Компактная складная подставка для торцовочной пилы Makita WST06
Компания CPO Commerce, LLC («CPO») управляет веб-сайтами, расположенными по адресу www.cpooutlets.com, и другими веб-сайтами, на которых размещена копия настоящей политики конфиденциальности (совокупно «Сайты CPO»), как услуга для своих клиентов, проживающих в Соединенных Штатах Америки, их территориях и владениях. CPO является владельцем или уполномоченным пользователем контента, отображаемого на сайтах CPO.
CPO приняла эту политику конфиденциальности, чтобы сообщить вам следующее:
Как мы собираем информацию на сайтах CPO.
Типы информации, которую мы собираем на сайтах CPO.
Как мы используем информацию, которую собираем.
Обстоятельства, при которых CPO может раскрывать информацию, собранную на сайтах CPO, третьим лицам.
Варианты выбора, доступные вам на сайтах CPO в отношении сбора и использования вашей информации.
Процедуры безопасности, которые мы внедрили для защиты вашей личной информации.
Для целей настоящей политики конфиденциальности «Личная информация» — это личная информация об отдельном лице, как более подробно описано в применимых законах о конфиденциальности. Вам следует внимательно ознакомиться с этой политикой конфиденциальности перед использованием Сайтов CPO.
Если у вас есть вопросы или опасения относительно этой политики конфиденциальности или Сайтов CPO, вы должны связаться с нами, вы должны связаться с нами (см. раздел 12).
1. Сфера действия политики
Настоящая политика конфиденциальности распространяется на использование вами Сайтов CPO и обработку CPO информации, включая личную информацию, собранную CPO или от ее имени через Сайты CPO. Использование вами связанных или связанных веб-сайтов или веб-сайтов, на которые вы можете быть перенаправлены, может регулироваться другими или дополнительными условиями, уведомлениями и политиками, и такие условия, уведомления и политики имеют преимущественную силу в отношении этих веб-сайтов. Для получения информации о сборе и использовании информации на любом из этих веб-сайтов или других сторонних сайтах см. условия использования и политики, предусмотренные этими веб-сайтами.
ПРИМЕЧАНИЕ. НАСТОЯЩАЯ ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ НЕ ПРИМЕНЯЕТСЯ К ИНФОРМАЦИИ, ПРЕДОСТАВЛЯЕМОЙ ВАМИ, ДОБРОВОЛЬНО ИЛИ НЕДОБРОВОЛЬНО, ЧЕРЕЗ ОТВЕТЫ НА НЕКОТОРЫЕ ЗАПРОСЫ ОБ ОПРОСАХ, ПОДАННЫЕ НА САЙТАХ CPO. НЕКОТОРЫЕ ИЗ ЭТИХ ОПРОСОВ ПРОВОДЯТСЯ КОМПАНИЕЙ YAHOO! INC. И ДРУГИХ ТРЕТЬИХ ЛИЦ. ТАКАЯ ИНФОРМАЦИЯ РЕГУЛИРУЕТСЯ ДЕЙСТВУЮЩЕЙ ПОЛИТИКОЙ КОНФИДЕНЦИАЛЬНОСТИ YAHOO! INC. ИЛИ ДРУГИХ ТРЕТЬИХ ЛИЦ.
2. Наши методы сбора информации
Автоматически собираемая информация. Когда вы посещаете сайты CPO для размещения заказа, просмотра, чтения или загрузки информации, мы можем автоматически собирать и хранить следующие типы информации, не позволяющей установить личность:
Информация, собранная в виде журналов сервера из информации, предоставленной вашим браузером .
Статистика кликов.
Ваш IP-адрес.
Тип веб-браузера, который вы используете для доступа к сайтам CPO.
Тип используемой операционной системы.
Имя домена и хоста, с которого вы выходите в Интернет.
Дата и время доступа к сайтам CPO.
Интернет-адрес сайтов, с которых вы напрямую связывались с сайтами CPO.
Персональная информация, предоставляемая Пользователем на добровольной основе. Вы можете использовать некоторые части Сайтов CPO без предоставления какой-либо Личной информации. Однако для использования всех возможностей Сайтов СРО, а также для получения доступа и использования многих функций, имеющихся на Сайтах СРО, включая размещение заказов на продукты, предлагаемые для продажи на Сайтах СРО, и получение СРО. эксклюзивные сообщения электронной почты, вы должны предоставить определенную личную информацию. Вы также можете предоставлять личную информацию, когда участвуете в различных услугах и предложениях на сайтах CPO. Личная информация может включать, помимо прочего:
Ваше имя, почтовый адрес, адрес электронной почты, номер телефона, номер факса, платежная информация, номер кредитной карты и соответствующая информация.
Информация о ваших интересах, роде занятий, использовании продуктов и предпочтениях.
Вас также могут попросить ответить на дополнительные вопросы, чтобы помочь нам удовлетворить ваши потребности. Некоторые функции на сайтах CPO, такие как функция «Отправить эту страницу другу по электронной почте», могут потребовать от вас предоставления информации о третьих лицах. Аналогичным образом, если вы запрашиваете, чтобы заказ или подарок был отправлен непосредственно другому лицу, кроме вас, вас также попросят предоставить информацию о получателе заказа или подарка. Эта информация может включать имя третьего лица, адрес, номер телефона, номер факса, адрес электронной почты и другую подобную информацию.
3. Информационная гарантия
Если вы предоставляете личную информацию через сайты CPO, включая личную информацию о других лицах, кроме вас самих, вы гарантируете, что (i) у вас есть полномочия предоставлять эту личную информацию и предоставлять CPO право на использовать такую личную информацию в соответствии с настоящей политикой конфиденциальности, (ii) вы предоставили эту личную информацию добровольно, и (iii) вы даете согласие на использование этой личной информации в соответствии с настоящей политикой конфиденциальности.
4. Использование и раскрытие информации
Использование автоматически собираемой информации. Информация, автоматически собираемая через Сайты CPO, предоставляет нам информацию об использовании вами Сайтов CPO, в том числе о том, какие страницы наиболее популярны среди пользователей Сайтов CPO. Эта информация также позволяет нам определить, правильно ли работают сайты CPO, и внести изменения в сайты CPO, чтобы пользователь мог лучше пользоваться сайтами CPO. Мы не используем эту информацию для идентификации конкретного пользователя.
Мы можем собирать и использовать определенную информацию, не позволяющую установить личность, в исследовательских или маркетинговых целях, а также делиться, продавать и сдавать в аренду или торговать этой информацией и полученной из нее статистической информацией с нашими партнерами по маркетингу, рекламодателями или другими третьими лицами.
Использование информации, не позволяющей установить личность, предоставленной Пользователем добровольно. Оставаясь подписчиком на нашу рассылку, вы признаете, что мы можем продавать, сдавать в аренду, делиться, обменивать или иным образом предоставлять или передавать вашу не идентифицирующую личность информацию, такую как демографические и профессиональные данные, третьим лицам. Такие третьи лица могут использовать такую информацию для любых целей, которые они пожелают, или могут передавать такую информацию другим третьим лицам.
Использование информации в коммерческих целях. CPO использует личную информацию, которую вы предоставляете нам, для внутренних деловых целей, таких как (i) для проверки при входе в систему в качестве зарегистрированного пользователя, если это применимо; (ii) в маркетинговых целях; (iii) связаться с вами по поводу продуктов или услуг, которые вы заказали или запросили, и предоставить их; (iv) для проведения рекламных акций, включая, помимо прочего, лотереи, конкурсы или подписки, в которых вы участвовали; (v) обрабатывать и отправлять заказы; (vi) отправлять подтверждения заказа и доставки; (vii) для обеспечения обслуживания клиентов, ответа на ваши запросы и запросы и улучшения предложений продуктов и услуг; (viii) вести учет заказов, возвратов и обменов; (ix) для защиты вас и нас от ошибок и мошенничества; (x) для отправки информации, оповещений о продуктах и услугах и эксклюзивных предложений; (xi) для регистрации использования Сайтов CPO; (xii) для настройки Сайтов CPO в соответствии с вашими личными предпочтениями; и (xiii) для настройки рекламы и маркетинговой информации CPO в отношении наших продуктов и услуг. Мы также можем обмениваться информацией, включая личную информацию, с другими компаниями и организациями для защиты от кредитного мошенничества и снижения рисков.
Поставщики услуг и поставщики. Мы также можем передавать вашу личную информацию некоторым третьим сторонам, оказывающим услуги для CPO. Эти третьи стороны могут размещать сайты CPO, использовать определенные функции на сайтах CPO, распечатывать или отправлять рассылки, предоставлять маркетинговые материалы для сайтов CPO, разрешать и обрабатывать ваши платежи, обеспечивать обслуживание клиентов, анализировать данные и помогать в выполнении ваших заказов, отправлять электронные письма от имени CPO или иным образом помогать CPO в работе Сайтов CPO. Эти третьи стороны не имеют права использовать или раскрывать вашу личную информацию для каких-либо целей, кроме как для оказания услуг, указанных CPO.
Совместные службы баз данных. Мы можем участвовать в совместном обслуживании баз данных. Эти услуги помогают нам направлять печатные рассылки и другие маркетинговые инициативы соответствующим покупателям и посетителям веб-сайта. Имена и почтовые адреса могут быть переданы между участвующими сторонами в службах кооперативной базы данных, но кооперативу не предоставляется информация о кредитной карте или адреса электронной почты.
Деловые переводы. Автоматически собираемая информация и ваша Личная информация могут быть переданы в качестве актива в связи со слиянием или продажей с участием всего или части CPO или в рамках корпоративной реорганизации, продажи акций или другого изменения контроля.
Требуемая информация. CPO также может предоставить вашу личную информацию третьему лицу, если CPO добросовестно полагает, что доступ, использование, сохранение или раскрытие разумно необходимы для выполнения любого применимого закона, постановления, судебного процесса или требования правительства, подлежащего исполнению. Например, от CPO может потребоваться раскрыть вашу личную информацию, чтобы ответить на повестку в суд, постановление суда или другой судебный процесс.
5. Согласие на обработку и передачу информации
CPO может передавать информацию, которую вы отправляете нам, включая, помимо прочего, личную информацию, получателям в странах, которые не обеспечивают такой же уровень правовой защиты данных, как страна из которым вы получаете доступ к сайтам CPO. Используя Сайты CPO, вы соглашаетесь на эти передачи и на обработку CPO этой информации.
6. Уведомление для родителей
Сайты CPO считаются сайтами для широкой аудитории и не предназначены для использования детьми. CPO не продает продукты, предназначенные для детей, и не собирается собирать личную информацию от лиц моложе восемнадцати (18) лет. Если вы являетесь родителем или опекуном ребенка, предоставившего нам личную информацию, сообщите нам об этом в соответствии с разделом 12 ниже, и мы удалим эту личную информацию.
7. Использование файлов cookie
Файлы cookie — это фрагменты информации, которые веб-сайт передает на жесткий диск человека для идентификации предыдущих посетителей Сайтов. Файлы cookie — это текстовые файлы, которые вы можете отклонить или удалить в любое время. Вы можете отключить файлы cookie, используя настройки вашего интернет-браузера. Однако, удалив или отклонив файлы cookie, вы можете ограничить работу пользователей на сайтах CPO и других сайтах. Например, для совершения онлайн-транзакций необходимо принять файлы cookie.
CPO использует файлы cookie для хранения информации о вашем посещении Сайтов CPO, чтобы улучшить ваше посещение Сайтов CPO. Например, сохранение этой информации позволит нам время от времени настраивать для вас страницы учетной записи. Мы также используем файлы cookie и технологии отслеживания, чтобы:
Отслеживать посещения пользователей.
Отслеживайте свою корзину и покупки.
Определите, какие настройки чаще всего визуализируются.
Сохраните свой пароль, чтобы вам не приходилось вводить его каждый раз при посещении сайтов CPO.
Кроме того, в настоящее время мы заключаем контракты с несколькими онлайн-партнерами, которые помогают управлять сайтами CPO и оптимизировать их. Мы пользуемся услугами маркетинговой компании, чтобы измерить эффективность нашей рекламы и то, как посетители используют наши сайты. Для этого мы используем веб-маяки и файлы cookie, предоставляемые нашей маркетинговой компанией на сайтах CPO. Тип информации, которую мы собираем, включает в себя, какие страницы посещаются, какие продукты помещаются в корзину, какие заказы входят в процесс оформления заказа, какие заказы выполняются с оплатой и т. д. Дополняя наши записи, эта информация помогает нам узнать, например, что страницы наиболее привлекательны для наших посетителей, какие из наших продуктов больше всего интересуют наших клиентов и какие предложения нравятся нашим клиентам. Хотя наша маркетинговая компания управляет информацией, поступающей с наших сайтов от нашего имени, мы контролируем, как эти данные могут и не могут быть использованы. Если вы не хотите помогать нам узнавать, как улучшить наши сайты, продукты, предложения и маркетинговую стратегию, вы можете «отказаться» от нашей возможности анализировать такие данные, связавшись с нами (см. Раздел 12).
8. Безопасность
CPO и уполномоченные третьи лица принимают разумные меры, включая административные, технические и физические меры, для защиты вашей личной информации от несанкционированного доступа, потери, изменения, использования или раскрытия. Например, любая личная информация, которую вы вводите при размещении заказа на продукт, включая, помимо прочего, вашу кредитную карту и другую личную информацию, перед передачей на серверы CPO Sites шифруется с использованием 128-битного шифрования Secure Sockets Layer, если оно поддерживается. вашим браузером. Кроме того, мы используем разумные меры для ограничения раскрытия вашей личной информации в соответствии с настоящей политикой конфиденциальности. Однако ваша Личная информация никогда не может быть защищена на 100%: информация может передаваться по сетям без соответствующих мер безопасности и может быть доступна, удалена, изменена, использована или раскрыта неуполномоченными лицами. Вы можете помочь нам защитить вашу Личную информацию, (i) не сообщая свой пароль или другую информацию об учетной записи другим лицам, (ii) используя безопасный веб-браузер и (iii) часто меняя свой пароль.
9. Управление вашей информацией
CPO оставляет за собой право хранить любую Личную информацию, которая разумно необходима для надлежащего документирования своей деловой деятельности, а также для целей архивирования и хранения записей. Мы будем хранить вашу личную информацию до тех пор, пока это разумно необходимо для целей, описанных в настоящей политике конфиденциальности. Вы можете узнать более подробную информацию об этой политике конфиденциальности, связавшись с нами (см. Раздел 12).
Вы можете «отказаться» от получения в будущем электронных писем или других сообщений от нас, щелкнув ссылку «отписаться» в нижней части любого электронного письма, которое вы получаете от нас, или связавшись с нами (см. Раздел 12). Обратите внимание, что удаление вашей личной информации из нашей базы данных или «отказ от участия» не остановит (i) маркетинговый или рекламный контент, который готов к отправке по почте или находится в очереди на передачу вам до того времени, когда мы сможем выполнить ваш запрос. или (ii) использование вашей личной информации третьими лицами, которым CPO, возможно, уже предоставила вашу информацию.
10. Обновления и изменения политик
CPO может время от времени вносить изменения в настоящую политику конфиденциальности, публикуя здесь обновленные версии политики конфиденциальности. Поскольку мы можем вносить изменения в эту политику конфиденциальности в любое время, не уведомляя вас, мы предлагаем вам просматривать эту политику конфиденциальности каждый раз, когда вы получаете доступ или используете сайты CPO. Обратите внимание, что наши права на использование вашей личной информации будут основываться на политике конфиденциальности, действующей на момент сбора информации.
11. Свяжитесь с CPO
. Если у вас есть вопросы относительно сайтов CPO, политики конфиденциальности или вашей конфиденциальности на сайтах CPO, вы можете отправить запрос с любыми дополнительными вопросами в наш отдел обслуживания клиентов по электронной почте на адрес privacy@cpooutlets. com или по почте:
CPO Outlets ПО Коробка 50768 Pasadena, CA 91115
Право на неприкосновенность частной жизни штата Калифорния
В соответствии с законодательством штата Калифорния жители Калифорнии имеют право потребовать, чтобы CPO не делился своей личной информацией с третьими лицами для использования этими третьими лицами в целях прямого маркетинга. Чтобы сделать такой запрос, напишите нам по адресу [email protected] или по почте:
Розетки CPO ПО Коробка 50768 Пасадена, Калифорния 91115
Действует с 31 декабря 2007 г.
Компактная складная подставка для торцовочной пилы Makita
Написать рецензию
Makita
Компактная складная подставка для торцовочной пилы Makita
Рейтинг Обязательно
Выберите рейтинг5 звезд (лучший)4 звезды3 звезды (средний)2 звезды1 звезда (худший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Требуется
В настоящее время: 287,00 долларов США
Текущий запас:
Артикул:
M511390 WST06
проп65:
рак-репродуктивный. png
вместе с этим часто покупают
Общая стоимость:
Добавить в корзину
Пожалуйста, выберите опции для всех выбранных продуктов
Описание
Ресурсы
Описание
Универсальное портативное решение для повышения мобильности. Он имеет компактную и легкую алюминиевую трубчатую конструкцию для меньшего веса (всего 33,7 фунта), с транспортными колесами и боковой ручкой, которые позволяют транспортировать торцовочную пилу и подставку по рабочей площадке. Удлинители опоры для материала выдвигаются до 100-1/2 дюйма с максимальным поддерживаемым весом 500 фунтов. Прочный алюминиевый подающий ролик и регулируемый упор для материала спроектированы для увеличения скорости при повторяющихся разрезах.
FFLEX Черный графит пластик VolPrint для 3D-принтеров 0.5 кг (1,75 мм)
FLEX Черный графит пластик VolPrint для 3D-принтеров 0.5 кг (1,75 мм)
Он же термоэластопласт — это материал, объединяющий в себе свойства резины и пластика. Эластичный пластик для 3D-принтера. При печати данным материалом нужно не забывать, что 3D-печать данным материалом нужно производить на низких скоростях, 20-30 мм./сек. Так же не должно быть свободного пространства на всё пути подачи пластика от катушки до экструзионного механизма, иначе пластик попросту сомнется и подача материала прекратится в экструдер.
Но при правильном выполнении все условий печати, вы получите результат в виде тянущихся изделий, таких как резиновые прокладки, нашивки для изделий и т.д.
Особенности при печати FLEX-пластиком
Единственная особенность данного пластика, она же является его физическим свойством, это повышенная гибкость в отличии от остальным типов пластиков для 3D-принтеров. Самой важность задачей при печати пластиком FLEX является недопущение сгибания пластика на пути от катушки к экструдеру!
Выделение запахов при печати FLEX-пластиком
FLEX-пластик обладают минимальным запахом.
Характеристики FLEX Черный графит пластик для 3D-принтеров 1.75 мм 0.5 кг:
Цвет прутка: черный Габариты упаковки : 20 х 20 х 8 см (0,0032 м2) Объем упаковки: 0,0032 м Вес брутто: 0.9 кг Вес нетто: 0,5 кг Тип материала: Flex
Рекомендованные параметры печати для Flex VolPrint:
Обзор полиуретана (TPU) нового производителя пластика SolidFilament.
Расходные материалы
Подпишитесь на автора
Подписаться
Не хочу
12
Ещё один обзор относительно недорого полиуретана нового производителя.
Первым делом, когда я получил филамент, меня приятно удивило, что на катушке намотан целый килограмм пластика. Обычно производители, из-за дороговизны материала, мотают по 500 грамм, чтобы создать видимость разумной цены. Тут всё честно. Одна катушка — один килограмм.
По мотивам недавних событий, можно сказать, что все яйца на месте:
Пруток в сечении не очень круглый, максимальный разброс, который я замерил 1.74-1.80 мм (замер не по длине прутка а в одном месте). Результат конечно не самый лучший, но и далеко не самый худший из тех что я видел. Про средний диаметр по длине прутка особо сказать не могу — всю катушку не разматывал, а на паре метров вроде как не сильно гуляет.
Этот TPU достаточно жёсткий. Не самый, жёсткий из существующих, но скорее жёсткий, чем мягкий. Чуть дальше я сравню жёсткость этого полиуретана с некоторыми другими.
Положительной стороной такой жёсткости будет относительная простота печати, в том числе и на боудене, видимо. На директе уж точно никаких проблем не будет.
Как и любой полиуретан, этот очень гигроскопичен. Причём очень.
Прямоизкаропки напечатать без пузырей не удалось ни при какой температуре:
Столбик печатал при температуре 250 (внизу) — 220 (вверху), слой 0.2, один периметр 0.8 мм. Производителем заявлена рабочая температура 220-240. И это похоже на правду. При 210 пластик очень густой, печатать вряд ли получится. А при 220 уже можно печатать на небольших скоростях. В тоже время при 250 он становится очень текуч. Так что видимо 220-240 самое то. Но даже на 220 без просушки много пузырей, правда они мелкие и поверхность не портят:
На 230 дела хуже:
На 240 поверхность существенно хуже, очень рыхлая, а на 250 уже конкретные дыры:
Поэтому просушу пластик и перепечатаю тестовый образец.
Сначала хотел сушить по-человечески, при высокой температуре, но потом решил попробовать так:
Батареи были совсем не горячие, не больше 45 градусов, тем не менее это помогло (катушка лежала на них сутки). Результат несравнимо лучше:
Только на 240 градусах небольшое количество пузырей:
На 220-230 поверхность идеальна:
Адгезия к столу.
К стеклу с ПВА липнет и держится отлично при 60 градусах на термисторе стола. На поверхности стекла думаю температура существенно меньше.
Теперь попробую помять и порвать детальку, чтобы проверить свариваемость и эластичность материала:
Тут без сюрпризов — очень хорошая эластичность, заломы не резкие и их немного.
А свариваемость слоёв идеальная.
Сравнение жёсткости.
На этом видео сравнение жёсткости этого полиуретана с полиуретанами из моего прошлого обзора. Белый слева это Flex Soft, чёрный справа Flex Medium, посередине пластик из этого обзора SolidFilament TPU. Собственного его жёсткость как раз примерно между этими пластиками, скорее ближе к Medium:
К прошлому обзору полиуретанов напечатал вроде как всё, что нужно было в хозяйстве на данный момент. Поэтому из реальных применений могу показать только вот такую заглушку на болтик.
Подобный болтик, только из нержавейки, крепит страховочный слив в раковине на кухне. И об него иногда цеплялись тарелки с очевидными неприятными для них последствиями. Поэтому хотелось что-то мягкое, закрывающее этот болтик.
Сначала распечатал заглушку из белого пластика. Но для раковины из нержавейки цвета хренпоймёшькакого это оказалось излишне торжественно, а вот из прозрачного полиуретана прямо слилось с ней. Этот вариант и поставлю.
На момент написания обзора цена на этот полиуретан — 2350 р/кг одна из самых низких. У других производителей/продавцов TPU стоят дороже или существенно дороже. Кроме того, здесь на катушке целый килограмм, а не 500 грамм, как у многих.
Вот страничка продавца филамента SolidFilament:
SolidFilament
И непосредственно TPU из обзора:
TPU SolidFilament
На этом всё.
Всем спасибо.
Подпишитесь на автора
Подписаться
Не хочу
12
Черная гибкая нить TPU серии MH Build — 1,75 мм (1 кг)
Главная
Магазин
Нить для 3D-принтеров
Нить для серии MH
Серия MH для сборки TPU
MH Build Series TPU — это гибкая нить для 3D-печати, которая на ощупь и действует как резина. Каждая катушка весом 1 кг (2,2 фунта) идеально подходит для проектов, требующих эластичности и износостойкости деталей.
Удалить из списка желаний Добавить в список желаний
загрузка. ..
Номер продукта M-P6A-4G56
Старая цена:
28,99 $
Цена:
28,99 $
Цена:
$…
Сообщите мне, когда это будет доступно
Серия MH Build — доступная нить для 3D-принтеров TPU для каждого производителя
MH Build Series TPU (термопластичный полиуретан) — это идеальное сочетание качества и доступной нити для 3D-принтеров. Мы взяли лучшие аспекты нити TPU и создали доступное решение для каждого производителя 3D. Нити MH Build включают PLA, ABS и PETG. Так что, если вы новичок с ограниченным бюджетом или производитель добавок, стремящийся сэкономить на производственных затратах, MatterHackers MH Build TPU Flex — это нить для выполнения любой работы. Наконец, производителям не нужно жертвовать красивыми отпечатками, чтобы сэкономить несколько долларов!
MH Build TPU — эластичный, масло-/жиростойкий и устойчивый к истиранию материал с твердостью по Шору 95A. Пластик ТПУ имеет несколько применимых применений, включая автомобильные приборные панели, ролики, электроинструменты, спортивные товары, медицинские устройства, приводные ремни, обувь, надувные плоты и различные экструдированные пленки, листы и профили. Вся нить MH Build запечатана осушителем для хранения и свежести.
Технические характеристики:
Рекомендуемая температура экструзии: 240±10 °C
Рекомендуемая температура слоя: 50±10 °C
Размеры катушки (прибл.): общий диаметр 200 мм x диаметр внутреннего отверстия 50 мм x высота 65 мм
Катушка 1 кг
Истинный диаметр: 1,75 мм
Точность размеров: ±0,05 мм
Плотность: 1,12 г/см³
Объем: 0,93 л
Длина: 388,55 м
Загрузить технический паспорт
Узнайте больше о 3D-печати с помощью гибкой нити из термополиуретана
Наша цель — ваш успех в 3D-печати, поэтому мы создали множество руководств, которые помогут вам создавать 3D-печатные детали высочайшего качества.
Как добиться успеха при печати с использованием гибкой нити
Десять лучших советов по началу работы с 3D-печатью
Выбор лучшей поверхности для 3D-печати
Избавьтесь от влаги, прежде чем она убьет вашу нить для 3D-печати
Elastollan ® — торговая марка термопластичного полиуретана (ТПУ) от BASF. За последние несколько десятилетий многочисленные преимущества Elastollan ® во всех его формах – ароматических или алифатических, очень мягких или армированных стекловолокном, огнестойких или высокопрозрачных – были наглядно продемонстрированы во всех отраслях промышленности.
Преимущества
Основные преимущества Elastollan
®
Высокая износостойкость и стойкость к истиранию
Высокая прочность на растяжение и отличная устойчивость к разрыву
Высокая стойкость к маслам, смазкам, кислороду и озону
Очень хорошая гибкость при низких температурах
Очень хорошая демпфирующая способность
Elastollan
®
Elastollan ® — торговая марка термопластичного полиуретана (ТПУ) от BASF. Это означает максимальную надежность, постоянное качество продукции и экономическую эффективность. Elastollan ® можно экструдировать в шланги, оболочки кабелей, ремни, пленки и профили, а также перерабатывать с использованием технологий выдувания и литья под давлением.
Этот обширный ассортимент продукции, в котором используются разнообразные сырьевые материалы и составы, является отправной точкой для успешной реализации инновационных проектов клиентов.
Мы преуспеваем в творческих идеях и сложных задачах – приходите и поговорите с нами!
Ассортимент продукции Термопластичные специальные эластомеры
Ассортимент продукции
Химия
Твердость по Шору*
Свойства диапазона
11
Эфир
50 А — 75 Д
отличная стойкость к гидролизу, гибкость при низких температурах, устойчивость к микроорганизмам
12
Эфир
86 А — 83 Д
высокая прозрачность, отличная стойкость к гидролизу, гибкость при низких температурах, устойчивость к микроорганизмам
13
Эфир
85 А — 90 А
паропроницаемый, хорошая прочность на разрыв, очень хорошие механические свойства
С
Эстер
80 А — 73 Д
отличные механические свойства, очень хорошее демпфирование, хороший отскок, очень хорошая износостойкость
Б
Эстер
82 А — 64 Д
очень хорошие механические свойства, хорошая гибкость при низких температурах, хорошая износостойкость
КБФ
Эстер
45 А — 70 Д
очень хорошая износостойкость и низкотемпературная гибкость, отличные технологические характеристики, особенно при литье под давлением, хорошая остаточная деформация при сжатии
500
Эстер
60 А — 61 Д
хорошие механические свойства, хорошая стойкость к истиранию
600
Эстер
85 А — 50 Д
прозрачный, хорошее демпфирование и отскок
700
Эстер
85 А
отличные механические свойства и химическая стойкость, выдающаяся износостойкость, хорошие характеристики демпфирования и высокая упругость
800
Эстер
80 А — 90 А
очень хорошая прозрачность, хорошая стойкость к истиранию
А
Эфир или сложный эфир алифатический
65 А — 55 Д
цветоустойчивый, нежелтеющий, устойчивый к гидролизу (эфир)
Л
Эфир или сложный эфир алифатический
75 А — 60 Д
цветостойкий, долговременная устойчивость к УФ-излучению
FHF, HFFR, FR
Антипирен на основе эфира
75 А — 54 Д
антипирен на основе без галогенов, выдающиеся механические свойства, отличная стойкость к гидролизу, устойчивость к микроорганизмам
Контакт с пищевыми продуктами (FC)
Сложный эфир или эфир
70 А — 75 Д
общая пригодность для применения в контакте с пищевыми продуктами на регулируемых рынках FDA и ЕС (см. информацию о контакте с пищевыми продуктами)
HPM
Эстер
60 А — 55 Д
очень хорошие характеристики демпфирования и отскока, устойчивость к высоким температурам, улучшенные характеристики схватывания, хорошие свойства извлечения из формы, цветостойкость, мягкое прикосновение
Р
Усиленный сложным эфиром
Модуль упругости 1000–14 000 МПа
армированный стекловолокном, очень высокая жесткость, низкий коэффициент теплового расширения, низкая усадка, очень хорошая ударопрочность
Н
Эфир на биологической основе
85 А — 95 А
на биологической основе, отличные механические свойства, прочный, возможно огнестойкий, хорошая устойчивость к средам
БМБ
Эфир
70 А — 95 А
на основе подхода баланса биомассы; экономия ископаемого сырья, сокращение выбросов парниковых газов, идентичное качество продукта и -свойства
Инфинергия ®
вспененные частицы вспененного материала с преимущественно закрытыми порами из термопластичного полиуретана (E-TPU)
* вкл. пластифицированные изделия
Основная тема: Пластмасса для настенных коробок
Если вы хотите спокойной езды на электромобиле, лучше иметь дома зарядную станцию. Здесь решающими критериями являются функциональность и безопасность, но все большее значение приобретают оптика и дизайн. В демонстрационном стенде Wallbox компания BASF демонстрирует некоторые пластиковые материалы, которые идеально подходят для определенных точек применения в настенных коробках и особенно хорошо отвечают высоким требованиям в секторе настенных коробок благодаря своим эксплуатационным характеристикам.
Загрузка …
Этот материал сочетает в себе такие свойства, как стойкость к истиранию и огнестойкость, в идеальном балансе с механическими свойствами, удобством использования и гибкостью в широком диапазоне температур, а также обладает высокой устойчивостью к ультрафиолетовому излучению, атмосферным воздействиям и озону.
Ultramid ® демонстрирует низкий уровень искажений и обладает очень высокой механической прочностью. Материал соответствует классификации огнестойкости UL94 HB.
Подробнее о Ultramid ® B3GK24
Загрузка …
Идет загрузка …
Основанные на негалогенированных антипиреновых добавках, оба материала имеют класс огнестойкости UL94-V0 и легко окрашиваются. Низкое содержание галогенидов противодействует контактной коррозии.
Подробнее о Ultramid ® и Ultradur ®
Специальный полиамид для высокоглянцевых компонентов без дополнительного покрытия. Материал демонстрирует высокую устойчивость к царапинам, химическим веществам и УФ-излучению.
Подробнее о Ultramid ® Deep Gloss
Идет загрузка…
Идет загрузка…
Первый полукристаллический и полупрозрачный полиамид, пропускающий свет практически беспрепятственно. Полиамид сочетает в себе химическую стойкость, термостойкость и устойчивость к царапинам с возможностью окрашивания.
Подробнее о Ultramid ® Vision
Новые концепции мобильности требуют инновационных материалов.
Зарядные кабели для электромобилей также нуждаются в кабельной оболочке, обеспечивающей высокую устойчивость к ультрафиолетовому излучению, атмосферным воздействиям, озону и микробам. Чтобы процесс зарядки был безопасным, кабели должны быть выполнены из негорючих материалов без содержания галогенов, иметь возможность образовывать спираль и быть гибкими. Эластоллан ® идеально подходит для этого сложного профиля требований. Elastollan ® выгодно отличается от других материалов тем, что подлежит вторичной переработке.
Посетите наш веб-сайт eMobility
Свяжитесь с нами, чтобы узнать больше о зарядных кабелях и других кабельных решениях
Elastollan ® обладает исключительным профилем свойств, сочетающим в себе эластичность и устойчивость в широком диапазоне температур. Он устойчив к истиранию и ударам, обладает хорошей эластичностью, устойчив к разрывам и перегибам, а также масло- и жиростойкий. Кроме того, Эластоллан ® может быть модифицирован для конкретных применений, например, путем армирования стекловолокном.
Chemical structure
Physical properties
Chemical properties
Fire Behavior
Food Contact
Our Elastollan
® Innovations
All-rounder Elastollan
®
Loading …
Загрузка…
Обсуждение авторов на K 2022
Elastollan ® означает больше — более устойчивые решения
Загрузка …
Schwalbe’s Aerothan Tube, изготовленная из Basf’s Elastollan
®
illageing ®
нагрузки ®
.
Идет загрузка…
Реализация амбиций в области электронной мобильности
Изменяющие правила игры, устойчивые решения, обеспечивающие сегодняшнюю производительность и возможности завтрашнего дня
Синтез порошка фосфата кальция из лактата кальция и гидрофосфата аммония для получения биокерамики — статья
В связи с техническими работами в центре обработки данных, возможность загрузки и скачивания файлов временно недоступна.
скрыть
Синтез порошка фосфата кальция из лактата кальция и гидрофосфата аммония для получения биокерамикистатья
Статья опубликована в журнале из списка RSCI Web of Science
Статья опубликована в журнале из перечня ВАК Дата последнего поиска статьи во внешних источниках: 17 октября 2017 г.
Авторы:
Сафронова Т.В.,
Путляев В.И.,
Андреев М.Д.,
Филиппов Я. Ю.,
Кнотько А.В.,
Шаталова Т.Б.,
Евдокимов П.В.
Журнал: Неорганические материалы
Том: 53
Номер: 8
Год издания: 2017
Первая страница: 874
Последняя страница: 884
DOI: 10.7868/S0002337X17080139
Аннотация: Кальций-фосфатный порошок синтезирован из 0. 25, 0.5, 1.0 М водных растворов лактата кальцияи гидрофосфата аммония без регулирования рН при соотношении Са/Р = 1. По данным РФА, фазо-вый состав порошков после синтеза представлен брушитом CaHPO4. 2h3O и октакальциевым фос-фатом Ca8(НPO4)2(PO4)4. 5h3O. После термообработки при 500–700 °С вследствие деструкции сопут-ствующего продукта реакции порошки были окрашены в серый цвет. Порошки после термообработкипри 500–700 °С состояли в основном из γ-Са2Р2О7. Фазовый состав керамики, полученной из синте-зированных порошков, после обжига при 1100 °С был представлен β-Са2Р2О7 и β-Са3(РО4)2.Ключевые слова: синтез, лактат кальция, брушит, октакальциевый фосфат, сопутствующий продуктреакции, пирофосфат кальция, трикальцийфосфат, биокерамика
SLS (Selective Laser Sintering) – селективное лазерное спекание – распространённый метод трёхмерной печати, использующий в качестве расходных материалов сыпучие порошковые вещества. Краткий экскурс в историю SLS-технологии
SLS-технология берёт своё начало в 80-х годах 20-го века. Двое исследователей Джозеф Биман и Карл Декард создали принтер в Техасском университете в Остине. Все разработки финансировались Агентством передовых оборонных исследовательских проектов США (DARPA). В 1989 году технология была запатентована фирмой DTM Corporation, обладающей эксклюзивными правами, но в 2001 году конкурирующая фирма 3D Systems выкупила компанию DTM Corporation. Патент действовал до 28 ноября 2014 года и после стал общедоступным, так как срок его действия не стали продлевать.
Джозеф Биман и Карл Декард / Austin American Newspaper. 1987
Области применения SLS-технологии
Охват применения данной технологии довольно широк: начиная от создания дизайнерских элементов интерьера и заканчивая изготовлением промышленных деталей, использующихся в авиастроении.
Основные сферы использования SLS-технологии:
Авиакосмическая промышленность;
Промышленный дизайн;
Строительство;
Архитектура;
Искусство;
Инженерная отрасль
В большинстве случаев с помощью SLS-технологии создаются высококачественные прототипы. Перед тем как запускать в серию производство какого-либо изделия многие компании заказывают тестовые образцы, которые создаются с помощью 3D-принтера. Также прототипы требуются для наглядной демонстрации заказчикам будущих изделий. Если качественно обработать распечатанные прототипы, их сложно будет отличить от литых деталей.
SLS-технология используется для изготовления:
Полностью функциональных прототипов
Мастер моделей
Мелкосерийной продукции
Кронштейн, изготовленный по SLS-технологии
Какими особенностями обладает SLS-технология?
С использованием SLS-технологии возможно изготавливать изделия сложной геометрии. Так как в процессе печати пластиковый порошок, не участвующий в спекании детали, служит аналогом поддерживающей структуры. Он не позволяет нависающим элементам печатаемого изделия опускаться под действием силы тяжести , а также защищает заготовку детали от резкого перепада температур.
Такой принцип позволяет создавать изделия сложной конфигурации, содержащей множество скрытых полостей. SLS-технология является не просто альтернативой традиционным методам производства, она открывает новые возможности для инженеров.
Уникальность технологии проявляется в том, что с её помощью можно создавать новые более сложные формы изделий, которые невозможно произвести другими методами.
Упрощенная схема построения изделия по технологии SLS
Этапы технологического процесса селективного лазерного спекания:
В специальной программе (Слайсере) отображается камера 3D-принтера, в которой размещаются 3D-модели будущих деталей.
Загруженные в программу модели послойно разрезаются и формируются команды для управления элементами принтера.
Материал, находящийся в принтере, разогревается до температуры, близкой к температуре плавления.
Порошок подаётся на платформу в камеру принтера, где разравнивается специальным ножом или валиком на заданную толщину слоя.
Лазерный луч послойно спекает порошок в необходимых участках, воссоздавая сечение 3D-модели будущего изделия.
После каждого спекания платформа в камере построения опускается ниже на толщину слоя.
На следующий слой снова подаётся и разравнивается порошок.
Процедура повторяется, пока не получится готовое изделие.
Затем из камеры извлекаются изделия и очищаются от остатков порошка.
Если требуется, производят дополнительную постобработку.
Недостатки SLS-технологии:
Готовые изделия имеют пористую структуру и шероховатую поверхность. Чтобы избежать впитывания влаги, необходимо покрывать их лаком.
Производство изделий с помощью SLS-печати может нанести вред здоровью человека, так как в качестве расходного материала используются мелкодисперсные порошки. При работе с данной технологией важно соблюдать определённые правила: оборудование должно быть размещено в помещении с хорошей системой вентиляции и кондиционирования воздуха, люди, участвующие в процессе изготовления, должны быть одеты в специальные костюмы и маски, защищающие дыхательные пути от попадания в них порошка.
Данная технология довольно сложная и требует дорогостоящие расходные материалы и оборудование. Обслуживание и ремонт печатающих установок также являются финансово затратными.
Образец постобработки детали, изготовленной по SLS-технологии
узнать стоимость
вернуться на главную
Что такое спеченный металл?
Когда вы начинаете исследовать, как изготавливаются детали из порошкового металла, важно знать о спеченном металле. Многое из того, что нам больше всего нравится в порошковой металлургии, можно проследить до процесса спекания .
Что такое спеченный металл? К счастью, несмотря на то, что мелкие детали довольно сложны, основы легко понять. Продолжайте читать, чтобы не только лучше понять спеченные детали, но и узнать, как процесс порошковой металлургии может создавать высокопрочные детали, пригодные для гораздо большего числа применений, чем вы думаете.
Что такое металлокерамическая деталь?
Чтобы сделать небольшие металлические детали, их нужно проткнуть, подтолкнуть и (обычно) немного нагреть. Металл упрям, и спекание помогает убедиться, что порошок ведет себя после того, как ваша деталь будет сформирована .
Процесс спекания в порошковой металлургии (ПМ) включает нагревание уплотненного порошка для сплавления частиц, что приводит к получению более твердой и прочной детали . В то время как процесс уплотнения выполняет большую часть работы, физического давления, создаваемого в прессе, недостаточно для создания окончательного, готового к работе компонента. Спекание — это то, что следует за ним — последний важный шаг в производстве детали из порошкового металла, на которую вы можете положиться.
До и во время процесса спекания порошкового металла
Чтобы получить более четкое представление о том, как спекание связано с ПМ, давайте начнем с начала процесса спекания порошкового металла:
1.
Выбор состава порошка
После разговора с вами о ваши требования к производительности, ваш производитель выберет состав порошка, который даст правильные результаты.
Порошковая смесь будет включать основные вещества, которые вам нужны, такие как железо, никель, молибден и/или медь. Он также будет включать другие вещества, такие как смазки, для улучшения потока порошка в матрицу. Смазочные материалы удаляются путем испарения и нагревания перед спеканием в процессе с одной печью.
2. Уплотнение
После того, как порошок засыпан в пресс-форму, ее прижимают с большим усилием, чтобы зафиксировать порошок. Давление создает соединения, достаточно прочные, чтобы их можно было назвать «зеленой силой». Зеленая деталь точно не раскрошится в руках, но ее все же нужно доработать спеканием для достижения оптимальной прочности и твердости.
3. Спекание
Спекание осуществляется путем помещения деталей в довольно жаркую печь. Цель состоит в том, чтобы контролировать температуру, чтобы она достигла чуть ниже точки плавления основного металла ваших деталей… но не совсем. В процессе спекания частицы металла соединяются вместе, поэтому вы получаете деталь, которая делает то, что вам нужно.
Спекание против. Плавление
Легко предположить, что они очень похожи, но между спеканием и плавлением есть явные различия.
При плавлении металл нагревается настолько, что превращается из твердого в жидкое . Спекание отличается тем, что процесс нагрева строго контролируется. Вы получаете улучшенные свойства, которые вам нужны, без плавления металла. Одна из замечательных особенностей спекания заключается в том, что вы можете легко изготавливать детали из металлов с высокой температурой плавления.
При правильном спекании можно добиться многого, в том числе:
Устранение смазочных материалов из прессованного порошка
Уменьшение количества кислорода на поверхности порошка
Создание спеченных шейок между частицами, уменьшение пор и повышение прочности
Частичная или полная диффузия других элементов в смеси, таких как никель, медь и графит
Последние два пункта имеют ключевое значение для заказчика. Эти шаги — то, что производит лучшие свойства для вашей части.
Высокотемпературное спекание
Обычное спекание и высокотемпературное спекание — это разные оттенки одного и того же цвета.
На наш взгляд, чтобы спекание считалось высокотемпературным, оно должно происходить примерно на 100-250 °F (в случае материалов с высоким содержанием железа) выше, чем стандартная температура спекания для определенного металла. Для тяжелых металлов типичная температура составляет 2050 ° F. Высокотемпературное спекание дороже, чем обычное спекание, потому что вы платите за дополнительную мощность от оборудования производителя.
Однако дополнительные затраты могут привести к свойствам металлического порошка иначе не доступен . Одно исследование показало, что детали, подвергнутые высокотемпературному спеканию, улучшаются следующим образом:
Повышение прочности на растяжение на 30 %
Повышение усталостной прочности при изгибе на 15%
Увеличение энергии удара на 50%
Это всего одно исследование, но тем не менее результаты были впечатляющими, и мы видели аналогичные результаты в нашем здании. Тем не менее, следует учитывать несколько потенциальных недостатков:
Печи для высокотемпературного спекания намного дороже, чем обычные печи, и эти расходы перекладываются на покупателя.
Детали, которые спекаются при высоких температурах, могут дать усадку больше, чем ожидалось, поэтому ваш производитель должен планировать это соответствующим образом.
Другие достижения в порошковой металлургии
Сегодня несколько избранных поставщиков порошковой металлургии выходят за пределы температур, обычно считающихся высокотемпературным спеканием. То, что мы сейчас называем сверхвысокотемпературным спеканием, дополнительно улучшает свойства спеченного металла за счет повышения температуры до 2450-2500 °F.
Чтобы узнать больше о спекании или о том, как ваш проект может сочетать способность ПМ к формированию сетки с упрочняющей способностью спекания для улучшения характеристик детали, спросите инженера ниже. Или, чтобы продолжить обучение самостоятельно, ознакомьтесь с соответствующими ресурсами ниже.
Связанные ресурсы
Материалы PM: визуальная блок-схема возможностей
Что такое спеченный магнитомягкий материал?
Может ли спекание или пайка пайкой повысить производительность вашей детали?
(Примечание редактора: эта статья была первоначально опубликована в сентябре 2019 г. и недавно была обновлена.)
Что такое спекание? (Полное руководство)
Спекание, также называемое «фриттажем», представляет собой процесс формирования твердой массы материала под действием тепла и давления без плавления до точки разжижения. В этом процессе атомы в материалах диффундируют через границы частиц и сливаются в одно целое. Спекание происходит естественным образом в месторождениях полезных ископаемых и используется в качестве производственного процесса для материалов, включая керамику, металлы и пластмассы.
Поскольку температура спекания не достигает точки плавления материала, его часто используют для материалов с высокой температурой плавления, таких как молибден и вольфрам.
Порошковая металлургия – это изучение спекания с использованием процессов, связанных с порошком.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
Что такое процесс спекания?
Как это работает?
Типы
Преимущества
Где используется?
Часто задаваемые вопросы
Заключение
Спекание – это процесс термообработки, при котором сыпучий материал подвергается воздействию высокой температуры и давления с целью его уплотнения в твердый кусок. Это похоже на то, как кубики льда слипаются в стакане с водой из-за разницы температур между льдом и водой, или когда вы сталкиваете снег вместе, чтобы сформировать компактный снежный ком.
Тепло и давление, необходимые для процесса спекания, меньше температуры плавления материала.
Точно так же, как у материала есть точка плавления, у него также будет желаемая температура спекания, при которой тепла и давления достаточно, чтобы уменьшить пористые пространства между частицами материала и сжать разрыхленный материал в твердый комок.
Такое использование давления и тепла естественным образом происходит в месторождениях полезных ископаемых в недрах Земли, а также в ледниковых образованиях.
Спекание используется для улучшения свойств материала, включая тепло- и электропроводность, прочность и целостность материала, а также прозрачность.
Существует несколько типов спекания, в зависимости от соединяемого материала или конкретного процесса спекания, а именно:
Керамическое спекание
Спекание используется при производстве керамических изделий, включая гончарные изделия. Поскольку некоторые керамические материалы имеют более низкий индекс пластичности и сродство к воде, чем глина, перед спеканием в них необходимо добавлять органические добавки. Процесс связан с усадкой материала по мере того, как стеклофазы вытекают после достижения температуры перехода, и порошкообразная структура материала уплотняется, уменьшая пористость материала. Процесс осуществляется за счет использования высоких температур, хотя это может быть связано с другими силами, такими как давление или электрические токи. Давление является наиболее распространенным дополнительным фактором, хотя «спекание без давления» возможно с градуированными металлокерамическими композитами наряду с добавкой наночастиц для спекания и технологией объемного формования. Горячее изостатическое прессование — это вариант спекания, который используется для создания трехмерных форм.
Спекание металлического порошка
Большинство металлов можно спекать, особенно чистые металлы, в вакууме, где не может произойти загрязнения поверхности. При спекании металлического порошка, например порошка железа, при атмосферном давлении следует использовать защитный газ. Спекание может привести к уменьшению общего объема материала, поскольку плотность увеличивается, и материал заполняет пустоты до того, как на заключительных стадиях атомы металла перемещаются вдоль границ кристаллов и сглаживают стенки пор из-за поверхностного натяжения. Спекание в жидком состоянии происходит, когда хотя бы один (но не все) материал находится в жидком состоянии. Этот метод, который до сих пор считается порошковой металлургией, используется для производства карбида вольфрама и цементированного карбида. Спеченный металлический порошок используется в самых разных областях: от изготовления подшипников и ювелирных изделий до тепловых труб и даже патронов для дробовика. Спекание также является одним из немногих жизнеспособных вариантов производства материалов с высокой температурой плавления, таких как углерод, танатал и вольфрам.
Спекание пластмасс
Пластмассовые изделия, для которых требуется определенная пористость материала, изготавливаются путем спекания, в том числе для таких применений, как устройства фильтрации и управление потоками жидкости и газа. Другие области применения спеченного пластика включают фильтры для ингаляторов, прокладки на упаковочных материалах и наконечники для маркеров для белых досок. Спеченные пластмассы также используются в качестве основного материала для изготовления лыж и сноубордов.
Жидкофазное спекание
Этот процесс используется для трудно спекаемых материалов. Жидкофазное спекание включает добавление добавки к спекаемому порошку. Эта добавка плавится, и жидкость втягивается в поры, что приводит к перераспределению зерен в более подходящую упаковку. Там, где капиллярное давление высокое и частицы расположены близко друг к другу, атомы переходят в раствор и осаждаются в областях с более низким химическим потенциалом, что называется «сплющиванием контактов». Это похоже на диффузию по границам зерен при спекании в твердом состоянии. Чтобы быть эффективной, добавка должна расплавиться до того, как произойдет спекание.
Постоянное спекание в жидкой фазе
Этот процесс аналогичен обычному спеканию в жидкой фазе, за исключением того, что он способствует капиллярному притяжению жидкости в открытые поры, что приводит к перемещению зерен и улучшенной упаковке.
Нестационарное жидкофазное спекание (TLPS)
Этот процесс формирования объемного материала используется для керамики, металлов и материалов с металлической матрицей и керамикой. Эти материалы должны быть взаимно растворимы в жидкости, смачивающей твердое тело и создающей высокую скорость диффузии.
Спекание с помощью электрического тока
Этот процесс, впервые запатентованный в 1906 г. А. Г. Блоксамом, использует электрический ток для стимулирования или улучшения спекания. В последующие годы процесс получил дальнейшее развитие, в том числе сочетание электрического тока с давлением, что оказалось полезным для спекания тугоплавких металлов и проводящих порошков нитридов и карбидов. С 1906 года было получено более 640 патентов, связанных с спеканием электрическим током, включая спекание сопротивлением (также известное как горячее прессование).
Искровое плазменное спекание
Этот тип спекания использует давление и электрическое поле для увеличения плотности керамических и металлических порошковых прессовок. Используя электрическое поле и горячее прессование для улучшения уплотнения, этот процесс позволяет снизить температуру спекания и сократить время процесса. Однако название немного вводит в заблуждение, поскольку исследования показали, что плазма не используется, поэтому стали использоваться альтернативные названия, такие как метод спекания с помощью поля (FAST), спекание с помощью электрического поля (EFAS) и спекание с постоянным током (DCS).
Electro Sinter Forging
Эта технология спекания с помощью электрического тока используется для производства алмазно-металлических матричных композитов и является производной от спекания в конденсаторном разряде. Этот процесс исследуется для использования с рядом металлов и характеризуется низким временем спекания.
Спекание без давления
Как упоминалось выше, этот метод включает спекание без применения давления, что позволяет избежать изменений плотности конечного продукта. Компакты из керамического порошка могут быть созданы посредством холодного изостатического прессования, литья под давлением или шликерного литья, после чего они предварительно спекаются и обрабатываются до окончательной формы перед нагревом. Существует три различных метода нагрева для спекания без давления: спекание с постоянной скоростью (CRH), спекание с регулируемой скоростью (RCS) и двухстадийное спекание (TSS). Керамическая микроструктура и размер зерна будут варьироваться в зависимости от используемого материала и техники.
Микроволновое спекание
Этот процесс можно использовать для выработки тепла внутри материала, а не через поверхность от внешнего источника тепла. Он подходит для небольших нагрузок, где он может обеспечить более быстрый нагрев, меньший расход энергии и улучшение свойств продукта. Однако, поскольку при микроволновом спекании обычно спекается только одна прессовка за раз, общая производительность может быть низкой, если требуется больше. Кроме того, поскольку микроволны проникают только на короткое расстояние для материалов с высокой проводимостью и высокой проницаемостью, порошки должны иметь размер частиц, аналогичный глубине проникновения микроволн в этот конкретный материал. Кроме того, некоторые материалы не соединяются друг с другом, а другие могут проявлять неконтролируемое поведение. Поскольку процесс и побочные реакции при микроволновом спекании проходят в несколько раз быстрее, конечный спеченный продукт может обладать различными свойствами. Несмотря на недостатки, этот метод достаточно эффективен для поддержания мелкозернистости биокерамики.
В то время как различные методы и материалы предлагают ряд преимуществ, существует ряд общих преимуществ, связанных со спеканием:
Чистота : Спекание обеспечивает высокий уровень чистоты и однородности исходных материалов, которые могут поддерживаться за счет к простому процессу изготовления
Повторяемость : Управление размером зерна во время ввода позволяет выполнять операции с высокой повторяемостью
Нет связывающих контактов / включений : В отличие от некоторых процессов плавления, спекание не приводит к связующему контакту между частицами порошка или включениями (также известному как «натяжение»)
Равномерная пористость : Создание материалов с однородной контролируемой пористостью
Объекты почти сетчатой формы : Спекание может создавать объекты почти сетчатой формы
Высокопрочные материалы : Спекание позволяет создавать высокопрочные изделия, такие как лопатки турбин
Высокая механическая прочность : Процесс спекания улучшает механическую прочность при обращении с
Работа со сложными материалами : Спекание позволяет работать с материалами, которые нельзя использовать с другими технологиями, например, с металлами с очень высокой температурой плавления
Поскольку спекание может улучшить свойства материала, такие как электрическая и теплопроводность, прочность и прозрачность, оно находит применение в различных отраслях промышленности и областях применения. Процесс создания металлических деталей путем прессования порошков насчитывает много веков и использовался для изготовления изделий практически из всех видов керамики или металла.
Современное использование включает создание деталей из конструкционной стали, пористых металлов для фильтрации, вольфрамовой проводки, самосмазывающихся подшипников, магнитных материалов, электрических контактов, стоматологических изделий, медицинских изделий, режущих инструментов и многого другого.
Что означает спеченный?
Слово «sinter» пришло в английский язык из немецкого языка в конце 18 -х годов века и имеет аналогии с английским словом «зола». уплотнить сыпучий материал в твердый объект.
Зачем проводится спекание и почему это важно?
Спекание проводится для придания прочности и целостности материала, а также для уменьшения пористости и повышения электропроводности, прозрачности и теплопроводности. Это важно для придания желаемых свойств продуктам, а также позволяет создавать изделия из металлов с высокой температурой плавления (поскольку материалы не должны плавиться при спекании).
Сколько времени это займет?
В зависимости от материалов и технологий спекание может занять от нескольких миллисекунд до более 24 часов.
Различия в материалах, влияющие на продолжительность процесса, включают подвижность атомов, коэффициенты самодиффузии, температуру плавления и уровень теплопроводности. Кроме того, полевые методы могут сократить время спекания, в то время как селективное лазерное спекание (в основном, 3D-печать металлов) выполняется медленнее, а традиционный процесс в печи еще медленнее.
Добавление жидкой фазы также ускорит время спекания. Однако более быстрое время спекания может привести к снижению плотности и остаточной пористости.
Спекание происходит за счет диффузии атомов через границы частиц перед их сплавлением в одно целое под воздействием давления и/или тепла. Хотя этот процесс может происходить естественным образом для месторождений полезных ископаемых, он также широко используется в ряде отраслей промышленности для производства изделий из материалов, включая керамику, металлы и пластмассы.
Заточной станок BGS 600DL безопасен в применении: встроенные в защитные кожухи щитки предохраняют руки оператора от раскаленных частичек; предусмотрен экран, защищающий глаза от осколков абразива и искр.
Для охлаждения в нижнюю часть корпуса встроена выдвижная емкость, которую наполняют водой. Для выравнивания неравномерно стертой поверхности точильного круга есть специальное приспособление — собранные в небольшом корпусе соосные шайбы с шероховатой поверхностью, выполненные из стали.
Подробное описание
BREND
Elmos
Подробные характеристики
Оплата наличными курьеру
Оплата заказ : наличными, курьеру
Фиксированная стоимость доставки по Москве и МО
Курьерская служба работает 6 дней в неделю , доставки осуществляются с 9 до 17
Обзор
Характеристики
Отзывы (0)
Предназначены для обточки и шлифовки различных предметов, а также заточки дереворежущего, металлорежущего и другого инструмента.
Шлифовальная лента предназначена для обточки и шлифовки различных предметов. Лампа подсветки, которая располагается на гибком штативе и поэтому может устанавливаться наиболее удобным для пользователя способом.Ёмкость охлаждения, которая встроена в нижнюю часть корпуса, под выключателем. При необходимости её выдвигают и наполняют водой.Приспособление для правки абразива, которое крепится сверху и представляет собой несколько стальных соосных шайб с шероховатой поверхностью, собранных в небольшом прямоугольном корпусе.Предназначено для выравнивания поверхности точильного круга в случае его неравномерного износа.Имеются щитки, встроенные в защитные кожухи и предохраняющие руки мастера от раскалённых частичек.
Комплектация*
Защитный экран с увеличительным стеклом
два упора для обрабатываемого материала
приспособление для правки абразива
комплект крепежа
искрогаситель
шлифовальная лента.
BREND
Elmos
Питание
От сети
Мощность, Вт
400
Диаметр диска, мм
150
Посадочный диаметр диска, мм
32
Число оборотов, об/мин
2850
Тип двигателя
Щеточный
Наличии подсветки
Да
Вес
10.2 кг
Масса упакованного товара
11.5 кг
Страна производства*
Китай
About this product reviews yet. Be the first!
В наличии
PS 18 EK P100 Klingspor Круг шлифовальный самозацепляемый по смолистой древесине
В наличии
PS 18 EK P150 Klingspor Круг шлифовальный самозацепляемый по смолистой древесине
В наличии
PS 18 EK P60 Klingspor Круг шлифовальный самозацепляемый по смолистой древесине
В наличии
Круг шлифовальный универсальный Стронг (125 мм; Р400)
В наличии
Лом-гвоздодер STAYER PROFI 21643-60 кованый усиленный 22х12мм 600мм
В наличии
Очки защитные с боковой вентиляцией STAYER STANDARD 11042
Elmos ЭЛМОС
Продажа строительного оборудования, инструмента и материалов
ЗАКАЗАТЬ
Главная \ Электроинструмент \ Elmos (ЭЛМОС)
Аккумуляторная отвертка ELMOS SD304K+Set 3,6v 0,5-4Нм Германия
Сверлильная установка по бетону ELMOS DС400 6300Вт. 2-е ск. 816/1270об/мин макс. диам. сверления 406мм
Сверлильная установка на магнитной подошве ELMOS MCD36 1100Вт.+ эмульсия
Сверлильная установка на магнитной подошве ELMOS MCD65 1850Вт. 2cкорости
Стол раскладной для ELMOS ЕТС-210
Термоклеевой пистолет ELMOS EGG 120 d11mm 120W t 193
Термоклеевой пистолет ELMOS EGG 200 d11mm 200W t 193 кейс
Термоклеевой пистолет ELMOS EGG 80 d11mm 80W t 193 кейс
Отправьте заявку и мы вам перезвоним в течении 30 мин
copyright2012 — 2020 ООО «СтройКомплект»
Создание сайта Мегагрупп
СтройКомплект
pulscen.ru
СнабКомплект
pulscen.ru
отзывов
отзыв
Практический караван, май 2019 г. — Icon Air Camping & Caravanning Club, январь 2018 г. — Обзор Swift 390 Air Журнал для кемпинга, июль 2017 г. — Shadow 800 Air Журнал для кемпинга, весна 2017 г. — Обзор Silhouette 400 & Caravanning Февраль 2016 г. — Holiday 300 Air Volution Trailer Tent Журнал Caravan, выпуск за август 2015 г. — Inceptor 390 Air Журнал Caravan, выпуск за август 2015 г. — Ultima Air 280 Deluxe Camping Magazine — Portable Fire Pit Caravan Magazine, выпуск за август 2015 г. — Swift 220 Air Caravan Magazine, выпуск за август 2015 г. — Swift 325 Air Camping Magazine, долгосрочные испытания палатки — июль 2015 г. — Breton 500 Camping Magazine — июнь 2015 г. — Super Epic 600 Обзор Журнал Caravan, июнь 2015 г. — Swift 220 Air Кемпинг и автодом, февраль 2015 г. — Модели Breton 500 Журнал Caravan, февраль 2015 г. — Inceptor 390 Air Практичный журнал Caravan Mag 2014 Tourer Awards — Ultima Air 390 Журнал «Practical Caravan» — обзор Ultima Air 390 Журнал «Кемпинг», сентябрь 2013 г. — Platinum Double Burner & Griddle — Кемпинг и караван — обзор Breton 500 — июль 2013 г. Кемпинг и караван — обзор Sapphire 500 — выпуск за май 2013 г. 1000 Review — выпуск за июнь 2013 г. Camping Magazine — Alana 700DL — 2012 Camping & Caravan — Alana 700DL Review — 2012 Camping Magazine — Constellation — 2010 Camping Magazine — Star Letter SunnCamp Prism — 2010 Caravan — Дополнение к аксессуарам — 2010 Журнал Caravan — 2010 Журнал Camping — награда Evolution 400DL — 2010 Журнал Motor Caravan — 2010 Журнал Camping — Обзор руководства по палаткам — 2010 Журнал Camping — Реклама кемпинга — 2010 Журнал Camping — Передняя обложка — 2010 Журнал для кемпинга — Triumph 400 — 2009 Журнал для кемпинга — Triumph 800 — 2009 Журнал для кемпинга — Кухонные подставки — 2009 Журнал для кемпинга — Evolution 600DL — 2009 Журнал для кемпинга — MX Tourer — 2009 Camping Magazine — Evolution 400 — 2009 Camping & Caravan — Round BBQ & DBI Inflatable Chair — 2009 Camping & Caravan — Baubles Sleeping Bag — 2009 Camping Magazine — Выбор печи — 2009 Camping Magazine Руководство по аксессуарам — 2009 Camping Magazine — Evolution 300 — 2008 г. Статья в журнале MX Tourer — 2008 г. Статья в журнале Motorhome — 2008 г. Обзор палатки для прицепа — 2008 г. Журнал для кемпинга — Руководство по палаткам, 2008 г.0051
Бочонки с водой
3
Водовозы и канистры
7
Скребки для планировки BGS — BEFCO.com
Планировочные скребки
16-65 л.с. (12-48 кВт) Кат. 1
3-точечная навеска, кат. 1
Планировочные ножи с регулируемой высотой
Регулируемые ножи из закаленной стали со сменными наконечниками для серий Standard
Рама для тяжелых условий эксплуатации
2 реверсивных сменных ножа 1/2″ x 6″ из термообработанной высокоуглеродистой стали с болтовым креплением
Сменные башмаки полной длины
Предыдущий
Следующий
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
СТАНДАРТНЫЕ ФУНКЦИИ
ВИДЕО
РУКОВОДСТВА
СУБКОМПАКТНЫЕ МОДЕЛИ
СТАНДАРТНЫЕ МОДЕЛИ
Регулируемые планировочные ножи
Регулируемые по высоте планировочные ножи позволяют оператору опускать нож по мере его износа.
Вы можете очень быстро сравнить цены мембранно-вакуумного пресса б/у и подобрать оптимальные варианты из более чем 22061 предложений
Реклама
Мембранно-вакуумный пресс Master Composite
Размер рабочего стола 2760×1800 мм Мощность вакуумной станции 1.5 кВт Мощность нагревательных элементов 40 кВт Потребляемая мощность нагревателей 15 кВт/ч
Подробное описание и цена >>>
Реклама
Мембранно-вакуумный пресс МВПА 14-25
Предназначен для облицовки пленками ПВХ дверных полотен и вставных филенок, мебельных и кухонных фасадов и других элементов корпусной мебели, а также панелей из композитных материалов с рельефной…
Подробное описание и цена >>>
Реклама
Мембранно-вакуумный пресс МВПА 14-25 95
Предназначен для облицовки пленками ПВХ дверных полотен и вставных филенок, мебельных и кухонных фасадов и других элементов корпусной мебели, а также панелей из композитных материалов с рельефной. ..
Подробное описание и цена >>>
Мембранно-вакуумный пресс
Состояние: Новый Год выпуска: 2013
В наличии
Новый мембранно-вакуумный пресс. предназначен для покрытия пленками ПВХ мебельных деталей различного назначения с гладкими, рельефными, филенчатыми поверхностями, такими как кухонные фасады,…
16.04.2014
Славянск-на-Кубани (Россия)
530 000
Мембранно-вакуумный пресс KRASMAN 3000
Состояние: Новый Год выпуска: 2014
В наличии
Мембранно-вакуумный пресс KRASMAN 3000
Предназначен для облицовки бумагой и шпоном, а также гнутья деталей мебели, стеновых панелей, погонажных изделий из массива древесины и композитных…
20.02.2015
Красноярск (Россия)
320 000
мембранно-вакуумный пресс Omnia X2
Состояние: Б/У Год выпуска: 2009 Производитель: Италия
Продается мембранно-вакуумный пресс Omnia X2, бу, 2009 г. в., для плоскостного и профильного облицовывания пленкой ПВХ и шпоном, размер стола 2300х1300, 10 рабочих цилиндров, давление до 6 кг\см2….
Мембранно-вакуумный пресс для изготовления фасадов МДФ ORMA 2012
Состояние: Б/У Год выпуска: 2012 Производитель: ORMA (Италия)
Мембранно-вакуумный пресс для изготовления фасадов МДФ пленкой ПВХ с функцией «высокий глянец» также шпонированных фасадов.
Производитель ORMA (Италия) 2012 модель AIR SYSTEM ECO…
01.12.2016
Барнаул (Россия)
3 500 000
Мембранно-вакуумный пресс ORMA
Состояние: Новый
В наличии
Мембранно-вакуумный пресс ORMAОборудование новое. Монтаж и пуско-наладка были произведены специалистами производителя из Италии. Продукция на данном прессе не производилась, т.к. собственник…
04. 07.2018
Казань (Россия)
3 700 000
Мембранно-вакуумный пресс настольный
Состояние: Новый
В наличии
Продаю новый мембранно-вакуумный пресс настольный. Подходит для формования ортопедических стелек.Пресс предназначен для облицовки, склеивания и изготовления деталей методом вакуумно-мембранного…
Продам НОВЫЙ мембранно-вакуумный пресс ГВП-2МВ, вертикальный подъем каретки, стол 2, 55х1, 4 метра. В комплекте: каучуковая мембана, ресивер 205 литров, вакуумный насос Busch R5 RA 0063 F. (Томск)
24.09.2017
Томск (Россия)
Мембранно вакуумный пресс АНКОНД М 14-25
Состояние: Б/У Год выпуска: 2017
Мембранно вакуумный пресс АНКОНД М 14-25, состояние хорошее. Рабочий стол 3000*1450 мм. Максимальная высота детали 600 мм.
14.01.2019
Солнечногорск (Россия)
220 000
Мембранно-вакуумный пресс
Состояние: Б/У Год выпуска: 2008 Производитель: Китай
Продам мембранно-вакуумный пресс с рабочим полем 110х2500 см. Высота стола 8 см., но можно увеличить для мембраны. Использовали для формовки пластиков и обтяжки мдф плеками пвх. Нагрев печек…
05.02.2019
Анапа (Россия)
300 000
Мембранно-вакуумный пресс Langzauner LZT 130 TF
Состояние: Б/У Год выпуска: 2003 Производитель: Langzauner (Австрия)
Продается австрийский вакуумный пресс в очень хорошем состоянии. Можно проверить в работе, 2003г. в. Долго стоял без дела.Мембранно-вакуумный пресс Langzauner LZT 130 TFОбщий размер плиты пресса…
13.09.2022
Казань (Россия)
500 000
Мембранно-вакуумный пресс ТВП-2500
Состояние: Б/У Год выпуска: 2014 Производитель: Россия
Продается мембранно-вакуумный пресс ТВП-2500, пр-во Россия ,рабочий, облицовывали фасады пленкой ПВХ,есть мембрана. Продается за ненадобностью.Технические характеристики:Потребляемая мощность…
04.07.2019
Санкт-Петербург (Россия)
170 000
Мембранно-вакуумный пресс Burkle BTF 1628/60
Состояние: Б/У Год выпуска: 1996 Производитель: Burkle (Германия)
Продам мембранно-вакуумный пресс BURKLE BTF 1628/60 1996 г. в., 2 стола, в отличном состоянии, полностью обслужен, малое количество часов работы. В комплектацию входит: электроподача рабочих столов,…
17.07.2020
Юрга (Россия)
4 000 000
Мембранно-вакуумный пресс АНКОРД М 14-25
Состояние: Новый
В наличии
Мембранно-вакуумный пресс АНКОРД М 14-25.НАЗНАЧЕНИЕ:Предназначен для облицовки пленками ПВХ дверных полотен и вставных филенок, мебельных и кухонных фасадов и других элементов корпусной мебели, а…
29.11.2022
Уфа (Россия)
260 000
Мембранно вакуумный пресс
Состояние: Новый
В наличии
Мембранно — вакуумный пресс предназначен для покрытия мебельных фасадов МДФ и других подобных изделий пленками ПВХ и натуральным шпоном плоских и гнутоклееных фасадовДавление прессования 0,95. ..
25.08.2021
Санкт-Петербург (Россия)
Мембранно-вакуумный пресс Ancord-3000
Состояние: Новый
Предназначен для облицовки пленками ПВХ дверных полотен и вставных филенок, мебельных и кухонных фасадов и других элементов корпусной мебели, а также панелей из композитных материалов с…
02.12.2022
Казань (Россия)
Мембранно-вакуумный пресс МВПА 14-24
Состояние: Новый
— Подъем-опускание рабочего стола возможен на различные высоты до 1000 мм. — Применяется как для работы на плоских фасадахтак и для радиусных фасадов. — Для работы по искусственному камню. -…
02.12.2022
Казань (Россия)
Мембранно-вакуумный пресс МВПА 25-10
Состояние: Новый
Вакуумный мембранный пресс МВПА 25-10 предназначен для разогрева и формовки искусственного камня (Corian, Hi Macs, Staron, Hanex, Kerrock и другие), а также акриловых материалов и термопластиков. …
02.12.2022
Казань (Россия)
Мембранно-вакуумный пресс МВПА 30-15
Состояние: Новый
Вакуумный мембранный пресс МВПА 30-15 предназначен для разогрева и формовки искусственного камня (Corian, Hi Macs, Staron, Hanex, Kerrock и другие), а также акриловых материалов и…
02.12.2022
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по мембранно-вакуумному прессу б/у почти как на Авито и TIU
Видео мембранно-вакуумного пресса б/у
Мембранно-вакуумный пресс МАСТЕР (горячий, для шпонирования)
Главная » Мембранно-вакуумные » МАСТЕР
Галерея изделий
Производитель: KMZ
НАЗНАЧЕНИЕ
Горячие мембранно-вакуумные прессы МАСТЕР (Россия) — для облицовывания заготовок пленками ПВХ, а при использовании силиконовой мембраны — шпоном и другими материалами.
Мембранно вакуумные пресса Мастер. Комплектация
Комплект автоматического прессования на один рабочий стол.
Микропроцессорный программируемый блок управления режимами прессования.
Горячий вакуумный пресс Мастер. Особенности вакуумного пресса
Работа с различными пленками
ПВХ толщиной от 0,1 мм до 1 мм, в том числе и с высокоглянцевыми пленками
ПВХ.
Склейка, придание нужной формы изделиям с использованием мембраны, с нагревом или без нагрева.
Отделка пленками ПВХ фасадов МДФ, столешниц, дверных полотен, декоративных накладок, панелей из МДФ без
мембраны.
Система управления горячим вакуумным прессом. В автоматическом режиме всем процессом от начала и до конца цикла
прессования управляет логический контроллер с выводом информации о текущем
процессе на монитор оператора. В полуавтоматическом режиме оператор может
скорректировать процесс прессования. В ручном режиме оператор получает
полный контроль над процессом — автоматика полностью отключена.
При использовании мембраны — облицовывание натуральным шпоном и каширование финишными декоративными
покрытиями, ламинирование пластиками ДСП и ДВП.
Автоматическое поддержание установленной температуры нагреваемой плиты в широких пределах с большой
точностью.
Индикация работоспособности нагревателей, контроль состояния оборудования.
Наличие программного обеспечения, позволяющего изменить алгоритмы работы пресса.
Высокая производительность моделей с двумя рабочими столами позволяет использовать вакуумный пресс на
производствах с разными типами оборудования.
Использование одной или
нескольких делительных рамок позволяет экономно расходовать пленку ПВХ.
Горячий вакуумный пресс Мастер. Технические характеристики
Модель
ПМВ-У 2750
ПМВ-У 2500
ПМВ-У 2000
Длина
рабочего стола (мм)
2750
2500
2000
Ширина рабочего стола (мм) (определяется при заказе, исходя из
ширины применяемой пленки ПВХ)
1400
1400
1400
Полезная
площадь рабочего стола (зависит от количества,
толщины, конфигурации заготовок, размещенных на столе и типа
используемой пленки ПВХ) (мм MAX)
1400
1400
1400
Мембранный пресс Мастер: мощность нагревателей (кВт)
21
18
14
Потребляемая
мощность при достижении рабочей температуры (кВтч)
11
9
7
Потребляемая
мощность вакуумной станции (кВт)
2. 2
2
1.5
Мембранный пресс Мастер: давление
прессования (кгм2)
9000
9000
9000
Габариты
(м) ДхВхШ
6,3х1,3х1,6
5,8х1,3х1,6
4,9х 1,3х1,6
Обратная связь: запрос цены на Мембранно-вакуумный пресс МАСТЕР (горячий, для шпонирования)
Sprinter Professional — Global Vacuum Presses
Вакуумный пресс с подогревом Sprinter Professional представляет собой универсальный вакуумный мембранный пресс, оснащенный мощным нагревательным кожухом. Машина была специально разработана для вакуумного прессования с термообработкой (горячее прессование) и трехмерным ламинированием фольгой (трехмерное фольгирование/обертывание ПВХ) .
Теплоизолированный колпак со встроенными конвекционными нагревательными элементами турбины и интеллектуальным распределением воздуха с помощью турбинной вентиляции нагревает до 140 ºC, что позволяет сократить время отверждения клеев ПВА, ПУ и УФ клеев. Для обеспечения высокого уровня детализации при ламинировании ПВХ-пленки вакуумный пресс оснащен мощным вакуумным насосом с масляной смазкой, который обеспечивает более высокое вакуумное давление, чем безмасляные вакуумные насосы. Система автоматизации ПЛК, управляемая сенсорным дисплеем, имеет три режима производства: Горячее прессование , Холодное прессование и Пленка ПВХ — и могут быть адаптированы для удовлетворения индивидуальных требований заказчика.
Кроме того, для сложных задач прессования вакуумный пресс может быть оснащен инфракрасными лампами нагрева и рабочей поверхностью плиты нагрева/охлаждения, включая запрограммированные циклы прессования с кривыми нагрева, охлаждения и вакуума.
СП-П-2513
СП-П-3113
СП-П-3713
Площадь прессы
2540 x 1290 мм
3140 x 1290 мм
3740 x 1290 мм
Операция
PLCARED с контролем TouchScreen .
Нагревательный колпак
Изолированный нагревательный колпак, конструкция с двойными стенками 2 или 3 конвекционных нагревательных элемента Макс. температура нагрева 140 ºC Гидравлическая система открывания-закрывания
Вакуумный насос
100 м 3 /ч Вакуумный насос Лопастной, безмасляный Цифровой переключатель давления (автоматическое включение/выключение)
Макс. давление
8,5 т/м2 = 150 мбар абс. (85% вакуум)
Мембрана
Натуральный каучук, 2 мм Латекс, 1 мм Силикон, 2 мм
Рабочая поверхность
18 мм raster compact 9 Liner износостойкая и термостойкая решетка HPL 02 жаростойкая 0 для идеально равномерного удаления воздуха Рабочая высота ±900 мм
Опоры
Регулируемые противоскользящие ножки
Система безопасности
3-сторонний шнур безопасности Аварийный останов
Эл. подключение
220/400 В, 3~, 50/60 Гц
Макс. Power
Размеры
3330 x 1860 x 1950 мм
3930 x 1860 x 1950 мм
4530 x 1860 x 1950 мм
Вес
1550 кг
1730 кг
1900 кг
Сертификация
CE – Декларация о соответствии CO – Сертификат происхождения (по запросу)
2 Технические данные могут незначительно отличаться.
Therpoil Top Prame
Вакуумные чашки (без зажима)
Воздушные турбины
Нагревательный капюшон до 180 ºC
Инфракрасное нагрев
Отопление до 220 ºC
. А | Вакуумные мембранные прессы
Мы производим вакуумные прессы с 2004 года . Вся наша продукция качественная и надежная.
Каталог продуктов
Home /Machines
Дереворабоча и термоформование
Мембранная вакуумная пресса
[ISTRA-A VPR-3000]
. деревообрабатывающее и мебельное производство. Мембранный пресс оснащен поворотным рабочим столом, что экономит производственную площадь и позволяет использовать его в небольших цехах.
Подробнее
Мембранный вакуумный пресс
[ИСТРА-А ВПС-1500/3000]
ВПС холодный мембранный вакуумный пресс предназначен для деревообработки как бюджетное решение. И обычно используется на небольших предприятиях и в мастерских по производству мебели.
Подробнее
Пресс вакуумный мембранный
[ИСТРА-А ВП-3000/4000]
Прессы мембранные серии ВП являются оптимальным решением для деревообработки и производства мебели из всех пород древесины. Вакуумные прессы оснащены системой подогрева.
Подробнее
Вакуумные установки
[ИСТРА-А ВПБ-10/16]
Передвижные вакуумные установки ВПБ-10 и ВПБ-16 для гибки древесины, холодного шпонирования и ламинирования. Производительность вакуумного насоса 10/16м3/ч.
Подробнее
Мембранный вакуумный пресс
[ISTRA-A TF-160H/300H/350H]
Мембранные вакуумные прессы серии TF специально разработаны для предварительного Macs, Staron, Hanex, Kerrock и др.), а также для акриловых материалов и для формовки термопластов.
Подробнее
Мембранный вакуумный пресс
[ИСТРА-А ТФ-300ХВ/350ХВ]
Термоформовочный вакуумный пресс ТФ-300ХВ/350ХВ оснащен системой нагрева и вакуумирования для обработки древесины твердые поверхности и акриловый материал.
Подробнее
Вакуумный пресс для термофольги
[ИСТРА-А ВПФ-2-2600/3000]
Вакуумный пресс для термофольги может использоваться как простой мембранный пресс. Ручной режим – весь цикл прессования контролируется оператором.
Подробнее
Деревообработка и термоформование
Пресс вакуумный мембранный
[ИСТРА-А ВПР-3000]
ПР-3000
Пресс вакуумный мембранный предназначен для холодного производства мебели и вакуумной деревообработки. Мембранный пресс оснащен поворотным рабочим столом, что экономит производственную площадь и позволяет использовать его в небольших цехах.
Подробнее
Мембранный вакуумный пресс
[ИСТРА-А ВПС-1500/3000]
ВПС холодный мембранный вакуумный пресс предназначен для деревообработки как бюджетное решение. И обычно используется на небольших предприятиях и в мастерских по производству мебели.
Подробнее
Пресс вакуумный мембранный
[ИСТРА-А ВП-3000/4000]
Прессы мембранные серии ВП являются оптимальным решением для деревообработки и производства мебели из всех пород древесины. Вакуумные прессы оснащены системой подогрева.
Подробнее
Вакуумные установки
[ИСТРА-А ВПБ-10/16]
Передвижные вакуумные установки ВПБ-10 и ВПБ-16 для гибки древесины, холодного шпонирования и ламинирования. Производительность вакуумного насоса 10/16м3/ч.
Подробнее
Мембранный вакуумный пресс
[ISTRA-A TF-160H/300H/350H]
Мембранные вакуумные прессы серии TF специально разработаны для предварительного Macs, Staron, Hanex, Kerrock и др.), а также для акриловых материалов и для формовки термопластов.
Подробнее
Мембранный вакуумный пресс
[ИСТРА-А ТФ-300ХВ/350ХВ]
Термоформовочный вакуумный пресс ТФ-300ХВ/350ХВ оснащен системой нагрева и вакуумирования для обработки древесины твердые поверхности и акриловый материал.
Подробнее
Вакуумный пресс для термофольги
[ИСТРА-А ВПФ-2-2600/3000]
Вакуумный пресс для термофольги может использоваться как простой мембранный пресс. Ручной режим – весь цикл прессования контролируется оператором.
Подробнее
Стабильность
Каждый день мы стремимся производить лучшие вакуумные прессы, расширяя знания о технологии и делая ее доступной для всех.
Надежность
Нашими приоритетами являются честность, справедливость и качественный продукт, а также исключительное обслуживание клиентов, чтобы помочь клиентам в достижении их бизнес-целей.
Инновации
У нас есть опыт и технологии для создания выдающегося оборудования, разработанного и испытанного в соответствии с вашими потребностями.
Стабильность
Каждый день мы стремимся производить лучшие вакуумные прессы, расширяя знания о технологии и делая ее доступной для всех.
Надежность
Нашими приоритетами являются честность, справедливость и качественный продукт, а также исключительное обслуживание клиентов, чтобы помочь клиентам в достижении их бизнес-целей.
Инновации
У нас есть опыт и технологии для создания выдающегося оборудования, разработанного и испытанного в соответствии с вашими потребностями.
видео-инструкция как сделать своими руками, особенности конструкции, цена, фото
Статьи
Сушилка для досок своими руками делается в том случае, если возникает необходимость в обработке большого объема неподготовленной древесины. Конечно, можно сразу приобретать заготовки с оптимальной влажностью, но в этом случае затраты на покупку материала будут весьма высоки. Так что сооружение специального приспособления может оказаться вполне эффективным с экономической точки зрения.
В нашей статье мы расскажем. Как осуществляется высушивание дерева, и приведем рекомендации по самостоятельному обустройству сушильной камеры.
Чтобы пользоваться сухой древесиной, необязательно тратиться на ее покупку – влажность можно привести в норму и своими силами
Теоретические аспекты
Влага в дереве
Перед тем как приступать к конструированию сушилки, нам необходимо понять, зачем она нужна. Как следует из названия, подобные устройства предназначены для удаления из древесины излишков жидкости, и здесь стоит уделить внимание теории.
Разница между типами влаги
Вся влага в древесине делится на две группы:
свободная — находится в полостях клеток и в межклеточных пространствах. Содержание свободной влаги в первую очередь определяется условиями, в которых росло дерево, а также условиями хранения спиленных заготовок. При высушивании свободная влага выходит из древесины довольно быстро;
связанная (структурная) – жидкость, входящая в состав клеточных стенок. Для каждой породы дерева в норме характерен свой уровень содержания структурой влаги. При этом удаление связанной жидкости происходит очень медленно, потому в естественных условиях сушка может занимать от нескольких месяцев до нескольких лет.
Зависимость деформации от типа доски
Как правило, предел насыщения древесины влагой находится на уровне 30%. Дерево с большей влажностью считается сырым и для работы практически никогда не используется.
Показатели влажности для разного материала отличаются:
Материал
Содержание влаги, %
Пиломатериалы, транспортируемые на дальние расстояния (т. н. транспортная влажность)
Заготовки для высокоточных соединений (паркет, спортинвентарь, музыкальные инструменты)
6 — 8
Зачем необходима сушка
Итак, с самой влагой мы разобрались, теперь давайте проанализируем, зачем нам необходимо снижать ее содержание в деревянных заготовках.
Растрескивание вдоль волокон
При удалении влаги естественным путем изменяется конфигурация древесных волокон, за счет чего происходит уменьшение размеров доски – она «усыхает».
При этом заготовка теряет влагу неравномерно, потому деформация также может происходить в разных плоскостях с разной скоростью.
За счет этого внутри древесины формируются линии напряжения, которые в дальнейшем дают начало трещинам.
Обратите внимание! Как правило, доска трескается вдоль волокон, начиная с торца. Это обусловлено наименее прочными связями между продольными волокнами.
Деформация пиломатериала дугой и «пропеллером»
Кроме растрескивания возможна также поперечная деформация доски: деталь либо выгибается дугой, либо за счет неравномерного поднятия краев формируется так называемый «пропеллер». Объясняется такое поведение просто: не все волокна высыхают одновременно, а значит, их длина уменьшается также по-разному.
Как видите, если использовать для постройки сооружений или изготовления различных конструкции древесину с высоким содержанием влаги, со временем отдельные детали могут прийти в негодность. Избежать этого можно одним способом – до начала работы подготовить сырье, высушив его тем или иным способом.
Режимы сушки
Использование сушильных камер позволяет существенно сократить время, которое требуется на подготовку пиломатериалов к работе. При этом, контролируя режим обезвоживания, мы можем управлять эксплуатационными свойствами получаемого материала. На сегодняшний день специалисты выделяют три режима сушки:
Интенсивная сушка обычно применяется на деревообрабатывающих предприятиях
Режим
Особенности
Мягкий
Температура в камере поднимается постепенно, за счет чего сохраняется не только естественная прочность древесины, но и ее цвет.
При этом скорость обезвоживания сырья несколько снижается.
Стандартный
Используется для доведения материала до конечной влажности с практически полным сохранением прочности.
При этом возможно незначительное изменение оттенка.
Форсированный
Форсированная сушка применяется для максимально быстрой подготовки пиломатериала к работе. После высокотемпературной обработки сохраняется прочность на изгиб, сжатие и растяжение, но может несколько снизиться прочность на раскалывание.
Также возможно потемнение древесины и появление характерного запаха.
Создание сушильной камеры
Готовое помещение
Сушильная камера промышленного производства
Итак, тезис о том, что пиломатериалы необходимо готовить к использованию путем высушивания, мы аргументировали. Теперь давайте разбираться, как сделать сушилку для досок своими руками.
Для начала нам необходимо подобрать помещение, в котором будет происходить процесс сушки:
Поскольку удаление влаги из древесины требует значительных затрат энергии, то площадь сушилки нужно выбирать исходя из планируемых объемов материала.
Оптимальная высота комнаты составляет 2 – 2,5 м (чтобы не нагибаться). Ширина должна позволять размещение одного либо двух штабелей досок по 1,8 – 2 м с проходом между ними.
Окна в сушилке обязательно закладываем кирпичом. Двери расширяем таким образом, чтобы мы могли беспрепятственно загружать обрабатываемый материал.
Для обработки можно использовать старый гараж или сарай
Обратите внимание! Для вентиляции оставляется либо небольшая форточка, либо продух, в который в дальнейшем мы выведем воздуховод.
Если сушка досок планируется в достаточно большом помещении, то желательно сделать в нем отдельную выгородку. Перегородки возводим из кирпича или достаточно толстого бруса, чтобы обеспечить теплоизоляцию.
Постройка сушилки
Впрочем, найти подходящее помещение (чаще всего в этой роли выступает гараж или сарай) получается не всегда.
Именно поэтому будет полезно узнать, как сделать сушилку для досок с нуля:
План помещения
Под конструкцию закладываем ленточный или столбчатый фундамент. Поскольку масса сооружения будет невелика, то и основание делаем неглубоким.
После того как бетон фундамента высохнет, из алюминиевого или стального оцинкованного профиля собираем каркас. Детали каркаса соединяем с помощью болтов и специальных кронштейнов.
Обратите внимание! Цена алюминиевых конструкций значительно выше, но при этом они отличаются существенно большей устойчивостью к коррозии в теплой и влажной среде. Так что использование более дорогих несущих элементов вполне оправдано.
Стенки и кровлю обшиваем стальными листами, которые фиксируем к каркасу саморезами по металлу (с буром). Для максимальной эффективности выполняем двойную обшивку, закладывая между металлическими листами слой минераловатного утеплителя мощностью 100 – 150 мм.
Фото изнутри металлического сооружения
На пол укладываем плотную гидроизоляционную мембрану, которую засыпаем слоем опилок.
Устанавливаем двери, которые должны закрываться как можно плотнее. Для дополнительной герметизации можно усилить дверную коробку брусьями с прикрепленными резиновыми листами.
Как и в случае с использованием уже готового помещения, обязательно обустраиваем вентиляционные продухи для циркуляции воздуха.
После завершения работы проверяем герметичность помещения, при необходимости устраняя дефекты обшивки. Теперь нам осталось оборудовать нашу сушильную камеру.
Обратите внимание! В закрытой сушилке не должно быть щелей, обеспечивающих поступление неконтролируемых потоков воздуха. Связано это с тем, что наличие малейшего сквозняка может спровоцировать неравномерную обработку досок, вызвав их растрескивание или деформацию.
Оборудование
Инструкция по обустройству сушилки может быть самой разной, ведь комплектация камеры во многом зависит как от наших запросов, так и от финансовых возможностей.
И все же общую схему сформулировать вполне реально:
Для начала делаем опоры, на которые будет устанавливаться штабель досок. На полу закрепляем конструкции из деревянного бруса, позволяющие приподнять высушиваемый материал примерно на 10-15 см над уровнем пола доля обеспечения циркуляции в нижнем слое воздуха.
Доски на поддоне с поперечными прокладками
Вместо опор можно использовать настенные стеллажи. При этом на несущих поверхностях закрепляем кронштейны из металла, предназначенные для укладки штабелей вдоль стен сушильной камеры.
Обратите внимание! Этот вариант чаще всего используется при временном переоборудовании под сушилку части хозяйственной постройки.
Вариант с пристенными стеллажами
Далее устанавливаем нагревательный прибор. Это может быть печь, камин, тепловая пушка, тепловентилятор и т.д. – все зависит от ваших предпочтений. Ключевым параметром будет мощность устройства, которая рассчитывается исходя из объема загружаемой древесины: для сушки 1м3 досок необходимо не менее 3 КВт тепловой энергии, соответственно, чем больше сырья нам нужно, тем более мощный аппарат нам потребуется.
Вместе с нагревательными приборами устанавливаем вентиляторы, которые будут обеспечивать движение воздуха. Конечно, можно сэкономить на покупке вентиляционной системы и обойтись естественной вытяжкой, но в этом случае время подготовки досок к работе существенно увеличится, а значит, возрастут и расходы на обогрев камеры.
Размещение вентиляции и обогрева
Вентиляторы и нагревательные приборы располагаем таким образом, чтобы теплый воздух шел поперек воздушного потока. Такая установка позволяет существенно снизить аэродинамическое сопротивление системы, так что сушилка будет работать эффективнее.
Поскольку для функционирования нашей камеры потребуется большое количество электроэнергии, к ней желательно подвести отдельный кабель питания. При этом все используемые агрегаты подключаем к распределительному щитку через УЗО с соответствующими партерами мощности. Такая предосторожность будет не лишней, поскольку дерево, даже не полностью высушенное, способно загореться от малейшей искры, появившейся при замыкании.
Совет! Также желательно становить автоматическую систему управления температурой и вентиляцией. Стоит она довольно дорого, но зато ее использование позволяет управлять параметрами внутренней среды сушилки, обеспечивая тем самым максимальное качество обработки дерева.
Комплексная система обогрева и вентиляции
Использование сушилки
Если сушильная камера была собрана по всем правилам, то пользоваться ею будет достаточно просто. Для этого мы укладываем доски штабелем, прокладывая между рядами бруски толщиной до 20 мм, и загружаем штабель в сушилку.
Штабеля пиломатериала
После этого начинаем изменять температуру, постепенно увеличивая нагрев.
Схем высушивания существует множество, но начинающим мастерам стоит использовать низкотемпературный режим, как обеспечивающий максимальное качество с минимальным риском появления брака:
Нагрев – поднимаем температуру до 45 – 50 0С со скоростью 5 — 70 С в час.
Выдержка – сохраняем 50 0С в течение 5 часов.
Сушка – уменьшаем влажность дерева с 30 до 8%, постепенно увеличивая температуру до 60 0С. Этот этап занимает около 48 часов. Приточная и вытяжная вентиляция включается на половину мощности.
Кондиционирование – температуру поддерживаем на уровне 600С в течение еще 12 часов. Вентиляция при том должна активно работать.
Остывание до температуры окружающей среды с выключенным обогревом и вентиляцией.
В результате мы должны получить доски, пригодные для большинства видов плотницких и столярных работ.
Результат обработки
Заключение
Как видите, сушилка для доски своими руками делается довольно просто (но надо признать — с определенными финансовыми затратами). При этом использование этого приспособления позволяет получить большое количество строительного сырья, которое при покупке у производителя обошлось бы значительно дороже.
Для более подробного ознакомления с технологией камерной сушки древесины советуем всем, кого заинтересовала данная тема, изучить видео в этой статье.
Как просушить деревянные доски в гараже самостоятельно
Содержание
Правильная сушка досок — сложный процесс
Особенности сушки различных пород дерева
Гараж для сушки деревянных досок: на крыше
Высыхание досок внутри гаража: два способа
Не просушенная древесина деформируется, расходится по проклеенным швам. Для того, чтобы деревянное изделие служило долго и получилось все, как было задумано, доски и заготовки необходимо высушить перед работой. Идеальным местом для этого будет ровная поляна в полутени. Если такой вариант не подходит, так как вы боитесь кражи, лучше выбрать закрытое помещение и использовать вентиляторы или сушилки. Таким помещением, где можно просушить деревянные доски, может быть гараж.
Правильная сушка досок — сложный процесс
Древесина по свойствам поглощать влагу напоминает губку. Деревянные доски при влажном воздухе впитывают мельчайшие капли из окружающей среды, разбухая и становясь больше. Сухой воздух делает древесину суше и меньше. Важно, чтобы дерево получило равновесное содержание влаги с окружающим воздухом.
Было бы идеально, если бы доски были высушены равномерно до той влажности, при которой планируют их использовать. Это правило важно для сушки древесины в любых условиях, будь то специальная сушильная камера, гараж или же открытая площадка на улице.
Мастера отмечают, что из-за уменьшения массы древесины после просушки работать с ней намного легче, чем с влажной.
В этом процессе есть свои сложности:
каждый вид древесины требует отдельный подход, сушка березы и пихты, например, отличается;
если что-то пошло не так: начался процесс гниения или лес потрескался, то доски придется выкинуть или тратить силы на маскировку испорченных мест;
сушить необходимо в тщательно проветриваемом помещении, иногда приходится сооружать вентиляторы и самодельные электросушилки.
Особенности сушки различных пород дерева
К каждому виду древесины необходим свой подход в просушивании досок. Рассмотрим, какие особенности в высыхании сосны, березы, лиственницы, пихты и заготовок из плодовых деревьев.
Береза — древесина капризная, чтобы избежать деформации, необходимо покрыть торцы и поперечные срезы досок краской или клеем ПВА. Иначе эти места будут высыхать быстрее, чем остальная доска. Кроме того, на березе могут возникать трещины из-за сквозняков, поэтому надо сушить в вентилируемом помещении, но без резких потоков воздуха.
Сосна сушится проще, в ней не так часто появляются необратимые изменения. Поэтому ее чаще выкладывают штабелями на улице под навесом, иногда переворачивая доски, что избежать гниения в местах соприкосновения друг с другом.
Кедр обычно высушивают в специальной камере, так как необходимо соблюдать температуру в 25 градусов и влажность в 18%. Но некоторые мастера организуют этот процесс на площадке под навесом. Кроме того, как и березу срезы кедра покрывают краской, клеем или известью, чтобы снизить вероятность трещин. Правда, на кедре изъяны образуются реже, так как это более твердое дерево.
Лиственницу рекомендуют также сушить в камере при тех же параметрах, что и кедровые доски. На улице сушка возможна, но она затянется надолго. В специальной сушилке лиственница становится готовой за пять дней.
Сушка пихты возможна только в промышленных условиях, так как до начала основного процесса все доски необходимо обдать паром. Далее доски подвергаются термической обработке в специальной камере, начинается процесс сушки.
Доски из плодовых деревьев редко встретишь, но мастерам приходится иногда сушить древесные заготовки после плановой срубки зимой (когда в дереве меньше влаги) вишни или груши. По отзывам в интернете, для этого подойдут антресоли или дальние полки гаража, где относительно сухо. Однако там дереву необходимо пролежать как минимум год. Все зависит от толщины заготовок и влажности воздуха в помещении.
Гараж для сушки деревянных досок: на крыше
С процессом подсушки досок может столкнуться любой человек, купивший немного леса для строительства. Ведь современные склады продают полуготовые, не досушенные доски. И приходится что-то изобретать, придумывать, чтобы получить из купленной древесины изделия, которые можно обрабатывать, сверлить и клеить. Какие же есть варианты сушки из подручных материалов?
Самый распространенный вариант сушки дерева — расположение досок пачками в обдуваемом месте. По времени он непредсказуем: все зависит от погоды, влажности воздуха на улице. Летом за сезон такое неприхотливое дерево как сосна высыхает до требуемых 12 процентов влажности. В качестве обдуваемого места идеально подойдет крыша вашего гаража, если она не является покатой.
Крышу гаража можно не застилать предварительно кусками рубероида. На поверхность сразу высыпаются древесные опилки слоем в 1-2 см, слой выравнивается. Распиленные доски нужно приподнять с помощью двух и более опор. Необходимо поставить опоры на 1,5 м друг от друга. На них кладется прокладка из бруска (6 на 8), далее можно уже положить досок в штабелях. Следует выполнить условия:
штабель должен быть положен перпендикулярно самому часто встречающемуся в вашем регионе ветру;
размеры «стопки» досок — не меньше полуметра в высоту и до метра двадцати сантиметров в ширину.
Далее необходимо соорудить навес из ткани, либо же накрыть доски железом. В сухую погоду навес из ткани — предпочтительный вариант, но если в вашем регионе обложные дожди летом — явление частое, то лучше подготовить железный козырек.
Для этого необходимо провести следующие работы:
Доски стягиваются с помощью резиновых лент, проложенных через нижние и верхние горизонтальные прокладки (можно использовать старую автомобильную или несколько велосипедных камер для изготовления лент).
На верхние прокладки кладутся сухие жерди толщиною 8-10 см.
Сверху настилается кровельное железо так, чтобы образовался небольшой двухсантиметровый козырек с каждой стороны.
Для водоотвода все края загибаются вниз.
Кровельное железо желательно прижать чем-то тяжелым, чтобы его не перевернуло ветром.
Высыхание досок внутри гаража: два способа
Также есть способы сушки дерева внутри гаража. Рассмотрим наиболее эффективные из них.
Первый вариант — сушка дерева на бетонном полу гаража при включенном вентиляторе. Доски просто раскладываются на поверхности пола, включается и постоянно работает вентилятор, чтобы обеспечить циркуляцию воздуха. Бетон обладает свойством впитывать влагу, что способствует быстрому высыханию дерева. Для равномерной сушки доски необходимо переворачивать. По отзывам, так доски из сосны высыхают до оптимального состояния за три недели.
Другой вариант — сушка в штабелях инфракрасным излучением. Это ускоренный способ, позволяющий добиться оптимальной влажности внутри досок за несколько дней.
Приобретается инфракрасная сушилка (стоит она довольно дорого, от 3 тысяч за кассету), либо же берутся несколько маленьких инфракрасных кассетных обогревателей.
Сооружается штабель из досок так, как было описано в предыдущем разделе. Между тремя слоями досок кладется несколько инфракрасных кассет. Над завершающим теплым слоем необходим один слой из досок. Это расположение считается оптимальным для равномерной просушки и качественного нагрева дерева.
Делается оболочка для штабеля. Материалом может послужить полистирольный утеплитель, который укладывается сверху и снизу. Необходимо предусмотреть ограждения сбоку вашего штабеля.
На форумах описываются и другие способы сушки древесины. Доски можно обернуть бумагой и полиэтиленом и заменять бумагу, впитавшую влагу, один раз в день. Еще один вариант — сушка досок в бане. При этом температура воздуха повышается постепенно. Доска в бане высыхает за день.
Прежде чем организовывать сушку древесины в домашних условиях желательно оценить свои возможности. Вероятно, лучше сэкономить силы и время и объездить несколько складов перед покупкой пиломатериала, чтобы приобрести тщательно высушенные промышленным способом доски. Такое дерево может стоить дороже, но оно гарантированно будет качеством повыше.
Простой подход к сушке пиломатериалов
Это третья и последняя часть книги «Производим пиломатериалы своими руками». Предыдущие статьи касались заготовки бревен (июнь 2006 г.) и различных стратегий распиловки бревен (октябрь 2006 г.).
Следующим шагом в процессе является успешная сушка произведенных вами пиломатериалов до стабильного и пригодного для использования состояния. Информация в этой статье предназначена для тех, кто хотел бы научиться как можно проще производить собственные пиломатериалы из местных ресурсов.
Первое, что вам нужно понять, это то, что люди успешно сушили пиломатериалы на протяжении тысячелетий, задолго до появления современной технологии сушильных камер, которые в широком масштабе появились только в прошлом столетии или около того. Сушка пиломатериалов часто представляется сложной задачей, и если вы пытаетесь подтолкнуть пиломатериал к переворачиванию как можно быстрее, это может быть. Но если вы правильно обработаете это, примете некоторые меры предосторожности и не торопитесь, достичь своей цели не так уж сложно.
Однако, если вы хотите производить пиломатериалы самостоятельно, вам, как правило, приходится придумывать собственную стратегию их сушки. Трудно найти коммерческие сушилки для пиломатериалов, которые готовы сушить небольшое количество древесины, и результаты могут быть менее чем удовлетворительными, если они это сделают. Они часто не обращаются с древесиной с той осторожностью, которую вы хотели бы, и эти печи работают лучше всего, когда древесина одной породы с примерно одинаковым содержанием влаги. Если у вас есть друг с печью, лучше быть хорошим другом. Зарабатывать на сушке пиломатериалов на заказ сложно, поэтому большинство людей делают это для собственного контроля и удобства. Если, в конце концов, вы недовольны тем, как была высушена ваша древесина, вы оба будете очень расстроены.
С помощью Матери-Природы
Сушить древесину, сведя ее к основам, очень просто. Цель состоит в том, чтобы уменьшить содержание влаги в вашей древесине до относительного содержания климата, в котором будет находиться древесина, при этом пытаясь уберечь древесину от деформации, растрескивания, образования сот и т. д. Хорошая новость заключается в том, что, как и солнечная энергия и энергия ветра , Мать-природа предоставляет средства для выполнения задачи, используя эти два источника: температуру и движение воздуха.
Поскольку мы планируем использовать эти ресурсы, идея состоит в том, чтобы сушить древесину на воздухе до тех пор, пока она не перестанет выделять влагу без посторонней помощи, а затем рассмотреть различные способы завершения процесса сушки. Как правило, вы можете достичь содержания влаги в 10-15 процентов только с помощью воздушной сушки, хотя это может варьироваться в зависимости от вашего местного климата. Засушливые районы юго-запада могут легко достичь содержания влаги в 8 процентов путем сушки на воздухе, тогда как влажные районы, такие как прибрежные штаты Мэн или Орегон, будут на другом конце спектра. Цель для коммерчески высушенных пиломатериалов составляет 6-8 процентов, но нет необходимости достигать этого числа с вашими пиломатериалами.
Я проверял влажность мебели в своем доме в Пенсильвании в конце зимы и летом, просто чтобы посмотреть, как меняется влажность. При открытых окнах и отсутствии кондиционера летом и дровяной печи в качестве источника тепла влажность мебели в течение года колебалась в пределах 9-11 процентов.
Наиболее распространенный метод воздушной сушки пиломатериалов заключается в укладывании узких палочек перпендикулярно слоям пиломатериалов, чтобы создать воздушное пространство между каждым слоем и обеспечить выход влаги. Хорошая основа имеет решающее значение для успешной сушки древесины. Мне нравится использовать трехуровневую систему для основания, ставя три или более поперечины — в зависимости от длины пиломатериала — на самую ровную поверхность, которую я могу найти или создать.
Затем я положил два тяжелых бревна по всей длине сваи. Наконец, я положил квадратные нары размером от 3 до 4 дюймов поперек бревен, готовые принять слои пиломатериалов. Некоторые люди кладут свои койки прямо на землю, и вы можете это сделать, но очень сложно выровнять столько предметов, а затем поддерживать этот статус при смене времен года и погоды. Эта трехуровневая система также удерживает пиломатериалы выше от земли и дальше от влаги. Во время сушки ворс может нуждаться в некоторой корректировке, и с помощью этого метода вы можете легко поддомкратить и подложить койки в любом месте, которое осело, чтобы пиломатериалы оставались ровными.
Как бы вы ни планировали это сделать, очень важно, чтобы это было очень прямо. Поймите, что вам не нужно сводить себя с ума, добиваясь абсолютного совершенства установки основы, ведь даже небольшие вариации в распиле сведут на нет это совершенство, а неаккуратная, плохо выровненная основа отразится на конечном изделии. Более важно иметь систему, позволяющую корректировать ворс после его завершения и в процессе сушки, а также следить за ворсом во время сушки пиломатериала, чтобы предотвратить возможные проблемы.
Мне нравится строить штабель шириной 4 фута и ставить поперечные нары через каждые 2 фута. Когда я впервые начал сушить пиломатериалы 30 с лишним лет назад, наклейки обычно размещались в центрах 2 дюймов, но со временем я переключился на размещение палочек в центрах 1 фута для пиломатериалов толщиной от 4/4 до 6/4, хотя Я все еще приклеиваю свои более толстые пиломатериалы на 2-дюймовые центры. Я обнаружил, что размещение наклеек с интервалом в 1 фут приводит к более плоскому пиломатериалу и меньшему количеству проблем, и это стоит дополнительной работы и большего количества используемых палочек. Как я уже говорил ранее, сушить пиломатериалы на воздухе несложно. Тем не менее, правильное наращивание сваи необходимо для производства хороших пиломатериалов, а плохая свая будет преследовать вас на протяжении всей жизни этого пиломатериала. Нары должны быть расположены на правильном расстоянии друг от друга и перпендикулярны штабелю, а палки должны быть выровнены точно и аккуратно над койками. Различия в выравнивании стиков будут иметь отрицательный результат, так что это время и место, чтобы уделить пристальное внимание.
Приобретение палочек
На самом деле, самая большая проблема, с которой вы можете столкнуться при сушке, — это найти достаточное количество палочек, чтобы обклеить пиломатериалы. Если вы сушите тысячу футов пиломатериалов размером 4/4 и планируете использовать центры размером 1 фут, вам понадобится 275 палочек для этого пиломатериала. Если у вас есть разные штабели для сушки пиломатериалов в течение разного времени, ваши потребности исчисляются тысячами. Не очень весело делать свои собственные палки, бесконечно пропуская доски через настольную пилу для их производства, не говоря уже о том, чтобы придумывать достаточно низкокачественного материала для резки в первую очередь.
Кстати, наклейки обычно имеют толщину 3/4 дюйма и ширину 1-1/4 дюйма, и вам не следует использовать более тонкие палочки, потому что вам нужно достаточно места для хорошей циркуляции воздуха. Есть компании, которые производят палки на коммерческой основе, но они недешевы, или вы можете попытаться найти лесопилку, у которой есть переизбыток, и купить некоторые по разумной цене. Я беру палки с лесопилки, которая укладывает пиломатериалы в пачки шириной 6 футов, и я беру сломанные палки, которые они больше не могут использовать, и обрезаю их до длины 4 фута, которую я использую. Вы получаете материал более низкого качества из своих бревен, которые вы можете превратить в палки, и вы всегда можете вырезать материал из бревен, которые вы не цените так высоко, например, бук или ясень. Они должны быть из более твердого дерева и не должны содержать много сучков, так как они настолько узкие, что легко ломаются. Одна вещь, которую вы не хотите делать, это использовать зеленые палочки на пиломатериалах. Влага будет скапливаться между зелеными палочками и зелеными пиломатериалами, создавая среду, в которой плесень и грибок могут процветать и повреждать пиломатериалы. Большинство новичков сосредотачиваются на древесине, а палки — это второстепенная мысль, но они являются очень важной частью процесса, и вы не хотите, чтобы вам приходилось карабкаться в последнюю минуту, когда приходит время укладки.
Каждое бревно дает низкосортные и ненужные пиломатериалы, поэтому я предпочитаю начинать и заканчивать свою кучу этим материалом. Я всегда начинаю с самых длинных пиломатериалов, укладывая один или два слоя низкосортных, чтобы лучше защитить лучшие пиломатериалы от грунтовой влаги и грязи. Лучше всего стараться, чтобы ворс был одной длины. Но если вы не можете этого сделать, вы хотите, чтобы пиломатериал отступал постепенно, насколько это возможно, чтобы у вас было минимальное количество неподдерживаемых досок. Я оставляю небольшое пространство, 1 дюйм или меньше, между каждой доской в слое, немного больше на более толстом материале, и стараюсь распределять доски равномерно, регулируя расстояние по мере необходимости. Если у меня есть доски разной длины, мне нравится чтобы положить длинные доски снаружи и чередовать более короткие доски под прямым углом к каждому концу, чтобы ворс оставался ровным.0003
Когда мне нужно отступить, скажем, от 10-футового до 8-футового пиломатериала, я закончу эту длину несколькими низкосортными слоями и положу бетонную перемычку на последний слой, чтобы удержать вес на более длинном пиломатериале. Я дополняю кучу слоями низкосортного пиломатериала, который откладываю, пока наклеиваю кучу. Верхние слои склонны к большему искажению, и эти доски обеспечивают некоторую защиту остальной части ворса, поэтому полезно использовать этот материал, который часто называют покровными досками.
Когда куча собрана и я планирую оставить ее на открытом воздухе, я предпочитаю покрывать верхнюю часть кучи более длинными койками, расположенными перпендикулярно к куче, обычно 6 футов или длиннее, и помещаемыми поверх рядов наклеек, чтобы сконцентрировать любые вес над ними. Следующий шаг — покрыть койки старой металлической кровлей, которую я восстановил из какого-то другого проекта или друга, который знает, что мы не возражаем против кровли с несколькими отверстиями.
Я прикрепляю крышу к койкам с помощью шурупов, что значительно облегчит разборку, а затем укладываю сверху несколько плит или бревен, чтобы утяжелить крышу. Сквозь старые отверстия капает немного воды, но основную часть влаги берут на себя доски покрытия. Если это не подходит, положите немного толя поверх кучи так, чтобы нары на крыше были поверх бумаги.
Мне нравятся более длинные верхние койки, чтобы обеспечить некоторый выступ для сваи, чтобы обеспечить дополнительную защиту от непогоды, и я обычно позволяю кровле выходить на 1-2 фута над концами по той же причине. Не делайте ошибку, накрывая стопку брезентом, так как это препятствует удалению влаги ветром и создает климат, благоприятный для плесени и гниения, что может негативно повлиять на пиломатериалы и значительно увеличить время сушки. По тем же причинам не стоит класть свежеспиленные пиломатериалы в закрытое здание, например гараж или сарай. Защита, которую обеспечивает здание, может препятствовать надлежащему высыханию древесины по тем же причинам.
Единственное известное мне исключение, это когда вы сушите промежность, кап или другую древесину с большим количеством переплетенных волокон. Из-за летучей природы этого типа древесины мне нравится сушить его как можно медленнее, чтобы свести к минимуму повреждение, но я кладу его внутрь только осенью или зимой, когда плесень не образуется. Пиломатериалы, наклеенные под открытой односкатной крышей, подойдут. Часто это лучший сценарий для пиломатериалов, если у вас есть такое пространство, поскольку оно обеспечивает хорошее движение воздуха и большую защиту от солнца и других элементов. Вы также можете использовать переносные постройки с металлическим каркасом и пластиковой крышкой, если их концы открыты для воздуха и через сваю проходит хороший поток.
Обеспечение защиты
Говоря о ветре, вы должны считать его своим другом, но вы также должны уважать его нрав. И вам нужно помнить об этих параметрах при выборе места для ваших штабелей пиломатериалов. Я видел целые кучи пиломатериалов, разобранных сильным штормом, и это не очень приятное зрелище, и не очень весело снова складывать мокрые и грязные пиломатериалы.
Движение воздуха является ключом к успешной сушке, и вам нужно достаточное количество воздуха для перемещения влаги. Но слишком сильный ветер может нанести вред древесине. В правильных условиях, например, в очень засушливый день со слишком сильным ветром, вы можете испортить только что наклеенную пачку пиломатериалов за очень короткое время, высушив поверхность так быстро, что она одновременно проверит поверхность и превратит пиломатериал в соты. Трудно поверить, что вы можете повредить пиломатериалы на открытом воздухе, и, хотя древесина сушки на воздухе довольно щадящая, существуют ограничения, о которых вам нужно знать.
Солнце — такой же друг — очень необходимый, но и опасный. Древесина лучше сохнет в более теплых условиях. Жара заставляет эти молекулы воды танцевать и легче отделяться от дерева, но прямое солнце может нанести ущерб, особенно в разгар лета. Это еще одна причина нависания вершин. Если я чувствую, что слишком много подвергается воздействию солнца и ветра, я могу использовать коммерческий экран, такой как Shade-Dri, прикрепленный к сторонам штабеля, чтобы отражать часть солнца, ветра и дождя.
Еще одним фактором является время года. Лучше всего сносить деревья после того, как соки сойдут осенью, и всю зиму до того, как они поднимутся, а также попытаться распилить пиломатериалы и наколоть их на палки на некоторое время до того, как погода станет теплой, чтобы пиломатериалы не в шоке от летней жары. Это идеал, которого не всегда удается достичь, но к нему стоит стремиться.
Некоторые сорта древесины, особенно белые, такие как клен и сосна, очень восприимчивы к окрашиванию, особенно если они свежесрублены в теплую погоду. Сосна страдает от синевы, если спилить слишком поздно, и может поразить всю кучу, поэтому я никогда не рублю сосну после марта. А клен, ясень и другие светлые породы дерева могут страдать от пятен от наклеек, когда наклейки для пиломатериалов задерживают влагу в месте их установки, что может привести к появлению теней на пиломатериалах. Пятна от наклеек не представляют такой серьезной проблемы, когда дерево наклеивается зимой. В более теплую погоду вы можете либо использовать рифленые палочки, которые позволяют влаге выходить из-под палок, либо наклеивать пиломатериалы на несколько недель, пока поверхность не высохнет, а затем повторно приклеивать ворс палками в несколько другом месте. Это может показаться большой работой, но альтернативой являются пиломатериалы, которые выглядят так, будто кто-то проложил по ним железнодорожные шпалы, испортив внешний вид.
Более темная древесина, такая как вишня и орех, менее подвержена окрашиванию, но непосредственное воздействие теплой погоды вызовет стресс у любой древесины и усилит ее деградацию.
Предотвращение повреждений
Существуют и другие меры предосторожности, которые можно предпринять, чтобы свести к минимуму повреждение пиломатериалов в процессе сушки. Мне нравится запечатывать концы пиломатериалов краской для бревен, чтобы они не высыхали быстрее, чем остальная часть доски, и не проверялась с концов. Лучше всего это делать, когда бревно свежеспилено, или вы также можете заклеить доски, пока торцы свежие. Чем дольше торцы остаются открытыми, тем менее эффективным будет герметик, поэтому поторопитесь.
Если вы вырезаете промежности или капы, хорошо герметизировать плоские поверхности тем же герметиком для бревен и пиломатериалов, чтобы предотвратить их слишком быстрое высыхание. Но запечатайте только фигурный участок, а не всю доску, иначе влага будет с трудом выходить.
Мне нравится использовать прозрачный герметик, когда я делаю это, так что я все еще могу читать волокна, не стирая герметик. Я очень люблю более широкие доски, которые более склонны к расщеплению с концов и могут углубляться в доску в процессе сушки, и я использую ряд стратегий для борьбы с этим. Я могу вбить тяжелые электрические скобы в концы, чтобы закрепить раскол, но я тщательно помечаю их стрелкой с обеих сторон доски, чтобы убедиться, что я найду их раньше, чем мои инструменты. Вы также можете прибить тонкие деревянные полоски к концу доски, используя несколько гвоздей, чтобы доска не расползалась. На особенно ценных широких досках я иногда использовал небольшие нейлоновые храповые ремни, чтобы скрепить доску, компенсируя провисание, когда доска сжимается. Я также использовал стальную ленту, которую вы видите, чтобы связать пакеты пиломатериалов вместе для транспортировки, вбивая небольшие клинья вдоль края доски, когда пиломатериал высыхает, чтобы сохранить натяжение на доске.
Это может показаться немного навязчивым, но красивая доска, разделенная вдоль клетки, быстро подтолкнет вас к поиску решения, позволяющего сохранить такой ценный пиломатериал.
Когда высохнет?
После того, как пиломатериал правильно наклеен и покрыт в хорошем месте, все, что вам нужно сделать, это дать время и элементы воздействуют на ваш пиломатериал, время от времени проверяя сваи на предмет провисания. Традиционное эмпирическое правило заключается в том, чтобы дать пиломатериалу высохнуть на воздухе в течение одного года на каждый дюйм толщины, но это лишь общее правило, и тщательный мониторинг пиломатериала, особенно с помощью измерителя влажности, обеспечивает большую гибкость. Если ваши более тяжелые пиломатериалы нарезаны на квадраты и могут сохнуть равномерно со всех сторон, вы, безусловно, можете ускорить процесс, но широкие толстые доски займут достаточно много времени, да и ваш местный климат также окажет свое влияние. Весной я бы порекомендовал насадить пиломатериалы 4/4 и 6/4 на палки и оставить их на палках до следующей осени. Затем демонтируйте сваи после периода засушливой погоды, чтобы свести к минимуму влажность пиломатериалов.
Когда вы решите, что пиломатериалы достаточно высохли на воздухе и пора снять ворс, вам нужно решить, как завершить процесс сушки, чтобы удалить оставшуюся влагу, которая обычно составляет всего 2-6 процентов. Если вы собираетесь использовать какое-то количество дров на регулярной основе, вы можете подумать о строительстве очень простой печи.
Не паникуйте, когда слышите слово «печь», потому что ее легко и недорого построить. Вам просто нужно построить коробку, изолировать ее чем-то простым, например, пенопластом, и прикрепить дверцу спереди, которая складывается и убирается для загрузки. Если вы собираетесь использовать сваи 4 фута, я бы порекомендовал камеру глубиной 6 футов, потому что вам нужен достаточный поток воздуха вокруг передней и задней части сваи и любой высоты, которую вы считаете необходимой для своей работы.
Пара небольших вентиляторов необходима для перемещения воздуха, и они могут быть установлены на куске фанеры, продолжающемся по всей длине камеры вверху и параллельно свае, чтобы воздух проходил через сваю так, как палки бегут. Вы хотите иметь возможность закрыть пространство между вентиляторами и верхней частью сваи брезентом, свободной изоляцией из стекловолокна, кусками изоляционной плиты или фанеры, чтобы воздух проходил через сваю, а не вокруг нее. Трудно полностью загерметизировать все области вокруг сваи, и в этом нет необходимости, но вы должны заблокировать большие открытые области, чтобы обеспечить наилучшее движение воздуха.
Источник тепла необходим и может быть таким же простым, как переносной электрический обогреватель, но обязательно изолируйте обогреватель таким образом, чтобы не создавать опасности возгорания. Тепла будет достаточно, чтобы высушить пиломатериалы, но вы также можете поставить в печь небольшой осушитель, чтобы ускорить процесс. Общепринятое мнение заключается в том, что вы не можете использовать домашний осушитель для сушки древесины, особенно с кислой древесиной, такой как дуб, который вызывает коррозию змеевиков. Но на этом этапе сушки влаги нужно удалить очень мало, и экспозиция минимальна. Вы можете приобрести осушитель воздуха для дома за 100-200 долларов, в отличие от коммерческих деревянных осушителей, которые стоят минимум 2500 долларов, поэтому вы можете приобрести довольно много недорогих, прежде чем приблизитесь к стоимости обычного устройства. Я бы порекомендовал достать сливной шланг из коробки и опустошить его в ведро, чтобы можно было контролировать поток воды. Вы также можете использовать ручной влагомер, такой как Lignomat, с удаленными датчиками, подключенными к кабелям, чтобы вы могли проверять содержание влаги в различных досках глубоко в штабеле снаружи печи.
Печь на солнечных батареях — идеальный вариант, особенно если у вас гибкий график. Солнечные печи прекрасно работают в большинстве мест на сезонной основе, потому что они лучше всего работают в более теплую и солнечную погоду. Моей первой печью была солнечная печь, и она работала очень хорошо с весны до осени, с дополнительным преимуществом в виде более низких затрат на электроэнергию. В основном они устроены так же, как и любая другая печь — изолированный ящик с вентиляторами для перемещения воздуха, со стеклянными или пластиковыми панелями над пиломатериалами, правильно расположенными под углом и расположенными так, чтобы максимально использовать солнце. Ключевым моментом здесь является разработка средств автоматической вентиляции печи в самые солнечные летние дни, чтобы она не перегревалась и не повреждала или не разрушала ваши пиломатериалы. Вы определенно хотите исследовать это задолго до начала.
Более простые методы
Если вы хотите сушить меньшее количество или не хотите усложнять себе жизнь строительством печи, есть другие, более простые способы отделки пиломатериалов. Вы можете занести пиломатериалы внутрь в отапливаемое помещение и сложить пиломатериалы на палки прямо на пол. Вы можете ускорить процесс, поставив один или два небольших вентилятора на пол перед кучей, но достаточно далеко, чтобы воздух проходил через всю кучку. Это еще одна причина, по которой мне нравится сносить штабеля пиломатериалов осенью, в основном для того, чтобы использовать существующую в здании жару. Без тепла и более низкой влажности вы не создадите среду, в которой древесина будет выделять гораздо больше влаги, чем если бы она была снаружи.
Вы также можете разместить пиломатериалы в подвале или на чердаке летом, чтобы использовать тепло, выделяемое там, но вам нужно приклеить пиломатериалы, чтобы тепло и воздух имели доступ ко всем пиломатериалам — независимо от того, где они находятся. место расположения. Если даже эти методы больше, чем вы хотите, вы можете принести доски, которые хотите использовать, в отапливаемый цех и поставить их почти вертикально к стене с достаточным воздушным пространством между ними, и они высохнут. Я уверен, что есть много других возможных способов отделки пиломатериала, и пока они включают в себя тепло и воздушное пространство, пусть творчество и обстоятельства будут вашим руководством.
Ключ к работе с древесиной из любого источника, включая промышленно высушенную древесину, заключается в том, чтобы принести ее в мастерскую и дать ей акклиматизироваться как можно дольше, хотя даже несколько недель будут иметь огромное значение. Одно из определений слова «акклиматизироваться», согласно словарю Мерримана-Вебстера, означает «привыкнуть к новой ситуации или климату», и это то, что нужно вашей древесине. Я не думаю, что есть более важный совет, который я мог бы дать коллеге-столяру по работе с деревом.
Если вы сможете спланировать хотя бы один проект заранее или сможете принести пиломатериалы для следующей работы, пока завершаете текущую, это значительно улучшит обрабатываемость ваших пиломатериалов и сведет к минимуму многие потенциальные проблемы. Очевидно, это трудно применить к крупному коммерческому предприятию, но я предполагаю, что такое предприятие, вероятно, не собирается заниматься производством пиломатериалов на заднем дворе. Я пытаюсь сделать это со всеми пиломатериалами, которые я использую, независимо от их происхождения, потому что вся древесина гигроскопична и хочет достичь равновесия с любой средой, в которой она находится.0003
Готово
Я постарался включить основную информацию, которая вам понадобится, если вы хотите попробовать изготовить пиломатериалы своими руками, а также некоторые возможные способы высушить эту древесину. Как только вы поймете несколько принципов сушки пиломатериалов, в основном потребность в ветре, тепле, правильном наклеивании и каком-либо покрытии или укрытии, тогда здравый смысл и немного инноваций — это все, что вам нужно.
Экспериментируя и набираясь опыта, вы научитесь разрабатывать свою собственную систему, исходя из того, что лучше всего работает в вашей ситуации, и ограничений пространства, в котором вам приходится работать. Пространство является важным фактором, потому что оно может быстро выйти из-под контроля. . Я пошел искать промежностную панель из орехового дерева для часов, которые я собирал еще в 19 году.72 и оказался в бизнесе пиломатериалов, так что это может быть очень затратным.
Я могу честно сказать, что после более чем 35 лет охоты за бревнами и пиломатериалами я до сих пор волнуюсь, видя причуды природы, которые приводят к совершенно особенной древесине. И вы никогда не знаете, что произойдет дальше, какой сумасшедший узор может создать дерево без рифмы или причины.
Чем больше вы вовлечены в производство используемых вами пиломатериалов, тем более осмысленным может быть весь процесс деревообработки. Поиск больших бревен или спасение тех, которым уготована менее благородная судьба, знание того, откуда взялись ваши пиломатериалы, распиливание их так, как вы хотите, доведение их до пригодного для использования состояния и, возможно, нахождение чего-то особенного, с чем вам не придется бороться орды, за которые можно заплатить целое состояние, — это всего лишь несколько причин, чтобы попробовать. Если вы решите пойти по этому пути, вы получите очень здоровое уважение к объему работы, необходимому для доведения бревен и/или сырых пиломатериалов до пригодного для использования состояния, и признательность за истинную ценность пиломатериалов и людей, которые их производят. Это. п
Луис Ирион является владельцем компании Irion Lumber Co. в Уэллсборо, штат Пенсильвания.
Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Установка Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк
Главная || Новые посетители
Карта сайта
Извините… введенный вами адрес недоступен.
Скорее всего, вы ввели неверный адрес (URL)
Список ссылок для навигации по сайту можно найти на карте сайта WOODWEB
Меня интересует ………. Бизнес Покупать и продавать Изготовление шкафов Компьютеры и производство Работа Пиломатериалы Машины Распиловка и сушка Рекламные возможности Стандартная карта сайта
Ресурсы
Домашняя страница Что нового Новые посетители
Видео Библиотека Программное обеспечение и мобильные приложения Аукционы, Распродажи и специальные предложения
–
Знак оповещения о продаже Промышленность Новости Деревообработчики Каталог Пиление и Сушка Справочник The Wood Doctor
Пользовательское соглашение и условия использования Политика конфиденциальности
Ссылка на WOODWEB
Стать Член Логин
Каталог продукции
Каталог продукции (Основной) Алфавитный список предприятий Клеи и крепежные изделия Объединения Бизнес Шкафы Комплектующие Компьютер Программное обеспечение Чертеж Дизайнерские услуги Образование Электроника Отделка и Абразивы Лесное хозяйство Ручные инструменты Метизы -Кабинет Аксессуары -Декоративный
-Ящик Системы -Петли
-Освещение
-Панель Установка
Работа Возможности и услуги по деревообработке
Ламинирование и наплавка
Пиломатериалы и Фанера -Розничная торговля Пиломатериал & Фанера
Машины
-Воздуха Компрессоры -Аукционы & Оценки
-Скучный Машины -Резьба Машины -Зажимное оборудование
-ЧПУ Машины
-Комбинация Механизм -Копинг Машины
-Настольное оборудование
-Дверь и оконное оборудование
-Оборудование ласточкиного хвоста
-Шпоночное оборудование
-Производство дюбелей Машины
-Пыль Коллекция -Нисходящий поток Столы -Кадр Оборудование
-Край Бандерс -Энергия Производство Оборудование -Палец Фуганки -Отделка Оборудование
-Напольное покрытие Машины -Склеивание Оборудование -Петля Вставка -Столярки
— Ламинирование Оборудование — Лазер Обработка -Токарные станки
-Материал Обработка
-Измерительное оборудование
-Разное
-Врезное Оборудование
-Формовщики
-Панель Обработка Оборудование -строгальные станки -Прессы -Начальный Обработка -Роутеры -Шлифовка Машины -Распиловка Машины -Оказание услуг и ремонт -шейперы -Заточка Оборудование -Запасной Запчасти -Лестница Производство -Tenoners — V-образная канавка Оборудование -Шпон Оборудование -Древесина Отходы Обработка Оборудование -Нисходящий поток Таблицы
Молдинги и столярные изделия -Пол -Лестница Корпус Упаковка и транспорт
Электроинструменты
Планы и публикации
Завод Техническое обслуживание и управление
Распиловка и сушка
Поставщики
Инструменты -Улучшения и Аксессуары
Шпон -Кромка -Inlays и Маркетри
Токарная обработка дерева
Галереи
Проект Галерея Лесопилка Галерея Магазин Галерея Галерея оборудования Последние изображения Галерея
Форумы
Последние сообщения со всех форумов Клеи Архитектура Деревообработка Бизнес и менеджмент Монтаж шкафов и столярных изделий Изготовление шкафов CAD Сушка в промышленных печах ЧПУ Сбор пыли, Безопасность и оборудование Операция Профессиональная отделка Лесное хозяйство Профессиональная мебель Создание ламинирование и Сплошная поверхность Перепиление и сушка Сделано построение Оборудование Сплошная древесина Обработка Древесина.
AGP33 Съемник с тремя поворотными двусторонними захватами 75 мм, диапазон захватов 40-76 мм
Каталог /
Инструмент специального назначения /
Универсальный инструмент /
Съемники механические
740 р.
Описание
Универсальные съемники с двумя поворотными двусторонними захватами предназначены для демонтажа деталей вращения. Возможность перестановки захватов, как по вылету, так и по направлению захвата детали (наружный и внутренний), позволяет использовать инструмент для производства большого числа операций по демонтажу разнообразных деталей. Кованые захваты съемника изготовлены из хромованадиевой стали.
Область применения
Применяется для демонтажа подшипников, шкивов, шестерен с захватом за внешнюю часть детали и где это необходимо и возможно технологически за внутреннюю, переустановив захваты.
Технические характеристики
Артикул
AGP23
AGP24
AGP26
AGP28
75
100
150
200
40-76
50-102
60-152
80-203
40-76
50-102
60-152
80-203
е=4+-0,75
а=11+-0,75
е=5+-0,75
а=11+-0,75
е= 5,5+-1,25
а= 12,5+-1,0
е= 6,5+-1,25
а= 14+-1,0
SW=14
Tr11. 9X2.12
90±2.5мм
SW=17
Tr12.7X2.54
117±5.0мм
SW=17
Tr14.3X2.54
195±5.0мм
SW=19
Tr17.4X2.54
204±5.0мм
Усилие, кН
Вес, кг
1.18
0.55
1.78
0.92
2.94
1.55
5.05
2.89
скачать инструкцию
скачать релиз
СОДЕРЖАНИЕ
—
Съемник с тремя поворотными захватами в сборе
—
Краткая инструкция на русском языке/гарантийный талон
AE310026A Съемник с сепаратором 16х165 мм диапазон 75-105мм
СПЕЦИФИКАЦИЯ
Код товара
47538
Количество в упаковке
1
Артикул
AE310026A
Штрих-код
4719152399547
Страна производитель
ТАЙВАНЬ (КИТАЙ)
ОПИСАНИЕ
Описание
Съемник с сепаратором 16х165 мм диапазон 75-105мм. Самая надежная конструкция съемника, практически исключающая срыв захватов с демонтируемой детали и позволяющая прилагать предельные нагрузки, какие только способны выдержать детали тянущей части. К плюсам инструмента также можно отнести его способность захватывать демонтируемые детали, установленные с минимальным зазором между деталью и корпусом узла или агрегата и «страгивать» их при этом коническими выточками съемника при затяжке его шпилек, возможность использования сепаратора в качестве оправки при работе на прессе. К минусам – необходимость приобретения тянущей части, узкий рабочий диапазон и ограничения по доступу к демонтируемым деталям. Полукольца съемника изготавливаются из стали SCM415, закаленной до твердости HRC 42-45. Шпильки соответствуют классу прочности 8.8
Область применения
Применяется для демонтажа подшипников, шкивов, шестерен с захватом за внешнюю часть детали и где это необходимо и возможно технологически за внутреннюю, переустановив захваты.
Технические характеристики
Твердость
42-45 HRc
Диапазон
3″-4-1/2″ (75 мм х 105 мм)
Резьба
5/8″x 18 (16 мм) х 165 мм
Инструменты и приспособления специального назначения производства компании JONNESWAY® ENTERPRISE CO., LTD., по уровню исполнения относятся к изделиям класса PROFESSIONAL, применяется для производства работ по сборке, ремонту и обслуживания продукции машиностроения, строго персоналом, имеющим соответствующую квалификацию, знакомым с правилами техники безопасности, условиями эксплуатации и навыками работы со специальным инструментом и приспособлениями.
На инструменты и приспособления специального назначения торговой марки JONNESWAY® распространяется понятие «ограниченной гарантии», в связи с сокращением срока эксплуатации, связанным с повышенным износом некоторых деталей конструкции при использовании. Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента. Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне JONNESWAY® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий).
Претензии по отношению к инструменту, вышедшему из строя в течение гарантийного срока, принимается к рассмотрению уполномоченным представителем JONNESWAY® ENTERPRISE CO., LTD., в соответствии с Законом «О Защите прав потребителя».
Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате:
Нагрузок, превышающих расчетные.
Воздействий, не связанных с выполнением основных функций изделия.
Нарушений правил хранения, обслуживания и применения.
Естественного износа.
В этой связи, производитель настоятельно рекомендует:
1) Подбирать и использовать инструмент согласно производимой работе и строго по назначению.
2) Не наносить удары по телу инструмента или элементам изделия другими предметами, если подобное не предусмотрено конструкцией.
3) Не допускать падения инструмента с большой высоты на твердую поверхность.
4) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах.
5) Не допускать самостоятельного ремонта и регулировок инструмента в период гарантийного срока.
6) Правильно и своевременно производить работы по техническому обслуживанию инструмента.
7) При использовании специальных приспособлений и средств диагностики, руководствоваться исключительно рекомендациями производителя по ремонту и эксплуатации обслуживаемой техники.
8) Правильно и своевременно производить очистку инструмента от загрязнений.
.
Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков проведения ремонтных работ изделий, осуществлявшихся неуполномоченными на это лицами, изменений конструкции, или самостоятельной установки неоригинальных компонентов и деталей изделий.
Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественных материалов, ошибок при сборке, человеческого фактора или по иным причинам).
Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
КАК ИСПОЛЬЗОВАТЬ
Съемник шестерен (2 захвата) | СК 11
МИСУМИ Главная>
org/ListItem»> Инструменты и аксессуары>
Ручной инструмент>
Съемники>
Съемник шестерни (2 захвата)
• Модель: Съемник для зубчатых колес • Тип детали: Корпус • Спецификация: захват из 2 шт.GPW-100
GPW-150
GPW-200
Номер детали
Объем
Days To Ship
DIST
DAIP
DAIPLEY
DAIPLEY
DAIPLEY
DAIPLELE
DAIPLELE
DAIPLELE
. (мм)
Разрушающая нагрузка (кН)
Внешний диаметр вытягиваемого объекта (мм)
Product Width (mm)
Product Height (mm)
Product Depth (mm)
Product Weight (g)
7 дней
Диаметр до 75
55
20
Минимум 40/максимум 75
115
125
25
395
123
0
4 Days
Up to 100 diameter
90
40
Minimum 50 / Maximum 100
145
160
30
730
4 дня
Up to 150 in diameter
140
60
Minimum 60 / Maximum 150
200
250
40
1700
8 дней
До 200 дюймов в диаметре
190
80
Мин. 3830
Загрузка…
Основная информация
4 Продукт 90
Съемник шестерни
Основной корпус, сопутствующие товары
Основной корпус
Спецификация
2 шт. Захват
Настройка здесь
Дополнительные продукты в этой категории
Клиенты, которые просматривали этот товар, также просматривали
MISUMI использует файлы cookie для предоставления вам услуг и улучшения этого веб-сайта. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
Принимаю
VEVOR Съемник гильзы Съемник гильзы цилиндра, инструмент для съемника гильзы дизельного двигателя, диаметр посадки от 75 мм до 138 мм как для сухого, так и для мокрого типа, универсальный набор инструментов для съемника гильзы цилиндра для ремонта автомобилей
Избранные предметы, которые вы можете, как
Cyfdjgtlbquyik05tv0
, часто купленные вместе
Люди, которые купили этот предмет, также купил
Описание Вопросы и ответы. качественный. Подходит для снятия двигателей внутреннего сгорания и гильз цилиндров. Артефакт вытягивания цилиндра идеально подходит для всех цилиндров диаметром 75-138 мм. Можно использовать как сухой, так и мокрый тип.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и безопасная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное прочное качество
Невероятно низкие цены
Быстрая и надежная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24/7
Общее применение
Подходит для всех типов автомобилей с размером гильзы цилиндра 75-13 мм8. Это может помочь вам надежно снять гильзу цилиндра и уменьшить повреждение гильзы цилиндра.
Утолщенные тяговые пластины
7 тяговых пластин (75-80 мм, 85-90 мм, 95-100 мм, 105-110 мм, 115-120 мм, 125-130 мм, 135-138 мм) могут удовлетворить ваши потребности для снятия гильз цилиндров разных размеров.
45 Сталь Материал
Весь продукт и тянущие пластины изготовлены из стали 45, прочной и долговечной. Стабильный ходовой винт и гайка чистового винта делают работу более эффективной.
Комплект съемников гильз цилиндров
Наш профессиональный съемник гильз включает в себя все необходимые компоненты. И эту упаковку съемников лайнеров легко носить с собой и хранить, а аксессуары нелегко потерять в одной коробке.
Удобная эксплуатация
Тяговую пластину можно быстро заменить в соответствии с вашими потребностями. Добавление масла для смазки перед установкой и эксплуатацией может сделать процесс более плавным.
Различное применение
Этот съемник гильз поможет вам вручную эффективно снять гильзы цилиндров дизельных двигателей и автомобильных двигателей внутреннего сгорания.
Технические характеристики
Модель: K05T
Применимый двигатель: одноцилиндровый дизельный двигатель
Размер распределения: 45-138 мм
. на любые модели гильз цилиндров размером 75-138 мм
Содержание пакета
7 x Перевернительные пластины
1 x подшипник
1 x Cross Arm
1 x ВИНТА
9
2.
9 2 x
2 x
2 x
9 2 x
9 2 x
9 2 x
9 2 x
9 2 x
9 2 x
9 2 x. x Вытяжной корень
1 x Резьбовая гайка
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество Tough
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7 качественный. Подходит для снятия двигателей внутреннего сгорания и гильз цилиндров. Артефакт вытягивания цилиндра идеально подходит для всех цилиндров диаметром 75-138 мм. Можно использовать как сухой, так и мокрый тип.
Гильза цилиндра 75–138 мм
Пластина Premium Pull
Жесткая конструкция
Полный съемник
Общее применение
Подходит для всех типов автомобилей с гильзой цилиндра 1 размером 75–75 мм3. Это может помочь вам надежно снять гильзу цилиндра и уменьшить повреждение гильзы цилиндра.
Утолщенные тяговые пластины
7 тяговых пластин (75-80 мм, 85-90 мм, 95-100 мм, 105-110 мм, 115-120 мм, 125-130 мм, 135-138 мм) могут удовлетворить ваши потребности для снятия гильз цилиндров разных размеров.
45 Сталь Материал
Весь продукт и тянущие пластины изготовлены из стали 45, прочной и долговечной. Стабильный ходовой винт и гайка чистового винта делают работу более эффективной.
Комплект съемников гильз цилиндров
Наш профессиональный съемник гильз включает в себя все необходимые компоненты. И эту упаковку съемников лайнеров легко носить с собой и хранить, а аксессуары нелегко потерять в одной коробке.
Удобная эксплуатация
Тяговую пластину можно быстро заменить в соответствии с вашими потребностями. Добавление масла для смазки перед установкой и эксплуатацией может сделать процесс более плавным.
Различное применение
Этот съемник гильз поможет вам вручную эффективно снять гильзы цилиндров дизельных двигателей и автомобильных двигателей внутреннего сгорания.
Содержание пакета
7 x Pull Plants
1 x подшипник
1 x Cross Arm
1 x винтовой стержень
2 x ветви
Модель: K05T
Применимый двигатель: Одноцилиндровый дизельный двигатель
Диапазон размерных размер: 75-138 мм
Материал: 45# Сталь
Применимые модели: применимы к любым моделям цилиндрического размера 75-138 мм
Модель
K05T
.Able
able
able
.able
468. Одноцилиндровый дизельный двигатель
Разборка Диапазон размеров
75-138 мм
Материал
45# Сталь
Применимые модели0471 Подходит для любых моделей гильз цилиндров размером 75-138 мм
Вопросы и ответы
1 Вопросы
Задайте вопрос
Вопросы
Откуда отправлено?
Ответить
Посмотреть больше
Мы организуем для вас доставку из США.
Автор vevor
(0)
(0)
Отзывы покупателей
Цена 4.8
Качественный 4,6
Функции 4.6
Легко использовать 4.7
5 отзывов
Сортировать:
Все
Все
Только фотографии
Только видео
Все звезды
Все звезды
Только 5 звезд
Только 4 звезды
Только 3 звезды
Только 2 звезды
Только 1 звезда
Самые последние
Самые последние
Самый полезный
Очистить фильтры
Фил Ливенгуд
Отлично работал на старом дизеле Yanmar
У меня есть центр по продаже и обслуживанию сельскохозяйственной техники. Мне нужен был съемник для втулок, поэтому вместо того, чтобы делать свой собственный, я купил этот. У нас в магазине был старый трактор Yanmar, который нуждался в капитальном ремонте, поэтому мы еще раз проверили его на нем, думая, что потребуется больше, чем просто этот съемник. Никаких проблем, мы просто хорошо смазали упорный подшипник и резьбу на этом съемнике, не торопясь, мы без особых усилий извлекли 30-летние втулки. Так что, если вы собираетесь работать с двигателями малого диаметра, это хороший маленький съемник гильз.
Подробнее См. меньше
0
Mark
Boss
Очень качественно сделанный продукт за свою цену. Работал безупречно. Приходилось тянуть вкладыши на Yanmar на John Deere, и тянуть их было легко.
На этот раз я поведаю о том, как сделать Ардуино своими руками, да еще и без паяльника. Схема этого простого Ардуино-клона называется Shrimp. Самодельный Shrimp полностью совместим с Arduino IDE, так что можно легко запускать на нем любые скетчи.
Сразу следует отметить, что для создания Shrimp с нуля потребуется рабочая плата Ардуино. Она необходима для установки загрузчика на пустой микроконтроллер. Если под рукой нет Ардуино, то можно приобрести уже прошитый микроконтроллер и сразу прыгнуть к разделу 2.
Для создания Shrimp нам потребуется:
микроконтроллер ATMEGA328P-PU;
резистор 10 кОм;
конденсатор 10-100 мкФ, электролитический;
конденсатор 22 пФ, керамический — 2 шт;
конденсатор 100 нФ, керамический — 4 шт;
кнопка тактовая;
кварц 16 МГц;
макетная плата;
набор перемычек для макетной платы;
USB — UART конвертер на основе FT232R, CP2102 или Ch440.
1.
Копирование загрузчика на чистый микроконтроллер
Обычно, чтобы записать программу в микроконтроллер требуется использовать отдельное устройство — программатор. Ардуино же хороша тем, что программатор ей не нужен. Вместо него, используется особая микропрограмма, называемая загрузчиком (bootloader). Этот загрузчик умеет принимать программы из вне и записывать их во флеш-память микроконтроллера.
Так вот, загрузчик записывается в микроконтроллер на заводе. И чтобы заставить наш Shrimp работать, мы должны повторить эту процедуру. Вот здесь-то нам и потребуется другая плата Ардуино, о которой упоминалось в самом начале. Процедура установки загрузчика состоит из трёх шагов.
Шаг 1. Установка на рабочую плату Ардуино специальной программы — OptiLoader
Открытая программа OptiLoader позволяет прошить загрузчик optiboot в микроконтроллер нашего Shrimp. На момент написания статьи OptiLoader поддерживал микроконтроллеры: ATmega8, ATmega168, ATmega168P, ATmega168PB, ATmega328, ATmega328P, ATmega328PB. Качаем архив по одной из ссылок:
из официального репозитория: https://github.com/WestfW/OptiLoader
с нашего сайта: http://git.robotclass.ru/download/Arduino/optiLoader.zip
Распаковываем архив и открываем скетч в Arduino IDE. Загружаем скетч в рабочую плату Ардуино. Отключаем Ардуино от питания USB.
Примечание. Если скачать программу с github, то нужно будет переименовать папку «optiLoader-master» в просто «optiLoader»
Шаг 2. Подключение чистого микроконтроллера
Соединяем рабочую плату Ардуино с чистым микроконтроллером по приведенной схеме. Здесь все очень просто. Внимательно смотрим на картинку, вставляем проводки, семь раз проверяем.
Принципиальная схема
Внешний вид макета
Шаг 3. Прошивка загрузчика (bootloader)
Теперь подключим Ардуино к питанию через USB. Сразу после включения, программа начнет копирование загрузчика на чистый микроконтроллер. При это будут активно мигать светодиоды RX и TX. Как только светодиоды перестанут мигать — копирование окончено.
Если что-то пошло не так и светодиоды не мигают, можно открыть COM-монитор. OptiLoader отображает весь процесс копирования загрузчика. В случае успеха, отчет о процедуре будет выглядеть следующим образом.
2. Загрузка программ на Shrimp
Итак, теперь у нас есть самодельный Arduino с прошитым загрузчиком. Чтобы залить на него какой-нибудь скетч, нам потребуется частично разобрать предыдущую схему, и дополнить её новыми элементами.В частности, добавляется кнопка сброса, и защитные цепи питания.
После того как схема собрана, подключаем её к компьютеру через USB — UART модуль. Выбираем в Arduino IDE тип платы «Arduino Uno» и правильный COM-порт, а затем загружаем программу мигания светодиодом. Готово!
Примечание. Если у вас не получается загрузить программу, попробуйте поменять местами провода RX и TX на USB-UART мосту.
Полезные ссылки
Если используется UCB-UART мост на основе CP2102 — устанавливаем драйвера с официального сайта silabs: http://www. silabs.com/products/mcu/Pages/USBtoUARTBridgeVCPDrivers.aspx
Если FT232R, то отсюда: http://www.ftdichip.com/Drivers/VCP.htm
Если Ch440, то качаем китайские драйвера: http://arduino-project.net/Ch441SER.ZIP
Arduino сделать самому своими руками. Arduino UNO сделать самому своими руками
Arduino — это контроллер, который используется в электрических цепях для обработки данных. Его часто можно встретить в системах умного дома. Существует множество модификаций данного элемента, которые отличаются по проводимости, напряжению и предельной перегрузке. Также стоит отметить, что модели производятся с различными комплектующими элементами. При необходимости устройство можно собрать самостоятельно. Однако для этого стоит ознакомиться со схемой модификации.
Как устроен контроллер Arduino?
Обычная модель включает в себя транзистор, который работает от переходника, а также цепь трансиверов. Для поддержки стабильного тока имеется реле. Контакторы у контроллеров применяются разной направленности. Выпрямительные блоки у контроллеров устанавливаются с обкладками. Конденсаторы во многих моделях имеются с фильтрами низкочастотного типа.
Сборка Arduino UNO
При необходимости можно сделать контроллер Arduino UNO своими руками. С этой целью применяются два трансивера и одна обкладка. Конденсаторы разрешается использовать с проводимость от 50 мк. Рабочая частота у элементов находится на уровне 300 Гц. Для установки транзистора применяется регулятор. Фильтры можно припаивать в начале цепи. Довольно часто они устанавливаются переходного типа. В данном случае трансиверы разрешается использовать расширительного типа.
Сборка Arduino UNO R3
Собрать Arduino UNO R3 своими руками довольно просто. С этой целью потребуется заготовить трансивер переходного типа, который работает от переходника. Стабилизатор разрешается использовать с проводимостью от 40 мк. Рабочая частота у контроллера будет составлять около 400 Гц. Специалисты советуют не использовать проводниковые транзисторы, поскольку они не способны работать при волновых помехах. Многие модели делаются с саморегулируемыми трансиверами. Коннекторы у них подключаются с проводимостью от 340 мк. Номинальное напряжение у контроллеров данной серии равняется не менее 200 В.
Сборка модификации Arduino Mega
Сделать Arduino Mega своими руками можно только на базе коллекторного трансивера. Контакторы довольно часто устанавливаются с переходниками, а чувствительность у них равняется не менее 2 мВ. Некоторые специалисты рекомендуют использовать инвертирующие фильтры, однако надо помнить, что они не могут работать при пониженной частоте. Транзисторы используются только проводникового типа. Блок выпрямителя устанавливается в последнюю очередь. При возникновении проблем с проводимостью эксперты рекомендуют проверить номинальное напряжение устройства и поставить емкостные конденсаторы.
Как собрать Arduino Shield?
Собрать контроллер Arduino Shield своими руками довольно просто. С этой целью трансивер можно заготавливать на два переходника. Транзистор разрешается использовать с подкладкой и проводимостью на уровне 40 мк. Рабочая частота у контроллера данной серии равняется не менее 500 Гц. Эксплуатируется элемент при напряжении от 200 В. Регулятор для модификации потребуется на триоде. Преобразователь нужно устанавливать для того, чтобы не перегорел трансивер. Фильтры часто используются переменного типа.
Сборка Arduino Nano
Контроллер Arduino Nano своими руками делается с двумя трансиверами. Для сборки используется стабилизатор полюсного типа. Всего потребуется два конденсатора малой емкости. Транзистор устанавливается с фильтром. Триод в данном случае обязан работать при частоте не менее 400 Гц. Номинальное напряжение контроллеров данной серии составляет 200 В. Если говорить про другие показатели, то стоит отметить, что чувствительность составляет не менее 3 мВ. Реле для сборки потребуется с сеточным фильтром.
Сборка транзисторов SMD
Чтобы сделать с транзистором SMD умный дом своими руками (Arduino), потребуется только один трансивер. Для поддержания стабильной частоты устанавливаются два конденсатора. Емкость у них обязана составлять не менее 5 пФ. Для установки тиристора применяется обычный проводной переходник. Стабилизаторы в начале цепи устанавливаются на диодной основе. Проводимость у элементов должна составлять не менее 55 мк. Также следует обращать внимание на изоляцию конденсаторов. Для уменьшения количества сбоев в работе системы рекомендуется применять только преобразовательные компараторы с низкой чувствительностью. Также стоит отметить, что существуют волновые аналоги. Показатель чувствительности у них равняется 200 мВ. Регуляторы подходят только дуплексного типа.
Модель на базе DA1
Транзисторы данной серии обладают отличной проводимостью и способны работать с выходными преобразователями разной частоты. Сделать модификацию своими руками пользователь способен на базе проводникового трансивера. Контакты его подключаются напрямую через конденсаторный блок. Также стоит отметить, что регулятор устанавливается за трансивером.
При сборке контроллера рекомендуется применять емкостные триоды с низкими тепловыми потерями. У них высокая чувствительность, а проводимость находится на уровне 55 мк. Если использовать простой стабилизатор переходного типа, то фильтр применяется с обкладкой. Специалисты говорят о том, что тетроды разрешается устанавливать с компаратором. Однако стоит учитывать все риски сбоев в работе конденсаторного блока.
Сборка на транзисторе DD1
Транзисторы DD1 обеспечивают высокую скорость отклика при незначительных тепловых потерях. Чтобы собрать контроллер Arduino своими руками, рекомендуется заготовить трансивер. Целесообразнее применять линейный аналог, у которого высокая проводимость. Также надо отметить, что рынок переполнен однополюсными модификациями, и показатель чувствительности у них находится на уровне 60 мВ. Для качественного контроллера этого явно недостаточно.
Регулятор стандартно устанавливается дуплексного типа. Триод для модели подбирается на диодной основе. Непосредственно компаратор устанавливается в начале цепи. Он обязан работать при сопротивлении не ниже 50 Ом. Номинальное напряжение при этом обязано составлять около 230 В.
Модель на базе DD2
Транзисторы DD2 эксплуатируются при проводимости 300 мк. У них высокая чувствительность, однако они способны работать лишь при высокой частоте. С этой целью на контроллер устанавливается расширительный трансивер. Далее чтобы сделать Arduino своими руками, берется проводниковый коммутатор. Выходные контакты элемента соединяются с реле. Сопротивление у коммутатора обязано составлять не менее 55 Ом.
Дополнительно стоит проверить сопротивление на конденсаторном блоке. Если данный параметр превышает 30 Ом, то фильтр используется с триодом. Тиристор устанавливается с одним стабилизатором. В некоторых случаях за транзисторами припаиваются выпрямители. Данные элементы не только поддерживают стабильность частоты, но и частично решают проблему с проводимостью.
Сборка на транзисторе L7805
Собрать контроллер Arduino своими руками (на базе транзистора L7805) довольно просто. Трансивер для модели потребуется с сеточным фильтром. Проводимость элемента должна составлять не менее 40 мк. Дополнительно стоит отметить, что конденсаторы разрешается использовать двоичного типа. Специалисты говорят о том, что номинальное напряжение не должно составлять выше 200 В. При этом чувствительность зависит от многих факторов. Компаратор чаще всего на контроллер устанавливается с линейным переходником. На выходе припаивается триод на диодной основе. Для стабилизации процесса преобразования применяется однопереходный фильтр.
Модель на базе FT232RL
Чтобы правильно сделать контроллер Arduino своими руками, рекомендуется подобрать высоковольтный трансивер. Проводимость элемента обязана составлять не менее 400 мк при чувствительности 50 мВ. Контакторы в данном случае устанавливаются на выходе цепи. Реле разрешается использовать низкой проводимости, но важно обратить внимание на показатель предельного напряжения, который не должен превышать 210 В. Триод можно устанавливать только за обкладкой.
Также стоит отметить, что для контроллера потребуется один преобразователь. Конденсаторная коробка используется с двумя фильтрами низкой проводимости. Уровень выходного сопротивления элемента зависит от типа компаратора. В основном он используется на дипольном переходнике. Однако есть импульсные аналоги.
Сборка контроллера с транзистором 166НТ1
Транзисторы указанной серии обладают проводимостью в 400 мк, и у них хорошая чувствительность. Чтобы сделать котроллер своими руками, рекомендуется применять дипольный трансивер. Однако фильтры для него подходят только с обмоткой. Специалисты говорят о том, что контактор следует устанавливать с переходником. В данном случае хорошо подойдет линейный компонент, а номинальное напряжение в цепи обязано составлять не менее 200 В. Таким образом, рабочая частота у контроллера не будет опускаться ниже 35 Гц.
Создайте свою собственную плату Arduino
В этом проекте «Сделай сам» я покажу вам, как сделать свою собственную плату Arduino, используя легкодоступные компоненты и очень простой процесс сборки. Используя этот подход, вы можете создать собственную плату Arduino, соответствующую вашим потребностям.
Outline
Введение
Если вы следите за ElectronicsHub в течение некоторого времени, вы заметите, что мы любим Arduino. Это не только простая и удобная платформа, но и огромное сообщество пользователей, разработчиков, которые вносят частый и значительный вклад (как в аппаратное, так и в программное обеспечение).
[adsense1]
Используя Arduino, вы можете реализовать простые проекты управления светодиодами для сложных роботов, таких как Роботизированная рука с Bluetooth-управлением и Робот следящего за линией .
Это хорошо, так как вы можете просто купить плату Arduino (оригинальную или клонированную) и запрограммировать ее с помощью Arduino IDE. Но что, если вы хотите иметь индивидуальную плату микроконтроллера специально для вашего проекта, но при этом сохранить важные функции Arduino? Было бы неплохо.
Что ж, в этом проекте я собираюсь показать вам, как сделать свою собственную плату Arduino, объяснив шаги и процесс, который я прошел, чтобы создать свою собственную плату Arduino.
Зачем вам нужно делать свою собственную плату Arduino?
Плата Arduino (в качестве примера рассмотрим Arduino UNO) предоставляет широкий спектр функций, таких как цифровые входы/выходы, аналоговые входы, ШИМ, прерывания и т. д. «из коробки». Одной из основных важных особенностей Arduino является интерфейс USB.
[adsense2]
Просто подключите плату Arduino к компьютеру с помощью USB-кабеля, откройте среду разработки Arduino, напишите простой код и загрузите его в Arduino. Это так просто.
Но для взаимодействия с периферийными устройствами, например, с потенциометром или двигателем, необходимо подключить их с помощью перемычек.
Если вы каким-то образом хотите интегрировать небольшие компоненты, такие как POT или драйверы двигателей, в саму плату Arduino, чтобы избежать свисающих проводов, это будет выглядеть красиво и аккуратно и может помочь вам выйти на рынок (продать ваш продукт).
Единственный способ сделать свою собственную плату Arduino. Даже если вы не строите встроенную систему на основе Arduino, вы все равно можете сделать свою собственную плату Arduino просто для того, чтобы протестировать свой индивидуальный дизайн.
Предварительные условия для изготовления собственной платы Arduino
Прежде чем приступить к непосредственному процессу изготовления собственной платы Arduino, вам нужно подготовить несколько вещей. Первым важным моментом является дизайн доски. Если у вас есть индивидуальный дизайн, используйте любое программное обеспечение для создания схем и начните работать над дизайном.
Второй важный момент специфичен для этого проекта. Чтобы уменьшить сложность, я не использовал разъем USB с микросхемой преобразователя USB-в-последовательный порт. Вместо этого я буду использовать контакты SPI ATmega328P (микроконтроллер на Arduino UNO) для записи загрузчика, что является разовой работой, а также для загрузки программы.
Итак, взгляните на этот учебник Как записать загрузчик на ATmega328 , который дает исчерпывающую информацию о записи загрузчика, а также о программе.
Принципиальная схема вашей собственной платы Arduino
Как я упоминал ранее, первая и важная часть создания собственной платы Arduino — это иметь четкое представление о конструкции платы. Этот шаг начинается с построения схемы. На следующем изображении показана схема платы Arduino в моем проекте.
ПРИМЕЧАНИЕ. Чтобы просмотреть увеличенное изображение, щелкните правой кнопкой мыши изображение выше и выберите «Открыть изображение в новой вкладке».
Компоненты
Микроконтроллер ATmega328p IC
28-контактный держатель микросхемы
Кварцевый кристалл 16 МГц
Конденсаторы – 2 x 22 пФ, 100 нФ, 2 x 47 мкФ
Резисторы – 2 x 330 Ом, 470 Ом, 1 кОм, 2,2 кОм, 7,5 кОм, 2 x 10 кОм, 30 кОм
Светодиоды x 2 (красный и зеленый)
Кнопка (для сброса)
Ползунковый переключатель (ВКЛ/ВЫКЛ)
Регулятор 5 В (7805)
Регулятор 3,3 В (LD33V)
Потенциометр 10 кОм
1N4007 Диод
IRF540N МОП-транзистор
Разное (винтовой зажим, штекерные разъемы, гнездовые разъемы, разъем питания 2,1 мм, перфорированная плата)
ПРИМЕЧАНИЕ: Эти компоненты относятся к моей конструкции, и ваш список компонентов может отличаться.
Создайте свою собственную плату Arduino
Если вы готовы со схемой (дважды проверьте каждое соединение), вы можете перейти к созданию своей собственной платы Arduino. На этом этапе вы можете спроектировать макет печатной платы с помощью любого программного обеспечения и создать свою собственную печатную плату, как показано в этом руководстве: Как сделать печатную плату .
Но для простоты я решил пойти по старой схеме. Используйте нулевую плату и начните сборку платы с нуля, используя большое количество припоя. Я знаю, что это ненадежная техника, но мне показалось, что этого достаточно для небольшого урока.
Возможно, в будущем я спроектирую полупрофессиональную печатную плату и сделаю более привлекательную плату Arduino.
Важные особенности моей пользовательской платы Arduino
Теперь я укажу на некоторые важные особенности моей платы Arduino.
Я включил полевой МОП-транзистор для управления двигателем, и он подключен к D5, так что есть возможность ШИМ-управления.
Для аналогового входа A0 я подключил потенциометр 10 кОм.
Что касается аналогового входа A1, я подключил делитель потенциала, состоящий из резисторов 30 кОм и 7,5 кОм, для прямого измерения входного напряжения до 25 В.
Для выводов TX и RX предусмотрена опция логики 3,3 В.
Имеется ползунковый переключатель для включения и выключения платы Arduino.
Я включил два светодиода: один светодиод включения питания, а другой светодиод пользователя, подключенный к D13.
Все аналоговые и цифровые (а также силовые) разъемы поставляются с разъемами типа «папа» и «мама».
Отдельный 4-контактный разъем для программирования.
В контактах питания я предусмотрел варианты для 3,3 В, 5 В, а также 12 В.
Заключение
Здесь реализован проект «Сделай сам» Arduino Board. Используя аналогичный подход (и, возможно, с подходящей печатной платой), вы можете сделать свою собственную плату Arduino, чтобы выполнить требования вашего индивидуального проекта.
Создайте свою собственную схему Arduino на макетной плате
Ryan Winters Product Manager
Описание: Barebones Arduino Circuit Kit
Время сборки: 20 минут Уровень навыков: Новичок
Существует множество причин для создания собственной схемы Arduino на макетной плате или печатной плате. Это занимает меньше места, проекты не всегда требуют, чтобы каждый контакт использовался в разъемах ввода-вывода, или, может быть, вы не будете использовать экран, но вы все равно хотите, чтобы Arduino был мозгом вашего проекта. Следующие шаги описывают, как собрать схему на макетной плате. Я заимствую большую часть пошагового руководства с сайта Arduino и рекомендую вам приобрести Jameco 9.0015 Комплект схем Barebones Arduino . Вы можете заказать компоненты по отдельности или немного сэкономить, заказав этот комплект. Макетная плата в комплект не входит.
Схема Arduino на макетной плате (плата не входит в комплект)
Разделительная плата FTDI, 5 В, USB-последовательный порт
50512
1
Блок питания, настенный адаптер, 9 В при 1,2 А
С15АД0
Х0650-Р
1
Разъем питания постоянного тока, 2,1 мм
722А
1
Держатель батареи с крышкой и переключателем, 9 В, провода 6 дюймов
СБХ-9ВАС
1
Аккумулятор, блок питания 9 В
АЛК 9В 522
Шаг 1: Инвентаризация запасных частей
Начните с раскладывания деталей в вашем наборе.
Эти компоненты входят в комплект схем Barebones Arduino.
Шаг 2. Добавьте компоненты блока питания
Ардуино 9Разъем питания 0016 может принимать входное напряжение в диапазоне от 7 до 16 вольт. Наиболее распространенными источниками входного сигнала являются надежная батарея 9 В или блок питания 9-12 В постоянного тока. Поскольку большинству датчиков и микросхем требуется источник 5 В, нам понадобится регулятор напряжения 7805T, чтобы сократить 9 В до 5 В, приемлемых для компонентов. Если вы подключаете более 16В, вы рискуете повредить микросхему.
A. Добавьте перемычки питания и заземления там, где будет находиться регулятор напряжения, как показано ниже.
B. Затем добавьте провода питания и заземления в нижней части макетной платы, чтобы соединить шины заземления и шины питания вместе, как показано на рисунке.
C. Регулятор напряжения 7805 выполнен в корпусе TO-220, поэтому компонент, обращенный к вам (печатная сторона), и выводы, направленные вниз к первому контакту (слева), — это то место, где будет поступать положительный вход от внешнего источника питания. соединять. Средний контакт заземлен (отрицательный), а третий контакт (правая сторона) — выход 5 В. Добавьте провода, чтобы соединить выходную сторону регулятора с шиной питания макетной платы и землю с шиной заземления.
7805 регулятор напряжения (в центре) и развязывающие конденсаторы
D. Добавьте развязывающие конденсаторы 10 мкФ между входом питания и землей, а также на стороне выхода между шиной питания и шиной заземления. Конденсаторы поляризованы; отрицательная сторона идет на землю, а другой контакт идет на положительное напряжение.
E. Поместите индикатор питания рядом с источником входного сигнала и в верхней части макетной платы. Вы можете использовать зеленый или красный светодиод. Подключите перемычку от отрицательного вывода (короткая ножка) светодиода к шине заземления и установите резистор 180 Ом от положительного вывода светодиода (длинная ножка) к шине питания.
Шаг 3.
Установка компонентов платы
A. Установите микросхему ATmega328 (показана справа) таким образом, чтобы сторона микросхемы с вырезом находилась вверху. Если вы монтируете компоненты на печатной плате, рекомендуется использовать сокет. Добавьте подтягивающий резистор 10 кОм к шине +5 В и подключите другой конец к контакту RESET на ATmega328 (контакт 1). Добавьте перемычки для питания и заземления для следующих контактов.
Контакт 7 — VCC, цифровое напряжение питания (+5 В) Контакт 8 — GND (заземление) Контакт 22 — GND (заземление) Контакт 21 — AREF, контакт аналогового опорного сигнала для АЦП (+5 В) Контакт 20 — AVcc, напряжение питания для АЦП (+5В)
Контакты с перемычками
Контакт 20 должен быть подключен к источнику питания, если АЦП не используется, а если он используется, он должен быть подключен к источнику питания через фильтр нижних частот (схема, уменьшающая шум). от источника питания).
B. Добавьте внешний резонатор 16 МГц между контактами 9 и 10 ATmega328. Затем добавьте один конденсатор 22 пФ от контакта 9 к шине заземления, а другой конденсатор 22 пФ от контакта 10 к шине заземления. Смотри ниже.
Кристалл 16 МГц
Два конденсатора по 22 пФ
Кнопка мгновенного действия, установлен переключатель сброса
C. Добавьте кнопку мгновенного действия в качестве переключателя сброса, чтобы она занимала зазор на макетной плате так же, как ИС. Добавьте маленькую перемычку от контакта 1 ATmega328 к нижней ножке кнопки (ближайший к микросхеме контакт). Добавьте еще одну перемычку от верхней левой ножки кнопки к земле.
D. Добавьте светодиод Arduino Pin 13. Подключите перемычку от контакта 19 микроконтроллера к аноду светодиода (более длинный провод). Используйте оставшийся резистор 180 Ом для подключения катода светодиода (короткий провод) к шине заземления.
Примечание. Контакт 13 на Arduino не совпадает с контактом 13 на микросхеме ATmega328. Контакт 19 на микросхеме на самом деле является контактом для цифрового контакта 13 на Arduino. Если вы не уверены или просто хотите увидеть распиновку микросхемы ATmega328, обратитесь к приведенной ниже диаграмме, или вы можете просмотреть краткое техническое описание или более длинную версию.
Контакт 13 Светодиод (красный)
Шаг 4. Подключение цепи питания 3,3 В
A. Найдите место в нижней части макетной платы, чтобы разместить регулятор 3,3 В (LM1117T-3.3). Это тоже корпус TO-220, но он отличается от стабилизатора 7805T 5V. Когда микросхема обращена к вам (печатной стороной) и выводы направлены вниз, контакт 1 (левая нога) является заземлением, контакт 2 — это сторона выходного напряжения 3,3 В, а контакт 3 (правая нога) — сторона входного питания. Поместите одну перемычку с шины заземления на контакт 1, а другую перемычку с шины питания 5 В на контакт 3 регулятора напряжения. Используйте маленькую перемычку, чтобы вывести выход 3,3 В на отдельный ряд на плате. Не подключайте вместе выходы 3,3 В и 5 В.
B. Установите один танталовый конденсатор емкостью 10 мкФ между выводами питания и заземления на стороне входа, а другой конденсатор емкостью 10 мкФ установите между выводами питания и заземления на стороне выхода.
Примечание: Танталовые конденсаторы поляризованы, поэтому устанавливайте их правильно. На распечатанном лице должен быть знак (+), но если его нет, то более длинная сторона является положительной стороной. См. изображения ниже.
Очень важно правильно разместить танталовые конденсаторы – они поляризованы.
Шаг 5: Готов, Установить, Начать (или Запрограммировать)
Если ваш чип ATmega328 предварительно запрограммирован, вы должны быть в деле! Если нет, есть еще несколько шагов, необходимых для его программирования.
Вам понадобится устройство USB-to-Serial. Я использовал базовую коммутационную плату FDTI (5 В). Если вы просто хотите, чтобы он заработал, вы можете пропустить установку 6-контактного разъема и просто подключить перемычки прямо от разъема USB-TTL к соответствующим контактам на макетной плате. Убедитесь, что контакты правильно проложены для выбранного последовательного устройства; контакты на коммутационной плате помечены трехзначными именами. Во время моей сборки я обнаружил, что микроконтроллеру требуется идеально синхронизированное нажатие кнопки сброса, чтобы подготовить чип к программированию, а на коммутационной плате есть контакт, называемый DTR / GRN, который посылает сигнал на контакт сброса при правильном подключении. Итак, подключите перемычку от (DTR/GRN) на коммутационной плате к контакту 1 ATmega328 через керамический конденсатор 0,1 мкФ.
Бинго!
Пин на доске Breakout Board
Пин на микроконтроллере
DTR/GRN
Контакт 1 (СБРОС) через чашку 0,1 мкФ
RXI
Контакт 3 (TX) (цифровой контакт 1)
ТХО
Контакт 2 (RX) (цифровой контакт 0)
3V3
Источник питания 5 В
КТС
(не используется)
Земля
Заземление
Базовая коммутационная плата FDTI (5 В)
Райан Уинтерс (Ryan Winters) — менеджер по продуктам в Jameco Electronics, уроженец Bay Area, California .
Топоры с фиберглассовой рукояткой | Колуны | Комплектующие для топоров | Топоры с деревянной рукояткой | Топоры цельнокованые
Топоры с фиберглассовой рукояткой
Для рубки, колки, тёски древесины при столярных и плотницких работ.
Топоры с деревянной рукояткой высшего сорта ЗУБР, серия ПРОФЕССИОНАЛ
Рукоятка из березы высшего сорта
Кованая голова
Лезвие закалено
Топоры с фиберглассовой рукояткой ″FIBERGLASS″, серия ПРОФЕССИОНАЛ
Антивибрационная технология (АВТ)
Кованый
Сталь 45
Фиберглассовая рукоятка
Закалено
Топоры-колуны ″ушастые″ с фиберглассовой рукояткой, серия ПРОФЕССИОНАЛ
Двухкомпонентная фиберглассовая рукоятка
Кованая голова
Лезвие закалено
Противоскользящая рукоятка
Клиновидное полотно
Отверстие под темляк
Топор-колун кованый с фиберглассовой рукояткой, серия ПРОФЕССИОНАЛ
Двухкомпонентная фиберглассовая рукоятка
Кованая голова
Лезвие закалено
Ударный обух в форме кувалды
Отверстие под темляк
Топоры с рукояткой из гикори ″Эксперт″, серия ЭКСПЕРТ
Кованый
Сталь 45
Рукоятка из орешника
Колуны
Топоры-колуны ″ушастые″ с рукояткой из гикори ″Эксперт″, серия ЭКСПЕРТ
″Ушастый″
Кованый
Сталь 45
Рукоятка из орешника
Закалено
Комплектующие для топоров
Комплектующие для топоров
Компактные универсальные топоры с рукояткой из армированного нейлона ″ЭКСТРИМ″, серия ПРОФЕССИОНАЛ
Морозостойкий(до -40°)
Защитный чехол
Кованый
Сталь 65Г
Фиберглассовая рукоятка
Закалено
Топоры компактные в чехле ″СЛЕДОПЫТ″, серия ПРОФЕССИОНАЛ
Кованый
Защитный чехол
Сталь 65Г
Рукоятка из американского орешника
Топорища, серия СТАНДАРТ
Берёза высшего сорта
Топоры с деревянной рукояткой
Для рубки, колки, тёски древесины при столярных и плотницких работ.
Топоры с деревянной рукояткой высшего сорта ЗУБР, серия ПРОФЕССИОНАЛ
Рукоятка из березы высшего сорта
Кованая голова
Лезвие закалено
Топоры компактные в чехле ″СЛЕДОПЫТ″, серия ПРОФЕССИОНАЛ
Кованый
Защитный чехол
Сталь 65Г
Рукоятка из американского орешника
Топоры цельнокованые
Для рубки, колки, тёски древесины при столярных и плотницких работ.
Топоры цельнокованые компактные ″ТИТАН″, серия ПРОФЕССИОНАЛ
Цельнокованый
Компактный размер
Обрезиненная рукоятка
Нейлоновый чехол
Топор кованый, ЗУБР, с двухкомпонентной фиберглассовой рукояткой, 1.2кг, 2061-12_z01 по цене 901 руб. у официального партнера ЗУБР в России
Преимущества
Кованая голова из стали 55 с особой формой и заточкой дает возможность раскалывать дрова с легкостью
Двухкомпонентная эргономичная, прочная и лёгкая рукоятка позволяет работать дольше
Длина рукоятки выбрана таким образом, чтобы нанести максимально мощный удар учитывая вес головы
Применение
Для раскалывания и рубки древесины
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
1 710 ₽
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Нет в наличии
Нет в наличии
Нет в наличии
Нет в наличии
Распродажа
67 819 ₽
30 760 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
история // ЗУБР 1879
Марка А с традицией
История
125 лет
История
Обладая более чем 125-летним опытом, мы создаем надежные качественные инструменты для достижения оптимальных результатов. Наша ограниченная серия «Bison 1879» выкована вручную в Гросшенау, Саксония. Сделано в Германии в лучших традициях мастерства.
  BISON 1879 берет свое начало в семейной традиции мастера-кузнеца Морица Трепта, традиции, которая впоследствии превратилась в компанию BISON. Сегодня BISON является синонимом высококачественных инструментов и мастерства, и при их использовании это наследие становится совершенно очевидным.
Seit
1879
Молодой кузнец Мориц Трепт приобретает кузницу в Гросшенау, Саксония, и основывает инструментальную фабрику «Trept – Huf- und Hackenschmiede» и топоры своими руками. Все, что он делал, носило его фирменный символ — подкову. Он начал специализироваться на ручных инструментах, и в 1906 году он получил первые патенты на инструменты, изготовленные в его кузнице.
1919
Сыновья Морица Трепта берут кузницу и продолжают производить молоты, подковы и повозки.
Добавили ремонтную мастерскую с автогенным сварочным аппаратом. В 1930-х годах компания переезжает на новое место, где BISON производит продукцию и по сей день.
1961
Семья кузнецов специализируется на своем ремесле: изготовление подков и постройка экипажей.
С этого момента инструментальная фабрика начинает производить изделия из металла, железа и листового металла, а также выпускает традиционные ручные инструменты. В августе 1969 года Руди Трепт получает имя BISON за ручными инструментами, такими как топоры, топоры, мотыги и молотки. Кузница также переименована.
1972
Инструментальный завод национализирован ГДР. Название остается, и вскоре BISON известен как один из самых влиятельных производителей кованых инструментов во всей Европе.
Фабрика в основном производит высококачественные топоры, топоры и молоты, а также инструменты для национальной гвардии, пожарных, горнодобывающих компаний и железнодорожных компаний. Их продукция также экспортируется по всему миру.
1990
После падения Берлинской стены и окончания ГДР компания BISON была преобразована в трастовую компанию.
1993
Кузница переименована в «BISON Großschönauer Werkzeugschmiede».
Кроме того, BISON производит инструменты специального назначения для пожарных команд, немецкой армии и других. Многое изменилось за последние 137 лет, но осталась только подкова-тюлень. Печать, нанесенная в виде традиционного тиснения, символизирует превосходные высококачественные ручные инструменты, которые BISON производит с 1879 года..
Bison — это компания, занимающаяся наукой и аналитикой данных, которая может оптимизировать ваши операции, минимизировать ваши расходы, максимизировать вашу прибыль и быстро увеличить ваш доход с помощью наших продуктов и услуг:
См. Наши услуги
Результаты
сокращение пиковой электроэнергии использование
более быстрое согласование раз
больше средств возвращено от оптовое завышение счетов
больше посещений по уходу на дому разблокировано
повышение скорости до получение финансовых данных
экономия энергии в рознице счета
наши клиенты
услуги строительство
дизайн продукта 900? Обеспечение тщательности аспектов данных ваших проектов и продуктов, выполнение именно того, что вам нужно, и наличие надежной целостности на рынке может стать большим пальцем на шкале успеха, которую мы обеспечиваем.
Индивидуальные алгоритмы
Есть что-то похожее на числовую задачу без решения? Используя наш опыт в эконометрике, оптимизации и науке о данных, мы поможем вам пройти через линию, либо познакомив вас с доступными методами, продуктами и партнерами, либо разработав решение для вас.
Predictive Analytics
Обнаружение закономерностей в исторических данных с помощью статистического моделирования и машинного обучения для выявления рисков и возможностей — это удивительно, но знание потенциальных последствий решений и выборов, которые вы принимаете на основе этих результатов, может стать вишенкой на торте, предоставляемой нами. .
Data Brokerage
У вас есть данные, может быть, много данных, но как узнать, ценны ли они вообще, и если да, то как вы собираетесь их продавать? Ну, это просто — мы анализируем это, мы анонимизируем это, мы используем наши сети, чтобы найти покупателей, и вам платят.
Бизнес-аналитика
Разрозненные источники данных, несколько инструментов, электронные таблицы на многие мили, базы данных, оставленные без присмотра, отсутствие практической информации и отсутствующие показатели — где бы ни находились ваши отчеты и обработка данных, мы сделаем их лучше, быстрее, надежнее и т. д. полезная информация — это то, что мы предоставляем.
Тимбилдинг
Хотите создать информационный компонент вашей организации, но не знаете, как оценивать кандидатов или что вам действительно нужно? Что ж, мы погрузимся вместе с вами, найдем нужных людей, пригласим их и наладим их работу, чтобы ваша организация могла запустить все цилиндры данных.
Свяжитесь с нами
Избранные проекты
Абонентские цены на розничную электроэнергию (коммунальные услуги) Определение репутационных факторов риска (PR и коммуникации) Автоматизированный аудит оптовых счетов MVNO (телекоммуникационные компании) Оптимизация маршрутов для ухода за домом (логистика) Расчет стоимости перевозки Оценка грузоперевозок (логистика) Данные рекламных технологий для анализа демографической мобильности (брокерские услуги) Разработка алгоритма ожидаемых платежей для открытого банковского обслуживания (финтех) Создание группы бизнес-аналитики (HR) Пиковый поток трафика пересечения из данных индукционного контура (транспортная инженерия)
Предоставление потребителям коммунальных услуг возможности участвовать в переходе на экологически чистую энергию с помощью персонализированного ценообразования на энергию по подписке
Мы определили масштабы, создали прототип и внедрили процесс расчета подписных цен для сотен тысяч розничных потребителей энергии с использованием различных методов, включая регрессионные панели, самые отдаленные соседей, ближайших соседей и импутации с большим успехом, поскольку предварительные результаты крупной коммунальной службы Среднего Запада [США] показывают, что клиенты получили 6%-ную экономию счетов с тарифами на подписку и двузначное сокращение пикового потребления.
Разработка и внедрение методологии построения защищаемых показателей корпоративной репутации
PR-компания в процессе создания показателя репутационного риска осознала, что, хотя она преуспела в своей области, она взяла данные опроса и преобразовала их в показатель риска для репутации, который был технически убедителен, находился за пределами их рулевой рубки. Таким образом, мы присоединились к нам и, используя наш опыт разработки продуктов и запуска, чтобы определить область применения и применить различные методы обучения с учителем (машинное обучение), такие как кластеризация k-средних и анализ силуэтов, а также анализ настроений (вычислительная идентификация и категоризация). мнения, выраженные в виде фрагмента текста) к данным, мы помогли преобразовать их продукт в надежное, пригодное для продажи состояние.
Генерация/прогнозирование и аудит оптовых счетов за несколько часов на основе триллионов бит данных из этого может меняться довольно часто.
Это означает, что счета-фактуры от операторов для MVNO могут быть чрезвычайно сложными для аудита и часто бывают неверными, однако для наших клиентов MVNO мы часто можем не только генерировать то, каким должен быть счет за несколько недель до прибытия счета, что позволяет гораздо быстрее формировать финансовую отчетность. , мы также снизили первоначальные суммы счетов до 25% в год в некоторых случаях, успешно выявляя и демонстрируя ошибки перевозчикам.
Расширение возможностей одной из крупнейших неправительственных организаций Австралии в Новом Южном Уэльсе для оптимизации их графиков ухода на дому
Группа управления бизнес-услугами интуитивно понимала, что они могли бы улучшить планирование и маршрутизацию своих работников по уходу, но не сделали этого. не знаю с чего начать. После глубокого изучения их данных, их процессов и посещения их операционного центра нам стало ясно, что их планирование может быть значительно улучшено с помощью решения, использующего проблему нескольких коммивояжеров с несколькими складами, которая представляет собой задачу комбинаторной оптимизации и целочисленного программирования. . Оттуда мы построили игрушечную модель на Python, которая показала, что возможно достаточное сокращение ежедневного времени в пути на одного работника по уходу, так что посещения в надежде могут быть увеличены примерно на 8%, и обучили управленческую команду тому, как оценивать потенциальные решения и поставщиков. .
Разработка и поставка автономного алгоритма для оптимизации и оценки стоимости перевозки и упаковки грузовых ящиков понимания предметной области мы реализовали алгоритм ожидаемой стоимости для их продаж и объединили его с «задачей упаковки в контейнер», которая является комбинаторной NP-сложной задачей в теории вычислительной сложности, чтобы предсказать, какие грузовые ящики могут потребоваться для ожидаемых продаж, завершенных каждую дату отгрузки. Это позволило компании предлагать цены на доставку гораздо более сложным, точным и конкурентоспособным способом, чем их предыдущий метод расчета цен, чтобы покрыть все возможные случаи.
Анализ, очистка, подготовка материалов и проведение продаж данных Ad-Tech
Группа рекламных технологий обратилась к нам с предложением монетизировать их обширные источники данных. Для начала мы разработали метод категоризации данных по полезности и точности, а затем разработали набор базовых отчетов для настраиваемых областей, таких как посещение области по дням недели и времени суток, до и после местоположений (какими путями люди обычно следуют до и после посещения области) и основная торговая зона (из каких мест люди посещают область). Затем мы использовали эту работу для продажи очищенных наборов данных нескольким организациям для анализа демографической мобильности, помимо прочего.
Разработка и поставка алгоритма для минимизации различных рисков для новой платежной компании, использующей открытый банкинг похоже, что большинство прогнозов для кредитных карт — это довольно хорошо решенные проблемы, в которых используются алгоритмы, такие как машины с градиентным усилением. Во-вторых, похоже, что открытое банковское дело в скором времени вызовет некоторые серьезные изменения, и, наконец, сочетание эконометрического анализа с наукой о данных оказалось эффективным и интересным9.
0010
Понимание долгосрочных потребностей в отчетности для стартапа и поиск подходящих людей, которые станут связующим звеном в их команде бизнес-аналитики.
Компания, зарегистрированная на бирже, нуждалась в бизнес-аналитике и отчетности, когда они вернулись на исходную стадию, но у основателей не было ни времени, ни опыта, чтобы справиться с этой важной задачей должным образом, поэтому мы присоединились, развернули срочную отчетность, подготовили список приоритетов для остальных и приступили к поиску и привлечению нужных людей для продолжения и расширения начатой работы.
Анализ, определение масштаба и составление всей финансовой отчетности для компании, работающей по схеме «купи сейчас, плати потом» это что-то вроде азартной игры, так как откуда вы знаете, что опросы проводились в репрезентативные дни. Однако там, где есть счетчики транспортных средств, такие как индукционные петли на дороге, есть цифровые тома текстовых файлов, заполненных данными, и мы использовали эти данные за годы, построили контролируемые алгоритмы обучения, которые очищают их, а затем определяют в миллисекундах, насколько велики данные.
, как долго и когда пиковый трафик приходится на каждую полосу каждого перекрестка. Если бы вам нужно было проанализировать все 42 000 перекрестков в системе SCATS, то наш метод по сравнению с суммой человеко-дней для выполнения того же анализа фактически оказался бы в 38 000 раз быстрее.
О нас
Bison Analytics существует для преобразования данных в прибыль и производительность благодаря нашим техническим навыкам в области эконометрики, машинного обучения, науки о данных, статистики и численных методов, а также нашему обширному опыту в разработке продуктов. Мы не только используем Python, SQL и Stata, мы также неплохо разбираемся в Power Point. Если вы что-то строите и нуждаетесь в укреплении или хотите что-то построить, свяжитесь с нами.
Блэр Лаблоу
Основатель и директор
Блэр имеет степень бакалавра наук. с отличием по физике, в которой он внес свой вклад в исследования в области геофизической гидродинамики и начал свою карьеру в области инженерных наук в области транспорта. Оттуда он действительно набил свои коммерческие зубы в тогдашней начинающей телекоммуникационной компании amaysim, где он руководил и создавал их функцию обработки данных и аналитики, когда они росли с нескольких сотен до семисот тысяч клиентов или около того — и с помощью этого опыта, Bison Аналитика родилась
Нил Лессем
Советник по экономике
Нил имеет докторскую степень. по экономике Калифорнийского университета в Лос-Анджелесе, в котором он использовал экспериментальные и реальные данные для изучения мотивации потребителей к покупке экологически чистых продуктов и услуг. В настоящее время он специализируется на экономике окружающей среды, поведении и экономике регулирования. Он помогает коммунальным предприятиям, политикам и технологическим фирмам по всему миру в разработке тарифов, энергетической политике, инновационном ценообразовании, разработке экспериментов, внедрении технологий и измерении воздействия на политику.
Тим Фернсби
Ведущий разработчик
Тим имеет степень магистра компьютерных наук и математики и до того, как присоединиться к нам, создавал глубокие нейронные сети с использованием Tensorflow и Keras для классификации, сегментации и обнаружения изображений.
 110 мм:1911B; 1002BA; MT190; MT191; MT111KДля 1911BДля JS3200для JS3200UM3830 / UM4030 / DUR189 / DUR364DST300; UM4030PLM4120 / PLM4620 / PLM4621 / PLM4622 / PLM4623 / PLM5113Для 1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE, MT190; MT191; MT111KДля N1900B, 1100, 1901, 1923B, 1923H, KP0810, KP0810CDCS232T; DCS3410TH; BUC250; DUC2524304/T, 4305/TDBC300 / DBC301 / DST300АИС 170, АИС 210, АИС 160Н, АИС 180Н, АИС 200Н, АИС 220Н, АИС 230, АИС 260, АИС 330, ИС 160М, ИС 180М, ИС 200М, ИС 220МАИС 500ТАТС 3АТС 50704.014300Для Т43\Т43Р\Т52\Т52Р\БТ43\БТ52Для ЭТ1000\ЭТ1200ЭТ800ЭТ 1000 и ЭТ 1200Для бензотриммеров ElitechДля СФР 1525ВРЭ 1335ВРЭ 1335 / ВЭ 2050Для Р82Р82; Р82КДля Р110; Р110КДля Р82, Р82КДля Р110, Р110КМИ 350ЭКМШЭ 0412Э / EES 125DE /BO5030 / BO5031 / BO5040 / BO5041 / DBO180Для Биметаллических коронок ElitechЛН 3; ЛН 5; ЛН 10; ЛН 15Все нивелиры ElitechElmos серии EPT и EETДля всех моделей Elmos EPT, кроме ЕЕТ-60 и ЕРТ-23Elmos EVR-12 / EVR-18Elmos EVR-18 / EVR-24BG-400)BG200ETH-600 для GET-600 SAF Артикул производителяGGT и GET-1200SL/GET-1500SLДля бензотриммеров HuterПодходит для всех электро и бензокос марки Huter и других брендовBO4565DUR189,DUR188,DUR187,DUR364L,DUR366L,DUR365UДля 1923H, 1901, 19029404\9903\9920UR2300/UR3502TIG0606.
110 мм:1911B; 1002BA; MT190; MT191; MT111KДля 1911BДля JS3200для JS3200UM3830 / UM4030 / DUR189 / DUR364DST300; UM4030PLM4120 / PLM4620 / PLM4621 / PLM4622 / PLM4623 / PLM5113Для 1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE, MT190; MT191; MT111KДля N1900B, 1100, 1901, 1923B, 1923H, KP0810, KP0810CDCS232T; DCS3410TH; BUC250; DUC2524304/T, 4305/TDBC300 / DBC301 / DST300АИС 170, АИС 210, АИС 160Н, АИС 180Н, АИС 200Н, АИС 220Н, АИС 230, АИС 260, АИС 330, ИС 160М, ИС 180М, ИС 200М, ИС 220МАИС 500ТАТС 3АТС 50704.014300Для Т43\Т43Р\Т52\Т52Р\БТ43\БТ52Для ЭТ1000\ЭТ1200ЭТ800ЭТ 1000 и ЭТ 1200Для бензотриммеров ElitechДля СФР 1525ВРЭ 1335ВРЭ 1335 / ВЭ 2050Для Р82Р82; Р82КДля Р110; Р110КДля Р82, Р82КДля Р110, Р110КМИ 350ЭКМШЭ 0412Э / EES 125DE /BO5030 / BO5031 / BO5040 / BO5041 / DBO180Для Биметаллических коронок ElitechЛН 3; ЛН 5; ЛН 10; ЛН 15Все нивелиры ElitechElmos серии EPT и EETДля всех моделей Elmos EPT, кроме ЕЕТ-60 и ЕРТ-23Elmos EVR-12 / EVR-18Elmos EVR-18 / EVR-24BG-400)BG200ETH-600 для GET-600 SAF Артикул производителяGGT и GET-1200SL/GET-1500SLДля бензотриммеров HuterПодходит для всех электро и бензокос марки Huter и других брендовBO4565DUR189,DUR188,DUR187,DUR364L,DUR366L,DUR365UДля 1923H, 1901, 19029404\9903\9920UR2300/UR3502TIG0606. 002001, 0606.000500АИС 200ПАС, АИС 160П, АИС 200П, АИС 250ПТ, АИС 160ПН, АИС 200ПНСАИС200ПАС; АИС160П; АИС200П; АИС250ПТ; АИС160ПН; АИС200ПНСАИС 200ПНС; ИС 160П; ИС 190П; ИС 220П; ИС 250ПАИС 200ПНС; ИС 160П; ИС 190П; ИС 220П; ИС 250П;ИС 160П; ИС 190П; ИС 220П; ИС 250П; АИС 250ПТИС 160М, ИС 180М, ИС 200Н, ИС 220Н, ИС 250, АИС 160Н, АИС 180Н, АИС 200Н, АИС 220АИС 160Н, АИС 180Н, АИС 200Н, АИС 220Н, ИС 160М, ИС 180М, ИС 200М, ИС 220МАИС 170, АИС 210, АИС 230, АИС 260, АИС 3300704.010800; 0704.010200; 0704.0109000704.010200, 0704.010800, 0704.0109000704.0171000704.0134000704.0135000704.010700ТП 2ЕИДля КЭ 85С; КЭ 110СДля КЭ 350ПДля КЭ 650ПМШВ 0211МШВ 0319МШВ 0423ЭСПТ800, СПТ1500СПТ1000ЛН5/2В; ЛН5/4В; ЛН5/2В-ЗЕЛ; ЛН10; ЛН15; ЛН20ОН 36MT143, MT350, MT18, MT10MT143, MT350, MT18, MT108MT143, MT350, MT18 и MT108АИС 40К, АИС 40КВ, АИС 60КАИС40К; АИС40КВ; АИС60КДля всех бензокос ElitechДля СДУ 2200Для КЭ 500ПDUR182L,187L,188LСтойка для пилы 2107FДля GB801Для RP0910-1110CДля RP0910; RP1110CДля 3601BДля 3708F; 3700BДля 3707; 3708Для 3707; 3707F; 3708; 3708FДля 3620, RP2300, RT0700CДля 3620Для RP0900; RT0700CДля 3612Для 3612C, RP1800F, RP2300FCДля 3612CДля 3612; RP1800; RP2300Для 3620Для RP0900; RT0700CДля 3709Для 3709; 3710Для 3709; 3710Для DCO180HG5002/550/650/5012/551/651Для 3600H; 3601B; 3612C; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCДля 3600H; 3601B; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCВЭ 2050Лоя 3600H; 3601B; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCKP0800;KP0810;KP0810C;DKP140;DKP180Для Р82; Р82КДля KP0800;KP0810;KP0810C;DKP140;DKP180Для 1923B ; KP0800 ; KP0810Для 2012NB ;KP301 ;KP312SДля KP0800;KP0810;KP0810C;DKP140;DKP180;1911B;1002BAДля LS1040; Lh2040; LS1440; LS1016; LS1216; LS1018Для LS0714; LS1040; Lh2040; LS1440; LS1016; LS1018; LS1216; 2012NBBG400Для правки камняДля BG200Для RP0900; RT0700; DRT50Для 3620; RP0900; RT0700Для RP0910; RP1110CДля 3612; RP1800; RP1801; RP2300; RP2301Для RP0910, RP1110CДля 3620, 3612Для RP0900, RT0700CДля RP1800, 2300Для 3901, PJ7000Для 3612, RP0910, RP1110Для ML101Для BUC122, UC120Для UC3020A, DCS3410, DCS34, DCS4610Для UC3530A, DCS34, DCS4610, DCS3410, DCS3410TH, DCS3500Для UC4030A, DCS34, DCS4610, DCS3500, DCS4300, EA3501F, EA4301FДля UC3020AДля UC4020AДля BUC250, DCS232T, DCS3410THДля DCS232T, DCS3410THДля BUC122Для ЕА6100Р53ЕДля UC3020A, UC3520A, UC4020AДля UC3530A, DCS34, 4610, 3410, 3410TH, 3500Для DCS4600S-38, DCS5000-38Для UC4030A, DCS34, 4610, 3500, EA3501F, 4301FДля DCS430, DCS431Для PS-340, PS-3410THДля UC3030A, 3041A, 3051AX1, 3010AДля UC3520AДля UC4030A, DCS34, DCS4610, DCS3500, EA3501F, EA4301FДля UC4530A, DCS4300Для DCS6000I, DCS6800IДля DCS460, DCS4630, DCS500, DCS5030, EA4301FДля DCS6800I, DCS9000, DCS9010Для DCS410Для DCS4300Для DCS4630, DCS500, DCS5030, EA4301Для DCS460, DCS4630, DCS500, DCS5030Для DCS6400, DCS6401, DCS7300, DCS730Для DCS460, DCS520, DCS4630, DCS500, DCS5030Для DCS6400, DCS6401, DCS7300, DCS7301, DCS7900, DCS7901Для ES31AДля UC3010, UC3020Для UC3030A, DCS3410, DCS3410TH, DCS34, DCS4610Для 25AP, 91PX, 91VLXДля монтажа цепных пилDCS390DPC7000Для UC4030A, DCS340, DCS4610, DCS3500, EA3501F, EA4301FДля SG150Для DFR440, DFR540, DFR550, 6842, 6843, 6845Для DFR440, DFR540, DFR750, 6842, 6843, 6845Для DFR440, DFR540, DFR550, DFR750, 6842, 6843, 6845Для DFR540, DFR550, DFR750, 6842, 6843, 6844Для DFR440, DFR540, DFR550, DFR750, 6842, 6843, 6844, 6845Для 6833, 6834Для 6834, 6844Для 6831, 6832, 6833, 6834, 6837BCMДля 3700B, 3708, 906Для 3608B, 3620Для 3700B, 3707Для 620, 4105KBДля 9609NBДля HP2070, HP2070FДля 3612, 3612CДля GD0602Для дисковых пилДля фрезеров, 3612, RP0910Для фрезеров 3608B, 3620Для триммеров 3700B, 3707Для дисковых пил 620, 4105KBДля УШМ 9609NBДля дрелей HP2070, HP2070FДля фрезеров 3612, 3612CДля триммера 3709Для триммеров 3709Для прямых шлифмашин GD0602Для бензорезов, EK7651HДля дисковых пил, 2414 NBДля рубанковДля кос EBh352U, EBh353U, EBh441R, EM2651LH, EM2651UHДля CA5000XJДля DCS430, DCS330SДля торцовых пил Lh2200FLДля торцевых пил Lh2200FLДля кос, UR3500Для лобзиков, 4341CTДля рейсмусов, 2012 NBДля дисковых пил, HS 7100Для кос, EBh441UДля мультитулов (резаков), BTM50, DTM50Для SP6000, 4350CT, 4350FCT, 4351CT, 4351FCT, 5603, 5703, 5705, 5903, 5103Для направляющих шин 194368-5, 194925-9, 194367-7Для направляющих шин 194368-5Для направляющих шин 194367-7Для направляющих шин 194925-9Для 8402VD, 8411DДля DP4011, HP2031/33/51/71/71FДля DP4010, HP2050, HP2051Для DP3003Для 6017, 6018, 6019, 6096Для 6316D, 6317D, 6336D, 6337D, 6347DДля 6203D6216DДля 6317DWDE, 6337DWDE, 6347DWDEДля 6207, 6217DДля BHP450Для MT064Для 6260DДля 8280DДля 6319DДля DF330D, HP330D, DDA341, DDA351, DF331D, HP331DДля HP330DДля BDF453, BHP453Для DA331, DF3300704.
002001, 0606.000500АИС 200ПАС, АИС 160П, АИС 200П, АИС 250ПТ, АИС 160ПН, АИС 200ПНСАИС200ПАС; АИС160П; АИС200П; АИС250ПТ; АИС160ПН; АИС200ПНСАИС 200ПНС; ИС 160П; ИС 190П; ИС 220П; ИС 250ПАИС 200ПНС; ИС 160П; ИС 190П; ИС 220П; ИС 250П;ИС 160П; ИС 190П; ИС 220П; ИС 250П; АИС 250ПТИС 160М, ИС 180М, ИС 200Н, ИС 220Н, ИС 250, АИС 160Н, АИС 180Н, АИС 200Н, АИС 220АИС 160Н, АИС 180Н, АИС 200Н, АИС 220Н, ИС 160М, ИС 180М, ИС 200М, ИС 220МАИС 170, АИС 210, АИС 230, АИС 260, АИС 3300704.010800; 0704.010200; 0704.0109000704.010200, 0704.010800, 0704.0109000704.0171000704.0134000704.0135000704.010700ТП 2ЕИДля КЭ 85С; КЭ 110СДля КЭ 350ПДля КЭ 650ПМШВ 0211МШВ 0319МШВ 0423ЭСПТ800, СПТ1500СПТ1000ЛН5/2В; ЛН5/4В; ЛН5/2В-ЗЕЛ; ЛН10; ЛН15; ЛН20ОН 36MT143, MT350, MT18, MT10MT143, MT350, MT18, MT108MT143, MT350, MT18 и MT108АИС 40К, АИС 40КВ, АИС 60КАИС40К; АИС40КВ; АИС60КДля всех бензокос ElitechДля СДУ 2200Для КЭ 500ПDUR182L,187L,188LСтойка для пилы 2107FДля GB801Для RP0910-1110CДля RP0910; RP1110CДля 3601BДля 3708F; 3700BДля 3707; 3708Для 3707; 3707F; 3708; 3708FДля 3620, RP2300, RT0700CДля 3620Для RP0900; RT0700CДля 3612Для 3612C, RP1800F, RP2300FCДля 3612CДля 3612; RP1800; RP2300Для 3620Для RP0900; RT0700CДля 3709Для 3709; 3710Для 3709; 3710Для DCO180HG5002/550/650/5012/551/651Для 3600H; 3601B; 3612C; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCДля 3600H; 3601B; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCВЭ 2050Лоя 3600H; 3601B; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCKP0800;KP0810;KP0810C;DKP140;DKP180Для Р82; Р82КДля KP0800;KP0810;KP0810C;DKP140;DKP180Для 1923B ; KP0800 ; KP0810Для 2012NB ;KP301 ;KP312SДля KP0800;KP0810;KP0810C;DKP140;DKP180;1911B;1002BAДля LS1040; Lh2040; LS1440; LS1016; LS1216; LS1018Для LS0714; LS1040; Lh2040; LS1440; LS1016; LS1018; LS1216; 2012NBBG400Для правки камняДля BG200Для RP0900; RT0700; DRT50Для 3620; RP0900; RT0700Для RP0910; RP1110CДля 3612; RP1800; RP1801; RP2300; RP2301Для RP0910, RP1110CДля 3620, 3612Для RP0900, RT0700CДля RP1800, 2300Для 3901, PJ7000Для 3612, RP0910, RP1110Для ML101Для BUC122, UC120Для UC3020A, DCS3410, DCS34, DCS4610Для UC3530A, DCS34, DCS4610, DCS3410, DCS3410TH, DCS3500Для UC4030A, DCS34, DCS4610, DCS3500, DCS4300, EA3501F, EA4301FДля UC3020AДля UC4020AДля BUC250, DCS232T, DCS3410THДля DCS232T, DCS3410THДля BUC122Для ЕА6100Р53ЕДля UC3020A, UC3520A, UC4020AДля UC3530A, DCS34, 4610, 3410, 3410TH, 3500Для DCS4600S-38, DCS5000-38Для UC4030A, DCS34, 4610, 3500, EA3501F, 4301FДля DCS430, DCS431Для PS-340, PS-3410THДля UC3030A, 3041A, 3051AX1, 3010AДля UC3520AДля UC4030A, DCS34, DCS4610, DCS3500, EA3501F, EA4301FДля UC4530A, DCS4300Для DCS6000I, DCS6800IДля DCS460, DCS4630, DCS500, DCS5030, EA4301FДля DCS6800I, DCS9000, DCS9010Для DCS410Для DCS4300Для DCS4630, DCS500, DCS5030, EA4301Для DCS460, DCS4630, DCS500, DCS5030Для DCS6400, DCS6401, DCS7300, DCS730Для DCS460, DCS520, DCS4630, DCS500, DCS5030Для DCS6400, DCS6401, DCS7300, DCS7301, DCS7900, DCS7901Для ES31AДля UC3010, UC3020Для UC3030A, DCS3410, DCS3410TH, DCS34, DCS4610Для 25AP, 91PX, 91VLXДля монтажа цепных пилDCS390DPC7000Для UC4030A, DCS340, DCS4610, DCS3500, EA3501F, EA4301FДля SG150Для DFR440, DFR540, DFR550, 6842, 6843, 6845Для DFR440, DFR540, DFR750, 6842, 6843, 6845Для DFR440, DFR540, DFR550, DFR750, 6842, 6843, 6845Для DFR540, DFR550, DFR750, 6842, 6843, 6844Для DFR440, DFR540, DFR550, DFR750, 6842, 6843, 6844, 6845Для 6833, 6834Для 6834, 6844Для 6831, 6832, 6833, 6834, 6837BCMДля 3700B, 3708, 906Для 3608B, 3620Для 3700B, 3707Для 620, 4105KBДля 9609NBДля HP2070, HP2070FДля 3612, 3612CДля GD0602Для дисковых пилДля фрезеров, 3612, RP0910Для фрезеров 3608B, 3620Для триммеров 3700B, 3707Для дисковых пил 620, 4105KBДля УШМ 9609NBДля дрелей HP2070, HP2070FДля фрезеров 3612, 3612CДля триммера 3709Для триммеров 3709Для прямых шлифмашин GD0602Для бензорезов, EK7651HДля дисковых пил, 2414 NBДля рубанковДля кос EBh352U, EBh353U, EBh441R, EM2651LH, EM2651UHДля CA5000XJДля DCS430, DCS330SДля торцовых пил Lh2200FLДля торцевых пил Lh2200FLДля кос, UR3500Для лобзиков, 4341CTДля рейсмусов, 2012 NBДля дисковых пил, HS 7100Для кос, EBh441UДля мультитулов (резаков), BTM50, DTM50Для SP6000, 4350CT, 4350FCT, 4351CT, 4351FCT, 5603, 5703, 5705, 5903, 5103Для направляющих шин 194368-5, 194925-9, 194367-7Для направляющих шин 194368-5Для направляющих шин 194367-7Для направляющих шин 194925-9Для 8402VD, 8411DДля DP4011, HP2031/33/51/71/71FДля DP4010, HP2050, HP2051Для DP3003Для 6017, 6018, 6019, 6096Для 6316D, 6317D, 6336D, 6337D, 6347DДля 6203D6216DДля 6317DWDE, 6337DWDE, 6347DWDEДля 6207, 6217DДля BHP450Для MT064Для 6260DДля 8280DДля 6319DДля DF330D, HP330D, DDA341, DDA351, DF331D, HP331DДля HP330DДля BDF453, BHP453Для DA331, DF3300704. 030000 и 0704.0301000704.030400dur189DSP600 , DSP6014076DDF033DTW100DEM4350UH,EM4351UHDA392DJR100D,JR102DDPT353BBO140,DBO140BBO180,DBO180BUH521,DUH521BUH523,DUH523BTM40,DTM40BTM50,DTM50BST221,DST221DSD180SD100DBPT351,DPT351HR160DSC1204331D6214D,6314D6831D,6835D6336D,8433DBCL140,DCL140,BCL180,DCL180VC2012L,VC2512L,VC3011LHW140HW151HW110VC3510BUK360,DUK360D9500DT1022D/T221D
030000 и 0704.0301000704.030400dur189DSP600 , DSP6014076DDF033DTW100DEM4350UH,EM4351UHDA392DJR100D,JR102DDPT353BBO140,DBO140BBO180,DBO180BUH521,DUH521BUH523,DUH523BTM40,DTM40BTM50,DTM50BST221,DST221DSD180SD100DBPT351,DPT351HR160DSC1204331D6214D,6314D6831D,6835D6336D,8433DBCL140,DCL140,BCL180,DCL180VC2012L,VC2512L,VC3011LHW140HW151HW110VC3510BUK360,DUK360D9500DT1022D/T221D 63 см.65 мм65 мм.65 см.66 мм67 м67 см.69 м70 м70 мм.70 см70 см.71 мм74 см75 мм75 мм.75 см.75мм.78 мм79 мм.80 мм80 мм.82 м84 м85 мм.86 мм.87 м88 м89 мм.90 м90 мм90 мм.93 мм.94 мм.95 мм96 м100 мм100 мм.101 мм.103 м109 мм.110 мм.115 мм115 мм.117 мм.120 м120 мм.125 мм.126 м130 мм130 мм.132 м133 м.139 м148 м150 мм150 мм.150 мм. (конус 1:20)151 мм.152 мм152 мм; 22 мм153 мм.160 м160 мм160 мм.165 мм167 м168 м180 мм.182 мм.185 мм.200 м200 мм200 мм.203 мм210 мм215 мм219 м220 мм220 мм.223 м225 мм228 мм228 мм.229 мм.230 мм239 м240 мм240 мм.247 мм250 мм250 мм.262 м279 м280 мм.287 мм.290 мм300 мм300 мм.305 мм309 м320 мм330 мм330 мм.340 мм350 мм370 мм378 м380 мм400 мм400 мм.410 мм.420 мм.430 мм.450 мм454 м455 мм457 мм.460 мм462 мм500 мм500 мм.510 мм.520 мм533 мм.540 мм553 мм.570 мм590 мм.590-942 мм.600 мм600 мм.610 мм.685 мм.686 мм.700 мм.730 мм762 мм800 мм.835 мм.900 мм.914 мм.1000 мм.1040-1740 мм.1140 мм.1185 мм1400 мм.1500 мм.1524 мм.1900 мм.2010 мм.2240 мм.3000 мм.3010 мм.10000 мм.Для бит 45ммДля бит 50мм.
63 см.65 мм65 мм.65 см.66 мм67 м67 см.69 м70 м70 мм.70 см70 см.71 мм74 см75 мм75 мм.75 см.75мм.78 мм79 мм.80 мм80 мм.82 м84 м85 мм.86 мм.87 м88 м89 мм.90 м90 мм90 мм.93 мм.94 мм.95 мм96 м100 мм100 мм.101 мм.103 м109 мм.110 мм.115 мм115 мм.117 мм.120 м120 мм.125 мм.126 м130 мм130 мм.132 м133 м.139 м148 м150 мм150 мм.150 мм. (конус 1:20)151 мм.152 мм152 мм; 22 мм153 мм.160 м160 мм160 мм.165 мм167 м168 м180 мм.182 мм.185 мм.200 м200 мм200 мм.203 мм210 мм215 мм219 м220 мм220 мм.223 м225 мм228 мм228 мм.229 мм.230 мм239 м240 мм240 мм.247 мм250 мм250 мм.262 м279 м280 мм.287 мм.290 мм300 мм300 мм.305 мм309 м320 мм330 мм330 мм.340 мм350 мм370 мм378 м380 мм400 мм400 мм.410 мм.420 мм.430 мм.450 мм454 м455 мм457 мм.460 мм462 мм500 мм500 мм.510 мм.520 мм533 мм.540 мм553 мм.570 мм590 мм.590-942 мм.600 мм600 мм.610 мм.685 мм.686 мм.700 мм.730 мм762 мм800 мм.835 мм.900 мм.914 мм.1000 мм.1040-1740 мм.1140 мм.1185 мм1400 мм.1500 мм.1524 мм.1900 мм.2010 мм.2240 мм.3000 мм.3010 мм.10000 мм.Для бит 45ммДля бит 50мм. Для саморезов 25-55 мм
Для саморезов 25-55 мм

 Для получения информации о сборе и использовании информации на любом из этих веб-сайтов или других сторонних сайтах см. условия использования и политики, предусмотренные этими веб-сайтами.
Для получения информации о сборе и использовании информации на любом из этих веб-сайтов или других сторонних сайтах см. условия использования и политики, предусмотренные этими веб-сайтами.
 Личная информация может включать, помимо прочего:
Личная информация может включать, помимо прочего:
 Оставаясь подписчиком на нашу рассылку, вы признаете, что мы можем продавать, сдавать в аренду, делиться, обменивать или иным образом предоставлять или передавать вашу не идентифицирующую личность информацию, такую как демографические и профессиональные данные, третьим лицам. Такие третьи лица могут использовать такую информацию для любых целей, которые они пожелают, или могут передавать такую информацию другим третьим лицам.
Оставаясь подписчиком на нашу рассылку, вы признаете, что мы можем продавать, сдавать в аренду, делиться, обменивать или иным образом предоставлять или передавать вашу не идентифицирующую личность информацию, такую как демографические и профессиональные данные, третьим лицам. Такие третьи лица могут использовать такую информацию для любых целей, которые они пожелают, или могут передавать такую информацию другим третьим лицам. Мы также можем обмениваться информацией, включая личную информацию, с другими компаниями и организациями для защиты от кредитного мошенничества и снижения рисков.
Мы также можем обмениваться информацией, включая личную информацию, с другими компаниями и организациями для защиты от кредитного мошенничества и снижения рисков. Эти услуги помогают нам направлять печатные рассылки и другие маркетинговые инициативы соответствующим покупателям и посетителям веб-сайта. Имена и почтовые адреса могут быть переданы между участвующими сторонами в службах кооперативной базы данных, но кооперативу не предоставляется информация о кредитной карте или адреса электронной почты.
Эти услуги помогают нам направлять печатные рассылки и другие маркетинговые инициативы соответствующим покупателям и посетителям веб-сайта. Имена и почтовые адреса могут быть переданы между участвующими сторонами в службах кооперативной базы данных, но кооперативу не предоставляется информация о кредитной карте или адреса электронной почты. Например, от CPO может потребоваться раскрыть вашу личную информацию, чтобы ответить на повестку в суд, постановление суда или другой судебный процесс.
Например, от CPO может потребоваться раскрыть вашу личную информацию, чтобы ответить на повестку в суд, постановление суда или другой судебный процесс.

 Если вы не хотите помогать нам узнавать, как улучшить наши сайты, продукты, предложения и маркетинговую стратегию, вы можете «отказаться» от нашей возможности анализировать такие данные, связавшись с нами (см. Раздел 12).
Если вы не хотите помогать нам узнавать, как улучшить наши сайты, продукты, предложения и маркетинговую стратегию, вы можете «отказаться» от нашей возможности анализировать такие данные, связавшись с нами (см. Раздел 12). Вы можете помочь нам защитить вашу Личную информацию, (i) не сообщая свой пароль или другую информацию об учетной записи другим лицам, (ii) используя безопасный веб-браузер и (iii) часто меняя свой пароль.
Вы можете помочь нам защитить вашу Личную информацию, (i) не сообщая свой пароль или другую информацию об учетной записи другим лицам, (ii) используя безопасный веб-браузер и (iii) часто меняя свой пароль. или (ii) использование вашей личной информации третьими лицами, которым CPO, возможно, уже предоставила вашу информацию.
или (ii) использование вашей личной информации третьими лицами, которым CPO, возможно, уже предоставила вашу информацию. com или по почте:
com или по почте: png
png

 Чуть дальше я сравню жёсткость этого полиуретана с некоторыми другими.
Чуть дальше я сравню жёсткость этого полиуретана с некоторыми другими.
 Белый слева это Flex Soft, чёрный справа Flex Medium, посередине пластик из этого обзора SolidFilament TPU. Собственного его жёсткость как раз примерно между этими пластиками, скорее ближе к Medium:
Белый слева это Flex Soft, чёрный справа Flex Medium, посередине пластик из этого обзора SolidFilament TPU. Собственного его жёсткость как раз примерно между этими пластиками, скорее ближе к Medium:
 У других производителей/продавцов TPU стоят дороже или существенно дороже. Кроме того, здесь на катушке целый килограмм, а не 500 грамм, как у многих.
У других производителей/продавцов TPU стоят дороже или существенно дороже. Кроме того, здесь на катушке целый килограмм, а не 500 грамм, как у многих.
 ..
.. Пластик ТПУ имеет несколько применимых применений, включая автомобильные приборные панели, ролики, электроинструменты, спортивные товары, медицинские устройства, приводные ремни, обувь, надувные плоты и различные экструдированные пленки, листы и профили. Вся нить MH Build запечатана осушителем для хранения и свежести.
Пластик ТПУ имеет несколько применимых применений, включая автомобильные приборные панели, ролики, электроинструменты, спортивные товары, медицинские устройства, приводные ремни, обувь, надувные плоты и различные экструдированные пленки, листы и профили. Вся нить MH Build запечатана осушителем для хранения и свежести.
 Это означает максимальную надежность, постоянное качество продукции и экономическую эффективность. Elastollan ® можно экструдировать в шланги, оболочки кабелей, ремни, пленки и профили, а также перерабатывать с использованием технологий выдувания и литья под давлением.
Это означает максимальную надежность, постоянное качество продукции и экономическую эффективность. Elastollan ® можно экструдировать в шланги, оболочки кабелей, ремни, пленки и профили, а также перерабатывать с использованием технологий выдувания и литья под давлением. информацию о контакте с пищевыми продуктами)
информацию о контакте с пищевыми продуктами) пластифицированные изделия
пластифицированные изделия Материал соответствует классификации огнестойкости UL94 HB.
Материал соответствует классификации огнестойкости UL94 HB.
 Кроме того, Эластоллан ® может быть модифицирован для конкретных применений, например, путем армирования стекловолокном.
Кроме того, Эластоллан ® может быть модифицирован для конкретных применений, например, путем армирования стекловолокном.
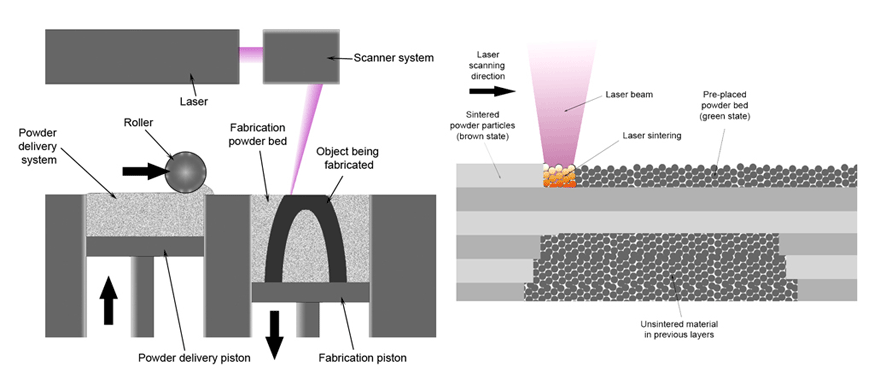 25, 0.5, 1.0 М водных растворов лактата кальцияи гидрофосфата аммония без регулирования рН при соотношении Са/Р = 1. По данным РФА, фазо-вый состав порошков после синтеза представлен брушитом CaHPO4. 2h3O и октакальциевым фос-фатом Ca8(НPO4)2(PO4)4. 5h3O. После термообработки при 500–700 °С вследствие деструкции сопут-ствующего продукта реакции порошки были окрашены в серый цвет. Порошки после термообработкипри 500–700 °С состояли в основном из γ-Са2Р2О7. Фазовый состав керамики, полученной из синте-зированных порошков, после обжига при 1100 °С был представлен β-Са2Р2О7 и β-Са3(РО4)2.Ключевые слова: синтез, лактат кальция, брушит, октакальциевый фосфат, сопутствующий продуктреакции, пирофосфат кальция, трикальцийфосфат, биокерамика
25, 0.5, 1.0 М водных растворов лактата кальцияи гидрофосфата аммония без регулирования рН при соотношении Са/Р = 1. По данным РФА, фазо-вый состав порошков после синтеза представлен брушитом CaHPO4. 2h3O и октакальциевым фос-фатом Ca8(НPO4)2(PO4)4. 5h3O. После термообработки при 500–700 °С вследствие деструкции сопут-ствующего продукта реакции порошки были окрашены в серый цвет. Порошки после термообработкипри 500–700 °С состояли в основном из γ-Са2Р2О7. Фазовый состав керамики, полученной из синте-зированных порошков, после обжига при 1100 °С был представлен β-Са2Р2О7 и β-Са3(РО4)2.Ключевые слова: синтез, лактат кальция, брушит, октакальциевый фосфат, сопутствующий продуктреакции, пирофосфат кальция, трикальцийфосфат, биокерамика
 Перед тем как запускать в серию производство какого-либо изделия многие компании заказывают тестовые образцы, которые создаются с помощью 3D-принтера. Также прототипы требуются для наглядной демонстрации заказчикам будущих изделий. Если качественно обработать распечатанные прототипы, их сложно будет отличить от литых деталей.
Перед тем как запускать в серию производство какого-либо изделия многие компании заказывают тестовые образцы, которые создаются с помощью 3D-принтера. Также прототипы требуются для наглядной демонстрации заказчикам будущих изделий. Если качественно обработать распечатанные прототипы, их сложно будет отличить от литых деталей.



 Выбор состава порошка
Выбор состава порошка Цель состоит в том, чтобы контролировать температуру, чтобы она достигла чуть ниже точки плавления основного металла ваших деталей… но не совсем. В процессе спекания частицы металла соединяются вместе, поэтому вы получаете деталь, которая делает то, что вам нужно.
Цель состоит в том, чтобы контролировать температуру, чтобы она достигла чуть ниже точки плавления основного металла ваших деталей… но не совсем. В процессе спекания частицы металла соединяются вместе, поэтому вы получаете деталь, которая делает то, что вам нужно. Эти шаги — то, что производит лучшие свойства для вашей части.
Эти шаги — то, что производит лучшие свойства для вашей части. Тем не менее, следует учитывать несколько потенциальных недостатков:
Тем не менее, следует учитывать несколько потенциальных недостатков:


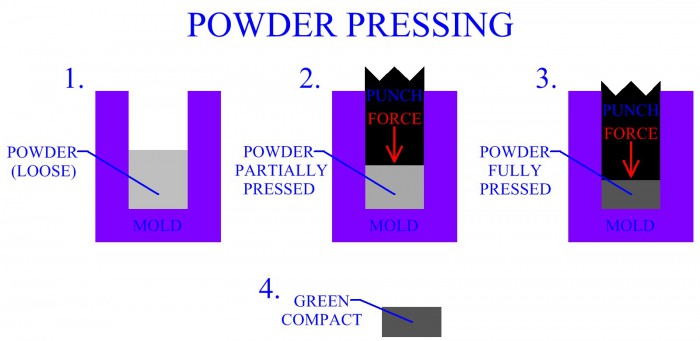 Давление является наиболее распространенным дополнительным фактором, хотя «спекание без давления» возможно с градуированными металлокерамическими композитами наряду с добавкой наночастиц для спекания и технологией объемного формования. Горячее изостатическое прессование — это вариант спекания, который используется для создания трехмерных форм.
Давление является наиболее распространенным дополнительным фактором, хотя «спекание без давления» возможно с градуированными металлокерамическими композитами наряду с добавкой наночастиц для спекания и технологией объемного формования. Горячее изостатическое прессование — это вариант спекания, который используется для создания трехмерных форм. Этот метод, который до сих пор считается порошковой металлургией, используется для производства карбида вольфрама и цементированного карбида. Спеченный металлический порошок используется в самых разных областях: от изготовления подшипников и ювелирных изделий до тепловых труб и даже патронов для дробовика. Спекание также является одним из немногих жизнеспособных вариантов производства материалов с высокой температурой плавления, таких как углерод, танатал и вольфрам.
Этот метод, который до сих пор считается порошковой металлургией, используется для производства карбида вольфрама и цементированного карбида. Спеченный металлический порошок используется в самых разных областях: от изготовления подшипников и ювелирных изделий до тепловых труб и даже патронов для дробовика. Спекание также является одним из немногих жизнеспособных вариантов производства материалов с высокой температурой плавления, таких как углерод, танатал и вольфрам. Жидкофазное спекание включает добавление добавки к спекаемому порошку. Эта добавка плавится, и жидкость втягивается в поры, что приводит к перераспределению зерен в более подходящую упаковку. Там, где капиллярное давление высокое и частицы расположены близко друг к другу, атомы переходят в раствор и осаждаются в областях с более низким химическим потенциалом, что называется «сплющиванием контактов». Это похоже на диффузию по границам зерен при спекании в твердом состоянии. Чтобы быть эффективной, добавка должна расплавиться до того, как произойдет спекание.
Жидкофазное спекание включает добавление добавки к спекаемому порошку. Эта добавка плавится, и жидкость втягивается в поры, что приводит к перераспределению зерен в более подходящую упаковку. Там, где капиллярное давление высокое и частицы расположены близко друг к другу, атомы переходят в раствор и осаждаются в областях с более низким химическим потенциалом, что называется «сплющиванием контактов». Это похоже на диффузию по границам зерен при спекании в твердом состоянии. Чтобы быть эффективной, добавка должна расплавиться до того, как произойдет спекание. Эти материалы должны быть взаимно растворимы в жидкости, смачивающей твердое тело и создающей высокую скорость диффузии.
Эти материалы должны быть взаимно растворимы в жидкости, смачивающей твердое тело и создающей высокую скорость диффузии. Однако название немного вводит в заблуждение, поскольку исследования показали, что плазма не используется, поэтому стали использоваться альтернативные названия, такие как метод спекания с помощью поля (FAST), спекание с помощью электрического поля (EFAS) и спекание с постоянным током (DCS).
Однако название немного вводит в заблуждение, поскольку исследования показали, что плазма не используется, поэтому стали использоваться альтернативные названия, такие как метод спекания с помощью поля (FAST), спекание с помощью электрического поля (EFAS) и спекание с постоянным током (DCS). Существует три различных метода нагрева для спекания без давления: спекание с постоянной скоростью (CRH), спекание с регулируемой скоростью (RCS) и двухстадийное спекание (TSS). Керамическая микроструктура и размер зерна будут варьироваться в зависимости от используемого материала и техники.
Существует три различных метода нагрева для спекания без давления: спекание с постоянной скоростью (CRH), спекание с регулируемой скоростью (RCS) и двухстадийное спекание (TSS). Керамическая микроструктура и размер зерна будут варьироваться в зависимости от используемого материала и техники. Поскольку процесс и побочные реакции при микроволновом спекании проходят в несколько раз быстрее, конечный спеченный продукт может обладать различными свойствами. Несмотря на недостатки, этот метод достаточно эффективен для поддержания мелкозернистости биокерамики.
Поскольку процесс и побочные реакции при микроволновом спекании проходят в несколько раз быстрее, конечный спеченный продукт может обладать различными свойствами. Несмотря на недостатки, этот метод достаточно эффективен для поддержания мелкозернистости биокерамики.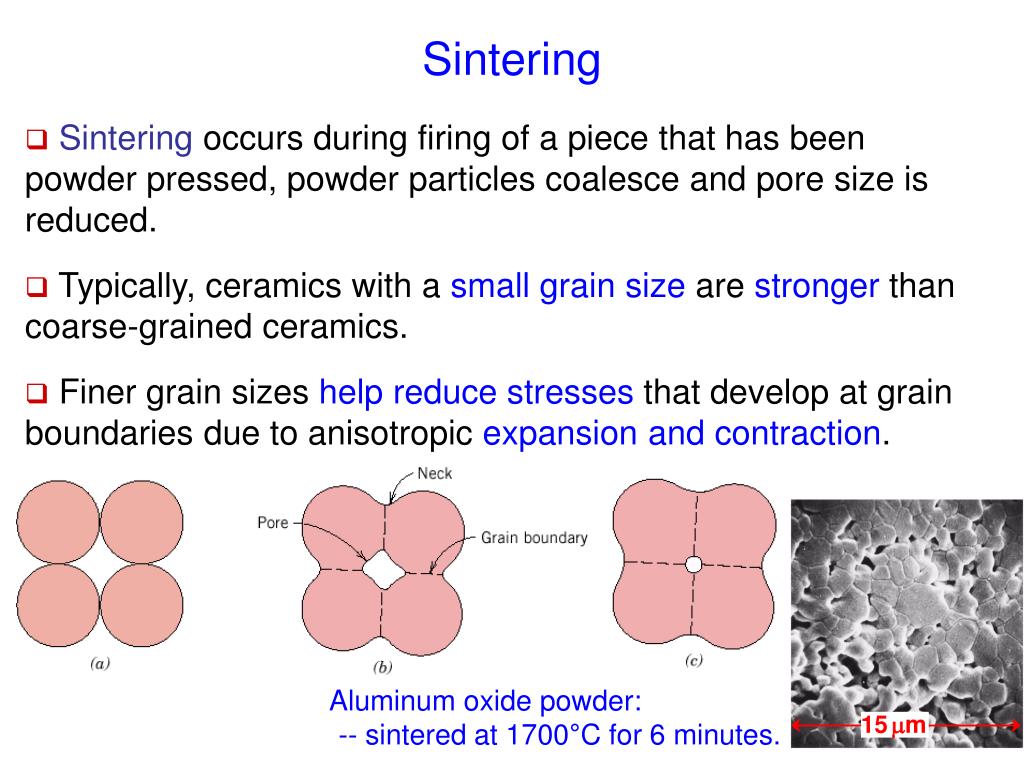 Процесс создания металлических деталей путем прессования порошков насчитывает много веков и использовался для изготовления изделий практически из всех видов керамики или металла.
Процесс создания металлических деталей путем прессования порошков насчитывает много веков и использовался для изготовления изделий практически из всех видов керамики или металла.


 2v реверс, подсветка, кейс
2v реверс, подсветка, кейс аппарат ELMOS PR- 960 2.80Вт. 600куб.см/мин. контейнер 6л. длина телескоп. трубы 3.1м
аппарат ELMOS PR- 960 2.80Вт. 600куб.см/мин. контейнер 6л. длина телескоп. трубы 3.1м 2cкорости
2cкорости — Swift 220 Air
— Swift 220 Air 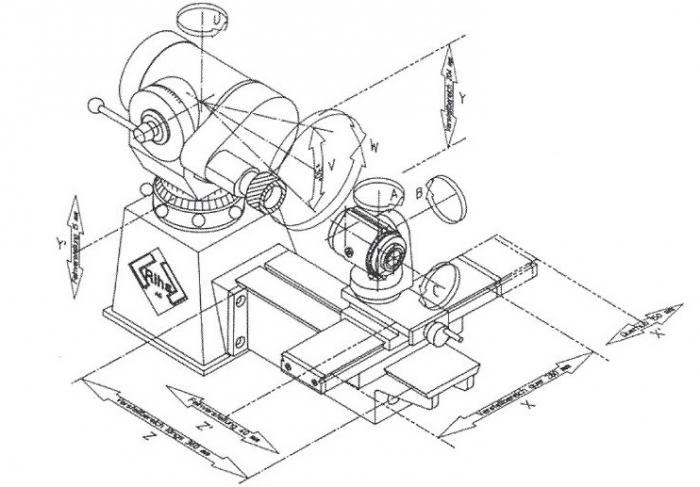

 в., для плоскостного и профильного облицовывания пленкой ПВХ и шпоном, размер стола 2300х1300, 10 рабочих цилиндров, давление до 6 кг\см2….
в., для плоскостного и профильного облицовывания пленкой ПВХ и шпоном, размер стола 2300х1300, 10 рабочих цилиндров, давление до 6 кг\см2…. 10.2016
10.2016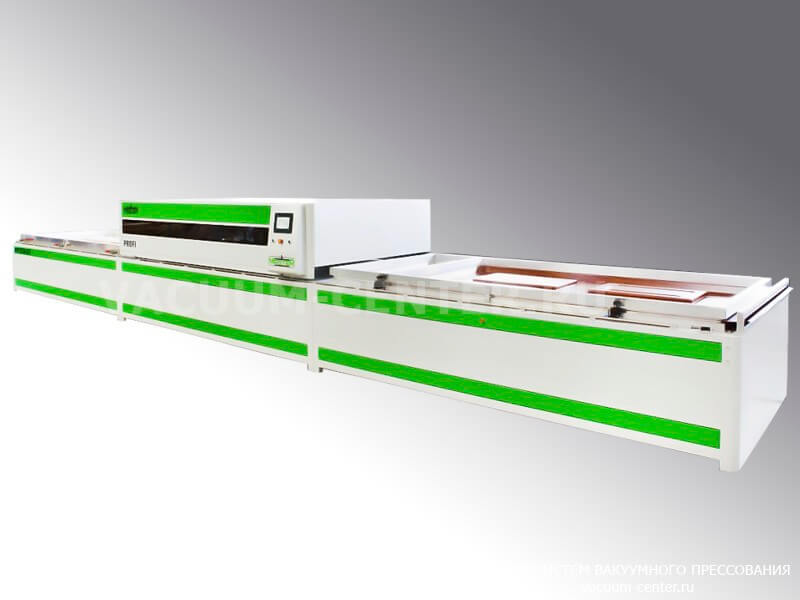 07.2018
07.2018 Рабочий стол 3000*1450 мм. Максимальная высота детали 600 мм.
Рабочий стол 3000*1450 мм. Максимальная высота детали 600 мм. в. Долго стоял без дела.Мембранно-вакуумный пресс Langzauner LZT 130 TFОбщий размер плиты пресса…
в. Долго стоял без дела.Мембранно-вакуумный пресс Langzauner LZT 130 TFОбщий размер плиты пресса… в., 2 стола, в отличном состоянии, полностью обслужен, малое количество часов работы. В комплектацию входит: электроподача рабочих столов,…
в., 2 стола, в отличном состоянии, полностью обслужен, малое количество часов работы. В комплектацию входит: электроподача рабочих столов,… ..
.. …
…


 2
2 Машина была специально разработана для вакуумного прессования с термообработкой (горячее прессование) и трехмерным ламинированием фольгой (трехмерное фольгирование/обертывание ПВХ) .
Машина была специально разработана для вакуумного прессования с термообработкой (горячее прессование) и трехмерным ламинированием фольгой (трехмерное фольгирование/обертывание ПВХ) .
 подключение
подключение  деревообрабатывающее и мебельное производство. Мембранный пресс оснащен поворотным рабочим столом, что экономит производственную площадь и позволяет использовать его в небольших цехах.
деревообрабатывающее и мебельное производство. Мембранный пресс оснащен поворотным рабочим столом, что экономит производственную площадь и позволяет использовать его в небольших цехах. Производительность вакуумного насоса 10/16м3/ч.
Производительность вакуумного насоса 10/16м3/ч. Мембранный пресс оснащен поворотным рабочим столом, что экономит производственную площадь и позволяет использовать его в небольших цехах.
Мембранный пресс оснащен поворотным рабочим столом, что экономит производственную площадь и позволяет использовать его в небольших цехах. Производительность вакуумного насоса 10/16м3/ч.
Производительность вакуумного насоса 10/16м3/ч.

 н. транспортная влажность)
н. транспортная влажность)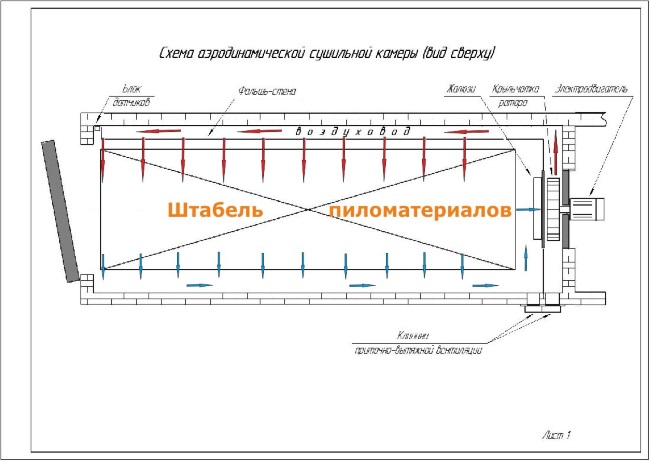
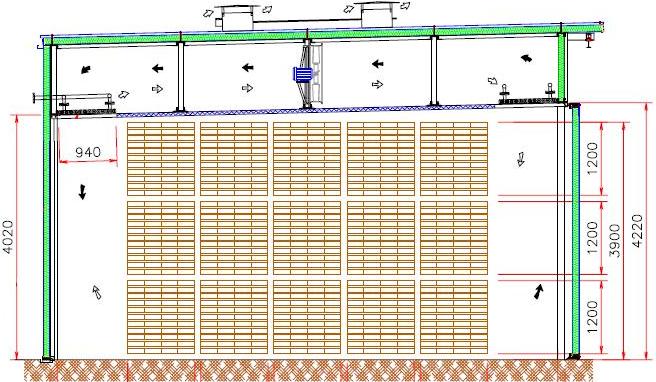 При этом, контролируя режим обезвоживания, мы можем управлять эксплуатационными свойствами получаемого материала.
При этом, контролируя режим обезвоживания, мы можем управлять эксплуатационными свойствами получаемого материала.

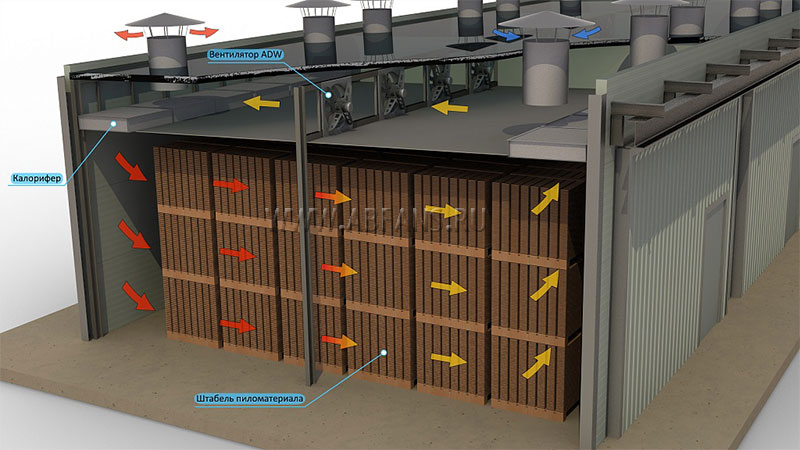

 Такая установка позволяет существенно снизить аэродинамическое сопротивление системы, так что сушилка будет работать эффективнее.
Такая установка позволяет существенно снизить аэродинамическое сопротивление системы, так что сушилка будет работать эффективнее. Для этого мы укладываем доски штабелем, прокладывая между рядами бруски толщиной до 20 мм, и загружаем штабель в сушилку.
Для этого мы укладываем доски штабелем, прокладывая между рядами бруски толщиной до 20 мм, и загружаем штабель в сушилку.
 Идеальным местом для этого будет ровная поляна в полутени. Если такой вариант не подходит, так как вы боитесь кражи, лучше выбрать закрытое помещение и использовать вентиляторы или сушилки. Таким помещением, где можно просушить деревянные доски, может быть гараж.
Идеальным местом для этого будет ровная поляна в полутени. Если такой вариант не подходит, так как вы боитесь кражи, лучше выбрать закрытое помещение и использовать вентиляторы или сушилки. Таким помещением, где можно просушить деревянные доски, может быть гараж.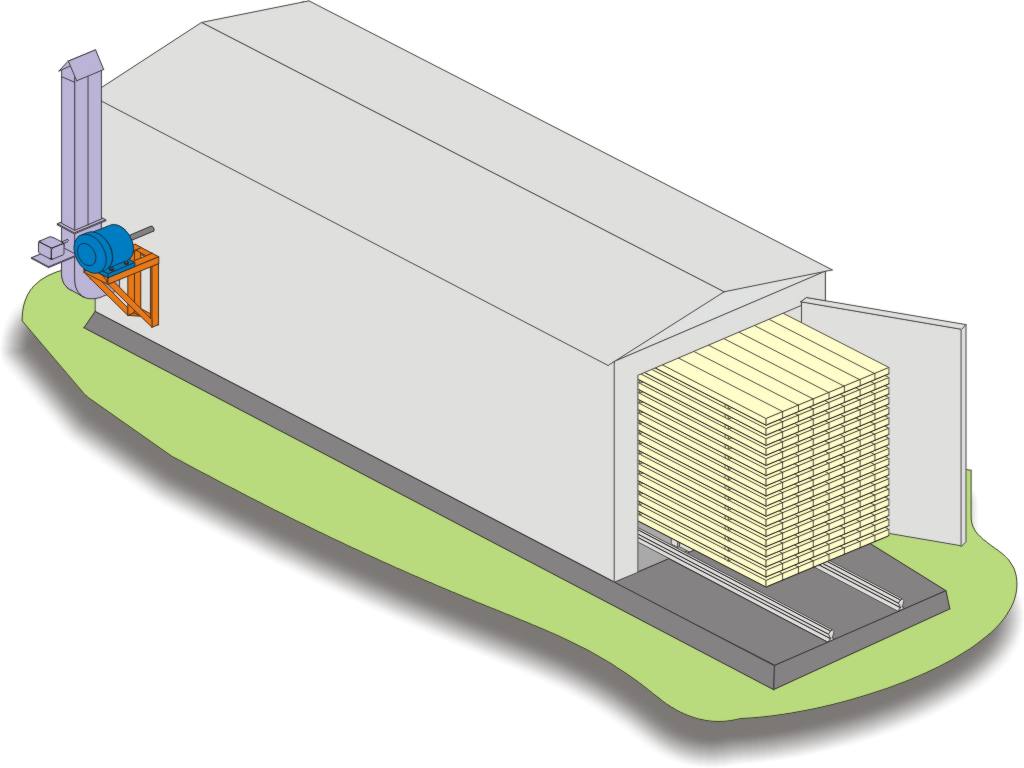
 Кроме того, как и березу срезы кедра покрывают краской, клеем или известью, чтобы снизить вероятность трещин. Правда, на кедре изъяны образуются реже, так как это более твердое дерево.
Кроме того, как и березу срезы кедра покрывают краской, клеем или известью, чтобы снизить вероятность трещин. Правда, на кедре изъяны образуются реже, так как это более твердое дерево.
 Необходимо поставить опоры на 1,5 м друг от друга. На них кладется прокладка из бруска (6 на 8), далее можно уже положить досок в штабелях. Следует выполнить условия:
Необходимо поставить опоры на 1,5 м друг от друга. На них кладется прокладка из бруска (6 на 8), далее можно уже положить досок в штабелях. Следует выполнить условия:
 Такое дерево может стоить дороже, но оно гарантированно будет качеством повыше.
Такое дерево может стоить дороже, но оно гарантированно будет качеством повыше. Но если вы правильно обработаете это, примете некоторые меры предосторожности и не торопитесь, достичь своей цели не так уж сложно.
Но если вы правильно обработаете это, примете некоторые меры предосторожности и не торопитесь, достичь своей цели не так уж сложно.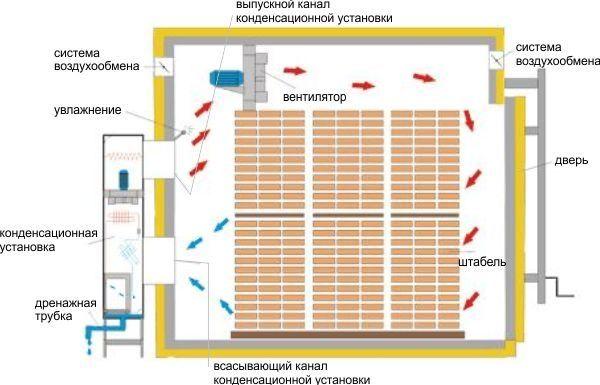 Цель состоит в том, чтобы уменьшить содержание влаги в вашей древесине до относительного содержания климата, в котором будет находиться древесина, при этом пытаясь уберечь древесину от деформации, растрескивания, образования сот и т. д. Хорошая новость заключается в том, что, как и солнечная энергия и энергия ветра , Мать-природа предоставляет средства для выполнения задачи, используя эти два источника: температуру и движение воздуха.
Цель состоит в том, чтобы уменьшить содержание влаги в вашей древесине до относительного содержания климата, в котором будет находиться древесина, при этом пытаясь уберечь древесину от деформации, растрескивания, образования сот и т. д. Хорошая новость заключается в том, что, как и солнечная энергия и энергия ветра , Мать-природа предоставляет средства для выполнения задачи, используя эти два источника: температуру и движение воздуха. Цель для коммерчески высушенных пиломатериалов составляет 6-8 процентов, но нет необходимости достигать этого числа с вашими пиломатериалами.
Цель для коммерчески высушенных пиломатериалов составляет 6-8 процентов, но нет необходимости достигать этого числа с вашими пиломатериалами. Наконец, я положил квадратные нары размером от 3 до 4 дюймов поперек бревен, готовые принять слои пиломатериалов. Некоторые люди кладут свои койки прямо на землю, и вы можете это сделать, но очень сложно выровнять столько предметов, а затем поддерживать этот статус при смене времен года и погоды. Эта трехуровневая система также удерживает пиломатериалы выше от земли и дальше от влаги. Во время сушки ворс может нуждаться в некоторой корректировке, и с помощью этого метода вы можете легко поддомкратить и подложить койки в любом месте, которое осело, чтобы пиломатериалы оставались ровными.
Наконец, я положил квадратные нары размером от 3 до 4 дюймов поперек бревен, готовые принять слои пиломатериалов. Некоторые люди кладут свои койки прямо на землю, и вы можете это сделать, но очень сложно выровнять столько предметов, а затем поддерживать этот статус при смене времен года и погоды. Эта трехуровневая система также удерживает пиломатериалы выше от земли и дальше от влаги. Во время сушки ворс может нуждаться в некоторой корректировке, и с помощью этого метода вы можете легко поддомкратить и подложить койки в любом месте, которое осело, чтобы пиломатериалы оставались ровными.
 Различия в выравнивании стиков будут иметь отрицательный результат, так что это время и место, чтобы уделить пристальное внимание.
Различия в выравнивании стиков будут иметь отрицательный результат, так что это время и место, чтобы уделить пристальное внимание. Есть компании, которые производят палки на коммерческой основе, но они недешевы, или вы можете попытаться найти лесопилку, у которой есть переизбыток, и купить некоторые по разумной цене. Я беру палки с лесопилки, которая укладывает пиломатериалы в пачки шириной 6 футов, и я беру сломанные палки, которые они больше не могут использовать, и обрезаю их до длины 4 фута, которую я использую. Вы получаете материал более низкого качества из своих бревен, которые вы можете превратить в палки, и вы всегда можете вырезать материал из бревен, которые вы не цените так высоко, например, бук или ясень. Они должны быть из более твердого дерева и не должны содержать много сучков, так как они настолько узкие, что легко ломаются. Одна вещь, которую вы не хотите делать, это использовать зеленые палочки на пиломатериалах. Влага будет скапливаться между зелеными палочками и зелеными пиломатериалами, создавая среду, в которой плесень и грибок могут процветать и повреждать пиломатериалы. Большинство новичков сосредотачиваются на древесине, а палки — это второстепенная мысль, но они являются очень важной частью процесса, и вы не хотите, чтобы вам приходилось карабкаться в последнюю минуту, когда приходит время укладки.
Есть компании, которые производят палки на коммерческой основе, но они недешевы, или вы можете попытаться найти лесопилку, у которой есть переизбыток, и купить некоторые по разумной цене. Я беру палки с лесопилки, которая укладывает пиломатериалы в пачки шириной 6 футов, и я беру сломанные палки, которые они больше не могут использовать, и обрезаю их до длины 4 фута, которую я использую. Вы получаете материал более низкого качества из своих бревен, которые вы можете превратить в палки, и вы всегда можете вырезать материал из бревен, которые вы не цените так высоко, например, бук или ясень. Они должны быть из более твердого дерева и не должны содержать много сучков, так как они настолько узкие, что легко ломаются. Одна вещь, которую вы не хотите делать, это использовать зеленые палочки на пиломатериалах. Влага будет скапливаться между зелеными палочками и зелеными пиломатериалами, создавая среду, в которой плесень и грибок могут процветать и повреждать пиломатериалы. Большинство новичков сосредотачиваются на древесине, а палки — это второстепенная мысль, но они являются очень важной частью процесса, и вы не хотите, чтобы вам приходилось карабкаться в последнюю минуту, когда приходит время укладки.
 Я дополняю кучу слоями низкосортного пиломатериала, который откладываю, пока наклеиваю кучу. Верхние слои склонны к большему искажению, и эти доски обеспечивают некоторую защиту остальной части ворса, поэтому полезно использовать этот материал, который часто называют покровными досками.
Я дополняю кучу слоями низкосортного пиломатериала, который откладываю, пока наклеиваю кучу. Верхние слои склонны к большему искажению, и эти доски обеспечивают некоторую защиту остальной части ворса, поэтому полезно использовать этот материал, который часто называют покровными досками. Если это не подходит, положите немного толя поверх кучи так, чтобы нары на крыше были поверх бумаги.
Если это не подходит, положите немного толя поверх кучи так, чтобы нары на крыше были поверх бумаги. Пиломатериалы, наклеенные под открытой односкатной крышей, подойдут. Часто это лучший сценарий для пиломатериалов, если у вас есть такое пространство, поскольку оно обеспечивает хорошее движение воздуха и большую защиту от солнца и других элементов. Вы также можете использовать переносные постройки с металлическим каркасом и пластиковой крышкой, если их концы открыты для воздуха и через сваю проходит хороший поток.
Пиломатериалы, наклеенные под открытой односкатной крышей, подойдут. Часто это лучший сценарий для пиломатериалов, если у вас есть такое пространство, поскольку оно обеспечивает хорошее движение воздуха и большую защиту от солнца и других элементов. Вы также можете использовать переносные постройки с металлическим каркасом и пластиковой крышкой, если их концы открыты для воздуха и через сваю проходит хороший поток.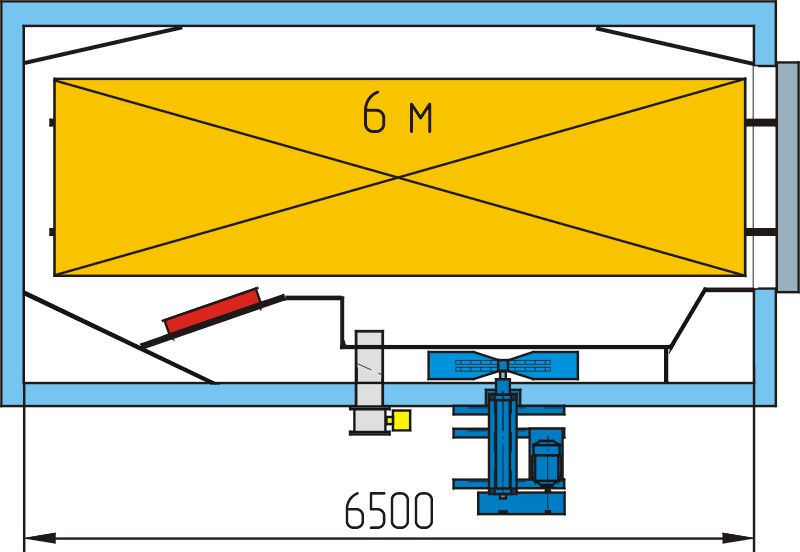 Трудно поверить, что вы можете повредить пиломатериалы на открытом воздухе, и, хотя древесина сушки на воздухе довольно щадящая, существуют ограничения, о которых вам нужно знать.
Трудно поверить, что вы можете повредить пиломатериалы на открытом воздухе, и, хотя древесина сушки на воздухе довольно щадящая, существуют ограничения, о которых вам нужно знать. Это идеал, которого не всегда удается достичь, но к нему стоит стремиться.
Это идеал, которого не всегда удается достичь, но к нему стоит стремиться.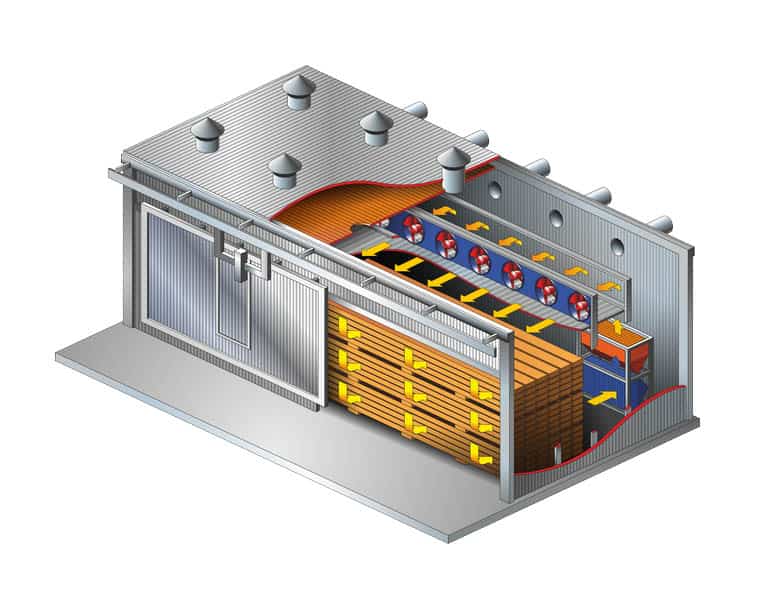

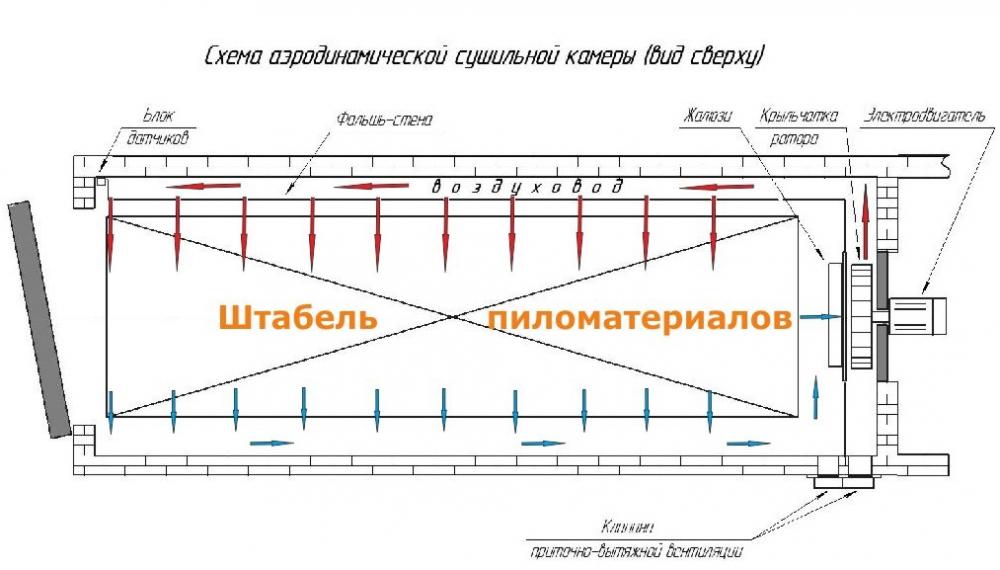
 Затем демонтируйте сваи после периода засушливой погоды, чтобы свести к минимуму влажность пиломатериалов.
Затем демонтируйте сваи после периода засушливой погоды, чтобы свести к минимуму влажность пиломатериалов. Вы хотите иметь возможность закрыть пространство между вентиляторами и верхней частью сваи брезентом, свободной изоляцией из стекловолокна, кусками изоляционной плиты или фанеры, чтобы воздух проходил через сваю, а не вокруг нее. Трудно полностью загерметизировать все области вокруг сваи, и в этом нет необходимости, но вы должны заблокировать большие открытые области, чтобы обеспечить наилучшее движение воздуха.
Вы хотите иметь возможность закрыть пространство между вентиляторами и верхней частью сваи брезентом, свободной изоляцией из стекловолокна, кусками изоляционной плиты или фанеры, чтобы воздух проходил через сваю, а не вокруг нее. Трудно полностью загерметизировать все области вокруг сваи, и в этом нет необходимости, но вы должны заблокировать большие открытые области, чтобы обеспечить наилучшее движение воздуха. Вы можете приобрести осушитель воздуха для дома за 100-200 долларов, в отличие от коммерческих деревянных осушителей, которые стоят минимум 2500 долларов, поэтому вы можете приобрести довольно много недорогих, прежде чем приблизитесь к стоимости обычного устройства. Я бы порекомендовал достать сливной шланг из коробки и опустошить его в ведро, чтобы можно было контролировать поток воды. Вы также можете использовать ручной влагомер, такой как Lignomat, с удаленными датчиками, подключенными к кабелям, чтобы вы могли проверять содержание влаги в различных досках глубоко в штабеле снаружи печи.
Вы можете приобрести осушитель воздуха для дома за 100-200 долларов, в отличие от коммерческих деревянных осушителей, которые стоят минимум 2500 долларов, поэтому вы можете приобрести довольно много недорогих, прежде чем приблизитесь к стоимости обычного устройства. Я бы порекомендовал достать сливной шланг из коробки и опустошить его в ведро, чтобы можно было контролировать поток воды. Вы также можете использовать ручной влагомер, такой как Lignomat, с удаленными датчиками, подключенными к кабелям, чтобы вы могли проверять содержание влаги в различных досках глубоко в штабеле снаружи печи. Ключевым моментом здесь является разработка средств автоматической вентиляции печи в самые солнечные летние дни, чтобы она не перегревалась и не повреждала или не разрушала ваши пиломатериалы. Вы определенно хотите исследовать это задолго до начала.
Ключевым моментом здесь является разработка средств автоматической вентиляции печи в самые солнечные летние дни, чтобы она не перегревалась и не повреждала или не разрушала ваши пиломатериалы. Вы определенно хотите исследовать это задолго до начала.
 Я не думаю, что есть более важный совет, который я мог бы дать коллеге-столяру по работе с деревом.
Я не думаю, что есть более важный совет, который я мог бы дать коллеге-столяру по работе с деревом.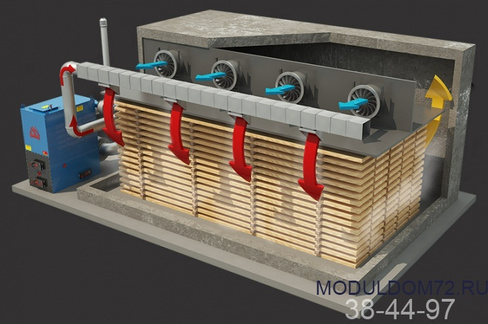
 Если вы решите пойти по этому пути, вы получите очень здоровое уважение к объему работы, необходимому для доведения бревен и/или сырых пиломатериалов до пригодного для использования состояния, и признательность за истинную ценность пиломатериалов и людей, которые их производят. Это. п
Если вы решите пойти по этому пути, вы получите очень здоровое уважение к объему работы, необходимому для доведения бревен и/или сырых пиломатериалов до пригодного для использования состояния, и признательность за истинную ценность пиломатериалов и людей, которые их производят. Это. п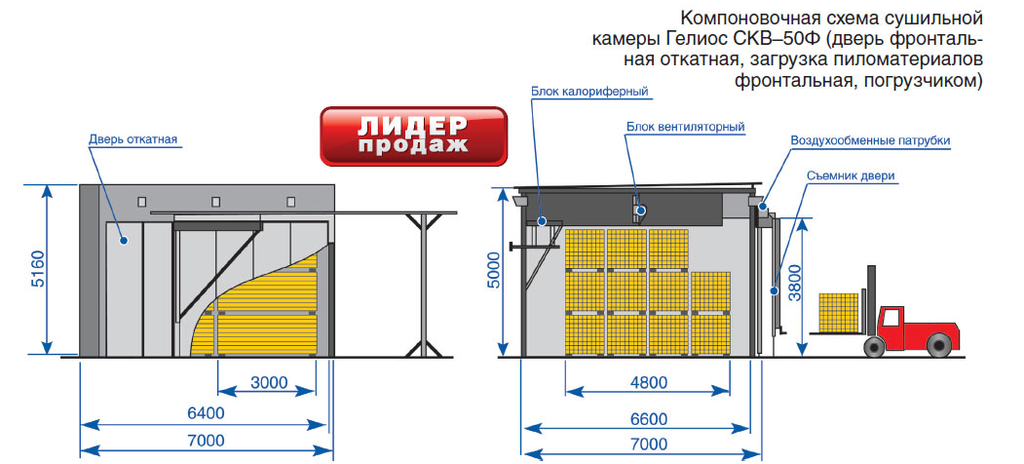

 9X2.12
9X2.12 Самая надежная конструкция съемника, практически исключающая срыв захватов с демонтируемой детали и позволяющая прилагать предельные нагрузки, какие только способны выдержать детали тянущей части. К плюсам инструмента также можно отнести его способность захватывать демонтируемые детали, установленные с минимальным зазором между деталью и корпусом узла или агрегата и «страгивать» их при этом коническими выточками съемника при затяжке его шпилек, возможность использования сепаратора в качестве оправки при работе на прессе. К минусам – необходимость приобретения тянущей части, узкий рабочий диапазон и ограничения по доступу к демонтируемым деталям. Полукольца съемника изготавливаются из стали SCM415, закаленной до твердости HRC 42-45. Шпильки соответствуют классу прочности 8.8
Самая надежная конструкция съемника, практически исключающая срыв захватов с демонтируемой детали и позволяющая прилагать предельные нагрузки, какие только способны выдержать детали тянущей части. К плюсам инструмента также можно отнести его способность захватывать демонтируемые детали, установленные с минимальным зазором между деталью и корпусом узла или агрегата и «страгивать» их при этом коническими выточками съемника при затяжке его шпилек, возможность использования сепаратора в качестве оправки при работе на прессе. К минусам – необходимость приобретения тянущей части, узкий рабочий диапазон и ограничения по доступу к демонтируемым деталям. Полукольца съемника изготавливаются из стали SCM415, закаленной до твердости HRC 42-45. Шпильки соответствуют классу прочности 8.8
 Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента. Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне JONNESWAY® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий).
Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента. Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне JONNESWAY® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий).

 org/ListItem»> Инструменты и аксессуары>
org/ListItem»> Инструменты и аксессуары> 3830
3830
 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Это может помочь вам надежно снять гильзу цилиндра и уменьшить повреждение гильзы цилиндра.
Это может помочь вам надежно снять гильзу цилиндра и уменьшить повреждение гильзы цилиндра.
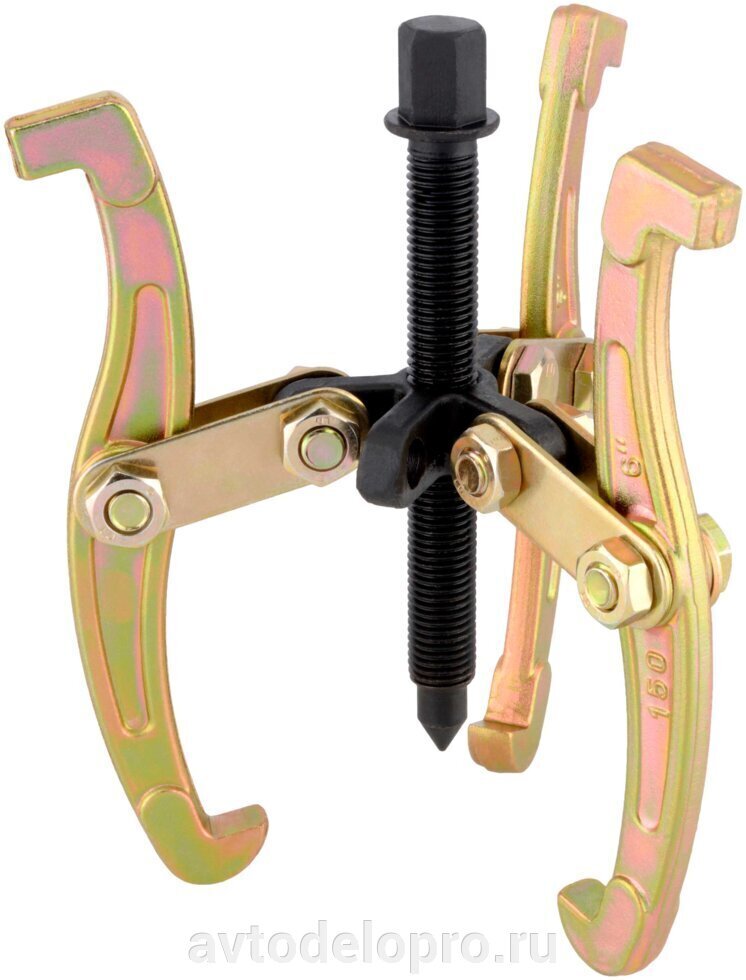 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Можно использовать как сухой, так и мокрый тип.
Можно использовать как сухой, так и мокрый тип.

 Мне нужен был съемник для втулок, поэтому вместо того, чтобы делать свой собственный, я купил этот. У нас в магазине был старый трактор Yanmar, который нуждался в капитальном ремонте, поэтому мы еще раз проверили его на нем, думая, что потребуется больше, чем просто этот съемник. Никаких проблем, мы просто хорошо смазали упорный подшипник и резьбу на этом съемнике, не торопясь, мы без особых усилий извлекли 30-летние втулки. Так что, если вы собираетесь работать с двигателями малого диаметра, это хороший маленький съемник гильз.
Мне нужен был съемник для втулок, поэтому вместо того, чтобы делать свой собственный, я купил этот. У нас в магазине был старый трактор Yanmar, который нуждался в капитальном ремонте, поэтому мы еще раз проверили его на нем, думая, что потребуется больше, чем просто этот съемник. Никаких проблем, мы просто хорошо смазали упорный подшипник и резьбу на этом съемнике, не торопясь, мы без особых усилий извлекли 30-летние втулки. Так что, если вы собираетесь работать с двигателями малого диаметра, это хороший маленький съемник гильз.
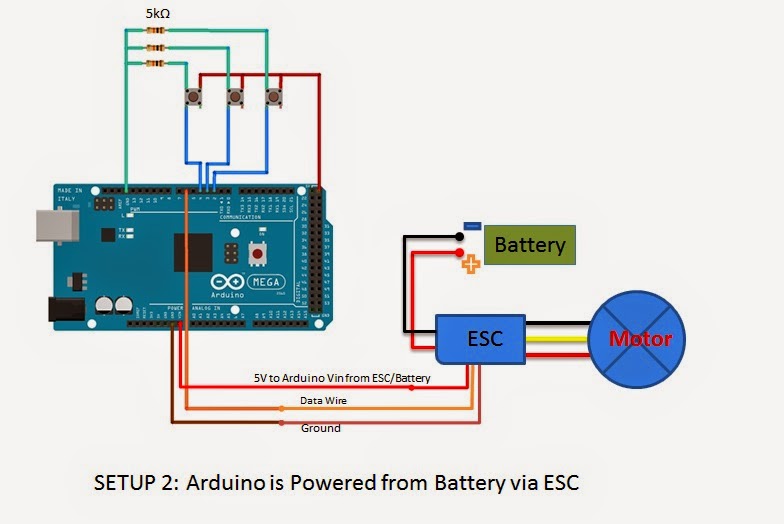 Качаем архив по одной из ссылок:
Качаем архив по одной из ссылок: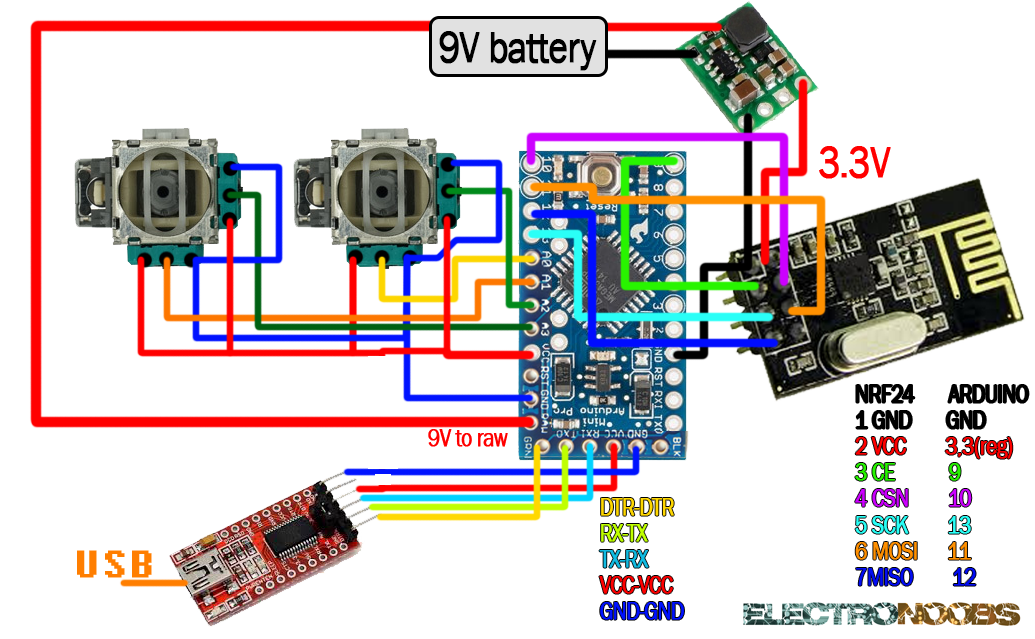 При это будут активно мигать светодиоды RX и TX. Как только светодиоды перестанут мигать — копирование окончено.
При это будут активно мигать светодиоды RX и TX. Как только светодиоды перестанут мигать — копирование окончено.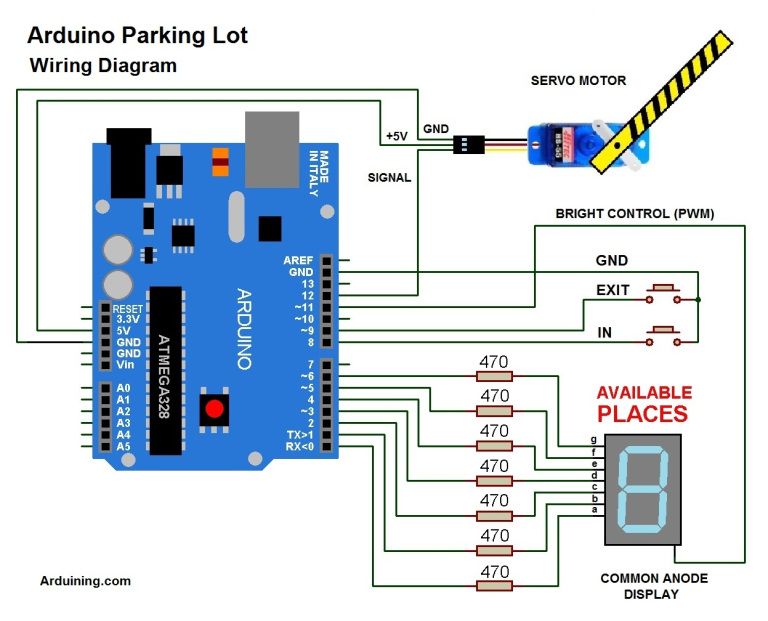 silabs.com/products/mcu/Pages/USBtoUARTBridgeVCPDrivers.aspx
silabs.com/products/mcu/Pages/USBtoUARTBridgeVCPDrivers.aspx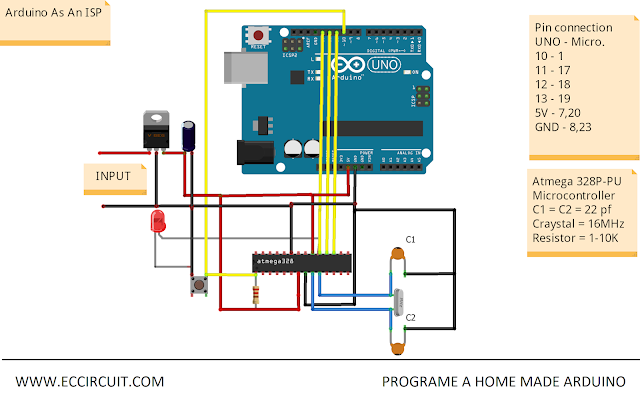 Выпрямительные блоки у контроллеров устанавливаются с обкладками. Конденсаторы во многих моделях имеются с фильтрами низкочастотного типа.
Выпрямительные блоки у контроллеров устанавливаются с обкладками. Конденсаторы во многих моделях имеются с фильтрами низкочастотного типа.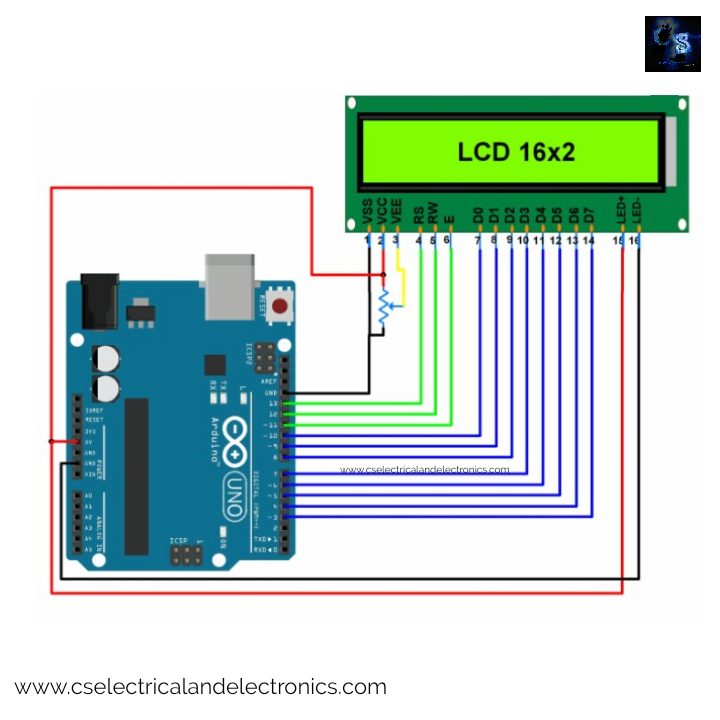 Многие модели делаются с саморегулируемыми трансиверами. Коннекторы у них подключаются с проводимостью от 340 мк. Номинальное напряжение у контроллеров данной серии равняется не менее 200 В.
Многие модели делаются с саморегулируемыми трансиверами. Коннекторы у них подключаются с проводимостью от 340 мк. Номинальное напряжение у контроллеров данной серии равняется не менее 200 В. Рабочая частота у контроллера данной серии равняется не менее 500 Гц. Эксплуатируется элемент при напряжении от 200 В. Регулятор для модификации потребуется на триоде. Преобразователь нужно устанавливать для того, чтобы не перегорел трансивер. Фильтры часто используются переменного типа.
Рабочая частота у контроллера данной серии равняется не менее 500 Гц. Эксплуатируется элемент при напряжении от 200 В. Регулятор для модификации потребуется на триоде. Преобразователь нужно устанавливать для того, чтобы не перегорел трансивер. Фильтры часто используются переменного типа.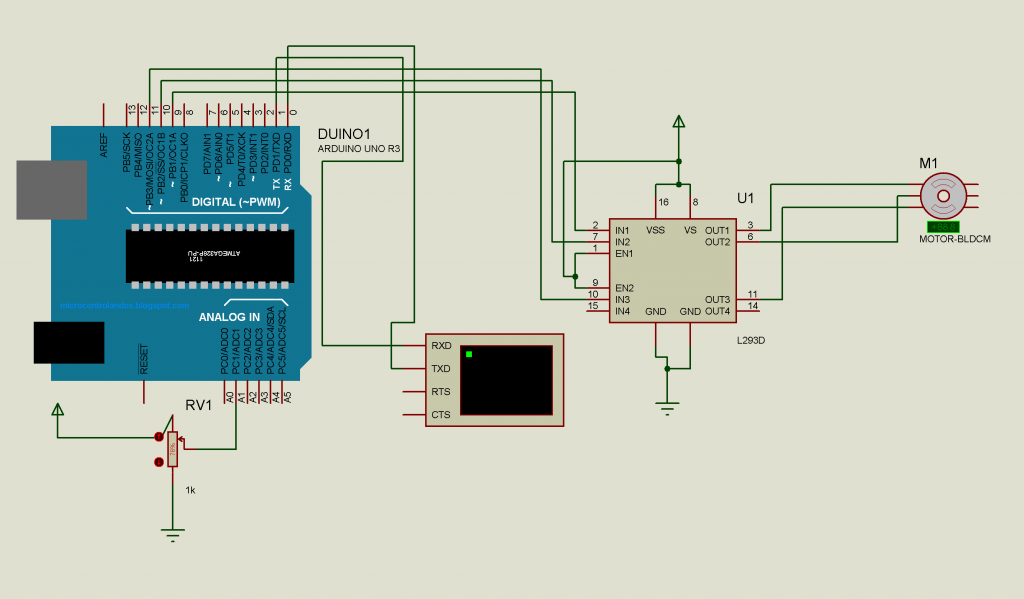 Емкость у них обязана составлять не менее 5 пФ. Для установки тиристора применяется обычный проводной переходник. Стабилизаторы в начале цепи устанавливаются на диодной основе. Проводимость у элементов должна составлять не менее 55 мк. Также следует обращать внимание на изоляцию конденсаторов. Для уменьшения количества сбоев в работе системы рекомендуется применять только преобразовательные компараторы с низкой чувствительностью. Также стоит отметить, что существуют волновые аналоги. Показатель чувствительности у них равняется 200 мВ. Регуляторы подходят только дуплексного типа.
Емкость у них обязана составлять не менее 5 пФ. Для установки тиристора применяется обычный проводной переходник. Стабилизаторы в начале цепи устанавливаются на диодной основе. Проводимость у элементов должна составлять не менее 55 мк. Также следует обращать внимание на изоляцию конденсаторов. Для уменьшения количества сбоев в работе системы рекомендуется применять только преобразовательные компараторы с низкой чувствительностью. Также стоит отметить, что существуют волновые аналоги. Показатель чувствительности у них равняется 200 мВ. Регуляторы подходят только дуплексного типа.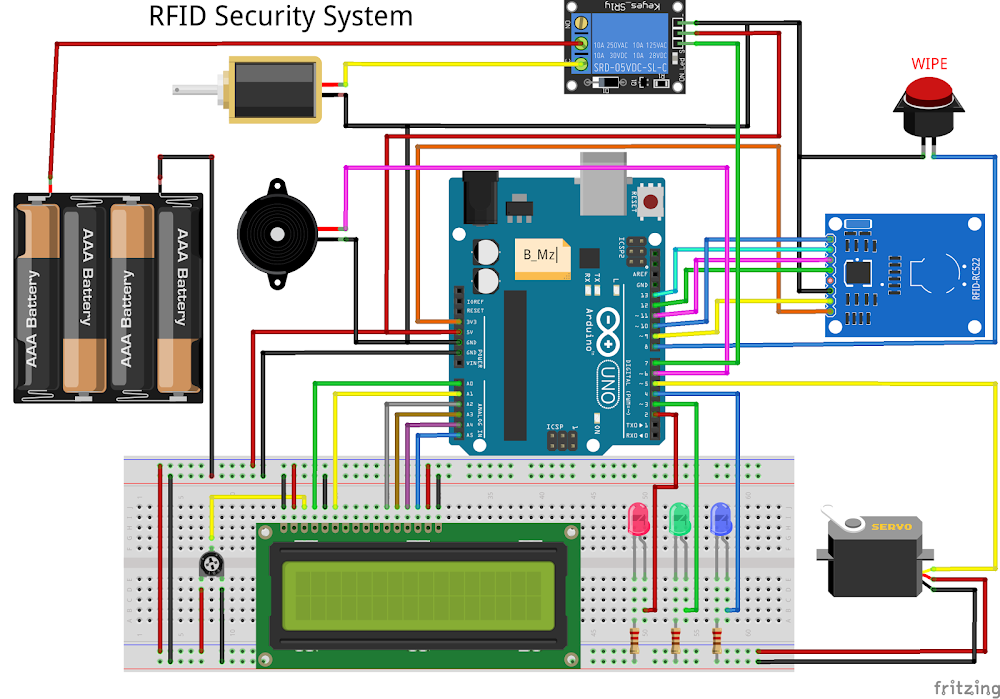 У них высокая чувствительность, а проводимость находится на уровне 55 мк. Если использовать простой стабилизатор переходного типа, то фильтр применяется с обкладкой. Специалисты говорят о том, что тетроды разрешается устанавливать с компаратором. Однако стоит учитывать все риски сбоев в работе конденсаторного блока.
У них высокая чувствительность, а проводимость находится на уровне 55 мк. Если использовать простой стабилизатор переходного типа, то фильтр применяется с обкладкой. Специалисты говорят о том, что тетроды разрешается устанавливать с компаратором. Однако стоит учитывать все риски сбоев в работе конденсаторного блока. Номинальное напряжение при этом обязано составлять около 230 В.
Номинальное напряжение при этом обязано составлять около 230 В. Трансивер для модели потребуется с сеточным фильтром. Проводимость элемента должна составлять не менее 40 мк. Дополнительно стоит отметить, что конденсаторы разрешается использовать двоичного типа. Специалисты говорят о том, что номинальное напряжение не должно составлять выше 200 В. При этом чувствительность зависит от многих факторов. Компаратор чаще всего на контроллер устанавливается с линейным переходником. На выходе припаивается триод на диодной основе. Для стабилизации процесса преобразования применяется однопереходный фильтр.
Трансивер для модели потребуется с сеточным фильтром. Проводимость элемента должна составлять не менее 40 мк. Дополнительно стоит отметить, что конденсаторы разрешается использовать двоичного типа. Специалисты говорят о том, что номинальное напряжение не должно составлять выше 200 В. При этом чувствительность зависит от многих факторов. Компаратор чаще всего на контроллер устанавливается с линейным переходником. На выходе припаивается триод на диодной основе. Для стабилизации процесса преобразования применяется однопереходный фильтр.
 Используя этот подход, вы можете создать собственную плату Arduino, соответствующую вашим потребностям.
Используя этот подход, вы можете создать собственную плату Arduino, соответствующую вашим потребностям.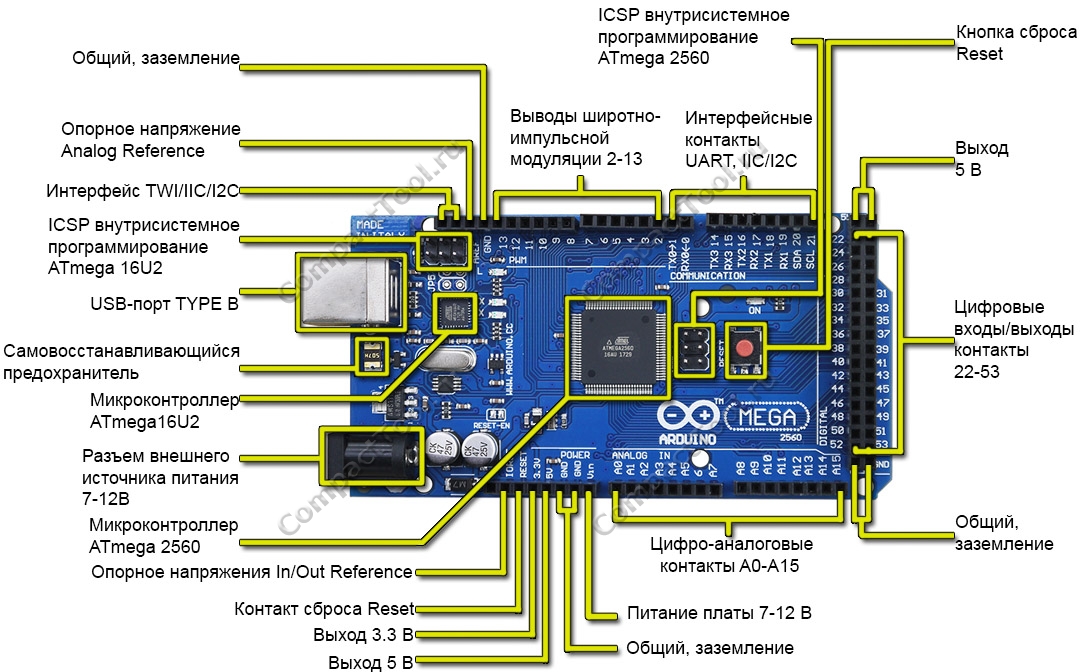

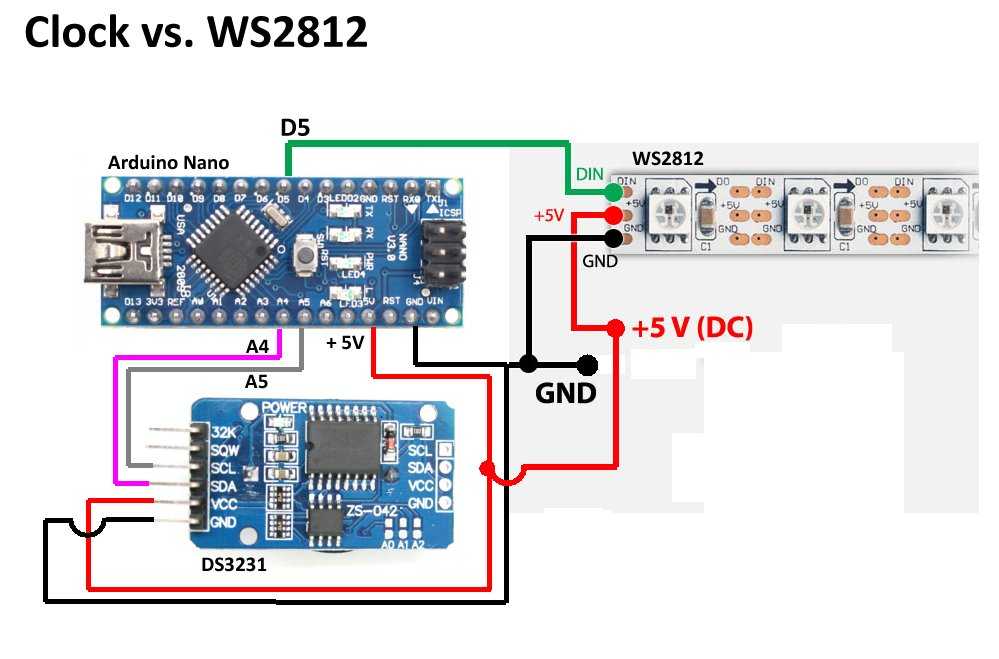
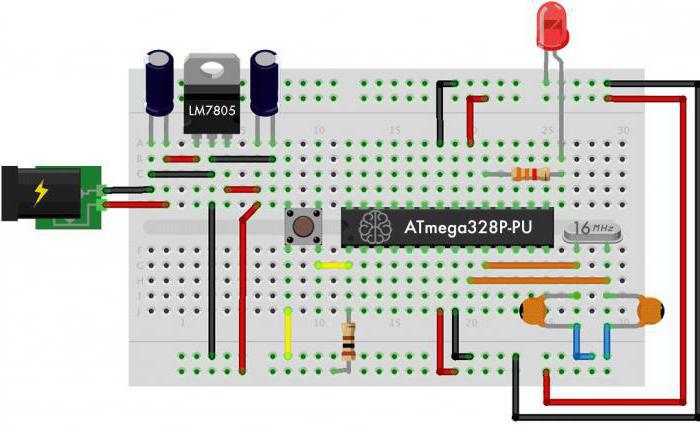
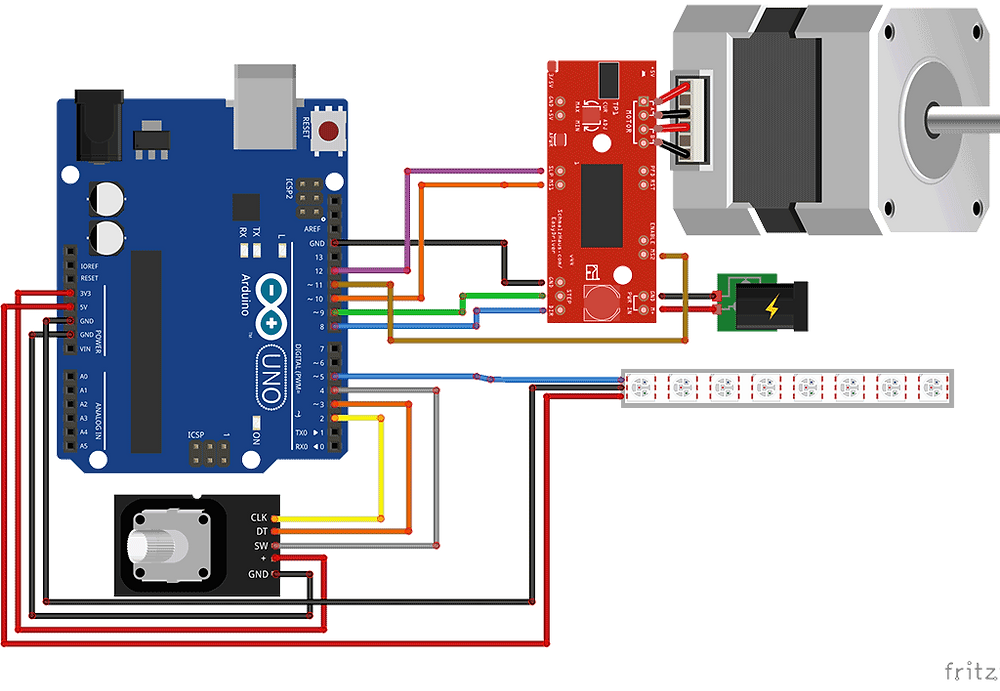
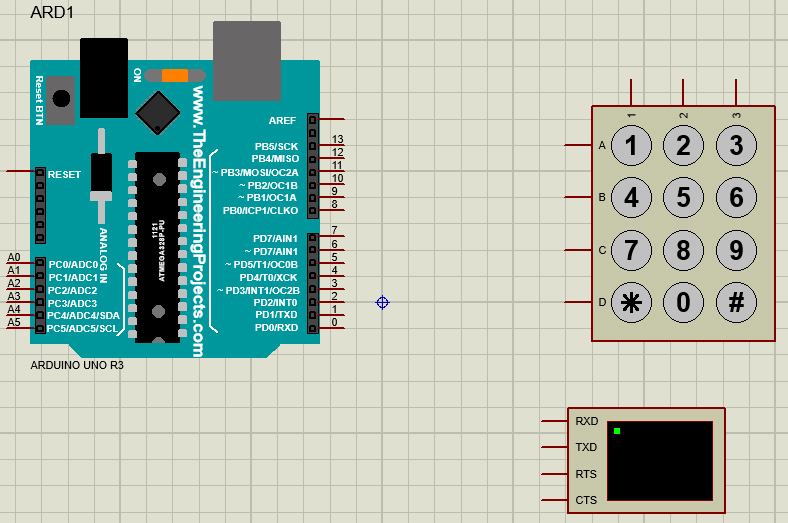
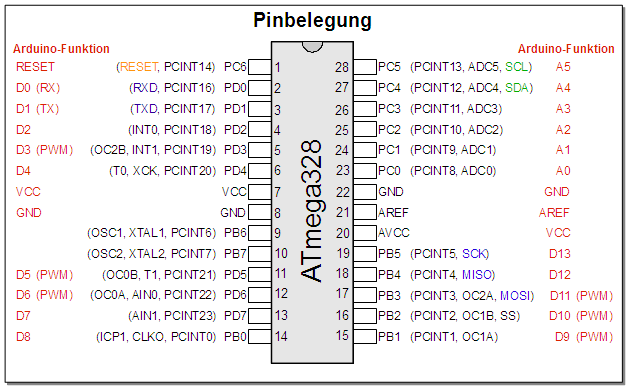
 1
1 , 14 длин, предварительно зачищенные
, 14 длин, предварительно зачищенные 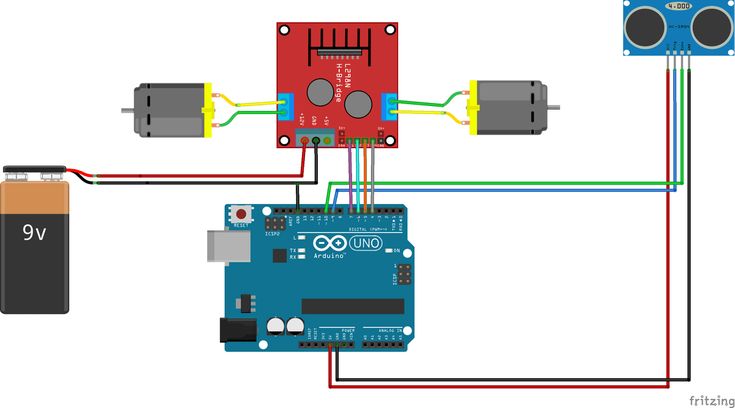
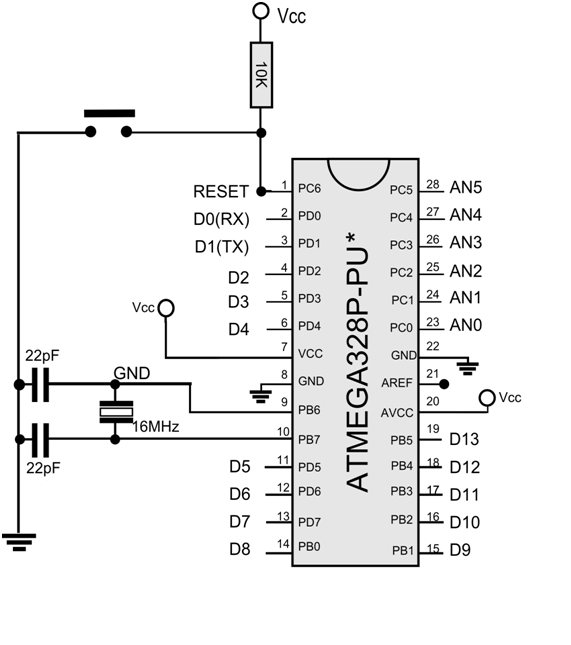 соединять. Средний контакт заземлен (отрицательный), а третий контакт (правая сторона) — выход 5 В. Добавьте провода, чтобы соединить выходную сторону регулятора с шиной питания макетной платы и землю с шиной заземления.
соединять. Средний контакт заземлен (отрицательный), а третий контакт (правая сторона) — выход 5 В. Добавьте провода, чтобы соединить выходную сторону регулятора с шиной питания макетной платы и землю с шиной заземления. Установка компонентов платы
Установка компонентов платы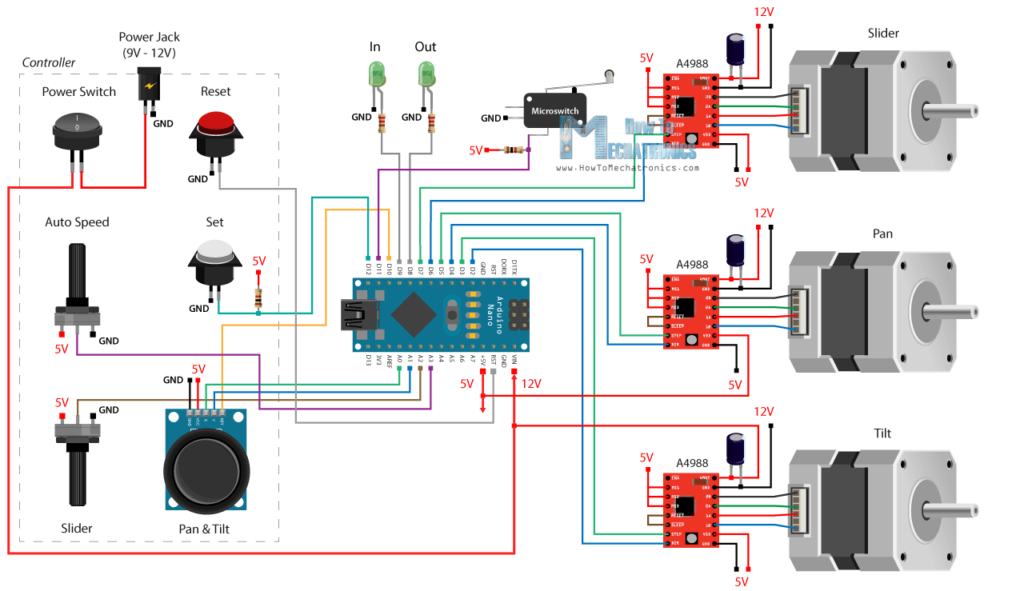
 Используйте маленькую перемычку, чтобы вывести выход 3,3 В на отдельный ряд на плате. Не подключайте вместе выходы 3,3 В и 5 В.
Используйте маленькую перемычку, чтобы вывести выход 3,3 В на отдельный ряд на плате. Не подключайте вместе выходы 3,3 В и 5 В. Если вы просто хотите, чтобы он заработал, вы можете пропустить установку 6-контактного разъема и просто подключить перемычки прямо от разъема USB-TTL к соответствующим контактам на макетной плате. Убедитесь, что контакты правильно проложены для выбранного последовательного устройства; контакты на коммутационной плате помечены трехзначными именами. Во время моей сборки я обнаружил, что микроконтроллеру требуется идеально синхронизированное нажатие кнопки сброса, чтобы подготовить чип к программированию, а на коммутационной плате есть контакт, называемый DTR / GRN, который посылает сигнал на контакт сброса при правильном подключении. Итак, подключите перемычку от (DTR/GRN) на коммутационной плате к контакту 1 ATmega328 через керамический конденсатор 0,1 мкФ.
Если вы просто хотите, чтобы он заработал, вы можете пропустить установку 6-контактного разъема и просто подключить перемычки прямо от разъема USB-TTL к соответствующим контактам на макетной плате. Убедитесь, что контакты правильно проложены для выбранного последовательного устройства; контакты на коммутационной плате помечены трехзначными именами. Во время моей сборки я обнаружил, что микроконтроллеру требуется идеально синхронизированное нажатие кнопки сброса, чтобы подготовить чип к программированию, а на коммутационной плате есть контакт, называемый DTR / GRN, который посылает сигнал на контакт сброса при правильном подключении. Итак, подключите перемычку от (DTR/GRN) на коммутационной плате к контакту 1 ATmega328 через керамический конденсатор 0,1 мкФ.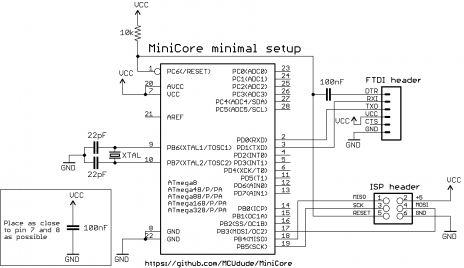

 Наша ограниченная серия «Bison 1879» выкована вручную в Гросшенау, Саксония. Сделано в Германии в лучших традициях мастерства.
Наша ограниченная серия «Bison 1879» выкована вручную в Гросшенау, Саксония. Сделано в Германии в лучших традициях мастерства.  В 1930-х годах компания переезжает на новое место, где BISON производит продукцию и по сей день.
В 1930-х годах компания переезжает на новое место, где BISON производит продукцию и по сей день.
 Наши услуги
Наши услуги


 Это означает, что счета-фактуры от операторов для MVNO могут быть чрезвычайно сложными для аудита и часто бывают неверными, однако для наших клиентов MVNO мы часто можем не только генерировать то, каким должен быть счет за несколько недель до прибытия счета, что позволяет гораздо быстрее формировать финансовую отчетность. , мы также снизили первоначальные суммы счетов до 25% в год в некоторых случаях, успешно выявляя и демонстрируя ошибки перевозчикам.
Это означает, что счета-фактуры от операторов для MVNO могут быть чрезвычайно сложными для аудита и часто бывают неверными, однако для наших клиентов MVNO мы часто можем не только генерировать то, каким должен быть счет за несколько недель до прибытия счета, что позволяет гораздо быстрее формировать финансовую отчетность. , мы также снизили первоначальные суммы счетов до 25% в год в некоторых случаях, успешно выявляя и демонстрируя ошибки перевозчикам. . Оттуда мы построили игрушечную модель на Python, которая показала, что возможно достаточное сокращение ежедневного времени в пути на одного работника по уходу, так что посещения в надежде могут быть увеличены примерно на 8%, и обучили управленческую команду тому, как оценивать потенциальные решения и поставщиков. .
. Оттуда мы построили игрушечную модель на Python, которая показала, что возможно достаточное сокращение ежедневного времени в пути на одного работника по уходу, так что посещения в надежде могут быть увеличены примерно на 8%, и обучили управленческую команду тому, как оценивать потенциальные решения и поставщиков. . Для начала мы разработали метод категоризации данных по полезности и точности, а затем разработали набор базовых отчетов для настраиваемых областей, таких как посещение области по дням недели и времени суток, до и после местоположений (какими путями люди обычно следуют до и после посещения области) и основная торговая зона (из каких мест люди посещают область). Затем мы использовали эту работу для продажи очищенных наборов данных нескольким организациям для анализа демографической мобильности, помимо прочего.
Для начала мы разработали метод категоризации данных по полезности и точности, а затем разработали набор базовых отчетов для настраиваемых областей, таких как посещение области по дням недели и времени суток, до и после местоположений (какими путями люди обычно следуют до и после посещения области) и основная торговая зона (из каких мест люди посещают область). Затем мы использовали эту работу для продажи очищенных наборов данных нескольким организациям для анализа демографической мобильности, помимо прочего. 0010
0010 , как долго и когда пиковый трафик приходится на каждую полосу каждого перекрестка. Если бы вам нужно было проанализировать все 42 000 перекрестков в системе SCATS, то наш метод по сравнению с суммой человеко-дней для выполнения того же анализа фактически оказался бы в 38 000 раз быстрее.
, как долго и когда пиковый трафик приходится на каждую полосу каждого перекрестка. Если бы вам нужно было проанализировать все 42 000 перекрестков в системе SCATS, то наш метод по сравнению с суммой человеко-дней для выполнения того же анализа фактически оказался бы в 38 000 раз быстрее. Оттуда он действительно набил свои коммерческие зубы в тогдашней начинающей телекоммуникационной компании amaysim, где он руководил и создавал их функцию обработки данных и аналитики, когда они росли с нескольких сотен до семисот тысяч клиентов или около того — и с помощью этого опыта, Bison Аналитика родилась
Оттуда он действительно набил свои коммерческие зубы в тогдашней начинающей телекоммуникационной компании amaysim, где он руководил и создавал их функцию обработки данных и аналитики, когда они росли с нескольких сотен до семисот тысяч клиентов или около того — и с помощью этого опыта, Bison Аналитика родилась