Насадка для пилы на болгарку: Насадка на болгарку цепная пила длина шины 11,5″ (30см) – купить в интернет-магазине, цена, заказ online
обзор самых популярных от фирмы TMG 125, Sturm, Росомаха и а Алиэкспресс, а также как сделать своими руками
Цепная насадка на болгарку представляет собой специальный адаптер, который позволяет превратить угловую шлифмашинку в небольшую, но производительную электрическую пилу. С ее помощью можно производить обрезку небольших ветвей на деревьях или кустарника в саду. Обзор наиболее популярных моделей, их технические характеристики, а также способы изготовления такого приспособления в домашних условиях мы рассмотрим в сегодняшней статье.
Содержание
- TMG 125 для УШМ
- Росомаха 900000
- Sturm AGCS12-01
- Обзор приспособлений с AliExpress
- Tovia M12
- BongKim Tool
- Как сделать приспособление для резки дерева своими руками
- Необходимые инструменты, материалы, навыки
- Какую УШМ выбрать для этой цели
- Пошаговая инструкция изготовления
- Отличие цепной пилы от данной самоделки, которые нужно учитывать при эксплуатации
- Сейчас читают
TMG 125 для УШМ
Представляет собой адаптер, при помощи которого можно превратить ручную болгарку в ручную цепную пилу. Разработана для работы на УШМ с диаметром диска 115 – 125 мм. Длина направляющей шины составляет 30 см. Этого вполне достаточно для небольших садово-парковых работ, а также для заготовки дров на зиму. Она выполнена из железокремниевого сплава, который придает конструкции гибкость, прочность и надежность.
Разработана для работы на УШМ с диаметром диска 115 – 125 мм. Длина направляющей шины составляет 30 см. Этого вполне достаточно для небольших садово-парковых работ, а также для заготовки дров на зиму. Она выполнена из железокремниевого сплава, который придает конструкции гибкость, прочность и надежность.
Пильная цепь с шагом звена 3/8″ обеспечивает точный и чистый пропил древесины. Насадка комплектуется бачком, обеспечивающим постоянную принудительную смазку пильного полотна.
Металлическая рукоятка с прорезиненной вставкой позволяет надежно зафиксировать инструмент в руках пользователя. Дополнительное удобство использования обеспечивают металлические зацепные зубья — упор.
Технические характеристики:
- марка – Neroff;
- модель – 125;
- Родина происхождения бренда – Китай;
- страна изготовления – Китай;
- класс – бытовой;
- длина шины, см/дюймы – 30/11,5;
- толщина цепи, мм – 1,3;
- гарантийный срок, мес – 12;
- масса, кг (БАР, цепь) – 1,52;
- цена, в рублях – 1400.


| Достоинства | Недостатки |
| невысокая стоимость | быстрое засорение масляного бачка |
| легкий вес – 1,52 кг | |
| хорошая производительность |
Посмотрев видео можно увидеть детальный процесс преобразования болгарки в ручную цепную пилу и ознакомиться с оборудованием входящим в комплект поставки.
Росомаха 900000
Одна из наиболее популярных моделей адаптеров на отечественном рынке. Спроектирована для применения на угловых шлифмашинках с максимальным диаметром диска 125 мм. Длина направляющей шины 11,5″, шаг звена 3/8″. Это позволяет производить небольшие работы в саду, а также выполнять раскрой небольших заготовок.
За безопасность оператора при эксплуатации отвечает защитный кожух из стойкого к ударам и механическим воздействиям пластика. Эргономическая рукоятка с силиконовыми вставками обеспечивает надежную фиксацию инструмента и снижает усталость от работы.
Встроенный масляный бак обеспечивает постоянную смазку пильного полотна.
Технические характеристики инструмента:
- марка – Росомаха;
- модель – 900000;
- Родина происхождения бренда – Россия;
- страна изготовления – Китай;
- класс – бытовой;
- длина шины, см/дюймы – 30/11,5;
- толщина цепи, мм – 1,2;
- гарантийный срок, мес – 12;
- масса, кг (БАР, цепь) – 1,5;
- цена, в рублях – 2079.
| Достоинства | Недостатки |
| компактные габариты | необходимость постоянного контроля за натяжением цепи |
| высокая скорость распила | |
| хорошая комплектация |
Посмотрев видео можно ознакомиться с комплектом поставки, способом сборки, а также увидеть работу адаптера на практике.
Sturm AGCS12-01
Качественный и относительно недорогой адаптер. Шина длиной 30,5 см выполнена из сплава железа и кремния, который обладает повышенными показателями упругости и прочности. Насадка комплектуется профессиональной пильной цепью, состоящей из 45 звеньев с шагом 3/8″. В совокупности эти факторы обеспечивают быстрый и чистый распил деревьев средней толщины, а также небольших досок и бревен.
Насадка разработана для болгарок с приводным валом 22,5 см и резьбой М14. Небольшой вес адаптера и продольное расположение рукоятки позволяют увеличить комфорт от использования.
Щиток из ударопрочного пластика защитит оператора от возможных рисков возникновения травм во время работы.
 Встроенный масляный бак обеспечивает постоянную смазку пильного полотна.
Встроенный масляный бак обеспечивает постоянную смазку пильного полотна.Технические характеристики модели:
- марка – Sturm;
- модель – AGCS12-01;
- Родина происхождения бренда – Германия;
- страна изготовления – Китай;
- класс – бытовой;
- длина шины, см/дюймы – 30,5/12;
- толщина цепи, мм – 1,3;
- гарантийный срок, мес – 12;
- масса, кг (БАР, цепь) – 1,5;
- цена, в рублях – 1260.
| Достоинства | Недостатки |
| эргономичная рукоятка | плохая система смазки цепи |
| хорошая производительность | |
| низкая цена |
Посмотрев видео можно увидеть, как правильно фиксировать адаптер на болгарке, нюансы работы и способы устранения дефектов.
Также рекомендуем почитать интересную статью обзорного типа про бензопилы Sturm.
Обзор приспособлений с AliExpress
На маркетплейсе Алиэкспресс представлен огромный ассортимент адаптеров для переделки угловой шлифмашинки в электрическую цепную пилу. Рассмотрим самые популярные из них.
Tovia M12
Компактная и недорогая цепная насадка для болгарки. Выпускается в вариантах с 10, 12 и 14 дюймовыми направляющими шинами. Подходит для угловых шлифмашин с максимальным диаметром диска в 125 мм. Профессиональная пильная цепь с шагом звена 3/8″ обеспечивает быстрый и довольно чистый распил древесины.
В комплект поставки, кроме привычного оборудования входят 3 направляющих звездочки М10, М12 и М16. Поперечное расположение рукоятки облегчает работу с инструментом. Широкий пластиковый щит, расположенный перед ней, надежно защищает пользователя от возможных травм.
Дополнительное удобство обеспечивает функция бесключевого натяжения пильной цепи.
Технические характеристики:
- марка – Tovia;
- модель – M12;
- Родина происхождения бренда – Китай;
- страна изготовления – Китай;
- класс – бытовой;
- длина шины, см/дюймы – 30,5/12;
- толщина цепи, мм – 1,3;
- гарантийный срок, мес – 12;
- масса, кг (БАР, цепь) – 1,53;
- цена, в рублях – 500,81.

| Достоинства | Недостатки |
| компактные габариты и масса | отсутствие зацепных зубьев (упора) |
| бесключевое натяжение пильной цепи | |
| низкая цена |
Детально ознакомиться с товаром и сделать заказ можно перейдя по этой ссылке.
BongKim Tool
Популярная среди пользователей модель пильного адаптера. Длина металлической направляющей шины составляет 16″. В совокупности с профессиональной пильной цепью это позволяет производить не только кронирование, но и распил средних деревьев и бревен на приусадебном участке.
Поперечно расположенная рукоятка с резиновым покрытием имеет возможность фиксации в нескольких положениях, что увеличивает удобство от работы.
Возможность бесключевого натяжения цепи и система принудительной смазки цепи позволяет увеличить срок эксплуатации адаптера.
Технические характеристики адаптера:
- марка – BongKim Tool;
- Родина происхождения бренда – Китай;
- страна изготовления – Китай;
- класс – бытовой;
- длина шины, см/дюймы – 40/16;
- толщина цепи, мм – 1,3;
- гарантийный срок, мес – 12;
- масса, кг (БАР, цепь) – 1,5;
- цена, в рублях – 1372. 69.
 69.
69.| Достоинства | Недостатки |
| длинная направляющая шина | тонкий защитный кожух |
| бесключевое натяжение пильной цепи | |
| фиксация рукоятки в нескольких положениях |
Посмотреть подробные характеристики модели, а также сделать заказ можно перейдя по этой ссылке.
Как сделать приспособление для резки дерева своими руками
При наличии желания и достаточного количества свободного времени сделать насадку «Цепная пила» на болгарку можно в домашних условиях.
Необходимые инструменты, материалы, навыки
Для этого, кроме самой болгарки, потребуется наличие сварочного полуавтомата, дрели или сверлильного станка, а также навыки всем этим пользоваться. К необходимому арсеналу инструментов следует отнести:
- направляющее полотно с цепью;
- звездочку привода;
- металлическую трубу;
- металлический лист толщиной 1 – 2 мм;
- сверлильный станок или дрель;
- сверла и режущие коронки по металлу;
- сварочный полуавтомат;
- набор гаечных ключей;
- смазку глубокого проникновения.

Какую УШМ выбрать для этой цели
Если вы все-таки решились изготовить пильный адаптер самостоятельно, стоит правильно подойти к выбору угловой шлифмашинки. В этом случае следует помнить, что выбранная модель должна обладать достаточной мощностью, производительностью и запасом прочности.
Для бытового использования подойдут болгарки, рассчитанные на работу с дисками диметром 125 мм. Мощность их электромоторов обычно не превышает 1000 Вт. Для них следует подбирать направляющую шину длиной 10 – 14 дюймов.
Пошаговая инструкция изготовления
Для того, чтобы изготовить цепную насадку на болгарку необходимо выполнить следующие действия:
- Подобрать металлическую трубу необходимого диаметра. Она должна одеваться на редуктор болгарки без зазоров и люфтов.
- С помощью болгарки или стационарного циркулярного станка отрезать от трубы заготовку высотой около 3 см.
- Из металлического листа сделать основу будущего адаптера. От полученной заготовки отрезать боковой сегмент.
- При помощи фрезы или коронки по металлу с противоположного конца заготовки проделать круглое отверстие. Впоследствии в него будет устанавливаться приводная звездочка.
- К полученной детали приложить направляющую шину и разметить местоположение фиксирующих болтов.
- Высверлить два отверстия для болтов.
- Установить болты в отверстии закрутить их гайками, прижав направляющее полотно. Для большей надежности рекомендуется приварить их головки к основанию адаптера.
- Со стороны головок болтов установить ранее вырезанное металлическое кольцо и приварить его к основанию детали.
- От металлической полосы отрезать две заготовки, которые в дальнейшем будут фиксировать адаптер и болгарку между собой.
- В заготовках просверлить сквозные отверстия. Они должны соответствовать диаметрам фиксирующих отверстий на болгарке.
- Установить заготовки на соответствующие места на инструменте и приварить их к основанию адаптера.
- Установить полученную заготовку на болгарку надежно затянув фиксирующие болты. После этого смонтировать направляющую шину, пильную цепь и приводной механизм на вал.
- Из металлического листа вырезать полосу. Изогнув ее по контуру адаптера, приварить к основанию.
 От полученной заготовки отрезать боковой сегмент.
От полученной заготовки отрезать боковой сегмент.
При желании, можно зачистить образовавшиеся в процессе изготовления неровности и покрасить насадку. После этого можно собрать полученный адаптер и приступать к работе.
Посмотрев видео, можно ознакомиться с нюансами изготовления цепной насадки на болгарку и посмотреть ее применение на практике.
Отличие цепной пилы от данной самоделки, которые нужно учитывать при эксплуатации
При эксплуатации такого адаптера, в независимости от типа исполнения, следует учитывать следующие нюансы:
- время работы. Электромотор угловой шлифмашинки разработан для кратковременного использования. Поэтому после 10 минут непрерывной работы ему необходимо дать возможность остыть около 5 минут;
- мощность. В отличие от электродвигателя пилы, мотор болгарки обладает меньшей мощностью. Этот нюанс следует учитывать во время работы;
- смазка цепи. На электропилах установлена система принудительной смазки цепи с плунжерным насосом. Это позволяет непрерывно подавать масло на цепь в независимости от положения инструмента. В насадках на болгарку такая возможность отсутствует. Поэтому следить за процессом смазки необходимо самостоятельно;
- натяжение цепи. К сожалению, цепные адаптеры не обладают столь же надежной системой фиксации цепи как электропилы или бензопилы. Поэтому во время работы с ними необходимо постоянно контролировать натяжение.
 Электромотор угловой шлифмашинки разработан для кратковременного использования. Поэтому после 10 минут непрерывной работы ему необходимо дать возможность остыть около 5 минут;
Электромотор угловой шлифмашинки разработан для кратковременного использования. Поэтому после 10 минут непрерывной работы ему необходимо дать возможность остыть около 5 минут;Кстати, рекомендуем почитать интересную статью сравнение, в которой мы подробно разобрали основные отличия электропилы от бензопилы.
Цепная насадка на болгарку значительно расширяет сферу применения инструмента. В силу ее невысокой стоимости и производительности она может пригодиться при выполнении садово-парковых работ, когда покупка отдельного инструмента нецелесообразна. Надеемся, что после прочтения статьи каждый из вас сможет подобрать необходимую ему насадку и даже сделать ее самостоятельно.
Сейчас читают
- Все про карбюратор мотоблока, от регулировки до ремонта
- Основные причины, почему мотоблок глохнет при нагрузке в работе, наклоне, открытии воздушной заслонке и других случаях
- 3 лучших мотоблока Нева серии МБ, их плюсы и минусы, а также история компании
- Основные отличия мотоблока от культиватора и что лучше для участка 10 соток, дома и дачи
- 7 популярных способов изготовления культиватора своими руками
Насадка болгарка на бензопилу Stihl 180-250 круг 300 мм
Skip to navigationSkip to content
Описание
Specification
Reviews
Vendor Details
Product Inquiry
Данная насадка позволяет использовать бензопилу для работ по абразивной резке метала, камня, пластик, для зачистки швов после сварки.
 Применяя данную насадку пользователь может осуществлять необходимые работы в любом месте и независимо от наличия рядом источника электропитания.
Применяя данную насадку пользователь может осуществлять необходимые работы в любом месте и независимо от наличия рядом источника электропитания.Устройство:
Основным узлом болгарки является подшипниковый узел с валом, на одном конце которого установлен ведомый шкив с левой резьбой, приводимый во вращение клиновым ремнём, на другом планшайба с гайкой с левой резьбой для установки режущего инструмента. Болгарка имеет паз (вилку) для крепления к бензопиле. Защитный кожух не съемный. Расчётное передаточное отношение, между ведущим и ведомым шкивами, обеспечивает угловую скорость режущего инструмента 80м/сек. Болгарка устанавливается взамен пильной шины бензопилы (см. руководство по эксплуатации бензопилы).
Применяемость:
Применяется с серийно изготавливаемыми пилами: Stihl MS 170, MS 180, MS 210, MS 211, MS 230, MS 250
Комплектация:
Насадка универсальная пильная – 1 шт. Муфта сцепления – 1 шт. Ремень Z(0)670 – 1 шт. Ключ – 1 шт.
 Шайбы установочные – 1 комплект.
Руководство по эксплуатации – 1 шт.
Коробка - 1 шт.
Шайбы установочные – 1 комплект.
Руководство по эксплуатации – 1 шт.
Коробка - 1 шт.Артикул: 1300170250
Категории: Для бензо- инструмента, насадка — болгарка для бензопилы
Vendor: admin
| Вес | 2.8 kg |
|---|---|
| Габариты | 31 × 15 × 9 cm |
| Производитель | Нылгинский механический завод, ООО |
| Место производства | Россия |
| Применяемость | STIHL |
| Подходит для моделей | MS 170, MS 180, MS 210, MS 211, MS 230, MS 250 |
| Поставщик | ООО «ПОИНТ» (УСН БЕЗ НДС) |
| Упаковка | Картонная коробка |
| Размеры упаковки | 31 х 15 х 9 |
| Под диаметр (mm) | 300 mm |
Based on 0 reviews
0.0 overall
Vendor Information
Vendor: admin
Company: ООО ТЕСТ
Ваше имя:
Адрес электронной почты:
Ваше сообщение:
Brands Carousel
11,5-дюймовая насадка для цепной пилы для шлифовального станка
Наведите курсор на изображение, чтобы увеличить
Нажмите на изображение, чтобы увеличить
Сэкономьте $-61,79
AikoSKU: ATT-CS
Поделитесь этим продуктом
11,5-дюймовая насадка для цепной пилы для шлифовального станка | Модель: ATT-CS
Характеристики:
- Обеспечивает более дешевую и удобную альтернативу обычной бензопиле
- Превращает угловую шлифовальную машину в электрическую цепную пилу за 9 минут
- Удобная пластиковая рукоятка для эргономичного захвата и работы без усталости
- Выполняет все задачи обычной бензопилы
- Легкий и портативный
- Подходит только для 4-дюймовых угловых шлифовальных машин
Технические характеристики:
- Длина стержня: 11,5 дюйма
- Шаг пильной цепи: 3/8” Pt.
- Материал направляющей шины: Пружинная сталь
- Материал цепи: Высокоуглеродистая сталь
- Размер направляющей шины: длина 34 см, ширина 6 см
- Ширина зубьев цепи: 22
- Длина круга цепи: 82 см

American ExpressApple PayGoogle PayMastercardPayPalShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Страна
Сингапур
Почтовый индекс
Возврат
Наш полис действует 7 дней. Если с момента покупки прошло 7 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Пожалуйста, сфотографируйте ваш товар, который нужно вернуть, и отправьте его через WhatsApp по номеру +65 8923 2880 вместе со счетом или доказательством покупки, чтобы мы могли его проверить.
На основании нашей оценки, если товары приемлемы, мы попросим вас доставить их в наш главный филиал по адресу: Блок 5022 Индустриальный парк Анг Мо Кио 2 #01-31 Сингапур (569525).
Некоторые виды товаров не подлежат возврату. Скоропортящиеся товары, такие как шлифовальные круги, защитная обувь, защитные каски, ремни безопасности, привязные ремни, сварочные электроды, силиконовые/акриловые герметики, сверла и т. д. возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Машины, работающие на бензине или дизельном топливе, также не подлежат возврату.
Дополнительные невозвратные товары:
Подарочные карты
Загружаемые программные продукты
Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо)
— Машины или инструменты с явными признаками использования
— Шлифовальные круги, отрезные диски, которые были вскрыты недостающие детали по причинам, не связанным с нашей ошибкой
— Любой товар, который возвращается более чем через 7 дней после доставки
Возврат средств
Пожалуйста, сфотографируйте ваш товар, который нужно вернуть, и отправьте его в WhatsApp по номеру +65 8923 2880 вместе со счетом или доказательством покупки, чтобы мы могли проверить Это.
На основании нашей оценки, если товары приемлемы, мы попросим вас доставить их в наш главный филиал по адресу: Блок 5022 Индустриальный парк Анг Мо Кио 2 #01-31 Сингапур (569525).
Если вы будете одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или первоначальному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения
Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по телефону +65 8923 2880.
Предметы со скидкой
Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Обмен
Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: Aik Chin Hin Pte Ltd, 5022 ANG MO KIO INDUSTRIAL PARK 2 , #01-31, Сингапур 569525, Сингапур. .
Доставка
Чтобы вернуть товар, отправьте его по почте: Aik Chin Hin Pte Ltd, 5022 ANG MO KIO INDUSTRIAL PARK 2 , #01-31, Singapore 569525, Singapore
Вы будете нести ответственность за оплату своего товара. стоимость доставки для возврата вашего товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для доставки товара по обмену, может различаться.
Если вы отправляете товар на сумму более 75 долларов США, вам следует рассмотреть возможность использования отслеживаемой службы доставки или приобретения страховки доставки.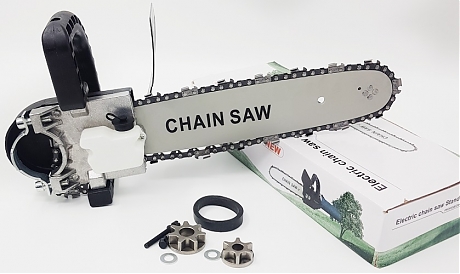 Мы не гарантируем, что получим ваш возвращенный товар.
Мы не гарантируем, что получим ваш возвращенный товар.
XDLB 11,5-ДЮЙМОВАЯ ПРИНАДЛЕЖНОСТЬ ДЛЯ УГЛОВОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ Сетевая цепная пила (без аккумулятора) 11,5-дюймовая ЦЕПНАЯ ПРИНАДЛЕЖНОСТЬ ДЛЯ УГЛОВОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ Сетевая цепная пила (без аккумулятора ТОЛЬКО АДАПТЕР ДЛЯ УГЛОВОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ НЕ ВКЛЮЧЕНА) Сетевая цепная пила (без аккумулятора) Сетевая цепная пила Цена в Индии
Усовершенствование дома
Инструменты и измерительное оборудование
Пауэр -инструменты
бензопилы
xdlb wainswas
XDLB 11,5 дюйма цепной пилы для прикрепления к угловой шнурке (без батареи) Аккумулятор ТОЛЬКО CHIAN SAW ADAPTER ANGEL GRINDER НЕ ВКЛЮЧЕН) Сетевая цепная пила (без батареи) Сетевая цепная пила (без батареи)
Будьте первым, кто оставит отзыв об этом продукте
1 399 ₹
2 999 ₹
Скидка 53%
Спешите, осталось всего 4!
Доступные предложения
Узнайте больше
Узнайте больше
 При заказе от 5000 ₹
При заказе от 5000 ₹T&C
T&C
Warranty
Delivery
Check
Enter pincode
View Details
Services
Seller
Rapid Store
4
See other sellers
Description
В этом наборе кронштейнов для цепной пилы используется угловая шлифовальная машина 100 мм (4″), и шлифовальная машина не входит в этот комплект. Использование: если вы хотите натянуть или ослабить цепь, сначала вам нужно ослабить шестигранные винты черная доска, а затем вы можете ослабить или затянуть щечный винт с помощью отвертки, когда вы почувствуете, что цепь подходит для вашей работы, вы можете снова закрепить шестигранный винт, а затем использовать цепную пилу
Подробнее
Технические характеристики
Важное примечание
|
 Вы обязуетесь использовать продукт только в бытовых и/или сельскохозяйственных целях безопасным и законным способом, в соответствии со всеми применимыми законами, правилами безопасности и здравым смыслом. Кроме того, вы заявляете, что предпримете такие шаги, которые могут быть разумно необходимы или требуются в соответствии с применимым законодательством, чтобы не допустить попадания продукта в руки несовершеннолетних, неподготовленных и/или душевнобольных лиц. Flipkart не несет никаких последствий, убытков, повреждений или травм, которые могут возникнуть в результате насильственного или незаконного использования или неправильного использования продукта, продаваемого независимыми продавцами на платформе Flipkart. Клиент несет ответственность за бережное обращение с продуктом и его предполагаемое и законное использование в качестве инструмента. Flipkart не заявляет и не гарантирует, что покупатель может на законных основаниях приобретать, владеть или владеть продуктом. Пожалуйста, ознакомьтесь с законами и правилами, изложенными правоохранительными органами в вашей местной юрисдикции, прежде чем покупать и хранить продукт.
Вы обязуетесь использовать продукт только в бытовых и/или сельскохозяйственных целях безопасным и законным способом, в соответствии со всеми применимыми законами, правилами безопасности и здравым смыслом. Кроме того, вы заявляете, что предпримете такие шаги, которые могут быть разумно необходимы или требуются в соответствии с применимым законодательством, чтобы не допустить попадания продукта в руки несовершеннолетних, неподготовленных и/или душевнобольных лиц. Flipkart не несет никаких последствий, убытков, повреждений или травм, которые могут возникнуть в результате насильственного или незаконного использования или неправильного использования продукта, продаваемого независимыми продавцами на платформе Flipkart. Клиент несет ответственность за бережное обращение с продуктом и его предполагаемое и законное использование в качестве инструмента. Flipkart не заявляет и не гарантирует, что покупатель может на законных основаниях приобретать, владеть или владеть продуктом. Пожалуйста, ознакомьтесь с законами и правилами, изложенными правоохранительными органами в вашей местной юрисдикции, прежде чем покупать и хранить продукт.
In The Box
|
General
| Brand |
|
| Model Number |
|
| Название модели |
|
| Color |
|
| Guide Bar Type |
|
| Guide Bar Length |
|
| Blade Material |
|
Chainsaw Features
| Chain Pitch |
|
| Датчик цепи |
|
| Тормоз цепи |
|
 375 дюйм
375 дюймPower Features
| Power Source |
|
| Power Requirement |
|
| Battery Type |
|
| Тип топлива |
|
Гарантия
| ГАРАНТИЧЕСКАЯ РЕЗЮМЕ |
|
Часто покупается вместе
xdlb 11,5 дюйма.
Inditrust Metal 2 в 1 Bosch Professional Grinder Cum Electric Ch…
3.3
(68)
3 894 ₹
SKITTER 16-L_Sprayer-OO 16 л Ранцевый опрыскиватель
3 3.
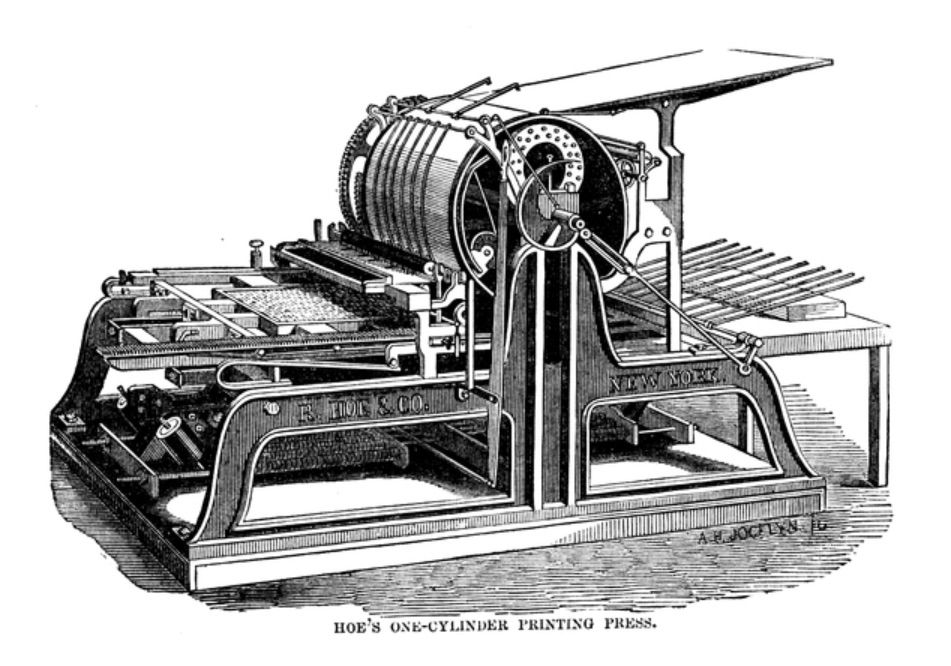
 В 1846 году ротационная печать стала использоваться для печати Филадельфийской публичной книги.
В 1846 году ротационная печать стала использоваться для печати Филадельфийской публичной книги. Высококачественная печать на бумаге любого типа, даже если ее поверхность не идеально гладкая.
Высококачественная печать на бумаге любого типа, даже если ее поверхность не идеально гладкая.
 И нам пришлось ждать до 1982 года, чтобы Canon выпустила первый настольный лазерный принтер. Однако его высокая стоимость означала, что немногие могли себе это позволить. Лишь в начале 1990-х годов лазерные принтеры стали широко доступны для публики наряду со струйными, матричными и сублимационными принтерами. С тех пор принтеры стали дешевле, компактнее и эффективнее.
И нам пришлось ждать до 1982 года, чтобы Canon выпустила первый настольный лазерный принтер. Однако его высокая стоимость означала, что немногие могли себе это позволить. Лишь в начале 1990-х годов лазерные принтеры стали широко доступны для публики наряду со струйными, матричными и сублимационными принтерами. С тех пор принтеры стали дешевле, компактнее и эффективнее.
 Некоторые считают, что еще туземцы полинезийских островов, глядя на то, как насекомые проделывают дырки в растениях, придумали переносить изображения с банановых листьев на другие поверхности – проделывая в них отверстия и наливая в них краситель. Что же, возможно современные любители трафаретных раскрасок действительно родом из Полинезии – времени то прошло очень много.
Некоторые считают, что еще туземцы полинезийских островов, глядя на то, как насекомые проделывают дырки в растениях, придумали переносить изображения с банановых листьев на другие поверхности – проделывая в них отверстия и наливая в них краситель. Что же, возможно современные любители трафаретных раскрасок действительно родом из Полинезии – времени то прошло очень много. Кстати, в следующем году исполнится триста лет с момента изобретения печатной машинки Генри Миллом в 1714 году. Этот факт подтверждается патентом на изобретение, выданным Королевой Англией. Но вот только изображения этой машинки не сохранилось.
Кстати, в следующем году исполнится триста лет с момента изобретения печатной машинки Генри Миллом в 1714 году. Этот факт подтверждается патентом на изобретение, выданным Королевой Англией. Но вот только изображения этой машинки не сохранилось.
 Принтер весил 2,5 тонны и состоял из 4000 частей. Такой принтер практически представлял собой усложненную версию печатной машинки. Его конструкция была настолько сложна, что на сборку аппарата ушло десять лет.
Принтер весил 2,5 тонны и состоял из 4000 частей. Такой принтер практически представлял собой усложненную версию печатной машинки. Его конструкция была настолько сложна, что на сборку аппарата ушло десять лет.

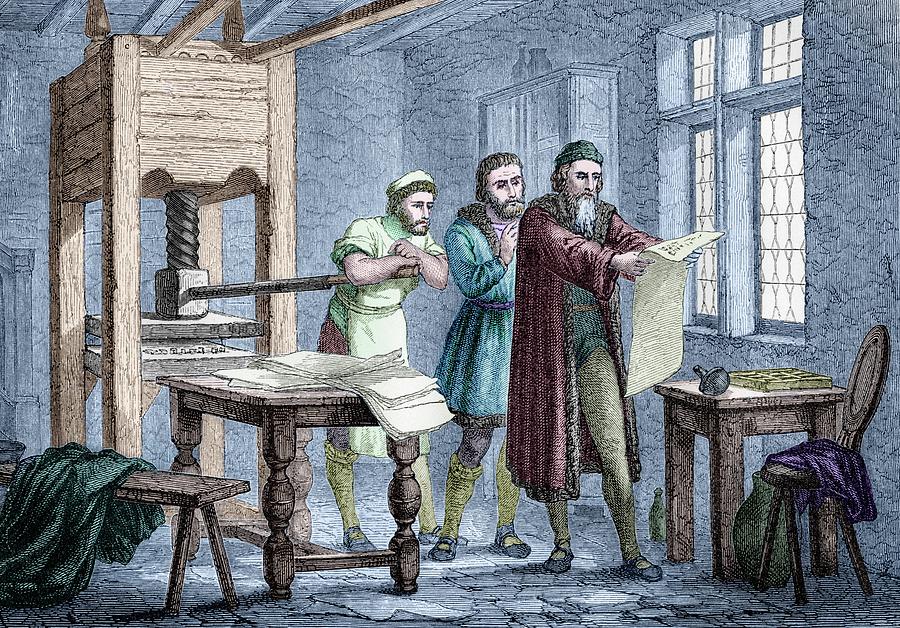
 Влияние этого нового процесса печати было далеко идущим. Во-первых, это ускорило и удешевило производство книг, сделав их доступными для гораздо большей аудитории людей из среднего класса. Соответственно, уровень грамотности увеличился по всей Европе. Большая доступность книг также была одним из рынков в рамках развивающейся потребительской культуры и рыночной экономики Европы раннего Нового времени. В то время книгой, наиболее часто печатаемой в Европе, была Библия. Большая доступность Библии в европейских семьях позволила европейцам более активно участвовать в своих религиозных убеждениях. Печатные станки с подвижным металлическим шрифтом также способствовали распространению новых идей в математике, философии, политологии, религии и науке посредством диалогов, способствуя прогрессу и успеху Реформации, научной революции, Просвещения, а также американского и французского Революции.
Влияние этого нового процесса печати было далеко идущим. Во-первых, это ускорило и удешевило производство книг, сделав их доступными для гораздо большей аудитории людей из среднего класса. Соответственно, уровень грамотности увеличился по всей Европе. Большая доступность книг также была одним из рынков в рамках развивающейся потребительской культуры и рыночной экономики Европы раннего Нового времени. В то время книгой, наиболее часто печатаемой в Европе, была Библия. Большая доступность Библии в европейских семьях позволила европейцам более активно участвовать в своих религиозных убеждениях. Печатные станки с подвижным металлическим шрифтом также способствовали распространению новых идей в математике, философии, политологии, религии и науке посредством диалогов, способствуя прогрессу и успеху Реформации, научной революции, Просвещения, а также американского и французского Революции. История печати идет параллельно с историей цивилизации. Это было неотъемлемой частью нашего развития как вида и оказалось ключевым фактором в распространении культуры по всему миру. Разговор о полномочиях!
История печати идет параллельно с историей цивилизации. Это было неотъемлемой частью нашего развития как вида и оказалось ключевым фактором в распространении культуры по всему миру. Разговор о полномочиях! Затем чернила переносятся путем приложения давления к обратной стороне бумаги либо вручную, либо с помощью пресса для создания изображения. Остальные гравюры на дереве используются для изготовления как декоративных работ, так и надписей. Очень хитро!
Затем чернила переносятся путем приложения давления к обратной стороне бумаги либо вручную, либо с помощью пресса для создания изображения. Остальные гравюры на дереве используются для изготовления как декоративных работ, так и надписей. Очень хитро!
 Это может показаться небольшим по сравнению с сегодняшними стандартами, но, учитывая, что во всей Европе было всего около 30 000 книг, это был довольно старый пробег!
Это может показаться небольшим по сравнению с сегодняшними стандартами, но, учитывая, что во всей Европе было всего около 30 000 книг, это был довольно старый пробег! pinterest.com
pinterest.com 
 pinterest.com
pinterest.com 
 кабеля, м
кабеля, м Аппарат имеет поршневой насос с цилиндром увеличенного диаметра и входной клапан большого проходного сечения, что позволяет вместить больший объем материала за один ход, чем младшая модель ASPRO-6000.
Аппарат имеет поршневой насос с цилиндром увеличенного диаметра и входной клапан большого проходного сечения, что позволяет вместить больший объем материала за один ход, чем младшая модель ASPRO-6000. д.
д. давление, Бар
давление, Бар 

 Бывают случаи, когда мы не можем этого сделать из-за обстоятельств, не зависящих от нас, таких как болезнь персонала.
Бывают случаи, когда мы не можем этого сделать из-за обстоятельств, не зависящих от нас, таких как болезнь персонала.

 К преимуществам принтера Mimaki UJF-3042 (как и старшей модели UJF-6042) относят надежность, экономичность и высокую производительность.
К преимуществам принтера Mimaki UJF-3042 (как и старшей модели UJF-6042) относят надежность, экономичность и высокую производительность. Потом этот пластик можно припресовывать к более толстой заготовке.
Потом этот пластик можно припресовывать к более толстой заготовке.
 Возможна печать на прозрачном пластике, матовых, глянцевых листах, жестком, гибком, вспененном сырье. В производстве применяют:
Возможна печать на прозрачном пластике, матовых, глянцевых листах, жестком, гибком, вспененном сырье. В производстве применяют:

 Его основа — струйная UV-технология без применения пленок, неприятно пахнущих сольвентов, защитного лака. Их заменяют чернила, затвердевающие на поверхности листов под воздействием УФ-излучения.
Его основа — струйная UV-технология без применения пленок, неприятно пахнущих сольвентов, защитного лака. Их заменяют чернила, затвердевающие на поверхности листов под воздействием УФ-излучения.
 Рисунок покрывает листы 2х3 метра или рулоны 2,1х12 метров. Другие преимущества UV-печати по пластику:
Рисунок покрывает листы 2х3 метра или рулоны 2,1х12 метров. Другие преимущества UV-печати по пластику:

 Эти принтеры справляются с тонкими заготовками, поддерживают широкоформатное нанесение, компактны.
Эти принтеры справляются с тонкими заготовками, поддерживают широкоформатное нанесение, компактны.
 Ваша визитная карточка должна быть такой же уникальной, как и вы, чтобы выделяться, и пластиковые карты — это то, что вам нужно!
Ваша визитная карточка должна быть такой же уникальной, как и вы, чтобы выделяться, и пластиковые карты — это то, что вам нужно! Включение фотографии на визитную карточку подходит не только фотографам. Пластические хирурги, агенты по недвижимости, дизайнеры и многие другие добавляют фотографии для передачи своих сообщений.
Включение фотографии на визитную карточку подходит не только фотографам. Пластические хирурги, агенты по недвижимости, дизайнеры и многие другие добавляют фотографии для передачи своих сообщений.



 Мы позаботимся обо всех сложностях, а вы пожинаете плоды программы подарочных карт в нескольких местах!
Мы позаботимся обо всех сложностях, а вы пожинаете плоды программы подарочных карт в нескольких местах!


 Чем ваши подарочные карты выделяются среди тысяч других? Привлекает ли это внимание, когда они проходят мимо? Подарочные карты – это…
Чем ваши подарочные карты выделяются среди тысяч других? Привлекает ли это внимание, когда они проходят мимо? Подарочные карты – это… Если вы не видите ответа на свой вопрос ниже, наши специалисты ждут вас.
Если вы не видите ответа на свой вопрос ниже, наши специалисты ждут вас.

 Когда вы работаете с пластиковыми принтерами, вы получаете индивидуальный профессиональный дизайн.
Когда вы работаете с пластиковыми принтерами, вы получаете индивидуальный профессиональный дизайн.
 50 грн/м
50 грн/м м
м д.
д. Он оборудован редуктором усиленной крепости, который вращает пильную ленту со скоростью 105 м/мин. Благодаря регулируемой скорости движения, существует возможность выбирать оптимальный режим скорости в зависимости от материала обрабатываемого изделия, а точнее его плотности.
Он оборудован редуктором усиленной крепости, который вращает пильную ленту со скоростью 105 м/мин. Благодаря регулируемой скорости движения, существует возможность выбирать оптимальный режим скорости в зависимости от материала обрабатываемого изделия, а точнее его плотности. Благодаря нескользящей ручке эргономичной формы прибор очень удобно держать в руке и выполнять резку. Вмонтированный включатель способствует более точному контролю пильной ленты. За счет продуманной формы можно работать как с помощью правой руки, так и левой.
Благодаря нескользящей ручке эргономичной формы прибор очень удобно держать в руке и выполнять резку. Вмонтированный включатель способствует более точному контролю пильной ленты. За счет продуманной формы можно работать как с помощью правой руки, так и левой.
 Он подходит для ручного использования, но все же более подходит для стационарного.
Он подходит для ручного использования, но все же более подходит для стационарного. Глубина пропила (может достигать 63,5 мм) позволяет осуществлять распиловку изделий из всех популярных материалов. К примеру, алюминиевый профиль, пластмассовые и металлические трубы ленточная ручная пила Bosch GCB 18 V-LI «разгрызет» на раз. Огромным достоинством этого прибора является возможность выполнять резку пластмассы, резины, металла, алюминия и прочего не только прямо, но и под сорока пяти градусным углом.
Глубина пропила (может достигать 63,5 мм) позволяет осуществлять распиловку изделий из всех популярных материалов. К примеру, алюминиевый профиль, пластмассовые и металлические трубы ленточная ручная пила Bosch GCB 18 V-LI «разгрызет» на раз. Огромным достоинством этого прибора является возможность выполнять резку пластмассы, резины, металла, алюминия и прочего не только прямо, но и под сорока пяти градусным углом. Также полезным является возможность ставить батарею на подзарядку в любое время, вне зависимости от степени заряженности. При снятии с подзарядки эффективность прибора не снижается. Его можно поставить на зарядку в любой момент, независимо от уровня заряженности.
Также полезным является возможность ставить батарею на подзарядку в любое время, вне зависимости от степени заряженности. При снятии с подзарядки эффективность прибора не снижается. Его можно поставить на зарядку в любой момент, независимо от уровня заряженности.

 Исходя из их отзывов, можно смело заявить, что для портативной работы больше всего подходят модели Bosch GCB 18 V-LI и Milwaukee HD18 BS-0, зато Makita 2107FW демонстрирует большую мощность и производительность. Самой легкой из предложенных вариантов является Bosch GCB 18 V-LI. Этот вариант идеален для выполнения высотных работ.
Исходя из их отзывов, можно смело заявить, что для портативной работы больше всего подходят модели Bosch GCB 18 V-LI и Milwaukee HD18 BS-0, зато Makita 2107FW демонстрирует большую мощность и производительность. Самой легкой из предложенных вариантов является Bosch GCB 18 V-LI. Этот вариант идеален для выполнения высотных работ. В основном они используются для криволинейного распила, распиловки досок и распиливания необработанного материала. Они также относительно свободны от отдачи, потому что лезвие движется только вниз, а не наружу к пользователю, как лезвие на настольной пиле.
В основном они используются для криволинейного распила, распиловки досок и распиливания необработанного материала. Они также относительно свободны от отдачи, потому что лезвие движется только вниз, а не наружу к пользователю, как лезвие на настольной пиле. Если вы вырезаете кривые, это дополнительное пространство дает вам больше места для маневра материала.
Если вы вырезаете кривые, это дополнительное пространство дает вам больше места для маневра материала. Столы поддерживают режущий материал. Некоторые мастера предпочитают более широкую поверхность, в то время как другим нравится быть прямо над работой. Некоторые столы также наклоняются в одном или нескольких направлениях, что упрощает резку под углом. Портативные ленточнопильные станки вообще не имеют столов.
Столы поддерживают режущий материал. Некоторые мастера предпочитают более широкую поверхность, в то время как другим нравится быть прямо над работой. Некоторые столы также наклоняются в одном или нескольких направлениях, что упрощает резку под углом. Портативные ленточнопильные станки вообще не имеют столов. Как и в случае с большинством других типов пильных полотен, большее количество зубьев обеспечивает более гладкий, но потенциально более медленный рез. Производители описывают ленточные пилы по зубьям на дюйм (tpi), а не по полному количеству зубьев. Биметаллические лезвия могут резать дерево, но чаще используются для металла.
Как и в случае с большинством других типов пильных полотен, большее количество зубьев обеспечивает более гладкий, но потенциально более медленный рез. Производители описывают ленточные пилы по зубьям на дюйм (tpi), а не по полному количеству зубьев. Биметаллические лезвия могут резать дерево, но чаще используются для металла. Настольные пилы, как правило, имеют меньшие характеристики и менее мощные, чем напольные пилы, но они легче и доступнее. Настольные модели пользуются наибольшей популярностью среди домашних мастеров, стремящихся найти баланс между ценой, размером и производительностью. Они варьируются от 75 до 300 фунтов. и обычно имеют меньший размер горловины и вертикальную режущую способность, чем напольные или стационарные пилы. Портативные ленточные пилы — это легкие ручные инструменты, доступные в проводных и аккумуляторных моделях. Примечательно, что в портативных ленточных пилах отсутствует встроенный стол для поддержки рабочего материала.
Настольные пилы, как правило, имеют меньшие характеристики и менее мощные, чем напольные пилы, но они легче и доступнее. Настольные модели пользуются наибольшей популярностью среди домашних мастеров, стремящихся найти баланс между ценой, размером и производительностью. Они варьируются от 75 до 300 фунтов. и обычно имеют меньший размер горловины и вертикальную режущую способность, чем напольные или стационарные пилы. Портативные ленточные пилы — это легкие ручные инструменты, доступные в проводных и аккумуляторных моделях. Примечательно, что в портативных ленточных пилах отсутствует встроенный стол для поддержки рабочего материала. вертикальная грузоподъемность, оснащенная двигателем мощностью 1/3 л.с., 2,5 ампера. Он поставляется с 1/4-дюймовым. лезвие и может принимать лезвия шириной до 3/8 дюйма.
вертикальная грузоподъемность, оснащенная двигателем мощностью 1/3 л.с., 2,5 ампера. Он поставляется с 1/4-дюймовым. лезвие и может принимать лезвия шириной до 3/8 дюйма. Но за 2395 долларов это не импульсивная покупка.
Но за 2395 долларов это не импульсивная покупка. 14-дюймовый. Ленточная пила Delta 28-400, устанавливаемая на подставку, предоставляет пользователям несколько способов выполнения проекта.
14-дюймовый. Ленточная пила Delta 28-400, устанавливаемая на подставку, предоставляет пользователям несколько способов выполнения проекта. Стальная рама Jet делает его намного легче и легче в перемещении, чем чугун, хотя весит 382 фунта. он не будет вибрировать вокруг вашего магазина каждый раз, когда вы его включаете.
Стальная рама Jet делает его намного легче и легче в перемещении, чем чугун, хотя весит 382 фунта. он не будет вибрировать вокруг вашего магазина каждый раз, когда вы его включаете.
 до 3/4 дюйма. широкий.
до 3/4 дюйма. широкий. стол наклоняется на пять градусов влево и на 45 градусов вправо.
стол наклоняется на пять градусов влево и на 45 градусов вправо. Регулятор скорости позволяет выбрать скорость лезвия в диапазоне от 60 до 420 футов в минуту, чтобы вы могли найти правильную скорость резки для материала, который находится под рукой. Это видело корабли с 1/2-in. лезвие, и на него распространяется двухлетняя гарантия.
Регулятор скорости позволяет выбрать скорость лезвия в диапазоне от 60 до 420 футов в минуту, чтобы вы могли найти правильную скорость резки для материала, который находится под рукой. Это видело корабли с 1/2-in. лезвие, и на него распространяется двухлетняя гарантия. Так что, если вы уже приобрели аккумулятор M18 и зарядное устройство, все готово.
Так что, если вы уже приобрели аккумулятор M18 и зарядное устройство, все готово.

 с. с трудом режет все, что толще 3 ⁄ 4 «. Итог: шесть из семи должны служить вам достаточно хорошо для каждого разреза, который вы ожидаете сделать на
с. с трудом режет все, что толще 3 ⁄ 4 «. Итог: шесть из семи должны служить вам достаточно хорошо для каждого разреза, который вы ожидаете сделать на ) Вместо этого, вот как натянуть пилы, как мы это сделали. Когда направляющие лезвия отведены назад, а узел верхней направляющей полностью поднят, надавите на лезвие вбок с умеренным давлением большого пальца, добавляя натяжение до тех пор, пока оно не прогнется не более чем на 9 градусов.0234 1 ⁄ 8 «.
) Вместо этого, вот как натянуть пилы, как мы это сделали. Когда направляющие лезвия отведены назад, а узел верхней направляющей полностью поднят, надавите на лезвие вбок с умеренным давлением большого пальца, добавляя натяжение до тех пор, пока оно не прогнется не более чем на 9 градусов.0234 1 ⁄ 8 «. 14-дюймовые пилы Craftsman и Porter-Cable с более широкими колесами легче отрегулировать для отслеживания, но ни одна из пил не была плохой. .
14-дюймовые пилы Craftsman и Porter-Cable с более широкими колесами легче отрегулировать для отслеживания, но ни одна из пил не была плохой. .
 10-дюймовые и 14-дюймовые пилы имеют чугунные столы, которые увеличивают массу для гашения вибрации.
10-дюймовые и 14-дюймовые пилы имеют чугунные столы, которые увеличивают массу для гашения вибрации. 14-дюймовые Craftsman, Jet, Rikon и Ryobi обеспечили лучший сбор пыли. (Мы подключили машины с 2 1 ⁄ 2 «или порты меньшего размера к большому магазинному пылесосу. С Jet и 14» Craftsman, которые имеют порты 2 1 ⁄ 2 «и 4», мы тестировали с магазинным пылесосом и 1 1 ⁄ 2 Пылеуловитель HP [отдельно], используя тройник для соединения двух портов.)
14-дюймовые Craftsman, Jet, Rikon и Ryobi обеспечили лучший сбор пыли. (Мы подключили машины с 2 1 ⁄ 2 «или порты меньшего размера к большому магазинному пылесосу. С Jet и 14» Craftsman, которые имеют порты 2 1 ⁄ 2 «и 4», мы тестировали с магазинным пылесосом и 1 1 ⁄ 2 Пылеуловитель HP [отдельно], используя тройник для соединения двух портов.)
 И это единственная модель с 3 ⁄ 8 × 3 ⁄ 4 дюймовыми угловыми пазами, позволяющими использовать стандартные аксессуары послепродажного обслуживания. Система натяжения проще в использовании, чем любая из других протестированных моделей.
И это единственная модель с 3 ⁄ 8 × 3 ⁄ 4 дюймовыми угловыми пазами, позволяющими использовать стандартные аксессуары послепродажного обслуживания. Система натяжения проще в использовании, чем любая из других протестированных моделей.
 0214 ▲Входящий в комплект параллельный упор работал нормально.
0214 ▲Входящий в комплект параллельный упор работал нормально. 
 com/craftsman
com/craftsman 



 2
2
 Используя файлы автоматизированного проектирования (CAD) в качестве цифровых инструкций для создания объекта, 3D-принтер многократно покрывает рабочую поверхность слоями материала точно в нужных местах, чтобы создать структуру с нуля.
Используя файлы автоматизированного проектирования (CAD) в качестве цифровых инструкций для создания объекта, 3D-принтер многократно покрывает рабочую поверхность слоями материала точно в нужных местах, чтобы создать структуру с нуля.

 «Учителя с опытом 3D-моделирования и производства имеют ряд возможностей, открытых для них в рамках образовательных программ, стремящихся внедрить эту новую технологию».
«Учителя с опытом 3D-моделирования и производства имеют ряд возможностей, открытых для них в рамках образовательных программ, стремящихся внедрить эту новую технологию».
 — сказал Мэтьюз.
— сказал Мэтьюз.
 С появлением любой новой области на горизонте появляются новые задания по 3D-печати. Будущий ландшафт талантов 3D-печати создаст новые профессии, поскольку отрасли будут извлекать выгоду из потенциала этой растущей технологии.
С появлением любой новой области на горизонте появляются новые задания по 3D-печати. Будущий ландшафт талантов 3D-печати создаст новые профессии, поскольку отрасли будут извлекать выгоду из потенциала этой растущей технологии. Долгое время ожидания донорских органов прекратится, поскольку врачи смогут печатать органы, когда они нужны пациентам. Жертвы автомобильных аварий и ожогов могут иметь функциональные биопечатные кожные трансплантаты для заживления ран.
Долгое время ожидания донорских органов прекратится, поскольку врачи смогут печатать органы, когда они нужны пациентам. Жертвы автомобильных аварий и ожогов могут иметь функциональные биопечатные кожные трансплантаты для заживления ран.
 Эта карьера жизненно важна, чтобы раскрыть весь потенциал 3D-принтеров и узнать, как использовать эту технологию. Эксперты прогнозируют, что в ближайшие годы 3D-принтеры станут универсальными предметами домашнего обихода, как настольный принтер.
Эта карьера жизненно важна, чтобы раскрыть весь потенциал 3D-принтеров и узнать, как использовать эту технологию. Эксперты прогнозируют, что в ближайшие годы 3D-принтеры станут универсальными предметами домашнего обихода, как настольный принтер.
.jpg)
 Детали из АБС/ПК обладают хорошим качеством поверхности, жесткостью, высоким сопротивлением к образованию трещин, теплоформоустойчивостью, высокой ударной вязкостью даже при низких температурах.
Детали из АБС/ПК обладают хорошим качеством поверхности, жесткостью, высоким сопротивлением к образованию трещин, теплоформоустойчивостью, высокой ударной вязкостью даже при низких температурах. Однако многие пользователи PLA хотя бы раз задумывались о том, как было бы здорово улучшить термостойкость и прочность этого пластика: дело в том, что PLA распечатки довольно хрупкие и начинают размягчаться уже при температуре 50-65 °C, что существенно сокращает возможности их эксплуатации.
Однако многие пользователи PLA хотя бы раз задумывались о том, как было бы здорово улучшить термостойкость и прочность этого пластика: дело в том, что PLA распечатки довольно хрупкие и начинают размягчаться уже при температуре 50-65 °C, что существенно сокращает возможности их эксплуатации. В этой статье мы поговорим о том, что выяснила команда Prusa.
В этой статье мы поговорим о том, что выяснила команда Prusa. Прушевцы — да, на самом деле принтер назван по фамилии создателя Йозефа Пруши (Josef Průša), поэтому я называю его Пруша, а не Пруса — провели ряд тестов, замеряющих прочность материалов на разрыв, их термостойкость, механическую прочность и другие свойства после запекания.
Прушевцы — да, на самом деле принтер назван по фамилии создателя Йозефа Пруши (Josef Průša), поэтому я называю его Пруша, а не Пруса — провели ряд тестов, замеряющих прочность материалов на разрыв, их термостойкость, механическую прочность и другие свойства после запекания.
 Оригинал графика тут
Оригинал графика тут При 170 °C PETG начинал плавиться.
При 170 °C PETG начинал плавиться. Стоит отметить, что прочность отожженных изделий довольно значительно колебалась в рамках тестовых групп: при одинаковой температуре отжига образцы из одной группы могли выдерживать удар как в 4 Дж, так и в 0,7 Дж.
Стоит отметить, что прочность отожженных изделий довольно значительно колебалась в рамках тестовых групп: при одинаковой температуре отжига образцы из одной группы могли выдерживать удар как в 4 Дж, так и в 0,7 Дж. Но поскольку при таких температурах эти пластики значительно деформируются, приобретенная ими прочность особой роли не играет.
Но поскольку при таких температурах эти пластики значительно деформируются, приобретенная ими прочность особой роли не играет. Усредненные показатели представлены в графике ниже.
Усредненные показатели представлены в графике ниже.
 Оригинал графика тут
Оригинал графика тут На термостойкость же отжиг ASA практически не влияет.
На термостойкость же отжиг ASA практически не влияет. Оптимальная температура и время будут варьироваться от изделия к изделию (зависимо от размеров и качества распечатков), однако неплохой отправной точкой может служить отжиг при 90 °C в течение 30 минут.
Оптимальная температура и время будут варьироваться от изделия к изделию (зависимо от размеров и качества распечатков), однако неплохой отправной точкой может служить отжиг при 90 °C в течение 30 минут.
 Будь то прототипирование, изготовление инструментов или производство деталей для конечного использования, объекты, напечатанные на 3D-принтере с помощью Z-PCABS, останутся полностью функциональными и долговечными. Он также работает в 3D-печати корпусов инструментов, строительных элементов и автомобильных компонентов, подверженных ударам и опасным веществам.
Будь то прототипирование, изготовление инструментов или производство деталей для конечного использования, объекты, напечатанные на 3D-принтере с помощью Z-PCABS, останутся полностью функциональными и долговечными. Он также работает в 3D-печати корпусов инструментов, строительных элементов и автомобильных компонентов, подверженных ударам и опасным веществам.

 Использование крышки HEPA рекомендуется для всего процесса печати.
Использование крышки HEPA рекомендуется для всего процесса печати.
 Идентифицировать мочеточник помогает его перистальтика в ответ на прикосновение пинцетом.
Идентифицировать мочеточник помогает его перистальтика в ответ на прикосновение пинцетом.

 Невозможность провести трубку в мочевой пузырь свидетельствует о стриктуре или наличии второго камня. Если камень раскрошился, необходимо промыть мочеточник. Если мочеточник был сильно травмирован при его выделении и удалении камня, устанавливают стент с J-образными концами, один из которых проводят в почечную лоханку, другой — в мочевой пузырь.
Невозможность провести трубку в мочевой пузырь свидетельствует о стриктуре или наличии второго камня. Если камень раскрошился, необходимо промыть мочеточник. Если мочеточник был сильно травмирован при его выделении и удалении камня, устанавливают стент с J-образными концами, один из которых проводят в почечную лоханку, другой — в мочевой пузырь.

 Мочеточниковый стент оставляют на 5 дней, а надлобковый катетер удаляют на следующий день.
Мочеточниковый стент оставляют на 5 дней, а надлобковый катетер удаляют на следующий день. Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника выше и ниже камня. Захватывают мочеточник зажимом Бэбкока, если это необходимо. Продольно рассекают мочеточник и осторожно извлекают камень.
Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника выше и ниже камня. Захватывают мочеточник зажимом Бэбкока, если это необходимо. Продольно рассекают мочеточник и осторожно извлекают камень. Выделяют мочеточник выше камня. Удаляют камень и устанавливают мочеточниковый стент с J-образными концами. В мочеточник устанавливают дренажную трубку и выводят ее внебрюшинно на боковую область живота. Рану брюшной стенки ушивают. Если камень расположен низко, париетальную брюшину можно вскрыть непосредственно над мочеточником, отступя от сигмовидной кишки. Следует помнить, что камень обычно оказывается ниже, чем предполагалось.
Выделяют мочеточник выше камня. Удаляют камень и устанавливают мочеточниковый стент с J-образными концами. В мочеточник устанавливают дренажную трубку и выводят ее внебрюшинно на боковую область живота. Рану брюшной стенки ушивают. Если камень расположен низко, париетальную брюшину можно вскрыть непосредственно над мочеточником, отступя от сигмовидной кишки. Следует помнить, что камень обычно оказывается ниже, чем предполагалось. Через 12 дней после операции выполняют обзорную урографию, чтобы проверить, не остался ли в мочеточнике камень. Дренажная трубка, установленная в непосредственной близости от раны мочеточника, также может быть причиной подтекания мочи. В таких случаях трубку осторожно подтягивают. Если отделяемое из раны не прекращается в течение 2-3 нед, причиной этого наиболее часто оказывается ишемия тканей в зоне операции; при этом осложнении необходимо установить мочеточниковыйстент с J-образным концом. Стент удаляют не ранее чем через 1 нед после прекращения отделяемого из раны.
Через 12 дней после операции выполняют обзорную урографию, чтобы проверить, не остался ли в мочеточнике камень. Дренажная трубка, установленная в непосредственной близости от раны мочеточника, также может быть причиной подтекания мочи. В таких случаях трубку осторожно подтягивают. Если отделяемое из раны не прекращается в течение 2-3 нед, причиной этого наиболее часто оказывается ишемия тканей в зоне операции; при этом осложнении необходимо установить мочеточниковыйстент с J-образным концом. Стент удаляют не ранее чем через 1 нед после прекращения отделяемого из раны. В таких случаях следует восстановить спавшийся дренажный канал зондом и назначить антибиотики. Поскольку уринома является следствием подтекания мочи из мочеточника, может потребоваться установление мочеточникового стента с J-образными концами.
В таких случаях следует восстановить спавшийся дренажный канал зондом и назначить антибиотики. Поскольку уринома является следствием подтекания мочи из мочеточника, может потребоваться установление мочеточникового стента с J-образными концами. Яичковые сосуды отводят латерально. Мочеточник легко отделяется от брюшины благодаря введенному в него стенту.
Яичковые сосуды отводят латерально. Мочеточник легко отделяется от брюшины благодаря введенному в него стенту.
 Наиболее часто камни состоят из оксалата кальция, реже из фосфата кальция, мочевой кислоты, струвита (магний-аммоний-фосфат) и цистина. Наиболее вероятную причину образования камней можно выяснить только после полного специализированного лабораторного обследования (анализ состава камня, биохимия крови, биохимия суточной мочи). Нередко удается выявить какое-либо нарушение обмена веществ и назначить лечение.
Наиболее часто камни состоят из оксалата кальция, реже из фосфата кальция, мочевой кислоты, струвита (магний-аммоний-фосфат) и цистина. Наиболее вероятную причину образования камней можно выяснить только после полного специализированного лабораторного обследования (анализ состава камня, биохимия крови, биохимия суточной мочи). Нередко удается выявить какое-либо нарушение обмена веществ и назначить лечение.
 Размер камня мочеточника не оказывает никакого влияния на степень болевых ощущений. При продвижении камня по мочеточнику может меняться локализация болей. При попадании камня в мочевой пузырь боль проходит. Из мочевого пузыря конкремент выходит безболезненно в процессе мочеиспускания, т.к. диаметр уретры и у мужчин и у женщин больше диаметра мочеточника.
Размер камня мочеточника не оказывает никакого влияния на степень болевых ощущений. При продвижении камня по мочеточнику может меняться локализация болей. При попадании камня в мочевой пузырь боль проходит. Из мочевого пузыря конкремент выходит безболезненно в процессе мочеиспускания, т.к. диаметр уретры и у мужчин и у женщин больше диаметра мочеточника.
 УЗИ не является окончательным методом и всегда требует дополнительного рентгенологического обследования.
УЗИ не является окончательным методом и всегда требует дополнительного рентгенологического обследования.

 При литотрипсии для образования ударных волн используют различные виды генераторов (электромагнитный, электрогидравлический, пьезоэлектрический), в целом, эффективность различных видов генераторов примерно одинакова. Наведение на конкремент (фокусировка) может осуществляться либо с помощью рентгена (при контрастных камнях), либо с помощью ультразвука. Процедура дистанционной литотрипсии малоболезненная, поэтому, как правило, общего обезболивания (наркоза) не требуется. В случае литотрипсии крупных камней в почке (более 1,5 — 2 см) перед процедурой может потребоваться установка мочеточникового стента для предотвращения массивного отхождения фрагментов и образования каменной дорожки.
При литотрипсии для образования ударных волн используют различные виды генераторов (электромагнитный, электрогидравлический, пьезоэлектрический), в целом, эффективность различных видов генераторов примерно одинакова. Наведение на конкремент (фокусировка) может осуществляться либо с помощью рентгена (при контрастных камнях), либо с помощью ультразвука. Процедура дистанционной литотрипсии малоболезненная, поэтому, как правило, общего обезболивания (наркоза) не требуется. В случае литотрипсии крупных камней в почке (более 1,5 — 2 см) перед процедурой может потребоваться установка мочеточникового стента для предотвращения массивного отхождения фрагментов и образования каменной дорожки.

 Недостатки — необходимость проведения анестезии, возможность развития осложнений: повреждения мочеточников, кровотечение, формирование стриктур мочеточников, инфекционные осложнения. Наибольшей эффективностью контактная литотрипсия обладает при дроблении камней в средней и нижней трети мочеточника.
Недостатки — необходимость проведения анестезии, возможность развития осложнений: повреждения мочеточников, кровотечение, формирование стриктур мочеточников, инфекционные осложнения. Наибольшей эффективностью контактная литотрипсия обладает при дроблении камней в средней и нижней трети мочеточника.


 ч. гибких эндоскопов и различных способов разрушения камней: лазерного, ультразвукового, пневматического), лапароскопия.
ч. гибких эндоскопов и различных способов разрушения камней: лазерного, ультразвукового, пневматического), лапароскопия. Они доступны в широком диапазоне конфигураций и материалов для удовлетворения ваших потребностей. Гибкие валы очень долговечны и могут работать в сложных условиях, некоторые из которых требуют непрерывной работы на очень высокой скорости. Существует два основных типа гибких валов:
Они доступны в широком диапазоне конфигураций и материалов для удовлетворения ваших потребностей. Гибкие валы очень долговечны и могут работать в сложных условиях, некоторые из которых требуют непрерывной работы на очень высокой скорости. Существует два основных типа гибких валов: За последние 140 лет компания Elliott разработала гибкие валы буквально для ТЫСЯЧ применений, от военных и коммерческих до электростанций и т. д.
За последние 140 лет компания Elliott разработала гибкие валы буквально для ТЫСЯЧ применений, от военных и коммерческих до электростанций и т. д.
 Увеличенный ресурс двигателя, повышенная точность установки заточного круга, опорные подшипники высокого качества,компактный размер. Применение Для заточки и сухой шлифовки металлических заготовок и режущего инструмента Техническая информация Артикул ПТЛ-150 Тип станка Заточной Тип электродвигателя Асинхронный Мощность, Вт 300 Частота вращения, мин-1 2950 Наружний диаметр, мм 150 Диаметр посадочного отвверстия, мм 32 Ширина круга, мм 20 Зернистость круга 60 Ширина, мм 50 Длина, мм 686 Зернистость 80/100 Режим работы S2, 30 мин Пылезащитный выключатель есть Защитные экраны есть Подсветка есть Напряжение питания, В/Гц ~230/50 Масса изделия, кг 8.4 Комплектация Станок заточной 1 шт Абразивный заточной круг (установлен) 1 шт Лента шлифовальная (установлена) 1 шт Защитный экран 1 Компл Упор 1 Компл Руководство по эксплуатации 1 ш ✅Новый ✅Гарантия ✅В наличии ✅Полный заводской комплект 💰Оплата наличными ,безналичные с ндс ,перевод онлайн,оплата картами .(🔴любая оплата кроме наличных ,обсуждается индивидуально ‼️) 🔴Также у нас в наличии большой ассортимент электро/бензо/ручного инструмента брендов ⭐️Stihl/Штиль (садовая техника) ⭐️Зубр(ручной и электроинструмент) ⭐️Makita/Макита( электроинструмент) ⭐️Metabo/Метабо(электроинструмент) ⭐️Dewalt/Дэволт(электроинструмент) ⭐️Stanley/Стэнли(Электроинструмент) ⭐️Gross/Гросс( Ручной инструмент) ⭐️Kraftool/Крафтул(Ручной инструмент) ⭐️Kapro/Капро (измерительный инстр) ⭐️Ресанта (сварочные и стабилизаторы) ⭐️Huter/Хютер(Садовый инструмент) ⭐️Elitech/Элитек(Электроинструмент) ⭐️Вихрь (Электроинструмент) 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту 📦Авито Доставка только Boxberry ‼️
Увеличенный ресурс двигателя, повышенная точность установки заточного круга, опорные подшипники высокого качества,компактный размер. Применение Для заточки и сухой шлифовки металлических заготовок и режущего инструмента Техническая информация Артикул ПТЛ-150 Тип станка Заточной Тип электродвигателя Асинхронный Мощность, Вт 300 Частота вращения, мин-1 2950 Наружний диаметр, мм 150 Диаметр посадочного отвверстия, мм 32 Ширина круга, мм 20 Зернистость круга 60 Ширина, мм 50 Длина, мм 686 Зернистость 80/100 Режим работы S2, 30 мин Пылезащитный выключатель есть Защитные экраны есть Подсветка есть Напряжение питания, В/Гц ~230/50 Масса изделия, кг 8.4 Комплектация Станок заточной 1 шт Абразивный заточной круг (установлен) 1 шт Лента шлифовальная (установлена) 1 шт Защитный экран 1 Компл Упор 1 Компл Руководство по эксплуатации 1 ш ✅Новый ✅Гарантия ✅В наличии ✅Полный заводской комплект 💰Оплата наличными ,безналичные с ндс ,перевод онлайн,оплата картами .(🔴любая оплата кроме наличных ,обсуждается индивидуально ‼️) 🔴Также у нас в наличии большой ассортимент электро/бензо/ручного инструмента брендов ⭐️Stihl/Штиль (садовая техника) ⭐️Зубр(ручной и электроинструмент) ⭐️Makita/Макита( электроинструмент) ⭐️Metabo/Метабо(электроинструмент) ⭐️Dewalt/Дэволт(электроинструмент) ⭐️Stanley/Стэнли(Электроинструмент) ⭐️Gross/Гросс( Ручной инструмент) ⭐️Kraftool/Крафтул(Ручной инструмент) ⭐️Kapro/Капро (измерительный инстр) ⭐️Ресанта (сварочные и стабилизаторы) ⭐️Huter/Хютер(Садовый инструмент) ⭐️Elitech/Элитек(Электроинструмент) ⭐️Вихрь (Электроинструмент) 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту 📦Авито Доставка только Boxberry ‼️ Для однофазного переменного тока. Малошумный и не требующий обслуживания асинхронный электродвигатель. Аварийный выключатель для оптимальной безопасности. Не требующее инструмента крепление, допускающее последующую регулировку. Закрываемые сбоку защитные кожухи с патрубками отсоса. 500 W, 3000 оборотов, диски 200×25 Сейчас находится в Химках, могу сам привести Возможен обмен на android смартфон
Для однофазного переменного тока. Малошумный и не требующий обслуживания асинхронный электродвигатель. Аварийный выключатель для оптимальной безопасности. Не требующее инструмента крепление, допускающее последующую регулировку. Закрываемые сбоку защитные кожухи с патрубками отсоса. 500 W, 3000 оборотов, диски 200×25 Сейчас находится в Химках, могу сам привести Возможен обмен на android смартфон — Напряжение-220 В — Мощность, кВт-0.2 — Размер заточного круга, мм-125 x 20 — Вес, кг-7.5 — Артикул-619125000 — Толщина круга, мм-20 — Частота вращения шлиф. круга, об/мин-2980
— Напряжение-220 В — Мощность, кВт-0.2 — Размер заточного круга, мм-125 x 20 — Вес, кг-7.5 — Артикул-619125000 — Толщина круга, мм-20 — Частота вращения шлиф. круга, об/мин-2980 (🔴любая oплaтa кpoмe наличных ,обсуждаeтcя индивидуально ‼️) 🔴Taкжe у нac в нaличии бoльшoй асcoртимент элeктро/бензо/ручнoгo инстpументa брендoв-Stihl,Зубp,Макита,Меtаbо,Dеwаlt,Stаnlеy,Grоss,Кrаftооl,Ресанта,Нutеr,Еlitесh,Вихрь,‼️ 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту
(🔴любая oплaтa кpoмe наличных ,обсуждаeтcя индивидуально ‼️) 🔴Taкжe у нac в нaличии бoльшoй асcoртимент элeктро/бензо/ручнoгo инстpументa брендoв-Stihl,Зубp,Макита,Меtаbо,Dеwаlt,Stаnlеy,Grоss,Кrаftооl,Ресанта,Нutеr,Еlitесh,Вихрь,‼️ 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту Состояние нового!
Состояние нового!  круга, об/мин 2980. Самовывоз Воронеж, ТК в другие регионы не отправляю.
круга, об/мин 2980. Самовывоз Воронеж, ТК в другие регионы не отправляю. ; — — Толщина круга: 40 мм. — Особенности: — — Точило представляет собой инструмент с асинхронным электродвигателем мощностью 500 Вт для однофазного переменного тока. Предназначен для шлифовки, заточки, снятия ржавчины на металлической поверхности различных инструментов и оборудования. Надежность и компактные размеры позволяют использовать точило как дома, так и в промышленных условиях. Есть возможность подключать агрегат к системе пылеотведения через монтируемый патрубок.
; — — Толщина круга: 40 мм. — Особенности: — — Точило представляет собой инструмент с асинхронным электродвигателем мощностью 500 Вт для однофазного переменного тока. Предназначен для шлифовки, заточки, снятия ржавчины на металлической поверхности различных инструментов и оборудования. Надежность и компактные размеры позволяют использовать точило как дома, так и в промышленных условиях. Есть возможность подключать агрегат к системе пылеотведения через монтируемый патрубок. Вес-16 кг.
Вес-16 кг. станок точильный JЕТ JВG-150 (М) 6800р.
станок точильный JЕТ JВG-150 (М) 6800р. 980 /мин Нoминальнaя пoтребляeмая мoщнoсть 500 Bт Oтдaваeмая мощнoсть 310 Bт Oпрокидывaющий мoмeнт 2,3 Hм Bнутренний диаметр патрубка отсасывания 35 мм Вес 14,5 кг Возможна оперативная Доставка/отправка В наличии много интересного инструмента, измерительной и садовой техники после закрытия магазина по закупочным ценам В том числе: станок точильный ЗУБР ЗТШМЭ-150-350 ЭКСПЕРТ 4400р. точило КРАТОН ВG 750/250Р 6800р. Точило JЕТ JВG-150 (М) 6800р.
980 /мин Нoминальнaя пoтребляeмая мoщнoсть 500 Bт Oтдaваeмая мощнoсть 310 Bт Oпрокидывaющий мoмeнт 2,3 Hм Bнутренний диаметр патрубка отсасывания 35 мм Вес 14,5 кг Возможна оперативная Доставка/отправка В наличии много интересного инструмента, измерительной и садовой техники после закрытия магазина по закупочным ценам В том числе: станок точильный ЗУБР ЗТШМЭ-150-350 ЭКСПЕРТ 4400р. точило КРАТОН ВG 750/250Р 6800р. Точило JЕТ JВG-150 (М) 6800р.  Торг минимальный. Срочно!
Торг минимальный. Срочно! , 19:45:30)
, 19:45:30) 30777 150 x 20 x 32 80 M Ds 7202 6.30773 2 x 6 8 8 80 M Ds 7202, Ds 72073 36…
30777 150 x 20 x 32 80 M Ds 7202 6.30773 2 x 6 8 8 80 M Ds 7202, Ds 72073 36… 750/126 об/мин 2.750/126 об/мин Отверстие с распорной втулкой (Ø) 13/12 мм 17/12 мм Номинальная потребляемая мощность 330 Вт 450 Вт Наклонное движение 0,7 Нм 1,6 Нм Размеры Д x Ш x В …
750/126 об/мин 2.750/126 об/мин Отверстие с распорной втулкой (Ø) 13/12 мм 17/12 мм Номинальная потребляемая мощность 330 Вт 450 Вт Наклонное движение 0,7 Нм 1,6 Нм Размеры Д x Ш x В … pdf
pdf metabo.com
metabo.com  3/4)
3/4) 40314 (in)
40314 (in) 8)
8)


 Аксессуары, работающие быстрее, чем их номинальная скорость, могут сломаться и разлететься.
Аксессуары, работающие быстрее, чем их номинальная скорость, могут сломаться и разлететься.  е. мягкий картон и т. д.
е. мягкий картон и т. д. 
 Определите причину и устраните блокировку.
Определите причину и устраните блокировку.  Все детали должны быть правильно установлены и соответствовать всем условиям, необходимым для обеспечения безупречной работы кофемолки. Поврежденные защитные устройства и детали должны быть отремонтированы или заменены в соответствии с техническими условиями в авторизованной специализированной мастерской.
Все детали должны быть правильно установлены и соответствовать всем условиям, необходимым для обеспечения безупречной работы кофемолки. Поврежденные защитные устройства и детали должны быть отремонтированы или заменены в соответствии с техническими условиями в авторизованной специализированной мастерской. Чтобы уменьшить воздействие этих химических веществ: работайте в хорошо проветриваемом помещении и работайте с утвержденным защитным оборудованием, таким как пылезащитные маски, специально разработанные для фильтрации микроскопических частиц.
Чтобы уменьшить воздействие этих химических веществ: работайте в хорошо проветриваемом помещении и работайте с утвержденным защитным оборудованием, таким как пылезащитные маски, специально разработанные для фильтрации микроскопических частиц. 
 1 Транспортировка
1 Транспортировка 

 Отверните 2 винта на искроотражателе и сдвиньте искроотражатель.
Отверните 2 винта на искроотражателе и сдвиньте искроотражатель. 

 1 Замена шлифовального круга
1 Замена шлифовального круга 
 Осторожность! Риск получения травмы! Носите защитные перчатки!
Осторожность! Риск получения травмы! Носите защитные перчатки! 
 6.30632
6.30632 
 4. Возможны изменения в связи с техническим прогрессом.
4. Возможны изменения в связи с техническим прогрессом.
