Состояние: Б/У Год выпуска: 2006 Производитель: KraussMaffei Technoplast (Австрия)
Смоленск (Россия)
3 600 000
Интересные статьи партнеров
Бесщеточная ленточная и дисковая шлифовальная машина своими руками
10 самых прочных металлов в мире
Как резать арматуру с помощью простых инструментов
Сделай сам: Эксклюзивные карандаши из ценных пород дерева всего за 10 шагов
Лаборатория аддитивного производства компании GE Research разрабатывает устройство для извлечения воды из воздуха
Как предотвратить прожоги при сварке алюминия с помощью импульсного режима сварки
Поставка гидравлического гибочного пресса с ЧПУ SX 40220 в Каширу
Пусконаладка фрезерно-гравировального станка с ЧПУ WoodTec HA 2030 C в Новосибирске
Пусконаладка гидравлического листогибочного пресса MetalTec HBM 125/2500 E22 в Альметьевске
Вы недавно смотрели
Все просмотренные объявления →
СР-8 Станок рейсмусовый (рейсмус).
Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка
СР-8
Производителем рейсмусового деревообрабатывающего станка СР-8 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР-6-6 Станок рейсмусовый односторонний
СР-6-9 Станок рейсмусовый односторонний
СР-6-10 Станок рейсмусовый односторонний
СР-8-2 Станок рейсмусовый односторонний
СР-8 (СР 8-2) Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР 8-2 стал дальнейшим развитием своего предшественника рейсмуса СР 8-1.
Станки СР4-1 (400 мм), СР6-10 (630 мм), СР8-2 (800 мм) — новый, последний модельный ряд рейсмусовых станков, выпущенных заводом «Красный Металлист», которые пришли на смену модельному ряду рейсмусов СР3-6 (300 мм), СР6-9 (630 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-8 (СР 8-2) предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 250 мм поверхностей плоских заготовок шириной до 800 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-8 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-8 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР-8-2:
Станок имеет сварную станину из стальных листов, что зачительно облегчило его конструкцию;
Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
Станок имеет четыре приводных вальца, что значительно улучшает тяговую способность механизма подачи. Узел подачи заготовки также работает от отдельного двигателя;
Стол оборудован приводными поддерживающими вальцами для повышения надежности подачи при перемещении заготовки;
Скорость подачи можно выбирать дискретно из 2 значений на пульте станка 8 и 16 м/мин;
Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
Электроблокировка, исключающая возможность включения станка при открытом ограждении.
СР-8 Общий вид рейсмусового станка
Фото рейсмусового станка СР 8-2
Схема кинематическая и расположения подшипников рейсмусового станка СР-8
Кинематическая cхема рейсмусового станка СР 8-2
Кинематические цепи станка осуществляют следующие движения:
Вращение ножевого вала
Вращение подающих вальцов
Механическое и ручное перемещение стола вверх-вниз
Ручной зажим стола
Ввиду простоты кинематической схемы ее описание не приводится.
Расположение составных частей и органов управления рейсмусовым станком СР-8
Расположение составных частей станка СР-8-2. Рис. 3
Расположение органов управления станком СР-8-2. Рис. 4
Расположение органов управления станком СР-8-2. Рис. 5
Расположение органов управления станком СР-8-2. Рис. 6
Расположение составных частей рейсмусового станка СР-8-2
Станина 14 (см. Рис. 3—6) станка представляет собой жесткую сварную коробку.
Внутри станины, в центральной нише передней части станка, установлен привод подачи 24 (см. Рис. 5). В задней части центральной ниши станины расположен привод ножевого вала.
Электродвигатель ножевого вала (фланцевого исполнения) крепится к плите 25 (см. Рис. 5), перемещающейся по пазам для натяжки ремней.
В левой нише станины размещены электрошкаф станка и механизм перемещения стола. В правой нише размещены цепная передача привода подачи и клиноременная передача привода ножевого вала.
В верхней части станины крепятся: на разъемных опорах ножевой вал с задним вальцом; прижимы, передний валец с пультом управления и звукопоглощающий кожух. Сзади к звукопоглощающему кожуху крепится эксгаустерная воронка.
На станине станка установлено запирающее устройство вводного автомата (см. Рис. 4), состоящие из корпуса 20, винта 21, прокладки 22, планки 23. К запирающему устройству прилагается специальный ключ 19.
Для запирания вводного автомата необходимо ключом 19 отпустить винт 21, освободить планку 23 и переместить ее вправо, расположив над рукояткой 18 вводного автомата, после чего зафиксировать планку, затянув винт.
Стол рейсмусового станка СР-8
Стол рейсмусового станка СР-8-2. Рис. 7
Стол 1 чугунный прямоугольной формы с направляющими 2, 3. В столе расположены два гладких приводных вальца 4, 5.
Вальцы смонтированы на подшипниках качения, расположенных в качающихся кронштейнах 6, 7. Выставка вальцев по высоте относительно рабочей поверхности стола производится рычажно-эксцентриковым механизмом 8, поворотом рукоятки 9.
В столе расположен механизм натяжения 10 цепи 11, привода вальцов стола. Натяжение цепи производится с помощью пружины 12, прижимающей к цепи звездочку 13.
Фиксация стола в заданном положении производится поворотом рукоятки 10 (см. Рис. 3), через эксцентрики 13 (см. Рис. 7), винт 14, шток 15, направляющую 16.
Механизм перемещения стола (см. Рис. 5)
Механизм перемещения стола состоит из электродвигателя 26, клиноременной передачи 27, червячного редуктора 28, цепной передачи 29, винтов перемещения.
Ручное перемещение стола осуществляется маховичком 30, который необходимо нажать в осевом направлении, осуществив зацепление шкива с полумуфтой 32 и только затем вращать маховичок, перемещая стол, при этом конечный выключатель 33 отключит электродвигатель механического перемещения стола. После снятия осевой нагрузки с рукоятки маховичка пружина 31 возвращает полумуфту и маховичок в исходное положение.
Механизм резания и задний подающий валец рейсмусового станка СР-8
Механизм резания и задний подающий валец рейсмусового станка СР-8-2. Рис. 8
Механизм резания станка состоит из ножевого вала и привода ножевого вала. Корпус ножевого вала 1 (рис. 8) цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которых устанавливаются прямые ножи 2.
Крепление ножей производится клиньями 3 и винтами 4. Выставка ножей осуществляется винтами 5 и гайками 6.
Корпус ножевого вала монтируется на шарикоподшипниках 7, размещенных в разъемных опорах 8, 9.
Опоры ножевого вала крепятся к станине.
Вращение ножевого вала осуществляется от электродвигателя клиноременной передачей.
Заточка ножей. Стойкость ножей без переточки составляет 3 — 4 часа работы согласно ГОСТ 6567—76.
Правильно заточенные ножи должны обеспечивать шероховатость обработанной поверхности не более Кг 100 мкм. При превышении шероховатости поверхности выше указанной величины ножи необходимо переточить. В процессе многократных переточек происходит стачивание ножей. Допускается работать ножами шириной не менее 20 мм.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-8
Прижимы рейсмусового станка СР-8-2. Рис. 9
К прижимным элементам станка относятся передний и задний прижимы. Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
По конструкции передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций 1. Давление каждой секции осуществляется пружиной 2 через шарик, которые размещены в общей оси 3. Каждая секция прижима имеет возможность качаться на оси 4. Секции смонтированы с осями на двух щеках 5.
Задний прижим 6 выполнен в виде сплошной балки, смонтирован на двух щеках 7 и имеет возможность поворачиваться на фланцах, ножевого вала относительно его оси.
Поддерживающие вальцы 4, 5 (см. рис. 7) стола при обработке заготовок из древесины устанавливают выше рабочей поверхности стола на 0,1—0,4 мм. Меньшее значение соответствует обработке заготовок из твердых пород древесины, большее — для обработки заготовок из мягких пород древесины.
Установка вальцов по высоте относительно рабочей поверхности стола производится рукояткой 9.
Механизм подачи станка — четырехвальцовый, который состоит из двух верхних и двух нижних подающих вальцов.
Верхние подающие вальцы собраны на отдельных опорах и состоят из переднего рифельного 65 (см. Рис. 6) и заднего гладкого 70 вальцов. Нижние подающие вальцы — гладкие и установлены в столе.
Валец 1 (см. Рис. 10) подающий передний в станке СР 6-10 — цельный рифельный, а в станке СР 8—2.01—секционный (рис. 10а). Он установлен на двух шарикоподшипниках 2, размещенных в качающихся кронштейнах 5 и 6.
Оси качения кронштейнов через втулки 7 и 8 закреплены в опорах 3 и 4.
По требованию заказчика станок СР 6-10 может быть изготовлен с секционным рифельным валом.
На валу 2 (рис. 10а) имеются продольные прорези-канавки, в которых размещаются упорные планки секционных колец 1. Центрование кольца 1 относительно оси вала 2 осуществляют резиновые втулки 7.
Прижимается валец к обрабатываемой заготовке при помощи пружины через тяги.
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Привод подачи рейсмусового станка СР-8
Привод подачи рейсмусового станка СР-8-2. Рис. 12
Привод подачи (см. Рис. 12)
Привод подачи состоит из двигателя 1, соединительной муфты 2 и редуктора 3, смонтированных на плите 4.
Установка необходимой скорости подачи производится поворотом переключателя на пульте управления станком на желаемую скорость.
Принадлежности к станку
В комплект поставки станка входят:
Комплект инструмента и принадлежностей (ключи, отвертка, шприц штоковый) и приспособления
Приспособление контрольное для установки режущих кромок ножей
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Конечные выключатели — контролирующие положение боковых дверей, эксгаустерной воронки и крайние положения стола;
Пульт — пусковая и защитная аппаратура, расположенная на пульте и в нише станины.
На станке применяются следующие величины напряжений:
силовая цепь 50 Гц, 380 В;
цепь управления 50 Гц, 110 В;
цепь сигнализации 50 Гц, 24 В.
В данном руководстве приводятся (см.табл. 6):
Пульт управления размещен в верхней части облицовки станка, а электрошкаф в нише станины.
Для включения станка в электрошкафе установлен вводный выключатель Q1, привод которого выведен наружу.
Отверстие для ввода питающих проводов выполнено внизу, на боковой стенке электрошкафа.
Ввод должен быть осуществлен проводом марки ПВЗ сечением 2,5 мм² черного цвета для силовых цепей и зелено-желтого цвета — для заземления, для СР8-2.01. – сечением 4 мм².
Описание работы электросхемы (см. Рис.16)
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателей Q1 и Q2, после чего закрыть дверь электрошкафа.
Включением вводного выключателя Q1 подается питание на силовые цепи, управления и цепи сигнализации. На пульте управления должна загореться сигнальная лампа Н1.
Включением привода ножевого вала осуществляется кнопкой S6, при этом включается магнитный пускатель К3, замыкая свои контакты в цепи питания электродвигателя ножевого вала М1.
Привод подачи включается кнопкой S8, расположенной на пульте управления, при включенном приводе ножевого вала. При этом включается магнитный пускатель К6, замыкая свои контакты в цепи питания электродвигателя М2.
При включении в работу ножевого вала и привода подачи на пульте управления загораются соответствующие им сигнальные лампы НЗ, Н4 и Н5.
Принципиальной схемой станка предусмотрено 2 скорости подачи.
Изменение скорости подачи производится переключателем 59, переключением скоростей двухскоростного электродвигателя М2.
Отключение электродвигателей М1 и М2 осуществляется нажатием кнопок 51, расположенной на пульте управления, или 52, расположенной в правой нише задней части станка.
Для остановки привода ножевого вала используется электродинамическое торможение, интенсивность торможения задается регулировочным резистором блока управления, а время торможения не должно превышать 15с (регулируется пневмоприставкой пускателя K4).
Для регулирования блока электродинамического торможения привода ножевого вала необходимо:
выдержку времени пневмоприставки пускателя К4 выставить равной 15с;
движок переменного резистора блока управления А установить в среднее положение;
Для увеличения интенсивности торможения движок резистора поворачивают по часовой стрелке, для уменьшения — против часовой стрелки.
Рассмотрим работу схемы при электродинамическом торможении привода ножевого вала М1. При отключении привода ножевого вала кнопками S1 или S2 отключается пускатель К3 и контактом (16, 17) включает пускатель К5.
Пускатель К5 замыкает свои контакты в силовой цепи электродинамического торможения, подавая питание на блок торможения А, контакт (2, 16) пневмоприставки пускателя К4 размыкается через t=15с, достаточное для полной остановки привода ножевого вала.
Регулировка считается выполненной правильно, если при нажатии на одну из кнопок «Общий стоп» электродвигатель привода ножевого вала вращается 15сек, и сразу же после полной остановки электродвигателя происходит отключение тормозного контактора.
Привод перемещения стола М3 включается при отключенном приводе ножевого вала в толчковом режиме кнопками S11 и S13, расположенными на пульте управления. Ограничение хода стола осуществляется конечными выключателями S10 и S12.
В соответствии с техническими характеристиками электродвигатели серии АИР, установленные на станке, допускают не более 10 циклов включения — отключения в час.
С холодного состояния электродвигатель можно включить — отключить с электродинамическим торможением и сразу же повторить цикл включения — отключения. Последующие циклы включения — отключения можно повторить с интервалом не менее 5—6 мин, но не более 10 циклов в час.
Щуп 0,10-2,00 мм (20 лезвий) 800 мм цилиндрический закругленный и шириной 13 мм
истинный
ложный
Продукты
Измерительные инструменты
Щупы
Добавить в корзину
Запросить цену
Лезвия из твердой пружинной стали цилиндрической формы с четкой маркировкой толщины. В никелированном корпусе с заклепочным соединением с хомутом. Точность по классу Т2.
Этот веб-сайт использует файлы cookie для статистики трафика и оптимизации контента
Подпишитесь на информационный бюллетень
Получайте новости от Дизеллы!
Получайте новости и выгодные предложения от Diesella
манометров.
Таблица преобразования | манометр К микрон | Gauge To Mil
Преобразование микронов в миллиметры важно для обеспечения правильной толщины пленки.
Преобразование размеров ламинированных пластиковых материалов и коэкс-пленочных материалов может быть немного необычным для людей, которые раньше не работали с этими материалами. Преобразование мил в микрон обычно является наиболее важным преобразованием при работе с гибкими барьерными материалами. Может помочь справочная таблица, включающая все единицы измерения толщины пластика, используемые в упаковке. Используйте таблицу для преобразования милов в микроны, микронов в милы, микронов в миллиметры и т. д.
Датчик обычно предназначен для толщин менее 1 мила.
Мил — это единица измерения в США, а микрон (мкм или микрометр) — метрическая система измерения толщины.
Измерения в микронах обычно округляются до ближайшего целого числа.
Толщина пленки для выдувания зависит от размера «пузыря», который образуется при выдавливании пластика. Слоистые пластики обычно имеют толщину не менее 2 мил (50,8 мкм), но могут варьироваться от 2 до 5,5 мил для большинства коммерческих применений.
Толщина некоторых упаковочных материалов Mil-Spec может достигать 10 или 20 мил.
Знать микроны и нужно знать пленку мм? Нужно преобразовать микрон в миллиметры? Не ищите больше! Вот удобная таблица преобразования пленки для ручной упаковки и машинной пленки.
Измерение в микроны, милы в микроны, микроны в миллиметры… преобразование может быть сложным. Все еще не можете разобраться? Позвоните нашим мастерам по переоборудованию упаковки по телефону 949-336-1541. Будем рады помочь!
Gauge to Mil to Micron to Millimeter Thickness Conversion Chart
Gauge (ga)
Mil
Micron (um)
Millimeter (mm )
дюйма (»
20
. 20
.20
6 .203
.0003
.0002
30
.30
7. 62
.0076
.0003
40
.40
10.16
.0102
. 0004
50
.50
12.7
.0127
.0005
60
. 60
15.24
.0152
.0006
70
.70
17,78
. 0178
.0007
.0003
.0203
. 0008
90
.90
22.86
.0229
.0009
100
1,0
25,4
. 0254
.0010
9
.0010
9
.0371
38.1
.0381
.0015
200
2. 0
50.8
.0508
.0020
250
2.5
63.5
. 0635
.0025
300
3.0
76.2
.0762
.0030
350
3. 5
88.9
.0889
.0035
400
4,0
101,6
. 1016
.00401616968
.0040163
.0499
4.5
114.3
.1143
. 0045
500
5.0
127
.1270
.0050
550
5,5
140
. 1400
9551
.0003
Микрон — это небольшая метрическая единица измерения, обозначающая длину или ширину.
Мил равен одной тысячной дюйма.
Миллиметр (аббревиатура от миллиметра) — это небольшая метрическая единица измерения, обозначающая длину или ширину.
Почему важна толщина упаковки
Если ваша пленка не соответствует спецификации по толщине, ваша упаковка может выйти из строя… в результате разрыва, растрескивания или протекания. Упаковка, изготовленная из пластиковых материалов, толщина которых ниже спецификации, также не так эффективна для блокировки кислорода и других загрязнений, что может привести к быстрой деградации вашего продукта. Последнее, что вам нужно делать, это растягивать слишком тонкие пластиковые материалы при создании упаковки.
Бронированное стекло обеспечит максимальную защиту
Кроме стандартных видов стекла промышленность также выпускает несколько специальных моделей, которые предназначены для одной конкретной цели. Такое мелкосерийное производство делает материал более дорогим, но и в функциональном плане он будет совершеннее. Бронированное стекло устанавливается в зданиях, где хранятся материальные ценности или работают высокопоставленные люди, на которых может быть совершено покушение.
Также данный материал используется при изготовлении защищенных автомобилей, предназначенных для перевозки членов правительства. Стекло характеризуется гораздо большей степенью устойчивости к механическому воздействию, чем стандартный аналог. Подобный эффект достигается за счет специальной технологии производства.
Типы защитных стекол
Существует несколько видов стойких стекол, которые различаются между собой степенью защиты. Их все можно представить в виде следующего списка:
• антивандальное стекло;
• стекло против взлома;
• пуленепробиваемое стекло;
• стекло, стойкое к взрывному воздействию.
Первая модель является наиболее простой и представляет собой обычно несколько стандартных стекол, склеенных между собой. Такая конструкция способна выдержать попадание тяжелого предмета, но при более решительном воздействии она не устоит. Поэтому такой вид не годится для хранения материальных ценностей. Его используют в качестве витрин, чтобы слишком буйные граждане не могли повредить товар.
Противовзломное стекло уже делается более толстым и прочным. Оно должно выдержать не только удары, но и попытки проникновения при помощи стеклореза. Злоумышленники нередко используют в своем ремесле специальные инструменты для вскрытия защиты, поэтому материал должен быть достаточно прочным, чтобы нарушение его целостности заняло много времени. Это, скорее всего, отпугнет воров и заставит искать другой объект.
Пуленепробиваемое стекло устанавливают в автомобилях высших чиновников, инкассаторских фургонах, военном транспорте. Суть такого материала состоит в том, чтобы не только погасить кинетическую энергию пули, но и равномерно распределить ее по поверхности. Тогда уровень давления в одной точке упадет в несколько раз, и стекло останется целым. На внешней оболочке могут появиться трещины, но целостность нарушена не будет.
Хотя если несколько раз попасть в одну точку, то стекло может и разбиться. Взрывостойкая модель является самой прочной из всех. Она может выдержать многоточечное мгновенное разрушающее воздействие, которое образуется при разлете осколков. Такими моделями оснащаются банковские хранилища и некоторые транспортные средства. Из-за большой толщины стекло будет весьма тяжелым.
Технология изготовления
Многих пользователей интересует вопрос, как бронировать стекла? В домашних условиях добиться максимального эффекта будет невозможно. Есть способы усилить базовые материалы при помощи дополнительных аксессуаров, но эффект будет значительно ниже. В промышленном производстве технология состоит из многих последовательных фаз:
1. Вначале производится стандартное листовое стекло. В некоторых случаях в его состав вводятся специальные присадки, которые будут повышать прозрачность.
2. Далее при помощи двусторонней клеящей пленки несколько стекол соединяются между собой. Иногда для этого используется фотозатвердевающий полимер. При этом степень прозрачности будет зависеть от количества материалов. Обычно защитное стекло имеет зеленоватый оттенок и плохую светопропускаемость.
3. В конце осуществляется тестирование, которое позволит выявить явные дефекты и устранить их до того, как партия товара уйдет на склад.
В домашних же условиях можно применять бронированную пленку на стекла. Она представляет собой несколько слоев сложного полимера, который повышает прочность любой поверхности, на которую наклеивается. Защита обеспечивается на молекулярном уровне, так что ее степень будет максимальной. Купить аксессуар можно в магазине соответствующих товаров, причем его цена будет доступна для всех. Такое бронирование оконных стекол позволит защититься от хулиганов и домушников.
Защита окон
Такая процедура, как бронирование стекол автомобиля пленкой, производится достаточно часто. В большинстве случаев водители стремятся не обезопасить себя от огнестрельного оружия и взрывов, а просто хотят сделать стекла более прочными. Штатные модели могут разбиться от случайного попадания камешка, выскочившего из-под колес. А при наличии защитного слоя такая неприятность исключена. Максимум, что останется — небольшой след.
Бронирование лобового стекла производится на автосервисах. Зачастую не нужно даже предварительно покупать пленку, так как ее можно будет приобрести прямо у мастеров. По времени процедура занимает несколько часов, после чего транспорт сразу же готов к использованию. Не придется ждать несколько дней, пока материал схватиться.
По отзывам бронирование лобового стекла дает отличный эффект. После проведения операции на стекле перестали появляться трещинки от попадания щебенки. Также и все прошлые изъяны окажется под надежным куполом и не смогут разрастаться дальше.
Цена бронированного стекла зависит от марки и толщины. Узнать конкретное значение можно в электронном каталоге на официальном сайте торгующей компании.
Противоударное стекло — Стекло с противоударным покрытием
ПВХ оконные системы комплектуются стеклопакетами – конструкциями, которые состоят из двух и более стекол. Чтобы повысить безопасность окон, используют противоударное стекло или усиливают обычное путем наклейки специальной пленки. Существует несколько видов защитных стекол для окон, зрительно отличить их от обычных практически невозможно, единственной отметкой может быть маркировка, которая показывает степень защиты.
Основная задача усиленного стеклопакета – предупредить проникновение злоумышленника путем вскрытия или повреждения оконной конструкции. Устанавливать такие стеклопакеты рекомендуется для дверей французских балконов и для окон на первых этажах многоэтажек или в частных домах.
Исходя из условий эксплуатации и рисков, выбирают тип защиты. Например, если риск вооруженного нападения – минимальный, достаточно противоударной модели, максимальную степень защиты обеспечивает бронированное стекло, которое обладает антивандальными и противоударными свойствами.
На защитные возможности влияет и толщины пленочного противоударного покрытия, которое может составлять от 0,05 до 0,4 мм. Толщина бронестекла может составлять от 13,5 до 95,0 мм, а рама – иметь пуленепробиваемое устройство.
Основные преимущества противоударных стекол перед обычными
Защитные стеклопакеты обладают такой же высокой шумо- и теплоизоляцией, как стандартные модели, но превосходят их по безопасности за счет таких преимущественных характеристик:
прочность – в 5 раз выше, чем у стандартной модели;
ударопрочность – при многочисленных ударах свободно падающего тяжелого предмета;
гибкость – за счет многослойной структуры;
риск разрушения при экстремальных нагрузках практически отсутствует;
в случае повреждения не образуются острые осколки, которые могут нанести травму.
Такая защита незаметна, поэтому не ухудшает внешний вид фасада как металлические решетки. Под заказ в пакет может быть установлено фирменное стекло прозрачное, матовое, тонированное, витражное.
Это отличный вариант для дизайнерских решений, требующих многофункциональности. Пятикамерная система Grazio позволяет легко изготавливать окна любых форм, будь то простые или же арочные для создания изысканных и элегантных элементов интерьера.
Виды противоударных стекол по классам защиты
Ударопрочное стекло выдерживает многократное падение тела с определенными показателями. Существуют такие классы защиты, которые определяются путем падения на поверхность стального шара массой 4,1 кг:
Класс
Высота, см
Толщина стекла, мм
А1
350
от 5 до 6
А2
650
от 10 до 12
А3
950
от 10 до 12
Закаленное стекло
Получают путем термообработки при температуре до +680 градусов и последующим быстрым охлаждением с обеих сторон. За счет этого закаленное стекло получает следующие характеристики:
повышение прочности на удар в 5 раз, на изгиб – в 3 раза;
термостойкость – способность выдерживать температуру до +150 градусов;
безопасность – в случае повреждения образуются небольшие осколки с плавными краями.
Многослойное ударостойкое стекло
Состоит из нескольких листов, соединенных пленкой или клеящим составом, имеет такие свойства:
сохраняет прозрачность и не искажает изображение;
в зависимости от вида выдерживает удары молотом, взрывную волну, выстрел;
используется для структурного и фасадного остекления.
Бронированное стекло
По функциональности может быть взломостойким или пуленепробиваемым. Изготавливаются из нескольких листов, соединенных полимерным составом, или закаленных стекол. На поверхность наносится пленка, которая предупреждает образование острых осколков.
Основными «плюсами» бронестекла является:
стойкость к ударам тупым и острым предметом;
безопасность для окружающих;
подходит для остекления окон, дверей, перегородок.
Пуленепробиваемое стекло
Толщина пулестойкого стекла составляет 80 мм, при этом оно остается прозрачным. Достоинством такого пакета является защита, в зависимости от класса, от пистолета Макарова, автомата Калашникова, винтовки СВД.
Взрывобезопасное стекло
Защищает помещения и людей от ударной волны и воздействия поражающих элементов. Обладает повышенной прочностью, хорошо пропускает свет и не создает оптических искажений. Подразделяется на семь классов в зависимости от уровня взрывостойкости.
Рейтинг качества
Окна цена качество
Установка цена качество
Материалы цена качество
Профили
Дилеры
Турция, Германия
Перекупщики
Германия
Умные окна
Германия
Частные мастера
Турция, Китай
Мегабренды
Германия
Контроль качества
Вы можете быть уверены в корректности комплектации и идеальном внешнем виде изделий.
Европейские технологии
При монтаже нами используются специальные мембранные ленты, улучшающие свойства ваших окон.
Бесплатный замер
Умный инженер приедет в удобное для вас время и поможет со всеми интересующими вас вопросами.
Гарантия до 10 лет
Вы получаете гарантию до 10 лет на продукцию и все виды монтажных работ.
Умный сервис
По вашему желанию бесплатно отрегулируем ваши окна в течение года после установки.
Умное предложение
Закажите комплект услуг «Умная квартира» и получите экономию до 25%!
Успей заказать по акции, осталось 2 пакета из 10!
В комплект «Умная квартира» входят:
Комплект окон под вашу квартиру
Фурнитура ROTO
Подоконники, Теплые откосы, Отливы
Доставка, Демонтаж, Монтаж
Качество, Улыбка, Хорошее настроение!
КалькуляторАкцииЗаказатьОтзывыНаши работы
Цените каждую минуту?
Воспользуйтесь нашей новой услугой
Дистанционный замер!
Пуленепробиваемое стекло — что нужно знать
Перейти к содержимому
Фраза «пуленепробиваемое стекло» обычно используется для описания материала, обеспечивающего определенный уровень защиты от баллистических угроз. Однако это неправильное название, поскольку ни один материал не может полностью защитить от всех типов пуль. Независимо от того, насколько хорошо спроектирован материал или насколько высок его уровень защиты, стекло в конечном итоге уступит упорной баллистической атаке.
На самом деле пуленепробиваемого стекла не существует, и оно не всегда из стекла. Большинство изделий из пуленепробиваемого стекла на самом деле изготавливаются из поликарбоната, акрила или поликарбоната, плакированного стеклом. Предлагаемый уровень защиты будет зависеть от используемого материала, способа его изготовления, а также его толщины. Хотя ни один материал не может быть действительно «пуленепробиваемым» стеклом, Insulgard Security Products предлагает инновационные пуленепробиваемые стекла и технологии остекления, обеспечивающие физическую защиту от баллистических атак. Наши пуленепробиваемые материалы не только защищают ваш персонал и имущество, но и служат эффективным средством защиты от краж.
Insulgard может решить ваши уникальные проблемы безопасности, создав индивидуальное решение с использованием пуленепробиваемого или «пуленепробиваемого» стекла. Мы можем разработать систему с использованием материала, который точно соответствует вашим требованиям к баллистической защите. Имея тысячи успешных установок в банках, государственных учреждениях, розничных магазинах, медицинских учреждениях, аптеках и т. д., наша команда обладает необходимым опытом для создания безопасного и эстетически привлекательного пуленепробиваемого решения для вашей защиты.
Свяжитесь с Insulgard сегодня, чтобы получить дополнительную информацию о любом из наших продуктов из пуленепробиваемого стекла.
О «пуленепробиваемых» дверях
О «пуленепробиваемой» Windows
ХОТИТЕ УЗНАТЬ БОЛЬШЕ?
ЗВОНИТЕ ПО ТЕЛЕФОНУ 800-624-6315
Наши специалисты доступны с 8:00 до 17:00 по восточному поясному времени с понедельника по пятницу.
НАЙТИ ФАЙЛ САПР
Найдите и загрузите нужный файл САПР.
Дорогой Стивен, я хотел бы отметить, что я работаю с Insulgard/Sabic уже много лет, и я хотел бы отметить, что я впечатлен. Многие компании становятся самодовольными и, как вы хорошо знаете, перестают заботиться о своей работе или не гордятся ею. Я рад сообщить, что вы являетесь одним из редких исключений. Вы всегда были отличным партнером для CBRE и Банка, и ваша рабочая этика, координация, внимание к деталям перед началом строительства и постоянный поиск способов сделать проект более эффективным являются образцовыми. Качество работы вашей команды и опыт работы на местах заслуживают внимания, и мне понравилось наше сотрудничество в большом количестве проектов. Я добавлю, что любой клиент, который узнает вас, будет вашим клиентом в течение длительного времени, потому что, как только вы, ребята, приступите к работе, нам не нужно беспокоиться о конечных результатах, потому что я знаю, что это ВСЕГДА БУДЕТ ОТЛИЧНО!
Саул Шапочник, руководитель проекта
МЫ ДОСТАВЛЯЕМ ПО ВСЕМУ МИРУ И УСТАНАВЛИВАЕМ/ОБСЛУЖИВАЕМ НА ВСЕХ КОНТИНЕНТАЛЬНЫХ ШТАТАХ США.
Из чего состоит пуленепробиваемое стекло?
Название пуленепробиваемое стекло, однако не обязательно, что оно «состоит только из стекла». Пуленепробиваемое стекло также может состоять из прозрачных пластиковых материалов, таких как поликарбонат или акрил. Или в идеальном случае он может состоять из комбинации стекла и пластика, потому что эта смесь материалов особенно эффективно останавливает снаряды. В этом месте мы объясним различные типы пуленепробиваемых стекол и объясним области применения, для которых они особенно подходят.
Пуленепробиваемое стекло
Стеклопакет пуленепробиваемого стекла бывает симметричным и асимметричным. Симметричное пуленепробиваемое стекло идентично с обеих сторон и поэтому одинаково защищает от пуль с обеих сторон. Логичный. Пуленепробиваемые стекла в значительной степени спроектированы асимметрично, потому что снаряды с такой конструкцией могут быть остановлены более эффективно, а значит, с меньшими затратами материала. Поэтому пуленепробиваемые стекла с асимметричным дизайном пуленепробиваемы только с одной стороны, а именно со стороны атаки. Требуется соблюдение соответствующего направления установки. Сторона атаки указывает на угрозу, а так называемая сторона защиты представляет защищенную сторону.
бронестекло симметричное
бронестекло асимметричное
Преимущество
пуленепробиваемое с обеих сторон
slightly thinner and lighter
Disadvantage
thicker and heavier than asymmetrical
Adherence to the installation direction is required
symmetrical
asymmetrical
Стекло и поликарбонат: идеальное сочетание для пуленепробиваемого стекла, если важно сэкономить много веса и дополнительно строить с тонкими стеклами. Кроме того, эти стеклянные панели представляют собой хрустальное стекло и не имеют обычного зеленого оттенка. Это, безусловно, самый лучший из всех принципов проектирования пуленепробиваемого стекла. Окна легко открываются благодаря небольшому весу. Он превосходно подходит для защиты особняков, а также общественных зданий. Кроме того, эти стекла обеспечивают дополнительную защиту от взлома, в отличие от других пуленепробиваемых стекол. SILATEC на протяжении десятилетий является ведущим мировым производителем пуленепробиваемых стекол из поликарбоната.
Преимущества
Тонкий, легкий вес, прозрачный, высокая защита со взломом
Disadvantage
более трудоемкий для производства. стекло поликарбонат SILATEC стекло поликарбонат стекло
SILATEC ShooteQ тонкий и легкий
Weapon
Thickness starting with [mm]
Weight [kg/m 2 ]
.22LR
15
28
Pistol 9mm
19
35
Mag 357
21
40
Mag . 44
25
52
AK47 7.62 x 39
36
76
Nato G3 7.62 x 51
42
90
NATO G3 Hardcore
63
126
94 126
994169
9940060
95
203
В программу поставки SILATEC ShooteQ входит защита от различного оружия: автомата Калашникова AK-47, штурмовой винтовки Dragunniper M16 или штурмовой винтовки M16.
Пуленепробиваемое стекло
При этом несколько оконных стекол ламинируются тонкой фольгой до получения толстого стеклопакета.
Чем толще это стекло, тем выше защитный эффект от снарядов. Недостаток этого конструктивного принципа очевиден: чем толще пуленепробиваемое стекло, тем оно тяжелее. Большой вес стекла особенно невыгоден для окон и дверей, потому что арматура может воспринимать только ограниченный вес. Дополнительный недостаток: стекло имеет более зеленоватый оттенок, если оно толще. Вид через стекло становится более зеленым с увеличением толщины стекла. Взломозащищенность этих стекол низкая. Большие отверстия можно проделать менее чем за одну минуту даже в армированном стекле толщиной 100 мм (4 дюйма), например, с помощью кувалды.
Существует ли пуленепробиваемое стекло, состоящее практически не из стекла? Да. Такие пуленепробиваемые стекла состоят только из прозрачных пластиковых материалов. Поликарбонат и ПММА, также известный как акриловое стекло, используются среди прочего. Эти пуленепробиваемые стекла очень легкие, поэтому их устанавливают, в том числе, в специальные транспортные средства или строительные машины. Недостатком является то, что эти решения из чистого пластика практически обеспечивают защиту только от пистолетов. Эти пуленепробиваемые спецрастворы практически не используются в зданиях, особенно на открытых площадках.
Компания «КиТСН» применяет в своей деятельности станки Bodor P3015-150. Они относятся к полностью автоматизированным системам с удаленным управлением, которое осуществляется одним оператором. Оборудование предназначено для лазерной резки чугуна, алюминия, зеркальной нержавеющей стали, меди, угдеродистой стали и других металлов. От аналогов отличается высокой точностью, автоматической сменой столов, сопел и упрощенной подачей металлических листов. Стандартная скорость обработки материалов – 140 метров в минуту.
Станок Bodor P3015-150 для лазерной резки позволяет создавать детали высокой точности с минимальными отклонениями от изначального проекта. За счет автоматизированного управления и хорошей продуктивности, может использоваться для промышленного выпуска металлических предметов разного назначения.
Технические характеристики
Наименование
BODOR P3015 Лазерный станок по металлу
Рабочее поле
1500х3000 мм
Структура рабочей поверхности
Игольчатый стол
Автоматическая смена рабочих столов
10 секунд
Автоматическая смена сопел
8 станций
Тип лазерного излучения
Иттербиевый
Производитель излучателя
IPG / MaxPhotonics
Мощность
2000 / 3000 / 4000 / 6000 Вт Вт
Ресурс источника лазера
100 000 часов
Структура координатных осей
ось Z-ШВП, ось Х, Y — косозубая рейка
Тип двигателей
YASKAWA
Мощность двигателей
Y1-1. 3 кВт, Y2-1.3 кВт, Х-0.8 кВт, Z-0.45 кВт
Рельсовые направляющие
HIWIN / PMI — 30 мм
Максимальная скорость перемещения
140 м/мин
Перемещение по оси Z
120 мм
Точность позиционирования X,Y
0.03 мм
Точность репозиционирования
0.02 мм
Минимальная ширина реза
0.1 мм
Охлаждение источника лазера
Водяное
Нагрузка на рабочий стол
до 900 кг
Габариты станка (ДхШхВ)
9950х3050х2300 мм
Вес станка без упаковки
8300 кг
Питание лазерного комплекса
380 Вт / 50 Гц / 16 А
Основные функции и особенности оборудования
Лазерные станки Bodor P3015-150 используются для нарезания деталей любой сложности и типа из меди, углеродистой и нержавеющей стали, алюминия, чугуна и т других металлов. Обрабатываются металлические листы разной толщины.
Техника выделяется рядом характеристик, выгодно отличающих её от аналогов:
Контроль за столкновениями – автоматическое обнаружение препятствий и выключение прибора при их наличии.
Автоматизированная смена столов – их два в типовой комплектации.
Портал для перемещения полотен изготовлен из алюминия. Он легок и прочен, выдерживает постоянные нагрузки, что позволяет обеспечивать высокую скорость движения и резки.
Лазерные головки оснащены автоматической фокусировкой и самостоятельно высчитывают какое расстояние до металла требуется в той или иной ситуации. Их не нужно настраивать вручную, поэтому появление брака практически исключено.
Управление станком Bodor из серии P осуществляется через панель удаленного доступа – портативный компьютер с сенсорным экраном.
Иттербиевые излучатели от брендов MaxPhotonics и IPG рассчитаны на не менее чем 100 000 часов работы. При правильном обслуживании и своевременной замене, весь прибор может прослужить более 10 лет. В нашем распоряжении полностью рабочая техника.
Станок Bodor P3015-150 автоматически загружает, определяет и корректирует положение металлических листов. Это исключает вероятность неправильной резки изделия.
Изделия всегда сохраняют ровность за счет чугунной кровати, которая отлично выдерживает нагрузки.
Преимущества станков Bodor P3015-150 для лазерной резки
1
Высокая скорость обработки – 140 метров в минуту.
2
Возможность вырезания деталей любой сложности.
3
Прибор работает с большинством востребованных металлов.
4
Подходит для промышленного производства, выпуска крупных партий.
5
Управление и функционирование автоматическое, логически упорядочено.
У нас вы также можете заказать окрашивание деталей в любой цвет, которое выполняется в проходных камерах порошковой окраски «Спец 40».
Выбираем лазерный станок — Аргументы Недели. Татарстан
Аргументы Недели. Татарстан →
Общество
13+
20 марта 2019, 12:51 Николай ХАЛИМОВ, Цзинань – Казань
По прогнозу аналитиков компании Bodor, лидера китайской индустрии промышленных лазеров, через 5 лет 80% мирового рынка (около $ 6. 3 млрд. в 2018 году) оптоволоконной лазерной резки будут контролировать 5 компаний. А в планах Bodor контролировать 30 из этих 80. Не Trumpf, Amada или Bystronic, а Bodor. Вспомнив, что в дорожной карте государственного плана доминирования Пекина в сфере технологий «Сделано в Китае 2025» (Made in China 2025) отрасль высококачественных станков стоит на втором месте сразу за информационными технологиями, мы решили принять приглашение российской компании ООО «БОДОР» поехать посмотреть «на месте», на чём основывается этот, мягко говоря, нескромный прогноз.
Станки Bodor работают в 150 странах. И ежегодно компания проводит выездные семинары для заказчиков на заводе в Китае. На этот раз в нашей группе было 39 человек, и новых потенциальных клиентов, и тех, кто уже владеет станками фирмы и решил расширить станочный парк.
— Собственно, в этом и заключается наша философия продаж, — поясняет Михаил Смолин, генеральный директор ООО «БОДОР», авторизованный дилер оборудования Bodor на территории РФ. – Мы не продаём «кота в мешке». Выяснив, что именно и для каких целей необходимо клиенту, мы везём его к аналогичному оборудованию, уже установленному в России, где они из первых рук, от практиков, уже давно работающих на лазерах Bodor, получают ответы на все свои вопросы. И даже если потенциальному покупателю всё понятно, и он готов приобрести станок на московском складе, мы всё равно предлагаем ему и этот выездной семинар. Наша задача не продать, а завоевать доверие партнёра. Тем более что мощности завода таковы, что даже индивидуальную модификацию новый покупатель будет ждать не более 30 дней.
Так почему Bodor?
Ежегодно завод может выпускать до3000 установок оптоволоконной резки. 300 из них уже работают в России. В 2018 году в России был продал 101 оптоволоконный лазер Bodor. Это первое место в России среди импортных производителей новых оптоволоконных лазерных станков мощностью от 500 Вт и выше. И акцент именно на количестве, а не на валовом количестве млн. долларов, так как здесь кроется одно из главных преимуществ лазеров Bodor – их стоимость, которая, при одинаковом функционале, меньше чем у аналогичных именитых брендов на порядок!
Да, риторический же вопрос — станок за $0,5-1 млн. или за $100-200 тыс.?
При этом повторим — не в ущерб качеству.
— Bodor, если совсем коротко — это международный бренд, европейское качество, швейцарский дизайн и интеллектуальное производство в Китае, – , приветствуя нашу группу, прекрасно говорит по-русски (он учился 6 лет в России и утверждает, что его зовут Михаил). – Мы стремимся стать лидером нашей национальной лазерной индустрии. А наш научно-исследовательский центр уже №1 в области лазерной резки в Китае.
Если коротко, вслед за Михаилом Фенгом, и чтоб было понятно не только специалистам – производственникам, то можно выделить ещё несколько преимуществ станков Bodor:
Цельнолитая чугунная станина и литой портал из авиационного алюминия – многие другие фирмы часто применяют дешёвую технологию сварки профиля. А станина Bodor из высокопрочного чугуна с шаровидным графитом практически вечная.
Автофокус режущей головы лазера Bodor Genius (Швейцария). Фокусное расстояние регулируется операционной системой станка автоматически, что обеспечивает качественный рез на всей траектории работы.
Источники лазерного излучения от Maxphotonics и IPG photonics – крупных производителей в этой сфере.
Ну, т.е. как всегда – собрали всё лучшее со всего мира и теперь это Made in China.
На заводе
Первая остановка, ещё даже не дойдя до офисного здания – припаркованные электромобили Tesla. На общий наш вопрос «Чьё это?», Михаил отвечает:
— Это для клиентов. Покупаете сейчас станок и уезжаете на Tesla, — Увидев, что несколько человек реально призадумались и что-то в уме высчитывают, добавляет. – Шутка. Это живое напоминание нам о том, как надо воплощать свои мечты. Tesla — вдохновляющий символ технологичности и качества. Bodor перенимает опыт ведущих компаний мирового значения, внедряя основы успеха в культуру своего производства.
Следующий пункт экскурсии – шоурум. И с первого взгляда на это помещение становится понятно, почему именно Bodor стал единственной компанией лазерной индустрии Поднебесной, получившей награду Red Dot Award – престижнейшей международной премии, известной как «Оскар» в мире промышленного дизайна.
Центральное место в шоуруме занимает уже упомянутая выше литая станина, которую, разумеется, каждому экскурсанту надо было испытать на прочность и способность поглощать вибрации. Впечатляющий набор продукции, которую могут делать станки Bodor – от микроскопически-ажурных ювелирных изделий до серьёзных заготовок из самого толстого металла. И, конечно же, ПО (программное обеспечение) Bodor Pro 2.0 – сенсорный экран с двойными HD-камерами, отображение данных в табличной форме (впервые в мире!), беспроводное ДУ (дистанционное управление) размером с мобильный телефон, позволяющее работать одной рукой.
Выйдя из шоурума, мы сразу оказались в производственном цехе. Кстати говоря, в одном из крупнейших в мире по размерам цехе по производству лазерного оборудования – 30 тыс. кв. метров. Нет, я, конечно, предполагал, что здесь не медеплавильный завод, но всё же — белоснежный пол и стены «добили». Мы как будто и не выходили из футуристического шоурума.
— Мы приехали сюда, что бы на месте определиться, присматриваемся к их новинке, станкам S серии, — говорит Олег Байдужа, технический директор центра обработки листового металла «Новосиблазер», — Нас абсолютно устраивает сочетание качества, цены, инновационности и конкурентоспособности станков данного производителя.
Конференция
Теоретическая часть семинара проходила в месте дислокации нашей группы, в конференц-зале пятизвёздочного Enjoy Hotel, который, кстати, удобно располагается напротив Цзинаньского международного выставочного центра (Jinan International Convention & Exhibition Center). В выставочном центре как раз проходила очередная промышленная ярмарка, в которой Bodor принимал участие, так что, при желании, можно было сходить посмотреть-сравнить возможности конкурентов.
Из выступлений организаторов семинара, как с китайской, так и с российской стороны, стало понятно, что Bodor не намерен останавливаться на достигнутом, и планирует по-прежнемуувеличивать продажи на 100% каждый год.
Ещё раз подробно остановились на «хите сезона», новом станке S серии, который кроме всего прочего, ознаменовал переход компании на уровень мощных станков (15 кВт). Так как вопросов от россиян ожидалось (и было) много, на семинар были приглашены ведущие технические специалисты с завода.
Сhina
Организаторы выездных семинаров большое внимание уделяют культурно-исторической составляющей поездки, считая её такой же важной составной частью, как и часть промышленная. Где, что за люди производят эти станки, какова их история и традиции – понимание потенциальными клиентами этих нюансов поможет сделать правильный выбор партнёра – уверены и в Bodor, и в «БОДОР».
А посмотреть есть что. Город Цзинань является столицей провинции Шандунь. Место зарождения первых китайских цивилизаций. 72 источника бьют здесь из-под земли и питают озеро Даминг, «Великое озеро Ясности». Крупнейший центр буддизма в Китае. В 2,5 км от города находится гора тысячи Будд. Родина Конфуция, город Цюйфу, находится недалеко от Цзинаня, около 120 км. Центр конфуцианства в Китае. В 1994 году храм, усадьба и кладбище Конфуция были занесены ЮНЕСКО в Список мирового культурного наследия.
Если резюмировать впечатления от поездки и общения с организаторами не с производственно-экономической, а культурологической точки зрения, то, в двух словах, все было стильно и современно, т.е. в стиле Bodor.
Подписывайтесь на Аргументы недели: Новости | Дзен | Telegram
Реклама
компания Bodor
лидера китайской индустрии промышленных лазеров
российская компания ООО «БОДОР»
руководитель департамента маркетинга по СНГ Mikhail Feng
Новости МирТесен
Станок для лазерной резки металла с оптоволоконным кабелем для продажи, Завод / дистрибьютор станков для лазерной резки
Станки для резки волоконным лазером
Флагманский продукт
Серия мечты
Высокопроизводительный продукт
Серия Р
Серия Н
Экономичный продукт
я серия
Серия С
Серия
Станки для лазерной резки труб
Флагманский продукт
Серия М
М500
Высокопроизводительный продукт
Серия Т
Экономичный продукт
К серии
Лист и трубка станки для лазерной резки
Высокопроизводительный продукт
Серия КТ
Экономичный продукт
Серия АТ
Устройства автоматизации
Флагманский продукт
iTower
iTransTower
Полностью автоматический продукт
р
iTrans
Т-Транс
Полуавтомат Продукт
iLoader
Я поднимаю
Т-погрузчик эко
iLoader эко
Выберите язык
CN
简体中文
RU
Английский
DE
Немецкий
Франция
Французский
ЭТО
Италия
ЕС
Испанский
ПТ
Португальский
дополненная реальность
العربية
ТР
Турецкий
ВН
Вьетнам
Япония
日本語
КР
한국어
ХУ
венгерский
КС
Чештина
ОН
עברית
PL
Ежик Польски
НАС
Английский
CN
繁体中文
Файлы cookie
Мы будем использовать файлы cookie для улучшения наших услуг и запоминания вашего выбора для будущих посещений. Нажимая «Принять файлы cookie», вы соглашаетесь на использование файлов cookie для страниц bodor.com и подстраниц.
Более подробную информацию можно найти в нашей политике конфиденциальности.
BODOR > нас > Станки для резки волоконным лазером > Станки для резки волоконным лазером
С самого начала истории Bodor мы разрабатываем более совершенные приложения лазерной технологии для лучшей резки и придаем большое значение инновациям. Сосредоточив внимание на одной категории станков для лазерной резки, Bodor добился полного охвата продуктов в диапазоне мощностей от 1000 Вт до 40000 Вт. Благодаря подразделению на категории продуктов Bodor может точно предоставить клиентам и предоставить индивидуальные и профессиональные решения для резки металла, чтобы эффективно создавать ценность для клиентов.
Станки для резки листового металла с волоконным лазером
Станки для лазерной резки металлических листов и труб
Станки для лазерной резки труб
Устройства автоматизации
Типы волоконно-лазерных станков для продажи
Полуавтоматический продукт
Вспомогательное загрузочное устройство
Более »
Полуавтоматический продукт
Профессиональное полуавтоматическое загрузочное устройство
Более »
Полностью автоматический продукт
Профессиональное автоматическое устройство для загрузки пробирок
Более »
Флагманский продукт
Одномодульное хранилище
Более »
22 1 2 3 4 Следующий Последний
Компания
Новости
О нас
обслуживание
Контакт
Часто задаваемые вопросы
RedDot и iF
Товары
Волокно станки для лазерной резки
Лист и станки для лазерной резки труб
Лазерная резка труб машины
Видео
Корпоративное шоу
Машинное шоу
Вырезка шоу
1690 N Plum Grove Road, Шаумбург, Иллинойс 60173
sales@bodor. com
Международный: (630) 339-9088
Онлайн-сервис: 7*24ч
* Благодаря обновлению продуктов и технологий в режиме реального времени, данные и изображения продуктов на сайт только для справки
Оборудование и машина для лазерной резки листового металла, лазерный резак для листового металла на продажу
Станки для резки волоконным лазером
Флагманский продукт
Серия мечты
Высокопроизводительный продукт
Серия Р
Серия Н
Экономичный продукт
я серия
Серия С
Серия
Станки для лазерной резки труб
Флагманский продукт
Серия М
М500
Высокопроизводительный продукт
Серия Т
Экономичный продукт
К серии
Лист и трубка станки для лазерной резки
Высокопроизводительный продукт
Серия КТ
Экономичный продукт
Серия АТ
Устройства автоматизации
Флагманский продукт
iTower
iTransTower
Полностью автоматический продукт
р
iTrans
Т-Транс
Полуавтомат Продукт
iLoader
Я поднимаю
Т-погрузчик эко
iLoader эко
Выберите язык
CN
简体中文
RU
Английский
DE
Немецкий
Франция
Французский
ЭТО
Италия
ЕС
Испанский
ПТ
Португальский
дополненная реальность
العربية
ТР
Турецкий
ВН
Вьетнам
Япония
日本語
КР
한국어
ХУ
венгерский
КС
Чештина
ОН
עברית
PL
Ежик Польский
НАС
Английский
CN
繁体中文
Файлы cookie
Мы будем использовать файлы cookie для улучшения наших услуг и запоминания вашего выбора для будущих посещений. Нажимая «Принять файлы cookie», вы соглашаетесь на использование файлов cookie для страниц bodor.com и подстраниц.
Более подробную информацию можно найти в нашей политике конфиденциальности.
BODOR > us > Станки для лазерной резки с волоконным лазером > Станки для лазерной резки листового и трубного металла > Станки для лазерной резки металлических листов и труб
Станок для лазерной резки металлических листов и труб двойного назначения сочетает в себе функции резки листового металла и трубы. Серии открытого и закрытого типа не являются обязательными, чтобы вы могли получить больше возможностей.
Станки для резки листового металла с волоконным лазером
Станки для лазерной резки металлических листов и труб
Станки для лазерной резки труб
Устройства автоматизации
Типы станков для лазерной резки металлических листов и труб на продажу
Высокопроизводительный продукт
Общие лучшие производительные закрытые станки для лазерной резки пластин и труб
Более »
Экономичный продукт
Станки для лазерной резки листов и труб серии A-T
Более »
Компания
Новости
О нас
обслуживание
Контакт
Часто задаваемые вопросы
RedDot и iF
Товары
Волокно станки для лазерной резки
Лист и станки для лазерной резки труб
Лазерная резка труб машины
Видео
Корпоративное шоу
Машинное шоу
Вырезка шоу
1690 N Plum Grove Road, Шаумбург, Иллинойс 60173
Мощные 5-осевые решения для 3-осевых фрезерных станков
ДОПОЛНИТЕЛЬНАЯ ЭКОНОМИЯ ПРИ ДОБАВЛЕНИИ ПОВОРОТНОГО УСТРОЙСТВА!
При покупке любого VF, VF-SS, VM, DT или DM с одноосевым поворотным столом вы получите привод 4-й оси бесплатно или двухкоординатный поворотный стол и приводы 4-й и 5-й оси бесплатно.
Узнайте, как можно сэкономить
*Акция заканчивается 30 декабря. Свяжитесь с вашим дилерским центром фирмы Haas, чтобы узнать больше о скидках.
Меньше усилий для настройки и увеличение точности
Когда вам нужно добавить возможность 5 осей к вашему 3-осевому фрезеровочному станку, двухосевые поворотные столы и индексаторы Haas станут идеальным пристегивающимся решением для обработки сложных деталей. Эти двухосевые поворотные столы устанавливаются непосредственно на стол фрезерного станка для обеспечения одновременного движения по 5 осям или установки детали почти под любым углом для 3+2 обработки нескольких сторон.
ШПИНДЕЛИ
5C–500 мм
РАЗМЕР ПЛАНШАЙБЫ
50–1000°/сек.
МАКС. СКОРОСТЬ
16–2240 ft-lb
МАКС. КРУТЯЩИЙ МОМЕНТ
Готовы повысить производительность?
__________________________
Поворотные столы Haas уже почти 40 лет являются промышленным стандартом. Узнайте, как добавление поворотного стола не только увеличивает возможности и производительность вашего вертикального обрабатывающего центра, но и почему ваш следующий поворотный стол должен быть от компании Haas.
Руководство по использованию 5-осевого поворотного стола
__________________________
Не знаете, как начать?
Посмотрите наше подробное видеоруководство, чтобы подобрать лучший пятиосевой поворотный аппарат, отвечающий потребностям вашего производства!
НАКЛОННО-ПОВОРОТНЫЕ
TRT70
Высокоскоростной наклонно-поворотный стол 70 мм
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
TRT100
Высокоскоростной наклонно-поворотный стол 100 мм
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
TRT160
Наклонно-поворотный стол 160 мм
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
TRT210
Наклонно-поворотный стол 230 мм
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
TRT310
Наклонно-поворотный стол 310 мм
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
Наклонно-поворотные столы
Посмотреть видеоруководство к модели
ПОВОРОТНОЕ УСТРОЙСТВО
TR160
Двухкоординатный поворотный стол 160 мм
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
TR160-2
Система поворотного стола с двумя планшайбами 160 мм
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
TR200Y
Компактный двухкоординатный поворотный стол 200 мм
Высокоскоростной двухкоординатный поворотный стол 500 мм
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
Столы с поперечно-продольным перемещением
Посмотреть видеоруководство к модели
НАКЛОННЫЙ ИНДЕКСАТОР
T5C
Наклонный индексатор 5C
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
T5C2
Наклонный индексатор 5C с 2-мя головками
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
T5C3
Наклонный индексатор 5C с 3 головками
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
T5C4
Наклонный индексатор 5C с 4-мя головками
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Узнать больше… Сборка и цена
Наклонные индексаторы
Посмотреть видеоруководство к модели
Не бойтесь 5 осей Серия 1
В первом видео нашей серии под названием “Не бойтесь 5 осей” Джон Нельсон объясняет, почему 5-осевая обработка теперь намного легче, чем когда-либо, и почему любой цех может использовать 5-осевую обработку.
Не бойтесь 5 осей Серия 2
Во втором видео нашей серии “Не бойтесь 5 осей” Джон Нельсон объясняет, как выбрать себе станок и поворотную комбинацию, и рассказывает, о каких опциях вы должны задуматься для возможности максимального использования вашего станка и поворотного стола.
НЕ БОЙТЕСЬ 5 ОСЕЙ СЕРИЯ 3
В третьем видео нашей серии “Не бойтесь 5 осей” Джон Нельсон рассказывает о настройке поворотного стола или поворотного устройства и объясняет, как функция Haas DWO/TCPC делает работу с 4-й и 5-й осями легче, чем когда-либо.
Увеличьте свою продуктивность с аксессуарами для поворотного стола
Уменьшить обработку деталей и сократить время циклов обработки с высокопроизводительными аксессуарами для поворотного стола. В этом видео, технический эксперт Haas предоставит обзор наших самых популярных предложений.
Не все можно передать словами. Просмотрите ваш станок Haas со всех сторон в этой галерее.
ПРОСМОТРЕТЬ ГАЛЕРЕЯ
ПОВОРОТНЫЙ СТОЛ ДЛЯ ФРЕЗЕРНОГО СТАНКА С ЧПУ
Поворотный горизантально-вертикальный стол Vertex серии HV
Поворотный стол Vertex серии HV предназначен для установки и закрепления деталей при обработке их на станках. Поворотный стол Vertex является необходимым приспособлением при выполнении операций кругового фрезерования, при выполнении и обработке различных элементов деталей расположенных через угловые расстояния. Стол состоит из корпуса, планшайбы, червячного колеса и червяка. Вращение осуществляется при помощи червячной пары вручную ручкой маховика. Конструкция корпуса стола позволяет его использование, как в горизонтальном, так и в вертикальном положении, в том числе с применением задней бабки ТS-1,2,3,4 для надежного закрепления, при фрезеровании деталей типа «вал». Поворотные горизонтально/вертикальные столы HV применяется в мелко- и среднесерийном производстве, на горизонтальных и вертикальных фрезерных станках для установки одной или более заготовок.
Артикул
Код
HV-4
1001-000
HV-6
1001-001
HV-8
1001-002
HV-10
1001-003
HV-12
1001-004
HV-14
1001-005
HV-16
1001-006
Поворотный наклонный стол Vertex серии VUT
Стол поворотный наклонный Vertex серии VUT предназначен для использования в качестве дополнительной оснастки на универсальных фрезерных и других станках. Использование поворотного стола позволяет выполнять такие операции как круговое фрезерование, фрезерование уступов и пазов, обработка отверстий, и других элементов детали через необходимые угловые расстояния. Конструкция поворотного стола Vertex позволяет надёжно фиксировать стол перед обработкой детали после поворота на необходимый угол (от 0 до 360° в горизонтальной плоскости и от 0 до 90° в вертикальной плоскости). Градуировка шкалы лимба величиной 10 секунд и механизм микро подачи равной 1 минуте способствуют удобной работе с применением поворотного стола Vertex.
Универсальный круглый поворотный стол 300 мм с изменяемым углом наклона рабочей поверхности в диапазоне 0-90 градусов, поворачивается не только вокруг оси стола, но и меняет угол наклона стола.
Артикул
Код
VUT-250
1001-015A
VUT-300
1001-016A
Полууниверсальная делительная головка Vertex серии BS
Полууниверсальные делительные головки по устройству аналогичны универсальной делительной головке и могут применяться для непосредственного и простого деления. Полууниверсальная делительная головка не предусматривает дифференциальное деление и фрезерование спиральных канавок. Диск для непосредственного деления имеет 24 отверстия и предназначен для непосредственного деления на 2, 3, 4, 6, 8, 12 и 24 части. Стандартная комплектация универсально делительных головок Vertex BS-0 и BS-1 включает в себя: заднюю бабку, делительные диски, центры и поводок. Опционально может поставляться с трехкулачковым самоцентрирующимся патроном для обработки заготовок круглой формы.
Артикул
Код
BS-0
1001-050
BS-1
1001-051
BS-0-J-5
1001-053
BS-1-J-6
1001-054
Универсальная делительная головка Vertex серии BS
Универсальные делительные головки Vertex используются на консольно-фрезерных станках, в особенности универсальных, и значительно расширяют технологические возможности станка. Универсальные делительные головки используют при фрезеровании зубчатых колес, нарезании винтовых канавок, шлицев и пазов, а также при других операциях требующих установки обрабатываемой заготовки под требуемым углом относительно стола станка. Стандартная комплектация универсально делительных головок BS-2 и BS-2A включает в себя: заднюю бабку, делительные диски, центры и поводок, набор сменных шестерен, технологический инструмент. Опционально может поставляться с трёхкулачковым самоцентрирующимся патроном для обработки заготовок круглой формы.
Артикул
Код
BS-2
1001-052
BS-2-J-6
1001-055
BS-2-J-8
1001-056
BS-2A
1001-057
BS-2A-J-6
1001-058
BS-2A-J-8
1001-059
Делительная головка Vertex серии CS с 3-х кулачковым патроном
Делительная головка Vertex CS-6, CS-8 оснащенная трёхкулачковым патроном применяется на металлорежущих станках. Использование данного патрона позволяет выполнять сверлильные, фрезерные, слесарные и прочие операции на металлообрабатывающих станках. Конструкция делительной головки (индексируемого поворотного стола) Vertex позволяет его использование, как в горизонтальном, так и в вертикальном положении. Делительная головка оснащена рукояткой, которая фиксирует головку от проворачивания. Стандартная комплектация индексируемого поворотного стола Vertex включает в себя: 6 делительных шаблонов (2; 3; 4; 6; 8; 12; 24), 3-кулачковй патрон. Опционально может поставляться с задней бабкой TS для надежного закрепления и делительными дисками DP.
Артикул
Код
CS-6
1001-060
CS-8
1001-061
Делительная головка непосредственного деленияVertex серии CC с 3-х кулачковым патроном
Делительная головка Vertex CС-6, CС-8, CC-12 оснащенная трёхкулачковым патроном и применяется на металлорежущих станках. Использование данного патрона позволяет выполнять сверлильные, фрезерные, слесарные и прочие операции на металлообрабатывающих станках. Конструкция делительной головки (индексируемого поворотного стола) Vertex позволяет её использование, как в горизонтальном, так и в вертикальном положении. Поворотный стол оснащен фиксатором, который фиксирует головку от проворачивания. Стандартная комплектация индексируемого поворотного стола Vertex включает в себя: 6 делительных шаблонов (2; 3; 4; 6; 8; 12; 24), 3-кулачковй патрон. Опционально может поставляться с задней бабкой TS.
Артикул
Код
CC-6
1001-060
CC-8
1001-061
CC-12
1001-066
CC-12A
1001-066A
Прецизионный индексируемый стол Vertex серии VIT
Прецизионный индексируемый стол Vertex VIT предназначен для установки и закрепления деталей при обработке их на металлорежущих станках. Поворотный стол фирмы Vertex является необходимым приспособлением при выполнении операций кругового фрезерования, а также при обработке различных элементов деталей расположенных через угловые расстояния. Корпус поворотного стола изготовлен из высококачественного чугуна. Конструкция поворотного стола позволяет использовать его при тяжелых режимах резания. Используется для обработки на шлифовальных, расточных, фрезерных и др. операциях с высокой точностью.
Артикул
Код
VIT-300-15
1001-070(15)
VIT-450-1
1001-071
VIT-450-5
1001-081
VIT-600-1
1001-072
VIT-600-5
1001-082
VIT-700-1
1001-073
VIT-700-5
1001-083
VIT-800-5
1001-084
VIT-1000-5
1001-085
VIT-1200-5
1001-086
Быстроустанавливаемый делитель Vertex серии VSI с 3-х кулачковым патроном
3-х кулачковый патрон позволяет зажимать заготовки диаметром от 3 до 100 мм. Простое и быстрое управление. Для индексирования цена деления шкалы поворотного основания 1°. Диаметр отверстия 30 мм. Может устанавливаться в горизонтальном или вертикальном положении. Используется на фрезерных и шлифовальных станках. Опционально поставляется задняя бабка TS-1.
Артикул
Код
VSI-4
1001-064
VSI-5
1001-065
Поворотный патрон Vertex серии VSR
3-х, 4-х кулачковый патрон позволяет зажимать заготовки диаметром от 3 до 100 мм. Простое и быстрое управление. Для индексирования цена деления шкалы поворотного основания 1°. Диаметр отверстия 30 мм. Может устанавливаться в горизонтальном или вертикальном положении. Используется на фрезерных и шлифовальных станках. Опционально поставляется задняя бабка TS-1.
Артикул
Код
VSR-6
1001-068
VSR-8
1001-067
VSR-63
1001-068A
VSR-83
1001-067A
Прецизионный универсальный наклонный патрон Vertex серии VUA
Прецизионные универсальные наклонные патроны обеспечивают как наклонное перемещение патрона, так и его поворот в горизонтальной плоскости. Патроны используются на различных станках, например, для выполнения сверления под необходимым углом. На наклонное основание установлен 3-кулачковый патрон VSC-4. Зажимаемый диаметр для внешних поверхностей 3-90 мм, зажимаемый диаметр для внутренних поверхностей 32-84 мм. Точность ±0.01 мм/100 мм.
Артикул
Код
VUA-100J
2003-060
Прецизионный универсальный наклонный цанговый патрон Vertex серии VUA-ER
Прецизионные универсальные наклонные цанговые патроны обеспечивают как наклонное перемещение патрона, так и его поворот в горизонтальной плоскости. Патроны используются на различных станках, например, для выполнения обработки под необходимым углом. На наклонное основание установлен цанговый патрон. Точность ±0.01 мм/100 мм. Поставляется в комплекте с цангами ER-40 (4, 5, 6, 8, 10, 12, 13, 15, 16, 18, 20, 21, 22, 25, 26)
Артикул
Код
VUA-ER40
2003-065
Универсальный наклонный поворотный стол Vertex серии VU
Универсальные наклонные поворотные столы Vertex предназначены для фрезеровки, нарезки резьбы и сверления в горизонтальном положении стола или в положении наклона. Диапазон наклона 0-90 градусов от вертикального положения в горизонтальное. Для фиксирования поворота планшайбы используются два блокирующих винта, что обеспечивает минимальное время установки. Элементы червячной передачи закалены и отшлифованы. Передаточное отношение 90:1. Лимб градуирован на 360° таким образом, чтобы ручки перемещает планшайбу через 4°. Микромуфта градуирована с шагом 2 минуты.
Артикул
Код
VU-100
1001-011
VU-150
1001-012
VU-200
1001-013
VU-300
1001-010
Поворотный стол с тисками Vertex серии VUT-NC
Поворотный стол с тисками Vertex (VUT-NC) с изменяемым углом наклона рабочей поверхности в диапазоне 0-90º. Применяется на обрабатывающих центрах, фрезерных, сверлильных, шлифовальных и других станках. Компактная модель с надежной и прочной системой зажима. Угол наклона регулируется червячно-зубчатой передачей. Большой диапазон зажимаемых деталей.
Артикул
Код
VUT-4NC
1002-251
VUT-5NC
1002-252
VUT-6NC
1002-253
Поворотный стол с тисками Vertex серии VUT-QS
Поворотный стол с тисками Vertex (VUT-QS) с изменяемым углом наклона рабочей поверхности в диапазоне 0-90º. Специальная модель с системой быстрого зажима при помощи скольжения. Большой диапазон зажимаемых деталей. Применяется на обрабатывающих центрах, фрезерных, сверлильных, шлифовальных и других станках. Компактная модель с надежной и прочной системой зажима. Наиболее удобен в обработке мелкосерийных деталей и опытных образцов.
Артикул
Код
VUT-3QS
1002-261
VUT-4QS
1002-262
VUT-5QS
1002-263
Поворотные столы с ЧПУ | Прецизионные поворотные столы и аксессуары
CNC Indexing & Feeding Technologies с гордостью представляет линейку поворотных столов, индексаторов и аксессуаров TJR. TJR возникла как агент по продаже и обслуживанию поворотных столов и зарекомендовала себя как OEM-производитель в 2009 году.
Сегодня TJR поставляет наиболее технически совершенные поворотные столы в отрасли для станков, таких как: редуктор, прочные, высокопрочные латунные валы и тормозные системы с большим диапазоном зажима. Все новые столы TJR стандартно поставляются с 3-летней гарантией на детали.
Не знаете, что вам нужно? Мы можем помочь! Напишите CNC Indexing & Feeding Technologies по адресу [email protected], чтобы обсудить потребности вашего приложения.
Наши станки
Наши поворотные столы с ЧПУ
Стандартные поворотные столы. Серия AR представляет собой стандартный 4-осевой поворотный стол TJR с пневматическим тормозом. Он предлагается как с правосторонним монтажом двигателя, так и с левосторонним монтажом двигателя. Серия HR — это стандартный 4-осевой поворотный стол TJR с гидравлическим тормозом.
Поворотный стол с задней опорой двигателя. Поворотный стол для задней опоры двигателя. Серия AR также имеет вариант крепления двигателя сзади (сзади).
Наклонно-поворотные столы. Серия FAR представляет собой линейку наклонно-поворотных столов с пневматическим тормозом. Серия FHR представляет собой гидравлическую тормозную магистраль. MTHR представляет собой стол с ручным наклоном на 1 градус и гидравлической тормозной системой.
Горизонтальные поворотные столы с ЧПУ. Горизонтальные поворотные столы с ЧПУ серии HHR предлагаются со столешницей площадью 500 мм. Его можно интегрировать в систему управления машиной или в качестве индексатора с одноосевым контроллером TJR. Разработанные специально и исключительно для горизонтальной установки, эти столы могут выдерживать большой вес для больших заготовок.
Многошпиндельные поворотные столы. Серия AR-W представляет собой многошпиндельный 4-осевой поворотный стол. Он идеально подходит для повышения производительности за счет сокращения времени загрузки/выгрузки и смены инструмента.
Кулачковые столы с прямой передачей и роликовой передачей. Поворотный стол с прямым приводом серии AD идеально подходит для небольших вертикальных станков и метчиков. Роликовый кулачковый 4-осевой поворотный стол RC-Model предлагается с диаметром лицевой панели 160 мм.
Горизонтальные индексные таблицы. В горизонтальном делительном столе серии HHI используется гидравлическая тормозная система. Он предназначен для интеграции в систему ЧПУ станка или для работы с одноосевым контроллером TJR.
Принадлежности для поворотного стола. У нас имеется запас наиболее популярных принадлежностей для поворотных столов и индексаторов TJR, включая задние бабки и органы управления индексатора. А благодаря связям и ресурсам по всему миру, если у нас нет нужных вам аксессуаров, мы можем их найти.
CNC Indexing & Feeding Technologies предлагает широкий ассортимент поворотных столов TJR. Однако многим неясно, что поворотные столы могут сделать для их бизнеса, а также как они работают в обработке с ЧПУ. Во-первых, давайте рассмотрим основы поворотного стола и то, как он работает в процессах обработки и производства.
Что такое поворотный стол и для чего он нужен?
Фрезерование и другие промышленные процессы требуют резки и формовки, как правило, с высокой степенью точности. Это создает потребность в системах с компьютерным управлением, которые могут создавать заготовки, прототипы или инструменты для компаний по запросу. Процесс ускоряется, сокращая или устраняя потребность в большом персонале сборочной линии или других ручных мастерах.
Во многих случаях обработка деталей с помощью станков с ЧПУ была бы невозможна без помощи компьютера. Код, используемый для связи между станком с ЧПУ и компьютерным программным обеспечением, является специализированным. В старых машинах или машинах с ручным управлением использовались проводные контроллеры. Однако новые станки с ЧПУ полагаются на современные устройства, такие как компакт-диски, USB-накопители, сети и т. д.
Для работы токарного или фрезерного станка требуется собственный набор деталей. Например, делительная головка необходима для обеспечения круглой формы. Индексный элемент позволяет поворачивать изделие под углом или даже делить его на секции.
Поворотный стол может наклоняться и вращаться. В столе используется делительная головка для резки в соответствии с определенной техникой. Это позволяет станку создавать заготовки с полной гибкостью вращения и наклона.
Как и зачем используются таблицы?
Поворотный стол может помочь в создании дуг и окружностей, что является важным процессом при изготовлении деталей или инструментов. Инструменты могут быть изготовлены специально, например, автомобильные детали, детали машин и многие другие предметы.
Процесс ЧПУ позволяет компаниям выполнять прямые разрезы даже под разными углами и разрезать небольшие объекты на еще более мелкие части. Поворотные столы с ЧПУ также могут помочь в процессах нарезания зубчатых колес, сверления или вырезания отверстий.
Стол также можно использовать вместе с делительной головкой и делительной пластиной для более концентрированного формования. Столы также используются для удержания определенных деталей для превосходных методов фрезерования.
Добавление поворотных столов улучшит ваши возможности по производству нужных деталей и увеличит прибыль. Это подводит нас к основному преимуществу поворотных столов с ЧПУ: меньше времени и большая точность резки.
Кто использует станки с ЧПУ и прецизионные поворотные столы?
Компании часто привлекаются для создания деталей для более крупных брендов. Однако некоторые компании просто создают свои собственные прототипы, инструменты или заготовки на собственном оборудовании для механической обработки. Есть также контрактные магазины, механические магазины, компании по производству электроники, изобретатели, инженерные и розничные компании.
Большинство компаний сокращают расходы, масштабируя свои потребности с помощью небольших производств. Во многих случаях они могут иметь только одно предприятие или работать с одним типом деталей. Ключ не в том, чтобы создавать «что угодно», а в том, чтобы специализироваться на создаваемых объектах, чтобы можно было упростить процесс.
Поворотные столы обладают преимуществами эффективности и точности для всех этих отраслей и задач.
Преимущества использования поворотных столов
Преимущества использования поворотных столов с ЧПУ включают согласованность, ускорение производства и увеличение производительности. Изделия и заготовки, собранные с помощью систем ЧПУ, более надежны, чем изделия, созданные вручную или другими методами. Процесс идентичен каждый раз, поэтому согласованность может быть гарантирована. Это очень важно для компании, пытающейся обеспечить протокол безопасности.
Еще одним преимуществом является гибкость, поскольку системы программируются. Эти системы спроектированы так, чтобы свести к минимуму время простоя между запущенными процессами, предлагая большую гибкость.
Еще одним преимуществом является сложность продукта. Сложные движения упрощаются благодаря поворотным столам с ЧПУ, что делает их производство более доступным.
Роль работника с системами ЧПУ
Естественно, такой сложный процесс не может быть бесконтрольным, поскольку эффективность зависит от оптимальной производительности. Супервайзер должен наблюдать за поворотным столом, работающим с элементами управления ЧПУ, чтобы убедиться, что станок и программное обеспечение настроены правильно.
Это включает настройку системы, установку программного обеспечения и наблюдение за производством. Если что-то пойдет не так, программное обеспечение должно быть исправлено, а машина отремонтирована. Машины не работают постоянно, но их необходимо регулярно оценивать и очищать, чтобы гарантировать, что они будут в основном самодостаточными.
Типы столов, которые могут вам понадобиться
Мы предлагаем широкий выбор поворотных столов для удовлетворения всех ваших потребностей. Это включает в себя стандартные поворотные столы с возможностью полной оси вращения, а также вертикальное и горизонтальное монтажное положение.
Мы также предлагаем большие поворотные столы с гидравлическими тормозными системами, которые обеспечивают более высокий зажимной момент. Вы также можете найти помощь с меньшими поворотными столами с задним креплением или наклонными поворотными столами.
Горизонтальные поворотные столы специально изготовлены для горизонтальной установки и выдерживают гораздо больший вес. Доступны горизонтальные индексные таблицы, как в ручном режиме, так и в стиле индексных таблиц ЧПУ. Наконец, есть поворотные столы с торцевым зубчатым колесом и аксессуары для поворотных столов, идеально подходящие для проектов, требующих более высокой степени точности.
Помните, что качественное производство является синонимом эффективности и точности. Производители продукции должны иметь подходящее оборудование, работающее на полную мощность, чтобы гарантировать постоянство.
CNC Indexing & Feeding Technologies может помочь вам найти принадлежности для станков, необходимые для удовлетворения ваших производственных потребностей. Это включает в себя простое вращение, более крупные детали, вертикальные и горизонтальные приложения или даже работу с 4 или 5 осями. С поворотными столами TJR вы можете сократить время цикла и обработки, сократить время простоя и увеличить прибыль.
Вы всегда можете связаться с нами, если у вас есть дополнительные вопросы о том, как начать работу, позвонив нам по телефону 513.770.4200. Пришло время расширить свой бизнес и свои возможности!
Поворотные столы и аксессуары Архив
Компания Sherline предлагает один из лучших небольших поворотных столов на рынке. Он доступен в ручном или ЧПУ. Его можно даже приобрести вместе с контроллером для использования в качестве программируемого индексатора. Он популярен среди промышленных магазинов благодаря своим компактным размерам, прочной конструкции и долговечной точности.
Поворотный стол также доступен с большим сквозным отверстием 15/32″, к которому можно установить наши патроны. Эта модификация возникла по просьбе наших клиентов, занимающихся лазерной гравировкой. Увеличенное сквозное отверстие позволяет удерживать больший запас. Он также имеет никель-тефлоновое покрытие, потому что он был разработан для использования в повседневных производственных условиях. Это придает столу устойчивую к ржавчине поверхность, которая является твердой и обладает дополнительными смазывающими свойствами.
Обновление поворотного стола с ручным управлением до ЧПУ
Стоимость переоборудования поворотного стола составляет 182 доллара США плюс стоимость доставки. Вы должны позвонить или написать нам по электронной почте для RMA # (разрешение на возврат) перед отправкой вашего поворотного стола обратно.
$182.00
Add to WishlistRemove from Wishlist
Add to Wishlist
$305.24
Add to WishlistRemove from Wishlist
Add to Wishlist
$398.84
Add to WishlistRemove from Wishlist
Add to Wishlist
$461.24
Добавить в список желанийУдалить из списка желаний
Добавить в WishList
$ 367,64
Добавить в WishListremove от WishList
Добавить в WishList
$ 365. 04
Add To WishListremove от WishList
Add To WishList
$ 458.64
.
427,44 $
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
From:
446,94 $
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
576,16 $
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
540,54 $
Добавить в список желанийУдалить из списка желаний 90 103
3 Добавить в список желаний От:
$ 807,30
Добавить в WishListremove от WishList
Добавить в WishList
$ 869,70
Добавить в WishListremove от WishList
Добавить в WishList
$ 900.
5
. Добавить в WishList
$ 900.
5
6666666666666.0003
Add to Wishlist
$81.90
Add to WishlistRemove from Wishlist
Add to Wishlist
$81.90
Add to WishlistRemove from Wishlist
Add to Wishlist
$120.12
Add to WishlistRemove from Wishlist
Add to Wishlist
49,14 $
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
32,76 $
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
Адаптеры патрона для поворотного стола
Об адаптерах патрона поворотного стола Теперь вы можете прикрепить сверлильный патрон 1/4″ или 3/8″, старый патрон Unimat с резьбой 12 x 1 мм или 14 x 1 мм или 1 /2-20 Sears прикручивается к вашему ротору Sherline… Продолжение
From:
7,28 $
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
464,10 $
Добавить в список желанийУдалить из списка желаний
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний0111
67127 2 А, 100 унций, шаговый двигатель типоразмера 23 87041 Источник питания 120 В перем.
Бизнес на лазерном станке! Примеры успешных Бизнес Идей 2019.
Всем привет, друзья! С Вами
3DTool!
При выборе лазерного гравера, необходимо четко определиться с нишей использования и прикинуть, с какими материалами вы планируете работать. От этого будет зависеть выбор мощности лазерного излучателя и рабочей области лазерного станка. На сегодняшний день станки лазерной резки применяются практически повсеместно, в мебельной промышленности, сувенирной и рекламной отраслях, при создании вывесок и раскрой тканей и других материалов. Чтобы помочь Вам разобраться во всем этом множестве, мы подготовили для Вас данную статью! Речь в ней пойдет о примерах успешного бизнесах на лазерных станках. Все кейсы приведенные в данной статье легко выполняются на Станках лазерной резки производителя
Raylogic
и настольных лазерных граверах
Jumper
.
Каталог фрезерных станков с чпу
Каталог лазерных станков с чпу
Каталог лазерных маркеров
Лазерные станки могут выполнять два вида работ – раскройматериала и его гравировку. Как правило, это плоские листы материала, подходящие по размеру и входящие в рабочую область станка. Самые распространенные материалы — это дерево – в виде фанеры и шпона, оргстекло и листовой пластик. Так же, на лазерах обрабатывают кожу, различные ткани и даже металл, если речь идет про неглубокую гравировку, «маркировку», металла. По своим оптическим характеристикам слабо мощные Со2 лазеры, о которых идет речь, не могут эффективно прожигать металл. Усугубляет ситуацию сильные отражающие способности металла. Поэтому обработка металла на таких станках сильно усложнена и требует использования дополнительных средств, таких, как специальные матирующие спреи или пасты.
Гравировка на металле. Гравировка как бизнес.
Как мы отметили выше, лазерные станки Со2 могут выполнять два вида работ. Основным из них, что следует из названия, является гравировка. Лазерный станок используется для нанесения красивого рисунка, логотипа или клейма изделия на любой предмет с металлической поверхностью. Мощность излучателя лазерного станка, при этом, должна быть не менее 60 Ватт, а лучше 90 – 120, чтобы прожигать материал наверняка, оставляя хорошо заметные бороздки. Использование менее мощного лазера, оставит еле заметный темный след, чаще всего его бывает недостаточно. Гравировку лазерным Со2 станком на металле используют так же часовые мастера, производства, для маркировки табличек с серийными номерами и характеристиками изделий. Но наибольшей популярностью пользуется гравировка на заказ крупных партий сувенирной продукции. Например, индивидуальных призов для различных конкурсов и мероприятий. Как правило, это металлические брелки, ручки,флешки, телефоны, корпуса устройств и другие небольшие сувениры. Такие заказы наиболее прибыльны за счет объема. Для выполнения таких работ вам подойдет лазерный станок
Raylogic V12 6040 с лазерной трубкой 90 Вт или лазерный маркировщик по металлу Raylogic GALVO
Гравировка на пластике и резине, изготовление печатей
Кейс №2 — нанесение гравировки на прозрачные пластики вроде оргстекла. Такую гравюру можно подсвечивать светодиодами и получать отличный визуальный эффект, который используют обычно в оформлении ламп, ночников и различных видов рекламных вывесок. В качестве материала для гравировки так же подойдет резина. Штампы и печати изготавливаются именно таким способом и это направление всегда актуально и популярно. Даже один небольшой лазерный станок для печатей может быть загружен работой по полной и приносить отличные деньги. Изготовление печатей или клише на резине c помощью лазерного станка является востребованным направлением малого бизнеса с хорошей рентабельностью. Услуги гравирования рассчитываются по специальной формуле и зависят от объёма гравировки на том или ином предмете и от макета. Все выше описанные примеры можно сделать на
лазерном гравере Jumper 6040
Изготовление мебели и предметов интерьера из фанеры.
Актуальнейшей нишей для владельцев больших лазерных раскройщиков, например
Raylogic 1620
является изготовление модульной мебели, или ее элементов. Обычно, при изготовлении такой мебели используют толстую, 8ми миллиметровую фанеру, по соображениям прочности получающихся конструкций. Такой подход можно использовать как в классическом мебельном производстве, так и в футуристичных проектах для индивидуальных дизайнеров. Таких, как например на нашей иллюстрации. Если говорить об индивидуальных дизайнах, все более популярным становится изготовление резных деревянных панелей на стены, в качестве украшений или элементов декора. Так же, тонкая фанера отлично подойдет, например, для изготовления фигурных защитных экранов для батарей отопления или напольных светильников и абажуров.
Сувенирная продукция, брелоки и гравюры из фанеры.
Для настольных лазерных граверов таких как
Jumper 6040
, идеальным кейсом применения станет производство мелкой сувенирной продукции из тонкой фанеры. Например брелоков и магнитиков на холодильник. Довольно популярными являются магниты и брелоки в форме популярных стикеров из VK и других соцсетей/мессенджеров, шаржевые изображения героев компьютерных игр и фильмов, картинки из мемов и другие образы современной масс культуры. Касательно гравюр, набирающее обороты сообщество молодых арт-художников, публикующих свои работы в социальных сетях и на сайтах, как правило очень активно в плане создания и реализации своего брендированного мерчендайза, но не уходит дальше печати своих работ на плотной бумаге, или создания стикеров. Отличным предложением таким художникам, станет выполнение их картин в технике гравировки. Покрытая морилкой и лаком гравюра, отлично впишется в интерьер, даже в монохромном исполнении.
Производство рекламы и уличных вывесок, бутафория и декор.
Основным видом деятельности владельцев больших станков лазерной резки таких как
Raylogic V12 1610
является производство наружной рекламы, вывесок и различной бутафории. Обычно, в этих случаях в ход идут различные виниловые пленки, оргстекло и поликарбонат. Так же, на лазере обрабатывают и такие материалы как ПВХ, если речь идет об оформлении стендов на выставки и производстве не функциональной мебели в торговых павильонах различных ТЦ. (Однако этот материал очень ядовит и требует специальных условий работы) Если в вашей мастерской есть возможность обрабатывать и собирать крупногабаритные конструкции, отличным направлением бизнеса станет изготовление уличных вывесок. В этом хитром деле основной задачей для станка становится раскрой элементов конструкции, далее в дело вступает мастер собирающий вывеску воедино и подключающий подсветку и необходимый для монтажа каркас. В современных мастерских такого толка, так же используют 3D-печать для уменьшения объёмов сложной гибки. Так же, благодаря возможностям раскроя ткани и мягких материалов вроде этиленвинилацетата, лазерные станки отлично справляются с изготовлением выкроек для пошивочных мастерских, создания сценический бутафории и декора. Для таких задач лучше всего подойдет станок с максимально ровным столом. например
Raylogic V12 6090 Lite
с дополнительно установленным сотовым столом.
Создание полноценной мастерской по выполнению различных услуг.
Когда речь идет о расширении мощностей и организации полноценной мастерской, подразумевается возможность выполнения комбинированных заказов. Например, резки и гравировки оргстекла с последующей формовкой, а также 3D-печатью более сложных в производстве деталей. (Примеры использования 3D-принтеров в бизнесе, мы обозревали в
ЭТОЙ
статье и
ЭТОМ
нашем видео) Организация такой мастерской дело гораздо более сложное, но и прибыльное, так как вы охватываете сразу несколько интересных и востребованных ниш. Однако такой подход требует совсем других затрат на закупку оборудования и набор персонала. Тем не менее, количество подобных мастерских все еще недостаточно и рынок с легкостью поделится деньгами при правильно выстроенных процессах рекламы и маркетинга.
Каталог лазерных станков с чпу
Что ж!, А на этом у нас все! С вами был
3DTool
, увидимся в следующих статьях!
Если вам необходима помощь или консультация по приобретению лазерных станков с ЧПУ или другого оборудования представленного в нашем каталоге, вы можете связаться с нами : По почте: Sales@3dtool. ru Или по телефону: 8(800) 775-86-69
Мы также подготовили Видео версию данной статьи, посмотреть которую вы можете на нашем канале, или ниже.
Не забудьте подписываться на наш YouTube канал.
И на наши группы в соц.сетях:
INSTAGRAM ВКонтакте Facebook
Что можно сделать на лазерном гравировальном станке? Бизнес-идеи — MULTICUT
Лазерная гравировка – одно из наиболее современных направлений в обработке материалов. Применение технологии охватывает широкий ряд направлений от рукоделия до массового промышленного производства. Лазерная гравировка считается одним из перспективных направлений малого и среднего бизнеса. Чтобы зарабатывать, нужно купить станок и найти рынок сбыта. Но не стоит забывать, что гравировка – это не просто производственный процесс, но еще и творчество. Поэтому важно иметь несколько идей, которые позволят сделать первые образцы продукции – так называемое портфолио.
Оборудование для лазерной гравировки
Оборудованием для лазерной гравировки служат станки с ЧПУ портальной конструкции, различающиеся мощностью, размерами рабочего поля, конструкцией излучателя, механикой. Чтобы выбрать лазерный гравировальный станок для реализации бизнес-идеи, нужно иметь представление о возможностях оборудования, его конструкции и принципах работы.
Как работает лазерный станок?
Лазерные гравировальные станки используют для нанесения изображений на следующие материалы:
массив дерева, шпон, фанера и другие композиты на основе древесины;
прозрачные и непрозрачные полимерные материалы, в том числе ПВХ, акрил, органическое стекло;
резина;
искусственная и натуральная кожа.
Во время обработки в точке фокусировки луча происходят процессы горения и испарения материала. Из-за этого лазерная гравировка на металлических заготовках требует применения специализированного оборудования с излучателями мощнее, чем на универсальных станках. Горение металла происходит при более высоких температурах. Кроме того, для снижения отражающей способности полированных заготовок их предварительно обрабатывают матирующими составами.
При помощи лазерных гравировальных станков с ЧПУ можно наносить как векторные, так и растровые изображения. Исходником может служить любое монохромное изображение, а редакторы для создания управляющей программы поставляются в комплекте с оборудованием. Векторные изображения, к которым относятся различные надписи, логотипы, товарные знаки, наносятся на любой материал. Портреты, пейзажи и другие растровые рисунки делают на древесине, фанере или специальных многослойных пластиках. Для четкого и читаемого рисунка нужен материал, на котором можно получить несколько градаций цвета.
Конструкция излучателя
Лазерные гравировальные станки комплектуются лазерами двух видов:
Светодиодные. Их устанавливают на маломощные бюджетные модели, используемые преимущественно для творчества и мелкосерийного производства сувенирной продукции. Оптическая мощность светодиодов, как правило, не превышает 15 Вт, что значительно сужает перечень обрабатываемых материалов.
Газовые, или CO2. Лазерные трубки мощностью более 40 Вт позволяют расширить спектр задач гравировального станка. Газовые лазеры используют в крупносерийном и массовом производстве.
В станках MULTICUT 3000 используются CO2 лазеры 60, 80 и 150 Вт. Система управления позволяет регулировать мощность потока излучения в зависимости от обрабатываемого материала. Наше оборудование позволяет выполнять операции раскроя листовых и рулонных материалов, а также гравировку.
Оптическая система
Оптика станка представляет собой систему из одного неподвижного и двух подвижных зеркал, а также выходную линзу, которые отвечают за изменение направления потока излучения и его фокусировки в заданной программой точке.
Механика станка
Портал и каретка станка снабжены раздельными приводами, обеспечивающими требуемые рабочие скорости, ускорения и точность перемещений. В станках MULTICUT используются шаговые двигатели и сервомоторы, а также ШВП ведущих мировых производителей. Комплектация станка выполняется в соответствии с пожеланиями заказчика и производственными задачами.
Система охлаждения лазерной трубки
Время непрерывной работы станка зависит от конструкции системы охлаждения лазерной трубки. Это напрямую влияет на экономическую составляющую эффективности предприятия. В станках MULTICUT 3000 лазерная трубка имеет водяное охлаждение, обеспечивающее отвод избыточного тепла. Чиллер входит в комплект поставки оборудования.
Удаление продуктов сгорания
Работа лазерного раскроечно-гравировального станка требует непрерывной подачи воздуха в рабочую зону и сопровождается выделением большого количества газообразных продуктов сгорания. Специалисты компании MULTICUT реализовали эффективную систему дымоудаления. Станки комплектуются наддувными и вытяжными вентиляторами достаточной мощности. Это дает возможность обрабатывать ПВХ и другие полимеры, выделяющие токсичные газообразные вещества.
Маломощные бюджетные модели, которые позиционируются производителями как «домашние», часто не имеют подобного вспомогательного оборудования, поэтому эксплуатировать их в жилых зданиях нельзя. В мастерской или производственном помещении должна быть приточно-вытяжная вентиляция.
Пройти тест
Что можно делать на станках MULTICUT?
Рентабельность лазерной гравировки на станке с ЧПУ зависит от множества факторов. Рынок оборудования непрерывно развивается, вместе с ним растет конкуренция в среде производителей готовой продукции. На перспективность бизнеса влияют оригинальность идей и производственные возможности оборудования. Мы предлагаем несколько примеров изделий, которые можно изготовить на станках MULTICUT.
Печать
Производство печатей, экслибрисов, клише на лазерном станке с ЧПУ считается одним из актуальных направлений бизнеса. В качестве заготовки используется специальная резина для лазерной гравировки. Это достаточно простая задача для станка MULTICUT, рабочее поле которого позволяет разместить заготовку для нескольких десятков печатей. Подобные изделия индивидуальны, и найти заказ на изготовление большой серии печатей, которая позволит загрузить станок на несколько часов будет проблематично. Но стоит отметить, что подготовка задания для гравировки такого изделия также занимает немного времени. Поэтому изготовление единичного изделия будет экономически обоснованным.
Роликовый пресс для печенья
В качестве заготовки для такого ролика подойдет обычная кухонная скалка из твердой и однородной древесины. Технология лазерной гравировки позволяет нанести текст, декоративные элементы различных тематик: для Нового года, дня рождения или другого праздника.
Важная особенность гравировки такого изделия состоит в том, что обрабатываемая поверхность имеет цилиндрическую форму. Станок необходимо укомплектовать дополнительной поворотной осью, а стойка ЧПУ должна поддерживать эту опцию.
Головоломки
Паззлы из массива дерева или фанеры различной толщины и сложности можно изготавливать на станках Multicut большими партиями. В задании на обработку вначале выполняется гравировка, а затем сквозной раскрой. Для такой работы обычно используют длиннофокусные линзы, которые позволяют прожечь лист фанеры насквозь за один проход. Большим спросом пользуются не только детские игрушки, но и более серьезные развивающие головоломки, например, географические карты.
Записная книжка
Сделать подарочную надпись на блокноте или портмоне из кожи или винила способен практически любой настольный станок. При помощи Multicut 3000 Вы сможете выполнить крупный корпоративный заказ, пример которого представлен на фото. На обложку можно нанести имена сотрудников и логотип компании.
Предметы декора для интерьера и рекламные носители из оргстекла
Гравировка на прозрачном пластике дает отличный визуальный эффект при естественном и искусственном освещении. Усилить его можно использованием светодиодов различных цветов. Из оргстекла можно сделать не только предметы декора, но и большие рекламные носители. При помощи станков Multicut можно вырезать детали из прозрачного и непрозрачного пластика, самоклеящейся пленки, которые комбинируются в различных вариациях. Оборудование решает широкий спектр задач при производстве наружной рекламы.
Гравировка на оргстекле имеет свои особенности. Перед нанесением изображения поверхность необходимо покрыть специальным матирующим составом, остатки которого затем смываются растворителем.
Мебель из фанеры
Фанера отличается высокой прочностью, простотой в обработке и удачными декоративными характеристиками. Она одинаково хорошо смотрится в классических и футуристических решениях. Высокой популярностью пользуется не только мебель, но также декоративные панели на стены, экраны на радиаторы, абажуры светильников и другие изделия из фанеры.
Портреты на дереве
Для выжигания портретной графики на дереве не нужны способности к рисованию. Достаточно иметь лазерный гравировальный станок, подходящее фото и навыки работы в графическом редакторе. Исходное изображение должно быть детальным и контрастным, иметь четкие границы между светлыми и темными участками. Обработка заключается в удалении цвета, преобразовании в 1-битный формат и занимает всего несколько минут.
Одна из особенностей станков Multicut – возможность создания библиотеки материалов. После настройки режима для гравировки кожи или фанеры мощность лазера, скорости подач, фокусное расстояние и другие параметры можно сохранить в файл, который впоследствии можно использовать при нанесении других изображений на такую же заготовку. Все операции по настройке выполняются с сенсорной панели. Оператор может оперативно изменять параметры в процессе обработки.
Для тех, кто решил построить бизнес на лазерной резке и гравировке, компания MULTICUT предлагает станки серии 3000 с размерами рабочего поля 1530 × 3050 и 2030 × 3050 мм. Оборудование рассчитано на раскрой листовых и рулонных материалов, способно наносить детальные изображения. Консультанты компании помогут подобрать комплектацию станка для решения разных производственных задач. Чтобы познакомиться со всеми возможностями оборудования, получить профессиональные консультации и оформить заказ, отправьте заявку с сайта или свяжитесь с нами по телефону.
Лучший лазерный гравер для малого бизнеса [Выбор 2023 года]
Этот вопрос задают почти все новички. Они часто путаются между типом лазерных станков и тем, что им нужно выбрать. Давайте посмотрим на важные факторы, которые необходимо учитывать при покупке лазерного резака.
1) Материалы, которые можно резать лазером
Во-первых, вам нужно знать, какие материалы вы хотите резать. Если вы хотите резать фанеру, твердую древесину, акрил, кожу и бумагу, нет ничего лучше станка с диодным лазером. Он подходит для малого бизнеса. Кроме того, диодные лазеры также можно использовать для гравировки стали, стекла, керамики, акрила, дерева и широкого спектра материалов.
Если вы хотите резать больше материалов, чем металлы, CO2-лазер — отличный вариант. Он может резать кожу, пластик, ПВБ, ПВХ, стекло, кожу, пенопласт, дерево, акрил и многое другое. Эти лазеры более мощные, чем диодные лазеры, но срок службы короче.
Для резки металла вам понадобится волоконный лазерный резак. Он способен резать материалы. Мы обсуждали волоконный лазерный резак для малого бизнеса, и он может резать металлические листы. Но промышленные волоконные лазерные резаки могут резать как твердые металлы, так и неметаллы.
2) Стоимость
Второе, что вам нужно учитывать, это стоимость. Если у вас небольшой бюджет и вы хотите начать малый бизнес, лучшим выбором будет станок с диодным лазером. Он доступен по очень доступной цене.
Установки с лазером на углекислом газе немного дороже, чем установки с диодным лазером. Они более мощные и могут резать больше материалов. Но у этих меньше ресурс работы, поэтому нужно снова заменить детали.
Наконец, самыми дорогими являются лазерные резаки. Это очень дорого и не по карману новичкам и малому бизнесу. Но можно купить машину начального уровня, что все равно очень дорого.
3) Мощность лазера
Вам также необходимо учитывать мощность лазера, потому что она говорит о возможностях машины. Но новички часто путают мощность машины, электрическую мощность лазера и оптическую мощность лазера. Нам нужно смотреть на оптическую мощность лазера, потому что она определяет возможности резки.
С другой стороны, электрическая мощность лазера — это мощность, которая требуется модулю. Мощность машины – это номинальная мощность машины.
Например, xTool D1 Pro мощностью 10 Вт имеет следующие характеристики:
Оптическая мощность лазера = 10 Вт
Электрическая мощность лазера = 40 Вт
Мощность машины = 60 Вт
Чтобы принять правильное решение, необходимо увидеть оптическую мощность.
Обычно диодные лазеры выпускаются мощностью 5-15 Вт. Но компания xTool представила самый мощный в мире диодный лазер мощностью 20 Вт.
CO2-лазеры более мощные. Обычно они имеют номинальную мощность 40-300 Вт, в зависимости от размера. И, наконец, лазерные резаки с волоконным лазером имеют оптическую мощность в несколько тысяч ватт.
Все эти роскошные дизайны создаются с помощью станка лазерной резки специально для тканей и текстильных изделий.
Представьте себе все возможности, которые можно использовать, создавая уникальные дизайны чехлов для сидений, дорожек для столов, наволочек, штор, обивки и многого другого.
Вы также можете быть удивлены тем, что лазерные резаки также могут вырезать и гравировать рисунки на коже, используемой для изготовления таких предметов, как сумки, ремни, сапоги и обувь. В следующих разделах мы поговорим о том, как вы можете использовать машины Thunder Laser для создания замечательных и уникальных творений с вашими тканями и текстилем.
Краткое введение в лазерную резку текстиля
Станки для лазерной резки могут с такой точностью резать практически все. Они широко используются в производстве тканей и текстиля, таких как хлопок, полиэстер, нейлон, шелк и кожа. Лазерные резаки имеют возможность резать ткань без давления, что гарантирует отсутствие грубых краев или износа во время процесса. Ткани, вырезанные лазером, обычно используются в роскошной одежде, которую вы можете увидеть в дорогих магазинах одежды, магазинах модной одежды и на модных подиумах.
Какие виды тканей и текстиля идеально подходят для лазерной резки?
Как мы упоминали ранее, станки для лазерной резки CO2 могут работать с любым типом материала ткани. Ниже приведен список распространенных тканей и текстиля, которые хорошо подходят для лазерной резки:
Хлопок
Войлок
Флис
Джинсовая ткань
Кружево
Лен
Полиэстер Шелк
Другие (акрил, алькантара, софтшелл)
Использование лазерного станка в этом удивительном проекте по производству ткани… Посмотрите видео:
Интересные факты о лазерной резке ткани и текстиля
Использование станка Thunder Laser означает отсутствие прямого контакта с пользователем, что делает его безопасным, в отличие от традиционного режущее устройство с острыми краями, которое может стать причиной случайных порезов. Лазерный резак может эффективно разрезать однослойный или многослойный тканевый материал. Лазерные резаки не требуют прямого доступа к разрезаемому материалу и, следовательно, уменьшают вероятность искажения его формы, в результате чего получается чистый и идеально отрезанный край.
Ручная резка с использованием обычного ножа или ножниц может быть утомительной и трудоемкой. Представьте, что вы находитесь в производственной зоне компании по производству текстиля, и рабочий не сможет отрезать столько же, сколько CO2-лазер. При использовании станка для лазерной резки работа выполняется с огромной скоростью и точностью. Ожидайте, что производство удвоится или даже утроится благодаря технологии лазерной резки.
Станки лазерной резки не требуют дополнительных инструментов для создания рисунков и рисунков на деликатных тканях и текстиле. Программное обеспечение входит в комплект поставки большинства лазерных станков и содержит всю информацию, необходимую для начала работы.
Технология лазерной резки предназначена для сведения к минимуму ошибок и дефектов в процессе лазерной резки. Когда дело доходит до резки тканей с помощью лазера, точность является ключевым моментом. Лазерный станок будет гарантировать одинаковую резку каждый раз, если он правильно запрограммирован. Тканевый материал с лазерной резкой выходит без каких-либо изменений цвета, деформации или неровных краев.
Стоит ли инвестировать в станок для лазерной резки?
Если ваш бизнес занимается производством одежды, обивки, обуви и сумок и вы ищете способ создания уникального дизайна или дополнительной индивидуальной персонализации своих продуктов, подумайте о покупке станка Thunder Laser.
Разработчик: FANUC — японская компания, производитель оборудования для промышленной автоматизации.
Сайт: https://www.fanuc.eu
Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUC LTD и в России.
Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА СИСТЕМ ЧПУ FANUC
Высочайшее качество деталей
Благодаря точному взаимодействию многофункциональных высококачественных аппаратных средств с такими специальными программными функциями, как нано-сглаживание или усовершенствованное пятиосевое управление машинной обработкой, системы ЧПУ FANUC позволяют с легкостью добиться самого высокого качества обработки поверхностей.
Исключительная гибкость
Только FANUC предлагает две версии систем ЧПУ: компактную модель, устанавливаемую на ЖК-монитор, и отдельно устанавливаемую универсальную модель. Так что когда речь идет о конструкции станка, вы всегда можете выбрать вариант, отличающийся максимальной эксплуатационной гибкостью.
Программные средства FANUC
Персонализация, настройка, оптимизация и автономное программирование — просто выберите нужное средство.
Единый простой подход
Созданные на основе единого подхода FANUC к управлению, системы ЧПУ FANUC просты в управлении и программировании, а значит, не требуют продолжительного обучения. Кроме того, благодаря совместимости с более поздними версиями можно использовать существующие программы. Как следствие снижается совокупная стоимость владения.
Уникальные встроенные функции безопасности
Функция трехмерного контроля на отсутствие столкновений FANUC защищает станок, детали и инструмент. В результате время простоя сокращается до минимума, обеспечивается защита дорогостоящего оборудования, и предотвращаются повреждения изделий и станка.
Увеличение эффективности станка
Сотни функций программного обеспечения FANUC по управлению искусственным интеллектом, движением, безопасностью и производительностью позволяют идеально адаптировать ЧПУ FANUC под необходимую задачу и добиться большей эффективности.
ВЫПУСКАЕМЫЕ СТОЙКИ ЧПУ
ДОПОЛНИТЕЛЬНЫЕ МАТЕРИАЛЫ
Системы ЧПУ FANUC обзор продукции (рус.)
Новая версия системы ЧПУ FANUC 0i-MF PLUS
21.05.2020
У нас отличная новость для всех поклонников линеек вертикально-фрезерных обрабатывающих центров производства WELE Mechatronic! Теперь обрабатывающие центры WELE в базовой комплектации оснащаются новейшей версией системы ЧПУ Fanuc 0i-MF Plus, которая имеет удобный сенсорный дисплей и графический интерфейс iHMI. Станки серий CV/VQ оснащаются дисплеем 10.4 дюйма, а линейка серий AA/AQ — дисплеем 15 дюймов.
Дизайн интерфейса iHMI выполнен в стиле современных мобильных оболочек на базе Android и iOS, а большое количество моментально узнаваемых иконок-пиктограмм снижают порог привыкания оператора. Отныне вы можете даже вывести аварийные сообщения в виде иконок на операционный экран ЧПУ или же присвоить конкретной программе в длинном списке УП индивидуальную картинку – это значительно увеличивает скорость навигации.
Среди функционала новой версии системы ЧПУ можно выделить функцию Fast Cycle Time Technology (технология минимального времени цикла), смысл которой заключается в автоматической адаптации параметров рабочих органов к реальной нагрузке. Получая обратную связь от сервоприводов станка, функция оптимизирует траекторию и параметры перемещения и регулирует плавный разгон/торможение шпинделя.
Другой интересной функцией является Fine Surface Technology (технология высококачественной обработки): на специальном экране вы можете настроить параметры черновой, получистовой и чистовой обработки, после чего система выберет оптимальную траекторию перемещения.
Стоит отметить, что ранее функционал вышеприведенных опций был реализован компанией WELE в виде специальных пользовательских функций для портальных обрабатывающих центров, работающих на версии Fanuc 31i – теперь же благодаря новшествам Fanuc он стал доступен и для вертикальных обрабатывающих центров.
Обновление получил и редактор УП – вы можете добавлять фиксированные наборы кадров, циклы обработки и измерения, а необходимые строки УП подсвечивать нужным цветом.
Задание коррекции на инструмент стало еще более удобным благодаря наглядному представлению имени и типа инструмента и интеграции с менеджером инструмента, в который можно занести каталожную информацию по инструменту.
Большим подспорьем для оператора является работа с эксплуатационной документацией в интерактивном режиме прямо со стойки. Больше не нужно трать время на поиски необходимой инструкции при появлении аварийного сообщения или при проведении технического обслуживания – достаточно нажать на соответствующую иконку.
Наконец, еще одним нововведением является усовершенствованный 3D-симулятор. Благодаря ему вы можете не только отобразить процесс обработки, но и проверить наличие столкновений инструмента и рабочих органов станка, как в автоматическом, так и в ручном режиме. Система контроля столкновений интегрирована в ядро ЧПУ, что обеспечивает минимальное время на обмен данными (не зависит от стороннего ПО), и работает в режиме реального времени.
Мы перечислили лишь некоторые преимущества новой версии системы ЧПУ Fanuc 0i-MF Plus.
Если вы хотите узнать больше об этой новой системе ЧПУ и её возможностях, то мы предлагаем вам посмотреть вебинар на эту тему, подготовленный специалистами компании FANUC:
Возврат к списку
CNC-системы и решения — Fanuc
FANUC CNC предлагает ответ на сложные операции обработки с использованием нескольких осей и приложений с несколькими путями. От очень маленьких до очень больших заготовок, от очень мягких до очень твердых материалов, ЧПУ FANUC обеспечивает идеальный баланс между предельной точностью, безупречным качеством поверхности и кратчайшим временем цикла. Это приводит к сокращению непроизводительного времени и устранению неточностей, связанных с операциями наладки, состоящей из нескольких деталей.
Создан для надежности и производительности
ЧПУ
Благодаря концепции управления, которая используется во всех элементах управления FANUC, элементы управления ЧПУ FANUC просты в эксплуатации и программировании, а также требуют меньшего обучения. Кроме того, восходящая совместимость означает, что существующие программы можно легко использовать повторно, что снижает общую стоимость владения.
Управления движением
Включая встроенный PMC/PLC, контроллер движения Power Motion i-A CNC может управлять до 32 осями движения по 4 траекториям. Power Motion i-MODEL A был разработан для высокопроизводительных многоосевых приложений общего движения.
Усилители и блоки питания FANUC
Энергоэффективные усилители FANUC, разработанные для поддержки даже самых сложных задач обработки, сочетают в себе повышенную производительность и всемирно известную надежность FANUC.
Двигатели и приводы
Разработанные и изготовленные специально для ваших нужд, приводные системы FANUC идеально согласованы друг с другом и обеспечивают максимальную производительность. Простые в установке с помощью plug & play, они предлагают самую высокую надежность на рынке, а также выдающуюся производительность и отличную энергоэффективность.
Программные решения
Создайте превосходную среду разработки программного обеспечения для ваших ЧПУ FANUC с помощью FANUC NCGuide. В сочетании с другими инструментами разработки программного обеспечения FANUC (такими как FANUC LADDER III, FANUC PICTURE, C- и MACRO EXECUTER) это обеспечивает еще более эффективную среду разработки, чем существующее ЧПУ.
Простая настройка
Широкий спектр дисплеев с широкими возможностями настройки, включая встроенные ЖК-экраны, автономные решения с поддержкой нескольких экранов и сложные портативные дисплеи, идеально подходят для операций, близких к приложению. «Функция совместного использования дисплея Ethernet» используется для совместного использования одного дисплея несколькими ЧПУ.
Симуляторы
Симулятор ЧПУ FANUC, симулятор обработки, аппаратные симуляторы и образовательный пакет обеспечивают реалистичную рабочую среду и среду программирования деталей. Все тренажеры позволяют операторам, программистам и инженерам по техническому обслуживанию тренироваться в эргономичной среде.
Мы рядом, где бы вы ни нуждались в нас
Независимо от того, в какой части мира вы находитесь, полная поддержка ваших приложений, а также высококачественные детали и обслуживание клиентов FANUC всегда рядом, когда и где они вам нужны.
Обучение ЧПУ
Курсы практического обучения, которые можно даже адаптировать к нашим уникальным потребностям. Благодаря мобильным классным комнатам, учебным грузовикам, электронному обучению, настройке курса и огромному количеству мест ваше обучение будет максимально гибким.
Высочайшее качество – минимальное время обработки
Благодаря более чем 60-летнему опыту FANUC предлагает широчайший ассортимент систем ЧПУ в отрасли: от лучших систем управления с мощными функциональными возможностями до высокопроизводительных систем управления для сложных станков – все с быстрым программированием и простота использования, гарантирующая высочайшее качество и короткое время обработки. Так мы повысим вашу продуктивность.
100% собственное производство для максимальной надежности
Каждый компонент систем ЧПУ FANUC — лазерные источники, элементы управления, двигатели и усилители — разрабатывается, производится и тестируется на собственном предприятии. Разработанные для максимальной совместимости, эти детали имеют чрезвычайно долгий срок службы, что обеспечивает очень высокий уровень безотказной работы машины, а также среднее время наработки на отказ более пятнадцати лет.
Управляемая энергоэффективность
Используя интеллектуальное управление энергопотреблением для обеспечения наилучшей производительности при минимально возможном энергопотреблении, все ЧПУ, двигатели и усилители FANUC спроектированы таким образом, чтобы максимально эффективно использовать энергию. Также доступны дополнительные инструменты для мониторинга и управления потреблением энергии.
Непревзойденная гибкость
Только FANUC предлагает вам свободу выбора из двух версий системы ЧПУ. Имея компактную модель с креплением на ЖК-дисплей и очень гибкую автономную версию, вы всегда можете быть уверены, что получите максимальную универсальность, когда речь идет о конструкции машины.
Уникальные встроенные функции безопасности
Функция проверки столкновений FANUC 3D Interference Check защищает вашу машину, детали и инструменты. Это сводит к минимуму время простоя, защищая дорогостоящее оборудование и предотвращая повреждение заготовок и станка.
Одна простая в использовании концепция во всем
Благодаря концепции управления, которая используется во всех элементах управления FANUC, они просты в эксплуатации и программировании, что означает меньшую потребность в обучении. А восходящая совместимость означает, что существующие программы можно легко использовать повторно, что снижает общую стоимость владения.
Превосходное качество деталей
Благодаря точному взаимодействию высокофункционального высококачественного оборудования и специализированных программных функций, таких как наносглаживание или расширенные функции управления 5-осевой обработкой, с системами ЧПУ FANUC всегда легко получить идеальные поверхности.
Наша сильная сторона: обслуживание и поддержка
Интенсивная поддержка приложений и индивидуальное обслуживание клиентов являются основными аспектами Желтый мир FANUC — от первого до последнего шага. Высококвалифицированная и преданная своему делу команда сервисного обслуживания поможет вам создать и эксплуатировать наиболее эффективные машины. Всегда гибкий, всегда быстрый, всегда рядом. Специальные пакеты услуг FANUC еще больше повышают производительность ваших машин.
Как мы можем помочь вам повысить производительность? Наши специалисты с нетерпением ждут вашей поддержки.
Связаться с нами
FANUC Америка | Тех-Лабс
Коллаборативный робот FANUC серии CRX
Окунитесь в новую эру технологии совместной работы
Испытайте совершенно новую серию CRX, новейший коллаборативный робот FANUC, разработанный для упрощения установки и программирования ваших коботов.
Тележка Fanuc LR Mate 200 i D/4S без ограждения
Расширьте возможности своих учеников приступить к работе с робототехникой — представляем НОВУЮ тележку Fanuc без ограждений!
НОВАЯ тележка FANUC LR Mate 200iD/4S Fenceless CERT была разработана путем объединения программного обеспечения FANUC DCS Position and Speed Check с лазерным сканером Allen Bradley SafeZone Mini Safety. В результате появилась НОВАЯ безбортовая тележка FANUC, которая по-прежнему проходит через стандартную дверь и питается от сети 110 В. Тележка Fenceless позволяет расширить рабочий диапазон и знакомит студентов с новейшими интегрированными продуктами безопасности от FANUC и Allen Bradley.
Тележка для сварки CERT
Простая в программировании, обучающая тележка для обучения сварке в классе
Артикул:
APTARC50
Программы сварки, которые хотят обучать новейшим технологиям, добавят роботизированную сварку в свои программы. Этот простой в программировании коллаборативный робот…
Сертифицированная программа обучения ЧПУ Fanuc
Квалифицированные студенты, чтобы быть продуктивными сразу после выхода на ведущие рабочие места в отрасли.
Программа FANUC CNC Certified Education Training — это отраслевая сертификация, доступная для квалифицированных средних школ, общественных колледжей и университетов. Программа сертифицирует инструкторов в учебных заведениях для обучения своих студентов программированию, настройке и эксплуатации станков с ЧПУ с использованием платформы управления FANUC.
Симулятор ЧПУ FANUC
Доступное портативное решение для обучения на «реальном» оборудовании FANUC.
Артикул:
A02B-0158-B100#США
Симулятор ЧПУ FANUC является прекрасным дополнением к классной комнате и важным компонентом, позволяющим максимально освоить элементы управления ЧПУ FANUC, когда фактическое машинное время ограничено.
ФАНУК КР-35иА
Полезная нагрузка: 35 кг / Оси: 6 / Вылет: 1813 мм
Артикул:
CR-35iA
Новый CR-35iA от FANUC — первый в мире коллаборативный робот с грузоподъемностью до 35 кг. Беззащитный, он открывает целый новый мир возможностей. Безопасная работа бок о бок с людьми-операторами позволяет экономить место и деньги. И поскольку внутри он такой же, как и любой другой робот FANUC, он работает так же, как и все роботы FANUC. Сертифицированный в соответствии с требованиями ISO 10218-1:2011 и RIA/ANSI R15.06-2012 коллаборативный робот FANUC CR-35iA может работать в различных приложениях вместе с людьми, включая: обслуживание машин, перемещение тяжелых грузов, требующих помощи при подъеме. устройства или специальное оборудование, механическая сборка с более высокой грузоподъемностью, укладка на поддоны или упаковка, а также обработка контейнеров или коробок.
ФАНУК КР-4иА
4 кг / Оси: 6 / Вылет: 550 мм
Артикул:
CR-4iA
CR-4iA — небольшой коллаборативный робот с полезной нагрузкой 4 кг
ФАНУК КР-7иА
7 кг / Оси: 6 / Вылет: 717 мм
Артикул:
CR-7iA
FANUC CR-7iA — новейший коллаборативный робот FANUC, напоминающий семейство LR Mate.
Инновационный метод цветной лазерной гравировки и маркировки – относительно новый способ обработки поверхности материалов, только набирающий популярность на рынке. Однако за цветной гравировкой будущее, потому что с ее помощью можно не просто воссоздать на объекте надпись или рисунок с высокой точностью и в определенном цвете, но и придать изображению объем.
Цветная гравировка лазером применяется для:
– создания цветных надписей,
— нанесения на поверхность изделия различных цветных изображений, фотографий, логотипов,
— нанесения штрихкодов в цвете.
Таким образом, лазерная цветная гравировка получила широкое распространение в ювелирном деле, в промышленности, в изготовлении фирменной и сувенирной продукции, а также в сфере рекламы и маркетинга.
При помощи такого лазера выполняют надписи, наносят рисунки, орнаменты, фотографии, узоры, логотипы, эмблемы фирмы, символику, маркировку на:
сувенирную и деловую продукцию: портсигары, зажигалки, визитки, ручки, бейджи, номерки;
разнообразные подарки из металла.
Цветную маркировку и гравировку можно выполнять, используя несколько типов лазерных граверов – как волоконных, так и твердотельных.
Технология цветной лазерной гравировки
Лазерная гравировка по металлу представляет собой поверхностное снятие материала под воздействием ультрафиолетового луча. Огромный заряд энергии, соприкасаясь с поверхностью, нагревает металл, доводя его до температуры плавления, вследствие чего имеет возможность изменить его структуру. В точке локального разрыва образуется канавка, чьи габариты полностью зависят от фокусировки линзы и мощности направленного излучения. При взаимодействии лазера с некоторыми металлами проявляется побочный результат в виде физико-химической реакции, который называют эффектом побежалости (появлению оксидной пленки), в результате которой поверхность металла начинает окрашиваться в различные цвета. При правильной подготовке изделия к работе, настройке регулировки режима воздействия на поверхность объекта можно получить изображение нужной яркости, объема, глубины, фактуры и контрастности. Важно помнить, что на стабильность изображения напрямую влияет толщина получившейся оксидной пленки.
Каким образом получается контрастное и четкое изображение? Секрет кроется в самом принципе работы лазера, который при соприкосновении с поверхностью нагревает ее точечно, не затрагивая близлежащие области, и они, соответственно, не изменяют цвет. Технология маркировки лазером позволяет получить четкие и долговечные надписи и рисунки, не подверженные стиранию или выцветанию. Они будут яркими и четкими до конца срока жизни изделия.
Метод цветной маркировки/гравировки характеризуется высокой производительностью. Современные лазерные технологии позволяют быстро маркировать изделия и создавать на их поверхности необходимые изображения. Для выполнения цветных маркировок надписей предлагаются в основном волоконные лазеры, потому что они обладают хорошими воспроизводимыми параметрами от импульса к импульсу. Получение цветных пленок обеспечивает постоянная мощность излучения лазера.
Преимущества цветной гравировки лазером
— Надписи, рисунки, маркировка выполняется с высокой точностью и скоростью.
— Получившееся цветное изображение высоко устойчиво к механическому, химическому воздействию, ультрафиолетовому излучению и прочим внешним факторам.
— Полученное изображение обладает исключительной долговечностью.
— Способ цветной маркировки/гравировки высокотехнологичен и позволяет нанести изображение разной сложности и формата на металлическую поверхность любой фактуры.
— При цветной маркировке/гравировке не нарушается целостность обрабатываемой поверхности.
Материалы, на которых возможна цветная гравировка (склонные к окислению):
титан;
нержавеющая сталь;
цирконий;
никель;
латунь;
Факторы, влияющие на оттенок и интенсивность получаемого цвета:
Основная сложность цветной гравировки металлов заключается в подборе вышеуказанных параметров и четкой работе лазера на заданных установках, что непросто, так как длительность единичного импульса составляет наносекунды. Важно помнить, что при одинаковой температуре и времени воздействия цвет побежалости будет индивидуальным для каждого металла – соответственно, большое внимание следует уделить именно настройкам оборудования.
Основные типы цветной лазерной гравировки:
цветная лазерная гравировка по стали
разнотоновая гравировка
Как сделать цветную маркировку на оптоволоконном лазере
В данной статья речь пойдёт о том, как можно добиться цветной маркировки на лазерном маркираторе и о том, что влияет на конечный результат.
Принцип метода цветной лазерной маркировки
Основной принцип цветной маркировки основан на нагреве материала до разных цветов побежалости. За счёт того, что технология лазерных оптоволоконных маркираторов по металлу за последнее десятилетие шагнула далеко вперёд, стабильность пространственных и временных характеристик лазерных излучателей дает возможность дозировать мощность излучения и достигать четкое изображение на поверхности металла.
За счёт высокой стабильности и высокого качества, постоянство характеристик лазерного пучка позволяет добиться цветной гравировки. В ходе лазерной маркировки, из металла выделяются окислы, которые в свою очередь образуют так называемую оксидную плёнку на поверхности металлов. Однако не все металлы способны образовывать цветные окислы на своей поверхности.
Эффект цветной маркировки хорошо проявляется на таких металлах, как: титан, сталь, железо, цирконий и другие.
Маркеры с диодной и ламповой накачкой тоже способны осуществлять цветную маркировку, но эффект получается нестабильным. Именно оптоволоконные лазерные маркеры за счёт стабильности излучения, способны делать цветную маркировку. Так как при цветной гравировке важно соблюдение интегральной температуры, то качество излучателя тоже играет роль.
Методы и способы позволяющие добиться цветной маркировки
Один из способов добиться цветной маркировки, это использование маркираторов с возможностью изменения импульса – MOPA. Данные излучатели позволяет менять длину импульса, таким образом, можно варьировать мощность в большом диапазоне. Для цветной маркировки наиболее важно минимальное воздействие на материал и тонкая подстройка параметров с малой дискретностью.
Другой способ заключается в варьировании параметра Hatch (заливка). При изменение этого параметра, меняется интенсивность воздействия на поверхность металла. Чем выше параметр Hatch или другими словами интервал между линиями маркировки, тем более светлого оттенка на металле можно добиться. Таким образом, для выведения определенного цвета на конкретном материале, Вы можете создать матрицу с разными параметрами заливки и вывести, какой цвет соответствует тому или иному цвету.Фото маркировки титана с изменением параметра Hatch
Ещё один интересный способ заключается в использовании карты мощности в программе EZcad. Для этого в Photoshop создаётся файл, размерами около 1х1 см с разрешением 600 dpi, он заливается и к нему применяется инструмент «градиент», далее его необходимо экспортировать в оттенках серого в формате файла jpg. Далее в EZcad нужно применить карту мощности (Power Map), задать параметр Drill Mode = 0,27 ms сделать тестовую гравировку на нержавеющей стали или другом металле, чтобы эффективнее нагреть материал.
В результате должно получиться изображение, на котором в довольно узком диапазоне видно изменение оттенков. В Photoshop кадрируем явно черные и белые области, растягиваем получившееся изображение до формата 1х3 см., гравируем и получаем второй результат, на котором цвета побежалости просматриваются лучше. Исходя из этого результата, мы можем проанализировать, какой цвет в Photoshop соответствует тому или иному цвету побежалости на металле и в дальнейшем делать заливку в соответствующих цветах.
Фото маркировки титана с изменением параметров скорости, частоты и мощности на станке Elixmate SML 20W
Каталог оптоволоконных маркираторов — открыть.
Цветная лазерная гравировка: расширьте возможности своего творчества и бизнеса
Вам не надоело получать один и тот же черный цвет после гравировки и резки? Разве не было бы интересно иметь несколько ярких цветов?
Возможна цветная гравировка, которая позволяет получить различные цвета, которые сделают ваш объект более привлекательным. Это может повысить ваш бизнес за счет повышения вашего творчества. Однако это можно сделать не на всех материалах.
В этой статье мы расскажем все, что вам нужно знать о цветной лазерной гравировке. Мы объясним, как это делается, на какие материалы можно наносить цветную гравировку и какая машина лучше всего подходит для этой цели. Вы получите ответ на все ваши вопросы.
Что такое цветная лазерная гравировка
Как работает цветная лазерная гравировка
Какими материалами можно раскрасить гравировку
Лучший цветной лазерный гравировальный станок
Заключение
Что такое цветная лазерная гравировка?
Когда вы гравируете дерево или что-либо еще с помощью лазерного станка, выгравированные части кажутся черными или серыми. Они совсем не красочные; вы не можете получить синий или желтый цвет после гравировки материала.
Цветная лазерная гравировка — полная противоположность этому. Это означает, что поверхность материала, на котором вы выгравировали, предлагает вам яркие цвета. Это может быть синий, зеленый, розовый, желтый или любой другой цвет, кроме традиционного и естественного цвета лазерной гравировки.
Делает материал или предметы более привлекательными и привлекательными. Это новая концепция, которая с каждым днем становится все более популярной, потому что она делает лазерную гравировку более продуктивной и позволяет пользователю проявлять больше творчества. Это открывает перед владельцами бизнеса огромные возможности для создания более привлекательных и уникальных продуктов с использованием станка для лазерной гравировки.
Как работает цветная лазерная гравировка?
Цветная лазерная гравировка работает по разным методам и принципам, в зависимости от материала. Но есть два основных принципа. Либо цветная гравировка достигается естественным путем с помощью оксидирования, либо для получения нужного цвета вам нужен краситель.
Обычно цветной гравировкой можно гравировать металлы и пластмассы, поэтому мы будем говорить только о них.
Как работает цветная гравировка на металле?
Цветная гравировка на металле довольно популярна, потому что вы можете увидеть яркие цвета естественным образом после использования мощного лазера на металлической поверхности. Вам не нужно использовать какой-либо краситель или что-то еще; это совершенно естественно.
Но имейте в виду, что вы не увидите ярких цветов на всех станках для лазерной гравировки и резки при гравировке металла. Это зависит от мощности лазера, а также от металла.
Существует два основных метода гравировки металла. Хотя есть еще несколько методов, мы будем придерживаться этих двух, поскольку они используются в основном и не имеют ограничений.
В первом методе поверхность металла превращается в расплавленную форму с помощью очень мощного лазера. В процессе плавления также происходит окисление. Поверхность металла окисляется из-за высокой температуры и реакции с кислородом.
Расплавленный материал снова застывает, но за счет окисления на металле создается особый цветной слой, похожий на цветную гравировку. Таким образом, вы видите яркие цвета на гравированной поверхности, а не обычный цвет гравировки.
Второй метод известен как метод решетки. В этом методе цвет не выглядит естественным; вместо этого на поверхность наносится цветной оксидный слой. Когда лазерные лучи попадают на металл, он начинает плавиться, а также растворяется нанесенный оксидный слой. В результате он дает захватывающие цвета. Этот метод весьма полезен для тех металлов, которые не имеют естественного цвета после использования лазерной установки.
Как работает цветная гравировка на пластике?
Теперь поговорим о пластике. К сожалению, нет возможности получить цветную гравировку естественным путем из пластика. Но все же сделать цветную гравировку можно двумя способами.
Во-первых, для гравировки можно использовать цветной пластик. Это будет предлагать другой контраст, чем обычно. Во-вторых, на пластик можно нанести искусственный краситель. Он соединяется с расплавленным пластиком после реакции лазерных лучей. После этого вы видите нужные цвета. Самое приятное в этом то, что вы можете выбрать нужный краситель, чтобы получить желаемый цвет. С учетом сказанного, результат феноменален и зависит от вашего выбора.
Какие материалы можно окрасить при гравировке
Мы уже обсуждали, что при гравировке можно окрасить металлы и пластик. Давайте посмотрим, какие металлы и пластики подходят для этого и какой метод нужно выбрать для их цветной гравировки.
Цветная гравировка на металле
Вы можете гравировать алюминий, сталь, нержавеющую сталь, титан и другие металлы. Они могут быть окрашены гравировкой напрямую без необходимости использования красителя.
В основном волоконные лазеры используются для гравировки металлов, потому что они специально созданы для маркировки металлов. Но вы также можете использовать мощный диодный лазер для цветной гравировки.
Имейте в виду, что не все диодные лазеры достаточно мощны, чтобы гравировать или маркировать металл; есть только несколько доступных.
Вам нужно только положить металл под лазерный станок и начать гравировку, как обычно. Лазерный станок выгравирует материал, и цвет автоматически появится на выгравированной части. Цвет также зависит от мощности лазерного станка.
Цветная гравировка на пластике
АБС и полиэтилен являются распространенными типами пластика, на которые наносят цветную гравировку; однако есть и другие материалы.
Как мы уже говорили, вам понадобится краситель для цветной гравировки. Наносить его нужно на поверхность материала. Вы можете выбрать желаемый цвет в соответствии с проектом.
После нанесения средства вы можете гравировать материал так же, как и другие материалы, которые вы гравируете. Вы увидите цвет сразу после того, как лазерные лучи коснутся поверхности материала.
Цветная гравировка на пластике может быть выполнена с помощью диодного лазера, CO2-лазера и специального волоконного лазера. Лазер плавит только пластик; отсутствует испарение материала.
Лучший цветной лазерный гравировальный станок: xTool D1 Pro 20W
Для цветной лазерной гравировки мы рекомендуем xTool D1 Pro 20W. Это очень мощный, компактный, доступный и быстрый станок для лазерной гравировки и резки.
Модуль мощностью 20 Вт является самым мощным в мире диодным лазерным модулем. Он содержит четыре диодных лазерных источника мощностью 5 Вт, и лазерные лучи от них объединяются для достижения невероятной мощности.
Благодаря огромной мощности лазерного модуля он может окрашивать металлы. Он способен придать гравюре определенный цвет за счет окисления металлической поверхности. Он может предложить более 340 ярких цветов, которые вы не найдете больше нигде. При этом вы можете быть более креативными и делать необычные металлические изделия.
Машина идеально подходит для малого бизнеса, профессионалов, художников и домашних мастеров. Он оснащен множеством функций, которые делают его лучшим выбором для гравировки и резки. Во-первых, у него невероятная скорость 400 мм/с. Это может повысить вашу производительность, поскольку вы можете производить больше продуктов за меньшее время. Самое приятное то, что даже при такой образцовой скорости он обеспечивает невероятную точность хода 0,01 мм.
Вы также можете иметь вращающуюся насадку со станком, которая позволит вам гравировать 90% сферических и цилиндрических объектов. Это комбинация четырех типов поворотных насадок, которые расширяют ассортимент вашей продукции. Поэтому вы можете раскрашивать металлические кольца, шарики, стаканы и многое другое.
Благодаря прочной конструкции машина прослужит долго. Он имеет прочную металлическую конструкцию, обеспечивающую максимальную поддержку. Он также имеет металлические валы и колеса, которые увеличивают срок службы машины в три раза.
Машина удобна для новичков, и вы можете использовать ее самостоятельно. Он также имеет специальное программное обеспечение для начинающих, которое делает лазерную гравировку и резку проще, чем когда-либо прежде. Кроме того, он имеет функции безопасности для предотвращения пожара и других несчастных случаев.
В станке есть концевые выключатели, обеспечивающие правильное позиционирование лазерного модуля. Кроме того, вы можете отрегулировать фокус лазерного модуля в течение нескольких секунд с помощью инновационного рычага. Станок можно использовать для обработки широкого спектра материалов, включая дерево, акрил, металлы, стекло и т. д.
Это идеальная машина, поскольку она обладает невероятными характеристиками. Самое главное в машине то, что вы можете модернизировать ее с помощью новейших аксессуаров и насадок, поэтому она никогда не устареет.
Заключение
Цветная гравировка может вывести ваш бизнес на новый уровень. Это позволяет вам проявлять больше творчества и создавать уникальные и неординарные продукты. Вы можете выполнять цветную гравировку на металле и пластике, и мы обсудили весь процесс, стоящий за этим. Хорошо иметь лазерный станок, который может гравировать предметы по цвету, и мы рекомендуем xTool D1 Pro. Его мощный лазерный модуль предлагает более 340 цветов для гравировки металла, а также позволяет резать и гравировать широкий спектр других материалов. Это невероятная машина для начинающих, малого бизнеса, профессионалов и почти всех, кто хочет компактную лазерную машину.
Чтобы задать дополнительные вопросы, присоединяйтесь к нашей группе в Facebook
1 ЛУЧШИЕ ПРОДАЖИ! Лучшая лазерная головка для вашего 3D-принтера / станка с ЧПУ / гравировальной рамы.
10 Вт (10000 мВт) «DeLux»
Купить!
Базовый лазер «Invincible» мощностью 10 Вт
Купить сейчас!
Инфракрасный лазер DPSS мощностью 10 Вт
Купить сейчас!
15 Вт (15000 мВт) DUOS DIY
Купить сейчас!
Цветная гравировка на титане с помощью 30-ваттного лазера Raycus, установленного на самодельном маркировочном станке Galvo Endurance
Гравировка на титане должна выполняться выше уровня фокуса, на 5-7 мм. Благодаря этому металл не потускнеет, а лишь покроется цветной пленкой.
Черная пятница — скидка 40% на все лазеры Endurance!
Visit our store 👆
Color
Power, %
Speed mm/sec
Amount of repeats (loops)
Polished
100
1500
1
Золотой
100
1000
2
Синий
0163 100
400
2
Параметры индивидуальны. Рекомендуем сначала использовать скорость 1000 мм/с и мощность 100%, а также поэкспериментировать с количеством повторений.
Проходя одно и то же место несколько раз, вы получите разные цвета.
«Йети» (цветной) Гравюра на металле. Нержавеющая сталь, Сталь, Титан!
Все, что нужно знать о выполнении цветной гравировки/маркировки на металле.
Тестирование нержавеющей стали, алюминия, латуни, меди и титана!
Это действительно зависит от того, какой лазерный модуль вы используете, какой у вас металл?
Есть несколько ключевых параметров, о которых вам необходимо позаботиться:
Фокусировка
Мощность
Скорость
Эти 3 параметра доступны для любого оптоволоконного или лазерного модуля DPSS.
Однако у волоконных лазеров есть дополнительные параметры, которые можно изменить, например:
Ширина импульса (длительность импульса).
Частота импульсов.
Энергия импульсов.
В отличие от модулей DPSS очень дорогие и современные волоконные лазеры имеют активный переключатель добротности, позволяющий изменять эти 3 параметра.
Когда вы слышите о лазерной гравировке металлов, то легко представляете себе изящный рисунок с легким чернением или витиеватую каллиграфию на подарках и сувенирах. Что касается цветной гравировки, то это что-то новое даже для тех, кто знаком с лазерным оборудованием не понаслышке. Потому что этот технологический процесс намного сложнее.
Трудоемкий и кропотливый процесс цветной лазерной гравировки на металле используется для украшения эксклюзивных подарков и сувениров.
Принцип лазерной гравировки на металлах заключается в удалении поверхности материала с помощью УФ-лучей. Размер канавки, получаемой в точке локального нагрева, зависит от фокусировки линзы и мощности излучения. Побочным эффектом лазерного взаимодействия с некоторыми металлами является физико-химическая реакция, называемая эффектом теплового окрашивания, которая приводит к изменению цвета поверхности металла.
Цветная гравировка возможна на кислородоемких материалах, таких как:
титан;
нержавеющая сталь;
цирконий;
алюминий;
никель;
латунь;
серебро.
Цвет как таковой возникает в результате интерференции света в оксидной пленке. Его оттенок и интенсивность зависят от нескольких факторов:
Основная проблема цветной гравировки металлов заключается в правильном подборе вышеперечисленных параметров и бесперебойной работе лазера. Эта задача довольно сложная, поскольку одиночный импульс длится всего несколько наносекунд. При одной и той же температуре и времени выдержки оттенок тепла будет разным для каждого металла.
Изменяя длину волны в указанном диапазоне, можно получить дополнительные оттенки и плавные переходы тонов.
Вот несколько советов, как получить золотой цвет.
Обычная сталь тонкая и легко поддается гравировке. Просто отрегулируйте скорость гравировки (маркировки) и расстояние между линиями штриховки.
Если вы хотите, чтобы синий цвет регулировал частоту и рабочий цикл лазера. Делайте это очень медленно. Самое главное — делать гравировку вне точки фокусировки. Потребуется некоторое время, чтобы найти хорошую точку, чтобы сделать необходимую цветную гравировку.
Сумма дефокусирования (расстояние от точки фокусировки, более высокого или нижнего) с+4 мм 、+3 мм 、+2 мм 、+5 мм。 Частота лазеры от 10 кГц до 35 кГц. Разморочное количество составляет <1 мм: (1) Черный цвет: скорость: 5-12 мм/с. 0,08 мм (3) золотой цвет: Скорость: 100–800 мм/с Расстояние между штриховкой: 0,03–0,05 мм
2. Когда величина расфокусировки составляет 1-3 мм,
с регулировкой мощности от низкой до высокой (20%-100%),
скорость от высокой до низкой, штриховка от 0,1- 0,02 мм,
цвет станет желто-синим-светло-зеленым-розовым-фиолетовым-темно-фиолетовым-желто-черным.
например как получить синий или золотой цвет?
3. При степени расфокусировки 2-4 мм,
с регулировкой мощности от низкой до высокой (20%-100%),
скорость от высокой до низкой, штриховка от 0,1 до 0,02 мм,
цвет станет светло-желтым-желто-синим-светло-зеленым-фиолетовым красным-темно-зеленым.
Эти параметры также зависят от коэффициента отражения и материалов нержавеющей стали, которую вы хотите маркировать,
Цветная лазерная гравировка выглядит привлекательно и меняет оттенок в зависимости от угла обзора.
Особенности исполнения
Перед выполнением цветной лазерной гравировки на металлических заготовках требуется дополнительная обработка изображения. Необходимо увеличить его яркость и контрастность, чтобы сделать хроматические грани более яркими.
Указать каждый цвет отдельным слоем в файле модели лазерного оборудования и задать последовательную гравировку указанных слоев.
При настройке параметров оборудования следует учитывать, что для достижения насыщенности цвета моноимпульсные отпечатки необходимо накладывать на металлическую поверхность внахлест.
Чем плотнее точки перекрытия лазерного контакта с поверхностью изделия, тем плотнее цвет.
Краски для лазерной гравировки обладают высокой устойчивостью к свету, химическим и механическим воздействиям. Цветные объекты лазерной гравировки имеют характерный жемчужно-металлический блеск, достижимый только при таком способе обработки.
Программирование роботов | программы для роботов: как программируют
Программирование — завершающий этап сборки робота. Полностью собранный высокотехнологичный робот фактически является своеобразным макетом до того момента, как в его память не будет загружена особая программа, которая научит его совершать определенные операции и исполнять команды, отданные оператором. Если этот этап не будет завершен – робот не научится делать ничего из того, что было заложено в него технически.
Программирование роботов
Для того чтобы микропроцессор робота стал его мозгом, программист должен загрузить в него программу, соответствующую функционалу устройства. Обычный человеческий язык машина понять неспособна, поэтому для общения с ней используются специальные языки программирования. Они могут обеспечить четкую формализацию поставленных задач, точность и надежность их оценки с точки зрения логических связей, и т. д.
В зависимости от того, какие задачи решает язык программирования, выделяют несколько уровней таких искусственных языков:
Низший. Служит для управления исполнительными приводами в формате заданных точных значений линейного или углового перемещения отдельных звеньев интеллектуальной сети устройства.
Манипулятивный уровень. С его помощью можно реализовать общее управление всей системой в целом, где рабочий орган робота будет зафиксирован в системе координат.
Оперативный уровень. Предназначен для формирования рабочей программы, где методом установления последовательности определенных действий будет достигнут результат, запланированный оператором.
Высший уровень. При выходе на него программа самостоятельно, без детализации способна указать, какие именно действия необходимо совершить рабочему органу.
Высшей целью является составление таких программ, где оператор ставит перед роботом цель произвести сборку устройства, а робот самостоятельно исполняет поставленную перед ним задачу.
Какой язык программирования выбрать?
Существует множество популярных программных языков, которые подходят для того, чтобы составлять программы для роботизированной техники. Наиболее популярными являются:
«Ассемблер». Это низкоуровневый язык, максимально приближенный к машинописному коду. Его недостатком является сильная зависимость от архитектурных особенностей процессора и трудоемкость в использовании. Ассемблер применяют лишь в тех случаях, когда оператору нужен полный контроль над кодом уже на уровне инструкций.
Один из первых языков программирования, который и сегодня с успехом применяется для работы с некоторыми микроконтроллерами, в том числе – Parallax, BasicX и др.
C / C ++. Наиболее популярные программные языки. Они способны обеспечить высокую функциональность, сохранив при этом полный контроль над системой.
Молодой язык программирования, с помощью которого можно реализовать множество функций безопасности за счет снижения уровня контроля над системой.
C #. Собственный язык Microsoft, который применяется для разработки приложений в Visual Studio.
Простой и доступный язык, который часто используется для быстрой и эффективной передачи программ.
Чаще всего используется модуль C ++. Содержит ряд упрощений, которые позволяют сделать процесс программирования менее сложным.
Как программируют роботов: пошаговая инструкция
Процедура программирования робототехники может происходить по нескольким сценариям.
Конвейерный подход
В нем традиционно процесс программирования включает в себя следующие этапы:
Наблюдение за встроенными датчиками робота. Все данные, полученные на этом тапе, впоследствии станут вводными, которые робот получит для исполнения тех или иных задач.
Оценка состояния системы. С помощью вводных данных, полученных на этапе наблюдения, описываются основные характеристики робота: его скорость движения, ориентация и др.
Построение моделей и создание прогнозов. Представляет собой динамическую работу с периодической помощью в отношении модели робота и оценки его состояния.
Планирование. Именно на этом этапе определяется палитра действий, необходимая для эффективного исполнения поставленной задачи
Управление. Этап заключается в преобразовании команд и возможности модифицировать программы для управления переводом робота.
Биологический подход
Искусственный интеллект и нейронные сети все чаще применяются в робототехнике. На сегодняшний день эти технологии призваны имитировать биологическую нейронную (синаптическую) мозговую активность человека. В 2016 году эта технология позволила воплотить в жизнь возможность схватывания. Это позволило обучать роботов так же, как ответственные хозяева учат командам своих домашних питомцев.
Биологический подход во многом противоречит традиционному конвейерному, но уже демонстрирует собственные достойные результаты.
Смешанные подходы
Сочетают в себе положительный опыт конвейерного и биологического подходов, при котором технологии совмещаются. Роботы, запрограммированные таким способом, отличаются более высокими показателями, чем классические.
Полезное для программистов
Советы
При программировании роботов важно следовать следующим рекомендациям:
При написании кода следите за тем, чтобы его сегменты были управляемыми. Программируя, вы постепенно создаете собственную библиотеку, где при необходимости будет легко найти нужный кусок кода и вставить в текущую программу, сэкономив время, потраченное на разработку.
Включайте в код собственные комментарии, документируйте процесс. Чем опытнее программист, тем меньше комментариев он оставляет в коде. На начальном уровне рекомендуется оставлять сопутствующие комментарии практически к каждой строке.
Регулярно сохраняйте текущие версии кода во время его написания. Не стоит перезаписывать один и тот же файл. В случае ошибки вы сможете вернуться в более ранней версии и добавлять изменения по мере необходимости. В противном случае ошибку придется искать по всему тексту.
При осуществлении отладочных работ с роботом обязательно приподнимите его. Необходимо добиться того, чтобы его гусеницы, колеса и другие части не касались поверхности пола или земли. В таком случае робот не сможет себе навредить в случае неправильной работы программы. Обратите внимание также на то, чтобы кнопка отключения питания не была закрыта деталями и являлась легкодоступной. Это позволит быстро отключить устройство в случае необходимости.
Если программа составлена таким образом, что код кажется неработоспособным, отключите питание робота. Чаще всего проблема кроется в необходимости корректировки и не сможет исчезнуть сама по себе. За это время, если устройство не будет обесточено, может повредиться часть механических узлов робота.
Написание программного кода – важнейшая часть создания робота. Без правильно составленной программы механизм не сможет проявить себя и эффективно выполнять те функции, на которые технически способен. Программирование роботов несколько отличается от обычного создания программ. Отличие заключается в том, что программист составляет обычный код, а программист-робототехник должен дополнительно взаимодействовать с механикой, электроникой и реальностью, окружающей его.
19 декабря 2020
9861
Получите консультацию специалиста
Управление и программирование промышленных роботов
На многих производствах наблюдается дефицит квалифицированных кадров. Система подготовки кадров в ПТУ разрушена, а из институтов мало кто идет на производства. В связи с этим появляется дополнительно требование к оборудованию – простота в использовании. И роботизированные комплексы с успехом выполняют его. В большинстве случаев для повседневной работы с ними операторам достаточно всего нескольких кнопок.
Рассмотрим вариант наиболее распространённого в России сварочного комплекса в составе: сварочный робот, сменщик станций, сварочное оборудование и ограждение:
Алгоритм работы оператора очень простой:
— снял готовое изделие
— закрепил новые заготовки в кондукторе
— вышел за ограждение
— нажал кнопку подтверждения и старта
С такой работой справится любой квалифицированный рабочий! Важным аспектом работы робота является программирование сварочного робота.
Если производство массовое и комплекс полностью загружен работой, то этот алгоритм работы будет сохраняться годами. С перерывами на ежегодное обслуживание комплекс производит несколько типов изделий, то и в этом случае задаче не сильно усложняется.
Если производственная программа требует большей гибкости. Вам нужно перейти с выпуска изделия А на выпуск изделия В, которое вы уже выпускали раньше. Все просто – снимаем установленные кондуктора (Для этого достаточно открутить несколько болтов). И устанавливаем нужные. На пульте управления выбираем программу для изделия В. И для своего спокойствия запускаем проверочный цикл. Все хорошо – комплекс готов к производству!
Даже написание новой программы под новое изделие не становится сложной задачей.
Вот вид экрана пульта управления АВВ с простейшей программой.
Все команды понятны программистам с минимальным знанием английского языка.
MOVEL – команда движения по прямой
PStart – название точки в которую нужно прийти
V1000 – скорость движения и т.д.
Нет необходимости заучивать коды и потом с листочком вспоминать какую команду нужно написать — M40 или M50?
В сложных случаях. Большое и сложное изделие или для фрезерования можно воспользоваться помощью дополнительного программного обеспечения.
АВВ предлагает пакет RobotStudio для симуляции работы роботизированных комплексов на компьютере.
В нем можно написать и отладить программу не останавливая роботизированную систему для этого и минимизировав время простоя оборудования для переналадки. А значит промышленная робототехника робот будет зарабатывать для вас все это время.
Простота в использовании – одно из необходимых качеств промышленной робототехники: если для управления роботизированным комплексом достаточно всего нескольких кнопок, это экономит ресурсы предприятия и сокращает количество персонала, необходимого для его обслуживания.
Как правило, фирмы-производители разрабатывают собственные языки программирования и вспомогательное программное обеспечение для своих роботов. «ДС-Роботикс», как системный интегратор, делает упор на вспомогательный софт, адаптированный для конкретной задачи, на разработку и модернизацию технологий, на внедрение измерительных систем.
Программирование промышленных роботов начинается с комплексной программной оболочки, куда при необходимости интегрируются дополнительные модули. Примерами таких модулей могут послужить система видеонаблюдения, система замера вращающего момента и т. п. Например, при помощи программирования промышленный робот можно научить распознавать положение обрабатываемой детали.
Управление промышленными роботами осуществляется при помощи программ, специально написанных для них (программы для робототехники одного производителя, как правило, не подходят для другого).
Онлайн- и офлайн-программирование
Для управления промышленными роботами программы разрабатываются двумя способами – онлайн и офлайн. Первое – это программирование роботов непосредственно на месте их установки. При онлайн-программировании робот программирует сам себя. Если применяется метод Teach-In, оператор при помощи консоли направляет робота в заданный участок пространства и выполняет необходимые задачи, а робот «запоминает» координаты местоположения, скорость движения в каждом пункте. При методе Playback оператор вручную обводит робота по траектории движения. Управление промышленными роботами при помощи онлайн-программирования не всегда удобно – в программы, созданные таким образом, нельзя вносить изменения.
Более продвинутый способ управления роботом – офлайн-программирование. В таком случае программы пишутся на обычном компьютере в редакторе, поставляемом с комплексом программного обеспечения робота: написание программ для современных роботов доступно любому сотруднику после недолгого обучения. Текстовая программа загружается в компьютер робота, отлаживается и корректируется. Также в последнее время набирают популярность 3D и CAD-модели. Такое программирование экономит время, не останавливает производственный процесс и дает отличную визуализацию и возможность предварительно оценить множество параметров и итоговый успех работы промышленных роботов.
Различные типы языков программирования роботов
Роботы, безусловно, являются наиболее эффективным применением современной науки. Роботы не только сокращают человеческий труд, но и выполняют безошибочную деятельность. Многие компании проявляют интерес к робототехнике. В последние годы популярность приобрели автоматические машины. Помня об этом, мы обсудим роботизированные компьютерные языки. Итак, чтобы роботы выполняли задачи, их необходимо запрограммировать. Программирование роботов — это процесс, посредством которого роботы получают инструкции от компьютеров. Программист-робот должен свободно владеть несколькими языками программирования. Итак, давайте начнем.
Лучшие языки программирования роботов
Во всем мире доступно около 1500 языков программирования роботов. Все они участвуют в обучении роботов. В этом разделе мы рассмотрим самые популярные языки программирования, доступные сегодня.
1. C/C++
Самый простой способ начать работу с робототехникой — это изучить C и C++. Оба они являются языками программирования общего назначения с почти идентичными функциями. C++ — это модифицированная версия C, в которую добавлено несколько функций. Теперь вы должны понять, почему C++ является самым популярным языком программирования роботов. Он обеспечивает низкоуровневый аппаратный интерфейс и обеспечивает производительность в реальном времени. C++ — самый зрелый язык программирования для получения наилучших результатов от робота. C++ позволяет писать код тремя разными способами. К ним относятся методы Constructor, Autonomous и OperatorControl. В этом режиме конструктора выполняется инициализирующий код для создания класса. В этом сценарии он будет выполняться в начале программы. Это помогает в инициализации датчиков и создании других объектов WPILib. Автономный подход гарантирует выполнение кода. Он работает только в течение определенного периода времени. Затем робот переходит в секцию телеуправления. В этом случае используется техника OperatorControl.
2. Python
Python — это мощный язык программирования, который можно использовать для создания и тестирования роботов. С точки зрения автоматизации и постпроцессного роботизированного программирования он превосходит другие платформы. Вы можете использовать это для создания сценария, который будет вычислять, записывать и активировать код робота. Ничего учить руками не надо. Это позволяет быстро тестировать и визуализировать модели, программы и логические решения. Python использует меньше строк кода, чем другие языки программирования. Он также включает большое количество библиотек для основных функций. Основная цель Python — упростить и ускорить программирование. Любой элемент можно создать, изменить или удалить. Кроме того, мы можем закодировать движения робота в том же скрипте. Все это достигается с помощью очень небольшого кода. Благодаря этому Python является одним из лучших языков программирования для роботов.
3. Java
Java — это язык программирования, который позволяет роботам выполнять действия, аналогичные действиям людей. Он также предоставляет различные API для удовлетворения потребностей роботов. Java в высокой степени обладает характеристиками искусственного языка. Он позволяет создавать алгоритмы высокого уровня, алгоритмы поиска и нейронные алгоритмы. Java также позволяет запускать один и тот же код на многих компьютерах. Java не встроена в машинный код, поскольку это язык интерпретации. Скорее, при выполнении виртуальный компьютер Java интерпретирует команды. В результате Java стала довольно популярной в области робототехники. В результате Java предпочтительнее альтернативных языков программирования роботов. Java используется современными ИИ, такими как IBM Watson и AlphaGo.
4. .NET
Язык программирования Microsoft .NET используется для создания приложений с помощью Visual Studio. Он обеспечивает хорошую основу для всех, кто заинтересован в карьере в области робототехники. .NET в основном используется программистами для разработки портов и сокетов. Он поддерживает различные языки, допуская горизонтальное масштабирование. Он также предлагает единую среду и упрощает программирование на C++ или Java. Все инструменты и IDE были тщательно протестированы и доступны в Microsoft Developer Network. Кроме того, слияние языков происходит плавно. В результате мы можем с уверенностью причислить его к лучшим языкам программирования для роботов.
5. MATLAB
В робототехнике MATLAB и его аналоги с открытым исходным кодом, такие как Octave, чрезвычайно популярны. С точки зрения анализа данных он значительно опережает многие другие роботизированные компьютерные языки. MATLAB на самом деле не является языком программирования в традиционном смысле. Тем не менее, здесь можно найти инженерные решения, основанные на сложной математике. Разработчики роботов узнают, как создавать сложные графики с использованием данных MATLAB. Это весьма полезно при разработке полной роботизированной системы. Это также помогает развитию глубоко укоренившихся робототехнических основ в робототехническом бизнесе. Это инструмент, который позволяет применять ваши методы для имитации результата. Инженеры могут использовать это моделирование для точной настройки конструкции системы и устранения ошибок. Были случаи, когда MATLAB использовался для создания полного робота. В результате он должен быть включен в первую десятку языков. Kuka kr6 — один из лучших примеров применения MATLAB. MATLAB также использовался разработчиками для создания и моделирования этого робота.
6. Лисп
Одним из первых языков для роботов был Лисп. Он был представлен на рынке, чтобы позволить компьютерным приложениям использовать математическую терминологию. Lisp — это область ИИ, которая в основном используется для создания операционных систем для роботов. Доступны древовидные структуры данных, автоматизированное управление хранилищем, подсветка синтаксиса и характеристики повышенного порядка. В результате он прост в использовании и помогает устранить ошибки реализации после выявления проблемы. Эта процедура решения проблем происходит на стадии прототипа, а не на стадии производства. Он также включает в себя такие возможности, как цикл чтения-оценки-печати и самостоятельная компиляция.
7. Pascal
Одним из первых языков программирования, появившихся на рынке, был Pascal. Это все еще весьма полезно, особенно для новичков. Он основан на языке программирования Fundamental и учит отличным навыкам программирования. Pascal используется производителями для создания языков программирования для роботов. Двумя примерами являются RAPID от ABB и KRL от Kuka. Тем не менее, большинство разработчиков считают Паскаль устаревшим для повседневного использования. Они также подчеркнули его важность для новичков. Это поможет вам быстрее освоить другие языки программирования роботов. Это рекомендуется только для полных новичков. Когда вы приобретете некоторый опыт в программировании робототехники, вы сможете перейти на другой язык.
Заключение
И подведение итогов. Мы надеемся, что вы нашли эту статью полезной для роботизированных языков программирования. Мы рассмотрели все плюсы и минусы лучших языков программирования для роботов. Вы можете выбрать наиболее подходящий язык для ваших нужд. Уже сейчас робототехника имеет многообещающее будущее. Так что сейчас идеальный момент, чтобы начать.
Отказ от ответственности: информация, представленная в этой статье, является исключительно мнением автора, а не инвестиционным советом — она предоставляется только в образовательных целях. Используя это, вы соглашаетесь с тем, что информация не представляет собой никаких инвестиционных или финансовых инструкций. Проведите собственное исследование и обратитесь к финансовым консультантам, прежде чем принимать какие-либо инвестиционные решения.
Делитесь штукой
Различные типы языков программирования роботов | Технология автоматизации предприятий
Обзор рынка робототехники
С помощью роботов человеческие усилия по выполнению сложных работ становятся проще и точнее. При этом многие компании проявляют интерес и инвестируют в роботов из-за их преимуществ.
«По данным ResearchAndMarkets, ожидается, что рынок Industrial Robotics вырастет на 48 166,9 долларов США.млн к 2025 году с 16 847,6 млн долларов США в 2017 году».
В то время как роботы традиционно используются в структурированных средах с известными и регулируемыми входами и выходами, промышленных роботов в последние годы набирают обороты. При этом люди проявляют интерес к программированию, и любой, у кого есть некоторый опыт в программировании, хочет воспользоваться преимуществами программирования роботов. Прогнозируется, что спрос на программистов роботов значительно вырастет в течение оставшейся части десятилетия.
Рисунок 1: Статистика промышленных роботов
Программирование роботов:
Для выполнения определенного действия роботы программируются либо с помощью руководства, либо с помощью автономного программирования. Большинство промышленных роботов программируются путем направления робота от точки к точке на этапах операции, при этом каждая точка сохраняется в системе управления роботом.
Роботы получают инструкции с помощью компьютерных команд, и это называется автономным программированием на уровне манипулятора. Использование автономного программирования включает языки более высокого уровня, в которых действия роботов определяются задачами или целями.
Программисты роботов должны иметь знания о различных типах языков программирования, поскольку переход от компьютеров к роботам не является плавным переходом, как могут подумать многие разработчики/программисты.
Различные типы языков программирования роботов
Языки программирования оказывают существенное влияние на интеграцию роботов в промышленные машины. Нет предела возможностям роботизированного промышленного применения. Роботизированное программное обеспечение играет ключевую роль в выполнении сложных операций и точных функций. Чтобы начать программировать в робототехнике, вы должны начать изучать различные типы языков, чтобы заставить робота работать. Хотя робототехника — сложный предмет, изучение этих языков программирования поможет вам разработать проект для создания простых в использовании интерфейсов.
В мире существует более 1500 языков программирования, которые используются для изучения и реализации. Вот лучшие и самые популярные языки программирования в робототехнике:
1) C/C++
Выбор для изучения C и C++ — лучший старт для начинающих робототехников, поскольку это язык программирования общего назначения, который содержит императив, объект -ориентированные и общие функции программирования.
Почему C++ является языком программирования номер 1 в робототехнике?
C++ обеспечивает взаимодействие с оборудованием низкого уровня, а также производительность в реальном времени. C и C++ — очень зрелые языки программирования. Для обеспечения наилучшей производительности робота лучше использовать C++.
Поскольку робототехника очень зависит от производительности в реальном времени, C и C++ являются лучшими вариантами для робототехников.
Пример: проект шаблона простого робота по умолчанию
Источник: 2014 FRC Control System
Теперь давайте изучим код, содержащийся в каждом разделе. Есть три основные части:
Конструктор: Здесь запускается код инициализации для создания класса. В этом случае он будет запущен при первом запуске программы, до включения робота. Конструктор помогает инициализировать датчики и создавать другие объекты WPILib.
При инициализации нельзя использовать конструкторы для позиционирования приводов, так как двигатели не будут работать.
Автономный метод: этот метод используется для запуска кода в течение автономного периода. Автономный метод будет запускаться каждый раз, когда робот будет переведен в автономный режим. Программист должен быть очень осторожным при запуске этого метода, так как он не будет остановлен в конце автономного периода.
Метод OperatorControl: этот метод вызывается, когда робот входит в телеуправляемую часть матча. Код включает в себя цикл, который считывает значения интерфейса оператора (джойстики и переключатели) и управляет исполнительными механизмами до тех пор, пока не закончится период телеуправления.
Определение переменных для образца робота:
Источник: FRC Control System, 2014 г. объекты типа RobotDrive (myRobot) и Joystick (стик). Этот раздел кода делает три вещи:
• Определяет переменные как члены нашего класса RobotDemo • Инициализирует переменные как часть конструктора, используя список инициализации . • Выполняет инициализацию робота (в этом случае устанавливает истечение таймера безопасности для объекта myRobot на 0,1 секунды, см. следующий шаг для объяснения таймеров безопасности двигателя).
2) Python
Python — это язык программирования высокого уровня, который играет ключевую роль в построении и тестирование роботов . Python — хорошая платформа для автоматизации, обучения и постобработки программ роботов. Многие люди выбирают этот язык программирования, поскольку мы можем написать сценарий, который вычисляет, записывает и моделирует всю программу робота вместо того, чтобы вручную обучать робота каждому оператору. Это помогает быстро протестировать и визуализировать решение в моделировании, а также уточнить программу и ее логику.
Почему Python является наиболее используемым языком программирования в робототехнике?
• По сравнению с C, C++ и Java на Python можно написать меньше строк кода. • Изучение Python – это необходимое руководство по созданию автономного мобильного робота с использованием популярных программных платформ для робототехники. • Этот язык используется при проектировании встроенных систем и является неотъемлемой частью операционной системы Robot. • Главной задачей Python является простота использования, и требуется меньше времени для программирования, такого как определение и приведение типов переменных. • Когда от вас требуется реализовать какой-то базовый функционал, для него существует огромное количество бесплатных библиотек, а значит, вам не придется «изобретать велосипед».
Пример программы:
В этом примере размещение всех объектов выполняется автоматически через Python. Мы можем легко разместить любой объект программно благодаря Python API. Используя Python API, мы можем создавать, изменять или удалять любые объекты. Кроме того, мы также можем запрограммировать движения робота в том же скрипте Python, это позволит нам автоматически генерировать программу робота.
3) Java
Для выполнения задач, подобных человеческим, робототехнические системы должны быть снабжены функциями через языки программирования. Чтобы наделить роботов этими функциями, можно использовать язык Java, поскольку он предлагает набор API-интерфейсов, адаптированных к потребностям области робототехники. Распознаватели команд и элементов управления, системы диктовки и синтезаторы речи могут быть созданы с использованием Java Speech API, а Java Media Framework может использоваться для получения и обработки визуальных изображений.
Почему Java является наиболее используемым языком программирования в робототехнике?
• Java содержит все функции высокого уровня, необходимые в робототехнике, особенно когда речь идет об искусственном интеллекте. • С помощью Java можно создавать высокоэффективные алгоритмы машинного обучения, поисковые и нейронные алгоритмы, языковую обработку и т. д. • Виртуальная машина Java интерпретирует инструкции во время выполнения . • Java позволяет пользователям использовать один и тот же код на разных машинах благодаря виртуальной машине Java. • Он предоставляет все функции высокого уровня, необходимые для работы с различными аспектами робототехники.
Пример кода для создания прослушивателя голоса роботов с использованием файла формата грамматики:
4) C#/.NET
C#/.NET — это собственный язык Microsoft, используемый для разработки приложений в Visual Studio. Примеры включают Netduino, СЭЗ Rhino и другие). Он предоставляет начинающим программистам прочную основу, на которой они могут работать в различных областях. C#/.NET обычно используется в программировании на уровне портов и сокетов.
Почему C#/.Net является наиболее используемым языком программирования в робототехнике?
• C#/.NET позволяет использовать несколько языков и обладает горизонтальной масштабируемостью. • .NET создает единую среду, позволяющую разработчикам роботов создавать программы на C++, Java или Virtual Basic . • Все инструменты и IDE прошли предварительное тестирование и легко доступны в Microsoft Developer Network. • Языковая интеграция не вызывает затруднений, так как вы можете вызывать методы из C# в VB.NET 9.0003
Пример:
Источник: RoboWiki. Разработчикам роботов необходимо изучить MATLAB, если они хотят анализировать данные, создавать расширенные графики или внедрять системы управления.
MATLAB и его родственники с открытым исходным кодом, такие как Octave, очень популярны среди некоторых инженеров-робототехников для анализа данных и разработки систем управления.
Программирование робота требует разработки контроллера, управляющего поведением робота. Моделирование и симуляция стали жизненно важными для понимания того, как контроллер взаимодействует с восприятием окружающей среды, мобильностью и взаимодействием робота.
Почему MATLAB является наиболее используемым языком программирования в робототехнике?
• MATLAB очень полезен при проектировании всей робототехнической системы. • Он широко используется в индустрии робототехники, поскольку глубоко укоренился в создании и разработке роботов. • Это инструмент моделирования, с помощью которого вы можете предоставить свой алгоритм или схему, и он моделирует результат. • С другой стороны, моделирование помогает инженерам усовершенствовать конструкцию системы и устранять ошибки перед разработкой прототипов оборудования.
BT40 Шпиндель ременноприводной с автосменой (ATC), 6000 об/мин, с подачей СОЖ | Маркет
Описание товара
Здравствуйте! Вы попали на доску объявлений. Сотрудники Promelectrica.com разместили тут товары, которые Вам могут быть интересны. Информация о наличии по телефону (495)640-04-53
Шпиндель — двигатель, на который надет патрон (цанга) для удержания и вращения рабочего инструмента (фрезы, сверла, ножа, гравера). Шпиндели условно можно разбить на две группы — промышленные и любительские. Промышленный шпиндель — специально разработанное устройство, обычно рассчитанное на высокую боковою нагрузку, имеющее сложную систему охлаждения (воздушную или водяную) и смазку. Любительскими можно называть любую дрель или бытовой фрезер. Обычная бытовая дрель рассчитана на продольную нагрузку, т. е. на сверление отверстий и потому имеет очень посредственные подшипники удержания вала. При работе на станке нагрузки преимущественно перпендикулярны оси шпинделя. Поэтому, качественный шпиндель имеет очень хорошие подшипники, рассчитанные на такие нагрузки. Промышленный шпиндель, как правило, не требует смазки и чистки на протяжении всего срока эксплуатации. Кроме того, специализированный шпиндель имеет так называемый цанговый зажим, хорошо отбалансированный, который позволяет зажимать инструмент со стандартным хвостовиком.
Ременноприводные шпиндели используются при обработке черных и цветных металлов, когда от шпинделя требуется высокий момент на малых оборотах, большая жесткость и износостойкость. Ременноприводные шпиндели приводятся в движение асинхронными двигателями или сервоприводами переменного тока, что позволяет тонко регулировать скорость вращения инструмента..
1) высокая жесткость
2) высокая точность
3) Способность передавать широкий диапазон мощностей
Отверстие в заднем конце ротора для подачи жидкости/СОЖ/воздуха:
ПРИНЦИП ДЕЙСТВИЯ МЕХАНИЗМА АВТОСМЕНЫ ИНСТРУМЕНТА ШПИНДЕЛЯ (ATC)
Внутри оси шпинделя расположен лепестковый зажим, с лепестками особой формы, способной захватить штревель оправки
Штревель и зажим должны подходить друг другу по типу и углу грани штревеля.
При фрезеровке оправка прочно удерживается лепестками зажима:
Зажим шпинделя ATC
Когда наступает момент смены инструмента, система ЧПУ отводит шпиндель(или подает барабан с фрезами к шпинделю), после чего срабатывает пневмоцилиндр, который, нажимая на шток шпинделя, разжимает лепестки и оправка выпадает на свое место:
Зажим шпинделя ATC
Затем система ЧПУ подает следующую оправку, пневмоцилиндр деактивируется, зажим за счет сил упругости возвращается на место, попутно захватывая новую оправку за штревель.
РЕМЕННОПРИВОДНОЙ ШПИНДЕЛЬ С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА (ATC)
Фланцевое крепление, базирование по цилиндрической повехности корпуса. Конус BT40, скорость до 6000 об/мин. Ременноприводные шпиндели используются в металлообрабатывающих фрезерных станках с ЧПУ, обрабатывающих центрах. Система ATC(automatic tool changer) позволяет автоматизировать смену инструмента, экономя время оператора станка. Для ATC можно использовать пневматический, гидравлический или иной цилиндр, развивающий необходимое усилие. В качестве привода подходят асинхронные двигатели мощностью до 4.5 кВт, синхронные сервоприводы мощностью до 3.0 кВт включительно. В роторе шпинделя сделано отверстие для подачи СОЖ/сжатого воздуха для очистки конуса
К шпинделю также по запросу поставляются аксессуары — шкивы, оправки, пневмоцилиндры.
Технические характеристики:
КонусBT40, штревель 45°
Скорость6000 об/мин
Биениене более 0.003 мкм(на выходе из конуса)
Динамическая балансировкакласс G1
Подшипникирадиально-упорные дуплексные
7012CDB/P4 — 2 шт, 7012CDB/P4 — 2 шт
Шкив5M, Z=45
Усилие удержания штревеля800 кгс
Усилие раскрытия зажима ATC1500 кгс
Ход штока зажима5.5 мм
Монтажвертикально, конусом вниз
Точную информацию о товарах, ценах и наличии вы можете получить по запросу через электронную почту. Выставленный счет-договор является единственным информационным обязательством, все другие сведения могут содержать неточности. Мы затрачиваем все возможные силы для улучшения сервиса и благодарны тысячам юридических и частных лиц, воспользовавшимся нашими услугами, и сотням постоянных клиентов, которые продолжают с нами работать.
Каталог:
Выключатели, концевики, джойстики
Бесконтактные датчики
Реле, контакторы, автоматы
Маячки, колонны, сирены
Приводная техника
Разъемы и кабели
Трансформаторы, источники питания
Энкодеры, муфты
Автоматизация и измерение
Тиристоры, диоды, предохранители
Видео «Как добраться»:
Информация о технических характеристиках, комплекте поставки, стране изготовления, внешнем виде и цвете товара носит справочный характер и основывается на последних доступных к моменту публикации сведениях от продавца.
Товарное предложение №14953425546 обновлено 15 декабря 2022 г. в 16:41.
Станок Шпиндель С ЧПУ Шпинделя BT30 / BT40 / MT3 / МТ4 Ремень Колеса С ЧПУ Фрезерный Станок Преобразования Шкив Станка От 54 443 руб.
Максимальная скорость силовой головки составляет 2000 об / мин, оснащена однорядными коническими роликовыми подшипниками, которые могут обрабатывать железо, медь, алюминий и другие металлы. Нормальная скорость обработки: 700-1000 Скорость вращения подходит для обработки чугуна, 1000-1400 оборотов выпускаются. для обработки меди, скорость вращения 1400-2000 подходит для обработки алюминия, в зависимости от инструмента скорость вращения также соответствует различным.
Не включать держатель инструмента!
Максимальная скорость 2000 (об / мин)
Максимум. Температура 25 градусов по Цельсию
Динамический баланс 0,4 (мг)
Максимальный шум 78 (дБ)
Вибрация 0,01 (мм)
Подшипник: однорядный роликовый подшипник
Фрезерная головка BT30 / MT3
Замечания:
1. Форма MT3 такая же, как у фрезерной головки BT30.
2. Конструкция ременного шкива имеет тип A, диаметр 100 мм, 2 слота.
Фрезерная головка BT40 / MT4
Замечания:
1. Форма MT4 такая же, как у фрезерной головки BT40.
2. Конструкция ременного шкива имеет тип А, диаметр 120 мм, 3 слота.
Метод использования шпинделя:
Стандартное соединение клинового ремня типа A, тип A (ширина 13 мм и толщина 8 мм).
При установке системы трансмиссии следует обратить внимание на несколько факторов:
1. Проверьте шкив ременной канавки
Перед установкой нового клинового ремня необходимо проверить состояние колеса с канавкой. Канавка должна быть в хорошем состоянии, и на ней не должно быть царапин или резких шагов. Все размеры должны быть на уровне. Грязные или ржавые колеса с канавками могут снизить эффективность трансмиссии и повредить ремень, что приведет к преждевременному выбрасыванию ремня. Изношенное колесо с канавкой сократит срок службы ремня. Если канавка изнашивается до нижней точки ремня, это может привести к скольжению ремня и его прожиганию.
2. Проверьте параллельность паза колеса
Перед установкой параллельность валов и канавочных колес должна быть откалибрована в первую очередь. Как правило, отклонение параллелизма выше 20 ‘серьезно повлияет на срок службы ремня. Неравномерный параллелизм колеса с канавками приведет к неравномерному износу ремня, что приведет к тому, что ремень выдавливает колесо с канавкой и будет создавать все нагрузки на удлиненной стороне ремня, тем самым нарушая линию ремня на этой стороне.
3. Установка зубчатого клинового ремня
При установке ремня сначала необходимо ослабить одно колесо с боковой канавкой, отрегулировав его так, чтобы ремень мог быть легко загружен,и затем натянут (в первый раз ремень должен быть натянут настолько, насколько это возможно. После 24 часов работы ремень должен быть натянут один раз, а затем регулировка не требуется). Никогда не используйте инструменты, чтобы принудительно приподнять ремень или использовать шкив, чтобы принудительно вставить его в ремень, принудительно установить ремень. Повредить слой прочности ремня, так что ремень нельзя использовать в обычном режиме. Параллельность вала и шкива калибруется одновременно с натяжением ремня.
650XBT40 | Инструменты для воздушной турбины
650XBT40 Технические характеристики
Скорость об/мин
25 000
30 000
40 000
Номинальная мощность л.с. (кВт)
1,2 (0,90)
1,3 (0,98)
1,4 (1,04)
Давление воздуха на входе
90 PSI (6,2 бар)
Расход воздуха на холостом ходу (л/с)
16 (7,56)
17 (8,02)
18 (8,49)
Расход воздуха Рабочий расход (л/с)
19 (8,97) — 40 (18,89)
Уровень звука
Менее 78 дБА
Максимальный диаметр хвостовика
ER 11 — 1/4” (6 мм)
Вес шпинделя
118,4 унций (3,34 кг)
А
0,87 дюйма (22 мм)
Б
3,23 дюйма (82 мм)
С
7,91 дюйма (201 мм
Д
10,5 дюйма (267 мм)
Шпиндель, экстрактор комбинированного фильтра (номер по каталогу 30084), цанга, гаечные ключи, шланг и фитинги, заглушка (для неиспользуемого альтернативного воздухозаборника) и кейс для переноски. Цанговая система ER 11 (стандартная цанга 1/4 дюйма или 6 мм — другие размеры опционально). Безмасляный 90 фунтов на кв. дюйм / 6,2 бар, требуется подача чистого и сухого воздуха.
Аксессуары Модели
Деталь №
Высокопроизводительный фильтр/регулятор/экстрактор с 1/2” NPT
30084
Трубка 16 мм Н.Д. – 10 мм внутр. диам. (заказ пешком)
16516
Шланг и фитинг – 16 мм Н.Д. – 10 мм внутр. диам. – 12’
30047
Мы модернизируем любой станок с ЧПУ для фрезерования с постоянной высокой скоростью в режиме 24/7, поэтому любой станок с ЧПУ может быть высокоскоростным. Сюда входят, помимо прочего, DMG MORI, Haas, Fanuc Robodrill, Doosan, Hermle, Hurco, GROB, Brother Okuma, Makino и Mazak. Простая установка с помощью выбираемых входных отверстий для подачи воздуха — выберите боковое впускное отверстие NPT / стопорный блок или центральное отверстие для подачи воздуха через хвостовик/держатель инструмента. Доступны варианты державок HSK, CAT, BT и DIN. Узнайте больше о шпинделях воздушной турбины на вашем станке с ЧПУ, посетив их страницу по ссылкам ниже.
Автоматически загружайте шпиндели воздушной турбины® в станки с ЧПУ с помощью нашего запатентованного монтажного узла устройства смены инструмента (TMA) . Эта опция позволяет специалистам по смене инструмента с ЧПУ автоматически загружать/выгружать наше семейство высокоскоростных прецизионных шпинделей с использованием запатентованной системы манжет и монтажного блока или кольца вокруг шпинделя ЧПУ, встроенного в правую сторону шпинделя ЧПУ за считанные минуты.
Доступны монтажные блоки или кольца, совместимые с Haas, Hurco, Doosan, Robodrill, Hardinge, DMG, Brother, Okuma и всеми другими ЧПУ. Мы привыкли разрабатывать индивидуальные решения для любых ЧПУ. Универсальный блок может быть предоставлен для сверления позиций винтов с ЧПУ. Имеются установочные комплекты. Блок TMA остается на шпинделе ЧПУ для обычной смены инструмента, даже если не используются шпиндели воздушной турбины™, поскольку он не будет мешать при использовании основного шпинделя.
 Паспорт, схемы, описание, характеристики
Паспорт, схемы, описание, характеристики

 Узел подачи заготовки также работает от отдельного двигателя;
Узел подачи заготовки также работает от отдельного двигателя; Узел подачи заготовки также работает от отдельного двигателя;
Узел подачи заготовки также работает от отдельного двигателя;
 6 поз. 73 — СР8—2.01.00.010
6 поз. 73 — СР8—2.01.00.010 Описание основных сборочных единиц
Описание основных сборочных единиц К запирающему устройству прилагается специальный ключ 19.
К запирающему устройству прилагается специальный ключ 19. Рис. 7), винт 14, шток 15, направляющую 16.
Рис. 7), винт 14, шток 15, направляющую 16.
 Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов. Рис. 10
Рис. 10


 Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
 На пульте управления должна загореться сигнальная лампа Н1.
На пульте управления должна загореться сигнальная лампа Н1.

 com/embed/obxoNQ2iI84″ frameborder=»0″ allowfullscreen=»»/>
com/embed/obxoNQ2iI84″ frameborder=»0″ allowfullscreen=»»/>
 двигателей станка, кВт
двигателей станка, кВт В никелированном корпусе с заклепочным соединением с хомутом. Точность по классу Т2.
В никелированном корпусе с заклепочным соединением с хомутом. Точность по классу Т2.
 Таблица преобразования | манометр К микрон | Gauge To Mil
Таблица преобразования | манометр К микрон | Gauge To Mil
 20
20 62
62 0004
0004 60
60 0178
0178 0008
0008 0254
0254 0
0 0635
0635 5
5 1016
1016 0045
0045 1400
1400
 Тогда уровень давления в одной точке упадет в несколько раз, и стекло останется целым. На внешней оболочке могут появиться трещины, но целостность нарушена не будет.
Тогда уровень давления в одной точке упадет в несколько раз, и стекло останется целым. На внешней оболочке могут появиться трещины, но целостность нарушена не будет. В некоторых случаях в его состав вводятся специальные присадки, которые будут повышать прозрачность.
В некоторых случаях в его состав вводятся специальные присадки, которые будут повышать прозрачность. Такое бронирование оконных стекол позволит защититься от хулиганов и домушников.
Такое бронирование оконных стекол позволит защититься от хулиганов и домушников. Также и все прошлые изъяны окажется под надежным куполом и не смогут разрастаться дальше.
Также и все прошлые изъяны окажется под надежным куполом и не смогут разрастаться дальше.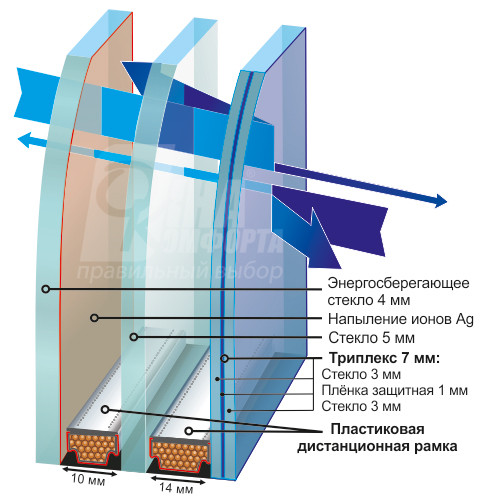

 За счет этого закаленное стекло получает следующие характеристики:
За счет этого закаленное стекло получает следующие характеристики:

 Однако это неправильное название, поскольку ни один материал не может полностью защитить от всех типов пуль. Независимо от того, насколько хорошо спроектирован материал или насколько высок его уровень защиты, стекло в конечном итоге уступит упорной баллистической атаке.
Однако это неправильное название, поскольку ни один материал не может полностью защитить от всех типов пуль. Независимо от того, насколько хорошо спроектирован материал или насколько высок его уровень защиты, стекло в конечном итоге уступит упорной баллистической атаке. Мы можем разработать систему с использованием материала, который точно соответствует вашим требованиям к баллистической защите. Имея тысячи успешных установок в банках, государственных учреждениях, розничных магазинах, медицинских учреждениях, аптеках и т. д., наша команда обладает необходимым опытом для создания безопасного и эстетически привлекательного пуленепробиваемого решения для вашей защиты.
Мы можем разработать систему с использованием материала, который точно соответствует вашим требованиям к баллистической защите. Имея тысячи успешных установок в банках, государственных учреждениях, розничных магазинах, медицинских учреждениях, аптеках и т. д., наша команда обладает необходимым опытом для создания безопасного и эстетически привлекательного пуленепробиваемого решения для вашей защиты.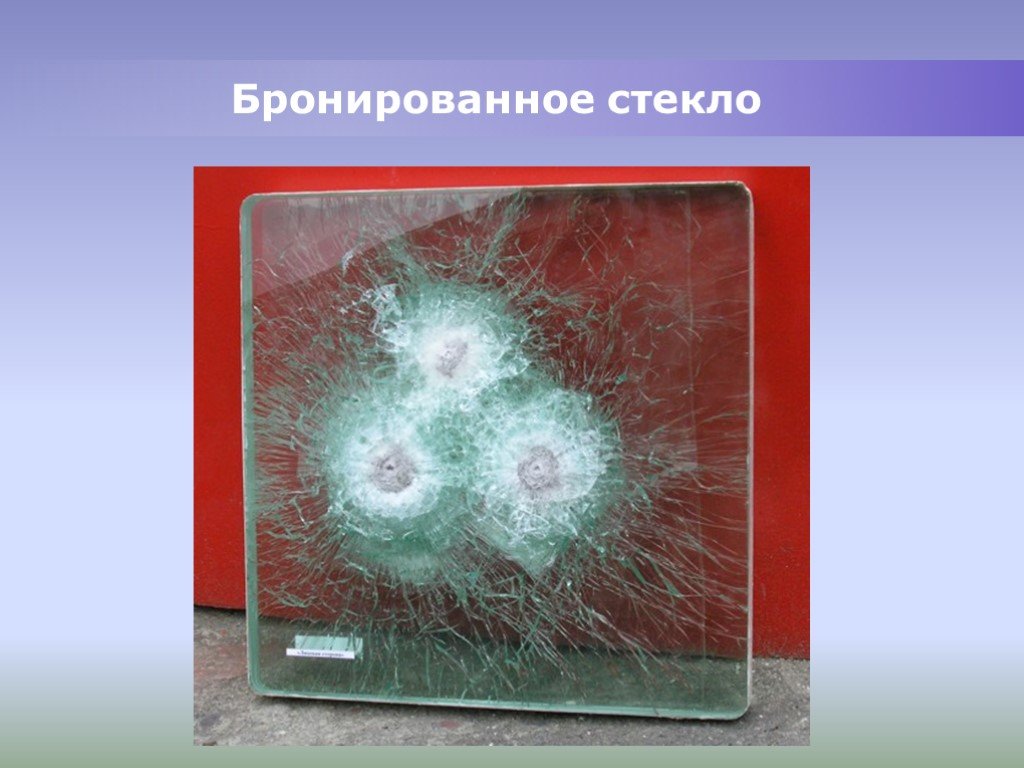 Многие компании становятся самодовольными и, как вы хорошо знаете, перестают заботиться о своей работе или не гордятся ею. Я рад сообщить, что вы являетесь одним из редких исключений. Вы всегда были отличным партнером для CBRE и Банка, и ваша рабочая этика, координация, внимание к деталям перед началом строительства и постоянный поиск способов сделать проект более эффективным являются образцовыми. Качество работы вашей команды и опыт работы на местах заслуживают внимания, и мне понравилось наше сотрудничество в большом количестве проектов. Я добавлю, что любой клиент, который узнает вас, будет вашим клиентом в течение длительного времени, потому что, как только вы, ребята, приступите к работе, нам не нужно беспокоиться о конечных результатах, потому что я знаю, что это ВСЕГДА БУДЕТ ОТЛИЧНО!
Многие компании становятся самодовольными и, как вы хорошо знаете, перестают заботиться о своей работе или не гордятся ею. Я рад сообщить, что вы являетесь одним из редких исключений. Вы всегда были отличным партнером для CBRE и Банка, и ваша рабочая этика, координация, внимание к деталям перед началом строительства и постоянный поиск способов сделать проект более эффективным являются образцовыми. Качество работы вашей команды и опыт работы на местах заслуживают внимания, и мне понравилось наше сотрудничество в большом количестве проектов. Я добавлю, что любой клиент, который узнает вас, будет вашим клиентом в течение длительного времени, потому что, как только вы, ребята, приступите к работе, нам не нужно беспокоиться о конечных результатах, потому что я знаю, что это ВСЕГДА БУДЕТ ОТЛИЧНО! Пуленепробиваемое стекло также может состоять из прозрачных пластиковых материалов, таких как поликарбонат или акрил. Или в идеальном случае он может состоять из комбинации стекла и пластика, потому что эта смесь материалов особенно эффективно останавливает снаряды.
Пуленепробиваемое стекло также может состоять из прозрачных пластиковых материалов, таких как поликарбонат или акрил. Или в идеальном случае он может состоять из комбинации стекла и пластика, потому что эта смесь материалов особенно эффективно останавливает снаряды.  Требуется соблюдение соответствующего направления установки. Сторона атаки указывает на угрозу, а так называемая сторона защиты представляет защищенную сторону.
Требуется соблюдение соответствующего направления установки. Сторона атаки указывает на угрозу, а так называемая сторона защиты представляет защищенную сторону. Окна легко открываются благодаря небольшому весу. Он превосходно подходит для защиты особняков, а также общественных зданий. Кроме того, эти стекла обеспечивают дополнительную защиту от взлома, в отличие от других пуленепробиваемых стекол. SILATEC на протяжении десятилетий является ведущим мировым производителем пуленепробиваемых стекол из поликарбоната.
Окна легко открываются благодаря небольшому весу. Он превосходно подходит для защиты особняков, а также общественных зданий. Кроме того, эти стекла обеспечивают дополнительную защиту от взлома, в отличие от других пуленепробиваемых стекол. SILATEC на протяжении десятилетий является ведущим мировым производителем пуленепробиваемых стекол из поликарбоната.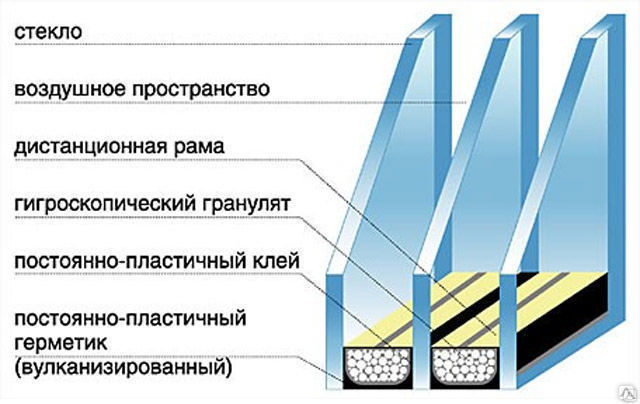 44
44 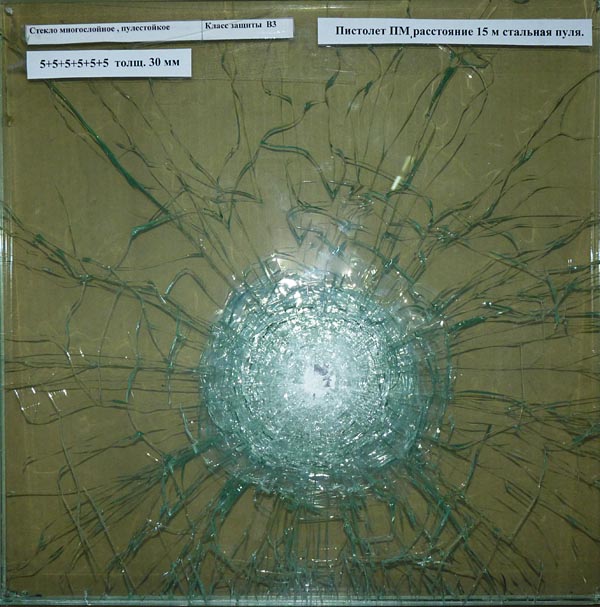 Большой вес стекла особенно невыгоден для окон и дверей, потому что арматура может воспринимать только ограниченный вес. Дополнительный недостаток: стекло имеет более зеленоватый оттенок, если оно толще. Вид через стекло становится более зеленым с увеличением толщины стекла. Взломозащищенность этих стекол низкая. Большие отверстия можно проделать менее чем за одну минуту даже в армированном стекле толщиной 100 мм (4 дюйма), например, с помощью кувалды.
Большой вес стекла особенно невыгоден для окон и дверей, потому что арматура может воспринимать только ограниченный вес. Дополнительный недостаток: стекло имеет более зеленоватый оттенок, если оно толще. Вид через стекло становится более зеленым с увеличением толщины стекла. Взломозащищенность этих стекол низкая. Большие отверстия можно проделать менее чем за одну минуту даже в армированном стекле толщиной 100 мм (4 дюйма), например, с помощью кувалды.
 Обрабатываются металлические листы разной толщины.
Обрабатываются металлические листы разной толщины.
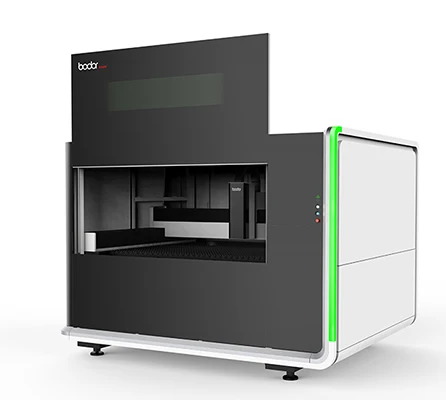
 3 млрд. в 2018 году) оптоволоконной лазерной резки будут контролировать 5 компаний. А в планах Bodor контролировать 30 из этих 80. Не Trumpf, Amada или Bystronic, а Bodor. Вспомнив, что в дорожной карте государственного плана доминирования Пекина в сфере технологий «Сделано в Китае 2025» (Made in China 2025) отрасль высококачественных станков стоит на втором месте сразу за информационными технологиями, мы решили принять приглашение российской компании ООО «БОДОР» поехать посмотреть «на месте», на чём основывается этот, мягко говоря, нескромный прогноз.
3 млрд. в 2018 году) оптоволоконной лазерной резки будут контролировать 5 компаний. А в планах Bodor контролировать 30 из этих 80. Не Trumpf, Amada или Bystronic, а Bodor. Вспомнив, что в дорожной карте государственного плана доминирования Пекина в сфере технологий «Сделано в Китае 2025» (Made in China 2025) отрасль высококачественных станков стоит на втором месте сразу за информационными технологиями, мы решили принять приглашение российской компании ООО «БОДОР» поехать посмотреть «на месте», на чём основывается этот, мягко говоря, нескромный прогноз. – Мы не продаём «кота в мешке». Выяснив, что именно и для каких целей необходимо клиенту, мы везём его к аналогичному оборудованию, уже установленному в России, где они из первых рук, от практиков, уже давно работающих на лазерах Bodor, получают ответы на все свои вопросы. И даже если потенциальному покупателю всё понятно, и он готов приобрести станок на московском складе, мы всё равно предлагаем ему и этот выездной семинар. Наша задача не продать, а завоевать доверие партнёра. Тем более что мощности завода таковы, что даже индивидуальную модификацию новый покупатель будет ждать не более 30 дней.
– Мы не продаём «кота в мешке». Выяснив, что именно и для каких целей необходимо клиенту, мы везём его к аналогичному оборудованию, уже установленному в России, где они из первых рук, от практиков, уже давно работающих на лазерах Bodor, получают ответы на все свои вопросы. И даже если потенциальному покупателю всё понятно, и он готов приобрести станок на московском складе, мы всё равно предлагаем ему и этот выездной семинар. Наша задача не продать, а завоевать доверие партнёра. Тем более что мощности завода таковы, что даже индивидуальную модификацию новый покупатель будет ждать не более 30 дней. И акцент именно на количестве, а не на валовом количестве млн. долларов, так как здесь кроется одно из главных преимуществ лазеров Bodor – их стоимость, которая, при одинаковом функционале, меньше чем у аналогичных именитых брендов на порядок!
И акцент именно на количестве, а не на валовом количестве млн. долларов, так как здесь кроется одно из главных преимуществ лазеров Bodor – их стоимость, которая, при одинаковом функционале, меньше чем у аналогичных именитых брендов на порядок! А станина Bodor из высокопрочного чугуна с шаровидным графитом практически вечная.
А станина Bodor из высокопрочного чугуна с шаровидным графитом практически вечная. – Шутка. Это живое напоминание нам о том, как надо воплощать свои мечты. Tesla — вдохновляющий символ технологичности и качества. Bodor перенимает опыт ведущих компаний мирового значения, внедряя основы успеха в культуру своего производства.
– Шутка. Это живое напоминание нам о том, как надо воплощать свои мечты. Tesla — вдохновляющий символ технологичности и качества. Bodor перенимает опыт ведущих компаний мирового значения, внедряя основы успеха в культуру своего производства.
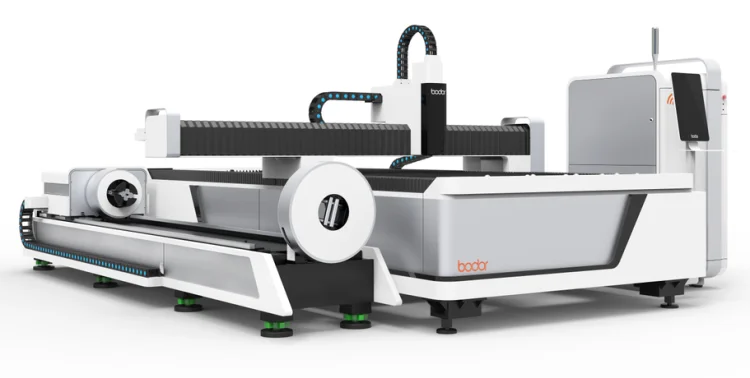 В выставочном центре как раз проходила очередная промышленная ярмарка, в которой Bodor принимал участие, так что, при желании, можно было сходить посмотреть-сравнить возможности конкурентов.
В выставочном центре как раз проходила очередная промышленная ярмарка, в которой Bodor принимал участие, так что, при желании, можно было сходить посмотреть-сравнить возможности конкурентов. 
 Нажимая «Принять файлы cookie», вы соглашаетесь на использование файлов cookie для страниц bodor.com и подстраниц.
Нажимая «Принять файлы cookie», вы соглашаетесь на использование файлов cookie для страниц bodor.com и подстраниц. com
com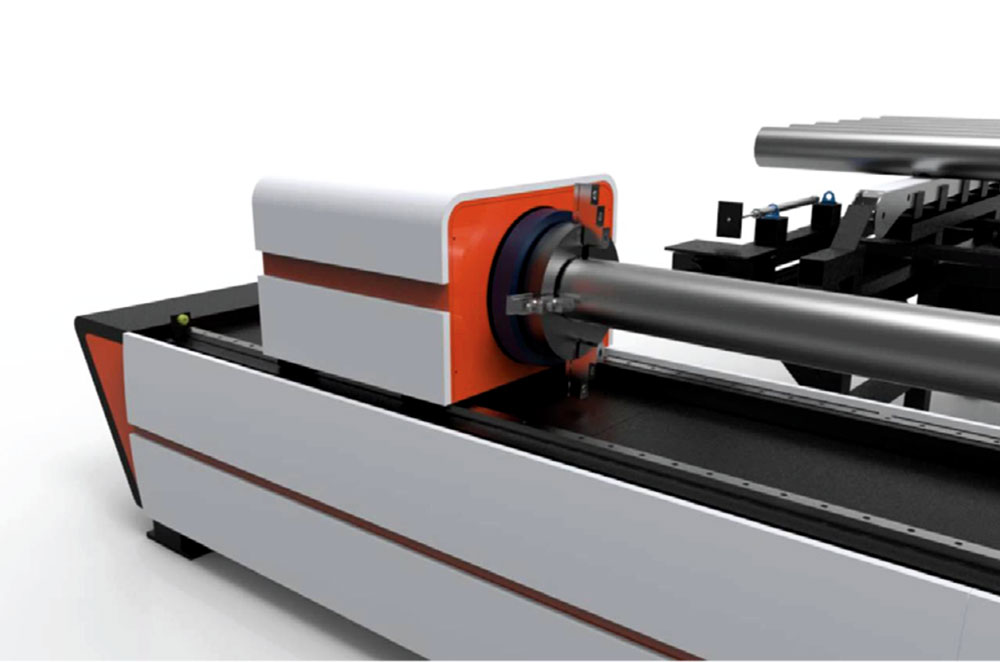 Нажимая «Принять файлы cookie», вы соглашаетесь на использование файлов cookie для страниц bodor.com и подстраниц.
Нажимая «Принять файлы cookie», вы соглашаетесь на использование файлов cookie для страниц bodor.com и подстраниц.

 Поворотный стол Vertex является необходимым приспособлением при выполнении операций кругового фрезерования, при выполнении и обработке различных элементов деталей расположенных через угловые расстояния. Стол состоит из корпуса, планшайбы, червячного колеса и червяка. Вращение осуществляется при помощи червячной пары вручную ручкой маховика. Конструкция корпуса стола позволяет его использование, как в горизонтальном, так и в вертикальном положении, в том числе с применением задней бабки ТS-1,2,3,4 для надежного закрепления, при фрезеровании деталей типа «вал». Поворотные горизонтально/вертикальные столы HV применяется в мелко- и среднесерийном производстве, на горизонтальных и вертикальных фрезерных станках для установки одной или более заготовок.
Поворотный стол Vertex является необходимым приспособлением при выполнении операций кругового фрезерования, при выполнении и обработке различных элементов деталей расположенных через угловые расстояния. Стол состоит из корпуса, планшайбы, червячного колеса и червяка. Вращение осуществляется при помощи червячной пары вручную ручкой маховика. Конструкция корпуса стола позволяет его использование, как в горизонтальном, так и в вертикальном положении, в том числе с применением задней бабки ТS-1,2,3,4 для надежного закрепления, при фрезеровании деталей типа «вал». Поворотные горизонтально/вертикальные столы HV применяется в мелко- и среднесерийном производстве, на горизонтальных и вертикальных фрезерных станках для установки одной или более заготовок. Использование поворотного стола позволяет выполнять такие операции как круговое фрезерование, фрезерование уступов и пазов, обработка отверстий, и других элементов детали через необходимые угловые расстояния. Конструкция поворотного стола Vertex позволяет надёжно фиксировать стол перед обработкой детали после поворота на необходимый угол (от 0 до 360° в горизонтальной плоскости и от 0 до 90° в вертикальной плоскости). Градуировка шкалы лимба величиной 10 секунд и механизм микро подачи равной 1 минуте способствуют удобной работе с применением поворотного стола Vertex.
Использование поворотного стола позволяет выполнять такие операции как круговое фрезерование, фрезерование уступов и пазов, обработка отверстий, и других элементов детали через необходимые угловые расстояния. Конструкция поворотного стола Vertex позволяет надёжно фиксировать стол перед обработкой детали после поворота на необходимый угол (от 0 до 360° в горизонтальной плоскости и от 0 до 90° в вертикальной плоскости). Градуировка шкалы лимба величиной 10 секунд и механизм микро подачи равной 1 минуте способствуют удобной работе с применением поворотного стола Vertex.

 Опционально может поставляться с трёхкулачковым самоцентрирующимся патроном для обработки заготовок круглой формы.
Опционально может поставляться с трёхкулачковым самоцентрирующимся патроном для обработки заготовок круглой формы. Делительная головка оснащена рукояткой, которая фиксирует головку от проворачивания. Стандартная комплектация индексируемого поворотного стола Vertex включает в себя: 6 делительных шаблонов (2; 3; 4; 6; 8; 12; 24), 3-кулачковй патрон. Опционально может поставляться с задней бабкой TS для надежного закрепления и делительными дисками DP.
Делительная головка оснащена рукояткой, которая фиксирует головку от проворачивания. Стандартная комплектация индексируемого поворотного стола Vertex включает в себя: 6 делительных шаблонов (2; 3; 4; 6; 8; 12; 24), 3-кулачковй патрон. Опционально может поставляться с задней бабкой TS для надежного закрепления и делительными дисками DP. Поворотный стол оснащен фиксатором, который фиксирует головку от проворачивания. Стандартная комплектация индексируемого поворотного стола Vertex включает в себя: 6 делительных шаблонов (2; 3; 4; 6; 8; 12; 24), 3-кулачковй патрон. Опционально может поставляться с задней бабкой TS.
Поворотный стол оснащен фиксатором, который фиксирует головку от проворачивания. Стандартная комплектация индексируемого поворотного стола Vertex включает в себя: 6 делительных шаблонов (2; 3; 4; 6; 8; 12; 24), 3-кулачковй патрон. Опционально может поставляться с задней бабкой TS. Корпус поворотного стола изготовлен из высококачественного чугуна. Конструкция поворотного стола позволяет использовать его при тяжелых режимах резания. Используется для обработки на шлифовальных, расточных, фрезерных и др. операциях с высокой точностью.
Корпус поворотного стола изготовлен из высококачественного чугуна. Конструкция поворотного стола позволяет использовать его при тяжелых режимах резания. Используется для обработки на шлифовальных, расточных, фрезерных и др. операциях с высокой точностью. Простое и быстрое управление. Для индексирования цена деления шкалы поворотного основания 1°. Диаметр отверстия 30 мм. Может устанавливаться в горизонтальном или вертикальном положении. Используется на фрезерных и шлифовальных станках. Опционально поставляется задняя бабка TS-1.
Простое и быстрое управление. Для индексирования цена деления шкалы поворотного основания 1°. Диаметр отверстия 30 мм. Может устанавливаться в горизонтальном или вертикальном положении. Используется на фрезерных и шлифовальных станках. Опционально поставляется задняя бабка TS-1. Патроны используются на различных станках, например, для выполнения сверления под необходимым углом. На наклонное основание установлен 3-кулачковый патрон VSC-4. Зажимаемый диаметр для внешних поверхностей 3-90 мм, зажимаемый диаметр для внутренних поверхностей 32-84 мм. Точность ±0.01 мм/100 мм.
Патроны используются на различных станках, например, для выполнения сверления под необходимым углом. На наклонное основание установлен 3-кулачковый патрон VSC-4. Зажимаемый диаметр для внешних поверхностей 3-90 мм, зажимаемый диаметр для внутренних поверхностей 32-84 мм. Точность ±0.01 мм/100 мм. Диапазон наклона 0-90 градусов от вертикального положения в горизонтальное. Для фиксирования поворота планшайбы используются два блокирующих винта, что обеспечивает минимальное время установки. Элементы червячной передачи закалены и отшлифованы. Передаточное отношение 90:1. Лимб градуирован на 360° таким образом, чтобы ручки перемещает планшайбу через 4°. Микромуфта градуирована с шагом 2 минуты.
Диапазон наклона 0-90 градусов от вертикального положения в горизонтальное. Для фиксирования поворота планшайбы используются два блокирующих винта, что обеспечивает минимальное время установки. Элементы червячной передачи закалены и отшлифованы. Передаточное отношение 90:1. Лимб градуирован на 360° таким образом, чтобы ручки перемещает планшайбу через 4°. Микромуфта градуирована с шагом 2 минуты. Угол наклона регулируется червячно-зубчатой передачей. Большой диапазон зажимаемых деталей.
Угол наклона регулируется червячно-зубчатой передачей. Большой диапазон зажимаемых деталей. TJR возникла как агент по продаже и обслуживанию поворотных столов и зарекомендовала себя как OEM-производитель в 2009 году.
TJR возникла как агент по продаже и обслуживанию поворотных столов и зарекомендовала себя как OEM-производитель в 2009 году. Поворотный стол для задней опоры двигателя. Серия AR также имеет вариант крепления двигателя сзади (сзади).
Поворотный стол для задней опоры двигателя. Серия AR также имеет вариант крепления двигателя сзади (сзади).
 Во-первых, давайте рассмотрим основы поворотного стола и то, как он работает в процессах обработки и производства.
Во-первых, давайте рассмотрим основы поворотного стола и то, как он работает в процессах обработки и производства. Например, делительная головка необходима для обеспечения круглой формы. Индексный элемент позволяет поворачивать изделие под углом или даже делить его на секции.
Например, делительная головка необходима для обеспечения круглой формы. Индексный элемент позволяет поворачивать изделие под углом или даже делить его на секции. Столы также используются для удержания определенных деталей для превосходных методов фрезерования.
Столы также используются для удержания определенных деталей для превосходных методов фрезерования.
 Супервайзер должен наблюдать за поворотным столом, работающим с элементами управления ЧПУ, чтобы убедиться, что станок и программное обеспечение настроены правильно.
Супервайзер должен наблюдать за поворотным столом, работающим с элементами управления ЧПУ, чтобы убедиться, что станок и программное обеспечение настроены правильно.

 Это придает столу устойчивую к ржавчине поверхность, которая является твердой и обладает дополнительными смазывающими свойствами.
Это придает столу устойчивую к ржавчине поверхность, которая является твердой и обладает дополнительными смазывающими свойствами.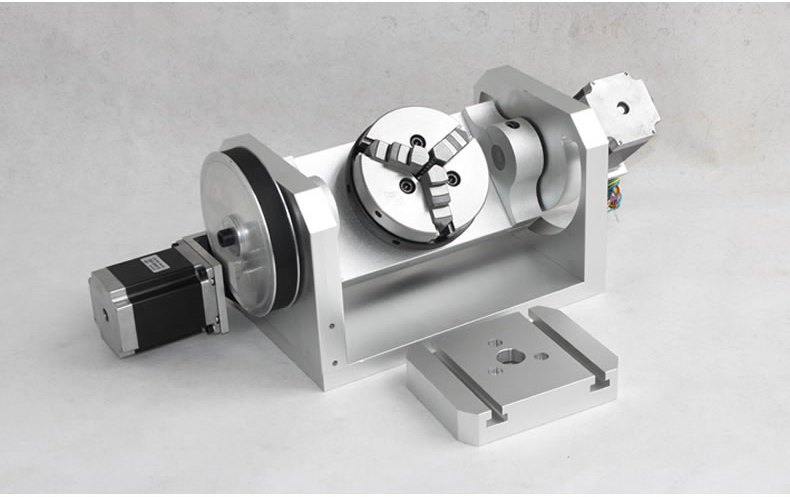 04
04 

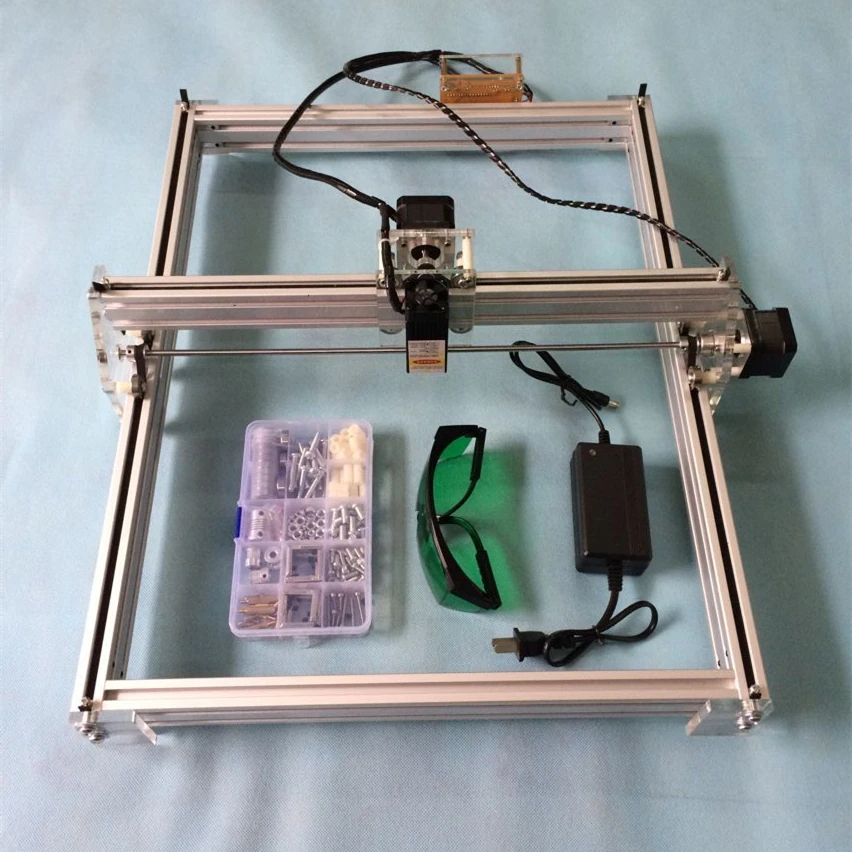
 Как правило, это металлические брелки, ручки,флешки, телефоны, корпуса устройств и другие небольшие сувениры. Такие заказы наиболее прибыльны за счет объема. Для выполнения таких работ вам подойдет лазерный станок
Как правило, это металлические брелки, ручки,флешки, телефоны, корпуса устройств и другие небольшие сувениры. Такие заказы наиболее прибыльны за счет объема. Для выполнения таких работ вам подойдет лазерный станок  Даже один небольшой лазерный станок для печатей может быть загружен работой по полной и приносить отличные деньги. Изготовление печатей или клише на резине c помощью лазерного станка является востребованным направлением малого бизнеса с хорошей рентабельностью.
Даже один небольшой лазерный станок для печатей может быть загружен работой по полной и приносить отличные деньги. Изготовление печатей или клише на резине c помощью лазерного станка является востребованным направлением малого бизнеса с хорошей рентабельностью. Таких, как например на нашей иллюстрации. Если говорить об индивидуальных дизайнах, все более популярным становится изготовление резных деревянных панелей на стены, в качестве украшений или элементов декора. Так же, тонкая фанера отлично подойдет, например, для изготовления фигурных защитных экранов для батарей отопления или напольных светильников и абажуров.
Таких, как например на нашей иллюстрации. Если говорить об индивидуальных дизайнах, все более популярным становится изготовление резных деревянных панелей на стены, в качестве украшений или элементов декора. Так же, тонкая фанера отлично подойдет, например, для изготовления фигурных защитных экранов для батарей отопления или напольных светильников и абажуров. Отличным предложением таким художникам, станет выполнение их картин в технике гравировки. Покрытая морилкой и лаком гравюра, отлично впишется в интерьер, даже в монохромном исполнении.
Отличным предложением таким художникам, станет выполнение их картин в технике гравировки. Покрытая морилкой и лаком гравюра, отлично впишется в интерьер, даже в монохромном исполнении. В этом хитром деле основной задачей для станка становится раскрой элементов конструкции, далее в дело вступает мастер собирающий вывеску воедино и подключающий подсветку и необходимый для монтажа каркас. В современных мастерских такого толка, так же используют 3D-печать для уменьшения объёмов сложной гибки.
В этом хитром деле основной задачей для станка становится раскрой элементов конструкции, далее в дело вступает мастер собирающий вывеску воедино и подключающий подсветку и необходимый для монтажа каркас. В современных мастерских такого толка, так же используют 3D-печать для уменьшения объёмов сложной гибки. Например, резки и гравировки оргстекла с последующей формовкой, а также 3D-печатью более сложных в производстве деталей.
Например, резки и гравировки оргстекла с последующей формовкой, а также 3D-печатью более сложных в производстве деталей. ru
ru Чтобы выбрать лазерный гравировальный станок для реализации бизнес-идеи, нужно иметь представление о возможностях оборудования, его конструкции и принципах работы.
Чтобы выбрать лазерный гравировальный станок для реализации бизнес-идеи, нужно иметь представление о возможностях оборудования, его конструкции и принципах работы.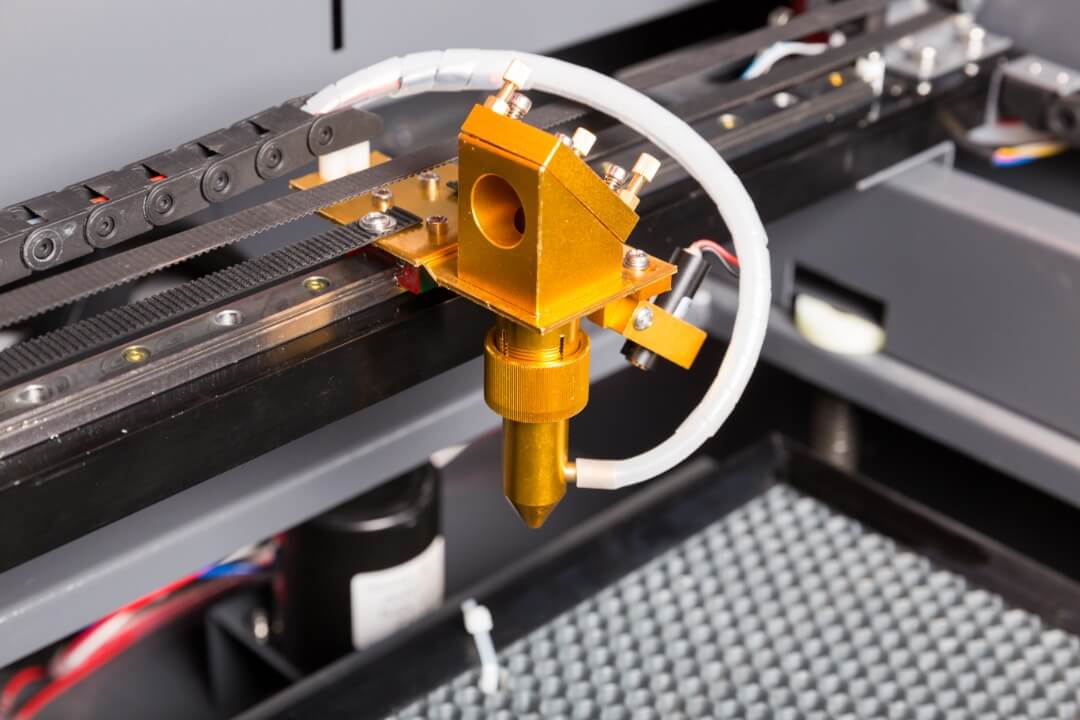

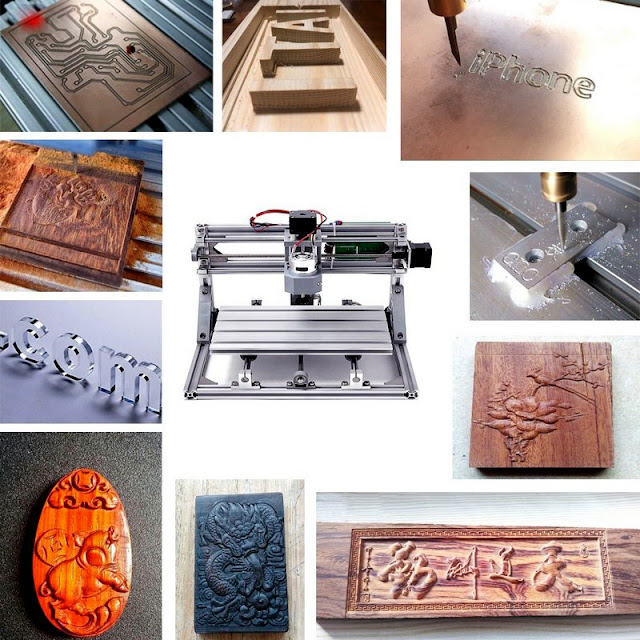 Комплектация станка выполняется в соответствии с пожеланиями заказчика и производственными задачами.
Комплектация станка выполняется в соответствии с пожеланиями заказчика и производственными задачами. В мастерской или производственном помещении должна быть приточно-вытяжная вентиляция.
В мастерской или производственном помещении должна быть приточно-вытяжная вентиляция. Но стоит отметить, что подготовка задания для гравировки такого изделия также занимает немного времени. Поэтому изготовление единичного изделия будет экономически обоснованным.
Но стоит отметить, что подготовка задания для гравировки такого изделия также занимает немного времени. Поэтому изготовление единичного изделия будет экономически обоснованным. Большим спросом пользуются не только детские игрушки, но и более серьезные развивающие головоломки, например, географические карты.
Большим спросом пользуются не только детские игрушки, но и более серьезные развивающие головоломки, например, географические карты.



 Но компания xTool представила самый мощный в мире диодный лазер мощностью 20 Вт.
Но компания xTool представила самый мощный в мире диодный лазер мощностью 20 Вт.
 youtube.com/embed/ge-q6iXDAoc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/ge-q6iXDAoc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  При использовании станка для лазерной резки работа выполняется с огромной скоростью и точностью. Ожидайте, что производство удвоится или даже утроится благодаря технологии лазерной резки.
При использовании станка для лазерной резки работа выполняется с огромной скоростью и точностью. Ожидайте, что производство удвоится или даже утроится благодаря технологии лазерной резки.
 В результате время простоя сокращается до минимума, обеспечивается защита дорогостоящего оборудования, и предотвращаются повреждения изделий и станка.
В результате время простоя сокращается до минимума, обеспечивается защита дорогостоящего оборудования, и предотвращаются повреждения изделий и станка.

 От очень маленьких до очень больших заготовок, от очень мягких до очень твердых материалов, ЧПУ FANUC обеспечивает идеальный баланс между предельной точностью, безупречным качеством поверхности и кратчайшим временем цикла. Это приводит к сокращению непроизводительного времени и устранению неточностей, связанных с операциями наладки, состоящей из нескольких деталей.
От очень маленьких до очень больших заготовок, от очень мягких до очень твердых материалов, ЧПУ FANUC обеспечивает идеальный баланс между предельной точностью, безупречным качеством поверхности и кратчайшим временем цикла. Это приводит к сокращению непроизводительного времени и устранению неточностей, связанных с операциями наладки, состоящей из нескольких деталей.

 Имея компактную модель с креплением на ЖК-дисплей и очень гибкую автономную версию, вы всегда можете быть уверены, что получите максимальную универсальность, когда речь идет о конструкции машины.
Имея компактную модель с креплением на ЖК-дисплей и очень гибкую автономную версию, вы всегда можете быть уверены, что получите максимальную универсальность, когда речь идет о конструкции машины.

 Этот простой в программировании коллаборативный робот…
Этот простой в программировании коллаборативный робот…
 Важно помнить, что на стабильность
Важно помнить, что на стабильность
 Важно помнить, что при
Важно помнить, что при
 Данные излучатели позволяет менять длину импульса, таким образом, можно варьировать мощность в большом диапазоне. Для цветной маркировки наиболее важно минимальное воздействие на материал и тонкая подстройка параметров с малой дискретностью.
Данные излучатели позволяет менять длину импульса, таким образом, можно варьировать мощность в большом диапазоне. Для цветной маркировки наиболее важно минимальное воздействие на материал и тонкая подстройка параметров с малой дискретностью. Далее в EZcad нужно применить карту мощности (Power Map), задать параметр Drill Mode = 0,27 ms сделать тестовую гравировку на нержавеющей стали или другом металле, чтобы эффективнее нагреть материал.
Далее в EZcad нужно применить карту мощности (Power Map), задать параметр Drill Mode = 0,27 ms сделать тестовую гравировку на нержавеющей стали или другом металле, чтобы эффективнее нагреть материал. Это может повысить ваш бизнес за счет повышения вашего творчества. Однако это можно сделать не на всех материалах.
Это может повысить ваш бизнес за счет повышения вашего творчества. Однако это можно сделать не на всех материалах. Это может быть синий, зеленый, розовый, желтый или любой другой цвет, кроме традиционного и естественного цвета лазерной гравировки.
Это может быть синий, зеленый, розовый, желтый или любой другой цвет, кроме традиционного и естественного цвета лазерной гравировки.
 Таким образом, вы видите яркие цвета на гравированной поверхности, а не обычный цвет гравировки.
Таким образом, вы видите яркие цвета на гравированной поверхности, а не обычный цвет гравировки. После этого вы видите нужные цвета. Самое приятное в этом то, что вы можете выбрать нужный краситель, чтобы получить желаемый цвет. С учетом сказанного, результат феноменален и зависит от вашего выбора.
После этого вы видите нужные цвета. Самое приятное в этом то, что вы можете выбрать нужный краситель, чтобы получить желаемый цвет. С учетом сказанного, результат феноменален и зависит от вашего выбора.

 При этом вы можете быть более креативными и делать необычные металлические изделия.
При этом вы можете быть более креативными и делать необычные металлические изделия. Он также имеет металлические валы и колеса, которые увеличивают срок службы машины в три раза.
Он также имеет металлические валы и колеса, которые увеличивают срок службы машины в три раза. Это позволяет вам проявлять больше творчества и создавать уникальные и неординарные продукты. Вы можете выполнять цветную гравировку на металле и пластике, и мы обсудили весь процесс, стоящий за этим. Хорошо иметь лазерный станок, который может гравировать предметы по цвету, и мы рекомендуем xTool D1 Pro. Его мощный лазерный модуль предлагает более 340 цветов для гравировки металла, а также позволяет резать и гравировать широкий спектр других материалов. Это невероятная машина для начинающих, малого бизнеса, профессионалов и почти всех, кто хочет компактную лазерную машину.
Это позволяет вам проявлять больше творчества и создавать уникальные и неординарные продукты. Вы можете выполнять цветную гравировку на металле и пластике, и мы обсудили весь процесс, стоящий за этим. Хорошо иметь лазерный станок, который может гравировать предметы по цвету, и мы рекомендуем xTool D1 Pro. Его мощный лазерный модуль предлагает более 340 цветов для гравировки металла, а также позволяет резать и гравировать широкий спектр других материалов. Это невероятная машина для начинающих, малого бизнеса, профессионалов и почти всех, кто хочет компактную лазерную машину.
 Рекомендуем сначала использовать скорость 1000 мм/с и мощность 100%, а также поэкспериментировать с количеством повторений.
Рекомендуем сначала использовать скорость 1000 мм/с и мощность 100%, а также поэкспериментировать с количеством повторений.
 Размер канавки, получаемой в точке локального нагрева, зависит от фокусировки линзы и мощности излучения. Побочным эффектом лазерного взаимодействия с некоторыми металлами является физико-химическая реакция, называемая эффектом теплового окрашивания, которая приводит к изменению цвета поверхности металла.
Размер канавки, получаемой в точке локального нагрева, зависит от фокусировки линзы и мощности излучения. Побочным эффектом лазерного взаимодействия с некоторыми металлами является физико-химическая реакция, называемая эффектом теплового окрашивания, которая приводит к изменению цвета поверхности металла. Эта задача довольно сложная, поскольку одиночный импульс длится всего несколько наносекунд. При одной и той же температуре и времени выдержки оттенок тепла будет разным для каждого металла.
Эта задача довольно сложная, поскольку одиночный импульс длится всего несколько наносекунд. При одной и той же температуре и времени выдержки оттенок тепла будет разным для каждого металла.-800x800.jpg) Разморочное количество составляет <1 мм:
Разморочное количество составляет <1 мм: 

 Наиболее популярными являются:
Наиболее популярными являются:
 Этап заключается в преобразовании команд и возможности модифицировать программы для управления переводом робота.
Этап заключается в преобразовании команд и возможности модифицировать программы для управления переводом робота. Программируя, вы постепенно создаете собственную библиотеку, где при необходимости будет легко найти нужный кусок кода и вставить в текущую программу, сэкономив время, потраченное на разработку.
Программируя, вы постепенно создаете собственную библиотеку, где при необходимости будет легко найти нужный кусок кода и вставить в текущую программу, сэкономив время, потраченное на разработку. Это позволит быстро отключить устройство в случае необходимости.
Это позволит быстро отключить устройство в случае необходимости. Система подготовки кадров в ПТУ разрушена, а из институтов мало кто идет на производства. В связи с этим появляется дополнительно требование к оборудованию – простота в использовании. И роботизированные комплексы с успехом выполняют его. В большинстве случаев для повседневной работы с ними операторам достаточно всего нескольких кнопок.
Система подготовки кадров в ПТУ разрушена, а из институтов мало кто идет на производства. В связи с этим появляется дополнительно требование к оборудованию – простота в использовании. И роботизированные комплексы с успехом выполняют его. В большинстве случаев для повседневной работы с ними операторам достаточно всего нескольких кнопок.
 Примерами таких модулей могут послужить система видеонаблюдения, система замера вращающего момента и т. п. Например, при помощи программирования промышленный робот можно научить распознавать положение обрабатываемой детали.
Примерами таких модулей могут послужить система видеонаблюдения, система замера вращающего момента и т. п. Например, при помощи программирования промышленный робот можно научить распознавать положение обрабатываемой детали. Управление промышленными роботами при помощи онлайн-программирования не всегда удобно – в программы, созданные таким образом, нельзя вносить изменения.
Управление промышленными роботами при помощи онлайн-программирования не всегда удобно – в программы, созданные таким образом, нельзя вносить изменения. Многие компании проявляют интерес к робототехнике. В последние годы популярность приобрели автоматические машины. Помня об этом, мы обсудим роботизированные компьютерные языки. Итак, чтобы роботы выполняли задачи, их необходимо запрограммировать. Программирование роботов — это процесс, посредством которого роботы получают инструкции от компьютеров. Программист-робот должен свободно владеть несколькими языками программирования. Итак, давайте начнем.
Многие компании проявляют интерес к робототехнике. В последние годы популярность приобрели автоматические машины. Помня об этом, мы обсудим роботизированные компьютерные языки. Итак, чтобы роботы выполняли задачи, их необходимо запрограммировать. Программирование роботов — это процесс, посредством которого роботы получают инструкции от компьютеров. Программист-робот должен свободно владеть несколькими языками программирования. Итак, давайте начнем. Теперь вы должны понять, почему C++ является самым популярным языком программирования роботов. Он обеспечивает низкоуровневый аппаратный интерфейс и обеспечивает производительность в реальном времени. C++ — самый зрелый язык программирования для получения наилучших результатов от робота. C++ позволяет писать код тремя разными способами. К ним относятся методы Constructor, Autonomous и OperatorControl. В этом режиме конструктора выполняется инициализирующий код для создания класса. В этом сценарии он будет выполняться в начале программы. Это помогает в инициализации датчиков и создании других объектов WPILib. Автономный подход гарантирует выполнение кода. Он работает только в течение определенного периода времени. Затем робот переходит в секцию телеуправления. В этом случае используется техника OperatorControl.
Теперь вы должны понять, почему C++ является самым популярным языком программирования роботов. Он обеспечивает низкоуровневый аппаратный интерфейс и обеспечивает производительность в реальном времени. C++ — самый зрелый язык программирования для получения наилучших результатов от робота. C++ позволяет писать код тремя разными способами. К ним относятся методы Constructor, Autonomous и OperatorControl. В этом режиме конструктора выполняется инициализирующий код для создания класса. В этом сценарии он будет выполняться в начале программы. Это помогает в инициализации датчиков и создании других объектов WPILib. Автономный подход гарантирует выполнение кода. Он работает только в течение определенного периода времени. Затем робот переходит в секцию телеуправления. В этом случае используется техника OperatorControl. С точки зрения автоматизации и постпроцессного роботизированного программирования он превосходит другие платформы. Вы можете использовать это для создания сценария, который будет вычислять, записывать и активировать код робота. Ничего учить руками не надо. Это позволяет быстро тестировать и визуализировать модели, программы и логические решения. Python использует меньше строк кода, чем другие языки программирования. Он также включает большое количество библиотек для основных функций. Основная цель Python — упростить и ускорить программирование. Любой элемент можно создать, изменить или удалить. Кроме того, мы можем закодировать движения робота в том же скрипте. Все это достигается с помощью очень небольшого кода. Благодаря этому Python является одним из лучших языков программирования для роботов.
С точки зрения автоматизации и постпроцессного роботизированного программирования он превосходит другие платформы. Вы можете использовать это для создания сценария, который будет вычислять, записывать и активировать код робота. Ничего учить руками не надо. Это позволяет быстро тестировать и визуализировать модели, программы и логические решения. Python использует меньше строк кода, чем другие языки программирования. Он также включает большое количество библиотек для основных функций. Основная цель Python — упростить и ускорить программирование. Любой элемент можно создать, изменить или удалить. Кроме того, мы можем закодировать движения робота в том же скрипте. Все это достигается с помощью очень небольшого кода. Благодаря этому Python является одним из лучших языков программирования для роботов. Он также предлагает единую среду и упрощает программирование на C++ или Java. Все инструменты и IDE были тщательно протестированы и доступны в Microsoft Developer Network. Кроме того, слияние языков происходит плавно. В результате мы можем с уверенностью причислить его к лучшим языкам программирования для роботов.
Он также предлагает единую среду и упрощает программирование на C++ или Java. Все инструменты и IDE были тщательно протестированы и доступны в Microsoft Developer Network. Кроме того, слияние языков происходит плавно. В результате мы можем с уверенностью причислить его к лучшим языкам программирования для роботов. Это инструмент, который позволяет применять ваши методы для имитации результата. Инженеры могут использовать это моделирование для точной настройки конструкции системы и устранения ошибок. Были случаи, когда MATLAB использовался для создания полного робота. В результате он должен быть включен в первую десятку языков. Kuka kr6 — один из лучших примеров применения MATLAB. MATLAB также использовался разработчиками для создания и моделирования этого робота.
Это инструмент, который позволяет применять ваши методы для имитации результата. Инженеры могут использовать это моделирование для точной настройки конструкции системы и устранения ошибок. Были случаи, когда MATLAB использовался для создания полного робота. В результате он должен быть включен в первую десятку языков. Kuka kr6 — один из лучших примеров применения MATLAB. MATLAB также использовался разработчиками для создания и моделирования этого робота. Эта процедура решения проблем происходит на стадии прототипа, а не на стадии производства. Он также включает в себя такие возможности, как цикл чтения-оценки-печати и самостоятельная компиляция.
Эта процедура решения проблем происходит на стадии прототипа, а не на стадии производства. Он также включает в себя такие возможности, как цикл чтения-оценки-печати и самостоятельная компиляция.
 При этом многие компании проявляют интерес и инвестируют в роботов из-за их преимуществ.
При этом многие компании проявляют интерес и инвестируют в роботов из-за их преимуществ. Большинство промышленных роботов программируются путем направления робота от точки к точке на этапах операции, при этом каждая точка сохраняется в системе управления роботом.
Большинство промышленных роботов программируются путем направления робота от точки к точке на этапах операции, при этом каждая точка сохраняется в системе управления роботом. Чтобы начать программировать в робототехнике, вы должны начать изучать различные типы языков, чтобы заставить робота работать. Хотя робототехника — сложный предмет, изучение этих языков программирования поможет вам разработать проект для создания простых в использовании интерфейсов.
Чтобы начать программировать в робототехнике, вы должны начать изучать различные типы языков, чтобы заставить робота работать. Хотя робототехника — сложный предмет, изучение этих языков программирования поможет вам разработать проект для создания простых в использовании интерфейсов.
 Python — хорошая платформа для автоматизации, обучения и постобработки программ роботов. Многие люди выбирают этот язык программирования, поскольку мы можем написать сценарий, который вычисляет, записывает и моделирует всю программу робота вместо того, чтобы вручную обучать робота каждому оператору. Это помогает быстро протестировать и визуализировать решение в моделировании, а также уточнить программу и ее логику.
Python — хорошая платформа для автоматизации, обучения и постобработки программ роботов. Многие люди выбирают этот язык программирования, поскольку мы можем написать сценарий, который вычисляет, записывает и моделирует всю программу робота вместо того, чтобы вручную обучать робота каждому оператору. Это помогает быстро протестировать и визуализировать решение в моделировании, а также уточнить программу и ее логику.
 Примеры включают Netduino, СЭЗ Rhino и другие). Он предоставляет начинающим программистам прочную основу, на которой они могут работать в различных областях. C#/.NET обычно используется в программировании на уровне портов и сокетов.
Примеры включают Netduino, СЭЗ Rhino и другие). Он предоставляет начинающим программистам прочную основу, на которой они могут работать в различных областях. C#/.NET обычно используется в программировании на уровне портов и сокетов.

 Для ATC можно использовать пневматический, гидравлический или иной цилиндр, развивающий необходимое усилие. В качестве привода подходят асинхронные двигатели мощностью до 4.5 кВт, синхронные сервоприводы мощностью до 3.0 кВт включительно. В роторе шпинделя сделано отверстие для подачи СОЖ/сжатого воздуха для очистки конуса
Для ATC можно использовать пневматический, гидравлический или иной цилиндр, развивающий необходимое усилие. В качестве привода подходят асинхронные двигатели мощностью до 4.5 кВт, синхронные сервоприводы мощностью до 3.0 кВт включительно. В роторе шпинделя сделано отверстие для подачи СОЖ/сжатого воздуха для очистки конуса Выставленный счет-договор является единственным информационным обязательством, все другие сведения могут содержать неточности. Мы затрачиваем все возможные силы для улучшения сервиса и благодарны тысячам юридических и частных лиц, воспользовавшимся нашими услугами, и сотням постоянных клиентов, которые продолжают с нами работать.
Выставленный счет-договор является единственным информационным обязательством, все другие сведения могут содержать неточности. Мы затрачиваем все возможные силы для улучшения сервиса и благодарны тысячам юридических и частных лиц, воспользовавшимся нашими услугами, и сотням постоянных клиентов, которые продолжают с нами работать.
 Форма MT3 такая же, как у фрезерной головки BT30.
Форма MT3 такая же, как у фрезерной головки BT30. Изношенное колесо с канавкой сократит срок службы ремня. Если канавка изнашивается до нижней точки ремня, это может привести к скольжению ремня и его прожиганию.
Изношенное колесо с канавкой сократит срок службы ремня. Если канавка изнашивается до нижней точки ремня, это может привести к скольжению ремня и его прожиганию. Никогда не используйте инструменты, чтобы принудительно приподнять ремень или использовать шкив, чтобы принудительно вставить его в ремень, принудительно установить ремень. Повредить слой прочности ремня, так что ремень нельзя использовать в обычном режиме. Параллельность вала и шкива калибруется одновременно с натяжением ремня.
Никогда не используйте инструменты, чтобы принудительно приподнять ремень или использовать шкив, чтобы принудительно вставить его в ремень, принудительно установить ремень. Повредить слой прочности ремня, так что ремень нельзя использовать в обычном режиме. Параллельность вала и шкива калибруется одновременно с натяжением ремня. Цанговая система ER 11 (стандартная цанга 1/4 дюйма или 6 мм — другие размеры опционально). Безмасляный 90 фунтов на кв. дюйм / 6,2 бар, требуется подача чистого и сухого воздуха.
Цанговая система ER 11 (стандартная цанга 1/4 дюйма или 6 мм — другие размеры опционально). Безмасляный 90 фунтов на кв. дюйм / 6,2 бар, требуется подача чистого и сухого воздуха.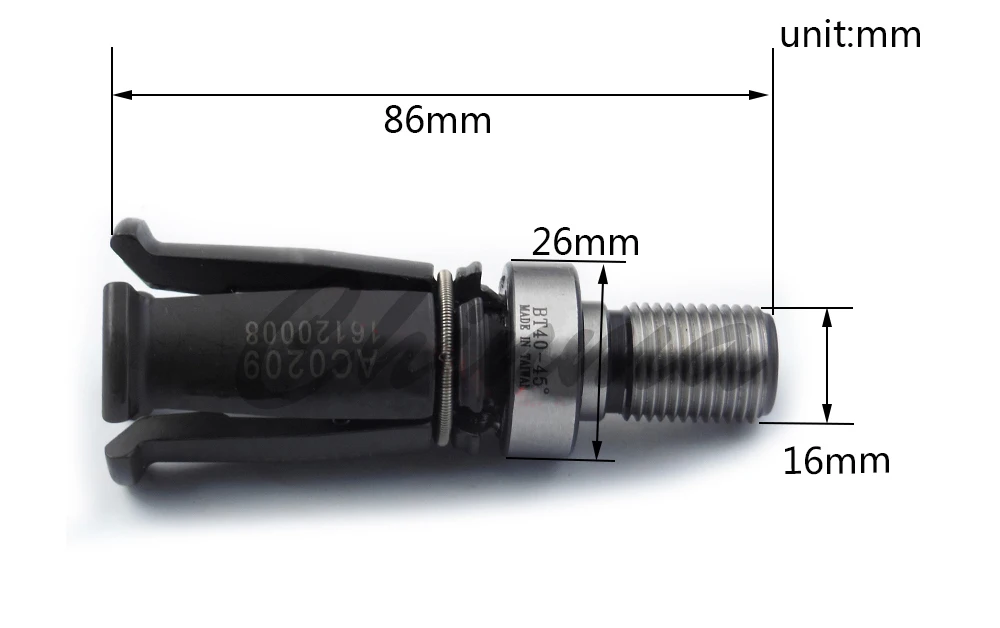 Доступны варианты державок HSK, CAT, BT и DIN. Узнайте больше о шпинделях воздушной турбины на вашем станке с ЧПУ, посетив их страницу по ссылкам ниже.
Доступны варианты державок HSK, CAT, BT и DIN. Узнайте больше о шпинделях воздушной турбины на вашем станке с ЧПУ, посетив их страницу по ссылкам ниже.