S5 pro: 3D принтер Ultimaker S5 Pro Bundle купить в Москве с доставкой
БЛОГ ДМИТРИЯ ЕВТИФЕЕВА | Обзор легендарной фотокамеры Fujifilm FinePix S5 Pro и тест её характеристик
Здравствуйте, друзья!
Сегодня мы «покатаемся на машине времени» и взглянем на перспективные технологии прошлого (Fujifilm FinePix S5 Pro выпущена в 2006-ом году), которые не нашли развития в современных фотокамерах, но имели большие перспективы.
Протестировать фотокамеру Fujifilm FinePix S5 Pro мне предложил Аркадий Шаповал, автор обзорных статей по фототехнике и владелец сайта Радожива.
Fujifilm FinePix S5 Pro — любимая камера Аркадия, знает он её скрупулёзно, что можно оценить по ссылке, но в некоторых описываемых моментах (например, динамический диапазон) не находит понимания с некоторыми другими обозревателями фототехники т.к. по сути устоявшейся методики оценки динамического диапазона нет (есть, но не для простых людей и не на всем известных популистских сайтах) и остается только приводить рекламные картинки, которые Fujifilm приводила для пояснения используемой технологии. Чтобы заниматься такими тестами нужно ими специально интересоваться, как, например, Photons to Photons. И такой тест автор PTP сделал, но Аркадий усомнился в его правильности и предложил мне тоже протестировать данную фотокамеру.
Чтобы заниматься такими тестами нужно ими специально интересоваться, как, например, Photons to Photons. И такой тест автор PTP сделал, но Аркадий усомнился в его правильности и предложил мне тоже протестировать данную фотокамеру.
Камеру Fujifilm FinePix S5 Pro для тестов предоставил Руслан из Москвы, тоже ценитель этой камеры и большая ему благодарность что на длительный срок дал т.к. я «зашиваюсь» с обзорами (и прочими делами) и начав в декабре обзор смог дописать только к февралю… Да и с камерой нужно было немного погулять, попробовать спокойно.
- Фотокамера Fujifilm FinePix S5 Pro
- Внешний вид, конструктив и эргономика
- Технические характеристики
- Тест на шумы и динамический диапазон
- Резюме
- Дополнение по «шумам» при «проявке» снимков через Hyper-Utility
- Примеры снимков
- Итоги
к содержанию ↑
к содержанию ↑
Внешний вид, конструктив и эргономика
Корпус камеры идентичен Nikon D200, потому сразу вызывает уважение благодаря качеству изготовления и эргономике. Как правило, «зеркальные» камеры имеют хороший «хват» и Fujifilm FinePix S5 Pro тут не исключение. Как и во многих камерах Nikon управление осуществляется двумя основными колесами — спереди и сзади.
Как правило, «зеркальные» камеры имеют хороший «хват» и Fujifilm FinePix S5 Pro тут не исключение. Как и во многих камерах Nikon управление осуществляется двумя основными колесами — спереди и сзади.
На задней стороне кнопочный джойстик, характерный для старых камер Nikon. И да, этот безумный пластиковый кожух экрана, который снижает характеристики самого экрана по контрастности и яркости т.к. быстро царапается и становится «мутным».
Слева: Fujifilm FinePix S5 Pro, справа: Pentax K3 mark III
Тот кто пользуется Nikon к этому привычен и, наоборот, может радоваться что не поцарапает ценный задний ЖК экран. Должен при этом сказать что яркость заднего ЖК экрана Fujifilm FinePix S5 Pro довольно приличная, хотя и уступает современным камерам (экран у Pentax K3 mark III выкручен на максимум яркости на сравнительном снимке). А вот с разрешением этого экрана похуже и увеличение картинки небольшое — оценить попадание в фокус непросто.
Необычным для современных фотокамер способом открывается отсек карт памяти — рычажком на задней стороне камеры.
На передней стороне камеры располагаются переключатели режимов автофокуса, это роднит камеру с брендом Pentax и не только с ним. Я пользуюсь всеми брендами, но так и не постиг дао почему этот переключатель на передней стороне камеры где вслепую его не переключить.
Посмотрел резиновые заглушки с правой стороны камеры. У многих никонов они со временем распухают и уже нормально не вставляются в свои гнезда, а тут сидят очень хорошо, что удивительно для камеры такого возраста. Вообще удивительно хорошо сохранилась.
Рядом со вспышкой кнопка её принудительной активации.
Классический опять же для Nikon «щит» с кнопкой включения и режимами. В общем и целом очень удобно. На моей Canon 90D менее удобно, хотя логика и там и тут интересная и правильная.
Объективов я задействовал два: Nikon 17-55mm f/2. 8G IF-ED AF-S DX Nikkor и Nikon AF Nikkor 50mm 1:1.4D. С обоими объективами камера работала хорошо.
8G IF-ED AF-S DX Nikkor и Nikon AF Nikkor 50mm 1:1.4D. С обоими объективами камера работала хорошо.
На снимке: Nikon 17-55mm f/2.8G IF-ED AF-S DX Nikkor
Nikon 17-55mm f/2.8G IF-ED AF-S DX Nikkor — довольно серьезный объектив с тремя асферическими и тремя низкодисперсионными элементами.
На снимке: Nikon 17-55mm f/2.8G IF-ED AF-S DX Nikkor
На снимке: Nikon 17-55mm f/2.8G IF-ED AF-S DX Nikkor
На снимке: Nikon AF Nikkor 50mm 1:1.4D
Nikon AF Nikkor 50mm 1:1.4D — стандартный недорогой полтинник, у которого уже есть потомок. Пусть не смущает скол на креплении для фильтров — с объективом всё было в порядке.
На снимке: Nikon AF Nikkor 50mm 1:1.4D
На снимке: Nikon AF Nikkor 50mm 1:1.4D
к содержанию ↑
Технические характеристики
Поскольку камера уже прошедшей эпохи, то смысла искать кто был лучше в 2006-ом году отсутствовал и я взял на себя смелость сравнить с современной «зеркальной» фотокамерой чтобы понять куда двигалась фотоиндустрия эти годы, как развивались фотокамеры.
| Наименование модели | Fujifilm FinePix S5 Pro | Pentax K3 mark III |
|---|---|---|
| Дата анонса | январь 2006 | Апрель 2021 |
| Сенсор | 6 Мп APS-C 4256 x 2848 ( S-пикселы: 6,17 миллиона, R-пикселы: 6,17 миллиона), Super CCD SR Pro | 26 Мп APS-C (6192×4128), CMOS |
| Байонет | F-mount | PENTAX KAF2, совместимость с KAF4, KAF3, KAF2, KAF, KA |
| Размер светочувствительного элемента | 5.4 мкм | 3.7 мкм |
| Процессор | PRIME V + чип графического акселератора вер.2 | |
| Глубина цвета | 14-Bit | 14-Bit |
| Затвор | механический: 30 — 1/8000 | механический: 30 — 1/8000 |
| Автофокус | фазовый | Фазовый: 101 датчик фокусировки (25 крестообразных датчиков) |
| Скорость серийной съемки | 3 к/с | 11 к/с с механическим затвором 20 к/с с электронным затвором 30 к/с с электронным затвором и кропом 1.  25 25 |
| ISO | 100 — 3200 | 100 — 1 600 000 |
| Flicker Reduction | нет | есть |
| Коррекция экспозиции | ±5 EV | ±5 EV |
| Экран | 2.5″, 230 000 пикс., фиксированный монитор | 3.2″, 1 620 000 пикс., фиксированный монитор |
| Видоискатель | Оптический, 95%, 0.94х | ОВИ, увеличение 1.05x ( выходной зрачок на 20.5 мм, коррекция диоптрий от -4 до +1) |
| Стабилизатор | нет | Сдвиг матрицы (IBIS = in-body image stabilization) с пяти осевой компенсацией (5 ступеней) |
| Видео | нет | 4K/30p |
| Внутренний F-Log | нет | нет |
| Карты памяти | 1 слот CF (CompactFlash Type I/II) | 2 слота, один SD (UHS-II), второй SD (UHS-I) |
| Вспышка | есть | встроенной нет |
| Wi-Fi / USB / GPS | нет / USB 2.0 / нет | встроенный / USB 3. 2 / нет 2 / нет |
| Встроенный Bluetooth | нет | есть |
| Ресурс аккумулятора | 400 кадров (Li-ion battery NP-150 1500 mAh) | 800 кадров (Li-ion battery D-LI90 1860 mAh) |
| Батарейная ручка | есть | есть |
| Тип корпуса | магниевый сплав | магниевый сплав |
| Размеры (W x H x D), мм | 147 × 113 × 74 | 134 х 103 х 73 |
| Вес | 920 г (с аккумулятором и картой памяти) | 820 г (с аккумулятором и картой памяти) |
Fujifilm FinePix S5 Pro была выпущена в те благодатные времена когда на рынке еще боролись две технологии работы сенсоров фотокамер: CCD и CMOS. Была надежда на то что CCD будет развиваться или видоизменяться и существовать параллельно CMOS. Фотокамеры на базе CCD сенсоров давали другие цвета (важно!). Есть у меня среди подписчиков те кто пользовался «зеркалками» Kodak наслаждаясь естественными оттенками кожи лиц. Я внимательно изучал результаты съемок и должен сказать что в плане оттенков кожи там действительно было неплохо, но не всё так хорошо было с остальными цветами. Какие цвета даёт Fujifilm FinePix S5 Pro вы увидите ниже в примерах снимков.
Я внимательно изучал результаты съемок и должен сказать что в плане оттенков кожи там действительно было неплохо, но не всё так хорошо было с остальными цветами. Какие цвета даёт Fujifilm FinePix S5 Pro вы увидите ниже в примерах снимков.
Разрешение кадра с далёкого 2006-ого года принципиально выросло. Когда-то мы обсуждали что больше 16 Мпикс смысла нет делать матрицы, но технический прогресс решил за нас. Когда я смотрю эти 6-мегапиксельные кадры с Фуджи я не испытываю никаких проблем с детализацией на своём мониторе (монитор для ретуши 20″ = 1.920 Мпикс, второй монитор 27″ = 2 Мпикс). Да, если печатать на большой формат, то разница будет, но насколько критичная для портретов? Я даже удивлён что портреты кажутся весьма резкими и при некотором увеличении на экране.
Fujifilm FinePix S5 Pro использует популярный байонет F-mount камер Nikon. Удивительная коллаборация двух знаменитых брендов. Конечно, это даёт доступ ко всем выпущенным объективам Nikon и делает парк оптики большим. Не знаю зачем на это пошла Nikon подарив камере еще и корпус, но изделие получилось очень перспективным.
Не знаю зачем на это пошла Nikon подарив камере еще и корпус, но изделие получилось очень перспективным.
Размер светочувствительного элемента у Fujifilm FinePix S5 Pro большой, но сенсор по старой технологии. В тоже время используется специальная технология с двумя типами сенселей чтобы снизить шумы, посмотрим в тестах насколько хорошо это работает.
Камера выдаёт снимки 14-бит, что для того времени круто. Каждый такой «шажок» в оцифровке сигнала даёт принципиальный скачок в качестве «шумных» мест снимка повышая детализацию.
Автофокус здесь фазовый, без детализации сколько там чего используется для фокусировки. В общем и целом такая информация нам не сильно полезна, главное что фокусируется камера без проблем, достаточно шустро. Это, конечно, не «единичка» Canon (у меня в ту пору была «единичка»), но работать комфортно.
Скорость серийной съемки оставляет желать лучшего, всего 3 к/сек. Тогда это было нормой… Профессиональные репортажные камеры снимали со скоростью 8. 5 к/сек. Это было разумно и достаточно. На сегодняшний день мы имеем запредельные скорости съемки что можно сфотографировать глаз птицы в десяти позициях пока она летит, но насколько это улучшило снимки? 🙂 Нормальной скоростью серийной съемки для фотографа-любителя я бы назвал 5 к/сек, так что Фудж слегка «медленный».
5 к/сек. Это было разумно и достаточно. На сегодняшний день мы имеем запредельные скорости съемки что можно сфотографировать глаз птицы в десяти позициях пока она летит, но насколько это улучшило снимки? 🙂 Нормальной скоростью серийной съемки для фотографа-любителя я бы назвал 5 к/сек, так что Фудж слегка «медленный».
Диапазон чувствительности Fujifilm FinePix S5 Pro небольшой, всего 100-3200. Это реально работающий диапазон и для современных фотокамер. Вопрос только в том насколько «шумные» кадры у Fujifilm FinePix S5 Pro в этом диапазоне и это мы посмотрим далее.
У Fujifilm FinePix S5 Pro небольшой задний ЖК экран 2.5″ и совсем уж небольшое разрешение. Да, пиксели отдельные на нём видно.
Но картинку в целом оценить можно. Кстати, обращу ваше внимание что за эти годы произошёл прогресс в качестве и яркости задних ЖК экранов. Производители почему-то не пиарят данный факт в отличие от названий встроенных процессоров, а качество заднего ЖК экрана нам куда актуальнее названий процессоров! На блёклом экране сложно рассмотреть снимок и оценить точность попадания фокуса и экспозицию в уличных условиях.
Видоискатель оптический с хорошим покрытием. В моём экземпляре стоит какой-то кастомный фокусировочный экран, так что не берусь судить о качестве отображаемой картинки.
Стабилизатора сенсора нет как и во всех «зеркальных» фотокамерах кроме бренда Pentax.
Видео в камере нет. Вот были же счастливые времена когда не было повального увлечения видео 🙂
Помню я в Таиланде в 2007г вынужден был записывать звук птиц в звуковые комментарии к кадрам тк видео не было на Canon 1D mark II N. Не скажу что меня это сильно расстроило или расстраивает сейчас. Зато больше внимания уделял именно фото.
Слот для карт памяти один, CompactFlash. По моей статистике самый надежный формат карт памяти. За 20 лет работы фотографом у меня не сломалось ни одной карты CompactFlash «самой по себе». Вышла из строя только одна когда я случайно вынул её во время записи на неё. При этом SD карт погибло довольно много. Какие-то просто перестали работать, а какие-то расслоились на отдельные пластинки. Что поделать, индустрия идёт в сторону увеличения прибыли, а не ради удобства фотографов. Удобство фотографов бывает как побочный продукт 🙂 Но вот не всегда.
Какие-то просто перестали работать, а какие-то расслоились на отдельные пластинки. Что поделать, индустрия идёт в сторону увеличения прибыли, а не ради удобства фотографов. Удобство фотографов бывает как побочный продукт 🙂 Но вот не всегда.
Имеется встроенная вспышка и это хорошо. В теории увеличивает «хрупкость» камеры, но вот лежит у меня на столе этот древний фудж и вспышка всё еще исправно работает.
Новомодных технологий типа Wi-Fi и GPS нет. GPS (насколько помню) тогда можно было подключить к некоторым фотокамерам внешний.
Fujifilm FinePix S5 Pro имеет довольно малый ресурс работы от аккумулятора. Тут мы видим явный прогресс индустрии. «Зеркальные» камеры старались увеличить энергоэффективность своих компонентов и свежие «зеркалки» снимают 800-1300 кадров от аккумулятора. Так что такой результат у Фуджа близок к тому что выдают сейчас «беззеркалки».
Интересно что размеры Fujifilm FinePix S5 Pro оказываются больше чем даже у «полноразмерного» Pentax K3 mark III, который уж никак не маленький на сегодняшний день.
Т.е. представления о размерах фотокамер за эти годы поменялись с учётом конкуренции со смартфонами. Появился комплекс большого размера. Хотя в своё время размер камеры считался даже преимуществом ввиду лучшей эргономики и большими делали только топовые камеры (с интегрированной батарейной ручкой).
Вес Fujifilm FinePix S5 Pro даже больше Pentax K3 mark III. У меня есть картинки разрезанного пополам Pentax K3 mark III и интересно что же такое облегчили в сравнении со старыми фотокамерами. Отчего Fujifilm FinePix S5 Pro ухитряется весить больше? У неё даже аккумулятор меньше.
к содержанию ↑
Тест на шумы и динамический диапазон
Как я говорил, тест на динамический диапазон это очень дорогостоящее занятие. Поэтому мы подойдём к нему не «в лоб», а постараемся определить его косвенно. С нижней стороны динамический диапазон ограничен «шумами», а с верхней «насыщением» сенселей сенсора. Для начала займемся «шумами».
Типы шумов я описывал здесь. Нас будет интересовать шум чтения т.к. он играет наиболее важную роль при слабом сигнале в тенях (это те самые тени, которые мы собрались «вытягивать»).
Вот список камер, которые у меня есть в базе. Если у вас есть камера, которой нет в базе, то просьба сделать следуя простой инструкции тестовые кадры и прислать мне для «улучшения качества обслуживания».
Например, сравним с Nikon D80, выпущенной в тот же 2006-ой год. Чем ниже идёт график — тем «шумов» меньше.
Fujifilm FinePix S5 Pro изначально (на DR100) «шумит» меньше чем Nikon D80. При включении режима DR400 Fujifilm FinePix S5 Pro «шумит» еще поменьше.
На мой взгляд разница существенная в пользу Fuji. Посмотрел графики на Photons-to-photons. Честно говоря не стал вдаваться в то как там измеряют динамический диапазон, а лишь сравнил характер графиков. И, да, в диапазоне ISO 640-800 у Nikon D80 они тоже нашли «полочку». У Fuji никаких «полочек» нет и ДД стабильно падает с ростом ISO, как и должно быть в нормальном случае.
У Fuji никаких «полочек» нет и ДД стабильно падает с ростом ISO, как и должно быть в нормальном случае.
ISO 3200. слева: Fujifilm S5pro DR400, справа: Nikon D80
Но посмотрим другую камеру, полнокадровую, но появившуюся в 2005-ом году — Canon 5D.
Тут всё гораздо менее очевидно. Fujifilm FinePix S5 Pro выигрывает с большим отрывом на низких ISO и проигрывает на высоких.
Причем интересно, что график Fujifilm FinePix S5 Pro идёт по экспоненте, как и должен при усилении сигнала, а вот у Canon график скачет вверх-вниз демонстрируя манипуляции с сигналом.
ISO 1600. Слева: Fuji S5pro, справа: Canon 5D
Больше в моей базе по «шумам» близкого ничего не было. Если у вас есть камеры из списка выпущенных в 2006-ом, то просьба поделиться тестовыми кадрами по методике ссылка на которую выше.
Главное что мы узнали из теста «шумов» — Fujifilm FinePix S5 Pro имела сенсор изначально с невысокими для того времени «шумами». Технология включающая два типа субпикселей с «шумами» помогает, но не очень существенно.
Технология включающая два типа субпикселей с «шумами» помогает, но не очень существенно.
Я сделал серию кадров с одинаковыми параметрами в двух режимах: DR100 и DR400. Проявил их в Adobe Camera Raw. Посмотрите сами.
Кадры снятые в режиме DR400 темнее.
Открыл эти кадры в Raw Digger — тоже видно что один из кадров экспонирован в минус.
Построил профили яркости для серых патчей шкалы Colorchecker.
Тоже очевидно что яркость разная и у DR400 она меньше.
Может я ошибся при съемке? Или вспышка сработала с погрешностью? Но все кадры на DR400 темнее всех кадров на DR100.
Ладно, всякое бывает. Возвращаюсь к «темновым» кадрам, снятым с закрытой крышкой объектива. Вот уж тут ошибки быть не может.
С закрытой крышкой данных очень мало, потому поставил логарифмический способ отображения данных — так видно даже небольшое их количество. Уровень сигнала по идее должен быть одинаковым, но видно что у DR400 он слабже, график сдвинут влево.
к содержанию ↑
Резюме
По итогам своих изысканий я вижу что снимки на DR400 немного недоэкспонированы. Причем это видно даже в Adobe Camera Raw. Всё очень похоже на то как Fujifilm реализует «увеличение динамического диапазона» и сейчас, но просто значения экспозиции в минус более скромные и ACR не понимает, видимо, правильно поправку в плюс, потому мы видим более темное изображение (на современных камерах вы видите изображение в DR100 и DR400 абсолютно идентичные по яркости в ACR).
Причем это видно даже в Adobe Camera Raw. Всё очень похоже на то как Fujifilm реализует «увеличение динамического диапазона» и сейчас, но просто значения экспозиции в минус более скромные и ACR не понимает, видимо, правильно поправку в плюс, потому мы видим более темное изображение (на современных камерах вы видите изображение в DR100 и DR400 абсолютно идентичные по яркости в ACR).
Что это даёт? При тех же настройках на камере вы, экспонируя вниз, «спасаете» света. В результате вам кажется что появился запас в «светах». Реализуется это, скорее всего, использованием другого значения предусиления сигнала. «Тени» у Fujifilm FinePix S5 Pro «шумят» меньше на DR400, так что это похоже на увеличение динамического диапазона (на мой взгляд около 1 EV будет в итоге с учетом запаса в светах и запаса в тенях. Но точно не считал).
ISO3200, Fujifilm FinePix S5 Pro. Проявка в ACR, +5EV
Здесь видно что при переключении в DR400 тени «шумят» немного меньше. Выбрал ISO 3200 т.к. разница небольшая и её проще увидеть на «шумных» фрагментах.
Выбрал ISO 3200 т.к. разница небольшая и её проще увидеть на «шумных» фрагментах.
к содержанию ↑
Дополнение по «шумам» при «проявке» снимков через Hyper-Utility
Итак, в комментариях два человека меня обвинили в поверхностном обзоре камеры из-за того что я проявлял снимки Fujifilm FinePix S5 Pro через Adobe Camera Raw, а не через Fuji Hyper-Utility HS-V3. Я пошёл навстречу пожеланиям и «проявил» тестовые кадры в Fuji Hyper-Utility HS-V3. Причем версию взял настроенную «по феншую» от Аркадия. Заодно посмотрел чтобы настройки соответствовали тем что Аркадий указал и сохранил как 16 битный TIFF через встроенный RAW конвертер. Из проявленных снимков я вырезал фрагменты 400×400пикс и поднял им экспозицию на 5 ступеней чтобы было видно хорошо разницу. Что из этого получилось — смотрите ниже:
В этот раз я не буду строить графики, а опишу ситуацию своими словами. Во-первых, патчи снимков проявленных в Fuji Hyper-Utility HS-V3 светлее. Программа делает поправку экспозиции снимка больше чем Adobe Camera Raw (камера снимает с недоэкспозицией, а потом в конвертере применяется поправка в плюс). Во-вторых, Fuji Hyper-Utility HS-V3 активно использует «шумодав». Если для нетренированного глаза это может быть не видно на низких ISO, то посмотрите на высокие (1600 и 3200) — там просто «в мыло» уже размылась вся детализация из-за «шумодава».
Программа делает поправку экспозиции снимка больше чем Adobe Camera Raw (камера снимает с недоэкспозицией, а потом в конвертере применяется поправка в плюс). Во-вторых, Fuji Hyper-Utility HS-V3 активно использует «шумодав». Если для нетренированного глаза это может быть не видно на низких ISO, то посмотрите на высокие (1600 и 3200) — там просто «в мыло» уже размылась вся детализация из-за «шумодава».
Из-за того что патчи снимков проявленных в Fuji Hyper-Utility HS-V3 сильно «шумодавлены», то делать по ним графики бессмысленно. Формально там «шумов» мало, но вы сами видите за счёт чего.
кому интересно самому покрутить тестовые файлы «шумов» от Fujifilm FinePix S5 Pro — вы можете скачать их здесь.
Можно проявлять их в разных конвертерах, но если фанаты сами не знают в какой программе лучше, то, думаю, нет смысла их разубеждать. Любой владелец может повторить эксперимент или воспользоваться файлами, которые я выложил проявив их самостоятельно. Если вдруг у вас получится что-то другое, то я рад буду обсудить.
Если вдруг у вас получится что-то другое, то я рад буду обсудить.
При этом — камера хорошая, но польза от технологии двух субпикселей, видимо, не такая огромная, как считают некоторые владельцы.
к содержанию ↑
Примеры снимков
Fujifilm FinePix S5 Pro + Nikon 17-55mm f/2.8G IF-ED AF-S DX [email protected] f4, 1/100sec, iso 200
Fujifilm FinePix S5 Pro + Nikon 17-55mm f/2.8G IF-ED AF-S DX [email protected] f2.8, 1/200sec, iso 200
Fujifilm FinePix S5 Pro + Nikon 17-55mm f/2.8G IF-ED AF-S DX [email protected] f2.8, 1/200sec, iso 200
Fujifilm FinePix S5 Pro + Nikon 17-55mm f/2.8G IF-ED AF-S DX [email protected] f2.8, 1/200sec, iso 200
Fujifilm FinePix S5 Pro + Nikon 17-55mm f/2.8G IF-ED AF-S DX [email protected] f2.8, 1/320sec, iso 200
Fujifilm FinePix S5 Pro + Nikon AF Nikkor 50mm 1:[email protected] f1.4, 1/50sec, iso 400
Fujifilm FinePix S5 Pro + Nikon AF Nikkor 50mm 1:[email protected] f1. 4, 1/80sec, iso 800
4, 1/80sec, iso 800
к содержанию ↑
Fujifilm FinePix S5 Pro — отличная фотокамера для своего времени, которой можно снимать и сейчас. Изменилось разрешение фотокамер, улучшились экраны для просмотра снимков, но принципиально ничего такого не изменилось без чего нельзя прожить 🙂 Единственное в чём камера уступает многим современным фотокамерам — это наличие стабилизатора сенсора. С другой стороны, многие объективы Nikon имеют оптическую стабилизацию, которая считается эффективнее для фотографии. У камеры нет режима видео, но попытка смешать всё в один комбайн никогда хорошо не заканчивалась. Отдельная видеокамера всегда будет лучше фотокамеры с режимом видео, я прочувствовал это на себе. Теперь понимаю зачем нужны камкодеры. И удобство и наличие всех необходимых функций. А всё остальное от бедности и недостатка опыта работы с камкодерами. Хорошо иметь два режима в одной камере, но это приводит к большим неудобствам непосредственно в работе.
Динамический диапазон
Выигрыш есть и технология работает. Благо это действительно отдельная технология, а не просто смещение всего диапазона вниз чтобы «обмануть» фотографа. Тут есть и работа с «тенями». Поэтому я говорю об увеличенном ДД, а не о «шаманстве» как в во многих новых камерах. Возможно, технология забыта с учётом того что была реализована на CCD, а не на CMOS, который в итоге победил.
Благо это действительно отдельная технология, а не просто смещение всего диапазона вниз чтобы «обмануть» фотографа. Тут есть и работа с «тенями». Поэтому я говорю об увеличенном ДД, а не о «шаманстве» как в во многих новых камерах. Возможно, технология забыта с учётом того что была реализована на CCD, а не на CMOS, который в итоге победил.
Цвета
Я наблюдают определенно другой цветовой профиль нежели тот, к которому мы привыкли сейчас, когда большинство фотокамер используют сенсоры SONY и её же цветовой профиль. Тона кожи тёплые, с примесью желтого, что особенно проявляется при освещении лампами накаливания, как на моих двух последних снимках в примерах. На природе же, в пасмурную погоду, мы имеем большой бонус в более приятных и похожих на натуральные цветах кожи, которые на снимках с цветовым профилем Сони выходят с блеклым зелено-фиолетовым оттенком. У Canon в пасмурную погоду тоже лица блекнут, но цветовой профиль Canon компенсирует это добавлением оранжевого (тоже неестественно, но лучше чем вариант Сони, на мой взгляд).
Зачем тестировать камеру 2006-ого года и писать про неё в 2022-ом году?
Я никогда не любил «ходить в ногу». Потому что следуя трендам вы будете только там где вас хочет видеть производитель техники, а не там где вам самому хочется быть. А цель у производителя одна — заработать денег. И сейчас это особенно чувствуется с внедрением «беззеркалок». Чтобы лучше понять суть технологий имеет смысл посмотреть на их спектр, оценить то что мы теряем или приобретаем в новых фотокамерах. А для этого нужно знать что у нас было до этого.
В этот раз я не буду писать «плюсы» и «минусы» Fujifilm FinePix S5 Pro т.к. это сравнительные характеристики, а сравнивать с современными фотокамерами чисто по техническим характеристикам смысла нет. В современных камерах больше «набито» пикселей, чаще стучит затвор и т.п.
Скажу просто что для некоторых жанров, таких как портретное фото, предметное фото средних размеров, пейзаж и архитектура данная фотокамера еще вполне может послужить. И, конечно, вы можете снимать ей для своего удовольствия еще долгое время.
И, конечно, вы можете снимать ей для своего удовольствия еще долгое время.
Удачных снимков и до новых обзоров!
Umidigi S5 Pro | 254 факторов
56балла
Umidigi S5 Pro
Umidigi S5 Pro
Почему Umidigi S5 Pro лучше чем другие?
- Емкость аккумулятора?
4680mAhvs3660.65mAh - Плотность пикселей?
465ppivs351.96ppi - Оперативная память?
6GBvs4.51GB - Разрешение?
1080 x 2340pxvs1.88MP - Скорость центрального процессора?
2 x 2.05GHz & 6 x 2GHzvs12.51GHz - Мегапиксели (основная камера)?
48MP & 16MP & 8MP & 8MPvs34.27MP - Размер экрана?
6.3″vs5.87″ - Мегапиксели (фронтальная камера)?
16MPvs11.22MP
Какие сравнения самые популярные?
Umidigi S5 Pro
vs
Motorola Moto G60
Umidigi S5 Pro
vs
Samsung Galaxy A51 (128GB / 4GB RAM)
Umidigi S5 Pro
vs
Umidigi F2
Umidigi S5 Pro
vs
Xiaomi Redmi Note 9 Pro
Umidigi S5 Pro
vs
Blackview BV9900 Pro
Umidigi S5 Pro
vs
Redmi 10C
Umidigi S5 Pro
vs
Xiaomi Poco X3 Pro
Umidigi S5 Pro
vs
LG Velvet 5G
Umidigi S5 Pro
vs
Samsung Galaxy A11
Umidigi S5 Pro
vs
Umidigi X
Сопоставление цен
Отзывы пользователей
Общий рейтинг
Umidigi S5 Pro
2 Отзывы пользователей
Umidigi S5 Pro
7. 5/10
5/10
2 Отзывы пользователей
Функции
Качество сборки
7.0/10
2 votes
Качество экрана
8.0/10
2 votes
Срок службы батареи
6.0/10
2 votes
Фотография
7.0/10
2 votes
Производительность
7.5/10
2 votes
Дисплей
размер экрана
Чем больше размер экрана, тем лучше впечатления пользователя.
Имеет OLED/AMOLED экран
✔Umidigi S5 Pro
OLED-дисплеи (органические светодиоды) состоят из органических материалов, которые излучают свет. Они имеют более высокие коэффициенты контрастности и более широкие углы обзора по сравнению с LCD -дисплеями. AMOLED и POLED являются типами дисплеев OLED.
имеет панель IPS
✖Umidigi S5 Pro
IPS (переключение в плоскости) — технология, используемая для LCD-дисплеев. Она был разработана для преодоления основных ограничений обычных скрученных нематик TFT-дисплеев, таких как: ограниченные углы обзора и низкое качество цветопередачи. PLS (переключение между плоскостями) — это тип экрана IPS, разработанный Samsung, с более высокой яркостью и более низкой себестоимостью.
PLS (переключение между плоскостями) — это тип экрана IPS, разработанный Samsung, с более высокой яркостью и более низкой себестоимостью.
плотность пикселей
465ppi
Плотность пикселей — это измерение разрешения экрана, выраженное в количестве пикселей на дюйм (PPI) на экране. Более высокая плотность пикселей приводит к большей четкости и ясности изображений, отображаемых на экране, что улучшает качество просмотра.
разрешение
1080 x 2340px
Разрешение указывает максимальное количество пикселей, которое может быть отображено на экране, выраженное в виде количества пикселей на горизонтальной оси и числа на вертикальной оси.
частота обновления
Частота, с которой обновляется экран. Чем выше частота, меньше мерцание (меньше шума) и более естественна репрезентация движений.
яркость
Неизвестно. Помогите нам, предложите стоимость.
Нит — это измерение света, излучаемого дисплеем, равное одной канделе на квадратный метр. Яркие дисплеи более удобны для чтения содержимого экрана, даже в солнечную погоду.
Имеет фирменное противоударное стекло
✖Umidigi S5 Pro
Противоударное стекло (такое как, Gorilla Glass компании Corning или Asahi Dragontrail Glass) тонкое, лёгкое и может выдерживать высокую степень внешнего воздействия.
версия Gorilla Glass
Неизвестно. Помогите нам, предложите стоимость.
Gorilla Glass — одна из самых популярных марок химически упрочненного стекла, выпускаемая компанией Corning. Было разработано несколько версий, новейшие из которых более долговечны и устойчивы к повреждениям.
Производительность
встроенная память
Встроенная память это встроенное пространство для хранения в устройстве системных данных, приложений и пользовательских данных. Благодаря большому объему внутренней памяти вы можете сохранять больше файлов и приложений на вашем устройстве.
оперативная память
Оперативная память (RAM) — это форма памяти, используемая для хранения рабочих данных и машинного кода, используемого в настоящее время. Это временное виртуальное хранилище с быстрым доступом, которое можно читать и изменять в любом порядке, что обеспечивает быструю обработку данных.
версия Android
Android 10
Более новая версия Android обычно удобнее для пользователя. Каждая новая версия Android имеет новые функции и улучшения в производительности, а также новые дополнения в безопасности.
Оценочный балл AnTuTu
290000
AnTuTu является одним из самых важных тестов для устройств Android. Оценка отражает общую производительность устройства, суммируя результаты отдельных тестов с различными параметрами, такими как скорость RAM, производительность процессора, производительность 2D и 3D графики.
тест 3DMark Wild Life
Неизвестно. Помогите нам, предложите стоимость.
Помогите нам, предложите стоимость.
Wild Life — это кроссплатформенный тест, разработанный 3DMark, который проверяет графическую производительность устройства (с использованием Vulkan API на Android/Windows и Metal API на iOS). Источник: 3DMark.
тест 3DMark Wild Life Unlimited
Неизвестно. Помогите нам, предложите стоимость.
Wild Life — это кроссплатформенный тест, разработанный 3DMark, который проверяет графическую производительность устройства (с использованием Vulkan API на Android/Windows и Metal API на iOS). Неограниченная версия работает за пределами экрана, поэтому такие факторы, как разрешение экрана, не влияют на оценку. Источник: 3DMark.
тест 3DMark Wild Life Extreme
Неизвестно. Помогите нам, предложите стоимость.
Wild Life — это кроссплатформенный тест, разработанный 3DMark, который проверяет графическую производительность устройства (с использованием Vulkan API на Android/Windows и Metal API на iOS). Версия Extreme намного требовательнее к графике, чем стандартный тест Wild Life. Источник: 3DMark.
Версия Extreme намного требовательнее к графике, чем стандартный тест Wild Life. Источник: 3DMark.
Geekbench 5 результат (многоядерный)
1675 (MediaTek Helio G90T)
Geekbench 5 — это кросс-платформенный тест, который измеряет производительность многоядерного процессора. (Источник: Primate Labs,2022)
Geekbench 5 результат (одноядерный)
534 (MediaTek Helio G90T)
Geekbench 5 — это кросс-платформенный тест, который измеряет одноядерную производительность процессора. (Источник: Primate Labs, 2022)
Камеры
мегапиксели (основная камера)
48MP & 16MP & 8MP & 8MP
Количество мегапикселей определяет разрешение изображений, снятых основной камерой. Более высокое число мегапикселей означает, что камера способна захватывать больше деталей. Однако количество мегапикселей — это не единственный важный элемент, определяющий качество изображения.
мегапиксели (фронтальная камера)
Количество мегапикселей определяет разрешение изображений, снятых фронтальной камерой. Более высокое число мегапикселей означает, что передняя камера способна захватывать больше деталей, что является важным фактором для съемки селфи с высоким разрешением.
имеет встроенный оптический стабилизатор изображения
✔Umidigi S5 Pro
Оптическая стабилизация изображения использует гироскопические датчики для отслеживания вибраций камеры. Линза соответствующе корректирует оптический путь, предотвращая смазывание изображения до того как оно будет снято.
видео запись (основная камера)
2160 x 30fps
Максимальное разрешение возможно для видео, снятых с основной камерой. Также можно выбирать и другие частоты кадров, эти видеозаписи обычно имеют более низкие разрешения.
широкая апертура (основная камера)
Неизвестно. Помогите нам, предложите стоимость.
Помогите нам, предложите стоимость.
Это самая широкая апертура доступная на минимальном фокусном расстоянии. С более широкой апертурой датчик может захватить больше света, помогая избежать размытости за счет более быстрой скорости затвора. Она также обеспечивает малую глубину резкости, что позволяет размыть фон, чтобы сосредоточить внимание на объекте.
Имеет двухцветную светодиодную вспышку
✔Umidigi S5 Pro
Двухцветная светодиодная вспышка состоит из нескольких светодиодов с разной цветовой температурой, которые обеспечивают наилучший цветовой баланс на фото и видео.
имеет сенсор обратной подсветки
✔Umidigi S5 Pro
Сенсор с обратной подсветкой (BSI) — это вид фотографического датчика изображения, который делает снимки лучшего качества в условиях плохой освещенности, а также гарантирует улучшение общей резкости и качества изображения.
имеет непрерывный автофокус при записи фильмов
✔Umidigi S5 Pro
При записи фильмов предметы всегда остаются в фокусе.
Имеет автофокусировку благодаря фазовому автофокусу при фотосъемке
✔Umidigi S5 Pro
Фазовый автофокус намного быстрее, чем контрастный, и позволяет делать более четкие изображения.
Операционная система
есть предупреждения буфера обмена
✖Umidigi S5 Pro
Эта функция конфиденциальности предупреждает вас небольшим уведомлением, когда приложение копирует данные из вашего буфера обмена.
есть функция «Конфиденциальность местоположения»
✖Umidigi S5 Pro
Эта функция конфиденциальности позволяет вам сообщать приложению о вашем приблизительном, а не о точном местоположении.
есть функция «Конфиденциальность камеры/микрофона»
✖Umidigi S5 Pro
Вы можете включить или отключить доступ приложения к камере или микрофону на вашем устройстве. Также на устройстве есть иконки, которые показывают, когда приложение использует камеру или микрофон.
есть функция «Защита конфиденциальности в Почте»
✖Umidigi S5 Pro
«Защита конфиденциальности в Почте» — это функция, встроенная в почтовое приложение по умолчанию, которая блокирует отправителей от использования «пикселей отслеживания», которые могут видеть, когда вы прочитали электронное письмо. Она также скрывает ваш IP-адрес от отправителей.
есть настройка темы
✔Umidigi S5 Pro (Android 10)
Настройка темы позволяет легко изменить внешний вид пользовательского интерфейса (UI). Например, изменить цвета системы или иконки приложений.
может блокировать отслеживание приложений
✖Umidigi S5 Pro
Некоторые приложения отслеживают вашу активность, даже когда приложение не используется. Эта функция конфиденциальности позволяет заблокировать отслеживание либо во всех приложениях, либо отдельно для каждого приложения.
блокирует перекрестное отслеживание
✖Umidigi S5 Pro
Эта настройка (в браузере по умолчанию) позволяет блокировать файлы куки и перекрестное отслеживание, чтобы обеспечить вам конфиденциальность.
есть машинное обучение на устройстве
✖Umidigi S5 Pro (Android 10)
Машинное обучение на устройстве используется для распознавания людей, мест и многого другого в приложении «Фотографии». Алгоритмы запускаются на самом устройстве и затем сохраняют эти конфиденциальные данные. Конкурирующие сервисы загружают фотографии и выполняют это на своих серверах, что требует от вас предоставления личных данных.
Могут играть в игры одновременно с их скачиванием
✖Umidigi S5 Pro (Android 10)
Это означает, что вам не нужно ждать, пока вся игра будет загружена, так как последующие этапы игры будут загружаться в процессе игры.
Батарея
емкость аккумулятора
4680mAh
Заряд батареи, или емкость аккумулятора, представляет собой количество электрической энергии, хранящейся в батарее. Чем больше заряд аккумулятора, тем дольше срок службы батареи.
имеет беспроводную зарядку
✖Umidigi S5 Pro
Поддерживает Qi стандарт беспроводной зарядки. Чтобы зарядить устройство, вам нужно всего лишь положить его на зарядную панель.
Чтобы зарядить устройство, вам нужно всего лишь положить его на зарядную панель.
Поддерживает быструю зарядку
✔Umidigi S5 Pro
Технологии быстрой зарядки, например, Quick Charge от компании Qualcomm или Pump Express от MediaTek, используются для уменьшения времени зарядки устройства. К примеру, с Quick Charge 3.0, батарея может быть заряжена на 50% всего за 30 минут.
скорость зарядки
Неизвестно. Помогите нам, предложите стоимость.
Скорость зарядки выражается в ваттах (Вт), единицах измерения электрической мощности. Чем выше мощность, тем быстрее скорость зарядки. Для получения заявленной скорости зарядки важно использовать совместимое зарядное устройство.
скорость беспроводной зарядки
Неизвестно. Помогите нам, предложите стоимость.
Скорость зарядки выражается в ваттах (Вт), единицах измерения электрической мощности. Чем выше мощность, тем быстрее скорость зарядки. Для получения заявленной скорости зарядки необходимо использовать совместимое беспроводное зарядное устройство.
Для получения заявленной скорости зарядки необходимо использовать совместимое беспроводное зарядное устройство.
имеет обратную реверсивную беспроводную зарядку
✖Umidigi S5 Pro
Устройство может использоваться как беспроводная зарядная станция для зарядки других устройств.
обратная скорость беспроводной зарядки
Неизвестно. Помогите нам, предложите стоимость.
Скорость зарядки выражается в ваттах (Вт), единицах измерения электрической мощности. Чем выше мощность, тем быстрее скорость зарядки.
имеет заменяемый аккумулятор
✖Umidigi S5 Pro
В случае поломки пользователь может заменить аккумулятор
Имеет ультра режим энергосбережения
✖Umidigi S5 Pro
Устройство может спасти батарею, используя только черно-белый экран с несколькими основными икон. Это означает, что даже при небольшом количестве аккумулятора можно держать устройство работает в течение длительного времени.
Аудио
имеет гнездо для 3,5 мм мини-джека
✖Umidigi S5 Pro
Вы можете использовать стандартный мини-джек разъем для подключения большинства наушников.
имеет встроенные стерео динамики
✔Umidigi S5 Pro
Устройства со стереодинамиками обеспечивают звук из разных каналов с левой и с правой стороны и создают более насыщенный звук и лучшее восприятие.
Имеет Блютуз aptX
✖Umidigi S5 Pro
aptX — это кодек, используемый для беспроводной передачи звука через Bluetooth. Он разработан Qualcomm и поддерживает 16-битный звук со скоростью 384 кбит/с.
есть LDAC
✖Umidigi S5 Pro
LDAC — это кодек, разработанный Sony для аудио Bluetooth. Он поддерживает очень высокий битрейт 990 кбит/с, что обеспечивает звук высокого разрешения. Он также может автоматически настроить более низкий битрейт 330 кбит/с или 660 кбит/с для повышения стабильности.
есть aptX HD
✖Umidigi S5 Pro
aptX HD — это аудиокодек для устройств Bluetooth, разработанный Qualcomm. Он поддерживает высококачественный 24-битный звук (с битрейтом 576 кбит/с).
есть aptX Adaptive
✖Umidigi S5 Pro
aptx Adaptive — это аудиокодек для устройств Bluetooth, разработанный Qualcomm. Он имеет переменную скорость передачи данных (от 279 кбит/с до 420 кбит/с), это означает, что он может регулировать скорость передачи данных при различных сценариях, таких как прослушивание HD-аудио или уменьшение помех от других устройств.
имеет радио
✔Umidigi S5 Pro
С подключенными наушниками может работать как FM радио
количество микрофонов
Неизвестно. Помогите нам, предложите стоимость.
Чем больше микрофонов имеет устройство, тем лучше оно фильтрует фоновые шумы и улучшает общее качество записи звука.
имеет специальные медиа кнопки
✖Umidigi S5 Pro
Можно управлять музыкальным плеером вслепую.
Функции
есть поддержка 5G
✖Umidigi S5 Pro (MediaTek Helio G90T)
Поддерживает беспроводную технологию 5G. Мобильная сеть пятого поколения обеспечивает более высокие скорости и меньшую задержку в передаче, чем предыдущая сеть четвертого поколения.
скорость загрузки
600MBits/s (MediaTek Helio G90T)
Скорость загрузки — это измерение пропускной способности интернет-соединения, представляющее максимальную скорость передачи данных, с которой устройство может получить доступ к онлайн-контенту.
скорость загрузки
150MBits/s (MediaTek Helio G90T)
Скорость загрузки — это измерение пропускной способности интернет-соединения, представляющее максимальную скорость передачи данных, при которой устройство может отправлять информацию на сервер или другое устройство.
Имеет USB Type-C
✔Umidigi S5 Pro
USB Type-C имеет двустороннюю ориентацию коннектора и направление кабеля.
версия USB
Более новые версии USB работают быстрее и имеют лучшее управление энергопотреблением.
имеет NFC
✔Umidigi S5 Pro
NFC (коммуникация ближнего поля) позволяет устройству выполнять простые беспроводные трансакции, например мобильные платежи. Примечание: эта функция может быть доступна не на всех рынках.
поддерживает Wi-Fi 6 (802.11ax)
✖Umidigi S5 Pro
Wi-Fi 6, выпущенный в 2019 году, основан на стандарте беспроводной сети IEEE 802.11ax. Разработанный для работы во всех полосах частот от 1 до 6 ГГц, он предлагает более высокие скорости передачи данных и меньшую задержку по сравнению с предыдущими технологиями Wi-Fi.
поддерживает Wi-Fi 6E
✖Umidigi S5 Pro
Wi-Fi 6E был анонсирован в 2020 году и имеет ряд преимуществ по сравнению с Wi-Fi 6. Помимо диапазонов 2,4 ГГц и 5 ГГц, он может работать в диапазоне 6 ГГц, что обеспечивает более высокие скорости и чрезвычайно низкую задержку.
Помимо диапазонов 2,4 ГГц и 5 ГГц, он может работать в диапазоне 6 ГГц, что обеспечивает более высокие скорости и чрезвычайно низкую задержку.
Интерфейс 802.11ac WiFi
✔Umidigi S5 Pro
Беспроводной 802.11ac работает на частоте 5 ГГц, а также на 2,4 ГГц (двухдиапазонный WiFi). Предлагает более высокую скорость передачи данных, повышенную надёжность и более оптимальный принцип энергопотребления. Даёт преимущества для игр и видеопотоков HD.
Сопоставление цен
Oтменить
Какие смартфоны лучше?
Tineco FLOOR ONE S5 PRO Smart Коллекция пылесосов для влажной и сухой уборки — Tineco US
Поделись этим:
Тинеко
$599,99
Сэкономьте 0%
Количество
S5 Pro — отсутствует перевод: en.products.status.sold_out
S5 PRO 2 — 599,99 долларов США
С5 Про
$599,99
С5 ПРО 2
$599,99
продукт-основные-аксессуары-детали
Комплект принадлежностей
59,99 долларов США
Комплект принадлежностей
Нет в наличии
59,99 долларов США
ВСЕГО:
$599,99
- Интеллектуальная уборка пылесосом и стирка за один шаг — убирайте влажные или сухие загрязнения и легко устраняйте стойкие и липкие загрязнения на твердых полах.
 Благодаря запатентованной технологии Tineco iLoop Smart Sensor, он автоматически регулирует мощность всасывания, скорость вращения щетки и поток воды, чтобы соответствующим образом убрать ваш беспорядок.
Благодаря запатентованной технологии Tineco iLoop Smart Sensor, он автоматически регулирует мощность всасывания, скорость вращения щетки и поток воды, чтобы соответствующим образом убрать ваш беспорядок. - Анимированный дисплей для удобного контроля — Благодаря яркой 3D-анимации, эксклюзивной для FLOOR ONE S5 PRO, и кольцу iLoop, которое меняет цвет с красного на синий, когда ваш пол чист, полноцветный 2,1-дюймовый ЖК-дисплей обеспечивает уборку в режиме реального времени. состояние и руководство, уровень заряда батареи и всасывания, а также предупреждения о техническом обслуживании во время уборки.
- Передовая эффективность уборки — Эксклюзивный валик-щетка FLOOR ONE S5 Pro разработан для того, чтобы скользить близко к плинтусам и очищать труднодоступные углы. Ваши полы становятся полностью сухими и без разводов за считанные минуты.
- Увеличенный резервуар для воды — Резервуар для чистой воды на 30% больше, чем у FLOOR ONE последнего поколения, что позволяет без перерыва очищать большие площади. Система с двумя резервуарами разделяет чистую и грязную воду, поэтому вы всегда моетесь свежей водой и раствором.
- Простота обслуживания — Больше никогда не прикасайтесь к грязному валику. Функция самоочистки без помощи рук автоматически промывает внутреннюю трубку и щеточный валик для быстрого и беспроблемного обслуживания. Сетчатый фильтр для шерсти домашних животных позволяет быстро и легко удалять шерсть домашних животных в домах, где есть домашние животные. Док-станция 3-в-1 обеспечивает максимальное удобство хранения и зарядки устройства.
 Благодаря запатентованной технологии Tineco iLoop Smart Sensor, он автоматически регулирует мощность всасывания, скорость вращения щетки и поток воды, чтобы соответствующим образом убрать ваш беспорядок.
Благодаря запатентованной технологии Tineco iLoop Smart Sensor, он автоматически регулирует мощность всасывания, скорость вращения щетки и поток воды, чтобы соответствующим образом убрать ваш беспорядок. Система с двумя резервуарами разделяет чистую и грязную воду, поэтому вы всегда моетесь свежей водой и раствором.
Система с двумя резервуарами разделяет чистую и грязную воду, поэтому вы всегда моетесь свежей водой и раствором.
ILКонтурный датчик пыли
Универсальный светодиодный дисплей
Интеграция приложений
Алекса Голос Интерактивный
Максимальная мощность всасывания
Шум
Время работы
Батарея
Регулятор мощности всасывания
Объем пыли
Триггер/непрерывный режим питания
Хранение и зарядка
Светодиодная многофункциональная электрическая щетка
Дополнительные чистящие средства
Pure ONE S12 Plus
Максимальная мощность всасывания
Шум
Время работы
Батарея
Регулятор мощности всасывания
Объем пыли
Триггер/непрерывный режим питания
Хранение и зарядка
Светодиодная многофункциональная электрическая щетка
Дополнительные чистящие средства
Чистый ONE S11
Максимальная мощность всасывания
Шум
Время работы
Батарея
Регулятор мощности всасывания
Объем пыли
Триггер/непрерывный режим питания
Хранение и зарядка
Светодиодная многофункциональная электрическая щетка
Дополнительные чистящие средства
A11 ГЕРОЙ EX
Максимальная мощность всасывания
Шум
Время работы
Батарея
Регулятор мощности всасывания
Объем пыли
Триггер/непрерывный режим питания
Хранение и зарядка
Светодиодная многофункциональная электрическая щетка
Дополнительные чистящие средства
текст
Максимальная мощность всасывания
Шум
Время работы
Батарея
Регулятор мощности всасывания
Объем пыли
Триггер/непрерывный режим питания
Хранение и зарядка
Светодиодная многофункциональная электрическая щетка
Дополнительные чистящие средства
текст
Максимальная мощность всасывания
Шум
Время работы
Батарея
Регулятор мощности всасывания
Объем пыли
Триггер/непрерывный режим питания
Хранение и зарядка
Светодиодная многофункциональная электрическая щетка
Дополнительные чистящие средства
- Интеллектуальная уборка пылесосом и стирка за один шаг — убирайте влажные или сухие загрязнения и легко устраняйте стойкие и липкие загрязнения на твердых полах. Благодаря запатентованной технологии Tineco iLoop Smart Sensor, он автоматически регулирует мощность всасывания, скорость вращения щетки и поток воды, чтобы соответствующим образом убрать ваш беспорядок.
- Анимированный дисплей для удобного контроля — Благодаря яркой 3D-анимации, эксклюзивной для FLOOR ONE S5 PRO, и кольцу iLoop, которое меняет цвет с красного на синий, когда ваш пол чист, полноцветный 2,1-дюймовый ЖК-дисплей обеспечивает уборку в режиме реального времени. состояние и руководство, уровень заряда батареи и всасывания, а также предупреждения о техническом обслуживании во время уборки.
- Передовая эффективность уборки — Эксклюзивный валик-щетка FLOOR ONE S5 Pro разработан для того, чтобы скользить близко к плинтусам и очищать труднодоступные углы. Ваши полы становятся полностью сухими и без разводов за считанные минуты.
- Увеличенный резервуар для воды — Резервуар для чистой воды на 30% больше, чем у FLOOR ONE последнего поколения, что позволяет без перерыва очищать большие площади. Система с двумя резервуарами разделяет чистую и грязную воду, поэтому вы всегда моетесь свежей водой и раствором.
- Простота обслуживания — Больше никогда не прикасайтесь к грязному валику. Функция самоочистки без помощи рук автоматически промывает внутреннюю трубку и щеточный валик для быстрого и беспроблемного обслуживания. Сетчатый фильтр для шерсти домашних животных позволяет быстро и легко удалять шерсть домашних животных в домах, где есть домашние животные. Док-станция 3-в-1 обеспечивает максимальное удобство хранения и зарядки устройства.
 Благодаря запатентованной технологии Tineco iLoop Smart Sensor, он автоматически регулирует мощность всасывания, скорость вращения щетки и поток воды, чтобы соответствующим образом убрать ваш беспорядок.
Благодаря запатентованной технологии Tineco iLoop Smart Sensor, он автоматически регулирует мощность всасывания, скорость вращения щетки и поток воды, чтобы соответствующим образом убрать ваш беспорядок. Система с двумя резервуарами разделяет чистую и грязную воду, поэтому вы всегда моетесь свежей водой и раствором.
Система с двумя резервуарами разделяет чистую и грязную воду, поэтому вы всегда моетесь свежей водой и раствором.3D-печать с постоянной производительностью
Откройте для себя простую, постоянную 3D-печать с автоматической обработкой материалов, эффективной фильтрацией воздуха и контролем влажности нити.
Получить цену
, готовая к совокупности двойную экструзию
Хранение, контролируемое влажностью для 6 катушек
Фильтры до 95% ультрадиспа превратите комплект Ultimaker S5 Pro Bundle в рабочую лошадку для печати металлом. Комплект Ultimaker Metal Expansion Kit открывает простой рабочий процесс, который делает изучение нового диапазона применений нержавеющей стали проще, эффективнее и доступнее.
Ultimaker Essentials предоставляет вам инструменты, необходимые для запуска 3D-печати на работе, при соблюдении требований ИТ. Функции включают удаленное управление принтером, встроенные брандмауэры, проверенные подключаемые модули и прямую поддержку.
Физическое пространство внутри Ultimaker S5, которое можно использовать для одно- или двухэкструзионной 3D-печати.
330 x 240 x 300 мм
(13 x 9,4 x 11,8 дюймов)
Размеры XYZ, включая 3D-принтер Ultimaker S5, Air Manager и Material Station.
495 x 500 x 1197 мм
(19,5 x 19,5 x 47,1 дюйма)
Это процесс наложения слоев нити один на другой для создания форм и моделей. Это форма технологии аддитивного производства и процесс, используемый всеми 3D-принтерами Ultimaker.
Это форма технологии аддитивного производства и процесс, используемый всеми 3D-принтерами Ultimaker.
Производство плавленых нитей (FFF)
Вес нетто 3D-принтера.
41,9 кг (92,4 фунта)
Требуемая потребляемая мощность.
100–240 В переменного тока, 50–60 Гц
Пиковая выходная мощность, которую может достичь принтер — обычно при нагреве платформы с подогревом и горячих концов.
Микрон — это единица измерения, используемая для определения толщины 3D-печатного слоя. 20 микрон это 0,02 мм. Более тонкие слои используются для печати с высокой детализацией, более толстые слои отлично подходят для быстрых прототипов.
Сопло 0,25 мм: 150–60 микрон
Сопло 0,4 мм: 200–20 микрон
Сопло 0,6 мм: 300–20 микрон
Сопло 0,8 мм: 600–20 микрон
Чем точнее шаговые двигатели в принтере, тем выше точность и разрешение каждого отпечатка.
6,9, 6,9, 2,5 микрона
Усовершенствованные устройства подачи на Ultimaker S5 Material Station перемещают нить с точной скоростью благодаря устойчивому к абразивному износу механизму подачи, который готов к печати композитными материалами.
Устройство подачи с двумя шестернями, усиленное для композитных материалов
Отмеченный наградами сенсорный экран обеспечивает интуитивное управление настройками и позволяет предварительно просмотреть отпечаток. Поддерживаемые языки: английский, голландский, французский, немецкий, итальянский, японский, корейский, португальский, русский, испанский, китайский (упрощенный).
Цветной сенсорный экран с диагональю 4,7 дюйма (11,9 см)
Быстрая замена печатного сердечника означает увеличение времени безотказной работы и упрощение обслуживания. Ultimaker S5 поставляется с печатными ядрами для построения (AA) и водорастворимых вспомогательных материалов (BB). Печатный сердечник для абразивных композитных материалов (CC) можно приобрести отдельно.
Сменные печатные ядра
Благодаря сменным печатным ядрам вы можете быстро переключаться между различными нитями и печатными ядрами, соответствующими материалу. Это приводит к увеличению времени безотказной работы и упрощению обслуживания вашего 3D-принтера.
Двойная экструзионная печатающая головка с автоматической системой подъема сопла и сменными печатными сердечниками
Меньший диаметр сопла обеспечивает более детальную печать, большие диаметры сокращают общее время печати. Этот 3D-принтер поставляется с двумя печатными ядрами AA 0,4 мм и одним печатным ядром BB 0,4 мм.
0,25 мм, 0,4 мм, 0,6 мм, 0,8 мм
Принтер уведомит вас о необходимости замены фильтра (каждые 1500 часов печати — примерно раз в год).
Сменный фильтр EPA
Объем воздуха, удаляемый в час малошумным бесщеточным вентилятором.
1–50 м³/ч (номинальная скорость 35 м³/ч для большинства материалов при 23 °C)
Фильтр Air Manager улавливает, улавливает или рассеивает до 95 % ультрадисперсных частиц (UFP).
До 95 %
Станция для материалов Ultimaker S5 имеет шесть отсеков для материалов. Одновременно можно печатать до двух материалов.
6 катушек
Для фидеров и боуденовских трубок требуется этот диаметр нити.
2,85 мм
Материал с такими размерами катушки подходит для отсеков станции материалов.
Ширина: 50–70 мм (2–2,7 дюйма)
Диаметр: 197–203 мм (7,8–8 дюймов)
Диаметр сердцевины: > 98 мм (3,8 дюйма)
Благодаря бесшумной работе Ultimaker 3D принтеры подходят для использования в офисе, студии или классе.
< 51 дБА
Этот 3D-принтер Ultimaker лучше всего работает при температурах между этими значениями.
15–30 °C (59- 86 °F), относительная влажность до 70 %
Этот 3D-принтер Ultimaker можно безопасно хранить или не использовать при этих температурах.
0–32 °C (32–90 °F)
Рабочие параметры 3D-принтера
Дополнительные характеристики 3D-принтера:
Ultimaker Cura — это наше ведущее в отрасли программное обеспечение для нарезки, которое превращает вашу 3D-модель в файл, который может использовать ваш принтер использовать. Используйте Ultimaker Digital Factory для управления принтерами и заданиями на печать через локальную сеть или облако
Ultimaker Cura – программное обеспечение для подготовки к печати
Ultimaker Digital Factory – программное обеспечение для управления принтером
Поддерживаемые ОС
MacOS, Windows и Linux
На Ultimaker Marketplace доступны дополнительные подключаемые модули, которые сделают процесс 3D-печати еще проще.
SolidWorks, Siemens NX, Autodesk Inventor
Файл STL является наиболее часто используемым типом файлов для 3D-печати. Почти любое программное обеспечение для 3D-моделирования может создавать эти файлы.
Ultimaker Cura: STL, OBJ, X3D, 3MF, BMP, GIF, JPG, PNG
Форматы для печати: G, GCODE, GCODE.gz, UFP
Печать одним щелчком мыши через соединение Wi-Fi или Ethernet. Или экспортируйте задание на печать на USB-накопитель.
Wi-Fi, Ethernet, USB
Дополнительная информация
Обучение
Обучение доступно онлайн или через нашу специализированную сеть местных сервисных партнеров.
Зарегистрируйте комплект Ultimaker S5 Pro Bundle, чтобы получить доступ к бесплатному онлайн-руководству по настройке и подключению в Академии 3D-печати Ultimaker.
Гарантийный срок
12 месяцев
Экспертная поддержка
Ведущая на рынке техническая поддержка по электронной почте, телефону или от нашего глобального сообщества доступна для вас на вашем языке и в вашем часовом поясе.
Расширенная поддержка
Интернет-ресурсы, обширные руководства, технические паспорта материалов и паспорта безопасности (на нескольких языках), подробная база знаний и многое другое.
Изучите технологию комплекта Ultimaker S5 Pro вместе с одним из инженеров-исследователей, создавших его. Вы узнаете:
• Как Material Station контролирует влажность
• Почему Air Manager обеспечивает гибкость настройки
• Мотивация ключевых дизайнерских решений
• И многое другое!
«В прошлом году мы произвели около 1000 различных деталей, напечатанных на 3D-принтере. Преимуществами этого являются улучшенная эргономика, производительность и удовлетворенность операторов. В итоге мы получаем очень хорошие отзывы от операторов, работающих на линии».
Луис Паскоа, руководитель опытного завода Volkswagen Autoeuropa
Прочитать статью полностью
«На данный момент в запущенных пилотных версиях мы наблюдаем значительное снижение стоимости функциональных приложений, которые мы обнаружили, с 70 до 90%.

 Способ использования максимально простой: раскаляете металл; прикладываете его на деревянную или кожаную поверхность; получаете отпечаток с изображением.
Способ использования максимально простой: раскаляете металл; прикладываете его на деревянную или кожаную поверхность; получаете отпечаток с изображением. 

 Если переводить буквально, то будет рисование огнем. Даная техника используется в искусстве и графике. Смысл пирографии заключается в том, что на древесину или другой натуральный материал (дерево, фанера, бумага, пробка, картон, шпон, кожа, ткань) с использованием очень горячей иглы наносится изображение. Чаще всего используют дерево, поэтому обычно говоря про выжигание подразумевается выжигание по деревянной поверхности.
Если переводить буквально, то будет рисование огнем. Даная техника используется в искусстве и графике. Смысл пирографии заключается в том, что на древесину или другой натуральный материал (дерево, фанера, бумага, пробка, картон, шпон, кожа, ткань) с использованием очень горячей иглы наносится изображение. Чаще всего используют дерево, поэтому обычно говоря про выжигание подразумевается выжигание по деревянной поверхности. За счет физики процесса тонкое жало из нити быстрее нагревается, но и также быстрее остывает, у такого выжигателя легко регулировать температуру накала иглы.
За счет физики процесса тонкое жало из нити быстрее нагревается, но и также быстрее остывает, у такого выжигателя легко регулировать температуру накала иглы. 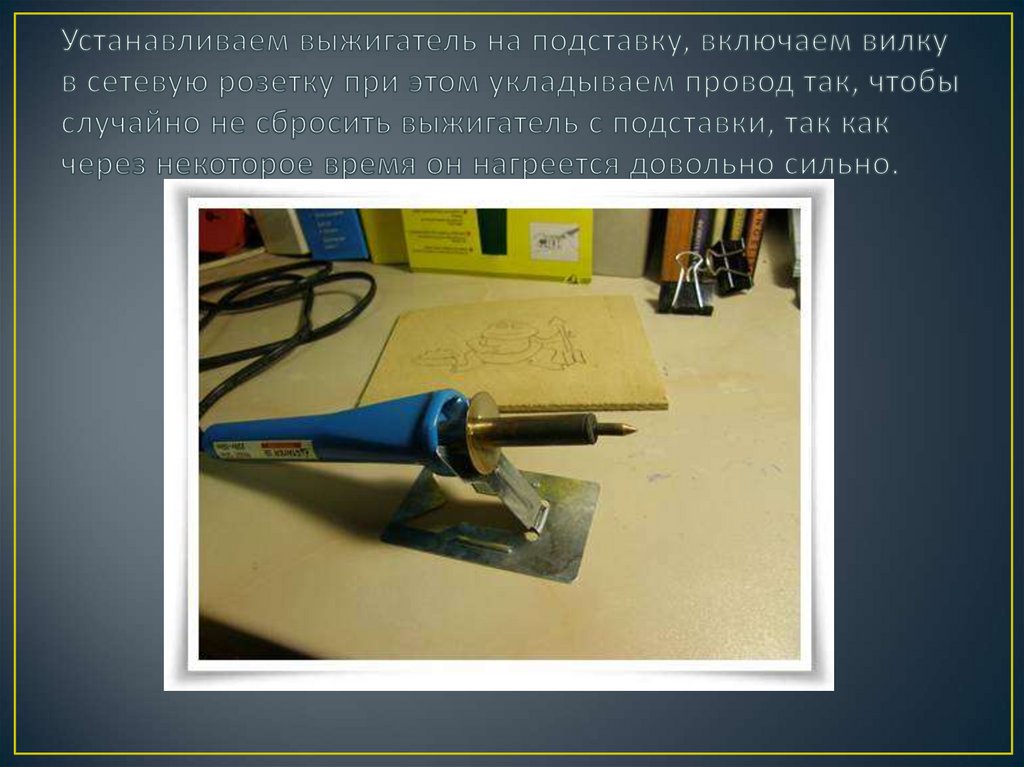 Картинки или фотографии, выбираются в зависимости от Вашего мастерства и опыта работы аппаратом для выжигания. В случае, конечно с ЧПУ выжигателем можно выбрать фотографию любой сложности, тут от Вас не требуется быть талантливым художником. Хотя с выжиганием в ручную тоже есть современные хитрости, это когда работают с копиркой и потом паяльником только обводят все, что нанесли на дерево карандашом.
Картинки или фотографии, выбираются в зависимости от Вашего мастерства и опыта работы аппаратом для выжигания. В случае, конечно с ЧПУ выжигателем можно выбрать фотографию любой сложности, тут от Вас не требуется быть талантливым художником. Хотя с выжиганием в ручную тоже есть современные хитрости, это когда работают с копиркой и потом паяльником только обводят все, что нанесли на дерево карандашом.
 В ручную выжигание очень красиво смотрится на спиле дерева, там можно интересно обыграть сучки и не ровность материала.
В ручную выжигание очень красиво смотрится на спиле дерева, там можно интересно обыграть сучки и не ровность материала. Поэтому большинство предпочитает менее дорогой вариант сделанный специализированным принтером для холста. С выжиганием в ручную или при помощи пиропринтера примерно такая же ситуация.
Поэтому большинство предпочитает менее дорогой вариант сделанный специализированным принтером для холста. С выжиганием в ручную или при помощи пиропринтера примерно такая же ситуация.  Там было два сотовых телефона, оба предоплаченные, с установленным количеством предоплаченных минут, оба все еще в аптечной упаковке, их практически невозможно отследить, если купить за наличные… — Ли Чайлд
Там было два сотовых телефона, оба предоплаченные, с установленным количеством предоплаченных минут, оба все еще в аптечной упаковке, их практически невозможно отследить, если купить за наличные… — Ли Чайлд


 Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/burner. По состоянию на 10 апреля 2023 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/burner. По состоянию на 10 апреля 2023 г. com: Encyclopedia article about burner
com: Encyclopedia article about burner  Был ли это кто-то, кто был в Блэк-Рок-Сити, или кто-то, кто был на официальном региональном мероприятии или даже на неофициальном, но не похожем на сжигание/кемпинге мероприятии? А как насчет всех тех людей, которые не сделали и, возможно, никогда не сделают этого, но привносят это по-своему в свою повседневную жизнь, настолько, что, если вы встретите их в продуктовом магазине, вы поклянетесь. они будут пахнуть плайя пылью, если ты наклонишься поближе?
Был ли это кто-то, кто был в Блэк-Рок-Сити, или кто-то, кто был на официальном региональном мероприятии или даже на неофициальном, но не похожем на сжигание/кемпинге мероприятии? А как насчет всех тех людей, которые не сделали и, возможно, никогда не сделают этого, но привносят это по-своему в свою повседневную жизнь, настолько, что, если вы встретите их в продуктовом магазине, вы поклянетесь. они будут пахнуть плайя пылью, если ты наклонишься поближе?

 00 кВт
00 кВт 00 кВт
00 кВт 75 кВт
75 кВт 50 кВт
50 кВт 50 кВт
50 кВт 50 кВт
50 кВт д.
д. Доставка в Москве и по России, возможен самовывоз. Звоните и заказывайте по телефону +7 (495) 150-05-90!
Доставка в Москве и по России, возможен самовывоз. Звоните и заказывайте по телефону +7 (495) 150-05-90! Они бывают горизонтальными, вертикальными и универсальными. Существует ещё один вид фрезерного оборудования — широкоуниверсальные консольно-фрезерные станки. Они отличаются от универсального оборудования одной важной деталью.
Они бывают горизонтальными, вертикальными и универсальными. Существует ещё один вид фрезерного оборудования — широкоуниверсальные консольно-фрезерные станки. Они отличаются от универсального оборудования одной важной деталью.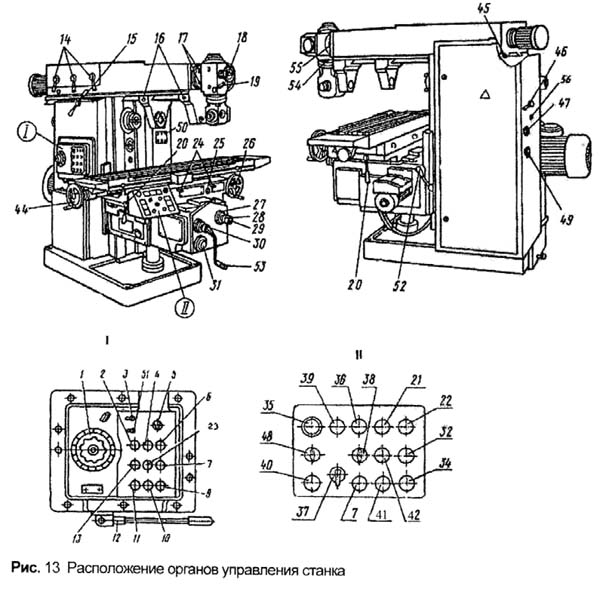
 Процесс перемещения стола, а также повороты шпинделей осуществляются при помощи обособленных электрических двигателей.
Процесс перемещения стола, а также повороты шпинделей осуществляются при помощи обособленных электрических двигателей. Для торможения шпинделя может применяться электромагнитная муфта.
Для торможения шпинделя может применяться электромагнитная муфта. Купить широкоуниверсальные консольно-фрезерные станки, а также спецоснащение других типов можно на нашем сайте или связавшись с нами по телефону.
Купить широкоуниверсальные консольно-фрезерные станки, а также спецоснащение других типов можно на нашем сайте или связавшись с нами по телефону. , пекторальная станция, тяга широчайших, скручивание пресса, разгибание ног и станция нижнего блока
, пекторальная станция, тяга широчайших, скручивание пресса, разгибание ног и станция нижнего блока / Curl bar, Этот тренажер оснащен точкой поворота, которая помогает поддерживать правильную форму тела во время тренировок, позволяя максимально воздействовать на целевые группы мышц
/ Curl bar, Этот тренажер оснащен точкой поворота, которая помогает поддерживать правильную форму тела во время тренировок, позволяя максимально воздействовать на целевые группы мышц Легко подстраивается под любого члена семьи, будь то молодой или старый, низкий или высокий.
Легко подстраивается под любого члена семьи, будь то молодой или старый, низкий или высокий.
 Для всех уровней физической подготовки в возрасте от 8 до 80 лет; Выдерживает максимальный вес 300 фунтов
Для всех уровней физической подготовки в возрасте от 8 до 80 лет; Выдерживает максимальный вес 300 фунтов
 д.
д.



 Данные автоматически проверяются на достоверность.
Данные автоматически проверяются на достоверность.
 Сварное
Сварное 5 л.с | Цена, отзывы, фото, инструкция
5 л.с | Цена, отзывы, фото, инструкция Очень удобна в узких траншеях, вдоль фундаментов и стен, можно укладывать тротуарную плитку.
Очень удобна в узких траншеях, вдоль фундаментов и стен, можно укладывать тротуарную плитку.
 5л.с. / Loncin / Бензиновый / 450мм / 540мм
5л.с. / Loncin / Бензиновый / 450мм / 540мм

 .33 Гц; Амплитуда (от/до): 0..+/-4,7 мм; Ход: 0..9,4 мм; Максимум. ускорение: подробнее…
.33 Гц; Амплитуда (от/до): 0..+/-4,7 мм; Ход: 0..9,4 мм; Максимум. ускорение: подробнее… .10,4 мм; Максимум. ускорение далее…
.10,4 мм; Максимум. ускорение далее… Включая Galileo ® Fit, нашу стандартную модель для хорошо оборудованного фитнес-зала, и 2 встроенные гантели Galileo ® Mano 30 для расслабляющих и сложных тренировок.
Включая Galileo ® Fit, нашу стандартную модель для хорошо оборудованного фитнес-зала, и 2 встроенные гантели Galileo ® Mano 30 для расслабляющих и сложных тренировок. Включая Galileo ® Fit Extreme Bundle, прочный комплект для высокоинтенсивных тренировок всего тела, и стенд Galileo ® PT для визуализации всего тренировочного процесса.
Включая Galileo ® Fit Extreme Bundle, прочный комплект для высокоинтенсивных тренировок всего тела, и стенд Galileo ® PT для визуализации всего тренировочного процесса.
 ускорение больше…
ускорение больше…
 00
00
 00
00
 »
»

 с. Удобно хранить под кроватью, диваном или письменным столом.
с. Удобно хранить под кроватью, диваном или письменным столом.
 «Деревня» – это поселение крестьян–земледельцев, первоначально в 1–3, позднее – в 10–15 дворов. Термин «село» в древности означал загородное княжеское имение. Позднее под селом понималось центральное селение, к которому тяготеют деревни. В XIX в., в большинстве случаев, оно означало сравнительно крупное сельское поселение, в котором была (или существовала в прошлом) церковь. Кроме этих трех типов поселений следует отметить еще один – «починок». Название это происходит от слова «почин» и в новгородские времена употреблялось в значении «основанное новое поселение». В XVIII–XIX вв. починком на Севере называли небольшие поселения, отпочковавшиеся от старой деревни ввиду недостатка пригодных для обработки земель
«Деревня» – это поселение крестьян–земледельцев, первоначально в 1–3, позднее – в 10–15 дворов. Термин «село» в древности означал загородное княжеское имение. Позднее под селом понималось центральное селение, к которому тяготеют деревни. В XIX в., в большинстве случаев, оно означало сравнительно крупное сельское поселение, в котором была (или существовала в прошлом) церковь. Кроме этих трех типов поселений следует отметить еще один – «починок». Название это происходит от слова «почин» и в новгородские времена употреблялось в значении «основанное новое поселение». В XVIII–XIX вв. починком на Севере называли небольшие поселения, отпочковавшиеся от старой деревни ввиду недостатка пригодных для обработки земель Тому было несколько причин: во первых, для земледельческого населения немаловажным было наличие пригодных для обработки земель, «большинство из которых здесь расположено узкой лентой вдоль берегов рек и озер. Часто в 100–300 м от них начинается «сузем» – водораздел, покрытый болотами или труднопроходимыми лесами. Хорошая почва для пашни и наличие близко расположенных сенокосов, которые могли располагаться в поймах рек, часто имели решающее значение при выборе места для селения»
Тому было несколько причин: во первых, для земледельческого населения немаловажным было наличие пригодных для обработки земель, «большинство из которых здесь расположено узкой лентой вдоль берегов рек и озер. Часто в 100–300 м от них начинается «сузем» – водораздел, покрытый болотами или труднопроходимыми лесами. Хорошая почва для пашни и наличие близко расположенных сенокосов, которые могли располагаться в поймах рек, часто имели решающее значение при выборе места для селения» Сележный, или водораздельный тип в первоначальный период освоения Севера составлял всего 3–5%, и только в XIX в. возрос до 10–12%
Сележный, или водораздельный тип в первоначальный период освоения Севера составлял всего 3–5%, и только в XIX в. возрос до 10–12%
 Один из них – это принцип свободной планировки, утвердившийся в народном зодчестве с незапамятных времен, а второй – принцип регулярно–геометрической планировки, появившийся в северных деревнях намного позже».
Один из них – это принцип свободной планировки, утвердившийся в народном зодчестве с незапамятных времен, а второй – принцип регулярно–геометрической планировки, появившийся в северных деревнях намного позже». 193]
193] По мере разрастания деревни, дома могли ставить и в два, и в три ряда, в этом случае фасады построек, стоящих во второй и третьей линии, смотрели на «озадки» тех, что стояли ближе к берегу, таким образом, не зависимо от ряда, они выходили «на воду». Чтобы находящийся впереди дом не закрывал вид из окна и, одновременно, солнце, их ставили «вразбежку». Если рельеф был неровным, один порядок домов ставился выше другого – терассообразно. В любом случае, порядки не были абсолютно прямыми, что объяснялось естественными причинами
По мере разрастания деревни, дома могли ставить и в два, и в три ряда, в этом случае фасады построек, стоящих во второй и третьей линии, смотрели на «озадки» тех, что стояли ближе к берегу, таким образом, не зависимо от ряда, они выходили «на воду». Чтобы находящийся впереди дом не закрывал вид из окна и, одновременно, солнце, их ставили «вразбежку». Если рельеф был неровным, один порядок домов ставился выше другого – терассообразно. В любом случае, порядки не были абсолютно прямыми, что объяснялось естественными причинами Уличная планировка преобладала там, где большую роль играл сухопутный транспорт
Уличная планировка преобладала там, где большую роль играл сухопутный транспорт В.Воробьевой, в среднем составлял 13×18 саженей (т.е. около 1000 кв.м.). Распространению уличной формы поселений в Заонежье способствовала также прокладка в конце XIX в. сухопутных дорог, которые проходили по деревням и использовались круглогодично, – до этого времени их здесь, практически, не было. При строительстве новых домов их фасады могли ориентировать не на озеро, а на дорогу, привычным для нас образом, так в планировку деревень стали проникать элементы, свойственные городской застройке. Тем не менее, старые, уже сформировавшиеся участки поселений не трогали, и они продолжали существовать в прежнем виде, в результате чего многие деревни представляли собой разнообразные переходные планировочные формы
В.Воробьевой, в среднем составлял 13×18 саженей (т.е. около 1000 кв.м.). Распространению уличной формы поселений в Заонежье способствовала также прокладка в конце XIX в. сухопутных дорог, которые проходили по деревням и использовались круглогодично, – до этого времени их здесь, практически, не было. При строительстве новых домов их фасады могли ориентировать не на озеро, а на дорогу, привычным для нас образом, так в планировку деревень стали проникать элементы, свойственные городской застройке. Тем не менее, старые, уже сформировавшиеся участки поселений не трогали, и они продолжали существовать в прежнем виде, в результате чего многие деревни представляли собой разнообразные переходные планировочные формы Кижи и округи (хотя это, конечно, далеко не все Заонежье!). При однорядной застройке, в одном случае, дома своими главными фасадами обращены к реке или озеру, примером такого поселения может служить д.Ямка, а в другом – к дороге, идущей вдоль берега, но позади домов, – такие поселения тоже есть в окрестностях о.Кижи. Деревня Ямка представляет собой один ряд развернутых к озеру домов, который почти вплотную подходит к береговой линии, повторяя ее очертания. В структуре прибрежно–рядовой застройки традиционных поселений Заонежья прослеживаются определенные общие черты. Первую линию строений, у самого берега, образуют небольшие бани, сараи для хранения лодок, приспособления для вытаскивания их на берег, мостки, причалы, вешала для просушки сетей. Иногда «на воде» сооружались и амбары. Массивные высокие дома образовывали вторую, основную линию береговой застройки. Сразу же за домами начинались пашенные угодья, огороженные изгородью из жердей, вблизи полей ставили хозяйственные постройки, предназначенные для просушки и обмолота зерна: зароды, риги.
Кижи и округи (хотя это, конечно, далеко не все Заонежье!). При однорядной застройке, в одном случае, дома своими главными фасадами обращены к реке или озеру, примером такого поселения может служить д.Ямка, а в другом – к дороге, идущей вдоль берега, но позади домов, – такие поселения тоже есть в окрестностях о.Кижи. Деревня Ямка представляет собой один ряд развернутых к озеру домов, который почти вплотную подходит к береговой линии, повторяя ее очертания. В структуре прибрежно–рядовой застройки традиционных поселений Заонежья прослеживаются определенные общие черты. Первую линию строений, у самого берега, образуют небольшие бани, сараи для хранения лодок, приспособления для вытаскивания их на берег, мостки, причалы, вешала для просушки сетей. Иногда «на воде» сооружались и амбары. Массивные высокие дома образовывали вторую, основную линию береговой застройки. Сразу же за домами начинались пашенные угодья, огороженные изгородью из жердей, вблизи полей ставили хозяйственные постройки, предназначенные для просушки и обмолота зерна: зароды, риги. Расположенный поблизости ручей или речка хорошо подходили для строительства водяных мельниц, а открытые возвышенные места – для сооружения ветряных. На некотором отдалении от домов, – у берега озера, в роще, на скалистом возвышении или в окружении полей, можно было увидеть и небольшой деревенский храм – часовню, а у дороги – поклонный крест. В целом такая деревня представляла собой своего рода архитектурный ансамбль, в котором существование каждого элемента и его традиционное расположение были обусловлены и жизненным опытом, и насущной потребностью человека, и природными особенностями ландшафта.[текст с сайта музея-заповедника «Кижи»: http://kizhi.karelia.ru]
Расположенный поблизости ручей или речка хорошо подходили для строительства водяных мельниц, а открытые возвышенные места – для сооружения ветряных. На некотором отдалении от домов, – у берега озера, в роще, на скалистом возвышении или в окружении полей, можно было увидеть и небольшой деревенский храм – часовню, а у дороги – поклонный крест. В целом такая деревня представляла собой своего рода архитектурный ансамбль, в котором существование каждого элемента и его традиционное расположение были обусловлены и жизненным опытом, и насущной потребностью человека, и природными особенностями ландшафта.[текст с сайта музея-заповедника «Кижи»: http://kizhi.karelia.ru] , уже в XVI–XVII вв. сельскохозяйственные угодья отдельных деревень могли сливаться в единое целое на больших территориях…»
, уже в XVI–XVII вв. сельскохозяйственные угодья отдельных деревень могли сливаться в единое целое на больших территориях…» Эти поселения формировались постепенно, изменяясь с течением времени под влиянием различных обстоятельств, и, в то же время, сохраняя некоторые древние черты. В застройке деревни явственно прослеживается разумность и целесообразность размещения строений, стремление человека, тем самым, как можно лучше устроить свою жизнь. Вместе с тем, еще при выборе места, когда человеку необходимо было учесть такие важные особенности, как удобство сообщения, качество сельскохозяйственных угодий, ориентация по солнцу, защита от ветров и др., внимание уделялось и красоте окружающей природы.
Эти поселения формировались постепенно, изменяясь с течением времени под влиянием различных обстоятельств, и, в то же время, сохраняя некоторые древние черты. В застройке деревни явственно прослеживается разумность и целесообразность размещения строений, стремление человека, тем самым, как можно лучше устроить свою жизнь. Вместе с тем, еще при выборе места, когда человеку необходимо было учесть такие важные особенности, как удобство сообщения, качество сельскохозяйственных угодий, ориентация по солнцу, защита от ветров и др., внимание уделялось и красоте окружающей природы. 35]
35] Л., 1981.
Л., 1981. Историю его основания можно прочесть в предыдущей статье, а сегодня мы начнём прогулку, полную насыщенной островной жизни. Более плотное знакомство с Кнайпхофом логичнее всего начать с того места, где он и был рождён — от опор Лавочного моста.
Историю его основания можно прочесть в предыдущей статье, а сегодня мы начнём прогулку, полную насыщенной островной жизни. Более плотное знакомство с Кнайпхофом логичнее всего начать с того места, где он и был рождён — от опор Лавочного моста. Лавочным он стал только спустя столетие, и есть две версии, почему так произошло. По первой — мост был самым широким из всех, вдобавок связывал собой Альтштадт и Кнайпхоф, между которыми случались столкновения. Именно поэтому горожане сделали его «нейтральной» территорией для торговли. По обеим сторонам моста и на берегах реки находились лавки торговцев. Всё это очень напоминает многие европейские крупные мосты с домами или же мост, описанный Марком Твеном в рассказе «Принц и нищий»: «Мост служил проезжей, шумной, многолюдной дорогой и представлял любопытную особенность: по обе его стороны, от одного берега до другого, тянулись непрерывные ряды лавчонок и лавок с квартирами торговцев поверху». Другая версия гораздо проще. С немецкого языка слово Krämer можно перевести как купец или лавочник, а так как за мостом находилась целая улица купеческих домов, то и его назвали Лавочным (Купеческим).
Лавочным он стал только спустя столетие, и есть две версии, почему так произошло. По первой — мост был самым широким из всех, вдобавок связывал собой Альтштадт и Кнайпхоф, между которыми случались столкновения. Именно поэтому горожане сделали его «нейтральной» территорией для торговли. По обеим сторонам моста и на берегах реки находились лавки торговцев. Всё это очень напоминает многие европейские крупные мосты с домами или же мост, описанный Марком Твеном в рассказе «Принц и нищий»: «Мост служил проезжей, шумной, многолюдной дорогой и представлял любопытную особенность: по обе его стороны, от одного берега до другого, тянулись непрерывные ряды лавчонок и лавок с квартирами торговцев поверху». Другая версия гораздо проще. С немецкого языка слово Krämer можно перевести как купец или лавочник, а так как за мостом находилась целая улица купеческих домов, то и его назвали Лавочным (Купеческим). Предлагаю поскорей отправиться на остров Кнайпхоф, где начнётся экскурсия. Оказавшись здесь около ста лет назад, мы были бы поражены. Прямо за Лавочным мостом начиналась самая роскошная и известная улица Кёнигсберга — Кнайпхофше Ланггассе. На русский язык я бы перевёл это как Кнайпхофский проспект, но толкований довольно много,и мы не будем углубляться в них.
Предлагаю поскорей отправиться на остров Кнайпхоф, где начнётся экскурсия. Оказавшись здесь около ста лет назад, мы были бы поражены. Прямо за Лавочным мостом начиналась самая роскошная и известная улица Кёнигсберга — Кнайпхофше Ланггассе. На русский язык я бы перевёл это как Кнайпхофский проспект, но толкований довольно много,и мы не будем углубляться в них. Впрочем, именно эти черты сделали улицу особенной.
Впрочем, именно эти черты сделали улицу особенной. Основанием террасы было доступное снаружи подвальное помещение высотой в неполный человеческий рост». На этом сходства не заканчивались, ведь практически все дома были одной высоты, имели очень крутые лестницы и высокий первый этаж. К сожалению, до наших дней сохранилось не так много фото, чтобы показать вам всю красоту этой улицы. Нечто подобное ещё можно встретить в старых европейских городах с богатой торговой историей, таких как бельгийский Брюгге.
Основанием террасы было доступное снаружи подвальное помещение высотой в неполный человеческий рост». На этом сходства не заканчивались, ведь практически все дома были одной высоты, имели очень крутые лестницы и высокий первый этаж. К сожалению, до наших дней сохранилось не так много фото, чтобы показать вам всю красоту этой улицы. Нечто подобное ещё можно встретить в старых европейских городах с богатой торговой историей, таких как бельгийский Брюгге. Но более всего горожанам запомнились именно Зелёные ворота, ставшие одновременно окончанием улицы Кнайпхофше Ланггассе и началом южной стороны Кнайпхофа. Впервые эти ворота «засветились» в 1572 году, а уже в конце XVI века их вершину украсила изящная восьмигранная башенка. На фото ниже вы как раз можете видеть именно их. Но судьба была неблагосклонна к этому изящному творению.
Но более всего горожанам запомнились именно Зелёные ворота, ставшие одновременно окончанием улицы Кнайпхофше Ланггассе и началом южной стороны Кнайпхофа. Впервые эти ворота «засветились» в 1572 году, а уже в конце XVI века их вершину украсила изящная восьмигранная башенка. На фото ниже вы как раз можете видеть именно их. Но судьба была неблагосклонна к этому изящному творению. Справа здание старой Биржи с колоннами. Середина XIX века.
Справа здание старой Биржи с колоннами. Середина XIX века. Я предпринял путешествие сие на другой же день после нашего прибытия и обегал все наилучшие площади, улицы и места сего города, и не мог довольно налюбоваться красотою и пышностью многих улиц, а особливо так-называемой Кнейпхофской большой улицы, которую наши тотчас окрестили по-своему и назвали Мильонною, потому что вся она была не только прямая, но состояла из наилучших и богатейших домов в городе».
Я предпринял путешествие сие на другой же день после нашего прибытия и обегал все наилучшие площади, улицы и места сего города, и не мог довольно налюбоваться красотою и пышностью многих улиц, а особливо так-называемой Кнейпхофской большой улицы, которую наши тотчас окрестили по-своему и назвали Мильонною, потому что вся она была не только прямая, но состояла из наилучших и богатейших домов в городе».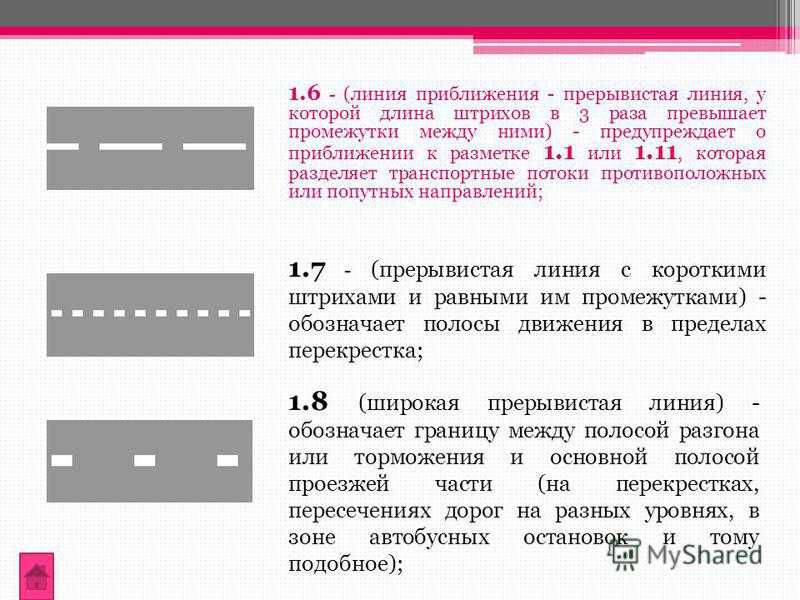
 Здесь можно было купить всё.
Здесь можно было купить всё. Я бы мог закончить свою статью словами, что от самой богатой улицы не осталось и следа, но это было неправдой. Проводя экскурсию около года назад, под Эстакадным мостом я заметил ряд бордюрных камней, плавно уходящих в грунт. Здесь когда-то и заканчивалась Кнайпхофше Ланггассе, тихо вливаясь в пролёт Зеленого моста, и этот бордюр — всё, что осталось до наших дней от некогда великой улицы Кёнигсберга…
Я бы мог закончить свою статью словами, что от самой богатой улицы не осталось и следа, но это было неправдой. Проводя экскурсию около года назад, под Эстакадным мостом я заметил ряд бордюрных камней, плавно уходящих в грунт. Здесь когда-то и заканчивалась Кнайпхофше Ланггассе, тихо вливаясь в пролёт Зеленого моста, и этот бордюр — всё, что осталось до наших дней от некогда великой улицы Кёнигсберга… Вал погнут, если это не так.
Вал погнут, если это не так.
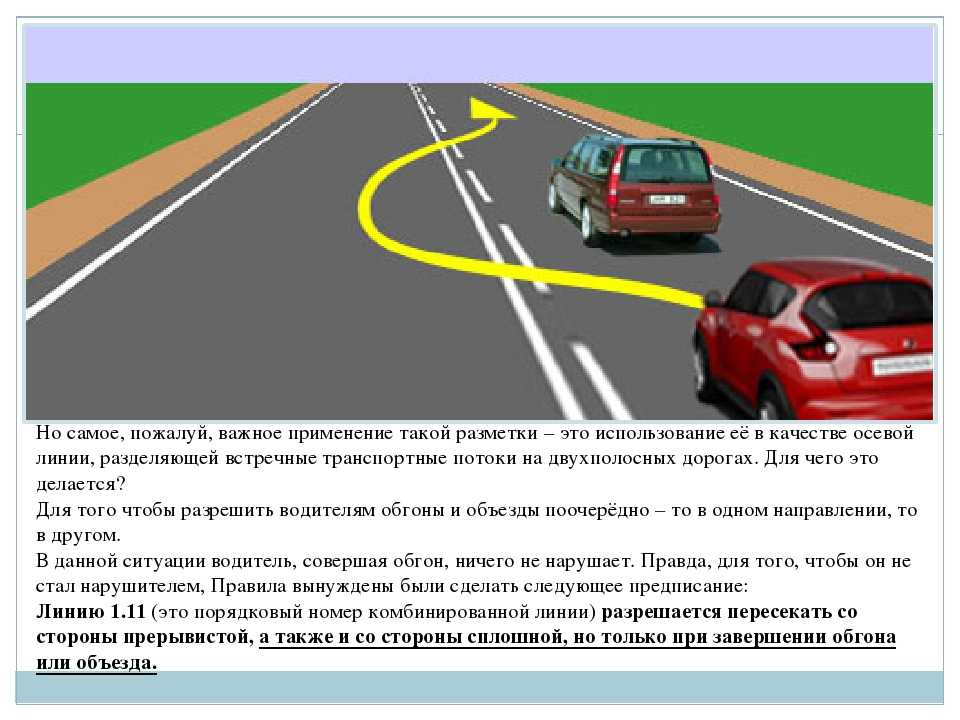
 Однако стоит потратить несколько минут на то, чтобы правильно оценить ситуацию, чтобы определить, является ли выбранный курс действий подходящим.
Однако стоит потратить несколько минут на то, чтобы правильно оценить ситуацию, чтобы определить, является ли выбранный курс действий подходящим. Из-за внутренних напряжений вала процедура, выполняемая в одном месте, иногда может привести к неожиданному изгибу в другом месте. Из-за непредсказуемой характеристики внутренних напряжений правка таких валов может быть временной с неопределенными долгосрочными результатами.
Из-за внутренних напряжений вала процедура, выполняемая в одном месте, иногда может привести к неожиданному изгибу в другом месте. Из-за непредсказуемой характеристики внутренних напряжений правка таких валов может быть временной с неопределенными долгосрочными результатами.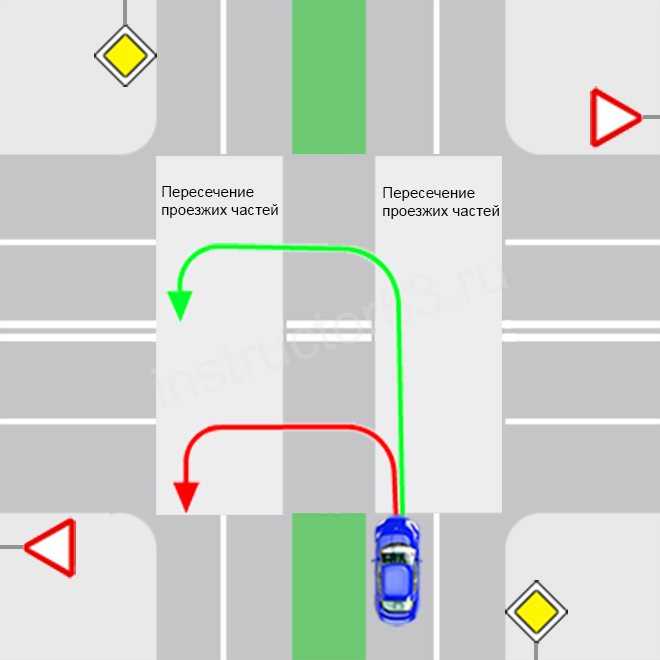 Те же самые материалы, как правило, более щадящие при выпрямлении и, следовательно, больше подходят для ремонта.
Те же самые материалы, как правило, более щадящие при выпрямлении и, следовательно, больше подходят для ремонта.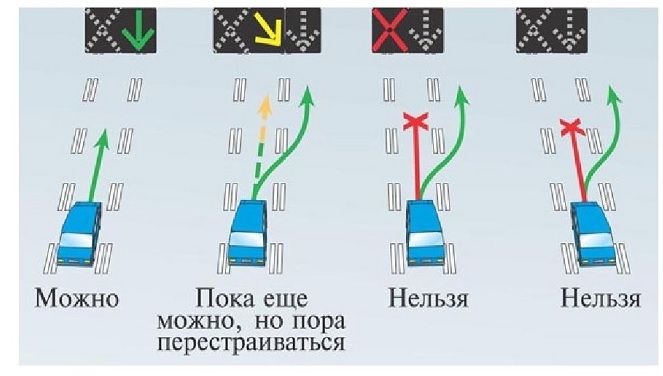 Особенности конструкции вала действуют как концентраторы напряжения. Помимо того, что они являются фактором, способствующим первоначальному изгибу, они также могут повлиять на успех ремонта с выпрямлением изогнутого вала.
Особенности конструкции вала действуют как концентраторы напряжения. Помимо того, что они являются фактором, способствующим первоначальному изгибу, они также могут повлиять на успех ремонта с выпрямлением изогнутого вала.
 Первоначальный осмотр перед началом коррекции используется для документирования исходного состояния изогнутого вала.
Первоначальный осмотр перед началом коррекции используется для документирования исходного состояния изогнутого вала.
 Например, если циферблатный индикатор показывает, что его максимальное отклонение происходит, когда опорная метка вращения находится в положении 3:00, запишите положение 3:00 на карте съемки.
Например, если циферблатный индикатор показывает, что его максимальное отклонение происходит, когда опорная метка вращения находится в положении 3:00, запишите положение 3:00 на карте съемки. Методом проб и ошибок найдите место наибольшего отклонения и отметьте его.
Методом проб и ошибок найдите место наибольшего отклонения и отметьте его.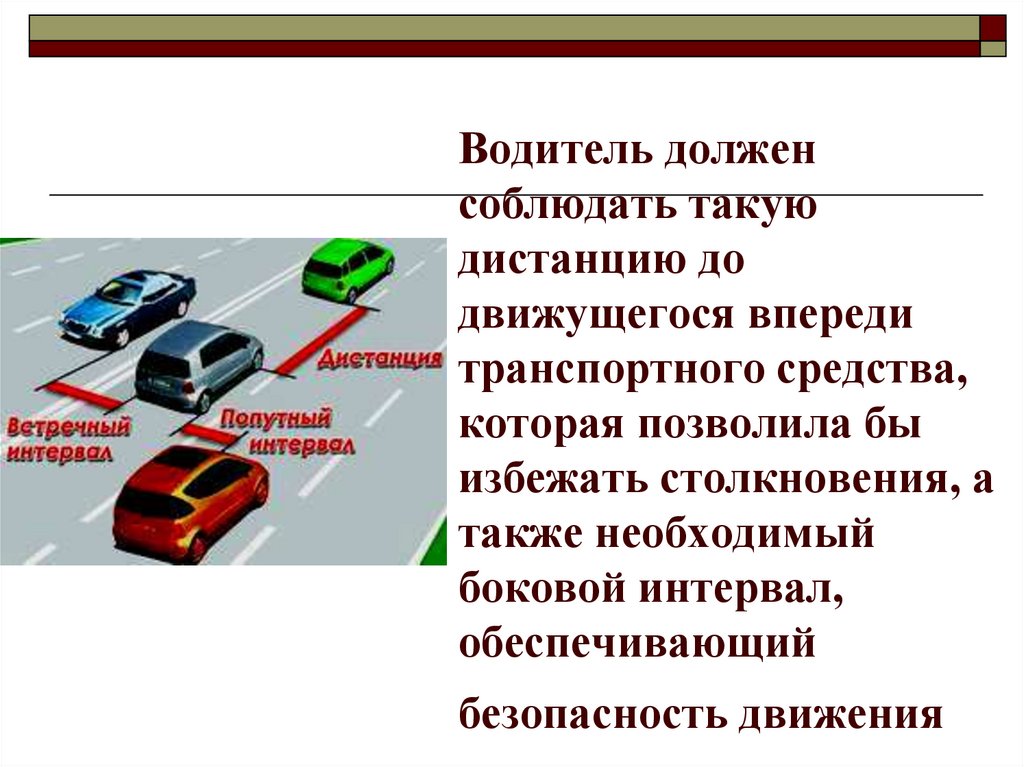
 3. Типичная установка метода механической правки.
3. Типичная установка метода механической правки.
 По тем же причинам этот процесс может быть затруднен, когда вал находится на месте.
По тем же причинам этот процесс может быть затруднен, когда вал находится на месте. Цель состоит в том, чтобы достичь перепада температур или локальной горячей точки между обогреваемой областью и окружающей территорией. Поэтому применяйте тепло равномерно и постоянно, следя за циферблатными индикаторами.
Цель состоит в том, чтобы достичь перепада температур или локальной горячей точки между обогреваемой областью и окружающей территорией. Поэтому применяйте тепло равномерно и постоянно, следя за циферблатными индикаторами.

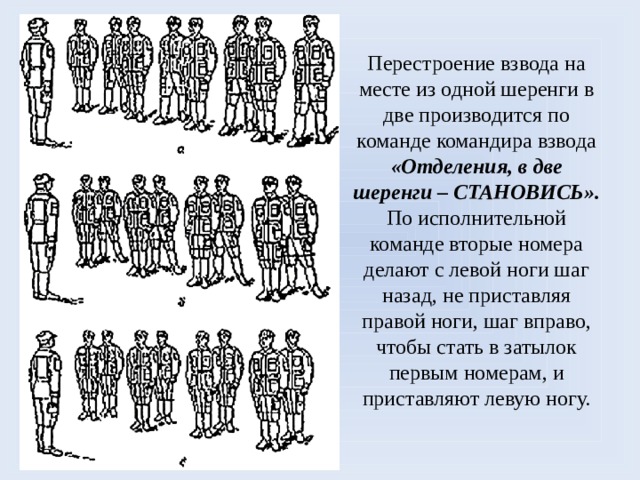

 После каждого цикла нагрева вал необходимо полностью охладить до однородной температуры перед оценкой результатов.
После каждого цикла нагрева вал необходимо полностью охладить до однородной температуры перед оценкой результатов.
 Если нет, вам нужно сначала выполнить зенковку.
Если нет, вам нужно сначала выполнить зенковку.
 01, иж250итп,240тс, иж250итвм. ф1,1и611,1ис611,95тс Новый
01, иж250итп,240тс, иж250итвм. ф1,1и611,1ис611,95тс Новый
 Класс точности станка — П.
Класс точности станка — П.

 Торможение вращения шпинделя производится противотоком в электродвигателе.
Торможение вращения шпинделя производится противотоком в электродвигателе. youtube.com/embed/o6jnsOUivS0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/o6jnsOUivS0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>


 Это создает самую короткую режущую цепочку.
Это создает самую короткую режущую цепочку. Изготовленные всегда из высококачественных компонентов машинного литья, станки характеризуются высоким крутящим моментом на шпиндельной бабке и идеальной концентричностью. Основываясь на многолетнем опыте, каждый токарный станок настраивается индивидуально под требования заказчика. Таким образом, Herkules найдет правильное решение для вашей задачи обработки. Многочисленные варианты установки делают наши токарные станки универсальными, например, для выполнения фрезерных операций.
Изготовленные всегда из высококачественных компонентов машинного литья, станки характеризуются высоким крутящим моментом на шпиндельной бабке и идеальной концентричностью. Основываясь на многолетнем опыте, каждый токарный станок настраивается индивидуально под требования заказчика. Таким образом, Herkules найдет правильное решение для вашей задачи обработки. Многочисленные варианты установки делают наши токарные станки универсальными, например, для выполнения фрезерных операций. Для особо сложных задач по резке токарные станки Herkules для тяжелых режимов работы разработаны в усиленном исполнении (версия Power). Есть разные типы машин на выбор. Эксперты Herkules с удовольствием посоветуют вам найти идеальную машину для ваших задач. Используя широкий спектр оборудования, машина адаптируется к вашим индивидуальным требованиям.
Для особо сложных задач по резке токарные станки Herkules для тяжелых режимов работы разработаны в усиленном исполнении (версия Power). Есть разные типы машин на выбор. Эксперты Herkules с удовольствием посоветуют вам найти идеальную машину для ваших задач. Используя широкий спектр оборудования, машина адаптируется к вашим индивидуальным требованиям. По запросу мы оснащаем станки ведущей/ведомой осью С для точного углового позиционирования во время фрезерования.
По запросу мы оснащаем станки ведущей/ведомой осью С для точного углового позиционирования во время фрезерования.

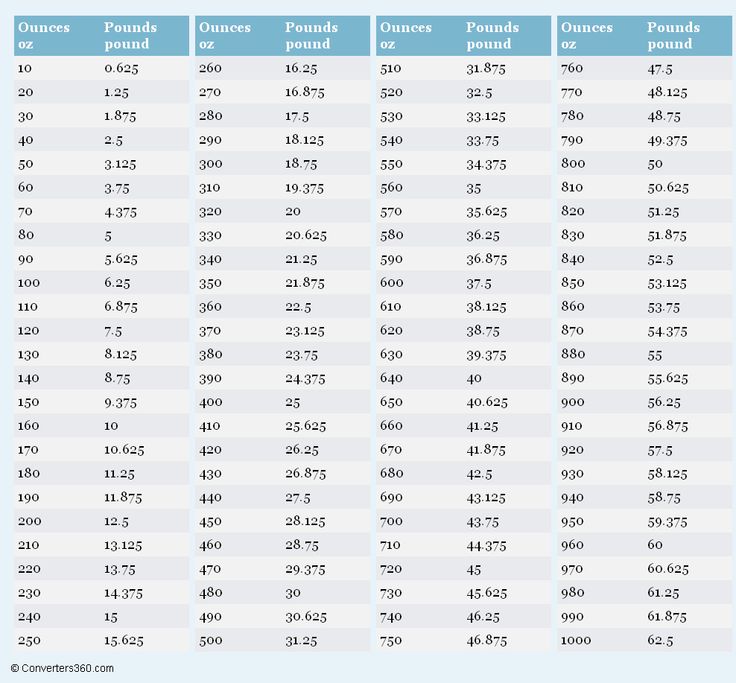 org/ListItem»>Главная
org/ListItem»>Главная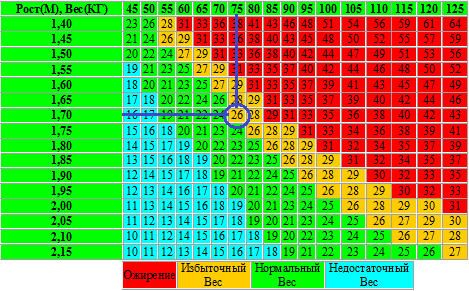 221.816
221.816 …(25-200)
…(25-200)
 Фунт определяется как ровно 0,45359237 килограмма.
Фунт определяется как ровно 0,45359237 килограмма. 800
800 904
904 000
000 81
81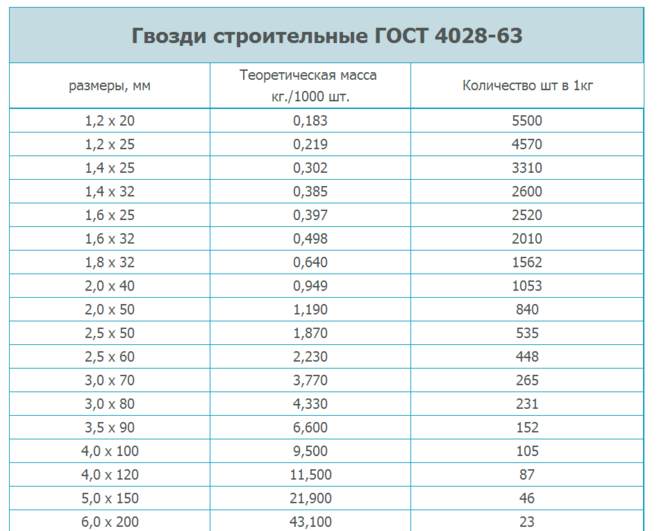



 Если возникнет сбой алгоритма, выйдут из строя какие-либо системы, случится какая-то другая непредвиденная ситуация, оператор должен будет остановить работу оборудования, выявить неполадку и устранить её.
Если возникнет сбой алгоритма, выйдут из строя какие-либо системы, случится какая-то другая непредвиденная ситуация, оператор должен будет остановить работу оборудования, выявить неполадку и устранить её. То есть, то, с какой скоростью относительно инструмента перемещается заготовка. Неправильно подобранный режим может привести к тому, что линия реза будет выглядеть неаккуратно. На ней появятся сколы, трещины, шероховатости и следы подпала.
То есть, то, с какой скоростью относительно инструмента перемещается заготовка. Неправильно подобранный режим может привести к тому, что линия реза будет выглядеть неаккуратно. На ней появятся сколы, трещины, шероховатости и следы подпала.
 Больше не придётся перезаказывать фрезеровку у сторонних подрядчиков, подстраиваться под их график. Вы сможете настроить производство в удобном для вас темпе, расширить ассортимент своих услуг.
Больше не придётся перезаказывать фрезеровку у сторонних подрядчиков, подстраиваться под их график. Вы сможете настроить производство в удобном для вас темпе, расширить ассортимент своих услуг.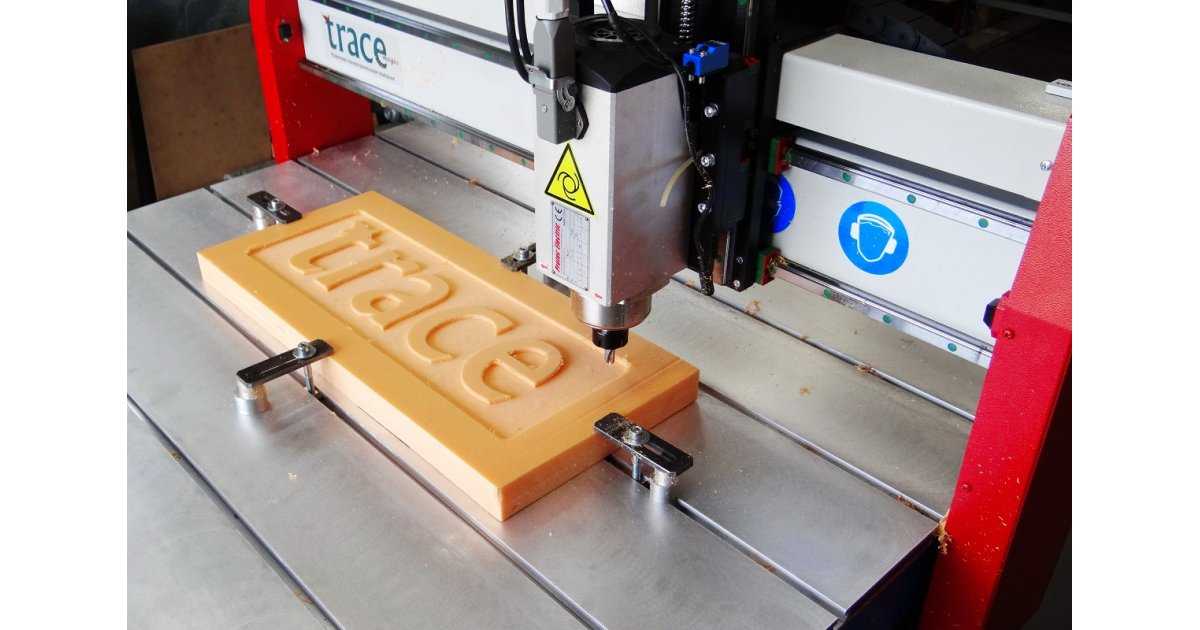
 Древесина достаточно проста в заготовке и обработке, является экологически чистым материалом. Современные технологии в виде ЧПУ станков и систем открывают новые возможности обработки этого замечательного во всех смыслах материала.
Древесина достаточно проста в заготовке и обработке, является экологически чистым материалом. Современные технологии в виде ЧПУ станков и систем открывают новые возможности обработки этого замечательного во всех смыслах материала. youtube.com/embed/J8Y41tVV5oY?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/J8Y41tVV5oY?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  youtube.com/embed/7T0JSEga198?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/7T0JSEga198?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  youtube.com/embed/5lAEn4_lV_o?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/5lAEn4_lV_o?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  Каждый из них будет дифференцирован в зависимости от цели, которую они будут выполнять, и типа древесины, с которой они будут работать. Таким образом, что в зависимости от этих факторов они будут представлять мощность, скорость, вес, диаметр втулки или глубину резания. Но знаете ли вы, какая из трех существующих моделей маршрутизатора является наиболее часто используемой? В этом посте я объясню это вам.
Каждый из них будет дифференцирован в зависимости от цели, которую они будут выполнять, и типа древесины, с которой они будут работать. Таким образом, что в зависимости от этих факторов они будут представлять мощность, скорость, вес, диаметр втулки или глубину резания. Но знаете ли вы, какая из трех существующих моделей маршрутизатора является наиболее часто используемой? В этом посте я объясню это вам.

 Являясь 12-миллиметровыми самыми большими, и те, которые требуют фрезерного станка большей мощности.
Являясь 12-миллиметровыми самыми большими, и те, которые требуют фрезерного станка большей мощности.

 Вы можете внести изменения в свои цифры, чтобы получить отличную отделку, если хотите не торопиться, но действительно грубую отделку дерева часто можно легко исправить с помощью наждачной бумаги. В том же духе, поскольку древесина мягкая, вы можете делать жестокие проходы в карманы, которые были бы нецелесообразны (или даже возможны) в металле. Древесину часто легко держать, так как она гораздо более податлива, чем металл. Имея несколько приличных точек соприкосновения, вы можете держать практически любой кусок дерева, не беспокоясь о том, что он полетит через всю комнату. Древесину также легко окрашивать и окрашивать, что дает несколько интересных способов нанесения изображения на изделие. Например, окрашивание плоской детали, а затем тонкое фрезерование рисунка, который затем проявляется в текстуре дерева.
Вы можете внести изменения в свои цифры, чтобы получить отличную отделку, если хотите не торопиться, но действительно грубую отделку дерева часто можно легко исправить с помощью наждачной бумаги. В том же духе, поскольку древесина мягкая, вы можете делать жестокие проходы в карманы, которые были бы нецелесообразны (или даже возможны) в металле. Древесину часто легко держать, так как она гораздо более податлива, чем металл. Имея несколько приличных точек соприкосновения, вы можете держать практически любой кусок дерева, не беспокоясь о том, что он полетит через всю комнату. Древесину также легко окрашивать и окрашивать, что дает несколько интересных способов нанесения изображения на изделие. Например, окрашивание плоской детали, а затем тонкое фрезерование рисунка, который затем проявляется в текстуре дерева. Ознакомьтесь с пошаговыми руководствами по фрезерованию древесины на нашей странице проектов Tormach: CNC Pinewood Derby Car
Ознакомьтесь с пошаговыми руководствами по фрезерованию древесины на нашей странице проектов Tormach: CNC Pinewood Derby Car 
 Техническое предложение представляет собой набор документов, содержащих технические и экономические обоснования целесообразности дальнейшей разработки проекта. После согласования и утверждения техническое предложение является основанием для разработки эскизного проекта.
Техническое предложение представляет собой набор документов, содержащих технические и экономические обоснования целесообразности дальнейшей разработки проекта. После согласования и утверждения техническое предложение является основанием для разработки эскизного проекта.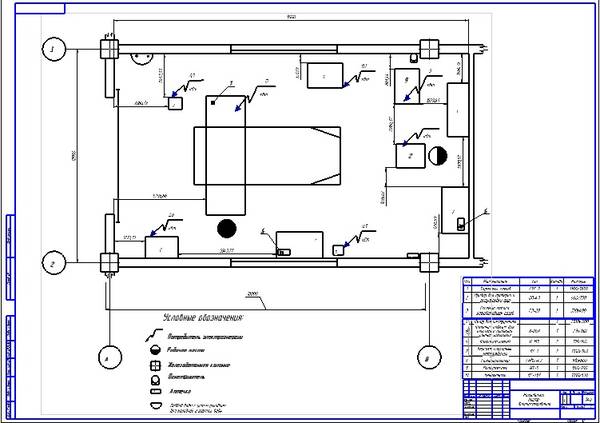
 После изготовления опытного образца или партии проводятся испытания и при необходимости вносятся изменения в рабочую документацию, учитывающие реальные условия эксплуатации.
После изготовления опытного образца или партии проводятся испытания и при необходимости вносятся изменения в рабочую документацию, учитывающие реальные условия эксплуатации. По результатам обмеров будет выполнен рабочий чертеж детали.
По результатам обмеров будет выполнен рабочий чертеж детали.

 Роль по-прежнему заключается в повышении производительности и снижении стоимости устройств для решения проблем, а также машин, которые производят эти устройства. Однако за эти десятилетия инженеры также сыграли решающую роль в изменении инструментов, которые они используют для выполнения своей работы.
Роль по-прежнему заключается в повышении производительности и снижении стоимости устройств для решения проблем, а также машин, которые производят эти устройства. Однако за эти десятилетия инженеры также сыграли решающую роль в изменении инструментов, которые они используют для выполнения своей работы. «Физическое отделение конструкторского отдела, расположенного в другом городе от завода, каким бы удобным это ни было для определенного крупного генерального директора, является серьезным препятствием для любого хорошего конструкторского отдела».
«Физическое отделение конструкторского отдела, расположенного в другом городе от завода, каким бы удобным это ни было для определенного крупного генерального директора, является серьезным препятствием для любого хорошего конструкторского отдела». Отдельные кнопки были заменены небольшими машинками для забивания скоб для закрепления рисунков на чертежных столах. Сегодня OSHA может покраснеть, но говорят, что скобы «легко удаляются лезвием ножа».
Отдельные кнопки были заменены небольшими машинками для забивания скоб для закрепления рисунков на чертежных столах. Сегодня OSHA может покраснеть, но говорят, что скобы «легко удаляются лезвием ножа». А если вы собираетесь работать на кальке с циркулем или разделителями, добавление листа целлулоида между стеклом и рисунком предотвратит повреждение стекла.
А если вы собираетесь работать на кальке с циркулем или разделителями, добавление листа целлулоида между стеклом и рисунком предотвратит повреждение стекла.
 -лучевое оборудование, Vulcoid, ламинированное волокно, хорошее для изоляции. Это было началом каталогов материалов, которые журнал продолжал публиковать до 19 века.90-х годов, поскольку металлические и неметаллические материалы, доступные инженерам, продолжали расширяться.
-лучевое оборудование, Vulcoid, ламинированное волокно, хорошее для изоляции. Это было началом каталогов материалов, которые журнал продолжал публиковать до 19 века.90-х годов, поскольку металлические и неметаллические материалы, доступные инженерам, продолжали расширяться. И стробоскопические фотографии, казалось, никогда не улавливали шаттл, когда он плохо себя вел.
И стробоскопические фотографии, казалось, никогда не улавливали шаттл, когда он плохо себя вел. Конструкторы могли работать с вольтметрами и осциллографами не меньше, чем с шестернями и кулачками. Инженеры также многое узнали о своей профессии, когда война подтолкнула их постоянно придумывать лучшие самолеты и корабли, а также лучшие способы их изготовления.
Конструкторы могли работать с вольтметрами и осциллографами не меньше, чем с шестернями и кулачками. Инженеры также многое узнали о своей профессии, когда война подтолкнула их постоянно придумывать лучшие самолеты и корабли, а также лучшие способы их изготовления. 0003 Конструкция машины .
0003 Конструкция машины . Это позволило инженерам увидеть напряжения в деталях различной формы. Он воспользовался тем фактом, что некоторые прозрачные материалы, такие как стекло и пластик, под воздействием напряжения становятся двояко преломляющими. Таким образом, воздействие давления на фотоэластичные материалы создает внутренние напряжения, которые можно увидеть в поляризованном свете.
Это позволило инженерам увидеть напряжения в деталях различной формы. Он воспользовался тем фактом, что некоторые прозрачные материалы, такие как стекло и пластик, под воздействием напряжения становятся двояко преломляющими. Таким образом, воздействие давления на фотоэластичные материалы создает внутренние напряжения, которые можно увидеть в поляризованном свете. Инженеры также должны были выбрать поперечное сечение изучаемого компонента и сделать его модель. Это нашло ограниченное применение в промышленности и образовании. Инженеры, работающие над высокотехнологичными проектами, такими как авиалайнеры и космические корабли, используют его для проверки модели напряжения методом конечных элементов (FEA).
Инженеры также должны были выбрать поперечное сечение изучаемого компонента и сделать его модель. Это нашло ограниченное применение в промышленности и образовании. Инженеры, работающие над высокотехнологичными проектами, такими как авиалайнеры и космические корабли, используют его для проверки модели напряжения методом конечных элементов (FEA). Хотя поначалу это ограничивалось крупными проектами Минобороны и авиалайнерами, практически у каждого инженера есть какое-либо компьютеризированное программное обеспечение для проектирования и изготовления деталей в заводских условиях.
Хотя поначалу это ограничивалось крупными проектами Минобороны и авиалайнерами, практически у каждого инженера есть какое-либо компьютеризированное программное обеспечение для проектирования и изготовления деталей в заводских условиях.
 Он также должен соответствовать строгим стандартам и правилам, которые необходимы для обеспечения качества и безопасности пищевых продуктов, тогда это может иметь важное значение.
Он также должен соответствовать строгим стандартам и правилам, которые необходимы для обеспечения качества и безопасности пищевых продуктов, тогда это может иметь важное значение.
 Алюминий используется в некоторых деталях и компонентах, где требуется меньший вес. Однако алюминий имеет плохую коррозионную стойкость и может покрыться ямками и трещинами при длительном использовании. Карбонизированный металл и чугун используются только для поверхностей для жарки и приготовления пищи и аналогичных применений в сфере общественного питания. Следует избегать использования оцинкованного железа в качестве поверхности, соприкасающейся с пищевыми продуктами, поскольку оно очень активно реагирует с кислотами.
Алюминий используется в некоторых деталях и компонентах, где требуется меньший вес. Однако алюминий имеет плохую коррозионную стойкость и может покрыться ямками и трещинами при длительном использовании. Карбонизированный металл и чугун используются только для поверхностей для жарки и приготовления пищи и аналогичных применений в сфере общественного питания. Следует избегать использования оцинкованного железа в качестве поверхности, соприкасающейся с пищевыми продуктами, поскольку оно очень активно реагирует с кислотами. Текстура поверхности или отделка материала определяется Значение Ra (значение шероховатости) , которое определяется с помощью чувствительного прибора (называемого профилометром), в котором используется игла с алмазным наконечником для измерения пиков и впадин на относительно гладкой поверхности.
Текстура поверхности или отделка материала определяется Значение Ra (значение шероховатости) , которое определяется с помощью чувствительного прибора (называемого профилометром), в котором используется игла с алмазным наконечником для измерения пиков и впадин на относительно гладкой поверхности.
 Такие компоненты должны быть доступны и сниматься для очистки. Любое отверстие или крышка должны быть спроектированы, изготовлены и сконструированы таким образом, чтобы адекватно защищать пищевые продукты от загрязнения и отводить потенциальное загрязнение от зоны пищевого продукта. Отверстия должны иметь кромки и закрываться по типу обувной коробки, а верхние края оборудования должны быть сконструированы и изготовлены таким образом, чтобы избежать скопления капель воды или пыли.
Такие компоненты должны быть доступны и сниматься для очистки. Любое отверстие или крышка должны быть спроектированы, изготовлены и сконструированы таким образом, чтобы адекватно защищать пищевые продукты от загрязнения и отводить потенциальное загрязнение от зоны пищевого продукта. Отверстия должны иметь кромки и закрываться по типу обувной коробки, а верхние края оборудования должны быть сконструированы и изготовлены таким образом, чтобы избежать скопления капель воды или пыли.