Как устроен промышленный робот? Краткий гид по структуре и движениям робота
1. Роботы и человек. Так ли они отличаются?
Несмотря на кажущееся различие человека и промышленного робота, у них есть немало общего. Первое очевидное сходство – это суставы, места соединений костей человека и звеньев у робота, которые придают им подвижность. В основе промышленного робота лежит человеческая рука. Посмотрите на нее: кости и суставы в плече, локте и запястье, благодаря которым рука может свободно сгибаться и двигаться. По этому же принципу работает и робот, только вместо костей — звенья. Кроме того человека и робота объединяет и принцип передачи энергии звеньев к суставам для их движения.
Плечевой и локтевой суставы, кости – это звенья.
Роботы условно подразделяются на два типа в зависимости от расположения звеньев: 1) последовательно соединенные звенья и 2) независимые, параллельно соединенные звенья. Примером последовательного соединения (сочленения) является человеческая рука, поскольку ее суставы и звенья — плечо, предплечье и кисть — соединены последовательно друг за другом плечевым, локтевым и запястным суставами.
Существуют и более расширенные классификации промышленных роботов, которые рассматривают типы соединения и движение звеньев. Более подробно с видами промышленных роботов можно познакомиться в нашей статье
Какими бывают промышленные роботы? Шесть основных типов.
Рассмотрим принципы движения и внутреннюю структуру промышленных роботов.
2. Сравнение движения робота и человека
Рассмотрим механику движений робота шарнирного типа с последовательным соединением звеньев, который конструктивно схож с рукой человека.
Промышленный вертикальный шарнирный робот с последовательным соединением звеньев содержит, как правило, 6 суставов (осей).
На следующем изображении наглядно показано сравнение движений робота и человека.
Оси с 1 по 3 — это туловище и рука человека, а с 4 по 6 оси — запястье и кисть. Первые три оси перемещают кисть в пространстве, а следующие три оси двигают ей. Шестиосевая конструкция дает роботам свободу движения, даже большую, чем человеческой руке.
Предлагаем наглядно это посмотреть на видео.
3. Что нужно для движений робота? Структура робота
Далее мы рассмотрим внутреннее строение промышленного робота.
На рисунке ниже показана схема универсального шарнирного робота Kawasaki серии R малой и средней грузоподъёмности. Роботы серии R применяются для широкого спектра задач, от сборки электронных устройств до дуговой сварки. У роботов этой серии предусмотрено размещение кабелей и пневмотрубок внутри корпуса, благодаря чему удалось избежать возможных помех при работе дополнительного оборудования. Но, несмотря на это, роботы этой серии отличаются компактностью и высокой скоростью движений всех звеньев. Этот робот незаменим там, где нужен короткий цикл операций, в чем можно убедиться, симулировав работу робота в виртуальной среде, при офф-лайн программировании.
На рисунке выше наглядно видно, из чего состоит робот. Это металлическое основание робота, корпуса 1го, 2го, 3го звеньев, запястье, моторы, оборудованные энкодерами, редукторы и ременные передачи. Остановимся подробней на этих элементах робота.
I. Звенья
Корпус промышленного робота – сложносоставной и состоит из отдельных звеньев. Самое нижнее, нулевое звено – это основание робота. К нему через редуктор первой оси крепится, корпус первого звена, а к корпусу первого звена, через редуктор второй оси, корпус второго звена. Третье звено при помощи редуктора третьей оси, крепится к корпусу второго звена. Четвертое, пятое и шестое звенья образуют модуль называемый запястье. Запястье крепится к корпусу третьего звена через редуктор четвёртой оси.
II. Редукторы
Каждый сустав (или ось) робота состоит из мотора и редуктора. Этот узел принято называть приводом. Физически функцию сустава (сочленения), соединяющего два соседних звена робота, несут редукторы. Они представляют собой, как правило, законченное механическое устройство, с корпусом в виде составного цилиндра. С одной стороны редуктор крепится к звену N, где установлен мотор, с другой стороны к редуктору крепится корпус звена N+1.
Редукторы нижних осей (с первой по третью) обычно имеют полую середину для того чтобы сквозь них можно было провести электрические провода и пневматические трубки для следующих осей и исполнительного органа (инструмента) робота. Однако, основной задачей редуктора является увеличение силы вращения мотора, за счет снижения скорости вращения. Внутри редуктора находится множество механических передач разного рода, устроенных таким образом, чтобы вращение вала двигателя преобразовывалось в более мощное вращение на выходе из редуктора, но с меньшей скоростью. Таким образом, уменьшая вращение мотора в 10 раз, можно достичь десятикратного увеличения мощности привода. Подобный принцип используется в велосипедной системе переключения передач. Велосипеды имеют разные размеры передних и задних звёздочек. Переключение передачи происходит переставлением цепи на звездочки разных размеров на заднем колесе.
Когда выбрана высокая передача и число оборотов колес минимизировано, усилий для вращения педалей требуется меньше, но необходимо увеличить интенсивность их вращения, но ехать по крутым склонам становиться намного проще. Таким образом итоговая мощность увеличивается, при меньшей работе приводов, в данном примере, работе ног на педалях.
В видео описан принцип работы современного редуктора используемый в роботах.
III. Моторы
Звенья сочленённые посредством редукторов приводятся в движение, и удерживаются в определенном положении при помощи сервомоторов (серводвигателей)
Привод, функционирующий в суставе робота, позволяет перемещать руку вверх, вниз или вращать ею, преобразуя электроэнергию в механическое движение. Чаще всего в приводах роботов Kawasaki используются сервомоторы. Расположение серводвигателей в роботах серии R отмечено красными кружками на изображении ниже.
Сервомоторы — это высокопроизводительные моторы, способные точно контролировать положение и скорость, но не каждый тип сервомотора подойдет для современного промышленного робота, так как есть ряд строгих требований, например, точность перемещения до 0,01мм.
Как правило, самым распространенным источником энергии для приводов является электричество, но в некоторых моделях роботов встречается использование гидравлической или пневматической тяги. Некоторые гидравлические приводы уникальны тем, что они могут генерировать большую мощность, сохраняя высокую степень надежности.
Кстати, во роботах Kawasaki для тяжелой нагрузки используются высокопроизводительные сервомоторы переменного тока.
IV. Энкодер
Энкодер — это устройство, которое указывает положение (угол) вала вращения двигателя. При наличии энкодера, можно получить четкие данные о том, как и в каком направлении движется робот.
Самый простой – оптический энкодер, который представляет из себя диск с отверстиями, расположенными по окружности на одинаковом расстоянии друг от друга, и прикрепленный к вращающемуся валу двигателя. Перпендикулярно к двигателю расположены с одной стороны два светодиода, а с обратной стороны – фотодиод для считывания интенсивности света от светодиодов.
Когда двигатель вращается вместе с диском энкодера, свет от диодов проходит через щели или блокируется, поэтому угол и скорость вращения можно определить путем считывания сигналов с фотодиода. Это позволяет сервомоторам точно контролировать положение и скорость.
В роботах Kawasaki установлены высокоточные многооборотные абсолютные энкодеры с 32 битным разрешениям кодовых дисков. Даже при выключенном питании от контроллера, такой энкодер всегда будет фиксировать поворот в том числе более 360° так, как будет питаться от батарейки в руке робота. Поэтому при случайном сдвиге, при транспортировке или монтаже, не потребуется дополнительно настраивать изначальное положение звеньев робота.
V. Трансмиссия, ременная передача
Трансмиссия или ременная передача — является компонентом, который передает крутящий момент, вырабатываемый приводами и редукторами и преобразует его в движение робота. Трансмиссия также способна изменять направление и величину мощности привода. Рассматривая велосипед в качестве примера. Цепь, которая соединяет переднюю звезду с задним колесом, является трансмиссией. Так велосипеды и передвигаются, начиная с вращения педалей и передавая вращательную энергию на заднее колесо с помощью трансмиссии.
Этот принцип также применяется внутри промышленного робота. Двигатель, используемый в роботах, обычно размещается рядом с суставами, но его также можно разместить вдали от суставов, используя трансмиссионные механизмы, такие как ремни и шестерни. Такая схема применяется в запястье роботов серии R от Kawasaki, что позволило сделать запястье более компактным.
4. Инструмент робота (EOAT)
В западной литераторе можно встретить термин End of arm tooling (EOAT), что дословно переводится как инструмент на конце руки.
Люди могут выполнять различные задачи, используя инструменты, роботы недалеко ушли. Касательно промышленных роботов, как правило они производятся без основного инструмента, который должен крепиться к концу запястья робота. Это может быть захват, сварочная горелка или покрасочный распылитель и многое другое оборудование. В соответствии с задачей и технологией производства инженер на стороне поставщика или на стороне будущего владельца, дополнительно комплектуют робота необходимым оборудованием.
Если нужна универсальность, то можно установить устройство смены инструмента, и робот сможет выполнять несколько задач в рамках одного комплекса. Подробнее с инструментами, роботами и их применениями в производстве вы сможете узнать на страницах нашего сайта.
В видео ниже в качестве инструмента используется нож для надрезов будущего багета
Мы подробно рассмотрели самые важные составляющие промышленного робота, но кто управляет всем этим?
5. Мозг промышленного робота — контроллер
По определению робот это автономное устройство, способное выполнять операции в автоматическом режиме. Поэтому нужно чтобы кто-то или что-то управляло всеми компонентами робота. Этим управляющим устройством является контроллер промышленного робота.
К контроллеру подключается пульт обучения робота, с помощью которого можно запрограммировать траектории его движения и создать управляющую программу по выполнению определенной последовательности действий роботом. К контроллеру промышленного робота можно подключить датчики, инструменты или других роботов и синхронизировать их действия между собой или их взаимодействие с другим оборудованием или оператором.
6. Заключение
В этой статье мы рассмотрели базовую структуру промышленных роботов. Теперь вы имеете представления какие компоненты составляют основу робота и где они расположены. Многие могут подумать, что нет необходимости знать как робот устроен, при рассмотрении вопроса внедрения роботов на свое производство. Тем не менее, эти общие знания помогут определить какой именно робот вам нужен, с каким потенциалом движений, точностью, количеством осей и каким инструментом оснастить для решения ваших производственных задач.
В нашем каталоге вы найдете подробные спецификации по роботам, а также информацию по их возможностям.
Чтобы выполнить вашу производственную задачу наиболее эффективным способом потребуется наиболее подходящий робот. Наши сотрудники всегда рады будут помочь в подборе робота и инструмента для него.
Навигация по статье:
Роботы и человек. Так ли они отличаются?
Сравнение робота и человека
Что нужно для движений робота? Структура робота
Звенья
Редукторы
Моторы
Энкодер
Трансмиссия, ременная передача
Инструмент робота (EOAT)
Мозг промышленного робота — контроллер
Заключение
Применение промышленных роботов в современном производстве
Применение промышленных роботов в современном производстве — ДС-Роботикс
Статьи
Оценить мой проект
Заказать сервис
Производство и использование первых роботов-манипуляторов началось в производстве в начале 1960 –х годов и долгое время трудились в основном в автомобильной промышленности, оттачивая точность и гибкость. Постепенно расширялась функциональность и области применения.
Последовательное совершенствование оборудования, систем программирования и управления позволяет роботизированным системам найти применение в самых разных отраслях.
Внедрение роботизированных комплексов на базе нескольких промышленных роботов оптимизируют производственный процесс и делают его более гибким не только в автомобилестроении.
Современные роботы для производства могут полностью заменить ручной труд. Если машина правильно запрограммирована и настроена, то производство получит многократное увеличение производительности труда и повышение качества продукции. Промышленные роботы намного производительнее, чем люди. Они работают круглосуточно, без перерывов и простоев, поэтому хорошо отлаженное производство может работать на порядок эффективнее.
Роботы для производства позволяют снижать расходы на оплату труда. В роботизированном цехе достаточно одного оператора, который будет контролировать процесс. Производственные роботизированные системы – значительное финансовое вложение, однако оно быстро окупается, при условии правильной интеграции и оптимальной конфигурации системы.
Производственные роботизированные помощники позволяют достичь идеального качества продукции в любой отрасли промышленности.
Тысячи возможностей для применения – шанс для реализации Ваших идей.
Сегодня практически во всех обрабатывающих отраслях ведутся разработки, направленные на открытие новых рынков. Подходящие решения по автоматизации возможно подобрать почти для каждой отрасли и почти для любого случая применения.
Потенциал оптимизации роботов можно использовать на каждом этапе работы: на складе, на производстве или в отделе доставки, при загрузке и разгрузке, при транспортировке или непосредственной обработке заготовки.
Подробнее узнать о возможностях применения промышленных роботов в различных отраслях:
Авиастроение
Автомобильная промышленность
Железнодорожное машиностроение
Лёгкая промышленность
Лесная, деревообрабатывающая и целлюлозно-бумажная промышленность
Машиностроение и металлообработка
Мебельное производство
Мукомольно-крупяная и комбикормовая промышленность
Нефтегазовое и химическое машиностроение
Образование
Пищевая промышленность
Подъёмно-транспортное машиностроение
Полиграфическая промышленность
Производство бытовой техники и приборов
Производство военной техники
Производство пластмасс
Промышленность строительных материалов
Прочие
Ракетно-космическая промышленность
Сельскохозяйственное машиностроение
Стекольная и фарфоро-фаянсовая промышленность
Строительное и коммунальное машиностроение
Судостроение
Фармацевтика
Химическая и нефтехимическая промышленность
Цветная металлургия
Электротехника, электроника, приборостроение
Энергомашиностроение
Сегодня области применения промышленных роботов безграничны. Они уже умеют так много, что справляются без человека. Инженеры работают над совершенствованием оборудования.
Чем дальше – тем более умными, самостоятельными, эффективными становятся манипуляторы для производства. Это вовсе не значит, что человеку нужно искать себе другое применение. Наоборот автоматизация освобождает сотрудников от рутинных, тяжелых операций, вредных для здоровья, давая возможность освоить новые, творческие, технологичные, направления.
Оператор может управлять как отдельным оборудованием, так и большим цехом роботов, он программирует машины, следит за качеством работы. Робо для производства не устает и не теряет концентрацию, в отличие от специалиста, поэтому помощь техники во многих операциях невозможно переоценить. Например, роботизированный конвейер в разы эффективнее конвейера, на котором работает персонал. Робот быстро «считывает» параметры изделия, выявляет соответствие форме, габаритам, при необходимости переориентируется на выполнение новых задач – от сортировки до укладки.
Назначение промышленных роботов
Согласно общепринятой классификации, роботы могут выполнять два типа технологических операций на предприятии. Во-первых, основные – все задачи с непосредственным участием машин в производстве: это изменение форм заготовок, сварка, обработка и т.д. Большой пласт задач промышленной робототехники связан со вспомогательными операциями – это обслуживание станков, перенос заготовок или изделий, погрузка, сортировка, то есть создание условий для производства.
Сфера применения промышленных манипуляторов в производстве постоянно растет. Перечислим лишь часть того, что уже умеют промышленные манипуляторы:
сварочные операции;
обслуживать оборудование – загружать или разгружать станки, удерживать детали на период обработки;
поднимать, опускать, перемещать компоненты, сортировать, укладывать в тару, упаковывать, паллетировать;
заниматься литьем, ковкой, штамповкой;
сверлить, резать, раскраивать материалы;
наносить лакокрасочные покрытия;
контролировать качество продукции;
проводить фрезеровочную обработку;
обрабатывать крупногабаритные детали;
изготавливать детали, продукцию;
паять;
проводить финальную обработку изделий.
Роботизация промышленности не ограничивается данным списком. Гибкость управления и вариативность их использования дает возможность подбирать требуемый функционал именно в соответствии с задачами каждого конкретного предприятия.
Регулярно на международных выставках, форумах разработчики роботизированной промышленной техники представляют новейшие технологии, все они улучшают жизнь человека. Каждая презентация выводит индустрию роботов на новый уровень. Компании, занимающиеся их выпуском, говорят о приближении к Четвертой промышленной революции, или Индустрии 4.0, благодаря повсеместному использованию промышленных роботов.
Роботизация – не только будущее, но и настоящее, ведь чтобы использовать автоматизированных помощников последующих поколений, важно уже сегодня знакомиться с новейшими технологиями. По этой причине мы уже несколько лет наблюдаем в России увеличение интереса к робототехнике со стороны университетов из различных регионов нашей страны.
Промышленные роботизированные помощники для образования невероятно важны. В нашей стране они используются на занятиях по широкому спектру дисциплин, в основном инженерных, архитектурных, строительных. Ведущие вуза мира также внедряют роботов в образовательный процесс по творческим предметам, таким как скульптура, промышленный дизайн, цифровое искусство, даже мода.
Подобно тому, как родители покупают ребенку домашнего питомца, чтобы он приучался к ответственному обращению с животными, руководители университетов стараются познакомить студентов с новейшими технологиями, на базе которых будут строиться технологии Индустрии 4.0.
За молодыми кадрами будущее. Роботизация наращивает темпы своего развития, интеллектуальные устройства становятся сложнее, при этом удобнее. Чтобы идти в ногу с изменениями или на шаг обгонять их, необходимы профессиональные знания уже имеющихся возможностей.
Промышленные роботы для образования доступнее, чем оборудование для крупных производств. Достаточно выбрать компактный робот или оборудовать универсальную автоматизированную ячейку для демонстрации ключевых функций.
Примеры промышленных роботов
ДС-РОБОТИКС занимается комплексной роботизацией промышленных предприятий. Нам доверяют десятки международных, отечественных компаний, потому что мы помогаем им становиться эффективнее. Партнеры ДС-РОБОТИКС лучшие производители робототехники – инновационные компании KUKA, ABB. В каталоге можно просмотреть модели манипуляторов этих брендов.
KUKA – немецкий производитель робототехнических систем, производственных машин, установок. Компания убеждает в премиальном качестве того, что изготовлено в Германии. Промышленные роботы KUKA используются как известными брендами, так и небольшими предприятиями.
Группа ABB родом из Швейцарии, Швеции. ABB производит промышленных роботов, модульные производственные системы, компания также занимается цифровыми технологиями. В мире установлено уже более 300 тысяч роботов этого бренда.
Промышленные роботы применяются в различных ситуациях. Они могут выполнять задачи самостоятельно либо являться элементов сложного роботизированного комплекса. Линейка роботов насчитывает большое количество вариантов. Они отличаются:
грузоподъемностью
программным обеспечением
габаритами
В зависимости от производственных задач, базовую комплектацию можно дополнить новыми возможностями – системами технического зрения, инструментами рабочего органа или, например, премиальным сварочным оборудованием.
Внедрение робототехники в производство или образование важно проводить грамотно, чтобы не допустить неоправданных расходов. Обратитесь к ДС-РОБОТИКС! Мы найдем решение, отвечающее вашим требованиям и возможностям.
Запрос на обратную связь
Укажите Ваше имя и телефон. Мы с Вами обязательно свяжемся.
Ваше имя *
Телефон *
* обязательные поля
Согласие на обработку персональных данных в соответствии с Пользовательским соглашением
Спасибо за Ваше обращение! Наши менеджеры обязательно свяжутся с Вами.
Как роботы используются в обрабатывающей промышленности?
Промышленная революция привела к большим изменениям в обрабатывающей промышленности. Он представил идею использования машин для увеличения производства при одновременном снижении затрат. Сегодня машины принимают форму роботов, управляемых все более изощренными формами искусственного интеллекта. Давайте посмотрим на различные роли промышленных роботов в производстве.
Блог по теме: Не пора ли обновить вашу промышленную систему управления?
5 способов использования роботов в производстве
На производстве роботы заняли ниши в областях, требующих точности и согласованности. Это 5 наиболее распространенных мест, где роботы выполняют свою работу в производственном процессе.
1. Погрузочно-разгрузочные работы
Роботы используются для перемещения постоянно растущего ассортимента товаров, от образцов крови до больших ящиков. В основном это продукты и материалы, требующие устойчивости, или опасные продукты, которые могут заразиться при контакте с людьми.
Роботы никогда не устают и не совершают ошибок при выполнении своей основной функции, и это решение также снижает опасность подвергать риску жизни людей. Больше работы выполняется с помощью роботов, и для наблюдения за операцией требуется меньшее количество рабочих.
2. Сварка
Процесс соединения металлических деталей с применением тепла и давления является опасным и требует точной точности. Малейшая ошибка сварщика может привести к серьезной травме, порче металла, нарушению производственного процесса.
По этим причинам роботы становятся популярным выбором для сварочных работ. В зависимости от сложности проекта работа может выполняться полностью роботами или с помощью человека.
3. Сборка
Сборка деталей продукта — это длительная, повторяющаяся работа, которую легко прервать из-за ошибки в оценке, скуки и многих других неконтролируемых факторов.
Заменив такую систему роботом, процесс становится намного более упорядоченным, а вероятность возникновения ошибки значительно снижается. Это также позволяет человеческому компоненту процесса сборки сосредоточиться на качестве, а не количестве, и уводит их от наиболее опасной части процесса.
4. Дозирование
Для процессов, требующих нанесения клея, краски или аэрозолей на поверхность, дозирующие роботы размещаются в стратегической точке рядом с траекторией движения продукта. Это еще один пример повторяющейся работы, с которой робот может справиться лучше, чем человек, просто из-за отсутствия ошибок.
5. Обработка
Существуют определенные продукты, которые должны пройти определенный тип обработки, такой как резьба, полировка или распиловка перед выпуском. Эту работу выполняют роботы с разной степенью автономии, в зависимости от сложности задачи и возможностей робота.
Экскурсия по производству компании Mader Electric
Таким образом, мы видим, что роботы составляют неотъемлемую часть современного производственного ландшафта. Поскольку машины продолжают развиваться и выполнять все более сложные задачи, недалек тот день, когда целые фабрики станут полностью автоматизированными, а всю работу будут выполнять роботы.
Влияние робототехники на производство | Узнать больше
матовый
Роботизированные производственные системы могут быть относительно новой концепцией для некоторых частей производственного сектора, хотя эта технология существует уже несколько десятилетий. Комбинируя традиционные методы производства с передовыми технологиями, руководители фабрик и владельцы бизнеса могут экспоненциально увеличить производительность и прибыль.
Роботы изменили производство во множестве положительных сторон. Влияние автоматизированного производства распространяется повсюду, повышая производительность и успех всей компании. Когда сотрудники-люди освобождаются от задач, которые роботы могут легко выполнять, они могут направить больше своей энергии на предоставление столь необходимых знаний и идей в рамках более высоких организационных ролей. При правильном внедрении робототехника создает неоспоримый сдвиг вверх в бизнес-операциях.
Применение роботов в производстве
Роботы используются на производстве для выполнения повторяющихся задач, что упрощает общий рабочий процесс сборки. Роботы также сотрудничают с людьми для производства продукции. Многие работы опасны или включают большие объемы материалов, которые могут быть вредны для людей. Даже в краткосрочной перспективе сотрудники могут испытывать усталость или отвлекаться из-за повторяющегося характера своей работы, что может привести к ошибкам. Однако роботы могут избежать таких ошибок благодаря своей ловкости и высокому уровню машинного обучения.
Исследование, проведенное исследовательской компанией Vanson Bourne, показало 23 % незапланированных простоев в производственном секторе происходит из-за человеческого фактора. Эта цифра особенно показательна по сравнению с 9% простоев в других отраслях. Производство страдает больше, чем большинство областей, когда дело доходит до человеческих ошибок, поскольку нередко одна проблема замедляет или останавливает всю сборочную линию.
Это только одна из причин, почему будущее робототехники в производстве выглядит блестящим. Ожидается, что к 2021 году в этом секторе спрос на передовую робототехнику вырастет до 3,7 миллиарда долларов. Эта цифра охватывает всемирный масштаб, а это означает, что бизнес-профессионалы и руководители производства во всем мире признают ценность промышленных роботов. Эти умелые машины развиваются так, как многие люди могли бы только мечтать, но, как и все вещи, они имеют свои плюсы и минусы.
Плюсы и минусы роботов в производстве
Преимущества и недостатки производственных роботов заслуживают одинакового внимания как из-за неоспоримых преимуществ, которые эти машины приносят на рабочем месте, так и из-за обоснованных опасений. Вот некоторые из многих положительных преимуществ использования роботов в производстве:
Более высокая окупаемость инвестиций (ROI).
Снижение эксплуатационных расходов и затрат на электроэнергию.
Повышенная надежность.
Большая точность и объективность при выполнении подробных задач.
Больше возможностей для продвижения сотрудников по карьерной лестнице.
Некоторые из самых больших проблем, с которыми сталкиваются руководители производства, сотрудники и другие заинтересованные стороны в отношении промышленных роботов, включают:
Повышенный риск для безопасности сотрудников, работающих рядом с большими и мощными роботами.
Потеря работы в связи с ликвидацией некоторых должностей.
Ограниченные возможности для выполнения задач, подобных человеческим.
Высокие затраты на первоначальное внедрение робототехники.
Использование большего количества времени и ресурсов для обучения людей работе с роботами.
Получите бесплатное руководство по интеграции автоматизации
Как развивается робототехника в производстве
История производства роботов обширна. За последние несколько десятилетий количество применений и эффективность этих машин неуклонно росли. Хотя многие считают их современными чудесами, роботизированные производственные системы существуют гораздо дольше. Изобретатель Джордж Девол подал патент на первого промышленного робота в 19 году.54, а в 1961 году появился прототип. Он выглядел и функционировал так же, как сегодняшние роботы-манипуляторы, способные нести 500 фунтов и выполнять задачи, которые раньше считались исключительными для людей.
С тех пор эти механические руки стали обычным явлением на автомобильных заводах и других производственных предприятиях. Теперь роботы обладают многочисленными функциями и возможностями, которые делают их более уникальными, гибкими и продуктивными, чем раньше. Коллаборативные роботы, или коботы, могут работать в производственных цехах вместе с людьми для более быстрого и эффективного рабочего процесса. Многие могут даже приспособиться к физическому взаимодействию, например, рабочий физически регулирует движения машины, чтобы она могла запоминать и повторять эти шаги самостоятельно.
Как на производстве, так и за его пределами роботы приобретают такие чувства, как осязание и зрение. Эти инновации существенно меняют возможности робота, позволяя ему совершать подвиги, которые он не смог бы сделать иначе:
Нажмите: На некоторых предприятиях по переработке используются роботы, которые могут идентифицировать и разделять отходы в зависимости от текстуры. Сочетание этой функции с машинным обучением на основе зрения делает роботов гораздо более искусными в сортировке мусора, чем рабочие-люди, что может избавить их от опасной работы по управлению отходами. Массачусетский технологический институт недавно создал машину, которая может предсказывать, к какому объекту или части предмета она прикасается, только на основе тактильного ввода.
Прицел: Некоторые роботы оснащены датчиками обнаружения света и определения дальности (LiDAR), которые позволяют им определять расстояние с помощью лазерных отражений. Это чувство можно сравнить с эхолокацией у таких животных, как летучие мыши и дельфины — звуковые волны помогают этим существам определять местоположение объекта. Ярким примером являются боты SameDay от FedEx, которые могут перемещаться среди людей и объектов с помощью LiDAR.
Слух: Подобно технологии LiDAR и эхолокации, некоторые роботы могут использовать технологию, называемую лазерной виброметрией, для обнаружения вибраций. Эта способность по существу позволяет им слышать основные звуки и даже разговоры. Хотя в настоящее время это более распространено в бытовой электронике — например, в интеллектуальных устройствах — вскоре оно может найти применение и в производстве робототехники.
Будущее робототехники в производстве
Как будут выглядеть будущие приложения промышленных роботов и как они могут оптимизировать производство? Вот несколько способов, которыми эти машины уже начинают развиваться.
1. Производство без освещения
Световое производство позволяет роботам работать без помех. Этот термин распространен на фабриках с небольшим числом рабочих-людей, если они вообще есть — машины управляют производственным процессом от начала до конца. Некоторым производителям эта концепция может показаться легче реализовать, чем другим, но те, кто интегрирует ее в свою деятельность, как правило, отмечают заметное повышение производительности и затрат на оплату труда. Компании, которые применяют эту стратегию, могут даже повысить энергоэффективность из-за снижения потребности в климат-контроле и дополнительном освещении.
2. Возможности Интернета вещей
Интернет вещей (IoT) соединяет физические устройства с интернет-приложениями, такими как облачное программное обеспечение, чтобы сделать их умнее и лучше понимать свое окружение. Производители робототехники объединяют их, оснащая роботов датчиками, которые позволяют им считывать окружающую среду. Эти инструменты улавливают внешнюю информацию, такую как тактильный и визуальный ввод. С помощью этих данных эти боты могут принимать обоснованные решения о дальнейших действиях.
Более продвинутые приложения IoT включают прогнозный анализ и отслеживание местоположения. Интеграция этих возможностей в существующие датчики робототехники может вывести эти устройства на новый уровень автоматизации. Робот, который мог бы предсказать неизбежную поломку другой машины или информировать руководителей производства о своем предстоящем графике технического обслуживания, принес бы инновации беспрецедентного масштаба.
3. Преобразования в кибербезопасности
Использование искусственного интеллекта и робототехники, подключенной к облаку, в вашем бизнесе может помочь вам обойти конкурентов, но также может сделать вашу деятельность более уязвимой для кибератак. По мере того, как все больше компаний подключаются к системам на основе Интернета вещей, им необходимо усилить меры кибербезопасности для защиты конфиденциальной информации. Улучшенная кибербезопасность — одна из основных тенденций в робототехнике, и на то есть множество веских причин.
Ответственность за безопасность в первую очередь лежит на трех основных группах — производителя роботов, интегратора и оператора. Роботизированная прошивка и программное обеспечение могут быть уязвимы для взлома, а это означает, что компания, создающая ботов, должна с самого начала установить для них надежные системы безопасности.
Наступательная и защитная безопасность, включающая тестирование на наличие уязвимостей и установку средств защиты, может защитить эти машины от внешнего вмешательства. Эта тактика требует командного подхода как от интеграторов, так и от операторов, чтобы добиться успеха.
Обратитесь в компанию MANTEC за помощью по передовым технологиям производства
Если вы думаете о внедрении роботизированной производственной системы, но не знаете, с чего начать, MANTEC может помочь вам в достижении вашей цели. Мы обладаем экспертными знаниями в передовых производственных технологиях, что позволяет нам помогать нашим клиентам в эффективном внедрении технологий. Наши клиенты уже давно добились успеха благодаря нашим консультационным услугам благодаря нашим индивидуальным решениям, обилию внутренних и внешних ресурсов и экспертным программам обучения.
Сервисный центр — ремонт ноутбуков, компьютеров и электроники
Инженеры сервисного центра Икс-про успешно обслуживают и ремонтируют компьютерную технику с 2006г.
Схема работы сервисного центра
Приемка техники
Мастер-приемщик проводит предварительную диагностику и осмотр оборудования на территории сервисного центра Икс-про. Принимая оборудование мы можем сообщить только приблизительную стоимость ремонта. Окончательная стоимость может быть установлена только после полной диагностики техники.
Вы получаете договор с указанием уникального номера-идентификатора вашего ремонта.
Оборудование поступает в очередь на диагностику.
Диагностика неисправности
Инженер проводит диагностику оборудования. Выявляет причину неисправности. Подготавливаются предложения по восстановлению техники.
Поиск неисправности может занимать до 12 часов.
Согласование стоимости и сроков ремонта
Мастер-приемщик сообщает вам все возможные варианты дальнейшего развития событий. Согласовываются стоимость и сроки поставки запчастей, проведения работ.
Процесс ремонта оборудования
При поступлении необходимых для ремонта деталей инженер сервисного центра производит ремонт оборудования.
Техника проходит проверку работоспособности. Производится тестирование. Затем мастер-приемщик сообщает вам о необходимости забрать оборудование.
Выдача оборудования
Вам демонстрируется работоспособность техники. Проверяется комплектация, сообщается срок гарантии. Только после этого вы оплачиваете ремонт.
Специализация и цены сервисного центра Икс-про:
Ноутбуки
профилактическое обслуживание;
чистка системы охлаждения;
ремонт любой сложности:
Программный
переустановка ОС;
установка лицензионных программ;
установка драйверов;
удаление вирусов.
Блочный
замена матрицы и/или шлейфа;
замена клавиатуры;
замена жесткого диска, SSD;
увеличение объема памяти.
Компонентный
замена разема питания, USB
ремонт после залития;
замена видео-чипа;
замена BGA-чипа моста.
Печатающая техника
профилактическое обслуживание принтеров, МФУ;
ремонт механики лазерных принтеров и МФУ формата А4;
заправка картриджей для лазерных устройств;
чистка, ремонт струйных печатающих устройств с СНПЧ.
Мы не ремонтируем струйные устройства картриджного типа.
Компьютеры, моноблоки
профилактическое обслуживание;
чистка системы охлаждения;
блочный ремонт системных блоков;
программный ремонт компьютеров;
ремонт мониторов, ИБП, периферии.
Восстановление данных
Профессионально восстанавливаем данные с жестких дисков или флеш-накопителей на собственном оборудовании в Адлере.
Сроки диагностики и ремонта техники.
Длительность ремонта оговаривается в каждом случае отдельно. Она может зависеть от сложности неисправности; от сроков поставки деталей.
При высокой загруженности сервисного центра мы не можем гарантировать, что сданная техника попадет на диагностику к инженеру в день приема.
Почему нас рекомендуют наши клиенты
Сервисный центр Икс-про работает с 2006 года. Опыт инженеров подтвержден дипломами и сертификатами. Мы умеем ремонтировать технику;
диагностические и ремонтные работы проводятся с помощью современного оборудования с использованием программ и схем производителей;
для ремонта используются только новые комплектующие. При желании клиента или отсутствии в продаже запчастей, после обязательного согласования, можем заказать детали с «разбора» из других мастерских;
вся отремонтированная техника проходит двойной контроль и тестирование перед выдачей клиенту;
мы даем и выполняем гарантию на все ремонтные работы сервисного центра.
Гарантия на услуги сервисного центра Икс-про
Вы забираете отремонтированную технику и получаете гарантию на все выполненные работы сроком на 2 месяца с момента выдачи оборудования из сервисного центра.
Если в течение гарантийного срока проявляется та же неполадка в работе оборудования, стоимость предыдущих работ идет в зачет нового ремонта.
При определенных видах работ возможны иные гарантийные условия, что будет оговорено отдельно.
Оборудование сервисного центра
Инфракрасная паяльная
станция Квадрат-М
Цифровая паяльная
станция Термо-про
Цифровой осцилограф
Rigol DS1054
Отзывы наших клиентов
Как найти Компьютерный центр Икс-про
Компьютерный центр «Икс-про» —
Магазин, фотопрокат, сервисный центр, копировальный центр:
Адрес: Адлер, ул. Ленина 10А. (остановка «Кинотеатр Комсомолец» в сторону Сочи.
Мы помогаем людям быстро и с комфортом решать вопросы ремонта, приобретения или аренды любой компьютерной, фото и орг-техники за счет индивидуального подхода, слаженной командной работы и искреннего сервиса.
А началось все в 2006 году, когда 2 друга открыли небольшую мастерскую по ремонту компьютеров. Тогда мы умели немного — ремонтировать стационарные ПК, настраивать программы и операционные системы, заправлять картриджи и ремонтировать принтеры. Но мы не прекращали учиться и продолжаем учиться ежедневно, чтобы с легкостью отремонтировать современный компьютер, планшет или смартфон любой сложности!
Технологии развивались, мы развивали бизнес. К 2010 году был открыт магазин по продаже компьютеров и оргтехники, и расширен сервисный центр. Каждый год мы добавляли площади. Добавляли ассортимент товара и услуг.
Сейчас Компьютерный центр Икс-про это:
магазин компьютеров, оргтехники и расходных материалов площадью более 100м2;
отдел профессиональной фототехники и фотооборудования;
интернет-магазин компьютеров, орг-техники и электроники;
сервисный центр Икс-про, в котором производится:
восстановление данных с вышедших из строя жестких дисков и флэшек;
сложный ремонт ноутбуков, мониторов и компьютеров;
ремонт источников питания и зарядных устройств;
профилактическая чистка ноутбуков;
переустановка и настройка операционных систем и программ;
ремонт iPhone и планшетов;
заправка картриджей и ремонт принтеров;
копи-центр Икс-про:
печать и копирование на бумаге форматов от А4 до А0+
сканирование до формата А0+
прокат профессиональной фото и видео техники;
утилизация компьютеров, бытовой и орг- техники;
комиссионный магазин компьютеров и бытовой электроники;
Важная задача для нашей команды — это постоянное улучшение качества обслуживания наших клиентов. Для этого мы стремимся усовершенствовать и контролировать все процессы на каждом этапе работ. Мы считаем свою работу удовлетворительной, только если вы остаётесь довольны её процессом и результатом.
Гигиеническая чистота вашего рабочего места
Приверженность сохранению вашего рабочего пространства
— Сертифицированные профессиональные уборщики —
— Гигиеническая чистота при каждой уборке —
— 100% гарантия качества —
— Доступно по вечерам и выходным —
Следующий 9
Предыдущий
Сообщение от H-Pro …
Прочитав заявление на нашем веб-сайте, вы поймете, что имеете дело не с какой-либо обычной клининговой компанией. Становится очевидным, что мы НЕ типичная клининговая компания. Борьба с грязью, бактериями и вирусами с помощью передовой практики гигиены является ключом к поддержанию безопасной и санитарной среды в раннем обучении.
Спросите себя.
..
Имею ли я дело с профессиональной клининговой компанией, специализирующейся только на центрах раннего развития?
Предлагаем
Комплексное решение для ежедневной гигиены
Стандарты очистки, обеспечивающие до 30 раз большую защиту от вирусов и бактерий по сравнению со стандартным чистящим раствором
Очистка инфекции при возникновении вспышек
Цены на уборку, которые могут вас удивить
Уборщики, прошедшие обучение в отрасли, прошли обучение в академии обучения и развития h-pro.
НАШИ УСЛУГИ
Мы дифференцируем наш уровень обслуживания с помощью определенных эталонов, наши уборщики гарантируют, что стандарты обслуживания находятся в прямом соответствии с обсуждениями, проведенными до начала работы.
Early Learning
H-Pro — специализированная клининговая компания, которая занимается исключительно Центрами раннего развития, мы ведем себя по-другому, мы разумно идем в ногу с инновациями и исследованиями. Наша уборка защищает ваших детей, персонал и семьи, защищая при этом ваш бренд.
Инфекционный контроль
Служба инфекционного контроля H-Pro на сегодняшний день имеет 100% успех. Итак, если в вашем Центре имеется вспышка гастроэнтерита, ладонно-ротового стоматита или контакт с Covid 19, мы поможем.
Обслуживание этажей
Полы Центра раннего развития являются неотъемлемой частью обучения и развития маленьких детей. Многофункциональное пространство уравновешивает пешеходный трафик и учебную среду.
H-Pro использует технологии очистки пола в каждой игровой комнате для контроля распространения грязи, бактерий и вирусов
Когда на карту поставлены здоровье и защита детей и персонала, можете ли вы позволить себе ошибиться! Включите графику в соответствии с информационным листом Почему H-Pro представляет собой оптимальное соотношение цены и качества.
Обратная связь с клиентами
Отличный сервис, очень отзывчивый и очень доступный. Я не мог бы говорить более высоко, они первоклассные. Гигиена — это то, о чем они говорят, и, что более важно, то, что они приносят.
RobertCEO
Тренажерный зал выглядит великолепно, пол, зеркала, ванные комнаты, везде просто удовольствие, и наши члены действительно ценят чистоту, гигиена важна, для тех, кто ищет клининговую компанию, которая делает то, что они говорят, что они делают H-PRO гвоздь, спасибо, ребята.
Менеджер LindaGym
H-PRO превзошел все наши ожидания… Я очень доволен результатами. Нам нужны наши офисы ок. 800 квадратных метров нужно очистить, и я рад сообщить, что они сделали это и даже больше, ванные комнаты безупречны, команда H-PRO исключительна. Команда старается изо всех сил заботиться о своих клиентах, и это видно. Мы будем пожизненным клиентом, и мы так счастливы, что нашли их.
НикольОфис-менеджер
Предыдущий
Следующий
Как мы помогаем — H Pro
Как мы помогаем — H Pro
Компания по уборке специализированных детских учреждений
Каждый день наши бригады по уборке находятся в центрах раннего развития по всему Квинсленду, ограничивая распространение болезней, в частности желудочно-кишечных, ручных, ножных и ротовых, с помощью специализированных и строгих процессов очистки. Наши команды обучены методам уборки, которые препятствуют переносу и перекрестному загрязнению между помещениями. Это наш базовый стандарт практики уборки, который вы можете ожидать при каждой уборке.
На самом деле каждый день H-Pro убирает десятки тысяч квадратных метров центров раннего развития. Так что, можно сказать, мы уверены в своих силах! Хотя каждый центр уникален, беспрецедентные и профессиональные результаты уборки, которые способствуют созданию гигиеничной и свободной от вирусов среды, остаются неизменными.
Мы развиваем нашу практику и Процедуры по уничтожению вирусов И бактерии в вашем центре
Мы НЕ типичная клининговая компания. Борьба с бактериями и вирусами с помощью передовой практики гигиены является ключом к поддержанию безопасной и санитарной среды. Наши уборщики прошли профессиональную подготовку по процессам, которые гарантируют, что они не переносят бактерии и вирусы из одной точки или из одного центра в другой.
Индустрия уборки можно не регулировать.
. но мы точно есть!
БЕСПЛАТНАЯ ЦЕНА
Ищете специалиста по уборке для вашего центра? Свяжитесь с нашей дружной командой сегодня для бесплатной цитаты!
Имя
Телефон
Эл. адрес
Компания
Пригород
Сообщение
Наш технологический процесс
Этап 1
Установите базовый уровень уборки. Гигиенические процедуры после этого этапа требуют чистых поверхностей для сохранения эффективности.
Наша стандартная базовая уборка включает в себя мытье полов, уборку пылесосом, уборку ванных комнат, чистку поверхностей и влажную уборку пыли на периодической основе, указанной ниже в соответствии с периодичностью и графиком. В этом процессе очистки используются коммерческие химикаты с поставляемым SDS.
Этап 2
Обеспечение дополнительного уровня защиты. Этот этап необратимо зависит от использования коммерческих химических продуктов, в том числе с одобрением TGA, технологии оборудования и процедур, поддерживающих текущие исследования и инновации. Продукты, адаптированные к вашей среде и потребностям.
Водный озон используется в помещениях для замены дезинфицирующего средства для поверхностей, в зонах отдыха. Водный озон обеспечивает полное гигиеническое покрытие всех поверхностей, включая мебель. Водный озон одобрен TGA.
Коммерческие химикаты с поставленным SDS будут использоваться на месте. Комбинация Vira Clean и Aqueous Ozone будет использоваться на всех контактных точках и поверхностях, оба одобрены TGA для таких применений.
Этап 3
Инфекционный контроль состоит из двух частей – Реагирующего и Превентивного режима.
Вы получите заявки, которые охватывают режим предотвращения.
Водный озон – одобрено TGA
Vira Clean – одобрено TGA
Реагирующий режим как часть инфекционного контроля для лечения, например, Covid-19, гастроэнтерита (норовируса), кистей рук и рта.
H-Pro Pty Ltd может предоставить расценки на адаптивный режим при работе с инфекционным контролем.
Главная » Статьи » Статьи по металлообработке » Токарные станки по металлу » Виды головок для токарных станков
05.02.2021
Токарные станки по металлу
Просмотров: 2387
Расширение функциональных возможностей токарных станков с ЧПУ связано с установкой на них дополнительных устройств, позволяющих выполнять круг операций, несвойственных универсальному оборудованию.
Револьверные токарные головки
Устанавливаются на суппорт токарного станка и обеспечивает крепление оправок резцов. Количество позиций револьверной головки может быть различным — 6, 8, 12, реже больше. Увеличение количества мест для крепления инструмента, зачастую, невозможно без уменьшения сечения оправки. В каждую позицию возможна установка резцов, сверл, метчиков.
Конструкция головки и осей подач позволяет обрабатывать деталь в осевом и радиальном направлении к оси заготовки. Различные инструменты, производя смену и перемещение по программе производят необходимые технологические операции.
Револьверная головка токарного станка с ЧПУ содержит в себе, как правило, 1 электропривод, обеспечивающий как смену позиции, так и фиксацию диска.. Устройство револьверных головок токарных станков с ЧПУ позволяет производить смену позиции инструмента по кратчайшему расстоянию. После выбора активного инструмената также важным является возможность подачи СОЖ с индивидуальной регулировкой под каждый вылет режущего инструмента.
Шлифовальная головка
Шлифовальная головка для токарного станка позволяет производить шлифовку деталей без применения дополнительного станочного оборудования. Устанавливается на суппорт станка. Привод шлифовального круга осуществляется от собственного электродвигателя, подключенного к основному электрооборудованию.
Применение различных профилей кругов, оправок, установка бабки и суппорта под углом друг к другу позволяют шлифовальной головке обрабатывать любые детали со сложными поверхностями. Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих.
Фрезерные головки
Возможность фрезерования детали на токарном станке обеспечивается револьверной головкой с управляемым приводом вращения режущего инструмента и возможностью позиционирования шпинделя (реализация оси С). Позволяют выполнять фрезерные операции на деталями, закрепленными в патроне токарного станка. Оправки условно делятся на осевые, радиальные и с регулируемым углом наклона инструмента. Точные угловые перемещения обрабатываемой детали вокруг оси шпинделя обеспечиваются двигателем шпинделя и датчиком позиционирования шпинделя. Перемещение фрезы относительно обрабатываемой заготовки осуществляется стандартными осями токарного станка.
Резьбонарезные головки
Резьбонарезные головки для токарных станков предназначены для высокоточного нарезания внутренней и внешней резьбы на деталях. Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
В конструкции головок предусмотрено регулирование размера нарезаемой резьбы. По окончании нарезки осуществляется автоматическое раскрытие головки, чтобы при обратном ходе отсутствовало соприкосновение гребенки с деталью. Сами нарезные гребенки установлены в кулачках на винтах и звездочках.
Приводная головка для токарного станка
Приводная головка для токарного станка применяется для закрепления в ней приводного инструмента при выполнении дополнительных технологических операций:
Нарезание резьбы фрезерованием.
Точение поверхностей и отверстий под углом к оси заготовки.
Сверление отверстий различных размеров со смещением от оси детали.
Фрезерование всевозможных плоскостей.
Головки различаются по способу установки между осями инструмента и детали. Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу.
Свое применение приводные головки находят в токарных обрабатывающих центрах, работающих под управлением ЧПУ. Сфера их применения — крупносерийное производство однотипных деталей.
Вихревая головка
Применяется для вихревого нарезания резьбы. Вихревая головка для токарного станка устанавливается на каретке суппорта. В ней размещается до четырех резцов. Привод осуществляется ременной передачей от собственного электродвигателя.
Заготовка устанавливается в центрах токарного станка, одновременно проходя через головку, которая установлена эксцентрично относительно оси заготовки. Вращаясь, резцы головки поочередно снимают металл с обрабатываемой детали. Таким способом выполняют как наружную, так и внутреннюю резьбу.
Вихревая головка позволяет производить нарезку резьбы на большой скорости, что способствует получению поверхности с высокой чистотой обработки. Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Резьбонакатная головка для токарного станка
Позволяет изготовить резьбу на любой детали с высокой производительностью.
Аксиальные или осевые головки используются для накатки резьбы на пустотелых деталях большой длины (трубы), изделиях сложной конфигурации (валы). Применяются на одиночных станках или в составе автоматических линий. Возможна работа вручную.
Головки имеют несколько резьбонакатных роликов со шлифовальными витками. Установленные под углом к оси детали, они при вращении накатывают виток резьбы за один оборот детали. Возможно вращение как самой головки, так и детали.
Радиальные головки накатывают короткие резьбы, конические, с их помощью производят маркировку изделий, выглаживают и формируют детали. Тангенциальные головки используются для накатывания цилиндрической и конической резьбы различного вращения на любом участке детали.
Многорезцовая головка для токарного станка
Спиральная многорезцовая ножевая головка применяется для обработки ступенчатых изделий одновременно несколькими резцами в крупносерийном производстве. Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Токарный станок ТВ 320. Технические возможности
02.09.2020
Просмотров: 718
Токарный станок ТВ 320 – это универсальное средство обработки металлических заготовок, активно используемое предприятиями в производстве инструментов и приборов.
Технические возможности станка ТВ 320 позволяют выполнять стразу несколько технологических процессов, осуществлять обработку методом скоростного точения, а также регулировать параметры подачи, не завершая работу прибора.
Токарные станки по металлу
Токарная обработка — что это? Основные тезисы и понятия
27. 08.2020
Просмотров: 539
Содержание:
1. Обработка наружных цилиндрических поверхностей
2. Обработка торцевых поверхностей
3. Обработка канавок
4. Обработка отверстий
5. Основные принципы безопасности
Токарные станки по металлу
Рассмотрим токарные патроны для станков
05.02.2021
Просмотров: 2194
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона — зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные
Токарные станки по металлу
Револьверная головка BWD
Применяемость. Данная серия револьверных головок является одной из основных частей токарных станков с ЧПУ. Благодаря жесткой фиксации инструментального диска данной револьверной головки она может применяется для нарезания резьбы, расточки внутренних отверстий, проточке пазов и т.д. Револьверная головка серии BWD применяется для оснащения промышленных станков, металлургических предприятий и так далее.
Особенности. Револьверная головка BWD- это новый продукт с электроприводом от компании Yaxing, удовлетворяющий спрос клиентов в области металлообработки и других областей промышленности. Высота центров револьверного диска соответствует международным стандартам. Использование циклоидного мотор-редуктора позволяет быстро производить смену инструмента с фиксацией револьверного диска. Также револьверная головка BWD имеет компактную структуру и хороший внешний вид. Конструкцией револьверной головки предусмотрена возможность подведения охлаждающей жидкости к режущему инструменту.
Параметры
ед.изм.
модель
Высота центра
мм
63
80
100
125
Количество позиций инструмента
шт
6;8
Размер сечения резца
мм
25
Время индексирования 45°
сек.
1.8
1.8
2.1
3.2
Время индексирования 180°
сек.
2.9
2.9
3.2
5.0
Макс. крутящий момент по касательной
KNm
0.7
1.4
3.0
3.2
Макс. осевого крутящего момента
KNm
0.8
1.6
3.5
3.4
Макс. Крутящий момент смещения
Nm
10
12
25
40
Точность повторяемости
мм
0,005
Точность индексирования
сек.
±7
Мощность двигателя
Вт
90
140
Скорость двигателя
об/мин
900
1400
Вес нетто (без диска инструмента)
кг
35
50
80
120
JET 26″ x 80″ — Токарный станок по металлу с зубчатой головкой и отверстием шпинделя
<< Назад
Изготовленные с использованием сертифицированного процесса литья Meehanite для повышения прочности, токарные станки JET серии ZH с отверстием шпинделя 4-1/8 обеспечивают стабильную и надежную работу. Особенности включают переднюю бабку с приводом от муфты со всеми закаленными и отшлифованными шестернями передней бабки, универсальный редуктор, полностью интегрированную систему охлаждения и ускоренный ход на фартуке, что делает серию ZH идеальной для высокопроизводительных производственных приложений. Это функции, которые вы ожидаете от токарного станка JET, на который распространяется ведущая в отрасли двухлетняя гарантия JET.
GH-2680ZH, Токарный станок с редуктором, отверстие шпинделя 4-1/8 дюйма
Особенности и преимущества
3-кулачковый спиральный патрон 12 дюймов с верхними реверсивными кулачками
2 люнета с роликовыми подшипниками
Направляющие для кроватей индукционно закалены и отшлифованы для увеличения срока службы
E-Stop на каретке для дополнительной безопасности
Держатель электронного ключа патрона
Приспособленные верхние коврики для крепления инструментов
Полноразмерный брызговик
Усиленная задняя бабка и пиноль
Большой и простой в использовании ножной тормоз
Ускоренный силовой ход к поперечным салазкам и каретке
Количество продольных и поперечных скоростей подачи
65
Номер метрических потоков
22.00009
.0010
Количество скоростей шпинделя
12
Общие размеры (L x w x h) (дюйм)
138 x 43 x 57
Предварительное напряжение.
Prop 65
рак и репродуктивный вред
Диапазон поперечных кормов (IPR)
.010 — .0404
. Продольные подачи (IPR)
.0023 — .0937
Диапазон метрических потоков
1 — 14
Скорость шпинделя (RPM)
36 — 1,600
Конфигуратор.
Транспортировочные размеры (Д x Ш x В) (дюймы)
138 x 43 x 57
Размер (английский, США, электронная торговля)
26 x 80
9000 Отверстие шпинделя (1 дюйм) 4-1/8
Крепление шпинделя (англ. США, электронная торговля)
D1-8
Конус шпинделя с втулкой (англ.
Малый 25/32 — 4-29/32, Большой 3-15/16 — 9-7/16
Стиль (Тип)
Двигатель — Большое отверстие шпинделя
Поворот над станиной (дюймы)
26
Поворотный суппорт (дюймы)
16-1/2
Повернуть через разрыв (дюйм)
34
Hailstock Travel (дюйм)
6
Taper в хвостовой шпинде
MT-5
.
Тип
Большой шпинд буровой токарная токана
Вес (фунты)
8514.0000
Вес (фунты) (Блок)
фунт
. 16
Замечания по подключению
Требуется дополнительная плата за перемонтаж на 460 В
Номер детали: 321860 900 900.
Количество:
Руководство по покупке токарного станка
Если вы ищете токарный станок, то вы, вероятно, уже знакомы с основами того, что такое токарный станок, что он делает и как он может использоваться профессионалами и любителями. одинаковый Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
Токарные станки в своей ранней форме представляли собой управляемую вручную машину для двух человек. Конечно, эта ранняя форма возникла более трех тысячелетий назад в Древнем Египте, так что по понятным причинам все было немного более олдскульным.
Даже ранние токарные станки обладали ключевой особенностью всех токарных станков, с тех пор и до сих пор; в отличие от других станков, в токарном станке вращается именно то, что обрабатывается или обрабатывается («заготовка»), а не режущий инструмент. Токарный станок — это обратная сторона дрели; вместо того, чтобы вращающееся режущее долото вгрызалось в окружающий кусок дерева или металла, вращающийся кусок металла формируется стационарной режущей головкой.
Благодаря конструкции токарного станка придание формы заготовке на токарном станке называется «токарной обработкой». На токарном станке можно обрабатывать практически любой материал, хотя наиболее распространены металл и дерево.
СОДЕРЖАНИЕ
. Разработка компонентов Lathe
вашей новой токарной станции
Дальнейшие соображения
скачок вперед во время промышленной революции. Паровые машины обеспечили более мощные станки; электричество еще больше разовьет токарные станки. В 19В 50-х годах серводвигатели добавили элементы управления токарному процессу, а современные токарные станки полностью интегрированы с числовым программным управлением (ЧПУ), что позволяет полностью автоматизировать их.
Попутно мастера изучали, что можно сделать на токарном станке. Токарные станки позволяют удалять материал для создания округлых форм; все, от металлических стержней до деревянных ножек стульев, можно выточить из нестандартных деталей с помощью токарного станка. Сегодня вы найдете токарные станки повсюду, от мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
Назначение вашего нового токарного станка
Если вы подумываете о покупке токарного станка, вам сначала нужно изобразить основной проект или проекты, для которых вы будете использовать токарный станок. Имея в виду проект, вот несколько вопросов, которые помогут вам выбрать токарный станок.
Вы режете в основном деревянные детали или это токарный станок по металлу?
Будет ли это личная мастерская или современный инструментальный цех?
Вам нужна полная автоматизация или лучше простой станок?
Эти факторы влияют на сложность станка, который вам понадобится. Полностью оснащенный ЧПУ токарный станок, способный обрабатывать детали промышленного размера по четырем осям, с несколькими головками для токарной обработки, сверления и резки, сильно отличается от простого двухосевого станка для токарной обработки мебели.
Компоненты
Когда дело доходит до деталей, которые вы будете вставлять в токарный станок, существует множество факторов. Основные компоненты токарного станка, как правило, состоят из следующего:
Передняя бабка со шпинделем
Патрон (для удержания заготовки)
Станина станка
Каретка и поперечные салазки
Револьверная головка
Задняя бабка
предполагаемое назначение вашего токарного станка и размеры деталей, над которыми вы будете работать.
Передняя бабка со шпинделем – Расположенная с левой стороны станка передняя бабка удерживает шпиндель на месте, обычно с подшипниками. Обычно с двигателем и шкивом передняя бабка также обеспечивает мощность для вращения шпинделя и детали. Размер шпинделя варьируется, обычно от ½ дюйма до 1 ½ дюйма в диаметре.
Размер шпинделя определяет размер заготовки, которую вы можете обработать на токарном станке. Однодюймового шпинделя может быть достаточно для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто потребуется шпиндель размером не менее дюйма с четвертью.
Другие аспекты передней бабки и шпинделя, о которых следует знать: допускает ли передняя бабка вынос? В то время как детали предназначены для установки между передней и задней бабками над станиной токарного станка, вынос позволяет устанавливать заготовку вдали от корпуса детали.
Это значительно увеличивает диаметр обрабатываемых деталей. Это не идеальное решение; есть веские причины, по которым детали обычно устанавливаются над станиной токарного станка, где расположена револьверная головка, а задняя бабка помогает поддерживать заготовку. В любом случае, когда вы покупаете токарный станок, учитывайте размер передней бабки и шпинделя, а также различные положения, которые допускает передняя бабка. Некоторые передние бабки можно поворачивать, что упрощает их вынос.
Патрон – Патрон представляет собой специальный зажим для удержания цилиндра. Патрон удерживает заготовку, и большинство токарных станков могут закреплять заготовки размером от 5 до 66 дюймов. Многие патроны также имеют сквозное отверстие, позволяющее длинным заготовкам проходить через патрон и выходить за токарный станок. Используйте тот же процесс принятия решений для патрона, что и для передней бабки; какой размер вам нужен, исходя из деталей, с которыми вы, вероятно, будете работать?
Обратите внимание, что есть дополнительные опции с патронами; большинство патронов являются кулачковыми, то есть подвижными частями, которые затягиваются или ослабляются, чтобы соответствовать заготовке. Типичное расположение кулачков состоит из трех или четырех кулачков на каждом патроне, но у некоторых патронов их намного больше. Челюсти могут быть сжаты вместе или перемещаться независимо друг от друга, чтобы удерживать детали необычной формы.
Станина станка – Станина станка – более простое решение. Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида не требуют пояснений, и у каждого из дизайнов есть свои сторонники. Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.
На более крупных токарных станках промышленного назначения станины также могут быть закруглены, а токарные станки с наклонной станиной все чаще используются на полностью автоматизированных токарных станках с ЧПУ для промышленного применения.
Задняя бабка — На многих новых токарных станках задняя бабка является дополнительной функцией. Его назначение простое – он удерживает дальний конец заготовки. В то время как задняя бабка может не понадобиться для небольших деталей, для более крупных деталей задняя бабка имеет решающее значение. Использование задней бабки уменьшает изгиб заготовки; слишком большой изгиб может придать готовому изделию нежелательную деформацию или изгиб. Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором.
Каретка, поперечный суппорт и револьверная головка — это «рабочие части» токарного станка. Каретка представляет собой набор стержней, часто двух или трех, идущих по всей длине станка. Поперечный суппорт опирается на каретку и удерживает башню. В револьверной головке, в свою очередь, находятся различные инструменты для резки и растачивания детали.
Хотя это звучит сложно, именно каретка и поперечный суппорт определяют количество осей, по которым может двигаться ваш токарный станок, будь то две, три или четыре. Размер башни и количество головок, которые она может вместить, определяются размером детали, которую вы хотите повернуть. Для больших заготовок требуются большие режущие головки, которые, в свою очередь, требуют больших револьверных головок.
Дополнительные сведения
Размер — В США вы найдете токарные станки с описанием «8 дюймов на 24 дюйма». токарные станки. Последнее число относится к расстоянию между центрами (т. Е. Передней и задней бабками) или к самому длинному куску материала, с которым может справиться токарный станок. Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка.
В Великобритании первая цифра обозначается иначе; как мера между центром патрона, то есть теоретически центром любой заготовки, и ближайшей точкой станины токарного станка. Следовательно, токарный станок 8 на 24 в США будет токарным станком 4 на 24 в Великобритании.
Большинство любителей и мастеров, работающих с более мелкими деталями, обнаружат, что токарный станок размером 3 x 15 дюймов, как правило, настолько мал, насколько это необходимо, в то время как размер примерно вдвое больше, 6 x 30 дюймов, образует верхнюю часть дома. токарный станок может быть.
Вес – Имейте в виду, что, как и многие другие механизмы, токарные станки могут быть довольно тяжелыми. Приведенный размер — это не размер самого станка, а скорее обрабатываемая деталь, которую можно разместить; токарный станок будет значительно больше. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
Мощность . Одна из последних вещей, которую вам нужно учитывать при покупке нового токарного станка, — это двигатель. Хотя некоторые токарные станки работают с одной скоростью, многие из них имеют несколько настроек скорости. Также необходимо учитывать крутящий момент.
Для резки больших деталей вашему токарному станку потребуется больше, чем просто высокие обороты; ему потребуется мощность, чтобы тяжелая заготовка плавно вращалась и резала. Рекламодатели могут с гордостью заявлять о максимальной скорости вращения своих токарных станков; но минимум об/мин может быть даже более важным для таких операций, как нарезание резьбы.
Выпуклые ребра на ковше не позволяют мокрому снегу прилипать
Деревянный черенок*
Эргономичная ручка для удобного захвата, можно работать в перчатках и без
*Имеется модель с алюминиевым черенком (арт. 1026794А)
Лопата подходит для уборки снега на крыльце, на небольших поверхностях, вокруг машины. Имеется модель с алюминиевым черенком (арт. 1026794А)
Дилер
Приблизительное время доставки
{{#each data}}
Купить
{{/each}}
Спецификация
Документы и Загрузки
Лопата для уборки снега FISKARS Solid 1026794
Описание
Характеристики
Доставка и оплата
Возврат и обмен
Описание лопаты для уборки снега FISKARS Solid 1026794
Лопата FISKARS Solid 1026794 подойдет для уборки снега на крыльце, на небольших поверхностях, вокруг машины. Ковш изготовлен из полипропилена, имеет ребра жесткости и обладает небольшой шириной. На деревянном черенке располагается D-образная рукоятка, при помощи которой гораздо проще переносить снег.
Производитель оставляет за собой право изменять страну производства, характеристики товара, его внешний вид и комплектность без предварительного уведомления продавца. Уточняйте информацию у менеджеров!
Технические характеристики лопаты FISKARS Solid 1026794
Материал ковша
полипропилен
Материал черенка
дерево
Ширина
335 мм
Длина
1330 мм
Габариты
1330х335х200 мм
Вес
1,5 кг
Отзывы для сайта Cackle
1.
Способы доставки
до 100 кг
до 300 кг
до 500 кг**
Москва
390 руб
500 руб
900 руб
МО, область
390 руб*
500 руб*
900 руб*
Самовывоз
Выдача товара до 20:00, Раменский район, Михайловская слобода, Старорязанская улица, д.4. (при оплате — резерв товара)
* каждый 1 км за МКАД дополнительно 30 руб
** полная информация по доставке крупногабаритных грузов смотрите в разделе Доставка и оплата
2. Способы оплаты
Банковской картой онлайн на сайте ЮMoney (Я.Деньги)
Наличными курьеру QIWI кошелек
Сбербанк-онлайн WebMoney
Безналичный расчет
Вы можете вернуть товар, если был обнаружен производственный брак, дефекты и прочие повреждения.
Датчик BLTouch для 3D принтера: все, что вам нужно знать
Автоматическая калибровка стола — довольно распространенная функция в настольных FDM 3D принтерах. Однако в большинстве 3D принтеров с автоматической калибровкой стола используется бесконтактный индуктивный датчик, который прост в установке, эксплуатации и настройке. Эти индуктивные датчики хорошо работают в связке металлическими столами 3D принтеров, но столы из других распространенных материалов, таких как стекло, практически невидимы для индуктивных датчиков.
Возможно, именно из-за этого недостатка индуктивных датчиков, у многих на слуху датчики BLTouch: если вам нужно использовать неметаллическое основание слота 3D принтера, но при этом необходима автоматическая калибровка, эти датчики — отличный вариант. Еще один плюс этих датчиков — его высокая точность. Исходные показания BLTouch имеют одно из самых низких стандартных отклонений среди всех типов датчиков для автоматизации калибровки стола 3D принтера.
В этой статье мы рассмотрим датчик BLTouch, его достоинства и как его использовать для 3D принтера (к слову, существует множество клонов датчиков BLTouch, но оригинальная конструкция принадлежит компании Antclabs из Южной Кореи).
Что такое датчик BLTouch?
Согласно данным от Antclabs, оригинальному производителю датчика, «BLTouch — это датчик для автоматической калибровки стола 3D принтеров, который может точно измерять угол наклона поверхности стола». Этот датчик работает на любом типе поверхности, будь то металл, стекло, дерево и другие.
Сам датчик уровня наклона стола 3D принтера имеет довольно сложную конструкцию. Он состоит из микроконтроллера, соленоидного переключателя и наконечника, который непосредственно соприкасается со столом. В оригинальном BLTouch для обеспечения высокой точности используется датчик Холла, и этот датчик в сочетании с физическим наконечником позволяет использовать его со многими типами столов.
В некотором смысле этот датчик эквивалентен микровыключателю, установленному на сервоприводе. Когда инструментальная головка опускается, чтобы «вернуть» сопло по оси Z, стол толкает наконечник немного вверх, срабатывает датчик Холла, после чего головка инструмента поднимается.
BLTouch — один из самых точных и надежных датчиков, поэтому неудивительно, что некоторые производители, такие как MakerGear и CraftBot, используют это устройство на своих высокопроизводительных 3D принтерах.
Теперь, когда мы точно знаем, с чем имеем дело, давайте сравним BLTouch с двумя другими типами датчиков.
Разные типы датчиков для автоматической калибровки стола 3D принтера
Индукционный датчик
Ключевое различие между индуктивным датчиком и BLTouch заключается в том, что датчик BLTouch физически касается стола в процессе калибровки. Индуктивный датчик использует токи, индуцированные магнитными полями, для обнаружения металлических предметов поблизости, благодаря чему непосредственного физического прикосновения к столу не происходит.
Но в этом и заключается проблема: индукционные датчики работают только с металлическими столами, поскольку срабатывают только при контакте с металлом. Так что если вы используете стекло, то такой тип датчиков вам не подойдет.
Микросвич (механический концевой выключатель)
Не стоит также сбрасывать со счетов старомодный физический микровыключатель. По сравнению с BLTouch этот датчик менее точен и, возможно, менее надежен в долгосрочной перспективе, поскольку измерение зависит от физических деталей, которые могут со временем изнашиваться.
Однако эти механические переключатели дадут фору другим вариантам, если вопрос касается стоимости и простоты настройки. Поскольку механические переключатели являются очень простыми в реализации, легко настраиваются и дешево стоят, они нашли довольно широкое применение.
Альтернативы
Pinda Probe
Pina Probe — это датчик, разработанный Prusa Research, который представляет собой индукционный сенсор с термистором для учета изменений температуры слоя. Зонд Pinda специально разработан для линейки 3D принтеров Prusa, на которых установлены специальные точки маркеры для калибровки на столе, которые помогают с выравниванием и коррекцией перекоса.
Считается, что это очень точный датчик для 3D принтеров, и, хотя цифр в интернете особенно нет, отзывы кажутся положительными. Так что стоит учесть, что это хороший вариант, если на вашем 3D принтере стол из металла.
Ezabl Pro
Ezabl Pro — это емкостной датчик, изготовленный. Он поставляется с соединительной платой, в которой используется оптический изолятор, чтобы предотвратить повреждение материнской платы высоким напряжением в случае ошибок подключения.
Что касается точности, то он может выполнять измерения с точностью до одной тысячной миллиметра, а это то, что нужно 3D принтерам. Ezabl Pro также имеет полезные функции, такие как двойное экранирование, которое предотвращает любые помехи от других сигналов.
Основным недостатком Ezabl Pro стоит отметиь стоимость, которая составляет около 65 долларов. Но зато этот датчик может работать со стеклянными столами.
Пъезо датчики
Пьезоэлектрический датчик использует пьезоэлектрический эффект для улавливания изменений силы, давления или деформации и преобразования этих изменений в электрический импульс. Компания Precision Piezo из Великобритании — одна из немногих компаний, производящих пьезоэлектрические датчики для 3D принтеров. Они имеют точность, близкую к 7 микронам, что довольно точно для 3D принтера.
Преимущество пьезоэлектрического датчика заключается в том, что в качестве чувствительного элемента можно использовать сопло, не требуя установки дополнительных компонентов. Кроме того, пьезоэлектрический датчик можно разместить на печатающей головке или под платформой для измерения давления. Что касается цены, то она находится в том же диапазоне, что и BLTouch.
Основы настройки датчика BLTouch
Прежде чем приступить к модификации 3D принтера для BLTouch, вам необходимо проработать следующие моменты.
Монтаж датчика
Датчик BLTouch необходимо установить как можно ближе к печатающей головке. Вы можете найти множество конструкций, доступных для загрузки в интернете. Если вы хотите разработать конструкцию для монтажа самостоятельно, обязательно прочтите документацию BLTouch, чтобы учесть габаритные размеры датчика.
Некоторые пользователи сталкиваются с проблемой, когда сопло врезается в стол с одной стороны и идеально печатает с другой. Причина этого в том, что BLTouch установлен под углом по отношению к соплу. Поэтому при проектировании и установке оборудования убедитесь, что BLTouch установлен идеально под прямым углом и совмещен с соплом.
После установки датчика обязательно запишите расстояние между датчиком BLTouch и центром сопла как по оси X, так и по оси Y.
Конфигурация прошивки 3D принтера
Для запуска BLTouch, необходимо будет изменить прошивку 3D принтера в нескольких местах.
Мы использовали версию прошивки Marlin 1.1.9, которая была обновлена в марте 2020 года. Войдите в файл marlin.ino и перейдите на вкладку configuration.h.
Первый шаг — активировать датчик BLTouch, объявив его. Удалите две косые черты, чтобы раскомментировать оператор define:
#define BLTOUCH
Следующим шагом является установка смещения BLTouch с использованием расстояний X и Y, которые вы должны были измерить при установке датчика. Смещение по оси Z может показаться более сложной процедурой, так как датчик BLTouch выступает ниже сопла при непосредственных измерениях. Вам нужно будет найти расстояние между датчиком и концом сопла, когда датчик полностью выдвинут.
Кроме того, поскольку датчик опускается ниже сопла, смещение должно быть отрицательным. Мы рекомендуем установить его примерно на -2,5 для безопасных первых запусков, а затем отрегулировать. Вам нужно изменить значения следующих строк, чтобы они соответствовали вашим числам:
#define X_PROBE_OFFSET_FROM_EXTRUDER 30 // Смещение по оси X: -влево + вправо [сопла]
#define Y_PROBE_OFFSET_FROM_EXTRUDER 20 // Смещение по Y: -перед + сзади
#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.5 // Смещение Z: -ниже + выше
После того, как вы закончите со смещением, вам нужно будет выбрать тип выравнивания стола. Вы можете выбрать один из пяти различных методов компенсации, ниже мы приведем пример с использованием билинейного метода, поскольку с него легко начать.
Чтобы выбрать подходящий вариант, раскомментируйте его, убрав косую черту. Обратите внимание, что только один вариант можно оставить без комментариев. Ваш код должен выглядеть примерно так:
Вы также можете установить количество точек сетки, на основании которых вы будете проводить калибровку. По умолчанию установлено 9 точек, которые формируют сетку 3 на 3 по осям X и Y. Количество точек можно увеличить для получения более точных результатов, но имейте в виду, что время зондирования также будет также пропорционально увеличиваться.
После настройки прошивки вам нужно будет проверить, работает ли BLTouch должным образом, выполнив базовый тест. Как только он будет завершен, вы можете приступить к настройке смещения Z. Есть отличное видео от 3DMakerNoob, которое шаг за шагом проведет вас через весь процесс.
Настройка слайсера
Обязательно добавьте команду G29 в свой G-код сразу после команды G28.
Возможные проблемы
Обнаружение проблем
Создатели оригинального BlTouch в Antclabs упомянули, что оригинальные датчики поставляются с QR-кодом, встроенным в печатную плату на задней стороне. Также известно, что другие китайские производители, называемые TL Touch и 3D Touch, производят продукцию более низкого качества, что приводит к ухудшению качества. При покупке в интернете обязательно приобретайте у одного из авторизованных реселлеров, которые опубликованы на сайте Antclabs.
Известные проблемы BLTouch датчика
В последней версии BLTouch V3 были проблемы с принтерами Creality, на которых он не работал должным образом. Разработчики прошивки Marlin тесно сотрудничали с Antclabs и определили, что в прошивку необходимо внести определенные изменения.
Отличное обучающее видео по исправлению этой проблемы было подготовлено компанией Teaching Tech. После внесения изменений многие пользователи, наконец, решили проблему.
Недостатки BLTouch
Хотя BLTouch является чрезвычайно точным датчиком уровня, у него также есть несколько недостатков.
При использовании BLTouch важно, чтобы на поверхности кровати не было мусора. Механический датчик определяет поверхность стола и любое повреждение или мусор на поверхности приведет к неточным показаниям.
Также известно, что BLTouch страдает от помех от токов в проводах нагревателя хот энда. Эти помехи приводят к неправильным показаниям BLTouch. В прошивке Marlin есть специальная строка кода, которая поможет вам выключить обогреватели, пока срабатывает датчик. Чтобы активировать его, найдите и раскомментируйте следующее:
#define PROBING_HEATERS_OFF
(Есть решение) Автоматическое выравнивание стола (ABL) с датчиком (BLTouch, индуктивный, емкостный), как это работает?
Проблемы/вопросы, поднятые по поводу автоматического выравнивания стола с использованием, например, датчика BLTouch в этом стеке, требуют более подробного описания функций автоматического выравнивания в целом, цель этих ответов-описать, как это работает.
Определение «выравнивания стола»
Давайте начнем с того, что такие системы датчиков сами по себе никогда не выровняют ваш стол, это неправильное представление, которое легко понять из используемых терминов (таких как Автоматическое выравнивание стола, ABL). Использование таких датчиков физически не изменит «уровень» вашего стола.1) Кроме того, процесс выравнивания рабочей поверхности/нагреваемого стола обычно известен как трамбовка.
Трамбовка-это процесс настройки поверхности сборки таким образом, чтобы она была параллельна осям X и Y 3D-принтера.
Но, когда вам нужна такая функциональность? Что делать, если поверхность стола не полностью плоская/квадратная? Протаранивание такой поверхности затруднено, и эта поверхность не будет перпендикулярна плоскости X-Y сопла… Причина, по которой стол не идеально ровный, может быть вызвана производственным процессом, обработкой (во время транспортировки, падением инструментов на поверхность и т.д.), Способом установки стола и температурными напряжениями при неравномерном нагреве.
Основы
Многие принтеры используют конечные точки для определения происхождения принтера, они не являются необходимыми для принтера, но очень полезны для оператора. Конечные точки позволяют установить ссылку с известной позиции на источник принтера. На самом деле сложные датчики выравнивания представляют собой не что иное, как простой Z-концевой упор, за исключением того, что датчик установлен на печатающей головке и позволяет сканировать стол в большем количестве положений, чем концевой выключатель, установленный на оси Z рамы.
Чтобы иметь возможность печатать последовательно, вы должны обеспечить стол, который правильно прорезинен (для улучшения адгезии/предотвращения прилипания предметов к монтажной пластине). Но если по какой-либо причине поверхность содержит дефекты, обычной обработки поверхности сборки с использованием только Z-образного упора и выравнивающих винтов может оказаться недостаточно.
Что делает это так называемое «выравнивание»?
Использование функций ABL из встроенного ПО позволит использовать датчик для сканирования поверхности рабочей поверхности/нагреваемого стола для создания цифрового представления топологии поверхности. Эта сканируемая поверхность включает в себя несовершенства поверхности (это зависит от возможности обработки точек измерения в процессе сканирования, чем больше точек зондирования, тем лучше может быть отображена геометрия). Например, просто сканирование 3 точек приведет только к наклонной плоскости (например, Ultimaker), но при сканировании нескольких точек в процессе в стиле сетки поверхность может быть отображена на сложную поверхность, описывающую форму. Таким образом, если поверхность не является полностью плоской/квадратной, отсканированная поверхность предоставляет цифровую копию формы пластины сборки.
Как наносится сканируемая поверхность?
Обратите внимание, что это сканирование поверхности, как правило, выполняется на расстоянии от фактического сопла (за исключением систем датчиков давления, в которых сопло используется в качестве зонда), на изображениях ниже это показано для датчика BLTouch и индуктивного/емкостного датчика. Для индуктивного датчика это расстояние обнаружения металла (за вычетом расстояния до сопла), для BLTouch это основано на точке срабатывания выдвижного зонда, см. Этот ответ (на рисунке ниже приведена терминология). Оператору принтера необходимо определить, на каком расстоянии был отсканирован этот стол. Это обычно известно как определение Z-смещения. Смещение Z можно установить с помощью терминала или с помощью дисплея. Настройка этого Z-смещения подробно описана в разделе «Задание Z-смещения в прошивке Marlin».
Как только форма стола будет записана (команда G29с кодом G) и сохранена, а правильное расстояние (смещение по оси Z) задано с помощью M851 Zx.xx (или через дисплей), использование формы необходимо активировать в начальном разделе G-кода файла G-кода печати.
Теперь насадка будет соответствовать форме стола, чтобы улучшить сцепление стола, по умолчанию эта компенсация настроена на размазывание в 10 мм, но может быть отключена или изменена на любое другое значение с помощью M420 Zxx. Сопло будет выводиться в плоскости X-Y без компенсации после расстояния компенсации. Если вы не будете правильно топтать стол, нижняя часть этого объекта печати, таким образом, не будет квадратной по высоте! См. Вопрос «Приводит ли автоматическое выравнивание к срезанным отпечаткам?».
1)Обратите внимание, что фактическое выравнивание стола возможно в некоторых вариантах встроенного ПО, но это возможно только в том случае, если для перемещения стола/насадки используются более индивидуальные регулируемые Z-ступицы!
Датчик уровня воды, преобразователь уровня жидкости
Он использует импортные высокоточные компоненты, чувствительные к диффузионному кремнию, корпус из нержавеющей стали с цельносварной конструкцией уплотнения, высокую точность измерения и надежность. Это отличное решение для контроля уровня внутри и вне помещений. Ниже указана цена датчика уровня воды.
Модель: RS-PM200
МОК: 1 ПК
Дата доставки: в течение 24 часов
Цена: $47,8~$83,45
Описание датчика уровня воды
Принцип работы датчика уровня основан на зависимости между статическим давлением жидкости и уровнем жидкости (P=ρgH), а статическое давление преобразуется в электрический сигнал для измерения уровня жидкости, который является важным применением датчика давления.
Передний защитный колпачок входного преобразователя уровня жидкости серии
PM200 может защитить диафрагму датчика, а также обеспечить гладкий контакт жидкости с диафрагмой. Водонепроницаемое соединение провода и оболочки, вентилятор в кабеле и внешнем мире, внутренняя конструкция с защитой от конденсации. Встроенная схема обработки микросигналов может быть удаленной передачей. Хорошая стабильность и надежность. Это промышленный датчик уровня воды.
Определение
Применение
Датчик уровня воды может широко использоваться на водоочистных сооружениях, очистных сооружениях, городском водоснабжении, высотном бассейне, скважине, геотермальной скважине, шахте, промышленном бассейне, нефтяном бассейне, гидрогеологии, водохранилище, реке, океане, и другие поля.
Особенности датчика уровня воды
1. Защита от обратной полярности и защита от мгновенного перенапряжения по току соответствуют требованиям защиты от электромагнитных помех. 2. автоматическая компенсация температуры, автоматическая коррекция температуры. 3. использовать качественный воздухопроводящий кабель, который можно пропитывать водой круглый год. 4. способность к перегрузке и защите от помех, экономическая и практическая стабильность. 5. Основной алгоритм автоматической коррекции может эффективно предотвращать числовые колебания, вызванные колебаниями поверхности воды. 6. Наклонное направляющее отверстие для жидкости может эффективно предотвратить попадание примесей ила, а также предотвратить удар.
Параметры
Спецификация сигнальной линии : 2-проводная/3-проводная Дрейф нуля : ±0,02% полной шкалы/°C Сдвиг температурной чувствительности : ±0,1% полной шкалы Частотная характеристика (-3 дБ) : 3,2 кГц Температурная компенсация : -20~+85°C Температура среды : -10~+85°C Перегрузка 3 Давление 3 200 % полной шкалы Диапазон испытаний (м) : 0,5 1 2,5 5 10 20 50 100 200 300 400 500 600
Дополнительная информация о датчике уровня воды
Что такое датчик уровня воды?
Датчик уровня жидкости (датчик уровня воды) — датчик давления для измерения уровня жидкости. и преобразуйте измеренное давление в выходной электрический сигнал.
Как работает датчик уровня воды?
Принцип измерения статического давления: когда датчик уровня жидкости помещается на определенную глубину тестируемой жидкости, формула давления датчика относительно уровня жидкости выглядит следующим образом: Ρ=ρ.g.H Формула Po: Давление на P: преобразователь относительно уровня жидкости ρ: измеренная плотность жидкости g: локальное ускорение силы тяжести Атмосферное давление на Po: поверхность Глубина H: преобразователь в жидкости Тем временем давление жидкости вводится в камеру избыточного давления датчик через газопровод из нержавеющей стали, а атмосферное давление Po на уровне жидкости соединено с камерой отрицательного давления датчика для противодействия Po, на задней части датчика Давление, измеренное датчиком, равно ρ.g.H. Глубина уровня жидкости может быть получена путем измерения давления P.
Какие бывают датчики уровня воды?
Он разделен на две категории: один контактного типа, включая однофланцевый датчик уровня жидкости с перепадом давления, поплавковый датчик уровня жидкости, магнитный датчик уровня жидкости, входной датчик уровня жидкости, электрический внутренний поплавковый датчик уровня жидкости, электрический поплавковый датчик уровня жидкости датчик, электронный датчик уровня воды, магнитострикционный датчик уровня жидкости, сервоприводной датчик уровня жидкости и т. д. Вторая категория является бесконтактной и делится на ультразвуковой датчик уровня жидкости, радарный датчик уровня жидкости и т. д.
Где скачать инструкцию по датчику уровня воды?
Пожалуйста, свяжитесь с нами для получения руководства.
Другие датчики
Другие блоги
Определение и типы систем предупреждения о наводнениях
Длительные дожди и таяние снега привели к повышению уровня воды и затоплению городских дорог, что привело к наводнениям. Частые и экстремальные наводнения неизбежны и угрожают безопасности населения.
Лучшие инструменты и программное обеспечение для мониторинга окружающей среды серверной комнаты
С развитием информационных технологий количество компьютерных систем и коммуникационного оборудования увеличивается день ото дня. В наступившем году центральный
Лучшие детекторы протечки воды, датчики протечки воды
Сталкивались ли вы или ваш друг с прорванной водопроводной трубой, скоплением воды на кухне или в ванной? Вода является наиболее распространенной причиной свойства
8 лучших промышленных детекторов утечек газа 2021 года
Зачем нужен газоанализатор? В процессе промышленного производства часто происходит утечка легковоспламеняющихся, токсичных и вредных газов, что может привести к серьезным последствиям.
Что такое Интернет вещей? 16 лучших датчиков и приложений IoT
Что такое Интернет вещей? IoT — это «Интернет вещей». Это расширенная и расширенная сеть, основанная на Интернете. Он сочетает в себе различные датчики информации
Умное сельское хозяйство: Интернет вещей в сельском хозяйстве
Что такое умное сельское хозяйство? Умное сельское хозяйство — это применение технологии Интернета вещей в традиционном сельском хозяйстве с использованием датчиков и программного обеспечения для управления сельскохозяйственным производством
Датчик уровня воды | Что, Как, Где, Преимущества, Типы
Содержание Что такое датчик уровня воды? Датчик уровня воды – это устройство, измеряющее уровень жидкости в стационарной емкости
Что такое датчик уровня воды?
Электронный измеритель уровня воды — это новый тип датчика измерения уровня воды, который состоит из печатной платы, общего электрода,
Какие бывают типы промышленных датчиков?
Промышленные датчики имеют много типов, вот пять основных типов: Датчик температуры: относится к датчику, который может измерять температуру и преобразовывать ее в
7 основных типов методов измерения уровня – чем они отличаются?
7 основных типов методов измерения уровня – чем они отличаются?
Датчики уровня жидкости используются уже несколько десятилетий на таких рынках, как продукты питания и напитки, промышленность, медицина и бытовые товары, полиграфия, сельское хозяйство, автомобили и бытовая техника для обнаружения утечек или измерения уровня. Мы часто удивляемся, почему клиенты выбирают одну технологию, а не другую. другой, и это общий вопрос, который нам задают. Некоторые производители оборудования также могут быть удивлены как разнообразием, так и интеллектуальностью альтернативных датчиков уровня, доступных на рынке.
Процессы, для которых раньше требовалось дорогостоящее оборудование, теперь могут выполняться с использованием творческих, инновационных и интеллектуальных технологий, которые могут быть экономичными, надежными, надежными, высокоточными и простыми в установке. Жидкости, которые исторически были чрезвычайно сложными для обнаружения, такие как мыло, содержащее пузырьки/пену, молоко и липкие вещества, такие как клей и чернила, теперь оказались возможными и более легкими для обнаружения с помощью различных доступных технологий измерения уровня.
Но есть ли необходимость в такой технологии или в каком-либо датчике уровня — вопрос, который могут задать многие люди. Тем не менее, учитывая конкурентный характер отрасли и постоянное стремление к повышению качества, снижению затрат, неэффективности и расточительному менталитету, ни одна компания не хочет рисковать, предлагая решения, которые не работают так хорошо, как могли бы быть.
Оптический
Вибрационный или камертонный
Ультразвуковой
Поплавковый
Емкость
Радар
Проводимость или сопротивление
Ознакомьтесь с нашим полным ассортиментом решений для измерения уровня
1. Оптические сигнализаторы уровня
Преимущества количество жидкостей
Минусы – Инвазивность, поскольку датчику требуется контакт с жидкостью, питание, некоторые густые вещества могут вызвать образование налета на призме.
Приложения – приложения для измерения уровня в резервуарах и обнаружения утечек
Существует ряд технических терминов, используемых для описания этого типа технологии измерения уровня. Оптическая призма, электрооптическая, одноточечная оптическая, оптический переключатель уровня… список можно продолжить. Для этой цели мы будем использовать термин «оптический переключатель уровня». Переключатель работает очень просто. Внутри корпуса датчика находится светодиод и фототранзистор. Когда наконечник датчика находится в воздухе, инфракрасный свет внутри наконечника датчика отражается обратно к детектору. Находясь в жидкости, инфракрасная жидкость преломляется от наконечника датчика, в результате чего меньше энергии достигает детектора. Будучи полупроводниковыми устройствами, эти компактные переключатели идеально подходят для широкого круга приложений измерения уровня, особенно когда важна надежность. Оптические датчики уровня жидкости подходят для обнаружения высокого, низкого или среднего уровня практически в любом резервуаре, большом или маленьком. Они также подходят для обнаружения утечек, предотвращая дорогостоящий ущерб. Отраженный свет, например, в небольшом отражающем резервуаре, зеркальных резервуарах, пузырьках, молоке или жидкости для покрытия, часто может вызывать проблемы с задержкой показаний.
Плюсы – Твердотельный, может быть неинвазивным, компактным, точным
Минусы – Может потребоваться калибровка, может использоваться только для определенных жидкостей водоподготовка, энергетика и пивоваренная промышленность.
Емкостные датчики уровня работают так, что технологические жидкости имеют диэлектрическую проницаемость, значительно отличающуюся от воздуха. Они измеряют изменение емкости между двумя пластинами, вызванное изменением уровня. Доступны две версии: одна для жидкостей с высокой диэлектрической проницаемостью и одна с низкой диэлектрической проницаемостью.
Емкостные датчики уровня работают с целым рядом твердых, жидких и смешанных материалов. Они также доступны в контактной и бесконтактной конфигурациях, что означает, что некоторые из них могут быть прикреплены снаружи контейнера/резервуара. При выборе устройства важно знать, что не каждый датчик емкости работает с каждым типом материала или резервуара. Кроме того, датчик необходимо откалибровать на конкретный материал, чтобы избежать различных диэлектрических постоянных и различий в конструкции резервуара. Поскольку этот тип технологии основан на контакте, на надежность этих датчиков может сильно влиять жидкость, прилипающая к зонду.
Плюсы – Отсутствие движущихся частей, компактность, надежность, не зависит от свойств среды
Минусы – дороговизна, агрессивность, на производительность могут влиять различные элементы окружающей среды
Применение – Бесконтактное применение с вязкие и сыпучие вещества. Используется в системах, требующих удаленного контроля
Ультразвуковые датчики измеряют уровни путем расчета продолжительности и силы высокочастотных звуковых волн, которые отражаются от поверхности жидкости и возвращаются к датчику – время зависит от расстояния между датчиками и жидкость. Время, в течение которого датчик реагирует, зависит от различных элементов атмосферы над средой, таких как турбулентность, пена, температура и т. д. Вот почему монтажное положение этих устройств имеет решающее значение.
Плюсы – очень точный, не требует калибровки, несколько вариантов вывода
Минусы – дороговизна, может зависеть от окружающей среды, ограниченный диапазон обнаружения
Применение – Влажные, парообразные и пыльные среды. Они также используются в системах с разной температурой
В принципе, радар работает аналогично ультразвуку, но импульсы распространяются со скоростью света и снова; надежность и воспроизводимость могут быть затронуты, но на этот раз из-за диэлектрической проницаемости жидкости. Однако радар может предоставить очень точную информацию об уровне, а также компенсировать стационарные конструкции внутри контейнера. Недостатком может быть то, что первоначальная стоимость датчика относительно высока, но некоторые производители делают эту технологию более доступной для более широкого рынка. Эти датчики являются одними из немногих технологий, которые хорошо работают с пеной и липкими веществами.
Наши растворы для определения уровня
Просмотреть полный диапазон исключительных решений для чувствительности к уровню от SST Sensing
Просмотр полный диапазон здесь
5. Вибрирующий или настройка Fork
Pros — Compact, экономически эффективность
9002 . Минусы – инвазивные, количество применений ограничено
Применение – контроль уровня жидкостей, порошков и мелкозернистых твердых частиц в горнодобывающей, химической и пищевой промышленности.
Технология вибрационного датчика идеально подходит для контроля уровня твердых и жидких веществ, включая липкие материалы и пену, а также порошкообразные и мелкозернистые твердые вещества. Однако типы приложений, которые могут использовать камертоны, ограничены приложениями типа переполнения или работы всухую, и они не обеспечивают непрерывное измерение процесса. Однако может использоваться в сочетании с системами непрерывного контроля уровня, выступая в качестве сигнальных точек при переполнении и утечках.
Плюсы – Отсутствие движущихся частей, простота использования, низкая стоимость
Минусы – Инвазивные, жидкости должны быть проводящими, эрозия зонда
Применение – Измерение уровня котловой воды, мониторинг реагентов, высококоррозионные жидкости
Кондуктивные датчики используются для определения предельного уровня проводящих жидкостей, таких как воды и сильно агрессивных жидкостей. Проще говоря, два металлических щупа разной длины (один длинный, другой короткий) вставляются в резервуар. Длинный щуп передает низкое напряжение, второй, более короткий щуп обрезан, так что наконечник находится в точке переключения. Когда зонды находятся в жидкости, ток протекает через оба зонда, активируя переключатель. Одним из преимуществ этих устройств является то, что они безопасны из-за низкого напряжения и тока. Они также просты в использовании и установке, но необходимо проводить регулярные проверки обслуживания, чтобы убедиться, что на зонде нет отложений, иначе он не будет работать должным образом.
7. Поплавковый выключатель
Плюсы : Без питания, прямая индикация, относительно недорогой, различные выходы
Минусы : Инвазивность, движущиеся части, большие размеры, перед поплавком должно присутствовать большое количество жидкости идет на контакт.
Применения : Применения на уровне резервуаров, где используются вода, масло, гидравлические жидкости и химикаты.
Поплавковые выключатели являются одной из наиболее экономичных, но также и хорошо зарекомендовавших себя технологий измерения уровня воды. Поплавковый переключатель включает в себя магнит внутри поплавка и магнитный геркон, заключенный в безопасный корпус. Поплавок перемещается вместе с изменением жидкости и вызывает открытие или закрытие геркона в зависимости от того, находится ли он в воздухе или в жидкости.
Круглые канальные вентиляторы предназначены для работы в составе механических систем вентиляции и служат для подачи приточного или удаления вытяжного воздушного потока по системе воздуховодов. Вентиляторы данного типа устанавливаются непосредственно в сечение воздуховодов и не занимают много места.
Сортировать по
Цена товара +/-
Название товара
Производитель:
Выбрать производителя
AIRONE
BALLU
SHUFT
Вентилятор
Показано 1 — 22 из 22 15243060150
Уточняйте наличие товаров
Круглый канальный вентилятор серии FLOW в пластиковом …
Цена: 3 272 руб
Описание товара
Уточняйте наличие товаров
Круглый канальный вентилятор серии FLOW в пластиковом …
Цена: 3 629 руб
Описание товара
Уточняйте наличие товаров
Круглый канальный вентилятор серии FLOW в пластиковом …
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Эффективные настольные и настольные вентиляторы для офиса и дома
Как бы ни было жарко, вы можете сохранять прохладу с настольным вентилятором от Lasko.
/ Строительные ограждения / Защитно-улавливающие системы для безопасности на стройплощадках / Защитно улавливающая система T
Фильтр
Фильтр
Ширина безопасной зоны
Вес несущей конструкции
до 32 кг
Расстояние между кронштейнами
до 6 м
Количество занимаемых этажей
Возможность установки на вертикальную поверхность
Применить
Сбросить
Защитно улавливающая система T 500м. п.
Периметр здания 500м.п.
1 272 596 ₽
Защитно улавливающая система T 378м.п.
Периметр здания 378м.п.
956 710 ₽
Защитно улавливающая система T 300м.п.
Периметр здания 300м.п.
757 416 ₽
Защитно улавливающая система T 270м.п.
Периметр здания 270м.п.
684 546 ₽
Защитно улавливающая система T 250м.п.
Периметр здания 250м.п.
636 688 ₽
Защитно улавливающая система T 200м. п.
Периметр здания 200м.п.
515 180 ₽
Защитно улавливающая система T 150м.п.
Периметр здания 150м.п.
379 098 ₽
Защитно улавливающая система T 100м.п.
Периметр здания 100м.п.
269 050 ₽
Защитно улавливающая система T предназначена для обеспечения безопасной работы на высоте. Предотвращает падение с высоты людей, строительных материалов, мусора, инструментов и т.д.
Защитно улавливающая система T одна из самых надежных и безопасных систем.
Особенностью конструкции является применение изогнутого кронштейна, что исключает получение травм при падение человека на защитно улавливающую сетку.
Несущая часть системы состоит из двух опор и кронштейна, длина которого варьируется исходя из расстояния между перекрытиями. Устанавливается преимущественно на горизонтальные поверхности. Возможна установка на вертикальные поверхности при использовании специальных опор.
Технические параметры системы Т
Ширина безопасной зоны
3,5 м
Вес несущей конструкции
до 32 кг
Расстояние между кронштейнами (максимальный шаг установки)
до 6 м
Количество занимаемых этажей
2 шт
Размеры используемой сетки
3,5х6м; 3,5×12м
Возможность установки на вертикальную поверхность (при использовании специальных опор)
Да
Поставляется в комплекте, как с Российской, так и с Европейской сеткой. В комплектации с европейской сеткой стандарта EN 1263-1, имеет большой запас прочности.
Что такое защитно улавливающая система Т.
Современная защитно улавливающая система Т позволяет обезопасить рабочих. На любом строительном участке, самое важное для руководства, это жизнь и здоровье строителей и всех кто причастен к процессу. Для этого используется защитно улавливающая система, которая предотвращает падение строителей с высоких частей объекта. А также предохраняет людей, которые находятся под сеткой, от падения строительного мусора и различных конструкций. Благодаря использованию данных систем можно полностью обезопасить всех работников.
Для чего нужна защитно улавливающая система Т.
Место строительства всегда представляет собой определенную потенциальную опасность. Это связано с использованием оборудования и работами на высоте. Немалая опасность существует и для рабочих, которые работают на земле. Так как с высоты могут упасть строительные элементы или просто строительный мусор. Именно поэтому на строительных объектах применяется такая система защиты, как защитно улавливающая система Т, которая обеспечивает полную безопасность всех работников.
Особенности защитно улавливающей системы Т.
Надежность.
В случае падения сотрудника, который работает над сеткой, он не погибнет и не травмируется. Согласно современным требованиям нормативных документов, относительно строительства города Москвы, использование таких сеток в столице является обязательным. Также безопасность обеспечивается и для сотрудников, работающих под сеткой. В таком случае защитно улавливающая система полностью препятствует падению объектов и строительного мусора сверху.
Защита работников, работающих на высоте.
В случае падения сотрудника, который работает над сеткой, он не погибнет и не травмируется. Согласно современным требованиям нормативных документов, относительно строительства города Москвы, использование таких сеток в столице является обязательным. Также безопасность обеспечивается и для сотрудников, работающих под сеткой. В таком случае защитно улавливающая система полностью препятствует падению объектов и строительного мусора сверху.
Безопасность использования защитно улавливающей системы Т.
Вся система Т крепится на специальных кронштейнах. Особенность же архитектуры защитно улавливающей системы Т исключает возможность падения работника на кронштейны. Поэтому обеспечивается полная безопасность человека в случае падения на сетку.
Строительная площадка всегда считается местом повышенной опасности. Но современные технологии способствуют максимальному обеспечению людей на объекте. Именно для этого и применяется защитно улавливающая система Т, которая многофункциональна и надежна. Она обеспечивает безопасность людей, как над сеткой, так и под ней.
Использование таких систем является обязательным, по нормативным документам города Москвы. Важно помнить, что нет ничего важнее, чем безопасность людей во время процесса строительства.
Защитно улавливающие системы безопасности на стройплощадках
Сравнить
защитные системы
Сравнить
и быстро подобрать защитно-улавливающие системы
Доставка
Подробнее
1
БЕСПЛАТНАЯ
доставка по Москве
и области
2
ДОСТАВКА
по России
и за рубеж
3
САМОВЫВОЗ
МО, г. Химки
/ Строительные ограждения / Защитно-улавливающие системы для безопасности на стройплощадках
Защитные системы создают требуемый уровень безопасности в зоне проведения строительных работ. Если потенциально опасный объект располагается в центре города, меры защиты просчитываются особенно тщательно. Всегда существует риск травматизации от обрушения элементов фасада, падения строительного мусора и случайного обрыва людей с высоты. ЗУС всегда ставятся по контуру здания, которое планируется строить или реконструировать.
Сравнить и быстро подобрать защитные системы.
Сравнить и подобрать ЗУС
Система Т
Система V
Система S
Система U
Комплектующие ЗУС
Улавливающие экраны
Защитно-улавливающие решетки (ЗУР)
Бесплатная Доставка по Москве и области. Доставка по России и за рубеж — транспортной компанией. Самовывоз.
Подробнее
Виды улавливающих систем, применяемых на объектах
Компания «Мергуд Групп» изготавливает следующие изделия:
Защитно-улавливающие системы (ЗУС класса Т, V, S), предназначенные для улавливания мелких предметов массой и людей до 110 кг с незначительной высоты. ЗУС выполнены из мягкой, но прочной полимерной сетки.
Защитно-улавливающие решетки (ЗУР, класс U), козырьки, навесы, которые используются длительно. Они улавливают тяжелый строительный мусор. В основе ЗУР – сварные металлические решетки, покрытые влагостойкой фанерой.
Улавливающие экраны, защищающие от падения льда, сосулек и снега с крыш. Принимающий нагрузку элемент – сварная металлосетка.
Фасадные полимерные сетки, которыми закрывают объект, сообщая окружающим о его аварийности, повышенном уровне опасности.
ЗУС, чаще применимые на практике
Многие компании выполняют установку защитных улавливающих систем класса «Т». Они представляют собой сетки, горизонтально расположенные по периметру здания. ЗУС способны улавливать предметы, людей массой до ста килограмм. Сетка «Т» мобильна и легко устанавливается на более высокие этажи, открывая доступ для крановых работ. Очередной монтаж сеток завершается проверкой конструкций на надежность.
Другие типы ЗУС
Вертикальные сетки класса «V» не размещают в зоне работ крана, так как они не предназначены для переноса. Данные защитно-улавливающие системы создают более мягкое «приземление» падающего объекта и обеспечивают вылет от здания на расстояние 5 м максимум.
Защитные системы класса «S» используются в качестве страховочных элементов при сооружении рабочими кровли. Они выдерживают вес людей при выполнении ими строительных работ в потолочной зоне.
Наклонные сетки класса «U» применяется для улавливания строительного мусора, оборудования, опалубки массой до 50 кг. Эти улавливающие системы устанавливаются поконтуру здания.
Специалисты компании «Мергуд Групп» установят сетки на вашем объекте всего за 1 смену.
ЗУР и сетки для фасадов
Защитные улавливающие решетки отличаются простотой эксплуатации и надежностью. Они исправно служат до 10 лет. Если работы по реставрации или строительству приостанавливаются, решетки не снимаются. Их оставляют на месте до возобновления процесса.
Фасадные сетки могут монтироваться на леса (самими рабочими) и здание. Их установку на самом объекте лучше доверять профессиональным альпинистам. Они грамотно выполнят монтажные работы и обеспечат длительную эксплуатацию сеток. Специалисты «Мергуд Групп» окажут вам колоссальную помощь, взяв на себя все монтажные работы.
Феромоны и системы ловушек | Насекомые Лимитед
Технология удаленного мониторинга феромонов
Остановите заражение до того, как оно начнется, с помощью SightTrap, феромонной ловушки с камерой.
Узнать больше
Наука
В Insects Limited мы практикуем науку, чтобы овладеть искусством борьбы с вредителями посредством наших обширных исследований продуктов.
Ресурсы вредителей
Education
Наши образовательные программы мирового класса рассказывают о самых последних и передовых исследованиях в области биологии вредителей, феромонов и систем улавливания, представленных исследователями и полевыми экспертами со всего мира.
Узнайте о предстоящих событиях
Продукты-вредители
Insects Limited производит и продает феромонные приманки и ловушки для насекомых-вредителей сухих пищевых продуктов, текстиля, зерна, ковров, таксидермии и табака.
ПОСЕТИТЬ МАГАЗИН
Начните с насекомых.
Insects Limited, Inc. — компания по производству феромонов насекомых , основанная на науке, образовании и инновациях здесь, чтобы решить вашу проблему с вредителями.
Мы вносим свой вклад в индустрию борьбы с вредителями , предоставляя передовую информацию о безопасности пищевых продуктов и борьбе с вредителями и эффективные продукты с феромонами. Мы активно ищем способы создания новых продуктов, которые позволяют клиентам экономить время и деньги в их программе мониторинга насекомых , предоставляя им данные и информацию для принятия правильных решений после раннего обнаружения.
магазин ПЕСТ ПРОДУКТЫ
Качественные феромоны и системы отлова
Insects Limited производит и продает феромонные приманки и ловушки для насекомых-вредителей сухих пищевых продуктов, текстиля, зерна, ковров, таксидермии и табака.
Просмотрите продукты от вредителей
Присоединяйтесь к нашему информированному сообществу
Получайте ежемесячный информационный бюллетень от Insects Limited, обновления событий и информацию о продуктах.
Кого мы обслуживаем
Профессионалы по безопасности пищевых продуктов
Вы несете ответственность за обеспечение качества, поскольку оно означает разницу между выигранным и упущенным объемом продаж. Защитите свой бренд и предотвратите потерю продукции с помощью новейших технологий борьбы с вредителями, точных, эффективных и нетоксичных продуктов с феромонами, а также команды экспертов по борьбе с вредителями.
УЗНАТЬ БОЛЬШЕ
Домашнее и жилое использование
Защита вашей семьи и домашних животных с помощью нетоксичных и безопасных растворов для борьбы с вредителями не подлежит обсуждению. Если в ваших свитерах есть дырки, ваши шерстяные вещи поедают вредители или если в вашу кладовую завелась надоедливая моль, Insects Limited может помочь вам найти наиболее точное решение.
Узнать больше
Учреждения культурного наследия
Вам поручено сохранение объектов культурного наследия , те уникальные в своем роде предметы. Узнайте о вредителях, которые питаются материалами, находящимися под вашим присмотром. Обладая более чем 30-летним опытом, энтомологи Insects Limited предоставляют надежные рекомендации, чтобы помочь предотвратить проблему вредителей до того, как она начнется.
Узнать больше
Специалисты по борьбе с вредителями
Ваша цель — предоставлять своим клиентам высококачественные услуги с результатами. Insects Limited предоставляет специалистам по борьбе с вредителями точную идентификацию насекомых, научное экспертное руководство от наших сертифицированных энтомологов и средства от вредителей, доказавшие свою эффективность в соответствии со стандартом , которые сэкономят вам время и деньги.
Узнать больше
Наши основные ценности
В целом, наша цель стремиться к качественному обслуживанию , предоставлять абсолютные лучшие феромоны продукты доступны по всему миру, , чтобы быть уважаемой организацией мирового класса, и поддерживать прибыльность, объединяя науку, образование и инновации.
Познакомьтесь с нашей командой
Лидеры в технологии борьбы с вредителями
Остановите заражение до того, как оно начнется, с помощью SightTrap, феромонной ловушки с камерой. Получите преимущество.
НАБЛЮДАЙТЕ ЛОВУШКУ В ДЕЙСТВИИ
Узнайте о своем вредителе
Просмотрите наш последний информационный бюллетень о борьбе с вредителями , статьи о новых технологиях борьбы с вредителями и найдите ресурсы для решения вашей проблемы с вредителями.
ПОСМОТРЕТЬ БЛОГ
Определите вредителя . Ознакомьтесь с нашими подробными информационными листками, включая поведение вредителей, жизненный цикл и правильные решения по борьбе с вредителями.
ОПРЕДЕЛИТЕ ВАШЕГО ВРЕДИТЕЛЯ
Получить образование от вредителей. Наши видеоролики предлагают обучение, чтобы искоренить проблемы с вредителями и остановить их до того, как они начнутся.
СМОТРЕТЬ ВИДЕО
Качественные феромоны и системы ловушек
Решения для защиты пищевых продуктов от вредителей
Решения для домашних вредителей
Решения для музейных вредителей
Предстоящие события
Присоединяйтесь к нашему информированному сообществу
Образование является одним из наших основных компонентов. Присоединяйтесь к нашему информированному сообществу, чтобы быть в курсе всех предстоящих событий и вебинаров.
ПОСМОТРЕТЬ КАЛЕНДАРЬ СОБЫТИЙ
«Будущее борьбы с вредителями — без использования токсичных химикатов».
— Доктор Джон Осмун, Университет Пердью
Компания Insects Limited готова помочь.
ПОСМОТРЕТЬ СТАТЬИ, ОПУБЛИКОВАННЫЕ КОМПАНИЕЙ INSECTS LIMITED
Страница не найдена — Охрана окружающей среды и безопасность
ISD152M21E PLUS INNOVERT Частотный преобразователь
10350р.
Производитель: Innovert
Модель: ISD152M21E
Наличие: Есть в наличии
Описание
Преобразователь частоты INNOVERT ISD152M21E PLUS мощностью 1,5 кВт со скалярным управлением подходит для установки в промышленные агрегаты, системы водоснабжения и вентиляции, для управления: насосами, вен…
Преобразователь частоты INNOVERT ISD152M21E PLUS мощностью 1,5 кВт со скалярным управлением подходит для установки в промышленные агрегаты, системы водоснабжения и вентиляции, для управления: насосами, вентиляторами, станками, экструдерами, мешелками, компрессорами, конвеерами, транспортерами, подъемным и прочим оборудованием.
Обозначение модели частотного преобразователя:
ISD
152
M
2
1
E
Тип преобразователя
Мощность (первые две цифры- множитель, третья- количество нулей
Аппаратные средства преобразователя (М-mini)
Входное напряжение (2-220В)
Количество фаз напряжения питания
Вариант программного обеспечения (Е-расширенный)
Габаритные размеры в мм.
W
H
D
A
B
Ød
68
132
102
120
57
4,5
Частотные преобразователи мощностью до 5,5 кВт могут крепиться на стандартную DIN-рейку.
Описание кнопок панели управления:
Характеристики частотного преобразователя:
Вход-номинальное напряжение и частота
однофазное, 220В, 50/60 Гц
Вход-допустимый диапазон напряжения
однофазное 220В: 170В~240В
Выход-напряжение
трехфазное, 220В, 0~220В
Выход-частота
0,1 ~ 999,9 Гц
Режим работы
Преобразование напряжение-частота
Дисплей
Четырех разрядный экранный дисплей, светодиодная индикация; отображение настройки заданной частоты, выходной частоты, направления вращения выходного тока, напряжения шины постоянного тока, ошибки, сигнала обратной связи и др.
Внешняя клавиатура (опция)
Дублирование показаний встроенного дисплея и функций кнопок; для задания частоты Pb01=2
Задание точек изгиба кривой напряжениечастота для соответствия различным нагрузочным режимам
Многофункциональные входы
4 многофункциональных входа, реализация таких функций, как: задание 15 предустановленных скоростей, работа по программе, функция электронного потенциометра (MOP), аварийный останов и другие функции
Многофункциональный выход
Многофункциональный релейный выход, реализация таких функций, как индикация работы, счетчик, таймер, достижение нулевой скорости, работа по программе и авария
Настройка времени ускорения / замедления
4 варианта времен ускорения / замедления может быть задано в диапазоне 0~999 сек.
ПИД-регулятор
Встроенный ПИД-регулятор
RS485
Протокол связи MODBUS (порт RS485)
Настройка частоты
Аналоговое задание 0~10В, 4~20мA, настройка с помощью потенциометра панели управления, с помощью цифровой связи RS485 и настройка с помощью электронного потенциометра МОР (UP/DOWN)
PLC- режим
Управление скоростью вращения по управляющей программе, записанной в преобразователе
Защита от перегрузок
150% в течение 1 мин.
Защита от перенапряжений
Для защиты от импульсных перенапряжений сети устанавливается сетевой дроссель (опция). Уровень срабатывания защиты от перенапряжения в звене постоянного тока может быть скорректирован пользователем
Защита от пониженного напряжения
Уровень срабатывания защиты может быть скорректирован пользователем
Другие типы защиты
Блокировка параметров от несанкционированной настройки
Окружающая температура
-10°C… + 40°C (без обледенения)
Влажность воздуха
Макс. 90% (без конденсата)
Абсолютная высота
Ниже 1000 м
Вибрация
<20 Гц: Макс. 1.0 g;
20 – 50 Гц: Макс. 0.6 g
Охлаждение
Принудительное воздушное охлаждение
Класс защиты
IP20
Место монтажа
Помещение, где монтируется преобразователь, должно быть свободно от пыли, влаги и грязи
Особенности оптоволоконных станков лазерной резки DARDI
Классический портальный дизайн.
Станина сварена из высокопрочной из конструкционной стали, с отжигом для устранения внутреннего напряжения. Грубая механическая обработка, вибрационное старение, полуобработка, эффективность вибрации и тонкая обработка для уменьшения деформации станка, для обеспечения его точности и гарантии того, что точность станка останется неизменной в течение длительного времени.
Балка отлита из высокопрочного алюминиевого сплава. Механическая обработка после обработки раствором и искусственным старением обеспечивает жесткость и прочность всей детали.
Независимые трубопроводы для вспомогательного газа азота и кислорода, которые можно переключать с помощью ЧПУ автоматически, нет необходимости ручного переключения. Дополнительный обратный клапан обеспечивает безопасное использование пропорционального клапана.
Разгрузочная тележка выдвижного типа в нижней части станины для легкого удаления мелких деталей или отходов во время резки.
Автоматическая система смазки позволяет устанавливать автоматический цикл смазки и продолжительность каждой смазки по мере необходимости, что обеспечивает эффективную смазку всех движущихся частей станка.
Конфигурация
Наименование
Фирма-изготовитель
Двигатели
Yaskawa (Япония)
Направляющие
HIWIN (Тайвань)
Шестерня и рейка
YYC (Тайвань)
Режущая головка
Raytools (Китай)
Лазер
IPG/RAYCUS (Китай)
Чиллер
HANLI (Китай)
Контроллер и ПО
CYPCUT (Китай)
Пропорциональный клапан
SMC (Япония)
Видео работы станка лазерной резки
youtube.com/embed/TZvL3Rt5aco»>
Лазер. Оптические параметры
IPG 1000W
RAYCOUS 1000W
Режим работы
Непрерывный / Модулируемый
Непрерывный
Длина волны
1070 нм
1080 нм
Номинальная мощность
1000 Вт
1000 Вт
Макс. частота модуляции
5 кГц
5 кГц
Режим лазера
Одиночный режим
Одиночный режим
Устойчивость выходной мощности
±2%
<3%
Рабочее напряжение
АС 400-480В, 3 фазы, 50/60Hz
АС 380В, 3 фазы, 50/60Hz
Оптоволоконный лазерный станок с ЧПУ имеет ряд преимуществ по сравнению с альтернативными технологиями резки: малая тепловая деформация, высокая точность резки, высокое качество кромки, низкий уровень шума, отсутствие загрязнений, легкая автоматизация и пр. Самым важным преимуществом является низкая себестоимость резки.
Обладая источником мощностью 1000 Вт позволяет резать различные металлы: используется для профессиональной резки всех видов тонколистовых металлов, хорошо подходит для 0,5-10 мм низкоуглеродистой стали и 0,5-5 мм нержавеющей стали, также может применяться для резки листов из алюминиевых сплавов, оцинкованных сталей, железа, титановых сплавов, меди, латуни, листов, покрытых цинком или алюминием и прочее.
Максимальная толщина резки
Мягкая сталь (O2)
10 мм
Нержавеющая сталь (N2/ O2)
5 мм
Алюминий (N2/ O2)
4 мм
Режущая головка
Режущая головка Swiss Raytools AG BT240 использует последние немецкие разработки, высокую эффективность резки, высокое качество поперечного сечения разреза и обладает следующими особенностями:
Полностью герметичная конструкция лазерной головки позволяет предотвратить попадание пыли в оптическую часть.
Защитная линза устанавливается на ящик для легкой замены.
Программное обеспечение Cypcut
Система управления Cypcut производства Shanghai BaiChu (BC) electronic technology co., LTD.. широко используется в станках лазерной резки для резки металлов и неметаллов.
Основные функции:
Поддержка форматов AI, DXF, PLT, Gerber и т.д., возможность конвертации в международный формат G-код.
Автоматическая оптимизация, включающая удаление повторяющихся линий, слияния линий, отдельных случайных точек и другой мелкой графики, сортировка и т.д. Автоматическая автоматизация может быть настроена. Любая из вышеперечисленных функций может быть выполнена вручную.
Общая функция редактирования и набора текста, включая масштабирование, поворот, выравнивание, комбинацию, слияние и т. д.
Поддержка разделения кривой, слияния, сглаживания кривой, слияния деталей, разрыва и т. д.
Поддержка перфорации, постепенной перфорации, предварительной перфорации, поддержка процесса резки с отдельной настройкой мощности лазера, частоты, типа лазера, типа газа, давления воздуха.
Функция библиотеки материалов, которая позволяет сохранить все параметры процесса, чтобы можно было использовать снова для такого же материала.
Поддержка остановки и паузы процесса резки в любой точки с последующим продолжением процесса.
Поддержка беспроводного пульта управления, системы дистанционного управления Ethernet.
Оптоволоконный лазерный станок: цена, условия поставки
Цена станка оптоволоконной лазерной резки металла DARDI — по запросу.
Гарантия на станок — 1 год. Гарантия не распространяется на расходные материалы и быстроизнашивающиеся части.
Услуги по шеф-монтажу и пусконаладке предоставляются БЕСПЛАТНО.
Купить оптоволоконный лазерный станок в компании ООО «КИТ-КОМПЛЕКТ» — означает:
Приобрести проверенное высококачественное оборудование
Получить сервисную поддержку на время гарантийного периода и после его окончания
Получить своевременную консультационную помощь, связанную с вопросами работы и обслуживания оборудования
Бесплатные услуги по монтажу, пусконаладке и обучению персонала.
Приобрести оборудование с гарантией стабильной работы на протяжении многих лет при полной загрузке станка.
Лазерный станок СО2 TAURUS 1616 Select 130W
Проверьте станок в деле
Записывайтесь на демонстрацию в нашем демо-зале
Записаться на демо
Лазерный станок СО2 TAURUS 1616. Полностью спроектирован нашими инженерами, опыт работы которых в сфере ЧПУ-систем составляет более 10 лет.
Мы осуществляем полный цикл производства и сборки каждого станка, поэтому можем полностью отвечать за качество!
Станок обладает уникальным размером рабочего поля 1600х1600 мм при сохранении удобного закрытого корпуса. Реализовать такую конструкцию мы смогли только с помощью применения специальных лазерных трубок, луч которых имеет малую расходимость на дистанции.
Станок оснащен сквозным отсеком, через который можно подавать длинномерные заготовки, без необходимости их предварительно раскраивать под размер рабочего поля. Кроме того, наличие сквозного отсека позволяет превратить станок в конвейер по обработке ткани – достаточно установить опциональные держатели для размотки рулонных материалов, при помощи которых протягивать ткань через сквозной отсек.
Несмотря на большой размер рабочего поля, станок можно расположить даже в помещении, доступ к которому осуществляется через узкий дверной проем – например, шириной всего 700 мм. Все дело в продуманной конструкции лазерного станка TAURUS. Нижняя часть станка – цельная сварная рама из листов стали толщиной 2мм. Верхнюю часть станка, т.е. отсек с крышкой рабочей зоны и отсек расположения лазерной трубки, можно снять, и, таким образом, перевернув станок на бок, занести через дверь стандартного размера.
Лазерные станки TAURUS серии Select обладают более богатой комплектацией в отличие от серии Opti.
«В лазерные станки TAURUS нами внедрены такие конструктивные решения, которые позволяют нашим станкам быть лучшим выбором для тех, кто ищет быстрый, точный и надежный лазерный станок СО2 для бесперебойного производства изделий»
Шаульский Роман
Директор компании
Преимущества станков Taurus:
1
Гибридные серводвигатели. Позволяют развивать скорость недостижимую для простых шаговых двигателей.
2
Высокоточные модули перемещения вместо обычных рельсовых направляющих.
3
Корпус из стали толщиной 2 мм со специальными ребрами жесткости.
4
Блок розжига лазерной трубки серии Z продлевает ресурс излучателя.
5
Панель управления на русском языке с отдельными включателями для вытяжки, компрессора и пр.
6
Устойчивые к растяжению полиуретановые ремни.
Уникальные конструктивные решения:
Двухсекционная крышка рабочей зоны. Удобство в работе – для смены заготовки достаточно откинуть одну секцию крышки
Дополнительный выход вытяжки сверху. Эффективное дымоудаление во время гравировки
Установка ламелей по трем точкам враспор. Рабочий стол не вибрирует на высоких скоростях.
Двигатель и редуктор оси Y убраны из рабочей зоны. Повышенная надежность – продукты горения не осаждаются на этих элементах.
Большой сквозной отсек. Позволяет работать с материалом, размер которого превышает рабочее поле.
Уплотнительная лента по периметру отсеков. Предотвращает попадание дыма из станка в помещение.
Станок для резки М-1600: Лазерная технология
главная » Лазерные системы » Обзор лазерных систем » M-1600print
Технические характеристики раскройного станка М-1600:
Рабочая зона (Ш x Д): Размеры (Ш x Д x В):
Макс. ширина материала: Зазор между материалами: Мощность лазера: Источник лазера: Скорость: Ускорение:
1330 мм x 1630 мм (52,3″ x 64,1″) 2730 мм x 2410 мм x 1600 мм (107,4″ x 94,8″ x 62,9″) 1642 мм (64,6″) 15–55 мм (без материальной поддержки) 60–650 Вт CO 2 1414 мм/с (с шагом 1 мм) макс. 14,1 м/с² (555 дюймов/с²)
Машина для резки M-1600 также доступна с системой челночного стола, которая удваивает вашу производительность.
Какие варианты мы предлагаем?
Модульная конструкция позволяет настраивать системы eurolaser в соответствии с любыми требованиями. Мы анализируем ваши требования и настраиваем лазерную систему индивидуально для вас. Использование лазерных станков eurolaser позволяет обрабатывать широкий спектр материалов, таких как резка пластика, пены, текстиля, клеевой пленки, дерева, акрила, композитных материалов и многого другого.
Мы рады провести испытание на резку в нашем Центре приложений с использованием вашего индивидуального материала. Впоследствии вы получите подробный отчет об испытаниях, чтобы определить, как ваш материал был разрезан и выгравирован на наших лазерных станках.
Автоматизированные процессы для вашего лазерного станка
Более высокая производительность, более экономичная работа — экономия времени и денег
Система челночных столов
Это позволяет загружать и разгружать обрабатывающий стол во время лазерной обработки и обеспечивает повышение эффективности до 75% при использовании лазерной системы.
более
Дистанционное управление
Разделение рабочей зоны, управляемое программным обеспечением, позволяет управлять лазерной системой с разных сторон. Это позволяет продолжать производство на противоположной стороне при удалении и повторной загрузке материала.
более
Дополнительное оборудование
Индивидуальные опции упрощают выполнение повседневных задач и расширяют ваши возможности
POSITIONplus — система оптического распознавания
Автоматическое обнаружение камеры позволяет вырезать печатные материалы точно по напечатанному контуру. Даже допуски копирования в печатном формате могут быть компенсированы программным управлением.
более
3 в 1 — Механическая обработка
Механические головки инструментов могут быть установлены параллельно лазеру, что дает возможность использовать такие инструменты, как фрезы или ножи. Ценное расширение возможностей обработки всего за одну системную технологию.
более
PICTUREplus — Блок растровой гравировки
Это дополнительное оборудование позволяет обрабатывать файлы изображений и создавать как 2D-изображения, так и 3D-рельефы. Гравировка возможна с разрешением до 1200 dpi и 256 оттенками серого.
более
Возможна обработка Dieboard
Резка с неизменно высокой точностью от 1 pt до 6 pt. Сосредоточьтесь на резке с помощью процесса вырезания коробкой. В то же время меньше материала испаряется, что означает меньше выбросов и, следовательно, более экономичные системы экстракции и фильтрации.
более
Вытяжные и фильтрующие блоки
Всасывающие устройства подбираются в соответствии с вашим применением и концепцией стола вашей лазерной системы. Это гарантирует полное удаление выбросов выше и ниже материала.
более
Охлаждающие устройства
Высококачественные энергоэффективные охлаждающие устройства оснащены электронными регуляторами температуры и системами контроля, поэтому они всегда контролируют идеальные условия для источников лазерного луча, чтобы гарантировать постоянную производительность.
более
Подписаться на рассылку новостей
Адрес электронной почты:
Язык бюллетеня: английский немецкий
Я прочитал и принимаю политику конфиденциальности.
Станок для лазерной резки M-1200: резак CO₂
главная » Лазерные системы » Обзор лазерных систем » M-1200print
Технические характеристики станка лазерной резки М-1200:
Рабочая зона (Ш x Д): Размеры (Ш x Д x В):
Макс. Ширина материала: Зазор между материалами: Мощность лазера: Источник лазера: Скорость: Ускорение:
1330 мм x 1230 мм (52,3″ x 48,4″) x 79,1″ x 62,9″) 1642 мм (64,6″) 15–55 мм (без материальной поддержки) 60–450 Вт CO 2 1–1414 мм/с (с шагом 1 мм) макс. 14,1 м/с² (555 дюймов/с²)
Станок для лазерной резки M-1200 также доступен с системой челночного стола для удвоения производительности, а также доступен с конвейерной системой для обработки текстиля.
Какие варианты мы предлагаем?
Модульная конструкция позволяет настраивать системы eurolaser в соответствии с любыми требованиями. Мы анализируем ваши требования и настраиваем лазерную систему индивидуально для вас. Использование лазерных станков eurolaser позволяет обрабатывать широкий спектр материалов, таких как резка пластика, пены, текстиля, клеевой пленки, дерева, акрила, композитных материалов и многого другого.
Мы рады провести испытание на резку в нашем Центре приложений с использованием вашего индивидуального материала. Впоследствии вы получите подробный отчет об испытаниях, чтобы определить, как ваш материал был разрезан и выгравирован на наших лазерных станках.
Филигранная огранка
Четко обрезанные края
Гравюры
Автоматизированные процессы для вашего лазерного станка
Более высокая производительность, более экономичная работа — экономия времени и денег
Система челночных столов
Это позволяет загружать и разгружать обрабатывающий стол во время лазерной обработки и обеспечивает повышение эффективности до 75% при использовании лазерной системы.
более
» alt=»Automate the material feed for continous textile machining.»> Конвейерная система
С помощью этой автоматической подачи материала текстиль можно подавать для лазерной резки прямо из рулона и направлять после лазерной резки непосредственно на удлинитель стола. С высокой степенью точности соединения после цикла подачи материала могут быть изготовлены секции, которые для всех практических целей являются бесконечными.
Материал тюка подается с помощью автоматического устройства подачи. Контроллер края системы подачи обеспечивает точное позиционирование материала. Существует даже возможность добавить к конвейерной системе намоточный блок. Это используется для равномерной намотки предварительно обработанного текстиля, что, соответственно, приводит к полностью автоматизированному процессу резки.
более
Дополнительное оборудование
Индивидуальные опции упрощают повседневные задачи и расширяют ваши возможности
POSITIONplus — Система оптического распознавания
Автоматическое обнаружение камеры позволяет вырезать печатные материалы точно по напечатанному контуру. Даже допуски копирования в печатном формате могут быть компенсированы программным управлением.
более
3 в 1 — Механическая обработка
Механические головки инструментов могут быть установлены параллельно лазеру, что дает возможность использовать такие инструменты, как фрезы или ножи. Ценное расширение возможностей обработки всего за одну системную технологию.
более
PICTUREplus — Блок растровой гравировки
Это дополнительное оборудование позволяет обрабатывать файлы изображений и создавать как 2D-изображения, так и 3D-рельефы. Гравировка возможна с разрешением до 1200 dpi и 256 оттенками серого.
более
Вытяжные и фильтрующие блоки
Всасывающие устройства подбираются в соответствии с вашим применением и концепцией стола вашей лазерной системы.
Что такое станок с ЧПУ: виды, характеристики ✭ «ЧПУ24»
В современном мире автоматизация производства является не элементом роскоши, а осознанной необходимостью. Хотя в нашей стране стоимость человеческого труда достаточно низкая и нет предпосылок к увеличению ее стоимости в ближней и среднесрочной перспективе, ЧПУ станки даже в этой ситуации выигрывают у человека.
Станок не уходит в отпуск и декрет, ему не нужны выходные, он не опаздывает и не прогуливает, его работоспособность не зависит от настроения и вчерашней вечеринки с друзьями. Каждое предприятие заинтересовано во внедрении высокоэффективных технологий. Поэтому подбирает надежное, функциональное оборудование для выполнения таких работ как фрезерные, токарные, раскрой металла, дерева, фанеры с помощью лазера, нанесению маркировки и гравировки на изделия и многие другие.
В этой статье мы расскажем, про ЧПУ станки, их виды, устройство конструкции, принцип работы. Предоставим основную информацию, чтобы вы могли решить, нужна вам такая техника или нет.
Станки с ЧПУ: что это такое?
Давайте разберемся, что такое ЧПУ станок, и какая расшифровка аббревиатуры. ЧПУ это числовое программное управление. Представляет собой компьютеризированную систему, которая направлена на проведение расчетов и автоматизацию технических операций. Контроль выполняется специальными командами ‒ G-кодами. Систему можно запрограммировать с внешних носителей или подключить к компьютеру.
Состоит из таких элементов:
пульт оператора;
дисплей;
контроллер;
ПЗУ ‒ память долговременного хранения;
ОЗУ ‒ временное хранение программ, используемых в настоящий момент.
Многих интересует вопрос: что делает ЧПУ станок? Он относится к самому востребованному оборудованию основных сфер промышленности. Считается дорогой, инновационной техникой. На нем обрабатывают металл, обтачивают сложные заготовки, изготавливают корпусную мебель, пластиковые игрушки, сувениры. Устройство позволяет с высокой точностью выполнить даже самые сложные работы. Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю.
Возьмем для примера фрезерный станок и изготовление панно.
Для того чтобы изготовить такое панно, раньше человек должен был обладать художественным видением, чтобы вручную или используя полуавтоматический инструмент отсечь от заготовки все лишнее. Если нужно было изготовить таких штук 10, то это превращалось из творческого процесса в некую рутину для мастера. Все изделия были разными и непохожими друг на друга. Человек мог заболеть или потерять интерес. Могла дрогнуть рука мастера и т.д. Сегодня, при наличии 3D модели такого панно, любой человек, даже не обладающий художественным видением с помощью ЧПУ станка способен изготавливать такие изделия. Творчество все равно присутствует т.к. создание 3D модели — это творческий процесс, доступный немногим и неважно, что на выходе у вас будет физическая модель, воплощенная дереве или на компьютере. После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.
Виды станков
Оборудование делится на несколько групп, которые отличаются способностью выполняемых операций. Виды станков с ЧПУ по типу воздействия на обрабатываемый материал:
фрезерные, сверлильные, расточные ‒ используют для резки заготовок, раскроя листов, загибания углов, сверления отверстий;
токарные ‒ для обработки наружной и внутренней поверхности, выполняют нарезку резьбы, позволяют создавать любые контуры.
зубообрабатывающие ‒ позволяют создать необходимую геометрию шестеренок и других деталей;
шлифовальные ‒ зачищают и выравнивают поверхность на конечном этапе обработки;
многоцелевые ‒ сочетают в себе возможность выполнения всех видов работ;
электромеханические ‒ включают в себя плазменные, лазерные, электрохимические, электроэрозионные агрегаты.
Фрезерный станок применяют на производстве, где важно соблюдать параметры точности. Бывает с вертикальным и горизонтальным расположением шпинделя. Работает с высокой скоростью. Есть габаритные и компактные модели.
Лазерный станок — это общее название станков, обработка материала на которых производится при помощи лазерного излучения (луча). Но источник этого излучения и соответственно его характеристики различаются. Например, источником луча может быть лазерная трубка с закаченной смесью различных газов основной из которых СО2. Это линейка станков применяется для обработки широкого спектра материалов, реже металла. Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах.
Плазменный предназначен для точного и качественного раскроя листов из металла любой толщины.
Основные характеристики
Те, кто знают, что такое ЧПУ в современных станках, уже давно оценили его преимущества. Оборудование значительно увеличивает производительность труда. Удешевляет себестоимость товаров. Один ЧПУ станок заменяет до 6 единиц обычных. Может бесперебойно работать многие годы, отменно выполняя заданные команды. Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции.
Что это такое станок ЧПУ: как расшифровывается
25.03.2020
Целесообразность применения
Особенности станков с ЧПУ: что это такое, в чем проявляются
Классификация станков с программным управлением: их характеристика и обозначения
Основные параметры
Принцип программирования
Станки фрезерные с ЧПУ
Как работает ЧПУ-станок токарного типа
Устройство станка ЧПУ многоцелевого типа
Что делают на станках с ЧПУ: сферы применения
Преимущества
Проблемы
Действия наладчика и оператора
Выбирая оборудование для проведения фрезерных, токарных и других подобных работ, каждое предприятие стремится найти максимально надежную, производительную, удобную модель. Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
Сразу отметим: сегодня они востребованы, причем во всех основных отраслях. На них проводят металлообработку, вытачивая детали с особой точностью (даже если у заготовок сложная поверхность), изготавливают предметы мебели и деревянные панно, макеты, сувениры, игрушки из пластиков и многое другое. Активно используют их преимущества, в том числе и высокую производительность.
Отдельно скажем, как расшифровываются ЧПУ-станки: аббревиатура означает Числовое Программное Управление, то есть компьютеризированную систему, задающую условия нормального функционирования стола, суппорта, шпинделя в течение технологического процесса. Контроль осуществляется за счет специальных и своевременно поданных команд – кодов G и M-типа.
В результате 1 единица такого оборудования так же эффективна, как 5-6 обычных. Оператору остается только включить нужную схему, наладить ее и проследить за ее выполнением – ему необязательно быть квалифицированным токарем или фрезеровщиком.
Необходимо учитывать, что это сравнительно дорогостоящая техника. В условиях современного производства станок с числовым программным управлением выгодно покупать и эксплуатировать в следующих ситуациях:
Изготавливаемые детали используются в особенно ответственных случаях – запчасти для авиатехники и транспорта, элементы медицинских аппаратов, лопатки или валы турбин для ГЭС.
Выпускаемые заготовки отличаются сложностью поверхности, подразумевающей проведение целого ряда технологических операций в процессе механической обработки.
Планируется, что изделия будут выходить регулярными и крупносерийными партиями.
Актуально особо точное исполнение – в рамках одного из 6 первых квалитетов по допуску. Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
Существует вероятность внесения незначительных конструктивных изменений по ходу изготовления детали – путем корректировки программы с операторского пульта.
Возможности такого оборудования довольно широки, сферы применения тоже, поэтому и классификация достаточно разнообразна. Но практически все модели, вне зависимости от конструкции, обладают следующими отличительными характеристиками:
Сравнительно мощный привод – может быть постоянного тока, с бесступенчатой регулировкой шпинделя, или переменного, трехфазный, с частотой вращения до 2000 об/мин, но обязательно от 20 до 40 кВт.
Независимая установка и коррекция каждой из двух координат, в результате чего рабочие органы способны перемещаться по самым сложным траекториям, зачастую даже невозможным для других методов контроля.
Повышенная жесткость конфигурации при прецизионной (или высокой) точности обработки заготовки.
Скорость установочных передвижений суппорта 4,8-10 об/мин, что минимизирует время холостого хода.
Широчайшие рамки регулировки подачи бесступенчатого привода – с изменением до 1200-10000 раз (с 1 до 1200 или даже до 10000 об/мин). Благодаря этому не проблема настроить оптимальный режим выпуска любой детали.
Развитые и многофункциональные инструментальные системы – от 12 органов.
Маркировка выпускаемых моделей осуществляется с помощью букв и цифр. Они и формируют артикул, который отражает назначение оборудования, степень его автоматизации, класс его точности. Разделение ведется по нескольким глобальным признакам – рассмотрим каждый из них подробнее.
Технологические группы
По характеру выполняемых операций (основных) могут быть:
фрезерные и сверлильно-расточные – сравнительно универсальные, также обеспечивающие зенкерование;
токарные – для создания резьбовых соединений и сверления, для патронных и центровых, а также сложных деталей;
зубообрабатывающие – для обеспечения необходимой геометрии шестеренок и подобных им элементов;
шлифовальные – для зачистки и выравнивания поверхностей;
многоцелевые – для комплексной обработки без перебазирования заготовки.
Каждой группе присваивается свой номер – обращайте внимание на первую цифру в артикуле станка ЧПУ, эта расшифровка помогает сразу сориентироваться.
Степень автоматизации
Все модели также подразделяют по следующим параметрам управляющей системы:
назначение – с позиционным, непрерывным, прямоугольным, смешанным методом контроля;
вариант привода – со ступенчатым, шаговым или регулируемым двигателем;
характер загрузки программного обеспечения – с установкой через диск, ленту (перфорированную или магнитную), flash-носитель;
количество одновременно управляемых координат и допустимые погрешности при их введении.
В артикуле степень автоматизированности указана в конце – как Ф с номером (или буквой). Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
1 – с цифровой индикацией и данными, набираемыми на клавиатуре – для одного перемещения за кадр;
2 – с позиционным (для сверлильно-расточных) или прямоугольным (для фрезерных или токарных) методом контроля;
3 – с непрерывным или контурным управлением, для обработки особенно сложных деталей;
4 – с многооперационным оперированием, сочетающим вышеперечисленные возможности;
Ц – циклическая, отличающаяся дешевизной и простотой алгоритма, но весьма удобная для серийного выпуска однотипных заготовок.
Помимо этого, в маркировке также есть индексы АСИ, то есть устройств АвтоСмены Инструмента:
Р – посредством поворота головки револьверного типа;
М – из «магазина» – специально предназначенного барабана.
В артикуле эти литеры стоят перед ФN.
Взглянем, что такое станок с ЧПУ с точки зрения производства. Его ключевые характеристики зависят от того, к какой технологической группе он относится:
для фрезерной это ширина поверхности рабочего стола;
для сверлильно-расточной – максимально возможные диаметры сверла и шпинделя;
для токарной – наибольшее из поддерживаемых сечение отверстия.
Любая модель рассматриваемого оборудования состоит из следующих функциональных узлов:
память – постоянная и оперативная;
шкаф, оснащенный операторским пультом;
дисплей, на котором показываются результаты;
контроллер – прибор, обрабатывающий введенные данные и отвечающий за функционирование приводов.
Все вместе они обеспечивают правильное выполнение команд, каждую из которых необходимо корректно составить. Сделать это можно одним из трех способов:
Вручную – технолог вводит числовые комбинации и таким образом задает все координаты для перемещения инструментов. Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.
С пульта оперативной системы – наладчик использует джойстик и сенсорный экран, в том числе и в диалоговом режиме (если оборудование довольно современное и у него есть эта опция). Уже более подходящий метод, также и потому, что команды можно протестировать и откорректировать.
С помощью САМ и САПР – запись происходит в несколько этапов, проводится сравнительно большое количество операций, зато в результате можно придумать эффективный алгоритм выпуска даже самого сложного элемента, а в дальнейшем видоизменять его для производства других деталей.
Вот как настроить ЧПУ-станок в последнем случае:
Создать электронный чертеж заготовки в AutoCAD, Компасе, Solid или другом профильном графическом редакторе.
Преобразовать получившийся файл в подходящий формат (HPGL, DXF, Gerber, Exeilon) и загрузить его в САМ (в качестве наиболее используемых CorelDraw, SheetCam, MeshCam, Kcam). После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).
Сделать промежуточный Cl-файл, загрузить его в паспорт (постпроцессор), получить программу управления с G- и М- кодами.
Понятно, что создавать такое ПО сможет непростой токарь.
Очень популярны, предназначены не только для резки заготовок любой формы (и простой плоской, и сложной пространственной), но и для раскройки металлических листов, для выборки пазов, для загибания углов. Могут содержать до 300 инструментов в одном магазине. Также отличаются обширной классификацией.
По расположению шпинделя выделяют:
вертикальные – вал устанавливается перпендикулярно столу и позволяет проводить обработку с одной стороны детали;
горизонтальные – фиксация уже параллельная, что делает возможным многостороннее выполнение технических операций.
По конструкции модель бывает консольной и нет, с одним или несколькими деталями, с контролем по 2,3 и более координатам одновременно.
Теперь о том, что значит станок ЧПУ с точки зрения управления – по характеру команд фрезерный может быть:
позиционным – для сверлильных работ;
контурным – ориентированным на криволинейные поверхности сложной формы;
смешанным (комбинированным) – для комплексных задач.
Конструктивные особенности
Сравнительно мощные корпус и станина – за счет ребер жесткости, также обеспечивающих повышенные показатели прочности шпинделя. В комплектацию таких устройств входят точные винты и рельсы – для быстрого перемещения инструментов по горизонтали.
Все это обеспечивает одинаково хорошее качество выполнения технических операций как при попутном, так и при встречном направлении движения.
То, что можно сделать на ЧПУ станке, зависит от конкретной его модели, а их в номенклатуре фрезерной группы сразу несколько сотен. Есть габаритные варианты, длина рабочего стола которых превышает 10 м. Или наоборот – миниатюрные, предназначенные для мелкосерийного производства и частных мастерских, выпускающих типовые заготовки из металла и пластика, дерева и других материалов. Обычно они маломощные (до 750 Вт), но все равно сравнительно надежные, оснащенные сервоприводом, поворотные во всех угловых направлениях, регулируемые по высоте. Естественно, в их базовую комплектацию также входит ПО для контроля, которое можно загрузить, подключив оборудование к персональному компьютеру.
Его основной орган – резец со сменными пластинами, зафиксированный в держателе, который может быть кассетным и совершенно точно является важной частью суппорт-узла, вместе с поворотной плитой и салазками. Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
Классификация по характеру выполняемых задач
центровые – для точения фасонных поверхностей, цилиндрических и конических заготовок;
патронные – для зенкерования, создания резьбы, обтачивания под фланцы, диски, шестерни и втулки, как внешних, так и внутренних плоскостей;
универсальные – эти виды станков с ЧПУ могут выполнять все технологические операции, актуальные для двух предыдущих типов;
карусельные – для крупногабаритных и неправильных по своей форме элементов; бывают одностоечными (рассчитаны на диаметры до 2 м) и двухстоечными (для сечений до 15 м).
Конструктивные характеристики
Их компоновка обычно либо вертикальная, либо с крутым наклоном, благодаря чему из функциональной зоны проще удалить стружку. Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Несущие конструкции отличаются повышенной жесткостью, достижимой утолщением металла и введением дополнительных ребер. Оснащены сменными магазинами для инструментов и/или револьверными головками, устанавливаемыми на позицию держателя.
Это настоящие центры, выполняющие комплексную обработку заготовки (без перебазирования) и оборудованные комбинированными системами ПО. Они предназначены для нарезки фасок и резьбы, зенкерования, расточки, раскроя, фрезерования. Подходят для действий как с плоскими поверхностями, так и со сложными криволинейными формами.
Конструктивные особенности
Зачастую укомплектованные сменными магазинами, делающими доступной предварительную настройку инструментов. Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Принцип работы станков с ЧПУ многоцелевого типа базируется на универсальности операций, которая возможна благодаря высокомоментному, но малоинерционному двигателю с хорошим быстродействием. Даже на небольших частотах он развивает крутящий момент до серьезных величин, что позволяет обеспечить производительность труда.
По вариантам компоновки могут быть:
вертикальные – с головкой шпинделя, способной двигаться вдоль обеих осей; на них техпроцессы можно проводить с 2-5 сторон;
горизонтальные – для элементов больших габаритов, закрепленных на столе; действуют только в одной плоскости (если отсутствуют дополнительные поворотные приспособления).
Такое оборудование востребовано в следующих случаях:
производство плит и других плоских элементов из дерева, например, корпусной мебели;
выпуск пластиковых деталей всевозможных форм, включая криволинейные;
шлифовка камней и подобных им твердых материалов природного происхождения;
изготовление сложных металлических изделий, в том числе и ювелирных.
Все вышеперечисленные цели решаются путем операций резки, фрезерования, распила, гравировки, сверления.
Эксплуатация столь точного механизма позволяет быстро решать ранее неосуществимые задачи: наносить рельефные декоры, которые невозможно выполнить вручную. За счет компьютеризации и автоматизации оно дает возможность избежать ошибок, вызванных человеческим фактором. Если знать, как пользоваться ЧПУ-станками, риск возникновения брака стремится к нулю.
Для большинства заготовок это техника «полного цикла», которая минимизирует затраты на производство. Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Минусы – в нюансах постпроцессирования: даже несмотря на то, что G- и М- коды универсальны, каждый программист компонует их по-своему. Поэтому возможны нестыковки при запуске ПО, которые требуется отдельно отлаживать.
Зачастую сложна ситуация с кадрами. Молодые и начинающие специалисты прекрасно понимают, как работает станок с ЧПУ, но им неизвестны практические свойства дерева или металла. Опытные слесари, фрезеровщики и токари, наоборот, «на ты» с материалами, но почти не знают компьютера.
Первый должен:
подобрать инструмент по карте, проверить его целостность и остроту;
определить нужные размеры;
зафиксировать рабочий орган и зажимной патрон, убедиться в надежности крепления;
установить переключатель в позицию «от»;
выполнить проверку на холостом ходу;
убедиться в нормальном состоянии лентопротяжного механизма и ввести перфоленту;
закрепить деталь, включить режим «по программе»;
обработать первый элемент, измерить его геометрию, внести корректировки;
повторить техпроцесс, сравнить габариты;
переключить машину в позицию «автомат».
Здесь действия наладчика закончены, в дело вступает оператор, который обязан своевременно:
Также ему необходимо запустить тестовое ПО, а после убедиться в надежности всех креплений и отсутствии отклонений. Если все в порядке, можно:
фиксировать заготовку;
вводить программу;
заправлять перфоленту;
нажимать «Пуск»;
замерять деталь, сравнивая с образцом.
На специальных курсах подробно расскажут и покажут, как научиться работать на станке с ЧПУ. На такую профильную подготовку просто необходимо отправить своих сотрудников, если вы хотите установить столь производительное оборудование на своем предприятии и эффективно использовать его преимущества.
10 типов станков с ЧПУ, которые вы увидите в магазинах по всему миру
Вы разработчик продукции и хотите воплотить свою идею продукта в жизнь или у вас есть деталь, которую вы хотите изготовить? Если это так, вы, вероятно, хотите выбрать технологию производства для точного и точного создания ваших деталей.
Станки с числовым программным управлением (ЧПУ) удовлетворяют всем этим требованиям и многим другим. Эти машины не только могут создавать простые и сложные детали точно и точно, но они также быстры и экономичны. Однако существует несколько типов станков с ЧПУ, каждый из которых имеет свой уникальный дизайн и подходит для создания различных элементов деталей.
В этой статье мы поговорим о десяти самых распространенных типах станков с ЧПУ в обрабатывающей промышленности. Вы узнаете о том, как работает каждая из этих машин, а также о различных производственных процессах и операциях, которые они могут выполнять.
Содержание
Что такое технология ЧПУ?
Компьютерное числовое управление (ЧПУ) описывает идею автоматического управления станками с помощью предварительно запрограммированного программного обеспечения и кода.
Процесс обработки с ЧПУ начинается с 3D-моделирования нужной детали с использованием программного обеспечения CAD (автоматизированного проектирования). Затем 3D-модель загружается в программное обеспечение CAM (Computer-Aided Manufacturing), создавая набор компьютерных инструкций (G-код), которые контролируют последовательность движений режущих инструментов на заготовке.
Теперь давайте рассмотрим различные типы станков с ЧПУ и их отличия.
#1 Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ (или фрезерные станки с ЧПУ) являются наиболее распространенным типом станков с ЧПУ. Они оснащены многолезвийным режущим инструментом, прикрепленным к шпинделю и вращающимся с высокой скоростью относительно неподвижной заготовки. Они идеально подходят для создания полостей, резки под углом, отверстий со смещением от центра и сложных элементов.
Узнать больше: Что такое фрезерование с ЧПУ?
#2 Фрезерные станки с ЧПУ
Источник изображения: Rickwashburn1, CC BY-SA 4. 0, через Wikimedia Commons заготовки для создания нужных деталей. Однако в то время как фрезерные станки с ЧПУ обычно используются для обработки твердых металлов и материалов промышленного назначения, фрезерные станки с ЧПУ лучше подходят для резки более мягких и деликатных материалов, таких как пластик, дерево и пенопласт.
Идеально подходят для создания панелей, пластиковых прототипов и форм для литья под давлением.
#3 Токарные станки с ЧПУ
Токарные станки с ЧПУ (или токарные станки) имеют сходство с фрезерными и фрезерными станками с ЧПУ; они оснащены патроном и шпинделем и используют технологию ЧПУ. Однако эти машины отличаются своими методами работы, которые являются полными противоположностями.
В токарных станках с ЧПУ патрон и шпиндель удерживают и вращают заготовку относительно неподвижного режущего инструмента. Эти станки обычно имеют 3-осевую конфигурацию и могут достигать допусков до ±4 мкм. Таким образом, они идеально подходят для обработки сложных цилиндрических форм.
Если ваш проект механической обработки требует высококачественной токарной обработки, включая токарную обработку конусов, накатку, сверление, отрезку и нарезание канавок, то токарный станок с ЧПУ является идеальным оборудованием для использования. Вы также можете использовать этот станок для развертывания, зенковки, точечной обработки и нарезания резьбы. Однако имейте в виду, что токарные станки с ЧПУ становятся менее точными по мере увеличения толщины заготовки.
Узнать больше: Что такое токарная обработка с ЧПУ?
Лазерный резак с ЧПУ №4
9Лазерные станки с ЧПУ 0002 похожи на фрезерные станки с ЧПУ по типу форм или характеристик, которые они могут обрабатывать. Однако они отличаются от своих фрезерных собратьев выполнением операций резки с помощью лазерных лучей.
Лазерный луч представляет собой столб света высокой интенсивности. При фокусировке на заготовке он плавит заготовку до тех пор, пока не будет создан надрез. Технология ЧПУ контролирует последовательность движений лазерной режущей головки (и лазерного луча) до тех пор, пока не будет изготовлена желаемая нестандартная деталь.
Лазерные резаки с ЧПУ обеспечивают высокий уровень точности резки и отлично подходят для резки широкого спектра материалов, включая металлы, пластмассы и твердые породы дерева. Кроме того, их чрезвычайно высокая точность делает их идеальными для обработки вашей торговой марки и логотипа на фрезерованных или токарных деталях с ЧПУ.
Подробнее: Что такое станок для лазерной резки с ЧПУ?
#5 Станки плазменной резки с ЧПУ
Источник изображения: Steve Brown Photography, CC BY-SA 3.0, через Wikimedia Commons резаки. От лазерных резаков они отличаются только выполнением операций резки с помощью плазменной горелки.
Плазменная горелка генерирует мощную плазму (или заряженный газ), способную достигать температуры до 50000°F. Это огромное количество тепловой энергии беспрепятственно прорезает любой материал, если он обладает электропроводностью.
#6 Электроэрозионные станки с ЧПУ (EDM)
Электроэрозионные станки с ЧПУ, также известные как искровые станки с ЧПУ, используют электрические искры от металлического инструмента для придания заготовке желаемой формы. Как и машины плазменной резки, электроэрозионные машины также требуют, чтобы заготовка была электропроводной. Это строгое требование существует потому, что металлический инструмент служит электродом и может разрушать только электропроводящие материалы.
Электроэрозионные станки идеально подходят для обработки микропазов, отверстий и угловых элементов в труднообрабатываемых металлах, таких как высокоуглеродистая сталь и закаленная сталь.
Подробнее: Что такое EDM?
#7 Гидроабразивная резка с ЧПУ
Источник изображения: Steve Brown Photography, CC BY 3.0, через Wikimedia Commons
Как следует из названия, гидроабразивная резка с ЧПУ использует струи воды под высоким давлением абразивное вещество) для резки материалов. Технология компьютерного числового программного управления контролирует последовательность движения водяной струи для создания желаемой готовой детали.
Водоструйные резаки с ЧПУ очень похожи на плазменные и лазерные резаки с ЧПУ в том смысле, что они устраняют необходимость в станках. Однако, в отличие от станков плазменной и лазерной резки с ЧПУ, водоструйные станки с ЧПУ особенно подходят для материалов с низким термическим сопротивлением, таких как алюминий и пластик. Под «низким термическим сопротивлением» мы подразумеваем материалы, склонные к плавлению, когда вы подвергаете их воздействию высоких температур.
#8 Шлифовальные станки с ЧПУ
Шлифовальные станки с ЧПУ (или шлифовальные станки) оснащены вращающимися колесами, которые вырезают материалы из заготовки для создания продукта, соответствующего вашим требованиям. Эти станки также оснащены интеллектуальными системами термоконтроля, которые проверяют температуру шлифовального круга и компенсируют изменения, которые в противном случае могли бы повлиять на точность обрабатываемых деталей.
Все эти преимущества делают шлифовальные станки с ЧПУ идеальными для высокоточного производства. Например, вы можете использовать шлифовальные станки с ЧПУ для создания высококачественных металлических заготовок для трансмиссионных валов, распределительных валов и других сложных деталей, требующих точной обработки поверхности.
Узнайте больше: Чистота поверхности и таблица шероховатости поверхности
#9 Сверлильные станки с ЧПУ
Источник изображения: Cosme2c, CC BY-SA 3.0, через Wikimedia Commons
Сверлильные станки с ЧПУ очень похожи на традиционные сверлильные станкиㅡ они используют вращающийся режущий инструмент для создания отверстий в неподвижной заготовке. Однако, поскольку сверлильные станки с ЧПУ основаны на технологии ЧПУ, они более точны и универсальны, чем традиционные сверлильные станки.
Например, сверлильные станки с ЧПУ могут создавать отверстия с точностью до ±0,001 мм. Они также совместимы с широким спектром материалов, включая металлы, пластмассы и дерево. Кроме того, новейшие технологии сверлильных станков с ЧПУ оснащены револьверной головкой, которая принимает несколько сверл и позволяет быстро переключаться между ними во время производства.
Вам следует выбрать сверлильные станки с ЧПУ, если вы хотите изготавливать ступицы, заготовки для зубчатых колес и обработанные валы.
#10 6-осевые станки с ЧПУ
Источник изображения: GregorDS, CC BY-SA 4.0, через Wikimedia Commons
Ось станка с ЧПУ описывает количество независимых направлений, в которых режущий инструмент с ЧПУ (или заготовка) может двигаться для создания обработанной детали. Например, 3-осевой станок с ЧПУ обычно работает вдоль оси X (вертикальной), оси Y (горизонтальной) и оси Z (глубины) для обработки заготовки и создания готовой детали.
Однако в последние годы технология станков с ЧПУ продвинулась вперед и теперь включает 6-осевые возможности. 6-осевые станки с ЧПУ сочетают в себе трехосное линейное перемещение 3-осевых станков с вращением вокруг осей X, Y и Z. Это гарантирует, что режущий инструмент остается перпендикулярным поверхности материала в нескольких плоскостях, что позволяет создавать сложные детали.
6-осевые станки могут изготовить практически любую сложную конструкцию, если оператор имеет навыки изготовления деталей с ЧПУ.
Обработка высококачественных деталей с ЧПУ: Gensun может помочь
Теперь, когда вы знаете различные типы станков с ЧПУ и их возможности, вы согласитесь, что на станках с ЧПУ можно изготовить практически любую деталь, элемент или продукт. Однако успех вашего производственного проекта также зависит от механического цеха и машинистов, создающих вашу продукцию.
Gensun Precision Machining — ведущий поставщик услуг по обработке с ЧПУ в Азии. У нас есть не только широкий выбор станков с ЧПУ, но и высококвалифицированные инженеры и механики, способные сделать ваш продукт правильно.
Узнайте больше о наших услугах по обработке с ЧПУ.
Примечание. Эта статья была первоначально опубликована в июне 2021 года и обновлена в мае 2022 года.
Что такое ЧПУ, ЧПУ-обработка и станки с ЧПУ? [Простое введение]
Что такое ЧПУ? (Определение ЧПУ)
Обработка с ЧПУ — это производственный процесс, при котором компьютеры запускают программы, управляющие тем, как станки будут производить детали . Эти программы ЧПУ, использующие программное обеспечение ЧПУ, могут контролировать все, от движений станка до скорости вращения шпинделя, включения или выключения подачи СОЖ и многого другого. Компьютерный язык, используемый для программирования станков с ЧПУ, представляет собой стандартизированный язык программирования под названием «G-Code». Чтобы упростить задачу, g-код редко пишется вручную. Вместо этого для создания G-кода используются инструменты визуального программирования под названием CAM Software. «CAM» означает автоматизированное производство.
Обработка деталей с ЧПУ часто выбирается, когда производство должно обеспечивать высокую точность или качество, или когда материалы особенно прочные и труднообрабатываемые.
Существует множество различных видов станков с ЧПУ, включая 3D-принтеры, фрезерные станки с ЧПУ, токарные станки с ЧПУ, лазеры с ЧПУ, водометы, электроэрозионные станки (EDM), фрезерные станки с ЧПУ и многое другое.
Что означает ЧПУ?
Если вы задаетесь вопросом: «Что означает ЧПУ?», вы попали по адресу.
Аббревиатура cnc расшифровывается как Computer Numerical Control. Это результат более старого термина «NC», что означает «числовое управление». Это относится к идее управления станками через компьютер. Станки с ЧПУ — это своего рода роботы.
Со старым термином «NC» компьютер не требуется. Машиной можно управлять с помощью, например, перфоленты.
Программы ЧПУ сообщают станку следующие типы вещей:
Как быстро вращать шпиндель
Как быстро перемещать резак
Направление перемещения фрезы по каждой оси (X, Y и Z для 3-осевого станка и больше для 4- или 5-осевого станка)
Какой резец использовать, если на станке есть устройство смены инструмента
Когда включать или выключать охлаждающую жидкость (т. е. распылять охлаждающую жидкость на деталь во время резки)
И многое другое.
Внедрение твердого сплава, обеспечивающего гораздо более быструю резку, чем быстрорежущая сталь, стало первым значительным улучшением производительности обработки в отрасли. Замена станков с ручным управлением на станки с ЧПУ является вторым значительным увеличением производительности.
Технология ЧПУ продолжает повышать производительность с течением времени. И теперь мы ответили на вопрос: «Что означает ЧПУ?» с пары ракурсов.
Что такое станок с ЧПУ? (Определение станка с ЧПУ)
Станки с ЧПУ — это станки с компьютерным управлением. До ЧПУ станки управлялись операторами вручную.
На станке с ручным управлением оператор управляет станком, поворачивая маховики. На станке с ЧПУ компьютер управляет сервоприводами, которые управляют станком и направляют его в процессе обработки с ЧПУ. По сути, это механические роботы. ЧПУ, а позже и ЧПУ, позволили значительно повысить производительность станков, потому что оборудование могло работать автоматически, не требуя постоянного внимания со стороны оператора.
До появления такой автоматизации существовала более простая возможность автоматизации в виде гидравлических систем трассировки. В таких системах использовалась гидравлика, чтобы режущие инструменты токарного или фрезерного станка следовали или следовали шаблону. Были также винтовые машины, автоматизированные функции которых механически управлялись кулачками.
Конусные приспособления, доступные для многих ручных токарных станков, мало чем отличаются от возможностей гидравлического копера, просто копировщик может создавать более сложные шаблоны, чем простые конусы.
Но появление сначала станков с ЧПУ, а затем ЧПУ радикально повысило степень автоматизации производства. Обработка с ЧПУ в наши дни является доминирующим методом обработки материалов, хотя ручная обработка по-прежнему довольно распространена, а также для разовых работ, ремонта и прототипирования.
Лица, управляющие станками с ЧПУ в цехах, называются «операторами ЧПУ», а те, кто пишет программы для автоматизации производства, — «программистами ЧПУ».
Станок с ЧПУ выполняет так называемые «программы обработки деталей», которые написаны на специальном языке под названием «G-код». Программа обработки деталей с g-кодом может быть либо напрямую закодирована, либо может использоваться программное обеспечение CAM (CAM означает автоматизированное производство) для преобразования чертежа детали в CAD в g-код. CAD — это «автоматизированное проектирование», программное обеспечение, используемое для создания чертежей деталей, которые мы изготавливаем.
Долгое время станки с ЧПУ были чисто промышленными машинами, поскольку стоили многие десятки тысяч долларов. Сегодня мастера ЧПУ своими руками строят свои собственные станки с ЧПУ в качестве хобби, а также есть много прекрасных станков, доступных в ценовых диапазонах, которые позволяют владеть станком с ЧПУ в домашнем магазине.
Точность станков с ЧПУ во многом зависит от качества станков с ЧПУ. Машины, предназначенные для очень высокой точности, должны быть очень качественными и поэтому довольно дорогими.
Чтобы узнать, сколько стоит станок с ЧПУ, ознакомьтесь со статьей по ссылке.
Готовы узнать больше о ЧПУ?
Вам понадобится наша кулинарная книга для начинающих с ЧПУ и DIY. Это ваш путеводитель по всем бесплатным ресурсам, учебным пособиям и руководствам, которые помогут вам освоить ЧПУ.
Я готов, давай сделаем это!
Какие типы станков с ЧПУ существуют?
Короткий ответ — это больше, чем мы могли бы здесь дать, но давайте попробуем охватить некоторые из основных категорий наиболее распространенных типов станков с ЧПУ. Мы обсудим каждую машину индивидуально и расскажем вам, что это за машина и какую обработку с ЧПУ она выполняет.
Фрезерные станки с ЧПУ
Типичный фрезерный станок с ЧПУ…
На фрезерном станке фреза помещается в шпиндель, где он вращается. Затем заготовка проходит мимо фрезы, чтобы можно было срезать стружку. Процесс резки заготовки на фрезерном станке называется «Фрезерование».
Основные операции фрезерного станка с ЧПУ. Более продвинутые фрезерные станки с ЧПУ называются «вертикальными обрабатывающими центрами»…
Фрезерные станки с ЧПУ имеют, по крайней мере, возможность резать в 3-х измерениях (некоторые старые станки могут размер), которые называются осями X, Y и Z. Каждая ось управляется сервоприводом или шаговым двигателем, который запускается системой ЧПУ.
Самые сложные фрезерные станки с ЧПУ называются «обрабатывающими центрами». Например, существуют вертикальные обрабатывающие центры (VMC) и горизонтальные обрабатывающие центры (HMC). Вертикаль и горизонталь относятся к тому, является ли ось, параллельная шпинделю (обычно «Z») вертикальной или горизонтальной. Одной из важнейших возможностей обрабатывающих центров является использование устройства автоматической смены инструмента (ATC), которое позволяет им управлять несколькими инструментами и автоматически переключаться между ними.
Станки с ЧПУ могут позволить станочнику с ЧПУ получить доступ к 5 измерениям. Системы ЧПУ с таким уровнем возможностей представляют собой сложное оборудование, которое, очевидно, будет в более дорогом конце спектра. Им потребуется программное обеспечение CAD и программное обеспечение CAM для автоматизированного производства, которое также является более функциональным.
Токарные станки с ЧПУ
Типичный токарный станок с ЧПУ, Haas TL-1…
Некоторые считают токарные станки единственным универсальным станком с ЧПУ, поскольку на одном токарном станке можно изготовить все детали, необходимые для другого станка. Токарный станок вращает заготовку в шпинделе, в то время как неподвижный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку. Из-за этой геометрии токарные станки идеально подходят для деталей, которые имеют симметрию относительно некоторой оси, которая может быть зажата в шпинделе. Эта ориентация на круглые детали также является причиной того, что процесс резки называется «токарной обработкой с ЧПУ».
Изготовление шахматной ладьи на токарном станке с ЧПУ…
Токарные станки с ЧПУ имеют, по крайней мере, возможность управлять режущим инструментом под управлением G-кода по 2 осям, называемым X и Z. Они могут иметь значительное количество другие функции, а также существует множество вариантов токарных станков, таких как швейцарские токарные станки.
Процесс резки заготовки на токарном станке называется «Токарная обработка с ЧПУ». Токарные станки с ЧПУ с более тяжелыми характеристиками называются «токарными центрами». Токарный центр обычно имеет полный корпус и устройство смены инструмента, обычно называемое «револьверной головкой» на токарном станке, но есть также токарные станки «Gang».
Более продвинутый токарный центр может также иметь возможность фрезерования. Для этого ось шпинделя должна работать как сервопривод, чтобы ее можно было точно позиционировать под определенным углом. Токарные центры, которые могут работать как фрезерные станки, называются токарно-фрезерными станками.
Токарно-фрезерный станок может быть очень эффективным в производстве, если он оснащен устройством для вытягивания прутка или устройством подачи прутка. Сырье в виде стержней загружается, и машина автоматически обрабатывает их для производства готовых или почти готовых деталей. Токарно-фрезерный станок требует небольшого наблюдения или ручного управления.
Все эти дополнительные возможности делают токарный станок с ЧПУ гораздо более мощным станком, чем большинство токарных станков с ручным управлением.
Фрезерные станки с ЧПУ
Фрезерный станок с ЧПУ…
Фрезерный станок с ЧПУ на самом деле представляет собой разновидность фрезерного станка с ЧПУ, обычно использующего так называемую «портальную» конфигурацию. Это лучший станок с ЧПУ по дереву. Их называют фрезерными станками с ЧПУ, а не портальными мельницами с ЧПУ, когда они используются для резки дерева, но это не всегда так.
Типичный фрезерный станок с ЧПУ обычно не обеспечивает такой точности, как фрезерный станок с ЧПУ. Они жертвуют некоторой точностью во имя большей рабочей зоны с портальной конструкцией.
Резка двери с фальшпанелями за считанные секунды с помощью коммерческих инструментов с ЧПУ…
Многие думают, что станки с ЧПУ предназначены для резки металла, но существует огромный рынок деревообрабатывающих станков с ЧПУ.
Подробное сравнение фрезерных станков с ЧПУ и фрезерных станков см. в нашей отдельной статье. Это даст вам представление о том, какой производственный процесс лучше соответствует вашим потребностям.
Существует гораздо больше типов станков с ЧПУ, чем только эти три наиболее распространенных типа, включая прессы с ЧПУ различных типов для изготовления, плазменные столы, станки для электроэрозионной обработки, гидроабразивные резаки и так далее.
Постоянно появляются новые технологии ЧПУ. Кто знает, что принесет будущее?
Станки плазменной, лазерной и водоструйной резки с ЧПУ
Станки плазменной, лазерной и водоструйной резки с ЧПУ представляют собой различные виды станков с ЧПУ, которые используются в основном для вырезания деталей из плоского листового материала.
Вот типичный плазменный резак с ЧПУ в работе:
Типичный плазменный резак с ЧПУ в работе. Изображение предоставлено All3DP.com.
Этот станок с ЧПУ позволяет легко резать листовой металл по размеру. Это очень полезный, но довольно недорогой процесс обработки с ЧПУ.
Готовы узнать больше о ЧПУ?
Вам понадобится наша кулинарная книга для начинающих с ЧПУ и DIY. Это ваш путеводитель по всем бесплатным ресурсам, учебным пособиям и руководствам, которые помогут вам освоить ЧПУ.
Я готов, давай сделаем это!
Станки для изготовления с ЧПУ
Производство металлов – это создание металлических конструкций путем резки, гибки и сборки. Конечно, ЧПУ может быть очень полезным для изготовления металлоконструкций со следующими типами станков:
Листогибочные прессы с ЧПУ: эти машины являются королями гибки металла.
Пуансоны с ЧПУ
: нужно сделать отверстие круглой или неправильной формы? Используйте перфоратор с ЧПУ.
Трубогибочные станки с ЧПУ
: Используйте их для гибки материалов с круглым поперечным сечением. Трубы, шланги и провода — все возможно.
Еще больше станков с ЧПУ
Список станков с ЧПУ обширен. Вот некоторые из других возможных типов станков с ЧПУ, которые мы еще не упомянули:
Электронно-разгрузочные машины с ЧПУ («EDM»)
Резак для пенопласта с ЧПУ
Вышивальные машины с ЧПУ (они наносят логотипы на бейсболки!)
Резаки с ЧПУ (для резки винила, бумаги и т. д. по четким шаблонам)
Пищевые машины с ЧПУ (для украшения тортов и др.)
Гончарные принтеры с ЧПУ (разновидность 3D-принтера)
Есть даже бармены с ЧПУ, но это слишком широкое определение, LOL!
Настольные станки с ЧПУ (любительские и промышленные)
Для многих основных типов станков с ЧПУ доступны недорогие хобби-версии. Существует процветающий рынок для любителей ЧПУ своими руками.
Эти станки для хобби не такие быстрые и точные, как промышленные станки с ЧПУ, но, тем не менее, они позволяют любителям выполнять потрясающую работу.
Процесс обработки с ЧПУ – Как станки с ЧПУ изготавливают детали?
Процесс обработки с ЧПУ довольно прост и включает в себя следующие шаги (для более подробной информации о каждом шаге щелкните по ссылке):
1
Используйте программное обеспечение САПР для создания 2D- или 3D-модели детали, которую вы хотите изготовить. CAD означает «Компьютерное черчение», поэтому программное обеспечение САПР похоже на программное обеспечение для рисования, которое позволяет вам точно указывать размеры вашей детали.
2
3
На этом этапе станок настраивается с закреплением, соответствующими инструментами, а также загружаются программа G-кода и данные инструмента, чтобы подготовить станок к изготовлению детали. Оператор также сообщит машине, где находится ноль детали. Ноль детали — это положение оси, которое соответствует 0, 0, 0 в CAD-модели детали.
4
Когда все настроено, пришло время обработать деталь.
Это упрощенное описание. Для получения более подробной информации см. нашу подробную статью о том, как изготовить детали с ЧПУ
Как начать работу с ЧПУ?
Учитывая основную историю ЧПУ и обзор основных станков с ЧПУ, что нужно знать, чтобы начать работу с ЧПУ?
Полезными будут знания в различных областях. Например, базовые навыки обработки очень важны. Станок с ЧПУ начинается с базовых принципов обработки, хотя он может автоматизировать операции, которые человек, работающий вручную, совершенно не может выполнить, вращая маховики. Хорошую стартовую статью по основам обработки с ЧПУ можно найти здесь. В этой статье рассматриваются этапы процесса обработки с ЧПУ, и вы можете получить дополнительную информацию о каждом этапе.
Знание некоторой электроники, в основном связанной с приложениями управления движением, также полезно, поскольку станки с ЧПУ включают довольно много электроники в дополнение к их механическим аспектам. У нас есть несколько статей, посвященных типам знаний в области электроники, необходимых для ЧПУ, в разделе «Поваренная книга» нашего сайта.
Так как «Что означает ЧПУ?» отвечает «Числовое управление», очевидно, что компьютеры важны. Но в частности, компьютерное программное обеспечение, которое используется с ЧПУ. Есть несколько разных видов.
Программы, управляющие станками с ЧПУ, называются «программами обработки деталей». Прежде чем мы сможем продвинуться очень далеко, мы должны понять, как создавать и использовать программы обработки деталей ЧПУ, которые написаны на каком-либо диалекте G-кода. Здесь снова CNCCookbook предлагает бесплатный учебный курс, который учит, как читать и писать G-код.
Зайдя так далеко, начинающий оператор станков с ЧПУ поймет, что существует довольно много специализированного программного обеспечения для ЧПУ. Вот четыре наиболее распространенных типа программного обеспечения ЧПУ:
– Калькуляторы ЧПУ для расчета подачи и скорости. Взгляните, например, на наш калькулятор ЧПУ G-Wizard.
— редакторы программ ЧПУ, помогающие нам управлять g-кодом. Попробуйте наш редактор G-Wizard.
— программы САПР, используемые для создания чертежей и 3D-моделей деталей, которые мы хотим обработать.
— программы CAM, которые начинаются с чертежа CAD и создают G-код, который выполняют наши станки с ЧПУ.
Существует множество других программ ЧПУ. Для обзора всех различных разновидностей ознакомьтесь с нашей статьей « Программное обеспечение ЧПУ: цифровые инструменты для ЧПУ “.
Наконец, если вас интересуют станки с ЧПУ для хобби, у нас есть статья, в которой вы узнаете, какие типы станков с ЧПУ доступны для любителей и мастеров-любителей.
Любая из ссылок в последнем разделе даст вам больше материала для изучения, когда вы начнете больше узнавать о ЧПУ.
Программное обеспечение ЧПУ для начинающих
Большую часть ЧПУ составляет программное обеспечение. Если вы готовы сделать решительный шаг и выйти за рамки чтения о возможностях, начните с нашего Руководства по лучшему программному обеспечению ЧПУ для начинающих.
Мы много работали, чтобы собрать лучшие руководства по покупке, советы по оценке и даже руководства по секретным предложениям, которые позволят вам купить самое популярное программное обеспечение по неслыханным ценам. Проверьте это!
Итак, вы хотите стать оператором станков с ЧПУ?
Давайте отложим в сторону хобби и рассмотрим, что нужно, чтобы стать профессиональным станком с ЧПУ.
Существует ряд навыков, которые вам необходимо освоить:
Настройка станка и обработка: Это основные сведения о том, как настроить станок с ЧПУ для выполнения задания по изготовлению одной или нескольких деталей. Как только вы овладеете этим навыком, вы станете оператором станка с ЧПУ. Оператор ЧПУ еще не является полноценным оператором станков с ЧПУ, но это реальная работа, за которую вам могут платить.
Крепление и фиксация. Частью любой работы с ЧПУ является то, как вы собираетесь удерживать заготовку, чтобы иметь доступ ко всем сторонам, которые необходимы. Это одна из областей, которая отличает действительно опытных станков с ЧПУ от более средних.
Режущие инструменты и другие инструменты: понимание всех тонкостей режущих инструментов, а также их подачи и скорости — еще один важный шаг для станочника с ЧПУ. С каждой основной категорией инструментов связано немало знаний. Например, торцевые фрезы являются важной областью знаний.
Программирование ЧПУ: мы уже упоминали программные аспекты работы. Глубокое понимание автоматизированного проектирования (CAD) и автоматизированного производства CAM необходимо для любого станка с ЧПУ. Существует довольно много информации, например, о тонкостях различных путей инструментов, которые поддерживает ваше программное обеспечение. Если вы действительно преуспеете в этом, вы можете считаться программистом ЧПУ, что является совершенно другим описанием работы.
Профилактическое обслуживание и эксплуатация магазина.
Процитирование вакансий — это большое дело, и это определенно навык, который стоит изучить.
Метрология и контроль. Точное измерение — еще одна большая область, которую нужно изучить и понять.
Производственные процессы
. Если у вас не работает один процесс, вы обнаружите, что другие процессы могут быть полезны для расширения ваших возможностей. Большинство станков с ЧПУ начинают с фрезерных или токарных (токарных) операций. Но есть много других производственных процессов, от самых обыденных до очень экзотических — электронно-лучевая обработка, кто-нибудь? Или как насчет ультразвуковой обработки?
CNC Cookbook содержит как минимум хорошие вводные статьи почти по всем этим темам, а во многих случаях даже подробные руководства.
Обрабатывающая промышленность может быть очень полезной, а ЧПУ — одна из тех областей, где невозможно научиться всему. Тогда лучше просто никогда не прекращать учиться.
Краткая история ЧПУ
Первые коммерческие станки с ЧПУ были построены в 1950-х годах и работали на перфоленте. Хотя эта концепция сразу же доказала, что она может сократить расходы, она была настолько другой, что очень медленно завоевала популярность у производителей.
Для того, чтобы способствовать более быстрому внедрению, армия США закупила 120 станков с ЧПУ и одолжила их различным производителям, чтобы они могли лучше ознакомиться с идеей числового управления. К концу 50-х NC начал завоевывать популярность, хотя ряд проблем все еще оставался.
Например, g-кода, почти универсального языка ЧПУ, которым мы пользуемся сегодня, не существовало. Каждый производитель продвигал свой собственный язык для определения числового программного управления или программ обработки деталей (программ, которые станки должны были выполнять для создания детали).
1959 Станок с ЧПУ: Milwaukee-Matic-II был первым станком с устройством смены инструмента…
В течение 1960-х годов ЧПУ быстро развивалось благодаря ряду ключевых разработок:
– Стандартный язык G-кода для программ обработки деталей: происхождение g-код восходит к Массачусетскому технологическому институту примерно в 1958 году, где этот язык использовался в лаборатории сервомеханизмов Массачусетского технологического института. Альянс электронной промышленности стандартизировал G-код в начале 1960-х годов.
– САПР заняли свое место и начали быстро заменять бумажные чертежи и чертежников в 60-х годах. К 19В 70-х годах САПР была индустрией приличных размеров с такими игроками, как Intergraph и Computervision, которых я консультировал еще во времена учебы в колледже.
— Миникомпьютеры, такие как DEC PDP-8 и Data General Nova, стали доступны в 60-х годах и сделали станки с ЧПУ дешевле и мощнее.
К 1970 году экономика большинства западных стран замедлилась, а затраты на занятость росли. В 60-х годах, предоставив прочную технологическую основу, которая была необходима, ЧПУ взлетело и начало неуклонно вытеснять старые технологии, такие как гидравлические трассировщики и ручная обработка.
Американские компании в значительной степени запустили революцию в области ЧПУ, но они были чрезмерно сосредоточены на высокотехнологичном оборудовании. Немцы первыми увидели возможность снизить цены на ЧПУ, и к 1979 году немцы продавали больше ЧПУ, чем американские компании. Японцы повторили ту же формулу еще более успешно и всего год спустя, к 1980 г., отняли лидерство у немцев. В 1971 г. все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 г. ушли и оказались на 8-м месте.
Совсем недавно микропроцессорная технология сделала элементы управления ЧПУ еще дешевле, что привело к появлению ЧПУ для хобби и личного рынка ЧПУ.
Доступное оборудование с ЧПУ также проложило путь для использования ЧПУ в прототипировании, наряду с 3D-печатью. Раньше использование ЧПУ ограничивалось в основном производственными цехами.
Проект Enhanced Machine Controller, или EMC2, был проектом по внедрению контроллера ЧПУ с открытым исходным кодом, который был начат Национальным институтом стандартов и технологий NIST в качестве демонстрации. В какой-то момент в 2000 году проект был перенесен в общественное достояние и с открытым исходным кодом, а вскоре в 2003 году появилась EMC2.0003
Mach4 был разработан основателем Artsoft Артом Фенерти как ответвление ранних версий EMC для работы в Windows вместо Linux, что делает его еще более доступным для рынка персональных ЧПУ.


 Остановимся подробней на этих элементах робота.
Остановимся подробней на этих элементах робота.
:quality(80)/images.vogel.de/vogelonline/bdb/1625400/1625430/original.jpg) Таким образом итоговая мощность увеличивается, при меньшей работе приводов, в данном примере, работе ног на педалях.
Таким образом итоговая мощность увеличивается, при меньшей работе приводов, в данном примере, работе ног на педалях.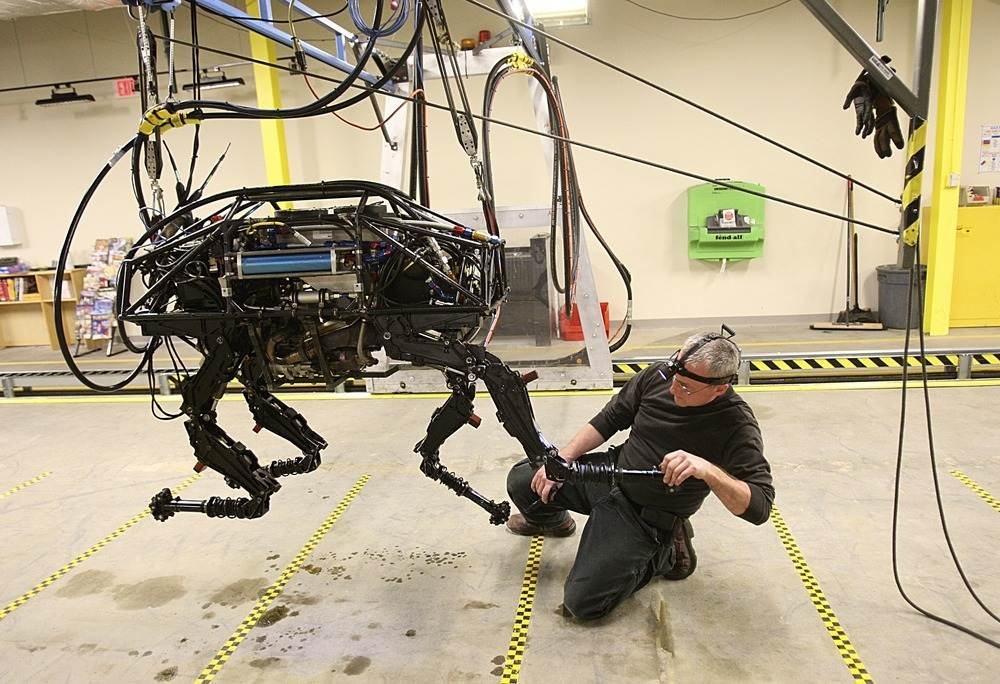
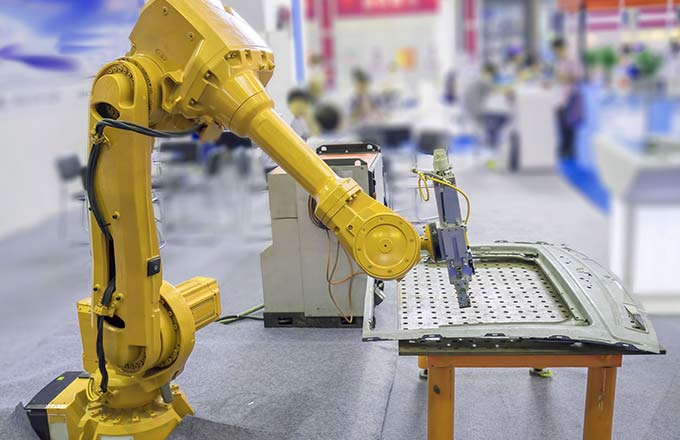
 Рассматривая велосипед в качестве примера. Цепь, которая соединяет переднюю звезду с задним колесом, является трансмиссией. Так велосипеды и передвигаются, начиная с вращения педалей и передавая вращательную энергию на заднее колесо с помощью трансмиссии.
Рассматривая велосипед в качестве примера. Цепь, которая соединяет переднюю звезду с задним колесом, является трансмиссией. Так велосипеды и передвигаются, начиная с вращения педалей и передавая вращательную энергию на заднее колесо с помощью трансмиссии. Это может быть захват, сварочная горелка или покрасочный распылитель и многое другое оборудование. В соответствии с задачей и технологией производства инженер на стороне поставщика или на стороне будущего владельца, дополнительно комплектуют робота необходимым оборудованием.
Это может быть захват, сварочная горелка или покрасочный распылитель и многое другое оборудование. В соответствии с задачей и технологией производства инженер на стороне поставщика или на стороне будущего владельца, дополнительно комплектуют робота необходимым оборудованием. Этим управляющим устройством является контроллер промышленного робота.
Этим управляющим устройством является контроллер промышленного робота.
 Постепенно расширялась функциональность и области применения.
Постепенно расширялась функциональность и области применения. Производственные роботизированные системы – значительное финансовое вложение, однако оно быстро окупается, при условии правильной интеграции и оптимальной конфигурации системы.
Производственные роботизированные системы – значительное финансовое вложение, однако оно быстро окупается, при условии правильной интеграции и оптимальной конфигурации системы. Они уже умеют так много, что справляются без человека. Инженеры работают над совершенствованием оборудования.
Они уже умеют так много, что справляются без человека. Инженеры работают над совершенствованием оборудования.

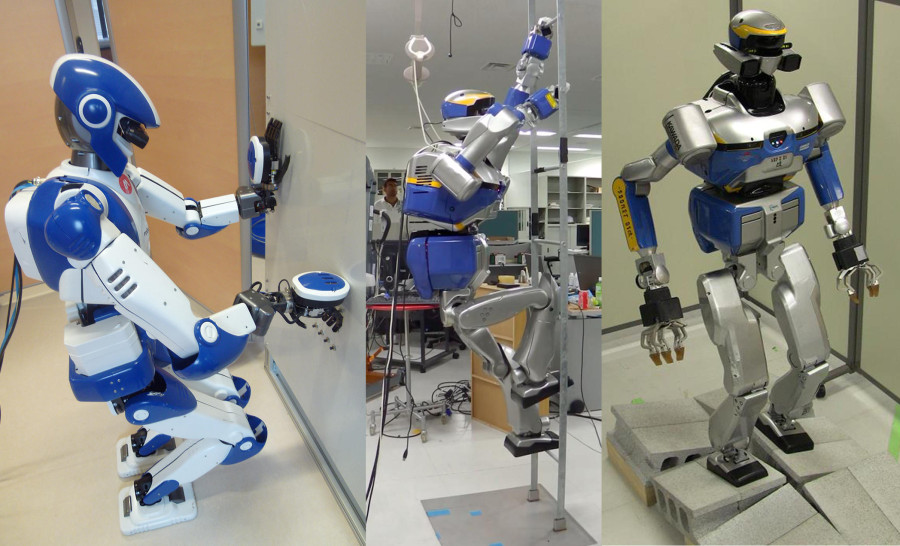
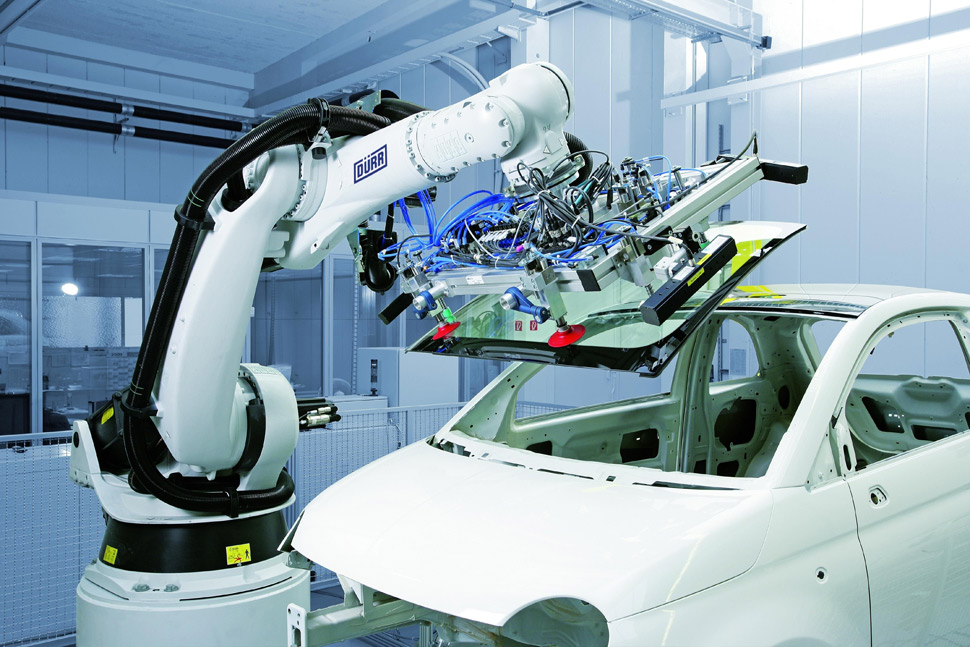 В нашей стране они используются на занятиях по широкому спектру дисциплин, в основном инженерных, архитектурных, строительных. Ведущие вуза мира также внедряют роботов в образовательный процесс по творческим предметам, таким как скульптура, промышленный дизайн, цифровое искусство, даже мода.
В нашей стране они используются на занятиях по широкому спектру дисциплин, в основном инженерных, архитектурных, строительных. Ведущие вуза мира также внедряют роботов в образовательный процесс по творческим предметам, таким как скульптура, промышленный дизайн, цифровое искусство, даже мода.
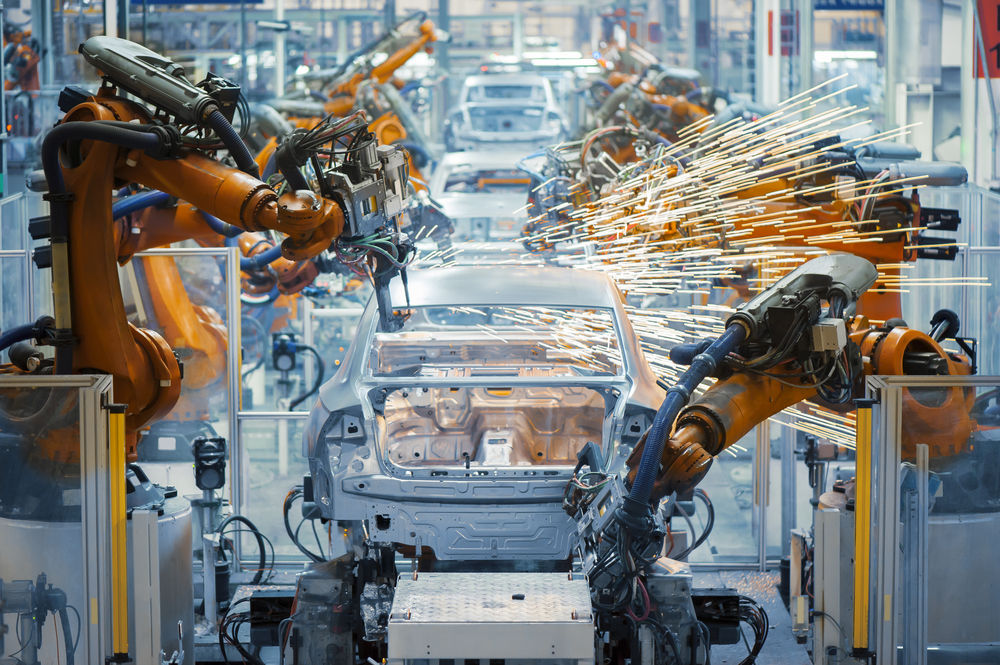 Линейка роботов насчитывает большое количество вариантов. Они отличаются:
Линейка роботов насчитывает большое количество вариантов. Они отличаются:

 Поскольку машины продолжают развиваться и выполнять все более сложные задачи, недалек тот день, когда целые фабрики станут полностью автоматизированными, а всю работу будут выполнять роботы.
Поскольку машины продолжают развиваться и выполнять все более сложные задачи, недалек тот день, когда целые фабрики станут полностью автоматизированными, а всю работу будут выполнять роботы. При правильном внедрении робототехника создает неоспоримый сдвиг вверх в бизнес-операциях.
При правильном внедрении робототехника создает неоспоримый сдвиг вверх в бизнес-операциях. Эта цифра особенно показательна по сравнению с 9% простоев в других отраслях. Производство страдает больше, чем большинство областей, когда дело доходит до человеческих ошибок, поскольку нередко одна проблема замедляет или останавливает всю сборочную линию.
Эта цифра особенно показательна по сравнению с 9% простоев в других отраслях. Производство страдает больше, чем большинство областей, когда дело доходит до человеческих ошибок, поскольку нередко одна проблема замедляет или останавливает всю сборочную линию. Вот некоторые из многих положительных преимуществ использования роботов в производстве:
Вот некоторые из многих положительных преимуществ использования роботов в производстве:
 Многие могут даже приспособиться к физическому взаимодействию, например, рабочий физически регулирует движения машины, чтобы она могла запоминать и повторять эти шаги самостоятельно.
Многие могут даже приспособиться к физическому взаимодействию, например, рабочий физически регулирует движения машины, чтобы она могла запоминать и повторять эти шаги самостоятельно. Это чувство можно сравнить с эхолокацией у таких животных, как летучие мыши и дельфины — звуковые волны помогают этим существам определять местоположение объекта. Ярким примером являются боты SameDay от FedEx, которые могут перемещаться среди людей и объектов с помощью LiDAR.
Это чувство можно сравнить с эхолокацией у таких животных, как летучие мыши и дельфины — звуковые волны помогают этим существам определять местоположение объекта. Ярким примером являются боты SameDay от FedEx, которые могут перемещаться среди людей и объектов с помощью LiDAR. Этот термин распространен на фабриках с небольшим числом рабочих-людей, если они вообще есть — машины управляют производственным процессом от начала до конца. Некоторым производителям эта концепция может показаться легче реализовать, чем другим, но те, кто интегрирует ее в свою деятельность, как правило, отмечают заметное повышение производительности и затрат на оплату труда. Компании, которые применяют эту стратегию, могут даже повысить энергоэффективность из-за снижения потребности в климат-контроле и дополнительном освещении.
Этот термин распространен на фабриках с небольшим числом рабочих-людей, если они вообще есть — машины управляют производственным процессом от начала до конца. Некоторым производителям эта концепция может показаться легче реализовать, чем другим, но те, кто интегрирует ее в свою деятельность, как правило, отмечают заметное повышение производительности и затрат на оплату труда. Компании, которые применяют эту стратегию, могут даже повысить энергоэффективность из-за снижения потребности в климат-контроле и дополнительном освещении.
 Роботизированная прошивка и программное обеспечение могут быть уязвимы для взлома, а это означает, что компания, создающая ботов, должна с самого начала установить для них надежные системы безопасности.
Роботизированная прошивка и программное обеспечение могут быть уязвимы для взлома, а это означает, что компания, создающая ботов, должна с самого начала установить для них надежные системы безопасности.


 Ленина 10А.
Ленина 10А.  Но мы не прекращали учиться и продолжаем учиться ежедневно, чтобы с легкостью отремонтировать современный компьютер, планшет или смартфон любой сложности!
Но мы не прекращали учиться и продолжаем учиться ежедневно, чтобы с легкостью отремонтировать современный компьютер, планшет или смартфон любой сложности!
 Для этого мы стремимся усовершенствовать и контролировать все процессы на каждом этапе работ. Мы считаем свою работу удовлетворительной, только если вы остаётесь довольны её процессом и результатом.
Для этого мы стремимся усовершенствовать и контролировать все процессы на каждом этапе работ. Мы считаем свою работу удовлетворительной, только если вы остаётесь довольны её процессом и результатом.
 ..
.. Наша уборка защищает ваших детей, персонал и семьи, защищая при этом ваш бренд.
Наша уборка защищает ваших детей, персонал и семьи, защищая при этом ваш бренд. Я не мог бы говорить более высоко, они первоклассные. Гигиена — это то, о чем они говорят, и, что более важно, то, что они приносят.
Я не мог бы говорить более высоко, они первоклассные. Гигиена — это то, о чем они говорят, и, что более важно, то, что они приносят. Наши команды обучены методам уборки, которые препятствуют переносу и перекрестному загрязнению между помещениями. Это наш базовый стандарт практики уборки, который вы можете ожидать при каждой уборке.
Наши команды обучены методам уборки, которые препятствуют переносу и перекрестному загрязнению между помещениями. Это наш базовый стандарт практики уборки, который вы можете ожидать при каждой уборке. .
. Продукты, адаптированные к вашей среде и потребностям.
Продукты, адаптированные к вашей среде и потребностям.
 Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих.
Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих. Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки. Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу.
Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу.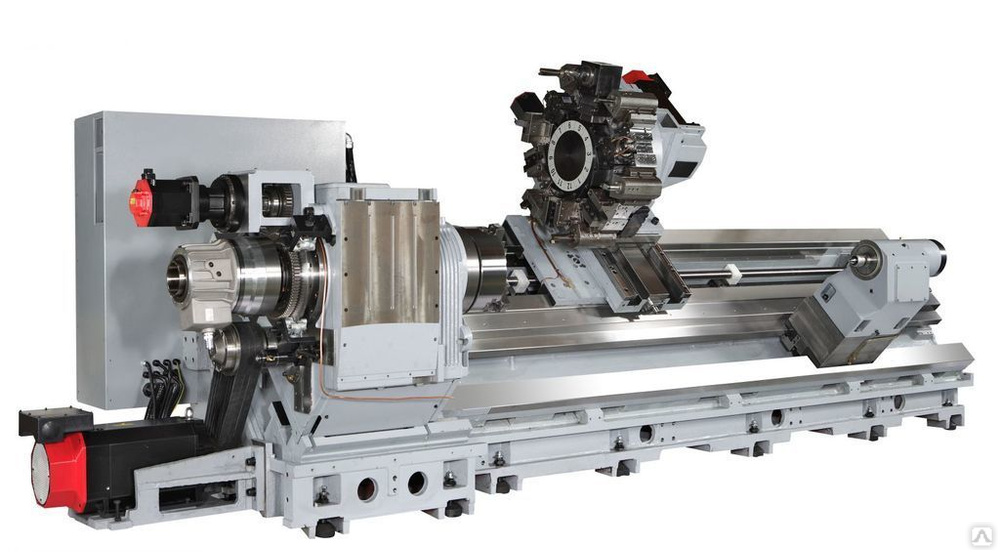 Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности. Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали.
Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали. 08.2020
08.2020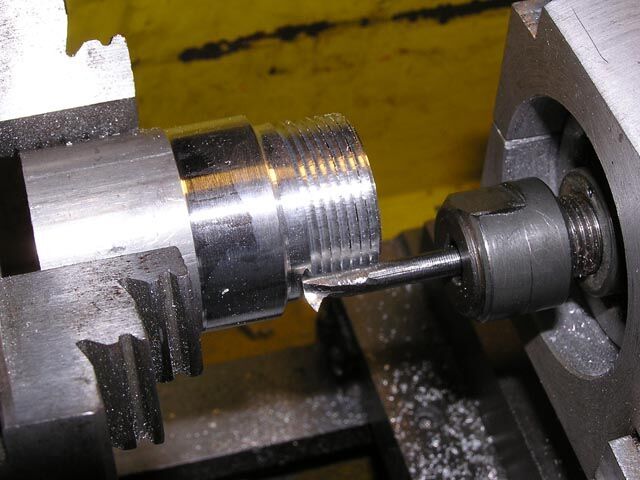 Благодаря жесткой фиксации инструментального диска данной револьверной головки она может применяется для нарезания резьбы, расточки внутренних отверстий, проточке пазов и т.д. Револьверная головка серии BWD применяется для оснащения промышленных станков, металлургических предприятий и так далее.
Благодаря жесткой фиксации инструментального диска данной револьверной головки она может применяется для нарезания резьбы, расточки внутренних отверстий, проточке пазов и т.д. Револьверная головка серии BWD применяется для оснащения промышленных станков, металлургических предприятий и так далее.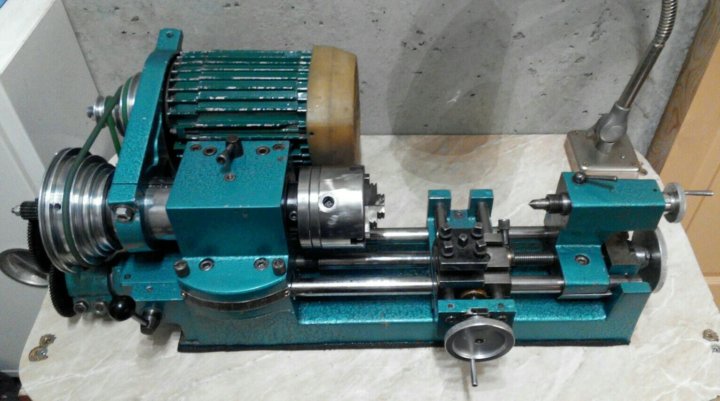

 Особенности включают переднюю бабку с приводом от муфты со всеми закаленными и отшлифованными шестернями передней бабки, универсальный редуктор, полностью интегрированную систему охлаждения и ускоренный ход на фартуке, что делает серию ZH идеальной для высокопроизводительных производственных приложений. Это функции, которые вы ожидаете от токарного станка JET, на который распространяется ведущая в отрасли двухлетняя гарантия JET.
Особенности включают переднюю бабку с приводом от муфты со всеми закаленными и отшлифованными шестернями передней бабки, универсальный редуктор, полностью интегрированную систему охлаждения и ускоренный ход на фартуке, что делает серию ZH идеальной для высокопроизводительных производственных приложений. Это функции, которые вы ожидаете от токарного станка JET, на который распространяется ведущая в отрасли двухлетняя гарантия JET.
 )
)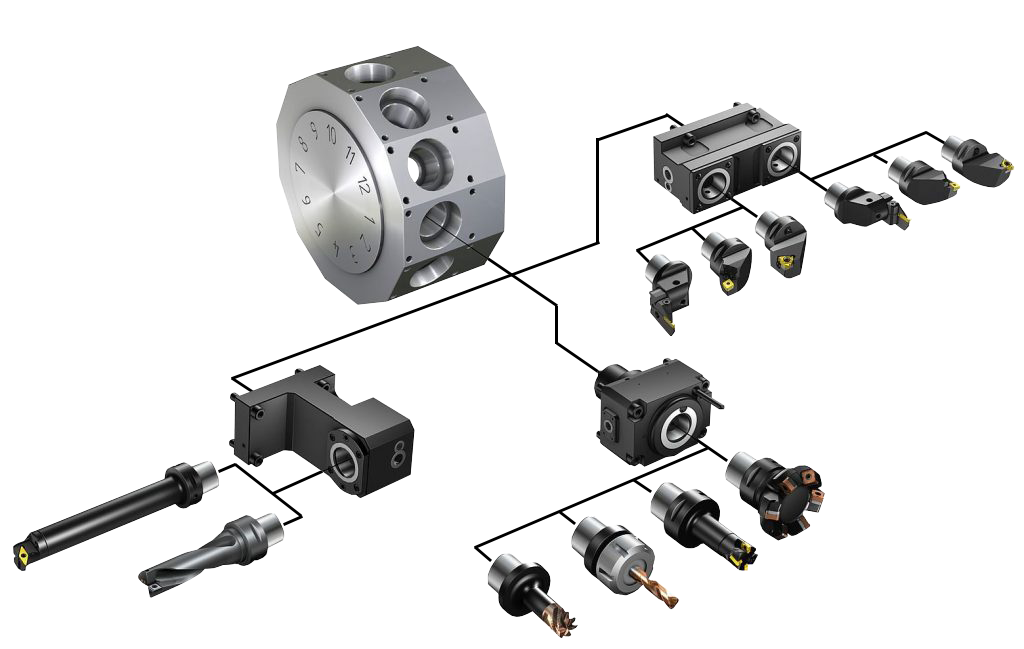 США, электронная торговля)
США, электронная торговля) одинаковый Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
одинаковый Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
 Сегодня вы найдете токарные станки повсюду, от мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
Сегодня вы найдете токарные станки повсюду, от мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
 Однодюймового шпинделя может быть достаточно для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто потребуется шпиндель размером не менее дюйма с четвертью.
Однодюймового шпинделя может быть достаточно для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто потребуется шпиндель размером не менее дюйма с четвертью.
 Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида не требуют пояснений, и у каждого из дизайнов есть свои сторонники. Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.
Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида не требуют пояснений, и у каждого из дизайнов есть свои сторонники. Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка. Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором.
Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором. токарные станки. Последнее число относится к расстоянию между центрами (т. Е. Передней и задней бабками) или к самому длинному куску материала, с которым может справиться токарный станок. Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка.
токарные станки. Последнее число относится к расстоянию между центрами (т. Е. Передней и задней бабками) или к самому длинному куску материала, с которым может справиться токарный станок. Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка.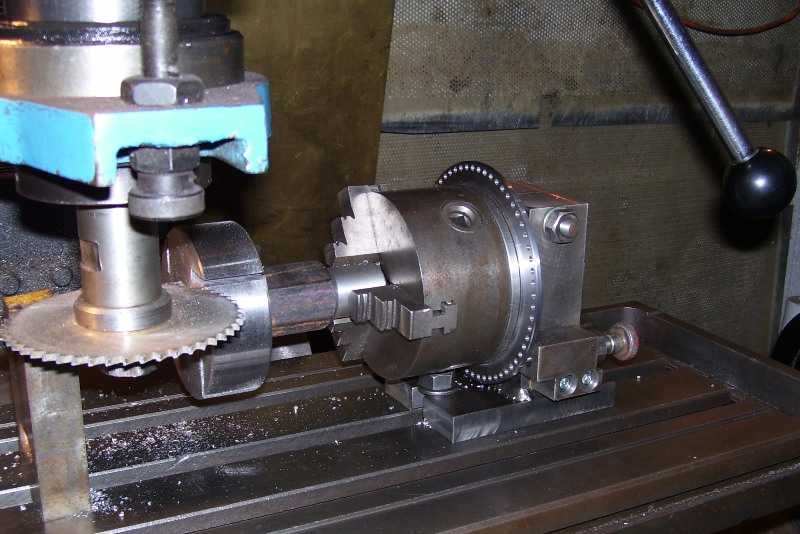 Приведенный размер — это не размер самого станка, а скорее обрабатываемая деталь, которую можно разместить; токарный станок будет значительно больше. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
Приведенный размер — это не размер самого станка, а скорее обрабатываемая деталь, которую можно разместить; токарный станок будет значительно больше. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
 Ковш изготовлен из полипропилена, имеет ребра жесткости и обладает небольшой шириной. На деревянном черенке располагается D-образная рукоятка, при помощи которой гораздо проще переносить снег.
Ковш изготовлен из полипропилена, имеет ребра жесткости и обладает небольшой шириной. На деревянном черенке располагается D-образная рукоятка, при помощи которой гораздо проще переносить снег. Способы доставки
Способы доставки


 Зонд Pinda специально разработан для линейки 3D принтеров Prusa, на которых установлены специальные точки маркеры для калибровки на столе, которые помогают с выравниванием и коррекцией перекоса.
Зонд Pinda специально разработан для линейки 3D принтеров Prusa, на которых установлены специальные точки маркеры для калибровки на столе, которые помогают с выравниванием и коррекцией перекоса. Но зато этот датчик может работать со стеклянными столами.
Но зато этот датчик может работать со стеклянными столами. Вы можете найти множество конструкций, доступных для загрузки в интернете. Если вы хотите разработать конструкцию для монтажа самостоятельно, обязательно прочтите документацию BLTouch, чтобы учесть габаритные размеры датчика.
Вы можете найти множество конструкций, доступных для загрузки в интернете. Если вы хотите разработать конструкцию для монтажа самостоятельно, обязательно прочтите документацию BLTouch, чтобы учесть габаритные размеры датчика. Удалите две косые черты, чтобы раскомментировать оператор define:
Удалите две косые черты, чтобы раскомментировать оператор define: Вы можете выбрать один из пяти различных методов компенсации, ниже мы приведем пример с использованием билинейного метода, поскольку с него легко начать.
Вы можете выбрать один из пяти различных методов компенсации, ниже мы приведем пример с использованием билинейного метода, поскольку с него легко начать.
 При покупке в интернете обязательно приобретайте у одного из авторизованных реселлеров, которые опубликованы на сайте Antclabs.
При покупке в интернете обязательно приобретайте у одного из авторизованных реселлеров, которые опубликованы на сайте Antclabs.
 Использование таких датчиков физически не изменит «уровень» вашего стола.1) Кроме того, процесс выравнивания рабочей поверхности/нагреваемого стола обычно известен как трамбовка.
Использование таких датчиков физически не изменит «уровень» вашего стола.1) Кроме того, процесс выравнивания рабочей поверхности/нагреваемого стола обычно известен как трамбовка. Конечные точки позволяют установить ссылку с известной позиции на источник принтера. На самом деле сложные датчики выравнивания представляют собой не что иное, как простой Z-концевой упор, за исключением того, что датчик установлен на печатающей головке и позволяет сканировать стол в большем количестве положений, чем концевой выключатель, установленный на оси Z рамы.
Конечные точки позволяют установить ссылку с известной позиции на источник принтера. На самом деле сложные датчики выравнивания представляют собой не что иное, как простой Z-концевой упор, за исключением того, что датчик установлен на печатающей головке и позволяет сканировать стол в большем количестве положений, чем концевой выключатель, установленный на оси Z рамы. Эта сканируемая поверхность включает в себя несовершенства поверхности (это зависит от возможности обработки точек измерения в процессе сканирования, чем больше точек зондирования, тем лучше может быть отображена геометрия). Например, просто сканирование 3 точек приведет только к наклонной плоскости (например, Ultimaker), но при сканировании нескольких точек в процессе в стиле сетки поверхность может быть отображена на сложную поверхность, описывающую форму. Таким образом, если поверхность не является полностью плоской/квадратной, отсканированная поверхность предоставляет цифровую копию формы пластины сборки.
Эта сканируемая поверхность включает в себя несовершенства поверхности (это зависит от возможности обработки точек измерения в процессе сканирования, чем больше точек зондирования, тем лучше может быть отображена геометрия). Например, просто сканирование 3 точек приведет только к наклонной плоскости (например, Ultimaker), но при сканировании нескольких точек в процессе в стиле сетки поверхность может быть отображена на сложную поверхность, описывающую форму. Таким образом, если поверхность не является полностью плоской/квадратной, отсканированная поверхность предоставляет цифровую копию формы пластины сборки. Этот ответ (на рисунке ниже приведена терминология). Оператору принтера необходимо определить, на каком расстоянии был отсканирован этот стол. Это обычно известно как определение Z-смещения. Смещение Z можно установить с помощью терминала или с помощью дисплея. Настройка этого Z-смещения подробно описана в разделе «Задание Z-смещения в прошивке Marlin».
Этот ответ (на рисунке ниже приведена терминология). Оператору принтера необходимо определить, на каком расстоянии был отсканирован этот стол. Это обычно известно как определение Z-смещения. Смещение Z можно установить с помощью терминала или с помощью дисплея. Настройка этого Z-смещения подробно описана в разделе «Задание Z-смещения в прошивке Marlin». Вопрос «Приводит ли автоматическое выравнивание к срезанным отпечаткам?».
Вопрос «Приводит ли автоматическое выравнивание к срезанным отпечаткам?».

 и преобразуйте измеренное давление в выходной электрический сигнал.
и преобразуйте измеренное давление в выходной электрический сигнал. д. Вторая категория является бесконтактной и делится на ультразвуковой датчик уровня жидкости, радарный датчик уровня жидкости и т. д.
д. Вторая категория является бесконтактной и делится на ультразвуковой датчик уровня жидкости, радарный датчик уровня жидкости и т. д.


 Они также подходят для обнаружения утечек, предотвращая дорогостоящий ущерб. Отраженный свет, например, в небольшом отражающем резервуаре, зеркальных резервуарах, пузырьках, молоке или жидкости для покрытия, часто может вызывать проблемы с задержкой показаний.
Они также подходят для обнаружения утечек, предотвращая дорогостоящий ущерб. Отраженный свет, например, в небольшом отражающем резервуаре, зеркальных резервуарах, пузырьках, молоке или жидкости для покрытия, часто может вызывать проблемы с задержкой показаний. При выборе устройства важно знать, что не каждый датчик емкости работает с каждым типом материала или резервуара. Кроме того, датчик необходимо откалибровать на конкретный материал, чтобы избежать различных диэлектрических постоянных и различий в конструкции резервуара. Поскольку этот тип технологии основан на контакте, на надежность этих датчиков может сильно влиять жидкость, прилипающая к зонду.
При выборе устройства важно знать, что не каждый датчик емкости работает с каждым типом материала или резервуара. Кроме того, датчик необходимо откалибровать на конкретный материал, чтобы избежать различных диэлектрических постоянных и различий в конструкции резервуара. Поскольку этот тип технологии основан на контакте, на надежность этих датчиков может сильно влиять жидкость, прилипающая к зонду. Время, в течение которого датчик реагирует, зависит от различных элементов атмосферы над средой, таких как турбулентность, пена, температура и т. д. Вот почему монтажное положение этих устройств имеет решающее значение.
Время, в течение которого датчик реагирует, зависит от различных элементов атмосферы над средой, таких как турбулентность, пена, температура и т. д. Вот почему монтажное положение этих устройств имеет решающее значение. Эти датчики являются одними из немногих технологий, которые хорошо работают с пеной и липкими веществами.
Эти датчики являются одними из немногих технологий, которые хорошо работают с пеной и липкими веществами. Однако может использоваться в сочетании с системами непрерывного контроля уровня, выступая в качестве сигнальных точек при переполнении и утечках.
Однако может использоваться в сочетании с системами непрерывного контроля уровня, выступая в качестве сигнальных точек при переполнении и утечках. Они также просты в использовании и установке, но необходимо проводить регулярные проверки обслуживания, чтобы убедиться, что на зонде нет отложений, иначе он не будет работать должным образом.
Они также просты в использовании и установке, но необходимо проводить регулярные проверки обслуживания, чтобы убедиться, что на зонде нет отложений, иначе он не будет работать должным образом.
 de
de
 п.
п.
 В комплектации с европейской сеткой стандарта EN 1263-1, имеет большой запас прочности.
В комплектации с европейской сеткой стандарта EN 1263-1, имеет большой запас прочности.
 Именно поэтому на строительных объектах применяется такая система защиты, как защитно улавливающая система Т, которая обеспечивает полную безопасность всех работников.
Именно поэтому на строительных объектах применяется такая система защиты, как защитно улавливающая система Т, которая обеспечивает полную безопасность всех работников.
 Также безопасность обеспечивается и для сотрудников, работающих под сеткой. В таком случае защитно улавливающая система полностью препятствует падению объектов и строительного мусора сверху.
Также безопасность обеспечивается и для сотрудников, работающих под сеткой. В таком случае защитно улавливающая система полностью препятствует падению объектов и строительного мусора сверху.
 Всегда существует риск травматизации от обрушения элементов фасада, падения строительного мусора и случайного обрыва людей с высоты. ЗУС всегда ставятся по контуру здания, которое планируется строить или реконструировать.
Всегда существует риск травматизации от обрушения элементов фасада, падения строительного мусора и случайного обрыва людей с высоты. ЗУС всегда ставятся по контуру здания, которое планируется строить или реконструировать.
 Доставка по России и за рубеж — транспортной компанией. Самовывоз.
Доставка по России и за рубеж — транспортной компанией. Самовывоз.

 Эти улавливающие системы устанавливаются поконтуру здания.
Эти улавливающие системы устанавливаются поконтуру здания.





 Присоединяйтесь к нашему информированному сообществу, чтобы быть в курсе всех предстоящих событий и вебинаров.
Присоединяйтесь к нашему информированному сообществу, чтобы быть в курсе всех предстоящих событий и вебинаров. citadel.edu/annual-events
citadel.edu/annual-events citadel.edu/биология
citadel.edu/биология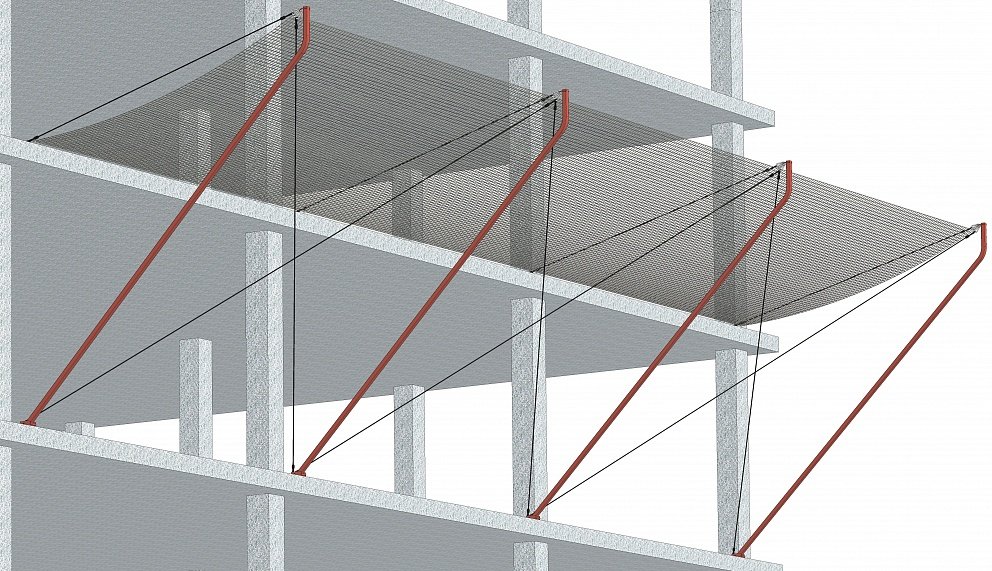 edu/политическая наука
edu/политическая наука citadel.edu/it
citadel.edu/it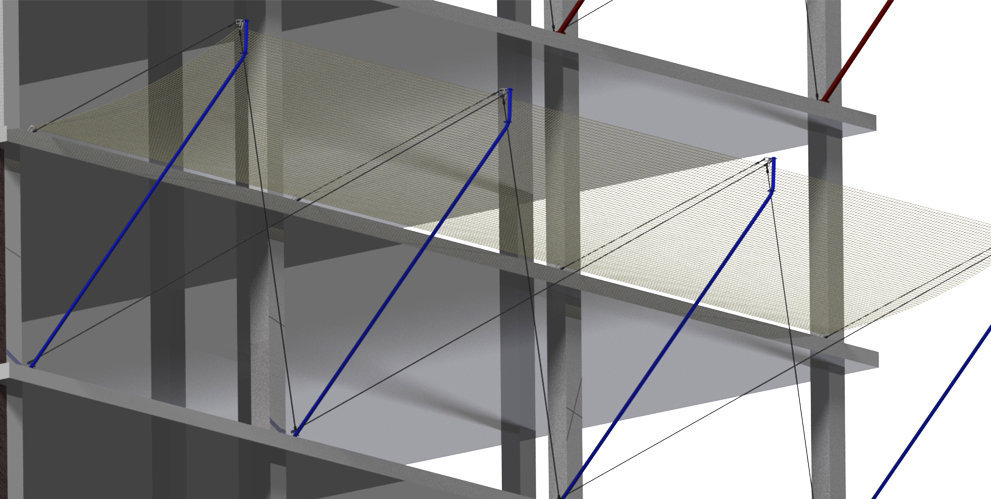 edu/commandant
edu/commandant citadel.edu/assessment
citadel.edu/assessment


 90% (без конденсата)
90% (без конденсата) Ru
Ru ../3540s-2-502l.jpg
../3540s-2-502l.jpg 05.22
05.22 Ru/…/cm101dj2_1-300×300.png
Ru/…/cm101dj2_1-300×300.png jpg
jpg 05.22
05.22 06.22
06.22 RU/…/IRD551M21B-SCALED-100×100.JPG
RU/…/IRD551M21B-SCALED-100×100.JPG 08.22
08.22 .. .png
.. .png 08/wip/22
08/wip/22 ru/…/minicontactor_small.png
ru/…/minicontactor_small.png 22
22 045 kip… pressure_small.png
045 kip… pressure_small.png 08.22
08.22 08.22
08.22
 youtube.com/embed/TZvL3Rt5aco»>
youtube.com/embed/TZvL3Rt5aco»>  Самым важным преимуществом является низкая себестоимость резки.
Самым важным преимуществом является низкая себестоимость резки.
 д.
д.
 Кроме того, наличие сквозного отсека позволяет превратить станок в конвейер по обработке ткани – достаточно установить опциональные держатели для размотки рулонных материалов, при помощи которых протягивать ткань через сквозной отсек.
Кроме того, наличие сквозного отсека позволяет превратить станок в конвейер по обработке ткани – достаточно установить опциональные держатели для размотки рулонных материалов, при помощи которых протягивать ткань через сквозной отсек. Позволяют развивать скорость недостижимую для простых шаговых двигателей.
Позволяют развивать скорость недостижимую для простых шаговых двигателей.
 Эффективное дымоудаление во время гравировки
Эффективное дымоудаление во время гравировки 14,1 м/с² (555 дюймов/с²)
14,1 м/с² (555 дюймов/с²) youtube.com/embed/4MlvXuV3InI?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/4MlvXuV3InI?rel=0″ frameborder=»0″ allowfullscreen=»»> 

 Это гарантирует полное удаление выбросов выше и ниже материала.
Это гарантирует полное удаление выбросов выше и ниже материала. Ширина материала:
Ширина материала: 
 » alt=»Automate the material feed for continous textile machining.»> Конвейерная система
» alt=»Automate the material feed for continous textile machining.»> Конвейерная система Даже допуски копирования в печатном формате могут быть компенсированы программным управлением.
Даже допуски копирования в печатном формате могут быть компенсированы программным управлением.
 Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю.
Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю. После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.
После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.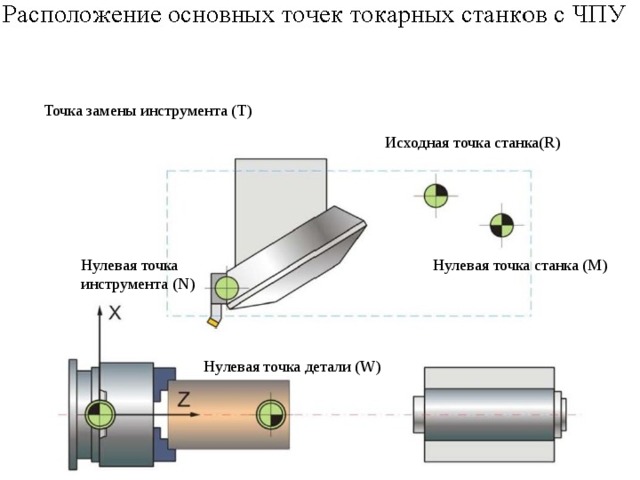
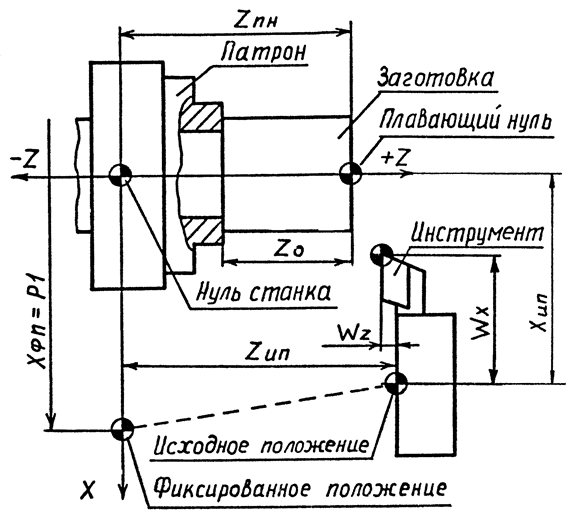 Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах.
Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах. 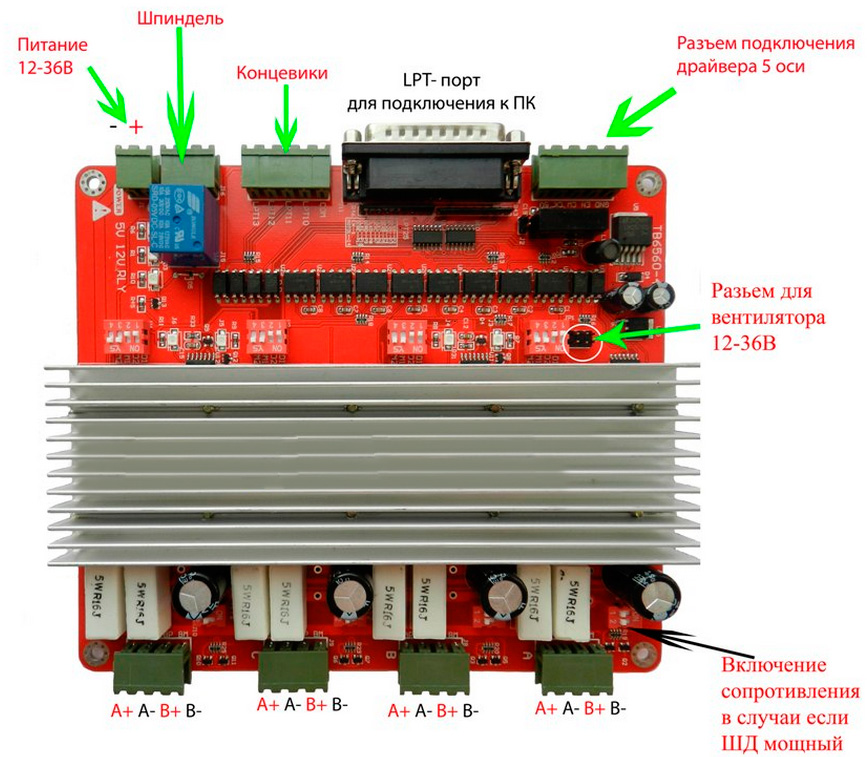 Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции.
Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции. Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
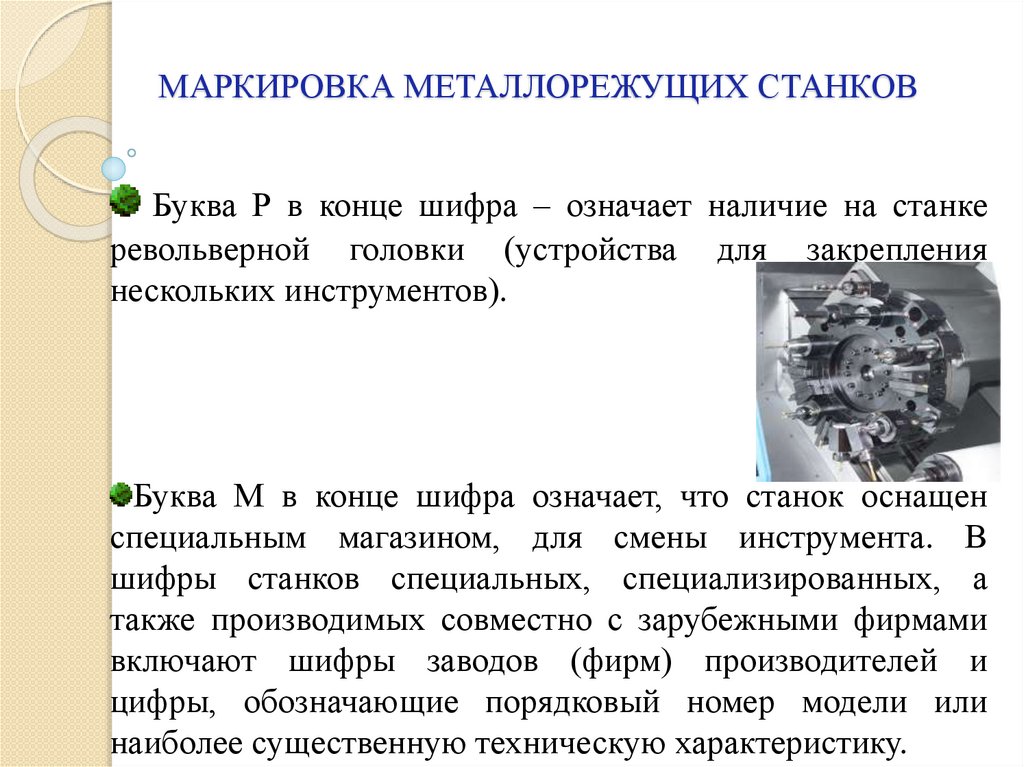 Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.

 Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
 Его ключевые характеристики зависят от того, к какой технологической группе он относится:
Его ключевые характеристики зависят от того, к какой технологической группе он относится:
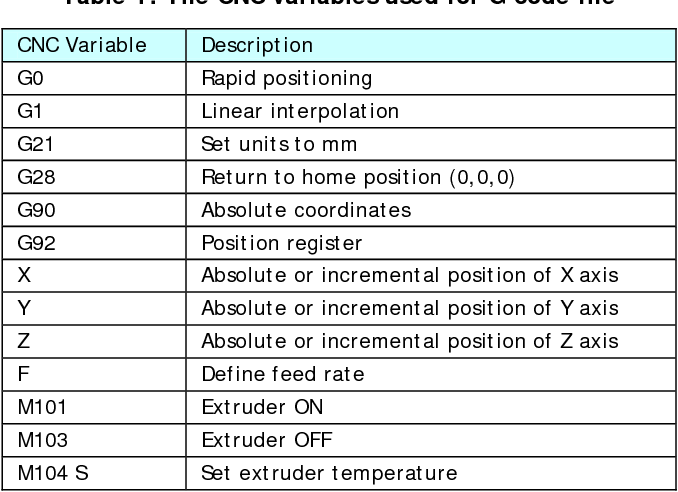 Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.
Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали. После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).
После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).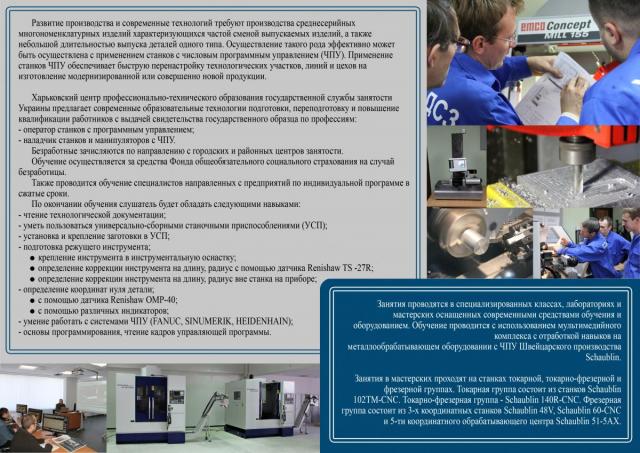

 Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
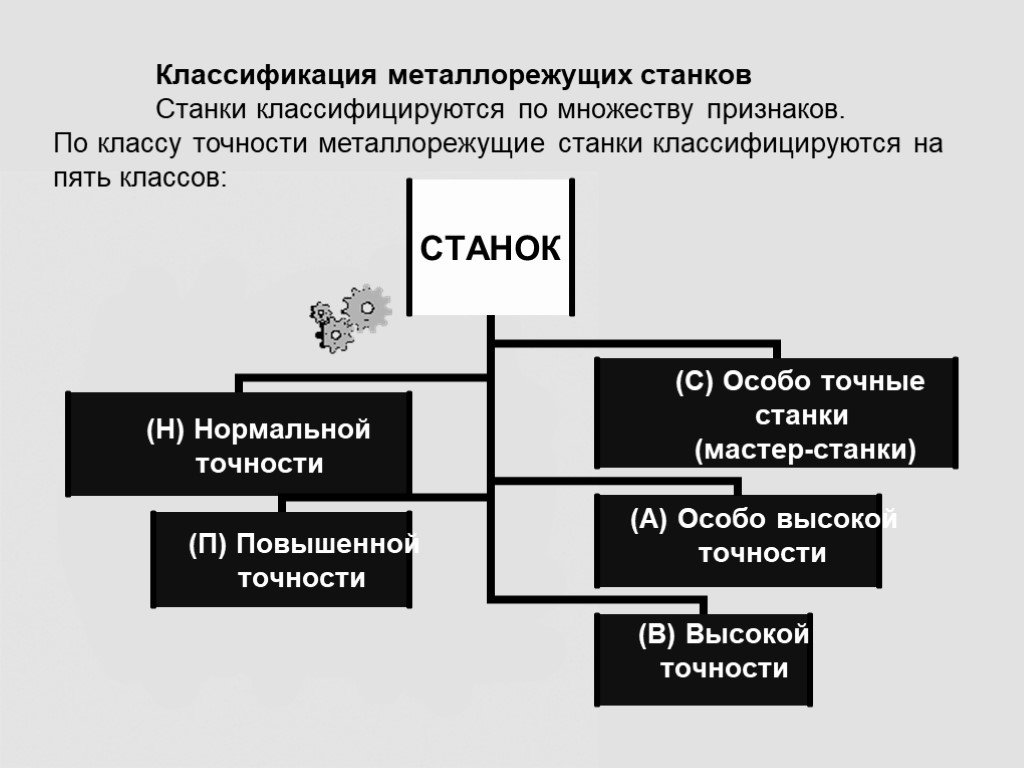 Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
 Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
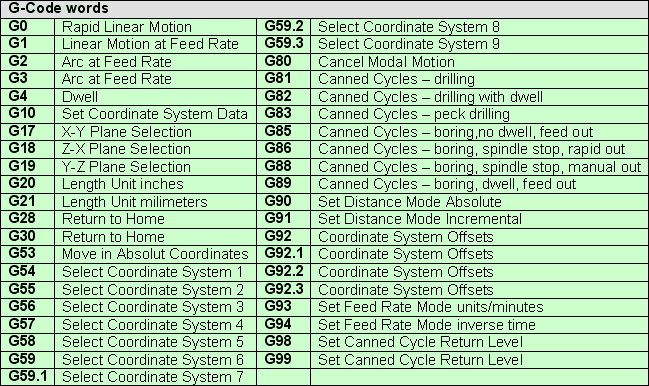
 Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.

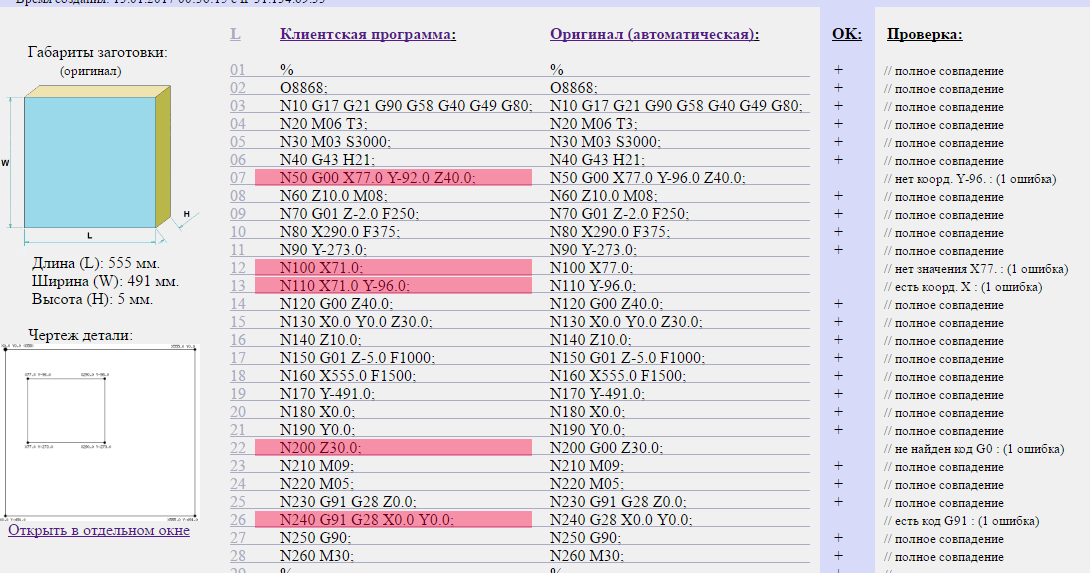

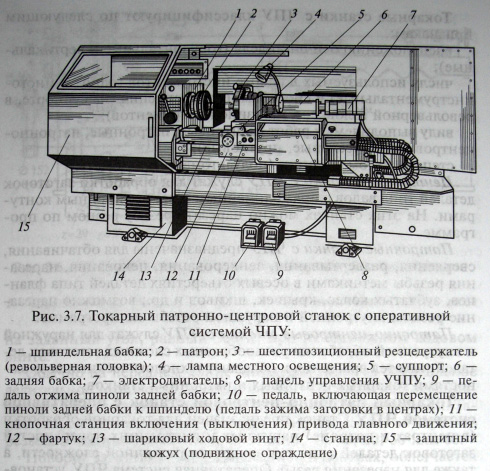 0, через Wikimedia Commons заготовки для создания нужных деталей. Однако в то время как фрезерные станки с ЧПУ обычно используются для обработки твердых металлов и материалов промышленного назначения, фрезерные станки с ЧПУ лучше подходят для резки более мягких и деликатных материалов, таких как пластик, дерево и пенопласт.
0, через Wikimedia Commons заготовки для создания нужных деталей. Однако в то время как фрезерные станки с ЧПУ обычно используются для обработки твердых металлов и материалов промышленного назначения, фрезерные станки с ЧПУ лучше подходят для резки более мягких и деликатных материалов, таких как пластик, дерево и пенопласт.
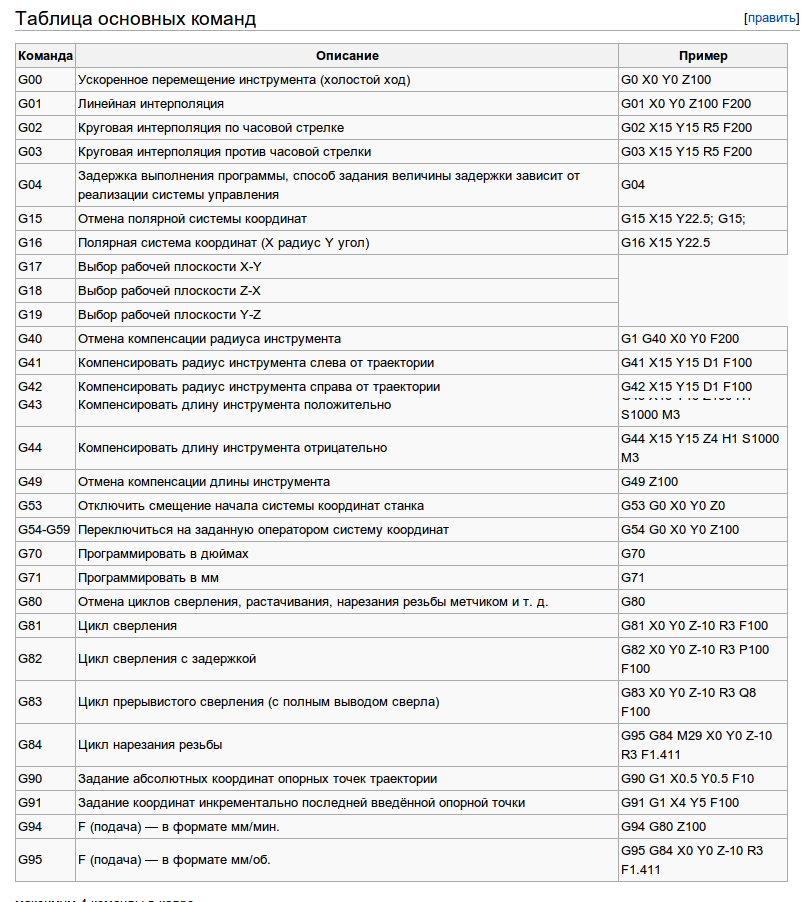
 Как и машины плазменной резки, электроэрозионные машины также требуют, чтобы заготовка была электропроводной. Это строгое требование существует потому, что металлический инструмент служит электродом и может разрушать только электропроводящие материалы.
Как и машины плазменной резки, электроэрозионные машины также требуют, чтобы заготовка была электропроводной. Это строгое требование существует потому, что металлический инструмент служит электродом и может разрушать только электропроводящие материалы. Однако, в отличие от станков плазменной и лазерной резки с ЧПУ, водоструйные станки с ЧПУ особенно подходят для материалов с низким термическим сопротивлением, таких как алюминий и пластик. Под «низким термическим сопротивлением» мы подразумеваем материалы, склонные к плавлению, когда вы подвергаете их воздействию высоких температур.
Однако, в отличие от станков плазменной и лазерной резки с ЧПУ, водоструйные станки с ЧПУ особенно подходят для материалов с низким термическим сопротивлением, таких как алюминий и пластик. Под «низким термическим сопротивлением» мы подразумеваем материалы, склонные к плавлению, когда вы подвергаете их воздействию высоких температур.
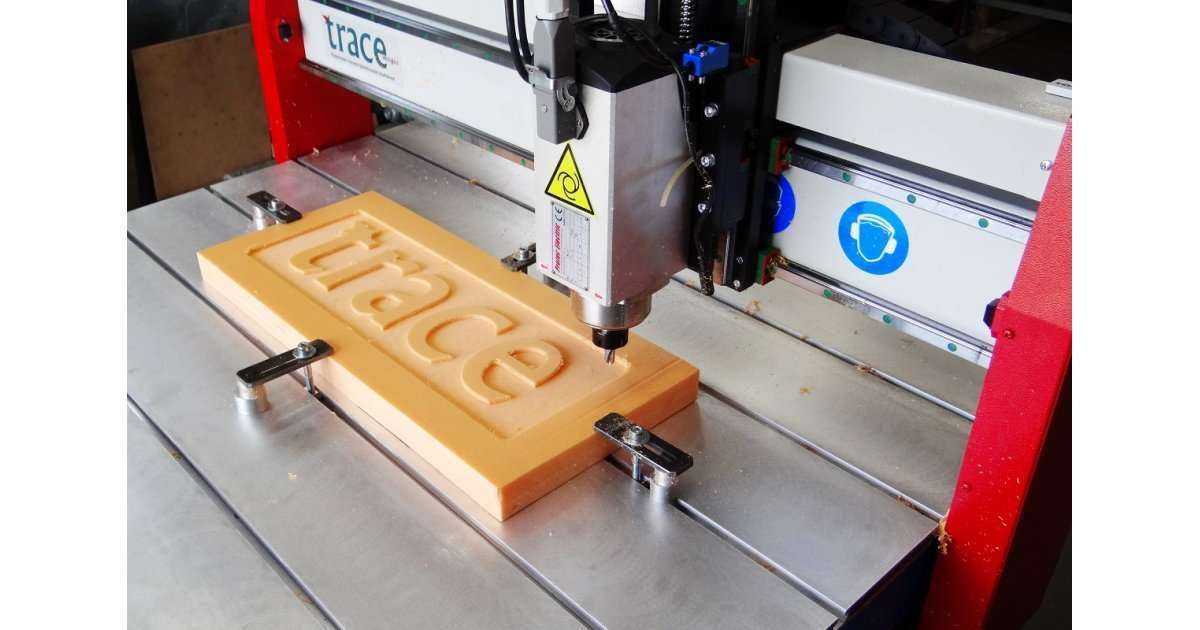
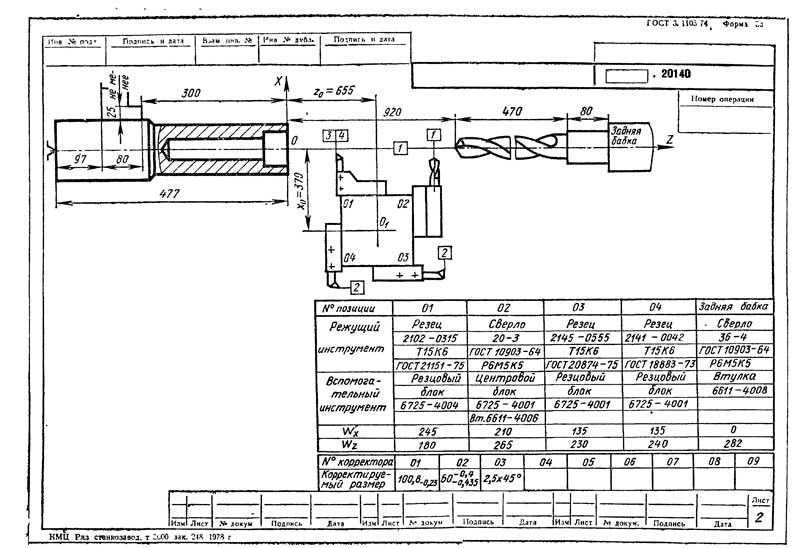 Однако успех вашего производственного проекта также зависит от механического цеха и машинистов, создающих вашу продукцию.
Однако успех вашего производственного проекта также зависит от механического цеха и машинистов, создающих вашу продукцию.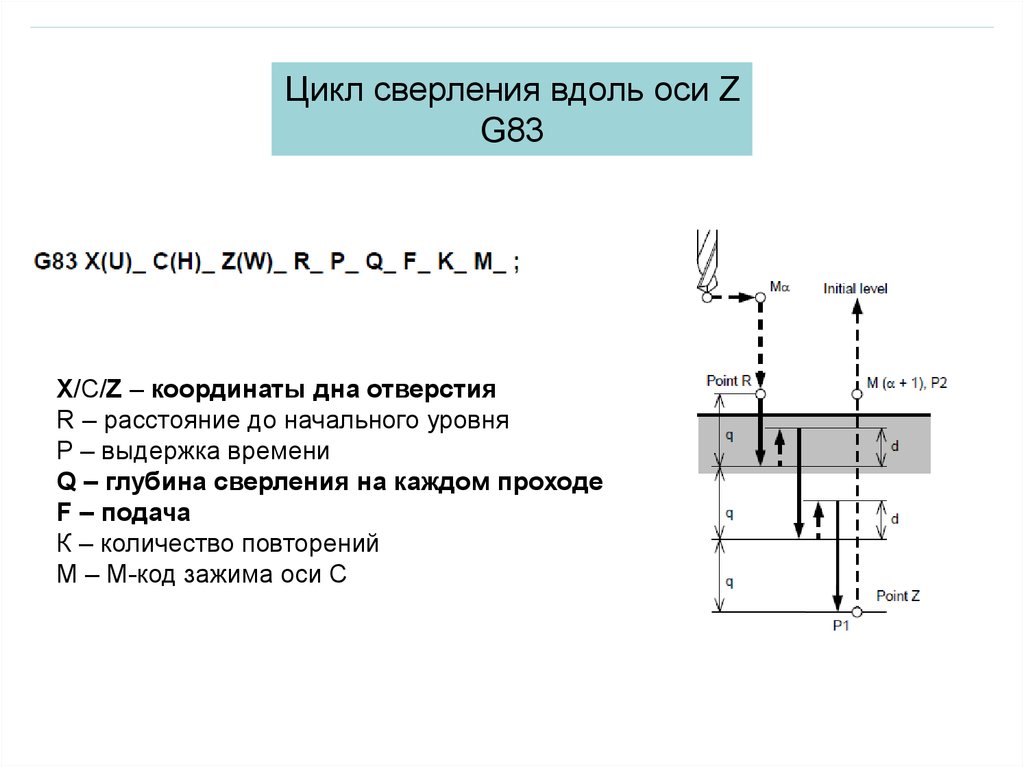 Компьютерный язык, используемый для программирования станков с ЧПУ, представляет собой стандартизированный язык программирования под названием «G-Code». Чтобы упростить задачу, g-код редко пишется вручную. Вместо этого для создания G-кода используются инструменты визуального программирования под названием CAM Software. «CAM» означает автоматизированное производство.
Компьютерный язык, используемый для программирования станков с ЧПУ, представляет собой стандартизированный язык программирования под названием «G-Code». Чтобы упростить задачу, g-код редко пишется вручную. Вместо этого для создания G-кода используются инструменты визуального программирования под названием CAM Software. «CAM» означает автоматизированное производство. Это относится к идее управления станками через компьютер. Станки с ЧПУ — это своего рода роботы.
Это относится к идее управления станками через компьютер. Станки с ЧПУ — это своего рода роботы.
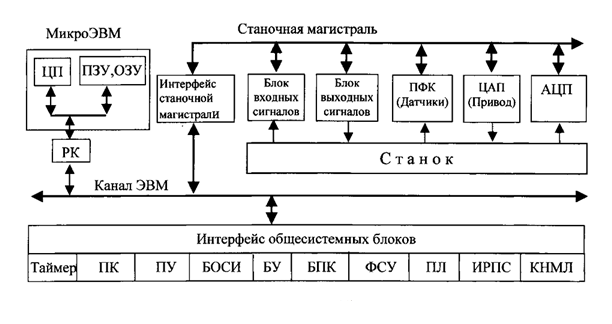 Были также винтовые машины, автоматизированные функции которых механически управлялись кулачками.
Были также винтовые машины, автоматизированные функции которых механически управлялись кулачками. CAD — это «автоматизированное проектирование», программное обеспечение, используемое для создания чертежей деталей, которые мы изготавливаем.
CAD — это «автоматизированное проектирование», программное обеспечение, используемое для создания чертежей деталей, которые мы изготавливаем. Мы обсудим каждую машину индивидуально и расскажем вам, что это за машина и какую обработку с ЧПУ она выполняет.
Мы обсудим каждую машину индивидуально и расскажем вам, что это за машина и какую обработку с ЧПУ она выполняет.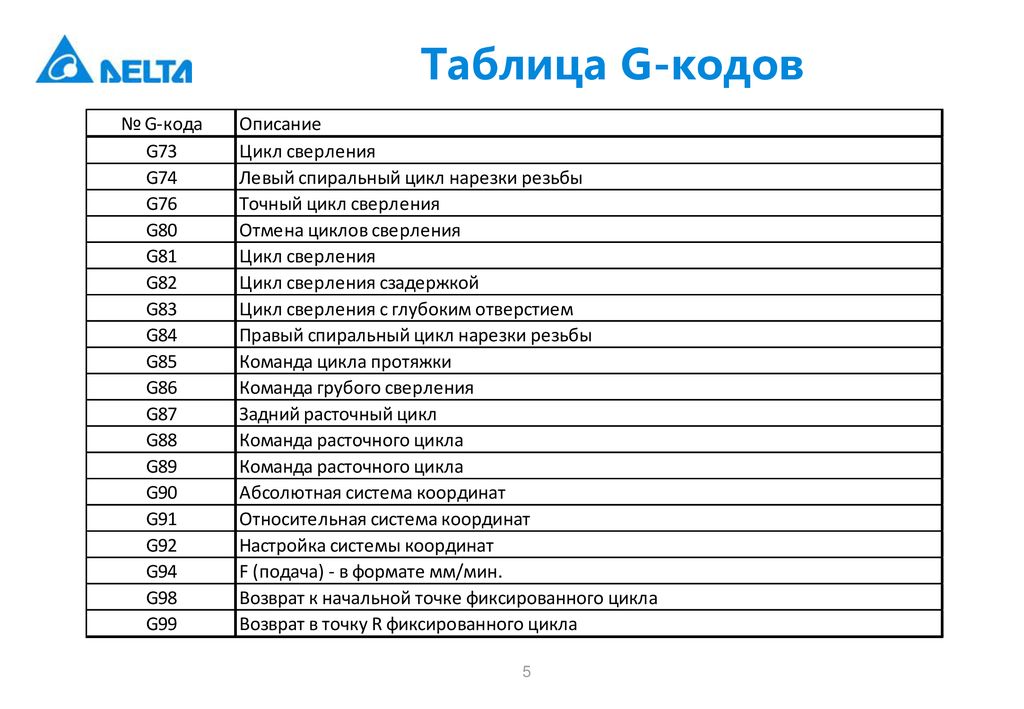 Вертикаль и горизонталь относятся к тому, является ли ось, параллельная шпинделю (обычно «Z») вертикальной или горизонтальной. Одной из важнейших возможностей обрабатывающих центров является использование устройства автоматической смены инструмента (ATC), которое позволяет им управлять несколькими инструментами и автоматически переключаться между ними.
Вертикаль и горизонталь относятся к тому, является ли ось, параллельная шпинделю (обычно «Z») вертикальной или горизонтальной. Одной из важнейших возможностей обрабатывающих центров является использование устройства автоматической смены инструмента (ATC), которое позволяет им управлять несколькими инструментами и автоматически переключаться между ними. Токарный станок вращает заготовку в шпинделе, в то время как неподвижный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку. Из-за этой геометрии токарные станки идеально подходят для деталей, которые имеют симметрию относительно некоторой оси, которая может быть зажата в шпинделе. Эта ориентация на круглые детали также является причиной того, что процесс резки называется «токарной обработкой с ЧПУ».
Токарный станок вращает заготовку в шпинделе, в то время как неподвижный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку. Из-за этой геометрии токарные станки идеально подходят для деталей, которые имеют симметрию относительно некоторой оси, которая может быть зажата в шпинделе. Эта ориентация на круглые детали также является причиной того, что процесс резки называется «токарной обработкой с ЧПУ».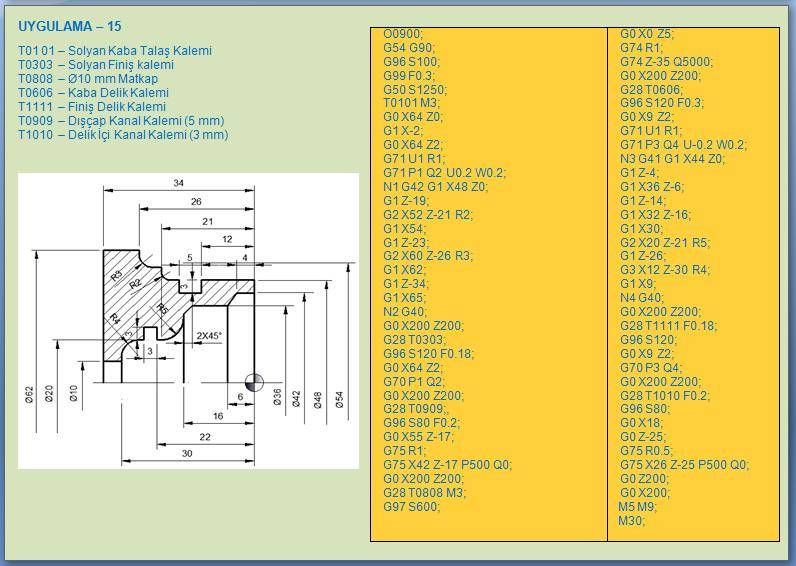
 Это лучший станок с ЧПУ по дереву. Их называют фрезерными станками с ЧПУ, а не портальными мельницами с ЧПУ, когда они используются для резки дерева, но это не всегда так.
Это лучший станок с ЧПУ по дереву. Их называют фрезерными станками с ЧПУ, а не портальными мельницами с ЧПУ, когда они используются для резки дерева, но это не всегда так.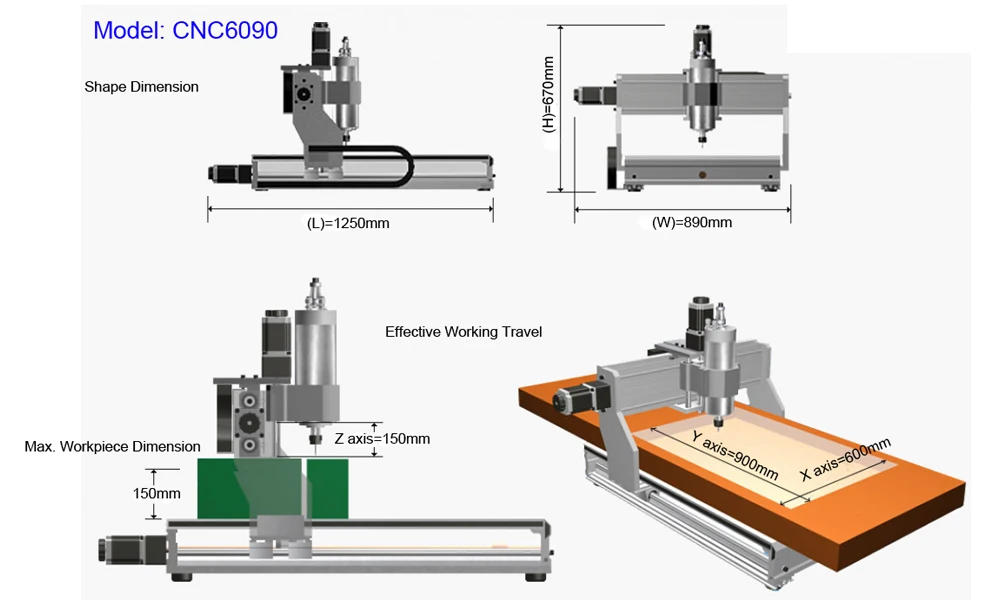
 Конечно, ЧПУ может быть очень полезным для изготовления металлоконструкций со следующими типами станков:
Конечно, ЧПУ может быть очень полезным для изготовления металлоконструкций со следующими типами станков: Существует процветающий рынок для любителей ЧПУ своими руками.
Существует процветающий рынок для любителей ЧПУ своими руками. Оператор также сообщит машине, где находится ноль детали. Ноль детали — это положение оси, которое соответствует 0, 0, 0 в CAD-модели детали.
Оператор также сообщит машине, где находится ноль детали. Ноль детали — это положение оси, которое соответствует 0, 0, 0 в CAD-модели детали.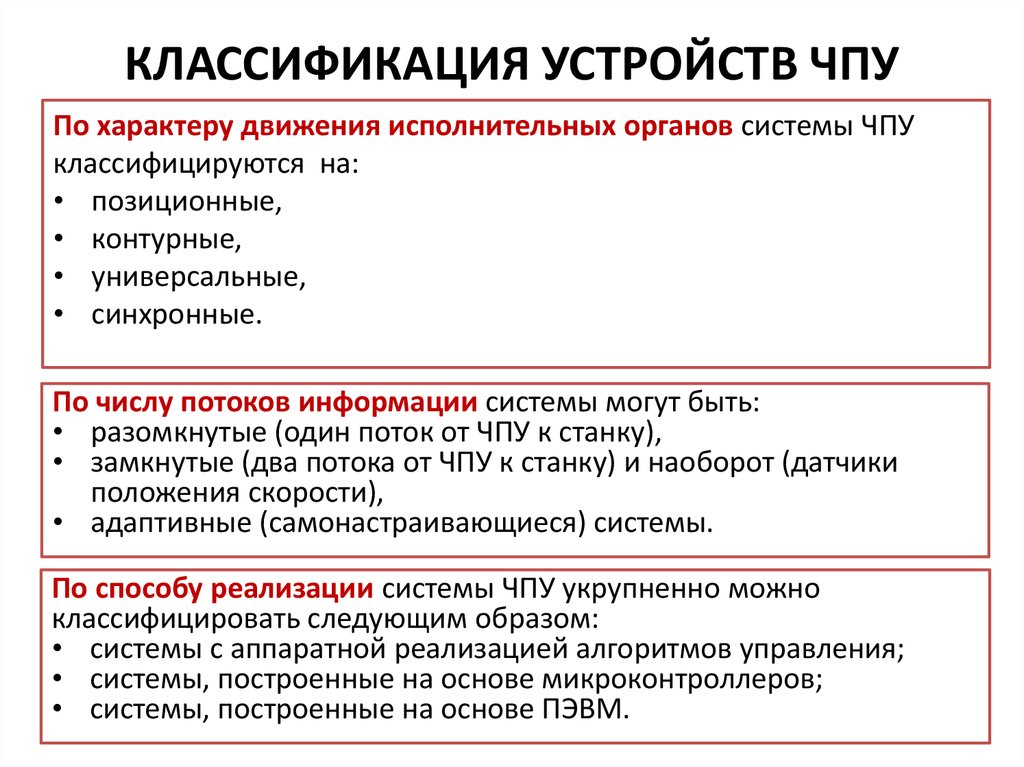
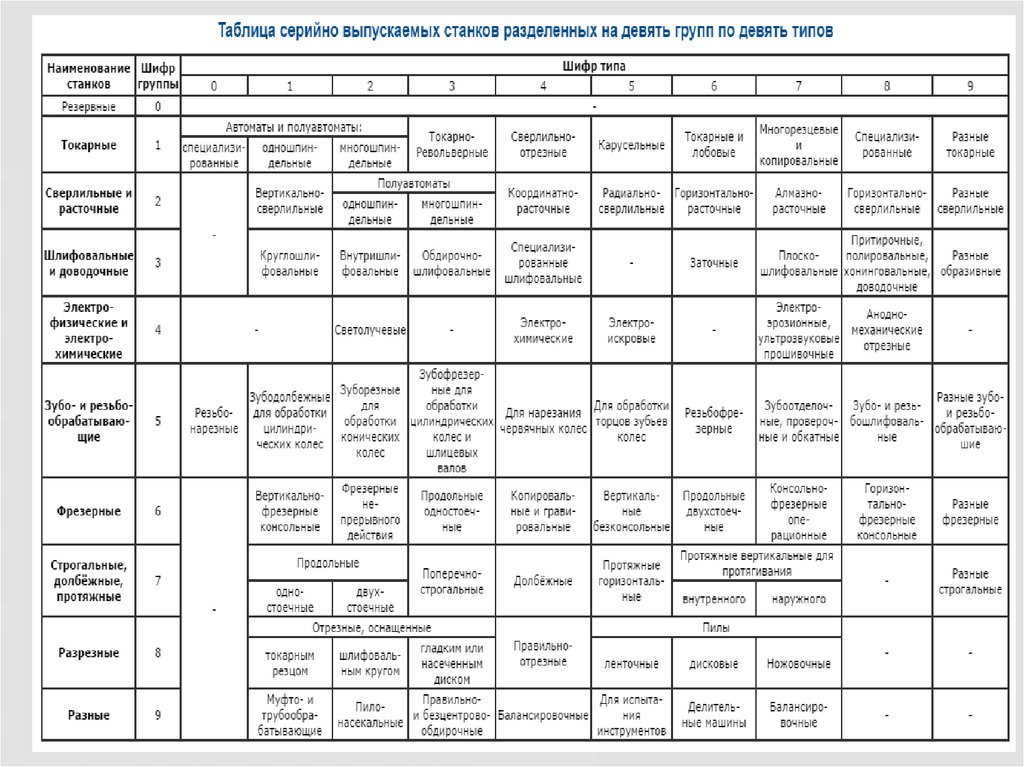 Вот четыре наиболее распространенных типа программного обеспечения ЧПУ:
Вот четыре наиболее распространенных типа программного обеспечения ЧПУ:
 Оператор ЧПУ еще не является полноценным оператором станков с ЧПУ, но это реальная работа, за которую вам могут платить.
Оператор ЧПУ еще не является полноценным оператором станков с ЧПУ, но это реальная работа, за которую вам могут платить. Если вы действительно преуспеете в этом, вы можете считаться программистом ЧПУ, что является совершенно другим описанием работы.
Если вы действительно преуспеете в этом, вы можете считаться программистом ЧПУ, что является совершенно другим описанием работы.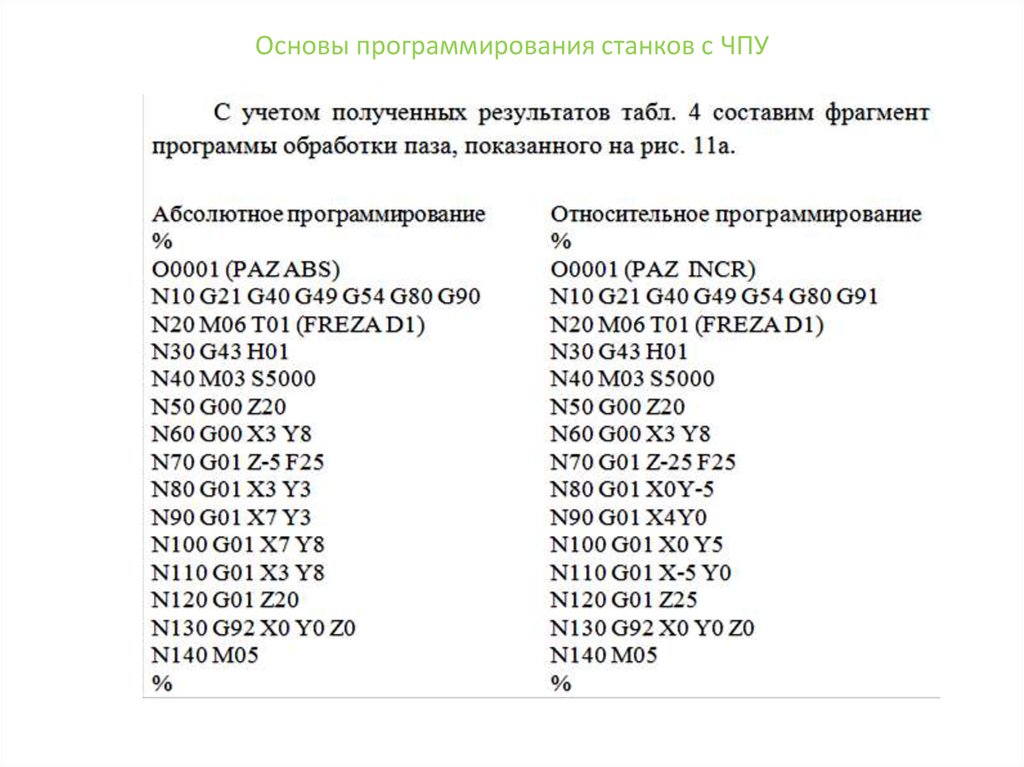 Тогда лучше просто никогда не прекращать учиться.
Тогда лучше просто никогда не прекращать учиться. Альянс электронной промышленности стандартизировал G-код в начале 1960-х годов.
Альянс электронной промышленности стандартизировал G-код в начале 1960-х годов.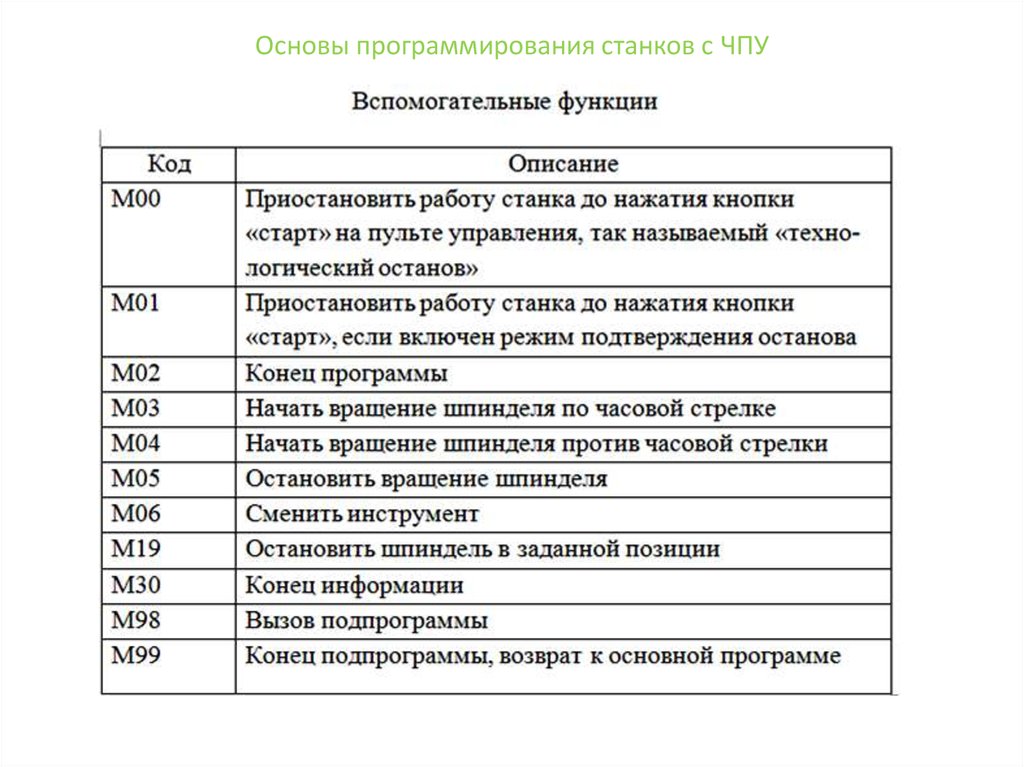 Японцы повторили ту же формулу еще более успешно и всего год спустя, к 1980 г., отняли лидерство у немцев. В 1971 г. все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 г. ушли и оказались на 8-м месте.
Японцы повторили ту же формулу еще более успешно и всего год спустя, к 1980 г., отняли лидерство у немцев. В 1971 г. все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 г. ушли и оказались на 8-м месте.