Должность наименование товара Цена Доступно в магазине по адресу Установить нисходящее направление
Показывать
30 50 100
на страницу
Посмотреть как Сетка
Список
Позиции 1–30 из 52
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница Следующий
Сортировать по
Должность наименование товара Цена Доступно в магазине по адресу Установить нисходящее направление
Показывать
30 50 100
на страницу
Снегоочистители с реактивным двигателем | Блог MiGFlug.
com
Реактивные двигатели так полезны!
В России любят большую, тяжелую технику. А учитывая суровые погодные условия, имеет смысл иметь надежный истребитель, который легко обслуживать и взлетать с грунтовых взлетно-посадочных полос. Или использовать истребители для сдувания снега. Ждать. Чтоооо?
Снегоуборочные машины в России
Да, это снегоуборочная машина с реактивным двигателем. Или, если хотите, снеготаятель. В нем используются двигатели Микояна МиГ-15 Климов ВК-1, которые установлены в передней части грузовика. Этот двигатель создан на базе двигателя Rolls Royce RB.41 Nene и имеет сухую массу 872 кг. Есть и другие, использующие двигатели МиГ-17. Вот какие крутые русские!
Снегоплавильная установка на рельсовом ходу в г. Либерец – Чехия
И не только русские использовали эту прекрасную технологию. Ниже представлена рельсовая снегоплавильная установка в Чехии.
Снегоочиститель в аэропорту (мужской грузовик Урал)
Кстати, в США также действует снегоуборщик с реактивным двигателем (Croton West Yard – Hudson Line) – см. видео ниже.
Также они полезны на авианосцах. Грязная кабина? ПШХХХХХХХХХХ! Чисто оно. Вот так просто 🙂
русские очистили свой авианосец этим реактивным пылесосом
А тут еще этот забавный парень:
Тушение пожара в Ираке — горящие нефтяные месторождения
Венгры вышли на новый уровень. Реактивные двигатели могут помочь не только в холода и при большом количестве снега, но и при сильном пожаре. Еще одно классное использование истребительных двигателей. Помните, как Саддам поджигал нефтяные месторождения во время операции «Буря в пустыне»?
Хотите верьте, хотите нет, но эта безумная штука на самом деле пожарная машина. Венгерские инженеры взяли танк Т34 (российский танк времен Второй мировой войны) и привязали сверху два реактивных двигателя от МиГ-21. Он называется «Большой ветер» и использовался легендарным пожарным Полом Нилом «Красным» Адэром, который специализируется на больших пожарах, особенно на горящих нефтяных скважинах. Ред Адэр был узкоспециализированным новатором и опасной профессией по тушению и ликвидации прорывов нефтяных скважин, часто с использованием взрывчатых веществ или, как в данном случае, «большого ветра».
«Большой ветер» — определенно самая крутая пожарная машина! Смотрите видео ниже.
И это было первое, что помогло эффективно избавиться от огня! И это было так хорошо, что все пожарные, которые раньше не умели тушить горящие нефтяные скважины, немного завидовали и называли это «Пушкой Гулаш».
В чем преимущества и недостатки двухголового лазерного СО2 ЧПУ станка? ✭ «ЧПУ24»
Что это за зверь такой, кому нужен, какие варианты использования? Разбираемся вместе с компанией ЧПУ24.
Технология функционирования прибора
Использование СО2 станков для резки лазером стало неотъемлемой составляющей многих сфер жизни. Такую конструкцию устанавливают и активно используют не только на предприятиях промышленного типа, но также в гаражах, домах, мастерских. Используется резка лазером для работы практически с любыми поверхностями:
из фанеры;
деревянной;
текстильной;
кожаной;
бумажной;
различных видов пластика;
металлической и других материалов.
Изделия, выполненные посредством востребованной лазерной технологии, окружают повсюду и принимаются повсеместно. Это ювелирные поделки, сувениры, инструменты, детали и многое другое.
В основе этого способа обработки лежит тепловое воздействие лазерного луча на обрабатываемую поверхность материала. Генерация луча происходит в лазерной трубке, в которую закачана смесь газов. Основным, из которых является газ СО2, который и дал название самой трубке, технологии и название оборудованию. После выхода из трубки луч через систему зеркал доставляется на фокусирующуюся линзу, установленную в лазерной голове. С помощью системы ЧПУ мы задаем мощность выходящего луча и скорость перемещения лазерной головки. В зависимости от этих параметров мы получаем либо резку материала, либо гравировку.
Основные достоинства
В подавляющем количестве лазерных станков установлена одна лазерная головка с помощью которой мы выполняем резку и гравировку и соответственно одна лазерная трубка определенной мощности. От мощности трубки зависит предельная толщина разрезаемого материала — чем больше мощность, тем больше толщина прорезаемого материала, так же изменяется и качество гравировки, чем трубка мощнее, тем у нее больше пятно контакта и тем менее детальная гравировка.
Так в чем же преимущество станка с двумя рабочими головами, перед станком с одной?
Две лазерные головы за единицу времени сделают ровно в два раза больше продукции чем одна. Это справедливо по отношению как к резке, так и к нанесению гравировки. Рабочее поле делится на две части: правую и левую. В зависимости от размера рабочего поля это может быть, например, 1300мм, тогда рабочее поле каждой лазерной головы будет 650мм или 1600мм, тогда рабочее поле будет 800мм. Область обработки от нас к нам при этом остается неизменной.
Универсальность.
Если у вас есть потребность использовать все рабочее поле станка, то это тоже возможно. Можно сдвинуть одну из лазерных голов в сторону и отключить лазерную трубку.
В рабочем положении
Лазерные головы сдвинуты
Вариативность и подстраховка.
Можно использовать лазерные трубки одинаковой мощности, а можно разной. В этом случае достигается как уже было сказано увеличение производительности. Кроме этого, лазерная трубка или блок питания лазерной трубки может выйти из строя в самое неподходящий момент. Пока мы ждем комплектующие на замену, оборудование стоит, сроки горят, заказчик недоволен. В Станке с двумя головами и лазерными трубками мы можем продолжать работать, да медленнее, но пока ждем комплектующие на замену, мы доделаем заказ и отдадим их клиенту.
Можно использовать лазерные трубки разной мощности. Например, одна лазерная трубка 130вт, мы ее используем для раскроя материалов, например, фанеры, кожи, а вторая 50вт для нанесения тонкой гравировки.
Цена
Обе лазерные головки и лазерные трубки установлены в одном и том же корпусе станка, если бы это была модель с одной лазерной головкой и лазерной трубкой. Обе лазерные головки закреплены на одном и том же портале, обеим движение передает один и тот же двигатель, обеими управляет один и тот же контроллер. Даже охлаждаться лазерные трубки могут от одного и того же чиллера. Например, в модели чиллера CW-5200 может быть, как два входа, так и четыре, соответственно для одной и двух трубок. Поэтому в зависимости от модели лазерного станка и мощности лазерных трубок происходит незначительное удорожание оборудование, чаще всего, оно укладывается в 10-15% от цены модели с одной головой.
Данное оборудование не занимает больше места в сравнении с вариантом использования двух лазерных станков, соответственно можно не переплачивать за аренду помещения, использовать незанятые метры под склад и другие нужды.
Лазерная головка перемещается только в одну сторону — Неисправность электрики/электроники лазера
#1
OFFLINE
korsakov
Отправлено 19 Февраль 2016 — 18:00
Rabbit 6090se вдруг, ни с того ни с сего, станок перестал нормально работать. Головка уехала до упора вправо. После остановки, стрелками на панели попытался сдвинуть головку: едет вперед-назад, влево НЕ ЕДЕТ. Вручную поставил головку в центр. При нажатии на панели стрелки вправо — головка едет вправо, а при нажатии стрелки влево — головка ДВИГАЕТСЯ ВПРАВО.
Подскажите, что могло произойти — до этого работал, нареканий не было.
Наверх
#2
OFFLINE
Alexandr Kiselev
Отправлено 19 Февраль 2016 — 18:18
Пропало движение по оси «Х», смотрите провода от шагового двигателя до драйвера, скорее всего причина в обрыве провода в гибком кабель-канале.
Техника не ошибается!» А разве технику придумали не люди!? А им как раз и свойственно ошибаться! Лучший контролер — совесть! Но лучшая совесть, все же, контролер… Ремонт: замена одних неисправностей другими.
Наверх
#3
OFFLINE
vv92
Отправлено 19 Февраль 2016 — 18:29
Дир смотрите на этой оси.
С Вас пиво, чё.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#4
OFFLINE
korsakov
Отправлено 19 Февраль 2016 — 18:50
Тема закрыта. Отошли провода на штекере, которым подключается провод к драйверу. Вместо пива могу предложить молока, нашего монастырского, приезжайте в гости))
Наверх
#5
OFFLINE
maximsoft
Отправлено 30 Май 2018 — 23:23
Добрый день.
Прошу помощи в диагностике неисправности.
AWC 708c lite перемещение по Y только в одну сторону. Станок новый, но, по идее, электроника должна была быть настроена производителем.
Дан станок: плата AWC 708c lite драйвер CWD556 (CW-motor) движки NEMA 23 (57BHH76 499B 30AB) Концевые датчики механика, нормально открытые. Ноль станка по датчикам СверхуСправа
Проблема:
При включении станка, после двойной отработки датчика портал пытается уйти вверх с соответствующим грохотом. При выключенном станке отвели портал вниз(по оси Y), затем включили станок и, не дав порталу дойти до концевика нажали последний самостоятельно, дважды. Станок естественно подумал что он достиг датчика и голова поехала как и положено влево, на свой ноль, а портал вверх.
Далее было обнаружено, что при нажатии на лицевой панели кнопок перемещения влево-вправо голова отрабатывает адекватно, а вот при нажатии вверх вниз портал едет ВСЕГДА вверх. Т.е. при противоположных сигналах управления осью мотор крутит только в одну сторону.
Собственно, что делать?
пс на драйверах лампочки правильно горят?
Сообщение отредактировал Admin: 31 Май 2018 — 07:02
Перенесено
Наверх
#6
OFFLINE
niksooon
Отправлено 30 Май 2018 — 23:35
тестер в зубы руки и отследить уровень сигнала Dir( и его изменение при реверсе движения) оси У от выхода контроллера до входа драйвера……
Наверх
#7
OFFLINE
maximsoft
Отправлено 31 Май 2018 — 00:04
Мне это в новинку. +Нет возможности оперативно производить манипуляции со станком.
Почитал про драйвера и понял — если низкий сигнал DIR приходит на оба направления — обрыв или короткое.
У меня еще вопрос — сигнальные диоды на драйвере горят в штатном режиме?
Наверх
#8
OFFLINE
KuZ
Отправлено 01 Июнь 2018 — 13:49
сигнальные диоды на драйвере горят в штатном режиме?
Диоды будут гореть в штатном режиме, даже если движение будет не в ту сторону. Диоды загораются от перегруза по току или от перенапряжения..
«Знаю я эти культурные дома. Иконы, самовары, Нефертити… Какие-то многозначительные черепки… Уйма книг, и все новенькие. .. А водки — на донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил? Занялся более важными делами?..» С. Довлатов.
Наверх
#9
OFFLINE
maximsoft
Отправлено 01 Июнь 2018 — 22:03
В общем dir нормально доходит к драйверу. Драйверы и моторы меняли местами. Неисправность в драйвере, кажется.
Наверх
#10
OFFLINE
2ar
Отправлено 02 Июнь 2018 — 00:38
Драйверы и моторы меняли местами. Неисправность в драйвере, кажется.
При нажатии на стрелки управления сигнал на DIR (вход драйвера) меняется с 0 до 5в (тестером смотрел).
При замене моторов проблема остается на драйвере, т.е. другой мотор крутит только в одну сторону.
При замене входящего сигнала (смена осей с контроллера на драйвер) проблема остается на драйвере, т.е. мотор другой оси крутит в одну сторону.
Дополнительно вопрос переключатели(и провода на шаговый) верно стоят на драйверах? (глючный драйвер на четвертом фото)
Проконсультировался с электронщиком, говорит перегорел транзистор(ы) силовой, но измерил тестером сопротивление пар выходных контактов (А+А- и В+В-) — короткого нет.
Сообщение отредактировал maximsoft: 02 Июнь 2018 — 00:48
Наверх
#12
OFFLINE
2ar
Отправлено 02 Июнь 2018 — 01:02
глючный драйвер на четвертом фото
где фото?
Наверх
#13
OFFLINE
maximsoft
Отправлено 02 Июнь 2018 — 01:15
Пятое сообщение в теме
http://mir-cnc.ru/to…ну-ст/?p=251789
Наверх
#14
OFFLINE
maximsoft
Отправлено 05 Июнь 2018 — 15:23
В общем, накрылся драйвер. После диагностики выявился нерабочий контроллер.
Оптопары пропускают сигнал нормально, сигнал доходит к контроллеру, но не выходит. Транзисторы выходные в порядке.
Вопрос. Можно ли воткнуть на его место вот такой драйвер?
https://refit.com.ua…una-2dm556.html
Наверх
#15
OFFLINE
Evgeni1010
Отправлено 07 Май 2019 — 19:01
Сегодня произошла история с нежеланием идти головке в лево. Пока ковырялся что к чему, пока потрогал ведзе, позже решил еще раз проверить её ход. И о чудо, опять стала работать, зараза. Видимо где-то просто отошло… На всякий случай законтрил термоклеем заход проводов в двигатель.
Наверх
#16
OFFLINE
Evgeni1010
Отправлено 02 Январь 2020 — 20:27
Эпопея продолжилась вот сейчас (январь).
И так странное поведение головки по оси х.
Происходит следующее: при запуске станка (головка находится внизу стола): движение по Х (влево-вправо) есть. Поднимаю головку по У вверх, повторяю движение по оси Х (влево-вправо) — движение есть. Теперь опускаю головку на миллиметр вниз — движение в право пропало!
Снова поднимаю головку чуть выше, вверх, снова движение по оси Х (влево-вправо) есть, снова чуть вниз и сразу движение в право по Х пропадает.
Итог: поднимая головку вверх, движение по Х (влево-вправо) есть, чуть опустить — вправо исчезает, влево сохраняется.
И так все время сокращается поле по Х (вправо) до самого верха стола!
Менял местами драйвера двигателей реакция такая же.
Думал перебит провод. Но движение по Х (влево-вправо) есть с самого низа, до верха поля, по всей площади стола, пока есть движение вверх-вверх- вверх… как только сигнал чуть «вниз» — сразу «стоп по Х вправо» !!!
Такое ощущение что поле «поджимается» програмно или где то сбита какая то настройка движения по Х .
При чем все началось внезапно, вот только что вырезал файл, а повторить уже не получилось, даже лазер не выключал, просто пропало движение вправо и все!
ГАД !!! (до этого немного изменял размеры поля, в программе на компе), но все оставалось по прежнему. А сейчас, включил лазер, и опять ОН стал работать как прежде по всему полю верх -вниз, влево- вправо!
Он гад издевается!!!!
Вот сейчас все винты закручу на место, поверну его мордой к себе и он опять что нибудь выкинет… (хотя может и пронесет).
Самое обидное что не понимаю где его глючит! Чтобы этого позже не повторилось.
Наверх
#17
OFFLINE
3D-BiG
Отправлено 02 Январь 2020 — 20:32
Вместо гадания просто замените провод на этот движок, дабы быть уверенным, что дело не в нем. … И вернее всего будете жутко удивлены… Т.к. ток у лазеров на движки чаще всего не превышает 3.5А (не говорю о огромных станках, где 86 движки, а веду речь о станках с 57 движками), то из широкодоступных проводов возьмите КММ 4*0.35…
Сообщение отредактировал 3D-BiG: 02 Январь 2020 — 20:34
Наверх
#18
OFFLINE
Evgeni1010
Отправлено 02 Январь 2020 — 20:44
Ну точно, повторилась ситуация, все завернул, поставил мордой к себе. А он ГАД повторяет свои капризы. Да, видимо провод надо точно перекинуть.
Наверх
#19
OFFLINE
Evgeni1010
Отправлено 06 Январь 2020 — 21:54
Кинул провода на прямую к двигателю, от одного драйвера пашет, от другого нет, хотя раньше были некоторые потуги работать от «сбитого» драйвера, но похоже где то КЗ, убило мечту — просто о замене провода. Теперь жду посылку с Али, с драйвером.
Наверх
#20
OFFLINE
Evgeni1010
Отправлено 14 Январь 2020 — 19:00
получил драйвер…деньги на ветер…
Проблема в трех верхних проводах! Только что определил. Раньше ума то не хватило по раздельности контакты проверить. Зараза!
Syntron Драйвер шагового двигателя SH-20403
на верхнюю колодку идут три провода. На одном драйвере (X) эти контакты не пашут (ну как непашут, нет движения вправо, только влево), когда присоединяю три верхних от другого драйвера (Y), то работает. Что за провода и что проверить? На заводе посоветовали проверить концевик, просто отсоединить, отсоединил,таже херня осталась. Так думаю что верхние провода идут к плате? Вероятность пробоя в проводах скорей всего никакая. Получается плата?
Сообщение отредактировал Evgeni1010: 15 Январь 2020 — 01:03
Наверх
Лазерные головки для гравировки с ЧПУ ⁎ Лазерные системы, драйверы, модули, диоды
Гравировальные лазерные головки серии PLh4D-XT
Все преимущества серии PLh4D-6W унаследованы лазерными головками серии PLh4D-XT: универсальность, компактные размеры, скоростной драйвер. Кроме того, все аксессуары серии PLh4D-6W совместимы с серией PLh4D-XT.
Гравировальные лазерные головки PLh4D-XT-Series созданы как серия специализированных лазерных головок для гравировки с очень высоким разрешением и резки материалов с ультратонкой линией.
Витрина лазерных проектов с ЧПУ для вдохновения
Художественные работы, присланные клиентами, являются для нас источником лучшего вдохновения и мотивируют нас продолжать создавать и улучшать продукты.
Они также являются отличным источником вдохновения для других. Именно они извлекают выгоду из плодов ваших талантов.
Какие инструменты вы используете в своей работе? Какие материалы? Какие методы вы используете?
Мы будем публиковать самые интересные материалы на нашем веб-сайте и в профилях социальных сетей — присылайте их нам по электронной почте.
Модернизация лазера для популярных станков с ЧПУ
С нашим адаптером PLh4D-CNC подключение к
любому станку с ЧПУ становится простым и интуитивно понятным . Наши комплекты модернизации лазера ЧПУ работают со всеми типами сигналов модуляции, используемыми контроллерами ЧПУ: аналоговый 0–5 В или 0–10 В, сигнал шпинделя ШИМ, сигнал ТТЛ, обратный сигнал ТТЛ. Дополнительные входы включения позволяют интегрироваться в системы ЧПУ, которые используют сигналы управления безопасностью, такие как кнопки аварийного останова. Наши лазерные головки серии 6W представляют собой модули с потребляемой мощностью лазера 30 Вт, которые обеспечивают реальную оптическую мощность 6 Вт.
Мы предлагаем комплекты лазерной модернизации для станков с ЧПУ, включая i2R, Avid, Workbee, LEAD, Axiom, Onefinity, Shapeoko, Stepcraft и X-Carve, а также другие фрезерные станки с ЧПУ с пошаговыми инструкциями по установке.
Высокопроизводительный промышленный лазер для обработки
Высококачественные высокопроизводительные лазерные головки для популярных станков с ЧПУ и промышленных станков, облегчающие резку и гравировку. Модули лазерной гравировки PLh4D-15W с низким энергопотреблением менее 85 Вт помогают сократить эксплуатационные расходы вашего производственного предприятия.
Упростите свою работу. Достигайте своих целей.
Превзойти ожидания.
Мы рады представить наш новый веб-сайт, посвященный оборудованию для лазерной гравировки. Ваш текущий логин и пароль учетной записи будут работать на обоих веб-сайтах.
Дерево
Металл
Кожа
Текстиль
Керамика
Другое
Что говорят наши клиенты?
Jim Neeb
Petter Theland
Peter Lydman
Tiran Dagan
Adam Haręża
Chris H.
James Wegner
Øyvind Amundsen
Kim Es
Gabriel Prieto
Bryan A.
Joe Van Beckum Last Leg Woodworks.
Лазерная головка PLh4D-15W для лазерной гравировки и резки
Первая трехдиодная лазерная головка для гравировки
Новейшее дополнение к нашей линейке промышленных лазерных головок для резки и гравировки, пожалуй, самый универсальный лазер для гравировки на рынке ЧПУ. Обладая реальной оптической мощностью 15 Вт, а также новым дизайном, эта компактная лазерная головка может обрабатывать широкий спектр древесных материалов, кожи, текстиля и пластика, кратко изложенных в разделе «Применения лазера Blue CNC» ниже. Это также первая компактная лазерная головка с ЧПУ, которая не только маркирует металл, но и глубоко гравирует его. Поскольку он использует синий лазерный свет, он может эффективно обрабатывать материалы, с которыми борются инфракрасные лазеры. Кроме того, его можно адаптировать практически к любому станку с ЧПУ. Этот легкий, мощный, экономичный и простой в использовании лазер является идеальным выбором как для крупносерийного промышленного применения, так и для требовательных индивидуальных пользователей.
Комплект полной лазерной модернизации с лазерной головкой мощностью 15 Вт для всех станков с ЧПУ
Вы можете напрямую приобрести комплект для своего станка с ЧПУ, используя приведенный ниже список (A–Z)
Если вы хотите узнать Подробнее о PLh4D-15W вы можете прочитать ниже.
Применение синего лазера с ЧПУ
Деревообработка
Гравировка синим лазером позволяет получить детализированный рисунок с закругленными краями, а также затемнить цвет древесины. Лазерная гравировка может быть использована для гравировки логотипа или фотографии, что невозможно сделать с помощью фрез. С помощью PLh4D-15W можно выполнять лазерную гравировку дерева и древесных материалов, в том числе пробки, ДСП, ДСП, ольхи, вишни, клена, МДФ, липы, бальзы, шпона, древесноволокнистых плит средней и высокой плотности. Для этих приложений скорость жизненно важна. PLh4D-15W может гарантировать, что ваш бизнес или домашняя мастерская останется на шаг впереди. Высокий уровень поглощаемой оптической мощности позволяет гравировать фанеру со скоростью 100 мм/с.
Кожевничество
Еще одно интересное применение PLh4D-15W — кожевенное дело. Вы можете выполнять лазерную гравировку и резку кожи высшего качества, цельнозерновой кожи, кожи с исправленным зерном и проклеенной кожи. Эта лазерная головка мощностью 15 Вт может резать кожу толщиной 1,3 мм за один проход со скоростью 21 мм/с (что эквивалентно 75 м в час или 1,8 км (1,1 мили) за 24-часовой рабочий день лазерной машины). Это происходит без обугливания краев. Он может гравировать кожу со скоростью > 100 мм/с при мощности 40%.
Широкий ассортимент текстиля
Высокое поглощение синего лазерного излучения для различных материалов обеспечивает быструю резку без повреждения защитных слоев, используемых при резке текстиля. Синяя лазерная резка и гравировка подходят для различных типов текстиля, включая Cordura™, алькантару, войлок, нейлон 1080 денье, джинсы, коротковолокнистый хлопок, шерсть, шотландку, флис, белый полиэстер, софтшелл, шелк, кружево и лен. Высокая удельная мощность позволяет лазерную резку тканей с углеродной и нейлоновой пряжей, а также белых тканей. Многие прочные материалы, используемые в производстве палаток, воздушных змеев и сумок, можно резать со скоростью 60 мм/с.
Гравировка нержавеющей стали
PLh4D-15W также подходит для гравировки сплавов нержавеющей стали. На примере фотографии с ножом мы сделали гравировку со скоростью 6 мм/с. Синяя лазерная головка мощностью 15 Вт может маркировать нержавеющую сталь со скоростью 33 мм/с.
Гравировка углеродистой стали
Вы не можете гравировать инструментальную сталь и виды стали с высоким содержанием углерода с помощью синего лазера мощностью 6 Вт. Однако наши тесты показали, что синяя лазерная головка мощностью 15 Вт может гравировать как быстрорежущую, так и мягкую сталь. Фактически, контраст и точность позволяют выгравировать рабочий QR-код.
Резка и гравировка пластмасс
Еще одним применением PLh4D-15W является резка и гравировка синтетических полимеров. Вы можете резать и гравировать лазером такие пластмассы, как поликарбонат, АБС-пластик, ацетали, нейлон, акрил, PLA, поликарбонат, полиэфиры, полимеры с микроповерхностью, полиуретан, полиэтилены, фторполимеры, PEI, полипропилен, вулканизированное волокно, PEEK, полиимиды, пластмассы Rowmark®. , ППО, полистирол и пленка VCF. Например, наши испытания показали, что синий лазер мощностью 15 Вт может резать цветной ПММА за один проход со скоростью 2,5 мм/с.
Характеристики продукта
Непревзойденная оптическая мощность в своем классе
Использует несколько мощных синих лазерных диодов для масштабирования оптической мощности.
Сопло для подачи воздуха под высоким давлением снижает потребность в техническом обслуживании
Сопло для подачи воздуха под высоким давлением позволяет очищать объектив в 10 раз реже. Сжатый воздух также ускоряет процесс резки и гравировки, удаляя дым и предотвращая чрезмерное накопление грязи на линзе. Кроме того, направленный поток воздуха охлаждает рабочую зону, что приводит к отсутствию дефектов и равномерному контрасту гравировки.
Доступны с двумя соплами разной длины для резки тонких и толстых материалов
Питание от синих лазерных диодов
В отличие от инфракрасного света, синий свет легче поглощается многими промышленными материалами. Это напрямую связано с несколькими преимуществами, включая снижение энергопотребления и более компактный теплоотвод.
Встроенная управляющая электроника
Во многих лазерных головках диод соединен с драйвером диода длинным кабелем, а соединение осуществляется с помощью разъемов. Длинные провода характеризуются значительными индуктивными эффектами. Это приводит к задержке отклика диода по отношению к драйверу диода и, как следствие, к размытым линиям. Разъемы более склонны к отсоединению, чем соединение, выполненное посредством прямой пайки. Отсоединение во время лазерной обработки может привести к повреждению лазерной головки.
Долгий срок службы
Лазерные головки Opt Lasers — это станки с ЧПУ промышленного класса. Механические части изготовлены из обработанного алюминия. Наши продукты разработаны с учетом оптимизации охлаждения. Инвестиции в оборудование высочайшего качества гарантируют наилучшие характеристики и цену.
Прецизионные асферические линзы
Каждый лазерный модуль содержит четыре прецизионно отлитых линзы, каждая из которых практически не имеет дефектов. В сочетании с многослойным просветляющим покрытием, нанесенным методом вакуумного напыления, эта конструкция обеспечивает превосходные оптические характеристики и впечатляющую плотность мощности 1,5 МВт/см².
Синергия мощности и узкое пятно луча
Оптическая система объединяет лучи от нескольких мощных лазерных диодов и фокусирует их в узкое пятно. Это приводит к высокой удельной мощности, что дает универсальность для гравировки различных материалов, включая нержавеющую сталь, инструментальную сталь и титан.
Легкая конструкция Подходит практически для любого станка с ЧПУ
Благодаря легкому алюминиевому корпусу лазер весит менее 800 г. Поскольку типичный шпиндель с ЧПУ весит примерно 1,8 кг, станки с ЧПУ могут без труда управлять им.
Простая интеграция
Может быть установлен практически на любом станке с ЧПУ, так как он принимает как аналоговые, так и ШИМ-сигналы ЧПУ.
Instant-On Power
No warm-up time
Product Specifications
Item
Typical Value
Comments
Optical Power
15 Вт
T-окр. = 25°C
Центральная длина волны
445 нм
Рабочее расстояние
4 мм (0,157 дюйма)
Расстояние от кончика воздушного сопла
Ширина пятна луча
<180 мкм (0,007 дюйма)
Размеры
167 х 70 х 87 мм
Д x В x Ш, с присоединенной насадкой
Схема монтажных отверстий
77 х 68 мм
M3 (#4-40) или M4 (#8-32) рекомендуется
Вес
790 г (27,8 унции)
Напряжение блока питания
22–24 В постоянного тока
Потребляемая мощность
<85 Вт
Вход модуляции 1
0-5 В
Аналоговый/ШИМ/ТТЛ
Вход модуляции 2
0–3 В, 0–5 В, 0–10 В, 0–24 В
ШИМ/ТТЛ
Макс. Мод. Пропускная способность
30 кГц
Рекомендуется 5–10 кГц
Рабочая температура
10–45°C (50–113°F)
Стандартный размер шланга воздушной форсунки
4 мм (5/32″)
Макс. Давление воздуха
бар (72 фунтов/кв. дюйм)
Видео по продукту — быстрое гравюра и резание
Видео продукта — однопроходная гравировка и резание
7777. :
Если вы не можете найти интересующий вас материал в приведенной ниже таблице, не стесняйтесь обращаться к нам с помощью Анкеты для проверки материалов.
К сожалению, в данный момент этот товар недоступен для покупки
Вы можете подобрать аналоги в группе:
Перфораторы
Описание и характеристики
Отзывы
Ресанта
Перфоратор — электроинструмент, аналогичный дрели, но с наличием не механического, а пневматического ударного механизма. Именно поэтому перфоратор используют для сложных работ по твёрдым материалам — бетону, кирпичу, металлам. Агрегат используется для сверления и пробивания отверстий в прочных материалах без приложения особых физических усилий со стороны оператора. Принцип работы перфоратора – это разрушение обрабатываемого материала с помощью поступательных и вращательных действий рабочего элемента. Состоит перфоратор из электрического двигателя, редуктора, ударного механизма и патрона для крепления рабочих инструментов (буры, коронки, зубила и т.д.). Режимы подбираются исходя из типа работ, которые нужно проводить. Чем больше режимов в инструменте, тем он лучше справится с любым спектром работ: — В режиме сверления перфоратор не отличается от обычной дрели и используется для сверления отверстий в различных материалах (дерево, металл). — Сверление с ударом происходит при помощи вращательных и поступательных движений одновременно. Этот режим незаменим для сверления отверстий в твёрдых материалах (камень, бетон). — Функция удара. В этом режиме инструмент работает подобно отбойному молотку, происходят только ударные движения. В этом режиме можно с лёгкостью рушить обрабатываемые поверхности из бетона и камня. Перфоратор П-32-1000К имеет все три режима работы: сверление, сверление с ударом и функция удара. Предусмотрена система защиты рабочего механизма от попадания пыли. У Перфораторов Ресанта горизонтальное расположение двигателя, которые расположены параллельно ударной оси. Преимущество горизонтальных моделей – удобство в эксплуатации. Горизонтальные перфораторы менее громоздки и позволяют проводить работы в труднодоступных местах. Преимущества: — Прорезиненный ударопрочный корпус — Перфоратор снабжён предохранительной муфтой, отключающей вращение инструмента при его заклинивании — Наличие нескольких режимов работы — Установленный патрон SDS-plus делает простым процесс смены расходного материала — Наличие регулируемого ограничителя глубины сверления. — Система защиты рабочего механизма от попадания пыли — Блокировка кнопки включения — Электронная регулировка оборотов
Источник питания
от сети
Напряжение, В
220
Мощность, Вт
1000
Модель
П-32-1000К
Вид патрона
SDS-Plus
Max диаметр сверления, дерево
40
Max диаметр сверления, металл
13
Max диаметр сверления, бетон
40
Артикул
75/3/3
Сила удара
5. 2 Дж
Частота вращения, об/мин
0-1100
Число скоростей
1
Бесщеточный тип двигателя
нет
Функции
режим удара, режим долбления, реверс, регулировка оборотов
Класс инструмента
полупрофессиональный
Упаковка
кейс
Частота ударов, уд/мин
0-4900
Вес, кг / шт
3
Штрихкод
4606059029625
Ресанта — ведущий поставщик товаров на рынке электротехнического оборудования. На сегодняшний день в каталоге вы найдете стабилизаторы напряжения, сварочное аппараты, тепловое оборудование, устройства бесперебойного питания, мультиметры, тестеры и другое электротехническое оборудование.
*подарок за покупку
Если Вы обнаружили ошибку в описании, выделите фрагмент текста и нажмите Ctrl + Enter
Все характеристики, изображения и описание товара «Перфоратор Ресанта П-32-1000К (1000 Вт)» носят информационный характер и не являются публичной офертой, определяемой положениями статьи 437, пункт 2 Гражданского Кодекса РФ. Все цены, указанные на сайте, являются максимально рекомендуемыми розничными ценами и могут отличаться от цен региональных магазинов. Для получения подробной информации необходимо обращаться в Службу заказов «СТРОЙУДАЧА». Опубликованная на сайте информация может быть изменена в любое время без предварительного уведомления.
Инструмент поиска почтового индекса поможет вам найти районный офис DWC, обслуживающий ваш почтовый индекс.
Часы работы суда
Заседание суда:
с 8:30 до 12:00 утренняя сессия 13:30 до 17:00 послеобеденная сессия
Мастерская травмированных:
Семинары проходят через Zoom в 15:00. в первую пятницу каждого месяца на английском языке и в третью пятницу каждого месяца на испанском языке.
Альтернативная подача во время COVID-19:
Напишите нам по электронной почте
Чтобы запросить продолжение или связаться с офисом:
Напишите нам по электронной почте
Вестибюль суда открывается за 30 минут до начала судебного заседания.
Прилавок работает с понедельника по пятницу (кроме праздничных дней). Документы могут быть проштампованы и подшиты к кассиру.
Часы прохода: с 8:00 до 11:00 и 13:00. до 16:00 С понедельника до пятницы.
Детей нельзя отдавать в суд.
Еда и напитки запрещены в залах суда и приемных. Пожалуйста, выключайте мобильные телефоны при входе на территорию.
Как добраться до суда
Поездом:
Станция Metrolink Санта-Ана (обслуживаемая линиями Inland Empire — Orange County Line и Orange County Line) находится примерно в четырех милях.
На автобусе:
Информация Транспортного управления округа Ориндж, расписание и стоимость.
На машине:
Как добраться до районного отделения Санта-Ана.
Парковка
Рядом со зданием имеется парковка. Плата составляет до $ 18,00 в день. Есть дополнительная парковка через дорогу по адресу 3 Macarthur Place и примерно в ½ квартале от отеля Doubletree. Парковка на обоих участках платная.
Ближайшие закусочные
Через двор, на Макартур-плейс, 1, есть кафе. Между двумя зданиями много места для сидения на свежем воздухе. Кроме того, в Хаттон-центре, который находится в нескольких минутах ходьбы, есть несколько ресторанов, кафе и заведений быстрого питания.
Запрещается есть или пить в зале ожидания суда или в зале слушаний.
Сентябрь 2022
Центр семейного здоровья UCI Health — Санта-Ана | UCI Здоровье
Семейные медицинские центры UCI Health, расположенные в Санта-Ана и Анахайме, являются старейшим федерально квалифицированным медицинским центром (FQHC) в округе Ориндж. С 1985 года мы готовим студентов-медиков, практикующих медсестер, фельдшеров и резидентов в области семейной медицины, педиатрии, акушерства и гинекологии. Мы связаны с UCI Health, Медицинской школой UCI и Школой медсестер Сью и Билла Гросса в UCI.
Управление ресурсов и услуг здравоохранения (HRSA), агентство Министерства здравоохранения и социальных служб США, признало нас на национальном уровне за постоянное улучшение лечения диабета.
Миссия Центра семейного здоровья UCI Health — Санта-Ана — улучшать здоровье и благополучие наших пациентов, предоставляя высококачественную, доступную и всестороннюю первичную помощь каждому члену семьи, от новорожденных и детей до подростков. и пожилые люди. У нас есть давняя история предоставления инновационной помощи посредством групповых медицинских посещений и предоставления интегративной терапии и лечения здоровья, включая программы обучения акупунктуре и осознанности, а также учебную кухню. Для обеспечения такого уровня ухода требуется необыкновенная команда.
Миссия
Приносить здоровье нашему сообществу по одному пациенту, по одной семье за раз.
Vision
Обеспечение превосходного, доступного, заботливого ухода, ориентированного на пациента. Предоставление возможностей для передового обучения и вдохновение будущих поставщиков медицинских услуг для обслуживания недостаточно обслуживаемых.
Посмотреть особенности доступности этого места ›
Услуги
Медицинское обслуживание для всей семьи, включая диагностику и лечение диабета, высокого кровяного давления, астмы, артрита, детских болезней, беременности и многих других состояний
Охрана здоровья детей, в том числе уход за детьми, медицинский осмотр в школах, диагностика и лечение инфекций и уход за детьми с особыми потребностями
Охрана здоровья женщин, включая мазки Папаниколау, обследования молочных желез, планирование семьи и дородовой уход
Прививки (во время приема у врача)
Встречи в тот же день
Стоматологическая помощь
Лабораторные испытания
Консультации по питанию
Аптека
Социальные услуги
Двуязычный персонал *
* Возможен перевод на месте. Языки включают, но не ограничиваются этим, английский, испанский, вьетнамский, мандаринский/китайский и фарси.
Запись на прием
Запланируйте посещение нового пациента, медицинский осмотр или встречу в тот же день, позвонив нам по телефону 657-282-6355.
Направления
В зависимости от вашего медицинского страхования мы можем помочь вам записаться на прием к специалисту. Во избежание задержек ознакомьтесь со своим планом страхования.
Страхование и выставление счетов
Центр семейного здоровья UCI Health — Санта-Ана принимает множество планов страхования. В зависимости от вашего плана вас могут попросить внести доплату во время визита в офис. Для пациентов с низким доходом доступна скользящая шкала оплаты.
При каждом посещении, пожалуйста, предоставьте копию вашей действующей карты(-ок) медицинского страхования или вашего письма о соответствии критериям текущего покрытия. Если у вас есть вопросы по оплате, позвоните по телефону 714-456-6324.
Модуль технического зрения TrackingCam является сенсорным устройством для исследования окружающего пространства путем обработки и анализа изображения со встроенной видеокамеры. Модуль предназначен для применения с различными образовательными робототехническими наборами и может использоваться для создания роботов, способных распознавать и анализировать объекты по ряду признаков — цвету, размеру, форме и т.д.
Характеристики
Производитель:
ООО «Прикладная робототехника»
Страна производитель:
Россия
20000 руб
Предзаказ
Подробнее
360 Laser Distance Sensor LDS-01 — это вращающийся на 360 градусов лазерный дальномер, позволяющий собирать данные о расстоянии до расположенных вокруг робота объектов для последующего использования этих данных в SLAM-алгоритмах.
Характеристики
Производитель:
Robotis
Страна производитель:
Корея
26000 руб
Предзаказ
Подробнее
Универсальный робототехнический контроллер LAVR применим для работы с элементной базой наборов — Lego, Arduino, VEX, Robotis и позволяет использовать комплектующие данных наборов одновременно в составе одной модели.
Характеристики
Производитель:
ООО «Прикладная робототехника»
Страна производитель:
Россия
48000 руб
Предзаказ
Подробнее
Образовательный робототехнический комплект представляет собой набор, применяемый для индивидуальных и групповых занятий, в том числе для одновременной разработки двух роботов на базе контроллеров различного типа и разработки систем управления групповым взаимодействием робототехнических комплексов. Комплект может применяться для исследовательской деятельности в инженерной лаборатории, студии прототипирования или ЦМИТ.
74000 руб
В наличии
В корзину
Подробнее
Комплект для разработки автономных мобильных роботов на основе образовательных робототехнических конструкторов. В состав комплекта входит: навигационный контроллер с интегрированным программным обеспечением, система технического зрения, лазерный сканирующий дальномер.
Характеристики
Производитель:
ООО «Прикладная робототехника»
Страна производитель:
Россия
240000 руб
Предзаказ
Подробнее
Запчасти и дополнительное оборудование для роботов от ДС Роботикс
Запчасти и дополнительное оборудование для роботов от ДС Роботикс
Оценить мой проект
Заказать сервис
Уникальный подбор оборудования и компонентов для роботизации вашего производства
Разнообразие операций, доступных промышленным манипуляторам насчитывает тысячи применений, но ни одно из них невозможно без подобранного наиболее оптимальным образом комплекта дополнительного оборудования и профессионального интегратора, который сможет идеально скоординировать взаимодействие всех компонентов и с наибольшим эффектом объединить их в один слаженно работающий механизм/ участок/комплекс.
Экспертиза и опыт команды ДС-Роботикс, накопленная в десятках проектов для широкого спектра промышленных применений, поможет разработать и реализовать оптимальное и надежное решение под индивидуальные требования именно Вашего производства.
Мы используем компоненты и дополнительное оборудование премиум-класса от мировых лидеров, т.к. только достоверно проверенное на практике качество являются решающим для эффективности робототехнического комплекса, конкурентоспособности изделий и производства в целом.
ПодробнееСвернуть
Сварочное оборудование
Оборудование для резки
Захватные устройства
Техническое зрение
Датчики и системы безопасности
Конвейерные системы
Роботизированная сварка — новые возможности традиционной технологии
Автоматизация процессов с помощью сварочных роботов и роботизированных ячеек — впечатляющая универсальность
Сварочный процесс применяется практически в любом производстве, и передача выполнения этой задачи роботам позволяет ускорить сварку, улучшить ее качество, повысить производительность труда и сэкономить финансовые ресурсы предприятия.
Автоматизация процессов с помощью сварочных роботов и роботизированных ячеек позволяет производить сварку с постоянной скоростью и высочайшей точностью, с соблюдением всех необходимых параметров. Один робот заменяет нескольких опытных сварщиков, при этом он может «повышать квалификацию» и осваивать обработку новых изделий.
Комплекты оборудования для роботизированной сварки могут быть использованы для решения самого широкого спектра задач. Они одинаково легко подключаются к различным типам роботов в новых системах, а также могут быть использованы для модернизации уже существующих.
Быстро прогрессирующие технологии роботизированной сварки постоянно требуют внедрения новых процессов и материалов.
Мы в ДС-РОБОТИКС сотрудничаем с ведущими мировыми и российскими производителями сварочного оборудования для всех доступных технологий.
Благодаря компетенциям и опыту реализованных проектов по роботизации сварки, использованию последних технических разработок, мы можем предложить эффективные решения практически для всех видов роботизированной сварки и широкого спектра материалов.
ПодробнееСвернуть
Сварочное оборудование
Оборудование для резки
Захватные устройства
Техническое зрение
Лазерная сварка
Прорыв в области раскроя материалов
Лазерная резка — один из самых современных и активно развивающихся видов обработки материалов.
Позволяет, как изготовить единичные детали с минимальными временными и материальными затратами, так и запустить массовое производство изделий.
Применение лазерной резки на этапе производства полуфабрикатов и заготовок изделий позволяет не только принципиально повысить качество заготовок, но и создает новые возможности для применения современных технологий и оборудования в основном производстве
Прорыв в области раскроя материалов
Использование метода лазерной резки позволяет быстро и качественно производить резку материалов, независимо от их теплофизических свойств, с минимальным тепловым воздействием и обеспечить минимальную ширину реза.
Технология обеспечивает высокую скорость и качество поверхности реза, исключая необходимость последующей обработки. В процессе раскроя только лазер может обеспечить выполнение микроотверстий и разрезов. Например, в металле: вплоть до 0,5 мм в диаметре.
Роботизация лазерной резки особенно эффективна, когда использование традиционных способов трудоемко или вообще невозможно, при условии обоснованного и разумного выбора области применения. Взаимная оптимизация компонентов: источника излучения, оптики, робота и устройства закрепления заготовок с оборудованием лазерной резки позволяет решать индивидуальные задачи конкретного производства и гибко перенастраивать оборудование при вводе новых изделий или изменении производственной программы.
Лазерная резка в первую в первую очередь используется для сталей, алюминия, его сплавов и других цветных металлов. Кроме того, данная технология применима для широкого круга неметаллических материалов, включая самые современные- композиционные материалы.
Совместно с партнером ЦК СПА мы разработаем и внедрим роботизированную лазерную резку на базе оборудования Precitec непосредственно под задачи вашего производства. Лазерные головки мирового лидера фирмы Precitec используются в самых разных технологических процессах, например таких как 2D/3D резка; они компактные и легкие, мощные и быстрые, точные и качественные.
ПодробнееСвернуть
Оборудование для резки
Оборудование для резки
Захватные устройства
Синергетический эффект: зажимная техника и автоматизация
Две ключевые технологии в одни руки
Опыт ДС-РОБОТИКС в обеих областях дал нам обширное представление обо всех сложностях зажимной технологии и автоматизации.
Понимая требования и нужды каждого из этих направлений, а также проблемы их согласования, предлагаем надежные международно- признанные ведущие технологии, основанные на многолетнем опыте и ежедневно создаваемых ноу-хау.
Захватные устройства для промышленных роботов
Это один из важных элементов роботизированного комплекса: с их помощью удерживается объект манипулирования- изделие, деталь, упаковка или вспомогательный инструмент. Современная техника комплектуется типовыми устройствами, но возможно спроектировать их индивидуально в зависимости от задач, которые будет выполнять робот.
Захватные устройства промышленных роботов должны обеспечивать надежный захват и удержание деталей, с которыми идет работа, а также быстроту переналадки и аккуратность. Робот не должен повреждать детали, с которыми он работает.
Устройства захвата для промышленных роботов отличаются по различным признакам. Например, по принципу действия захваты могут быть механическими, магнитными, вакуумными. Кроме того, бывают одно-, двух- и многозахватные устройства. Можно также подразделить устройства по характеру крепления – несменяемые, быстросменные, с автоматической сменой.
Также существуют различные виды управления – от неуправляемых устройств до адаптивных, которые максимально подстраиваются к объекту манипулирования и практически не уступают по гибкости человеческим рукам.
Независимо от того, насколько специфичны требования, предъявляемые к зажимному инструменту в разных отраслях, мы готовы предложить оптимальное решение, благодаря большому разнообразию продуктов и профессиональному подходу. Для любой отрасли.
ПодробнееСвернуть
Захватные устройства
Захватные устройства SCHUNK
Техническое зрение — высочайшая приспособляемость производственных процессов
Техническое зрение — высочайшая приспособляемость производственных процессов
Роботизированные системы на производстве могут работать неутомимо, точно и быстро.
Применение систем визуализации и обработки изображений — технического зрения, являются идеальным вариантом для создания полностью автоматизированных решений на базе промышленных роботов.
Использование технического зрения повышает гибкость и расширяет возможности роботизированных систем, позволяет отказаться от дорогостоящей технологической оснастки, исключает человеческий фактор.
Благодаря системам 2- и 3-мерного технического зрения, операции подачи и перемещения продукции, контроля качества и внешней поверхности, а также кромок, формы и размеров объединяются в один рабочий процесс. Техническое зрение помогает роботу без дополнительных сложных настроек и программирования взять деталь с движущегося конвейера, произвести сборку изделия, окраску, сварку и другие операции.
Современные системы технического зрения просты в установке и использовании. Простота обеспечивается за счет автоматической настройки, интеллектуальных алгоритмов и универсального, интуитивно понятного пользовательского интерфейса. Большинство алгоритмов и параметров встроены заранее, что позволяет быстро и легко вносить необходимые корректировки.
На сегодняшний день компоненты подобного оборудования отличаются высокой прочностью. Они специально создаются для работы в сложных промышленных условиях. Класс защиты современных сканеров и систем технического зрения очень высок, в среднем он находится на уровне IP54.
Исторически, подобные системы автоматизированного зрения встречались лишь в малом числе очень дорогих систем. Однако, стоимость, производительность и потребление энергии в системах электроники, достигнутые уже сегодня, проложили путь к широкому распространению машинного зрения в различных отраслях.
Ключевым партнером ДС-РОБОТИКС по техническому зрению уже много лет является компания SICK- один из признанных лидеров отрасли с более чем 60-ти летней историей. А целый ряд успешно завершенных проектов по внедрению технологии машинного зрения, позволили накопить неоценимый опыт в создании автономных роботизированных комплексов. Наши специалисты готовы помочь в выборе и реализации наилучшего решения даже для самых уникальных задач по использованию технического зрения.
ПодробнееСвернуть
Техническое зрение
Техническое зрение SICK
Техническое зрение — высочайшая приспособляемость производственных процессов
Техническое зрение — высочайшая приспособляемость производственных процессов
Роботизированные системы на производстве могут работать неутомимо, точно и быстро.
Применение систем визуализации и обработки изображений — технического зрения, являются идеальным вариантом для создания полностью автоматизированных решений на базе промышленных роботов.
Использование технического зрения повышает гибкость и расширяет возможности роботизированных систем, позволяет отказаться от дорогостоящей технологической оснастки, исключает человеческий фактор.
Благодаря системам 2- и 3-мерного технического зрения, операции подачи и перемещения продукции, контроля качества и внешней поверхности, а также кромок, формы и размеров объединяются в один рабочий процесс. Техническое зрение помогает роботу без дополнительных сложных настроек и программирования взять деталь с движущегося конвейера, произвести сборку изделия, окраску, сварку и другие операции.
Современные системы технического зрения просты в установке и использовании. Простота обеспечивается за счет автоматической настройки, интеллектуальных алгоритмов и универсального, интуитивно понятного пользовательского интерфейса. Большинство алгоритмов и параметров встроены заранее, что позволяет быстро и легко вносить необходимые корректировки.
На сегодняшний день компоненты подобного оборудования отличаются высокой прочностью. Они специально создаются для работы в сложных промышленных условиях. Класс защиты современных сканеров и систем технического зрения очень высок, в среднем он находится на уровне IP54.
Исторически, подобные системы автоматизированного зрения встречались лишь в малом числе очень дорогих систем. Однако, стоимость, производительность и потребление энергии в системах электроники, достигнутые уже сегодня, проложили путь к широкому распространению машинного зрения в различных отраслях.
Ключевым партнером ДС-РОБОТИКС по техническому зрению уже много лет является компания SICK- один из признанных лидеров отрасли с более чем 60-ти летней историей. А целый ряд успешно завершенных проектов по внедрению технологии машинного зрения, позволили накопить неоценимый опыт в создании автономных роботизированных комплексов. Наши специалисты готовы помочь в выборе и реализации наилучшего решения даже для самых уникальных задач по использованию технического зрения.
ПодробнееСвернуть
Датчики и системы безопасности
Техническое зрение SICK
Конвейерные системы
Робот-укладчик и конвейерная линия – синергетический эффект.
Конвейерные линии созданы для ускорения процесса производства, а роботизация позволяет полностью раскрыть их потенциал. Позволяя работать практически 24/7, со скоростью и точностью в разы превышающей возможности человека.
Со своей стороны применение «умных» конвейеров различного типа в роботизированных линиях и участках позволяют обеспечить бесперебойную и синхронизированную с основным циклом подачу заготовок.
Помогает автоматизировать и ускорить производственные процессы, в том числе при подаче заготовок на роботизированный комплекс или между снизить затраты компании там, где ручной труд лучше свести к минимуму.
Промежуточное транспортирование деталей внутри роботизированного технологического комплекса осуществляется с помощью простых роликов или пошаговых транспортеров или тактовых столов, имеющих строго фиксированные шаги перемещения, реализуемые специальными механизмами.
Применяются также линейные электродвигатели. Транспортирующие устройства могут работать как в прямоугольных координатах, так и в полярных (в виде дисков) или же по пространственным траекториям (в частности, спиралевидным). Заготовки можно устанавливать непосредственно на пластины тактового стола (рис. 8.13) либо на специальных приспособлениях (спутниках), которые крепятся на пластинах.
Конвейерные линии представляют собой связующую нить между производственного участками процесса, значительно снижая как время подбора, так и трудозатраты на перемещение лотка с заказом между различными частями системы.
ПодробнееСвернуть
Конвейерные системы
Конвейерные системы
Промышленные роботы могут выполнять тысячи различных операций. Они гибкие в использовании и адаптируются под условия любого производственного процесса. Быть универсальными автоматизированными помощниками им помогает дополнительное оборудование.
Комплектующие для робототехники существенно расширяют диапазон функциональных возможностей. Современная роботизация, прежде всего, направлена на поиск уникальных решений. Ведущие производители промышленных роботов предлагают качественные стандартизированные технологические пакеты, которые также доказали свою эффективность на тысячах предприятий по всему миру.
Вместе с тем, можно подобрать совершенно новые комбинации оборудования и в результате получить слаженно работающий комплекс, который будет отвечать всем требованиям именно вашего производства.
Команда ДС-РОБОТИКС применяет индивидуализированный подход для каждого клиента. Мы поможем подобрать лучшие комплектующие для робототехники, до мелочей продумаем технические возможности и оснастим роботов именно теми инструментами, которые позволят им быть максимально полезными на производстве. Мы используем компоненты премиум-класса от лидеров робототехники с мировым именем. Компания ДС-РОБОТИКС предлагает только те технологии, в надежности
Среди самых распространенных условий заказчиков – возможность использования роботов и для новых задач, например, в случае изменения линейки продукции. Широкая область применения актуальна также на тех производствах, где выпускается много видов изделий, соответственно, важно, чтобы роботизированный помощник при сохранении высокого качества умел обрабатывать детали с различными свойствами.
Для этого роботу пригодятся дополнительные инструменты. Нет необходимости приобретать оборудование для новых операций – достаточно просто грамотно укомплектовать промышленного робота.
На производстве случаются ситуации, когда техника выходит из строя. Простой оборудования приводит к существенным затратам, поэтому важно вовремя выявить и устранить проблему. В таком случае вам понадобится подбор надежных запчастей для робототехники. Будем рады в кратчайшие сроки предоставить необходимые комплектующие и продлить жизнь вашей техники.
Мы работаем со всеми устройствами, которые могут сделать промышленных роботов еще лучше: предлагаем различные варианты сварочного оборудования, установок для резки изделий, большое количество модификаций захватных устройств, инновационные системы технического зрения, датчики и комплексные системы безопасности, а также различные модели конвейерных систем.
Хотите подобрать дополнительное оборудование или вам нудны запчасти для роботов? Обратитесь к ДС-РОБОТИКС любым удобным вам способом: просто позвоните или напишите нам. Мы оперативно поможем вам решить любые вопросы по роботизации производства!
Запрос на обратную связь
Укажите Ваше имя и телефон. Мы с Вами обязательно свяжемся.
Ваше имя *
Телефон *
* обязательные поля
Согласие на обработку персональных данных в соответствии с Пользовательским соглашением
Спасибо за Ваше обращение! Наши менеджеры обязательно свяжутся с Вами.
Части робота
Вернуться на СТРАНИЦУ МОДУЛЯ
Джереми Готтлиб: Автор
Дэвид Лич Андерсон: Автор
Роботов можно сделать удивительно многими способами, используя все материалы. Но у большинства роботов много общего. Ниже вы найдете описания наиболее распространенных элементов, которые используются при конструировании роботов.
I. Датчики
Датчики позволяют роботу собирать информацию об окружающей среде. Эта информация может использоваться для управления поведением робота. Некоторые датчики являются относительно знакомыми элементами оборудования. Камеры позволяют роботу создавать визуальное представление своего окружения. Это позволяет роботу оценивать атрибуты окружающей среды, которые могут быть определены только зрением, такие как форма и цвет, а также помогает в определении других важных качеств, таких как размер и расстояние до объектов.
Микрофоны позволяют роботам улавливать звуки. Датчики, такие как кнопки , встроенные в бамперы, могут позволить роботу определить, когда он столкнулся с объектом или стеной. Некоторые роботы оснащены термометры и барометры для измерения температуры и давления.
Датчики других типов более сложны и дают роботу более интересные возможности. Роботы, оснащенные датчиками LIDAR (Light Detection And Ranging) , используют лазеры для построения трехмерных карт своего окружения при перемещении по миру. Сверхзвуковые датчики — это более дешевый способ достижения аналогичной цели, только с использованием высокочастотного звука вместо лазеров. Наконец, некоторые роботы оснащены специализированными датчиками, такими как акселерометры и магнитометры , которые позволяют роботу ощущать его движение относительно гравитации и магнитного поля Земли.
II. Эффекторы
Эффекторы — это части робота, которые фактически выполняют работу. Эффекторами могут быть любые инструменты, которые можно установить на робота и которыми можно управлять с помощью компьютера робота. В большинстве случаев эффекторы специфичны для задач, которые вы хотите, чтобы ваш робот выполнял. Например, в дополнение к некоторым из очень распространенных эффекторов, перечисленных ниже, у марсоходов есть такие инструменты, как молотки, лопаты и масс-спектрометр, которые можно использовать для анализа почвы Марса. Очевидно, что роботу, доставляющему почту, ничего из этого не понадобится.
Ваш браузер не поддерживает видео тег.
End-Effectors — это инструменты на конце роботизированных рук и других роботизированных придатков, которые напрямую взаимодействуют с объектами в мире. «Захват» на конце роботизированного манипулятора является обычным рабочим органом. Другие включают шипы, фонари, молотки и отвертки. Медицинские роботы имеют собственные специализированные эффекторы, такие как инструменты для разрезания в хирургии и зашивания разрезов.
Двигатели могут использоваться для многих движущихся частей робота, от шарниров на роботизированных конечностях до колес на роботизированных транспортных средствах, закрылков и пропеллеров на роботизированном самолете. Пневматика и гидравлика — это еще один способ перемещения частей робота, особенно когда роботу требуется много силы для выполнения конкретной задачи.
Динамики могут позволить определенным роботам разговаривать с нами или издавать другие звуки. В конце концов, речь — это поведение, направленное на изменение окружающей среды, обычно путем передачи некоторой информации окружающим нас людям.
III. Системы управления («мозги»)
«Система управления» робота — это та часть робота, которая определяет его поведение.
A. Предварительно запрограммированные роботы
Самый простой предварительно запрограммированный робот просто повторяет одни и те же операции снова и снова. Такой робот либо нечувствителен к изменениям в своей среде, либо может обнаруживать очень ограниченную информацию об очень ограниченных частях окружающей среды. Такому роботу не потребуется много «управления», но он будет работать должным образом только в том случае, если окружающая среда ведет себя в соответствии с заранее запрограммированными действиями робота.
B. Автономные роботы
Более сложные роботы способны адекватно реагировать в гораздо более сложных условиях. У такого робота будет сенсорный аппарат, который позволит ему обнаруживать изменяющиеся характеристики окружающей среды и ряд поведенческих реакций, которые позволят ему реагировать на эти изменения. Какие бы особенности робота ни позволяли ему адаптировать свое поведение к окружающей среде, мы будем называть его «системой управления».
В роботах используется множество различных систем управления. В этом модуле мы сосредоточим основное внимание на роботах, которые имеют один из двух различных типов систем управления (иногда называемых «роботизированными архитектурами»):
Сверху вниз : Сначала создайте мозг! Затем подключите датчики и исполнительные элементы. Если мозг устроен правильно, он будет получать входные данные от датчиков и будет «достаточно умным», чтобы разумно реагировать на них. Вы строите мозг, написав компьютерную программу искусственного интеллекта (ИИ). Существует два основных типа программ ИИ: классический ИИ и сети коннекционистов. Мы рассмотрим их обоих в этом модуле.
Снизу-Вверх : Не заморачивайтесь с мозгами! Подключите каждый датчик непосредственно к эффектору — назовите это «поведением». . Затем ранжируйте каждое поведение (пары сенсор-эффектор) в порядке приоритета, чтобы определить, какое из них «выигрывает» и управляет роботом, если активировано более одного. Назовите это ранжирование «иерархией». Большинство иерархий производят глупых роботов; но только правильная иерархия может привести к удивительно «интеллектуальному» поведению. (Их также называют роботами, основанными на поведении.)
Мы считаем, что лучший способ понять, как работают роботы, — это построить их самостоятельно. Таким образом, в дополнение к более традиционным материалам, обучающим роботам, вы также найдете несколько «виртуальных» лабораторий по робототехнике, в которых вы будете создавать и/или программировать оба типа роботов.
Прежде чем приступить к обучению роботов, вы можете сделать паузу и подумать о том, что мы уже начали говорить об «интеллектуальных» роботах. Что именно мы подразумеваем под этим? Если машина может принимать информацию о мире в качестве входных данных и производить эффективное поведение в качестве выходных данных, достаточно ли этого для «разума»? Даже термостат и карманный калькулятор могут удовлетворить это требование. Они действительно умный ?
Что такое «интеллект» и должны ли мы верить, что его можно встроить в машину? Чтобы начать изучение этого вопроса, почему бы не сыграть в игру с программой ИИ под названием «Ларри Лернер» — посмотреть, сможете ли вы победить ее, и решить для себя, может ли машина думать». [Это задание находится на двух веб-страницах.
Отзывы на Ящик для инструмента Keter Connect Rolling System PRO 238273 (чёрный)
Основные
Бренд
Keter
Тип
Тележка
Назначение
Для хранения
Материал
ПЭТ
Цвет
Черный
Крышка
Да
Ручки
Да
Дополнительно
Съемный лоток-вкладыш
Размеры и вес
Ширина
373 мм
Глубина
564 мм
Высота
700 мм
Гарантийное обслуживание
Гарантия
1 год
Страна происхождения (производства)
Израиль
Все характеристики
Многоуровневый мобильный органайзер для инструмента Ketеr Connect Rolling System [79811]
Каталог →
Ручной инструмент и принадлежности → Ящики для инструментов → Keter
Артикул: 79811
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
Габаритные размеры ящика-тележки, мм
564×372×552
Внутренний объем ящика-тележки, л
44
Габаритные размеры органайзера, мм
543×302×114
Габариты инструментального ящика, мм
543×313×275
Внутренний объем инструментального ящика, л
25
Габариты модульной системы, мм
564×373×710
Вес, кг
10,5
Описание:
Многоуровневый мобильный органайзер для инструмента Ketеr Connect Rolling System. Модульная система из прочного полипропилена, состоящая из ящика-тележки с объемным отсеком, вместительного ящика для габаритного инструмента и органайзера для мелких деталей, фурнитуры, метизов.
Особенности: • Возможность штабелирования модулей в любой удобной комбинации с помощью прочных ручек-фиксаторов. • Металлические замки органайзера исключают возможность случайного открытия во время перемещения.
Комплектация ящика-тележки: удобная телескопическая ручка в два сложения с кнопкой фиксации; опорные ножки для придания более устойчивого положения при установке на рабочем месте — 2 шт.; резиновые колеса диаметром 7″ для мягкого передвижения тележки по неровной поверхности. Комплектация инструментального ящика: съемный лоток позволяет наиболее удобно организовать пространство внутри ящика. Комплектация органайзера: съемный модуль 105×70 мм — 8 шт.: съемный модуль 225×70 мм — 2 шт.; прозрачная крышка для визуализации содержимого органайзера.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Многоуровневый мобильный органайзер для инструмента Ketеr Connect Rolling System может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Ящик для инструмента ЗУБР 38132-22
артикул: 38132-22_z01
размер 560х337х270 мм, пластиковый для инструмента
Отправить запрос
Ящик-органайзер для инструмента Keter 22″ Connect Cantilever Toll Box
артикул: 79813
размер 565×317×251 мм, раздвижная система открывания, отделение для габаритного инструмента, съемные модули, масса 3,7 кг
Отправить запрос
Мобильный ящик для инструмента Ketеr Cantilever Mobile Cart
артикул: 79810
размер 646×373×410 мм, объемный нижний отсек, два раздвижных органайзера для небольшого инструмента, масса 6,2 кг
Отправить запрос
Многоуровневый мобильный органайзер для инструмента Ketеr Connect Organizer + cart
артикул: 79814
размер 564×373×555 мм, ящик-тележка с объемным отсеком, ящик для габаритного инструмента, органайзер для мелких деталей, масса 7 кг
Отправить запрос
Мобильный ящик для инструмента Ketеr 25 Gal Mobile Box
артикул: 79805
размер 578×878×345 мм, из прочного полипропилена, объемный герметичный отсек, масса 8,8 кг
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
Keter Система хранения инструментов на роликах 3 в 1 Connect с колесами Черный — The Home Shoppe
Кетер
Сэкономьте 60%
369,00 $
149,00 $
Поделись этим:
Система хранения инструментов на роликах Keter Connect представляет собой модульную систему хранения 3 в 1, предназначенную для хранения всех ваших различных инструментов, деталей и других мелочей, аккуратно организованных, портативных и готовых к любому использованию. работа.
Система состоит из трех отдельных решений для хранения, каждое из которых имеет прочную конструкцию и может быть надежно соединено между собой для транспортировки или иным образом выпущено для отдельного использования.
Компоненты:
1. Тележка Connect Mobile Gear:
Включает в себя телескопическую ручку и 7-дюймовые резиновые вездеходные колеса для удобства транспортировки. Прямоугольное отделение для хранения подходит для больших и нестандартных инструментов.
2. Ящик для инструментов Connect:
Прочный, очень широкий чемодан для инструментов со съемным лотком-органайзером, вместительным внутренним отделением для хранения, прочными металлическими застежками и прочной ручкой для переноски.
3. Органайзер Connect: Тонкий, но прочный модуль для хранения, который включает 10 штабелируемых/съемных MINI-ящиков (8 маленьких, 2 больших) вместе с двойными металлическими застежками для фиксации прочной поликарбонатной крышки, когда она не используется.
Особенности
Система из 3-х частей, обеспечивающая комплексное решение для хранения инструментов и приспособлений:
Тележка Connect Mobile Gear Cart: идеальна для больших инструментов, тележка оснащена 7-дюймовыми резиновыми колесами и телескопической ручкой, облегчающей транспортировку
Connect Toolbox: очень широкий кейс для электроинструмента со съемным лотком
Connect Organizer: компактный и удобный, с 8 контейнерами XXL и 2 штабелируемыми контейнерами XL, а также с прозрачной крышкой из поликарбоната для мелких деталей и аксессуаров
Двойные опорные ножки
7-дюймовые резиновые колеса
Телескопическая ручка
Прочные металлические защелки для штабелирования
Все модули надежно соединяются друг с другом для транспортировки
Технические характеристики
Роликовая система Full Connect: 56,4 см (Ш) x 37,3 см (Г) x 70 см (В)
Connect Organizer: 54,3 см (Ш) x 30,2 см (Г) x 11,4 см (В)
Ящик для инструментов Connect: 54,3 см (Ш) x 31,3 см (Г) x 27,5 см (В)
Connect Cart: 56,4 см (Ш) x 37,2 см (Г) x 55,2 см (В)
Если вы покупаете что-то по нашим ссылкам, ToolGuyd может получить партнерскую комиссию.
Компания Home Depot выпустила новый органайзер для инструментов Husky Connect System с двумя ящиками.
Я видел сообщение @lowvoltagedude в Instagram о ящиках системы Husky Connect, но не смог найти никакой дополнительной информации в Интернете. На следующее утро я отправился в Home Depot и нашел их на полке. Сейчас на вооружении номер детали (1005793950), я, наконец, смог узнать больше информации.
Выдвижные ящики являются частью системы Connect System от Husky, которая представляет собой еще одну мобильную систему ящиков для инструментов, такую как Milwaukee Packout, Dewalt ToughSystem или TSTAK. Система Husky Connect включает в себя несколько различных компонентов, таких как ящики для инструментов, подставки на колесах, органайзеры для мелких деталей и ящики для инструментов, которые соединяются в стопку.
Реклама
Вот соответствующие характеристики:
Внешние размеры: 21,45″ Ш x 12,2″ Г x 7,2″ В
2 ящика полного выдвижения с защелками
Размеры ящика: 17″ Ш x 9-7/8″ Г x 2-1/4″ В
Направляющие ящика на шарикоподшипниках
Грузоподъемность 20 фунтов на ящик
Съемные перегородки
Верхняя ручка
Боковые ручки
Большая площадка для этикеток (этикетки в комплекте)
Конструкция из полипропилена
Совместимость с системой Husky Connect
Ящики полностью прямоугольные, без вырезов для ручек, хотя по периметру и В нижней части ящика есть выступающие прорези, в которые можно вставить входящие в комплект разделители ящиков. В органайзерах, которые я видел в магазине, было достаточно разделителей, чтобы полностью оборудовать один ящик.
Ящики встают на место, когда вы вставляете их в корпус органайзера и вытаскиваете их снова с небольшим усилием. С каждой стороны органайзера есть защелки, которые защелкиваются на передней части ящиков, чтобы предотвратить их открытие. Это означает, что вы можете зафиксировать ящики для транспортировки, чтобы предотвратить их непреднамеренное открывание.
В дополнение к слоту для хранения, который позволяет верхней ручке складываться, в верхней части ящиков есть дополнительное пространство для организации с несколькими неглубокими лотками для хранения дополнительных мелких деталей.
Один органайзер с 2 ящиками, этикетками для ящиков и достаточным количеством разделителей только для одного ящика стоит 42 доллара.
Цена: $42 В наличии: Сейчас
Реклама
Купить через Home Depot
Я выбрал органайзер с двумя ящиками, потому что информация на сайте Home Depot не содержала важной информации, например размер ящиков, что я, хотя было важно сообщить.
Мне кажется интересным, что Husky решила установить цену на ящики между ящиками Dewalt TSTAK и Tough System (не говоря уже о том, что они намного, намного дешевле, чем ящики для инструментов Milwaukee Packout).
Вы можете приобрести органайзеры с двумя ящиками Dewalt TSTAK или Craftsman Versastack примерно по 35 долларов каждый, а ящики ToughSystem примерно по 90 долларов. Ящики ближе к ящикам ToughSystem по размеру (хотя и мельче), но гораздо ближе к цене TSTAK, вероятно, потому, что они не могут требовать большего, будучи брендом дома.
В комплекте шесть разделителей: три по ширине ящика и три по глубине. Разделители низкого качества; они просто достаточно жесткие, чтобы оставаться на месте, если они поддерживаются другими разделителями. Вы можете видеть на фото выше, как они волнистые там, где они не поддерживаются другими разделителями.
Поскольку они имеют только один набор разделителей, вы можете разделить один ящик на шестнадцать маленьких отсеков или распределить разделители между ящиками, чтобы получить сочетание больших и маленьких отделений.
просторное внутреннее отделение с 1 большим широким карманом и 16 карманами для инструментов
переднее отделение с 8 внутренними мини-карманами
3 боковых кармана разных габаритов
1 внешний фронтальный карман на липучке, 8 капроновых крепежных элементов на фронтальной и боковой частях рюкзака
широкий плоский карман на задней части рюкзака
2 металлических крепежных кольца
Широкие мягкие регулирующиеся лямки
Мягкие анатомические вставки на спинке рюкзака
Светоотражающие элементы на клапане рюкзака
Прочные усиленные молнии с крупными звеньями
Водозащитное резиновое дно с высокими бортиками
Рюкзак выдерживает вес до 20 кг
Вес: 1.95 кг
Габариты: 430х360х230 мм
Информация для заказа
Рюкзак монтажника с резиновым дном, серия «ПРОФИ» — С-07 КВТ С-07
Под заказ
Цену уточняйте
+7 (711) 297-02-35
Отдел продаж
+7 (701) 379-54-90
Руслан
+7 (705) 799-70-09
Александр
+7 (711) 251-76-91
Факс
+7 (705) 790-52-73
Наталья
подвески
кВт | Койловеры, дорожная и гоночная подвеска
Track Performance
Clubsport & Racing Supscents для достижения максимально быстро Продукты, улучшающие Комфорт при езде
узнать больше
Крепление колеса по умолчанию:
разболтовка: | отверстие ступицы: | нить: | сиденье: | длина вала: мм
Street Comfort
Товары для повышения комфорта вождения и эксплуатации
Street Performance
Койловеры для придания индивидуальности и улучшения динамики движения на дороге
Track Performance
Подвески Clubsport Racing & Clubsport достичь максимально возможного времени круга
кВт V5 Clubsport для Mercedes-AMG GT R
Благодаря технологии KW Solid Piston, регулируемая в четырех направлениях койловерная подвеска KW V5 Clubsport еще больше опережает технологии, чем специальные койловеры OE, разработанные и произведенные KW для Mercedes-AMG GT R Pro.
Перейти к артикулу
Удовольствие от вождения³: койловеры KW для всех современных BMW M3 (G80) и BMW M4 (G82) с задним приводом или xDrive (полный привод)!
Регулируемый по трем направлениям койловер KW Variant 4 значительно улучшает ходовые качества седана BMW M3 (G80) и купе M4 (G82).
Перейти к артикулу
Выравнивающая подвеска KW V3 для Tesla Model Y и Tesla Model 3
Выравнивающая подвеска KW V3 изготовлена из нержавеющей стали для большей динамики и комфорта вождения в сочетании с минимальным занижением.
Перейти к артикулу
Подвеска KW V3 Classic Coilover для Opel Kadett C
Наши комплекты подвески KW Classic — настоящий фонтан молодости для ретро-автомобилей. Для автомобиля Opel Kadett C (1973–1979 гг.), также известного на разных рынках как Vauxhall Chevette, Buick Opel, Chevrolet Chevette и Opel K-180, мы разработали комплект койловеров KW V3 Classic.
Перейти к артикулу
Комплекты подвески KW для VW Golf 8, GTI, GTI Clubsport и R:
Максимальная стойка и повышенная динамика вождения для последних моделей VW Golf KW Variant 1, KW Variant 2, KW Variant 3 и KW DDC Подключи и работай.
Перейти к артикулу
Койловеры KW DDC plug & play для BMW i4
С новым BMW i4 eDrive40 Gran Coupé (G26) BMW предлагает красивое купе. Пятидверный Gran Coupe имеет мощность до 340 л.с. и запас хода почти 400 километров.
Перейти к статье
Сервис
Если у вас есть вопросы , обращайтесь к нашей команде
Свяжитесь с нами
Технологии
Подробнее
Мы любим автоспорт.
Идеальная подвеска для любых требований.
ПОДРОБНЕЕ
Kälberaufzucht: Wenn Milchviehhalter und Mäster zusammenarbeiten
Kälberaufzucht: Wenn Milchviehhalter und Mäster zusammenarbeiten | agrarheute. com
Das ist ein Artikel vom Top-Thema:
Tiergesundheit
Fresserbetriebe bekommen ihre Kälber meist aus vielen Herkünften, unterschiedlich gesund und fit. Ein Tierarzt in Niederbayern hat überlegt, wie man dies ändern könnte, und nimmt die Milchviehbetriebe mit ins Boot.
Tierarzt Dr. Josef Beisl will, dass Milchviehhalter und Mäster künftig enger zusammenarbeiten. Das Bringe einen Mehrwert für beide und sorge für gesündere Tiere, meint der Veterinär.
Weniger Stress und fittere Kälber sind das Ergebnis, sagt Hans Hofmeister (ссылки). In der Mitte Anna Hofmeister, die Schwiegertochter, die sich ebenfalls um die Fresser kümmert.
Ганс Хофмайстер würde auch weiter einen Aufschlag für die gesünderen Tiere bezahlen.
Hans Hofmeister bekommt ein Strahlen auf sein Gesicht, wenn er sagt, dass er gerne mit den KAPRE — Kälbern weitermachen würde. «Die Tiere haben wegen der kürzeren Transportzeiten weniger Stress und sie sind fitter und frohwüchsiger», erklärt der 62-jährige Mäster. KAPRE steht für Kalb, Premium, Regional. Die Worterfindung stammt von Josef Beisl. Den Tierarzt aus Frontenhausen treibt das Thema der Zusammenarbeit von Milchviehhaltern und Mästern schon Lange um. „Die Mäster erhalten in der Regel Kälber aus verschiedensten Herkünften, deren Gesundheitsstatus sehr stark schwankt und die durch den Transportstress zusätzlich geschwächt sind. Häufig brechen die Tiere auf den Mastbetrieben erst einmal ein und benötigen grundsätzlich eine vorbeugende Antibiotikabehandlung, damit sie gesund bleiben. Ich finde, dass ist eine unbefriedigende Situation!“, erklärt der Veterinär. Er ist seit 28 Jahren im Tiergesundheitsgeschäft. Sein Schwerpunkt ist die Rinderbetreuung und hier speziell die Kälberaufzucht und die Bullenmast.
Ein Projekt für gesündere Kälber
Wie könnte man es besser machen und was bräuchte man dafür? Mit viel Engagement und der finanziellen Unterstützung eines Pharmaunternehmens setzte Beisl ein Projekt auf. Dafür brachte er Milchviehhalter und Mäster zusammen. Das Ziel war es, hundert Kälber bei den Milchviehhaltern so großzuziehen, dass sie bei den Mästern optimale Startbedingungen haben. Dabei sollten die abgebenden Betriebe den Aufwand entlohnt bekommen, den sie durch die zusätzlichen Maßnahmen hatten. «Es muss sich für die Landwirte lohnen. Dann machen sie auch mit“, erklärt Beisl.
Für das Projekt, das der Tierarzt mit vier Milchviehhaltern und zwölf Mästern im Oktober 2020 anschob, gab es klare Regeln, wie die Kälber auf dem Milchviehbetrieb vorbereitet werden sollten, aber auch welchen Ausgleich die Betriebe sollafür. «Die zusätzlichen Kosten für die Tiere im Projekt lagen ungefähr bei 50 Euro. Den Hauptteil machte der zusätzliche Anteil an Milch aus“, erklärt Beisl, denn eine Bedingung war die Ad-libitum-Tränke der Tiere in den ersten drei Lebenswochen.
«Das war und ist bei uns auf dem Betrieb kein Standard», сержант Йозеф Талхаммер. Der 45-Jährige und seine Frau Manuela gehören zu den vier Milchviehhaltern, die beim Projekt mitgemacht haben. Rund die Hälfte der KAPRE-Kälber kamen aus ihrem Betrieb. „Wir haben während des Projektzeitraums alle männlichen Kälber darüber vermarktet und entsprechend behandelt. Das waren rund 50 Tiere“, erklärt der Landwirt. Neben der Ad-libitum-Tränke hatte das Programm weitere Bedingungen:
Die Tiere sollen in den ersten drei Lebensstunden 4 л Kolostrum erhalten.
Die Kälber bekamen zusätzlich Eisen, Vitamin E und Selen durch den Tierarzt.
Die Kälber waren genetisch hornlos oder wurden spätestens zwei Wochen vor dem Verkauf enthornt.
Sie erhielten ein bis zehn Tage vor dem Verbringen eine intranasale Schutzimpfung gegen Atemwegsinfektionen durch den Tierarzt.
Der Transport sollte direkt vom Milchviehhalter zum Mäster erfolgen.
„Wir haben unseren Kälbern bisher 3 л Kolostrum verabreicht. Wenn es nicht anders geht, wird auch gedrencht. Wir vermarkten die männlichen Kälber generell nach sechs bis acht Wochen mit 80 bis 95 кг. Das haben wir auch mit den KAPRE-Kälbern so gemacht“, erklärt Josef Thalhammer.
Курце Транспортвеге
Die Kälber vom Betrieb Thalhammer hat vor allem Mäster Hofmeister abgeholt. Rund 10 км Luftlinie liegen die beiden Höfe auseinander. «Die kurzen Wege sind ein absoluter Vorteil», — сказал Хофмайстер. «Wenn ich die Tiere tags abhole, saufen sie in der Nacht schon wieder Milch». Auch Milchviehhalter Thalhammer sieht hier einen wichtigen Vorteil. „Wenn wir Tiere über den Zuchtviehmarkt verkaufen, werden sie bei uns um 7 Uhr in der Früh abgeholt und kommen in eine 25 km entfernte Sammelstelle. Zur Versteigerungshalle sind es noch einmal 50 км. Wenn es gut läuft, sind die Tiere dann abends um 8 Uhr auf dem Mastbetrieb. Bei den KAPRE-Kälbern waren es gut 20 Minuten Fahrt plus Auf- und Abladen. Das ist schon viel weniger Stress für die Tiere».
Die frohwüchsigen Kälber sollen sich in der Mast auszahlen. Kälber mit einem stabileren Immunsystem seien weniger krank und nähmen besser zu. «Wenn man kalkuliert, dass nur die Hälfte der Tiere krank wird und sich die Mastleistung auf 50 g pro Tier und Tag steigern lässt, hätte der Mäster schon 67 Euro mehr», kalkuliert der Tierarzt.
Letztlich waren es im Projekt zu wenig Kälber, um sie gemeinsam in einer Gruppe zu halten. „Die Mäster hatten in der Regel Gruppen mit 30 bis 50 Tieren und drei bis vier davon waren KAPRE-Kälber. Alle Tiere bekamen die gleiche Einstallbehandlung. Auf diese Weise war es aber auch möglich, die Unterschiede zu erkennen“, erklärt Dr. Josef Beisl das Vorgehen. Würden mehr KAPRE-Kälber vermarktet, könnte man KAPRE — Gruppen bilden. «Dann wäre es auch möglich, die antibiotische Metaphylaxe zu minimieren oder sogar ganz wegzulassen», ist der Tierarzt überzeugt. Gerade dieses Thema treibt ihn besonders um. «Im Rahmen des Antibiotikaminimierungsprogramms sieht man deutlich, dass sich im Moment nichts bewegt». Die verbbrauchten Mengen an Antibiotika bei den Fressern seien hoch, ohne dass die Mäster eine Chance hätten, daran etwas zu ändern. „Wir haben früher gemeinsam die Haltung und das Management immer weiter verbessert, doch das Zusammenführen aus vielen Herkünften und der Crowding-Effekt haben einen so großen Einfluss, dass ich mittlerweile davon überzeugt bin, dass man eine die welftheenriechviecht nur erreicht Und wir sollten nach Lösungen in der Branchesuchen und nicht abwarten, bis der Gesetzgeber Vorschriften macht“
Vorteile für Milchbetrieb und Mäster
Dabei hat das Kälbermanagement auch Vorteile für den Milchviehbetrieb. «Wenn er mannliche wie weibliche Tiere nach dem gleichen Verfahren versorgt, werden auch die weiblichen Tiere frohwüchsiger sein», meint der Veterinär. Manuela Thalhammer bestätigt, dass das Programm die Aufmerksamkeit für die Kälber erhöht hat und es zeigte Erfolge. «Die Maßnahmen haben für Zunahmen in den ersten vier Wochen von 1.050 g gesorgt», erklärt die Milchviehhalterin. Von Vorteil sei es auch, dass man eine klare Anweisung für die Aufzucht hat, an die sich jeder habe halten können. Problematisch sei jedoch gewesen, dass manche Maßnahmen neu waren und nicht von jedem einfach umgesetzt wurden. «Bei der Ad-libitum-Fütterung war es schwierig, alle davon zu überzeugen. Während des Projekts haben wir es konsequent umgesetzt, doch danach haben sich die alten Gewohnheiten wieder eingeschleift“, erklärt die Milchviehhalterin.
Auch wenn das Projekt noch nicht vollständig ausgewertet ist, liegen die Vorteile für Mäster Hans Hofmeister jetzt schon klar auf der Hand: Der Krankheitsdruck bei den Tieren war geringer und die Zunahmen waren besser. «Für uns hieß das weniger Behandlungen und damit auch weniger Stress», erklärt der Mäster.
Auch jetzt, nach Ende des Projekts, kauft der Mäster weiterhin Kälber direkt auf dem Milchviehbetrieb Thalhammer, auch wenn die Tiere nicht mehr konsequent nach den Maßnahmen aufgezogen werden. «Klar spielt die Entfernung eine wichtige Rolle», meint Mäster Hans Hofmeister, aber er schätze auch den Austausch mit dem Kollegen. Hofmeister wäre auch künftig bereit, einen Aufschlag für bessere Kälber bei geringerer Transportdauer zu bezahlen, doch er sieht auch die Hindernisse: «Wir haben hier in Niederbayern mehr Mäster als Milchviehhalter. Da werden immer Kälber von Außen gebraucht. Außerdem bräuchte es eine Plattform, auf der sich Milchviehhalter und Mäster koordinieren könnten“, findet der Landwirt.
Auch Josef Beisl weiß von den Problemen. „Das knappste Gut auf den Milchviehbetrieben ist die Zeit und da kann es schwierig sein, einen Extraaufwand in die Kälber zu investieren, selbst wenn er honoriert würde. Dazu kommt der Zeitaufwand für entsprechende Kontrollen, in denen Landwirte nachweisen müssten, dass die Kälber entsprechend aufgezogen wurden. «Ihm ist auch klar, dass die Maßnahmen des Projekts auf die bayerischen Fleckviehbestände abgestimmt sind. «Bei Holsteinkälbern ist vieles wegen des kürzeren Zeitfensters schwieriger zu gestalten, aber das könnte sich durch die Verlängerung der Aufzucht auf vier Wochen auch etwas ändern», meint er.
Der Versuch endete im Oktober 2021. Der Tierarzt hat gemeinsam mit den Landwirten eine Vielzahl von Daten erfasst, neben dem Geburts- und Umstallgewicht и другие Blutparameter und zum Schluss das Schlachtgewicht. Die letzten Schlachtauswertungen erfolgen bis Ende diesen Jahres und der Tierarzt ist hoffnungsvoll. „Die Tiere sahen besser aus und haben besser zugenommen. Das haben alle Mäster gesagt, ohne die Zahlen zu kennen, aber letztlich zählen die Fakten und nicht der Eindruck“, sagt der Veterinär. Er ist jedoch zuversichtlich, dass die Zahlen seine Daten untermauern und damit einer Vermarktung die Bahn brechen, die auf mehr Zusammenarbeit zwischen Milchviehhaltern und Mäster setzt, einen Mehrwert für beide erzeugt und letztlich zu gesünderen Kälbrahrbihbern und einem geringer.
Кельбермаст
Мильхвиххальтунг
Verwandte Inhalte
Очень интересно
Rohstoffmärkte und Corona
China: Corona-Proteste und Lockdowns erschüttern die Märkte
Ausgelöst durch Corona-Lockdowns ist es in China zu massen Protesten gekommen. Die Rohstoffmärkte reagierten mit einem Absturz.
Rheinland-Pfalz / Schleswig-Holstein / Sachsen-Anhalt
Düngeverordnung: Neue Karten zu roten Gebieten der Bundesländer
Landwirte in Rheinland-Pfalz, Schleswig-Holstein und Sachsen-Anhalt können die abroten Ge023 abroten Ge02te.
Bagger statt Teleskoplader
Landwirt sollte 4.500 Euro Strafe für zerstörten Biberdamm zahlen
Резьба по дереву на станке имеет огромные преимущества перед ручным трудом, так как весь процесс можно автоматизировать и сэкономить не только время, но и силы. Современные станки имеют высокую цену, но она полностью оправдана, так как свою работу они выполняют аккуратно и быстро.
Станок для резьбы по дереву
Если резьба по дереву осуществляется вручную, то затрачивается много сил и времени. Прогресс не стоит на месте — были созданы специальные станки по обработке дерева, обрабатывающие изделия с высокой точностью.
В зависимости от вида изделия, используют разные станки по дереву:
Распиловочное оборудование применяют для придания определенной формы дереву. Обычно применяют циркулярную или ленточную пилу.
После распила нужно срезать неровности, которые обрабатываются рубанком или строгальным станком.
Вырезать отверстия на дереве разного диаметра можно сверлильным станком.
Токарным можно создать изделия, представляющие собой фигуры вращения.
Шлифовальный станок придает готовым предметам из дерева аккуратный внешний вид и сглаживает неровности.
Виды станков для вырезания по дереву
Существует широкий ряд станков для вырезания по дереву, которые предназначены для выполнения разного рода работ. Они расширяют спектр выполняемых операций:
обрабатывают разные поверхности под любым углом;
сверлят углубление, канавки и пазы;
осуществляют фрезеровку углов и скосов;
выполняют резьбу.
Станки подразделяются в зависимости от конструктивных особенностей тех или других частей.
По строению стола. В этом случае отличие моделей состоит в способах перемещения поверхности:
Консольные станки имеют рабочий стол, который двигается в плоскости за счет жесткой корпусной детали. Такие виды устройств достаточно популярны. В основном их используют в мелком и среднем производстве.
В бесконсольных механизмах стол передвигается при помощи закрепленной станины в продольном и поперечном направлении. Из-за этого устройство с трудом перемещается, но заготовки надежно фиксируются.
В крупносерийном производстве используют станки непрерывного действия. Это бесконсольные изделия с вращающимся круглым столом. Они имеют два механизма — барабанный и карусельный — и предназначены для чистовой и черновой обработки заготовок.
По количеству шпинделей:
Самые простые — устройства с простым шпинделем, которые находятся в вертикальном направлении. Такие изделия используют для обработки поверхностей, сверления углублений.
Универсальные виды — имеют дополнительную шпиндельную головку, которая способна поворачиваться в горизонтальной и вертикальной плоскостях. Основное их назначение — обработка деталей небольшого размера.
По функциональности:
Промышленные виды станков — мощные изделия, которые обрабатывают большое количество заготовок по несколько часов в день. Стол в них перемещается с помощью маховиков, а шпиндель находится вертикально.
Ручные станки
Ручные станки для обработки по дереву делятся на три основные группы:
Верхние. Они отличаются неподвижной или подвижной конструкцией. Инструмент включает в себя мощный электродвигатель, который элементами кинематической схемы соединен с патроном, предназначенным для фиксации применяемого агрегата.
Кромочный фрезер мастера используют для обработки кромок деревянных изделий. Дополнительно инструмент оснащен дополнительными насадками разного типа.
Погружной фрезер является самым удобным. Его приводной двигатель установлен на специальных направляющих, за счет чего в процессе работы может свободно перемещаться вместе с рабочей насадкой. В таких моделях предусмотрена специальная пружина, обеспечивающая объем рабочей насадки после того, как была произведена обработка необходимого участка.
При выборе ручного станка рекомендуется придерживаться некоторых рекомендаций, с помощью которых можно избежать распространенных ошибок:
Переключатель регулировки скорости должен находиться в корпусе для предотвращения специального переключения при неосторожном движении рукой.
Для домашнего пользования не обязательно приобретать дорогой инструмент. Не стоит переплачивать, если оборудование не будет перегружаться.
Грамотный выбор станка зависит от фиксаторов и зажимов. Перемещение всех механизмов должно быть плавное и легкое.
Выбирать устройство следует с длинным сетевым шнуром и удобной ручкой, это позволит качественно обрабатывать заготовки.
Фрезерно-гравировальные станки
Такое оборудование способно выполнять работу любой сложности по разрезанию и обработке разных видов материалов.
Справка: Заготовки могут иметь разный размер и твердость.
Использовать фрезерно-гравировальные станки можно как на производстве, так и в домашних условиях. Станки классифицируются следующим образом:
Настольные. Хорошо подходят для домашнего применения или мелкосерийного производства.
Устройство с ЧПУ. Устройство работает по специально запущенной программе, где прописаны все необходимые параметры.
Устройства 3D. Их особенность состоит в том, что обрабатывать заготовки они могут в двух и в трех измерениях.
Справка: Также оборудование делится на продольно-фрезерное, консольно-фрезерное, вертикально-фрезерное и широкоуниверсальное. Последнее самое приемлемое, если серьезно заниматься производством разных по размеру деталей.
При выборе фрезерно-гравировального станка необходимо учитывать следующие параметры:
Материал, с которым предстоит работать. От него зависит тип столешницы.
Высота оборудования по оси Z.
Размер стола. Этим значением ограничивается размер заготовки.
Жесткость стола. Чем больше опор, тем меньше вибраций в процессе работы.
Мощность двигателя. Здесь все зависит от того, сколько заготовок придется обрабатывать.
Шпиндель. Он отвечает за скорость оборотов резака.
Тип системы охлаждения.
Лазерные станки
Резка по дереву с помощью лазерного станка является высокоточным процессом, так как толщина разреза составляет 0,2 мм. Если необходимо обработать мелкие детали, то этот вариант подойдет как нельзя лучше.
Важно! Обработка дерева лазером возможна только в том случае, если толщина материала не выше 20 мм. А в иногда данный показатель еще меньше, поэтому этот вариант при обработке толстых заготовок не подходит.
Выбор лазерного оборудования зависит от его мощности:
Настольный. Используется в домашних условиях или в небольшой мастерской с компактными заготовками. Мощность такого устройства до 80 Вт.
Профессиональный. Применяется в малом бизнесе при изготовлении дизайнерских украшений и для гравировки. Мощность составляет до 195 Вт.
Промышленный. Применяется на производственных линиях с повышенными требованиями к качеству и точности работы. Мощность от 300 Вт.
Прежде чем купить лазерное оборудование для резьбы по дереву, важно знать, насколько качественно оно изготовлено. Использование некачественных устройств может быть опасным, поэтому лучше не экономить.
При выборе лазерного устройства нужно учитывать следующее:
Мощность самого лазера. От него зависит скорость обработки дерева. Обычно выпускают целую линию подобного оборудования, имеющего разные характеристики.
Размер стола тоже важен, ведь при работе с большими листами они должны находиться на рабочей поверхности.
Справка: Для мелких работ лучше купить небольшое оборудование, которое можно установить в любом помещении.
Станки с ЧПУ
Их универсальность состоит в том, что они подходят для поперечного строгания и создания сложных поверхностей.
Выбирая такое оборудование, нужно исходить из того, насколько оно соответствует своему предназначению. Выделяют:
ЧПУ станки-автоматы с высокой скоростью, которые режут и раскраивают, обрабатывают картон и древесину.
Устройства, работающие с листами.
Граверы от 2D-моделирования до 4D.
Узкопрофильные устройства, функционирующие с каким-то одним материалом.
Небольшие модели с ЧПУ.
Справка: К линейке оборудования для профессионалов можно отнести вертикальные и горизонтальные обрабатывающие центры с программным управлением.
Существует несколько советов грамотного выбора подобного оборудования:
Проконсультироваться перед покупкой с продавцом относительно функционала устройства и круга выполняемых задач. Самый лучший вариант — записаться на показательные выступления ЧПУ-станка.
Когда необходимая модель выбрана, нужно проверить купленное устройство на предмет комплектации узлов. В комплекте должны присутствовать блок программного управления станком, шнуры и диски с ПО. Обычно последнее устанавливают специалисты, продающие оборудование.
Какой лучше выбрать станок для художественной резьбы по дереву?
Многие покупатели не могут определиться с выбором оборудования, поэтому ниже представлено небольшое разъяснение.
При ручной резьбе по дереву основная проблема заключается в том, чтобы найти профессионального мастера. Срок изготовления изделий в этом случае исчисляется месяцами, при этом можно увидеть конечное изделие только после выполнения всех работ, получив на руки только эскиз.
При резьбе по дереву на станке с ЧПУ создается модель конечного изделия на ПК. При этом можно увидеть и утвердить все части изделия.
Обработка дерева на фрезерных станках с ЧПУ занимает намного меньше времени по сравнению с ручной резкой. А при работе с небольшими партиями, например для изготовления балясин или резного плинтуса, этот тип обработки очень выгодный как с финансовой стороны, так и по качеству, так как они все будут одинаковые.
29 августа 2020
5838
Получите консультацию специалиста
Станки для художественной резьбы по дереву в России
Главная
Продажа
Обрабатывающие центры и станки с ЧПУ
Станок для художественной резьбы по дереву
Вы можете очень быстро сравнить цены станка для художественной резьбы по дереву и подобрать оптимальные варианты из более чем 79683 предложений
Станок для нарезки резьбы и обрезки труб Supertronic 2SE
Состояние: Б/У
Rothenberger SuperTronic 2SE
Станок для нарезания резьбы и обрезки труб
Производство трубной резьбы по стандарту NPT 1 / 2 «- 2Идеально подходит для мобильной мастерской или на строительной. ..
09.07.2014
Челябинск (Россия)
90 000
ВСН-12 станок резьбонарезной, купить резьбонарезной станок для нарезания резьбы.
Состояние: Новый Год выпуска: 2014
В наличии
Станок резьбонарезной ВСН 12 выпускается РУП «Вистан», РБ. Сверлильный станок для нарезания резьбы ВСН-12 является промышленным станком, средний срок службы станка – 10 лет.Станок резьбонарезной…
17.10.2019
Москва (Россия)
77 500
UNV3-02 станок для торсировки, скручивания и ковки (универсальный станок для художественной ковки)
Состояние: Новый Год выпуска: 2015 Производитель: Blacksmith (Китай)
В наличии
UNV3-02 Blacksmith — универсальный станок для художественной ковки выполняющий все возможные кузнечные операции. Эта новая модель популярного Универсального ковочного Станка UNV3 оборудована новым…
14.02.2017
Москва (Россия)
361 033
Кузнечные станки для художественной ковки ПРОФИ-2ЭМ
Состояние: Новый Производитель: Компания Профи (Россия)
В наличии
ООО «Компания ПРОФИ» серийно выпускает и предлагает купить кузнечные станки «ПРОФИ-2ЭМ» по выгодной цене. Оборудование предназначено для выполнения большого количества технологических операций, с…
22.09.2022
Ульяновск (Россия)
130 000
Кузнечные станки для художественной ковки ПРОФИ-4М
Состояние: Новый Производитель: Компания Профи (Россия)
В наличии
ООО «Компания ПРОФИ» серийно выпускает и предлагает купить кузнечные станки «ПРОФИ-4М» с трубогибом повышенной точности и жесткости по выгодной цене. Оборудование предназначено для выполнения…
22.09.2022
Ульяновск (Россия)
185 000
Кузнечные станки для художественной ковки ПРОФИ-3
Состояние: Новый Производитель: Компания Профи (Россия)
В наличии
ООО «Компания ПРОФИ» серийно выпускает и предлагает купить кузнечные станки «ПРОФИ-3» по выгодной цене. Оборудование предназначено для выполнения большого количества технологических операций, с его…
22.09.2022
Ульяновск (Россия)
170 000
CK245 серии CNC станок для трубной резьбы
Состояние: Новый
В наличии
CK245 серии CNC станок для трубной резьбыСтандартная конфигурация◆ Система ЧПУ: GSK980,◆ Передняя и задняя три челюсти руководство патрон;◆ Вертикальная четыре позиции электрический башни,◆ С. ..
22.12.2018
Хабаровск (Россия)
3 480 000
Кузнечные станки для художественной ковки ПРОФИ-2Р
Состояние: Новый Производитель: ООО «Компания ПРОФИ» (Россия)
В наличии
ООО «Компания ПРОФИ» серийно выпускает и предлагает купить кузнечные станки «ПРОФИ-2Р», с (механическим) ручным приводом через редуктор, по выгодной цене. Оборудование предназначено для выполнения…
22.09.2022
Ульяновск (Россия)
73 000
Кузнечные станки для художественной ковки ПРОФИ-5
Состояние: Новый Производитель: ООО «Компания ПРОФИ» (Россия)
В наличии
ООО «Компания ПРОФИ» серийно производит и предлагает купить кузнечные станки «ПРОФИ-5» с трубогибом повышенной точности и жесткости по выгодной цене. Оборудование предназначено для выполнения…
22.09.2022
Ульяновск (Россия)
215 000
BLACKSMITH UNV3 универсальный станок для художественной ковки
Состояние: Б/У Год выпуска: 2016
Компания ТИТАН реализует BLACKSMITH UNV-3 — универсальный станок для художественной ковки б/у, год выпуска — 2016. Комплектное состояние, проверка в работе. Оказываем поддержку в таможенном…
14.06.2022
Ярославль (Россия)
Фрезерный станок 5 координатный фрезерный по дереву uniteam professional 2007г.в
Состояние: Б/У Год выпуска: 2006 Производитель: Uniteam (Италия)
Продаю фрезерный станок 5 координатный фрезерный по дереву uniteam professional 2007г. в. поверхность работы ось х-2900мм ось у ( верт. мотор) -1320мм ось z ( горизонтальный мотор) -1060мм…
02.07.2019
Воронеж (Россия)
3 300 000
REISHAUER US-I станок шлифовки внутренней резьбы
Состояние: Б/У Год выпуска: 1985
Reishauer US-I — резьбошлифовальный станок для внутренней резьбы б/у, год выпуска — 1985. Краткое описание: наибольший диаметр устанавливаемого изделия — 250 мм; диаметр обрабатываемой резьбы -…
14.06.2022
Ярославль (Россия)
300 000
Станок для нарезания резьбы в гайках HG-32
Состояние: Новый Производитель: Китай
К самым распространенным крепежным изделиям можно отнести гайки. Они являются важной частью резьбовых соединений и применяются в различных их видах. В производстве крепежных изделий используются…
16.11.2021
Благовещенск (Амурская обл.) (Россия)
Станок для нарезания резьбы в гайках HG-42
Состояние: Новый Производитель: Китай
К самым распространенным крепежным изделиям можно отнести гайки. Они являются важной частью резьбовых соединений и применяются в различных их видах. В производстве крепежных изделий используются…
16.11.2021
Благовещенск (Амурская обл.) (Россия)
Станок для нарезания резьбы в гайках DGS-42Z
Состояние: Новый Производитель: Китай
К самым распространенным крепежным изделиям можно отнести гайки. Они являются важной частью резьбовых соединений и применяются в различных их видах. В производстве крепежных изделий используются…
16.11.2021
Благовещенск (Амурская обл.) (Россия)
Резьбонарезной станок для нарезки резьб на пластиковых трубах sica fil/s 250
Состояние: Б/У Год выпуска: 2011 Производитель: SICA (Италия)
Резьбонарезной станок для нарезки резьб на пластиковых трубах (ПНД ПВХ Полипропилен ) sica fil/s 250 .Был куплен новым в 2012 году,практически не использовался(порядка 3х месяцев),в связи с…
21.09.2019
Муром (Россия)
3 500 000
Станок для нарезания резьбы Rex NP80AV CE with Foot Switch
Состояние: Новый Производитель: REX (Япония)
В наличии
Возможен обменСтанок для нарезания резьбы Rex NP80A предназначен для нарезки резьбы на трубах Ø 1/4″ – 3″ и шпильках Ø 8 – 52 мм. Производитель: REX (РЕКС) – Япония.Диапазон применения:Тип…
29.12.2020
Кизляр (Россия)
280 000
Вертикальный фрезерный станок с шипорезной кареткой по дереву MX5116T (д)
Состояние: Новый
В наличии
Станок может использоваться для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей (изготовление вагонки, половой доски, плинтуса, наличника, филенки и…
25.11.2022
Казань (Россия)
Станок для нарезания резьбы на деревянном черенке
Состояние: Новый Производитель: ООО Товаров (Россия)
В наличии
Станок резьбонарезной по дереву WSM-1.Производитель ООО «Товаров» г. ЕкатеринбургСайт продукта: lab49.proДекларация о соответствии и иные подтверждающие документы предоставляются при обмене. ..
29.03.2022
Екатеринбург (Россия)
189 000
Станки с чпу для фрезеровки дерева, стекла
Состояние: Новый
Изготавливаем фрезерные станки с ЧПУ под ваши требования. Шпиндель 2.2квт, 220в. Рабочее поле 210смх130смх20см — 276т.р. (260х130х20см — 288т.р) — базовые модели для фрезеровки дверей, фасадов,…
26.05.2017
Краснодар (Россия)
267 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для художественной резьбы по дереву почти как на Авито и TIU
Видео станка для художественной резьбы по дереву
Купить Стамески для резьбы по дереву | Woodcraft
Найти магазин
Моя учетная запись
Моя корзина
Моя корзина
Доставка в тот же день Найти магазин
1-800-225-1153 Служба поддержки клиентов
Категории
Бренд
pfeil Сделано в Швейцарии
Рамельсон
Синтоистский
Типы
Полный размер
Ручка для ладони
Промежуточный размер
Комплект
Продукт
Косые долота
Прямые долота
Зубила
Инструменты для подрезки
Набор инструментов для резьбы
Размер
8 мм
12 мм
5 мм
10 мм
14 мм
16 мм
18 мм
2 мм
20 мм
22 мм
25 мм
3 мм
30 мм
35 мм
40 мм
3/8″
Набор для нескольких размеров
Развертка
Номер 1
Комплект
Доставка из
Вудкрафт
Рамельсон
Цена
$10,00 — $25,00
25,00–50,00 долл. США
$50,00 — $75,00
$75,00 — $100,00
К началу страницы
Сравнить элементы:
удалить
удалить
удалить
удалить
удалить
Набор из 6 инструментов для резьбы в натуральную величину
Прямое долото #1 Sweep с одним скосом 8 мм, полноразмерное
#1 Долото с двойной кромкой и наклоном 5 мм, полноразмерное
Прямое долото №1 с одинарным скосом 12 мм, полноразмерное
#1 Долото с двойной кромкой и наклоном 12 мм, полноразмерное
Прямое долото №1 с одинарным скосом 10 мм, полноразмерное
Прямое долото #1 Sweep с одним скосом 5 мм, полноразмерное
#1D Долото с двойной косой кромкой 12 мм, средний размер
#1 Долото с двойной кромкой и наклоном 10 мм, полноразмерное
Прямое долото №1 с двойным скосом 20 мм, полноразмерное
#1S Долото с двойной косой кромкой 8 мм Ручка для ладони
Прямое долото №1 с одинарным скосом 18 мм, полноразмерное
Долото №1 Sweep Skew 12 мм Ручка для ладони
Прямое долото №1 с двойным скосом 12 мм, полноразмерное
Долото с двойным скосом #1, 8 мм Ручка для ладони
Прямое долото №1 с двойной кромкой 35 мм, полноразмерное
Прямое долото №1 с двойным скосом 22 мм, полноразмерное
Прямое долото №1 с двойным скосом 14 мм, полноразмерное
#1 Долото с одним наклоном и наклоном 12 мм, полноразмерное
#1 Долото с одним наклоном и наклоном 5 мм, полноразмерное
#1 Долото с одним наклоном и наклоном 8 мм, полноразмерное
Прямое долото №1 с одинарным скосом 16 мм, полноразмерное
Прямое долото #1 Sweep с одним скосом 25 мм, полноразмерное
#1 Долото с двойной косой кромкой 8 мм, полноразмерное
Сортировать по:
Лидеры продажСамая новая цена, от низкой до высокой цены, от высокой до низкойНаивысший рейтинг
К началу страницы
Доставка и возврат
Узнайте больше о политике и международной доставке. Узнать больше
Служба поддержки клиентов
Поговорите с дружелюбным представителем службы поддержки, чтобы помочь с покупкой. 1-800-225-1153
Поговорите со специалистом
Получайте советы по новейшим продуктам и помогайте с вашими проектами. 1-800-535-4486
Присоединяйтесь к нашей программе электронной почты!
ПОДАРИТЕ ПОДАРОЧНУЮ КАРТУ WOODCRAFT
Не можете решить, что подарить плотнику?
К началу страницы
Инструменты для резьбы по дереву — Lee Valley Tools
Наш выбор инструментов для резьбы по дереву включает стамески, стамески и ножи как для начинающих, так и для опытных резчиков, независимо от того, лепите ли вы по кругу, вырезаете мелкие детали или просто строгаете для удовольствия. Коллекция включает в себя инструменты для различных техник резьбы и стилей захвата, а также для различных бюджетов.
Пропускные фильтры
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Складной нож Veritas PM-V11 Carver
Из: $87.00
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Нарезы фирмы Narex
Из: $31,50
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Нож-ложка Compound-Curve
69,50 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Ножны для ложки-ножа
19,50 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Нож-ложка с открытым изгибом
69,50 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Базовый набор для резьбы по дереву
57,50 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Японские # 11 детали для резьбы по дереву
$9,90
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Японское правостороннее косое долото 7,5 мм для резьбы по деталям
$9,90
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор # 11 Ложка Долбья
Из: 45,50 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор № 7 Ложка для выдавливания
Из: 41,90 доллара США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Косые стамески Генри Тейлора
Из: 39,90 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Перекосное долото Hirsch
$28.00
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Hirsch #9 Изогнутые выемки
Из: 35,50 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор # 9 Прямые выемки
Из: 42,50 доллара США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор # 11 Бент Гуж
Из: $53,50
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор # 9 Бент Гуж
Из: 47,50 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор № 9 Ложка-выдолбление
Из: 43,50 доллара США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Японские стамески для резьбы по прямым деталям
$9,90
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор # 11 Прямые выемки
Из: 43,90 доллара США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор # 7 Бент Гуж
Из: 46,50 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор # 5 Прямые выемки
Из: 39,90 долларов США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Генри Тейлор # 7 Прямые выемки
Из: 42,50 доллара США
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца.
Translations
/
Ru
/
Сферы применения
/
Птица
/
Системы порционной нарезки
/
Модель PORTIO 3D
Скачать брошюру
Основные преимущества
Оптимизированный выход продукта
Непревзойденная точность нарезки
Модульная конвейерная лента
Большой выбор опций
Удобный и интуитивно понятный интерфейс программного обеспечения.
Генерирование производственных отчетов с MATRIX P
Высокогигиеничный дизайн, машину легко мыть
Сервисное обслуживание
Низкий уровень шума
Индивидуальное управление каждой линией нарезки
read more
Двухрядная машина для нарезки на порции с фиксированным весом PORTIO 3D для птицы использует верхнюю камеру и две боковых камеры для сканирования перед нарезкой объема куриного филе или филе индейки. Также, уже после монтажа машины, есть возможность допоставить опциональные системы (крепление на болтах), что позволяет адаптировать Вашу машину для нарезки с фиксированным весом в течение всего срока службы в соответствии с развитием вашего ассортимента продукции и производства в целом.
Характеристики
Кол-во рядов: 2
Кол-во камер: 2 x 3
Ширина ленты: 305 мм
Макс. размеры продукта: 800 x 280 x 150 мм
Макс. скорость резки: 14 резов / сек *
Габариты машины: 3653 x 2091 x 1616 мм
Вес нетто машины: 2280 кг
Оптимизированный выход продукта
Программное обеспечение машины PORTIO для порционной нарезки всегда рассчитывает нарезку каждого продукта так, чтобы не оставлять отходов и максимизировать выход продукции. Возможны программы с условием нарезки для той или иной группы продукции для повышения выхода. Комбинация нарезки с фиксированной толщиной и фиксированным весом позволяет производить порционирование с максимальным выходом для всех видов продукции птицепереработки.
Непревзойденная точность нарезки
3 комплекта лазерных камер: одна сверху и две сбоку идеально сканируют продукты неправильной формы, такие как крупное куриное филе или филе индейки. Затем программа преобразует полученную форму продукта в 3D-модель. Зная плотность продукта, интеллектуальное программное обеспечение порционирующей машины мгновенно рассчитывает, где разрезать продукт, чтобы получить заданный вес.
Модульная конвейерная лента
Наша машина для порционной нарезки имеет функцию автоматической компенсации растяжения ленты, которая гарантирует оптимальную точность нарезки на протяжении многих лет при использовании одной и той же ленты. Уникальная поверхность ленты разработана специально для продуктов из птицы и будет удерживать продукты на месте и предотвращать их перемещение во время нарезки. Быстроразъемные звенья ленты позволяют легко снимать конвейерные ленты, не затрагивая никаких других деталей конвейера.
Большой выбор опций
Специально разработанные опции, используемые для определенных видов продукции могут быть добавлены к комплектации машины уже после монтажа оборудования на площадке Заказчика. На подающую ленту можно проецировать лазерную линию, чтобы указать оператору правильное размещение куриного филе. Весы плотности компенсирует отклонения в плотности нарезаемых продуктов, что увеличивает выход продукции и сводит к минимуму потери. Автоматический держатель продукта предотвращает перемещение продукта в процессе нарезки. Держатель последнего куска продукта удерживает его и предотвращает скольжение. Откатной выходной конвейер позволяет отделить первый или последний обрез от основных порций на высокой скорости.
Удобный и интуитивно понятный интерфейс программного обеспечения
Интуитивно понятное программирование схем нарезки и быстрая и легкая настройка программ для получения максимального выхода продукта. Визуальное презентация схемы нарезки на большом экране панели управления вместе с указанием толщины и веса каждой нарезаемой порции позволяет легко настроить программу, которая максимизирует выход Вашей продукции.
MATRIX P
Программное обеспечение MATRIX P собирает все производственные данные с машины для нарезки птицы PORTIO и генерирует производственные отчеты. MATRIX P позволяет пользователям удаленно включать и управлять программами и отслеживать состояние машины с помощью журнала событий.
Высокогигиеничный дизайн, машину легко мыть
Наша машина для нарезки соответствует самым строгим стандартам гигиены. Открытая конструкция машины позволяет полностью промыть ее с помощью мойки высокого давления и продезинфицировать изнутри и снаружи. Система CIP-мойки поддерживает чистоту ленты во время работы машины или используется для промывки ленты в конце смены. Все электрические шкафы оснащены уникальной системой осушения воздуха, предотвращающей образование конденсата. Все конвейерные ленты можно быстро снять без использования инструмента.
Сервисное обслуживание
Наша машина для нарезки может быть подключена к Интернету, что позволяет диагностировать состояние машины удаленно, с завода – производителя.
Низкий уровень шума
Операторы ценят комфортную рабочую среду вокруг PORTIO благодаря низкому уровню шума машины во время работы.
Индивидуальное управление каждой линией
Обе линии имеют индивидуальное управление, благодаря чему каждая линия может работать на своей собственной программе.
Subject to modifications for technical progress
* For UK purchase please consult MARELEC sales department. Subject to modifications without notice.
Лучшие 3D-слайсеры для 3D-принтеров (2021)・Cults
3D-печать возможна благодаря трем основным элементам: 3D-принтеру, 3D-модели и программному обеспечению для 3D-резки. Последний, известный как «слайсер», является посредником, который подготавливает выбранную вами модель перед отправкой ее на 3D-принтер. На рынке пользователям предлагается множество бесплатных и платных 3D-программ. Эта подборка лучших ломтерезок призвана помочь вам выбрать ту, которая лучше всего подходит для ваших нужд.
Cura — наиболее широко используемый слайсер на рынке. Программное обеспечение было разработано компанией Ultimaker, ведущим производителем FDM 3D-принтеров. Ее преимущество в том, что она имеет открытый исходный код, бесплатна и совместима с подавляющим большинством настольных 3D-принтеров и с компьютером под управлением систем Windows, Mac или Linux.
Слайсер Cura работает со многими 3D форматами, такими как STL, X2D, 3MF, OBJ, а также с форматами изображений, такими как BMP, PNG, GIF, JPG. Его доступный интерфейс подходит как для новичков, так и для профессионалов. Его функции включают: отображение контура, использование материалов и расчет времени печати. Для более опытных пользователей существуют сторонние плагины.
3DPrinterOS — это полнофункциональный 3D слайсер, доступ к которому можно получить не только через браузер, но и с помощью Windows или Mac. Это облачная платформа, которая имеет приложение для нарезки, а также ряд других функций, необходимых для 3D-печати, например, ремонт.
Слайсер дает вам возможность управлять машинными файлами в вашей компании очень простым способом. Платформа 3DPrintersOS включает три приложения для нарезки: Cloud Slicer, Slicer 2 и Marketbot Slicer. Он также совместим с широким спектром принтеров.
IdeaMaker — это бесплатный 3D-слайсер, который часто предпочитают за его удобство. Он был выпущен компанией Raise3D, производителем 3D-принтеров. Он довольно прост в использовании, всего 4 клика, чтобы начать подготовку различных файлов 3MF, OBJ и STL. Вы также можете настроить программное обеспечение, чтобы получить гораздо более продвинутые функциональные возможности.
IdeaMaker работает с большинством FDM-принтеров и с операционными системами Windows, Mac или Linux. Программное обеспечение также может использоваться в качестве платформы для управления 3D-принтером. Например, она дает возможность отслеживать различные профили печати, удаленно управлять запущенной печатью и легко переключаться между настройками печати.
Keep it Simple Slicer или KISSlicer — это быстрое, кроссплатформенное приложение, которое вы можете иметь на Windows, Mac, Linux или Raspberry Pi. В зависимости от выбранной вами версии, ее интерфейс может быть более сложным.
Вы найдете бесплатную версию, которая, вероятно, подойдет для начинающих, а также платную профессиональную версию. Последняя имеет дополнительные функции, такие как 3D-печать с двойной экструзией.
Совместимая с операционными системами Windows, Mac и Linux, программа Repetier-Host — это бесплатное программное обеспечение для 3D-резания с открытым исходным кодом, широко используемое в сообществе RepRap. Слайсер предлагает комплексное решение. Он поддерживает до 16 экструдеров и может одновременно работать с несколькими филаментами и цветами, чтобы дать вам представление о результате до начала печати.
Repetier-Host включает 4 слайсера (Skeinforge, CuraEngine, Slice3r, Slic3r Prusa Edition), но при этом позволяет добавить решение по вашему выбору. Таким образом, слайсер совместим практически со всеми FDM 3D-принтерами. В него встроена интересная функция, позволяющая загружать или дублировать все модели, соответствующие вашему лотку для печати, и печатать их одновременно.
Бесплатный и с открытым исходным кодом, OctoPrint — это 3D-слайсер, а также веб-интерфейс для вашего 3D-принтера. Он совместим с операционными системами Raspberry Pi, Windows, Mac, Linux и позволяет контролировать все действия через веб-браузер или с других портативных устройств. Основанный на CuraEngine, OctoPrint напрямую разрезает ваши файлы.
Астропринт разработан по концепции, схожей с концепцией OctoPrint. Он используется в браузере и с системами Raspberry Pi и pcDuino. У вас есть программное обеспечение для 3D резки, а также возможность контролировать работу 3D принтера с любого устройства, подключенного к интернету.
Программное обеспечение для 3D-печати имеет два режима. Простой режим, в котором вы можете выбрать материал и качество, прежде чем отправить его на 3D-принтер. В расширенном режиме вы можете улучшить настройки для получения лучших результатов.
Simplify 3D специально разработан для профессиональных пользователей. Программное обеспечение совместимо с Windows, Mac и практически со всеми 3D-принтерами. Благодаря партнерству с компаниями, занимающимися 3D-печатью в более чем 30 странах, Simplify 3D поддерживает более 100 принтеров. Ваше устройство также можно легко добавить, если его нет в списке. Это означает, что тот же 3D-слайсер можно использовать при необходимости печати на новой машине.
Еще одним преимуществом этой программы для 3D-резки является симуляция перед печатью, которая позволяет провести тест. Это очень реалистичная функция, которая позволяет заранее проверить отпечатки и выявить любые проблемы. Кроме того, слайсер способен автоматически предлагать, где следует доработать вспомогательный материал.
Страница переведена при помощи машинного перевода. Предложить лучший вариант перевода
Previous
Поделиться
Next
Мощное и простое в использовании программное обеспечение для 3D-печати
Ultimaker Cura, которому доверяют миллионы пользователей, является самым популярным в мире программным обеспечением для 3D-печати. Подготовьте отпечатки несколькими щелчками мыши, интегрируйтесь с программным обеспечением САПР для упрощения рабочего процесса или погрузитесь в пользовательские настройки для всестороннего контроля.
Функции нарезки
Сердцем Ultimaker Cura является мощный механизм нарезки с открытым исходным кодом, созданный на основе многолетней собственной разработки и участия пользователей.
Профили Intent печатают определенные приложения одним нажатием кнопки
Рекомендуемые профили, протестированные в течение тысяч часов, обеспечивают надежные результаты функции и опыт печати
Интегрированный рабочий процесс
Если у вас есть 3D-принтер, программное обеспечение имеет значение. Получите максимум от своего принтера с помощью программного обеспечения, разработанного в соответствии с вашим рабочим процессом.
Полная интеграция со всеми продуктами Ultimaker
Интеграция подключаемого модуля САПР с SolidWorks, Siemens NX, Autodesk Inventor и др. JPG, PNG
Простота использования
Производство не должно быть сложным. Мы разрабатываем наше программное обеспечение таким образом, чтобы его мог использовать каждый — как опытный, так и начинающий пользователь 3D-принтеров.
Подготовьте 3D-модель к печати за считанные минуты с рекомендуемыми настройками
Просто выберите настройки скорости и качества, и вы можете начать печатать
Ultimaker Cura — бесплатное программное обеспечение с открытым исходным кодом Теперь мы выносим это на рынок профессиональной 3D-печати с помощью Ultimaker Marketplace.
Загрузите профили материалов от ведущих брендов для вашего приложения
Избегайте ручной настройки при использовании сторонних материалов
Загрузите полезные подключаемые модули для настройки процесса подготовки к печати, отмеченные звездами нашего сообщества. -сделано для бизнеса.
Utimaker Cura Enterprise можно развертывать, настраивать и управлять с помощью кроссплатформенного распределения систем
Ultimaker Cura Enterprise получает два обновления в год. Они тщательно протестированы нашим сообществом и обеспечивают наиболее стабильное настольное приложение. Мы поддерживаем обновления в течение 12 месяцев после выпуска (включая исправления безопасности и исправления ошибок)
Каждый выпуск Ultimaker Cura Enterprise независимо сканируется, тестируется и анализируется на наличие уязвимостей. Мы публикуем резюме этого отчета и обязуемся постоянно улучшать безопасность
Резервное копирование и синхронизация ваших материалов и плагинов
Сохранение проектов для цифровой библиотеки
Access 3D Print прочный, надежный и простой в использовании. Они поставляют качественные детали снова и снова. Разработанные и протестированные для работы в режиме 24/7, они позволяют быстрее и проще достигать нужных результатов.
Узнайте о наших 3D-принтерах
Программное обеспечение, готовое к Индустрии 4.0
Миллионы пользователей, говорящих на 14 языках, которым доверяют, UltimakerCuras нарезает вашу модель и интегрируется с любым рабочим процессом с помощью плагинов Marketplace. Затем масштабируйте производство и цифровую дистрибуцию с помощью Ultimaker Digital Factory.
Загрузить файл в формате PDF
Беспрецедентный выбор материалов
Ultimaker предлагает самый широкий выбор материалов на рынке. Благодаря нашему Альянсу материалов вы можете выбрать идеальную нить для своего применения — от передовых полимеров до композитов из углеродного волокна.
Узнайте о наших материалах
Поддержка для вашего успеха
Где бы вы ни находились, поддержка Ultimaker всегда рядом. Наша глобальная сеть сервисных партнеров предлагает профессиональную установку, обучение и техническое обслуживание на вашем языке и в вашем часовом поясе.
Особенности
Также совместим с вашим принтером. RepRap (Prusa Mendel, MendelMax, Huxley, Tantillus…), Ultimaker, Makerbot, Lulzbot AO-100, TAZ, MakerGear M2, Rostock, Mach4, Bukobot и многие другие. И даже DLP-принтеры.
Быстрое создание G-кода.
Не ждите часами, чтобы нарезать детальную модель. Slic3r примерно в 100 раз быстрее, чем Skeinforge. Он также использует многопоточность для параллельных вычислений.
Множество форматов ввода/вывода. Slic3r читает файлы STL, AMF и OBJ, а также может выводить файлы G-code и SVG.
Вам нравится графический интерфейс или командная строка? Все возможности удобного интерфейса также доступны из командной строки. Это позволяет интегрировать Slic3r в вашу пользовательскую цепочку инструментов и пакетные операции по своему усмотрению.
Открытый исходный код, открытая разработка. Slic3r — это программное обеспечение с открытым исходным кодом, распространяемое по лицензии AGPLv3. Разработка сосредоточена на GitHub и IRC-канале #slic3r на FreeNode, где сообщество активно участвует в тестировании и предоставлении идей и отзывов.
Зависимости? Неа. Slic3r очень прост в использовании: загрузите, дважды щелкните и наслаждайтесь. Никаких зависимостей не требуется. Без проблем. Для MacOS X, Windows, Linux.
Печать с использованием двух экструдеров. Печатайте красивые цветные объекты или используйте дополнительный экструдер для создания вспомогательного материала. Или поставить на него большее сопло и печатать более быстрое заполнение.
Используйте края для лучшей адгезии. Эта уникальная функция улучшает адгезию встроенной пластины, создавая базовый фланец вокруг ваших объектов, который вы можете легко удалить после печати.
Микрослои: экономия времени, повышение точности. Вы можете выбрать печать с более толстым заполнением, чтобы получить выгоду от малой высоты слоя по периметру и при этом сохранить время печати в разумных пределах.
Составьте тарелку, но печатайте по одному объекту за раз. Используйте встроенный интерфейс обшивки, позволяющий размещать объекты с помощью перетаскивания, вращать и масштабировать их, располагать все как угодно. Функция последовательной печати позволяет печатать один полный объект за раз в одном задании на печать.
Многие пользователи, впервые сталкивающиеся с цифровым производством или проще говоря 3D-печатью не понимают некоторой терминологии, что вызывает у них множество вопросов. Одним из таких вопросов является: «Что такое поддержки и зачем они нужны?» А ведь поддержки, наряду с другими служебными элементами используются при изготовлении большинства деталей на 3D-принтере.
На примере самой популярной технологии FDM 3D-печати рассмотрим основные служебные элементы. И так, при размещении 3D-модели в рабочей камере принтера вокруг нее создаются несколько служебных элементов: кайма (может быть заменена на юбку, подложку или вовсе отключена), поддержки, кожух. На фото ниже изображена модель в процессе печати со служебными элементами и готовое изделие, очищенное от служебных элементов.
Кайма — это тонкий слой пластика, который создается вокруг изделия на нагревательном столике. Кайма увеличивает площадь крепления модели к столу и не дает ей оторваться под действием сил усадки материала и движений печатающей головки (экструдера). С каймой печатаются 90% изделий. Она может не использоваться на изделиях небольшой высоты с простой геометрией, которые гарантированно прочно держатся на нагревательном столе. В остальных случаях без каймы никак.
Поддержки — это каркасные элементы, которые строятся под нависающими частями изделия и служат для их поддержания. Поддержки могут быть выполнены из того же пластика, что и основное изделие или из другого материала, например, растворимого HIPS или PVA. Чаще поддержки строятся из материала изделия, так как это ускоряет и удешевляет процесс печати. Поддержки из HIPS или PVA, как правило, стоят дороже самого изделия для которого они предназначены. Печать изделия, которое должно быть с поддержками, без поддержек приведет с плохому качеству поверхности или вообще к срыву изделия с рабочего стола. Ведь принтеры с технологией печати FDM не могут печатать на воздухе, пластик попросту стекает из сопла экструдера вниз и размазывается по изделию. Исключением из правил может быть печать так называемых «мостов», которые строятся на воздухе, но это специфические элементы, печать которых требует точной настройки оборудования и применяется не во всех моделях.
Кожух — это защитный барьер из пластика, который строится вокруг изделия на нагревательной платформе 3D-принтера. Кожух служит защитой изделия от соприкосновения с холодным воздухом (менее +80 С°) чтобы избежать резкого остывания модели и её коробления из-за резкой усадки материала. Применяется кожух на высоких моделях для улучшения качества поверхности изделия, уменьшения вероятности срыва модели со стола и сохранения геометрических размеров деталей подверженных сильной усадке.
После окончания процесса печати все служебные элементы удаляются с изделия механически. Это делается скальпелем, бормашинкой (Dremel) или наждачной бумагой. В большинстве случаев удаление поддержек входит в стоимость изделия, но на некоторых моделях удаление поддержек слишком долгое и кропотливое занятие, поэтому за работу может взиматься дополнительная плата.
Имеются и другие служебные элементы создаваемые в процессе размещения модели в камере принтера, например, башни для очистки сопла экструдера при двухцветной печати, и другие элементы. Мы рассказали о трёх основных элементах, которые используются практически при каждой печати. О других элементах можно прочитать в интернете, если есть интерес.
Перечисленные выше элементы включаются в объем изделия и, соответственно, влияют на стоимость конечного изделия. Процентное соотношение служебных элементов к объему модели заранее предугадать не возможно, оно рассчитывается в программе принтера. Поэтому точная стоимость изготовления изделия на 3D-принтере может быть посчитана только специалистом после размещения модели в камере принтера.
Изучаем и пробуем печать с поддержками.
3D-печать
Подпишитесь на автора
Подписаться
Не хочу
55
Здравствуйте коллеги.
Пришло время осваивать печать более сложных моделей, а именно печать с поддержками.
Как обычно для первого раза надо попробовать простую модель.
Первым на очереди был слайсер Slic3r и статья от mprinta_engineer Параметры немного подправил под сопло 0. 3 мм и провёл пробную печать.
Как то мне не очень понравилось качество детали после удаления поддержек, особенно в верхней части детали…….поддержки приклеились(((((
Посмотрев типы поддержек, решил попробовать другой вариант.
Слайсер строил интересные такие конструкции, хотя управлять ими, перемещать не очень получалось, но попробовать всё же надо и вот печать запущена. Печаталось в начале красиво и предсказуемо, но после, эти самые конструкции начало отрывать, так как основание у них по площади очень маленькое и в программе оно не настраивается. Но печать продолжилась, где то, что-то за кого-то зацепилось и деталь допечаталась нормально. Удалив поддержки был удивлён качеству детали, вполне нормально.
Решил печатать модель танка в масштабе 1:100. Ради этого и осваивал печать с поддержками.
Слайсер расставил поддержки как ему захотелось и сильно управлять этим процессом мне не удалось.
Вот и напечатан первый танк.
На фото видно, что была такая же проблема как описана выше, конструкции отламывались из-за тонкого периметра основания…….:oops:
Но как оказалось, удалять поддержки было очень проблематично. Ко дну вообще сильно прилипло, тонкие части гусениц вообще отламались(((((
Смотря на эту модель, ещё сделал вывод, масштаб 1:100 всё таки немного маловат для этой технологии и второй вывода, пробовать другой слайсер (Simplify 3D)
Построение поддержек происходило более логично и понятно, да ещё была возможность добавлять или удалять поддержки в ручную!!!!!!
И работа закипела полным ходом.
Увеличив модель танка до масштаба 1:72, немного поиграв с настройками Simplify 3D, я стал заворожённо смотреть на процесс печати. И вот он первый результат.
Красиво, не правда ли? Мне тоже очень понравилось. Конечно тут я переборщил с процентом заполнения поддержек, можно было делать меньше, это уменьшит время печати и расход пластика. За то отделялись поддержки с удивительной лёгкостью, особенно с башни танка. Просто поддев их, снял с модели целиком!
И вот после минимальной доработки первый мой красавец!!!!
В армии я служил на танке Т-80 и по форме он очень похож на этот танк. Это Т-72. У моего двигатель был газотурбинный!
Сделав выводы, взялся за вторую модель, ну конечно легендарная тридцать четвёрка!
Отделение поддержек происходило так же хорошо. Модель оставалась очень чистой.
Вот и вторая модель мне в Коллекцию!
Вот они два красавца, между ними надо ещё напечатать Т-54. Можно рассмонтреть как менялась со временет танковая техника.
Вот мои настройки поддержек в Simplify 3D
Характеристики печати:
Сопло 0.3, слой 0.15 Пластик HIPS от Print Produkt. Очень понравилось им печатать. Температура печати 230, стол 100.
Выводы:
Однозначно поддержки буду делать в Simplify 3D, добиваться меньшего расхода пластика и меньшего времени печати.
Ещё можно попробовать CURA.
Масштаб, даже 1:72, всё таки маловат для нашей технологии, в планах попробовать нестандартный масштаб 1:50, он ещё помещается на мой стол без разрезания модели.
И конечно уже заказал дихлорМетан, для дальнейших экспериментов с пост-обработкой моделей.
Всем удачной печати и лёгкого отделения поддержек!
Спасибо.
Подпишитесь на автора
Подписаться
Не хочу
55
Что такое поддержка в 3D-печати? Когда и зачем они вам нужны?
Что такое опорные конструкции в 3D-печати? В зависимости от технологии, которую вы используете для производства деталей, вам может потребоваться распечатать опорные конструкции для сохранения геометрии детали. В этой статье рассказывается о том, какие опорные конструкции используются в 3D-печати, когда они необходимы и как опоры могут повлиять на качество и цену вашей детали.
3D печать строит детали слой за слоем, поэтому всегда должен быть предыдущий слой, на который можно опираться. В зависимости от конкретной технологии 3D-печати и сложности 3D-модели вам может потребоваться изготовить деталь с опорными конструкциями.
При принятии решения о том, какую технологию 3D-печати использовать, важно учитывать опорные конструкции и то, как они влияют на качество и цену вашей детали. Кроме того, опорные конструкции будут влиять на чистоту поверхности вашей детали. Удаление опор из детали часто приводит к появлению пятен или шероховатости поверхности.
В этой статье описывается, какие опорные конструкции предназначены для 3D-печати, как они реализованы для каждой технологии и как использование опор может повлиять на ваш выбор производственной технологии.
Как работают опоры для 3D-печати FDM?
Моделирование методом наплавления (FDM) выдавливает металлическую нить на поверхность построения по заданному пути. По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.
При печати FDM каждый слой печатается как набор нагретых нитей, которые прилипают к нитям под ним и вокруг него. Каждая нить печатается с небольшим смещением относительно предыдущего слоя, что позволяет построить модель под углом 45 градусов. Таким образом, отпечатки могут расширяться за пределы ширины предыдущих слоев нити.
Когда элемент печатается с
свес за пределами 45 градусов он может провиснуть достаточно, чтобы потенциально испортить отпечаток. Это когда вам нужны вспомогательные структуры.
В зависимости от степени нависания вашей детали FDM могут потребоваться опоры.
Когда вам нужны опорные конструкции для FDM?
Предположим, вам нужно напечатать 3D-модели букв Y, H и T.
FDM-принтер может легко напечатать плечи буквы Y, не требуя поддерживающих конструкций. Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
С буквой H немного сложнее. Если центральная перемычка менее 5 мм, ее можно печатать без поддержки или провисания. Поддержка требуется, если мост превышает 5 мм. В показанном здесь примере центральная перемычка превышает 5 мм, поэтому она напечатана с опорными конструкциями.
Буква T требует поддержки верхних элементов с обеих сторон модели. Этим рукавам не на чем печатать, и материал упадет без поддержки.
Изображение ниже иллюстрирует эти три примера. Поддерживающий материал показан светло-серым цветом.
Иллюстрация того, когда вам нужны опорные конструкции для FDM
Вот как эти модели выглядят при печати. На втором изображении показан результат печати T без поддержки. Поверхность имеет значительные провисания и потребует много пост-обработки для очистки.
Модели Y, H и T, напечатанные с поддержкой через FDM
Без каких-либо вспомогательных структур FDM не сможет напечатать букву T.
Что такое мост в FDM?
В некоторых случаях существует исключение из этого правила выступа.
Горячий материал можно растягивать на короткие расстояния между двумя точками печати. Этот метод известен как мост. Мосты позволяют печатать детали без вспомогательных материалов и с минимальным провисанием. Если мостовидный протез имеет длину более 5 мм, необходимы опорные конструкции, если вы хотите добиться точной обработки поверхности.
Интересуют цены и варианты материалов для FDM?
Ознакомьтесь с нашими услугами FDM Получите бесплатную мгновенную смету сегодня
Каковы недостатки опорных конструкций в FDM?
Потенциальная необходимость использования опорных структур является одной из причин, по которой FDM не всегда является подходящей технологией для вашего приложения. Одним из ограничений использования поддержек в печати FDM является то, что
затем требуется постобработка, в результате которой остаются следы или повреждения поверхности, соприкасающейся с опорными материалами.
Еще одна проблема заключается в том, что слоев, напечатанных на опорных конструкциях, будет меньше, даже потому, что опоры не будут стационарными, как твердые слои экструдированной нити. Кроме того, может быть трудно удалить опоры из мелких сложных элементов. Эта часть постобработки может сломать вашу модель.
Кроме того, необходимость печатать вспомогательные структуры увеличивает стоимость FDM. Для поддержки требуется дополнительный печатный материал, который впоследствии необходимо удалить, что создает дополнительную работу (и отходы) для оператора. Больше материалов и больше человеческого вмешательства равнозначно более высоким затратам.
Фрагмент головоломки, напечатанный методом FDM, с удаленными опорами, чтобы показать шероховатость поверхности.
Сколько вспомогательного материала вам нужно для печати FDM?
Количество материала, которое вам понадобится для опорных конструкций, в конечном итоге зависит от проекта. Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.
Эта модель арки Gateway Arch в Сент-Луисе показывает, как использовать опоры при печати объекта в форме арки.
Теперь, если вы печатаете «мяч в кубе» (показан ниже), вам понадобится довольно много вспомогательного материала, что также означает значительное время удаления.
Удаление опор в этом примере является сложным и включает в себя избавление от каждого опорного элемента с помощью острогубцев, пытаясь ограничить повреждение поверхностей, окружающих опоры. Шлифование или сглаживание этих поверхностей после удаления опоры представляет собой еще одну трудность.
Однако без вспомогательных материалов эта модель не может быть напечатана с помощью FDM, если вы не хотите идти на компромисс в отношении качества и точности. В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
На этом крупном плане показано, где требуются опоры, когда компоненты печатаются внутри других компонентов.
Какие существуют два типа опорных конструкций для FDM?
В 3D-печати FDM используются два типа опорных структур. Наиболее распространенной (и лучше всего подходящей для большинства деталей FDM) является своего рода плоская гармошка или решетчатая структура. Другая — «деревоподобная» опора, которая имеет меньший контакт с поверхностью печати и может улучшить качество поверхности после постобработки. Хотя это менее распространено, некоторые операторы предпочитают последнее.
Оператор принтера FDM обычно указывает тип поддержки, который лучше всего подходит для вашего приложения и сводит к минимуму косметическое влияние, которое он окажет на ваш дизайн.
Это два разных типа опорных конструкций: по (слева) и по дереву (справа).
Имеются ли растворимые опоры для FDM?
Точно настроенные принтеры с двумя печатающими головками могут печатать опорные конструкции из растворимого материала, который не отрывается от детали. Вместо этого вы можете растворить этот материал в химическом растворе, который не окажет негативного влияния на печатную модель.
В результате улучшается качество поверхности там, где опора соприкасается с основным материалом, однако это может быть дорогостоящим и трудоемким процессом.
Все промышленные машины FDM оборудованы для использования растворимых вспомогательных материалов. Например, у вас есть Ultimaker 3, который может печатать ПВА, который довольно легко растворяется после печати.
Вам нужны опорные конструкции для 3D-печати SLA и DLP?
Стереолитография (SLA) и цифровая обработка света (DLP) создают 3D-печатные объекты из жидкой (фотополимерной) смолы с использованием источника света для затвердевания жидкого материала.
В зависимости от конкретного типа принтера у вас есть два основных метода изготовления модели. Некоторые типографии вытягивают модель из чана с жидким материалом, затвердевая с помощью источника света через полупрозрачное окно внизу (снизу вверх). Другие погружают модель в жидкость, когда верхний слой освещается источником света сверху (сверху вниз).
Чтобы убедиться, что отпечатки прилипают к платформе для печати и не плавают в чане, принтеры SLA и DLP почти всегда используют опоры.
Опорные конструкции этих принтеров выглядят как тонкие ребра, только маленькие кончики которых фактически касаются модели, чтобы сэкономить материал и время печати. Количество опор, их расположение, места соприкосновения с моделью и структурой рассчитываются программой и зависят от формы, ориентации и веса печатаемой детали.
SLA и DLP — одни из самых точных технологий, способных печатать даже самые маленькие и сложные объекты с точной детализацией. При правильной постобработке печать с поддержкой не влияет на качество детали.
Печать SLA с опорными конструкциями
Как удалить вспомогательные материалы из распечаток SLA и DLP?
Во-первых, изопропиловый спирт (IPA) используется для смывания жидкой смолы с готовых деталей. Опорные конструкции можно либо сломать с поверхности модели, либо удалить плоскогубцами. Места, где опора соприкасалась с объектом, затем зашлифовываются, чтобы удалить оставшиеся следы.
Удаление опорных конструкций из печати SLA
Хотите узнать стоимость и материалы, доступные для SLA/DLP?
Просмотреть все материалы SLA/DLP Получите бесплатную мгновенную смету сегодня
Вам нужны опорные конструкции для распыления материалов?
Технологии струйной печати материалов (Stratasys PolyJet и 3D Systems MultiJet Modeling) аналогичны струйной печати, но вместо того, чтобы наносить капли чернил на бумагу, эти 3D-принтеры наносят слои жидкого фотополимера на модельный лоток и мгновенно отверждают их с помощью УФ-излучения.
Эти принтеры требуют использования вспомогательного материала во всех случаях, когда имеются выступающие элементы, независимо от угла. Носители либо водорастворимы, либо удаляются при постобработке с помощью плоскогубцев, гидроабразивной обработки, ультразвуковых ванн и пескоструйной обработки.
В отличие от FDM, опоры для этих технологий никоим образом не ухудшают внешний вид детали, качество поверхности или технические свойства. После надлежащей постобработки практически невозможно различить, где с вашей детали были удалены вспомогательные материалы.
Удаление водорастворимого вспомогательного материала с принтера Polyjet (струйная обработка материала)
Постобработка для струйной обработки материалов включает такие электроинструменты, как водоструйные и пескоструйные аппараты, и использование этих инструментов может повредить или погнуть более сложные элементы вашей модели. Мы рекомендуем вам следить за нашими
Правила струйной обработки материалов , чтобы избежать подобных проблем. На самом деле, вы можете захотеть распечатать свои детали, используя
SLS , если ваша модель имеет сложные функции и тонкие провода.
Вам нужны опорные конструкции для SLS?
Селективное лазерное спекание (SLS) 3D-принтеры сплавляют порошкообразный материал в камере с помощью лазера.
Для SLS нет необходимости в поддерживающих структурах, поскольку порошок действует как форма поддержки, когда объект создается слой за слоем. Это дает большую свободу дизайна, но также обычно увеличивает стоимость и время печати детали. SLS требует времени, чтобы камера печати остыла, а очистка отпечатка требует многоэтапного процесса отделки, включая удаление нерасплавленного порошка, обычно с помощью пневматического пистолета.
При печати с помощью SLS нерасплавленный порошок, окружающий отпечаток, действует как естественная поддерживающая структура, которую также легко удалить.
Интересует стоимость и материалы, доступные для SLS?
Посмотреть все материалы SLS Получите бесплатную мгновенную смету сегодня
Нужны ли вам опорные конструкции для струйной обвязки?
Струйная обработка связующим похожа на SLS тем, что принтер использует тонкие слои порошкообразного материала для создания объекта. Однако вместо использования лазера для спекания слоев в принтерах для струйной печати используется связующее вещество, выдавливаемое из сопла, для связывания порошка вместе.
Как и в случае с SLS, нет необходимости в опорных конструкциях с распылением связующего, поскольку порошок поддерживает объект в процессе его сборки. Кроме того, вы должны очистить и постобработать отпечаток в несколько этапов, включая удаление нерасплавленного порошка с помощью пневматического пистолета или другого инструмента.
Нерасплавленный порошок удаляется с отпечатка, полученного струйной обработкой связующего.
Вам нужны опорные конструкции для 3D-печати металлом?
Технологии 3D-печати металлом используют опорные конструкции для фиксации моделей на опорной плите в процессе строительства. Однако выступы с углом более 35 градусов можно печатать без поддержки.
Когда вам нужны опоры для металлической 3D-печати, важно обеспечить легкий доступ к ним, иначе будет сложно и даже невозможно удалить их во время постобработки.
Использование подставок не повлияет на общее качество вашей детали, а с помощью надлежащих методов постобработки вы можете удалить все метки с напечатанной модели.
Эти металлические отпечатки, которые все еще прикреплены к печатной платформе, все еще имеют видимые опорные конструкции.
Основные советы и рекомендации по оптимизации 3D-печати с опорными конструкциями
Независимо от того, нужно ли вам использовать вспомогательные материалы для вашего конкретного приложения, важно знать передовой опыт для этого аспекта процесса 3D-печати.
Опорные конструкции, как правило, влияют на внешний вид детали, поэтому вам придется полагаться на постобработку для улучшения качества поверхности после удаления опор. Струйная обработка материалов является исключением из этого правила.
Чем больше структур поддержки вы печатаете, тем сложнее может быть дизайн для определенных технологий 3D-печати. Вы можете оптимизировать количество используемого вспомогательного материала, обратив внимание на ориентацию и точность деталей (среди других факторов проектирования и производства), чтобы снизить стоимость и время печати.
Какие технологии 3D-печати требуют опорных структур?
В конце концов, это самый важный вопрос. В таблице ниже указано, требуется ли поддержка для каждой из технологий 3D-печати, которые мы предлагаем в Hubs.
Технология 3D-печати
Нужны ли мне опорные конструкции?
FDM (настольный и промышленный)
Зависит от геометрии модели
SLA и DLP
Всегда
Распыление материала
Всегда (растворимый)
SLS и MJF
Никогда
Распылитель связующего
Никогда
3D-печать металлом
Всегда
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенное предложение
Что важно знать о подставках для 3D-печати?
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Подставки для печати: когда их использовать?
Какие существуют типы опор для 3D-печати?
Удаление опор для 3D-печати
Недостатки использования подставок для 3D-печати
Как избежать использования поддержек?
Введение
С помощью 3D-печати можно создавать впечатляющие модели. Но для того, чтобы распечатать вашу часть так аккуратно, как она выглядит на вашем дизайне, могут потребоваться промежуточные этапы. Например, опоры для 3D-печати — это одна из первых вещей, которые вам, возможно, придется принять во внимание в зависимости от используемой вами технологии аддитивного производства и сложности вашего дизайна.
Создание адаптированных опор для 3D-печати вызывает некоторые сомнения, например, когда они нужны, как выбрать из различных типов опор, как их удалить и, конечно же, каковы недостатки использования опор. В этой статье мы рассмотрим эти вопросы и дадим вам несколько советов, которые помогут вам эффективно использовать поддержку.
Кредит: Hackaday, Когда имеет смысл переходить на 3D-печать смолой?
Подставки для печати: когда их использовать?
Чтобы ответить на этот вопрос, вам сначала нужно знать, какую технологию 3D-печати вы собираетесь использовать. Если вы еще не приняли решение, обратите внимание, что то, как работают 3D-принтеры, накладывает различные технические ограничения.
Принтеры FDM, например, функционируют путем последовательного экструдирования слоев нити. Другими словами, если ваша деталь имеет выступ, который не поддерживается какой-либо поверхностью под ней, ваша 3D-печать не удастся. Этот тип проблемы является одной из основных причин, по которой опоры очень полезны для печати FDM.
Если вы используете технологии Selective Laser Sintering или Jet Fusion, с другой стороны, порошок, из которого будет напечатана ваша деталь, будет окружать отпечаток и действовать как поддержка. Другими словами, вам никогда не придется возиться с опорами, если вы выберете технологии SLS или Jet Fusion. Если вы ищете более продвинутые технологии, опоры, которые могут использоваться в таких процессах, как печать металлом, обычно не влияют на качество печати.
Сложность вашей детали — это второй критерий, который определяет необходимость поддержки. Во-первых, если в вашем проекте есть выступы, вам нужно определить их наклон. Если ваши выступы не наклоняются более чем на 45°, большинство FDM-принтеров смогут правильно их печатать. С другой стороны, если углы превышают это значение, вам, возможно, придется использовать опоры, иначе ваши выступы могут провиснуть.
Вы также можете рассмотреть возможность использования подставок для 3D-печати, если часть вашего дизайна перекрывает зазор между двумя элементами. По сути, если длина вашего моста не превышает 5 мм, вам не понадобится какая-либо поддерживающая конструкция для заполнения зазора.
Какие существуют типы опор для 3D-печати?
Выбранная вами технология 3D-печати ориентирует вас на различные типы опор. Например, для принтеров FDM чаще всего используются опоры решетчатого и древовидного типов.
Первый тип можно использовать для создания колонн и удержания деталей в устойчивом положении, что эффективно при работе с крутыми выступами. Эти решетчатые структуры являются наиболее распространенными благодаря скорости их создания и совместимости с большинством 3D-принтеров.
Авторы и права: Designer Hacks, How to Generate Supports for 3D Printing, YouTube
Опоры древовидного типа начинаются со стволов и развиваются в тонких ветвях по мере того, как они достигают модели, что кажется полезным, если нужно выборочно поддерживать детали. Вы можете рассмотреть возможность использования таких типов поддержки, если ваш дизайн содержит много выступов, но не слишком вертикальный.
Если вы можете положиться на принтер с двумя экструзионными головками, вы можете выбрать растворимую подложку. Растворимые материалы, такие как лимонен, можно загружать в один экструдер и наносить вместе с материалом для печати. Если вы не против инвестировать в более дорогие подложки, растворимые подложки позволят вам смыть их, замачивая в воде. Использование растворимых подложек — лучший способ сохранить хорошее качество поверхности, не добавляя дополнительных шагов к постобработке. Тем не менее, поскольку растворимый вспомогательный материал и материалы для 3D-печати нельзя экструдировать вместе, 3D-принтеры только с одной печатающей головкой не могут выполнить такой процесс. Кроме того, как предполагает этот последний тип опор, простота удаления опор является важным критерием, на который следует обратить внимание при выборе.
Удаление опор для 3D-печати
Мы только что видели, что решетчатые, древовидные и растворимые опоры имеют разные свойства. Кроме того, их легкость удаления неодинакова. Имейте в виду, что чем больше ваша модель соприкасается с опорами, тем больше вероятность того, что их удаление может привести к частичным следам или разрывам. Решетчатые структуры, например, должны полностью поддерживать поверхности, что затрудняет их удаление без ущерба для качества поверхности.
Опоры древовидного типа, если использовать их с умом только для поддержки ключевых областей ваших деталей, уменьшат количество контактов с отпечатком и облегчат их удаление.
После завершения процесса печати следующим шагом будет удаление опор. Использование плоскогубцев — хороший выбор, если вы хотите схватить, скрутить и снять опоры со своей детали. Если опора, которую вы хотите снять, доступна и достаточно велика, вы можете аккуратно начать ее пальцами. В зависимости от того, насколько важен для вас визуальный аспект вашей детали и сколько следов оставили ваши опоры, вам может потребоваться отшлифовать области, соприкасающиеся с опорами, чтобы улучшить качество поверхности.
Недостатки использования подставок для 3D-печати
Использование поддержек подразумевает довольно много ограничений, и их удаление, как мы видели, определенно является частью списка. Еще одним явным недостатком использования поддержки является увеличение времени выполнения заказа.
В зависимости от типа подставки, которую вы хотите использовать, ее размера и сложности, сама печать подставок увеличит общее время производства. В этом смысле опоры в форме дерева могут быть весьма требовательны к вашему принтеру. Кроме того, здесь необходимо принять во внимание этапы постобработки, о которых мы упоминали ранее, поскольку снятие опор с ваших деталей и их очистка могут оказаться утомительными.
Основным недостатком, который, естественно, идет дальше, являются затраты на использование опор, так как количество необходимого материала может увеличиться. Если крутые выступы составляют большую часть вашего дизайна, и вам нужно использовать решетчатые конструкции для их поддержки, половина вашего материала, возможно, уйдет на создание ваших опор.
К счастью, есть несколько способов, на которые можно положиться, чтобы смягчить влияние поддержки на дизайн и кошелек.
Как избежать использования опор?
Если вы хотите оптимизировать интеграцию ваших опор, 3D-слайсеры и ваш 3D-принтер могут предложить вам несколько вариантов.
При печати опор для 3D-печати ваша цель должна состоять в том, чтобы сбалансировать плотность и толщину опор со скоростью охлаждения. Проще говоря, чем больше ваши опоры будут подвергаться воздействию высоких температур (и чем дольше они будут остывать), тем сильнее они будут прилипать к вашей детали. Следовательно, чем холоднее они останутся, тем легче будет удалить опоры для 3D-печати.
Помимо эффективных охладителей, на температуру влияет плотность ваших опор. Уменьшение количества материи в ваших опорах поможет им выделять тепло. Если ваш свес длинный, тяжелый или особенно крутой, вам может потребоваться сделать опоры плотными, чтобы предотвратить провисание вашей детали. Но имейте в виду, что чем плотнее и толще ваши опоры, тем выше риск их повреждения при снятии опор.
Это часть параметров генерации поддержки. 3D-слайсеры могут помочь вам в настройке. Но прежде чем вы решите это изменить, есть несколько способов оптимизировать вспомогательные структуры 3D-печати в вашем дизайне.
Прежде всего, вы должны выяснить, какая ориентация является наиболее последовательной с точки зрения генерации поддержки. Если вы посмотрите на два моста, то заметите одно отличие: второй, конечно, перевернут вверх дном, но в отличие от другого он не нуждается в какой-либо опоре.
Если вы уже пытались поиграть с ориентацией своей детали, но считаете, что для нее по-прежнему требуется слишком много опор, вы можете настроить выступы. Если, например, их углы слишком круглые и наклонены более чем на 45°, посмотрите, сможете ли вы заменить их, используя один, менее крутой угол в своем дизайне. Другой вариант, который вы можете попробовать, — это разделить ваш дизайн на две отдельные модели.
Комплектация и эксплуатационные характеристики лесопильного оборудования во многом определяют успешность деревоперерабатывающего производства, как крупного, так и малого, в том числе домашнего. Казалось бы, бери самое дорогое и «навороченное» — не ошибёшься. Однако для каждого предприятия важно подобрать собственный комплект оборудования, соответствующий не только его масштабам, но и объёмам перерабатываемого сырья, его свойствам, характеристикам готовой продукции.
Яркий пример — выбор углопильного станка. Производители и дилеры делают акцент на скорости распила и качестве готового пиломатериала. «Вы получите качественную продукцию с отличными механическими параметрами», «безупречная геометрия пиломатериалов», — звучит заманчиво, не правда ли? Но нужно помнить, что производители щедры на обещания, а утверждения о безусловном превосходстве одной технологии над другой зачастую оказываются маркетинговым ходом, не более.
Покупать оборудование, особенно неизвестное, можно только после внимательного анализа потребностей производства и собственных возможностей предпринимателя. Соблазн приобрести углопильный станок появляется, как правило, на этапе модернизации предприятия. Но иногда и новички считают, что лучше вложиться в сложное производительное оборудование уже на старте.
Обычно такую стратегию выбирают те, кому финансы позволяют не экономить. Хотя цена вопроса заставляет задуматься: стоимость углопильной дисковой пилорамы в несколько раз превышает стоимость ленточной, да и режущий инструмент для неё не дешёвый. И это тот случай, когда не скупой платит дважды, а слишком щедрый может нерационально распорядиться своими инвестициями.
Выгодно ли приобретение углопильного станка?
Для изготовления обрезных пиломатериалов, паркета, клеёного бруса, заготовок для погонажных изделий, мебельного щита традиционно используют дисковые пилорамы. Углопильные станки целесообразно применять тем, кто работает с лесом лиственных и хвойных сортов до 1000 мм диаметром и планирует получать из них радиальные пиломатериалы.
Углопил — это спецоборудование, а отнюдь не станок широкого профиля. Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна.
Доски, которые получаются в результате радиального распила, чаще всего дороже. Такие пиломатериалы держат более устойчивую форму, при сушке меньше подвергаются поперечному короблению, чем, например, полученные в результате тангенциального распила. К тому же они менее подвержены как разбуханию, так и усыханию. Недаром великий Страдивари предпочитал для своих скрипок использовать древесину именно радиального распила.
«Многие новички считают, что на одном таком станке они выйдут на экспорт, не имея собственной аренды леса и дальнейшей более глубокой переработки древесины», — рассказывает автор профессионального блога о деревообработке Андрей Ноак.
Но нужно учитывать и производительность такого оборудования: итоговый выход досок при радиальном распиле с учётом соблюдения всех технологических особенностей составляет до 35%, а зачастую не превышает 15%. Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
В разной плоскости
«Считается, что станки для радиального распила предназначены только для производства радиальных пиломатериалов. Это неверно из-за особенностей самого метода углового пиления. Правильно было бы утверждать, что метод углового пиления наряду с производством обычных обрезных пиломатериалов даёт возможность производить попутно и радиальные пиломатериалы из одного бревна.
Возможность индивидуального раскроя бревна методом углового пиления позволяет одновременно получать радиальные пиломатериалы из бездефектных зон бревна и обычные обрезные (но можно и другого сечения) из зоны расположения пороков. Толщина и ширина выпиливаемых последовательно пиломатериалов ограничены только диаметром пильного диска.
Получая минимум 20% радиальных пиломатериалов из рядового сырья от общего объёма произведённых пиломатериалов, деревообработчик значительно увеличивает свою прибыль при тех же самых затратах», — утверждает один из производителей деревообрабатывающего оборудования.
А что думают пользователи этого оборудования — сами деревообработчики? Надо отметить, что в открытую они редко готовы комментировать свой опыт работы с тем или иным станком, ссылаясь то на недостаток опыта, то на некие «сопутствующие факторы», которые у каждого производителя древесной продукции свои.
Источником информации в этой ситуации становятся многочисленные отраслевые форумы — здесь лесники в выражениях не стесняются, и уж если у станка есть недостатки, распишут в лучшем виде. Но и на похвалу не поскупятся, если есть за что хвалить. А заодно поделятся проблемами, с которыми столкнулись при эксплуатации той или иной модели, и своими способами их решения.
Для справки Угловое пиление (продольный радиальный распил брёвен угловым способом) выполняется на круглопильных станках, когда направление пиления дисков происходит в двух взаимно перпендикулярных плоскостях. Это новая технология в области первичной деревообработки.
Данный метод прост: дисковые пилы, расположенные в вертикальной и горизонтальной плоскостях, последовательно вырезают из бревна ламели, на торце которых годовые кольца расположены «радиально», то есть под углом 45° к наибольшей по площади плоскости ламели. Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
Мнения разделились
«Угловик — рабочий инструмент. Желательно, чтобы была реализована возможность распиловки как в угловом режиме, так и в развал. Потом будет больше возможностей изменения технологической цепочки на разных этапах развития», — так на лесном интернет-форуме рассказал о своём опыте работы с углопильным станком один из деревообработчиков.
Его оппонент считает, что покупать углопил для развального или иного простого распила — «безумное вложение денег и стрельба из пушки по воробьям».
«Смысла его использовать как альтернативу лесопильной раме или «ленточке» не вижу. Установленная мощность большая, инструмент дорогой, кривых рук станок не примет, производительность маленькая. Поэтому, ставя вопрос о том, для каких целей покупают углопильные станки, для себя надо эти цели и определить. Первым вопросом, конечно же, будет наличие подобающего сырья, вторым — наличие контракта, по которому напиленную продукцию можно выгодно продать», — считает пользователь лесопильного оборудования.
«Углопил хорош, когда ограничены площади и размеры пиломатериалов близки к размерам брусьев 100х100х6000, 150х150х6000. Вот тогда появляется реальная экономическая обоснованность», — поддерживает его коллега.
Для справки Радиальные пиломатериалы применяют в производстве клеёного оконного бруса и поставляют в страны Евросоюза.
Учитываем все факторы
При чём здесь площади? А при том, что использование углопила позволяет отказаться от станков второго ряда: с его помощью можно получить сразу весь обрезной пиломатериал, в то время как после «ленточки» нужно будет ставить кромкообрезной станок. Поэтому лесопромышленники признают рациональность его применения в тех случаях, когда есть недостаток места на промплощадке.
Также есть мнение, что имеет смысл задуматься о приобретении углопильного станка тем, у кого проблемы с персоналом: меньше оборудования — меньше потребность в специалистах для его обслуживания. Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.
«Всё упирается в оператора. Ценность этого кадра намного больше самого станка. Оператор вам пилит чистые деньги, и его надо растить, как ребёнка, холить и лелеять. Беречь как зеницу ока. Вырастить его можно с нуля. Я за год вырастил четверых. Сначала будете вместе бегать с линейкой по брёвнам, кубатурить, как их пилить, и потом процесс пойдёт», — поделился опытом пользователь лесного форума с ником Олег.
«Операторов на станок найти непросто. Сплав механики и компьютерных технологий даётся старшему поколению с трудом. Молодёжь же имеет свои проблемы с обучаемостью, концентрацией внимания, трудовой дисциплиной», — сетует ещё один владелец углопила Евгений.
Решает персонал
Современные модели таких станков оснащают программным обеспечением и автоматической системой оптимизации раскроя, которая выполняет расчёт оптимальной схемы распила бревна по критерию максимального выхода пиломатериалов с заданными параметрами. Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен.
«Оператора лучше растить на месте самому и с нуля. Предыдущий опыт его работы на угловике другой модели абсолютно не нужен, а иногда и мешает. К станку человек привыкает в течение месяца и начинает пилить самостоятельно. Как минимум должен знать строение древесины и её пороки, а не только железную часть станка.
На проектную производительность станка оператор выходит к концу первого года работы. Набирает основной опыт, узнает все тонкости распиловки, проходит первые косяки в работе, начинает чувствовать работу пил на слух. Ведь никому не нужен простой «кнопочник», который нашинкует из бревна гору всякой лапши», — продолжает рекомендации форумчанин Олег.
Некоторые современные модели углопильных станков также оснащены системой автосброса пиломатериала, которая позволяет работать в полностью автоматическом режиме (при использовании пиловочника определённого диаметра). При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне.
При отсутствии такой системы производительность оборудования напрямую зависит от расторопности помощников оператора. Как правило, два помощника относят доски на приличное расстояние, при необходимости торцуют и раскладывают по пакетам. Оператор при этом ждёт, пока они отойдут на безопасное расстояние, и лишь затем запускает новый цикл пиления. Соответственно, разница при съёме материала вручную и автосбросе существенная.
Без отходов не выходит
Недостаток, который отмечают практически все пользователи углопила, — большое количество отходов пиления, которые могут создавать проблемы в работе оборудования и мешать оператору. В частности, стружки и опилки могут набиваться в различных узких местах или налипать на направляющие, что нарушает геометрию распила.
Сравнивая работу углопильного станка с другим оборудованием, например, с многопильным станком, операторы указывают на то, что во втором случае опилки сыплются сразу в подвал и на транспортёр, сколько их там — не видно. Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
«Углопильный станок традиционно является мощнейшим источником опилок, которые он разбрасывает по сторонам не хуже пулемета. При попутном резе опилки летят на расстояние 10 метров до стены, где доблестно к ней прилипают и образуют некую кучу. Не спасает никакая защита и аспирация», — делится впечатлениями один из пользователей.
На станке, как правило, имеется специальное ограждение, но оно универсальное и рассчитано на использование пил определённого диаметра. Если же на оборудовании установлены пилы другого размера, ограждение не поможет — придётся его переделывать под используемый диаметр пильного инструмента. Помимо опилок, вылететь из-под пилы может и горбыль, а это уже не просто неприятно, но и опасно — скорость выброса такова, что горбыль втыкается в брусовую стену на половину толщины бруса.
По этой причине производители не рекомендуют срезать горбыли и остатки на бревне обратным ходом. А для страховки между пультом и углопилом можно поставить мелкую металлическую сетку.
Проблема большого количества отходов в виде горбыля, пилок и щепы не только в том, что они загрязняют рабочее место и могут стать причиной выхода из строя оборудования или отдельных его элементов. Отходы лесопиления нужно утилизировать, в идеале — перерабатывать в востребованную продукцию. Самый очевидный путь, по которому идёт сегодня большинство деревообработчиков, — производство топливных гранул или брикетов.
Подготовила Мария Кармакова
Статья опубликована в журнале Лесной комплекс №4 2021
Углопильные станки в России — Биржа оборудования ProСтанки
Главная
Продажа
Пилорамы дисковые угловые
Углопильный станок
Вы можете очень быстро сравнить цены углопильного станка и подобрать оптимальные варианты из более чем 75918 предложений
Углопильный станок
Состояние: Новый Год выпуска: 2012
В наличии
Углопильный станок . Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ…
26.05.2013
Санкт-Петербург (Россия)
1 400 000
Углопильный станок РИФТ-Угол
Состояние: Новый Год выпуска: 2013
В наличии
Углопильный станок РИФТ для распиловки древесины.Станок отличается простотой и надежностью
конструкции. Рама станка сварена из прямоугольных труб большого сечения, что
обеспечивает большую…
26.05.2013
Санкт-Петербург (Россия)
1 400 000
Углопильный станок (пилорама) Universal 1000 фирмы WALTER
Состояние: Б/У Год выпуска: 2015 Производитель: WALTER
Углопильный станок (пилорама) Universal 1000 фирмы WALTER. Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной…
Состояние: Б/У Год выпуска: 2011 Производитель: StrojCAD DKP-6 (Словения)
Продается двухдисковый углопильный станок StrojCAD DKP-6 2011 г.в. Минимальная и бережная эксплуатация с периодическим техническим обслуживанием.Состояние отличное. Комплектация «Стандарт» без…
24.09.2019
Юрьев-Польский (Россия)
2 300 000
Углопильный станок UH500. Гарантия 12 месяцев. Наработка менее 100 часов. Новый станок
Состояние: Новый Производитель: StrojCAD s. r.o. (Словакия)
В наличии
Продаётся однодисковый углопильный станок UH 500, год выпуска 2010. ГАРАНТИЯ 12 месяцев.Новый станок, реальная наработка 90 часов. Хранился в собранном виде в сухом помещении.Комплектация:-…
11.09.2019
Солнечногорск (Россия)
950 000
Углопильный станок UH500. Гарантия 12 месяцев. Наработка менее 100 часов
Состояние: Новый Производитель: StrojCAD (Словакия)
В наличии
Продаётся однодисковый углопильный станок UH 500, год выпуска 2010. Гарантия 12 месяцев.Новый станок, реальная наработка 90 часов. Хранился в собранном виде в сухом помещении.Комплектация:-…
11.09.2019
Солнечногорск (Россия)
950 000
Углопильный станок «БАРС-1»
Состояние: Б/У Год выпуска: 2005 Производитель: Россия
Продам углопильный станок «БАРС-1» в хорошем состоянии
12. 09.2019
Красноярск (Россия)
500 000
дисковый углопильный станок SHARK
Состояние: Новый Производитель: SHARK (Россия)
В наличии
предприятие в г. Кострома продает дисковый углопил SHARK, оборудование настроено, исправно. производит обрезной пиломатериал экспортного качества, производительность 8-10 м3/смена. автоматическое…
21.12.2017
Кострома (Россия)
450 000
Станок углопильный проходного типа
Состояние: Новый Производитель: ООО «Восточная Деловая Компания» (Беларусь)
Углопильный станок первого ряда используется для производства обрезной доски, бруса и полубруса. Для увеличения производительности потребуется станок второго ряда — многопил (для распиловки. ..
11.07.2022
Невель (Россия)
Пилы дисковые для многопильных станков в Уфе
Состояние: Новый
В наличии
Всегда в наличии в Уфе пилы дисковые для многопильных, кромкообрезных, углопильных станков диаметром от 250 до 650 мм. С подчистными зубьями и без.производим расточку посадочного отверстия, вырезку…
14.02.2019
Уфа (Россия)
Контроллер позиционирования ZRK 5.1 для ленточной и дисковой пилорамы
Состояние: Новый Производитель: Беларусь
В наличии
Производим контроллер линейного перемещения пильного узла (электронная линейка).Область применения — горизонтальные ленточные, круглопильные пилорамы и углопильные станки.Благодаря нашему прибору…
08.11. 2022
Подольск (Россия)
45 000
Электронная линейка ZRK 5.1 для пилорам различных конструкций
Состояние: Новый Год выпуска: 2017 Производитель: Электронная линейка ZRK 5.1 (Беларусь)
В наличии
Производим контроллер линейного перемещения пильного узла (электронная линейка).Область применения — горизонтальные ленточные, круглопильные пилорамы и углопильные станки.Благодаря нашему прибору,…
08.11.2022
Владимир (Россия)
45 000
Угловая дисковая пилорама ДПУ-500
Состояние: Новый Производитель: Алтай-3 (Россия)
Пилорама углового пиления (угловая дисковая пилорама) производит распиловку бревна двумя пильными дисками. Смонтированный на пильной каретке блок пильных дисков расположенных под углом 90. ..
20.11.2022
Казань (Россия)
Угловая дисковая пилорама ДПУ-600
Состояние: Новый Производитель: Алтай-3 (Россия)
В наличии
Пилорама углового пиления (угловая дисковая пилорама) производит распиловку бревна двумя пильными дисками. Смонтированный на пильной каретке блок пильных дисков расположенных под углом 90…
20.11.2022
Казань (Россия)
Электронная линейка ZRK 5.1 для любых пилорам
Состояние: Новый Производитель: ИП Руденец А.Н. (Беларусь)
В наличии
Производим контроллер позиционирования (электронная линейка). Область применения горизонтальные ленточные, круглопильные пилорамы и углопильные станки. Благодаря нашему прибору увеличивается. ..
Пилорама дисковая поворотная ПД-2000 Мини-450 Пилорама дисковая Мини-450 была разработана и запущена в серийное производство в 2013 году. Это новая модель деревообрабатывающих станков…
19.11.2022
Нижний Новгород (Россия)
189 000
Станок углопильный UP-700
Состояние: Новый
В наличии
Станок углопильный UP-700, произ-ва Словения.ОТС.Бери и работай.Высокая точность распила,радиальный распил.Тел.89069525144
11.05.2014
Абакан (Россия)
650 000
Углопильный дисковый станок Барс 5. 2.2.2
Состояние: Новый Производитель: Россия
В наличии
Углопильный дисковый станок Барс 5.2.2.2 Состояние новый , распилили 30 м3 при настройке…
05.04.2021
Нея (Россия)
2 000 000
Станок углопильный дисковый UNIVERSAL-1000М
Состояние: Б/У Год выпуска: 2014 Производитель: WALTER (Польша)
В настоящее время пилим на нем. В отличном состоянии, полностью обслужен, все что требовалось заменить за время эксплуатации — заменили: трос транспортера удалителя опилок, приводные цепи,…
08.01.2020
Иркутск (Россия)
1 450 000
Дисковый станок «Сова-М6»
Состояние: Новый
В наличии
Распиливает бревно по любой схеме. Оптимальные диаметры бревен 14-65см. Производительность 20-30куб.м. в смену. Работают 2 человека.Для индивидуальной распиловки бревен или лафетов на обрезной…
28.02.2020
Йошкар-Ола (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по углопильному станку почти как на Авито и TIU
Видео углопильного станка
Машина для производства древесного угля Ведущий поставщик-BELONG MACHINERY
Перейти к содержимому
HomeIan Lee2022-10-14T14:44:13+08:00
Zhengzhou Belong Machinery Co., Ltd является профессиональным производителем угольных машин, расположенным в городе Чжэнчжоу, Китай. Мы предоставляем клиентам технологии и решения для производства древесного угля из материалов биомассы, таких как древесина, куски, кокосовая скорлупа, бамбук и рисовая шелуха. Нашей основной продукцией являются печи для карбонизации, машины для производства древесных брикетов, экструдеры для древесного угля, угольные прессы, прессы для кальяна и т. д.
У нас есть опытная команда инженеров, которая разрабатывает решения для производства древесного угля для клиентов. Для завода по производству древесно-угольных брикетов наш инженер может выехать за границу для руководства установкой и обучения рабочих работе с машинами. Надеемся на сотрудничество с вами!
Рекомендуемые машины для производства древесного угля
Запросить цену
0026
Опилки отличаются от кусковой древесины и скорлупы кокосовых орехов, они не подходят для непосредственного карбонизации. Таким образом, первым шагом является преобразование опилок в брикеты, а затем карбонизация брикетов опилок в древесный уголь.
Для изготовления брикетов из опилок важно обеспечить размер опилок менее 3 мм и влажность менее 12%.
Подробную информацию можно найти в статье Изготовление древесного угля из опилок.
Какие материалы лучше всего подходят для изготовления угля для кальяна
Лучшими материалами для изготовления угля для кальяна являются скорлупа кокосовых орехов, бамбук и твердая древесина, например, дуб, лимонное дерево и т. д.
Подробнее о лучших материалах для изготовления угля марка вашей машины
У нас есть разные машины для изготовления брикетов различных форм и размеров, таких как шестиугольные, восьмиугольные, овальные, подушкообразные, яйцевидные, кубические, сплюснутые, пальцеобразные, цилиндрические, треугольные, прямоугольные и т. д.
Вы можете посетить страницу брикетировочная машина для древесного угля для получения более подробной информации.
Краткое описание принципа работы печи для карбонизации
1-я ступень: используется внешний нагрев, такой как сжигание древесных отходов или сжиженного газа, для повышения внутренней температуры камеры для карбонизации 2-я ступень: с повышением температуры , материалы в камере начинают пиролиз и выделяют дым и газ. 3-я ступень: поток дыма и газа в очиститель, пыль, древесный уксус, древесная смола и т. д. очищаются и оставляются в резервуаре очистителя, поток газа в трубу для сжигания на дне камеры карбонизации. 4-я стадия: когда концентрация газа увеличится до определенного градуса, он воспламенится. Затем постепенно прекращайте сжигание древесных отходов или сжиженного газа, сжигайте только газ, образовавшийся в результате карбонизации, для отопления. 5-й этап: Когда процесс карбонизации близок к завершению, объем производимого газа будет постепенно уменьшаться. Когда температура на термометре упадет примерно до 40 градусов, откройте герметичную дверцу и достаньте уголь.
Посетите страницу машины для карбонизации для более подробной информации.
Предоставляете ли вы услуги по установке
Мы можем отправить нашего опытного инженера на объект заказчика для руководства установкой, вводом в эксплуатацию и обучением.
Спасибо за ваше сообщение. Оно было отправлено.
Произошла ошибка при попытке отправить ваше сообщение. Пожалуйста, попробуйте позже.
Ссылка для загрузки страницы
Перейти к началу
Экструдер для древесного угля | Винтовой пресс для брикетирования угля
Перейти к содержимому
Экструдер для древесного угляIan Lee2022-09-08T15:54:23+08:00
Экструдер для древесного угля представляет собой формовочную машину шнекового типа для производства брикетов стержневой формы из древесного угля. Поскольку он также может использоваться для прессования угля, активированного угля и полукокса, его также называют угольным брикетировочным прессом. Эта машина имеет компактную конструкцию, включая электродвигатель, редуктор, загрузочную воронку, винтовую часть, разгрузочное отверстие, основание машины и т. д.
1 Принцип работы шнекового экструдера для угольных брикетов
2 Как работает машина для экструзии угольных стержней
3 Применение машины для производства угольных стержней
4 Автоматический резак для брикетов
5 Угольный экструдер с брикетным резаком для производства кубического древесного угля
6 Технические параметры экструдера для древесного угля
7 Отправьте нам запрос
Принцип работы шнекового экструдера для угольных брикетов
Экструдер для древесного угля использует принцип шнековой экструзии для сжатия угольного/угольного порошка в формованные брикеты. После того, как угольный порошок высыпается в загрузочный бункер, он продвигается вперед к разгрузочному отверстию брикетировочной машины с помощью шнека. От камеры шнека до пресс-формы пространство становится меньше. Под огромным давлением древесный уголь проходит через формы и, наконец, принимает определенные формы.
Как работает машина для экструзии древесного угля
Применение машины для производства угольных стержней
Помимо древесного угля и угля, эта экструзионная машина также может производить брикеты из кокса, шлама, оливкового жмыха, коровьего навоза и т. д. Для При изготовлении брикетов хорошего качества размер порошка древесного угля должен быть менее 3 мм, а влажность около 20%. Чтобы удовлетворить требования различных клиентов, форма формы может быть шестиугольной, квадратной, круглой и т. д. Кроме того, клиенты могут выбрать производство полых или сплошных брикетов, диаметр брикетов составляет 3-50 мм.
Автоматический резак для брикетов
Чтобы расширить область применения экструдера для древесного угля, мы обычно оснащаем его автоматическим резчиком. Как следует из названия, он может автоматически нарезать брикеты на одинаковую длину. Это небольшое устройство значительно повышает эффективность производства и улучшает внешний вид брикетов. Кроме того, с помощью автоматического резака шнековый экструдер для древесного угля можно использовать для производства кубического древесного угля для кальяна.
Экструдер для древесного угля с брикетным резаком для производства кубического древесного угля
Технические параметры экструдера для древесного угля
 com
com видео ниже.
видео ниже.


 Пока мы ждем комплектующие на замену, оборудование стоит, сроки горят, заказчик недоволен. В Станке с двумя головами и лазерными трубками мы можем продолжать работать, да медленнее, но пока ждем комплектующие на замену, мы доделаем заказ и отдадим их клиенту.
Пока мы ждем комплектующие на замену, оборудование стоит, сроки горят, заказчик недоволен. В Станке с двумя головами и лазерными трубками мы можем продолжать работать, да медленнее, но пока ждем комплектующие на замену, мы доделаем заказ и отдадим их клиенту. 


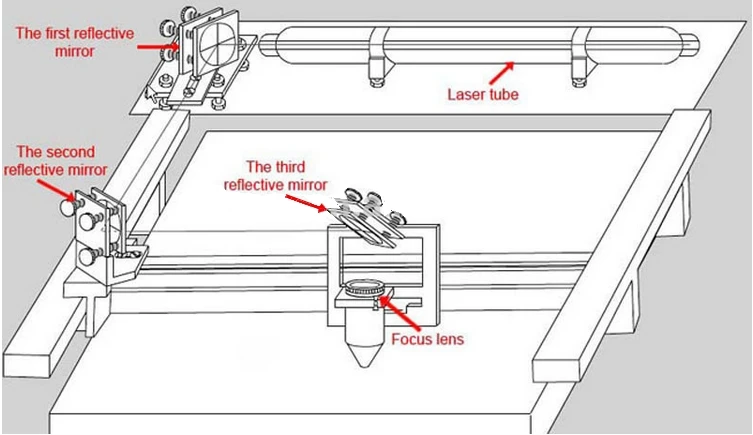
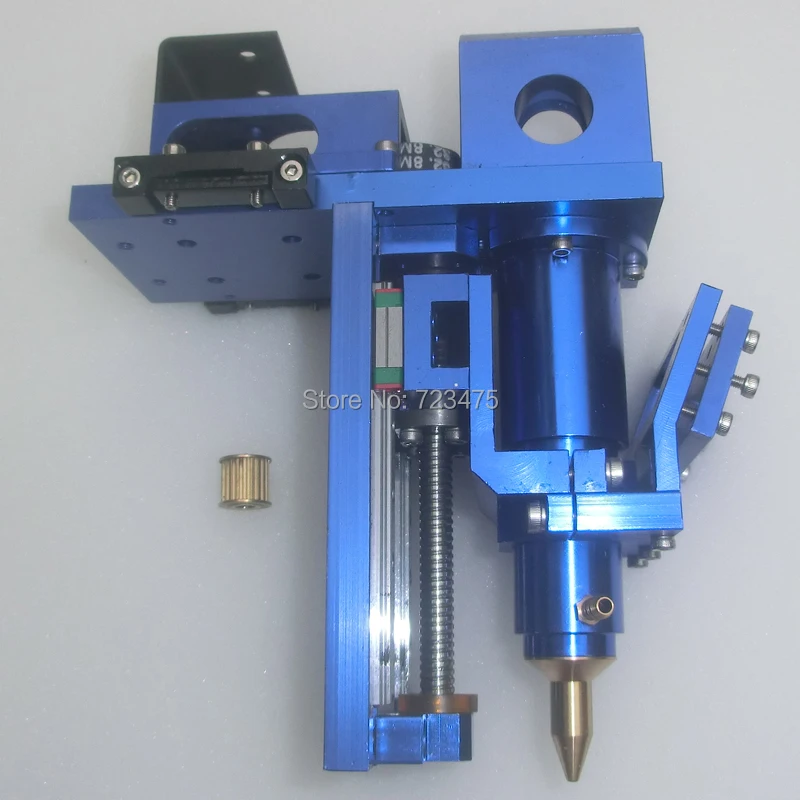 Т.е. при противоположных сигналах управления осью мотор крутит только в одну сторону.
Т.е. при противоположных сигналах управления осью мотор крутит только в одну сторону. +Нет возможности оперативно производить манипуляции со станком.
+Нет возможности оперативно производить манипуляции со станком. .. А водки — на
.. А водки — на Неисправность в драйвере, кажется.
Неисправность в драйвере, кажется.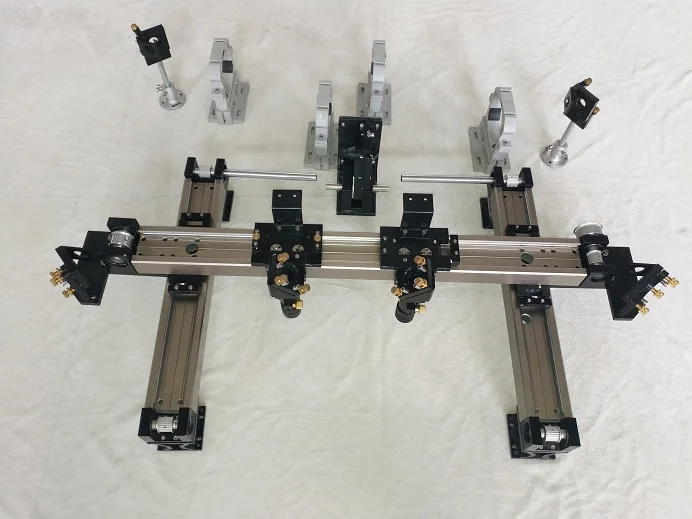
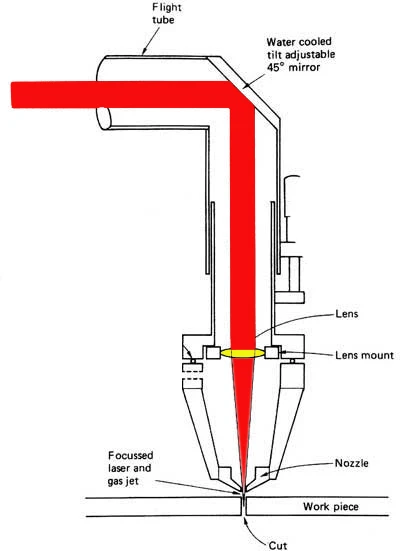 После диагностики выявился нерабочий контроллер.
После диагностики выявился нерабочий контроллер.

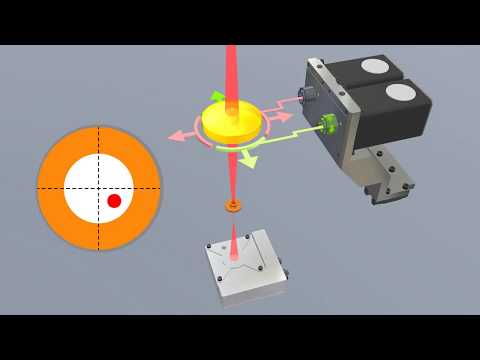 … И вернее всего будете жутко удивлены… Т.к. ток у лазеров на движки чаще всего не превышает 3.5А (не говорю о огромных станках, где 86 движки, а веду речь о станках с 57 движками), то из широкодоступных проводов возьмите КММ 4*0.35…
… И вернее всего будете жутко удивлены… Т.к. ток у лазеров на движки чаще всего не превышает 3.5А (не говорю о огромных станках, где 86 движки, а веду речь о станках с 57 движками), то из широкодоступных проводов возьмите КММ 4*0.35… Теперь жду посылку с Али, с драйвером.
Теперь жду посылку с Али, с драйвером. Получается плата?
Получается плата? Они также являются отличным источником вдохновения для других. Именно они извлекают выгоду из плодов ваших талантов.
Они также являются отличным источником вдохновения для других. Именно они извлекают выгоду из плодов ваших талантов. Наши лазерные головки серии 6W представляют собой модули с потребляемой мощностью лазера 30 Вт, которые обеспечивают реальную оптическую мощность 6 Вт.
Наши лазерные головки серии 6W представляют собой модули с потребляемой мощностью лазера 30 Вт, которые обеспечивают реальную оптическую мощность 6 Вт.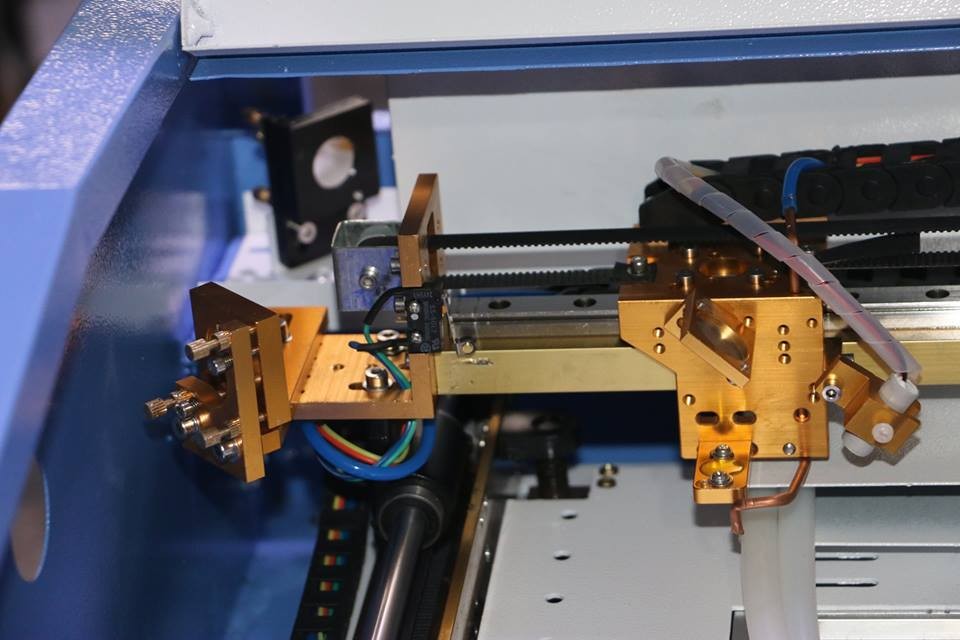 Превзойти ожидания.
Превзойти ожидания. Обладая реальной оптической мощностью 15 Вт, а также новым дизайном, эта компактная лазерная головка может обрабатывать широкий спектр древесных материалов, кожи, текстиля и пластика, кратко изложенных в разделе «Применения лазера Blue CNC» ниже. Это также первая компактная лазерная головка с ЧПУ, которая не только маркирует металл, но и глубоко гравирует его. Поскольку он использует синий лазерный свет, он может эффективно обрабатывать материалы, с которыми борются инфракрасные лазеры. Кроме того, его можно адаптировать практически к любому станку с ЧПУ. Этот легкий, мощный, экономичный и простой в использовании лазер является идеальным выбором как для крупносерийного промышленного применения, так и для требовательных индивидуальных пользователей.
Обладая реальной оптической мощностью 15 Вт, а также новым дизайном, эта компактная лазерная головка может обрабатывать широкий спектр древесных материалов, кожи, текстиля и пластика, кратко изложенных в разделе «Применения лазера Blue CNC» ниже. Это также первая компактная лазерная головка с ЧПУ, которая не только маркирует металл, но и глубоко гравирует его. Поскольку он использует синий лазерный свет, он может эффективно обрабатывать материалы, с которыми борются инфракрасные лазеры. Кроме того, его можно адаптировать практически к любому станку с ЧПУ. Этот легкий, мощный, экономичный и простой в использовании лазер является идеальным выбором как для крупносерийного промышленного применения, так и для требовательных индивидуальных пользователей.
 Эта лазерная головка мощностью 15 Вт может резать кожу толщиной 1,3 мм за один проход со скоростью 21 мм/с (что эквивалентно 75 м в час или 1,8 км (1,1 мили) за 24-часовой рабочий день лазерной машины). Это происходит без обугливания краев. Он может гравировать кожу со скоростью > 100 мм/с при мощности 40%.
Эта лазерная головка мощностью 15 Вт может резать кожу толщиной 1,3 мм за один проход со скоростью 21 мм/с (что эквивалентно 75 м в час или 1,8 км (1,1 мили) за 24-часовой рабочий день лазерной машины). Это происходит без обугливания краев. Он может гравировать кожу со скоростью > 100 мм/с при мощности 40%.
 , ППО, полистирол и пленка VCF. Например, наши испытания показали, что синий лазер мощностью 15 Вт может резать цветной ПММА за один проход со скоростью 2,5 мм/с.
, ППО, полистирол и пленка VCF. Например, наши испытания показали, что синий лазер мощностью 15 Вт может резать цветной ПММА за один проход со скоростью 2,5 мм/с.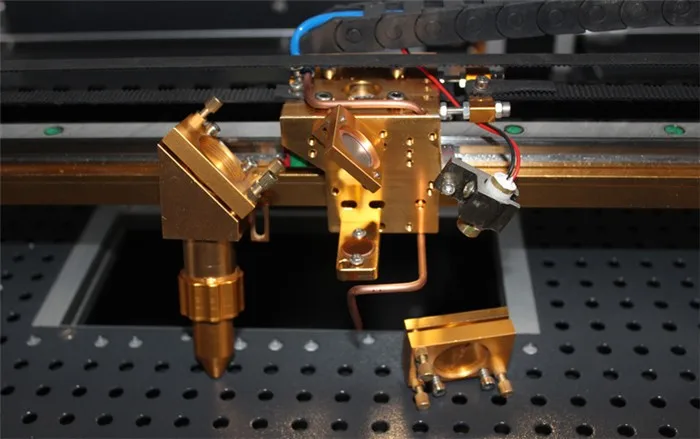 Это напрямую связано с несколькими преимуществами, включая снижение энергопотребления и более компактный теплоотвод.
Это напрямую связано с несколькими преимуществами, включая снижение энергопотребления и более компактный теплоотвод.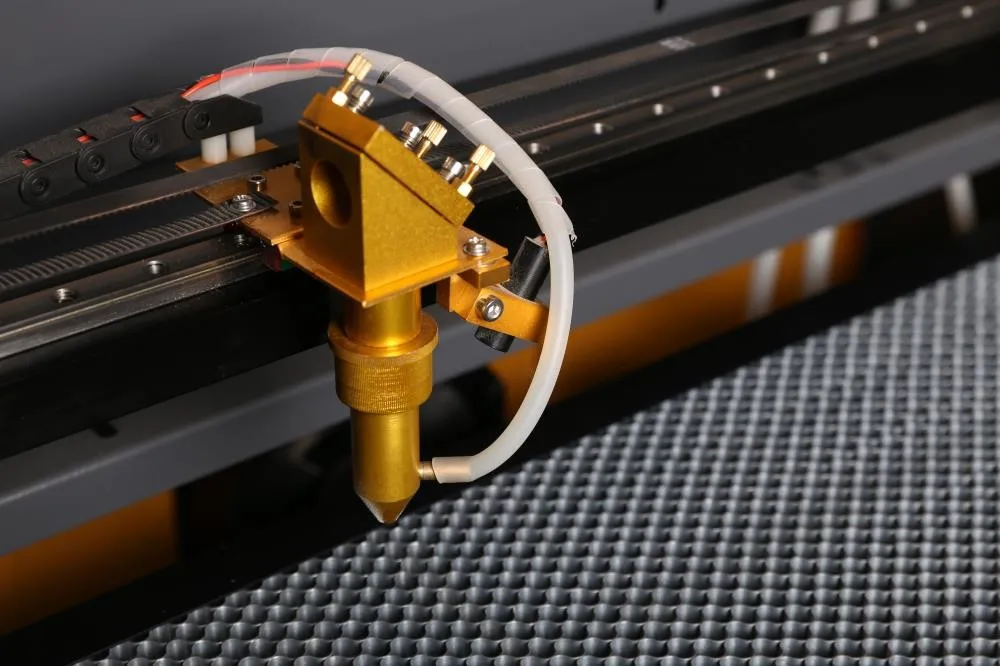

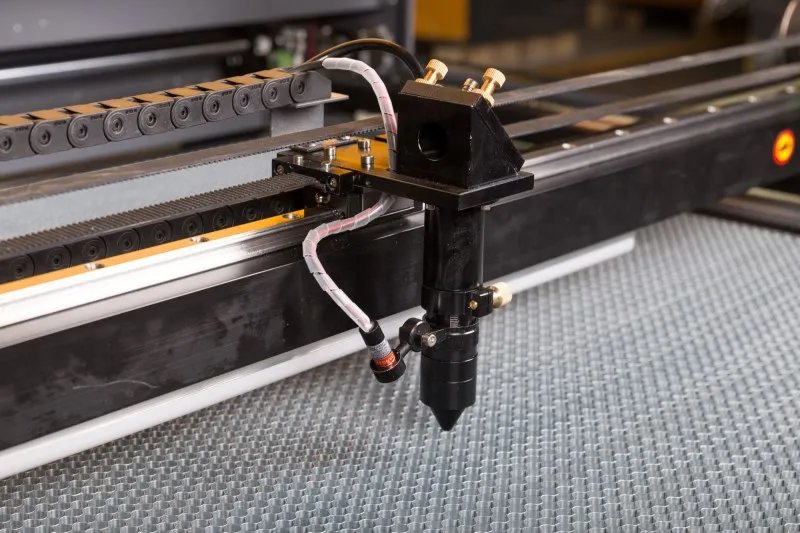 Мод. Пропускная способность
Мод. Пропускная способность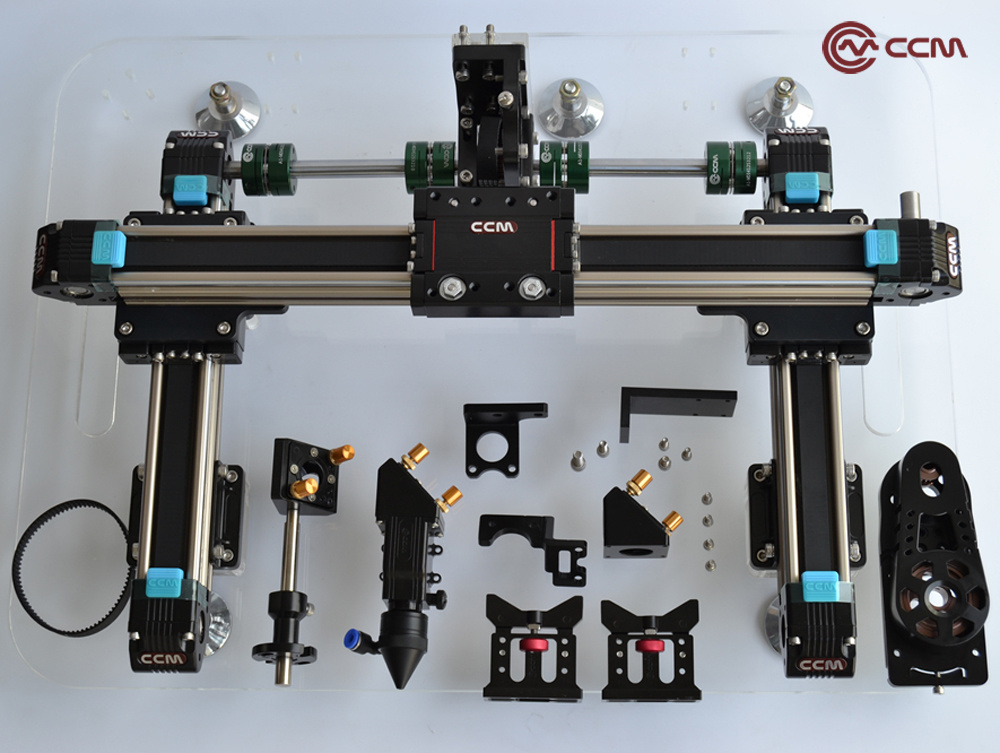
 число ударов
число ударов Червишево
Червишево Именно поэтому перфоратор используют для сложных работ по твёрдым материалам — бетону, кирпичу, металлам. Агрегат используется для сверления и пробивания отверстий в прочных материалах без приложения особых физических усилий со стороны оператора. Принцип работы перфоратора – это разрушение обрабатываемого материала с помощью поступательных и вращательных действий рабочего элемента. Состоит перфоратор из электрического двигателя, редуктора, ударного механизма и патрона для крепления рабочих инструментов (буры, коронки, зубила и т.д.).
Именно поэтому перфоратор используют для сложных работ по твёрдым материалам — бетону, кирпичу, металлам. Агрегат используется для сверления и пробивания отверстий в прочных материалах без приложения особых физических усилий со стороны оператора. Принцип работы перфоратора – это разрушение обрабатываемого материала с помощью поступательных и вращательных действий рабочего элемента. Состоит перфоратор из электрического двигателя, редуктора, ударного механизма и патрона для крепления рабочих инструментов (буры, коронки, зубила и т.д.).
 2 Дж
2 Дж
 ca.gov
ca.gov Документы могут быть проштампованы и подшиты к кассиру.
Документы могут быть проштампованы и подшиты к кассиру.

 Языки включают, но не ограничиваются этим, английский, испанский, вьетнамский, мандаринский/китайский и фарси.
Языки включают, но не ограничиваются этим, английский, испанский, вьетнамский, мандаринский/китайский и фарси.





 Большинство алгоритмов и параметров встроены заранее, что позволяет быстро и легко вносить необходимые корректировки.
Большинство алгоритмов и параметров встроены заранее, что позволяет быстро и легко вносить необходимые корректировки. Наши специалисты готовы помочь в выборе и реализации наилучшего решения даже для самых уникальных задач по использованию технического зрения.
Наши специалисты готовы помочь в выборе и реализации наилучшего решения даже для самых уникальных задач по использованию технического зрения.
 Они гибкие в использовании и адаптируются под условия любого производственного процесса. Быть универсальными автоматизированными помощниками им помогает дополнительное оборудование.
Они гибкие в использовании и адаптируются под условия любого производственного процесса. Быть универсальными автоматизированными помощниками им помогает дополнительное оборудование. Мы используем компоненты премиум-класса от лидеров робототехники с мировым именем. Компания ДС-РОБОТИКС предлагает только те технологии, в надежности
Мы используем компоненты премиум-класса от лидеров робототехники с мировым именем. Компания ДС-РОБОТИКС предлагает только те технологии, в надежности Будем рады в кратчайшие сроки предоставить необходимые комплектующие и продлить жизнь вашей техники.
Будем рады в кратчайшие сроки предоставить необходимые комплектующие и продлить жизнь вашей техники.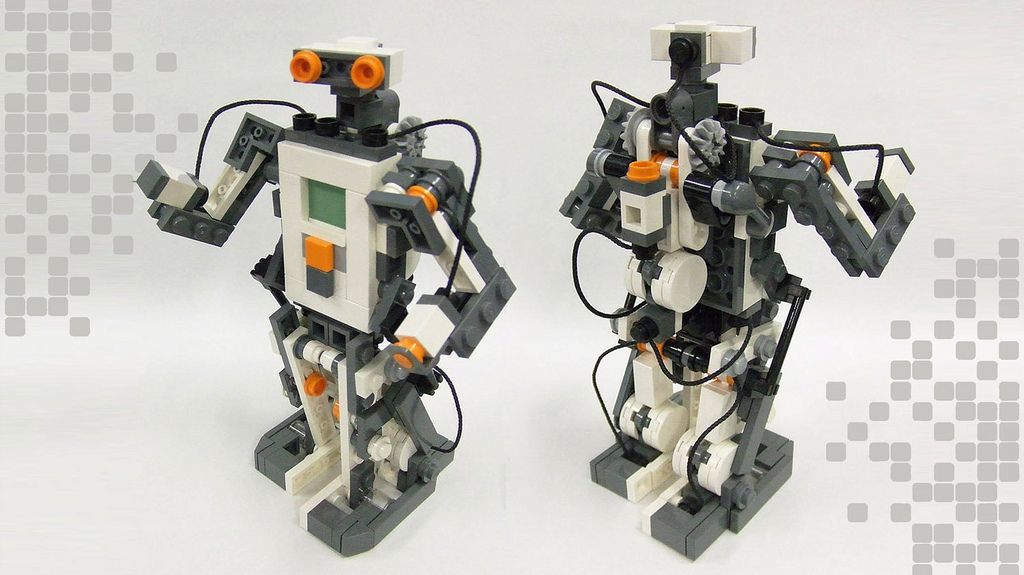
 Датчики, такие как кнопки , встроенные в бамперы, могут позволить роботу определить, когда он столкнулся с объектом или стеной. Некоторые роботы оснащены термометры и барометры для измерения температуры и давления.
Датчики, такие как кнопки , встроенные в бамперы, могут позволить роботу определить, когда он столкнулся с объектом или стеной. Некоторые роботы оснащены термометры и барометры для измерения температуры и давления.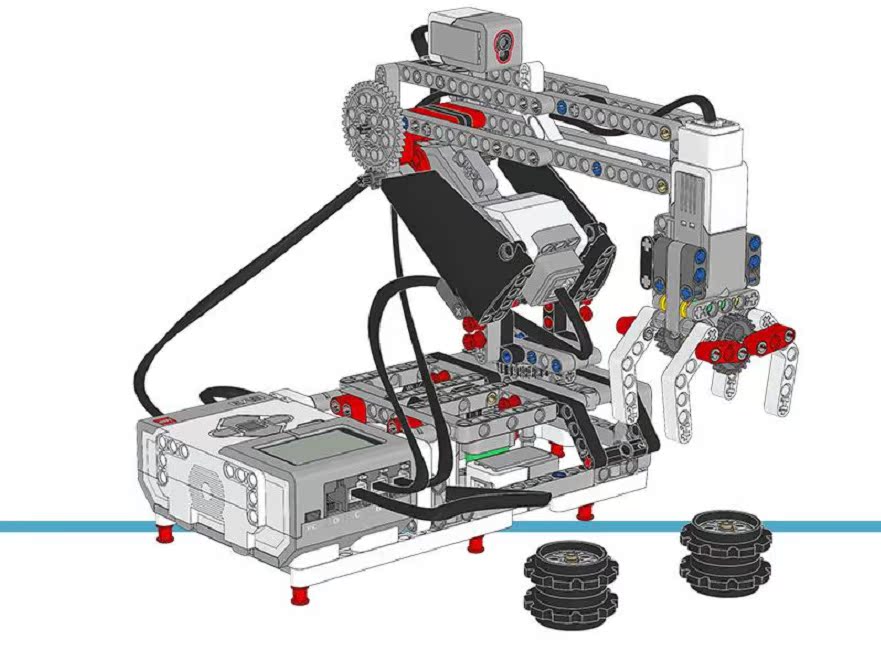 Эффекторами могут быть любые инструменты, которые можно установить на робота и которыми можно управлять с помощью компьютера робота. В большинстве случаев эффекторы специфичны для задач, которые вы хотите, чтобы ваш робот выполнял. Например, в дополнение к некоторым из очень распространенных эффекторов, перечисленных ниже, у марсоходов есть такие инструменты, как молотки, лопаты и масс-спектрометр, которые можно использовать для анализа почвы Марса. Очевидно, что роботу, доставляющему почту, ничего из этого не понадобится.
Эффекторами могут быть любые инструменты, которые можно установить на робота и которыми можно управлять с помощью компьютера робота. В большинстве случаев эффекторы специфичны для задач, которые вы хотите, чтобы ваш робот выполнял. Например, в дополнение к некоторым из очень распространенных эффекторов, перечисленных ниже, у марсоходов есть такие инструменты, как молотки, лопаты и масс-спектрометр, которые можно использовать для анализа почвы Марса. Очевидно, что роботу, доставляющему почту, ничего из этого не понадобится.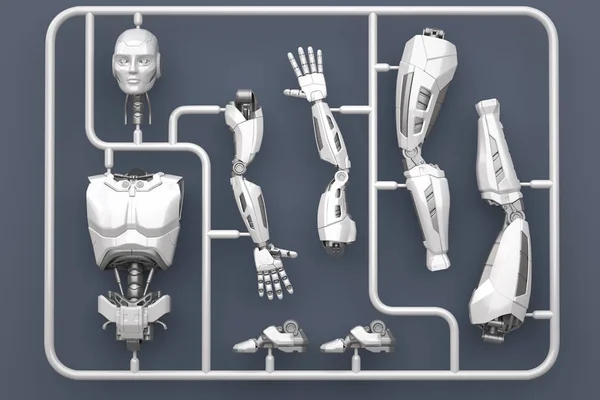
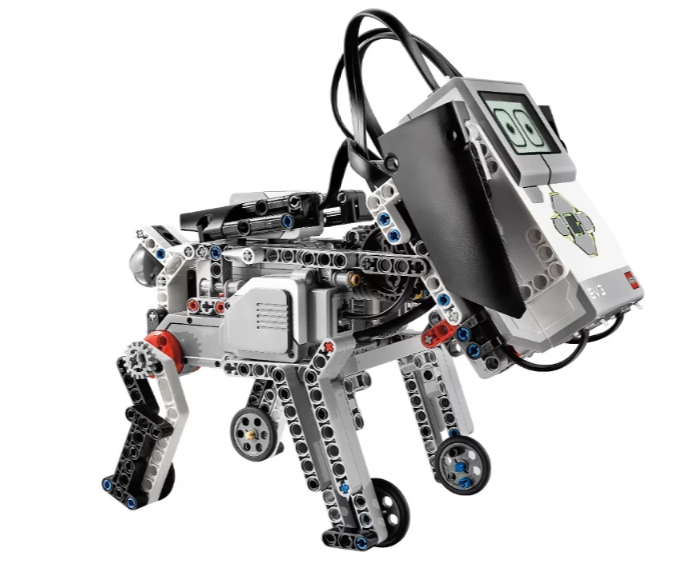 Такой робот либо нечувствителен к изменениям в своей среде, либо может обнаруживать очень ограниченную информацию об очень ограниченных частях окружающей среды. Такому роботу не потребуется много «управления», но он будет работать должным образом только в том случае, если окружающая среда ведет себя в соответствии с заранее запрограммированными действиями робота.
Такой робот либо нечувствителен к изменениям в своей среде, либо может обнаруживать очень ограниченную информацию об очень ограниченных частях окружающей среды. Такому роботу не потребуется много «управления», но он будет работать должным образом только в том случае, если окружающая среда ведет себя в соответствии с заранее запрограммированными действиями робота.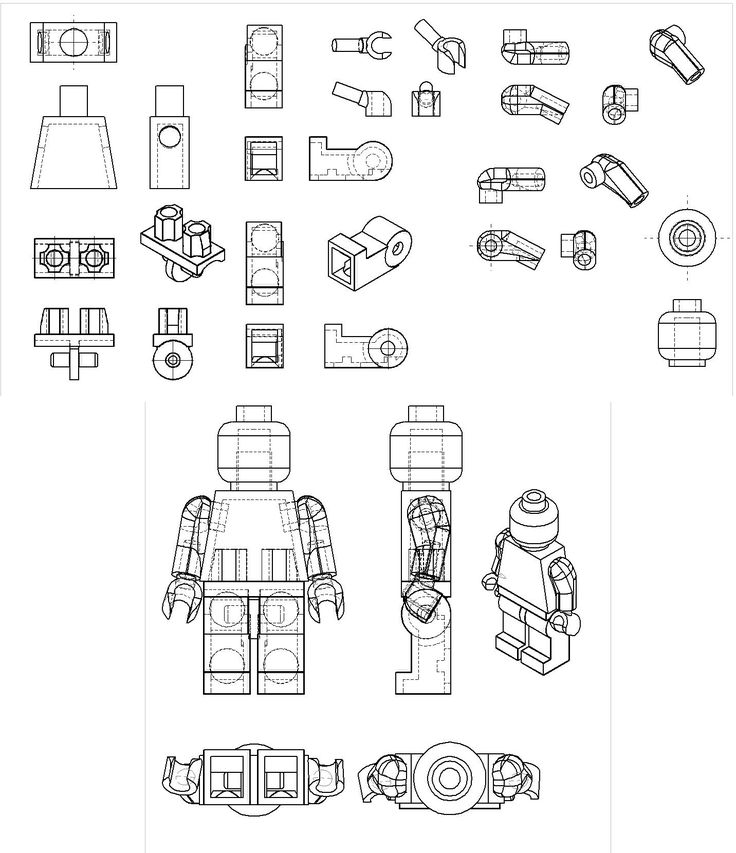 Если мозг устроен правильно, он будет получать входные данные от датчиков и будет «достаточно умным», чтобы разумно реагировать на них. Вы строите мозг, написав компьютерную программу искусственного интеллекта (ИИ). Существует два основных типа программ ИИ: классический ИИ и сети коннекционистов. Мы рассмотрим их обоих в этом модуле.
Если мозг устроен правильно, он будет получать входные данные от датчиков и будет «достаточно умным», чтобы разумно реагировать на них. Вы строите мозг, написав компьютерную программу искусственного интеллекта (ИИ). Существует два основных типа программ ИИ: классический ИИ и сети коннекционистов. Мы рассмотрим их обоих в этом модуле. Таким образом, в дополнение к более традиционным материалам, обучающим роботам, вы также найдете несколько «виртуальных» лабораторий по робототехнике, в которых вы будете создавать и/или программировать оба типа роботов.
Таким образом, в дополнение к более традиционным материалам, обучающим роботам, вы также найдете несколько «виртуальных» лабораторий по робототехнике, в которых вы будете создавать и/или программировать оба типа роботов.


 работа.
работа.
 youtube.com/embed/0f26zNHP92g» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/0f26zNHP92g» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Сейчас на вооружении номер детали (1005793950), я, наконец, смог узнать больше информации.
Сейчас на вооружении номер детали (1005793950), я, наконец, смог узнать больше информации. В органайзерах, которые я видел в магазине, было достаточно разделителей, чтобы полностью оборудовать один ящик.
В органайзерах, которые я видел в магазине, было достаточно разделителей, чтобы полностью оборудовать один ящик.


 com
com
 In der Mitte Anna Hofmeister, die Schwiegertochter, die sich ebenfalls um die Fresser kümmert.
In der Mitte Anna Hofmeister, die Schwiegertochter, die sich ebenfalls um die Fresser kümmert. Häufig brechen die Tiere auf den Mastbetrieben erst einmal ein und benötigen grundsätzlich eine vorbeugende Antibiotikabehandlung, damit sie gesund bleiben. Ich finde, dass ist eine unbefriedigende Situation!“, erklärt der Veterinär. Er ist seit 28 Jahren im Tiergesundheitsgeschäft. Sein Schwerpunkt ist die Rinderbetreuung und hier speziell die Kälberaufzucht und die Bullenmast.
Häufig brechen die Tiere auf den Mastbetrieben erst einmal ein und benötigen grundsätzlich eine vorbeugende Antibiotikabehandlung, damit sie gesund bleiben. Ich finde, dass ist eine unbefriedigende Situation!“, erklärt der Veterinär. Er ist seit 28 Jahren im Tiergesundheitsgeschäft. Sein Schwerpunkt ist die Rinderbetreuung und hier speziell die Kälberaufzucht und die Bullenmast. «Die zusätzlichen Kosten für die Tiere im Projekt lagen ungefähr bei 50 Euro. Den Hauptteil machte der zusätzliche Anteil an Milch aus“, erklärt Beisl, denn eine Bedingung war die Ad-libitum-Tränke der Tiere in den ersten drei Lebenswochen.
«Die zusätzlichen Kosten für die Tiere im Projekt lagen ungefähr bei 50 Euro. Den Hauptteil machte der zusätzliche Anteil an Milch aus“, erklärt Beisl, denn eine Bedingung war die Ad-libitum-Tränke der Tiere in den ersten drei Lebenswochen.
 Zur Versteigerungshalle sind es noch einmal 50 км. Wenn es gut läuft, sind die Tiere dann abends um 8 Uhr auf dem Mastbetrieb. Bei den KAPRE-Kälbern waren es gut 20 Minuten Fahrt plus Auf- und Abladen. Das ist schon viel weniger Stress für die Tiere».
Zur Versteigerungshalle sind es noch einmal 50 км. Wenn es gut läuft, sind die Tiere dann abends um 8 Uhr auf dem Mastbetrieb. Bei den KAPRE-Kälbern waren es gut 20 Minuten Fahrt plus Auf- und Abladen. Das ist schon viel weniger Stress für die Tiere». «Dann wäre es auch möglich, die antibiotische Metaphylaxe zu minimieren oder sogar ganz wegzulassen», ist der Tierarzt überzeugt. Gerade dieses Thema treibt ihn besonders um. «Im Rahmen des Antibiotikaminimierungsprogramms sieht man deutlich, dass sich im Moment nichts bewegt». Die verbbrauchten Mengen an Antibiotika bei den Fressern seien hoch, ohne dass die Mäster eine Chance hätten, daran etwas zu ändern. „Wir haben früher gemeinsam die Haltung und das Management immer weiter verbessert, doch das Zusammenführen aus vielen Herkünften und der Crowding-Effekt haben einen so großen Einfluss, dass ich mittlerweile davon überzeugt bin, dass man eine die welftheenriechviecht nur erreicht Und wir sollten nach Lösungen in der Branchesuchen und nicht abwarten, bis der Gesetzgeber Vorschriften macht“
«Dann wäre es auch möglich, die antibiotische Metaphylaxe zu minimieren oder sogar ganz wegzulassen», ist der Tierarzt überzeugt. Gerade dieses Thema treibt ihn besonders um. «Im Rahmen des Antibiotikaminimierungsprogramms sieht man deutlich, dass sich im Moment nichts bewegt». Die verbbrauchten Mengen an Antibiotika bei den Fressern seien hoch, ohne dass die Mäster eine Chance hätten, daran etwas zu ändern. „Wir haben früher gemeinsam die Haltung und das Management immer weiter verbessert, doch das Zusammenführen aus vielen Herkünften und der Crowding-Effekt haben einen so großen Einfluss, dass ich mittlerweile davon überzeugt bin, dass man eine die welftheenriechviecht nur erreicht Und wir sollten nach Lösungen in der Branchesuchen und nicht abwarten, bis der Gesetzgeber Vorschriften macht“ Manuela Thalhammer bestätigt, dass das Programm die Aufmerksamkeit für die Kälber erhöht hat und es zeigte Erfolge. «Die Maßnahmen haben für Zunahmen in den ersten vier Wochen von 1.050 g gesorgt», erklärt die Milchviehhalterin. Von Vorteil sei es auch, dass man eine klare Anweisung für die Aufzucht hat, an die sich jeder habe halten können. Problematisch sei jedoch gewesen, dass manche Maßnahmen neu waren und nicht von jedem einfach umgesetzt wurden. «Bei der Ad-libitum-Fütterung war es schwierig, alle davon zu überzeugen. Während des Projekts haben wir es konsequent umgesetzt, doch danach haben sich die alten Gewohnheiten wieder eingeschleift“, erklärt die Milchviehhalterin.
Manuela Thalhammer bestätigt, dass das Programm die Aufmerksamkeit für die Kälber erhöht hat und es zeigte Erfolge. «Die Maßnahmen haben für Zunahmen in den ersten vier Wochen von 1.050 g gesorgt», erklärt die Milchviehhalterin. Von Vorteil sei es auch, dass man eine klare Anweisung für die Aufzucht hat, an die sich jeder habe halten können. Problematisch sei jedoch gewesen, dass manche Maßnahmen neu waren und nicht von jedem einfach umgesetzt wurden. «Bei der Ad-libitum-Fütterung war es schwierig, alle davon zu überzeugen. Während des Projekts haben wir es konsequent umgesetzt, doch danach haben sich die alten Gewohnheiten wieder eingeschleift“, erklärt die Milchviehhalterin.
 «Ihm ist auch klar, dass die Maßnahmen des Projekts auf die bayerischen Fleckviehbestände abgestimmt sind. «Bei Holsteinkälbern ist vieles wegen des kürzeren Zeitfensters schwieriger zu gestalten, aber das könnte sich durch die Verlängerung der Aufzucht auf vier Wochen auch etwas ändern», meint er.
«Ihm ist auch klar, dass die Maßnahmen des Projekts auf die bayerischen Fleckviehbestände abgestimmt sind. «Bei Holsteinkälbern ist vieles wegen des kürzeren Zeitfensters schwieriger zu gestalten, aber das könnte sich durch die Verlängerung der Aufzucht auf vier Wochen auch etwas ändern», meint er.

 Из-за этого устройство с трудом перемещается, но заготовки надежно фиксируются.
Из-за этого устройство с трудом перемещается, но заготовки надежно фиксируются.


 Если необходимо обработать мелкие детали, то этот вариант подойдет как нельзя лучше.
Если необходимо обработать мелкие детали, то этот вариант подойдет как нельзя лучше.

 Срок изготовления изделий в этом случае исчисляется месяцами, при этом можно увидеть конечное изделие только после выполнения всех работ, получив на руки только эскиз.
Срок изготовления изделий в этом случае исчисляется месяцами, при этом можно увидеть конечное изделие только после выполнения всех работ, получив на руки только эскиз. ..
..
 Оборудование предназначено для выполнения…
Оборудование предназначено для выполнения… ..
.. Оборудование предназначено для выполнения…
Оборудование предназначено для выполнения… в. поверхность работы ось х-2900мм ось у ( верт. мотор) -1320мм ось z ( горизонтальный мотор) -1060мм…
в. поверхность работы ось х-2900мм ось у ( верт. мотор) -1320мм ось z ( горизонтальный мотор) -1060мм… В производстве крепежных изделий используются…
В производстве крепежных изделий используются… В производстве крепежных изделий используются…
В производстве крепежных изделий используются… Производитель: REX (РЕКС) – Япония.Диапазон применения:Тип…
Производитель: REX (РЕКС) – Япония.Диапазон применения:Тип… ..
.. США
США
 Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
 Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.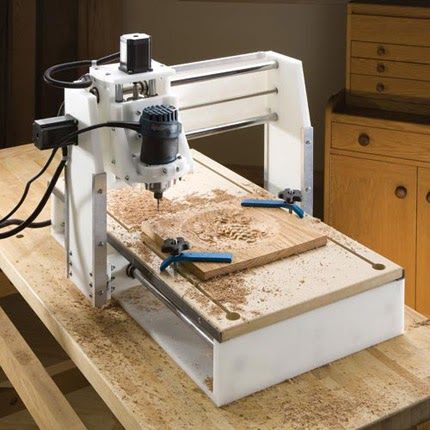
 Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
 Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати. После загрузки всех изображений снова выберите параметр печати.
После загрузки всех изображений снова выберите параметр печати. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.

 На подающую ленту можно проецировать лазерную линию, чтобы указать оператору правильное размещение куриного филе. Весы плотности компенсирует отклонения в плотности нарезаемых продуктов, что увеличивает выход продукции и сводит к минимуму потери. Автоматический держатель продукта предотвращает перемещение продукта в процессе нарезки. Держатель последнего куска продукта удерживает его и предотвращает скольжение. Откатной выходной конвейер позволяет отделить первый или последний обрез от основных порций на высокой скорости.
На подающую ленту можно проецировать лазерную линию, чтобы указать оператору правильное размещение куриного филе. Весы плотности компенсирует отклонения в плотности нарезаемых продуктов, что увеличивает выход продукции и сводит к минимуму потери. Автоматический держатель продукта предотвращает перемещение продукта в процессе нарезки. Держатель последнего куска продукта удерживает его и предотвращает скольжение. Откатной выходной конвейер позволяет отделить первый или последний обрез от основных порций на высокой скорости. MATRIX P позволяет пользователям удаленно включать и управлять программами и отслеживать состояние машины с помощью журнала событий.
MATRIX P позволяет пользователям удаленно включать и управлять программами и отслеживать состояние машины с помощью журнала событий.
 Программное обеспечение было разработано компанией Ultimaker, ведущим производителем FDM 3D-принтеров. Ее преимущество в том, что она имеет открытый исходный код, бесплатна и совместима с подавляющим большинством настольных 3D-принтеров и с компьютером под управлением систем Windows, Mac или Linux.
Программное обеспечение было разработано компанией Ultimaker, ведущим производителем FDM 3D-принтеров. Ее преимущество в том, что она имеет открытый исходный код, бесплатна и совместима с подавляющим большинством настольных 3D-принтеров и с компьютером под управлением систем Windows, Mac или Linux. Платформа 3DPrintersOS включает три приложения для нарезки: Cloud Slicer, Slicer 2 и Marketbot Slicer. Он также совместим с широким спектром принтеров.
Платформа 3DPrintersOS включает три приложения для нарезки: Cloud Slicer, Slicer 2 и Marketbot Slicer. Он также совместим с широким спектром принтеров. В зависимости от выбранной вами версии, ее интерфейс может быть более сложным.
В зависимости от выбранной вами версии, ее интерфейс может быть более сложным.
 Благодаря партнерству с компаниями, занимающимися 3D-печатью в более чем 30 странах, Simplify 3D поддерживает более 100 принтеров. Ваше устройство также можно легко добавить, если его нет в списке. Это означает, что тот же 3D-слайсер можно использовать при необходимости печати на новой машине.
Благодаря партнерству с компаниями, занимающимися 3D-печатью в более чем 30 странах, Simplify 3D поддерживает более 100 принтеров. Ваше устройство также можно легко добавить, если его нет в списке. Это означает, что тот же 3D-слайсер можно использовать при необходимости печати на новой машине. Подготовьте отпечатки несколькими щелчками мыши, интегрируйтесь с программным обеспечением САПР для упрощения рабочего процесса или погрузитесь в пользовательские настройки для всестороннего контроля.
Подготовьте отпечатки несколькими щелчками мыши, интегрируйтесь с программным обеспечением САПР для упрощения рабочего процесса или погрузитесь в пользовательские настройки для всестороннего контроля.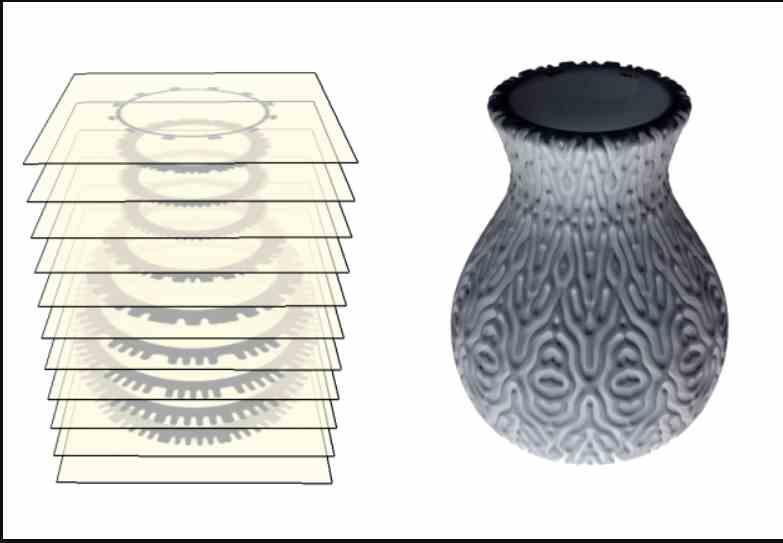 JPG, PNG
JPG, PNG Они тщательно протестированы нашим сообществом и обеспечивают наиболее стабильное настольное приложение. Мы поддерживаем обновления в течение 12 месяцев после выпуска (включая исправления безопасности и исправления ошибок)
Они тщательно протестированы нашим сообществом и обеспечивают наиболее стабильное настольное приложение. Мы поддерживаем обновления в течение 12 месяцев после выпуска (включая исправления безопасности и исправления ошибок) Затем масштабируйте производство и цифровую дистрибуцию с помощью Ultimaker Digital Factory.
Затем масштабируйте производство и цифровую дистрибуцию с помощью Ultimaker Digital Factory.
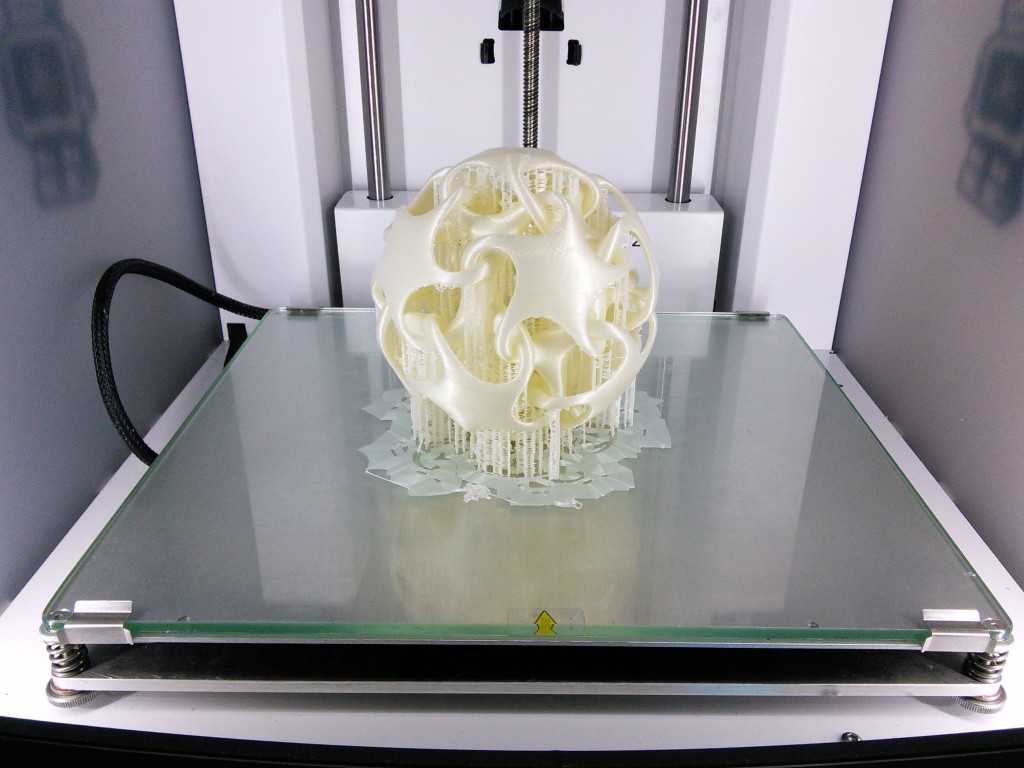 Без проблем. Для MacOS X, Windows, Linux.
Без проблем. Для MacOS X, Windows, Linux.

 Мы рассказали о трёх основных элементах, которые используются практически при каждой печати. О других элементах можно прочитать в интернете, если есть интерес.
Мы рассказали о трёх основных элементах, которые используются практически при каждой печати. О других элементах можно прочитать в интернете, если есть интерес. 3 мм и провёл пробную печать.
3 мм и провёл пробную печать.
 За то отделялись поддержки с удивительной лёгкостью, особенно с башни танка. Просто поддев их, снял с модели целиком!
За то отделялись поддержки с удивительной лёгкостью, особенно с башни танка. Просто поддев их, снял с модели целиком! Температура печати 230, стол 100.
Температура печати 230, стол 100.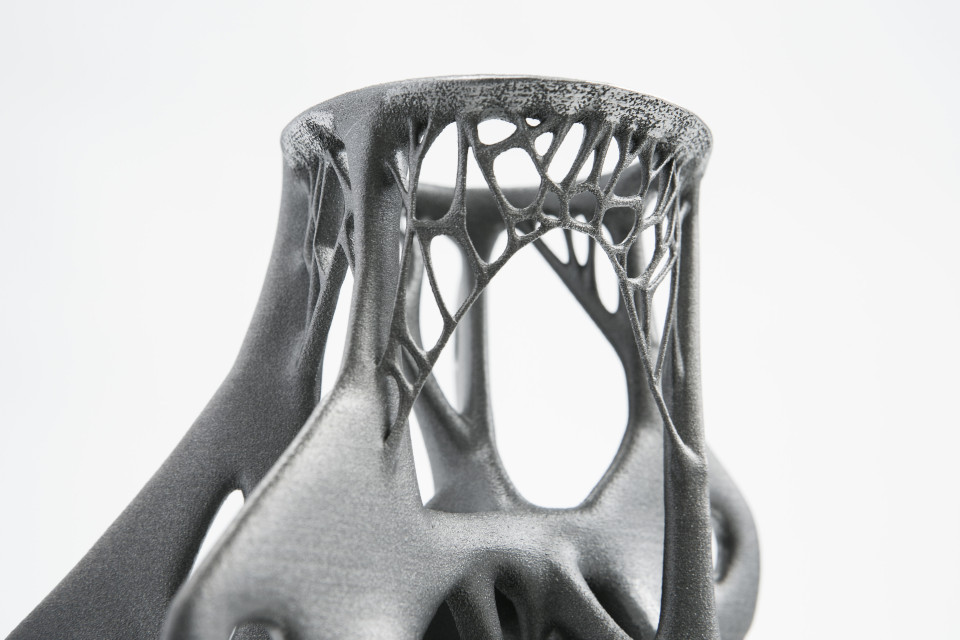
 По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.
По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала. Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
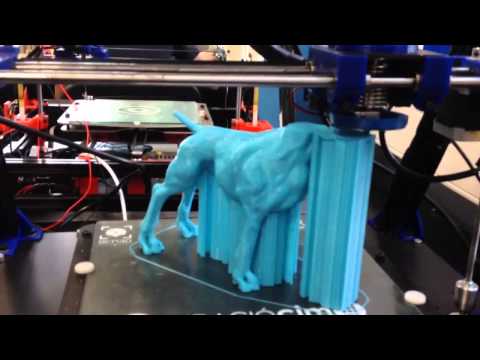
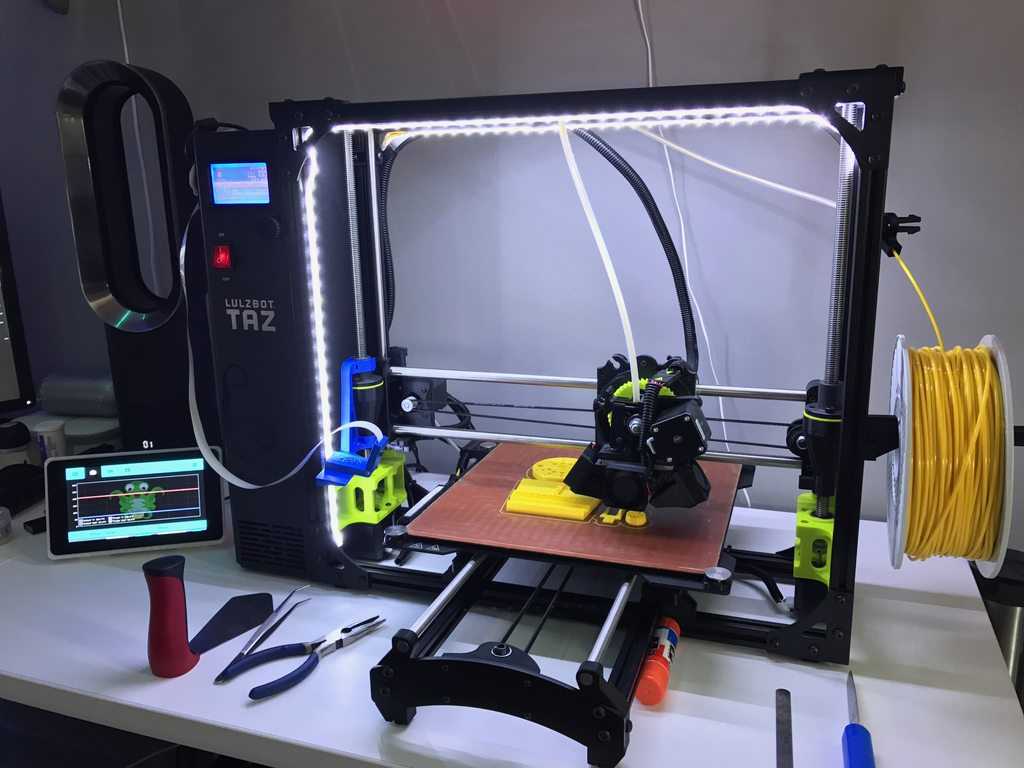 Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.
Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать. В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
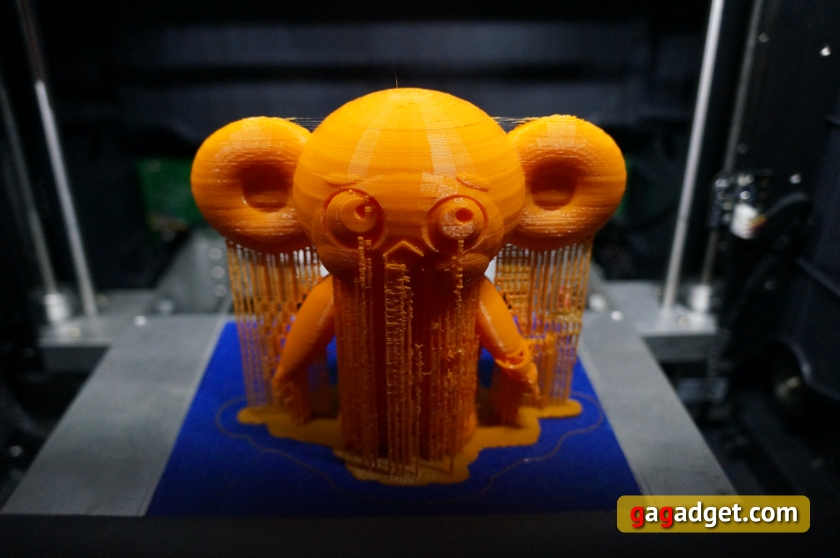
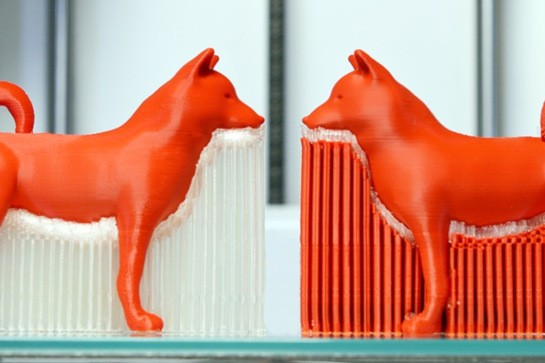
 На самом деле, вы можете захотеть распечатать свои детали, используя
На самом деле, вы можете захотеть распечатать свои детали, используя

 youtube.com/embed/XsEPGVD1qdY» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/XsEPGVD1qdY» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»> 
 Но для того, чтобы распечатать вашу часть так аккуратно, как она выглядит на вашем дизайне, могут потребоваться промежуточные этапы. Например, опоры для 3D-печати — это одна из первых вещей, которые вам, возможно, придется принять во внимание в зависимости от используемой вами технологии аддитивного производства и сложности вашего дизайна.
Но для того, чтобы распечатать вашу часть так аккуратно, как она выглядит на вашем дизайне, могут потребоваться промежуточные этапы. Например, опоры для 3D-печати — это одна из первых вещей, которые вам, возможно, придется принять во внимание в зависимости от используемой вами технологии аддитивного производства и сложности вашего дизайна.
 С другой стороны, если углы превышают это значение, вам, возможно, придется использовать опоры, иначе ваши выступы могут провиснуть.
С другой стороны, если углы превышают это значение, вам, возможно, придется использовать опоры, иначе ваши выступы могут провиснуть. Вы можете рассмотреть возможность использования таких типов поддержки, если ваш дизайн содержит много выступов, но не слишком вертикальный.
Вы можете рассмотреть возможность использования таких типов поддержки, если ваш дизайн содержит много выступов, но не слишком вертикальный. Кроме того, их легкость удаления неодинакова. Имейте в виду, что чем больше ваша модель соприкасается с опорами, тем больше вероятность того, что их удаление может привести к частичным следам или разрывам. Решетчатые структуры, например, должны полностью поддерживать поверхности, что затрудняет их удаление без ущерба для качества поверхности.
Кроме того, их легкость удаления неодинакова. Имейте в виду, что чем больше ваша модель соприкасается с опорами, тем больше вероятность того, что их удаление может привести к частичным следам или разрывам. Решетчатые структуры, например, должны полностью поддерживать поверхности, что затрудняет их удаление без ущерба для качества поверхности. Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна.
Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна. Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
 Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
 Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.
Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации. Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен.
Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен. При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне.
При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне. Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
 Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ…
Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ… Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной…
Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной… r.o. (Словакия)
r.o. (Словакия) 09.2019
09.2019 ..
.. 2022
2022 ..
.. ..
.. 2.2.2
2.2.2 Оптимальные диаметры бревен 14-65см. Производительность 20-30куб.м. в смену. Работают 2 человека.Для индивидуальной распиловки бревен или лафетов на обрезной…
Оптимальные диаметры бревен 14-65см. Производительность 20-30куб.м. в смену. Работают 2 человека.Для индивидуальной распиловки бревен или лафетов на обрезной… д.
д. д.
д. 

 После того, как угольный порошок высыпается в загрузочный бункер, он продвигается вперед к разгрузочному отверстию брикетировочной машины с помощью шнека. От камеры шнека до пресс-формы пространство становится меньше. Под огромным давлением древесный уголь проходит через формы и, наконец, принимает определенные формы.
После того, как угольный порошок высыпается в загрузочный бункер, он продвигается вперед к разгрузочному отверстию брикетировочной машины с помощью шнека. От камеры шнека до пресс-формы пространство становится меньше. Под огромным давлением древесный уголь проходит через формы и, наконец, принимает определенные формы. Как следует из названия, он может автоматически нарезать брикеты на одинаковую длину. Это небольшое устройство значительно повышает эффективность производства и улучшает внешний вид брикетов. Кроме того, с помощью автоматического резака шнековый экструдер для древесного угля можно использовать для производства кубического древесного угля для кальяна.
Как следует из названия, он может автоматически нарезать брикеты на одинаковую длину. Это небольшое устройство значительно повышает эффективность производства и улучшает внешний вид брикетов. Кроме того, с помощью автоматического резака шнековый экструдер для древесного угля можно использовать для производства кубического древесного угля для кальяна.