Honda bf 90: ПОДВЕСНОЙ МОТОР HONDA BF90 LRTR
Моторы HONDA 4-х тактные (2,3-250 л.с.)
Цена 759 900 руб
Технические характеристики
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для участия в акции необходимо приобрести моторную лодку REALCRAFTили САЛЮТ с мотором Honda
|
Лодочный мотор |
Розница |
Скидка на мотор % |
Цена по акции |
Скидка на лодку % |
|
Honda BF 50 SRTU(LRTU) |
595 900 |
10% |
536 300 |
10% |
|
Honda BF 60 LRTU |
633 900 |
10% |
570 500 |
10% |
|
Honda BF 80 LRTU |
734 900 |
10% |
661 410 |
10% |
|
Honda BF 90 LRTR |
759 900 |
10% |
683 900 |
10% |
|
Honda BF 100 LRTU |
797 900 |
10% |
718 100 |
10% |
|
Honda BF 150 LU/XU |
1 012 900 |
10% |
911 600 |
10% |
Лодочный мотор Honda имеет легкий вес, экономичность и экологичность, привлекательный дизайн.
Особенности
-
Двигатель: 4-тактный с водяным охлаждением SOHC c VTEC™, 1.496 см³, 4-цилиндровый, 90 л. с. (66,2 кВт) при 5800 об/Мин., программируемый впрыск топлива, выхлоп в воду через ступицу винта -
Передача: Передняя-Нейтраль-Задняя -
Оснащение: электронные датчики контроля уровня масла/ перегрева двигателя/ повышения оборотов, ограничитель числа оборотов, аварийное выключение двигателя, акустический индикатор воды в топливе, генератор 44А, зарядная мощность генератора: 35A, винт опционально. -
Совместим с NMEA2000® -
Опционально: блок управления, кабель для подключения к панели управления, PGM индикатор, приборы (тахометр, индикатор угла наклона двигателя), проводка, гребной винт, проводка для работы с NMEA 2000, управление троллингом, топливный бак, защитный кожух. -
Расшифровка кода модели LRTR : L — длинный вал, R — дистанционное управление и электростартер, Т — гидроподъем и электростартер, R — российская версия.
-
Сделано в Японии. -
Honda поднимает планку в среднеразмерных подвесных моторах. Лодочный мотор BF90 остается одним из самых легких в своем классе.
Вы смотрите на самые передовые технологии Honda – легкий силовой агрегат в формате среднеразмерного подвесного мотора. В моторах BF90 воплощено множество легендарных технологий и преимуществ Honda.
Начнем с технологии VTEC, примененной на BF90. VTEC обеспечивает превосходное сочетание высокой мощности, крутящего момента и топливной эффективности на любой скорости. Эта же технология используется на автомобилях Honda. Теперь эта технология доступна и на лодочных моторах.
Добавьте сюда многоточечный электронный впрыск топлива, систему BLAST, систему Lean Burn Control, 3-канальную систему охлаждения, и вы получите один из самых надежных, экономичных и эффективных моторов с «взрывным» ускорением. А это значит, что вы хорошо проведете время на воде!
Настало время быть на шаг впереди остальных. Подвесные моторы BF100, BF 90 и BF80 оснащены эксклюзивными инновационными технологиями Honda, такими как BLAST™ и VTEC™*, которые дарят Вам впечатляющую динамику на старте и дополнительный крутящий момент, когда Вы в нем нуждаетесь.
Эффективные показатели
Эти легкие и компактные подвесные моторы предлагают впечатляющее соотношение мощности к массе и выдающуюся топливную экономичность.
BF 90 продолжает удерживать звание двигателя, непревзойденного по экономии топлива. На высоких оборотах и максимальных скоростях он потребляет меньше, чем любой другой подвесной двигатель в мире, 2-тактный или 4-тактный! В него внедрена технология ECOmo, снижающая расход топлива на крейсерских скоростях за счет обеднения топливовоздушной смеси.
К тому же эти двигатели очень малошумные.
Инженерное совершенство
Благодаря многолетнему опыту в области разработки и производства автомобильных двигателей компания Honda смогла поднять рабочие показатели и надежность своих подвесных моторов на недосягаемую высоту.

 Подвесные моторы BF100, BF 90 и BF80 оснащены эксклюзивными инновационными технологиями Honda, такими как BLAST™ и VTEC™*, которые дарят Вам впечатляющую динамику на старте и дополнительный крутящий момент, когда Вы в нем нуждаетесь.
Подвесные моторы BF100, BF 90 и BF80 оснащены эксклюзивными инновационными технологиями Honda, такими как BLAST™ и VTEC™*, которые дарят Вам впечатляющую динамику на старте и дополнительный крутящий момент, когда Вы в нем нуждаетесь.
Лодочный бензиновый мотор Honda BF 90 DK0 LRTU в Москве | Мощность 66.19 л.с. | Цена, отзывы, фото, инструкция
- Главная
- Лодочные моторы
- Бензиновые моторы
18415 шт.
ТОВАРЫ В СРАВНЕНИИ
очистить
Для того, чтобы начать сравнение, добавьте еще хотя бы один товар
Перейти к сравнению
Версия для печати
Япония
66.19 кВт
| Артикул: | |
| Мощность: | 66.19 кВт |
| Мощность (л.с): | 90 л.с. |
| Тактность: | четырехтактный |
| Число цилиндров: | 4 |
| Вес: | 172 кг |
| Размеры (ШxДxВ): | 746х449х1693 |
| Объём двигателя: | 1496 куб. см см |
| Все характеристики | |
Описание
Подробные характеристики
Отзывы 0
Произведено
Япония — родина бренда
Габаритные размеры и масса
Размеры: мм.
Масса: 172 кг.
| Мощность: | 66.19 кВт |
Мощность (л. с): с): | 90 л.с. |
| Тактность: | четырехтактный |
| Число цилиндров: | 4 |
| Вес: | 172 кг |
| Размеры (ШxДxВ): | 746х449х1693 |
| Объём двигателя: | 1496 куб.см |
Оставьте свой отзыв о товаре:
Лодочный бензиновый мотор Honda BF 90 DK0 LRTU
Оставить отзыв
Отзывов о товаре пока нет, вы можете стать первым
Обзор лодочного мотора Honda BF90
| TradeABoat
По сравнению с некоторыми из своих более новых конкурентов подвесной мотор Honda BF90 имеет очень малый объем поршня. Прямо от автомобиля Jazz высокооборотный двигатель имеет VTEC или переменную синхронизацию впускных клапанов, которая работает только выше 5200 об / мин, поэтому толкать большие нагрузки — это определенно не то, для чего этот морской двигатель был разработан.
Прямо от автомобиля Jazz высокооборотный двигатель имеет VTEC или переменную синхронизацию впускных клапанов, которая работает только выше 5200 об / мин, поэтому толкать большие нагрузки — это определенно не то, для чего этот морской двигатель был разработан.
Объедините эту сложность с технологиями BLAST и ECOmo, и вам придется наладить очень хорошие отношения с местным механиком подвесных двигателей! BLAST увеличивает соотношение воздух/топливо с обычных 14,7:1 до 12:1 для лучшей производительности. ECOmo уменьшает передаточное отношение до 18:1 в условиях умеренной нагрузки, например, когда корпус чисто глиссирует в диапазоне от 2000 до 4500 об/мин и в зависимости от открытия дроссельной заслонки. Выше этого соотношение воздух/топливо возвращается к 14,7:1.
Таким образом, чтобы получить максимальную отдачу от маленького, сложного подвесного мотора, которым является Honda BF90, его следует устанавливать только на такие корпуса, как легкие басовые лодки, которые легко глиссируют и позволяют двигателю набирать обороты сразу.
HONDA BF90D
Подвесной мотор Honda BF90 оснащен двойными верхними распределительными валами для управления 16 клапанами, а ремень ГРМ следует ежегодно проверять на наличие повреждений. Некоторые двигатели DOHC работают без помех, поэтому в случае обрыва ремня клапаны не соприкоснутся с головками поршней (ой!), но я бы не стал проверять это, забывая проверять ремень и менять его каждые 800-1000 об/мин. часы. По крайней мере, клапанный зазор можно легко измерить щупом и гаечным ключом на 10 мм. Но поскольку у двигателя длинный ход поршня, я бы ограничил максимальные крейсерские обороты до 5000, чтобы избежать излишне высоких оборотов поршня.
44-амперный регулируемый генератор переменного тока под маховиком вырабатывает до 35 ампер специального зарядного тока аккумулятора, поэтому электронный блок управления и форсунки не являются пожирателями энергии, как некоторые из конкурентов. Ограничитель оборотов срабатывает при 6500.
Доступ к силовому агрегату хороший, топливный фильтр и масляный фильтр канистр легко доступны. В автомобильном двигателе маховик находится внизу, когда двигатель перевернут для работы за бортом, оставляя только крышку для зажигания и генератора переменного тока. Объем поддона 4,4 л достаточен для поглощения масляного шлама (от разбавления) между заменами, которые происходят во время длительной работы на низкой скорости, например, при троллинге. Просто правда жизни, когда у тебя есть четырехтактный двигатель с водяным охлаждением! Масло Honda Marine SAE10W30 подходит для большинства диапазонов температур окружающей среды и является рекомендуемым маслом для этого двигателя.
В автомобильном двигателе маховик находится внизу, когда двигатель перевернут для работы за бортом, оставляя только крышку для зажигания и генератора переменного тока. Объем поддона 4,4 л достаточен для поглощения масляного шлама (от разбавления) между заменами, которые происходят во время длительной работы на низкой скорости, например, при троллинге. Просто правда жизни, когда у тебя есть четырехтактный двигатель с водяным охлаждением! Масло Honda Marine SAE10W30 подходит для большинства диапазонов температур окружающей среды и является рекомендуемым маслом для этого двигателя.
Интервалы технического обслуживания составляют каждые 100 часов или ежегодно после первых 20 часов, а гарантия на использование в рекреационных целях составляет пять лет.
НА ВОДЕ
Поскольку мой шум в ушах постепенно ухудшается, я рад, что есть больше четырехтактных двигателей. Я могу протестировать двигатель и не вернуться домой со звоном в ушах, как это было после двухтактных двигателей большого карбида. И, как и все многоцилиндровые подвесные моторы Honda, подвесной мотор Honda BF90 не стал исключением.
И, как и все многоцилиндровые подвесные моторы Honda, подвесной мотор Honda BF90 не стал исключением.
Необычно то, что Honda MPE установила демонстрационный подвесной мотор Honda BF90 на алюминиевый Makocraft Estuary Tracker 480, оснащенный носовой установкой Minn Kota и двумя мощными батареями глубокого разряда. Даррен Миллгейт из Honda MPE, многолетний гонщик, выбрал опору Solas из нержавеющей стали с шагом 22 дюйма и установил двигатель высоко на транце. Несмотря на ограниченное ускорение с 5000 об/мин до полностью открытой дроссельной заслонки, оно было ошеломляющим для четырехтактного 90-го. против ветра. Коробка дистанционного управления Honda имела плавное переключение передач (одна из лучших коробок), а троллинг вдоль двигателя почти не вибрировал. Если вы хотите уменьшить вялость, не покупайте этот двигатель.
Толкая в общей сложности 1000 кг, включая полный топливный бак, Даррена и меня, из-за его высокой установки двигатель был слизью, чтобы вытащить нас из ямы, и через крутые повороты на 4000 об / мин пришлось подрезать прямо, чтобы предотвратить вентиляцию винта. Но по прямой ногу можно было подстричь без прокола, просто потрясающе! На этом корпусе Honda имела производительность, сравнимую с двухтактным двигателем DFI, без снижения уровня шума.
Но по прямой ногу можно было подстричь без прокола, просто потрясающе! На этом корпусе Honda имела производительность, сравнимую с двухтактным двигателем DFI, без снижения уровня шума.
ПРИГОВОР
Одним из немногих преимуществ использования маринованного автомобильного двигателя в подвесном лодочном моторе является то, что двигатель уже достаточно чистый, чтобы соответствовать строгим автомобильным законам о выбросах выхлопных газов, а подвесной мотор Honda BF90 имеет один из самых низких уровней выбросов среди всех 90-сильных подвесных двигателей. . Таким образом, он легко получает 3-звездочный рейтинг ODEA.
Еще одним преимуществом является то, что запасные части для силового агрегата можно приобрести у автомобильных дилеров Honda, и они должны быть дешевле, чем специальные морские детали.
Посетите сайт Honda Marine для получения дополнительной информации.
МОРСКИЕ ИСПЫТАНИЯ HONDA BF90
Среднее количество двухсторонних заездов на Голд-Кост, Бродвотер, спокойная вода.
RPM | SPEED (KTS) | FUEL BURN (LT/H) | LT/NM |
750 (троллинг) | 2,3 | 1 | 2.3 |
2800 (planing) | 14.6 | 8.4 | 1.7 |
3000 (медленный круиз) | 16,3 | 8,5 | 1,9 |
4000 (cruise) | 25. | 9.6 | 2.6* |
5000 (max cruise) | 33.5 | 18.3 | 1.8 |
6200 (WOT) | 43.3 | 27,5 | 1,6 |
 4
4 * Обратите внимание на невероятную топливную экономичность на средних оборотах. Данные о производительности предоставлены автором.
HONDA BF90D SPECIFICATIONS
Honda BF90 price: $14,900
TYPE Four-cylinder four-stroke petrol outboard
RATED BHP/MHP* 88. 7/90 at 5800rpm
7/90 at 5800rpm
REC. ДИАПАЗОН 5300 до 6300
Смещение 1496CC
BORE x Struck 73 x 89cc
Персидовый котиро
Сравнение: конкурирующие выходы
Suzuki DF90 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вес 9003 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.0066 | 155kg | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BHP/MHP | 88.7/90 at 5800rpm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
DISPLACEMENT | 1502cc | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Suzuki DF90 Цена | $ 14 000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Гарантия | 5 лет | 5 лет | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
OEDA STARS | 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 Просто нажимайте вверх или вниз с шагом 50 об/мин от 750 до 1000 об/мин. Он является стандартным для румпеля и опциональным для пульта дистанционного управления.
Просто нажимайте вверх или вниз с шагом 50 об/мин от 750 до 1000 об/мин. Он является стандартным для румпеля и опциональным для пульта дистанционного управления.
 07.2020
07.2020


| Основные характеристики | |
| Тип | мотоблок |
| Класс | средний |
| Культиватор | |
| Ширина обработки почвы | 90 см |
| Глубина культивирования | 30 см |
| Количество фрез в комплекте | 6 шт. |
| Двигатель | |
| Тип двигателя | бензиновый |
| Производитель и модель двигателя | Hyundai IC210 |
| Мощность двигателя | 7 л.с. |
| Трансмиссия | |
| Коробка передач | механическая |
| Количество передач | 2 вперед, 1 назад |
| Реверс | есть |
| Дополнительные характеристики | |
| Оснастка | сцепка, фрезы, сошник |
| Уровень шума | 96 дБ |
| Объем топливного бака | 3.6 л |
| Тип колес | из литой резины |
| Комплект поставки | мотоблок, верхняя часть рукоятки с элементами управления, сошник в сборе (сцепка), колеса 2 шт., фрезы 6 шт., руководство пользователя, гарантийный талон |
| Габариты и масса | |
| Масса | 93 кг |
| Дополнительная информация | габариты упаковки: 72х49х87 см |
Производители
- Нева50
- Мобил К44
- PATRIOT43
- Champion39
- DDE33
- Huter26
- CAIMAN22
- Hyundai18
- Elitech27
- Daewoo Power Products17
- КаДви16
- Carver15
- PRORAB13
- Husqvarna13
- MTD12
- RedVerg12
- Texas12
- Салют12
- Pubert12
- SunGarden12
- Hammer11
- Калибр11
- Целина10
- Aurora10
- Daewoo10
- Eurosystems9
- BRAIT9
- Weima9
- ЗУБР9
- Кратон8
- Fermer8
- Workmaster7
- MasterYard6
- Mantis6
- Profi6
- Agrostar6
- Asilak6
- TERO6
- Yanis5
- Honda5
- Crosser4
- Агат4
- STIGA4
- ЛопЛош4
- Greenworks4
- Viking4
- ХОПЕР4
- AgroMotor4
- Home Garden4
- Sturm!4
- McCULLOCh4
- Wortex3
- Энергопром3
- EFCO3
- Тарпан3
- CRAFTSMAN3
- Беларус3
- ENIFIELD3
- Firman2
- Herz2
- Shtenli2
- Gross2
- Энергомаш2
- RYOBI2
- BigMaster2
- Красная Звезда2
- Echo2
- Rein2
- КАМА2
- Green Field2
- Kipor2
- Triunfo2
- ЗиД2
- Magnus2
- Garden France2
- Top Garden2
- Скаут2
- AL-KO2
- FORWARD2
- Expert2
- Рысь2
- PIRAN2
- STIHL2
- Кентавр2
- Hammerflex2
- Steher2
- Sturm1
- Garden King1
- Дачник1
- Verton1
- Monferme1
- Волхв1
- Мотор Сич1
- Denzel1
- Варяг1
- АГРОМАШ1
- Интерскол1
- Ставмаш1
- SADD1
- Ритм1
Показать еще
Бензиновый мотоблок T 1300
Мотоблок HYUNDAI предназначен для обработки почвы культивированием, рыхлением и ее разравниванием на земельных участках. В комплекте с навесными или прицепными механизмами (приобретаются отдельно) может выполнять работы по пахоте, междурядной обработке почвы, выкапыванию корнеплодов, перевозке грузов.
В комплекте с навесными или прицепными механизмами (приобретаются отдельно) может выполнять работы по пахоте, междурядной обработке почвы, выкапыванию корнеплодов, перевозке грузов.
Особенности мотоблока HYUNDAI:
- Трансмиссия мотоблока позволяет передать до 95% крутящего момента двигателя.
- Модель имеет функцию реверса, которая значительно повышает маневренность агрегата.
- Трансмиссия мотоблоков HYUNDAI находится в цельнолитой чугунной ванне.
- Механическая коробка передач проста в обслуживании и передает максимальный крутящий момент двигателя.
- Модель имеет две скорости движения вперед (медленную и быструю).
- Регулируемая по высоте панель оператора значительно облегчает работу.
- Кованые саблевидные фрезы легко справляются даже с целинными землями.
- Мотоблок укомплектован колесами, которые позволяют использовать его как малогабаритное транспортное средство.
- Дополнительное навесное оборудование (приобретается отдельно) делает мотоблок HYUNDAI незаменимым помощником в саду.
- Мотоблок оснащен валом отбора мощности.

КОМПЛЕКТНОСТЬ
1. Мотоблок 1 шт.
2. Верхняя часть рукоятки с элементами управления 1 шт.
3. Сошник в сборе (сцепка) 1 шт.
4. Колеса 2 шт.
5. Фрезы 24 шт.
6. Руководство пользователя 1 шт.
7. Гарантийный талон 1 шт.
8. Упаковка 1 шт.
Бензиновый двигатель:
IC210
Глубина обработки почвы, мм:
до 300
Емкость топливного бака, (литры):
3.6
Количество скоростей:
2 ВПЕРЕД/1 НАЗАД
Комплект грунтообрабатывающих (секций/фрез):
6/24
Мощность двигателя, (л. с.):
с.):
7
Объем картера, (л):
0.6
Режим запуска:
Ручной
Родина бренда:
Южная Корея
Тип топлива:
Бензин
Уровень шума, (Дб):
96
Ширина захвата почвы, мм:
до 900
Вес (кг):
93
Инструкция (20181213_MA_T1300_001_ML.pdf, 1,676 Kb) [Скачать]
Auffenberg Hyundai — Новый и подержанный дилер Hyundai в О’Фаллон, Иллинойс
Auffenberg Hyundai — Новый и подержанный дилер Hyundai в О’Фаллон, Иллинойс — дилер Hyundai в Сент-Луисе
Перейти к основному содержанию
Кликните сюда
Категория
Любая категорияНовыйБ/у
Делать
Любая маркаHyundaiBuickChevroletChryslerDodgeFordGMCHondaJeepKiaLexusLINCOLNNissanRamSubaruToyotaVolkswagen
Модель
Any Model1500AcadiaAccord SedanBeetle CoupeBronco SportCR-VCherokeeCorolla HatchbackELANTRAELANTRA HybridELANTRA NEnclaveEquinoxEscapeExplorerFocusGrand CaravanInsightJourneyKONAKONA NLS 460MKZMalibuMuranoOptima HybridOutbackPALISADEPacificaRX 350LRenegadeSANTA FESANTA FE XLSONATASONATA HybridSanta Fe SportSorentoSoulTUCSONTUCSON HybridTahoeTerrainTitanTown & CountryTraverseVELOSTER NVENUEWrangler UnlimitedXterra
Тип
Любой ТипАвтомобильВнедорожникГрузовикФургон
Год
Любой Год2023202220212020201920182017201620152014201320122010
 vehicleSummary[0].countIsZero»> 204
vehicleSummary[0].countIsZero»> 204
Транспорт
Черная пятница распродажа
Приходите к нам
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Учить больше
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
Посмотреть инвентарь
- Плановый ремонт
- Поиск Новый
- Посмотреть специальные предложения
- Пройти предварительную квалификацию
Плановый ремонт
Команда экспертов Auffenberg Hyundai заботится о вашем автомобиле, пока он у вас есть.
Служба расписания
Поиск Новый
Исследуйте впечатляющий выбор новых автомобилей, кроссоверов и внедорожников в О’Фаллон.
Поиск Новый
Посмотреть специальные предложения
Нажмите здесь или зайдите в наш выставочный зал Auffenberg Hyundai, чтобы просмотреть специальные предложения
Посмотреть специальные предложения
Пройти предварительную квалификацию
Получить предварительное одобрение для финансирования в Auffenberg Hyundai
Пройти предварительную квалификацию
- Часы работы
Часы работы
- Служба
- Продажи и финансы
Служба поддержки
 org/OpeningHoursSpecification» each=»content.instance.hours as hour»>
org/OpeningHoursSpecification» each=»content.instance.hours as hour»> fromHour» itemprop=»opens» datetime=»07:00″> 7:00
fromHour» itemprop=»opens» datetime=»07:00″> 7:00 Продажи и финансы
- Понедельник
- вторник
- Среда
-
 fromHour» itemprop=»opens» datetime=»09:00″> 9:00
fromHour» itemprop=»opens» datetime=»09:00″> 9:00 - Четверг
- Пятница
- Суббота
- Воскресенье
- закрыто
1300 Центральный парк Драйв
О’Фэллон
Иллинойс
62269США
- Добро пожаловать в Auffenberg Hyundai в О’Фаллон, Иллинойс
- Авторемонтная мастерская O’Fallon Hyundai
- Варианты автофинансирования рядом с Сент-Луисом и Бельвилем
- Подержанные автомобили на продажу в О’Фаллон
Добро пожаловать в Auffenberg Hyundai в О’Фаллоне, штат Иллинойс
Auffenberg Hyundai в О’Фаллоне — главный автосалон, обслуживающий Сент-Луис, Бельвиль и Коллинсвилл. Независимо от того, ищете ли вы новый или подержанный автомобиль, у нас есть большой запас обоих, и наш опытный отдел продаж готов помочь вам выбрать правильный автомобиль для ваших конкретных потребностей. У нас есть выбор всех самых популярных моделей Hyundai, включая Sonata, Santa Fe и Tucson. Позвоните нам по телефону 618-589-1151 для получения более подробной информации о наших новых кроссоверах, внедорожниках, седанах и автомобилях Hyundai. Мы обслуживаем всех клиентов Hyundai из Личфилда, Эффингема и Маунт-Вернона!
Независимо от того, ищете ли вы новый или подержанный автомобиль, у нас есть большой запас обоих, и наш опытный отдел продаж готов помочь вам выбрать правильный автомобиль для ваших конкретных потребностей. У нас есть выбор всех самых популярных моделей Hyundai, включая Sonata, Santa Fe и Tucson. Позвоните нам по телефону 618-589-1151 для получения более подробной информации о наших новых кроссоверах, внедорожниках, седанах и автомобилях Hyundai. Мы обслуживаем всех клиентов Hyundai из Личфилда, Эффингема и Маунт-Вернона!
Авторемонтная мастерская O’Fallon Hyundai
Команда экспертов Auffenberg Hyundai заботится о вашем автомобиле, пока вы им владеете. У нас есть современное оборудование для ремонта автомобилей, и мы используем новейшие методы диагностики для обслуживания вашего Hyundai. Мы также используем наше передовое оборудование для ремонта и обслуживания автомобилей других марок, а не только Hyundai. Нужна ли вам плановая замена масла, обслуживание тормозов или серьезный ремонт после аварии, мы готовы сделать так, чтобы ваш автомобиль работал так же, как в день покупки. Ознакомьтесь с нашими специальными предложениями по ремонту автомобилей, чтобы узнать о купонах на замену масла, скидках на шины и многом другом. Посетите наш дилерский центр O’Fallon сегодня!
Ознакомьтесь с нашими специальными предложениями по ремонту автомобилей, чтобы узнать о купонах на замену масла, скидках на шины и многом другом. Посетите наш дилерский центр O’Fallon сегодня!
Варианты автокредитования рядом с Сент-Луисом и Бельвилем
Финансовый отдел Auffenberg Hyundai поможет вам забрать домой идеальный автомобиль без ущерба для вашего бюджета. Мы продаем широкий спектр подержанных автомобилей в ценовых диапазонах, чтобы удовлетворить любой бюджет. Обратите внимание на наш сертифицированный подержанный инвентарь Hyundai — это высококачественные подержанные автомобили, прошедшие тщательную проверку. Чтобы получить лучшую цену на новый или подержанный автомобиль, ознакомьтесь с планами финансирования в Auffenberg Hyundai в О’Фаллон. У нас конкурентоспособные цены на аренду автомобилей в нашем инвентаре. Если вам нужна дополнительная информация, позвоните нашим специалистам по телефону 618-589.-1151.
Подержанные автомобили на продажу в О’Фаллон
Покупка подержанного автомобиля для продажи в О’Фаллон, который соответствует вашему бюджету и желаниям, становится намного проще, если вы делаете покупки в Auffenberg Hyundai. У нас есть широкий выбор подержанных автомобилей для продажи в О’Фаллон, штат Иллинойс, начиная с нашей подержанной линейки Hyundai. Наш дилерский центр по продаже подержанных автомобилей O’Fallon также предлагает широкий выбор подержанных автомобилей менее чем за 10 000 долларов США для продажи в O’Fallon, а это означает, что вы можете легко найти автомобиль в Auffenberg Hyundai в вашем ценовом диапазоне. Торговля вашим подержанным автомобилем в Auffenberg Hyundai облегчит вам задачу. Мы предложим вам справедливую цену за ваш подержанный автомобиль, чтобы вы могли получить еще больше от покупки здесь, в Auffenberg Hyundai. Не стесняйтесь и позвоните нам по телефону 618-589-1151 или заходи сегодня!
У нас есть широкий выбор подержанных автомобилей для продажи в О’Фаллон, штат Иллинойс, начиная с нашей подержанной линейки Hyundai. Наш дилерский центр по продаже подержанных автомобилей O’Fallon также предлагает широкий выбор подержанных автомобилей менее чем за 10 000 долларов США для продажи в O’Fallon, а это означает, что вы можете легко найти автомобиль в Auffenberg Hyundai в вашем ценовом диапазоне. Торговля вашим подержанным автомобилем в Auffenberg Hyundai облегчит вам задачу. Мы предложим вам справедливую цену за ваш подержанный автомобиль, чтобы вы могли получить еще больше от покупки здесь, в Auffenberg Hyundai. Не стесняйтесь и позвоните нам по телефону 618-589-1151 или заходи сегодня!
Получить направления
- Ауффенберг Хендай
- Часы работы
Ауффенберг Хендай
1300 Центральный парк Драйв
О’Фэллон
Иллинойс
62269
США
 custom.title»> Часы работы
custom.title»> Часы работы- Продажи и финансы
Продажи и финансы
- Понедельник
- вторник
- Среда
- Четверг
-

Фирма станок: О компании Станок
О компании Станок
О компании Станок
Компания СТАНОК работает и развивается в Зеленограде начиная с 2004 года. На данный момент это давно сформировавшийся постоянный штат сотрудников, собственное инструментальное производство со станками, склад оборудования и инструмента 500м2, торговый офис и сервисный центр.
Производственное инструментальное предприятие, работающее под брендом RUTOOL начинало с производства концевого монолитного инструмента используемых при изготовление пластиковых окон, а сейчас расширило свою деятельность на металлообработку и деревообработку.
Так как ассортимент концевых и дисковых фрез, сверл и пильных дисков необычайно огромен и возможности его весь производить совершенно нету, мы закрываем все эти пробелы инструментом известной в России итальянской марки CMT Orange Tool.
Помимо инструментального производства компания поставляет широкий ассортимент оборудования для производства пластиковых и алюминиевых окон, стеклопакетов, а также всевозможных алюминиевых конструкций. Помогает подобрать и наладить оборудование, а также обеспечить гарантийное и послегарантиное обслуживание клиентов.
У нас большой склад запасных частей и расходных материалов на большинство марок оборудования производства окон, даже которых мы не поставляли. Если вследствие закрытия фабрик и других причин у нас нет возможности поставить запасную часть, мы всегда стараемся подобрать аналог из ныне производимых компонентов.
С нами постоянно работают и доверяют тысячи клиентов со всей России. Многие выбрали нас, так как могут заказать все в одном месте, а далее получить груз наиболее удобной для себя транспортной компанией. Так как у нас постоянные и стабильные отгрузки, то мы обзавелись собственным автопарком, который оперативно доставляет крупные грузы в транспортные компании, а также непосредственно клиентам в пределах Московской области. Для небольших отправок инструмента в пределах Москвы и области мы используем своих курьеров.
Для небольших отправок инструмента в пределах Москвы и области мы используем своих курьеров.
Наши специалисты по настройке и ремонту станков могут отремонтировать практически любое турецкое и европейское оконное оборудование как у нас, так и на вашем производстве, как в Москве, так и в других городах. Мастер по наладке станков может выехать к вам в кратчайшие сроки.
Мы участвовали и планируем участвовать в тематических выставках, представляя новые бренды оборудования и инструмента или собственные разработки. Наиболее известные выставки, это крупнейшая строительная выставка MosBuild, самая крупная выставка СтройСиб в Сибири SibBuild / WorldBuild Siberia, выставка деревообработки WOODEX Moscow и ежегодная выставка инстурмента и оборудования по обработке стекла Мир Стекла.
Возникли вопросы?
Обращайтесь на линию консультации — отвечаем оперативно
Виброгалтовочное оборудование, станки для обработки металла, крепёжный инструмент — ООО «Компания Станке»
Виброгалтовочное оборудование, станки для обработки металла, крепёжный инструмент — ООО «Компания Станке»
Все поля обязательны к заполнению, это позволит нам быстрее выйти с вами на связь.
Мы сохраняем конфиденциальность.
Крупнейший российский производитель станков для галтовки
«Мы не продаём просто станки.
У нас покупают технологии»Российское производство
Авиационная промышленность
Российский и международный опыт финишной обработки.
Хирургические импланты
Российский и международный опыт финишной обработки.
Оборонная промышленность
Российский и международный опыт финишной обработки.
Виброгалтовочное оборудование
Подробнее
Шлифовальные и полировальные станки
Подробнее
Промышленный пневмо- и электроинструмент
Подробнее
Крепёжный инструмент
Подробнее
Информационные материалы
Подробнее
Демонстрация оборудования
Подробнее
Компания Станке
Отечественный производитель виброгалтовочного оборудования. Российский и международный опыт финишной обработки
Российский и международный опыт финишной обработки
В настоящее время компания ориентирована на производство собственного виброгалтовочного оборудования, постоянно работает над конструированием новых моделей и имеет большие планы на будущее — стать отечественным станкостроительным заводом, достойным конкурентом давно обосновавшихся на российском рынке немецких, итальянских и турецких производителей аналогичных машин.
Компания «Станке» разработала собственную модель двустороннего полировального станка, а также поставляет европейские ленточно-шлифовальные станки, очень широкую номенклатуру расходных материалов для шлифовки и полировки, электро- и пневмоинструмент известных производителей. В подборе расходных материалов для заказчиков и их демонстрации в работе компания «Станке» является настоящим профессионалом.
Сервис «Станке»
Компания «Станке» как производитель и поставщик станочного оборудования и инструмента предоставляет своим заказчикам качественный и профессиональный сервис.
- Пусконаладочные работы
- Сторонние заказы
- Услуги по галтовке
- Обработка на шлифовальных станках
Бренды
Станке
Российский производитель виброгалтовочного оборудования.
Dynabrade
Шлифовальные машинки, портативные пневматические машинки, инструменты для шлифовки.
Fein
Промышленный электроинструмент для металлообработки, ручной электроинструмент.
Suhner
Электрические и пневматические шлифовальные машины, машины с гибким валом, шлифовальные круги.
Norton
Абразивный инструмент, абразивы для авторемонта, круги, диски.
3M
Шлифовальные ленты, круги, щётки. Scotch-Brite Bristle, материалы для полировки.
Новости и события
29.04.2021
Приглашаем на выставку «МЕТАЛЛООБРАБОТКА – 2021»
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2021», которая будет проходить с 24 по 28 мая в «Экспоцентре» в Москве.
07.05.2019
Приглашение на выставку «МЕТАЛЛООБРАБОТКА – 2019»
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2019», которая будет проходить с 27 по 31 мая в Москве.
13.05.2016
Приглашение на выставку «МЕТАЛЛООБРАБОТКА – 2016»
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2016», которая будет проходить с 23 по 27 мая в Москве.
Машинная компания Джозефа | Эксперты по линейной экструзии
Joseph Machine Company | Эксперты по линейной экструзии
Автоматизированное оборудование и программное обеспечение для резки и изготовления профилей, которые сокращают время цикла, сокращают трудозатраты, повышают качество, исключают брак и повышают безопасность рабочих.
Повышение производительности с помощью автоматизированных систем
создано для вашего рабочего процесса и плана помещения
Экструзионная резка и изготовление
Joseph Machine — лидер в производстве многоступенчатых обрабатывающих центров для оконной промышленности. Увеличьте пропускную способность, экономя рабочую силу и пространство.
Увеличьте пропускную способность, экономя рабочую силу и пространство.
Обрабатывающие центры с ЧПУ
Компания Joseph Machine продает полную линейку обрабатывающих центров с ЧПУ, оптимизированных для производства экструзии. Несколько вариантов доступны для применения в оконных, промышленных и навесных стенах.
Оборудование для обработки панелей
Перепрофилируйте более половины своего пространства для обработки и фрезерования с помощью оптимизированных автоматических производственных систем Casadei Industria. Фрезерные станки с ЧПУ с вертикальными столами, запатентованными автоматическими загрузочными устройствами и автоматическим оборудованием для обработки кромок и фальцевания произведут революцию в обработке композитных панелей.
Оборудование для резки и изготовления алюминия
От простых пил с одной головкой до сложных пил с двумя головками и дополнительными инструментами, Joseph предлагает оборудование для резки алюминия, отвечающее вашим производственным потребностям.
Почему производители окон и экструдеров выбирают нас
Линейная автоматизация обработки
Хотите консолидировать машины, перераспределить рабочую силу, снизить производственные затраты и повысить качество деталей?
Достичь 95% выхода материала
Экономьте не менее 800 000 долларов США в год на материальных затратах с нашей Zero Scrap Saw и программным обеспечением для линейной оптимизации
«Только по каталогу» недостаточно.
Ваши спецификации — наши первоначальные заказы — настройка элементов управления, выходов и оснастки — это лишь часть работы.
Немыслимые цели по пропускной способности
Каждые 60 секунд нужно полностью вырезать, изготовить и подготовить к следующему шагу две сложные детали? Без проблем.
Наша философия поддержки
Звоните нам в любое время. Если нам нужно будет заказать рейс в тот же день, чтобы доставить вам критически важные детали, мы это сделаем.

Запчасти для 500 000 автомобилей и больше
Узнайте, как автоматизация, изготовленная по индивидуальному заказу, помогает крупному автопроизводителю решать сложные производственные задачи.
Прочитать пример из практики
Производитель окон выходит за рамки каталога, чтобы сократить время цикла
Когда стандартные решения не справляются с задачей, этому производителю окон понадобилась специальная система Compact SFMC для одновременного выполнения нескольких операций и производства окна каждую минуту.
Посмотреть пример из практики
Производитель навесных стен автоматизирует производство для повышения качества
Этот производитель навесных стен автоматизирован для более точного изготовления широкого спектра деталей и сократился с 10 операторов станка до одного.
Посмотреть пример из практики
Оконный мастер экономит 7 цифр на линейных отходах
Узнайте больше о том, как высокоэффективные автоматизированные системы достигли выхода материалов на 95 %.
Затем спросите себя, что могла бы сделать ваша компания с дополнительными 800 000 долларов в год?Прочитать пример из практики
 Затем спросите себя, что могла бы сделать ваша компания с дополнительными 800 000 долларов в год?
Затем спросите себя, что могла бы сделать ваша компания с дополнительными 800 000 долларов в год?Оборудование, точно соответствующее вашим потребностям
Сообщите нам желаемые характеристики и производственные цели. Наши опытные инженеры предоставят систему, которая вам нужна сейчас, и помогут поддерживать ее в актуальном состоянии по мере изменения вашей работы.
Как ведущий производитель автомобилей достиг высоких производственных целей с помощью специальной машины
Клиенту требовалось индивидуальное решение, чтобы удовлетворить растущий спрос со стороны популярного автопроизводителя…
Узнать
Как производитель навесных стен ускорил рост, автоматизировав ручной процесс
Клиента удержала система ручного производства. Им требовалось более быстрое производство с меньшим …
Узнайте сейчас
Как производитель окон сократил время производственного цикла с помощью специального станка
Когда клиенту нужно было производить окно каждую минуту, он не мог найти нестандартный решение для полок . ..
..
Узнать больше
Оборудование для обработки коммерческих окон | Джозеф Машина
Производители жилых окон делают ставку на своевременную и бесперебойную поставку качественных окон.
Затруднило ли качество окон выполнение заказов клиентов? Скорость сдерживает вашу производственную линию? Вы обеспокоены тем, что добавление оборудования на вашу линию означает увеличение рабочей силы?
Обеспечьте свое производство в соответствии с графиком и в точном соответствии со спецификациями с помощью высокоточного и быстрого производственного оборудования, которое безопасно, просто в эксплуатации и обслуживании.
Больше производительности, меньше операторов
С 1986 года мы разрабатываем, изготавливаем и устанавливаем линейное технологическое оборудование и программное обеспечение для оконной промышленности жилых домов. удобства.
Каких производственных целей вам необходимо достичь?
- Мы помогаем компаниям, производящим оконные конструкции для жилых домов, достигать самых сложных целей: Сокращение времени цикла , снижение производственных затрат, сокращение трудовых потоков и уменьшение занимаемой площади за счет автоматического производственного оборудования
- Повышение качества и устранение отходов с помощью точного контроля экструзии
- Устранение ненужного брака материала (и связанных с этим затрат) с помощью Zero Scrap Saw и программного обеспечения для линейной обработки
- Сократите время простоя благодаря системам, разработанным для простого обслуживания, включая комплексные планы обслуживания и постоянную поддержку клиентов
Давайте соберем ваши команды лидеров вместе. Мы можем научиться проектировать машины и программное обеспечение, чтобы производить более качественные детали быстрее и с большей прибылью.
Мы можем научиться проектировать машины и программное обеспечение, чтобы производить более качественные детали быстрее и с большей прибылью.
Ваши спецификации — наша команда
Вы получите 3D-рендеринг вашей машины после того, как наша концепция будет одобрена и разработана.
Мы познакомим вас с ее функциями и спросим у заинтересованных сторон:
- Поможет ли система вам достичь ваших целей?
- Выполняется ли резка и изготовление с требуемым качеством, допусками и производительностью?
- Что бы сделать его лучше?
После того, как все будет спроектировано в соответствии с вашими потребностями, мы тщательно протестируем машину. Затем ваша команда запускает оборудование на нашем испытательном полигоне, чтобы получить именно то, что вам нужно, прежде чем мы отправим его.
Когда оборудование прибывает на ваш объект, наши сервисные инженеры прибывают на место, чтобы обучить ваших операторов и обслуживающий персонал.
Ваша команда справится с этим, но не стесняйтесь обращаться к нам за поддержкой весь день, в любой день, если возникнут какие-либо проблемы.
Наше программное обеспечение для профилактического обслуживания может предупредить ваших техников о серьезных механических проблемах и простых проблемах обслуживания, таких как затупление пильных полотен, а также позволит вам легко отслеживать производительность и отходы материалов.
Если вы хотите увидеть, как этот процесс развивался для крупного производителя окон в Северной Америке, взгляните на этот пример.
Избегайте простоев благодаря быстрому доступу к запасным частям
У нас есть широкий ассортимент запасных частей, чтобы ваши линии оставались в рабочем состоянии. Никогда не пропустите заказ для оконного ритейлера из-за того, что у вас сломалась машина.
Наряду со спецификацией, наши машины поставляются с полным списком критически важных деталей, инструментов и расходных материалов, которые вам потребуются на месте, чтобы технологическая линия никогда не простаивала.
Плата фрезерного станка: Выбор контроллера для фрезерного чпу станка
Выбор контроллера для фрезерного чпу станка
- Главная
Статьи
Все статьи
Выбор контроллера для фрезерного чпу станка
Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Контроллеры бывают как многоканальные: 3х и 4х осевые контроллеры шаговых двигателей, так и одноканальные. Многоканальные контроллеры чаще всего встречаются для управления небольшими шаговыми двигателями, типоразмера 42 или 57мм(nema17 и nema23). Такие двигатели подходят для самостоятельной сборки ЧПУ станков с рабочим полем до 1м. При самостоятельной сборке станка с рабочим полем более 1м следует использовать шаговые двигатели типоразмера 86мм(nema34), для управления такими двигателями понадобятся мощные одноканальные драйвера с током управления от 4,2А и выше.
Для управления настольными фрезерными станками широко распространены контроллеры на специализированных микросхемах-драйверах управления ШД, например, TB6560 или A3977. Эта микросхема содержит в себе контроллер, который формирует правильную синусоиду для разных режимов полушага и имеет возможность программной установки токов обмоток. Эти драйвера предназначены для работы с шаговыми двигателями до 3А, типоразмеры ШД NEMA17 42мм и NEMA23 57мм.
Управление контроллером с помощью специализированных программ управления станком MACh4 или KCAM или Linux EMC2 и других, установленных на ПК. Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach4.
Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach4.
Для подключения к компьютеру используется параллельный порт LPT(для контроллера с USB интерфейсом порт USB). Если ваш компьютер не оборудован параллельным портом (всё больше и больше компьютеров выпускается без этого порта) вы можете приобрести плату расширителя портов PCI-LPT или PCI-E-LPT или специализированный контроллер-преобразователь – USB-LPT, который подключается к компьютеру через USB порт.
С настольным гравировально-фрезерным станком из алюминия CNC-2020AL, в комплекте блок управления с возможностью регулировки оборотов шпинделя, рисунок 1 и 2, блок управления содержит драйвер шаговых двигателей на микросхеме TB6560AHQ, блоки питания драйвера шаговых двигателей ШД и блок питания шпинделя.
рисунок 1
Рисунок 2
1. Один из первых контроллеров управления фрезерными станками с ЧПУ на микросхеме TB6560 был, получивший прозвище -«синяя плата» , рисунок 3. Этот вариант платы много обсуждался на форумах, она имеет ряд недостатков. Первый — медленные оптроны PC817, что требует при настройке программы управления станком MACh4, вводить максимально допустимое значение в поля Step pulse и Dir pulse = 15. Второй это плохое согласование выходов оптопар с входам драйвера TB6560, решается доработкой схемы, Рисунок 8 и 9. Третий — линейные стабилизаторы питания платы и в следствии этого большой перегрев, на последующих платах применены импульсные стабилизаторы. Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.
Этот контроллер в серии станков «Моделист» не применяется.
Рисунок 3.
2. Контроллер управления ЧПУ станком поступивший на рынок после «синей платы», получивший прозвище красная плата, рисунок 4.
Здесь применены более высокочастотные(быстрые) оптроны 6N137. Реле шпинделя 10А. Наличие гальванической развязки по питанию. Есть разъем для подключения драйвера четвертой оси. Удобный разъем для подключения концевых выключателей.
Рисунок 4.
3. Контроллер шаговых двигателей с маркировкой TB6560-v2 тоже красного цвета, но упрощенный, нет развязки по питанию, рисунок 5. Маленький размер, но и в следствии этого меньше размер радиатора.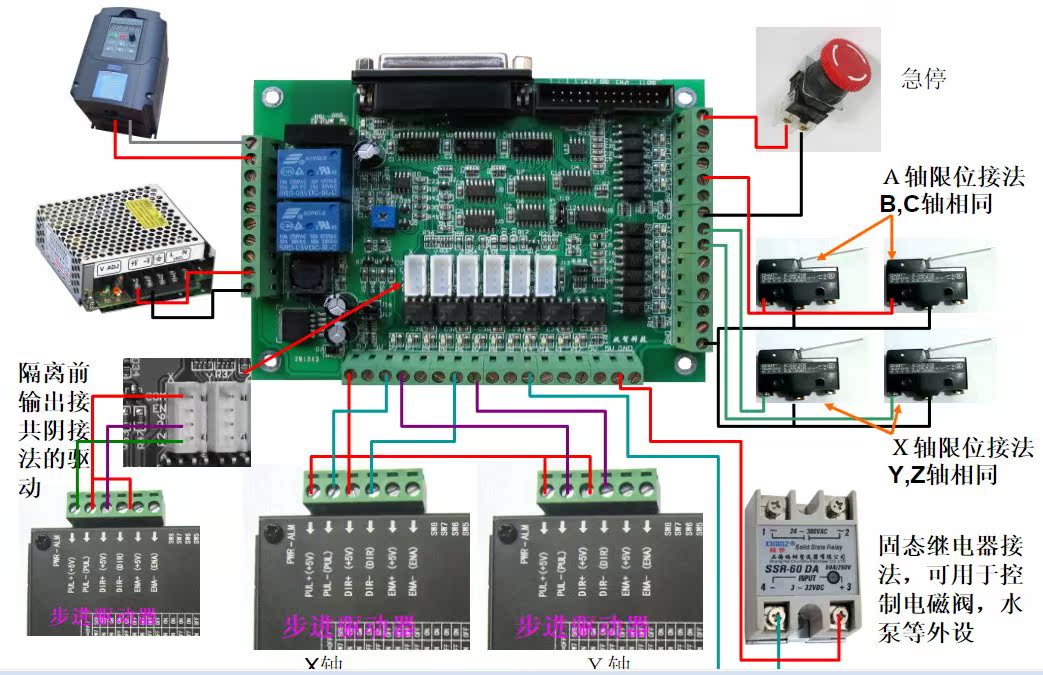
Рисунок 5
4. Контроллер в алюминиевом корпусе, рисунок 6. Корпус защищает контроллер от пыли попадания металлических частей, он же служит и хорошим теплоотводом. Гальваническая развязка по питанию. Есть разъем для питания дополнительных цепей +5В. Быстрые оптроны 6N137. Низкоимпедансные и конденсаторы Low ESR. Нет реле управления включением шпинделя, но есть два выхода для подключения реле (транзисторные ключи с ОК) или ШИМ управления скоростью вращения шпинделя. Описание подключения сигналов управления реле на страничке Подключение концевых выключателей и реле шпинделя к контроллеру ЧПУ на TB6560
Рисунок 6
5. 4х осевой контроллер фрезерно-гравировального станка с ЧПУ, интерфейс USB, рисунок 7.
Рисунок 7
Данный контроллер не работает с программой MACh4, в комплекте своя программа управления станком.
6. Контроллер ЧПУ станка на драйвере ШД от Allegro A3977, рисунок 8.
Рисунок 8
7.Одноканальный драйвер шагового двигателя ЧПУ станка DQ542MA. Этот драйвер может использоваться при самостоятельном изготовлении станка с большим рабочим полем и шаговыми двигателями на ток до 4.2А, может работать и с двигателями Nema34 86mm, рисунок 9.
Рисунок 9
Фото доработки синей платы контроллера шаговых двигателей на TB6560, рисунок 10.
Рисунок 10.
Схема исправления синей платы контроллера ШД на TB6560, рисунок 11.
Рисунок 11.
Сферы применения оборудования с ЧПУ
Плата управления чпу в категории «Электрооборудование»
Плата управления ЧПУ, MACh4 USB контроллер, 4 оси (без провода)
Доставка по Украине
892. 70 грн
70 грн
Купить
Mehanika
Плата управления гравировального станка ЧПУ для CNC3018 CNC2418 CNC1610 версия 3.3
На складе в г. Киев
Доставка по Украине
2 456 грн
1 964.80 грн
Купить
Big-Lavka
Плата управления гравировального станка ЧПУ для CNC3018 CNC2418 CNC1610 версия 3.3 Версия 3.3
На складе в г. Киев
Доставка по Украине
2 487 грн
2 113.95 грн
Купить
Оптовичек — Одесса
Плата управления гравировального станка ЧПУ для CNC3018 CNC2418 CNC1610 версия 3.3 Версия 3.3
На складе в г. Киев
Доставка по Украине
2 975 грн
2 231.25 грн
Купить
MyTorg
Для CNC3018 CNC2418 CNC1610 версия 3.3 Плата управления гравировального станка ЧПУ
На складе в г. Киев
Доставка по Украине
2 681 грн
2 144.80 грн
Купить
ZAKYPKA — Интернет магазин
Плата управління гравіювального станка ЧПУ для CNC3018 CNC2418 CNC1610 версія 3.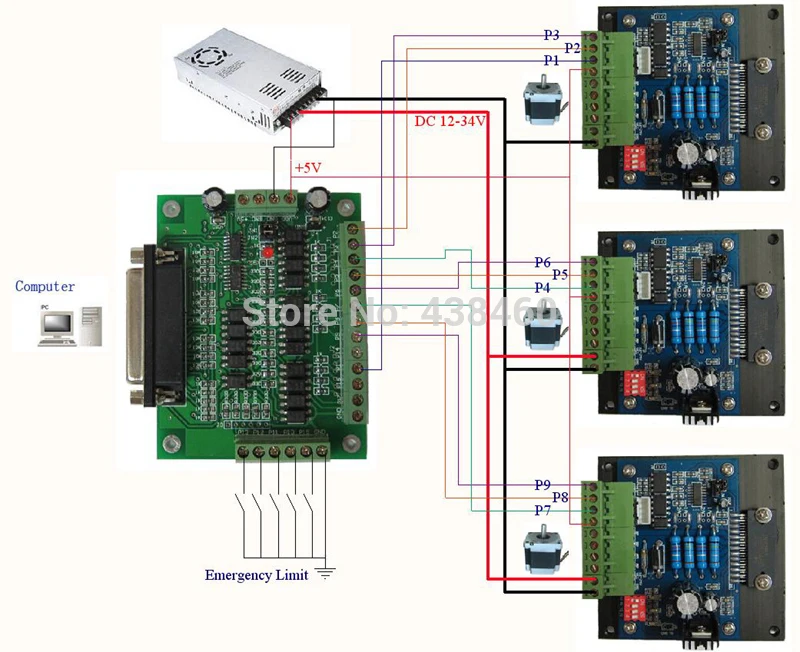 3 Версія 3.3
3 Версія 3.3
На складе в г. Киев
Доставка по Украине
2 700 грн
2 295 грн
Купить
MyTorg-ukr
Плата управления станком с чпу. MACh4 driver USB RED
Доставка по Украине
1 139 грн
Купить
ТОВ «Всеплюс»
Интерфейсная плата на 4 оси с портом USB UCNCV4 для станка с ЧПУ, коммутационная плата управления под USBCNC
На складе в г. Ровно
Доставка по Украине
2 219 грн
Купить
CNCPROM
Плата управления Arduino Uno R3 (Original), контроллер ЧПУ
На складе в г. Ровно
Доставка по Украине
1 170 грн
Купить
CNCPROM
Плата Arduino Uno + USB кабель, контроллер управления ЧПУ
На складе в г. Ровно
Доставка по Украине
250 грн
Купить
CNCPROM
Плата управления DSP A18 на 4 оси для фрезера и станков с ЧПУ
На складе
Доставка по Украине
4 500 грн
Купить
Планета ЧПУ
Плата управления DSP на 4 оси A18 для фрезера и станков с ЧПУ.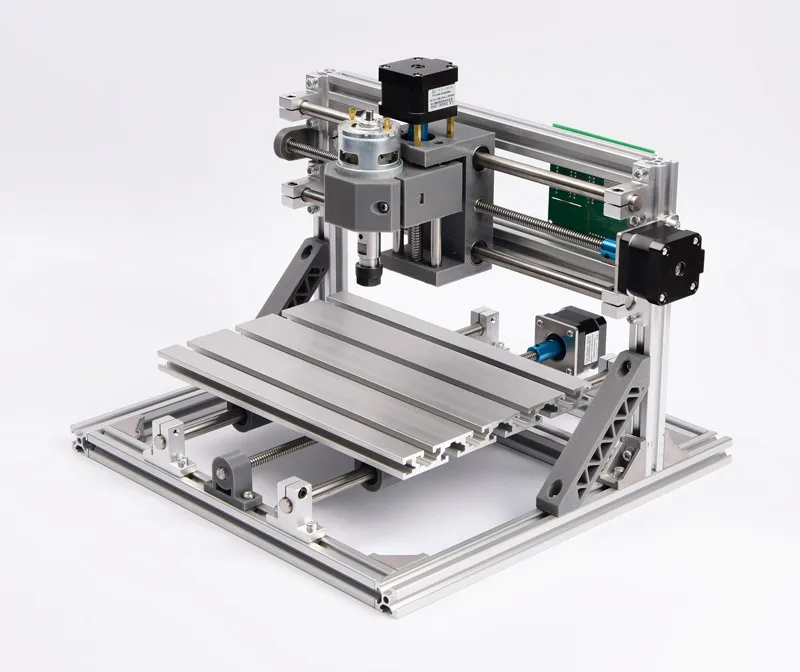
Заканчивается
Доставка по Украине
4 900 грн
Купить
Интернет магазин «ПЕГАС»
Драйвер шагового двигателя CW8060 ЧПУ CNC 6A
На складе в г. Ровно
Доставка по Украине
2 381 грн
Купить
CNCPROM
Драйвер шагового двигателя ВL-TB6560 V2.0 3,5А
На складе в г. Ровно
Доставка по Украине
336 грн
262 грн
Купить
CNCPROM
Интерфейсная плата MACh4 опторазвязка на 5 осей ЧПУ USB BL — MACH — V1.1 D305
На складе в г. Ровно
Доставка по Украине
260 грн
Купить
Double-Shop
Смотрите также
Модуль драйвера шагового двигателя TB6560
На складе
Доставка по Украине
287 грн
Купить
Магазин «Солдер»
Шаговый двигатель NEMA17 17HD40005-22B
На складе
Доставка по Украине
369 грн
Купить
Магазин «Солдер»
Шаговый двигатель NEMA23 23HD56005Y-21B
На складе
Доставка по Украине
738 грн
Купить
Магазин «Солдер»
Шаговый двигатель NEMA23 23HD76002Y-30B
На складе
Доставка по Украине
943 грн
Купить
Магазин «Солдер»
Драйвер шагового двигателя DM556 20-50В 5,6А
На складе
Доставка по Украине
750. 30 грн
30 грн
Купить
Магазин «Солдер»
Драйвер шагового двигателя TB6600 4,5А
На складе в г. Ровно
Доставка по Украине
787 грн
708 грн
Купить
CNCPROM
Ремонт плат управления для газовых котлов
Услуга
400 грн
vpro.com.ua
Драйвер шагового двигателя TB6600 ЧПУ CNC 4A
На складе в г. Ровно
Доставка по Украине
525 грн
Купить
CNCPROM
Драйвер шагового двигателя MD430 3А
На складе в г. Ровно
Доставка по Украине
525 грн
Купить
CNCPROM
Цифровой драйвер 2DM2280 8А
На складе в г. Ровно
Доставка по Украине
5 972 грн
Купить
CNCPROM
Цифровой драйвер DM2282 Leadshine
На складе в г. Ровно
Доставка по Украине
7 509 грн
6 456 грн
Купить
CNCPROM
Цифровой драйвер DM860 Leadshine
На складе в г. Ровно
Ровно
Доставка по Украине
2 494 грн
2 219 грн
Купить
CNCPROM
Цифровой драйвер DM542 Leadshine
На складе в г. Ровно
Доставка по Украине
1 529 грн
1 453 грн
Купить
CNCPROM
Цифровой драйвер DM556
На складе в г. Ровно
Доставка по Украине
1 009 грн
904 грн
Купить
CNCPROM
Фрезерный станок для печатных плат
Prometheus — Zippy Robotics, Inc
Prometheus позволяет вам делать печатные платы на вашем столе. Поддерживаются верхний и нижний слои, просверленные отверстия и обрезки кромок.
ЗАКАЗАТЬ сейчас
Закажите станок для производства печатных плат Prometheus сейчас, чтобы занять место в очереди
*Обратите внимание, что если вы заказываете из-за пределов США, вы будете импортировать нашу продукцию и будете нести ответственность за любые таможенные пошлины/налоги/сборы, связанные с импортом нашей продукции.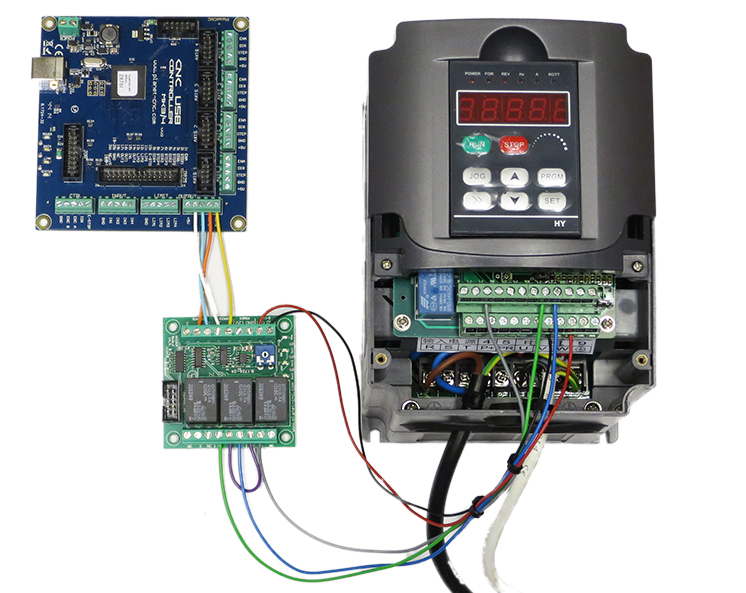 товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы.
товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы.
Серийная версия нашего фрезерного станка для печатных плат Prometheus.
Способность создавать вещи — это сила
.
Эта способность есть у каждого. Мы хотим усилить ее с помощью Prometheus — настольного фрезерного станка для печатных плат, который позволит вам изготавливать печатные платы прямо на рабочем столе за считанные минуты. Вам больше не придется ждать, пока ваша плата будет доставлена вам из службы производства печатных плат.
ProCAM — демонстрация импорта Gerber из Circuit Maker
В этом видео мы покажем вам, как взять проект, созданный в Altium’s Circuit Maker, и создать печатную плату с помощью Prometheus.
Почему мы?
Мы считаем, что с Prometheus вы получите больше производительности на доллар, чем с любым из наших конкурентов. Наши особенности отличают Prometheus. Машины с аналогичными характеристиками стоят на тысячи долларов дороже. Наше соотношение цены и качества составило специально разработанных , как и остальные наши характеристики.
Мы также активно изучаем поддержку гибких материалов, поддержку паяльной маски и другие материалы помимо FR-4. С Zippy Robotics вы можете быть уверены, что мы никогда не перестанем внедрять инновации . Мы никогда не согласимся на «достаточно хорошо».
Отслеживание поверхности
Prometheus быстро исследует поверхность доски перед фрезерованием, создает карту поверхности и использует ее для поддержания одинаковой глубины резки по всей поверхности доски.
Программная калибровка выравнивания
Функция калибровки ProCAM гарантирует, что квадраты получаются квадратными. Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации.
Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации.
Поддержка мелкого шага
Имея дорожку 4 мил/промежуток 5 мил, Prometheus может поддерживать практически любые компоненты для поверхностного монтажа.
Высокоскоростной шпиндель
50 000 об/мин позволяет сверлам малого диаметра резать с высокой скоростью подачи.
Низкое биение
Наш шпиндель имеет статическое биение менее 0,0001 дюйма (2,5 микрона), поэтому вы можете работать с крошечными концевыми фрезами и иметь более длительный срок службы.
Как это работает
Prometheus — фрезерный станок для печатных плат. Он работает путем фрезерования (или вырезания/гравировки) вашей схемы на стандартной плате с медным покрытием. Сверла, используемые во фрезерных станках, называются «концевыми фрезами», и хотя они могут быть похожи на сверла, между ними есть важное отличие: сверла предназначены для резки только с их острия, в то время как концевые фрезы могут резать и сбоку. Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).
Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).
Prometheus специально создан для изготовления печатных плат. Требования и спецификации, необходимые для вырезания мелких деталей, необходимых для современных печатных плат, сильно отличаются от стандартных фрезерных или фрезерных станков с ЧПУ, которые обычно используются для вырезания дерева или металла. Когда мы вырезаем элементы размером всего в несколько тысячных дюйма, единственной наиболее важной характеристикой является биение шпинделя или TIR (общее указанное биение). Это то, что вы редко встретите в кавычках для недорогих станков с ЧПУ общего назначения, но малое биение имеет решающее значение, когда речь идет о микрофрезеровании. Биение описывает, насколько сильно качается бита при вращении вокруг оси вращения. Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Программное обеспечение ProCAM (Prometheus Computer-Aided Manufacturing)
ProCAM — это программное обеспечение CAM, разработанное специально для Prometheus. Он позволяет импортировать стандартные файлы Gerber, которые вы создаете с помощью вашего любимого инструмента проектирования печатных плат, а затем генерирует пути инструментов и используется для управления фрезерным станком Prometheus для печатных плат. ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber.
ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber.
Технические характеристики
Скорость вращения шпинделя: 50 000 об/мин
Макс. скорость X/Y: Более 3800 мм/мин (150 дюймов/мин) подшипник (статический)
Тип биты: Для нашего шпинделя требуются наши нестандартные биты Zippy Robotics, Максимальный диаметр хвостовика 0,1248 дюйма . Мы предлагаем соответствующие биты.
Максимальный размер печатной платы: 6 дюймов x 4 дюйма или европейский размер 160 мм x 100 мм
Тип печатной платы: FR-4, FR-1, Rogers 4350 (другие ламинаты Rogers проходят испытания). Односторонняя или двусторонняя
Односторонняя или двусторонняя
Минимальный размер дорожки/промежутка: 4 мил дорожки/5 мл промежутков (1 мил = 0,001 дюйма = 0,0254 мм, 5 мил = 0,127 мм)
Максимальный размер просверленного отверстия: 0,125 дюйма (3,175 мм)
Разрешение X и Y: 0,000156 дюйма (4 микрона)
Z разрешение: 0,000049 дюйма (1,25 микрона)
Контроллер двигателя: Пользовательский контроллер ZippyTalk на базе Atmel ARM
Вес: 30 фунтов.
Занимаемая площадь: 14 дюймов x 15,8 дюймов
Входное напряжение: Универсальный блок питания, 100–240 В переменного тока
Возможности подключения: USB Plug-and-Play
Системные требования: Windows 7 или более поздней версии. Планируется поддержка Mac и Linux
Обратите внимание, что это текущие спецификации, но они могут измениться, если будут внесены дополнительные изменения до того, как мы начнем поставки.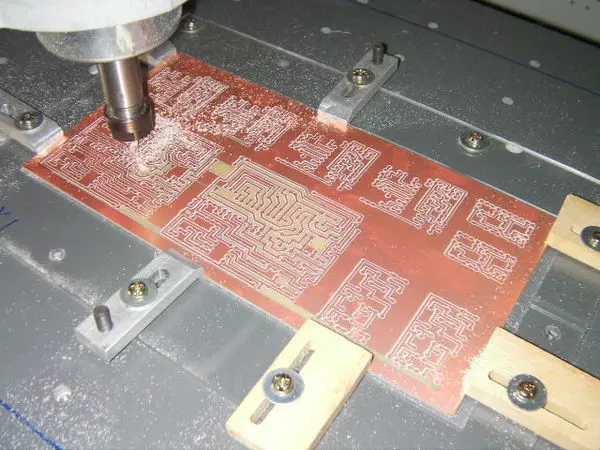
Основы фрезерных станков для печатных плат
Специализированные станки, предназначенные для прототипирования печатных плат, могут значительно ускорить разработку.
Леланд Тешлер • Ответственный редактор
Изучите онлайн-колонки с советами для инженеров, и вы часто будете видеть сообщения, пропагандирующие инвестиции в фрезерный станок, специально предназначенный для производства прототипов печатных плат. Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.
Основная функция фрезерных станков для печатных плат заключается в выборочном фрезеровании медного слоя на подложке печатной платы для формирования дорожек и других проводящих участков на поверхности платы.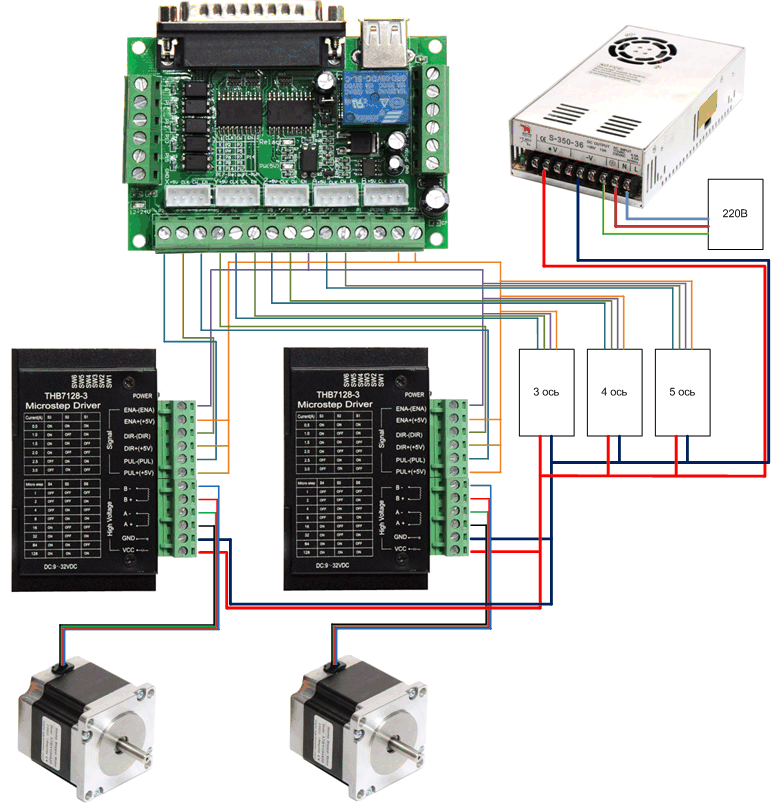 Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Конечно, существуют ограничения на то, что можно сделать с печатной платой, изготовленной на фрезерном станке. Основное ограничение заключается в том, что на простых станках возможны только двухслойные платы. Создание паяльной маски также проблематично.
Кроме того, фрезерные станки, достаточно хорошие для производства печатных плат, могут быть дорогими. Нижний предел ценового диапазона для этих машин составляет около 4000 долларов, но более сложное оборудование, способное делать переходные отверстия, может стоить в диапазоне 25000 долларов. Даже более сложные лазерные машины достигают шестизначной суммы. Эти устройства используют лазеры для удаления материала и, таким образом, имеют некоторые преимущества по сравнению с механическим фрезерованием, которые включают более высокую точность и отсутствие износа сверл.
Кроме того, аддитивные подходы к ПХБ становятся все более практичными. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Базовые мельницы
Фрезерный станок Prometheus от Zippy Robotics.
Одним из станков по производству печатных плат в бюджетной категории является Prometheus от Zippy Robotics Inc. в Нортпорте, штат Нью-Йорк. Станок стоимостью 3000 долларов имеет шпиндель, который работает со скоростью 50 000 об/мин и имеет биение менее 2,5 микрон. В нем указана точность 0,15625 мил (4 микрона) по осям X и Y и всего 1,25 микрона по оси Z. Его максимальная скорость подачи составляет 3800 мм/мин, а станок включает отслеживание поверхности, что, как утверждается, обеспечивает стабильные результаты по глубине резания.
Завод поставляется с программным обеспечением управления под названием ProCAM, которое берет стандартные файлы чертежей Gerber и использует их для построения чертежей размером до 6×4 дюймов. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с многочисленными корпусами микросхем для поверхностного монтажа и изготавливать двухстороннюю плату с просверленными отверстиями примерно за час.
особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с многочисленными корпусами микросхем для поверхностного монтажа и изготавливать двухстороннюю плату с просверленными отверстиями примерно за час.
Следует отметить, что в 30-фунтовом Prometheus используются специальные биты, доступные только у Zippy. Компания заявляет, что типичные серийные биты будут немного больше максимально допустимого диаметра хвостовика и не будут входить в шпиндель. Также следует отметить отсутствие механизма автоматической смены инструмента.
Компания Bantam Tools в Пикскилле, штат Нью-Йорк, когда-то производила настольный фрезерный станок
Фрезерный станок с ЧПУ Bantam. Предыдущая версия обрабатывала исключительно работу с печатными платами. Он также может фрезеровать пластик, алюминий и подобные мягкие металлы.
станок, оптимизированный для использования с печатными платами. Это устройство было заменено более универсальным инструментом, называемым настольным фрезерным станком с ЧПУ, который также может обрабатывать алюминиевые и пластиковые детали.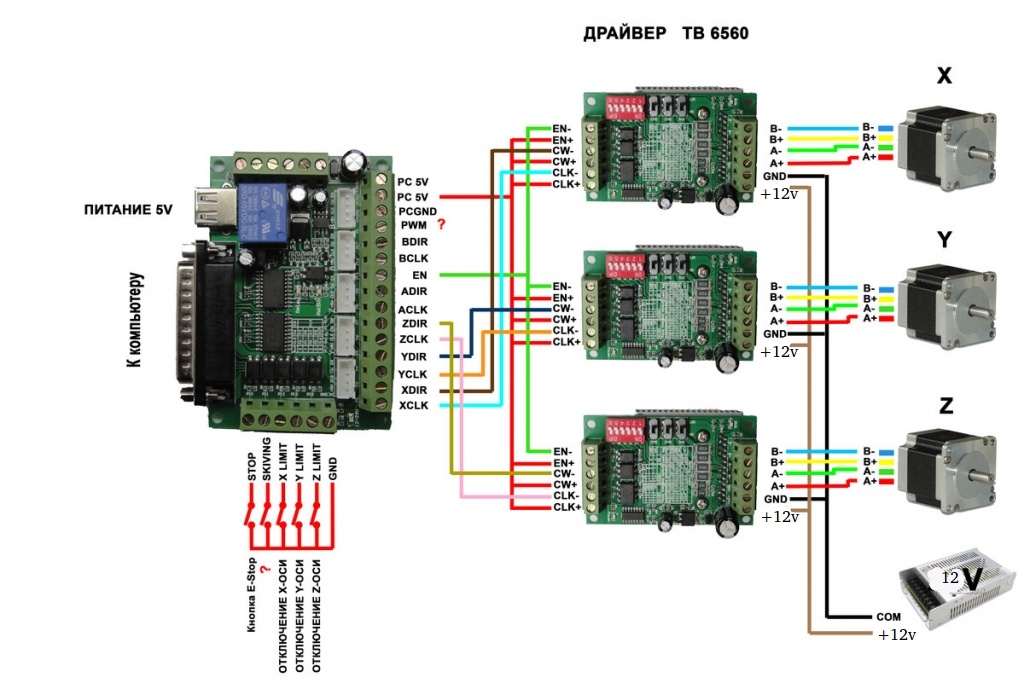 Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Станок с ЧПУ Bantam стоит около 4000 долларов. Bantam производит пакет программного обеспечения для фрезерных станков, годовая подписка на который стоит 200 долларов. Bantam также предоставляет ряд специализированных режущих инструментов для станка, в том числе инструмент для гравировки печатных плат.
Станки с ЧПУ, подобные станкам Bantam, обладают универсальными возможностями, которые позволяют им создавать печатные платы, а также, возможно, корпуса, в которых будет размещаться печатная плата. Но станки компании LPKF Laser & Electronics N.A. в Туалатине, штат Орегон, оптимизированы для изготовления печатных плат. Компания, пожалуй, наиболее известна своими машинами серии ProtoMat. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
Top, машина LPKF ProtoMat. внизу машина LPKF ProtoLaser.
Скорость двигателя шпинделя в этом диапазоне от 40 000 до 100 000 об/мин, а на двух станках используется автоматическая смена инструмента. Двигатели шпинделя с более высокой скоростью вращения обеспечивают более чистое качество фрезерной кромки с меньшим количеством заусенцев. Качество кромки особенно заметно при использовании концевых фрез меньшего размера и при фрезеровании более мягких подложек RF. Шпиндель ProtoMat E44 со скоростью вращения 40 000 об/мин обеспечивает минимальный размер дорожки размером 4 мил с интервалом 8 мил. Шпиндели со скоростью вращения 60 000 и 100 000 об/мин в системах ProtoMat S64 и S104 позволяют использовать дорожки толщиной 4 мила с интервалом 4 мила. .
На двух машинах также доступны камеры реперного выравнивания. Они вступают в игру при изготовлении двусторонних печатных плат, отмечая положение реперных меток на плате, чтобы структуры на обеих сторонах платы совпадали.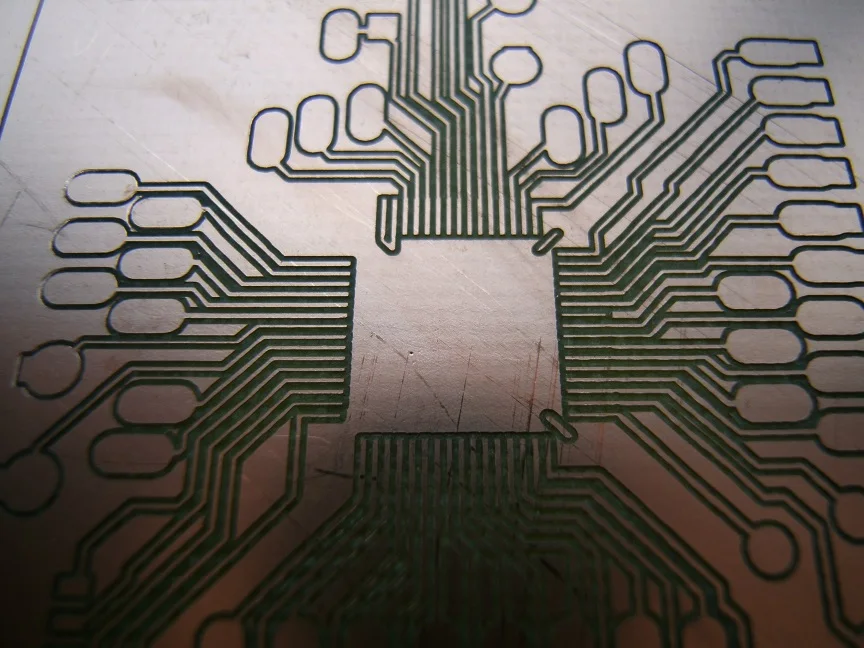 Более дорогие модели также включают сенсор и программную обратную связь по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Более дорогие модели также включают сенсор и программную обратную связь по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Следует также отметить, что некоторые машины LPKF могут создавать многослойные печатные платы в сочетании с прессом для ламинирования и комплектом для нанесения покрытия через отверстия. Есть два уровня сложности комплектов для сквозных отверстий. В самом дешевом из них используется проводящий полимер, который вручную наносится на отверстия, просверленные в плате. Существует также специальная машина LPKF, которая применяет гальванические и химические процессы к отверстиям пластины в закрытой камере.
Станки линейки LPKF ProtoLaser явно предназначены для выполнения гораздо более сложных задач, чем грубое прототипирование. В них используются лазеры для операций резки и формовки, а их цена варьируется от 91 000 до 373 000 долларов. Лазерный луч удаляет медь рядом с будущими дорожками, не оставляя следов. Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Существует четыре модели протолазеров. Среди их особенностей — лазерные лучи с малым размером пятна, что позволяет вырезать каналы шириной до 15 мкм. Говорят, что такие прецизионные размеры особенно полезны для радиочастотных приложений, где часто используются полосковые линии.
Там, где менее дорогие машины могут работать достаточно хорошо для подложек печатных плат садового типа, лазерные машины могут работать с ламинированными подложками и керамикой на основе оксида алюминия, что позволяет изготавливать платы с мелким шагом. Модели ProtoLaser ST, S4, U4 или ProtoLaser R4 часто используются для обработки керамики, небольших следов и сверхбыстрого удаления металла, а также для лазерного травления некоторых гибких материалов (U4 и R4). Эти машины также позиционируются как обеспечивающие самые передовые возможности трассировки/пространства с нетронутой четкостью краев, доступной без использования химического травления.
Высококачественные лазерные станки LPKF включают в себя запатентованный процесс удаления штриховки и расслоения на больших участках истирания меди. Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мил (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.
Другие особенности лазерных станков LPKF включают использование длины волны лазера, которая практически не затрагивает подложки, но при этом позволяет надежно обрабатывать медные поверхности с неоднородностями толщиной до 6 мкм. Эти машины также могут создавать микропереходы и отверстия в масках для пайки, резать и структурировать LTCC, обожженную керамику, подложки ITO/TCO и тонкие препреги.
Аддитивные машины
Аддитивные 3D-принтеры, которые могут работать с печатными платами, уже давно доступны. Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Одним из основных недостатков печатных плат, напечатанных на 3D-принтере, является то, что проводники состоят из проводящих чернил, а не из меди. Полученные дорожки и контактные площадки не обладают такой проводимостью, как обычная плата с медным покрытием — проводящие частицы составляют лишь около 10-20% (по весу) состава проводящих чернил для струйных принтеров. Более низкая проводимость может сделать нецелесообразным изготовление таких же узких дорожек, доступных на мельнице для печатных плат. Следы, нанесенные проводящими чернилами, также могут иметь небольшие отклонения по высоте, что может вызвать проблемы с импедансом в некоторых высокочастотных цепях.
Ботофабрика SV2.
Кроме того, процесс производства печатных плат на 3D-принтерах может потребовать значительного вмешательства человека-оператора. Рассмотрим BotFactory SV2, стоимость которого начинается примерно с 7500 долларов. Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, как при переходе от печати проводников к печати изоляционного слоя. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.
Некоторые 3D-принтеры не могут сами создавать токопроводящие сквозные отверстия. Обычная практика изготовления сквозных отверстий в этих случаях заключается в том, чтобы положить готовую доску на сверлильный станок и вручную просверлить отверстие, а затем добавить заклепку, которая вставляется на место с помощью заклепочного пресса.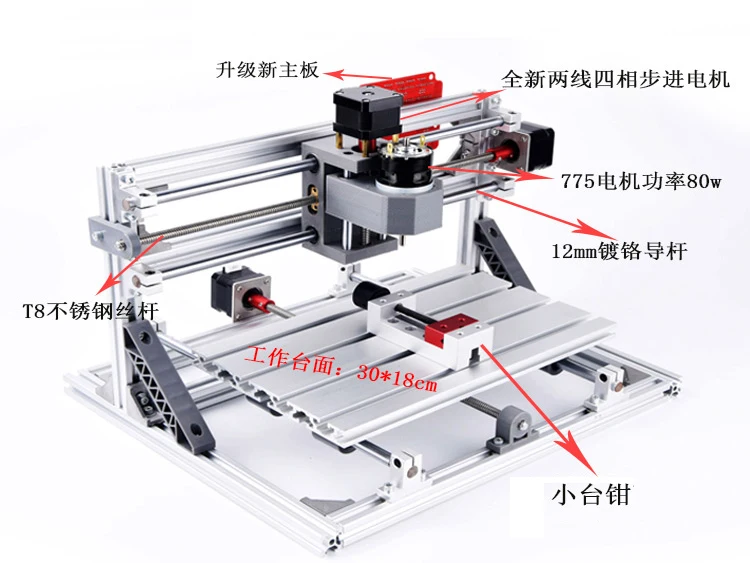
Voltera V-One.
3D-принтеры все чаще включают в себя возможности захвата и размещения. SV2, например, также имеет головку захвата. Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только
Машина Стрекоза от NanoDimension.
сверлит отверстия, но может выполнять фрезерование. Скорость вращения шпинделя 13 000 об/мин, биение 0,076 мм. Как и в принтерах BotFactory, проводящие сквозные отверстия обрабатываются заклепками.
Наконец, стоит отметить, что процесс 3D-печати печатных плат может быть быстрее, если принтер может одновременно использовать две печатающие головки, одну для проводников, а другую для диэлектриков. Именно такой подход используется в машинах высокого класса, таких как линейка Dragonfly от NanoDimension в Израиле. Они варьируются в цене от 50 000 долларов до шестизначной суммы.
Elitech кпм 200 50: В наличии! Компрессор масляный Elitech КПМ 200/50 в Кемерово и Новокузнецке
Взрыв-схема и запчасти для компрессора Elitech КПМ 200/50
> Взрыв-схемы и запчасти > Взрыв-схемы и запчасти для компрессоров > Взрыв-схема и запчасти для компрессора Elitech КПМ 200/50
Отправить заявку на заказ запчастей
Заказ запчастей Elitech
Ваше имя*
Имя контактного лица
Ваш телефон*
Телефон для связи
Перечень запчастей*
Список запчастей для заказа, через запятую
Ваш Email*
Адрес электронной почты
Город*
Информация об адресе заказа
Список взрыв схем и запчастей
| Позиция | Код Elitech | Описание | Количество | |
| 1 | 0701. 020100 | Поршень 47х40-15-12 3-кольца-47х3/1,5/1,5 | Piston | 1 |
| 2 | 0701.020200 | Кольца поршневые 47х3/1,5/1,5-с уклоном (ком-т 3шт.) (маслосъёмное-1часть) | Piston ring | 1 |
| 3 | 0701.020300 | Палец поршневой 12х38 | Piston pin | 1 |
| 4 | 0701.020400 | Кольцо стопорное d12 д/отв пружинное пальца поршневого | Inside circlip | 2 |
| 5 | 0701.020500 | Шатун 12х20х69 | Con.rod | 1 |
| 6 | 0701.020600 | Воздухопровод приёмный с охладителем d10 L=280+100+80+70=530 2G3/8″-D14,950/P1,337/19-F-F | Big exhaust pipe | 1 |
| 7 | 0701.011600 | Конденсатор СВВ60 35μF/450В | Capacitor | 1 |
| 8 | 0701.011200 | Фитинг угольник R3/8″-G3/8″=d16,662/Р1,337/19—30-M-M | Elbow | 1 |
| 9 | 0701.020900 | Плита клапанная 73х4-4отвх4-42х42-4прорези-6х12-4х28-место-10х47 (2 плиты) | Valve plate | 1 |
| 10 | 0701. 010600 | Пластина клапанная впуск/вып 10х47х0,3 (две) | Valve piece | 2 |
| 11 | 0701.021100 | Прокладка плиты клапанной средняя алюмин. 19х51х73х58х58-4отвх7-42х42-перекладина-2восьмигр. | Al.gasket | 1 |
| 12 | 0701.021200 | Прокладка плиты клапанной нижняя 50х73-4отвх6-42х42 | Gasket for valve plate | 1 |
| 13 | 0701.021300 | Коленвал кулачковый посадка 9-20х12-20х20-шейка Н=45х73 без шпонки | Crankshaft | 1 |
| 14 | 0701.021400 | Термозащита 7А/250B DC (KUOYUH 88 Series) | Overload protector | 1 |
| 15 | 0701.021500 | Болт М6х15-45 | Screw for head | 4 |
| 16 | 0701.010200 | Шайба 6х13х2 | Iron washer | 4 |
| 17 | 0701.021700 | Головка цилиндра 64х41х41х35 Rc3/8″-G1/2″=D14,950/P1,337/19-D18,613/P1,588/16—35-F-F | Cylinder head | 1 |
| 18 | 0701. 021800 | Прокладка головки цилиндра 63х73-4отвх7-42х42-перекладина | Gasket under cylinder head | 1 |
| 19 | 0701.021900 | Цилиндр 47х75Х9Х80Х6Х41Х41х72 | Cylinder | 2 |
| 20 | 0701.022000 | Прокладка цилиндра D64-2уха-х8 | Gasket for cylinder | 2 |
| 21 | 0701.022100 | Болт М8х25 под ш-гр-к крепления цилиндра | Screw | 2 |
| 22 | 0701.022200 | Шайба D8 гроверная | Washer | ? |
| 23 | 0701.022300 | Болт М8х22 под ш-гр-к коленвала | Screw for crankshaft | 1 |
| 24 | 0701.022400 | Фильтр воздушный в сборе G1/2″=d20,955/P1,814/14—d11х65х52-М | Filter | 1 |
| 25 | 0701.052600 0701.022500 | Сапун G5/8″ | Breather | 1 |
| 26 | 0701.022600 | Болт М6х15 с фланцем передней крышки картера | Screw for front cover | 4 |
| 27 | 0701. 022700 | Глазок контроля уровня масла G1/2″=d20,955/P1,814/14—10х18-М | Oil gauge | 1 |
| 28 | 0701.022800 | Прокладка глазка контроля уровня масла 20х26х2 | Washer | 1 |
| 29 | 0701.022900 | Дренажный винт Болт М6х10 с фланцем | Oil drain screw | 1 |
| 30 | 0701.023000 | Кольцо уплотнительное 14х18х2 | O ring | 1 |
| 31 | 0701.023100 | Прокладка передней крышки картера резиновая Н=132 | Rubber shutter | 1 |
| 32 | 0701.023200 | Картер компрессора | Crank case | 1 |
| 33 | 0701.023300 | Болт М5х16 | Screw for pump | 6 |
| 34 | 0701.023400 | Накладка рукоятки резиновая | Rubber handle cover | 1 |
| 35 | 0701.023500 | Манжета 20х40х7 | Oil seal | 1 |
| 36 | 0701. 012400 | Подшипник 6204 RZ 20х47х14 ротора | Bearing | 1 |
| 37 | 0701.023700 | Ротор эл/двигателя 20х36-67х82-15х12-14х37—217 четверть | Rotor | 1 |
| 38 | 0701.023800 | Статор эл/двигателя 1,5/220В D67х135-75-140 стальной гладкий | Stator | 1 |
| 39 | 0701.023900 | Подшипник 6202 RZ 15х35х11 | Bearing | 1 |
| 40 | 0701.012500 | Шайба пружинная волнистая 23х28х0,5 | Washer | 1 |
| 41 | 0701.024100 | Крышка эл/двигателя задняя D35х11-135х49 6202 RZ | Back cover | 4 |
| 42 | 0701.024200 | Шайба D5 гроверная | Washer | 4 |
| 43 | 0701.024300 | Болт М5х32-105 крепления статора | Screw for motor | 1 |
| 44 | 0701.024400 | Крыльчатка вентилятора радиальная 134х14-в четверть 10-лопастей | Fan | 1 |
| 45 | 0701. 012300 | Кольцо стопорное D14 д/вала пружинное с лапками | Outside circlip | 1 |
| 46 | 0701.024600 | Кожух защитный эл/дв пластиковый КПМ200 | Plastic house | 1 |
| 47 | 0701.024700 | Кабель эл/питания с вилкой 3х1,5/220В | Plug | 1 |
| 48 | 0701.013400 | Клапан предохранительный Type3804A 1,2МРа D4мм G1/4″=d13,157/P1,337/19-М | Safety valve | 1 |
| 49 | 0701.013300 | Манометр 12бар G1/4″=d13,157/P1,337/19—d53-М | Pressure gauge | 1 |
| 50 | 0701.013100 | Прессостат PSI180_2/16А_1,25МРa I-F-6-1/8″-прямой разъём 4G1/4″=D11,445/P1,337/19-F-F-F-F | Pressure switch | 1 |
| 51 | 0701.013900 | Клапан обратный G1/8″-G3/8″-G1/2″=d9,728/P0,907/28-d16,662/P1,337/19-d20,955/P1,814/14—42-M-M-M | Check valve | 1 |
| 52 | 0701.013800 | Фитинг ниппель удлинённый парный 2R1/4″=d13,157/P1,337/19—30-M-M | Connect | 1 |
| 53 | 0701. 013000 | Редуктор давления 12бар G1/8″-2G1/4″=D8,566/P0,907/28-D11,445/P1,337/19—40х70-F-F-F | Regulator | 1 |
| 54 | 0701.013200 | Манометр 12бар G1/8″=d9,728/P0,907/28—d41-М | Pressure gauge | 1 |
| 55 | 0701.014800 | Соединение-клапан быстроразъёмное воздушный R1/4″-d13,157/P1,337/19-D12—53-М | Air cock | 2 |
| 56 | 0701.025600 | Воздухопровод трубка отводная d6 L=23+15+35+63+36+32=204 G1/8″-D8,566/P0,907/28-F | Unloading pipe | 1 |
| 57 | 0701.025700 | Гайка М8 | Nut | 1 |
| 58 | 0701.022200 | Шайба D8 гроверная | Washer | 1 |
| 59 | 0701.025900 | Опора-подушка резиновая конусная | Suck-pad | 1 |
| 60 | 0701.026000 | Болт М8х26 | Screw | 1 |
| 61 | 0701.014200 | Клапан дренажный конденсата G1/4″-d13,157/P1,337/19—20-М | Drain cock | 1 |
| 62 | 0701. 036200 | Ресивер 50л | Tank | 1 |
| 63 | 0701.026300 | Гайка М10 | Nut | 2 |
| 64 | 0701.026400 | Шайба D10 гроверная | Washer | 2 |
| 65 | 0701.036500 | Колесо транспортировочное 17х34-148х34 пластик, резина | Wheel | 2 |
| 66 | 0701.026600 | Ось колеса М10-15х34-56 | Axle | 2 |
Элитех 200/50 ( )
(198)
(244)
(513)
(170)
(1036)
(858)
(351)
(148)
(254)
(492)
(415)
(137)
(138)
(271)
(248)
(579)
(69)
(86)
(49)
(8)
(1369)
Элитех 200/50
, , .
Работа с лазерным станком: Как работать на лазерном станке для резки металла с ЧПУ
РАБОТА НА ЛАЗЕРНОМ СТАНКЕ В ДОМАШНИХ УСЛОВИЯХ » Лазерфан
Лазерные станки являются относительно молодым оборудованием, поскольку лазерное излучение было исследовано примерно 30 лет назад, что было сравнительно недавно. Однако именно эта технология обработки материалов заняла главенствующее место и стремительно развивается.
Содержание:
1. Популярность углекислотных лазерных аппаратов
2. Лазерный станок дома
3. Что можно делать на домашнем лазерном станке?
3. Особенности использования лазерных станков в домашних условиях
Вывод
Популярность углекислотных лазерных аппаратов
Лазерный луч обладает очень высокой точностью работы, скоростью прохождения и низкими энергозатратами. Именно в этом и заключается востребованность данного оборудования. Углекислотные лазерные станки являются бюджетным вариантом и они абсолютно просты в использовании.
Лазерный станок дома
Углекислотные лазеры по своим габаритам могут не превышать офисный принтер и занимать всего половину письменного стола. С помощью такого прибора можно спокойно мастерить что-то дома по вечерам и организовать свое хобби по изготовлению хэндмейд товаров.
Несмотря на скромные габариты лазерных станков, они не уступают в точности и качестве работы более крупным моделям. Однако, существует несколько отличий. Во-первых, мощность излучателя немного ниже, чем у крупногабаритных станков. Во-вторых, из-за мощности падает скорость обработки материалов. В-третьих, такие станки не способны работать с очень толстыми материалами.
Что можно делать на домашнем лазерном станке?
Изготовление световых букв и табличек является самой прибыльной услугой, поскольку они Компактные и миниатюрные лазерные станки не отличаются большим рабочим пространством, но это ничуть не мешает в работе. Что можно сделать на таких станках?
Аксессуары из фетра. Лазером вырезают предметы декора к праздникам, игрушки для детских кроваток, подставки под горячую посуду и многое другое;
Аксессуары из бумаги и картона. С помощью лазера можно вырезать открытки, приглашения, визитки, украшения и так далее. Благодаря малой мощности оборудования края получаются без обугливания и выглядят совершенно эстетично;
С помощью лазера можно вырезать открытки, приглашения, визитки, украшения и так далее. Благодаря малой мощности оборудования края получаются без обугливания и выглядят совершенно эстетично;
Предметы из ткани, кожи и кожзаменителя;
Печати, штампы. Все изображения воспроизводятся с прекрасной детализацией;
Поделки из фанеры. Из нее можно сделать пазлы, таблички, разделочные доски и многое другое;
Акриловые поделки. Прозрачный материал идеально подходит для фигурок, коробочек для хранения украшений и т.д.;
Гравировка. Если использовать лазер всего на половину его мощности, то он не разрезает материал насквозь, а делает поверх него красивый узор. Гравировку можно наносить на совершенно различные вещи и материалы.
Особенности использования лазерных станков в домашних условиях
Размещая такой станок дома, необходимо учитывать, что для качественной работы он должен находиться только на ровной горизонтальной поверхности. Нужно следовать правилам эксплуатации и не забывать о возможном вреде для здоровья. Основные правила пользования лазерным станком:
Нужно следовать правилам эксплуатации и не забывать о возможном вреде для здоровья. Основные правила пользования лазерным станком:
1. Использование вытяжки;
2. Проветривание помещения;
3. Использование респиратора при работе со станком;
4. Работа только с закрытой крышкой станка;
5. Не допускаются маленькие дети;
6. Нельзя резать ПВХ в домашних условиях из-за токсинов, которые выделяются при его обработке.
Вывод
Лазерный станок несомненно идеально подходит для домашнего использования и благодаря ему можно выстроить не только отличное хобби, но и прекрасный бизнес, который будет приносить вам только радость с минимум затрат.
Инструкция по работе с лазерным станком
Техника безопасности при работе с лазерным станком
К самостоятельной работе на лазерном оборудовании допускаются лица, имеющие специальное образование или прошедшие обучение для работы с оборудованием, прошедшие инструктажи по технике безопасности, пожарной безопасности, стажировку на рабочем месте, проверку знаний требований охраны труда.
Запрещается оставлять станок включенным без присмотра рабочего персонала — это может привести к пожару.
Запрещается направлять излучатель на живых существ даже в случае, если он обесточен.
Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам.
При обнаружении посторонних шумов прекратите работу и обесточьте оборудование.
Не храните легковоспламеняющиеся вещества (спиртосодержащие, бензин) вблизи оборудования.
Не допускается работа с отражающими металлами, а также материалами, чувствительными к высокой температуре и выделяющими токсичные вещества (например, ПВХ, тефлон, АБС-смолы, полихлоропрен).
Обеспечьте наличие огнетушителя СО2. Не используйте порошковые огнетушители, т.к. они могут повредить деталям лазера.

Перед началом работы на лазерном станке
Проветрите помещение.
Убедитесь в отсутствии вблизи установки легковоспламеняющихся веществ.
Подготовьте рабочее место к началу работы: очистите рабочую поверхность установки от загрязнений и посторонних предметов.
Убедитесь в готовности установки к запуску – боковые панели и задняя панель установки должны быть закреплены на корпусе, пусковая аппаратура и индикатор работы лазера в исправности.
Проверьте исправность вентиляционной системы оборудования и убедитесь в отсутствии препятствий для выхода воздуха.
Проверьте наличие воды в системе охлаждения.
Наденьте защитные очки.

Во время работы с лазерным станком
Избегайте попадания рук и других частей тела в зону рабочей поверхности лазера во избежание ожогов.
Работайте только в защитных очках, т.к. попадание лазерного луча может разрушить роговицу глаза.
При работе на станке не смотрите на луч лазера.
Работу с отражающими материалами производите только при закрытой крышке установки, т.
к. отраженный луч не менее опасен, чем основной.Работу с материалами, выделяющими едкие вещества (акрил, пластик и т.д.) производите с закрытой крышкой и используйте средства защиты дыхательных путей во избежание отравления.
Не открывайте заднюю крышку установки, если оборудование подключено к электросети. Высокое напряжение, используемое для питания лазера, может вызвать поражение электрическим током.
Не допускайте работы при снятых боковых панелях установки во избежание контакта с прямым или рассеянным лазерным пучком, что является травмоопасным.
Во время работы обеспечьте вентиляцию помещения.
Не оставляйте работающее оборудование без присмотра.
В случае обнаружения неисправности, отключите оборудование и поставить в известность специалистов. Не допускается самостоятельный ремонта оборудования.
Отключайте электропитание во время грозы, а также если оборудование долгое время не используется.
 к. отраженный луч не менее опасен, чем основной.
к. отраженный луч не менее опасен, чем основной.
По окончанию работы на лазерном станке
Отключите оборудование от электропитания.
Очистите рабочую поверхность и направляющую от частиц материалов.
Проветрите помещение.
Техника безопасности при работе с лазерной системой
Работа с оборудованием требует следующих мер:
Запрещается оставлять станок включенным без присмотра рабочего персонала — это может привести к пожару.
Запрещается направлять излучатель на живых существ даже в случае, если он обесточен.
Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам.
Правильное и надежное заземление поможет избежать выхода из строя электронных компонентов.
При обнаружении посторонних шумов прекратите работу и обесточьте оборудование.
Запрещается работать во взрывоопасной среде, рядом с легковоспламеняющимися предметами.
Проверьте, чтобы все необходимое оборудование лазерной системы (электропитание, ПК, вытяжная система) были правильно и надлежащим образом подключены.
Выполняйте визуальной осмотр состояния лазерной установки. Убедитесь в том, что все механизмы свободно передвигаются и проверьте, чтобы под рабочим столом не находился материал.
Убедитесь в том, что рабочее поле и оптические компоненты находятся в чистом состоянии, при необходимости проведите очистку. Более подробную информацию на эту тему можно найти в руководстве по применению в разделе о регулярном техническом обслуживании.
Проверьте вытяжную систему и при необходимости включите систему охлаждения.
Проверьте, загружены ли фильтры и активированный уголь вытяжной системы в соответствии с руководством.
Закройте защитную крышку.

Если у вас лазер с водяным охлаждением, то включите систему охлаждения перед включением системы.
Что такое лазерная резка? — Полное руководство по процессу
Лазерная резка — это процесс, в котором используется лазер для резки различных материалов как в промышленных, так и в более художественных целях, таких как травление.
Эта статья является одной из серии часто задаваемых вопросов (FAQ) TWI.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Как работает лазерная резка?
Лазерная резка использует мощный лазер, который направляется через оптику и компьютерное числовое управление (ЧПУ) для направления луча или материала. Как правило, в процессе используется система управления движением, чтобы следовать ЧПУ или G-коду шаблона, который должен быть вырезан на материале. Сфокусированный лазерный луч горит, плавится, испаряется или сдувается струей газа, оставляя после себя высококачественную обработанную поверхность.
Лазерный луч создается путем стимуляции лазерных материалов с помощью электрических разрядов или ламп внутри закрытого контейнера.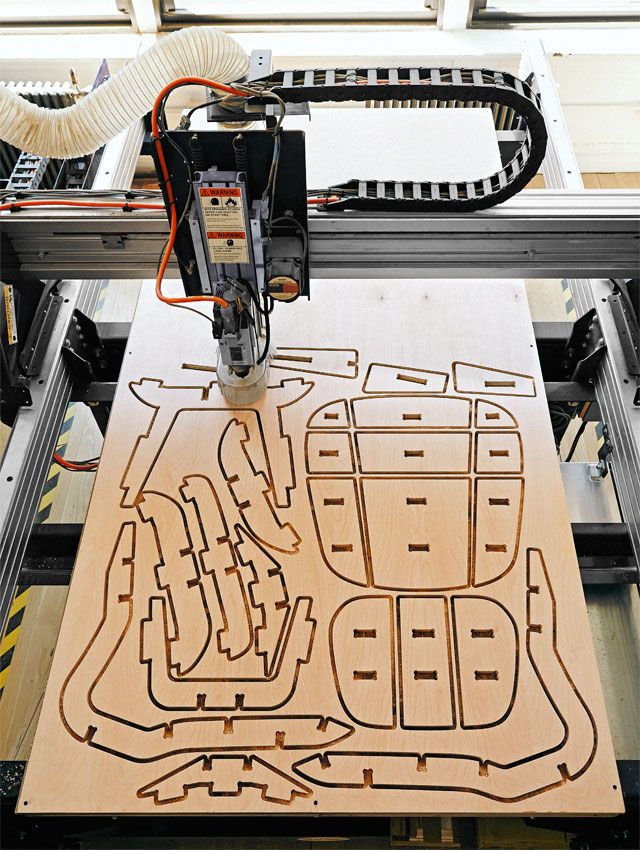 Лазерный материал усиливается за счет внутреннего отражения через частичное зеркало до тех пор, пока его энергии не станет достаточно для выхода в виде потока когерентного монохроматического света. Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.
Лазерный материал усиливается за счет внутреннего отражения через частичное зеркало до тех пор, пока его энергии не станет достаточно для выхода в виде потока когерентного монохроматического света. Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.
В самом узком месте лазерный луч обычно имеет диаметр менее 0,0125 дюйма (0,32 мм), но в зависимости от толщины материала возможна ширина разреза до 0,004 дюйма (0,10 мм).
В тех случаях, когда процесс лазерной резки должен начинаться в любом месте, кроме края материала, используется процесс прокалывания, при котором импульсный лазер высокой мощности делает отверстие в материале, например, требуется 5-15 секунд, чтобы прожечь 0,5 лист из нержавеющей стали толщиной 13 мм.
Типы лазерной резки
Этот процесс можно разделить на три основных метода: CO 2 лазер (для резки, сверления и гравировки) и неодимовый (Nd) и неодимовый иттрий-алюминиевый гранат (Nd:YAG) , которые идентичны по стилю: Nd используется для высокоэнергетического растачивания с малым повторением, а Nd: YAG используется для очень мощного растачивания и гравировки.
Для сварки можно использовать все типы лазеров.
CO 2 В лазерах используется пропускание тока через газовую смесь (возбуждение постоянным током) или, что более популярно в наши дни, использование более новой технологии радиочастотной энергии (возбуждение радиочастотой). Радиочастотный метод имеет внешние электроды и, таким образом, позволяет избежать проблем, связанных с эрозией электродов и отложением материала электрода на стеклянной посуде и оптике, которые могут возникнуть при постоянном токе, в котором используется электрод внутри полости.
Другим фактором, влияющим на работу лазера, является тип газового потока. Общие варианты лазера CO 2 включают быстрый осевой поток, медленный осевой поток, поперечный поток и плиту. В быстром осевом потоке используется смесь двуокиси углерода, гелия и азота, циркулирующая с высокой скоростью с помощью турбины или воздуходувки. Лазеры с поперечным потоком используют простой нагнетатель для циркуляции газовой смеси с более низкой скоростью, в то время как пластинчатые или диффузионные резонаторы используют статическое газовое поле, которое не требует повышения давления или стеклянной посуды.
Различные методы также используются для охлаждения лазерного генератора и внешней оптики в зависимости от размера и конфигурации системы. Отработанное тепло может передаваться непосредственно в воздух, но обычно используется хладагент. Вода является часто используемым хладагентом, часто циркулирующим через систему теплопередачи или охладителя.
Одним из примеров лазерной обработки с водяным охлаждением является лазерная микроструйная система, которая соединяет импульсный лазерный луч со струей воды низкого давления для направления луча так же, как оптическое волокно. Вода также дает преимущество в удалении мусора и охлаждении материала, в то время как другие преимущества по сравнению с «сухой» лазерной резкой включают высокую скорость нарезки, параллельный пропил и всенаправленную резку.
Волоконные лазеры также набирают популярность в металлообрабатывающей промышленности. В этой технологии используется твердая усиливающая среда, а не жидкость или газ. Лазер усиливается в стеклянном волокне, чтобы получить гораздо меньший размер пятна, чем достигается с помощью методов CO 2 , что делает его идеальным для резки отражающих металлов.
Услуги
TWI предлагает различные услуги, включая лазерную сварку, гибридную лазерно-дуговую сварку, лазерную обработку поверхности, вывод из эксплуатации лазера, лазерное напыление металла и селективное лазерное плавление.
Изобретая газовую лазерную резку в 1967 году, TWI продолжает играть активную роль в разработке процессов резки.
Лазерные технологии в TWI
TWI находится в авангарде развития лазерной обработки материалов и предлагает лазерную сварку, лазерную резку, гибридную лазерно-дуговую сварку и лазерную зачистку.
Лазерная резка
TWI обладает необходимым оборудованием, знаниями и опытом для проведения исследований и разработок в этой области.
Вывод из эксплуатации с использованием лазеров
TWI имеет опыт и постоянные исследования и разработки в области применения лазерных технологий для вывода из эксплуатации.
Лазерная чистка
Компания TWI разработала оборудование и методы для демонстрации использования высокомощного волоконного лазера для дистанционной очистки бетонных поверхностей.
Где используется?
Эта технология может использоваться для различных применений, включая резку и разметку таких металлов, как алюминий, нержавеющая сталь, низкоуглеродистая сталь и титан. Однако этот процесс также можно использовать для промышленной резки пластика, дерева, керамики, воска, тканей и бумаги.
Технологии лазерной резки используются в различных отраслях промышленности, в том числе в аэрокосмической и автомобильной, а также для резки в опасных средах, например, при выводе из эксплуатации атомных электростанций.
Металл
Резка металла является одним из наиболее распространенных применений лазерной резки и используется для таких материалов, как нержавеющая и мягкая сталь, вольфрам, никель, латунь и алюминий. Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
Металл, вырезанный лазером, широко используется для изготовления компонентов и структурных форм, включая кузова автомобилей, корпуса мобильных телефонов, рамы двигателей или балки панелей.
Древесина
Этот процесс резки можно использовать с древесиной, МДФ и березовой фанерой среди наиболее распространенных материалов, так как они могут быть изготовлены в виде больших листов. Чем тверже древесина, тем больше требуется мощность лазера, при этом для твердых пород дерева требуется больше мощности, чем для мягких пород, таких как бальза.
Древесина является предпочтительным материалом, поскольку она обеспечивает прочность без затрат на металлы, однако с другой стороны, древесина может деформироваться или гнуться со временем, особенно если она подвергается высоким нагрузкам или используется во влажной среде. Помимо резки, лазеры также часто используются для гравировки дерева, а программы САПР используются для создания точных, но сложных конструкций.
Преимущества
Лазерная резка имеет ряд преимуществ по сравнению с другими процессами, например, меньшее загрязнение и более легкая обработка . Точность также может быть улучшена с помощью лазеров, поскольку луч не изнашивается в процессе резки , а материалы также менее подвержены деформации при лазерной резке. Лазеры позволяют резать материалы, которые трудно разрезать другими методами.
Лазерные процессы также стабильно обеспечивают высокий уровень точности и аккуратности с небольшим допуском на человеческую ошибку, сокращение потерь, снижение энергопотребления и, как следствие, снижение затрат .
Лазерная резка может использоваться для травления сложных рисунков на небольших деталях, оставляя металл без заусенцев и с чистым срезом. Загрязнение заготовки при лазерной резке также меньше, чем при других процессах.
Недостатки
Несмотря на множество преимуществ, этот процесс также является синонимом высокое энергопотребление .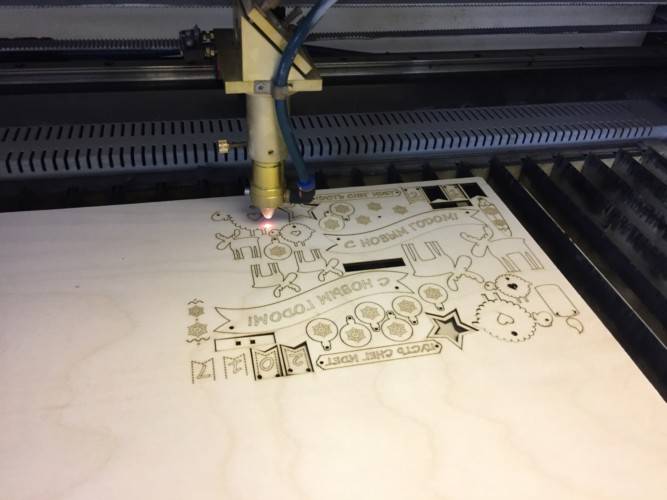 Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.
Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.
Эффективность лазерной резки также зависит от толщины заготовки, разрезаемого материала и типа используемого лазера. Без надлежащего ухода материалы, подлежащие резке, могут сгореть, а некоторые металлы могут изменить цвет, если не будет использована правильная интенсивность лазера. Хотя плазменная резка по-прежнему позволяет резать более толстые листы, чем лазерная резка, достижения в лазерной технологии означают, что разрыв сокращается, хотя затраты на оборудование все еще могут быть непомерно высокими .
Наконец, будучи автоматизированным процессом, пробные прогоны и ремонт требуют участия человека, что приводит к риску серьезных ожогов в случае контакта оператора с лазером.
Связанные часто задаваемые вопросы (FAQ)
Какие проблемы возникают при лазерной резке алюминия и как их решить?
Объясняется отражение луча CO2-лазера и способы его преодоления.
В чем разница между станками с летающей оптикой и станками с фиксированной оптикой для лазерной резки CO2?
Эти два метода, используемые в лазерной резке, сравниваются, выделяя движение заготовки, лазерной головки или луча.
Как работает станок для лазерной резки
Станки для лазерной резки произвели революцию в обрабатывающей промышленности. Они могут идеально воссоздать проекты, сделанные на компьютере, за считанные минуты или даже секунды.
Вы можете быть удивлены тем, сколько возможностей может предложить станок для лазерной резки.
Но как они достигают таких удивительных результатов? Давайте посмотрим, что такое станок для лазерной резки, какие существуют типы лазеров и каких результатов они могут достичь.
Что такое станок для лазерной резки?
Станок для лазерной резки относится к типу станков с ЧПУ. ЧПУ означает компьютерное числовое управление. Это название происходит от того факта, что станок с ЧПУ берет команды из чертежей, которые были оцифрованы и преобразованы в компьютерный язык, который описывает каждый угол и изгиб этой конструкции.
После завершения рисунка в программе компьютерного рендеринга все, что нужно сделать дизайнеру, — отправить его на машину. Это очень похоже на отправку файла изображения на обычный принтер.
Лучше всего то, что станок для лазерной резки может воссоздать эти конструкции за считанные минуты и может производить столько деталей, сколько вам нужно.
Как работают станки для лазерной резки?
В станках с ЧПУ используется несколько различных типов лазеров, которые будут рассмотрены в следующем разделе. Но все станки для лазерной резки работают одинаково.
Все начинается с лазерного источника, который излучает мощный постоянный свет, который можно быстро и точно регулировать.
Затем свет фокусируется и перенаправляется, пока не достигнет точной точки. Если вы когда-либо разжигали огонь с помощью солнечного света и увеличительного стекла, вы знакомы с принципом работы здесь. Когда свет достаточно сконцентрирован, он становится очень горячим, что позволяет ему прорезать выбранный вами материал.
Лазер обычно монтируется на портальной системе. Это позволяет лазеру перемещаться в любом месте по оси XY. Это означает, что он может воспроизводить дизайн с большой точностью, даже если задействовано большое количество кривых и углов.
Тем не менее, не все лазеры могут производить одинаковый уровень детализации; некоторые лазеры недостаточно сильны, чтобы прорезать металл.
Типы станков для лазерной резки
Существует три основных типа станков для лазерной резки: CO2, неодимовые и волоконные. У каждого есть свои сильные и слабые стороны.
CO2-лазеры
CO2-лазеры являются наиболее распространенным типом станков для лазерной резки, поскольку они наиболее доступны по цене, но их широко заменяют более новой и быстрой технологией волоконных лазерных систем резки.
Сердцем CO2-лазера является длинная герметичная трубка, заполненная газом, в основном двуокисью углерода (CO2), с примесью азота. Когда эта трубка электризуется, она возбуждает молекулы газа и создает сильные легкий.
Этот свет выходит из одного конца трубы и отражается от ряда зеркал. Зеркала перенаправляют свет через фокусирующую линзу. Фокусирующая линза концентрирует свет в точке, где он очень горячий. Затем лазер может прорезать ряд материалов посредством термического разделения.
CO2-лазеры в основном используются для обработки листового металла, и их основное преимущество перед волоконными лазерами заключается в том, что они обычно обеспечивают лучшее качество кромок при резке, особенно при резке металла толщиной более 0,25 дюйма. Волоконные лазеры работают по тому же принципу, что и волоконно-оптические источники света.Свет попадает в стеклянную трубку, покрытую другим типом стекла, обладающим другими отражающими свойствами.Это заставляет свет «отражаться» по трубке, усиливая силу света. свет по ходу дела.
Особые свойства этого света позволяют ему гораздо легче поглощаться отражающими материалами, такими как металл.
Природа волоконной оптики также позволяет уменьшить диаметр лазера.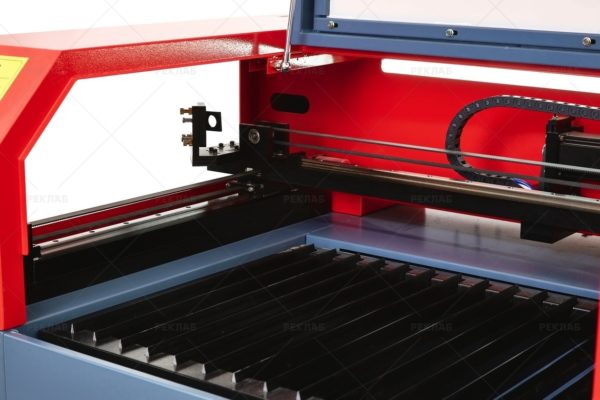
Гросс перчатки: Перчатки GROSS. Купить Перчатки GROSS (Гросс)
Перчатки универсальные комбинированные DELUXE, XL Gross
- Главная
- Каталог
- Слесарный инструмент
- Средства защиты рук
Артикул:
Скачать фото
Скачать все архивом
- Группа товаров
- Ручной инструмент
- Длина, мм
- 235
- Ширина, мм
- 105
- Бренд
- GROSS
- Материал
- нейлон
- Размер
- XL 8. 5
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
403001
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Молоток-гвоздодер, 570 г, фибергласовая трехкомпонентная рукоятка Gross
Молоток-гвоздодер, 570 г, фибергласовая трехкомпонентная рукоятка Gross
Ножовка по дереву «Piranha», 400 мм, 7-8 TPI, зуб-3D, каленый зуб, двухкомпонентная рукоятка Gross
Ножовка по дереву «Piranha», 400 мм, 7-8 TPI, зуб-3D, каленый зуб, двухкомпонентная рукоятка Gross
Куртка L Gross
Куртка L Gross
Брюки L Gross
Брюки L Gross
Сумка для инструмента HanD Werker, 26 карманов, дно пластик, наплечный ремень, 400 х 225 х 310 мм Gross
Сумка для инструмента HanD Werker, 26 карманов, дно пластик, наплечный ремень, 400 х 225 х 310 мм Gross
Набор бит РН2 х 50, сталь S2, 10 шт. Gross
Gross
Набор бит РН2 х 50, сталь S2, 10 шт. Gross
Степлер мебельный регулируемый (Handwerker), стальной корпус, тип скобы 53, 4-14 мм Gross
Степлер мебельный регулируемый (Handwerker), стальной корпус, тип скобы 53, 4-14 мм Gross
Похожие товары
Перчатки комбинированные облегченные, открытые пальцы, AKTIV, М Gross
Перчатки комбинированные облегченные, открытые пальцы, AKTIV, М Gross
Перчатки универсальные комбинированные URBANE, L Gross
Перчатки универсальные комбинированные URBANE, L Gross
Перчатки универсальные комбинированные STYLISH, XL Gross
Перчатки универсальные комбинированные STYLISH, XL Gross
Перчатки универсальные комбинированные Gross Stylich L 90327
 org/BreadcrumbList»>
org/BreadcrumbList»>Главная
Спецодежда и СИЗ
Перчатки
6 406 ₸
Описание
Обзор
Характеристики
Гарантия
Запасные части
Перчатки универсальные комбинированные Gross Stylich L 90327 — предназначены для выполнения строительных и бытовых работ. С внутренней стороны в перчатки вшиты специальные вкладки, препятствующие скольжению пальцев. Резиновое покрытие на внешней стороне перчаток обеспечивает термозащиту и не дает замерзнуть рукам в холодное время года.
С внутренней стороны в перчатки вшиты специальные вкладки, препятствующие скольжению пальцев. Резиновое покрытие на внешней стороне перчаток обеспечивает термозащиту и не дает замерзнуть рукам в холодное время года.
| Водонепроницаемые | нет |
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Часто задаваемые вопросы | Перчатка Gross
ИЗ ЧЕГО ИЗГОТОВЛЕНА ПЕРЧАТКА GROSS?
Перчатка Gross Glove изготовлена из растительного волокна, вискозы, что делает ее биоразлагаемой.
Перчатка Gross изготовлена с использованием специальной техники ткачества, которая является традиционным методом из Турции.
Уже более 500 лет турецкие народы проводят процедуру по уходу за кожей под названием «кесе», что означает «пилинг». Кесе Gross Glove разрыхляет верхний слой омертвевшей кожи, делая кожу более свежей и гладкой.
КАКОВЫ ПОТЕНЦИАЛЬНЫЕ ПРЕИМУЩЕСТВА ПЕРЧАТКИ GROSS?
Перчатка Gross Glove удовлетворит вашу кожу, помогая;
- Удаление верхнего слоя омертвевшей кожи
- Укрепите и подтяните кожу
- Удаление вросших волос
- Способствовать распространению
- Очистите кожу от токсинов
- Удаление искусственного загара
Для всех новых продуктов по уходу за кожей мы рекомендуем провести тест на пластырь, чтобы определить, что лучше всего подойдет именно вам.
ЧТО ДЕЛАЕТ ПЕРЧАТКИ GROSS ЭКОЛОГИЧЕСКИ ЧИСТЫМИ?
Перчатка Gross изготовлена из вискозы из растительных волокон, что делает ее биоразлагаемой.
Перчатка Гросс многоразовая.
Мы используем компостируемую и перерабатываемую упаковку.
КАКАЯ ЭКОЛОГИЧНАЯ УПАКОВКА ИСПОЛЬЗУЕТСЯ ДЛЯ ПЕРЧАТКИ GROSS?
Компания Gross Glove гордится тем, что работает с NoIssue для нашей упаковки.
Наш почтовик на 100 % пригоден для компостирования, изготовлен из комбинации биополимеров на основе кукурузы, компостируется за 6 месяцев (180 дней) и сертифицирован как для домашнего, так и для коммерческого компостирования.
Для получения дополнительной информации посетите сайт www.noissue.com.au
КАК ЧАСТО НУЖНО ИСПОЛЬЗОВАТЬ GROSS GLOVE?
Для достижения наилучших результатов рекомендуется использовать The Gross Glove один раз в неделю. Тем не менее, каждый организм уникален, поэтому для всех новых продуктов по уходу за кожей мы рекомендуем провести пробный тест, чтобы выяснить, что лучше всего подойдет именно вам.
МОЖНО ЛИ ИСПОЛЬЗОВАТЬ МЫЛО ИЛИ Жидкость для мытья тела с перчаткой GROSS?
Нет! Gross Glove активируется только горячей водой. Если вы не используете мыло или гель для душа, то для отшелушивания кожи потребуется трение.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ ПЕРЧАТКУ GROSS НА ЛИЦЕ?
Если вы наносите The Gross Glove на лицо, рекомендуется применять очень мягкое давление.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ ПЕРЧАТКУ GROSS НА АКНЕ ИЛИ РАНАХ?
Избегайте использования The Gross Glove на активных прыщах или ранах — отшелушивание этих областей может привести к переносу бактерий.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ ПЕРЧАТКИ GROSS ПРИ ЗАГОРЕ?
Избегайте использования The Gross Glove на загорелой коже, так как это может вызвать дополнительное раздражение.
КАК ДОЛГО ХОДИТ ПЕРЧАТКА GROSS?
В целях гигиены рекомендуется заменять The Gross Glove каждые 6 месяцев.
КАК ПОДДЕРЖАТЬ ПЕРЧАТКУ GROSS В ЧИСТОТЕ?
После использования очистите The Gross Glove горячей водой и 100% натуральным мылом, если таковое имеется. Повесьте The Gross Glove в ванной на крючок для перчаток, чтобы она могла полностью высохнуть. Не стирайте в машине The Gross Glove.
НАСКОЛЬКО МОЯ КОЖА БУДЕТ «ШАРИКОМ» С ПЕРЧАТКОЙ GROSS
Это зависит от того, насколько сильно сухая кожа и/или продукты у вас могут быть. Мы будем рады увидеть результаты вашей кожи! #TheGrossGlove
ПРОВЕРЯЕТСЯ ЛИ ПЕРЧАТКА GROSS НА ЖИВОТНЫХ?
Абсолютно нет. Перчатка Gross изготовлена из 100% натуральных волокон и никогда не тестировалась на животных.
БОЛЬНО ЛИ ИСПОЛЬЗОВАТЬ ПЕРЧАТКУ GROSS?
Грубая перчатка никогда не повредит. Оказывайте сильное, но безболезненное давление длинными движениями из стороны в сторону, вверх и вниз. Никогда не трите The Gross Glove кругами.
КОГДА W БОЛЕЕ МОЙ ЗАКАЗ ПРИБЫТ?
ЗАКАЗЫ ПО АВСТРАЛИИ
Стандартная доставка (3-5 рабочих дней)
Экспресс-доставка (1-3 рабочих дня) также доступна
Все заказы отправляются почтой Австралии и полностью отслеживаются Вы можете проверить эту ссылку, чтобы узнать, сколько времени займет доставка в вашу страну.
Время международной доставки варьируется: https://auspost.com.au/about-us/news-media/important-updates/coronavirus/coronavirus-international-updates#prohibitions
Клиентам рекомендуется указать адрес доставки, по которому человек сможет принять вашу доставку с 9:00 до 17:00. В противном случае ваша посылка будет помещена в надежное место или перенаправлена в ближайшее почтовое отделение для получения
Доставка в WA, TAS, NT и регионы может занять до 7 рабочих дней.
Доставка в пиковые периоды, такие как государственные праздники, Рождество и рекламные периоды, может иметь более длительные сроки доставки.
СКОЛЬКО СТОИТ ДОСТАВКА?
ЗАКАЗЫ ПО АВСТРАЛИИ
Стандартная доставка БЕСПЛАТНА для всех заказов по Австралии
МЕЖДУНАРОДНЫЕ ЗАКАЗЫ
Стандартная доставка БЕСПЛАТНА для всех международных заказов на сумму более 70 долларов США в пункты назначения за пределами Австралии могут взиматься дополнительные налоги и/или таможенные сборы по прибытии. Пожалуйста, проверьте любые импортные сборы, за которые вы можете нести ответственность перед заказом.
Если посылка не получена из почтового отделения и не возвращена в штаб-квартиру The Gross Glove, вы должны оплатить соответствующие сборы за доставку, чтобы посылка была отправлена повторно.
КОГДА МОЙ ЗАКАЗ ОБРАБОТАН И ОТПРАВЛЕН?
Все заказы будут обработаны и отправлены в течение 48 часов. Заказы обрабатываются и отправляются только в рабочие дни.
*Обратите внимание: в периоды занятости/праздничных дней Почта Австралии может испытывать задержки.
КАК ПРОВЕРИТЬ СТАТУС ЗАКАЗА?
Чтобы получить обновленную информацию о своем заказе, отправьте электронное письмо по адресу [email protected], указав номер вашего заказа (#XXXX), который указан в вашем первоначальном подтверждении заказа по электронной почте. Мы ответим в течение 48 часов с обновлением.
КАКАЯ ПОЛИТИКА ВОЗВРАТА ПЕРЧАТКИ GROSS?
У нас есть 14-дневная политика возврата, что означает, что у вас есть 14 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неиспользованным и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected] и указать номер вашего заказа. Если ваш возврат будет принят, мы вышлем вам инструкции о том, как и куда отправить вашу посылку. Стоимость обратной доставки оплачивается клиентом. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.
Функциональные тесты перчаток — Центр защиты текстиля и комфорта
Помимо оценки комфорта/теплового стресса и термозащиты перчаток, TPACC проводит различные тесты для оценки функциональности систем перчаток. Ловкость измеряется с помощью доски, инструмента или теста на подъем. Способность к захвату оценивается либо с помощью тянущего, либо с помощью крутящего аппарата. Жесткость оценивают механической рукой. Все эти методы испытаний были разработаны для измерения перчаток, которые носят пожарные, но применимы к перчаткам любого типа.
Оценка ловкости
Модифицированный тест с перфорированной доской
Функциональный тест руки в перчатке (ASTM F2010, NFPA 1971) измеряет ловкость путем сравнения производительности руки в перчатке с производительностью голой руки во время задания на время с использованием модифицированного устройства с перчаткой. В этом тесте испытуемому предлагается взять 25 булавок из нержавеющей стали указательным и большим пальцами и поместить их в перфорированную доску. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения времени выполнения задания в каждом состоянии. Для выполнения задания требуется как тонкая (кончик пальца), так и грубая (вся рука) ловкость, но тест больше ориентирован на мелкую ловкость.
Инструментальный тест
Инструментальный тест на ловкость (предложенный метод тестирования NFPA 1971) измеряет ловкость путем сравнения работы рук в перчатках с работой голых рук во время задания на определенное время с использованием ручных инструментов и тестовой доски. В этом тесте испытуемому предлагается взять болт, поместить болт через тестовую доску, надеть на болт гайку, затянуть гайку вручную, взять динамометрический ключ одной рукой и накидной ключ другой. и затяните гайку на болте с помощью динамометрического ключа до упора. Это делается для четырех гаек и болтов за испытание. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения времени выполнения задания в каждом состоянии. Для выполнения задания требуется как тонкая (кончик пальца), так и грубая (вся рука) ловкость, но тест больше ориентирован на общую ловкость.
В этом тесте испытуемому предлагается взять болт, поместить болт через тестовую доску, надеть на болт гайку, затянуть гайку вручную, взять динамометрический ключ одной рукой и накидной ключ другой. и затяните гайку на болте с помощью динамометрического ключа до упора. Это делается для четырех гаек и болтов за испытание. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения времени выполнения задания в каждом состоянии. Для выполнения задания требуется как тонкая (кончик пальца), так и грубая (вся рука) ловкость, но тест больше ориентирован на общую ловкость.
Тест на подъем
Тест на подъем на ловкость измеряет ловкость путем сравнения способности руки в перчатке со способностью голой руки схватить (кончиками пальцев) и поднять цилиндрический предмет, выступающий из плоской поверхности. В тесте на подъем на ловкость испытуемому предлагается поднять металлический цилиндр диаметром 2 дюйма через отверстие в верхней платформе, постепенно поднимая его на нижней платформе, пока он не выступит достаточно, чтобы цилиндр можно было захватить и поднять с нижней платформы. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения высоты выступа, необходимой для выполнения задания в каждом состоянии. Этот тест предназначен для измерения мелкой ловкости (кончиков пальцев).
Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения высоты выступа, необходимой для выполнения задания в каждом состоянии. Этот тест предназначен для измерения мелкой ловкости (кончиков пальцев).
Оценка силы захвата
Тяговое усилие
Тест на сцепление NFPA 1971 измеряет сцепление, сравнивая способность руки в перчатке со способностью голой руки захватывать и тянуть предмет без соскальзывания. В тесте на хватку испытуемому предлагается приложить максимально возможную тяговую силу при последовательных рывках за веревку или шест, подключенный к устройству для измерения силы. Субъект выполняет задание в перчатках и без них, и рейтинг захвата рассчитывается в процентах путем сравнения пиковых усилий тяги, достигнутых в каждом состоянии.
Испытание на крутящий момент
Испытание на крутящий момент (предложенный NFPA 1971 метод испытаний) измеряет сцепление путем сравнения способности руки в перчатке со способностью голой руки схватить и повернуть тестовое удилище без проскальзывания.
Циркуляционный насос для отопления вихрь: Циркуляционный насос Вихрь купить в Москве по низкой цене с доставкой, характеристики, фото
Циркуляционные насосы Вихрь — Каталог
Фильтровать по:
По умолчаниюЦене: сначала дешевлеЦене: сначала дорожеНаименованию: А-ЯНаименованию: Я-А
Циркуляционный насос – это прибор, предназначенный для обеспечения непрерывной циркуляции в системе отопления.
Циркуляционные насосы «Вихрь» – работают безотказно!
Виды циркуляционных насосов
Независимо от типа, устройства имеют общее строение. Эти агрегаты состоят из:
- металлического корпуса;
- приводного двигателя;
- колеса и лопастей.
Насос циркуляционный для систем отопления позволяет быстро прогреть частное домовладение.
Виды циркуляционных насосов:
- насосы с «сухим» ротором;
- оборудование с «мокрым» ротором.
Насосы с «сухим» ротором
В них ротор не соприкасается с жидкостью. У агрегатов с «сухим» ротором показатели КПД достигают 89 процентов, их производительность высокая. К отрицательным сторонам можно отнести:
- шум;
- сложность использования;
- трудность ремонта.
Такие агрегаты используются обычно в промышленности.
Циркуляционные насосы с «мокрым» ротором
В них ротор и крыльчатка, как понятно из названия, намокают. Из преимуществ можно выделить:
- практически отсутствует шум;
- надежные;
- легко эксплуатировать;
- просто ремонтировать.
КПД устройств – 55 процентов. Этого хватает для обеспечения циркуляции в системе дома не с самой большой площадью.
Тонкости монтажа циркуляционного насоса
Правильная установка циркуляционного насоса позволит не только наладить бесперебойную работу системы отопления, но и продлит срок службы агрегату. Поэтому перед монтажом не поленитесь изучить основные правила установки.
К ним можно отнести следующие рекомендации:
- прибор монтируйте на обратку непосредственно перед котлом;
- к месту, где расположен насос, обеспечьте легкий доступ;
- ось вала ротора размещайте горизонтально;
- не поленитесь сделать обводную линию, которая позволит пользоваться отопительной системой без насоса;
- используйте фильтр, чтобы мелкие частицы не засоряли насос;
- перед и после агрегата установите шаровые краны.

Покупка насоса циркуляционного в Москве
Циркуляционный насос купить в Москве можно в нашем интернет-магазине. Соотношение качества, приобретенного у нас циркуляционного насоса к цене, вас порадует.
За качество отвечаем: утраиваем гарантию производителя. Звоните +7 (495) 104-88-55!
Успейте циркуляционный насос купить выгодно – вернем разницу, если найдете дешевле.
продукции Ресанта, Huter, Вихрь
Гарантия от производителя
12 месяцев
Расширенная гарантия
36 месяцев от магазина
Официальный дилер Ресанта
Отличное качество оборудования проверенное временем
У нас лучшие цены
Найдите дешевле и мы сделаем скидку, возместим разницу в цене
Будьте в курсе новинок и акций подпишитесь на новости
Циркуляционный насос Вихрь Ц-25/4 СТАНДАРТ
Печать
В избранноеСравнение
- Обзор
- Характеристики
- Отзывы (0)
- Документация
Ассортимент циркуляционных насосов пополнился новой бюджетной линейкой СТАНДАРТ с гарантийным сроком обслуживания 1 год, при этом качество насосов остается на высоком уровне.
Циркуляционный насос ВИХРЬ ЦН-25-4 предназначен для обеспечения циркуляции воды в системах отопления, круговых трубопроводах горячего и холодного водоснабжения, центральных отопительных установках и системах перекачки промышленных вод (системах кондиционирования, охлаждения). Насос представляет собой компактное устройство с всасывающей и нагнетающей функциями. Вода перекачивается при помощи вращения рабочего колеса электродвигателем насоса. Данный вид насосов надёжен, экономичен и прост в использовании.
Крышка насоса изготовлена из чугуна, рабочее колесо из полимерных материалов, корпус электродвигателя из алюминия. Насос имеет три скорости работы, выбираемые ручным переключением вращающейся ручки на клеммной коробке. Охлаждение и смазка керамических подшипников осуществляется перекачиваемой жидкостью. Заглушка ротора позволяет удалять остатки воздуха из системы путём её откручивания и стравливания воздуха.
В комплектацию не входит кабель подключения к сети. Следует использовать термостойкий трехжильный кабель с поперечным сечением каждой жилы не менее 0,75 мм2 и с резиновой изоляцией.
Следует использовать термостойкий трехжильный кабель с поперечным сечением каждой жилы не менее 0,75 мм2 и с резиновой изоляцией.
В названии циркуляционных насосов Вихрь отражены два параметра, например: Ц-25/4. Первые две цифры — это диаметр присоединительных патрубков. В нашем случае 25 мм (1 дюйм) — диаметр резьбы гаек, поставляемых в комплекте с циркуляционным насосом. Он должен соответствовать диаметру труб (переходников) в системе отопления. В системах отопления наиболее распространены два диаметра — 25 и 32 мм. Второе число обозначает максимальный напор насоса. В нашем примере максимальный напор составляем 4 м, то есть он может создавать избыточное давление до 0,4 атм. Этот параметр должен превышать расчетный напор требуемый для системы отопления. Пример упрощенного расчета требуемого напора будет приведен ниже. Потребляемая мощность циркуляционных насосов регулируется ступенчато (3 положения). Мощность и максимальный напор для каждой ступени указан в таблице на корпусе насоса. Кабель питания подключается к клеммной колодке и в комплект не входит.
Кабель питания подключается к клеммной колодке и в комплект не входит.
Преимущества:
— бесшумная работа,
— установка непосредственно на трубопроводе,
— малые габаритные размеры,
— большой срок эксплуатации,
— регулировка скорости перекачки жидкости.
| Частота, Гц | 50 |
| Материал | Алюминий |
| Давление, бар | 10 — 10 |
| Напряжение сети, В | 220 |
| Гарантия, мес. | 12 |
| Страна бренда | Россия |
| Страна производства | Китай |
| Комплектация | Циркуляционный насос – 1 шт. Сгон с накидной гайкой – 2 шт. Резиновые прокладки – 2 шт. Паспорт – 1 шт. Упаковка – 1 шт. |
| Вес | 3 кг |
| Класс защиты | IP44 |
| Бренд | Вихрь |
| Максимальный поток, л/мин | 50 |
| Класс изоляции | Н |
| Класс температур | TF 110 |
| Материал крышки насоса | Чугун |
| Материал корпуса двигателя | Алюминий |
| Размер резьбы на насосе | 1,5 дюйма |
| Размер соединительной гайкипереходника | 1 дюйм |
| Мощность, Вт 1 скорость | 36 |
| Мощность, Вт 2 скорость | 53 |
| Мощность, Вт 3 скорость | 72 |
| Напор, м 1 скорость | 2 |
| Напор, м 2 скорость | 3 |
| Напор, м 3 скорость | 4 |
| Штрихкод EAN-13 | 4606059027270 |
| Модель | ЦН-25-4 |
Инструкция по применению
В наличии
Циркуляционный насос Вихрь Ц-25/6 СТАНДАРТ
Артикул: 68/7/7
В наличии
Циркуляционный насос Вихрь Ц-32/4 СТАНДАРТ
Артикул: 68/7/8
В наличии
Циркуляционный насос Вихрь Ц-32/6 СТАНДАРТ
Артикул: 68/7/9
Хит!
В наличии
Вибрационный насос ВИХРЬ ВН-10В
Артикул: 68/8/1
Хит!
В наличии
Скважинный насос ВИХРЬ СН-90В
Артикул: 68/3/3
Хит!
В наличии
Вибрационный насос ВИХРЬ ВН-10Н
Артикул: 68/8/5
Хит!
В наличии
Масло 2T для двухтактных двигателей HUTER
Артикул: 73/8/3/2
В наличии
Циркуляционный насос ЦН-25-4 ПРОФ (ЦН-25-4) Вихрь
Артикул: 68/7/1
В наличии
Аппарат для сварки ПВХ труб РЕСАНТА АСПТ-1000
Артикул: 65/54
Хит!
В наличии
Дренажный насос ВИХРЬ ДН-750
Артикул: 68/2/2
В наличии
Ножницы для ПВХ труб ВИХРЬ
Артикул: 73/10/2/1
В наличии
Дренажный насос ВИХРЬ ДН-900
Артикул: 68/2/3
Показывать по:244864
В наличии
Циркуляционный насос Вихрь Ц-32/4 СТАНДАРТ
Артикул: 68/7/8
В наличии
Циркуляционный насос Вихрь Ц-25/6 СТАНДАРТ
Артикул: 68/7/7
Хит!
В наличии
Вибрационный насос ВИХРЬ ВН-10Н
Артикул: 68/8/5
В наличии
Вибрационный насос ВИХРЬ ВН-15Н
Артикул: 68/8/6
В наличии
Вибрационный насос ВИХРЬ ВН-25В
Артикул: 68/8/3
В наличии
Циркуляционный насос ЦН-25-4 ПРОФ (ЦН-25-4) Вихрь
Артикул: 68/7/1
В наличии
Циркуляционный насос ВИХРЬ ЦН-25-6
Артикул: 68/7/2
В наличии
Циркуляционный насос ЦН-32-4 ПРОФ (ЦН-32-4) Вихрь
Артикул: 68/7/3
В наличии
Циркуляционный насос ВИХРЬ ЦН-32-6
Артикул: 68/7/4
В наличии
Циркуляционный насос ВИХРЬ ЦН-32-8
Артикул: 68/7/5
В наличии
Гидроаккумулятор (бак) ВИХРЬ ГА-100
Артикул: 68/6/3
В наличии
Гидроаккумулятор (бак) ВИХРЬ ГА-50
Артикул: 68/6/2
Показывать по:244864
Септик для септика Whirlwind STA60N | Магазин запчастей, насосов и расходных материалов для септиков
Как часто нужно менять/чистить воздушный фильтр?
Большинство производителей линейных воздушных насосов рекомендуют очищать воздушные фильтры каждые несколько месяцев и не реже одного раза в шесть месяцев. Для очистки снимите его с устройства, промойте в мягкой мыльной воде и высушите на воздухе. НЕ устанавливайте фильтр повторно, если он не абсолютно сухой. Как правило, рекомендуется заменять фильтр ежегодно.
Для очистки снимите его с устройства, промойте в мягкой мыльной воде и высушите на воздухе. НЕ устанавливайте фильтр повторно, если он не абсолютно сухой. Как правило, рекомендуется заменять фильтр ежегодно.
Воздушный насос какого размера мне нужен для моего септиктенка?
Это распространенный вопрос, который задают домовладельцы, когда обнаруживают, что их септический аэратор/насос вышел из строя. Лучший начальный шаг — определить марку и модель вашей текущей помпы и найти совместимую замену. Если вы знаете производителя вашего резервуара, посетите страницу аэробных систем на нашем веб-сайте, чтобы узнать о насосах, которые являются прямой заменой вашей аэробной септической системы.
Производители линейных воздушных насосов следуют стандартным спецификациям с такими номерами, как 60, 80, 100, 120, 150, 200 и т. д., указывающими на систему размеров, которую они могут обрабатывать. Вихрь STA 60 N может обрабатывать 60 LPM (литров в минуту), а STA 80 N обрабатывает 80 LPM и так далее. Эти цифры также коррелируют с размером резервуара.
Эти цифры также коррелируют с размером резервуара.
Нужно ли устанавливать воздушный насос для септиков Whirlwind в корпусе?
Линейные воздушные насосы Whirlwind рассчитаны на устойчивость к высоким температурам и влаге/коррозии. Для максимально длительного срока службы насоса мы рекомендуем устанавливать линейные мембранные насосы в вентилируемом корпусе над уровнем земли, чтобы противостоять высоким температурам окружающей среды и уменьшить воздействие воды и грязи.
В чем разница между линейным поршневым воздушным насосом и линейным мембранным воздушным насосом?
Линейные поршневые и диафрагменные воздушные насосы являются типами поршневых насосов. Насосы прямого вытеснения физически перемещают воздух между различными камерами и механически сжимают воздух для увеличения выходного давления. Основное различие между ними заключается просто в механизме, используемом для перемещения воздуха. В поршневых насосах для проталкивания воздуха используется шток, похожий на поршень, тогда как в диафрагменных насосах используются резиновые мембраны, которые изгибаются вперед и назад, чтобы втягивать и проталкивать воздух. Конструкция этих насосов обеспечивает постоянный поток, что делает их исключительно подходящими для септических, прудовых и других целей аэрации.
В поршневых насосах для проталкивания воздуха используется шток, похожий на поршень, тогда как в диафрагменных насосах используются резиновые мембраны, которые изгибаются вперед и назад, чтобы втягивать и проталкивать воздух. Конструкция этих насосов обеспечивает постоянный поток, что делает их исключительно подходящими для септических, прудовых и других целей аэрации.
Каков срок службы линейных мембранных воздушных насосов?
Несколько лет при правильном обслуживании. Регулярная откачка септических резервуаров — это наиболее эффективный способ поддерживать работоспособность аэробной септической системы, а насосы и аэраторы септических резервуаров должным образом функционировать. Другие элементы обслуживания, такие как регулярная замена воздушного фильтра и установка новых диафрагм, обеспечат работоспособность вашего аэратора насоса септика в течение многих лет.
Воздушный шланг какого размера используется для подключения моего септического воздушного насоса Whirlwind к системе сигнализации?
Мы устанавливаем сигнализаторы низкого давления Whirlwind STA с помощью прозрачного винилового шланга с наружным диаметром ¼ дюйма и внутренним диаметром 1/8 дюйма, который надевается на нагрудник шланга. Воздушный шланг необходимо закрепить хомутом или стяжкой.
Воздушный шланг необходимо закрепить хомутом или стяжкой.
Какой размер шланга рекомендуется для установки септических насосов Whirlwind?
Наши септические воздушные насосы Whirlwind серии STA поставляются с 90-градусным резиновым коленчатым фитингом с внутренним диаметром 5/8 дюйма для подключения насоса к воздушной линии.
Сработала сигнализация моего септического воздушного насоса Whirlwind. Что это значит?
Если у вас есть модель Whirlwind AL с сигнализацией или сигнализация установлена удаленно, она, скорее всего, предупредит вас горящим красным светом и/или зуммером. Этот аварийный сигнал предназначен для того, чтобы сообщить вам, когда давление падает ниже определенного значения PSI, т. е. низкое давление. Это не обязательно означает, что ваш воздушный насос Whirlwind сломан, но, скорее всего, это означает, что вам необходимо заменить диафрагмы в вашем насосе. Если диафрагмы треснуты, насос больше не сможет поддерживать герметичность, необходимую для сжатия/нагнетания воздуха. Выходного давления должно быть достаточно, чтобы преодолеть трение внутри труб, трубопроводов и любых фитингов между выпускным отверстием насоса и септиктенком.
Выходного давления должно быть достаточно, чтобы преодолеть трение внутри труб, трубопроводов и любых фитингов между выпускным отверстием насоса и септиктенком.
Насос какого размера мне нужен для аэрации пруда?
Определите площадь поверхности и глубину вашего пруда, чтобы подобрать насос, соответствующий вашим потребностям в аэрации. Диаграмма ниже представляет собой удобное руководство по выбору модели воздушного насоса Whirlwind для вашего пруда:
Сравнение насоса циркуляции
- 11 сентября 2018
- •
Вот в составе из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых из некоторых наиболее распространенные циркуляционные насосы для спа-бассейнов.

Циркуляционные насосы предназначены для подачи или прокачки воды через фильтры и трубку нагревателя. Он не предназначен для перекачивания больших объемов воды под высоким давлением, его единственное назначение — перекачивать воду для фильтрации и нагревания с небольшими затратами. Средний спа будет фильтровать в течение 4 часов каждый день. Выбор правильного сменного насоса может сэкономить вам много долларов.
Ниже я описал 3 отдельных циркуляционных насоса. На рынке есть больше насосов, но они наиболее распространены.
Циркуляционный насос Balboa
Циркуляционный насос Balboa
Этот насос существует около 6 лет. Он дешевый в эксплуатации и имеет хороший расход. Он имеет умеренную продолжительность жизни около 4-5 лет.
Подробная информация:
- Текущий рисунок: 800MA
- Скорость потока: 100 литров в минуту
- Ожидаемая продолжительность жизни: 4-5 лет
- . 0105
Используется в:
Подписные модели:- Аквазона, Аризона, Кабриолет, Кадиллак, Затмение, Эдем, Майами, Мираж, Ниагара, V-Stream.
Cyclone Модели:
- Force, Monsoon, Storm, Tempest, Twister, Typhoon, Whirlwind, Zephyr.
Leisurerite Модели:
- Cascade, Entertainer, Finesse, Florence, Hot Tub, Riviera, Sahara, Swim Stream,
Designer Модели:
- Azure, Cascade, Colorado, Entertainer, Hot Tub, Lagoon, Milan, Regatta, Riviera, Titan, Tasman, Atlantic, Trinity.
Многие другие бренды и модели, включая Lanark и Heritage.
Циркуляционный насос SpaNet
Циркуляционный насос SpaNet
Этот насос используется уже много лет.
У него хорошая скорость потока, но он дороже в эксплуатации. У него плохая или умеренная продолжительность жизни, примерно 3-4 года.
Details:- Current Drawn: 1.6amps
- Flow Rate: Max 170 Litres Per Minute
- Life Expectancy: 3-4 Years
- Manufactured in: China
Used In:
Эти насосы используются во многих СПА. Большая часть СПА импортируется из Китая. Также Spa World, Sapphire, Oasis.Циркуляционный насос Aqua Flow
Циркуляционный насос Aqua Flow
Этот насос используется уже много лет. Он имеет хорошую скорость потока и дешев в эксплуатации. Они очень горячие. Это было исправлено с помощью охлаждающего вентилятора в конце 2017 года. Он очень надежен, и старые модели могут прослужить от 5 до 10 лет.
Детали:- Потребляемый ток: 620 мА
- Расход: 100 литров в минуту ??
- Ожидаемый срок службы: 5-10 лет
- Изготовлено в: Мексика
Используется в:
Эти насосы использовались во многих спа-центрах до тех пор, пока примерно 6 лет назад они не были заменены на циркуляционный насос Balboa.
 0105
0105 У него хорошая скорость потока, но он дороже в эксплуатации. У него плохая или умеренная продолжительность жизни, примерно 3-4 года.
У него хорошая скорость потока, но он дороже в эксплуатации. У него плохая или умеренная продолжительность жизни, примерно 3-4 года. 
Техника работы с токарным станком: ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА при работе на токарном станке.
Техника безопасности работы за токарным станком. Обслуживание токарного станка.
Уход за станком. Производительность и точность станка, обусловленные его конструкцией и изготовлением, в значительнойстепени зависят от ухода за ним. Поэтому токарь обязан систематически очищать станок от стружек, пыли и пр. и регулярно смазывать его. Очистку станка необходимо производить, по крайней мepe, один раз в смену. Тряпкой или лучше концами, смоченными в керосине, смывают со станка грязь и засохшее масло. Если на станке обрабатывались чугунные детали, нужно щеткой всюду смести стружку. После очистки все обработанные поверхности станка следует слегка смазать маслом, чтобы защитить их от коррозии.
Особо важное значение имеет своевременное смазывание всех трущихся частей станка. Необходимо изучить карту смазки станка той модели, на которой токарю предстоит работать. В корпус коробки скоростей должно быть налито в достаточном количестве масло индустриальное 30. Коробки скоростей многих станков имеют указатели высшего уровня масла, что облегчает наблюдение за количеством последнего. Смазка механизмов коробки скоростей осуществляется во время работы станка разбрызгиванием масла зубчатыми колесами. Смену масла в коробке скоростей рекомендуется производить не реже, чем один раз в месяц. Если станок запускается в работу впервые, то масло, залитое в коробку при пуске станка, необходимо сменить в первый раз через 10 дней его работы, во второй — после 20 дней и лишь послеэтого перейти на регулярную смену масла После спуска отработанного масла коробку следует промыть чистым керосином. Заливаемое масло рекомендуется фильтровать через сетку.
Очень тщательно следует смазывать подшипники шпинделястанка. У многих современных станков, в том числе и у рассмотренноговыше станка модели 1К62, смазка переднего подшипникашпинделя и фрикционной муфты производится посредством специального электронасоса. Необходимо постоянно наблюдать за его исправностью. Если смазка подшипников фитильная, надо при заполнении проверить исправность фитилей. Для этого необходимо, заполнив каждую масленку маслом, вынуть фитили и посмотреть, проходит ли масло к месту смазывания. Коробка подач смазывается так же, как и коробка скоростей, разбрызгиванием. Кроме того, иногда для дополнительной фитильной смазки подшипников коробки подач в верхней ее части имеетсярезервуар для масла. Через фитили и особые трубки масло из этого резервуара поступает к местам смазки. Наиболее ответственные детали фартука, например падающий червяк у станка модели 1А62, смазываются разбрызгиванием масла, заполняющегосоответственные резервуары. Все прочие трущиеся поверхности деталей фартука получают фитильную смазку из общих резервуаров, расположенных в верхней части фартука, или через отверстия,закрытые шариком. На станке модели 1К62 механизм фартука смазывается от плунжерного насоса.
Коробка подач смазывается так же, как и коробка скоростей, разбрызгиванием. Кроме того, иногда для дополнительной фитильной смазки подшипников коробки подач в верхней ее части имеетсярезервуар для масла. Через фитили и особые трубки масло из этого резервуара поступает к местам смазки. Наиболее ответственные детали фартука, например падающий червяк у станка модели 1А62, смазываются разбрызгиванием масла, заполняющегосоответственные резервуары. Все прочие трущиеся поверхности деталей фартука получают фитильную смазку из общих резервуаров, расположенных в верхней части фартука, или через отверстия,закрытые шариком. На станке модели 1К62 механизм фартука смазывается от плунжерного насоса.
Через отверстия смазываются одинраз в смену все скользящиеповерхности частей суппорта. Не меньше чем один раз в смену необходимо смазывать чистым маслом направляющие станины и частей суппортов, поверхность ходового винта и ходового валика и их подшипники. Направляющие станины и поперечного суппорта станка модели 1К62 обеспечиваются периодической смазкой струей масла из фартука через специальный краник.
Необходимо также одинраз в смену смазывать пиноль и винтзадней бабки.
Смазывание некоторых частей станка производится техническим вазелином, которым наполняется масленка, имеющаяся вблизи от смазываемых поверхностей.
Регулировка станка. Исправностьдействия отдельных частей и точность станка, созданные при его изготовлении, через некоторое время могут быть частично нарушены. Для устранения образовавшихся неисправностей станка необходимо время от времени его регулировать.
Регулировке подлежат подшипники шпинделя, фрикционная муфта, тормоз, пружина падающего червяка (если он имеется), гайка поперечного суппорта (если она регулируемая), а также все планки и клинья частей суппорта.
Любую из указанных регулировок может производить самтокарь, но лишь в том случае, если он безусловно уверен, что хорошо знает правила регулировки, а также приемы проверки станка после регулировки.
Необходимость выполнения этих правил подтверждается следующим простым примером.
Токарь заметил необходимость регулировки прижимных планок продольных салазок суппорта. Он произвел необходимую регулировку, установив при этом суппорт недалеко от передней бабки, т. е. как раз на том участке направляющих станины, которые изнашиваются обычно больше остальных участков. Если он после этого включит автоматическую подачу суппорта в сторону задней бабки, то как только суппорт дойдет до менее изношенного участка, он заклинится. Поломка механизма подачи почти неизбежна. Этого не случится, если токарь после регулировки прижимных планок вручную переместит суппорт по всей длине направляющих станины.
Он произвел необходимую регулировку, установив при этом суппорт недалеко от передней бабки, т. е. как раз на том участке направляющих станины, которые изнашиваются обычно больше остальных участков. Если он после этого включит автоматическую подачу суппорта в сторону задней бабки, то как только суппорт дойдет до менее изношенного участка, он заклинится. Поломка механизма подачи почти неизбежна. Этого не случится, если токарь после регулировки прижимных планок вручную переместит суппорт по всей длине направляющих станины.
Подобные последствия ошибок токаря возможны и при других регулировках станка.
Безопасность работы на токарном станке. Безопасность работы на токарном станке обусловливается его устройством и различными мероприятиями. Однако травмы токарей и в настоящее времяне исключены, чаще в легкой, а в отдельных случаях и в тяжелой форме. Причиной несчастных случаев, как правило, является неосторожность и пренебрежение токарей правилами безопасностипри работе на токарном станке.
Чаще всего ранения происходят из-за отлетающей стружки. Известно, что при обработке мягких металлов — латуни, бронзы и т. д. — стружка, как говорят, «фонтанирует». Мелкие кусочки стружки отлетают на большое расстояние от места образования. Даже маленькая стружка может нанести тяжелую травму, если она попадет в глаз. Еще большую опасность представляют стальные стружки, образующиеся при скоростном резании некоторых сталей.Самая простая защита от мелких отлетающих стружек — это очки (рис. 32, а), а еще лучше прозрачная предохранительная маска (рис. 32, б), закрывающая не только глаза, но и все лицо токаря. Более удобным и надежным средством защиты токаря от отлегающих стружек, даже крупных, является прозрачный экран, закрепленный насуппорте. Пример такого экрана показан нарис. 33 в двух положениях — рабочем (сплошные линии) и в откинутом (штрих-пунктирные линии). В последнем положении токарь имеет свободный доступ к обрабатываемой детали для ее установки и снятия, измерения, для смены инструмента и т. д. Перевод экрана в рабочее положение и обратно производится быстро и удобно рукояткой 1.
д. Перевод экрана в рабочее положение и обратно производится быстро и удобно рукояткой 1.
На рис. 26, а показано аналогичное устройство для защиты от стружки, поставляемое со станком модели 1К62, где на откидном кронштейне 3шарнирно закреплен прозрачный щиток-экран 4.
При обработке вязких сталей стружка образуется в виде длинных спиралей, перепутывающихся настолько, что удаление ихстановится затруднительным, а при работающем станке — очень опасным. Удалять со станка такие стружки руками нельзя и необходимо применять в этих случаях стальные крючки. Лучше, однако, предупреждать образование подобных стружек, применяя какой-либо из существующих способов стружколомания, рассмотренных ниже.
Несчастные случаи происходят в результате неосторожного обращения с вращающимися частями станка, главным образом зубчатыми колесами. У современных станков зубчатые колеса закрываются кожухами, причем некоторые кожухи делаются съемными. Несчастные случаи, связанные с зубчатыми колесами, почти всегда происходят по неосторожности или небрежности самого рабочего.
Нередко рабочий получает травму непосредственно от обрабатываемой детали, особенно если она имеет выступающие части. И здесь единственная мера защиты — осторожность и плотно облегающая рабочая одежда. Рукава одежды должны плотноохватывать руку рабочего у кисти. Значительное количество несчастных случаев вызывается неосторожным обращением с обрабатываемой деталью при установке ее на станок и при снятии.
При работе с охлаждением, если у станка нет специального корыта, охлаждающая жидкость иногда заливает пол у станка. Чтобы не поскользнуться и не упасть на мокром полу, около станка кладут деревянные решетки. В крайнем случае нужно посыпать пол деревянными опилками.
Неисправность электрической проводки и электрических приборов (реостатов, рубильников) для включения электромоторов и неосторожное с ними обращение также являются причинами несчастных случаев. Согласно правилам техники безопасности, каждый станок должен быть заземлен. О всех замеченных неисправностях электропроводки и электроприборов токарю следует немедленно сообщать администрации цеха.
Необходимо отметить, наконец, что причиной травмирования токаря оказывается иногда приспособление, изготовленное токарем из подручных материалов, без соблюдения требований техники безопасности.
Токарь, в особенности молодой, должен постоянно помнить, что во время работы надо быть очень осторожным. Каждый токарь должен твердо помнить пословицу: «Машина шуток не любит и шуток не прощает».
Токарные работы по дереву: как работать на станке начинающим
17.10.2019
1 звезда2 звезды3 звезды4 звезды5 звезд
Рассказываем об устройстве токарного станка, технике безопасности и двух способах обработки заготовок.
Shutterstock
Работа на токарном станке по дереву, в принципе, несложная, но требует навыка и умения чувствовать обрабатываемую деталь. Рассказываем подробности.
Рассказываем подробности.
Все о работе на токарном станке
Устройство прибора
Набор резцов
Принцип работы
Техника безопасности
Виды работ
- Для зажатой между центрами заготовки
- Для заготовки, зажатой с одного конца
Токарный станок по дереву имеет одну ограниченную функцию: он только вращает деревянную заготовку. Столяр же из простого куска дерева постепенно вытачивает законченный предмет: ножки для мебели, корпус лампы, стойки перил, игрушки, коробочки, кубки, салатницы, вазы и т.д.
В отличие от прочих машин для обработки дерева, использующихся лишь на тех или иных промежуточных стадиях, токарный станок годится для всех операций: от черновой обработки до полирования. Требуемый инструмент — это желобчатые (цилиндрические или в форме буквы V) и плоские стамески, резцы, скребки различных размеров и форм. Станок вращает заготовку, а рука контролирует движение резца.
Устройство станка с электронным регулированием
- Выключатель «Пуск-Стоп»
- Станина
- Передняя бабка
- Переключатель скорости (с вариатором)
- Шпиндель
- Поводковый центр
- Подручник (резцедержатель)
- Центр задней бабки
- Задняя бабка
- Желобчатая стамеска
- Резец-майсель (2 мм)
- Полукруглый резец
- Отрезной резец
- Скошенная стамеска (косяк)
- Полукруглая стамеска для обработки фасонной поверхности
- Желобчатая стамеска для черновой обработки (рейер)
ShutterStock
Весь механизм станка укреплен на станине, сделанной из двух стальных брусьев или из профильных чугунных либо алюминиевых балок. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
Поворачивающийся во все стороны подручник, располагающийся как можно ближе к заготовке, поддерживает и направляет резец.
На станках с ручной регулировкой скорость (частота) вращения может переключаться (от 450 до 2 000 об./мин) рычагом коробки передач, в которой расположены шкивы с подшипниками. В более сложных моделях станков коробка передач заменена электронным вариатором, позволяющим плавно регулировать скорость на ходу.
Обеспечение безопасности работы на токарных станках — очень важное мероприятие. Этим нельзя пренебрегать ни начинающим, ни профессионалам. При несоблюдении инструкции можно повредить глаза, ранить руки или получить удар током.
Правила работы на токарном станке
- Наденьте спецодежду.
- Проверьте инструмент перед стартом. Должно быть заземление, защитные щитки.
- В патроне не должно быть лишних элементов (стружки).
- Установка станков больше 16 кг (для мужчин) и 10 кг (для женщин) разрешается только с помощью специальных инструментов.
- Заготовка должна быть выровнена, надежно закреплена на станке.
- Запрещается замерять деталь во время работы устройства.
- Нельзя удалять стружку струей воздуха, поддерживать детали руками.
- Не пытайтесь остановить рабочее устройство вручную.
ShutterStock
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки. В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок. Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
- С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
- Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
- Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — изделие должно держаться само.
- Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
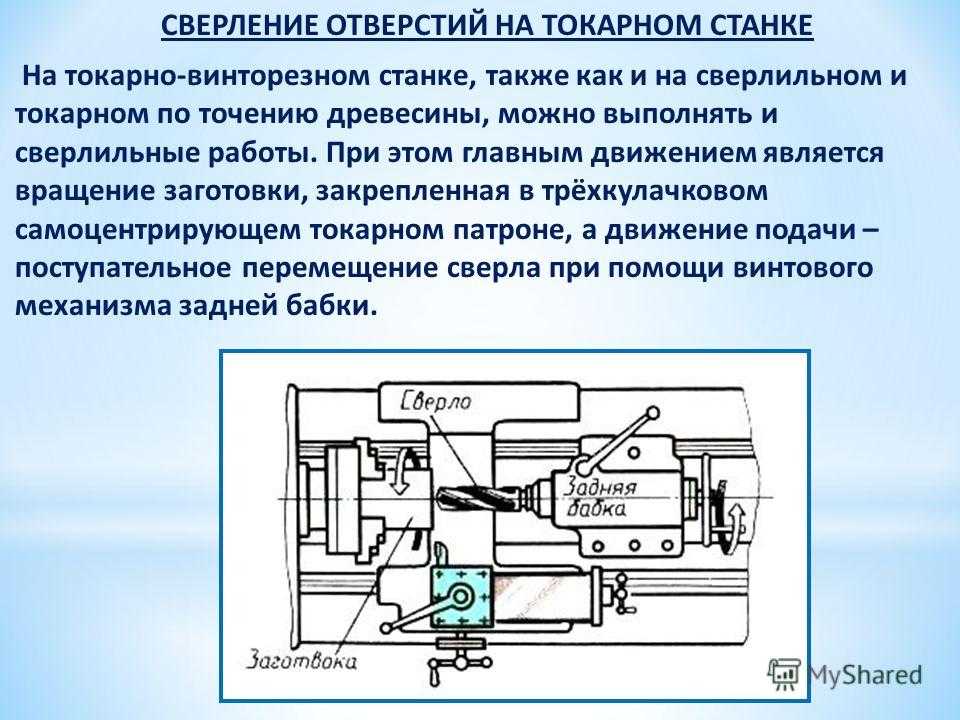
Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.
ShutterStock
Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
Для вытачивания деталей существуют инструменты разной формы: желобчатая стамеска для обработки фасонной поверхности, плоская стамеска, крючок, полукруглый резец, скошенная стамеска (косяк) и др.
В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.
Черновая обработка
Для чернового точения цилиндра с помощью рейера установите частоту вращения 1 000 или 1 500 об./мин. Чем точнее должна быть форма цилиндра, тем большую скорость надо устанавливать. Бруски с малым припуском на обработку можно проточить с одного прохода по всей длине, с большим припуском — небольшими порциями, двигаясь от задней бабки к шпинделю.
Начинайте работу плавно, опираясь стержнем резца на подручник и держа лезвие так, чтобы пятка резца соприкасалась с деревом. Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку. Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).
Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку. Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).
ShutterStock
При черновой обработке квадратного бруска аккуратно срезайте стамеской углы, не слишком на нее налегая. Доведите деталь до цилиндрической формы наибольшего диаметра, придвигая по мере стачивания припуска подручник по направлению к оси вращения.
В зависимости от того, какую форму вам нужно придать детали, проведите карандашом основные линии разметки выпуклых и вогнутых частей, поворачивая заготовку рукой. Размечайте брусок так, чтобы наиболее широкие части детали всегда располагались со стороны передней бабки.
Начните с обтачивания стамеской двух краев заготовки. Опираясь на подручник, она должна плавно входить в дерево (без резких движений), оставаясь перпендикулярно оси вращения.
Проверка размера
Регулярно проверяйте размер штангенциркулем. Опытные столяры обычно прижимают резец локтем к бедру, чтобы освободить руку для измерительного инструмента. Как только штангенциркуль начинает вибрировать, уменьшите толщину стружки. Таким образом обточите прежде всего наибольшие диаметры, а затем переходите к точению шеек, торов, шаров, плеч и т.д.
Для того чтобы выточить полутор, воспользуйтесь желобчатой стамеской для обработки фасонной поверхности. Держа ее перпендикулярно оси, спускайте режущую кромку с внешней стороны внутрь бруска, поднимая и слегка поворачивая ручку. Чтобы получить целый тор, произведите ту же операцию с обеих сторон.
Шейка (свод) вытачивается таким же резцом, что и тор. После черновой обработки донышка посередине шейки проточите правую полушейку, на этот раз ведя инструмент снизу вверх и вправо. Никогда не переводите резец сразу с одной стороны шейки на другую — их нужно вытачивать по очереди.
Листели (маленькие ободки, часто оставляемые с обеих сторон шейки) вытачиваются мейсель-резцом.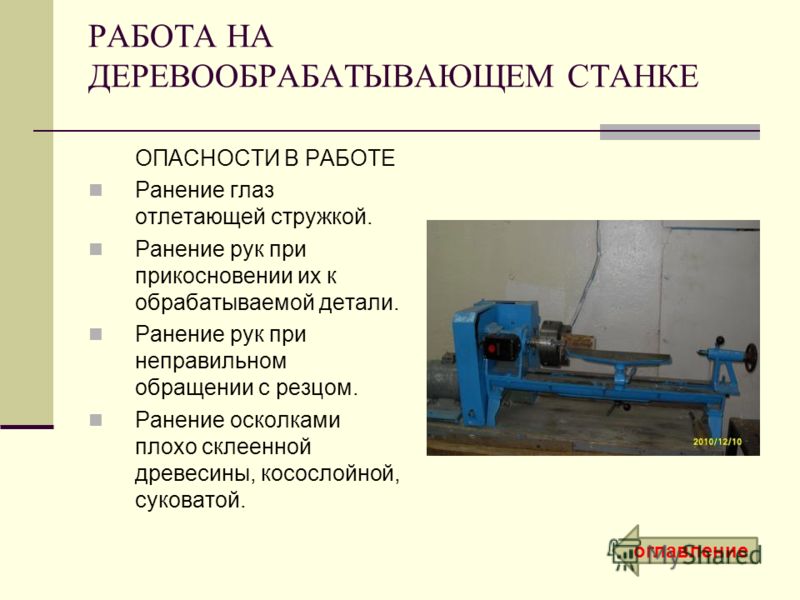 У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
Галтель представляет собой плавный переход от одной поверхности к другой — по сути, комбинацию тора и шейки. Поэтому вначале точите шейку, а затем тор, примыкающий к ней.
Деталь, зажатую с двух сторон, никогда не отрезают полностью. Выточите с двух краев канавки, оставляя перемычки маленького диаметра, и отпилите концы ножовкой, предварительно остановив станок.
Чтобы завершить отделку детали, снимите резцедержатель и обработайте деталь снизу мелкой шкуркой (зернистостью от 16 до М63). Во время работы поворачивайте шкурку крест-накрест, чтобы избежать кольцевых царапин.
Для отделки детали во время вращения натрите ее куском воска и отполируйте плотной тканью или пробковым материалом.
2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
ShutterStock
Пошаговый процесс
- Надежно зажмите квадратный брусок дерева в патроне так, чтобы вручную добиться малого биения. Придавая цилиндрическую форму, вы можете для большей безопасности пользоваться подручником.
- Когда заготовка приобретет нужную форму, обработайте свободный торец стамеской. В начале подрезается буртик крышки, а затем полукруглым резцом выбирается ее внутренность. Подручник располагается со стороны свободного торца бруска, при этом центр задней бабки снимается.
- Вытачивание этой части необходимо для последующего изготовления шляпки на ножке — украшения сверху крышки. После шлифования деталь подрезается мейсель-резцом, а затем отпиливается ножовкой при выключенном двигателе.
- Из оставшейся в патроне заготовки предстоит сделать коробочку. Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.
- Вырезав по разметке слегка коническое углубление, вбейте в него киянкой крышку. Ее буртик должен быть высотой не менее 5 мм.
- Соединение крышки с коробочкой довольно прочное, так что их можно обрабатывать совместно желобчатой стамеской. Работать надо плавными, равномерными движениями, снимая стружку в направлении от более выпуклых частей к более тонким.
- Когда вы придадите коробочке нужную форму, вырежьте тонкие бороздки и обожгите их (сделайте темными) с помощью натянутой железной проволоки. Последнюю операцию следует прекращать с появлением дыма.
- На готовую вращающуюся коробочку нанесите, распыляя из баллончика, нитролак, а затем обработайте ее стружками.
- После этого изделие покройте воском и отполируйте пробкой.
 Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.
Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.
Вложите клин между коробочкой и крышкой и, слегка ударив киянкой, снимите ее. С помощью сверла, закрепленного в задней бабке, просверлите в изделии отверстие, которое задаст глубину. Режущий инструмент (скребок) держите по оси вращения, приподнимая ручку, пока не будет найден оптимальный угол резания. Резцом можно работать, двигая его от центра к периферии заготовки или наоборот. Время от времени следует проверять глубину. Когда внутренность выточена, подровняйте посадочное отверстие для крышки мелкозернистой шкуркой, а затем срежьте коробочку мейсель-резцом.
С помощью сверла, закрепленного в задней бабке, просверлите в изделии отверстие, которое задаст глубину. Режущий инструмент (скребок) держите по оси вращения, приподнимая ручку, пока не будет найден оптимальный угол резания. Резцом можно работать, двигая его от центра к периферии заготовки или наоборот. Время от времени следует проверять глубину. Когда внутренность выточена, подровняйте посадочное отверстие для крышки мелкозернистой шкуркой, а затем срежьте коробочку мейсель-резцом.
Также рекомендуем ознакомиться с видео работы на токарном станке.
Материал
Systeme D
Перевод
Юрий Казачков
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться»,
Вы даете согласие на обработку персональных данных
Рекомендуем
Подарки себе, семье и друзьям: 8 идей, которые точно порадуют
В Новой Зеландии впервые можно арендовать оригинальный дом хоббита из «Властелина колец»
Столешница из дерева: лучшие идеи для интерьера и 32 фото
Как выглядит необычный гостиничный комплекс с домиками в виде елок?
Дизайнер превратил старый железный контейнер в компактный дом площадью 20 кв.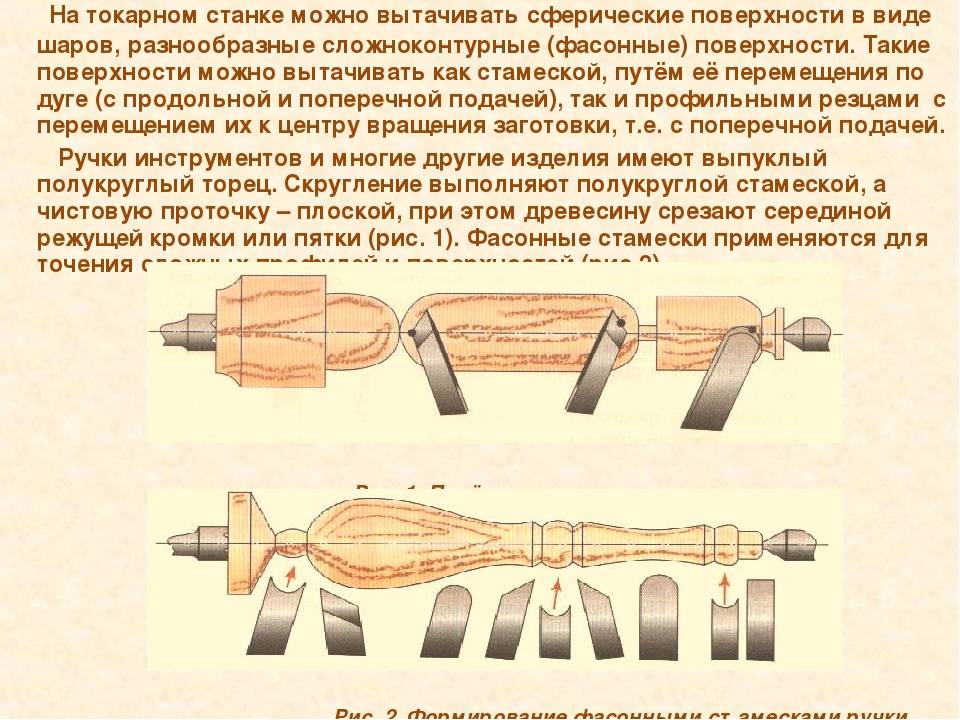 м в Австрии
м в Австрии
5 ошибок в украшении дома к празднику, о которых вы не задумывались
Недалеко от Нью-Йорка появился в продаже замок 1929 года
Правительство продлило Дальневосточную ипотеку до 2030 года
Россияне рассказали, планируют ли они брать ипотеку на покупку первого жилья
Реклама на IVD.ru
Архив техники | Прибыль | Токарная обработка дерева
Иногда это подходящее время года для определенных токарных работ. Сентябрь и октябрь подходят для рождественских украшений. Это то время года. Ранняя осень, дети снова в школе, а вы все еще работаете на уборке огорода. Возможно, пока рано думать о вашем личном Рождестве, но…
Возможно, пока рано думать о вашем личном Рождестве, но…
Рождественские украшения: соберите свой инвентарь FastRead More
Получить древесину для токарного станка может быть проблемой. Однако обрезки со строительной площадки имеют большой потенциал в качестве практики токарной обработки заготовок. Обрезки коммерческих 2х4 делают хорошие токарные заготовки для начинающих. Древесина обычно ель, ель или сосна. Это мягкая древесина, а не твердая. …
Точение заготовок из настольной пилыПодробнее
Магазинные заметки — инструмент, которым часто пренебрегают токари. Планирование вашего проекта поможет вам избежать ошибок и сократить время обработки. С этим шаблоном легко вести заметки о магазине. Добавьте их в свой набор инструментов уже сегодня. Я могу вспомнить несколько случаев, когда я свернул замечательный проект. Один был производителем горшков для семян и …
Заметки о токарной мастерскойПодробнее
Токарная обработка дерева включает в себя прядение древесины и острые инструменты.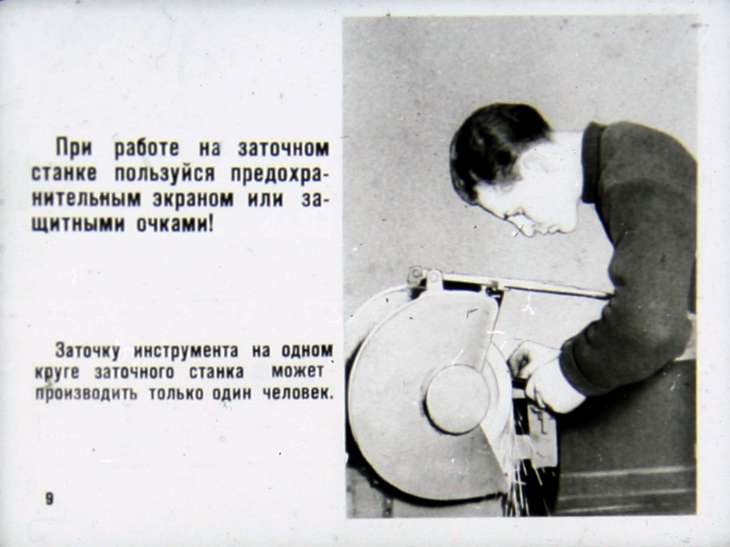 Вращение дерева может привести к опасностям и травмам. Но следуя некоторым простым советам по безопасности в мастерской, вы сможете избежать распространенных травм, связанных с токарной обработкой дерева. Давайте начнем с вашего магазина токарных станков. Вы заметили, что я сказал «ваш магазин», а не мой? Есть причина для …
Вращение дерева может привести к опасностям и травмам. Но следуя некоторым простым советам по безопасности в мастерской, вы сможете избежать распространенных травм, связанных с токарной обработкой дерева. Давайте начнем с вашего магазина токарных станков. Вы заметили, что я сказал «ваш магазин», а не мой? Есть причина для …
9 советов по безопасности в магазине для токарных станковПодробнее
Отрезной инструмент является одним из первых инструментов, которые большинство токарей получают вместе со своим токарным станком. Очевидная цель — помочь вам «разобрать» выключение станка. Однако инструмент гораздо полезнее, чем просто снимать древесину с токарного станка. Итак, давайте взглянем на два разных пробора…
Инструмент для разделения — более универсальный, чем вы думалиПодробнее
Чтобы выточить древесину на токарном станке, вы должны закрепить древесину на токарном станке. При точении шпинделя древесина удерживается между передней и задней бабками. Для точения чаши я покажу вам, как установить заготовку чаши с планшайбой.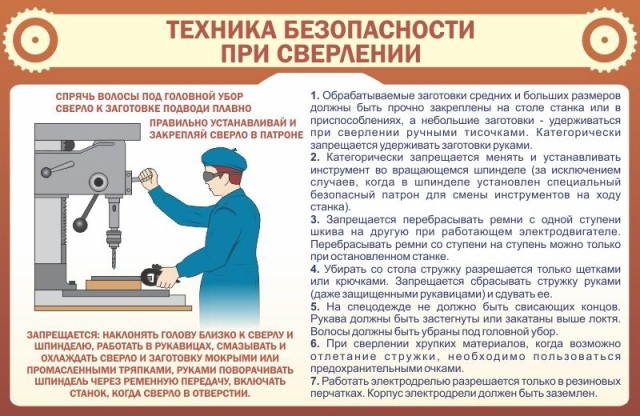 Эти два метода позволяют токарному станку …
Эти два метода позволяют токарному станку …
Как прикрепить древесину к токарному станкуПодробнее
Добро пожаловать в удивительный мир токарной обработки дерева. Если вы не уверены, что вам нужно, этот пост поможет вам понять токарную обработку дерева и связанное с ней оборудование для токарной обработки. На данный момент мне нужно сделать несколько упрощающих предположений. Сначала вам понадобится токарный станок. Токарные станки бывают разных размеров: от мини…
Введение в точение по дереву — что вам нужно для началаПодробнее
Моя жена отлично готовит. Я люблю превращать проекты, которые она затем использует для создания кулинарных изысков, которые я могу съесть. Однажды она спросила, могу ли я сделать деревянную ручку для ее мерной ложки. Металлическая ложка прослужила дольше, чем пластиковая ручка. Я думаю, что это пострадало от контакта …
Деревянная ручка — проект по токарной обработке дереваПодробнее
Когда вы только что приобрели свой первый токарный станок, выбор принадлежностей может быть ошеломляющим. Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с …
Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с …
Установка дерева на токарный станок без использования патронаПодробнее
Точеная деревянная пробка для бутылок — отличный акцент для хорошей бутылки вина. Это дает вам возможность попробовать различные методы токарной обработки, такие как добавление прожиговых линий или невыпадающего кольца. Это небольшой проект, который не требует специальной древесины или специальных токарных инструментов. Будьте изобретательны и создавайте различные формы с помощью …
Как украсить хорошее вино – сделать пробку для бутылки – проект по токарной обработке дереваПодробнее
Очень распространенный вопрос: где взять древесину для токарной обработки. Следующая проблема заключается в том, что после того, как вы соберете немного дерева, досок или веток, как вы поместите грубую древесину на свой токарный станок? Ключом к успешной токарной обработке древесины является подготовка древесины к токарной обработке, а затем ее закрепление на токарном станке, чтобы…
5 шагов по подготовке необработанной древесины к токарной обработкеПодробнее
Садоводство — одно из самых популярных увлечений, обычно занимающее 1-е или 2-е место в опросах. Это делает садовников идеальной группой для вас. Что вы можете сделать для своих друзей-садоводов? Вот пять проектов, которые помогут вам начать. Я уверен, что вы придумаете больше идей для токарной обработки дерева…
Это делает садовников идеальной группой для вас. Что вы можете сделать для своих друзей-садоводов? Вот пять проектов, которые помогут вам начать. Я уверен, что вы придумаете больше идей для токарной обработки дерева…
5 проектов по токарной обработке дерева для садаПодробнее
Обучение технике токарного станка
ИНЖЕНЕРНАЯ ПОДДЕРЖКА SHOPSMITH
Запишитесь на прием сегодня!
12:00 — 15:00
Понедельник — пятница • Восточное стандартное время
Всего 19,99 долларов США за первые 15 минут и 1 доллар США за минуту после
Запись на прием | (937) 890-5197 Если наша техническая команда разговаривает по телефону, оставьте сообщение . |
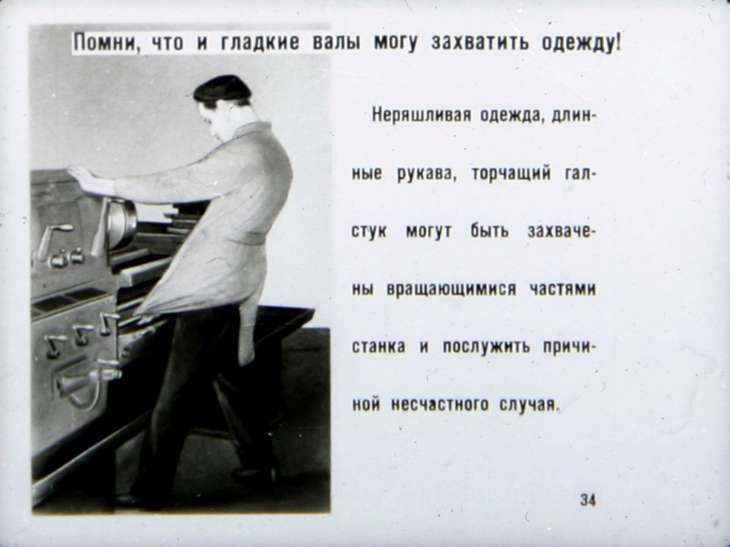 Они перезвонят вам.
Они перезвонят вам. КАК ЭТО РАБОТАЕТ:
| ✓ ГАРАНТИЯ | ✓ БЕЗ ГАРАНТИИ |
|---|---|
| Если ваше оборудование находится на гарантии, позвоните в нашу службу поддержки клиентов по телефону (937) 890-5197 бесплатно для вас. | Если ваше оборудование не находится на гарантии , или вы приобрели его не у Shopsmith, , обратитесь к техническому эксперту Shopsmith. |
ВЫ ПРОСИЛИ, МЫ ДОСТАВЛЯЕМ
Имея более чем 63-летний опыт работы и более 600 000 машин в обращении, наши клиенты просили расширить доступ к службе поддержки инженеров Shopsmith, чтобы:
- Дайте рекомендации по поддержанию оптимальной эффективности вашей машины
- Помогите пройти процедуру
- Помощь с исходными материалами, такими как диаграммы, руководства и т. д.
- Помощь в выборе деталей для решения технических проблем
- Направляйте вас к богатству материалов «Начало работы»
- Или даже просто рассказать, как начать!
 д.
д. Инженерную группу Shopsmith возглавляет наш инженер Shopsmith, ведущий специалист по обеспечению качества и ветеран Shopsmith со стажем более 40 лет. Если его команда не может помочь, то, скорее всего, никто не сможет.
Хоть мы и хотели бы разливать экспертов по магазинам и иметь неограниченные ресурсы, они просто недоступны.
Поэтому мы создали специальную Линию технической поддержки Shopsmith, специально предназначенную для оборудования.
Больше не на гарантии. (Наше оборудование такого высокого качества, оно длится и длится!)
| # | ЧТО | КАК | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Назначить встречу | Забронировать онлайн | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Позвоните в службу поддержки клиентов по телефону (937) 890-5197, чтобы записаться на прием | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Оплата кредитной картой | Предоставьте информацию о своей кредитной карте для выставления счетов за:
. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Получите максимум от своего звонка! | При самостоятельном онлайн-планировании вы сможете:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Непосредственный вызов инженерной технической поддержки позволит вам получить немедленный ответ, если они доступны и не имеют запланированной встречи, в 12:00 и 15:00, с понедельника по пятницу, по восточному поясному времени. Вик базовый: Комплект ВИК «Базовый»Комплект ВИК «Базовый»
ВИК «Базовый» Комплект для визуального и измерительного контроля
Заявитель: ООО НТЦ «Эксперт» Телефон: +7 (495) 660-49-68 E-Mail: [email protected] Комплекты ВИК применяются для визуального и измерительного контроля основного металла и сварных соединений на стадиях входного контроля, подготовки к сварке и оценки их состояния в ходе эксплуатации. Помимо учета специфики контроля в различных отраслях, преимуществом наших наборов является собственное производство и постоянный контроль качества комплектующих. Выбор комплектующих для наших наборов, проводится по результатам испытаний собственной метрологической службы. Каждый измерительный инструмент, включенный в набор, соответствует требованиям нормативной документации и имеет метрологическое свидетельство. Все наборы кроме базового содержат флешку, содержащую образцы техкарт, актов и журналов ВИК, учебники по визуальному контролю и сварке, а так же нормативные акты по данной теме. Приобретенные ранее наборы могут быть откалиброваны повторно. Срок действия сертификата – 1 год. Комплект ВИК «Базовый»ВИК «Базовый» — это эконом вариант, укомплектованный минимально необходимым инструментом в соответствии с РД 03-606-03 устанавливающим порядок проведения визуального и измерительного контроля на опасных производственных объектах, подконтрольных Ростехнадзору РФ. Комплектующие
Дополнительные принадлежности, входящие в комплект
Компьютер Commodore VIC-20: Дружественная веб-страницаКомпьютер Commodore VIC-20: Дружественная веб-страница КоммодорВ 1981 году Commodore сбросила бомбу на рынок домашних компьютеров.  выпуск недорогого 3,5K Commodore VIC-20. Компьютер для покупателя игровой приставки! Компьютер оказался еще более успешным чем предсказывал Commodore. На пике своего развития VIC-20 производил пробег более 9000 единиц в день! VIC-20, как и все другие 8-битные компьютеры Commodore, приветствует пользователя Статистика, функции и ресурсы VIC-20:ЦП : МОП-технология 6502A
ОЗУ: 5 килобайт
Видео: МОП-технология 6560 «ВИК»
Звук: MOS Technology 6560 «VIC»
Ресурсы:
Ресурсы для игроков:
Личное примечание: Commodore VIC-20 — это машина Если вы найдете здесь что-либо, о чем у вас есть вопросы или комментарии, почувствуйте Чтобы вернуться на мою домашнюю страницу, нажмите здесь. Основы оказания первой помощи и DRSABCDДействия для этой страницыРезюмеПрочитать полный информационный бюллетень
Изучение основных приемов оказания первой помощи поможет вам справиться с чрезвычайной ситуацией. Возможно, вам удастся сохранить человеку дыхание, уменьшить боль или свести к минимуму последствия травмы или внезапного заболевания до прибытия скорой помощи. Это может означать для них разницу между жизнью и смертью. Рекомендуется пройти курс по оказанию первой помощи, чтобы вы могли распознать чрезвычайную ситуацию и оказать базовую первую помощь, пока не прибудет профессиональная помощь. Изучите метод оказания первой помощи DRSABCD Первая помощь проста как азбука – дыхательные пути, дыхание и СЛР (сердечно-легочная реанимация). DRSABCD расшифровывается как:
Где научиться оказанию первой помощи и сердечно-легочной реанимацииВы можете пройти курс обучения сердечно-легочной реанимации или курс первой помощи в некоммерческой организации, такой как St John Ambulance Australia (Victoria), Австралийский Красный Крест и Life Saving Victoria. Сент-Джон также проводит информационные программы в школах и в обществе. Для обучения сердечно-легочной реанимации нет возрастных ограничений. Возможность проведения сердечно-легочной реанимации ограничивается только физическими возможностями лица, проводящего процедуру. В некоторых школах сердечно-легочная реанимация является модулем курса первой помощи, который преподается в 9-м классе.ученики. СЛР — это жизненный навык, которому должен научиться каждый. Помните, что проведение сердечно-легочной реанимации в экстренной ситуации лучше, чем ничего не делать. Инфекционный контроль при проведении сердечно-легочной реанимации Во избежание контакта с потенциально инфекционными биологическими жидкостями, такими как кровь или слюна, всем, кто прошел обучение реанимации, рекомендуется носить реанимационную маску в своей сумочке, кошельке или аптечке. Первая помощь при удушьеПоддержание чистоты дыхательных путей всегда является приоритетом, чтобы человек мог продолжать дышать. Возможно, вам придется перевернуть их на бок, но травма позвоночника всегда возможна у любого, кто попал в аварию. Есть способы положить пострадавшего на бок, чтобы его позвоночник почти не двигался. Этим навыкам вы можете научиться на курсах по оказанию первой помощи. Первая помощь при передозировке лекарств или наркотиковЛекарства очень непредсказуемы. Многие лекарства или запрещенные наркотики имеют опасные побочные эффекты, особенно если их смешивают вместе или принимают с алкоголем. Если вы знаете или подозреваете, что у кого-то, кого вы нашли, передозировка наркотиков или лекарств, не оставляйте его «просыпаться». Врач или фельдшер скорой помощи должны оценить любого человека, который передозировал какое-либо лекарство. Очень важно, чтобы вы звонили в тройной ноль (000), если вы знаете или подозреваете, что кто-то, кого вы нашли, принял передозировку наркотиков или лекарств, так как многие передозировки приводят к смерти. Аптечка первой помощиПомимо знания некоторых основных приемов оказания первой помощи, важно, чтобы в домашнем хозяйстве и на рабочем месте была аптечка первой помощи, отвечающая их потребностям, хорошо организованная, полностью укомплектованная и всегда доступная. Содержимое должно соответствовать ряду чрезвычайных ситуаций, в зависимости от настроек. Рекомендуется иметь несколько комплектов под рукой в разных местах, например, дома, в машине или в офисе. Аптечки первой помощи можно приобрести у различных поставщиков, в том числе в St John Ambulance Australia (Victoria) или в местной аптеке. Также доступны специальные комплекты для удовлетворения конкретных потребностей. Снижение риска инфицирования ран при оказании первой помощи Открытые раны подвержены инфекции.
В экстренных случаях эти рекомендации могут оказаться непрактичными. Если у пострадавшего сильное кровотечение, не теряйте времени. Например, очистка раны может привести к смещению сгустка крови и вызвать повторное или большее кровотечение из раны. Немедленно надавите на сильно кровоточащую рану (или вокруг раны, если есть застрявший предмет) и наложите повязку, когда кровотечение замедлится или остановится. Использование бинтов при оказании первой помощиЭта информация носит общий характер и не может рассматриваться как замена надлежащему обучению оказанию первой помощи. Общие рекомендации включают:
Изготовление повязки для рукиПосле перевязки поврежденному предплечью или запястью может потребоваться повязка для руки, чтобы поднять руку и предотвратить ее движение. Шаги включают в себя:
Где получить помощь
Эта страница была подготовлена в консультации с и одобрена Эта страница была подготовлена в консультации с и одобрена Оставить отзыв об этой страницеБыла ли эта страница полезной? Дополнительная информацияОтказ от ответственности за содержание Содержание этого веб-сайта предоставляется только в информационных целях. Информация о терапии, услуге, продукте или лечении никоим образом не одобряет и не поддерживает такую терапию, услугу, продукт или лечение и не предназначена для замены рекомендаций вашего врача или другого зарегистрированного медицинского работника. Информация и материалы, содержащиеся на этом веб-сайте, не предназначены для использования в качестве исчерпывающего руководства по всем аспектам терапии, продукта или лечения, описанным на веб-сайте. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




 05.08-2018 Визуальный и измерительный контроль
05.08-2018 Визуальный и измерительный контроль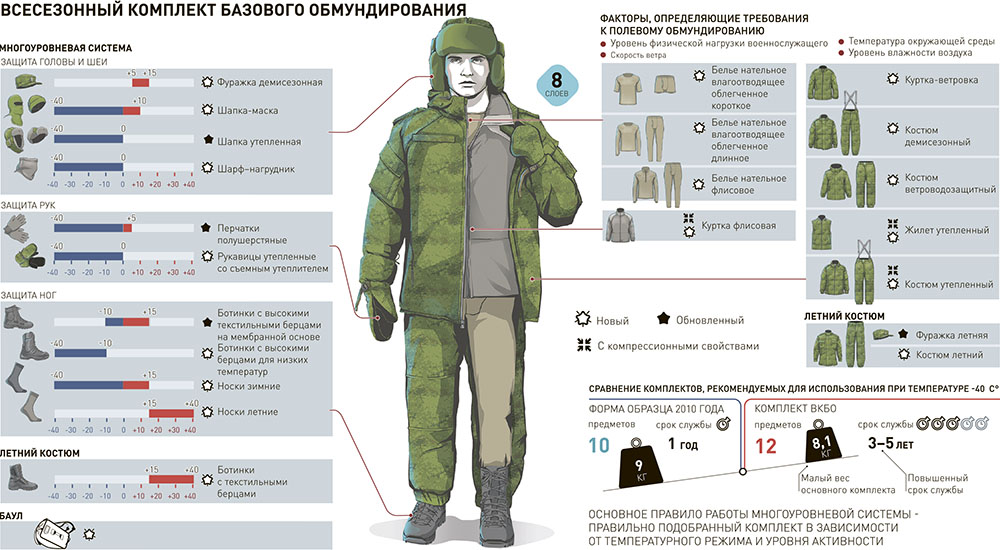 Вес стандартного набора – 2кг, габариты 37х26х5см. По заявке, наборы могут быть укомплектованы любым дополнительным оборудованием. Также возможна поставка в наборов в комплектациях ВИК-2, ВИК NDT, ВИК «Стандарт», ВИК «Профи», ВИК «Измерон» ВИК-Техно, ВИК-Универсал, ВИК Аршини, ВИК Энергетик, ВИК Трассовик, других.
Вес стандартного набора – 2кг, габариты 37х26х5см. По заявке, наборы могут быть укомплектованы любым дополнительным оборудованием. Также возможна поставка в наборов в комплектациях ВИК-2, ВИК NDT, ВИК «Стандарт», ВИК «Профи», ВИК «Измерон» ВИК-Техно, ВИК-Универсал, ВИК Аршини, ВИК Энергетик, ВИК Трассовик, других. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
А так же Республики Казахстан, Белоруссия и другие страны СНГ. Постоянный контакт с заказчиками и изучение нормативной базы, позволили нашей компании подготовить комплекты, наиболее подходящие для специалистов различных отраслей промышленности. Калибровка наборов ВИК осуществляется собственной метрологической службой аккредитованной в системе Росаккредитации.
Постоянный контакт с заказчиками и изучение нормативной базы, позволили нашей компании подготовить комплекты, наиболее подходящие для специалистов различных отраслей промышленности. Калибровка наборов ВИК осуществляется собственной метрологической службой аккредитованной в системе Росаккредитации. Поставляется с сертификатом о калибровке собственной метрологической службы.
Поставляется с сертификатом о калибровке собственной метрологической службы.
 Крупные шрифты, простые, счастливые
Крупные шрифты, простые, счастливые
 В любой ситуации применяйте план действий DRSABCD.
В любой ситуации применяйте план действий DRSABCD. Если изо рта неясно, положите пострадавшего на бок, откройте рот и удалите содержимое, затем запрокиньте голову назад и проверьте наличие дыхания.
Если изо рта неясно, положите пострадавшего на бок, откройте рот и удалите содержимое, затем запрокиньте голову назад и проверьте наличие дыхания. Продолжайте делать 30 компрессий и два вдоха со скоростью примерно пять повторений за две минуты, пока вас не передадут бригаде скорой помощи или другому обученному человеку, или пока человек, которого вы реанимируете, не отреагирует. Метод СЛР для детей младше восьми лет и младенцев очень похож, и вы можете изучить эти навыки на курсах СЛР.
Продолжайте делать 30 компрессий и два вдоха со скоростью примерно пять повторений за две минуты, пока вас не передадут бригаде скорой помощи или другому обученному человеку, или пока человек, которого вы реанимируете, не отреагирует. Метод СЛР для детей младше восьми лет и младенцев очень похож, и вы можете изучить эти навыки на курсах СЛР. Некоторые АНД могут не подходить для детей.
Некоторые АНД могут не подходить для детей. Это помогает избавиться от беспокойства об инфекции, помогая кому-то в опасной для жизни ситуации. Эти маски можно приобрести у поставщиков первой помощи или в аптеке.
Это помогает избавиться от беспокойства об инфекции, помогая кому-то в опасной для жизни ситуации. Эти маски можно приобрести у поставщиков первой помощи или в аптеке.
 Предложения по снижению риска заражения включают:
Предложения по снижению риска заражения включают: Немедленно звоните три нуля (000).
Немедленно звоните три нуля (000). Проверьте, надавив на ноготь на пальце или ноге поврежденной конечности – если розовый цвет возвращается в течение нескольких секунд, повязка не влияет на кровообращение человека. Если ноготь какое-то время остается белым, ослабьте повязку. Продолжайте проверять и корректировать повязку, особенно если есть отек.
Проверьте, надавив на ноготь на пальце или ноге поврежденной конечности – если розовый цвет возвращается в течение нескольких секунд, повязка не влияет на кровообращение человека. Если ноготь какое-то время остается белым, ослабьте повязку. Продолжайте проверять и корректировать повязку, особенно если есть отек.

