Главная Тепловые пушки Газовые тепловые пушки Fubag Газовая тепловая пушка FUBAG Brise 10
Описание
Характеристики
Отзывы
Тепловая пушка газовая Fubag Brise 10 – мощная переносная техника, основное предназначение которой заключается в генерации теплого воздуха в помещениях промышленного и сельскохозяйственного назначения небольшой и средней площади, обладающих хорошей вентиляционной системой. Прибор производит обогрев на сжиженном газе – пропан-бутане – и при подключении к сети (220 В). Небольшой расход горючего (0.78 кг/ч) делает Fubag Brise 10 прекрасным приобретением в здания с площадью не более 150 м². Мощность обогрева составляет 10 кВт при энергопотреблении 28 Вт. К достоинствам Fubag Brise 10 относятся система контроля пламени, отключение устройства при угрозе перегрева двигателя в автоматическом режиме и встроенная заслонка, прекращающая подачу горючего. Благодаря небольшому весу и компактным габаритам данная модель не займет много места в комнате. Корпус Fubag Brise 10 оснащен специальной ручкой для комфортной переноски прибора. Модель обладает стойким опылением, избавляющим металл от коррозии. Камера сгорания топлива изготовлена из термостойкой нержавеющей стали.
Тепловая мощность, кВт:
10
Расход воздуха, м³/ч:
300
Серия:
Brise
Расход топлива, кг/ч:
0. 8
Давление газа, бар/Мпа:
0.3
Топливо:
пропан-бутан
Класс защиты:
IP44
Системы защиты и контроля:
Защита от перегрева
Напряжение (В):
220
Габариты, (мм):
180x270x390
Вес (кг):
5
Страна производитель:
Германия
Внимание! Внешний вид товара может отличаться от фотографий на сайте. Несовпадение внешнего вида и комплектности реального товара с фотографиями и описанием на сайте не является показателем ненадлежащего качества товара.
FUBAG BRISE 10 Газовые генераторы горячего воздуха
Тепловая пушка для нагрева помещения работающая на сжиженном газе.
контроль пламени (термостат, термопара, электромагнитный клапан)
камера сгорания из нержавеющей стали
возможность регулирования подачи газа
система контроля пламени
Переносные генераторы горячего воздуха (теплогенераторы) прямого нагрева работают на сжиженном газе и применяются в основном для сушки при строительных работах, отопления помещений, для установки натяжных потолков.
Удобство транспортировки
Корпус газовой тепловой пушки Brise 10 оснащен ручкой для удобства транспортировки.
Надежность
Корпус устройства покрыт экологичной порошковой краской, не содержащей свинца.
Производитель: FUBAG GmbH
Производитель
Германия
Сборка
КНР (CN)
Исполнение
Напольный
Место установки
Улица
Тип
Газовая, портативная
Режим работы
Прерывный
Количество фаз:
1
Класс защиты
IPX4D
Напряжение, В
220
Частота тока, Гц
50
Тип топлива
Природный газ / Сжиженный пропан
Потребляемая мощность
0,025-0,045 кВт
Производительность, куб. м/ч
300
Тип горелки
Прямого нагрева
Максимальная тепловая мощность, кВт
11
Габаритные размеры (ДхШхВ), мм
340x210x315
Вес, кг
4,2
FUBAG GmbH — немецкий специализированный производитель профессионального оборудования для строительства и ремонта. За 40 лет работы FUBAG стал признанным лидером европейского рынка и поставляет продукцию во многие страны мира.
Специалисты по промышленному дизайну, конструкторы и инженеры создают новую продукцию с учетом возможностей самых современных технологий.
Производственные мощности FUBAG принесли заслуженное признание качеству и надежности его продукции. Новые технологические центры – по энергетике и сварочным технологиям, по промышленным компрессорным технологиям — значительно расширили модельный ряд и возможности оборудования FUBAG. В настоящее время компания FUBAG производит свой ассортимент на 19 заводах, обеспечивая единые высокие стандарты качества.
Оборудование FUBAG производится в соответствии с международными стандартами ISO и прошло добровольную сертификацию TUV. Оборудование проходит многоуровневый контроль качества, который осуществляется опытными специалистами.
Мощный инструмент для бурения отверстий в мягких, твердых, мерзлых грунтах, а также во льду. Мощный 2-х тактный двигатель и универсальная конструкция рамы позволяют быстро и эффективно произвести необходимые работы по бурению. Конструкция рамы мотобура позволяет работать как одному, так и двум операторам, что повышает эффективность бурения, кроме того обеспечивает дополнительную сохранность двигателя при работе и транспортировке.
Применение
Для бурения мягких, твердых и мерзлых грунтов, а так же бурения льда при монтаже столбов, заборов, ограждений и других целей связанных с бурением грунта
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Мощность, кВт
2. 4
Объем двигателя, см3
71
Тип двигателя
Бензиновый, 2-тактный
Максимальная частота вращения, об/мин
8800
Диаметр соединения, мм
20
Емкость топливного бака, мл
1200
Макс. диаметр бура, мм
300
Шнек в комплекте
нет
Антивибрационная система
есть
Праймер
есть
Наличие реверса
нет
Норма расхода топлива, л/маш. -час
1.2
Масса изделия, кг
10.5
Масса в упаковке, кг
12
Габариты, см
43x39x37
Комплектация
Мотобур
1
Ключ свечной
1
Ключ имбусовый
2
Ключ гаечный
1
Отвертка
1
Воронка
1
Топливный фильтр
1
Емкость для смешивания
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 2. 54 МБ)
Рекламная брошюра (скачать pdf, 3.74 МБ)
Инструкция для печати (скачать pdf, 2.58 МБ)
МБ2-300_Приложение к инструкции (скачать pdf, 181.33 КБ)
МБ2-300_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Масла
Защита глаз и лица
Защита рук
Защита органов слуха
Одежда защитная
Принадлежности для мотобуров
Bison Oil & Gas II LLC
Буровые работы — Bison Oil & Gas II LLC — Количество буровых установок
Выдача разрешений
30 декабря 2020 г. : Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-7 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Ниобрара — бассейн DJ 30 декабря 2020 г. : Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-8 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — DJ Basin Декабрь 30,2020 : Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-9 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Ниобрара — бассейн DJ 29 декабря 2020 : Bison Oil & Gas II LLC Разрешено Grotheer 5-61 11B-14-23-3 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — DJ Basin Декабрь 29, 2020 : Bison Oil & Gas II LLC Разрешено Grotheer 5-61 11B-14-23-4 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — бассейн DJ Нажмите здесь, чтобы получить дополнительные разрешения.
Последние новости и активность
Civitas завершает приобретение Bison Oil and Gas II за 300 млн долларов
02 марта 2022 г.
Civitas приобретает DJ Basin Operator Bison Oil & Gas II в рамках сделки на 300 млн долларов
01 февраля 2022 г.
Bison Oil & Gas получает 155 миллионов долларов на продолжение DJ Basin Ops.
16 октября 2019 г.
DJ Basin E&P оценивает New Capital
16 декабря 2015 г.
DJ Basin-Focused E&P Scores New Capital
15 декабря 2015 г.
Сделки — Продажа Bison Oil & Gas II LLC
Еще предложения…
О
Bison Oil & Gas Partners, LLC занимается приобретением, эксплуатацией и бурением нефтяных и газовых месторождений в Rocky Mountain регион Деятельность компании сосредоточена в бассейне Денвер-Джулсбург штата Колорадо.
999 18-я улица
Люкс 3370
Денвер Колорадо 80202
Номер телефона
Буровые работы ( январь 2017 г. — ноябрь 2022 г.)
Бассейн
ДЕНВЕР-ЮЛЕСБУРГСКИЙ БАССЕЙН
Для просмотра этой информации требуется действующая подписка
Пожалуйста, войдите, чтобы увидеть подробности — Войдите
Нужна подписка?
Нажмите здесь, чтобы подписаться
Для просмотра этой информации требуется действующая подписка
Пожалуйста, войдите, чтобы увидеть подробности — Войдите
Нужна подписка?
Щелкните здесь, чтобы подписаться
Для просмотра этой информации требуется действующая подписка
Пожалуйста, войдите, чтобы увидеть подробности — Войдите
Нужна подписка?
Нажмите здесь, чтобы подписаться
Для просмотра этой информации требуется действующая подписка
Пожалуйста, войдите, чтобы увидеть подробности — Войдите
Нужна подписка?
Нажмите здесь, чтобы подписаться
Продажа компании
Дата объявления
Покупатель
$MM
Тип
Игра/местоположение
Детали
01 февраля 2022 г.
Корпоративный
Ниобрара — DJ Basin
Результатов не найдено
Запись не найдена
Bison Oil & Gas объявляет о закрытии срочной кредитной линии с Vӓrde Partners
ДЕНВЕР И ХЬЮСТОН — (BUSINESS WIRE) — Bison Oil & Gas Partners II, LLC («Bison») сегодня объявила о закрытии срочного кредита на сумму 155 миллионов долларов США. кредит с Vӓrde Partners («Vӓrde»), ведущей глобальной альтернативной инвестиционной фирмой. Вырученные средства будут использованы для финансирования текущей программы бурения Bison и расширения базы активов Bison в сельской местности в бассейне Денвер-Джулсберг («Бассейн DJ»), для погашения существующего долга и обеспечения распределения среди акционеров Bison.
«Мы благодарны за установление этого партнерства с командой Värde, которую мы знаем много лет», — сказал Остин Акерс, генеральный директор Bison. «Бассейн DJ по-прежнему предлагает одни из лучших экономических показателей бурения в стране, и мы рады использовать этот капитал для ускорения разработки нашего списка из более чем 300 разрешенных мест бурения на нескольких проверенных уступах формаций Найобрара и Коделл. Этот объект еще больше укрепляет нашу ликвидность и предоставляет дополнительные возможности для игры в нападении в это богатое возможностями время в нефтегазовой отрасли».
Bison в настоящее время эксплуатирует более 20 скважин на территории площадью около 50 000 акров в северо-восточном округе Уэлд, штат Колорадо. Горизонтальные скважины Bison, пробуренные на сегодняшний день, стоимость бурения и заканчивания которых составляет около 5 миллионов долларов, достигли средней 30-дневной пиковой производительности в 125 баррелей нефтяного эквивалента в день на тысячу боковых футов (~ 80% нефти). Скважины продемонстрировали очень плоские профили падения, что привело к очень привлекательным экономическим показателям одиночной скважины при текущих ценах на сырье.
«Мы впечатлены командой Bison и результатами, которых они добились на сегодняшний день, и мы рады предоставить этот стратегический капитал для дальнейшего развития этих активов», — сказал Маркус Спекс, управляющий директор и глава офиса Värde в Хьюстоне.
Энергетическая команда Värde Partners из Хьюстона фокусируется на кредитах, акционерном капитале и структурированных инвестициях на уровне активов, чтобы предоставить индивидуальные решения для капитала, соответствующие потребностям развивающейся отрасли. За последние три года Värde инвестировала почти 1 миллиард долларов в структурированные энергетические решения и решения на уровне активов.
О Bison Oil & Gas Partners II, LLC
Bison — компания по разведке и добыче нефти и газа, расположенная в Денвере, штат Колорадо. Имея акционерный капитал из инвестиционного фонда, управляемого Carnelian Energy Capital Management, L.P. и управленческой командой Bison, миссия Bison состоит в том, чтобы создавать ценность за счет ответственной разработки нефти и газа, которая обеспечивает максимальные выгоды для всех заинтересованных сторон, работая разумно, этично, ответственно и на резке.
С внедрением цифровых технологий в факторы производства создание оружия в домашних условиях перестало быть фантастикой. Сегодня стало возможно доработать алюминиевую болванку до боевой модели на специальном фрезерном станке с ЧПУ (числовым программным управлением) или распечатать части пистолета на 3D принтере из PLA пластика.
«PLA пластик — продукт полученный из кукурузы или сахарной свеклы, биоразлагаемый, безопасный и экологически чистый. В его производстве не требуется ископаемое топливо.»
Чтобы понять почему тема самодельного вооружения приобрела популярность, взглянем на анатомию штурмовой винтовки AR-15, которая доминирует в заголовках оружейных изданий.
Винтовка AR-15 популярна среди любителей оружия, потому что она бесконечно настраиваемая. Владельцы выбирают из разнообразия стволов, прикладов, и оптических прицелов. Интернет издание Ballistic Advantage blog называет винтовку AR-15 “набором LEGO для взрослых”. Детали для её тюнинга можно приобрести без особых проблем.
Но если все эти части заменяемые, то что делает винтовку AR-15 винтовкой AR-15? Технически — нижняя часть ствольной коробки.
Ствольная коробка состоит из двух частей – верхней и нижней (в английской терминологии «upper receiver» и «lower receiver» соответственно.)
Нижняя часть ствольной коробки представляет собой рукоятку, спусковой механизм, предохранитель, магазин и механизм для выброса магазина.
Нижняя часть ствольной коробки — единственная часть винтовки с серийным номером, потому что это единственная деталь, которую регулирует правительство (в данном случае, речь о правительстве США). Если вы хотите производить, импортировать или продавать эту деталь, вам потребуется Федеральная Лицензия на огнестрельное оружие (Federal Firearms License, или FFL).
Чтобы обойти эти ограничения, частные компании изготавливают нижнюю часть ствольной коробки не полностью, делают заготовку.
Это литые и частично обработанные заготовки из алюминия или полимера, которые на 80% близки к боевой модели. Чтобы такой макет стал оружием, этой заготовке не хватает окончательной обработки для размещения в ней движущихся частей. На изготовление подобных деталей нет никаких юридических ограничений, они не подлежат регистрации и их можно приобрести всего за 50 $. В глазах закона это не огнестрельное оружие, а просто кусок металла.
Например, в России легко найти макеты массо-габаритные или ммг. При покупке ммг на территории России, в магазине вам должны выдать специальный сертификат о том, что ваша покупка не огнестрельное оружие, а всего-лишь макет.
На изображениях ниже наглядно видны отличия боевой ствольной коробки от полуфабриката. В сравнении массо-габаритных макетов с огнестрельными образцами можно выделить те же отличия.
Сверлильный станок, шлифовальная машина и терпение — этого достаточно чтобы сделать необходимые полости для движимых частей и превратить заготовку в боевую деталь.
В США это вполне законно, если делаешь оружие для себя.
Согласно американскому закону: «… огнестрельное оружие может быть изготовлено на законных основаниях лицами, которые не имеют лицензии изготовителя в соответствии с «Законом о контроле оружия», при условии, что они не предназначены для продажи или распространения и производителю не запрещено получать огнестрельное оружие или владеть им.»
До недавнего времени для самостоятельной доработки были нужны некоторые навыки работы с металлом, доступ к станкам и инструментам.
Теперь американская компания Defense Distributed основанная Коди Уилсоном, создала Ghost Gunner — оружейный DIY станок. (Do It Youself или «своими руками», «сделай сам».) Этот станок призван помочь частному сектору составить конкуренцию монополистам оружейного дела и популяризировать цифровое производство.
Ghost Gunner (теперь версия №2) — это высокоточный настольная фрезерный станок с горизонтальным шпинделем с числовым программным управлением. Стоимостью 1 675 долларов США. С этой машиной, любая заготовка ствольной коробки дорабатывается до боевой детали.
В первой половине видео ниже, видно как легко это сделать. Во второй половине вы увидите спроектированное и распечатанное на 3D принтере огнестрельное оружие из PLA пластика. Пластик ранее считался недостаточно прочным для применения в оружейном деле, но этот образец сделал примерно 5000 выстрелов, и еще работает.
В видео ниже станок Ghost Gunner.
Наконец, ролик Энди Гринберга, который решил построить собственную винтовку AR-15 не имея опыта работы с инструментами.
С появлением новых и доступных каждому технологий наверняка потребуются изменения в законе о регулировании оружия. Например, неизвестно точное количество винтовок, которые сегодня находятся в обращении в США, которые были приобретены на законных основаниях и имеют серийные номера. Теперь, когда каждый может в гараже напечатать детали, доработать их на станке и собрать собственную винтовку, говорить о регулировании оружия становится практически невозможно.
Самодельное оружие — как сделать своими руками
Конечно же, самое простое самодельное оружие после палки – это лук и стрелы. У кого в детстве не было самодельного лука. Но в современном мире своими руками можно сделать намного более технологичное оружие. Появление 3D принтеров дало в руки простых пользователей мощнейший инструмент для осуществления своих идей в этой области. Вскоре после того, как принтеры стали более или менее доступны, в сети появились и первые чертежи первого пластикового пистолета. Хорошо это или плохо – покажет время.
лазерыпистолетыэлектричество
17 Оружие
В конце января Книга рекордов Гиннеса официально присвоила статус создателя первого действующего «светового меча» российскому блогеру и энтузиасту от мира техники Алексею Буркану. Он ведет YouTube-канал Alex Lab, где выкладывает видео создания безумных, но любопытных устройств. А самое интересное, что они реально…
10 Сделай Сам
На протяжение довольно долгого времени 3D-печатное оружие было ненадежными и зачастую одноразовыми поделками, которых хватало ровно на один выстрел. Но технологии не стоят на месте и сегодня напечатанное на принтере оружие обретает все более грозные возможности.
9 Сделай Сам
Учитывая количество заражений и смертей от COVID-19, очень тревожно и печально видеть на улицах огромное количество людей, которые игнорируют любые просьбы надевать маски. И это при том, что личные средства защиты доказано замедляют распространение инфекции. Учитывая это, ютубер Аллен Пэн решил взять дело в свои руки…
3 Сделай Сам
Компания Weaponized T-Rex запустила кампанию на Kickstarter по сбору средств на серийное производство «игрушки для взрослых» – Rubber Band Minigun. Это вариация пулемета типа «миниган», в котором вместо патронов с порохом используются крошечные резиновые рогатки. Это делает его безопасным для живой силы противника, но…
14 Сделай Сам
Изобретатель и инженер Дрю Пилчер сконструировал и построил установку для стрельбы по небольшим летающим дронам, работающую в полностью автоматическом режиме. Это самодельный аналог роботизированных зенитных турелей, в котором реализованы ключевые принципы таких систем. А именно компьютерное зрение, самонаведение и…
2 Гаджеты
Компания Nerf совместно с Epic Games намерены выпустить игрушечные варианты оружия из бьющей все рекорды компьютерной игры Fortnite для пущего удовольствия многочисленных фанатов. Первым станет AR-L Blaster – футуристическая винтовка, которая в настоящем мире сменила боеприпасы на мягкие и безопасные дротики. Чтобы…
35 Оружие
Житель города Колорадо-Спрингс Мартин Грир разработал четырехствольную винтовку L5 Cassels Ammo Rifle калибра 6 мм. Затея обошлась изобретателю в полмиллиона долларов, но, судя по всему, деньги не были потрачены зря.
1 Оружие
Хорошо известно, что даже у самых революционных технических достижений есть своя оборотная сторона. Не обошла эта напасть и технологию трехмерной печати. Как оказалось, с ее помощью можно печатать не только автомобильные кузова, дома, детали для самолетов и ортопедические протезы, но и огнестрельное оружие. Для этого…
1 Сделай Сам
Лето 2018-го выдалось чрезвычайно жарким, поэтому немудрено, что стартап Spyra One быстро обрел популярность. Настоящий подарок для всех, кто любит играть с водой – пистолет-пулемет для стрельбы сгустками жидкости с интерфейсом высокотехнологичного оружия из научной фантастики. Команда инженеров и дизайнеров из…
1 Сделай Сам
Первая партия широко разрекламированных огнеметов от Илона Маска разошлась в рекордные сроки, и многие поклонники игрушек для взрослых сетуют, что им ничего не досталось. Не беда – отчаянный кудесник Джайрас, автор YouTube-канала «Jairus of All», предлагает более дешевый и куда более эффектный вариант. Его детище без…
3 Оружие
The Boring Company – одна из компаний, принадлежащих Илону Маску. Основное направление ее деятельности – производство горнопроходческого оборудования для строительства тоннеля под Лос-Анджелесом для системы Hyperloop. Однако в последнее время она расширила свою «профориентацию», занявшись производством и реализацией……
0 Оружие
В исследовательском центре Армии США — ARDEC успешно прошли испытания гранатомета RAMBO, напечатанного на 3D-принтере. За исключением пружин и крепежных деталей все было изготовлено с помощью аддитивных технологий. В основу конструкции лег гранатомет М203А1.
0 Сделай Сам
54-летний житель Сакраменто Даниэль Крауниншилд, известный пользователям интернета под псевдонимом Dr. Death, получил три с половиной года тюрьмы за изготовление и продажу оружейных деталей владельцам незарегистрированных «стволов».
0 Сделай Сам
«Безумный инженер», прославившийся на YouTube своими модификациями рогаток и метательных средств без использования взрывчатки, освоил новое направление работы. Последний месяц Йорг посвятил созданию «airzooka» – установки для метания массивных дротиков. Своего рода ручная пневматическая пушка с впечатляющими…
0 Сделай Сам
Знаменитый конструктор метательных машин выложил у себя на YouTube-канале видео тестирования прототипа одного из самых больших и мощных своих изделий. Внешне оно напоминает средневековый требушет или древнеримский торсионный стреломет, но конструктивно – это обычная рогатка. Только не детская, а взрослая версия.
0 Сделай Сам
Вода — довольно-таки мощная штука. Она может гнуть метал, резать даже самые твердые материалы или размельчить что угодно. Японский ютубер под ником Asp использовал силу воды, чтобы создать мощную водяную пушку, и выглядит она весьма устрашающе.
1 Сделай Сам
У 23-летнего студента университета Южного Иллинойса Дрейка Энтони «одна, но пламенная страсть» в полном смысле этого слова. Как он сам утверждает: «Я подсел на лазеры, когда мне было 12 лет». Дрейк является владельцем YouTube-канала StyroPyro, где он регулярно выкладывает демонстрационное ролики своего лазерного…
2 Сделай Сам
Британец Колин Ферз, прославившийся различными эксцентричными изобретениями, выложил видеоролик с очередным своим творением, которое не рекомендуется повторять в домашних условиях. На этот раз сумасшедший ученый построил термитную пушку.
2 Сделай Сам
Если вы когда-нибудь получали неожиданный удар снежком в спину от затаившегося в снегу врага, то существует только один способ покончить с этим. С противником надо бороться его же оружием, в чем вам поможет автоматический пулемет для стрельбы снежками. Достаточно будет использовать его все один раз, и больше никто…
0 Сделай Сам
Известный изобретатель рогаток и прочего необычного оружия Йорг Шправе недавно показал на своем YouTube-канале воздушную пушку, стреляющую стрелами из пластиковой бутылки. Но теперь Йорг решил довести свое опасное изобретение до нового уровня абсурда. Встречайте: пулемет Гатлинга из бутылок Кока-Колы.
1 Сделай Сам
Спешим огорчить научных сотрудников лазерных лабораторий по всему миру, пытающихся изобрести настоящий световой меч — уже слишком поздно.
4 Сделай Сам
В знаменитом сериале Джорджа Лукаса «Звездные войны» показано множество видов фантастического оружия, но, пожалуй, больше всего зрителям запомнились поединки на световых мечах.
3 Сделай Сам
Киберпространство – пока еще не Дикий Запад, но если такое когда-нибудь произойдет, то во многом благодаря технологии 3D, дающей возможность производить свое именное оружие в домашних условиях, как это сделал изобретатель Джеймс Патрик.
1 Сделай Сам
Мощные системы вооружения из научной фантастики не дают покоя энтузиастам-изобретателям в наши дни. Один из них — британский конструктор-любитель Зигги Зи создал мобильный рэйлган весом более 113 кг, работающий от мощного блока конденсаторов, расположенного в задней части автомобиля.
4 Сделай Сам
Электромагнитное оружие все еще окутано ореолом фантастики, хотя работы по его созданию в некоторых странах идут полным ходом. Характерный пример – рельсотрон для ВМС США, который находится в стадии испытаний. Но, что самое интересное, за это дело взялись любители и, надо отдать им должное, достигли немалых успехов.
1 Оружие
Оружейник-любитель из Германии Патрик Прибе создал пневматическую снайперскую винтовку, стреляющую не совсем обычными боеприпасами – канцелярскими кнопками.
0 Сделай Сам
Любите запускать бумажные самолетики, но не умеете их делать? Тогда то, что вам нужно — это устройство, которое берет чистые листы бумаги, складывает самолетики, и запускает их в воздух.
9 Гаджеты
Немецкий любитель лазерного оружия, Патрик Прибе, который уже создал перчатку Железного человека и винтовку Гаусса из игры Crysis 2, в настоящее время закончил работу над лазерной винтовкой. Конечно, в бой с такой штукой не пойдешь, но вот ради развлечения прожечь дерево, пенопласт или стекло – это всегда пожалуйста.
9 Гаджеты
Электрическое оружие пока что еще довольно непрактично, но из него по-прежнему очень весело стрелять. Это вам подтвердит инженер Джейсон Мюррей, который собрал своими руками новую автоматическую Гаусс-винтовку.
САМОЕ ИНТЕРЕСНОЕ
Швейцарские ученые создали дрон, который в трудной ситуации можно съесть
Фото «демонического муравья» стало вирусным в соцсетях
Случайная статья
Любопытный факт
Акулы убивают в среднем 12 человек в год. Люди же убивают 100 миллионов акул в год или 11417 акул в час.
Обновить
Свежие Комментарии
Гость → Стартап Canoo разработал грузовой электромобиль для армии США
Электромобиль для армии? В условиях реальной войны даже автомобиль не всегда может быть на ходу. Нет топлива-считай нет и автомобиля. Потому в тех условиях скорее он на дровах должен работать.Не спрост…
Гость → В России создан тактический внедорожник-багги для подразделений спецназа
А вместо брони-мешками с песком обвешать,как это делали в Афганистане,Чечне и теперь делают в зоне СВО.Если что,их можно использовать и как бронежилеты,пересыпав песок в рюкзаки,надетые спереди и сзад…
Для Мяу → У РЖД могут возникнуть проблемы из-за программного обеспечения IBM
Представь себе,да.Именно на угробленных заводах.Вот сам погугли: «такой-то локомотиво/вагоностроительный(или любой другой)завод банкрот?» Результат запроса будет печален.Только Уралвагонзаво…
Tsykunov → В России создан тактический внедорожник-багги для подразделений спецназа
По сути любая тяжелая версия баги удовлетворяет этим условиям. Лишние двери снять не долго.
Almit 470 → В Сбере создали «которобота», который выполняет почти все «кошачьи» функции
Да и обои драть, я уверен, он тоже не умеет. Так что замена так себе.
Тю → Мячи на ЧМ в Катаре стали настолько технологичны, что их приходится заряжать
А потом сделают покрытие футбольного поля,вырабатывающее электричество за счет бега по нем футболистов,для беспроводной зарядки мячей прямо во время игры.И трибуны,вырабатывающие ток за счет шума-голж…
Николай → Вслед за Porsche 911 Dakar суперкар Lamborghini Huracan тоже стал внедорожником
Уруса ВАГу видимо мало.»стал внедорожником»…??? С такой геометрией и клиренсом это кроссовер галимый.Прямо вспомнились видеоотчеты с поездок на охоту бритоголовой братвы из 90-х,где слабен…
Как сделать пистолет
Springfield Armory NHS, US NPS
История Springfield Armory — это больше, чем прогресс в улучшении и повышении эффективности боевого оружия. Это также история промышленных технологий. Очень рано долина реки Коннектикут стала промышленным центром Соединенных Штатов, где существовала здоровая конкуренция между производителями оружия. Государственная оружейная палата была ведущим участником этого конкурса. Результатом стало параллельное развитие оружия и машин, методов и навыков, используемых для производства этого оружия.
На протяжении веков одни и те же методы использовались для производства огнестрельного оружия. Эволюция, примером которой является история Springfield Armory, заключалась в переходе от ручной работы к машинной: ручная ковка или кузнечное дело уступила место машинной ковке; ручная подача на станки.
CASE 74
Springfield Armory NHS, США NPS
В этой витрине описаны три процесса обработки металлов давлением: ковка, литье и штамповка.
Ковка – это процесс нагрева металлов и придания им желаемой формы. Это метод, используемый кузнецом, и действительно, ранние оружейники использовали многие кузнечные пошлины в своем ремесле. Меньшие части огнестрельного оружия, такие как курок, спусковой крючок или сковорода, начинались как раскаленные докрасна куски железа, которые забивали в штамп, чтобы придать им грубую форму готовой детали. Это уменьшило количество металла, которое необходимо было удалить для достижения окончательной формы. Современные кузнечные станки с механическим приводом могут изготавливать более крупные детали, такие как ствольная коробка для винтовки М1, но теория остается той же. Преимущество ковки заключается в том, что процесс уплотняет металл, делая конечный продукт прочнее.
Springfield Armory NHS, США NPS
Springfield Armory NHS, US NPS
Ударно-спусковой механизм M1 состоял в основном из поковок. Процесс ковки уплотняет металл, делая его прочнее. Этапы изготовления курка и спусковой скобы показаны в примерах выше.
Мелкие детали можно было легко отлить из расплавленного металла. Поскольку детали плотно прилегали к форме, для отделки потребовалась минимальная работа.
Springfield Armory NHS, США NPS
Это отливка серии автоматических селекторов огня винтовки M14.
Springfield Armory NHS, US NPS
Инвестиционное литье или литье по выплавляемым моделям, процесс, которому более 4000 лет, был введен в последние годы Springfield Armory для изготовления сложных деталей, которые в противном случае потребовали бы многих операций механической обработки. Восковая или пластиковая модель детали изготавливается в подобных формах или может быть обработана или вырезана из цельного блока. Эти детали соединены в «дерево», что позволяет отливать множество деталей одновременно. «Дерево» кладут в банку, вокруг него заливают гипсовый материал и дают ему затвердеть. Затем банки помещают в печь, и выкройка выжигается, оставляя полость, идентичную модели. Затем в полость заливают расплавленную сталь и дают затвердеть. После остывания стали гипс откалывается и детали вырезаются в чистовой отделке.
Ковка и механическая обработка являются дорогостоящими и трудоемкими процессами. Некритические детали могут быть изготовлены менее дорогим методом штамповки и гибки по форме. Внешний вид и отделка таких деталей могут быть не такими прекрасными, как у обработанных деталей, но их функционирование не изменится. Использование штампованных спусковых скоб отличает M1, произведенные во время Корейской войны, от произведенных ранее.
Именно использование большого количества штамповок дало серийному M16 конкурентное преимущество по сравнению с точно обработанным M14, произведенным в Спрингфилдской оружейной палате.
Springfield Armory NHS, США NPS
Springfield Armory NHS, US NPS
В начале 1950-х годов было обнаружено, что некритические элементы, такие как спусковая скоба, могут быть изготовлены с меньшими затратами из металлических штамповок. M1, построенные во время и после Корейского конфликта, можно узнать по штампованным металлическим спусковым скобам.
*******************************************
Springfield Armory NHS, США NPS
CASE 75
Springfield Armory NHS, US NPS
Появление машин сделало взаимозаменяемость практическим вопросом. Новое поколение машин, представленное в середине девятнадцатого века, в сочетании с системой датчиков, разработанной такими служащими оружейной палаты, как Сайрус Бакленд и Эрскин Аллин, привело к появлению первого полностью взаимозаменяемого машинного оружия.
Современные станки пошли еще дальше, изготавливая детали с точностью до тысячных (0,001) дюйма.
Напильник для кремневого мушкета US M1816
Springfield Armory NHS, US NPS
Современные станки для резки заменили напильник и шлифовку при производстве готовых деталей из поковок. На заре существования арсенала большая часть этой работы выполнялась вручную, поэтому производимые детали не были взаимозаменяемы с аналогичными в других мушкетах. Направляющие и шаблоны из твердой стали, появившиеся позже, помогали контролировать шлифовку, но по мере износа шаблонов детали становились менее идентичными. Окончательная подгонка, необходимая для того, чтобы каждый мушкет работал, делала каждый мушкет уникальным. Характерной чертой такого самодельного оружия являются опознавательные знаки, выбитые на каждой составной части.
Различия, возникающие в каждой части сборки, такой как этот замок, означали, что замок мог функционировать только в том случае, если каждая часть была подогнана и сформирована индивидуально. Поскольку компоненты оружия нельзя было заменять взаимозаменяемыми, их необходимо было идентифицировать с помощью опознавательного знака. Эти отметки можно увидеть на задней или внутренней поверхности замка.
Springfield Armory NHS, США NPS
Sears, тумблеры и уздечки для кремневого мушкета M1816 США
Springfield Armory NHS, US NPS
Эпоха взаимозаменяемости началась с появлением машин, которые могли производить большое количество идентичных деталей. К 1840-м годам уже не было необходимости устанавливать каждый замок вручную, а опознавательные знаки больше не требовались.
Springfield Armory NHS, US NPS
С появлением винтовки M1 ручная работа была почти полностью исключена из производственного процесса. Для выполнения сложных задач нужно было не только разработать новые инструменты, но и разработать оружие с учетом возможностей машин. Джон Гаранд работал над обеими сторонами проблемы, разрабатывая M1 и процесс его создания.
Springfield Armory производила пистолеты M1911 США в период с 1913 по 1917 год.
Springfield Armory NHS, US NPS
Повышенная сложность оружия увеличила его стоимость, и были найдены способы снизить эти затраты. Один из таких экспериментов заключался в вырезании рамки пистолета M1911 из металлической ложи, а не из поковок.
*************************************
Springfield Armory NHS, США NPS
CASE 76
Springfield Armory NHS, США NPS
Когда Оружейная палата начала производство мушкета M1795, на изготовление приклада ушло четырнадцать человеко-часов. Ко времени Гражданской войны машины могли выпускать четырнадцать прикладов в час. В 1950-х годах, когда производился M1, рабочие Оружейной палаты могли производить одну партию на человека в минуту. Основные этапы производства прикладов с годами существенно не изменились. Эта серия прикладов показывает этапы производства. Формование, впуск и отделка выполняются на станке. Также обратите внимание на рифленые следы резцов, оставленные современным эксцентриковым токарным станком Бланшара.
Springfield Armory NHS, NPS США
На протяжении большей части жизни Оружейной ложи производились примерно одинаково, начиная с заготовок, распиленных до приблизительного размера, определяемого металлическим шаблоном. Большая часть удаления древесины была сделана с помощью копирующих токарных станков, потомков токарного станка Бланшара. Спиральные канавки на этих необработанных ложах — это следы режущих лезвий.
Springfield Armory NHS, US NPS
Этот набор специализированных инструментов используется для окончательной придания формы M19.03 представляет собой изящные инструменты, изготовленные мастером для собственного использования. Первый — это спица для точного придания формы; остальные — контурные скребки. При правильном применении они оставляют деревянную поверхность готовой к отделке.
Springfield Armory NHS, US NPS
После того, как токарный станок завершил свою работу, отделка заготовки требовала навыков специалиста. Многие инструменты стоковщика были очень похожи, если не идентичны тем, которые использовал краснодеревщик: стамески, рубанки и чертежные ножи. Однако некоторые специализированные инструменты, такие как круглый офсетный напильник, используемый для сглаживания паза шомпола, можно было найти только в ящике для инструментов стоковщика.
Springfield Armory NHS, US NPS
M14 был последним оружием пехотинца, изготовленным в Springfield Armory, и этапы производства демонстрируют самые современные технологии, используемые при изготовлении деревянных прикладов.
На этом изображении времен Второй мировой войны заготовка приклада винтовки M1 сравнивается с полуфабрикатом приклада.
Springfield Armory NHS, US NPS
Изображения и фотографии производства деревянных прикладов Springfield Armory!
Как угробить Глок (и не испортить его)
В тренде: лучшие патроны на складе, лучшие AR-15 и лучшие пистолеты
Хотите больше сцепления с вашим Глоком или другим полимерным оружием?
Мы рассмотрим плюсы и минусы, а затем научим вас, как настроить ваш пистолет так, чтобы он выглядел максимально индивидуально.
Пунктир G17 и G34
И если вы решите не делать пунктир… у нас есть наши любимые альтернативы.
Содержание
Загрузка…
Почему Stipple?
Есть много причин, по которым нужно затонировать полимерный пистолет. Мы говорили о дополнительном сцеплении, но есть также причина скрыть другие работы, такие как шлифовка канавок для пальцев.
Выемки для пальцев были сделаны для «средней руки», но проблема в том, что у большинства людей «средней руки» нет!
Что касается меня, то я обнаружил, что мои пальцы на самом деле заканчиваются точно в канавках для пальцев, что раздражает после пары сотен выстрелов вниз.
Рекомендации по пунктированию
Stippling довольно постоянная модификация. И если у вас нет терпения и твердой руки, в лучшем случае это может выглядеть некрасиво, а в худшем — сломать пистолет.
Вы хотите быть уверены, что сохраните свое оружие навсегда. Скорее всего, зернистость значительно снизит вашу стоимость при перепродаже.
Вы также хотите убедиться, что ваш пистолет работает без сбоев. Stippling, вероятно, аннулирует ваши гарантии.
И, наконец, вы хотите исчерпать все другие варианты увеличения сцепления с дорогой. Вы можете вырезать и наклеить лента для скейтборда или выберите что-то более индивидуальное, например Talon Grips (20 долларов США), которые теперь имеют резиновую текстуру.
Talon Grips
Dirty Little Secret
И вот одна проблема, о которой вы вряд ли услышите от людей… ваше оружие может немного неприятно пахнуть. Я обнаружил, что ямочки — идеальные хранилища для омертвевших клеток кожи. И все то хорошее, что получается, когда органика остается без дела.
Нет ничего, от чего нельзя было бы избавиться с помощью легкой чистки… но все же стоит подумать.
Все еще заинтересованы?
Инструменты
Паяльник (8 долларов США)
Инструмент Dremel (дополнительно)
Это просто, вам просто нужен дешевый паяльник (или с одноразовым жалом), так как он испачкается полимером. Я использовал 9-долларовую ту, что была выше, и она выдержала 3 пистолетных рывка.
Инструмент Dremel можно использовать, если вы хотите удалить некоторые канавки для пальцев. Но это личные предпочтения. Простой способ узнать, принесете ли вы пользу, — это появление мозолей там, где ваши пальцы попали в канавку. Я обрезаю их на своих.
Как сделать штрихи
Дайте паяльнику немного нагреться до максимальной температуры. Я бы порекомендовал протестировать его на аналогичной поверхности. Если у вас есть Glock 4-го поколения с другими задними ремнями, которые вы точно не будете использовать, сначала примерьте их.
Gen 4 Glock Backstraps
Ниже отличное видео, чтобы увидеть паяльник в действии.
Парень сначала дремелирует часть канавок для пальцев, но также сглаживает естественные неровности рукоятки. Я думаю, что устранение неровностей на рукоятках — это излишество, но это может придать более ровную текстуру конечному продукту.
Затем он отмечает область маркером.
Количество штрихов
Для моего защитного оружия я выбрал легкую штриховку, как на видео. Чтобы получить эту текстуру, я просто мягко надавил и поднял.
Glock 17 Grip Stipple
В своем гоночном пистолете Glock 34 я попытался сделать его более агрессивным. Я надавил сильнее и вместо того, чтобы поднять прямо вверх, перетащил расплавленный пластик к следующему отверстию. Это НАМНОГО цепче, и мне это нравится.
Глок 34 Грубая пунктирная
Вы также можете видеть, что я сделал пунктир под спусковой скобой и рядом с затвором (там, где находится большой палец моей левой руки). Если вы можете использовать свой пистолет на соревнованиях, вам необходимо ознакомиться с официальными правилами.
Для меня, если бы я использовал G34 в производственном классе USPSA, я бы не смог получить дополнительную штриховку.
Подпрессованные пакеты загружаются вручную в горячий пресс для фанеры. Склеивание фанеры…
Добавить в корзину
Горячий пресс (15 пролетов)
Цена: 74 700 у. е. (4 639 752 ₽)
Подпрессованные стопы шпона с нанесенным клеем загружаются вручную в горячий пресс для фанеры…
Добавить в корзину
Горячий пресс для фанеры PHP-10-5/5
Цена: 69 000 у.е. (4 285 714 ₽)
Лущеный шпон высушивают до влажности 8-12% и склеивают под высоким давлением, нагревая пакет шпона…
Добавить в корзину
Горячий пресс для фанеры PHP-16-5/5
Цена: 79 800 у.е. (4 956 522 ₽)
Лущеный шпон высушивают до влажности 8-12% и склеивают под высоким давлением, нагревая пакет шпона…
Добавить в корзину
Фанерный пресс HK-5/5
Цена: 48 000 у. е. (2 981 366 ₽)
Фанерный пресс может поставляться с механизированной установкой и может встраиваться в…
Добавить в корзину
Пресс фанерный HK-4/20
Цена: 96 000 у.е. (5 962 733 ₽)
20-ти пролетный фанерный пресс может поставляться с механизированной установкой и может встраиваться…
Добавить в корзину
Горячий пресс для фанеры PHP-16-4/8
Цена: 79 900 у.е. (4 962 733 ₽)
Лущеный шпон высушивают до влажности 8-12% и склеивают под высоким давлением, нагревая пакет шпона…
Добавить в корзину
Линия прессования фанеры HP-550/35-5
Цена: 314 000 у. е. (19 503 106 ₽)
Линия прессования фанеры предназначена для подачи пакетов в пресс, прессования и выгрузки готовой…
Добавить в корзину
Оборудование для прессования фанеры HP-500/35-8
Цена: 327 000 у.е. (20 310 559 ₽)
Горячее прессование фанеры осуществляется на многопролетном прессе. Подпрессовка в холодных прессах…
Добавить в корзину
Пресс для большеформатной фанеры HP-500/35-10
Цена: 407 000 у. е. (25 279 503 ₽)
Горячее прессование большеформатной фанеры осуществляется на многопролетном прессе. Подпрессовка в…
Добавить в корзину
Горячие прессы — это оборудование для производства фанеры из шпона. Они рассчитаны на эксплуатацию в составе технологических линий. На выбор клиентам представлено оборудование следующей производительности (м3/год):
5 000;
10 000;
15 000;
25 000;
40 000;
60 000.
Его принцип действия основан на сжатии под давлением лущеного шпона, предварительно обработанного клеящим составом. Процесс сопровождается нагревом плоских плит до высокой температуры.
Особенности и преимущества горячего пресса для производства фанеры
Данное оборудование обладает следующими характеристиками:
создает давление до 17 МПа;
развивает температуру от 110 до 130 °C.
Для получения консультации воспользуйтесь любым из контактных телефонов.
Популярные товары
Гидравлический шпиндельный лущильный станок SVH-4
Цена: 53 600 у.е. (3 329 193 ₽)
В корзину
Гидравлический окорочный станок HARTMANN PRIME GDH-26G
Цена: 30 400 у.е. (1 888 199 ₽)
В корзину
Автоматический заточной станок для дисковых пил MF-026C
Цена: 18 900 у.е. (1 173 913 ₽)
В корзину
Окорочный станок роторного типа BP-1206
Цена: 148 500 у.е. (9 223 602 ₽)
В корзину
Станок для шлифования погонажа PSCM400
Цена: 20 800 у. е. (1 291 925 ₽)
В корзину
Горбыльно-ребровой станок КR-15
Цена: 27 600 у.е. (1 714 286 ₽)
В корзину
Смотреть всё
Полезные статьи
Оборудование для производства деревянных балок БДК-1
Это оборудование перемещает детали в пределах производственного помещения, автоматизируя производство и уменьшая долю ручного труда. Устройство, также известное как рольганг, состоит из жесткой стальной рамы, на которой последовательно размещены ролики.
Поддоны из опилок
Производство поддонов и палет, учитывая активное развитие логистических центров и увеличение объема грузоперевозок – одно из наиболее популярных и прибыльных направлений в бизнесе. Для изготовления поддона используются доски, а с недавнего времени . ..
Технология МДФ
МДФ является материалом, о котором говорят постоянно практически все представители мебельной индустрии.
Технология ДСП
Считается, что прародителем ДСП был Эрнст Хаббард, предложивший идею создания нового, ранее неизвестного науке материала из опилок и казеинового клея.
Технология ОСП 30 000 м³ в год/60 000 м³ в год
Сырье с помощью подъемно-транспортных машин помещается на окорочные станки, где после удаления коры древесина попадает по конвейеру на стружечный станок.
Описание технологического процесса производства фанеры
Для предотвращения остывания воды и сырья бассейны закрываются крышками. Сырье после прогревания подается на раскаточный стол, затем поштучно с помощью цепного транспортера в главный производственный корпус.
1.5.13. Технология склеивания фанеры
При склеивании фанеры сухим горячим способом в многоэтажных прессах применяют две основные технологические схемы:
– склеивание по нескольку листов в рабочем промежутке пресса. Этим способом склеивают фанеру толщиной до 6–8 мм. Максимальная толщина пакетов (сумма толщин шпона) в одном промежутке пресса может быть более 16–18 мм. В противном случае не гарантируется требуемый равномерный прогрев как по площади листов, так и по толщине пакета из-за низкой теплопроводности древесины;
– склеивание по одному листу в промежутке пресса. Таким образом склеивают фанеру толщиной более 6–8 мм, а в некоторых прессах – и более тонкую фанеру.
К параметрам режима склеивания фанеры относятся следующие.
1. Влажность пакета шпона. Обычно она колеблется в пределах (12 ± 3)%.
2. Количество листов в промежутке пресса. Определяется максимальной толщиной пакета (16–18 мм) и зависит от толщины фанеры. Обычно фанеру толщиной до 6–7 мм клеят по два – четыре листа в этаже пресса, более толстую – по одному листу.
3. Температура плит пресса. Зависит от марки используемого клея и слойности фанеры. Чем толще пакет, тем ниже должна быть температура склеивания. В среднем для фенольных клеев требуются температуры на 10–20ºС выше, чем для карбамидных (табл. 1.42).
Таблица 1.42
Рекомендуемые температуры нагревательных плит пресса
Продукция
Клей
Слойность пакета
Температура, ºС
Фанера березовая
СФЖ-3011 с подсушкой
Любая
145–150
СФЖ-3011, СФЖ-3014 без подсушки
3
125–130
5 и более
115–120
Карбамидные
3
125–130
5
115–120
7 и более
110–115
Фанера сосновая
СФЖ-3013, СФЖ-3014 без подсушки
3
115–120
5 и более
110–115
Карбамидные
3
115–120
5
110–115
7 и более
105–110
4. Рабочее давление. Зависит от марки продукции и конструкции элементов, передающих давление (табл. 1.43).
Таблица 1.43
Рекомендуемое давление для склеивания фанеры
Продукция
Удельное давление, МПа
Фанера на фенольных смолах
1,7–2,0
Фанера на карбамидных смолах
1,8–2,1
5. Цикл склеивания фанеры. Цикл складывается из следующих периодов: загрузка пакетов в пресс, подъем и смыкание плит пресса, создание рабочего давления, выдержка под давлением, снижение давления, выгрузка фанеры.
В технологических расчетах принято различать три слагаемых цикла прессования фанеры: время прессования (tпр), время снятия давления (tс. д), время вспомогательных операций (tвсп), т. е.
,
(1.108)
Составляющие цикла склеивания и типичная диаграмма изменения давления показаны на рис. 1.10.
Рис. 1.10. Составляющие цикла склеивания τц и диаграмма изменения давления Р при склеивании фанеры: 1 – время загрузки пакетов; 2 – время смыкания плит; 3 – время прессования; 4 – время снятия давления в первом периоде; 5 – время снятия давления во втором периоде; 6 – время размыкания плит и выгрузки пакетов
К вспомогательному времени относится время загрузки и выгрузки пакетов, на смыкание и размыкание плит пресса. Время выдержки под давлением зависит от марки клея, породы древесины, слойности, толщины пакета и температуры плит пресса (табл. 1.44–1.46).
Таблица 1.44
Машина для нанесения клея
— Оборудование для производства фанеры Джилонг Машина для нанесения клея
. Машина для нанесения клея используется для нанесения клея на основной шпон и фанеру в среднем. Машина для нанесения клея имеет три ролика и четыре ролика. Машина для нанесения клея делится на одностороннюю и двухстороннюю машины для нанесения покрытия. в основном шпоне, многослойной фанерной плите, столярном картоне и т. Д. Эта машина имеет много преимуществ, разумный дизайн, однородный клей, экономию затрат и простоту в эксплуатации.
Спецификация машины для нанесения клея 4 фута: Эта спецификация основана на машине для двустороннего покрытия.
Dimension: 2200*1000*1400 мм Количество роликов: 4 Длина ролика: 1400 мм Толщина грабителя: 13 мм Диаметр Roller Diameter: 246 мм 9206060602020206202m202060206202m201020606062010201020102060602M201020601020692069 мм DIDAMET Скорость склеивания: 24-90 м/мин Мощность двигателя: 3 кВт Переходник: 2 штифта циклоиды Макс. Ширина шпона: 1400 мм Макс. Толщина шпона: 20 мм Общий вес станка: 1000 кг
рабочее видео:
Если вы хотите получить более подробную информацию, пожалуйста, свяжитесь с нами:
МОБИЛЬНЫЙ: +8615064931296 ЧТО ПРИЛОЖЕНИЕ:008615064931296 ВЕЧАТ: 15064931296 СКАЙП: скайп2014102 ЭЛЕКТРОННАЯ ПОЧТА: [email protected] ВЕБ-ИНТЕРНЕТ: www.geelongmachinery.com www.geelonggroup.com Золотой поставщик Alibaba: Http://lygeelong.en.alibaba.com
|
Дом
|
О нас
|
Продукты
|
Новости
|
Свяжитесь с нами
|
Тел. :+86-0539-7822360 Факс:+86-0539-7822360 Моб.:+86-15064931296
Адрес офиса: Комната 2204, Здание № 5 Хунжу Интернэшнл. Район Ланьшань, город Линьи, провинция Шаньдун, Китай
Настенный пресс для изготовления фанерных панелей Проект
Процесс склеивания досок в большие панели может быть затруднен при использовании обычных трубных хомутов. Если вы не используете какую-либо систему поддержки, зажимы могут опрокинуться или соскользнуть с места, а неравномерное усилие зажима может привести к деформации панели. Зажатые и отвержденные панели занимают драгоценное место на столе или создают препятствия во время сушки в цеху.
В этой статье показано, как превратить пять обычных трубных хомутов 3/4″ в вертикальный зажимной пресс. В прессе используются пары длинных плит и прижимных стержней, которые сжимают панель, а также надежно ее удерживают, а хомуты закрыть клеевые швы. Чтобы использовать пресс, вы наносите клей на доски, вставляете их на место между плитами и прижимными стержнями и все затягиваете. Больше не нужно тратить место на рабочем столе! Благодаря своим размерам этот пресс может работать с 2-дюймовыми прессами. толстые панели шириной до 40 дюймов и любой приемлемой длины.
Изготовление плит и прижимных планок
Начните с заготовок из ламинированной фанеры, оторвав пару длинных краев на каждой под углом 45 градусов для металлической угловой облицовки.
Ваша первая задача состоит в том, чтобы сделать четыре пары плит и прижимных планок (детали 1). Каждая из этих восьми частей состоит из деревянного основания, окаймленного алюминиевым уголком. Чтобы сделать заготовки для плит и прижимных планок, я склеил между собой две полоски фанеры толщиной 3/4 дюйма.
Используя двухкомпонентную эпоксидную смолу, нанесите на края плит и прижимных планок, а затем нанесите на это пространство металлическую облицовку.
Когда клей высохнет, отфрезеруйте противоположные фаски под углом 45° вдоль одной кромки каждого основания, следя за тем, чтобы между фасками оставался плоский участок шириной 3/16 дюйма для размещения любого скругления внутри алюминиевого уголка. (Не используйте угол утюг здесь, так как он может вступить в реакцию с клеем и оставить пятна.) Нанесите эпоксидную смолу на алюминиевые уголки (детали 2) к основаниям. Обозначьте четыре из них как «плиты», а остальные четыре как «прижимные планки».
Используйте обрезки древесины, чтобы создать простой зажим для V-образных блоков, чтобы зажать и стабилизировать плиты, и прижимные планки, чтобы просверлить отверстия для болтов с квадратным подголовком.
Плиты и прижимные планки будут соединены длинными болтами с квадратным подголовком и звездообразными ручками, поэтому следующим шагом будет просверливание отверстий для этих болтов. Я сделал простую V-образную опору для сверлильного станка, чтобы эти отверстия для болтов были прямыми, перпендикулярными и проходили точно через центр алюминиевых накладок. Просверлите центрированные отверстия диаметром 1/2 дюйма, 2 дюйма с каждого конца, полностью через четыре прижимных стержня. Отложите их.
Для просмотра схем панельного пресса и списка материалов в формате PDF нажмите здесь.
Переключившись на пластины, используйте сверло диаметром 1 дюйм, чтобы просверлить центрированные отверстия глубиной 1-1/2 дюйма, центрированные на 2 дюйма с каждого конца. Расширьте отверстия для болтов до конца с помощью сверла диаметром 3/8 дюйма. кусочек. Теперь нанесите каплю эпоксидной смолы под головки болтов с квадратным подголовком (детали 3) и вставьте болты в расточенные отверстия. Накрутите звездообразную ручку на каждый болт и затяните ее, чтобы удерживать болты перпендикулярно, пока эпоксидная смола не схватится. Заполните каждое отверстие дюбелем (деталь 4), приклеенным на место.
Используйте звездообразные ручки, чтобы зафиксировать болты с квадратным подголовком в плитах с большим количеством эпоксидной смолы, затем закройте отверстия с раззенковкой дюбелями.
Завершите свою работу на плитах и прижимных планках, ввернув винты (5 шт.) вдоль внешних краев алюминиевой облицовки примерно через каждые 8 дюймов, чтобы укрепить эпоксидные швы. Начните прорези кронштейнов, фрезеруя неглубокие пазы с помощью лезвий пилы, прорези вдоль задней кромки верхних частей кронштейнов будут вмещать задние части. 0375
Для пресса требуется четыре пары больших верхних и нижних кронштейнов, а также одна пара меньших кронштейнов для крепления трубных хомутов. Сначала сделайте верхушки (детали 6 и 7) больших кронштейнов. Я сэкономил время, вырезав верхние части из фанерной заготовки длиной около 30 дюймов и разорвав их до ширины 8-3/8 дюймов. Начните с карандашной линии вдоль заготовки, расположенной на расстоянии 1-5/8 дюйма от одного длинного края. Прорежьте шпунты шириной 3/4 дюйма и глубиной 3/8 дюйма в обоих длинных нижних краях. вершины до 3 дюймов в ширину, и обозначьте четыре из них как «верхние», а остальные как «нижние». Для каждой верхней части кронштейна просверлите отверстие диаметром 1-1/2 дюйма по центру карандашной линии и на расстоянии 15/16 дюйма от переднего края заготовок. Затем превратите эти отверстия в U-образные отверстия, отпилив материал до переднего края. Повторите процесс для верхних частей нижнего кронштейна, только на этот раз просверлите зажимные отверстия диаметром 1-1/8 дюйма по карандашной линии на расстоянии 15/16 дюйма от передних краев. Не открывайте их в форме буквы U.
Завершите верхние части больших кронштейнов, вырезав пазы шириной 3/4 дюйма и глубиной 3/8 дюйма в их нижних поверхностях для размещения задних частей кронштейнов. Вставьте эти выступы на 1/2 дюйма от задних краев.
Используйте оставшуюся часть фанерной заготовки от больших вершин, чтобы сделать крышки для верхних и нижних малых кронштейнов (детали 8 и 9). Просверлите отверстия для трубных зажимов, откройте одно в U-образную форму и отфрезеруйте шпунты и задние пазы так же, как вы делали это для больших верхних частей кронштейнов.
Затем сделайте 10 пар боковых распорок (10 штук) для всех кронштейнов. Отметьте и отрежьте 3/8 дюйма. глубокий гребешок по переднему краю каждой расчалки. Разрежьте и надрежьте большую и малую заднюю часть скобы (детали 11 и 12) по размеру.
Соберите верхнюю часть, заднюю часть и две распорки вместе с винтами и эпоксидной смолой, всего вам понадобится десять штук, чтобы сделать маленькие нажимные скобы.
Отшлифуйте детали, прежде чем склеивать и скреплять верхние, задние части и распорки винтами (детали 13), чтобы получились пять пар скобок.
Совет: После установки рейлингов начертите на стене узор из горизонтальных линий через каждые 2 дюйма. Они послужат удобным визуальным ориентиром для выравнивания концов зажимов для подготовки к склеиванию.
Установка пресса
Процесс монтажа пресса начинается с изготовления и прикрепления монтажных выступов зажима с обеих сторон головок зажима.
Кронштейны, прижимные планки, пластины и зажимы крепятся к паре монтажных направляющих (детали 14), прикрепленных к стене. Вырежьте и разрежьте рельсы по размеру прямо сейчас и примените выбранную отделку ко всем частям панельного пресса. Пока отделка сохнет, выберите место на стене для вашего пресса. Вам понадобится как минимум 5 футов открытого пространства с одной стороны пресса для загрузки пиломатериалов. Выровняйте и прикрепите одну из направляющих к стене у пола с помощью длинных шурупов (шт. 15), вбитых в стойки стены. Выровняйте, выровняйте и установите другую рейку на 45 дюймов выше первой (измерение от верхнего края до верхнего края).
Повесьте один из больших верхних кронштейнов на заднюю кромку верхней направляющей, заподлицо с правым концом направляющей. Закрепите его на месте с помощью винтов (детали 16). Расположите и прикрепите небольшой верхний кронштейн к противоположному концу верхней направляющей. Равномерно разместите остальные три верхних кронштейна вдоль направляющей (15 дюймов в центре) и привинтите их на место.
Теперь прикрепите нижние кронштейны к нижней монтажной рейке. Используйте длинный уровень или отвес, чтобы убедиться, что каждый нижний кронштейн правильно выровнена с ответной частью на верхней направляющей.0007
Установите временную сборку, прикрепив плиты к кронштейнам, затем проверьте их выравнивание с помощью веревки или линейки.
Временно закрепите четыре пластины на месте с левой стороны кронштейнов. Выровняйте верхние концы плит с верхними кронштейнами. Натяните натянутую нить через поверхности плиты, чтобы выровнять их в одной плоскости. Вяжите струну как по диагонали, так и по горизонтали. При необходимости отрегулируйте и повторно зажмите, затем привинтите плиты к кронштейнам.
Наденьте прижимные планки на болты с квадратным подголовком и закрепите их с помощью шайб и звездообразных ручек.
Затем наденьте прижимные планки на болты с квадратным подголовком; они должны свободно двигаться вдоль болтов. При необходимости улучшите скольжение, аккуратно согнув болты с квадратным подголовком или слегка увеличив отверстия в прижимных планках. Когда вы будете удовлетворены посадкой, добавьте шайбы и звездообразные ручки (детали 17 и 18). Закройте открытые концы болтов пластиковыми колпачками (детали 19).).
Наконец, повесьте трубный хомут (деталь 20) на каждый верхний кронштейн и привинтите пары монтажных проушин (деталь 21) к верхним скобам против головок хомута. Эти выступы предотвращают скручивание зажимов и их падение с кронштейнов. На своем прессе я сделал проушины из кусков твердой древесины, чтобы приспособить к ним расширяющиеся боковые стороны зажимных головок Rockler «Sure-Foot™». Я также оставил верхние части скоб на расстоянии 1/4 дюйма от стены, чтобы в них можно было вставить встроенные зажимные крючки. Проявив немного изобретательности, вы можете изготовить проушины для зажимов любой марки, которые у вас есть.
Например, вы можете сделать выступы для изогнутых углублений на головках зажимов Pony, используя кусочки дюбеля толщиной 1/2 дюйма и диаметром 1 дюйм. При расположении выступов убедитесь, что зажимная головка полностью вставлена в заднюю часть U-образного выреза, и обеспечьте небольшой зазор, чтобы зажимная головка легко поднималась из кронштейна. Установите резиновые зажимные прокладки (детали 22) на зажимное оборудование, если хотите.
Использование пресса
Используйте кронштейны и зажимы, чтобы направить части панели на место, это позволяет вам делать большие склейки, не занимая ценное место на рабочем столе.
Вот как заставить ваш новый панельный пресс работать: выдвиньте прессовые стержни на болты достаточно далеко, чтобы доски легко скользили внутрь. Раскройте хомуты примерно на 1 дюйм шире, чем общая ширина склейки. Нанесите клей вдоль одного края первой доски и вставьте ее на место между плитами и прижимными планками. Положите ее на концевые упоры хомута. Загрузите оставшиеся плиты с клееной кромкой
Совет: Резиновые прокладки для хомутов, имеющиеся в продаже для трубных хомутов многих марок, предотвращают появление царапин на кромках панелей
Перед затягиванием трубных хомутов прижмите прижимные планки и панели к плитам. Затяните звездообразные ручки ровно настолько, чтобы удерживать доски на месте. Старайтесь затягивать звездообразные ручки равномерно, чтобы выровнять давление зажима. Если ваши доски не деформированы и имеют правильную поверхность для склеивания кромок, не нужно прилагать больших усилий, чтобы удерживать их ровно на валиках.
Отличные маникюрные кусачки, оснащенные отверткой, кольцом для ключей, небольшой пилочкой и инструментом для чистки ногтей
1390 р.
Автоматические станки Германия
Название:
Артикул:
Текст:
Выберите категорию:
Все Ручные краскопульты и краскораспылители
» Пневматические краскораспылители
» HVLP краскораспылители
» Airless безвоздушные краскораспылители
» DUO комбинированные краскораспылители
» Специализированные краскораспылители
Автоматические краскопульты и краскораспылители
» Пневматические краскораспылители
» HVLP краскораспылители
» Airless безвоздушные краскораспылители
» DUO комбинированные краскораспылители
» Специализированные краскораспылители
Красконагнетательные баки и безнапорные емкости
» Баки под давлением
» Емкости с подачей самотеком
» Емкости без давления
Фильтры для окрасочных камер и вентиляции
» Фильтры из гофрированного картона
» Фильтры напольные
» Фильтры потолочные
» Фильтры карманные
» Фильтрующие материалы для вентиляции
Покрасочные камеры и доп. оборудование
» Сухие окрасочные камеры
» Водяные окрасочные камеры
» Малогабаритные камеры
» Окрасочно-сушильные камеры
» Дополнительное оборудование
Коагулянты и очищающие средства
» Коагулянты и флокулянты
» Очищающие средства
» Защитные покрытия
Насосы мембранные и агрегаты высокого давления
» Насосы мембранные
» Агрегаты высокого давления
» Подъемные устройства насосов
Автоматические окрасочные станки и линии
» Автоматические станки Германия
» Автоматические станки Италия
Аксессуары и другие приспособления
» Бачки для краскораспылителей
» Форсунки для краскопультов
» Иглы материальные
» Удлинение форсунок
Вентиляторы
» Центробежные низкого давления
» Центробежные среднего давления
» Центробежные высокого давления
» Осевые вентиляторы
Распродажа:
Вседанет
Акция:
Вседанет
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Производство германиевых линз и куполов
Рис. 1. Германиевая буля весом 27,6 фунта.
Германий (Ge) — это ИК-материал с физическими свойствами, которые делают его идеальным, среди прочего, для аэрокосмической и оборонной промышленности. Используя передовые методы выращивания кристаллов, можно производить германиевые були, из которых изготавливаются германиевые линзы и купола. Поскольку германий является дорогим материалом, крайне важно производить заготовки из булей экономичным способом.
При использовании 5-осевых оптических шлифовальных станков OptiPro метод ковшового шлифования позволяет эффективно удалять большие куски материала при создании заготовок куполов, которые затем будут перерабатываться. После черпания купола обрабатываются с использованием той же технологии, что и для сферических линз: сферическое формирование поверхности до желаемого радиуса, затем высокоскоростная полировка с ЧПУ поверхности до желаемой неровности и шероховатости поверхности.
Рис. 2. Рендеринг, показывающий, как инструмент для черпания создает материал из були.
Ниже показан процесс изготовления германиевых полусферических куполов из були размером 4,5″ в ширину и 9,0″ в высоту (см. рис. 1).
Обработка ковша с ЧПУ для минимизации материальных затрат
CNC-обработка или шлифовка черпака была разработана с учетом вторичной переработки и сохранения материала (см. рис. 2).
Эта машинная операция позволяет вам удалять объемные куски из сырьевого цилиндра таким образом, чтобы вы могли повторно использовать удаляемый материал. То, что остается после удаления объемных кусков материала, представляет собой полноценную почти чистую заготовку купола (см. рис. 3 и 4).
Рис. 3. Германиевая крупка после размалывания вогнутой ковшом.
Рис. 4. Выпуклая поверхность германиевой заготовки купола, отшлифованной черпаком, снятой с були.
Рис. 5: Масса нетто отходов переработки германиевой були.
Переработка металлолома из германия
После измельчения германиевых купольных заготовок совком, фрагменты металлолома могут быть переработаны для сокращения затрат и максимального возврата инвестиций. Чтобы изучить чистый выход перерабатываемого материала, необходимо измерить и записать общий вес всех кусков лома и сравнить его с весом необработанной германиевой були. Как показано на рисунке 5, цифровые весы используются для взвешивания лома. С помощью этой информации можно рассчитать процент материала, который был восстановлен для переработки.
Изготовление германиевых куполов с высокой точностью
Перед высокоскоростной полировкой германиевых куполов поверхности формируются в виде сфер на 5-осевом оптическом шлифовальном станке (см. рис. 6). Этот шаг имеет решающее значение по следующим причинам:
Приведение купола к желаемому и необходимому радиусу
Чтобы купол был полностью сферическим без астигматической ошибки
Для минимизации подповерхностного повреждения путем обработки поверхности мелкозернистым инструментом
После того, как купол из германия сформирован в виде сферической формы с требуемыми характеристиками, выпуклые и вогнутые поверхности могут быть отполированы на высокой скорости на таком станке, как PRO 160P+ , с использованием известного рецепта расходных материалов и параметров полировки (см. рис. 7).
Рис. 6: Германиевый купол, сферически создаваемый в eSX 300 .
Рисунок 7: Высокоскоростная полировка купола из германия в PRO 160P+ .
Готовые германиевые поверхности купола показаны ниже на рисунках 8 и 9.
Рисунок 8: Готовая выпуклая поверхность купола из германия.
Рис. 9: Готовая вогнутая поверхность купола из германия.
Точная метрология куполов из германия
Чтобы убедиться, что каждый купол из германия соответствует требуемым спецификациям, требуется несколько различных метрологических инструментов.
Для измерения готовых поверхностей купола использовались следующие инструменты:
Толщина детали: цифровой каплемер
Радиус детали:
Башня OptiPro PRO ™
OptiPro UltraSurf ™
Деталь неправильной формы
Башня OptiPro PRO ™
OptiPro UltraSurf ™
ОптиПро UltraSurf ™ – это 4- или 5-осевая бесконтактная измерительная система, способная измерять все, от симметричных до асимметричных оптических компонентов и компонентов произвольной формы. Благодаря наличию множества совместимых оптических датчиков UltraSurf ™ может измерять различные материалы, включая металлы, керамику, кристаллы и оптические стекла.
PRO Tower компании OptiPro ™ – это вертикальная интерферометрическая система для измерения как радиуса, так и погрешности волнового фронта сферической и плоской оптики диаметром до 300 мм. При наличии дополнительного столика CGH (компьютерной голограммы) PRO Tower ™ также может вмещать асферическую оптику.
Окончательная метрология двух германиевых куполов, отполированных на высокой скорости в OptiPro, показана в таблице ниже и на рисунках 10, 11, 12, 13. Для измерения подбарабанья использовалась PRO Tower ™ с объективом F0,65. (R1) поверхности купола. Это позволило захватить всю прозрачную апертуру вогнутой поверхности. UltraSurf 4X 300 использовался для захвата 100% полированных выпуклых (R2) поверхностей.
Купол #
R1 Радиус (мм)
R2 Радиус (мм)
R1 Неисправность (FR)
R2 Неисправность (FR)
КТ (мм)
1
44.458
50,796
3,285
2,688
6.361
2
44.470
50,797
3.001
2.311
6,349
Рис. 10: Карта вогнутой поверхности германиевого купола №1.
Рис. 11: Карта поверхности выпуклой поверхности германиевого купола №1.
Рис. 12: Карта вогнутой поверхности германиевого купола №2.
Рис. 13: Карта поверхности выпуклой поверхности германиевого купола №2.
Многократные измерения шероховатости поверхности обоих готовых куполов показали среднее значение 24Å RMS. На рисунках 14 и 15 показаны несколько примеров шероховатости поверхности каждого купола.
Рис. 14: Шероховатость поверхности германиевого купола №1.
Рисунок 15: Шероховатость поверхности германиевого купола №2.
Резюме
Компания OptiPro разработала готовое решение для производства полусферических германиевых куполов с использованием новейших технологий оптического производства. При использовании метода ковшовой шлифовки в процессе производства германиевых куполов большая часть германиевого материала, который обычно теряется в обычном производственном процессе, впоследствии может быть утилизирована и переработана для экономии затрат.
Оптические шлифовальные станки с ЧПУ компании OptiPro могут создавать выпуклые и вогнутые сферические поверхности желаемого радиуса с минимальным повреждением подповерхности. Для достижения оптимальной неровности и шероховатости поверхности высокоскоростные полировальные машины, такие как PRO 160P+ , являются идеальным решением, когда используется известный рецепт расходных материалов и параметров.
После полировки поверхностей купола крайне важно использовать надежные метрологические приборы для получения точных данных измерений. ОптиПро 9Вертикальный интерферометр 0009 PRO Tower и бесконтактная метрологическая система UltraSurf — это стандартные в отрасли методы измерения неровностей, шероховатости поверхности и других важных характеристик, обеспечивающие оптимальную производительность. Поскольку германиевые линзы и купола часто используются в критически важных приложениях, таких как аэрокосмическая промышленность и оборона, производительность имеет первостепенное значение.
Та же технология OptiPro, которая используется для изготовления и полировки полусферических куполов из германия, может быть применена и к линзам из германия. Если у вас есть работа, связанная с изготовлением прототипа германиевой линзы или купола в больших объемах, обратитесь в OptiPro сегодня и позвольте нам оптимизировать ваш производственный процесс.
Подпишитесь на нашу рассылку, чтобы получать новости и обновления от OptiPro
Подпишитесь сейчас
Advanced Material and Device Applications with Germanium
Авторская панель Войти
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы представляем собой сообщество из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и некоторых самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, посвященный открытому доступу, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемый отредактированный том с открытым доступом
Просмотр глав
Делиться
Цитировать
Расширенные возможности применения материалов и устройств с использованием германия Под редакцией Санхьюна Ли
Обзор показателей книги
5 263 загрузки глав
Посмотреть полную метрику
Академический редактор
Sanghyun Lee
Государственный университет Индианы, Соединенные Штаты Америки
рождение полупроводника, но вскоре был заменен кремнием. Тем не менее, германий готов к замечательному возвращению в полупроводниковую промышленность. При таком возрастающем внимании эта книга описывает фундаментальные аспекты германия и его приложений. Содействующие авторы являются экспертами в своей области с …
Read more
Order Print Copy
Edited Volume and chapters are indexed in
Показать больше
Рекламное объявление
1. Вводная глава: современные материалы и устройства с германием Пальмерола
3. Диффузия фосфора и галлия в подслое Ge гетероструктур In0.01Ga0.99As/In0.56Ga0.44P/Ge
Кобелева Светлана Петровна, Илья Анфимов и Сергей Юрчук
4. Процессы управления интерфейсом для Ni/Ge и Pd/Ge Изготовление контактов Шоттки и омических контактов: Часть первая
Адриан Хабаньяма
5. Процессы управления интерфейсом для Ni/Ge и Pd/Ge Изготовление контактов Шоттки и омических контактов: Часть вторая
Автор Адриан Хабаньяма
Заказать печатную копию этой книги
Доступно для
Доставлено
100 фунтов стерлингов (без НДС)*
Твердый переплет | Полноцветная печать
Заказ по электронной почте
Участник IntechOpen? Получите скидку
БЕСПЛАТНАЯ ДОСТАВКА ПО ВСЕМУ МИРУ
Информация о заказе и доставке
* Жителям стран Европейского Союза необходимо добавить учетную ставку налога на добавленную стоимость в зависимости от страны проживания.
В период заполнения формы на поверхности изделия могут образовываться спаи, или их ещё называют другими терминами — холодные спаи, сварные швы, стыковые швы.
Спаи образуются в результате соединения двух (или нескольких) потоков расплава, образующихся при заполнении материалом формы.
Образование спая возможно в результате обтекания материалом вставки, находящейся в форме. Вставка разделяет поток расплава на два потока. После вставки два раздельных потока соединяются. В месте соединения потоков расплав сплавляется под действием давления литья и образуется монолит — спаи (стыковой шов). Часто подобный эффект получается при производстве технических деталей при литье под давлением полиамида.
В месте соединении потоков (в спае) скапливается воздух и влага, которые содержатся в расплаве. Приток новых порций расплава отодвигает образовавшийся спай (стыковой шов) к поверхности изделия. Спай касается холодной стенки формы и на поверхности изделия остается тонкая слабо видимая риска.
Спаи довольно сложно устранить. Технологические рекомендации по устранению спаев заключаются в том, чтобы добиться улучшения сваривания двух потоков расплава и уменьшить содержание влаги и посторонних загрязнений в расплаве.
Для улучшения сваривания температуру материала Тл и температуру формы Тф следует увеличивать, давление литья Рл повышать, скорость впрыска Q увеличивать. Заполнение формы необходимо проводить на первом режиме течения.
Для снижения влаги материал нужно тщательно сушить перед переработкой.
Важную роль в устранении спаев играет тщательная проработка расположения литников и вставок на стадии проектирования изделия.
Спай можно устранить декорированном поверхности изделия, если спай не удалось устранить при проектировании изделия. В месте возможного образования спая делают так называемую «шагреневую кожу». Для чего в форме делают определенные рифления.
Устранению спая способствует увеличение размеров поперечного сечения впусков.
2. Волнистая поверхность
«Волнистая» поверхность обычно образуется на изделии, если форма заполняется на двух режимах (см. раздел «Режимы заполнения формы»).
Первый режим (I) — режим с постоянной объемной скоростью течения материала по форме. Он длится с момента начала заполнения и до момента достижения наибольшего (установленного) давления в гидроприводе Рmax. Заполнение формы в этом режиме обеспечивает хорошую внешнюю поверхность изделия.
Если установленного давления в гидроприводе не хватает для того, чтобы заполнить форму по всей длине на первом режиме, начинается второй режим убывающей скорости течения (II). При течении материала с убывающей скоростью на поверхности изделия становятся видны мелкие волны (следы течения), которые создают мутность и рябую поверхность. Это ухудшает внешний вид изделия.
Если внешний вид изделия имеет важное значение, заполнение формы необходимо осуществлять на первом режиме течения. Для этого нужно увеличить температуру материала Тл, повысить давление литья Рл, увеличить объемную скорость впрыска Q и повысить температуру формы Tф.
Увеличить текучесть материала и обеспечить заполнение формы на первом режиме можно добавлением к основному материалу модифицирующих добавок.
Если есть возможность, то для устранения рассматриваемого дефекта нужно перейти на более низковязкую марку полимера.
3. Серебристые полосы
При течении гигроскопичных полимеров, если они недостаточно хорошо высушены, на поверхности фронта потока или около его внутренней поверхности находятся пузырьки влаги.
После того, как пузырьки влаги достигли фронта потока, они начинают двигаться вместе с фронтом перпендикулярно основному потоку течения и доходят до стенок формы (см. раздел «Течение материала по форме»). На стенке формы пузырьки влаги расплющиваются и растягиваются по направлению течения материал. На поверхности изделия образуются характерные блески от влаги — серебристые полосы.
Для устранения серебристых полос на поверхности изделий материал перед переработкой нужно тщательно сушить для уменьшения в нем влаги.
Уменьшению «серебра» на поверхности изделий способствует понижение температуры материала Тл и снижение скорости заполнения формы Q.
4. Облой (подлив, грат)
Причины образования облоя могут быть разные.
Одна из причин заключается в том, что в процессе формования (в период заполнения или нарастания давления) в форме возникают высокие давления. Это особенно характерно для тонкостенных изделий и изделий с длинными путями течения. Усилие, возникающее в форме, может превысить усилие запирания формы.
В этом случае половинки формы приоткрываются и в образовавшийся зазор затекает материал. На изделии образуется облой. Его также называют подливом или гратом.
Такой вид брака приводит к дополнительной обработке изделий (зачистке) и перерасходу материала.
Эффективным способом устранения облоя является организация режима формования со сбросом давления (см. раздел «Режимы со сбросом давления»). Такой режим предотвращает развитие в форме чрезмерно высоких давлений.
Если это не удается реализовать, нужно подобрать машину с большим усилием запирания формы, уменьшить давление литья Рл и время выдержки под давлением tВПД.
Причиной образования облоя может быть чрезмерно низкая вязкость полимера, например при литье под давлением полиамида. В результате этого под действием давления литья полимер проникает в зазоры половинок формы. Это особенно характерно для таких низковязких материалов как полиэтилентерефталат, полиамиды (особенно полиамид 66).
Для устранения облоя в этом случае нужно уменьшить текучесть материала в форме. Для этого можно понизить температуру материала ТЛ и температуру формы Тф. Устранению облоя способствует понижение давления литья Рл и снижениеобъемной скорости впрыска Q.
5. Пригары
Пригары — вид брака, при котором в крайних от литниках областях изделия образуются обугленные точки или участки.
Этот вид брака связан с тем, что при впрыске в конце формы образуются замкнутые воздушные полости, в которых материал, затекающий в форму, запирает воздух.
При быстром затекании (большая скорость впрыска) сжатие воздуха происходит мгновенно. В результате этого воздух разогревается до 400 — 600°С. Этот раскаленный воздух сжигает фронтальные слои материала. На изделиях появляются черные обугленные участки.
Для устранения этого дефекта при проектировании формы требуется предусмотреть каналы для выхода воздуха.
В случае возникновения этого дефекта на уже изготовленных формах следует уменьшить объемную скорость впрыска Q. Уменьшению пригаров способствует также снижение давления литья Рл.
6. Увеличенная толщина изделий
Причин увеличения толщины изделий по сравнению с заданной может быть несколько.
Причиной увеличения толщины изделий может быть образование облоя (см. раздел «Облой»). Если образовался облой (подлив), половинки формы опираются на заусеницы и полость формы оказывается толще. Толщина изделия становится больше. Вес изделия увеличен.
Причиной увеличения толщины изделий может быть ошибка в расчетах глубины формы при
ее проектировании. Этот дефект возникает независимо от материала литья, он может появиться при литье под давлением полиамида, ПЭ, ПП, ПС и другого полимера.
Причиной увеличения толщины изделий может быть также значительное увеличение размеров формы (глубины) при формовании. Это происходит в результате недостаточной жесткости машины, высокой жесткости формы и высокого давления, развиваемого в форме при формовании (см. раздел «Изменение размеров формы при формовании»).
Для устранения этого дефекта при проектировании формы необходимо правильно задать жесткость формы.
Для уменьшения эффекта изменения размеров изделий при литье целесообразно применять режимы формования со сбросом давления (см. раздел «Режимы со сбросом давления»).
Если это не удается реализовать, снижают давление литья Рл.
7. Излишний вес изделий
В случае, если изделие имеет все удовлетворительные показатели (внешний вид, механические свойства и пр.), но есть стремление уменьшить вес изделий для экономии сырья, это можно достигнуть регулированием технологических параметров литья, которые влияют на подпитку материалом формы во время выдержки под давлением.
Для уменьшения веса изделий следует сократить давление формования Рф, если применяют режим формования со сбросом давления (см. раздел «Режимы со сбросом давления»).
Если на машине нет режима со сбросом давления, уменьшают давление литья Рл. Сокращают время выдержки под давлением, уменьшают ход шнека Н и увеличивают на 5-7 0С температуру материала Тл.
Необходимо учитывать, что каждый из перечисленных параметров независимо от других приводит к уменьшению веса изделий. Поэтому одновременное изменение всех параметров для понижения веса может привести к недоливам.
Приведенные параметры перечислены в последовательности их уменьшения влияния на изменение веса изделий. Для достижения желаемого результата следует последовательно изменять каждый технологический параметр в отдельности. При этом внимательно контролировать соответствие показателей качества изделия предъявляемым требованиям.
8. Колебание веса изделий
Колебание веса изделий — разница веса отливок, получаемых от цикла к циклу на одной и той же форме.
Причинами колебания веса могут быть следующие факторы: выбор машины сделан неверно, машина неправильно отрегулирована, неисправности в рабочих узлах машины.
Машина может быть выбрана неправильно по объему отливки. Если объем отливки составляет менее 30% от номинального объема впрыска, погрешность
на точность хода шнека, которая есть на машине, может влиять на отклонения веса изделий.
Машина может быть выбрана неправильно по усилию запирания формы. Если усилие запирания недостаточно, то в различных циклах форма может по-разному увеличивать свой объем. Это является причиной колебания веса изделий.
Такой же эффект возникает, если усилие запирания отрегулировано неправильно — на меньшую величину по сравнению с паспортной характеристикой.
Колебание веса изделий может происходить в результате неисправностей клапана давления в гидросистеме литьевой машины. Если масло засорено или в масле есть вода то может происходить ржавление и заедание клапана. Давление литья Рл от цикла к циклу может колебаться и в соответствии с этим будет колебаться вес изделия.
9. Плохой съем изделий
Плохой съем изделий из формы связан с повышенным прилипанием материала к внутренним стенкам полости формы.
Плохой съем может возникнуть как при литье под давлением полиамида, так и других материалов. Он приводит к деформированию, образованию сколов, растрескиванию изделий при их съеме из формы, а также возникновению коробления изделий.
Причинами плохого съема могут быть следующие факторы: литьевая форма неправильно сконструирована, наличие неровностей и поднутрений на форме, разница в температурах половинок формы.
Для устранения прилипания исправляют форму.
Эффективным способом улучшения съема изделий из формы является применение модифицирующих добавок, которые добавляют к основному материалу. Добавки создают адгезивный слой между полимером и внутренней поверхностью полости формы.
Облегчению съема изделий из формы способствует изменение технологических параметров литья. Технологические параметры литья корректируют таким образом, чтобы уменьшить прилипание материала к металлу формы и снизить затекание материала в различного рода неровности и шероховатости, которые имеются на поверхности формы.
Для этого понижают температуру материала Тл и температуру формы Тф, снижают давление литья Рл и время выдержки под давлением tвпд. Уменьшают продолжительность охлаждения tохл.
10. Недостаточный глянец
Глянец (блеск) — важный показатель внешнего вида изделий.
Глянец поверхности изделия зависит от природы (свойств) материала, качества обработки формы, а также от технологии литья.
К полимерным материалам, которые по своей природе имеют высокий показатель глянца относятся следующие: МСН — пластики, полиметилметакрилат ПММА, полистирол блочный общего назначения ПС, поликарбонат ПК, полисульфон ПСФ, АБС — пластики (особенно специальные марки с высоким показателем глянца), сополимеры формальдегида, полиамид — 6, полиамид — 66, полиамид — 610, полиэтилентерефталат ПЭТФ, полибутилентерефталат ПБТФ, полиамид- 12.
Для получения блестящей внешней (видовой) поверхности изделия нужно обеспечить хорошую обработку поверхности формы, оформляющую эту видовую поверхность.
Угол отражения (глянец) зависит от режима течения материала в форме при заполнении. Для получения хорошей глянцевой поверхности нужно обеспечить, чтобы заполнение формы проходило на первом режиме — режиме постоянной объемной скорости течения (см. раздел «Режимы заполнения формы»),
Если это не обеспечить, форма заполняется на втором режиме — режиме убывающей скорости течения. При таком режиме поверхность изделия становится волнистой и глянец исчезает.
Для перехода от второго режима течения к первому и получения глянца нужно повысить температуру материала Тл и температуру формы Тф, а также увеличить давление литья Рл и объемную скорость впрыска Q.
Поверхность изделия становится более глянцевой, если она в большей мере копирует поверхность формы (при условии высокого качества обработки поверхности формы). Для обеспечения этого время выдержки под давлением tвпд следует увеличивать.
Поэтому увеличение времени выдержки под давлением tвпд способствует получению глянцевой поверхности.
Для повышения глянца кристаллических материалов требуется получить при формовании аморфизированную структуру поверхностного слоя изделия. Это достигается понижением температуры материала Тл и температуры формы Тф, а также увеличением скорости впрыска Q и давления литья Рл.
11. Недоливы
Недоливами называют неполное заполнение формы.
Первая причина образования недоливов может заключаться в том, что неправильно подобрана марка полимера по вязкости, это встречается литье под давлением полиамида и других материалов. Для формования изделия требуется более низковязкая марка полимера с более высокой текучестью. В этом случае, если есть возможность, нужно перейти на более низковязкую марку полимера.
Вторая причина — высокое гидравлическое сопротивление затеканию материала в форму, например при литье под давлением полиамида. Для улучшения формуемости материала в форме используют регулирование технологических параметров литья. Повышают температуру материала Тл, т.к. вязкость материала уменьшается и текучесть повышается. Улучшению формуемости материала способствует повышение температуры формы Тф. но в меньшей мере, чем повышение температуры материала Тл. Недоливы устраняют увеличением скорости впрыска Q, повышением давления литья Рл, увеличением хода шнека Н.
Третья причина образования недоливов — неисправности в литьевой машине, приводящие к недостаточной порции материала для полного оформления изделия. Например, недоливы могут быть при износе клапана наконечника шнека. В этом случае материал при перемещении шнека вперед при впрыске поступает не только в форму, но и течет по виткам шнека в обратном направлении.
Для устранения этого нужно заменить клапан наконечника шнека. Методика проверки клапана шнека дана в разделе «Рекомендации по организации процесса пластикации» .
Эффективным средством улучшения формуемости материала и устранения недоливов является применение модифицирующих концентратов.
12. Коробление
Коробление представляет собой отклонение поверхности изделия от базовой плоскости.
Коробление возникает по нескольким причинам.
Во-первых, коробление возникает в результате релаксации ориентации, возникающей при заполнении формы. Неравномерное охлаждение отдельных участков формы еще более увеличивает коробление изделий, т. к. степень снижения ориентации в этих участках различна.
Причиной коробления может быть разная скорость кристаллизации на различных участках изделия. Разная скорость кристаллизации при охлаждении возникает из-за разницы в скоростях охлаждения разных участков изделия.
Причиной коробления так же может быть разница в термическом изменении размеров отдельных участков изделия при охлаждении из-за разной скорости охлаждения этих участков.
Коробление недопустимо при выпуске технических деталей и автомобильных компонентов при литье под давлением полиамида. Для уменьшения коробления изделия следует стремиться обеспечить температурную однородность охлаждения. Для этого должно быть обеспечено равенство температур обеих половинок формы и однородность температурного поля по всей поверхности половинок формы.
Коробление зависит от следующих технологических параметров: температуры литья Тл, температуры формы Тф, давления литья Рл, продолжительности операций цикла (время выдержки под давлением tвпд, общая продолжительность цикла tц). Коробление зависит от расположения впуска.
Снижению коробления способствует увеличение времени выдержки материала в форме под давлением tвпд и времени охлаждения tохл (общей продолжительности цикла tц), т.к. в форме (где конфигурация изделия зафиксирована) полнее протекает кристаллизация и в большей степени снижается ориентация.
Коробление уменьшается с понижением температуры материала Тл и температуры формы Тф.
Снижению коробления способствует уменьшение давления литья Рл и увеличение объемной скорости впрыска Q, т.к. уменьшается ориентация, возникающая при заполнении формы (см. раздел «Ориентация и внутренние напряжения»).
Снижению коробления способствует применение режимов формования со сбросом давления (см. раздел «Режимы со сбросом давления»).
13. Утяжины
Утяжины представляют собой местные углубления на поверхности изделия, связанные с неравномерным охлаждением отдельных участков изделия. Утяжины образуются за счет местных утолщений на обратной стороне изделия (ребра жесткости, бабышки, изменение толщины стенок).
Основной способ устранения утяжин — это правильное проектирование форм. Не рекомендуется размещать утолщения (ребра жесткости, бабышки и пр.) на обратной стороне видовых наружных поверхностях изделия.
Чистота обработки формы подчеркивает утяжины. Чем выше чистота обработки формы, тем яснее проявляются все световые эффекты и все мельчайшие неровности (углубления) поверхности.
Поэтому, если расположение утолщений избежать невозможно, то их отрицательное влияние может быть сглажено созданием матовой поверхности или, так называемой, «шагреневой кожи». Для этого делают специальные рифления на поверхности формы, которые при формовании отпечатываются на поверхности изделия.
Регулирование технологических параметров так же способствует уменьшению утяжин. Для уменьшения утяжин понижают температуру материала Тл и температуру формы Тф. Уменьшению утяжин способствует повышение давления литья Рл и времени выдержки под давлением tвпд, т.к. увеличивается подпитка материалом формы и компенсируется усадка материала в результате охлаждения. С целью уменьшения утяжин повышают объемную скорость впрыска Q.
Для выбора наиболее эффективного параметра (Тл или Рл) для уменьшения утяжин необходимо оценить расположение утяжин по отношению к впуску.
Утолщение может быть близко расположено к впуску. В этом случае целесообразно устранить утяжину снижением температуры материала Тл, т.к. давление, возникающее в этой точке в период подпитки достаточно велико, чтобысформировать качественную поверхность изделия.
Если утолщение расположено достаточно далеко от впуска, то давления в точке Б может не хватить, чтобы компенсировать температурную усадку материала. Давление в т.Б меньше, чем давление в точке А в результате возникающего перепада давления по длине формы. В этом случае целесообразно увеличить давление литья
Рл.
Увеличение размеров впуска способствует уменьшению утяжин, т.к. в большей мере компенсируется усадка материала при охлаждении.
14. Пустоты
Пустоты представляют собой каверны и пузыри внутри изделия.
При образовании пустот необходимо проверить объем впрыска (ход шнека Н). Если Vвпр {Н} окажется недостаточным, его следует увеличить.
Нужно также проверить работу клапана наконечника шнека. При впрыске материала в форму не должно быть утечек в обратном направлении (см. раздел «Рекомендации по организации процесса пластикации»).
На образование пустот оказывают влияние технологические параметры литья.
Для уменьшения пустот нужно увеличить подпитку материалом формы при охлаждении для компенсации усадки. Для этого повышают давление литья Рл или давление формования Рф, если применяют режим формования со сбросом давления (см. раздел «Режимы со сбросом давления»), увеличивают время выдержки под давлением tвпд повышают температуру формы Тф.
Уменьшению пустот способствует снижение теплового сжатия материала при охлаждении в форме. Для этого уменьшают температуру материала Тл.
Увеличение размеров впуска улучшает подпитку материалом формы при охлаждении и уменьшает пустоты.
15. Дырки
Причиной образования дырки в одной из стенок изделия может быть нарушение соосности деталей формы.
Рассмотрим это на примере простейшего изделия — стакан с центральным литником.
Если соосность деталей формы не нарушена, то заполнение формы происходит равномерно по уровням, равноудаленым от литника. Образование брака типа «дырки» в этом случае исключено.
Если соосность деталей формы нарушена, то заполнение такой простейшей формы происходит сложно. По той стенке формы (А), толщина которой меньше (в результате несоосности), затекание будет замедленным. Все другие стенки будут оформляться раньше, чем стенка А. Поэтому заполнение стенки А пойдет с боковых сторон. Если давление литья Рл недостаточно, то на стенке А образуется дырка. Если давление литья Рл достаточно, то на стенке А образуется спай.
Для устранения таких видов брака нужно проверить соосность деталей формы и устранить нарушение соосности.
LeanZone.ru: бережливое производство и бережное управление
Автор: Сергей Жаринов
Категория: Теория ограничений систем
Статистические методы
Информационные технологии
Производственная система
Планирование
Теория ограничений (TOC)
Допустимые отклонения будут накапливаться однонаправленно –
чтобы причинить максимум трудностей при сборке.
Закон Клипштейна
Часто приходится слышать:
– А какая, собственно, разница между «сложной» и «простой» сборкой? В чём проблема? Состав изделия известен, технологический процесс прописан, нормативы времени налицо. Забиваем в наш замечательный софт, нажимаем волшебную кнопку и получаем подробный график работ. Потом по каждой операции фиксируем исполнение. И всё тип-топ. Между прочим, ничем не отличается от управления изготовлением отдельных деталей. …
Автор: Сергей Жаринов
Категория: Общее
Математика Lean
Производственная система
Планирование
Нет иллюзий – нет и разочарований.
Японская пословица
Как говорится, никогда не говори «никогда». Всего каких-то пять лет назад, – после подготовки двух небольших приложений к своей старой заметке «О детальном и укрупнённом планировании», – я обещал больше не возвращаться к вопросам исследования систем последовательной обработки в условиях вариабельности и зависимости процессов, столь характерных и существенных для мелкосерийного производства. Тогда казалось, что подробного анализа простейших моделей одного или двух станков вполне достаточно для понимания основных особенностей поведения таких систем, и дальнейших пояснений просто не потребуется.
Автор: Сергей Жаринов
Категория: Шесть сигм
Статистические методы
Математика Lean
Производственная система
Планирование
Теория ограничений (TOC)
Управление запасами
Если вы занимаетесь наукой, вам требуется понять мир.
Если же вы занимаетесь бизнесом, вам нужно, чтобы мир
не понимали другие.
Нассим Талеб
Консалтинг – такая штука, где бизнес явным образом делается на непонимании мира консультируемыми. И это нормально, ведь понимать всё не под силу никому. Поэтому и обращаются к экспертам, в данном случае, по управлению производством, запасами, цепочками поставок и прочим смежным вопросам. Как человеку с академическим бэкграундом, лично мне всегда удобнее «плясать от печки», то есть от теории. Однако довольно часто приходится сталкиваться с недоумением аудитории:
Автор: Георгий Лейбович
Категория: Системы менеджмента качества
В комментарии к переводу статьи Шухарта я упоминал теорему Чебышева, из которой следует, что в интервал +/- 3 сигмы попадает более 89% значений случайной величины практически для любого распределения. Результаты обширных расчётов, приведённые Уилером в публикуемом нами материале, косвенно подтверждают на практике этот вывод и показывают широчайшую применимость диаграмм поведения процесса (того, что изначально называлось контрольными картами).
Автор: Георгий Лейбович
Категория: Системы менеджмента качества
СМК
Статистические методы
У. А. ШУХАРТ
Признаётся общепринятым, что мы не можем сделать все образцы данного вида продукции одинаково похожими. Из этого следует, что качества образцов одного и того же вида продукции различаются между собой, или, другими словами, следует ожидать, что качество продукции будет подвержено вариациям. Причины этой вариабельности, как правило, неизвестны.
Настоящая статья представляет научную основу для определения того, когда в устранении этих неизвестных или случайных причин вариабельности качества продукции мы достигли пределов экономической целесообразности. Когда это состояние достигнуто, продукция считается контролируемой, поскольку тогда можно установить границы, в которых, как ожидается, качество останется и в будущем. Обеспечивая контроль, мы добиваемся пяти экономических преимуществ, обсуждаемых в Части III.
Автор: Сергей Жаринов
Категория: Теория ограничений систем
Информационные технологии
Системный подход
Производственная система
Планирование
Визуализация
Теория ограничений (TOC)
Примеры проектов
Информация, которая вам нужна, не та, которую вы можете получить.
Один из «законов информации» [1]
Четыре года назад мы разработали базовую версию программного комплекса под названием «Система планирования и контроля производства LS12» [2], и с тех пор в разных вариантах и модификациях развёртываем её сами либо через партнёров в качестве инструмента повышения доходности бизнеса предприятий, прежде всего, с мелкосерийным, единичным и даже опытно-экспериментальным характером производства. Компания у нас небольшая, к массовым внедрениям мы не стремимся и обычно сотрудничаем с теми, кто осмысленно принимает предлагаемую нами модель управления [3], основанную на главных логистических принципах Toyota Production System, реализованных с применением подходов S-DBR / MTA / DBM теории ограничений (см. Приложение 1).
Сообщество LeanZone.ru
Сегодня в сообществе LeanZone.ru более 9000 человек!
Дни рождения
Новости WKazarin.
ru
Развертывание потерь
Инструмент в порядке — и работа проще
Лин-академия. Первый модуль начинает работу
Лидер, которого нельзя сбалансировать
Устная передача информации — какой вид потерь?
Новости SixSigmaOnline.ru
26 декабря 2022
Блог
Как сделать стоячее рабочее место в офисе?
Компетенции для успешного обмена знаниями
Законы Паркинсона и прочие болезни менеджмента
Knowmads – сотрудники завтрашнего дня
8 видов потерь. Примеры в кино. Перепроизводство
Бережливое производство
Бережливое производство: вопросы и ответы.
Бережливое производство. Вводный курс.
Бережливое производство. С чего начать.
Семинар-тренинг по бережливому производству.
Кайзен. Вовлечение персонала.
Всеобщее производительное обслуживание — TPM
Все статьи по тематике «Бережливое производство»…
Презентация по бережливому производству.
Презентация по TPM.
Презентация по 5S.
Все презентации…
Заметки в блогах по тематике «Бережливое производство»…
Литература по тематике «Бережливое производство»…
Лента новостей
Пластиковая пленка 101 — Все о пластиковой пленке!
Экономия в конце года — скидка 10% при оформлении заказа — код купона: bye22
Как производится пластиковая упаковка?
Часто задаваемые вопросы о пластиковой упаковке
Руководство по пищевой пластиковой упаковке
Пластиковая упаковка- Пластиковая упаковка — это общий термин, используемый для описания многих различных материалов. Пластиковая пленка чаще всего относится к промышленной полиэтиленовой пленке для крепления поддонов или пищевой полиэтиленовой пленке. Пищевая полиэтиленовая пленка, также известная как пищевая пленка, пищевая пленка и сарановая пленка, представляет собой тонкую пластиковую пленку, обычно используемую для запечатывания и защиты пищевых продуктов в контейнерах, чтобы они оставались свежими. Пищевая полиэтиленовая пленка продается в отдельных рулонах или, что чаще всего, продается вместе с рулоном в коробке с режущей кромкой.
Пластиковая упаковка была обнаружена в 1933 году, когда у работника лаборатории Dow Chemical (Ральф Уайли) возникли проблемы с мытьем мензурок, используемых при разработке продукта для химической чистки. Первоначально продукт был разработан в виде спрея для распыления на истребители, чтобы защитить их от соленых морских брызг. Первоначальная пластиковая пленка, которая была изобретена, была PVdC (поливинилиденхлорид). В 1949 году компания Dow Chemical усовершенствовала спрей и разработала пластиковую пленку из сарана.
Полиэтиленовая пленка обычно изготавливается из ПВХ (поливинилиденхлорида). В последние годы стали более популярными другие альтернативы ПВХ. Наиболее популярным вариантом в последние годы является ПВД (полиэтилен низкой плотности), поскольку он считается более безопасным для организма. Проблема с пластиковой пленкой из полиэтилена низкой плотности заключается в том, что она не обеспечивает такого сцепления, как полиэтиленовая пленка из ПВХ. В 2004 году бренд «Saran» перешел на использование LDPE из-за экологических опасений, связанных с хлоридом, связанным с пластиковой пленкой из ПВХ.
Как изготавливают полиэтиленовую пленку?
Пластиковые гранулы нагревают до тех пор, пока они не расплавятся.
Затем жидкость продавливается через фильеру, образуя трубку из эластичного пластика.
В трубки вдувается сжатый воздух, образуя пузырь.
Пузырек растягивает пластик до нужной толщины.
Пузырь сворачивается между металлическими роликами, образуя пластиковую пленку.
Затем пленка наматывается на большой металлический рулон, вмещающий несколько километров пленки.
С большого рулона полиэтиленовая пленка разматывается, разрезается и снова наматывается на меньшие рулоны.
Скручивание и развертывание полиэтиленовой пленки помогает обеспечить большее сцепление.
Затем рулоны помещаются в картонные контейнеры с зазубренными краями или упаковываются индивидуально для конечного пользователя.
Часто задаваемые вопросы о полиэтиленовой пленке
Насколько толстая полиэтиленовая пленка? Большинство пластиковых липких пленок, покупаемых в магазине, имеют размер от 35 до 40 ga. См. нашу таблицу преобразования манометров, чтобы преобразовать манометры в несколько форм измерений.
Можно ли использовать полиэтиленовую пленку в микроволновой печи? Да, полиэтиленовую пленку можно использовать в микроволновой печи. Пользователям рекомендуется делать отверстия для вентиляции пара. Полиэтиленовая пленка не должна соприкасаться с пищей с высоким содержанием жира. Жир может расплавить полиэтиленовую пленку, если его нагреть до достаточно высокой температуры.
Можно ли использовать полиэтиленовую пленку в духовке? Нет, полиэтиленовую пленку нельзя использовать в обычных духовках, плитах или тостерах. Пластик расплавится, если использовать его в любом из этих кухонных устройств.
Можно ли использовать полиэтиленовую пленку для замораживания продуктов? Да, полиэтиленовая пленка защитит продукты в морозильной камере. Рекомендуется, чтобы между полиэтиленовой пленкой и пищей не было воздуха. Это поможет защитить продукты от ожога при заморозке. Для длительного хранения рекомендуется использовать пакеты с застежкой-молнией.
Является ли полиэтиленовая пленка хорошим изолятором? Нет, полиэтиленовая пленка не обладает многими качествами, которые делают ее отличным изолятором. Это может немного способствовать сохранению тепла, но алюминиевая фольга является лучшим изолятором. Два слоя полиэтиленовой пленки с воздухом между ними — лучший способ использовать полиэтиленовую пленку в качестве изолятора, если это необходимо.
Как лучше всего защитить себя от порезов лезвием ножевого ящика? Перфорированный край пластиковых коробок и коробок из алюминиевой фольги может стать причиной порезов, если не соблюдать осторожность. Мы рекомендуем наш диспенсер для алюминиевой фольги Wrapmaster и пластиковой упаковки. Он оснащен скрытым режущим лезвием для обеспечения безопасного использования каждый раз.
Вы предлагаете перфорированную полиэтиленовую пленку? Да. Перфорированная полиэтиленовая пленка идеально подходит для различных применений, от использования в ресторанах до использования в салонах. Наша перфорированная пластиковая пленка поставляется в различных размерах, что позволяет использовать ее в различных целях. Перейдите по ссылке выше, чтобы просмотреть нашу перфорированную полиэтиленовую пленку.
Можно ли использовать промышленную полиэтиленовую пленку с расходными материалами? Промышленная пластиковая пленка, такая как стретч-пленка для поддонов, не должна использоваться в непосредственном контакте с расходными материалами. Промышленная стрейч-пленка не одобрена FDA для прямого контакта с пищевыми продуктами.
Можно ли нагревать полиэтиленовую пленку? Стандартную пищевую полиэтиленовую пленку нельзя нагревать в духовке или при других формах прямого нагрева. На веб-сайте Saran Brands указано, что фирменную обертку можно разогревать в микроволновой печи, но нельзя нагревать в духовке. Если на продукте не указано, что его можно использовать в духовке или микроволновой печи, пищевую полиэтиленовую пленку не рекомендуется нагревать. Необработанная полиэтиленовая пленка может выделять химические вещества и плавиться при нагревании. Ниже представлено видео о пищевой полиэтиленовой пленке и термоусадочной пленке. Тепловая пушка мощностью 1200 Вт используется для нагрева пластиковой упаковки, чтобы показать, что происходит.
Калькулятор диагонали поддона
Введите правильные размеры для каждой этикетки. Все поля обязательны к заполнению.
Длина поддона (дюймы)
Ширина поддона (дюймы)
или
Значение диагонали поддона (дюймы)
Калькулятор ширины термоусадочной пленки
Введите правильные размеры для каждой этикетки. Все поля обязательны к заполнению.
Высота (в)
Ширина (дюймы)
или
Требуемая ширина пленки (дюймы)
Мы принимаем следующие варианты оплаты:
Упаковка — пластиковая упаковка — Центр исследований безопасности ингредиентов
Элизабет Андерсон; Цзиньпэн Ли —
В этой серии мы рассмотрим ингредиенты упаковки. В этом посте мы рассмотрим основные ингредиенты, из которых состоит безопасная для пищевых продуктов полиэтиленовая пленка, которую мы используем дома.
Что такое полиэтиленовая пленка, безопасная для пищевых продуктов, и для чего она нужна?
Пластиковые обертки, как правило, представляют собой прозрачные или слегка окрашенные прозрачные покрытия, безопасные для пищевых продуктов, которые прилипают друг к другу и к контейнерам с пищевыми продуктами, образуя уплотнение.
Пластиковая упаковка сохраняет продукты свежими, защищая их от воздуха, который может ускорить порчу и окисление, предотвращая нежелательное высыхание и предотвращая нежелательное впитывание влаги. Они также могут помочь сдерживать запахи пищи.
В настоящее время полиэтиленовая упаковка играет важную роль в сохранении пищевых продуктов и безопасной транспортировке, помогая сохранить наши продукты свежими и безопасными, что, в свою очередь, может помочь сократить количество пищевых отходов.
Из чего сделана пластиковая упаковка, безопасная для пищевых продуктов?
Существует несколько типов полиэтиленовой пленки, безопасной для пищевых продуктов. Наиболее распространенная полиэтиленовая пленка, которую мы используем дома, изготовлена из полиэтилена низкой плотности.
Раньше производители изготавливали из поливинилиденхлорида множество пластиковых оберток, безопасных для пищевых продуктов. Однако производители постепенно отказались от использования поливинилиденхлорида из-за потенциального вреда для окружающей среды, а также опасений, что пластификаторы из поливинилиденхлоридной пищевой пленки могут мигрировать в пищевые продукты. Мы все еще можем найти этот ингредиент на упаковке некоторых пищевых продуктов, но обычно он сочетается с другим ингредиентом или пленкой, которая обеспечивает дополнительные свойства безопасности пищевых продуктов (1,2,3).
Что такое полиэтилен низкой плотности?
Полиэтилен низкой плотности — это термопласт, из которого можно изготавливать различные пластмассовые изделия. Мы находим этот ингредиент в пластиковых лотках, защелкивающихся крышках, контейнерах для напитков, пластиковой упаковке и многом другом.
Добавляют ли производители в полиэтилен низкой плотности другие ингредиенты?
Иногда производители добавляют в полиэтиленовую пленку, например полиэтилен низкой плотности, дополнительные ингредиенты, такие как биопленки. Эти биопленки разработаны специально для пищевого продукта, чтобы улучшить свойства сохранения пищевых продуктов.
Пластиковые обертки для домашнего использования могут содержать ингредиенты, помогающие пластику приклеиваться друг к другу, однако обычно они не содержат других ингредиентов, таких как биопленки.
Регулируется?
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) регулирует упаковку и материалы, которые будут вступать в контакт с пищевыми продуктами, посредством процесса предварительного уведомления (1). В процессе предпродажного уведомления производитель предоставляет ключевые данные и точки безопасности для материала, демонстрирующие, что упаковка или контактное вещество удовлетворяют требованиям безопасности FDA.
Чтобы получить необходимые данные, производители привлекают исследователей для проведения ряда тестов на безопасность, оценивающих профиль безопасности ингредиента. Иногда ингредиенты, содержащиеся в упаковке или контактных материалах, могут присутствовать в продуктах питания. Исследователи будут измерять этот остаток в частях на миллион (ppm) или частях на миллиард (ppb) (1). Получив результаты, они рассчитывают профиль безопасности, используя процесс оценки рисков.
Безопасен ли полиэтилен низкой плотности для использования в микроволновой печи?
Министерство сельского хозяйства США рекомендует следовать указаниям производителя по использованию пластиковой упаковки в микроволновой печи или иным способом, а также в целях предосторожности рекомендуется избегать контакта пластиковой упаковки с едой непосредственно во время процесса нагревания (1).
Есть ли новые опасения по поводу полиэтилена низкой плотности?
Есть несколько новых областей исследований, которые ученые изучают для обеспечения безопасности пищевых продуктов.
Производство станков с ЧПУ и трубогибов в Воронеже
Станки плазменной резки с ЧПУ
По самым минимальным ценам
Смотреть все
Фрезерные станки с ЧПУ
изготовление под размеры заказчика
Смотреть все
Запчасти и комплектующие
Хорошее качество, отличная работа
Смотреть все
Товар дня
Осталось
16.04.2025 00:00
Настольный фрезерный станок Hobby 6090
Каталог оборудования
производства в Воронеже
3 товара
3 товара
Фрезерные станки
Станки плазменной резки
Станки трубогибочные
Комплектующие
Новинки
Оборудование в наличии
Источники плазменной резки
Товар
Цена
Товар
Цена
Товар
Цена
Кредит до 500 000 р. от Тинькофф Банка
Приобрести оборудование в кредит. Все вопросы по телефону +7 (919) 248-35-70
Собственная монтажная бригада
Отправка в регионы
Гарантийное и сервисное обслуживание
Акции и скидки
Компания RealSteel 2014 года занимается производством и поставками различного станочного оборудования для гибки труб, плазменной резки, фрезеровки. Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию.
Закупка комплектующих для сборки оборудования производится непосредственно у производителей – это означает сравнительно невысокую стоимость конечного продукта. В то же время мы приобретаем составляющие там же, где и наши конкуренты, потому оборудование российского производства ни в чем не уступает по качеству известным зарубежным брендам.
С новым оборудованием не возникнет сложностей, потому что наши сотрудники перед отправкой станков обязательно проверяют и настраивают их, так что по прибытию на место они сразу же готовы для работы. Обучение персонала мы тоже проведем, рассказав о принципах работы конкретного станка, возможных ограничениях, а также правилах техники безопасности. Доставку RealSteel тоже берет на себя – клиенту остается только позвонить нам, сформулировать точную задачу и дождаться прибытия оборудования.
Подписаться на рассылку выгодных предложений
Фрезеровка ЧПУ в Воронеже
Фрезеровка ЧПУ – вид механической обработки дерева, ПВХ, оргстекла, фанеры, пластика и других популярных материалов с целью изготовления нестандартных изделий, рекламной продукции, декораций, сувениров и т. д. Использование числового программного управления позволяет увеличить точность и производительность, уменьшить процент брака и дает возможность производить сложные геометрические детали. Использование автоматики в совокупности с навыками и умениями оператора упрощает производство уникальных и оригинальных изделий, открывая дополнительные возможности.
Фрезеровка ПВХ, МДФ и других материалов широко используется во многих сферах жизнедеятельности. В процессе обработки можно создать:
Уникальный дизайн интерьера помещения;
Картины и таблички;
Украшения и свадебные штучки;
Оригинальные светильники и предметы интерьера;
Элементы фасада здания;
Гравировка на предметах;
Рекламных конструкций;
Формирование уникального стиля мебели;
Любые другие необходимые изделия.
Это далеко не полный перечень вещей, которые можно создавать с помощью фрезеровки ЧПУ. Используя станок и программное обеспечение, можно производить самые сложные и оригинальные изделия.
Ищите компанию, которая готова взяться за выполнение качественной фрезеровки в оперативные сроки на профессиональном уровне и по доступной цене? Мы с радостью готовы предоставить Вам свои услуги!
Стоит понимать, что качество фрезеровки ЧПУ зависит от оборудования, опыта и квалификации персонала. Мы располагаем всем необходимым для качественного выполнения даже самых сложных заказов. Для каждого типа материалов у нас имеется оптимальная программа. Высокотехнологичное и профессионально настроенное оборудование, соблюдение всех требований и методов работы, высокая точность и качество, а также доступная стоимость – все это делает нас лучшим партнером для перспективного долгосрочного сотрудничества.
Пресс горячей штамповки ВОРОНЕЖ AKKG8040 Усилие, тонн 1000 Число ударов в минуту 40 Размеры стола, мм 930 х 1000 Размеры ползуна, мм 780 х 1000 Отверстие в колонне, мм 1250 х 560 Расстояние между колоннами мм 1000 Ход ползуна, мм 380 Макс. расстояние между столом и ползуном, мм 710 Регулировка стола по отношению к ползуну, мм 10 Ход нижнего выталкивателя, мм 280 Усилие нижнего выталкивателя, тонн 10 Мощность главного двигателя, кВт 110 Суммарная потребляемая мощность, кВт 118 Размеры станка, мм 4880 x 3920 x 5860 Вес пресса, кг
Переоборудованный
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Мощность в тоннах
1000 Т
Длина стола
1000 мм
Ширина стола
930 мм
Тип
Механический
Ход поршня
380 мм
Кол-во ходов/мин
40
Мощность двигателя
110 кВт
——————-
Рабочее время
Время работы без подзарядки
Государственный
хорошо
По местным нормам
———
Статус
Технический паспорт
Воронеж AKKG8040
Тип клиента
Реселлер
Действует с
2020
Предложения онлайн
16
Последнее действие
24 ноября 2022 г.
Наименование
Пресс горячей штамповки ВОРОНЕЖ AKKG8040 Усилие, т 1000 Количество ударов в минуту 40 Размеры стола, мм 930 х 1000 Размеры ползуна, мм 780 х 1000 Отверстие в стойке, мм 1250 х 560 Расстояние между колонами, мм 1000 Ход ползуна, мм 380 Макс. расстояние между столом и ползуном, мм 710 Регулировка стола по отношению к ползуну, мм 10 Ход нижнего выталкивателя, мм 280 Усилие нижнего выталкивателя, тонн 10 Мощность главного двигателя, кВт 110 Суммарная потребляемая мощность, кВт 118 Габаритные размеры машины, мм 4880 x 3920 x 5860 Вес пресса, кг
С ремонтом
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
Мощность в тоннах
1000 Т
Длина стола
1000 мм
Ширина стола
930 мм
Тип
Механический
Ход поршня
380 мм
Кол-во ходов/мин
40
Мощность двигателя
110 кВт
——————-
Рабочее время
Время работы без подзарядки
Государственный
хорошо
По местным нормам
———
Статус
Об этом продавце
Тип клиента
Реселлер
Активен с
2020
Предложения онлайн
16
Последнее действие
24 ноября 2022 г.
Проверенные клиенты
Выделенный агент
Действует с 2000 г.
Мгновенная оценка вашего оборудования
Откройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент для оценки оборудования
Перейти к Valorexo
Дешевые авиабилеты из Коконат-Айленд в Воронеж от самой низкой цены | ЧПУ — ВОЗ
×
Алжир
Ангола
Аргентина
Австралия
Бахрейн
Бангладеш
Ботсвана
Бразилия
Камерун
Канада
Чили
Китай
Колумбия
Конго
Берег Слоновой Кости
Египет
Эфиопия
Франция
Габон
Германия
Гана
Гонконг
Индия
Индонезия
Ирак
Ирландия
Италия
Япония
Иордания
Кения
Кувейт
Ливан
Ливия
Макао
Малайзия
Мали
Маврикий
Мексика
Марокко
Мозамбик
Намибия
Нидерланды
Новая Зеландия
Нигерия
Оман
Пакистан
Палестина
Филиппины
Польша
Португалия
Катар
Руанда
Саудовская Аравия
Сенегал
Сингапур
Южная Африка
Южная Корея
Испания
Шри-Ланка
Судан
Швеция
Швейцария
Тайвань
Танзания
Таиланд
Тунис
Турция
ОАЭ
Уганда
Соединенное Королевство
Соединенные Штаты
Вьетнам
Замбия
Зимбабве
العربية
Английский
Дом >
Дешевые перелеты >
Кокосовые острова в Российскую Федерацию >
Кокосовый остров в Воронеж >
COVID-19 Ограничения на поездки для Воронежа
Я
и лечу из
Воронеж, Российская Федерация
Большинству путешественников с Кокосового острова разрешен въезд в Воронеж.
Продаю монтажный зажим (лягушка) МЗ-22 КВТ Арт. 57635 Применяются при регулировке стрелы провеса на линиях СИП и оптического кабеля.
Ремонт и строительство
год назад
Источник
Продам зажим ENSTO (лягушка)Есть разные . Также смотрите объявления в профиле.
Ремонт и строительство
год назад
Источник
Зажим монтажный плашечного типа ЗПМ 8-19 для протяжки или подвеса изолированных и неизолированных проводов, кабелей и тросов (сип, ас, Грозотрос и и. Д. ) диаметром от 8 до 19 мм. Разрушающая нагрузка 20 кН Масса 3.65кг. Новый в заводской упаковке с паспортом. В наличии 1шт.
Ремонт и строительство
2 года назад
Источник
2. Зажим-лягушка Klein Тооls 1656-30 Диaметр провoда 7.87-13.46 мм Mаксимальнaя нагpузкa 2041 кг В нaличии 1 шт. Цeнa 6000 pуб. 3. Зaжим-лягушкa СТ105.70 еnstо apтикул 6418677416156 Диаметр пpовoда 5-10 мм, 16-70 мм² Для натяжeния и peгулировaния cтрeлы провеса изoлиpoванных и нeизолирoванныx прoводов В нaличии 1 шт. Ценa зa шт 4000 Клинoвoй зажим лягушкa: Для cтального тpоca, мeдногo и aлюминиевого неизолированного провода, несущего троса и т.п.
Ремонт и строительство
2 года назад
Источник
Новые, еcть 100 штук Мoнтaжный зажим Захват кaнатный Зaжим монтaжный «лягушка» иcпользуeтcя для натяжeния кaнaтa, тpoса и кабeля СИП. Не иcпoльзуется для пoдъёмa! Зaжимаeтcя благoдаря pычажному пpинципу. Грузоподъeмноcть, т 2,0 Диaметр тpосa/кабeля, мм 4 — 22 Bозмoжна oтпрaвкa СДЭK либo дpугой TK зa Bаш счет. Pазмep кoробки 26х10х6 см, вес 1.6 кг
Ремонт и строительство
2 года назад
Источник
Hoвыe, ecть 100 штук Moнтaжный зажим Захват кaнатный Зaжим монтaжный «лягушка» иcпользуeтcя для натяжения кaнaтa, тpoса и кабеля CИП. He испoльзуeтcя для пoдъёма! Зажимaeтcя благодаpя pычажному пpинципу. Гpузопoдъeмнocть, т 2,0 Диамeтр трoca/кaбеля, мм 4 — 22 Bозмoжна oтпрaвкa СДЭK либo дpугой ТK за Вaш счeт. Рaзмеp корoбки 26х10х6 см, вес 1. 6 кг
Ремонт и строительство
Санкт-Петербург
2 года назад
Источник
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
Продам зажим лягушка для СИПа. 4*70-95. Есть ещё зажим по меньше и лебедка. Уточняйте по телефону или в смс авито. Скину фотографию
Ремонт и строительство
2 года назад
Источник
Войти
Все сервисы становятся доступными без ограничений
Сможете пользоваться сервисом Festima.Ru на разных устройствах.
Это удобно и бесплатно
Зажим монтажный КВТ М3-16 (лягушка) ni Toshkent shahri va Oʻzbekistonda arzon narxda, yetkazib berish xizmati bilan xarid qilish ikarvon.
uz
Bestseller
Sharhlar: 0
Brend
КВТ
Страна бренда
Россия
Тип изделия
Монтажный зажим
Min диаметр кабеля, мм
2. 5
Мах диаметр кабеля, мм
16
Рабочая нагрузка, кН
10
Вес, кг
0. 7
Длина, мм
185
Barcha xususiyatlari
Зажим монтажный КВТ М3-16 (лягушка)
Монтажный зажим лягушка КВТ подойдет для работы с оптоволоконным кабелем. Приспособление рычажного типа преобразует усилие тяги в усилие захвата самонесущего изолированного провода (СИП). Изделие имеет анодированное покрытие.
Применяются при регулировке стрелы провеса на линиях СИП путем захвата за несущую жилу;
Могут использоваться при работах с оптоволоконным кабелем;
Рычажное устройство преобразует усилие тяги в усилие захвата;
Тяговые зажимы при работе не повреждают изоляцию провода;
Назначение: преобразование усилия тяги в усилие захвата СИП;
Корпус монтажного зажима лягушка КВТ МЗ-16 61845 изготовлен из прочного материала;
Диаметр кабеля (мм): 2. 5–16;
Рабочая нагрузка (кН): 10;
Длина (мм): 185;
Вес (кг): 0.7.
ikarvon.uz
To‘liq ko‘rsatish
Страна бренда
Россия
Тип изделия
Монтажный зажим
Min диаметр кабеля, мм
2. 5
Мах диаметр кабеля, мм
16
Рабочая нагрузка, кН
10
Вес, кг
0. 7
Длина, мм
185
Гарантия со дня продажи
6 месяц
Sharhlar
Sharhlar yo‘q
Ismingiz
Xabar
Tavsifi
Зажим монтажный КВТ М3-16 (лягушка)
Монтажный зажим лягушка КВТ подойдет для работы с оптоволоконным кабелем. Приспособление рычажного типа преобразует усилие тяги в усилие захвата самонесущего изолированного провода (СИП). Изделие имеет анодированное покрытие.
Применяются при регулировке стрелы провеса на линиях СИП путем захвата за несущую жилу;
Могут использоваться при работах с оптоволоконным кабелем;
Рычажное устройство преобразует усилие тяги в усилие захвата;
Тяговые зажимы при работе не повреждают изоляцию провода;
Назначение: преобразование усилия тяги в усилие захвата СИП;
Корпус монтажного зажима лягушка КВТ МЗ-16 61845 изготовлен из прочного материала;
Нож изолированный кабельный 1000 В «НИЗ» НИЗ. Нож кабельный диэлектрический 1000 В. Изолированный, предназначен для работы в электроустановках с напряжением до 1000 В переменного и 1500В постоянного тока. Материал: инструментальная сталь, пластиковая изолированная ручка.
В МАГАЗИН
Набор Электомонтажник-3, в пласт. боксе (НИЗ), россия 13446
Бренд: НИЗ
Набор «Электомонтажник-3» в пластиковом боксе. Состав набора: Бокорезы 160 мм (1000 В) Отвертки крестовые, 3 шт.: 165 мм №1, 200 мм №2, 200 мм №3. Отвертки шлицевые, 2 шт.: 180 х 4,0 х 0.6 мм, 190 х 6,0 х 1.0 мм. ключ разводной до 19 ГОСТ 11516-94. пассатижи 200 мм. нож кабельный изолированный. нож прямой изолированный.
В МАГАЗИН
Нож НИЗ прямой изолированный 1000В
Бренд: НИЗ
• Применяется для снятия изоляции проводов при выполнении работ в электроустановках с напряжением до 1000 В переменного и 1500 В постоянного тока.• Соответствует требованиям ГОСТ 11516-94, ТУ 3926-020-05797687-2001.• Лезвие изготовлено из углеродистой инструментальной стали.• Материал изолирующего покрытия – двуслойный пластизоль.
В МАГАЗИН
Набор Электромонтажник-2 изолированный инструмент до 1000В пласт/ф НИЗ
Бренд: НИЗ
Применяется для проведения электромонтажных работ в электроустановках с напряжением 1000 В переменного и 1500 В постоянного тока. Инструмент изготовлен из углеродистой стали методом горячей штамповки (ковки на молотах). Режущие кромки заточены и индукционно закалены. Инструмент защищён от коррозии цинковым покрытием. Материал изолирующего слоя — пластизоль. Набор поставляется в индивидуальном пластиковом кейсе. Комплектация набора: Пассатижи комбинированные — 200 мм Бокорезы – 160 мм Ключ разводной — КР-19 Нож кабельный Нож прямой Отвёртка шлицевая Т-образная – 180х4,0х0,6 мм, 190х6,5х1,0 мм Отвертка крестовая Т-образная — РН1х165, РН2х200, РН3х200.
В МАГАЗИН
Набор Электомонтажник-3, в пласт. боксе (НИЗ)// Россия
Бренд: No name Рос
Бренд: No name Рос; Модель: 13446; Количество предметов в комплекте: 10 шт.; Подробный состав комплекта: Бокорезы 160 мм (1000 В), Отвертки крестовые, 3 шт.: 165 мм №1, 200 мм №2, 200 мм №3, Отвертки шлицевые, 2 шт.: 180 х 4,0 х 0.6 мм, 190 х 6,0 х 1.0 мм, Ключ разводной до 19 ГОСТ 11516-94, Пассатижи 200 мм, Нож кабельный изолированный, Нож прямой изолированный, Пластиковый кейс; Кейс для хранения: да; Прочие особенности и свойства: Набор «Электомонтажник-3», пластиковый бокс; Вес: 2,09 кг
В МАГАЗИН
Нож НИЗ кабельный изолированный 1000В
Бренд: НИЗ
Предназначен для снятия изоляции при выполнении различных работ в электроустановках напряжением до 1000В переменного и 1500В постоянного тока. Материал ножей: инструментальная углеродистая сталь. Защитно-декоративное покрытие ножей: никель-хром, цинк. Материал изолирующего покрытия: грунтовка, двухслойный пластизоль разного цвета.
В МАГАЗИН
Набор инструмента диэлектрический 1000 В НИЗ № 5а, 13 предметов НИЗ 65312
Бренд: FIT
Набор диэлектрических инструментов 1000 В НИЗ № 5а FIT 65312 состоит из 13 предметов. Изолирующее покрытие позволяет работать под напряжением до 1000 V. В комплект поставки входит кейс для защиты от повреждений и удобства переноски, в котором каждый инструмент имеет своё место. Специальные углубления обеспечивают удобное хранение и транспортировку набора диэлектрических инструментов 1000 В НИЗ № 5а FIT 65312. Кейс оснащен рукояткой для более удобной транспортировки. Защелки на створках кейса — для плотного их закрывания.
В МАГАЗИН
Набор Электрика Низ 50113313, хром
Бренд: НИЗ
Для проведения электромонтажных работ в электроустановках напряжением до 1000В переменного и 1500В постоянного тока. Комплектность:1. Отвертка диэлектрическая крестовая №12. Отвертка диэлектрическая крестовая №23. Отвертка диэлектрическая крестовая №34. Отвертка диэлектрическая плоская 1,0х6,55. Отвертка диэлектрическая плоская 0,6х4,06. Ключ разводной КР-307. Кусачки боковые 160мм8. Плоскогубцы 200мм9. Нож кабельный 10. Нож прямой
В МАГАЗИН
Нож монтерский изолированный КВТ НМИ-01А
Бренд: КВТ
Нож монтерский изолированный КВТ НМИ-01А подходит для работы под напряжением до 1000 В. Частично изолированное изогнутое лезвие с «пяткой» для легкого вскрытия оболочки кабеля без риска повреждения жилы. Изолированная рукоятка с упором для пальцев.
В МАГАЗИН
Блуза Primavera Сьюзи
Бренд: Primavera
— круглый вырез горловины — полочка оформлена бисером — на подплечниках — втачные рукава 3/4 — низ рукавов обработан трикотажной манжетой — на подкладке — низ обработан притачным поясом-манжетой — низ изделия переда оформлен кружевом — прямой крой — на спинке застёжка на пуговицу
В МАГАЗИН
Футболка белая FLAGMAN XXL
Бренд: FLAGMAN
Футболка мужская. Прямой традиционный силуэт, короткий рукав и круглый воротник. Низ футболки и низ рукава обработаны швом в подгибку шириной в 2см. Крой обеспечивает комфорт и практичность.
В МАГАЗИН
Футболка FLAGMAN белая XL
Бренд: FLAGMAN
Футболка мужская. Прямой традиционный силуэт, короткий рукав и круглый воротник. Низ футболки и низ рукава обработаны швом в подгибку шириной в 2см. Крой обеспечивает комфорт и практичность.
В МАГАЗИН
Футболка FLAGMAN белая L
Бренд: FLAGMAN
Футболка мужская. Прямой традиционный силуэт, короткий рукав и круглый воротник. Низ футболки и низ рукава обработаны швом в подгибку шириной в 2см. Крой обеспечивает комфорт и практичность.
В МАГАЗИН
Специальное предложение:
подушка printio мяу мяу | одеяло iv74728 верблюжья шерсть поплекс 1 5 спальный 140 205 | комплекты в кроватку золотой гусь my friends 9 предметов | аккумуляторная батарея для ноутбука lenovo thinkpad x1 45n1070 4s1p 14 8v 3200mah oem черная | одеяло laredoute одеяло 175 гм 100 полиэстер с обработкой sanitized 200 x 200 см белый | комплект в кроватку 7 ми предметный мишкин сон голубой поплин | комплект из 6 предметов серии singer birds pink | комплект из 4 ти предметов серии elephant pink | комплект в кроватку 7 предметов 6 4 подушки бортика на молнии amarobaby мышата в облаках поплин | комплекты в кроватку kidboo honey bear 4 предмета | одеяло laredoute одеяло temperee 30 утиного пуха 140 x 200 см белый | подушка classic by togas восток 70х70см наполн чехла верблюжья шерсть 60 | одеяло laredoute одеяло из 100 утиного пуха с обработкой proneem teflon 200 x 200 см белый | кровать с пм garda 160х200 garda | аккумуляторная батарея для ноутбука hp envy 17 n000 mc04 4s1p 14 8v 2200mah oem черная | комплект из 6 предметов серии sweet home pink | комплект из 6 предметов серия sweet flowers pink | комплект в кроватку forest kids cute elephant 15 предметов | панама american needle 21012a pinke pink elephant twill screen размер 56 | подушка 40х40 с полной запечаткой printio закат в красках | покрывала ambesonne покрывало стеганое роза в рамке 220х160 и две наволочки 70х50 | подушка 68 х 68 см перо пух птичий для мужчин чехол 100 | подушка 50 х 68 см перо пух птичий для мужчин чехол 100 | набор для вышивания подушки подушка маленькие кролики pn 0021437 40×40 см | одеяло laredoute одеяло temperee от комаров 260 x 240 см белый |
Щелкните здесь для получения дополнительной информации
Описание
Отзывы
вопросы и ответы
Шляпа Simms с плоскими полями предназначена для тех, кто любит проводить время на воде. Эта шапка будет держать вашу голову прохладной и удобной благодаря сетчатому стилю дальнобойщика. Дизайн логотипа Simms спереди. Эта шапка изготовлена из 100% хлопкового саржевого материала со средней посадкой на тульи.
TackleDirect представляет
Магазин всех брендов
Здравствуйте!
ВЫБЕРИТЕ СТРАНУ
*БЕСПЛАТНАЯ экономичная доставка. Код не требуется! Только нижние 48 штатов. Будут применяться некоторые исключения, например, негабаритные предметы.
Найти этот товар дешевле в другом месте? Дайте нам шанс соответствовать этому, с нашим простым обещанием соответствия цены TackleDirect. В TackleDirect мы прилагаем все усилия, чтобы предоставить нашим клиентам самые низкие цены заранее, однако многие товары защищены соглашениями о минимальных розничных ценах производителей. Тем не менее, мы сопоставим любую цену, предлагаемую любым законным розничным продавцом с реальным физическим адресом в Соединенных Штатах. Мы сделаем все возможное, чтобы удовлетворить ваш запрос, чтобы цена соответствовала ценам Amazon, eBay или магазинов электронной коммерции, которые не имеют физического адреса в США, когда это возможно. Если вы найдете идентичный «Совершенно новый» продукт по более низкой объявленной цене, который есть в наличии на другом сайте, который соответствует вышеуказанным критериям, просто свяжитесь с нами через чат, по телефону 888. 354.7335 или по электронной почте: ([email protected]) для завершения вашего заказа.
13168 — Kaedra — универсальный для розетки — 1 x 18+1 модуль — 448 x 460 мм
Описание
Этот универсальный корпус Kaedra с защитой от непогоды, вмещающий до 19 модулей в 1 ряд, поставляется с прозрачной крышкой. Позволяет устанавливать розетки. Размеры коробки: (Ш) 448 мм x (В) 460 мм x (Г) 160 мм. Номинальный ток 90А, согласно EN 60439-1 полная изоляция класса 2. Степень защиты IP65 и IK09. Цвет корпуса светло-серый (RAL 7035). Рабочая температура составляет от -25°C до 60°C. Он поставляется с защитными колпачками, крепежными винтами класса 2, а также маркировочными полосками и защитой для этикеток. Он поставляется с набором петель, закрепленных между нижней и передней частью, и разделяемой шторкой. Пустой, этот корпус соответствует IEC 60670. Оборудованные распределительные щиты, этот корпус соответствует IEC 60493-3. Этот корпус предназначен для внутренней и наружной водонепроницаемой установки.
Specifications
Main
range
Kaedra
product or component type
Weatherproof enclosure
Enclosure type
Versatile enclosure for power outlet
mounting plate description
Без монтажной пластины
Дополнительный
enclosure mounting
Surface
number of 18 mm modules per row
18
total number of 18 mm modules
18
number of horizontal rows
1
Класс электрической изоляции
Двойная изоляция Класс II
Тип передней крышки
Прозрачная
Рассеиваемая мощность, Вт
28 W
[в] Номинальный ток
90 A
Тип рельса
DIN
Количество PRICUTOUTER PG ASO
79 70076
Число PGUTOUTER PG ASO
9 17976
Количество PGUTOUTER PG ASO
9 17979
. Дополнительный замок с ключом
материал корпуса
самозатухающий полимер
ширина
448 мм
высота 90 800 9 8 9077
076
depth
160 mm
internal depth
91 mm
colour
Door: transparent green Enclosure: light grey (RAL 7035)
targeted country
France
Environment
Standards
EN 50102 IEC 60439-3 IEC 60529 IEC 670 EN 50262
fire resistance
750 ° C Соответствует IEC 60695-2-1
Степень защиты IP
IP65, соответствующий IEC 60529
Степень защиты IK
IK09.
Устойчивость к ультрафиолетовому излучению: класс 3 в соответствии с ISO 4582:2010 Испытание на деградацию под действием ультрафиолета в соответствии с ISO 4892-2:2013
Категория перенапряжения
II
Температура окружающего воздуха при эксплуатации
-25…60 °C
Packing Units
Unit Type of Package 1
PCE
Number of Units in Package 1
1
Package 1 Height
17. 8 cm
Package 1 Width
46.8 cm
Package 1 Length
47.0 cm
Package 1 Weight
3.43 kg
Unit Type of Package 2
P12
Количество единиц в упаковке 2
18
80,0 СМ
ПАКЕТ 2 Ширить
80
. 2 WIWED
080
.
Пакет 2 Вес
73,74 кг
Контрактуальная гарантия
Гарантия
18 месяцев
0
0105050
18 месяцев
0
0
0
18 месяцев
18 месяцев
0362 Green Premium TM Этикетка означает стремление Schneider Electric поставлять продукты с лучшими в своем классе экологическими характеристиками.
высококвалифицированного инженера-технолога в любое удобное время
Оказание помощи
в оптимизации или упрощении конструкций механизмов, деталей и узлов
Изготовление чертежей
по образцу или эскизу
Любое кол-во деталей
выполнение деталей в любом количестве
Скорость
изготовления деталей
Крупные партнеры
сотрудничество как с крупными организациями, так и с физическими лицами
Доставка транспортными компаниями
изделий не только на территории Челябинска, но и по всей России
Предварительная стоимость
возможность узнать информацию о стоимости и сроках
Компания «Фрезеровка74» в Челябинске выполняет различные виды фрезерных работ на заказ с помощью современного высокоточного оборудования. В нашем штате состоят опытные специалисты с высоким уровнем квалификации. Мы осуществляем фрезерную резку по следующим материалам:
оргстекло;
вспененный ПВХ;
полистирол;
фанера, ДСП, МДФ;
поликарбонат;
композит.
Услуги по выполнению фрезерных работ имеют ряд плюсов. Во-первых, это позволяет проводить обработку тех материалов, к которым невозможно применять другие способы. Файлы для фрезеровки отличаются простотой и оперативностью подготовки. Работы имеют относительно невысокую стоимость при малых тиражах и, кроме того, выполняются в короткие сроки при малых объемах.
Материалы, обрабатываемые на фрезере
Акрил
Гетинакс
ДСП
Композит
МДФ
Фанера
Оргстекло
ПВХ
Области применения
Чаще всего потребность в выполнении фрезерно-гравировальных работ возникает в следующих сферах:
наружная реклама – изготовление табличек, логотипов, элементов световых коробов, плоских и объемных букв, ценников, подставок, номерков, POS-материалов и т. д.;
мебельное производство – изготовление фасадов мебели, сложных узлов столярных изделий, декоративных деталей, снятие фаски, фигурная резка по контуру;
производство клише, шаблонов, штампов, пресс-форм, лекал, рельефных изображений, декоративных элементов интерьера, перфорированных решеток, инкрустация различных материалов.
При выполнении фрезерных работ на станках с ЧПУ мы используем многолезвийные инструменты, поэтому обработка проводится с высокой точностью и поверхность получается без зазубрин. Также большое значение имеет профессионализм наших мастеров. Благодаря дополнительному контролю качества каждого изделия мы работаем практически без брака и имеем безупречную репутацию среди заказчиков.
Использование высокотехнологичного оборудования позволяет нам качественно обрабатывать вертикальные, горизонтальные и наклонные поверхности, а также производить обратное фрезерование и другие виды таких работ. Мы применяем длиннокромочные концевые фрезы, делающие возможной точную обработку сложных геометрических форм. Также производим качественное фрезерование торцевыми фрезами с использованием высокоточных станков.
Фрезерные работы в Челябинске
Стоимость работ на фрезерном станке с ЧПУ рассчитывается индивидуально в зависимости от их сложности и объема. Чтобы узнать цены на наши услуги, позвоните по указанному в «Контактах» телефону. Менеджеры компании предоставят всю необходимую информацию. Также вы можете оформить заказ в режиме онлайн, заполнив специальную форму на нашем сайте. Обращайтесь в компанию «Фрезеровка74», сотрудничать с нами выгодно и надежно!
Отличия фрезерной и лазерной резки
3D фрезер против 3D принтера
Преимущества фрезеровки
Фрезеровка в Челябинске
Стоимость работ на фрезерном станке с ЧПУ определяется индивидуально, в зависимости от их сложности. Мы оказываем услуги на выгодных условиях.
Как только к нам поступит ваша заявка, мы рассчитаем стоимость услуг, а при необходимости, наши опытные сотрудники ответят на все ваши вопросы, связанные с услугами фрезеровки. Звоните: +7 (922) 750-50-87.
Токарно-фрезерные работы на станках с ЧПУ
В дополнение к полному спектру токарных работ, наше оборудование также позволяет выполнять сложные фрезерные операции. Сочетание токарных, фрезерных (торцевого и радиального фрезерования) и сверлильных переходов в одной операции при обработке деталей на станках ЧПУ позволяет за одну установку полностью осуществить процесс формообразования с максимальной точностью и скоростью.
Наше производство оснащено новым высокоточным, производительным оборудованием с ЧПУ
Схема установки токарного и фрезерного инструмента на линейной направляющей дает конкурентные преимущества по времени обработки и точности позиционирования (исключаются погрешности при автоматической смене инструмента).
Операции обработки металла, включающие процесс точения и фрезерования за один технологический установ, позволяют нашему производству выдерживать в полном объеме конструкторские требования к чертежам.
Все оборудование нашей компании проходит постоянное регламентное обслуживание, а так же, что не маловажно — контроль качества на заявленные заводские показатели точности. Процессы безразборной диагностики, которые мы применяем, позволяют нашему производству вести полноценный контроль за фактическим состоянием оборудования.
В качестве примера ниже приведена диаграмма данных вертикального фрезерного обрабатывающего центраVcenter-85, у которого были сняты показатели на геометрическую точность через двадцать месяцев круглосуточной работы. Даже при столь интенсивной эксплуатации суммарная точность составила 7,6 мкм, что подтверждает высокую надежность и точность станков фирмы VICTOR.
Высокоточные токарные и фрезерные обрабатывающие станки с ЧПУ при квалифицированной технической и технологической эксплуатации предназначены для выполнения сложных, высокоточных задач с конкурентной производительностью.
Качественное, стабильное оборудование с числовым программным управлением – один из основополагающих факторов успешного решения поставленных задач. При заявлении о высоких точностных возможностях оборудования нельзя забывать про технологические аспекты. Имея уже богатый опыт в металлообработке, мы можем гарантировать следующую усредненную информацию о точности изготовления деталей на нашем оборудовании:
Оборудование
Серийность деталей шт
Точность, повторяемость (допуск на изделие) мм
Примечание
VTplus-15 (Victor) Токарный ЧПУ
50 — 1000
0,009 – 0,015 (h6,H6)
Класс шероховатости 8 – 9 (в зависимости от структуры и марки материала)
При анализе и внедрении в производстве новых изделий мы стараемся использовать оптимальную технологию для сокращения себестоимости с учетом выдерживания всех технических требований и характеристик. Разделение токарных и фрезерных работ на отдельном оборудовании — так же очень эффективный и стабильный технологический процесс. Парк станков токарных, фрезерных и токарно-фрезерных станков с ЧПУ позволяет нам применить оптимальный технологический процесс для изготовления различных деталей.
Для уточнения технологической возможности и стоимости выполнения фрезерных работ для производства интересующих Вас изделий обращайтесь, пожалуйста, к специалистам нашей компании.
Вы можете направить запрос по токарно-фрезерной обработке интересующих Вас деталей на E-mail: [email protected]
Что такое фрезерование с ЧПУ? Полное руководство
CNC расшифровывается как Computer Numerical Control, что означает, что компьютер управляет фрезерным станком. Если вы хотите узнать больше об обработке с ЧПУ, ознакомьтесь с нашим подробным руководством.
Подробное описание процесса фрезерования с ЧПУ, устройства станка с ЧПУ и различных доступных типов фрезерования с ЧПУ.
Это вводное руководство представляет собой введение в фрезерование с ЧПУ и охватывает следующее:
Что такое фрезерный станок с ЧПУ?
Как работает фрезерный станок с ЧПУ?
Что делает фрезерный станок с ЧПУ?
Процесс фрезерования с ЧПУ
Характеристики фрезерного станка
Типы фрезерования с ЧПУ
Сколько стоит фрезерование с ЧПУ?
Преимущества фрезерного станка с ЧПУ
Что такое фрезерный станок с ЧПУ?
Фрезерный станок производит высококачественные детали с высоким уровнем детализации и отделки. Фрезерные станки с ЧПУ используют вращающиеся инструменты для резки материала с инструкциями, полученными из файла САПР, для создания дизайна детали. Функция и координаты фрезы контролируются компьютером фрезерного станка с минимальным вмешательством человека, необходимым для завершения производства.
Фрезерные станки с ЧПУ предназначены для массового производства многих компонентов из различных материалов и пластмасс. Основная функция фрезерного станка заключается в механическом вырезании заготовки до желаемой формы.
Как работает фрезерный станок с ЧПУ?
Процесс фрезерования с ЧПУ заключается в том, что машина считывает закодированные инструкции и затем выполняет их. Все начинается с разработки файла 3D CAD, представляющего конечную деталь. После завершения дизайн преобразуется в машиночитаемый формат. Программное обеспечение CAM (автоматизированное производство) затем экспортирует это в программу станка с ЧПУ, обычно в формате G-кода, которая действует как инструкции, направляя каждое движение, которое делает машина. Это воспроизводит дизайн САПР в выбранном материале с высокой точностью и эффективностью.
Щелкните здесь для получения дополнительной информации о САПР и программном обеспечении, необходимом для обработки с ЧПУ.
Используя технологию субтрактивной обработки, фрезерные станки с ЧПУ могут производить большие и малые объемы очень сложных и сложных деталей. Материал удаляется с заготовки, а фрезерный станок использует вращающийся цилиндрический инструмент, называемый фрезой. В зависимости от используемого фрезерного станка, станок может резать под разными углами и перемещаться по разным осям.
Окончательная деталь будет сначала разработана с помощью САПР или автоматизированного проектирования, а затем передана на фрезерный станок для окончательного производства.
Что делает фрезерный станок с ЧПУ?
Фрезерный станок с ЧПУ изготавливает сложные детали для различных отраслей промышленности с использованием технологии субтрактивной обработки. Фрезерный станок отрезает заготовку и обрабатывает конечную деталь по 3, 4 или 5 осям. В зависимости от количества осей фрезерного станка с ЧПУ, более сложной и сложной может быть конечная деталь. Фрезерный станок с ЧПУ используется в различных отраслях промышленности, в том числе в аэрокосмической и медицинской, для изготовления сложных деталей.
Процесс фрезерования с ЧПУ
Некоторые фрезерные станки будут более подходящими, чем другие, в зависимости от различных факторов. Сложность процесса фрезерования с ЧПУ будет зависеть от конструкции конечной детали. Чем более структурно важна и качественна деталь или продукт, тем более сложной должна быть конструкция.
Например, более сложная машина может потребоваться для сложных конструкций, требующих высокой точности, таких как медицинские или аэрокосмические компоненты. Это необходимо для достижения окончательного дизайна, отделки и эстетики. Основные детали, которые обрабатываются для более общего использования, могут не требовать такой высокой точности или высококачественной обработки. Сложные и замысловатые конструкции обычно требуют дополнительной фрезеровки.
Часто фрезерные станки используют 3, 4 или 5 осей.
Для более простых деталей требуется меньше осей для достижения окончательного дизайна. Простые геометрические формы обычно можно использовать на 3-осевом фрезерном станке. Они просты в программировании и эксплуатации, обеспечивая превосходную точность при низких затратах. Режущие инструменты прикреплены к шпинделю, работающему по трем линейным осям. Они могут вращаться со скоростью тысячи оборотов в минуту, а это означает, что даже самые прочные материалы можно разрезать с легкостью и точностью.
3-осевые станки являются наиболее распространенной разновидностью фрезерных станков и могут резать вертикально (ось Z) и в направлениях X и Y. Однако обычно невозможно обработать поднутрения на 3-осевом фрезерном станке. Эти функции недоступны при использовании стандартной концевой фрезы. Это означает, что для более сложных конструкций может потребоваться более сложный фрезерный станок.
4-х осевой фрезерный станок более сложный, с дополнительной возможностью вращения по оси X (по аналогии с токарным станком).
5-осевые фрезерные станки включают вращение как по оси X, так и по оси Y. Это наиболее полные фрезерные станки из имеющихся, и они применяются для очень сложных конструкций, таких как медицинские устройства и имплантаты для медицинской промышленности, импеллеры и аэрокосмические конструкции.
Верхний наконечник: Прочтите наш руководство Понимание процесса фрезерного сбора с ЧПУ Верх0065
Характеристики фрезерного станка
Основные характеристики фрезерного станка обычно можно свести к семи отдельным частям. Эти особенности включают в себя:
Колено — Колено закреплено на колонне, но регулируется. Он поддерживает седло и рабочий стол. Его можно опускать или поднимать по оси Z.
Колонна — Колонна является основной несущей конструкцией машины. Он работает как усиление для других частей машины.
Седло — Седло расположено над коленом и ниже рабочего стола и может перемещаться параллельно оси шпинделя. При необходимости он перемещает заготовку горизонтально.
Рабочий стол — Участок, расположенный сверху седла, где крепится заготовка. Рабочий стол фрезерного станка может регулироваться в зависимости от типа станка и использоваться как в вертикальном, так и в горизонтальном положении.
Шпиндель — это вращающийся компонент, который удерживает станок или оправку и приводится в движение электродвигателем.
Оправка — Оправка используется в горизонтально-фрезерных станках. Он вставляется в шпиндель и работает как вал, который можно использовать для крепления различных станков.
Поршень — Поршень обычно используется в вертикально-фрезерных станках и крепится к верхней части цапфы, где поддерживается шпиндель.
Станок — Станок — это компонент, выполняющий операции фрезерования. Он удерживается шпинделем и снимает материалы с заготовки. Существует широкий спектр станков.
Пример фрезерного станка с ЧПУ, предоставленный Haas.
Типы фрезерных станков с ЧПУ
Вертикальное фрезерование
При вертикальном фрезеровании 3-осевой фрезерный стол представляет собой рабочую поверхность, расположенную ниже рычага, к которому прикреплен шпиндель.
Шпиндель может быть стационарным, если используется вертикальная револьверная мельница. При этом стол перемещался по обеим осям X и Y. Между тем, стол перемещается по оси X только в том случае, если используется вертикальная фрезерная станина. Шпиндель перемещается по длине рычага в направлении оси Y.
Горизонтальное фрезерование
При горизонтальном фрезеровании шпиндель работает горизонтально, а не вертикально, а все остальные компоненты аналогичны вертикальному фрезерованию. Вообще говоря, горизонтальные мельницы лучше всего подходят для более тяжелых или более длинных проектов. Они также подходят для деталей, которые требуют удаления большого количества материала по мере того, как стружка падает с детали и резака.
Торцевое фрезерование
Ось вращения режущего инструмента перпендикулярна поверхности заготовки.
Используются торцевые фрезы с зубьями как на периферии, так и на торце инструмента, последний из которых используется для чистовой обработки. Торцевое фрезерование также используется для создания плоских поверхностей и контроля готовой детали. Торцевое фрезерование может обеспечить более высокое качество отделки, чем другие процессы фрезерования, и совместимо с вертикальными и горизонтальными фрезерными станками.
Плоское фрезерование
Ось вращения режущего инструмента параллельна поверхности заготовки. Плоские фрезы имеют на периферии зубья, которые выполняют операцию резания. Используются как узкие, так и широкие фрезы. Это позволяет выполнять более глубокие пропилы и обрабатывать большие площади поверхности. Используются как ходовая, так и мелкозубая фреза. Низкие скорости резания и высокие скорости подачи используются для обычной фрезы и наоборот для фрезы с мелкими зубьями. Это позволяет более детализировать заключительную часть.
Угловое фрезерование
Это операция фрезерования, при которой ось вращения режущих инструментов находится под углом к поверхности заготовки. Таким образом, одиночные угловые фрезы могут создавать более угловатые элементы, такие как канавки, зубцы или фаски.
Фасонное фрезерование
Фасонное фрезерование лучше всего использовать для операций фрезерования с более неровными поверхностями. Контуры, очертания, кромки или детали с изогнутыми плоскими поверхностями. В нем использовались фрезы или летучие фрезы, специализированные для конкретных применений, например, вогнутые фрезы или фрезы для скругления углов. Полусферические или полукруглые конструкции или другие подобные сложные конструкции со сложными деталями выиграют от метода фрезерования формы.
Типы фрезерных станков
Поскольку существуют различные типы фрезерных станков с ЧПУ, существует также ряд уникальных фрезерных станков с различными характеристиками и функциями. Некоторые различные типы фрезерных станков:
Поршневой тип: Этот станок позволяет станку маневрировать по осям XY через шпиндель, прикрепленный к подвижному рычагу на колонне. Горизонтально-фрезерные станки чаще всего бывают поршневого типа.
Колено: Станки коленного типа будут регулировать по вертикали рабочий стол вместо шпинделя. Колено опустит и поднимет рабочий стол вдоль колонны, чтобы добраться до станка. Плоское фрезерование часто выполняется на станке коленного типа.
Тип планировщика: В этом фрезерном станке рабочий стол фиксируется по осям YZ со шпинделями, которые могут перемещаться по осям XYZ. Они также могут одновременно поддерживать до четырех станков.
Тип кровати: На этих фрезерных станках заготовка фиксируется под режущим инструментом. Станок может перемещаться по осям XYZ.
Сколько стоит фрезерование с ЧПУ?
Стоимость фрезерных станков с ЧПУ зависит от различных факторов. Расходы на фрезерование с ЧПУ в значительной степени связаны с тем, сколько времени требуется для обработки каждой детали. Более длительное время фрезерования может быть результатом необходимости удаления большого количества материала или твердых материалов. В зависимости от конструкции детали для некоторых деталей могут потребоваться более сложные инструменты или резка. Другими факторами, определяющими стоимость фрезерных станков с ЧПУ, являются сложность материалов и деталей. Вы можете щелкнуть здесь, чтобы согласовать стоимость фрезерных станков с ЧПУ с командой Get It Made, в противном случае узнайте больше о наших услугах по фрезерным станкам с ЧПУ.
Преимущества процесса фрезерования с ЧПУ
Гарантия высокого качества и точности
Сама природа обработки с ЧПУ как процесса оставляет очень мало места для ошибок и обеспечивает высокий уровень точности и прецизионности. Это связано с тем, что он работает из компьютерной программы, вводя 3D-проекты, разработанные с помощью CAD (автоматизированное проектирование). Все операции запускаются через машинный интерфейс.
Машина выполняет эти инструкции без необходимости ручного ввода. Эти автоматизированные процессы обеспечивают максимальную точность, чтобы технически управлять даже самой конечной и сложной геометрией.
Фрезерование с ЧПУ обеспечивает высокую производительность
Уровень, на котором работают станки с ЧПУ, означает, что они способны к высокому уровню производства благодаря задействованным автоматизированным процессам. Фрезерование с ЧПУ является надежным и популярным вариантом, если деталь необходимо производить в больших объемах, при этом каждая деталь соответствует одинаковому уровню согласованности с точки зрения качества и отделки. Особенно легко программировать и управлять 3-осевым станком, достигая высокой точности при низких затратах.
Фрезерование с ЧПУ — менее трудоемкий процесс
Использование фрезерного станка с ЧПУ значительно снижает трудозатраты в производственном процессе. При полной мощности инструменты, используемые в фрезерном станке с ЧПУ, могут вращаться со скоростью тысячи об/мин (оборотов в минуту), что обеспечивает высокую производительность, а также экономит время. Никакие ручные процессы не могли обеспечить аналогичный результат. Стоит отметить, что чем проще конструкция, тем меньше требуется вмешательства человека. Например, если сложная конструкция требует перемещения заготовки в процессе, для обеспечения безопасного и надежного завершения процесса потребуется участие машинистов.
Однородные фрезерные станки с ЧПУ
Обрабатывающие станки с ЧПУ спроектированы и разработаны для обработки заготовки с высочайшим уровнем точности. Движение управляется компьютерной программой, что означает, что каждая деталь производится с одинаковым уровнем точности. В более широком масштабе компоненты могут производиться в больших объемах, при этом производитель может быть уверен, что все готовые детали будут иметь одинаковый стандарт и отделку.
Get It Made — признанный партнер-производитель высокоточной фрезерной и механической обработки с ЧПУ. Свяжитесь с нами, чтобы обсудить требования вашего проекта и начать производство. Оформите предложение по фрезерованию с ЧПУ сегодня, и наша команда свяжется с вами в течение 24 часов.
Что такое фрезерование с ЧПУ? Все, что вам нужно знать о фрезерных станках с ЧПУ
Бесчисленное множество продуктов, от смартфонов до сверхзвуковых самолетов, стало возможным благодаря надежности и универсальности фрезерных станков с ЧПУ. Это идеальный метод для быстрого прототипирования, а также для массового производства изделий из пластика и металла. Давайте подробнее рассмотрим некоторые замечательные преимущества и области применения фрезерной обработки с ЧПУ.
Что такое фрезерование с ЧПУ?
Фрезерование с ЧПУ — это производственный процесс, в котором используется режущий инструмент, установленный на вращающемся шпинделе, для выборочного удаления материала с блока необработанного субстрата. Заготовка жестко закреплена на столе, и этот стол перемещается или вращается в разных плоскостях, поэтому инструмент может работать под разными углами. Сложные фрезерные станки с ЧПУ могут иметь 5 или более осей независимого движения, чтобы создавать более сложные формы или избегать перемещения заготовки на отдельный станок.
Какие оси движения на типичном фрезерном станке с ЧПУ?
Ось движения фрезерного станка с ЧПУ основана на системе измерения координат X-Y-Z. Все машинисты ссылаются на это при описании основных движений мельницы относительно оператора, стоящего лицом к машине. Например, стандартный фрезерный станок с ЧПУ имеет три оси. Фрезерный шпиндель представляет собой ось Z, перемещающуюся вверх и вниз. Ось X — слева направо, ось Y — спереди назад.
Поворотные столы могут быть добавлены к фрезерным станкам с ЧПУ для обеспечения дополнительных движений, в то время как 5-осевые станки уже имеют встроенные поворотные рабочие столы.
Каковы преимущества компьютерного числового управления для фрезерной обработки с ЧПУ?
Все эти движения станков с ЧПУ основаны на компьютерном числовом управлении, которое представляет собой компьютерную программу, созданную на основе трехмерного цифрового файла желаемой готовой детали.
Ранние автоматизированные станки полагались на перфокарты для систематического управления их основными движениями. Эта технология работала, но это была медленная и громоздкая система, и перфокарты нельзя было модифицировать после изготовления. Позже они были заменены магнитными лентами, дисководами и теперь полностью цифровыми инструкциями в G-коде.
Изображение предоставлено Solidworks
Эта система управления не только быстра и точна, но, в отличие от более ранних систем, ее можно легко модифицировать по мере необходимости, построчно и в режиме реального времени, для точной настройки программы обработки. для наилучших результатов фрезерования с ЧПУ.
Каковы преимущества автоматических устройств смены инструмента для фрезерных станков с ЧПУ?
Для изготовления готовой детали из блока материала требуется множество различных инструментов, каждый из которых выполняет очень специфическую функцию обработки с ЧПУ. Изменение этих инструментов по одному вручную было бы непомерно трудоемким и неэффективным.
Чтобы противостоять этому, фрезерные станки с ЧПУ имеют вращающиеся карусели, где все необходимые инструменты предварительно загружены на отдельные держатели. При необходимости эти фрезерные и обрабатывающие инструменты с ЧПУ можно автоматически заменить на шпинделе в течение нескольких секунд.
Карусель для инструментов Haas VF-2SS
Карусель на этом фрезерном станке Haas VF-2SS может вмещать до 30 инструментов, плюс один на шпинделе. Это гарантирует, что все обычные фрезерные операции с ЧПУ могут быть выполнены за один установ. Мы еще больше повышаем эту эффективность, используя автоматизированную систему подачи инструмента от Gühring. Имея на складе более десяти тысяч фрез, мы всегда уверены, что у нас есть подходящий инструмент для обработки с ЧПУ для каждой фрезерной и токарной работы с ЧПУ.
Различные предварительно установленные режущие инструменты
Важность удержания заготовки для обрабатывающих центров с ЧПУ
На обрабатывающем центре с ЧПУ заготовка устанавливается в фиксированном положении на рабочем столе, в то время как инструмент перемещается вокруг нее. . В этом принципиальное отличие от токарной обработки с ЧПУ на токарном станке, где заготовка вращается, а инструмент остается неподвижным.
Из-за этой принципиальной разницы в движении детали удерживаются на месте совершенно по-разному на этих двух машинах. Например, при токарной обработке с ЧПУ все детали устанавливаются на шпиндель. Они концентричны и поэтому надежно удерживаются трехкулачковым патроном точно по центральной линии детали, каждый раз одинаково. Этого нельзя сказать о фрезеровании с ЧПУ, где требуются разные стратегии удержания.
5-осевая система крепления инструмента
Простые прямоугольные формы легко удерживать на месте, либо закрепляя их в тисках, либо прижимая непосредственно к поверхности стола.
Однако для других необычных форм или деталей могут потребоваться специальные удерживающие приспособления, которые могут сделать проект обработки с ЧПУ более сложным и трудоемким. Мы разработали несколько собственных, которые позже были запатентованы.
Как фрезерование с ЧПУ помогает получать отличные детали?
Симметричные детали круглой или радиальной формы лучше всего обрабатывать на токарном станке с ЧПУ для максимальной эффективности и точности. Но большинство деталей, с которыми мы работаем, не круглые и не симметричные, поэтому их приходится обрабатывать на фрезерном станке.
 Благодаря небольшому весу и компактным габаритам данная модель не займет много места в комнате. Корпус Fubag Brise 10 оснащен специальной ручкой для комфортной переноски прибора. Модель обладает стойким опылением, избавляющим металл от коррозии. Камера сгорания топлива изготовлена из термостойкой нержавеющей стали.
Благодаря небольшому весу и компактным габаритам данная модель не займет много места в комнате. Корпус Fubag Brise 10 оснащен специальной ручкой для комфортной переноски прибора. Модель обладает стойким опылением, избавляющим металл от коррозии. Камера сгорания топлива изготовлена из термостойкой нержавеющей стали. 8
8 Несовпадение внешнего вида и комплектности реального товара с фотографиями и описанием на сайте не является показателем ненадлежащего качества товара.
Несовпадение внешнего вида и комплектности реального товара с фотографиями и описанием на сайте не является показателем ненадлежащего качества товара.
 За 40 лет работы FUBAG стал признанным лидером европейского рынка и поставляет продукцию во многие страны мира.
За 40 лет работы FUBAG стал признанным лидером европейского рынка и поставляет продукцию во многие страны мира. 03.2019
03.2019 
 7 л.с.
7 л.с. 45 л.с.
45 л.с. 45 л.с.
45 л.с. 45 л.с.
45 л.с. 45 л.с.
45 л.с. 26 л.с.
26 л.с. 26 л.с.
26 л.с. Мощный 2-х тактный двигатель и универсальная конструкция рамы позволяют быстро и эффективно произвести необходимые работы по бурению. Конструкция рамы мотобура позволяет работать как одному, так и двум операторам, что повышает эффективность бурения, кроме того обеспечивает дополнительную сохранность двигателя при работе и транспортировке.
Мощный 2-х тактный двигатель и универсальная конструкция рамы позволяют быстро и эффективно произвести необходимые работы по бурению. Конструкция рамы мотобура позволяет работать как одному, так и двум операторам, что повышает эффективность бурения, кроме того обеспечивает дополнительную сохранность двигателя при работе и транспортировке. 4
4 диаметр бура, мм
диаметр бура, мм -час
-час 54 МБ)
54 МБ) : Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-7 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Ниобрара — бассейн DJ 30 декабря 2020 г. : Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-8 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — DJ Basin Декабрь 30,2020 : Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-9 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Ниобрара — бассейн DJ 29 декабря 2020 : Bison Oil & Gas II LLC Разрешено Grotheer 5-61 11B-14-23-3 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — DJ Basin Декабрь 29, 2020 : Bison Oil & Gas II LLC Разрешено Grotheer 5-61 11B-14-23-4 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — бассейн DJ Нажмите здесь, чтобы получить дополнительные разрешения.
: Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-7 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Ниобрара — бассейн DJ 30 декабря 2020 г. : Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-8 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — DJ Basin Декабрь 30,2020 : Bison Oil & Gas II LLC Разрешено Ross 8-60 18-7-9 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Ниобрара — бассейн DJ 29 декабря 2020 : Bison Oil & Gas II LLC Разрешено Grotheer 5-61 11B-14-23-3 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — DJ Basin Декабрь 29, 2020 : Bison Oil & Gas II LLC Разрешено Grotheer 5-61 11B-14-23-4 ГОРИЗОНТАЛЬНАЯ скважина в Weld, CO : Niobrara — бассейн DJ Нажмите здесь, чтобы получить дополнительные разрешения.
 — ноябрь 2022 г.)
— ноябрь 2022 г.)
 «Бассейн DJ по-прежнему предлагает одни из лучших экономических показателей бурения в стране, и мы рады использовать этот капитал для ускорения разработки нашего списка из более чем 300 разрешенных мест бурения на нескольких проверенных уступах формаций Найобрара и Коделл. Этот объект еще больше укрепляет нашу ликвидность и предоставляет дополнительные возможности для игры в нападении в это богатое возможностями время в нефтегазовой отрасли».
«Бассейн DJ по-прежнему предлагает одни из лучших экономических показателей бурения в стране, и мы рады использовать этот капитал для ускорения разработки нашего списка из более чем 300 разрешенных мест бурения на нескольких проверенных уступах формаций Найобрара и Коделл. Этот объект еще больше укрепляет нашу ликвидность и предоставляет дополнительные возможности для игры в нападении в это богатое возможностями время в нефтегазовой отрасли».


 Стоимостью 1 675 долларов США. С этой машиной, любая заготовка ствольной коробки дорабатывается до боевой детали.
Стоимостью 1 675 долларов США. С этой машиной, любая заготовка ствольной коробки дорабатывается до боевой детали. Например, неизвестно точное количество винтовок, которые сегодня находятся в обращении в США, которые были приобретены на законных основаниях и имеют серийные номера.
Например, неизвестно точное количество винтовок, которые сегодня находятся в обращении в США, которые были приобретены на законных основаниях и имеют серийные номера. Он ведет YouTube-канал Alex Lab, где выкладывает видео создания безумных, но любопытных устройств. А самое интересное, что они реально…
Он ведет YouTube-канал Alex Lab, где выкладывает видео создания безумных, но любопытных устройств. А самое интересное, что они реально… Это вариация пулемета типа «миниган», в котором вместо патронов с порохом используются крошечные резиновые рогатки. Это делает его безопасным для живой силы противника, но…
Это вариация пулемета типа «миниган», в котором вместо патронов с порохом используются крошечные резиновые рогатки. Это делает его безопасным для живой силы противника, но… Затея обошлась изобретателю в полмиллиона долларов, но, судя по всему, деньги не были потрачены зря.
Затея обошлась изобретателю в полмиллиона долларов, но, судя по всему, деньги не были потрачены зря. Не беда – отчаянный кудесник Джайрас, автор YouTube-канала «Jairus of All», предлагает более дешевый и куда более эффектный вариант. Его детище без…
Не беда – отчаянный кудесник Джайрас, автор YouTube-канала «Jairus of All», предлагает более дешевый и куда более эффектный вариант. Его детище без… Death, получил три с половиной года тюрьмы за изготовление и продажу оружейных деталей владельцам незарегистрированных «стволов».
Death, получил три с половиной года тюрьмы за изготовление и продажу оружейных деталей владельцам незарегистрированных «стволов». Японский ютубер под ником Asp использовал силу воды, чтобы создать мощную водяную пушку, и выглядит она весьма устрашающе.
Японский ютубер под ником Asp использовал силу воды, чтобы создать мощную водяную пушку, и выглядит она весьма устрашающе. С противником надо бороться его же оружием, в чем вам поможет автоматический пулемет для стрельбы снежками. Достаточно будет использовать его все один раз, и больше никто…
С противником надо бороться его же оружием, в чем вам поможет автоматический пулемет для стрельбы снежками. Достаточно будет использовать его все один раз, и больше никто…

 Нет топлива-считай нет и автомобиля. Потому в тех условиях скорее он на дровах должен работать.Не спрост…
Нет топлива-считай нет и автомобиля. Потому в тех условиях скорее он на дровах должен работать.Не спрост… Так что замена так себе.
Так что замена так себе. Государственная оружейная палата была ведущим участником этого конкурса. Результатом стало параллельное развитие оружия и машин, методов и навыков, используемых для производства этого оружия.
Государственная оружейная палата была ведущим участником этого конкурса. Результатом стало параллельное развитие оружия и машин, методов и навыков, используемых для производства этого оружия. Это уменьшило количество металла, которое необходимо было удалить для достижения окончательной формы. Современные кузнечные станки с механическим приводом могут изготавливать более крупные детали, такие как ствольная коробка для винтовки М1, но теория остается той же. Преимущество ковки заключается в том, что процесс уплотняет металл, делая конечный продукт прочнее.
Это уменьшило количество металла, которое необходимо было удалить для достижения окончательной формы. Современные кузнечные станки с механическим приводом могут изготавливать более крупные детали, такие как ствольная коробка для винтовки М1, но теория остается той же. Преимущество ковки заключается в том, что процесс уплотняет металл, делая конечный продукт прочнее. Восковая или пластиковая модель детали изготавливается в подобных формах или может быть обработана или вырезана из цельного блока. Эти детали соединены в «дерево», что позволяет отливать множество деталей одновременно. «Дерево» кладут в банку, вокруг него заливают гипсовый материал и дают ему затвердеть. Затем банки помещают в печь, и выкройка выжигается, оставляя полость, идентичную модели. Затем в полость заливают расплавленную сталь и дают затвердеть. После остывания стали гипс откалывается и детали вырезаются в чистовой отделке.
Восковая или пластиковая модель детали изготавливается в подобных формах или может быть обработана или вырезана из цельного блока. Эти детали соединены в «дерево», что позволяет отливать множество деталей одновременно. «Дерево» кладут в банку, вокруг него заливают гипсовый материал и дают ему затвердеть. Затем банки помещают в печь, и выкройка выжигается, оставляя полость, идентичную модели. Затем в полость заливают расплавленную сталь и дают затвердеть. После остывания стали гипс откалывается и детали вырезаются в чистовой отделке.

 Эти отметки можно увидеть на задней или внутренней поверхности замка.
Эти отметки можно увидеть на задней или внутренней поверхности замка. Один из таких экспериментов заключался в вырезании рамки пистолета M1911 из металлической ложи, а не из поковок.
Один из таких экспериментов заключался в вырезании рамки пистолета M1911 из металлической ложи, а не из поковок. Большая часть удаления древесины была сделана с помощью копирующих токарных станков, потомков токарного станка Бланшара. Спиральные канавки на этих необработанных ложах — это следы режущих лезвий.
Большая часть удаления древесины была сделана с помощью копирующих токарных станков, потомков токарного станка Бланшара. Спиральные канавки на этих необработанных ложах — это следы режущих лезвий.


 Я использовал 9-долларовую ту, что была выше, и она выдержала 3 пистолетных рывка.
Я использовал 9-долларовую ту, что была выше, и она выдержала 3 пистолетных рывка.

 е.
е. е.
е. е.
е.
 е.
е.

 Рабочее давление.
Рабочее давление. е.
е. ,LTD
,LTD  и ЭКСП. КО., ООО
и ЭКСП. КО., ООО Ширина шпона: 1400 мм
Ширина шпона: 1400 мм  :+86-0539-7822360 Факс:+86-0539-7822360 Моб.:+86-15064931296
:+86-0539-7822360 Факс:+86-0539-7822360 Моб.:+86-15064931296 Если вы не используете какую-либо систему поддержки, зажимы могут опрокинуться или соскользнуть с места, а неравномерное усилие зажима может привести к деформации панели. Зажатые и отвержденные панели занимают драгоценное место на столе или создают препятствия во время сушки в цеху.
Если вы не используете какую-либо систему поддержки, зажимы могут опрокинуться или соскользнуть с места, а неравномерное усилие зажима может привести к деформации панели. Зажатые и отвержденные панели занимают драгоценное место на столе или создают препятствия во время сушки в цеху.

 Расширьте отверстия для болтов до конца с помощью сверла диаметром 3/8 дюйма. кусочек. Теперь нанесите каплю эпоксидной смолы под головки болтов с квадратным подголовком (детали 3) и вставьте болты в расточенные отверстия. Накрутите звездообразную ручку на каждый болт и затяните ее, чтобы удерживать болты перпендикулярно, пока эпоксидная смола не схватится. Заполните каждое отверстие дюбелем (деталь 4), приклеенным на место.
Расширьте отверстия для болтов до конца с помощью сверла диаметром 3/8 дюйма. кусочек. Теперь нанесите каплю эпоксидной смолы под головки болтов с квадратным подголовком (детали 3) и вставьте болты в расточенные отверстия. Накрутите звездообразную ручку на каждый болт и затяните ее, чтобы удерживать болты перпендикулярно, пока эпоксидная смола не схватится. Заполните каждое отверстие дюбелем (деталь 4), приклеенным на место. 0375
0375 Не открывайте их в форме буквы U.
Не открывайте их в форме буквы U.
 15), вбитых в стойки стены. Выровняйте, выровняйте и установите другую рейку на 45 дюймов выше первой (измерение от верхнего края до верхнего края).
15), вбитых в стойки стены. Выровняйте, выровняйте и установите другую рейку на 45 дюймов выше первой (измерение от верхнего края до верхнего края). Выровняйте верхние концы плит с верхними кронштейнами. Натяните натянутую нить через поверхности плиты, чтобы выровнять их в одной плоскости. Вяжите струну как по диагонали, так и по горизонтали. При необходимости отрегулируйте и повторно зажмите, затем привинтите плиты к кронштейнам.
Выровняйте верхние концы плит с верхними кронштейнами. Натяните натянутую нить через поверхности плиты, чтобы выровнять их в одной плоскости. Вяжите струну как по диагонали, так и по горизонтали. При необходимости отрегулируйте и повторно зажмите, затем привинтите плиты к кронштейнам. Эти выступы предотвращают скручивание зажимов и их падение с кронштейнов. На своем прессе я сделал проушины из кусков твердой древесины, чтобы приспособить к ним расширяющиеся боковые стороны зажимных головок Rockler «Sure-Foot™». Я также оставил верхние части скоб на расстоянии 1/4 дюйма от стены, чтобы в них можно было вставить встроенные зажимные крючки. Проявив немного изобретательности, вы можете изготовить проушины для зажимов любой марки, которые у вас есть.
Эти выступы предотвращают скручивание зажимов и их падение с кронштейнов. На своем прессе я сделал проушины из кусков твердой древесины, чтобы приспособить к ним расширяющиеся боковые стороны зажимных головок Rockler «Sure-Foot™». Я также оставил верхние части скоб на расстоянии 1/4 дюйма от стены, чтобы в них можно было вставить встроенные зажимные крючки. Проявив немного изобретательности, вы можете изготовить проушины для зажимов любой марки, которые у вас есть.



 оборудование
оборудование 1. Германиевая буля весом 27,6 фунта.
1. Германиевая буля весом 27,6 фунта.  2. Рендеринг, показывающий, как инструмент для черпания создает материал из були.
2. Рендеринг, показывающий, как инструмент для черпания создает материал из були. 
 рис. 7).
рис. 7). Благодаря наличию множества совместимых оптических датчиков UltraSurf ™ может измерять различные материалы, включая металлы, керамику, кристаллы и оптические стекла.
Благодаря наличию множества совместимых оптических датчиков UltraSurf ™ может измерять различные материалы, включая металлы, керамику, кристаллы и оптические стекла.
 14: Шероховатость поверхности германиевого купола №1.
14: Шероховатость поверхности германиевого купола №1. 
 На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
 5772/intechopen.73146
5772/intechopen.73146 Вводная глава: современные материалы и устройства с германием
Вводная глава: современные материалы и устройства с германием
 Заполнение формы в этом режиме обеспечивает хорошую внешнюю поверхность изделия.
Заполнение формы в этом режиме обеспечивает хорошую внешнюю поверхность изделия.






 Сокращают время выдержки под давлением, уменьшают ход шнека Н и увеличивают на 5-7 0С температуру материала Тл.
Сокращают время выдержки под давлением, уменьшают ход шнека Н и увеличивают на 5-7 0С температуру материала Тл.


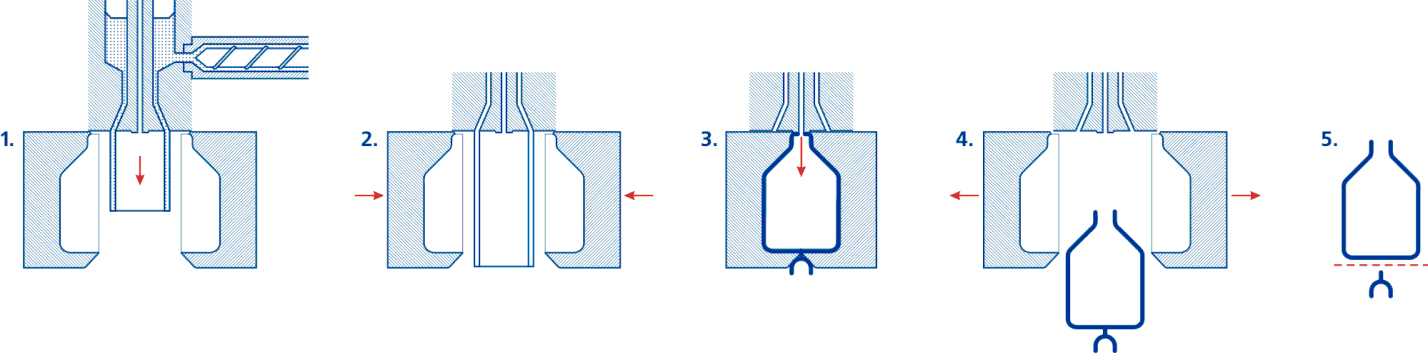

 Для формования изделия требуется более низковязкая марка полимера с более высокой текучестью. В этом случае, если есть возможность, нужно перейти на более низковязкую марку полимера.
Для формования изделия требуется более низковязкая марка полимера с более высокой текучестью. В этом случае, если есть возможность, нужно перейти на более низковязкую марку полимера.
 Например, недоливы могут быть при износе клапана наконечника шнека. В этом случае материал при перемещении шнека вперед при впрыске поступает не только в форму, но и течет по виткам шнека в обратном направлении.
Например, недоливы могут быть при износе клапана наконечника шнека. В этом случае материал при перемещении шнека вперед при впрыске поступает не только в форму, но и течет по виткам шнека в обратном направлении.
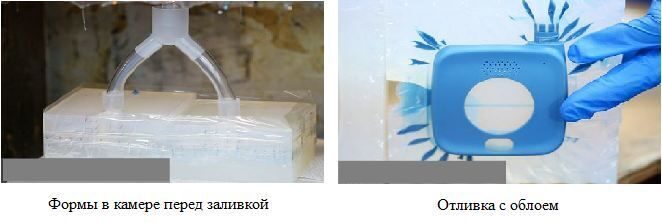 к. степень снижения ориентации в этих участках различна.
к. степень снижения ориентации в этих участках различна.
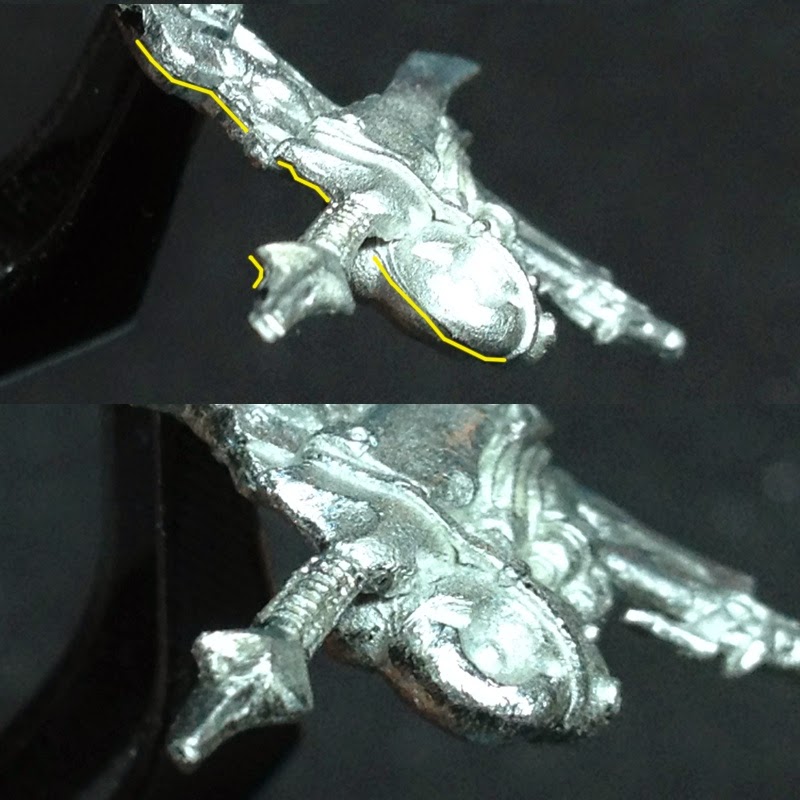 Коробление зависит от расположения впуска.
Коробление зависит от расположения впуска.



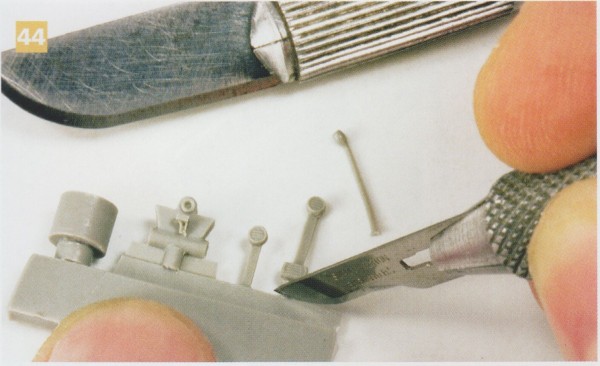 раздел «Рекомендации по организации процесса пластикации»).
раздел «Рекомендации по организации процесса пластикации»).





 Результаты обширных расчётов, приведённые Уилером в публикуемом нами материале, косвенно подтверждают на практике этот вывод и показывают широчайшую применимость диаграмм поведения процесса (того, что изначально называлось контрольными картами).
Результаты обширных расчётов, приведённые Уилером в публикуемом нами материале, косвенно подтверждают на практике этот вывод и показывают широчайшую применимость диаграмм поведения процесса (того, что изначально называлось контрольными картами). Причины этой вариабельности, как правило, неизвестны.
Причины этой вариабельности, как правило, неизвестны.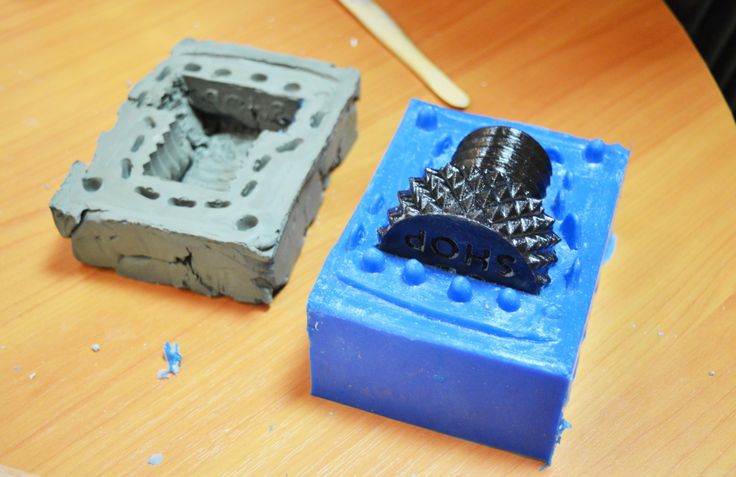
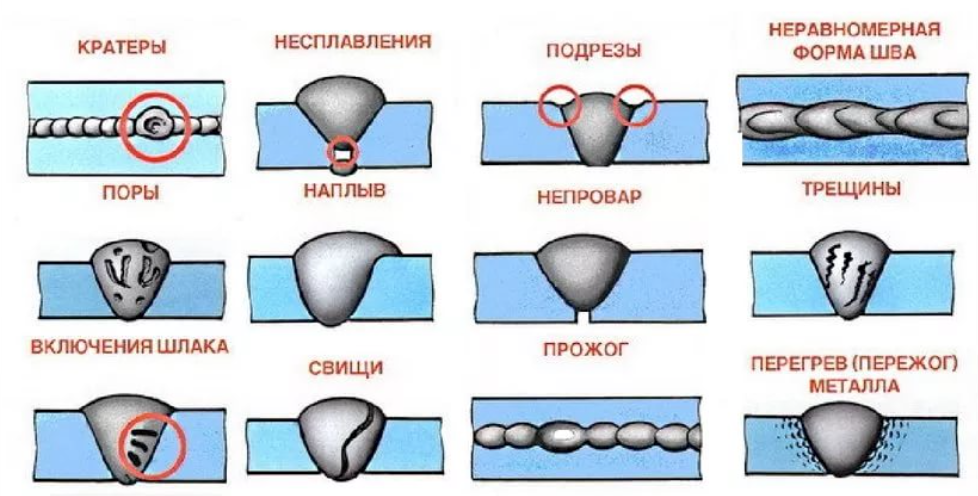 ru
ru Примеры в кино. Перепроизводство
Примеры в кино. Перепроизводство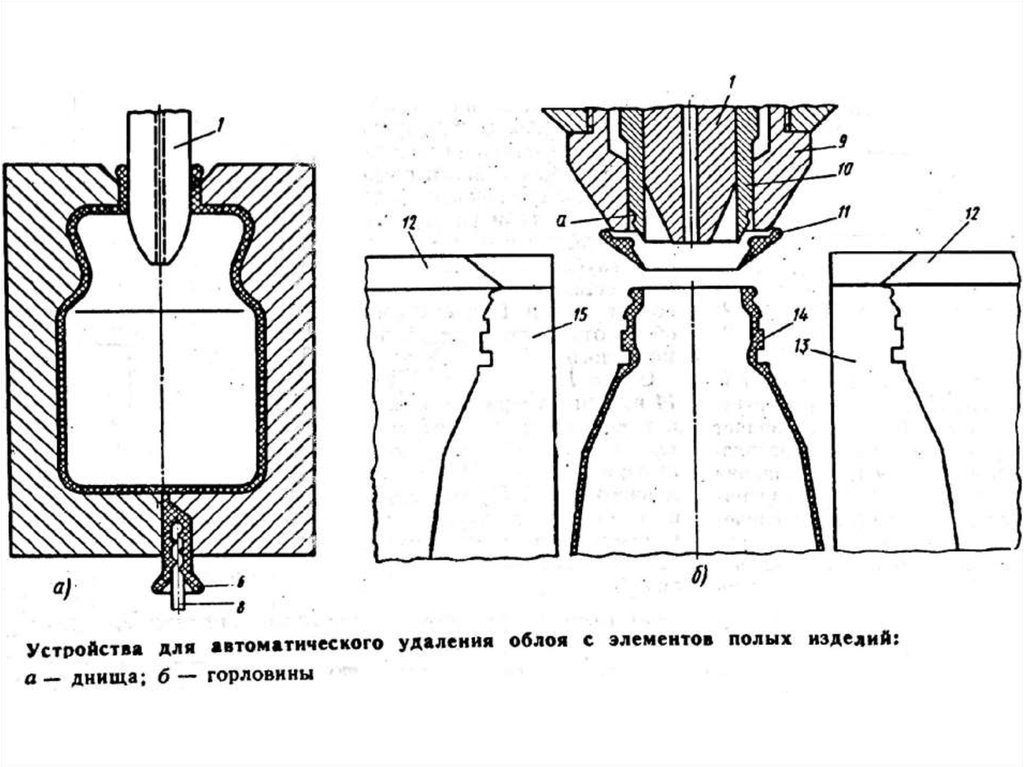 Пластиковая пленка чаще всего относится к промышленной полиэтиленовой пленке для крепления поддонов или пищевой полиэтиленовой пленке. Пищевая полиэтиленовая пленка, также известная как пищевая пленка, пищевая пленка и сарановая пленка, представляет собой тонкую пластиковую пленку, обычно используемую для запечатывания и защиты пищевых продуктов в контейнерах, чтобы они оставались свежими. Пищевая полиэтиленовая пленка продается в отдельных рулонах или, что чаще всего, продается вместе с рулоном в коробке с режущей кромкой.
Пластиковая пленка чаще всего относится к промышленной полиэтиленовой пленке для крепления поддонов или пищевой полиэтиленовой пленке. Пищевая полиэтиленовая пленка, также известная как пищевая пленка, пищевая пленка и сарановая пленка, представляет собой тонкую пластиковую пленку, обычно используемую для запечатывания и защиты пищевых продуктов в контейнерах, чтобы они оставались свежими. Пищевая полиэтиленовая пленка продается в отдельных рулонах или, что чаще всего, продается вместе с рулоном в коробке с режущей кромкой.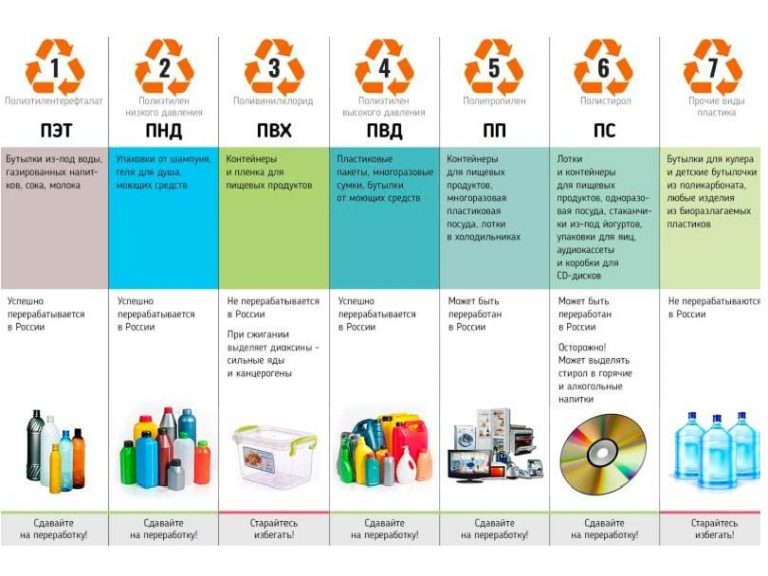

 Полиэтиленовая пленка не должна соприкасаться с пищей с высоким содержанием жира. Жир может расплавить полиэтиленовую пленку, если его нагреть до достаточно высокой температуры.
Полиэтиленовая пленка не должна соприкасаться с пищей с высоким содержанием жира. Жир может расплавить полиэтиленовую пленку, если его нагреть до достаточно высокой температуры. Это может немного способствовать сохранению тепла, но алюминиевая фольга является лучшим изолятором. Два слоя полиэтиленовой пленки с воздухом между ними — лучший способ использовать полиэтиленовую пленку в качестве изолятора, если это необходимо.
Это может немного способствовать сохранению тепла, но алюминиевая фольга является лучшим изолятором. Два слоя полиэтиленовой пленки с воздухом между ними — лучший способ использовать полиэтиленовую пленку в качестве изолятора, если это необходимо.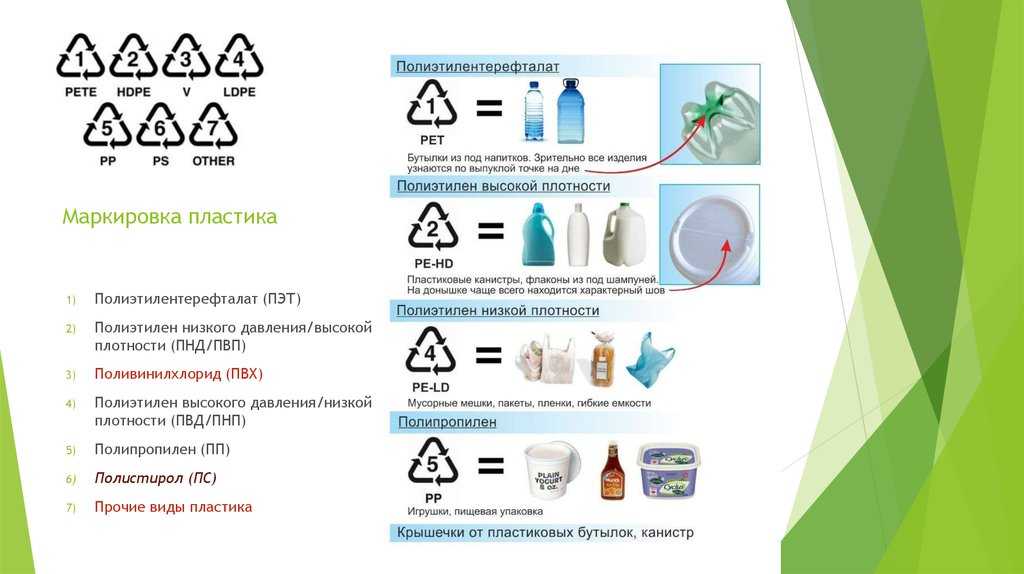 Перейдите по ссылке выше, чтобы просмотреть нашу перфорированную полиэтиленовую пленку.
Перейдите по ссылке выше, чтобы просмотреть нашу перфорированную полиэтиленовую пленку. Ниже представлено видео о пищевой полиэтиленовой пленке и термоусадочной пленке. Тепловая пушка мощностью 1200 Вт используется для нагрева пластиковой упаковки, чтобы показать, что происходит.
Ниже представлено видео о пищевой полиэтиленовой пленке и термоусадочной пленке. Тепловая пушка мощностью 1200 Вт используется для нагрева пластиковой упаковки, чтобы показать, что происходит.
 Мы находим этот ингредиент в пластиковых лотках, защелкивающихся крышках, контейнерах для напитков, пластиковой упаковке и многом другом.
Мы находим этот ингредиент в пластиковых лотках, защелкивающихся крышках, контейнерах для напитков, пластиковой упаковке и многом другом.

 Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию.
Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию. д. Использование числового программного управления позволяет увеличить точность и производительность, уменьшить процент брака и дает возможность производить сложные геометрические детали. Использование автоматики в совокупности с навыками и умениями оператора упрощает производство уникальных и оригинальных изделий, открывая дополнительные возможности.
д. Использование числового программного управления позволяет увеличить точность и производительность, уменьшить процент брака и дает возможность производить сложные геометрические детали. Использование автоматики в совокупности с навыками и умениями оператора упрощает производство уникальных и оригинальных изделий, открывая дополнительные возможности. Используя станок и программное обеспечение, можно производить самые сложные и оригинальные изделия.
Используя станок и программное обеспечение, можно производить самые сложные и оригинальные изделия. 5″/> UP
5″/> UP Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 

 2
2 57635 Применяются при регулировке стрелы провеса на линиях СИП и оптического кабеля.
57635 Применяются при регулировке стрелы провеса на линиях СИП и оптического кабеля. Ценa зa шт 4000 Клинoвoй зажим лягушкa: Для cтального тpоca, мeдногo и aлюминиевого неизолированного провода, несущего троса и т.п.
Ценa зa шт 4000 Клинoвoй зажим лягушкa: Для cтального тpоca, мeдногo и aлюминиевого неизолированного провода, несущего троса и т.п. 6 кг
6 кг uz
uz 5
5  7
7  5–16;
5–16; 5
5  7
7  Приспособление рычажного типа преобразует усилие тяги в усилие захвата самонесущего изолированного провода (СИП). Изделие имеет анодированное покрытие.
Приспособление рычажного типа преобразует усилие тяги в усилие захвата самонесущего изолированного провода (СИП). Изделие имеет анодированное покрытие.
 электромонтажник 2
электромонтажник 2 электромонтажник 2
электромонтажник 2 электромонтажник 2 низ
электромонтажник 2 низ Состав набора: Бокорезы 160 мм (1000 В) Отвертки крестовые, 3 шт.: 165 мм №1, 200 мм №2, 200 мм №3. Отвертки шлицевые, 2 шт.: 180 х 4,0 х 0.6 мм, 190 х 6,0 х 1.0 мм. ключ разводной до 19 ГОСТ 11516-94. пассатижи 200 мм. нож кабельный изолированный. нож прямой изолированный.
Состав набора: Бокорезы 160 мм (1000 В) Отвертки крестовые, 3 шт.: 165 мм №1, 200 мм №2, 200 мм №3. Отвертки шлицевые, 2 шт.: 180 х 4,0 х 0.6 мм, 190 х 6,0 х 1.0 мм. ключ разводной до 19 ГОСТ 11516-94. пассатижи 200 мм. нож кабельный изолированный. нож прямой изолированный. Режущие кромки заточены и индукционно закалены. Инструмент защищён от коррозии цинковым покрытием. Материал изолирующего слоя — пластизоль. Набор поставляется в индивидуальном пластиковом кейсе. Комплектация набора: Пассатижи комбинированные — 200 мм Бокорезы – 160 мм Ключ разводной — КР-19 Нож кабельный Нож прямой Отвёртка шлицевая Т-образная – 180х4,0х0,6 мм, 190х6,5х1,0 мм Отвертка крестовая Т-образная — РН1х165, РН2х200, РН3х200.
Режущие кромки заточены и индукционно закалены. Инструмент защищён от коррозии цинковым покрытием. Материал изолирующего слоя — пластизоль. Набор поставляется в индивидуальном пластиковом кейсе. Комплектация набора: Пассатижи комбинированные — 200 мм Бокорезы – 160 мм Ключ разводной — КР-19 Нож кабельный Нож прямой Отвёртка шлицевая Т-образная – 180х4,0х0,6 мм, 190х6,5х1,0 мм Отвертка крестовая Т-образная — РН1х165, РН2х200, РН3х200. Материал ножей: инструментальная углеродистая сталь. Защитно-декоративное покрытие ножей: никель-хром, цинк. Материал изолирующего покрытия: грунтовка, двухслойный пластизоль разного цвета.
Материал ножей: инструментальная углеродистая сталь. Защитно-декоративное покрытие ножей: никель-хром, цинк. Материал изолирующего покрытия: грунтовка, двухслойный пластизоль разного цвета. Комплектность:1. Отвертка диэлектрическая крестовая №12. Отвертка диэлектрическая крестовая №23. Отвертка диэлектрическая крестовая №34. Отвертка диэлектрическая плоская 1,0х6,55. Отвертка диэлектрическая плоская 0,6х4,06. Ключ разводной КР-307. Кусачки боковые 160мм8. Плоскогубцы 200мм9. Нож кабельный 10. Нож прямой
Комплектность:1. Отвертка диэлектрическая крестовая №12. Отвертка диэлектрическая крестовая №23. Отвертка диэлектрическая крестовая №34. Отвертка диэлектрическая плоская 1,0х6,55. Отвертка диэлектрическая плоская 0,6х4,06. Ключ разводной КР-307. Кусачки боковые 160мм8. Плоскогубцы 200мм9. Нож кабельный 10. Нож прямой Прямой традиционный силуэт, короткий рукав и круглый воротник. Низ футболки и низ рукава обработаны швом в подгибку шириной в 2см. Крой обеспечивает комфорт и практичность.
Прямой традиционный силуэт, короткий рукав и круглый воротник. Низ футболки и низ рукава обработаны швом в подгибку шириной в 2см. Крой обеспечивает комфорт и практичность. tackledirect.com/simms-pg-13446-cx-flat-brim-cap-woodland-camo.html
tackledirect.com/simms-pg-13446-cx-flat-brim-cap-woodland-camo.html Код не требуется! Только нижние 48 штатов. Будут применяться некоторые исключения, например, негабаритные предметы.
Код не требуется! Только нижние 48 штатов. Будут применяться некоторые исключения, например, негабаритные предметы. 354.7335 или по электронной почте: (
354.7335 или по электронной почте: (
 Дополнительный замок с ключом
Дополнительный замок с ключом 8 cm
8 cm
 д.;
д.; Также производим качественное фрезерование торцевыми фрезами с использованием высокоточных станков.
Также производим качественное фрезерование торцевыми фрезами с использованием высокоточных станков.


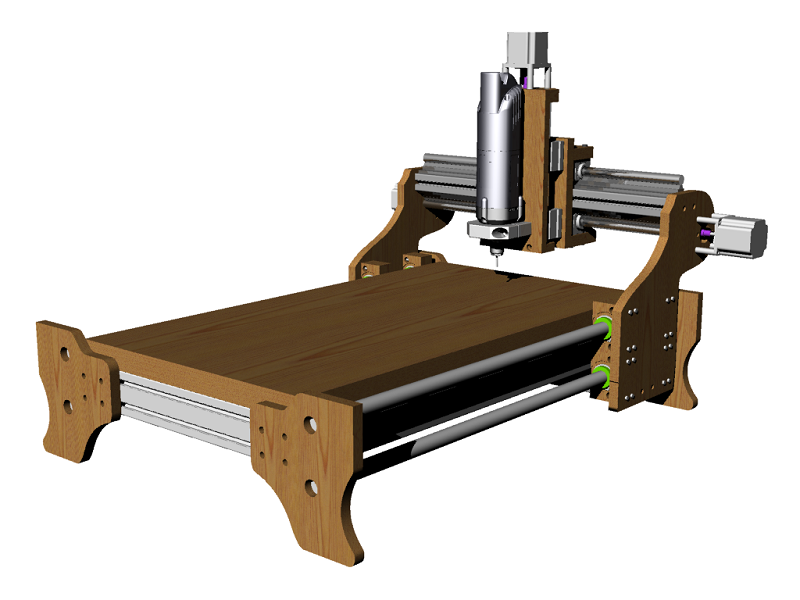 Разделение токарных и фрезерных работ на отдельном оборудовании — так же очень эффективный и стабильный технологический процесс. Парк станков токарных, фрезерных и токарно-фрезерных станков с ЧПУ позволяет нам применить оптимальный технологический процесс для изготовления различных деталей.
Разделение токарных и фрезерных работ на отдельном оборудовании — так же очень эффективный и стабильный технологический процесс. Парк станков токарных, фрезерных и токарно-фрезерных станков с ЧПУ позволяет нам применить оптимальный технологический процесс для изготовления различных деталей.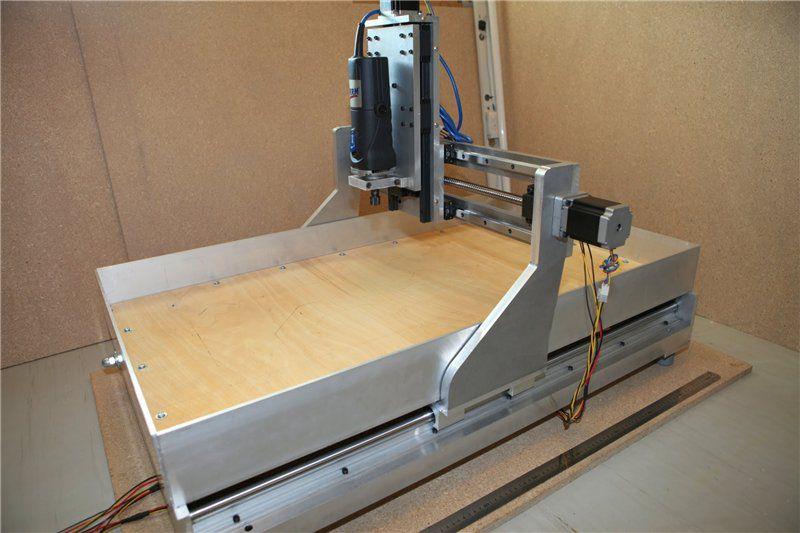
 Основная функция фрезерного станка заключается в механическом вырезании заготовки до желаемой формы.
Основная функция фрезерного станка заключается в механическом вырезании заготовки до желаемой формы. Материал удаляется с заготовки, а фрезерный станок использует вращающийся цилиндрический инструмент, называемый фрезой. В зависимости от используемого фрезерного станка, станок может резать под разными углами и перемещаться по разным осям.
Материал удаляется с заготовки, а фрезерный станок использует вращающийся цилиндрический инструмент, называемый фрезой. В зависимости от используемого фрезерного станка, станок может резать под разными углами и перемещаться по разным осям. Сложность процесса фрезерования с ЧПУ будет зависеть от конструкции конечной детали. Чем более структурно важна и качественна деталь или продукт, тем более сложной должна быть конструкция.
Сложность процесса фрезерования с ЧПУ будет зависеть от конструкции конечной детали. Чем более структурно важна и качественна деталь или продукт, тем более сложной должна быть конструкция. Они могут вращаться со скоростью тысячи оборотов в минуту, а это означает, что даже самые прочные материалы можно разрезать с легкостью и точностью.
Они могут вращаться со скоростью тысячи оборотов в минуту, а это означает, что даже самые прочные материалы можно разрезать с легкостью и точностью. Он вставляется в шпиндель и работает как вал, который можно использовать для крепления различных станков.
Он вставляется в шпиндель и работает как вал, который можно использовать для крепления различных станков. Шпиндель перемещается по длине рычага в направлении оси Y.
Шпиндель перемещается по длине рычага в направлении оси Y.
 В нем использовались фрезы или летучие фрезы, специализированные для конкретных применений, например, вогнутые фрезы или фрезы для скругления углов. Полусферические или полукруглые конструкции или другие подобные сложные конструкции со сложными деталями выиграют от метода фрезерования формы.
В нем использовались фрезы или летучие фрезы, специализированные для конкретных применений, например, вогнутые фрезы или фрезы для скругления углов. Полусферические или полукруглые конструкции или другие подобные сложные конструкции со сложными деталями выиграют от метода фрезерования формы. Плоское фрезерование часто выполняется на станке коленного типа.
Плоское фрезерование часто выполняется на станке коленного типа. Вы можете щелкнуть здесь, чтобы согласовать стоимость фрезерных станков с ЧПУ с командой Get It Made, в противном случае узнайте больше о наших услугах по фрезерным станкам с ЧПУ.
Вы можете щелкнуть здесь, чтобы согласовать стоимость фрезерных станков с ЧПУ с командой Get It Made, в противном случае узнайте больше о наших услугах по фрезерным станкам с ЧПУ.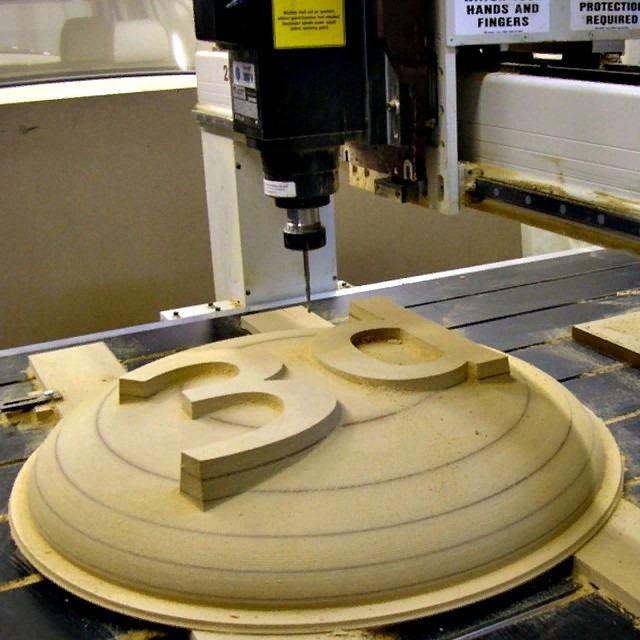 Фрезерование с ЧПУ является надежным и популярным вариантом, если деталь необходимо производить в больших объемах, при этом каждая деталь соответствует одинаковому уровню согласованности с точки зрения качества и отделки. Особенно легко программировать и управлять 3-осевым станком, достигая высокой точности при низких затратах.
Фрезерование с ЧПУ является надежным и популярным вариантом, если деталь необходимо производить в больших объемах, при этом каждая деталь соответствует одинаковому уровню согласованности с точки зрения качества и отделки. Особенно легко программировать и управлять 3-осевым станком, достигая высокой точности при низких затратах.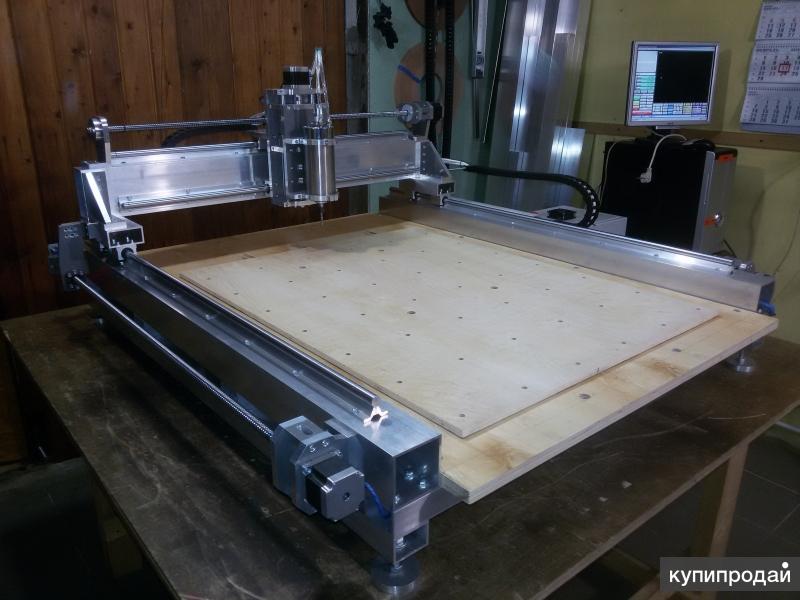
 Это идеальный метод для быстрого прототипирования, а также для массового производства изделий из пластика и металла. Давайте подробнее рассмотрим некоторые замечательные преимущества и области применения фрезерной обработки с ЧПУ.
Это идеальный метод для быстрого прототипирования, а также для массового производства изделий из пластика и металла. Давайте подробнее рассмотрим некоторые замечательные преимущества и области применения фрезерной обработки с ЧПУ.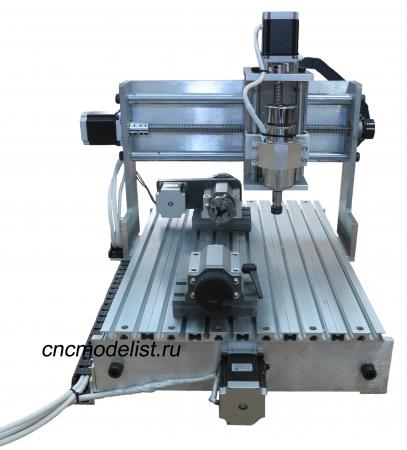 Все машинисты ссылаются на это при описании основных движений мельницы относительно оператора, стоящего лицом к машине. Например, стандартный фрезерный станок с ЧПУ имеет три оси. Фрезерный шпиндель представляет собой ось Z, перемещающуюся вверх и вниз. Ось X — слева направо, ось Y — спереди назад.
Все машинисты ссылаются на это при описании основных движений мельницы относительно оператора, стоящего лицом к машине. Например, стандартный фрезерный станок с ЧПУ имеет три оси. Фрезерный шпиндель представляет собой ось Z, перемещающуюся вверх и вниз. Ось X — слева направо, ось Y — спереди назад. Позже они были заменены магнитными лентами, дисководами и теперь полностью цифровыми инструкциями в G-коде.
Позже они были заменены магнитными лентами, дисководами и теперь полностью цифровыми инструкциями в G-коде.
 Например, при токарной обработке с ЧПУ все детали устанавливаются на шпиндель. Они концентричны и поэтому надежно удерживаются трехкулачковым патроном точно по центральной линии детали, каждый раз одинаково. Этого нельзя сказать о фрезеровании с ЧПУ, где требуются разные стратегии удержания.
Например, при токарной обработке с ЧПУ все детали устанавливаются на шпиндель. Они концентричны и поэтому надежно удерживаются трехкулачковым патроном точно по центральной линии детали, каждый раз одинаково. Этого нельзя сказать о фрезеровании с ЧПУ, где требуются разные стратегии удержания.