Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 54 972 RUB
«>
54 972 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 58 500 RUB
«>
58 500 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 58 500 RUB
«>
58 500 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 54 972 RUB
«>
54 972 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 58 500 RUB
«>
58 500 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 58 500 RUB
«>
58 500 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 8 244 RUB
«>
8 244 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 11 880 RUB
«>
11 880 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 11 880 RUB
«>
11 880 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 8 244 RUB
«>
8 244 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 11 880 RUB
«>
11 880 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 11 880 RUB
«>
11 880 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 8 244 RUB
«>
8 244 RUB
Мы делаем украшения для вас. Время экспедиции 10-12 дней.
«>
В наличии
цена без НДС = 11 880 RUB
«>
11 880 RUB
Другой
Параметры 8
У вас есть вопрос?
Tип
Кольцо (для больших размеров более 60 перед отправкой может быть добавлена надбавка за материал)
Вид камня
Mолдавит,
Гранат,
Kубический цирконий
Форма ювелирного изделия
Oвальный
Спецификация формы
Овал с камнями вокруг
Kоллекция
галактика
Mеталл
Белое золото 585,
Желтое золото 585,
Cеребро 925- покрытие рoдием,
Cеребро покрытие золотом 925,
Cеребро 925- покрытие рутением
Основной размер камня
Oвальный 6×4 mm
Кольцо для обуви
Ряды камней в V
Альтернативные продукты
Альтернативные продукты 6
BG кольцо овальнoe 280-Y
В наличии
от
9 828 RUB
Код продукта: ZV72280Y
Производитель: Bohemia Garnet
BG кольцо овальнoe 009-Y
В наличии
от
6 840 RUB
Код продукта: ZV72009Y
Производитель: Bohemia Garnet
BG кольцо овальнoe 001-Y
В наличии
от
8 208 RUB
Код продукта: ZV72001Y
Производитель: Bohemia Garnet
BG кольцо овальнoe 243-Y
В наличии
от
7 992 RUB
Код продукта: ZV72243Y
Производитель: Bohemia Garnet
BG кольцо овальнoe 251-Y
В наличии
от
10 080 RUB
Код продукта: ZV72251Y
Производитель: Bohemia Garnet
BG кольцо овальнoe 249-Y
В наличии
от
8 244 RUB
Код продукта: ZV72249Y
Производитель: Bohemia Garnet
Пожизненная гарантия на все украшения
Забыли пароль
Напольная подставка для цветов 14-021-BG 14-021 производство Plantstand низкие цены на Мебель
Избранное
Сравнение
Корзина
Увеличить
Напольная подставка под цветы 14-021 предназначена для размещения одного цветка. Изготовлена из массивного рифленого прутка. Цвет: белое золото или черный. Небольшие размеры, изящная форма и благородные цвета придают этой подставке особую элегантность и изысканность. Три парных изогнутых прутка в качестве ножек обеспечивают высокую устойчивость и надежность установки цветка. Подставка идеально подойдет для оформления открытых площадок и террас в загородном доме или коттедже.
Купить Мебель — Подставки для цветов в Москве
Ищете хорошие цены на Напольная подставка для цветов 14-021-BG ? В интернет-магазине Хитсад вы найдете уникальные товары для дачи и сада по привлекательным ценам. Отзывы и подробные характеристики на Мебель — Подставки для цветов от Plantstand. Покупайте онлайн с доставкой до дома и дачи!
BG-021 1,41 КГ POR BARRA 6,00 ML LINHA 42 ESQUADRIA DE ALUMINIO
BG-021 1,41 КГ POR BARRA 6,00 ML LINHA 42 ESQUADRIA DE ALUMINIO — ALLUWEB SHOPPING DO ALUMINIO
googledb380f0972d0f1a9.html
Информационный бюллетень
Receba Nossas ofertas por e-mail
Obrigado por se inscrever! Aguarde novidades da nossa loja em breve.
Фале Коноско
Телефон: (17) 99602-0043
WhatsApp: (17) 99602-0043
Информационный бюллетень
Receba nossas ofertas por e-mail
Obrigado por se inscrever! Aguarde novidades da nossa loja em breve.
Собре а лоха
Perfil de aluminio,esquadrias de aluminio,vidraçarias,vidro,accessorios para esquadrias de aluminio,accessorios para vidraçeiro,estampos(prensas),serras de corte, pantografos,entestadeiras,tudo para esquadrias de aluminio e vidraçarias. PRIMEIRA LOJA VIRTUAL DE COMPRAS NO SEGMENTO DE ESQUADRIAS DE ALUMINIO E VIDROS.
Opções де
ЯДРА :
БРАНКО
БРОНЗА 1002(ШАМПНЬ-БРОНЗА КЛАРО)
БРОНЗА 1003 (ЭСКУРО)
ФОСКО
ЕСТЕСТВЕННЫЙ
ПРЕТО
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: 7 диас утейс
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações Entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações Entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
BG-021 1,41 КГ POR BARRA 6,00 МЛ LINHA 42 ESQUADRIA DE ALUMINIO
Товарные услуги
5% Десконто
5% Десконто
5% Десконто
5% Десконто
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: 7 диас утейс
Para mais informações Entre em contato conosco através do phone (17) 99602-0043 или офис Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações Entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Эсток: Диспонивел
Para mais informações entre em contato conosco através do phone (17) 99602-0043 ou através do Fale Conosco
КОТАСАО
Sobre a loja
Perfil de aluminio,esquadrias de aluminio,vidraçarias,vidro,accessorios para esquadrias de aluminio,accessorios para vidraçeiro,estampos(prensas),serras de corte, pantografos,entestadeiras,tudo para esquadrias de aluminio e vidraçarias. PRIMEIRA LOJA VIRTUAL DE COMPRAS NO SEGMENTO DE ESQUADRIAS DE ALUMINIO E VIDROS.
Многие пользователи персональных компьютеров, планшетов и смартфонов пользуются информационными виджетами. Виджет располагается на главном экране телефона и отображает актуальную информацию различной тематики: погода, пробки, курсы валют и т.п. Популярность виджетов связана с простотой: для получения актуальной информации достаточно лишь взглянуть на экран телефона.
A1S Smart Screen это решение для Операторов, позволяющее при помощи обычной SIM-карты предоставить абонентам на любом телефоне целый набор актуальной информации, для получения которой достаточно одного взгляда на экран.
Готовые операторские услуги
Живой Баланс. Предоставление абоненту в реальном режиме времени информации о текущем балансе лицевого счета и размере последней платежной операции.
Живые Бонусы. Предоставление абоненту в режиме реального времени информации о накопленных бонусах и последнем бонусном начислении за пользование услугами Оператора.
Остаток пакета минут/мегабайт. Отображение в режиме реального времени информации об остатке количества минут или мегабайт в пакете абонента.
Готовые партнерские услуги
Подпиши iPhone. Премиальный сервис, который позволяет владельцам iPhone/iPad подчеркнуть свою состоятельность. Абонент может разместить любую надпись на главном экране своего гаджета.
Скоро праздник. На экран телефона абонента выводится количество дней, оставшихся до выбранного события: дня рождения, своего или близких, Нового года, Рождества и т.д.
Живая Погода. На экране висит текущее состояние погоды: температура, влажность, давление, солнечная активность.
Живая Валюта. На экране размещается и постоянно обновляет текущий наиболее выгодный курс валюты в обменниках города и телефон обменного пункта с выгодным курсом.
Как это работает
Решение состоит из двух частей: серверной и клиентской. Серверная — реализует логику дополнительных услуг, подключение к транспортной подсистеме оператора и биллингу и обновление информации в клиентской части. Доставка информации до клиентской части может быть организована как с помощью SMS, так и с помощью Cell Broadcast.
В качестве клиентской части может использоваться:
Апплет A1S NaviSIM в минимальной конфигурации
Любой DSTK-апплет с поддержкой функции idle text mode, через соответствующие платформы их вендоров
Серверная часть получает информацию из внешнего источника (биллинга Оператора или другой информационной системы) и отправляет ее в специальном формате апплету на SIM-карте. Апплет немедленно отображает информацию в текстовой строке на главном экране телефона. Обновление информации происходит беззвучно и не требует от абонента никаких действий.
Возможность запуска новых инновационных сервисов
Увеличение выручки от дополнительных услуг
Повышение лояльности за счет предоставления актуальной информации в простой форме
Снижения количества абонентов находящихся в блокировке, увеличение выручки от основных услуг
Рост популярности бонусных программ и сокращение оттока
Рост доходов от основных услуг за счет своевременного продления действия пакетов абонентом
Привлечение и удержание высокодоходных абонентов
Продукт A1S Smart Screen создан в соответствии с основными отраслевыми стандартами ETSI‚ 3GPP‚ ITU и является надежным и проверенным решением операторского класса. Апплет A1S NaviSIM совместим с SIM-картами всех основных производителей.
Для получения подробной информации и проведения демонстрации решения свяжитесь с нами по адресу [email protected] или оставьте вашу заявку через форму обратный связи, которая расположена в правой части этой страницы.
A1S MCS — A1 Systems
Современные маркетинговые коммуникации уже не могут обходиться без интерактивности, гибкого таргетинга, анализа поведения потребителя, знания нужного момента и контекста коммуникации.
A1S Marketing Communications Suite (A1S MCS) – это технологическая платформа, на базе которой реализован целый набор современных инструментов маркетинговой коммуникации. Решения A1S MCS позволяют Оператору организовывать эффективное продвижение собственных и партнёрских сервисов, повышать лояльность абонентов и сокращать отток.
управлять рекламными кампаниями на базе SMS,
управлять интерактивными рекламными кампаниями на базе DSTK Push и USSD NI,
управлять интерактивными рекламными кампаниями на базе Cell Broadcast,
управлять интерактивными мультимедийными кампаниями в ПО для управления USB-модемом (A1S Connection Manager),
управлять рекламными кампаниями на базе e-mail,
управлять баннерами на собственных сайтах и в приложениях,
создавать контекстные рекламные компании на основе анализа потребления абонента, в том числе и комбинированные.
Платформа A1S MCS обеспечивает все реализованные на ней решения:
единым подключением к транспортной подсистеме Оператора,
единым подключением к биллингу, CRM и другим системам поддержки бизнеса,
единым администрированием и мониторингом.
A1S MCS — это единая точка для управления всеми внутренними маркетинговыми коммуникациями Оператора.
В основу всех решений A1S MCS заложен принцип интерактивности. Интерактивная коммуникация позволяет в рамках одного рекламного контакта не просто донести нужную информацию до абонента, но и, не теряя импульса воздействия, продолжить диалог с ним. Абонент может всего в один-два клика подключить рекламируемую услугу или выбрать нужную тарифную опцию.
Упрощение клиентского опыта при подключении рекламируемых услуг значительно улучшает отношение абонента к Оператору и повышает его лояльность.
Состав решений A1S MCS
A1S Flash. Решение для проведения рекламных кампаний с помощью рассылки таргетированных интерактивных рекламных сообщений по заданному или динамическому списку абонентов.
A1S Screen. Решение для проведения рекламных кампаний с помощью таргетированных интерактивных pop-up сообщений, которые появляются на экране телефона тогда, когда к нему привлечено внимание абонента.
A1S Event. Решение для организации персональных маркетинговых коммуникаций на основе анализа потребительского поведения абонента. Продвижение услуг и опций осуществляется именно в тот момент, когда абонент в наибольшей степени в них заинтересован.
A1S Broadcast. Решение для организации массового интерактивного оповещения абонентов и продвижения услуг с возможностью точного таргетинга по времени и географической области.
Выгоды для Оператора
Возможность поэтапного внедрения решений
Сокращение времени и стоимости запуска каждого решения за счет централизованной интеграции в сеть
Единый, удобный, интуитивно понятный интерфейс для управления всеми внутренними маркетинговыми коммуникациями
Упрощение процессов технической поддержки и администрирования
Платформа A1S MCS создана в соответствии с основными отраслевыми стандартами ETSI‚ 3GPP, Global Platform и является высокопроизводительным, надежным и проверенным решением операторского класса.
Для получения подробной информации и проведения демонстрации решения свяжитесь с нами по адресу [email protected], или оставьте вашу заявку через форму обратной связи, которая расположена в правой части этой страницы.
историй успеха F1Y | Caseinterview
Приведенные ниже истории написаны читателями, которые успешно получили свое первое предложение по управленческому консультированию. Я думаю, вы можете найти их истории и советы по подготовке полезными.
История успеха:
Спасибо за всю помощь от веб-сайтов и вашего ежедневного блога.
Как опытный профессионал, процесс точно такой же. Но у меня был целый день собеседований и PST (первый и финальный раунды вместе взятые). В тот же вечер я получил устное предложение о работе.
Итак, несколько отзывов.
Вы говорили о парадном подходе. У меня было подготовлено 12 ситуаций, и в каждом интервью я делал одну полностью и использовал элементы других. Каждый интервьюер очень четко говорил мне не использовать ситуацию повторно. В равной степени каждый интервьюер просил что-то немного другое. Таким образом, кандидатам нужно подготовить несколько ситуаций, а не только одну за собеседование.
Я практиковался в PST и чувствовал себя довольно комфортно. Мой отзыв такой же, как вы упомянули ранее. Тяжело, только что закончил, нет времени проверить и понятия не имею, насколько хорошо я справился. Спасибо за все советы и практику.
Наконец, математическая практика имеет решающее значение как для дел, так и для PST. Я не могу сказать вам, насколько эффективен сайт для занятий математикой. Я использовал его около 4 недель по 10-15 минут в день. Всегда оценка, случайная и жесткая. Я прошел путь от среднего до практически топ-20% с точки зрения точности и скорости. Я не могу недооценивать, насколько ценным является переход с 5 на 9 в минуту. Это покупает вам так много времени.
Спасибо за помощь!
История успеха:
Я просто хотел очень кратко связаться, выразить свою благодарность и сообщить вам о моем успехе в консультировании по подбору персонала на последнем году обучения на степень бакалавра коммерции в [ государственный исследовательский университет ]. Я познакомился с вашими ресурсами в начале этого года, когда подавал заявку на консультационную летнюю стажировку. Я жадно читал ваши электронные письма и очень доверял историям, которыми вы делитесь.
Мне не удалось пройти ни одного консультационного собеседования на летние должности, и я знал, что должен заполнить некоторые пробелы в своем опыте. Я последовал вашему совету по написанию сопроводительного письма и составлению резюме до последнего слова, заполнив пробелы в моем аналитическом опыте работы, указав имя бренда в резюме и кратко изложив большую цель, стоящую за каждым предложением и словом, которые я написал.
Это превзошло все мои ожидания. Я прошел собеседование на семь должностей в области управленческого консультирования — то, что я не считал возможным, и то, что мои однокурсники изо всех сил пытались получить хотя бы одно или два из них.
Не только это, но я считаю, что я передал ваши уроки (и другие, которые я выучил) своим сверстникам и друзьям, некоторые из которых добились такого же успеха. Конечно, ваш контент о кейс-интервью и методе PARADE для поведенческих вопросов также немного помог, но, в конце концов, совершенство достигается просто практикой (и я до сих пор не думаю, что близок к совершенству, если честно).
Я только что принял предложение о работе в [ a ведущей консалтинговой фирме ] в быстрорастущем офисе, и тем временем я мог выбирать из нескольких других предложений.
Я также вхожу в совет директоров студенческой организации, которая привлекает студентов и аспирантов для предоставления бесплатных консультационных услуг для местных предприятий. Мы привлекаем наставничество и спикеров из [ нескольких ведущих фирм ]. Программа набирает обороты, и другим своим успехом я обязан своему участию в ней.
Большое спасибо за вашу помощь в течение последних восьми месяцев. У меня был огромный поворот, в значительной степени благодаря вашим материалам. Я зарегистрирован в списке рассылки F1Y и с нетерпением жду возможности читать заметки по мере их поступления.
История успеха:
Надеюсь, у вас все хорошо. Я только что получил предложение от McKinsey and Co на должность младшего специалиста. Я получаю степень МВА в непрофильной школе, поэтому мне было очень сложно подготовиться к кейс-интервью и дойти до стадии собеседования.
Я подготовился к собеседованиям в Mckinsey, отработав более 100 живых случаев, пройдя LOMS около 5-6 раз и журналы дел из разных школ. Основываясь на своем опыте, я хочу поделиться следующими ключевыми выводами, которые могут быть полезны всем, кто подает заявку на MBB.
Настойчивость и целеустремленность: Меня связали с Bain, AT Kearney, BCG, Booz и Oliver Wyman, даже не дойдя до стадии собеседования. Однако я подготовился очень хорошо, и я просто искал одну возможность, чтобы использовать ее.
Интервью из личного опыта: Многие студенты не сосредотачиваются на PEI, что является большой ошибкой. Я дал 5-6 пробных интервью PEI и просмотрел свои истории с друзьями перед реальными интервью. PEI имеет большое значение, особенно на собеседованиях 2-го раунда. Поэтому не игнорируйте и следуйте методу PARADE.
Креативность и общая картина: Раунд 2 McKinsey в значительной степени представляет собой просто мозговой штурм различных идей с партнерами и стратегическое мышление. В раунде 1 они проверяют навыки решения проблем; Цель 2-го раунда — проверить, может ли кандидат решать вопросы на уровне генерального директора и мыслить масштабно.
Это три ключевых вывода из моего опыта. Я хочу еще раз поблагодарить вас за предоставленные замечательные ресурсы.
Я слышал от вас информационный бюллетень для консультантов-первокурсников? Можете ли вы включить меня в список рассылки?
[ Примечание от Виктора: Вы можете присоединиться к моей электронной рассылке новостей для новых консультантов здесь: Новый консультант ENewsletter ]
История успеха:
Я очень рад, что вы, наконец, написали это письмо. Я прочитал так много «историй успеха» и с нетерпением ждал того дня, когда смогу написать свою собственную.
Я только что получил предложение от McKinsey Dubai на должность бизнес-аналитика после 1 PST и 2 раундов из 5 собеседований с EM и партнерами.
Я хотел бы поделиться с вами некоторыми мыслями о том, что, по моему мнению, было самым важным, что действительно повлияло на получение работы:
1) Тяжелая работа: Нет короткого пути к успеху, нет волшебства формула. Я делал обсадку каждый божий день, по крайней мере дважды, в течение 5 недель. Я не гулял по выходным, не путешествовал во время осенних каникул, просто чтобы сосредоточиться на том, чтобы стать лучше.
Я прошел ЛОМС не менее 5 раз, как письменные, так и аудиозаписи. Я понял, что мечтал о раскрытии дела!!!!
2) Знать, когда остановиться: Пока я занимался обсадкой каждый божий день, у меня это получалось ужасно. Я бы снял структуру, математика была неправильной, мои рекомендации были слабыми. Я был катастрофой. На самом деле, из всех 60-70 дел, которые я делал, я облажался в 90% из них.
Это было не потому, что я не знал, как делать дела, а потому, что я снова и снова делал одни и те же ошибки. Я застрял в яме, и, к счастью для меня, мой сосед по комнате дал мне лучший на тот момент совет: «Чувак, ты в яме: СТОП!»
Итак, в последнюю неделю перед собеседованием я фактически перестал обследовать. Я не занимался ни одним кейсом, я просто позволил всему этому впитаться, расслабился, вышел и также сосредоточился на своих промежуточных экзаменах.
3) Баланс между интеллектом и личностью: Во время интервью я сосредоточился на том, чтобы хорошо провести время с интервьюером и максимально использовать свое время. Я улыбался, иногда смеялся, вел беседы и искренне наслаждался каждым моментом в деле.
На самом деле, к концу моего последнего интервью я только что завершил три одночасовых дела, и единственное, о чем я мог думать, это: я хочу еще одно дело! Я ничего не навязывала, была собой и партнеры меня просто любили.
На самом деле, они любили меня до такой степени, что даже не хотели ждать и звонить мне по телефону, один из партнеров подошел ко мне сразу после моего последнего интервью и сказал: «Вы всех нас впечатлили, вас ждет светлое будущее. Мы все любили тебя здесь… когда ты сможешь начать?»
В заключение я хотел бы поблагодарить вас, Виктор, за ваши замечательные советы, за LOMS, за вашу книгу и за этот веб-сайт. Я также хотел бы поблагодарить всех, кто поделился своей борьбой и успехами, вы были для меня источником вдохновения. Всем начинающим консультантам: ВЫ МОЖЕТЕ СДЕЛАТЬ ЭТО. Иди туда и раскрыть дело!
Bitzer Outdoor Unit Ecostar LHV7E/4FE-5.F1Y
Компрессоры и сборки
Конденсирующие единицы
Outdoor Units
Sem-Hermetic
Semi-Hermetic
Lef-Hermetic
Semi-Hermetic
7 LITZOR7
Полугерметичный
Значок. Изображение похожее на товар.
Номер заказа: 101.8295
Номер производителя: LHV7E/4FE-5.F1Y
Производитель: Bitzer
Еще в этой категории:
Полугерметичный
Самая важная информация в один клик:
Аксессуары
Технические характеристики
Описание
Новое поколение конденсаторных агрегатов ECOSTAR Директива по экодизайну ввела более строгие требования к эффективности вентиляторов и конденсаторных агрегатов. Новые конденсаторные агрегаты ECOSTAR соответствуют этим критериям. Эффективность охлаждения можно оптимально отрегулировать по мере необходимости с помощью регулятора скорости …
?xml>
Новое поколение конденсаторных блоков ECOSTAR Директива по экодизайну ввела более строгие требования к эффективности вентиляторов и конденсаторных блоков. Новые конденсаторные агрегаты ECOSTAR соответствуют этим критериям. Эффективность охлаждения можно оптимально отрегулировать по мере необходимости с помощью регулятора скорости компрессоров и вентиляторов. Полный комплект обеспечивает быструю и простую сборку на месте без необходимости тратить время на установку дополнительных компонентов. В настоящее время серия дополнена новыми моделями для заморозки с повышенной эффективностью охлаждения.
Вентиляторы с регулируемой скоростью
малошумные, напр. включение режима пониженного шума в ночное время по времени
Компрессоры ECOLINE со встроенным частотным преобразователем, охлаждаемым всасываемым газом
Чрезвычайно надежный
Высокая эффективность системы
Низкие эксплуатационные расходы
«Plug & Play» с интегрированным полностью программируемым контроллером, проводкой и трубопроводом
Простые установки на месте и конфигурация
0059.
более эффективные ЕС-вентиляторы
пониженный уровень шума
повышенная эффективность конденсации за счет оптимизированных миниканальных компрессоров
высокоэффективные компрессоры ECOLINE VARISPEED
прочный атмосферостойкий металлический корпус
Основные новые функции: Автоматический аварийный режим: • В случае неисправности датчика блок конденсатора ECOSTAR не отключится • Как только датчик снова начнет сообщать о правильном клапанов, конденсаторный блок ECOSTAR возвращается к нормальной работе
Внешний пуск без аварийного сигнала: • Реле аварийного сигнала можно опционально настроить так, чтобы он оставался деактивированным, если внешний пусковой механизм не подавался
Ночной режим с внешним управлением: • Ночной режим ограничивает частоту компрессора и скорость вращения вентилятора для снижения уровня шума до уровня не более 45 дБ(А).
показать больше
Характеристики
Höherer Ventilatorwirkungsgrad durch EC-Ventilatoren
Reduzierter Geräuschpegel
Verbesserte Verflüssigereffizienz durch optimierten Minichannel-Verflüssiger
Другие напряжения и типы тока по запросу 380-420 В Y/3/50
При питании от сети 400 В/3/50 Гц
Данные для максимальных рабочих условий. Скорость вентилятора регулируется в зависимости от условий эксплуатации.
Таким образом, фактическое энергопотребление является переменным — см. программное обеспечение BITZER.
Возможны технические модификации. Абсолютно никакая ответственность не может быть принята за возможные ошибки индикации и ошибки в информации производителей.
Покупатели также купили…
Припой BrazeTec в стержнях 2мм Медный припой Silfos 15
Датчик перепада давления масла Bitzer, установленный Delta P-II для конденсаторных агрегатов LH .
Омск. Установка и настройка принтера. Подключение нового
Как подключить принтер в Омске?
В последние техногенные годы вряд ли возможно себе вообразить покупку нового компьютера без приобретения совместно принтера. Процедура установки принтера или МФУ является вроде бы довольно простой, и не требует специальной подготовки и знаний. Некоторые умения и навыки нужны, чтобы подключить принтер в Омске. Что мы делаем? — ставим принтер на ровной желательно устойчивой поверхности, подключаем к системному блоку, обыкновенно, используя кабель USB и присоединяем его к розетке или иному источнику питания. Дальше включаем комп, вставляем диск с драйвером и, согласно подсказкам на дисплее, устанавливаем драйвер и управляющую прогу от принтера.
Перед печатью пробной, она же первая, страницы, требуется небольшая настроечка — выбираем цветовые параметры, настраиваем ориентацию печати (альбомная или книжная) и количество страничек, после сего «нажимаете кнопку печати» и дожидаемся вывода пробной первой страницы. Предупреждаем, что настройка и установка принтера в Омске — это действие специфичное и зависит от конкретного устройства. Настройка принтера HP различна по аналогии от установочных манипуляций на Epson и Canon. Преимущественно пытайтесь использовать инструкцию для установки, какую вы легко найдёте в коробке аппарата или на ресурсе фирмы-производителя.
Где можно найти драйвер для установки принтера?
Прежде всего в поиске свежего драйвера надобно заглянуть на официальный сайт производителя. Ну а дальше же конечно скачать его оттуда и установить. Вероятно у вас возникнут некоторые непонимания этого действия, советуем воспользоваться сервисом наших проверенных мастеров в Омске, которые могут установить на ваш комп самую свежую версию, каковую как ни крути возможно взять только на интернет-ресурсах изготовителя.
Настройка Wi-Fi принтера в Омске
Эти и другие ошибки исправляем даже бесплатно по телефону, не расходуя время специалиста на выезд для кратковременной работы, но такая возможность доступна только постоянным клиентам. Просто наберите номер 8 800 775 14 20. Мы экономим время клиентов!
Как быть, если принтер не устанавливается?
Подводные камни при простейшей процедуре установки появляются достаточно часто, и вы не можете установить или настроить принтер в Омске. Обычно, такая ситуация возникает когда:
Вы попытались установить драйвер нового агрегата при этом не удалив старый.
Принтер HP вы подключили к системнику не дождавшись конца установки драйвера.
Наличие старого диска с драйверами, например для XP, что естественно не подходит для Висты или Семёрки.
Не получается настроить печать, когда принтер поставился.
В XP очень просто установить принтер по умолчанию. Откройте Панель управления, выберите «Принтеры и факсы» и в появившейся менюшке ищите принтер, который бы вы хотели сделать по умолчанию, кликните по нему правой кнопкой мышки и жмите «Установить по умолчанию». При любом раскладе, это обязательно приведёт к установке указанного принтера по умолчанию в регулировке печати. Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
Как подключить сетевой принтер в Омске?
Подключение сетевого печатающего аппарата на предприятии прямо-таки в разы экономит бюджет. Настройка сетевого принтера производится через сетевой интерфейс. Обычно пользуются кабелем Ethernet, либо беспроводной технологией. Настройка сетевого WI-Fi принтера в Омске состоит из установки сетевых параметров так, чтоб он получал себе IP-адрес и его было бы видно с любой точки сети.
Ваша организация еще не имеет сетевого принтера или локальной корпоративной сети? Мы поможем вам! Наша мастерская в Омске может дать полный комплект услуг по подключению принтера, созданию и настройке корпоративной сети, а так же внедрению в неё сетевого МФУ. Обговорить реальность (или целесообразность) установки сетевого принтера у вас в организации всегда пожалуйста по телефону 8 800 775 14 20. Настраиваем СНПЧ.
Ремонт принтеров, МФУ 🖨 в Омске — цены, адреса
Лазерные принтеры
Струйные принтеры
HP
Samsung
Brother
Kyocera
Epson
Canon
Xerox
Lexmark
Ricoh
Panasonic
OKI
Bixolon
Citizen
Fujifilm
Kodak
Ищем подходящие сервисные центры. секундочку…
Найдено 100 сервисных центров
BoR`NeS
8 (913) 967-99-67
Ремонт любых принтеров, МФУ
оплата картой
Фрунзе, 40
Сервис на 10 лет Октября-174
8 (3812) 34-45-70
Ремонт принтеров, МФУ любых брендов
10 лет Октября, 174
Гребенщиков А.В.
8 (3812) 59-56-42
Ремонт любых принтеров, МФУ
Учебная, 83
Сибирские Мастера
8 (923) 766-18-61
Ремонт принтера, МФУ любого бренда
оплата картой
срочный ремонт
выезд мастера
вызов курьера
бесплатная диагностика
ул. Масленникова, 41
Серова, 12
Паутина
8 (3812) 38-99-98
Ремонт принтеров, МФУ любых брендов
Серова 19А
Ирина-Сервис
8 (913) 658-46-28
Ремонт любых принтеров, МФУ
Карбышева 25
Квиста Омск
8 (3812) 21-24-69
Ремонт принтеров, МФУ всех производителей
Красный Путь, 18
PowerOn
8 (3812) 28-27-81
Ремонт принтера, МФУ любого бренда
Герцена, 29
Компания КВК
8 (3812) 38-04-23
Ремонт принтеров, МФУ всех брендов
Орджоникидзе, 198
Спектрон
8 (3812) 49-60-83
Ремонт принтеров, МФУ любых брендов
Заводская, 1
Компания Биплан
8 (3812) 23-77-75
Ремонт принтеров, МФУ всех производителей
ул. Орджоникидзе, д. 45
Апрель-Сервис
8 (3812) 25-36-79
Ремонт принтеров, МФУ любых брендов
Булатова, 100
ПРОФ ПРИНТ
8 (908) 111-74-71
Ремонт любых принтеров, МФУ
оплата картой
срочный ремонт
вызов курьера
бесплатная диагностика
БУЛЬВАР ПОБЕДЫ 10
Компания ЮВА
8 (3812) 79-00-07
Ремонт принтеров, МФУ любых брендов
вызов курьера
ул. 12-го Декабря, д. 117, корп. 1
СибРМ
8 (3812) 21-11-33
Ремонт принтера, МФУ любого бренда
оплата картой
вызов курьера
Краснофлотская, 24
ул. Проспект Мира 29
Сервис на Андрианова-18
8 (908) 804-60-33
Ремонт принтеров, МФУ всех брендов
Андрианова, 18
ЛогиКом
8 (3812) 77-02-77
Ремонт принтера, МФУ любого бренда
Перелёта, 18
Техгород
8 (913) 146-05-26
Ремонт принтеров, МФУ всех производителей
Булатова, 100
АН2
8 (3812) 59-15-36
Ремонт принтеров, МФУ всех брендов
Поселковая 4-я, 26/2
Загружается. ..
Средние цены на ремонт принтеров, МФУ в Омске
Профилактика
от 1000 до 1 800 pyб.
Ремонт блока питания
от 1000 до 1 600 pyб.
Ремонт лазера
от 1000 до 1 700 pyб.
Ремонт механизмов
от 900 до 1 700 pyб.
Ремонт платы
от 1000 до 2 300 pyб.
Замена платы
от 1000 до 1 700 pyб.
Прошивка
от 1000 до 1 700 pyб.
Замена барабана
от 1100 до 2 500 pyб.
Ремонт редуктора
от 1000 до 1 500 pyб.
Устранение кода ошибки
от 900 до 1 500 pyб.
Замена фотобарабана
от 1200 до 2 000 pyб.
Ремонт лотка
от 900 до 1 500 pyб.
Заправка картриджа
от 1000 до 2 500 pyб.
Замена печатающей головки
от 1400 до 2 900 pyб.
Замена шлейфа
от 900 до 1 600 pyб.
Замена корпуса
от 1000 до 1 700 pyб.
Ремонт узла подачи бумаги
от 1200 до 2 000 pyб.
Ремонт узла проявки
от 1000 до 1 600 pyб.
Ремонт узла сканирования
от 1000 до 1 600 pyб.
Извлечение посторонних предметов
от 900 до 1 600 pyб.
Замена коротрона
от 900 до 1 300 pyб.
Замена фильтра
от 900 до 1 400 pyб.
Замена ракеля
от 800 до 1 200 pyб.
Ремонт узла охлаждения
от 900 до 1 700 pyб.
Ремонт оптической части
от 1000 до 1 600 pyб.
Замена датчиков
от 900 до 1 500 pyб.
Ремонт тормозных площадок
от 900 до 1 400 pyб.
Замена разъема
от 700 до 1 500 pyб.
Указанные цены приблизительны. Окончательная стоимость зависит от многих факторов: распространённости модели, наличия запчастей, ремонтопригодности конкретной модификации и т.п. Также обязательно нужно уточнять у сервисного центра, включена ли стоимость запчастей в итоговую сумму: некоторые компании публикуют на сайте только стоимость работ, без учёта стоимости запчастей, а некоторые пишут полную стоимость.
Универсальный совет: всегда просите согласовывать с вами полную стоимость ремонта до начала любых работ. По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
Учитывайте, что бесплатная диагностика принтера, МФУ может оказаться платной, если вы откажетесь от ремонта в данном сервисном центре. Уточняйте этот момент отдельно до начала диагностики.
Ещё немного о ценах
C11CC24001 | LX-350 Ударно-матричный принтер | Ударная точечная матрица | Принтеры | Для работы
Отзывы
Рейтинг 5 из 5 к Гарт816 из отличная замена старому LX-800, нуждавшемуся в ремонте Он только что прибыл, так что это не долгосрочный отчет; но он быстрее, чем старые, и печатает так же красиво или лучше, чем они. Люди, ставящие этой модели низкие оценки, не понимают, что такое матричный ударный принтер и для чего он нужен. Мне это нужно для программирования, для использования непрерывной фальцованной бумаги, чтобы не было разрывов страниц и полей в худших местах моего исходного кода, как в большинстве домашних и офисных принтеров; и для другого использования мне нужно иметь возможность напечатать строку и увидеть ее, не выталкивая страницу, через несколько минут напечатать еще одну строку прямо под ней и т. д., и мне нужно иметь возможность подавать ее прямым текстом, а не подавать все как графика. Это не для печати веб-страниц и изображений. Я использую параллельный интерфейс и не использую программное обеспечение драйвера принтера. Я сам ввожу ему коды управления, а не использую программное обеспечение драйвера. Я собирался отремонтировать свой старый Epson T-1000 и/или LX-800, а потом обнаружил, что могу получить этот LX-350 не дороже той цены, которую я ожидал за ремонт. Пока я очень доволен этим. Мне пришлось скачать справочник команд с http://www.epson.ru/upload/iblock/057/esc-p.pdf, так как этой информации не было в руководстве. К счастью, команды идентичны во всех 9-игольчатые принтеры; но мне пришлось выучить несколько, к которым я не мог получить доступ с помощью кнопок на передней панели этой модели. (Вероятно, есть способ, но я пока не знаю, как это сделать.)
Дата публикации: 2022-08-24
Оценка 1 из 5 к Одержимая точечная матрица из Не совместим с Windows 10 Я не мог заставить его печатать правильно. Я вернул продукт после нескольких часов потраченного впустую времени, пытаясь загрузить драйверы. Он не совместим с Microsoft Windows 10.
Дата публикации: 2020-01-24
Рейтинг 5 из 5 к Макель из Я приветствую Epson за поддержку устаревших интерфейсов. Не понимаю резкой критики этого продукта. Если вам нужна красивая графика и четкий текст, купите лазерный или струйный принтер. Еще в восьмидесятых, когда я купил свой Epson, матричный принтер был единственным доступным принтером. В наши дни лазерные и струйные принтеры продаются абсурдно дешево, поэтому они могут зацепить вас расходными материалами. Я оставил свой матричный Epson восьмидесятых годов для печати этикеток, задача, с которой он превосходно справляется. Я благодарен Epson за то, что они все еще производят этот продукт, поддерживая устаревшие интерфейсы по доступной цене для рынка, который, безусловно, должен быть очень ограниченным, потому что, если мой выйдет из строя, мне нужно будет заменить его на этот.
Дата публикации: 01.09.2019
Оценка 1 из 5 к бсоз от жует бумагу Каждый раз, когда он жует бумагу, вы должны толкать бумагу, он не может схватить саму бумагу. Текст выглядит криво.
Дата публикации: 21 августа 2018 г.
Оценка 2 из 5 к прикол от Отлично подходит для документов; Паршиво для веб-страниц и форм Мне очень нравится принтер для документов, тем более, что он имеет порт USB и может быть подключен к роутеру для удаленной печати. Печать веб-страниц и форм, таких как 1099р ужасен. Печать не читаемая. Я перепробовал все комбинации настроек на панели управления. Шрифт и качество печати (количество точек на дюйм) в настройках принтера на моем компьютере. Я не вижу никакой разницы в удобочитаемости независимо от того, какую комбинацию я использую. Я купил принтер в первую очередь потому, что моя жена любит распечатывать рецепты из интернета. Принтер для этого практически бесполезен. Ниже я рекомендую печатать предметы, для которых я купил принтер.
Дата публикации: 04.02.2017
Оценка 1 из 5 к Отмечено от Худшая покупка когда-либо Я заказал отремонтированный блок, думая, что он будет в идеальном состоянии. После трех дней попыток заставить его работать должным образом, я отказался от него. Я следил за всей информацией в руководстве, но оно все еще не распечатывается идеально или четко. Поскольку это «отремонтированное» устройство, я не могу вернуть его для возврата денег, поэтому я потерял 130 долларов, которые он мне стоил. Кроме этого, у меня никогда не было других проблем с покупкой у Epson.
Дата публикации: 07.10.2016
Рейтинг 5 из 5 к Аноним из Большой! Настоящая рабочая лошадка, делает то, что заявлено. Это совсем не шумно. Собираемся заказать еще 3 в офис.
Дата публикации: 07.10.2016
Оценка 1 из 5 к Чамаз из Не впечатлен Два новых ленточных принтера Epson LX350 куплены за последние две недели, два неисправных принтера. Это говорит о хреновом качестве этих принтеров.
Дата публикации: 13 мая 2016 г.
Оценка 4 из 5 к Деб из ЛЮБЛЮ EPSON, но отсутствует устройство для подключения к ПК ПОСТОЯННЫЙ ПОКУПАТЕЛЬ МФУ и УДАРНЫХ принтеров EPSON на протяжении 20 лет. Принтер отличный, ну, когда я одолжил USB-кабель, чтобы подключить его, он отлично работал и был удобен в инструкциях по настройке. Последовательный разъем не подходил к принтеру (был слишком мал для подключения). Я хотел бы, чтобы компания удостоверилась, что все устройства для подключения поставляются с принтерами, чтобы другие не столкнулись с этой проблемой. Предпочтение отдавалось разъему USB. Сейчас принтер по-прежнему отличный. Печатает быстро и т.д. печать страницы-разделителя, которая не нужна. Мы все печатаем одно и то же (счета!)
Дата публикации: 20.07.2015
Оценка 1 из 5 к Аноним из
Этот принтер в половине случаев работает ужасно, я не могу прочитать цифры, и дело не в ленте.
Дата публикации: 30.03.2015
Лучшие цены на Zebra ZD220 в Омске, настольный принтер ZD230
Описание:
Настольные принтеры Zebra серии ZD220 дают вам больше. Качественная разработка Zebra, надежная работа и базовые функции по доступной цене — как на момент покупки, так и на протяжении всего жизненного цикла. Эти принтеры могут похвастаться конструкцией с двойными стенками и цельнометаллическими печатающими головками — компонентами, которые нечасто встречаются в базовом принтере. Благодаря лучшим в отрасли готовым решениям их легко установить и начать печать. Основные функции включают USB-подключение для универсального взаимодействия, а также один светодиодный индикатор состояния и одну кнопку для подачи/паузы для удобства работы. Благодаря широкой сети партнеров Zebra, которым доверяют, поддержка легко доступна. Кроме того, они соответствуют требованиям ENERGY STAR® для снижения эксплуатационных расходов.
Настольный принтер ZD220 доступен в моделях с прямой термопечатью и термопереносом. Разработанный с качеством Zebra, он обеспечивает надежную работу по доступной цене. Этот принтер предлагает основные функции, которые вам нужны, и все это поддерживается сервисом и поддержкой Zebra.
Получите конкурентное преимущество с Zebra.
Особенности:
Основные функции для простого управления
Этот 4-дюймовый принтер печатает этикетки быстро, со скоростью до 4 дюймов в секунду, чтобы ваши рабочие процессы не останавливались. Увеличенная память позволяет хранить больше шрифтов и графики. Один светодиодный индикатор и одна кнопка для подачи/паузы упрощают работу и определяют состояние принтера. Выберите одну из моделей прямой термопечати или термопереноса и добавьте дополнительный съемник, устанавливаемый на заводе. ZD220 оснащен базовым набором программных приложений Print DNA на базе Link-OS® Basic, что обеспечивает экономичную и надежную печать.
При поддержке службы поддержки Zebra по всему миру
Получите быстрый доступ к услугам по ремонту, технической поддержке с агентом и поддержке программного обеспечения в любой точке мира через Zebra и ее надежную сеть, насчитывающую более 10 000 партнеров.
Клей для мембранно-вакуумного прессования пленки ПВХ для фасадов МДФ
Клей для мебели
Метод мембранно-вакуумного прессования используют при облицовке декоративной пленкой различных поверхностей, в том числе и с довольно сложным рельефом. Суть процедуры заключается в следующем:
Специальный клей наносят на заготовку, где он высыхает.
Собирают прессуемый пакет.
Нагревают адгезив и пленку, после чего последнюю прижимают к заготовке.
Выдерживают пленку прижатой некоторое время, пока клей не застынет.
Удалят лишние элементы пленки (свесы).
Наиболее распространенными являются пленки на основе поливинилхлорида (ПВХ). Также их изготавливают из полиэтилентерафталата (ПЭТФ), акрилонитрилбутадиенстирола (АБС) и других полимеров. К применяемым адгезивам выдвигают ряд требований: идеальный клей для пленки из ПВХ – водостойкий, обладает хорошим смачиванием поверхности МДФ, достаточной вязкостью и способностью к активации после высыхания. Полностью соответствуют данным параметрам клеи для вакуумного прессования пленки ПВХ от немецкой компании Henkel.
Более подробно с характеристиками клеев для мебельной пленки можно узнать, перейдя по приведенным ниже ссылкам:
Aquence FD 144/2/ Аквенс FD 144/2
Полиуретан (дисперсия)
700-1200
Aquence FD 144/4/ Аквенс FD 144/4
Полиуретан (дисперсия)
1100-1500
Aquence FD 144/7/ Аквенс FD 144/7
Полиуретан (дисперсия)
2000-4600
Aquence FD 150/6/ Аквенс FD 150/6
Полиуретан (дисперсия)
2000-3500
Aquence CATALYST R 397 / Аквенс CATALYST R 397
Клей для мебели
Клей для мебельной кромки
Клей для мембранно-вакуумного прессования
Водно-дисперсионные клеи для массива и конструкционного склеивания
Клеи для постформинга
Клеи-расплавы для окутывания профильного погонажа
Очистители и средства обработки поверхностей для мебельного производства
Клей для мембранно-вакуумного прессования
Главная \ Продукция \ Клей для мембранно-вакуумного прессования
Процесс облицовывания в мембранных и вакуумных прессах осуществляется с использованием одно- и двух компонентных полиуретановых дисперсионных клеев марки NOBEL серии М и М5. В качестве материала-основы применяются, как правило МДФ-плиты, обработанные для получения профилированной детали на обрабатывающем центре. Облицовочным материалом чаще всего служат ПВХ-пленки для глубокой вытяжки.
NOBEL M
Однокомпонентный клей на основе полиуретановой дисперсии NOBEL M предназначен для облицовывания поверхностей и рельефных деталей из древесины и материалов на древесной основе (ДСП, МДФ, ДВП) декоративными пленками ПВХ в мембранных и вакуумных прессах.
Клеевые соединения отличаются прочностью, водостойкостью и теплостойкостью. Прочность соединения возрастает с увеличением температуры активации и времени прессования.
Подробнее
NOBEL M5
Однокомпонентный клей на основе полиуретановой дисперсии NOBEL M5 предназначен для облицовывания поверхностей и рельефных деталей из древесины и материалов на древесной основе (ДСП, МДФ, ДВП) декоративными пленками ПВХ в мембранных и вакуумных прессах.
Клеевые соединения отличаются прочностью, водостойкостью и теплостойкостью. Прочность соединения возрастает с увеличением температуры активации и времени прессования.
Подробнее
При использовании клеев в качестве двухкомпонентных в дисперсию добавляется изоцианатный отвердитель NOBEL в количестве 5%. Жизнеспособность смеси составляет 8 часов. Это значит, что смесь в течении этого времени сохраняет свойства, приобретенные после добавления отвердителя, а именно: повышенную тепло-, влаго- паростойкость, качество склеивания Д4. По истечении этого времени жизнеспособность клея можно продлить путем добавления в оставшийся клей еще раз 5% отвердителя, то есть разведенный клей можно не выбрасывать. На облицовываемую деталь клей наносится путем распыления, причем на кромку и на фрезерованные части осуществляется двухразовое нанесение (100г/м2), на пласть — одноразовое нанесение (50 г/м2). После нанесения клея плиты укладываются на этажерки и высушиваются в зависимости от температуры и влажности воздуха в помещении от 30 минут до 2-3 часов. Процесс сушки можно ускорить путем интенсивного отвода влажного воздуха при прохождении этажерок с деталями через сушильный канал. При этом температура в канале не должна превышать 35°С. После просушки детали с нанесенным клеем поступают в вакуумный пресс, где и происходит прессование. ПВХ-пленка нагревается до температуры 115-133°С, чтобы температура в клеевом слое была в пределах 55-80°С. Время прессования составляет 20-40 секунд, давление 4-5 бар. В момент выгрузки деталей из пресса клеевой шов находится еще в термопластичном состоянии. Окончательное отвердение наступает через 3-5 суток.
Мембранный пресс-клей
Прессование мембран – принцип
Мембранные и вакуумные прессы используются для производства дверей с виниловой пленкой, которые являются альтернативой дверям из натурального дерева или окрашенным. Формованное, а иногда и фрезерованное ядро МДФ покрывают полиуретановым дисперсионным клеем и дают ему высохнуть. Затем панель с высохшим клеем покрывают ПВХ-пленкой и помещают в мембранный или вакуумный пресс, который нагревает пленку, применяет вакуум для декомпрессии, оказывает давление и повторно активирует клеевой шов. 9№ 0006
В результате получается дверное полотно, которое изготавливается намного быстрее, чем лакированная цельная древесина или окрашенная дверь, с виниловым покрытием, которое легко очищается и отличается долговечностью. Поскольку этот тип производства с годами стал более популярным, фольга теперь чрезвычайно аутентична с реалистичными эффектами дерева и матовой и глянцевой отделкой, имитирующей типичный окрашенный продукт. Эта фольга, в свою очередь, предъявляет повышенные требования к клеям для мембранных прессов для создания идеальной отделки.
Химические клеи для прессования мембран – линейка Protak
При склеивании пленок ПВХ с помощью мембранных и вакуумных прессов используются дисперсионные клеи на основе полиуретана благодаря их высокой тиксотропности, хорошей распыляемости, оптимальной реактивации и высокой скорости отверждения. Для повышения термостойкости этих клеев необходимо использовать изоцианатный отвердитель либо в капсулированной форме для однокомпонентных марок, либо отдельно для двухкомпонентных продуктов. Chemique предлагает широкий ассортимент одно- и двухкомпонентных клеев, специально разработанных для прессования мембран.
Ассортимент клеев Protak – Марки и характеристики
Как и во всех случаях склеивания, не существует одного клея, отвечающего всем требованиям каждого производителя панелей, поэтому компания Chemique разработала широкий спектр составов с индивидуальными характеристиками, принимая во внимание различные факторы, такие как стоимость, экспортный спрос, тип печать, простота использования и производительность на более требовательных фольгах, таких как высокий глянец, и, что важно, предотвращение «эффекта апельсиновой корки».
Ассортимент
Предлагается широкий ассортимент одно- и двухкомпонентных масел различной вязкости, нейтрального или синего цвета, с флуоресцентным индикатором или без него. Все клеи для мембранных прессов Protak обеспечивают превосходную распыляемость, однородную поверхность, высокую прочность сцепления и превосходную термостойкость.
Почему химический
Крупный британский производитель клеев для мембранных прессов
Полностью оборудованная лаборатория и испытательный центр с собственным прессом
Подробные технические отчеты
Широкий ассортимент продукции
Тесные связи с поставщиками оборудования и материалов
Текущие инвестиции
Свяжитесь с нами
Для получения дополнительной информации о том, как заказать мембранный пресс-клей от Chemique, свяжитесь с нами напрямую по телефону или нажмите кнопку запроса ниже, и один из наших специалистов ответит как можно скорее.
Узнать здесь
Cattie Adhesives поставляет полиуретановый клей для прессования мембран
Cattie Adhesives — полиуретановый клей для прессования мембран
Имея более чем 40-летний опыт работы в сфере клеев, компания Cattie Adhesives является надежным лидером в производстве и дистрибуции промышленных полиуретановых клеев. для прессования мембран.
На протяжении более 40 лет компания Cattie Adhesives отвечает постоянно меняющимся требованиям деревообрабатывающей, мебельной и сборочной отраслей.
Наши приложения:
Технологии клея:
Ниже приведены некоторые из наших наиболее распространенных типов полиуретанового клея для мембранного прессования и вакуума. двухкомпонентный водоразбавляемый полиуретановый дисперсионный клей
для прессования мембран или вакуумного формования виниловой и ПВХ-пленки на древесно-стружечных плитах при производстве дверей кухонных шкафов, компонентов мебели и других применений 3D-ламинирования. Используется вместе с Отвердитель 7-560 для повышения прочности сцепления, термо- и водостойкости. Это рабочая лошадка с большим окном работы.
# 7-866
7-866 представляет собой двухкомпонентный полиуретановый клей на водной основе для мембранного прессования или вакуумного формования высокоглянцевой виниловой и ПВХ-пленки на ДСП при производстве дверей кухонных шкафов, компонентов мебели и другие приложения для 3D-ламинирования. Используется в сочетании с отвердителем 7-560 для повышения термостойкости и водостойкости.
# 7-883WH
7-883WH представляет собой однокомпонентный полиуретановый клей на водной основе для мембранного прессования или вакуумного формования виниловой и ПВХ-пленки к ДСП при производстве дверей кухонных шкафов, компонентов мебели и др. Приложения для 3D-ламинирования.
# 7-560 – Отвердитель
7-560 Отвердитель представляет собой изоцианатный сшивающий агент , используемый для повышения водостойкости, термостойкости и прочности сцепления. Он используется в сочетании с водоразбавляемыми полиуретановыми дисперсиями, такими как № 9.0052 7-859 и # 7-866 .
# 7-1001 – Отвердитель
7-1001 Отвердитель представляет собой алифатический полиуретановый сшивающий агент , предназначенный для трудно склеиваемых поверхностей, включая пенопласт, кедр, пластик; используется для повышения водостойкости, термостойкости и прочности соединения.
Как покрасить пластик из баллончика. Выбираем материалы KUDO
Процесс окрашивания пластика из аэрозольного баллона имеет свои особенности. В первую очередь они касаются выбора материалов и подготовки поверхности. Разберем процесс шаг за шагом.
Какие пластики можно красить, а какие нет?
Практически невозможно окрасить изделия из полиэтилена, тефлона, силикона и полипропилена – краска на них попросту не ложится либо держится очень слабо. Остальные пластики как правило можно окрасить. Но следует иметь в виду, что существуют десятки тысяч разных пластиков, и некоторые из них могут преподнести сюрприз. Поэтому, если имеете дело с каким-то материалом впервые, лучше всего провести пробное окрашивание на небольшом участке.
Подготовка поверхности. Грунтование
По возможности, если пластик достаточно твердый, поверхность лучше заматировать при помощи специальной абразивной губки. Адгезия к матовой поверхности всегда будет выше, чем к глянцевой. Выбор грунта зависит от вида эмали, которую предполагается наносить на пластик и от состояния поверхности.
Если планируется использование акриловой эмали или грунт-эмали, можно обойтись без использования Активатора адгезии KU-6000 – акриловые материалы имеют хорошую адгезию к пластикам и высокую эластичность. Но использование Активатора адгезии ситуацию не испортит, а лишь дополнительно улучшит. Активатор наносят в один тонкий слой.
Если предполагается использовать алкидные эмали, применение Активатора адгезии KU-6000 становится обязательным. Без него адгезия алкидных материалов к пластику будет невысокой. К тому же алкидные эмали менее эластичны, поэтому покрывать ими пластик рекомендуется только в случае крайней необходимости. Например, когда требуется обеспечить высокую стойкость к воздействию растворителей и к истиранию.
Если поверхность имеет мелкие дефекты в виде царапин или другие неглубокие повреждения, на нее нужно нанести акриловый грунт-наполнитель KU-220X или универсальный акриловый грунт KU-210X достаточно толстым слоем. После высыхания грунт-наполнитель следует отшлифовать мелкой наждачной бумагой.
Нанесение эмали – окрашивание
Окрашивать пластиковые поверхности можно акриловыми, алкидными и эфироцеллюлозными (автомобильная база металлик) эмалями. Но вначале нужно обратить внимание на грунт-эмаль для пластика KU-60XX. Как видно из названия, ее можно использовать и в качестве грунта, и в качестве финишного покрытия. Её можно нанести непосредственно на пластик (можно и на Активатор адгезии, и на акриловый грунт) в несколько слоев. И всё, матовое покрытие, соответствующее одному из цветов RAL, готово. Но если подходящего цвета в палитре грунта-эмали нет, можно поверх нее нанести ту эмаль, которая больше всего понравилась.
Лучше всего для нанесения на пластик подойдут акриловые материалы: универсальная быстросохнущая высокоглянцевая и матовая эмаль RAL KU-AXXXX и эмаль шелковисто-матовая SATIN RAL.
Акриловые металлики SILVER GRAIN FINISH, REFLECTIVE FINISH, MIRROR FINISH, хоть и отличаются по типу пигмента (подробнее о типах пигментов здесь) наносят только на предварительно загрунтованные поверхности. Грунт ‑ акриловый KU-210X.
Алкидные краски в баллончиках наносить на пластик можно только по Активатору адгезии KU-6000. Алкидные эмали имеют особенности при нанесении, сушке и полимеризации, поэтому вначале рекомендуем почитать о них вот здесь.
Эфироцеллюлозную автомобильную эмаль металлик также наносят на акриловый грунт. Про ремонтную окраску автомобильного пластика можно прочтитать в этой статье
Финишное покрытие – Нанесение лака
Обязательно покрывать лаком нужно только автомобильный металлик на эфироцеллюлозной основе. Лучше всего подойдет 1К акриловый автомобильный лак KU-9010, также можно использовать универсальные акриловые KU-9002 и KU-9004 (глянцевый и матовый).
Для придания глянца и дополнительной защиты можно покрыть лаком матовые акриловые эмали, но это не обязательно.
Алкидную эмаль покрывать лаком не стоит – она сама дает достаточный глянец и по прочности превосходит акриловый лак.
Окраска пластиков | Технологии покраски различных видов пластика
На сегодняшний день на индустриальном рынке, да и просто в повседневной жизни представлено множество различных товаров, вещей или деталей, выполненных из пластика (пластмассы). Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
Множество предприятий производят свои товары из пластика, так как данный материал считается наиболее экономичным, пластичным и эргономичным, например, чем дерево или металл. Многие производят товары уже из цветного пластика (т.е. закупают пластик или изделия из него уже в определенном цвете), но такой вид закупок ограничивает выбор потребителя и поэтому перед производителем встает задача в покраске изделий из пластика в зависимости от потребностей клиента и тенденций на рынке.
Окраска изделий из такого материала как пластик не очень простое дело. Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
Виды пластиков и возможные проблемы с адгезией ЛКМ
При окраске пластика наибольшие трудности будут создавать поверхности неполярных масс. Неполярные массы имеют очень пористую химически инертную поверхность с низким поверхностным натяжением. Чем ниже это поверхностное натяжение, тем хуже будет окрашиваться пластик, так как будет абсолютно отсутствовать адгезия (сцепление) этой поверхности с лакокрасочным материалом.
Поэтому изначально необходимо разобрать виды существующих пластиков и определить, какие виды пластика и обладают этим нежелательным свойством.
Вообще, пластмасса (пластик) – это материал, основной составной частью которого являются такие высокомолекулярные органические соединения, которые образуются в результате синтеза или же превращений природных продуктов. При переработке в определенных условиях они, как правило, проявляют пластичность и способность к формованию или деформации. Для различного вида производства пластик является наиболее удобным материалом, так как он обладает высокой прочностью, но при нагревании становится довольно пластичным, что позволяет за этот промежуток времени «слепить» из него практически все, что угодно.
Давайте разберем несколько основных видов пластика, чаще всего используемых в индустриальном производстве. Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
PET или PETE – полиэтилентерефталат (или просто полиэтилен). Данный вид пластика используют для изготовления обивок, упаковок, одноразовых стаканов. Такой вид пластика не рекомендуется для изготовления детских игрушек и для дальнейшей переработки, поэтому окраска пластика вида PET, в основном, на производстве не требуется. Если все же такая задача встала перед производителем, то здесь будет необходима специальная консультация технического специалиста ЛКП для разработки индивидуальной системы окраски и предварительных тестов и испытаний.
PVC или V – поливинилхлорид (или просто ПВХ). Данный вид пластика используется для производства пластиковых окон, жалюзи, мебели, труб, различного химического оборудования и много другого.Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже.
РР – полипропилен – из полипропилена изготавливаю трубы, детские игрушки, контейнеры, детали для автомобильной промышленности. Полипропилен является практически безвредным видом пластика. Из всех видов пластика полипропилен имеет самую низкую поверхностную энергию, поэтому изделия из полипропилена являются самыми труднооркашиваемыми. При окраске полипропилена необходимо использовать специальный грунт-активатор для пластика, а затем наносить на поверхность краску для пластика.
PS – полистирол – этот вид пластика используется для изготовления сэндвич-панелей, строительных плит, столовых приборов, лоточков для продуктов, чашек. Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
РС / PA / OTHER – поликарбонат, полиамид и другие виды пластмасс. Используются для изготовления радиодеталей, аппаратуры, точных деталей для машин. При окраске данных видов пластика трудностей у производителя так же не возникнет, можно наносить краску для пластика прямо на поверхность, при этом только хорошо обезжирив детали.
ABS – пластик – очень востребованный вид пластика в производстве, используется для изготовления корпусов мобильных телефонов, чехлов, электронных приборов, бытовой техники. АБС-пластик обладает очень высокими эксплуатационными показателями, а именно механической стойкостью и защищенностью от факторов внешней среды. ABS – пластик так же может быть окрашен абсолютно в любой цвет без лишних сложностей, краска для пластика ложиться на поверхность тоже без предварительного грунтования.
Стеклопластик – уникальный вид пластика с очень низкой тепплопроводимостью (как у дерева), повышенной прочностью (как у стали), атмосферной устойчивостью и биологической стойкостью. Из стеклопластика изготавливают оконные и дверных профиля, бассейны, лодки, обвесы для легковых и грузовых автомобилей и много другое. После придания определенной формы деталям из стеклопластика, на их поверхности появляются глубокие поры, поэтому окраска таких изделий должна проходить в несколько этапов, возможно даже с двойным грунтованием поверхности.
Профессиональные технологии окраски основных видов пластика
После того, как будет определен вид пластика можно приступать к подбору цикла окраски пластмассовых поверхностей. На производственных участках покраски, время, затрачиваемое на окраску одной детали, является одним из важных факторов при выборе технологии окраски. Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.
Окраска пластиков вида PVC (ПВХ) , PC (поликарбонат) , ABS-пластика, PA (полиамид)
При окраске данных видов пластика будут использоваться краски для пластика с прямой адгезией к поверхности. Перед окрашиванием необходимо тщательно обезжирить поверхность специальным составом и окрасить пластиковую поверхность в 1 слой.
Система окраски:
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Глянцевая краска для пластика ALCEA 5820в 1 слой или Матовая эмаль для пластика ALCEA 5821 в 1 слой
Краска для пластика может быть представлена в любом солид-цвете (24750 цветов) или в эффектных цветах металлик, ксералик или перламутр.
Окраска полипропилена (РР)
Для окраски полипропилена и других сложных видов пластика была разработана система окраски с использованием грунта-активатора для улучшения адгезии (сцепления) будущего лакокрасочного материала с пластиковой поверхностью.
Система окраски полипропилена:
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Грунт-активатор для окраски полипропилена ALCEA 05752 в 1 слой +
Глянцевая краска для пластика ALCEA 5820 в 1 слой или Матовая эмаль для пластика ALCEA 5821 в 1 слой.
Окраска стеклопластика или поверхностей из гелькоат
При окраске стеклопластика или поверхностей из гелькоат будут использоваться специализированные лакокрасочные материалы с повышенной адгезией к этому виду подложки.
Системы окраски стеклопластика или гелькоат:
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Акриловая эмаль ACRYL 2K 29143 (LS143) с прямой адгезией к пластиковой поверхности в 1 слой
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Матовая акриловая краска ACRYL 2K MATT 29152 (LS152) с прямой адгезией к пластиковой поверхности в 1 слой
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Акриловая сильно-матовая эмаль ACRYL 2K MATT 7% GLOSS 29153 (LS153) с прямой адгезией к пластиковой поверхности в 1 слой.
Тестирование данных циклов окраски основных видов пластика, используемого в производстве, показали наилучшие показатели адгезии, показатели износостойкости ЛКП при эксплуатации изделий, наиболее короткое время, затрачиваемое на окраску одного изделия из пластика.
Окраска различных видов пластика одна из самых сложных задач, стоявших перед производителями и их окрасочными цехами, но на данный момент опыт технических специалистов, множественные тестирования и качественные инновационные лакокрасочные материалы позволяют сделать этот процесс наименее трудозатратным.
Исходя из всего вышесказанного, стоит запомнить, что самым важным моментом при покраске пластика будет являться определение вида окрашиваемого пластика. Ничего невозможного нет и избежание нежелательных результатов в покраске пластика можно на самых ранних этапах. Если Вы нуждаетесь в помощи в подборе наиболее подходящей системы окраски пластиковых изделий, звоните нам 8-812-902-50-28 и наши специалисты наиболее подробно расскажут Вам о возможных вариантах окраски пластиковых деталей в зависимости от Ваших потребностей и потребностей Вашего производства.
Выбор красителей для пластика — Центр знаний Prospector
Поделитесь этой статьей:
Влияние красителей на пластмассовые детали, изготовленные методом литья под давлением, является комплексным. Хотя он редко стоит в верхней части списка соображений при планировании проекта, его следует решать на этапе выбора материала. Процесс требует нескольких важных шагов. Выбор цвета будет зависеть от факторов, в том числе от фактического используемого пластика и конечного применения, которые могут предъявлять требования к долговечности, факторам окружающей среды и стоимости.
Соответствующие свойства пластика включают скорость течения расплава, температуру плавления или обработки, прозрачность, структуру (кристаллическую или аморфную), а также используемые армирующие материалы и наполнители.
Красители могут быть красителями или пигментами. Пигменты не растворяются в пластике, тогда как красители растворяются в пластике и легко смешиваются. Они используются для окрашивания прозрачных пластиков и там, где требуется мощное тонирование. Красители дают яркий цвет, но не скрывают дефекты поверхности так, как это делают пигменты. Красители также имеют тенденцию плохо работать на открытом воздухе.
Пигменты частично растворимы (органические) или нерастворимы (неорганические). Органические пигменты более эффективны, чем неорганические, в отношении окрашивающей способности и силы окрашивания, создавая более яркие и глянцевые цвета при более низком процентном содержании (обычно 0,2-0,5% по сравнению с примерно 2%). Их также можно использовать для окраски прозрачных пластиков. Неорганические пигменты менее склонны к миграции, чем красители и органические пигменты, поэтому они используются для окрашивания пластмасс, требующих высокой степени укрывистости. Неорганические пигменты также обладают превосходной термостойкостью и устойчивостью к атмосферным воздействиям по сравнению с красителями и органическими пигментами. Однако некоторые неорганические вещества воспринимаются как опасные для здоровья, и в результате промышленность смещается в сторону органических пигментов.
Влияние красителей на свойства полимера
Добавление красителей в пластмассу может повлиять на свойства пластиковой детали, поэтому важно учитывать совместимость между химическим составом полимера и химическим составом красителя. Влияние красителей на свойства полимера также зависит от количества красителя.
Некоторые соединения в красителях могут нарушить химический состав полимера и ослабить исходные свойства, такие как ударопрочность. Высокая температура, используемая в процессе литья под давлением, также может влиять на степень воздействия красителя на полимер. Сам краситель также должен выдерживать высокую температуру обработки. Отдельный краситель может воздействовать на один полимер иначе, чем на другой. На взаимодействие между полимером и красителем также могут влиять другие добавки. Например, поликарбонат, не подверженный влиянию красителя, может иметь другую реакцию на него при добавлении антипирена.
Существует также несколько различных методов окрашивания пластмасс, включая маточную смесь, компаундирование, поверхностное покрытие и сухое смешивание. Используемый метод может влиять на механические свойства пластика. Например, в методе маточной смеси гранулы натурального цвета смешивают с маточной смесью гранул с высоким содержанием пигмента. Поскольку большинство полимеров плохо смешиваются с другими полимерами, необходимо соблюдать осторожность, чтобы обеспечить совместимость материалов.
Различные красители могут по-разному воздействовать на полимер. Прозрачные цвета могут быть получены с помощью красителей, которые могут меньше влиять на структуру полимера, чем пигменты, используемые в непрозрачных цветах. Пигменты состоят из частиц, и размер этих частиц может влиять на характеристики материала. Таким образом, литье одной и той же детали в разные цвета может привести к разным размерам деталей, что может быть важно, если критически важны очень жесткие допуски.
Нужна помощь в исследовании?
Prospector поможет ускорить ваши исследования с помощью технических спецификаций и доступа к поставщикам оборудования со всего мира.
Создайте бесплатную учетную запись сегодня!
Коробление
Степень кристалличности и скорость кристаллизации определяют конечные свойства пластмассовой детали. Известно, что органические пигменты влияют на эти параметры на этапе охлаждения при переработке пластика, особенно при литье под давлением из ПЭВП.
Прозрачность
Обычно прозрачность улучшается за счет максимально возможного уменьшения размера частиц пигмента. Это достигается путем окружения частиц сразу после их образования покрытием, препятствующим росту кристаллов. Наиболее распространенными продуктами, используемыми для этого покрытия, являются канифоль или производные канифоли. Процесс диспергирования также может влиять на прозрачность, поскольку он включает в себя разрушение агломератов частиц до отдельных первичных частиц.
Харрис, Рональд М. Технология окраски пластмасс. Нью-Йорк: Библиотека дизайна пластмасс, 19.99.
Кану, Рекс С., Томас Х. Споттс, Майкл Чезебро. «Влияние некоторых органических и неорганических пигментов на свойства растяжения и удара полипропилена, полученного литьем под давлением». Международный журнал современной инженерии, осень 2001 г. http://www.ijme.us/issues/fall2001/articles/polyпропилен.htm
Зенон В. Уикс-младший, Фрэнк Н. Джонс, С. Питер Паппас. Органические покрытия: наука и техника. 2-е изд. Нью-Йорк: Уайли, 19 лет.99.
Ким, Дэ-Джин, Кван-Хо Со, Ки-Хон Хон, Сан-Юл Ким. «Влияние диспергаторов на дисперсность и механические свойства технического углерода/ПЭТФ». Полимерная инженерия и наука 39.3 (1999): 1548-2634.
Банг, Ханс-Хеннинг. «Пластмассы, выглядящие как металлик, с новыми серебряными и цветными алюминиевыми пигментами». АНТЕК 1998.
Взгляды, мнения и технические анализы, представленные здесь, принадлежат автору или рекламодателю и не обязательно принадлежат ULProspector.com или UL. Появление этого контента в Центре знаний UL Prospector не означает одобрения со стороны UL или ее дочерних компаний.
Весь контент защищен авторским правом и не может быть воспроизведен без предварительного разрешения UL или автора контента.
Содержимое доступно только в информационных и образовательных целях. Хотя редакторы этого сайта могут время от времени проверять точность его содержания, мы не несем ответственности за ошибки, допущенные автором, редакцией или любым другим участником.
UL не делает никаких заявлений и не дает гарантий в отношении точности, применимости, пригодности или полноты содержимого. UL не гарантирует производительность, эффективность или применимость сайтов, перечисленных или связанных с каким-либо контентом.
Поделитесь этой статьей:
Энди Пай — технолог, технический писатель, журналист и редактор, живущий в Лондоне, Англия, недалеко от линии Гринвичского меридиана. Первоначально получив квалификацию металлурга в Кембриджском университете, Энди некоторое время работал консультантом, где специализировался на передовых композитах, заменителях асбеста и методологии выбора материалов, по которым он опубликовал несколько книг и технических статей.
С начала 1980-х он редактировал многие из ведущих производственных и инженерных изданий в Великобритании, сначала начав работать техническим журналистом в области проектирования. Известный как «Человек-материаловед», он рассказал о многих ранних инновациях в инженерных пластмассах. В 1985 году его повысили до редактора, а затем он стал редактором журналов Engineering (1992) и Industrial Technology (1994).
В 1999 году вместе с бывшими коллегами он основал компанию Pro-Talk, которая основала первые онлайн-издания для инженеров в Европе. В 2006 году процветающий тогда бизнес был продан компании Centaur Publications. С тех пор Энди продолжает публиковаться в Интернете, в том числе свои собственное название New Materials International (www.newmaterials.com). Он также является постоянным автором многих специализированных инженерных изданий в Великобритании и Европе, включая Controls, Drives & Automation (CDA), Engineering & Technology (E&T) и Environmental Technology.
Поскольку технологические компании стремятся управлять своими собственными веб-сайтами, они осознают необходимость развития своих ресурсов для написания и редактирования. Теперь Энди работает напрямую с компаниями производственного сектора, предоставляя через эту среду техническое содержание своим нынешним и потенциальным клиентам. Работая с конечными пользователями, PR-агентствами и дизайнерами веб-сайтов, этот бизнес быстро растет, и Энди активно формирует команду опытных писателей, чтобы удовлетворить спрос на тематические статьи, новости и технические документы.
Руководство по красителям для пластика для деталей, отлитых под давлением
Во многих случаях — возможно, даже в большинстве случаев — стандартная коричневая или полупрозрачная окраска смолы для литья под давлением прекрасно соответствует требованиям к готовой детали. Для внутренних деталей, мелких компонентов и т. п. функция гораздо важнее, чем внешний вид детали. Однако иногда эстетика и законченный вид детали играют большую роль, и эта стандартная, непривлекательная окраска просто не подходит. Возможно, деталь является внешним компонентом. Возможно, он создается для цветной сборки. Или вы просто хотите как-то выделиться среди конкурентов.
К счастью для таких случаев, есть варианты добавления оттенков и цветов к вашим литьевым деталям с помощью красителей и концентратов для пластика. Это добавки к основной смоле, используемой при литье под давлением, и они значительно расширяют эстетические возможности ваших деталей. Вот несколько советов, которые следует иметь в виду при рассмотрении вариантов красителей для пластиковых смол:
1) Знайте процесс: Литье под давлением обычно начинается с базовой смолы в виде небольших «бусинок», крошечных затвердевших частиц вашего материала выбор. Базовая смола загружается в бункер, расплавляется при высокой температуре до жидкой формы, а затем впрыскивается в форму, где она охлаждается и возвращается в твердое состояние. Краситель для пластика следует добавлять на первом этапе процесса в виде так называемой смеси «соли и перца» (поскольку обычно более светлые кусочки твердой базовой смолы комбинируются с более темными «шариками» красителя).
Этот процесс обычно обеспечивает наилучшее смешивание красителя с базовой смолой, а это означает, что готовая деталь будет иметь однородный вид без завихрений, неравномерности цвета или тона или неправильного подбора цвета. Однако даже при следовании этому процессу другие магазины могут совершать ошибки, приводящие к непригодным для использования деталям (дополнительную информацию см. ниже).
2) Опасения по поводу внешнего вида: Смешивание красителя и основной смолы обычно выполняется вручную, и это нормально — считается, что этот процесс дает не лучшие и не худшие результаты, чем машинное смешивание. Несмотря на то, что процесс плавления и впрыскивания позаботится о большей части работы по смешиванию красителя и основы, все же важно выбрать поставщика, обладающего опытом для надлежащего приготовления смеси, и знать, что смесь должна содержать.
3) Различия между красителями: Как и базовые смолы, не все красители на основе смол создаются одинаково. Красители разного качества могут давать разные результаты при использовании с разными смолами, создавая несовершенный внешний вид или, что еще хуже, ухудшая функциональность готовой детали. Вот некоторые качества красителей, на которые следует обратить внимание:
• Материал-носитель: «носитель» красителя — это то, что связывает его или удерживает вместе. Это посторонний материал в том смысле, что он не служит никакой другой цели, кроме этой; тем не менее, это может сыграть большую роль во внешнем виде и качестве готового продукта. См. пункты ниже для получения дополнительной информации.
• Соотношение смешивания: В зависимости от вашего красителя, носителя и основной смолы, существует определенное соотношение, которое должно быть в исходной смеси — обычно от 3 до 5 фунтов красителя на 100 фунтов основной смолы. Также важно отметить процент материала-носителя в красителе — этот материал обычно составляет от 1 до 3 процентов готового продукта. Если это соотношение отключено, вы можете столкнуться с проблемами внешнего вида, такими как завихрения, полосы и неровности. Неправильный микс также может привести к неожиданным проблемам с производительностью готового продукта.
• Красящий материал: как и в случае с материалом-носителем, важно убедиться, что ваш красящий материал совместим с основной смолой.
4) Совместимость смол: Упоминалось выше, но важно уделить этому вопросу отдельное внимание, чтобы глубже понять, почему так важна совместимость смол, красителей и носителей.
Смолы, как правило, разрабатываются для определенного набора эксплуатационных характеристик, которые часто регулируются на молекулярном уровне. Введение постороннего элемента в смесь смолы — в данном случае двух элементов, красителя и носителя — может повлиять на ожидаемые характеристики, особенно если материалы отрицательно реагируют друг на друга.
Например, несовместимые красящие материалы могут изменить верхний и нижний допустимые пределы температуры смолы. Они могут изменить гибкость и твердость смолы, а также заставить ее по-разному реагировать на влагу и влажность. Несовместимые смеси смол и красителей могут легче сохнуть и могут быть более подвержены отслаиванию и растрескиванию — в лучшем случае это косметическая проблема, а в худшем — неминуемая опасность.
Помимо реакций между материалами, физическая смесь также может изменить свои свойства, как правило, многими из тех же способов, что и выше. По сути, базовая смола разбавляется красителем, поэтому важно либо спланировать и скорректировать рецептуру для этого, либо убедиться, что краситель и смола совместимы и будут обеспечивать ожидаемые результаты при совместном использовании.
5) Сертифицированное или другое градуированное использование: В качестве еще одного конкретного примера того, почему важно точно знать, что входит в смесь красителя и смолы, давайте рассмотрим использование в сертифицированных или градуированных ситуациях — например, в медицинских целях или пищевых продуктах. оценка. Другие сертификаты, такие как качество, безопасность и экологичность, также могут подпадать под эту категорию.
Как указано выше, одни только носители могут составлять от 1 до 3 процентов готового продукта, помимо красителя. Свойства, придаваемые таким количеством материала, могут повлиять на получение, например, сертификата безопасности или нет — процесс, который может занять годы. Также важно выбрать поставщика, который может помочь вам рассмотреть медицинские или пищевые качества смеси красителей, а также провести исследования, чтобы убедиться, что ваш продукт по-прежнему будет соответствовать этим параметрам, если это необходимо.
6) Соответствие Pantone: И последний момент, о котором следует подумать, возвращаясь к чисто эстетическому аспекту добавления красителей в ваши изделия, изготовленные методом литья под давлением: насколько конкретный цвет вам нужен? Многие магазины просто предложат вам «синий», «желтый» и т. д. Однако, если вы имеете в виду определенный внешний вид, имейте в виду, что сопоставление Pantone с красителями с точностью до 1% является вариантом в более опытных учреждениях, таких как RevPart.
достижения компании Epson в улучшении качества струйной печати
Главная
»
Инструкции
»
Технологии струйной печати принтеров Epson Часть 3
Зерна прогресса
Одним из важнейших достоинств струйного принтера является умение формировать состоящее из отдельных точек изображение таким образом, чтобы создавалась иллюзия целостности картинки на рассматриваемой распечатке. Но глаз человеческий эволюционировал уже десятки тысяч (возможно, и миллионы) лет, а принтеры развивались всего-то ничего:
Старое поколение струйных принтеров печатало каплями одинакового размера. При этом, с целью обеспечения высокой скорости работы устройств, ими использовались чернильные капли большого размера, что давало возможность быстро заполнить печатаемую область. Однако при применении крупных капель возникала проблема: если в темных областях отдельные точки на распечатке были не видны, то в светлых зонах они становились хорошо различимы. Поскольку для воспроизведения светлых областей принтер просто начинал реже ставить все те же большие точки.
Зерна, зерна: Распечатка с хорошо заметной зернистостью не в состоянии передать необходимые градации и оттенки цветов, особенно, как уже сказано, светлых картинок. Так как крупнозернистое изображение обладает узким цветовым диапазоном, область его применения ограничена печатью текста и простеньких цветных картинок, например офисных документов.
Подчеркнем, что вопрос невидимости растровой, точечной структуры изображений, получаемых при использовании струйной технологии печати, до сих пор является актуальной проблемой. Естественно, производители принтеров прилагают все усилия, чтобы свести упомянутый недостаток к минимуму. И надо признать, они добились на этом поприще впечатляющих результатов — ни один современный принтер, тем более претендующий на <почетное звание> фотопринтера, сейчас не в состоянии себе позволить <щеголять> подобным недостатком. Ведь при нынешнем уровне прогресса, у пользователей, смотрящих на распечатки крупнозернистых пародий оригинальных изображений, может возникнуть аллергия к изделиям нерадивого производителя.
Естественно, в общем капсоревновании по совершенствованию качества струйной печати одним из лидеров выступает компания Epson. Совершенствуя собственную технологию пьезопечати, она разработала и внедрила в свои изделия ряд технических новшеств, благодаря которым видимые недостатки растровой структуры на распечатках удалось практически свести на нет. В новейших моделях принтеров Epson отдельные точки изображения стали совершенно невидимыми. Благодаря чему это было достигнуто?
И только капля за каплей:
Естественно, для того чтобы сделать точечную структуру распечатываемого изображения невидимой,
необходимо использовать в процессе печати чернильные капли небольшого размера, объемом всего в несколько пиколитров. Именно для достижения подобного результата Epson была разработана технология Ultra Micro Dots (печать очень маленькими точками), при использовании которой принтер начинает печатать только каплями объемом в 3, 4 или 5 пл. (в зависимости от модели устройства). Данная технология позволяет наносить капли минимально возможного объема для воспроизведения светлых областей изображения, участков с очень высокой детализацией, плавными цветовыми переходами и т. п.
Самая маленькая капля в принтерах Epson имеет объем 3 пиколитра (пл). Чтобы представить себе, насколько это мало, посмотрите, как она выглядит в сравнении с человеческим волосом (рис. 1). Такие крошечные капельки используются при печатании очень светлых участков изображения: оттенков кожи, бликов, складок одежды, мелких деталей и т. п. Естественно, при нанесении очень мелких капель мы также получаем на носителе растр. Однако для человеческого глаза он уже практически не заметен. Ибо диаметр точек на бумаге составляет примерно 30 мкм, при том, что граница восприятия человеческого глаза около 40 мкм.
Меж скоростью и качеством
Маленькие капли — это, безусловно, хорошо. Однако, как мы упомянули выше, в деле струйной печати без больших точек тоже трудно обойтись. Ведь заполнение листа каплями по 40 или 50 пл займет гораздо меньше времени, чем, скажем, каплями объемом в 3-5 пл. Да, можно себе представить, каким ужасным 🙂 будет лицо на фотографии, если его печатать каплями 50 пл! Однако если его воспроизводить только каплями по 3-4 пл, то это будет невероятно долгий процесс, с которым трудно смирится, даже несмотря на лучший результат. Какие напрашиваются выводы? Совершенно верно, при струйной печати необходимо найти разумный компромисс между нанесением больших и маленьких капель. В поисках этого самого компромисса между скоростью и качеством печати и была разработана технология изменяемого размера капли.
Меняя капли
Суть технологии изменяемого размера капли заключается в использовании более крупных капель для закрашивания областей сплошной заливки и мелких — для передачи полутонов и цветовых градаций.
Применяемая Epson технология печати каплями переменного размера имеет массу достоинств. Она позволяет формировать точки разного размера за один проход печатающей головки (рис. 2) и способна оптимизировать скорость печати. Оптимальный результат достигается благодаря применению интеллектуальной системы формирования чернильных капель для разных участков изображения: за один проход печатающая головка использует и микрокапли — для передачи тонких цветовых градаций, и более крупные капли — для заливки темных и сплошных областей, естественно, без какого-либо ущерба для визуального качества картинки. В итоге при минимальных затратах времени формируется отпечаток высокого качества, близкий к реальному фотографическому.
Стоит отметить, что технология изменяемого размера капли, названная Variable Sized Droplet Technology (VSDT), была специально разработана компанией Epson для того, чтобы улучшить способность принтеров передавать полутона и градации. Как уже подчеркивалось ранее, она позволяет устранить такой распространенный недостаток струйной технологии, как зернистость на светлых участках изображения.
Ныне применяемая технология изменяемого размера капли обеспечивает печать каплями трех размеров. Капли среднего и большого размера наносятся на более темные участки изображения, характеризующиеся низкой детализацией, а маленькие капли формируют светлые области (рис. 3). В итоге, темные участки изображения максимально быстро заполняются каплями среднего и большого размера (рис. 4).
Таким образом скорость печати темных областей удается повысить в несколько раз.
Рассмотрим, как технологически реализовано получение капель разного размера (рис. 5) из одного и того же сопла печатающей головки. В предыдущих публикациях говорилось, как осуществляется печать в головке MicroPiezo: пьезоэлемент деформируется под воздействием электрического тока, от силы которого зависит интенсивность срабатывания пьезоэлемента, определяющая последующую частоту его колебаний. Частота колебаний пьезоэлемента, в свою очередь, определяет размер формируемой капли. Отсюда становится понятным, каким образом осуществляется управление размером капли в головке MicroPiezo: регулируя силу тока, поступающего на пьезоэлемент, можно управлять размером капли. Сила тока больше, частота колебаний пьезоэлемента выше, формируемая капля больше. Для получения капель самого большого размера используется даже 2 одиночных электрических импульса (рис. 6).
Разрешение на печать
Общеизвестно, что качество печати струйного принтера в значительной степени зависит от такого важного технического параметра, как разрешение. Естественно, что при разработке новых технологий печати Epson просто не могла не уделить внимания совершенствованию данного параметра.
Еще в 1998 году компания представила линейку принтеров с разрешением 1440 dpi (dot per inch, то есть точек на некий инчь, который принято ассоциировать с дюймом). Такой ход позволил ей захватить значительную долю бурно развивающегося рынка струйных принтеров. Но, по меркам отрасли ИТ, это было давно. В последнее же время на всех без исключения сегментах рынка пользователи предъявляют все более и более высокие требования к качеству струйников. Особо притязательны профессионально занимающиеся графикой специалисты. Однако и домашние пользователи нынче изрядно подняли уровень своих запросов — струйный принтер нужен им теперь не только для печати текста и простеньких цветных документов. В значительной степени такое повышение уровня потребительских требований в последние годы к технике обусловлено стремительным ростом популярности цифровых технологий, прогрессированием рынка цифровых устройств: камер, сканеров и т. п. Важно и то, что новейшие разработки становятся доступными все боле широкому кругу потребителей.
А поскольку запросы растут, то пользователь со своей стороны хочет заполучить в собственное распоряжение такое устройство печати, при помощи которого он сможет добиваться отпечатков, не уступающих по качеству снимкам, созданным с помощью традиционной фотографии.
Последовав веяниям времени, принтеры Epson обзавелись разрешением 2880 dpi. Это во многом позволило достигнуть желанного нового уровня качества печати, который смог удовлетворить требованиям самых взыскательных пользователей.
Однако само по себе высокое разрешение еще не гарантирует отличного качества распечаток. Также очень важно учитывать еще целый ряд факторов: размер точки, о котором говорилось выше, количество цветов, применяемых для формирования изображения, технология и алгоритм растрирования, таблица согласования цветов и т. д.
Не слишком разбирающемуся в нюансах струйных технологий человеку, особенно с первого взгляда, трудно заметить ощутимую разницу при печати обычной фотографии, например, между 1440 dpi и 2880 dpi. В то же время опытный пользователь сразу найдет десять отличий 🙂 между распечатками. Итак, в чем же он увидит преимущества изображения с более высоким разрешением? Во-первых, столь высокое разрешение позволяет улучшить детализацию как светлых, так и темных областей.
Всем, имеющим дело со струйными принтерами, известно, что в областях плавных цветовых переходов на распечатке иногда может быть заметна так называемая горизонтальная полосатость. Горизонтальные полоски появляются по ходу каретки, несущей печатающую головку. И хотя этот недостаток в некоторых случаях может быть связан с невысоким качеством бумаги, тем не менее, подобный порок свойственен струйной технологии в целом, а поэтому избежать его полностью достаточно сложно. А ведь при печати, например, лица крупным планом на листе формата А4 этот нюанс становится особенно критичным — малейшее проявление какой-либо регулярной структуры на распечатке сразу бросается в глаза (рис. 7). И только возможность печати с разрешением 2880 dpi позволила почти полностью устранить данный недостаток, благодаря как более плотному заполнению печатаемой области, так и более аккуратному позиционированию точек на бумаге (рис. 8).
Последнее стало возможным благодаря тому, что в принтерах, поддерживающих разрешение 2880 dpi, используется более точный механизм управления печатающей головкой, который позволяет лучше позиционировать ее в процессе печати. В результате и нанесение капель на бумагу получается более точным, что, в свою очередь, улучшает передачу мелких деталей изображения и качество полутонов. Технически это достигнуто за счет увеличения количества проходов печатающей головки (рис. 9).
Итак, подытожим. Применение капель малого и переменного размера в сочетании с высоким разрешением 2880 dpi позволяет улучшить качество воспроизведения светлых областей, оттенков кожи, бликов, мелких элементов изображения и картинок с <мягкими> цветовыми переходами за счет более <мягких> градаций цветовых переходов и большего количества оттенков, которые может воспроизвести принтер (рис. 10).
Смотрите также:
Статья про чернила для струйной печати
Технологии струйной печати принтеров Epson Часть 1
Технологии струйной печати принтеров Epson Часть 2
Технологии струйной печати принтеров Epson Часть 4
Замена чернил. Когда необходимо осуществлять замену чернил?
ТОП-10 лучших принтеров. Советы, какой принтер выбрать для дома.
Иметь домашний принтер практично и удобно: он оперативно распечатает необходимые данные из интернета, школьные проекты ребенка, отчеты, статьи и многое другое. Чтобы покупка такой техники была успешной, к ней стоит подходить «с умом». Как выбрать среди обилия ассортимента вариант с нужными характеристиками? Какой принтер купить домой, чтобы он соответствовал всем запросам? Разобраться в этом нелегком деле поможет рейтинг 10 наиболее востребованных принтеров 2017 года.
Прочитав о достоинствах и недостатках каждой модели, покупатель сможет легче ориентироваться в особенностях такого оборудования. Полученные из статьи знания легко применить на практике, выбирая компьютерную технику лично для себя, в офис или на подарок. Интересно будет прочитать: Как выбрать принтер
PANTUM P2500W
Черно-белый PANTUM P2500W имеет компактные размеры и свободно поместится на маленькой тумбочке или столе. Это лазерное оборудование выдает первую страницу уже через 7,8 секунд. Месячная продуктивность составляет 15000 стр, чего вполне достаточно для работы в небольшом офисе.
Техника оборудована разъемом USB, процессором на 600 МГц и «оперативкой» на 128Мб.
Сильные качества принтера:
энергосберегающий режим, благодаря которому можно самостоятельно настраивать время работы и зарядки;
встроенный Wi-Fi, что позволяет «бросать» информацию на печать в удаленном режиме, а также быстро синхронизироваться с другими девайсами;
легкая перезаправка картриджа, которая занимает не больше 5 минут.
Минималистичный дизайн также относится к достоинствам техники. Черный корпус и строгие линии сделают более стильным и современным любой интерьер.
Есть у принтера и слабые стороны:
маленький лоток для подачи бумаги, который вмещает всего 150 страниц;
не очень большой рабочий ресурс тонера, которого хватает на 1600 листов.
Последний вопрос решается в два счета. Достаточно приобрести заправочный комплект для картриджа и спокойно продолжать работу на оборудовании. В общем и целом, техника оставляет приятное впечатление. Бюджетная цена и функционал принтера полностью соответствуют друг другу.
CANON I-SENSYS LBP6030B
Японский бюджетный вариант станет идеальным решением для всех, кто не знает, какой лазерный принтер лучше купить для дома. Оборудование, печатающее только в монохроме, выдает 18 стр/мин и обещает значительно сократить время на подготовку важных документов.
Читайте также: Как выбрать лазерный принтер
CANON I-SENSYS LBP6030B работает с бумагой форматов А4, А5, В5, Letter, Executive и др. Соединится с компьютером получится только одним способом — через USB шнур.
Рабочий цикл составляет 5000 страниц. Это показатель максимального объема месячной печати. Такая цифра «говорит» о возможности использовать принтер больше для личных нужд, чем для офисной работы.
Оборудование оснащено системой Automatic Image Refinement, что позволяет получить отменную четкость печатного текста. «Оперативка» предусмотрена в размере 32 Мб.
Достоинства модели:
режим автоматического улучшения печати;
легкость управления техникой;
компактные размеры и стильный фасад черного цвета.
Пользователи оборудования отнесли к недостаткам CANON I-SENSYS отсутствие беспроводных интерфейсов. Еще одним моментом, который стоит учесть при покупке этого экземпляра — в стандартную комплектацию не входит USB-кабель. Такой аксессуар придется покупать отдельно.
SAMSUNG SL-M2020W
Оперативный SAMSUNG SL-M2020W с Wi-Fi будет лучшим выбором, если вопрос, какой принтер взять домой, становится глобальным. Как и в предыдущих экземплярах, лоток для бумаги закрывается удобной крышкой и позволяет разместить до 150 листов. Доступные размеры бумаги: А4, А5, Legan, Letter и др.
При необходимости, можно использовать не только стандартные листы, но также картон, конверты, этикетки, даже хлопковую и архивную бумагу.
Классическое оборудование с привычным управлением имеет свои преимущества:
встроенный Wi-Fi помогает удаленно распечатывать информацию;
белый корпус «маскирует» потертости и следы от пальцев, что были бы видны на более темных вариантах.
Все это дополняет мощный процессор и неплохая «оперативка» объемом 8 Мб, которые обеспечивают технике нормальную скорость работы.
HP LJ PRO M102A
Еще один достойный представитель ТОПа — принтер HP LJ PRO M102A. Лазерное оборудование отличается производительностью, позволяя печатать до 10000 страниц в месяц со скоростью 22 листа за минуту.
«Оперативка» размером в 128 Мб существенно ускоряет рабочий процесс. Печать черно-белая. Техника соединяется с компьютером или ноутбуком при помощи USB-разъема 2.0.
В списке особенностей модели:
уникальные технологии Instant-on, Auto-On и Auto-Off, благодаря чему значительно сокращаются затраты электроэнергии;
бумага в лотке подачи фиксируется специальной крышкой, которая предотвращает ее сдвиги или загибы.
Ухаживать за светлым оборудованием не составит особого труда. Пятна, разводы или царапины на таком корпусе практически незаметны. Достаточно протереть поверхность специальной салфеткой и принтер снова как новенький.
Недостатки:
отсутствует возможность беспроводного соединения с интерфейсами;
небольшой лоток для бумаги, размеров которого хватает только на 150 листов.
BROTHER HL-1112R
Японская фирма славится своей надежностью, а ее продукция — длительным сроком эксплуатации. Эти особенности характерны и для принтера BROTHER HL-1112R. Главной особенностью модели выступают раздельные картридж и фотобарабан.
Скорость оборудования составляет 20 стр/мин, при этом время выхода первого листа не превышает 10 секунд. Производительность вряд ли подойдет для офисной работы: техника больше ориентирована на использование дома. Об этом «говорят» и ее компактные размеры.
Достоинства принтера, согласно мнению потребителей:
100% заполненный стартовый картридж, который позволяет напечатать 1000 страниц без дозаправки;
надежные ролики в лотке подачи, равномерно и крепко захватывающие бумагу.
Внешне оборудование выглядит модно. Сочетание темных и светлых тонов позволяет принтеру гармонировать с любой техникой (например, черно-белым моноблоком APPLE).
Есть у принтера и недостатки:
использовать для печати можно только обычную бумагу;
за производительность отвечает слабоватый процессор (200 МГц).
К «минусам» можно отнести и отсутствие беспроводных соединений. Бросать на печать документы получится только с компьютера, к которому принтер подключен.
EPSON L805
Начать обзор EPSON L805 следует с внешних параметров: принтер большой, черный, с глянцевой красивой крышкой. Функционал оборудования впечатляет не меньше. Техника с 6 цветами и оригинальной системой подачи чернил отличается от остальных экземпляров, становясь идеальным решением вопроса «Какой струйный принтер лучше купить для дома?».
В небольшом лотке для подачи бумаги поместится 120 листов. Разрешение печати составляет 5760х1440 dpi. Техника очень быстрая. Скорость ее работы равна: 37 черно-белых или 38 цветных страниц в минуту (в draft-режиме). А фото размером 10х15 будет готово уже через 12 секунд.
Достоинства модели:
отличная контрастность и четкость изображений;
размер капли составляет 1,5 pl;
техника оснащена Wi-Fi, а значит подключиться к принтеру можно и без проводов.
Струйная технология печати, особенно ценимая фотографами, отличает этот принтер среди аналогов. Правда, чтобы создавать яркие и насыщенные фото, к технике обязательно стоит добавить качественный расходный материал. К примеру, светостойкие чернила EPSON и полуглянцевую фотобумагу того же бренда.
Если искать недостатки, то главным из них окажется стоимость оборудования. Техника относится к разряду профессиональных и покупать ее для простой распечатки документов не стоит.
EPSON L312
Продолжаем перечень струйных цветных принтеров. EPSON L312 ориентирован на печать монохромных и цветных текстов и изображений. Важной его особенностью выступает уникальная система подачи чернил, что попадают в печатающие головки через лентообразные тракты. Это позволяет получить идеальную четкость изображений.
В лоток помещается 100 стандартных листов формата А4. За 60 секунд техника печатает 15 цветных и 33 черно-белые страницы. Подключение к компьютеру происходит только через USB-кабель. Жаль, но в комплектацию он не входит.
При первом запуске принтера его необходимо «прокачать». Этот процесс включает заправку чернил, синхронизацию с девайсом и настройки. По времени рассчитано на минут 15-20. В дальнейшем, печатающие головки необходимо периодически протирать. Для этого применяют специальную чистящую жидкость.
Таким образом можно с уверенностью сказать, что эту модель отличают:
отличная производительность;
легкое и понятное управление.
Кроме текстов и картинок, 4-цветное оборудование может порадовать распечаткой фотографий на глянце. Для полного счастья принтеру не хватает Wi-Fi для быстрой синхронизации с девайсами на расстоянии. В перечне себе подобных это самая компактная и недорогая модель.
PANTUM P2207
Если окончательно принтер с черно-белой печатью для своего дома выбрать не удается, определить, какой лучше, поможет следующая модель. На первый взгляд все стандартно: лазерная технология печати, никаких особых «фишек». Обычная техника для офиса и личного пользования.
Секрет популярности PANTUM P2207 кроется в ее цене (на данный момент это самый доступный лазерный принтер на рынке Украины) и рабочих возможностях. Принтер печатает 15000 страниц стандартного формата А4 в месяц, при этом первый отпечаток появляется уже через 7,8 секунд.
Объем памяти здесь не очень большой — 64 Мб. Техника подходит для любых операционных систем: все версии Windows, Mac OS и др.
В списке преимуществ модели:
Печать на различных носителях. Кроме обычной бумаги можно использовать глянец, конверты, пленки и др.
Ресурс. Заправки оригинального картриджа хватает на распечатку минимум 1600 страниц, что довольно неплохо.
Недорогой заправочный комплект, ресурс которого составляет 2 х 1600 страниц.
Подключиться к такому принтеру получится только через кабель. «Привязанность» к шнуру и является главным недостатком. Зато модель относится к категории бюджетных вариантов, а значит позволить себе такую технику смогут даже студенты.
CANON PIXMA IP2840
Сама компания-производитель позиционирует CANON PIXMA IP2840 как модный, удобный и доступный принтер для дома. Устройство продается с картриджами PG-445 и CL-446. Первый из списка черно-белый, второй – трехцветный. Для удешевления стоимости одного отпечатка есть возможность установить дополнительные чернильницы ХL-версии.
Технология печати у оборудования – струйная. Техника укомплектована кабелем питания, диском для установки и документами. USB-шнура в этом перечне нет, такой аксессуар придется покупать отдельно.
Преимущества:
корпус принтера абсолютно не нагревается в процессе работы;
«спящий режим», отключающий принтер через пару минут после завершения работы.
Среди недостатков подобного варианта особенно выделяется отсутствие беспроводного Wi-Fi соединения. Также можно выделить тот факт, что принтер рассчитан на скромные объемы печати.
Интересно будет также узнать: Новые принтеры CANON PIXMA G: эффективность и простота использования
HP LASERJET PRO M102W
Перед тем, как принять решение, какой принтер выбрать для домашнего использования, стоит рассмотреть и следующий экземпляр — HP LASERJET PRO M102W. Техника выделяется четкостью печати. Скорости в 22 стр/мин вполне достаточно, чтобы распечатать необходимые документы даже при спешке.
Наличие беспроводного интернет-соединения позволяет отправлять принтеру задачи, находясь в другой комнате. Система экономного энергопотребления переводит технику в «спящий режим» сразу по завершении работы.
Достоинствами оборудования выступает:
Возможность распечатать изображения с iPhone, iPad благодаря технологии Apple AirPrint, а также с девайсов на базе Android. Причем техника сама регулирует масштаб текста, ориентируясь на формат бумаги.
Простое и понятное управление. На панели всего две кнопки, назначение которых интуитивно понятно.
Недостатком выступает разве что отсутствие возможности печатать цветные изображения. Стоимость такого принтера ориентирована на покупателей с доходом выше среднего.
Сравнительные параметры 10 лучших принтеров для дома
В таблице ниже представлены главные характеристики каждой модели, обобщив которые, можно окончательно разобраться, какой домашний принтер лучше.
Какой именно, цветной или черно-белый, принтер выбрать для дома, каждый решает самостоятельно.
Основываясь на указанной таблице, получается, что идеальной техникой для личного применения будет экземпляр со средним функционалом. Среди таких все монохромные экземпляры и CANON I-PIXMA IP2840, что также печатает цветные изображения. Стоимость подобной техники варьируется от бюджетной до «выше средней».
А вот если распечатка качественных фотографий выступает важным параметром — EPSON L805 вне конкуренции. Он в точности передает «игру света», отчего фотографии получаются красочными, яркими и насыщенными.
Смотрите также видео по теме «Распаковка и обзор принтера HP LASERJET PRO M102A»
Что такое пиколитры и как они определяют качество печати?
<< Чем хороши карманные принтеры для фотографов | Ваши отпечатки грязные? Очистите ролики принтера. >>
10 сентября 2012 г., 06:00, Кэлвин Ю. в Устранении неполадок и советах по работе с принтерами // Теги: //
Комментарии (0)
Струйные принтеры ценятся за их способность производить высококачественные отпечатки. Если вас не слишком заботит скорость, вы можете положиться на струйные принтеры, поскольку они обеспечивают наилучшее качество и разрешение. Неудивительно, что современные струйные принтеры имеют разный уровень качества. Другими словами, не все струйные принтеры одинаковы. Как вы должны определить, обеспечивает ли струйный принтер нужное вам качество и разрешение? Самый простой способ — помнить о двух важных факторах: DPI и пиколитрах. DPI относится к количеству точек на дюйм, а пиколитры — это единицы измерения, относящиеся к размеру этих точек. Узнайте ниже, как эти факторы влияют на качество струйной печати.
Что такое пиколитр?
Как вы уже, наверное, догадались, пиколитр — это меньшая часть стандартного литра. Она чрезвычайно мала и незаметна невооруженным человеческим глазом. Чрезвычайно маленькие капли чернил дают более четкие и четкие результаты. Чем меньше капля чернил, тем больше капель может покрыть один дюйм бумаги. В результате маленькие капли чернил производят больше точек на дюйм, что приводит к более высокому разрешению. Поэтому очень выгодно выбирать струйный принтер, который подает очень маленькие капельки чернил.
Насколько велик пиколитр?
Почти невозможно представить, насколько мал пиколитр. Например, одна капля дождя содержит сотни тысяч пиколитров. Пиколитр примерно в одну триллионную меньше стандартного литра. Один литр равен примерно одному кубическому дециметру, поэтому килолитр равен кубическому метру. Следовательно, пиколитр равен тысяче кубических микрометров или одной миллионной части метра. Эти пропорции действительно ошеломляют, но они иллюстрируют, почему выгодно выбирать принтер, капли которого измеряются очень маленькими пиколитрами.
Меньшие капли равны более высокому разрешению
Чрезвычайно маленькие капли чернил способны давать гораздо более четкие и яркие результаты. При поиске нового струйного принтера обратите внимание на информацию о размере капель, которые он производит. В идеале они должны измеряться в очень маленьких пиколитрах, что означает, что на каждой странице будет напечатано больше точек на дюйм. Это самый простой способ оценить общее качество отпечатков, которые будут производиться на струйном принтере. Конечно, также стоит помнить о типе используемой технологии струйных сопел.
Технология струйных сопел и качество печати
Подавляющее большинство струйных принтеров используют технологию термических сопел. В этом случае чернила нагреваются до появления пузырьков. Когда пузырьки лопаются, чернила проталкиваются через сопла на бумагу. Процесс чрезвычайно эффективен, а технология очень доступна. Другой вариант — пьезоэлектрическая технология, основанная на вибрациях, а не на тепле. Электрические заряды заставляют кристаллы вибрировать, в результате чего мелкие капельки чернил вылетают из сопел. В любом случае размер образующихся капель измеряется в пиколитрах.
Какая технология вам подходит?
Пусть вас не смущает тот факт, что существует два основных типа технологии струйных сопел. В конце концов, важно знать, что капли, образующиеся в любом случае, измеряются в пиколитрах. Присмотревшись к DPI принтера, вы сможете определить, насколько малы эти капли. Если в вашем списке приоритетов качество важнее скорости, вы не ошибетесь, выбрав струйный принтер. Если вам нужно исключительное качество, но при этом доступная цена, струйный принтер, использующий технологию термосопел, обязательно подойдет идеально.
Все, что вам нужно знать
Перейти к содержимому
Блог
Решение проблем и уникальных задач
— наша специализация.
7 июня 2017 г.
NGS-admin
Цифровая печать
Выбор поставщика цифровой печати зависит от многих факторов, начиная от цены, возможностей, обслуживания и, самое главное, от качества производимой работы. К сожалению, последний труднее всего сравнивать, потому что на качество отпечатка влияет очень много переменных.
Качество любого цифрового принтера зависит от используемых чернил и носителей, влажности и температуры воздуха, уровня глянца или режима печати. Способ подачи искусства также является важным элементом уравнения, но его часто упускают из виду. Многие забывают, что результат печати напрямую зависит от стандарта исходного изображения, а также от разрешения, выбранного в устройстве вывода — принцип, применимый ко всем областям широкоформатной печати.
Краткий факт: Пиколитр — это одна триллионная часть литра, он настолько мал, что человеческий глаз не может его увидеть (число представлено как 0,0000000000001/литр). Стандартная дождевая капля может вместить тысячи, и, несмотря на небольшой размер, пиколитры имеют большое значение в цифровой печати.
В целом принтеры выиграют от капель меньшего размера, поскольку они лучше воспроизводят непрерывные тона и плавные переходы цветов.
Важно понимать, что все цифровые печатные машины имеют несколько различных режимов, влияющих на качество, цвет и скорость печати. Следует подчеркнуть, что вы сравниваете яблоки с яблоками (или максимально возможное качество с максимально возможным качеством), когда смотрите на образцы от поставщиков. Поставляет ли ваш поставщик печати свою продукцию в тех же режимах печати, что и образцы? Такие образцы следует периодически сравнивать с производственными образцами, чтобы убедиться, что вы действительно покупаете оговоренное качество печати.
Оценивая качество цифровой печати, начните с вопроса поставщику: «На какую пиколитрическую каплю наименьшего размера способен ваш принтер?» Это простой вопрос, который поможет вам понять качество, которого могут достичь их цифровые печатные машины (игнорируя все остальные факторы). Меньший пиколитр означает более мелкие капли чернил, что, вообще говоря, означает, что машина может делать отпечатки с более высоким разрешением. Связанный с этим измеряемый термин, помогающий оценить печатные машины, — это количество точек на квадратный дюйм или DPI, но вопрос о размере пиколитра действительно упрощает ситуацию и помогает вам избежать любых искажений, таких как явное разрешение и искаженные заявления DPI.
Пиколитр — это одна триллионная часть литра, он настолько мал, что человеческий глаз не может его увидеть, а стандартная дождевая капля может вместить тысячи. Несмотря на небольшой размер, пиколитры имеют большое значение в цифровой печати. Мы тщательно изучили печатные машины разных производителей и убедились, что размер пиколитров оказывает неоспоримое влияние на общее качество печати. В компании NGS за последнее десятилетие было установлено несколько широкоформатных цифровых плоскопечатных печатных машин, и мы наблюдаем улучшение качества с каждой новой машиной:
2007
Инка Спайдер 320
Фиксированный размер капли 28 пиколитров
2009
Начало инков S20
Фиксированный размер капли 27 пиколитров
2013
Inca Onset Q40i
Фиксированный размер капли 9-11 пиколитров
2014
Fujifilm Acuity F
Переменный размер капли 6-20 пиколитров
Обратите внимание, что в нашей печатной машине Acuity F используются печатающие головки в градациях серого, которые печатают капли переменного размера, состоящие из более мелких субкапель — обычно от 6 до 20 пиколитров. Используя капли разного размера, человеческий глаз обманывается, заставляя видеть гладкое изображение. Маленькие капли обеспечивают мельчайшие детали изображения, а более крупные капли обеспечивают покрытие и плотность цвета. Возможность печати нескольких размеров капель означает, что вы получаете более высокую производительность и высокое качество, используя меньшее количество сопел.
Качество — это убедительная характеристика, которая побудила нас приобрести сверхвысококачественные печатные машины меньшего размера в пиколитров вместо более быстрых, низкокачественных цифровых печатных машин с большим пиколитром. Четкие края таких деталей, как текст, волосы, тонкие штрихи, юридические линии и детализированные фотографии, становятся легко заметными, если сравнить наши сверхвысококачественные печатные машины со стандартными печатными машинами обычного производства. Мы рекомендуем вам посмотреть на отпечатки лицом к лицу и убедиться в этом.
Всегда будут новые, инновационные технологии печатающих головок, обновленное программное обеспечение для управления цветом и улучшенные составы чернил, которые постепенно улучшат качество и скорость цифровых печатных машин.
Всего известно о 4 отзывах о Компрессор масляный Zitrek z3k440/100, 100 л, 2.2 кВт
Ищете положительные и негативные отзывы о Компрессор масляный Zitrek z3k440/100, 100 л, 2.2 кВт?
Из 11 источников мы собрали 4 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Компрессор масляный Zitrek z3k440/100, 100 л, 2.2 кВт выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Компрессор масляный Zitrek z3k440/100, 100 л, 2.2 кВт, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Компрессор масляный Zitrek z3k440/100, 100 л, 2.2 кВт
Информация об отзывах обновлена на 09.04.2023
Написать отзыв
Андрей С. , 05.08.2020
Достоинства: 1. Самый главный плюс — это цена. Взял по скидке с доставкой на дом. 2. Не сильно шумный. 3. Возможность подкрутить до 10 бар (не знаю как сильно повысится износ головки). 4. Ресивер на колесах.
Недостатки: Сильно придираться не хочется из за цены, но в основном не понравилось расхождение с заявленными характеристиками. По мелочам можно отметить небольшие дефекты покраски, немного брызгающее масло из оранжевого колпачка возле маховика, крепление колес обычными штифтами. Просадка в сети есть при включении, но в гараже это не критично.
Комментарий: Размер ресивера по внешним габаритам 100х30см. Что при расчете дает максимум 70 л. И это прошу заметить по внешним габаритам. Время до заводской отсечки 8бар — 2,55 мин. Что при учёте 70 литрового балона выглядит не впечатляюще. Потребляемую мощность к сожалению померить нечем. Не смотря на это покупкой все равно доволен. Уже докупил влагоотделитель. Незаменимая штука при покраске. Надеюсь надежность сего чуда не подведёт. Тест на время всё покажет.
skeylich, 14.07.2020
Достоинства: Большой, производительный
Недостатки: Двигатель просаживает электричество в сети
Комментарий: Работает отлично, ничего ни где не травит, возникнут проблемы дополню отзыв.
кирилл к., 18.06.2020
Недостатки: Товар не соответствует требованиям написано рабочее давление 10 бар на по факту 8 бар
Сергей Е., 28.10.2019
Достоинства: Цена. Не сильно шумный. Мощный.
Недостатки: Пока серьёзного ничего не выявил.
Комментарий: Доставил курьер мой компрессор. Первые впечатления от данного агрегата позитивные. Сравнивать особо не с чем, это мой первый компрессор. Что сказать, за свою цену 18790 руб, это даже очень неплохой аппарат. Накачивает 100 литров ресивер 8 атмосфер за 2 минуты 45 секунд, считаю это неплохой результат. Рабочее давление у него 8 бар, а заявленные 10 бар, это по инструкции максимально допустимое давление. При 8 отключается, включается при 6. Сварочные швы на мой взгляд добротные, придраться особо не к чему, не было соосности осей колёс, то есть стоял на 3 колёсах, кронштейны приварили не ровно. Это я исправил постукиванием через деревянный брусочек, сейчас норма. Масло было залито, которое я сразу слил, и правильно сделал, в этом масле было столько осадка, может окалины или песка, в общем грязи вытекло много. Советую всем, купили агрегат, сливайте масло, промывайте картер, и заливайте своё масло. Я 2 раза наливал промывочное, дав компрессору немного поработать, сливал. Сейчас залил компрессорное масло. Корпуса фильтров пластмассовые, сами фильтрующие элементы бумажные, неплохого качества. При работе компрессора, греются цилиндры, возможно так и должно быть. Но также греется электродвигатель, посмотрим сколько прослужит, но я не думаю, что на аналогичных китайских моделях ничего не греется, скорее всё тоже самое. Недостаток, отсутствие регулятора давления и влагоотделителя, но это всё решаемо, уже нашёл, где это всё продается недорого. В общем агрегатом пока доволен, дальше будем посмотреть.
Среднеформатный лазерный станок Wattsan 0503 предназначен для серийного производства и резки неметаллических материалов.
Прибор отличается повышенной жесткостью (рамная конструкция), высокой точностью обработки (точность позиционирования до 0,01 мм) и простотой в эксплуатации.
Такой станок станет мощной базой для малого и среднего производства и прекрасно дополнит большой лазерный цех.
Анодированные ламели помогают избежать обратного удара лазерного луча в лазерную головку или в оператора
Зеркало, регулируемое во всех плоскостях, позволяет произвести точную настройку, а специальные крепления исключают возникновение вибраций на высоких скоростях.
Станина станка устраняет вибрации, особенно при гравировке, так как при гравировке достигается наибольший момент инерции. Важно помнить о точности станка.
Увеличенная толщина корпуса предназначена для уменьшения вибраций, возникающих при гравировке.
На машинах Wattsan толщина корпуса составляет 2,9 мм или больше, на таких машинах, как 1610 и больше. Дополнительная толщина корпуса рамы увеличивает срок службы машины и ее безаварийную работу.
Для тяжелых материалов, таких как камень, машины серии Wattsan LT оснащены цепью и асинхронным двигателем, которые могут поднимать материалы весом до 80 кг без проскальзывания.
Трехфазные шаговые двигатели имеют меньший размер шага и как следствие высокое качество гравировки. Ленточный редуктор (4:1) дробит шаг и снижает напряжение от шагового двигателя.
Позволяет работать на высоких скоростях, не вызывая вибраций. Обеспечивает равномерную резку по всей площади стола.
Крепление для зеркала
Три регулировочных болта делают выравнивание еще проще и удобнее. совместим с тремя видами объективов
Сопло
Сопло с отверстием малого диаметра, обеспечивающее более мощный поток воздуха
Трубодержатель
Полиуретановая трубка, предотвращающая падение трубки с головки при давлении до 8 атмосфер, что в 4 раза больше допустимой нагрузки по сравнению с обычным разъемы
Рамная конструкция делает машины Wattsan уникальными
Рамная конструкция
Толщина корпуса
Рама станка снимает вибрацию, особенно при гравировке, так как при гравировке достигается наибольший момент инерции.
Важно помнить и о точности машины.
Увеличенная толщина корпуса предназначена для снижения вибрации во время гравировки.
Машины Wattsan имеют толщину корпуса 2,9 мм или больше на таких машинах, как 1610 и больше. Дополнительная толщина корпуса увеличивает срок службы и производительность машины.
Высокая точность гравировки на больших скоростях на десятки
Улучшенный портал
Ремни 3М
Усиленный портал серьезно влияет на точность машины, отсутствие вибраций, долговечность, скорость движения и инерционность оборудования.
Используются ремни 3М с увеличенным размером зубьев; такие ремни служат дольше и не подвержены истиранию. Материал ремней имеет особое значение, в отличие от ремней из полиуритана, ремни 3M предотвращают порез монеты, поскольку во время растяжения не происходит взмахов.
машин WATTSAN работают по всему миру
Это обязывает нас вносить улучшения не только в конструкцию машины, повышающие надежность и долговечность, но и вносить улучшения, направленные на различные области применения.
Самый большой в мире клиент-головоломка. 30% пазлов из фанеры изготавливаются на станках Wattsan.
Устраняет загрязнения на обратной стороне материала. Анодированные ламели исключают попадание луча на обратную сторону материала.
Огранка для монет. Ременные редукторы 4:1 и ремни 3M исключают обрезку монет!
Гравюра на коже с длинной линзой. Для лучшей гравировки на коже используйте длинную линзу, большее расстояние до материала, меньше обдува.
Использование двух видов насадок при работе с фанерой. Усеченное сопло увеличивает продувку, улучшая качество реза, снижая себестоимость изделия на 30%.
Скорость гравировки при больших тиражах. Усиленный портал обеспечивает высокое качество гравировки на высокой скорости.
WATTSAN – становимся сильнее с каждым новым клиентом!
Все о машине за 60 секунд
Станки
Wattsan оснащены потенциометром, рассчитанным на работу при мощности ниже 10%, эта особенность позволяет использовать для гравировки даже мощные трубки, не теряя качества из-за меньшей площади лазерного луча.
Регулируемые крепления для лазерных трубок позволяют использовать лазерные трубки различной длины и диаметра и в сочетании с регулируемыми зеркалами облегчают настройку и юстировку станка.
В конструкцию машин Wattsan внесено более 50 улучшений
Конфронтор до сопла
Расположение ремней
Полиуретановые пробирки воздушного воздуха
Механическая защита
Для подъема на столах и снижении
Ремонт ремня
Правильное положение. , даже при высоком давлении
Ремни расположены над порталом для удобства обслуживания и предотвращения перегрева во время резки
Выдерживают разрывное давление до 8 атмосфер.
Защищает подвижные части подъемно-опускного стола от попадания мелких остатков
В сочетании с асинхронным двигателем нагрузка на рабочий стол до 80 кг, отсутствие перекоса стола по горизонтали.
Сочетание трехфазного шагового двигателя с ременным редуктором 4:1 позволяет получить высокое качество гравировки до 2500 DPI.
Шаговый двигатель центрируется на валу по оси Y для равномерного распределения нагрузки, что значительно увеличивает срок его службы и точность при производстве мелких деталей.
Принимаем комплекс мер для безотказной работы машин Wattsan
Сервисная поддержка
Запуск и обучение
Все инженеры Wattsan проходят обязательное ежегодное обучение для быстрого решения любых вопросов.
Wattsan ежегодно проводит обучение по эксплуатации и обслуживанию машин для всех партнеров по всему миру. Ежемесячно запускаем и обучаем более 100 клиентов.
Мы доставим оборудование в соответствии с удобными для вас требованиями:
Доставить товар в место, выбранное покупателем, мы обязаны, и мы несем все транспортные расходы и риски, связанные с доставкой .
Мы обязаны доставить товар в место, выбранное покупателем, и мы несем ответственность за все транспортные расходы и риски, связанные с доставкой.
Мы обязаны доставить товар в место, выбранное покупателем, и мы несем все транспортные расходы и риски, связанные с доставкой.
Прочие продукты
Получить помощь или создать запрос.
Wattsan 0503 Hobi Amaçlı Lazer Kesme Ve Kazıma Makinasi
Wattsan 0503
Hobi Amaçlı Lazer Kesme ve Kazıma Makinası
Ürün Açıklaması: Wattsan 0503 lazer makinesi, metalik olmayan malzemeleri kesmek ve kazımak için kullanılan bir masaüstü lazer makinesidir. 7/24 çalışacak şekilde tasarlanmıştır. Wattsan 0503 seri uretim ve hobi amaçlı kullanıma uygundur. Müşterilerimizin taleplerini karşılayacak makineler tasarlıyoruz.
Kaldırma masası, döner bir cihazın kullanılmasına izin verir. Döner cihazın nadir kullanımı nedeniyle makine, masanın manuel indirme sistemi ile donatılmıştır. Müşterinin talebi üzerine masanın kaldırılması otomatik hale getirilebilir.
0503 Lazer Makinesi Uygulama Alanı: Hediyelik eşya sektörü, dekorasyon, hafif ve ağır sanayi, cenaze hizmetleri, prototipleme ve çok daha fazla alanda kullanılır. Lazer kesim makineleri, bağımsız cihazlar olarak ve diğer makinelerle ve ayrıca üretim için yardımcı ekipmanlarla birlikte kullanılır.
Плотность: ахшап, контрплак, картон, пластик, каучук, дери, кумаш, кюрк, плексиглас (акрилик), ПЭТ, МДФ, кулачок, таш vb.
Lazer kesim makineleriyle üretimde %70’e varan tasarruf sağlayın. Wattsan 0503 lazer makinesi, metalik olmayan malzemeleri kesmek ve kazımak için kullanılan bir masaüstü lazer makinesidir. 7/24 çalışacak şekilde tasarlanmıştır. Wattsan 0503, seri uretim ve hobi amaçlı kullanıma uygundur. Müşterilerimizin taleplerini karşılayacak makineler tasarlıyoruz.
Анодированный ламель, лазер ışınının lazer kafasına veya operatöre girmesini önler.
Başta kontrplak ve deri olmak üzere her türl malzemede temiz kesimi garanti eder. Стандартный компрессор kullanırken ikincil malzeme kullanımına gerek kalmaz.
Üç ayar cıvatası, hizalamayı daha da kolay ve rahat hale getirir.
Lensi korumak için plastik tamponlu kilit halkası
Ek nozul ayarlamasına olanak sağlar.
Tüp üç tip Lensle uyumludur.
Даха гючлю хава акыши ичин кючюк чаплы нозул
8 atmosfere kadar basınçlarda kafadan ayrılmayı önleyen poliuretan boru, maximum yük sıradan konektörlerden 4 kat daha fazladır.
Makine üzerinde bir cherçevenin bulunması, özellikle gravür sırasında oluşan titreşimleri ortadan kaldırır. Makinenin konumlandırma doğruluğu özelliğinin çok önemli bir detay olduğunu hatırlamak önemlidir. Arttırılmış kalınlık, kazıma sırasında titreşimi azaltmak için tasarlanmıştır.
Makinenin sağlamlığı, titreşim olmamasını, dayanıklılığı, hareket hızını ve ekipmanın ataletini ciddi şekilde etkiler. Портал, çalışma sırasında, özellikle gravür veya hızlı boşta hareketler sırasında ana yükü taşır. Wattsan lazer makinelerindeki Portallar 5 мм kalınlığında alüminyumdan yapılmıştır ve (yukarıda belirtildiği gibi) dayanıklılık sağlayan ek takviye nervürlerine sahiptir.
Arttırılmış diş boyutlu 3M kayışları kullanıyoruz. Bu kayışlar daha uzun süre dayanır ve aşınmaya maruz kalmaz. Kayışların malzemesi özellikle önemlidir, poliuretan kayışların aksine 3M kayışlar esnetme sırasında herhangi bir çarpma olmadığı için madeni para kenarındaki gibi kesiklerin oluşmasını engeller.
Про язык управления промышленными CNC-станками и всевозможными любительскими устройствами вроде 3D-принтеров написано очень много статей, но почитать о том, какова идеология этого языка и как она связана с аппаратной реализацией — почти негде. Поскольку моя работа связана непосредственно с программированием станков и автоматизацией производства, я попробую заполнить этот пробел, а также объяснить, почему выбрал такой странный заголовок.
Пару слов о себе, и почему я вообще решил написать об этом. Мои рабочие обязанности заключаются, в том числе, в том, чтобы заставить любой имеющийся в компании станок с ЧПУ делать всё, что он вообще может физически. Компания — небольшая (единицы сотен сотрудников), но в арсенале — вертикальные фрезерные автоматы Haas трех разных поколений, горизонтальные фрезерные автоматы DMG Mori нескольких типов, лазерный резак Mitsubishi, токарные автоматы Citizen Cincom и куча всего еще. И весь этот зоопарк управляется программами на G-code. Изучая разные реализации этого языка, я понял, что то, что пишут в учебниках и книгах по нему — не всегда является правдой. В то же время, мне стали понятны многие аналогии между этим языком и Assembler-ом, который я изучал когда-то в институте, и на котором практически ничего серьезного никогда не написал.
Предупреждая возможные возражения, сразу скажу, что статья не предполагается как руководство по программированию, это обзор особенностей и странностей языка, а также среды в которой он выполняется.
Для человека, привыкшего писать на языках высокого уровня, G-code, на первый взгляд, кажется ущербным. Он выглядит, как древний Basic с его goto, отсутствием явного определения переменных и прочими архаизмами. Но стоит посмотреть на него внимательнее, и становится понятно, что эта «ущербность» и «архаизм» — результат нескольких практических факторов: это язык довольно старый, он придуман для выполнения в строгих рамках доступных ресурсов, он решает одну и довольно простую задачу. Так что это вовсе не «ущербность», а рациональный минимализм, роднящий его с Assembler-ом.
Базовый синтаксис
Если вы хоть раз видели программу на G-code, то знаете, что это последовательность строк, которые состоят из буквенных кодов, за которыми следуют некие числа. Эти буквенные коды называются «адрес». Причина такого термина очень проста: в первых контроллерах станков программа выполнялась путем записи значений в ячейки памяти, которым были даны буквенные имена. Исполнительные устройства, в свою очередь, читали значения по этим адресам и делали то, что от них требуется. Когда мне приходится обучать операторов, я объясняю им, что контроллер, на самом деле, можно условно поделить на две части: ту, что отвечает за интерфейс с пользователем, и ту, что отвечает за работу механизмов. Они часто и физически разнесены по разным платам. А общение между ними происходит все еще через ограниченный набор этих самых ячеек памяти. Другой вопрос, что со временем, к именованным адресам, которые обозначаются буквами латинского алфавита, добавились еще численные адреса (начинающиеся с символа #), через которые осуществляется доступ к портам ввода-вывода, настройкам, специальным возможностям, и так далее.
Традиционно, когда описывают синтаксис G-code, говорят, что любая команда в программе начинается с буквы G для «подготовительных» кодов и M — для дополнительных, что номер строки начинается с буквы N, а номер программы или подпрограммы — с буквы O. Это, в принципе, правда, но не вся и не всегда.
Во-первых, деление на G- и M-коды — условно. Раньше, во времена первых станков с ЧПУ, это имело практическое значение, потому что связь синтаксиса с аппаратной реализацией была жестче. Сейчас же, это деление практически потеряло свое значение. Однако, правило о том, что M-код может быть только один на строке, все же стоит выполнять, как в старые времена, потому что никогда не знаешь точно, на сколько вольно производитель контроллера станка обошелся с реализацией языка. Например, на станках DMG Mori, автоматическое измерение длины инструмента, установленного в шпинделе, выполняется кодом G324, но если вы просто хотите активировать измерительный сенсор для того, чтобы почистить его (при этом крышка, под которой он скрыт во время обычной работы, открывается, и он выдвигается, но измерение не происходит), вам нужно выполнить код M44. По классической логике языка, использование G-кода для измерения длины — нестандартное решение, потому что вы явно не хотите, чтобы одновременно с этим (одной строкой кода) выполнялись какие-то еще действия. Но в современных реалиях это не имеет значения. На станках Haas та же операция измерения делается вообще запуском специальной подпрограммы с параметрами (тип и номер инструмента), а не одним кодом. Плюс, практически любой контроллер позволяет определять пользовательские G- или M-коды, полностью стирая различие между ними.
Ветвление и циклы
В G-code есть условный и безусловный переход по команде GOTO. Синтаксис адреса (аргумента) этой команды может различаться. Чаще всего, это число, соответствующее номеру строки, заданному на самой строке, как Nчисло. Но некоторые реализации языка, например — синтаксис контроллеров Okuma, позволяют давать строкам буквенные метки. С одной стороны, это хорошо, а с другой — нетипично, что смущает некоторых программистов и операторов.
Условный переход выполняется традиционным IF [выражение] THEN команда. Конструкция ELSE в языке не нужна, потому что если условие — ложно, команда на этой строке не будет выполнена, а будет выполнен переход на следующую строку. Это важно понимать, потому что ошибка с тем, чтобы поместить команду, которая должна быть выполнена только если условие истинно, на следующую строку — одна из самых распространенных в «ручном» программировании. Вероятно, это случается с неопытными программистами, которые до этого привыкли к синтаксису языков высокого уровня. В некоторых реализациях не обязательно и THEN, что добавляет краткости, но не добавляет читаемости. Сравните (даже не имея представления о смысле):
IF [#1 NE 10] THEN #2=20
и
IF [#1 NE 10] #2=20
Циклы в явном виде реализованы конструкцией WHILE [выражение] DOметка .. . ENDметка, но, конечно, могут быть реализованы и через условный переход. Синтаксис позволяет также «выпрыгивать» изнутри цикла, используя GOTO. Но «запрыгнуть» внутрь цикла, используя размещенную внутри него метку — нельзя. Возможно, в каких-то контроллерах это и разрешено, но в тех, на которых я это проверял, это вызывает ошибку.
Подпрограммы
История использования подпрограмм в G-code тянется еще со времен перфолент. Существует несколько способов их вызывать, и это достаточно избыточно. Каждая программа или подпрограмма на G-code имеет свой идентификатор — цифровой код. Положение (под)программы определяет, должен ли этот идентификатор начинаться с латинской O или латинской N. По этому коду их можно вызывать разными способами. Эти способы (используемые для этого коды) различаются, например, тем, где контроллер будет искать эту подпрограмму — внутри файла (на станках Haas это код M97) программы или во всех файлах (а это уже M98). Если подпрограмма содержится в файле программы и имеет идентификатор номера строки (N), ее следует вызывать, как «внутреннюю подпрограмму». В этом случае, совершенно не нужно беспокоиться об уникальности идентификатора. Если же подпрограмма имеет идентификатор, начинающийся с буквы O, она может содержаться и внутри файла основной программы, и в отдельном файле. В этом случае, следует заботиться о том, чтобы номер был уникален среди всех программ в памяти контроллера, потому что иначе, контроллер либо выдаст ошибку при попытке записать такую подпрограмму в его память, либо, что хуже, может выполнить первую попавшуюся подпрограмму из нескольких с одинаковыми номерами. На большинстве контроллеров это, к счастью, невозможно. В общем, любую программу можно вызвать, как подпрограмму, только из-за отсутствия кода возврата M99, аналога return, и присутствия кода остановки M30, аналога halt, контроллер просто остановит выполнение. Но в некоторых случаях (когда это действительно конец процесса обработки детали) это может быть совершенно нормальным решением, пусть оно и выглядит некрасиво с точки зрения классического программирования. Это различие, на самом деле, восходит к временам, когда носителем для программ были перфокарты и перфолента, которые нужно было менять вручную, если подпрограмма находилась на другой ленте или в другой пачке перфокарт.
Еще одна существенная разница между тем, как работают вызовы подпрограмм, состоит в том, что при этом происходит со стеком локальных переменных, и как при этом передаются параметры, и передаются ли они вообще. Например, вызывая подпрограмму кодом M98, вы не можете передать подпрограмме параметры в этой же строке. Вам придется положить их в переменные заранее. А вызов через код G65 как раз предполагает передачу параметров, однако стек локальных переменных программы при этом создается новый.
Указатели, переменные, регистры
Хотя G- и M-коды контроллеров — довольно большая тема, переменные — еще более обширная и сложная история. Дело в том, что «железо» станков управляется огромным количеством переменных, напоминающих по принципу их работы регистры процессоров. Доступ к этим регистрам в каких-то случаях возможен по предопределенным буквенным именам, в каких-то — по номерам, в каких-то — по назначенным буквенно-цифровым именам. При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными.
Если вы хоть раз видели программу на G-code для промышленного станка, вы, возможно, заметили, что в начале самой программы, а иногда — в начале каждого фрагмента или подпрограммы, отвечающей за один инструмент или один элемент детали, есть длинная строка кодов, которые вроде бы ничего не делают. Это так называемая safe line. Она нужна, потому что станок помнит свое состояние. Например, содержимое какого-то регистра может сохраняться даже после выключения и включения станка, потому абсолютно всегда имеет смысл в явном виде устанавливать желаемое состояние перед совершением каких-то операций. Это напоминает то, как в web-разработке используются Reset.css и Normalize.css. Иначе, это правило для программистов звучит как «никогда не предполагай, что станок находится в определенном состоянии, если ты его в это состояние не привел». Пренебрежение этим может стоить дорого, включая капитальный ремонт станка. При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления.
Практический пример. При использовании контроллера Haas, некоторые адреса доступны для чтения только по номеру ячейки памяти, тогда как для записи — по буквенному псевдониму и по номеру. Скажем, чтобы установить скорость вращения шпинделя, достаточно выполнить код S<целое число>, запись IF [S EQ 200] (проверка если скорость шпинделя равна 200) работать не будет, нужно писать IF [#цифровой номер ячейки EQ 200]. Очевидно, что установить нужную скорость — куда проще, чем проверить ее. Более того, я с большим трудом могу себе представить ситуацию, когда проверка была бы действительно нужна, за исключением всего одного случая, с которым мне пришлось столкнуться. Некоторые станки имеют в своем наборе инструментов вентилятор, который устанавливается в шпиндель, как обычный держатель фрез. Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить. Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности.
Причина, почему я упомянул переменные и регистры вместе — то, что многие контроллеры станков имеют одно общее «пространство адресации» ячеек памяти, которые не только выполняют разную функцию, но и «живут» в совершенно разных аппаратных частях контроллера. В одно и то же пространство отображаются такие разные группы ячеек, как действующая страница стека локальных переменных, глобальные общедоступные переменные, глобальные общедоступные энергонезависимые переменные, выделенные регистры хранения координат перемещения, значения датчиков, порты управления состоянием реле внешнего оборудования, порты ввода состояния внешнего оборудования, состояние аварийной остановки, порты выделенного назначения для устройства смены оснастки, переменные калибровочных данных устройств автоматического измерения длины инструмента и положения/размера деталей, положение рабочих систем координат относительно глобальной системы координат станка, типы, геометрия и время жизни (в секундах или циклах) инструмента. Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную.
Приведение типов
Это одна из неприятных особенностей многих реализаций G-code и контроллеров. Глядя на параметр X10, логично предположить, что это целое число. Но, в зависимости от того, как контроллер работает и как настроен, машина может интерпретировать и как X10.0 и как X0.0010 — в втором случае, это будет «десять минимальных единиц инкремента для данного контроллера». (Что, в свою очередь, может быть и десять микрон и десять десятитысячных долей дюйма.) Чудовищно, правда? Студенты и начинающие операторы постоянно делают эту ошибку. При этом, это можно настроить в контроллере. Потому, для полной переносимости и независимости от настроек, десятичная точка должна быть в цифровых значениях координат абсолютно всегда.
Хуже становится, когда речь о параметрах, передаваемых вызываемой подпрограмме. Практический пример. Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код G65 P9023 A12. T1, где T1 — номер инструмента (1, в данном случае). Но если вы хотите измерить сразу несколько инструментов, код будет G65 P9023 A22. I1. J2. K3. Тут уже параметры должны быть с точкой. Почему? Потому что когда вы пишете в T, этот адрес предназначен для хранения номера инструмента, потому на станке Haas он автоматически интерпретируется как целое число (мне неизвестны реализации, где это может быть дробное число, но я не могу этого исключить, например — у одного инструмента могут быть разные режущие кромки, нумеруемые, как дробная часть его номера). А вот когда параметры передаются через регистры, хранящие локальный стек переменных общего назначения, точка нужа, потому что там может храниться что угодно. При этом, у тех же станков Haas есть две настройки, которые отвечают за изменение этого поведения. Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.
Об обучении
Программированию станков с ЧПУ учат очень разными путями и с разными задачами. В одном случае, речь просто о том, чтобы научить пользоваться CAD/CAM, чтобы программист был в состоянии превратить модель (чертёж) в код, исполняемый на том или ином станке, изготавливающий деталь по модели. Это напоминает процесс обучения программированию «общего назначения» в ВУЗе, где вопросы исполнения кода, аппаратной архитектуры и написания кода на Ассемблере рассматриваются очень поверхностно. В других, заметно более редких случаях, процесс более всего напоминает обучение системному программированию, а примеры исполнения кода на конкретной архитектуре входят в него, как неотъемлемая часть. Поскольку я когда-то учился цифровой электронике, и программирование железа на низком уровне было частью этого, пусть и в довольно скромном объеме, второй вариант лично мне как-то ближе, и именно так я старался преподавать это сам, когда у меня была такая возможность.
Я вполне допускаю, что некоторые аналогии в статье могут показаться кому-то натянутыми, но я и не претендую на их точность. Речь, скорее, о сходстве «духа» упомянутых выше языков, о том, что опыт «ассемблерного мышления» может довольно сильно способствовать глубокому пониманию G-code, тогда как опыт программирования только на языках высокого уровня, отделенных от аппаратной реализации, может вызвать недоумение и даже некоторую неприязнь у того, у кого вдруг возникнет необходимость писать вручную для станков с ЧПУ.
code | это… Что такое G-code?
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-код обозначается, как код ИСО 7-бит (ISO 7-bit), так как G-код для представления на перфоленте её кодировали на 8-ми дорожечную перфоленту в коде ISO 7-bit(разработан для представления информации УЧПУ в виде машинного кода также как и коды AEG и PC8C),восьмая дорожка использовалась для контроля чётности.
Производители систем УЧПУ(CNC)как правило используют софт управления станком,для которого написанная(оператором) программа обработки в качестве осмысленных команд управления используется G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.[1]
Содержание
1 Структура программы
2 Сводная таблица кодов
3 Таблица основных команд
4 Таблица технологических кодов
5 Параметры команд
6 См. также
7 Пример
8 Примечания
9 Ссылки
Структура программы
Программа, написанная с использованием G-кода, имеет жесткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и имеет номер, за исключением первого кадра программы и комментариев. Первый (а в некоторых случаях ещё и последний) кадр содержит только один символ «%». Завершается программа командой M02 или M30. Комментарии к программе размещаются в круглых скобках, как после программных кодов, так и в отдельном кадре.
Порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды, (например, выбор рабочей плоскости), затем команды перемещения, затем выбора режимов обработки и технологические команды.
Подпрограммы могут быть описаны после команды M02, но до M30. Начинается подпрограмма с кадра вида Lxx, где xx — номер подпрограммы, заканчивается командой M17.
Сводная таблица кодов
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
Выполнение типовых последовательностей (таких, как обработка отверстий и резьба)
Управление параметрами инструмента, системами координат, и рабочих плоскостей
Подготовительные (основные) команды
Коды
Описание
G00-G03
Позиционирование инструмента
G17-G19
Переключение рабочих плоскостей (XY, ZX, YZ)
G20-G21
Не стандартизовано
G40-G44
Компенсация размера различных частей инструмента (длина, диаметр)
G53-G59
Переключение систем координат
G80-G85
Циклы сверления, растачивания, нарезания резьбы
G90-G91
Переключение систем координат (абсолютная, относительная)
Таблица основных команд
Команда
Описание
Пример
G00
Ускоренное перемещение инструмента (холостой ход)
G0 X0 Y0 Z100
G01
Линейная интерполяция
G01 X0 Y0 Z100 F200
G02
Круговая интерполяция по часовой стрелке
G02 X15 Y15 R5 F200
G03
Круговая интерполяция против часовой стрелки
G03 X15 Y15 R5 F200
G04
Задержка выполнения программы, способ задания величины задержки зависит от реализации системы управления
G04
G15
Отмена полярной системы координат
G15 X15 Y22. 5; G15;
G16
Полярная система координат (X радиус Y угол)
G16 X15 Y22.5
G17
Выбор рабочей плоскости X-Y
G18
Выбор рабочей плоскости Z-X
G19
Выбор рабочей плоскости Y-Z
G40
Отмена компенсации радиуса инструмента
G1 G40 X0 Y0 F200
G41
Компенсировать радиус инструмента слева от траектории
G41 X15 Y15 D1 F100
G42
Компенсировать радиус инструмента справа от траектории
G42 X15 Y15 D1 F100
G43
Компенсировать длину инструмента положительно
G43 X15 Y15 Z100 h2 S1000 M3
G44
Компенсировать длину инструмента отрицательно
G44 X15 Y15 Z4 h2 S1000 M3
G49
Отмена компенсации длины инструмента
G49 Z100
G53
Отключить смещение начала системы координат станка
G53 G0 X0 Y0 Z0
G54-G59
Переключиться на заданную оператором систему координат
G54 G0 X0 Y0 Z100
G70
Программировать в дюймах
G70
G71
Программировать в мм
G71
G80
Отмена циклов сверления, растачивания, нарезания резьбы метчиком и т. д.
G80
G81
Цикл сверления
G81 X0 Y0 Z-10 R3 F100
G82
Цикл сверления с задержкой
G82 X0 Y0 Z-10 R3 P100 F100
G83
Цикл прерывистого сверления (с полным выводом сверла)
Задание координат инкрементально последней введённой опорной точки
G91 G1 X4 Y5 F100
G94
F (подача) — в формате мм/мин.
G94 G80 Z100
G95
F (подача) — в формате мм/об.
G95 G84 X0 Y0 Z-10 R3 F1.411
максимум 4 команды в кадре
Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
Сменить инструмент
Включить/выключить шпиндель
Включить/выключить охлаждение
Работа с подпрограммами
Вспомогательные (технологические) команды
Код
Описание
Пример
M00
Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «безусловный технологический останов»
G0 X0 Y0 Z100 M0
M01
Приостановить работу станка до нажатия кнопки «старт», если включён режим подтверждения останова
G0 X0 Y0 Z100 M1
M02
Конец программы, без сброса модальных функций
M02
M03
Начать вращение шпинделя по часовой стрелке
M3 S2000
M04
Начать вращение шпинделя против часовой стрелки
M4 S2000
M05
Остановить вращение шпинделя
M5
M06
Сменить инструмент
T15 M6
M07
Включить дополнительное охлаждение
M3 S2000 M7
M08
Включить основное охлаждение. Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14
M3 S2000 M8
M09
Выключить охлаждение
G0 X0 Y0 Z100 M5 M9
M13
Включить охлаждение и вращение шпинделя по часовой стрелке
S2000 M13
M14
Включить охлаждение и вращение шпинделя против часовой стрелки
S2000 M14
M17
Конец подпрограммы
M17
M25
Замена инструмента вручную
M25
M97
Запуск подпрограммы, находящейся в той же программе (где P — номер кадра, в случае примера переход осуществится к строке N25), действует не везде, предположительно — только на станках HAAS
M97 P25
M98
Запуск подпрограммы, находящейся отдельно от основной программы (где P — номер подпрограммы, в случае примера переход осуществится к программе O1015)
M98 P1015
M99
Конец подпрограммы
M99
M30
Конец программы, со сбросом модальных функций
M30
не больше одного кода в кадре
Параметры команд
Параметры команд задаются буквами латинского алфавита
Код
Описание
Пример
X
Координата точки траектории по оси X
G0 X100 Y0 Z0
Y
Координата точки траектории по оси Y
G0 X0 Y100 Z0
Z
Координата точки траектории по оси Z
G0 X0 Y0 Z100
P
Параметр команды
G04 P101
F
Скорость рабочей подачи
G1 G91 X10 F100
S
Скорость вращения шпинделя
S3000 M3
R
Параметр стандартного цикла или радиус дуги (расширение стандарта)
G81 R1 0 R2 −10 F50 или G1 G91 X12. 5 R12.5
H
Параметр коррекции выбранного инструмента
G1 G41 D1 X10. F150.
P
Число вызовов подпрограммы
L82 P10
I,J,K
Параметры дуги при круговой интерполяции
G03 X10 Y10 I0 J0 F10
L
Вызов подпрограммы с данной меткой
L12
См. также
Языки программирования
Металлорежущий станок
Числовое программное управление
Параметрическое программирование
Пример
Обработка буквы W (вписанной в прямоугольник 34х27 мм, см рис.) на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 4 мм, в заготовке из органического стекла:
Красным цветом выделен результат обработки.
Кадр
Содержание
Комментарий
%
Начало программы
N1
G90 G40 G17
Система координат абсолютная, компенсация на радиус инструмента выключена, плоскость интерполяции XoY
N2
S500 M3
Задать скорость вращения шпинделя и включить шпиндель
N3
G0 X2. 54 Y26.15
Переход в точку начала обработки на холостом ходу
N4
Z1.0
Подход к заготовке по Z, недоходя 1 мм, на холостом ходу
N4
G1 Z-1.0 F100
Врезание в заготовку на подаче 100 мм/мин
N5
X5.19 Y 2.0
Первый штрих буквы W
N6
X7.76
Продолжение движения
N7
X16.93 Y26.15
Второй штрих буквы W
N8
X18.06
Продолжение движения
N9
X25.4 Y2.0
Третий штрих буквы W
N10
X25.96
Продолжение движения
N11
X32.17 Y 26.15
Четвертый штрих буквы W
N12
G0 Z12
Отвод инструмента от заготовки на холостом ходу
N13
M5
Выключить шпиндель
N14
M30
Конец программы
Примечания
↑ CNC G Codes Definitions Examples Programs Programming Learning Training
Ссылки
CAM расширение Inkscape для экспорта в G-code
Симуляция работы программ на G-коде в реальном времени
Real-Time 3D Graphics Simulation for G-code (англ. )
Overview of canonical machining functions (англ.)
SIMUL CNC (англ.)
Руководство программиста ЧПУ Mazatrol с перечнем G-кодов
Подборка ссылок на сайты редакторов визуализаторов G-кода
Образовательный сайт по ЧПУ (CNC) программированию
Объяснение G-кода | Список наиболее важных команд G-кода
Если ваша работа или хобби связаны со станками с ЧПУ или 3D-принтерами, то понимание того, что такое G-код и как он работает, имеет для вас важное значение. Итак, в этом уроке мы изучим основы языка G-кода, какие самые важные или распространенные команды G-кода и объясним, как они работают.
Что такое G-код?
G-код — это язык программирования для станков с числовым программным управлением (ЧПУ). G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, как быстро двигаться и по какому пути следовать.
В случае станка, такого как токарный станок или фрезерный станок, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, вырезая материал для получения желаемой формы.
Аналогично, в случае аддитивного производства или 3D-принтеров команды G-кода предписывают машине наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж сложно понять.
Если внимательно посмотреть на код, то можно заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим, которые являются просто декартовыми координатами.
Давайте рассмотрим одну строку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Эта строка имеет следующую структуру:0008, а в данном случае это G01 , что означает «движение по прямой линии в определенное положение».
Мы объявляем позицию или координаты со значениями X , Y и Z .
Наконец, со значением F мы устанавливаем скорость подачи , или скорость, с которой будет выполняться перемещение.
В завершение строка G01 X247.951560 Y11.817060 Z-1.000000 F400 указывает станку с ЧПУ двигаться по прямой линии от текущего положения к координатам X247.9.51560, Y11.817060 и Z-1.000000 со скоростью 400 мм/мин. Единицей является мм/мин, потому что, если мы вернемся к примеру изображения G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, вместо этого мы используем команду G20.
Наиболее важные/общие команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода. Мы узнаем, как каждый из них работает на нескольких примерах, и к концу этого урока мы сможем полностью понять, как работает G-код, как его читать, как модифицировать и даже как написать собственный G-код.
G00 – Быстрое позиционирование
Команда G00 перемещает машину с максимальной скоростью перемещения из текущего положения в указанную точку или координаты, указанные командой. Станок будет перемещать все оси одновременно, поэтому они совершают перемещение одновременно. Это приводит к прямолинейному движению к новой точке положения.
Движение G00 не является режущим, и его цель — просто быстро переместить машину в нужное положение, чтобы начать какую-либо работу, например резку или печать.
G01 – Линейная интерполяция
Команда G-кода G01 дает указание станку двигаться по прямой линии с заданной подачей или скоростью. Мы указываем конечное положение со значениями X , Y и Z , а скорость со значением F . Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер станка выполняет тысячи вычислений в секунду, чтобы выполнять эти движения.
В отличие от команды G00, которая используется только для позиционирования, команда G01 используется, когда станок выполняет свою основную работу. В случае токарного станка или фрезерного станка резка материала по прямой линии, а в случае 3D-принтера — экструдирование материала по прямой линии.
G02 – Круговая интерполяция по часовой стрелке
Команда G02 указывает машине двигаться по часовой стрелке по круговой схеме. Это та же концепция, что и у команды G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка на самом деле является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.
Итак, в примере сначала у нас есть команда G01, которая перемещает станок в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку в любом другом месте, таким образом, мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример этого:
Итак, здесь у нас по-прежнему та же конечная точка, что и в предыдущем примере (X10, Y7), но центральная точка теперь находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
См. также: Как настроить GRBL и управлять станком с ЧПУ с помощью Arduino
G00, G01, G02 Пример – Программирование G-кода вручную
Давайте рассмотрим простой пример фрезерной обработки с ЧПУ, используя эти три основные команды G-кода, G00, G01 и G02.
Чтобы получить траекторию для формы, показанной на изображении выше, нам нужно выполнить следующие команды G-кода:
G00 X5 Y5 ; точка Б
G01 X0 Y20 F200 ; точка С
G01 X20 Y0 ; точка Д
G02 X10 Y-10 I0 J-10 ; точка Е
G02 X-4 Y-8 I-10 J0 ; точка F
G01 X-26 Y-2 ; точка Б Кодовый язык: Arduino (arduino)
Первой командой G00 мы быстро переводим машину из исходного или исходного положения в точку B(5,5). Отсюда мы начинаем с «резки» со скоростью подачи 200, используя команду G01 . Здесь мы можем отметить, что для перехода из точки B(5,5) в точку C(5,25) мы используем значения для X и Y относительно начальной точки B. Таким образом, +20 единиц в направлении Y приведут нас к точке C(5,25). На самом деле это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Как только мы достигнем точки C(5,25), у нас есть еще одна команда G01 для достижения точки D(25,25). Затем мы используем команду G02, круговое движение, чтобы добраться до точки E(35,15) с центральной точкой (25,15). На самом деле у нас есть та же самая центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F(31,7). Тем не менее, мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы завершаем траекторию с помощью другой команды G01, которая доставит нас из точки F (31, 7) вернуться к точке B(5,5).
Итак, вот как мы можем вручную запрограммировать G-код для создания этой формы. Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких основных команд. Мы создадим полный G-код в следующем примере, так как сначала нам нужно объяснить эти команды G-кода.
G03 – круговая интерполяция против часовой стрелки
Так же, как и G02, команда G-кода G03 определяет движение машины по круговой схеме. Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.
Таким образом, с помощью этих трех основных команд G-кода, G01 , G02 и G03 , мы можем создать траекторию буквально для любой формы, которую захотим. Вам может быть интересно, как это возможно, но на самом деле это простая задача для компьютера и программного обеспечения CAM. Да, иногда мы можем вручную создать программу G-кода, но в большинстве случаев мы делаем это с помощью соответствующего программного обеспечения, которое намного проще и безопаснее.
Тем не менее, теперь объясните еще несколько важных и часто используемых команд и в конце приведите реальный пример G-кода.
G20/G21 – выбор единиц измерения
Команды G20 и G21 определяют единицы G-кода, дюймы или миллиметры.
G20 = дюймы
G21 = миллиметры
Необходимо отметить, что единицы измерения должны быть установлены в начале программы. Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
G17/ G18/ G18 – Выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
G17 — плоскость XY
G18 — плоскость XZ
G19 — плоскость YZ
G17 используется по умолчанию для большинства станков с ЧПУ, но два других также можно использовать для выполнения определенных перемещений.
G28 – Возврат домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X## Y## Z##
Исходное положение можно определить с помощью команды G28.1 X## Y## Z## .
G90/G91 – Команды G-кода позиционирования
С помощью команд G90 и G91 мы сообщаем машине, как интерпретировать координаты. G90 для абсолютного режима и G91 для относительного режима .
В абсолютном режиме позиционирование инструмента всегда происходит от абсолютной точки или нуля. Итак, команда G01 X10 Y5 приведет инструмент точно в эту точку (10,5), независимо от предыдущей позиции.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в данный момент находится в точке (10,10), команда G01 X10 Y5 переместит инструмент в точку (20,15). Этот режим также называют «инкрементным режимом».
Другие команды и правила
Таким образом, команды G-кода, которые мы объяснили выше, являются наиболее распространенными, но их гораздо больше. Имеются такие команды, как компенсация на режущий инструмент, масштабирование, рабочие системы координат, выдержка и т. д.
В дополнение к G-коду существуют также команды М-кода, которые используются при создании реальной полноценной программы G-кода. Вот несколько распространенных команд M-кода:
M00 – Останов программы
M02 – Конец программы
M03 – Включение шпинделя – по часовой стрелке
M04 – Включение шпинделя – против часовой стрелки
M05 – Остановка шпинделя
M06 – Инструмент изменить
M08 – Подача охлаждающей жидкости ВКЛ.
M09 – Подача охлаждающей жидкости ВЫКЛ.
M30 – Конец программы
В случае 3D-принтера:
M104 — Запустить нагрев экструдера
M109 — Подождать, пока экструдер достигнет T0
M140 — Запустить нагрев платформы
M190 — Подождать, пока платформа достигнет T4 9003 9003
Некоторым из этих команд требуются соответствующие параметры. Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, строка M30 S1000 включит шпиндель на скорость 1000 об/мин.
Мы также можем отметить, что многие коды являются модальными , что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, скажем, у нас есть код линейного резания G01 X5 Y7 F200 . Если следующим движением снова будет линейная резка, мы можем просто ввести координаты X и Y без надписи G01 впереди.
То же самое относится к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если только мы не хотим изменить его значение.
В некоторых файлах G-кода вы также можете увидеть « N## » перед командами. Слово N просто для нумерации строки или блока кода. Это может быть полезно для определения конкретной строки в случае ошибки в огромной программе.
Пример программы простого G-кода
Тем не менее, после прочтения всего этого, теперь мы можем вручную сделать настоящий, актуальный код. Вот пример:
%
G21 G17 G90 F100
М03 С1000
G00 X5 Y5 ; точка Б
G01 X5 Y5 Z-1 ; точка Б
G01 X5 Y15 Z-1 ; точка С
G02 X9 Y19 Z-1 I4 J0 ; точка Д
G01 X23 Y19 Z-1 ; точка Е
G01 X32 Y5 Z-1 ; точка F
G01 X21 Y5 Z-1 ; точка G
G01 X21 Y8 Z-1 ; точка Н
G03 X19 Y10 Z-1 I-2 J0 ; пункт я
G01 X13 Y10 Z-1 ; точка J
G03 X11 Y8 Z-1 I0 J-2 ; точка К
G01 X11 Y5 Z-1 ; точка L
G01 X5 Y5 Z-1 ; точка Б
G01 X5 Y5 Z0
G28 X0 Y0
М05
М30
% Язык кода: Arduino (arduino)
Описание программы G-code:
Инициализация кода. Этот символ (%) всегда присутствует в начале и в конце программы.
Линия безопасности: Задайте программирование в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 дюймов/мин.
Шпиндель по часовой стрелке со скоростью 1000 об/мин.
Быстрое позиционирование на B(5,5).
Управляемое движение в том же положении, но с опусканием инструмента на -1.
Линейное режущее движение в положение C(5,15).
Круговое движение по часовой стрелке к точке D(9,19) с центром в точке (9,15).
Линейная резка до точки E(23,19).
Линейная резка до точки F(32,5).
Тот же прямой рез до точки G(21,5).
Еще один прямой рез до точки H(21,8).
Круговая интерполяция против часовой стрелки в позицию I(19,10) с центром в точке (19,8).
Линейная резка до точки J(13,10).
Круговая резка против часовой стрелки до позиции K(11,8) с центром в (13,8).
Линейная резка в положение L(11,5).
Окончательное линейное движение резки в положение B(5,5).
Поднимите инструмент.
Перейти в исходное положение.
Шпиндель выключен.
Конец основной программы.
Вот как выглядит этот код, готовый к отправке на наш станок с ЧПУ через программное обеспечение Universal G-code Sender:
Итак, используя эти основные команды G-кода, описанные выше, нам удалось написать собственный полноценный G-код. код. Конечно, этот пример довольно прост, и для более сложных форм нам определенно нужно использовать программное обеспечение CAM. Вот пример сложного G-кода формы Лошади:
Для сравнения, в этом коде около 700 строк, но все они сгенерированы автоматически. G-код был создан с использованием Inkscape в качестве примера для моего самодельного станка для резки пенопласта Arduino с ЧПУ. Вот как получилась форма:
Более подробную информацию об этой машине вы можете найти в моем конкретном руководстве.
Заключение
Итак, мы рассмотрели основы G-кода, объяснили наиболее важные и распространенные команды G-кода и вручную создали собственный настоящий G-код. В конце концов, я думаю, что понять G-код не так уж сложно. Конечно, существует так много других команд и функций, используемых в обработке с ЧПУ или 3D-печати, о которых мы должны знать, но подробнее об этом в некоторых других руководствах.
Если эта статья оказалась вам полезной, поделитесь ею с другими любителями ЧПУ и 3D-печати. Также не стесняйтесь задавать любые вопросы в разделе комментариев ниже.
G-код G28 — команда возврата в исходное положение для G-кода
Приведенный выше видеоурок является частью курса программирования фрезерных станков с ЧПУ, доступного здесь
G-код G28 используется для возврата инструмента в нулевое положение через опорную точку на высокой скорости. Базовый пример этой строки будет выглядеть примерно так:
G28 G91 X0 Y0 Z0;
Просто указание G28; без оси или оси, установленной на ноль, поскольку приведенная выше линия вернет все оси в исходное положение при быстром линейном перемещении.
G-код возврата в ноль G28 может использоваться для возврата одной или нескольких осей. Блок G28 G91 Z0.0; вернет ось Z в исходное положение, в то время как G28 G91 X0.0 Y0.0 Z0.0; вернет 3 оси X, Y и Z. Если мы добавим значение к одной или нескольким осям следующим образом:
G28 G91 X0 Y0 Z20.0;
Станок воспримет это как переход в промежуточное положение на 20 мм выше инструмента по оси Z перед переходом в исходное положение. Мы можем использовать это, чтобы избежать препятствий внутри станка при перемещении инструмента обратно в исходное исходное положение, как показано на изображении выше.
Посмотрим на строку
G28 G91 X100.0 Y50.0 Z20.0;
В этом примере инструмент сначала переместится на X100. 0 Y50.0 и Z20.0, а затем переместится в исходное положение.
Для машин потребуется команда G91 в строке G28. G91 переключает станок на инкрементальное позиционирование Если этот код опущен, станок сначала переместится в нулевую позицию, определенную вашей точкой отсчета. Другими словами, он вонзит фрезу в деталь, прежде чем вернуться в контрольную точку.
Необходимо соблюдать осторожность, чтобы избежать сбоя, как всегда, при запуске нового блока кода используйте одиночный блок со скоростью подачи и быстрой коррекцией на нуле, затем контролируйте скорость резца/инструмента с помощью управления коррекцией, чтобы убедиться, что все движется в ожидаемом направлении.
Следя за показаниями «оставшегося пути», вы узнаете, сколько вам осталось пройти во время этого блока кода.
Имея это в виду, безопаснее сначала перемещать ось Z.
В зависимости от версии вашей системы управления FANUC мы также можем программировать с помощью U, V и W.
3D-модели на заказ — это качественное создание трехмерных моделей.
3D-модели на заказ
3D-модели на заказ в компании Sprint 3D — это качественное создание полигональных и твердотельных трехмерных моделей. Благодаря высококвалифицированым сотрудникам художественного и инженерного отделов 3D-моделирования, мы выполняем работы абсолютно любой сложности. Каждой из заявок уделяется особое внимание, при этом исполняются все поставленные Вами задачи в срок. Отдельно стоит отметить, что мы также подготавливаем 3D-модели для воспроизведения объекта с помощью технологии прототипирования и фрезеровки.
Воплощение идей в жизнь!
Главная задача любого направления 3D-моделирования — это разработать и создать визуальный объемный образ объекта. А с разносторонними услугами нашей компании, которые включают в себя целый список направлений, появляется возможность воплотить абсолютно любую Вашу идею в жизнь.
Твердотельные 3D-модели на заказ
Вы сможете воспользоваться услугами создания твердотельной модели (CAD модели).
По вашим чертежам или наброскам с размерами детали или объекта, сотрудники компании создают точные объемные твердотельные модели, которые отвечают всем стандартам качества;
Реверс-инжиниринг. С современным оборудованием и программными возможностями компании, мы выполняем целый цикл работ, направленный на воспроизведение детали или объекта, копируя его или, по желанию заказчика, вносим изменения в проект;
Обработка и доработка 3D-сканов. В нее входят различные вариации с исправлением, полученных после сканирования, ошибок на поверхности моделей, а также склейка, сглаживание и многое другое;
Подготовка моделей под 3D-печать и фрезеровку.
Художественные 3D-модели на заказ
С профессиональным и творческим подходом художников отдела 3D-моделирования и умением менеджеров собрать полную информацию о желаниях заказчика, мы добиваемся восхитительного результата по направлениям:
Создание полигональных 3D-моделей любой сложности по эскизам или наброскам;
Изготовление 3D-модели по фото абсолютно любых объектов, добиваясь 100 процентной схожести с оригиналом;
Визуализация и анимация.
Прием заказа
Прием заказа на 3D-моделирование
1. Для просчета заказа требуется выслать на почту чертеж, фотографии, эскизы, наброски на почту [email protected] или звоните нам по телефону: +7 (495) 740-51-70 и расскажите про свою идею, а мы поможем в ее реализации;
2. В кратчайшие сроки мы оценим работу и ответим в любой удобной форме;
3. Мы отправляем подписанный с нашей стороны договор на 3D-моделирование с указанием оговоренной суммы и сроков исполнения заказа, формируем подробное техническое задание;
4. Вы производите оплату любым удобным для Вас способом.
Этапы работы
ЭТАПЫ РАБОТЫ
1. Отдел 3D-моделирования приступает к работе. По предварительной договоренности менеджер информирует и согласовывает с заказчиком каждый этап работы;
2. Мы пересылаем готовую 3D-модель на электронную почту или передаем на внешнем носителе файл в любом удобном для работы формате;
3. По желанию заказчика оптимизируем модель под 3D-печать или фрезеровку.
Сроки выполнения заказа
СРОКИ ВЫПОЛНЕНИЯ ЗАКАЗА
Базовые сроки — от 2-х рабочих дней в зависимости от сложности заказа;
Срочный заказ — от 1 рабочего дня.
3Dcrafter.ru — 3D-печать в Москве на заказ на высокоточных 3D-принтерах
Материализатор 24/7
Круглосуточно принимаем заявки на электронную почту!
Заказать
Круглосуточно принимаем заявки на электронную почту!
Заказать
Инженерное и художественное 3D-моделирование
Круглосуточно принимаем заявки на электронную почту!
Заказать
3D-печать
Создание объекта по вашей 3D-модели
Вы можете прислать нам 3D-модель для детального изучения, в ходе которого мы подберем оптимальный вариант изготовления.
Наши консультанты…
Использование передовых технологий
В настоящий момент доступно несколько технологий 3D-печати (FDM, SLS, SLA, MJM, CJP и т. д.), каждая из которых рассчитана…
Постобработка готового изделия
Благодаря опыту и практическим навыкам наши специалисты могут провести комплекс физических изменений напечатанной модели…
Сферы
применения
Технологии 3D-печати год за годом набирают все большую популярность, показывая свои практические преимущества в …
Технологии
FDM технология
Самая популярная технология 3D-печати на данный момент – Fused Deposition Modeling (FDM) или технология многослойного наплавления…
SLS технология
Технология 3D-печати – Selective Laser Sintering (SLS), основана на спекании слоев, состоящих из полиамида, посредством лазерного луча…
SLA технология
Технология StereoLithography Apparatus (SLA) или cтереолитография придает моделям определенно новые свойства.
MJP технология
Технологи 3D-печати — Multi Jet Printing (MJP) — метод многоструйного моделирования, которая очень напоминает обычную струйную печать. ..
BJ технология
Технология 3D-печати — Binder Jetting (BJ) основана на последовательном склеивании слоев из пластикового порошка специальным связующим веществом.
CJP технология
Технология 3Д печати — Color Jet Printing (CJP) – самая популярная полноцветная 3D-печать на рынке в данный момент. Технология основана на послойном склеивании..
LaserCUSING технология
Технология аддитивного производства – LaserCUSING – основана на методе селекитвного лазерного плавления металлических порошковых материалов.
Примеры работ
ABS, PLA, PVA, Carbon, Nylon (FDM)
Полиамид (SLS)
Фотополимер (SLA/MJP)
ПММА (BJ)
Полноцветный гипс (CJP)
Металлы
Стоимость 3D-печати
Материал:
ABS
Технология:
FDM
Высота слоя:
0,05-0,40 мм
Детализация: +++
Прочность: ++++
Цена (см3): от 8
Материал:
PLA
Технология:
FDM
Высота слоя:
0,05-0,40 мм
Детализация: +++
Прочность: +++
Цена (см3): от 8
Материал:
Карбон
Технология:
FDM
Высота слоя:
0,15-0,35 мм
Детализация: +++
Прочность: +++++
Цена (см3): от 15
Материал:
Нейлон
Технология:
FDM
Высота слоя:
0,15-0,35 мм
Детализация: ++
Прочность: +++++
Цена (см3): от 15
Материал:
ASA
Технология:
FDM
Высота слоя:
0,05-0,40 мм
Детализация: +++
Прочность: ++++
Цена (см3): от 15
Материал:
PETG
Технология:
FDM
Высота слоя:
0,05-0,40 мм
Детализация: +++
Прочность: ++++
Цена (см3): от 10
Материал:
FormaX
Технология:
FDM
Высота слоя:
0,15-0,40 мм
Детализация: +++
Прочность: +++++
Цена (см3): от 20
Материал:
PC
Технология:
FDM
Высота слоя:
0,10-0,40 мм
Детализация: +++
Прочность: ++++
Цена (см3): от 20
Материал:
TPU
Технология:
FDM
Высота слоя:
0,20-0,30 мм
Детализация: ++
Прочность: +++++
Цена (см3): от 25
Материал:
Ultran
Технология:
FDM
Точность:
0,15-0,25 мм
Детализация: ++
Прочность: +++++
Цена (см3): от 25
Материал:
Titan GF-12
Технология:
FDM
Высота слоя:
0,15-0,40 мм
Детализация: +++
Прочность: ++++
Цена (см3): от 25
Материал:
SBS
Технология:
FDM
Высота слоя:
0,15-0,35 мм
Детализация: +++
Прочность: ++++
Цена (см3): от 15
Материал:
Total CF-5
Технология:
FDM
Высота слоя:
0,15-0,40 мм
Детализация: +++
Прочность: ++++
Цена (см3): от 15
Материал:
PVA
Технология:
FDM
Высота слоя:
0,05-0,40 мм
Детализация: +++
Прочность: ++
Цена (см3): от 25
Материал:
HIPS
Технология:
FDM
Высота слоя:
0,05-0,40 мм
Детализация: +++
Прочность: ++++
Цена (см3): от 8
Материал:
Полиамид
Технология:
SLS
Высота слоя:
0,10-0,15 мм
Детализация: ++++
Прочность: ++++
Цена (см3): от 90
Материал:
Фотополимер
Технология:
SLA
Высота слоя:
0,01-0,15 мм
Детализация: +++++
Прочность: +++
Цена (см3): от 90
Материал:
Фотополимер
Технология:
MJP(MJM)
Высота слоя:
0,028-0,032 мм
Детализация: +++++
Прочность: +++
Цена (см3): от 750
Материал:
Воск
Технология:
MJP(MJM)
Высота слоя:
0,02 мм
Детализация: +++++
Прочность: +
Цена (см3): от 900
Материал:
ПММА
Технология:
BJ
Высота слоя:
0,15 мм
Детализация: +++
Прочность: +++
Цена (см3): от 70
3D-моделирование и 3D-сканирование
Инженерное и художественное 3D-моделирование
3D-моделирование – это единение творчества и логики. То, что глазами воспринимается, как объем, текстура и …
Подготовка 3D-модели перед печатью
Иногда наши клиенты обращаются к нам с уже готовой 3D-моделью, которую создали сами, скачали в Интернете или же получили от …
3D-сканирование любых предметов
3D-сканирование – это процесс передачи свойств формы физического объекта — цифровой модели. По сути, это следующий этап …
Неограниченая база
3D-моделей
За два года работы нашей компании удалось собрать немалое количество 3D-моделей, которые широко применяются. При этом мы можем немного…
Примеры работ
Инженерное 3D-моделирование
Художественное 3D-моделирование
3D-сканирование
Стоимость 3D-моделирования и 3D-сканирования
Тип:
Инженерное
Формат файла:
*.stp, *.obj, *.stl
Цена:
от 1000
Примечание:
—
Тип:
Художественное
Формат файла:
*. obj, *.stl
Цена:
от 1000
Примечание:
—
Тип:
3D-сканирование
Формат файла:
*.obj, *.stl
Цена:
от 2000
Примечание:
—
О нас
Печать на
3D-принтерах
За плечами наших специалистов богатый опыт работы с моделями, как зарубежных компаний, так и отечественных брендов…
Профессионалы в
сфере 3D-печати и 3D-моделирования
Наши специалисты могут создать объект практически любой геометрической формы, оптимизировать его …
Есть идея?
Мы ее материализуем!
Мы материализуем идеи наших клиентов более двух лет и знаем, как это делать….
Отзывы наших
клиентов
Если в других студиях 3D-печати не могли даже проконсультировать людей, незнакомых с технологией, требовали 3D-модель, которой у нас еще…
Телефон #1: +7 495 00-44-187 Телефон #2: +7 495 00-44-127 Telegram: +7 926 805-72-53
Режим работы: круглосуточно
Как точно 3D-сканировать и 3D-печатать себя (голова и тело) — 3D Printerly
3D-печать сама по себе великолепна, но что, если бы мы могли 3D-сканировать себя, а затем 3D-печатать себя. Это определенно возможно, если вы знаете правильные методы. В этой статье я подробно расскажу и расскажу, как правильно 3D-сканировать себя.
Для самостоятельного 3D-сканирования вам следует использовать процесс, называемый фотограмметрией, который заключается в том, чтобы сделать несколько снимков с телефона или обычной камеры, а затем загрузить их в программу для 3D-реконструкции, отличной из которых является Meshroom. Затем вы можете убрать недостатки модели с помощью приложения Blender и распечатать ее на 3D-принтере.
Есть некоторые реальные детали и шаги, чтобы усовершенствовать этот процесс, поэтому обязательно продолжайте читать, чтобы получить четкое руководство о том, как самостоятельно сканировать 3D.
Что нужно для правильного 3D-сканирования?
Люди, имеющие опыт 3D-сканирования, обычно используют либо телефон, либо профессиональный 3D-сканер.
Вам не понадобится куча сложного оборудования или какой-то специализированный сканирующий аппарат, достаточно телефона приличного качества, а также правильного программного обеспечения, такого как Blender и Meshroom.
Некоторые 3D-сканеры больше подходят для небольших детализированных объектов, в то время как другие отлично подходят для 3D-сканирования головы и тела, так что имейте это в виду.
3D-сканеры фиксируют форму вашего тела с помощью ряда точек данных. Затем эти точки данных объединяются для получения 3D-модели. В 3D-сканерах используется фототехнология, например:
Сканеры структурированного света
Датчики глубины
Стереоскопическое зрение
Это показывает нам, что он использует различные измерения для охвата различных форм и мельчайших деталей объекта или, в данном случае, вас самих.
Все эти точки данных объединяются в единую карту данных, а полное 3D-сканирование конкретизируется.
Базовый процесс 3D-сканирования
3D-сканирование может показаться сложным с технологической точки зрения, но позвольте мне дать вам простое объяснение процесса 3D-сканирования:
Вы можете использовать 3D-сканер через телефон или может получить 3D-сканер.
Лазеры структурированного света парят над объектом, создавая точки данных.
Затем программа объединяет эти тысячи точек данных.
Все эти точки данных помогают получить подробную, точную и реалистичную модель в рамках специализированной программы
Однако, прежде чем переходить к 3D-сканированию самостоятельно или другим, следует знать несколько важных моментов.
Тип и размер объектов
Некоторые 3D-сканеры больше подходят для сканирования небольших объектов, а есть и сканеры, которые можно использовать для сканирования всего тела с головы до ног.
Вы должны знать размер объектов или себя, чтобы правильно выбрать сканер для этой цели.
Точность
Для вас было бы лучше, если бы вы рассмотрели степень точности, необходимую для 3D-сканирования.
Максимальная точность, которую может дать группа 3D-сканеров, находится в пределах 30-100 микрон.
Разрешение
Сосредоточьтесь на разрешении и выровняйте значения перед его запуском.
Разрешение напрямую связано с точностью; чем лучше разрешение вашего 3D-сканера, тем выше точность.
Скорость Сканера
Статические объекты не вызывают проблем со скоростью; именно движущиеся объекты требуют скорректированного уровня скорости. Вы можете выбрать и отрегулировать скорость в настройках программного обеспечения и с легкостью выполнять свои задачи.
Как 3D-сканировать себя
Существуют различные способы 3D-сканирования себя, и я буду перечислять их один за другим. Так что продолжайте читать.
Фотограмметрия с камерой
Йозеф Пруса подробно описывает, как выполнять 3D-сканирование с помощью фотограмметрии с помощью телефона. У него есть приятные примеры из реальной жизни и дополнительные советы, которые помогут вам получить качественные результаты.
Вместо камеры высокого класса вы можете использовать свой телефон для самостоятельного 3D-сканирования.
Существует программное обеспечение с открытым исходным кодом, которое вы можете использовать для своих нужд фотограмметрии. Meshroom/AliceVision отлично подходит для фотограмметрии, Blender отлично подходит для редактирования, а Cura — хороший выбор для нарезки.
Итак, первый шаг — использование Meshroom, бесплатного программного обеспечения с открытым исходным кодом, которое специализируется на 3D-реконструкции, отслеживании фотографий и камер для создания 3D-моделей с использованием нескольких фотографий в качестве источника.
У него есть несколько замечательных функций, которые значительно облегчают создание высококачественных сеток, которые можно легко использовать.
Что вы делаете:
Получите желаемый объект и убедитесь, что освещение достаточно равномерное по всему периметру
Сделайте несколько снимков (50-200) желаемого объекта, убедившись, что он остается на одном месте
Экспортируйте эти изображения в Meshroom, чтобы собрать их вместе и воссоздать объект в виде 3D-модели
Очистите модель в приложении Blender, чтобы сделать 3D-печать проще и точнее, а затем экспортируйте в слайсер 9.0022
Разрежьте и распечатайте модель как обычно
Чем лучше ваша камера, тем лучше будут ваши 3D-модели, но вы все равно можете получить модели отличного качества с камерой телефона достойного качества. Йозеф Пруса использует камеру DSLR, которая отлично подходит для дополнительных деталей.
Этот метод не требует дополнительного оборудования и дополнительных рук для помощи в процессе сканирования. Процесс прост и описан ниже:
Установите приложение, которое вы хотите для сканирования.
Сфотографируйте свое лицо.
Переместите лицо в обе стороны, чтобы сканер зафиксировал стороны.
Отправьте результат по электронной почте на свой рабочий стол или ноутбук.
Легко создавайте свою модель.
В зависимости от возможностей сканирования вашего телефона вам, возможно, придется экспортировать файл и изменить расширение файла на .png, а затем открыть файл .gltf, если он не открывается.
Затем вы можете открыть его в Blender и экспортировать как файл .obj.
2. Ручные 3D-сканеры
Ручные 3D-сканеры, как правило, довольно дороги, особенно если вам нужен сканер достойного качества. Если у вас есть локальный доступ к 3D-сканеру для быстрого использования, то это было бы идеально.
Я написал статью о лучших 3D-сканерах стоимостью менее 1000 долларов, в которой подробно описаны некоторые из лучших дешевых сканеров.
Если вы хотите отсканировать себя с помощью ручного 3D-сканера, вам понадобится помощник. Этот процесс проще, чем при использовании фотограмметрии, но по сути они используют ту же концепцию.
Вам понадобится второй человек, чтобы помочь вам со сканированием. Что требуется сделать, так это:
Встаньте в хорошо освещенную комнату, в идеале с несколькими источниками света, чтобы уменьшить тени
Попросите второго человека медленно перемещать 3D-сканер по всему телу или частям тела, которые вы хотите захватить
Аналогично сканированию камерой, вы экспортируете эти изображения в программу, чтобы сделать из них модель.
3. Кабины для 3D-сканирования
iMakr — отличный пример кабины для 3D-сканирования, которая создает «мини-ты» с использованием новейших технологий для воссоздания вашей внешности из композита из песчаника, наполненного трехмерными цветами.
Весь процесс не занимает много времени и может быть выполнен примерно за две недели.
Вот как это работает:
Вы приходите в iMakr, одетые так, чтобы произвести впечатление.
Мы сканируем изображение вашего тела в полный рост в нашей кабине для сканирования.
Ваши сканы обрабатываются на месте в исходный файл для печати.
Этот файл передан нашей команде дизайнеров для окончательной подготовки.
Мы печатаем полноцветную модель Mini-You из песчаника.
Мы доставим ваш Mini-You или вы можете забрать его в магазине.
Doob — еще один сервис 3D-сканирования, который делает ваши копии. Посмотрите классное видео ниже, чтобы узнать больше о процессе.
4. Сканер Xbox Kinect
Многие люди приходят в восторг, когда узнают о возможностях своего Xbox Kinect для фактического 3D-сканирования самих себя. Kinect довольно устарел, но для некоторых это все еще вариант.
Их не так много в наличии, хотя их можно купить на Amazon, Ebay или других сайтах электронной коммерции.
Вы можете скачать последнюю версию KScan с зеркала, так как она больше не доступна.
Как распечатать 3D-модель самого себя
В зависимости от метода, который вы использовали для подготовки 3D-модели, вы должны были создать файл, который можно было бы обработать и нарезать для окончательной печати.
Сначала это может показаться довольно сложным, но при правильном направлении это может быть довольно просто.
После того, как вы сделали все фотографии, необходимые для создания 3D-модели, остальная работа выполняется в системе. Шаги перечислены ниже для вашего понимания.
Как упоминалось ранее, вы захотите использовать программное обеспечение Meshroom/AliceVision с открытым исходным кодом для создания модели для печати.
Meshroom можно скачать с их официального сайта.
Приведенное ниже видео является отличным учебным пособием по созданию 3D-модели объектов и себя, если у вас есть изображения!
Магазины приложений для Android и iPhone заполнены приложениями для 3D-сканеров.
При установке этих приложений вам не потребуется никакого дополнительного оборудования, кроме вашего смартфона. Список приложений выглядит следующим образом:
Qlone: это бесплатное приложение, которое работает как на устройствах IOS, так и на устройствах Android. Вам потребуется специальный черно-белый бумажный коврик, который может выглядеть как QR-код для сканирования чего-либо.
Scandy Pro: это приложение предназначено только для пользователей iPhone и может превратить iPhone в полноцветный 3D-сканер. Вы можете редактировать сканы в приложении в режиме реального времени с помощью различных инструментов.
Scann3D: пользователи Android могут использовать это приложение для сканирования фотографий объекта, который они хотят отсканировать в 3D.
Чтобы получить правильное сканирование, вы должны сделать фотографии в непрерывном круге вокруг объекта.
Sony 3D Creator: 3D Creator — это первая разработка Sony в области сканирования смартфонов, совместимая со всеми устройствами Android. Благодаря режиму селфи вы даже можете сканировать себя.
3D-печать себя — как напечатать миниатюру себя!
Автопортрет был формой искусства столько, сколько существовало искусство. Эскиз, рисование и фотография использовались для того, чтобы запечатлеть себя с самого начала.
Эта практика в конце концов пришла в современную эпоху с селфи, и, наконец, шаг вперед: 3D-печать себя!
Создание 3D-модели самого себя для печати — увлекательное и захватывающее занятие: от создания мини-табло ваших друзей и семьи до создания реальных 3D-фигурок самого себя. Я гарантирую, что даже ваше лучшее селфи не будет таким крутым, как ваша мини-модель!
Есть несколько способов сделать 3D-модель себя и распечатать, и здесь мы рассмотрим несколько лучших способов сделать 3D-модель вас и ваших друзей.
Мы также рассмотрим некоторые из самых крутых способов использования и идеи для самостоятельной 3D-печати, чтобы получить максимальное удовольствие от миниатюры!
Зачем делать 3D-модель самого себя?
Давайте будем честными, все мы хоть немного тщеславны, я знаю. Вот почему автопортреты были основным продуктом практически любого вида искусства с незапамятных времен.
Когда дело доходит до 3D-печати, есть несколько забавных и творческих способов использования маленького пластикового себя.
Создание небольшой сцены из вас и вашей семьи для украшения камина — это простой, но новый способ сохранить заветные воспоминания. Думайте об этом как о трехмерном семейном фото.
Украшения для свадебного торта
Еще более приятный способ использовать свою 3D-модель в день свадьбы или в подобном случае.
Наличие фигурок на торте, которые являются настоящим подобием молодоженов, — действительно хороший способ сделать день немного более особенным.
Фигурки и игрушки
Для большего удовольствия вы даже можете сделать 3D-печатные фигурки самого себя. Приложив немного дополнительных усилий, вы можете распечатать свою 3D-модель с подвижными конечностями, как у настоящей фигурки.
Настольные и настольные игры, в которых используются такие фигурки, как «Монополия» и «Ужас Аркхема», станут еще более увлекательными благодаря использованию 3D-печатных моделей вас и ваших друзей в качестве игровых элементов.
Перед началом печати
Есть несколько способов сделать 3D-модель самого себя, и какой метод вы выберете, будет зависеть как от того, какое оборудование у вас есть, так и от того, насколько вы художественно опытны.
Самый распространенный, простой и точный способ получить свою модель для 3D-печати — это 3D-сканирование.
Самостоятельное 3D-сканирование
Мы уже обсуждали 3D-сканирование и его применение, от стоматологических кабинетов до 3D-сканеров всего тела и их применения. В последнем мы даже кратко обсудили 3D-селфи.
3D-сканирование — это процесс использования структурированного света или лазеров для сканирования 3D-объекта, готового для загрузки в программное обеспечение для рендеринга и моделирования. Думайте об этом как о сканировании документа или фотографии на компьютер, но в полном 3D.
Ручные сканеры отлично подходят для этого, но вам понадобится еще один человек, который поможет вам получить хорошее сканирование всего тела.
Как получить собственное сканирование
Сам процесс сканирования потребует подготовки.
Как и в случае с хорошей фотографией, необходимо помнить о некоторых вещах, чтобы обеспечить высокое качество результатов. Правильное освещение, уменьшение фоновых помех и неподвижность во избежание размытия — все это имеет решающее значение для получения точной модели себя, готовой к 3D-печати.
Есть несколько способов пройти 3D-сканирование.
Некоторые сканеры можно распечатать и изготовить дома. Некоторые из них довольно дешевы, в то время как сканеры профессионального уровня обойдутся вам немного дороже.
Чтобы понять, какой сканер подходит именно вам, ознакомьтесь с нашей статьей о 3D-сканерах всех ценовых категорий. И это даже не говоря о различных видах программного обеспечения для 3D-сканеров.
Revopoint POP 2 — хороший недорогой выбор для домашнего сканирования. Вы можете проверить наш обзор этого здесь.
Обеспечение качества сканирования
Для получения действительно высококачественной 3D-модели ваше сканирование должно быть максимально четким.
Несмотря на то, что упомянутые выше варианты домашнего сканирования удобны, существуют также профессиональные службы сканирования, которые используют высококачественное оборудование в студиях для достижения наилучших результатов.
Какие из этих услуг вам доступны, естественно, зависит от вашего региона.
Быстрый поиск поможет вам связаться с профессиональными 3D-сканерами, чтобы вы могли быть уверены, что в конечном итоге вы получите 3D-модель, которая будет идеально похожа на вас.
В общем, потребуется некоторое время, исследования и деньги, чтобы точно знать, какое оборудование вам нужно и какое программное обеспечение использовать, но это того стоит, когда вы держите крошечного себя в руках. .
Кроме того, вы всегда можете перейти в сложный режим и создать целую модель себя из ничего.
Альтернативный вариант: смоделируйте себя с нуля
Конечно, самый простой способ — просто создать 3D-модель самого себя с нуля.
Подобно тому, как художники часто фотографируют свой предмет на мольберте, вы можете использовать селфи под разными углами, чтобы создать собственную модель, используя предпочитаемое программное обеспечение для 3D-моделирования.
Естественно, для этого нужна ловкая художественная рука и хороший опыт в 3D моделировании. Но если у вас есть навыки, вы можете найти это стоящим проектом, который доставляет массу удовольствия и вознаграждается.
Самостоятельная 3D-печать
Теперь, когда у вас есть модель, пришло время напечатать себя на 3D-принтере!
Нет особого смысла создавать модели реальных людей, если они не настолько точны и детализированы, насколько это возможно, поэтому вам понадобится подходящая машина для работы.
Независимо от того, насколько хорошо отсканирована или очищена модель, меньший 3D-принтер сделает полученную модель универсальной.
Когда ваша модель загружена в выбранный вами слайсер, вы готовы перепроверить точность и разрешение перед отправкой ее на печать.
Вы можете напечатать себя в 3D практически из любого материала, но для достижения наилучших результатов мы рекомендуем смолу.
Полимерные принтеры известны более высоким качеством печати, чем их аналоги FDM, поэтому лучше использовать их, если вы действительно стремитесь к точности своих моделей.
Высококачественные или надежные полимерные принтеры отлично подходят для получения моделей, которые действительно похожи на вас!
Если у вас нет доступа к полимерному принтеру или любому другому принтеру, которому вы доверяете для получения желаемых результатов, стоит отметить, что многие профессиональные службы сканирования также предлагают печать в качестве дополнительной услуги. Эти сервисы могут даже иметь возможность печатать на керамике или металле.
После печати пришло время постобработки.
То, как вы это сделаете, будет зависеть от того, какие материалы вы использовали и как вы хотите, чтобы ваша модель выглядела в конечном итоге.
Если FDM-печать с нитью ABS, добавление блеска ацетоном или тщательное окрашивание модели — оба хороших способа получить желаемые результаты.
Просто подготовьте материалы. Например, если вы рисуете, вам понадобятся правильные цвета, чтобы ваши модели выглядели идеально.
Если вы новичок в 3D-печати или просто хотите убедиться, что ваши модели получаются правильными, вы можете ознакомиться с нашими руководствами по улучшению отделки и постобработке ваших 3D-отпечатков.
Сделай себя фигуркой
Создание статических 3D-моделей самого себя может быть достаточно крутым делом, но вам не нужно останавливаться на достигнутом, если вы этого не хотите.
Приложив немного дополнительных усилий и времени, вы даже можете превратить себя в 3D-печатную фигурку!
Когда у вас есть собственная 3D-модель, вы можете использовать предпочитаемый вами слайсер или программное обеспечение для редактирования, чтобы разделить модель на отдельные части в зависимости от того, где вы хотите разместить точки артикуляции.
Модифицируя эти части с отверстиями, чтобы они подходили друг к другу с помощью петель или винтов, вы можете распечатать их все по отдельности, а затем объединить их, чтобы сделать подвижную фигурку, которая выглядит точно так же, как вы.
Конечно, это должно быть настолько сложно, насколько вы хотите.
Если вы хотите, чтобы головка вращалась, это так же просто, как напечатать ее отдельно с достаточным количеством соединений, чтобы держаться устойчиво, но с достаточным пространством для поворота.
Суставы на плечах и локтях сделают так, что вы сможете принимать разные позы, как настоящая фигурка, то же самое с суставами на бедрах и коленях.
Для достижения наилучших результатов убедитесь, что вы сканируете себя, стоящего прямо. Различные позы и позиции наклона могут сделать классные 3D-селфи, но они будут ограничивать возможности манипулирования вашей фигуркой.
Самое главное, чтобы точки подключения совпадали.
Для этого полезно иметь программное обеспечение САПР, которое может запускать моделирование движущихся частей, но делать подробные записи при измерении отверстий будет достаточно.
Если вам не по себе, вы можете увеличить верхнюю часть модели и прикрепить ее к небольшой пружине, чтобы превратиться в забавного болванчика!
Советы и подсказки
Мы уже рассмотрели некоторые из наиболее важных моментов, о которых следует помнить при 3D-печати себя в качестве модели или фигурки, но вот несколько дополнительных советов, чтобы убедиться, что вы удовлетворены своим крошечный ты.
Всегда сканируйте в идеальных условиях
Существует множество способов сделать ваше 3D-сканирование максимально четким. Профессиональные службы сканирования знают, что делать, но если вы сканируете себя дома, вам нужно помнить о нескольких вещах.
Правильное освещение и хорошие цвета фона сделают ваше сканирование не слишком «зашумленным». Вы также должны помнить о своей одежде, осанке и выбранной позе. В общем, просто делайте то, что делаете, когда делаете хорошую фотографию, и все будет в порядке.
Сфотографируйте себя в одежде и позах, которые вы задумали, — это хороший тест перед сканированием, чтобы вы знали, что выглядит и работает лучше всего.
Получите больше, чем одно сканирование
Опять же, это правило аналогично фотографии. Сканирование себя в разных позах или в разной одежде даст вам гораздо больше возможностей для печати.
Даже если у вас есть хорошее сканирование, нет ничего плохого в том, чтобы сделать такое же еще раз для безопасности, это может даже оказаться лучше, чем первое сканирование.
Не бойтесь экспериментировать
Чтобы распечатать себя в разных позах или протестировать некоторые сканы в качестве материала для фигурки, может потребоваться метод проб и ошибок. Учитывая время и усилия, которые может занять самостоятельная 3D-печать, вы, вероятно, не захотите соглашаться на второсортное.
Эксперименты с размерами, заполнением, материалами и методами постобработки — часть удовольствия от создания собственной модели.
Это не только поможет вам лучше понять, что делать в следующий раз, но и даст хороший опыт для получения отличных результатов 3D-печати в будущем.
3D-печать самого себя Часто задаваемые вопросы
Могу ли я напечатать 3D-модель самого себя?
Да. С помощью 3D-сканирования вы можете легко загрузить свое 3D-изображение в предпочитаемый слайсер и распечатать свою 3D-модель.
Сколько стоит изготовление 3D-печатной фигуры?
3D-печать фигурки довольно дешевая, если делать все самостоятельно.
Аренда сканера может стоить в среднем от 250 до 500 долларов, в то время как услуги профессионального сканирования обычно стоят до 1000 долларов, при этом дополнительные расходы на печать зависят от размера, детализации и материалов.
При желании вы также можете купить и оставить себе хороший недорогой сканер, такой как Revopoint, примерно за 500–700 долларов.
Как напечатать статую самого себя на 3D-принтере?
С помощью точного 3D-сканирования себя или модели, которую вы сделали с нуля, вы можете использовать любой принтер с высоким разрешением, чтобы сделать свою статую, максимально похожую на вас.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Изготовлена из массивного рифленого прутка. Цвет: белое золото или черный. Небольшие размеры, изящная форма и благородные цвета придают этой подставке особую элегантность и изысканность. Три парных изогнутых прутка в качестве ножек обеспечивают высокую устойчивость и надежность установки цветка. Подставка идеально подойдет для оформления открытых площадок и террас в загородном доме или коттедже.
Изготовлена из массивного рифленого прутка. Цвет: белое золото или черный. Небольшие размеры, изящная форма и благородные цвета придают этой подставке особую элегантность и изысканность. Три парных изогнутых прутка в качестве ножек обеспечивают высокую устойчивость и надежность установки цветка. Подставка идеально подойдет для оформления открытых площадок и террас в загородном доме или коттедже. length > 0″ data-magnific-popup=»» data-magnific-popup-options=»{gallery : {enabled : true}, delegate: ‘a.review-item__photo-link’, type: ‘image’}»>
length > 0″ data-magnific-popup=»» data-magnific-popup-options=»{gallery : {enabled : true}, delegate: ‘a.review-item__photo-link’, type: ‘image’}»>

 876.168/0001-35
876.168/0001-35 -017
-017
 -017
-017 -SS-029
-SS-029 -SS-024
-SS-024 23-SS-009
23-SS-009


 9000.9000.9000.9000.9000.9000.9000.9000. 9000.9000.9000. 9000.9000.9000. 9000.9000. 9000.9000. 9000.9000. 9000. 9000. 9000. 9000. 9000.9000 2 9000.9000. 9000. 9000.9000. 9000. 9000. 9000. 9000. 9000. 9000.9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000.
9000.9000.9000.9000.9000.9000.9000.9000. 9000.9000.9000. 9000.9000.9000. 9000.9000. 9000.9000. 9000.9000. 9000. 9000. 9000. 9000. 9000.9000 2 9000.9000. 9000. 9000.9000. 9000. 9000. 9000. 9000. 9000. 9000.9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000.
 9001 (JPY)
9001 (JPY) 1003 9003
1003 9003

 Доставка информации до клиентской части может быть организована как с помощью SMS, так и с помощью Cell Broadcast.
Доставка информации до клиентской части может быть организована как с помощью SMS, так и с помощью Cell Broadcast. Апплет A1S NaviSIM совместим с SIM-картами всех основных производителей.
Апплет A1S NaviSIM совместим с SIM-картами всех основных производителей.


 В равной степени каждый интервьюер просил что-то немного другое. Таким образом, кандидатам нужно подготовить несколько ситуаций, а не только одну за собеседование.
В равной степени каждый интервьюер просил что-то немного другое. Таким образом, кандидатам нужно подготовить несколько ситуаций, а не только одну за собеседование. Я познакомился с вашими ресурсами в начале этого года, когда подавал заявку на консультационную летнюю стажировку. Я жадно читал ваши электронные письма и очень доверял историям, которыми вы делитесь.
Я познакомился с вашими ресурсами в начале этого года, когда подавал заявку на консультационную летнюю стажировку. Я жадно читал ваши электронные письма и очень доверял историям, которыми вы делитесь. Конечно, ваш контент о кейс-интервью и методе PARADE для поведенческих вопросов также немного помог, но, в конце концов, совершенство достигается просто практикой (и я до сих пор не думаю, что близок к совершенству, если честно).
Конечно, ваш контент о кейс-интервью и методе PARADE для поведенческих вопросов также немного помог, но, в конце концов, совершенство достигается просто практикой (и я до сих пор не думаю, что близок к совершенству, если честно).
 PEI имеет большое значение, особенно на собеседованиях 2-го раунда. Поэтому не игнорируйте и следуйте методу PARADE.
PEI имеет большое значение, особенно на собеседованиях 2-го раунда. Поэтому не игнорируйте и следуйте методу PARADE. Я прочитал так много «историй успеха» и с нетерпением ждал того дня, когда смогу написать свою собственную.
Я прочитал так много «историй успеха» и с нетерпением ждал того дня, когда смогу написать свою собственную. Я был катастрофой. На самом деле, из всех 60-70 дел, которые я делал, я облажался в 90% из них.
Я был катастрофой. На самом деле, из всех 60-70 дел, которые я делал, я облажался в 90% из них.


 Дрехцальреглер
Дрехцальреглер 6616
6616 384070
384070 381581
381581 384138
384138 0120
0120 3984
3984 0114
0114 4648
4648 пояснение 3)
пояснение 3) Количество вентиляторов
Количество вентиляторов
 Просто наберите номер 8 800 775 14 20. Мы экономим время клиентов!
Просто наберите номер 8 800 775 14 20. Мы экономим время клиентов! Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
 Масленникова, 41
Масленникова, 41 Орджоникидзе, д. 45
Орджоникидзе, д. 45 12-го Декабря, д. 117, корп. 1
12-го Декабря, д. 117, корп. 1 ..
..
 По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата). Люди, ставящие этой модели низкие оценки, не понимают, что такое матричный ударный принтер и для чего он нужен. Мне это нужно для программирования, для использования непрерывной фальцованной бумаги, чтобы не было разрывов страниц и полей в худших местах моего исходного кода, как в большинстве домашних и офисных принтеров; и для другого использования мне нужно иметь возможность напечатать строку и увидеть ее, не выталкивая страницу, через несколько минут напечатать еще одну строку прямо под ней и т. д., и мне нужно иметь возможность подавать ее прямым текстом, а не подавать все как графика. Это не для печати веб-страниц и изображений. Я использую параллельный интерфейс и не использую программное обеспечение драйвера принтера. Я сам ввожу ему коды управления, а не использую программное обеспечение драйвера. Я собирался отремонтировать свой старый Epson T-1000 и/или LX-800, а потом обнаружил, что могу получить этот LX-350 не дороже той цены, которую я ожидал за ремонт. Пока я очень доволен этим.
Люди, ставящие этой модели низкие оценки, не понимают, что такое матричный ударный принтер и для чего он нужен. Мне это нужно для программирования, для использования непрерывной фальцованной бумаги, чтобы не было разрывов страниц и полей в худших местах моего исходного кода, как в большинстве домашних и офисных принтеров; и для другого использования мне нужно иметь возможность напечатать строку и увидеть ее, не выталкивая страницу, через несколько минут напечатать еще одну строку прямо под ней и т. д., и мне нужно иметь возможность подавать ее прямым текстом, а не подавать все как графика. Это не для печати веб-страниц и изображений. Я использую параллельный интерфейс и не использую программное обеспечение драйвера принтера. Я сам ввожу ему коды управления, а не использую программное обеспечение драйвера. Я собирался отремонтировать свой старый Epson T-1000 и/или LX-800, а потом обнаружил, что могу получить этот LX-350 не дороже той цены, которую я ожидал за ремонт. Пока я очень доволен этим. Мне пришлось скачать справочник команд с http://www.epson.ru/upload/iblock/057/esc-p.pdf, так как этой информации не было в руководстве. К счастью, команды идентичны во всех 9-игольчатые принтеры; но мне пришлось выучить несколько, к которым я не мог получить доступ с помощью кнопок на передней панели этой модели. (Вероятно, есть способ, но я пока не знаю, как это сделать.)
Мне пришлось скачать справочник команд с http://www.epson.ru/upload/iblock/057/esc-p.pdf, так как этой информации не было в руководстве. К счастью, команды идентичны во всех 9-игольчатые принтеры; но мне пришлось выучить несколько, к которым я не мог получить доступ с помощью кнопок на передней панели этой модели. (Вероятно, есть способ, но я пока не знаю, как это сделать.) Текст выглядит криво.
Текст выглядит криво.


 Разработанный с качеством Zebra, он обеспечивает надежную работу по доступной цене. Этот принтер предлагает основные функции, которые вам нужны, и все это поддерживается сервисом и поддержкой Zebra.
Разработанный с качеством Zebra, он обеспечивает надежную работу по доступной цене. Этот принтер предлагает основные функции, которые вам нужны, и все это поддерживается сервисом и поддержкой Zebra.



 Формованное, а иногда и фрезерованное ядро МДФ покрывают полиуретановым дисперсионным клеем и дают ему высохнуть. Затем панель с высохшим клеем покрывают ПВХ-пленкой и помещают в мембранный или вакуумный пресс, который нагревает пленку, применяет вакуум для декомпрессии, оказывает давление и повторно активирует клеевой шов. 9№ 0006
Формованное, а иногда и фрезерованное ядро МДФ покрывают полиуретановым дисперсионным клеем и дают ему высохнуть. Затем панель с высохшим клеем покрывают ПВХ-пленкой и помещают в мембранный или вакуумный пресс, который нагревает пленку, применяет вакуум для декомпрессии, оказывает давление и повторно активирует клеевой шов. 9№ 0006 Для повышения термостойкости этих клеев необходимо использовать изоцианатный отвердитель либо в капсулированной форме для однокомпонентных марок, либо отдельно для двухкомпонентных продуктов. Chemique предлагает широкий ассортимент одно- и двухкомпонентных клеев, специально разработанных для прессования мембран.
Для повышения термостойкости этих клеев необходимо использовать изоцианатный отвердитель либо в капсулированной форме для однокомпонентных марок, либо отдельно для двухкомпонентных продуктов. Chemique предлагает широкий ассортимент одно- и двухкомпонентных клеев, специально разработанных для прессования мембран. Все клеи для мембранных прессов Protak обеспечивают превосходную распыляемость, однородную поверхность, высокую прочность сцепления и превосходную термостойкость.
Все клеи для мембранных прессов Protak обеспечивают превосходную распыляемость, однородную поверхность, высокую прочность сцепления и превосходную термостойкость. для прессования мембран.
для прессования мембран.  Используется в сочетании с отвердителем 7-560 для повышения термостойкости и водостойкости.
Используется в сочетании с отвердителем 7-560 для повышения термостойкости и водостойкости.

 Грунт ‑ акриловый KU-210X.
Грунт ‑ акриловый KU-210X. Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
 Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
 Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
 Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже.
Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже. Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
 Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.
Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.



 Они используются для окрашивания прозрачных пластиков и там, где требуется мощное тонирование. Красители дают яркий цвет, но не скрывают дефекты поверхности так, как это делают пигменты. Красители также имеют тенденцию плохо работать на открытом воздухе.
Они используются для окрашивания прозрачных пластиков и там, где требуется мощное тонирование. Красители дают яркий цвет, но не скрывают дефекты поверхности так, как это делают пигменты. Красители также имеют тенденцию плохо работать на открытом воздухе.
 Используемый метод может влиять на механические свойства пластика. Например, в методе маточной смеси гранулы натурального цвета смешивают с маточной смесью гранул с высоким содержанием пигмента. Поскольку большинство полимеров плохо смешиваются с другими полимерами, необходимо соблюдать осторожность, чтобы обеспечить совместимость материалов.
Используемый метод может влиять на механические свойства пластика. Например, в методе маточной смеси гранулы натурального цвета смешивают с маточной смесью гранул с высоким содержанием пигмента. Поскольку большинство полимеров плохо смешиваются с другими полимерами, необходимо соблюдать осторожность, чтобы обеспечить совместимость материалов.
 steinwall.com/wp-content/uploads/2016/05/Colour-in-Plastic-Parts-Part-3.pdf
steinwall.com/wp-content/uploads/2016/05/Colour-in-Plastic-Parts-Part-3.pdf «Влияние диспергаторов на дисперсность и механические свойства технического углерода/ПЭТФ». Полимерная инженерия и наука 39.3 (1999): 1548-2634.
«Влияние диспергаторов на дисперсность и механические свойства технического углерода/ПЭТФ». Полимерная инженерия и наука 39.3 (1999): 1548-2634. UL не гарантирует производительность, эффективность или применимость сайтов, перечисленных или связанных с каким-либо контентом.
UL не гарантирует производительность, эффективность или применимость сайтов, перечисленных или связанных с каким-либо контентом.

 Базовая смола загружается в бункер, расплавляется при высокой температуре до жидкой формы, а затем впрыскивается в форму, где она охлаждается и возвращается в твердое состояние. Краситель для пластика следует добавлять на первом этапе процесса в виде так называемой смеси «соли и перца» (поскольку обычно более светлые кусочки твердой базовой смолы комбинируются с более темными «шариками» красителя).
Базовая смола загружается в бункер, расплавляется при высокой температуре до жидкой формы, а затем впрыскивается в форму, где она охлаждается и возвращается в твердое состояние. Краситель для пластика следует добавлять на первом этапе процесса в виде так называемой смеси «соли и перца» (поскольку обычно более светлые кусочки твердой базовой смолы комбинируются с более темными «шариками» красителя). Несмотря на то, что процесс плавления и впрыскивания позаботится о большей части работы по смешиванию красителя и основы, все же важно выбрать поставщика, обладающего опытом для надлежащего приготовления смеси, и знать, что смесь должна содержать.
Несмотря на то, что процесс плавления и впрыскивания позаботится о большей части работы по смешиванию красителя и основы, все же важно выбрать поставщика, обладающего опытом для надлежащего приготовления смеси, и знать, что смесь должна содержать. Также важно отметить процент материала-носителя в красителе — этот материал обычно составляет от 1 до 3 процентов готового продукта. Если это соотношение отключено, вы можете столкнуться с проблемами внешнего вида, такими как завихрения, полосы и неровности. Неправильный микс также может привести к неожиданным проблемам с производительностью готового продукта.
Также важно отметить процент материала-носителя в красителе — этот материал обычно составляет от 1 до 3 процентов готового продукта. Если это соотношение отключено, вы можете столкнуться с проблемами внешнего вида, такими как завихрения, полосы и неровности. Неправильный микс также может привести к неожиданным проблемам с производительностью готового продукта.
 оценка. Другие сертификаты, такие как качество, безопасность и экологичность, также могут подпадать под эту категорию.
оценка. Другие сертификаты, такие как качество, безопасность и экологичность, также могут подпадать под эту категорию.

 (в зависимости от модели устройства). Данная технология позволяет наносить капли минимально возможного объема для воспроизведения светлых областей изображения, участков с очень высокой детализацией, плавными цветовыми переходами и т. п.
(в зависимости от модели устройства). Данная технология позволяет наносить капли минимально возможного объема для воспроизведения светлых областей изображения, участков с очень высокой детализацией, плавными цветовыми переходами и т. п. Ведь заполнение листа каплями по 40 или 50 пл займет гораздо меньше времени, чем, скажем, каплями объемом в 3-5 пл. Да, можно себе представить, каким ужасным 🙂 будет лицо на фотографии, если его печатать каплями 50 пл! Однако если его воспроизводить только каплями по 3-4 пл, то это будет невероятно долгий процесс, с которым трудно смирится, даже несмотря на лучший результат. Какие напрашиваются выводы? Совершенно верно, при струйной печати необходимо найти разумный компромисс между нанесением больших и маленьких капель. В поисках этого самого компромисса между скоростью и качеством печати и была разработана технология изменяемого размера капли.
Ведь заполнение листа каплями по 40 или 50 пл займет гораздо меньше времени, чем, скажем, каплями объемом в 3-5 пл. Да, можно себе представить, каким ужасным 🙂 будет лицо на фотографии, если его печатать каплями 50 пл! Однако если его воспроизводить только каплями по 3-4 пл, то это будет невероятно долгий процесс, с которым трудно смирится, даже несмотря на лучший результат. Какие напрашиваются выводы? Совершенно верно, при струйной печати необходимо найти разумный компромисс между нанесением больших и маленьких капель. В поисках этого самого компромисса между скоростью и качеством печати и была разработана технология изменяемого размера капли. 2) и способна оптимизировать скорость печати. Оптимальный результат достигается благодаря применению интеллектуальной системы формирования чернильных капель для разных участков изображения: за один проход печатающая головка использует и микрокапли — для передачи тонких цветовых градаций, и более крупные капли — для заливки темных и сплошных областей, естественно, без какого-либо ущерба для визуального качества картинки. В итоге при минимальных затратах времени формируется отпечаток высокого качества, близкий к реальному фотографическому.
2) и способна оптимизировать скорость печати. Оптимальный результат достигается благодаря применению интеллектуальной системы формирования чернильных капель для разных участков изображения: за один проход печатающая головка использует и микрокапли — для передачи тонких цветовых градаций, и более крупные капли — для заливки темных и сплошных областей, естественно, без какого-либо ущерба для визуального качества картинки. В итоге при минимальных затратах времени формируется отпечаток высокого качества, близкий к реальному фотографическому. Капли среднего и большого размера наносятся на более темные участки изображения, характеризующиеся низкой детализацией, а маленькие капли формируют светлые области (рис. 3). В итоге, темные участки изображения максимально быстро заполняются каплями среднего и большого размера (рис. 4).
Капли среднего и большого размера наносятся на более темные участки изображения, характеризующиеся низкой детализацией, а маленькие капли формируют светлые области (рис. 3). В итоге, темные участки изображения максимально быстро заполняются каплями среднего и большого размера (рис. 4). Сила тока больше, частота колебаний пьезоэлемента выше, формируемая капля больше. Для получения капель самого большого размера используется даже 2 одиночных электрических импульса (рис. 6).
Сила тока больше, частота колебаний пьезоэлемента выше, формируемая капля больше. Для получения капель самого большого размера используется даже 2 одиночных электрических импульса (рис. 6). Особо притязательны профессионально занимающиеся графикой специалисты. Однако и домашние пользователи нынче изрядно подняли уровень своих запросов — струйный принтер нужен им теперь не только для печати текста и простеньких цветных документов. В значительной степени такое повышение уровня потребительских требований в последние годы к технике обусловлено стремительным ростом популярности цифровых технологий, прогрессированием рынка цифровых устройств: камер, сканеров и т. п. Важно и то, что новейшие разработки становятся доступными все боле широкому кругу потребителей.
Особо притязательны профессионально занимающиеся графикой специалисты. Однако и домашние пользователи нынче изрядно подняли уровень своих запросов — струйный принтер нужен им теперь не только для печати текста и простеньких цветных документов. В значительной степени такое повышение уровня потребительских требований в последние годы к технике обусловлено стремительным ростом популярности цифровых технологий, прогрессированием рынка цифровых устройств: камер, сканеров и т. п. Важно и то, что новейшие разработки становятся доступными все боле широкому кругу потребителей.
 И хотя этот недостаток в некоторых случаях может быть связан с невысоким качеством бумаги, тем не менее, подобный порок свойственен струйной технологии в целом, а поэтому избежать его полностью достаточно сложно. А ведь при печати, например, лица крупным планом на листе формата А4 этот нюанс становится особенно критичным — малейшее проявление какой-либо регулярной структуры на распечатке сразу бросается в глаза (рис. 7). И только возможность печати с разрешением 2880 dpi позволила почти полностью устранить данный недостаток, благодаря как более плотному заполнению печатаемой области, так и более аккуратному позиционированию точек на бумаге (рис. 8).
И хотя этот недостаток в некоторых случаях может быть связан с невысоким качеством бумаги, тем не менее, подобный порок свойственен струйной технологии в целом, а поэтому избежать его полностью достаточно сложно. А ведь при печати, например, лица крупным планом на листе формата А4 этот нюанс становится особенно критичным — малейшее проявление какой-либо регулярной структуры на распечатке сразу бросается в глаза (рис. 7). И только возможность печати с разрешением 2880 dpi позволила почти полностью устранить данный недостаток, благодаря как более плотному заполнению печатаемой области, так и более аккуратному позиционированию точек на бумаге (рис. 8). Технически это достигнуто за счет увеличения количества проходов печатающей головки (рис. 9).
Технически это достигнуто за счет увеличения количества проходов печатающей головки (рис. 9).
 Месячная продуктивность составляет 15000 стр, чего вполне достаточно для работы в небольшом офисе.
Месячная продуктивность составляет 15000 стр, чего вполне достаточно для работы в небольшом офисе. Достаточно приобрести заправочный комплект для картриджа и спокойно продолжать работу на оборудовании.
Достаточно приобрести заправочный комплект для картриджа и спокойно продолжать работу на оборудовании. «Оперативка» предусмотрена в размере 32 Мб.
«Оперативка» предусмотрена в размере 32 Мб.

 Скорость ее работы равна: 37 черно-белых или 38 цветных страниц в минуту (в draft-режиме). А фото размером 10х15 будет готово уже через 12 секунд.
Скорость ее работы равна: 37 черно-белых или 38 цветных страниц в минуту (в draft-режиме). А фото размером 10х15 будет готово уже через 12 секунд. Важной его особенностью выступает уникальная система подачи чернил, что попадают в печатающие головки через лентообразные тракты. Это позволяет получить идеальную четкость изображений.
Важной его особенностью выступает уникальная система подачи чернил, что попадают в печатающие головки через лентообразные тракты. Это позволяет получить идеальную четкость изображений. 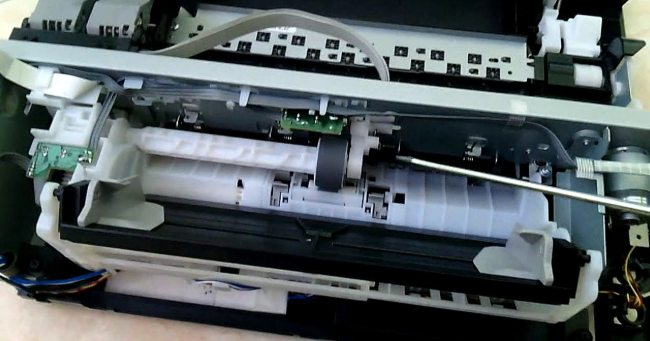 В перечне себе подобных это самая компактная и недорогая модель.
В перечне себе подобных это самая компактная и недорогая модель.
 Причем техника сама регулирует масштаб текста, ориентируясь на формат бумаги.
Причем техника сама регулирует масштаб текста, ориентируясь на формат бумаги. Он в точности передает «игру света», отчего фотографии получаются красочными, яркими и насыщенными.
Он в точности передает «игру света», отчего фотографии получаются красочными, яркими и насыщенными..gif) DPI относится к количеству точек на дюйм, а пиколитры — это единицы измерения, относящиеся к размеру этих точек. Узнайте ниже, как эти факторы влияют на качество струйной печати.
DPI относится к количеству точек на дюйм, а пиколитры — это единицы измерения, относящиеся к размеру этих точек. Узнайте ниже, как эти факторы влияют на качество струйной печати.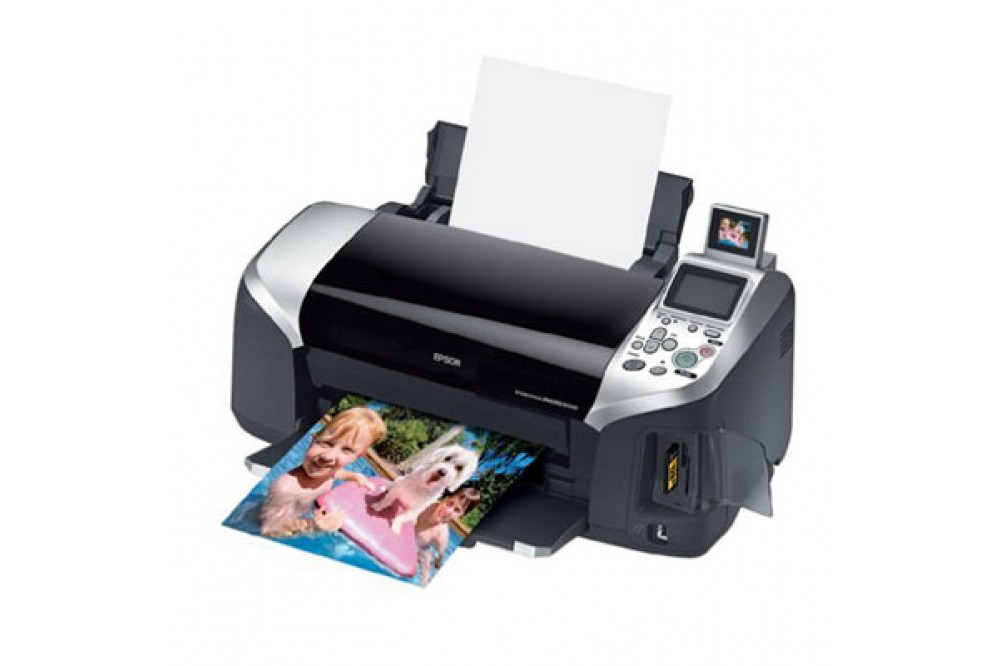 Следовательно, пиколитр равен тысяче кубических микрометров или одной миллионной части метра. Эти пропорции действительно ошеломляют, но они иллюстрируют, почему выгодно выбирать принтер, капли которого измеряются очень маленькими пиколитрами.
Следовательно, пиколитр равен тысяче кубических микрометров или одной миллионной части метра. Эти пропорции действительно ошеломляют, но они иллюстрируют, почему выгодно выбирать принтер, капли которого измеряются очень маленькими пиколитрами. В этом случае чернила нагреваются до появления пузырьков. Когда пузырьки лопаются, чернила проталкиваются через сопла на бумагу. Процесс чрезвычайно эффективен, а технология очень доступна. Другой вариант — пьезоэлектрическая технология, основанная на вибрациях, а не на тепле. Электрические заряды заставляют кристаллы вибрировать, в результате чего мелкие капельки чернил вылетают из сопел. В любом случае размер образующихся капель измеряется в пиколитрах.
В этом случае чернила нагреваются до появления пузырьков. Когда пузырьки лопаются, чернила проталкиваются через сопла на бумагу. Процесс чрезвычайно эффективен, а технология очень доступна. Другой вариант — пьезоэлектрическая технология, основанная на вибрациях, а не на тепле. Электрические заряды заставляют кристаллы вибрировать, в результате чего мелкие капельки чернил вылетают из сопел. В любом случае размер образующихся капель измеряется в пиколитрах.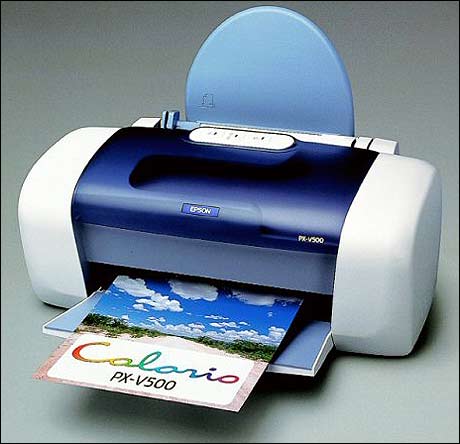


 В компании NGS за последнее десятилетие было установлено несколько широкоформатных цифровых плоскопечатных печатных машин, и мы наблюдаем улучшение качества с каждой новой машиной:
В компании NGS за последнее десятилетие было установлено несколько широкоформатных цифровых плоскопечатных печатных машин, и мы наблюдаем улучшение качества с каждой новой машиной: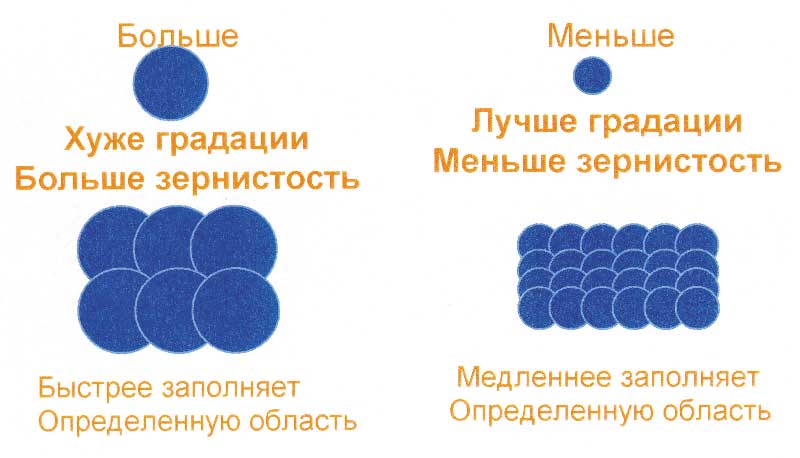 Маленькие капли обеспечивают мельчайшие детали изображения, а более крупные капли обеспечивают покрытие и плотность цвета. Возможность печати нескольких размеров капель означает, что вы получаете более высокую производительность и высокое качество, используя меньшее количество сопел.
Маленькие капли обеспечивают мельчайшие детали изображения, а более крупные капли обеспечивают покрытие и плотность цвета. Возможность печати нескольких размеров капель означает, что вы получаете более высокую производительность и высокое качество, используя меньшее количество сопел.
 дм
дм 6 т), трос 2 метра
6 т), трос 2 метра 2 кВт
2 кВт 50×109 см
50×109 см , 05.08.2020
, 05.08.2020
 Уже докупил влагоотделитель. Незаменимая штука при покраске. Надеюсь надежность сего чуда не подведёт. Тест на время всё покажет.
Уже докупил влагоотделитель. Незаменимая штука при покраске. Надеюсь надежность сего чуда не подведёт. Тест на время всё покажет.

 Сейчас залил компрессорное масло. Корпуса фильтров пластмассовые, сами фильтрующие элементы бумажные, неплохого качества. При работе компрессора, греются цилиндры, возможно так и должно быть. Но также греется электродвигатель, посмотрим сколько прослужит, но я не думаю, что на аналогичных китайских моделях ничего не греется, скорее всё тоже самое. Недостаток, отсутствие регулятора давления и влагоотделителя, но это всё решаемо, уже нашёл, где это всё продается недорого. В общем агрегатом пока доволен, дальше будем посмотреть.
Сейчас залил компрессорное масло. Корпуса фильтров пластмассовые, сами фильтрующие элементы бумажные, неплохого качества. При работе компрессора, греются цилиндры, возможно так и должно быть. Но также греется электродвигатель, посмотрим сколько прослужит, но я не думаю, что на аналогичных китайских моделях ничего не греется, скорее всё тоже самое. Недостаток, отсутствие регулятора давления и влагоотделителя, но это всё решаемо, уже нашёл, где это всё продается недорого. В общем агрегатом пока доволен, дальше будем посмотреть.





 толщина резки
толщина резки
 Müşterinin talebi üzerine masanın kaldırılması otomatik hale getirilebilir.
Müşterinin talebi üzerine masanın kaldırılması otomatik hale getirilebilir. Müşterilerimizin taleplerini karşılayacak makineler tasarlıyoruz.
Müşterilerimizin taleplerini karşılayacak makineler tasarlıyoruz.

 Так что это вовсе не «ущербность», а рациональный минимализм, роднящий его с Assembler-ом.
Так что это вовсе не «ущербность», а рациональный минимализм, роднящий его с Assembler-ом.
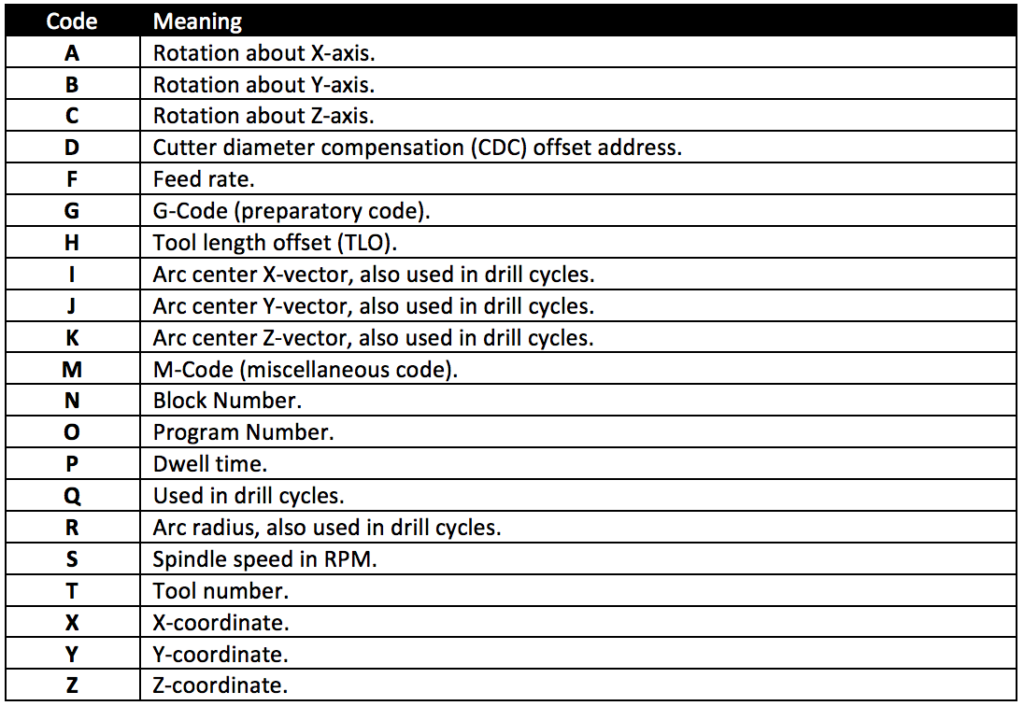 По классической логике языка, использование G-кода для измерения длины — нестандартное решение, потому что вы явно не хотите, чтобы одновременно с этим (одной строкой кода) выполнялись какие-то еще действия. Но в современных реалиях это не имеет значения. На станках Haas та же операция измерения делается вообще запуском специальной подпрограммы с параметрами (тип и номер инструмента), а не одним кодом. Плюс, практически любой контроллер позволяет определять пользовательские G- или M-коды, полностью стирая различие между ними.
По классической логике языка, использование G-кода для измерения длины — нестандартное решение, потому что вы явно не хотите, чтобы одновременно с этим (одной строкой кода) выполнялись какие-то еще действия. Но в современных реалиях это не имеет значения. На станках Haas та же операция измерения делается вообще запуском специальной подпрограммы с параметрами (тип и номер инструмента), а не одним кодом. Плюс, практически любой контроллер позволяет определять пользовательские G- или M-коды, полностью стирая различие между ними.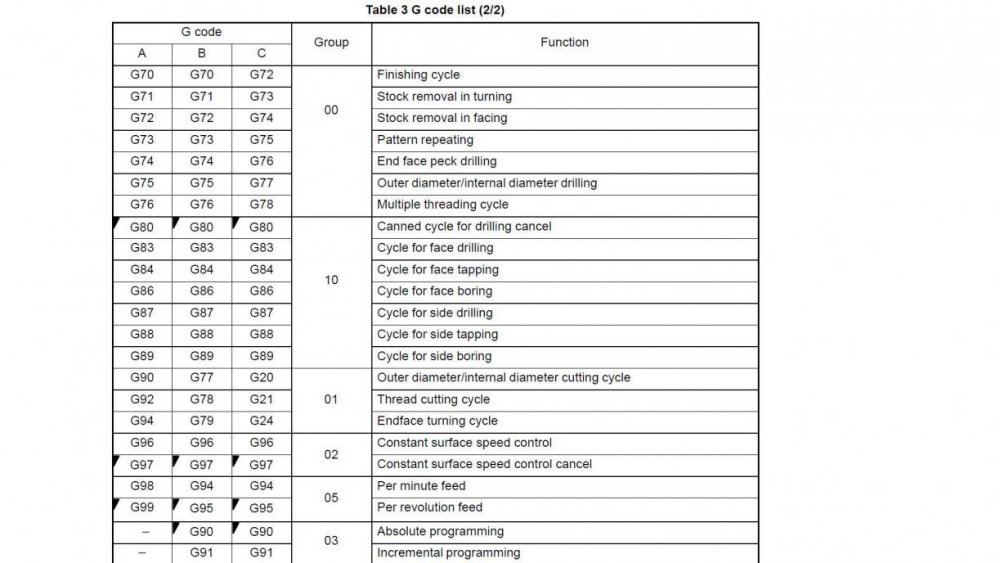
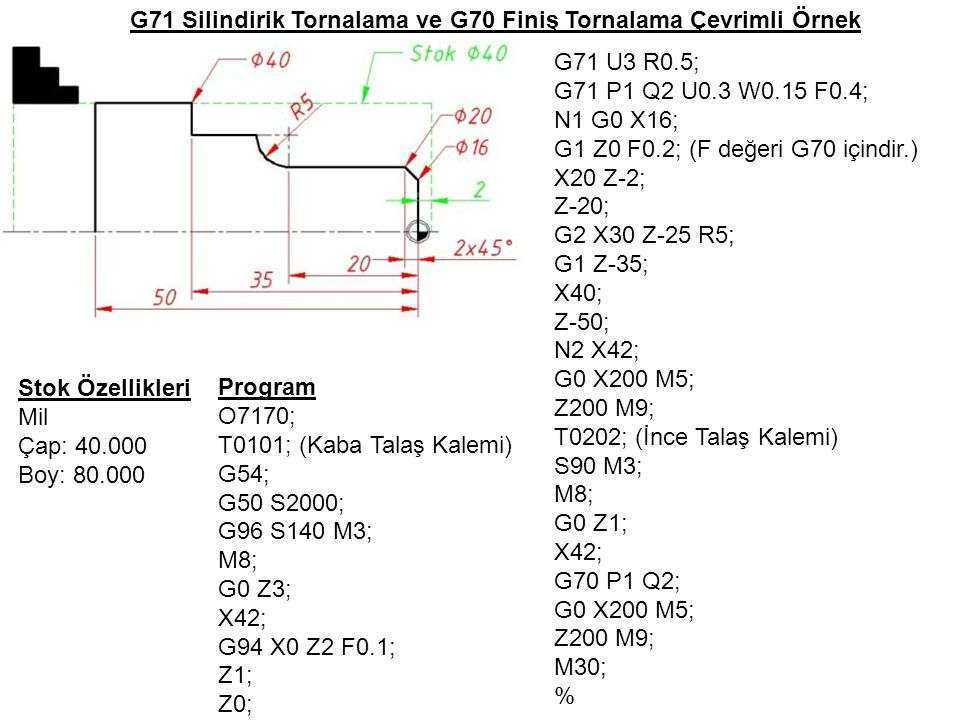 . ENDметка
. ENDметка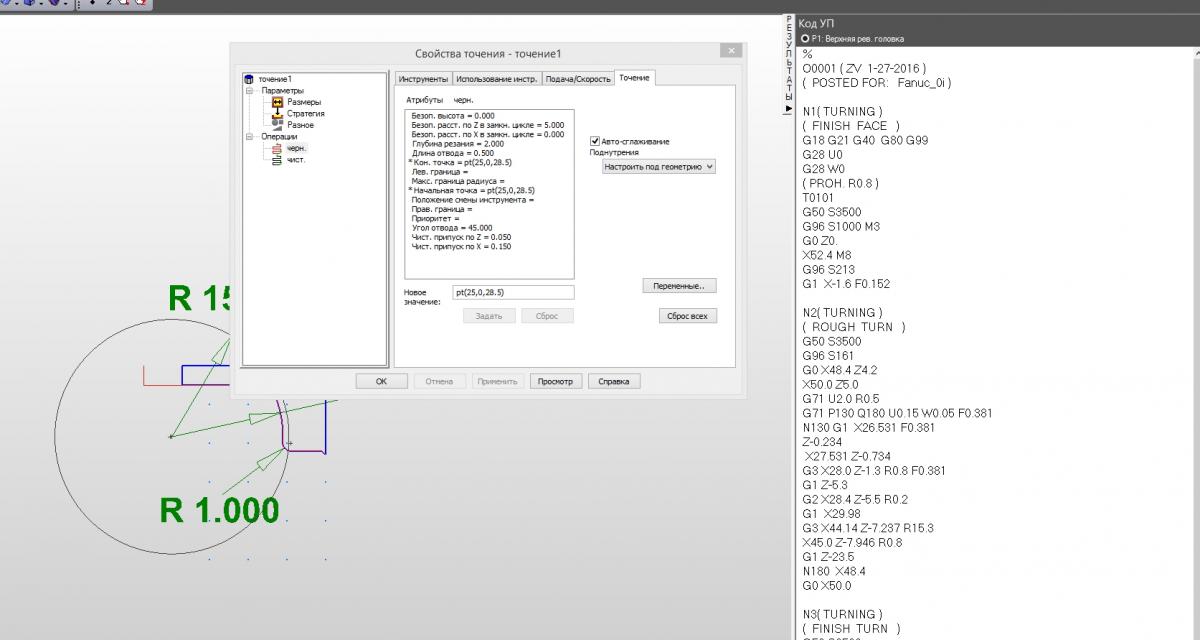 Если подпрограмма содержится в файле программы и имеет идентификатор номера строки (N), ее следует вызывать, как «внутреннюю подпрограмму». В этом случае, совершенно не нужно беспокоиться об уникальности идентификатора. Если же подпрограмма имеет идентификатор, начинающийся с буквы O, она может содержаться и внутри файла основной программы, и в отдельном файле. В этом случае, следует заботиться о том, чтобы номер был уникален среди всех программ в памяти контроллера, потому что иначе, контроллер либо выдаст ошибку при попытке записать такую подпрограмму в его память, либо, что хуже, может выполнить первую попавшуюся подпрограмму из нескольких с одинаковыми номерами. На большинстве контроллеров это, к счастью, невозможно. В общем, любую программу можно вызвать, как подпрограмму, только из-за отсутствия кода возврата
Если подпрограмма содержится в файле программы и имеет идентификатор номера строки (N), ее следует вызывать, как «внутреннюю подпрограмму». В этом случае, совершенно не нужно беспокоиться об уникальности идентификатора. Если же подпрограмма имеет идентификатор, начинающийся с буквы O, она может содержаться и внутри файла основной программы, и в отдельном файле. В этом случае, следует заботиться о том, чтобы номер был уникален среди всех программ в памяти контроллера, потому что иначе, контроллер либо выдаст ошибку при попытке записать такую подпрограмму в его память, либо, что хуже, может выполнить первую попавшуюся подпрограмму из нескольких с одинаковыми номерами. На большинстве контроллеров это, к счастью, невозможно. В общем, любую программу можно вызвать, как подпрограмму, только из-за отсутствия кода возврата  Это различие, на самом деле, восходит к временам, когда носителем для программ были перфокарты и перфолента, которые нужно было менять вручную, если подпрограмма находилась на другой ленте или в другой пачке перфокарт.
Это различие, на самом деле, восходит к временам, когда носителем для программ были перфокарты и перфолента, которые нужно было менять вручную, если подпрограмма находилась на другой ленте или в другой пачке перфокарт. Доступ к этим регистрам в каких-то случаях возможен по предопределенным буквенным именам, в каких-то — по номерам, в каких-то — по назначенным буквенно-цифровым именам. При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными.
Доступ к этим регистрам в каких-то случаях возможен по предопределенным буквенным именам, в каких-то — по номерам, в каких-то — по назначенным буквенно-цифровым именам. При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными. Пренебрежение этим может стоить дорого, включая капитальный ремонт станка. При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления.
Пренебрежение этим может стоить дорого, включая капитальный ремонт станка. При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления. Некоторые станки имеют в своем наборе инструментов вентилятор, который устанавливается в шпиндель, как обычный держатель фрез. Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить.
Некоторые станки имеют в своем наборе инструментов вентилятор, который устанавливается в шпиндель, как обычный держатель фрез. Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить.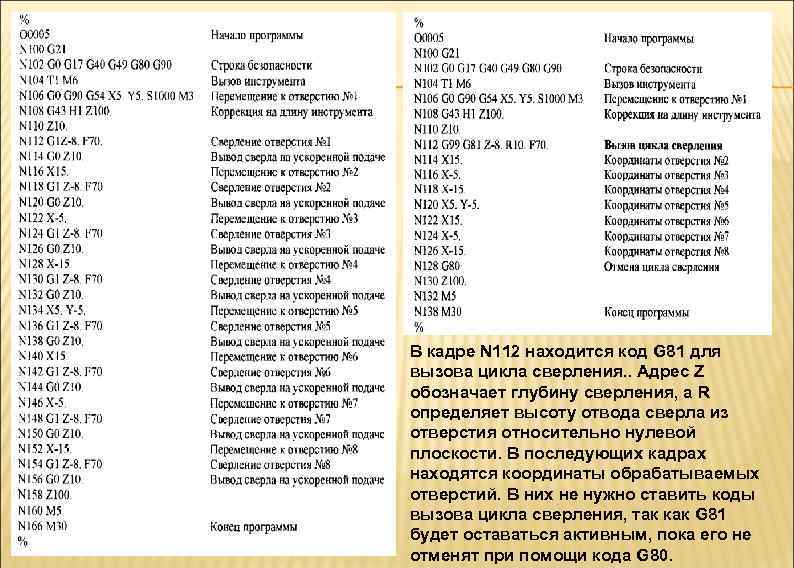 Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности.
Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности. Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную.
Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную. Практический пример. Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код
Практический пример. Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код 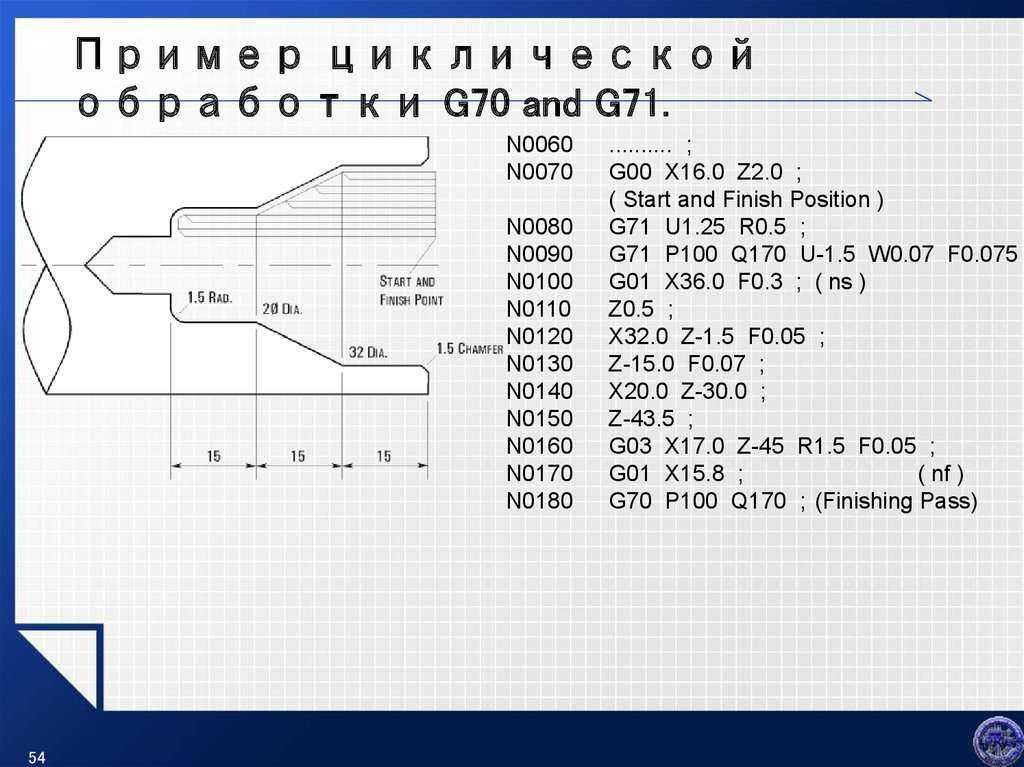 Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.
Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.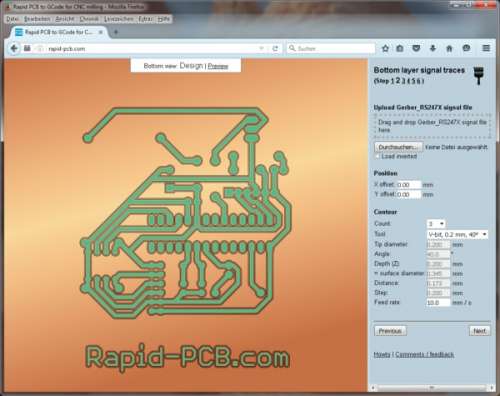
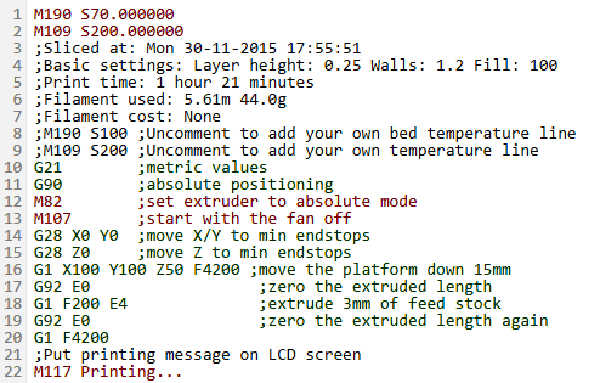 Завершается программа командой M02 или M30. Комментарии к программе размещаются в круглых скобках, как после программных кодов, так и в отдельном кадре.
Завершается программа командой M02 или M30. Комментарии к программе размещаются в круглых скобках, как после программных кодов, так и в отдельном кадре.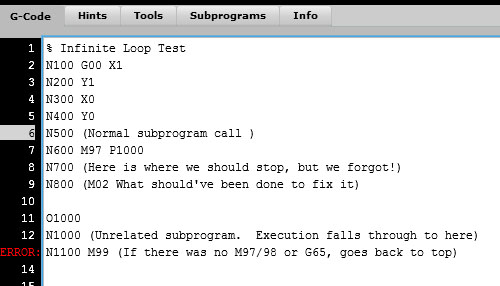 5; G15;
5; G15; д.
д.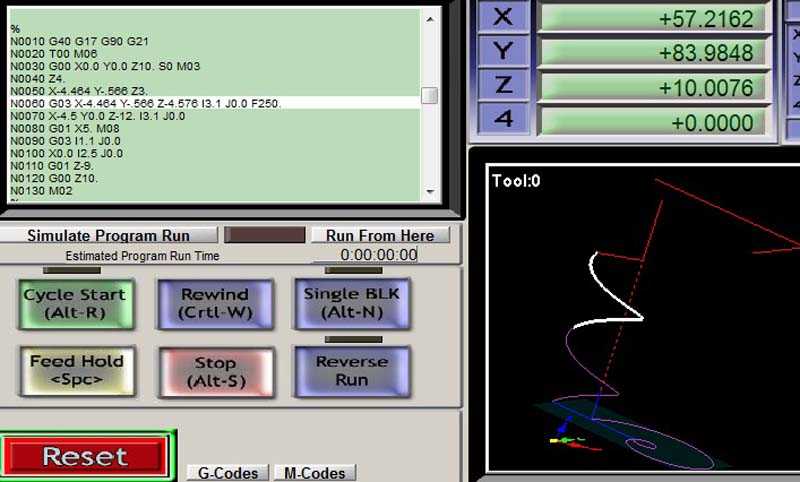 Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14
Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14 5 R12.5
5 R12.5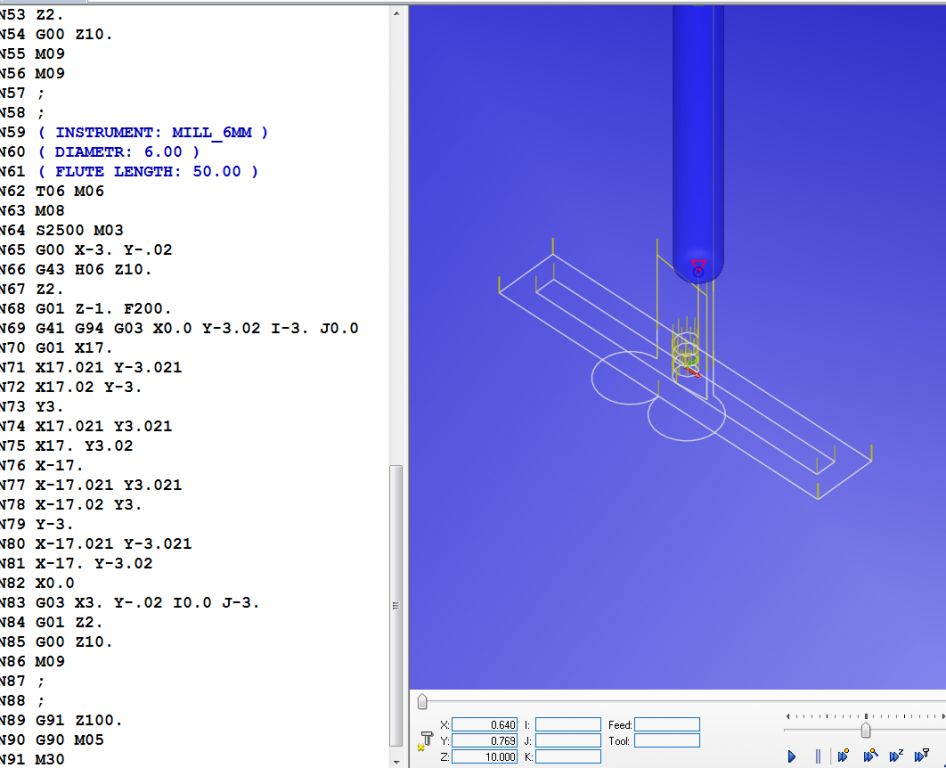 54 Y26.15
54 Y26.15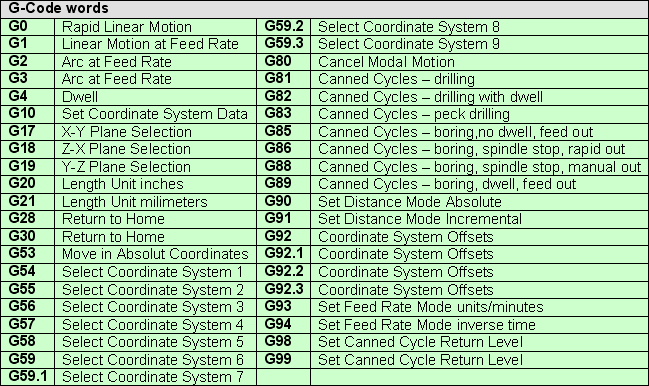 )
)
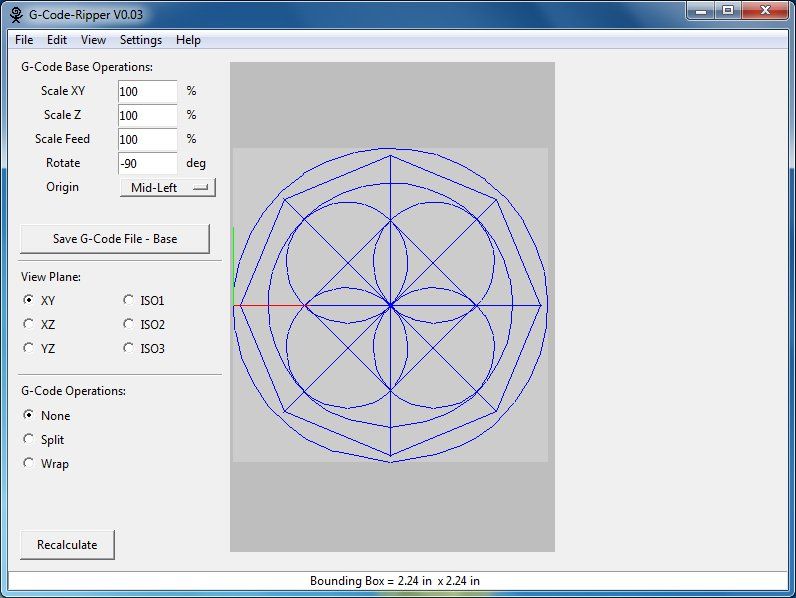

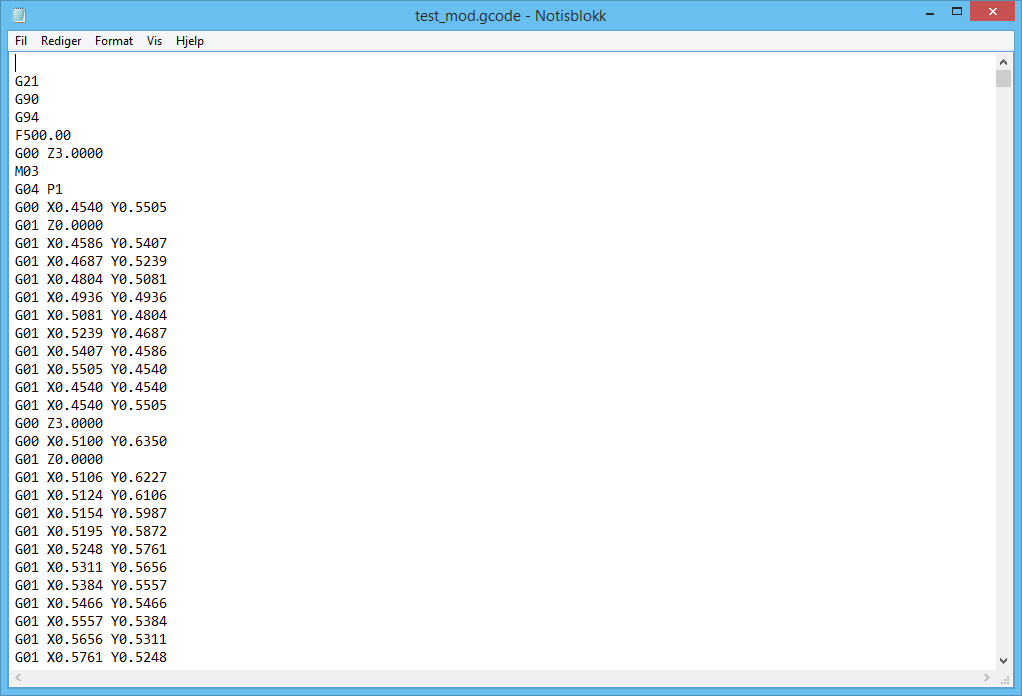 Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.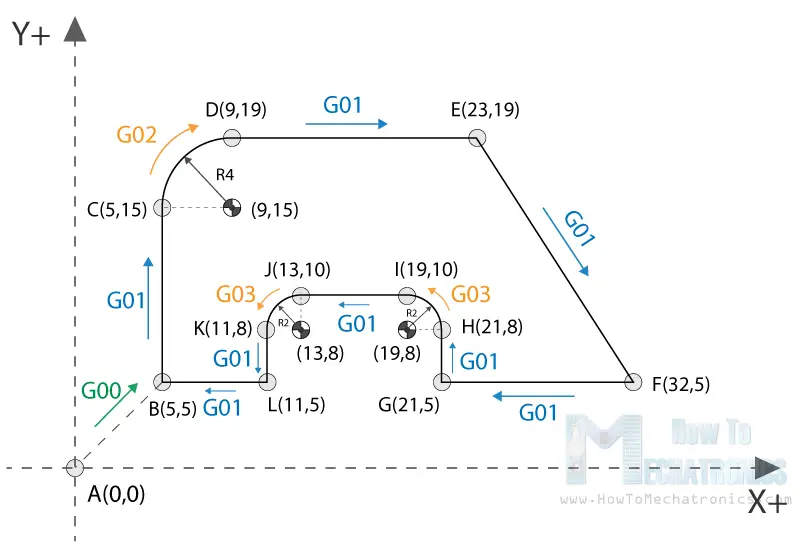
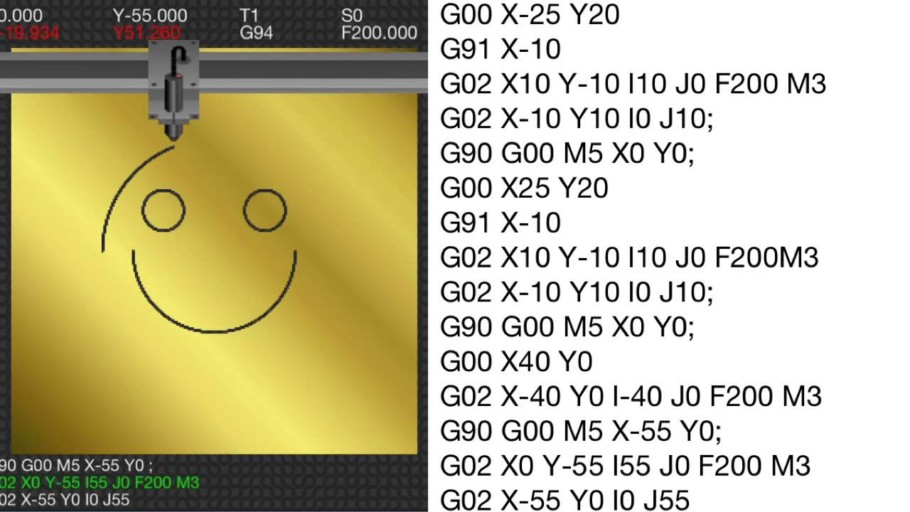 Мы объясним это в следующем разделе.
Мы объясним это в следующем разделе.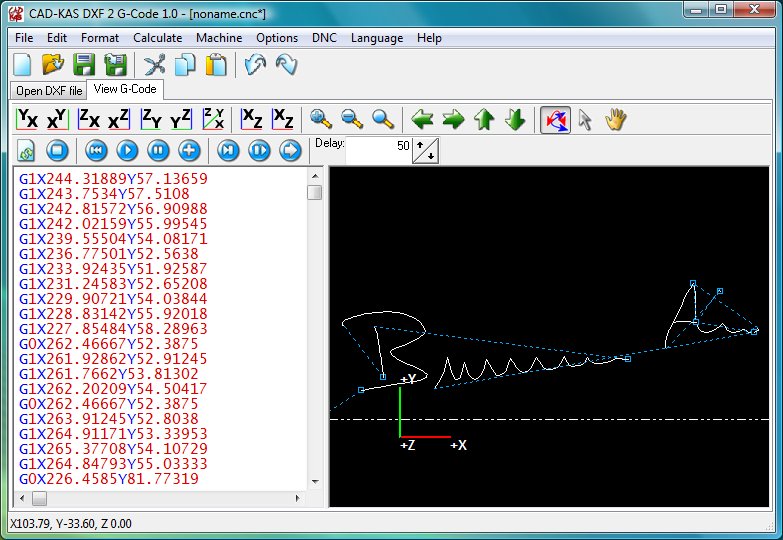 Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.
Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02. Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.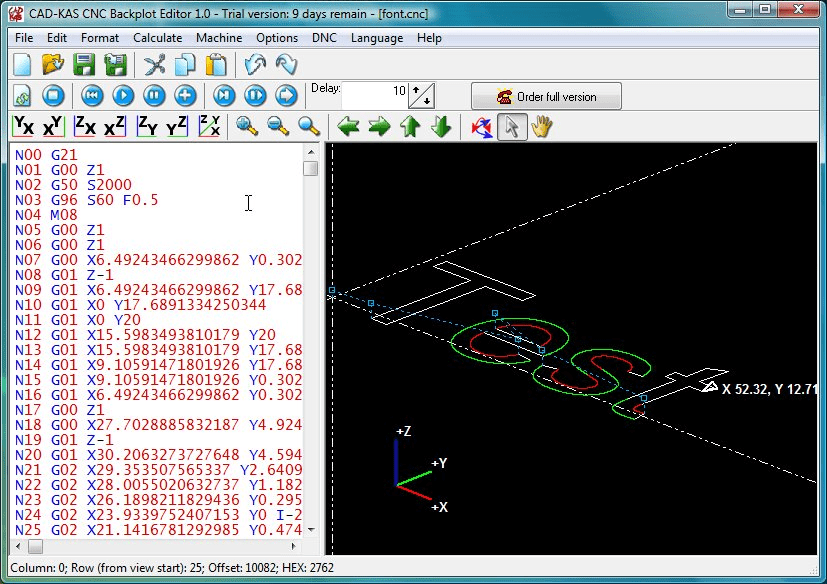 G90 для абсолютного режима и G91 для относительного режима .
G90 для абсолютного режима и G91 для относительного режима . Вот несколько распространенных команд M-кода:
Вот несколько распространенных команд M-кода: Например, скажем, у нас есть код линейного резания
Например, скажем, у нас есть код линейного резания  Этот символ (%) всегда присутствует в начале и в конце программы.
Этот символ (%) всегда присутствует в начале и в конце программы.
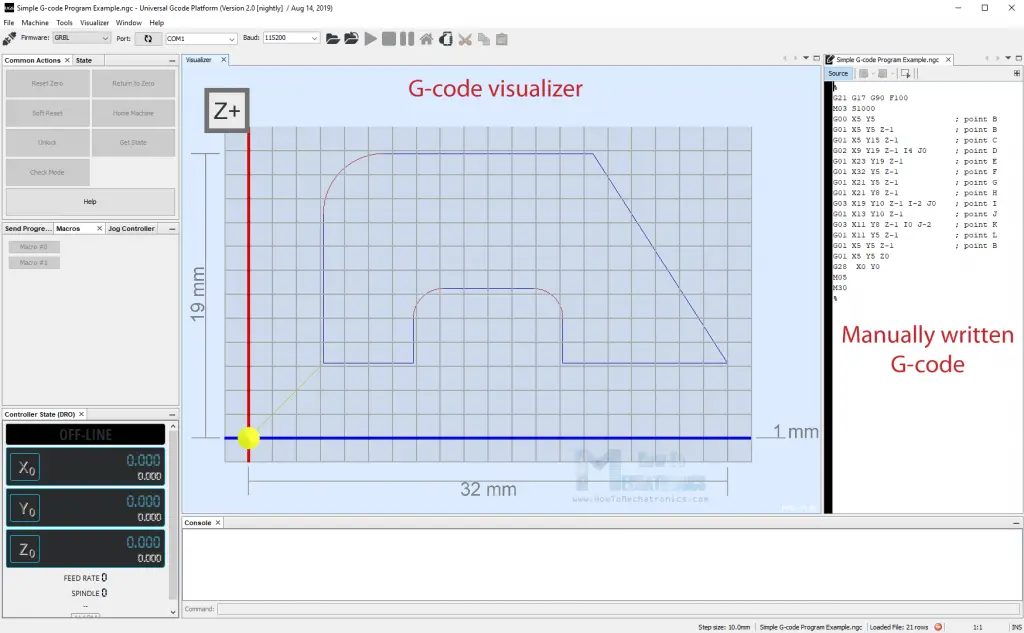
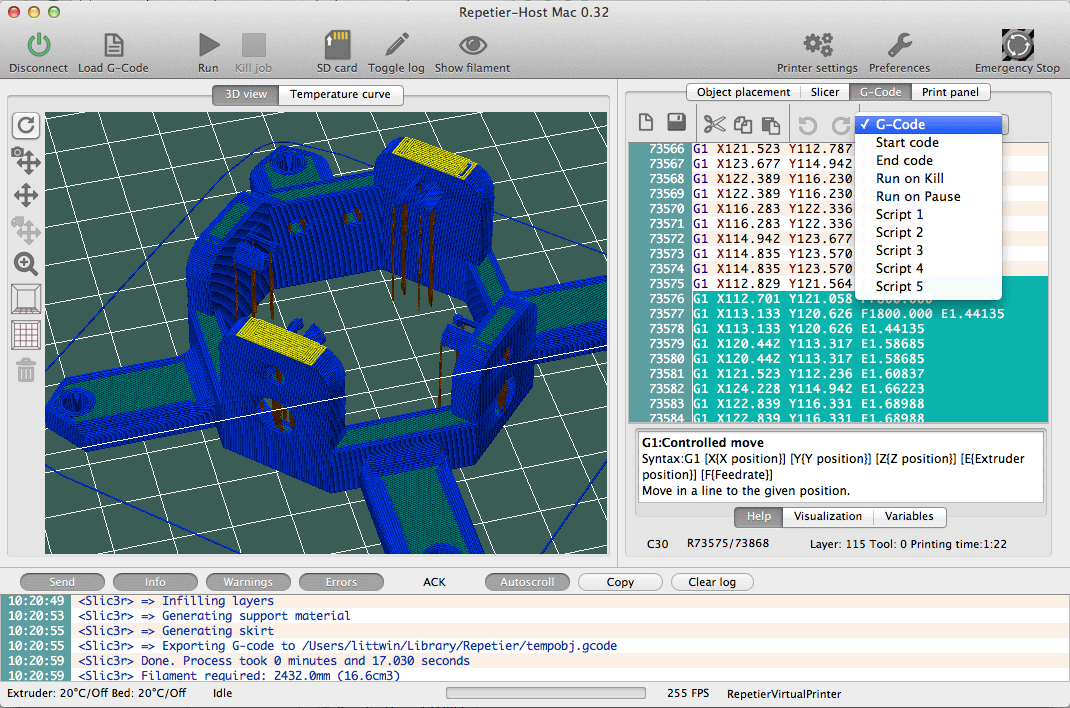 0 Y50.0 и Z20.0, а затем переместится в исходное положение.
0 Y50.0 и Z20.0, а затем переместится в исходное положение.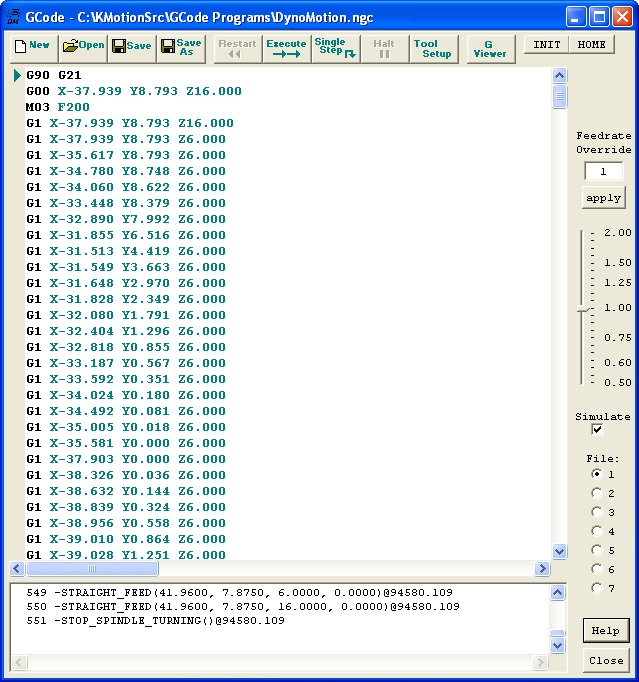
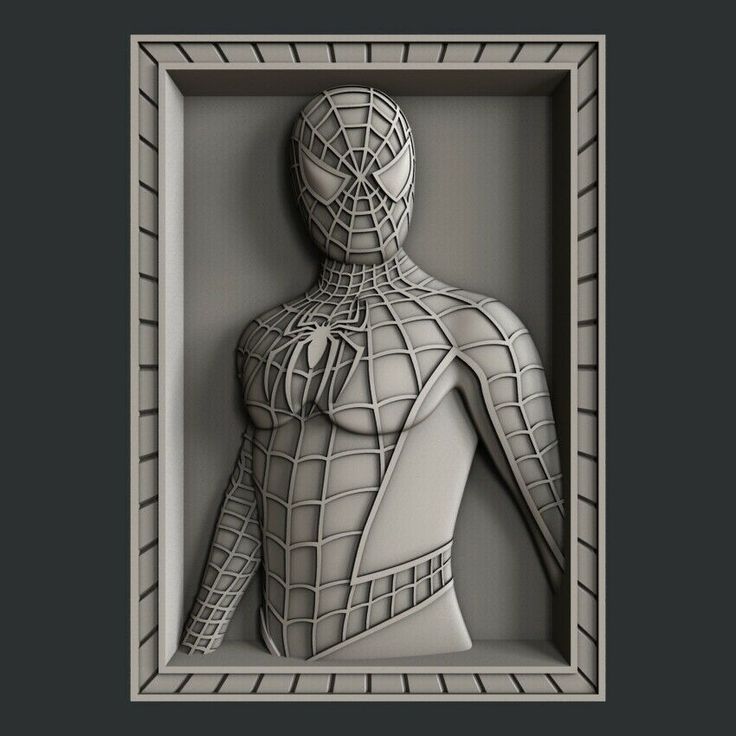

 д.), каждая из которых рассчитана…
д.), каждая из которых рассчитана… ..
.. То, что глазами воспринимается, как объем, текстура и …
То, что глазами воспринимается, как объем, текстура и … obj, *.stl
obj, *.stl ru
ru


 Если у вас есть локальный доступ к 3D-сканеру для быстрого использования, то это было бы идеально.
Если у вас есть локальный доступ к 3D-сканеру для быстрого использования, то это было бы идеально.

 youtube.com/embed/k4NTf0hMjtY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/k4NTf0hMjtY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 

 В последнем мы даже кратко обсудили 3D-селфи.
В последнем мы даже кратко обсудили 3D-селфи. Некоторые из них довольно дешевы, в то время как сканеры профессионального уровня обойдутся вам немного дороже.
Некоторые из них довольно дешевы, в то время как сканеры профессионального уровня обойдутся вам немного дороже.