Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
353 630 руб
Предложить свою цену
Характеристики и описание: Измельчитель пней Sable SG350H (SG350H)
Если вам нужно быстро и качественно измельчить бревна небольшого размера, то стоит приобрести профессиональный измельчитель пней SG350H. Он не только их измельчит, но и поможет удалить из земли. Ширина реза у данной модели составляет 80 см, диаметр фреза – 350 мм. Агрегат без проблем измельчает пни диаметром до 30 см в диапазоне 12 см ниже уровня земли и на 20 см выше уровня земли. Благодаря этому вы сможете полностью удалить пень. Надежная конструкция, легкий вес и прекрасная маневренность – это лишь малая часть преимуществ. Измельчитель имеет такие особенности:
Очень удобен в эксплуатации. Может быть использован в труднодоступных местах благодаря своим небольшим габаритам.
Модель несамоходная.
Измельчитель пней Сабл оснащен механическим ручным тормозом, который срабатывает моментально. Благодаря этому пользователь надежно защищен от травмирования.
Конструкция маневренная, поэтому с ней удобно работать.
Агрегат укомплектован четырехтактным мощным двигателем, который имеет верхнее расположение клапанов. Такое расположение увеличивает производительность и повышает износостойкость двигателя. Кроме того, оно позволяет работать под разными углами без потери производительности.
Sable SG350H имеет качественные очень острые лезвия, которые делают идеальный срез.
Гарантия и сервис: Измельчитель пней Sable SG350H
Отзывы о товаре: Измельчитель пней Sable SG350H (SG350H)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Измельчитель пней Sable SG350H
Рекомендуем посмотреть
Измельчитель пней Bear Cat Echo SG340
275 400 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Удаление дерева ACI и очистка участка
Удаление дерева ACI и очистка участка
Оценки за тот же день
Напишите нам на Facebook
Никакая работа не слишком мала или велика
услуги по оказанию помощи при ураганах
16640042526a1c6e2b.heading»> УДАЛЕНИЕ ДЕРЕВА ACI
Как местный подрядчик по удалению деревьев округа Сарасота и Шарлотт с более чем 20-летним опытом работы в области удаления деревьев, мы предлагаем оборудование, принадлежащее компании, на сумму более 3 миллионов долларов, чтобы выполнить работу быстро, эффективно и легко для наших клиентов.
Получить помощь
ЛИЦЕНЗИЯ, СВЯЗАННЫЕ И ЗАСТРАХОВАННЫЕ
ВАМ НУЖНО УДАЛИТЬ ДЕРЕВЬЯ ИЛИ ОЧИСТИТЬ УЧАСТОК?
Если вы готовы или просто находитесь в стадии планирования, свяжитесь с нами напрямую, и мы назначим время встречи с вами для обсуждения стоимости в любой день недели; даже в выходные. Одна из самых ценных вещей, которыми мы будем владеть в своей жизни, — это наш дом и земля. Мы знаем, что удаление деревьев и расчистка участков важны и иногда вызывают или создают немедленные проблемы, требующие немедленного решения. Для этого мы здесь для наших клиентов от заката до заката …… 7 дней в неделю.
ПОЛУЧИТЕ ПРЕДЛОЖЕНИЕ СЕГОДНЯ
Проблемы, которые мы решаем:
Первая проблема, которую мы решаем, — это апатия. Многие в нашей отрасли чувствуют себя вправе и обычно берутся только за большие работы. Мы всегда делаем все возможное, чтобы ответить, общаться и убедиться, что наш клиент знает, что мы ценим эту возможность.
Кто наши клиенты?
Домовладельцы и строители, желающие очистить свою собственность, удалить большие деревья и/или нуждающиеся в уходе за водой. Мы обслуживаем не только домовладельцев, но и муниципалитеты и ТСЖ, которые ищут компанию, отвечающую всем их экологическим потребностям.
1605556096757.block.1895686a-f2e0-40a4-a1a6-8b4ec2a6b684.title»> Ценообразование и оборот
Являясь ведущим поставщиком услуг с большим штатом сотрудников и миллионами инвестиций в принадлежащее компании оборудование, мы выполняем работу быстрее. Обладая 20-летним опытом, мы знаем и понимаем рыночные цены и оценим вашу работу справедливо и конкурентоспособно.
ACI УДАЛЕНИЕ ДЕРЕВЬЕВ И УПРАВЛЕНИЕ ЗЕМЛЯМИ В ВЕНЕЦИИ, ФЛОРИДЕ И ПРИЛЕГАЮЩИХ РАЙОНАХ
НАШИ САМЫЕ ПОПУЛЯРНЫЕ УСЛУГИ
Получите предложение сегодня, и член нашей команды свяжется с вами лично, чтобы назначить время, чтобы осмотреть вашу собственность и дать вам бесплатную оценку.
УСЛУГИ ПОСЛЕ ЧС
В случае крупномасштабного урагана или шторма ACI имеет уникальное оборудование и опыт, чтобы начать восстановление нормальной жизни. Наша основная задача после урагана — быстро и безопасно удалить деревья из домов и построек и накрыть крыши брезентом, чтобы предотвратить дополнительный ущерб от воды. Мы специализируемся на работе со страхованием домовладельцев и выставлении счетов напрямую.
УСЛУГИ ПОСЛЕ ЧС
В случае крупномасштабного урагана или шторма ACI имеет уникальное оборудование и опыт, чтобы начать восстановление нормальной жизни. Наша основная задача после урагана — быстро и безопасно удалить деревья из домов и построек и накрыть крыши брезентом, чтобы предотвратить дополнительный ущерб от воды. Мы специализируемся на работе со страхованием домовладельцев и выставлении счетов напрямую.
МУЛЬЧИРОВАНИЕ ЛЕСА
Мульчирование лесов – это одноэтапный процесс, при котором нежелательная растительность – деревья, кусты и пни – измельчается в мульчу с помощью передвижной техники.
МУЛЬЧИРОВАНИЕ ЛЕСА
Мульчирование лесов – это одноэтапный процесс, при котором нежелательная растительность – деревья, кусты и пни – измельчается в мульчу с помощью передвижной техники.
ОЧИСТКА УЧАСТКА
Мы чистим и расчищаем ваш участок от мусора и поросли. У нас есть оборудование и операторы для работы на любой жилой, коммерческой или промышленной недвижимости.
ОЧИСТКА УЧАСТКА
Мы чистим и расчищаем ваш участок от мусора и растительности. У нас есть оборудование и операторы для работы на любой жилой, коммерческой или промышленной недвижимости.
ИЗМЕЛЬЧЕНИЕ ПНЕЙ
Мы можем обрабатывать пни деревьев: дуба, пальмы, сосны, фикуса и т. д. Наш совершенно новый турбодизельный измельчитель пней американского производства может обрабатывать самые большие пни, стоящие или унесенные ветром. Мы шлифуем его глубже, чем наши конкуренты, и оставляем сайт аккуратнее и чище. Мы можем справиться с одним пнем или сотнями.
ИЗМЕЛЬЧЕНИЕ ПНЕЙ
Мы можем обрабатывать пни деревьев: дуба, пальмы, сосны, фикуса и т.д. Наш совершенно новый турбодизельный измельчитель пней американского производства может обрабатывать самые большие пни, стоящие или унесенные ветром. Мы шлифуем его глубже, чем наши конкуренты, и оставляем сайт аккуратнее и чище. Мы можем справиться с одним пнем или сотнями.
УДАЛЕНИЕ ДЕРЕВА
Нет слишком больших деревьев. Мы специализируемся на обрезке и удалении сосны, дуба и пальмы. Наш штатный штат альпинистов-лесоводов и операторов оборудования может безопасно и эффективно удалить любое дерево или группу деревьев.
УДАЛЕНИЕ ДЕРЕВА
Нет слишком больших деревьев. Мы специализируемся на обрезке и удалении сосны, дуба и пальмы. Наш штатный штат альпинистов-лесоводов и операторов оборудования может безопасно и эффективно удалить любое дерево или группу деревьев.
ДОМАШНЯЯ ПОДУШКА И КЛАССИФИКАЦИЯ
ACI может поставить компактную и чистую на лазерном уровне заливку в соответствии с планом вашего участка, чтобы ваш проект был «готов к отправке на рельсы»; мы можем помочь вам полностью подготовиться к работе с бетоном.
ДОМАШНЯЯ ПОДУШКА И КЛАССИФИКАЦИЯ
ACI может поставить компактную и чистую на лазерном уровне заливку в соответствии с планом вашего участка, чтобы ваш проект был «готов к отправке на рельсы»; мы можем помочь вам полностью подготовиться к работе с бетоном.
УПРАВЛЕНИЕ ОЗЕРАМИ И БОЛОТАМИ
ACI имеет 20-летнюю историю предоставления качественных услуг по управлению озерами для прудов, принадлежащих одному владельцу, вплоть до самых крупных сообществ.
УПРАВЛЕНИЕ ОЗЕРАМИ И БОЛОТАМИ
ACI имеет 20-летнюю историю предоставления качественных услуг по управлению озерами для прудов, принадлежащих одному владельцу, вплоть до самых крупных сообществ.
Ознакомьтесь с нашими работами
Более 20 лет удаления деревьев и расчистки участков
Мы являемся выбором домовладельцев в Венеции, Флориде и прилегающих районах, когда речь идет об удалении деревьев и расчистке участков. Имея оборудование, принадлежащее компании, стоимостью в миллионы долларов, мы стремимся превзойти ожидания наших клиентов.
Получить предложение
Удаление деревьев и пней на жилом участке
Удаление деревьев и пней на жилом участке
Расчистка жилого участка Северный порт
Расчистка жилого участка Северный порт
Город Северный порт
Город Северный порт
Мульчирование и расчистка участка 9003 и расчистка участков
Последние несколько лет наши специалисты по уходу за деревьями посвящали свой опыт уходу за деревьями, обучали население тому, как обращаться с деревьями, и обслуживали наших клиентов в меру своих возможностей. качественные услуги по дереву. Если вы хотите узнать больше о том, как наши специалисты по уходу за деревьями могут внести положительный вклад в здоровье и уход за вашими деревьями, вы можете связаться с одним из наших представителей по обслуживанию. На данный момент мы можем предоставить следующие услуги: Профессионалы по уходу за деревьями Thornton; обрезка деревьев, удаление деревьев; измельчение пней; уход за деревьями; и консультации.
Наша страсть к уходу за деревьями проистекает из желания создать уютные, комфортные и естественные пространства между вами и природой. Мы смогли добиться этого благодаря нашей заботе о деревьях и той красоте, которой может обладать уход за деревом. Мы хотим, чтобы деревья украшали вашу открытую территорию, как никто другой. Благодаря надлежащему регулярному уходу и санитарным процедурам мы смогли сделать природу на один шаг ближе к вашему порогу.
Обрезка — это обычная процедура ухода, необходимая для поддержания красоты и здоровья ваших деревьев. Обрезка выполняется путем обрезки деревьев и удаления мертвых, умирающих или гниющих ветвей, листьев и мусора, из-за которых дерево выглядит неприглядно или неухоженно. При регулярных сеансах обрезки ваши деревья обязательно будут расти стабильно, здоровыми и продолжать выглядеть свежими. Мы используем методы обрезки, разработанные для того, чтобы дать вашим деревьям естественный уход, от которого они также могут получить пользу.
Арбористы — обученные специалисты, помогающие в хирургическом удалении деревьев с участка. Наша команда специалистов по уходу за деревьями состоит из опытных лесоводов с многолетним опытом выполнения таких задач. Как специалисты по лечению деревьев в районе Торнтона, мы можем обрабатывать деревья разной высоты, веса, типа и возраста. Все эти качества будут соответствовать уровню сложности удаления вашего дерева.
Существует множество причин, по которым может потребоваться удаление дерева или пня. Из-за мертвых, умирающих или гниющих ветвей может потребоваться удаление дерева по соображениям здоровья и безопасности. Если у вас остался пень с такой же судьбой, было бы неплохо удалить его, чтобы на его месте росла окружающая трава и растения.
Здоровье ваших деревьев важно не только для их внешнего вида, но и для их функциональности. Нездоровые деревья часто привлекают вредителей, нежелательных бактерий и вызывают чрезмерное гниение. Чтобы избежать этого, ваши деревья должны регулярно обслуживаться профессионалами. Специалисты Thornton по уходу за деревьями составили список клиентов, которые постоянно доверяют нам здоровье своих деревьев и общего пространства на открытом воздухе.
Как обученные специалисты по уходу за деревьями, наша обязанность состоит не только в том, чтобы предоставлять вам квалифицированные услуги и советы по уходу за деревьями, но и в том, чтобы постоянно воздействовать на общество, предоставляя аналогичные услуги. Мы предлагаем широкий спектр нашего опыта в области консалтинга, поэтому вы всегда можете получить второе мнение о наилучшем подходе к вашим деревьям.
Обзор слайсера Lychee для 3D печати. подготовка моделей к печати
Существует множество вариаций 3D принтеров, отличающихся не только материалами, но и самое главное технологией печати. Тем не менее можно выделить два основных наиболее популярных и востребованных типа 3Д принтеров: FDM и LCD. Первые печатают путем наплавления слой за слоем пластиковой нитью. Вторые печатают модель смолой, которая под действием света с определенной длиной волны полимеризуется и отвердевает.
Технологии обладают своими особенностями, достоинствами и недостатками, но самое главное – они отличаются не только материалом, но и самой сутью. LCD-принтеры печатают посекционно, в то время как FDM-принтеры делают это построчно. Таким образом для этих устройств должны использоваться и разные слайсеры. Вот так и возник рынок для многих компаний, ведь требовалось создать новое ПО, чем и занялась Mango3D, разработав Lychee Slicer.
Софт Lychee Slicer базируется на основных функциях популярных слайсеров. Это бесплатное ПО предлагает универсальный инструмент для быстрой нарезки моделей для LCD-принтеров разных моделей. Работать с программой могут как любители-энтузиасты, так и профессионалы.
Lychee Slicer стремится сделать работу с принтером проще и эффективнее. Он предлагает такой функционал, как автосоздание поддержек, размещение, углубление. ПО совместимо с Linux, MacOS и Windows, поддерживает более 75 моделей 3Д принтеров. Разработчики предлагают три варианта программы: бесплатная версия, платная с помесячной оплатой и платная с годовой подпиской. Платные версии предлагают расширенный набор функций. Эта программа может стать прекрасной альтернативой слайсерам ChiTuBox и Formware 3D Slicer. Но об этом далее…
Стоимость и подписка
Слайсер Lychee поставляется с тремя возможными вариантами лицензии, как это уже говорилось выше. Две из них платные с 30-дневным бесплатным пробным периодом, и одна бесплатная.
Бесплатная версия доступна для скачивания и установки. В ней доступен основной функционал, а также ряд уникальных инструментов, которые упоминаются ниже. В бесплатной версии также можно получать рекламу, которая связана с вопросами 3Д печати.
Платные версии поставляются в двух вариантах: с годовой подпиской и с месячной подпиской. Оплата взимается в евро, обратите на это внимание. Платные версии содержат весь инструментарий бесплатной версии, а также предлагает дополнительный расширенный функционал. Годовая подписка подарит пользователем скидку, в размере 3 евро в месяц, а функции и инструменты будут те же.
Интерфейс Lychee
Интерфейс слайсера Lychee практически не отличается от слайсеров к FDM-принтерам. Рабочий процесс аналогичен и состоит из 5 основных шагов. При этом настройка принтера осуществляется только при первом подключении программного обеспечения к принтеру.
Настройка принтера
Слайсер Lychee совместим с 75 моделями LCD принтеров. Если у вас одна из поддерживаемых моделей, то ее добавление будет элементарной задачей. Для этого нужно перейти к списку производителей 3Д принтеров и выбрать свою модель устройства. Далее вы можете импортировать или создать свой профиль смолы.
Макет
После завершения настройки принтера софт загружает представление «Макет». Здесь можно добавлять модели, масштабировать их, изменять ориентацию в пространстве. Возможно восстановление объекта и работа с функциями «Магия», «Измерение».
Поддержки
Программа позволяет на данном шаге автоматически сформировать опоры. Также можно поставить опоры самостоятельно, создать плоты. Шаг, как понятно, не обязательный, особенно если выбрана автоматическая генерация поддержек, но для печати сложных изделий весьма функциональный. Меню позволяет настраивать плотность, форму поддержек, диаметр, а также менять характеристики плота.
Предварительный просмотр
Это удобное меню. В котором можно визуализировать модель перед физической печатью. Данный раздел схож с подобными у других слайсеров, но есть и ряд уникальных инструментов. Например, «Симулятор», «В масштабе». Первый позволяет визуализировать ход печати, а режим «В масштабе» помещает модель с некоторыми объектами, чтобы можно сравнить форму и размер.
Экспорт
Наконец, добрались до последнего шага под названием «Экспорт». Здесь выбираются окончательные настройки печати, а также можно узнать время печати по предварительной оценке. Если вы собираетесь печатать на одном из преднастроенных принтеров, то возможности меню ограничены. Варианты касаются типа смолы и метода сглаживания.
Функционал программы
Остановимся на базовых функциях Lychee Slicer, которыми в принципе обладает любой слайсер.
Профили смолы и специальные принтеры
У Lychee Slicer есть возможность настройки собственного принтера из «свободной зоны» или пользовательский принтер. Принтер из фри-зон настраивается очень просто. После этого открывается доступ к основному функционалу программы. При настройке принтера из фри-зон надо иметь в виду, что Lychee Slicer не сможет создать файл, который будет совместим с вашим оборудованием. Поэтому готовый объект вместе с поддержками и всем необходимым, что будет сформировано в Lychee нужно будет экспортировать в слайсер, который поставляется с вашим оборудованием.
Аналогично или основываясь на тех же принципах можно создавать профили смолы, для чего потребуется указать такие параметры, как толщина слоя, скорость печати. Можно и стоимость бутылки смолы указать. В целом эти профили могут использоваться как способ настройки печати.
После импорта объекта в Lychee Slicer можно выполнять все вышеназванные функции, как, впрочем, и в любом другом слайсере. Есть также функции отмены и повтора. Они позволяют исправлять любые ошибки, допущенные в ходе настройки.
Поддержки
Lychee Slicer может в авторежиме сгенерировать поддержки. Но есть режим и ручного создания поддержек. При этом можно настроить структуру и вид, а платные версии программы позволяют использовать поддержки разных форм и манипулировать различными методами размещения в ручном режиме.
Размеры
Лицензия PRO также позволяет производить измерения. Встроенный измерительный инструментарий Lychee Slicer весьма полезен. С его помощью можно измерять различные параметры, например расстояние между поддержками. Неплохой инструмент для проверки работы перед отправкой ее на печать.
Уникальный функционал
Помимо базового функционала разработчик снабдил Lychee Slicer рядом уникальных функций, которые сложно найти в других слайсерах.
Режим «Магия»
Функция представляет собой автоматическую оптимизацию положения, опорной структуры, ориентации модели или моделей. Реализована она в виде кнопочки и включается одним нажатием. Она весьма полезна, так как помогает сэкономить кучу времени.
Детектор свеса
Данная фукция помогает автоматически находить свесы, на которых нет опорных конструкций. Эта функция не нова, она реализована и в других слайсерах, в том же Formware, но в Lychee Slicer продвинутые пользователи имеют возможность не только находить свес, но и настраивать структуру поддержек в соответствии со своими требованиями. В бесплатной версии этот режим недоступен, в ней реализовано сканирование выступов.
Заполнение, дренаж, полости в реальном времени
Данная функция для слайсера в принципе не обязательна. Но у Lychee Slicer она реализована и позволяет экономить на дорогой смоле, при сохранении высочайшего качества отпечатков.
Переменный параметр высоты слоя
Данная функция доступна в платной версии и поддерживается не всеми 3Д принтерами. Тем не менее переменная высота слоя позволяет оптимизировать время печати за счет изменения на некоторых участках высоты слоя. Среди SLA-слайсеров данная функция есть только у Lychee Slicer. Она реализована только в FDM-слайсерах, например, Cura.
Пиксель Перфект Мод
Еще один режим, который реализован только в платных версиях. Он позволяет обеспечить профессиональным пользователям максимально высокий уровень точности. То есть этот режим позволяет нарезать модель так, чтобы эта нарезка максимально соответствовала разрешению вашего оборудования.
Доступна новая версия слайсера Lychee
Новости
Подпишитесь на автора
Подписаться
Не хочу
11
Франко-бельгийская компания Mango 3D выпустила обновленную версию слайсера Lychee — программного обеспечения для подготовки 3D-моделей к 3D-печати на стереолитографических 3D-принтерах. Новый вариант отличается усовершенствованным интерфейсом и оптимизированными алгоритмами построения поддержек.
Слайсер Lychee разработан специально для работы в связке со стереолитографическими аддитивными системами, печатающими фотополимерными смолами. Программа совместима с 3D-принтерами семейств Anycubic Photon, Creality Halot, Phrozen Shuffle и Phrozen Sonic, всеми MSLA 3D-принтерами от Elegoo и многими другими популярными предложениями. Официально поддерживаются свыше ста систем, а если нужного 3D-принтера нет в списке, ключевые параметры можно настроить вручную.
Новая версия Lychee получила полностью переработанный пользовательский интерфейс с более удобной и понятной компоновкой. В профессиональной версии усовершенствован алгоритм построения опорных структур с ручным распределением: с помощью функции Support Painting пользователь задает дистанцию между поддержками и очерчивает необходимый участок модели, после чего программа автоматически заполняет указанную площадь опорами.
Чтобы модели было удобнее рассматривать под разными углами без постоянного вращения вручную, разработчики добавили возможность сохранения ракурсов. Кроме того, добавлена возможность предварительного просмотра по слоям. Еще одна интересная функция под названием Physical Size Mode отображает модели в реальном масштабе для более точной оценки размеров и детализации изделий еще на стадии подготовки к 3D-печати.
Слайсер Lychee предлагается в бесплатной версии, а также платной профессиональной с расширенным функционалом. Программа совместима с Windows, Mac OS и Linux. Подробная информация доступна на официальном сайте.
com/embed/ITfv0hQ1HjE» allowfullscreen=»1″>
Стереолитография
слайсер
MSLA
Lychee
Подпишитесь на автора
Подписаться
Не хочу
11
Комментарии к статье
Еще больше интересных статей
10
Подпишитесь на автора
Подписаться
Не хочу
Сотрудник судостроительного предприятия «Арктика» Игорь Костусев получил областную премию имени Ломо…
Читать дальше
4
Подпишитесь на автора
Подписаться
Не хочу
Создание центра будет способствовать повышению качества и снижению себестоимости изделий машинострое. ..
Читать дальше
sarkazm
Загрузка
01.04.2016
39857
68
Подпишитесь на автора
Подписаться
Не хочу
Новости из мира печати короткой строкой
Компания FDplast объявила о выпуске бесплат…
Читать дальше
Home — Mango 3D
Мощный и универсальный слайсер для полимерных 3D-принтеров, доступный в трех вариантах: бесплатный, профессиональный и премиум-класс принтер. Вы быстро и легко определите наилучшую ориентацию, создадите и отредактируете опоры с помощью мощного автоматического или ручного создания опор, а также предварительно просмотрите свою работу перед экспортом на 3D-принтер.
Lychee Slicer прост в использовании и предоставляет мощные инструменты в элегантном изысканном интерфейсе. Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.
Так почему бы не начать сегодня? Личи Слайсер теперь доступен бесплатно!
С Lychee Slicer у вас есть лучший инструмент для подготовки ваших 3D-моделей для вашего 3D-принтера Resin. Вы быстро и легко определите наилучшую ориентацию, создадите и отредактируете опоры с помощью мощного автоматического или ручного создания опор, а также предварительно просмотрите свою работу перед экспортом на 3D-принтер.
Lychee Slicer прост в использовании и предоставляет мощные инструменты в элегантном изысканном интерфейсе. Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.
Так почему бы не начать сегодня? Личи Слайсер теперь доступен бесплатно!
Загрузить Lychee Slicer
Mango3D может предоставить производителям 3D-принтеров настраиваемую операционную систему для управления оборудованием, а также простые в использовании элементы управления для пользователей, а также программное обеспечение для нарезки с белой этикеткой, настраиваемое в соответствии с вашими потребностями.
С Mango OS и Slicer вы и ваши конечные пользователи не заперты в закрытой системе . Формат файла манго можно адаптировать к другому программному обеспечению для нарезки.
Mango Slicer (OEM)
Mango Slicer — лучшее решение для подготовки 3D-моделей с белой этикеткой, доступное производителям 3D-принтеров SLA. Программное обеспечение полностью настраивается, адаптировано к потребностям и особенностям машин и предлагает конечным пользователям максимальное удобство работы с вашим 3D-принтером. Слайсер Личи основан на Слайсере Манго.
Mango OS
Наша операционная система для 3D-принтеров предлагает несколько сервисов: расширенное управление принтерами, поддержка мультитач, дистанционное управление Wi-Fi, несколько веб-камер с созданием интервальной съемки, история печати и многое другое. Mango OS разработана для Raspberry Pi 4 и может быть интегрирована в профессиональные 3D-принтеры, а также в проекты Makers.
Свяжитесь с нами
Мы проектируем и разрабатываем продукты, которые облегчают жизнь людей.
В Mango 3D мы являемся основной командой разработчиков и инженеров-электронщиков, увлеченных 3D-печатью и смежными технологиями. Мы разрабатываем программные и аппаратные решения для частных лиц, профессионалов и производителей.
Лазерный станок Rabbit HX 1690SG, специальная модификация, назначение: резка материалов, пластики до 20 мм, дерево, фанера 16мм, ткань, мех, кожа; гравировка материалов стекло, металл, камень керамика. Осуществляется гравировка по камню, стеклу и керамике. Лазерный станок Rabbit HX-1690 SG оснащён двумя лазерными трубками и двумя режущими головками, которые делят рабочую поверхность на две одинаковые части и работают синхронно, это позволяет сократить время работы вдвое. Мощность, трубок составляет 80/80 W позволяет резать материалы толщиной до 20 мм. и увеличить производительность. Мы поставляем оборудование RABBIT во все регионы России, производим гарантийное обслуживание в течении 12 месяцев, всё оборудование укомплектовано лицензионным программным обеспечением, мы оказываем услуги пусконаладочных работ, производим обучение по работе с оборудованием и программным обеспечением.
Связаться с продавцом
Мощность лазера, Вт: 60
Рабочая поверхность, мм: 1600*900
Мощность, Вт: 1600
Тип лазера: 2 х CO2
Режим управления шаговый двигатель
Регулировка мощности лазера аппаратное, программное
Глубина резки (акрил), мм: 0-25
Скорость гравировки, мм/с: 0-500
Скорость резки, мм/с: 0-500
Точность позиционирования, мм:
Минимальный размер гравирования букв, мм: буква кирилицы:1,5*1,5
Поддерживаемое программное обеспечение CorelDraw, AutoCAD, LaserCut 5.0
Гравирование круглых поверхностей необходимо дополнительное приспособление
Охлаждение: водяное
Электропитание: 220V±10% 50HZ
Дополнительное оборудование: система охлаждения, устройство для гравировки на цилиндрических поверхностях
Лицензии и сертификаты
Нет
Связаться с продавцом
Доставка и оплата
Отзывы
Вопросы-ответы
Отзывы
О компании “Allready” пока нет отзывов 🙁
Хотите оставить?
[Влияние HX-I на аллотрансплантаты щитовидной железы кролика]
. 1996 март; 27(1):49-53.
[Статья в
Китайский]
X Ван 1 , W Shen, J Tan, C Du, K Li, X Huang
Принадлежности
принадлежность
1 Отделение общей хирургии, Первая дочерняя больница, Чэнду.
PMID:
9208620
[Статья в
Китайский]
X Wang et al.
Хуа Си И Кэ Да Сюэ Сюэ Бао.
1996 март
. 1996 март; 27(1):49-53.
Авторы
Х Ван 1 , В. Шен, Дж. Тан, С. Ду, К. Ли, С. Хуан
принадлежность
1 Отделение общей хирургии, Первая дочерняя больница, Чэнду.
PMID:
9208620
Абстрактный
Мы изучили эффект против отторжения HX-I, препарата традиционных китайских трав, на аллотрансплантатах щитовидной железы кролика. Трансплантации выполнены 28 кроликам после тотальных тиреоидэктомий. Места трансплантации находились в претрахиальных мышцах. Этих животных разделили на четыре группы, а именно: группа I: гомотрансплантаты; группа I: аллотрансплантаты без лекарств; Группа II: аллотрансплантаты с дексаметазоном (0,25 мг/(кг.сут) внутримышечно) и группа IV: аллотрансплантаты с водным раствором HX-I, (5 г/(кг.сут) перорально). Лечение длилось 28 дней. Образцы крови брали каждую неделю после операции. Сывороточные Т3 и Т4 тестировали с помощью РИА. Трансплантаты были удалены для гистологического исследования на 28-й день после операции. Гистопатологию отторжения и выживаемость оценивали и классифицировали. На 7-й и 14-й дни уровни Т3 и Т4 в сыворотке были практически одинаковыми между группами. На 21-й и 28-й дни уровни Т3 и Т4 в I и IV группах были выше, чем во II группе (P < 0,05). Гистопатологические выводы были; в группе I поврежденные фолликулы с выраженной лимфоцитарной инфильтрацией и фиброзом, 6 случаев отторжения; в группе II два случая смерти и три случая с повреждением ткани щитовидной железы и выраженной лимфоцитарной инфильтрацией; в группе IV - три случая с поврежденной тканью щитовидной железы и четыре интактных трансплантата. Наши результаты показывают, что как HX-I, так и дексаметазон могут ингибировать отторжение аллотрансплантатов щитовидной железы у кроликов, но дексаметазон имеет больше побочных эффектов. HX-I имеет много компонентов, и механизм его раннего анти-отторжения заслуживает дальнейшего изучения.
Похожие статьи
Функциональные возможности аутотрансплантата щитовидной железы: экспериментальное исследование.
Папазиогас Б., Антониадис А., Лазаридис Ч., Макрис Дж., Котакиду Р., Параскевас Г., Папазиогас Т. Папазиогас Б. и соавт. J Surg Res. 2002 г., апрель; 103 (2): 223-7. doi: 10.1006/jsre.2001.6348. J Surg Res. 2002.
PMID: 11922738
Восстановление функции щитовидной железы после тотальной тиреоидэктомии и количественной трансплантации клеток щитовидной железы.
Лобзик ФИОЛЕНТ ПМ5-720Э, имеет 4 ступени маятникового хода, благодаря чему обеспечивается высокая производительность. Корпус редуктора выполнен из алюминиевого сплава, что гарантирует долгий срок службы инструмента. Прозрачный защитный экран защищает оператора от крупных опилок и не заслоняет обзор линии распила. Регулирование частоты ходов пилки позволяет подстроиться под конкретный тип материал. Модель поставляется в кейсе, что решает вопрос хранения и транспортировки.
Если вы нашли ошибку или неточность в описании товара — выделите её и нажмите Ctrl + Enter * Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства.
Указанная информация не является публичной офертой
Может понадобиться:
Электролобзик Фиолент ПМ5-720 Э Кейс — Номинальная мощность 720 Вт Число ходов на холостом ходу 0
Саратов
Компании:
13 556
Товары и услуги:
12 509
Статьи и публикации:
1 162
Тендеры и вакансии:
173
Вход в личный кабинет
А ваша компания есть в справочнике?
Компании
Товары и услуги
Тендеры
Вакансии
Статьи и публикации
3 200 р.
Купить
Номинальная мощность 720 Вт Число ходов на холостом ходу 0 — 2800 об/мин Макс. глубина пропила в древесине 115 мм Макс. глубина пропила в цвет. металах 20 мм Макс.
Номинальная мощность 720 Вт Число ходов на холостом ходу 0 — 2800 об/мин Макс. глубина пропила в древесине 115 мм Макс. глубина пропила в цвет. металах 20 мм Макс. глубина пропила в стали 10 мм Размер 235х80х205 мм Масса 2.25 кг
посмотреть все (2210)
Другие товары и услуги компании:
Электролобзик Фиолент ПМ5-720 Э
Номинальная мощность 720 Вт Число ходов на холостом ходу 0 — 2800 об/мин Макс. глубина пропила в древесине 115 мм Макс. глубина пропила в цвет. металах 20 мм Макс.
3 100 р.
Электролобзик Фиолент ПМ3-650ЭА (лазер)
Характеристики электролобзика Фиолент ПМ3-650ЭА (лазер) Потребляемая мощность: 650 Вт Частота возвратно поступательных движений пилки на холостом ходу: 0-2600 ход/мин Ход пилки: 26 мм Максимальная . ..
2 500 р.
Электролобзик Фиолент ПМ5-750 ЭМ
Номинальная мощность; 750 Вт; Число ходов на холостом ходу; 0 — 2800 об/мин; Макс. глубина пропила в древесине; 115 мм; Макс. глубина пропила в цвет. металах; 20 мм; Макс. глубина пропила в стали;
3 700 р.
Электролобзик Фиолент ПМ4-700Э
Номинальная мощность 701 Вт Число ходов на холостом ходу 0 — 2800 об/мин Макс. глубина пропила в древесине 110 мм Макс. глубина пропила в цвет. металах 20 мм Макс.
3 000 р.
Электролобзик Фиолент ПМ3-600Э
Номинальная мощность; 600 Вт; Число ходов на холостом ходу; 0 — 2600 об/мин; Макс. глубина пропила в древесине; 85 мм; Макс. глубина пропила в цвет. металах; 20 мм; Макс. глубина пропила в стали;
вертикальный монтаж на стену с нижней подводкой (½’)
Автоматическое поддержание температуры воды на выходе
электронное управление
системы защиты: УЗО, от перегрева, работы без воды
функции: дисплей, индикатор включения, термометр, ограничение температуры нагрева
Средний рейтинг Проточный электрический водонагреватель Thermex Chief 8500 — 5
Всего известно о 3 отзывах о Проточный электрический водонагреватель Thermex Chief 8500
Ищете положительные и негативные отзывы о Проточный электрический водонагреватель Thermex Chief 8500?
Из 11 источников мы собрали 3 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Проточный электрический водонагреватель Thermex Chief 8500 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Проточный электрический водонагреватель Thermex Chief 8500, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Проточный электрический водонагреватель Thermex Chief 8500
Информация об отзывах обновлена на 22.11.2022
Написать отзыв
Имя скрыто, 12.08.2020
Достоинства: Поставил в квартиру, на 2 человек хватает за глаза. 2 недели отработал без проблем. Температура воды не скачет. Сборка нормальная, ставил сам. Под него у меня отдельная линия, температуру выставлял на 45С. Хороший вариант для подстраховки в период отключения горячей воды. Кабель закладывал отдельный от щитка.
Недостатки: За пуск и две недели эксплуатации не обнаружил. Шаблона в комплекте действительно нет, но это не проблема.
Сергей, 03.08.2020
Достоинства: Относительно недорогой для 8,5 кВт. Ощутимым преимуществом является медная нагреватель нач система. КПД теплоотдачи у неё на порядок выше, чем у стали. В принципе из-за этого и выбрал данную модель.
Недостатки: Ну прям нужно максимально аккуратно его подключать. Всё прям такое пластмассовое и хрупкое. Но в защиту могу сказать, что аналоги до такой цены +- такие же по качеству.
Комментарий: В целом все норм. Юзаю порядка двух недель, установил температуру нагрева 41 градус, полет пока нормальный. Брал исключительно для эксплуатации в период сезонного отключения горячей воды.
Alex A. , 04.07.2020
Достоинства: Нормальный водонагреватель. Со своей функцией справляется. Красивый внешний вид. Большой дисплей, крупные цифры . Можно настроить три температурных режима. Есть смарт-режим (автоматическая установка температуры при разных свойствах воды — температуры, давления).
Недостатки: В наборе идет предохранительный клапан на вход холодной воды. Перед его установкой проверьте, притянута ли гайка к клапану (необходим шестигранник), а то может в этом месте протекать. Подключал три раза — протекало, пока не понял, что гайка на клапане съемная и плохо была притянута.
Комментарий: Установил и подключил быстро (после, как разобрался с клапаном…;о))). Отсутствие шаблона монтажа не смутило. Взял лист бумаги, перевернул нагреватель, положил на него лист и карандашом обозначил на нем места крепления. Приложил лист на стену и просверлил отверстия. Верхняя точка крепления находится не по середине, поэтому шаблон необходимо накладывать на стену в перевернутом положении, та сторона, которая была к Вам лицом прикладывается к стене. Выставил температуру на максимум — 55 С, отрегулировал напор воды — искупаться и помыть посуду хватает…;о))
Основные характеристики
Тип водонагревателя
проточный
Способ нагрева
электрический
Производительность
4.9 л/мин
Потребляемая мощность
8.5 кВт (220 В)
Максимальная температура нагрева воды
+48 °С
Количество точек водоразбора
несколько точек (напорный)
Давление на входе
от 0.50 до 5.90 атм.
Режимы и функции
Автоматическое поддержание температуры воды на выходе
да
Управление водонагревателем
электронное
Индикация
включения
Наличие термометра
есть
Дисплей
есть
Ограничение температуры нагрева
есть
Системы защиты
УЗО
есть
Защита
от включения без воды, от перегрева
Степень защиты от воды
5
Характеристика нагревательных элементов и теплообменников
Электрический нагревательный элемент
ТЭН
Материал нагревательного элемента
медь
Монтаж и комплектация
Установка
вертикальная, нижняя подводка, способ крепления: настенный
Размеры (ШхВхГ)
235x420x90 мм
Вес
2. 7 кг
Присоединительный диаметр
½ «
Подробная комплектация
— водонагреватель; — предохранительный клапан; — руководство по эксплуатации; — шаблон для установки; — монтажный набор.
Дополнительная информация
производительность: ∆t=25℃ — 4,9 л/мин, ∆t=35℃ — 3,5 л/мин; номинальное давление — 0,7 МПа; номинальный ток нагрузки — 38 А; программирование режимов нагрева; режим умного нагрева «Smart heat»; индикатор заземления; индикатор уровня мощности
Дополнительно
Гарантийный срок
2 г.
Производители
Показать еще
Thermex Chief 8500 цена, характеристики, видео обзор, отзывы
Технические характеристики *
Установка
вертикальная
Потребляемая мощность
8. 5 кВт
Производительность
4.9 л/мин
Подводка
нижняя
Способ подачи воды
напорный
Номинальная мощность
8.5 кВт
Макс. температура нагрева воды
48 °С
Тип водонагревателя
проточный
Напряжение сети
220 В
Присоединительный диаметр
1/2 «
Минимальное
0.5 атм.
Способ нагрева
электрический
Максимальное
5. 9 атм.
Способ крепления
настенный
Нагревательный элемент *
Вид нагревательного элемента
трубчатый
Материал нагревательного элемента
медь
Функциональность *
Двухтарифный режим
Нет
Управление водонагревателем
электронное
Термометр
Да
Автоподдержание температуры воды на выходе
Да
Дисплей
Да
Индикация включения
Да
Безопасность *
Защита от перегрева
Да
Степень защиты от воды
5
УЗО
Да
Ограничение температуры нагрева
Да
Защита от включения без воды
Да
Размеры и вес *
Высота
420 мм
Глубина
90 мм
Вес
2. 7 кг
Ширина
235 мм
* Точные характеристики уточняйте у продавца.
AHG Solutions Guide Edition 2.8
РешенияРуководствоEdition2.8
Страница 3 и 4: Содержание Содержание Содержание Компания
Страница 5 и 6: Содержание Обзор компании Наша цель
Страница 7 и 8: Содержание Автоматическое отопление Adva
Страница 9 и 10: Содержание Продажа и техническая поддержка
Страница 11 и 12: Содержание Обслуживание и техническое обслуживание 5 К
Страница 13 и 14: Содержание Тепловые насосы воздух-вода Ai
Страница 15 и 16: Содержание Revere® CO 2 — воздух-вода
Страница 17 и 18: Содержание Revere® CO 2 — воздух-вода
страница 19 и 20: Содержание Performance Data Revere®
Страница 21 и 22: Содержание Revere® CO 2 — Air to Wat
Страница 23 и 24: Содержание Revere® CO 2 — Air to Wat
Страница 25 и 26: Содержание Revere® CO 2 — Воздух в воду
Стр. 27 и 28: Содержание Revere® R410A Inverter A
Страница 29 и 30: Содержание Область применения Санитарно-горячая вода
Страница 31 и 32: Содержание Особенности Revere R410A — Ai
Страница 33 и 34: Содержание Revere R410A — Air to Wate
Страница 35 и 36: Содержание Основные компоненты • Struct
Страница 37 и 38: Содержание Габаритные чертежи Galle
Страница 39 и 40: Содержание Основные компоненты • Struct
Страница 41 и 42: Содержание Galleti MPE — воздух-вода
Страница 43 и 44: Содержание Air Galleti MPE — к воде
Страница 45 и 46: Содержание MPE 028 — 040 / T30 — T45
Страница 47 и 48: Содержание Характеристики HPS Galletti и
Страница 49 и 50: Содержание Практический пример Galleti HPS — A
Страница 51 и 52: Содержание Основные компоненты • Struct
Page 53 и 54:
Содержимое Содержание Номинальная модель технических данных
Page 55 и 56: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/55″ title=»Contents Galleti EvitecH — Air to W»> Содержание Galleti evitech — AIR TO W
Page 57 и 58:
Содержимое основных компонентов • Struct
5. Страница 59и 60:
Содержание SCX-H (Версии с реверсом
Страница 61 и 62:
Содержание Galleti SCX — воздух-вода
Страница 63 и 64:
Содержание Тепловые насосы вода-вода
Страница 6006 900 : yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/65″ title=»Contents Technical Data Revere CO 2″> Содержание Технические данные Revere CO 2
Страница 8 5 и 820120 Содержание Meridian — Конденсирование кипения
Page 87 и 88:
Содержимое Meridian — Condensing кипячение
Page 89 и 90: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/89″ title=»Contents Meridian — Condensing Boil»> Содержание Meridian — Condensing Byting
.
Страница 93 и 94:
Содержание Meridian — Конденсационный котел
Страница 95 и 96:
Содержание Meridian — Конденсационный котел
Страница 97 и 98:
Содержание Modulex EXT — Конденсационный B
Page 99 и 100:
Содержимое Modulex Ext — Конденсирование B
Страница 101 и 102: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/101″ title=»Contents Modulex EXT — Condensing B»> Содержимое модулекс Ext — Конденсирование B
Page 103 и 104:
Содержимое Modulex Ext -Condensing B
. и 106:
Меню Меню Содержание G Вход газа M Wa
Стр. 107 и 108:
Содержание Modulex EXT — Condensing B
Стр. 109 и 110:
Содержание Moorea I — Конденсационный бойлер
900:
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/111″ title=»Contents Moorea I — Condensing Boil»> Содержание Moorea I — Конденсирование кипения
Page 113 и 114:
Содержание Moorea I — Конденсирование кипения
Page 115 и 116:
Содержимое аксессуары — Конденсирование B
Page 117 и 118:
СОВЕРИТЕСЬ.
Стр. 119 и 120:
Содержание Arizona — Стандартный Boi
Стр. 121 и 122:
Содержание Arizona — Стандартный Boi
Страница 123 и 124:
Содержание Arizona 9 — Стандартный0003
Page 125 и 126:
Содержание XRE — обычные котлы
Page 127 и 128:
Содержание XRE — Обычные котлы
Page 129 и 130:
Содержимое газ, двойное топливо и нефть
Page 131. и 132:
Содержание Enterprise Natural Gas Bur
Страница 133 и 134:
Содержание Enterprise Natural Gas Bur
Страница 135 и 136:
L Z W AN J G Y P O min K Содержание E
Page 137 и 138:
Содержимое Enterprise Light Oil Burne
Page 139 и 140:
Содержание LMV Электронная горелка Cont
Page 141 и 142: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/141″ title=»Contents Flue Systems CONDENSING & «> Содержание. Дымоход из нержавеющей стали
Страница 145 и 146:
Содержание Дымоход из нержавеющей стали
Страница 147 и 148:
Содержание Дымоход из нержавеющей стали
Страница 149и 150:
Содержимое из нержавеющей стали Syste
Page 151 и 152:
Содержимое. Системы дымохода — Flu
Страница 157 и 158:
Содержание Котлы на биомассе Biomass Bo
Страница 159 и 160:
Содержание Дровяные котлы Firex — Bioma
Woodex — Котлы на биомассе
Страница 161 и 162:0003
Page 163 и 164:
Содержимое котлов Fokolus — Bio
Page 165 и 166:
Содержимое пеллексии пеллетов —
и 168: com/en/document/view/63053208/ahg-solutions-guide-edition-28/167″ title=»Contents Accessories — Biomass Boil»> СОДЕРЖА :
Содержимое расширительных баков и напорных баков
Стр. 171 и 172:
Содержимое расширительных баков и напорных баков
Стр. 173 и 174:
Содержимое расширительных баков и напорных баков
Page 175 и 176:
Содержание Duraflex Cobalt — Static E
Page 177 и 178: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/177″ title=»Contents Duraflex Joule — Static Ex»> Содержание Duraflex Joule — Static Ex
Page 201 и 202: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/201″ title=»Contents Air Separators — Dirt and «> Содержимое воздушных сепараторов — грязь и
Page 203 и 204:
Содержание грязных сепараторов — грязь и
Page 205 и 206:
Содержание грязи — грязь и
Page 207:
. и 208:
Содержание Сепараторы грязи и воздуха —
Страница 209 и 210: com/en/document/view/63053208/ahg-solutions-guide-edition-28/209″ title=»Contents Dirt and Air Separators — «> Содержание Сепараторы грязи и воздуха —
Страница 2309и 240: com/en/document/view/63053208/ahg-solutions-guide-edition-28/239″ title=»Contents 316L Stainless Steel Hot W»> Содержание 316L из нержавеющей стали Hot W
Page 241 и 242:
Содержание Duplex 2205 из нержавеющей stee
Page 243 и 244:
Содержание Стальные буфер Резервуары для хранения
Страница 247 и 248:
Содержание Пользовательские буферные резервуары — Ther
Страница 271 и 272: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/271″ title=»Contents Hydraulic Separators — HVA»> Контента. и 274:
Содержание Теплообменники – HVAC Acc
Страница 275 и 276:
Содержание Клапаны и манометры – HVAC A
Страница 277 и 278:
Содержание Клапаны и манометры – HVAC A
Page 279 и 280:
Содержимые клапаны и датчики — HVAC A
Page 281 и 282: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/281″ title=»Contents Valves and Gauges — HVAC A»> Содержимые клапаны и датчики — HVAC A
Page 283 и 284:
СОДЕРЖА 285 и 286:
Содержание Продукты для очистки воды —
Страница 287 и 288:
Содержание Сборные конструкции The best pr
Страница 289 и 290:
Содержание Сборные изделия 287
6
6
50001
Узнать больше
Узнать больше
Кто такой Термекс?
Thermex Corporation — крупная международная торгово-промышленная группа компаний и один из ведущих мировых производителей отопительного и водонагревательного оборудования с 1949 года.
Производство
Наши производственные мощности расположены в разных странах.
Качество и надежность
Мы уверены, что производитель может добиться успеха, только поддерживая высокий уровень качества. Только лучшие компоненты и сырье используются в сочетании с квалифицированными и научными процедурами, чтобы соответствовать нашим стандартам качества.
Технологии и инновации
Являясь специализированным производителем водонагревателей, Thermex Corporation создала собственные научные лаборатории и конструкторские бюро. Здесь осуществляется вся деятельность по изучению, разработке и внедрению инновационных технологий.
Социальная ответственность
Корпорация Thermex отвечает не только за качество своей продукции, но и интегрирует принципы социальной ответственности в свою бизнес-стратегию.
О нас
Thermex прошел 70-летний путь от местного итальянского производителя до международной корпорации с ведущими многонациональными брендами, которые сейчас общепризнаны миллионами людей по всему миру.
Подробнее
72
Многолетний опыт
11500
Клиенты по всему миру
60
Страны продаж
104
Филиалы и представительства3 9054
Вольфганг Грассль, член правления
Две вещи остаются неизменными: специализация — водонагревательное и отопительное оборудование, и миссия Thermex — дарить людям доступное тепло и комфорт в любой точке мира.
Растительное масло без сомнения можно отнести к категории незаменимых продуктов на любой кухне. Помимо этого, растительные масла широко используются при изготовлении различной продукции, например, косметики, лекарственных средств и кондитерских изделий.
Российский рынок занимает второе место в мире по изготовлению подсолнечного масла, при этом большая часть изготавливается в условиях фермерских хозяйств, а также на мелких и средних производствах. Следовательно, бизнес, построенный на изготовлении растительного масла, можно считать более чем востребованным и прибыльным делом. В данной статье последовательно рассмотрим все этапы производства растительного масла, особенности технологий и оборудование, которое необходимо приобрести для запуска собственного маслозавода.
Способы производства растительного масла
Всего способов производства выделяют три: горячее прессование, холодное прессование, экстракция. Масло, полученное методами отжима, называют «сырым», потому что процесс его приготовления заканчивается фильтрацией.
Горячее прессование
В данном методе семена подвергаются сильному нагреву, а затем выжимаются с помощью прессов. Такое масло получается интенсивно окрашенным и ароматизированным из-за наличия продуктов распада, образующихся во время нагревания.
Холодное прессование
Этот способ отличается от предыдущего тем, что семена при холодном прессовании не нужно нагревать, вследствие чего масло сохраняет большинство полезных свойств. Однако такое масло непригодно для долгого хранения, со временем оно может мутнеть и терять свои вкусовые свойства.
Экстракция
Данный способ предполагает введение экстракторов — органических веществ, которые реагируют с масляными частицами, а затем отделяются от чистого продукта с паром. Экстракция позволяет получить практически 100% выход продукта, потому является наиболее экономичным.
Поэтапная технология производства растительного масла
Семена, используемые для приготовления масла, играют первостепенную роль в качестве продукта на выходе. Они обязательно должны иметь высокую масличность и быть хорошо высушены, поскольку семена с излишками влаги могут начать преть на складах. Сама технология производства растительного масла является сложным и кропотливым процессом, который выстраивался столетиями и теперь остается неизменным.
Подготовка семян для последующего прессования
Перед началом любых манипуляций семена нужно хорошо очистить от посторонних примесей и грязи. Данный этап включает в себя 5 последовательных стадий:
Механическая чистка семян от примесей и непригодного сырья. На этом этапе необходимо использование специальной техники: сепараторов, магнитных уловителей и камнеотборников.
Кондиционирование семян. После очистки семена нужно хорошо просушить в два этапа, после чего охладить.
Отделение семян от шелухи. Сухие семена попадают в веечно-рушальную машину, где подвергаются процессу обрушивания. На этом этапе семена все еще остаются не до конца очищенными.
Продув семян. Удалить все примеси и шелуху окончательно поможет воздушный поток.
После очистки семена необходимо измельчить до сыпучей массы с помощью вальцевого станка.
Далее, если масло готовится методом горячего прессования, семена направляются в жаровню для получения мезги. Жаровни бывают двух типов: огневые и паровые. Первые работают за счет горелок с газом, а вторые обрабатывают семена паром.
Прессование мезги
Полученная масса направляется на прессование, которое раньше осуществлялось лишь путем холодного отжима. Сейчас такой способ все еще остается актуальным для производства экологически чистого масла, однако он имеет существенный недостаток: на выходе извлекается всего до 70% масла.
В масштабах крупного производства чаще используют двухэтапное прессование, с помощью которого можно получить до 90% масла. Первый этап производится с помощью форпрессов. Жмых, полученный в ходе первого отжима, повторно прессуют экспеллерами, оставляя в нем минимальный процент масла.
Экстракция
Методы прессования и экстракции могут использоваться как отдельно, являясь самостоятельными способами извлечения масла, так и вместе. Экстракцию как отдельный метод отличает более высокий выход масла, а также дешевизна и быстрота. Метод основан на растворении масла в органике, например, в бензине.
На современных маслозаводах чаще используют смешанный способ производства масла. Так, жмых после прессования подвергают дальнейшей обработке в экстракторе:
сначала жмых измельчают дробильным аппаратом;
добавляют экстракторы — органические вещества, такие как ацетон, гексан или бензин;
отжимают полученную смесь;
выпаривают экстракцию и получают нерафинированное масло.
Очистка масла
Полученное в ходе экстракции нерафинированное масло уже готово к продаже и не нуждается в дальнейших манипуляциях. Однако такой продукт принято считать «сырым», потому как он не очищен от посторонних белковых соединений, парафина и красителей. Рафинированное масло хоть и лишается многих вкусовых свойств, зато сохраняет весь спектр витаминов и дольше хранится, нежели нерафинированное. Чтобы получить высокоочищенное рафинированное масло следует провести ряд ступеней дополнительной очистки.
Обработка масла горячей водой, в ходе которой удаляются фосфатиды. Удаление вредных солей тяжелых металлов.
Удаление лишних жирных кислот, негативно влияющих на вкус масла.
Отбеливание адсорбентами.
Дезодорация растительного масла, с помощью которой удаляется ароматика, за счет чего и увеличивается срок хранения рафинированного масла.
Разлив масла в тары
Полученный продукт, готовый к употреблению, разливают в тары, которыми могут служить пластиковые бутылки объемом от 0,5 до 6 литров, либо металлические бочки, вместимостью до 250 литров.
Оборудование для производства масла
Правильно подобранное оборудование — это половина пути к успеху в производстве растительного масла. Следует тщательно подходить к выбору техники, чтобы избежать ошибок и сделать бизнес максимально выгодным. Для обеспечения полного технологического процесса необходимо иметь в арсенале оборудование, о котором расскажем ниже.
Линия по маслопроизводству
Для получения растительного масла в первую очередь необходимо оборудовать линию по маслопроизводству, для которой понадобится много различной техники.
Сепаратор
Плохо очищенные и неоткалиброванные семена негативно влияют на вкусовые качества масла. Кроме того, использование такого сырья ведет к уменьшению сроков хранения. Просеивание семян на сепараторе необходимо для соблюдения технологических норм производства растительного масла. Воздушный поток сепаратора тщательно очищает и сортирует семена.
Семенорушальная машина
С помощью семенорушки происходит очистка семян от оболочки. В рушильной камере семена обрушиваются и попадают на поверхность деки. В результате семя отделяется от лузги. Производительность семенорушки НРХ-4 составляет до 70 т/сутки, а НРХ-4-01 — до 100.
Технические характеристики семенорушальной машины НРХ-4-01
Производительность, т/сутки — 100.
Частота вращения, об/мин — 560-630.
Диаметр ротора, мм — 800.
Ширина ротора, мм — 1280.
Расход воздуха на аспирацию, м³/час — 800.
Установленная мощность, кВт — 11.
Габариты, мм (ДхШхВ) — 1735х1615х1715.
Масса, кг — 2015.
Семеновеечная машина
Семеновеечная машина НВХ нужна для разделения обрушенных семян на фракции. Семеновейка позволяет отделить необходимое количество лузги и удалить оставшиеся загрязнения.
Технические характеристики семеновеечной машины НВХ
Лужистость ядра, не более, % — 12.
Вынос ядра в лузгу, не более, % — 1,1.
Установленная мощность, кВт — 7.
Радиус траектории круговых колебаний, мм — 45-50.
Расход воздуха, м³/час — 9000.
Занимаемая площадь в смонтированном состоянии, м² — 9,2.
Размол ядер после обрушки производится в вальцовых станках. Из получаемой мятки намного легче извлекать масло. Вальцовый станок Б6-МВА позволяет измельчать до 100 т/сутки семян подсолнечника.
Технические характеристики вальцового станка Б6-МВА
Производительность при трехсменной работе (для подсолнечных семян), т/сутки — до 100.
Установленная мощность, кВт не более — 30.
Занимаемая площадь (без пульта управления), м2, не более — 4,1.
Масса, кг, не более — 9000.
Эффективность обработки сырья, %, не менее — 60.
Полный средний срок службы, лет, не менее — 8.
Жаровня
Перед последующей обработкой на шнековых прессах желательно проводить тепловую обработку семян для более полного выхода продукта. Из жареных семян масло извлекается быстрее, такое масло обладает насыщенным ароматом и цветом. Жаровня Ж-68 подойдет для однократного прессования 60 т/сутки или 120 т/сутки семян подсолнечника для первого прессования по семенам.
Технические характеристики жаровни Ж-68
Техническая производительность по семенам подсолнечника, т\с — 50-120.
Масса не более, кг — 11600.
Число чанов — 6.
Диаметр чана(внутренний),мм — 2100.
Высота чана, мм — 528.
Мощность двигателя, кВт — 22-30.
Частота вращения вала жаровни, об\мин — 25-32.
Аспирация — естественная.
Потребляемость пара, кг\ч — 750.
Маслопресс
Отжим сухой мятки производится с помощью маслопрессов. Маслопресс МП-68 может использоваться как для первого, так и для повторного отжима масла из различных масличных культур.
Технические характеристики маслопресса МП-68
Длина без привода, мм — 2640.
Длина с приводом, мм — 4675.
Высота без питателя, мм — 1270.
Высота c питателем, мм — 2100.
Ширина без привода, мм — 2640.
Ширина с приводом, мм — 4675.
Масса без привода, мм — 2865.
Масса с приводом, мм — 4635.
Фузоловушка
Такой агрегат используется для предварительной очистки масла от мезги и примесей, которые могли попасть из маслопресса. Фузоловушка ФМ-1000 имеет производительность 24-25 т/сутки.
Технические характеристики фузоловушки ФМ-1000
Производительность по маслу из семян подсолнечника, тонн/сутки — 24-25.
Рабочий цикл агрегата (выброс фузы), сек — 15-30.
Время ожидания (сбор фузы), мин — 15-30.
Объём приёмной ёмкости, м3 — 3,2.
Мощность привода, кВт — 0,5.
Масса в сборе, кг — 980.
Линия рафинирования
Рафинированное масло наиболее востребовано, так как оно не имеет яркого вкуса и аромата, а также дольше и лучше хранится. Если вы планируете производить рафинированный продукт, необходимо приобрести специальную машину для рафинирования. Поскольку сам процесс рафинации является сложным и многоступенчатым, такое оборудование будет стоить недешево.
Фасовочная машина
Любой продукт на выходе должен быть упакован в удобные для потребителей тары. Можно обойтись обычной фасовочной машиной или максимально автоматизировать процесс, выстроив упаковочную линию с различными механизмами, например, конвейером и укупорщиком крышек.
Заключение
Изготовление растительного масла — трудоемкий процесс, требующий вклада в качественное оборудование и тщательного соблюдения технологии производства. Такой бизнес, однако, станет очень востребован и легко окупит все затраты в связи с широким использованием потребителями растительного масла в различных целях.
Растительное масло попадает на полки магазинов в нескольких видах — от обычного нерафинированного до рафинированного дезодорированного и недезодорированного, и каждый из этих видов является востребованным. Следовательно, вы сможете выбрать ту технологию производства растительного масла, которая привлекательна лично для вас.
Оборудование для производства растительного масла в категории «Промышленное оборудование и станки»
Маслопресс шнековый ММШ-130
Доставка по Украине
58 300 грн
Купить
ООО Лаврин
Линия Фильтрации ЛФ-4
Доставка по Украине
65 000 грн
Купить
ООО Лаврин
Линия Фильтрации ЛФ-3
Доставка по Украине
60 000 грн
Купить
ООО Лаврин
Линия фильтрования растительного масла ЛФ-5
Доставка по Украине
145 000 грн
Купить
ООО Лаврин
Гавриленко И.В. Оборудование для производства растительных масел. Второе, переработанное и дополненное
Доставка по Украине
732 грн
Купить
MaxBook
Универсальный прес для брикетов из отходов производства растительного масла (5,5 кВт, 380 В, до 70 кг/час)
Доставка из г. Луцк
96 200 грн
Купить
Господар — Луцк
Омолаживающий крем для лица ручной работы с маслом облепихи
Доставка по Украине
250 грн
Купить
Nature Product
Омолаживающий крем для лица ручной работы с аргановым маслом
Доставка по Украине
250 грн
Купить
Nature Product
Маслопресс 90кг/ч для переработки семян.
Недоступен
от 65 300 грн
Смотреть
AQUA plus
Маслопресс 95 для переработки семян масличных культур.
Недоступен
от 84 950 грн
Смотреть
AQUA plus
Маслопресс 120 по переработке семян масличных культур.
Недоступен
от 105 000 грн
Смотреть
AQUA plus
Маслопресс 130 кг/час для переработки семян масличных культур .
Недоступен
115 000 грн
Смотреть
AQUA plus
Маслопресс 140 для переработки семян масличных культур.
Недоступен
от 136 000 грн
Смотреть
AQUA plus
Маслопресс 170 по переработке семян масличных культур.
Недоступен
от 270 500 грн
Смотреть
AQUA plus
Маслопресс 95C для переработки семян масличных культур.
Недоступен
от 84 950 грн
Смотреть
AQUA plus
Смотрите также
Маслопресс 90 для переработки семян.
Недоступен
от 65 300 грн
Смотреть
AQUA plus
Фильтрация растительного масла
Недоступен
от 100 грн
Смотреть
«Бородянский Комбикормовый Завод» БКЗ ОИЛ
Маслопресс 168 по переработке семян масличных культур.
Недоступен
от 270 500 грн
Смотреть
AQUA plus
Разработка комплексных решений и изготовление оборудования для линий производства растительных масел.
Недоступен
Цену уточняйте
Смотреть
ООО РНПП «Укрэкспо- Процесс»
Комплекс оборудования по производству масла растительного Маслолиния ОВОР-450
Недоступен
1 000 000 грн
Смотреть
ЧП «ПП Сельхозмаш»
Ручная установка для раздачи масла с емкостью 30 литров KING TONY 9TWP2-30A-B
Недоступен
6 206 грн
Смотреть
ЧПКФ «Виктория С»
Шнековый ручной маслопресс PITEBA домашний пресс для отжима масла бытовой маслобойка для дома
Недоступен
4 150 грн
Смотреть
Интернет-магазин MARCATO УКРАИНА
Маслопресс шнековый ПШО-265
Недоступен
989 000 грн
Смотреть
ООО «ХОРНЕТ-ПЛЮС»
Маслопресс Akita jp Yoda Home Pro шнековый электрический пресс горячего холодного отжима масла, красный
Недоступен
9 340 грн
Смотреть
Интернет-магазин MARCATO УКРАИНА
Маслопресс шнековый ПШО-190
Недоступен
от 345 000 грн
Смотреть
ООО «ХОРНЕТ-ПЛЮС»
Маслопресс Akita jp Yoda Home Pro шнековый электрический пресс горячего холодного отжима масла, зеленый
Недоступен
9 340 грн
Смотреть
Интернет-магазин MARCATO УКРАИНА
Маслопресс МШ-300
Недоступен
от 1 000 000 грн
Смотреть
ООО «ХОРНЕТ-ПЛЮС»
Маслопресс Akita jp Yoda Home Pro шнековый электрический пресс горячего холодного отжима масла, коричневый
Недоступен
9 340 грн
Смотреть
Интернет-магазин MARCATO УКРАИНА
Маслопресс МПШ-92М
Недоступен
от 520 000 грн
Смотреть
ООО «ХОРНЕТ-ПЛЮС»
Как пользоваться маслогенератором
Автор Мина Смит
Масленочницы могут быть созданы в Stardew Valley для производства различных масел в качестве ремесленных продуктов, чтобы зарабатывать деньги или использоваться в кулинарных рецептах.
В Stardew Valley игроки могут добиться практически всего, чего захотят. Игроки могут стать лесниками или собирателями по профессии, научиться шить, заниматься сельским хозяйством и готовить. Но чтобы стать отличным поваром, игрокам нужно уметь готовить растительное масло для приготовления вкусных блюд.
Производители масла в долине Стардью
Чтобы приготовить любое масло в Stardew Valley , чтобы научиться готовить, игрокам сначала потребуются две вещи: маслобойня и некоторые ингредиенты. Маслопроизводители — это такое же ремесленное оборудование, как прессы для сыра, бочонки, ткацкие станки и т. д.; он используется для изготовления ремесленных товаров в виде масел.
СВЯЗАННЫЕ: Долина Звездной Росы: Местоположение угря
Чтобы создать маслобойню, игрок должен иметь навык земледелия 8-го уровня, чтобы изучить рецепт. После этого игрокам потребуется 50 слаймов, 20 Stardew Valley твердая древесина и золотой слиток для изготовления самой маслобойни. Затем маслогенераторы можно использовать, как и любое другое оборудование, используя только ингредиенты масла и немного терпения.
Изготовление масел
Игроки могут производить два разных вида масла с помощью маслоделателя в Stardew Valley . Есть базовое растительное масло и трюфельное масло.
Трюфельное масло. Изготовлено из трюфелей. Трюфельное масло готовится в маслобойне за 6 часов и может быть продано за 1065 г.
Основное кулинарное масло. Базовое растительное масло можно приготовить из различных ингредиентов. При приготовлении с кукурузой требуется около 16 часов. С семечками требуется 2 дня игрового времени. Самое быстрое время обработки — это приготовление масла из самих подсолнухов, которое занимает всего час. Базовые растительные масла можно продавать за 100 г. Лучший способ получить подсолнухи — вырастить их; им требуется около 8 дней, чтобы вырасти, и при сборе урожая у них есть шанс бросить больше семян подсолнечника.
Игроки также могут покупать базовые масла для жарки у Пьера по 200 грамм каждое.
Готовка с маслом
Существует множество рецептов, для приготовления которых требуется какое-либо масло, обычно с использованием только основных растительных масел. Для их изготовления игрокам понадобятся различные ингредиенты. Некоторые из этих рецептов также имеют большие преимущества, такие как дополнительная боевая сила, здоровье и выносливость. Например, при приготовлении грибов Stardew Valley со сморчками и маслом будут приготовлены жареные грибы, которые повышают силу атаки на 2.
Другие действия, связанные с маслами
Хотя базовое масло не требуется ни для каких квестов в Долина Стардью , игроки могут использовать масла для создания рубашки. При использовании в катушке швейной машины базовое масло создает замасленную рубашку. Трюфельное масло нужно для квеста, который дает игроку мэр Льюис.
Stardew Valley теперь доступно на мобильных устройствах, ПК, PS4, Switch и Xbox One.
БОЛЬШЕ: Долина Звездной Росы: Полное руководство по танцу цветов
Источник: StardewValleyWiki, StardewCommunity
Коммерческая машина для прессования масла GorillaRock | Горячее и холодное прессование
от GorillaRock
Напряжение:
110 В
США, Канада, вилка (B)
Особенности и подробности:
ГОРЯЧИЙ И ХОЛОДНЫЙ ПРЕСС: машина оснащена встроенным термостатом и поддерживает оба способа прессования.
ВЫСОКАЯ ЭФФЕКТИВНОСТЬ: коэффициент извлечения масла до 50%, в зависимости от сырья
ОТЛИЧНОЕ КАЧЕСТВО: маслопресс изготовлен из высококачественной нержавеющей стали, которая не токсична и долговечна.
УНИВЕРСАЛЬНОЕ ПРИМЕНЕНИЕ: машина может прессовать различные семена, орехи и бобы с получением высококачественного конечного продукта.
100% ГАРАНТИЯ КАЧЕСТВА: Отличная поддержка клиентов с гибкой политикой возврата и гарантией возврата денег.
Высокоэффективный маслопресс для домашнего и коммерческого использования
Этот многофункциональный маслопресс может отжимать различные материалы, такие как семена подсолнечника и овощей, орехи, соевые бобы и т. д. Устройство поддерживает как холодное, так и горячее прессование. Степень извлечения составляет до 50% в зависимости от вида сырья.
Машина для извлечения масла с простыми операциями
Сначала разогрейте Перед началом извлечения масла нажмите переключатель «нагрев» на задней части машины, подождите около 10 минут, прежде чем она будет готова для выдавливания сырья. .
Начало экстракции Отжимная камера имеет два выхода. В то время как конечный продукт выливается через выход масла, остатки выходят из выхода снаряда. Температура масла 37 градусов.
Очистите и снова используйте После использования разберите камеру пресса, чтобы очистить ее, и снова установите для дальнейшего использования. Наслаждайтесь чистым и полезным маслом для приготовления пищи или косметических целей. Используйте машину для дома или бизнеса.
Посмотрите поближе на этот экстрактор прессового масла!
✪ УДОБСТВО ДЛЯ ПОЛЬЗОВАТЕЛЯ: управляйте машиной с помощью двух переключателей для нагрева и отжима
✪ РАЗЪЕМНЫЙ ШТОК: выжимной шток можно легко снять для очистки после того, как масло будет готово
✪ АКСЕССУАРЫ В КОМПЛЕКТЕ: прибор поставляется с сетчатым фильтром и щеткой для чистки.
Хочу научиться программе Alphacam — Вопросы по AlphaCAM
#1
OFFLINE
cameliot82
Отправлено 23 Сентябрь 2010 — 15:55
Люди добрые прошу помогите мне. Хочу научится программе Alphacam. Документация, тутор или обучалки нету. Посоветуйте. Помогите пожалуйста
Наверх
#2
OFFLINE
husenasker
Отправлено 23 Сентябрь 2010 — 19:36
Попробую что небудь найти в нете
Наверх
#3
OFFLINE
vv92
Отправлено 23 Сентябрь 2010 — 19:42
Москвичи, прогуляйтесь по Горбушке-пешие прогулки полезны. Мы Замкадыши вам так завидуем-до нерезиновой долго и небесплатно гулять.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#4
OFFLINE
nasibden
Отправлено 29 Июль 2011 — 13:15
Народ предлогаю развить тему alphacam очень много проблем встречается на пути новечков я один из них и очень бы хотел помоч себе и таким как я! если есть люди желающие помочь или направить хоть кудато где можно подчеркнуть для себя полезной инфо буду очень признателен
Наверх
#5
OFFLINE
tpsega
Отправлено 03 Декабрь 2011 — 04:52
немного работаю в alphacam — что Вас интересует, может смогу помочь. ..
Наверх
#6
OFFLINE
zoro
Отправлено 14 Декабрь 2011 — 13:40
Люди добрые прошу помогите мне. Хочу научится
очень много проблем встречается на пути новечков я один из них и очень бы хотел помоч себе и таким как я! если есть люди желающие помочь или направить хоть кудато где можно подчеркнуть для себя полезной инфо буду очень признателен
Ага,щас смотрите разбежались,тут замкадыши только панты колотят сами забыли когда:Люди добрые прошу помогите.Я тоже думал что форумы(не все)- обмен знаний,опыта информации хоть какой то.Так что уважаемые cameliot82 и nasibden нам нужно прогуляться как советует vv92-а ещё ГУРУ,мда
Наверх
#7
OFFLINE
3D-BiG
Отправлено 14 Декабрь 2011 — 14:22
а VV92 дал именно дельный совет: на горбушке есть и прога и уроками на CD торгуют, а вот для замкадышей это обычно далековато — все четко и подробно дал. .. В принципе при запуске станков обучаю работе в ArtCAM-е на уровне, достаточном для дальнейшего самообучения. И не только со станками — иногда езжу для просто обучения, как это например было с рядом контор…
Наверх
#8
OFFLINE
MiG
Отправлено 14 Декабрь 2011 — 14:27
Форум и правда для обмена знаниями и опытом,а не заочные курсы на халяву… если человек и сам старается ,читает-учится,но что-то конкретное не понятно -помогут обязательно, а на просьбу типа «Хочу научится-научите меня» какой ответ вы ждали?
P\s… по альфакаму — две минуты в яндексе и нашел мануал какой -то на русском Руководство по AlphaCam.pdf (2.4 МБ)
Наверх
#9
OFFLINE
korsa
Отправлено 19 Июль 2013 — 15:40
Как чертить на криволинейной поверхности? ответ: «чертить на прямой плоскости, а потом проецировать на криволинейную. ..» не устраивает. как чертить на развертке криволинейной поверхности.
Сообщение отредактировал korsa: 19 Июль 2013 — 15:49
Наверх
#10
OFFLINE
Appatit
Отправлено 25 Февраль 2014 — 13:03
всем доброго времени суток нужна помощь в Альфакаме. Сейчас проблема в том, что делаю небольшой барельеф а арткаме, фрезировка получается долгой, потому как фрезой иду маленькой вдоль Х со смещением 0,3 мм. Хочу ускорить производство. Знаю что в Солид Каме можно сфрезкровать материал большой фрезой, а потом доробатывать более мелкими. Как это реализовано в Альфакаме?
Наверх
#11
OFFLINE
3D-BiG
Отправлено 26 Февраль 2014 — 06:18
В АртСАМ-е также можно вначале грубо обработать большой фрезой. .. Или я ничего из вашего поста не понял — вы же делаете в АртСАМ-е?
Наверх
#12
OFFLINE
Appatit
Отправлено 26 Февраль 2014 — 13:44
скорей в альфакаме. Хотя не критично. Важно обработать большой, потом меньшими, чтобы ускорить производство
Всем привет! Кто-нить может подсказать, есть ли в AlphaCam обработка по средней линии, как в ArtCam-e? Если есть, то где она?
Наверх
#16
OFFLINE
альфа стиль
Отправлено 19 Октябрь 2017 — 14:22
Наконец создан раздел, нас мало, но мы в тельняшках! Спасибо «Добрый» Админ!
Наверх
#17
OFFLINE
yaso73
Отправлено 19 Октябрь 2017 — 14:25
А кроме тех,кто в тельняшках,можно рядом постоять?Давно интересуюсь,просто надобности нет.
Наверх
#18
OFFLINE
альфа стиль
Отправлено 19 Октябрь 2017 — 14:37
А кроме тех,кто в тельняшках,можно рядом постоять?Давно интересуюсь,просто надобности нет.
Думаю, что со временем поклонников в разы станет больше, даже среди друзей наших меньших!))
Я надеюсь, что будет интересно тем, кто заглядывает в темы изготовления фасадов.
Наверх
#19
OFFLINE
yaso73
Отправлено 19 Октябрь 2017 — 14:50
Делать фасады такой прогой — это как гвозди микроскопом забивать.
Редактор постов есть? Четыре оси тянет же? Если пост редактируется не так зубодробительно,как в мастеркаме — то хороший вариант.Да и счмщики с альфой работают.Правда не любят учить,падлы итальянские.
Уроки толковые есть?
Наверх
#20
OFFLINE
альфа стиль
Отправлено 19 Октябрь 2017 — 15:33
Делать фасады такой прогой-это как как два пальца об асфальт. Куда проще, изменил цифры в высоте и ширине, ну, если надо, еще какие запараметрировал и вуаля, секунда и траектории перестроились. Я пробовал ПП переделывать из простого до применительно к радиусным фасадам …все работает… радиусный фасад компануется и УП скидывается на станок за пару минут…
Уроки в тубе есть по построению геометрий и использованию всяких НЯШЕК, по параметрации не видел, но что знаю, готов объяснить.
Делать фасады такой прогой — это как гвозди микроскопом забивать.
Редактор постов есть? Четыре оси тянет же? Если пост редактируется не так зубодробительно,как в мастеркаме — то хороший вариант.Да и счмщики с альфой работают.Правда не любят учить,падлы итальянские.
Уроки толковые есть?
СЧМщики это хто? Понял-станочники.
Сообщение отредактировал рондо стиль: 19 Октябрь 2017 — 15:37
Наверх
Как открыть файл ANC? Расширение файла .ANC
Alphacam NC Program
Что такое файл ANC?
ANC суффикс имени файла в основном используется для Alphacam NC Program файлов. Planit Solutions Inc. определил стандарт формата Alphacam NC Program. Формат файла ANC совместим с программным обеспечением, которое может быть установлено на системной платформе Windows. Файлы с расширением ANC классифицируются как Другие файлы файлы. Подмножество Другие файлы содержит #NUMEXTENSIONS # различных форматов файлов. Alphacam является наиболее используемой программой для работы с ANC файлами. На официальном сайте разработчика Planit Solutions Inc. вы найдете не только подробную информацию о программном обеспечении Alphacam, но также о ANC и других поддерживаемых форматах файлов.
Программы, которые поддерживают ANC расширение файла
Ниже приведена таблица со списком программ, которые поддерживают ANC файлы. Файлы с суффиксом ANC могут быть скопированы на любое мобильное устройство или системную платформу, но может быть невозможно открыть их должным образом в целевой системе.
Программы, обслуживающие файл ANC
Windows
Alphacam
Как открыть файл ANC?
Причин, по которым у вас возникают проблемы с открытием файлов ANC в данной системе, может быть несколько. К счастью, наиболее распространенные проблемы с файлами ANC могут быть решены без глубоких знаний в области ИТ, а главное, за считанные минуты. Ниже приведен список рекомендаций, которые помогут вам выявить и решить проблемы, связанные с файлами.
Шаг 1. Установите Alphacam программное обеспечение
Основная и наиболее частая причина, препятствующая открытию пользователями файлов ANC, заключается в том, что в системе пользователя не установлена программа, которая может обрабатывать файлы ANC. Решение простое, просто скачайте и установите Alphacam. В верхней части страницы находится список всех программ, сгруппированных по поддерживаемым операционным системам. Самый безопасный способ загрузки Alphacam установлен — для этого зайдите на сайт разработчика (Planit Solutions Inc.) и загрузите программное обеспечение, используя предоставленные ссылки.
Шаг 2. Обновите Alphacam до последней версии
Если у вас уже установлен Alphacam в ваших системах и файлы ANC по-прежнему не открываются должным образом, проверьте, установлена ли у вас последняя версия программного обеспечения. Разработчики программного обеспечения могут реализовать поддержку более современных форматов файлов в обновленных версиях своих продуктов. Это может быть одной из причин, по которой ANC файлы не совместимы с Alphacam. Последняя версия Alphacam должна поддерживать все форматы файлов, которые совместимы со старыми версиями программного обеспечения.
Шаг 3. Назначьте Alphacam для ANC файлов
Если у вас установлена последняя версия Alphacam и проблема сохраняется, выберите ее в качестве программы по умолчанию, которая будет использоваться для управления ANC на вашем устройстве. Процесс связывания форматов файлов с приложением по умолчанию может отличаться в деталях в зависимости от платформы, но основная процедура очень похожа.
Изменить приложение по умолчанию в Windows
Щелкните правой кнопкой мыши на файле ANC и выберите «Открыть с помощью опцией».
Далее выберите опцию Выбрать другое приложение а затем с помощью Еще приложения откройте список доступных приложений.
Чтобы завершить процесс, выберите Найти другое приложение на этом… и с помощью проводника выберите папку Alphacam. Подтвердите, Всегда использовать это приложение для открытия ANC файлы и нажав кнопку OK .
Изменить приложение по умолчанию в Mac OS
В раскрывающемся меню, нажав на файл с расширением ANC, выберите Информация
Найдите опцию Открыть с помощью — щелкните заголовок, если он скрыт
Выберите из списка соответствующую программу и подтвердите, нажав « Изменить для всех» .
Наконец, это изменение будет применено ко всем файлам с расширением ANC должно появиться сообщение. Нажмите кнопку Вперед, чтобы подтвердить свой выбор.
Шаг 4. Убедитесь, что ANC не неисправен
Если проблема по-прежнему возникает после выполнения шагов 1-3, проверьте, является ли файл ANC действительным. Отсутствие доступа к файлу может быть связано с различными проблемами.
1. Убедитесь, что ANC не заражен компьютерным вирусом
Если файл заражен, вредоносная программа, находящаяся в файле ANC, препятствует попыткам открыть его. Немедленно просканируйте файл с помощью антивирусного инструмента или просмотрите всю систему, чтобы убедиться, что вся система безопасна. Если файл ANC действительно заражен, следуйте инструкциям ниже.
2. Убедитесь, что файл с расширением ANC завершен и не содержит ошибок
Вы получили ANC файл от другого человека? Попросите его / ее отправить еще раз. Возможно, что файл не был должным образом скопирован в хранилище данных и является неполным и поэтому не может быть открыт. Если файл ANC был загружен из Интернета только частично, попробуйте загрузить его заново.
3. Проверьте, есть ли у пользователя, вошедшего в систему, права администратора.
Иногда для доступа к файлам пользователю необходимы права администратора. Войдите в систему, используя учетную запись администратора, и посмотрите, решит ли это проблему.
4. Убедитесь, что ваше устройство соответствует требованиям для возможности открытия Alphacam
Если система перегружена, она может не справиться с программой, которую вы используете для открытия файлов с расширением ANC. В этом случае закройте другие приложения.
5. Убедитесь, что ваша операционная система и драйверы обновлены
Регулярно обновляемая система, драйверы и программы обеспечивают безопасность вашего компьютера. Это также может предотвратить проблемы с файлами Alphacam NC Program. Возможно, что одно из доступных обновлений системы или драйверов может решить проблемы с файлами ANC, влияющими на более старые версии данного программного обеспечения.
Вы хотите помочь?
Если у Вас есть дополнительная информация о расширение файла ANC мы будем признательны, если Вы поделитесь ею с пользователями нашего сайта. Воспользуйтесь формуляром, находящимся здесь и отправьте нам свою информацию о файле ANC.
Маршрутизатор ALPHACAM | CAM-система для фрезерования с ЧПУ
Маршрутизация
Простота использования — это лишь одна из причин, по которой ALPHACAM является отраслевым стандартом и предпочтительной системой для программирования фрезерных станков с ЧПУ. Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM.
Подставка для агрегата
Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко управляются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени.
Планарная обработка
Ось вращения, установленная на головке фрезерного станка с ЧПУ, может быть запрограммирована на любой рабочей плоскости. Полностью поддерживаются агрегаты с программируемой осью вращения и ручным наклоном, а также фрезерные станки с полностью интерполирующими 5-осевыми головками. Безопасные быстрые перемещения между плоскостями автоматически контролируются и проверяются с помощью расширенного твердотельного моделирования. Мощные возможности постобработки ALPHACAM означают, что используются расширенные функции всех контроллеров ЧПУ, включая вращение плоскости.
3D-гравировка
Графические изображения и текст можно легко создавать и обрабатывать с помощью мощной 3D-гравировки ALPHACAM. Эта команда контурирует геометрию с помощью инструмента формы, и при встрече с острым углом инструмент автоматически отводит инструмент для создания острого угла, что часто называют тиснением.
3D-маршрутизация
Несколько стратегий черновой и чистовой 3D-обработки тел, поверхностей и даже файлов STL доступны в ALPHACAM. Эти стратегии можно применять к любой рабочей плоскости, что позволяет запрограммировать обработку 3 плюс 2 на станках с 4- и 5-осевыми вращающимися головками. 5-осевой модуль ALPHACAM представляет собой кабель для 4- и 5-осевой одновременной обработки поверхностей и 3D кривых обрезки, часто используемых для отделки спинок стульев.
Раскрой
Максимальное использование материала стало проще благодаря функции автоматического раскроя ALPHACAM. Детали можно выбирать на экране или из набора деталей, зафиксировать их ориентацию (если необходимо сохранить направление волокон) или повернуть на любой угол. Вложение поддерживает ввод/вывод инструмента, опорные метки для мелких деталей и деталей с несколькими глубинами, где требуется луковая шелуха.
Диспетчер ограничений геометрии
Используя менеджер ограничений ALPHACAM, геометрию можно сделать параметрической, между отдельными элементами можно применять такие правила, как касание, и устанавливать переменные, такие как расстояние между ними. При изменении переменных автоматически изменяется размер и разрешается геометрия, а благодаря применяемым правилам сохраняется ее целостность. Это делает создание и последующую обработку семейств деталей очень быстрыми и простыми.
Специализированная сверлильная установка
Используя команду ALPHACAM Multi Drilling, траектории инструментов можно оптимизировать для любой сверлильной установки. Отверстия подбираются под диаметр сверла и обрабатываются автоматически; несколько сверл выбираются одновременно, когда соответствует стандартный шаг 32 мм.
Интегрированный CAD CAM
ALPHACAM — это полностью интегрированное программное решение CAD CAM с расширенными функциями. Он разработан, чтобы предложить вашему бизнесу повышенную производительность, исключительную надежность и дополнительную гибкость.
Непрерывная программа развития и усовершенствования ALPHACAM гарантирует, что она не только идет в ногу с изменяющимися потребностями пользователей в деревообрабатывающей промышленности, но и обеспечивает максимальную отдачу от ваших инвестиций в CAM.
ALPHACAM также предлагает новейшие средства моделирования деталей в САПР с помощью нашего твердотельного моделиста.
Модули:
ALPHACAM Art Программное обеспечение для трехмерного рельефного моделирования и обработки для проектов фрезерования и гравировки с ЧПУ, таких как резьба по декоративным декоративным панелям и дверям, лепные украшения, столярные изделия на заказ, архитектурные молдинги, объемные вывески, логотипы компаний на заказ, ювелирные изделия. изделия, индивидуальные подарки и награды. Плюс множество других приложений.
Инструменты построения 3D-компонентов ALPHACAM Art упрощают работу с существующими 3D-моделями и создание собственных 3D-форм. ALPHACAM Art основан на движке проектирования VCarve Pro мирового класса и использует такой же логичный и простой в использовании интерфейс.
С помощью ALPHACAM Art пользователи могут быстро и легко преобразовывать 2D-эскизы, фотографии, рисунки и графические проекты в уникальные высококачественные 3D-резные изображения и рисунки.
ALPHACAM Essential Идеальный продукт начального уровня для базовой 2D-работы с ЧПУ. Этот модуль предлагает основные инструменты, необходимые для производства CAD CAM, включая размещение деталей с экрана и 3D-гравировку.
ALPHACAM Standard Идеальный продукт для магазинов и субподрядчиков. Этот модуль предлагает все функции пакета Essential с дополнительной поддержкой вложения деталей из списка вложений, горизонтальной обработки, многократного использования данных обработки (стилей обработки) и многого другого.
ALPHACAM Advanced Предназначен для производителей, работающих со сложными шаблонами произвольной формы и инструментами. В дополнение к функциональным возможностям модулей более низкого уровня этот модуль предлагает сложные стратегии 3D-обработки, импорт твердотельных моделей и извлечение элементов, создание параметрических деталей с ограничениями и многое другое. Этот модуль также включает Microsoft Visual Basic для приложений и подходит для тех, кто может использовать надстройку ALPHACAM или специально созданные приложения и инструменты автоматизации.
ALPHACAM Ultimate Добавлена поддержка полной одновременной обработки по 4/5 осям для производителей столярных изделий и мебели с высокими техническими характеристиками.
ALPHACAM Отзывы и цены 2022
Аудитория
Инженеры и компании, которые ищут решение CAD CAM для деревообработки, резки металла и камня
Об ALPHACAM
Простота использования — это лишь одна из причин, по которой ALPHACAM является отраслевым стандартом и предпочтительной системой для программирования фрезерных станков с ЧПУ. Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM. Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко контролируются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени. ALPHACAM является лидирующим программным обеспечением CAM для фрезерной обработки от 2 до 5 осей. Акцент при разработке ALPHACAM делается на то, чтобы предоставить нашим клиентам производительность, надежность и гибкость. ALPHACAM является одним из ведущих и наиболее авторитетных поставщиков программного обеспечения CAD CAM для каменной промышленности. ALPHACAM Stone был специально разработан для решения уникальных задач, возникающих при обработке мрамора и камня.
Цены
Бесплатная пробная версия:
Доступна бесплатная пробная версия.
Интеграции
См. Интеграции
Рейтинги/отзывы
В целом
0,0 / 5
простота
0,0 / 5
Особенности
0,0 / 5
дизайн
0,0 / 5
поддерживать
0,0 / 5
Это программное обеспечение еще не проверено. Будьте первым, кто оставит отзыв:
Обзор этого программного обеспечения
Информация о компании
Hexagon
Соединенное Королевство
www.alphacam.com
Видео и снимки экрана
Transformieren sie ihre kundenkommunikation mit twilio
Zuverlässige Kommunikation auf Globaler Ebene
Twilio Ist Die Weltweit Führende Cloud-Basierte Kommunikations, Mit Derewete, Smelenelegnikationsplattform, Mit Dereherene-venerenerenerenerenemunikations, Mit dereherenerenerene-venenerenerenemunikations, Mit dereherene-viennikations.
Вы можете очень быстро сравнить цены горизонтального гибочного пресса и подобрать оптимальные варианты из более чем 29046 предложений
Горизонтальный гибочный пресс Sunrise HBM-40
Состояние: Б/У Год выпуска: 2008
Горизонтальный гибочный пресс Sunrise HBM-40Гидравлические горизонтальные гибочные пресса от Sunrise — это уникальное сочетание высочайшего качества оборудования и недорогой цены. Станки успешно…
26.12.2022
Ейск (Россия)
Горизонтальный гибочный пресс HP-22
Состояние: Новый Производитель: ISITAN (Турция)
В наличии
Технические характеристики:Страна-производитель:Турция / ISITANМодель:HP 22Максимальное усилие:22 тМаксимальное давление в гидросистеме:230 БарПрямая и обратная скорость движения пуансона:1750/2000. ..
18.10.2018
Москва (Россия)
577 530
Горизонтальный гибочный пресс HP-40
Состояние: Новый Производитель: ISITAN (Турция)
Технические характеристики:Страна-производитель:Турция/ ISITANМодель:HP 40Максимальное усилие:40 тМаксимальное давление в гидросистеме:250 БарПрямая и обратная скорость движения пуансона:1750/2000…
18.10.2018
Москва (Россия)
770 040
Организация изготавливает и реализует горизонтальные пакетировочные пресса.
Состояние: Новый Производитель: Станки 31 (Россия)
Горизонтальный пакетировочный пресс предназначен для упаковывания мелких рассыпчатых материалов. Честно говоря, когда у вас такие отходы как опилки, стружка, щепа, сено, солома, тряпки, кожура. ..
Горизонтальный (канальный) пресс AVERMANN AVOS 1410 S Год выпуска: 1999
Состояние: Б/У Год выпуска: 1999 Производитель: пресс AVERMANN AVOS 1410 S (Германия)
Продается Горизонтальный (канальный) пресс AVERMANN AVOS 1410 S
Год выпуска: 1999
Капитальный ремонт в фирме Европресс, Германия: 2012 год
Мощность: 62KW
Рабочее давление: 320 bar
Мощность. ..
06.11.2016
Нижний Новгород (Россия)
3 400 000
Пресс горизонтальный гибочный HP 22
Состояние: Новый
Горизонтальный гидравлический листогибочный пресс с усилием 22 тонн HP-22 предназначен для гибки полосовых и профильных металлических заготовок холодным способом с помощью специальных штампов….
30.12.2022
Казань (Россия)
Гидравлический гибочный пресс AD-S-25100
Состояние: Новый
Листогибочный пресс AD-S отличается идеальной точностью, низкими эксплуатационными затратами, продуманным дизайном и высокой степенью автоматизации рабочих процессов. Гибочный пресс этой серии,…
30.12.2022
Казань (Россия)
Гидравлический гибочный пресс AD-S-30100
Состояние: Новый
Листогибочный пресс AD-S отличается идеальной точностью, низкими эксплуатационными затратами, продуманным дизайном и высокой степенью автоматизации рабочих процессов. Гибочный пресс этой серии,…
30.12.2022
Казань (Россия)
Гидравлический гибочный пресс AD-S-30135
Состояние: Новый
Листогибочный пресс AD-S отличается идеальной точностью, низкими эксплуатационными затратами, продуманным дизайном и высокой степенью автоматизации рабочих процессов. Гибочный пресс этой серии,…
30.12.2022
Казань (Россия)
Гибочный пресс-автомат
Состояние: Б/У
Куплю автомат типа АА7211-АА7219 доп информация ниже в объявлении Куплю за адекватные деньги гибочный пресс-автомат с усилием штамповки от 3 до 90тонн, рассмотрю предложения о продаже…
13.10.2016
Москва (Россия)
Станок для гибки листов металла — гибочный пресс, гидравлический
Состояние: Новый Производитель: ПК СТАЛЬ-ПРЕСС (Россия)
Нашей организацией изготавливаются гибочные прессы в различных модификациях — в зависимости от ширины обрабатываемых листов и от желаемого усилия. Система числового программного управления наших…
26.10.2021
Саратов (Россия)
360 000
Гидравлический гибочный пресс (Италия) Gasparini PBS 45/1600 2004г. ЧПУ Delem DA65. 4 — осевой: Y1, Y2, X, R. В отличном состоянии
Состояние: Б/У Год выпуска: 2004 Производитель: Gasparini (Италия)
ПродамГидравлический гибочный пресс (Италия) Gasparini PBS 45/1600 б/у 2004г. ЧПУ Delem DA65. 4 — осевой: Y1, Y2, X, R. В отличном состоянии. Работает в производстве, в Москве. Укомплектован…
18.06.2017
Москва (Россия)
2 300 000
горизонтальный гидравлический пресс с рольгангом 100 тн. усилие
Состояние: Б/У Год выпуска: 1982 Производитель: Россия
Продаю горизонтальный гидравлический пресс с рольгангомУсилие 100 тн. Станок находится в рабочем состоянии.Локация – Ростовская область.Стоимость с учётом демонтажа и погрузки по запросу
26.12.2022
Таганрог (Россия)
горизонтальный гибочный станок трубогиб RB60
Состояние: Б/У Год выпуска: 1990 Производитель: Германия
Продается горизонтальный гибочный станок трубогиб RB60 для точной прокатки спиралей, дуг, колец, сегментов из труб и профилей с разными радиусами.Производство: Германия, фирма JUTEC В рабочем…
26.12.2022
Таганрог (Россия)
Гидравлический гибочный пресс DURMA AD-R 30220
Состояние: Б/У Год выпуска: 2013 Производитель: DURMA (Турция)
Продам Гидравлический гибочный пресс DURMA AD-R 30220 в отличном состоянии (почти не использовался) б/у , год выпуска 2013местонахождение г. Псков[email protected]
20.02.2018
Псков (Россия)
4 300 000
Новый Гибочный Пресс Длина 3100*100 тонн Усилия, В Наличии на складе!!! СРОЧНО
Состояние: Новый Производитель: YNGLI (Китай)
В наличии
ДОБРЫЙ ДЕНЬ! В связи с переездом нашего склада, СРОЧНО ЛИКВИДИРУЕМ ОБОРУДОВАНИЕ ПО ЗАКУПОЧНЫМ ЦЕНАМ!!!!!Гидравлический гибочный пресс HPB-K 3100*1000 НОВЫЙ СКЛАДСКОЕ ХРАНЕНИЕ! Доставим и…
30.03.2018
Москва (Россия)
25 000
Гибочный пресс Cincinnati
Состояние: Б/У Год выпуска: 2002
Гибочный пресс Цинциннати
19.12.2022
Москва (Россия)
П983 ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ПРЕССОВКИ Ж/Д КОЛЕСНЫХ ПАР
Состояние: Б/У Год выпуска: 1969
Компания ТИТАН реализует П983 — горизонтальный гидравлический пресс для запрессовки или расспрессовки ж/д колесных пар б/у, год выпуска — 1969. Краткое описание: номинальное усилие — 315 тонн;…
14.06.2022
Ярославль (Россия)
Гидравлический гибочный пресс FOG-K-200/6000
Состояние: Новый
Листогиб гидравлический оснащенный ЧПУ серии FOG-К предназначен для выполнения операций гибки металлических листов вертикально опускающейся траверсой с гидравлическим приводом. Автоматическое…
30.12.2022
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по горизонтальному гибочному прессу почти как на Авито и TIU
Видео горизонтального гибочного пресса
Гидравлический гибочный пресс GASPARINI S.p.A. PBSI 75/2500 оборудование б/у
Гидравлический гибочный пресс модели PBSI 75/2500 производства компании GASPARINI S.p.A. (Италия) – 2003 года выпуска
Синхронизированные гибочные прессы в последние годы вытеснили традиционные механические прессы и прессы с крутильным валом благодаря превосходству в области гибкости производства и качества продукции. Отличительными особенностями нового поколения гибочных прессов являются:
Новая серия гибочных прессов создана на основе последних достижений научно-технического прогресса, и обеспечивает наилучшие результаты по надежности, качеству и производительности. Это достигается за счет следующего:
Программное обеспечение упрощает и ускоряет выполнение гибочных операций без изготовления пробных образцов. Достаточно вычертить профиль изделия на экране ЧПУ, и программа автоматически рассчитает последовательность гибочных операций, размер листа, потребное усилие, положение заднего упора, наличие возможных столкновений механизмов станка и листа.
Дружественный графический интерфейс позволяет легко выбирать и заменять рабочий инструмент и параметры процесса. Наиболее продвинутое программное обеспечение позволяет выводить на дисплей трехмерное изображение и загружать чертежи. Имеется также программное обеспечение для создания программ гибки на PC и последующего их переноса на ЧПУ.
ЗАДНИЙ УПОР
Задний упор выполняет автоматическое перемещение по осям X и R. Механические части обладают большой прочностью и обеспечивают отличную точность. Перемещения по любой оси совершаются с максимальной скоростью; непосредственно перед достижением заданной позиции происходит плавное замедление с последующей остановкой. Задний упор имеет зону безопасности, которая программируется таким образом, чтобы пальцы заднего упора не могли ни при каких обстоятельствах столкнуться с ножом или матрицей.
РЕГУЛИРУЕМЫЕ ВСТАВКИ
Выполненные с особой тщательностью, вставки крепятся к верхней траверсе и позволяют изготавливать изделия с высокими бортами типа ящиков. При необходимости вставки можно снять и крепить инструмент непосредственно на траверсу, что обеспечит большее расстояние между пуансоном и матрицей.
СИСТЕМА КОМПЕНСАЦИИ ПРОГИБА ВЕРХНЕЙ ТРАВЕРСЫ (БОМБИРОВАНИЕ)
Гидравлическая система для автоматической компенсации деформаций верхней траверсы позволяет обеспечить идеальную параллельность между верхней и нижней траверсами при выполнении гибки. Прогиб верхней траверсы рассчитывается управляющим блоком теоретически на основании толщины листа, типа материала, угла сгиба и положения листа. Более того, при выполнении гибки прогиб верхней траверсы измеряется непосредственно специальными сенсорами, помещенными на верхней траверсе. Система бомбировки включает в себя серию гидравлических цилиндров малого размера, расположенных внутри нижней траверсы. Давление каждого из цилиндров регулируется управляющим блоком. Совокупное давление цилиндров бомбировки обеспечивает распределение деформаций на нижней траверсе, которое в точности компенсирует прогиб верхней траверсы. Система автоматической компенсации деформаций верхней траверсы гарантирует превосходный результат гибки по всей рабочей длине пресса, даже при использовании очень широких листов, без необходимости вмешательства оператора и внесения коррекций в параметры пресса.
СИСТЕМЫ БЕЗОПАСНОСТИ
Как гидравлическая, так и электрическая системы пресса снабжены устройствами безопасности согласно действующим нормативам. Эти устройства контролируются непосредственно управляющим блоком. Безопасность оператора в рабочей зоне пресса обеспечивается системой лазер – фотоприемник. Пресс снабжен также кнопками красного цвета для его аварийной остановки.
Baileigh Вертикальный листогибочный пресс на продажу
Baileigh Вертикальный листогибочный пресс на продажу | Бейли Индастриал
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Наши вертикальные листогибочные прессы используют мощность тяжелой стальной конструкции и фирменных деталей для обеспечения надежно точные результаты . И они еще стоят дешевле чем конкурирующие модели.
Каждый промышленный листогибочный пресс может гнуть толстый лист (а также тонкий листовой металл) по всей машине. Мы предлагаем модели листогибочных прессов для широкого спектра применений, от небольших мастерских хот-родов до крупных производителей .
Промышленная гидравлика , такая как системы Rexroth® и Vickers/Eaton®, обеспечивает бесперебойную гибку в течение многих лет.
Простота в эксплуатации . Вы можете научить любого пользоваться одним из наших листогибочных прессов примерно за 15 минут.
Мы изготавливаем каждый листогибочный пресс из надежных, износостойких компонентов , таких как основные электрические системы Schneider® из Германии и гидравлические уплотнения NOK® из Японии.
Быстросъемные держатели инструментов экономят ваше время.
Включает стандартный набор американских инструментов . Вы также можете добавить сотни вложений к каждой модели, в зависимости от ваших приложений.
Полностью сварная цельностальная конструкция обеспечивает жесткость станка, предотвращает деформацию и обеспечивает точные изгибы.
Оснащен интеллектуальными функциями безопасности , такими как световые завесы от Fiessler®.
Мы предлагаем 1 год гарантии , а также пожизненную техническую поддержку по телефону от нашей команды опытных слесарей.
Позвоните нам по телефону 1-920-684-4990 , если у вас есть вопросы о наших гидравлических листогибочных прессах для продажи.
ПодробнееПодробнее
$19 999,00 $
Звоните, уточняйте наличие
Давление 33 тонны
Длина стола 63 дюйма
Идеально подходит для небольших магазинов
220 В, 3 фазы
25 419,00 долларов США $
Запросите наличие
42 тонны давления
Ширина 31 дюйм
220 В, 1-фазное питание
Ход, управляемый педалью
37 959,00 $ $
Звоните, уточняйте наличие
Давление 33 тонны
Ширина 50 дюймов
2-цилиндровая гидравлическая система
220 В, 3-фазное питание
41 359,00 долларов США $
Звоните, уточняйте наличие
Давление 33 тонны
Ширина 61 дюйм
2-цилиндровая гидравлическая система
220 В, 3-фазное питание
41 539,00 $ $
Запросите наличие
50 тонн давления
Длина стола 78 дюймов
Контроллер хранит 40 программ
Насос Vickers/Eaton® и уплотнения NOK®
$54 639,00 $
Запросите наличие
70 тонн давления
Длина стола 98 дюймов
Контроллер хранит 40 программ
Гидравлический насос Vickers/Eaton®
$54 749,00 $
Запросите наличие
Давление 67 тонн
Ширина 78,75 дюйма
220 В, 3-фазное питание
Задний упор с DRO
$55 839,00 $
50 тонн давления
Ширина 61 дюйм
220 В, 3-фазное питание
Задний упор с DRO
$69 099,00 $
Запросите наличие
112 тонн давления
Длина 10 футов (125 дюймов)
Контроллер хранит 40 программ
Насос Vickers/Eaton® и уплотнения NOK®
$70 319,00 $
90 тонн давления
Ширина 78 дюймов
220 В, 3-фазное питание
Задний упор с DRO
$70 929,00 $
Запросите наличие
90 тонн давления
Ширина 78 дюймов
Программируемый контроллер Delem
Гидравлический автоматический венчик
$81 919,00 $
Запросите наличие
140 тонн давления
Длина 10 футов (125 дюймов)
Контроллер хранит 40 программ
Насос Vickers/Eaton® и уплотнения NOK®
$84 439,00 $
Запросите наличие
140 тонн
Длина 13 футов (157 дюймов)
Гидравлическая система Rexroth®
Контроллер Estun® E200
$93 729,00 $
Позвоните, чтобы узнать о наличии
179 тонн давления
Длина 10 футов (125 дюймов)
Контроллер хранит 40 программ
Гидравлические детали Nachi® и Vickers/Eaton®
$97 379,00 $
179 тонн давления
Длина 13 футов (157 дюймов)
Контроллер хранит 40 программ
Гидравлические детали Nachi® и Vickers/Eaton®
$98 649,00 $
Запросите наличие
224 тонны давления
Длина 10 футов (125 дюймов)
Гидравлический насос Nachi®
Контроллер хранит 40 программ
$106 749,00 $
Запросите наличие
224 тонны давления
Длина 13 футов (157 дюймов)
Гидравлический насос Vickers/Eaton®
Контроллер хранит 40 программ
Позвоните, чтобы узнать цену
Позвоните, чтобы узнать о наличии
До 250 тонн давления
Длина 13 футов (157 дюймов)
Автоматическая регулировка давления
Гидравлический насос Vickers/Eaton®
Контроллер Delem с большим дисплеем
Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
Гидравлические листогибочные прессы | JMTUSA
Гидравлические листогибочные прессы с ЧПУ
В настоящее время JMT производит самый широкий ассортимент гидравлических листогибочных прессов, доступных сегодня. Из нашей серии 5-осевых гидравлических листогибочных прессов с ЧПУ ADR мы предлагаем 20 моделей и диапазоны от небольших листогибочных прессов, длина которых начинается от 4 футов, до больших листогибочных прессов с длиной изгиба до 20 футов и 7 различными тоннажами в диапазоне от 66 до 440 тонн. Наша более совершенная серия ADS премиум-класса доступна с 14 осями ЧПУ, поставляется в 32 различных моделях с длиной гибки металла от 6 футов 8 дюймов до 26 футов 5 дюймов. Наши станки серии ADS — это высокоточные и мощные металлогибочные станки, предлагаемые в 13 различных тоннажах с грузоподъемностью до 3300 тонн! В дополнение к этим двум популярным сериям листогибочных прессов мы также предлагаем серию PBF для клиентов, которым нужен простой листогибочный пресс. На другой стороне медали — сложные тормоза AD Servo с гибридной гидравлической конфигурацией и шарико-винтовой передачей для энергоэффективности и бесшумной работы. Наконец, JMT выводит на рынок серию FBS, которая соответствует «гибким решениям для гибки» листогибочных прессов. Наши листогибочные прессы серии FBS, как правило, представляют собой крупнотоннажные листогибочные прессы, изготавливаемые на заказ в соответствии с точными спецификациями заказчика, с возможностью работы с тандемными или даже тройными листогибочными прессами, а также с различными вариантами автоматизации и обработки материалов.
Что можно ожидать от всего этого качества?
Гидравлический листогибочный пресс ADR и ADS настолько же быстр, насколько и точен. С такими показателями точности, как +- 0,0004 и повторяемостью, эти листогибочные прессы уступают место машинам, которые нигде не производились. Как и во всех листогибочных прессах в линейке JMT, в этих машинах всегда присутствует наша концепция «больших ходов, высоких отверстий и глубоких отверстий, которые позволяют операторам изготавливать детали с большими фланцами и значительно облегчают удаление этих деталей. оператор для управления. Благодаря более простой и быстрой настройке, более удобному для оператора управлению, прессу, который движется с головокружительной скоростью, конечным результатом является большее количество деталей в бункере к концу смены с более высоким общим качеством от детали к детали.
Что делать, если вам требуется больше от листогибочного пресса?
Этот список вариантов может быть почти бесконечным, здесь мы просто перечислим основные из них, если вы не видите что-то, что вам нужно, просто спросите нас, возможно, оно у нас есть. Поскольку безопасность имеет первостепенное значение, на первом месте в нашем списке опций находится лазерная система безопасности мирового класса AKAS-LC, которая считается лучшим, что вы можете получить для листогибочного пресса. Световая завеса Sick C 4000 для комбинированных машин. Дополнительная ось до 14. Увеличенный задний упор до 39дюймов с защитной световой завесой. Податчик листов с моторизованной регулировкой высоты. Обновлены контроллеры ЧПУ от Delem (DA69T) или Cybelec (10S,12S,15S, 3D с PC1200). Быстроразъемный зажим, гидравлический зажим, механический или гидравлический зажим Wila или Wilson, варианты инструментов от «кто есть кто» в инструментах для листогибочных прессов. Системы позиционирования нижнего инструмента, системы измерения толщины, автономное программное обеспечение для V-Bend или Profile-W.
Опубликовано: 7.07.2012 Рубрика: Столярные работы Просмотров: 15284
Освоив навыки столярных работ, как приятно продемонстрировать семье и друзьям мебель, сделанную своими руками. Что может быть приятнее, чем потрогать отточенное до бритвенной остроты лезвие, вдохнуть запах дерева, пощупать его текстуру, а затем сделать чистый свежий распил!
В этой статье рассказано об основных приемах столярных работ. Как использовать столярные инструменты, чтобы получить различные формы, соединения и текстуры древесины. Если вы не уверены в каком-то приеме или в сорте древесины, стоит поэкспериментировать с обрезками дерева. Наведите в мастерской порядок и поддерживайте его. Некоторые мастера перед началом нового проекта затачивают ручной инструмент, наводят чистоту в мастерской и чистят все свои инструменты и машины.
Подготовка древесины и разметка
Как только вы решите, что именно будете делать, разделите тщательно отобранные и обструганные пиломатериалы на группы. Пометьте каждую заготовку в соответствии с ее будущим местом в изделии, отметьте верх, низ, лицевые поверхности и лучшие кромки. С помощью карандаша и рулетки разметьте отрезки нужной длины, а угольником — линии распилов. Циркулем нанесите дуги и окружности. Делительным циркулем перенесите размеры с чертежа на древесину.
Если необходимо сделать доску более узкой или разметить соединение, установите рейсмус на нужное деление и процарапайте метку, двигая рейсмус вдоль кромки заготовки. Малкой размечайте линии, идущие под косыми углами. Если вам понадобятся парные детали, размечайте их одновременно и помните, что одна деталь должна быть зеркальным отражением второй. Для разметки соединений пользуйтесь ножом.
Криволинейные распилы
Криволинейный распил можно сделать электроножовкой, электролобзиком или ленточной пилой. Ножовка хороша для распилов большого радиуса и толстой древесины, когда линия распила идет вдали от кромок.
Криволинейный распил
Ножовки снабжены поворотными основаниями, которые меняют угол распила, а в зависимости от типа и толщины материала следует использовать разные пильные полотна. Для криволинейных распилов небольшого радиуса и при толщине древесины менее 50 мм используйте лобзиковый станок или электролобзик.
Лобзиковый станок
Установите новую пилку и натяните ее так, чтобы она звенела, если щелкнуть по ней пальцем. Если надо вырезать проем, можно поступить двояко: либо начните распил с кромки, либо, если вам не нужно затрагивать кромку, сначала высверлите в удаляемой части отверстие, потом высвободите один конец пилки, пропустите ее сквозь проделанное отверстие и снова зажмите и затяните.
Сверление отверстий
Для точного и аккуратного высверливания больших отверстий пользуйтесь сверлильным станком и сверлами Форстнера. Отметьте центр отверстия, закрепите соответствующее сверло и установите ограничитель глубины. Затем прижмите заготовку струбцинами к рабочему столу (это займет некоторое время, но полностью себя оправдает). Если отверстие глубокое, при работе несколько раз поднимайте сверло, чтобы удалить отходы и свести перегрев к минимуму. Если предстоит высверлить много отверстий в одинаковых деталях, полезно из обрезков древесины изготовить шаблон, который крепится струбцинами к рабочему столу станка.
Сверление отверстий
Для высверливания отверстий под шурупы и установочных отверстий для гвоздей стоит применять дрель, причем удобнее пользоваться аккумуляторной дрелью. Если надо ввернуть много шурупов, установите в патрон дрели прилагаемую к этому инструменту отвертку.
Вворачивание шурупов дрелью
Строгание вручную
Строгать рубанком очень увлекательно, когда лезвие острое и достаточно времени. Фуганок идеально подходит для строгания вдоль волокон. Не забудьте укрепить заготовку на верстаке. Сделайте пробный проход, убедитесь, что лезвие установлено на нужную глубину, а потом приступайте к работе.
Строгание фуганком
Торцовый рубанок хорош для обработки острых кромок и для зачистки торцов. Устанавливайте лезвие так, чтобы оно срезало тончайшую стружку. Обрабатывая торцевые участки, старайтесь не сбиваться в сторону и не допускать сколов.
Строгание торцовым рубанком
Выбирание пазов вручную
Разметьте паз с помощью карандаша, линейки, угольника и, возможно, острия ножа, перенесите заготовку на рабочий стол сверлильного станка и сверлом подходящего размера высверлите основную часть ненужной древесины.
Высверливание паза
Удалите стружку, зажмите заготовку в тисках и выберите остатки ненужной древесины стамеской, удерживая инструмент вертикально. Кстати, есть отличная статья по выбору стамесок.
Выбирание паза стамеской
Выбирание пазов фрезером
Паз можно выбрать фрезой, при этом техника работы зависит от размеров и местоположения паза. Фрезер можно держать в руках и вести по заготовке, при выбирании же открытого паза прикрепите его к рабочему столу и передвигайте заготовку. В этом случае точность работы будет зависеть от положения направляющей планки (упора) и высоты фрезы. Всегда делайте пробный проход, используя обрезок древесины. Лучше всего выбирать паз поэтапно и делать несколько проходов. После каждого прохода удаляйте опилки, чтобы не перегреть фрезу.
Выбирание пазов фрезером
Вырезание шипа вручную
Разметьте линии заплечиков (длину шипа) угольником и ножом, затем рейсмусом отметьте высоту и ширину шипа. Удалите ненужную древесину шипорезной пилой. Сначала сделайте пропилы вдоль волокон до линии заплечиков со всех четырех сторон шипа. Затем обрежьте шип по линии заплечиков поперек волокон. Зачистите шип стамеской.
Вырезание шипа фрезером
Если предстоит вырезать много шипов (или если вы просто любите работать с машинами), то фрезер с рабочим столом будет идеальным инструментом. Если большой размер заготовки не позволяет поместить ее на рабочем столе фрезера, лучше прижать ее струбцинами к верстаку и обрабатывать, держа фрезер в руках. Установите упор на длину шипа, а фрезу — на нужную высоту, затем, крепко прижимая заготовку к ограждению, удалите излишнюю древесину за несколько проходов. Когда конец шипа упрется в упор, переверните заготовку и повторите процедуру с обратной стороны. Если вы остановились еще до того, как фреза достигла линии заплечиков, зачистите шип стамеской.
Вырезание шипа фрезером
Выбирание продольного паза фрезером
Чтобы выбрать паз шириной 6 мм и глубиной 4 мм на расстоянии 10 мм от кромки доски, поступите так. Прикрепите фрезер к рабочему столу и установите 6-миллиметровую фрезу. Установите направляющую планку на 10 мм. Отрегулируйте высоту фрезы, чтобы она возвышалась на 2 мм над столом. Сделайте проход вдоль направляющей, чтобы получить паз глубиной 2 мм. Выключите фрезер, поднимите фрезу еще на 2 мм и повторите проход. Получится паз глубиной 4 мм.
Выбирание продольного паза фрезером
Выбирание фальца на кромке доски
Чтобы выбрать фальц шириной 10 мм и глубиной 4 мм, поступите следующим образом. Вам понадобится прямозубая цилиндрическая фреза меньшего размера, чем ширина фальца (например, диаметром 5 мм). Установите ограничитель на расстоянии 5 мм от задней кромки фрезы, а фрезу — на высоту 2 мм. Уприте доску в ограничитель и выберите фальц шириной 5 мм. Повторите проход, по-прежнему упирая доску в ограничитель, чтобы получить фальц шириной 10 мм. Выключите фрезер, установите фрезу на высоту 4 мм и повторите процедуры, чтобы завершить фальц.
Выбирание фальца на кромке доски
Выбирание паза ручным фрезером
Прижмите заготовку струбцинами к верстаку. Выберите фрезу по ширине паза или меньшего размера и установите ограничитель глубины. Прижмите струбцинами к заготовке параллельно пазу деревянную планку, которая послужит направляющей. Опустите фрезер, прижмите его основание к направляющей, включите, подождите, пока фреза не наберет полных оборотов, и сделайте проход. Если фреза уже паза, передвиньте направляющую и повторяйте процедуру, пока не получите требуемую ширину и глубину паза.
Выбирание паза ручным фрезером
Фрезерование фасонных кромок
Вырезать фрезером фасонные кромки очень просто. Прикрепите фрезер к его столу и вставьте выбранную вами фрезу — выкружную, радиусную или фасонную. Используйте фрезу с опорным роликом.
Фрезерование фасонных кромок выкружной фрезой
Отодвиньте упор, чтобы он не мешал. Прижмите заготовку к столу и сделайте несколько проходов фрезой слева направо. Продолжайте фрезеровать до тех пор, пока заготовка не станет прижиматься к опорному ролику — при этом фреза перестает резать. Если фасонная кромка выглядит обожженной, значит, либо затупилась фреза, либо вы протягивали заготовку слишком медленно.
Фрезерование фасонных кромок радиусной фрезой
Фрезерование по шаблону
Применяйте шаблон, если вам нужно изготовить несколько деталей с одинаковыми кромками. Сначала вырежьте пилой заготовки приблизительной формы, оставляя не более 4-5 мм излишней древесины на подлежащих фрезерованию кромках. Установите на основании фрезера направляющий ролик. Вырежьте из фанеры шаблон с припуском на закраины и прибейте его прямо к поверхности заготовки. Включите фрезер и ведите его по кромке шаблона.
В качестве шаблона можно взять уже изготовленную деталь и использовать прямозубую цилиндрическую фрезу с опорным роликом (он может быть сверху или снизу фрезы).
Косоугольное распиливание с помощью рамной лучковой пилы
Такая пила позволяет легко делать распилы под любым углом. Установите режущее полотно на раме под необходимым углом (90, 45, 36, 22,5 или 15°) и зафиксируйте его. Поставьте ограничитель глубины на нужную отметку. Положите заготовку на стол пилы, прижмите к ограничителю, а затем плавными движениями вперед и назад сделайте распил.
Косоугольное распиливание с помощью рамной лучковой пилы
Вбивание гвоздей
Осмотрите заготовку и решите, где именно нужно вбить гвоздь. Если это место находится вблизи кромки и существует опасность расколоть дерево, электродрелью высверлите сначала установочное отверстие, используя сверло, диаметр которого меньше диаметра гвоздя. Затем ударами молотка подходящего размера вбейте гвоздь. Если гвоздь пошел криво, вытащите его гвоздодером или плоскогубцами. Если вы забиваете очень мелкие гвозди, которые трудно удерживать пальцами, удерживайте их круглогубцами.
Вбивание гвоздей
Вворачивание шурупов
У вас есть выбор между шурупами из мягкой стали, нержавеющей стали, латунными или алюминиевыми шурупами с прямыми или крестовидными шлицами и потайными или полукруглыми головками. Полукруглые головки четко выделяются на поверхности дерева, потайные головки либо находятся заподлицо с поверхностью, либо окаймлены латунными шайбами, либо скрыты деревянными заглушками. Шурупы ввертывают ручной отверткой, дрелью с соответствующей насадкой или шуруповертом.
Вворачивание шурупов дрелью или шуруповертом
При пользовании дрелью установите блокирующий механизм, чтобы шуруп был ввернут на требуемую глубину. Если древесина мягкая, установочное отверстие можно проделать шилом, если твердая — высверлить сверлом меньшего диаметра.
Установочное отверстие можно проделать шилом
Чтобы можно было скрыть шурупы под деревянными заглушками, вам придется высверлить зенковочным сверлом отверстие под заглушку и соответствующим резцом — пробку. Не используйте стальные шурупы для дуба — они вступают в реакцию с древесиной и влагой, и появляются пятна. Вместо них берите шурупы из плакированной стали, латуни или нержавеющей стали.
Токарная обработка древесины
Если вы хотите изготавливать детали круглого сечения (ножки стульев, миски, тарелки), вам не обойтись без токарного станка. Приобретайте самый мощный и тяжелый станок, какой только позволяет ваш бюджет, — с регулируемым зажимным патроном и набором планшайб. Веретенообразные и цилиндрические детали вытачивают, закрепляя заготовку между передним и задним центрами станка, миски или тарелки — на наружной стороне шпинделя.
Токарная обработка древесины
Лучшие токарные станки снабжены устройством, позволяющим обтачивать большие заготовки на наружной стороне шпинделя. Вам потребуется разнообразный токарный инструмент — стамеска, отрезной резец, косое долото и радиусный шабер.
Вырезание ножом
Чтобы вырезать дверную ручку или защелку, вам не потребуется ничего, кроме хорошего острого ножа (не из нержавеющей стали). В одной руке держите заготовку, в другой нож и режьте дерево, нажимая на спинку лезвия большим пальцем. Остальное — дело навыка. Для практики сначала поэкспериментируйте, например, с мягкой древесиной липы.
Вырезание ножом
Установка петель
Два самых распространенных типа петель — декоративные накладные петли из латуни (крепятся шурупами с потайными головками, ввинчиваемыми заподлицо с поверхностью) и стальные врезные петли (крепятся в гнездах стальными шурупами с потайными головками). В последнем случае обведите створку петли острием ножа, прорежьте контур стамеской, а затем выберите древесину стамеской на нужную глубину. Створка должна плотно сидеть в гнезде. Всегда вместе с петлями покупайте подходящие шурупы.
Шлифование древесины
Для получения гладких поверхностей используют многочисленные сорта наждачной бумаги (шкурки). Шкурку можно использовать или саму по себе, или обернуть ею деревянный брусок. Лучше всего шлифовать дерево несколько раз — после распиливания, после высыхания клея и после окончательной отделки.
Шлифование древесины наждачной бумагой
Для первого шлифования пользуйтесь обычной наждачной бумагой, для отделки — тонкой шкуркой на основе окиси алюминия (она дороже, но служит куда дольше). Для шлифования больших плоских поверхностей применяйте круглошлифовальную машину. Работайте в хорошо проветриваемом помещении и обязательно надевайте пылезащитную маску.
Шлифование древесины круглошлифовальной машинкой
Естественная отделка древесины
Первоначально термин «естественная отделка» означал, что дерево шлифовали и оставляли в натуральном виде, теперь это понятие включает еще и обработку маслом или воском. Датское или тиковое масло наносят тонким слоем безворсовой хлопковой тканью или кистью.
Отделка древесины тиковым маслом
Дают высохнуть и обрабатывают самой тонкой шкуркой, чтобы удалить «гребни» (грубую текстуру из приподнявшихся древесных волокон, которая возникает при впитывании первого слоя покрытия), затем наносят второй тонкий слой. Если вы хотите сделать поверхность менее жесткой, натрите ее восковой мастикой.
При отделке изделий, которые будут контактировать с пищей, вместо тикового или датского масла используйте растительное, например оливковое. Втирают его тканью.
Покраска древесины
У вас есть выбор между масляной краской на основе уайт-спирита и водорастворимой акриловой краской. Оба вида краски наносят кистью. Визуальное различие между поверхностями, выкрашенными той или иной краской, очень невелико, однако после работы с масляной краской кисти следует вымыть уайт-спиритом, а после акриловой краски — проточной водой.
Покраска древесины
Пары масляной краски могут вызывать головокружение и тошноту, а акриловой краски — сухость в горле. Независимо от типа используемой вами краски надевайте респиратор и, по возможности, работайте на открытом воздухе.
Особые виды отделки древесины
Работая с американским дубом, можно получить интересную текстуру, если обработать древесину проволочной щеткой. Такая текстура приятна на ощупь, а получающаяся в результате шероховатая поверхность позволит вам не беспокоиться о том, что ее повредят когти домашних животных.
Обработка древесины проволочной щеткой
Щеткой водят вдоль волокон, пока на поверхности не останется необработанных мест, после чего ее натирают маслом.
Отделка древесины свечным пламенем
Отделка свечным пламенем помогает скрыть пороки низкокачественной древесины. На окрашенную поверхность кистью наносят масляный лак. Через некоторое время он подсыхает и становится липким, и тогда под поверхностью водят горящей свечой. Обязательно дождитесь, чтобы поверхность стала липкой (на ней должны оставаться отпечатки пальцев), и держите банку с лаком и кисть подальше от свечи. Этой работой лучше заниматься вдвоем где-нибудь подальше от мастерской. Попрактикуйтесь на обрезках, прежде чем приступать к серьезной работе.
Метки: отделка древесины, столярные работы
Поделитесь ссылкой на статью в социальных сетях
Вы можете оставить свой комментарий
Поделитесь своим мнением, что Вы думаете о прочитанном? Если Вам не понравилась статья, напишите в комментариях причину. Возможно, Вы заметили ошибку или у Вас появились вопросы, напишите об этом. Только зная Ваше мнение, можно будет улучшить и дополнить статью.
9 несложных способов сделать ручной фрезер для мастерской
Не у каждого начинающего мастера есть возможность купить ручной фрезер — все-таки хороший инструмент стоит приличных денег. В качестве временного (а возможно и постоянного) решения можно использовать для работы в мастерской самодельный ручной фрезер.
Содержание
1 Ручной фрезер из старого пылесоса
1. 1 Основные этапы работ
2 Самодельный ручной фрезер из электрической дрели
2.1 Основные этапы работ
2.2 Видео
3 Как сделать мини фрезер из бормашинки
3.1 Основные этапы работ
3.2 Видео
4 Компактный ручной фрезер из болгарки и полипропилена
4.1 Основные этапы работ
4.2 Видео
5 Ручной фрезер из гравёра с деревянной площадкой
6 Ручной фрезер для гипсокартона из обычной болгарки и фанеры
6.1 Основные этапы работ
7 Ручной фрезер из фанеры и электродрели
7.1 Основные этапы работ
7.2 Видео
8 Ручной фрезер из мотора от стиральной машины
8.1 Изготовление ручного фрезера
8.2 Видео
9 Как сделать ручной фрезер из электрической дрели
9.1 Основные этапы работ
9.2 Видео
Ручной фрезер из старого пылесоса
У многих мастеров «на складе» хранятся раритетные вещи, которые жалко выбрасывать. Например, пылесос из далекого советского прошлого. Примерно из 50-х годов ХХ века. Служил он верой и правдой не один год. И еще, наверное, столько бы прослужил. Но на смену ему пришел новый пылесос. Красивый и современный. Без мешка для пыли. А со старым что делать?
Читайте также: 3 полезных самоделки из пластиковой трубы
Можно попробовать сделать из него ручной фрезер!
По крайней мере такая идея пришла в голову автору YouTube канала Handmade Creative Channel. Звучит, конечно, немного странно. Но мастера-самодельщики, они такие, креативные.
Основные этапы работ
Первым делом вооружаемся отверткой и разбираем пылесос.
Для нашей самоделки будем использовать только электродвигатель. Главное, чтобы он был рабочим, иначе ничего не получится.
Читайте также: 5 простых способов, как сделать кипятильник из подручных средств
В целом, электродвигатель отлично подходит для изготовления ручного фрезера.
Только вал не подходит. Нужно его доработать. Из болта автор выточил на токарном станке удлинитель вала, который выступает одновременно держателем для фрезы.
Из канализационной пластиковой трубы изготавливаем корпус ручного фрезера. Помещаем внутрь него электродвигатель и фиксируем на винты.
Читайте также: Идея для мастерской: как сделать бормашину своими руками
Из той же пластиковой трубы необходимо будет сделать опорную площадку. Как она выглядит, можно посмотреть на фото ниже.
Обратите внимание: для крепления площадки на корпусе используются два уголка и болты с гайками.
Читайте также: Как быстро почистить ковер с помощью электродрели
В принципе, все готово. Необходимо лишь установить плату для регулировки оборотов электродвигателя и вывести регулятор снаружи корпуса.
Устанавливаем фрезу, фиксируем гайками.
Надеваем на корпус опорную площадку, установив ее на требуемой высоте, и стягиваем края с помощью болтов и гаек.
Ну а теперь можно приступать к работе!
И сразу в глаза бросается явный недочет — очень не хватает ручек, чтобы удобнее было держать фрезер в руках. А в целом, со своей задачей агрегат вроде справляется.
Самодельный ручной фрезер из электрической дрели
Расскажем, как изготовить фрезер из электрической дрели — она выступает в качестве привода. Для изготовления остальных деталей понадобятся обрезки фанеры и деревянного бруска.
Возможно, вам интересно будет прочитать статью: как сделать простую шлифнасадку для электродрели и шуруповерта.
Основные этапы работ
Из фанеры вырезаем опорную подошву фрезера. По центру сверлим отверстие для фрезы. Далее отпиливаем два одинаковых по длине деревянных бруска. С помощью суперклея крепим их к основанию.
С обратной стороны основания сверлим отверстия, и для пущей надежности прикручиваем стойки на саморезы.
На следующем этапе из фанеры вырезается подвижная площадка. По бокам необходимо выпилить пазы, чтобы она могла перемещаться вдоль направляющих стенок. По центру высверливаем отверстие под сверлильный патрон.
К стойкам площадка крепится с помощью барашковых болтов. Предварительно нужно просверлить в ней отверстия, и установить мебельные гайки.
На последнем этапе устанавливаем дрель, и фиксируем ее с помощью двух болтов. Затем в патроне зажимаем фрезу. Поднимая или опуская площадку, можно регулировать вылет фрезы.
Видео
Пошаговый процесс изготовления ручного фрезера показан в авторском видеоролике с YouTube канала «WillWood — Столярные изделия для начинающих».
Incredible what you can do with a drill — router function !!!
Как сделать мини фрезер из бормашинки
Для выполнения мелких фрезерных работ в условиях домашней мастерской можно воспользоваться самодельным мини фрезером, изготовленным на базе бормашинки.
Необходимые материалы:
бормашинка;
оргстекло;
мебельные направляющие;
фанера или доска;
крепёжный хомут.
Приспособление состоит из нескольких главных элементов: основания (опорной подошвы), стойки, подвижной площадки, к которой крепится бормашинка, и ограничителя глубины — для регулировки вылеты фрезы.
Своим личным опытом сборки самодельного мини фрезера поделился с нами автор YouTube канала TECH YSF.
Основные этапы работ
Первым делом необходимо изготовить подвижную площадку. Для этого можно использовать фанеру, ДСП или кусок доски.
Отпиливаем заготовку нужной длины. Вырезаем в ней круглое «окошко», чтобы был доступ к разъёму питания.
Высверливаем в площадке два отверстия и устанавливаем болты. С помощью крепёжного хомута крепим к стойке бормашинку.
Подготавливаем две мебельных направляющих.
Крепим их к стойке из оргстекла с помощью двустороннего скотча, а затем прикручиваем дополнительно на саморезы.
После этого к мебельным направляющим прикручиваем подвижную площадку с бормашинкой.
На следующем этапе к нижней части стойки крепится основание (опорная подошва) из плексигласа. Предварительно в нём надо будет высверлить в нем отверстие для фрезы.
Далее необходимо прикрепить сбоку подвижной площадки самодельный ограничитель глубины для регулировки вылета фрезы.
Видео
Подробно о том, как сделать мини фрезер из бормашинки, рекомендуем посмотреть в авторском видеоролике ниже. Спасибо за внимание.
Amazing idea with the mini milling drill
Компактный ручной фрезер из болгарки и полипропилена
Многие полезные приспособления для домашней мастерской, если нет возможности купить заводские модели, вполне можно изготовить из подручных средств и инструментов.
В данном обзоре автор покажет, как сделать своими руками компактный ручной фрезер из болгарки и полипропилена (фитингов для соединения водопроводных труб).
Также нам потребуются еще две металлических трубки одинаковой длины, обычные гайки и барашковые болты, две удлиненные гайки (муфты) и небольшой кусок листового металла.
Советуем также прочитать статью-обзор: как изготовить самодельные ножницы для резки арматуры и стальных полос.
Первым делом берем шуруповерт или электродрель, вставляем в патрон кусок шпильки необходимой длины.
Накручиваем на шпильку удлиненную гайку и обтачиваем по всей окружности, убирая грани и придавая ей округлую форму. Аналогично поступаем со второй муфтой. Гайки запрессовываем в металлические трубки.
Основные этапы работ
На следующем этапе отрезаем кусок металла нужного размера. Отрезаем углы и загибаем две параллельные стороны.
Далее нам потребуются полипропиленовые фитинги: крестовина и два тройника, и кусок трубки.
Впаиваем трубку сначала с одной стороны крестовины, потом обрезаем ножовкой заподлицо, потом — со второй. Это нужно, чтобы уменьшить внутренний диаметр отверстий в крестовине.
После этого впаиваем в крестовину два полипропиленовых тройника, как это показано на фото ниже.
В тройниках сверлим отверстия и впаиваем в них обычные гайки, предварительно нагрев их горелкой. В эти гайки будут вкручиваться барашковые болты. Делаем пропил в верхней части.
В металлической пластине сверлим три отверстия: одной по центру и два по краям — для установки направляющих. Потом красим все детали, и можно приступать к сборке.
Видео
Подробно о том, как сделать компактный ручной фрезер из подручных материалов, смотрите в авторском видеоролике. Сама идея принадлежит автору YouTube канала Workshop Diy.
Самый дешевый фрезер своими руками!
Ручной фрезер из гравёра с деревянной площадкой
Мини ручной фрезер для точных работ можно сделать из простого гравера. Для создания инструмента необходимо поставить гравёр на площадку перпендикулярно к поверхности.
Самый простой способ изготовления площадки — это использование дерева. Конструкция состоит из нижней части с выпиленным полукругом участком и бруском с вклеенной резьбовой втулкой, на которую устанавливается гравёр.
Регулировка высоты осуществляется двумя шпильками с гайками, а для удобства работы по бокам основания приклеены бруски. Мини фрезером удобно делать точные работы с применением малых насадок.
Ручной фрезер для гипсокартона из обычной болгарки и фанеры
Из обычной болгарки (УШМ) и обрезков фанеры можно сделать своими руками полезный инструмент, который пригодится всем, кто много работает с гипсокартоном.
В данном обзоре автор рассказывает, как сделать своими руками простой кромочный фрезер для гипсокартона. Он снимает слой гипса и аккуратно отделяет сам картон от поверхности гипса.
Первым делом необходимо вырезать из фанеры заготовку прямоугольной формы. Высверливаем в ней отверстие, чтобы можно было надеть на редуктор, и сверлим четыре крепежных отверстия.
Основные этапы работ
На следующем этапе, после того как закрепили фанерку, устанавливаем диск и фиксируем его зажимной гайкой.
Затем по бокам и с тыльной части прикручиваем куски фанеры, сверху крепим крышку с отверстием для удаления пыли.
Лицевую часть также закрываем небольшим куском фанеры. Должен выглядывать только край диска.
На последнем этапе останется только закрепить ручку, чтобы удобно было держать приспособу в процессе работы. Затем подсоединяем шланг пылесоса, и можно тестировать данную самоделку.
Ручной фрезер из фанеры и электродрели
Иногда при изготовлении какой-либо самоделки в заготовке нужно вырезать паз или, например, красиво обточить торец детали.
Это можно сделать при помощи фрезера. Но покупать такой дорогой инструмент, если вы не планируете его использовать постоянно — нет никакого смысла.
Поэтому в таких ситуациях выгоднее будет сделать ручной фрезер. Например, из электродрели и фанеры.
Первым делом отрезаем заготовки из фанеры необходимого размера.
В опорной «подошве» по центру сверлим отверстие для фрезы, а по краям — крепим кубики из фанеры, в которых нужно просверлить отверстия.
Основные этапы работ
На следующем этапе из фанеры толщиной 18-20 мм вырезаем верхнюю площадку с креплением для дрели. В ней тоже необходимо просверлить отверстия по краям.
В отверстия, просверленные в основании («подошве»), надо будет вставить длинные болты.
В отверстия, которые просверлены в верхней площадке самодельного фрезера, запрессовываем стальные втулки.
Это необходимо для того, чтобы площадка с дрелью могла свободно перемещаться по направляющим вниз-вверх.
Далее приступаем к сборке: на болты надеваем пружины, потом устанавливаем верхнюю площадку.
Для фиксации используются две самодельных барашковых гайки, изготовленные из фанеры и обычных гаек.
Видео
Подробно о том, как сделать ручной фрезер из фанеры и электродрели, смотрите в данном видеоролике.
Make A Router Attachment For Drill Machine || Homemade Drill Attachment
Ручной фрезер из мотора от стиральной машины
Если вам попался в руки электродвигатель от стиральной машинки-автомат, его можно использовать с пользой. Например, почему бы не сделать ручной фрезер для гаража или домашней мастерской?
В первую очередь необходимо насадить сверлильный патрон на вал двигателя. Для этого надо сточить вал до нужного диаметра, а также рассверлить отверстие в самом патроне.
На следующем этапе необходимо взять амортизаторы авто, просверлить в них крепежные отверстия, слить масло и прикрепить к корпусу электродвигателя. Они будут выступать в качестве направляющих.
Изготовление ручного фрезера
Далее автор отрезает болгаркой кусок пластины прямоугольной формы и вырезает в нем квадратное отверстие. Затем штоки амортизаторов надо будет приварить к этой стальной пластине.
Потом нужно сделать защитный кожух для патрона. Это на тот случай, если вдруг патрон слетит с вала, то чтобы не полетел в неизвестном направлении. Ну а вообще лучше использовать не сверлильный, а цанговый патрон.
В конце останется только сделать механизм для регулировки фрезера по высоте и установить кнопку включения (ее можно снять со старой электрической дрели).
Видео
Подробнее о том, как сделать ручной фрезер из двигателя от стиральной машины-автомат, смотрите в видеоролике на сайте.
Это круто. Как сделать МОЩНЫЙ фрезер из мотора от стиралки своими руками.
Как сделать ручной фрезер из электрической дрели
При помощи ручного фрезера можно выполнять различные операции по обработке деревянных заготовок: снимать фаску, оформлять кромку, делать резьбу. Однако для многих мастеров нет острой необходимости в покупке ручного фрезера, поскольку он требуется лишь для выполнения разовых работ.
В такой ситуации намного дешевле и проще сделать самодельный ручной фрезер из подручных материалов.
Опорную станину можно сделать из доски или фанеры, а в качестве привода можно использовать сетевую электродрель.
Из куска доски или фанеры подходящей толщины и размеров необходимо вырезать две круглых заготовки. Они будут использоваться для изготовления основного каркаса. Обрабатываем диски на ленточно-шлифовальном станке.
Основные этапы работ
После шлифовки в круглых деревянных заготовках нужно просверлить отверстия по центру. Для этого лучше всего использовать коронку подходящего диаметра.
Внутренние края зачищаем при помощи наждачной бумаги. В итоге должны получится два «бублика».
На одном из деревянных кругов делаем разметку и выпиливаем четыре куска. В получившихся «выступах» (не во всех, а только в двух) сверлим сквозные отверстия и делаем углубление под потай. После этого размечаем круг пополам и распиливаем его на 2 одинаковые части.
На последнем этапе работ соединяем оба деревянных «бублика» между собой при помощи двух деревянных брусков, установленных вертикально. Предварительно делаем разметку и сверлим отверстия.
Видео
Подробнее о том, как сделать простой ручной фрезер из электрической дрели, смотрите в видеоролике на сайте.
How to Make a Wooden Router Attachment for a Drill machine. | DIY .
Андрей Васильев
Задать вопрос
Как вырезать идеальные отверстия в дереве – Деревообработка для простых смертных
Основы, Как
У вас есть несколько вариантов, когда вам нужно вырезать отверстие. Что вы выберете, зависит от того, насколько большой вам нужен диаметр, насколько чистый вам нужен срез и сколько вы готовы потратить. Вот 4 наиболее распространенных метода вырезания идеальных отверстий в древесине
Один из самых простых способов вырезания отверстия любого размера – использование лобзик . Недостатком здесь является то, что пила может дрейфовать во время резки, и получить идеальный круг практически невозможно. И хотя результат может быть достаточно хорошим в зависимости от того, что вы строите, в этом видео я хочу сосредоточиться на методах, которые позволят создать идеальный круг.
Вырезание отверстий электролобзиком — простой метод… но почти невозможно сделать идеально круглые отверстия.
Биты-лопаты
Биты-лопаты имеют две режущие кромки и центральное острие.
Самый дешевый метод — лопата или лопастное сверло . Они в основном используются в грубых строительных проектах, где качество резки не имеет решающего значения, например, сверление отверстий в стенных стойках для прокладки электрического провода. Тем не менее, вы можете быть удивлены, насколько чисто они будут прорезать отверстия в массивной древесине, если вы будете сверлить медленно и использовать подложку. Фактически, разрезы, которые я получаю с ними, часто соперничают по качеству с насадкой Форстнера.
Лопата может проделать довольно чистое отверстие в твердом пиломатериале……и фанере.
Одним из недостатков лопатовых бит является то, что они не подходят для проделывания больших отверстий. Я думаю, что самый большой диаметр, который я обычно вижу, составляет 1 ½ дюйма. Но набор насадок стоит дешево, и его стоит иметь в магазине.
Биты Фростнера
Биты Форстнера обеспечивают чистый рез с плоским дном.
Большой скачок в качестве достигается за счет сверла Форстнера . Это, безусловно, лучший выбор для деревообрабатывающих проектов. Они имели сверхчистые разрезы с минимальными разрывами. Поскольку они создают плоское дно, они также полезны, если вам нужно только частично просверлить доску. И вы можете найти их большего диаметра, чем лопатки: я видел их до 4 дюймов, и вы, вероятно, можете найти еще больше.
Используйте более медленные скорости сверла для больших бит.
Конечно, самым большим недостатком бит Форстнера является их стоимость. В зависимости от того, какую марку вы покупаете, они могут быть очень дорогими. Я рекомендую приобрести мультибитный комплект. Я купил набор в Costco за 50 долларов более 15 лет назад и до сих пор получаю отличные результаты. И я только что видел этот набор из 14 предметов на Амазоне за чуть менее 50 долларов . Если вы работаете по дереву на выходных, вам подойдет недорогой набор.
Набор бит Форстнера
Кольцевые пилы
Кольцевые пилы различных диаметров.
Кольцевые пилы доступны даже большего диаметра, чем сверла Форстнера, и они могут быть немного дешевле. В отличие от лопаток и долот Форстнера, они вырезают заглушки, а не отверстия.
Вместо того, чтобы сверлить древесину, как другие сверла… коронками удаляются круглые заглушки.
Как и в случае с лопатой и битами Форстнера, вы получите наилучшие результаты, используя сверлильный станок. Если у вас его нет, обязательно зажмите заготовку. Его будет невозможно удержать руками. Дрель медленно поднимает пилу вверх и вниз, чтобы убрать опилки. Если он перестает резать, проверьте, не забиты ли зубья.
Если у вас нет сверлильного станка, обязательно закрепите заготовку.
Приспособление для фрезерования по кругу
Все три предыдущих метода основаны на необходимости покупать специальную фрезу или пилу для отверстий каждого размера, которые необходимо вырезать. Это может дорого обойтись. А что, если вам нужно вырезать действительно большое отверстие, скажем, 10 дюймов в диаметре? Все, что вам нужно, это один инструмент: маршрутизатор. Это отличный способ вырезать маленькие или большие отверстия. Основным недостатком является то, что время настройки занимает больше времени, чем другие методы.
Приспособление для резки кругов для вашего фрезера позволяет делать круглые отверстия любого размера.
Как сделать приспособление для вырезания кругов для фрезера
Снимите основание фрезера.
Прикрепите к основанию кусок фанеры.
Вставка прямой насадки
Измерьте радиус нужного отверстия.
Отметьте расстояние по радиусу от сверла до точки на фанерном основании.
Просверлите в этом месте шуруп и ввинтите его в заготовку и подложку.
Опустите фрезер в заготовку и поверните его вокруг винта, чтобы вырезать отверстие.
Замените основание фрезера полосой фанеры. Просверлите отверстие в месте, где будет точка вращения. После привинчивания основания к заготовке опустите фрезер в дерево и начните вращаться вокруг винта.
Как и все в деревообработке, для каждой задачи есть варианты. Это мои любимые способы вырезать идеальные отверстия в дереве. В основном я хочу подчеркнуть, что вы можете достичь практически любой цели по дереву с помощью скромных инструментов. Мой совет всегда покупать новый инструмент или обновлять то, что у вас есть, только тогда, когда вы просто не можете чего-то добиться с тем, что у вас есть.
Как сделать отверстие в дереве без сверла
Как сделать отверстие в дереве БЕЗ сверла, спросите вы? Будет ли для этого какая-то причина? Я не был уверен, поэтому я рассмотрел этот вопрос:
Да, вы можете. Просто вбейте небольшой гвоздь в дерево. В нем останется отверстие диаметром примерно равным диаметру гвоздя. Затем вы можете расширить отверстие каким-либо другим инструментом, например, разверткой. Часто это проще, чем найти дрель, выбрать правильную насадку, вставить ее в патрон, установить дрель и включить ее.
Часто можно просверлить отверстие, не отрываясь от работы, чтобы найти сверло. Таким образом, вы можете оставаться на месте и продолжать удерживать древесину на месте. Скажем, вам нужно повесить картину или прикрепить полку к стене. Вы можете прислониться к раме картины или полке, пока будете вставлять гвоздь в точное положение для отверстия. Затем вы можете пробить стену свободной рукой.
Правда, то же самое можно сделать и с дрелью, особенно с легкой аккумуляторной моделью. На самом деле, многие столяры, вероятно, предпочли бы такую ситуацию. Однако ногтевой подход проще.
С сетевыми дрелями проблем может быть еще больше. Вам нужно найти торговую точку рядом с местом, где вы планируете выполнять свою работу. Если вы не можете найти подходящую розетку, вам нужно найти удлинитель для использования. я не знаю о вас; однако я потратил значительное количество времени на поиски шнуров, ключей для патронов, сверл и подобных предметов.
Кроме того, шнур заставляет инструмент оттягиваться , когда вы пытаетесь удержать его на месте. Я предполагаю, что это может быть связано с весом шнура, жесткостью или жесткостью. Эта ситуация может затруднить просверливание отверстия в точном месте с помощью сетевой дрели. Однако с гвоздем и молотком вы не столкнетесь с подобной проблемой!
Я предполагаю, что « …Без ДРЕЛЬ… » в названии относится к электрической или силовой ДРЕЛЬ (проводной или беспроводной). Это не относится к ручному инструменту, такому как скоба. Итак, начнем:
Зачем делать дыру в дереве?
То, как вы делаете отверстие, часто зависит от причины отверстия. Вот некоторые из причин, по которым нужно сделать отверстие в дереве:
Чтобы отметить положение
Столяры часто делают отверстия, чтобы отметить места для шурупов, гвоздей или других крепежных элементов.
Затем они поворачивают винт отверткой, чтобы затянуть его. В случае с гвоздем его дополнительно забивают молотком.
Дрели часто громоздки и ими трудно управлять. Может возникнуть проблема с позиционированием сверла. Вы можете упростить этот процесс, вставив конец сверла в отверстие. Это отверстие можно сделать с помощью небольшого гвоздя, шурупа, гвоздя, скобы или подобного предмета.
Чтобы найти центр
Предположим, у вас есть петля для двери. Затем вам нужно будет прикрепить его к двери с помощью шурупов. Тем не менее, вы должны быть очень точными при измерении позиций для них. Отверстия для винтов должны быть точно по центру отверстий в шарнире. Если бы они отличались от по сравнению с , даже на небольшую величину, петля не работала бы должным образом, и дверь не могла бы закрываться без трения головок винтов друг о друга. Петля с винтами
Примечание. Некоторые из приведенных ниже ссылок могут быть партнерскими. Для получения дополнительной информации см. страницу раскрытия информации.
С помощью самоцентрирующегося пуансона отверстия для винтов можно разместить в нужных местах. См. самоцентрирующийся пуансон на Amazon.
Итак, как он это делает? Ну, пуансон имеет скошенный край. Этот край входит в отверстие шарнира. Поскольку вы держите пуансон перпендикулярно шарниру, пуансон позиционируется в центре отверстия. Когда вы нажимаете на центральную часть, она делает отверстие в нужном месте.
Вы можете повторить этот процесс для других отверстий для винтов, а затем затянуть винты, чтобы удерживать шарнир на месте.
Чтобы сделать направляющее отверстие
Вы можете использовать гвоздь или аналогичный предмет, чтобы сделать направляющее отверстие для большего гвоздя, винта или другого крепежного элемента. Отверстие такого типа позволяет вставлять крепеж в определенном месте и помогает предотвратить растрескивание дерева.
В случае шурупа по дереву направляющие отверстия обычно меньше самого шурупа. Если хотите, в верхней части отверстия может быть фаска вырез для головки винта. Это можно сделать с помощью ручного инструмента с зенковкой. Я написал пост о шурупах с потайной головкой.
Ручная дрель с зенкером
Эта фаска , прорезанная в верхней части направляющего отверстия, позволяет затягивать шуруп так, чтобы он находился на одном уровне с поверхностью дерева, даже если шуруп имеет плоскую головку и нижняя часть конической формы . Это позволяет деревянному проекту иметь более законченный вид.
Заглушка для дерева закрывает шуруп
Мы можем пойти еще дальше: Вы также можете сделать отверстие большего размера с раззенковкой в верхней части направляющего отверстия. Это позволяет затянуть шуруп так, чтобы головка находилась ниже поверхности дерева. Вы можете закончить это, вставив заглушку в отверстие с цековкой и отшлифовав его заподлицо с поверхностью дерева.
Пробка может быть изготовлена с помощью специальной насадки для резки пробки. В качестве альтернативы можно использовать кусок дюбеля. На изображении ниже показана такая ситуация. Обратите внимание, что дюбели могут иметь декоративный вид, когда деталь окрашена.
Как сделать небольшое отверстие в дереве без сверла?
Для этого обычно вдавливают или вбивают небольшой гвоздь в кусок дерева. Это оставит отверстие диаметром примерно равным диаметру гвоздя. Другой способ сделать это — сначала сделать меньшее отверстие с помощью гвоздя. Затем вставьте шуруп большего размера и поверните шуруп, чтобы увеличить отверстие.
Так почему бы вам не пропустить шаг с гвоздем и просто ввинтить его в дерево? Это кажется логичным, и кажется, что это было бы проще. Однако для поворота винта без отверстия часто требуется слишком большое усилие или крутящий момент. После этого отвертка может выскользнуть из паза на головке винта.
Можно ли ввинчивать шурупы в дерево, не сверля?
Вам действительно нужно просверлить направляющее отверстие для шурупа? Или вам нужно сделать какое-то отверстие с помощью гвоздя или подобного предмета, прежде чем использовать винт? Ну, это кажется хорошей идеей. Если вы этого не сделаете, вы рискуете прожевать головку и разрушить винт.
Кроме того, отвертка может вгрызаться в поверхность дерева, когда она соскальзывает. Это может привести к повреждению. Возможно, вам будет трудно отремонтировать это с помощью одной только наждачной бумаги, и вам, возможно, придется использовать наполнитель для дерева. См. древесный наполнитель на Amazon.
Кроме того, само дерево может расколоться или треснуть, если шуруп закручивается без отверстия. Это может испортить ваш проект и привести к необходимости перерезать куски дерева. Одним из решений является склеивание треснувших частей вместе, если это возможно.
Установка винта в правильном положении без отверстия может быть затруднена. Винт имеет тенденцию двигаться при вращении, и отверстие, которое он производит, может быть не в том месте. Вот почему центральный удар очень полезен.
Наконец, банка с винтом вытащите из положения, прежде чем вы сможете затянуть его на месте. Этой ситуации можно избежать, вставив винт в отверстие. Опять же, вы можете сделать это отверстие с помощью гвоздя или другого острого предмета.
Как вручную просверлить отверстие в дереве?
Всегда можно просверлить отверстие электродрелью. Однако можно ли сделать это вручную? Ответ ДА!
На самом деле есть много способов сделать это. Приведенный ниже список не является исчерпывающим:
Скоба и сверло
Скоба — это ручной инструмент, используемый для проделывания отверстия в дереве. Технически этот инструмент можно использовать для сверления. Тем не менее, я не буду помещать его в категорию сверла для целей этой статьи. Это потому, что это не электрическая дрель (как проводная, так и беспроводная).
Чтобы сделать отверстие, вы прикрепите бит к скобе. Затем вы перемещаете рычаг устройства по кругу и нажимаете на верхнюю часть инструмента. Скоба и насадка для деревообработки
Существует множество размеров насадок для распорки, поэтому с помощью подходящей насадки можно сверлить отверстия разных диаметров. Кроме того, можно использовать насадку, которая настраивается на множество диаметров. Для получения дополнительной информации см. что-то подобное на Amazon. Биты для скобы
Толкающая «дрель»
Опять же, это ручной инструмент. Так что я не классифицирую его как сверло . Чтобы сделать отверстие, вы втыкаете его в дерево, позволяете ему подняться, а затем снова вдавливаете его обратно. Вы повторяете этот процесс снова и снова. Это действие поворачивает биту в одну сторону, затем в другую. В результате он просверливает отверстие в древесине. По этой ссылке показана проталкивающая тренировка на Amazon.
Этот инструмент удобен тем, что вы можете одной рукой держать древесину, а другой управлять дрелью. Это упрощает работу и предотвращает выпадение деталей.
Ручная дрель
Это не электроинструмент. Так что включу в этот список. Вы двигаете ручку по кругу, чтобы вращать патрон и поворачивать биту. Таким способом можно просверлить отверстие в дереве. Преимущество заключается в том, что вы можете легко регулировать скорость вращения в соответствии с потребностями вашей работы. Ручная дрель
Развертка
Допустим, вам нужно отверстие диаметром больше диаметра гвоздя. Можно ли сделать это отверстие без сверла? Да, ты можешь! Это можно сделать с помощью развертки. Ручная развертка
Вы можете использовать этот ручной инструмент без электродрели. Во-первых, вы делаете меньшее отверстие для кончика развертки чем-то вроде гвоздя. Затем вставьте в него наконечник развертки и вращайте вперед-назад. Это увеличивает диаметр отверстия.
Копировальная пила
Этот инструмент имеет маленькое лезвие, похожее на лезвие прокручивающей пилы. Он прикреплен к металлической раме, которую плотник может перемещать вверх и вниз. Это движение прорезает древесину. Копировальная пила
С помощью этого инструмента можно сделать отверстие. Итак, как это делается? Сначала вы делаете небольшое отверстие острым предметом, например, гвоздем. Размер отверстия должен быть больше размера лезвия копровой пилы. Снимите полотно с рамы копровальной пилы. Вы тогда пропустите его через сделанное вами отверстие. Когда вы закончите, снова прикрепите диск к раме и перемещайте пилу вверх и вниз. Это позволяет вырезать отверстие любого размера и формы.
Самоцентрирующийся пробойник
Я уже описывал этот ручной инструмент, вы можете использовать его, чтобы сделать отверстие точно в центре любого другого круглого отверстия. Примерами являются отверстия для шурупов, используемых для крепления дверных петель. См. самоцентрирующийся пуансон на Amazon.
Gimlet
Это ручной инструмент с винтовым концом . Он позволяет просверлить отверстие в куске дерева. См. гамлеты на Амазоне.
Вы также можете использовать сверла с ручным фиксатором. Конец бита похож на винт. Выше долота видны спиральные режущие кромки. На другом конце есть хвостовик. Эта часть крепится к патрону Brace.Gimlet для деревообрабатывающей скобы
Можно ли просверлить отверстие с помощью электроинструмента, отличного от электродрели?
Конечно! Для проделывания отверстий можно использовать многие другие электроинструменты. Вот неполный список некоторых электроинструментов для этого:
Фрезерный станок
Фрезерный станок по дереву можно использовать для многих целей. Острая насадка возле основания инструмента вращается с высокой скоростью. Это вращающееся сверло способно придавать форму дереву, вырезать каналы и даже пробивать целый кусок дерева. Таким образом, он может вырезать отверстие. Однако часто удобнее использовать электрическую дрель (сетевую или аккумуляторную), чтобы делать обычные отверстия.
Фрезерный станок по дереву
Лобзик
У лобзика есть лезвие, которое движется вверх и вниз. Затем острые зубья на лезвии прорывают древесину и позволяют оператору вырезать кривую. Некоторые лезвия позволяют инструменту погружаться в кусок дерева. Вы можете начать с середины, наклонить пилу вниз, пока лезвие не коснется дерева, и вдавить в него движущееся лезвие. Затем вы можете расширить отверстие и вырезать любую форму, которую хотите. Например, вы можете вырезать форму розетки в куске панели. Это позволяет получить доступ к розетке, когда обшивка установлена на место. Инструмент для деревообработки лобзик
Радиальная ручная пила
С помощью этого инструмента вы можете изменить высоту лезвия во время его вращения. Так, лезвие может пройти через кусок дерева. Таким образом, вы можете вырезать отверстие или отверстие (вы можете сделать то же самое с настольной пилой).
Кроме того, радиальная ручная пила является чрезвычайно универсальным инструментом. С соответствующими насадками вы можете превратить его в сверлильный станок. Однако в этот момент он действительно становится электродрелью, поэтому я не буду включать его в этот список.
Выжигатель по дереву / Инструмент для пирографии
С его помощью можно проделать отверстие в дереве, прожигая его насквозь. Опять же, он не предназначен для этой цели, и, вероятно, было бы лучше использовать электрическую дрель для проделывания отверстий. См. инструмент для пирографии на Amazon.
Заключение
Итак, на этом статья в блоге Как сделать отверстие в дереве без дрели завершается. Мы видели, что вам действительно не нужна дрель для этого. На самом деле, мы видели, что иногда есть преимущества в том, чтобы не использовать его: вы тратите меньше времени на поиск сверла, может потребоваться время на настройку вашей работы, и вы можете контролировать скорость резания (в данном случае отверстия). ) легче.
Все, что вам нужно, чтобы сделать отверстие, это гвоздь или другой острый предмет.
Настройка и техническое обслуживание FDM 3Д принтеров для долговечной работы. Инструкция для пользователей.
Содержание:
Какие узлы 3D принтера требуют регулярного ухода?
В чем особенности ухода за FDM 3D принтерами?
Калибровка и уход за нагревательным столом.
Очистка и уход за печатающим блоком.
Очистка и уход за кинематикой 3Д принтера.
Очистка и уход за корпусом.
Отсек электроники, как ухаживать?
Вывод
Всем привет, друзья, с Вами компания 3DTool!
Современные 3Д принтеры обладают продвинутыми системами контроля процесса печати, подачи материала, автокалибровкой и множеством других полезных, автоматизированных функций, и довольно далеко ушли от своих предшественников, где все манипуляции вплоть до подстройки тока на драйверах шаговых моторов и программирования прошивки под свою версию устройства необходимо было делать вручную. Тем не менее большая часть современных устройств так же требуют постоянного ухода и технического обслуживания. Давайте попробуем обобщить самые необходимые и распространенные операции и опишем их в нашей статье, как некое руководство для новых пользователей.
Какие узлы 3D принтера требуют регулярного ухода?
Для начала определимся, на какие вообще крупные узлы можно разбить любой 3д принтер?
Корпус
Кинематика
Печатающий блок
Печатный стол
Материнская плата / электроника
Независимо от технологии 3D печати, любой 3д принтер можно разбить на эти компоненты. Например, корпус требует очистки от налипшей пыли снаружи или внутри дабы не создавать риск короткого замыкания от статического электричества, кинематика требует очистки от налипшей грязи, регулярного смазывания и при необходимости замены ремней (не в случае с жесткой кинематикой на швп) печатающий блок необходимо чистить от налипшего материала, а в случае с фотополимерными принтерами не допускать вообще никаких загрязнений, особенно если это DLP или SLA 3Д принтер.
Однако давайте конкретизируем наше руководство и возьмем за основу некий стандартный FDM 3D принтер, как наиболее распространенный на рынке и на его основе подробно опишем процессы.
Каталог FDM 3D принтеров
В чем особенности ухода за FDM 3D принтерами?
Что из себя представляет сама технология и по какому принципу она работает, вы можете узнать из нашей статьи ЗДЕСЬ. В данном же материале мы подразумеваем, что читатель уже знаком с основными понятиями и терминами и понимает описываемый предмет.
Итак. Мы знаем, что термополимерные 3д принтеры работают с филаментом в качестве расходного материала, а сам процесс печати связан с нагреванием рабочих элементов устройства до довольно высоких температур. Сам расплавленный материал осаждается на рабочем столе либо на специальной адгезионной поверхности (BuildTak), либо на стекле с нанесенном на него клеем, либо на любом другом виде этого элемента. Например, ранее часто встречались просто алюминиевые столы, требующие наклеивания каптоновй ленты или малярного скотча.
Хорошая, ровная поверхность с нанесенным адгезивом это 90% вероятности успешно завершенной печати. Первый слой всегда определяет получится ли изделие вообще, или после некоторого количества времени печати, если первый слой отклеился или не пропечатался, вместо модели вы увидите характерную «вермишель».
Таким образом самым важным и первым пунктом технического обслуживания и настройки 3д принтера является настройка или калибровка нагревательного стола.
Калибровка и уход за нагревательным столом.
Существуют 3 варианта калибровки нагревательных столов – Ручная, Полуавтоматическая и автоматическая. Чаще всего в современных принтерах встречается полуавтоматический вариант, его мы сейчас и рассмотрим.
При полуавтоматическом варианте калибровки горизонта вашей рабочей области принтер запускает специальную программу движения, облегчающую процесс. Например, в 3д принтерах PICASO3D на платформе X, пользователю нужно ровно установить стеклянную платформу в своих пазах, запустить процесс калибровки и следовать указаниям устройства на экране. Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
В случае ручной калибровки, например на 3д принтерах Zenit 3D, принтер так же управляет процессом передвигая печатающий блок по точкам калибровки, но поднимать или опускать стол в соответствующей точке должен сам оператор.
В упомянутых выше 3д принтерах зенит, это позволяют сделать 3 специальных регулировочных винта под конслью стола (на фото), которые необходимо подкручивать до тех пор, пока расстояние от стола до кончика сопла не будет насчитывать +/- 100мкм. Лучше всего это расстояние замерять специальным автомобильным щупом (для регулирования клапанов), или с помощью обычной белой а4 бумаги.
Суть калибровки заключается в подстраивании высоты так, чтобы лист бумаги или щуп двигались между столом и соплом с небольшим усилием, но все же легко проходили этот зазор. Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
!Обратите внимание!
В случае нанесения адгезивного лака/спрея на стеклянную поверхность стола, всегда выполняйте калибровку _после_ нанесения средства, иначе в процессе смены стекла уровень может «убежать». Для наилучшей адгезии принтерам со стеклянным столом, можем порекомендовать проверенный годами адгезивный клей – спрей Picaso3D.
Следующий узел, требующий частого внимания и ухода – печатающий блок. Далее поговорим о нем.
Очистка и уход за печатающим блоком.
Конструкция этого узла такова, что нижняя точка — кончик сопла, всегда контактирует с материалом. На многих конфигурациях ее формы нижняя кромка как бы «разглаживает» выходящий из нее слой материала. Ввиду этого практически невозможно избежать налипания пластика на поверхность сопла, что со временем будет приводить к ее загрязнению, т. к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
Для того, чтобы сопло всегда было чистым, старайтесь после каждых двух трех удачных печатей протирать сопло неткаными салфетками, или трудновоспламеняемой тканью в момент, когда сопло еще горячее.
Если такой возможности нет, или загрязнение слишком велико, есть более радикальный способ, который требует извлечения сопла.
Способов очистки снятого сопла довольно много и нет нужды описывать в этом материале их все. Достаточно перечислить два основных: растворение пластика в растворителе, или прожигание газовой горелкой.
!ВНИМАНИЕ!
Любой обозначенный ниже способ требует от вас наличия подготовленного помещения с вытяжкой и оборудованного противопожарной системой. Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
В первом случае сопло опускается в ацетон и держится в нем несколько часов, после чего остатки пластика счищаются вручную жесткой щеткой.
Во втором случае вам необходима газовая горелка и длинный толстый пинцет/щипцы, которыми вы будете держать сопло. Необходимо нагреть его до слегка красноватого состояния, чтобы весь пластик выгорел и остудить в теплой воде. После чего его можно установить обратно в принтер предварительно посушив.
Каталог FDM 3D принтеров
Очистка и уход за кинематикой 3Д принтера
Кинематическая система вашего 3д принтера – важнейший узел, обеспечивающий бОльшую часть качества печати устройства. Исполнение кинематики, качество ее узлов и состояния влияют на изделие не меньше, чем сам филамент или печатающий блок. Безусловно, одно не может работать без другого, но, если вы сталкиваетесь с появившимися внезапно «артефактами» на поверхности ваших распечаток и уверены, что это не вина печатающего блока или электроники, обратите внимание на вашу кинематику.
Разные 3д принтеры построены на разных кинематических схемах. Они используют разные по длине ремни, разные виды направляющих и кронштейнов, разные виды подшипников и шпулей. Однако объединяет их одна важная вещь – для всех из них требуется чистота и своевременная смазка. Чем смазывать тот или иной вид направляющих и их каретки как правило чаще всего можно найти в руководстве к принтеру, а саму процедуру необходимо выполнять при интенсивной загрузке принтера не реже раза в месяц. К тому же, чем чаще работает устройство, тем медленнее смазка приходит в негодность, а чем больше устройство «простаивает» тем больше вероятность, что направляющие засорились пылью, а смазка утратила свои свойства.
Чтобы нанести ее заново, отключите принтер от сети и передвигая вручную печатающий блок, последовательно очистите направляющие от старой смазки и налипшей грязи ветошью, или нетканой салфеткой, смоченной в бензине / спирте. После чего протрите насухо и нанесите немного смазки равномерно по всей протяженности направляющих.
Обратите внимание, что рельсовые направляющие чаще всего имеют сапуны для впрыскивания смазки в тело каретки, а цилиндрические подшипники забиваются смазкой внутри. Конечно же, качественнее всего будет поменять смазку на элементах с полным разбором кинематики, но для неопытных пользователей мы не будем этого советовать. Просто обратитесь в ближайший сервис и доверьтесь профессионалам.
Каталог FDM 3D принтеров
Очистка и уход за корпусом.
В зависимости от материала, которым выполнен корпус вашего 3д принтера, можно выбрать разные сценарии его очистки. Например, если корпус выполнен из дибонда, как у принтеров PICASO 3D, достаточно использовать средство очистки мебели и обыкновенный спрей – антистатик. Так же следует поступить с элементами, выполненными из акрила / оргстекла.
Если же ваш корпус пластиковый или металлический, перед очисткой требуется убедится в том, что применяемые вами средства не повредят краску и/или пластик, это можно проверить по маркировке на флакончиках подобных средств.
Зачем вообще нужно чистить корпус? Спросит редкий читатель. А мы ответим: по той простой причине, что даже заземленные 3д принтеры с многочисленными защитами от статики и фильтрами на сетевом шнуре не застрахованы от разряда накопившейся энергии по материнской плате или другим электронным компонентам, что может вывести их из строя. К тому же грязный корпус внутри и снаружи это просто опасно с точки зрения самовозгорания и не эстетично.
И все же, а что на счет электроники?
Отсек электроники, как ухаживать?
Через многочисленных щели в корпусе и вентиляционные отверстия, в отсек электроники может попадать пыль и другой сор. Как не трудно догадаться, электроника – мозги и нервная система вашего устройства. Без нее ваш 3Д принтер не более чем набор шестерней и пластика. Сама по себе электронная начинка устройства, как правило защищена от различных напастей с помощью заземления, различных фильтров, сеточек и активного обдува, однако со временем она все равно покрывается слоем тонкой пыли или грязи и требует периодического внимания.
Если отсек электроники вашего устройства труднодоступен и для осмотра/очистки требуется разобрать пол принтера, мы не рекомендуем этого делать. Если же дело требует откручивания одной/двух крышек, регулярной проверяйте состояние системы и при необходимости продувайте сжатым воздухом. Но ни в коем случае не пылесосьте! Обычные бытовые пылесосы можно сравнить с огромными магнитами, накапливающими на своих корпусах статику, при прямом контакте с которой может пробежать искра по вашим электронным компонентам и платам по незапланированному сценарию и просто повредить их.
Лучшим способом очистки отсека от пыли будет ручная прочистка лопастей вентиляторов и продув компонентов сжатым воздухом. При этом весь процесс желательно делать под хорошей вытяжкой или на открытом воздухе.
Вывод.
Как и любое другое сложное техническое устройство, 3д принтер требует регулярного ухода и обслуживания. В него могут входить как периодические полные осмотры, разбор с устранением минорных проблем, так и простая очистка трущихся/нагревающихся элементов и уход за внешним видом устройства.
В нашей статье мы не затрагивали вопросов касающихся замены расходных запасных частей и случаев поломок устройства. Здесь даны базовые советы для новичков о том, как пользоваться 3д принтером правильно и что нужно делать для того, чтобы он прослужил вам долгую службу.
Более предметных вопросов, касающихся технического обеспечения и замены расходных материалов, мы обсудим в будущих статьях, если Ваш отклик будет положительным.
А на этом у нас все! Надеемся статья была для Вас полезной!
Приобрести FDM 3D принтер популярных производителей, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
После того, как вам пришла идея купить 3D-принтер и своими руками собрать его, следует понять, как работает 3D-принтер и как его настраивать.
Для первого использования вам понадобиться правильно откалибровать принтер. В большинстве случаев прошивка уже стоит на плате и вам остается лишь правильно настроить начальное положение сопла над столом. Расскажем обо все по порядку.
Начнем с того, что объясним, как вообще возможно калибровать 3D-принтер, собранный своими руками. Это делается с помощью 3-х (иногда 4-х) концевых выключателей, или попросту стоперов, (небольшие запчасти для 3d-принтера), установленных на каждой оси X, Y, Z.
Стоперы выглядят как коробка с рычажком и прикрепляются к направляющим. Их легко можно двигать по оси, пока зажимный болт ослаблен.
Именно так мы должны сначала откалибровать ось Z. Когда экструдер ищет начальное положение, допустим по Z, он двигается вниз, пока не надавит на рычажок стопера. После того, как рычаг будет полностью прижат к стоперу, он передаст на управляющую плату необходимую информацию о том, где находится начальное положение относительно стопера. В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением.
Сперва на глаз или по линейке определим, где нужно расположить стопер. Затем в меню принтера (на дисплее) найдем управление осями. Они называются по-разному и находятся в разных местах, нам нужны пункты меню вроде «MOVE AXIS» и «HOME Z». (Такая неразбериха может возникнуть, когда вы решили купить 3d-принтер на интернет-площадках, вроде aliexpress) Нажав «HOME Z», экструдер поедет вниз, пока не нажмет рычаг стопера. После первого раза вы поймете, насколько ошиблись с местом расположения стопера. Далее остается лишь передвигать стопер до тех пор, пока вы не добьетесь нужного расстояниям между соплом и столом.
Теперь нужно настроить ось Х. Для этого нам понадобится подобрать место установки соответствующего стопера на горизонтальной оси, по которой ездит экструдер. Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
Самой простой настройкой, пожалуй, является калибровка оси Y. Наша задача – установить стопер на горизонтальную направляющую, по которой ездит стол. Аналогично предыдущей настройке, сопло должно находиться на краю передней части стола при Y=0. Не забываем, что теперь выбирается команда «HOME Y».
После такой настройки нам надо выбрать пункт типа «HOME» или «AUTO HOME». Тогда экструдер должен встать в левый передний угол стола, перемещаясь сразу по все трем осям. Но на этом настройка не заканчивается. Дело в том, что нам нужно, чтобы указанное расстояние между столом и соплом было в каждой точке стола. А так как невозможно с первого раза идеально ровно установить стол, то нам придется проверять выполнение данного условия в нескольких точках и настраивать его с помощью подкручивания зажимающих стол винтов.
Это лучше всего делать следующим образом: ставим сопло в начальное положение с помощью AUTO HOME, затем отключаем 3D-принтер от сети и вручную двигаем экструдер по периметру стола, а затем по диагонали, подкручивая, где нужно, стол. Данные движения повторяем 2-3 раза. После того, как у нас во всех точках стола экструдер стоит на нужной высоте (толщина листа), нужно затянуть зажимные болты стоперов покрепче. В процессе частого применения 3D-принетра, случается, что стоперы немного меняют свое положение. Поэтому важно следить за этим, особенно в печати первого слоя. Если первый слой лег как надо, то, скорее всего, все будет хорошо.
Дополнительно, хочется сказать про один интересный нюанс, который помогает решить несколько часто возникающих проблем в технологии 3d-печати. Бывает, что пластик не липнет к столу 3D-принтера. Это может возникать по трём причинам:
Неправильная температура стола или сопла для используемого ABS или PLA пластика
Плохой материал стола (например, металл)
Неправильная настройка диаметра прутка в слайсере (программа для 3d-принтера Repetier Host)
Другие неизвестные причины, по которым пластик не липнет к стеклянному столу
Если исключить п. 1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
На этом настройку принтера можно считать оконченной, осталось лишь научиться создавать файлы для печати, используя модели для 3d-принтера! Именно об этом будет наша следующая статья — «Работа в Repetier Host».
Руководство по установке 3D-принтера
| Top 3D Shop
Всем привет! Это Top 3D Shop, и в следующей статье мы поговорим о том, как настроить 3D-принтер.
Если вы стали обладателем 3D-принтера или вам необходимо освоить аддитивные технологии для работы, прочтите наши рекомендации по настройке принтера и созданию своих первых моделей.
Подготовка
Перед подключением собранного 3D-принтера необходимо убедиться, что транспортировочные фиксаторы сняты. Пряжки ремня могут повредить принтер.
В зависимости от модели пользователи могут применять различные методы печати, включая SD-карту, USB-накопитель, ПК с проводным подключением, Wi-Fi или Ethernet. В большинстве случаев они комбинируются: многие модели предлагают 2–3 метода.
Сравним печать с SD карты и через стационарный компьютер или ноутбук.
Оба метода имеют свои преимущества и недостатки. Печать через ПК «нагляднее»; кроме того, вы можете вносить изменения в процессе. При работе с SD-картой на печать не влияет загруженность компьютера; исключено случайное отсоединение USB-кабеля, соединяющего принтер с ПК. Печать с SD-карт более надежна, но иногда принтеры не могут их прочитать. При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.
Самый надежный вариант — предварительное копирование файла во внутреннюю память принтера, откуда его можно передать любым из вышеперечисленных способов (обычно по проводному соединению или Wi-Fi, а также с SD-карты или USB-накопителя). диск), как, например, в принтерах Raise3D и Phrozen.
При печати с ноутбука или стационарного компьютера принтер должен быть подключен к ним с помощью USB-кабеля. Как только операционная система обнаружит принтер как новое устройство, она должна автоматически установить драйверы для вашего принтера. В противном случае драйверы необходимо загрузить из Интернета или установить с носителя, поставляемого вместе с принтером.
Для печати с SD-карты карта с файлами 3D-объектов помещается в соответствующий слот принтера. Как правило, к принтеру прилагается SD-карта с несколькими файлами тестовых моделей.
Узнайте больше о подключении 3D-принтера, возможных проблемах и их решениях.
Программное обеспечение для 3D-печати
Современный рынок изобилует программным обеспечением для 3D-печати. Существует множество платных и бесплатных программ для 3D-дизайна, редактирования моделей, нарезки. Некоторые из них интуитивно понятны и подходят для новичков, а другие могут быть понятны только профессионалам.
Чтобы узнать больше, ознакомьтесь с полным руководством по самому популярному и проверенному программному обеспечению для моделирования, обработки и печати 3D-объектов.
3D-дизайн и форматы файлов
Любая печать начинается с поиска или создания 3D-модели, которую можно создать с нуля посредством 3D-дизайна или на основе 3D-сканирования. 3D-дизайн позволяет воплотить идею в трехмерной модели. Посетите блог Top 3D Shop, чтобы узнать о бесплатном программном обеспечении для 3D-моделирования. Чтобы их как следует освоить, потребуется не меньше месяца, поэтому для начала рекомендуем скачать модели из интернета или обратиться к специалистам по 3D-дизайну. Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
Загруженные файлы могут оказаться бракованными: иногда модели требуют исправления ошибок. Модельная сетка должна быть герметичной: необходимо проверить наличие зазоров там, где они должны быть, и отсутствие отверстий там, где их быть не должно. Также не должно быть самопересечений, «висячих» точек, микронных зазоров; нормали должны быть расположены правильно.
Источник: 3dtoday.ru
В Windows 10 предустановлено приложение для просмотра и базовой обработки 3D-объектов: раньше это был 3D Builder, в более поздних версиях — Paint 3D. Эта программа подходит для начинающих пользователей.
Опытные пользователи могут использовать Netfabb Studio Basic или Solid Inspector с бесплатным плагином Sketchup, который позволит находить ошибки и восстанавливать модели: редактировать сетку, заполнять отверстия и удалять двойные поверхности, исправлять полигоны и делить модели по ортогональным плоскостям.
Хотя модель можно исправить во многих слайсерах, лучше использовать узкоспециализированный софт.
Двумя наиболее часто используемыми форматами файлов в 3D-печати являются .STL и .OBJ. Перед печатью они преобразуются с помощью слайсеров в управляющий G-код, распознаваемый принтерами.
Слайсеры — это программы, которые разбивают 3D-модель на слои, состоящие из контура с заливкой или без нее. От процента наполнения зависит прочность и вес модели. Полая модель печатается значительно быстрее, требует меньше материала и имеет меньший вес, но имеет крайне низкую прочность. Модель со 100% заполнением, наоборот, максимально прочная, но расходует гораздо больше материала и несравненно дольше печатается. Здесь важно соблюдать баланс — оптимальное наполнение моделей разного размера и для разных целей будет сильно различаться.
Чаще всего новички используют программы, которые идут в комплекте с принтером, или универсальное программное обеспечение для нарезки: бесплатные Repetier Host и Ultimaker Cura или платные, такие как Simplify3D.
Калибровка 3D-принтера
Перед началом печати устройство необходимо откалибровать. Обычно в инструкции к принтеру написано, как это сделать.
Поговорим подробнее о калибровке FDM-принтеров, так как их обычно выбирают для ознакомления с 3D-печатью, ввиду доступности и доступной цены таких устройств и материалов для печати на них.
Выравнивание платформы
Источник: all3dp.com
Механическая калибровка принтера по технологии FDM представляет собой выравнивание плоскости печатной платформы, то есть рабочей пластины.
Целью выравнивания является позиционирование платформы таким образом, чтобы плоскость перемещения осей XY экструдера была параллельна плоскости поверхности станины. Последовательность калибровки различается в зависимости от модели — подробности читайте в инструкции. Калибровка обычно заключается в затягивании четырех регулировочных винтов по краям платформы.
Источник: all3dp. com
У этой калибровки есть один недостаток — середина станины остается не выровненной. Проблема актуальна для недорогих принтеров, где поверхность пластины неровная. Для проверки центра платформы можно распечатать первый слой из нескольких моделей, расположенных по краям и в центре печатной платформы.
При нагреве станина подвергается термическому расширению, что неизбежно приводит к деформации. Если первый слой не отклеивается, проблемы с неровным ложем решаются подбором параметров печати для первого слоя: низкая скорость (15 мм/с), чуть более высокая температура, подача филамента увеличивается, если есть большой зазор и пониженный, если зазор маленький.
Если станина настолько неровная, что в углах печать идет хорошо, а в центре она либо слишком высоко над станиной, либо упирается в нее, то рекомендуется закрепить на станине стекло и печатать на нем.
Помимо выравнивания необходимо задать рабочую нулевую точку — высоту сопла над станиной, с которой начинается печать (z=0). Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот.
Для некоторых 3D-принтеров установка рабочего нуля и выравнивание стола выполняются как одна процедура; для других моделей это отдельные действия. В последнем случае следуйте инструкции для конкретной модели.
Выравнивание стола необходимо проводить не только перед первой печатью, но и после перемещения принтера с места на место, а также при возникновении проблем во время печати или если вам пришлось применить силу при снятии печати и прижимных винтов может расслабился.
Автоматическое выравнивание платформы
Автоматическое выравнивание платформы печати осуществляется с помощью щупа или подобных устройств (иногда щупом служит само сопло печатающей головки, если в конструкции предусмотрен соответствующий датчик). Они соприкасаются с поверхностью кровати в точках, указанных в прошивке. Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.
Настройки
После выполнения механической калибровки необходимо установить оптимальные параметры для первого отпечатка. Их можно настроить вручную или с помощью утилиты калибровки 3D-принтера.
Расходные материалы
В FDM-принтерах используется катушка с пластиковой проволокой — филаментом, наиболее популярными из которых являются ABS и PLA.
Модели из АБС более долговечны, они предназначены для использования в машинах и могут выдерживать трение и воздействие окружающей среды. Для прототипирования и проектирования объектов больше подходит PLA.
Первая печать
Источник: all3dp.com
После того, как принтер прогрет и настроен, можно приступать к печати. В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.
Чтобы отпечатанная модель не отрывалась от платформы, не расслаивалась и не деформировалась в процессе печати, необходимо, чтобы первый слой модели хорошо прилегал к платформе.
Для достижения хорошей адгезии рекомендуется печатать первый слой с меньшей скоростью, чем последующие. Таким образом, пластик успевает прилипнуть к поверхности кровати. Кроме того, желательно сделать его более толстым, чтобы компенсировать неровности кровати или уложенного на нее подстилающего слоя.
Следующие предметы также могут быть использованы для хорошей адгезии: малярная или синяя лента, термостойкая лента Kapton, клей-карандаш, лак для волос, пиво или кола, раствор ABS или PLA в ацетоне, (само)клеящиеся пленки, стекло или зеркало.
Есть еще несколько вспомогательных средств для достижения хорошей адгезии: плоты, краи и юбки. Подложка – это специально напечатанная подложка, которая укладывается под изделие. Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения.
Печать с опорами
Для сложной геометрии программы нарезки создают специальные опоры для нависающих элементов. Несмотря на то, что опоры портят соседние поверхности (если они напечатаны из одного материала), нужно понимать, что без опор нависающие элементы печатать нельзя — они провиснут, и модель потеряет форму. Печать без опор допустима для стен с углом наклона не более 70 градусов.
В принтерах с двумя и более экструдерами подставки могут быть напечатаны из материала, растворитель которого не взаимодействует с основным материалом модели, например, из ПВА (водорастворимый) или УППС (D-лимоненрастворимый). Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.
Проблемы с печатью и пути их решения
Проблем, связанных с освоением 3D-печати, очень много: от сборки устройства до неправильно напечатанных моделей. Вот несколько моментов, на которые стоит обратить внимание:
При выборе модели для печати необходимо соотнести ее дизайн с габаритами принтера. Некоторые модели можно распечатать по частям и склеить.
Крайне важно учитывать условия эксплуатации модели. Было бы неразумно печатать формы для выпечки из материалов с температурой плавления 105–150 ℃ при температуре духовки около 200 ℃, также нельзя использовать токсичные пластики для печати предметов, контактирующих с пищевыми продуктами.
Не все нужно печатать. Некоторые вещи проще сделать из готовых материалов, чем тратить время на моделирование, печать и постобработку.
Не всегда есть возможность сразу установить правильную температуру печати: она может различаться для материалов разных производителей. Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.
Заключение
Как видно из статьи, для освоения 3D-печати требуется некоторое время. Поначалу может показаться, что тонкостей слишком много, но они легко запоминаются и не вызывают затруднений при условии, что вы потренировались и приобрели определенный навык. Все, что вам нужно, это желание и энтузиазм.
Как настроить настольную производственную станцию для 3D-печати
Подготовка рабочего места для вашего нового 3D-принтера может быть захватывающей, просто убедитесь, что вы приняли во внимание некоторые ключевые советы, прежде чем приступить к работе.
Опубликовано 23 января 2020 г.
от
Алек Рихтер
Вы готовы начать 3D-печать на своем 3D-принтере FFF, будь то для бизнеса или для развлечения, и, возможно, вы приобрели машину, и она уже в пути, или вы все еще думаете, какую из них приобрести (что, я предложите позвонить нам, и мы можем помочь вам найти именно то, что вам нужно). Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Выбор места:
Первое, на что следует обратить внимание, это место, где вы собираетесь разместить принтер. Это может измениться в зависимости от размера и количества принтеров, о которых мы говорим. Имея всего один принтер, было бы легко установить рядом с вами специальный стол, на котором есть все, что вам нужно, но с дюжиной принтеров вам понадобится система стеллажей, и ваши потребности значительно изменятся. В любом случае лучше иметь некоторое пространство, большое или маленькое, которое вы могли бы сфокусировать на 3D-печати и обеспечить, чтобы 3D-принтер или принтеры оставались там какое-то время. Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Существует множество различных мест и стилей установки для 3D-принтеров FFF, например, этот специально модифицированный стеллаж.
Некоторые примеры:
Здесь, в студии, у нас установлено много принтеров, которые регулярно используются для печати (и в качестве классного фона). Это изготовлено на заказ с использованием импортных шведских столов из ДСП с ножками, расколотыми распорками, напечатанными на 3D-принтере, и множеством винтов, скрепляющих все вместе. Это специально созданная установка, но она удовлетворяет наши потребности, однако она менее удобна, чем наличие одного рядом со мной, за которым я могу внимательно следить, но с таким количеством 3D-принтеров шум нарастает, и в комнате становится заметно теплее, когда они все бегут.
Использование уже существующих мебельных решений и их дальнейшее развитие является основой для настройки 3D-печати многих пользователей.
Другим нравится держать свои принтеры прямо на столе рядом с компьютером, чтобы упростить управление и следить за отпечатками по мере их выполнения. В зависимости от размера 3D-принтера, это будет наиболее вероятная установка, просто потому, что она не требует дополнительных усилий, но все же работает очень хорошо. Pulse XE прекрасно помещается на столе, но принтер, такой как Raise 3D Pro2+, немного велик, чтобы поместиться на рабочем столе, и лучше подходит для тележки, что делает его отличной платформой для Fab Station.
Тележка Raise Pro2+ — отличное дополнение для управления материалами и инструментами.
Еще один действительно элегантный вариант — это небольшая тележка, на которую можно поставить 3D-принтер, и это дает дополнительное преимущество, поскольку все инструменты и аксессуары находятся рядом с принтером. Убедитесь, что это прочная платформа, так как любое шаткое основание может повлиять на качество печати, производимой на 3D-принтере, даже на самой современной машине.
Для других машин найти достаточно большую тележку несложно, вам просто нужно будет сделать немного больше собственных настроек, чтобы она соответствовала вашим потребностям.
Хранение нити:
Подумайте, где вы будете хранить весь материал, который будете собирать для своего 3D-принтера; вы будете удивлены тем, как быстро вы переходите от пары катушек к десяткам, особенно с учетом большого разнообразия цветов и материалов, доступных на MatterHackers.com.
Учитывая тот объем материалов, который у нас есть в MatterHackers, нам нужен был простой способ управлять всем. В студии у нас есть нить под рамой под принтерами, организованная по материалам. В другом месте в офисе у нас есть волокнистая стена, где хранятся все наши другие материалы от PLA до PEEK. Здесь мы упорядочили материал по конкретному материалу, цвету и размеру диаметра, что позволяет очень легко найти именно ту нить, которую вы ищете. Существует множество различных способов ведения организованного инвентаря, но цель должна состоять в том, чтобы получить доступ к любому материалу, который вам нужен, без необходимости слишком много перемещаться, чтобы добраться до него. Наличие катушек в студии в две или три стопки становится больше проблем, чем пользы.
Четкое отображение всех ваших материалов не только выглядит красиво, но и значительно упрощает просмотр вашего текущего инвентаря.
Поддержание чистоты:
Теперь, когда вы справились с основными задачами, важно содержать рабочее место в чистоте и порядке. 3D-печать настолько чиста или грязна, насколько вы ей позволите; очень легко накопить кучу обрезков нити, линий очистки, юбок и неудачных отпечатков. Я обнаружил, что лучший способ бороться с этим — иметь маленькую кисть, например, кисть для рисования, чтобы иметь возможность смахивать пыль с принтера и прилегающих территорий, и мусорное ведро рядом с рабочей станцией, чтобы сметать все в него. Когда у меня есть мусорное ведро в другом конце комнаты, очень легко просто положить отходы и подумать: «Я разберусь с этим позже».
Мусорное ведро и маленькая щетка позволяют всегда помнить о чистоте.
Инструменты для достижения успеха:
Есть несколько важных инструментов, которые я считаю бесценными для процесса 3D-печати. Держите под рукой несколько USB-накопителей, SD-карт или микро-SD-карт (независимо от того, что используют ваши принтеры), чтобы вы могли начать нарезку, пока ваши отпечатки еще не закончились. Набор штангенциркулей и запасных аккумуляторов для измерения деталей и получения ощущения масштаба как для 3D-моделей, которые вы проектируете, так и для моделей, которые вы загрузили; фаска 0,5 мм может выглядеть большой, но на самом деле ее практически нет. Резаки заподлицо отлично подходят для обрезки нити перед тем, как вы вставите ее в экструдер, или, если вы будете осторожны, она удобна для удаления опоры. Художественный нож или инструмент для удаления заусенцев — это удобный инструмент для удаления любых пятен на оттиске или очень тонких основах. В зависимости от того, поддерживает ли его 3D-принтер, гаечный ключ для снятия сопла в случае серьезного замятия или если вам нужно заменить его во время обслуживания (многие используют гаечный ключ на 7 мм, другие используют большие размеры, поэтому обязательно сверьтесь со своими штангенциркулем). перед покупкой). Вы также можете легко найти их в наборах инструментов MatterHackers.
Наличие штангенциркуля всегда под рукой дает моим проектам хорошую проверку работоспособности, чтобы все мои виртуальные измерения имели смысл в реальном мире.
Техническое обслуживание:
Следуйте всем рекомендациям производителя 3D-принтеров, но в целом за этими машинами довольно легко ухаживать. Время от времени убедитесь, что все скользящие поверхности, такие как линейные стержни или рельсы, хорошо смазаны, мусор находится вдали от любых движущихся частей, и вы не замечаете, что какие-либо детали значительно изнашиваются (например, ремни могут создавать много черной пыли). если они выходят из строя).
Поддержание поверхности вашей печати в чистоте и чистоте только поможет вам в долгосрочной перспективе, поэтому обращайте внимание на любые признаки износа и незамедлительно устраняйте их. Неожиданное время простоя намного хуже, чем ожидаемое техническое обслуживание.
Устранение неполадок:
У нас есть много видеороликов и статей, в которых подробно рассказывается, как устранять любые проблемы, которые могут возникнуть при 3D-печати, ссылки на которые вы можете найти ниже. Для тех трудноразрешимых проблем, которые кажутся не такими уж общими, вы всегда можете связаться с нашей службой поддержки по телефону или электронной почте. Я бы порекомендовал посмотреть видео MatterHackers о «деформации» и «не выдавливании детали», так как это, кажется, самые распространенные ошибки, которые я вижу у новых пользователей. Мы также добавим ссылку на наше удобное руководство по устранению неполадок в описании видео ниже.
Наличие 3D-принтера откроет перед вами новые возможности для творчества: от маленьких и изысканных до больших и специализированных. Хотя для многих это первый инструмент, наблюдать за тем, как работают эти машины, замечательно, и даже после всех этих лет я все еще загипнотизирован, наблюдая за тем, как они работают. Есть ли у вас какие-то детали настройки, о которых я не упомянул и которые, по вашему мнению, важно знать другим? Я всегда открыт для того, чтобы узнать больше и поделиться знаниями с другими читателями, поэтому обязательно оставьте комментарий ниже.
 Он не только их измельчит, но и поможет удалить из земли. Ширина реза у данной модели составляет 80 см, диаметр фреза – 350 мм. Агрегат без проблем измельчает пни диаметром до 30 см в диапазоне 12 см ниже уровня земли и на 20 см выше уровня земли. Благодаря этому вы сможете полностью удалить пень. Надежная конструкция, легкий вес и прекрасная маневренность – это лишь малая часть преимуществ. Измельчитель имеет такие особенности:
Он не только их измельчит, но и поможет удалить из земли. Ширина реза у данной модели составляет 80 см, диаметр фреза – 350 мм. Агрегат без проблем измельчает пни диаметром до 30 см в диапазоне 12 см ниже уровня земли и на 20 см выше уровня земли. Благодаря этому вы сможете полностью удалить пень. Надежная конструкция, легкий вес и прекрасная маневренность – это лишь малая часть преимуществ. Измельчитель имеет такие особенности:
 Кроме того, оно позволяет работать под разными углами без потери производительности.
Кроме того, оно позволяет работать под разными углами без потери производительности. 16640042526a1c6e2b.heading»>
16640042526a1c6e2b.heading»> Для этого мы здесь для наших клиентов от заката до заката …… 7 дней в неделю.
Для этого мы здесь для наших клиентов от заката до заката …… 7 дней в неделю. 1605556096757.block.1895686a-f2e0-40a4-a1a6-8b4ec2a6b684.title»>
1605556096757.block.1895686a-f2e0-40a4-a1a6-8b4ec2a6b684.title»> Наша основная задача после урагана — быстро и безопасно удалить деревья из домов и построек и накрыть крыши брезентом, чтобы предотвратить дополнительный ущерб от воды. Мы специализируемся на работе со страхованием домовладельцев и выставлении счетов напрямую.
Наша основная задача после урагана — быстро и безопасно удалить деревья из домов и построек и накрыть крыши брезентом, чтобы предотвратить дополнительный ущерб от воды. Мы специализируемся на работе со страхованием домовладельцев и выставлении счетов напрямую.
 д. Наш совершенно новый турбодизельный измельчитель пней американского производства может обрабатывать самые большие пни, стоящие или унесенные ветром. Мы шлифуем его глубже, чем наши конкуренты, и оставляем сайт аккуратнее и чище. Мы можем справиться с одним пнем или сотнями.
д. Наш совершенно новый турбодизельный измельчитель пней американского производства может обрабатывать самые большие пни, стоящие или унесенные ветром. Мы шлифуем его глубже, чем наши конкуренты, и оставляем сайт аккуратнее и чище. Мы можем справиться с одним пнем или сотнями.


 качественные услуги по дереву. Если вы хотите узнать больше о том, как наши специалисты по уходу за деревьями могут внести положительный вклад в здоровье и уход за вашими деревьями, вы можете связаться с одним из наших представителей по обслуживанию. На данный момент мы можем предоставить следующие услуги: Профессионалы по уходу за деревьями Thornton; обрезка деревьев, удаление деревьев; измельчение пней; уход за деревьями; и консультации.
качественные услуги по дереву. Если вы хотите узнать больше о том, как наши специалисты по уходу за деревьями могут внести положительный вклад в здоровье и уход за вашими деревьями, вы можете связаться с одним из наших представителей по обслуживанию. На данный момент мы можем предоставить следующие услуги: Профессионалы по уходу за деревьями Thornton; обрезка деревьев, удаление деревьев; измельчение пней; уход за деревьями; и консультации. Обрезка выполняется путем обрезки деревьев и удаления мертвых, умирающих или гниющих ветвей, листьев и мусора, из-за которых дерево выглядит неприглядно или неухоженно. При регулярных сеансах обрезки ваши деревья обязательно будут расти стабильно, здоровыми и продолжать выглядеть свежими. Мы используем методы обрезки, разработанные для того, чтобы дать вашим деревьям естественный уход, от которого они также могут получить пользу.
Обрезка выполняется путем обрезки деревьев и удаления мертвых, умирающих или гниющих ветвей, листьев и мусора, из-за которых дерево выглядит неприглядно или неухоженно. При регулярных сеансах обрезки ваши деревья обязательно будут расти стабильно, здоровыми и продолжать выглядеть свежими. Мы используем методы обрезки, разработанные для того, чтобы дать вашим деревьям естественный уход, от которого они также могут получить пользу. Если у вас остался пень с такой же судьбой, было бы неплохо удалить его, чтобы на его месте росла окружающая трава и растения.
Если у вас остался пень с такой же судьбой, было бы неплохо удалить его, чтобы на его месте росла окружающая трава и растения.
 В бесплатной версии также можно получать рекламу, которая связана с вопросами 3Д печати.
В бесплатной версии также можно получать рекламу, которая связана с вопросами 3Д печати. Далее вы можете импортировать или создать свой профиль смолы.
Далее вы можете импортировать или создать свой профиль смолы. Например, «Симулятор», «В масштабе». Первый позволяет визуализировать ход печати, а режим «В масштабе» помещает модель с некоторыми объектами, чтобы можно сравнить форму и размер.
Например, «Симулятор», «В масштабе». Первый позволяет визуализировать ход печати, а режим «В масштабе» помещает модель с некоторыми объектами, чтобы можно сравнить форму и размер. Поэтому готовый объект вместе с поддержками и всем необходимым, что будет сформировано в Lychee нужно будет экспортировать в слайсер, который поставляется с вашим оборудованием.
Поэтому готовый объект вместе с поддержками и всем необходимым, что будет сформировано в Lychee нужно будет экспортировать в слайсер, который поставляется с вашим оборудованием.
 В бесплатной версии этот режим недоступен, в ней реализовано сканирование выступов.
В бесплатной версии этот режим недоступен, в ней реализовано сканирование выступов.
 В профессиональной версии усовершенствован алгоритм построения опорных структур с ручным распределением: с помощью функции Support Painting пользователь задает дистанцию между поддержками и очерчивает необходимый участок модели, после чего программа автоматически заполняет указанную площадь опорами.
В профессиональной версии усовершенствован алгоритм построения опорных структур с ручным распределением: с помощью функции Support Painting пользователь задает дистанцию между поддержками и очерчивает необходимый участок модели, после чего программа автоматически заполняет указанную площадь опорами. com/embed/ITfv0hQ1HjE» allowfullscreen=»1″>
com/embed/ITfv0hQ1HjE» allowfullscreen=»1″>  ..
.. Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.
Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.



 д.)
д.) Обновление 3D-моделей с сохранением опор
Обновление 3D-моделей с сохранением опор Д.
Д. Д.)
Д.)
 Поддержка Mirror
Поддержка Mirror

 1996 март; 27(1):49-53.
1996 март; 27(1):49-53.
 Гистопатологию отторжения и выживаемость оценивали и классифицировали. На 7-й и 14-й дни уровни Т3 и Т4 в сыворотке были практически одинаковыми между группами. На 21-й и 28-й дни уровни Т3 и Т4 в I и IV группах были выше, чем во II группе (P < 0,05). Гистопатологические выводы были; в группе I поврежденные фолликулы с выраженной лимфоцитарной инфильтрацией и фиброзом, 6 случаев отторжения; в группе II два случая смерти и три случая с повреждением ткани щитовидной железы и выраженной лимфоцитарной инфильтрацией; в группе IV - три случая с поврежденной тканью щитовидной железы и четыре интактных трансплантата. Наши результаты показывают, что как HX-I, так и дексаметазон могут ингибировать отторжение аллотрансплантатов щитовидной железы у кроликов, но дексаметазон имеет больше побочных эффектов. HX-I имеет много компонентов, и механизм его раннего анти-отторжения заслуживает дальнейшего изучения.
Гистопатологию отторжения и выживаемость оценивали и классифицировали. На 7-й и 14-й дни уровни Т3 и Т4 в сыворотке были практически одинаковыми между группами. На 21-й и 28-й дни уровни Т3 и Т4 в I и IV группах были выше, чем во II группе (P < 0,05). Гистопатологические выводы были; в группе I поврежденные фолликулы с выраженной лимфоцитарной инфильтрацией и фиброзом, 6 случаев отторжения; в группе II два случая смерти и три случая с повреждением ткани щитовидной железы и выраженной лимфоцитарной инфильтрацией; в группе IV - три случая с поврежденной тканью щитовидной железы и четыре интактных трансплантата. Наши результаты показывают, что как HX-I, так и дексаметазон могут ингибировать отторжение аллотрансплантатов щитовидной железы у кроликов, но дексаметазон имеет больше побочных эффектов. HX-I имеет много компонентов, и механизм его раннего анти-отторжения заслуживает дальнейшего изучения.


 ..
..
 Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Проточный электрический водонагреватель Thermex Chief 8500, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Проточный электрический водонагреватель Thermex Chief 8500, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами! Кабель закладывал отдельный от щитка.
Кабель закладывал отдельный от щитка. , 04.07.2020
, 04.07.2020
 Выставил температуру на максимум — 55 С, отрегулировал напор воды — искупаться и помыть посуду хватает…;о))
Выставил температуру на максимум — 55 С, отрегулировал напор воды — искупаться и помыть посуду хватает…;о))
 7 кг
7 кг 5 кВт
5 кВт 9 атм.
9 атм. 7 кг
7 кг 27 и 28: Содержание Revere® R410A Inverter A
27 и 28: Содержание Revere® R410A Inverter A yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/55″ title=»Contents Galleti EvitecH — Air to W»> Содержание Galleti evitech — AIR TO W
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/55″ title=»Contents Galleti EvitecH — Air to W»> Содержание Galleti evitech — AIR TO W yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/65″ title=»Contents Technical Data Revere CO 2″> Содержание Технические данные Revere CO 2
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/65″ title=»Contents Technical Data Revere CO 2″> Содержание Технические данные Revere CO 2 yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/77″ title=»Contents Eurogen — Condensing Boile»> Содержимое Eurogen — Конденсирование Boile
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/77″ title=»Contents Eurogen — Condensing Boile»> Содержимое Eurogen — Конденсирование Boile yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/89″ title=»Contents Meridian — Condensing Boil»> Содержание Meridian — Condensing Byting
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/89″ title=»Contents Meridian — Condensing Boil»> Содержание Meridian — Condensing Byting yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/101″ title=»Contents Modulex EXT — Condensing B»> Содержимое модулекс Ext — Конденсирование B
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/101″ title=»Contents Modulex EXT — Condensing B»> Содержимое модулекс Ext — Конденсирование B yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/111″ title=»Contents Moorea I — Condensing Boil»> Содержание Moorea I — Конденсирование кипения
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/111″ title=»Contents Moorea I — Condensing Boil»> Содержание Moorea I — Конденсирование кипения 121 и 122:
121 и 122: и 132:
и 132: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/141″ title=»Contents Flue Systems CONDENSING & «> Содержание. Дымоход из нержавеющей стали
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/141″ title=»Contents Flue Systems CONDENSING & «> Содержание. Дымоход из нержавеющей стали Системы дымохода — Flu
Системы дымохода — Flu com/en/document/view/63053208/ahg-solutions-guide-edition-28/167″ title=»Contents Accessories — Biomass Boil»> СОДЕРЖА :
com/en/document/view/63053208/ahg-solutions-guide-edition-28/167″ title=»Contents Accessories — Biomass Boil»> СОДЕРЖА : yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/177″ title=»Contents Duraflex Joule — Static Ex»> Содержание Duraflex Joule — Static Ex
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/177″ title=»Contents Duraflex Joule — Static Ex»> Содержание Duraflex Joule — Static Ex yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/189″ title=»Contents Duraflex EcoPress — Pressu»> Содержимое Duraflex Ecopress — Pressu
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/189″ title=»Contents Duraflex EcoPress — Pressu»> Содержимое Duraflex Ecopress — Pressu yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/201″ title=»Contents Air Separators — Dirt and «> Содержимое воздушных сепараторов — грязь и
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/201″ title=»Contents Air Separators — Dirt and «> Содержимое воздушных сепараторов — грязь и com/en/document/view/63053208/ahg-solutions-guide-edition-28/209″ title=»Contents Dirt and Air Separators — «> Содержание Сепараторы грязи и воздуха —
com/en/document/view/63053208/ahg-solutions-guide-edition-28/209″ title=»Contents Dirt and Air Separators — «> Содержание Сепараторы грязи и воздуха —
 yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/231″ title=»Contents Duplex 2205 Stainless Stee»> Содержимое Duplex 2205 Stainless STEE
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/231″ title=»Contents Duplex 2205 Stainless Stee»> Содержимое Duplex 2205 Stainless STEE com/en/document/view/63053208/ahg-solutions-guide-edition-28/239″ title=»Contents 316L Stainless Steel Hot W»> Содержание 316L из нержавеющей стали Hot W
com/en/document/view/63053208/ahg-solutions-guide-edition-28/239″ title=»Contents 316L Stainless Steel Hot W»> Содержание 316L из нержавеющей стали Hot W yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/251″ title=»Contents HVAC Pumps HVAC Pumps Ther»> Содержание0003
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/251″ title=»Contents HVAC Pumps HVAC Pumps Ther»> Содержание0003 Содержание. Страница 259 и 260:
Содержание. Страница 259 и 260: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/271″ title=»Contents Hydraulic Separators — HVA»> Контента. и 274:
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/271″ title=»Contents Hydraulic Separators — HVA»> Контента. и 274: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/281″ title=»Contents Valves and Gauges — HVAC A»> Содержимые клапаны и датчики — HVAC A
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/281″ title=»Contents Valves and Gauges — HVAC A»> Содержимые клапаны и датчики — HVAC A


 Они обязательно должны иметь высокую масличность и быть хорошо высушены, поскольку семена с излишками влаги могут начать преть на складах. Сама технология производства растительного масла является сложным и кропотливым процессом, который выстраивался столетиями и теперь остается неизменным.
Они обязательно должны иметь высокую масличность и быть хорошо высушены, поскольку семена с излишками влаги могут начать преть на складах. Сама технология производства растительного масла является сложным и кропотливым процессом, который выстраивался столетиями и теперь остается неизменным. Удалить все примеси и шелуху окончательно поможет воздушный поток.
Удалить все примеси и шелуху окончательно поможет воздушный поток.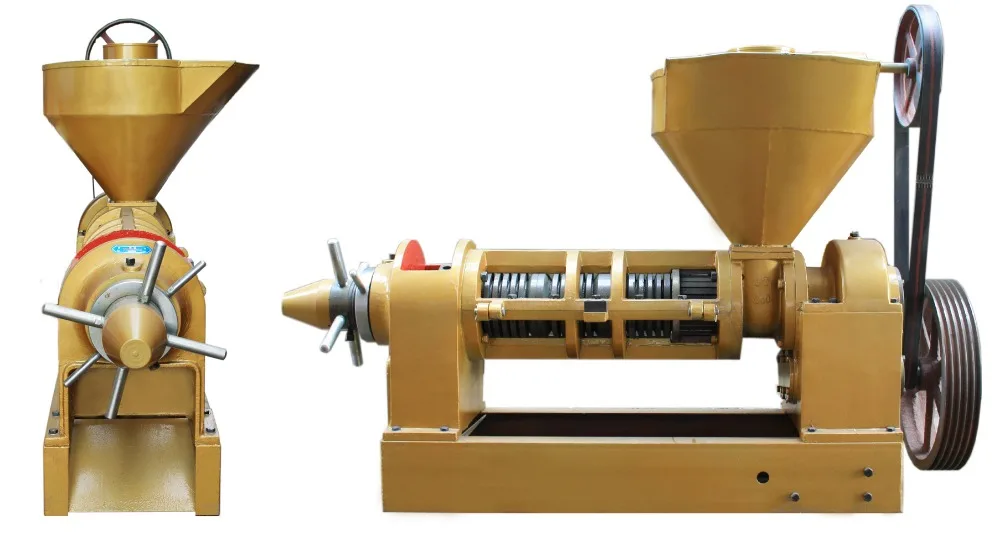
 Рафинированное масло хоть и лишается многих вкусовых свойств, зато сохраняет весь спектр витаминов и дольше хранится, нежели нерафинированное. Чтобы получить высокоочищенное рафинированное масло следует провести ряд ступеней дополнительной очистки.
Рафинированное масло хоть и лишается многих вкусовых свойств, зато сохраняет весь спектр витаминов и дольше хранится, нежели нерафинированное. Чтобы получить высокоочищенное рафинированное масло следует провести ряд ступеней дополнительной очистки. Следует тщательно подходить к выбору техники, чтобы избежать ошибок и сделать бизнес максимально выгодным. Для обеспечения полного технологического процесса необходимо иметь в арсенале оборудование, о котором расскажем ниже.
Следует тщательно подходить к выбору техники, чтобы избежать ошибок и сделать бизнес максимально выгодным. Для обеспечения полного технологического процесса необходимо иметь в арсенале оборудование, о котором расскажем ниже. Производительность семенорушки НРХ-4 составляет до 70 т/сутки, а НРХ-4-01 — до 100.
Производительность семенорушки НРХ-4 составляет до 70 т/сутки, а НРХ-4-01 — до 100.



 Поскольку сам процесс рафинации является сложным и многоступенчатым, такое оборудование будет стоить недешево.
Поскольку сам процесс рафинации является сложным и многоступенчатым, такое оборудование будет стоить недешево.


 После этого игрокам потребуется 50 слаймов, 20 Stardew Valley твердая древесина и золотой слиток для изготовления самой маслобойни. Затем маслогенераторы можно использовать, как и любое другое оборудование, используя только ингредиенты масла и немного терпения.
После этого игрокам потребуется 50 слаймов, 20 Stardew Valley твердая древесина и золотой слиток для изготовления самой маслобойни. Затем маслогенераторы можно использовать, как и любое другое оборудование, используя только ингредиенты масла и немного терпения.

 д. Устройство поддерживает как холодное, так и горячее прессование. Степень извлечения составляет до 50% в зависимости от вида сырья.
д. Устройство поддерживает как холодное, так и горячее прессование. Степень извлечения составляет до 50% в зависимости от вида сырья.
 ..
.. .. В принципе при запуске станков обучаю работе в ArtCAM-е на уровне, достаточном для дальнейшего самообучения. И не только со станками — иногда езжу для просто обучения, как это например было с рядом контор…
.. В принципе при запуске станков обучаю работе в ArtCAM-е на уровне, достаточном для дальнейшего самообучения. И не только со станками — иногда езжу для просто обучения, как это например было с рядом контор… ..» не устраивает.
..» не устраивает. .. Или я ничего из вашего поста не понял — вы же делаете в АртСАМ-е?
.. Или я ничего из вашего поста не понял — вы же делаете в АртСАМ-е? com/embed/YkDi8jz-XkA?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»/>
com/embed/YkDi8jz-XkA?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»/>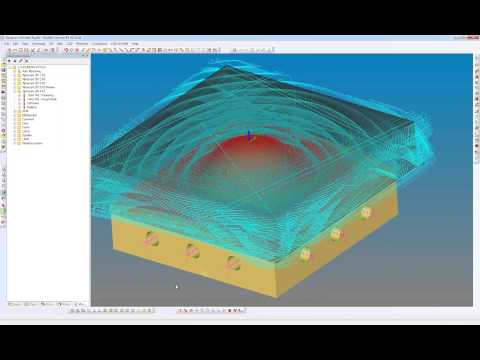


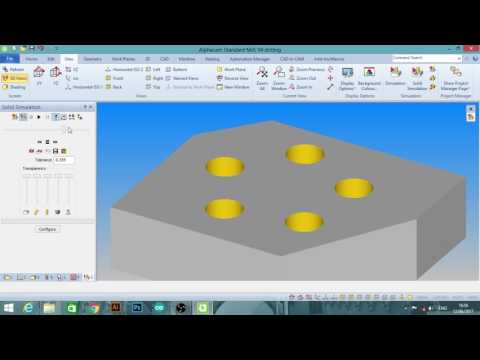 Файлы с расширением ANC классифицируются как Другие файлы файлы. Подмножество Другие файлы содержит #NUMEXTENSIONS # различных форматов файлов. Alphacam является наиболее используемой программой для работы с ANC файлами. На официальном сайте разработчика Planit Solutions Inc. вы найдете не только подробную информацию о программном обеспечении Alphacam, но также о ANC и других поддерживаемых форматах файлов.
Файлы с расширением ANC классифицируются как Другие файлы файлы. Подмножество Другие файлы содержит #NUMEXTENSIONS # различных форматов файлов. Alphacam является наиболее используемой программой для работы с ANC файлами. На официальном сайте разработчика Planit Solutions Inc. вы найдете не только подробную информацию о программном обеспечении Alphacam, но также о ANC и других поддерживаемых форматах файлов. К счастью, наиболее распространенные проблемы с файлами ANC могут быть решены без глубоких знаний в области ИТ, а главное, за считанные минуты. Ниже приведен список рекомендаций, которые помогут вам выявить и решить проблемы, связанные с файлами.
К счастью, наиболее распространенные проблемы с файлами ANC могут быть решены без глубоких знаний в области ИТ, а главное, за считанные минуты. Ниже приведен список рекомендаций, которые помогут вам выявить и решить проблемы, связанные с файлами. Разработчики программного обеспечения могут реализовать поддержку более современных форматов файлов в обновленных версиях своих продуктов. Это может быть одной из причин, по которой ANC файлы не совместимы с Alphacam. Последняя версия Alphacam должна поддерживать все форматы файлов, которые совместимы со старыми версиями программного обеспечения.
Разработчики программного обеспечения могут реализовать поддержку более современных форматов файлов в обновленных версиях своих продуктов. Это может быть одной из причин, по которой ANC файлы не совместимы с Alphacam. Последняя версия Alphacam должна поддерживать все форматы файлов, которые совместимы со старыми версиями программного обеспечения.
 Отсутствие доступа к файлу может быть связано с различными проблемами.
Отсутствие доступа к файлу может быть связано с различными проблемами. Войдите в систему, используя учетную запись администратора, и посмотрите, решит ли это проблему.
Войдите в систему, используя учетную запись администратора, и посмотрите, решит ли это проблему.
 Безопасные быстрые перемещения между плоскостями автоматически контролируются и проверяются с помощью расширенного твердотельного моделирования. Мощные возможности постобработки ALPHACAM означают, что используются расширенные функции всех контроллеров ЧПУ, включая вращение плоскости.
Безопасные быстрые перемещения между плоскостями автоматически контролируются и проверяются с помощью расширенного твердотельного моделирования. Мощные возможности постобработки ALPHACAM означают, что используются расширенные функции всех контроллеров ЧПУ, включая вращение плоскости.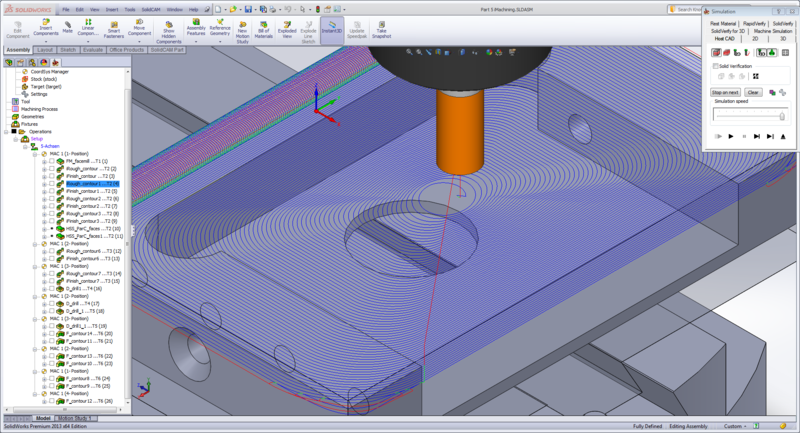
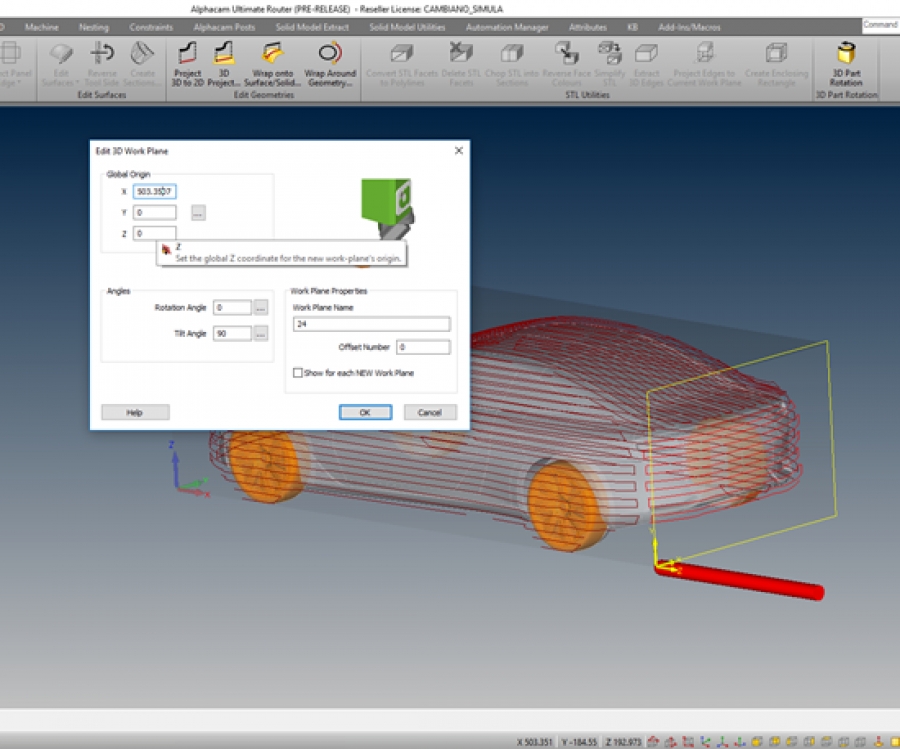 Отверстия подбираются под диаметр сверла и обрабатываются автоматически; несколько сверл выбираются одновременно, когда соответствует стандартный шаг 32 мм.
Отверстия подбираются под диаметр сверла и обрабатываются автоматически; несколько сверл выбираются одновременно, когда соответствует стандартный шаг 32 мм. изделия, индивидуальные подарки и награды. Плюс множество других приложений.
изделия, индивидуальные подарки и награды. Плюс множество других приложений.
 Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM. Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко контролируются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени. ALPHACAM является лидирующим программным обеспечением CAM для фрезерной обработки от 2 до 5 осей. Акцент при разработке ALPHACAM делается на то, чтобы предоставить нашим клиентам производительность, надежность и гибкость. ALPHACAM является одним из ведущих и наиболее авторитетных поставщиков программного обеспечения CAD CAM для каменной промышленности. ALPHACAM Stone был специально разработан для решения уникальных задач, возникающих при обработке мрамора и камня.
Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM. Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко контролируются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени. ALPHACAM является лидирующим программным обеспечением CAM для фрезерной обработки от 2 до 5 осей. Акцент при разработке ALPHACAM делается на то, чтобы предоставить нашим клиентам производительность, надежность и гибкость. ALPHACAM является одним из ведущих и наиболее авторитетных поставщиков программного обеспечения CAD CAM для каменной промышленности. ALPHACAM Stone был специально разработан для решения уникальных задач, возникающих при обработке мрамора и камня. Интеграции
Интеграции
 ..
.. ..
.. Гибочный пресс этой серии,…
Гибочный пресс этой серии,…
 Станок находится в рабочем состоянии.Локация – Ростовская область.Стоимость с учётом демонтажа и погрузки по запросу
Станок находится в рабочем состоянии.Локация – Ростовская область.Стоимость с учётом демонтажа и погрузки по запросу Псков
Псков Краткое описание: номинальное усилие — 315 тонн;…
Краткое описание: номинальное усилие — 315 тонн;… Отличительными особенностями нового поколения гибочных прессов являются:
Отличительными особенностями нового поколения гибочных прессов являются:
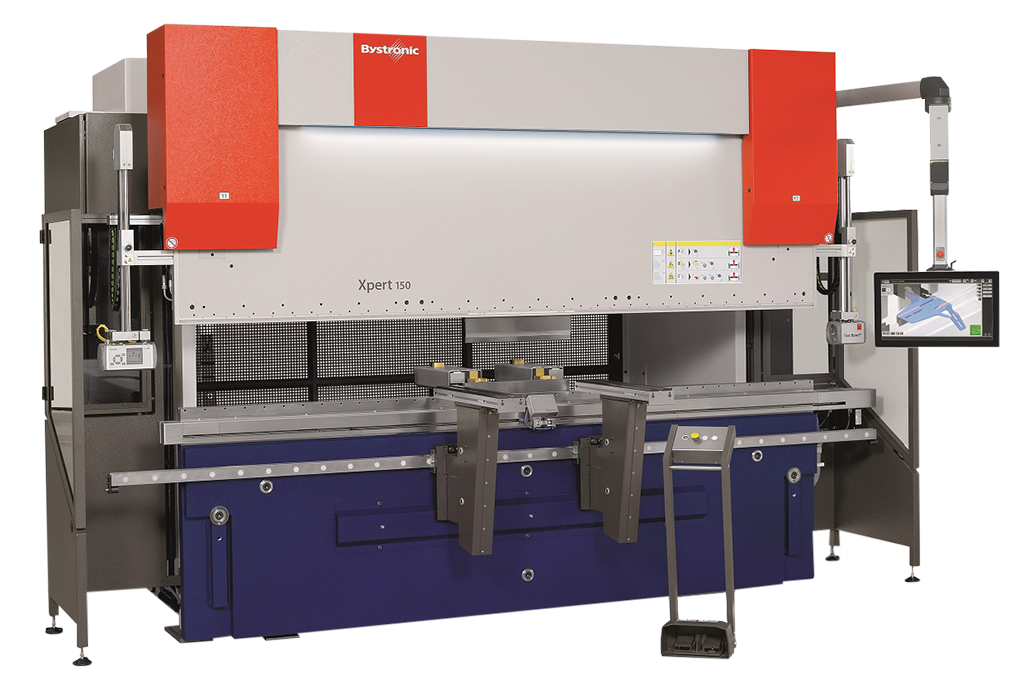
 Прогиб верхней траверсы рассчитывается управляющим блоком теоретически на основании толщины листа, типа материала, угла сгиба и положения листа. Более того, при выполнении гибки прогиб верхней траверсы измеряется непосредственно специальными сенсорами, помещенными на верхней траверсе. Система бомбировки включает в себя серию гидравлических цилиндров малого размера, расположенных внутри нижней траверсы. Давление каждого из цилиндров регулируется управляющим блоком. Совокупное давление цилиндров бомбировки обеспечивает распределение деформаций на нижней траверсе, которое в точности компенсирует прогиб верхней траверсы. Система автоматической компенсации деформаций верхней траверсы гарантирует превосходный результат гибки по всей рабочей длине пресса, даже при использовании очень широких листов, без необходимости вмешательства оператора и внесения коррекций в параметры пресса.
Прогиб верхней траверсы рассчитывается управляющим блоком теоретически на основании толщины листа, типа материала, угла сгиба и положения листа. Более того, при выполнении гибки прогиб верхней траверсы измеряется непосредственно специальными сенсорами, помещенными на верхней траверсе. Система бомбировки включает в себя серию гидравлических цилиндров малого размера, расположенных внутри нижней траверсы. Давление каждого из цилиндров регулируется управляющим блоком. Совокупное давление цилиндров бомбировки обеспечивает распределение деформаций на нижней траверсе, которое в точности компенсирует прогиб верхней траверсы. Система автоматической компенсации деформаций верхней траверсы гарантирует превосходный результат гибки по всей рабочей длине пресса, даже при использовании очень широких листов, без необходимости вмешательства оператора и внесения коррекций в параметры пресса.
 Эти устройства контролируются непосредственно управляющим блоком. Безопасность оператора в рабочей зоне пресса обеспечивается системой лазер – фотоприемник. Пресс снабжен также кнопками красного цвета для его аварийной остановки.
Эти устройства контролируются непосредственно управляющим блоком. Безопасность оператора в рабочей зоне пресса обеспечивается системой лазер – фотоприемник. Пресс снабжен также кнопками красного цвета для его аварийной остановки.
 Мы предлагаем модели листогибочных прессов для широкого спектра применений, от небольших мастерских хот-родов до крупных производителей .
Мы предлагаем модели листогибочных прессов для широкого спектра применений, от небольших мастерских хот-родов до крупных производителей .
 Из нашей серии 5-осевых гидравлических листогибочных прессов с ЧПУ ADR мы предлагаем 20 моделей и диапазоны от небольших листогибочных прессов, длина которых начинается от 4 футов, до больших листогибочных прессов с длиной изгиба до 20 футов и 7 различными тоннажами в диапазоне от 66 до 440 тонн. Наша более совершенная серия ADS премиум-класса доступна с 14 осями ЧПУ, поставляется в 32 различных моделях с длиной гибки металла от 6 футов 8 дюймов до 26 футов 5 дюймов. Наши станки серии ADS — это высокоточные и мощные металлогибочные станки, предлагаемые в 13 различных тоннажах с грузоподъемностью до 3300 тонн! В дополнение к этим двум популярным сериям листогибочных прессов мы также предлагаем серию PBF для клиентов, которым нужен простой листогибочный пресс. На другой стороне медали — сложные тормоза AD Servo с гибридной гидравлической конфигурацией и шарико-винтовой передачей для энергоэффективности и бесшумной работы. Наконец, JMT выводит на рынок серию FBS, которая соответствует «гибким решениям для гибки» листогибочных прессов.
Из нашей серии 5-осевых гидравлических листогибочных прессов с ЧПУ ADR мы предлагаем 20 моделей и диапазоны от небольших листогибочных прессов, длина которых начинается от 4 футов, до больших листогибочных прессов с длиной изгиба до 20 футов и 7 различными тоннажами в диапазоне от 66 до 440 тонн. Наша более совершенная серия ADS премиум-класса доступна с 14 осями ЧПУ, поставляется в 32 различных моделях с длиной гибки металла от 6 футов 8 дюймов до 26 футов 5 дюймов. Наши станки серии ADS — это высокоточные и мощные металлогибочные станки, предлагаемые в 13 различных тоннажах с грузоподъемностью до 3300 тонн! В дополнение к этим двум популярным сериям листогибочных прессов мы также предлагаем серию PBF для клиентов, которым нужен простой листогибочный пресс. На другой стороне медали — сложные тормоза AD Servo с гибридной гидравлической конфигурацией и шарико-винтовой передачей для энергоэффективности и бесшумной работы. Наконец, JMT выводит на рынок серию FBS, которая соответствует «гибким решениям для гибки» листогибочных прессов. Наши листогибочные прессы серии FBS, как правило, представляют собой крупнотоннажные листогибочные прессы, изготавливаемые на заказ в соответствии с точными спецификациями заказчика, с возможностью работы с тандемными или даже тройными листогибочными прессами, а также с различными вариантами автоматизации и обработки материалов.
Наши листогибочные прессы серии FBS, как правило, представляют собой крупнотоннажные листогибочные прессы, изготавливаемые на заказ в соответствии с точными спецификациями заказчика, с возможностью работы с тандемными или даже тройными листогибочными прессами, а также с различными вариантами автоматизации и обработки материалов.

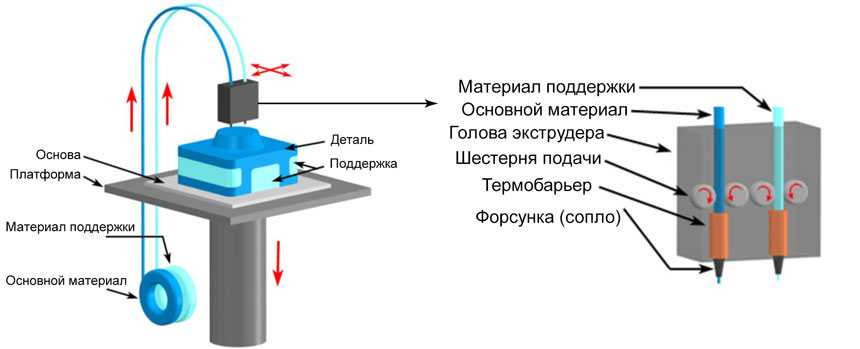 Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно. Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам. к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее. Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!

 В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением.
В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением. Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
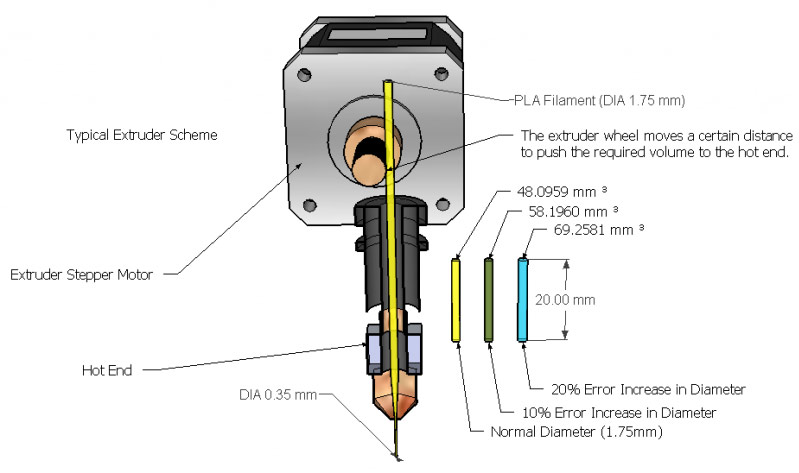 1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
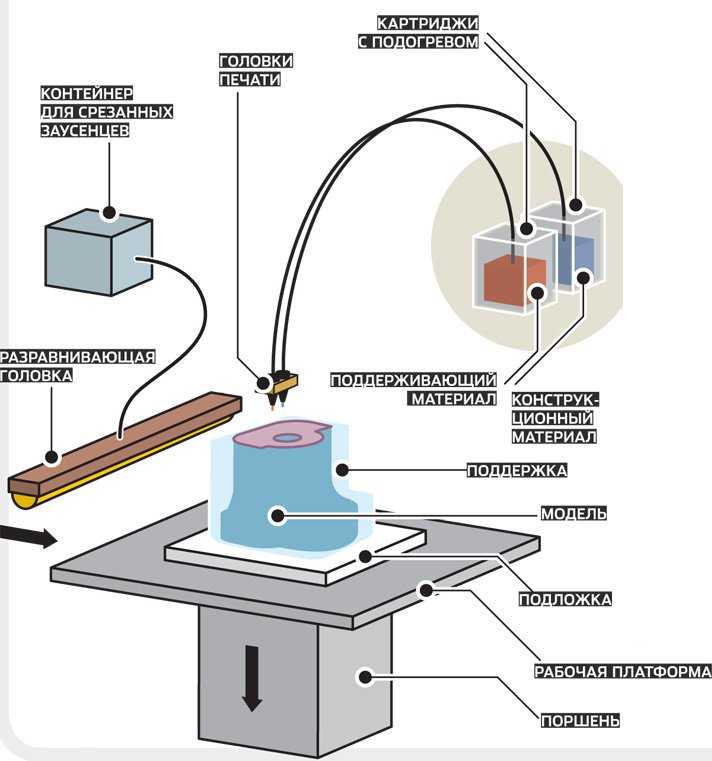 При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.
При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.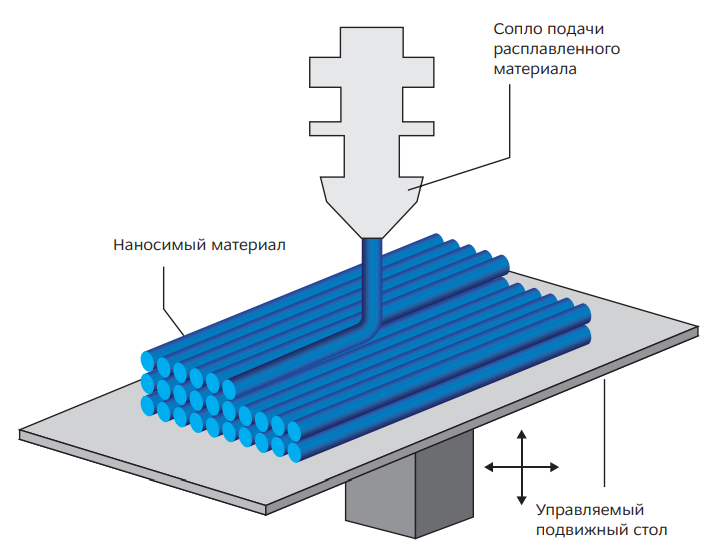
 Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
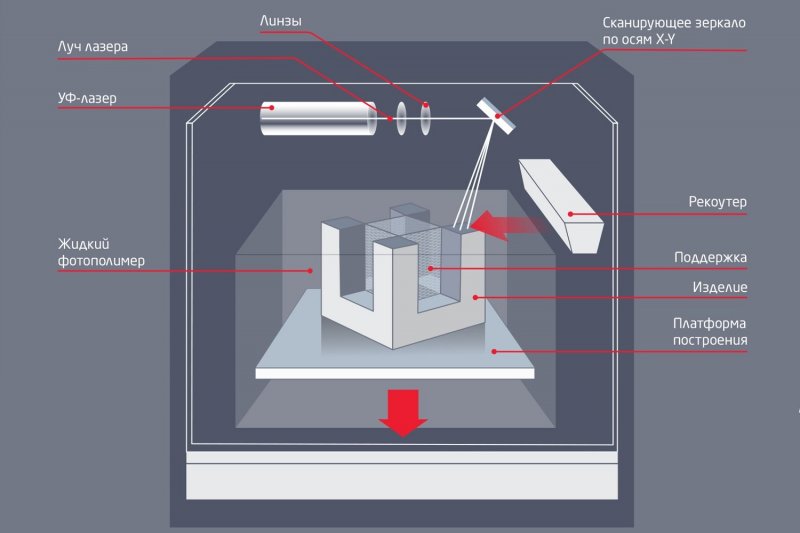 com
com  Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот.
Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот. Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.
Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.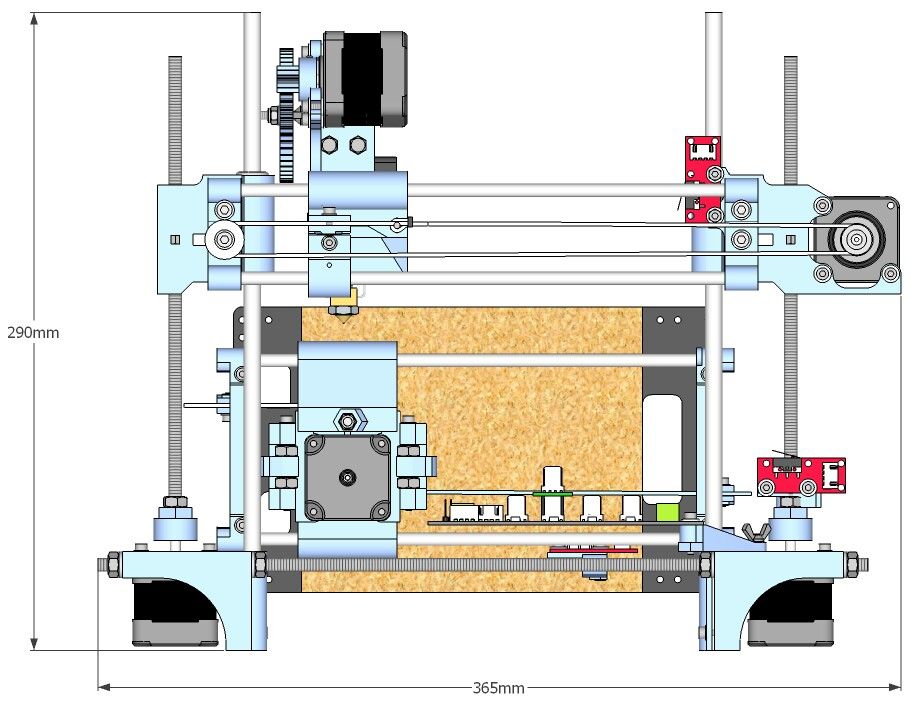 В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.
В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.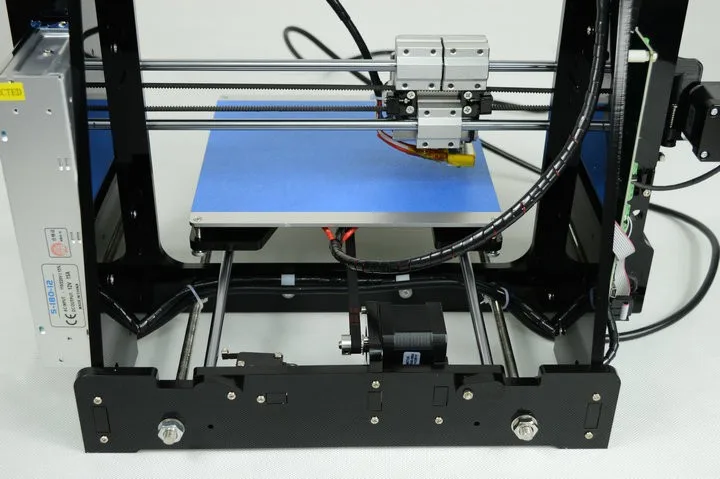 Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения.
Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения. Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.
Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.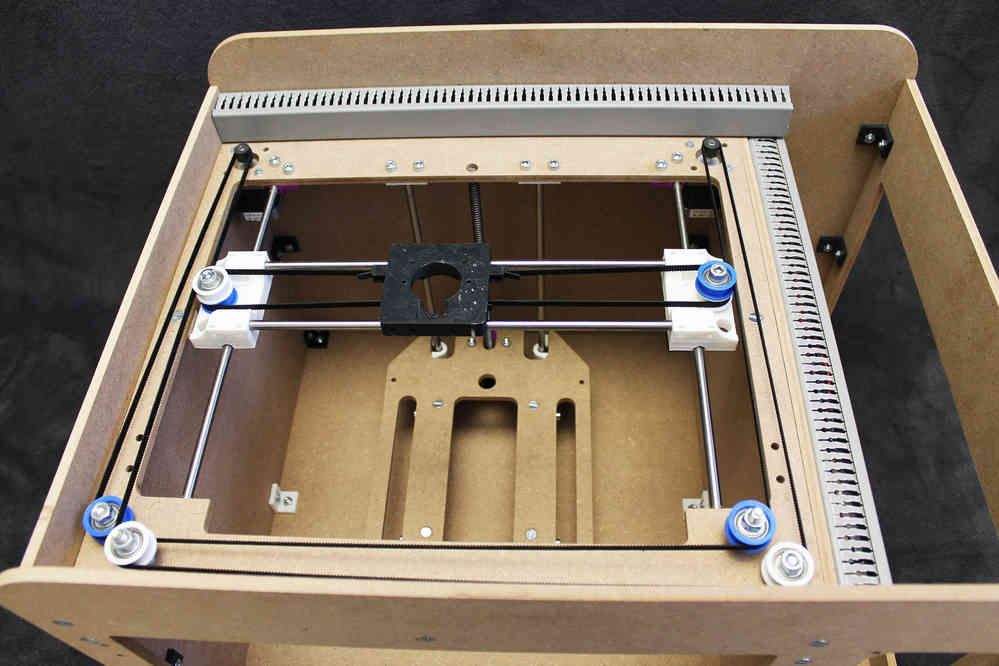 Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.
Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.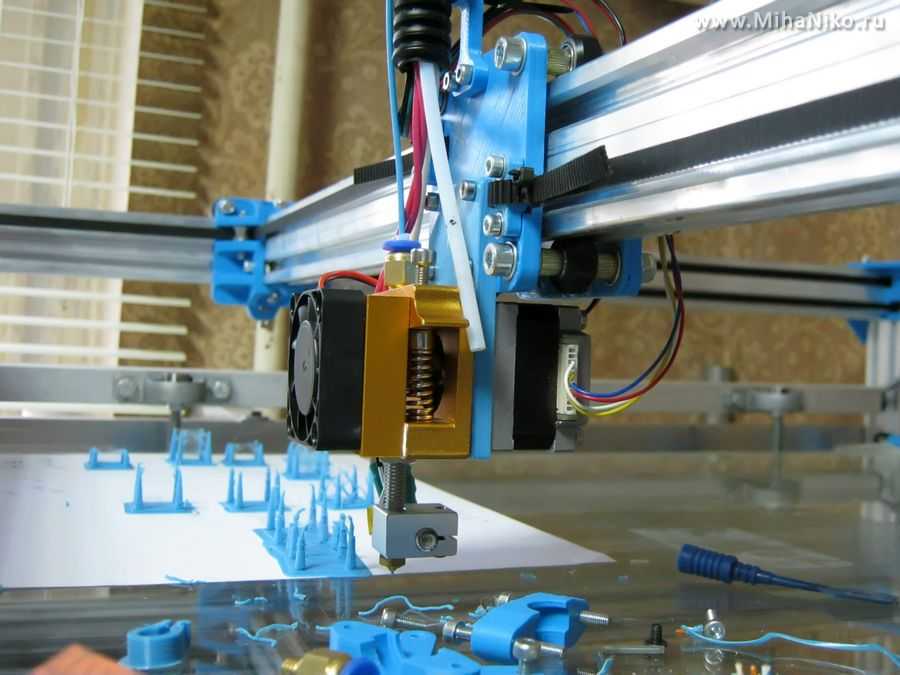 Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера. Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
