Фрезер, или ручной фрезерный станок – универсальный инструмент, подходящий для различных видов обработки дерева. С его помощью можно сверлить отверстия, вырезать канавки, пазы и фаски, обрабатывать края и кромки деревянного изделия. Он очень удобен для установки замков в двери, при сборке полов и мебели, и других работ с этим материалом. Резьба по заранее подготовленному дереву при помощи фрезера может быть освоена своими руками быстро, если сразу выбрать для себя вид ручного станка.
Существует несколько типов в зависимости от выполняемых работ. Так, выделяют:
Вертикальный фрезер служит как для проделывания сквозных отверстий, так и для вырезания глухих пазов в породе
Окантовочный пригодится для обработки кромок дерева. Имеет небольшую мощность, большое преимущество состоит в малом весе
Комбинированный служит обеим вышеперечисленным целям, имеет две базы для них.
Разбираем техники резьбы по дереву фрезером своими руками
Популярное ныне искусство, резьба по дереву, может также выполняться с использованием этого инструмента. Существует множество фрез, то есть рабочих головок, для различных целей. Продвинутые мастера даже изготавливают фрезы или детали самостоятельно. Главная задача при работе с ручным фрезером – научиться правильно им работать. При освоении этого инструмента можно выполнить любой вид художественной резьбы.
Как научиться резать по дереву ручным фрезером: советы и идеи для начинающих
Для того, чтобы научиться резьбе по заранее подготовленному дереву при помощи фрезера своими руками, можно записаться на тематические курсы. Однако не у каждого найдется время и желание на то, чтобы посещать их. Для таких людей есть множество видео-уроков, при просмотре которых появится представление об этом мастерстве.
Даже раньше, чем смотреть видео, для начинающих важно внимательно прочесть инструкцию по применению своего электрического помощника. Там можно найти очень много дельных советов о том, как собрать инструмент, настроить глубину выреза, для чего нужна каждая фреза, прочитать о комплектности своей модели фрезера, а также узнать, какие насадки можно купить дополнительно для достижения именно своих целей. Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора.
После этого можно приступить к первым маленьким шагам развития мастерства резьбы фрезой по дереву. Эти тренировочные действия описаны ниже.
Сквозная или прорезная резьба по дереву.
Чтобы иметь общее представление о процессе обучения, достаточно сказать, что большинство мастеров начинает с вырезания простых узоров по шаблону. Для этого нужно взять кусок дерева и нанести на него эскиз. Большой выбор есть в интернете и в художественных книгах, кроме того, глядя на фото готовых работ с абстрактными орнаментами, несложно скопировать эти рисунки карандашом.
После того, как эскиз нанесен на бревно, следует настроить фрезер так, чтобы он делал сквозные прорези. Начинать работу с внешних частей, а когда форма будет готова, необходимо прорезать отверстия, придать узору ажурность. Если вырезаете наличники или другие элементы фасада дома, то нужно взять полотно из твердых сортов дерева. Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу.
Фигурная резьба по дереву ручным фрезером.
После освоения техники сквозной резьбы можно приступать к более сложным элементам. Например, отрегулировав глубину выреза, добавить на готовые наличники узор, используя V-образные или другие фрезы. Красиво смотрятся не просто плоские фигуры, а дополненные выемчатой резьбой или выполненной в других техниках. Фаски на ровных или округлых поверхностях больших диаметров будут смотреться очень кстати.
Различные виды фасок.
После тренировки в этих техниках можно приниматься за более сложные. С помощью настроенного фрезера не составит труда выполнить свое первое изделие в плоскорельефной технике. Такие рисунки смотрятся удивительно красиво на настенных панно, шкатулках, а кроме того, фотографии мебели с резными элементами заставляют приглядываться и рассматривать весь узор.
Оттачиваем мастерство владения фрезером и резьбы по дереву
Для достижения мастерства в абсолютно любом деле важна постоянная практика. Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.
Резьба по дереву фрезером – фото для вдохновения.
Видео-уроки и ролики по теме статьи
Резьба по дереву фрезером своими руками по шаблону для начинающих
Если резьба интересует, резьба по дереву фрезером своими руками заинтересует еще больше. Резьба — древнее искусство, которое было известным еще на Руси. Особенность искусства заключается в работе с инструментами и заготовкой из дерева.
Несколько слов о главном
Фрезер — это универсальный инструмент, который используется для обработки дерева. Нередко специалисты используют его во время ремонта. Например, просверлить отверстия, установить замки в дверь и т.д. В резьбе инструмент предназначен для обработки краев, кромок изделий.
С ручным фрезером работать не сложно. Достаточно знать основы работы. В комплекте всегда идет много рабочих головок, каждая их них выполняет определенную функцию.
Не всем мастерам удается работать с фрезером. Очень часто в обучающих книгах можно встретить цитату: «Научитесь работать с лобзиком, стамесками. Попробуйте выполнить работу руками. После обретения опыта легче будет справиться с фрезером». При выборе стоит проконсультироваться со специалистами, дабы не купить некачественный инструмент.
Для начала работы с инструментом можно записаться на курсы. К сожалению, они бывают дорогостоящими или не все захотят их посещать. В наше время найти обучающие пособия довольно легко. Существуют видео-уроки, которые помогут постичь азы работы с фрезером. Примеры некоторых из них указаны ниже.
Фрезер — непростой инструмент, поэтому перед просмотром видео нужно прочитать инструкцию по правилам эксплуатации инструмента. Множество сайтов и книг предлагают основы сборки, настройки, расскажут о назначении каждой фрезы. В специализированных магазинах можно найти дополнительные насадки для фрезера.
Схема фрезера для начинающих расписана на фото:
Материальная составляющая
Чтобы создать красивое изделие, нужно запастись нужными материалами. Для начала, карандаши. Они существуют разной мягкости, поэтому нужно относиться к ним с особой бережливостью.
Когда мастер делает эскизы своих работ, он использует различные канцелярские приборы — карандаши, ластик, линейки и циркули. Благодаря им работа будет без изъянов.
Успех работы зависит от древесины. Не каждое дерево подойдет для резьбы. Мастера советуют использовать липу, сосну, пихту и березу. На них не остаются зазубрины, работа идет легко.
Не забывайте об инструментах. Помимо фрезера существуют стамески, лобзики и т.д. Если фрезер выполняет более грубую работу, то они подходят для маленьких изделий — шкатулки, скульптуры, наличники, статуэтки животных.
Фото-примеры:
С чего начать
Для того чтобы «подружиться» с фрезером, нужно потренироваться на простых изделия. Работа по шаблону поможет «набить руку». Возьмите заранее приготовленную заготовку нанесите рисунок, стараясь соблюдать пропорции. Найти шаблоны просто. В Интернете существуют варианты, которые легко перенести карандашом.
Не стоит забывайте о мастер-классах. Из преимущество в том, что можно сравнить свой результат с результатом работы интернет-наставника.
Рисунки для вдохновения:
Узоры на изделиях могут быть разными. Все зависит от фантазии создателя, ведь тот, кто создает, видит произведение по-своему. Новички, освоив элементарные правила, приступают к сложному. Можно научиться регулировать глубину выреза, добавляя узоры разными фрезами. Для самобытности работы мастера добавляют выемчатую резьбу на изделия.
Эффективная работа
Использование ручного электрофрезера подходит для художественной резной мебели. Художественная резьба особенно красиво смотрится на мебели. Фрезы разных размеров и профилей легко выполняют различные задания. К сожалению, фрезером невозможно сделать трехгранно-выемчатую работу. Это задание подходит для стамесок или ножей. Барельефная, контурная резка по дереву — все это под силу ручному фрезеру.
Можно сказать, что функциональность инструмента зависит от комплектации. Различные приспособления способны творить чудеса, улучшают изделие и облегчают работу мастера.
Трафареты подходят не только для обычных инструментов, но и для ручного фрезера. Примеры можно увидеть ниже:
Для чего же еще можно использовать ручной фрезер? Мастерам под силу преобразить интерьер дома с помощью сего инструмента. Нередко привлекают внимание дизайнерские вещи, интересные предметы. Если хочется что-то изменить в доме, то фрезер специально для этого! Он способен оживить старые вещи. Красивый узор еще никогда не ухудшал вид дерева!
Для осуществления такого рода задач существует фигурная резьба, воплощающая необычные решения в оформлении интерьера. Ею можно украсить мебель, паркет, сделать новые украшения. Эта резьба преобладает в славянском стиле. В наши дни он возвращается в моду и на рынке товаров изделия ручного фрезера высоко ценятся.
Для вдохновения можно посмотреть на фотографии работ, которые чаще всего встречаются на просторах Интернета:
Рисунок – старейший вид изобразительного искусства. Первые люди рисовали на стенах своих пещер. На самом деле к рисованию предъявлялись очень простые требования: всего лишь инструмент для вырезания форм и немного материала для окрашивания всего.
По мере того, как люди развивались как биологический вид, их рисунки становились все сложнее. Они создавали чудесные картины и скульптуры из мрамора и дерева.
Пантограф был изобретен в Древней Греции именно для того, чтобы рисовать. Это инструмент, который позволяет воспроизводить исходный рисунок в разных масштабах, как больше, так и меньше.
С 1938 года пантограф используется в массовом производстве изделий из металла и дерева.
Как работает деревообрабатывающий пантограф?
Прежде всего, важно отметить, что возможные типы резьбы зависят от количества осей пантографа. Причина проста: каждая ось представляет собой направление движения. Пантограф с двумя осями может перемещаться только по горизонтали и вертикали. С тремя осями он также может двигаться по диагонали. Пантограф может иметь до пяти осей, что позволяет полностью вращать обрабатываемую деталь.
Естественно, механическое оснащение пантографа зависит от его применения. Если он предназначен для столярной мастерской и используется для создания мебели и дверей, ему потребуется устройство автоматической смены инструмента и четыре или пять осей. Если это для рекламы или морского сектора, оборудование намного проще.
Пантографы с ЧПУ
Аббревиатура CNC расшифровывается как Computer Numerical Control. Эти пантографы с ЧПУ имеют встроенный чип и промышленный компьютер. Специальное программное обеспечение используется для запуска этих машин и используется для программирования соответствующих инструментов для создания желаемого объекта.
Пантограф с ЧПУ, как правило, довольно большой, он может достигать 7000 мм x 1700 мм для 600 мм и может быть оснащен следующими инструментами:
Двухповоротная головка;
Возможность установки сверла для панелей;
Возможность установки круглого лезвия для резки и фаски балок;
Инструментальный магазин;
Программное обеспечение 3D CAD-CAM.
Эти станки предназначены для гравировки и фрезеровки панелей, сверления различных пород дерева, а также точной и индивидуальной резки для создания различных форм. Точность этих станков превосходна благодаря ЧПУ.
RD-ZL 7000 Топовый 5-осевой пантограф.
Сказать, что RD-ZL 7000 большой, было бы преувеличением. Базовая модель имеет размеры 7000 мм x 1700 мм x 600 мм, но также может быть изготовлена в других размерах по запросу. Он поставляется с возможностью иметь прямоугольный всасывающий стол для панелей, барный стол с ручным управлением или, опционально, полностью автоматический, с различными возможностями прижимов для работы на окнах, зажимов для рабочих балок и присосок для панелей.
Особенности:
Двухповоротная головка с электрошпинделем мощностью от 10 кВт, HSK F63 макс. 24000 об/мин.
Установка сверлильной головки для панелей со специальной осью Z,
Вставка круглого лезвия до макс. 500 мм для резки и фаски балок.
Инструментальный магазин в форме маргаритки, транспортируемый или по запросу вдоль оси X для вставки нескольких типов фрез, как для рамы, так и для свечи.
Программное обеспечение 3D CAD-CAM, предназначенное для 3D-обработки, также доступно в версии для окон, панелей и лестниц.
Вы заинтересованы? Свяжитесь с нами
Свяжитесь с нами
25 мая 2021 г.
Новости
Концевые фрезы. Основное руководство для начинающих.
Концевые фрезы, сверла для пазов, фрезеры, фрезы, сверла, V-образные биты и борфрезы — что все это значит?
А какая бита нужна для какой работы? Например, какие концевые фрезы самые лучшие? и какие концевые фрезы лучше всего подходят для алюминия и какие концевые фрезы лучше всего подходят для нержавеющей стали.
В этой статье представлена краткая информация о фрезах и инструментах с ЧПУ.
Фрезы или концевые фрезы используются в станках с ЧПУ: с компьютерным цифровым управлением.
Специализированное программное обеспечение используется для отправки автоматических инструкций по фрезерованию или «траектории» на станок, который затем вырезает рисунок из исходного материала.
В последнее время рынок ремесленных изделий буквально взорвался замечательными компактными настольными фрезерными станками с ЧПУ и мини-фрезерными станками. Фрезерные станки с ЧПУ теперь достаточно доступны, чтобы дать энтузиастам-любителям доступ к этому высокоточному фрезерному инструменту для резьбы и гравировки.
Концевые фрезы, маршрутизаторы и фрезы используются на станках с ЧПУ, но если у вас нет станков с ЧПУ, вы можете использовать борфрезы во вращающихся инструментах.
Борфрезы доступны из карбида, стали и алмаза.
Практически любой материал можно разрезать на станке с ЧПУ. Популярными материалами являются металлы, пластмассы и дерево.
Так почему же использовать концевую фрезу, а не сверло? Короче говоря, сверло движется вверх и вниз, концевая фреза перемещается из стороны в сторону (Примечание: доступны концевые фрезы, которые перемещаются во всех направлениях).
1. Концевые фрезы режут с вращением в горизонтальном или боковом (из стороны в сторону) направлении, тогда как сверло врезается в материал только вертикально вниз.
2. Концевые фрезы доступны в широком диапазоне длин, диаметров, канавок и типов, и выбираются в зависимости от материала, который они режут, и чистоты поверхности, требуемой для проекта.
3. Концевые фрезы являются фрезами в мире фрезерования и используются для прорезания пазов, профилирования, контурной обработки, зенковки и развертывания.
4. Концевые фрезы позволяют резать прецизионные детали: детали машин, ювелирные украшения, гравюры на дереве, изготовление вывесок, резка пластика, изготовление пресс-форм и печатных плат.
1. Сверла вырезают круглые отверстия прямо в материале, вращая их во вращающемся сверле.
2. Большинство сверл имеют спиральные канавки (канавки), которые придают сверлам скрученный вид и помогают срезать материал при движении вверх и вниз в отверстии.
3. Сверла из быстрорежущей стали и твердого сплава имеют рифление. (спиральные сверла)
4. Исключением из этого правила являются алмазные сверла, которые имеют плоский конец, а не заостренный или рифленый. (Если это не спиральное сверло с алмазным напылением, которое используется не для сверления, а для расширения уже существующих отверстий, например, в бусинах)
Спиралевидные режущие кромки на боковой стороне концевой фрезы называются канавками.
Канавки обеспечивают свободный проход для выхода стружки, когда концевая фреза вращается в заготовке.
Концевые фрезы имеют 2, 3 или 4 зуба на фрезу. 2 и 4 флейты являются наиболее популярными.
Для использования на дереве и алюминии
Меньшее количество канавок лучше подходит для отвода стружки, охлаждая сверло, но оставляя более шероховатую поверхность реза.
2 канавки лучше всего подходят для обработки дерева и алюминия, так как они дают очень большую стружку по сравнению с другими материалами.
Концевые фрезы с двумя канавками также называются сверлами для пазов.
Для использования на большинстве других материалов
4 зуба используются на большинстве других материалов, могут резать более твердые материалы, чем 2 зуба, и в целом создают более гладкую поверхность.
Существует несколько типов концевых фрез, каждый из которых разработан с учетом различных факторов, что позволяет вам выбрать правильную концевую фрезу, соответствующую материалу, с которым вы работаете, и типу проекта, который вы собираетесь выполнить. использовать его для.
Наконечники типа «рыбий хвост» предотвращают расщепление и разрывы и погружаются прямо в материал, образуя плоскую поверхность.
Эти концевые фрезы идеально подходят для врезной фрезеровки и создания точных контуров, что делает их идеально подходит для изготовления вывесок и обработки металлов давлением .
Для отличной отделки выберите бриллиант с верхней огранкой, так как он имеет множество режущих кромок.
Щелкните здесь, чтобы купить Концевые фрезы для фрезерования
V-образные фрезы обеспечивают проход в форме буквы «V» и используются для гравировки, в частности, для изготовления знаков.
Они бывают разных углов и диаметров наконечника. Небольшие углы и кончики этих V-образных гравировальных фрез обеспечивают узкие прорези и мелкую деликатную гравировку букв и линий.
Щелкните здесь, чтобы купить V-образные насадки для гравировки
Сферические фрезы имеют закругление в нижней части, что обеспечивает более качественную обработку поверхности обрабатываемой детали, что означает меньше работы для вас, поскольку деталь не нужно будет дорабатывать. дальше.
Используются для контурного фрезерования, обработки неглубоких пазов, обработки карманов и обработки контуров.
Сферические фрезы идеально подходят для 3D контурной обработки, поскольку они менее склонны к выкрашиванию и оставляют красивую закругленную кромку.
Совет: сначала используйте черновую концевую фрезу для удаления больших участков материала, а затем используйте концевую фрезу со сферическим концом.
Щелкните здесь, чтобы купить концевые фрезы со сферическим концом
Отлично подходят для обработки больших площадей, концевые фрезы для черновой обработки имеют многочисленные насечки (зубья) на канавках для быстрого удаления большого количества материала, оставляя шероховатую поверхность.
Их иногда называют измельчителями кукурузных початков или свинорезками — так называют свинью, которая «перемалывает» или съедает все на своем пути.
Обычно называемые плоскими концевыми фрезами, квадратные концевые фрезы создают острую кромку в нижней части пазов и карманов заготовки.
Они используются для общего фрезерования, включая прорезание пазов, профилирование и врезное резание.
Щелкните здесь, чтобы купить концевые фрезы
Похожи на квадратные концевые фрезы/плоские концевые фрезы, но имеют круглую режущую кромку, также известную как выпуклая (не путать со сферической, как упоминалось выше).
Они менее склонны к выкрашиванию и обычно имеют более длительный срок службы.
Большинство концевых фрез изготавливаются либо из сплавов кобальтовой стали, называемой HSS (высокоскоростной сталью), либо из карбида вольфрама.
Выбор материала выбранной вами концевой фрезы будет зависеть от твердости вашей заготовки и максимальной скорости вращения шпинделя вашего станка.
Концевые фрезы из быстрорежущей стали продаются по более низкой цене, но не обеспечивают такой же срок службы или скорость, как цельные твердосплавные концевые фрезы.
Концевые фрезы из кобальта стоят дороже, чем быстрорежущие, но обеспечивают лучшую износостойкость и прочность.
Цельные твердосплавные концевые фрезы значительно тверже, жестче и более износостойкие, чем другие.
Твердосплавные концевые фрезы чрезвычайно термостойкие и используются для высокоскоростной обработки некоторых из самых твердых материалов, таких как чугун, цветные металлы, сплавы и пластмассы.
Концевые фрезы с дополнительным химическим покрытием также популярны сегодня.
Эти покрытия, часто более дорогие, наносятся на долото для снижения износа и трения. Однако не все покрытия подходят для всех материалов, и хотя конкретное покрытие может быть эффективным для одного материала, оно может не подходить для другого.
Популярными покрытиями являются нитрид алюминия, титана (AlTiN) и диборид титана (TiB2). Они могут фрезеровать, и они могут сверлить. (У них есть режущие кромки на торце и по бокам). Обычно это концевые фрезы с 2 или 3 канавками, а иногда можно встретить и 4-канавочные концевые фрезы с центральной режущей кромкой.
Концевые фрезы с нецентровой режущей кромкой относится к фрезам, они не сверлят. (имеют режущие кромки только по бокам)
Концевые фрезы с прямым резом отбрасывают стружку к верхней части заготовки, оставляя чисто срезанную нижнюю поверхность внутри материала.
Концевые фрезы делают обратное: они оставляют гладкую поверхность материала.
Концевые фрезы сочетают в себе лучшее из обоих миров и обеспечивают гладкую поверхность на обоих концах заготовки при резке.
Итак, какие концевые фрезы вам нужны для общего фрезерования? 9№ 0003
Для твердой древесины, фанеры и алюминия: Высококачественные 2-зубые (шлицевые сверла) концевые фрезы с прямым и прямым резом.
Для 3D-контуров и профилирования: концевые фрезы со сферическим концом с двумя канавками
Для изготовления вывесок и фрезерования пластиков, акрила и металлов: концевые фрезы для фрезерования твердого сплава. и твердосплавные гравировальные V-образные насадки
Нажмите здесь, чтобы купить все концевые фрезы
Выбор правильного инструмента для вашего материала и проекта повысит качество вашей работы и снизит потребность в чрезмерной ручной чистовой обработке.
Скорость подачи материала должна соответствовать оптимальной скорости концевой фрезы.
Снижение рабочей скорости на 50 % может удвоить срок службы вашей концевой фрезы.
Выберите правильное количество канавок для конкретного применения – надлежащее удаление стружки имеет решающее значение, так как нагретые фрезы могут привести к некачественной резке (пригорание материала, заусенцы на кромке и затупление инструмента).
Используйте твердосплавные концевые фрезы для обработки твердых материалов и высокопроизводительных операций.
Деревообработка на фрезерных станках как бизнес. Часть 1
Вопрос открытия собственного бизнеса волнует умы множества людей. Однако на практике большинство начинающих предпринимателей терпят неудачу. Это тем более неприятно, когда за дело создания малого предприятия (например, по производству мебели или других изделий из дерева) берётся опытный специалист, мастер своего дела. На рабочем месте человек может выпускать десятки изделий в месяц — и обеспечивать отличное качество. Но как только речь заходит о самостоятельном предприятии, специалист «тонет» в массе проблем — с наёмными рабочими, лавинообразным ростом количества заказов, падением качества при форсировании объёмов производства, «горящими» сроками. Тут же возникает недовольство клиентов, а цена, казалось бы, идеально просчитанная, выходит либо завышенной (что отпугивает клиентов), либо заниженной — что чревато банкротством неокрепшего предприятия.
Неужели эта тенденция — закономерна? Каким же образом следует преодолевать начальный период становления предприятия?
Мы постараемся разобрать типичные ошибки «начинающих бизнесменов» на примере создания малого деревообрабатывающего предприятия.
Ошибка 1 – «подводные камни»
Первой, и самой типичной ошибкой начинающих предпринимателей является неверная оценка рентабельности производства. Особенно часто такая ошибка подстерегает молодых специалистов, планирующих использовать оборудование с ЧПУ. Очень поверхностно оценив расходы на деревообработку, и воодушевившись «реальными цифрами», молодые энтузиасты стремятся начать «бизнес». То есть продуктивно работать — самим или в компании с единомышленниками — на собственном современном оборудовании с ЧПУ.
Такое стремление похвально и гибельно одновременно. Ведь бизнес — это не просто работа по выпуску конкретной продукции. Это ещё и поиск заказов, и приобретение сырья, и оплата электроэнергии, и отчёт перед внешними службами (налоговой, санэпидстанцией, Энергонадзором, экологами и т. п.), и маркетинговое исследование рынка, и позиционирование собственного бренда с учётом позиций конкурентов… и многое-многое другое. Качества и опыт даже самого замечательного специалиста по станкам с ЧПУ не смогут «перевесить» его некомпетентность (по крайней мере, на начальном этапе) в этих вопросах.
К сожалению, времени на обучение или исправление ошибок может не быть. Неверная оценка финансовой стороны оборачивается скорым банкротством — настолько быстрым, что начинающий предприниматель даже не поймёт, в чём его ошибка. Хорошо если долгов не останется!
Ошибка 2 – «всеобщая универсальность»
Вторая ошибка плавно вытекает из первой. В её основе — твердая уверенность в замечательной универсальности современного фрезерного станка с ЧПУ. Однако практика показывает, что наличие подобного станка — это лишь 25% (а то и менее) от необходимого перечня оборудования.
В нашем примере деревообрабатывающего предприятия для полного технологического цикла (с выпуском конечной продукции — мебели) требуется правильный выбор сырья, его распил и обстругивание, склейка. Затем необходим подбор красок, их правильное нанесение, создание «эффектов» и т. д. Для выполнения этих работ понадобятся и люди и дополнительное оборудование.
Из оборудования (помимо фрезерного станка с ЧПУ) обязательно потребуются станки для обработки дерева — ручные (только на начальном этапе) или комбинированные (циркулярная пила, фуганок, рейсмус, долбёжный станок). Для малярных работ нужен компрессор и краскопульт. Понадобится и ручной инструмент для «мелких» работ — дрель, шуруповерты, шлиф-машинки и т. п.
Разумеется, управится с такой массой станков в одиночку, становится просто невозможно. Встаёт вопрос о наёмных рабочих. Можно поступить по-другому — отдать некоторые работы на аутсорсинг, т. е. заказать их выполнение «на стороне». Однако при этом есть два нюанса. Во-первых, ответственность за качество продукции лежит на производителе. Следовательно, придётся самостоятельно покрывать все «огрехи» поставщиков сторонних услуг. Во-вторых, при расширении штата (или наличии внешних поставщиков услуг) неизбежно повышается себестоимость продукции, а значит, растёт и отпускная цена.
На практике, изделие, выполненное самостоятельно, оказывается на 50-70% дешевле, чем при заказе «на стороне». Если делать всё самостоятельно и занимать нишу продукции с низкой ценой, можно не окупить собственные расходы. А можно и окупить, но расширение объёмов производства будет невозможно (даже если «удастся» работать круглосуточно).
Ошибка 3 – «большое или малое»
Следующее «испытание на прочность», как ни странно, возникает при успешном завершении начального этапа становления предприятия. Казалось бы, вот оно — продукция выпускается, появляются новые заказчики, клиенты довольны качеством, прибыль растёт… работай и радуйся!
Но предприятие не движется «по горизонтали» — на рынке возможен или рост, или падение. Рост означает увеличение объёмов производства, выход на городской, региональный и мировой уровень. Предпринимателю, только что справившемуся с «валом» начальных проблем, даже страшно подумать об этом! А между тем спрос рождает предложение. Рост объёмов при тех же масштабах производства (площадях, станках, персонале) неизбежно ведёт к падению качества. Клиенты отворачиваются, искать новые заказы всё труднее, конкуренты не дремлют! (особенно если неподготовленным «вспрыгнуть» в сектор более крупных предприятий).
По опыту успешных предпринимателей можно сделать вывод — лучшей нишей для малого «домашнего» предприятия (как в нашем примере — с деревообработкой) является качественная мебельная продукция для персональных заказчиков. Нет смысла гнаться за объёмами, лучше сделать «чуть больше за те же деньги» и превысить ожидания клиента, чем разочаровать его. Тогда количество заказов будет хоть и опережать предложение, но останется контролируемым. А клиенты проявят терпение, твёрдо зная — хорошее качество вы гарантируете!
Свежее:
Как фрезеровать мебельные панели МДФ
Виды станков с ЧПУ. Рассматриваем основные
Из чего состоит фрезерный станок
Подключение фрезерного станка
Виды фрезерных станков с ЧПУ
Популярное:
Плюсы 4-х координатных фрезерных станков
DSP контроллер фрезерного станка с ЧПУ
Особенности обработки камня повышенной твёрдости
Гравировка листового двухлойного пластика на станке с ЧПУ
Оптимальные режимы и инструмент для качественной резки ПВХ
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов — компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN Фрезерные станки по дереву Фрезерные станки для дома Настольные фрезерные станки Фрезерные станки для рекламы Фрезерный станок по камню Многоцелевые фрезерные станки
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 4,2 Голосов: 9
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Деревообрабатывающие станки с чпу SteepLine
Главная
Информация о продукции
Станки c ЧПУ
Деревообрабатывающие станки с чпу
Деревообрабатывающие станки с чпу
2017-01-18
Деревообрабатывающие станки с чпу
Деревянные изделия во все времена пользовались спросом. Дерево — экологически чистый, «теплый» материал; и все, что делают из него, отличается прочностью и долговечностью. Изделиям из дерева можно придавать разную форму. Они сохраняют нанесенную на них краску, не выгорают, почти не деформируются. Для обработки деревянных поверхностей используют специальные приспособления и станки. На них можно обрабатывать большие партии изделий в промышленных масштабах, но не исключены и небольшие, а также авторские изделия, требующие специальной технологии обработки и изготовления.
Станки нового поколения
Современные технологии расширили производственные возможности обработки изделий или отдельных деталей из дерева. Для этих целей выпущено новое поколение оборудования — деревообрабатывающие станки с чпу. Компания Steepline — производитель станков нового поколения и комплектующих механизмов для обработки дерева. Оборудование, которое выпускает фирма, порадует надежностью и сроком эксплуатации, превышающим традиционные параметры. Фрезерные деревообрабатывающие станки с чпу настроены на выпуск изделий повышенного уровня сложности, включая изготовление деревянных икон, украшенных тончайшей резьбой. На станках доступно изготовление сувениров из дерева, шахмат, музыкальных инструментов и деталей к ним. На станках для обработки дерева изготавливают деревянную мебель, лестницы, двери, элементы интерьера, фурнитуру.
Предложения от компании «SteepLine»
Наша компания предоставляет клиентам цветной каталог для выбора необходимого оборудования. В нем представлены деревообрабатывающие станки с чпу: линейка промышленных стационарных и настольных фрезерных станков по дереву, которые устанавливаются на малых предприятиях бизнеса и мастерами, работающими самостоятельно. «SteepLine» предлагает услугу, которая вряд ли будет предложена другими компаниями: для клиентов изготавливаются деревообрабатывающие станки с чпу по индивидуальным заказам. Оборудование будет укомплектовано на основании требований и запросов заказчика. Клиентам предоставляется полный перечень услуг по изготовлению, сборке и доставке станков по деревообработке. Особенностью функционирования нашей компании стала организация производственного цикла, построенного на современных инновационных технологиях, разработанных отечественными специалистами. При этом деревообрабатывающие станки с чпу, которые выпускает наша компания, соответствуют требованиям и стандартам европейского качества, предъявляемым к оборудованию данной группы. Порадует покупателей и демократичная цена, которую установила компания. Комплектующие к станкам по деревообработке соответствуют их параметрам и стандартам и подходят к соответствующим модификациям оборудования. Сотрудники компании «SteepLine» не только примут заказ на деревообрабатывающие станки с чпу. Они обеспечат весь спектр услуг, связанных с выбором необходимого оборудования, комплектацией, сборкой, доставкой и установкой. В случае необходимости, клиенту предоставляется обучение, обеспечивающее самостоятельную эксплуатацию механизмов. Кроме того, компания осуществляет сервисное и технологическое сопровождение на гарантийный период в течение двенадцати месяцев. Деревообрабатывающие станки с чпу, которые выпускает компания «SteepLine», обеспечивают выполнение большого объема операций с деревом, за счет установки дополнительных фрез и другого оборудования, расширяющего горизонты творческих находок мастеров. Мы готовы к общению: вам будет предоставлена бесплатная консультация, и на возникшие вопросы наши специалисты дадут полные ответы. Покупатели получат не только высокоточные современные деревообрабатывающие станки с чпу, но и квалифицированную помощь и поддержку.
Каталог продукции
Цех с ЧПУ
Возможности
Мы имеем давнюю традицию предоставления высококачественных услуг по резке на наших станках с ЧПУ. Наши гибкие производственные возможности позволяют нам производить нестандартные и полузаказные готовые изделия, компоненты и панели нарезки по размеру в короткие сроки. Мы можем справиться со всем, от крупносерийных деталей до единичного производства.
Цех с ЧПУ использует три станка с числовым программным управлением (ЧПУ) и другое производственное оборудование для удовлетворения ваших потребностей в обработке древесины. Мы можем резать, формовать, сверлить и формовать на заказ практически любой материал размером 5 x 12 футов и толщиной до 6 дюймов, а благодаря нашему программированию на месте мы быстро удовлетворяем ваши индивидуальные потребности. Свяжитесь с нами, и мы пусть один из наших инженеров-проектировщиков поработает с вами, чтобы предоставить решение для вашего следующего проекта.0005
У нас более 18 лет обработка лиственных пород и листовых товаров, включая (но не ограничивается)
Baltic Birch
Appleply
Plybo (Bamboo)
Acrylic, Plexiglas
.
Corian
Richlite
Alupanel
5
0011
polycarbonate
HDPE
Laminates
HDU
Sign foam
Sign board
Gatorboard
Dibond
PVC/Sintra
ABS
Extira
Меламин
Бумажные композитные панели
ACM
ACP
Нейлон и многое другое.
Мы гордимся тем, что повышаем эффективность с помощью нашего современного оборудования, а также наших инициатив по постоянному совершенствованию. Наши внутренние услуги по проектированию, передовое оборудование и квалифицированные производственные операторы позволяют нам поставлять компоненты, соответствующие вашим потребностям и ожиданиям.
Услуги
Наша работа заключается в проектировании, программировании, резке и шлифовке различных изделий из дерева и листовых материалов. У нас есть опыт строительства стендов для выставок, музеев и выставочной индустрии. Мы также можем сделать дизайн вашего стенда, а с другой стороны, упаковать его для доставки и установки.
Мы изготавливали вывески, архитектурные модели, дисплеи для розничной торговли (поп), детали для индустрии розлива, детали для музыкальных инструментов, вывески для ресторанов, наружные вывески, 3D-резные архитектурные панели, акустические панели, детали корпусов и услуги САПР. Мы специализируемся на производстве высококачественных деталей из твердой древесины в больших количествах, включая услуги по шлифовке и отделке.
Доступны услуги по производству мелких деталей Richlite.
Доступны высококачественные услуги по шлифовке и отделке.
Мы можем легко вырезать архитектурные вывески для нового спортивного стадиона, больницы или офисного здания. Пожалуйста, позвольте нам предоставить вам отличный сервис, отличный продукт по конкурентоспособной цене.
Службы резки шкафа
ГРИЗАНИЯ CNC
Деревянная плита.
Несколько лиственных пород доступны для покупки
ПРОИЗВОДИТЕЛЬНЫЕ ПЕРЕДАЧИ
CNC.0005
Знак ЧПУ
Древесина Goods Reverse Engineering
Маленькие деревянные запасные детали
Лаковая финиша
Конец клавиатуры
Point of
. услуги по гравировке и инкрустации
услуги по производству деталей музыкальных инструментов
услуги по лазерному травлению, гравировке, резке
Столешницы Richlite, вырезанные для подрядчиков
Твердые породы дерева и пластмассы
Мы предлагаем широкий ассортимент твердой древесины для продажи, а также специальные заказы из дерева и пластика. Дай нам знать что тебе нужно!
Next Wave — станок с ЧПУ SHARK HD520
Станок с ЧПУ Next Wave SHARK HD520 поможет справиться со всеми вашими потребностями в механической обработке в домашних условиях или на производстве. Построенный из компонентов промышленного класса, станок с ЧПУ SHARK HD520 также оснащен сверхмощным порталом, усиленным алюминием и сталью, системой крепления фрезерного станка из экструдированного алюминия, блокирующим алюминиевым столом, линейными рельсами и направляющими на портале, а также направляющей с компенсацией износа и защитой от люфта. винты по всем осям. Станок с ЧПУ SHARK HD520 — идеальный инструмент для резьбы или механической обработки самых разных изделий из дерева, мягких металлов, композитов или пластмасс.
Next Wave HD520 ships via FedEx Freight with curbside delivery only
Features:
Linear Guides and bearings on the gantry
Anti-backlash, wear-compensated leadscrews on all axis
Interlocking rigid алюминиевый стол с практически неограниченным позиционированием зажима
Алюминиевая задняя пластина портала для тяжелых условий обработки
Алюминиевый зажим для крепления фрезера
Ножки портала в стальном корпусе для повышенной жесткости
Автоматическое управление включением и выключением маршрутизатора
USB-интерфейс
Возможность возврата в исходное положение по осям X и Y
Технические характеристики:
Габаритные размеры: 36-1/4″ Ш x 63″ Д x 24-1/2″ В
Питание: 110/115 В
Пожизненная техническая поддержка
Сделано в США
Что включено 196: 90
(1) Полная годовая гарантия и пожизненная техническая поддержка через NextWave Automation
(1) Станок с ЧПУ SHARK HD520
(1) Программное обеспечение для проектирования V-Carve Pro
(1) Подвесной контроллер Color
(2) Прижимные зажимы
(1) Твердосплавная V-образная насадка
(1) ) Virtual Zero Unlimited Software and Vector Art 3-D Sampler Pack
и шпиндель Next Wave с водяным охлаждением
Станок с ЧПУ SHARK HD520 полностью совместим с обширной линейкой дополнительных аксессуаров Next Wave, таких как лазер, 4-я ось, сканер и т.
Зарядное устройство 8.4V 250 mA NiMH для страйкбола
При покупке 10 игровых комплектов LASERWAR — 2 игровых комплекта
в подарок
Назад
Зарядное устройство 8.4V 250 mA NiMH для страйкбола
400
400 Р
Зарядное устройство 8.4V 250 mA NiMH для страйкбола — фото
Фотографии товаров, представленных на сайте, могут отличаться от оригиналов.
Гарантия на товар 6 месяцев
Удобная доставка
Гарантия лучшей цены
Сертификаты безопасности
Подробнее»>
Зарядное устройство 8. 4V 250 mA NiMH для страйкбола
О товаре
Описание
Зарядное устройство 8.4V 250 mA NiMH для страйкбольного оборудования
– 8.4V; 250 mA
Не использовать для лазертага!
Характеристики
Характеристики
Гарантия6 месяцев
Доставка и оплата
Оплата товара
Наша компания принимает безналичные платежи от юридических и физических лиц и предоставляет для Вас несколько вариантов оплаты понравившегося товара:
Оплата по QR-коду Переводом на Сбербанк Переводом через СБП Оплата картой Visa, Mastercard QIWI-кошелек Оплата по счёту Рассрочка от Тинькофф
Доставка
Доставка заказанного вами товара производится при помощи транспортной компании (СДЭК, Деловые линии) или Почты России до терминала или до необходимого вам адреса. В среднем срок доставки 3-10 дней. Отгрузка заказов в ТК осуществляется по рабочим дням, с понедельника по пятницу, с 10:00 до 18:00.
Если у Вас есть ограничения по времени доставки или особые пожелания, Вы можете оговорить их с менеджером, либо указать в комментариях к заказу, оформленному через корзину сайта.
При получении заказа от Вас необходим паспорт получателя, указанный при оформлении заказа.
Мы предоставим по Вашему желанию следующие документы: физическое лицо при оформлении через личный кабинет: счет, товарную накладную; юридическое лицо: оригинал счета, товарную накладную.
Получить дополнительную информацию об оплате или задать любой другой интересующий вас вопрос вы можете по контактному телефону, в чате или любым удобным вам способом.
Телефон менеджера по продажам: 8-800-551-88-02
Отзывы
Аксессуары
LED POWER SUPPLY 250mA / 6W DIM8 — ПРОДУКТЫ
Обзор
Светильники
Треки
Профили
Вспомогательный продукт
Reflections
LED POWER SUPPLY 250mA / 6W DIM8
21012 0338
ПрикрепитьПрикрепленный продукт
Характеристики
Тип
Светодиодные источники питания
Расположение
ВНУТРЕННЕЕ
Контурная форма/размер
40 мм
Глубина встройки
нет данных
Толщина монтажной поверхности
нет данных
Информация
MAINS DIMMING — TRAILING EDGE OUTPUT: 250mA / 6W / 13-21V-DC λ > 0,9 Inrush current : 8A — 400µs @ 230V-AC Max. 40 units on circuit breaker B 16A @ 230V-AC
Класс
Класс II
Вес нетто
0.1 кг
IP
IP44
Минимальное расстояние
нет данных
Примечания
нет данных
Значки описания:
Использован в этой продукции
EN-SUITE R 82718
EN-SUITE R 82737
EN-SUITE R 83018
EN-SUITE R 83037
EN-SUITE R 92718
EN-SUITE R 92737
EN-SUITE R 93018
EN-SUITE R 93037
EN-SUITE R IP 82718
EN-SUITE R IP 82737
EN-SUITE R IP 83018
EN-SUITE R IP 83037
EN-SUITE R IP 92718
EN-SUITE R IP 92737
EN-SUITE R IP 93018
EN-SUITE R IP 93037
EN-SUITE S 82718
EN-SUITE S 82737
EN-SUITE S 83018
EN-SUITE S 83037
EN-SUITE S 92718
EN-SUITE S 92737
EN-SUITE S 93018
EN-SUITE S 93037
EN-SUITE S IP 82718
EN-SUITE S IP 82737
EN-SUITE S IP 83018
EN-SUITE S IP 83037
EN-SUITE S IP 92718
EN-SUITE S IP 92737
EN-SUITE S IP 93018
EN-SUITE S IP 93037
EN-SUITE R OK 82718
EN-SUITE R OK 82737
EN-SUITE R OK 83018
EN-SUITE R OK 83037
EN-SUITE R OK 92718
EN-SUITE R OK 92737
EN-SUITE R OK 93018
EN-SUITE R OK 93037
EN-SUITE R OK IP 82718
EN-SUITE R OK IP 82737
EN-SUITE R OK IP 83018
EN-SUITE R OK IP 83037
EN-SUITE R OK IP 92718
EN-SUITE R OK IP 92737
EN-SUITE R OK IP 93018
EN-SUITE R OK IP 93037
EN-SUITE S OK 82718
EN-SUITE S OK 82737
EN-SUITE S OK 83018
EN-SUITE S OK 83037
EN-SUITE S OK 92718
EN-SUITE S OK 92737
EN-SUITE S OK 93018
EN-SUITE S OK 93037
EN-SUITE S OK IP 82718
EN-SUITE S OK IP 82737
EN-SUITE S OK IP 83018
EN-SUITE S OK IP 83037
EN-SUITE S OK IP 92718
EN-SUITE S OK IP 92737
EN-SUITE S OK IP 93018
EN-SUITE S OK IP 93037
EN-SUITE 2S 82718
EN-SUITE 2S 82737
EN-SUITE 2S 83018
EN-SUITE 2S 83037
EN-SUITE 2S 92718
EN-SUITE 2S 92737
EN-SUITE 2S 93018
EN-SUITE 2S 93037
EN-SUITE 2S IP 82718
EN-SUITE 2S IP 82737
EN-SUITE 2S IP 83018
EN-SUITE 2S IP 83037
EN-SUITE 2S IP 92718
EN-SUITE 2S IP 92737
EN-SUITE 2S IP 93018
EN-SUITE 2S IP 93037
Просмотреть красивые журналы онлайн.
Свяжитесь с нами для получения дополнительной информации.
Продукты по теме
INFORM POWER SUPPLY 100W DIM5
LASS-OH! POWERBOX h25 DIM5
LED POWER CONVERTER 48V-DC to 700 mA-DC / 25W MDL
LED POWER SUPPLY 24V-DC / 120W DIM1
LED POWER SUPPLY 500mA / 10W DIM8
SLM26 — C POWERBOX 48V-DC / 100W
Недавно просмотренные продукты
Новое
LED POWER SUPPLY 250mA / 6W DIM8
21012 0338
Недавние проекты
Villa P — Lyon (FR)
Продолжить чтение
Port Autonome de Strasbourg — nouveau siège (FR)
Продолжить чтение
Private residence (BE)
Продолжить чтение
Commotie (BE)
Продолжить чтение
Наверх
Включить javascript
Рекомендуется включить javascript для использования этого сайта.
BUSSMANN Предохранитель: 250 мА, 250 В перем. тока, 35 А при 250 В перем. тока, размер предохранителя 20 мм L x 5 мм диам., 5 шт. — 1CD12|GDC-250MA
БУССМАНН
Вещь # 1CD12
производитель Модель #
ГДЦ-250МА
UNSPSC #
39121604
№ страницы каталога
184
184
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти патронные стеклянные предохранители с задержкой срабатывания выдерживают кратковременные пусковые токи без размыкания, что предотвращает перегорание при запуске оборудования. Стеклянные предохранители, также называемые медленнодействующими стеклянными предохранителями, размыкают электрическую цепь при воздействии длительных нагрузок и коротких замыканий. Стеклянные предохранители обеспечивают защиту от перегрузки по току для слаботочных цепей в приборах, электронных платах и осветительных приборах. Обычно они имеют номинальное напряжение 300 В переменного тока или меньше и используются в приложениях, где они не будут подвергаться воздействию высоких температур, которые могут разбить стекло. Их небольшой цилиндрический корпус просвечивает, чтобы можно было проверить, цела ли плавкая проволока или расплавилась.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
БУССМАНН
Вещь # 1CD12
производитель Модель #
ГДЦ-250МА
UNSPSC #
39121604
№ страницы каталога
184
184
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти патронные стеклянные предохранители с задержкой срабатывания выдерживают кратковременные пусковые токи без размыкания, что предотвращает перегорание при запуске оборудования. Стеклянные предохранители, также называемые медленнодействующими стеклянными предохранителями, размыкают электрическую цепь при воздействии длительных нагрузок и коротких замыканий. Стеклянные предохранители обеспечивают защиту от перегрузки по току для слаботочных цепей в приборах, электронных платах и осветительных приборах. Обычно они имеют номинальное напряжение 300 В переменного тока или меньше и используются в приложениях, где они не будут подвергаться воздействию высоких температур, которые могут разбить стекло. Их небольшой цилиндрический корпус просвечивает, чтобы можно было проверить, цела ли плавкая проволока или расплавилась.
8H-250 мА — 8H, дроссель 250 мА.
Сохранить 0
Артикул: CXC125-8H-250mA
наполнитель
Поделитесь этим продуктом
Конструкция Математически рассчитан на получение 8H при 250 мА постоянного тока. Меньший постоянный ток немного увеличит индуктивность.
Магнитный провод Все устройства намотаны самой тонкой первичной медной магнитной проволокой. Во всех обмотках используется провод с толстой изоляцией, что обеспечивает превосходный выход продукции, более низкие затраты для заказчика и длительный срок службы.
В сердечнике EDCOR используются лучшие сердечники из ориентированной по зерну стали M6. Каждая единица складывается вручную, чтобы гарантировать не менее 92% штабелирования.
Шпулька Литой нейлон 6/6 с добавлением 30%-35% стекловолокна. Добавление стекловолокна обеспечивает более высокую температуру теплового изгиба, что приводит материал к классу температурной классификации HB UL.
Наконечники Наконечники соответствуют UL1015 18ga. свинцовый провод с цветовой маркировкой длиной около 15 дюймов (38 см).
Крепление Этот блок поставляется со стальными концевыми колпачками для монтажа с помощью четырех винтов. См. габаритный чертеж.
Механические пресс-клещи со сменными пресс-матрицами
Отображено с 1 по 5 (из 5 товаров)
K18 Ручной механический пресс (под матрицы серии ’18’)
K18 Ручной механический пресс (под матрицы серии ’18’) 6-185 мм2
Инструмент для опрессовки сменными матрицами серии «18» по стандарту DIN 48083, облегченных и других видов наконечников.◾ Быстрая замена пресс-матрицы, без повторной регулировки благодаря специальной системе крепления◾ Оптимальный инструмент для производителей щитового оборудования
Характеристики◾ Узкая опрессовка◾ С телескопическими рукоятками◾ С-образная пресс-голова, вращение на 360°
Техническая информацияДлина: 580-830 ммМасса: 2,5 кг
56. 834,27р
Купить Выбрать для сравнения Добавить в Личный каталог
K22 Пресс ручной механический для опрессовки кабельных наконечников (ТМЛ до 300 мм2) сменными матрицами серии ’22’ (матрицы в комплект не входят)
К22 Пресс ручной механический для опрессовки кабельных наконечников (ТМЛ до 300мм2) со сменными матрицами серии ’22’ (матрицы в комплект не входят)
Быстрая смена пресс-матриц Идеально подходит для кабельной опрессовки Энергоэффективные, с простым уровнем обслуживания механического привода
Характеристики Узкая опрессовка С телескопическими ручками (длина до 860 мм), вес 2,5 кг Вращающаяся на 360 ° голова, Flip Top Быстрая замена матриц без дополнительной настройки
Сменные матрицы серии 22 Используются для опрессовки профилем шестигранник: трубчатых наконечников облегченного типа, стандарта DIN 46235 алюминиевых наконечников
83. 100,60р
Купить Выбрать для сравнения Добавить в Личный каталог
K354 Ручной механический пресс (под матрицы серии ‘4’)
K354 Ручной механический пресс (под матрицы серии ‘4’)
Инструмент для опрессовки сменными матрицами серии «4», 6-150 мм2◾ Замена пресс-матриц без использования инструментов◾ Быстрая замена пресс-матрицы, без повторной регулировки благодаря специальной системе крепления◾ Удобный инструмент для производителей щитового оборудования
Характеристики◾ С телескопическими рукоятками◾ Вращение головы на 360°
Техническая информацияДлина: 420-590 ммМасса: 1,9 кг
48. 772,21р
Купить Выбрать для сравнения Добавить в Личный каталог
K50 Ручные Механические пресс-клещи с храповым механизмом (под матрицы серии 50′)
K50 Ручные Механические пресс-клещи с храповым механизмом (под матрицы серии 50′)
Инструмент для опрессовки сменными матрицами серии «50», 0,75-10 мм2
◾ Пресс-головы с параллельным ходом матриц◾ Быстрая замена пресс-матрицы, без повторной регулировки благодаря специальной системе крепления◾ Безлюфтовое закрепление матриц в инструменте
Характеристики◾ Оптимальная величина ручного усилия◾ С храповым механизмом — не остановятся пока не будет произведена правильная опрессовка с нужным усилием. ◾ Рукоятки снабжены упорами
Техническая информацияДлина: 220 ммМасса: 0,6 кг
Ознакомьтесь с электромеханическим собратом, позволяющим полностью снять нагрузку с рук работника — новинкой
klkEK50ML — EK50ML Ручной электромеханический аккумуляторный пресс KLAUKE-Micro под сменные матрицы серии «50» / 0.14-50 мм2
23.225,85р
Купить Выбрать для сравнения Добавить в Личный каталог
klkK507 K507 Универсальные пресс-клещи с тремя парами матриц для наконечников 0,5 — 10 мм2
klkK507 K507 Универсальные пресс-клещи с тремя парами матриц для наконечников 0,5 — 10 мм2. Пресс-клещи KLAUKE K507 предназначены для опрессовки на гибких медных жилах изолированных и неизолированных наконечников: кольцевых, вилочных, штыревых, PIN, FASTON и др.
Форма опрессовки — вдавливание, трапеция, овал.
Диапазон сечений — 0,5мм2 — 10 мм2
Вес — 635 грамм
Длина — 220 мм
Расположение наконечника относительно инструмента — боковое
Наличие в пресс-клещах храпового устройства помогает правильно выполнять опрессовку наконечников — обеспечивается нормированное усилие опрессовки, и матрицы инструмента расходятся только после завершения качественной опрессовки наконечника. В инструментах с храповым механизмом предусмотрена возможность принудительного раскрытия матриц.
На этих пресс-клещах ячейки матриц обозначены цветными точками, цвет которых соответствует цвету изолирующей пластиковой манжеты наконечника, что позволяет контролировать правильность выбора ячейки инструмента при обжиме.
Матрицы находятся прямо в рукоятке инструмента, что позволяет быстро менять их без ущерба работе. Комплект поставки:
Пресс-клещи Klauke K507 в блистерной упаковке с тремя матрицами:
Сменная матрица для изолированных кольцевых, вилочных и др. наконечников (обжим овалом) 0,5 — 6 мм2
Сменная матрица для изолированных и неизолированных втулочных наконечников (обжим трапецией) 0,5 — 10 мм2
Сменная матрица для неизолированных наконечников из листовой меди DIN 46234 и штыревых наконечников DIN 46230 (обжим вдавливанием) 0,5 — 10 мм2
19.443,65р
Купить Выбрать для сравнения Добавить в Личный каталог
Отображено с 1 по 5 (из 5 товаров)
VEVOR Клещи для обжима труб Щипцы для обжима труб Нержавеющая сталь 360° Заводская цена Pro
Инструмент для обжима труб Ø12-32 мм Трубы Th42 мм, сверхпрочный, универсальный, ручной прессовый инструмент товарного класса, в котором используются те же тактические технологии, что и в дорогих аккумуляторных инструментах. Только для соединения медных труб.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное жесткое качество
Невероятно низкие цены
Быстрая и безопасная доставка
. с процессом штамповки и ковки и порошковым покрытием. Простое управление двумя руками, надежное обжатие за считанные секунды, отлично подходит для трубных фитингов.
Вращающаяся на 360° головка
Малый размер и вращающаяся на 360° головка облегчают переноску и использование в узких местах. Он ударопрочный, водостойкий и выдерживает любые погодные условия.
Выдвижная рукоятка
Эргономичные нескользящие прорезиненные рукоятки обеспечивают максимальный комфорт и удобство захвата. Ручки выдвигаются для удобства использования и экономии энергии.
Съемные штампы 8 размеров
Поставляется со сменными медными губками разных размеров (каждый из них: V12, V15, V22, V28, Th26, Th30, Th36, Th42мм), подходящими для большинства работ по прессованию меди/труб. Головка открывается легко, бранши меняются без усилий.
Портативный и компактный
Относительно легкая и ручная конструкция означает, что этот инструмент можно взять с собой куда угодно и когда угодно. Прочный ящик для удобного хранения инструмента.
Разнообразное применение
Подходит для медных фитингов и медных соединений, зажимной медной втулки, алюминиевой втулки. Экономичный инструмент для соединения медных труб, а не для труб PEX и других труб.
Технические характеристики
Вставки: V12, V15, V22, V28, Th26, Th30, Th36, Th42 мм
Головка: поворотная на 360°
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Прочное качество премиум-класса
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное жесткое качество
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневные бесплатные доходности
24/7 Служба внимания
обжимной инструмент для труб V12, V15, V22, V28, Th26, Th30, Th36 и Th42 мм, сверхпрочный, универсальный ручной обжимной инструмент товарного класса, в котором используются те же тактические технологии, что и в дорогих аккумуляторных инструментах. Только для соединения медных труб.
Отличное обжатие Ø12-32 мм
Высококачественный материал
Эргономичная ручка
Простота в эксплуатации
Отличное обжатие Ø12-32 мм Простое управление двумя руками, надежное обжатие за считанные секунды, отлично подходит для трубных фитингов.
Вращающаяся на 360° головка
Малый размер и вращающаяся на 360° головка облегчают переноску и использование в узких местах. Он ударопрочный, водостойкий и выдерживает любые погодные условия.
Выдвижная рукоятка
Эргономичные нескользящие прорезиненные рукоятки обеспечивают максимальный комфорт и удобство захвата. Ручки выдвигаются для удобства использования и экономии энергии.
Съемные штампы 8 размеров
Поставляется со сменными медными губками разных размеров (каждый из них: V12, V15, V22, V28, Th26, Th30, Th36, Th42мм), подходящими для большинства работ по прессованию меди/труб. Головка открывается легко, бранши меняются без усилий.
Портативный и компактный
Относительно легкая и ручная конструкция означает, что этот инструмент можно взять с собой куда угодно и когда угодно. Прочный ящик для удобного хранения инструмента.
Разнообразное применение
Подходит для медных фитингов и медных соединений, зажимной медной втулки, алюминиевой втулки. Экономичный инструмент для соединения медных труб, а не для труб PEX и других труб.
Содержимое упаковки
1 пресс-клещи композитные
8 матриц
Технические характеристики
Вставки: V12, V15, V22, V28, Th26, Th30, Th36, Th42 мм
Головка: поворотная на 360°
Щипцы для обжима труб VEVOR Композитная труба Алюминиевые композитные трубы Pex-Al-Pex 16–32 мм
товары, которые могут вам понравиться
YGQTHU16-32MM0001V0
Часто покупают вместе
Люди, которые купили этот товар, также купили
Описание Спецификация Вопросы и ответы Отзывы
Инструмент для обжима труб Ø16-32 мм
0002 Мы предлагаем вам превосходный обжимной инструмент с 8 матрицами, подходящий для труб 16/20/25/26/32 PB и PE. Сверхпрочный, универсальный ручной пресс-инструмент, идеальный инструмент для внутренних и наружных систем трубопроводов.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное жесткое качество
Невероятно низкие цены
Быстрая и безопасная доставка
. с процессом штамповки и ковки и порошковым покрытием. Простое управление двумя руками, надежное обжатие за считанные секунды, отлично подходит для трубных фитингов.
Вращающаяся на 360° головка
Малый размер и вращающаяся на 360° головка облегчают переноску и использование в узких местах. Он ударопрочный, водостойкий и выдерживает любые погодные условия.
Выдвижная рукоятка
Эргономичные нескользящие прорезиненные рукоятки обеспечивают максимальный комфорт и удобство захвата. Ручки выдвигаются для удобства использования и экономии энергии.
Съемные матрицы 8 размеров
Поставляется со сменными медными губками разных размеров (каждый из них: U16, U20, U25, U32, Th26, Th30, Th36 и Th42 мм), подходящими для большинства работ по прессованию меди/труб. Головка открывается легко, бранши меняются без усилий.
Портативный и компактный
Относительно легкая и ручная конструкция означает, что этот инструмент можно взять с собой куда угодно и когда угодно. Прочный ящик для удобного хранения инструмента.
Разнообразное применение
Наш обжимной инструмент подходит для зажима труб из ПБ и ПЭ. Это экономичный инструмент для внутренних и наружных работ с трубами.
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиум жесткий качество
Невероятно низкие цены
Быстрая и безопасная доставка
. с 8 матрицами, подходящими для труб 16/20/25/26/32 PB и PE. Сверхпрочный, универсальный ручной пресс-инструмент, идеальный инструмент для внутренних и наружных систем трубопроводов.
Превосходная обжимка Ø16-32 мм
Высококачественный материал
Эргономичная ручка
Простота в эксплуатации
Отличное обжатие Ø16-32 мм
Использование высококачественной стальной трубы 40CR с процессом штамповки и ковки и порошковым покрытием. Простое управление двумя руками, надежное обжатие за считанные секунды, отлично подходит для трубных фитингов.
Вращающаяся на 360° головка
Малый размер и вращающаяся на 360° головка облегчают переноску и использование в узких местах. Он ударопрочный, водостойкий и выдерживает любые погодные условия.
Выдвижная рукоятка
Эргономичные нескользящие прорезиненные рукоятки обеспечивают максимальный комфорт и удобство захвата. Ручки выдвигаются для удобства использования и экономии энергии.
Съемные матрицы 8 размеров
Поставляется со сменными медными губками разных размеров (каждый из них: U16, U20, U25, U32, Th26, Th30, Th36 и Th42 мм), подходящими для большинства работ по прессованию меди/труб. Головка открывается легко, бранши меняются без усилий.
Портативный и компактный
Относительно легкая и ручная конструкция означает, что этот инструмент можно взять с собой куда угодно и когда угодно. Прочный ящик для удобного хранения инструмента.
Разнообразное применение
Наш обжимной инструмент подходит для зажима труб из ПБ и ПЭ. Это экономичный инструмент для внутренних и наружных работ с трубами.
Содержимое упаковки
1 пресс-клещи композитные
8 матриц
1 пластиковая коробка
Технические характеристики
Размер трубы: 16-32 мм
Усилие прессования: 6 тонн
Вставки: U16, U20, U25, U32, Th26, Th30, Th36, Th42 мм
Головка: поворотная на 360° головка
3
4 Размеры трубы 16-32 mm
Pressing force
6 tons
Inserts
U16, U20, U25, U32, Th26, Th30, Th36, Th42mm
Head
360° swivel head
Вопросы и ответы
Типичные вопросы о продуктах: Является ли продукт долговечным? …
Задайте первый вопрос
Отзывы покупателей
Цена 4. 7
Качественный 4,5
Функции 4.6
Легко использовать 4.7
184 Отзывы
Uwe Panzer
Gute Funktion mit Einschränkungen
Ich habe mir die Zange angeschafft, weil meine hydrulische Pressmaschine kaputt gegangen ist und ich schnell einen günstigen Ersatz brauchte. Nach Fertigstellung meiner Installation mit 22mm V-Kontur Pressfittings und ок. 40 Pressungen kann ich jetzt ein Fazit geben:- die Presszange arbeitet einwandfrei, WENN der Pressdruck korrekt eingestellt ist. Der Händler hat leider versäumt, eine Einstellanleitung mitzuliefern, daher ein Stern Abzug. Der kleine Inbusschlüssel dafür Liegt Aber Bei. Eine gute Anleitung findet man z.B. также Видео в сети. Einfach mal nach «Einstellung Pressdruck» такой. Die Einstellung sollte auch immer mal wieder überprüft und die Arretierschraube nachgezogen werden.- die Zange braucht durch die langen Hebelarme recht viel Platz. Bei begten Verhältnissen (wie bei mir) ist es eventuell notwendig, die Pressungen außerhalb vorzunehmen und dann das fertige Rohrgebilde an die endgültige Position zu Bringen. Im Nachhinein betrachtet, wäre ich mit einer gleicartigen Presszange mit handbetriebener Hydraulikpumpe besser gefahren. Die kosten nicht wesentlich mehr als diese Zange.- man benötigt doch einiges an Kraft in den Armen, um die Pressungen durchzuführen. Grundsätzlich kann ich sagen: wenn es leicht ging, war die Pressung nicht ausreichend und damit undicht. Nachpressen mit korrekter Einstellung ist aber kein Problem, das funktioniert sogar, wenn schon Druck auf dem Rohr ist. — die Grate, die beim Pressen entstehen, sind für mich kein Kriterium zur Abwertung. Diese gibt es auch bei Professionalsellen Pressmaschinen, wie ich bei meiner vom Fachbetrieb ausgeführten Heizungs- und Gasinstallation sehen konnte. Wenn es stören sollte, hilft eine Feile, wenn die Rohre isoliert werden, ist es eh egal.
Показать больше Показать меньше
0
Водопроводчик-любитель
быстрая доставка
Я получил обжимной инструмент на удивление быстро, за пару дней, но у меня не было возможности поработать. Выглядит массивно и хорошо, что в одном наборе так много типов челюстей.
Показать больше Показать меньше
0
Anthony b
Отлично работать и работать в ограниченном пространстве
Иногда мне нужно добавить кусок картона, чтобы плотнее прилегать, но это проблема подгонки, а не плоскогубцев. Игроки были великолепны и по сравнению со всеми остальными они довольно хорошо проникают в ограниченное пространство ип troquel де 25 мм.
Усадка pla пластика при печати в процентах: скорость печати и обдув
Пластик PLA – один из самых популярных материалов, которые на сегодняшний день используются в 3D-печати. Этот филамент удобен в использовании, не обладает резким запахом, не токсичен и производится из возобновляемых ресурсов. Благодаря его техническим характеристикам, им можно напечатать объемные 3D-модели разного типа, но только при условии соблюдения технологических нюансов. В противном случае изделие может деформироваться, а пластик дать усадку.
Причины деформации моделей из PLA
Пластик PLA представляет собой полимолочную кислоту, то есть термопластичный полиэфир, добываемый из кукурузного крахмала, корней тапиоки или сахарного тростника. Этот материал широко распространен в производстве, в том числе и пищевом. PLA-пластик имеет сравнительно низкую температуру плавления – всего 80 °С, поэтому при производстве филамента в материал добавляются другие пластмассы, которые делают его полностью пригодным для использования в 3D-принтерах.
PLA-пластик отличается минимальными параметрами усадки, нить, сделанная из этого полимера, отличается более высокой жесткостью, меньше подлежит износу, а модели, напечатанные этим филаментом, имеют более гладкую и красивую поверхность.
Повышенные твердость и жесткость делают материал довольно хрупким. Поэтому PLA не подойдет для печати тех деталей, которые в процессе использования будут подвержены серьезному механическому воздействию.
Также PLA не подойдет для использования в условиях повышенных температур – из-за низкой температуры плавления уже после 70 °С изделие потеряет жесткость, даст усадку и деформируется.
Также усадка может произойти непосредственно в процессе печати изделия из-за разницы температурного режима внутри изделия и на его поверхности. Резкий перепад приведет к поднятию краев модели и деформированию всего изделия.
Эффект усадки может быть вызван чрезмерным свободным пространством печатного бокса. Проблема возникает в том случае, если мощности стола не хватает для того, чтобы в достаточной мере разогреть пространство термобокса по всему объему печатающейся модели.
Усадка может произойти из-за недостаточно хорошей адгезии детали к поверхности рабочего стола. Если сцепления недостаточно, внутреннее напряжение (усадка) будет преодолевать его силы, и изделие потеряет форму.
Усадка PLA-пластика также может произойти из-за низкого показателя спекаемости слоев. Если сила внутреннего напряжения превысит силу спекания слоев, произойдет разрыв, и на поверхности модели появятся трещины.
Помешать процессу 3D-печати также может недобросовестность производителя филамента. Из-за эффекта ликвации, то есть неоднородности химического состава, образуемого в ходе кристаллизации, модель не потеряет внешней привлекательности, но ее итоговые эксплуатационные характеристики заметно упадут. Чаще всего химическая неоднородность встречается в тех случаях, когда производитель не контролирует чистоту формулы пластика.
Почему происходит усадка PLA-пластика?
Усадка – свойство полимерного материала уменьшаться в объемах в ходе процесса затвердевания. Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати.
ВАЖНО! Как правило, качественные материалы имеют показатель усадки не более 0,5 %, некачественные – до 4–5 %.
Стоит отметить, что усадке в большей степени подвержены первые слои изделия, так как именно эта зона подвержена постоянному нагреву за счет энергии, передаваемой столом принтера, и соответствующей разницы между температурами последующих слоев.
Как избежать усадки?
Для того чтобы избежать усадки и деформации модели из PLA-пластика, рекомендуется следовать перечисленным ниже правилам.
Повысить адгезию. То, насколько прочно первые слои модели будут закреплены на рабочей поверхности, напрямую зависит итоговое качество изделия. Адгезия может быть повышена за счет смены материала рабочего стола – бывают поверхности из алюминия, стекла, базальта, титана и др. Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос.
Уменьшить деформацию может также снижения скорости печати. Это увеличит временные затраты, но приведет к равномерному охлаждению слоев, что снизит вероятность чрезмерной усадки материала. Это правило крайне важно для печати с использованием PLA-пластика из-за того, что полилактид отличается длительностью остывания, и нижние слои могут деформироваться под давлением слоев, нанесенных сверху, в случае непрохождения ими точки стеклования.
Для того чтобы избежать усадки, необходимо избавиться от возможных сквозняков. В случае их возникновения деталь будет охлаждаться неравномерно, и усадка будет происходить с разной скоростью, что приведет к перекосу модели. Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры
Уменьшите температуру печати. Оптимальным является выставление температуры, которая лишь немного превышает температуру стеклования используемого пластика. В этом случае экструзия будет происходить правильно, и слои будут быстро сплавляться между собой. Избыточная температура приводит к увеличению времени остывания, а значит – вероятности чрезмерной усадки изделия.
Уменьшите плотность печати. Оптимальным является выбор печати модели, которая внутри будет заполнена сеткой или сотами из пластиковых нитей. Этот вариант наиболее выгоден, так как в этом случае не только уменьшается расход материала, но и снижается вероятность деформации за счет достаточной жесткости конструкции и сравнительно меньшим объемом пластика в верхних слоях, что минимизирует создаваемое давление.
Ошибки печати и способы их избежать
При печати PLA-пластиком могут возникнуть ошибки, которые в итоге приведут к усадке готовой модели.
Самыми распространенными являются:
Недостаточная адгезия первого слоя изделия. Если этот показатель недостаточен – модель может сместиться за счет отлипания первых слоев от поверхности нагревательного стола. Чтобы решить проблему, можно увеличить температуру нагрева платформы или покрыть стол специальным составом или пленкой, которые механически повысят адгезию. Хорошо зарекомендовала себя полиамидная пленка, аэрозольный клей, суспензия из PLA и растворителя, а также обычный лак для волос и клеевой карандаш. Также рекомендуется на этапе разработки 3D-модели увеличить площадь контакта детали с поверхностью, добавив в нее рафт – расширенный первый слой.
Появление нитей, лохматости, паутины. Эффект возникает при несоответствии материала температурным настройкам принтера. Рекомендуется снизить температуру экструдера и использовать функцию ретракции – втягивания нити в обратном направлении в случае зависания головки экструдера.
Деформирование изделия. Усадка в этом случае возникает из-за того, что напечатанные слои не успевают затвердеть и остыть в полной мере. Для того чтобы избежать такого явления, необходимо снизить скорость печати и уменьшить температуру нагрева пластика. Также рекомендуется настроить обдув изделия таким образом, чтоб подаваемый воздух не попадал на экструдер.
Также избыточная усадка может возникать при выставлении неверных настроек толщины слоя и процента заполнения детали. При возникновении проблем рекомендуется изменить эти показатели в соответствии с требованиями производителя.
PLA-пластик – материал, широко использующийся в 3D-печати. Он удобен в использовании, а изделия, напечатанные этой нитью, отличаются высокими эксплуатационными характеристиками. Однако печать этим пластиком предполагает соблюдение ряда требований к температурному режиму и скорости печати. При несоблюдении этих правил изделие может деформироваться.
19 апреля 2021
6178
Получите консультацию специалиста
Усадка пластика при 3D-печати
Здравствуйте, уважаемые. Все владельцы 3D-принтеров знакомы с ситуацией, когда печатаемая деталь отклеивается от стола и загибается. При этом для разных пластиков эта проблема проявляется по-разному. Почему одни материалы сильнее подвержены этой проблеме, а другие не так капризны? Какие факторы влияют на это? Давайте разбираться.
Видео по данной теме в конце статьи.
Все изложенное далее, результат моих размышлений, где-то обоснованных, а где-то озвучиваемых на уровне «я так думаю». Поэтому не принимайте все услышанное за 100% правду. Критику в студию.
Конечная причина загибания и отслаивания детали от стола – это внутренние напряжения, возникающие в материале. Почему они возникают? Тут следует сказать о такой вещи как тепловое расширение.
Практически любой материал при нагревании расширяется, а при охлаждении, соответственно, сжимается. Величина этого расширения и сжатия для каждого конкретного материала характеризуется коэффициентом теплового расширения (КТР). Чем больше значение КТР для материала, тем сильнее он расширяется и сжимается при изменении температуры. Вот табличка с некоторыми материалами, широко используемыми в 3D-печати:
Я не стал включать в таблицу максимальное количество материалов, а привел только те, опираясь на которые буду делать некоторые выводы далее по тексту.
Механизм возникновения внутренних напряжений из-за теплового расширения можно продемонстрировать так:
На рисунке схематично показаны укладываемые слои на стол без подогрева, а слева график изменения температуры (схематичный). Как видим температура первого слоя 20°С – слой уже полностью остыл. Температуру верхнего слоя для простоты примем равной температуре сопла – 210°С. Горизонтальными стрелками в каждом слое показано направление усадки материала при остывании. Нижний слой самый холодный, поэтому он уже «сел» больше всех. Верхний слой самый горячий и, следовательно, самый широкий.
Получается следующий процесс. Каждый слой после укладки остывает и усаживается в направлении стрелок. Но так как слои спекаются между собой, то, усаживаясь, каждый новый слой немного тянет за собой предыдущий (как тетива лука натягивает его плечи). А так как натяжение от усадки происходит только с одной стороны, то слои изгибаются в дугу.
Тут можно предположить, что очевидной причиной загибания детали кажется большая величина КТР. Но я так не считаю. Да, большой КТР вносит существенный вклад в деформации при печати, но есть одно но… Давайте еще раз посмотрим на таблицу с величинами КТР и сравним ABS и PLA. Для этих двух пластиков нужны кардинально разные условия печати. PLA-пластиком можно печатать вообще без подогрева стола. Как видно из таблицы для ABS КТР больше, но он больше не в разы. На мой взгляд, такой разницы в величине теплового расширения не хватит, чтобы объяснить столь разное поведение при печати. Чтобы это было так, КТР должен различаться у этих материалов в несколько раз.
Чтобы попробовать объяснить это, я добавлю в таблицу еще один столбец, в котором будут указаны температуры стеклования:
Температура стеклования – это температура, выше которой полимеры находятся в пластичном состоянии. Это значит, что при любых силовых воздействиях на материал он деформируется пластически. Если говорить проще, то при температуре выше температуры стеклования материал ведет себя как пластилин.
Как температура стеклования влияет на внутренние напряжения? А очень просто, пока материал не остыл до температуры стеклования, внутренние напряжения не появляются. В процессе остывания уложенный материал из-за усадки деформируется пластически до температуры стеклования. Пройдя эту температуру дальше материал уже может деформироваться только упруго.
Получается, что основной вклад в появление внутренних напряжений вносит диапазон температур от комнатной до температуры стеклования. И тут мы видим существенную разницу между ABS и PLA. Для PLA этот диапазон составляет 38 градусов, а для ABS – 85 градусов. ABS-пластик начинает накапливать внутренние напряжения остыв до температуры 105°С, а PLA пластик начинает накапливать напряжения только с температуры 58°С.
Такая существенная разница в температуре стеклования и повышенный для ABS-пластика коэффициент температурного расширения делают этот материал значительно более капризным в печати в сравнении с PLA.
В таблице также приведены величины для PETG-пластика. Видим, что температура стеклования у него выше, чем у PLA, но КТР ниже. Увеличенная температура стеклования частично компенсируется уменьшенным КТР, поэтому этот пластик капризнее, чем PLA, но не на столько как ABS. По крайней мере, без подогрева стола им печатать сложнее.
В заключительной части немного расскажу о стекле. О том, что используют на столах и о том, которым армируют филамент. Из таблицы выше видно, что КТР для армированного стекловолокном ABS значительно ниже обычного ABS. Существенную роль здесь играет именно стекловолокно. Его КТР лежит в диапазоне 0,1 – 1,2. То есть в сравнении с пластиком, стекловолокно практически не расширяется при нагреве.
При остывании пластика жесткие стеклянные волокна принимают на себя существенную долю внутренних напряжений и не дают пластику сильно сжиматься.
А если говорить о стекле, которое лежит на столе 3D-принтера, то многим знаком эффект, когда деталь отщёлкивается от стекла при остывании. Из-за такой большой разницы в КТР между стеклом и пластиками на границе их раздела появляются существенные внутренние напряжения, которые стремятся «срезать» деталь со стола.
Спасибо. На этом пока все.
Как справиться с усадкой при 3D-печати с PLA
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
3D-печать всегда считалась революционной технологией для создания точных прототипов, моделей или копий других объектов. Однако в 3D-печатных объектах могут быть геометрические неточности в результате усадки.
Все нити для 3D-печати, включая PLA, усаживаются из-за охлаждения. Эту усадку можно свести к минимуму, печатая при более низких температурах или позволяя отпечатку постепенно остывать внутри корпуса. Вы также можете компенсировать усадку, намеренно делая свои модели немного больше.
Степень усадки PLA может варьироваться в зависимости от конкретной марки или используемой нити. Проявив немного терпения, можно справиться с усадкой PLA.
Проблема с усадкой – можно ли ее избежать?
К сожалению, все методы 3D-печати, использующие тепло, склонны к усадке. Это естественное следствие нагрева материала, чтобы сделать его более гибким и соответствовать цифровой модели, обработанной слайсером. Затем этот материал должен остыть, чтобы развить жесткость и прочность. Во время этого этапа охлаждения материал уменьшается в объеме, но приобретает повышенную плотность.
По сравнению с другими проблемами 3D-печати усадка относительно незначительна и часто игнорируется. Если вы просто печатаете предмет на 3D-принтере для демонстрации, усадка в 2% практически не заметна. Однако эта проблема становится проблемой, если вам нужно напечатать на 3D-принтере функциональные объекты, такие как шестерни, кронштейны, запасные части для бытовой техники или простой защитный чехол для мобильного телефона.
Усадка на самом деле не происходит, когда нить остывает до температуры печати — эту проблему создает охлаждение из-за температуры стеклования. Ниже этой температуры PLA начинает становиться жестким и неспособным выдерживать термическое напряжение.
Это означает, что усадка более выражена у материалов с высокой температурой стеклования. Это то, что мы можем наблюдать в примерах, которые будут обсуждаться позже. ABS имеет один из самых высоких пределов усадки, в то время как усадка PLA или PETG менее выражена.
Насколько усаживаются отпечатки из PLA?
Преимущество работы с PLA заключается в том, что он не дает такой усадки, как другие нити для 3D-печати. Средняя скорость усадки PLA составляет 2%, но обычно предполагается диапазон от 0,8% до 3%. Фактическая усадка может варьироваться в зависимости от температуры печати, скорости охлаждения или добавок в нити.
Для сравнения, высокотемпературная нить, такая как ABS, может усаживаться до 8%. Это также является одним из факторов, влияющих на то, почему высокотемпературные нити склонны к деформации. Термическое напряжение, вызванное усадкой, может привести к значительному искажению геометрии окончательного отпечатка.
Однако дело не только в температуре. PETG печатает при немного более высокой температуре, чем PLA, но обычно дает меньшую усадку — менее 1%. Это подчеркивает важность учета различий в химическом составе при попытке предсказать, насколько усядется нить для 3D-печати при охлаждении.
Несмотря на небольшой предел усадки, разница в 2 % может иметь значение для деталей из PLA, требующих точной подгонки. Вы можете либо допустить эту усадку, либо попытаться свести ее к минимуму, либо предусмотреть ее как часть своего дизайна.
Как контролировать или компенсировать усадку PLA
Теперь, зная, что усадка PLA является неизбежной проблемой, мы можем настроить наш 3D-принтер или цифровую модель, чтобы предвидеть ее. Вот некоторые меры, которые вы можете предпринять, в зависимости от того, насколько усердным вы намерены быть.
Печать с подогревом стола
Печать с подогревом стола не является общепринятой рекомендацией при работе с PLA, но в этом случае мы рекомендуем ее. При использовании нагревательного слоя первый слой отпечатка поддерживается при температуре, близкой к температуре стеклования PLA. Это снижает вероятность усадки, но при этом обеспечивает жесткую основу для поддержки остальной части отпечатка.
Для печати PLA мы рекомендуем установить температуру стола в пределах от 50 до 55 °C. Вы заметите, что это немного ниже, чем температура стеклования и обычная температура слоя для PLA. Цель здесь не в том, чтобы способствовать сцеплению с постелью, а в том, чтобы создать стабильную основу. Эта прочная основа поможет последующим слоям противостоять усадке.
Печать в корпусе
Опять же, корпус кровати обычно не подходит для печати из PLA. Тем не менее, это может помочь уменьшить усадку, поддерживая повышенную температуру внутри строительной платформы.
Использование ограждения для кровати имеет множество преимуществ. За счет замедления процесса охлаждения накопление термических напряжений происходит более постепенно. Выдерживание PLA при повышенной температуре также делает его более гибким и способным поглощать воздействие термического напряжения без необратимой деформации.
Корпус кровати также способствует равномерному охлаждению всей печати. Без кожуха сквозняки в помещении могут вызвать локальное охлаждение. Это еще больше усложняет прогнозирование степени сжатия отпечатка, поскольку разные части отпечатка могут сжиматься в разной степени.
Увеличение масштаба модели
Самое простое и интуитивно понятное решение проблемы усадки — просто увеличить модель на величину, эквивалентную усадке. Это отличная идея, но легче сказать, чем сделать. Если вы используете новую нить PLA, вам, вероятно, придется провести несколько испытаний, прежде чем вы сможете получить окончательные 3D-печатные размеры в точности.
Существует несколько способов изменить геометрию модели, чтобы свести к минимуму последствия усадки. Закругленные углы, как правило, лучше, чем острые углы, поскольку они обеспечивают более равномерное распределение теплового напряжения. В больших непрерывных плитах из пластика могут быть прорезаны отверстия, чтобы уменьшить эффект усадки. Эта стратегия может быть полезна для лиц в вашей модели, которые не видны.
Если вы хотите попробовать стратегию компенсации усадки, мы настоятельно рекомендуем эту модель Dimensional Calibration, которую можно бесплатно загрузить с сайта Thingiverse. Модель учитывает ошибки как из-за усадки, так и из-за радиальной компенсации. После того, как вы распечатали модель, сделайте необходимые измерения и введите их в таблицу Google, ссылка на которую находится на странице Thingiverse.
После того, как вы укажете значения, электронная таблица рассчитает значение компенсации, которое вы можете ввести в свой слайсер. Это должно сделать ошибку менее заметной. Создатель модели заявляет, что вы можете запустить это испытание дважды, если вам нужна очень высокая точность, но однократное выполнение может дать огромное улучшение.
Степень усадки практически невозможно предсказать без пробных запусков, даже если вы работаете исключительно с нитью PLA. Различные добавки и красители также могут влиять на степень усадки. Если вам нужно изготовить детали с точными размерами, мы предлагаем придерживаться одной конкретной марки и модели нити PLA и совершенствовать свою технику с ее помощью.
Заключительные мысли
Усадка нити при охлаждении является результатом действия фундаментальных законов физики. Это подчеркивает, насколько это неизбежно. Хотя его нельзя предотвратить, его, безусловно, можно предвидеть или контролировать.
Лучший подход к усадке в 3D-печати — принять ее. Модели можно масштабировать или изменять, чтобы свести к минимуму последствия усадки. При некотором планировании вполне возможно создавать 3D-отпечатки с точностью до 0,1 мм от предполагаемых размеров.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
Компенсация усадки PLA, ABS и PETG при 3D-печати – Практические рекомендации – 3D Printerly
Хотя 3D-печать позволяет создавать довольно подробные модели, которые выглядят почти идентично изображению САПР, точность размеров и допуски не совсем идентичны. Это то, что называется усадкой, которая происходит в 3D-печати, которую вы, вероятно, даже не замечаете.
Я подумал о том, насколько велика усадка при 3D-печати. Это идеальный вопрос для тех, кто хочет создавать функциональные объекты, требующие жестких допусков, поэтому я решил узнать и поделиться этим с вами, ребята.
В этой статье мы расскажем, что такое усадка, насколько вероятно, что ваши 3D-отпечатки усядутся, а также о некоторых способах компенсации усадки.
Что такое усадка в 3D-печати?
Усадка в 3D-печати — это уменьшение размера конечной модели из-за изменения температуры от расплавленного термопластика до охлажденных слоев экструдированного материала.
Во время печати экструдер расплавляет печатную нить для создания 3D-модели, при этом материал расширяется. Когда слои начинают остывать сразу после экструзии, это приводит к увеличению плотности материала, но уменьшению его размера.
Большинство людей не поймут, что это происходит, пока у них не будет модели, требующей большей точности размеров.
Усадка не является проблемой при печати эстетичных моделей, таких как произведения искусства, вазы и игрушки. Когда мы начинаем переходить к объектам с жесткими допусками, таким как чехол для телефона или крепление, соединяющее объекты вместе, усадка становится проблемой, которую необходимо решить.
Это происходит почти в каждом процессе 3D-печати из-за связанных с этим колебаний температуры. Но скорость, с которой это происходит, зависит от нескольких факторов.
Этими факторами являются используемый материал, температура, технология печати и время отверждения смоляных оттисков.
Из всех этих факторов наиболее важным фактором, влияющим на усадку, является используемый материал.
Тип используемого материала влияет на степень усадки модели.
Температура печати и скорость охлаждения также являются важными факторами. Усадка может произойти, если модель печатается при высокой температуре или слишком быстро охлаждается, а это означает, что более высокотемпературный пластик с большей вероятностью даст усадку.
Быстрое неравномерное охлаждение может даже привести к короблению, что может повредить модель или вообще испортить отпечаток. Большинство из нас сталкивались с этим деформацией, будь то сквозняки или просто очень холодное помещение.
Что-то, что помогло мне с деформацией, что я недавно применил, — это использование изоляционного мата HAWKUNG с подогревом кровати под моим Ender 3. Это не только помогает с короблением, но также ускоряет время нагрева и поддерживает более постоянную температуру кровати.
Наконец, тип используемой технологии печати также определяет степень усадки модели. Более дешевые технологии, такие как FDM, обычно нельзя использовать для изготовления высококачественных деталей с жесткими допусками.
Технологии SLS и струйной обработки металлов оправдывают свою высокую цену за счет создания точных моделей.
К счастью, существует множество способов учета усадки, что позволяет нам производить детали с точными размерами без особых хлопот, хотя вам необходимо знать правильные методы.
Насколько усаживаются отпечатки из ABS, PLA и PETG?
Как мы упоминали ранее, скорость усадки сильно зависит от типа используемого материала. Он варьируется от материала к материалу. Давайте посмотрим на три наиболее широко используемых материала для 3D-печати и на то, как они выдерживают усадку:
PLA
PLA — это органический биоразлагаемый материал, который также используется в FDM-принтерах. Это один из самых популярных материалов, используемых в 3D-печати, потому что его легко печатать, а также он нетоксичен.
PLA имеет небольшую усадку, скорость усадки составляет от 0,2% до 3%, так как это термопласт с более низкой температурой.
Нити PLA не требуют высоких температур для экструдирования, температура печати составляет около 190 ℃, что меньше, чем у ABS.
Усадку PLA также можно уменьшить, печатая в закрытом помещении или просто увеличивая модель для компенсации усадки.
Это работает, потому что уменьшает эти быстрые изменения температуры и снижает физическую нагрузку на модель.
Думаю, эти показатели усадки зависят от марки и производственного процесса, и даже от цвета самой нити. Некоторые люди обнаружили, что более темные цвета имеют тенденцию уменьшаться больше, чем более светлые.
АБС
ABS — это печатный материал на нефтяной основе, используемый в FDM-принтерах. Он широко используется из-за его высокой прочности, термостойкости и универсальности. Его можно найти во всем, от чехлов для телефонов до лего.
АБС-пластик имеет очень высокую степень усадки, поэтому, если вам нужны 3D-отпечатки с точными размерами, я бы постарался не использовать его. Я видел, как люди комментируют, что коэффициент усадки составляет от 0,8% до 8%.
Я уверен, что это крайние случаи, и вы могли бы уменьшить их с помощью правильной настройки, но это хорошая демонстрация того, насколько серьезной может быть усадка.
Одним из основных способов уменьшения усадки является печать при правильной температуре нагретого стола.
Использование правильно откалиброванного нагревательного стола способствует адгезии первого слоя, а также помогает предотвратить слишком быстрое охлаждение нижнего слоя по сравнению с остальной частью отпечатка во избежание коробления.
Еще один способ уменьшить усадку — печатать в закрытой камере. Это изолирует 3D-печать от внешних воздушных потоков, гарантируя, что она не будет охлаждаться неравномерно.
Закрытая камера поддерживает постоянную температуру отпечатка, близкую к температуре пластика, до завершения печати, и все секции могут охлаждаться с одинаковой скоростью.
Огнеупорный и пылезащитный корпус Creality от Amazon — отличный корпус, который использовали и которым наслаждались тысячи людей. Он поддерживает постоянную температуру окружающей среды и очень прост в установке и обслуживании.
Кроме того, он обеспечивает большую пожаробезопасность, снижает уровень шума и защищает от скопления пыли.
PETG
PETG — еще один широко используемый материал для 3D-печати благодаря своим феноменальным свойствам. Он сочетает в себе структурную прочность и жесткость ABS с простотой печати и нетоксичностью PLA.
Это делает его пригодным для использования во многих областях, требующих высокой прочности и безопасности материала.
При содержании 0,8% нити PETG имеют самую низкую степень усадки. 3D-модели, сделанные с использованием PETG, относительно стабильны по размерам по сравнению с другими моделями. Это делает их идеальными для изготовления функциональных отпечатков, которые должны соответствовать довольно строгим допускам.
Чтобы компенсировать или уменьшить усадку при печати PETG, перед печатью модель можно увеличить на 0,8%.
Как правильно компенсировать усадку при 3D-печати
Как мы видели выше, усадку можно уменьшить несколькими способами. Но, факт остается фактом, сколько бы ни делалось, усадку не устранить. Вот почему рекомендуется учитывать усадку при подготовке модели к печати.
Правильная компенсация усадки помогает учитывать уменьшение размеров моделей. Некоторое программное обеспечение для печати поставляется с предустановками, которые автоматически делают это за вас, но в большинстве случаев это нужно делать вручную.
Расчет применяемой компенсации усадки зависит от трех факторов: используемого материала, температуры печати и геометрии модели.
В совокупности все эти факторы дадут представление о том, насколько ожидаемая усадка отпечатка и как это компенсировать.
Получение нужной усадки также может быть итеративным процессом, также известным как метод проб и ошибок. Скорость усадки может даже различаться для разных марок одного и того же типа материала.
Итак, отличный способ измерить и количественно определить усадку — сначала распечатать тестовую модель и измерить усадку. Полученные данные можно затем использовать для создания математически обоснованной компенсации скорости усадки.
Отличный способ измерить усадку — использовать этот объект расчета усадки от Thingiverse. Один пользователь описал его как «один из лучших инструментов общей калибровки». Многие другие пользователи выражают благодарность создателю этой CAD-модели.
Шаги следующие:
Распечатайте тестовую деталь, используя выбранную нить и настройки слайсера, которые вы собираетесь использовать.
Измерьте и введите данные в электронную таблицу (мой файл доступен на https://docs.google.com/spreadsheets/d/14Nqzy8B2T4-O4q95d4unt6nQt4gQbnZm_qMQ-7PzV_I/edit?usp=sharing).
Обновить настройки слайсера
Вы хотите использовать этот Google Sheet и сделать новую копию, которую вы можете отредактировать самостоятельно. Более подробную информацию вы найдете на странице Thingiverse.
Если вам нужна действительно точная компенсация, вы можете выполнить итерацию дважды, но производитель говорит, что всего одной итерации было достаточно, чтобы получить их в пределах допуска 100 мкм (0,01 мм) для детали диаметром 150 мм.
Один пользователь сказал, что он просто масштабирует свои модели до 101%, и у него это работает очень хорошо.
Простая и удобная замена кропотливому ручному труду. Эксцентриковое движение имитирует ручную обработку, что обеспечивает лучший результат и предотвращает повреждение поверхности. Мгновенное крепление стандартных кругов ускоряет работу, а плавная регулировка оборотов позволяет обрабатывать различные материалы Внимание! Начиная с даты производства 08.2022, инструмент поставляется в красном цвете вместо серого. Без изменения уровня качества
Применение
Для очистки поверхностей от загрязнений (ржавчины, остатков лака и краски), а также для шлифования поверхностей и заготовок из различных материалов
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Мощность, Вт
450
Размер абразивной бумаги, мм
D125
Частота вращения, об/мин
5000-13000
Амплитуда колебаний платформы, мм
2
Крепление бумаги
Velcro
Пылеотвод через основание
есть
Кол-во отверстий пылеотвода, шт
8
Электронная регулировка оборотов
есть
Поддержание постоянных оборотов под нагрузкой
нет
Плавный пуск
нет
Возможность подключения к пылесосу
есть
Диаметр адаптера под пылесос, мм
32
Контейнер для пыли
есть
Длина кабеля, м
2
Напряжение, В/Гц
230 / 50
Габариты, см
32x13x19. 5
Масса изделия, кг
2
Масса в упаковке, кг
2.5
Комплектация
Машина шлифовальная
1
Бумага шлифовальная
1
Контейнер для сбора пыли
1
Переходник для пылесоса
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 2. 16 МБ)
Рекламная брошюра (скачать pdf, 891.23 КБ)
Инструкция для печати (скачать pdf, 2.17 МБ)
ЗОШМ-450-125_Приложение к инструкции (скачать pdf, 181.33 КБ)
ЗОШМ-450-125_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Защита рук
Защита органов дыхания
Шлифовальная шкурка
Машина орбитально-шлифовальная 450Вт, 125 мм, Velcro, 5000-13000 об/мин, эксцентр.
ход, ЗУБР ЗОШМ-450-125
Главная
Ручной и электроинструмент
Электроинструмент
Болгарки, УШМ, Ленточные шлифовальные машины
Машина орбитально-шлифовальная 450Вт, 125 мм, Velcro, 5000-13000 об/мин, эксцентр. ход, ЗУБР ЗОШМ-450-125
Код: 17425
Проверить наличие
Код: 17425
Нет на складе
за штуку
Нет в наличии
Нет на складе
за штуку
Бесплатная доставка
до 30 кг от 3 000 Р
Накопительная скидка
Возврат 120 дней
Доставка за 4 часа
Удобное расположение
Самовывоз 30 мин.
ОПИСАНИЕ
Орбитально-шлифовальная машина ЗУБР ЗОШМ-450-125 предназначена для очистки поверхностей от лака, краски, ржавчины и прочих загрязнений, а также полировки и шлифовки поверхностей. Модель оснащена системой крепления шлифлистов Velcro, что обеспечивает простую и быструю замену оснастки. Количество оборотов регулируется с помощью колесика сверху на корпусе. Обладая мощностью 450 Вт и регулируемым диапазоном оборотов до 13 об/мин, шлифмашина быстро обработает материалы с различным типом покрытия. Амплитуда колебаний инструмента составляет всего 2 мм, а это значит, что результатом его работы станет идеально гладкая поверхность, по которой приятно провести рукой.
Удобный пылесборник и возможность подключения пылесоса избавят вас от нудной уборки и позволят проводить работы в помещении, например, отполировать полы или дверные проемы. При этом масса инструмента составляет чуть больше 2 кг, что делает работу с ним очень удобной и неутомительной.
Характеристики
Вид
орбитальная
Мощность
450 Вт
Комплектация
бумага шлифовальная, переходник для пылесоса, руководство по эксплуатации, машина шлифовальная, мешок для сбора пыли
Источник питания
сеть 220 В
Максимальные обороты
13000 об/мин
Габариты в упаковке
32x13x19,5 см
Максимальный диаметр диска
125 мм
Регулировка оборотов
есть
Плавный пуск
нет
Возможность подключения к пылесосу
есть
Максимальная частота колебаний платформы
26000 кол/мин
Размер абразивной бумаги
D125 мм
Размер хода платформы
2 мм
Крепление шлифлистов
Velcro
Функции и возможности
возможность подключения пылесоса, предустановка числа оборотов
Гарантия
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Поддержание постоянных оборотов под нагрузкой
нет
Диаметр адаптера под пылесос, мм
32
Производитель
ЗУБР
Вес
2.10 кг
Отзывы
Кол-во отзывов: 0
Написать отзыв
Написать отзыв
Машина орбитально-шлифовальная 450Вт, 125 мм, Velcro, 5000-13000 об/мин, эксцентр. ход, ЗУБР ЗОШМ-450-125
Оцените товар
Спасибо! Ваш отзыв отправлен на модерацию.
Пока нет отзывов, вы можете быть первым!
Орбитально-шлифовальная машина ЗУБР ЗОШМ-450-125 предназначена для очистки поверхностей от лака, краски, ржавчины и прочих загрязнений, а также полировки и шлифовки поверхностей. Модель оснащена системой крепления шлифлистов Velcro, что обеспечивает простую и быструю замену оснастки. Количество оборотов регулируется с помощью колесика сверху на корпусе. Обладая мощностью 450 Вт и регулируемым диапазоном оборотов до 13 об/мин, шлифмашина быстро обработает материалы с различным типом покрытия. Амплитуда колебаний инструмента составляет всего 2 мм, а это значит, что результатом его работы станет идеально гладкая поверхность, по которой приятно провести рукой.
Удобный пылесборник и возможность подключения пылесоса избавят вас от нудной уборки и позволят проводить работы в помещении, например, отполировать полы или дверные проемы. При этом масса инструмента составляет чуть больше 2 кг, что делает работу с ним очень удобной и неутомительной.
Вид
орбитальная
Мощность
450 Вт
Комплектация
бумага шлифовальная, переходник для пылесоса, руководство по эксплуатации, машина шлифовальная, мешок для сбора пыли
Источник питания
сеть 220 В
Максимальные обороты
13000 об/мин
Габариты в упаковке
32x13x19,5 см
Максимальный диаметр диска
125 мм
Регулировка оборотов
есть
Плавный пуск
нет
Возможность подключения к пылесосу
есть
Максимальная частота колебаний платформы
26000 кол/мин
Размер абразивной бумаги
D125 мм
Размер хода платформы
2 мм
Крепление шлифлистов
Velcro
Функции и возможности
возможность подключения пылесоса, предустановка числа оборотов
Гарантия
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Поддержание постоянных оборотов под нагрузкой
нет
Диаметр адаптера под пылесос, мм
32
Производитель
ЗУБР
Вес
2.10 кг
Видео отсутствуют
Кол-во отзывов: 0
Написать отзыв
Написать отзыв
Машина орбитально-шлифовальная 450Вт, 125 мм, Velcro, 5000-13000 об/мин, эксцентр. ход, ЗУБР ЗОШМ-450-125
Оцените товар
Спасибо! Ваш отзыв отправлен на модерацию.
Пока нет отзывов, вы можете быть первым!
С этим товаром покупают
Код: 286
Отрезной круг ЗУБР «МУЛЬТИРЕЗ» для УШМ, 125х22,2мм
шт.
В КОРЗИНУ
— +
Код: 17086
Тарелка опорная ЗУБР на липучке 125мм для УШМ
шт.
В КОРЗИНУ
— +
Код: 533
Перчатки х/б с защитой от скольжения
шт.
В КОРЗИНУ
— +
Код: 520
Очки STAYER защитные открытого типа с боковой вентиляцией
шт.
В КОРЗИНУ
— +
Код: 949
Щетка коническая абразивная 125 мм резьба М14 для УШМ стальная проволока 0,5 мм STAYER
шт.
В КОРЗИНУ
— +
SSR Motorsports Bison 400U
SSR Motorsports Бизон 400U
Дом > Сторона х Сторона / UTV >
400cc >
Бизон 400У
СТОРОНА X СТОРОНА / UTV
БИЗОН 400U
Рекомендуемая производителем розничная цена✝ 8 499,00 долларов США
+ ПЛАТА ПО НАЗНАЧЕНИЮ $725 + ДОПЛАТА ЗА МОРСКОЙ ПЕРЕВОЗКУ ✝
> ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
> 360 ОБЗОР
> ПРИНАДЛЕЖНОСТИ
> Найти дилера
> Скачать каталог
ЦВЕТА
ОСОБЕННОСТИ
СВЕТОДИОДНЫЕ ФАРЫ И ЗАДНИЕ ФОНАРИ
ВЕТРОВОЕ СТЕКЛО
4WD С ЗАДНИМ БЛОКИРУЕМЫМ ДИФФЕРЕНЦИАЛОМ
ВСПОМОГАТЕЛЬНАЯ МАШИНА
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
*
ДВИГАТЕЛЬ
Тип двигателя
Одноцилиндровый, 4-тактный, с водяным охлаждением
Смещение
390,8 см3
Степень сжатия
10 : 1
Номинальная мощность
22,8 л. с. при 6500 об/мин
Номинальный крутящий момент
22,1 фунт-фут при 5000 об/мин
Подача топлива
ЭФИ
Система привода
Полный привод; Задний блокируемый дифференциал
Трансмиссия
Автомат с вариатором (L-H-N-R-P)
ШАССИ
Передняя подвеска
Макферсон Струт
Задняя подвеска
Двойной А-образный рычаг
Передний тормоз
Двойной диск
Задний тормоз
Диск
Переднее колесо/шина
Алюминий / AT25x8 — 12
Заднее колесо/шина
Алюминий / AT25x10 — 12
Рама
Сталь
РАЗМЕРЫ
Колесная база
71,6 дюйма
Дорожный просвет
10,2 дюйма
Топливный бак
4,80 галлона
Вес
1135,4 фунтов
Грузовая платформа
36,6 х 50 х 11,8 дюйма
Вместимость кровати
440 фунтов
Тяговое усилие
1000 фунтов
Д х Ш х В
103,3 x 58,3 x 76,4 дюйма
ДРУГОЕ
Цвета
Красный, синий, зеленый
Гарантия
12-месячная ограниченная гарантия ( узнать больше )
* Все цифры основаны на последней информации и могут быть изменены без предварительного уведомления и обязательств.
360 ВРАЩЕНИЕ ВИД
НАЖМИТЕ / ПРИКОСНИТЕСЬ К ТРАНСПОРТНОМУ СРЕДСТВУ И ПЕРЕТАЩИТЕ, ЧТОБЫ ПОВЕРНУТЬ
вернуться к началу
О ССР Автоспорт | Стать дилером | Найти дилера | Карта сайта | Устаревшие модели | Выпуск новостей | Условия эксплуатации | Связаться с нами | Карьера | Гарантия
Copyright 2002-2023 SSR Motorsports Все права защищены
✝
Рекомендуемая производителем розничная цена не включает плату за пункт назначения, надбавку за морской фрахт, установку, налоги, право собственности, лицензию или любые другие дилерские сборы. Доплата за морской фрахт зависит от модели и составляет от 45 до 150 долларов. Технические характеристики и цены могут быть изменены.
Автоспорт ССР
Рейтинг лучших эксцентриковых шлифовальных машин 2020 года
Строительные и отделочные работы не обходятся без шлифовальной машины, которая является незаменимым инструментом. Обрабатывать поверхности приходится часто и быстро, шлифуя и полируя их, и тут такой инструмент выручает. Среди устройств популярна болгарка эксцентрикового типа. У него есть другое название – орбитальный. Здесь вы найдете рейтинг эксцентриковых шлифовальных машин по состоянию на 2020 год. Здесь собраны модели, проверенные опытом и доказавшие свою надежность.
Содержание
1 Что такое эксцентриковая шлифовальная машина?
2 Как выбрать орбитальную (эксцентриковую) шлифовальную машину
3 Рейтинг лучших моделей
3. 1 Макита BO5031
3.2 Макита BO5030
3.3 Интерскол ЭШМ -125/270Э
3,4 Де ВАЛЬТ DWE 6423
3,5 Зубр ЗОШМ — 450-125
3,6 Бош РЕХ 300 AE
3,7 Метабо SXE 3150
3,8 Риоби РОС300
3,9 Верт EES 125DE
3.10 Блэк энд Декер KA198
3.11 Мирка Серос 650CV
Что такое эксцентриковая шлифовальная машина?
Эксцентриковые шлифовальные машины — новинка в области инструментов. Они имеют случайный круговой путь. В 1976 году немецкая компания Festool представила устройство, в котором удалось добиться одновременно вращательного и возвратно-поступательного движения. Спустя 6 лет компания выпустила промышленную модель измельчителя. 9№ 0008
Эксцентриковая шлифовальная машина (орбитальная) выполняет чистовую обработку поверхности по качеству как циркулярная шлифовальная машина. Но его производительность сравнима с устройствами с возвратно-поступательным движением. Движение круга устройства происходит в случайном порядке, траектории не повторяются. Такое конструктивное решение исключает постоянную шлифовку одних и тех же мест и появление на них царапин.
Английское название этого типа устройств «Random Orbit Sander» — орбитальная шлифовальная машина, перемещающаяся по произвольной траектории.
Как выбрать эксцентриковую (эксцентриковую) шлифовальную машину
Каждый эксцентриковый инструмент (эксцентриковая шлифовальная машина) изготавливается в соответствии с конкретными условиями. Он имеет определенный набор технических характеристик и рассчитан на определенный цикл работы и нагрузки. Для правильного подбора болгарки необходимо учитывать факторы:
С какой скоростью происходит вращение и амплитуда движения. При очистке и грубой шлифовке используют скорость 10 тысяч оборотов в минуту, амплитуда движения большая. Это приводит к увеличению производительности, но снижению качества помола. Более сложная шлифовка требует скорости от 2 до 4 тысяч оборотов в минуту. Амплитуда движений должна быть меньше. Если вам нужно универсальное приспособление, вы можете приобрести и использовать болгарку эксцентрикового типа, у которой регулируется скорость, а амплитуда движения достигает 2-3 мм.
Какую производительность дает устройство. На этот фактор влияет размер рабочей поверхности и выбранный вариант. Большая рабочая поверхность и высокие обороты дают хорошую производительность. Эксцентриковая шлифовальная машина начального уровня использует круги диаметром 12,5 см. Профессиональные устройства поставляются с кругами диаметром 15 см.
Время цикла и производственная нагрузка. Чтобы шлифовальный станок работал долго и эксплуатировался в течение смены и долгих месяцев, для его изготовления тщательно производится подбор деталей и материалов. В этом разница между любительскими инструментами и профессиональными шлифовальными машинами. Профессиональный инструмент с такими же техническими характеристиками может стоить намного дороже.
В каких условиях будет использоваться инструмент. Для работы в местах с повышенной влажностью, сильной запыленностью, высоким уровнем пожароопасности инструмент эксцентрикового типа выбирают тщательно. Для этого существуют шлифовальные станки с повышенным уровнем защиты. Эксплуатационные данные указаны в паспорте изделия. В таких условиях можно использовать пневматическую шлифовальную машину эксцентрикового типа, не имеющую электрики. Его можно использовать для любых условий эксплуатации.
Рейтинг лучших моделей
В данном разделе представлены самые достойные эксцентрико-шлифовальные станки начального уровня в ценовом диапазоне от 6 до 8 тысяч рублей. Основными источниками информации являются отзывы клиентов, которые они оставляют на форумах или различных сайтах и частично выбираются из различных рейтинговых категорий. В обзоре нет пневматических болгарок, так как для работы с таким инструментом требуется компрессор с соответствующими свойствами.
Макита BO5031
Makita BO5031 — современный орбитальный аппарат, предназначенный для бытовых нужд. На внутреннем рынке известный японский бренд популярен тем, что собирается в Америке, а не в Китайской Республике. Привод BO5031 имеет рабочую поверхность 125 мм и мощность 300 Вт. Оснащен 8 отверстиями для удаления пыли.
Инструмент оснащен скоростной регулировкой движения двигателя с интервалом 4-12 об/мин и частотой 8-24 тыс./мин, размахом 2,8 мм. Эксцентриковая шлифовальная машина практически бесшумна, надежна, дополнена резиновыми накладками, которые расположены на кнопке переключения передач и самом корпусе.
Makita BO5031
Преимущества:
скоростная регулировка хода двигателя;
практически бесшумный;
надежный;
в комплекте с резиновыми накладками.
Недостатки:
некачественный пылесборник;
укороченный провод;
быстрый износ наносимой поверхности, для замены нужно потратить около 1000 руб.
Макита BO5030
Следующая болгарка Makita BO5030 в разобранном виде — это та же BO5031, только с отсутствием системы легкого пуска и электрического регулятора вращения. Остальные характеристики инструментов полностью совпадают. Техника используется как вспомогательное приспособление и для проведения столярной чистки. Разница в цене в интернет-магазинах между первой и второй единицей составляет от 600 до 900 рублей.
Производитель предлагает ознакомиться с инструкцией (подходит для всех разновидностей), где указан план соответствующих режимов и видов обработки. Согласно предоставленному графику процесс шлифования происходит при 10-12 тысячах оборотов в минуту, а полирование при 4-6 тысячах. Эксцентриковая машина поставляется в двух вариантах: упакованная в коробку или в кейс. Во втором варианте есть письмо-заметка.
Makita BO5030
Преимущества:
скоростная регулировка хода двигателя;
бесшумный;
надежный;
дополнен накладками.
Недостатки:
нет системы легкого пуска и электрорегулятора вращения.
Интерскол ЭШМ -125/270Э
Известный отечественный бренд производит шлифовальные станки, они производятся в Китае. Производители собирают автомобили, относящиеся к классу бытовых устройств, реализуемых по доступной цене от 2600 до 3000 рублей. Машина отличается наличием дополнительного мощного механизма мощностью 270 Вт, с типичным размером поверхности 125 мм.
Характеризуется оснащением электросистемы переключателем, имеющим 5 положений для скоростного увеличения и уменьшения единичных вызовов с интервалами регулирования 5 — 12 тыс., а частота колебаний составит 10 — 24 тыс./мин. .с ходом подошвы 2, 2 мм. Подавляющее большинство отзывов об этом устройстве исключительно хорошие, особенно пользователи отмечают износостойкость подошвы.
Интерскол ЭШМ -125/270Э
Преимущества:
наличие дополнительного мощного механизма;
бесшумный;
надежный;
дополнен накладками.
Недостатки:
непродуманное размещение кнопки выключателя;
большая вибрация при включении на максимальных оборотах;
укороченный провод;
Износостойкость подошвы
.
Де ВАЛЬТ ДВЕ 6423
Представленная модель произведена на мексиканском предприятии, где собираются агрегаты известной иностранной фирмы De WALT. Шлифовальное устройство оснащено мощным двигателем мощностью 280 Вт, имеет быстродействующий электрорегулятор с разбросом 8 – 12 тысяч оборотов в минуту. Платформа диаметром 125 мм и амплитудой хода 2,4 мм. Отмечается наличие регулятора количества вращений и возможность автоблокировки кнопки включения.
Пользователи оставляют только хорошие отзывы, дружно отмечая положительные характеристики и невысокую цену болгарки (чуть более 5000 рублей).
De WALT DWE 6423
Преимущества:
низкая цена измельчителя;
полное отсутствие вибрации;
отличный пылеуловитель;
удлиненный кабель;
высококачественных компонентов, используемых при сборке машины.
Недостатки:
нет упаковочной коробки.
Зубр ЗОШМ — 450-125
Планетарный инструмент Зубр отличается невысокой и доступной стоимостью, начиная с 2700 — 2800 руб. Оснащен мощным двигателем 450 Вт, система управления электронная с высокой скоростью вращения. Рабочая поверхность размером 125 мм, число оборотов в минуту 5-13 тысяч с амплитудой движения 2 мм. Необычной особенностью комплектации «Зубр» является система, способная удалять отложения пыли.
На низкую цену не стоит обращать внимание, так как покупатели выделяют исключительно хорошие стороны рассматриваемого устройства.
Зубр ЗОШМ — 450-125
Преимущества:
электронная система с высокой скоростью вращения;
система, способная удалять отложения пыли.
Недостатки:
непродуманное крепление пылесборника.
нет специальных накладок для предотвращения сильной вибрации устройства; некачественный скотч, удерживающий отрегулированную часть подошвы, в результате чего при сильном вращении во многих случаях сбивает полировальные круги.
Bosch PEX 300 AE
Производство находится в Германии, но концерны расположены по всей Европе. Сфера применения этого измельчителя очень широка. Позволяет обрабатывать металлы, дерево, шпаклевать и лакокрасочные покрытия. Максимальная мощность достигает 275 Вт. Диаметр затрагиваемой при работе поверхности 130 мм. Амплитуда вибрации составляет около 4 мм, но это значение может немного отличаться.
В интернете цена начинается от 5000 и заканчивается 5500 руб. При этом покупатель получает товар в чехле и в полной комплектации. Отзывы потребителей разнятся. В основном проблема с «тарелкой». По словам владельцев, «тарелка» быстро изнашивается и приходит в негодность.
Bosch PEX 300 AE
Преимущества:
широкий спектр применения;
прост в использовании;
средний ценник.
Недостатки:
Быстро изнашивается «тарелка»;
многие ругают пылесборник этой модели, а именно его некачественную сборку.
Метабо SXE 3150
За сравнительно небольшую цену покупатель получает устройство мощностью 310 Вт и платформу диаметром 147 мм. Амплитуда подошвы не самая высокая, а именно 3 мм, но этого будет достаточно для работы на твердой ровной поверхности.
Если говорить о прочности Metabo SXE 3150, то стоит отметить, что производители не стали экономить и сделали корпус из алюминиевого литья. В среднем цена этой модели составляет 7700 рублей. Это цена без футляра. Для комфортной работы в комплекте предусмотрен сетевой кабель, длина которого составляет 4,5 м. В интернете очень сложно найти негативные отзывы об этой кофемолке. Единственная упомянутая проблема — это износ подошвы. Покупатели отмечают, что за эту цену лучше обратить внимание на другую модель.
Metabo SXE 3150
Преимущества:
прочный алюминиевый корпус;
прилагаемый кабель питания;
средний ценник.
Недостатки:
Быстро изнашивается «тарелка».
Риоби РОС300
Сам производитель позиционирует свой автомобиль как профессиональный. Конструкция очень прочная. При изготовлении корпуса использовались лучшие сорта пластика. Стандартная мощность — 300 Вт. А вот амплитуда хода действительно маленькая — 2,3 мм. Присутствует электронная система регулирования скорости с диапазоном от 7 до 13 об/мин.
Главным преимуществом Ryobi ROS300 является безмешковый пылесборник. Большинство потребителей хвалят эту модель, упоминая основные отличительные качества, а именно прочность и систему пылеудаления.
Ryobi ROS300
Преимущества:
прочный корпус;
электронная система управления скоростью вращения;
средний ценник.
Недостатки:
неудачное расположение рычага управления регулятором скорости.
Верт EES 125DE
Среди всех конкурентов у этой болгарки хорошие технические характеристики и невероятно низкая цена: от 1500 до 2000 рублей. Мощность электропривода 355 Вт, диаметр платформы 130 мм. Худший показатель – амплитуда хода – 2 мм. Поэтому эту модель следует использовать только на ровной поверхности и не заниматься серьезными задачами. Отзывов в интернете об этой модели очень мало, так как машина достаточно «молодая». Многие отмечают, что за эту цену Wert EES 125DE имеет отличные характеристики и производительность.
Wert EES 125DE
Преимущества:
хорошие технические характеристики
низкая цена.
Недостатки:
малая амплитуда хода;
непонятная конструкция пылесборника.
Блэк энд Декер KA198
Black & Decker KA198 — легкая и простая модель. Цена недорогая, не превышает 2500 рублей. В отличие от своих конкурентов он имеет небольшую мощность (260 Вт.), но широкую амплитуду колебаний — 3,1 мм. Диаметр подошвы стандартный – 125 мм. Есть возможность регулировать скорость вращения до 13000 об/мин. Практически все пользователи отмечают простоту использования. Эта модель отлично подходит для небольших задач. А вот с деревом возникают проблемы, так как нехватка мощности дает о себе знать.
Многие эксцентриковые шлифовальные машины имеют возможность принудительно вращать платформу. Но эта функция используется редко, потому что резко снижается количество оборотов. Многие любители этой функции останавливаются на модели Makita BO6040.
Black & Decker KA198
Преимущества:
легкая и простая модель;
возможность принудительного поворота платформы.
Недостатки:
малая мощность.
Мирка Серос 650CV
Mirka CEROS 650CV — идеальная модель для легких задач. Весит он меньше килограмма, но показатели мощности для таких габаритов удивляют – 360 Вт. Частота вращения достигает 11000 об/мин. Доступна функция регулировки, которая повышает качество проделанной работы.
Датчик BLTouch для 3D принтера: все, что вам нужно знать
Автоматическая калибровка стола — довольно распространенная функция в настольных FDM 3D принтерах. Однако в большинстве 3D принтеров с автоматической калибровкой стола используется бесконтактный индуктивный датчик, который прост в установке, эксплуатации и настройке. Эти индуктивные датчики хорошо работают в связке металлическими столами 3D принтеров, но столы из других распространенных материалов, таких как стекло, практически невидимы для индуктивных датчиков.
Возможно, именно из-за этого недостатка индуктивных датчиков, у многих на слуху датчики BLTouch: если вам нужно использовать неметаллическое основание слота 3D принтера, но при этом необходима автоматическая калибровка, эти датчики — отличный вариант. Еще один плюс этих датчиков — его высокая точность. Исходные показания BLTouch имеют одно из самых низких стандартных отклонений среди всех типов датчиков для автоматизации калибровки стола 3D принтера.
В этой статье мы рассмотрим датчик BLTouch, его достоинства и как его использовать для 3D принтера (к слову, существует множество клонов датчиков BLTouch, но оригинальная конструкция принадлежит компании Antclabs из Южной Кореи).
Что такое датчик BLTouch?
Согласно данным от Antclabs, оригинальному производителю датчика, «BLTouch — это датчик для автоматической калибровки стола 3D принтеров, который может точно измерять угол наклона поверхности стола». Этот датчик работает на любом типе поверхности, будь то металл, стекло, дерево и другие.
Сам датчик уровня наклона стола 3D принтера имеет довольно сложную конструкцию. Он состоит из микроконтроллера, соленоидного переключателя и наконечника, который непосредственно соприкасается со столом. В оригинальном BLTouch для обеспечения высокой точности используется датчик Холла, и этот датчик в сочетании с физическим наконечником позволяет использовать его со многими типами столов.
В некотором смысле этот датчик эквивалентен микровыключателю, установленному на сервоприводе. Когда инструментальная головка опускается, чтобы «вернуть» сопло по оси Z, стол толкает наконечник немного вверх, срабатывает датчик Холла, после чего головка инструмента поднимается.
BLTouch — один из самых точных и надежных датчиков, поэтому неудивительно, что некоторые производители, такие как MakerGear и CraftBot, используют это устройство на своих высокопроизводительных 3D принтерах.
Теперь, когда мы точно знаем, с чем имеем дело, давайте сравним BLTouch с двумя другими типами датчиков.
Разные типы датчиков для автоматической калибровки стола 3D принтера
Индукционный датчик
Ключевое различие между индуктивным датчиком и BLTouch заключается в том, что датчик BLTouch физически касается стола в процессе калибровки. Индуктивный датчик использует токи, индуцированные магнитными полями, для обнаружения металлических предметов поблизости, благодаря чему непосредственного физического прикосновения к столу не происходит.
Но в этом и заключается проблема: индукционные датчики работают только с металлическими столами, поскольку срабатывают только при контакте с металлом. Так что если вы используете стекло, то такой тип датчиков вам не подойдет.
Микросвич (механический концевой выключатель)
Не стоит также сбрасывать со счетов старомодный физический микровыключатель. По сравнению с BLTouch этот датчик менее точен и, возможно, менее надежен в долгосрочной перспективе, поскольку измерение зависит от физических деталей, которые могут со временем изнашиваться.
Однако эти механические переключатели дадут фору другим вариантам, если вопрос касается стоимости и простоты настройки. Поскольку механические переключатели являются очень простыми в реализации, легко настраиваются и дешево стоят, они нашли довольно широкое применение.
Альтернативы
Pinda Probe
Pina Probe — это датчик, разработанный Prusa Research, который представляет собой индукционный сенсор с термистором для учета изменений температуры слоя. Зонд Pinda специально разработан для линейки 3D принтеров Prusa, на которых установлены специальные точки маркеры для калибровки на столе, которые помогают с выравниванием и коррекцией перекоса.
Считается, что это очень точный датчик для 3D принтеров, и, хотя цифр в интернете особенно нет, отзывы кажутся положительными. Так что стоит учесть, что это хороший вариант, если на вашем 3D принтере стол из металла.
Ezabl Pro
Ezabl Pro — это емкостной датчик, изготовленный. Он поставляется с соединительной платой, в которой используется оптический изолятор, чтобы предотвратить повреждение материнской платы высоким напряжением в случае ошибок подключения.
Что касается точности, то он может выполнять измерения с точностью до одной тысячной миллиметра, а это то, что нужно 3D принтерам. Ezabl Pro также имеет полезные функции, такие как двойное экранирование, которое предотвращает любые помехи от других сигналов.
Основным недостатком Ezabl Pro стоит отметиь стоимость, которая составляет около 65 долларов. Но зато этот датчик может работать со стеклянными столами.
Пъезо датчики
Пьезоэлектрический датчик использует пьезоэлектрический эффект для улавливания изменений силы, давления или деформации и преобразования этих изменений в электрический импульс. Компания Precision Piezo из Великобритании — одна из немногих компаний, производящих пьезоэлектрические датчики для 3D принтеров. Они имеют точность, близкую к 7 микронам, что довольно точно для 3D принтера.
Преимущество пьезоэлектрического датчика заключается в том, что в качестве чувствительного элемента можно использовать сопло, не требуя установки дополнительных компонентов. Кроме того, пьезоэлектрический датчик можно разместить на печатающей головке или под платформой для измерения давления. Что касается цены, то она находится в том же диапазоне, что и BLTouch.
Основы настройки датчика BLTouch
Прежде чем приступить к модификации 3D принтера для BLTouch, вам необходимо проработать следующие моменты.
Монтаж датчика
Датчик BLTouch необходимо установить как можно ближе к печатающей головке. Вы можете найти множество конструкций, доступных для загрузки в интернете. Если вы хотите разработать конструкцию для монтажа самостоятельно, обязательно прочтите документацию BLTouch, чтобы учесть габаритные размеры датчика.
Некоторые пользователи сталкиваются с проблемой, когда сопло врезается в стол с одной стороны и идеально печатает с другой. Причина этого в том, что BLTouch установлен под углом по отношению к соплу. Поэтому при проектировании и установке оборудования убедитесь, что BLTouch установлен идеально под прямым углом и совмещен с соплом.
После установки датчика обязательно запишите расстояние между датчиком BLTouch и центром сопла как по оси X, так и по оси Y.
Конфигурация прошивки 3D принтера
Для запуска BLTouch, необходимо будет изменить прошивку 3D принтера в нескольких местах.
Мы использовали версию прошивки Marlin 1.1.9, которая была обновлена в марте 2020 года. Войдите в файл marlin.ino и перейдите на вкладку configuration.h.
Первый шаг — активировать датчик BLTouch, объявив его. Удалите две косые черты, чтобы раскомментировать оператор define:
#define BLTOUCH
Следующим шагом является установка смещения BLTouch с использованием расстояний X и Y, которые вы должны были измерить при установке датчика. Смещение по оси Z может показаться более сложной процедурой, так как датчик BLTouch выступает ниже сопла при непосредственных измерениях. Вам нужно будет найти расстояние между датчиком и концом сопла, когда датчик полностью выдвинут.
Кроме того, поскольку датчик опускается ниже сопла, смещение должно быть отрицательным. Мы рекомендуем установить его примерно на -2,5 для безопасных первых запусков, а затем отрегулировать. Вам нужно изменить значения следующих строк, чтобы они соответствовали вашим числам:
#define X_PROBE_OFFSET_FROM_EXTRUDER 30 // Смещение по оси X: -влево + вправо [сопла]
#define Y_PROBE_OFFSET_FROM_EXTRUDER 20 // Смещение по Y: -перед + сзади
#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.5 // Смещение Z: -ниже + выше
После того, как вы закончите со смещением, вам нужно будет выбрать тип выравнивания стола. Вы можете выбрать один из пяти различных методов компенсации, ниже мы приведем пример с использованием билинейного метода, поскольку с него легко начать.
Чтобы выбрать подходящий вариант, раскомментируйте его, убрав косую черту. Обратите внимание, что только один вариант можно оставить без комментариев. Ваш код должен выглядеть примерно так:
Вы также можете установить количество точек сетки, на основании которых вы будете проводить калибровку. По умолчанию установлено 9 точек, которые формируют сетку 3 на 3 по осям X и Y. Количество точек можно увеличить для получения более точных результатов, но имейте в виду, что время зондирования также будет также пропорционально увеличиваться.
После настройки прошивки вам нужно будет проверить, работает ли BLTouch должным образом, выполнив базовый тест. Как только он будет завершен, вы можете приступить к настройке смещения Z. Есть отличное видео от 3DMakerNoob, которое шаг за шагом проведет вас через весь процесс.
Настройка слайсера
Обязательно добавьте команду G29 в свой G-код сразу после команды G28.
Возможные проблемы
Обнаружение проблем
Создатели оригинального BlTouch в Antclabs упомянули, что оригинальные датчики поставляются с QR-кодом, встроенным в печатную плату на задней стороне. Также известно, что другие китайские производители, называемые TL Touch и 3D Touch, производят продукцию более низкого качества, что приводит к ухудшению качества. При покупке в интернете обязательно приобретайте у одного из авторизованных реселлеров, которые опубликованы на сайте Antclabs.
Известные проблемы BLTouch датчика
В последней версии BLTouch V3 были проблемы с принтерами Creality, на которых он не работал должным образом. Разработчики прошивки Marlin тесно сотрудничали с Antclabs и определили, что в прошивку необходимо внести определенные изменения.
Отличное обучающее видео по исправлению этой проблемы было подготовлено компанией Teaching Tech. После внесения изменений многие пользователи, наконец, решили проблему.
Недостатки BLTouch
Хотя BLTouch является чрезвычайно точным датчиком уровня, у него также есть несколько недостатков.
При использовании BLTouch важно, чтобы на поверхности кровати не было мусора. Механический датчик определяет поверхность стола и любое повреждение или мусор на поверхности приведет к неточным показаниям.
Также известно, что BLTouch страдает от помех от токов в проводах нагревателя хот энда. Эти помехи приводят к неправильным показаниям BLTouch. В прошивке Marlin есть специальная строка кода, которая поможет вам выключить обогреватели, пока срабатывает датчик. Чтобы активировать его, найдите и раскомментируйте следующее:
#define PROBING_HEATERS_OFF
(Есть решение) Автоматическое выравнивание стола (ABL) с датчиком (BLTouch, индуктивный, емкостный), как это работает?
Проблемы/вопросы, поднятые по поводу автоматического выравнивания стола с использованием, например, датчика BLTouch в этом стеке, требуют более подробного описания функций автоматического выравнивания в целом, цель этих ответов-описать, как это работает.
Определение «выравнивания стола»
Давайте начнем с того, что такие системы датчиков сами по себе никогда не выровняют ваш стол, это неправильное представление, которое легко понять из используемых терминов (таких как Автоматическое выравнивание стола, ABL). Использование таких датчиков физически не изменит «уровень» вашего стола.1) Кроме того, процесс выравнивания рабочей поверхности/нагреваемого стола обычно известен как трамбовка.
Трамбовка-это процесс настройки поверхности сборки таким образом, чтобы она была параллельна осям X и Y 3D-принтера.
Но, когда вам нужна такая функциональность? Что делать, если поверхность стола не полностью плоская/квадратная? Протаранивание такой поверхности затруднено, и эта поверхность не будет перпендикулярна плоскости X-Y сопла… Причина, по которой стол не идеально ровный, может быть вызвана производственным процессом, обработкой (во время транспортировки, падением инструментов на поверхность и т.д.), Способом установки стола и температурными напряжениями при неравномерном нагреве.
Основы
Многие принтеры используют конечные точки для определения происхождения принтера, они не являются необходимыми для принтера, но очень полезны для оператора. Конечные точки позволяют установить ссылку с известной позиции на источник принтера. На самом деле сложные датчики выравнивания представляют собой не что иное, как простой Z-концевой упор, за исключением того, что датчик установлен на печатающей головке и позволяет сканировать стол в большем количестве положений, чем концевой выключатель, установленный на оси Z рамы.
Чтобы иметь возможность печатать последовательно, вы должны обеспечить стол, который правильно прорезинен (для улучшения адгезии/предотвращения прилипания предметов к монтажной пластине). Но если по какой-либо причине поверхность содержит дефекты, обычной обработки поверхности сборки с использованием только Z-образного упора и выравнивающих винтов может оказаться недостаточно.
Что делает это так называемое «выравнивание»?
Использование функций ABL из встроенного ПО позволит использовать датчик для сканирования поверхности рабочей поверхности/нагреваемого стола для создания цифрового представления топологии поверхности. Эта сканируемая поверхность включает в себя несовершенства поверхности (это зависит от возможности обработки точек измерения в процессе сканирования, чем больше точек зондирования, тем лучше может быть отображена геометрия). Например, просто сканирование 3 точек приведет только к наклонной плоскости (например, Ultimaker), но при сканировании нескольких точек в процессе в стиле сетки поверхность может быть отображена на сложную поверхность, описывающую форму. Таким образом, если поверхность не является полностью плоской/квадратной, отсканированная поверхность предоставляет цифровую копию формы пластины сборки.
Как наносится сканируемая поверхность?
Обратите внимание, что это сканирование поверхности, как правило, выполняется на расстоянии от фактического сопла (за исключением систем датчиков давления, в которых сопло используется в качестве зонда), на изображениях ниже это показано для датчика BLTouch и индуктивного/емкостного датчика. Для индуктивного датчика это расстояние обнаружения металла (за вычетом расстояния до сопла), для BLTouch это основано на точке срабатывания выдвижного зонда, см. Этот ответ (на рисунке ниже приведена терминология). Оператору принтера необходимо определить, на каком расстоянии был отсканирован этот стол. Это обычно известно как определение Z-смещения. Смещение Z можно установить с помощью терминала или с помощью дисплея. Настройка этого Z-смещения подробно описана в разделе «Задание Z-смещения в прошивке Marlin».
Как только форма стола будет записана (команда G29с кодом G) и сохранена, а правильное расстояние (смещение по оси Z) задано с помощью M851 Zx.xx (или через дисплей), использование формы необходимо активировать в начальном разделе G-кода файла G-кода печати.
Теперь насадка будет соответствовать форме стола, чтобы улучшить сцепление стола, по умолчанию эта компенсация настроена на размазывание в 10 мм, но может быть отключена или изменена на любое другое значение с помощью M420 Zxx. Сопло будет выводиться в плоскости X-Y без компенсации после расстояния компенсации. Если вы не будете правильно топтать стол, нижняя часть этого объекта печати, таким образом, не будет квадратной по высоте! См. Вопрос «Приводит ли автоматическое выравнивание к срезанным отпечаткам?».
1)Обратите внимание, что фактическое выравнивание стола возможно в некоторых вариантах встроенного ПО, но это возможно только в том случае, если для перемещения стола/насадки используются более индивидуальные регулируемые Z-ступицы!
Датчик уровня воды, преобразователь уровня жидкости
Он использует импортные высокоточные компоненты, чувствительные к диффузионному кремнию, корпус из нержавеющей стали с цельносварной конструкцией уплотнения, высокую точность измерения и надежность. Это отличное решение для контроля уровня внутри и вне помещений. Ниже указана цена датчика уровня воды.
Модель: RS-PM200
МОК: 1 ПК
Дата доставки: в течение 24 часов
Цена: $47,8~$83,45
Описание датчика уровня воды
Принцип работы датчика уровня основан на зависимости между статическим давлением жидкости и уровнем жидкости (P=ρgH), а статическое давление преобразуется в электрический сигнал для измерения уровня жидкости, который является важным применением датчика давления.
Передний защитный колпачок входного преобразователя уровня жидкости серии
PM200 может защитить диафрагму датчика, а также обеспечить гладкий контакт жидкости с диафрагмой. Водонепроницаемое соединение провода и оболочки, вентилятор в кабеле и внешнем мире, внутренняя конструкция с защитой от конденсации. Встроенная схема обработки микросигналов может быть удаленной передачей. Хорошая стабильность и надежность. Это промышленный датчик уровня воды.
Определение
Применение
Датчик уровня воды может широко использоваться на водоочистных сооружениях, очистных сооружениях, городском водоснабжении, высотном бассейне, скважине, геотермальной скважине, шахте, промышленном бассейне, нефтяном бассейне, гидрогеологии, водохранилище, реке, океане, и другие поля.
Особенности датчика уровня воды
1. Защита от обратной полярности и защита от мгновенного перенапряжения по току соответствуют требованиям защиты от электромагнитных помех. 2. автоматическая компенсация температуры, автоматическая коррекция температуры. 3. использовать качественный воздухопроводящий кабель, который можно пропитывать водой круглый год. 4. способность к перегрузке и защите от помех, экономическая и практическая стабильность. 5. Основной алгоритм автоматической коррекции может эффективно предотвращать числовые колебания, вызванные колебаниями поверхности воды. 6. Наклонное направляющее отверстие для жидкости может эффективно предотвратить попадание примесей ила, а также предотвратить удар.
Параметры
Спецификация сигнальной линии : 2-проводная/3-проводная Дрейф нуля : ±0,02% полной шкалы/°C Сдвиг температурной чувствительности : ±0,1% полной шкалы Частотная характеристика (-3 дБ) : 3,2 кГц Температурная компенсация : -20~+85°C Температура среды : -10~+85°C Перегрузка 3 Давление 3 200 % полной шкалы Диапазон испытаний (м) : 0,5 1 2,5 5 10 20 50 100 200 300 400 500 600
Дополнительная информация о датчике уровня воды
Что такое датчик уровня воды?
Датчик уровня жидкости (датчик уровня воды) — датчик давления для измерения уровня жидкости. и преобразуйте измеренное давление в выходной электрический сигнал.
Как работает датчик уровня воды?
Принцип измерения статического давления: когда датчик уровня жидкости помещается на определенную глубину тестируемой жидкости, формула давления датчика относительно уровня жидкости выглядит следующим образом: Ρ=ρ.g.H Формула Po: Давление на P: преобразователь относительно уровня жидкости ρ: измеренная плотность жидкости g: локальное ускорение силы тяжести Атмосферное давление на Po: поверхность Глубина H: преобразователь в жидкости Тем временем давление жидкости вводится в камеру избыточного давления датчик через газопровод из нержавеющей стали, а атмосферное давление Po на уровне жидкости соединено с камерой отрицательного давления датчика для противодействия Po, на задней части датчика Давление, измеренное датчиком, равно ρ.g.H. Глубина уровня жидкости может быть получена путем измерения давления P.
Какие бывают датчики уровня воды?
Он разделен на две категории: один контактного типа, включая однофланцевый датчик уровня жидкости с перепадом давления, поплавковый датчик уровня жидкости, магнитный датчик уровня жидкости, входной датчик уровня жидкости, электрический внутренний поплавковый датчик уровня жидкости, электрический поплавковый датчик уровня жидкости датчик, электронный датчик уровня воды, магнитострикционный датчик уровня жидкости, сервоприводной датчик уровня жидкости и т. д. Вторая категория является бесконтактной и делится на ультразвуковой датчик уровня жидкости, радарный датчик уровня жидкости и т. д.
Где скачать инструкцию по датчику уровня воды?
Пожалуйста, свяжитесь с нами для получения руководства.
Другие датчики
Другие блоги
Определение и типы систем предупреждения о наводнениях
Длительные дожди и таяние снега привели к повышению уровня воды и затоплению городских дорог, что привело к наводнениям. Частые и экстремальные наводнения неизбежны и угрожают безопасности населения.
Лучшие инструменты и программное обеспечение для мониторинга окружающей среды серверной комнаты
С развитием информационных технологий количество компьютерных систем и коммуникационного оборудования увеличивается день ото дня. В наступившем году центральный
Лучшие детекторы протечки воды, датчики протечки воды
Сталкивались ли вы или ваш друг с прорванной водопроводной трубой, скоплением воды на кухне или в ванной? Вода является наиболее распространенной причиной свойства
8 лучших промышленных детекторов утечек газа 2021 года
Зачем нужен газоанализатор? В процессе промышленного производства часто происходит утечка легковоспламеняющихся, токсичных и вредных газов, что может привести к серьезным последствиям.
Что такое Интернет вещей? 16 лучших датчиков и приложений IoT
Что такое Интернет вещей? IoT — это «Интернет вещей». Это расширенная и расширенная сеть, основанная на Интернете. Он сочетает в себе различные датчики информации
Умное сельское хозяйство: Интернет вещей в сельском хозяйстве
Что такое умное сельское хозяйство? Умное сельское хозяйство — это применение технологии Интернета вещей в традиционном сельском хозяйстве с использованием датчиков и программного обеспечения для управления сельскохозяйственным производством
Датчик уровня воды | Что, Как, Где, Преимущества, Типы
Содержание Что такое датчик уровня воды? Датчик уровня воды – это устройство, измеряющее уровень жидкости в стационарной емкости
Что такое датчик уровня воды?
Электронный измеритель уровня воды — это новый тип датчика измерения уровня воды, который состоит из печатной платы, общего электрода,
Какие бывают типы промышленных датчиков?
Промышленные датчики имеют много типов, вот пять основных типов: Датчик температуры: относится к датчику, который может измерять температуру и преобразовывать ее в
7 основных типов методов измерения уровня – чем они отличаются?
7 основных типов методов измерения уровня – чем они отличаются?
Датчики уровня жидкости используются уже несколько десятилетий на таких рынках, как продукты питания и напитки, промышленность, медицина и бытовые товары, полиграфия, сельское хозяйство, автомобили и бытовая техника для обнаружения утечек или измерения уровня. Мы часто удивляемся, почему клиенты выбирают одну технологию, а не другую. другой, и это общий вопрос, который нам задают. Некоторые производители оборудования также могут быть удивлены как разнообразием, так и интеллектуальностью альтернативных датчиков уровня, доступных на рынке.
Процессы, для которых раньше требовалось дорогостоящее оборудование, теперь могут выполняться с использованием творческих, инновационных и интеллектуальных технологий, которые могут быть экономичными, надежными, надежными, высокоточными и простыми в установке. Жидкости, которые исторически были чрезвычайно сложными для обнаружения, такие как мыло, содержащее пузырьки/пену, молоко и липкие вещества, такие как клей и чернила, теперь оказались возможными и более легкими для обнаружения с помощью различных доступных технологий измерения уровня.
Но есть ли необходимость в такой технологии или в каком-либо датчике уровня — вопрос, который могут задать многие люди. Тем не менее, учитывая конкурентный характер отрасли и постоянное стремление к повышению качества, снижению затрат, неэффективности и расточительному менталитету, ни одна компания не хочет рисковать, предлагая решения, которые не работают так хорошо, как могли бы быть.
Оптический
Вибрационный или камертонный
Ультразвуковой
Поплавковый
Емкость
Радар
Проводимость или сопротивление
Ознакомьтесь с нашим полным ассортиментом решений для измерения уровня
1. Оптические сигнализаторы уровня
Преимущества количество жидкостей
Минусы – Инвазивность, поскольку датчику требуется контакт с жидкостью, питание, некоторые густые вещества могут вызвать образование налета на призме.
Приложения – приложения для измерения уровня в резервуарах и обнаружения утечек
Существует ряд технических терминов, используемых для описания этого типа технологии измерения уровня. Оптическая призма, электрооптическая, одноточечная оптическая, оптический переключатель уровня… список можно продолжить. Для этой цели мы будем использовать термин «оптический переключатель уровня». Переключатель работает очень просто. Внутри корпуса датчика находится светодиод и фототранзистор. Когда наконечник датчика находится в воздухе, инфракрасный свет внутри наконечника датчика отражается обратно к детектору. Находясь в жидкости, инфракрасная жидкость преломляется от наконечника датчика, в результате чего меньше энергии достигает детектора. Будучи полупроводниковыми устройствами, эти компактные переключатели идеально подходят для широкого круга приложений измерения уровня, особенно когда важна надежность. Оптические датчики уровня жидкости подходят для обнаружения высокого, низкого или среднего уровня практически в любом резервуаре, большом или маленьком. Они также подходят для обнаружения утечек, предотвращая дорогостоящий ущерб. Отраженный свет, например, в небольшом отражающем резервуаре, зеркальных резервуарах, пузырьках, молоке или жидкости для покрытия, часто может вызывать проблемы с задержкой показаний.
Плюсы – Твердотельный, может быть неинвазивным, компактным, точным
Минусы – Может потребоваться калибровка, может использоваться только для определенных жидкостей водоподготовка, энергетика и пивоваренная промышленность.
Емкостные датчики уровня работают так, что технологические жидкости имеют диэлектрическую проницаемость, значительно отличающуюся от воздуха. Они измеряют изменение емкости между двумя пластинами, вызванное изменением уровня. Доступны две версии: одна для жидкостей с высокой диэлектрической проницаемостью и одна с низкой диэлектрической проницаемостью.
Емкостные датчики уровня работают с целым рядом твердых, жидких и смешанных материалов. Они также доступны в контактной и бесконтактной конфигурациях, что означает, что некоторые из них могут быть прикреплены снаружи контейнера/резервуара. При выборе устройства важно знать, что не каждый датчик емкости работает с каждым типом материала или резервуара. Кроме того, датчик необходимо откалибровать на конкретный материал, чтобы избежать различных диэлектрических постоянных и различий в конструкции резервуара. Поскольку этот тип технологии основан на контакте, на надежность этих датчиков может сильно влиять жидкость, прилипающая к зонду.
Плюсы – Отсутствие движущихся частей, компактность, надежность, не зависит от свойств среды
Минусы – дороговизна, агрессивность, на производительность могут влиять различные элементы окружающей среды
Применение – Бесконтактное применение с вязкие и сыпучие вещества. Используется в системах, требующих удаленного контроля
Ультразвуковые датчики измеряют уровни путем расчета продолжительности и силы высокочастотных звуковых волн, которые отражаются от поверхности жидкости и возвращаются к датчику – время зависит от расстояния между датчиками и жидкость. Время, в течение которого датчик реагирует, зависит от различных элементов атмосферы над средой, таких как турбулентность, пена, температура и т. д. Вот почему монтажное положение этих устройств имеет решающее значение.
Плюсы – очень точный, не требует калибровки, несколько вариантов вывода
Минусы – дороговизна, может зависеть от окружающей среды, ограниченный диапазон обнаружения
Применение – Влажные, парообразные и пыльные среды. Они также используются в системах с разной температурой
В принципе, радар работает аналогично ультразвуку, но импульсы распространяются со скоростью света и снова; надежность и воспроизводимость могут быть затронуты, но на этот раз из-за диэлектрической проницаемости жидкости. Однако радар может предоставить очень точную информацию об уровне, а также компенсировать стационарные конструкции внутри контейнера. Недостатком может быть то, что первоначальная стоимость датчика относительно высока, но некоторые производители делают эту технологию более доступной для более широкого рынка. Эти датчики являются одними из немногих технологий, которые хорошо работают с пеной и липкими веществами.
Наши растворы для определения уровня
Просмотреть полный диапазон исключительных решений для чувствительности к уровню от SST Sensing
Просмотр полный диапазон здесь
5. Вибрирующий или настройка Fork
Pros — Compact, экономически эффективность
9002 . Минусы – инвазивные, количество применений ограничено
Применение – контроль уровня жидкостей, порошков и мелкозернистых твердых частиц в горнодобывающей, химической и пищевой промышленности.
Технология вибрационного датчика идеально подходит для контроля уровня твердых и жидких веществ, включая липкие материалы и пену, а также порошкообразные и мелкозернистые твердые вещества. Однако типы приложений, которые могут использовать камертоны, ограничены приложениями типа переполнения или работы всухую, и они не обеспечивают непрерывное измерение процесса. Однако может использоваться в сочетании с системами непрерывного контроля уровня, выступая в качестве сигнальных точек при переполнении и утечках.
Плюсы – Отсутствие движущихся частей, простота использования, низкая стоимость
Минусы – Инвазивные, жидкости должны быть проводящими, эрозия зонда
Применение – Измерение уровня котловой воды, мониторинг реагентов, высококоррозионные жидкости
Кондуктивные датчики используются для определения предельного уровня проводящих жидкостей, таких как воды и сильно агрессивных жидкостей. Проще говоря, два металлических щупа разной длины (один длинный, другой короткий) вставляются в резервуар. Длинный щуп передает низкое напряжение, второй, более короткий щуп обрезан, так что наконечник находится в точке переключения. Когда зонды находятся в жидкости, ток протекает через оба зонда, активируя переключатель. Одним из преимуществ этих устройств является то, что они безопасны из-за низкого напряжения и тока. Они также просты в использовании и установке, но необходимо проводить регулярные проверки обслуживания, чтобы убедиться, что на зонде нет отложений, иначе он не будет работать должным образом.
7. Поплавковый выключатель
Плюсы : Без питания, прямая индикация, относительно недорогой, различные выходы
Минусы : Инвазивность, движущиеся части, большие размеры, перед поплавком должно присутствовать большое количество жидкости идет на контакт.
Применения : Применения на уровне резервуаров, где используются вода, масло, гидравлические жидкости и химикаты.
Поплавковые выключатели являются одной из наиболее экономичных, но также и хорошо зарекомендовавших себя технологий измерения уровня воды. Поплавковый переключатель включает в себя магнит внутри поплавка и магнитный геркон, заключенный в безопасный корпус. Поплавок перемещается вместе с изменением жидкости и вызывает открытие или закрытие геркона в зависимости от того, находится ли он в воздухе или в жидкости.
/ Строительные ограждения / Защитно-улавливающие системы для безопасности на стройплощадках / Защитно улавливающая система T
Фильтр
Фильтр
Ширина безопасной зоны
Вес несущей конструкции
до 32 кг
Расстояние между кронштейнами
до 6 м
Количество занимаемых этажей
Возможность установки на вертикальную поверхность
Применить
Сбросить
Защитно улавливающая система T 500м. п.
Периметр здания 500м.п.
1 272 596 ₽
Защитно улавливающая система T 378м.п.
Периметр здания 378м.п.
956 710 ₽
Защитно улавливающая система T 300м.п.
Периметр здания 300м.п.
757 416 ₽
Защитно улавливающая система T 270м.п.
Периметр здания 270м.п.
684 546 ₽
Защитно улавливающая система T 250м.п.
Периметр здания 250м.п.
636 688 ₽
Защитно улавливающая система T 200м. п.
Периметр здания 200м.п.
515 180 ₽
Защитно улавливающая система T 150м.п.
Периметр здания 150м.п.
379 098 ₽
Защитно улавливающая система T 100м.п.
Периметр здания 100м.п.
269 050 ₽
Защитно улавливающая система T предназначена для обеспечения безопасной работы на высоте. Предотвращает падение с высоты людей, строительных материалов, мусора, инструментов и т.д.
Защитно улавливающая система T одна из самых надежных и безопасных систем.
Особенностью конструкции является применение изогнутого кронштейна, что исключает получение травм при падение человека на защитно улавливающую сетку.
Несущая часть системы состоит из двух опор и кронштейна, длина которого варьируется исходя из расстояния между перекрытиями. Устанавливается преимущественно на горизонтальные поверхности. Возможна установка на вертикальные поверхности при использовании специальных опор.
Технические параметры системы Т
Ширина безопасной зоны
3,5 м
Вес несущей конструкции
до 32 кг
Расстояние между кронштейнами (максимальный шаг установки)
до 6 м
Количество занимаемых этажей
2 шт
Размеры используемой сетки
3,5х6м; 3,5×12м
Возможность установки на вертикальную поверхность (при использовании специальных опор)
Да
Поставляется в комплекте, как с Российской, так и с Европейской сеткой. В комплектации с европейской сеткой стандарта EN 1263-1, имеет большой запас прочности.
Что такое защитно улавливающая система Т.
Современная защитно улавливающая система Т позволяет обезопасить рабочих. На любом строительном участке, самое важное для руководства, это жизнь и здоровье строителей и всех кто причастен к процессу. Для этого используется защитно улавливающая система, которая предотвращает падение строителей с высоких частей объекта. А также предохраняет людей, которые находятся под сеткой, от падения строительного мусора и различных конструкций. Благодаря использованию данных систем можно полностью обезопасить всех работников.
Для чего нужна защитно улавливающая система Т.
Место строительства всегда представляет собой определенную потенциальную опасность. Это связано с использованием оборудования и работами на высоте. Немалая опасность существует и для рабочих, которые работают на земле. Так как с высоты могут упасть строительные элементы или просто строительный мусор. Именно поэтому на строительных объектах применяется такая система защиты, как защитно улавливающая система Т, которая обеспечивает полную безопасность всех работников.
Особенности защитно улавливающей системы Т.
Надежность.
В случае падения сотрудника, который работает над сеткой, он не погибнет и не травмируется. Согласно современным требованиям нормативных документов, относительно строительства города Москвы, использование таких сеток в столице является обязательным. Также безопасность обеспечивается и для сотрудников, работающих под сеткой. В таком случае защитно улавливающая система полностью препятствует падению объектов и строительного мусора сверху.
Защита работников, работающих на высоте.
В случае падения сотрудника, который работает над сеткой, он не погибнет и не травмируется. Согласно современным требованиям нормативных документов, относительно строительства города Москвы, использование таких сеток в столице является обязательным. Также безопасность обеспечивается и для сотрудников, работающих под сеткой. В таком случае защитно улавливающая система полностью препятствует падению объектов и строительного мусора сверху.
Безопасность использования защитно улавливающей системы Т.
Вся система Т крепится на специальных кронштейнах. Особенность же архитектуры защитно улавливающей системы Т исключает возможность падения работника на кронштейны. Поэтому обеспечивается полная безопасность человека в случае падения на сетку.
Строительная площадка всегда считается местом повышенной опасности. Но современные технологии способствуют максимальному обеспечению людей на объекте. Именно для этого и применяется защитно улавливающая система Т, которая многофункциональна и надежна. Она обеспечивает безопасность людей, как над сеткой, так и под ней.
Использование таких систем является обязательным, по нормативным документам города Москвы. Важно помнить, что нет ничего важнее, чем безопасность людей во время процесса строительства.
Защитно улавливающие системы безопасности на стройплощадках
Сравнить
защитные системы
Сравнить
и быстро подобрать защитно-улавливающие системы
Доставка
Подробнее
1
БЕСПЛАТНАЯ
доставка по Москве
и области
2
ДОСТАВКА
по России
и за рубеж
3
САМОВЫВОЗ
МО, г. Химки
/ Строительные ограждения / Защитно-улавливающие системы для безопасности на стройплощадках
Защитные системы создают требуемый уровень безопасности в зоне проведения строительных работ. Если потенциально опасный объект располагается в центре города, меры защиты просчитываются особенно тщательно. Всегда существует риск травматизации от обрушения элементов фасада, падения строительного мусора и случайного обрыва людей с высоты. ЗУС всегда ставятся по контуру здания, которое планируется строить или реконструировать.
Сравнить и быстро подобрать защитные системы.
Сравнить и подобрать ЗУС
Система Т
Система V
Система S
Система U
Комплектующие ЗУС
Улавливающие экраны
Защитно-улавливающие решетки (ЗУР)
Бесплатная Доставка по Москве и области. Доставка по России и за рубеж — транспортной компанией. Самовывоз.
Подробнее
Виды улавливающих систем, применяемых на объектах
Компания «Мергуд Групп» изготавливает следующие изделия:
Защитно-улавливающие системы (ЗУС класса Т, V, S), предназначенные для улавливания мелких предметов массой и людей до 110 кг с незначительной высоты. ЗУС выполнены из мягкой, но прочной полимерной сетки.
Защитно-улавливающие решетки (ЗУР, класс U), козырьки, навесы, которые используются длительно. Они улавливают тяжелый строительный мусор. В основе ЗУР – сварные металлические решетки, покрытые влагостойкой фанерой.
Улавливающие экраны, защищающие от падения льда, сосулек и снега с крыш. Принимающий нагрузку элемент – сварная металлосетка.
Фасадные полимерные сетки, которыми закрывают объект, сообщая окружающим о его аварийности, повышенном уровне опасности.
ЗУС, чаще применимые на практике
Многие компании выполняют установку защитных улавливающих систем класса «Т». Они представляют собой сетки, горизонтально расположенные по периметру здания. ЗУС способны улавливать предметы, людей массой до ста килограмм. Сетка «Т» мобильна и легко устанавливается на более высокие этажи, открывая доступ для крановых работ. Очередной монтаж сеток завершается проверкой конструкций на надежность.
Другие типы ЗУС
Вертикальные сетки класса «V» не размещают в зоне работ крана, так как они не предназначены для переноса. Данные защитно-улавливающие системы создают более мягкое «приземление» падающего объекта и обеспечивают вылет от здания на расстояние 5 м максимум.
Защитные системы класса «S» используются в качестве страховочных элементов при сооружении рабочими кровли. Они выдерживают вес людей при выполнении ими строительных работ в потолочной зоне.
Наклонные сетки класса «U» применяется для улавливания строительного мусора, оборудования, опалубки массой до 50 кг. Эти улавливающие системы устанавливаются поконтуру здания.
Специалисты компании «Мергуд Групп» установят сетки на вашем объекте всего за 1 смену.
ЗУР и сетки для фасадов
Защитные улавливающие решетки отличаются простотой эксплуатации и надежностью. Они исправно служат до 10 лет. Если работы по реставрации или строительству приостанавливаются, решетки не снимаются. Их оставляют на месте до возобновления процесса.
Фасадные сетки могут монтироваться на леса (самими рабочими) и здание. Их установку на самом объекте лучше доверять профессиональным альпинистам. Они грамотно выполнят монтажные работы и обеспечат длительную эксплуатацию сеток. Специалисты «Мергуд Групп» окажут вам колоссальную помощь, взяв на себя все монтажные работы.
Феромоны и системы ловушек | Насекомые Лимитед
Технология удаленного мониторинга феромонов
Остановите заражение до того, как оно начнется, с помощью SightTrap, феромонной ловушки с камерой.
Узнать больше
Наука
В Insects Limited мы практикуем науку, чтобы овладеть искусством борьбы с вредителями посредством наших обширных исследований продуктов.
Ресурсы вредителей
Education
Наши образовательные программы мирового класса рассказывают о самых последних и передовых исследованиях в области биологии вредителей, феромонов и систем улавливания, представленных исследователями и полевыми экспертами со всего мира.
Узнайте о предстоящих событиях
Продукты-вредители
Insects Limited производит и продает феромонные приманки и ловушки для насекомых-вредителей сухих пищевых продуктов, текстиля, зерна, ковров, таксидермии и табака.
ПОСЕТИТЬ МАГАЗИН
Начните с насекомых.
Insects Limited, Inc. — компания по производству феромонов насекомых , основанная на науке, образовании и инновациях здесь, чтобы решить вашу проблему с вредителями.
Мы вносим свой вклад в индустрию борьбы с вредителями , предоставляя передовую информацию о безопасности пищевых продуктов и борьбе с вредителями и эффективные продукты с феромонами. Мы активно ищем способы создания новых продуктов, которые позволяют клиентам экономить время и деньги в их программе мониторинга насекомых , предоставляя им данные и информацию для принятия правильных решений после раннего обнаружения.
магазин ПЕСТ ПРОДУКТЫ
Качественные феромоны и системы отлова
Insects Limited производит и продает феромонные приманки и ловушки для насекомых-вредителей сухих пищевых продуктов, текстиля, зерна, ковров, таксидермии и табака.
Просмотрите продукты от вредителей
Присоединяйтесь к нашему информированному сообществу
Получайте ежемесячный информационный бюллетень от Insects Limited, обновления событий и информацию о продуктах.
Кого мы обслуживаем
Профессионалы по безопасности пищевых продуктов
Вы несете ответственность за обеспечение качества, поскольку оно означает разницу между выигранным и упущенным объемом продаж. Защитите свой бренд и предотвратите потерю продукции с помощью новейших технологий борьбы с вредителями, точных, эффективных и нетоксичных продуктов с феромонами, а также команды экспертов по борьбе с вредителями.
УЗНАТЬ БОЛЬШЕ
Домашнее и жилое использование
Защита вашей семьи и домашних животных с помощью нетоксичных и безопасных растворов для борьбы с вредителями не подлежит обсуждению. Если в ваших свитерах есть дырки, ваши шерстяные вещи поедают вредители или если в вашу кладовую завелась надоедливая моль, Insects Limited может помочь вам найти наиболее точное решение.
Узнать больше
Учреждения культурного наследия
Вам поручено сохранение объектов культурного наследия , те уникальные в своем роде предметы. Узнайте о вредителях, которые питаются материалами, находящимися под вашим присмотром. Обладая более чем 30-летним опытом, энтомологи Insects Limited предоставляют надежные рекомендации, чтобы помочь предотвратить проблему вредителей до того, как она начнется.
Узнать больше
Специалисты по борьбе с вредителями
Ваша цель — предоставлять своим клиентам высококачественные услуги с результатами. Insects Limited предоставляет специалистам по борьбе с вредителями точную идентификацию насекомых, научное экспертное руководство от наших сертифицированных энтомологов и средства от вредителей, доказавшие свою эффективность в соответствии со стандартом , которые сэкономят вам время и деньги.
Узнать больше
Наши основные ценности
В целом, наша цель стремиться к качественному обслуживанию , предоставлять абсолютные лучшие феромоны продукты доступны по всему миру, , чтобы быть уважаемой организацией мирового класса, и поддерживать прибыльность, объединяя науку, образование и инновации.
Познакомьтесь с нашей командой
Лидеры в технологии борьбы с вредителями
Остановите заражение до того, как оно начнется, с помощью SightTrap, феромонной ловушки с камерой. Получите преимущество.
НАБЛЮДАЙТЕ ЛОВУШКУ В ДЕЙСТВИИ
Узнайте о своем вредителе
Просмотрите наш последний информационный бюллетень о борьбе с вредителями , статьи о новых технологиях борьбы с вредителями и найдите ресурсы для решения вашей проблемы с вредителями.
ПОСМОТРЕТЬ БЛОГ
Определите вредителя . Ознакомьтесь с нашими подробными информационными листками, включая поведение вредителей, жизненный цикл и правильные решения по борьбе с вредителями.
ОПРЕДЕЛИТЕ ВАШЕГО ВРЕДИТЕЛЯ
Получить образование от вредителей. Наши видеоролики предлагают обучение, чтобы искоренить проблемы с вредителями и остановить их до того, как они начнутся.
СМОТРЕТЬ ВИДЕО
Качественные феромоны и системы ловушек
Решения для защиты пищевых продуктов от вредителей
Решения для домашних вредителей
Решения для музейных вредителей
Предстоящие события
Присоединяйтесь к нашему информированному сообществу
Образование является одним из наших основных компонентов. Присоединяйтесь к нашему информированному сообществу, чтобы быть в курсе всех предстоящих событий и вебинаров.
ПОСМОТРЕТЬ КАЛЕНДАРЬ СОБЫТИЙ
«Будущее борьбы с вредителями — без использования токсичных химикатов».
— Доктор Джон Осмун, Университет Пердью
Компания Insects Limited готова помочь.
ПОСМОТРЕТЬ СТАТЬИ, ОПУБЛИКОВАННЫЕ КОМПАНИЕЙ INSECTS LIMITED
Страница не найдена — Охрана окружающей среды и безопасность
Особенности оптоволоконных станков лазерной резки DARDI
Классический портальный дизайн.
Станина сварена из высокопрочной из конструкционной стали, с отжигом для устранения внутреннего напряжения. Грубая механическая обработка, вибрационное старение, полуобработка, эффективность вибрации и тонкая обработка для уменьшения деформации станка, для обеспечения его точности и гарантии того, что точность станка останется неизменной в течение длительного времени.
Балка отлита из высокопрочного алюминиевого сплава. Механическая обработка после обработки раствором и искусственным старением обеспечивает жесткость и прочность всей детали.
Независимые трубопроводы для вспомогательного газа азота и кислорода, которые можно переключать с помощью ЧПУ автоматически, нет необходимости ручного переключения. Дополнительный обратный клапан обеспечивает безопасное использование пропорционального клапана.
Разгрузочная тележка выдвижного типа в нижней части станины для легкого удаления мелких деталей или отходов во время резки.
Автоматическая система смазки позволяет устанавливать автоматический цикл смазки и продолжительность каждой смазки по мере необходимости, что обеспечивает эффективную смазку всех движущихся частей станка.
Конфигурация
Наименование
Фирма-изготовитель
Двигатели
Yaskawa (Япония)
Направляющие
HIWIN (Тайвань)
Шестерня и рейка
YYC (Тайвань)
Режущая головка
Raytools (Китай)
Лазер
IPG/RAYCUS (Китай)
Чиллер
HANLI (Китай)
Контроллер и ПО
CYPCUT (Китай)
Пропорциональный клапан
SMC (Япония)
Видео работы станка лазерной резки
youtube.com/embed/TZvL3Rt5aco»>
Лазер. Оптические параметры
IPG 1000W
RAYCOUS 1000W
Режим работы
Непрерывный / Модулируемый
Непрерывный
Длина волны
1070 нм
1080 нм
Номинальная мощность
1000 Вт
1000 Вт
Макс. частота модуляции
5 кГц
5 кГц
Режим лазера
Одиночный режим
Одиночный режим
Устойчивость выходной мощности
±2%
<3%
Рабочее напряжение
АС 400-480В, 3 фазы, 50/60Hz
АС 380В, 3 фазы, 50/60Hz
Оптоволоконный лазерный станок с ЧПУ имеет ряд преимуществ по сравнению с альтернативными технологиями резки: малая тепловая деформация, высокая точность резки, высокое качество кромки, низкий уровень шума, отсутствие загрязнений, легкая автоматизация и пр. Самым важным преимуществом является низкая себестоимость резки.
Обладая источником мощностью 1000 Вт позволяет резать различные металлы: используется для профессиональной резки всех видов тонколистовых металлов, хорошо подходит для 0,5-10 мм низкоуглеродистой стали и 0,5-5 мм нержавеющей стали, также может применяться для резки листов из алюминиевых сплавов, оцинкованных сталей, железа, титановых сплавов, меди, латуни, листов, покрытых цинком или алюминием и прочее.
Максимальная толщина резки
Мягкая сталь (O2)
10 мм
Нержавеющая сталь (N2/ O2)
5 мм
Алюминий (N2/ O2)
4 мм
Режущая головка
Режущая головка Swiss Raytools AG BT240 использует последние немецкие разработки, высокую эффективность резки, высокое качество поперечного сечения разреза и обладает следующими особенностями:
Полностью герметичная конструкция лазерной головки позволяет предотвратить попадание пыли в оптическую часть.
Защитная линза устанавливается на ящик для легкой замены.
Программное обеспечение Cypcut
Система управления Cypcut производства Shanghai BaiChu (BC) electronic technology co., LTD.. широко используется в станках лазерной резки для резки металлов и неметаллов.
Основные функции:
Поддержка форматов AI, DXF, PLT, Gerber и т.д., возможность конвертации в международный формат G-код.
Автоматическая оптимизация, включающая удаление повторяющихся линий, слияния линий, отдельных случайных точек и другой мелкой графики, сортировка и т.д. Автоматическая автоматизация может быть настроена. Любая из вышеперечисленных функций может быть выполнена вручную.
Общая функция редактирования и набора текста, включая масштабирование, поворот, выравнивание, комбинацию, слияние и т. д.
Поддержка разделения кривой, слияния, сглаживания кривой, слияния деталей, разрыва и т. д.
Поддержка перфорации, постепенной перфорации, предварительной перфорации, поддержка процесса резки с отдельной настройкой мощности лазера, частоты, типа лазера, типа газа, давления воздуха.
Функция библиотеки материалов, которая позволяет сохранить все параметры процесса, чтобы можно было использовать снова для такого же материала.
Поддержка остановки и паузы процесса резки в любой точки с последующим продолжением процесса.
Поддержка беспроводного пульта управления, системы дистанционного управления Ethernet.
Оптоволоконный лазерный станок: цена, условия поставки
Цена станка оптоволоконной лазерной резки металла DARDI — по запросу.
Гарантия на станок — 1 год. Гарантия не распространяется на расходные материалы и быстроизнашивающиеся части.
Услуги по шеф-монтажу и пусконаладке предоставляются БЕСПЛАТНО.
Купить оптоволоконный лазерный станок в компании ООО «КИТ-КОМПЛЕКТ» — означает:
Приобрести проверенное высококачественное оборудование
Получить сервисную поддержку на время гарантийного периода и после его окончания
Получить своевременную консультационную помощь, связанную с вопросами работы и обслуживания оборудования
Бесплатные услуги по монтажу, пусконаладке и обучению персонала.
Приобрести оборудование с гарантией стабильной работы на протяжении многих лет при полной загрузке станка.
Лазерный станок СО2 TAURUS 1616 Select 130W
Проверьте станок в деле
Записывайтесь на демонстрацию в нашем демо-зале
Записаться на демо
Лазерный станок СО2 TAURUS 1616. Полностью спроектирован нашими инженерами, опыт работы которых в сфере ЧПУ-систем составляет более 10 лет.
Мы осуществляем полный цикл производства и сборки каждого станка, поэтому можем полностью отвечать за качество!
Станок обладает уникальным размером рабочего поля 1600х1600 мм при сохранении удобного закрытого корпуса. Реализовать такую конструкцию мы смогли только с помощью применения специальных лазерных трубок, луч которых имеет малую расходимость на дистанции.
Станок оснащен сквозным отсеком, через который можно подавать длинномерные заготовки, без необходимости их предварительно раскраивать под размер рабочего поля. Кроме того, наличие сквозного отсека позволяет превратить станок в конвейер по обработке ткани – достаточно установить опциональные держатели для размотки рулонных материалов, при помощи которых протягивать ткань через сквозной отсек.
Несмотря на большой размер рабочего поля, станок можно расположить даже в помещении, доступ к которому осуществляется через узкий дверной проем – например, шириной всего 700 мм. Все дело в продуманной конструкции лазерного станка TAURUS. Нижняя часть станка – цельная сварная рама из листов стали толщиной 2мм. Верхнюю часть станка, т.е. отсек с крышкой рабочей зоны и отсек расположения лазерной трубки, можно снять, и, таким образом, перевернув станок на бок, занести через дверь стандартного размера.
Лазерные станки TAURUS серии Select обладают более богатой комплектацией в отличие от серии Opti.
«В лазерные станки TAURUS нами внедрены такие конструктивные решения, которые позволяют нашим станкам быть лучшим выбором для тех, кто ищет быстрый, точный и надежный лазерный станок СО2 для бесперебойного производства изделий»
Шаульский Роман
Директор компании
Преимущества станков Taurus:
1
Гибридные серводвигатели. Позволяют развивать скорость недостижимую для простых шаговых двигателей.
2
Высокоточные модули перемещения вместо обычных рельсовых направляющих.
3
Корпус из стали толщиной 2 мм со специальными ребрами жесткости.
4
Блок розжига лазерной трубки серии Z продлевает ресурс излучателя.
5
Панель управления на русском языке с отдельными включателями для вытяжки, компрессора и пр.
6
Устойчивые к растяжению полиуретановые ремни.
Уникальные конструктивные решения:
Двухсекционная крышка рабочей зоны. Удобство в работе – для смены заготовки достаточно откинуть одну секцию крышки
Дополнительный выход вытяжки сверху. Эффективное дымоудаление во время гравировки
Установка ламелей по трем точкам враспор. Рабочий стол не вибрирует на высоких скоростях.
Двигатель и редуктор оси Y убраны из рабочей зоны. Повышенная надежность – продукты горения не осаждаются на этих элементах.
Большой сквозной отсек. Позволяет работать с материалом, размер которого превышает рабочее поле.
Уплотнительная лента по периметру отсеков. Предотвращает попадание дыма из станка в помещение.
Станок для резки М-1600: Лазерная технология
главная » Лазерные системы » Обзор лазерных систем » M-1600print
Технические характеристики раскройного станка М-1600:
Рабочая зона (Ш x Д): Размеры (Ш x Д x В):
Макс. ширина материала: Зазор между материалами: Мощность лазера: Источник лазера: Скорость: Ускорение:
1330 мм x 1630 мм (52,3″ x 64,1″) 2730 мм x 2410 мм x 1600 мм (107,4″ x 94,8″ x 62,9″) 1642 мм (64,6″) 15–55 мм (без материальной поддержки) 60–650 Вт CO 2 1414 мм/с (с шагом 1 мм) макс. 14,1 м/с² (555 дюймов/с²)
Машина для резки M-1600 также доступна с системой челночного стола, которая удваивает вашу производительность.
Какие варианты мы предлагаем?
Модульная конструкция позволяет настраивать системы eurolaser в соответствии с любыми требованиями. Мы анализируем ваши требования и настраиваем лазерную систему индивидуально для вас. Использование лазерных станков eurolaser позволяет обрабатывать широкий спектр материалов, таких как резка пластика, пены, текстиля, клеевой пленки, дерева, акрила, композитных материалов и многого другого.
Мы рады провести испытание на резку в нашем Центре приложений с использованием вашего индивидуального материала. Впоследствии вы получите подробный отчет об испытаниях, чтобы определить, как ваш материал был разрезан и выгравирован на наших лазерных станках.
Автоматизированные процессы для вашего лазерного станка
Более высокая производительность, более экономичная работа — экономия времени и денег
Система челночных столов
Это позволяет загружать и разгружать обрабатывающий стол во время лазерной обработки и обеспечивает повышение эффективности до 75% при использовании лазерной системы.
более
Дистанционное управление
Разделение рабочей зоны, управляемое программным обеспечением, позволяет управлять лазерной системой с разных сторон. Это позволяет продолжать производство на противоположной стороне при удалении и повторной загрузке материала.
более
Дополнительное оборудование
Индивидуальные опции упрощают выполнение повседневных задач и расширяют ваши возможности
POSITIONplus — система оптического распознавания
Автоматическое обнаружение камеры позволяет вырезать печатные материалы точно по напечатанному контуру. Даже допуски копирования в печатном формате могут быть компенсированы программным управлением.
более
3 в 1 — Механическая обработка
Механические головки инструментов могут быть установлены параллельно лазеру, что дает возможность использовать такие инструменты, как фрезы или ножи. Ценное расширение возможностей обработки всего за одну системную технологию.
более
PICTUREplus — Блок растровой гравировки
Это дополнительное оборудование позволяет обрабатывать файлы изображений и создавать как 2D-изображения, так и 3D-рельефы. Гравировка возможна с разрешением до 1200 dpi и 256 оттенками серого.
более
Возможна обработка Dieboard
Резка с неизменно высокой точностью от 1 pt до 6 pt. Сосредоточьтесь на резке с помощью процесса вырезания коробкой. В то же время меньше материала испаряется, что означает меньше выбросов и, следовательно, более экономичные системы экстракции и фильтрации.
более
Вытяжные и фильтрующие блоки
Всасывающие устройства подбираются в соответствии с вашим применением и концепцией стола вашей лазерной системы. Это гарантирует полное удаление выбросов выше и ниже материала.
более
Охлаждающие устройства
Высококачественные энергоэффективные охлаждающие устройства оснащены электронными регуляторами температуры и системами контроля, поэтому они всегда контролируют идеальные условия для источников лазерного луча, чтобы гарантировать постоянную производительность.
более
Подписаться на рассылку новостей
Адрес электронной почты:
Язык бюллетеня: английский немецкий
Я прочитал и принимаю политику конфиденциальности.
Станок для лазерной резки M-1200: резак CO₂
главная » Лазерные системы » Обзор лазерных систем » M-1200print
Технические характеристики станка лазерной резки М-1200:
Рабочая зона (Ш x Д): Размеры (Ш x Д x В):
Макс. Ширина материала: Зазор между материалами: Мощность лазера: Источник лазера: Скорость: Ускорение:
1330 мм x 1230 мм (52,3″ x 48,4″) x 79,1″ x 62,9″) 1642 мм (64,6″) 15–55 мм (без материальной поддержки) 60–450 Вт CO 2 1–1414 мм/с (с шагом 1 мм) макс. 14,1 м/с² (555 дюймов/с²)
Станок для лазерной резки M-1200 также доступен с системой челночного стола для удвоения производительности, а также доступен с конвейерной системой для обработки текстиля.
Какие варианты мы предлагаем?
Модульная конструкция позволяет настраивать системы eurolaser в соответствии с любыми требованиями. Мы анализируем ваши требования и настраиваем лазерную систему индивидуально для вас. Использование лазерных станков eurolaser позволяет обрабатывать широкий спектр материалов, таких как резка пластика, пены, текстиля, клеевой пленки, дерева, акрила, композитных материалов и многого другого.
Мы рады провести испытание на резку в нашем Центре приложений с использованием вашего индивидуального материала. Впоследствии вы получите подробный отчет об испытаниях, чтобы определить, как ваш материал был разрезан и выгравирован на наших лазерных станках.
Филигранная огранка
Четко обрезанные края
Гравюры
Автоматизированные процессы для вашего лазерного станка
Более высокая производительность, более экономичная работа — экономия времени и денег
Система челночных столов
Это позволяет загружать и разгружать обрабатывающий стол во время лазерной обработки и обеспечивает повышение эффективности до 75% при использовании лазерной системы.
более
» alt=»Automate the material feed for continous textile machining.»> Конвейерная система
С помощью этой автоматической подачи материала текстиль можно подавать для лазерной резки прямо из рулона и направлять после лазерной резки непосредственно на удлинитель стола. С высокой степенью точности соединения после цикла подачи материала могут быть изготовлены секции, которые для всех практических целей являются бесконечными.
Материал тюка подается с помощью автоматического устройства подачи. Контроллер края системы подачи обеспечивает точное позиционирование материала. Существует даже возможность добавить к конвейерной системе намоточный блок. Это используется для равномерной намотки предварительно обработанного текстиля, что, соответственно, приводит к полностью автоматизированному процессу резки.
более
Дополнительное оборудование
Индивидуальные опции упрощают повседневные задачи и расширяют ваши возможности
POSITIONplus — Система оптического распознавания
Автоматическое обнаружение камеры позволяет вырезать печатные материалы точно по напечатанному контуру. Даже допуски копирования в печатном формате могут быть компенсированы программным управлением.
более
3 в 1 — Механическая обработка
Механические головки инструментов могут быть установлены параллельно лазеру, что дает возможность использовать такие инструменты, как фрезы или ножи. Ценное расширение возможностей обработки всего за одну системную технологию.
более
PICTUREplus — Блок растровой гравировки
Это дополнительное оборудование позволяет обрабатывать файлы изображений и создавать как 2D-изображения, так и 3D-рельефы. Гравировка возможна с разрешением до 1200 dpi и 256 оттенками серого.
более
Вытяжные и фильтрующие блоки
Всасывающие устройства подбираются в соответствии с вашим применением и концепцией стола вашей лазерной системы.
Что такое станок с ЧПУ: виды, характеристики ✭ «ЧПУ24»
В современном мире автоматизация производства является не элементом роскоши, а осознанной необходимостью. Хотя в нашей стране стоимость человеческого труда достаточно низкая и нет предпосылок к увеличению ее стоимости в ближней и среднесрочной перспективе, ЧПУ станки даже в этой ситуации выигрывают у человека.
Станок не уходит в отпуск и декрет, ему не нужны выходные, он не опаздывает и не прогуливает, его работоспособность не зависит от настроения и вчерашней вечеринки с друзьями. Каждое предприятие заинтересовано во внедрении высокоэффективных технологий. Поэтому подбирает надежное, функциональное оборудование для выполнения таких работ как фрезерные, токарные, раскрой металла, дерева, фанеры с помощью лазера, нанесению маркировки и гравировки на изделия и многие другие.
В этой статье мы расскажем, про ЧПУ станки, их виды, устройство конструкции, принцип работы. Предоставим основную информацию, чтобы вы могли решить, нужна вам такая техника или нет.
Станки с ЧПУ: что это такое?
Давайте разберемся, что такое ЧПУ станок, и какая расшифровка аббревиатуры. ЧПУ это числовое программное управление. Представляет собой компьютеризированную систему, которая направлена на проведение расчетов и автоматизацию технических операций. Контроль выполняется специальными командами ‒ G-кодами. Систему можно запрограммировать с внешних носителей или подключить к компьютеру.
Состоит из таких элементов:
пульт оператора;
дисплей;
контроллер;
ПЗУ ‒ память долговременного хранения;
ОЗУ ‒ временное хранение программ, используемых в настоящий момент.
Многих интересует вопрос: что делает ЧПУ станок? Он относится к самому востребованному оборудованию основных сфер промышленности. Считается дорогой, инновационной техникой. На нем обрабатывают металл, обтачивают сложные заготовки, изготавливают корпусную мебель, пластиковые игрушки, сувениры. Устройство позволяет с высокой точностью выполнить даже самые сложные работы. Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю.
Возьмем для примера фрезерный станок и изготовление панно.
Для того чтобы изготовить такое панно, раньше человек должен был обладать художественным видением, чтобы вручную или используя полуавтоматический инструмент отсечь от заготовки все лишнее. Если нужно было изготовить таких штук 10, то это превращалось из творческого процесса в некую рутину для мастера. Все изделия были разными и непохожими друг на друга. Человек мог заболеть или потерять интерес. Могла дрогнуть рука мастера и т.д. Сегодня, при наличии 3D модели такого панно, любой человек, даже не обладающий художественным видением с помощью ЧПУ станка способен изготавливать такие изделия. Творчество все равно присутствует т.к. создание 3D модели — это творческий процесс, доступный немногим и неважно, что на выходе у вас будет физическая модель, воплощенная дереве или на компьютере. После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.
Виды станков
Оборудование делится на несколько групп, которые отличаются способностью выполняемых операций. Виды станков с ЧПУ по типу воздействия на обрабатываемый материал:
фрезерные, сверлильные, расточные ‒ используют для резки заготовок, раскроя листов, загибания углов, сверления отверстий;
токарные ‒ для обработки наружной и внутренней поверхности, выполняют нарезку резьбы, позволяют создавать любые контуры.
зубообрабатывающие ‒ позволяют создать необходимую геометрию шестеренок и других деталей;
шлифовальные ‒ зачищают и выравнивают поверхность на конечном этапе обработки;
многоцелевые ‒ сочетают в себе возможность выполнения всех видов работ;
электромеханические ‒ включают в себя плазменные, лазерные, электрохимические, электроэрозионные агрегаты.
Фрезерный станок применяют на производстве, где важно соблюдать параметры точности. Бывает с вертикальным и горизонтальным расположением шпинделя. Работает с высокой скоростью. Есть габаритные и компактные модели.
Лазерный станок — это общее название станков, обработка материала на которых производится при помощи лазерного излучения (луча). Но источник этого излучения и соответственно его характеристики различаются. Например, источником луча может быть лазерная трубка с закаченной смесью различных газов основной из которых СО2. Это линейка станков применяется для обработки широкого спектра материалов, реже металла. Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах.
Плазменный предназначен для точного и качественного раскроя листов из металла любой толщины.
Основные характеристики
Те, кто знают, что такое ЧПУ в современных станках, уже давно оценили его преимущества. Оборудование значительно увеличивает производительность труда. Удешевляет себестоимость товаров. Один ЧПУ станок заменяет до 6 единиц обычных. Может бесперебойно работать многие годы, отменно выполняя заданные команды. Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции.
Что это такое станок ЧПУ: как расшифровывается
25.03.2020
Целесообразность применения
Особенности станков с ЧПУ: что это такое, в чем проявляются
Классификация станков с программным управлением: их характеристика и обозначения
Основные параметры
Принцип программирования
Станки фрезерные с ЧПУ
Как работает ЧПУ-станок токарного типа
Устройство станка ЧПУ многоцелевого типа
Что делают на станках с ЧПУ: сферы применения
Преимущества
Проблемы
Действия наладчика и оператора
Выбирая оборудование для проведения фрезерных, токарных и других подобных работ, каждое предприятие стремится найти максимально надежную, производительную, удобную модель. Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
Сразу отметим: сегодня они востребованы, причем во всех основных отраслях. На них проводят металлообработку, вытачивая детали с особой точностью (даже если у заготовок сложная поверхность), изготавливают предметы мебели и деревянные панно, макеты, сувениры, игрушки из пластиков и многое другое. Активно используют их преимущества, в том числе и высокую производительность.
Отдельно скажем, как расшифровываются ЧПУ-станки: аббревиатура означает Числовое Программное Управление, то есть компьютеризированную систему, задающую условия нормального функционирования стола, суппорта, шпинделя в течение технологического процесса. Контроль осуществляется за счет специальных и своевременно поданных команд – кодов G и M-типа.
В результате 1 единица такого оборудования так же эффективна, как 5-6 обычных. Оператору остается только включить нужную схему, наладить ее и проследить за ее выполнением – ему необязательно быть квалифицированным токарем или фрезеровщиком.
Необходимо учитывать, что это сравнительно дорогостоящая техника. В условиях современного производства станок с числовым программным управлением выгодно покупать и эксплуатировать в следующих ситуациях:
Изготавливаемые детали используются в особенно ответственных случаях – запчасти для авиатехники и транспорта, элементы медицинских аппаратов, лопатки или валы турбин для ГЭС.
Выпускаемые заготовки отличаются сложностью поверхности, подразумевающей проведение целого ряда технологических операций в процессе механической обработки.
Планируется, что изделия будут выходить регулярными и крупносерийными партиями.
Актуально особо точное исполнение – в рамках одного из 6 первых квалитетов по допуску. Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
Существует вероятность внесения незначительных конструктивных изменений по ходу изготовления детали – путем корректировки программы с операторского пульта.
Возможности такого оборудования довольно широки, сферы применения тоже, поэтому и классификация достаточно разнообразна. Но практически все модели, вне зависимости от конструкции, обладают следующими отличительными характеристиками:
Сравнительно мощный привод – может быть постоянного тока, с бесступенчатой регулировкой шпинделя, или переменного, трехфазный, с частотой вращения до 2000 об/мин, но обязательно от 20 до 40 кВт.
Независимая установка и коррекция каждой из двух координат, в результате чего рабочие органы способны перемещаться по самым сложным траекториям, зачастую даже невозможным для других методов контроля.
Повышенная жесткость конфигурации при прецизионной (или высокой) точности обработки заготовки.
Скорость установочных передвижений суппорта 4,8-10 об/мин, что минимизирует время холостого хода.
Широчайшие рамки регулировки подачи бесступенчатого привода – с изменением до 1200-10000 раз (с 1 до 1200 или даже до 10000 об/мин). Благодаря этому не проблема настроить оптимальный режим выпуска любой детали.
Развитые и многофункциональные инструментальные системы – от 12 органов.
Маркировка выпускаемых моделей осуществляется с помощью букв и цифр. Они и формируют артикул, который отражает назначение оборудования, степень его автоматизации, класс его точности. Разделение ведется по нескольким глобальным признакам – рассмотрим каждый из них подробнее.
Технологические группы
По характеру выполняемых операций (основных) могут быть:
фрезерные и сверлильно-расточные – сравнительно универсальные, также обеспечивающие зенкерование;
токарные – для создания резьбовых соединений и сверления, для патронных и центровых, а также сложных деталей;
зубообрабатывающие – для обеспечения необходимой геометрии шестеренок и подобных им элементов;
шлифовальные – для зачистки и выравнивания поверхностей;
многоцелевые – для комплексной обработки без перебазирования заготовки.
Каждой группе присваивается свой номер – обращайте внимание на первую цифру в артикуле станка ЧПУ, эта расшифровка помогает сразу сориентироваться.
Степень автоматизации
Все модели также подразделяют по следующим параметрам управляющей системы:
назначение – с позиционным, непрерывным, прямоугольным, смешанным методом контроля;
вариант привода – со ступенчатым, шаговым или регулируемым двигателем;
характер загрузки программного обеспечения – с установкой через диск, ленту (перфорированную или магнитную), flash-носитель;
количество одновременно управляемых координат и допустимые погрешности при их введении.
В артикуле степень автоматизированности указана в конце – как Ф с номером (или буквой). Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
1 – с цифровой индикацией и данными, набираемыми на клавиатуре – для одного перемещения за кадр;
2 – с позиционным (для сверлильно-расточных) или прямоугольным (для фрезерных или токарных) методом контроля;
3 – с непрерывным или контурным управлением, для обработки особенно сложных деталей;
4 – с многооперационным оперированием, сочетающим вышеперечисленные возможности;
Ц – циклическая, отличающаяся дешевизной и простотой алгоритма, но весьма удобная для серийного выпуска однотипных заготовок.
Помимо этого, в маркировке также есть индексы АСИ, то есть устройств АвтоСмены Инструмента:
Р – посредством поворота головки револьверного типа;
М – из «магазина» – специально предназначенного барабана.
В артикуле эти литеры стоят перед ФN.
Взглянем, что такое станок с ЧПУ с точки зрения производства. Его ключевые характеристики зависят от того, к какой технологической группе он относится:
для фрезерной это ширина поверхности рабочего стола;
для сверлильно-расточной – максимально возможные диаметры сверла и шпинделя;
для токарной – наибольшее из поддерживаемых сечение отверстия.
Любая модель рассматриваемого оборудования состоит из следующих функциональных узлов:
память – постоянная и оперативная;
шкаф, оснащенный операторским пультом;
дисплей, на котором показываются результаты;
контроллер – прибор, обрабатывающий введенные данные и отвечающий за функционирование приводов.
Все вместе они обеспечивают правильное выполнение команд, каждую из которых необходимо корректно составить. Сделать это можно одним из трех способов:
Вручную – технолог вводит числовые комбинации и таким образом задает все координаты для перемещения инструментов. Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.
С пульта оперативной системы – наладчик использует джойстик и сенсорный экран, в том числе и в диалоговом режиме (если оборудование довольно современное и у него есть эта опция). Уже более подходящий метод, также и потому, что команды можно протестировать и откорректировать.
С помощью САМ и САПР – запись происходит в несколько этапов, проводится сравнительно большое количество операций, зато в результате можно придумать эффективный алгоритм выпуска даже самого сложного элемента, а в дальнейшем видоизменять его для производства других деталей.
Вот как настроить ЧПУ-станок в последнем случае:
Создать электронный чертеж заготовки в AutoCAD, Компасе, Solid или другом профильном графическом редакторе.
Преобразовать получившийся файл в подходящий формат (HPGL, DXF, Gerber, Exeilon) и загрузить его в САМ (в качестве наиболее используемых CorelDraw, SheetCam, MeshCam, Kcam). После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).
Сделать промежуточный Cl-файл, загрузить его в паспорт (постпроцессор), получить программу управления с G- и М- кодами.
Понятно, что создавать такое ПО сможет непростой токарь.
Очень популярны, предназначены не только для резки заготовок любой формы (и простой плоской, и сложной пространственной), но и для раскройки металлических листов, для выборки пазов, для загибания углов. Могут содержать до 300 инструментов в одном магазине. Также отличаются обширной классификацией.
По расположению шпинделя выделяют:
вертикальные – вал устанавливается перпендикулярно столу и позволяет проводить обработку с одной стороны детали;
горизонтальные – фиксация уже параллельная, что делает возможным многостороннее выполнение технических операций.
По конструкции модель бывает консольной и нет, с одним или несколькими деталями, с контролем по 2,3 и более координатам одновременно.
Теперь о том, что значит станок ЧПУ с точки зрения управления – по характеру команд фрезерный может быть:
позиционным – для сверлильных работ;
контурным – ориентированным на криволинейные поверхности сложной формы;
смешанным (комбинированным) – для комплексных задач.
Конструктивные особенности
Сравнительно мощные корпус и станина – за счет ребер жесткости, также обеспечивающих повышенные показатели прочности шпинделя. В комплектацию таких устройств входят точные винты и рельсы – для быстрого перемещения инструментов по горизонтали.
Все это обеспечивает одинаково хорошее качество выполнения технических операций как при попутном, так и при встречном направлении движения.
То, что можно сделать на ЧПУ станке, зависит от конкретной его модели, а их в номенклатуре фрезерной группы сразу несколько сотен. Есть габаритные варианты, длина рабочего стола которых превышает 10 м. Или наоборот – миниатюрные, предназначенные для мелкосерийного производства и частных мастерских, выпускающих типовые заготовки из металла и пластика, дерева и других материалов. Обычно они маломощные (до 750 Вт), но все равно сравнительно надежные, оснащенные сервоприводом, поворотные во всех угловых направлениях, регулируемые по высоте. Естественно, в их базовую комплектацию также входит ПО для контроля, которое можно загрузить, подключив оборудование к персональному компьютеру.
Его основной орган – резец со сменными пластинами, зафиксированный в держателе, который может быть кассетным и совершенно точно является важной частью суппорт-узла, вместе с поворотной плитой и салазками. Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
Классификация по характеру выполняемых задач
центровые – для точения фасонных поверхностей, цилиндрических и конических заготовок;
патронные – для зенкерования, создания резьбы, обтачивания под фланцы, диски, шестерни и втулки, как внешних, так и внутренних плоскостей;
универсальные – эти виды станков с ЧПУ могут выполнять все технологические операции, актуальные для двух предыдущих типов;
карусельные – для крупногабаритных и неправильных по своей форме элементов; бывают одностоечными (рассчитаны на диаметры до 2 м) и двухстоечными (для сечений до 15 м).
Конструктивные характеристики
Их компоновка обычно либо вертикальная, либо с крутым наклоном, благодаря чему из функциональной зоны проще удалить стружку. Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Несущие конструкции отличаются повышенной жесткостью, достижимой утолщением металла и введением дополнительных ребер. Оснащены сменными магазинами для инструментов и/или револьверными головками, устанавливаемыми на позицию держателя.
Это настоящие центры, выполняющие комплексную обработку заготовки (без перебазирования) и оборудованные комбинированными системами ПО. Они предназначены для нарезки фасок и резьбы, зенкерования, расточки, раскроя, фрезерования. Подходят для действий как с плоскими поверхностями, так и со сложными криволинейными формами.
Конструктивные особенности
Зачастую укомплектованные сменными магазинами, делающими доступной предварительную настройку инструментов. Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Принцип работы станков с ЧПУ многоцелевого типа базируется на универсальности операций, которая возможна благодаря высокомоментному, но малоинерционному двигателю с хорошим быстродействием. Даже на небольших частотах он развивает крутящий момент до серьезных величин, что позволяет обеспечить производительность труда.
По вариантам компоновки могут быть:
вертикальные – с головкой шпинделя, способной двигаться вдоль обеих осей; на них техпроцессы можно проводить с 2-5 сторон;
горизонтальные – для элементов больших габаритов, закрепленных на столе; действуют только в одной плоскости (если отсутствуют дополнительные поворотные приспособления).
Такое оборудование востребовано в следующих случаях:
производство плит и других плоских элементов из дерева, например, корпусной мебели;
выпуск пластиковых деталей всевозможных форм, включая криволинейные;
шлифовка камней и подобных им твердых материалов природного происхождения;
изготовление сложных металлических изделий, в том числе и ювелирных.
Все вышеперечисленные цели решаются путем операций резки, фрезерования, распила, гравировки, сверления.
Эксплуатация столь точного механизма позволяет быстро решать ранее неосуществимые задачи: наносить рельефные декоры, которые невозможно выполнить вручную. За счет компьютеризации и автоматизации оно дает возможность избежать ошибок, вызванных человеческим фактором. Если знать, как пользоваться ЧПУ-станками, риск возникновения брака стремится к нулю.
Для большинства заготовок это техника «полного цикла», которая минимизирует затраты на производство. Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Минусы – в нюансах постпроцессирования: даже несмотря на то, что G- и М- коды универсальны, каждый программист компонует их по-своему. Поэтому возможны нестыковки при запуске ПО, которые требуется отдельно отлаживать.
Зачастую сложна ситуация с кадрами. Молодые и начинающие специалисты прекрасно понимают, как работает станок с ЧПУ, но им неизвестны практические свойства дерева или металла. Опытные слесари, фрезеровщики и токари, наоборот, «на ты» с материалами, но почти не знают компьютера.
Первый должен:
подобрать инструмент по карте, проверить его целостность и остроту;
определить нужные размеры;
зафиксировать рабочий орган и зажимной патрон, убедиться в надежности крепления;
установить переключатель в позицию «от»;
выполнить проверку на холостом ходу;
убедиться в нормальном состоянии лентопротяжного механизма и ввести перфоленту;
закрепить деталь, включить режим «по программе»;
обработать первый элемент, измерить его геометрию, внести корректировки;
повторить техпроцесс, сравнить габариты;
переключить машину в позицию «автомат».
Здесь действия наладчика закончены, в дело вступает оператор, который обязан своевременно:
Также ему необходимо запустить тестовое ПО, а после убедиться в надежности всех креплений и отсутствии отклонений. Если все в порядке, можно:
фиксировать заготовку;
вводить программу;
заправлять перфоленту;
нажимать «Пуск»;
замерять деталь, сравнивая с образцом.
На специальных курсах подробно расскажут и покажут, как научиться работать на станке с ЧПУ. На такую профильную подготовку просто необходимо отправить своих сотрудников, если вы хотите установить столь производительное оборудование на своем предприятии и эффективно использовать его преимущества.
10 типов станков с ЧПУ, которые вы увидите в магазинах по всему миру
Вы разработчик продукции и хотите воплотить свою идею продукта в жизнь или у вас есть деталь, которую вы хотите изготовить? Если это так, вы, вероятно, хотите выбрать технологию производства для точного и точного создания ваших деталей.
Станки с числовым программным управлением (ЧПУ) удовлетворяют всем этим требованиям и многим другим. Эти машины не только могут создавать простые и сложные детали точно и точно, но они также быстры и экономичны. Однако существует несколько типов станков с ЧПУ, каждый из которых имеет свой уникальный дизайн и подходит для создания различных элементов деталей.
В этой статье мы поговорим о десяти самых распространенных типах станков с ЧПУ в обрабатывающей промышленности. Вы узнаете о том, как работает каждая из этих машин, а также о различных производственных процессах и операциях, которые они могут выполнять.
Содержание
Что такое технология ЧПУ?
Компьютерное числовое управление (ЧПУ) описывает идею автоматического управления станками с помощью предварительно запрограммированного программного обеспечения и кода.
Процесс обработки с ЧПУ начинается с 3D-моделирования нужной детали с использованием программного обеспечения CAD (автоматизированного проектирования). Затем 3D-модель загружается в программное обеспечение CAM (Computer-Aided Manufacturing), создавая набор компьютерных инструкций (G-код), которые контролируют последовательность движений режущих инструментов на заготовке.
Теперь давайте рассмотрим различные типы станков с ЧПУ и их отличия.
#1 Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ (или фрезерные станки с ЧПУ) являются наиболее распространенным типом станков с ЧПУ. Они оснащены многолезвийным режущим инструментом, прикрепленным к шпинделю и вращающимся с высокой скоростью относительно неподвижной заготовки. Они идеально подходят для создания полостей, резки под углом, отверстий со смещением от центра и сложных элементов.
Узнать больше: Что такое фрезерование с ЧПУ?
#2 Фрезерные станки с ЧПУ
Источник изображения: Rickwashburn1, CC BY-SA 4. 0, через Wikimedia Commons заготовки для создания нужных деталей. Однако в то время как фрезерные станки с ЧПУ обычно используются для обработки твердых металлов и материалов промышленного назначения, фрезерные станки с ЧПУ лучше подходят для резки более мягких и деликатных материалов, таких как пластик, дерево и пенопласт.
Идеально подходят для создания панелей, пластиковых прототипов и форм для литья под давлением.
#3 Токарные станки с ЧПУ
Токарные станки с ЧПУ (или токарные станки) имеют сходство с фрезерными и фрезерными станками с ЧПУ; они оснащены патроном и шпинделем и используют технологию ЧПУ. Однако эти машины отличаются своими методами работы, которые являются полными противоположностями.
В токарных станках с ЧПУ патрон и шпиндель удерживают и вращают заготовку относительно неподвижного режущего инструмента. Эти станки обычно имеют 3-осевую конфигурацию и могут достигать допусков до ±4 мкм. Таким образом, они идеально подходят для обработки сложных цилиндрических форм.
Если ваш проект механической обработки требует высококачественной токарной обработки, включая токарную обработку конусов, накатку, сверление, отрезку и нарезание канавок, то токарный станок с ЧПУ является идеальным оборудованием для использования. Вы также можете использовать этот станок для развертывания, зенковки, точечной обработки и нарезания резьбы. Однако имейте в виду, что токарные станки с ЧПУ становятся менее точными по мере увеличения толщины заготовки.
Узнать больше: Что такое токарная обработка с ЧПУ?
Лазерный резак с ЧПУ №4
9Лазерные станки с ЧПУ 0002 похожи на фрезерные станки с ЧПУ по типу форм или характеристик, которые они могут обрабатывать. Однако они отличаются от своих фрезерных собратьев выполнением операций резки с помощью лазерных лучей.
Лазерный луч представляет собой столб света высокой интенсивности. При фокусировке на заготовке он плавит заготовку до тех пор, пока не будет создан надрез. Технология ЧПУ контролирует последовательность движений лазерной режущей головки (и лазерного луча) до тех пор, пока не будет изготовлена желаемая нестандартная деталь.
Лазерные резаки с ЧПУ обеспечивают высокий уровень точности резки и отлично подходят для резки широкого спектра материалов, включая металлы, пластмассы и твердые породы дерева. Кроме того, их чрезвычайно высокая точность делает их идеальными для обработки вашей торговой марки и логотипа на фрезерованных или токарных деталях с ЧПУ.
Подробнее: Что такое станок для лазерной резки с ЧПУ?
#5 Станки плазменной резки с ЧПУ
Источник изображения: Steve Brown Photography, CC BY-SA 3.0, через Wikimedia Commons резаки. От лазерных резаков они отличаются только выполнением операций резки с помощью плазменной горелки.
Плазменная горелка генерирует мощную плазму (или заряженный газ), способную достигать температуры до 50000°F. Это огромное количество тепловой энергии беспрепятственно прорезает любой материал, если он обладает электропроводностью.
#6 Электроэрозионные станки с ЧПУ (EDM)
Электроэрозионные станки с ЧПУ, также известные как искровые станки с ЧПУ, используют электрические искры от металлического инструмента для придания заготовке желаемой формы. Как и машины плазменной резки, электроэрозионные машины также требуют, чтобы заготовка была электропроводной. Это строгое требование существует потому, что металлический инструмент служит электродом и может разрушать только электропроводящие материалы.
Электроэрозионные станки идеально подходят для обработки микропазов, отверстий и угловых элементов в труднообрабатываемых металлах, таких как высокоуглеродистая сталь и закаленная сталь.
Подробнее: Что такое EDM?
#7 Гидроабразивная резка с ЧПУ
Источник изображения: Steve Brown Photography, CC BY 3.0, через Wikimedia Commons
Как следует из названия, гидроабразивная резка с ЧПУ использует струи воды под высоким давлением абразивное вещество) для резки материалов. Технология компьютерного числового программного управления контролирует последовательность движения водяной струи для создания желаемой готовой детали.
Водоструйные резаки с ЧПУ очень похожи на плазменные и лазерные резаки с ЧПУ в том смысле, что они устраняют необходимость в станках. Однако, в отличие от станков плазменной и лазерной резки с ЧПУ, водоструйные станки с ЧПУ особенно подходят для материалов с низким термическим сопротивлением, таких как алюминий и пластик. Под «низким термическим сопротивлением» мы подразумеваем материалы, склонные к плавлению, когда вы подвергаете их воздействию высоких температур.
#8 Шлифовальные станки с ЧПУ
Шлифовальные станки с ЧПУ (или шлифовальные станки) оснащены вращающимися колесами, которые вырезают материалы из заготовки для создания продукта, соответствующего вашим требованиям. Эти станки также оснащены интеллектуальными системами термоконтроля, которые проверяют температуру шлифовального круга и компенсируют изменения, которые в противном случае могли бы повлиять на точность обрабатываемых деталей.
Все эти преимущества делают шлифовальные станки с ЧПУ идеальными для высокоточного производства. Например, вы можете использовать шлифовальные станки с ЧПУ для создания высококачественных металлических заготовок для трансмиссионных валов, распределительных валов и других сложных деталей, требующих точной обработки поверхности.
Узнайте больше: Чистота поверхности и таблица шероховатости поверхности
#9 Сверлильные станки с ЧПУ
Источник изображения: Cosme2c, CC BY-SA 3.0, через Wikimedia Commons
Сверлильные станки с ЧПУ очень похожи на традиционные сверлильные станкиㅡ они используют вращающийся режущий инструмент для создания отверстий в неподвижной заготовке. Однако, поскольку сверлильные станки с ЧПУ основаны на технологии ЧПУ, они более точны и универсальны, чем традиционные сверлильные станки.
Например, сверлильные станки с ЧПУ могут создавать отверстия с точностью до ±0,001 мм. Они также совместимы с широким спектром материалов, включая металлы, пластмассы и дерево. Кроме того, новейшие технологии сверлильных станков с ЧПУ оснащены револьверной головкой, которая принимает несколько сверл и позволяет быстро переключаться между ними во время производства.
Вам следует выбрать сверлильные станки с ЧПУ, если вы хотите изготавливать ступицы, заготовки для зубчатых колес и обработанные валы.
#10 6-осевые станки с ЧПУ
Источник изображения: GregorDS, CC BY-SA 4.0, через Wikimedia Commons
Ось станка с ЧПУ описывает количество независимых направлений, в которых режущий инструмент с ЧПУ (или заготовка) может двигаться для создания обработанной детали. Например, 3-осевой станок с ЧПУ обычно работает вдоль оси X (вертикальной), оси Y (горизонтальной) и оси Z (глубины) для обработки заготовки и создания готовой детали.
Однако в последние годы технология станков с ЧПУ продвинулась вперед и теперь включает 6-осевые возможности. 6-осевые станки с ЧПУ сочетают в себе трехосное линейное перемещение 3-осевых станков с вращением вокруг осей X, Y и Z. Это гарантирует, что режущий инструмент остается перпендикулярным поверхности материала в нескольких плоскостях, что позволяет создавать сложные детали.
6-осевые станки могут изготовить практически любую сложную конструкцию, если оператор имеет навыки изготовления деталей с ЧПУ.
Обработка высококачественных деталей с ЧПУ: Gensun может помочь
Теперь, когда вы знаете различные типы станков с ЧПУ и их возможности, вы согласитесь, что на станках с ЧПУ можно изготовить практически любую деталь, элемент или продукт. Однако успех вашего производственного проекта также зависит от механического цеха и машинистов, создающих вашу продукцию.
Gensun Precision Machining — ведущий поставщик услуг по обработке с ЧПУ в Азии. У нас есть не только широкий выбор станков с ЧПУ, но и высококвалифицированные инженеры и механики, способные сделать ваш продукт правильно.
Узнайте больше о наших услугах по обработке с ЧПУ.
Примечание. Эта статья была первоначально опубликована в июне 2021 года и обновлена в мае 2022 года.
Что такое ЧПУ, ЧПУ-обработка и станки с ЧПУ? [Простое введение]
Что такое ЧПУ? (Определение ЧПУ)
Обработка с ЧПУ — это производственный процесс, при котором компьютеры запускают программы, управляющие тем, как станки будут производить детали . Эти программы ЧПУ, использующие программное обеспечение ЧПУ, могут контролировать все, от движений станка до скорости вращения шпинделя, включения или выключения подачи СОЖ и многого другого. Компьютерный язык, используемый для программирования станков с ЧПУ, представляет собой стандартизированный язык программирования под названием «G-Code». Чтобы упростить задачу, g-код редко пишется вручную. Вместо этого для создания G-кода используются инструменты визуального программирования под названием CAM Software. «CAM» означает автоматизированное производство.
Обработка деталей с ЧПУ часто выбирается, когда производство должно обеспечивать высокую точность или качество, или когда материалы особенно прочные и труднообрабатываемые.
Существует множество различных видов станков с ЧПУ, включая 3D-принтеры, фрезерные станки с ЧПУ, токарные станки с ЧПУ, лазеры с ЧПУ, водометы, электроэрозионные станки (EDM), фрезерные станки с ЧПУ и многое другое.
Что означает ЧПУ?
Если вы задаетесь вопросом: «Что означает ЧПУ?», вы попали по адресу.
Аббревиатура cnc расшифровывается как Computer Numerical Control. Это результат более старого термина «NC», что означает «числовое управление». Это относится к идее управления станками через компьютер. Станки с ЧПУ — это своего рода роботы.
Со старым термином «NC» компьютер не требуется. Машиной можно управлять с помощью, например, перфоленты.
Программы ЧПУ сообщают станку следующие типы вещей:
Как быстро вращать шпиндель
Как быстро перемещать резак
Направление перемещения фрезы по каждой оси (X, Y и Z для 3-осевого станка и больше для 4- или 5-осевого станка)
Какой резец использовать, если на станке есть устройство смены инструмента
Когда включать или выключать охлаждающую жидкость (т. е. распылять охлаждающую жидкость на деталь во время резки)
И многое другое.
Внедрение твердого сплава, обеспечивающего гораздо более быструю резку, чем быстрорежущая сталь, стало первым значительным улучшением производительности обработки в отрасли. Замена станков с ручным управлением на станки с ЧПУ является вторым значительным увеличением производительности.
Технология ЧПУ продолжает повышать производительность с течением времени. И теперь мы ответили на вопрос: «Что означает ЧПУ?» с пары ракурсов.
Что такое станок с ЧПУ? (Определение станка с ЧПУ)
Станки с ЧПУ — это станки с компьютерным управлением. До ЧПУ станки управлялись операторами вручную.
На станке с ручным управлением оператор управляет станком, поворачивая маховики. На станке с ЧПУ компьютер управляет сервоприводами, которые управляют станком и направляют его в процессе обработки с ЧПУ. По сути, это механические роботы. ЧПУ, а позже и ЧПУ, позволили значительно повысить производительность станков, потому что оборудование могло работать автоматически, не требуя постоянного внимания со стороны оператора.
До появления такой автоматизации существовала более простая возможность автоматизации в виде гидравлических систем трассировки. В таких системах использовалась гидравлика, чтобы режущие инструменты токарного или фрезерного станка следовали или следовали шаблону. Были также винтовые машины, автоматизированные функции которых механически управлялись кулачками.
Конусные приспособления, доступные для многих ручных токарных станков, мало чем отличаются от возможностей гидравлического копера, просто копировщик может создавать более сложные шаблоны, чем простые конусы.
Но появление сначала станков с ЧПУ, а затем ЧПУ радикально повысило степень автоматизации производства. Обработка с ЧПУ в наши дни является доминирующим методом обработки материалов, хотя ручная обработка по-прежнему довольно распространена, а также для разовых работ, ремонта и прототипирования.
Лица, управляющие станками с ЧПУ в цехах, называются «операторами ЧПУ», а те, кто пишет программы для автоматизации производства, — «программистами ЧПУ».
Станок с ЧПУ выполняет так называемые «программы обработки деталей», которые написаны на специальном языке под названием «G-код». Программа обработки деталей с g-кодом может быть либо напрямую закодирована, либо может использоваться программное обеспечение CAM (CAM означает автоматизированное производство) для преобразования чертежа детали в CAD в g-код. CAD — это «автоматизированное проектирование», программное обеспечение, используемое для создания чертежей деталей, которые мы изготавливаем.
Долгое время станки с ЧПУ были чисто промышленными машинами, поскольку стоили многие десятки тысяч долларов. Сегодня мастера ЧПУ своими руками строят свои собственные станки с ЧПУ в качестве хобби, а также есть много прекрасных станков, доступных в ценовых диапазонах, которые позволяют владеть станком с ЧПУ в домашнем магазине.
Точность станков с ЧПУ во многом зависит от качества станков с ЧПУ. Машины, предназначенные для очень высокой точности, должны быть очень качественными и поэтому довольно дорогими.
Чтобы узнать, сколько стоит станок с ЧПУ, ознакомьтесь со статьей по ссылке.
Готовы узнать больше о ЧПУ?
Вам понадобится наша кулинарная книга для начинающих с ЧПУ и DIY. Это ваш путеводитель по всем бесплатным ресурсам, учебным пособиям и руководствам, которые помогут вам освоить ЧПУ.
Я готов, давай сделаем это!
Какие типы станков с ЧПУ существуют?
Короткий ответ — это больше, чем мы могли бы здесь дать, но давайте попробуем охватить некоторые из основных категорий наиболее распространенных типов станков с ЧПУ. Мы обсудим каждую машину индивидуально и расскажем вам, что это за машина и какую обработку с ЧПУ она выполняет.
Фрезерные станки с ЧПУ
Типичный фрезерный станок с ЧПУ…
На фрезерном станке фреза помещается в шпиндель, где он вращается. Затем заготовка проходит мимо фрезы, чтобы можно было срезать стружку. Процесс резки заготовки на фрезерном станке называется «Фрезерование».
Основные операции фрезерного станка с ЧПУ. Более продвинутые фрезерные станки с ЧПУ называются «вертикальными обрабатывающими центрами»…
Фрезерные станки с ЧПУ имеют, по крайней мере, возможность резать в 3-х измерениях (некоторые старые станки могут размер), которые называются осями X, Y и Z. Каждая ось управляется сервоприводом или шаговым двигателем, который запускается системой ЧПУ.
Самые сложные фрезерные станки с ЧПУ называются «обрабатывающими центрами». Например, существуют вертикальные обрабатывающие центры (VMC) и горизонтальные обрабатывающие центры (HMC). Вертикаль и горизонталь относятся к тому, является ли ось, параллельная шпинделю (обычно «Z») вертикальной или горизонтальной. Одной из важнейших возможностей обрабатывающих центров является использование устройства автоматической смены инструмента (ATC), которое позволяет им управлять несколькими инструментами и автоматически переключаться между ними.
Станки с ЧПУ могут позволить станочнику с ЧПУ получить доступ к 5 измерениям. Системы ЧПУ с таким уровнем возможностей представляют собой сложное оборудование, которое, очевидно, будет в более дорогом конце спектра. Им потребуется программное обеспечение CAD и программное обеспечение CAM для автоматизированного производства, которое также является более функциональным.
Токарные станки с ЧПУ
Типичный токарный станок с ЧПУ, Haas TL-1…
Некоторые считают токарные станки единственным универсальным станком с ЧПУ, поскольку на одном токарном станке можно изготовить все детали, необходимые для другого станка. Токарный станок вращает заготовку в шпинделе, в то время как неподвижный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку. Из-за этой геометрии токарные станки идеально подходят для деталей, которые имеют симметрию относительно некоторой оси, которая может быть зажата в шпинделе. Эта ориентация на круглые детали также является причиной того, что процесс резки называется «токарной обработкой с ЧПУ».
Изготовление шахматной ладьи на токарном станке с ЧПУ…
Токарные станки с ЧПУ имеют, по крайней мере, возможность управлять режущим инструментом под управлением G-кода по 2 осям, называемым X и Z. Они могут иметь значительное количество другие функции, а также существует множество вариантов токарных станков, таких как швейцарские токарные станки.
Процесс резки заготовки на токарном станке называется «Токарная обработка с ЧПУ». Токарные станки с ЧПУ с более тяжелыми характеристиками называются «токарными центрами». Токарный центр обычно имеет полный корпус и устройство смены инструмента, обычно называемое «револьверной головкой» на токарном станке, но есть также токарные станки «Gang».
Более продвинутый токарный центр может также иметь возможность фрезерования. Для этого ось шпинделя должна работать как сервопривод, чтобы ее можно было точно позиционировать под определенным углом. Токарные центры, которые могут работать как фрезерные станки, называются токарно-фрезерными станками.
Токарно-фрезерный станок может быть очень эффективным в производстве, если он оснащен устройством для вытягивания прутка или устройством подачи прутка. Сырье в виде стержней загружается, и машина автоматически обрабатывает их для производства готовых или почти готовых деталей. Токарно-фрезерный станок требует небольшого наблюдения или ручного управления.
Все эти дополнительные возможности делают токарный станок с ЧПУ гораздо более мощным станком, чем большинство токарных станков с ручным управлением.
Фрезерные станки с ЧПУ
Фрезерный станок с ЧПУ…
Фрезерный станок с ЧПУ на самом деле представляет собой разновидность фрезерного станка с ЧПУ, обычно использующего так называемую «портальную» конфигурацию. Это лучший станок с ЧПУ по дереву. Их называют фрезерными станками с ЧПУ, а не портальными мельницами с ЧПУ, когда они используются для резки дерева, но это не всегда так.
Типичный фрезерный станок с ЧПУ обычно не обеспечивает такой точности, как фрезерный станок с ЧПУ. Они жертвуют некоторой точностью во имя большей рабочей зоны с портальной конструкцией.
Резка двери с фальшпанелями за считанные секунды с помощью коммерческих инструментов с ЧПУ…
Многие думают, что станки с ЧПУ предназначены для резки металла, но существует огромный рынок деревообрабатывающих станков с ЧПУ.
Подробное сравнение фрезерных станков с ЧПУ и фрезерных станков см. в нашей отдельной статье. Это даст вам представление о том, какой производственный процесс лучше соответствует вашим потребностям.
Существует гораздо больше типов станков с ЧПУ, чем только эти три наиболее распространенных типа, включая прессы с ЧПУ различных типов для изготовления, плазменные столы, станки для электроэрозионной обработки, гидроабразивные резаки и так далее.
Постоянно появляются новые технологии ЧПУ. Кто знает, что принесет будущее?
Станки плазменной, лазерной и водоструйной резки с ЧПУ
Станки плазменной, лазерной и водоструйной резки с ЧПУ представляют собой различные виды станков с ЧПУ, которые используются в основном для вырезания деталей из плоского листового материала.
Вот типичный плазменный резак с ЧПУ в работе:
Типичный плазменный резак с ЧПУ в работе. Изображение предоставлено All3DP.com.
Этот станок с ЧПУ позволяет легко резать листовой металл по размеру. Это очень полезный, но довольно недорогой процесс обработки с ЧПУ.
Готовы узнать больше о ЧПУ?
Вам понадобится наша кулинарная книга для начинающих с ЧПУ и DIY. Это ваш путеводитель по всем бесплатным ресурсам, учебным пособиям и руководствам, которые помогут вам освоить ЧПУ.
Я готов, давай сделаем это!
Станки для изготовления с ЧПУ
Производство металлов – это создание металлических конструкций путем резки, гибки и сборки. Конечно, ЧПУ может быть очень полезным для изготовления металлоконструкций со следующими типами станков:
Листогибочные прессы с ЧПУ: эти машины являются королями гибки металла.
Пуансоны с ЧПУ
: нужно сделать отверстие круглой или неправильной формы? Используйте перфоратор с ЧПУ.
Трубогибочные станки с ЧПУ
: Используйте их для гибки материалов с круглым поперечным сечением. Трубы, шланги и провода — все возможно.
Еще больше станков с ЧПУ
Список станков с ЧПУ обширен. Вот некоторые из других возможных типов станков с ЧПУ, которые мы еще не упомянули:
Электронно-разгрузочные машины с ЧПУ («EDM»)
Резак для пенопласта с ЧПУ
Вышивальные машины с ЧПУ (они наносят логотипы на бейсболки!)
Резаки с ЧПУ (для резки винила, бумаги и т. д. по четким шаблонам)
Пищевые машины с ЧПУ (для украшения тортов и др.)
Гончарные принтеры с ЧПУ (разновидность 3D-принтера)
Есть даже бармены с ЧПУ, но это слишком широкое определение, LOL!
Настольные станки с ЧПУ (любительские и промышленные)
Для многих основных типов станков с ЧПУ доступны недорогие хобби-версии. Существует процветающий рынок для любителей ЧПУ своими руками.
Эти станки для хобби не такие быстрые и точные, как промышленные станки с ЧПУ, но, тем не менее, они позволяют любителям выполнять потрясающую работу.
Процесс обработки с ЧПУ – Как станки с ЧПУ изготавливают детали?
Процесс обработки с ЧПУ довольно прост и включает в себя следующие шаги (для более подробной информации о каждом шаге щелкните по ссылке):
1
Используйте программное обеспечение САПР для создания 2D- или 3D-модели детали, которую вы хотите изготовить. CAD означает «Компьютерное черчение», поэтому программное обеспечение САПР похоже на программное обеспечение для рисования, которое позволяет вам точно указывать размеры вашей детали.
2
3
На этом этапе станок настраивается с закреплением, соответствующими инструментами, а также загружаются программа G-кода и данные инструмента, чтобы подготовить станок к изготовлению детали. Оператор также сообщит машине, где находится ноль детали. Ноль детали — это положение оси, которое соответствует 0, 0, 0 в CAD-модели детали.
4
Когда все настроено, пришло время обработать деталь.
Это упрощенное описание. Для получения более подробной информации см. нашу подробную статью о том, как изготовить детали с ЧПУ
Как начать работу с ЧПУ?
Учитывая основную историю ЧПУ и обзор основных станков с ЧПУ, что нужно знать, чтобы начать работу с ЧПУ?
Полезными будут знания в различных областях. Например, базовые навыки обработки очень важны. Станок с ЧПУ начинается с базовых принципов обработки, хотя он может автоматизировать операции, которые человек, работающий вручную, совершенно не может выполнить, вращая маховики. Хорошую стартовую статью по основам обработки с ЧПУ можно найти здесь. В этой статье рассматриваются этапы процесса обработки с ЧПУ, и вы можете получить дополнительную информацию о каждом этапе.
Знание некоторой электроники, в основном связанной с приложениями управления движением, также полезно, поскольку станки с ЧПУ включают довольно много электроники в дополнение к их механическим аспектам. У нас есть несколько статей, посвященных типам знаний в области электроники, необходимых для ЧПУ, в разделе «Поваренная книга» нашего сайта.
Так как «Что означает ЧПУ?» отвечает «Числовое управление», очевидно, что компьютеры важны. Но в частности, компьютерное программное обеспечение, которое используется с ЧПУ. Есть несколько разных видов.
Программы, управляющие станками с ЧПУ, называются «программами обработки деталей». Прежде чем мы сможем продвинуться очень далеко, мы должны понять, как создавать и использовать программы обработки деталей ЧПУ, которые написаны на каком-либо диалекте G-кода. Здесь снова CNCCookbook предлагает бесплатный учебный курс, который учит, как читать и писать G-код.
Зайдя так далеко, начинающий оператор станков с ЧПУ поймет, что существует довольно много специализированного программного обеспечения для ЧПУ. Вот четыре наиболее распространенных типа программного обеспечения ЧПУ:
– Калькуляторы ЧПУ для расчета подачи и скорости. Взгляните, например, на наш калькулятор ЧПУ G-Wizard.
— редакторы программ ЧПУ, помогающие нам управлять g-кодом. Попробуйте наш редактор G-Wizard.
— программы САПР, используемые для создания чертежей и 3D-моделей деталей, которые мы хотим обработать.
— программы CAM, которые начинаются с чертежа CAD и создают G-код, который выполняют наши станки с ЧПУ.
Существует множество других программ ЧПУ. Для обзора всех различных разновидностей ознакомьтесь с нашей статьей « Программное обеспечение ЧПУ: цифровые инструменты для ЧПУ “.
Наконец, если вас интересуют станки с ЧПУ для хобби, у нас есть статья, в которой вы узнаете, какие типы станков с ЧПУ доступны для любителей и мастеров-любителей.
Любая из ссылок в последнем разделе даст вам больше материала для изучения, когда вы начнете больше узнавать о ЧПУ.
Программное обеспечение ЧПУ для начинающих
Большую часть ЧПУ составляет программное обеспечение. Если вы готовы сделать решительный шаг и выйти за рамки чтения о возможностях, начните с нашего Руководства по лучшему программному обеспечению ЧПУ для начинающих.
Мы много работали, чтобы собрать лучшие руководства по покупке, советы по оценке и даже руководства по секретным предложениям, которые позволят вам купить самое популярное программное обеспечение по неслыханным ценам. Проверьте это!
Итак, вы хотите стать оператором станков с ЧПУ?
Давайте отложим в сторону хобби и рассмотрим, что нужно, чтобы стать профессиональным станком с ЧПУ.
Существует ряд навыков, которые вам необходимо освоить:
Настройка станка и обработка: Это основные сведения о том, как настроить станок с ЧПУ для выполнения задания по изготовлению одной или нескольких деталей. Как только вы овладеете этим навыком, вы станете оператором станка с ЧПУ. Оператор ЧПУ еще не является полноценным оператором станков с ЧПУ, но это реальная работа, за которую вам могут платить.
Крепление и фиксация. Частью любой работы с ЧПУ является то, как вы собираетесь удерживать заготовку, чтобы иметь доступ ко всем сторонам, которые необходимы. Это одна из областей, которая отличает действительно опытных станков с ЧПУ от более средних.
Режущие инструменты и другие инструменты: понимание всех тонкостей режущих инструментов, а также их подачи и скорости — еще один важный шаг для станочника с ЧПУ. С каждой основной категорией инструментов связано немало знаний. Например, торцевые фрезы являются важной областью знаний.
Программирование ЧПУ: мы уже упоминали программные аспекты работы. Глубокое понимание автоматизированного проектирования (CAD) и автоматизированного производства CAM необходимо для любого станка с ЧПУ. Существует довольно много информации, например, о тонкостях различных путей инструментов, которые поддерживает ваше программное обеспечение. Если вы действительно преуспеете в этом, вы можете считаться программистом ЧПУ, что является совершенно другим описанием работы.
Профилактическое обслуживание и эксплуатация магазина.
Процитирование вакансий — это большое дело, и это определенно навык, который стоит изучить.
Метрология и контроль. Точное измерение — еще одна большая область, которую нужно изучить и понять.
Производственные процессы
. Если у вас не работает один процесс, вы обнаружите, что другие процессы могут быть полезны для расширения ваших возможностей. Большинство станков с ЧПУ начинают с фрезерных или токарных (токарных) операций. Но есть много других производственных процессов, от самых обыденных до очень экзотических — электронно-лучевая обработка, кто-нибудь? Или как насчет ультразвуковой обработки?
CNC Cookbook содержит как минимум хорошие вводные статьи почти по всем этим темам, а во многих случаях даже подробные руководства.
Обрабатывающая промышленность может быть очень полезной, а ЧПУ — одна из тех областей, где невозможно научиться всему. Тогда лучше просто никогда не прекращать учиться.
Краткая история ЧПУ
Первые коммерческие станки с ЧПУ были построены в 1950-х годах и работали на перфоленте. Хотя эта концепция сразу же доказала, что она может сократить расходы, она была настолько другой, что очень медленно завоевала популярность у производителей.
Для того, чтобы способствовать более быстрому внедрению, армия США закупила 120 станков с ЧПУ и одолжила их различным производителям, чтобы они могли лучше ознакомиться с идеей числового управления. К концу 50-х NC начал завоевывать популярность, хотя ряд проблем все еще оставался.
Например, g-кода, почти универсального языка ЧПУ, которым мы пользуемся сегодня, не существовало. Каждый производитель продвигал свой собственный язык для определения числового программного управления или программ обработки деталей (программ, которые станки должны были выполнять для создания детали).
1959 Станок с ЧПУ: Milwaukee-Matic-II был первым станком с устройством смены инструмента…
В течение 1960-х годов ЧПУ быстро развивалось благодаря ряду ключевых разработок:
– Стандартный язык G-кода для программ обработки деталей: происхождение g-код восходит к Массачусетскому технологическому институту примерно в 1958 году, где этот язык использовался в лаборатории сервомеханизмов Массачусетского технологического института. Альянс электронной промышленности стандартизировал G-код в начале 1960-х годов.
– САПР заняли свое место и начали быстро заменять бумажные чертежи и чертежников в 60-х годах. К 19В 70-х годах САПР была индустрией приличных размеров с такими игроками, как Intergraph и Computervision, которых я консультировал еще во времена учебы в колледже.
— Миникомпьютеры, такие как DEC PDP-8 и Data General Nova, стали доступны в 60-х годах и сделали станки с ЧПУ дешевле и мощнее.
К 1970 году экономика большинства западных стран замедлилась, а затраты на занятость росли. В 60-х годах, предоставив прочную технологическую основу, которая была необходима, ЧПУ взлетело и начало неуклонно вытеснять старые технологии, такие как гидравлические трассировщики и ручная обработка.
Американские компании в значительной степени запустили революцию в области ЧПУ, но они были чрезмерно сосредоточены на высокотехнологичном оборудовании. Немцы первыми увидели возможность снизить цены на ЧПУ, и к 1979 году немцы продавали больше ЧПУ, чем американские компании. Японцы повторили ту же формулу еще более успешно и всего год спустя, к 1980 г., отняли лидерство у немцев. В 1971 г. все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 г. ушли и оказались на 8-м месте.
Совсем недавно микропроцессорная технология сделала элементы управления ЧПУ еще дешевле, что привело к появлению ЧПУ для хобби и личного рынка ЧПУ.
Доступное оборудование с ЧПУ также проложило путь для использования ЧПУ в прототипировании, наряду с 3D-печатью. Раньше использование ЧПУ ограничивалось в основном производственными цехами.
Проект Enhanced Machine Controller, или EMC2, был проектом по внедрению контроллера ЧПУ с открытым исходным кодом, который был начат Национальным институтом стандартов и технологий NIST в качестве демонстрации. В какой-то момент в 2000 году проект был перенесен в общественное достояние и с открытым исходным кодом, а вскоре в 2003 году появилась EMC2.0003
Mach4 был разработан основателем Artsoft Артом Фенерти как ответвление ранних версий EMC для работы в Windows вместо Linux, что делает его еще более доступным для рынка персональных ЧПУ.
 Существует множество фрез, то есть рабочих головок, для различных целей. Продвинутые мастера даже изготавливают фрезы или детали самостоятельно. Главная задача при работе с ручным фрезером – научиться правильно им работать. При освоении этого инструмента можно выполнить любой вид художественной резьбы.
Существует множество фрез, то есть рабочих головок, для различных целей. Продвинутые мастера даже изготавливают фрезы или детали самостоятельно. Главная задача при работе с ручным фрезером – научиться правильно им работать. При освоении этого инструмента можно выполнить любой вид художественной резьбы. Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора.
Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора. Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу.
Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу. Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.
Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.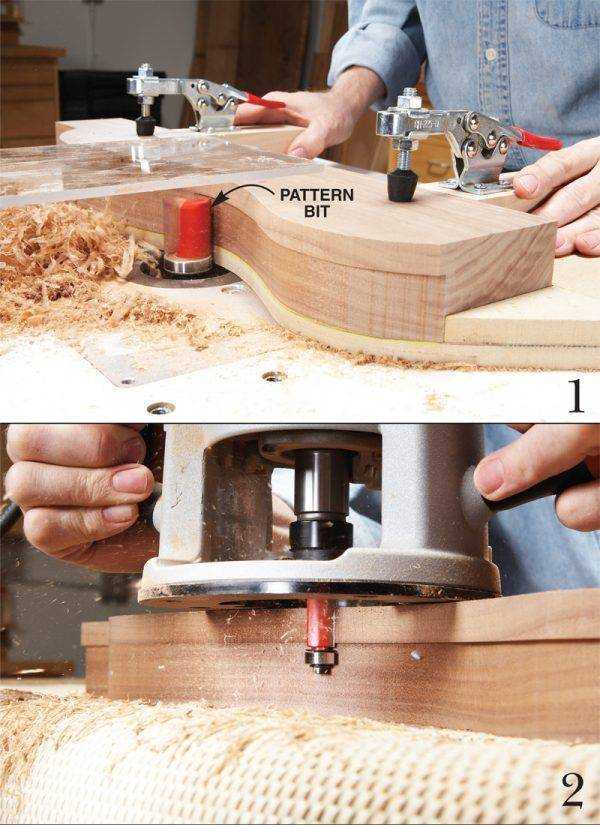 Нередко специалисты используют его во время ремонта. Например, просверлить отверстия, установить замки в дверь и т.д. В резьбе инструмент предназначен для обработки краев, кромок изделий.
Нередко специалисты используют его во время ремонта. Например, просверлить отверстия, установить замки в дверь и т.д. В резьбе инструмент предназначен для обработки краев, кромок изделий.
 Помимо фрезера существуют стамески, лобзики и т.д. Если фрезер выполняет более грубую работу, то они подходят для маленьких изделий — шкатулки, скульптуры, наличники, статуэтки животных.
Помимо фрезера существуют стамески, лобзики и т.д. Если фрезер выполняет более грубую работу, то они подходят для маленьких изделий — шкатулки, скульптуры, наличники, статуэтки животных. Для самобытности работы мастера добавляют выемчатую резьбу на изделия.
Для самобытности работы мастера добавляют выемчатую резьбу на изделия. Если хочется что-то изменить в доме, то фрезер специально для этого! Он способен оживить старые вещи. Красивый узор еще никогда не ухудшал вид дерева!
Если хочется что-то изменить в доме, то фрезер специально для этого! Он способен оживить старые вещи. Красивый узор еще никогда не ухудшал вид дерева! youtube.com/embed/nj8gMDUExMc?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/nj8gMDUExMc?feature=oembed» frameborder=»0″ allowfullscreen=»»> 
 Если это для рекламы или морского сектора, оборудование намного проще.
Если это для рекламы или морского сектора, оборудование намного проще. Точность этих станков превосходна благодаря ЧПУ.
Точность этих станков превосходна благодаря ЧПУ.

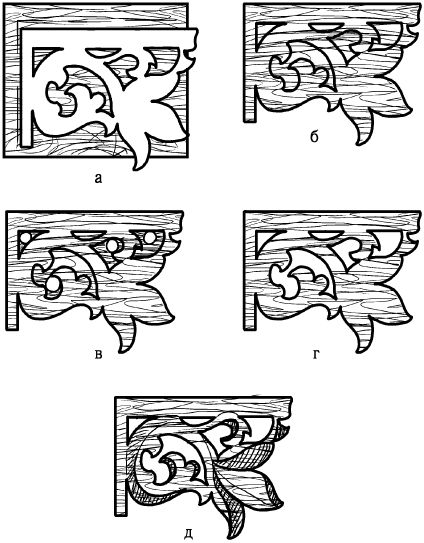

 (Если это не спиральное сверло с алмазным напылением, которое используется не для сверления, а для расширения уже существующих отверстий, например, в бусинах)
(Если это не спиральное сверло с алмазным напылением, которое используется не для сверления, а для расширения уже существующих отверстий, например, в бусинах)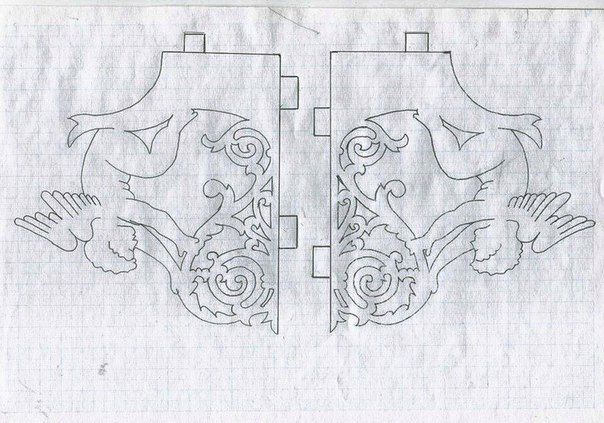
 Небольшие углы и кончики этих V-образных гравировальных фрез обеспечивают узкие прорези и мелкую деликатную гравировку букв и линий.
Небольшие углы и кончики этих V-образных гравировальных фрез обеспечивают узкие прорези и мелкую деликатную гравировку букв и линий.

 Они могут фрезеровать, и они могут сверлить. (У них есть режущие кромки на торце и по бокам). Обычно это концевые фрезы с 2 или 3 канавками, а иногда можно встретить и 4-канавочные концевые фрезы с центральной режущей кромкой.
Они могут фрезеровать, и они могут сверлить. (У них есть режущие кромки на торце и по бокам). Обычно это концевые фрезы с 2 или 3 канавками, а иногда можно встретить и 4-канавочные концевые фрезы с центральной режущей кромкой.

 Для малярных работ нужен компрессор и краскопульт. Понадобится и ручной инструмент для «мелких» работ — дрель, шуруповерты, шлиф-машинки и т. п.
Для малярных работ нужен компрессор и краскопульт. Понадобится и ручной инструмент для «мелких» работ — дрель, шуруповерты, шлиф-машинки и т. п.
 Нет смысла гнаться за объёмами, лучше сделать «чуть больше за те же деньги» и превысить ожидания клиента, чем разочаровать его. Тогда количество заказов будет хоть и опережать предложение, но останется контролируемым. А клиенты проявят терпение, твёрдо зная — хорошее качество вы гарантируете!
Нет смысла гнаться за объёмами, лучше сделать «чуть больше за те же деньги» и превысить ожидания клиента, чем разочаровать его. Тогда количество заказов будет хоть и опережать предложение, но останется контролируемым. А клиенты проявят терпение, твёрдо зная — хорошее качество вы гарантируете! youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Дерево — экологически чистый, «теплый» материал; и все, что делают из него, отличается прочностью и долговечностью. Изделиям из дерева можно придавать разную форму. Они сохраняют нанесенную на них краску, не выгорают, почти не деформируются.
Дерево — экологически чистый, «теплый» материал; и все, что делают из него, отличается прочностью и долговечностью. Изделиям из дерева можно придавать разную форму. Они сохраняют нанесенную на них краску, не выгорают, почти не деформируются. Фрезерные деревообрабатывающие станки с чпу настроены на выпуск изделий повышенного уровня сложности, включая изготовление деревянных икон, украшенных тончайшей резьбой. На станках доступно изготовление сувениров из дерева, шахмат, музыкальных инструментов и деталей к ним. На станках для обработки дерева изготавливают деревянную мебель, лестницы, двери, элементы интерьера, фурнитуру.
Фрезерные деревообрабатывающие станки с чпу настроены на выпуск изделий повышенного уровня сложности, включая изготовление деревянных икон, украшенных тончайшей резьбой. На станках доступно изготовление сувениров из дерева, шахмат, музыкальных инструментов и деталей к ним. На станках для обработки дерева изготавливают деревянную мебель, лестницы, двери, элементы интерьера, фурнитуру. Клиентам предоставляется полный перечень услуг по изготовлению, сборке и доставке станков по деревообработке.
Клиентам предоставляется полный перечень услуг по изготовлению, сборке и доставке станков по деревообработке. Кроме того, компания осуществляет сервисное и технологическое сопровождение на гарантийный период в течение двенадцати месяцев.
Кроме того, компания осуществляет сервисное и технологическое сопровождение на гарантийный период в течение двенадцати месяцев.

 Мы специализируемся на производстве высококачественных деталей из твердой древесины в больших количествах, включая услуги по шлифовке и отделке.
Мы специализируемся на производстве высококачественных деталей из твердой древесины в больших количествах, включая услуги по шлифовке и отделке. услуги по гравировке и инкрустации
услуги по гравировке и инкрустации винты по всем осям. Станок с ЧПУ SHARK HD520 — идеальный инструмент для резьбы или механической обработки самых разных изделий из дерева, мягких металлов, композитов или пластмасс.
винты по всем осям. Станок с ЧПУ SHARK HD520 — идеальный инструмент для резьбы или механической обработки самых разных изделий из дерева, мягких металлов, композитов или пластмасс.

 40 units on circuit breaker B 16A @ 230V-AC
40 units on circuit breaker B 16A @ 230V-AC




 Меньший постоянный ток немного увеличит индуктивность.
Меньший постоянный ток немного увеличит индуктивность. См. габаритный чертеж.
См. габаритный чертеж.
 25
25 5
5 834,27р
834,27р
 100,60р
100,60р
 772,21р
772,21р
 ◾ Рукоятки снабжены упорами
◾ Рукоятки снабжены упорами


 Только для соединения медных труб.
Только для соединения медных труб. с процессом штамповки и ковки и порошковым покрытием. Простое управление двумя руками, надежное обжатие за считанные секунды, отлично подходит для трубных фитингов.
с процессом штамповки и ковки и порошковым покрытием. Простое управление двумя руками, надежное обжатие за считанные секунды, отлично подходит для трубных фитингов. Прочный ящик для удобного хранения инструмента.
Прочный ящик для удобного хранения инструмента. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Экономичный инструмент для соединения медных труб, а не для труб PEX и других труб.
Экономичный инструмент для соединения медных труб, а не для труб PEX и других труб. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Простое управление двумя руками, надежное обжатие за считанные секунды, отлично подходит для трубных фитингов.
Простое управление двумя руками, надежное обжатие за считанные секунды, отлично подходит для трубных фитингов.
 Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Это экономичный инструмент для внутренних и наружных работ с трубами.
Это экономичный инструмент для внутренних и наружных работ с трубами. 7
7 Der Händler hat leider versäumt, eine Einstellanleitung mitzuliefern, daher ein Stern Abzug. Der kleine Inbusschlüssel dafür Liegt Aber Bei. Eine gute Anleitung findet man z.B. также Видео в сети. Einfach mal nach «Einstellung Pressdruck» такой. Die Einstellung sollte auch immer mal wieder überprüft und die Arretierschraube nachgezogen werden.- die Zange braucht durch die langen Hebelarme recht viel Platz. Bei begten Verhältnissen (wie bei mir) ist es eventuell notwendig, die Pressungen außerhalb vorzunehmen und dann das fertige Rohrgebilde an die endgültige Position zu Bringen. Im Nachhinein betrachtet, wäre ich mit einer gleicartigen Presszange mit handbetriebener Hydraulikpumpe besser gefahren. Die kosten nicht wesentlich mehr als diese Zange.- man benötigt doch einiges an Kraft in den Armen, um die Pressungen durchzuführen. Grundsätzlich kann ich sagen: wenn es leicht ging, war die Pressung nicht ausreichend und damit undicht. Nachpressen mit korrekter Einstellung ist aber kein Problem, das funktioniert sogar, wenn schon Druck auf dem Rohr ist.
Der Händler hat leider versäumt, eine Einstellanleitung mitzuliefern, daher ein Stern Abzug. Der kleine Inbusschlüssel dafür Liegt Aber Bei. Eine gute Anleitung findet man z.B. также Видео в сети. Einfach mal nach «Einstellung Pressdruck» такой. Die Einstellung sollte auch immer mal wieder überprüft und die Arretierschraube nachgezogen werden.- die Zange braucht durch die langen Hebelarme recht viel Platz. Bei begten Verhältnissen (wie bei mir) ist es eventuell notwendig, die Pressungen außerhalb vorzunehmen und dann das fertige Rohrgebilde an die endgültige Position zu Bringen. Im Nachhinein betrachtet, wäre ich mit einer gleicartigen Presszange mit handbetriebener Hydraulikpumpe besser gefahren. Die kosten nicht wesentlich mehr als diese Zange.- man benötigt doch einiges an Kraft in den Armen, um die Pressungen durchzuführen. Grundsätzlich kann ich sagen: wenn es leicht ging, war die Pressung nicht ausreichend und damit undicht. Nachpressen mit korrekter Einstellung ist aber kein Problem, das funktioniert sogar, wenn schon Druck auf dem Rohr ist. — die Grate, die beim Pressen entstehen, sind für mich kein Kriterium zur Abwertung. Diese gibt es auch bei Professionalsellen Pressmaschinen, wie ich bei meiner vom Fachbetrieb ausgeführten Heizungs- und Gasinstallation sehen konnte. Wenn es stören sollte, hilft eine Feile, wenn die Rohre isoliert werden, ist es eh egal.
— die Grate, die beim Pressen entstehen, sind für mich kein Kriterium zur Abwertung. Diese gibt es auch bei Professionalsellen Pressmaschinen, wie ich bei meiner vom Fachbetrieb ausgeführten Heizungs- und Gasinstallation sehen konnte. Wenn es stören sollte, hilft eine Feile, wenn die Rohre isoliert werden, ist es eh egal.
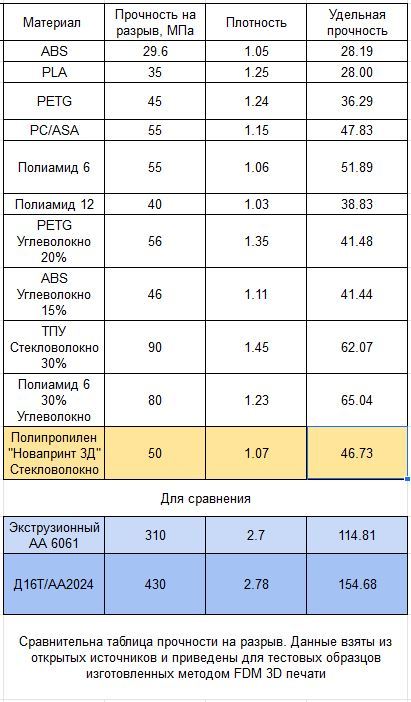
 Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати.
Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати. Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос.
Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос.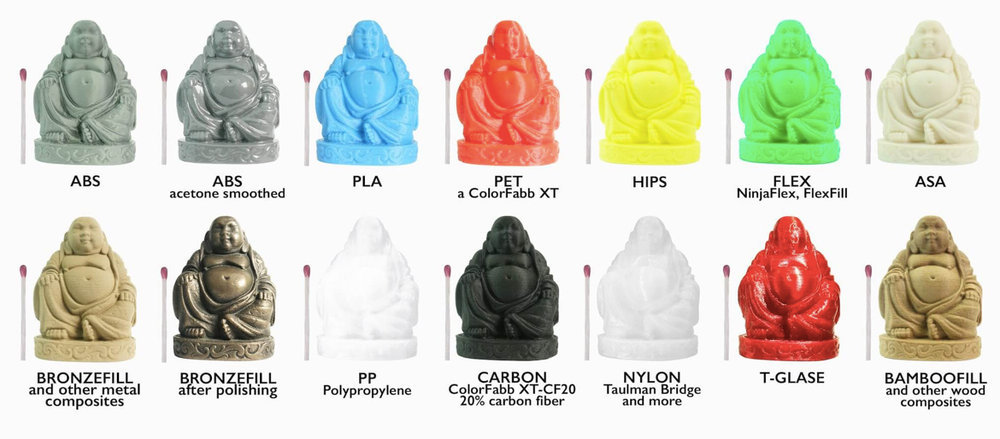 Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры
Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры
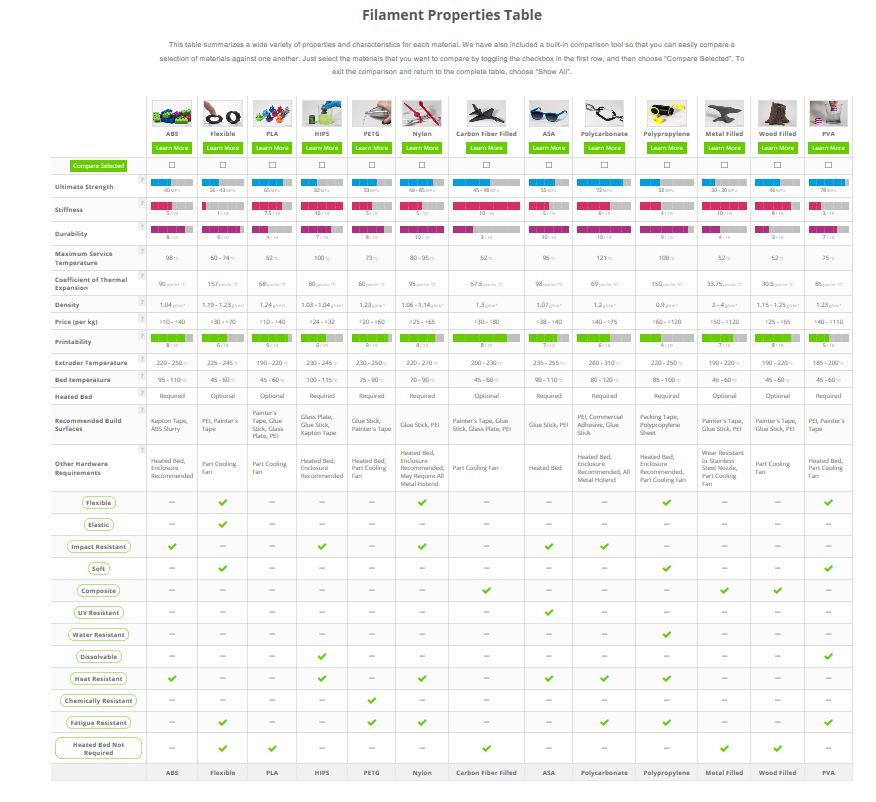
 Все владельцы 3D-принтеров знакомы с ситуацией, когда печатаемая деталь отклеивается от стола и загибается. При этом для разных пластиков эта проблема проявляется по-разному. Почему одни материалы сильнее подвержены этой проблеме, а другие не так капризны? Какие факторы влияют на это? Давайте разбираться.
Все владельцы 3D-принтеров знакомы с ситуацией, когда печатаемая деталь отклеивается от стола и загибается. При этом для разных пластиков эта проблема проявляется по-разному. Почему одни материалы сильнее подвержены этой проблеме, а другие не так капризны? Какие факторы влияют на это? Давайте разбираться.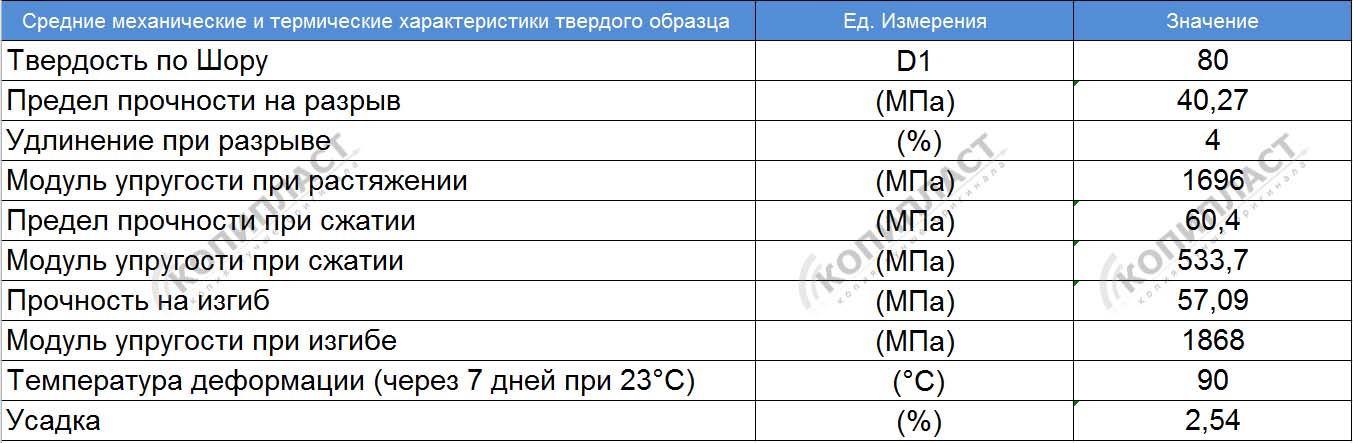 Вот табличка с некоторыми материалами, широко используемыми в 3D-печати:
Вот табличка с некоторыми материалами, широко используемыми в 3D-печати:
 А так как натяжение от усадки происходит только с одной стороны, то слои изгибаются в дугу.
А так как натяжение от усадки происходит только с одной стороны, то слои изгибаются в дугу.
 Это значит, что при любых силовых воздействиях на материал он деформируется пластически. Если говорить проще, то при температуре выше температуры стеклования материал ведет себя как пластилин.
Это значит, что при любых силовых воздействиях на материал он деформируется пластически. Если говорить проще, то при температуре выше температуры стеклования материал ведет себя как пластилин.
 Из-за такой большой разницы в КТР между стеклом и пластиками на границе их раздела появляются существенные внутренние напряжения, которые стремятся «срезать» деталь со стола.
Из-за такой большой разницы в КТР между стеклом и пластиками на границе их раздела появляются существенные внутренние напряжения, которые стремятся «срезать» деталь со стола.
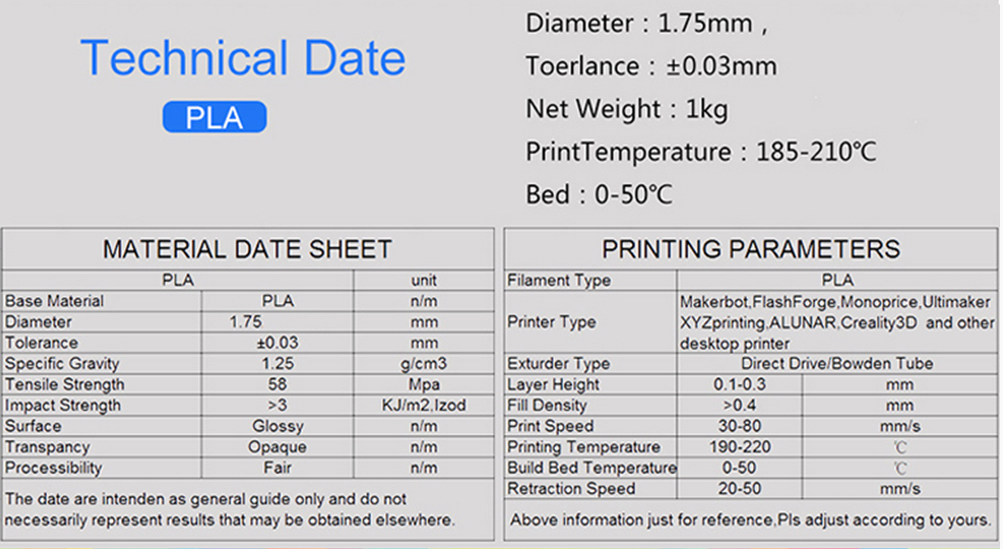
 Термическое напряжение, вызванное усадкой, может привести к значительному искажению геометрии окончательного отпечатка.
Термическое напряжение, вызванное усадкой, может привести к значительному искажению геометрии окончательного отпечатка. При использовании нагревательного слоя первый слой отпечатка поддерживается при температуре, близкой к температуре стеклования PLA. Это снижает вероятность усадки, но при этом обеспечивает жесткую основу для поддержки остальной части отпечатка.
При использовании нагревательного слоя первый слой отпечатка поддерживается при температуре, близкой к температуре стеклования PLA. Это снижает вероятность усадки, но при этом обеспечивает жесткую основу для поддержки остальной части отпечатка. Выдерживание PLA при повышенной температуре также делает его более гибким и способным поглощать воздействие термического напряжения без необратимой деформации.
Выдерживание PLA при повышенной температуре также делает его более гибким и способным поглощать воздействие термического напряжения без необратимой деформации.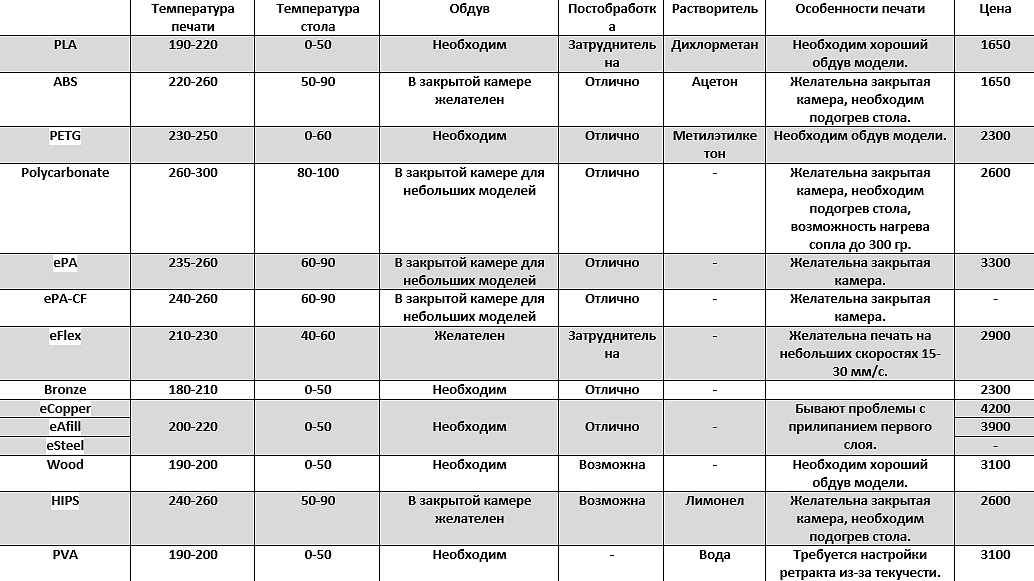 В больших непрерывных плитах из пластика могут быть прорезаны отверстия, чтобы уменьшить эффект усадки. Эта стратегия может быть полезна для лиц в вашей модели, которые не видны.
В больших непрерывных плитах из пластика могут быть прорезаны отверстия, чтобы уменьшить эффект усадки. Эта стратегия может быть полезна для лиц в вашей модели, которые не видны. Различные добавки и красители также могут влиять на степень усадки. Если вам нужно изготовить детали с точными размерами, мы предлагаем придерживаться одной конкретной марки и модели нити PLA и совершенствовать свою технику с ее помощью.
Различные добавки и красители также могут влиять на степень усадки. Если вам нужно изготовить детали с точными размерами, мы предлагаем придерживаться одной конкретной марки и модели нити PLA и совершенствовать свою технику с ее помощью. Это то, что называется усадкой, которая происходит в 3D-печати, которую вы, вероятно, даже не замечаете.
Это то, что называется усадкой, которая происходит в 3D-печати, которую вы, вероятно, даже не замечаете.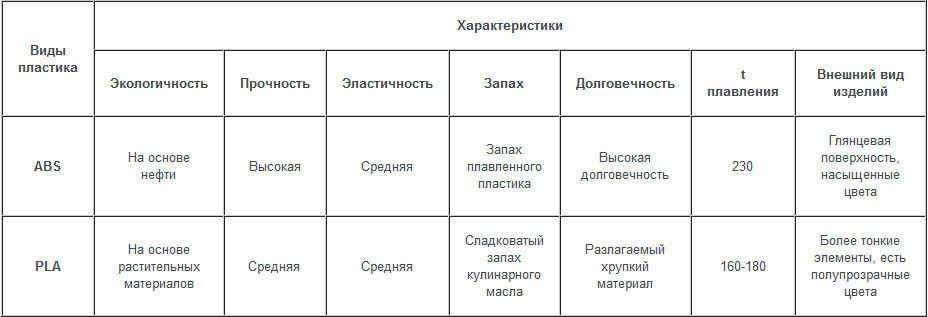

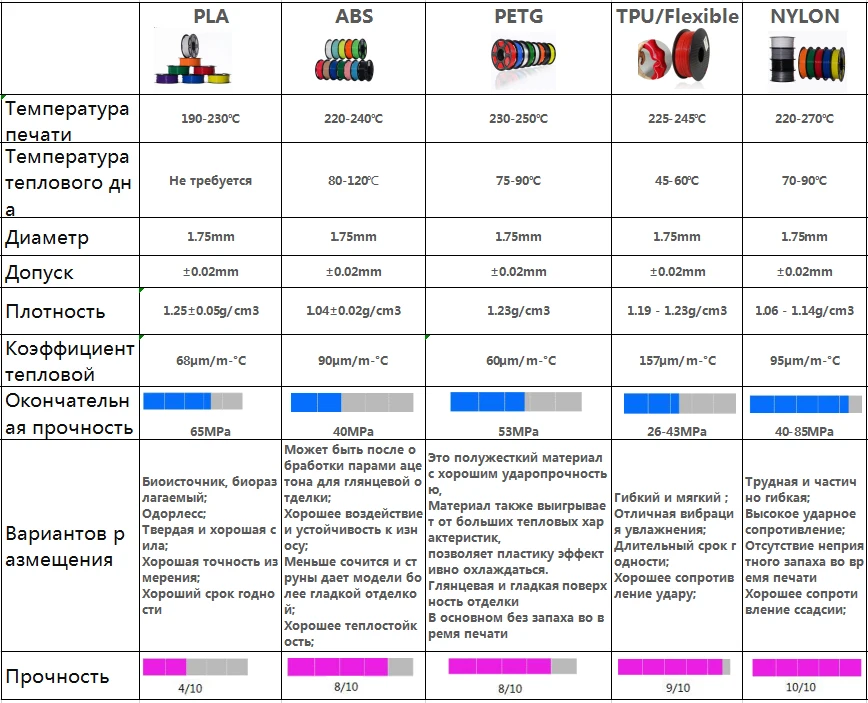
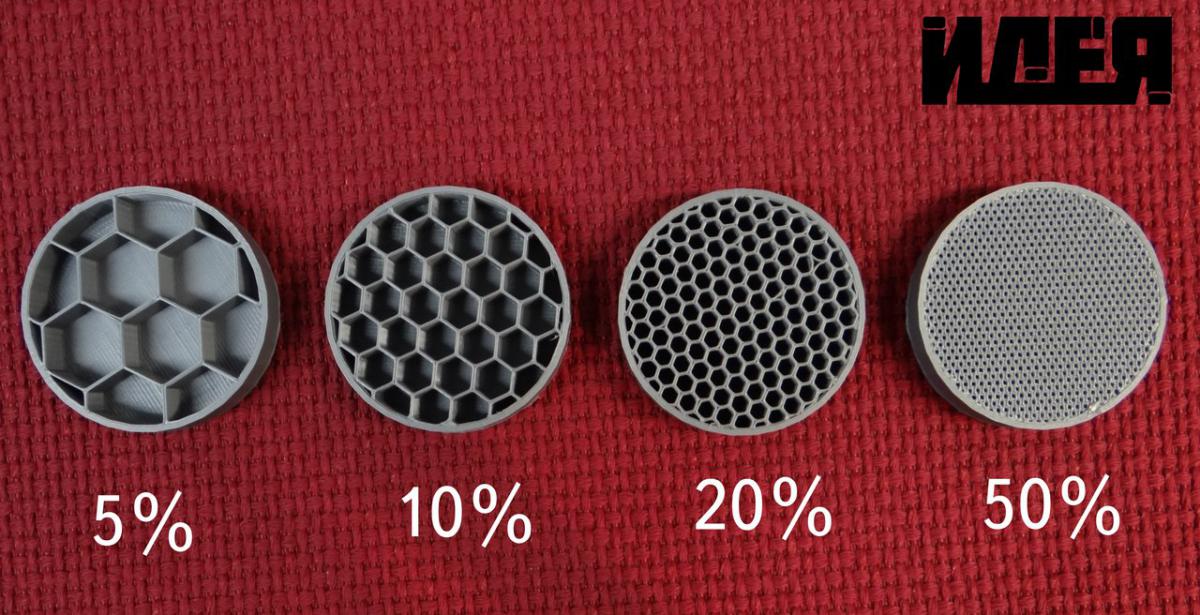

 Он сочетает в себе структурную прочность и жесткость ABS с простотой печати и нетоксичностью PLA.
Он сочетает в себе структурную прочность и жесткость ABS с простотой печати и нетоксичностью PLA. Некоторое программное обеспечение для печати поставляется с предустановками, которые автоматически делают это за вас, но в большинстве случаев это нужно делать вручную.
Некоторое программное обеспечение для печати поставляется с предустановками, которые автоматически делают это за вас, но в большинстве случаев это нужно делать вручную. Многие другие пользователи выражают благодарность создателю этой CAD-модели.
Многие другие пользователи выражают благодарность создателю этой CAD-модели.
 16 МБ)
16 МБ) ход, ЗУБР ЗОШМ-450-125
ход, ЗУБР ЗОШМ-450-125 Модель оснащена системой крепления шлифлистов Velcro, что обеспечивает простую и быструю замену оснастки. Количество оборотов регулируется с помощью колесика сверху на корпусе. Обладая мощностью 450 Вт и регулируемым диапазоном оборотов до 13 об/мин, шлифмашина быстро обработает материалы с различным типом покрытия. Амплитуда колебаний инструмента составляет всего 2 мм, а это значит, что результатом его работы станет идеально гладкая поверхность, по которой приятно провести рукой.
Модель оснащена системой крепления шлифлистов Velcro, что обеспечивает простую и быструю замену оснастки. Количество оборотов регулируется с помощью колесика сверху на корпусе. Обладая мощностью 450 Вт и регулируемым диапазоном оборотов до 13 об/мин, шлифмашина быстро обработает материалы с различным типом покрытия. Амплитуда колебаний инструмента составляет всего 2 мм, а это значит, что результатом его работы станет идеально гладкая поверхность, по которой приятно провести рукой. Служба качества контролирует процесс производства на каждом этапе.
Служба качества контролирует процесс производства на каждом этапе. Количество оборотов регулируется с помощью колесика сверху на корпусе. Обладая мощностью 450 Вт и регулируемым диапазоном оборотов до 13 об/мин, шлифмашина быстро обработает материалы с различным типом покрытия. Амплитуда колебаний инструмента составляет всего 2 мм, а это значит, что результатом его работы станет идеально гладкая поверхность, по которой приятно провести рукой.
Количество оборотов регулируется с помощью колесика сверху на корпусе. Обладая мощностью 450 Вт и регулируемым диапазоном оборотов до 13 об/мин, шлифмашина быстро обработает материалы с различным типом покрытия. Амплитуда колебаний инструмента составляет всего 2 мм, а это значит, что результатом его работы станет идеально гладкая поверхность, по которой приятно провести рукой. Служба качества контролирует процесс производства на каждом этапе.
Служба качества контролирует процесс производства на каждом этапе.
 с. при 6500 об/мин
с. при 6500 об/мин
 Доплата за морской фрахт зависит от модели и составляет от 45 до 150 долларов.
Доплата за морской фрахт зависит от модели и составляет от 45 до 150 долларов.  1
1 Движение круга устройства происходит в случайном порядке, траектории не повторяются. Такое конструктивное решение исключает постоянную шлифовку одних и тех же мест и появление на них царапин.
Движение круга устройства происходит в случайном порядке, траектории не повторяются. Такое конструктивное решение исключает постоянную шлифовку одних и тех же мест и появление на них царапин. Более сложная шлифовка требует скорости от 2 до 4 тысяч оборотов в минуту. Амплитуда движений должна быть меньше. Если вам нужно универсальное приспособление, вы можете приобрести и использовать болгарку эксцентрикового типа, у которой регулируется скорость, а амплитуда движения достигает 2-3 мм.
Более сложная шлифовка требует скорости от 2 до 4 тысяч оборотов в минуту. Амплитуда движений должна быть меньше. Если вам нужно универсальное приспособление, вы можете приобрести и использовать болгарку эксцентрикового типа, у которой регулируется скорость, а амплитуда движения достигает 2-3 мм.








 Мощность электропривода 355 Вт, диаметр платформы 130 мм. Худший показатель – амплитуда хода – 2 мм. Поэтому эту модель следует использовать только на ровной поверхности и не заниматься серьезными задачами. Отзывов в интернете об этой модели очень мало, так как машина достаточно «молодая». Многие отмечают, что за эту цену Wert EES 125DE имеет отличные характеристики и производительность.
Мощность электропривода 355 Вт, диаметр платформы 130 мм. Худший показатель – амплитуда хода – 2 мм. Поэтому эту модель следует использовать только на ровной поверхности и не заниматься серьезными задачами. Отзывов в интернете об этой модели очень мало, так как машина достаточно «молодая». Многие отмечают, что за эту цену Wert EES 125DE имеет отличные характеристики и производительность. Практически все пользователи отмечают простоту использования. Эта модель отлично подходит для небольших задач. А вот с деревом возникают проблемы, так как нехватка мощности дает о себе знать.
Практически все пользователи отмечают простоту использования. Эта модель отлично подходит для небольших задач. А вот с деревом возникают проблемы, так как нехватка мощности дает о себе знать.


 Зонд Pinda специально разработан для линейки 3D принтеров Prusa, на которых установлены специальные точки маркеры для калибровки на столе, которые помогают с выравниванием и коррекцией перекоса.
Зонд Pinda специально разработан для линейки 3D принтеров Prusa, на которых установлены специальные точки маркеры для калибровки на столе, которые помогают с выравниванием и коррекцией перекоса. Но зато этот датчик может работать со стеклянными столами.
Но зато этот датчик может работать со стеклянными столами. Вы можете найти множество конструкций, доступных для загрузки в интернете. Если вы хотите разработать конструкцию для монтажа самостоятельно, обязательно прочтите документацию BLTouch, чтобы учесть габаритные размеры датчика.
Вы можете найти множество конструкций, доступных для загрузки в интернете. Если вы хотите разработать конструкцию для монтажа самостоятельно, обязательно прочтите документацию BLTouch, чтобы учесть габаритные размеры датчика. Удалите две косые черты, чтобы раскомментировать оператор define:
Удалите две косые черты, чтобы раскомментировать оператор define: Вы можете выбрать один из пяти различных методов компенсации, ниже мы приведем пример с использованием билинейного метода, поскольку с него легко начать.
Вы можете выбрать один из пяти различных методов компенсации, ниже мы приведем пример с использованием билинейного метода, поскольку с него легко начать.
 При покупке в интернете обязательно приобретайте у одного из авторизованных реселлеров, которые опубликованы на сайте Antclabs.
При покупке в интернете обязательно приобретайте у одного из авторизованных реселлеров, которые опубликованы на сайте Antclabs.
 Использование таких датчиков физически не изменит «уровень» вашего стола.1) Кроме того, процесс выравнивания рабочей поверхности/нагреваемого стола обычно известен как трамбовка.
Использование таких датчиков физически не изменит «уровень» вашего стола.1) Кроме того, процесс выравнивания рабочей поверхности/нагреваемого стола обычно известен как трамбовка. Конечные точки позволяют установить ссылку с известной позиции на источник принтера. На самом деле сложные датчики выравнивания представляют собой не что иное, как простой Z-концевой упор, за исключением того, что датчик установлен на печатающей головке и позволяет сканировать стол в большем количестве положений, чем концевой выключатель, установленный на оси Z рамы.
Конечные точки позволяют установить ссылку с известной позиции на источник принтера. На самом деле сложные датчики выравнивания представляют собой не что иное, как простой Z-концевой упор, за исключением того, что датчик установлен на печатающей головке и позволяет сканировать стол в большем количестве положений, чем концевой выключатель, установленный на оси Z рамы. Эта сканируемая поверхность включает в себя несовершенства поверхности (это зависит от возможности обработки точек измерения в процессе сканирования, чем больше точек зондирования, тем лучше может быть отображена геометрия). Например, просто сканирование 3 точек приведет только к наклонной плоскости (например, Ultimaker), но при сканировании нескольких точек в процессе в стиле сетки поверхность может быть отображена на сложную поверхность, описывающую форму. Таким образом, если поверхность не является полностью плоской/квадратной, отсканированная поверхность предоставляет цифровую копию формы пластины сборки.
Эта сканируемая поверхность включает в себя несовершенства поверхности (это зависит от возможности обработки точек измерения в процессе сканирования, чем больше точек зондирования, тем лучше может быть отображена геометрия). Например, просто сканирование 3 точек приведет только к наклонной плоскости (например, Ultimaker), но при сканировании нескольких точек в процессе в стиле сетки поверхность может быть отображена на сложную поверхность, описывающую форму. Таким образом, если поверхность не является полностью плоской/квадратной, отсканированная поверхность предоставляет цифровую копию формы пластины сборки. Этот ответ (на рисунке ниже приведена терминология). Оператору принтера необходимо определить, на каком расстоянии был отсканирован этот стол. Это обычно известно как определение Z-смещения. Смещение Z можно установить с помощью терминала или с помощью дисплея. Настройка этого Z-смещения подробно описана в разделе «Задание Z-смещения в прошивке Marlin».
Этот ответ (на рисунке ниже приведена терминология). Оператору принтера необходимо определить, на каком расстоянии был отсканирован этот стол. Это обычно известно как определение Z-смещения. Смещение Z можно установить с помощью терминала или с помощью дисплея. Настройка этого Z-смещения подробно описана в разделе «Задание Z-смещения в прошивке Marlin». Вопрос «Приводит ли автоматическое выравнивание к срезанным отпечаткам?».
Вопрос «Приводит ли автоматическое выравнивание к срезанным отпечаткам?».

 и преобразуйте измеренное давление в выходной электрический сигнал.
и преобразуйте измеренное давление в выходной электрический сигнал. д. Вторая категория является бесконтактной и делится на ультразвуковой датчик уровня жидкости, радарный датчик уровня жидкости и т. д.
д. Вторая категория является бесконтактной и делится на ультразвуковой датчик уровня жидкости, радарный датчик уровня жидкости и т. д.


 Они также подходят для обнаружения утечек, предотвращая дорогостоящий ущерб. Отраженный свет, например, в небольшом отражающем резервуаре, зеркальных резервуарах, пузырьках, молоке или жидкости для покрытия, часто может вызывать проблемы с задержкой показаний.
Они также подходят для обнаружения утечек, предотвращая дорогостоящий ущерб. Отраженный свет, например, в небольшом отражающем резервуаре, зеркальных резервуарах, пузырьках, молоке или жидкости для покрытия, часто может вызывать проблемы с задержкой показаний. При выборе устройства важно знать, что не каждый датчик емкости работает с каждым типом материала или резервуара. Кроме того, датчик необходимо откалибровать на конкретный материал, чтобы избежать различных диэлектрических постоянных и различий в конструкции резервуара. Поскольку этот тип технологии основан на контакте, на надежность этих датчиков может сильно влиять жидкость, прилипающая к зонду.
При выборе устройства важно знать, что не каждый датчик емкости работает с каждым типом материала или резервуара. Кроме того, датчик необходимо откалибровать на конкретный материал, чтобы избежать различных диэлектрических постоянных и различий в конструкции резервуара. Поскольку этот тип технологии основан на контакте, на надежность этих датчиков может сильно влиять жидкость, прилипающая к зонду. Время, в течение которого датчик реагирует, зависит от различных элементов атмосферы над средой, таких как турбулентность, пена, температура и т. д. Вот почему монтажное положение этих устройств имеет решающее значение.
Время, в течение которого датчик реагирует, зависит от различных элементов атмосферы над средой, таких как турбулентность, пена, температура и т. д. Вот почему монтажное положение этих устройств имеет решающее значение. Эти датчики являются одними из немногих технологий, которые хорошо работают с пеной и липкими веществами.
Эти датчики являются одними из немногих технологий, которые хорошо работают с пеной и липкими веществами. Однако может использоваться в сочетании с системами непрерывного контроля уровня, выступая в качестве сигнальных точек при переполнении и утечках.
Однако может использоваться в сочетании с системами непрерывного контроля уровня, выступая в качестве сигнальных точек при переполнении и утечках. Они также просты в использовании и установке, но необходимо проводить регулярные проверки обслуживания, чтобы убедиться, что на зонде нет отложений, иначе он не будет работать должным образом.
Они также просты в использовании и установке, но необходимо проводить регулярные проверки обслуживания, чтобы убедиться, что на зонде нет отложений, иначе он не будет работать должным образом.
 п.
п.
 В комплектации с европейской сеткой стандарта EN 1263-1, имеет большой запас прочности.
В комплектации с европейской сеткой стандарта EN 1263-1, имеет большой запас прочности.
 Именно поэтому на строительных объектах применяется такая система защиты, как защитно улавливающая система Т, которая обеспечивает полную безопасность всех работников.
Именно поэтому на строительных объектах применяется такая система защиты, как защитно улавливающая система Т, которая обеспечивает полную безопасность всех работников.
 Также безопасность обеспечивается и для сотрудников, работающих под сеткой. В таком случае защитно улавливающая система полностью препятствует падению объектов и строительного мусора сверху.
Также безопасность обеспечивается и для сотрудников, работающих под сеткой. В таком случае защитно улавливающая система полностью препятствует падению объектов и строительного мусора сверху.
 Всегда существует риск травматизации от обрушения элементов фасада, падения строительного мусора и случайного обрыва людей с высоты. ЗУС всегда ставятся по контуру здания, которое планируется строить или реконструировать.
Всегда существует риск травматизации от обрушения элементов фасада, падения строительного мусора и случайного обрыва людей с высоты. ЗУС всегда ставятся по контуру здания, которое планируется строить или реконструировать.
 Доставка по России и за рубеж — транспортной компанией. Самовывоз.
Доставка по России и за рубеж — транспортной компанией. Самовывоз.

 Эти улавливающие системы устанавливаются поконтуру здания.
Эти улавливающие системы устанавливаются поконтуру здания.





 Присоединяйтесь к нашему информированному сообществу, чтобы быть в курсе всех предстоящих событий и вебинаров.
Присоединяйтесь к нашему информированному сообществу, чтобы быть в курсе всех предстоящих событий и вебинаров. citadel.edu/annual-events
citadel.edu/annual-events citadel.edu/биология
citadel.edu/биология edu/политическая наука
edu/политическая наука citadel.edu/it
citadel.edu/it edu/commandant
edu/commandant citadel.edu/assessment
citadel.edu/assessment
 youtube.com/embed/TZvL3Rt5aco»>
youtube.com/embed/TZvL3Rt5aco»>  Самым важным преимуществом является низкая себестоимость резки.
Самым важным преимуществом является низкая себестоимость резки.
 д.
д.
 Кроме того, наличие сквозного отсека позволяет превратить станок в конвейер по обработке ткани – достаточно установить опциональные держатели для размотки рулонных материалов, при помощи которых протягивать ткань через сквозной отсек.
Кроме того, наличие сквозного отсека позволяет превратить станок в конвейер по обработке ткани – достаточно установить опциональные держатели для размотки рулонных материалов, при помощи которых протягивать ткань через сквозной отсек. Позволяют развивать скорость недостижимую для простых шаговых двигателей.
Позволяют развивать скорость недостижимую для простых шаговых двигателей.
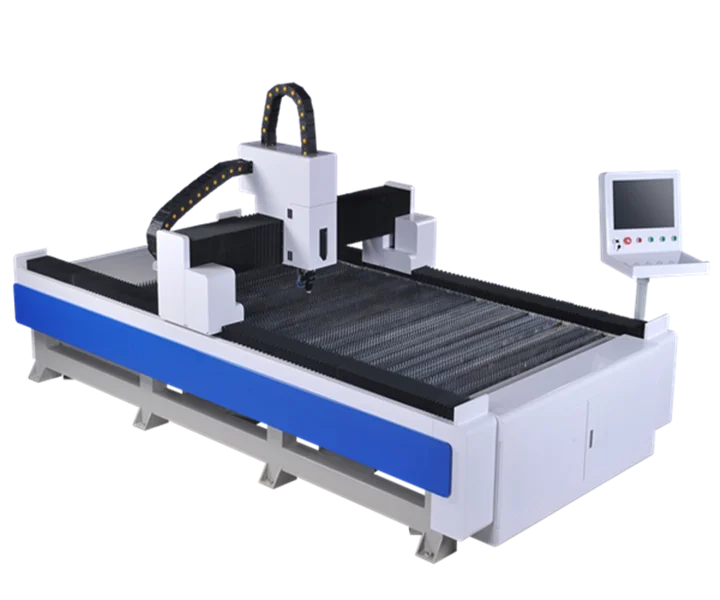 Эффективное дымоудаление во время гравировки
Эффективное дымоудаление во время гравировки 14,1 м/с² (555 дюймов/с²)
14,1 м/с² (555 дюймов/с²)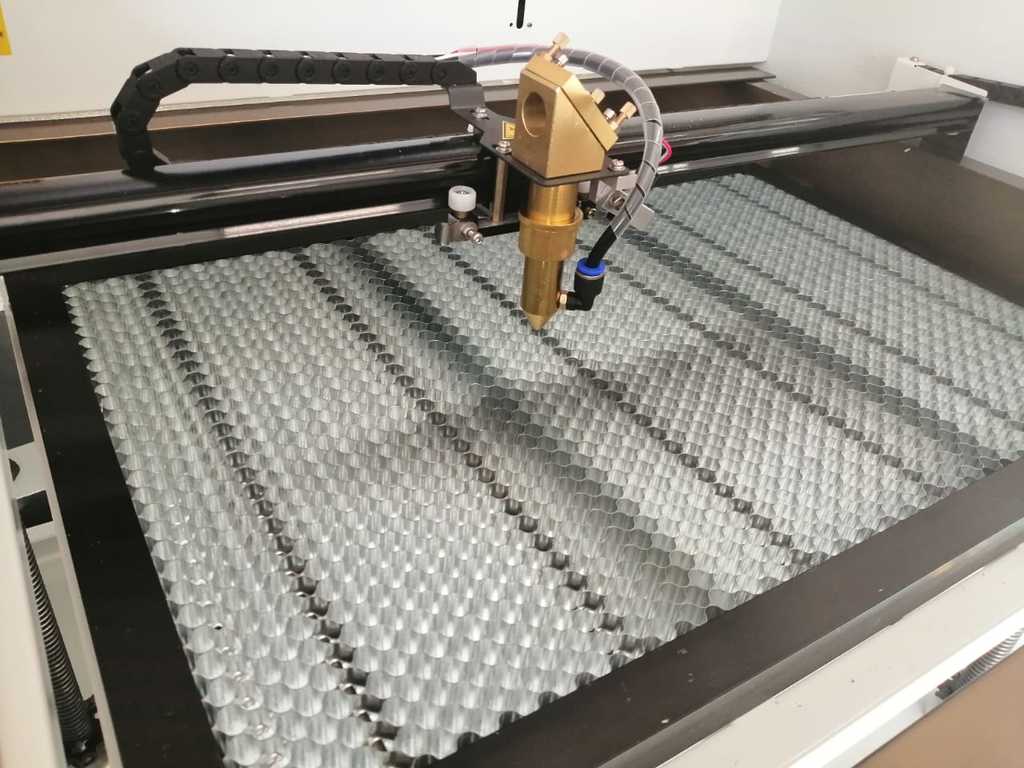 youtube.com/embed/4MlvXuV3InI?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/4MlvXuV3InI?rel=0″ frameborder=»0″ allowfullscreen=»»> 

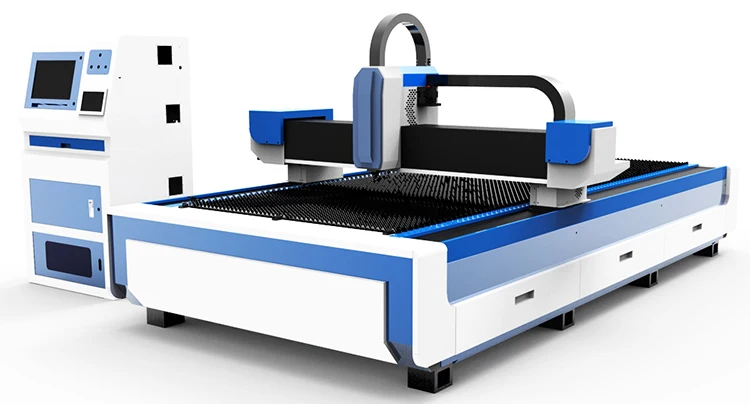 Это гарантирует полное удаление выбросов выше и ниже материала.
Это гарантирует полное удаление выбросов выше и ниже материала. Ширина материала:
Ширина материала: 
 » alt=»Automate the material feed for continous textile machining.»> Конвейерная система
» alt=»Automate the material feed for continous textile machining.»> Конвейерная система Даже допуски копирования в печатном формате могут быть компенсированы программным управлением.
Даже допуски копирования в печатном формате могут быть компенсированы программным управлением.
 Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю.
Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю. После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.
После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.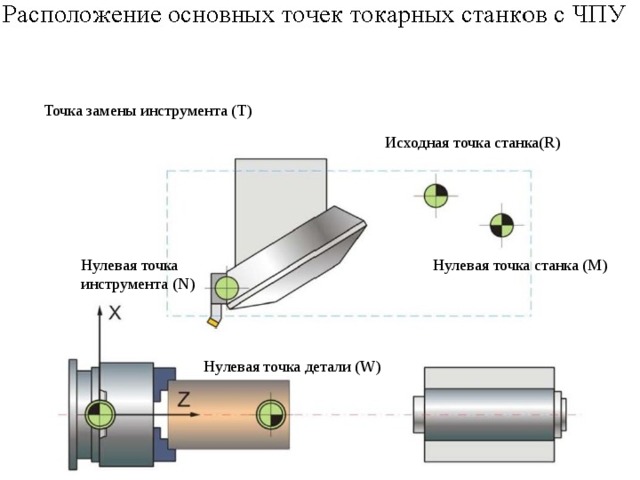
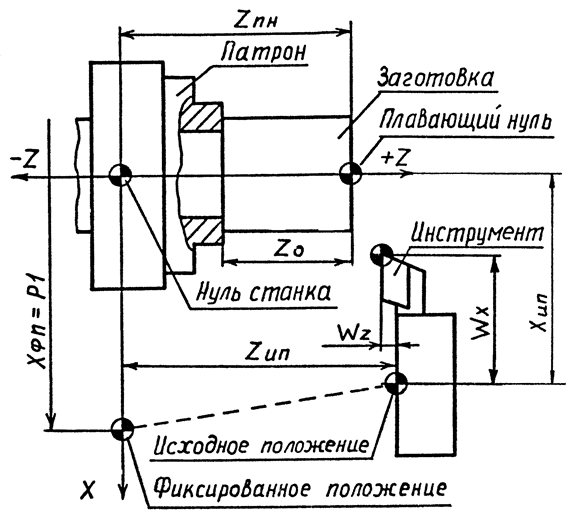 Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах.
Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах. 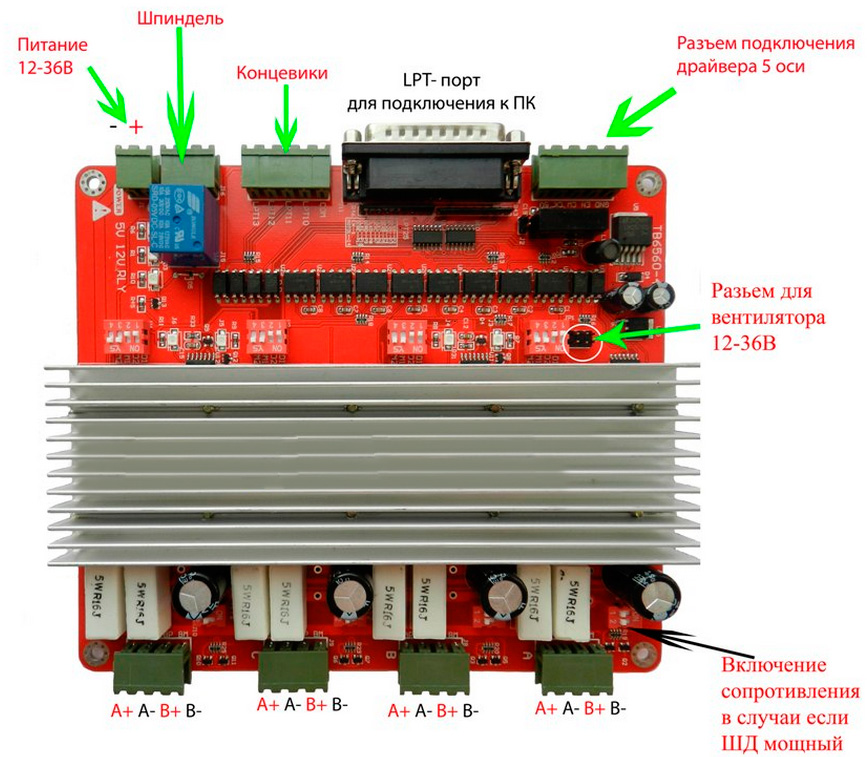 Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции.
Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции. Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
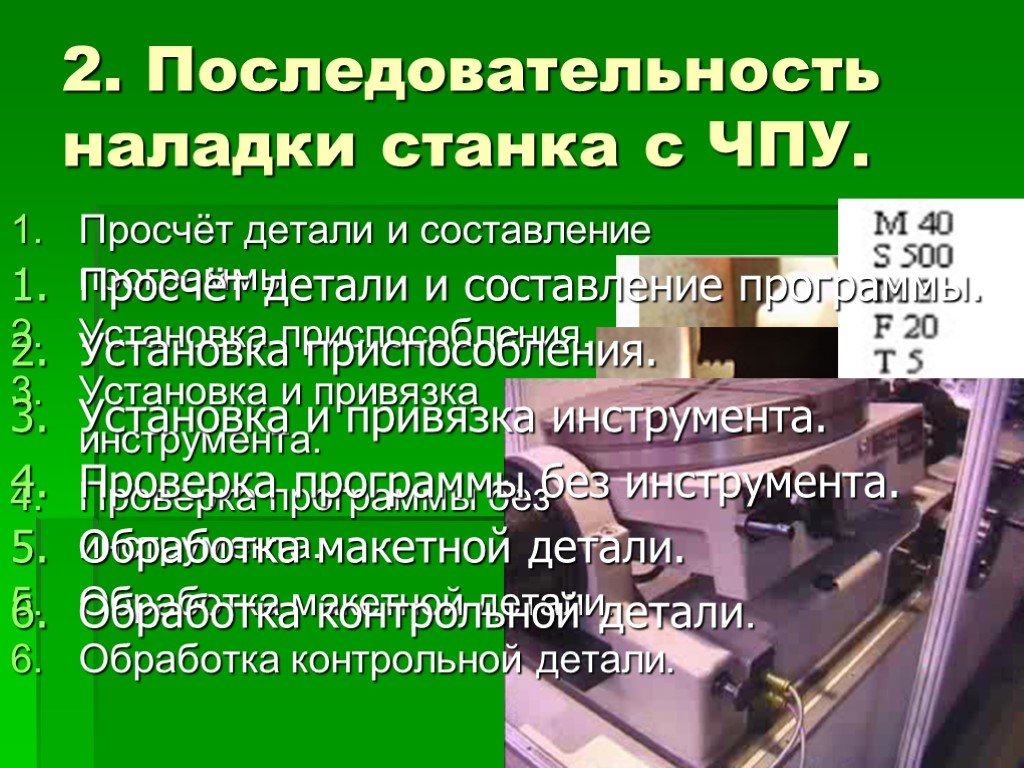
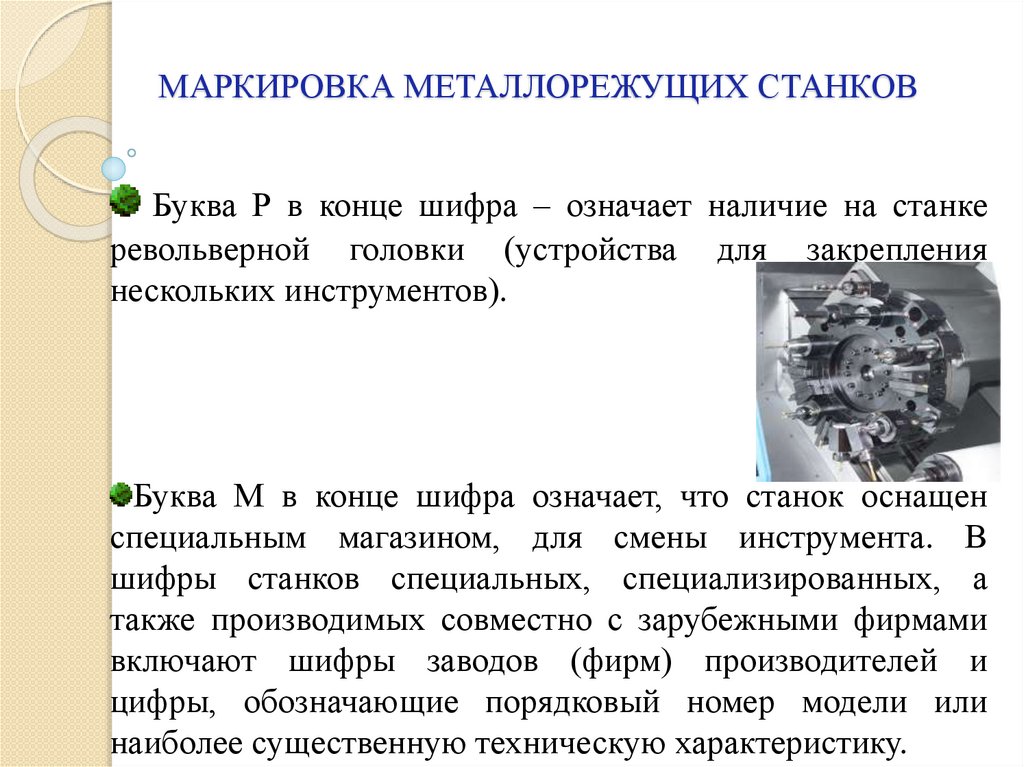 Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.

 Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
 Его ключевые характеристики зависят от того, к какой технологической группе он относится:
Его ключевые характеристики зависят от того, к какой технологической группе он относится:
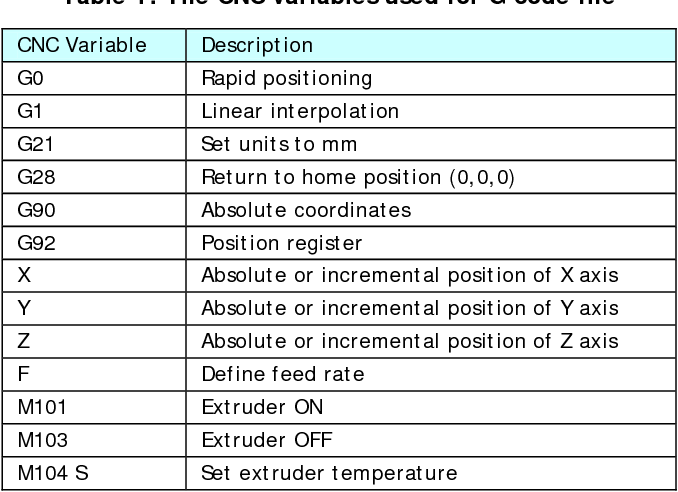 Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.
Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали. После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).
После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).

 Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
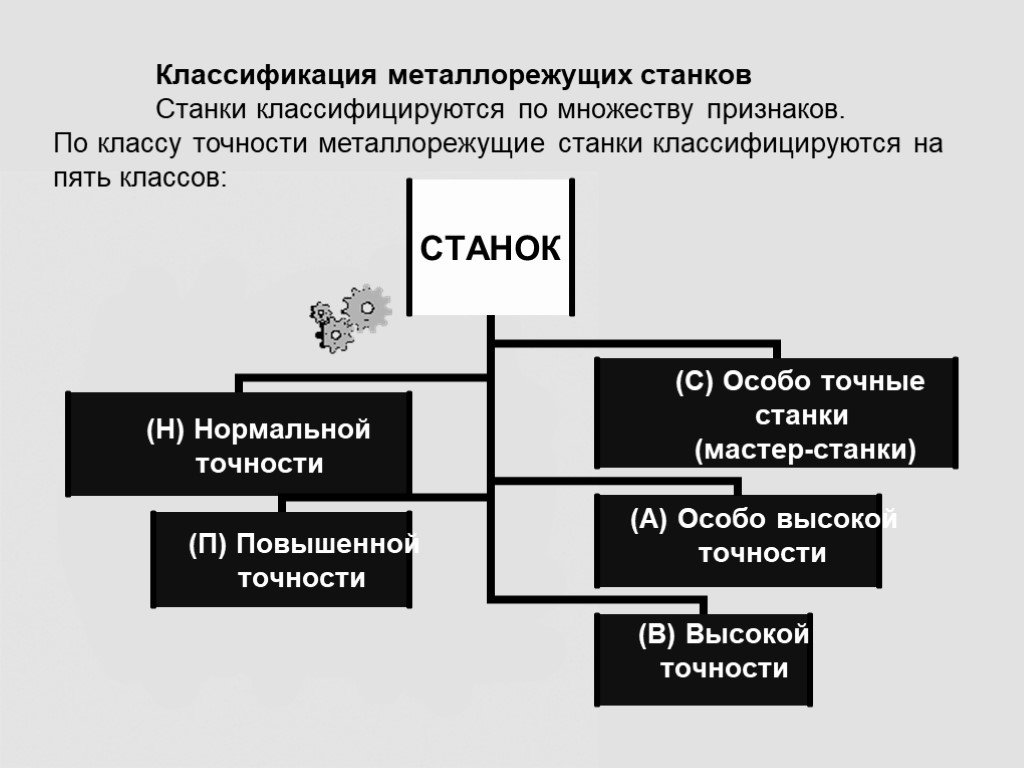 Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
 Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
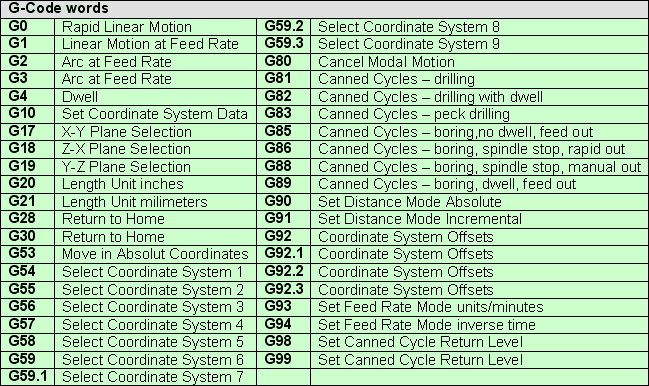
 Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.

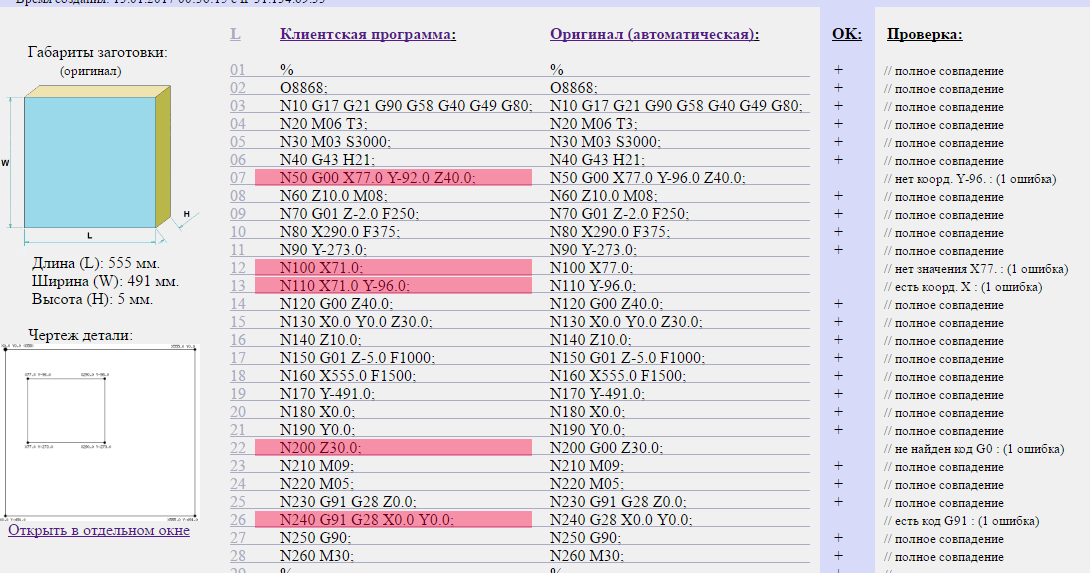

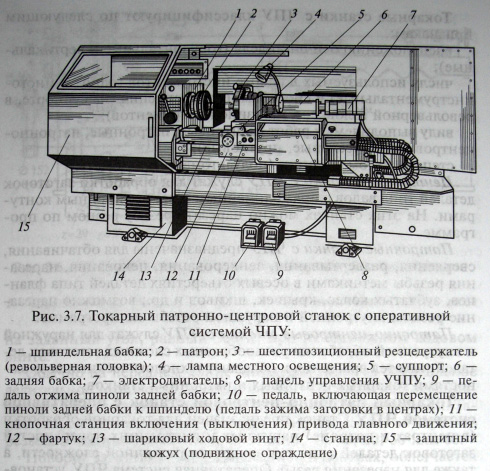 0, через Wikimedia Commons заготовки для создания нужных деталей. Однако в то время как фрезерные станки с ЧПУ обычно используются для обработки твердых металлов и материалов промышленного назначения, фрезерные станки с ЧПУ лучше подходят для резки более мягких и деликатных материалов, таких как пластик, дерево и пенопласт.
0, через Wikimedia Commons заготовки для создания нужных деталей. Однако в то время как фрезерные станки с ЧПУ обычно используются для обработки твердых металлов и материалов промышленного назначения, фрезерные станки с ЧПУ лучше подходят для резки более мягких и деликатных материалов, таких как пластик, дерево и пенопласт.
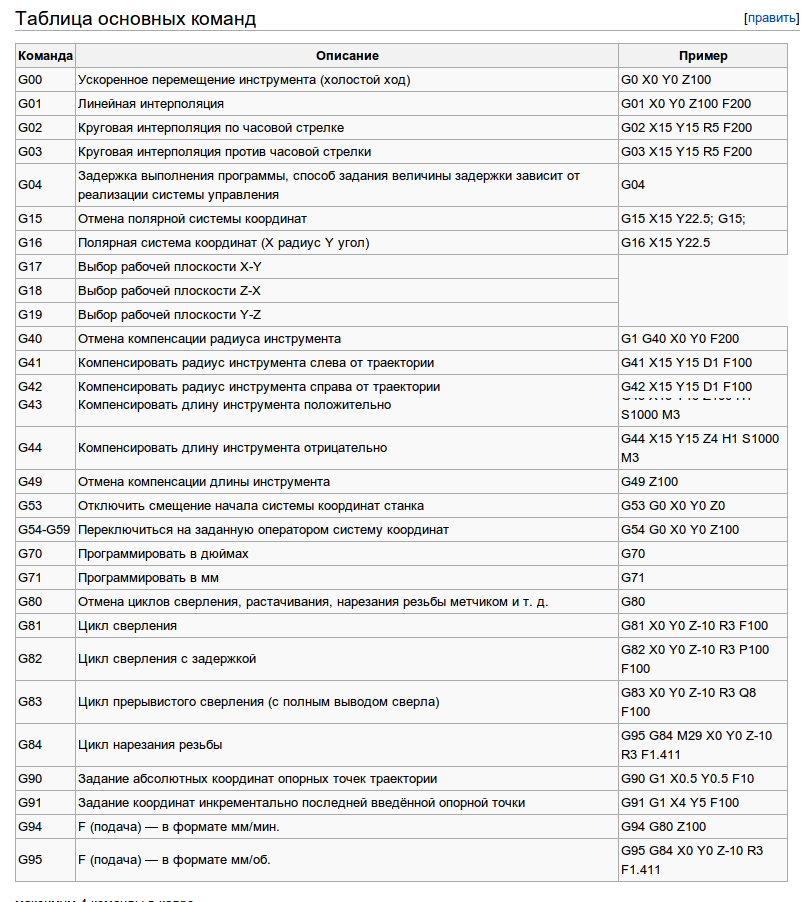
 Как и машины плазменной резки, электроэрозионные машины также требуют, чтобы заготовка была электропроводной. Это строгое требование существует потому, что металлический инструмент служит электродом и может разрушать только электропроводящие материалы.
Как и машины плазменной резки, электроэрозионные машины также требуют, чтобы заготовка была электропроводной. Это строгое требование существует потому, что металлический инструмент служит электродом и может разрушать только электропроводящие материалы. Однако, в отличие от станков плазменной и лазерной резки с ЧПУ, водоструйные станки с ЧПУ особенно подходят для материалов с низким термическим сопротивлением, таких как алюминий и пластик. Под «низким термическим сопротивлением» мы подразумеваем материалы, склонные к плавлению, когда вы подвергаете их воздействию высоких температур.
Однако, в отличие от станков плазменной и лазерной резки с ЧПУ, водоструйные станки с ЧПУ особенно подходят для материалов с низким термическим сопротивлением, таких как алюминий и пластик. Под «низким термическим сопротивлением» мы подразумеваем материалы, склонные к плавлению, когда вы подвергаете их воздействию высоких температур.
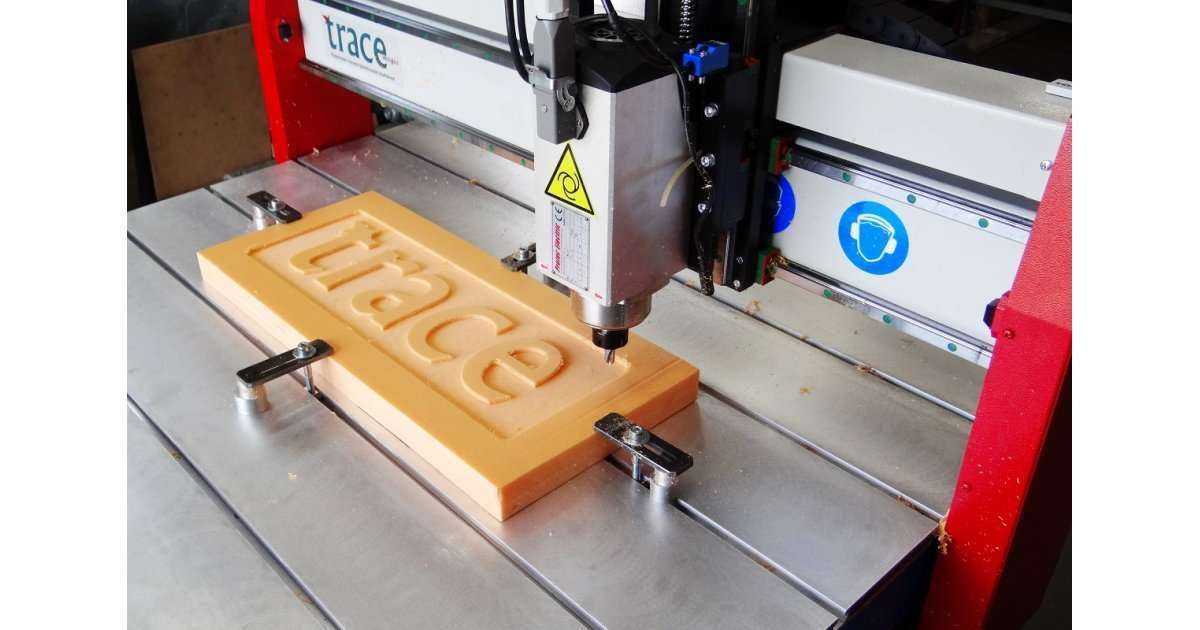
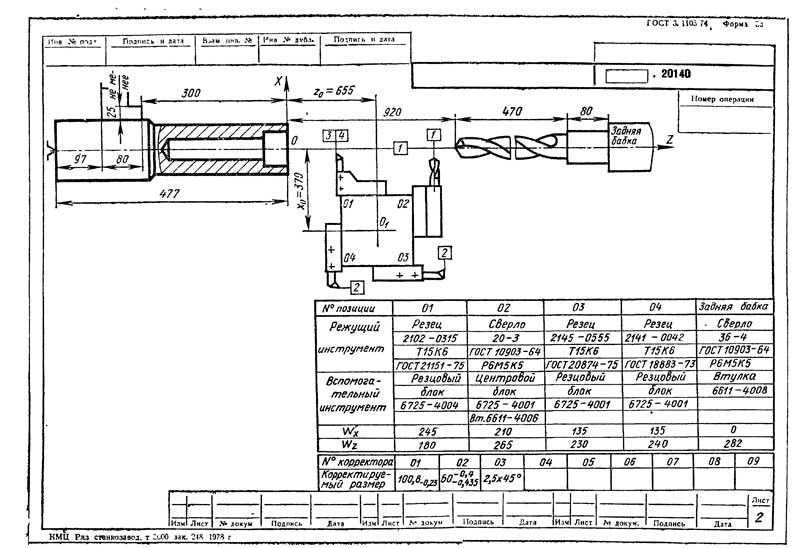 Однако успех вашего производственного проекта также зависит от механического цеха и машинистов, создающих вашу продукцию.
Однако успех вашего производственного проекта также зависит от механического цеха и машинистов, создающих вашу продукцию.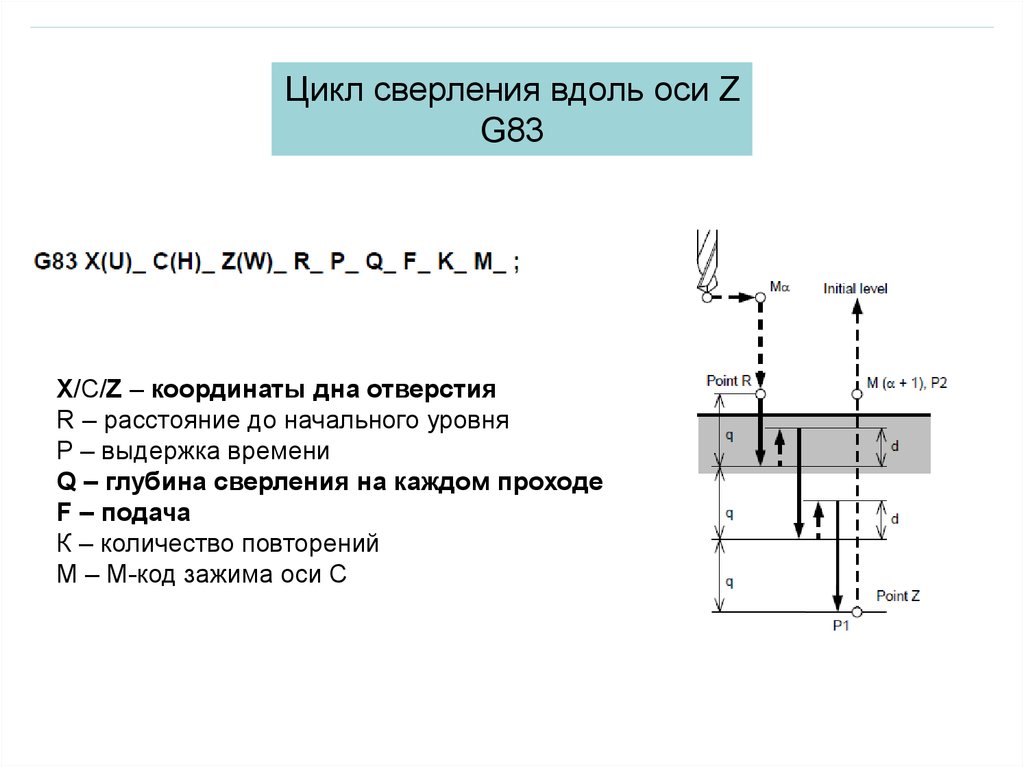 Компьютерный язык, используемый для программирования станков с ЧПУ, представляет собой стандартизированный язык программирования под названием «G-Code». Чтобы упростить задачу, g-код редко пишется вручную. Вместо этого для создания G-кода используются инструменты визуального программирования под названием CAM Software. «CAM» означает автоматизированное производство.
Компьютерный язык, используемый для программирования станков с ЧПУ, представляет собой стандартизированный язык программирования под названием «G-Code». Чтобы упростить задачу, g-код редко пишется вручную. Вместо этого для создания G-кода используются инструменты визуального программирования под названием CAM Software. «CAM» означает автоматизированное производство. Это относится к идее управления станками через компьютер. Станки с ЧПУ — это своего рода роботы.
Это относится к идее управления станками через компьютер. Станки с ЧПУ — это своего рода роботы.
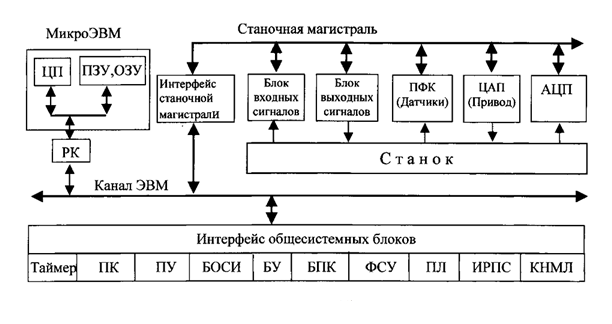 Были также винтовые машины, автоматизированные функции которых механически управлялись кулачками.
Были также винтовые машины, автоматизированные функции которых механически управлялись кулачками. CAD — это «автоматизированное проектирование», программное обеспечение, используемое для создания чертежей деталей, которые мы изготавливаем.
CAD — это «автоматизированное проектирование», программное обеспечение, используемое для создания чертежей деталей, которые мы изготавливаем. Мы обсудим каждую машину индивидуально и расскажем вам, что это за машина и какую обработку с ЧПУ она выполняет.
Мы обсудим каждую машину индивидуально и расскажем вам, что это за машина и какую обработку с ЧПУ она выполняет.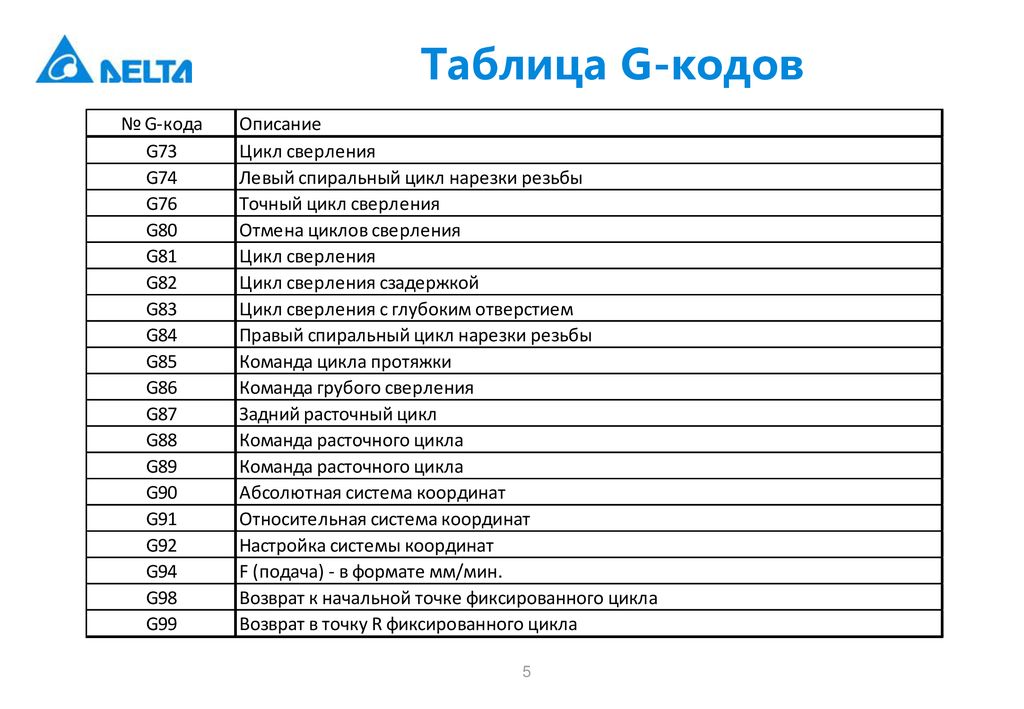 Вертикаль и горизонталь относятся к тому, является ли ось, параллельная шпинделю (обычно «Z») вертикальной или горизонтальной. Одной из важнейших возможностей обрабатывающих центров является использование устройства автоматической смены инструмента (ATC), которое позволяет им управлять несколькими инструментами и автоматически переключаться между ними.
Вертикаль и горизонталь относятся к тому, является ли ось, параллельная шпинделю (обычно «Z») вертикальной или горизонтальной. Одной из важнейших возможностей обрабатывающих центров является использование устройства автоматической смены инструмента (ATC), которое позволяет им управлять несколькими инструментами и автоматически переключаться между ними. Токарный станок вращает заготовку в шпинделе, в то время как неподвижный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку. Из-за этой геометрии токарные станки идеально подходят для деталей, которые имеют симметрию относительно некоторой оси, которая может быть зажата в шпинделе. Эта ориентация на круглые детали также является причиной того, что процесс резки называется «токарной обработкой с ЧПУ».
Токарный станок вращает заготовку в шпинделе, в то время как неподвижный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку. Из-за этой геометрии токарные станки идеально подходят для деталей, которые имеют симметрию относительно некоторой оси, которая может быть зажата в шпинделе. Эта ориентация на круглые детали также является причиной того, что процесс резки называется «токарной обработкой с ЧПУ».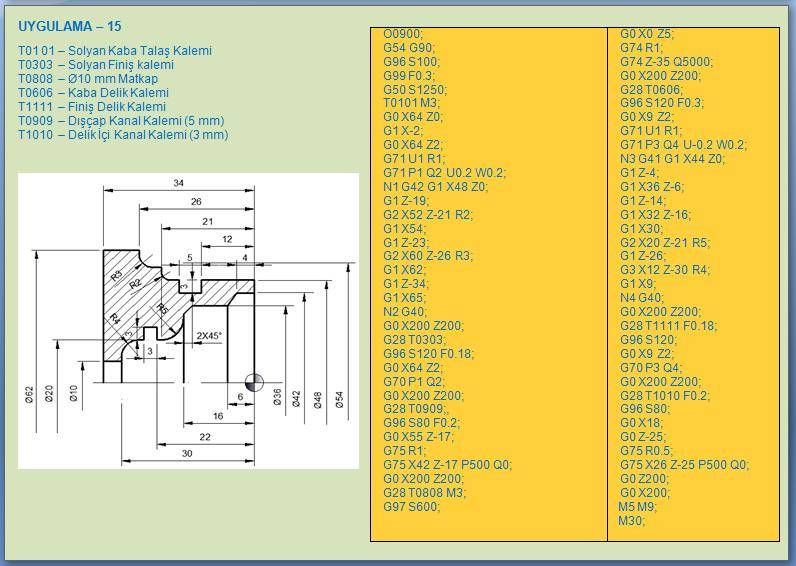
 Это лучший станок с ЧПУ по дереву. Их называют фрезерными станками с ЧПУ, а не портальными мельницами с ЧПУ, когда они используются для резки дерева, но это не всегда так.
Это лучший станок с ЧПУ по дереву. Их называют фрезерными станками с ЧПУ, а не портальными мельницами с ЧПУ, когда они используются для резки дерева, но это не всегда так.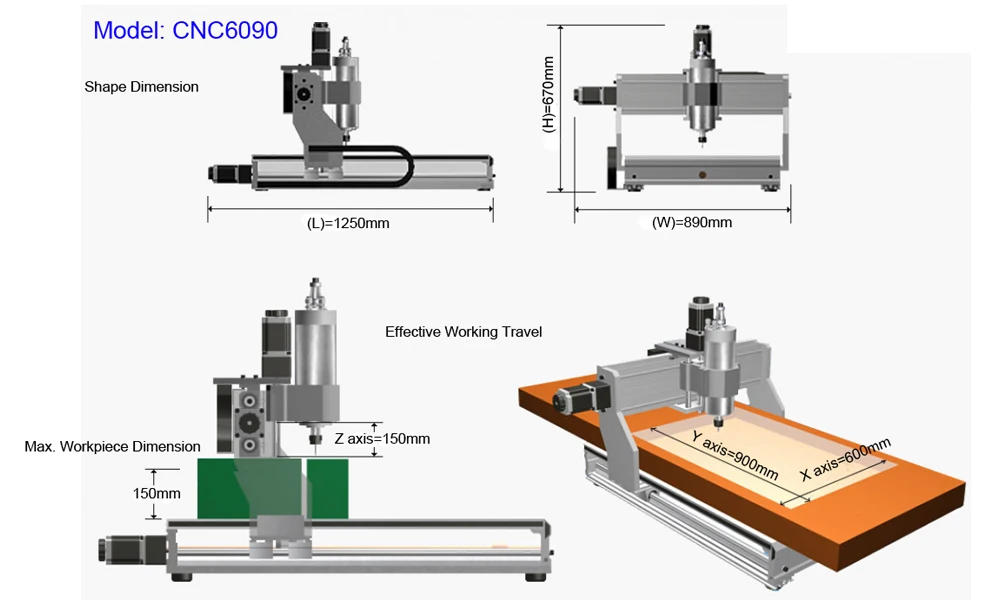
 Конечно, ЧПУ может быть очень полезным для изготовления металлоконструкций со следующими типами станков:
Конечно, ЧПУ может быть очень полезным для изготовления металлоконструкций со следующими типами станков: Существует процветающий рынок для любителей ЧПУ своими руками.
Существует процветающий рынок для любителей ЧПУ своими руками. Оператор также сообщит машине, где находится ноль детали. Ноль детали — это положение оси, которое соответствует 0, 0, 0 в CAD-модели детали.
Оператор также сообщит машине, где находится ноль детали. Ноль детали — это положение оси, которое соответствует 0, 0, 0 в CAD-модели детали.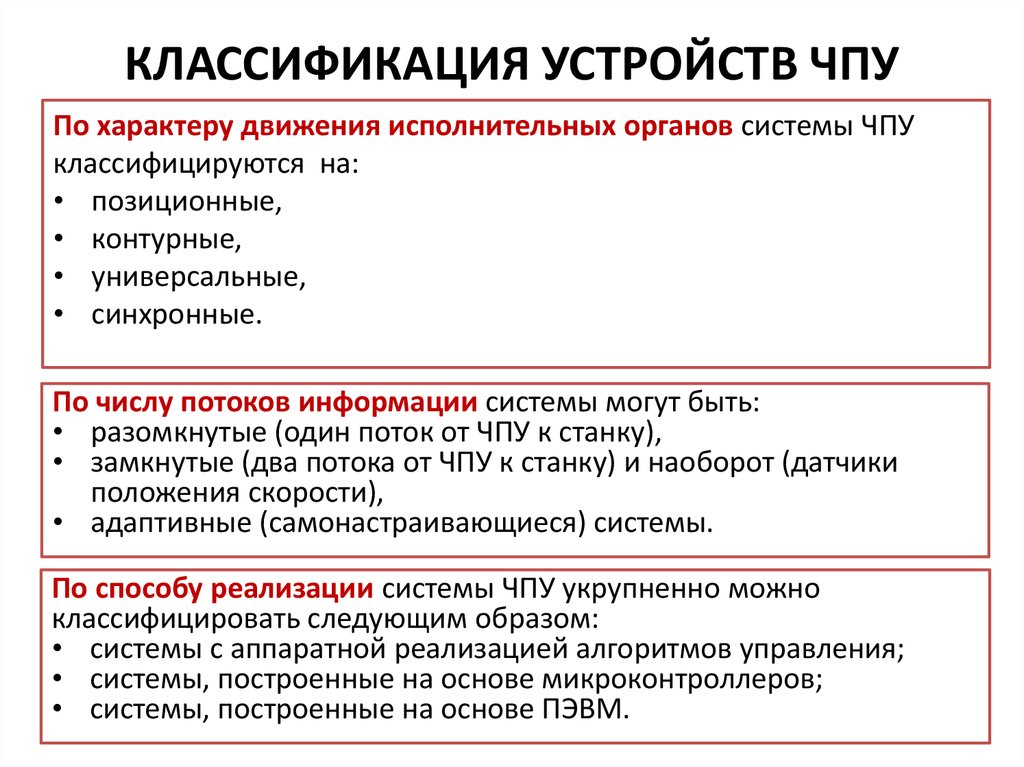
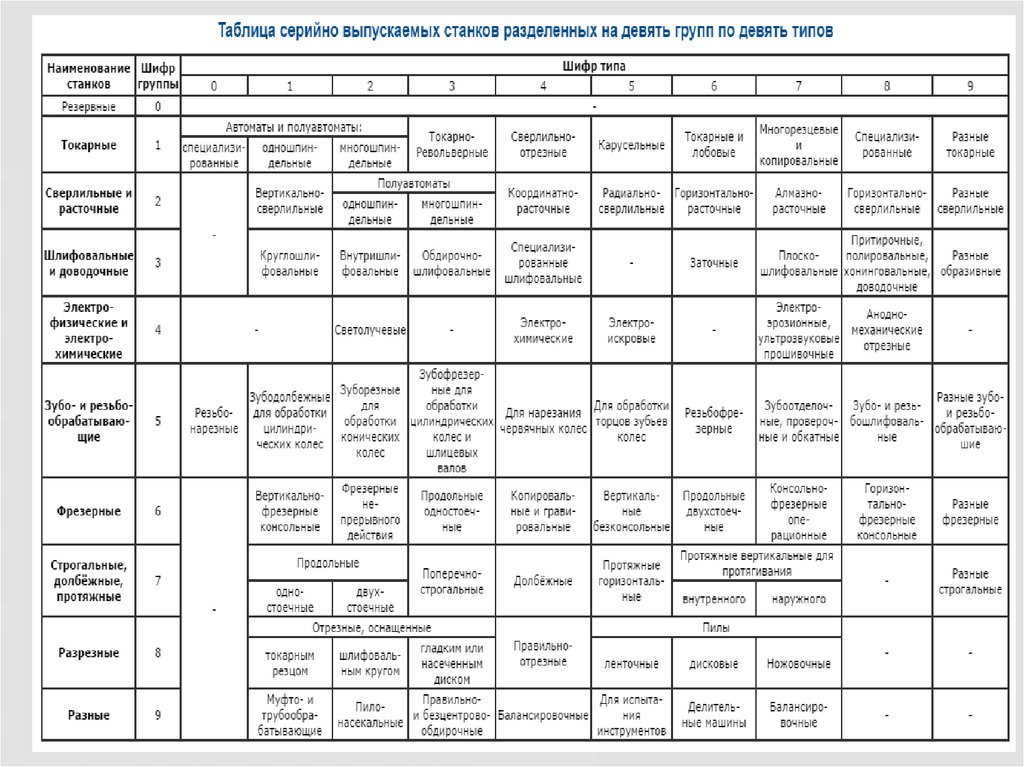 Вот четыре наиболее распространенных типа программного обеспечения ЧПУ:
Вот четыре наиболее распространенных типа программного обеспечения ЧПУ:
 Оператор ЧПУ еще не является полноценным оператором станков с ЧПУ, но это реальная работа, за которую вам могут платить.
Оператор ЧПУ еще не является полноценным оператором станков с ЧПУ, но это реальная работа, за которую вам могут платить. Если вы действительно преуспеете в этом, вы можете считаться программистом ЧПУ, что является совершенно другим описанием работы.
Если вы действительно преуспеете в этом, вы можете считаться программистом ЧПУ, что является совершенно другим описанием работы.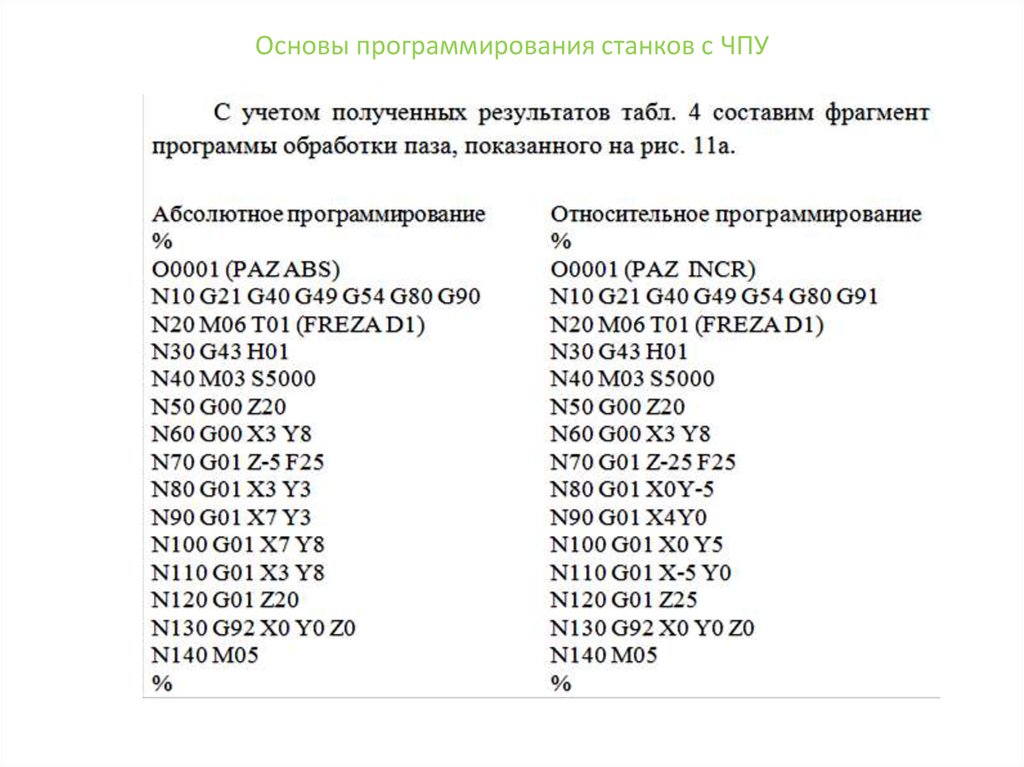 Тогда лучше просто никогда не прекращать учиться.
Тогда лучше просто никогда не прекращать учиться. Альянс электронной промышленности стандартизировал G-код в начале 1960-х годов.
Альянс электронной промышленности стандартизировал G-код в начале 1960-х годов.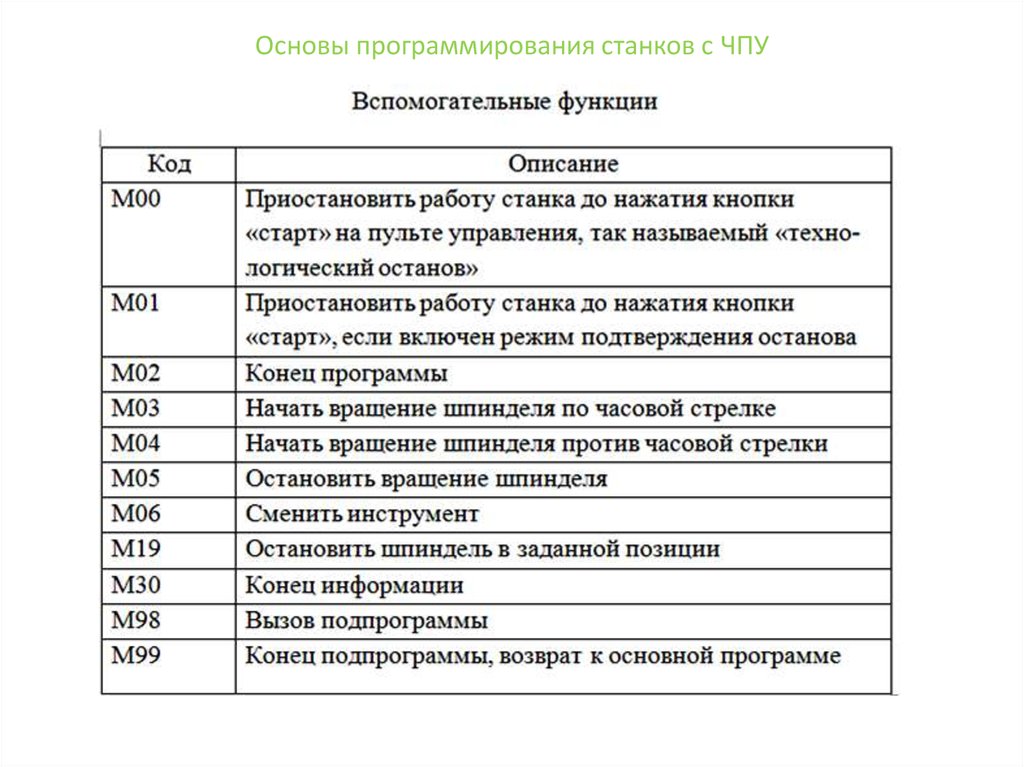 Японцы повторили ту же формулу еще более успешно и всего год спустя, к 1980 г., отняли лидерство у немцев. В 1971 г. все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 г. ушли и оказались на 8-м месте.
Японцы повторили ту же формулу еще более успешно и всего год спустя, к 1980 г., отняли лидерство у немцев. В 1971 г. все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 г. ушли и оказались на 8-м месте.