Двигатели для вытяжной вентиляции: Электродвигатель для вентиляции купить в Москве недорого – продажа, стоимость. Заказать электродвигатель для вентиляции цена в интернет магазине – Кабель.РФ
Электродвигатели в вентиляции | Альфа Инжиниринг
Вентиляция – это достаточно давно возникший механизм, который активно, естественно в зачаточном виде, использовался в древних государствах. Существуют сведения, что уже тогда существовала организованная вентиляция в закрытых помещениях.Но, конечно, по сравнению с современными технологиями такая вентиляция была больше похожа на естественное проветривание. Только в 19 веке начались исследования движения воздуха по трубам и каналам, появилось учение о нейтральной зоне, разработанное В.Х. Фрибе.
Системы вентиляции начали активно развиваться в 19 веке после появления центробежных вентиляторов, а в конце столетия стала стало применяться механическое побуждение воздуха. Сегодня существует огромное количество типов вентиляторов. Их классификация может быть обусловлена назначением помещения, в котором вентилятор используется, особенностями технологического процесса, типов вредных веществ, которые может выделять система и пр. Например, в зависимости от способа создания давления может быть вентилятор с искусственным и естественным пробуждением; назначение определяет вытяжные и приточные вентиляторы; в зависимости от зоны обслуживания вентиляторы могут быть местными и общеобменными; канальными и бесканальными по типу конструкции.
В целом вентилятор представляет собой ротор. На него крепятся лопатки, отбрасывающие воздух во время вращения ротора. Направление воздуха определяется положением и формой лопаток. Поэтому по конструктивному типу может быть осевой, центробежный, диаметральный и безлопастный вентилятор.
Безусловно, сегодня наибольшей популярностью пользуются механические системы вентиляции. Это электродвигатели, вентиляторы, пылеуловители, воздухонагреватели и т.д. С их помощью воздух может перемещаться на большие расстояния. Особенность таких устройств в больших затратах электроэнергии, однако их применение чрезвычайно удобно: они удаляют конкретно заданное количество воздуха в отдельных локациях, и их работа никак не зависит от условий окружающей среды. Воздух с помощью механических систем вентиляции можно подвергать различным видам обработки: очистка, нагревание, увлажнение и т.д. Путём естественного побуждения воздуха таких эффектов достичь невозможно. На практике часто могут использоваться смешанные системы вентиляции, то есть естественная и механическая одновременно. Для заказчика важно определить, какой тип будет для него наиболее удобным по таким параметрам, как санитарно-гигиенические нормы, экономический и технический аспекты. Данная информация в первую очередь указывает на то, что в вентиляторе особую роль играет электродвигатель, если говорить об электрических вентиляторах, которые сегодня используются чаще всего.
Для заказчика важно определить, какой тип будет для него наиболее удобным по таким параметрам, как санитарно-гигиенические нормы, экономический и технический аспекты. Данная информация в первую очередь указывает на то, что в вентиляторе особую роль играет электродвигатель, если говорить об электрических вентиляторах, которые сегодня используются чаще всего.
Основными элементами электрического вентилятора являются вращающиеся лопатки, размещающиеся в защитном корпусе, через который и проходит воздух. Электродвигатель отвечает за вращение лопастей. Если говорить об эксплуатации электрического вентилятора в промышленных целях, то здесь используется электродвигатель трёхфазный. Для меньших вентиляторов подходит электродвигатель переменного тока, имеющий экранированный полюс, или щёточный или бесщёточный двигатель постоянного тока. Работа вентиляторов с электродвигателем переменного тока происходит за счёт напряжения электросети. Для электродвигателя постоянного тока достаточно низкого напряжения в количестве 5В, 12В, 24В. Не секрет, что в компьютерном оборудовании также используются вентиляторы. Их функционирование основано на работе бесщеточного двигателя постоянного тока. При работе они дают гораздо меньшее количество электромагнитных помех. Существует такое понятие, как самовентиляция электродвигателя. В этом случае вентилятор насаживается на валы электродвигателя, мощность которого составляет не менее 1 кВт, а охлаждающий воздух протягивается через обмотки. Чтобы канал вентиляции не вибрировал, используются тканевые компенсаторы и гибкие вставки.
Не секрет, что в компьютерном оборудовании также используются вентиляторы. Их функционирование основано на работе бесщеточного двигателя постоянного тока. При работе они дают гораздо меньшее количество электромагнитных помех. Существует такое понятие, как самовентиляция электродвигателя. В этом случае вентилятор насаживается на валы электродвигателя, мощность которого составляет не менее 1 кВт, а охлаждающий воздух протягивается через обмотки. Чтобы канал вентиляции не вибрировал, используются тканевые компенсаторы и гибкие вставки.
При подборе электрического вентилятора необходимо обязательно подробно изучить аэродинамические характеристики, ведь от них зависит уровень производительности механизма, а значит, и результативность работы. Если Вы выбираете, например, радиальный или осевой вентилятор по аэродинамическим показателям, то в первую очередь обращайте внимание на указанный параметр мощности. Дело в том, что в каталоге может быть указана как мощность, которую потребляет вентилятор, так и мощность, необходимая электродвигателю от сети. Кроме того, стоит уточнить, есть ли у электродвигателя запас мощности на низкие температурные показатели среды и пусковые токи.
Кроме того, стоит уточнить, есть ли у электродвигателя запас мощности на низкие температурные показатели среды и пусковые токи.
В целом и заказчики, и производители при оформлении заказов на приобретение вентиляторов часто оперируют термином мощность вентилятора. Основные характеристики промышленного вентилятора – производительность и давление. А говоря о мощности, мы должны относить это понятие к электродвигателю, с помощью которого работает рабочее колесо. Единицей измерения мощности электродвигателя является киловатт. Параметр мощности у вентиляторов находится в прямой зависимости от необходимого давления и производительности вентилятора в целом. Соответственно, и рассчитывается мощность электродвигателя, исходя из параметров производительности и давления. Для этого могут использоваться таблицы, содержащие технические характеристики стандартных агрегатов, или специальные графики с аэродинамическими характеристиками, где соотносятся технические параметры и мощность. Покупатель может подобрать стандартную мощность двигателя, а для особых агрегатов предусмотрены и нестандартные электродвигатели, которые делаются под заказ.
Тип системы вентиляции (вытяжная или придаточная) не влияет на технические параметры. Можно рассчитать мощность любой системы. На параметр также не влияет материал корпуса улитки. Здесь необходимо обращать внимание на схему сборки двигателя. Существуют первая, третья и пятая схемы. В первой двигатель собирается напрямую, в третьей – через подшипниковый узел, в пятой – через ременную передачу. В маленьких вентиляторах двигатель монтируется с рабочим колесом. В более крупных – электродвигатель поставляется отдельно. С ростом параметра мощности увеличивается давление, производительность и, соответственно, стоимость вентилятора. Для крупных вентиляторов идеальной является пятая схема.
Даже если Вы приобрели вентилятор с надёжным электродвигателем, то не исключены случаи поломки электродвигателей. Поэтому нелишним будет ознакомиться с процедурами проверки электродвигателей. В случае, если электродвигатель отказывается работать, необходимо осуществить проверку предохранителя. Если он перегорел, то могло произойти короткое замыкание в электродвигателе или проводке, или двигатель просто износился и стал потреблять большое избыточное количество тока.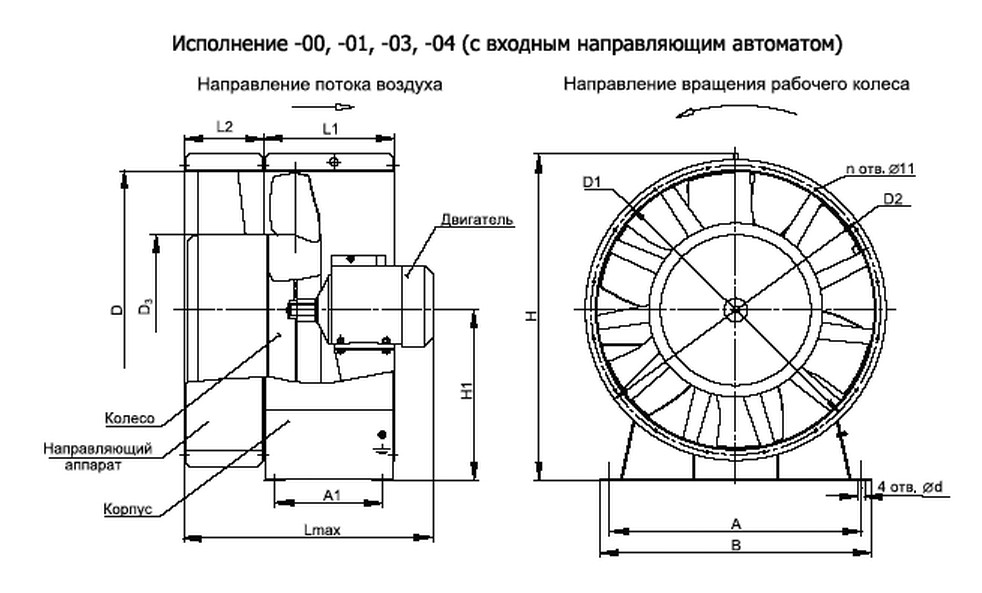 В корпус также могли попасть загрязняющие вещества – из-за них предохранитель мог перегореть. Если предохранитель работает нормально, то необходимо проверить питание электродвигателя. Следующий этап: необходимо узнать, надёжно ли заземлён контур электрического двигателя на перепад напряжения. Для этого необходимо установить переключатель в положение «вверх». Проблема может возникнуть, есть перепад напряжения составляет 0,2В. Предохранитель также может перегореть. В этом случае необходимо обратить внимание на то, какое количество тока потребляет электродвигатель. Для этого необходимо вынуть предохранитель из цепи и установить мультиметр, который предварительно был настроен на нужный показатель силы тока. Таким образом, можно определить, какое количество тока потребляется во время старта и работы, и установить неисправность, если она существует. Потребление тока также измеряется с помощью датчика пониженной силы тока. Если электродвигатель функционирует для собственного охлаждения, то необходимо проверять закупорку вентиляционных отверстий и состояние вентиляционных патрубок.
В корпус также могли попасть загрязняющие вещества – из-за них предохранитель мог перегореть. Если предохранитель работает нормально, то необходимо проверить питание электродвигателя. Следующий этап: необходимо узнать, надёжно ли заземлён контур электрического двигателя на перепад напряжения. Для этого необходимо установить переключатель в положение «вверх». Проблема может возникнуть, есть перепад напряжения составляет 0,2В. Предохранитель также может перегореть. В этом случае необходимо обратить внимание на то, какое количество тока потребляет электродвигатель. Для этого необходимо вынуть предохранитель из цепи и установить мультиметр, который предварительно был настроен на нужный показатель силы тока. Таким образом, можно определить, какое количество тока потребляется во время старта и работы, и установить неисправность, если она существует. Потребление тока также измеряется с помощью датчика пониженной силы тока. Если электродвигатель функционирует для собственного охлаждения, то необходимо проверять закупорку вентиляционных отверстий и состояние вентиляционных патрубок. Если электродвигатель продувается недостаточно, то это существенно сокращает срок его службы: могут сломаться сменные части.
Если электродвигатель продувается недостаточно, то это существенно сокращает срок его службы: могут сломаться сменные части.
Сегодня на мировом рынке функционирует большое количество компаний, которые специализируются на производстве и поставках разных модификаций такого оборудования, как вентиляторы: Soler&Palau, Stadler Form, SHUFT, Aerial, Aermec, IMP Klima и пр. Однако выбор вентилятора необходимо осуществлять исходя из того, какие задачи ему необходимо будет решать и в каких помещениях функционировать. В этом случае качественная техника прослужит долгое время с пользой.
Приточные вентиляционные установки
ПРОМЭКО
8 (905) 351-09-05
8 (347) 299-09-05
Наш новый сайт www.promecorf.ru
Оборудование
Новости
04/08/2020
Закончены работы по монтажу вентиляции на объекте
10/06/2014
Закончены работы по монтажу вентиляции на заводе Витценманн — Руссия
20/05/2021
Ведуться работы по монтажу вентиляции ТРК Планета
Энергосберегающие приточные установки и вытяжные камеры Серии Titan EC, AC, RT, SM
— напольные приточные установки
— подвесные приточные установки
— напольные вытяжные установки
— подвесные вытяжные установки
Актуальность
В соответствии с Федеральным законом № 261 ФЗ от 03. 11.2009 г. «Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации» рациональное использование энергетических ресурсов отнесено к проблемам государственной важности. Известно, что системы ОВК потребляют до 70 % энергоресурсов в промышленных, больших коммерческих или общественных зданиях. В связи с этим использование наиболее эффективных энергосберегающих средств и методов в данной области становится чрезвычайно актуальной задачей. В энергосберегающих приточных установках производства корпорации «ТИТАН» в качестве основного вентиляционного агрегата применяются электронно-коммутируемые EC электродвигатели. Это решение связано, прежде всего, с необходимостью отвечать возросшим современным требованиям к энергоэффективности устанавливаемого оборудования. Вместе с тем и другие преимущества EC-технологии имеют высокую актуальность в данных областях применения, например, высокая точность регулирования, снижение шумности, увеличение надежности и срока службы.
11.2009 г. «Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации» рациональное использование энергетических ресурсов отнесено к проблемам государственной важности. Известно, что системы ОВК потребляют до 70 % энергоресурсов в промышленных, больших коммерческих или общественных зданиях. В связи с этим использование наиболее эффективных энергосберегающих средств и методов в данной области становится чрезвычайно актуальной задачей. В энергосберегающих приточных установках производства корпорации «ТИТАН» в качестве основного вентиляционного агрегата применяются электронно-коммутируемые EC электродвигатели. Это решение связано, прежде всего, с необходимостью отвечать возросшим современным требованиям к энергоэффективности устанавливаемого оборудования. Вместе с тем и другие преимущества EC-технологии имеют высокую актуальность в данных областях применения, например, высокая точность регулирования, снижение шумности, увеличение надежности и срока службы.
Область применения
Приточные вентиляционные установки и вытяжные камеры серии «Titan» предназначены для создания и поддержания искусственного климата в помещениях. Приточные установки и вытяжные камеры применяются в системах вентиляции зданий для очистки от пыли, подогрева/охлаждения воздуха, а также невзрывоопасных газовых смесей в помещениях общественного назначения, производственных помещениях пищевой промышленности, в производстве электронной и вычислительной техники, медицинских учреждениях, других помещениях, к которым предъявляются определенные требования по комфортным или технологическим параметрам.
Типоразмеры и производительность
Установки изготавливаются в десяти типоразмерах в зависимости от сечения и 24 вариантах комплектаций, в зависимости от набора функциональных элементов. Все типоразмеры приточных установок и вытяжных камер изготавливается в подвесном и напольном варианте, а так же в правом (подвод воды и электрики осуществляется справа установки по входу воздуха) и левом исполнении. Воздухопроизводительность вентиляционных установок серии Titan EC
Воздухопроизводительность вентиляционных установок серии Titan EC
Воздухопроизводительность вентиляционных установок серии Titan EC
ОСОБЕННОСТИ КОНСТРУКЦИИ
Корпус
Конструктивно приточные установки и вытяжные камеры представляют собой жесткую каркасную конструкцию, выполненную из алюминиевого профиля и облицованную сэндвич панелями толщиной 50 мм. Толщина изоляции в 50 мм обеспечивает необходимую шумоизоляцию установок и требуемую жесткость конструкции. Трехслойные сэндвич панели представляют собой легкую, жесткую конструкцию, состоящую из двух листов ударопрочного пластика с наполнителем из пенополистерола между ними.
Электродвигатели
В приточных установках и вытяжных камерах применяются компактные электронно-коммутируемые EC одно и трехфазные электродвигатели с внешним ротором. ЕС-двигатель – это синхронный двигатель со встроенным электронным управлением. Корпус электродвигателя имеет изоляцию IP54. ЕС-двигатель имеет внешний ротор, в котором располагаются сегменты с постоянными магнитами. Управление вращением ротора ЕС-двигателя осуществляется за счет контролируемой подачи электроэнергии на обмотку статора в зависимости от положения ротора, которое отслеживается при помощи датчиков Холла, а также заданных параметров регулирования, поступающих, например, от внешних датчиков соответствующего типа в виде токовых (4–20 мА) или потенциальных (0–10 В) сигналов. При этом встроенный PID-регулятор позволяет, наряду с пропорциональным управлением, устанавливать скорость реагирования двигателя на изменение управляющего сигнала в зависимости от его дифференциальных и интегральных показателей. Принцип работы ЕС-двигателя основан на том, что в поле, создаваемом встроенными в ротор постоянными магнитами, осуществляется управление вектором магнитного поля путем изменения направления тока в обмотке статора. В каждый момент времени контроллер вычисляет и подает на обмотку статора полярность тока, которая необходима для того, чтобы обеспечить непрерывное вращение ротора с заданной скоростью.
Корпус электродвигателя имеет изоляцию IP54. ЕС-двигатель имеет внешний ротор, в котором располагаются сегменты с постоянными магнитами. Управление вращением ротора ЕС-двигателя осуществляется за счет контролируемой подачи электроэнергии на обмотку статора в зависимости от положения ротора, которое отслеживается при помощи датчиков Холла, а также заданных параметров регулирования, поступающих, например, от внешних датчиков соответствующего типа в виде токовых (4–20 мА) или потенциальных (0–10 В) сигналов. При этом встроенный PID-регулятор позволяет, наряду с пропорциональным управлением, устанавливать скорость реагирования двигателя на изменение управляющего сигнала в зависимости от его дифференциальных и интегральных показателей. Принцип работы ЕС-двигателя основан на том, что в поле, создаваемом встроенными в ротор постоянными магнитами, осуществляется управление вектором магнитного поля путем изменения направления тока в обмотке статора. В каждый момент времени контроллер вычисляет и подает на обмотку статора полярность тока, которая необходима для того, чтобы обеспечить непрерывное вращение ротора с заданной скоростью. Следует отметить, что при работе EC-двигатель практически не выделяет тепла, в то время как АС-мотор (асинхронный) имеет рабочую температуру +35…+75 °C, что накладывает дополнительную тепловую нагрузку на контур охлаждения. При этом EC-двигатели без дополнительного перегрева обеспечивают свою работоспособность в широком диапазоне температуры внешней среды.
Следует отметить, что при работе EC-двигатель практически не выделяет тепла, в то время как АС-мотор (асинхронный) имеет рабочую температуру +35…+75 °C, что накладывает дополнительную тепловую нагрузку на контур охлаждения. При этом EC-двигатели без дополнительного перегрева обеспечивают свою работоспособность в широком диапазоне температуры внешней среды.
Основными преимуществами ЕС-вентиляторов, по сравнению с обычными вентиляторами с асинхронными АС — двигателями являются:
- КПД до 92%, вследствие этого уменьшение потребления энергии до 30% и короткий срок окупаемости.
- Компактность исполнения при сохранении высоких технических характеристик.
- EC-вентиляторы плавно реагируют на изменение требований по выходной мощности, работают в особо экономном режиме частичной нагрузки и нечувствительны к колебаниям напряжения.
- Управляющая электроника позволяет осуществить плавный пуск и плавное регулирование оборотов электродвигателя, что позволяет избежать «ударов» при старте и регулировании мощности вентилятора, вследствие чего возрастает срок безотказной работы электродвигателя.

- Управление 0…10В или по фактическому значению напряжения.
- Возможность напрямую, к вентилятору, подключать внешние управляющие датчики (давления, температуры и т.д.), а также простейшие потенциометры, без применения дорогостоящих систем.
- Сигнализация об аварии с помощью релейного выхода.
- Управление при помощи встроенного ПИД-регулятора.
- Встроенный источник питания для датчиков 0…10В или 4…20mA.
- Выход 0…10В для slave-подключения.
- Контроль за понижением напряжения в сети и обрывом фаз.
- Защита двигателя от превышения тока, от температурного перегрева.
- Защита от температурного перегрева платы управления.
- Автоматическая блокировка двигателя при аварии.
- Низкий уровень шума и тепловыделения.

Управление вентилятором вытяжных камер осуществляется при помощи вынесенного потенциометра, который также может быть закреплен и на корпусе установки, позволяющего плавно регулировать обороты рабочего колеса вентилятора и соответственно расход и напор воздуха. Управление приточной установкой с водяным нагревателем/охладителем осуществляется с внешнего щита управления, к которому подключена установка.
Управление приточной установкой с водяным нагревателем/охладителем осуществляется с внешнего щита управления, к которому подключена установка.
При этом наличие частотного регулятора оборотов для данных установок не требуется. На ниже проведенном рисунке показаны основные преимущества приточных вентиляционных
установок серии «Titan» по сравнению со стандартными установками на базе асинхронных двигателей с ременным приводом.
Компактные вентустановки Lessar
Компактные вентустановки Lessar — это системы, в которых все компоненты собраны в одном шумоизолированном корпусе и полностью готовы к работе. Благодаря этому компактные вентустановки лишены недостатков, встречающихся у наборного канального оборудования. Рабочий диапазон расхода воздуха 250–6500 м³/ч и низкий уровень шума в сочетании с малыми габаритными размерами делают компактные вентустановки идеальным решением для организации воздухообмена в коттеджах, квартирах, дачах и небольших офисах. К тому же они легко устанавливаются в помещении на стене или за подвесным потолком, на чердаке или в технологическом помещении.
К тому же они легко устанавливаются в помещении на стене или за подвесным потолком, на чердаке или в технологическом помещении.
Для экономии тепловой мощности, необходимой для нагрева приточного воздуха в зимний период, такие вентустановки оснащаются роторными или пластинчатыми рекуператорами, а для экономии электрической энергии в линейке предусмотрены модели (серия ЕСО), которые оснащаются моторами с электронной коммутацией (ЕС-моторы). В модельном ряду компактных приточно-вытяжных вентустановок Lessar представлены установки энергоэффективного исполнения ЕСО с шестигранным пластинчатым рекуператором с высоким к.п.д. теплоотдачи до 92%.
Поставляются вентустановки со встроенной автоматикой, которая в свою очередь позволяет управлять алгоритмом работы вентустановки с помощью многофункциональных пультов дистанционного управления.
Приточные вентустановки
Приточные вентустановки представлены в линейке тремя моделями.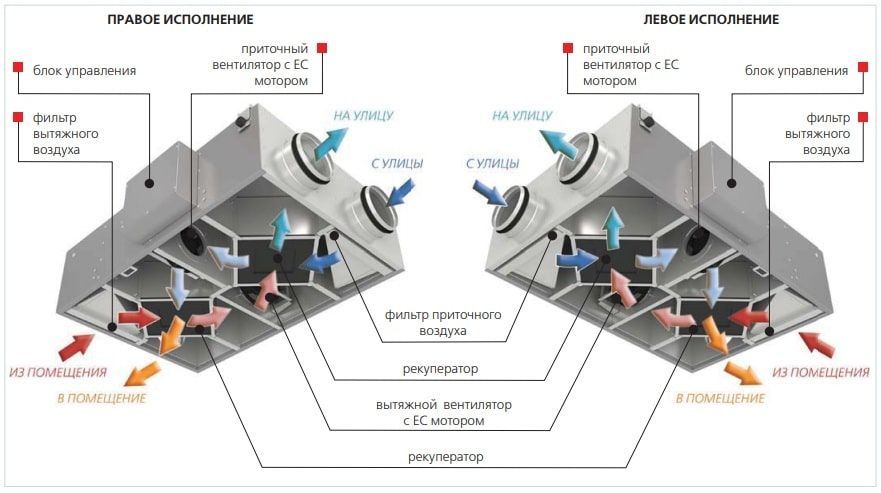 Две базовые модели приточного типа имеют 14 типоразмеров с АС-двигателем. Расход воздуха до 5800 м³/ч, свободный напор до 700 Па.
Две базовые модели приточного типа имеют 14 типоразмеров с АС-двигателем. Расход воздуха до 5800 м³/ч, свободный напор до 700 Па.
Электродвигатели с внешним ротором Ziehl-Abegg (Германия) со встроенной термоконтактной защитой электродвигателя класса IP-54.
Третья модель с ЕС-двигателем (исполнение ЕСО). Расход воздуха до 2500 м³/ч, свободный напор до 600 Па.
Энергосберегающие электродвигатели с электронной коммутацией Ebm-Papst и Ziehl-Abegg (Германия). Прочный шумоизолированный корпус вентустановок выполнен из оцинкованной стали. Акустическая изоляция на основе минеральной ваты толщиной 30 и 50 мм.
Компактные приточные установки Electrolux серии Fresh Air
Приточная установка серии Fresh Air – это компактное вентиляционное устройство, обеспечивающее приток свежего воздуха с улицы, его очистку и подогрев. Большой модельный ряд позволяет подобрать оптимальную по производительности и энергопотреблению установку. Монтаж установки можно осуществлять непосредственно в обслуживаемом помещении и подвесным потолком.
Монтаж установки можно осуществлять непосредственно в обслуживаемом помещении и подвесным потолком.
Компактные приточные установки Electrolux серии Fresh Air | Минимальный расход воздуха м3/ч | Подключение | Максимальное давление, Па |
| EPFA-480 1,2/1 | 480 | 230/50/1 | 480 |
| EPFA-480 2,0/1 | 480 | 230/50/1 | 480 |
| EPFA-480 3,0/1 | 480 | 230/50/1 | 480 |
| EPFA-480 5,0/2 | 480 | 400/50/2 | 480 |
| EPFA-700 2,4/1 | 700 | 230/50/1 | 700 |
| EPFA-700 5,0/2 | 700 | 400/50/2 | 700 |
| EPFA-700 9,0/3 | 700 | 400/50/3 | 700 |
| EPFA-1200 2,4/1 | 1200 | 230/50/1 | 1200 |
| EPFA-1200 5,0/2 | 1200 | 400/50/2 | 1200 |
EPFA-1200 9.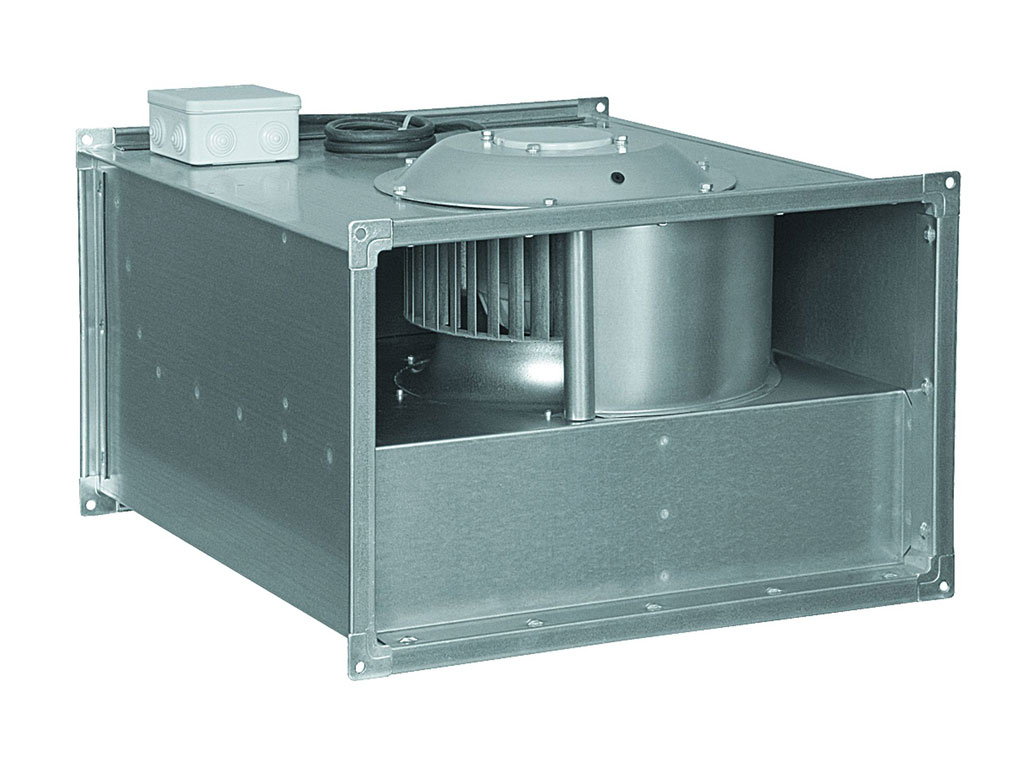 0/3 0/3 | 1200 | 400/50/3 | 1200 |
| EPFA-1200 12,0/3 | 1200 | 400/50/3 | 1200 |
Скачать руководство по эксплуатации
Вентиляторные блоки SHUFT, серия CAUF
Вентиляторные блоки CAUF предназначены для работы в помещениях малых объемов: офисах, магазинах, квартирах и т.п. Благодаря изолированному корпусу блоки можно устанавливать непосредственно в обслуживаемом помещении за навесным потолком.
- Минимальная высота, требуемая для установки
- Прочный корпус из оцинкованной стали.
- Звукотеплоизоляция из 50-мм базальтовой минеральной ваты.
- Блоки оборудованы фильтром EU5.
- Вентиляторы оборудованы асинхронным двигателем с внешним ротором и уплотненными, не требующими обслуживания подшипниками с увеличенным сроком службы.
- Защита двигателя вентилятора осуществляется встроенными термоконтактами, требующими подключения внешних защитных реле.
- Монтируются вертикально или горизонтально (но не на боку).
- При необходимости в блок может быть установлен электрический нагреватель серии EH/CAUF требуемой мощности (поставляется отдельно).

| КЛИЕНТЫ | ОТЗЫВЫ | ЛИЦЕНЗИИ | ||
Оставить заявку
Copyright © 2013 ПРОМЭКО
тел.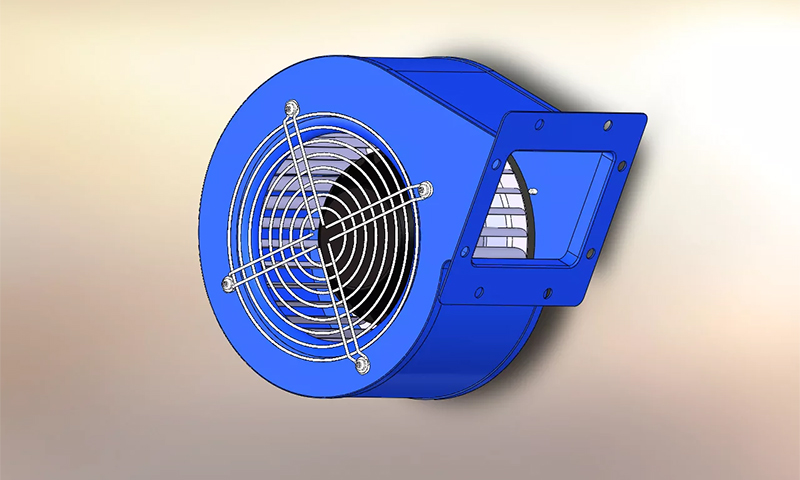 8 (347) 299-09-05
8 (347) 299-09-05
г.Уфа, ул.Владивостокская, 1А, офис 425
разработка
карта сайта
дизайн, CMS SiteEdit
Сменные двигатели вентиляторов для регулируемых и многоскоростных вытяжных вентиляторов
Главная > Охлаждение > Вентиляторы и жалюзи >
АРТИКУЛ №: 8010
Было: 109–239 долларов
Цена: 109–239 долларов Распродажа: 109–239 долларов
НАЛИЧИЕ:
Наличие: В наличии — Обычно отгружается в течение 1-2 дней.
ТИП МОТОРА:
| Выберите вариант ниже |
| 1/30 HP Multi Speed / $109,00 |
| 1/10 HP Multi Speed / $155,00 |
Многоскоростной 1/8 л. с. / 159,00 долл. США с. / 159,00 долл. США |
| 1/10 л.с., переменная скорость / 109,00 долл. США |
| 1/3 л.с., переменная скорость / 199,00 долл. США |
| 1/2 л.с., переменная скорость / 239,00 долл. США |
Количество:
- Описание
- Отзывы (1)
Сменные двигатели предназначены только для наших регулируемых и многоскоростных вентиляторов. Все моторы на 120В. Двигатели вентиляторов поставляются только с тем, что показано на рисунке.
Артикул № 8010401, 8010406, 8010416, 8010301, 8010321, 8010331
Общая оценка покупателей: 1 отзыв:
Читать все отзывы
Вытяжной вентилятор и моторизованная жалюзи
07. 09.2021
09.2021
Рейтинг: |
Я купил комбинацию вентилятора и лювера с опцией переменной скорости для новой теплицы. Продукт работает, как указано, но двигатель сгорел только в течение 2-летнего гарантийного срока. Я запросил новый двигатель и упомянул в службе поддержки клиентов, что на двигателе есть пометка о том, что он находится на гарантии в течение двух лет. Служба поддержки клиентов сказала, что они проверят гарантию, и они связались со мной через два дня, чтобы сказать, что она покрыта, и они зачислят мой счет, что они и сделали.
 Обслуживание клиентов было потрясающим, и вентилятор снова заработал и работает без проблем.
Обслуживание клиентов было потрясающим, и вентилятор снова заработал и работает без проблем.Сменные двигатели вытяжного вентилятора
Цена: 109–239 долл. США
Промышленный двигатель вытяжного вентилятора 500 куб. Футов в минуту, промышленный двигатель вытяжного вентилятора 500 куб.
Термическая защита с улучшенной изоляцией
Один изолирующий кожух, инжектированный в корпус, обеспечивает лучшую изоляцию между катушкой и кремнистой сталью. Термозащита предотвращает перегрев двигателя.
Экономия электроэнергии
Эффективность преобразования наших вентиляторов, как правило, примерно на 10% выше, чем у других производителей, благодаря применению конструкции Advanced Geometry.
Увеличенный срок службы изделий
Обмотка наших двигателей вентиляторов на 100% изготовлена из меди. Использование провода хорошего качества продлевает срок службы всех серий вентиляторов.
Производственный процесс
Этап 1. Обмотка двигателя
Обмотка катушек для двигателей вентиляторов
Этап 2. Испытание двигателя
Проверка сопротивления катушек.
Шаг 3. Подключение двигателя
Подключение проводов к двигателям вентилятора
Шаг 4. Крепление двигателя
Крепление двигателя вентилятора к корпусу
Шаг 5. Крепление оси
Прижатие оси к корпусу Шаги
600.03 900.02 Hi-POT & Импульсное тестирование
Проверка изоляции между катушками и корпусом
Этап 7. Подключение клемм
Подключение клемм к корпусу вентилятора
Этап 8. Сборка крыльчатки
Сборка крыльчаток на корпусе вентилятора
Этап 9. Проверка перед поставкой
Проверка шума, тока, мощности вентиляторов
Этап 10. Проверка Hi-POT перед поставкой
Проверка изоляции между двигателями вентилятора и корпусом
3
3 11. Маркировка
Шаг 12. Упаковка
Обзор компании
Профессиональное и индивидуальное обслуживание
SHYUAN YA Group была основана в 1982 году с более чем 30-летним опытом работы в фан-индустрии. Наши профессиональные команды в отделах литья и исследований и разработок могут предоставить технические предложения и индивидуальные услуги для наших клиентов.
Наши профессиональные команды в отделах литья и исследований и разработок могут предоставить технические предложения и индивидуальные услуги для наших клиентов.
Кроме того, до 85% компонентов вентиляторов, включая двигатели вентиляторов, производятся на наших заводах, расположенных в Тайване.
1982 г.
Настраивать
30 лет опыта
Опыт производства
До 85%
Самостоятельное производство
зум
01
Сборочный цех
зум
02
Отдел литья под давлением
зум
03
Формовочный цех
зум
04
Департамент пластиковых инъекций
зум
05
Отдел исследований и разработок
зум
06
Внешний вид нашей фабрики
Инспекционное оборудование
Стабильность качества и надежность
Чтобы обеспечить доставку нашим клиентам высококачественной и надежной продукции, в конце производственной линии проводится 100% проверка продукции. Наше основное инспекционное оборудование включает в себя полубезэховую комнату, которая является одним из самых больших размеров в индустрии вентиляторов и фоновым шумом до 10,0 дБА.
Наше основное инспекционное оборудование включает в себя полубезэховую комнату, которая является одним из самых больших размеров в индустрии вентиляторов и фоновым шумом до 10,0 дБА.
Камера расхода воздуха, которую можно использовать для измерения расхода воздуха для любого типа вентилятора.
и диапазон измерения до 1300 CFM.
100% проверка продукции
Высокий стандарт
До 10,0 дБА
Фоновый шум
До 1300 кубических футов в минуту
Диапазон измерений
зум
01
Полубезэховый номер
Проверка уровня шума вентилятора. Фоновый шум снижен до 10,0 дБА.
Фоновый шум снижен до 10,0 дБА.
зум
02
Камера потока воздуха
Диапазон измерения до 1300 кубических футов в минуту.
зум
03
Комната экологических испытаний
Измерение срока службы вентилятора путем принятия определенных условий распределения срока службы вентилятора.
зум
04
Динамическая балансировочная машина
Класс качества балансировки жестких роторов/крыльчаток G6.3.
зум
05
Hi-POT тестер
Использование 2000 В переменного тока для проверки изоляции вентиляторов.
зум
06
Предпродажная инспекция
Проверка тока, баланса, ненормального звука вентиляторов.
Производственное оборудование
Короткое время производства и своевременная доставка
SHYUAN YA Group инвестировала более двух миллионов долларов США в модернизацию производственных мощностей и инспекционного оборудования. Наши производственные линии включают в себя линии для литья пластмасс под давлением, линии для обмотки двигателей и линии для литья под давлением.
Самое главное, максимум 16 сборочных линий могут сократить время производства, которое обычно занимает около 4-6 недель.
Более двух миллионов долларов США
Инвестиционные фонды
16 строк
Сборочные линии
4~6 недель
Массовое производство
зум
01
Плавильная печь для алюминиевых сплавов
Плавление и выдержка алюминия в центральной печи.
зум
02
Машина для литья под давлением
Автоматическое изготовление корпусов и роторов вентиляторов.
зум
03
Машина для литья пластмасс под давлением
Автоматическое производство крыльчаток вентиляторов и пластиковых компонентов вентиляторов.
зум
04
Моторная намоточная машина
Двигатели вентиляторов с расщепленными полюсами с автоматической обмоткой.
зум
05
Машина для намотки двигателя с внешним ротором
Автоматическая обмотка двигателей вентиляторов с внешним ротором.
 Проектор был специально разработан инженерами FlashForge и оптимизирован для 3D-печати смолами. Разрешение проектора 1080p, время жизни около 50 000 часов. Так же у проектора есть «обратная связь» интенсивности засветки, чтобы обеспечивать более стабильную работу, высокую точность и детализацию печати.
Проектор был специально разработан инженерами FlashForge и оптимизирован для 3D-печати смолами. Разрешение проектора 1080p, время жизни около 50 000 часов. Так же у проектора есть «обратная связь» интенсивности засветки, чтобы обеспечивать более стабильную работу, высокую точность и детализацию печати. Очень удобно, теперь можно не бегать каждый раз к принтеру с флешкой.
Очень удобно, теперь можно не бегать каждый раз к принтеру с флешкой. Помимо толщины слоя и времени засветки можно выбрать плотность заполнения и толщину стенки.
Помимо толщины слоя и времени засветки можно выбрать плотность заполнения и толщину стенки. Сохраняем значение. Вот и всё, калибровка завершена.
Сохраняем значение. Вот и всё, калибровка завершена. Накладка на кольт.
Накладка на кольт. Действительно Hunter отлично справляется с печатью высокодетализированных и сложных моделей.
Действительно Hunter отлично справляется с печатью высокодетализированных и сложных моделей. В отличии от некоторых моделей SLA принтеров, где требуются специальные дорогостоящие картриджи, в Hunter можно использовать любую смолу.
В отличии от некоторых моделей SLA принтеров, где требуются специальные дорогостоящие картриджи, в Hunter можно использовать любую смолу.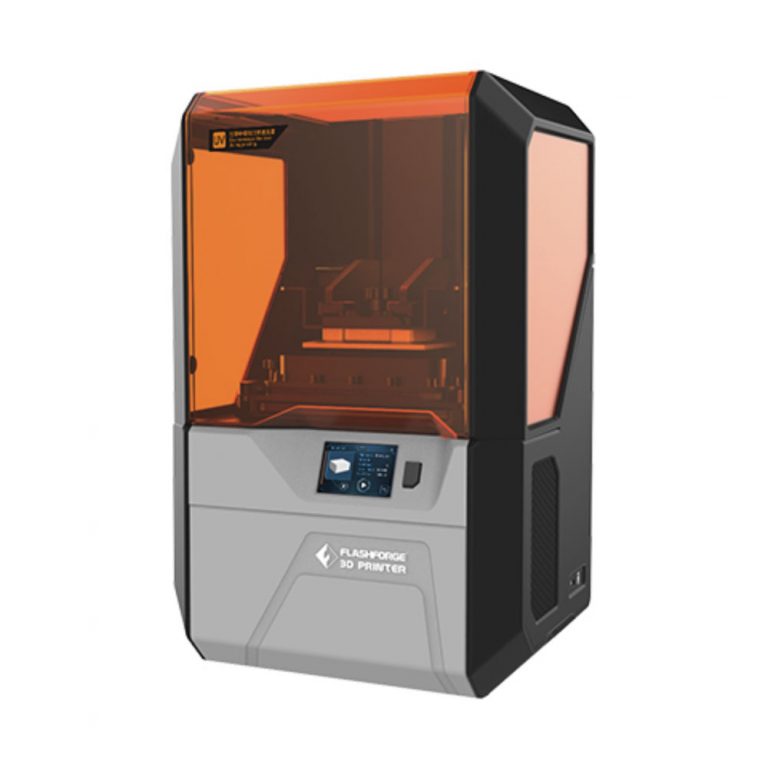 Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.  Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или  Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
 Hunter S, совместимый с полимерами сторонних производителей (подробности ниже), обеспечивает гибкость и низкие эксплуатационные расходы для вашего стоматологического бизнеса. Легко заменяемый алюминиевый лоток для смолы с предварительно установленной пленкой для ванн для максимальной эффективности при переключении между заданиями печати и смолами.
Hunter S, совместимый с полимерами сторонних производителей (подробности ниже), обеспечивает гибкость и низкие эксплуатационные расходы для вашего стоматологического бизнеса. Легко заменяемый алюминиевый лоток для смолы с предварительно установленной пленкой для ванн для максимальной эффективности при переключении между заданиями печати и смолами. 0
0 Item»> Чистый вес: 23 кг (50,7 фунта)
Item»> Чистый вес: 23 кг (50,7 фунта)


 Благодаря толщине слоя от 0,025 мм до 0,2 мм Hunter выполняет требования к точности 3D-печати в стоматологии и ювелирном деле.
Благодаря толщине слоя от 0,025 мм до 0,2 мм Hunter выполняет требования к точности 3D-печати в стоматологии и ювелирном деле.


 Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
 стали прибывать строительные материалы, техника и рабочие.
стали прибывать строительные материалы, техника и рабочие. Один из таких станков использовался в ремонтно-механическом цехе ГЗФС. Когда горьковские станкостроители отмечали 40-летие своего предприятия, станок-ветеран был установлен на вечное хранение на постаменте в цехе.
Один из таких станков использовался в ремонтно-механическом цехе ГЗФС. Когда горьковские станкостроители отмечали 40-летие своего предприятия, станок-ветеран был установлен на вечное хранение на постаменте в цехе.
 Уже значительная экономия времени. Раньше на плиту я ставил две станины, а теперь до 10 шт. (сколько уместится), в зависимости от положения детали. Я работаю не одним комплектом инструмента, а несколькими и размещаю его на плите так, чтобы избежать хождения за ним вокруг плиты и не терять на это времени. Если я провожу риску (линию), идя от одного конца плиты к другому, то на обратном пути я работаю следующим инструментом, который я специально положил на том конце. Таким образом я максимально использую время, уплотняя его так, чтобы все мои движения согласовались с работой»
Уже значительная экономия времени. Раньше на плиту я ставил две станины, а теперь до 10 шт. (сколько уместится), в зависимости от положения детали. Я работаю не одним комплектом инструмента, а несколькими и размещаю его на плите так, чтобы избежать хождения за ним вокруг плиты и не терять на это времени. Если я провожу риску (линию), идя от одного конца плиты к другому, то на обратном пути я работаю следующим инструментом, который я специально положил на том конце. Таким образом я максимально использую время, уплотняя его так, чтобы все мои движения согласовались с работой»

 Это был первый в мире станок таких размеров с полностью автоматизированным управлением. На нем можно было обрабатывать детали весом до 120 тонн.
Это был первый в мире станок таких размеров с полностью автоматизированным управлением. На нем можно было обрабатывать детали весом до 120 тонн. Вертикальное, поперечное и продольное перемещение стола станка осуществлялось спереди, что создавало большие удобства в работе. Поворотная головка позволяла вести фрезерование под углом. Преимущество нового агрегата состояло и в том, что он давал 3150 оборотов в минуту. Это в два с лишним раза выше количества оборотов выпускавшихся ранее станков.
Вертикальное, поперечное и продольное перемещение стола станка осуществлялось спереди, что создавало большие удобства в работе. Поворотная головка позволяла вести фрезерование под углом. Преимущество нового агрегата состояло и в том, что он давал 3150 оборотов в минуту. Это в два с лишним раза выше количества оборотов выпускавшихся ранее станков. Завод выполнял также заказ для американской фирмы «Сентрел Бэйринг корпорейшн» — универсальные фрезерные станки высокой точности.
Завод выполнял также заказ для американской фирмы «Сентрел Бэйринг корпорейшн» — универсальные фрезерные станки высокой точности. , г. Егорьевскг
, г. Егорьевскг .1951 году запущена в производство серия 6Н консольно-фрезерных станков:
.1951 году запущена в производство серия 6Н консольно-фрезерных станков:
 Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.

 История Группы компаний «НМГК» складывается из историй заводов, входящих в Группу. Это перерабатывающие заводы в Нижнем Новгороде и Самаре, элеваторы и маслоэкстракционные заводы на юге России, в регионах произрастания подсолнечника.
История Группы компаний «НМГК» складывается из историй заводов, входящих в Группу. Это перерабатывающие заводы в Нижнем Новгороде и Самаре, элеваторы и маслоэкстракционные заводы на юге России, в регионах произрастания подсолнечника. Успешное завершение этих проектов позволило увеличить объемы производства.
Успешное завершение этих проектов позволило увеличить объемы производства. На сегодняшний день большой популярностью пользуются оригинальные соусы «Сметанный с грибами» и «Сливочный соус с чесноком», а компания НМГК является лидером в категории «соусы» на российском рынке.
На сегодняшний день большой популярностью пользуются оригинальные соусы «Сметанный с грибами» и «Сливочный соус с чесноком», а компания НМГК является лидером в категории «соусы» на российском рынке. Первым брендом компании стало «Мой малыш» — детское мыло, пригодное для использования с первых дней жизни ребенка.
Первым брендом компании стало «Мой малыш» — детское мыло, пригодное для использования с первых дней жизни ребенка. Кроме того, Торговый Дом занимается закупкой сырья.
Кроме того, Торговый Дом занимается закупкой сырья.


 В марте 2001 года состоялась премьера первых образцов автомобилей «Тигр» на выставке IDEX в Абу-Даби (Объединенные Арабские Эмираты), а затем и на МIMS-2002. Вслед за этим вся конструкторская документация была передана сторонней компании, не имеющей отношения к ГАЗ, для последующего серийного производства.
В марте 2001 года состоялась премьера первых образцов автомобилей «Тигр» на выставке IDEX в Абу-Даби (Объединенные Арабские Эмираты), а затем и на МIMS-2002. Вслед за этим вся конструкторская документация была передана сторонней компании, не имеющей отношения к ГАЗ, для последующего серийного производства. Создана система ценностей, которая вовлекает работника в производственные процессы, делает его драйвером улучшений на рабочем месте, вкладывая в результаты труда. В дальнейшем эту практику от ГАЗа переняли различные предприятия.
Создана система ценностей, которая вовлекает работника в производственные процессы, делает его драйвером улучшений на рабочем месте, вкладывая в результаты труда. В дальнейшем эту практику от ГАЗа переняли различные предприятия.
 В результате преобразований, проведенных Олегом Дерипаской, инвестиций в современные технологии и развитие человеческих ресурсов, «Группа ГАЗ» стала ведущим производителем коммерческого транспорта в России. Отныне все инженерные усилия и производственные мощности используются только и исключительно для разработки и производства продукции гражданского назначения.
В результате преобразований, проведенных Олегом Дерипаской, инвестиций в современные технологии и развитие человеческих ресурсов, «Группа ГАЗ» стала ведущим производителем коммерческого транспорта в России. Отныне все инженерные усилия и производственные мощности используются только и исключительно для разработки и производства продукции гражданского назначения.

 С тех пор «Группа ГАЗ» занимается разработкой автоматизированных и беспилотных автомобилей, а также обучением специалистов в области машиностроения для разработки продуктов будущего поколения.
С тех пор «Группа ГАЗ» занимается разработкой автоматизированных и беспилотных автомобилей, а также обучением специалистов в области машиностроения для разработки продуктов будущего поколения. Уникальный пресс Quintus Flex Form используется для прототипирования деталей.
Уникальный пресс Quintus Flex Form используется для прототипирования деталей. Инвестировано более 55 миллиардов рублей
Инвестировано более 55 миллиардов рублей
 Ориентировочная стоимость бренда — 38,5 млрд руб.
Ориентировочная стоимость бренда — 38,5 млрд руб.
 На международной выставке IAA-2016 в Ганновере компания впервые представила автомобили семейства NEXT.
На международной выставке IAA-2016 в Ганновере компания впервые представила автомобили семейства NEXT. В 2014-2021 годах ГАЗ занимал первое место еще 6 раз.
В 2014-2021 годах ГАЗ занимал первое место еще 6 раз.
 Его маршрут пролегает от Монако до Дакара. В состав команды входят две спортивные «ГАЗели NEXT» и два внедорожника «Садко NEXT».
Его маршрут пролегает от Монако до Дакара. В состав команды входят две спортивные «ГАЗели NEXT» и два внедорожника «Садко NEXT».
 Горьковский автозавод запустил первый в России мобильный «Кванториум» в партнерстве с правительством Нижегородской области. Мобильный учебный комплекс на базе «ГАЗель NEXT» используется для проведения тренингов и практических занятий в малых городах и отдаленных сельских районах.
Горьковский автозавод запустил первый в России мобильный «Кванториум» в партнерстве с правительством Нижегородской области. Мобильный учебный комплекс на базе «ГАЗель NEXT» используется для проведения тренингов и практических занятий в малых городах и отдаленных сельских районах.
 В основе конструкции новой модели лежит унифицированная электрическая платформа для создания всех типов легких коммерческих автомобилей, в том числе бортовых грузовиков, микроавтобусов, фургонов и различной специальной техники.
В основе конструкции новой модели лежит унифицированная электрическая платформа для создания всех типов легких коммерческих автомобилей, в том числе бортовых грузовиков, микроавтобусов, фургонов и различной специальной техники.


 , С3007
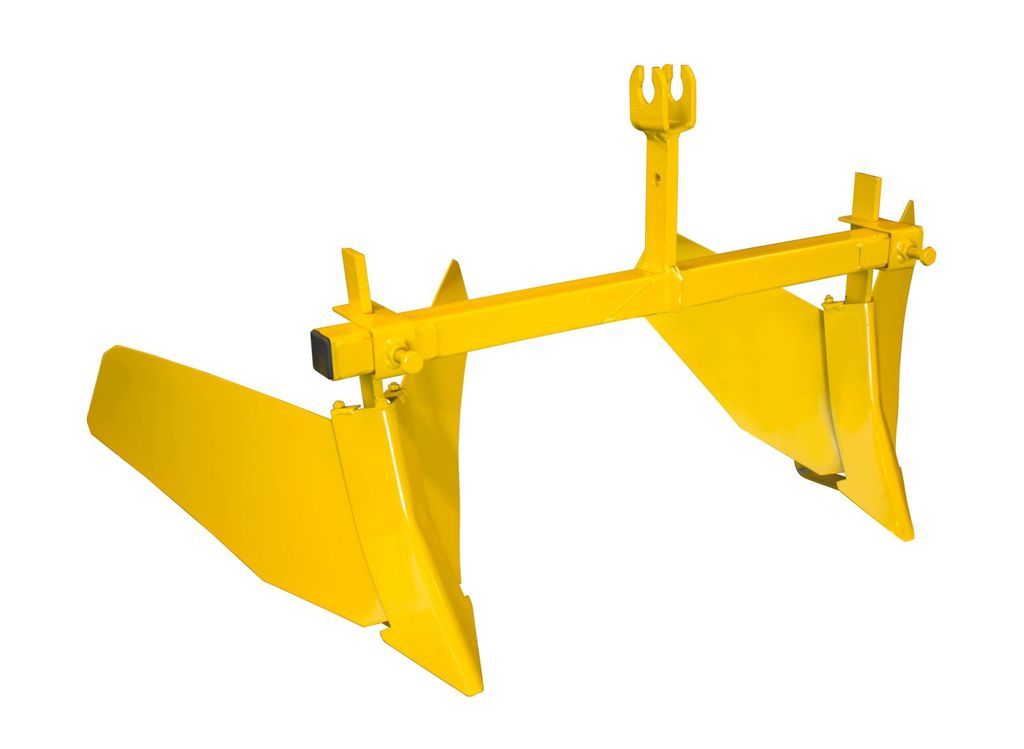
, С3007 Благодаря универсальной системе крепления, подходящей для большинства представленных на рынке квадроциклов, регулируемая система Champion позволяет выполнять вспашку в пяти положениях и включает в себя 50-дюймовый отвал и толкающие трубы.
Благодаря универсальной системе крепления, подходящей для большинства представленных на рынке квадроциклов, регулируемая система Champion позволяет выполнять вспашку в пяти положениях и включает в себя 50-дюймовый отвал и толкающие трубы. Универсальная система крепления будет работать примерно с 90% квадроциклов на рынке.
Универсальная система крепления будет работать примерно с 90% квадроциклов на рынке.

 При оснащении навесным оборудованием, например снегоочистителем, квадроцикл может стать важным инструментом для таких работ, как расчистка больших подъездных дорог после сильного снегопада.
При оснащении навесным оборудованием, например снегоочистителем, квадроцикл может стать важным инструментом для таких работ, как расчистка больших подъездных дорог после сильного снегопада. com
com В приведенном ниже списке учтены вышеизложенные соображения, чтобы сузить область применения до прочных лезвий для снегоочистителей с широким диапазоном регулировок, которые подходят для большинства квадроциклов.
В приведенном ниже списке учтены вышеизложенные соображения, чтобы сузить область применения до прочных лезвий для снегоочистителей с широким диапазоном регулировок, которые подходят для большинства квадроциклов.
 Большая износостойкая планка защищает нижнюю кромку лезвия вместе с двумя регулируемыми защитными кожухами лезвия.
Большая износостойкая планка защищает нижнюю кромку лезвия вместе с двумя регулируемыми защитными кожухами лезвия.
 Плуг регулируется с пятью положениями вспашки. Хотя стальной отвал 14-го калибра не такой массивный, как некоторые плуги, в которых используется металл 12-го калибра, он компенсирует это мощными противоскользящими накладками и большой стальной износостойкой планкой, защищающей отвал.
Плуг регулируется с пятью положениями вспашки. Хотя стальной отвал 14-го калибра не такой массивный, как некоторые плуги, в которых используется металл 12-го калибра, он компенсирует это мощными противоскользящими накладками и большой стальной износостойкой планкой, защищающей отвал. . Штампованная стальная конструкция этого плуга позволяет пользователю регулировать его ширину до 48 дюймов или 60 дюймов, что делает его более универсальным, чем большинство других отвалов на рынке.
. Штампованная стальная конструкция этого плуга позволяет пользователю регулировать его ширину до 48 дюймов или 60 дюймов, что делает его более универсальным, чем большинство других отвалов на рынке. В то время как большинство других снегоочистителей имеют пять или шесть углов до 25 градусов, Black Boar имеет девять положений и может достигать углов до 30 градусов в любую сторону.
В то время как большинство других снегоочистителей имеют пять или шесть углов до 25 градусов, Black Boar имеет девять положений и может достигать углов до 30 градусов в любую сторону.
 Большинство производителей снегоочистителей для квадроциклов предлагают справочные руководства, в которых перечислены производители и модели снегоочистителей, с которыми они будут работать.
Большинство производителей снегоочистителей для квадроциклов предлагают справочные руководства, в которых перечислены производители и модели снегоочистителей, с которыми они будут работать.
 Квадроцикл также должен весить не менее 400 фунтов, чтобы он мог создавать тягу и импульс, необходимые для толкания снега.
Квадроцикл также должен весить не менее 400 фунтов, чтобы он мог создавать тягу и импульс, необходимые для толкания снега. Угол наклона лезвия регулируется от 0 до 30 градусов с пятью-девятью различными положениями угла между ними. Диапазон углов и количество настроек различаются в зависимости от снегоочистителя.
Угол наклона лезвия регулируется от 0 до 30 градусов с пятью-девятью различными положениями угла между ними. Диапазон углов и количество настроек различаются в зависимости от снегоочистителя. При вспахивании двигайтесь медленно, со скоростью не более 5 миль в час. Если вам случится столкнуться с препятствием на высокой скорости, вы можете повредить отвал, монтажный комплект или даже шасси квадроцикла. Удар может даже сбросить оператора с квадроцикла.
При вспахивании двигайтесь медленно, со скоростью не более 5 миль в час. Если вам случится столкнуться с препятствием на высокой скорости, вы можете повредить отвал, монтажный комплект или даже шасси квадроцикла. Удар может даже сбросить оператора с квадроцикла.
 Установите стояночный тормоз, затем поверните муфту на рычагах плуга в положение прикрепления. Подсоедините жгут проводов плуга к автомобилю и надавите на муфту вверх, пока она не встанет на место со щелчком.
Установите стояночный тормоз, затем поверните муфту на рычагах плуга в положение прикрепления. Подсоедините жгут проводов плуга к автомобилю и надавите на муфту вверх, пока она не встанет на место со щелчком. При вспахивании обязательно хорошо стряхивайте снег с проезжей части. Это даст вам больше места для нагромождения снега в течение сезона. Мощности квадроцикла недостаточно, чтобы сдвинуть снежную глыбу, когда снег уже замерз.
При вспахивании обязательно хорошо стряхивайте снег с проезжей части. Это даст вам больше места для нагромождения снега в течение сезона. Мощности квадроцикла недостаточно, чтобы сдвинуть снежную глыбу, когда снег уже замерз.
 Здесь есть все для того, чтобы уменьшить расход чернил и бумаги при печати. В дополнение к этому программа ведет статистику сэкономленных материалов, предоставляет возможность сохранения документа в PDF или экспорт в Google Drive и Dropbox. Из недостатков можно отметить только платную лицензию.
Здесь есть все для того, чтобы уменьшить расход чернил и бумаги при печати. В дополнение к этому программа ведет статистику сэкономленных материалов, предоставляет возможность сохранения документа в PDF или экспорт в Google Drive и Dropbox. Из недостатков можно отметить только платную лицензию. Здесь присутствует два шаблона для сканирования документов, возможность конвертации в PDF формат, сканирование с распознаванием текста, быстрое копирование и печать, а также еще много чего другого.
Здесь присутствует два шаблона для сканирования документов, возможность конвертации в PDF формат, сканирование с распознаванием текста, быстрое копирование и печать, а также еще много чего другого.
 Это позволит перебить недостаток одной программы достоинством другой, что значительно улучшит качество печати и позволит сэкономить на расходных материалах.
Это позволит перебить недостаток одной программы достоинством другой, что значительно улучшит качество печати и позволит сэкономить на расходных материалах. Он предлагает два режима чтения: горизонтальный и вертикальный режим чтения. Он также предоставляет облачные сервисы, которые позволяют загружать и выгружать файлы PDF на Google Диск, Dropbox, Box и OneDrive.
Он предлагает два режима чтения: горизонтальный и вертикальный режим чтения. Он также предоставляет облачные сервисы, которые позволяют загружать и выгружать файлы PDF на Google Диск, Dropbox, Box и OneDrive.
 Логично, что у них есть собственное приложение для печати. Мобильное приложение позволяет печатать, сканировать и обмениваться документами одним движением. Помимо документов PDF, Epson Print совместим с файлами Word и Excel. Самым большим преимуществом является то, что вы можете распечатать целые веб-сайты прямо со своего мобильного устройства. Да, и приложение бесплатное, но работает только с принтерами Epson.
Логично, что у них есть собственное приложение для печати. Мобильное приложение позволяет печатать, сканировать и обмениваться документами одним движением. Помимо документов PDF, Epson Print совместим с файлами Word и Excel. Самым большим преимуществом является то, что вы можете распечатать целые веб-сайты прямо со своего мобильного устройства. Да, и приложение бесплатное, но работает только с принтерами Epson. Приложение поддерживает практически все компании, будь то Samsung, HP, Xerox, Dell, Epson и многие другие. Приложение бесплатное, но вам необходимо подписаться на некоторые услуги. Вы можете предварительно просмотреть и распечатать что угодно с высочайшей точностью. И нет никаких компромиссов по качеству.
Приложение поддерживает практически все компании, будь то Samsung, HP, Xerox, Dell, Epson и многие другие. Приложение бесплатное, но вам необходимо подписаться на некоторые услуги. Вы можете предварительно просмотреть и распечатать что угодно с высочайшей точностью. И нет никаких компромиссов по качеству. Внутри приложения нет покупок, что делает приложение полностью бесплатным. Вы можете подключить свой принтер к мобильному устройству через USB-кабель, Bluetooth и Wi-Fi. Некоторые принтеры поддерживают прямое мобильное сканирование. Поддерживает принтеры как Mac, так и Windows, а мастер принтера автоматически определяет ваш принтер. Простота установки, всего несколько щелчков мышью до печати.
Внутри приложения нет покупок, что делает приложение полностью бесплатным. Вы можете подключить свой принтер к мобильному устройству через USB-кабель, Bluetooth и Wi-Fi. Некоторые принтеры поддерживают прямое мобильное сканирование. Поддерживает принтеры как Mac, так и Windows, а мастер принтера автоматически определяет ваш принтер. Простота установки, всего несколько щелчков мышью до печати. Приложение позволяет обмениваться документами и изображениями по электронной почте, а затем распечатывать их. Также поддерживаются облачные сервисы, и вы можете настроить свой новый принтер HP с помощью приложения.
Приложение позволяет обмениваться документами и изображениями по электронной почте, а затем распечатывать их. Также поддерживаются облачные сервисы, и вы можете настроить свой новый принтер HP с помощью приложения. При этом вам нужно нажать на значок после установки и активировать службу на отображаемом экране настроек. После активации услуги вы сможете пользоваться широким рядом функций, которые она предлагает.
При этом вам нужно нажать на значок после установки и активировать службу на отображаемом экране настроек. После активации услуги вы сможете пользоваться широким рядом функций, которые она предлагает.
 Программное обеспечение доступно для загрузки в нижней части этой страницы. Каждый раз, когда вы печатаете в TNS, система оплаты за печать будет запрашивать ваше имя пользователя и пароль для аутентификации вашей учетной записи.
Программное обеспечение доступно для загрузки в нижней части этой страницы. Каждый раз, когда вы печатаете в TNS, система оплаты за печать будет запрашивать ваше имя пользователя и пароль для аутентификации вашей учетной записи. Я подтверждаю, что я прочитал и понял руководящие принципы и политики, указанные выше, и я полностью принимаю положения и условия.
Я подтверждаю, что я прочитал и понял руководящие принципы и политики, указанные выше, и я полностью принимаю положения и условия.
 11 и выше)
11 и выше)  Информация о совместимости конкретных моделей и требованиях к пользовательским устройствам доступна на каждой странице программного обеспечения. Некоторое программное обеспечение требует приобретения лицензии на ключ активации. Мы также предоставляем дополнительную информацию о классификации лицензионных соглашений Zebra с конечным пользователем программного обеспечения и страницу часто задаваемых вопросов о загрузке программного обеспечения, которая отвечает на вопросы, которые могут у вас возникнуть в отношении гарантии на программное обеспечение, загрузки ограниченного программного обеспечения и т. д.
Информация о совместимости конкретных моделей и требованиях к пользовательским устройствам доступна на каждой странице программного обеспечения. Некоторое программное обеспечение требует приобретения лицензии на ключ активации. Мы также предоставляем дополнительную информацию о классификации лицензионных соглашений Zebra с конечным пользователем программного обеспечения и страницу часто задаваемых вопросов о загрузке программного обеспечения, которая отвечает на вопросы, которые могут у вас возникнуть в отношении гарантии на программное обеспечение, загрузки ограниченного программного обеспечения и т. д.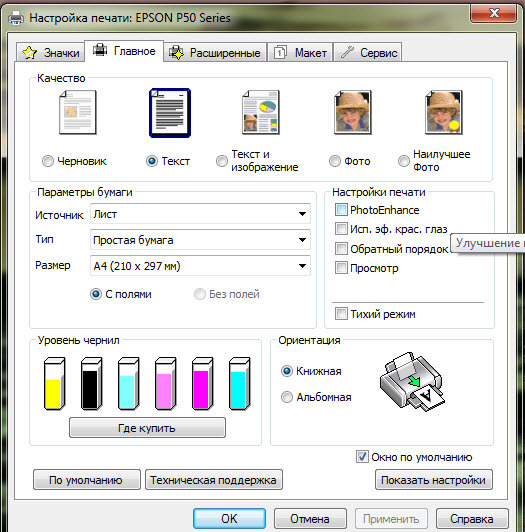 0
0
 Будьте первым.
Будьте первым. 5 кВт, Напряжение: 220/380 В
5 кВт, Напряжение: 220/380 В 5-S
5-S Основы коррозии. Материалы. Защита. Уход. Окружающая среда. Обнаружение. Мониторинг. 2-й выпуск 1999 КДЕС
Основы коррозии. Материалы. Защита. Уход. Окружающая среда. Обнаружение. Мониторинг. 2-й выпуск 1999 КДЕС Книга состоит из 11 глав, содержащих информацию об основах коррозии, формах коррозии, выборе материалов, защитных покрытиях, катодной защите, химической обработке, контроле агрессивной среды, обнаружении коррозии и контрольном контроле. 1999 by NACE Press, 8-1/2” x 11”, мягкий переплет, 350 страниц, 100 рисунков, 30 таблиц, библиография, индекс
Книга состоит из 11 глав, содержащих информацию об основах коррозии, формах коррозии, выборе материалов, защитных покрытиях, катодной защите, химической обработке, контроле агрессивной среды, обнаружении коррозии и контрольном контроле. 1999 by NACE Press, 8-1/2” x 11”, мягкий переплет, 350 страниц, 100 рисунков, 30 таблиц, библиография, индекс 00
00


 0015
0015 Дэвид Томс выиграл в 2003 году в категории 20-264, после чего на поле появилось 11 новых ти, 15 новых бункеров и три новых моста, а также были расширены три пруда, стабилизированы четыре ручья и посажено более 125 деревьев. Пятая лунка была изменена с пар 5 на пар 4, а восьмая лунка пар 3 была полностью изменена.
Дэвид Томс выиграл в 2003 году в категории 20-264, после чего на поле появилось 11 новых ти, 15 новых бункеров и три новых моста, а также были расширены три пруда, стабилизированы четыре ручья и посажено более 125 деревьев. Пятая лунка была изменена с пар 5 на пар 4, а восьмая лунка пар 3 была полностью изменена.

 Известно, что бермудская трава загрязняет фервеи, и персонал TPC Southwind постоянно работает над сохранением чистоты зойсии.
Известно, что бермудская трава загрязняет фервеи, и персонал TPC Southwind постоянно работает над сохранением чистоты зойсии. (Бен Джаред/PGA TOUR)
(Бен Джаред/PGA TOUR)
 50 ₽
50 ₽
 50 ₽
50 ₽
 40 ₽
40 ₽
 40 ₽
40 ₽
 30 ₽
30 ₽
 50 ₽
50 ₽
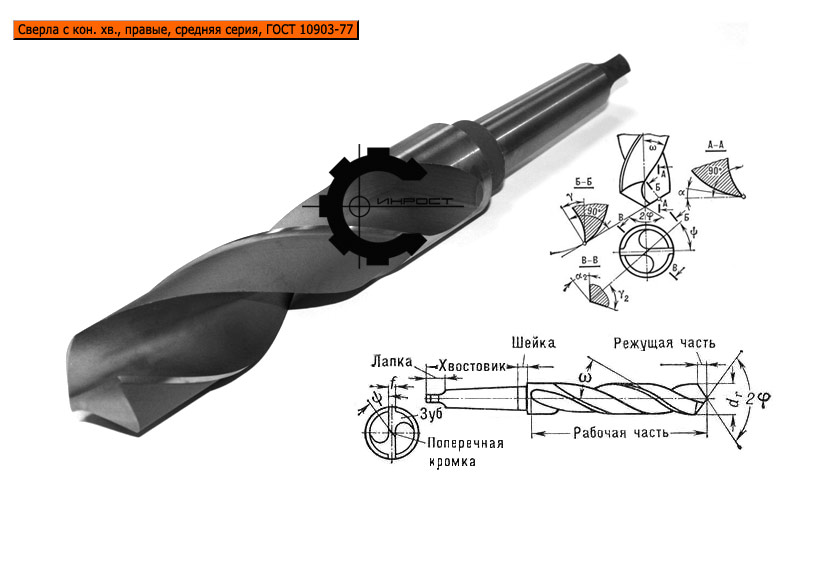
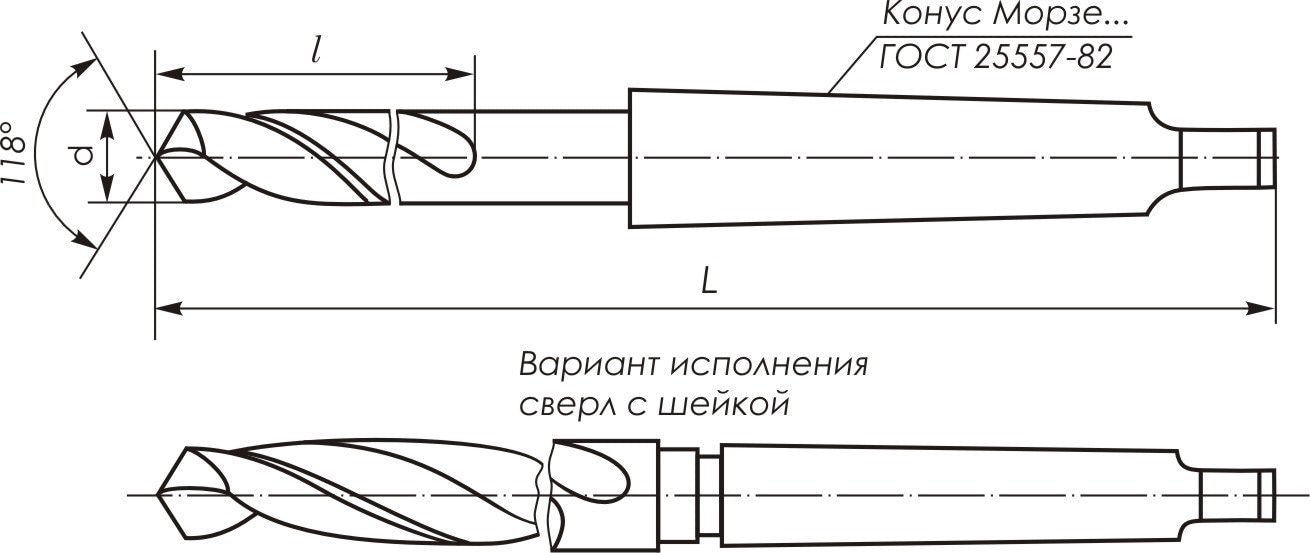
 На сверлах есть два основных конца хвостовика.
На сверлах есть два основных конца хвостовика. быстрая или высокоспиральная конструкция канавки была разработана специально для сверления глубоких отверстий в материалах с низкой прочностью на растяжение, таких как алюминий , магний , медь , материал для литья под давлением , дерево некоторые пластмассы и штабелированные алюминиевые . Его широкие канавки и высокая спираль помогают удалять стружку. Сверло с параболической канавкой является примером сверла с высокой спиральной канавкой. медленная или малая спиральная канавка предназначен в первую очередь для использования в латуни , жестком пластике, твердой резине , асбесте и некоторых разновидностях древесноволокнистых плит. Широкая канавка и низкая спираль обеспечивают максимальное пространство для выброса стружки.
быстрая или высокоспиральная конструкция канавки была разработана специально для сверления глубоких отверстий в материалах с низкой прочностью на растяжение, таких как алюминий , магний , медь , материал для литья под давлением , дерево некоторые пластмассы и штабелированные алюминиевые . Его широкие канавки и высокая спираль помогают удалять стружку. Сверло с параболической канавкой является примером сверла с высокой спиральной канавкой. медленная или малая спиральная канавка предназначен в первую очередь для использования в латуни , жестком пластике, твердой резине , асбесте и некоторых разновидностях древесноволокнистых плит. Широкая канавка и низкая спираль обеспечивают максимальное пространство для выброса стружки. Правильное использование управляемого наведения сверла и утончения перемычки может привести к существенной экономии затрат на бурение.
Правильное использование управляемого наведения сверла и утончения перемычки может привести к существенной экономии затрат на бурение.


 Сверла с резьбовым хвостовиком относятся к типу D. Адаптерные сверла изготовлены из быстрорежущей стали M42 с 8 % содержанием кобальта и изготовлены по стандарту NAS 9.65 Спецификации типа «D» с 135º точкой разделения для тяжелых условий эксплуатации и…
Сверла с резьбовым хвостовиком относятся к типу D. Адаптерные сверла изготовлены из быстрорежущей стали M42 с 8 % содержанием кобальта и изготовлены по стандарту NAS 9.65 Спецификации типа «D» с 135º точкой разделения для тяжелых условий эксплуатации и…
 ..
.. 0
0 0
0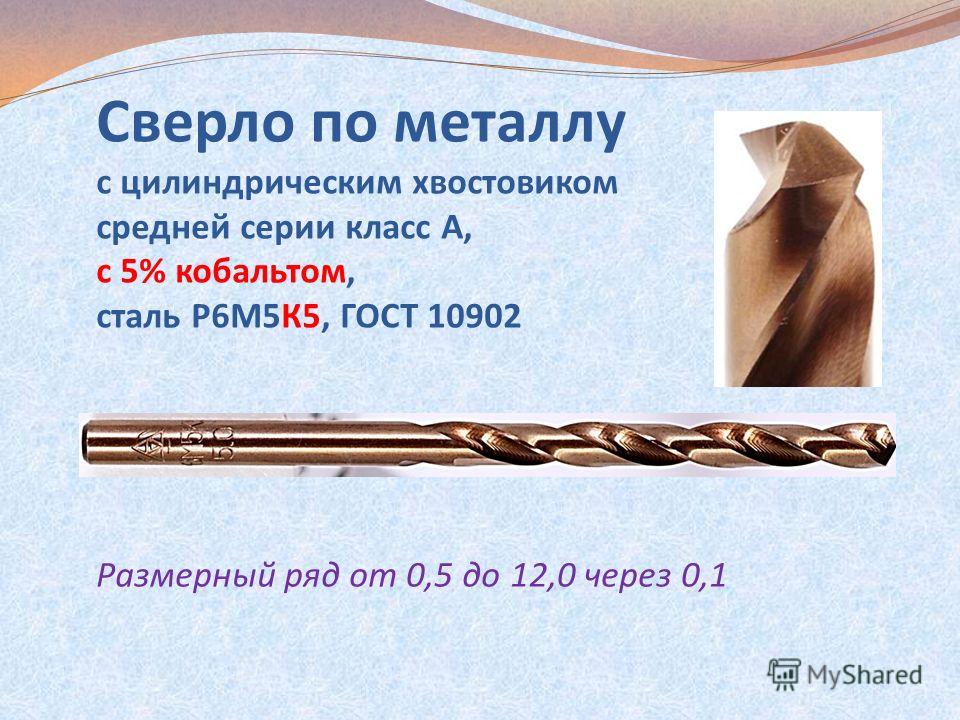 ..
..
 ..
..


 ..
..


 Широко используется в автосервисах, мастерских и т.д. Система распыления LVMP позволяет работать с минимальными потерями краски. Корпус выполнен из хромированного сплава алюминия, благодаря чему он легкий и прочный. Дюза и игла изготовлены из нержавеющей стали.
Широко используется в автосервисах, мастерских и т.д. Система распыления LVMP позволяет работать с минимальными потерями краски. Корпус выполнен из хромированного сплава алюминия, благодаря чему он легкий и прочный. Дюза и игла изготовлены из нержавеющей стали.  3 мм
3 мм 69
69 3
3 5
5 момент, Нм
момент, Нм , об/мин
, об/мин 3
3 3
3 7
7
 Статические файлы
Статические файлы Состояние приложения. Куки. Сессии
Состояние приложения. Куки. Сессии Аутентификация и авторизация
Аутентификация и авторизация Клиентская разработка
Клиентская разработка Была введена изменением № 3 в ГОСТ 18410-73, для обозначения ТПЖ с повышенной температурой нагрева. После перехода предприятий к выпуску усовершенствованных кабелей, буква «у» была исключена.
Была введена изменением № 3 в ГОСТ 18410-73, для обозначения ТПЖ с повышенной температурой нагрева. После перехода предприятий к выпуску усовершенствованных кабелей, буква «у» была исключена. Алюминиевая токопроводящая жила
Алюминиевая токопроводящая жила Маркировка должна
Маркировка должна Групповая прокладка разрешается только в наружных электроустановках и производственных помещениях, где возможно лишь периодическое присутствие обслуживающего персонала, при этом необходимо применять пассивную огнезащиту
Групповая прокладка разрешается только в наружных электроустановках и производственных помещениях, где возможно лишь периодическое присутствие обслуживающего персонала, при этом необходимо применять пассивную огнезащиту
 01.1971 по н.в.
01.1971 по н.в. Напряжение 6 кВ.
Напряжение 6 кВ. Выберите любой из
Выберите любой из Они хотели придумать совершенно новый дизайн, который превзошел бы все, что они делали до сих пор. Дизайн, который заставил бы записывающихся музыкантов по всему миру сесть и по-настоящему обратить на себя внимание. Короче говоря, дизайн, который привнесет совершенно новое измерение в опыт прямого полевого мониторинга.
Они хотели придумать совершенно новый дизайн, который превзошел бы все, что они делали до сих пор. Дизайн, который заставил бы записывающихся музыкантов по всему миру сесть и по-настоящему обратить на себя внимание. Короче говоря, дизайн, который привнесет совершенно новое измерение в опыт прямого полевого мониторинга. 500 Гц
500 Гц
 08
08 По умолчанию специальные пептиды поставляются в виде лиофилизированных солей ТЖК и могут содержать до 10-45% ТЖК.
По умолчанию специальные пептиды поставляются в виде лиофилизированных солей ТЖК и могут содержать до 10-45% ТЖК. 12
12