Чпу как переводится: ЧПУ станки: расшифровка, управление и оборудование
перевод на английский, синонимы, антонимы, примеры предложений, значение, словосочетания
Мне нужно найти цилиндрический шлифовальный станок с ЧПУ. | I need to find the CNC cylindrical grinder. |
Трубогибочные работы на трубогибе ЧПУ мод. | Pipe bending on the pipe bender ЧПy mod. |
Инструменты и устройства нового поколения типа 3D принтеров и станков с ЧПУ всячески нахваливают, говоря о том, что с их помощью кто угодно может сделать что угодно. | The new generation of “maker” tools like 3 — D printers and CNC mills have been lauded as machines that allow anyone to make anything. |
Я подумал: если мне выточить остальные 20% при помощи фрезерного станка с ЧПУ или на сверлильном станке, то у меня будет винтовка без серийного номера, безо всяких следов регистрации, причем я получу ее без проволочек. | Machining the last 20 percent myself with a CNC mill or drill press would allow me to obtain a gun without a serial number, without a background check, and without a waiting period. |
Я не мог давать оценку новой диковинке с ЧПУ, когда она появилась в офисе WIRED, предварительно не испытав этот метод. | I could hardly judge the fancy new CNC mill in WIRED’s office without trying that method too. |
Вы знаете как программировать станок с ЧПУ? | Do you know how to program a CNC machine? |
Какой у вас опыт в работе со станком с ЧПУ? | How long have you been operating a CNC machine? |
Современные технологии позволяют придавать камню форму вне площадки с помощью фрезерного станка с ЧПУ, тогда как в 20 веке камень вырезали вручную. | Current technology allows stone to be shaped off — site by a CNC milling machine, whereas in the 20th century the stone was carved by hand. |
Есть также формовочные возможности, включая намотку нити с ЧПУ, вакуумную инфузию, мокрую укладку, прессование и термопластичное формование, чтобы назвать некоторые из них. | There are also forming capabilities including CNC filament winding, vacuum infusion, wet lay — up, compression moulding, and thermoplastic moulding, to name a few. |
Более поздняя модель одного контакта ЧПУ для каждого сигнального тракта, внутренне присоединенного к контакту разъема, проистекает из их использования в качестве разъемов для наушников. | The more recent pattern of one NC contact for each signal path, internally attached to the connector contact , stems from their use as headphone jacks. |
Станок с ЧПУ может быть собран и запрограммирован для изготовления различных деталей из дерева или металла. | A CNC machine can be assembled and programmed to make different parts from wood or metal. |
Машины с более чем 2 осями движения имеют компьютерное / ЧПУ управление, однако в наши дни новые 2-осевые машины в основном имеют числовое управление. | Machines with more than 2 axes of motion have computer/CNC control , however these days new 2 — axis machines mostly have numeric control . |
В эпоху до ЧПУ идеал CSS игнорировался для большинства работ. | In the pre — CNC era, the ideal of CSS was ignored for most work. |
Токарные станки, управляемые компьютером, являются токарными станками с ЧПУ. | Lathes that are controlled by a computer are CNC lathes. |
Токарные станки с ЧПУ используют компьютеры и сервомеханизмы для регулирования скорости движения. | CNC lathes use computers and servomechanisms to regulate the rates of movement. |
Лазер с ЧПУ включает в себя перемещение линзового узла, несущего луч лазерного света по поверхности металла. | CNC laser involves moving a lens assembly carrying a beam of laser light over the surface of the metal. |
Кривошип имел замысловато обработанные ЧПУ широкие полые кривошипные рычаги, сделанные из двух половин, склеенных вместе. | The crank had intricately CNC machined wide hollow crank arms made of two halves glued together. |
Разработанный в Массачусетском технологическом институте, BCL был разработан для управления станками с ЧПУ с точки зрения прямых линий и Дуг. | Developed at MIT, BCL was developed to control CNC machines in terms of straight lines and arcs. |
Siemens был еще одним рыночным доминатором в области управления ЧПУ, особенно в Европе. | Siemens was another market dominator in CNC controls , especially in Europe. |
Пуансон с ЧПУ может достигать 600 ударов в минуту. | A CNC punch can achieve 600 strokes per minute. |
Высокоскоростные шпиндели используются строго в станках, таких как фрезерные станки с ЧПУ, предназначенные для обработки металла. | High speed spindles are used strictly in machines, like CNC mills, designed for metal work. |
В результате Япония стала одним из основных потребителей роботов и ЧПУ. | As a result, Japan became one of the main users of robots and CNC. |
С увеличением использования более универсальных станков с ЧПУ, их использование менее распространено, чем когда специализированные станки были необходимы для обработки задач. | With the increased use of the more versatile CNC machines, their use is less common than when specialized machines were required for machining tasks. |
Наиболее распространенными в промышленности являются большие перфораторы с компьютерным управлением, называемые ЧПУ. | Most common in industry are large computer — controlled punch press, called a CNC. |
Преимущество наличия фрезерного станка с ЧПУ заключается в том, что он защищает оператора станка. | The advantage of having a CNC milling machine is that it protects the machine operator. |
Станки с ЧПУ используют координаты x, y и z для управления токарными инструментами и производства продукта. | The CNC machines use x, y, and z coordinates in order to control the turning tools and produce the product. |
Большинство современных токарных станков с ЧПУ способны производить большинство токарных объектов в 3D. | Most modern day CNC lathes are able to produce most turned objects in 3D. |
Некоторые шлифовальные машины даже используются для изготовления стеклянных весов для позиционирования оси станка с ЧПУ. | Some grinders are even used to produce glass scales for positioning CNC machine axis. |
В октябре 2014 года компания Defense Distributed начала продавать общественности миниатюрный станок с ЧПУ для комплектации приемников для полуавтоматической винтовки AR-15. | In October 2014, Defense Distributed began selling to the public a miniature CNC mill for completing receivers for the AR — 15 semi — automatic rifle. |
Например, концевые фрезы могут использоваться в маршрутизаторах, а заусенцы могут использоваться как концевые фрезы при фрезеровании с помощью ЧПУ или ручных станков. | For example, endmills can be used in routers, and burrs can be used like endmills in milling by CNC or manual machine tools. |
Чтобы начать цикл, контроллер ЧПУ командует приводами для перемещения стола вдоль осей X и Y в нужное положение. | To start a cycle, the CNC controller commands the drives to move the table along the X and the Y axis to a desired position. |
Чтобы начать цикл, контроллер ЧПУ командует приводами для перемещения стола вдоль осей X и Y в нужное положение. | However, I have noticed that the second paragraph in this section does require a citation. |
Они обычно классифицируются как обычные держатели инструментов и держатели инструментов с ЧПУ. | These are usually classified as conventional tool holders and CNC tool holders. |
Промышленный портальный декартовый робот применяется на производственной линии токарных станков с ЧПУ для непрерывной загрузки и выгрузки деталей. | Industrial gantry type cartesian robot is applied on CNC lathes production line for continuous parts loading and unloading. |
Поскольку обработка обычно выше ЧПУ, верхний портал также является распространенным термином для описания этого типа роботизированной руки. | Since handling is usually above the CNC, overhead gantry is also a common term to describe this type of robotic arm. |
Они встречают капитана Каскаддена и первого помощника Мистера Рэдфорда и отправляются в плавание по Тихому океану на ЧПУ-шхуне Феникс СС. | They meet Captain Cascadden and the first mate Mr. Radford and set sail on the Pacific on the CNC schooner the SS Phoenix. |
Технология абак корпорация Ampac АСРК Федерального Бейкер аэрокосмической ЧПУ и обрабатывающие Инк. | Abacus Technology Corporation Ampac ASRC Federal Baker Aerospace Tooling & Machining Inc. |
ЗУР обладал знаниями о создании гитар, Смит — об управлении, программном обеспечении и программировании с ЧПУ. | Suhr had the knowledge about building guitars, Smith knew about management, software and CNC programming. |
Компания FujiGen получила фрезерный станок с ЧПУ в середине 1981 года для изготовления гитарных деталей, а также начала производить свои собственные звукосниматели, начиная с конца 1981 года. | FujiGen obtained a CNC router in mid 1981 for making guitar parts and also began to manufacture their own pickups starting in late 1981. |
Некоторые виды контрактного производства включают механическую обработку с ЧПУ, сложную сборку, алюминиевое литье под давлением, шлифование, протяжку, зубчатые колеса и ковку. | Some types of contract manufacturing include CNC machining, complex assembly, aluminum die casting, grinding, broaching, gears, and forging. |
Съемники стержней используются на токарных станках с ЧПУ для автоматического вытягивания стержней из зажимного патрона. | Bar pullers are used in CNC lathes to automatically draw in bars from the clamping chuck. |
В этом случае они служат заменой пруткового питателя на токарном станке с ЧПУ / ЧПУ. | In this case they serve as a substitute for a bar feeder on an NC/CNC lathe. |
История бар съемник с ЧПУ/токарные станки с ЧПУ в примерно в 1980 году. | The history of the bar puller begins with the introduction of the NC/CNC lathes in around 1980. |
Первый из них работал как производитель станков с ЧПУ, в частности прецизионных токарных станков, до 2008 года. | The first of these operated as a manufacturer of CNC machine tools, particularly precision lathes, until 2008. |
Другим примером не-поворачивая полного языка в широком использовании был бы G-код я думаю, что он используется для управления станками с ЧПУ. | Another example of a non — turning complete language in wide use would be G — code I think, it is used to control CNC machines. |
ЧПУ деревянные маршрутизаторы могут вырезать сложные и очень детализированные формы в плоском складе, чтобы создать знаки или искусство. | CNC wood routers can carve complicated and highly detailed shapes into flat stock, to create signs or art. |
Цифровое изготовление также включает в себя различные технологии субтрактивного изготовления, например. | Digital fabrication also includes various subtractive fabrication tech, eg. Laser cutting, CNC milling, and Knitting machines. |






 Лазерная резка, фрезерные станки с ЧПУ и вязальные машины.
Лазерная резка, фрезерные станки с ЧПУ и вязальные машины.Расшифровка ЧПУ (аббревиатуры), назначение, принцип действия и последовательность управления
Расшифровка ЧПУ (аббревиатуры) дословно — это числовое программное управление. В более широком смысле под сокращением понимается сложный комплекс управления станками с автоматическим циклом резания деталей. Для обслуживания таких систем требуются высококвалифицированные работники.
Что включает понятие?
Расшифровка ЧПУ вам теперь известна. Это оборудование включает в себя несколько частей:
- электрическая — это системы управления и автоматики;
- механическая — это пневматические и гидравлические системы;
- внешнего оформления — это дизайн и удобство в использовании.
Числовое программное управление постепенно вытесняет ручные способы.
Еще остались предприятия в стране, где расшифровка ЧПУ требуется каждому работнику. Однако прогресс движется и в глубинку. Станки с программным управлением внедряются на производства даже для выполнения простейших операций.
Станки с ЧПУ рентабельны на тех производствах, где происходит массовый выпуск однотипной продукции. Эти системы выбирают заказчики для выполнения высокоточных манипуляций, с которыми человек может справиться с большим трудом.
Принцип работы оборудования с программным управлением
Расшифровка ЧПУ включает две части:
- Числовое управление. Все операции основаны на подсчете машинных кодов. Осуществляется слежение за состоянием осей посредством снятия кодовых импульсов.
- Программное управление включает преобразование заданных команд в понятный машине код через приложения. Человеко-машинный интерфейс представлен в наглядной форме.
Для одного типа деталей программа составляется только раз и хранится на внешнем носителе либо во встроенном хранилище, если позволяет память. При возникновении необходимости машинный код переносится в оперативную память, и автоматический цикл запускается вновь. ЧПУ-системы хороши на любом оборудовании с несколькими координатными осями.
При возникновении необходимости машинный код переносится в оперативную память, и автоматический цикл запускается вновь. ЧПУ-системы хороши на любом оборудовании с несколькими координатными осями.
Под каждое производство в продаже имеется идеальное решение. Важно учесть все основные требования к оборудованию. Перечислим лишь некоторые из них: нагрузка на инструмент, интенсивность и скорость обработки, количество осей и возможность модернизации станка в будущем.
Мебельное производство
Где идет речь о производстве деревянных изделий из плит МДФ, подойдет станок с ЧПУ фрезерный. Для потребителя стало важно качество изделия, что можно достичь только при помощи машинной обработки при высоком количестве выпускаемой продукции. Плавность и точность получаемых рисунков поражают, а машинная обработка в то же время делает мебель доступнее.
Простейшие операции ранее создавались посредством релейной логики. Но объемные изображения доступны только владельцам ЧПУ-систем. Скорость обработки может быть выше вдвое благодаря использованию двустороннего точения, когда одновременно выполняется несколько технологических операций. Лидерами в производстве контроллеров, способных справиться с такими задачами, являются производители электроники:
Лидерами в производстве контроллеров, способных справиться с такими задачами, являются производители электроники:
- «Фанук»;
- «Сименс»;
- «Хайнденхайн»:
- «Овен».
Реализовать простейший станок получается на базе обычного настольного компьютера. Но для движения осей все же потребуется управляющая плата. Стоимость таких решений невысока в сравнении с прибылью, приносимой за счет автоматизации производства.
Принцип работы с многоосевыми системами
Фрезерный станок с ЧПУ должен получить определенную команду для выполнения любого действия. Большинство управляющих программ пишется на так называемых G-кодах. Это стандартные простейшие перемещения, зашитые в память контроллера.
Простым языком, для управления машиной оператор выбирает направление, конечный путь, скорость движения инструмента, а также обороты шпиндельного узла. Для производства большинства деталей этого достаточно. Но кроме команд, требуется вносить параметры износа инструмента, смещение начальной точки обработки, тип резца, погрешности хода винтовой пары.
Последовательность действий управления строго регламентирована производителями станков. Каждый изготовитель закладывает свои особенности в работу машины, с которыми придется ознакомиться перед выполнением даже простейшего реза.
Последовательность работы оборудования
Общий принцип работы станков с числовым программным управлением одинаков. Запомнить все шаги несложно, и научившись лишь раз запуску автоматического цикла, можно с легкостью управиться с остальными машинами. Для понимания команд человека машина должна считать битовые данные. Для перевода в понятный контроллеру вид используются стандартные приложения для станков.
Готовая модель, созданная по определенным правилам, загружается в ПК и переводится в нолики и единички. Далее полученные команды тестируются на станке без движения осей. Если все проходит удачно, начинается отладка с деталью. Корректируемые данные зависят от типа обрабатываемого материала, сложности выполняемых контуров, состояния инструмента.
cnc — Перевод на русский — примеры китайский
Эти примеры могут содержать нецензурные слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова на основе вашего поиска.
冲压产品 不锈钢精密铸造 cnc 加工 焊接
Штамповочные изделия Прецизионное литье ЧПУ Механическая сварка
cnc 加工与一般数控加工相比有什么优点?
cnc обработки и обработки с ЧПУ по сравнению с чем преимущества?
采用 目前 先进 的 CNC 电脑 控制 弹簧 成型 设备 , 可卷制 各 类 精密 弹簧 , 线材 加工 成 各 形状 , 力求 让 客户 满意。。
Используя самое передовое оборудование для формования пружин с числовым программным управлением cnc , можно прокатывать все виды прецизионных пружин, проволоку в различные формы и стремиться к удовлетворению клиентов продуктом.
机械设计师3名,电气工程师2名,绘图1名, cnc 编程及操作若干
Три конструктора-механика, два инженера-электрика, один чертеж, программирование ЧПУ и несколько операций
用 cnc 加工中心加工直梁与弯梁
Прямые и изогнутые балки на обрабатывающих центрах с ЧПУ
威特尔 (Victor) 机器人 CNC 加工 整厂 自动化 方案 应用 案例 — 本 案例 是 威特尔 威特尔 () 机器人 为 日本 机电 零部件 商 量身 的 一 条 智能化 加工 生产线。。 零部件 商 打造 一 条 加工 加工 生产线。。。。。。。
Victor robot cnc обрабатывающий случай применения решения для автоматизации всего предприятия — этот случай представляет собой интеллектуальную линию обработки металла, адаптированную Victor Robots для японских поставщиков электромеханических деталей Mitsubishi.
制程管控:采用 CNC 车床 精密 镗床 、 刨床 等 工具 机 , 制造 出 良好 零部件 , , 经 精密 的 检测 严格 把关 , 重视 中 每 一 部分 , 精益求精 才 能 制造 高 的。。 部分 精益求精 才 能 出 质量 机器
управление технологическим процессом: использование токарных станков с ЧПУ , прецизионных расточных станков, строгальных станков, для создания хороших деталей, затем строгая точность инструментов обнаружения, обратите внимание на каждую часть производственного процесса, тем лучше, чтобы производить качественные машины.
公司拥有 ЧПУ 数控 、 走芯机 、 走刀机 、 自动 铣床 、 无芯 磨床 次 加工 等 套 设备 , , 技术 成熟 稳定 , 可 进行 切削 制造 , 给 广大 客户 高 品质 、 价格 切削 加工 , 广大 客户 提供 品质 、 价格 切削 加工 ,产品。
Компания владеет токарным станком с ЧПУ , станком с ЧПУ, станком для резки, автоматическим фрезерным станком и серией вторичного обрабатывающего оборудования. Технология резки является зрелой и стабильной, может обеспечить высокое качество продукта и конкурентоспособную цену для всех клиентов. .
ULI R15 ЧПУ 路由器 铸铁床 , 螺杆 传动 , 精度 更 高。 四 轴头 , 加工 速度 速度 6m/ min。 配置 根据 客户 要求。 适用 行业 : 性能 :
ULI R15 фрезерный станок с ЧПУ , чугунная станина, винтовой привод, более высокая точность. Конструкция с четырьмя шпиндельными головками, скорость обработки 6 м/мин. Конфигурация может быть скорректирована в соответствии с требованиями заказчика.
加工 中心 , 简称 CNC , 由 设备 与 数控 系统 组成 的 运用 于 加工 复杂 外形 工件 的 高 自动化 机床 加工 中心 又 复杂 电脑锣。 中心 备 有 刀库 , 具有 刀 , 对 加工 加工 中心 有 刀库 具有 刀 ,一 次 后 中止 多 工序 加工 的 数控 机床。 加工 是 高度 机电 的 产品 产品 , 工件 后 , 数控 系统 能 机床 按 工序 自动 选择 、 刀具 、 自动 对 . .. …
.. …
Обрабатывающий центр, называемый CNC , представляет собой высокопроизводительный автоматический станок, состоящий из механического оборудования и системы числового программного управления, который используется для обработки сложных заготовок. Процессинговый центр также называют компьютерным гонгом. Обрабатывающий центр оснащен ножевым ремнем…
ULI-U3-3060 五 加工 中心 中心 uli 5 轴 U3-3060 大 尺寸 CNC 铣刨机 , 配 五 轴 主 轴头 , 四 个 铸铁 台面。 大型 龙门 , 移动 速度 达 达 达 个 五 台面 大型 龙门 , 移动 可 达 达 达 达。 五 大型 结构 移动 可 达 达 达 达。 五 五轴联动 加工 擅长 空间 表面 加工 , 异型 加工 , 镂空 加工 , 加工 , 切削 斜面 适用 行业 特点 配置 参数 应用 :
Uli-U3-3060 пятиосевой обрабатывающий центр ULI 5-осевой U3-3060 большой размер фрезерный станок с ЧПУ , принимает промышленную конструкцию сверхпрочной конструкции в сочетании с расчетом методом конечных элементов, отжигом и снятием напряжения строго в соответствии с …
承蒙惠 购台群 精机 CNC 加工 中心 产品 , 谨致 谢意 为了 让 您 更 好 地 本 产品 , 深圳市 创 机械 有限 公司 (精机) 向 您 做出 维修 服务 承诺 承诺 , (精机) 您 做出 维修 服务 承诺 承诺 , , 公司 台群 您 做出 维修 服务 承诺 承诺 承诺 承诺并按照该服务承诺的要求向您提供维. .. 查看全文
.. 查看全文
Благодарим вас за покупку Тайкан Станки с ЧПУ . Чтобы вы могли лучше использовать этот продукт, мы обещаем следующие обязательства по обслуживанию и предлагаем обслуживание в соответствии с требованиями обслуживания.
二 、 的 硬轨 一般 是 指导轨 和 床身 一体 铸造 , 其 排号 一般 不 低于 HT250 , 机体 硬度 在 在 hb180-HB240 之间 导轨 部分 经 高频 超音 频 淬火 处理 后 , 硬度 导轨 经 或 频 淬火 处理 后 , 硬度 硬度 硬度 后 处理 处理 处理 后 后一般 在 hrc50º 以上 , 其 具备 优越 的 耐磨 性能 性能 (镶钢 也 属于 硬轨 的 一 种)。 CNC 加工 使用 硬轨 一般 为 矩形 结构 , 俗称 导轨 大型 加工 中心 硬轨 为 矩形 , 俗称 导轨 大型 加工 中心。
Гравировальный станок с ЧПУ Гуандун, высокоскоростной гроб Ershisixiao, гроб с тиснением, резной станок для резьбы, 2040, большой размер, профессиональный ЧПУ четырехосевой станок с двойной алюминиевой древесиной ORuike2040 ЧПУ гиперболическая деревянная пресс-форма
CNC 机 与 普通 机床 相比 , 数控 机床 有 如下 特点 : 折叠 优点 加工 精度 高 , 具有 高 的 加工 ; 可 多 坐标 的 联动 , 能 加工 复杂 的 件 零 时 联动 , , , , 一般 时 时 ,只需要更改数控程序,可节省生产准备时间;机床本身的精度高、刚性大,可选择. ..
..
Обработка с ЧПУ По сравнению с обычными станками, станки с ЧПУ имеют следующие характеристики: преимущества складывания, высокая точность обработки, высокое качество обработки; Может быть многокоординатная связь, может обрабатывать…
未关闭 ЧПУ 控制器和操作终端。
Контроллер ЧПУ и рабочий терминал не выключаются.
支持 i 系列 CNC 控制器的 PMC 数据区
Поддерживает область данных PMC контроллеров ЧПУ серии i .
这些模块化 ЧПУ 机床可以配备多种技术。
Эти модульные станки с ЧПУ могут быть оснащены различными технологиями.
东莞市横沥 ЧПУ 五金加工哪家强?
Дунгуань Hengli ЧПУ аппаратной обработки, которая сильна 1?
ЧПУ 走心式车床上坐标轴的位置
Определите расположение осей на ЧПУ Токарный станок швейцарского типа.
高性能的 ЧПУ 设备 有效提升模具加工效果
Высокопроизводительное оборудование CNC эффективно улучшает эффект обработки пресс-форм и штампов.
Возможно неприемлемый контент
Примеры используются только для того, чтобы помочь вам перевести искомое слово или выражение в различных контекстах. Они не отбираются и не проверяются нами и могут содержать неприемлемые термины или идеи. Пожалуйста, сообщайте о примерах, которые нужно отредактировать или не отображать. Грубые или разговорные переводы обычно выделены красным или оранжевым цветом.
Зарегистрируйтесь, чтобы увидеть больше примеров
Это простой и бесплатный
регистр
Соединять
cnc — Испанский перевод – Linguee
Примеры:
См. альтернативные переводы
альтернативные переводы
© Linguee Dictionary, 2022
[…] антенна.wimo.de антенна.wimo.de | Los Boms Son Perforados Con Tolerancias Muy […] антенна.wimo.de антенна.wimo.de | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Обновление этого отчета в настоящее время готовится INA (при софинансировании со стороны […] eur-lex.europa.eu eur-lex.europa.eu | El INA est elaborando en la actidad una versinactualizada de este informe (financiado en parte por el [. eur-lex.europa.eu eur-lex.europa.eu | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Форма детали, дополнительная обработка и манипуляционные задачи, требуемые […] Тип обрабатываемой детали легко программируется благодаря мощному […] в нашем распоряжении. brcspa.it brcspa.it | La forma del elemento, las elaboraciones adicionales y las tareas de manipulacin requeridas por el tipo de pieza en elaboracin pueden ser […] fcilmente programadas gracias al pote languaje que en la actidad ponen a disposicin […] brcspa.it brcspa.it | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Модуль потока был разработан с использованием интерфейса на основе мастера. Можно […] ideko.es ideko.es | Desarrollo del Mdulo de Roscas использует интерфейс «на основе мастера» e […] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
И что я действительно хочу сделать, так это продолжить восстановление […] Исторические фильмы, начало их оцифровки […] Ксм 1а картофелесажалка отзывы: Ксм 1а отзывыКартофелесажалка КСМ-1А для мотоблоков Нева, Ока, Каскад, ЛучSkip to navigationSkip to content Корзина товаров +7 (980) 800-88-44 г. Москва. ул. Маршала Бирюзова 1к3. Картофелесажалка КСМ-1А для мотоблоков Нева, Ока, Каскад, Луч 10,960.00 ₽ В корзину 10,960.00 ₽ Количество товара Картофелесажалка КСМ-1А для мотоблоков Нева, Ока, Каскад, Луч Артикул: ps_9755 Категория: Картофелесажалки для мотоблоков Код товара: 13584 Контактная информация:
Получение товара:
Способы оплаты:
Принимаем к оплате
Картофелесажалка КСМ-1А для мотоблоков Нева, Ока, Каскад, Луч, Салют, Фаворит. Вы можете купить картофелесажалку КСМ-1А для мотоблоков Нева, Ока, Каскад, Луч с доставкой по Москве и России, а так же самовывозом в нашем магазине в Москве. Технические характеристики картофелесажалки КСМ-1А:
Видео обзор картофелесажалки КСМ-1А:
Только зарегистрированные клиенты, купившие данный товар, могут публиковать отзывы. ДОСТАВКА ПО РОССИИ Любой доступной транспортной компанией 14 дней на возврат Не подошла деталь? Ошиблись с выбором? Гарантия на всю продукцию Официальная гарантия от заводов производителей 100% Безопасные платежи Сбербанк / MasterCard / Visa / Яндекс Деньги Картофелесажалка для мотоблока: как выбрать и отрегулироватьВыращиванием картофеля занимаются многие землевладельцы. Большинство из них добивается отменных результатов благодаря использованию мощной моторизированной техники и специальных приспособлений к ней, в частности — навесной картофелесажалки. Картофелепосадочное оборудование помогает высадить семенной материал в благоприятные сроки и с соблюдением правильной агротехнологии, а именно – оптимальной густоты и глубины заделки клубней. Устройство и виды картофелесажалкиКартофельная сеялка, установленная на мотоблок, выполняет за один рабочий цикл все операции по высадке картофеля: создаёт борозды, закладывает семенные клубни, засыпает их землёй, формирует ровные гряды. Картофелесажалки, агрегатируемые на мотоблок, бывают разных модификаций, но все они состоят из:
По строению ёмкости для загрузки картофеля приспособления бывают:
Особой разницы в этих двух посадочных конструкциях нет, отличаться они могут лишь объёмом загрузочного короба, который может составлять от 20 до 50 л. Большая вместимость бункера позволяет сокращать количество загрузок семенного материала во время высаживания, но, в то же время, увеличивает вес картофелесажалки и понижает маневренность мотоблока. По ширине охвата картофельные сеялки делятся на разновидности:
Модель с высевом семян в один ряд имеет компактные размеры и небольшую или среднюю производительность, поэтому подходит для скромного участка земли. При значительных площадях для выращивания корнеплодов целесообразнее приобрести двухрядное картофелепосадочное приспособление, наделённое большей производительностью. По типу подачи клубней для сажателя для мотокультиватора классифицируются на:
Навесные картофельные сеялки, как с цепным транспортёром, так и с ленточным, обеспечивают плавную дозированную подачу посадочного материала на ложечки, а оттуда – в сошник, что гарантирует равномерное укладывание семян в почву. Механизм обоих типов картофелесажателей приводится в действие приводом от грунтозацепов. При выборе картофелесажалки следует учитывать не только особенности конструкции оборудования, но и ряд иных факторов. Это:
Конструкции некоторых модификаций картофелесажалок включают ёмкость под удобрения, которая позволяет вносить в почву полезные вещества вместе с посевными картофелинами. Картофельные сеялки так же могут иметь сменные звёздочки для изменения шага высадки семян. Конечно, от наличия дополнительных опций зависит цена сажалки, но в любом случае изделие остаётся доступным и его может приобрести любой дачник или фермер без ущерба для своего бюджета. Некоторые изготовители выпускают картофелесажалки совместимые только с определёнными марками мотоагрегатов. Но в продаже есть и универсальное картофелепосадочное оборудование, которое подходит к любой модели мотоблока, обладающего тяговым усилием. Так же для мотоблоков марки Нева, Салют отлично подходят такие сажалки, как:
Самым умелым фермерам удаётся оборудовать собственный мотоблок, будь то Нева, Салют или Кентавр картофелесажателем, выполненным своими руками. Обычно, чтобы такой сделать, экономные хозяева используют различные детали от списанной техники, подходящие звёздочки, цепи, остатки металлических пластин, уголков и прочие подручные материалы. Самодельный аппарат может стать достойной альтернативой покупному. Возможно, что собственноручно собранный механизм, как и заводской, будет добросовестно служить, помогая засаживать небольшие овощные огороды и целые картофельные поля. Как правильно настроить картофелесажалкуПрежде чем начать работать картофелесажалкой обязательно проверяют техническое состояние оборудования, прочность винтовых соединений и рабочих узлов, натяжение транспортёров, а затем проводят настройку в соответствии с состоянием почвы на участке. Практически все модели картофельных сажалок для машины имеют возможность регулировки и установки определённого расстояния между картофелинами, глубины посадки, интервала между рядками. Чтобы отрегулировать картофелесажалку, проводят настройку:
Глубина посадки посевного материала может составлять 6-18 см. Регулируется она путём изменения положения опорных колёс или перемещения копирующих элементов секций относительно сошников. При гребневом способе посадки заглубление должно быть в пределах 10-18 см, а при гладком – 6-12 см. Густоту посадки семенных картофелин устанавливают в пределах 18-28 см. Её выбирают с учётом размера посадочных клубней, сорта возделываемой культуры, природно-климатических условий. Мелкую картошку высаживают на расстоянии до 20 см друг от друга, более крупные – 20-28 см. Регулирование этого параметра проводится путём перестановки сменной звёздочки. Так же плотность посадки будет зависеть от частоты вращения высевных дисков (при наличии синхронного привода) и от скорости движения оборудования (при независимом приводе). Расстояние междурядий допустимо устанавливать в пределах 55-70 см. Регулировать его можно путём перестановки сошников и высаживающих аппаратов вдоль рамы, на которой они крепятся. Регулирование формы и высоты гребня проводится только при гребневом способе заделывания семян. Осуществляется это за счёт изменения угла наклона и положения сферических дисков. В случае применения гладко-рядовой посадки диски устанавливают на минимальную высоту гребня и после того как высадят весь картофель, пускают борону для выравнивания засеянной поверхности. Если вместе с высадкой картофеля будет осуществляться внесение удобрений для подкормки грунта, то необходимо задать правильную дозировку. Дозирование удобряющих веществ устанавливают в соответствии с прилагаемой к ним инструкцией, а так же с учётом состояния почвы, планируемой урожайности, особенностей возделываемого сорта и прочих факторов. Так же следует учитывать, что внесение удобрений должно проводиться на расстоянии 6-7 см от семенных клубней. После выполнения всех действий по регулировке оборудования производят наполнение загрузочной ёмкости семенным материалом, который предварительно калибруют на фракции. Затем подсоединяют сажалку к мотоблоку при помощи сцепного механизма. При пользовании картофелесажалкой следует учитывать, что её применение возможно только на предварительно обработанном участке. Почва на нём должна быть рыхлой, мелкокомковатой, без развальных борозд и гребней. Правильная корректировка глубины посадки, высоты прикрытия семенного материала и расстояния между картофелинами в рядке обеспечивает хорошую и качественную работу картофелесажалки. Где купить качественную картофелесажалкуПриобрести оригинальную картофельную сажалку для мотоблока можно в магазине компании Гарденшоп, которая является официальным дилером таких известных мировых производителей садовой техники, как Нева, Салют, Скаут, Bomet и прочих. В продаже имеется картофелепосадочное навесное оборудование для мотоблока украинского производства, представленное в двух вариантах: однорядное (PL-20, PL-50) и двухрядное (PL-50/2). Данные картофелесажалки оснащены одно точечным типом крепления и имеют возможность регулировки самых важных параметров: шага высадки клубней, интервала в междурядьях, глубины заделки семян, высоты формирования почвенного гребня. Продукция, предлагаемая компанией Гарденшоп, имеет 12-месячную гарантию. Каждый клиент магазина имеет возможность заказать и купить самый оптимальный вариант картофельной сажалки к имеющейся модели мотоблока. На сайте компании размещены все необходимые сведения, касательно картофелепосадочных изделий, их технических характеристик, особенностей конструкции, способа оплаты и стоимости. Так же в режиме онлайн работает консультант, который может предоставить исчерпывающую информацию о товаре и компетентно проконсультировать по техническим и прочим вопросам относительно покупки. Оформить заказ на продукцию можно по телефону или прямо на сайте через покупательскую корзину. Зубр ппс 250 отзывы: Точильно-полировальный станок Zubr PPS-250 отзывы покупателей и специалистов на отзовикСтанки шлифовально-полировальныеПреимущества Описание Шлифовально-полировальный станок ЗУБР ППС-250 — выбор настоящего профессионала. Простая конструкция, водяное охлаждение точильного круга, полировальный круг, бесступенчатая регулировка оборотов, пылезащищенный выключатель, рукоятка для переноски — то качество и долговечность которые ищет любой профессионал. Применение Станок предназначен для доводки, правки и заточки ответственного режущего инструмента, такого как стамески, резцы по дереву, ножи ручных и электрических рубанков и пр.. На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе. Техническая информация
Документация Инструкция Рекламная брошюра Инструкция для печати ППС-250_Приложение к инструкции ППС-250_Приложение к инструкции Шлифовально-полировальный станок ЗУБР ППС-250, d250мм/ d230мм, 90-250 об/мин, 160Вт, «Профессионал»Преимущества
Описание Шлифовально-полировальный станок ЗУБР ППС-250 — выбор настоящего профессионала. Применение Для влажной шлифовки и полирования металлических заготовок и режущего инструмента На электроинструмент «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе. Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите Распродажа New! 5 070 ₽ 3 867 ₽ Осталась 1 штука Купить в 1 клик 67 819 ₽ 30 760 ₽ Нет в наличии 23 452 ₽ 10 600 ₽ Нет в наличии New! 21 619 ₽ 10 010 ₽ Нет в наличии Нет в наличии 19 511 ₽ 9 040 ₽ Нет в наличии Нет в наличии 17 722 ₽ 8 210 ₽ Нет в наличии 14 698 ₽ 6 640 ₽ Нет в наличии 10 628 ₽ 4 820 ₽ Нет в наличии Охладитель Bison Gen 2, 50 кварт обзор: Невероятная мощность высококачественного и недорогого кулера Bison Наш опытный, отмеченный наградами персонал выбирает продукты, которые мы охватываем, и тщательно исследует и тестирует наши лучшие варианты. Кулер Bison Gen 2 объемом 57,6 л на 15% больше, чем рекламируется (и больше, чем Yeti), но вы найдете лучшую производительность за эти деньги, если будете ходить по магазинам. Рай Крист
Рай Крист Старший редактор / Обзоры — Бытовая техника но посредственный повар. Редактор CNET с 2013 года. Рай занимается технологиями умного дома, освещением, бытовой техникой и домашними сетями. Посмотреть полную биографию 3 минуты чтения Вы слышали рассказ о Бизоне, Йети и Орке, которые сошлись в соревновании по удержанию льда? Это не шутка — это то, над чем я работал последние несколько недель, протестировав около дюжины различных кулеров, чтобы понять, какие из них стоят холодных, твердых денег. В верхней части ценового диапазона находятся причудливые ротоформованные конструкции от таких имен, как трио, упомянутое выше. Сокращенное от «ротационное формование», ротационное формование означает, что форма буквально вращается при заливке пластика, что обеспечивает более равномерную плотность после затвердевания пластика. Кулеры, использующие преимущества ротационного формования, по праву обещают значительно лучшую долговечность и изоляцию, но ни один из них не будет дешевым. Возьмем, к примеру, кулер Bison Gen 2. При цене 329 долларов это был самый дорогой безколесный кулер, который я тестировал, и даже дороже, чем популярные центробежные модели от Yeti и Orca.
Как и ожидалось, Bison показал себя очень хорошо, но он не смог победить этих двух основных конкурентов, а также не смог доминировать над альтернативами по выгодной цене от Igloo и Lifetime, которые можно приобрести всего за 45 долларов. Холодильники Bison предназначены для любителей активного отдыха и изготовлены соответствующим образом, имеют прочную, прочную конструкцию и дополнительные дополнительные функции, такие как камуфляжная графика на крышке, разделительная вставка, которая служит разделочной доской, и нескользящие накладки, которые позволяют вам стоять наверху, чтобы забросить рыбу. линия (крышка также служит мерной доской для всего, что вы наматываете). Что касается кулеров для кемпинга и морских кулеров, все предложения Bison являются законным выбором для обновления. Как и ожидалось, кулер Bison хорошо показал себя в моих тестах на удержание льда, зафиксировав вторую самую низкую минимальную температуру из всего 3 фунтов льда, но он не смог удерживать холод так долго, как кулеры за 300 долларов, которые я тестировал от Yeti или Орка. Увеличить изображение Кулер Bison Gen 2 (красный) зафиксировал вторую самую низкую минимальную температуру во время этого теста, но он не смог удерживать холод так долго, как Orca, Yeti или даже 45-долларовый Igloo MaxCold Cooler. Ry Crist/CNET Конечно, вы должны учитывать производительность и емкость. Да, Yeti Tundra 45 значительно превзошел Bison, но он также намного меньше, чем следует из названия, и в моих тестах емкости он составил всего 38 литров. Что касается Бизона, то на самом деле это около 15 процентов больше , чем рекламируется, вмещая 57,6 литров воды до того, как я не смог закрыть крышку, чтобы вода не перелилась через край. Это делает Yeti примерно на 35 процентов меньше, чем Bison, что также означает, что Yeti было намного легче работать во время ледовых испытаний. Лучшим сравнением, вероятно, будет более крупный Yeti Tundra 65, который стоит 349 долларов. Емкость Yeti нигде не указана, но, вероятно, она составляет около 55 литров, если размеры примерно соответствуют 45.9.0003 Это возвращает иглу в сторону Бизона, но остается одна проблема: косатка. Его рекламируемый классический кулер на 58 литров за 300 долларов немного больше, чем Bison, и также лучше, чем Bison. Если вы делаете покупки в дорогом сегменте и ищете хорошее сочетание емкости, долговечности и производительности, Orca кажется более выгодной покупкой, и она превосходит 5-летнюю гарантию Bison с пожизненной гарантией. Увеличить изображение Тайлер Лизенби/CNET Несмотря на все сравнения, высокая производительность и прочная конструкция Bison делают его достойным цены выше среднего, особенно если вы планируете использовать его в качестве морского охладителя на своей рыбацкой лодке.
7,9 Bison Gen 2 Cooler, 50 квартРАСПРАВЛЕНИЕ ОСНОВНОСТЬОСНОВКИ 8.5DESIGE 7PERFORMANCE 8USBALIVINABITION 8 Trust Bish Ball BallTrug tab) (открывается в новой вкладке) Нет информации о цене (открывается в новой вкладке) Check Amazon (открывается в новой вкладке) на базе В ассортименте Trust Bison четыре мяча для гольфа — все они разработаны с уретановым покрытием, чтобы предложить игрокам в гольф высокий уровень ощущения, контроля вращения и долговечности. В линейке представлены четыре варианта: Bison Soft, предназначенный для игроков, скорость поворота которых не превышает 95 миль в час. Bison V для игроков в гольф с водителем развивает скорость от 95 до 100 миль в час. Bison X для скоростей от 105 до 110 и Bison XL для игроков со скоростью более 110 миль в час. Я хотел посмотреть, как работают эти мячи, поэтому заказал на Amazon дюжину Bison X (которые лучше всего подходят для моей игры) и протестировал их на мониторе запуска и на поле, чтобы увидеть, можно ли их отнести к числу лучшие мячи для гольфа на рынке в этом году. (Изображение предоставлено Future) Я собираюсь начать с короткой игры и, в частности, ощущения. Справедливости ради стоит сказать, что это довольно твердый мяч для гольфа, что я заметил, когда бил и ставил. Производительность у 7-го железа тоже была хорошая. Цифры были вполне сопоставимы с Titleist Pro V1x. Bison X предлагал такой же уровень вращения и был всего на один ярд короче в воздухе. Больше всего меня впечатлил этот мяч, так это то, что он находился за пределами площадки-ти. Часто, если вы опускаетесь ниже ценовой категории, особенно в качестве более быстрого свингера, мячу может не хватать небольшого расстояния от ти — это мы обнаружили с мячом для гольфа Kirkland Signature 2.0. В моем тестировании запуска монитора Titleist Pro V1x вышел на первое место — крутится немного меньше и несет примерно на 10 ярдов дальше. (Изображение предоставлено Future) Последнее, что нужно упомянуть, это отделка. Как вы можете видеть на изображении выше, этот мяч имеет блестящий, мерцающий вид, который мне не очень нравится. Он выделяется своим внешним видом по сравнению с другими мячами этой категории. Это было не для меня. Помимо этого, меня впечатлил набор общих характеристик мяча для гольфа Trust Bison X. Это достойный претендент в категории лучших мячей для гольфа средней ценовой категории. Имея в ассортименте четыре различных варианта, игрокам в гольф не придется идти на те же компромиссы в отношении производительности при длительной и короткой игре, что и при других вариантах по этой цене. Trust Bison X Golf Ball: Сравнение цен (открывается в новой вкладке) (открывается в новой вкладке) Нет информации о цене (открывается в новой вкладке) Проверьте Amazon (открывается в новой вкладке) на базе На своей нынешней должности Нил отвечает за тестирование драйверов и мячей для гольфа. Первоначально он работал с лучшими тренерами в Великобритании над созданием инструкций, а теперь является цифровым редактором бренда и освещает все, от интервью с игроками Tour до обзоров снаряжения. В свое время в Golf Monthly он освещал запуски оборудования, которые датируются более чем десятилетней давностью. Ug u: Ручка DOORLOCK 038KP/F UG U-form Rt – купить в ДорлокST UGU Close control unitAirflow Down Water refrigerated Номер позиции: 369046 Описание Прецизионные кондиционеры серии G прекрасно подходят для применения в центрах обработки данных последнего поколения, благодаря конструктивным особенностям и рабочим характеристикам. Технические особенности • 4 размера • Холодопроизводительность от 48 до 183 [кВт] • Контур с холодной водой • Воздушный фильтр класса G4 с оповещением о загрязнении • EC вентиляторы с прямым приводом и мотором бесщёточного типа • Электропитание 400В/3ф/50Гц • Версия DualPower с двумя источниками охлаждения • Версия со свободным охлаждением Преимущества • Очень высокий уровень эффективности EER • Система управления SySmart с дисплеем • Электрический щит укомплектован защитными и контролирующими устройствами • Датчики температуры подающего и забираемого воздуха • Система остановки агрегата при наличии пожара • Карта RS485 Modbus® RTU • Панели с термо-акустической изоляцией • Доступ спереди и сзади для легкого обслуживания • Малая площадь основания Аксессуары для агрегатов с контуром с холодной воды • 3-х ходовые клапаны • Датчики температуры воды на входе и выходе • Комплект «HT» для работы при высокой температуре конденсации Увлажнение • Комнатный датчик влажности • Датчик влажности на подаче воздуха • Увлажнитель с погружными электродами Компоненты • Дренажный насос для конденсата • Фильтр M5, класс эффективности EU5 • Сплошная передняя панель для подачи воздуха сзади • Сплошная задняя панель для подачи воздуха спереди • Колеса для транспортировки Электрические компоненты • Другие параметры сети 460В/3ф/60Гц — 380В/3ф/60Гц — 230В/3ф/60Гц • Линия электропитания без нейтрального провода • Автоматический выключатель (ATS), версия «Basic» • Автоматический выключатель (ATS), версия «Advanced» Управление • Контроль постоянного расхода и давления воздуха • Кабель для подключения и настройки локальной сети • Дистанционный пульт пользователя • Система обнаружения затопления Подробнее Изделия этой же серии Выбор изделия этой же СерииST HRU Close control unitST OPU Close control unitST UPU Close control unit
Технические характеристики
Таблица данных с типовым содержанием Таблица данных с индивидуальным содержанием Промышленный прецизионный кондиционер SystemAir ST UGU 200‘; Промышленный прецизионный кондиционер SystemAir ST UGU 200
Previous Next
ПодробнееВыберите интересующию категорию информации
Описание SystemAir ST UGU 200 Прецизионные кондиционеры серии G прекрасно подходят для применения в центрах обработки данных последнего поколения, благодаря конструктивным особенностям и рабочим характеристикам. Технические особенности SystemAir ST UGU
Преимущества SystemAir ST UGU 200
Аксессуары для агрегатов с контуром с холодной воды
Увлажнение
Компоненты SystemAir ST UGU 200
Электрические компоненты
Управление SystemAir ST UGU 200
Техническая инструкция к промышленным кондиционерам SystemAir ST — скачать (PDF 1. SystemAir ST UGU 300Описание SystemAir ST UGU 300Прецизионные кондиционеры серии G прекрасно подходят для прим.. Подробнее SystemAir ST UGU 150Описание SystemAir ST UGU 150Прецизионные кондиционеры серии G прекрасно подходят для прим.. Подробнее SystemAir ST UGU 70Описание SystemAir ST UGU 70Прецизионные кондиционеры серии G прекрасно подходят для приме.. Подробнее При поставке оборудования «DAIKIN» в Республику минуя эксклюзивного дистрибьютора «VENTR», завод изготовитель снимает с себя всю ответственность за качество, гарантийный срок и сервисное обслуживание продукции.Уг, Уф, Ув, У что? : Знакомство с U-значением и теми, которые наиболее важны для дизайна пассивного домаАвтор: Никки Гоад Для тех, кто не занимается строительством, многие из сокращенных символов, часто используемых в материалах, связанных с пассивным домом, включая образовательные видео, пресс-релизы , вебинары и даже некоторые другие записи в нашем блоге — могут сбивать с толку. Краткое объяснение коэффициента теплопередачиПотери тепла через стандартный компонент здания, т. е. наружную стену, окно, пол, крышу, определяются коэффициентом теплопередачи , также известным как коэффициент теплопередачи , или коэффициент теплопередачи . Это значение указывает скорость теплопередачи через конкретный компонент на заданной площади , если разница температур составляет один градус (1 Кельвин). Таким образом, единицей измерения значения U является «Вт/(м²К)». Таким образом, чем ниже значение U, тем ниже скорость теплопередачи и тем лучше теплоизоляционные свойства элемента! Другими словами, тем медленнее тепло проходит через материал. Взаимосвязь между значением U, значением R, толщиной и теплопроводностью отдельного материала В качестве альтернативы тепловое «качество» элемента можно рассматривать с точки зрения значения R , также известного как термостойкость . Термическое сопротивление материала зависит от его толщины (d) и его теплопроводности («значение λ» или иногда «значение k»). Толщина — Круто. Понятно. Интуитивно понятно, что чем толще материал, тем лучше он изолирует. Однако с теплопроводностью немного сложнее. Существует множество ресурсов, которые могут рассказать вам, как определяется это значение, и что делает одни материалы лучшими теплопроводниками, чем другие. Но, в большинстве случаев, вам дается это значение. Существуют также поверхностные сопротивления (R se & R si ) для рассмотрения. Разные ориентации приводят к разным значениям. Тем не менее, они также, вероятно, даются. Вот таблица с некоторыми распространенными строительными материалами. Теплопроводность обычных строительных материалов и толщина, необходимая для получения коэффициента теплопередачи = 0,13 Вт/(м²К), который является типичным для зданий PH в прохладном умеренном климате|Таблица адаптирована из Passipedia или «значение k» используется для описания теплопроводности отдельного материала, значение U может рассказать нам кое-что об общей сборке, принимая во внимание сопротивления и площади всех отдельных материалов, из которых состоит до компонента. В большей части литературы по проектированию пассивных домов используется показатель U. В этом случае мы также будем ссылаться на значение U на протяжении всей этой статьи. Просто имейте в виду, что некоторые профессионалы в области строительства могут предпочесть говорить с точки зрения R-значения. Но все они относятся к одному и тому же! Знакомство с компонентами пассивного домаЗдания пассивного дома известны своей превосходной изоляцией. За счет снижения потерь тепла через компоненты здания (стены, окна, двери и т. д.) количество энергии, необходимой для обогрева/охлаждения здания, может быть значительно снижено. до 90 % в некоторых случаях (например, старые здания с низкой базовой производительностью) и более 75 % по сравнению со средними показателями новых построек. Институт пассивного дома тестирует и сертифицирует продукты, пригодные для использования в зданиях пассивного дома. Изделия, отмеченные знаком «Сертифицированный компонент пассивного дома», были протестированы в соответствии с едиными критериями; их можно легко сравнить с точки зрения их конкретных значений, и они имеют отличное качество с точки зрения энергоэффективности. После сертификации этим компонентам пассивного дома выдается сертификат, содержащий конкретные значения, относящиеся к проектированию пассивного дома, и они получают место в базе данных компонентов пассивного дома. Такая повышенная наглядность приносит пользу как производителям компонентов, так и проектировщикам пассивных домов. Это помогает связать потребности проектировщика с производителями высококачественных компонентов в их области. База данных компонентов также предоставляет конструкторам легкий доступ к техническим спецификациям, экономя время и усилия. Это действительно полезный инструмент, и он продолжает развиваться вместе со стандартом пассивного дома. На самом деле, только что в июне прошлого года был выдан 1000-й сертификат на компоненты пассивного дома! Через секунду мы пройдемся по U-значениям непрозрачных и прозрачных компонентов. Но не забывайте, что существует множество других типов компонентов, сертифицированных Институтом пассивного дома, включая системы вентиляции, компактные тепловые насосы, системы рекуперации тепла сточных вод и многое другое! Типичные коэффициенты теплопередачи компонентов пассивного дома Как мы уже говорили, общие потери тепла через строительный элемент зависят от площади компонента, свойств и толщины материала, а также перепада температур. Примерный план климатических зон для компонентов пассивного дома. Фактическая климатическая зона в зависимости от местоположения может отличаться. Давайте проверим некоторые типичные значения U для компонентов пассивного дома в этих различных климатических условиях и почувствуем, как они соотносятся с типичными зданиями. Имейте в виду, что в процессе сертификации компонентов учитываются и другие факторы, такие как воздухонепроницаемость, гигиена и тепловые мосты. Однако мы сосредоточимся на критериях, касающихся U-ценностей. Непрозрачные компонентыНепрозрачные компоненты включают такие элементы, как стеновые и конструкционные системы, системы изоляции перекрытий, балконные и оконные соединения. Поскольку мы знаем, что пассивные дома обладают суперизоляцией, мы можем ожидать, что значения U для этих частей будут довольно низкими, особенно по сравнению с типичными зданиями. Изображение ниже хорошо иллюстрирует этот момент. Сравнение типичных коэффициентов теплопередачи и толщины стен типичного немецкого строительного фонда и пассивного дома. Может показаться, что эти требования слишком строгие, но на самом деле это значение 0,15 Вт/(м²К) (для климата Центральной Европы) является самым экономически эффективным значением при сегодняшних ценах на энергоносители. Более низкое значение U и, следовательно, более эффективная изоляция могут привести к снижению потребности в энергии, но это может оказаться не самым экономически целесообразным. Рекомендуемые значения U для непрозрачных строительных систем приведены в таблице ниже. Обратите внимание, что при строительстве собственного пассивного дома коэффициент теплопередачи стен не обязательно должен точно совпадать с этим. Значения просто необходимы для сертификации компонентов, но в зависимости от конструкции вашего здания они могут быть выше или ниже, чтобы в конечном итоге соответствовать критериям <15 кВтч/м² в год. Максимальный коэффициент теплопередачи для непрозрачных элементов здания (стен). f PHI — понижающий коэффициент: всегда 1, исключение: участки, соприкасающиеся с землей и в направлении неотапливаемого подвала в климатических зонах 1-4: 0,6 | Таблица адаптирована из Критерии сертификации для непрозрачных пассивных материалов Системы строительства дома Прозрачные компоненты Прозрачные компоненты включают в себя такие элементы, как системы навесных стен, световые люки, входные двери и, конечно же, окна. ОкнаПригодность пассивного дома для окон проверяется с использованием коэффициента теплопередачи компонентов и температурного коэффициента в самой холодной точке компонента. Для получения подробной информации о том, как рассчитываются эти значения, обязательно ознакомьтесь с полными критериями сертификации для компонентов прозрачного пассивного дома. Максимальные коэффициенты теплопередачи (значения U) установленных сертифицированных прозрачных строительных компонентов пассивного дома для каждого климата были рассчитаны PHI и представлены в таблице ниже. Максимальный коэффициент теплопередачи для вертикально установленных окон в зависимости от климата. |Таблица адаптирована из Критериев сертификации для компонентов прозрачного пассивного дома . Вы заметите, что в таблицу включены два разных коэффициента теплопередачи. Значение U самого окна (U w ) (включая остекление, раму, кромку стекла и т. Имейте в виду, что значение коэффициента теплопередачи самого окна важно, но не менее важна его установка. Плохая работа по установке может привести, в лучшем случае, к значительным потерям тепла. В худшем случае плесень может начать образовываться из-за конденсации влажного воздуха в самых холодных точках вокруг установленного окна. Таким образом, в то время как расчетное значение U окна используется для сертификации, фактическое установленное значение U окна является значением, используемым при расчете энергетического баланса. Полное уравнение для определения U w,inst выглядит следующим образом: Иллюстрация окна пассивного дома. Это уравнение может показаться большим и пугающим. Но на самом деле все не так уж и плохо. Он просто принимает во внимание размер и изоляцию остекления (A g и U g ), размер и изоляцию рамы (A f и U f ) и тепловые потери, связанные с остеклением. Входные двериПри первом рассмотрении можно подумать, что входные двери относятся к непрозрачным компонентам. Однако в действительности они чаще ведут себя как окна, но с немного большей рамкой. В некоторых случаях полностью каркасные, если вообще не используется остекление. В этом случае приведенное выше уравнение по-прежнему применимо. Просто замените U w, inst на U D, inst , и вот оно! Надеемся, что эта статья помогла демистифицировать значение U и его роль в дизайне пассивного дома. Если у вас есть какие-либо вопросы относительно сертификации компонентов, обязательно свяжитесь с командой разработчиков по электронной почте component@passiv. Дополнительная литератураОбщий флаер по сертификации компонентов Критерии сертификации для компонентов прозрачного пассивного дома Критерии сертификации для строительных систем непрозрачного пассивного дома СОЕДИНИТЕЛИ ТИПА UG (ВОЕННЫЕ)1 1 Похоже, в вашем браузере отключен JavaScript. UG270A/U, UG1258/U — разъем LC с вилкой для RG218, новый (NSN 5935-00-944-4453), разъем UG959/U, зажим с вилкой BNC, RG213/214, амфенол (000-6775) , UG646/U (SEE 83-1AP) Amphenol/RF , UG59A/U-P, TERMLUG56, UG707A/U Type-C Штыревой зажимной соединитель, RG217, Кабельная группа: 217. Посмотреть, как: Показать 5 Сортировать по
Программы для создания 3d моделей для 3d принтера: Упс.. кажется такой страницы нетУпс.. кажется такой страницы нетВидимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала! Заказать обратный звонок Телефон Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности Товар добавлен в корзину Перейти в корзину Товар добавлен в сравнение Сравнить товары В сравнении не может быть больше 4 товаров Запрос счёта или коммерческого предложения Название организации: Ваш e-mail Ваш телефон Имя контакного лица: Юридический адрес: Комментарий: Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности Товар в пути, узнайте когда поставка Ваше имя: Ваш e-mail Ваш телефон Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности Связаться с нами Как позвонить По телефону +7(495)155-45-19.
В наличии ли товар На странице товара, под названием товара 3 статуса:
Как получить счёт на оплату для юридических лиц Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату Как получить коммерческое предложение На странице товара кликните по ссылке Запросить КП Сколько стоит доставка На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки. Если вы не нашли среди вопросов своего, обратитесь к нам через Заказ в один клик Контактное лицо (ФИО): Контактный телефон: Email: Упс.. кажется такой страницы нетВидимо, вы попали на страницу, которой либо нет, либо давно удалили. Заказать обратный звонок Телефон Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности Товар добавлен в корзину Перейти в корзину Товар добавлен в сравнение Сравнить товары В сравнении не может быть больше 4 товаров Запрос счёта или коммерческого предложения Название организации: Ваш e-mail Ваш телефон Имя контакного лица: Юридический адрес: Комментарий: Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности Товар в пути, узнайте когда поставка Ваше имя: Ваш e-mail Ваш телефон Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности Связаться с нами Как позвонить По телефону +7(495)155-45-19.
В наличии ли товар На странице товара, под названием товара 3 статуса:
Как получить счёт на оплату для юридических лиц Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату Как получить коммерческое предложение На странице товара кликните по ссылке Запросить КП Сколько стоит доставка На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки. Если вы не нашли среди вопросов своего, обратитесь к нам через Заказ в один клик Контактное лицо (ФИО): Контактный телефон: Email: Лучшее программное обеспечение для 3D-печати в 2022 годуЦентр обучения 3D
Посмотреть все категории Комплектация:
Введение Что такое программное обеспечение для 3D-печати? Существует множество программных приложений для процесса 3D-печати. Что такое программа для слайсера?Слайсер для 3D-печати — это программа, преобразующая вашу 3D-модель в язык, понятный вашему 3D-принтеру для изготовления вашего объекта. 3D-слайсер в цифровом виде разрежет вашу 3D-модель на плоские слои; это слои, которые ваш 3D-принтер будет печатать один за другим. Это программное обеспечение для слайсера определит модель и даст указание 3D-принтеру распечатать ее. Слайсер для 3D-печати обычно подготавливает модель, генерируя G-код — язык программирования, понятный 3D-принтеру. Программное обеспечение Slicer полезно только в том случае, если вы выполняете 3D-печать на собственном настольном 3D-принтере FDM или 3D-принтере из смолы. При использовании службы 3D-печати, такой как Sculpteo, слайсер для 3D-печати не требуется! Что такое хосты 3D-принтеров?Некоторое программное обеспечение для слайсеров также может быть хостом 3D-принтера, напрямую управляя вашей машиной для 3D-печати. Что такое редакторы STL и инструменты восстановления?Если вы хотите использовать аддитивное производство, вам понадобится одна важная вещь: 3D-файл, а точнее, файл STL. Вы можете создать его самостоятельно или найти в Интернете. Но файлы, которые вы найдете, могут не всегда точно соответствовать вашим потребностям. В нем могут отсутствовать некоторые функции, слишком много элементов, которые вам не нужны, или он даже может быть поврежден. Таким образом, вам нужно будет использовать редактор STL, чтобы он идеально соответствовал вашим потребностям. Вы можете использовать программное обеспечение САПР (автоматизированное проектирование) или инструмент редактирования сетки. Они сделаны для моделирования и объектов, представленных 2D-поверхностью. Что такое программное обеспечение для 3D-моделирования?Программное обеспечение для 3D-моделирования предназначено для создания 3D-моделей объектов. Если вы хотите напечатать объект на 3D-принтере, вам нужно спроектировать его в программном обеспечении для 3D-моделирования или купить уже готовую 3D-модель. Слайсеры и хост 3D-принтера
Cura — это программный инструмент с открытым исходным кодом, разработанный Ultimaker. Популярный слайсер для 3D-печати, и новые пользователи могут легко использовать программное обеспечение с быстрой кривой обучения. Это быстрая и интуитивно понятная программа, но опытные пользователи могут получить доступ к еще 200 настройкам, когда им требуется более точный контроль над настройками печати, переключившись с «Базового» режима на «Расширенный» или «Эксперт». Вы также можете использовать Cura в качестве хост-программы 3D-принтера для управления вашей машиной, но 3D-принтер должен быть подключен к ПК в течение всего процесса 3D-печати. Цена : Бесплатно Система : Windows, macOS, Linux
Simplify3D — инструмент для нарезки премиум-класса. Если вы ищете инструмент для слайсера для улучшения качества ваших 3D-печатей, то это может быть правильным выбором для вас. Действительно, этот инструмент предназначен не только для нарезки вашей модели; он также исправляет проблемы и позволяет вам просматривать ваши 3D-объекты, предотвращая любые другие проблемы, которые могут у вас возникнуть. Simplify3D совместим с большинством 3D-принтеров и быстро переключается между несколькими машинами. Цена : $ 149 Система : Windows, MacOS, Linux
SLIC3R-это программное обеспечение с открытым исходным центром, позволяющее вам в SLICE, Review, а также! Еще один широко используемый инструмент для 3D-печати. Slic3r — это некоммерческий общественный проект, который позволяет людям экспериментировать с несколькими расширенными новыми функциями, которые стали довольно распространенными, такими как несколько экструдеров, поля, микрослои, обнаружение мостов и так далее! Цена : бесплатно Система : Windows, MacOS, Linux
Kisslicer-это простое и быстрое приложение Cross-Platform, которое эффективно файлы stl stl stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl wit stl-файлы kissil готовые файлы G-кода. Пользовательский интерфейс является базовым, но программное обеспечение обеспечит отличные результаты, если вам не нужны расширенные параметры настройки или персонализация. Бесплатная версия предназначена только для одноголовочных машин; если вы хотите использовать устройства с несколькими головками, вы должны выбрать версию PRO. Цена : Бесплатно для базовой версии Система : Windows, Mac
9000r2 как нарезать. Вы также получите возможность предварительно просмотреть свою 3D-модель перед 3D-печатью. Repetier поддерживает три различных механизма нарезки: Slic3r, CuraEngine и Skeinforge, а также 16 экструдеров. Этот инструмент 3D-печати предлагает довольно много настроек, идеально подходящих для более опытных пользователей. Цена : БЕСПЛАТНО, но вы можете пожертвовать для поддержки проекта Система : Windows, Linux, MAC
Pruscooker был разработан Treators of Prousa 3d 3d 3d 3d 3d 3d. принтер, Prusa Research. Они использовали программу с открытым исходным кодом Slic3r для создания своего инструмента для нарезки. Эта программа включает в себя множество интересных функций, таких как настраиваемые опорные конструкции, поддержка нескольких материалов или даже функции плавного изменения высоты слоя. Программное обеспечение PrusaSlicer 3D можно использовать как с FDM, так и с полимерными принтерами, а его различные режимы позволят вам адаптировать настройки к вашему уровню навыков. Цена : бесплатно Система : Windows, macOS, Linux Это настоящий веб-хост для 3D-принтеров, который позволяет контролировать и контролировать 3D-принтеры. Кроме того, OctoPrint совместим с большинством 3D-принтеров и предлагает возможность удаленно запускать, приостанавливать и останавливать процесс 3D-печати. Этот инструмент принимает G-код из любого программного обеспечения для 3D-слайсеров, но его также можно использовать в качестве слайсера для ваших 3D-файлов, что означает, что OctoPrint может стать вашим универсальным пакетом подготовки к печати. Цена : Бесплатно Система : Веб-браузер
Matters Matters, разработанная Matters; эта программа «все в одном» представляет собой хост для 3D-принтера, слайсер и программное обеспечение САПР. Это программное обеспечение возьмет на себя весь процесс 3D-печати, от проектирования до фактического производства. Этот программный пакет предназначен для начинающих и опытных пользователей. На их веб-сайте доступно множество учебных пособий для новых пользователей, а опытные пользователи с удовольствием откроют для себя возможности расширенных настроек для создания индивидуальной поддержки. 9 : Windows, macOS, Linux Цель разработчиков состояла в том, чтобы сделать мощное и доступное решение, особенно адаптированное для начинающих. Вы можете найти широкий спектр настроек нарезки и предварительно настроенных параметров, если вы не знакомы с этими программами. Цена : Бесплатно Система : Windows, Linux Инструменты для редактирования и восстановления файлов STL
MeshMixer — бесплатная программа для редактирования сетки. Кроме того, он также имеет встроенный инструмент для нарезки. Таким образом, вы можете напрямую отправить свой файл из MeshMixer на 3D-принтер. Цена : Бесплатно Система : Windows
MeshLab — программа с открытым исходным кодом для редактирования ваших файлов. Профессионалы в первую очередь используют его, поскольку они ценят его многочисленные функции обработки сетки и облака точек. Им также нравятся возможности, которые он предлагает для управления большими файлами. Он имеет множество инструментов обработки, таких как анализ сетки, очистка ошибок, повторное создание сетки, реконструкция поверхности, автоматическое сглаживание и визуальный осмотр. Цена : Бесплатно Система : Windows, macOS, Linux Он использует параметрическое моделирование и может использоваться многими разными пользователями, от новичков до профессиональных 3D-дизайнеров. Поскольку его довольно легко использовать, вам не нужно быть опытным дизайнером САПР, чтобы использовать его. Архитекторы и инженеры в основном используют его, потому что его функции были созданы для инженеров-механиков. Так как он был разработан для механического использования, а не для моделирования, вы не сможете без труда вылепить из него модель. Но было бы здорово создавать механические объекты или исправлять файлы STL. Цена : Бесплатно Система : Windows, macOS, Linux Программное обеспечение для 3D моделирования
2 2 TinkerCAD — это браузерная программа, разработанная Autodesk, поэтому ее не нужно загружать; вы можете легко получить к нему доступ и начать свой проект 3D-дизайна и 3D-моделирования. Это приложение работает, размещая блоки один за другим, чтобы создать нужный объект. Он имеет удобный интерфейс, позволяющий легко использовать различные 3D-инструменты и создавать свой 3D-проект. Имейте в виду, что вам может потребоваться переключиться на более мощный инструмент 3D-моделирования для более сложных и замысловатых проектов. Цена : Бесплатно Система : Веб-браузер
Это приложение для 3D-моделирования интегрировано в Windows. Благодаря упрощенному интерфейсу 3D Builder может использовать каждый. Доступна библиотека, где можно выбирать среди уже сделанных проектов. Эта программа проста и не предлагает много опций, но все же позволяет вам работать с файлами STL, OBJ или 3MF. Однако, если вы ищете программу для запуска 3D-моделирования и 3D-печати, вам нужно ее попробовать. Цена : Бесплатно Система : Windows
Sketchup — известное программное обеспечение профессионального уровня с множеством функций и несколькими передовыми инструментами. Программное обеспечение полезно для профессионалов, которым необходимо легко создавать 3D-модели, чтобы продемонстрировать их своим клиентам. Это 3D-программное обеспечение в основном используется для архитектуры, дизайна интерьера или инженерных проектов, но может использоваться и для 3D-печати. Он предлагает библиотеку с открытым исходным кодом с обширной коллекцией 3D-моделей, которые вы можете использовать и повторно использовать в своих проектах. Эта программа 3D-моделирования бесплатна для личного использования или для студентов! Имейте в виду, что доступная версия Sketchup — это веб-платформа. Цена : Бесплатно, профессиональная версия стоит 299 долларов в год Система : Веб-браузер
Fusion 360 — это облачное программное обеспечение, разработанное Autodesk, которое сочетает в себе функции параметрического, поверхностного, произвольного прямого и сетчатого моделирования. Это 3D-программное обеспечение становится все более популярным среди профессионалов и любителей. Fusion 360 от Autodesk сочетает в себе программное обеспечение для автоматизированного проектирования (CAD), автоматизированного производства (CAM) и автоматизированного проектирования (CAE). Он имеет более современный взгляд на дизайн и предоставит вам множество инструментов для проектирования, моделирования и производства. Fusion 360 отлично подходит для 3D-печати инженерных проектов, механических деталей и дизайна продуктов. Цена : Годовая 495$ Система : Windows, macOS, Linux
Blender — это хорошо известное программное обеспечение для автоматизированного проектирования, мощное программное обеспечение для прямого моделирования на основе сетки, а не параметрическое. Профессионалы даже используют Blender для разработки видеоигр или анимации. Он очень похож на такое программное обеспечение, как Mudbox или ZBrush, и не подходит для начинающих. Эта программа идеально подходит для художественного использования, с отличными программными инструментами, такими как скульптура, рендеринг и быстрое моделирование. Но это также идеальное программное обеспечение, если вам нужно создавать 3D-модели для 3D-печати, поскольку оно также включает функции САПР для восстановления ваших сеток. Это поможет избежать неприятных сюрпризов после того, как детали будут напечатаны на 3D-принтере. Цена : Бесплатно Система : Windows, macOS, Linux
Теперь, когда у вас есть выбор программного обеспечения для 3D-печати, вы готовы к 3D-печати. Если вы не хотите вкладывать средства в свой 3D-принтер и вам нужно профессиональное качество, попробуйте онлайн-сервис 3D-печати Sculpteo! Загрузите свой 3D-файл прямо сейчас, и вы мгновенно получите расчет стоимости вашего проекта. Есть вопросы о процессе 3D-печати ваших деталей? Свяжитесь с нами, нашей командой экспертов по 3D-печати, и мы поможем вам с вашим проектом. Похожие темы
Получайте последние новости о 3D-печати прямо на свой почтовый ящик Подпишитесь на нашу рассылку, чтобы узнавать о новейших технологиях 3D-печати, приложениях, материалах и программном обеспечении. 18 Лучшее программное обеспечение для 3D-печати в 2022 году [Инструменты САПР] • Стиль жизни кинопроизводства 3D-печать — это процесс создания трехмерных твердых объектов из цифрового файла. Слово «3D-печать» используется для описания широкого спектра аддитивных процессов, в которых материалы соединяются вместе для создания объекта. 3D-печать (аддитивное производство) позволяет изготавливать детали, которые трудно или невозможно изготовить с помощью традиционной механической обработки. В этой статье мы обсудим программное обеспечение для 3D-печати и его типы. Лучшее программное обеспечение для 3D-печати Что такое программное обеспечение для 3D-печати? Программное обеспечение для 3D-печати — это программное обеспечение, которое помогает создавать 3D-модели и затем преобразовывать их в файлы для 3D-печати. Программное обеспечение для 3D-печати в основном используется для преобразования цифрового дизайна в физический объект с помощью принтера или другого производственного оборудования.
Лучшее программное обеспечение для 3D-печати: введение Какое лучшее программное обеспечение для 3D-печати? 1. Autodesk Fusion 360 Autodesk Fusion 360 — это облачная платформа 3D CAD, CAM и CAE для разработки продуктов. Он объединяет промышленное и механическое проектирование, моделирование, совместную работу и обработку в одном пакете. Инструменты Fusion 360 позволяют быстро и легко исследовать дизайнерские идеи с помощью интегрированного набора инструментов от концепции до производства. Это первый инструмент 3D CAD, CAM и CAE, который объединяет весь процесс разработки продукта на единой облачной платформе, которая работает как на Mac, так и на ПК. Функции Инструменты 3D-моделирования. Autodesk Fusion 360 предоставляет инструменты 2D-черчения для создания 3D-тел с использованием T-образных шлицов или NURBS. Набор инструментов позволяет пользователям создавать параметрические модели, которые впоследствии можно легко и быстро модифицировать. Моделирование сборки — модуль позволяет пользователям работать с несколькими моделями в одном проекте. Он имеет навигатор по сборке, который помогает пользователям отслеживать различные компоненты проекта. Пользователи могут создавать сложные сборки с помощью набора инструментов, а затем моделировать их поведение в различных условиях окружающей среды. Анализ проекта — Autodesk Fusion 360 имеет мощные инструменты анализа проекта, которые позволяют пользователям тестировать свои проекты в различных условиях. Пользователи могут проверить тепловое расширение и сжатие, прочность, падение напряжения, вибрацию и т. д. Конструкция также может быть протестирована на соответствие определенным свойствам материала и смоделирована в естественных условиях окружающей среды, таких как температура или влажность. Инструменты CAM — Autodesk Fusion 360 включает инструменты CAM, которые позволяют дизайнерам преобразовывать свои модели в машинный код Pros Autodesk Fusion 360 позволяет проектировать и создавать на одной платформе. Это не просто инструмент для 3D-моделирования. Также позволяет выполнять 2D-черчение, моделирование и анимацию. Autodesk Fusion 360 — отличное решение для стартапов, поскольку оно позволяет вам быть гибкими и независимыми при масштабировании вашего бизнеса. Вы можете использовать его на любом устройстве — Mac или ПК. Он может выполнять 3D-моделирование и 2D-чертеж. Он отлично подходит для стартапов благодаря удобной модели ценообразования и тесной интеграции с Autodesk Eagle PCB. Существует активное сообщество пользователей, которые могут помочь вам учиться! 2. Autodesk AutoCAD Autodesk® AutoCAD® 360 — официальное мобильное приложение AutoCAD®. Возьмите мощь AutoCAD с собой куда угодно! AutoCAD 360 — это бесплатное приложение для просмотра файлов DWG с простыми в использовании инструментами черчения и черчения, которые позволяют просматривать и измерять чертежи AutoCAD через Интернет и мобильные устройства — в любое время и в любом месте. Упростите посещение объектов с помощью самого мощного доступного инструмента для черчения и редактирования — Просмотр чертежей Открыть и просмотреть. Файлы DWG непосредственно из электронной почты или внешнего хранилища. Просматривайте чертежи на каждом этапе проекта — в офисе, в поле или в дороге. Удобная навигация по большим чертежам с помощью мультисенсорного масштабирования, панорамирования и трехмерной орбиты. Вы также можете переключиться в режим 2D-каркаса для более быстрой работы со сложной геометрией или при работе с большими сборками блоков или ссылок. Редактирование чертежа Создавайте новые чертежи на своем мобильном устройстве и продолжайте беспрепятственно работать над своим дизайном на разных платформах. Добавляйте текстовые примечания к пометкам на чертеже непосредственно на портативном устройстве или добавляйте голосовые примечания к отдельным элементам чертежа. Легко размечайте чертежи с помощью таких функций разметки чертежа, как линия, круг, полилиния, стрелка и т. д., чтобы выделить проблемные области в Функции Функции Autodesk AutoCAD включают обновленный современный интерфейс, улучшающий процесс проектирования и улучшения производительности, которые помогают ускорить вашу работу. Интуитивно понятный пользовательский интерфейс Современный обновленный интерфейс оптимизирует процесс проектирования. Новая темная тема более доступна для глаз, а множество улучшений, позволяющих сэкономить время, ускоряют выполнение повседневных задач. Инструменты для совместной работы Делитесь моделями и работайте с заинтересованными сторонами более эффективно, публикуя, просматривая и комментируя проекты с помощью веб-приложений AutoCAD и мобильных приложений. Создание и комментирование 3D-моделей Создавайте стандартные чертежи САПР с помощью полного набора инструментов для рисования, редактирования, комментирования и совместного использования. Индивидуальная настройка и автоматизация Используйте одно из множества доступных дополнительных приложений, чтобы расширить возможности своего программного обеспечения. Создавайте собственные палитры для наборов инструментов, соответствующих вашему рабочему процессу. Профи Что такое Autodesk AutoCAD? Autodesk AutoCAD — это программа автоматизированного проектирования (САПР), позволяющая пользователям создавать сложные 2D- и 3D-чертежи. Он используется в нескольких отраслях, включая архитектуру, машиностроение, строительство (AEC), производство, средства массовой информации и развлечения. Autodesk существует с 1982 года. Они известны своим программным обеспечением для 3D-моделирования, таким как Maya, 3ds Max и Revit. Каковы преимущества использования Autodesk AutoCAD? Autodesk AutoCAD имеет множество различных функций, полезных для пользователей. Вот некоторые из этих функций: Он совместим с 2D-файлами САПР, а также включает расширенные инструменты для 3D-моделирования. Вы можете использовать его для создания фотореалистичных визуализаций для вашего проекта. Его можно использовать с другими программами, такими как Adobe Photoshop, для создания потрясающих визуальных эффектов для презентаций или маркетинговых материалов 3. Ultimaker Cura Ultimaker Cura — это бесплатное, простое в использовании программное обеспечение для 3D-печати, которое интегрируется с вашим принтером Ultimaker и обладает ценными функциями. Ultimaker Cura — это бесплатное и простое в использовании программное обеспечение для 3D-печати, которому доверяют миллионы пользователей. Точная настройка 3D-модели с более чем 400 настройками для получения наилучших результатов нарезки и печати. После импорта можно настроить размер и ориентацию модели, при необходимости добавить опоры и разрезать ее для печати. Импорт файлов STL, созданных с помощью САПР и программного обеспечения для черчения. Воспользуйтесь функцией предварительного просмотра, чтобы просмотреть масштабированное изображение слоя за слоем и оценить, сколько времени займет печать. Затем перенесите файлы через USB или Wi-Fi на Ultimaker или сохраните их на карту MicroSD. Ultimaker Cura — это бесплатное и простое в использовании программное обеспечение для 3D-печати, которому доверяют миллионы пользователей. Ultimaker Cura подготовит вашу модель к 3D-печати. Переводит 3D-модели в инструкции, понятные вашему принтеру. Более подробные инструкции означают более качественные отпечатки, поэтому простое обновление программного обеспечения имеет большое значение. Особенности Cura, программное обеспечение для 3D-печати, которое можно бесплатно загрузить с веб-сайта Ultimaker, стало значительной силой в экономике 3D-печати своими руками, особенно среди преподавателей и производителей. Хотя в первую очередь он предназначен для использования в качестве производственного инструмента, простота использования сделала его привлекательным для тех, кто хочет поэкспериментировать с 3D-печатью, не вкладывая тысячи долларов в комплекты и принтеры. Вот некоторые ключевые особенности Cura: Автоматическое обнаружение опорной конструкции. Используя автоматическое определение опорной структуры Cura, вы можете выбрать материал поддержки или оставить дизайн нетронутым. Вы нарезали платформу построения объектов. Предположим, у вас есть другой компьютер (или компьютер Mac или Linux). Вы можете экспортировать свои творения Slicer с помощью другого слайсера, например Meshmixer, который позволяет нарезать сложные модели на отдельные объектные файлы, которые Cura затем импортирует в интерфейс слайсера. Умные материалы. Cura поставляется с четырьмя материалами по умолчанию, включая нить PLA и клей-карандаш PVA, но есть также библиотека из более чем 100 различных типов нитей, которые вы можете найти и использовать. Плюсы Я большой поклонник Ultimaker Cura. Я также хотел бы поблагодарить Ultimaker за то, что он предоставил его бесплатно. Для меня это лучший бесплатный слайсер, доступный на данный момент. Он имеет красивый пользовательский интерфейс и очень быстро работает на моем компьютере. Я использую его в основном для PLA, но он также хорошо справляется с ABS. Cura предлагает различные настройки с разной скоростью, качеством печати и временем печати. Я использовал настройку по умолчанию для PLA, и качество отпечатков превосходное. Вы также можете добавить свои настройки для разных филаментов или изменить существующие. Опорную конструкцию можно легко включить или отключить, и вы можете выбрать стандартную или эмоциональную опору для рабочей пластины. Доступно много других настроек, и все они просты в использовании и понимании. Предварительный просмотр в 3D также идеален, и вы можете легко просматривать свой объект с любой стороны, настраивая различные параметры и проверяя, как они влияют на вашу модель, перед ее печатью. 4. TinkerCAD Tinkercad — это бесплатное, простое в использовании приложение для 3D-дизайна, электроники и кодирования. Он используется учителями, детьми, любителями и дизайнерами, чтобы придумывать, проектировать и делать что угодно! Отличный инструмент как для начинающих, так и для опытных мастеров. Используйте Tinkercad для простого создания 3D-объектов, которые можно вырезать лазером или распечатать на 3D-принтере. Tinkercad — это быстрый и простой способ создания файлов для лазерного резака. Начните планировать свои собственные модели за считанные минуты — никакого опыта не требуется! 3D-дизайн для 3D-печати Новички и профессионалы используют Tinkercad для создания игрушек, прототипов, предметов интерьера, моделей Minecraft и украшений — список поистине бесконечен. Простота в освоении Tinkercad используется дизайнерами, любителями, учителями и детьми для изготовления игрушек, прототипов, домашнего декора, моделей Minecraft и украшений — список поистине бесконечен! Разработанный для всех возрастов, Tinkercad — это простой в использовании инструмент для создания цифровых проектов, готовых к 3D-печати в виде физических объектов. Поскольку он работает в веб-браузере, вам не нужно ничего загружать на свой компьютер. Все, что вам нужно, это активное подключение к Интернету. Особенности Особенности TinkerCAD: Простой и удобный интерфейс Простой в освоении для начинающих и мощный для опытных пользователей Библиотека основных форм, включая текст и числа Неограниченное выдавливание во всех направлениях Группировка, вложение и дублирование объектов. Загрузка 3D-проектов в различных форматах, включая .STL и .OBJ Pros Tinkercad — это простое и удобное онлайн-приложение для 3D-дизайна и 3D-печати для всех. Tinkercad используется дизайнерами, любителями, учителями и детьми. Он используется для изготовления игрушек, прототипов, домашнего декора, моделей Minecraft и украшений — список поистине бесконечен! Tinkercad бесплатен и не требует загрузки. Вам нужен только веб-браузер и подключение к Интернету, чтобы начать. Программа Tinkercad достаточно проста, чтобы ее можно было быстро освоить, и достаточно мощна, чтобы развиваться с любым уровнем навыков. Проектирование в 3D еще никогда не было таким простым! С помощью Tinkercad вы можете быстро превратить свою идею в модель САПР для 3D-принтера. Попробуйте сегодня! 5. MeshLab MeshLab — это портативная и расширяемая система с открытым исходным кодом для обработки и редактирования неструктурированных трехмерных треугольных сеток. Система предназначена для помощи в обработке типичных не очень маленьких неструктурированных моделей, возникающих при 3D-сканировании, предоставляя набор инструментов для редактирования, очистки, восстановления, проверки, рендеринга и преобразования таких видов сеток. Система в значительной степени основана на идеях видимости сетки и слоев сетки. В MeshLab все параметры, необходимые для различных фильтров, доступны в уникальном пользовательском интерфейсе под названием «Плавающая панель». Основная цель проекта — предложить инструменты, позволяющие обрабатывать объемные неструктурированные 3D-модели без сбоев в работе компьютера. Мы также постарались сделать доступным как можно больше универсальных фильтров, чтобы они могли быть полезны и другим людям. Проект был разработан Лабораторией визуальных вычислений ISTI – CNR (www.vcg.is.cnr.it) при частичной поддержке Европейского сообщества в рамках контракта N° 026007 Шестой рамочной программы (FP6) – проект Visual Media . Особенности MeshLab — это портативная и расширяемая система с открытым исходным кодом для обработки и редактирования неструктурированных трехмерных треугольных сеток. Система предназначена для помощи в обработке типичных не очень маленьких неструктурированных моделей, возникающих при 3D-сканировании, предоставляя набор инструментов для редактирования, очистки, восстановления, проверки, рендеринга и преобразования таких видов сеток. Основные возможности MeshLab:
Профи Привет и добро пожаловать в MeshLab Pros! Это первый из многих эпизодов MeshLab Pro на YouTube. Мы постараемся выпускать новую серию каждые две недели, поэтому, если вам нравится то, что мы делаем, подпишитесь на наш канал YouTube и нажмите кнопку «Мне нравится» в этой серии. Это очень поможет нам получить больше информации об этих видео. Мы сделаем все возможное, чтобы все было кратко и ясно, но иногда мы не можем удержаться при обсуждении технологии 3D-сканирования! Если у вас есть какие-либо вопросы или комментарии, оставьте их ниже, и мы свяжемся с вами как можно скорее. Преимущества MeshLab:
MeshLab MeshLab система с открытым исходным кодом для обработки и редактирования трехмерных треугольных сеток. Предоставляет набор инструментов для редактирования, очистки, лечения, проверки, рендеринга, текстурирования и преобразования мешей. Попробуйте MeshLab Мы получаем комиссию, если вы совершаете покупку, без каких-либо дополнительных затрат для вас. 6. FreeCAD Резюме FreeCAD — программа для параметрического 3D моделирования общего назначения. Параметрическое моделирование позволяет легко модифицировать проект, возвращаясь к истории модели и изменяя ее параметры. FreeCAD — это программа с открытым исходным кодом, легко настраиваемая, поддерживающая сценарии и расширяемая. Первоначально предназначенный для механического проектирования, он также предоставляет инструменты для электрического, гидравлического, гражданского и архитектурного проектирования. FreeCAD предназначен непосредственно для машиностроения и проектирования изделий и подходит для более широкого круга инженерных задач, таких как архитектура или другие инженерные специальности. Это средство параметрического моделирования на основе функций с модульной архитектурой программного обеспечения, позволяющее легко добавлять дополнительные функции без изменения базовой системы. FreeCAD основан на OpenCasCade. Мощное геометрическое ядро содержит совместимую с Open Inventor модель представления 3D-сцены, предоставляемую библиотекой Coin 3D и широким API Python. Интерфейс построен на Qt. FreeCAD точно так же работает на платформах Windows, Mac OSX и Linux. FreeCAD — это зрелый проект с открытым исходным кодом, разработанный большим сообществом экспертов. Его может сразу использовать любой, кто интересуется 3D-моделированием. Функции FreeCAD — это универсальная программа параметрического 3D-моделирования на основе функций для CAD, MCAD, CAx, CAE и PLM, предназначенная непосредственно для машиностроения и проектирования изделий и подходящая для более широкого круга инженерных задач. таких как архитектура или другие инженерные специальности. Его основные функции: Общие. Полностью открытый исходный код (лицензия LGPL), широкие возможности настройки и расширения с помощью собственного Python API. Работает на Windows, Mac OSX и Linux. Модульная архитектура с более чем 100 рабочими местами на выбор. Сообщество с открытым исходным кодом, поддерживаемое специальным фондом. Параметрическое моделирование позволяет легко модифицировать проект, возвращаясь к истории модели и изменяя ее параметры. FreeCAD позволяет создавать эскизы 2D-форм с геометрическими ограничениями и использовать их в качестве основы для построения других объектов. Он содержит множество компонентов для корректировки размеров или извлечения деталей дизайна из 3D-моделей для создания готовых к производству высококачественных чертежей. Pros Creo позволяет легко создавать красивые посты. Это просто, мощно и весело! Creo позволяет вам поделиться с друзьями и семьей и оставить свой след в Интернете. Creo создается небольшой командой, разбросанной по всему миру. Creo был основан Джоном Доу в 2010 году. Creo — это первый и единственный продукт, сочетающий проверенные методы изменения поведения с передовыми технологиями. Creo поможет вам избавиться от зависимости, предоставив поддерживающее сообщество и персонализированные программы восстановления. 7. Creo Creo — это настольное приложение, разработанное PTC, Inc. Оно было приобретено Parametric Technology Corporation в 2010 году и позже переименовано в Creo. Creo — это семейство или набор приложений для автоматизированного проектирования (САПР), поддерживающих проектирование продуктов для отдельных производителей, разработанных PTC. Пакет состоит из приложений, каждое из которых предоставляет отдельный набор возможностей для роли пользователя в процессе разработки продукта. Первоначально разрабатывался как Pro/ENGINEER в 1998, Creo Elements/Pro является основным программным обеспечением для проектирования механических систем в пакете с конца 2010 года. Другими приложениями, включенными в пакет, являются Creo Parametric, Creo Simulate и Creo View. Студенты со всего мира могут загрузить бесплатную версию Creo под названием Creo Elements/Direct Modeling Express 6.0. Доступен как для Windows, так и для Linux. Последним выпуском является Creo 5.0, анонсированный 4 апреля 2018 г. и выпущенный 31 мая 2018 г. Creo — это набор программных приложений, используемых для проектирования изделий. Он использует параметрический метод, основанный на элементах, для создания моделей и сборок. Он использует открытый стандарт JSON (JavaScript Object Notation) для формата 3D-производства, что обеспечивает большую совместимость между приложениями. Последняя версия Creo (Creo Parametric 5.0) была выпущена в апреле 2017 г. Функции В этом курсе вы познакомитесь со средой моделирования Creo Parametric. Вы научитесь создавать и изменять наброски и размещенные элементы, включая базовые элементы. Вы будете использовать шаблонные, зеркальные и скопированные элементы. Вы также создадите справочную геометрию, используя вспомогательную геометрию и наборы ссылок. Профи Привет, я параграф. Нажмите здесь, чтобы добавить свой собственный текст и отредактировать меня. Это просто. Просто нажмите «Редактировать текст» или дважды щелкните меня, чтобы добавить свой собственный контент и изменить шрифт. Не стесняйтесь перетаскивать меня куда угодно на своей странице. Я — отличное место для вас, чтобы рассказать историю и дать вашим пользователям узнать о вас немного больше. Это отличное место для написания длинных текстов о вашей компании и услугах. Вы можете использовать это место, чтобы немного подробнее рассказать о своей компании. Расскажите о своей команде и о том, какие услуги вы предоставляете. Расскажите своим посетителям историю о том, как вы пришли к идее своего бизнеса и чем вы отличаетесь от своих конкурентов. Выделите свою компанию и покажите своим посетителям, кто вы есть. Одна картина стоит тысячи продаж. Изображение многое говорит о вашем бренде. Мы любим слышать о ваших проектах, больших или маленьких! Изображения высокой четкости помогут вашим продуктам выделиться из толпы. Наша цель — помочь вам представить вашу продукцию в лучшем свете. 8. Solidworks SolidWorks — это компьютерная программа для автоматизированного проектирования (CAD) и автоматизированного проектирования (CAE) для твердотельного моделирования в Microsoft Windows. SolidWorks издается компанией Dassault Systèmes. По данным издателя, по состоянию на 2013 год более 2 миллионов инженеров и дизайнеров в более чем 165 000 компаний использовали SolidWorks.[2] Кроме того, по данным компании, выручка SolidWorks за 2011–2012 финансовый год составила 483 миллиона долларов. Компания была основана в декабре 1993 года выпускником Массачусетского технологического института Джоном Хирштиком. Хирштик использовал миллион долларов, который он заработал, будучи членом команды MIT Blackjack Team, для создания компании. Работая позже в Конкорде, штат Массачусетс, SolidWorks выпустила свой первый продукт SolidWorks 95 в ноябре 1995 года. В 1997 году Dassault, наиболее известная своим программным обеспечением CATIA CAD, приобрела SolidWorks за 310 миллионов долларов. До приобретения компании удалось привлечь 45 миллионов долларов. Джон Хирштик оставался на борту в течение следующих 14 лет в различных ролях. Под его руководством SolidWorks выросла до компании с доходом в 100 миллионов долларов. Под управлением Dassault Systèmes SolidWorks стал основным программным обеспечением, насчитывающим более 300 000 пользователей [4 Функции Solidworks — это ведущее 3D-программное обеспечение, используемое инженерами и архитекторами, а также отличная программа для дизайнеров и художников. Он доступен на компьютерах Mac, Windows и Linux. Возможности SolidWorks включают:
Профессионалы Самое время стать пользователем САПР. (Это даже рифмуется!) В прошлом году произошел взрыв инноваций в области программного обеспечения САПР, с обновлениями и новыми выпусками, которые улучшили производительность, повысили удобство использования и добавили важные новые возможности. Вот 5 моих самых любимых моментов в работе с САПР на сегодняшний день.
Solidworks SOLIDWORKS используется для разработки систем мехатроники от начала до конца. На начальном этапе программное обеспечение используется для планирования, визуального представления, моделирования, оценки осуществимости, прототипирования и управления проектом. Попробуйте Solidworks Мы получаем комиссию, если вы совершаете покупку без каких-либо дополнительных затрат для вас. 9. CATIA CATIA (аббревиатура от автоматизированного трехмерного интерактивного приложения) — многоплатформенный коммерческий программный пакет CAD/CAM/CAE, разработанный французской компанией Dassault Systèmes. CATIA — это ведущее в мире решение для разработки продуктов и опыта. Он используется для проектирования, моделирования, анализа и производства продуктов в различных отраслях, включая аэрокосмическую, автомобильную, потребительские товары и промышленное оборудование, и это лишь некоторые из них. CATIA доступна в 64-разрядных и 64-разрядных средах Microsoft Windows и может быть приобретена в рамках программы управления жизненным циклом продукта (PLM) компании Dassault Systèmes Digital Product Experience (DPE) с платформой 3DEXPERIENCE. CATIA (Computer Aided Three-D Interactive Application) — многоплатформенный коммерческий программный пакет CAD/CAM/CAE, разработанный французской компанией Dassault Systèmes. CATIA поддерживает несколько этапов разработки продукта (CAx), включая концептуализацию, проектирование (CAD), проектирование (CAE) и производство (CAM). Программное обеспечение CATIA было первоначально разработано в 1977 году французским производителем самолетов Avions Marcel Dassault и продавалось как продукт Dassault Systemes. Функции Функции CATIA Справочный центр CATIA V5 содержит полный список доступных команд. Эти группы команд организованы по типам элементов, как показано ниже: 3D-эскиз 3D-каркас и дизайн поверхности Проектирование сборки Чертеж Генеративный дизайн форм. Pros Первое и наиболее широко используемое в мире программное обеспечение для 3D-проектирования, CATIA уже более тридцати лет находится в центре инноваций для дизайнеров и инженеров. Dassault Systemes, материнская компания CATIA, создает 3D-модели для создания 2D-чертежей, которые можно использовать для сборки или производства чего угодно, от самолета до персонального компьютера. Компании и отрасли, использующие CATIA, включают Airbus, Boeing, Coca Cola Ford Motor Company, Honda Motor Company, Mercedes-Benz Nasa Nissan Motor Company Proctor & Gamble. 10. OpenSCAD OpenSCAD — это программа 2D/3D и твердотельного моделирования, основанная на языке функционального программирования, используемом для создания моделей, которые предварительно просматриваются на экране и визуализируются в 3D-сетку, что позволяет моделировать экспортируется в различных форматах файлов 2D/3D. Скрипт на языке OpenSCAD используется для создания 2D или 3D фигур. Этот сценарий представляет собой список инструкций действий в доступном формате. Модель предварительно просматривается на экране и визуализируется в 3D-сетке, что позволяет экспортировать модель в различные форматы файлов 2D/3D. Сценарий представляет собой просто список операторов действий; вы можете легко изменить его с помощью любого текстового редактора, чтобы изменить свой дизайн. OpenSCAD предоставляет два основных метода моделирования: во-первых, это конструктивная твердотельная геометрия (также известная как CSG), а во-вторых, это выдавливание 2D-контуров. В качестве обмена данными поддерживается прямой импорт файлов DXF и файлов DGN (с помощью конвертера файлов Teigha) для 2D-проектов и файлов 3MF как для деревьев CSG, так и для треугольных сеток. Особенности Особенности OpenSCAD — это программа для 2D/3D и твердотельного моделирования, основанная на языке функционального программирования, используемом для создания моделей, которые предварительно просматриваются на экране и визуализируются в 3D-сетку, что позволяет экспортировать модель в различные форматов файлов 2D/3D. Скрипт на языке OpenSCAD используется для создания 2D- или 3D-моделей. 11. Rhinoceros 3D Rhino может создавать, редактировать, анализировать и преобразовывать NURBS-кривые, поверхности и тела в Windows. Нет никаких ограничений по сложности, степени или размеру за пределами вашего оборудования. Rhino также поддерживает полигональные сетки и облака точек. Rhino используется в дизайне, проектировании, производстве, дизайне ювелирных изделий, анимации, анимированной графике, 3D-печати и т. д. Используйте Rhino для: СОЗДАНИЯ ЛЮБОЙ ФОРМЫ, КОТОРУЮ ВЫ МОЖЕТЕ ВООБРАЗИТЬ. Rhinoceros 3D — это коммерческое программное обеспечение, используемое в автоматизированном проектировании. (САПР), 3D моделирование и компьютерная графика. Разработан Robert McNeel & Associates. Программное обеспечение позволяет пользователям создавать точные NURBS-модели произвольной формы любого размера и формы. Модели, созданные в Rhinoceros, можно экспортировать в файлы различных форматов, включая IGES и STEP, для передачи в другие приложения САПР. Rhinoceros также используется в качестве основы для Grasshopper, параметрического инструмента, который работает в Rhinoceros как подключаемый модуль. Пути отхода это: Значение, Определение, Предложения . Что такое пути отходаЗначение, Определение, Предложения . Что такое пути отхода
Примеры Значение слова «ПУТЬ»То же, что дорога (в 1 знач.). Смотреть все значения слова ПУТЬ Значение слова «ОТХОД»Остатки производства, годные для какой-н. иной цели. Смотреть все значения слова ОТХОД Предложения с «пути отхода»
На данной странице приводится толкование (значение) фразы / выражения «пути отхода», а также синонимы, антонимы и предложения, при наличии их в нашей базе данных. Статья 51. Требования в области охраны окружающей среды при обращении с отходами производства и потребления \ КонсультантПлюсСтатья 51. Требования в области охраны окружающей среды при обращении с отходами производства и потребления Перспективы и риски споров в суде общей юрисдикции. Ситуации, связанные со ст. 51 — Уполномоченный орган или прокурор хочет обязать собственника, арендатора земельного, лесного участка либо иное лицо ликвидировать несанкционированную свалку — Организация (ИП, должностное лицо) обжалует привлечение к ответственности за несоблюдение экологических требований при осуществлении градостроительной деятельности и эксплуатации предприятий, сооружений или иных объектов — Организация (ИП, должностное лицо) обжалует привлечение к ответственности за несоблюдение требований в области охраны окружающей среды при сборе, накоплении, транспортировании, обработке, утилизации или обезвреживании отходов производства и потребления 1. (п. 1 в ред. Федерального закона от 29.12.2014 N 458-ФЗ) (см. текст в предыдущей редакции) 2. Запрещаются: сброс отходов производства и потребления, в том числе радиоактивных отходов, в поверхностные и подземные водные объекты, на водосборные площади, в недра и на почву; размещение отходов I — IV классов опасности и радиоактивных отходов на территориях, прилегающих к городским и сельским поселениям, в лесопарковых, курортных, лечебно-оздоровительных, рекреационных зонах, на путях миграции животных, вблизи нерестилищ и в иных местах, в которых может быть создана опасность для окружающей среды, естественных экологических систем и здоровья человека; (в ред. Федерального закона от 31. (см. текст в предыдущей редакции) захоронение отходов I — IV классов опасности и радиоактивных отходов на водосборных площадях подземных водных объектов, используемых в качестве источников водоснабжения, в бальнеологических целях, для извлечения ценных минеральных ресурсов; (в ред. Федерального закона от 31.12.2017 N 503-ФЗ) (см. текст в предыдущей редакции) ввоз отходов I — IV классов опасности в Российскую Федерацию в целях их захоронения и обезвреживания; (в ред. Федеральных законов от 11.07.2011 N 190-ФЗ, от 31.12.2017 N 503-ФЗ) (см. текст в предыдущей редакции) ввоз радиоактивных отходов в Российскую Федерацию в целях их хранения, переработки или захоронения, за исключением случаев, установленных настоящим Федеральным законом и Федеральным законом «Об обращении с радиоактивными отходами и о внесении изменений в отдельные законодательные акты Российской Федерации»; (абзац введен Федеральным законом от 11.07.2011 N 190-ФЗ) захоронение в объектах размещения отходов производства и потребления продукции, утратившей свои потребительские свойства и содержащей озоноразрушающие вещества, без рекуперации данных веществ из указанной продукции в целях их восстановления для дальнейшей рециркуляции (рециклирования) или уничтожения. (абзац введен Федеральным законом от 23.07.2013 N 226-ФЗ) 3. Отношения в области обращения с отходами производства и потребления, а также отходами I — IV классов опасности и радиоактивными отходами регулируются соответствующим законодательством Российской Федерации. (в ред. Федерального закона от 29.12.2014 N 458-ФЗ) (см. текст в предыдущей редакции) 4. Утратил силу. — Федеральный закон от 31.12.2017 N 503-ФЗ. путь эвакуации Определение: 140 Samples
Аварийный путь эвакуации Определение | Law Insider
Гайковерт patriot br 210li 1 2: Гайковерт Patriot BR 210LI-1/2 — купить в Корпорации «Центр» по низкой ценеБесщеточный аккумуляторный ударный гайковёрт PATRIOT BR 210Li-1/2 180301560Описание Обзор Характеристики Гарантия Запасные части Бесщеточный аккумуляторный ударный гайковёрт PATRIOT BR 210Li-1/2 180301560 — идеально подходит для работы с нагруженным крепежом. Благодаря бесщеточному двигателю имеет высокую производительность и долгий срок службы. Функция блокировки шпинделя обеспечивает быструю замену оснастки. Подсветка рабочей зоны облегчает работу в плохоосвещенных помещениях. Аккумуляторы данной модели оснащены USB разъемом — для зарядки телефонов, гаджетов. Преимущества:
Комплектация:
Заводская гарантия Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации. Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия. Специальные гарантийные условия, исключения и ограничения На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан. Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт. Кредо нашего сервиса крайне простое и емкое: «Техника должна работать». В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники. При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов. Гайковерт аккумуляторный PATRIOT BR 210 Li 1/2″ бесщеточныйХарактеристики В наличии 18 235 ₽ Гайковерт аккумуляторный PATRIOT BR 210 Li 1/2″ бесщеточный
Фитинг тормозной F9951 13-12 52-F551-131201 Наличие на складах
248.00 ₽
Купить
Соединительное звено 80025194 (замена 86537460) Наличие на складах
9.
Купить
Манжета арм. имп. 1,2-35х48х7 KK Наличие на складах
85.00 ₽
Купить
70У-1301075 Бак радиатора нижний металл. CH Наличие на складах
428.00 ₽
Купить
Шкив привода 12782 D210 Наличие на складах
4775.
Купить
Цепь ED160 Наличие на складах
4287.00 ₽
Купить
Стержень КРШ 11.601-01 Наличие на складах
299.00 ₽
Купить
Зуб ОШ.602 Наличие на складах
74. Станок a costa: Станки для производства и/или обработки многослойного паркетаСТАНКИ РАСПИЛОВКИ ЛАФЕТОВ И/ИЛИ БРУСА, ОДНОВАЛЬНЫХ И/ИЛИ ДВУХВАЛЬНЫЕ, СТАНКИ ВТОРОГО РЯДАСамые известные и узнаваемые во всем мире Многопильные станки Марки A.Costa ведут свою историю с 1922 г. Отличительной чертой машин марки A.Costa всегда являлась их неизменная надежность, неприхотливость в эксплуатации, удобство управления и обслуживания, высочайшее качество производимой продукции и отличные показатели экономической эффективности. для продольной распиловки лафетов/ брусьев большой и средней толщины: Все представленные многопильные станки имеют модели с подвижными (позиционируемыми) пилами (группами пил). Подвижных пил (групп пил) может быть до трех (1-2-3). Для поперечной последовательной распиловки (торцовки / расторцовки) лафетов/ брусьев производятся Автоматические двухпильные торцующие агрегаты: Тяжелый двух вальный многопильный станок LEONE/2 Двух вальный многопильный станок FALCONE/2 Торцующий двух-пильный агрегат MAXI-CUT последовательной расторцовки лафетов на куски с их предварительным центрированием Двух-вальный многопильный станок — ML2-420 Торцующий агрегат последовательной расторцовки лафетов на куски BETA с двумя пилами FUGA — Автоматический профилятор для 2(4)-х кантных брусьев Шлифовальный станок COSTA LEVIGATRICI мод. Sh4 TR CTT TR 1350 Б/У
Объявление не актуально! Уникальный станок многоцелевого использования. Технические характеристики: Рабочая ширина (мин / макс) мм 0 / 1350 Рабочая высота (мин / макс) мм 3 /160 Электронное программирование PCM (Costa sanding manager + logic A) Регулируемая скорость подачи м/мин 4 -20 (inverter) Вакуумный агрегат (N° 1 /квт 3) Прижимные башмачки для коротких деталей Обдув абразивной ленты Общая установочная мощность КВТ 39 Рабочие узлы: 1. Узел поперечного шлифования с очисткой абразивных лент и шевронной лентой. 2. Узел продольного шлифования со стальным валом с возможностью калибровки изделий. Оснащен системой натяжения лент; 3. Узел продольного шлифования с пневмоподушкой; 4. Узел продольного шлифования с пневмоподушкой и шевронной лентой выравнивающей поверхность; 5. Узел поперечного шлифования с очисткой абразивных лент и шевронной лентой; 6. Создано 13.04.2018 Изменено 11.07.2018 Деревообрабатывающие станки б у Станки по дереву Оборудование для деревообработки Калибровально-шлифовальный станок б у Дробилка для трактора Шлифовальные станки по дереву б/у Похожие объявленияИнтересные статьи партнеров20-я международная специализированная выставка «Оборудование, приборы и инструменты для металлообрабатывающей промышленности» Шок-цены на мебельное оборудование WoodTec! Только до 31 декабря 2017! Как делали судовые двигатели в прошлом веке — подборка старых фотографий Пусконаладка оптоволоконного лазерного станка XTC-1530H/1500 Raycus в Серпухове Большая версия настольной игры «Дженга» своими руками Запуск полировально-шлифовального станка PR1000-6 в Йошкар-Оле Бизнес-план: как открыть кузнечную мастерскую и заработать на этом? Как предотвратить скалывание шпона при раскрое шпонированных панелей Металлообработка как хобби, с чего начать? [Часть 1] Вы недавно смотрелиВсе просмотренные объявления → Как пользоваться кофемашиной Costa — TheCommonsCafe Кофемашины Costa — отличный способ получить дозу кофеина, и они относительно просты в использовании. Какой кофемашиной пользуется Коста?Изображение предоставлено: blogspot.com На этот вопрос нет однозначного ответа, поскольку у Costa Coffee есть множество различных кофемашин, которые она использует в своих магазинах по всему миру. Тем не менее, некоторые из самых популярных моделей, которые использует Costa Coffee, включают Cimbali M21 Junior, Cimbali S30 и Cimbali S40. Эта машина, известная как Marlow, является первой в мире полностью интегрированной кофемашиной самообслуживания, способной готовить как горячие, так и холодные напитки. С помощью этой машины вы можете приготовить различные виды горячего кофе и кофе со льдом, а также фруктовые наливки со льдом и замороженные йогурты. К концу 2021 года Costa Express развернет эти машины в 40 точках.Обслуживание 0003 Кофемашины Costa Express идеально подходят для использования в магазинах шаговой доступности, заправочных станциях, автомагистралях и развлекательных заведениях. Его можно легко установить и подключить к источнику питания, для этого требуется только штепсельная розетка на 13 ампер, вода и канализационное соединение. Мы можем диагностировать и решать проблемы с помощью нашей уникальной системы телеметрии, а это значит, что мы всегда на связи. Общеизвестно, что Costa Coffee — популярный бренд. Это часто встречается в людных местах, таких как торговые центры и аэропорты. Новые кофемашины, волнующие этим летом Мы рекомендуем кофемашину Von Haus TASSIMO, поскольку она совместима с чалдами Costa и позволяет готовить как горячий, так и холодный кофе. Этим летом Costa Express выставит новых кофемашины в более чем 40 точках по всей стране, так что не забудьте зайти, если вы ищете новую кофемашину. Как приготовить кофе Costa?Изображение предоставлено quoracdn.net Чтобы приготовить идеальный кофе в магазине, возьмите столовую ложку нашего свежемолотого кофе с горкой и поместите ее в кофейник или фильтр-машину, дайте настояться в течение 3–5 минут перед подачей на стол. Вы можете приготовить хороший кофе бариста дома, если знаете нужные инструменты и имеете некоторую практику. Наши кофейные инструменты варьируются от простых эспрессо-машин до сложных кофеварок, и они адаптированы к вашему вкусу и уровню знаний. Мы сотрудничаем с Costa, чтобы каждый напиток в их меню сопровождался их фирменным кофе и кофеваркой. Этот раздел содержит несколько простых в приготовлении рецептов, которые можно приготовить дома с помощью эспрессо-машины и кофеварки мока. Он состоит из молока и порции эспрессо, и все дело в балансе вкуса и пены. Если вы ищете альтернативу безмолочному кофе, у нас есть несколько рецептов безмолочного кофе коста, которые помогут вам. Здесь показаны первые варианты кофе со сливками. В 1929 году итальянцы Джулио Монета и Аттилио Калимани запатентовали чертежи французской прессы в Соединенных Штатах. Италия разработала этот дизайн в конце 1800-х и начале 1900-х годов. Штаб-квартира VonHaus предлагает больше всего латте. По удобству и надежности растворимый кофе занимает второе место после кофе с точки зрения удобства. Эспрессо в этой статье не пользуется большой популярностью в этих местах, но это может измениться в будущем. Как приготовить латте дома Чтобы приготовить латте дома, выполните следующие действия: *br> В кружку налейте горячий эспрессо и сироп по вашему выбору. Как получить кофемашину Costa Чтобы получить кофемашину Costa, вы можете пойти в кофейню Costa или купить ее в Интернете. Costa, крупнейшая и быстрорастущая франшиза кофеен в Великобритании, за последние годы приобрела большую популярность. Кофейни Costa имеют 3400 точек по всему миру, что делает их второй по величине сетью кофеен в мире. За последние 40 лет бренд претерпел ряд изменений владельцев, в том числе совсем недавно был приобретен компанией Coca Cola. В настоящее время Costa Coffee не представлен на веб-сайте whichfranchise.com, несмотря на то, что это франшиза. Если вы хотите стать владельцем франшизы Costa, вы можете сделать это, расширив свою международную франшизу. Мы будем рады получить запросы о возможностях международной франшизы для Costa Coffee; пожалуйста, свяжитесь с нами, если вы заинтересованы в проведении Франшиза Costa Coffee . Какие машины совместимы с Costa Pods?Если вы хотите насладиться домашним кофе Costa Latte или Costa Cappuccino, все, что вам нужно сделать, это выбрать одну из наших чалд TASSIMO Costa. Поставив Costa T DISC в кофемашину TASSIMO, вы сможете приготовить кофе менее чем за минуту. Руководство по эксплуатации кофемашины CostaЕсли вам необходимо руководство по эксплуатации кофемашины Costa, вы можете найти несколько мест. Первое место, куда вы можете заглянуть, — это сайт Costa Coffee. Там вы сможете найти руководство в формате PDF для вашей конкретной кофемашины. Кроме того, вы можете проверить страницу поддержки на веб-сайте Costa Coffee, где вы найдете часто задаваемые вопросы и контактную информацию для службы поддержки клиентов. Наконец, если вы все еще не можете найти нужное вам руководство, вы можете связаться с Служба поддержки клиентов Costa Coffee напрямую. Компания Coffetek имеет более чем 30-летний опыт разработки и производства напитков, и ее продукция успешно экспортируется по всему миру. Качество машины улучшится, если она будет чистой. Danfoss DHP-A — это воздушный тепловой насос, способный производить как тепло, так и горячую воду. Экономайзеры, такие как HR28C со встроенной пассивной рекуперацией тепла дымовых газов, могут достигать эффективности 0 C или ниже. Являясь лидером рынка и новатором, Johnson Coffee может помочь вам снизить потребление энергии, оставаясь при этом стабильным. Кофемашины Costa: идеальная чашка кофе каждый раз.Вы ищете надежную эспрессо-машину, которая сделает вкус вашего кофе именно таким, как вам нравится? Кофемашина Costa – это то, что вам нужно. Эта машина обеспечит правильный вкус вашего кофе, используя давление воды 9-10 бар и давление пара 11,9 (1-1,4 для кофемашин Futura). Вы также можете использовать программируемые кнопки, чтобы персонализировать свой кофе, что позволит вам выбрать вкус, который лучше всего подходит вашему телу. Как почистить кофемашину Costa Чтобы почистить кофемашину Costa, начните с отключения ее от сети и разборки всех съемных частей. Остатки кофе, оставшиеся после того, как он был налит, — это то, что осталось после того, как он был налит. В течение дня маслянистые отложения накапливаются, оставляя на земле толстый слой фильтра и шапки. В результате накопления остатков кофе ваша машина может со временем выйти из строя. Как часто мы должны чистить нашу стиральную машину? Количество требуемого времени варьируется в зависимости от задачи и определяется днем, неделей и месяцем. Запустите программу промывки молока на машине. Крайне важно использовать средство для очистки молока. Процесс удаления накипи для вашей машины, скорее всего, займет 30 минут или более. Меню кофемашины CostaМеню кофемашины Costa предлагает широкий выбор горячих и холодных напитков. Есть также различные продукты питания, в том числе бутерброды, выпечка и закуски. В меню легко ориентироваться, цены указаны четко. Кофемашины Costa доступны в различных местах, включая аэропорты, отели и офисные здания. Братья Бруно и Серхио Коста основали сеть кофеен Costa Coffee в 1978 году в Лондоне. Стоимость плоского белого кофе в Cost Coffee составляет 345 фунтов стерлингов за чашку. Кофе, а также широкий ассортимент других продуктов, таких как курица, кексы и круассаны, доступны в Costa Coffees. Кофейня Costa удовлетворит вашу тягу к кофе, чаю или другим напиткам. Тосты, булочки или йогурт — это лишь некоторые из блюд, которые можно есть, когда вы пьете кофе. У Коста есть возможность купить выпечку, а также кексы, пирожные и печенье. Он хорошо известен своей высококачественной едой и услугами. На подробном снимке экрана выше показано, как разместить онлайн-заказ в кофе Costa. В Costa Coffee работает более 38 500 сотрудников, и она работает в более чем 3 850 точках в 31 стране. В Costa Coffees вы можете получить различные варианты кофе, такие как латте, эспрессо, американо, кофе кортадо и карамельный латте. Коста можно заказать через одного из ее партнеров, UberEats, Deliveroo или Just Eat. Машина Costa Express: быстро, легко и удобноКлиенты могут получить порцию кофеина в любое время в торговом автомате Costa Express . Использование этого приложения имеет множество преимуществ, в том числе возможность получить кофе быстро, легко и без очереди. Франшиза кофемашин Costa Если вы хотите заняться кофейным бизнесом, франшиза кофемашин Costa может стать для вас хорошим вариантом. Компания Allegra Strategies пять лет подряд (2010, 2011, 2012, 2013 и ноябрь 2014) признавала Costa лучшим брендом в Великобритании и Ирландии, что сделало ее любимой кофейней Великобритании. Costa Coffee имеет более 2600 магазинов в Великобритании и более 1300 магазинов по всему миру. Серхио и Бруно Коста, итальянские братья, основали компанию в Лондоне в 1971. Фонд Коста финансировал более 80 школьных проектов, и помощь была оказана более чем 77 500 детям. Плюсы и минусы владения франшизой Costa Coffee Владельцы франшизы бренда Costa Coffee получают ряд преимуществ. 3 способа приобрести торговый автомат Costa Coffee – TheCommonsCafe Предположим, вы хотите познакомиться с торговым автоматом Costa Coffee: в последние годы Costa Coffee становится все более популярным в Соединенных Штатах. Теперь кофейная компания решила заявить о себе на рынке торговых автоматов. Для тех, кто любит кофе Costa, это отличная новость. Но для тех, кто не знаком с брендом, может возникнуть вопрос, как получить торговый автомат Costa Coffee. К счастью, приобрести торговый автомат Costa Coffee несложно. Кофейная компания упростила для клиентов поиск и покупку своей продукции. Есть несколько способов получить торговый автомат Costa Coffee. Первый способ — зайти в интернет на сайт Costa Coffee. Насколько выгоден автомат по продаже кофе? Image by – https://decorex. Кофейные автоматы могут быть весьма прибыльными. Средняя машина может приносить около 100 долларов дохода в неделю, и машины не требуют особого обслуживания. Торговые автоматы для кофе облегчают получение чашки кофе, удовлетворяющей требованиям. Каждый торговый автомат приносит более 400 долларов в месяц, при этом автоматы, хорошо укомплектованные и стратегически расположенные в районах с интенсивным движением, зарабатывают в среднем 35 долларов в неделю. Работа средней машины стоит 313 долларов, что соответствует годовым затратам на электроэнергию в 313 долларов. Вы можете начать свой собственный бизнес по продаже торговых автоматов, если хотите. Торговый автомат может зарабатывать от 100 до 1000 долларов в месяц. Типичный клиент покупает 1,5 товара (половина покупает 1 товар, а другая половина покупает закуску и напиток). Продажа 50 товаров требует 33 отдельных транзакций (3,3 продажи в час). Кофейный торговый автомат — это тип торгового автомата, который выдает кофейные напитки. Торговля оптом — отличный способ начать работу с торговыми автоматами, не тратя много денег и времени. Прибыльный торговый автомат может зарабатывать более 400 долларов в месяц, в то время как средний торговый автомат обходится в 35 долларов в неделю. Во многих коммерческих зданиях, таких как офисы, магазины розничной торговли и боулинг, установлены торговые автоматы. Если вы поймете, как размещать и продавать торговые автоматы, вы сможете заработать много денег. Размещение автоматов в местах с интенсивным движением, где люди могут покупать такие товары, как жевательные резинки и конфеты, является ключом к успеху. Рестораны, например, могут быть оснащены машинами, которые будут следить за количеством людей, которые едят. Если вы новичок в торговле, разместите несколько автоматов в местах с интенсивным движением, чтобы посмотреть, как они работают. Если вам это удастся, вы сможете расширить свой бизнес. Если вы знаете, как продавать свои торговые автоматы и где они должны быть, вы можете превратить их в прибыльный бизнес. Торговые автоматы по продаже безалкогольных напитков получают более высокую прибыль.Кофе со льдом и холодный чай также продаются в торговых автоматах, как и холодные напитки, такие как молоко, сок и чай со льдом. Маржа прибыли для этих машин выше, потому что они дороже в эксплуатации. Какой кофемашиной пользуется компания Costa? Изображение – https://ebayimg. На этот вопрос нет однозначного ответа, поскольку у Costa Coffee есть различных кофемашин , которые они используют в своих магазинах. Тем не менее, некоторые из самых популярных моделей, которые они используют, включают La Marzocco Linea PB и Nuova Simonelli Aurelia II. Помимо приготовления горячих напитков и напитков со льдом, первая в мире интегрированная кофемашина самообслуживания , известная как Marlow, предлагает широкий выбор вкусов. В машине доступно более 500 сортов горячего и холодного кофе, от замороженных до ароматизированных фруктовых ликеров со льдом. Летом 2021 года Costa Express развернет кофемашины более чем в 40 точках. Вполне логично, что кофемашины самообслуживания Costa Express будут установлены в магазинах шаговой доступности, на заправочных станциях, в зонах обслуживания автомагистралей и в местах отдыха. Установка проста, требуется только штепсельная розетка на 13 А, подключение к водопроводу и канализации и проводное соединение. Вкусная фирменная смесь Mocha Italia теперь доступна в вашем местном продуктовом магазине в дополнение к нашему вкусному напитку. Вставьте капсулу в кофеварку, чтобы сразу же насладиться нашим декадентским вкусным кофе. Какие машины совместимы с капсулами Costa? В AtTASSIMO нет ограничений на типы кофе, которые вы можете заказать: Costa Latte и Costa Cappuccino можно заказать на дом. Вы можете сразу же приготовить кофе с помощью Costa T DISC в кофемашине TASSIMO, нажав кнопку «Старт». Кофейные капсулы Nespresso® совместимы с любой кофемашинойЕсли вы не уверены, какие капсулы подходят для вашей машины, наша команда Nespresso может помочь вам найти лучшие и сделать ваш кофе еще лучше. Вы можете ожидать, что капсулы любой марки будут работать с вашей машиной, независимо от того, являетесь ли вы поклонником Nespresso® или просто ищете, что попробовать. Что такое машина Коста?Первая в мире кофемашина с самообслуживанием , которая подает как горячий, так и холодный кофе, уже доступна. Машина способна приготовить более 500 горячих напитков и напитков со льдом качества бариста, включая кофе со льдом, фруктовые коктейли со льдом и ароматизированный кофе со льдом. Летом 2021 года Costa Express установит машины более чем в 40 точках по всей стране. Бесспорный король премиального сегмента самообслуживания: Costa Express Работать, учиться или просто отдыхать? У нас большой выбор продукции Costa Coffee. Сколько стоит франшиза Costa UK?Изображение – https://googleusercontent.com Сколько стоит Costa Coffee стоит за чашку? Costa Coffee предлагает комиссию за франшизу, которая зависит от местоположения, но доступен общий диапазон первоначальных инвестиций от 250 000 до 800 000 фунтов стерлингов. Costa Coffee была признана лучшей кофейней Великобритании за последние восемь лет. Сеть кофеен пользуется большим успехом в Великобритании, потому что предлагает аутентичные продукты с отличным вкусом и теплую, гостеприимную атмосферу. К 2020 году компания планирует продавать системы на сумму 2,5 миллиарда фунтов стерлингов. Для роста компании Costa требуются местные предприятия. Франшиза Costa не обязательно должна быть дорогой с точки зрения инвестиций. У вас есть два варианта: инвестировать в Costa Express или инвестировать в программу Proud to Serve. Costa Ice и Impulse, собственная линия закусок компании, являются примерами кофе-баров. Существует несколько вариантов открытия бизнеса, каждый со своим набором требований. Помимо того, что это самый дорогой вариант, владение собственной франшизой McDonald’s может стать и самым прибыльным вариантом. Получение франшизы стоит от 400 000 до 800 000 фунтов стерлингов, но вы можете компенсировать разницу с помощью банковского кредита. Прибыльна ли франшиза Costa Coffee в Индии? Costa Coffee, один из самых популярных в мире брендов кофе, имеет франчайзинговые соглашения более чем в 40 странах. Вы можете франшизовать свой бизнес Costa Coffee различными способами, включая модель магазина с полным спектром услуг и партнерство с компанией Proud to Serve Costa. В зависимости от того, где вы живете и типа Франшиза Costa Coffee , которую вы выберете, вам может потребоваться инвестировать от 10 до 15 лакхов. В Индии франчайзинг кофе является прибыльной бизнес-моделью. В большинстве случаев рентабельность превышает 90% или даже 200%. Можете ли вы купить кофеварку для офиса?Некоторым покупка кофемашины для офиса кажется пустой тратой денег, а другим кажется, что это необходимая трата. Если вы пьете кофе каждый день, а в вашем офисе нет кофемашины, возможно, стоит вложиться в ее покупку. На рынке представлено множество кофемашин, поэтому вы сможете найти ту, которая соответствует вашему бюджету и потребностям. Кофеварки для офиса — неотъемлемая часть современного рабочего места. Вы можете просмотреть самые популярные кофемашины в вашем офисе, нажав на соответствующие обзоры и мнения. Кофеварка Kalorik 10 Cup Retro может приготовить до 10 чашек кофе одновременно. Этот прибор, вдохновленный серединой века, обязательно украсит вашу кухню прямо с порога. Кофеварка Kalorik 10 Cup Retro может приготовить до десяти чашек кофе одновременно. Элегантный и обтекаемый дизайн кофеварки Braun MultiServe обеспечивает удобство и универсальность без ущерба для качества вашего кофе. Он выполнен из нержавеющей стали с черными вставками и легко моется. Он также имеет отдельный носик для горячей воды, что позволяет пить чай без привкуса кофе. Система Coffee Barista от Ninja Espresso — это эспрессо-машина, которая также варит кофейную гущу. Используя свои любимые капсулы для эспрессо, приготовьте 4 разных вида эспрессо: ристретто, эспрессо, лунго и со льдом. Эта система давления, включающая технологию Barista Plus, позволяет приготовить эспрессо с шелковистой гладкой пенкой в богатой гладкой чашке. Ninja Programmable XL 14-Cup Coffee Maker PRO — это элегантная кофеварка с превосходным вкусом и вместительностью. Технология Hotter Brewing позволяет вам наслаждаться крепким ароматом кофе, горячим и никогда не горьким. Вы можете использовать регулируемую нагревательную пластину, чтобы ваш кофейник оставался горячим до четырех часов. Программируемая кофеварка Ninja XL на 14 чашек PRO оснащена мощным двигателем и разработана для обеспечения великолепного вкуса и вместимости. Технология Hotter Brewing позволяет наслаждаться классическими и богатыми сортами кофе, которые одновременно горячие и никогда не горчат. Регулируемая пластина для подогрева может поддерживать температуру графина для кофе до 4 часов. SmartHQ — это интеллектуальное приложение, которое подключается к кофемашинам GE Profile Espresso с поддержкой Wi-Fi. Пользователи могут изменять объем и крепость своих напитков, используя технологию, которая персонализирует предпочтения напитков. Используя встроенный паровой вспениватель, вы можете создавать кофе различной толщины и текстуры, а также равномерный помол с любой обжаркой зерен и встроенной кофемолкой с коническими жерновами. Если в вашем списке дел на утро есть кофе, эта программируемая кофеварка Bella на 12 чашек станет для вас отличным выбором. Свежие чашки всегда легко открыть благодаря программируемым функциям и опциям паузы и подачи. Прогрейте систему и выключите автоматическое отключение, чтобы выполнить работу. Лучшая эспрессо-машина для вашего офисаВ конструкции машины предусмотрены резервуар для воды и нагревательный элемент, а также возможность приготовления нескольких напитков одновременно. Он также оснащен встроенной кофемолкой, которая позволяет приготовить собственный эспрессо. Кроме того, его гладкий дизайн идеально подходит для любого офиса, что делает его превосходным. Франшиза торгового автомата Costa Coffee Costa Coffee — популярная кофейная франшиза, основанная в Соединенном Королевстве. В настоящее время компания расширилась до более чем 30 стран и имеет более 2000 точек франчайзинга. Торговые автоматы Costa Coffee — популярный способ продажи своей продукции компанией. Машины обычно располагаются в местах с интенсивным движением, таких как аэропорты, торговые центры и офисные здания. Автоматы продают различные кофейные напитки, в том числе горячие и холодные напитки. Франчайзи Costa Coffee могут получать хороший доход, продавая кофе из этих автоматов. Стоимость торгового автомата для кофе CostaТорговый автомат для кофе Costa стоит около 500 фунтов стерлингов. Это разовая покупка, и машина будет служить годами. Стоимость автомата будет компенсирована экономией на покупках кофе, а также удобством наличия торгового автомата под рукой. Кофемашина Costa. Как ею пользоватьсяПредположим, вам нужны советы по использованию Кофемашина Costa : Если вы используете кофемашину Costa впервые, начните с того, что вставьте в нее выбранную вами кофейную капсулу. Затем наполните резервуар для воды холодной водой и нажмите кнопку питания. Оттуда его заберет машина, подогреет воду и всего за несколько минут приготовит вкусную чашку кофе. Чтобы приготовить кофе, просто нажмите кнопку на передней панели кофемашины. Кофемашина Costa для дома Если вы любите кофе Costa и хотите наслаждаться им, не выходя из дома, вам нужна кофемашина Costa. Эти машины упрощают приготовление настоящего кофе Costa на вашей кухне, и они доступны в различных моделях, чтобы удовлетворить ваши потребности. Продукты Home Costa обладают культовым вкусом Signature Blend, который вы ожидаете найти в наших магазинах, но дома они более ароматны. Предпочитаете ли вы травяной или традиционный напиток, здесь каждый найдет что-то для себя. капсулы просты в использовании и содержат вкус и аромат, которые может предложить Costa Coffee. Tesco, ASDA, Sainsbury’s, Iceland и Waitrose входят в число розничных продавцов, предлагающих продукцию Costa At Home. Мы также доступны в Morrisons, Ochremouth и Co-op. Von Haus предлагает широкий выбор кофемашин и инструментов, которые помогут вам начать приготовление собственного кофе. Узнайте, как приготовить разнообразные вкусные кофейные напитки по нашим рецептам. Приготовьте свой собственный кофе Costa дома и сэкономьте На самом деле, кофе Costa является фаворитом среди любителей кофе во всем мире благодаря своему несравненному вкусу и качеству. Briggs stratton 650 схема: Briggs stratton 650 series 190 cc инструкцияинструкция Briggs & Stratton 650 SERIESинструкция Briggs & Stratton 650 SERIES
Вам нужна инструкция? Мы поможем Вам ее найти и сэкономить Ваше время.
Первая страницаПоследняя страница
Изделие Briggs & Stratton 650 SERIES, а также другие, которыми Вы пользуетесь ежедневно, наверняка вы получили в комплекте с инструкцией обслуживания. Важная подсказка — не забывайте хотя бы раз прочитать инструкцию Briggs & Stratton 650 SERIESЕсли вы не хотите каждый раз читать информационные брошюры, касающиеся, тех или Briggs & Stratton 650 SERIES иных изделий, достаточно, прочитать их раз — сразу же после покупки устройства. Вы получите основное знания, касающиеся поддержания изделия Briggs & Stratton 650 SERIES в хорошем эксплуатационном состоянии, так, чтобы без проблем достигнуть его планируемого цикла работы. Затем инструкцию можно отложить на полку и вернуться к ней только в случае, если вы не уверены, правильно ли проводится техобслуживание изделия. Раз в году пересмотрите шкафчик, в котором держите инструкции для всех устройств, — выбросите те, которыми вы уже не пользуетесься. Это поможет Вам сохранять порядок в своей домашней базе инструкций обслуживания.
Summary of Contents for Briggs & Stratton 650 SERIES
Что находится в инструкции Briggs & Stratton 650 SERIES? Почему стоит ее прочитать?
Как видите в инструкции вы найдете информацию, которая реально поможет Вам в использовании Вашего изделия.
Комментарии (0)
Ремонт двигателя briggs stratton 650Сервисный центр Рем Тех Сервис предлагает услуги по ремонту двигателей внутреннего сгорания Briggs Stratton 650 Наиболее часто применяемым в садовой и строительной технике (газонокосилки, культиваторы, мотоблоки, бензогенераторы ) является двигатель Briggs Stratton 650,который мы успешно обслуживаем и ремонтируем в нашем сервисном центре. Мастера нашей компании, устранят любые неполадки в двигателе Briggs Stratton 650, т.к. имеют большой опыт. Предлагаем вам ознакомиться с основными проблемами в двигателе Briggs Stratton 650 1. 2.Стук шатуна при работе или при изменении нагрузки 3.Оборванный шатун 4.Клин двигателя:(Основной причиной клина или стука — является недостаточное количество) 5.Неисправность механического регулятора оборотов 6.Двигатель дымит при нагрузке или на холостых оборотах (Износ ЦПГ) 7.Большой расход масла 8.Течь масла крышки картера или сальников коленвала 9.В редких случаях — отсутствие компрессии (залипание колец) 10.Плохо заводится-не делалось своевременное сервисное обслуживание 11.Не тянет ту нагрузку которую ранее тянул Часто привозят моторы Briggs Stratton 650, которые дымят и расходуют большое количество масла. Причина как правило кроется в неправильной эксплуатации (работа без воздушного фильтра, работа с очень загрязненным фильтром, работа без проведения ТО большое количество мото часов) Причины задымления двигателя. При длительном использовании двигателя без воздушного фильтра идет повышенный износ цилиндрической группы. Поставив новые кольца на выработанный цилиндр — возможно на время убрать поломку, но это не решит проблему в целом. Для глобального устранения поломки будет необходима замена блока двигателя и колец а при необходимости и поршневой группы. Не обладая навыками, лучше не пытаться проводить ремонт двигателя Briggs Stratton 650 своими руками, так как не квалифицированное вмешательство только усугубит положение и увеличит стоимость ремонта в разы. Обращайтесь к специалистам в нашем лице, сэкономьте свои деньги, время и нервы. Если поломка не требует запчастей которые мы доставляем под клиента, то ремонт проводится в кратчайшие сроки. Стоимость и сроки озвучиваются клиенту сразу после тщательной диагностики оборудования. А решение о целесообразности ремонта, всегда остается за вами. Обратившись в РемТехСервис- будьте уверенны, что ваше оборудование в надежных и умелых руках наших специалистов. Необходим ремонт двигателя Briggs Stratton 650, звоните по телефонам: 063 202-90-70 097 023-42-42 Руководства по двигателям Briggs & Stratton Руководства по двигателям Briggs & Stratton Если ваша газонокосилка оснащена двигателем Briggs & Stratton, вы можете загрузить руководство по эксплуатации двигателя в Интернете с веб-сайта Briggs & Stratton. Руководство по двигателю содержит технические характеристики вашего двигателя (например, тип масла, зазор между свечами зажигания и т. д.), а также рекомендации по техническому обслуживанию. Чтобы загрузить руководство, вам потребуется номер модели двигателя, который обычно выбит на верхней или передней части двигателя. (Возможно, вам придется снять кожух газонокосилки, чтобы увидеть его.) В дополнение к руководству по двигателю вы можете загрузить иллюстрированный список деталей для вашего двигателя, что упрощает заказ новой детали. Ниже приведены некоторые руководства по двигателям Briggs & Stratton, поэтому вам не нужно искать их по номеру модели. Некоторые из руководств перекрывают модели, которые они охватывают, а некоторые являются более новыми, чем другие. Здесь также перечислены несколько сервисных бюллетеней Briggs & Stratton, касающихся двигателей газонокосилок или деталей двигателей. Руководства по эксплуатации: / 300000 / 350000 / 380000 — (9) Briggs & Stratton 2 / 300000 / 350000 / 380000 (март 2007 г.)— Briggs & Stratton 2 / 300000 / 350000 / 380000 (2012) — Briggs & Stratton 290400 / 290400 / 294400 / 294400 / 303400 / 303400 / 350400 / 350400 / 351400 / 351700 / 380400 / 380700 / 405770 / 445770 / 540000 / 610000 Vanguard V -TWIN (апрель 2004 г. (2012, форма № 278776)— Бриггс энд Страттон 400000 / 440000 / 4 (2012, форма № 278776TRI)-Briggs & Stratton 400000 /440000 /4 (2012, форма № 278776WST)-Briggs & Stratton 400000 /440000 /4 (2012, Form № 381258tri) -Briggs & Stratton. 432447 /522447 /582447 /588447 / 58A447 (июль 2001 г.) — Briggs & Stratton 470000 /540000 Vanguard — Briggs & Stratton /100000 Classin Quattro / LX / SQ / Q (2013, 3 языка)— Briggs & Stratton Classic / Sprint / Quattro, 100000 Sprint / Quattro / LX / SQ / Q (2013, 12 языков)— Briggs & Stratton Classic / Sprint / Quattro, 100000 Sprint / Quattro / LX / SQ / Q (2013, 13 языков) Иллюстрированные списки деталей: Repair manuals / service manuals: — Briggs & Stratton 400400 / 400700 / 401400 / 401700 / 402400 / 402700 / 404400 / 404700 / 421400 / 421700 / 422400 / 422700 / 462700 Twin Cylinder «L» Head — Briggs & Stratton Снятые с производства двигатели 1919-1981 (май 2000 г. Другая документация: Newer Post Подписаться на: 944.369600 Руководство для самоходной газонокосилки Craftsman 22″ с деталями для косилки Bri – DRБесплатное руководство Craftsman
Название по умолчанию — $0.00 CADКоличество 944.369600 Руководство для самоходной газонокосилки Craftsman 22″ с двигателем Briggs & Stratton серии 650 124T02-0231-B1 944369600. Включает руководство пользователя и списки деталей для газонокосилки и двигателя. У нас есть запасные части для этой газонокосилки и детали двигателя. . Если вы не можете найти нужные детали в нашем интернет-магазине, свяжитесь с нами для получения помощи: [email protected] 1-877-531-2873.0005 1 428156 Блок управления приводом (с кабелем) — больше не поставляется, нет в наличии 1 427616×479 Верхняя ручка 31 701037 Ручка селектора Ошибки при печати petg: 3D-печать: как печатать пластиком PETG12 частых ошибок 3D-печати от простых к сложным. Как их избежать?1. Недооценка важности первого слоя. 2. Не обращаться за помощью к сообществам 3D-печати. 3. Случайное запутывание филамента. 4. Быстрая сборка вашего 3D-принтера. 5. Неправильная калибровка стола и высоты сопла. 6. Использование неверных настроек слайсера. 7. Использование большого % заполнения для усиления деталей вместо стен/оболочек. 8. Не использовать поддержки, когда это необходимо. 9. Никогда не заменять изношенные детали. 10. Отсутствие мониторинга 3D-печати. 11. Пренебрежение правилами безопасности при 3D-печати. 12. Покупка плохого 3D-принтера из-за чрезмерного энтузиазма. Вывод. Нет ничего хуже, чем печатать на 3D-принтере днями, неделями, месяцами и годами только для того, чтобы узнать, что вы совершаете распространенные ошибки. Уверены, что многим хорошо знакомо это чувство, поэтому мы написали этот пост, чтобы вернуть вас на путь успеха, описав некоторые распространенные ошибки, которых следует избегать в вашем путешествии по миру 3D-печати. Здесь вы найдете как небольшие погрешности, на которые вы раньше не обращали внимания, так и серьезные ошибки, которые могут привести к полному прекращению 3D-печати. Присоединяйтесь к нашему исследованию, чтобы определить самые частые ошибки 3D-печати, а также простые решения для их быстрого исправления. 1. Недооценка важности первого слоя.Слишком часто 3D-печать выходит из строя в середине процесса из-за плохой адгезии первого слоя. Однозначно не упускайте из виду этот важный фактор, если вы хотите получить успешный отпечаток. Все это время причина была в плохих первых слоях, у которых не было достаточно прочной связи с рабочей платформой. Несмотря на то, что ваш первый слой держится в начале печати, адгезия уменьшается по мере того, как печатающая головка перемещается. Вполне вероятно, что через несколько часов ваш отпечаток может сместиться или отвалиться, если первый слой не был хорошо экструдирован. Решение.
2. Не обращаться за помощью к сообществам 3D-печати.Каждый пользователь 3D-принтера сталкивался с какой-либо проблемой, для устранения которой требовались определенные усилия. Некоторые люди брались за целые проекты только для того, чтобы решить проблему с 3D-принтером, тогда как решение можно было найти с легкостью. Сообщества 3D-печати известны тем, что помогают людям решать их проблемы, поэтому обязательно воспользуйтесь этими бесплатными ресурсами. От форумов по 3D-печати до групп в Facebook и опросов других пользователей 3D-принтеров на YouTube — вариантов бесчисленное множество. Когда мы только начали исследовать 3D-печать, то обратили внимание, что многие люди упоминают, насколько полезны другие пользователи 3D-принтеров, поэтому мы сразу же зарегистрировались на всевозможных русско- и англоязычных ресурсах, сообществах Facebook и Reddit и присоединились к этому пространству. В большинстве случаев люди предлагают правильное решение и с удовольствием помогут вам попробовать различные варианты устранения неполадок. Они могут не только помочь вам с устранением неполадок, но и обратить ваше внимание на несколько забавных проектов, которые стоит попробовать, а также на некоторые из последних инноваций в мире 3D-печати. Решение.
3. Случайное запутывание филамента.Мы читали множество отзывов о 3D материалах для 3D-принтеров, включая PLA, ABS, PETG и т. д., и в некоторых негативных отзывах упоминается запутанная нить. К сожалению, в большинстве случаев нить запутывается по вине пользователей. Как правило, когда нить наматывается на катушку, вероятность ее запутывания очень незначительна, гораздо чаще это происходит после того, как вы вытащите катушку из упаковки. Решение. Когда вы храните филамент, убедитесь, что его конец надежно закреплен и его нельзя легко ослабить. Если вам все-таки не повезло, и вы приобрели пластик ненадлежащего качества, при производстве которого были нарушены все технологические карты, то вот наш совет: купить пластик для 3D-принтера от проверенных брендов. Разница в цене в 100 грн бесконечно мала на фоне всевозможных других затрат на 3D-печать. Однако эти 100 грн избавят вас не только от проблем с перехлестами, но также обеспечат стабильный диаметр и цвет по всей длине, отсутствие овальностей и плавную подачу. 4. Быстрая сборка вашего 3D-принтера.Мы все были очень взбудоражены, когда получили свой первый 3D-принтер и дело дошло до его сборки, но чрезмерное волнение может спровоцировать слишком быструю сборку вашего 3D-принтера, что приведет к плохим результатам печати. Это может быть не сразу заметно, и в течение нескольких месяцев вы будете получать отпечатки хорошего качества. То, что может произойти постепенно, — это износ из-за неправильной сборки. Задайте себе эти вопросы, прежде чем запустить первую печать. Когда дело доходит до 3D-принтера, каждая мелочь важна, поэтому не становитесь жертвой проблем с 3D-печатью из-за быстрой и не тщательной сборки. Решение. Найдите авторитетное видео-руководство на YouTube от опытного оператора 3D-принтера и следуйте его сборке. Читайте также: Как настроить ваш новый 3D-принтер. 5. Неправильная калибровка стола и высоты сопла.Из всех слоев вашей 3D-печати первый слой является самым важным, и он во многом зависит от того, насколько хорошо вы выровняли свою платформу и установили высоту сопла. Это не так просто, как загрузить 3D-модель, отправить ее на SD-карту и начать печать. Программная сторона вещей важна, но не менее важна и аппаратная часть. Многие 3D-принтеры выпускаются с ручной калибровкой платформы, поэтому вам нужно поднимать или опускать каждый угол самостоятельно. Ваш 3D-принтер не имеет безупречной системы обратной связи, а это означает, что он не всегда может проверить, где находится печатающая головка. Лучшее, что он может сделать, это использовать концевые выключатели X, Y и Z, чтобы убедиться, что печатающая головка находится на 0,00 мм по каждой оси. То, в чем ваш 3D-принтер очень хорош, — это чрезвычайно точные движения по осям X, Y и Z, но если высота сопла не настроена должным образом в начале, все разваливается. Ось Z — это высота, поэтому сопло должно быть правильно отрегулировано, чтобы оно плавно выдавливало филамент вдоль поверхности сборки, не слишком высоко и не слишком низко. Решение.
6. Использование неверных настроек слайсера.Настройки слайсера, которые вы используете для печати, являются одними из самых важных вещей, когда дело доходит до успешной 3D-печати. Из сотен изменений настроек, которые вы можете применить, достаточно одной неправильной настройки, чтобы испортить отпечаток. К счастью, есть профили принтеров и настройки по умолчанию, которые дают людям базовую отправную точку для печати. После нескольких отпечатков вы начнете экспериментировать с различными настройками, такими как температура, ширина линии, скорость потока и так далее. Некоторые варианты ошибочного применения неправильных настроек связаны с изменением материалов. Будь то PLA или ABS или PLA разных марок и/или цветов, рекомендации по температуре будут различаться. Убедитесь, что вы правильно их настраиваете. Настройки слайсера могут либо помочь вам, либо сломать вашу 3D-печать, поэтому используйте их с умом, желательно с помощью каких-либо руководств. В большинстве случаев, когда вы загружаете модель, например, из Thingiverse, дизайнеры создают список настроек, которые, как правило, работают хорошо, но не следуйте им вслепую и будьте внимательны. Например, если вы заменили сопло из латуни на закаленное стальное, вам необходимо немного увеличить температуру сопла, потому что закаленная сталь не так хорошо проводит тепло как латунь. Другой пример — ваша рабочая поверхность. Если вы добавили в свой 3D-принтер стеклянную подложку, вам стоит увеличить температуру стола, чтобы учесть дополнительный слой материала для теплопередачи. Решение.
Читайте также: Лучшие модели для тестирования 3D-печати. 7. Использование большого % заполнения для усиления деталей вместо стен/оболочек.В течение многих лет большинство людей пытались укрепить свои напечатанные на 3D-принтере детали с помощью заполнения. Этот способ определенно делает свою работу, но есть гораздо более эффективный метод, который, как было доказано, работает намного лучше. Вместо того чтобы тратить много материала и дополнительное время на печать заполнения, вы должны использовать оболочки / стенки для прочности 3D-печатной детали. В некоторых случаях увеличение процента заполнения не обеспечивает необходимый запас прочности, в то время как увеличение толщины стенок позволяет изготавливать действительно надежные и ударопрочные изделия. Решение.
8. Не использовать поддержки, когда это необходимо.Большинство людей стараются избегать использования вспомогательных опор, чтобы сэкономить время и материал, но бывают случаи, когда их использование необходимо. Вы можете попробовать наклонить отпечатки определенным образом и перемещать их по печатной платформе, но рано или поздно наступит момент, когда этот подход не сработает. Многие модели специально спроектированы таким образом, чтобы не использовать поддержки для успешной печати, и это очень удобно. С другой стороны, некоторые модели слишком сложны и печатать их без поддержки невозможно. 3D-принтеры не могут печатать в воздухе и большие выступы определенно нуждаются в опорных структурах, на которые материал будет экструдироваться. Чаще всего вы можете обойтись без поддержек на свесах под углом 45°и ниже, но для всего, что выше, рекомендуется использовать опоры. Это скорее визуальный навык, который со временем и накоплением опыта позволяет вам понять, когда модели нуждаются в поддержках, а когда можно обойтись без них. Некоторые слайсеры могут не отображать поддержки в предварительном просмотре, поэтому вам придется судить об этом самостоятельно. Решение.
9. Никогда не заменять изношенные детали.Несмотря на то, что профиль, блок питания и шаговые двигатели вашего 3D-принтера рассчитаны на несколько лет, другие детали являются расходными материалами. Это такие детали, как ремни, сопла и подшипники. Убедитесь, что вы заменяете эти детали по мере износа. Вы можете заметить снижение качества печати с течением времени, и износ отдельных запчастей определенно может быть этому причиной, поэтому проверьте эти расходные материалы и замените их по мере необходимости. Если вы печатаете такими материалами, как ABS, PA12, PC или пластиком, светящимся в темноте, латунные сопла истираются значительно быстрее, чем при печати традиционными материалами. Переход на сопло из закаленной стали — хорошая идея, если вы хотите печатать абразивными материалами. Недостатком является то, что оно не имеет такого же уровня теплопроводности, как латунные сопла.
Вы можете купить аксессуары для 3D-принтеров в соответствующем разделе нашего каталога. Решение.
10. Отсутствие мониторинга 3D-печати.Независимо от того, у вас премиальный или бюджетный 3D-принтер, любой их них может выйти из строя. Они могут выйти из строя в течение первых нескольких минут, когда плохо печатается первый слой, или через несколько часов после начала печати. В нашей практике было несколько случаев, когда проверяя наши принтеры после ночной смены, мы обнаруживали бардак на рабочей поверхности и принтер, продолжающий выдавливать спагетти пластика. Мониторинг — не панацея для всех проблем, но с его помощью вы сможете вовремя остановить процесс и избежать перерасхода пластика и электроэнергии. Рекомендуется постоянно контролировать ваши 3D-принтеры на протяжении всего процесса печати, чтобы убедиться, что все в порядке. Что мы делаем в обязательном порядке, так это следим за первым слоем, а затем возвращаемся через 15 минут, чтобы убедиться, что все идет по плану. После этого проверять принтеры каждый час или около того — хорошая идея для контроля ваших отпечатков. Решение.
11. Пренебрежение правилами безопасности при 3D-печати.Основные меры предосторожности основаны на рисках ожогов и возгорания, механических рисках и травмах от инструментов или расплавленного пластика. Риск возгорания в наши дни очень редок, потому что 3D-принтеры обычно оснащены защитой от перегрева. На что следует обратить внимание, так это на ожоги от горячего сопла или от платформы для печати. Мы также слышали истории о травмах об острые края скребка для снятия отпечатка с поверхности принтера. Этого можно легко избежать, если вы будете осторожны в своих действиях. Удаление поддержек не самое приятное и интересное занятие, но получение порезов или царапин при очистке деталей еще хуже. Рекомендуется время от времени проверять проводку, болты, ремни и все подвижные части, чтобы в будущем можно было обнаружить потенциальную неисправность. Соединители иногда могут выйти из строя, поэтому обязательно проверьте эти аспекты, чтобы процесс 3D-печати прошел гладко и безопасно. Решение.
12. Покупка плохого 3D-принтера из-за чрезмерного энтузиазма.К нам регулярно обращаются клиенты, которые на волне энтузиазма купили дешевый 3D-принтер на Aliexpress или другом маркет плейсе, и этот принтер не работает. Спонтанные покупки по дешевке не дают вам время на анализ и сравнение моделей 3D-принтеров. Люди сталкивались с целым рядом проблем, такими как, неработающий слот для SD-карты наряду с серьезными трудностями передачи файлов по Wi-Fi. К другим вариантам относились некачественно изолированные провода, кривые рамы и платформы. Деформированные резьбовые винты, дешевые хот-энды, сломанные детали, плохая упаковка при доставке, плохая сборка на заводе тоже являются распространенным случаем при покупке дешевых “NoName” принтеров. В конечном итоге вы можете потратить большую часть своего времени на ремонт, устранение проблем с плохим качеством печати и просто разочароваться в 3D-печати. Если вы были одним из тех, кому не повезло, вы, вероятно, научились не торопиться при покупке 3D-принтера. Одним из самых популярных производителей недорогих 3D-принтеров по всему миру по праву считается компания Creality, и их топ-продукт Ender-3 v2. Этот 3D-принтер был неоднократно протестирован пользователями по всему миру, а его распространенность доказывает идеальное сочетание цены и качества. Каждая 3D-компания — это команда, которая покупает детали и собирает принтер, но некоторые делают это намного лучше, чем другие, и более последовательно. Некоторые люди, купившие плохой принтер, либо отказываются от 3D-печати, либо делают полную дорогостоящую перестройку, либо гораздо позже покупают более качественный 3D-принтер. С таким же успехом можно начать с покупки хорошего 3D-принтера! Решение. Выбирайте надежный 3D-принтер с хорошей репутацией и избегайте 90 % проблем, которых можно избежать. Мы знаем много историй о людях, переживших то же самое, так что избавьте себя от хлопот. Вывод.Надеемся, что наши советы помогут вам избежать самых распространенных ошибок при 3D-печати и вы будете получать полезный опыт, изучая настройки вашего принтера и реализовывая качественные отпечатки. Удачной печати! Как очистить сопло 3D-принтера? Методы и способы предотвращения засорения.Что заставляет филамент прилипать к соплу?Как устранить прилипание нити к соплу? Откалибруйте положение сопла. Подберите температуру материала. Увеличьте адгезию материала к поверхности. Увеличьте температуру платформы. Не используйте обдув для первого слоя. Настройте коэффициент экструзии (Flow Rate). Как прочистить сопло? Метод первый. Используйте латунную проволочную щетку. Метод второй. Метод горячего извлечения. Метод третий. Метод холодного извлечения (атомный). Метод четвертый. Используйте растворитель. Как предотвратить засорение сопла?Заключение. Большинство пользователей 3D-принтеров знакомы с досадным явлением, когда расплавленная пластиковая нить прилипает к соплу принтера. Учитывая тот факт, что сопло довольно сложно очистить, мы считаем, что лучше предпринять превентивные меры и предотвратить засорение сопел, чем тратить время и нервы на их очистку. В этом посте мы поделимся с вами советами о том, как избежать прилипания пластика к соплу, будь то PLA, ABS или PETG. Что заставляет филамент прилипать к соплу?Чтобы объяснить, почему пластик для 3D-принтера прилипает к соплу, в первую очередь, мы хотим упомянуть основные причины возникновения этого явления.
Как устранить прилипание нити к соплу?Знание основных причин этого явления позволяет нам находить решения, которые приведут нас к получению качественных 3D-принтов. Давайте рассмотрим эти варианты вместе с пошаговым руководством, которое поможет ликвидировать эту проблему. Откалибруйте положение сопла.Неправильное расположение сопла над печатной платформой является одной из основных проблем, из-за которой нить прилипает к соплу. Если сопло находится слишком высоко, температура понизится до того, как материал для 3D-печати достигнет поверхности. Если пластик находится слишком далеко от поверхности он начнет закручиваться вокруг сопла и в конечном итоге это приведет к засорению. Если сопло расположено слишком близко к платформе, филамент не будет выдавливаться должным образом. Следовательно, он начнет подпирать сопло, и вы снова столкнетесь с проблемой забитого сопла. Как это исправить?
Подберите температуру материала.Теперь, когда положение сопла отрегулировано, можно переходить к следующему пункту. И первое, что приходит на ум, это температура филамента. Подбор температурных характеристик для каждого типа материала не только предотвратит засорение сопла, но и положительно скажется на качестве ваших отпечатков. При правильно подобранных параметрах материал свободно проходит через сопло и осаждается на печатной платформе. Как настроить?
Читайте также: Лучшие модели для тестирования 3D-печати. Увеличьте адгезию материала к поверхности.Если вы продолжаете наблюдать, что нить образует петлю или скручивается вокруг сопла и не прилипает к платформе, вам необходимо проверить адгезивные свойства. Если ваша поверхность имеет недостаточную адгезию, это не позволяет филаменту прилипать к поверхности, и он закручивается. Как исправить? Нанесите на поверхность дополнительный адгезионный слой. Вы можете использовать 3D лак, клей для 3D-печати, синий скотч и другие аксессуары. В нашей студии 3D-печати мы используем лак. Мы работаем с ним уже несколько лет и он неизменно демонстрирует отличную адгезию и экономичный расход. Увеличьте температуру платформы.Нагретая платформа также увеличивает степень адгезии материала. Известно, что для таких материалов, как PLA, наличие платформы с подогревом не является обязательным условием, однако подогрев стола определенно помогает. Как исправить? Обязательно ознакомьтесь с рекомендациями поставщиков пластика по температурным характеристикам стола и сопла для каждого конкретного материала. Настройте температуру стола в соответствии с этими рекомендациями для лучшей адгезии ваших 3D-отпечатков. Не используйте обдув для первого слоя.Охлаждение пластика приводит к усадке материала. Первый слой — самый важный при 3D-печати и он не должен деформироваться под воздействием обдува. Вы должны удостовериться, что он лег ровно и хорошо прилип к столу. Как решить? Большинство слайсеров, настроенных по умолчанию, останавливают вентиляторы для нескольких начальных слоев. Дважды проверьте этот параметр и убедитесь, что вентиляторы выключены на первом слое. Настройте коэффициент экструзии (Flow Rate).Скорость потока 3D-принтера или множитель экструзии относится к настройке слайсера, которая определяет количество экструдируемого пластика. По умолчанию скорость потока установлена на 1,0 или 100% в зависимости от слайсера. Правильная скорость потока — это первый шаг к получению привлекательных и точных по размерам 3D-отпечатков. Неправильная скорость потока может привести как к чрезмерной, так и к недостаточной экструзии, что является двумя основными проблемами, из-за которых ваши отпечатки выглядят «некрасиво». Недоэкструзия приводит к засорению сопла. Такая проблема часто проявляется при смене типа пластика или смене экструдера. Как решить? Помните, что в 3D-печати все связано друг с другом, поэтому убедитесь, что вы выставили все параметры правильно. Проверьте диаметр пластика в нескольких местах и убедитесь, что все размеры находятся в пределах допустимых отклонений. Низкокачественная нить имеет нестабильный диаметр по длине, это вызывает проблемы при экструдировании пластика и приводит к засорению сопла. При слишком низкой скорости подачи происходит прилипание нитей к соплу. Отрегулируйте скорость потока, обычно увеличение множителя экструзии помогает устранить непоследовательное экструдирование. Как прочистить сопло?Прочистка сопла является нудным, но, к сожалению, неизбежным процессом, особенно, если вам не помог ни один из советов, описанных выше. Выбор метода очистки зависит от степени засора вашего сопла. Мы приведем вам 4 разных способа, а вы выбирайте тот, который подходит для вашего случая. Метод первый. Используйте латунную проволочную щетку.
Будьте внимательны при выборе щетки. Использование стальной проволочной щетки в силу ее жесткости приведет к повреждению сопла. Метод второй. Метод горячего извлечения.Чтобы использовать этот метод, возьмите нейлоновую или чистящую нить для 3D-принтера. Что бы вы ни выбрали, убедитесь, что диаметр чистящей или нейлоновой нити аналогичен диаметру пластика, которым вы печатаете.
Метод третий. Метод холодного извлечения (атомный).Вам также потребуется чистящая или нейлоновая нить для холодного протягивания.
Атомный метод позволяет извлечь намного больше грязи по сравнению с горячим методом. Тем не менее этот процесс занимает значительно больше времени, так как вам нужно несколько раз нагревать и охлаждать сопло. Холодное извлечение также более экстремально, так как требует от вас приложения силы и давления во время проталкивания и вытягивания пластика. Метод четвертый. Используйте растворитель.Если материал, вызвавший засорение, легко растворяется, то снятие сопла и замачивание его в растворителе(например, ацетоне или дихлорэтане) может устранить даже сложные засоры.
В качестве экстремального способа можно попробовать прожечь сопло, используя газовую горелку. Будьте предельно аккуратны, так как вы можете перегреть сопло, что приведет к его деформации и окончательному выходу из строя. Иногда печальная правда заключается в том, что, если вы уже перепробовали все доступные средства, способы и методы, но ваше сопло все еще забито, единственное решение — это покупка нового сопла. Следует учитывать, что сопло по сути является расходным материалом и периодически требует замены. Если вы используете обычные латунные сопла, то их покупка не сильно ударит по вашему карману. Стоимость таких сопел колеблется от 15 до 100 гривен. Как предотвратить засорение сопла?Один из лучших способов очистки сопла экструдера — никогда не допускать его засорения. Как мы уже говорили, правильные настройки принтера и высококачественная нить могут иметь большое значение для предотвращения засорения. Это замечание справедливо для всех типов FDM пластиков. В нашем магазине представлен филамент для 3D-печати европейского производства, изготовленный с соблюдением всех международных стандартов. Филамент высокого качества в разы снижает вероятность засорения сопла. Сопла различаются по материалу, диаметру и другим факторам. Эти характеристики влияют на то, с чем сопло может справиться при печати и какие будут получаться отпечатки. Например, абразивные материалы, материалы с древесным наполнителем или светящиеся в темноте, значительно ускоряют износ сопел. Заключение.Теперь, когда вы знаете все о том, как чистить сопла 3D-принтера, обязательно запланируйте время — ежедневно или еженедельно — для очистки сопла. Также рекомендуем вам принять меры, предотвращающие засорение сопла. Это упрощает обслуживание вашего 3D-принтера. Удачной печати! 11 способов исправить ломкость нити PETG — 3D Printerly3D-печать PETG может быть довольно сложной задачей, особенно когда нить PETG становится хрупкой или слабой. Я решил написать статью с подробным описанием того, как исправить нить PETG, которая становится слабой, чтобы помочь пользователям. Чтобы исправить ломкость филамента PETG или 3D-отпечатки, сначала убедитесь, что вы используете правильную температуру печати, поскольку низкие температуры могут привести к плохой адгезии слоя. Это простой ответ, но есть и другие подробности, которые вы захотите узнать, поэтому продолжайте читать, чтобы узнать больше. Почему нить PETG становится хрупкой?PETG становится хрупким из-за ряда проблем во время печати, одной из которых является плохая адгезия платформы, а другой — неправильная температура печати платформы и хотэнда. Кроме того, если для вашего 3D-принтера не выполнена пошаговая калибровка или вы столкнулись с засорением сопла, ваши 3D-отпечатки могут стать хрупкими. Кроме того, высокая скорость вращения вентилятора, который так быстро остывает, может привести к ломкости нити накала и использованию нити, подвергшейся воздействию влаги. Как исправить ломкость нити PETG
В случаях, когда вы испытываете хрупкие отпечатки с PETG, используйте одно или несколько из этих решений, чтобы попытаться исправить хрупкие 3D-отпечатки из PETG. Я объяснил здесь каждый из этих способов решения проблемы хрупкого PETG. 1. Увеличьте температуру печатиЕсли вы обнаружите, что ваш PETG становится хрупким после 3D-печати, я бы сначала попытался увеличить температуру печати и посмотреть, будет ли это иметь значение. PETG печатает при относительно более высокой температуре, чем большинство нитей, поэтому 3D-печать из PETG может быть хрупкой из-за низкой температуры. Многие пользователи столкнулись с этим и выяснили, что после повышения температуры печати у них появились более прочные и долговечные модели PETG. Причина, по которой это работает, заключается в том, что более высокая температура способствует лучшему плавлению нити, что приводит к лучшему прилипанию материала к предыдущему слою. Убедитесь, что температура не слишком высока, потому что это может привести к сильному натяжению и просачиванию. Обычно рекомендуемая температура для филамента PETG составляет от 240 до 260°C, а температура слоя 80°C. Соответствующие температуры для каждого филамента обычно включаются в описание филамента для каждой катушки. Как правило, рекомендуется придерживаться тех, которые указаны для вашей нити. Один из лучших способов найти оптимальную температуру для вашего филамента — создать температурную башню, которую можно сделать прямо в Cura. Я сам использовал это много раз, и получил отличные результаты. Посмотрите видео ниже с простыми инструкциями. Это просто напечатанная на 3D-принтере башня, в которой есть несколько башен, температура которых меняется по мере продвижения вверх по башне. Если вы печатаете с помощью PETG, особенно на 3D-принтере, таком как Ender 3, не забудьте перейти на тефлоновые трубки Capricorn, поскольку они обладают более высокой термостойкостью, чем стандартный PTFE, который используется в большинстве 3D-принтеров. 2. Высушите нить из PETGЕще одно ключевое решение, которое вы можете попробовать, если обнаружите, что PETG стал хрупким, — высушить катушку с нитью. Многие люди не понимают, что легко впитывают влагу из окружающей среды после того, как их оставили без присмотра, что приводит к проблемам с печатью и дефектам. Влажная нить легко может быть разницей между слабой и хрупкой 3D-печатью PETG и прочной и долговечной моделью PETG. Это также может привести к плохой адгезии к слою, что приводит к плохой основе и неравномерной экструзии. Влага в филаменте может сильно ухудшиться даже через 24 часа, если вы живете в очень влажном районе, поэтому рекомендуется сушить филамент вместе с надлежащим хранением. Один из лучших способов высушить нить PETG — приобрести специализированную машину для сушки нити, такую как SUNLU Filament Dryer Box от Amazon. Он используется тысячами пользователей 3D-принтеров для сушки своих нитей с действительно хорошими результатами. Вы можете установить температуру до 55°C и таймер до 24 часов, но для PETG обычно подходит 8 часов. Один пользователь, который провел тест с тремя разными нитями (PLA, ABS и PETG), обнаружил заметные улучшения, особенно в прочности 3D-отпечатков. Возможна даже 3D-печать, когда нить находится в сушильной камере, благодаря отверстиям для подачи нити. После того, как вы высушите нить, она должна быть готова к 3D-печати. Приобретите вакуумный комплект eSUN для хранения нитей на Amazon для хранения своих нитей, когда они не используются. Этот конкретный комплект включает 10 вакуумных пакетов, 15 индикаторов влажности, 15 упаковок влагопоглотителя, ручной насос и два уплотнительных зажима. ПЭТГ очень прочный материал, но для эффективной работы о нем нужно заботиться. 3. Улучшите свой первый слой — ровная кровать и настройки использования Первый слой — это основа вашей 3D-модели, поэтому вам нужно убедиться, что ваш первый слой находится на правильном уровне. У вас будет либо автоматическое выравнивание, либо ручное выравнивание, поэтому убедитесь, что вы выравниваете свою кровать, используя обычные методы. Основной метод для ручного выравнивания кровати заключается в использовании метода выравнивания бумаги, или вы можете попробовать «живое выравнивание», которое выравнивается, пока ваше сопло выдавливает нить. Если вы регулируете ручки выравнивания во время выдавливания, вы должны защитить свои пальцы от движений платформы. Одна вещь, которую я люблю делать, это помещать довольно большой объект в Cura, нарезать его, но с 3-5 юбками. Это позволяет вам регулировать уровень платформы, поскольку сопло выдавливается по краям платформы печати, пока первый слой не будет хорошо уложен. Посмотрите представленное ниже видео CHEP о стандартной технике выравнивания кровати. Для автоматического выравнивания используйте Z-смещение, чтобы получить хорошее выравнивание кровати. После того, как вы выровняете свою кровать, вы также можете использовать хорошие настройки первого слоя. Я бы рекомендовал сделать следующее:
4.
хрупкие 3D-принты PETG калибруют ваши шаги экструдера или электронные шаги. Этот параметр в основном является мерой точности: когда вы говорите своему 3D-принтеру выдавливать 100 мм нити, он фактически выдавливает 100 мм нити, а не 9 мм.5 мм или 105 мм. Правильная калибровка экструдера для E-шагов и правильная скорость потока нити могут помочь вам получить четкую печать PETG. Шаги довольно просты для выполнения, и есть много руководств, которым вы можете следовать, чтобы откалибровать свои электронные шаги. Посмотрите видео ниже, чтобы сделать это. 5. Используйте хорошую скорость охлаждающего вентилятора Если ваши 3D-отпечатки из PETG хрупкие, важно использовать оптимальную скорость охлаждающего вентилятора. Использование охлаждающего вентилятора на высокой скорости отлично подходит для улучшения выступов и общего качества печати, но при этом слои охлаждаются намного быстрее, что ухудшает адгезию слоев. Чтобы исправить хрупкие 3D-отпечатки PETG, вы можете использовать более низкую скорость вращения вентилятора в диапазоне от 0 до 40%. Вы можете использовать низкую скорость вращения вентилятора и использовать хорошую ориентацию, чтобы уменьшить уровень выступов на ваших моделях, чтобы они не провисали и не провисали. Один пользователь, у которого были проблемы с ломкими отпечатками из PETG, обнаружил, что установка охлаждающего вентилятора на 30% очень помогла. Другой пользователь сказал, что перешел с печати PLA на PETG и забыл выключить охлаждение. У него была плохая адгезия слоев и трещины просто от снятия модели. После повторной 3D-печати детали без охлаждения она вышла прочной и гибкой. Вот видео, в котором сравниваются скорости вращения вентиляторов для 3D-печати PLA и PETG. 6. Уменьшите скорость печатиУменьшение скорости печати также может помочь исправить хрупкие 3D-отпечатки PETG. Скорость по умолчанию в Cura составляет 50 мм/с, что должно работать достаточно хорошо в большинстве случаев. Некоторые пользователи упомянули, что получают лучшие результаты, еще больше снижая скорость печати. Вы можете попробовать несколько тестов с меньшей скоростью 20-40 мм/с, чтобы увидеть, как это работает, но это повлияет на время печати. Вы можете распечатать на 3D-принтере несколько тестовых моделей с разной скоростью печати и наблюдать за различиями. Я бы не стал использовать скорость печати 70-80 мм/с, если у вас нет действительно хорошего хотэнда и стабильного 3D-принтера. Посмотрите видео ниже с полезным руководством по успешной 3D-печати PETG. Замедление скорости печати является одним из ключевых предложений. 7. Увеличьте плотность заполненияПосле того, как вы выполнили некоторые из описанных выше исправлений, вы можете попытаться увеличить плотность заполнения, чтобы сделать ваши 3D-отпечатки из PETG более прочными и менее ломкими. Плотность заполнения отлично подходит для внутренней прочности модели, имея процент от 20 до 60%. Вы также можете попытаться увеличить процент перекрытия заполнения, чтобы улучшить связь между заполнением и стенами. Кроме того, изменение шаблона заполнения на сетку или кубический способ позволяет получить ломкие отпечатки из PETG и уменьшить количество полос. Посмотрите это видео Стефана из CNC Kitchen, где рассказывается о 3D-печати более прочных заполнителей. 8. Увеличьте толщину стенокКак вы могли видеть в видео выше, в ваших 3D-отпечатках упоминаются оболочки, также известные как стены, для повышения прочности. Чтобы исправить хрупкую нить PETG, достаточно увеличить толщину стенки, поскольку это обеспечивает более прочный внешний вид. Сочетание высокой плотности заполнения и большой толщины стенок значительно повысит прочность и долговечность вашей модели. Я бы рекомендовал иметь толщину стенки не менее 1,2 мм, до 2 мм+. 9. Наберите настройки отвода PETG склонен к натяжению, что может привести к снижению качества 3D-моделей. Обычно вы узнаете о настройках отвода после того, как у вас будет немного больше опыта в 3D-печати. На самом деле я написал статью о том, как получить наилучшие настройки длины и скорости отвода. Настройки отвода по умолчанию в Cura обычно работают достаточно хорошо, но рекомендуется оптимизировать настройки с помощью чего-то, что называется Retraction Tower. Это включало установку плагина непосредственно из Cura и добавление Retract Tower вместе с параметрами. Процесс довольно прост, о чем вы можете узнать из видео ниже. Сочетание низкой скорости и хороших настроек ретракции может решить многие ваши проблемы с PETG. Убедитесь, что механизм подачи вашего экструдера не слишком тугой, чтобы он не измельчал нить PETG во время втягивания. 10. Прочистите и очистите соплоДругим потенциальным решением для хрупких отпечатков PETG является засорение или застревание сопла или канала экструдера. Со временем ваш 3D-принтер может начать накапливать пыль и мусор, а также тепло, которое может привести к засорению. Вы хотите убедиться, что ваше сопло не засорено, так как это приводит к выдавливанию меньшего количества материала, чем вы указываете принтеру выдавливать. Полезным методом очистки засоров форсунок является метод холодного протягивания. Посмотрите видео ниже, чтобы узнать, как это сделать. По сути, это установка специальной чистящей нити при относительно высокой температуре, дайте ей остыть, а затем вытащите нить вручную, чтобы очистить засор. Чтобы проверить, частично или полностью забито сопло, попробуйте нагреть сопло примерно до 200°C и проверьте, как выдавливается нить. Иногда простое использование иглы для очистки сопла может помочь устранить любые засоры и застревания в сопле при нагреве. Замена сопла также является хорошей идеей, если вы печатаете с его помощью в течение длительного времени и никогда не меняли его. Набор сопел MakerBot — хорошая замена вашему 3D-принтеру. 11. Используйте поверхность кровати PEIАдгезия кровати для 3D-печати PETG может быть сложной, но вы можете упростить задачу, используя хорошую поверхность кровати. Я обнаружил, что одна из лучших поверхностей для кровати, которую вы можете приобрести для своего 3D-принтера, — это гибкая стальная платформа HICTOP с поверхностью PEI от Amazon. Его можно легко установить на ваш 3D-принтер, прикрепив магнитную сторону к алюминиевой опорной плите, а затем поместив на нее стальную платформу с верхней поверхностью PEI. PETG и другие материалы должны хорошо прилипать к вашим отпечаткам, помогая устранить любые проблемы с основанием, которые могут привести к хрупкости 3D-отпечатков. Они даже специально заявляют, что PETG хорошо работает с этим слоем при температуре слоя около 80-85°C. Проблемы с PETG… очень расстроены — Materials — Talk ManufacturingМоно989 #1 Нуб во мне, наверное, выходит наружу, и я уверен, что есть простое решение этой проблемы, но я бьюсь головой о стену. Недавно я купил монопрайс-мейкер select V2, и до сих пор он отлично работал. Я купил принтер, чтобы напечатать прототипы деталей, над которыми я работаю, прежде чем мы начнем их массовое производство. Когда я печатал стандартным PLA, все работало отлично. Я сталкивался с типичными проблемами новичка, узнавал, что не так, и двигался дальше. 1 Нравится Найслайн #2 Пробовали ли вы печатать без рафта и без какой-либо поддержки (вообще или, если не получается, то хотя бы для первого слоя)? Похоже, что расплавленный PETG не прилипает должным образом к уже напечатанному материалу, а затем слишком сильно следует за соплом принтера. Перри_1 #3 PETG хочет быть напечатан ОЧЕНЬ ГОРЯЧИМ, как 250c! Кроме того, я не знаком с этим принтером, но полагаю, что в экструдере вашего принтера имеется футеровка из ПТФЭ, которая начинает разлагаться при этой температуре, поэтому вам придется заменить ее после небольшого количества печати при этой температуре. ПТФЭ быстро разрушается при температуре выше 230°С. Возможно, он уже нуждается в замене. Это объясняет, почему первые отпечатки работали, а сейчас нет. krisgeelen501 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..]
..]
 youtube.com/embed/m78EXaRQyVw» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/m78EXaRQyVw» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Разбираемся, какая же копалка лучше.
Разбираемся, какая же копалка лучше.
 Лента — это основной элемент для сажателей.
Лента — это основной элемент для сажателей.  Так, сажалки марки PL-20, PL-5, PL-50/2 легко агрегатируются к мотоблокам Скаут, а также Нева, Салют и других моделей тяжёлых культиваторов, мотоагрегатов и минитракторов.
Так, сажалки марки PL-20, PL-5, PL-50/2 легко агрегатируются к мотоблокам Скаут, а также Нева, Салют и других моделей тяжёлых культиваторов, мотоагрегатов и минитракторов.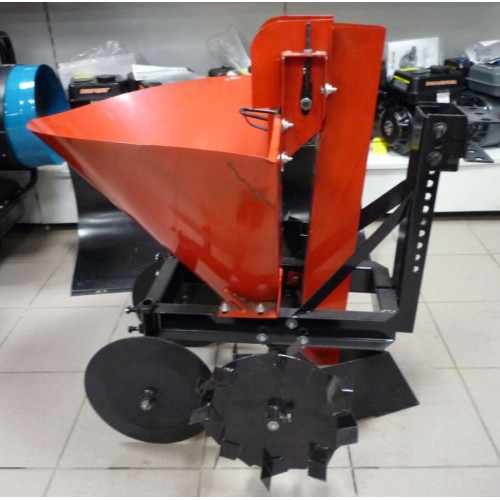


 От этого будет зависеть дружность всходов, равномерность созревания клубней, а так же точность последующей обработки рядов и механизированной уборки картофеля.
От этого будет зависеть дружность всходов, равномерность созревания клубней, а так же точность последующей обработки рядов и механизированной уборки картофеля. Она может быть доставлена курьерской службой в любой уголок страны и абсолютно без предварительной оплаты. Все навесные изделия для мотоблока сертифицированы и являются работоспособными. Они прошли предпродажную подготовку и полностью отвечают техническим и эксплуатационным требованиям. Если вам интересна работа отдельной копалки, то вы можете прочитать отзывы, посмотреть фото и видео о каждой модели на нашем сайте.
Она может быть доставлена курьерской службой в любой уголок страны и абсолютно без предварительной оплаты. Все навесные изделия для мотоблока сертифицированы и являются работоспособными. Они прошли предпродажную подготовку и полностью отвечают техническим и эксплуатационным требованиям. Если вам интересна работа отдельной копалки, то вы можете прочитать отзывы, посмотреть фото и видео о каждой модели на нашем сайте.
 72 МБ)
72 МБ) Простая конструкция, водяное охлаждение точильного круга, полировальный круг, бесступенчатая регулировка оборотов, пылезащищенный выключатель, рукоятка для переноски — то качество и долговечность которые ищет любой профессионал.
Простая конструкция, водяное охлаждение точильного круга, полировальный круг, бесступенчатая регулировка оборотов, пылезащищенный выключатель, рукоятка для переноски — то качество и долговечность которые ищет любой профессионал. Если вы покупаете по нашим ссылкам, мы можем получить комиссию. Заявление об этике отзывов
Если вы покупаете по нашим ссылкам, мы можем получить комиссию. Заявление об этике отзывов
 Bison отчасти компенсирует разницу благодаря потрясающей емкости, которая на 15 процентов больше, чем рекламируется, а также множеству дополнительных функций и параметров настройки, которых вы не найдете у других брендов. Тем не менее, я бы порекомендовал пройтись по магазинам, прежде чем тратить деньги.
Bison отчасти компенсирует разницу благодаря потрясающей емкости, которая на 15 процентов больше, чем рекламируется, а также множеству дополнительных функций и параметров настройки, которых вы не найдете у других брендов. Тем не менее, я бы порекомендовал пройтись по магазинам, прежде чем тратить деньги. Можно даже утверждать, что его производительность уступила простому кулеру Igloo MaxCold Cooler, который стоит всего 45 долларов. Кулер Bison по-прежнему является очень сильным выбором с точки зрения производительности, но он не сдул конкурентов так сильно, как можно было бы ожидать, учитывая цену.
Можно даже утверждать, что его производительность уступила простому кулеру Igloo MaxCold Cooler, который стоит всего 45 долларов. Кулер Bison по-прежнему является очень сильным выбором с точки зрения производительности, но он не сдул конкурентов так сильно, как можно было бы ожидать, учитывая цену.
 Но я бы порекомендовал дождаться распродажи, учитывая сильную конкуренцию со стороны кулеров, которые стоят не так дорого. До тех пор вы могли бы сделать намного хуже, чем Igloo MaxCold за 45 долларов, мой лучший выбор в категории кулеров.
Но я бы порекомендовал дождаться распродажи, учитывая сильную конкуренцию со стороны кулеров, которые стоят не так дорого. До тех пор вы могли бы сделать намного хуже, чем Igloo MaxCold за 45 долларов, мой лучший выбор в категории кулеров. Важно отметить, что все они продаются по довольно конкурентоспособной цене чуть менее 30 фунтов стерлингов за дюжину. В этом видео и статье мы покажем, как этот мяч показал себя во время нашего тестирования.
Важно отметить, что все они продаются по довольно конкурентоспособной цене чуть менее 30 фунтов стерлингов за дюжину. В этом видео и статье мы покажем, как этот мяч показал себя во время нашего тестирования. Хотя он был определенно жестче, чем мне хотелось бы, контроль вращения с 50 ярдов был впечатляющим. При 6261 об/мин он вращался для меня больше из этого диапазона, чем такие, как TaylorMade Tour Response и Wilson Triad (оба мяча средней ценовой категории с уретановым покрытием), которые я недавно тестировал, и всего примерно на 1000 об/мин меньше, чем я смог получить. с Titleist Pro V1x.
Хотя он был определенно жестче, чем мне хотелось бы, контроль вращения с 50 ярдов был впечатляющим. При 6261 об/мин он вращался для меня больше из этого диапазона, чем такие, как TaylorMade Tour Response и Wilson Triad (оба мяча средней ценовой категории с уретановым покрытием), которые я недавно тестировал, и всего примерно на 1000 об/мин меньше, чем я смог получить. с Titleist Pro V1x. Но пока я тестировал это на трассе, разница в расстоянии не казалась такой уж большой. Мне кажется, что этот мяч для гольфа — как уретановый вариант средней цены — обеспечивает хорошие характеристики в длительной игре. И это делает его хорошим универсалом.
Но пока я тестировал это на трассе, разница в расстоянии не казалась такой уж большой. Мне кажется, что этот мяч для гольфа — как уретановый вариант средней цены — обеспечивает хорошие характеристики в длительной игре. И это делает его хорошим универсалом. Будучи частью команды Golf Monthly более 15 лет и играя с гандикапом 3, он имеет опыт сравнения производительности между моделями, брендами и поколениями. На 2022 год он считает, что основная тенденция среди водителей: «Одним словом, постоянство. Хотя все бренды говорят о скорости мяча (а новые водители, безусловно, длинные), мой самый большой вывод заключается в том, насколько более стабильны полеты мяча. тот же уровень снижения или увеличения количества вращений. Это означает, что больше выстрелов, кажется, летят так, как вы хотите!» Что касается мячей для гольфа, то наибольшей доработкой стала трехкомпонентная секция с уретановым покрытием, не относящаяся к Tour. столько же, сколько премиальные варианты, сыгранные в туре».
Будучи частью команды Golf Monthly более 15 лет и играя с гандикапом 3, он имеет опыт сравнения производительности между моделями, брендами и поколениями. На 2022 год он считает, что основная тенденция среди водителей: «Одним словом, постоянство. Хотя все бренды говорят о скорости мяча (а новые водители, безусловно, длинные), мой самый большой вывод заключается в том, насколько более стабильны полеты мяча. тот же уровень снижения или увеличения количества вращений. Это означает, что больше выстрелов, кажется, летят так, как вы хотите!» Что касается мячей для гольфа, то наибольшей доработкой стала трехкомпонентная секция с уретановым покрытием, не относящаяся к Tour. столько же, сколько премиальные варианты, сыгранные в туре». 
 7 мб)
7 мб) Что, черт возьми, такое U-значение? Что это за разные индексы? И что это за символ -> Ψ? Не волнуйтесь. Мы рассмотрим все это, а также поясним их отношение к дизайну пассивного дома.
Что, черт возьми, такое U-значение? Что это за разные индексы? И что это за символ -> Ψ? Не волнуйтесь. Мы рассмотрим все это, а также поясним их отношение к дизайну пассивного дома. Значение R является просто обратной величиной значения U и описывает, какое сопротивление материал или элемент оказывает тепловому потоку.
Значение R является просто обратной величиной значения U и описывает, какое сопротивление материал или элемент оказывает тепловому потоку.
 В этом случае компоненты пассивного дома изготавливаются из определенного материала и толщины для определенного климата. Потому что именно климат определяет эту разницу температур. Большинство домовладельцев хотят поддерживать в своем доме уютную и комфортную температуру 20-25°C. В зависимости от вашего климата, вы можете получить экстремальные температуры за стенами вашего дома. Таким образом, не каждый компонент пассивного дома подходит для любого климата. Но существуют варианты для каждого климата.
В этом случае компоненты пассивного дома изготавливаются из определенного материала и толщины для определенного климата. Потому что именно климат определяет эту разницу температур. Большинство домовладельцев хотят поддерживать в своем доме уютную и комфортную температуру 20-25°C. В зависимости от вашего климата, вы можете получить экстремальные температуры за стенами вашего дома. Таким образом, не каждый компонент пассивного дома подходит для любого климата. Но существуют варианты для каждого климата. Возможно, этот капитал лучше было бы вложить в другое место в здании.
Возможно, этот капитал лучше было бы вложить в другое место в здании.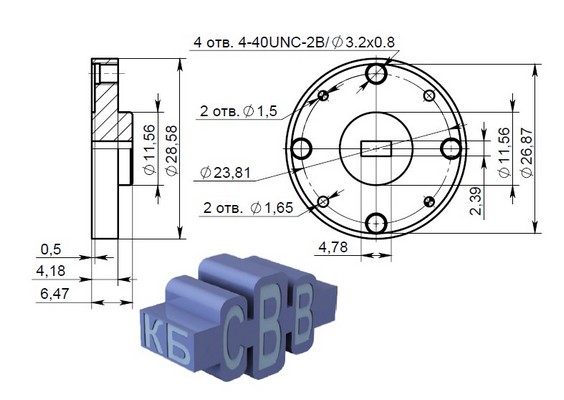 д.), а также ожидаемое значение U окна после установки, т. е. включая тепловые мосты установки (U w, инст ).
д.), а также ожидаемое значение U окна после установки, т. е. включая тепловые мосты установки (U w, инст ). кромка (Ψ г ) и установка (Ψ г ). Ψ — это символ коэффициента теплового моста, который описывает дополнительный тепловой поток, связанный с линейным тепловым возмущением или изменением геометрии. Ознакомьтесь с этой и другими статьями, доступными на Pasipedia, чтобы узнать больше о тепловых мостах и их важности при проектировании пассивного дома.
кромка (Ψ г ) и установка (Ψ г ). Ψ — это символ коэффициента теплового моста, который описывает дополнительный тепловой поток, связанный с линейным тепловым возмущением или изменением геометрии. Ознакомьтесь с этой и другими статьями, доступными на Pasipedia, чтобы узнать больше о тепловых мостах и их важности при проектировании пассивного дома. Kings, KD-59-119 Штекерный зажимной соединитель Type-C , RG8, RG213, RG214, Короли (UG573C/U), UG495A HN Штыревой зажимной разъем, RG218 / RG17, кабельная группа: 218, амфенол
Kings, KD-59-119 Штекерный зажимной соединитель Type-C , RG8, RG213, RG214, Короли (UG573C/U), UG495A HN Штыревой зажимной разъем, RG218 / RG17, кабельная группа: 218, амфенол США
США
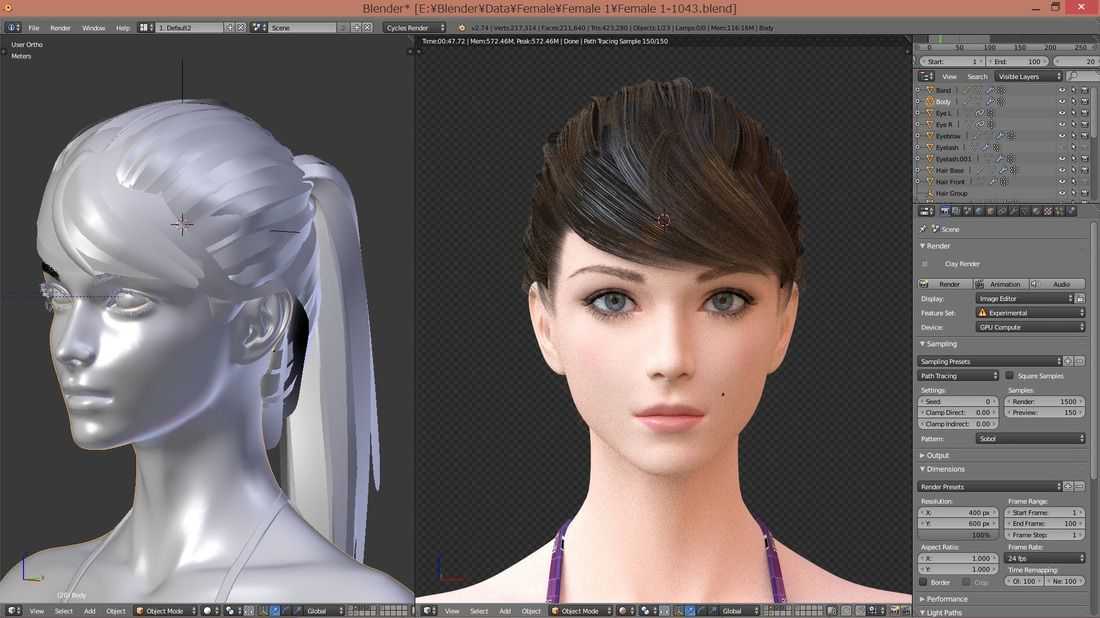
 Начните поиск сначала!
Начните поиск сначала! На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
 Для этого вам нужно будет подключить принтер к компьютеру в течение всего процесса 3D-печати.
Для этого вам нужно будет подключить принтер к компьютеру в течение всего процесса 3D-печати. Создание 3D-модели — это математическое представление трехмерного объекта или формы. 3D-модели используются для различных сред, включая видеоигры, архитектуру, автомобилестроение, машиностроение, здравоохранение и т. д.
Создание 3D-модели — это математическое представление трехмерного объекта или формы. 3D-модели используются для различных сред, включая видеоигры, архитектуру, автомобилестроение, машиностроение, здравоохранение и т. д.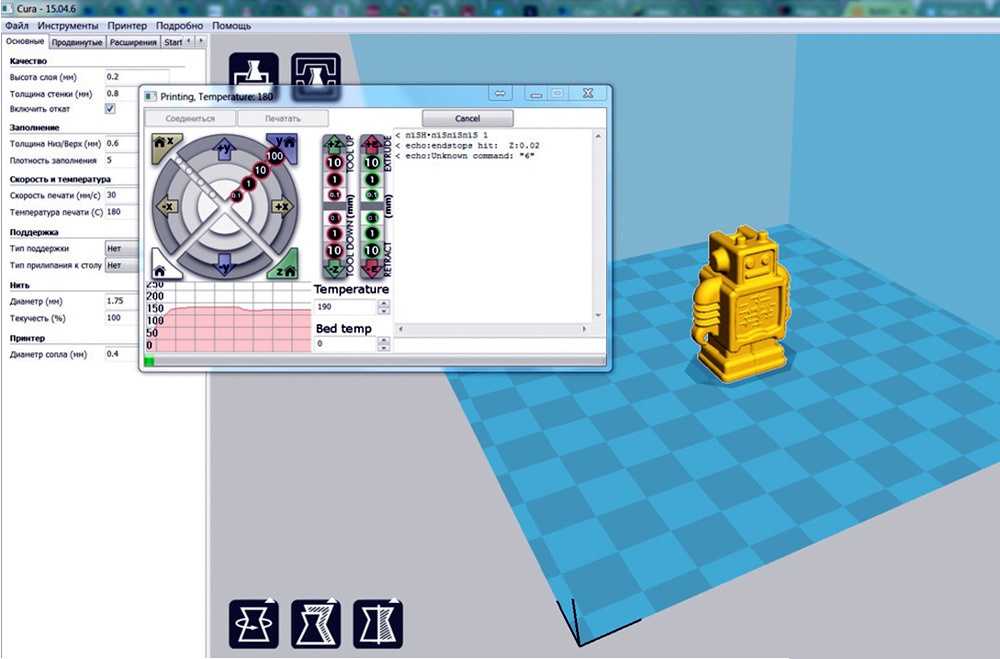 С Ultimaker Cura пользователи могут контролировать все задания 3D-печати из единого пользовательского интерфейса!
С Ultimaker Cura пользователи могут контролировать все задания 3D-печати из единого пользовательского интерфейса! Как хороший инструмент для нарезки, Slic3r разрезает ваш 3D-дизайн на горизонтальные слои, генерирует траектории для их заполнения и рассчитывает количество материала, необходимого для 3D-печати объекта.
Как хороший инструмент для нарезки, Slic3r разрезает ваш 3D-дизайн на горизонтальные слои, генерирует траектории для их заполнения и рассчитывает количество материала, необходимого для 3D-печати объекта.

 0
0  Вы можете загрузить его прямо с веб-сайта Autodesk. Его легко использовать, если вы хотите редактировать файлы STL, особенно если вы хотите изменить размер 3D-объекта или изменить некоторые аспекты. Он учитывает все различные проблемы, с которыми вы можете столкнуться с вашим файлом. Эти программные инструменты позволят вам получить отремонтированный файл, готовый к аддитивному производству.
Вы можете загрузить его прямо с веб-сайта Autodesk. Его легко использовать, если вы хотите редактировать файлы STL, особенно если вы хотите изменить размер 3D-объекта или изменить некоторые аспекты. Он учитывает все различные проблемы, с которыми вы можете столкнуться с вашим файлом. Эти программные инструменты позволят вам получить отремонтированный файл, готовый к аддитивному производству. Таким образом, редактировать файлы STL чрезвычайно эффективно. Вы не можете создать файл STL с нуля, но вы можете создавать новые модели, объединяя некоторые существующие.
Таким образом, редактировать файлы STL чрезвычайно эффективно. Вы не можете создать файл STL с нуля, но вы можете создавать новые модели, объединяя некоторые существующие. TinkerCAD — отличное введение в 3D-программное обеспечение, идеально подходящее для начинающих, и эта программа адаптирована для образовательных целей. Эта программа позволит вам воплотить в жизнь свои идеи без какого-либо предыдущего опыта 3D-моделирования.
TinkerCAD — отличное введение в 3D-программное обеспечение, идеально подходящее для начинающих, и эта программа адаптирована для образовательных целей. Эта программа позволит вам воплотить в жизнь свои идеи без какого-либо предыдущего опыта 3D-моделирования.
 Эта бесплатная версия уже позволяет разрабатывать интересные проекты 3D-печати и адаптирована как для начинающих, так и для опытных пользователей.
Эта бесплатная версия уже позволяет разрабатывать интересные проекты 3D-печати и адаптирована как для начинающих, так и для опытных пользователей. Также важно отметить, что Fusion 360 основан на облаке, что значительно упрощает работу в команде.
Также важно отметить, что Fusion 360 основан на облаке, что значительно упрощает работу в команде.
 Его также называют аддитивным производством.
Его также называют аддитивным производством.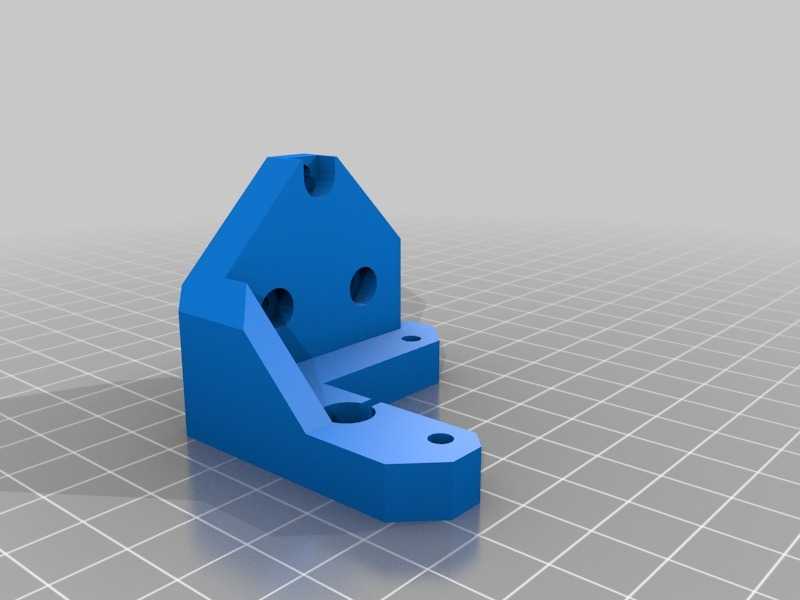
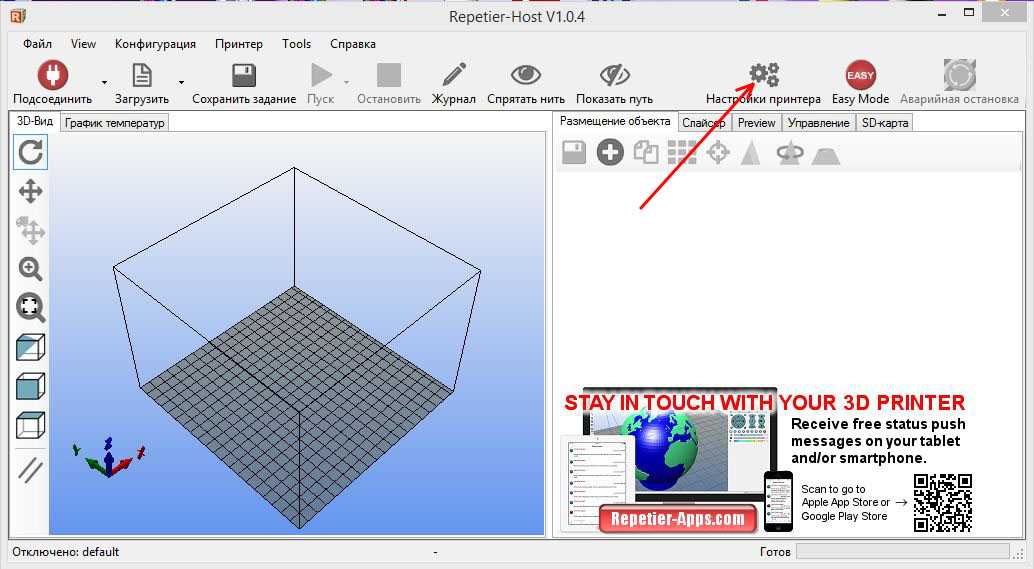



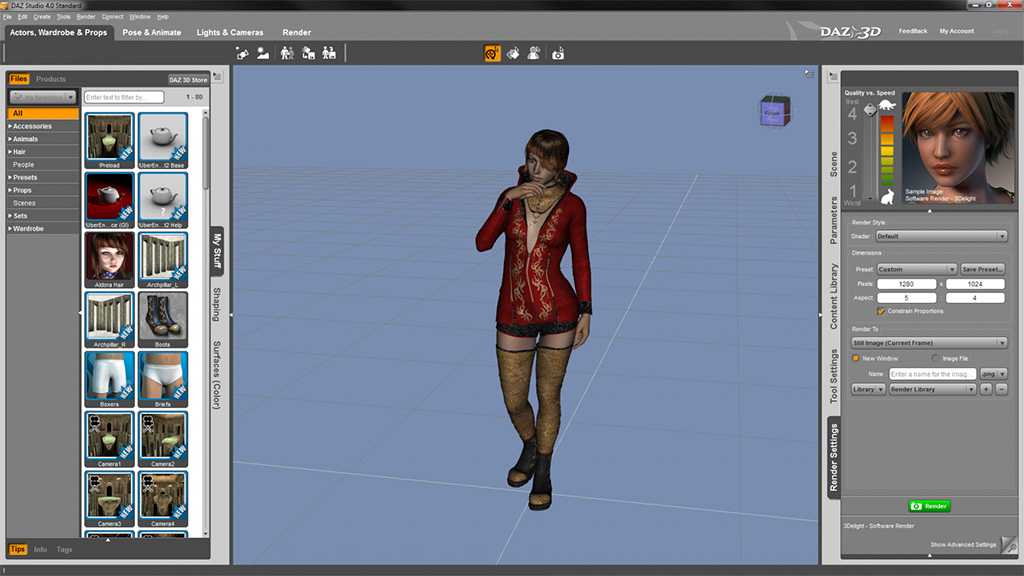

 Ultimaker Cura предлагает самый простой способ подготовить вашу модель к 3D-печати.
Ultimaker Cura предлагает самый простой способ подготовить вашу модель к 3D-печати.


 Он предлагает функции для обработки необработанных данных, полученных с помощью инструментов / устройств 3D-оцифровки, и для подготовки моделей к 3D-печати.
Он предлагает функции для обработки необработанных данных, полученных с помощью инструментов / устройств 3D-оцифровки, и для подготовки моделей к 3D-печати.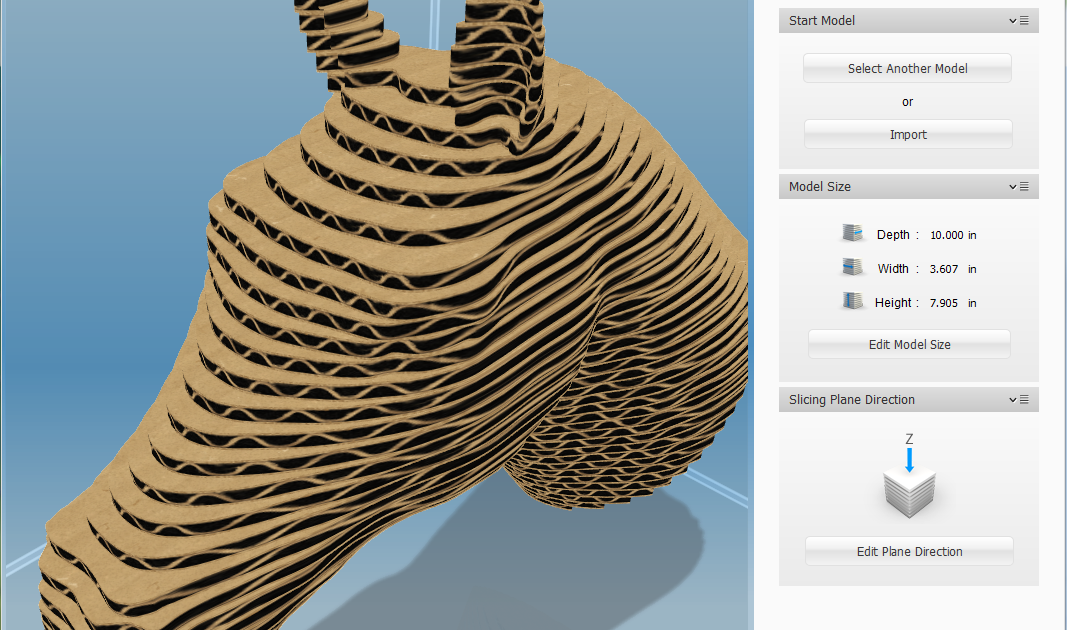
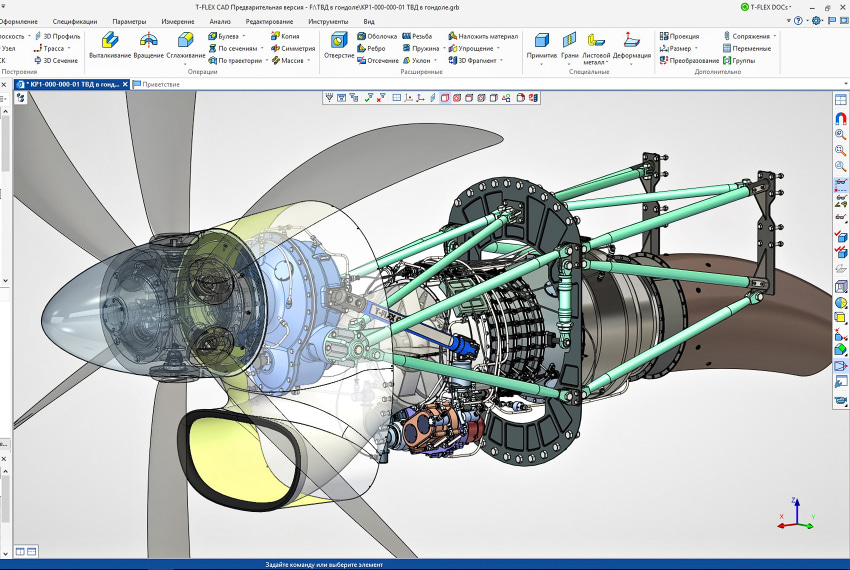
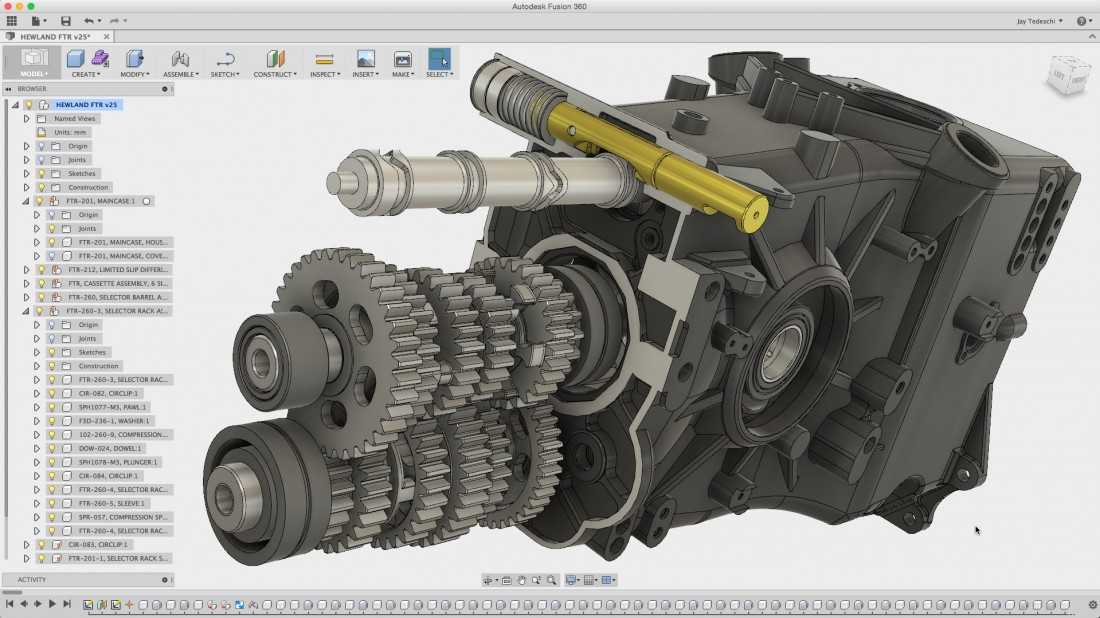
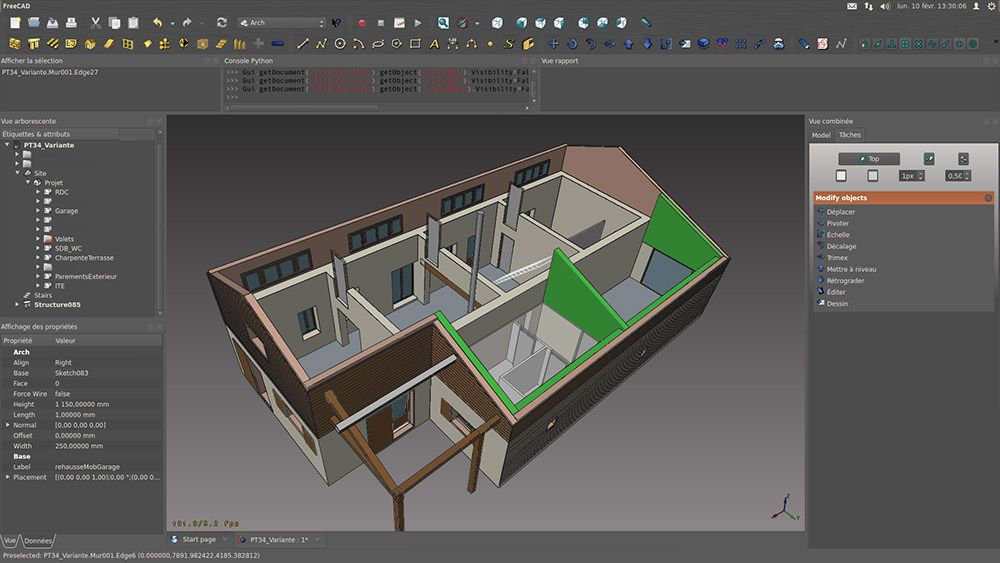




 Отходы производства и потребления, радиоактивные отходы подлежат сбору, накоплению, утилизации, обезвреживанию, транспортировке, хранению и захоронению, условия и способы которых должны быть безопасными для окружающей среды и регулироваться законодательством Российской Федерации.
Отходы производства и потребления, радиоактивные отходы подлежат сбору, накоплению, утилизации, обезвреживанию, транспортировке, хранению и захоронению, условия и способы которых должны быть безопасными для окружающей среды и регулироваться законодательством Российской Федерации. 12.2017 N 503-ФЗ)
12.2017 N 503-ФЗ)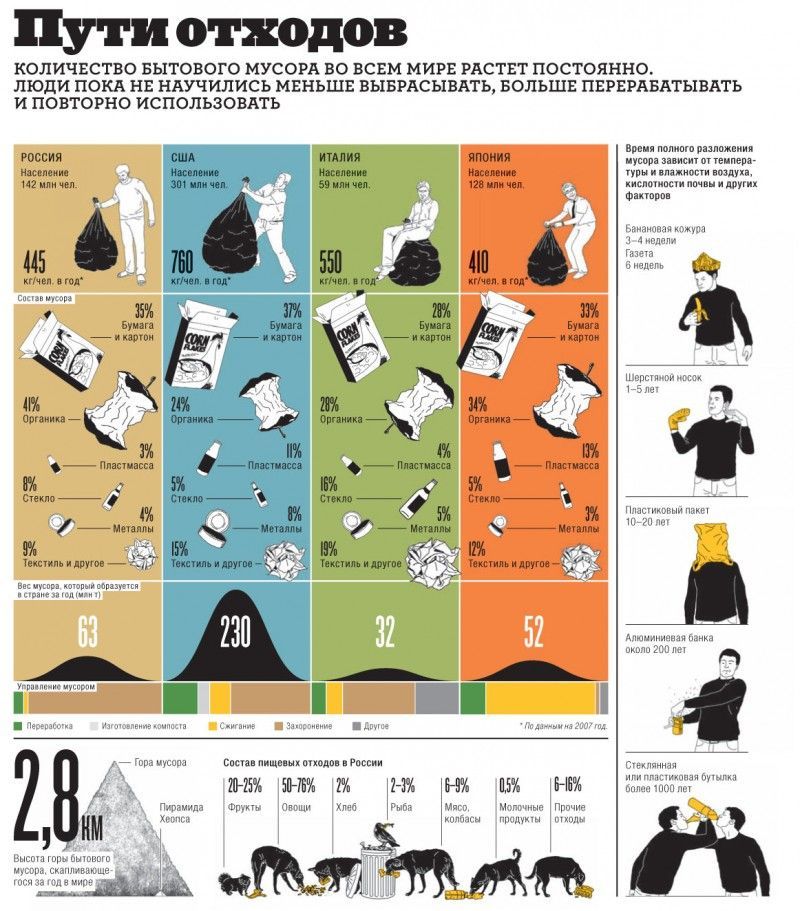
 назначено произойти. Сбор ливневых и сточных вод не включает очистку, за исключением случаев, связанных с транспортировкой.
назначено произойти. Сбор ливневых и сточных вод не включает очистку, за исключением случаев, связанных с транспортировкой. «Система ливневой канализации» включает в себя как государственные, так и частные функции.
«Система ливневой канализации» включает в себя как государственные, так и частные функции.
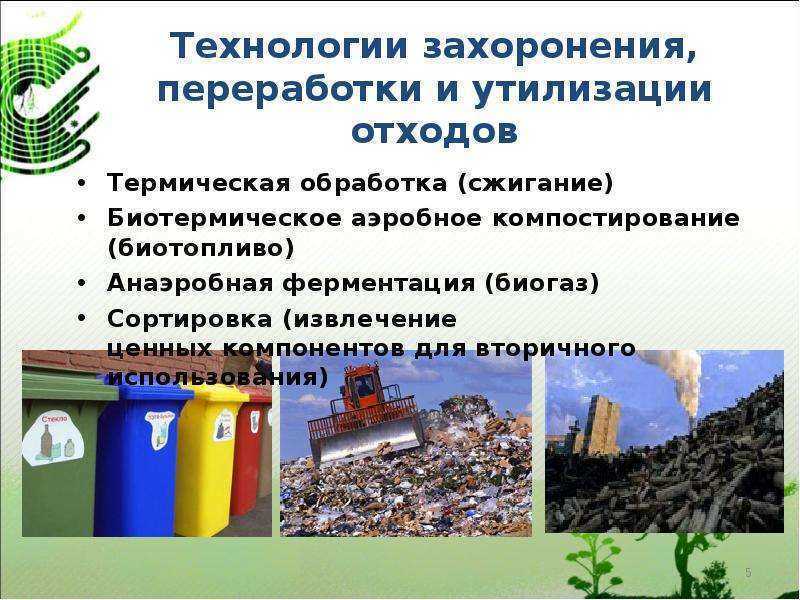 Инфильтрация не включает приток и не отличается от него.
Инфильтрация не включает приток и не отличается от него. Ни одному отдельному лицу или семье не может быть отказано в убежище из-за неплатежеспособности.
Ни одному отдельному лицу или семье не может быть отказано в убежище из-за неплатежеспособности.




 крутящий момент, Нм
крутящий момент, Нм 30
30

 00 ₽
00 ₽ 00 ₽
00 ₽

 Область применения от первичной подготовки изделий под покраску, до шлифовки изделий перед полировкой в высокий глянец.
Область применения от первичной подготовки изделий под покраску, до шлифовки изделий перед полировкой в высокий глянец. Многофункциональные узлы: вал Scotch bright, вал щетки из нейлона, балка для удаления статического электричества, обеспыливающее устройство.
Многофункциональные узлы: вал Scotch bright, вал щетки из нейлона, балка для удаления статического электричества, обеспыливающее устройство. Вот краткое руководство по использованию кофемашины Costa. Во-первых, вам нужно вставить в кофемашину карточку кофе Costa . Если у вас нет карты, вы можете приобрести ее в кассе. После того, как ваша карта вставлена, выберите напиток по своему выбору. Далее вам нужно будет выбрать размер напитка. Кофемашины Costa доступны в трех размерах: маленьком, среднем и большом. После того, как вы выбрали размер напитка, машина начнет варить кофе. В зависимости от выбранного напитка процесс заваривания может занять несколько минут. Как только ваш кофе будет готов, машина разольет его по чашкам. Вот и все! Теперь вы успешно использовали кофемашину Costa.
Вот краткое руководство по использованию кофемашины Costa. Во-первых, вам нужно вставить в кофемашину карточку кофе Costa . Если у вас нет карты, вы можете приобрести ее в кассе. После того, как ваша карта вставлена, выберите напиток по своему выбору. Далее вам нужно будет выбрать размер напитка. Кофемашины Costa доступны в трех размерах: маленьком, среднем и большом. После того, как вы выбрали размер напитка, машина начнет варить кофе. В зависимости от выбранного напитка процесс заваривания может занять несколько минут. Как только ваш кофе будет готов, машина разольет его по чашкам. Вот и все! Теперь вы успешно использовали кофемашину Costa.
 Costa Coffee обладает характерным ароматом, почти домашним. Окружающая среда не похожа на цепь. На многих деревьях есть местные произведения искусства. Когда клиенты чувствуют себя непринужденно, они с большей вероятностью порекомендуют нас другим. Costa Coffee приносит значительную часть выручки компании. Доход компании в 2016 году оценивается в 4,4 миллиарда фунтов стерлингов. Это больше, чем просто Starbucks. Starbucks не владеет и не управляет Costa Coffee. Она имеет более 2400 точек в более чем 40 странах мира и является британской сетью кофеен. Starbucks, с другой стороны, имеет 12 000 магазинов в более чем 60 странах мира, большинство из которых находится в Соединенных Штатах. Серджио и Бруно Коста основали компанию в 1971 с целью открытия офиса.
Costa Coffee обладает характерным ароматом, почти домашним. Окружающая среда не похожа на цепь. На многих деревьях есть местные произведения искусства. Когда клиенты чувствуют себя непринужденно, они с большей вероятностью порекомендуют нас другим. Costa Coffee приносит значительную часть выручки компании. Доход компании в 2016 году оценивается в 4,4 миллиарда фунтов стерлингов. Это больше, чем просто Starbucks. Starbucks не владеет и не управляет Costa Coffee. Она имеет более 2400 точек в более чем 40 странах мира и является британской сетью кофеен. Starbucks, с другой стороны, имеет 12 000 магазинов в более чем 60 странах мира, большинство из которых находится в Соединенных Штатах. Серджио и Бруно Коста основали компанию в 1971 с целью открытия офиса. Капучино изобрели раньше Капуцинеров и Францисканеров.
Капучино изобрели раньше Капуцинеров и Францисканеров. Если вы пойдете в кофейню Costa, спросите бариста, продают ли они кофемашины. Если они это сделают, у них, вероятно, будет несколько разных моделей на выбор. Если вы покупаете кофемашину Costa в Интернете, обязательно прочитайте отзывы перед покупкой. Есть много отличных вариантов, так что не торопитесь и найдите тот, который лучше всего соответствует вашим потребностям.
Если вы пойдете в кофейню Costa, спросите бариста, продают ли они кофемашины. Если они это сделают, у них, вероятно, будет несколько разных моделей на выбор. Если вы покупаете кофемашину Costa в Интернете, обязательно прочитайте отзывы перед покупкой. Есть много отличных вариантов, так что не торопитесь и найдите тот, который лучше всего соответствует вашим потребностям.
 Наша компания специализируется на предоставлении высококачественных кофемашин и кофейных зерен для удовлетворения всех потребностей вашего офиса, независимо от того, нужна ли вам кофемашина или кофе в зернах. Кофемашина Franke A200 — идеальный пример идеального кофе, потому что ее легко приготовить. TV SD, независимое немецкое агентство технического надзора, утвердило Инструкцию по применению. Прежде чем использовать свежемолотый кофе, очень важно понять инструкцию и приготовить эспрессо. Компания Diverseycan только что выпустила новую линейку продуктов Suma Café, линейку чистящих средств для всех ваших кофе- и эспрессо-машин. Биоразлагаемые фосфаты в этом материале не имеют запаха.
Наша компания специализируется на предоставлении высококачественных кофемашин и кофейных зерен для удовлетворения всех потребностей вашего офиса, независимо от того, нужна ли вам кофемашина или кофе в зернах. Кофемашина Franke A200 — идеальный пример идеального кофе, потому что ее легко приготовить. TV SD, независимое немецкое агентство технического надзора, утвердило Инструкцию по применению. Прежде чем использовать свежемолотый кофе, очень важно понять инструкцию и приготовить эспрессо. Компания Diverseycan только что выпустила новую линейку продуктов Suma Café, линейку чистящих средств для всех ваших кофе- и эспрессо-машин. Биоразлагаемые фосфаты в этом материале не имеют запаха. Marina Bay Sands стремится включить принципы устойчивого развития в свой общий бизнес-план. Наша программа устойчивого развития ECO360 направлена на обеспечение устойчивого роста Sands. В случае неисправности эспрессо-машины гарантия на нее не распространяется, и она не будет доступна, если машина была очищена или если в машине есть посторонний предмет.
Marina Bay Sands стремится включить принципы устойчивого развития в свой общий бизнес-план. Наша программа устойчивого развития ECO360 направлена на обеспечение устойчивого роста Sands. В случае неисправности эспрессо-машины гарантия на нее не распространяется, и она не будет доступна, если машина была очищена или если в машине есть посторонний предмет. Затем промойте все детали теплой водой с мягким средством для мытья посуды. После того, как все будет промыто, используйте мягкую ткань, чтобы протереть внутреннюю часть машины. Обязательно обратите особое внимание на поддон для сбора капель, так как именно здесь скапливается большая часть остатков кофе. Наконец, соберите кофемашину и снова подключите ее к сети.
Затем промойте все детали теплой водой с мягким средством для мытья посуды. После того, как все будет промыто, используйте мягкую ткань, чтобы протереть внутреннюю часть машины. Обязательно обратите особое внимание на поддон для сбора капель, так как именно здесь скапливается большая часть остатков кофе. Наконец, соберите кофемашину и снова подключите ее к сети. Известковый налет может быть губительным для машин, поэтому требуется средство для удаления накипи, одобренное производителем.
Известковый налет может быть губительным для машин, поэтому требуется средство для удаления накипи, одобренное производителем. Вы можете заказать еду онлайн в Costa Coffee, используя одно из ведущих приложений для доставки еды, таких как Doordash, Grubhub, Seamless, Postmates или UberEats.
Вы можете заказать еду онлайн в Costa Coffee, используя одно из ведущих приложений для доставки еды, таких как Doordash, Grubhub, Seamless, Postmates или UberEats. Costa — один из самых популярных брендов кофе в Великобритании, а их кофемашины известны простотой в использовании и производством высококачественного кофе. Как Франчайзи кофемашины Costa , вы будете нести ответственность за предоставление оборудования и обучение клиентов, а также за их техническое обслуживание и ремонт, если это необходимо. У этого типа франшизы есть хороший потенциал для роста, так как потребление кофе всегда растет.
Costa — один из самых популярных брендов кофе в Великобритании, а их кофемашины известны простотой в использовании и производством высококачественного кофе. Как Франчайзи кофемашины Costa , вы будете нести ответственность за предоставление оборудования и обучение клиентов, а также за их техническое обслуживание и ремонт, если это необходимо. У этого типа франшизы есть хороший потенциал для роста, так как потребление кофе всегда растет. В дополнение к фирменной атмосфере, стилю и продуктам, компания с известным и любимым брендом выигрывает от статус-кво. Франшиза Costa Coffee может приносить владельцу зарплату в размере 66 000 долларов в год, что является очень высокой прибылью для франшизы, ориентированной на малый бизнес.
В дополнение к фирменной атмосфере, стилю и продуктам, компания с известным и любимым брендом выигрывает от статус-кво. Франшиза Costa Coffee может приносить владельцу зарплату в размере 66 000 долларов в год, что является очень высокой прибылью для франшизы, ориентированной на малый бизнес. Оказавшись там, клиенты могут найти список авторизованных дилеров. Эти дилеры уполномочены продавать и распространять Продукция Costa Coffee , включая торговые автоматы. Еще один способ получить торговый автомат Costa Coffee — посетить кофейню Costa. В кофейне клиенты могут спросить о покупке торгового автомата. У кофейной компании может быть несколько разных моделей на выбор клиентов. Наконец, те, кто хочет приобрести торговый автомат Costa Coffee, также могут напрямую связаться с кофейной компанией. В Costa Coffee есть номер службы поддержки клиентов, по которому клиенты могут позвонить. Представитель службы поддержки может помочь с любыми вопросами о покупке торгового автомата. Итак, есть несколько разных способов получить торговый автомат Costa Coffee. Независимо от того, заходят ли клиенты в Интернет, посещают кофейню или связываются напрямую с компанией, у них не должно возникнуть проблем с приобретением торгового автомата Costa Coffee.
Оказавшись там, клиенты могут найти список авторизованных дилеров. Эти дилеры уполномочены продавать и распространять Продукция Costa Coffee , включая торговые автоматы. Еще один способ получить торговый автомат Costa Coffee — посетить кофейню Costa. В кофейне клиенты могут спросить о покупке торгового автомата. У кофейной компании может быть несколько разных моделей на выбор клиентов. Наконец, те, кто хочет приобрести торговый автомат Costa Coffee, также могут напрямую связаться с кофейной компанией. В Costa Coffee есть номер службы поддержки клиентов, по которому клиенты могут позвонить. Представитель службы поддержки может помочь с любыми вопросами о покупке торгового автомата. Итак, есть несколько разных способов получить торговый автомат Costa Coffee. Независимо от того, заходят ли клиенты в Интернет, посещают кофейню или связываются напрямую с компанией, у них не должно возникнуть проблем с приобретением торгового автомата Costa Coffee. biz
biz  Торговые автоматы бывают разных форм и размеров, по цене от нескольких сотен долларов до нескольких тысяч долларов. Предприниматели всех уровней квалификации могут получить прибыль от торговых автоматов. Вы можете начать бизнес по продаже торговых автоматов всего за 2000 долларов в первый год. Торговля может принести вам прибыль от таких товаров, как зарядные устройства для телефонов, наушники и подушки для шеи, которые вы используете ежедневно. В аэропортах и торговых центрах представлен широкий выбор высококлассных торговых автоматов по продаже косметики и электроники. Компания, занимающаяся торговыми автоматами, не требует такого большого стартового капитала, как большинство других малых предприятий.
Торговые автоматы бывают разных форм и размеров, по цене от нескольких сотен долларов до нескольких тысяч долларов. Предприниматели всех уровней квалификации могут получить прибыль от торговых автоматов. Вы можете начать бизнес по продаже торговых автоматов всего за 2000 долларов в первый год. Торговля может принести вам прибыль от таких товаров, как зарядные устройства для телефонов, наушники и подушки для шеи, которые вы используете ежедневно. В аэропортах и торговых центрах представлен широкий выбор высококлассных торговых автоматов по продаже косметики и электроники. Компания, занимающаяся торговыми автоматами, не требует такого большого стартового капитала, как большинство других малых предприятий.
 com
com  Этот блок питания идеально подходит для торговых точек. Наша интеллектуальная система поддержки позволяет нам поддерживать связь друг с другом, а также упрощает процесс диагностики и ремонта.
Этот блок питания идеально подходит для торговых точек. Наша интеллектуальная система поддержки позволяет нам поддерживать связь друг с другом, а также упрощает процесс диагностики и ремонта.
 В настоящее время Costa Express управляет 10 390 киосками самообслуживания премиум-класса в Соединенном Королевстве, что делает его бесспорным королем этого рынка. В кафе также есть много розеток, так что вы можете легко подключить свой ноутбук к их бесплатному Wi-Fi, и здесь есть отличный кофе и вкусная выпечка.
В настоящее время Costa Express управляет 10 390 киосками самообслуживания премиум-класса в Соединенном Королевстве, что делает его бесспорным королем этого рынка. В кафе также есть много розеток, так что вы можете легко подключить свой ноутбук к их бесплатному Wi-Fi, и здесь есть отличный кофе и вкусная выпечка. Costa Coffee намерена перерабатывать 30 миллионов стаканчиков на вынос за один год. Переработка любых кофейных чашек, возвращенных из более чем 2000 магазинов Costa, является инициативой Costa. Работа Фонда Коста с районами выращивания кофе в Африке помогает людям избежать бедности. В результате открытия 72 школ с 2012 года обучено более 60 000 детей9.0005
Costa Coffee намерена перерабатывать 30 миллионов стаканчиков на вынос за один год. Переработка любых кофейных чашек, возвращенных из более чем 2000 магазинов Costa, является инициативой Costa. Работа Фонда Коста с районами выращивания кофе в Африке помогает людям избежать бедности. В результате открытия 72 школ с 2012 года обучено более 60 000 детей9.0005 Ликвидные активы должны быть доступны для заявителя, чтобы покрыть свои первоначальные затраты.
Ликвидные активы должны быть доступны для заявителя, чтобы покрыть свои первоначальные затраты. 
 Поскольку кофе является популярным напитком в Индии, его популярность, вероятно, является фактором. Кроме того, кофейная промышленность Индии быстро развивается, и здесь есть огромные возможности для роста.
Поскольку кофе является популярным напитком в Индии, его популярность, вероятно, является фактором. Кроме того, кофейная промышленность Индии быстро развивается, и здесь есть огромные возможности для роста. Когда вы убираете кувшин, функция автоматической паузы останавливает процесс заваривания, позволяя вам угостить себя (или любимого человека) до того, как заваривание будет завершено. Braun MultiServe — это новый этап эволюции технологии капельного кофе.
Когда вы убираете кувшин, функция автоматической паузы останавливает процесс заваривания, позволяя вам угостить себя (или любимого человека) до того, как заваривание будет завершено. Braun MultiServe — это новый этап эволюции технологии капельного кофе.
 Включая технологию Smart Home и передовые функции, устройства GE Profile призваны облегчить повседневную жизнь. Кофемашины GE Profile Espresso оснащены встроенным Wi-Fi-соединением, которое сочетается с приложением SmartHQ. Элегантный внешний вид этой современной эспрессо-машины дополняет ее высокотехнологичные функции благодаря современному дизайну. Программируемая кофеварка Bella на 12 чашек включает в себя программируемые функции, такие как опция «пауза и подача», а также расширенную программируемую функцию на 24 часа. Кофемашины GE Profile Espresso подключены к сети Wi-Fi и могут управляться с помощью приложения SmartHQ. Элегантный дизайн с высокотехнологичными функциями — вот что отличает эту современную эспрессо-машину от других современных эспрессо-машин.
Включая технологию Smart Home и передовые функции, устройства GE Profile призваны облегчить повседневную жизнь. Кофемашины GE Profile Espresso оснащены встроенным Wi-Fi-соединением, которое сочетается с приложением SmartHQ. Элегантный внешний вид этой современной эспрессо-машины дополняет ее высокотехнологичные функции благодаря современному дизайну. Программируемая кофеварка Bella на 12 чашек включает в себя программируемые функции, такие как опция «пауза и подача», а также расширенную программируемую функцию на 24 часа. Кофемашины GE Profile Espresso подключены к сети Wi-Fi и могут управляться с помощью приложения SmartHQ. Элегантный дизайн с высокотехнологичными функциями — вот что отличает эту современную эспрессо-машину от других современных эспрессо-машин.
 Нужна ли вам простая кофемашина для приготовления кофе для одного или двух человек или более продвинутая модель, способная приготовить различные сорта кофе, кофемашина Costa подойдет именно вам. А учитывая широкий диапазон цен, вы сможете найти машину, идеально подходящую для вашего бюджета.
Нужна ли вам простая кофемашина для приготовления кофе для одного или двух человек или более продвинутая модель, способная приготовить различные сорта кофе, кофемашина Costa подойдет именно вам. А учитывая широкий диапазон цен, вы сможете найти машину, идеально подходящую для вашего бюджета.
 Правильный уход является необходимым элементом Вашего удовольствия Briggs & Stratton 650 SERIES.
Правильный уход является необходимым элементом Вашего удовольствия Briggs & Stratton 650 SERIES.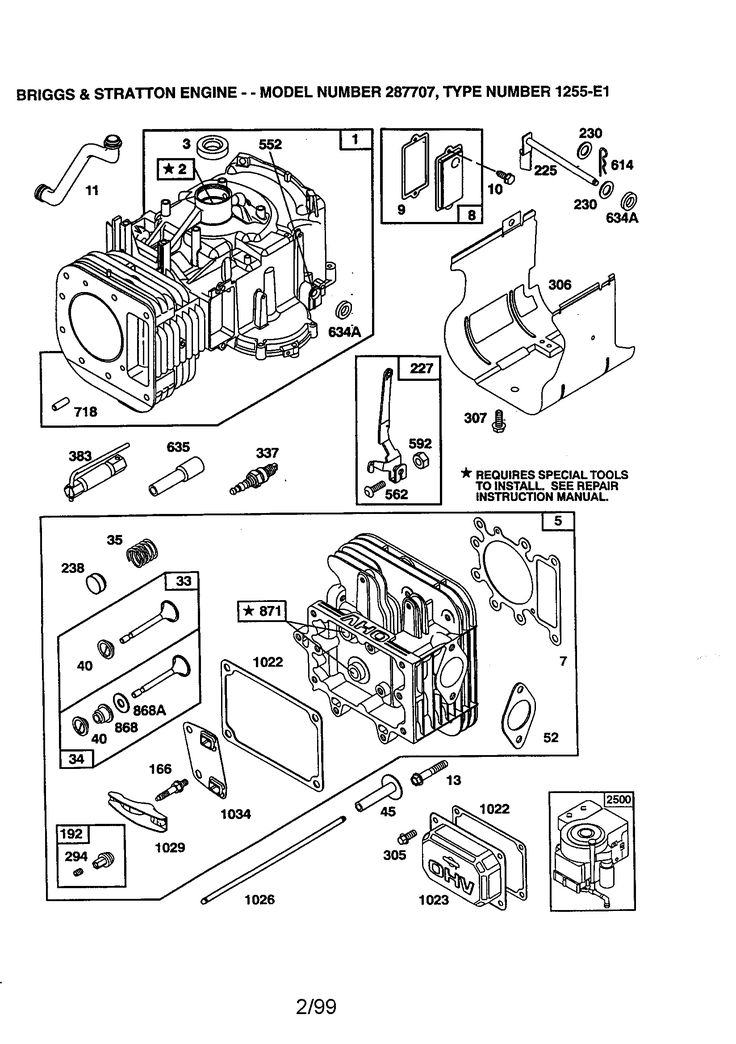
 90% проблем с Briggs & Stratton 650 SERIES повторяется у многих пользователей.
90% проблем с Briggs & Stratton 650 SERIES повторяется у многих пользователей.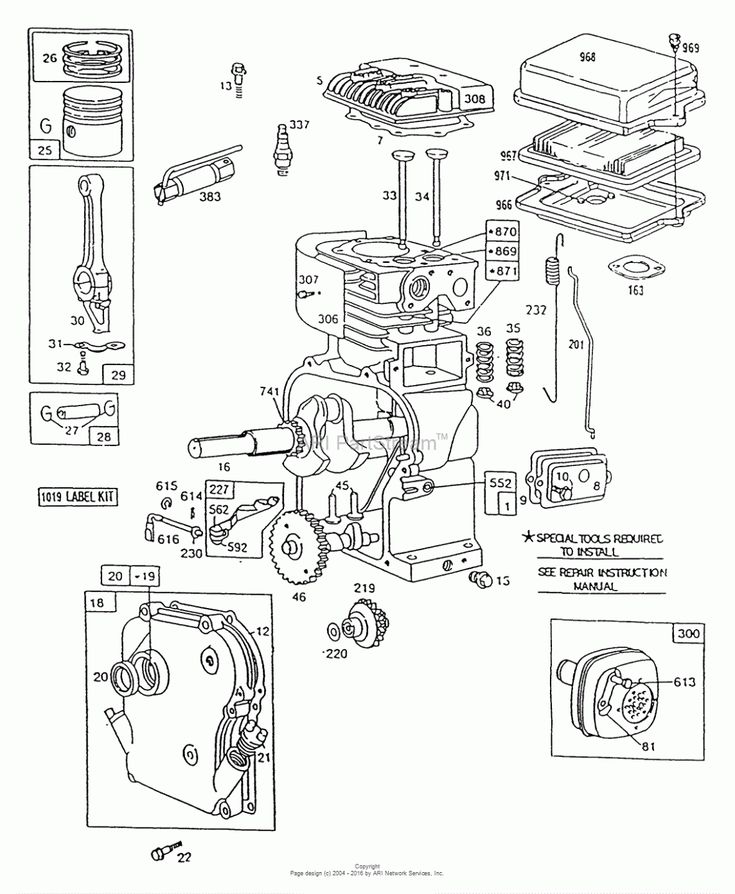 Стоит с ней ознакомиться, чтобы избежать разочарований, возникающих из более короткого, нежели предусматривалось, периода исправности изделия Briggs & Stratton 650 SERIES. Если все же вы не хотите копить инструкции в своем доме, наш сайт поможет Вам в этом — вы должны найти у нас руководство по обслуживанию большинства из своих устройств, а также Briggs & Stratton 650 SERIES.
Стоит с ней ознакомиться, чтобы избежать разочарований, возникающих из более короткого, нежели предусматривалось, периода исправности изделия Briggs & Stratton 650 SERIES. Если все же вы не хотите копить инструкции в своем доме, наш сайт поможет Вам в этом — вы должны найти у нас руководство по обслуживанию большинства из своих устройств, а также Briggs & Stratton 650 SERIES.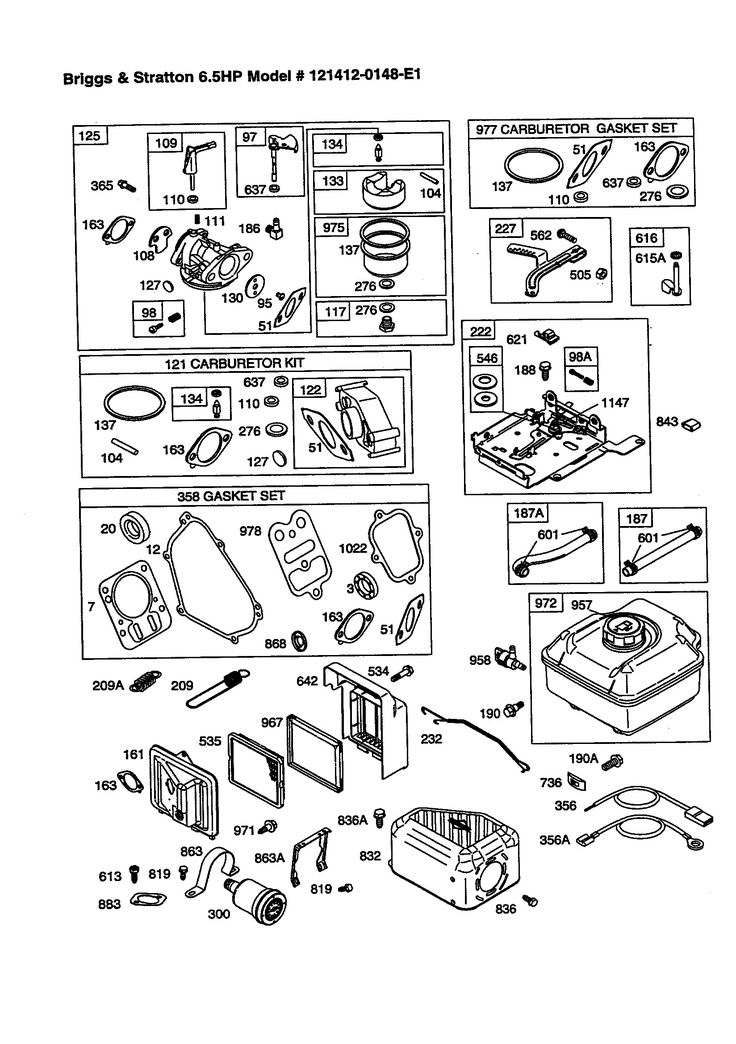 Шум подшипников коленвала
Шум подшипников коленвала В результате этого маслосъемные кольца не справляются со своей работой и как следствие масло попадает в камеру сгорания, а при горении образуется дым. В таком случае потребуется замена колец.
В результате этого маслосъемные кольца не справляются со своей работой и как следствие масло попадает в камеру сгорания, а при горении образуется дым. В таком случае потребуется замена колец.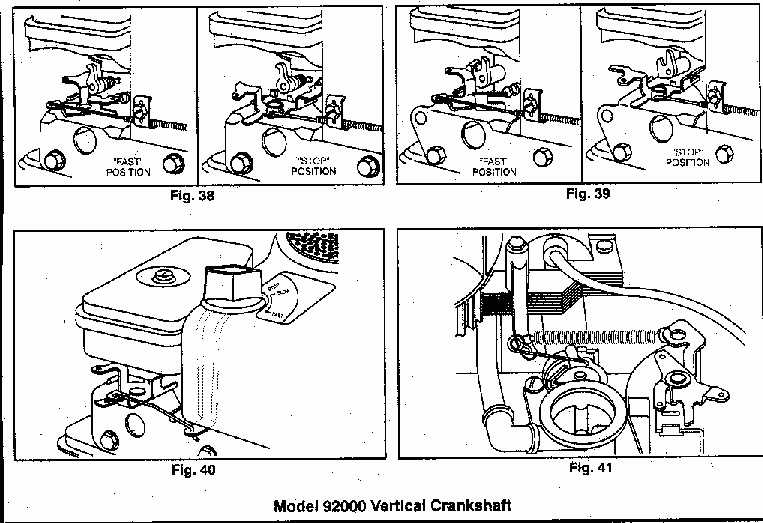 При отказе заказчика от дальнейшего ремонта, оплачивается только диагностика. Так же в нашем сервисном центре мы предлагаем вам новую услугу по обмену старой техники, ремонт которой может занимать порой и 80% ее стоимости на новую. Детали уточняйте у наших менеджеров по указанным телефонам.
При отказе заказчика от дальнейшего ремонта, оплачивается только диагностика. Так же в нашем сервисном центре мы предлагаем вам новую услугу по обмену старой техники, ремонт которой может занимать порой и 80% ее стоимости на новую. Детали уточняйте у наших менеджеров по указанным телефонам.
 Briggs & Stratton 120000 Quantum 600 /625 /650 /675 / 700/725 ( 380567vik )
Briggs & Stratton 120000 Quantum 600 /625 /650 /675 / 700/725 ( 380567vik )  )
)  )
)  )
) 
 00449.004949.004949. Руководство, кабель
00449.004949.004949. Руководство, кабель 


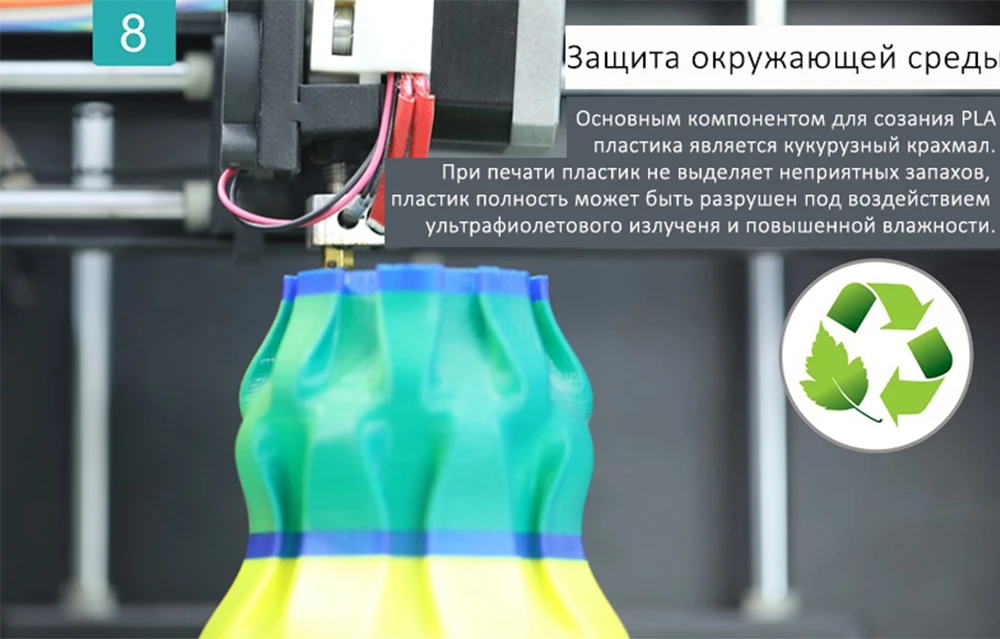



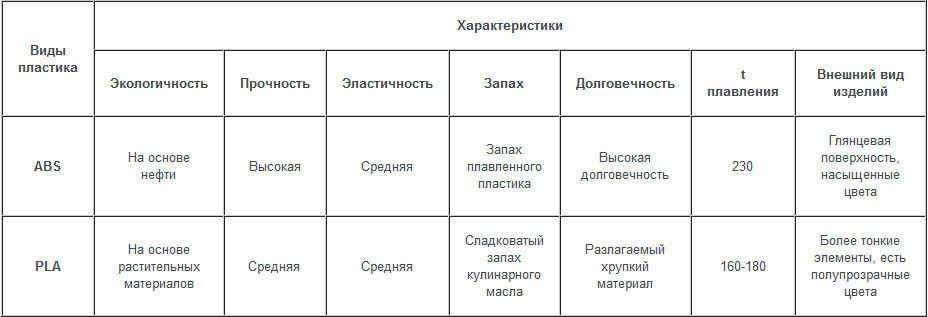 Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.
Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.

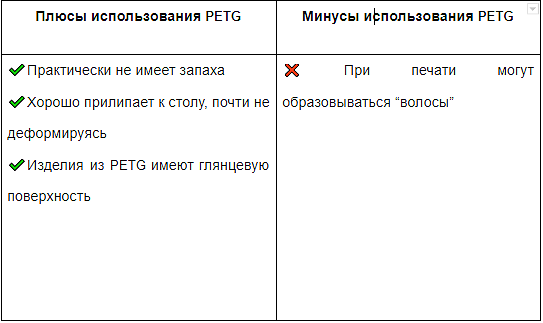

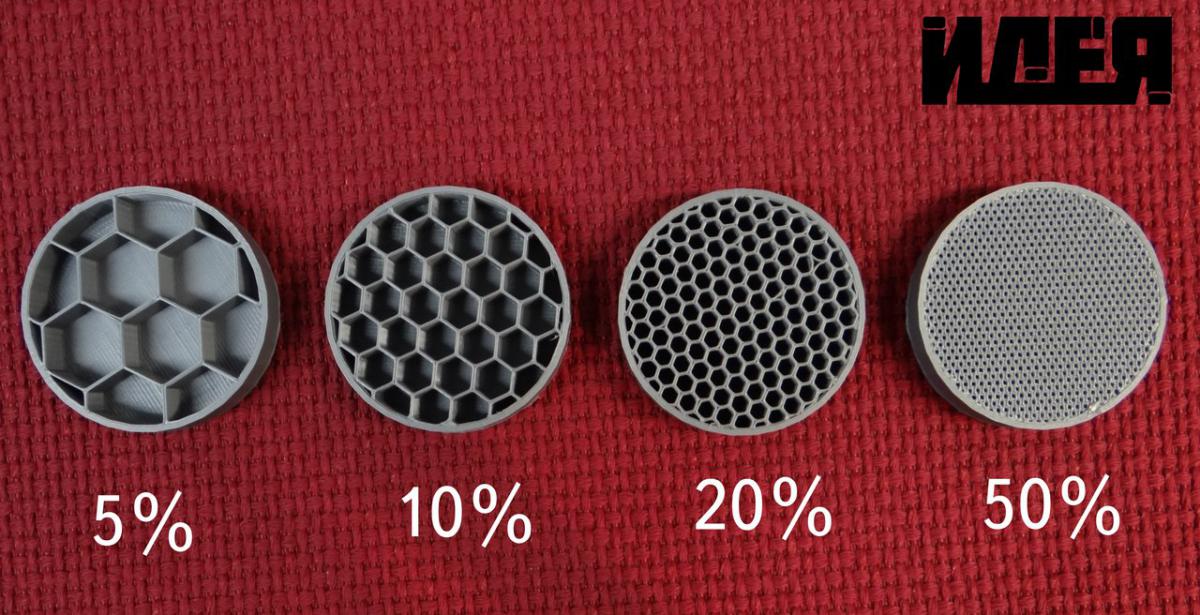


 Другими словами, вы делаете свой выбор неосознанно.
Другими словами, вы делаете свой выбор неосознанно.

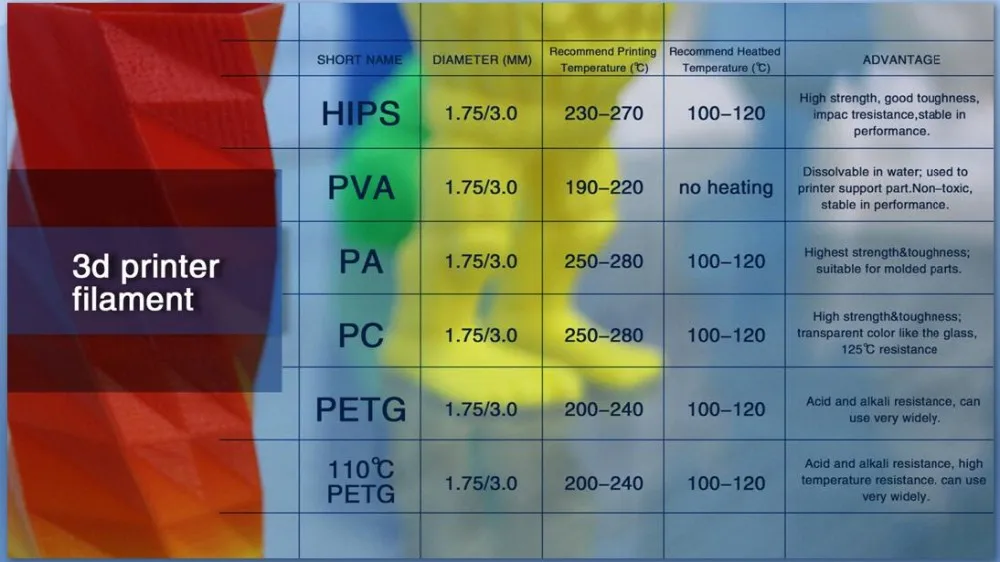

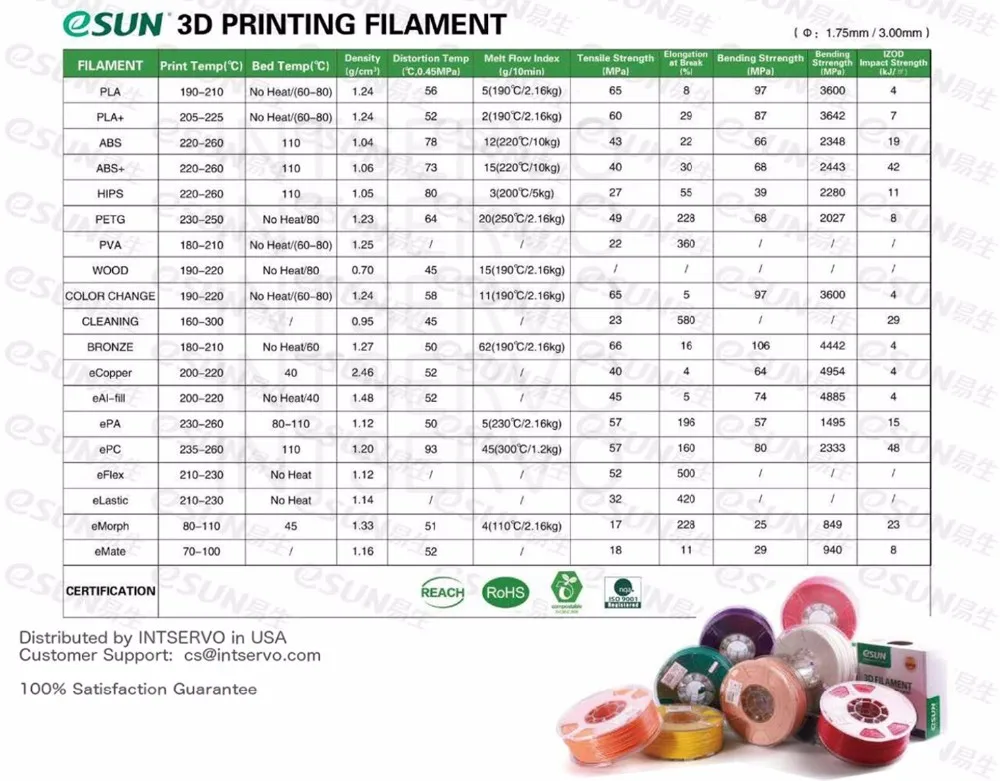

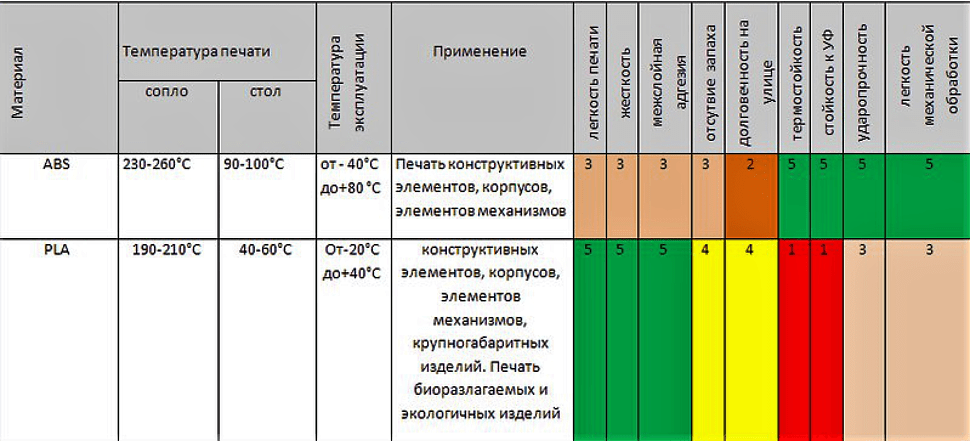




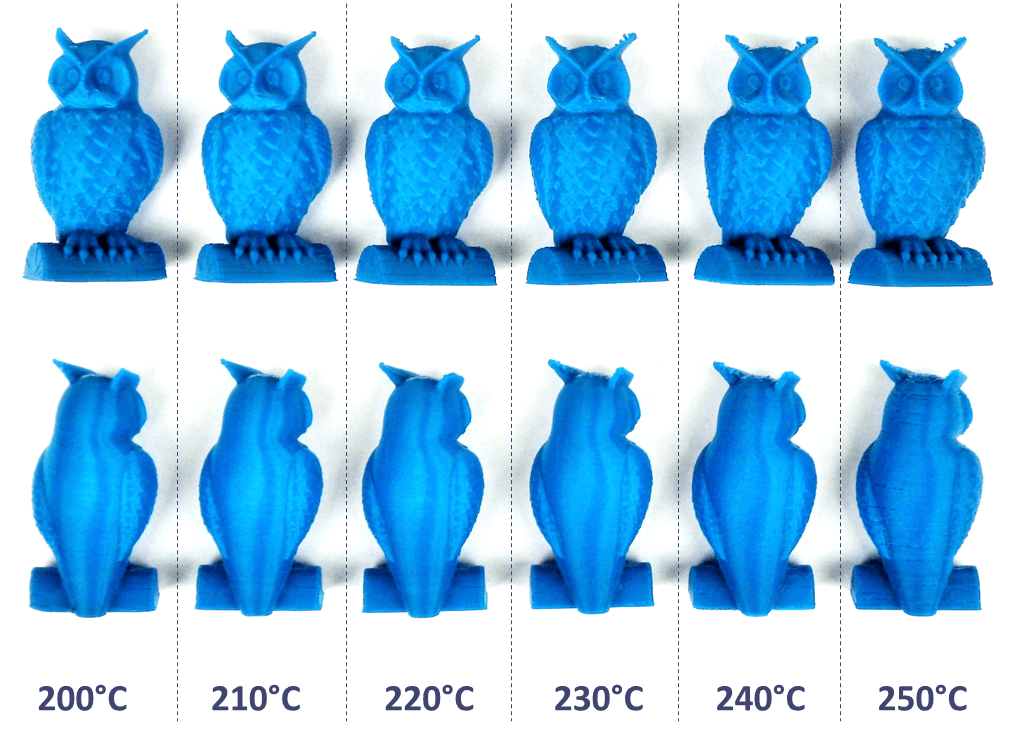 Важно также высушить нить PETG, если она была оставлена без хранения в герметичном контейнере. Используйте нулевую или низкую скорость вращения вентилятора.
Важно также высушить нить PETG, если она была оставлена без хранения в герметичном контейнере. Используйте нулевую или низкую скорость вращения вентилятора. 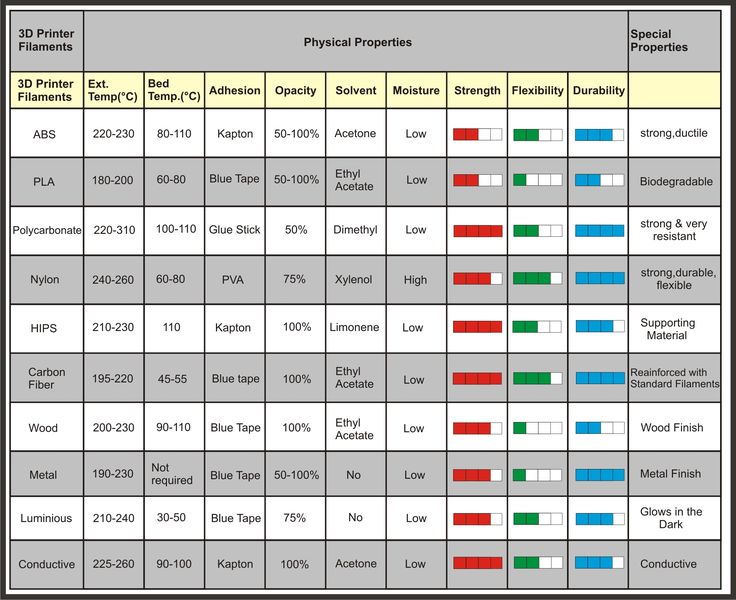
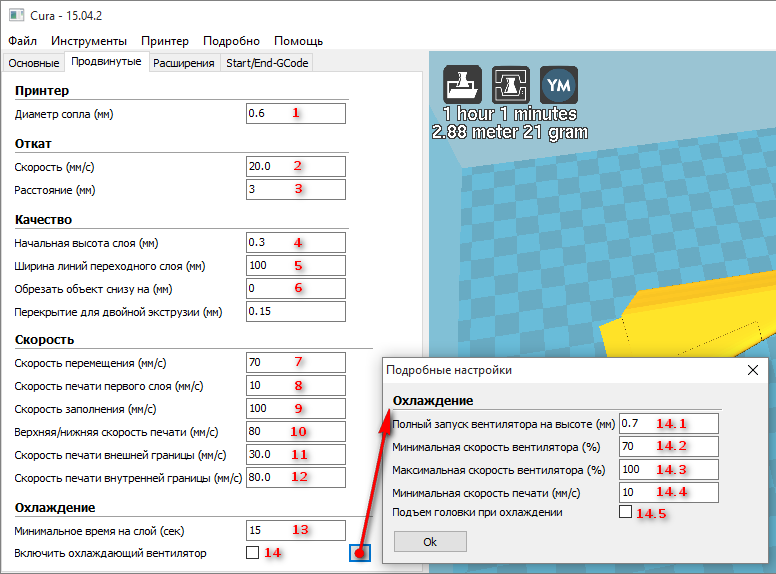 Рекомендуется провести собственное тестирование, поскольку между вашей средой и средой другого пользователя будут небольшие различия.
Рекомендуется провести собственное тестирование, поскольку между вашей средой и средой другого пользователя будут небольшие различия.
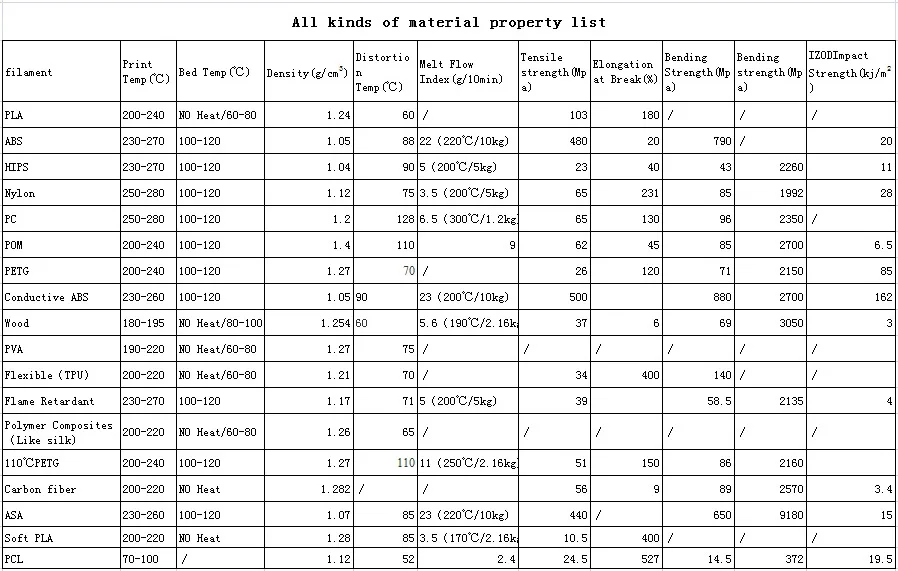 Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
 Шаги калибровки экструдера
Шаги калибровки экструдера Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.
Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.


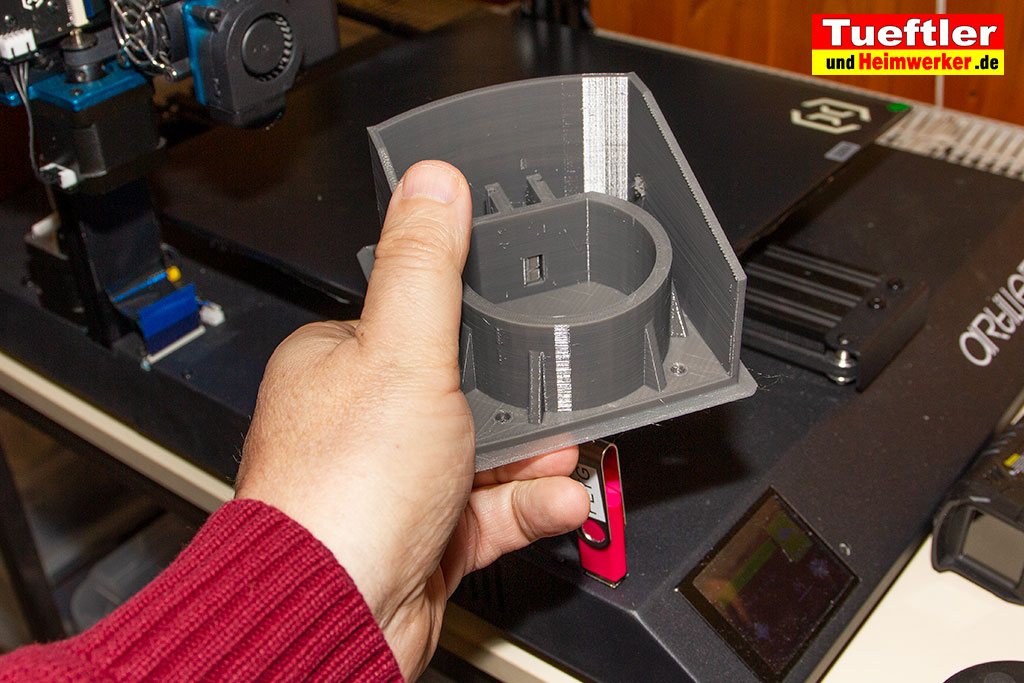 Вы можете исправить это, снизив температуру печати, а также настроив параметры отвода. Многие пользователи упускают из виду этот параметр, потому что это не один из основных параметров, о которых вы услышите.
Вы можете исправить это, снизив температуру печати, а также настроив параметры отвода. Многие пользователи упускают из виду этот параметр, потому что это не один из основных параметров, о которых вы услышите.
 Он должен выдавливаться по довольно прямой линии, но если он немного загибается, у вас, вероятно, засор.
Он должен выдавливаться по довольно прямой линии, но если он немного загибается, у вас, вероятно, засор.
 Теперь я перехожу на нить TECHG PETG из-за ее дополнительной прочности и гибкости. Первый отпечаток, который я сделал с помощью petg, работал отлично. Но теперь каждый раз, когда я пытаюсь что-то напечатать, я получаю эффект снежинки, когда нить на подложке отслаивается и превращается в беспорядок. Первые слои ложатся нормально, проблем с адгезией нет. Я возился с разными температурами и охлаждением, но не могу получить никаких результатов. Я действительно застрял с этим, и это расстраивает, поскольку он задерживает фазу прототипа. Нужна помощь как можно скорее. Я попытался сделать несколько фотографий, чтобы лучше объяснить, что происходит, потому что я действительно не знаю, как это описать. Что я делаю не так??
Теперь я перехожу на нить TECHG PETG из-за ее дополнительной прочности и гибкости. Первый отпечаток, который я сделал с помощью petg, работал отлично. Но теперь каждый раз, когда я пытаюсь что-то напечатать, я получаю эффект снежинки, когда нить на подложке отслаивается и превращается в беспорядок. Первые слои ложатся нормально, проблем с адгезией нет. Я возился с разными температурами и охлаждением, но не могу получить никаких результатов. Я действительно застрял с этим, и это расстраивает, поскольку он задерживает фазу прототипа. Нужна помощь как можно скорее. Я попытался сделать несколько фотографий, чтобы лучше объяснить, что происходит, потому что я действительно не знаю, как это описать. Что я делаю не так??