Подъемный крюк на погрузчик | Крюк для биг-бэгов Красный
Под заказ
Доставка по Украине
3 115 грн
Купить
ООО «АРДИПЛАСТ»
Подъемный крюк на погрузчик | Крюк для биг-бэгов Оранжевый
Под заказ
Доставка по Украине
3 115 грн
Купить
ООО «АРДИПЛАСТ»
Подъемные крюки, такелажные крюки, строповые крюки и подъемные крюки
Такелажные крюки класса 80
Такелажные крюки класса 100
Такелажные крюки класса 120
Бесподобные подъемные крюки
Подъемные крюки Crosby®
Крюки для такелажа KWB
Грузовые крюки из углерода и сплава
Подъемные крюки из нержавеющей стали
Подъемные J-образные крюки M&W
Подъемные крюки, строповые крюки и другие такелажные и подъемные крюки необходимы для многих применений такелажа, но могут сильно различаться по конструкции, прочности и грузоподъемности.
От небольших моделей из нержавеющей стали с поворотной проушиной до тяжелых строповочных крюков с пределом рабочей нагрузки более 8000 фунтов — в US Cargo Control вы найдете подходящие подъемные крюки для работы.
Не видите нужный крючок или не знаете, какой крючок лучше всего подходит для вас? Свяжитесь с одним из наших обученных специалистов по продажам. Они будут рады предоставить дополнительную информацию и даже помочь вам разместить заказ. Крючки для такелажа могут быть разных вариаций, поэтому лучше всего понимать некоторые основы крючков и их изготовления. Мы изложили некоторую информацию ниже и предлагаем обращаться к нашим специалистам по продажам с любыми другими вопросами, которые могут у вас возникнуть. Вы можете связаться с нами с 8:00 до 17:00 по центральному поясному времени.
Типы такелажных крюков
Захватный крюк
Предназначен для «захвата», чтобы цепь не соскальзывала с крючка.
Скользящий крюк
Обычно имел более широкое горлышко, чем крюки для захвата, и иногда имел защелку, чтобы удерживать прикрепленный объект на своем месте.
Крюк с вилкой
Разработан со скобой и болтом или штифтом в основании, чтобы создать надежный способ крепления крюка к скобе или цепи.
Самоблокирующийся крюк
При использовании в соответствии с рекомендациями по ограничению рабочей нагрузки самоблокирующаяся конструкция гарантирует, что крюк не откроется при большой нагрузке.
Важная терминология для такелажных крюков
Сплав Grade 100
Это указание относится к пределу прочности металла. Крюк класса 100 обеспечивает примерно на 25% более высокие пределы рабочей нагрузки, чем крюк класса 80.
Нержавеющая сталь тип 316
Этот металл «морского класса» обладает лучшей коррозионной стойкостью к солям, химическим веществам и кислотам, особенно в морской среде, которая связана с погружением или распылением морской воды.
Оцинкованный
Металл покрыт тонким слоем цинка для защиты от ржавчины и обеспечения устойчивости к коррозии.
Предел рабочей нагрузки
Иногда также называется номинальной грузоподъемностью, значением номинальной нагрузки, результирующей безопасной рабочей нагрузкой или безопасной рабочей нагрузкой. Это также может быть сокращено как WWL или SWL или SWWL. Предельная рабочая нагрузка — это максимальный вес, который должен применяться к элементу во время использования. Это число основано на идеальных условиях работы и окружающей среды, поэтому, если вы используете оборудование в условиях, выходящих за рамки нормы (экстремально высокие или низкие температуры, химический пар или контакт с раствором, длительное погружение в соленую воду, кислоты и т. д.), этот предел может быть неправильным, и должны быть приняты специальные меры предосторожности. *Предел рабочей нагрузки никогда не должен превышаться.*
Прочность на разрыв
Прочность на разрыв — это сила, приложенная, когда во время испытаний на заводе-изготовителе было обнаружено, что оборудование ломается. Важно помнить, что тестирование проводится в контролируемой среде с идеальными условиями. Реальные приложения будут включать различные факторы, силы и условия окружающей среды, поэтому лучше всего следовать рекомендациям по предельной рабочей нагрузке, которая обычно составляет 1/3 прочности на разрыв для такелажных крюков.
Подъемный крюк подвергается сильному давлению, поэтому важно тщательно и часто осматривать его на наличие повреждений, трещин, изгибов и выпрямлений. Крюки часто проштампованы цифрами, чтобы указать информацию о нагрузке и рейтинге устройства, что позволяет легко проверить крюк на предмет целостности и любых повреждений, которые могли произойти.
Крюки бывают разных стилей и мощностей для различных применений, и вы можете рассчитывать на то, что US Cargo Control предложит именно то, что вам нужно, будь то небольшой скользящий крюк или прочный крюк с вилкой. Обязательно ознакомьтесь с другими нашими грузоподъемными и такелажными принадлежностями, включая скобы, шкивы, соединительные и соединительные звенья, карабинное оборудование, талрепы и тросы. Подъемные стропы также являются специальностью USCC.
Не знаете, какое оборудование вам нужно для вашего приложения? Свяжитесь с нашим отделом продаж. Они могут ответить на вопросы о любом виде крючка для слинга, помочь вам разместить заказ и даже помочь найти любые предметы, которые вы не видите в наличии здесь. Позвоните нам сегодня для всех ваших подъемных, подъемных и такелажных потребностей.
Тяжелые подъемные крюки | Крановые и подъемные крюки
Купить крюк для подъема глаз
Купить подъемный крюк Clevis
Купить поворотный крановый крюк
Купить крюк для сортировки
Купить литейный подъемный крюк
Купить крюк для захвата
J-крюк
Крюк для барабана и бочки
Подъемный крюк крана
Такелажные и подъемные крюки для кранов, лебедок и строп являются неотъемлемой частью почти любого такелажного применения. Выбор правильного такелажного крюка для вашего подъемного оборудования так же важен, как выбор правильного стропа или лебедки. Подъемные крюки бывают самых разных конструкций, материалов и размеров, и все они подходят для различных подъемных работ. Некоторые из наиболее популярных типов крюков, используемых в такелажной и грузоподъемной промышленности:
Крючки с проушиной
Крюки с вилкой
Поворотные крюки
Сортировочные крючки
Литейные крюки
J-образные крючки
Захватные крюки
Крючки для бочки/бочки
Некоторые из вышеупомянутых такелажных крюков обычно используются с предохранительными защелками крюка, а некоторые нет. Далее мы поговорим о том, когда такелажникам нужно и не нужно использовать предохранительную защелку крюка.
Большинство типов промышленных подъемных крюков различаются по двум параметрам:
Механизм верхнего крепления
Тип корпуса подъемного крюка
В компании Tri-State Rigging Equipment мы гордимся тем, что поставляем нашим клиентам только высококачественные подъемные и такелажные крюки для тяжелых условий эксплуатации. Если вы не можете найти то, что ищете, или если вы не знаете точно, что вам нужно, позвоните или напишите в наш отдел продаж, чтобы поговорить со специалистом по такелажным изделиям.
Крюки с проушиной, крюки с вилкой и поворотные крюки
Существует два основных метода крепления такелажного крюка к крану, подъемнику или подъемному стропу с проушиной или скобой в верхней части крюка. Кроме того, подъемные крюки могут быть оснащены поворотной верхней частью, которая может вращаться либо для облегчения соединения с грузом, либо для вращения под грузом.
Крюки с проушиной
Крюки с проушиной — отличное постоянное решение для соединения подъемного крюка со стропой. Крюки с проушиной также обеспечивают большую гибкость в том, как вы перемещаете и позиционируете крюк для соединения с точкой подъема. Однако постоянная природа крючков для глаз может быть недостатком. Если крюк стропы погнулся, треснул или растянулся, весь строп должен быть выведен из эксплуатации, так как крюк является постоянной частью стропа.
Крючки с вилкой
Крючки с вилкой являются отличной временной альтернативой крюкам с проушиной. Крюки с вилкой поставляются с верхней частью вилки в форме буквы «U», которая крепится болтом или штифтом. Они обычно используются в качестве альтернативы крюку с проушиной в такелажных мастерских и конечных пользователях, не сертифицированных для сварки цепных строп из сплава. Крюки Clevis предлагают этим конечным пользователям механическое соединение с цепными стропами, для производства которых не требуется специальных сертификатов. Непостоянный характер крюков с вилкой также позволяет такелажникам быстро и легко заменить крюк, если он каким-либо образом поврежден. Имейте в виду, что стропы, в которых были заменены крюки, считаются отремонтированными и должны пройти контрольные испытания перед повторным вводом в эксплуатацию. Кроме того, хотя крюки с вилкой не имеют такой же свободной артикуляции, как крюки с проушиной, их можно поворачивать из стороны в сторону, чтобы облегчить соединение крюка с точкой подъема.
Поворотные крюки
Как упоминалось выше, поворотные крюки позволяют крюку вращаться на 360°. Существует два разных типа вертлюжных крюков, и очень важно убедиться, что вертлюжный крюк, который вы используете, соответствует вашему подъемному устройству. Два типа поворотных крюков:
Позиционирующий поворотный крюк: Эти поворотные крюки используются, чтобы такелажник мог повернуть крюк, чтобы правильно выровнять и надежно закрепить груз. Чрезвычайно важно знать, что позиционирующие поворотные крюки не предназначены для поворота под нагрузкой, они предназначены только для поворота, когда вашему такелажнику необходимо выровнять и/или установить крюк на точку захвата.
Поворотный крюк True с подшипником: Эти поворотные крюки содержат подшипник, который позволяет крюку поворачиваться на 360° под нагрузкой. Настоящие поворотные крюки — идеальное решение для такелажа, где важно, чтобы такелажное оборудование не скручивалось под нагрузкой. Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
Сортировочные крюки
Сортировочные крюки, часто называемые «крюками для вытряхивания» или «крюками для раскладки», чаще всего используются для раскладки и сортировки таких предметов, как плоские металлические пластины, трубы и всевозможные трубчатые предметы. Сортировочные крюки можно использовать в любом одноветвевом или многоветвевом стропе, где нагрузка полностью захватывает всю глубину крюка. Уникальная конструкция сортировочных крюков требует, чтобы они использовались под углом от 30° до 45°, чтобы полностью зацепить крюк. Подъем груза, который не полностью захватывает всю глубину сортировочного крюка, может значительно снизить предел рабочей нагрузки этого крюка.
Как и некоторые другие типы крюков, сортировочные крюки не предназначены для использования с предохранительной защелкой. Поскольку для безопасного подъема требуется полное зацепление сортировочного крюка, защелка сильно затруднит практическое использование сортировочных крюков для подъема пластин и цилиндров.
Несмотря на то, что они похожи и термины часто используются взаимозаменяемо, сортировочные крюки — это не то же самое, что крюки-пеликаны. В отличие от сортировочных крюков, крюки типа «пеликан» используются в судостроении и судоходстве и не предназначены для подъема груза над головой.
Литейные крюки
Как следует из названия, литейные крюки обычно используются в литейных цехах. Их уникальная конструкция позволяет устанавливать цапфы и ручки на отливки или формы, используемые в литейных работах. Зев литейных крюков шире и глубже, чем у других такелажных крюков, и является одним из немногих крюков, предназначенных для использования без предохранительной защелки. Это связано с опасной высокой температурой окружающей среды, в которой используются литейные крюки, что делает небезопасным для рабочих дотягиваться до защелки и разблокировки груза.
Загрузка наконечника очень распространена в среде, где используются литейные крюки. Несмотря на то, что литейные крюки в большинстве случаев безопасны для опрокидывающей нагрузки, происходит снижение предела рабочей нагрузки, и такелажники должны связаться со своим производителем, чтобы должным образом уменьшить номинальную грузоподъемность литейных крюков, когда они используются для опрокидывающей нагрузки.
J-образные крюки
J-образные крюки имеют более тонкий и низкий профиль, чем другие подъемные крюки. Эта уникальная конструкция позволяет использовать J-образные крюки в подъемных и такелажных приложениях, где стропы, грейферы и литейные крюки слишком велики и толсты, чтобы выполнять свою работу должным образом. Следует иметь в виду, что тонкая, низкопрофильная конструкция J-образных крюков также означает, что они будут иметь более низкий предел рабочей нагрузки, чем большинство других подъемных крюков.
J-образные крюки наиболее популярны в промышленности и производстве и чаще всего используются с рым-болтами или специальной точкой подъема. Как правило, J-образные крюки изготавливаются по индивидуальному заказу, чтобы соответствовать конкретным приложениям такелажа, и могут быть разработаны с тремя различными ориентациями проушин:
Стиль А
Стиль Б
Стиль С
Оба типа A и B имеют ушко, параллельное корпусу J-образного крючка, а тип C имеет ушко, перпендикулярное корпусу J-образного крючка.
Захватные крюки
Захватные крюки специально разработаны с узким горлышком, которое захватывает и укорачивает цепь. Захватные крюки чаще всего встречаются в регулируемых узлах цепных стропов и позволяют такелажникам независимо регулировать длину каждой ноги цепного стропа. Захватный крюк работает, зацепляя звенья цепи, чтобы надежно укоротить такелажную цепь. Существует два основных типа крюков, и очень важно знать разницу:
Стандартный крюк: Эти захватные крюки являются наиболее популярными и наиболее экономичными вариантами захватных крюков на рынке. Единственным недостатком, однако, является то, что вы должны уменьшить предел рабочей нагрузки на 20% при использовании стандартного захватного крюка для сокращения длины цепи.
Захватный крюк для люльки: Эти крюки для захвата имеют ложемент, в который укладывается цепь, когда она зацепляется за крюк. Хотя захватные крюки с люлькой стоят дороже, чем стандартные захватные крюки, они, как правило, не требуют снижения предела рабочей нагрузки при использовании для сокращения длины цепи.
Крюки для бочек и бочек
Как видно из названия, крюки для бочек и бочек используются для подъема бочек и бочек. Эти крюки имеют очень широкую точку подъема, которая проходит под кромкой любого барабана и/или бочки, которую вы пытаетесь поднять. Барабанные и бочкообразные крюки предназначены для использования в многоветвевых стропах при углах стропа 30°-45°. Это связано с тем, что по большей части невозможно поднять бочку или бочку в одной точке захвата с помощью крюка для бочки или бочки.
Предохранительные защелки для подъемных крюков
Использование или отсутствие крюковых защелок является весьма спорным вопросом в такелажной и грузоподъемной отрасли. Некоторые люди говорят, что вы всегда должны использовать предохранительную защелку, в то время как другие говорят, что вам не нужно использовать предохранительные защелки. Для этого спора есть веская причина, так как мало объяснений и толкований в отношении стандартов, регулирующих использование предохранительных защелок с крюками при потолочном подъеме.
Здесь, в Tri-State Rigging Equipment, мы предлагаем использовать крюковые защелки, когда это возможно и когда для этого есть условия. Чтобы прийти к этому заключению, мы полагаемся на следующие выдержки и толкования стандартов OSHA и ASME:
В разделе 5(a)(1) Закона о безопасности и гигиене труда от 1970 г. OSHA излагает Положение об общих обязанностях, в котором говорится, что в отсутствие конкретных стандартов OSHA в отношении опасности каждый работодатель должен «предоставить каждому занятости его работников и место работы, которые свободны от признанных опасностей, которые вызывают или могут причинить смерть или серьезный физический вред его работникам». Это означает, что работодатели несут ответственность за защиту своих сотрудников от признанных серьезных опасностей. В соответствии с Положением об общих обязанностях OSHA часто учитывает руководящие принципы отраслевых согласованных стандартов, таких как стандарты, опубликованные Американским национальным институтом стандартов (ANSI) и Американским обществом инженеров-механиков (ASME), при оценке того, имело ли место нарушение OSHA. Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка:
Раздел 2-1.14.5, Крюки, ASME B30.2-2001, Мостовые и козловые краны: «Должны использоваться крюки с защелками, если приложение не делает использование защелки нецелесообразным или ненужным».
Интерпретация стандартов OSHA
: Требование к предохранительным защелкам указано только в OSHA 1910.181(j)(2)(ii), в котором говорится, что «Крюки с предохранительными защелками должны использоваться везде, где это возможно».
Интерпретация стандартов OSHA: требования OSHA к предохранительным защелкам на крюках для строп различаются в зависимости от вида деятельности, для которой используется строп.
Независимо от того, как вы интерпретируете стандарты, регулирующие использование горловых защелок, важно оценивать каждое подъемное устройство отдельно, чтобы определить, является ли использование предохранительной защелки крюком ненужным, непрактичным и/или делает подъем более опасным; или требуется ли это для вашего конкретного приложения такелажа.
Комплекты самозакрывающихся защелок
Комплекты самозакрывающихся защелок представляют собой подпружиненные предохранительные защелки, которые могут поставляться в стандартной комплектации на крючке или добавляться после продажи. Эти комплекты защелок не так прочны, как крюки для строп, к которым они прикреплены, и поэтому могут сократить срок службы подъемного крюка. Поврежденную защелку такелажного крюка можно заменить, но в зависимости от того, отечественные или импортные у вас подъемный крюк и защелка, может оказаться более экономичным заменить весь крюк, чем только защелку крюка. Тем не менее, комплекты самозакрывающихся защелок являются идеальным решением для большинства видов такелажных работ, требующих предохранительной защелки, за исключением более прочных и тяжелых такелажных работ, где целостность предохранительной защелки крюка может быть подвергнута испытанию.
Крюки с принудительной фиксацией
Крюк с принудительной фиксацией — это крюк, защелка которого защелкивается только под нагрузкой.
Радиоприемник Сигнал VIKEND CAMPING со встроенным mp3-плеером. Приемник работает в широком диапазоне частот: УКВ (FM) — КВ — СВ.
Подробное описание
Гарантия
12 мес.
Модель
VIKEND CAMPING
Производитель
Сигнал, Россия
Тип
Радиоприемник
Тип упаковки
Retail
900 ₽
Нет в наличии
Купить
Обзор
Характеристики
Отзывы (0)
Серия радиоприемников Vikend вобрала в себя массу пожеланий российских туристов, охотников, рыболовов и дачников. Радиоприемник снабжен ярким светодиодным фонарем, удобной ручкой для переноски, встроенным mp3-проигрывателем. Работать приемник может как от сети переменного тока 220V, так и от встроенного аккумулятора или 4 батареек типоразмера AA.
Для любителей дальних походов в приемнике предусмотрен слот для дополнительного аккумулятора.
Приемник Сигнал VIKEND CAMPING снабжен гнездом Jack для подключения наушников, что позволяет слушать радиотрансляции и MP3-композиции через наушники не мешая окружающим. Возможность подключать наушники позволяет пользоваться приемником, например, на рыбалке, не распугивая при этом рыбу громкими звуками. А на шумной вечеринке к аудио-выходу, наоборот, можно подключить усилитель с колонками для более мощного воспроизведения звука.
Благодаря наличию гнезда AUX, приемник Сигнал VIKEND CAMPING можно использовать как внешнюю колонку-усилитель для других звуковоспроизводящих устройств. Можно усилить звук с телефона, iPod, iPhone, портативного mp3-плеера и любого другого устройства, имеющего аудио-выход. Подключение осуществляется через кабель Jack-Jack 3.5мм.
В качестве носителя памяти для встроенного MP3-плеера можно использовать USB-флешку или карту памяти формата SD.
Питание от сети: 220V Питание от батареек: 4 батарейки AA Питание от аккумулятора: встроенный аккумулятор Внешнее питание: гнездо для подключения питания 5V
Формат карт памяти для встроенного MP3-плеера: USB Flash и SD Подключение наушников: разъем под наушники Jack 3.5 мм Дополнительные разъемы: AUX-разъем (Jack 3.5мм) Дополнительные опции: светодиодный фонарь (1 сверхмощный светодиод) Особенности: слот под дополнительный аккумулятор
Гарантия
12 мес.
Модель
VIKEND CAMPING
Производитель
Сигнал, Россия
Тип
Радиоприемник
Тип упаковки
Retail
Отзывов нет
Предметы первой необходимости — фонарик с ручным приводом и FM-радио
Для полной функциональности этого сайта необходимо включить JavaScript. Вот инструкции , как включить JavaScript в вашем веб-браузере.
Наведите курсор, чтобы увеличить | нажмите, чтобы увеличить
ПРЕИМУЩЕСТВА И ОПИСАНИЕ
Для этого FM-радиоприемника ER™ со сверхъярким фонариком с 3 светодиодами не нужны батарейки. Вы всегда можете положиться на то, что он будет работать на вас!
Заряжается от динамо-машины с ручным приводом или от разъема DC6V, который питается от USB, настенного или автомобильного зарядного устройства.
Просто зарядите радиоприемник и фонарик с динамо-генератором, повернув рукоятку зарядки. 1 минута проворачивания рукоятки со скоростью 2 оборота в секунду обеспечивает до 20 минут использования.
Зачем вам аварийное радио с ручным приводом и фонарик?
Когда вы попадаете в чрезвычайную ситуацию, информация может иметь жизненно важное значение для выживания. Знание типа и степени чрезвычайной ситуации позволяет человеку принимать обоснованные решения, важные для выживания, и делиться этими планами с близкими. Он имеет отличный прием FM-радио для настройки на аварийные передачи, чтобы получить информацию о характере и масштабах чрезвычайной ситуации. И это радио с фонариком также никогда не нуждается в батарейках и никогда не разряжается!
Сравнение с другими ручными радиостанциями ER™ (PDF)
ХАРАКТЕРИСТИКИ И СПЕЦИФИКАЦИИ
Артикул: 6NFM Марка: Необходимое оборудование: аварийное освещение и связь Частота/прием: FM 88–108 МГц Размеры: 1 радио: 7,75″ x 7,5″ x 4,5″ x 4,24″
» «x13,19»
Поддон (1050/поддон): 48″ x 40″ x 84″ Источник питания: Динамо-генератор с ручным приводом; Разъем DC6V для питания от USB, настенного или автомобильного зарядного устройства Срок службы батареи:
Никель-кадмиевая батарея емкостью 300 мА·ч 2 оборота в секунду обеспечивают 20 минут использования.
Источник света: Фонарик – 3 белых светодиода со сроком службы 100 000 часов Использование при стихийных бедствиях: землетрясения, ураганы, торнадо, цунами, зимние бури, наводнения Особенности и функции:
3 светодиода Белый, сверхъяркий фонарик
Заряжается от 90 3 различных батарей или вилок ins для снижения воздействия на окружающую среду
Сравните с другими ручными радиостанциями ER™ (PDF)
Инструкции: Проворачивание рукоятки зарядки в течение 1 минуты со скоростью 2 оборота в секунду обеспечивает до 20 минут использования.
Загрузка
Радио, вспышка и зарядное устройство для сотового телефона – eSafety Supplies, Inc
Сортировать поЛучшие продажиПо алфавиту, от A до ZПо алфавиту, Z-AЦена, от низкой к высокойЦена, от большей к низкойДата, от новой к старойДата, от старой к новой
KA500 Voyager: многофункциональная динамо-машина и радиостанция на солнечной энергии
KA500 Voyager: многофункциональная динамо-машина и радиостанция на солнечной энергии
KE-KA500GRN
Обычная цена
$93,99
Цена продажи
$93,99
Распродажа
Kaito-Voyager Solo KA450 Solar/Dynamo AM/FM//SW и NOAA Weather Emergency Radio с оповещением и зарядным устройством для сотового телефона, стиль Jeep
Kaito-Voyager Solo KA450 Solar/Dynamo AM/FM//SW и NOAA Погодное аварийное радио с оповещением и сотовой связью. ..
KE-KA450BLK
Обычная цена
Распроданный
Цена продажи
39,95 долларов США
Распродажа
Kaito KA123 Digital AM/FM & NOAA Weather Radio с оповещением и фонариком
Kaito KA123 Цифровое погодное радио AM/FM и NOAA с оповещением и фонариком
КЕ-КА123
Обычная цена
25,58 долларов США
Цена продажи
25,58 долларов США
Распродажа
Kaito- KA339 Solar & Crank AM / FM аварийное радио со светодиодным фонарем и фонариком
Кайто-KA339Аварийное радиоприемник Solar & Crank AM/FM со светодиодным фонарем и фонариком
KE-KA339Y
Обычная цена
23,04 доллара США
Цена продажи
23,04 доллара США
Распродажа
Kaito Voyager V1 AM/FM Коротковолновая аварийная радиостанция с солнечной батареей и рукояткой
Коротковолновая аварийная радиостанция Kaito Voyager V1 AM/FM с солнечной батареей и рукояткой
KAV1-GRN
Обычная цена
$28,93
Цена продажи
$28,93
Распродажа
Kaito KA700 Bluetooth Аварийная ручная динамо-машина и AM FM-радио с погодным диапазоном на солнечной энергии
Kaito KA700 Bluetooth Аварийная ручная динамо-машина и AM FM-радио с погодным диапазоном на солнечной энергии
KE-KA700-BLACK
Обычная цена
$84,10
Цена продажи
$84,10
Распродажа
Eton — Ручное турбинное радио FRX3 — Красный
Eton — Ручной турбинный радиоприемник FRX3 — красный
NFRX3WXR
Обычная цена
79,99 долларов США
Цена продажи
79,99 долларов США
Распродажа
Kaito KA249W Многофункциональный 4-полосный светодиодный фонарь для кемпинга с AM / FM погодным радио NOAA и зарядным устройством для сотового телефона
Kaito KA249W Многофункциональный 4-полосный светодиодный фонарь для кемпинга с питанием от AM/FM, метеорадио NOAA и C. ..
KE-KA249W-BLACK
Обычная цена
29,95 долларов США
Цена продажи
26,80 долларов США
Распродажа
Кривошип с 5-светодиодным фонариком
Рукоятка с 5-светодиодным фонариком
KE-KA503
Обычная цена
23,03 доллара США
Цена продажи
23,03 доллара США
Распродажа
Фонарик Rayovac (одобрено MSHA)
Фонарик Rayovac (одобрен MSHA)
BRMSHA
Обычная цена
$11,43
Цена продажи
$11,43
Распродажа
Kaito- KA888 4-стороннее аварийное радио с питанием, AM FM коротковолновые диапазоны, поставляется с будильником, термометром, компасом и фонариком
Kaito- KA888 4-полосная аварийная радиостанция с питанием, AM FM коротковолновые диапазоны, с будильником, Th. ..
KE-KA888
Обычная цена
$52,08
Цена продажи
$52,08
Распродажа
Кайто KA339W Многофункциональный 4-полосный светодиодный фонарь для кемпинга и фонарик с AM / FM метеорологическим радио NOAA, зарядным устройством для сотового телефона и сиреной
Kaito KA339W Многофункциональный 4-полосный светодиодный фонарь для кемпинга и фонарик с питанием от AM/FM NOAA…
KE-KA339W-BLACK
Обычная цена
27,55 долларов США
Цена продажи
27,55 долларов США
Распродажа
СОЛНЕЧНЫЙ ВОДОНЕПРОНИЦАЕМЫЙ ФОНАРЬ SOLADYNE
СОЛНЕЧНЫЙ ВОДОНЕПРОНИЦАЕМЫЙ ФОНАРЬ SOLADYNE
Обычная цена
$19,27
Цена продажи
$19,27
Распродажа
Карманный водостойкий радиоприемник с несколькими источниками питания
Карманный водостойкий радиоприемник с несколькими источниками питания
MMR-77
Обычная цена
49,50 долларов США
Цена продажи
49,50 долларов США
Распродажа
Kaito- KA350 Voyager Trek Solar/Crank AM/FM/SW Погодное радио NOAA с 5-светодиодным фонариком
Kaito-KA350 Voyager Trek Solar/Crank AM/FM/SW Погодное радио NOAA с 5-светодиодным фонариком
KE-KA350-серый
Обычная цена
34,72 доллара США
Цена продажи
34,72 доллара США
Распродажа
Репеллент от желтого жука
Средство от комаров желтого жука
KE-KA751
Обычная цена
41,66 доллара США
Цена продажи
41,66 доллара США
Распродажа
Сверхмощный компактный светодиодный фонарик с питанием от Kaito Crank
Сверхмощный компактный светодиодный фонарик с рукояткой Kaito
KE-KA006
Обычная цена
$17,13
Цена продажи
$17,13
Распродажа
Радиоприемник Eton SIDEKICK с оповещением о погоде и Bluetooth
Eton SIDEKICK Радиоприемник оповещения о погоде с Bluetooth
NFRX5SIDEKICK
Обычная цена
$112,48
Цена продажи
$112,48
Распродажа
Eton — прочный портативный многоцелевой датчик погоды, цифровое радио, зарядное устройство для телефона и фонарик.
Eton — Прочный портативный многоцелевой датчик погоды, цифровое радио, с зарядным устройством для телефона и фонариком
NSP101WXGR
Обычная цена
$57,98
Цена продажи
$57,98
Распродажа
Перезаряжаемая портативная радиостанция Sangean Public Weather Alert
Перезаряжаемая портативная радиостанция Sangean Public Weather Alert
Eton — Полевая радиостанция Grundig S450DLX Radio — черная
Eton — полевая радиостанция Grundig S450DLX Radio — черная
NGS450DLB
Обычная цена
Распроданный
Цена продажи
$132,99
Распродажа
Фонарик Красный Крест США Красный Крест
Фонарик Американского Красного Креста Clipray Красный
NCR100R_SNG
Обычная цена
$23,99
Цена продажи
$23,99
Распродажа
KA500 Voyager: многофункциональная динамо-машина и радиостанция на солнечной энергии
Kaito-Voyager Solo KA450 Solar/Dynamo AM/FM//SW и NOAA Weather Emergency Radio с оповещением и зарядным устройством для сотового телефона, стиль Jeep
Kaito KA123 Digital AM/FM & NOAA Weather Radio с оповещением и фонариком
Kaito- KA339 Solar & Crank AM / FM аварийное радио со светодиодным фонарем и фонариком
Kaito Voyager V1 AM/FM Коротковолновая аварийная радиостанция с солнечной батареей и рукояткой
Kaito KA700 Bluetooth Аварийная ручная динамо-машина и AM FM-радио с погодным диапазоном на солнечной энергии
Eton — Ручное турбинное радио FRX3 — Красный
Kaito KA249W Многофункциональный 4-полосный светодиодный фонарь для кемпинга с AM / FM погодным радио NOAA и зарядным устройством для сотового телефона
Кривошип с 5-светодиодным фонариком
Фонарик Rayovac (одобрено MSHA)
Kaito- KA888 4-стороннее аварийное радио с питанием, AM FM коротковолновые диапазоны, поставляется с будильником, термометром, компасом и фонариком
Kaito KA339W Многофункциональный 4-полосный светодиодный фонарь для кемпинга и фонарик с AM / FM метеорологическим радио NOAA, зарядным устройством для сотового телефона и сиреной
СОЛНЕЧНЫЙ ВОДОНЕПРОНИЦАЕМЫЙ ФОНАРЬ SOLADYNE
Карманный водостойкий радиоприемник с несколькими источниками питания
Kaito- KA350 Voyager Trek Solar/Crank AM/FM/SW Погодное радио NOAA с 5-светодиодным фонариком
Репеллент от желтого жука
Сверхмощный компактный светодиодный фонарик с питанием от Kaito Crank
Радиоприемник Eton SIDEKICK с оповещением о погоде и Bluetooth
Eton — прочный портативный многоцелевой датчик погоды, цифровое радио, зарядное устройство для телефона и фонарик.
В привычной нам трехмерной системе координат есть три взаимно перпендикулярные оси (X, Y, Z), которые образуют базис. Большинство станков с ЧПУ в начальной -базовой версии, производят только 3-х осевую обработку. Однако для некоторых изделий сложной формы этого недостаточно. За счёт дополнительной модификации — установки поворотной оси, гравировально-фрезерные станки с ЧПУ способны производить 4-х осевую обработку. Четырехосевая обработка на гравировально -фрезерном станке на станке с ЧПУ, с использованием поворотной оси– это в общем случае непрерывная обработка, как симметричных, так и несимметричных тел. В отличие от обычной 3-х осевой обработки 3D модели, где деталь должна крепиться с одной стороны, к столу станка с ЧПУ, 4-х осевая фрезеровка даёт возможность обрабатывать изделие со всех сторон непрерывно, без дополнительных операций по перестановки детали на рабочем столе. Это позволяет получать изделия сложной формы. Изготовление балясин, капителей, колонн, столбов, ножек столов и стульев, шахматных фигур, а так -же различных статуэток, колец другой ювелирной и рекламно-сувенирной продукции это наиболее часто встречающиеся примеры такой обработки. Многообразие форм, контуров – любой полет фантазии найдет воплощение при обработке деталей на гравировально — фрезерном станке с использованием 4-й поворотной оси. Основной опцией модификации, как упоминалось ранее, 3-х осевого станка под 4-х осевой, является использование поворотной оси, рисунки 1 и 2.
На рисунке 1 представлена фотография поворотной оси для станка ЧПУ, которая позволяет вести многостороннюю обработку.
Рисунок 1 Поворотная ось для станка с ЧПУ.
Установка поворотной оси на 3х осевой фрезерный ЧПУ моделист3040
Видео резки сложной фигуры с использованием поворотной оси на примере шахматного коня
Установка поворотной оси на 3х осевой фрезерный ЧПУ cnc-3040al300
Рисунок 2 4-х осевой фрезерный станок с ЧПУ
Кроме этого, для непрерывной обработки по 4-м осям система ЧПУ станка должна ещё иметь возможность управлять установленной на нём повторной осью. Поэтому 4-х осевая обработка подразумевает не только наличие поворотной оси, но и использование соответствующей системы ЧПУ. Чаще всего для этого используется контроллер шаговых двигателей с 4-мя каналами управления или проще -4-х осевой контроллер. Пример контроллера приведён на рисунке 3. Канал А данного контроллера может использоваться для управления поворотной осью установленной на станке.
Рисунок 3.
Существует два типа 4-х координатной обработки: первый -непрерывная и второй — позиционная обработка (обработка с индексированием). Непрерывная обработка — в этом случае фреза одновременно перемещаются по всем степеням свободы. Позиционная обработка — поворотная ось применяются только для изменения положения заготовки, а остальные операции производятся в режиме трехмерной обработки.
Для работы с поворотной осью необходимо произвести настройку программы управления. Ниже приведены настройки для Mach4 для поворотных осей с передаточным числом 6:1 и 4:1. На рисунке 4 приведены установки выводов LPT- порта для контроллера шаговых двигателей в алюминиевом корпусе показанного на рисунке 3.
Рисунок 4.
Рисунок 5 — настройки для поворотной оси с передаточным числом 4:1.
Рисунок 5.
Рисунок 6 — настройки для поворотной оси с передаточным числом 6:1.
Рисунок 6.
После установки настроек, рекомендуется проверить использование дополнительных осей в качестве подчинённых. Установки должны соответствовать рисунку 7.
Рисунок 7.
Управляющие программы для работы с использованием многосторонней обработки возможна в программах DeskProto, PowerMill, и др.
На рисунке 8 показан результат многосторонней обработки на 4х осевом фрезерном чпу CNC-3040AL2
01/16
Рисунок 8. Многосторонняя обработка на 4х осевом настольном ЧПУ с использованием поворотной оси
Видео работы поворотной оси при изготовлении модели из модельного воска, используемого в ювелирном производстве
Видео гравировки по стеклу. Декорирование стакана
Гравировка на металлическом стержне
Создание управляющей программы 4х осевой обработки в DeskProto
Изготовление мебели на чпу. Коллекция работ
Модели для чпу. Скачать бесплатно
Изготовление высоких моделей на фрезерном станке, методом создания многослойной модели
Сферы применения оборудования с ЧПУ
Зачем нужна поворотная ось для станка с чпу
Главная
Информация о продукции
Станки c ЧПУ
Зачем нужна поворотная ось для станка с чпу
Зачем нужна поворотная ось для станка с чпу
2016-09-02
Главным преимуществом станков с ЧПУ является возможность автоматизировать большинство процессов. Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Поворотная ось для чпу – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф.
В тех случаях, когда необходимо обработать листовый материалы (массив дерева, фанеру, ДСП, ДВП) или нужно быстро и точно нанести гравировку, выточить или раскроить объемные детали, сделать фрезеровку пазов или выполнить сложные узоры – наиболее оптимальным решением будет воспользоваться фрезерным станком с ЧПУ. Фрезерный станок с числовым программным управлением на сегодняшний день абсолютно «НЕ в конкуренции» по выполнению самых сложных задач производства, специализирующегося на деревообработке.
Сфера применения поворотных осей для чпу при обработки различных материалов
для обточки деревянных изделий цилиндрической формы, например, при изготовлении балясин, или других декоративных элементов с резной гравировкой, как правило, применяются традиционные деревообрабатывающие токарные станки. Однако есть одно большое «НО» — в автоматическом режиме такие станки работать совершенно не могут, поэтому необходимо обязательное участие человека. Но для решения такой непростой задачи как автоматизация токарных и фрезеровочных работ – применяется специальное поворотное устройство именно для фрезерных станков с ЧПУ.
Что такое поворотное устройство и его конструкция
Что собой представляет это самое поворотное устройство!? Поворотное устройство – это, прежде всего специализированный механизм, который устанавливается абсолютно на любой станок и заменяет собою непосредственно конструкцию токарного станка. Конструкция поворотного устройства имитирует товарный агрегат – заднюю «бабку», перемещаемую на салазках и цилиндрический подвижной патрон, качественно зафиксированный на станине. В поворотном устройстве фиксируется заготовка цилиндрической формы, которой передается вращение, благодаря этому заготовку можно обрабатывать по кругу, придавая ей любой рельеф.
Преимущество- поворотная ось для чпу
Огромным преимуществом фрезерного станка с ЧПУ, да еще и оснащенным поворотным устройством вне всяких сомнений является – автоматизированная обработка заготовок. Главная роль здесь конечно отведена фрезе, которая не только обрабатывает заготовку в точном соответствии с загруженным в программное управление файлом, но и является основным инструментом. При фрезеровке станок дает возможность настраивать необходимую вам скорость вращения, при этом деталь вращается под заданным углом и в нужном направлении, что позволяет производить изделия самых разных по сложности форм и конфигураций – от идеального шара и до геометрически ровного куба.
Установка и подключение поворотного устройства на фрезерный станок с ЧПУ
Подключается поворотное устройств непосредственно к двигателям фрезерного станка, при этом дополнительных подгонок и приспособлений совершенно не требуется, так как подключение осуществляется НАПРЯМУЮ. Стандартные программы фрезерных станков с ЧПУ изначально предусматривают возможность подключения таких поворотных устройств, посему в перенастройке программ станка совершенно нет нужды.
Поворотная ось для чпу интегрируется с любым фрезерным станком, который имеет 800 мм свободного места рабочего стола и 200 мм свободной высоты рабочего пространства. Зачастую заводы изготовители оборудования для фрезеровочных и токарных работ, по предварительному заказу, как правило, предусматривают возможность повышения рабочего пространства. Поэтому каждый может подобрать для себя самый оптимальный вариант. Благодаря поворотному устройству и без того огромные функциональные возможности фрезерного станка с ЧПУ можно существенно расширить. Поворотное устройство позволяет обрабатывать детали (цилиндрические) с высочайшей точностью, причем диаметр заготовок может быть абсолютно разным. Данная опция особенно эффективна в деревообрабатывающей индустрии.
YoraHome 4-осевой поворотный модуль
Часто покупаемые вместе
Для резьбы и лазерной гравировки цилиндрических объектов!
Обзор
Хотите раскрыть весь потенциал своего фрезерного станка с ЧПУ YoraHome или лазерного гравировального станка?
4-осевой поворотный модуль YoraHome — это мощное обновление ЧПУ 2-в-1, которое позволит вам вырезать и лазерно гравировать цилиндрические объекты.
Мы предлагаем две модели: одна совместима с 3018-Pro, 3036, 6550, 6550-Pro; а другой работает с 6060 или 1х1м.
Важно: Перед обновлением обязательно просмотрите наши видеоролики о настройке 4th Axis Rotary с программным обеспечением Easel и LightBurn.
Технические характеристики изделия
4-я ось (совместима с 3018-Pro, 3036, 6550, 6550-Pro) Патрон: 50 мм 3-кулачковый патрон Высота центра: 43 мм Передаточное число:19: 30029 Шаговый двигатель: 2-фазный шаговый двигатель 42 Соединение: 4-контактный разъем Размер: 270 мм x 110 мм x 70 мм Вес: 1,62 кг В комплект входят: 1x 4-й поворотный осевой, 1x задняя бабка, 2x патронные ключи, 1x силовой кабель
4-я ось (совместима с 6060 или 1×1 м) Патрон: 80 мм 3-кулачковый патрон Высота центра: 60 мм Коэффициент снижения скорости: 5:1 Шаговый двигатель: 2-фазный шаговый двигатель 57 (Nema 23) Подключение: Aviation Connection Размер: 191 мм x 165 мм x 101 мм Вес: 3,7 кг В комплект входят: 1x 4-й поворотный станок, 1x задняя бабка, 2x патронные ключи, 1x силовой кабель
Примеры поддерживаемых материалов для резьбы: дерево, бамбук, доска, бамбук, воск материалы для лазерной гравировки: дерево, бамбук, кожа, ткань, сланец, стекло
Кольца для стаканов (бесплатная загрузка↓)
чашки вне способности 4-й оси челюсти:
→1 кольцо для стаканов на 30 унций (95 мм или 3 3/4 дюйма)
→1 кольцо для стаканов на 20 унций (81,5 мм или 2 7/8 дюйма)
Файлы STL для этих колец доступна для бесплатного скачивания здесь. Вы можете напечатать свой собственный 3D-принтер (для личного использования).
Эти кольца позволят вам выгравировать лазером несколько стаканов, как показано в этом видео.
Наслаждайтесь!
Часто задаваемые вопросы
Наша непревзойденная гарантия
Мы разрабатываем новые обновления и некоторые из самых уникальных продуктов в мире, и мы подкрепляем это нашей непревзойденной 40-дневной гарантией .
Если у вас не будет счастливого опыта, мы сделаем все возможное, чтобы убедиться, что вы на 100% удовлетворены своей покупкой. Не стесняйтесь обращаться к нам за любой помощью, которая может вам понадобиться.
Наше пятибалльное обещание для клиентов
БЕСПЛАТНО Гарантия замены
БЕСПЛАТНО Доставка по всему миру
Номер для отслеживания Для каждого заказа
Безопасные платежи через Paypal или кредитную карту. Мы также предлагаем финансирование с помощью Affirm, Sezzle и Afterpay.
Поддержка и обслуживание в США и Великобритании
Служба поддержки клиентов мирового уровня
Мы предлагаем непревзойденную поддержку — пользователи в восторге от того, что мы не успокаиваемся до тех пор, пока каждая проблема не будет решена к их удовлетворению.
Термоклей стержневой для термопистолета — От производителя!
Категория: Статьи и Материалы.
Постараемся максимально сегодня разобрать, что такое «Клей для термопистолета», или как его ещё называют в народе, — «Термоклей». Так как у нас налажено единственное в России собственное производство данного клея, то кто же, как не мы может ответственно заявить, что термоклей — удобен, практичен и эффективен. Он является универсальным клеящим средством и может склеить практически любые материалы. Клей нашей компании ООО «Радуга-МК» представляет собой стержень (Прозрачный, Цветной и с Блёстками), заправляемый в термопистолет. В настоящее время мы производим два размера толщины стержней в диаметре 7 мм (в 1кг примерно 125 штук) и 11,2 мм (в 1 кг примерно 52 штуки).
Это практичный и экономичный по расходу материал, который позволяет создать соединение между разнородными поверхностями, которое будет устойчиво к воздействию воды и чистящих средств. Материал обладает высокой прочностью на разрыв, термостойкий, устойчивый к перепадам температур и ультрафиолета, долговечный.
Клеевые Пистолеты
Термоклей Цветной
Термоклей Прозрачный
Наш термоклей востребован при создании всевозможных поделок в рукоделии для творчества, декора, флористики, а также в производстве. Термоклей необходим при сборке бумажных пакетов, картонной упаковки, сборке мебели, обувном производстве, при изготовлении декоративных элементов в дизайнерской работе, в полиграфии и т.д.
Термоклей изготавливается из проверенных на безвредность для человеческого здоровья материалов. Таким образом сфера применения термоклея достаточно обширна – полиграфия, дизайн, швейное дело, рукоделие, изготовление упаковки, мебели, строительство, сантехнические и гидроизоляционные работы и т.д.
Термопластичный клей
Попробуем разобраться, что же это такое и с чем его «едят». Если быстро погуглить, то первым выскакивает статья из Википедии, которая сообщает в кратком виде нам следующее — Термопластичный клей (термоклей, термоплавкий клей) — клеящее вещество, способное многократно переходить в жидкую форму (расплав) при нагревании и застывать при охлаждении. Как правило, это разнообразные термопластичные полимерные материалы, чаще всего на основе этиленвинилацетата или полиамида. Способность заполнять пустоты, малая усадка, высокая механическая прочность делают термоклеи удобными для склеивания очень неровных поверхностей. Не следует путать с термореактивными клеями, в которых при нагревании происходит химическая реакция отверждения состава. Специфическую категорию термоотверждаемых клеевых составов представляют пластизоли. Не следует путать термопластичный клей с теплопроводными клеями. Для использования Термопластичного клея используется Термоклеевой пистолет.
Немного химии
На сегодняшний день, можно смело сказать, что термоклей хорошо прижился в быту в виде распространения термоклеевых пистолетов и палочки клея к ним. Давайте разберёмся, что такое «Термоклеевой пистолет» — это электромеханическое устройство для расплавления и дозированной подачи расплавленного клея. Некоторые профессиональные модели термопистолета имеют возможность распыления термоклея. Наибольшее распространение в быту получили пистолеты под клеевые палочки этиленвинилацетата диаметром 11,2 мм и рабочей температурой 120—150°С. Иногда встречаются пистолеты и палочки калибра 7 мм. Для профессионального использования существует дополнительное оборудование для калибров 12, 15 и 43 мм, с рабочими температурами составов до 220°С.
Этиленвинилацетат (EVA) легкоплавкий, липкий и текучий в расплаве материал с температурой размягчения ~80°С. Время схватывания и застывания — десятки секунд. Неокрашенный полупрозрачный белесоватый. Практически весь современный бытовой термоклей этиленвинилацетатный.
Полиамиды (PA) имеют температуру размягчения от 150°С и выше в зависимости от марки. Полиамид жестче и прочнее этиленвинилацетата, но менее текуч в расплаве. Полиамиды не используют с бытовыми термоклеевыми пистолетами, поскольку бытовые пистолеты, как правило, низкотемпературные и рассчитаны только на этиленвинилацетатные клеи. Неокрашенный желтого цвета. Полиамидные клеи абсорбируют влагу, теряя при этом прочность.
Некоторые термопластичные полиолефины (полиэтилен, полипропилен) имеют температуру размягчения от 150°С, рабочая температура 180—200ºC. Полиолефиновый клей в отличие от полиамида, не поглощает влагу. Полиэтилен высокого давления плавится при 100-108С, ПЭ низкого давления 120-135С, что позволяет в некоторых случаях использовать эти материалы как альтернативу покупному термоклею, марка пластика указывается на упаковках пищевых продуктов и бытовой химии в виде особой маркировки обычно выштампованной на дне тары. Расплав полиэтилена однако не обладает такой хорошей адгезией к самому полиэтилену и другим материалам, и не всегда позволяет их склеивать, но позволяет герметизировать (иногда с сохранением разборности, как притертые пробки), а также закреплять детали механизма, или заливать расплавом защищая от внешних воздействий.
Что такое термоклей? Как пользоваться термоклеем?
Очень часто для своих домашних нужд мы приобретаем прозрачный клей, называемый «Цианопан» или имеющий какое-либо другое название и расфасованный в маленькие тюбики. Вот только вряд ли будет верно считать его супер-клеем, в действительности ему далеко до средства, обладающему надежными клеящими свойствами, как, например, термоклей.
С помощью термоклея скрепить можно практически любой материал: штукатурку и бетон, поливинилхлорид и другие материалы. При склеивании он настолько прочно пристает к поверхности обрабатываемого материала, что в дальнейшем оторвать детали друг от друга удастся вряд ли. Скорее, надрыв или надлом произойдет рядом с местом склеивания. Именно из-за таких характеристик данный состав можно назвать настоящим супер-клеем.
Основные достоинства термоклея
Помимо сверхпрочного склеивания, термоклей имеет еще немало полезных характеристик: в числе основных можно отметить очень высокую прочность при разрыве, так что для того, чтобы оторвать склеенные материалы, потребуется применение силы в 150 кг. Кроме того, клей при склеивании способен очень быстро высыхать, так как непосредственно процесс полимеризации этого клея в зависимости от применяемых поверхностей, а также температуры воздуха, может протекать буквально в считанные секунды. В случае, если склеиваются мелкие детали, это является идеальным свойством. А вот при соединении длинных или объемных изделий потребуется изрядная доля сноровки, чтобы их правильно соединить.
Термоклей имеет длительный срок эксплуатации. Ни время, ни воздействие разного рода факторов, таких как мороз, солнечные лучи, обилие влаги не могут нанести термоклею каких-то повреждений, влияющих на его свойства.
Помимо этих свойств, относящихся к числу наиболее важных, стоит также указать и на менее значимые характеристики, которых немало. К их числу относится полное отсутствие пластичности и усадки – термоклей способен создать достаточно жесткое соединение. По этой причине термоклей используется не для каждого материала. Известно, что большинство отделочных материалов, применяемых сегодня при строительстве, имеют высокий коэффициент температурного расширения, а это значит, при использовании термоклея, — такого расширения не произойдет и соединение будет нарушено.
К достоинствам термоклея можно отнести и его стоимость. Приобретается он в зависимости от применяемого пистолета, в трубках имеющих разную длину и диаметр, что в немалой степени влияет и на цену клея.
Разновидности термоклея
На рынке строительных материалов сегодня представлен широчайший выбор термоклея: непрозрачные и прозрачные стикеры, разноцветные, белые, черные и т.д. Каждый из них имеет свое предназначение.
Полупрозрачный белый клей обладает универсальными свойствами и предназначен для склеивания широкого круга материалов. Он может использоваться как в домашних, так и в производственных целях.
Цветной непрозрачный клей имеет также универсальное применение, а цвет их не является маркировкой, так как служит для склеивания цветных изделий. Например, две разбитые красные детали из пластика можно склеить стикером красного цвета, соединение при этом будет абсолютно незаметным.
Стержни непрозрачные белые могут быть двух видов, поэтому при их покупке нужно быть внимательным. В первом случае, это может быть клеевой состав для склеивания деталей, имеющих белый цвет. В ином случае, клей используется при соединении стекла. При покупке следует узнавать назначение клея у продавца.
Стержни прозрачные желтые чаще всего применяются при склеивании бумаги, картона, дерева. При этом следует его не путать с клеем непрозрачного желтого цвета, это состав, имеющий универсальные свойства, а цвет всего лишь наполнитель.
Серые или черные стержни к клеящим составам отношения не имеет, это герметик, применяющийся для уплотнения устраиваемых швов, а также для изолирования электропроводов. Обладает эластичными свойствами, поэтому не используется для жесткого склеивания.
Мы привели лишь некоторые различия существующих стержней термоклея. В ряде случаев они могут иметь и некоторые иные отличия. А так как четкого разграничения этой продукции не имеется, перед покупкой клеящего состава необходимо проконсультироваться с нашими продавцами, либо ознакомиться с инструкцией производителя.
Пистолет для термоклея
При выборе пистолета, предназначенного для нанесения клея, следует основываться на некоторых его технических возможностях и характеристиках, таких как скорость подачи клея, температура нагрева, а также диаметр применяемых стержней.
Для клеевого пистолета чаще всего используются стержни, имеющие диаметр 7 и 11,2 мм. Стержни, имеющие больший диаметр, применяются на производственных объектах, а пистолет для них имеет достаточно высокую стоимость. Длина стержней применяемых при склеивании материалов может составлять от 4 до 20 см. Такая длина отлично подходит для любого типа пистолета.
Необходимая температура нагрева. В процессе склеивания, термоклей разжижается при температуре 80 градусов и более, однако все происходит медленно. Из этого можно сделать вывод, что чем выше температура нагрева, тем производительнее работает пистолет. Именно поэтому основная часть пистолетов обладают температурой нагрева порядка 150-200 градусов.
Скорость, с которой подается клей. В среднем пистолет способен производить 5-20 г разжиженного клея за одну минуту, скорость в основном зависит от того насколько быстро нагревается клеевой стержень, а также от температуры. Существуют пистолеты и большей производительности, однако для обычной работы вполне достаточно 20 г в минуту.
Немаловажным параметром клеевых пистолетов является время нагрева инструмента, потребляемая им мощность, источник питания, прочие возможности. Существуют некоторые виды пистолетов, способных выполнять работу вдалеке от линий электропередач, так как они имеют аккумулятор – независимый источник питания.
Наиболее интересной моделью инструмента является пистолет, имеющий функцию распыления клея. Это позволяет ускорить выполнение работ по склеиванию достаточно больших поверхностей. Например, без него трудно будет обойтись при выполнении драпировки стен, ведь клей будет наноситься ровным слоем. Приложив ткань, ее нужно будет пригладить только утюгом, пока она не приклеиться к стене.
Как выбрать термоклей?
Последние годы на рынке можно увидеть и услышать многое о новом виде клея – термоклее. Он при помощи температуры разогревается и в таком виде наносится на склеиваемые поверхности. После высыхания, мы получаем очень качественную стыковку. А самое замечательное, что клеить можно буквально все и остывание проходит буквально мгновенно. Склеенными деталями можно пользоваться уже через пять минут. И все эти чудеса действительность, которую подарила нам цивилизация.
И прежде, чем начать учить выбирать новый клей, стоит поговорить о названии и инструменте облегчающий работу с термоклеем. Для удобства, никто не использует термоклей без клеевого пистолета. Можно, конечно, нагревать вещество паяльником или над свечой, но в идеале лишь термо-клеевой пистолет будет эффективным. Дополнительно надо поговорить о возможных других названиях этого нового вещества. Термин «термоклей» не всегда можно встретить в категориях Интернет-магазинов и не всегда вас поймут продавцы. Самое популярное имя нового вещества – «клеевые стержни». Бывает, что термоклей называют патронами для термопистолета, горячим клеем или просто стикер. Все это одно и то же, поэтому мы будем употреблять все популярные имена.
Начинаем вникать.
Как уже было сказано, термоклей может клеить все. Если говорить подробнее, то список наш получится бесконечным. Для склеивания годится пластик, стекло, дерево, металлы, кафель, картон, бумага, ткань и так далее. Лучше, если мы укажем, что не может клеить термический клей, а это бетон, штукатурка и некоторые виды тканей и ПВХ, последние исключения весьма-весьма редко встречаются в хозяйстве. Ко всему остальному расплавленный клеевой стержень цепляется «насмерть». Но все зависит от цвета, только про это мы скажем чуть позже.
Первый критерий выбора клеевых стержней – диаметр.
Все клеевые стержни можно вначале разделить по диаметру. Самые популярные размеры: 7 и 11.2 мм. Есть чуть тоньше, толще, есть и другие размеры, но эти самые популярные и выбирать клеевые стержни, нужно лишь основываясь на размер вашего клеевого пистолета. Если термопистолета нет, вначале покупаем его, а дальше уже продолжаем выбор.
Длина клеевых стержней.
Кто разобрался с диаметром, должен еще понять, что длина стержней тоже бывает разная, зачастую 4-20 см. И тут снова надо полагаться на свой термопистолет, именно он укажет, что нужно покупать.
Выбор клеевого стержня по цвету.
Клеевые стержни бывают разные. Мы подошли к самому главному критерию выбора клеевых стержней – выбора относительно цвета термоклея. Существует некоторое количество типов клеевых стержней, и все они отличаются по составу и клеевым свойствам. Каждый мы сейчас в отдельности рассмотрим.
Универсальные прозрачные клеевые стержни.
Универсальные, белые, прозрачные клеевые стержни. Когда вы попросите в магазине термоклей, скорее всего, вы получите прозрачный, белый стержень. Он самый популярный, так как является универсальным. Он годится для склеивания любых материалов. И для создания домашних поделок или чтобы что-то иногда приклеить в доме, этого выбора будет вполне достаточно.
Не прозрачные, разноцветные стержни.
Цветные клеевые стержни. Любые цвета, кроме черного, но обязательно не прозрачные, это также универсальный термоклей. Здесь цвет играет роль не маркировки, а просто возможность подгонять клеящее вещество к цвету детали. Например, ремонтируете зеленую пластиковую коробку, берем зеленый стержень и получаем незаметное место стыка. Только обязательно они должны быть непрозрачными. Другие цвета со слегка прозрачной структурой, — это уже цветовая маркировка.
Белые непрозрачные стержни.
Белые непрозрачные стикеры могут быть и универсальными, чтобы клеить белые детали или специальные под стекло и металл. При покупке обязательно смотрим на характеристики, но в большинстве случаев цвет тут будет играть роль маркера и такой горячий клей будет рассчитан именно под работу со стеклянными и металлическими предметами. Но это не лишает их свойств, клеить пластик, просто лучше они подойдут именно под указанные материалы.
Желтые прозрачные стержни.
Желтый прозрачный термоклей. Для работы с деревом, картоном и бумагой, выбирать нужно желтый прозрачный термоклей, такой цветовой маркер указывает именно такое применение. Только напомним, что клей желтый и не прозрачный, это просто цветной универсальный аналог.
Черные или серые клеевые стержни.
Черный термоклей. Черный и серый термоклей рассчитан работать в двух направлениях: как герметик и как изоляционный материал. Такими стержнями можно проводить изоляцию проводников и уплотнение швов.
виды и состав, их особенности и характеристики
Что такое термоклей
Как пользоваться термоклеем
Из чего сделаны стержни
Виды термоклеевых стержней
Бесцветные прозрачные клеевые стержни
Желтые прозрачные стержни
Непрозрачные белые стержни
Непрозрачные разноцветные стержни
Черный и серый термоклей
Декоративные стержни для творчества и рукоделия
Температура плавления термоклея
Размеры стержней для клеевого пистолета
Как убрать термоклей с одежды
Еще не определились? Подведем итоги
Термопистолет — универсальный инструмент, обеспечивающий надежное соединение различных деталей и предметов. Чтобы получить хороший результат работы, нужно правильно выбрать расходный материал — стержни для клеевого пистолета.
Что такое термоклей
Термоклей — это пластичный состав, который при нагревании до определенной температуры переходит в жидкое состояние. При этом проникает в малейшие отверстия и трещины склеиваемых поверхностей, а при застывании снова становится твердым, обеспечивая надежное сцепление. Другие его названия: клеевой стержень, горячий или термопластичный клей, патрон для термопистолета.
Прозрачные клеевые стержни
Этот клей можно использовать при работе с бумагой, картоном, деревом, стеклом, пластиком, кожей, пробкой, керамикой, камнем и другими материалами.
Термопластичный клей обладает большим количеством преимуществ:
Прочность склеивания. По этому параметру материал превосходит многие другие клеящие составы.
Быстрое высыхание. Процесс фиксации деталей занимает от нескольких секунд до десяти минут (в зависимости от нанесенного слоя), а пользоваться предметом можно уже через пять минут после соединения.
Длительный срок службы. Клей не подвержен воздействию ряда разрушающих факторов: атмосферных явлений, ультрафиолетового излучения и прочих.
Возможность удаления без следов. Убрать горячий клей с поверхности, не рискуя испортить вещь, можно с помощью повторного нагревания.
Применение в качестве герметика. Благодаря высокой проникающей способности и влагостойкости, состав может применяться для герметизации швов и трещин.
Способность склеивать разнородные материалы. У клеевых стержней практически нет ограничений при фиксации поверхностей, различающихся по структуре и свойствам. Например, он подходит для любого пластика, дерева, может склеить даже металл с керамикой.
Безопасность. При нагревании не выделяет токсичных веществ.
Невысокая цена относительно других клеящих составов.
Практически неограниченный срок годности при соблюдении условий хранения.
Недостатков у термоклея выявлено значительно меньше:
невысокая пластичность средства, достаточно жесткое сцепление, что может при определенных условиях привести к разрушению соединения;
невозможность применения для некоторых видов ткани, ПВХ; при работе со штукатуркой и бетоном.
Как пользоваться термоклеем
Чтобы воспользоваться горячим клеем, необходимо предварительно очистить, обезжирить и высушить склеиваемые поверхности. Гладкие элементы можно обработать наждачной бумагой для лучшего сцепления; холодные — прогреть до комнатной температуры, чтобы состав не застыл слишком быстро. Затем нужно вставить стержень в клеевой пистолет, включить прибор в сеть, подождать 3-5 минут, пока он нагреется. После этого можно приступать к работе. Нажимая на спусковой механизм, нанести клей, прочно прижать детали друг к другу, зафиксировав их в таком положении на несколько минут.
При работе с расплавленным составом существует опасность получить ожог, поэтому важно соблюдать осторожность, при необходимости использовать перчатки.
Из чего сделаны стержни
Основной компонент в составе горячего клея — термопластичный полимер (до 50% общей массы), остальная доля приходится на смолы и пластификаторы. В зависимости от вида полимера существуют следующие типы стержней.
Этилвинилацетатные (ЭВА) — плавятся при достаточно низкой температуре, обладают высокой адгезией, невысокой прочностью. Шов не подвержен воздействию воды и ряда химических веществ.
Полиамидные — характеризуются высокой температурой плавления, большой жесткостью, прочностью шва. Однако при частом контакте с влагой соединение может потерять свою прочность.
Полиолефиновые — самые тугоплавкие. Шов очень жесткий, с низкой адгезией.
Полиэфирные – имеют хорошую устойчивость к атмосферным явлениям, очень высокую адгезию. Таким средством можно надежно склеивать между собой разнородные материалы.
Термоклей на основе модифицированного силикона работает при невысоких температурах. Шов отличается пластичностью, прозрачностью, устойчивостью к нагрузкам.
Стержни на основе синтетического каучука характеризуются высокой эластичностью, термо- и влагостойкостью.
Горячий клей, в составе которого есть реактивный полиуретан, при остывании образует на поверхности деталей прочный эластичный слой, не подверженный воздействию ни высоких, ни низких температур. Отличие этого типа термоклея — долгая полимеризация (застывание), до 2 суток.
Виды термоклеевых стержней
Стержни для клеевого пистолета отличаются по своим характеристикам. Чтобы покупателю было проще ориентироваться в свойствах клеящего вещества, была принята цветовая маркировка. То есть выбрать состав, подходящий для работы с определенными материалами, можно только по цвету патрона.
Бесцветные прозрачные клеевые стержни
Прозрачный бесцветный состав – это универсальный клей, который подходит для склеивания практически любых поверхностей, формирует достаточно мягкий, с высокой адгезией, эластичный шов.
Прозрачные клеевые стержни
Желтые прозрачные стержни
Такие термоклеевые патроны используются при работе с бумагой, картоном или деревом, а также применяются с некоторыми видами пластмасс и металлов. Желтый прозрачный состав характеризуется невысокой адгезией, способностью впитывать влагу.
Желтые прозрачные клеевые стержни
Непрозрачные белые стержни
Термопластичный клей в виде матовых белых стержней применяется для склеивания деталей из стекла и металла. Но при необходимости может фиксировать также дерево, пластик, текстиль.
Белые не прозрачные клеевые стержни
Непрозрачные разноцветные стержни
Цветные непрозрачные клеевые составы изготавливаются также на основе ЭВА. По свойствам они почти не отличаются от универсальных. Но при этом имеют одно неоспоримое преимущество – возможность сделать шов минимально заметным, подобрав цвет стержня под склеиваемые поверхности.
Разноцветные клеевые стержни
Разноцветные клеевые стержни
Черный и серый термоклей
Под такой цветовой маркировкой выпускаются два вида специализированного горячего клея:
для герметизации и уплотнения швов между скрепленными деталями;
для изоляции электрических контактов.
Черные клеевые стержни
Декоративные стержни для творчества и рукоделия
Термоклей — незаменимая вещь во многих видах рукоделия. Особенно востребованы у мастериц, кроме цветных патронов, декоративные стержни с глиттерными блестками.
Благодаря своей безопасности, такие составы используются в том числе в детском творчестве.
Разноцветные клеевые стержни для творчества
Температура плавления термоклея
В зависимости от состава клеевые патроны различаются температурой плавления. Например, термоклей на основе этиленвинилацетата начинает плавиться уже при 80°С, рабочая температура 120 – 150°С. Это низкотемпературный клей, на который рассчитаны бытовые термопистолеты.
Полиамиды и некоторые термопластичные полиолефины характеризуются температурой размягчения от 150°С. Их рабочая температура составляет 180 – 200 °С. Такие составы используются преимущественно с профессиональными приборами, температура нагрева в которых достигает 500°С.
Для склеивания деталей, подверженных нагреванию до значительных температур, применяются специальные высокотемпературные составы, которые не разрушаются даже в таких условиях.
И наоборот, при работе с материалами, которым могут навредить слишком высокие температуры, мастера применяют низкотемпературные клеевые пистолеты и клеящие вещества.
Размеры стержней для клеевого пистолета
Еще один важный параметр патронов для клеевого пистолета — это их размер: диаметр и длина. Наиболее востребованы стержни диаметром 7 и 11 мм. Они подходят для решения многих бытовых задач, применяются в термопистолетах с невысокой мощностью, небольшими габаритами и весом. Они удобны для склеивания легких деталей, временной фиксации элементов, мелкого ремонта. Для профессиональных инструментов выпускаются клеевые палочки диаметром 12, 15, 43 мм.
Черные клеевые стержни разной длины
Клеевые стержни разного диаметра
Что касается длины стержня, она может быть от 4 до 30 см и влияет на длительность применения одного патрона. Поэтому при выборе следует ориентироваться на параметры своего пистолета, а также объем выполняемой работы.
Как убрать термоклей с одежды
При работе с термоклеем капля расплава может попасть на одежду. В этом случае нужно знать, что есть несколько способов убрать клеящее вещество с ткани.
Положить испачканную вещь в морозильную камеру на несколько часов. При замерзании термоклей станет хрупким, его можно будет отколоть или осторожно счистить с ткани тупым предметом.
Прогладить пятно горячим утюгом, предварительно накрыв чистой натуральной тканью или вощеной бумагой, в течение 10-20 секунд. Повторять процедуру до тех пор, пока расплавившийся клей полностью не впитается в лоскут.
Избавиться от пятна можно также, если знать, чем растворить застывший термоклей. Для этого подойдет любой органический растворитель, например, ацетон. Применяя этот способ, нужно предварительно проверить устойчивость ткани к воздействию средства на малозаметном участке.
Еще не определились? Подведем итоги
Итак, при выборе термоклея стоит ориентироваться на характеристики имеющегося у вас термоклеевого пистолета, а также на материал и структуру поверхностей, с которыми вы планируете работать. Обратить внимание в первую очередь стоит на размер (диаметр и длину) клеевого патрона, температуру, скорость плавления, а также цветовую маркировку, определяющую свойства состава.
Наиболее востребованы марки термоклея на основе ЭВА, так как они универсальны, подходят для бытовых клеевых пистолетов, имеют относительно невысокую стоимость.
При наличии особых требований к соединению деталей следует приобрести специальные составы горячего клея, подходящие по характеристикам и свойствам.
Чтобы избежать ошибок при выборе, рекомендуется ознакомиться с технической информацией, размещенной на упаковке материала, а также получить консультацию специалиста.
Термоклеевые стержни и клеи на сайте Hotmelt.com
Фильтры
1 3/4-дюймовые пули
1/2-дюймовые палочки
1×3-дюймовые палочки PG
3/4-дюймовые палочки
5/16-дюймовые клюшки
5/8-дюймовые палочки Q
5/8-дюймовые палочки
5/8-дюймовые TC Sticks
50-граммовый картридж
Объемный клей
Зашивка ковров
Прихватка ковров
Шаблоны столешницы
Ремесло
Гипсокартон
Электроника
Плиссировка фильтра
Общее назначение
Взвешивание гольф-клуба
липкий клей
Паркетный пол
Заполнение узла
Маркировка
Ламинирование
Упаковка
Ремонт вмятин без покраски (PDR)
поп-дисплей
Инкапсуляция
Сборный бетон
Сборка продукта
Съемный
Песчаное ядро
Специальность
Распыляемый
Деревообработка
картон
Ковер
Цемент
Заготовка с покрытием
Гипсокартон
Ткань
Мыло
Общий
Стакан
Металл
Пластик
Винил
Древесина
3М
Рекламные технологии
ФастенМастер
Связь Бесконечности
Силовые клеи
Сурбондер
Янтарь
Бежевый
Черный
Кроваво красный
Синий
Коричневый
чистый
Кола
Темно-синий
Темно-зеленый
Блестящее золото
блестящий зеленый
блестящий красный
блестящее серебро
Золото
Зеленый
Светло-синий
Светло-зеленый
Легкий загар
Светло-желтый
Дуб
От белого
Красный
Серебряный
Тан
Белый
Желтый
Регулируемый
Высокая
Низкий
Переменная
Показаны 1 — 24 из 144 продуктов
Вид:
Фильтры
1 3/4-дюймовые пули
1/2-дюймовые палочки
1×3-дюймовые палочки PG
3/4-дюймовые палочки
5/16-дюймовые клюшки
5/8-дюймовые палочки Q
5/8-дюймовые палочки
5/8-дюймовые TC Sticks
50-граммовый картридж
Объемный клей
Зашивка ковров
Прихватка ковров
Шаблоны столешницы
Ремесло
Гипсокартон
Электроника
Плиссировка фильтра
Общее назначение
Взвешивание гольф-клуба
липкий клей
Паркетный пол
Заполнение узла
Маркировка
Ламинирование
Упаковка
Ремонт вмятин без покраски (PDR)
поп-дисплей
Инкапсуляция
Сборный бетон
Сборка продукта
Съемный
Песчаное ядро
Специальность
Распыляемый
Деревообработка
картон
Ковер
Цемент
Заготовка с покрытием
Гипсокартон
Ткань
Мыло
Общий
Стакан
Металл
Пластик
Винил
Древесина
3М
Рекламные технологии
ФастенМастер
Связь Бесконечности
Силовые клеи
Сурбондер
Янтарь
Бежевый
Черный
Кроваво красный
Синий
Коричневый
чистый
Кола
Темно-синий
Темно-зеленый
Блестящее золото
блестящий зеленый
блестящий красный
блестящее серебро
Золото
Зеленый
Светло-синий
Светло-зеленый
Легкий загар
Светло-желтый
Дуб
От белого
Красный
Серебряный
Тан
Белый
Желтый
Регулируемый
Высокая
Низкий
Переменная
Пистолеты для горячего клея должны быть согласованы с правильным размером стержня горячего клея для правильной работы. Вот наиболее распространенные размеры стержней горячего клея. Если вам нужна дополнительная информация, ознакомьтесь с нашим подробным руководством по выбору правильного размера стержня горячего клея.
Наиболее распространенные размеры стержней для горячего клея
5/16-дюймовые стержни для горячего клея, также называемые 7-миллиметровыми или «мини-клеевыми стержнями»
1/2-дюймовые стержни для горячего клея, также называемые 11-миллиметровыми или 12-миллиметровыми » Горячие клеевые стержни — также называемые 15 мм
1-дюймовые термоклеевые стержни, также называемые клеевыми стержнями PG
1,75-дюймовые термоклеевые стержни, также называемые 43-миллиметровыми клеевыми стержнями
Пластик может быть очень сложной подложкой для склеивания, особенно пластики PE (полиэтилен) и PP (полипропилен). . После тестирования более ста различных составов SuperTAC 500 показал, что обеспечивает наиболее прочное сцепление с широким спектром пластиковых подложек.
Количество вариантов может быть ошеломляющим, когда дело доходит до выбора лучшего термоклея-карандаша для вашего применения. Чтобы выбрать лучший термоклеевой стержень, попробуйте найти ответы на следующие вопросы ниже, чтобы сузить круг поиска идеального продукта.
Какие основания я склеиваю?
Какое время открытой выдержки мне необходимо (короткое, среднее)
Существуют ли какие-либо особые потребности для моего применения (т.е. устойчивость к замораживанию, высокая термостойкость, цвет и т.д.)
В противном случае, упаковка образцов термоклея являются отличным недорогим способом протестировать ряд различных составов, и вы всегда можете обратиться за советом к эксперту по термоклеям.
Высокотемпературные клеевые стержни (также называемые стандартной температурой) распределяются между 325F и 400F. Низкотемпературные клеевые стержни обычно распределяются между 250F и 300F. Полное руководство по температурам термоклеевых стержней можно найти в нашем руководстве по высокотемпературным и низкотемпературным термоклеевым стержням.
Горячие клеевые стержни в Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Выберите 2 или более продуктов для сравнения характеристик.0003
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций сравнение.
Компания «SAVINSNAME» является Российским производителем фрезерных станков с ЧПУ для хобби и бизнеса. Современная модель построения и архитектура станков компании позволяет совмещать в себе простое устройство машин с высокими показателями точности, надежности и безотказности в работе. Продукт компании отвечает всем международным требованиям в области охраны труда, техники безопасности и экологической безопасности.
На данный момент компания изготовила и поставила более десяти тысяч единиц оборудования на внутренний рынок страны и за ее пределы. За пять лет активной работы компания увеличила производственные мощности предприятия до пяти тысяч единиц фрезерных станков с ЧПУ в год и имеет потенциал увеличения объемов производства вдвое в течении трех – пяти месяцев. Производственные площади предприятия находятся на территории технопарка в городе Краснодар и составляют 1500 кв. м. Численность высококвалифицированных сотрудников компании составляет более пятидесяти человек. В собственности компании современный парк станков тяжелого машиностроения с числовым программным управлением, оборудование легкого машиностроения, собственный парк машин и складской техники. Компания располагает складом комплектующих позволяющий в кратчайшие сроки реагировать на спрос производимой продукции и в разы наращивать объемы производства. Многолетний опыт работы и налаженные связи с поставщиками, так же позволяют в кратчайшие сроки увеличить объем поставок комплектующих необходимых для серийного и массового производства.
Также для клиентов компании доступны офисы продаж в Москве, Санкт-Петербурге и Казани, в офисах продаж станки всегда есть в наличии, что дает возможность клиентам приехать лично ознакомиться с оборудованием, увидеть станок в работе и получить подробную консультацию от менеджеров компании.
Выпускаемое оборудование компании SAVINSNAME практически полностью состоит из отечественных комплектующих, что позволяет уверенно держать курс на развитие предприятия и принимать серийные заказы для государственных и муниципальных учреждений.
История
В 2017 году был собран первый фрезерный станок с ЧПУ линейки Start призванный закрыть потребность рынка в качественном, надежном и доступном оборудовании для предпринимателей малого и среднего бизнеса. Уже в 2020 году было произведено более двух тысяч фрезерных станков на собственном предприятии в городе Краснодар. В 2021 году были открыты офисы продаж в Москве, Санкт-Петербурге и Казани, что позволило увеличить показатели продаж до четырех тысяч единиц за год. За пять лет мы произвели и поставили клиентам более десяти тысяч фрезерных станков с ЧПУ, научили их правильной и безопасной работе. Тысячи клиентов по всей стране начали свой бизнес или освоили новое направление для себя вместе с нашим оборудованием.
Офис продаж г. Санкт-Петербург
Характеристика производственной деятельности предприятия
Сегодня наши производственные мощности — это более 2000 кв. м. производственных площадей, десятки единиц современного металлообрабатывающего оборудования и команда квалифицированных специалистов. Сегодня мы готовы производить по пять тысяч станков в год.
Участок сборки фрезерных станков с ЧПУ
Цех механической обработки металла
Фрезерные станки с ЧПУ компании Savinsname позволяют каждому пользователю в кратчайшие сроки освоить безопасные методы и приемы работы на фрезерных станках с ЧПУ, получить основы программирования станков с ЧПУ и работы в CAD системах, уйти от монотонного ручного труда, увеличить количество и качество выпускаемой продукции.
Участок тестирования готовой продукции
Контроль качества фрезерных станков с ЧПУ
Оборудование предназначено для работы с древесиной различных пород, фанерой, ДСП/ЛДСП, МДФ, пластиком, акрилом, орг. стеклом, ПВХ и другим схожим по твердости материалом. Возможно использовать как для двухмерной резки различных форм, так и для сложных трехмерных объемных изделий
Демонстрация фрезерного станка с ЧПУ
Сегодня у нас 2 линейки фрезерных станков с ЧПУ, 16 модификаций станков с возможностью установки различных дополнительных опций. Все это позволяет нам выгодно отличаться на фоне производителей подобного оборудования из других стран.
Уже пять лет мы производим оборудование по международным стандартам качества, экологической безопасности, стандартам труда и охраны здоровья. Мы имеем сертификаты соответствия международным требованиям стандарта ISO 9001, ISO 14001, ISO 45001. Вся наша продукция проходит многоступенчатый контроль качества, имеет сертификаты соответствия и полностью отвечает всем современным требованиям в сфере производства фрезерных станков с ЧПУ.
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Фрезерный станок с ЧПУ Wattsan 0609 MINI
Рабочее поле
600×900 мм
Мощность шпинделя
1. 5 кВт
Цанговый патрон
ER-11
Скорость передвижения портала
15000 мм/мин
Все характеристики
Дополнительная комплектация
DSP-контроллер RichAuto A11
Цена по запросу
Датчик высоты инструмента
Цена по запросу
Весь перечень комплектации
Цена
под заказ
из наличия
311 000 ₽
304 000 ₽ под заказ
332 000 ₽
Описание Wattsan 0609 MINI
Рабочее поле
600×900 мм
Настольный фрезерный станок для обработки материалов небольшой площади.Идеально подходит для быстрого запуска производства. Несмотря на то, что модель относится к младшей серии фрезерных станков с ЧПУ, с ее помощью на высочайшем уровне решаются непростые производственные задачи.
БЕЗГРАНИЧНОЕ ТВОРЧЕСТВО
Ваше хобби выйдет на новый уровень, и превратится в бизнес. От собственного производства изделий, до мастер-классов в коворкингах и обучения в школах.
Wattsan 0609 MINI отлично подойдет для выполнения экспресс-заказов.
Станок вдохновляет на создание произведения искусства.
Европейское качество по доступной цене
Описание преимуществ Wattsan 0609 MINI
Самый популярный ЧПУ фрезер
«Этот фрезерный станок — сердце нашего производства, от него мы строим все свои производственные процессы, потому что он работает четко, по времени, и надо придерживаться его ритма».
«Мы его взяли как только открыли мастерскую, даже не определившись что именно будем на нем делать. Сначала мы пользовались им просто для хобби, а потом поняли, что это один из главных станков для производства и загрузили его на столько, что на данный момент он работает с 8-00 до 22-00 вечера».
Анастасия БОРЩ TV
Преимущества Wattsan 0609 MINI
Продвинутый DSP-контроллер
По вашему желанию мы установим DSP-контроллер RichAuto A11.
Обеспечивает работу с фрезерным станком без компьютера. От базового контроллера отличается:
более высокой степенью надежности,
увеличенным объемом памяти,
повышенной производительностью,
большим функционалом.
Отдельные преимущества Wattsan 0609 MINI
Непоколебимая прочность
Wattsan 0609 MINI
В процессе эксплуатации металлоконструкции станков подвергаются различным нагрузкам: статическим, динамическим, циклическим. Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку.
Стержень станка
Шпиндель
На станке Wattsan 0609 MINI в стандартной комплектации установлен шпиндель 1,5 кВт.
Станок сконструирован с запасом прочности для установки шпинделей больших мощностей. Можно установить шпиндель мощностью 2,2 кВт.
Шарико-винтовая пара
По оси Z реализована шарико-винтовая пара с запасом по ширине и жесткости, что позволяет модифицировать мощность шпинделя.
Высота подъема шпинделя по оси Z — 10 cм
Установите шпиндель мощностью 2. 2 кВт и ускорьте производство на 30%
Отдельные преимущества Wattsan 0609 MINI
Фрезеровка роботом
Направляющие
Защита от повреждений
Фрезеровка роботом
Wattsan 0609 MINI
Отверстия под направляющие
В станках Wattsan направляющие под косозубые рейки и отверстия для крепления линейных направляющих фрезеруются на высокоточном фрезерном оборудовании с автосменой инструмента.
Станки Wattsan оборудуются направляющими HIWIN.Они отличаются своим качеством и надежностью, в отличие от аналогов.
Фрезеровка площадок под направляющие выполняется роботом, что гарантирует исключительную точность и надежность.
Рельса и каретка
Рельса. Четыре замкнутых ряда подшипников на 30% превосходят аналогичные конструкции по грузоподъемности и жесткости.
Каретка. Благодаря размещению подшипников, между рельсами и кареткой достигается предельно точное линейное перемещение.
Защита от повреждений
Wattsan 0609 MINI
Каждый элемент станка продуман до мелочей
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей. 80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
Wattsan 0609 MINI
Габариты
Вес
140 кг
Рабочее поле
600×900 мм
Габариты (ДхШхВ)
915х1210х740 мм
Механика
Точность позиционирования
0. 02 мм
Ширина направляющих
HIWIN 20 мм
Количество осей
3
Скорость передвижения портала
15000 мм/мин
Высота подъема шпинделя по оси Z
100 мм
Шаговые двигатели
двухфазные
Станина
Станина
Цельнолитая чугунная
ПО
Тип подключения
DSUB / USB
Шпиндель
Охлаждение шпинделя
Водяное
Скорость вращения шпинделя
24000 об/мин
Мощность шпинделя
1. 5 кВт
Цанговый патрон
ER-11
Комплектация
Паспорт станка
1 шт
Водяная помпа
1 шт
Фрезерный станок
1 шт
Блок управления
1 шт
Система управления
1 комплект
Набор фрез
1 комплект
Цанги
1 комплект
Прижимы
4 шт
Гаечные ключи
2 шт
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
Дополнительная комплектация
Wattsan 0609 MINI
Стабилизатор напряжения
Цена по запросу
Шпиндель 2,2 кВт
Цена по запросу
Чиллер S&A СW-3000
Цена по запросу
Система удаления стружки (аспирация) JET DC-900A
Цена по запросу
Щетка аспирации
Цена по запросу
Гибкий воздуховод аспирации
Цена по запросу
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
Часто задаваемые вопросы
Да, мы предлагаем нашим клиентам профессиональное сервисное обслуживание всего приобретенного у нас оборудования. Для вас наши цены на эти услуги будут ниже рыночных. Гарантируем.
В принципе фрезеровать можно любой металл, даже углеродистую сталь, все зависит от фрезы и мощности шпинделя. Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени.
Если мы говорим о раскрое и фрезеровке, то тут уже имеются ввиду мягкие металлы, такие как:
алюминий,
латунь,
медь.
Конечная цена доставки рассчитывается индивидуально, в зависимости от адреса.
Обратитесь ко мне и я помогу с примерной стоимостью. Узнать о времени доставки можно тут.
Основной причиной поломок наших станков является непрофессиональный подход. Да и то в этом случае зачастую из строя выходят расходные материалы или механизмы, которые вы всегда можете у нас приобрести.
По вопросам правильного обращения с нашими фрезерными станками вы можете писать или звонить в нашу службу технической поддержки по единому телефону: +7 (800) 777-17-87
Выбор лазерного станка — мнение эксперта на сайте WoodTec
При покупке лазерного оборудования для производства или хобби каждый сталкивается с непростым выбором, большим количество моделей, обширной размерной линейкой и мощностью лазерных трубок.
Большой опционал данных станков так же заставит подумать, что для чего и будет ли полезно в производстве.
В данной статье мы постараемся разобрать все аспекты оборудования и помочь с выбором отвечающим всем требованиям производства.
Сразу стоит разобраться, в каких отраслях используется лазерно-гравировальное оборудование:
Сувенирная продукция.
Лазерные станки давно и надежно себя зарекомендовали в производстве сувенирной продукции. Благодаря бесконтактной обработке становится возможным осуществление гравировок на готовых изделиях различных размеров, таких как шкатулки, бутылки, упаковочные коробки, так и достаточно маленьких изделиях, USB-носителях, ручках, брелоках.
Информационная и наградная продукция.
На входе в любой магазин, кафе, офисное или административное здание нас встречает табличка с режимом работы, названием организации и контактная, адресная информация. Такие таблички очень удобно и быстро делать на лазерном станке из двухцветного гравировочного пластика, либо из металла со специальным напылением для лазерной гравировки. Наградные сертификаты, дипломы, выполненные из двуслойного пластика, размещенного в рамке или на деревянной плакетке, выглядят на много серьезнее и презентабельнее, в отличие от бумажного носителя.
Рекламная продукция.
Изготовление декоративных элементов для интерьерной и наружной рекламы. При работе с акрилами и оргстеклом после обработки на детали получается глянцевый торец, не остается радиусов от фрезы. На много проще вырезать сравнительно не крупные элементы. Изготовление подставок под продукцию и диспенсеров.
Резка фанеры и шпона.
Лазерная резка очень распространена в оформлении интерьеров. Изготовление радиаторных решеток, вентиляционных накладок, оформление, декорирование мебели – изготовление дополнительных накладных элементов. Как правило, это очень тонкие и хрупкие элементы и на фрезерных станках с ЧПУ очень сложно изготовить подобные вещи, так как идет механическое воздействие на материал, возможна вибрация из-за которой достаточно сложно избежать сколов на материале и сломанных элементов. Не стоит забывать и самостоятельных предметах интерьера – настенные бра, эксклюзивные абажуры для торшеров. Свадебные рамки, имена любимых, памятные надписи и многие подобные элементы также изготавливают на лазерных станках. Изготовление детских игрушек-конструкторов сложно представить себе без лазерного станка.
Лазерная резка шпона. Производство маркетри, инкрустация, технология, которая достаточно давно и надежно заняла свою нишу в оформлении интерьеров. Вспомним Эрмитаж или Оружейную палату, в которых можно встретить большое количество предметов мебели и элементов интерьера, украшенных по данным технологиям. По сей день мебель, стеновые панели, двери, украшенные по технологии маркетри, пользуется большим спросом и является признаком богатства и благополучия. Производство маркетри считается очень трудоемким процессом. При механической обработке, лобзиком или ножом, шпона очень сложно избежать сколов и сломанных элементов. Лазерная, бесконтактная резка шпона позволяет значительно ускорить процесс изготовления элементов и избежать брака в производстве.
Упаковка – резка картона и поролона.
Изготовление упаковки на лазерных станках уже мало кого удивляет. Быстрое и простое программирование станка позволяет не привязываться к тиражам, нет необходимости настраивать сложные линии подачи материалов, не надо привязываться к матрицам. Бесконтактная обработка не оставит заломов материала. В отличие от планшетных плоттеров, которые обрабатывают материалы механически, лазерный станок не сдвинет материал.
Данный список с легкостью можно продолжить, на данный момент практически не осталось отраслей и направлений где не используют лазерные станки.
Как же выбрать лазерный станок на свое производство, который ответит всем требованиям?
После того как мы определились с конкретными задачами в производстве, становится понятно с какими материалами предстоит работать.
Выбор рабочей зоны.
Для начала необходимо определиться с размером рабочей зоны. В стандартной линейке WoodTec 6 типоразмеров станков:
Лазерные станки WoodTec закрытого типа (с крышкой)
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 4040 с зоной обработки 400х400 мм
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1060 с зоной обработки 1000х600 мм
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1390 с зоной обработки 1300х900 мм
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1510 с зоной обработки 1500х1000 мм
Лазерные станки открытого типа (с открытой зоной обработки, лазерная трубка расположена в портале)
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1325 с зоной обработки 1300х2500 мм
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1625 с зоной обработки 1600х2500 мм
Первая цифра в артикуле лазерного станка обозначает ширину зоны обработки. Это наиболее важное значение, при выборе лазерного станка в номенклатуре WoodTec. Во всех станках закрытого типа, за исключением лазерно-гравировального станка с ЧПУ WoodTec LaserStream WL 4040 с зоной обработки 400х400 мм, есть технический зазор, в передней части станка между крышкой и станиной, в задней части станка в станине, для протяжки материалов по длине. Высота зазора 50мм. Выбирая станок под свои задачи, не стоит забывать о том, что можно столкнуться с нестандартными заказами. Больший размер рабочей зоны, поможет Вам выполнить больший спектр задач поставленных перед Вашим производством.
Выбор лазерной трубки.
После выбора типоразмера лазерного станка очевидным становится выбор лазерной трубки. На всей линейке лазерных станков WoodTec, за исключением настольной серии, установлены лазерные трубки RECI. Лазерные трубки данной марки давно себя зарекомендовали на российском и международном рынке. Лазерные трубки RECI отвечают российским и международным стандартам. Сразу стоит обратить внимание на серию лазерных труб, на данный момент последняя серия лазерных трубок Reci имеет маркировку «W». Перейдем к маркировке и обозначению лазерных трубок:
RECI W1 мощность трубки 75-90Вт. Рабочая мощность 80Вт
RECI W2 мощность трубки 90-100Вт. Рабочая, максимальная, мощность 100 Вт
RECI W4 мощность трубки 100-130Вт. Рабочая, максимальная, мощность 130 Вт
RECI W6 мощность трубки 130-150Вт. Рабочая, максимальная, мощность 150 Вт
RECI W8 мощность трубки 150-180Вт. Рабочая, максимальная, мощность 180 Вт
На что влияет и какой мощности выбрать трубку под свои задачи. Есть множество таблиц по рекомендованным режимам резки, того или иного материала, у специалистов нашей компании и на просторах интернета. Возьмем в пример следующие показатели:
Для лазерной трубки RECI W2
Материал
Режим
Скорость, мм/сек
Мощность, %
Дополнительно
Фанера 3 мм макс.
Резка
25
100
Сорт 1/1
Фанера 3 мм норм.
Резка
18
80
Сорт 1/1
Фанера 3 мм
Гравировка
150 — 250
8 — 12
Сорт 1/1
Фанера 5 мм норм.
Резка
13
80
Сорт 1/1
Фанера 6 мм макс.
Резка
10
100
Сорт 1/1
Акрил 8 мм
Резка
8
80
Нужен сильный обдув. Стандартный компрессор не справляется.
Имея такие данные уже проще выбрать необходимую лазерную трубку под свои задачи.
Кто-то задастся вопросом, а зачем же тогда такая линейка лазерных трубок, если одна трубка RECI W2 справляется с таким большим количеством материалов на, сравнительно, не низких скоростях? Ответ на этот вопрос лежит на поверхности, чем выше мощность лазерной трубки, тем выше показатель скорости при обработке материалов, на тонких материалах выше скорость и меньшая мощность необходима для резки, а это в свою очередь продлит срок службы лазерной трубки.
Очень часто при резке фанеры сталкиваются со следующей проблемой: станок режет, все хорошо, но в некоторых местах материал не прорезан. Иногда на листе это бывает не большой участок, а иногда по всему листу фанеры таких участков встречается очень много. Первая мысль оператора – ну вот и настала пора меня лазерную трубку. Или другой вариант первой мысли оператора – как так, новый станок, а трубка уже не работает. Фанера это слоеный материал, даже если фанера сорта 1/1, в сердечник «пихают все», что не удалось пустить даже на 4/4. Соответственно сучков там огромное количество, а на сучках плотность древесины на много выше, отсюда и получаются пробелы в резке. Чем толще фанера, тем больше слоев, тем больше вероятность того, что на одном участке попадется сучок.
И вот тут придет на помощь запас по мощности лазерной трубки. Немного занизив скоростные показатели и сохранив при этом мощностные характеристики можно избежать таких проблем. Соответственно чем мощнее лазерная трубка, тем менее будет потеря в скорости обработки. Есть мнение, чем мощнее лазерная трубка, тем менее качественная гравировка. Связано это с тем, что чем выше мощность, тем больше диаметр выходного луча из трубки, соответственно и я больше будет диаметр луча после фокусировке.
Операторы делятся на два типа:
ленивые, как достали стандартный заводской щуп, для измерения фокусного расстояния, пользуются им для всех задач, будь то резка оргстекла 10 мм, будь то гравировка.
опытные, готовят щуп для измерения фокусного расстояния под различные толщины индивидуально.
Как мы знаем, лазерный луч, после прохода через линзу, преобразуется из прямого потока в коническую форму, соответственно имеет самое узкое место. Правильно выставив фокусное расстояние, разницу в гравировке на разных трубках будет заметить сложно.
Во все лазерные станки WoodTec, кроме настольного станка WoodTec LaserStream WL 4040, можно установить практически любую лазерную трубку из линейки RECI. Даже в самый небольшой станок, можно поставить самую мощную лазерную трубку. Сняв боковую накладку, с отсека лазерной трубки, мы значительно увеличим его пространство. Саму трубку, которая будет выступать за габариты станка, прикрывают защитным кожухом. Лазерные станки, лазерные трубки и блоки высокого напряжения для них, всегда в наличие на наших складах. По этому, мы, компания WoodTec, соберем именно такой станок, который нужен именно под Ваши задачи, а не как у наших конкурентов – либо в такой комплектации как сейчас на складе, либо под заказ со сроком поставки минимум 3 месяца.
Выбор охлаждения.
Само собой любой лазерной трубке нужно охлаждение. В случае с трубками RECI W охлаждение жидкостное. С этой задачей отлично справляется промышленный аппарат для охлаждения и циркуляции жидкости – чиллер. Индустриальные чиллеры, которыми комплектуются лазерные станки WoodTec, поставляются с известного завода S&A. Данные чиллеры, S&A, поставляются на российский и международный рынок уже более 14 лет и за это время зарекомендовали себя надежными промышленными аппаратами. Бесперебойная циркуляция жидкости, поддержка температуры в заданном диапазоне, самые важные качества для чиллера. К лазерным станкам WoodTec с трубками мощностью до 100Вт мы рекомендуем ставить чиллер S&A CW-3000, к трубкам от 100Вт до 180Вт чиллер с фреоновым хладагентом S&A CW-5200.
Необходимость сотового стола. Все станки из номенклатуры WoodTec, опционально могут быть оснащены сотовым столом. Сотовый стол незаменим при работе с тканевыми материалами, резке бумаги, искусственной кожи, мягких, гибких материалов. В базовой комплектации в рабочей зоне станка установлены ламели (ребра) с шагом 35мм. При работе с крупными деталями или твердыми материалами этого может быть достаточно. Многие операторы сталкивались с проблемой, когда средняя по размерам деталь, после обрезки по контуру, наклонялась на бок на ламели и не выпадала из материала, при повторном проходе лазерной головы в этом участке, лазерный станок «спотыкался» об нее и сдвигал материал. Тканевые, мягкие или гибкие материалы могут провисать под собственным весом или под напором воздуха, выходящего из сопла лазерной головы (фокусная трубка). Также сотовый стол будет полезен при работе с маленькими элементами из твердых материалов. Например, в интерьерной рекламе при изготовлении декоративных табличек, с наклеиваемыми отдельными элементами, маленькие буквы, знаки препинания и прочие элементы могут проваливаться между ламелями в зону удаления мусора. При изготовлении сувенирной продукции на много удобнее базировать шаблоны на сотовом столе.
Подъемный механизм. Модели станков WoodTec могут быть с опцией подъёмного стола, которая устанавливается сразу на заводе в момент изготовления. На станок установлен механизм подъема и опускания стола нажатием кнопке на пульте управления. Данная опция очень полезна для гравировки на изделиях с большой толщиной, таких как шкатулки, бутылки, для установки оснастки для гравировки изделий, а также, для установки поворотного механизма.
Поделиться ссылкой:
Написать письмо директору
Написать письмо директору
Лазерные станки для макетов и архитектурных моделей зданий и сооружений
Новости
Макетирование — процесс создания миниатюрных копий различных объектов, транспорта, оборудования. С помощью макетов удается представить все особенности объекта в удобном для просмотра формате.
Архитектурные и промышленные макеты востребованы не только на рынке недвижимости на презентациях, инвестиционных семинарах и партнерских встречах. Они экспонируются в музеях, представляют достопримечательности городов и районов.
Технологии изготовления архитектурных макетов
Для изготовления архитектурных макетов зданий и сооружений могут применяться различные материалы и технологии. Методы ручной резки требуют много времени и больших трудовых затрат. Современные авторские макеты, которые полностью изготовлены вручную, стоят очень дорого и не являются объектом коммерческого использования.
В коммерческих целях применяются лазерные станки для резки, которые работают с различными материалами и позволяют получить детали идеальной формы, точно соответствующие чертежам.
Основу для современных макетов составляет оргстекло, дерево, пластик. С помощью станка лазерной резки удается изготовить объекты любого уровня сложности за минимальный промежуток времени.
Этапы производства архитектурных макетов
На основе генерального плана объекта, чертежей, фотографий создаются чертежи для последующей лазерной резки.
Выставляются необходимые настройки у оборудования, размещаются материалы, осуществляется резка.
Получившиеся детали подготавливаются к покраске, готовятся декоративные элементы макета, делается подмакетник, прорабатывается ландшафт.
Осуществляется сборка, электрификация, размещаются элементы декора (деревья, люди, автомобили).
Готовый макет помещается под стеклянный купол, который защитит его от внешних воздействий во время транспортировки.
Станок для гравировки лазером способен на основе чертежей изготавливать элементы с любым уровнем детализации. Оборудование позволяет настраивать мощность излучения и получать интересные декоративные эффекты. Большой выбор настроек обеспечивает высокую степень привлекательности готовых макетов.
Преимущества применения лазерных станков для макетирования
Лазерный гравировальный станок не деформирует материалы, осуществляет резку с высокой точностью и минимальной погрешностью.
Полученные детали нет необходимости подвергать длительной процедуре контроля: станок строго соблюдает все указанные размеры, края деталей получаются ровные и гладкие, не требующие дополнительной обработки.
Объем отходов материала небольшой: оборудование компактно размещает на листе все детали.
Техника позволяет реализовывать самые сложные проекты и изготавливать детали нестандартной формы, проводить не только резку, но и гравировку.
Работает лазерный гравировальный станок быстро и точно. Он позволяет сократить сроки изготовления макетов на 30-40 %. Затраты на оборудование быстро окупают себя. Оборудование не требует сложного и дорогостоящего ухода, работает стабильно, адаптировано к интенсивным нагрузкам.
При использовании лазерного станка для изготовления архитектурных макетов важно контролировать настройки и следить за качеством цифрового материала, на основе которого работает станок. Если чертежи подготовлены грамотно, то риски бракованных деталей практически сведены к минимуму.
Контроль процесса резки и гравировки через компьютер позволяет оптимизировать многие процессы макетирования. Типовые элементы можно использовать для разных проектов, не воспроизводя их с нуля.
Любое копирование информации с сайта sign-service.ru должно производится с ссылкой на источник и с согласия администрации ресурса.
Читайте также
Новости
Фрезерные граверы против лазерных
Гравирование – это обработка поверхности до получения определенного рисунка. Современное оборудование отличается широкой функциональностью, поэтому мастера могут создавать сложные узоры практически на любых материалах.
Читать
Новости
Интерьерный принтер от САЙН СЕРВИС — эффективный рекламный инструмент
С интерьерной полиграфией каждый человек сталкивается повсюду — городские витрины, помещения магазинов и других общественных мест, дома и офисы. К широкоформатной полиграфии, предназначенной для размещения на стенах внутри интерьеров предъявляются повышенные требования по цветопередаче и разрешению.
Читать
Новости
Автоматизация производства мебели с помощью станков с ЧПУ
Значительно повышают производительность труда фрезерные станки способные в автоматическом режиме производить смену инструмента. Использование такого станка позволяет в непрерывном режиме произвести, как черновые работы, так и чистовые.
Читать
Новости
Использование фрезерного станка с ЧПУ для обработки алюминия
Алюминий материал достаточно молодой, его стали относительно недавно использовать в промышленных масштабах. Несмотря на новизну, материал прижился, его достаточно активно применяют в авиастроении, в строительной индустрии и прочих сферах промышленной деятельности.
Читать
Новости
Изготавливаем печати и штампы при помощи лазерного гравера
Возможности лазерного оборудования поистине поражают воображение, но, несмотря на широкий функционал, в большинстве случаев на этом оборудовании изготавливают различные штампы и печати. Данный вид деятельности позволяет наиболее полно загрузить купленное оборудование, и обеспечивает достаточно быструю его окупаемость.
Читать
Последние новости
Технологичное оборудование для изящной работы с металлом
Обзор интерьерных принтеров
Как выбрать и купить шпиндель для станка ЧПУ
Режущий плоттер – основа производства рекламной продукции
Фрезерные станки: особенности конструкции
Как использовать термопресс для кружек?
Линейка лазерных станков
| Epilog Laser
Laser Machine:
Максимальная площадь гравировки:
Толщина материала:
Типы лазерных трубок:
Мощность лазерной трубки:
Драйвер принтера и программное обеспечение:
Внутренняя память:
Режимы работы:
Система камеры IRIS™:
Максимальная скорость гравировки (дюймы/метры в секунду):
Ускорение:
Сверхтихие вентиляторы охлаждения:
Связь:
Система движения:
Отслеживание работы:
Автофокус:
Сенсорный экран:
Индикатор состояния:
В комплекте Таблица:
Откидная дверь:
Воздушный компрессор:
Защитные элементы:
Класс:
24 x 12 дюймов (610 x 305 мм)
7 дюймов (178 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 : 30 или 40 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
1 надбавка
60 дюймов в секунду (1,5 м/с)
3,5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Высокоскоростные шаговые двигатели
В комплекте
В комплекте
В комплекте
—
Сотовый стол для резки
—
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
24 x 12 дюймов (610 x 305 мм)
7 дюймов (178 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 30, 40, 50 или 60 Вт Волокно: 30 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
1 накладные расходы
120 кадров в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
Сотовый стол для резки
—
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
24 x 24 дюйма (610 x 610 мм)
10 дюймов (254 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 : 40, 50 или 60 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладных
120 кадров в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
Сотовый стол для резки
—
Не включено
Включено
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
36 x 24 дюйма (914 x 610 мм)
10 дюймов (254 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 : 50 или 60 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладных
120 кадров в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
Включено
В комплекте
—
Сотовый стол для резки
—
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
24 x 24 дюйма (610 x 610 мм)
9 дюймов (228 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 60 или 80 Вт Оптоволокно: 30 или 50 Вт Двойной источник: 60 Вт CO 2 и 300 Вт7 Волоконно
Laser Dashboard™, диспетчер заданий Epilog™
Хранить несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 кадров/с/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
Включено
CO2 — Решетчатый стол для резки, оптоволокно/двойной — Рабочий стол
В комплекте
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
36 x 24 дюйма (914 x 610 мм)
9 дюймов (228 мм)
CO 2 : Металлокерамическая волноводная трубка с воздушным охлаждением, 10,6 мкм Оптоволокно (только двойной источник): С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 60 или 80 Вт Двойной источник: 60 Вт CO 2 и 30 Вт оптоволокно или 80 Вт CO 2 & 900 Вт7 оптоволокно 2 и 30 Вт оптоволокно
Laser Dashboard™, Epilog Job Manager™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 кадров/с/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
В комплекте
CO2 — Решетчатый стол для резки, двойной — Рабочий стол
В комплекте
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
48 x 36 дюймов (1219 x 914 мм)
12,25 дюйма (311 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 80 или 120 Вт Двойной источник: 120 Вт CO 2 и 50 Вт Волокно
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 кадров/с/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
CO2/Dual — Рабочая пластина Таблица
В комплекте
В комплекте
В комплекте
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
Технические характеристики и конфигурации продукта могут быть изменены без предварительного уведомления.
Лазерная резка при создании архитектурных моделей
Перейти к содержимому
Лазерная резка в создании архитектурных моделей
От концепции до безупречной точности архитектурной модели всего один шаг при использовании ультрасовременных технологий. Станки лазерной резки сегодня успешно используются для создания различных архитектурных моделей.
От создания дизайнерских моделей в графической программе до готовой модели, материальной архитектурной модели, использование станка для лазерной резки при построении архитектурных моделей предлагает оптимальную процедуру для всего этого творческого процесса.
Процесс быстрый и эффективный, его можно гибко использовать для широкого спектра материалов. Кроме того, станки для лазерной резки отличаются низкими эксплуатационными расходами, коротким временем обработки и высокой производительностью.
Как профессиональные архитекторы, мы используем станки для лазерной резки, чтобы быстро и легко преобразовывать проекты в материальные модели. С помощью этих станков можно быстро и легко резать широкий спектр материалов.
Мы делаем дизайн в специальных программах, таких как САПР, и в соответствии с требованиями заказчика, чтобы затем цифровую модель можно было преобразовать в физическую архитектурную модель путем разрезания различных частей в 3D.
Интеллектуальные программные решения делают возможной автоматическую и точную обработку деталей моделей.
Мы часто используем станки лазерной резки для следующих типов архитектурных моделей:
– архитектурные модели домов – архитектурные модели жилых кварталов – архитектурные модели многоквартирных домов и торговых центров – архитектурные модели с обзором – модели храмов и культовой архитектуры – подарочные модели – торговые и выставочные модели – модели для залов, заводов и складов – городские модели
Какие материалы можно использовать для лазерной резки?
Лазерная резка подходит для широкого спектра материалов, включая картон и полистирол, два типа которых часто используются в архитектурных моделях. Мы также используем лазерную резку следующих материалов:
– обычный пластик, в основном акрил (плексиглас) – бумага, картон – дерево – текстиль – пенопласт – фольга – МДФ
Использование лазерной резки при изготовлении архитектурных моделей , мы можем использовать различные материалы, обработанные по-разному. Технология лазерной резки дает ряд преимуществ при создании архитектурных моделей благодаря чрезвычайно точным результатам и точно обрезанным краям при работе с различными материалами.
Поскольку процесс бесконтактный, это позволяет выполнять деликатную обработку даже тонких и деликатных материалов. Постобработка больше не требуется. В зависимости от выбранного материала используются различные методы, такие как лазерная резка пламенем, лазерная резка плавлением или сублимационная резка (алюминий, бумага, картон, пластик или камень).
Новые станки для лазерной резки также делают возможной лазерную гравировку. Это помогает маркировать или структурировать материалы за один шаг, после чего они обрезаются с точностью без необходимости перемещения материалов. Мотивы, логотипы, этикетки и коды или надписи могут быть нанесены на различные материалы и являются постоянными, устойчивыми к истиранию.
Преимущества лазерной резки
Лазерная резка при построении архитектурных моделей чрезвычайно точна благодаря современным станкам. Гибкость, экономичность и экономия времени, простота использования и высокое качество результатов дают огромные преимущества, когда речь идет о построении архитектурных моделей.
Гибкость
Независимо от того, идет ли речь о лазерной гравировке или лазерной резке, этот процесс можно использовать для широкого спектра различных материалов, а также для специальных форм и тонких разрезов.
Максимальная точность
Технология лазерной резки отличается максимальной точностью. Вырезанные и размеченные детали можно использовать сразу и без какой-либо постобработки.
Максимальная эффективность
Благодаря короткому времени обработки, высокой степени автоматизации и простоте использования лазерные фрезерные станки относятся к наиболее эффективным технологиям обработки материалов.
Деликатный процесс
Поскольку процесс лазерной резки при создании архитектурных моделей является бесконтактным, он особенно деликатен при работе с тонкими материалами, такими как полистирол или картон.
Пресс листогибочный с числовым программным управлением ИР1428Ф3 предназначен для свободной многооперационной гибки листовых материалов, полосового проката. Применяется в машиностроении.
Благодаря датчику угла изгиба при помощи станка выполняется предельно точный, надежный гиб. Исполнение алгоритма управления прессом с ПУ обеспечивает микропроцессорное устройство. Сварная станина позволяет минимизировать деформирование при гибке.
ИР1428Ф3 оснащен современной электроникой, модульной аппаратурой, позволяющей обеспечить большой объем памяти. Система ЧПУ имеет удобный интерфейс.
3 скорости обработки металлических листов;
оснащен четырьмя управляемыми координатами;
гидропривод выполнен на основе комплектующих Rexroth;
надежная система ЧПУ — Delem DA-66W;
релейно-числовая система управления;
размеры ползуна и рабочей поверхности — 3150 мм;
главный привод имеет мощность пять с половиной киловатт.
Недорого и выгодно купить гидравлический листогибочный пресс ИР1428Ф3 можно в ООО «Гигант». Чтобы оформить заявку — позвоните нам. Наши менеджеры предоставят бесплатные консультации о функционале, технических характеристиках агрегата.
Работа без посредников, отлаженная логистика позволяют снизить розничные цены на оборудование.
После оплаты мы доставим пресс по указанному адресу в любой регион РФ, Беларусь, Казахстан. Размеры конструкции — 339х120х230 см, вес — 5,3 тыс. кг. При необходимости она будет доукомплектована секционной матрицей, специальным инструментом с соответственными быстросъемными крепежами, задним упором, механизмом бомбирования.
Наше предложение лучшее в Москве. Узнать цену на 10.04.2023
Я согласен на обработку персональных данных
Технические характеристики
Фото / Видео
Параметры
Значения
Модель
ИР 1428Ф3
ИП 1430Ф3
Усилие пресса, кН
630
1000
Длина стола и ползуна, мм
3150
3150
Расстояние между стойками пресса в свету, мм
2600
2600
Вылет, мм
250
320
Ход ползуна, мм
230
230
Расстояние между столом и ползуном, мм
450
500
Скорость холостого хода ползуна не менее, мм/с
100
100
Скорость рабочего хода ползуна не менее, мм/с
9
9
Скорость подъема ползуна, не менее, мм/с
90
90
Мощность электродвигателя главного привода, кВт
7,5
11
Количество управляемых координат
4
4
Габаритные размеры, мм длина х ширина х высота
3400x1550x2780
3960x2180x2730
Масса, кг
8100
8500
Техническая характеристика заднего упора
Ход упора по оси Х
630
630
Ход по оси R
200
200
Точность позиционирования по осям Х и R
±0,1
±0,1
Определение усилия гибки (в тоннах) при L = 1000 мм, б = 40 МПа
Ширина ручья
Мин. длина отгиба кромки
Радиус гиба
Толщина листа (S), мм
A
B
R
1
1,2
1,5
2
2,5
3
4
5
6
8
10
7
6
1
8
12
19
10
7
1,6
8
13
23
15
11,5
2,5
15
24
24
17
3,7
15
23
38
28
6
24
38
55
58
41,5
10
25
36
64
100
Параметры
Значения
Модель
ИР 1428Ф3
ИП 1430Ф3
Усилие пресса, кН
630
1000
Длина стола и ползуна, мм
3150
3150
Расстояние между стойками пресса в свету, мм
2600
2600
Вылет, мм
250
320
Ход ползуна, мм
230
230
Расстояние между столом и ползуном, мм
450
500
Скорость холостого хода ползуна не менее, мм/с
100
100
Скорость рабочего хода ползуна не менее, мм/с
9
9
Скорость подъема ползуна, не менее, мм/с
90
90
Мощность электродвигателя главного привода, кВт
7,5
11
Количество управляемых координат
4
4
Габаритные размеры, мм длина х ширина х высота
3400x1550x2780
3960x2180x2730
Масса, кг
8100
8500
Техническая характеристика заднего упора
Ход упора по оси Х
630
630
Ход по оси R
200
200
Точность позиционирования по осям Х и R
±0,1
±0,1
Определение усилия гибки (в тоннах) при L = 1000 мм, б = 40 МПа
Ширина ручья
Мин. длина отгиба кромки
Радиус гиба
Толщина листа (S), мм
A
B
R
1
1,2
1,5
2
2,5
3
4
5
6
8
10
7
6
1
8
12
19
10
7
1,6
8
13
23
15
11,5
2,5
15
24
24
17
3,7
15
23
38
28
6
24
38
55
58
41,5
10
25
36
64
100
Также посетители сайта смотрят
Листогибочный пресс пневматический И 1020А
Листогибочный пресс пневматический И 1020В
Листогибочный пресс гидравлический И 1420A
Листогибочный пресс гидравлический И 1422
листогибочный пресс с чпу ир1428ф3 возможно приобрести в лизинг. А также мы доставим листогибочный пресс с чпу ир1428ф3 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
Что такое листогибочный пресс: Руководство по часто задаваемым вопросам
Что такое листогибочный пресс?
Листогибочный пресс листогибочный пресс — это инструмент механической обработки, который в основном используется для гибки и формовки листового металла.
Верхний инструмент обычно называют пуансоном, а нижний — штампом.
Листогибочные прессы используют соответствующие верхние и нижние штампы для обработки плоских листов, обычно металлических, в заготовки различных форм и углов с помощью различных генераторов давления.
В процессе гибки верхний штамп закрепляется горизонтально между боковыми стойками с помощью зажимов, а нижний штамп устанавливается на рабочий стол.
Заготовка фиксируется на нижнем штампе, а затем пуансон приводится в движение прессовым генератором для сгибания листового металла.
Формы имеют различные формы, а углы изгиба могут быть заданы заранее. Таким образом, можно массово производить металлические листы различных форм и углов.
Что такое листогибочный пресс с ЧПУ?
Листогибочный пресс с ЧПУ станки являются ранними традиционными гибочными станками.
В листогибочных прессах NC торсионная балка используется для соединения осей Y с обеих сторон плунжера (левая Y1 и правая Y2) и для привода гидравлических цилиндров на стойках.
Затем плунжер может синхронно двигаться вверх и вниз для сгибания металлических листов.
Листогибочные прессы с ЧПУ очень хорошо подходят для недорогой, простой в эксплуатации гибки заготовок, но не для высокоточного и крупносерийного производства.
Поскольку листогибочный пресс с ЧПУ синхронизирован механически, он не может обеспечить обратную связь в реальном времени об ошибке гибки и автоматически скорректировать ее.
Это может привести к низкой точности гибки.
Кроме того, листогибочный пресс с ЧПУ приводит в движение цилиндры вверх и вниз через торсионный вал, и длительная нагрузка может привести к деформации торсионного вала.
Что такое листогибочный пресс с ЧПУ?
CNC — это аббревиатура от Computer Numerical Control.
Листогибочные прессы с ЧПУ — это, по сути, механические инструменты, объединяющие систему числового программного управления с гидравлическими листогибочными прессами.
Как правило, листогибочные прессы с ЧПУ приводятся в действие гидравлической или электрической системой.
После оснащения системой числового программного управления листогибочный пресс способен эффективно и точно сгибать металлические материалы в различные желаемые профили.
Гидравлические листогибочные прессы занимают подавляющее большинство доли использования гибочного оборудования. Они являются наиболее широко используемым гибочным оборудованием в гибочной промышленности.
Гидравлический листогибочный пресс приводится в действие гидравлической системой. Масляные цилиндры управления осями Y1 и Y2 непосредственно приводят плунжер в синхронное движение.
Гидравлические листогибочные прессы имеют долгую историю использования и зрелую технологическую разработку.
Во время гибки гидравлические листогибочные прессы стабильны и надежны и очень подходят для обработки заготовок большого объема и тяжелого тоннажа.
Чисто электрический листогибочный пресс с ЧПУ приводится в действие электродвигателем и не использует гидравлические устройства или масляные цилиндры, поэтому нет проблем с утечкой масла.
Кроме того, двигатель включается только при необходимости сгибания и автоматически отключается, когда не используется.
Это снижает потребление энергии и затраты на изгиб.
Электрические листогибочные прессы могут обеспечить точную и быструю гибку.
Однако электрический листогибочный пресс больше подходит для работы с небольшим тоннажем.
Листогибочный пресс с ЧПУ можно разделить на два типа в зависимости от движения верхнего (пуансон) и нижнего (матрица) инструментов.
Движение вниз:
Он включает в себя фиксированный рабочий стол (снизу), который фиксирует нижние инструменты (штампы) на столе.
На верхний инструмент (пуансон) действует направленное вниз усилие, а верхний и нижний штампы совместно воздействуют на листовой металл для завершения процесса гибки.
Вверх по движению:
Этот тип листогибочного пресса имеет те же детали, что и первый тип гибочной машины.
Однако в этом типе верхняя часть является неподвижной, а нижняя — подвижной.
Время подготовки к гибке на листогибочном прессе с ЧПУ очень быстрое, поскольку имеется система ЧПУ, которая точно рассчитывает положение ползуна и заднего калибра.
Листогибочный пресс с ЧПУ также может проверять наличие ошибок в процессе гибки, переключаться между различными режимами гибки и позиционироваться для гибки на нужные углы и длины.
Кроме того, система ЧПУ способна рассчитать правильную последовательность гибки, повторяя действия по гибке несколько раз, пока листовой металл не будет изготовлен в виде профиля.
В целом, листогибочный пресс с ЧПУ программируется на весь процесс гибки и способен обеспечить высокоточную гибку по индивидуальному заказу.
Какие бывают типы листогибочных прессов?
В соответствии с различными методами приложения силы, листогибочные прессы можно разделить на механические, гидравлические, пневматические и сервоприводы.
Хотя различные типы листогибочных прессов отличаются по характеристикам, главное различие заключается в мощности, приводящей в действие машину.
Механический листогибочный пресс:
Основные части механических листогибочных прессов включают в себя верстак, плунжер, электродвигатель, маховик, сцепление и тормоза.
Маховик приводится в движение электродвигателем. Он соединен с валом редуктора через муфту для поддержания движения плунжера.
Тормоза останавливают движение зубчатого вала, как только приводной вал отсоединяется от маховика.
Механические листогибочные прессы имеют относительно простые компоненты, поэтому они относительно просты в обслуживании и эксплуатации.
Кроме того, механические листогибочные прессы могут работать с большими тоннами, даже в два-три раза превышающими номинальное значение.
Однако механические листогибочные прессы не очень точны, так как плунжер должен завершить весь цикл, когда начинается операция гибки, и его скорость невозможно контролировать.
Это может быть опасно для оператора, может повлиять на точность гибки и привести к отходам заготовок.
Гидравлический листогибочный пресс:
Гидравлический листогибочный пресс приводит в движение плунжер с помощью двух синхронизированных гидравлических масляных цилиндров.
Благодаря высокой точности и безопасности гидравлические листогибочные прессы имеют долгую историю и широко используются в промышленном производстве.
Защитное устройство «световая завеса» гидравлического листогибочного пресса позволяет в любой момент остановить движение плунжера, реверсировать рабочий ход и контролировать скорость.
Гидравлические листогибочные прессы с системой ЧПУ могут интеллектуально справляться с гибкой различных материалов, включая толщину, длину, тоннаж, угол и т.д.
Гидравлические листогибочные прессы также подразделяются на листогибочные прессы с торсионным валом, механические гидравлические листогибочные прессы и электрогидравлические листогибочные прессы.
Недостатком гидравлического листогибочного пресса является то, что гибка не может превышать диапазон тоннажа номинального значения.
Пневматический листогибочный пресс:
Источником энергии пневматического листогибочного пресса является в основном сжатый воздух или газ.
Давление воздуха, создаваемое газом, используется для подачи тонны на плунжер для сгибания.
Машина подает сжатый воздух в цилиндр или трубу, соединенную с нажимным механизмом.
При заполнении газом давление направляет оснастку вниз.
После завершения движения газ выпускается через выпускной клапан, а тормоза возвращаются в исходное положение.
Хотя пневматический листогибочный пресс не может сравниться по тоннажу с гидравлическими листогибочными прессами, он очень быстрый и чистый во время работы.
Сервоприводной листогибочный пресс:
Мощность сервоприводного листогибочного пресса в основном поступает от двух синхронных серводвигателей.
Серводвигатели обеспечивают энергию через ремни и шкивы. Гибкость сервоприводного листогибочного пресса очень высока.
Ход и скорость плунжера точно контролируются серводвигателями.
Обычно листогибочный сервопривод подходит для гибки небольшого количества заготовок по индивидуальному заказу.
Кроме того, тоннаж, с которым может работать сервоприводной листогибочный пресс, также относительно невелик.
Однако звук работы сервоприводного листогибочного пресса очень низкий, и он не производит шума во время работы.
Когда гибка начинается, серводвигатели начинают работать, а когда она останавливается, серводвигатели также останавливаются.
Это позволяет экономить электроэнергию и снижать производственные затраты.
Кроме того, сервоприводной листогибочный пресс не оснащен масляными цилиндрами, поэтому проблемы утечки и очистки масла не требуют рассмотрения.
Что такое листогибочный пресс?
Сайт пальцевый листогибочный пресс также называется коробчатым и кастрюльным тормозом.
Обычно он используется для гибки заготовок специальной формы или заготовок, которые уже являются полуфабрикатами.
Как видно из названия, коробчатые и сковородные тормоза используются для изготовления сковородок, коробок и других изделий.
Пальцевый листогибочный пресс в основном содержит зажим с большим количеством деталей (пальцев) разного размера.
При необходимости изготовления заготовок различной формы достаточно снять или заменить эти пальцы в соответствии с потребностями гибки.
Перед выполнением гибки убедитесь, что детали на зажиме удерживаются на месте винтами.
При гибке куска листового металла можно добиться гибки различной ширины и формы, просто регулируя размер верхнего штампа.
После гибки сформированные детали также необходимо зафиксировать на месте с помощью винтов, заклепок или сварки.
После длительного использования тормоз пальцевого пресса легко изнашивается.
Необходима регулярная смазка и техническое обслуживание.
Что такое горизонтальные листогибочные прессы?
Горизонтальный листогибочный пресс подходит для высокоточной гибки, правки, пробивки и резки.
Он может не только сгибать, сгибать, пробивать и делать надрезы на листовом металле, прутках и трубах, но и выпрямлять дефектные профили, срезать и прокалывать металлические пластины и трубы.
Кроме того, листогибочные прессы можно использовать для производства полностью закрытых деталей.
Горизонтальные листогибочные прессы могут сгибать трубы под различными углами и в различных формах. Эти детали могут быть использованы для производства мебели, автомобилей, металлических контейнеров, перил и т.д.
Горизонтальный листогибочный пресс способен резать листовой металл быстрее, чем стригальная машина.
Кроме того, он может пробивать и сверлить отверстия в трубах, металлических пластинах или профилях.
Обрезка, расширение и сужение концов труб и соединение труб разных размеров могут быть выполнены с помощью горизонтального листогибочного пресса для производства мебели, систем водоснабжения, автомобилей и т.д.
Горизонтальный листогибочный пресс имеет широкий спектр функций и может выполнять различные виды гибки.
Поэтому существует множество видов оснастки, соответствующей специальным функциям горизонтального листогибочного пресса.
Как работает листогибочный пресс?
Основной принцип работы листогибочного пресса заключается в перемещении плунжера с помощью силового устройства.
Затем верхняя и нижняя оснастка может сгибать листовой металл в различные профили в соответствии с заданным углом гибки.
Основные части листогибочного пресса включают в себя верстак, плунжер, пуансон (верхний штамп) и матрицу (нижний инструмент).
В качестве движущего механизма может выступать маховик или электродвигатель, а также сцепление и тормоза.
Источниками силы, приводящими в движение плунжер, являются механические, гидравлические, пневматические или серводвигатели.
Хотя система питания может быть разной, основной принцип сгибания одинаков, и единственное различие заключается в силе или тоннаже.
Чем больше тоннаж, тем толще сгибаемый материал.
Оператору гибочного станка необходимо поместить лист металла на нижний штамп и запустить программу гибки для гибки.
В качестве примера возьмем механический листогибочный пресс.
После того как плунжер и рабочий стол оснащены соответствующими пуансонами и штампами, станок можно запускать.
Электродвигатель приводит во вращение маховик, который через сцепление соединен с приводным валом.
Приводной вал соединяет вращающийся маховик с плунжером, который приводит плунжер в движение, совершая движения вверх и вниз.
В это время заготовка подается на нижний штамп.
Когда верхний и нижний штампы совместно сжимают металлический лист, формируется заготовка.
В отличие от этого, гидравлический листогибочный пресс в основном приводит плунжер в движение синхронно через два масляных цилиндра на боковых стойках.
Гидравлический листогибочный пресс может останавливаться и регулировать ход и тоннаж во время процесса гибки.
Однако, в отличие от гидравлического листового пресса, механический листовой пресс должен завершить весь ход после начала хода.
Хотя инсульт можно приостановить, его нельзя повернуть вспять.
Что такое листогибочный пресс?
Штампы для листогибочных прессов имеют решающее значение для гибки листового металла.
Они состоят из верхнего штампа (пуансона) и нижнего штампа (матрицы). Только подобранные друг к другу пуансоны и штампы, работающие вместе на металлической пластине, могут создать окончательный профиль.
В процессе гибки между штампами и листовым металлом возникают выдавливание и трение, что со временем приводит к износу штампа.
Огромное давление, возникающее при изгибе штампа на металлическую пластину, может вызвать повышение температуры контактной поверхности, что приведет к повреждению штампа.
Оснастка листогибочного пресса не подходит для работы с металлическими пластинами с высокой твердостью и толщиной, особенно с цилиндрическими заготовками.
Из чего изготавливаются штампы для листогибочных прессов?
Поэтому при выборе штампов для листогибочного пресса важно учитывать твердость, теплостойкость и износостойкость материала штампа.
Также следует учитывать твердость, толщину, длину и пластичность металлических пластин.
Для штампов следует выбирать материалы, подходящие для сгибаемого листа.
Как правило, нижний штамп используется в соответствии со стандартом 5 ~ 6T, а его длина больше, чем у металлической пластины.
Если материал более твердый и толщина больше, следует использовать штампы с более широкими канавками.
При выборе пуансонов следует определить угол наклона заготовки в соответствии с формой изделия, чтобы выбрать соответствующие пуансоны.
Существует множество видов материалов для изготовления пуансонов и штампов листогибочного пресса.
В настоящее время сталь является предпочтительным материалом для изготовления штампов листогибочного пресса.
Например, углеродистая инструментальная сталь, низколегированная инструментальная сталь, высокоуглеродистая высокохромистая или среднехромистая инструментальная сталь, среднеуглеродистая легированная сталь, быстрорежущая сталь, матричная сталь, цементированный карбид, цементированный карбид на стальной связке и т.д.
Эти высококачественные стали, изготовленные путем специальной термической обработки, обладают высокой твердостью, нелегко изнашиваются и выдерживают большие нагрузки. Но она не должна превышать ограниченное давление, которое могут выдержать штампы во время гибки.
Типы пуансонов и штампов для листогибочного пресса:
штампы 90 градусов, штампы с острым углом, гибочные штампы, штампы для формирования коробов, штампы для формирования швеллеров, гофрирующие штампы, гибочные штампы, четырехсторонние блоки штампов, штампы с выемкой, штампы для подшивки, штампы для многократных изгибов, радиусные штампы, штампы с коромыслами, ротационные гибочные штампы, ротационные гибочные штампы, шовные штампы, штампы для формирования труб и трубопроводов, штампы для у-изгибов и V-образные штампы.
Для чего используются листогибочные прессы?
Листогибочный пресс в основном используется для гибки и формовки металлических листов.
В прошлом рабочие могли сгибать металлические пластины только вручную.
С непрерывным развитием науки и техники на рынок один за другим выходят механические листогибочные прессы, гидравлические листогибочные прессы и электрические листогибочные прессы.
В настоящее время листогибочные прессы широко используются в различных областях обработки и производства для повышения эффективности производства.
Листогибочные прессы в основном используются для обработки и производства металла в аэрокосмической, автомобильной, морской промышленности, сельском хозяйстве, энергетике, военной промышленности, транспорте и других областях.
Почему его называют листогибочным прессом?
В древнеанглийском языке «brecan», «break», «brake» и «breach» являются однокоренными словами. В среднеанглийском языке «break» — это «breken», что означает «разрушать, ломать, раздроблять и сгибать».
В то время как слово «тормоз» происходит от слов «breken» и «ломать». Поэтому их значение также очень похоже.
В средние века словом «тормоз» называли инструмент, используемый для колочения и дробления зерна. Позже слово «тормоз» постепенно стало синонимом слова «машина».
Поэтому люди называют машину, используемую для прессования, «листогибочным прессом».
«Press» в средневековом английском языке означает «нажимать, ударять, бить, колотить».
Позже люди использовали слово «пресс» для обозначения машины, используемой для отжима одежды или сока.
Таким образом, «пресс» означает инструмент, который может прикладывать силу к объекту.
«Листогибочный пресс» в современном машиностроении означает машину, которая прикладывает усилие для сгибания металлических пластин.
Заключение
В настоящее время технология листогибочных прессов развилась до листогибочных прессов с ЧПУ и роботизированных гибочных камер.
Наиболее распространенные типы листогибочных прессов включают гидравлические листогибочные прессы с ЧПУ, электрические листогибочные прессы с сервоприводом и другие.
Листогибочные прессы с ЧПУ с соответствующим тоннажем и длиной могут быть выбраны в зависимости от толщины и длины сгибаемой заготовки.
Наши листогибочные прессы оснащены самыми современными и гарантированными фирменными компонентами в мире.
Вы можете проконсультируйтесь с экспертами по продукции ADH, которые предоставят вам наилучший план и подберут наиболее подходящий листогибочный пресс для ваших нужд.
Листогибочный пресс B-SMART разработан для экономичного производства; у них большие штрихи, много дневного света и большая глубина горла. Эти большие размеры делают эти машины чрезвычайно универсальными. Листогибочные прессы B-SMART имеют множество стандартных функций для обработки любых деталей, от самых простых до самых сложных. Листогибочные прессы серии B-SMART — наши самые популярные листогибочные прессы.
УЗНАТЬ БОЛЬШЕ
СЕРИЯ B-GENIUS
Доступный тоннаж: 67 – 500
Доступные длины изгиба: 6–20 футов
Стандартный 5-осевой ЧПУ
Тандем/тройка/четверка
Вровень с полом до 20 футов x 500 тонн
Эти листогибочные прессы оснащены системой заднего упора с сервоприводом для более высокой скорости и большей точности. Автоматическая система выпуклости с ЧПУ улучшает качество деталей. Графический блок управления с поддержкой 3D моделирует последовательность гибки и обнаруживает точки столкновения до того, как вы начнете гибку. Листогибочные прессы B-GENIUS имеют исключительно большой ход, большой дневной свет и глубину горловины, что позволяет приспособиться к глубокому изгибу и длинной оснастке.
УЗНАТЬ БОЛЬШЕ
СЕРИЯ B-GIANT
Доступный тоннаж: 660 – 4000+
Доступные длины изгиба: 14’ – 40’+
Стандартный 5-осевой ЧПУ
Доступно 14+ осевое ЧПУ
Одиночные/тандемные/трио/четверные приложения
RMT предлагает новейшие технологии широкоформатной гибки и автоматизации для ваших гибочных прессов большого назначения. Серия B-GIANT сочетает в себе крупнотоннажные листогибочные прессы с автоматизированной погрузочно-разгрузочной работой, что дает готовое решение «под ключ». Мы специально разработали эти системы для производства фонарных столбов, самосвалов, кораблей и многих других гигантских изделий, требующих большого количества рабочей силы. Эти машины значительно минимизируют трудозатраты.
Узнайте больше
серии B-Smart
Доступный Тоннаж: 67-500
Доступные длины изгиба: 6 ′-20 ′
Стандартный 3 Axis CNC, 5 Axis доступны
TANDEM.
Листогибочный пресс B-SMART разработан для экономичного производства; у них большие штрихи, много дневного света и большая глубина горла. Эти большие размеры делают эти машины чрезвычайно универсальными. Листогибочные прессы B-SMART имеют множество стандартных функций для обработки любых деталей, от самых простых до самых сложных. Листогибочные прессы серии B-SMART — наши самые популярные листогибочные прессы.
Узнайте больше
серии B-Genius
Доступный Тоннаж: 67-500
Доступные длины изгиба: 6 ′-20 ′
Стандартный 7 Axis CNC
Tandem/Trio/Quad. до 20 футов x 500 тонн
Эти листогибочные прессы оснащены системой заднего упора с сервоприводом для повышения скорости и точности. Автоматическая система выпуклости с ЧПУ улучшает качество деталей. Графический блок управления с поддержкой 3D моделирует последовательность гибки и обнаруживает точки столкновения до того, как вы начнете гибку. Листогибочные прессы B-GENIUS имеют исключительно большой ход, большой дневной свет и глубину горловины, что позволяет приспособиться к глубокому изгибу и длинной оснастке. Поставляется с улучшенным управлением и задним упором, а также со многими другими стандартными функциями.
Узнайте больше
B-Giant Series
Доступный Тоннаж: 660-4000+
Доступные длины изгиба: 14 ′-40 ‘+
Стандартный 5 Axis CNC
14+ CNC Доступны
Одино /Trio/Quad Applications
RMT предлагает новейшие технологии широкоформатной гибки и автоматизации для ваших больших гибочных прессов. Серия B-GIANT сочетает в себе крупнотоннажные листогибочные прессы с автоматизированной погрузочно-разгрузочной работой, что дает готовое решение «под ключ». Мы специально разработали эти системы для производства фонарных столбов, самосвалов, кораблей и многих других гигантских изделий, требующих большого количества рабочей силы. Эти машины значительно минимизируют трудозатраты.
УЗНАТЬ БОЛЬШЕ
Серия B-SMART™
Стандартный 3-осевой ЧПУ (Y1, Y2, X) до 5 осей Длина гибки 6–20 футов/70–660 тонн Сдвоенные/трио/четырехпозиционные листогибочные прессы заподлицо с полом…
УЗНАТЬ БОЛЬШЕ
Серия B-GENIUS™
Стандартный 7-осевой ЧПУ Доступно 16+ осей Длина изгиба 6–20 футов/70–660 тонн Применение в тандеме/трио/квадрате Заподлицо с напольным листогибочным прессом до 20 футов x 660 тонн
УЗНАТЬ БОЛЬШЕ
Серия B-GENIUS-E™
Электрический листогибочный пресс Стандартный 4 оси – Доступно до 9Axis CNC 5’–10’ Длина изгиба 50–120 тонн
УЗНАТЬ БОЛЬШЕ
Серия B-GENIUS-H™
Гибридный листогибочный пресс Стандартный 7-осевой 8–20 футов Длина изгиба 110–300 тонн
УЗНАТЬ БОЛЬШЕ
Серия B-GIANT™
Стандартный 7-осевой ЧПУ — Доступно до 14+ осей Длина гибки от 10 до 40 футов / 660–20 000 тонн Одиночное/тандемное/трио/четырехкратное применение Станки по индивидуальному заказу
УЗНАТЬ БОЛЬШЕ
ВИДЕО
КАЛЬКУЛЯТОР
ЗАПРОСИТЬ ИНФОРМАЦИЮ
СОЗДАНЫ НА ДОЛГОВЕЧНОСТЬ
Основой всех листогибочных прессов RMT является прочная моноблочная рама, изготовленная из сертифицированной на заводе высокопрочной стали. В результате листогибочные прессы RMT год за годом работают точно и надежно. Мы настолько уверены в наших рамах, что предлагаем 10-летнюю гарантию на наши стандартные машины. Двойные гидравлические цилиндры, расположенные по обеим сторонам ползуна, обеспечивают более высокую скорость приближения. Цилиндры синхронизированы для обеспечения плавного движения, что приводит к точному положению ползуна с точностью до 0,0004 дюйма 9.0003
ЭФФЕКТИВНЫЙ ИЗГИБ
Листогибочные прессы RMT могут легко обрабатывать детали с глубокими изгибами и те, которые требуют длинного инструмента, благодаря нашей конструкции с открытым пространством. Наши машины, как правило, имеют более глубокую горловину, большее просветное пространство и большую длину хода, чем у любого производителя на рынке. Мы также установили направляющие цилиндра снаружи рамы, чтобы максимально увеличить расстояние между боковыми рамами, чтобы наши листогибочные прессы могли работать с фланцами глубоких деталей.
ТОЧНО СГИБАТЬ
Станки RMT разработаны с использованием самых современных технологий, которые обеспечивают непревзойденную точность и прецизионность. Это результат работы наших отделов исследований и разработок мирового класса, которые десятилетиями постоянно совершенствуют наши машины, что позволяет нам из года в год неизменно превосходить машины конкурентов.
БЕЗОПАСНОСТЬ ИЗГИБА
Листогибочные прессы RMT были разработаны для обеспечения максимальной безопасности благодаря различным функциям, таким как установленное на штоке предохранительное световое ограждение AKAS-LC. Эта система, расположенная на уровне изгиба и основанная на расположении наконечника пуансона, помогает предотвратить травмы. Передатчик и приемник крепятся к ползунку станка и образуют лазерно-оптическую световую сетку безопасности, которая следует за ползунком или наконечником пуансона.
ЧТО ДЕЛАЕТ НАШИ ГИБОЧНЫЕ ТОРМОЗА РЕВОЛЮЦИОННЫМИ?
Жесткая моноблочная рама из сертифицированной на заводе высокопрочной стали для минимального прогиба под нагрузкой, что обеспечивает более стабильную работу. Синхронизированные двойные цилиндры и клапаны обеспечивают плавное и стабильное движение плунжера для высококачественного точного позиционирования плунжера с точностью до 0,0004 дюйма. Более глубокие размеры горловины позволяют формировать больше деталей на всю длину машины. Большое отверстие для дневного света дает вам универсальность для работы с большим ассортиментом деталей. Дополнительная длина хода также дает вам большую универсальность.
ТОЧНОСТЬ
Станки RMT разработаны с использованием самых современных технологий, обеспечивающих непревзойденную точность и прецизионность. Это результат работы нашего отдела исследований и разработок мирового уровня, который на протяжении десятилетий постоянно совершенствует наши машины, что позволяет нам из года в год неизменно превосходить машины конкурентов.
НАДЕЖНОСТЬ
Наши машины RMT с нуля разрабатываются нашими опытными инженерами с единственной целью: создавать лучшие машины, какие только можно себе представить. Объединив наши уникальные конструкции машин с доступными материалами самого высокого качества, мы достигли своей цели и изобрели одни из самых надежных и долговечных машин в мире!
ЭФФЕКТИВНОСТЬ
Мы понимаем важность бесперебойного производства для вашего успеха и сделали все, что в наших силах, чтобы максимизировать эффективность наших машин RMT. Мы тщательно идентифицировали и устранили все факторы, препятствующие повышению эффективности наших машин, чтобы предоставить вам максимально безупречный производственный опыт, который только можно себе представить.
БЕЗОПАСНОСТЬ
Безопасная эксплуатация тяжелого оборудования для оператора и любых окружающих имеет первостепенное значение для любого успешного предприятия, поэтому машины RMT имеют множество функций безопасности, которые часто превосходят отраслевые стандарты. Мы даже внедрили наши собственные инновационные функции безопасности, когда существующие были неадекватными или отсутствовали.
ГИБКОСТЬ
RMT стремится к универсализации машин и станков, потому что это не только избавляет наших клиентов от необходимости реинвестировать в новые инструменты и аксессуары, но и обеспечивает замечательную гибкость. Повышенная гибкость и долговечность наших машин обеспечивает значительно более широкий спектр применений, максимизируя ценность.
НАСТРАИВАЕМОСТЬ
Широкие возможности настройки машин RMT позволяют индивидуально настраивать их для множества проектов, значительно уменьшая количество необходимых машин. Мы также специализируемся на изготовлении машин по индивидуальному заказу для тех проектов, которые просто не могут быть реализованы без них. Независимо от проекта, RMT поможет вам его реализовать!
[smartslider3 слайдер = 3]
Отзыв Bowen Fabrication о B GENIUS 12 350
Еще один замечательный клиент оставил нам отличные отзывы! Это также помогает нам предлагать отличные цены на наши машины. Мы просто молодцы! Но ты тоже можешь! 🙂 Узнайте, что мы можем сделать для вас, на сайте www.RMTUS.com
TeraFlex Отзыв — Листогибочный пресс RMT
TeraFlex рассказывает о своем листогибочном прессе RMT Genius 10-150. Этот тормоз разработан и введен в эксплуатацию компанией Revolution Machine Tools и ее специальной группой исследований и разработок. www.RMTUS.com
SME Steel в Южном Джордане, штат Юта, является гордым владельцем гибочного пресса и ножниц RMT. RMT смогла обучить рабочую силу малого и среднего бизнеса работе с оборудованием, сэкономив таким образом деньги и расширив набор навыков своих работников. www.RMTUS.com
RMT B-GIANT 16-800 ГИБОЧНЫЙ ТОРМОЗ С ЧПУ — Y1-Y2 CPK TEST
Представлено Atakan Nerminer www.RMTUS.com
От концепции детали RMT до демонстрации готовой продукции
A Демонстрация того, как RMT Machines и программное обеспечение могут быстро и легко довести проектную концепцию до готового продукта всего за несколько шагов. RMT Предоставляет демонстрационные версии деталей по запросу, абсолютно бесплатно! Машины RMT изготовлены из самых современных материалов и обладают непревзойденной долговечностью. Загляните к нам на www.rmtus.com Музыка: https://www.bensound.com
Калькулятор листогибочного пресса RMT
Для получения дополнительной информации посетите http://www.rmtus.com/press-brake-calc/RMT_Press-Brake-Calc.htm
Еще один довольный клиент! Мы только что поставили RMT B-Genius 12-150 компании Cypress Metals (Юта), которая использует листогибочные прессы почти два десятилетия. Они восхищались простотой использования, точностью, универсальностью и скоростью машины. Главный оператор сказал нам, что эта машина «бесспорно лучшая машина, которую я когда-либо использовал!» Мы гордимся нашими машинами и тем, как мы помогаем нашим клиентам развивать их бизнес!
Демонстрация листогибочного пресса для RMT B-GENIUS 12-150 CNC
Не уверены, что листогибочный пресс RMT соответствует вашим требованиям? Просто посмотрите видео и решите сами 🙂 Если вы посмотрели видео целиком, мы просто предполагаем, что вы хотели бы увидеть больше о серии S-GENIUS. Сделайте себе одолжение, посетив нас www.RMTUS.com Представлено Кайлом Йоргенсоном
Delem DA 58T CNC Система управления листогибочным прессом RMT Revolution Machine Tools
Краткий обзор системы Delem DA 58T CNC Control от президента RMT Кайла Джордженсона из Revolution Machine Tools. Delem (Delem.com) предоставляет сенсорные элементы управления для производственных машин. Они являются ведущими поставщиками программного обеспечения для станков RMT. Простая в использовании система вместе с элегантным дизайном дополняют простоту использования машин Revolution. Ознакомьтесь со станками RMT: www.rmtus.com Компания Revolution Machine Tools была основана Кайлом Йоргенсоном, бывшим президентом Jorgenson Machine Tools (jorgensonmachinetools.com). Кайл и его команда произвели революцию в индустрии производственных технологий благодаря своим инновационным машинам, дополненным превосходным обслуживанием клиентов. nukon.com, jorgensonmachinetools.com, волоконные лазеры, волоконная лазерная резка, лазерная резка, станок для лазерной резки, изготовление металла, технология производства, технология металла, delem, delem.com, чпу, листогибочный пресс, листогибочные прессы, программное обеспечение для листогибочных прессов, производство программное обеспечение, программное обеспечение для производства инструментов
Листогибочный пресс | Обзор серии RMT B-Smart — Пробный прогон
Полный обзор листогибочного пресса Revolution Machine Tools B-Smart (http://www. rmtus.com/b-smart-press-brakes/). Листогибочные прессы RMT могут легко обрабатывать детали с глубокими изгибами и те, которые требуют длинного инструмента, благодаря нашей конструкции с открытым пространством. Наши машины, как правило, имеют более глубокую горловину, большее просветное пространство и большую длину хода, чем у любого производителя на рынке. Мы также установили направляющие цилиндра снаружи рамы, чтобы максимально увеличить расстояние между боковыми рамами, чтобы наши листогибочные прессы могли работать с фланцами глубоких деталей. Эти листогибочные прессы оснащены системой заднего упора с сервоприводом для более высокой скорости и большей точности. Автоматическая система выпуклости с ЧПУ улучшает качество деталей. Графический блок управления с поддержкой 3D моделирует последовательность гибки и обнаруживает точки столкновения до того, как вы начнете гибку. Листогибочные прессы B-GENIUS имеют исключительно большой ход, большой дневной свет и глубину горловины, что позволяет приспособиться к глубокому изгибу и длинной оснастке. Компания Revolution Machine Tools была основана Кайлом Йоргенсоном, бывшим президентом Jorgenson Machine Tools (jorgensonmachinetools.com). Кайл и его команда произвели революцию в индустрии производственных технологий благодаря своим инновационным машинам, дополненным превосходным обслуживанием клиентов. http://www.rmtus.com 1-844-768-4636 листогибочные прессы, nukon, станки jorgenson, jorgenson, kyle jorgenson, станки nukon, станок для гибки металла, гибка металла, изготовление металла, гибка металла, машины nukon
RMT B-GIANT 16-800 ГИБОЧНЫЙ ТОРМОЗ С ЧПУ — 8GA SS 201 LN ИЗГИБ
Демонстрация гибки неоригинальной автомобильной детали на нашем 12-футовом 150-тонном листогибочном прессе B-Genius с ЧПУ. Листогибочные прессы RMT могут легко обрабатывать детали с глубокими изгибами и те, которые требуют длинного инструмента, благодаря нашей конструкции с открытым пространством. Наши машины, как правило, имеют более глубокую горловину, большее просветное пространство и большую длину хода, чем у любого производителя на рынке. Мы также установили направляющие цилиндра снаружи рамы, чтобы максимально увеличить расстояние между боковыми рамами, чтобы наши листогибочные прессы могли работать с фланцами глубоких деталей. Эти листогибочные прессы оснащены системой заднего упора с сервоприводом для более высокой скорости и большей точности. Автоматическая система выпуклости с ЧПУ улучшает качество деталей. Графический блок управления с поддержкой 3D моделирует последовательность гибки и обнаруживает точки столкновения до того, как вы начнете гибку. Листогибочные прессы B-GENIUS имеют исключительно большой ход, большой дневной свет и глубину горловины, что позволяет приспособиться к глубокому изгибу и длинной оснастке. Компания Revolution Machine Tools была основана Кайлом Йоргенсоном, бывшим президентом Jorgenson Machine Tools (jorgensonmachinetools.com). Кайл и его команда произвели революцию в индустрии производственных технологий благодаря своим инновационным машинам, дополненным превосходным обслуживанием клиентов.
Отзыв FInn Kool о листогибочном прессе RMT B-Genius
Отзыв о листогибочном прессе B-GENIUS Revolution Machine Tools Finn Kool — Kansas Мы гордимся каждой продаваемой машиной. Нам очень приятно, когда наши клиенты делают то же самое 🙂 См. наш модельный ряд листогибочных прессов на сайте www.RMTUS.com
НУЖНА ПОМОЩЬ В НАЙДЕ ПОДХОДЯЩЕЙ МАШИНЫ ДЛЯ РАБОТЫ?
ПОМОЖЕМ!
Листогибочный пресс с ЧПУ и гибочный станок с ЧПУ Производитель
KRRASS является одним из ведущих производителей листогибочных прессов в Китае. Мы предлагаем широкий выбор листогибочных прессов, включая листогибочные прессы с ЧПУ, листогибочные прессы с ЧПУ, гидравлические листогибочные прессы, гибридные листогибочные прессы и электрические листогибочные прессы. Более производительные гибочные станки, новые индивидуальные решения и простые в использовании наборы опций предназначены для удовлетворения потребностей клиентов. Узнайте, как технология листогибочного пресса с ЧПУ KRRASS может помочь вам оптимизировать ваше производство.
Что такое листогибочный пресс?
Листогибочный пресс предназначен для использования оборудованной формы (общей или специальной формы) для гибки холодного металлического листа в различные геометрические формы поперечного сечения. Пресс-тормоз может быстро выполнять действия со скольжением вниз, толчком, непрерывным движением, удержанием давления, обратным ходом и остановкой на полпути, а также сгибать несколько локтей под одним и тем же углом или под разными углами за одну подачу.
Листогибочный пресс обычно использует специальную систему ЧПУ для гибочного станка. Координатная ось гибочного станка была изменена с одной оси на 12 осей, а система числового управления может автоматически осуществлять контроль глубины скольжения, регулировку левого и правильного наклона скользящего блока, переднюю и заднюю регулировку задний стопор, левая и правая регулировка, регулировка тоннажа давления и ползунковая регулировка скорости приближения и т. д. и т. д.
Листогибочный пресс KRRASS, изготовленный по индивидуальному заказу
KRRASS® Каждый листогибочный пресс предназначен для удовлетворения ваших производственных потребностей. Если вы ищете листогибочный пресс с ЧПУ или листогибочный пресс с ЧПУ, мы можем удовлетворить все ваши требования.
Дополнительные, тандемные или тройные листогибочные прессы, автоматические устройства смены инструмента и автоматизированные роботизированные ячейки для гибочных станков — это лишь некоторые решения, которые мы предлагаем, чтобы помочь вам достичь ваших целей.
Гибочные станки серии MB8, разработанные с использованием высоких технологий для повышения эффективности точной гибки деталей. Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Производительность гибки повышается за счет использования высококачественной европейской зажимной системы и простоты использования. KRRASS — ваш партнер по решениям с различными инструментами.
Усовершенствованный листогибочный пресс с ЧПУ KRRASS (контроллер DA-58T)
Гибочные станки серии MB8, разработанные с использованием высоких технологий для повышения эффективности точной гибки деталей. Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Производительность гибки повышается за счет использования высококачественной европейской зажимной системы и простоты использования. KRRASS — ваш партнер по решениям с различными инструментами.
Листогибочный пресс с ЧПУ высокого стандарта KRRASS (DA-66T, DA-69T )
Гибочные станки серии MB8, разработанные с использованием высоких технологий для повышения эффективности точной гибки деталей. Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Производительность гибки повышается за счет использования высококачественной европейской зажимной системы и простоты использования. KRRASS — ваш партнер по решениям с различными инструментами.
Главный двигатель KRRASS PBS Листогибочный пресс с ЧПУ
Благодаря нашим гибридным или инверторным гибочным станкам вы получаете различные преимущества: l расход воды, меньше масла большая скорость и гибкость.
Листогибочные станки KRRASS позволяют выполнять гибку лучше, быстрее и потребляют меньше энергии.
Листогибочный пресс KRRASS Hybrid PBE с ЧПУ
KRRASS® Наша специализация на разработке гибридных технологий позволяет достичь экономии энергии от 55% до 78% по сравнению с обычным листогибочным станком.
Наш гибридный листогибочный пресс снижает потребность в гидравлическом масле и энергопотреблении, не влияя на характеристики гибки.
Листогибочные прессы серии NC, идеально оснащенные для точной гибки, энергосберегающие решения.
Благодаря простым в использовании блокам управления, жесткой раме, идеальной конструкции, высокой эффективности, разнообразным решениям по использованию инструмента, высочайшим стандартам безопасности CE и приемлемой цене листогибочный пресс NC является мировым лидером в своей категории. Идеально подходит для чувствительной гибки, энергосберегающие решения.
Листогибочные прессы серии NC, идеально оснащенные для точной гибки, энергосберегающие решения.
Благодаря простым в использовании блокам управления, жесткой раме, идеальной конструкции, высокой эффективности, разнообразным решениям по использованию инструмента, высочайшим стандартам безопасности CE и приемлемой цене листогибочный пресс NC является мировым лидером в своей категории. Идеально подходит для чувствительной гибки, энергосберегающие решения.
Листогибочные прессы серии NC, идеально оснащенные для точной гибки, энергосберегающие решения.
Благодаря простым в использовании блокам управления, жесткой раме, идеальному дизайну, высокой эффективности, разнообразным решениям по использованию инструмента, высочайшим стандартам безопасности CE и приемлемой цене листогибочный пресс NC является мировым лидером в своей категории. Идеально подходит для чувствительной гибки, энергосберегающие решения.
Новые решения, такие как модернизированная панель управления, сочетаются с хорошо известными эргономическими характеристиками для достижения высокой производительности при очень компактной компоновке и наилучшей стоимости детали.
Что такое листогибочный пресс с ЧПУ?
Техническая область листогибочного пресса с ЧПУ конкретно относится к устройству синхронизации торсионного вала гибочной машины. Устройство синхронизации торсионного вала включает в себя синхронный торсионный вал, поворотный рычаг, соединенный с обоими концами синхронного торсионного вала, и шатун, соединенный с поворотным рычагом. Один конец поворотного рычага подвижно соединен с синхронным торсионным валом, другой конец поворотного рычага подвижно соединен с шатуном, нижний конец шатуна снабжен опорой поворотного рычага, а усиление ползуна предусмотрено под опорой поворотного рычага.
Ребра, усиливающие ребра ползуна расположены внутри ползуна и поддерживают его. Два конца синхронного торсионного вала могут двигаться синхронно, так что два конца ползуна могут синхронно двигаться вверх и вниз, чтобы соответствовать требованиям его баланса. Сервогибочный станок с осью кручения отличается разумной конструкцией, простой регулировкой сборки, легкой обработкой деталей и улучшенным качеством продукции.
Что такое листогибочный пресс с ЧПУ?
Листогибочный пресс с ЧПУ не требует специальных мер во время возврата (вверх). В ускоренной фазе нисходящего хода на основе параллельной синхронизации используются два односторонних дроссельных клапана для устранения отклонения, вызванного такими факторами, как качество изготовления, утечка и т. д., и для обеспечения движения вниз с определенная точность синхронизации.
Когда он входит в рабочую стадию, но не коснулся заготовки, для дальнейшей коррекции синхронизации используются два цилиндра корректирующего плунжера, установленные на верстаке. Представьте, что одна сторона сначала входит в контакт с плунжером корректирующего поста, и большая корректирующая сила замедляет или останавливает движение этой стороны до тех пор, пока другая сторона не догонит и не войдет в контакт с гидравлической и пневматической заглушками корректирующего поста одновременно.
Корректирующее усилие может быть установлено перепускным клапаном и считано с помощью манометра. Практика показала, что эффект синхронизации очень очевиден, это связано с тем, что различные факторы асинхронности можно не учитывать по сравнению с корректирующей силой. Чтобы полностью использовать мощность машины, перепускной клапан 3 должен быть разгружен через определенный промежуток времени.
Самая большая разница между листогибочным прессом с ЧПУ и листогибочным прессом с ЧПУ:
1.
Различные структурные принципы
Принципы конструкции двух моделей различны, что приводит к разным конструкциям для обеспечения синхронизации с обеих сторон ползуна гибки. Листогибочный пресс NC использует торсионный вал для соединения левого и правого поворотных стержней, образуя торсионный вал, заставляющий синхронизирующий механизм перемещать цилиндры вверх и вниз с обеих сторон. Таким образом, станок для синхронной гибки торсионных валов представляет собой метод механической принудительной синхронизации, и параллельность ползуна не может быть автоматически проверена и автоматически отрегулирована.
Гибочный станок с ЧПУ предназначен для установки магнитной (оптической) шкалы на ползунок и настенную пластину. Система ЧПУ может анализировать синхронизацию двух сторон ползуна с помощью информации обратной связи от магнитной (оптической) шкалы в любое время. Если есть ошибка, система ЧПУ пройдет. Пропорциональный электрогидравлический сервоклапан отрегулирован для синхронизации ходов с обеих сторон ползуна. Система числового управления, группа гидравлических регулирующих клапанов и магнитная шкала представляют собой систему управления с обратной связью листогибочного пресса с ЧПУ.
2. Точность
Параллельность ползуна определяет угол заготовки. Листогибочный пресс с ЧПУ — это механизм, обеспечивающий синхронизацию ползуна. Отсутствует обратная связь об ошибках в реальном времени, и сама машина не может выполнять автоматические корректировки. Кроме того, его способность к частичной нагрузке плохая (гибочный станок с ЧПУ использует торсионный вал, чтобы заставить механизм синхронизации перемещать цилиндры вверх и вниз с обеих сторон, если длительная частичная нагрузка вызовет деформацию торсионного вала)
Гибочный станок с ЧПУ представляет собой систему с помощью пропорциональной группы электрогидравлических клапанов для управления синхронизацией ползунка, магнитной (оптической) шкалой обратной связи в режиме реального времени, если есть ошибка, система будет регулировать через пропорциональный клапан после магнитная (оптическая) шкала обратной связи для поддержания синхронизации ползунка.
3. Скорость
В работе станка есть два момента, которые определяют его рабочую скорость: (1) Скорость ползуна, (2) Скорость заднего упора, (3) Шаг гибки
Цилиндр гибочного станка с ЧПУ имеет соотношение 6:1 или 8:1, что является медленным, в то время как цилиндр листогибочного пресса с ЧПУ имеет соотношение 13:1 или 15:1, что является быстрым. Таким образом, высокая скорость опускания и скорость возврата гибочного станка с ЧПУ намного выше, чем у листогибочного пресса с ЧПУ.
4. Эксплуатация
Поскольку листогибочный пресс с ЧПУ не оснащен системой управления и компенсацией по оси V, он может полагаться только на опыт старых рабочих при выполнении пробной гибки при обработке в соответствии с чертежами. Если вы не соответствуете стандарту, вы должны продолжать попытки. Этот процесс не только производит отходы, но и имеет небольшой диапазон выбора и высокую заработную плату при наборе операторов.
Листогибочный пресс с ЧПУ управляется профессиональной системой числового управления, с компенсацией по оси V, простым управлением и низкими требованиями к опыту рабочего.
Электронно-лучевая плавка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Электронно-лучевая плавка — весьма удобный способ получения слитков тугоплавких и химически высокоактивных металлов. При этом используются такие особенности электронно-лучевой об -, работки, как высокая удельная мощность в рабочем пятне и наличие вакуума, позволяющие удалять газы в ходе плавки.
[1]
Электронно-лучевая плавка ( рис. 153), осуществляемая в глубоком вакууме, является одним из перспективных методов переплавки драгоценных металлов и сплавов с наиболее высокими температурами плавления, особенно для зонной пирометаллургической перекристаллизации платины и металлов платиновой группы.
[2]
Электронно-лучевая плавка в вакууме дает возможность очищать тугоплавкие металлы ниобий, тантал, молибден, вольфрам, рений. При этом содержание газов ( О2, N2, h3) в металлах уменьшается в сотни раз. Первоначально твердые и хрупкие, плохо обрабатываемые металлы ( например, ниобий и тантал) становятся пластичными и легко прокатываемыми в фольгу при комнатной температуре. Для успешной очистки давление паров примеси должно не менее чем в 10 раз превышать упругость паров самого металла и быть не менее 10 — 2 мм рт. ст. Из молибдена можно удалить практически все примеси, кроме рения, тантала и вольфрама, из вольфрама — все, кроме тантала и рения. Тантал очищается при — 3000 С до 0 002 % примесей.
[3]
Электронно-лучевая плавка — наиболее совершенный способ получения слитков тугоплавких металлов. При этом достигается значительный перегрев расплавленного металла.
[4]
Схема простой дуговой печи с расходуемым электродом для получения титановых слитков в инертной атмосфере ( Рипяблик стал корпорейшн.| Дуговая печь с расходуемым электродом для переплавки титановой губки в вакууме или в инертной атмосфере ( Тайтэниум металс корпорейшн оф Америка. [5]
Электронно-лучевая плавка представляет собой новый способ переплавки тугоплавких металлов в слитки высокой степени чистоты. При этом способе плавки в качестве источника тепла используется пучок электронов, движущихся с большой скоростью.
[6]
Электронно-лучевая плавка проводится в вакуумной камере, в которой ускоренные электроны фокусируются на порцию расплавленного вольфрама п поверхность слитка, питающего расплавленную ванну. Давление в камере необходимо поддерживать ниже 5 — 10 4 мм рт. ст., чтобы предотвратить ионизацию газа и последующий низковольтный разряд.
[7]
Электронно-лучевая плавка имеет важные преимущества перед другими методами плавки. В электронно-лучевых печах слитки можно получать из порошков или скрапа, что исключает трудоемкие операции по изготовлению электродов, а также дает возможность перерабатывать отходы. Электронно-лучевую плавку проводят в глубоком вакууме ( 10 — 4 — 10 — 6 мм рт. ст.) при нагреве ванны жидкого металла на несколько сот градусов выше температуры плавления, что позволяет осуществлять глубокое рафинирование металла. При плавке происходит дополнительная очистка от кислорода, азота, а также от некоторых металлических примесей: Sn, Fe, Pb, которые имеют более / высокое давление пара по сравнению с основным металлом.
[8]
Схема электронно-лучевой плавив.
[9]
Электронно-лучевая плавка основана на расплавлении металла пучком электронов, испускаемых катодом и обладающих высокой кинетической энергией. Сфокусированный электромагнитной катушкой поток электронов при ударе о металл преобразует кинетическую энергию в тепловую, которая разогревает металл и плавит его.
[10]
Схема электронно-лучевой плавив.
[11]
Электронно-лучевая плавка позволяет длительное время выдерживать жидкий металл в глубоком вакууме и избавиться в результате этого от многих летучих примесей. [12]
Электронно-лучевая плавка, позволяющая существенно снизить содержание в тантале примесей, повышает его пластичность и снижает температуру перехода в хрупкое состояние.
[13]
Электронно-лучевая плавка обеспечивает получение молибденовых слитков диаметром до 300 мм и больше. В результате такой плавки значительно снижается концентрация кислорода, азота, углерода, кремния, железа, меди, марганца, никеля, кобальта.
[14]
Электронно-лучевая плавка — наиболее совершенный способ получения слитков тугоплавких металлов. При этом достигается значительный перегрев расплавленного металла.
[15]
Страницы:
1
2
3
4
Электронно-лучевые установки.
В последние годы все большее применение в металлургии находят электронно-лучевые пушки высоковольтного тлеющего разряда с холодным катодом (ВТР), в которых эмиссия свободных электронов из катода обеспечивается его бомбардировкой ионами водорода из тлеющего разряда. Отличительной чертой этих пушек является простота конструкции и возможность работы в вакууме 0,1-10Па.
Основным достоинством электронно-лучевого нагрева является возможность независимо от процесса плавления плавно и в широких пределах изменять мощность вкладываемого тепла и конфигурацию зоны нагрева.
Классической схемой электронно-лучевой плавки является капельная плавка, при которой заготовка переплавляется непосредственно в медный водоохлаждаемый кристаллизатор, где происходит затвердевание металла.
Конструктивно любая электронно-лучевая установка состоит из следующих основных частей (рис. 2):
1) вакуумная камера;
2) электронно-лучевые пушки;
3) источник высокого напряжения и система управления разверток лучей;
4) вакуумная система;
5) система загрузки сплавляемой заготовки, которая подает расходуемую заготовку в зону плавки;
6) технологическая оснастка установки, включающая в себя при прямом переплаве кристаллизатор с поддоном;
Так как жидкий металл имеет высокую температуру и интенсивно излучает тепло, для защиты от перегрева стенки вакуумной камеры и технологические узлы установки охлаждаются проточной водой.
Под влиянием бомбардировки ускоренными электронами осуществляется нагрев и плавление торца расходуемой заготовки, а расплавленный металл стекает при этом в водоохлаждаемый медный кристаллизатор, где создается ванна жидкого металла, подогреваемая электронными лучами. По мере плавления расходуемой заготовки осуществляют вытягивание формируемого слитка со скоростью, обеспечивающей поддержание постоянного уровня жидкой ванны в кристаллизаторе.
Важной составной частью электронно-лучевой установки является высокопроизводительная вакуумная система, от которой зависит эффективность работы электронно-лучевых пушек. Вакуумная система включает в себя последовательно соединённые высоковакуумные диффузионные или бустерные паромасляные насосы и механические форвакуумные насосы, а также вакуумные затворы и систему управления.
Значительный прогресс в развитии электронно-лучевой металлургии был достигнут в 80-х годах прошлого века, когда промышленное применение нашли технологические схемы электронно-лучевой плавки с промежуточной емкостью (рис. 3). По данной схеме плавление металла осуществляют в промежуточную емкость, в которой происходит рафинирование металла и усреднение его химического состава, а затем жидкий металл сливают в кристаллизатор, где происходит формирование слитка. Применение промежуточной емкости позволило практически полностью разделить процессы плавления и рафинирования, которые протекают в промежуточной емкости, и процессы затвердевания металла в кристаллизаторе. Это дало возможность более полно использовать такое преимущество технологии электронно-лучевой плавки, как гибкость и управляемость источника нагрева, и, создавая на поверхности слитка температурные поля специального профиля, управлять процессами кристаллизации. При ЭЛП с промежуточной емкостью не предъявляют особых требований к формированию расходуемой заготовки. В качестве переплавляемого материала могут быть использованы слитки, брикеты, гранулы, губка, а также различные отходы металлургических производств и механической обработки. Все эти особенности технологии ЭЛП с промежуточной емкостью обусловили ее широкое применение при выплавке слитков титана.
Основной тенденцией в развитии оборудования для электронно-лучевой плавки является создание больших многофункциональных электронно-лучевых установок мегаватного класса, рассчитанных на выплавку слитков весом 8 тонн и более. Электронно-лучевые установки последнего поколения позволяют за счет достаточно простой операции замены технологической оснастки осуществлять практически все технологические схемы электронно-лучевой плавки.
Благодаря возможности программного сканирования электронного луча по поверхности металлической ванны форма поперечного сечения кристаллизатора и, следовательно, формируемого слитка может быть различной (круглая, прямоугольная, квадратная и, при необходимости, другой более сложной формы).
Возрастающие требования к качеству металла, а также последние достижения в повышении надежности работы электронно-лучевого оборудования и его автоматизации обуславливают все более широкое применение технологии электронно-лучевой плавки на металлургическом переделе титана. На рубеже XX и XXI веков были введены в эксплуатацию новые электронно-лучевые печи для выплавки титановых слитков в США (фирмы TIMET, Allegheny Technologies Inc.) и Украине (Институт электросварки им. Е.О. Патона, ООО «ФИКО», МК «АНТАРЕС»). Активно используются электронно-лучевые технологии получения высококачественных слитков титана в России (Южно-Уральский металлургический комбинат, НПО «Композит»), Японии (TOHO Titanium). Ведется строительство новых электронно-лучевых печей для плавки губчатого титана и титанового лома в США (TIMET), Китае (Баоцзи), Японии (TOHO Titanium), Украине (Институт электросварки им. Е.О. Патона, МК «АНТАРЕС», ООО «Стратегия БМ»).
Общая годовая производственная мощность выпуска титановых слитков методом ЭЛП в ближайшее время составит более 50 тыс. тонн. Это обусловлено тем, что основанная на использовании электронного луча как источника нагрева технология электронно-лучевой плавки получила в последние годы надежную техническую реализацию в виде современных высокопроизводительных и эффективных электронно-лучевых установок конструкции фирм Германия, США, Украины, которые обеспечивают получение высококачественных слитков (слябов) титана и снижение себестоимости металлургического передела титана.
Что такое электронно-лучевая плавка (ЭЛП)?
Что такое электронно-лучевая плавка (ЭЛП)?
Что такое электронно-лучевая плавка (ЭЛП)?
Электронно-лучевая плавка (ЭЛП) — это трехмерный производственный процесс, при котором порошковый металл плавится пучком электронов высокой энергии. Электронный луч создает поток электронов, который направляется магнитным полем, расплавляя слой за слоем порошкового металла, чтобы создать объект, соответствующий точным характеристикам, заданным моделью САПР. Производство происходит в вакуумной камере для защиты от окисления, которое может повредить высокореактивные материалы. Электронно-лучевое плавление похоже на селективное лазерное плавление (SLM), так как они оба печатают из порошка из порошкового слоя 3D-принтера, но EBM использует электронный луч вместо лазера.
EBM производит высокопрочные детали, которые максимально используют природные свойства металлов, используемых в процессе, исключая примеси, которые могут накапливаться при использовании литья металлов или других методов изготовления. Он используется для печати компонентов для аэрокосмической, автомобильной, оборонной, нефтехимической и медицинской промышленности.
Преимущества и недостатки EBM-печати
Технология электронно-лучевой плавки является запатентованной, и для работы с EBM-принтерами требуются квалифицированные специалисты. Хотя EBM может быть намного быстрее, чем SLM (селективное лазерное плавление), SLM производит более гладкие и точные детали.
История EBM Printing
В 1993 году компания Arcam совместно с Технологическим университетом Чалмерса в Гетеборге подала заявку на получение патента на принципы EBM. Процесс был разработан с целью создания 3D-объектов путем плавления электропроводящего порошка слой за слоем с помощью электрического луча. В 1997 году была основана компания Arcam AB, которая продолжила разработку EBM и коммерциализацию EBM-печати.
Часто задаваемые вопросы
В чем разница между электронно-лучевой плавкой (EBM) и селективной лазерной плавкой (SLM)? Электронно-лучевое плавление похоже на SLM в том, что оба они печатают из порошка из порошкового слоя 3D-принтера, но EBM использует электроны, а не фотоны, используемые в процессе SLM. В EBM высокоэнергетический электронный пучок плавит слои порошкообразного металла, создавая форму в вакууме. В SLM лазерный луч, излучающий фотоны, связывает или спекает слои порошкообразных металлов для затвердевания металла. SLM не требует вакуумной среды.
Какие температуры необходимы для EBM? Поскольку EBM часто используется для обработки металлов с высокой температурой плавления, в процессе электронно-лучевой плавки были измерены температуры до 2000 градусов Цельсия.
Почему процесс EBM происходит в вакууме? Обработка металлов при высокой температуре приводит к усилению окисления, что может сделать конечный продукт хрупким. Поскольку процесс EBM происходит в вакууме, что позволяет использовать высокую температуру в бескислородной среде, он снимает внутренние напряжения и приводит к более упругим и гибким деталям.
Как работает электронно-лучевая пушка? Электронно-лучевая пушка имеет вольфрамовую нить накала, которая при перегреве испускает поток электронов, которые в вакууме ускоряются примерно до половины скорости света.
Можно ли использовать EBM на пластмассах, металлах и керамике? Поскольку EBM основан на электрических зарядах и чрезвычайно высоких температурах, его можно использовать только на проводящих материалах, таких как металлы.
Что лучше для быстрого прототипирования: SLS или EBM? Поскольку электронный луч шире лазерного луча, EBM может производить менее точную деталь, чем SLS, но быстрее производит более крупные объекты.
Послойный контроль плавления электронного пучка посредством обнаружения электронов обратного рассеяния
Реферат
Цель
Целью данного исследования является внедрение и валидация новой методики контроля процесса при электронно-лучевой плавке (ЭЛП).
Дизайн/методология/подход
В этом исследовании детектор обратно рассеянных электронов внутри камеры здания используется для получения изображения в процессе EBM. Путем систематического изменения параметров процесса исследуется возможность отображения различных топографий, особенно пор. Результаты оценивают с точки зрения пористости и сравнивают с данными оптической микроскопии и рентгеновской компьютерной томографии.
Выводы
Метод позволяет обнаруживать крупные дефекты (например, поры) и дает информацию о качестве полученного компонента.
Оригинальность/ценность
Получение изображения путем оценки обратного рассеяния электронов во время процесса EBM представляет собой новый подход к мониторингу процесса, который позволяет избежать недостатков, ограничивающих ранее исследованные методы.
Ключевые слова
Контроль качества
Аддитивное производство
Сканирующая электронная микроскопия
Электронно-лучевая плавка
Пористость
Оптическая микроскопия
Мониторинг процесса
Электроны обратного рассеяния
Рентгеновский компьютерный томограф
Цитата
Арнольд, К. , Побель, К., Османлич, Ф. и Кёрнер, К. (2018), «Послойный мониторинг плавления электронного луча с помощью обнаружения электронов обратного рассеяния», Журнал быстрого прототипирования , Vol. 24 № 8, стр. 1401-1406. https://doi.org/10.1108/RPJ-02-2018-0034
Опубликовано Emerald Publishing Limited. Эта статья опубликована в соответствии с лицензией Creative Commons Attribution (CC BY 4.0). Любой может воспроизводить, распространять, переводить и создавать производные работы на основе этой статьи (как в коммерческих, так и в некоммерческих целях) при условии полной ссылки на оригинальную публикацию и авторов. С полными условиями этой лицензии можно ознакомиться по адресу http://creativecommons.org/licences/by/4. 0/legalcode 9.0009
1. Введение
Электронно-лучевая плавка (ЭЛП) представляет собой процесс аддитивного производства металлов, основанный на послойном и селективном уплотнении порошка. Благодаря своей способности производить сложные геометрические формы и обрабатывать сложные металлические сплавы, EBM вызывает интерес в сложных областях, таких как медицинская и аэрокосмическая промышленность. Это сочетается с высокими требованиями к контролю процесса и повторяемости, что в настоящее время рассматривается как препятствие для промышленного прорыва технологий аддитивного производства (Grasso and Colosimo, 2017). Для обеспечения высокого качества производимых компонентов необходимо контролировать и, следовательно, контролировать различные параметры процесса. В последнее время активная рецензирование (Grasso and Colosimo, 2017; Everton и др. , 2016; Мани и др. , 2017) продемонстрировали постоянный спрос на подходящие инструменты для мониторинга процессов в области аддитивного производства металлов.
EBM — это аддитивный процесс плавки в порошковом слое. Грабельная система внутри вакуумной камеры используется для нанесения определенного слоя порошка. На первом этапе слой порошка слегка спекают, нагревая его быстрым и расфокусированным электронным пучком. Полученная связность частиц обеспечивает достаточную электрическую проводимость и механическую стабильность для следующего этапа, на котором сфокусированный электронный пучок избирательно плавит текущее поперечное сечение желаемой геометрии. После этого наносится следующий слой порошка, и цикл повторяется до тех пор, пока не будет получена окончательная твердая деталь.
В случае процесса EBM большая часть работы по мониторингу процесса сосредоточена на использовании инфракрасной термографии для получения изображений (Schwerdtfeger et al. , 2012; Price et al. , 2012; Rodriguez et al. , 2012). ; Dinwiddie и др. , 2013). Оценивая распределение температуры по слою, можно получить информацию о состоянии поверхности и сопоставить ее с локальными дефектами, т. е. поры. Недостатком этого метода является склонность светооптических систем к металлизации за счет испарения из ванны расплава (Швердтфегер 9).0127 и др. , 2012; Динвидди и др. , 2013). Этому должны противодействовать дополнительные системы защиты, такие как механический затвор (Schwerdtfeger и др. , 2012; Dinwiddie и др. , 2013) или намотка пленки (Dinwiddie и др. , 2013). Кроме того, размер столбца луча препятствует коаксиальному расположению системы визуализации (Schwerdtfeger et al. , 2012), что приводит к искажениям и, следовательно, к различному пространственному разрешению.
Помимо этих научных подходов, существует также коммерческая система под названием Arcam LayerQam TM , предлагаемая разработчиком системы EBM Arcam AB (Mölndal, Швеция) . Он работает в диапазоне видимого света с некоторым расширением в ИК-диапазон и поэтому имеет те же недостатки, о которых упоминалось ранее.
Целью данной работы является введение альтернативного метода мониторинга EBM, который обнаруживает обратнорассеянные электроны (BSE) и получает электронно-оптическое (ELO) изображение способом, сравнимым со сканирующей электронной микроскопией (SEM). BSE возникают в результате упругих столкновений между электронами падающего пучка и атомами подложки. Часть обратнорассеянных электронов попадает в детектор BSE, который расположен вокруг луча, недалеко от рабочей камеры, как показано на рисунке 1. Интенсивность сигнала коррелирует с количеством обратнорассеянных электронов, которое, в частности, является функцией тока пучка, атомного номера. атомов образца и топографии поверхности. Сканируя область по определенному образцу, можно получить карту интенсивности, то есть изображение. Хотя этот основной принцип, безусловно, получает дальнейшее развитие в анализе с помощью СЭМ, тот же метод плоскостной сварки некоторое время используется в электронно-лучевой сварке (Шиллер 9).0127 и др. , 1977).
Метод использовался для послойного получения изображения и обнаружения дефектов в процессе сборки. Результаты были проверены с помощью рентгеновской компьютерной томографии и оптической микроскопии конечного образца.
2. Экспериментальный
Процесс аддитивного производства был выполнен с использованием системы EBM собственной разработки, которая сочетает в себе вакуумную камеру, включая управление порошком и сборочный бак, Arcam EBM S12 и электронно-лучевую сварочную горелку pro-beam AG & CO. KGaA (Planegg, Германия) . Пушка работает с ускоряющим напряжением 60 кВ, а вольфрамовая нить накала обеспечивает мощность луча до 6 кВт. Отличительной особенностью системы является наличие вышеупомянутого детектора BSE, который обеспечивает возможность записи изображений ELO.
Прямоугольный образец размером 15 × 15 × 22,5 мм 3 и его столбчатые опоры были построены на стальной опорной плите с постоянной толщиной слоя 50 мкм. Исходным сырьем служил газораспыленный порошок Ti-6Al-4V, поставляемый Tekna Advanced Materials Inc. (Шербрук, Канада) с гранулометрическим составом от 45 до 105 мкм.
Параметры процесса для Ti-6Al-4V были выбраны в соответствии с предыдущими исследованиями (Jüchter et al. , 2014). Предварительный нагрев был настроен на проведение процесса при заданной температуре 1023 К (750°С). Кроме того, применялся контролируемый вакуум 2 × 10 -3 мбар атмосферы гелия. Поперечное сечение было расплавлено с использованием стандартной схемы штриховки, при которой направление сканирования соседних линий штриховки чередовалось на 180°, что часто называют змееподобным или возвратно-поступательным образом. Расстояние между линиями во время штриховки было постоянным и составляло 100 мкм, а контурное плавление не применялось. Направление люка было повернуто на 90° после каждого слоя.
Объектом исследования было поведение консолидации сыпучего материала в зависимости от подводимой энергии. При постоянной скорости отклонения 2 м/с мощность штриховочного луча изменялась каждые 2,5 мм высоты сборки. 2,5 мм эквивалентны 50 слоям, что является эмпирическим значением для учета эффектов перехода между секциями. Начиная с технологического окна для плотных образцов со значением 120 Вт, мощность луча увеличивали в четыре равноотстоящих шага до 165, 210, 255 и 300 Вт, при которых были получены плотные слои. Впоследствии мощность соответственно снова уменьшили до 120 Вт, чтобы учесть эффекты гистерезиса. В результате была получена выборка из девяти сложенных секций с различной подводимой энергией и, следовательно, с различной плотностью (рис. 2).
Детектор BSE использовался в течение всего процесса для получения ELO-изображений поверхности образца после штриховки. Пиксельное разрешение 60 мкм/пиксель было выбрано в соответствии с масштабом признаков, которые, как ожидается, будут обнаружены с помощью электронного луча с доступным диаметром около 300 мкм. Чтобы получить подходящий сигнал обратного рассеяния, время экспозиции было установлено на 0,1 мкс/пиксель, а ток луча — на 7 мА.
Информация о подповерхностных структурах (например, закрытых порах) ограничена глубиной проникновения электронного луча. Оценка Канайи и Окаямы (с использованием данных о материалах для чистого титана и энергии электронов 60 кэВ) дает максимальный диапазон приблизительно 17 мкм (Каная и Окаяма, 19).72). Только дефекты, расположенные между поверхностью и этим максимальным расстоянием, влияли на сигнал обратного рассеяния. Принимая во внимание диаметр луча 300 мкм, глубина проникновения и, следовательно, информация о недрах в последующем исследовании была незначительной.
Исходный образец был снят с базовой пластины и разрезан вдоль направления сборки на две части. После этого поперечное сечение было подготовлено путем шлифовки на бумаге из карбида кремния, смазанной водой, механической полировки алмазной суспензией размером 3 мкм и заключительной стадии химической полировки (50 мл Struers OP-S NonDry , 50 мл дист. H 2 O, 10 г KOH, 10 мл H 2 O 2 ). Подготовленный микрошлиф исследовали с помощью оптической микроскопии (ОМ) с использованием Leica DM6000 M. Режим точного сшивания изображений микроскопа использовался для создания изображения с высоким разрешением (13 мкм/пиксель) всего поперечного сечения для дальнейшей оценки в Условия пористости.
В качестве альтернативного подхода к количественной оценке пористости одна половина исходного образца была проанализирована с помощью рентгеновской компьютерной томографии (КТ). CT-система на Институт Фраунгофера EZRT использовал ускоряющее напряжение 150 кВ для создания поперечных срезов образца с размером вокселя 26 мкм.
Для упрощения качественного визуального сравнения трех методов визуализации было рассчитано виртуальное продольное сечение образца из послойно захваченных ELO-изображений. Принимая во внимание соотношение между размером пикселя и толщиной слоя, ЭЛО-изображения накладывались друг на друга в хронологическом порядке для восстановления трехмерной карты плотности образца. Последнюю впоследствии фактически разрезали в продольном направлении.
Общей чертой трех методов визуализации является эффективность пор в качестве стока интенсивности для соответствующего измерительного сигнала. Интенсивность I коррелирует со значениями пикселей захваченных изображений в градациях серого, то есть низкими значениями, представляющими низкую интенсивность. Поэтому темные области в определенной степени можно считать пористыми, в отличие от более светлых, которые считаются более плотными.
Скалярная величина, представляющая пористость, была определена путем вычисления нормализованного среднего значения шкалы серого I ¯ для каждого метода визуализации в зависимости от высоты строения z [уравнение (1)]. Приходилось учитывать, что методы отображения преобразуют реальное пространство ( x , y , z ) в дискретное пространство ( i , j , k ), а n количество пикселей в k -направлении. Усреднение ЭЛО- и КТ-изображений выполнялось на основе поперечных 2D-срезов, полученных при получении и реконструкции изображения соответственно. ОМ-изображение анализировали, вычисляя среднее значение оттенков серого для каждой строки сшитого растрового изображения ( j = const .). Все значения были нормализованы с использованием соответствующего максимума в каждом методе к интервалу [0, 1] для учета различной глубины цвета. Корреляция с высотой строения была достигнута при использовании соответствующего разрешения изображения R z (в пикс/м):
3. Результаты
На рис. 3 приведены примерные поперечные сечения прямоугольного образца для всех уровней мощности. Изображения были получены с помощью послойного получения изображения ELO в процессе обработки и после обработки рентгеновской компьютерной томографии. Для обоих методов визуализации можно констатировать, что количество дефектов уменьшается с увеличением мощности луча.
Снижение пористости можно объяснить количеством энергии, доступной для консолидации порошка. С учетом других параметров процесса, таких как скорость отклонения и расстояние между линиями штриховки, 120 Вт намного ниже технологического окна для плотных образцов. С увеличением мощности луча больше энергии доступно для плавления порошка и нижележащих слоев, что приводит к более гладкой поверхности самого последнего расплавленного слоя (Jüchter et al. , 2014).
Во-первых, становится очевидным, что ELO-визуализация способна визуализировать изменение топографии поверхности от сильно пористой до полностью плотной структуры. Малую интенсивность дефекта можно объяснить углами между нормалью к поверхности, падающим лучом и направлением на детектор электронов. Благодаря коаксиальному расположению детектора направление падающего луча и направление на детектор электронов практически совпадают. Следовательно, увеличение угла между нормалью к поверхности и падающим лучом уменьшает количество электронов, которые измеряются детектором. Кроме того, электроны могут многократно рассеиваться внутри полости дефекта, что дополнительно снижает интенсивность сигнала.
Принимая во внимание соответствующие КТ-изображения, предполагается, что ELO-изображение не только предоставляет информацию о топографии поверхности, но также указывает места предпочтительного образования пор и, следовательно, может использоваться для оценки пористости внутри конечного образца. Однако характеристики пористости, т.е. количество и размер пор, не идентичны.
Путем наложения ЭЛО-изображений послойно друг на друга была получена виртуальная 3D-модель образца. Рисунок 4 включает виртуальное центральное поперечное сечение этой модели в продольном направлении. Чтобы продемонстрировать зависимость между конструкцией и потребляемой энергией, выделены применяемые силовые каскады. Видно, что достаточно небольшое увеличение или уменьшение мощности на 45 Вт приводило к отчетливой модификации объемной структуры. Поскольку эти превращения происходят довольно резко, можно констатировать, что пористость очень сильно связана с энерговкладом, а переходные области ограничены высотой лишь нескольких слоев порошка.
При сравнении верхней и нижней секции мощностью 255 Вт было отмечено, что нижняя секция содержала некоторые каналообразные поры, тогда как верхняя была достаточно однородной. Bauereiß и др. дают подробное объяснение лежащего в основе механизма образования дефектов каналообразной пористости (Bauereiß et al. , 2014). Текущее наблюдение указывает на дополнительный эффект гистерезиса при изменении пористости путем изменения мощности луча. Создание плотных слоев на пористой поверхности потребует более высоких затрат энергии, чем создание таких же слоев на плотной поверхности.
Чтобы оценить способность in situ ELO-визуализации конкурировать с обычными инструментами анализа после сборки, поперечные сечения, полученные с помощью ОМ и КТ, также изображены на рисунке 4. Визуальное сравнение показывает, что существует хорошее качественное соответствие между тремя методами визуализации. Если вдаваться в подробности, сравнивая ELO- с КТ-изображением, даже некоторые дефекты, например. характерная каналообразная пористость в нижней секции 255 W может быть точно предсказана. Эта отличительная пористость не может наблюдаться на ОМ-изображении. Это связано с процедурой препарирования, препятствующей получению такого же поперечного сечения, как при ЭЛО- и КТ-томографии.
Для количественной оценки конкретных характеристик и взаимосвязи между тремя методами визуализации на основе соответствующих изображений в градациях серого были рассчитаны нормализованные средние значения интенсивности как функция высоты строения тела. Диаграммы на рисунке 5 показывают, что все методы визуализации способны отображать пошаговое изменение интенсивности в зависимости от высоты построения и, соответственно, мощности луча. Гладкость графиков зависит от метода визуализации и его соответствующей оценки. Рентгеновская компьютерная томография дает довольно гладкую кривую, в то время как оценка двумерного микросреза с помощью оптической микроскопии показывает сильные вариации усредненного сигнала интенсивности. Это можно объяснить разным объемом выборки, формирующим соответствующее среднее значение. В этом отношении кривая ELO-визуализации находится где-то посередине.
Несмотря на нормализацию значений, существует значительная разница между соответствующими уровнями интенсивности. В случае ОМ- и КТ-визуализации это можно объяснить исключительно разным разрешением и контрастом, обеспечиваемым соответствующим измерительным сигналом. Кроме того, ELO-изображения ограничены топографией поверхности, что вносит дополнительный источник вариаций. Высота ступеньки средней интенсивности при 210/255 Вт-переходах, т.е. в области критического энерговклада для консолидации материала, исключительно высока для ЭЛО-визуализации. По-видимому, критическая подводимая энергия оказывает большее влияние на топографию поверхности, чем на пористость конечного объемного материала. Следовательно, можно сделать вывод, что ELO-визуализация завышает результирующую пористость, факт, который также можно качественно вывести из рисунка 4. 9.0009
При сравнении переходов на 210/255 Вт и 255/210 Вт наклоны кривых всех трех методов кажутся несколько более крутыми при снижении мощности. Это можно рассматривать как дополнительное указание на вышеупомянутый эффект гистерезиса.
4. Обсуждение
По сравнению с оптической микроскопией и рентгеновской компьютерной томографией, визуализация ELO с помощью BSE характеризуется некоторыми выдающимися особенностями, но при этом необходимо учитывать некоторые ограничения.
Во-первых, пространственное разрешение в настоящее время довольно низкое по сравнению с ОМ- и КТ-изображениями. Поэтому количество возможных дефектов, которые можно обнаружить с помощью ELO-изображения, ограничивается крупными дефектами. Кроме того, ELO-визуализация ограничивается записью поверхностей слоев и последующей реконструкцией трехмерной модели. Было продемонстрировано, что из-за этого подхода возникают некоторые расхождения, особенно завышенная оценка пористости с помощью ELO-визуализации. Предположительно, соответствующее количество дефектов, присутствующих на поверхности и, следовательно, на ЭЛО-изображении, частично заполняется и даже закрывается при плавлении последующих слоев. В результате абсолютное количество пор и их размер меньше в готовой части. Пригодность ELO-визуализации в качестве инструмента контроля качества еще не ограничена, поскольку дефекты надежно выявляются, а в худшем случае переоцениваются.
Как видно из нижнего разреза 255 Вт на рис. 4, ОМ-изображение двухмерного разреза не может дать полной информации о пористости. Если плотность дефектов настолько мала, что в поперечном сечении ни один дефект не вырезается, качество образца может быть переоценено. Анализ с помощью рентгеновской КТ дает полную трехмерную информацию, но должен учитывать другие ограничения, например. относительно размера образца. Напротив, ELO-изображение способно реконструировать 3D-информацию о крупных дефектах без учета дополнительных требований.
Кроме того, ELO-imaging обладает некоторыми уникальными свойствами, которые делают его выдающимся инструментом для наблюдения за процессом EBM. В отличие от ОМ и КТ, ELO-визуализация является внутрипроцессным методом, позволяющим получать информацию о текущем слое в режиме реального времени. Он не только позволяет оператору вручную регулировать параметры во время процесса, но также имеет возможность подключить оценку к управлению с обратной связью для расширенных стратегий обработки и более быстрого определения окна процесса.
Термография как альтернативный инструмент производственного мониторинга ограничена либо небольшими полями зрения в несколько квадратных миллиметров (Price et al. , 2012), либо пространственным разрешением выше 100 мкм/пиксель (Schwerdtfeger et al. , 2012; Rodriguez и др. , 2012 г.), в зависимости от используемых линз. ELO-изображение способно записывать всю область построения с разрешением ниже 100 мкм/пиксель.
В отличие от других методов, детектор BSE устойчив к температуре процесса, рентгеновскому излучению и загрязнению порошком. Более того, металлизация BSE-детектора не снижает качество измеряемого сигнала с течением времени, как это видно в оптических методах (Schwerdtfeger 9). 0127 и др. , 2012; Динвидди и др. , 2013). Поэтому можно отказаться от особой защиты извещателя, такой как жалюзи и окна. Это позволяет интегрировать детектор внутри камеры здания в коаксиальном положении, что является новинкой для процесса EBM. Уменьшение оптических аберраций в результате коаксиального расположения датчика дополнительно улучшает качество изображения.
Детектор BSE не только улучшает контроль качества в процессе, но также упрощает предварительную оценку качества пучка. Путем сравнения определенного объекта и соответствующего ему ELO-изображения можно получить информацию о форме и размере пятна луча и использовать ее для документирования и оптимизации, гарантируя стабильное и высокое качество луча в течение длительного периода времени.
5. Выводы
Было показано, что получение изображений в процессе EBM с использованием BSE является многообещающим подходом. Пространственное разрешение достаточно для обнаружения крупных дефектов, таких как дефекты поверхности, в то время как недостатков, ограничивающих другие методы мониторинга, можно избежать. Было продемонстрировано, что можно сделать выводы о пористости конечного компонента. Таким образом, обнаружение BSE уже способно улучшить процесс EBM. Система может быть дополнительно усовершенствована, например. путем введения дополнительных внеосевых детекторов для сбора дополнительной информации о топографии поверхности или даже расчета трехмерной реконструкции всей топологии поверхности (Палушинский и Словко, 2009 г.).). Такой инструмент открыл бы новые возможности для понимания процессов и управления ими. За счет уменьшения размера пятна электронного луча можно ожидать более высокого пространственного разрешения. Размер пятна луча определяется типом нити накала, фокусными линзами и током луча. Одной из будущих целей будет определение оптимального компромисса между требованиями процесса EBM и ELO-визуализации.
В области технологии EBM исследуемый подход является первым шагом в объединении процесса плавления в порошковом слое с методами анализа на основе электронного луча, такими как электронная визуализация, дифракция обратного рассеяния электронов или рентгеновская спектроскопия. Предполагается, что эти методы предоставляют расширенную информацию о процессе и, следовательно, вносят большой вклад в его дальнейшее развитие.
Цифры
Рисунок 1
Слева: Схема системы электронно-лучевой плавки для аддитивного производства металлов
Рисунок 2
Схематическое изображение геометрии образца и изменения мощности луча -лучевая компьютерная томография исходного образца (поперечный срез)
Рисунок 4
Сравнение продольных сечений, полученных тремя различными методами визуализации
Рисунок 5
Количественная оценка пористости путем построения нормированной средней интенсивности, полученной тремя методами визуализации, в зависимости от высоты образца
Ссылки
Бауэрайс, А., Шаровски, Т. и Кёрнер, К. (2014), «Механизм образования и распространения дефектов во время аддитивного производства методом селективного плавления», Журнал технологий обработки материалов, Vol. 214 № 11, стр. 2497-2504.
Динвидди, Р.Б., Дехофф, Р.Р., Ллойд, П.Д., Лоу, Л.Е. и Ульрих, Дж. Б. (2013 г.), «Термографический мониторинг процесса электронно-лучевой плавки, используемого в аддитивном производстве», в Stockton, G.R. и Кольбер, Ф.П. (Eds), Proceedings SPIE 8705, Thermosense: Thermal Infrared Applications XXXV, 87050K.
Эвертон, С.К., Хирш, М., Страврулакис, П., Лич, Р.К. и Клэр, А.Т. (2016), «Обзор мониторинга процессов на месте и метрологии на месте для аддитивного производства металлов», Materials & Design, Vol. 95, стр. 431-445.
Грассо, М. и Колозимо, Б.М. (2017), «Технологические дефекты и методы мониторинга на месте при плавке в металлическом порошковом слое: обзор», Измерительная наука и техника, Vol. 28 № 4, с. 044005.
Юхтер В., Шаровски Т., Зингер Р.Ф. и Кёрнер, К. (2014), «Окно обработки и явление испарения для Ti-6Al-4V, полученного селективным электронно-лучевым плавлением», Acta Materialia, Vol. 76, стр. 252-258.
Каная, К. и Окаяма, С. (1972), «Теория проникновения и потери энергии электронов в твердых мишенях», Journal of Physics D: Applied Physics, Vol. 5 № 1, с. 308.
Мани, М., Лейн, Б.М., Донмез, М.А., Фэн, С.К. и Мойлан, С.П. (2017), «Обзор потребностей измерительной науки для контроля в реальном времени процессов плавки в слое металлического порошка в аддитивном производстве», International Journal of Production Исследования, Том. 55 № 5, стр. 1400-1418.
Палушинский, Дж. и Словко, В. (2009), «Измерения микрошероховатости поверхности с помощью сканирующего электронного микроскопа», Журнал микроскопии, Vol. 233 № 1, стр. 10-17.
Прайс, С. , Купер, К. и Чоу, К. (2012), «Оценка измерений температуры с помощью ближней инфракрасной термографии в порошковом электронно-лучевом аддитивном производстве», Труды симпозиума по изготовлению твердых материалов произвольной формы, Техасский университет. , Остин, Техас, стр. 761-773.
Родригес Э., Медина Ф., Эспалин Д., Терразас К., Мьюз Д., Генри К., Макдональд Э. и Викер Р. Б. (2012), «Интеграция тепловизионного управления с обратной связью» система в электронно-лучевой плавке», 23-й ежегодный международный симпозиум по изготовлению твердых материалов произвольной формы – конференция по аддитивному производству, рис. 1, стр. 945-961.
Шиллер, С., Панцер, С. и фон Арденн, Т. (1977), «Контроль над процессами в Rückstreuelektronen», ZIS-Mitteilungen, Vol. 19№ 2, стр. 238-248.
Швердтфегер, Дж., Зингер, Р.Ф. и Кёрнер, К. (2012), «Обнаружение дефектов на месте с помощью ИК-изображения во время электронно-лучевой плавки», Журнал быстрого прототипирования, Vol.
Итак, выше был дан некоторый обзор основных токарных и комбинированных станков. А фрезерные станочки пока остались без внимания.
Про фрезерную обработку и станки я знаю меньше, так как непосредственно работал на токарных и координатно-расточных станках и обрабатывающих центрах. Но общее представление есть, так как довелось достаточно поработать на разных заводах, начиная учеником токаря и закончив наладчиком станков 6-го разряда. Так что всё мною изложенное, с одной стороны, чисто моё мнение, а с другой стороны, всё-таки достаточно квалифицированное, как я надеюсь.
Если говорить о пользе в хозяйстве маленьких станков, то я представляю себе маленький токарный, но к нему в паре фрезерный станок среднего размера. То есть если маленькие деталюшки точить на токарном, то фрезерные операции на этих деталюшках можно большей частью сделать наждаком, бормашиной или напильником (конечно разговор не о производстве, а о домашнем применении). А вот та штука, куда эти сделанные детальки вставятся и вкрутятся (корпусная деталь), чаще окажется уже не такая и маленькая.
Кроме того, при изготовлении примерно одинаковых по размеру деталей, токарная обработка значительно мягче фрезерной, так как стружка снимается непрерывно. А фрезерная обработка более жесткая, так как фреза снимает стружку прерывисто (отдельно каждым зубом) и возникают ударные нагрузки. Эти нагрузки приводят к вибрации фрезерного станка даже при обработке сравнительно маленьких элементов.
У токарных станков тоже не всё гладко получается, на некоторых токарных операциях, например при работе отрезным резцом, практически всегда не хватает жёсткости станка и инструмента, но в целом фрезерный станок «колбасит» сильнее токарного.
По этой причине фрезерные станки начинаются как бы не от маленьких, а от средних размеров. Совсем маленькие фрезерные станки (исключительно для часовых дел) всё же существуют, но встречаются редко.
Пример такого станка на фото, взятого с сайта http://members. surfeu.at/wefalck/tools/toolsmain.html.
Кстати, это очень интересный сайт — там и про токарные станочки есть что посмотреть. Но и этот часовой фрезерный «Dixi» значительно массивнее часовых токарных собратьев.
Для ещё одного примера, возьмём простую работу: вырезать на валу канавку под шпонку шириной 6 мм. Шпоночный паз 6 мм по стали — это работа для фрезерного станка обычного размера, не для маленького. Вал при обработке закрепляется в хороших тисках на столе совсем не игрушечного фрезерного станка.
В последнее время вокруг станков хобби класса появилось странное понятие «сверлильно-фрезерный». На мой взгляд, это сочетание слов вводит в заблуждение, так как часто применяется к обычному сверлильному станку, оснащённому координатным столиком. Для фрезерной обработки такой станок пригоден только условно. Сверлильный станок при сверлении не испытывает ни ударных нагрузок, ни бокового усилия на инструмент и не может быть альтернативой вертикально-фрезерному. Оба этих станка имеют внешнее сходство и похожую компоновку, но совершенно различны по своей сути.
И ещё раз повторюсь — фрезерный станок размером побольше, чем здесь представлены, будет, на мой взгляд, значительно полезнее, но для его размещения более подходит гараж, а не домашняя мастерская. Но раз уж у меня обзор про маленькие станки, и к ним есть интерес читателей, я немного напишу и про миниатюрные фрезерные станочки.
Продукт Челябинского Часового Завода. Название станка на табличке. Фото взято с сайта http://www.chipmaker.ru
Микро-фрезерный станок MF70 Proxxon
Столик размером 200 х 70 мм. Двигатель 100 Ватт при напряжении 220-240 В вращает шпиндель со скоростью от 5000 до 20000 об/мин.
Вес около 7,0 кг. Цена: 311.59 EUR
Это совсем небольшой фрезерный станочек, но даже на его примере видно отличие фрезерного станка от сверлильно-фрезерного. Посмотрите на фото: какой тоненький инструмент, какого размера стол и обрабатываемая деталь, и какая при этом массивная колонна и основание станка. Фотография даёт наглядное представление о соотношении размеров деталей, инструмента и станка при фрезерной работе даже маленьким инструментом. Некоторый кажущийся запас жёсткости и внешней «массивности», как у этого станка — совершенно необходим для фрезерной работы и не является избыточным — только-только хватает для работы по цветному металлу.
Но основное применение этого микро-фрезерного станка в большей степени гравирование, чем настоящая фрезерная обработка. А для более серьёзной работы концевой 6-мм фрезой может быть использован станок BFW 40 Proxxon.
Часовой фрезерный станочек Dixi (такое название было в описании лота на аукционе), но, на мой взгляд, больше похож на Hauser
Пример маленького фрезерного станка для хобби применений. Это австралийский Clisby. Цена $350.
Столик станка имеет длину 153 мм и ширину всего 40 мм. Максимальное расстояние от стола до шпинделя 115 мм. Скорость вращения инструмента до 4000 об/мин. Двигатель 12 Вольт. Максимальный ток потребления 4 Ампера. Размеры станка: длина 160 мм, высота 265 мм, ширина 170 мм.
Фото с сайта http://www.clisby.com.au/
Вес фрезерного станочка Clisby менее 3 кг и стоимость доставки почтой из Австралии в Россию составит 45 долларов США.
* * *
Ещё один часовой вертикально-фрезерный станочек.
Линейка рядом положена — дюймовая.
Часовой горизонтально-фрезерный станочек. Рядом лежит дюймовая линейка.
Маленький фрезерный ценой 380 долларов.
Интересная компоновка фрезерного: с такой шеей куда угодно можно дотянуться.
Показан красивый маленький горизонтально-фрезерный Hardinge Cataract 1920 года.
Фото с сайта www. lindsayengraving.com.
Небольшой настольный горизонтально-фрезерный станочек.
Маленький английский горизонтально-фрезерный станочек. Не так давно продавался на аукционе Ebay. Наверное, кто-то сейчас (2007г. – прим.) этот станочек восстанавливает.
Вот такой он и должен быть, вертикально фрезерный. Пусть он на вид — лилипут или карлик. Но даже при малом размере может быть основательность и достоинство, в отличие от тщедушной современной молодёжи на тонкой круглой ножке.
МИНИ ЧПУ станок Фрезерный CNC 3018 по дереву
Станок CNC — Инструкция по эксплуатации
CNC инструкция по эксплуатации
1. Сборка станка.
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu. ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер Ch440SER (путь- /driver/).
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем – ДА!
Появляется окно:
Нажимаем INSTALL, драйвер устанавливается, и появляется окно, что успешно установлен (Driverinstallsuccess!), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
В дереве разверните «порты (COM & LPT)»
Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «Ch440».
3. Раскройте контрольную программу grblControl.exe, чтобы соединить станок и выбрать правильный порт:
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
В консоле (внизу): Соединение успешно установлено:[CTRL+X] < Grbl 0.9j [‘$’ forhelp]
4. Проверить направление оси XYZ:
Если ось x, y, z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
Как обнулить положение гравера:
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y), затем опустите фрезу по оси Z. Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY» и «Обнулить Z».
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ».
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl.
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки «NCfile» готовый файл (с расширением *.nc), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *.nc.
3) потом файл открывают управляющей программой «grblControl.exe» и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Подготовлено при участии магазина МИНИ ЧПУ https://minichpu.ru
Читать дальше
Найдите лучшие настольные мини-фрезерные станки 2022 года с опциями для промышленного и микрофрезерования
Добро пожаловать в путеводитель Томаса по лучшим мини-фрезерным станкам 2022 года. Томас уже более 120 лет связывает североамериканских промышленных покупателей и поставщиков. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Лучший мини-фрезерный станок может обеспечить промышленную обработку в меньшем масштабе для использования дома или в мастерской. Хотя эти машины часто неэкономичны, они обладают большими возможностями, которые просто невозможно воспроизвести с помощью других более простых и дешевых инструментов. Будь то внештатный техник, дизайнер дома или интерьера, любитель DIY или даже художник, мини-фрезерный станок может оказаться бесценным для ваших проектов и даже сэкономить вам много времени и денег в долгосрочной перспективе.
Мини-фрезерный станок в работе
Изображение предоставлено г-ном Супапом Родламул/Shutterstock.com
Мини-фрезерный станок — Руководство по покупке
Фрезерный станок состоит из стационарного режущего инструмента и подвижного стола, который управляется вручную или с помощью компьютера. Заготовка крепится к столу, который движется вокруг вращающегося лезвия, чтобы сделать надрезы для достижения желаемого результата.
Как и полноразмерные фрезерные станки, мини-фрезерный станок представляет собой меньшую инженерную мельницу, которая может располагаться на верстаке или столе и создавать или модифицировать компоненты из дерева, металла или современных композитных материалов. Хотя полноразмерные мельницы могут быть горизонтальными или вертикальными, мини-мельницы обычно имеют вертикальную ориентацию, при этом ось вращающегося вала также является вертикальной.
Мини-мельничный станок
Несколько факторов, которые следует учитывать при выборе лучшего мини-фрезерного станка: размер, регулируемое положение стола, зажимы для закрепления материалов на месте, диапазон скоростей, мощность двигателя и лошадиных сил, глубина, которую может достичь шпиндель, крутящий момент и расстояние. между столом и головой.
Кроме того, у вас будет возможность решить, нужны ли вам различные дополнительные функции, такие как насосы охлаждающей жидкости, столы с электроприводом или встроенное освещение. Вообще говоря, чем больше дополнительных услуг вы хотите, тем больше вам придется платить.
Лучший выбор Томаса для лучшего мини-фрезерного станка 2022 года
Мы искали и нашли семь лучших мини-фрезерных станков, доступных для различных потребностей и бюджетов, от ведущих производителей промышленных инструментов, таких как Grizzly, Klutch и WEN.
Лучший мини-фрезерный станок с регулируемой скоростью : Grizzly Industrial G8689-4 «x 16» Мини-фрезерный станок | Купить сейчас
Лучший мини-фрезерный станок среднего класса : мини-фрезерный станок Klutch | Купить сейчас
Лучший Настольный мини-фрезерный станок: Фрезерный станок WEN 33013 | Купить сейчас
Лучший промышленный мини-фрезерный станок : фрезерно-сверлильный станок JET JMD-18 | Купить сейчас
Лучший микрофрезерный станок : Proxxon 37110 Micro Mill | Купить сейчас
Лучший мини-фрезерный станок для глубокого и торцевого фрезерования: Мини-фрезерный станок Steel Dragon Tools | Купить сейчас
Лучший мини-фрезерный станок по дереву : Genmitsu CNC 3018-PRO | Купить сейчас
Прокрутите вниз, чтобы узнать больше об этих наиболее популярных мини-фрезерных станках и посмотреть, что о них говорят многие счастливые рецензенты.
*Цены, указанные в этой статье, указаны в долларах США на Amazon.com (США) и в других интернет-магазинах по состоянию на февраль 2022 г.
1. Лучшая универсальная мини-мельница — Grizzly Industrial G8689 Mini Mill
Несмотря на множество возможностей, включая регулировку скорости, микроуправление подачей вниз и прочную прецизионную колонну типа «ласточкин хвост», мини-фрезерный станок Grizzly Industrial G8689 мощностью 3/4 л.
Изготовлен из сверхпрочной чугунной конструкции и имеет трехосное перемещение стола, регулируемую скорость вращения шпинделя (0–2500 об/мин), наклон головки на 45 градусов влево и вправо и предохранительный выключатель.
КУПИТЬ СЕЙЧАС: 1230 долларов США, Amazon
2. Лучший мини-фрезерный станок среднего класса — мини-фрезерный станок Klutch
Чугунный мини-фрезер Klutch имеет плавную работу без вибраций. С двигателем мощностью 0,5 л.с., 110 В, регулируемой скоростью (100–2500 об/мин) и двухскоростной коробкой передач мощностью 350 Вт, это отличная мини-мельница по цене.
Фрезерная головка и колонна имеют угол наклона 45 градусов влево или вправо, и при весе около 140 фунтов устройство намного легче, чем другие аналогичные мельницы.
КУПИТЬ СЕЙЧАС: 1049,99 долларов США, Amazon
3. Лучший настольный мини-фрезерный станок — фрезерный станок WEN 33013
Независимо от того, хотите ли вы создать плоские поверхности, угловые кромки, прямые отверстия, пазы, карманы или контуры поверхности, однофазный однофазный компактный фрезерный станок с переменной скоростью (100–2500 об/мин) WEN 33013 с конусом R8 — прочный, надежный, безопасный и эффективный вариант.
Головка и колонна регулируются на 45 градусов влево или вправо, она имеет универсальный 13-дюймовый поворотный инструмент и поставляется с широким набором фрез, фрез и бит.
КУПИТЬ СЕЙЧАС: 1778,86 долларов США, Amazon
4. Лучший промышленный мини-фрезерный станок — фрезерно-сверлильный станок JET JMD-18
В дополнение к чугунной стойке и прочным роликовым подшипникам, легко считываемому глубиномеру и вращающейся на 360 градусов головке, модель JET JMD-18 350018 Фрезерно-сверлильный станок имеет очень большой рабочий стол, позволяющий выполнять более крупные работы.
Фрезерный станок поставляется с рабочей лампой, регулируемой твердосплавной торцевой фрезой, угловыми тисками сверлильного станка, полудюймовым сверлильным патроном, оправкой патрона и дышлом.
КУПИТЬ СЕЙЧАС: 4 175,75 долларов США, Amazon
5. Лучший микрофрезерный станок — Proxxon 37110 Micro Mill
Микрофреза Proxxon 37110 MF 70 для небольших, деликатных и сложных проектов идеально. Этот алюминиевый станок с чугунным основанием представляет собой прочную и высокоточную мини-мельницу.
«Отличная маленькая машинка», — говорится в одном отзыве. «Я использовал мой для создания моделей для отливки украшений, и это действительно мощная машина… Работает прекрасно. Не обманывайтесь размером в полпинты, это не игрушка. Это серьезный инструмент».
КУПИТЬ СЕЙЧАС: 391,50 долларов США, Amazon
6. Лучшая мини-фреза для глубокого и торцевого фрезерования — мини-фрезерный станок Steel Dragon Tools
Для глубокого и торцевого фрезерования идеально подходит мини-фрезерный станок Steel Dragon Tools с регулируемой скоростью в диапазоне 0–1000 об/мин для шпинделя и 0–2000 при высокой скорости. Он оснащен двигателем мощностью 150 Вт и оснащен набором из 6 высокоскоростных фрез с 4 флейтами и набором фрез с хвостовиком 3/8 дюйма.
«Мне нравится простота этой машины», — написал один машинист с 25-летним стажем. «Он прост в использовании, но потребовалось время, чтобы его подрезать (даже промышленные машины требуют небольшой работы, чтобы сделать их точными, когда они новые). Вам нужно прикрутить его болтами, он немного тяжеловат».
КУПИТЬ СЕЙЧАС: 999,99 долларов США, Walmart
7. Лучший мини-фрезерный станок по дереву — Genmitsu CNC 3018-PRO
Для тех, кто хочет попробовать свои силы в обучении работе с ЧПУ в деревообработке, недорогой фрезерно-гравировальный станок с ЧПУ Genmitsu CNC 3018-PRO является идеальным местом для начала.
Один из многих счастливых покупателей объясняет: «Если вы хотите пройти вводный урок по станкам с ЧПУ, это будет отличным началом! Простая сборка, простые инструкции, все инструменты и оборудование учтены, плюс доп. Станок прост, но достаточно сложен, чтобы вы могли запрограммировать его по своему выбору… Даже если вы профессионал, работать с этим небольшим настольным ЧПУ и экспериментировать с ним интересно».
КУПИТЬ: 408,97 долларов США, Amazon
Лучшие мини-фрезерные станки — резюме
Несмотря на более высокую цену, фрезерно-сверлильный станок JET JMD-18 350018 ( 4 175 долларов США, Amazon ) выделяется как один из лучших мини-фрезерных станков, представленных в настоящее время на рынке. Для чего-то более экономичного, но все же мощного мини-завод Grizzly Industrial G8689 ( 1230 долларов США, Amazon ) занимает второе место. Мини фрезерный станок Klutch ( 1049,99 долларов США, Amazon ) — отличный фрезерный станок среднего класса с впечатляюще низкой ценой.
Надеемся, наш обзор лучших мини-фрезерных станков был вам полезен. Дополнительные поставщики сопутствующих товаров, включая алюминиевые фрезерные станки с ЧПУ, пластиковые фрезерные станки с ЧПУ, 9-осевые фрезерные станки или фрезерные станки с ЧПУ
Прочие изделия для механической обработки
Различные процессы обработки
Современные инструменты для обработки
Процессы микросверления
Ресурсы по обработке — руководство по домашней автоматизации
Ведущие поставщики услуг EDM в США
Ведущие поставщики услуг по обработке винтов в США
Отраслевая информация для операторов станков и программистов
История промышленной революции: от рукотворного до механической обработки
Обработка: Руководство по покупке
Типы винтовых станков
О прецизионной обработке — краткое руководство
Что такое обработка? Руководство по различным типам обработки
Типы формовочного оборудования — Руководство по покупке Томаса
Типы обрабатывающих тисков — Руководство по покупке Томаса
Все о КИМ
СОЖ для механической обработки
Об удалении заусенцев
Другие руководства по покупке
Лучшие 3D-принтеры до 300 долларов
Лучшие 3D-принтеры до 200 долларов
Лучший 3D-принтер до 1000 долларов
Лучший 3D-принтер до 500 долларов
Лучшие метлы для толкания
Лучший перезаряжаемый фонарик
Лучшая сетевая дрель
Лучшая аккумуляторная дрель
Лучший набор торцевых ключей
Лучший универсальный нож
Лучшие анкеры для гипсокартона
Лучшая сумка для инструментов для плотников
Лучшая расширяющаяся пена
Лучший сварочный аппарат для начинающих
Лучшая головоломка
Лучший органайзер для инструментов
Лучшая кисть для отделки салона
Самая мощная аккумуляторная дрель
Другие товары от Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
WEN 33013 4,5 A Однофазный компактный настольный металлообрабатывающий станок с регулируемой скоростью — WEN Products
Помните, когда вы могли удалять материал равномерно и точно? Обрабатывайте идеальные каналы и канавки в металле, дереве, пластике и т. д. с помощью компактного однофазного фрезерного станка WEN 4.5A с регулируемой скоростью. Этот универсальный 13-дюймовый поворотный инструмент помогает механикам и столярам создавать плоские поверхности, прямые отверстия, угловые края, пазы, карманы, контуры поверхности и многое другое. Конус R8 обеспечивает совместимость с широким спектром фрез, фрез и долот, предоставляя пользователям мощность сверления 1/2 дюйма, мощность концевой фрезы 5/8 дюйма и мощность торцевой фрезы 1-1/8 дюйма. Скосите режущую головку и колонну под углом 45 градусов влево или вправо. Работа с переменной скоростью варьируется от 100 до 1100 об/мин при низкой настройке и от 100 до 2500 об/мин при высокой настройке, чтобы удовлетворить потребности широкого спектра типов материалов.
Оклейка автомобиля карбоновой пленкой 3D в Москве и Московской области
Оклеиваем авто карбоновой 3d пленкой
Профессионально наносим карбоновую 3d пленку как на отдельные части кузова, так и на весь автомобиль. Работаем в Москве
от 50000 ₽
Звоните прямо сейчас: +7 (495) 374-63-61
Карбон 3D
Оклейка коричневым карбоном 3D кузова авто
Черный матовый карбон 3D для оклейки салона автомобиля
Золотой матовый карбон 3D
Оклейка автомобиля карбоновой пленкой 3D
Один из удивительных материалов, предназначенных для оклейки автомобилей — самоклеющаяся пленка, изготовленная из карбона. Она популярна во всём мире, потому что машины, оклеенные ею, выглядят эстетически привлекательно и очень красиво. Более того: речь идёт о материале высокого качества, который всегда можно приобрести по умеренной стоимости.
Плюсы карбоновой плёнки
Наносить её на поверхность очень просто. Ею можно обтянуть любую часть автомобиля начиная от капота и заканчивая крышей. Если сравнивать скорость работ, например, с окраской, в данном случае всё происходит гораздо быстрее. Стоимость карбоновой плёнки всегда доступна и гораздо меньше, чем у других стайлинговых материалов.
Таким образом, при обтяжке автомобиля необязательно прибегать к использованию дорогостоящих составов. Кожа или натуральное дерево — это, конечно, престижно и красиво, но, как и покраска, представляет дорогое удовольствие.
Виниловая плёнка под карбон хороша не только с эстетической точки зрения. Она имеет отличные практические качества, защищая поверхности автомобилей от механических воздействий. Это обеспечивает упругая 3D-структура материала. Если оклеить плёнкой кузов транспортного средства, он будет гораздо менее чувствительным к воздействию тупых или острых предметов. При соприкосновении с ними на поверхности, защищённой карбоновой плёнкой, не остаётся никаких следов.
Отличие карбоновой плёнки от углеволокна
Оба материала абсолютно разные по составу. Для их производства применяют разные виды оборудования, а цели использования часто взаимоисключают друг друга. Например, углеволокно часто применяют для того, чтобы облегчить вес той или иной детали, так как оно обладает высокой степенью прочности. Иными словами, сфера применения настоящего карбона — изготовление разных конструкций. С помощью карбоновой пленки можно оклеить самые разные поверхности.
Есть одно сходство между этими разными материалами: углетканный узор, который всегда выглядит необычно и оригинально. В остальном, они сильно отличаются:
Карбон не подвержен выцветанию. Лаковое покрытие углепластика со временем выгорает;
Карбоновую плёнку можно легко растянуть. Углеволокно не тянется совсем;
Если речь идёт о настоящем карбоне, он всегда только чёрный. Плёночные же покрытия «под карбон» могут иметь разные цвета и их оттенки.
Стоимость плёнки «под карбон» меньше, чем у настоящего карбона.
Карбоновая плёнка и её главные бренды
Рынок богат торговыми марками плёнки, изготовленной под карбон. Самые популярные из них таковы:
V3D. Плёнка отличного качества до доступной стоимости. На отечественном рынке она не так давно, но специалисты справедливо считают этот материал удобным для обтягивания любого автомобиля. Автовиниловое покрытие примечательно наличием воздухоотводящих каналов, хорошей толщиной и большим выбором цветовой гаммы.
KPMF. Стоит дорого, требует соблюдения особой технологии при оклеивании. Винил не снабжён воздухоотводящими каналами, при этом, плёнка довольно толстая — 160 мкм.
3M. Известная марка. Это японский винил. В этом сегменте можно найти много оттенков типа металлик, все они очень интересные. Стоимость материала высока и оправдывается его великолепными техническими характеристиками. Из минусов специалисты иногда критикуют ширину, составляющую 122 см. Также плёнку ЗМ часто подделывают.
Oracal. Высокоэластичный материал, характеристики которого сохраняются долгое время. Цена высока, так как речь идёт о качественном покрытии известного бренда. Толщина плёнки небольшая: 120 мкм.
Основные характеристики карбоновой пленки
От характеристик и свойств плёнки зависит многое, поэтому выбирая материал, следует учитывать ряд критериев:
Толщину. От неё зависят уровень эластичности материала, растяжка и степень защиты оклеиваемой поверхности. При небольшой толщине плёнка часто рвётся, если её растянуть. Напротив, слишком толстый материал тянется плохо. Важно соблюдение «золотой середины»;
Каналы для воздухоотведения. Без воздушных пузырьков в процессе оклейки не обойтись. Если плёнка дешёвая, таких каналов на ней точно нет, поэтому вывести пузыри, как правило, невозможно. Специалисты рекомендуют покупать плёнку только с каналами воздухоотведения: это значительно облегчает работу с материалом, а конечный результат всегда будет выглядеть безупречно и аккуратно;
Клеевой слой. Если клей у плёнки хорошего качества, можно одним выстрелом убить двух зайцев: корректно расположить материал по всей поверхности (без помех воздухоотведения) и бесследно удалить клей после того как покрытие отслужит свой срок. Хороший клей удаляется легко, не оставляя никаких следов;
Срок эксплуатации. Срок службы у пленок разных производителей отличается. Например, если автолюбитель желает сменить внешний вид своей машины на один-два сезона, можно купить плёнку с минимальным сроком службы. Если же планируется оклейка на длительный срок, лучше приобретать винил, который служит от пяти лет и более.
Следует иметь в виду, что агрессивная среда и резкие температурные перепады значительно сокращают срок эксплуатации винилового покрытия. При его использовании внутри автомобильного салона оно, обычно, служит долго, как и внутри любого помещения. Контакт с водой плёнке не страшен. Для того чтобы оклейка прошла успешно, лучше доверить её профессиональному специалисту.
Цветовая гамма карбона 3D
Чёрный цвет настоящего карбона — признанная классика, которая нравится многим автолюбителям. Эта плёнка строгая, необычная, имеет трёхмерную текстуру. Характеристики у неё всегда высокие, поэтому водители часто используют для оклейки именно её.
Синий цвет плёнки примечателен тем, что цветовая гамма выглядит более привлекательно, а лишнее внимание к машине точно не привлечёт.
Серебристые оттенки универсальны, нарядны, но чаще всего их можно увидеть в качестве комбинации с другими цветами.
Красной плёнкой всю поверхность машины оклеивают редко. Главным образом, её используют для подчёркивания отдельных элементов или деталей. Золотую плёнку часто сочетают с чёрным карбоном, но иногда ею оклеивают автомобиль и полностью. В любом случае, он будет выглядеть оригинально и привлекательно.
Есть ещё прозрачная карбоновая плёнка, постепенно сменяющая антигравийный материал. Машины, обтянутые ею, не только надёжно защищены, но и обретают текстуру 3D.
Оттенок «хамелеон» хорош тем, что имеет интересный двойной эффект: он постоянно меняет цветовые оттенки, что придаёт автомобилю уникальность и необычность.
Что касается плёнки бежевого цвета, это идеальный вариант для тех, кто ценит спокойные и сдержанные оттенки. Именно его применяют для оклейки автомобилей, относящихся к представительскому классу.
Преимущества оклейки в студии Creative team
Если вы желаете оклеить карбоновой плёнкой свой автомобиль, обратитесь за помощью к профессиональным оклейщикам нашей компании. У нас работают специалисты, имеющие большой опыт в этой сфере. Мы применяем только качественные материалы, относящиеся к ведущим мировым брендам. Их высокие характеристики, износостойкость и максимальные сроки эксплуатации были неоднократно доказаны на примере многих клиентов, обратившихся к нам.
На ваше усмотрение мы можем оклеить любой плёнкой салон, кузов или другие элементы автомашины. Стоимость выполненных работ зависит от их объёма, но всегда является доступной и лояльной для каждого клиента.
Цена оклейки карбоновой пленкой 3D
Класс автомобиля
пленка карбон 3D
Малый класс
от 50000 ₽
Средний класс
от 58000 ₽
Бизнес класс
от 68000 ₽
Представительский класс
от 73000 ₽
Легкие внедорожники
от 73000 ₽
Большие внедорожники
от 88000 ₽
Печать CARBON пластиком в Москве недорого на заказ с доставкой
В настоящее время применяется большое количество пластика с добавлением карбона. Печать Carbon (ePA-CF) востребована, так как применяются материалы с достаточной прочностью и жесткостью, которую можно сравнить с металлом.
высокая прочность при небольшом весе
устойчивость к ультрафиолетовому излучению
Не требует высокого заполнения.
Может использоваться для печати прототипов и полнофункциональных образцов.
Дает очень малую усадку.
устойчивость к механическим воздействиям
Устойчивость к температурному воздействию
Подходит для изготовления деталей автомобиля
Особенности материала
3д печать Carbon осуществляется с помощью легких и прочных нитей, обладающих высокой эластичностью. Прочность применения углепластика в 2-3 раза меньше дюраля. Конструкционный материал обладает прочностью при растяжении, уникальными параметрами вдоль направления волокон. Его слои укладываются в разных направлениях, свойства равномерно распределяются в каждом направлении.
Материал может сохранять свои показатели под высоким давлением, что позволяет применять его в робототехнике.
Также из углепластика выполняются корпуса болидов, ракет и самолетов.
Основным сырьем является Carbon на углеродной основе, нити отличаются высокой стабильностью.
Для дома, 3D-печать деталей, производство, макетирование, протезирование, 3D-печать корпусов и электроники, 3D-печать механизмов, пластик для печати табличек
Бизнес идеи
сувениры, брелки, таблички на дверь, маркетинговые материалы для выставок — и многое другое с фирменной символикой изделия
Инженерам и конструкторам
отличный вариант сделать не только макет будущей конструкции, но и напечатать детали для нее в нужных цветах и размерах
Промышленникам
создать антивандальные и износостойкие корпуса для техники, камер наблюдения и другого оборудования в помещении и на улице
Уникальность композита состоит в том, что он позволяет выделять локальное внутреннее направления, фокусировать свойства. Поэтому основные внутренние напряжения должны распределяться в материале вдоль направления укладки волокон. Также печать угленаполненным нейлоном нельзя совмещать со сверлением, резкой, фрезеровкой или механическими воздействиями.
Изначально карбоновые нити выпускались для космической техники, автомобилестроения. Но высокие эксплуатационные показатели (прочность, небольшой вес) повысили их популярность в создании спортивного инвентаря (велосипедов, шлемов, клюшек), удочек, самолетов, медицинской техники и пр.
Гибкость полотен, возможность быстрого раскроя и резки позволяет создавать карбоновые товары любых параметров и форм. Армирующим элементом служат углеродные волокна толщиной до 0,01 мм, которые хорошо растягиваются, но отличаются низкой прочностью на изгиб.
У нас вы сможете заказать 3д печать Carbon на выгодных условиях. Учитываются все ваши требования, соблюдаются нормативы.
Примеры работ
Body Kit, Boy Racer, 05-09, Mustang, 10 шт.
– 3dCarbon
3dCarbon
1167,05 долларов США
Изготовлено на заказ
Распроданный
Название по умолчанию
КОД: 691011
СДЕЛАНО НА ЗАКАЗ
ДОСТАВКА ИЗ ТЕХАСА
КОМПЛЕКТАЦИЯ OEM
Описание
Информация о доставке
Отзывы
Этот комплект для наземных эффектов от 3dCarbon для Ford Mustang GT 2005–2009 годов (кузов: купе или кабриолет) — идеальный способ придать вашему Mustang желаемый внешний вид. Этот комплект эффектов земли изготовлен из высококачественного полиуретана, что делает его прочным, долговечным и гибким, что придает вашему Mustang идеальную посадку и внешний вид. С гордостью сделанный в США и разработанный для улучшения аэродинамики и стиля, этот комплект для наземных эффектов обязательно превратит ваш Mustang в мощную машину.
Этот комплект грунтовки поставляется неокрашенным и укомплектован всем необходимым оборудованием для установки. Окраска возможна за дополнительную плату по запросу. Являясь лидером на рынке послепродажного обслуживания автомобилей, 3dCarbon создает продукты, которые придают вашему автомобилю индивидуальный вид, который вы желаете. Преобразите свой Ford Mustang GT 2005-2009 годов выпуска сегодня с помощью комплекта для наземных эффектов от 3dCarbon!
Дополнительные сборы за обработку могут взиматься с некоторых тяжелых или громоздких предметов из-за размера, веса или особых требований к обработке. Эти дополнительные сборы будут указаны на странице продукта, а также в вашей корзине. Расчетное время доставки заказов, отправленных стандартной доставкой:
Восточное побережье, 4-6 рабочих дней
Средний Запад, 2-4 рабочих дня
Юго-Запад, 1-3 рабочих дня
Западное побережье, 4-6 рабочих дней
Наличие уточняйте на странице товара (над кнопкой «Добавить в корзину»), так как некоторые товары требуют дополнительного времени на обработку или изготавливаются на заказ.
Большая часть нашей продукции доставляется через FedEx, которая не доставляется на почтовый адрес. коробки, поэтому мы настоятельно рекомендуем вам указать физический адрес доставки, чтобы избежать проблем с доставкой или дополнительных расходов. Доставка в APO / FPO, Аляску, Гавайи, Пуэрто-Рико, Гуам, Виргинские острова США или Канаду осуществляется по обычным тарифам. Все заказы, отправляемые в Пуэрто-Рико, отправляются через FedEx.
Доставка по Канаде
3dCarbon. com с радостью отправит ваш товар в Канаду. Как и в любой стране; при импорте продукта вы несете ответственность за все связанные с этим сборы.
Налоги: Таможня Канады начисляет налоги на товары стоимостью 20 канадских долларов или более. При доставке может взиматься налог на товары и услуги (GST), провинциальный налог с продаж (PST) или гармонизированный налог с продаж (HST); ставки варьируются от 5-15% в зависимости от пункта назначения. К вашему заказу будет приложен коммерческий счет. Он будет содержать необходимую информацию для надлежащего исчисления налога.
Пошлины и тарифы: Средняя пошлина на товары, ввозимые в Канаду, составляет 8,56%, но может варьироваться от 0% до 35% в зависимости от типа продукции и страны происхождения. Для получения дополнительной информации о пошлине за конкретный предмет, пожалуйста, свяжитесь с горячей линией Канадской пограничной информационной службы по телефону 1-800-461-9999.
Плата за посредничество и/или обработку: Плата за посредничество и обработку взимается, когда третья сторона импортирует продукт в Канаду для вас. Эти сборы взимаются курьером (UPS, FedEx или USPS/Почтой Канады), а не 3dCarbon или правительством Канады.
Способы доставки
Стандартным способом доставки является FedEx или USPS, в зависимости от веса и размера товара. Поскольку FedEx не осуществляет доставку на почтовый адрес. Коробки, мы настоятельно рекомендуем вам указать физический адрес доставки, чтобы избежать задержки доставки. Если USPS не доставляет на ваш физический адрес, мы рекомендуем вам указать почтовый ящик в адресной строке 2 под вашим физическим адресом.
Все заказы со стандартной доставкой будут отправлены через USPS или FedEx, в зависимости от того, что наиболее рентабельно. Как правило, заказы весом менее 1 фунта отправляются Priority Mail, а более тяжелые коробки отправляются FedEx Ground.
Все посылки, предназначенные для адресов APO/FPO, будут отправлены через USPS, независимо от веса. Доставка заказов APO/FPO может занять до 2 месяцев. Пожалуйста, свяжитесь с нами, если ваш заказ занимает больше времени, чем это. Посылки, отправляемые на Гуам и Виргинские острова США, отправляются USPS. Посылки USPS имеют ограничение по весу в 70 фунтов на упаковку. Если вы не уверены в весе товара, пожалуйста, свяжитесь с нами.
Гарантированные 3-дневные заказы будут отправлены FedEx 3-Day ИЛИ FedEx Ground, в зависимости от вашего местоположения. Доставка гарантируется в течение 3 рабочих дней после даты отгрузки. (Суббота и воскресенье не считаются рабочими/рабочими днями) Способ доставки не гарантируется.
Гарантированные 2-дневные заказы будут отправлены FedEx 2nd Day Air ИЛИ FedEx Ground, в зависимости от вашего местоположения. Доставка гарантируется в течение 2 рабочих дней после даты отгрузки. (Суббота и воскресенье не считаются рабочими/рабочими днями) Способ доставки не гарантируется.
Заказы в течение 1 дня с гарантией будут отправлены через FedEx Next Day Air (там, где это возможно, будет использоваться экономия) ИЛИ FedEx Ground, в зависимости от вашего местоположения. Доставка гарантируется в течение 1 рабочего дня после даты отправки (суббота и воскресенье не считаются рабочими/рабочими днями). Способ доставки не гарантируется.
Авиакомпания на следующий день (суббота) Заказы будут отправлены авиапочтой FedEx на следующий день (суббота), если она доступна в вашем регионе. Доставка гарантирована в субботу, однако время доставки будет зависеть от того, что доступно для вашего местоположения. Выбор этого способа доставки — единственный раз, когда доступна субботняя доставка.
*** Отправления с определенным сроком (гарантированные 3 дня, 2 дня и 1 день), которые не прибывают к концу дня в запланированную дату доставки (из-за задержек перевозчика), могут быть возвращены, чтобы отразить услугу, которая был получен. Возврат средств не может быть произведен в связи с задержками из-за недоступности получателя, стихийными бедствиями, актами государственной власти, массовыми беспорядками, забастовками, трудовыми спорами, гражданскими волнениями, перебоями в работе воздушных или наземных транспортных сетей в связи с погодными явлениями или стихийными бедствиями, а также в связи с если заказанного товара нет в наличии или его наличие ограничено.
Не все способы ускоренной доставки доступны для всех мест.
Отслеживание доставки 3dCarbon отправляет электронное письмо с номером отслеживания для каждого заказа, размещенного с действительным адресом электронной почты. Если вы не указали адрес электронной почты, вы можете связаться с нами для получения информации об отслеживании. Информация об отслеживании также доступна, войдя в свою учетную запись (если вы использовали тот же адрес электронной почты, который использовался для размещения вашего заказа) и нажав ссылку «История заказов и отслеживание».
Номера для отслеживания, начинающиеся с 1Z, отправлены через UPS, и их можно отследить на сайте www.ups.com.
Номера отслеживания, начинающиеся с 9, отправлены почтой США, и их можно отследить на сайте www.usps.com.
Перемещение посылок будет обновляться USPS в конце каждого рабочего дня; учитывая, что есть информация для обновления. Грузовые отправления можно отследить на сайте перевозчика. 3dCarbon укажет перевозчика в вашем электронном письме для отслеживания. Обратите внимание, что грузовые отправления, доставляемые в жилые районы, могут быть задержаны, если груз не может связаться с вами по телефону, чтобы согласовать дату и время доставки.
Поврежденные отправления Мы делаем все возможное, чтобы предотвратить повреждение всех посылок во время транспортировки, тщательно упаковывая каждый заказ. Тем не менее, время от времени, несмотря на наши меры предосторожности, будет происходить повреждение.
Если вы получили товар, который был поврежден при транспортировке, позвоните нам в течение 72 часов с момента получения, и мы отправим вам новый продукт и инициируем претензию по доставке товара.
Пожалуйста, сохраняйте оригинальную упаковку и упаковочный материал, поскольку в большинстве случаев грузоперевозчику необходимо осмотреть товар. Представитель службы доставки свяжется с вами, чтобы согласовать удобное время для осмотра и получения посылки для возврата. Если грузоотправитель не приедет осмотреть посылку или не заберет ее с собой, когда придет — позвоните нам, и мы вышлем вам бирку возврата для отправки поврежденного товара обратно к нам.
Если вы не получили свой заказ даже после того, как отслеживание показало, что он был доставлен, свяжитесь с нами в течение 15 рабочих дней, чтобы начать отслеживание груза.
Недоставленные или отклоненные отправления Посылки будут возвращены нам перевозчиком, если они не могут быть доставлены из-за неполных или неправильных адресов, если они не были получены в службе UPS или если получатель отказывается от доставки. Обработка всех посылок, возвращенных нам по вышеуказанным причинам, может занять до 3 недель. Мы можем взимать с вас комиссию за пополнение запасов в размере 10% по нашему усмотрению.
Пожалуйста, ознакомьтесь с нашим Заявлением об отказе от ответственности за специальные инструкции относительно грузовых перевозок.
Международные перевозки. Расходы на обратную доставку любых отклоненных или недоставленных отправлений за пределы США могут быть вычтены из суммы возмещения по единоличному усмотрению 3dCarbon.com.
Пропавшие отправления Иногда посылки теряются или неправильно доставляются во время транспортировки. Прежде чем связаться с нами, обратите внимание на следующие расчетные сроки доставки заказов, отправленных стандартной доставкой:
Восточное побережье, 4-6 рабочих дней
Средний Запад, 2-4 рабочих дня
Юго-Запад, 1-3 рабочих дня
Западное побережье, 4-6 рабочих дней
Обратите внимание, что выходные и праздничные дни не считаются днями доставки (за исключением субботы для посылок USPS и доставки Next Day Air в субботу, когда вы выбираете и оплачиваете ее).
Если ваша посылка была отправлена и не получена в соответствии с вышеуказанными правилами, свяжитесь с нами, чтобы мы могли провести расследование.
Для отсутствующих посылок, отправленных UPS:
На завершение расследования UPS может уйти до 8 рабочих дней. Если UPS не может найти посылку в течение 8 рабочих дней, может быть отправлена замена товара.
Для отсутствующих пакетов USPS:
Мы даем USPS дополнительные 7 рабочих дней после ожидаемой даты доставки, чтобы найти пакет, прежде чем мы сможем отправить товар на замену.
Для отсутствующих посылок UPS Freight:
Расследование пропажи посылок UPS Freight не имеет установленного периода времени, которое требуется для завершения, и проводится в каждом конкретном случае.
Для отсутствующих посылок, которые были отправлены в APO/FPO:
Обратите внимание, что Агентство военной почтовой службы не считает посылки утерянными до истечения 60 дней с даты отправки по почте. Если вы все еще не получили свой пакет через 60 дней, пожалуйста, свяжитесь с нами, чтобы помочь вам подать запрос об отсутствующем пакете в MPSA. Как только запрос будет получен, MPSA свяжется с вами, чтобы точно установить владельца и отправить товар получателю, если он будет найден.
Отказ от ответственности за грузоперевозки Любые дополнительные сборы, взимаемые поставщиком грузоперевозок за дополнительные услуги, возникшие либо в результате проблем с доставкой, либо по запросу получателя (кроме обычных расходов на доставку / обработку), являются обязанностью клиента. К ним относятся, но не ограничиваются:
Доставка или самовывоз
Доставка или самовывоз с ограниченным доступом (включая церкви, школы, строительные площадки и военные базы)
Услуга подъемных ворот, плата за хранение или исправленный коносамент.
Важная информация об обработке грузов. Когда вы заказываете продукт, для которого требуется обработка грузов, вам нужно знать о нескольких вещах, которые вам необходимо сделать, чтобы избежать хлопот или дополнительных сборов:
Присутствовать, чтобы расписаться пакет
Откройте упаковку и осмотрите содержимое в присутствии водителя
Регистрировать любые повреждения в документах получателя и водителя
Убедитесь, что водитель подписал квитанцию о доставке с описанием любого повреждения
Не отказывайтесь от отправления, если есть какое-либо повреждение — за него начнут начисляться сборы за хранение, и UPS будет труднее его найти при работе над претензией о возмещении ущерба
Свяжитесь с нами, чтобы сообщить нам о повреждении, чтобы мы могли инициировать для вас иск о возмещении ущерба
Получение отправления: Пожалуйста, помните, что это ваша обязанность (или обязанность получателя, подписывающего от вашего имени) принять доставку груза. Получатель должен присутствовать, чтобы получить посылку во время доставки. Неявка получателя может привести к задержке доставки и возможному задержанию товара поставщиком фрахта.
Если фрахтовая компания не может осуществить доставку, взимается плата за хранение за каждый день задержки. В случае проведения, эти расходы являются обязанностью клиента. В случае, если ни фрахтовый провайдер, ни 3dCarbon не смогут связаться с клиентом, чтобы запланировать доставку, товары будут возвращены в 3dCarbon, а первоначальная и обратная стоимость доставки, а также любые сборы за хранение будут взиматься с клиента. . По усмотрению 3dCarbon может взиматься плата за пополнение запасов для покрытия любых дополнительных расходов, таких как замена упаковки.
Осмотр вашего отправления: В обязанности получателя входит осмотр отправления на наличие повреждений до того, как водитель грузоперевозчика покинет место доставки. Откройте пакет, чтобы проверить содержимое, и попросите водителя осмотреть содержимое вместе с вами или стороной, получающей груз. Если посылка была повреждена, и получатель, и водитель перевозчика должны написать точное описание повреждения как на копии получателя, так и на копии квитанции о доставке, предоставленной перевозчиком. Невыполнение проверки на наличие повреждений во время доставки может привести к тому, что любой иск о возмещении ущерба, сделанный после этого, будет аннулирован поставщиком фрахтовых услуг, несмотря на все усилия 3dCarbon от вашего имени.
В случае скрытой утраты или повреждения: Если после первоначального осмотра до того, как водитель грузоперевозчика покинет место доставки, вы обнаружите утерю или повреждение при дальнейшем осмотре, немедленно свяжитесь с нами, чтобы подать претензию поставщику грузоперевозок. Важно, чтобы вы провели тщательную проверку как можно скорее после доставки и немедленно связались с нами, если есть какие-либо скрытые потери или повреждения. Приложите все усилия, чтобы оставить контейнеры и упаковочные материалы такими, какими они были, когда вы впервые обнаружили утерю или повреждение. Обратите внимание, что любая претензия о возмещении ущерба, поданная после доставки, может привести к аннулированию претензии поставщиком фрахтовых услуг.
Отказ от доставки: не отказывайтесь от доставки, если вы не определили, что любое повреждение отправленного продукта сделало его полностью бесполезным. В случае частичного повреждения или утери вы должны принять всю партию и определить, можно ли ее отремонтировать или сохранить с доплатой. Клиент несет ответственность за любые расходы по хранению или доставке отклоненного груза, который Поставщик фрахтовых услуг сочтет подлежащим ремонту.
Возврат грузов и отказ от отправки без повреждений: Обратите внимание, что отправленные грузы не подлежат возврату после отправки, за исключением случаев крайней необходимости, если груз может быть оставлен. В случае отказа от грузовой перевозки без повреждений, клиент будет нести ответственность за первоначальную доставку, доставку грузов обратно к нам и любые сборы за хранение, если применимо. Кроме того, с клиента может взиматься плата за пополнение запасов по усмотрению 3dCarbon в зависимости от конкретной ситуации и состояния возвращаемого продукта и упаковки.
Кто мы — Carbon
Миссия Carbon
Light and Oxygen
Процесс Carbon DLS™ сочетает в себе универсальные принтеры, передовое программное обеспечение и лучшие в своем классе материалы для создания функциональных деталей с эксплуатационными характеристиками и эстетикой. , помогая инженерам и дизайнерам создавать превосходные продукты. Сотни глобальных организаций, включая adidas, Ford и Becton Dickinson, от прототипирования и мелкосерийного производства до серийного производства, используют процесс Carbon для создания широкого спектра функциональных деталей для конечного использования и их надежной печати в любом месте и в любое время. они нужны им через наших партнеров по производственной сети.
Узнать о DLS
Решетчатое велосипедное седло
Прочитать истории наших клиентов
TED Talks
Выступление, которое познакомило нас с миром
Журнал Science
Наука, стоящая за нашей углеродной технологией, на обложке Science3
2 Группа руководителей
Вместе с руководителями из Силиконовой долины, научных и деловых кругов мы объединяем лучших специалистов в области разработки аппаратного и программного обеспечения, молекулярной науки и обслуживания.
Крейг Карлсон Офис генерального директора
Крейг является членом офиса генерального директора, а в последнее время — техническим директором, ответственным за краткосрочные и долгосрочные технологические потребности компании по мере ее масштабирования и продолжения внедрения передового программного обеспечения и аппаратные возможности. Он присоединился к Carbon в 2014 году из Tesla Motors, где он был вице-президентом по программному обеспечению и электрической интеграции, отвечая за всю низковольтную электронику и все программное обеспечение, на котором работает Model S, — от встроенного ПО для управления аккумулятором и двигателем до аппаратного и программного обеспечения, которое работает. автомобильные дисплеи Model S, мобильные приложения Tesla и серверные системы, которые подключаются к Tesla в дороге. Крейг присоединился к Tesla в 2007 году, чтобы возглавить организацию прошивки, начиная с поставки первых родстеров Tesla в 2008 году. До Tesla Крейг проработал 15 лет в Intuit, присоединившись, когда Intuit приобрела его небольшой стартап, чтобы начать и возглавить разработку QuickBooks. Крейг был вице-президентом по разработке программного обеспечения для QuickBooks, а затем запустил, построил и запустил QuickBooks Online. Крейг получил степень бакалавра в области электротехники и компьютерных наук в Стэнфордском университете.
Филип Дезимоун Офис генерального директора
Фил является членом офиса генерального директора. Он был частью команды основателей Carbon в 2013 году, а совсем недавно был директором по развитию продуктов и бизнеса, отвечающим за продуктовую стратегию и стратегическое партнерство Carbon. Совсем недавно Фил руководил стратегией выхода на рынок и управлял большинством стратегических партнерских отношений и отношений с клиентами Carbon. До прихода в Carbon Фил был соучредителем и вице-президентом по развитию бизнеса в Buystand, компании электронной коммерции. Фил получил степень бакалавра в области бизнеса и эконометрики в колледже Урсинус.
Эллен Дж. Куллман Исполнительный председатель
Эллен является исполнительным председателем Carbon, ранее занимала пост президента и главного исполнительного директора. До прихода в Carbon Эллен была председателем и главным исполнительным директором DuPont. Она была девятнадцатым руководителем и первой женщиной, возглавившей компанию за ее 212-летнюю историю. В качестве бизнес-лидера Эллен руководила двузначным ростом бизнес-портфеля компании в области безопасности и защиты, основала два успешных быстрорастущих бизнеса, известных сегодня как DuPont Industrial Biosciences и DuPont Sustainable Solutions. В течение семи лет на посту генерального директора Эллен руководила компанией, направленной на рост на развивающихся международных рынках, и отстаивала силу науки и знаний DuPont о глобальном рынке для преобразования отраслей. Она решительно подготовила компанию к следующему поколению роста, выполнив надежный план, который дает результаты сегодня, и позиционируя DuPont для будущего роста.
Эллен — сопредседатель коалиции Paradigm for Parity и член совета директоров Dell Technologies, Amgen и Goldman Sachs. Она является членом Национальной инженерной академии и бывшим президентом Делового совета США и Китая. Она входит в попечительский совет Северо-Западного университета. Эллен была названа одной из «50 самых влиятельных женщин в бизнесе» по версии Fortune и одной из «самых влиятельных женщин мира» по версии Forbes. Эллен имеет степень бакалавра наук. получил степень бакалавра машиностроения в Университете Тафтса и степень магистра делового администрирования в Школе менеджмента Келлогг Северо-Западного университета.
Коллин Мартин-Гарсия Старший вице-президент по финансам
Коллин Мартин-Гарсия — старший вице-президент по финансам, отвечает за общую финансовую деятельность Carbon и глобальную финансовую организацию, включая бухгалтерский учет и контроль, финансовое планирование и анализ (F, P&A), отчетность, налоговые, казначейские и торговые операции. Придя к этой должности, Коллин более трех лет была вице-президентом и корпоративным контролером в компании Carbon. Коллин — опытный финансовый руководитель с более чем 25-летним опытом работы в области бухгалтерского учета и финансов. Коллин работала вице-президентом, корпоративным контролером в Polycom, глобальной коммуникационной компании, и корпоративным контролером в Plantronics, производителе аудиорешений. Она также провела почти 10 лет в практике предоставления аудиторских услуг в KPMG LLP. Коллин является дипломированным бухгалтером и имеет степень бакалавра экономики Калифорнийского университета в Санта-Круз и степень магистра бухгалтерского учета Государственного университета Сан-Хосе.
Винсент Рерол Старший вице-президент по корпоративному развитию
Винсент является старшим вице-президентом по корпоративному развитию компании Carbon. Он обладает более чем 30-летним опытом работы в области программного обеспечения и технологий в стартапах и публичных компаниях. Винсент отвечает за корпоративную стратегию, слияния и поглощения, инновации и стратегические альянсы. Недавно он был коммерческим директором Nauto. До прихода в Nauto он работал стратегическим консультантом в нескольких технологических стартапах, а ранее занимал руководящие должности в области корпоративного развития и общего управления в Lunera, Acquia, Cavium, Wind River (приобретена Intel) и Mercury Interactive (приобретена HP). Винсент получил степень магистра делового администрирования в INSEAD и степень магистра электротехники и компьютерных наук в Télécom Paris.
Шей Кэнти Вице-президент по персоналу
Шей Кэнти — вице-президент по персоналу, ответственный за руководство командой сотрудников Carbon в привлечении, привлечении и развитии разнообразной базы сотрудников, приверженных выполнению миссии компании. До прихода в Carbon Шей занимала несколько руководящих должностей в сфере подбора персонала и управления персоналом в компаниях из списка Fortune 500, включая TiVo, Brocade и AMD, где она руководила усилиями по развитию и созданию глобальных команд. Шей имеет степень бакалавра искусств. по психологии и социологии Калифорнийского университета в Санта-Круз.
Кэрри Рексфорд Старший вице-президент главного юрисконсульта
Кэрри Рексфорд — старший вице-президент, главный юрисконсульт, ответственный за руководство группой юристов в Carbon. Кэрри имеет более чем 25-летний опыт руководящей работы и юридическую экспертизу в различных областях, включая медицинское оборудование, лицензирование программного обеспечения и технологий, интеллектуальную собственность, разработку продуктов, производство и глобальные коммерческие сделки. Ранее Кэрри более 17 лет проработала в Align Technology, Inc., глобальной компании-производителе медицинского оборудования, которая заново изобрела способ ортодонтического и восстановительного лечения во всем мире. Она начала свою карьеру в Силиконовой долине, работая в юридической фирме Wilson Sonsini Goodrich & Rosati, которая сопровождает перспективные инновационные компании на протяжении всего их жизненного цикла, а также занимала должности в Netscape Communications Corporation, Sun Microsystems, Inc. и LoudCloud, Inc. Она получила степень доктора права в юридической школе Линкольна и степень бакалавра права. из Калифорнийского политехнического института Сан-Луис-Обиспо.
Джейсон Ролланд, доктор философии Старший вице-президент по материалам
В качестве старшего вице-президента по материалам Джейсону поручено создать максимально широкий спектр материалов для выращивания 3D-объектов с помощью технологии Carbon DLS. Ранее он был старшим директором по исследованиям в Diagnostics for All и соучредителем Liquidia Technologies. Джейсон имеет степень бакалавра химии в Технологическом институте Вирджинии, докторскую степень в области химии Университета Северной Каролины в Чапел-Хилл, а также более 25 действующих и находящихся на рассмотрении патентов.
Хардик Кабария Вице-президент по программному обеспечению
Хардик Кабариа (Hardik Kabaria) — вице-президент по программному обеспечению, ответственный за руководство разработкой программных продуктов, позволяющих успешно производить различные детали в больших масштабах, от промежуточных подошв до моделей зубов с использованием технологии и материалов Carbon DLS. Он руководил разработкой Carbon Design Engine, программного продукта, который обеспечивает проектирование на основе решетчатой структуры для Carbon DLS. Хардик имеет степень бакалавра машиностроения, полученную в BITS, Pilani, а также степень магистра и доктора философии. в области машиностроения Стэнфордского университета.
Грег Дакс Старший вице-президент по инженерным вопросам
Грег Дакс — старший вице-президент по инженерным вопросам, отвечающий за разработку технологий печати и обработки Carbon. Под его руководством команда инженеров успешно запустила принтеры L1 и M3, разработала методы печати промежуточных подошв и множества других продуктов в больших масштабах и неуклонно совершенствовала набор продуктов с помощью инноваций в алгоритмах, оборудовании и процессах. До прихода в Carbon Грег был менеджером по машиностроению в Intuitive Surgical, где он разрабатывал хирургические инструменты и роботизированные приводы. Грег имеет степень магистра. в области машиностроения и робототехники Университета Пердью и степень бакалавра наук. в области машиностроения Университета Райса.
Крис Ван Верт Старший вице-президент по производству
Крис является старшим вице-президентом по производству в компании Carbon. Он руководит цепочкой поставок, инжинирингом операций, объектами, охраной окружающей среды и безопасностью, планированием и инвентаризацией, созданием инфраструктуры и процессов для переосмысления цифрового производства. Крис обладает более чем 20-летним опытом руководства межфункциональными командами в таких компаниях, как Stryker и Berkeley Process Control. До прихода в Carbon Крис был директором по совершенствованию продукции в Tesla, где он руководил всеми аспектами команд по совершенствованию продукции, включая инженерное обеспечение качества, качество поставщиков и инспекции. Крис получил степень магистра машиностроения в Стэнфордском университете и степень бакалавра в Калифорнийском университете в Дэвисе.
Терри Каприоло Старший вице-президент по гигиене полости рта
Терри Каприоло — старший вице-президент по гигиене полости рта. Каприоло обладает более чем 20-летним опытом продаж и лидерства в компании Carbon. До прихода в Carbon Каприоло работала в National Dentex, ведущей сети зуботехнических лабораторий, где прошла путь от директора по продажам до генерального директора. Работая в National Dentex, Каприоло добился стабильного двузначного роста для Implant Solutions и организации управляемой хирургии nSequence. До этого Каприоло был лидером продаж в Северной Америке в компании Solvay Dental 360. Кроме того, в компании Straumann, мировом лидере в производстве стоматологического оборудования и расходных материалов, Каприоло провел более восьми лет, достигая целевых показателей продаж в качестве регионального лидера продаж.
Тим Авила Старший вице-президент по маркетингу
Тим — старший вице-президент по маркетингу компании Carbon. Он руководит маркетингом, коммуникациями и маркетингом продуктов, а также функциями обучения клиентов, укрепляя бренд Carbon и стимулируя его рост. Тим обладает более чем 25-летним опытом руководства маркетинговыми группами, ориентированными на рост, в таких компаниях, как Yahoo!, BrightRoll и United Business Media. До прихода в Carbon Тим был вице-президентом по маркетингу и развитию бизнеса в Intellimize, пионере в области оптимизации веб-сайтов на основе машинного обучения. Тим получил степень магистра делового администрирования в Университете Санта-Клары с отличием Beta Gamma Sigma.
Board of Directors
Executive Chair Ellen J. Kullman
Member, Board of Directors & Co-Founder at Carbon Joseph DeSimone, PhD

 org/Product»>
org/Product»> org/Offer»>
org/Offer»>
 ..
..
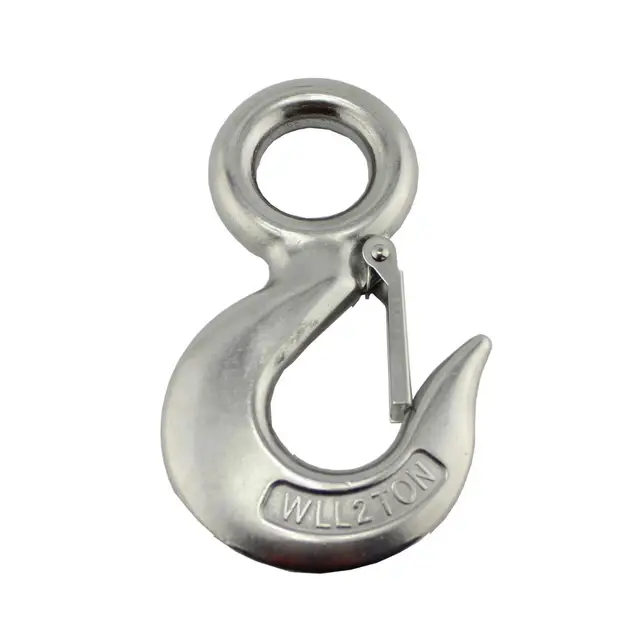 com
com 0 т Грузовой подъёмный крюк тип 322С 3000 кг
0 т Грузовой подъёмный крюк тип 322С 3000 кг 60 грн
60 грн


 Важно помнить, что тестирование проводится в контролируемой среде с идеальными условиями. Реальные приложения будут включать различные факторы, силы и условия окружающей среды, поэтому лучше всего следовать рекомендациям по предельной рабочей нагрузке, которая обычно составляет 1/3 прочности на разрыв для такелажных крюков.
Важно помнить, что тестирование проводится в контролируемой среде с идеальными условиями. Реальные приложения будут включать различные факторы, силы и условия окружающей среды, поэтому лучше всего следовать рекомендациям по предельной рабочей нагрузке, которая обычно составляет 1/3 прочности на разрыв для такелажных крюков. Подъемные стропы также являются специальностью USCC.
Подъемные стропы также являются специальностью USCC.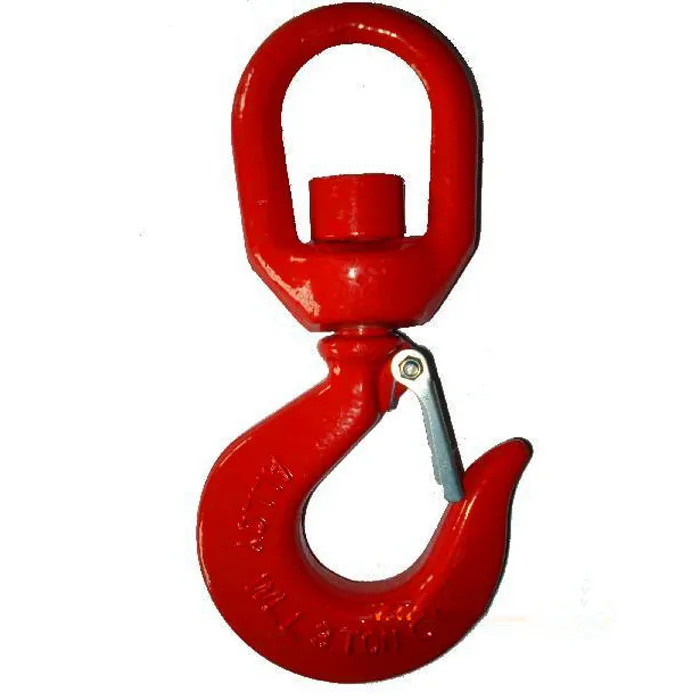 Выбор правильного такелажного крюка для вашего подъемного оборудования так же важен, как выбор правильного стропа или лебедки. Подъемные крюки бывают самых разных конструкций, материалов и размеров, и все они подходят для различных подъемных работ. Некоторые из наиболее популярных типов крюков, используемых в такелажной и грузоподъемной промышленности:
Выбор правильного такелажного крюка для вашего подъемного оборудования так же важен, как выбор правильного стропа или лебедки. Подъемные крюки бывают самых разных конструкций, материалов и размеров, и все они подходят для различных подъемных работ. Некоторые из наиболее популярных типов крюков, используемых в такелажной и грузоподъемной промышленности: Если вы не можете найти то, что ищете, или если вы не знаете точно, что вам нужно, позвоните или напишите в наш отдел продаж, чтобы поговорить со специалистом по такелажным изделиям.
Если вы не можете найти то, что ищете, или если вы не знаете точно, что вам нужно, позвоните или напишите в наш отдел продаж, чтобы поговорить со специалистом по такелажным изделиям.

 Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом. Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.




 Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка:
Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка:

 98 грн
98 грн 99 грн
99 грн Киев
Киев Киев
Киев Радиоприемник снабжен ярким светодиодным фонарем, удобной ручкой для переноски, встроенным mp3-проигрывателем. Работать приемник может как от сети переменного тока 220V, так и от встроенного аккумулятора или 4 батареек типоразмера AA.
Радиоприемник снабжен ярким светодиодным фонарем, удобной ручкой для переноски, встроенным mp3-проигрывателем. Работать приемник может как от сети переменного тока 220V, так и от встроенного аккумулятора или 4 батареек типоразмера AA.  Подключение осуществляется через кабель Jack-Jack 3.5мм.
Подключение осуществляется через кабель Jack-Jack 3.5мм.
 Знание типа и степени чрезвычайной ситуации позволяет человеку принимать обоснованные решения, важные для выживания, и делиться этими планами с близкими. Он имеет отличный прием FM-радио для настройки на аварийные передачи, чтобы получить информацию о характере и масштабах чрезвычайной ситуации. И это радио с фонариком также никогда не нуждается в батарейках и никогда не разряжается!
Знание типа и степени чрезвычайной ситуации позволяет человеку принимать обоснованные решения, важные для выживания, и делиться этими планами с близкими. Он имеет отличный прием FM-радио для настройки на аварийные передачи, чтобы получить информацию о характере и масштабах чрезвычайной ситуации. И это радио с фонариком также никогда не нуждается в батарейках и никогда не разряжается!
 ..
.. ..
.. ..
..


 Поэтому 4-х осевая обработка подразумевает не только наличие поворотной оси, но и использование соответствующей системы ЧПУ. Чаще всего для этого используется контроллер шаговых двигателей с 4-мя каналами управления или проще -4-х осевой контроллер. Пример контроллера приведён на рисунке 3. Канал А данного контроллера может использоваться для управления поворотной осью установленной на станке.
Поэтому 4-х осевая обработка подразумевает не только наличие поворотной оси, но и использование соответствующей системы ЧПУ. Чаще всего для этого используется контроллер шаговых двигателей с 4-мя каналами управления или проще -4-х осевой контроллер. Пример контроллера приведён на рисунке 3. Канал А данного контроллера может использоваться для управления поворотной осью установленной на станке.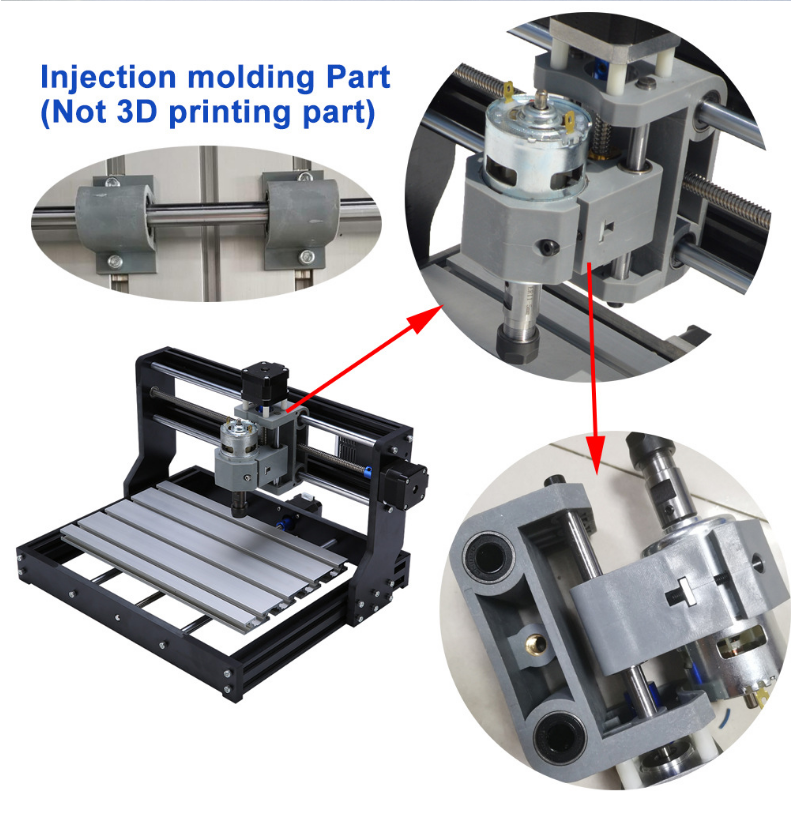
 Декорирование стакана
Декорирование стакана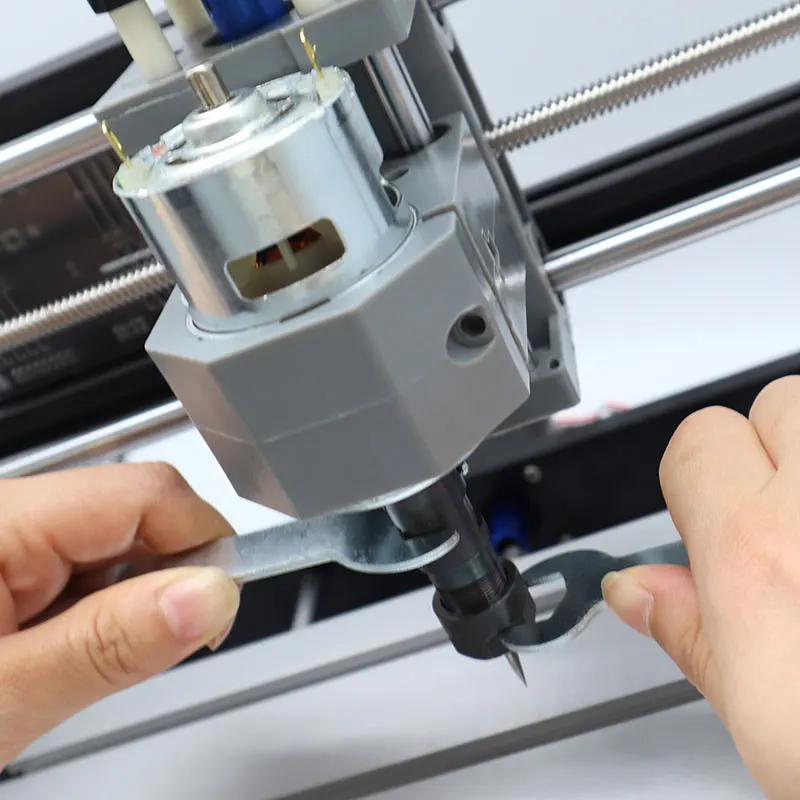 Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Поворотная ось для чпу – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф.
Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Поворотная ось для чпу – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф. Однако есть одно большое «НО» — в автоматическом режиме такие станки работать совершенно не могут, поэтому необходимо обязательное участие человека. Но для решения такой непростой задачи как автоматизация токарных и фрезеровочных работ – применяется специальное поворотное устройство именно для фрезерных станков с ЧПУ.
Однако есть одно большое «НО» — в автоматическом режиме такие станки работать совершенно не могут, поэтому необходимо обязательное участие человека. Но для решения такой непростой задачи как автоматизация токарных и фрезеровочных работ – применяется специальное поворотное устройство именно для фрезерных станков с ЧПУ. Главная роль здесь конечно отведена фрезе, которая не только обрабатывает заготовку в точном соответствии с загруженным в программное управление файлом, но и является основным инструментом. При фрезеровке станок дает возможность настраивать необходимую вам скорость вращения, при этом деталь вращается под заданным углом и в нужном направлении, что позволяет производить изделия самых разных по сложности форм и конфигураций – от идеального шара и до геометрически ровного куба.
Главная роль здесь конечно отведена фрезе, которая не только обрабатывает заготовку в точном соответствии с загруженным в программное управление файлом, но и является основным инструментом. При фрезеровке станок дает возможность настраивать необходимую вам скорость вращения, при этом деталь вращается под заданным углом и в нужном направлении, что позволяет производить изделия самых разных по сложности форм и конфигураций – от идеального шара и до геометрически ровного куба. Зачастую заводы изготовители оборудования для фрезеровочных и токарных работ, по предварительному заказу, как правило, предусматривают возможность повышения рабочего пространства. Поэтому каждый может подобрать для себя самый оптимальный вариант.
Зачастую заводы изготовители оборудования для фрезеровочных и токарных работ, по предварительному заказу, как правило, предусматривают возможность повышения рабочего пространства. Поэтому каждый может подобрать для себя самый оптимальный вариант.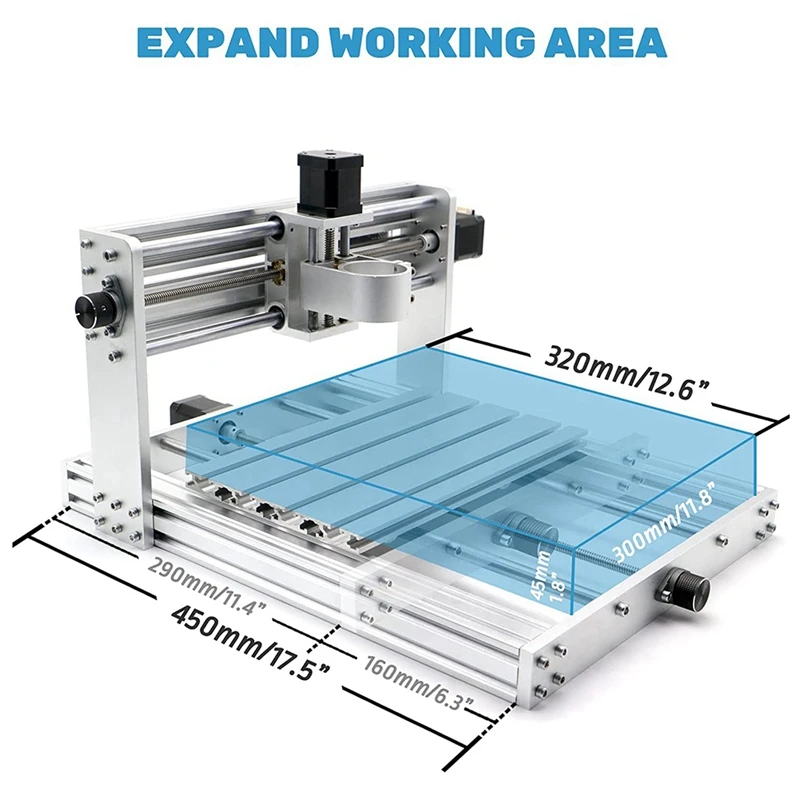
 Вы можете напечатать свой собственный 3D-принтер (для личного использования).
Вы можете напечатать свой собственный 3D-принтер (для личного использования).

 Если быстро погуглить, то первым выскакивает статья из Википедии, которая сообщает в кратком виде нам следующее — Термопластичный клей (термоклей, термоплавкий клей) — клеящее вещество, способное многократно переходить в жидкую форму (расплав) при нагревании и застывать при охлаждении. Как правило, это разнообразные термопластичные полимерные материалы, чаще всего на основе этиленвинилацетата или полиамида. Способность заполнять пустоты, малая усадка, высокая механическая прочность делают термоклеи удобными для склеивания очень неровных поверхностей. Не следует путать с термореактивными клеями, в которых при нагревании происходит химическая реакция отверждения состава. Специфическую категорию термоотверждаемых клеевых составов представляют пластизоли. Не следует путать термопластичный клей с теплопроводными клеями. Для использования Термопластичного клея используется Термоклеевой пистолет.
Если быстро погуглить, то первым выскакивает статья из Википедии, которая сообщает в кратком виде нам следующее — Термопластичный клей (термоклей, термоплавкий клей) — клеящее вещество, способное многократно переходить в жидкую форму (расплав) при нагревании и застывать при охлаждении. Как правило, это разнообразные термопластичные полимерные материалы, чаще всего на основе этиленвинилацетата или полиамида. Способность заполнять пустоты, малая усадка, высокая механическая прочность делают термоклеи удобными для склеивания очень неровных поверхностей. Не следует путать с термореактивными клеями, в которых при нагревании происходит химическая реакция отверждения состава. Специфическую категорию термоотверждаемых клеевых составов представляют пластизоли. Не следует путать термопластичный клей с теплопроводными клеями. Для использования Термопластичного клея используется Термоклеевой пистолет.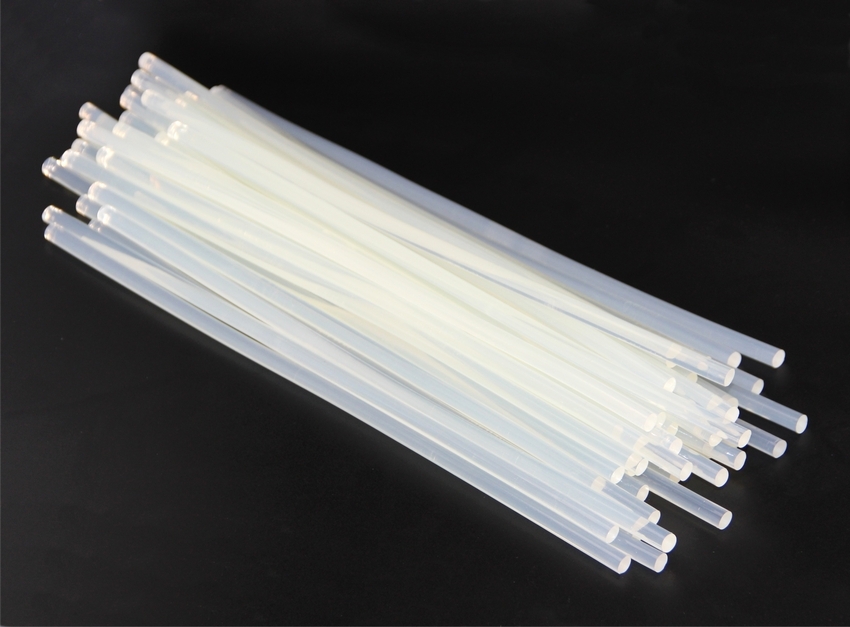 Давайте разберёмся, что такое «Термоклеевой пистолет» — это электромеханическое устройство для расплавления и дозированной подачи расплавленного клея. Некоторые профессиональные модели термопистолета имеют возможность распыления термоклея. Наибольшее распространение в быту получили пистолеты под клеевые палочки этиленвинилацетата диаметром 11,2 мм и рабочей температурой 120—150°С. Иногда встречаются пистолеты и палочки калибра 7 мм. Для профессионального использования существует дополнительное оборудование для калибров 12, 15 и 43 мм, с рабочими температурами составов до 220°С.
Давайте разберёмся, что такое «Термоклеевой пистолет» — это электромеханическое устройство для расплавления и дозированной подачи расплавленного клея. Некоторые профессиональные модели термопистолета имеют возможность распыления термоклея. Наибольшее распространение в быту получили пистолеты под клеевые палочки этиленвинилацетата диаметром 11,2 мм и рабочей температурой 120—150°С. Иногда встречаются пистолеты и палочки калибра 7 мм. Для профессионального использования существует дополнительное оборудование для калибров 12, 15 и 43 мм, с рабочими температурами составов до 220°С. Полиамиды не используют с бытовыми термоклеевыми пистолетами, поскольку бытовые пистолеты, как правило, низкотемпературные и рассчитаны только на этиленвинилацетатные клеи. Неокрашенный желтого цвета. Полиамидные клеи абсорбируют влагу, теряя при этом прочность.
Полиамиды не используют с бытовыми термоклеевыми пистолетами, поскольку бытовые пистолеты, как правило, низкотемпературные и рассчитаны только на этиленвинилацетатные клеи. Неокрашенный желтого цвета. Полиамидные клеи абсорбируют влагу, теряя при этом прочность.
 Кроме того, клей при склеивании способен очень быстро высыхать, так как непосредственно процесс полимеризации этого клея в зависимости от применяемых поверхностей, а также температуры воздуха, может протекать буквально в считанные секунды. В случае, если склеиваются мелкие детали, это является идеальным свойством. А вот при соединении длинных или объемных изделий потребуется изрядная доля сноровки, чтобы их правильно соединить.
Кроме того, клей при склеивании способен очень быстро высыхать, так как непосредственно процесс полимеризации этого клея в зависимости от применяемых поверхностей, а также температуры воздуха, может протекать буквально в считанные секунды. В случае, если склеиваются мелкие детали, это является идеальным свойством. А вот при соединении длинных или объемных изделий потребуется изрядная доля сноровки, чтобы их правильно соединить.
 В первом случае, это может быть клеевой состав для склеивания деталей, имеющих белый цвет. В ином случае, клей используется при соединении стекла. При покупке следует узнавать назначение клея у продавца.
В первом случае, это может быть клеевой состав для склеивания деталей, имеющих белый цвет. В ином случае, клей используется при соединении стекла. При покупке следует узнавать назначение клея у продавца. В среднем пистолет способен производить 5-20 г разжиженного клея за одну минуту, скорость в основном зависит от того насколько быстро нагревается клеевой стержень, а также от температуры. Существуют пистолеты и большей производительности, однако для обычной работы вполне достаточно 20 г в минуту.
В среднем пистолет способен производить 5-20 г разжиженного клея за одну минуту, скорость в основном зависит от того насколько быстро нагревается клеевой стержень, а также от температуры. Существуют пистолеты и большей производительности, однако для обычной работы вполне достаточно 20 г в минуту. Он при помощи температуры разогревается и в таком виде наносится на склеиваемые поверхности. После высыхания, мы получаем очень качественную стыковку. А самое замечательное, что клеить можно буквально все и остывание проходит буквально мгновенно. Склеенными деталями можно пользоваться уже через пять минут. И все эти чудеса действительность, которую подарила нам цивилизация.
Он при помощи температуры разогревается и в таком виде наносится на склеиваемые поверхности. После высыхания, мы получаем очень качественную стыковку. А самое замечательное, что клеить можно буквально все и остывание проходит буквально мгновенно. Склеенными деталями можно пользоваться уже через пять минут. И все эти чудеса действительность, которую подарила нам цивилизация. Все это одно и то же, поэтому мы будем употреблять все популярные имена.
Все это одно и то же, поэтому мы будем употреблять все популярные имена.

 Для работы с деревом, картоном и бумагой, выбирать нужно желтый прозрачный термоклей, такой цветовой маркер указывает именно такое применение. Только напомним, что клей желтый и не прозрачный, это просто цветной универсальный аналог.
Для работы с деревом, картоном и бумагой, выбирать нужно желтый прозрачный термоклей, такой цветовой маркер указывает именно такое применение. Только напомним, что клей желтый и не прозрачный, это просто цветной универсальный аналог. Чтобы получить хороший результат работы, нужно правильно выбрать расходный материал — стержни для клеевого пистолета.
Чтобы получить хороший результат работы, нужно правильно выбрать расходный материал — стержни для клеевого пистолета.


 Желтый прозрачный состав характеризуется невысокой адгезией, способностью впитывать влагу.
Желтый прозрачный состав характеризуется невысокой адгезией, способностью впитывать влагу.

 В этом случае нужно знать, что есть несколько способов убрать клеящее вещество с ткани.
В этом случае нужно знать, что есть несколько способов убрать клеящее вещество с ткани.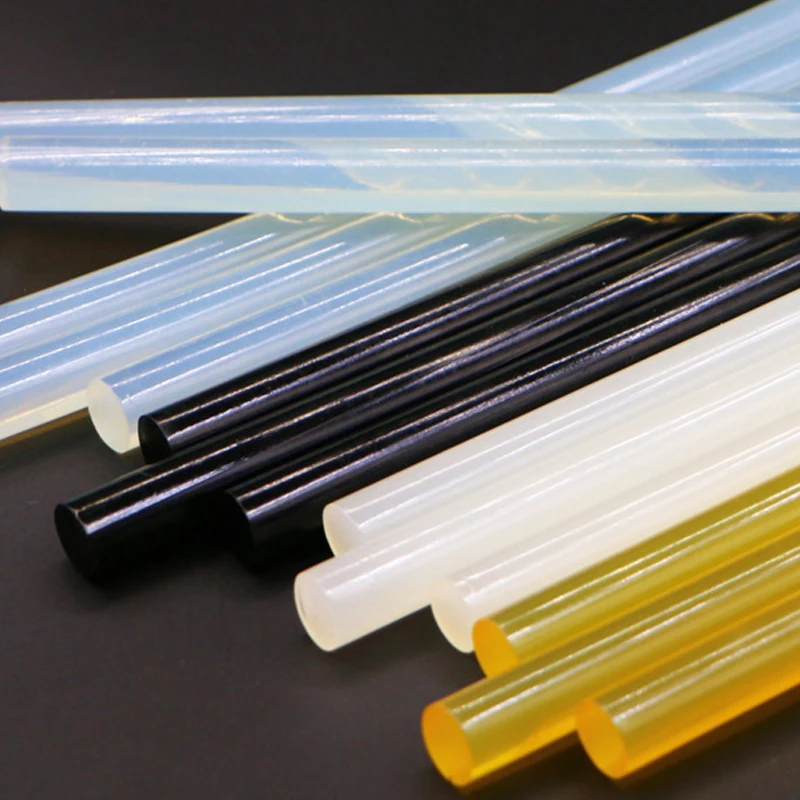 Обратить внимание в первую очередь стоит на размер (диаметр и длину) клеевого патрона, температуру, скорость плавления, а также цветовую маркировку, определяющую свойства состава.
Обратить внимание в первую очередь стоит на размер (диаметр и длину) клеевого патрона, температуру, скорость плавления, а также цветовую маркировку, определяющую свойства состава. Вот наиболее распространенные размеры стержней горячего клея. Если вам нужна дополнительная информация, ознакомьтесь с нашим подробным руководством по выбору правильного размера стержня горячего клея.
Вот наиболее распространенные размеры стержней горячего клея. Если вам нужна дополнительная информация, ознакомьтесь с нашим подробным руководством по выбору правильного размера стержня горячего клея.

 Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните

 Сегодня мы готовы производить по пять тысяч станков в год.
Сегодня мы готовы производить по пять тысяч станков в год. Все это позволяет нам выгодно отличаться на фоне производителей подобного оборудования из других стран.
Все это позволяет нам выгодно отличаться на фоне производителей подобного оборудования из других стран. 5 кВт
5 кВт Идеально подходит для быстрого запуска производства. Несмотря на то, что модель относится к младшей серии фрезерных станков с ЧПУ, с ее помощью на высочайшем уровне решаются непростые производственные задачи.
Идеально подходит для быстрого запуска производства. Несмотря на то, что модель относится к младшей серии фрезерных станков с ЧПУ, с ее помощью на высочайшем уровне решаются непростые производственные задачи. Сначала мы пользовались им просто для хобби, а потом поняли, что это один из главных станков для производства и загрузили его на столько, что на данный момент он работает с 8-00 до 22-00 вечера».
Сначала мы пользовались им просто для хобби, а потом поняли, что это один из главных станков для производства и загрузили его на столько, что на данный момент он работает с 8-00 до 22-00 вечера». Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку.
Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку. 2 кВт и ускорьте производство на 30%
2 кВт и ускорьте производство на 30% Они отличаются своим качеством и надежностью, в отличие от аналогов.
Они отличаются своим качеством и надежностью, в отличие от аналогов.
 02 мм
02 мм 5 кВт
5 кВт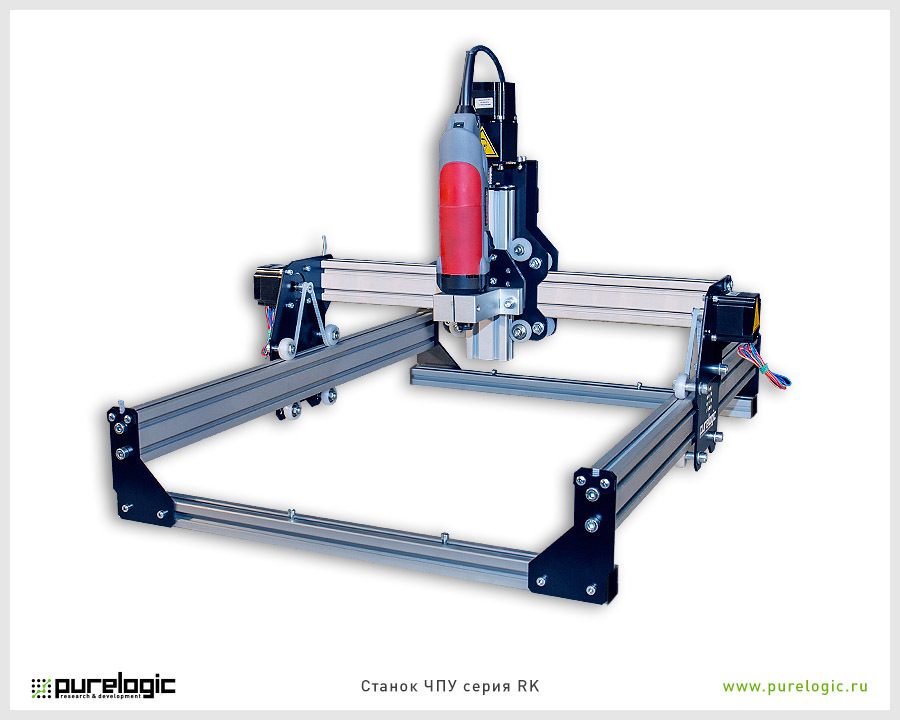
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ!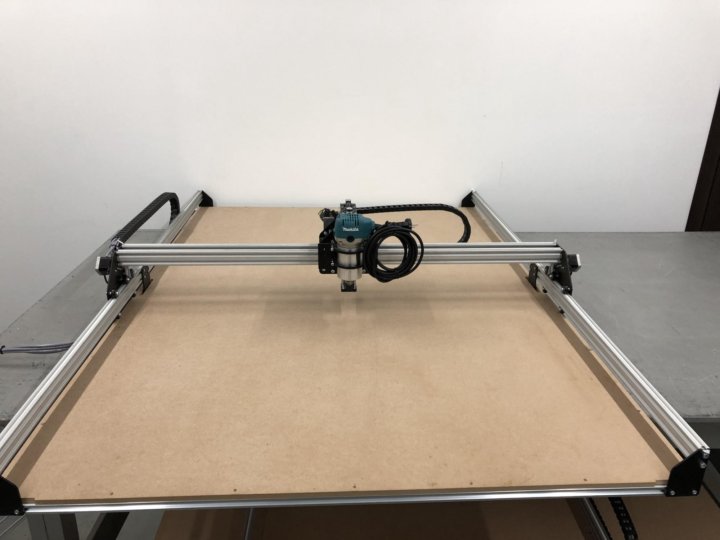 Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени.
Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени.
 Изготовление радиаторных решеток, вентиляционных накладок, оформление, декорирование мебели – изготовление дополнительных накладных элементов. Как правило, это очень тонкие и хрупкие элементы и на фрезерных станках с ЧПУ очень сложно изготовить подобные вещи, так как идет механическое воздействие на материал, возможна вибрация из-за которой достаточно сложно избежать сколов на материале и сломанных элементов. Не стоит забывать и самостоятельных предметах интерьера – настенные бра, эксклюзивные абажуры для торшеров. Свадебные рамки, имена любимых, памятные надписи и многие подобные элементы также изготавливают на лазерных станках. Изготовление детских игрушек-конструкторов сложно представить себе без лазерного станка.
Изготовление радиаторных решеток, вентиляционных накладок, оформление, декорирование мебели – изготовление дополнительных накладных элементов. Как правило, это очень тонкие и хрупкие элементы и на фрезерных станках с ЧПУ очень сложно изготовить подобные вещи, так как идет механическое воздействие на материал, возможна вибрация из-за которой достаточно сложно избежать сколов на материале и сломанных элементов. Не стоит забывать и самостоятельных предметах интерьера – настенные бра, эксклюзивные абажуры для торшеров. Свадебные рамки, имена любимых, памятные надписи и многие подобные элементы также изготавливают на лазерных станках. Изготовление детских игрушек-конструкторов сложно представить себе без лазерного станка.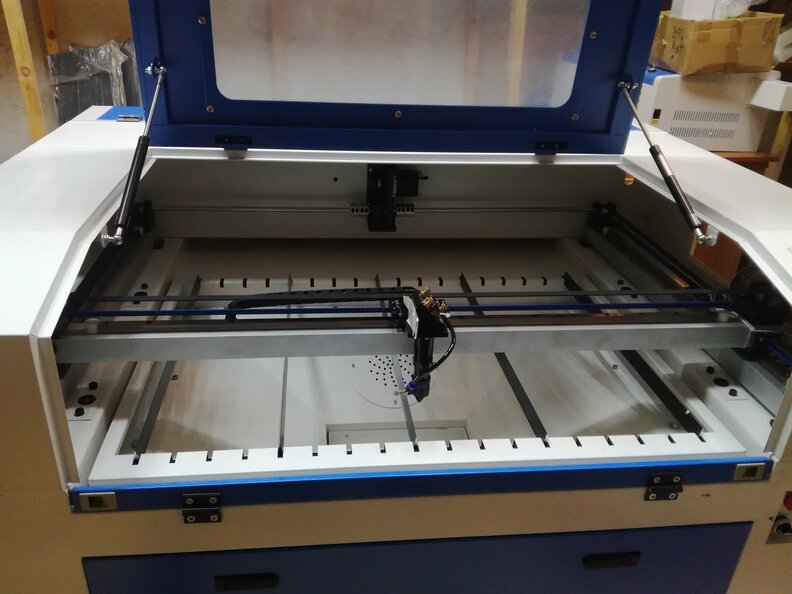 По сей день мебель, стеновые панели, двери, украшенные по технологии маркетри, пользуется большим спросом и является признаком богатства и благополучия. Производство маркетри считается очень трудоемким процессом. При механической обработке, лобзиком или ножом, шпона очень сложно избежать сколов и сломанных элементов. Лазерная, бесконтактная резка шпона позволяет значительно ускорить процесс изготовления элементов и избежать брака в производстве.
По сей день мебель, стеновые панели, двери, украшенные по технологии маркетри, пользуется большим спросом и является признаком богатства и благополучия. Производство маркетри считается очень трудоемким процессом. При механической обработке, лобзиком или ножом, шпона очень сложно избежать сколов и сломанных элементов. Лазерная, бесконтактная резка шпона позволяет значительно ускорить процесс изготовления элементов и избежать брака в производстве.

 Это наиболее важное значение, при выборе лазерного станка в номенклатуре WoodTec. Во всех станках закрытого типа, за исключением лазерно-гравировального станка с ЧПУ WoodTec LaserStream WL 4040 с зоной обработки 400х400 мм, есть технический зазор, в передней части станка между крышкой и станиной, в задней части станка в станине, для протяжки материалов по длине. Высота зазора 50мм. Выбирая станок под свои задачи, не стоит забывать о том, что можно столкнуться с нестандартными заказами. Больший размер рабочей зоны, поможет Вам выполнить больший спектр задач поставленных перед Вашим производством.
Это наиболее важное значение, при выборе лазерного станка в номенклатуре WoodTec. Во всех станках закрытого типа, за исключением лазерно-гравировального станка с ЧПУ WoodTec LaserStream WL 4040 с зоной обработки 400х400 мм, есть технический зазор, в передней части станка между крышкой и станиной, в задней части станка в станине, для протяжки материалов по длине. Высота зазора 50мм. Выбирая станок под свои задачи, не стоит забывать о том, что можно столкнуться с нестандартными заказами. Больший размер рабочей зоны, поможет Вам выполнить больший спектр задач поставленных перед Вашим производством.
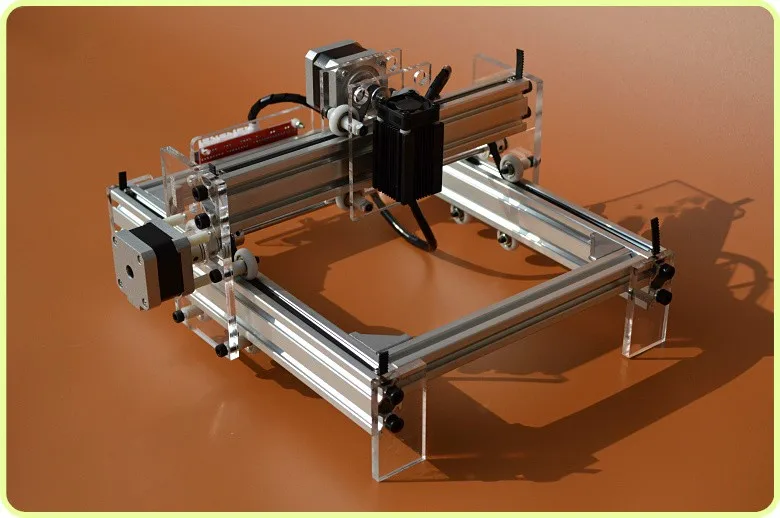 Сразу стоит обратить внимание на серию лазерных труб, на данный момент последняя серия лазерных трубок Reci имеет маркировку «W». Перейдем к маркировке и обозначению лазерных трубок:
Сразу стоит обратить внимание на серию лазерных труб, на данный момент последняя серия лазерных трубок Reci имеет маркировку «W». Перейдем к маркировке и обозначению лазерных трубок:

 Стандартный компрессор не справляется.
Стандартный компрессор не справляется. Фанера это слоеный материал, даже если фанера сорта 1/1, в сердечник «пихают все», что не удалось пустить даже на 4/4. Соответственно сучков там огромное количество, а на сучках плотность древесины на много выше, отсюда и получаются пробелы в резке. Чем толще фанера, тем больше слоев, тем больше вероятность того, что на одном участке попадется сучок.
Фанера это слоеный материал, даже если фанера сорта 1/1, в сердечник «пихают все», что не удалось пустить даже на 4/4. Соответственно сучков там огромное количество, а на сучках плотность древесины на много выше, отсюда и получаются пробелы в резке. Чем толще фанера, тем больше слоев, тем больше вероятность того, что на одном участке попадется сучок.

 Сотовый стол незаменим при работе с тканевыми материалами, резке бумаги, искусственной кожи, мягких, гибких материалов. В базовой комплектации в рабочей зоне станка установлены ламели (ребра) с шагом 35мм. При работе с крупными деталями или твердыми материалами этого может быть достаточно. Многие операторы сталкивались с проблемой, когда средняя по размерам деталь, после обрезки по контуру, наклонялась на бок на ламели и не выпадала из материала, при повторном проходе лазерной головы в этом участке, лазерный станок «спотыкался» об нее и сдвигал материал. Тканевые, мягкие или гибкие материалы могут провисать под собственным весом или под напором воздуха, выходящего из сопла лазерной головы (фокусная трубка). Также сотовый стол будет полезен при работе с маленькими элементами из твердых материалов. Например, в интерьерной рекламе при изготовлении декоративных табличек, с наклеиваемыми отдельными элементами, маленькие буквы, знаки препинания и прочие элементы могут проваливаться между ламелями в зону удаления мусора.
Сотовый стол незаменим при работе с тканевыми материалами, резке бумаги, искусственной кожи, мягких, гибких материалов. В базовой комплектации в рабочей зоне станка установлены ламели (ребра) с шагом 35мм. При работе с крупными деталями или твердыми материалами этого может быть достаточно. Многие операторы сталкивались с проблемой, когда средняя по размерам деталь, после обрезки по контуру, наклонялась на бок на ламели и не выпадала из материала, при повторном проходе лазерной головы в этом участке, лазерный станок «спотыкался» об нее и сдвигал материал. Тканевые, мягкие или гибкие материалы могут провисать под собственным весом или под напором воздуха, выходящего из сопла лазерной головы (фокусная трубка). Также сотовый стол будет полезен при работе с маленькими элементами из твердых материалов. Например, в интерьерной рекламе при изготовлении декоративных табличек, с наклеиваемыми отдельными элементами, маленькие буквы, знаки препинания и прочие элементы могут проваливаться между ламелями в зону удаления мусора. При изготовлении сувенирной продукции на много удобнее базировать шаблоны на сотовом столе.
При изготовлении сувенирной продукции на много удобнее базировать шаблоны на сотовом столе.


 Несмотря на новизну, материал прижился, его достаточно активно применяют в авиастроении, в строительной индустрии и прочих сферах промышленной деятельности.
Несмотря на новизну, материал прижился, его достаточно активно применяют в авиастроении, в строительной индустрии и прочих сферах промышленной деятельности. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Станки лазерной резки сегодня успешно используются для создания различных архитектурных моделей.
Станки лазерной резки сегодня успешно используются для создания различных архитектурных моделей.

 Гибкость, экономичность и экономия времени, простота использования и высокое качество результатов дают огромные преимущества, когда речь идет о построении архитектурных моделей.
Гибкость, экономичность и экономия времени, простота использования и высокое качество результатов дают огромные преимущества, когда речь идет о построении архитектурных моделей.
 длина отгиба кромки
длина отгиба кромки длина отгиба кромки
длина отгиба кромки А также мы доставим листогибочный пресс с чпу ир1428ф3 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
А также мы доставим листогибочный пресс с чпу ир1428ф3 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.














 Но она не должна превышать ограниченное давление, которое могут выдержать штампы во время гибки.
Но она не должна превышать ограниченное давление, которое могут выдержать штампы во время гибки.


 Листогибочные прессы серии B-SMART — наши самые популярные листогибочные прессы.
Листогибочные прессы серии B-SMART — наши самые популярные листогибочные прессы. Серия B-GIANT сочетает в себе крупнотоннажные листогибочные прессы с автоматизированной погрузочно-разгрузочной работой, что дает готовое решение «под ключ». Мы специально разработали эти системы для производства фонарных столбов, самосвалов, кораблей и многих других гигантских изделий, требующих большого количества рабочей силы. Эти машины значительно минимизируют трудозатраты.
Серия B-GIANT сочетает в себе крупнотоннажные листогибочные прессы с автоматизированной погрузочно-разгрузочной работой, что дает готовое решение «под ключ». Мы специально разработали эти системы для производства фонарных столбов, самосвалов, кораблей и многих других гигантских изделий, требующих большого количества рабочей силы. Эти машины значительно минимизируют трудозатраты.
 Серия B-GIANT сочетает в себе крупнотоннажные листогибочные прессы с автоматизированной погрузочно-разгрузочной работой, что дает готовое решение «под ключ». Мы специально разработали эти системы для производства фонарных столбов, самосвалов, кораблей и многих других гигантских изделий, требующих большого количества рабочей силы. Эти машины значительно минимизируют трудозатраты.
Серия B-GIANT сочетает в себе крупнотоннажные листогибочные прессы с автоматизированной погрузочно-разгрузочной работой, что дает готовое решение «под ключ». Мы специально разработали эти системы для производства фонарных столбов, самосвалов, кораблей и многих других гигантских изделий, требующих большого количества рабочей силы. Эти машины значительно минимизируют трудозатраты. В результате листогибочные прессы RMT год за годом работают точно и надежно. Мы настолько уверены в наших рамах, что предлагаем 10-летнюю гарантию на наши стандартные машины.
В результате листогибочные прессы RMT год за годом работают точно и надежно. Мы настолько уверены в наших рамах, что предлагаем 10-летнюю гарантию на наши стандартные машины.  Это результат работы наших отделов исследований и разработок мирового класса, которые десятилетиями постоянно совершенствуют наши машины, что позволяет нам из года в год неизменно превосходить машины конкурентов.
Это результат работы наших отделов исследований и разработок мирового класса, которые десятилетиями постоянно совершенствуют наши машины, что позволяет нам из года в год неизменно превосходить машины конкурентов. Более глубокие размеры горловины позволяют формировать больше деталей на всю длину машины. Большое отверстие для дневного света дает вам универсальность для работы с большим ассортиментом деталей. Дополнительная длина хода также дает вам большую универсальность.
Более глубокие размеры горловины позволяют формировать больше деталей на всю длину машины. Большое отверстие для дневного света дает вам универсальность для работы с большим ассортиментом деталей. Дополнительная длина хода также дает вам большую универсальность. Мы тщательно идентифицировали и устранили все факторы, препятствующие повышению эффективности наших машин, чтобы предоставить вам максимально безупречный производственный опыт, который только можно себе представить.
Мы тщательно идентифицировали и устранили все факторы, препятствующие повышению эффективности наших машин, чтобы предоставить вам максимально безупречный производственный опыт, который только можно себе представить. Мы также специализируемся на изготовлении машин по индивидуальному заказу для тех проектов, которые просто не могут быть реализованы без них. Независимо от проекта, RMT поможет вам его реализовать!
Мы также специализируемся на изготовлении машин по индивидуальному заказу для тех проектов, которые просто не могут быть реализованы без них. Независимо от проекта, RMT поможет вам его реализовать! RMT смогла обучить рабочую силу малого и среднего бизнеса работе с оборудованием, сэкономив таким образом деньги и расширив набор навыков своих работников. www.RMTUS.com
RMT смогла обучить рабочую силу малого и среднего бизнеса работе с оборудованием, сэкономив таким образом деньги и расширив набор навыков своих работников. www.RMTUS.com rmtus.com
rmtus.com Они восхищались простотой использования, точностью, универсальностью и скоростью машины.
Они восхищались простотой использования, точностью, универсальностью и скоростью машины. Простая в использовании система вместе с элегантным дизайном дополняют простоту использования машин Revolution.
Простая в использовании система вместе с элегантным дизайном дополняют простоту использования машин Revolution. rmtus.com/b-smart-press-brakes/).
rmtus.com/b-smart-press-brakes/).
 Наши машины, как правило, имеют более глубокую горловину, большее просветное пространство и большую длину хода, чем у любого производителя на рынке. Мы также установили направляющие цилиндра снаружи рамы, чтобы максимально увеличить расстояние между боковыми рамами, чтобы наши листогибочные прессы могли работать с фланцами глубоких деталей.
Наши машины, как правило, имеют более глубокую горловину, большее просветное пространство и большую длину хода, чем у любого производителя на рынке. Мы также установили направляющие цилиндра снаружи рамы, чтобы максимально увеличить расстояние между боковыми рамами, чтобы наши листогибочные прессы могли работать с фланцами глубоких деталей.

 д. и т. д.
д. и т. д.
 Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
 Идеально подходит для чувствительной гибки, энергосберегающие решения.
Идеально подходит для чувствительной гибки, энергосберегающие решения. Один конец поворотного рычага подвижно соединен с синхронным торсионным валом, другой конец поворотного рычага подвижно соединен с шатуном, нижний конец шатуна снабжен опорой поворотного рычага, а усиление ползуна предусмотрено под опорой поворотного рычага.
Один конец поворотного рычага подвижно соединен с синхронным торсионным валом, другой конец поворотного рычага подвижно соединен с шатуном, нижний конец шатуна снабжен опорой поворотного рычага, а усиление ползуна предусмотрено под опорой поворотного рычага. д., и для обеспечения движения вниз с определенная точность синхронизации.
д., и для обеспечения движения вниз с определенная точность синхронизации.  Различные структурные принципы
Различные структурные принципы Система числового управления, группа гидравлических регулирующих клапанов и магнитная шкала представляют собой систему управления с обратной связью листогибочного пресса с ЧПУ.
Система числового управления, группа гидравлических регулирующих клапанов и магнитная шкала представляют собой систему управления с обратной связью листогибочного пресса с ЧПУ.

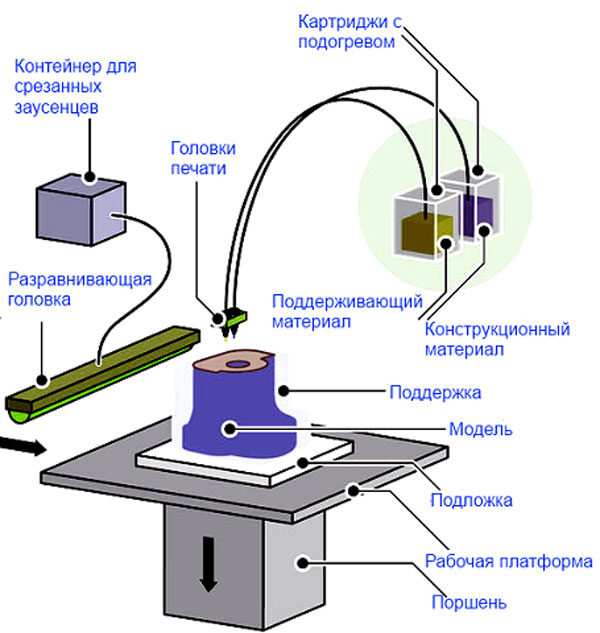
 ст.) при нагреве ванны жидкого металла на несколько сот градусов выше температуры плавления, что позволяет осуществлять глубокое рафинирование металла. При плавке происходит дополнительная очистка от кислорода, азота, а также от некоторых металлических примесей: Sn, Fe, Pb, которые имеют более / высокое давление пара по сравнению с основным металлом.
ст.) при нагреве ванны жидкого металла на несколько сот градусов выше температуры плавления, что позволяет осуществлять глубокое рафинирование металла. При плавке происходит дополнительная очистка от кислорода, азота, а также от некоторых металлических примесей: Sn, Fe, Pb, которые имеют более / высокое давление пара по сравнению с основным металлом.
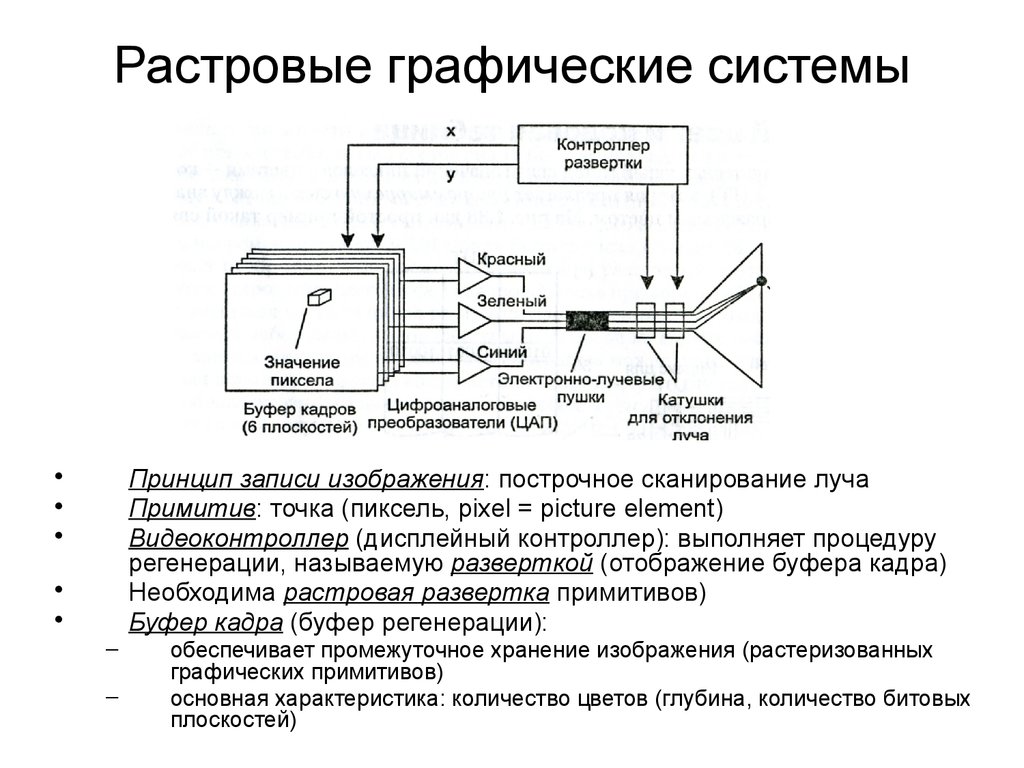



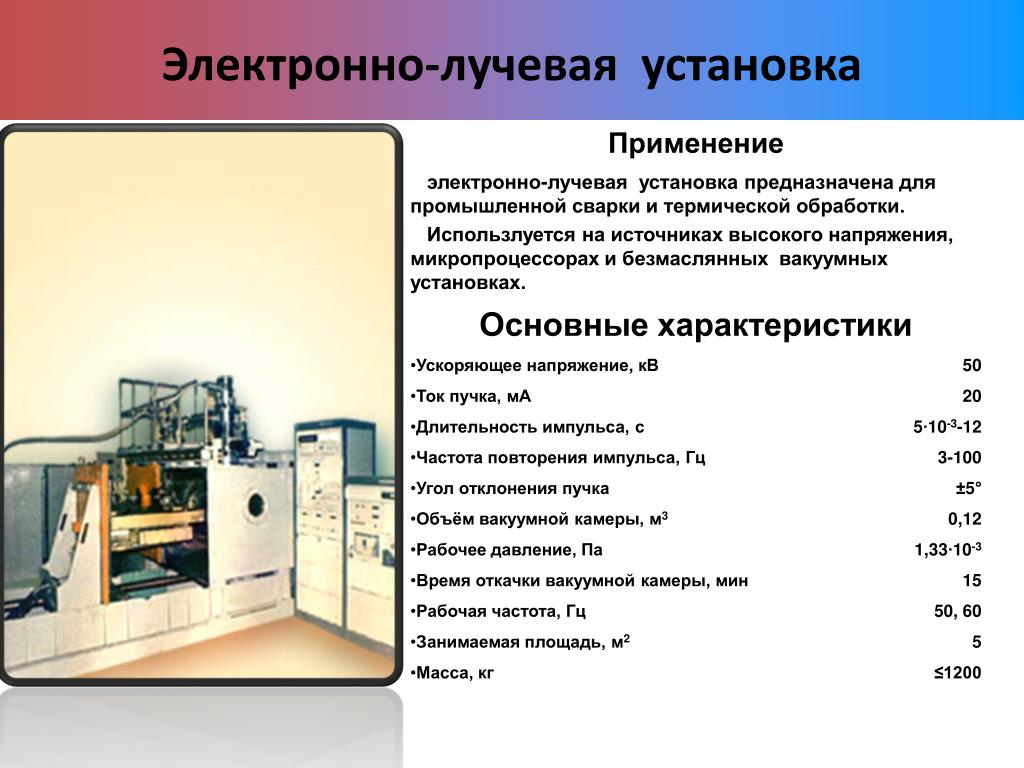 В качестве
В качестве

 Производство происходит в вакуумной камере для защиты от окисления, которое может повредить высокореактивные материалы. Электронно-лучевое плавление похоже на селективное лазерное плавление (SLM), так как они оба печатают из порошка из порошкового слоя 3D-принтера, но EBM использует электронный луч вместо лазера.
Производство происходит в вакуумной камере для защиты от окисления, которое может повредить высокореактивные материалы. Электронно-лучевое плавление похоже на селективное лазерное плавление (SLM), так как они оба печатают из порошка из порошкового слоя 3D-принтера, но EBM использует электронный луч вместо лазера.
 SLM не требует вакуумной среды.
SLM не требует вакуумной среды. 
 , Побель, К., Османлич, Ф. и Кёрнер, К. (2018), «Послойный мониторинг плавления электронного луча с помощью обнаружения электронов обратного рассеяния», Журнал быстрого прототипирования , Vol. 24 № 8, стр. 1401-1406. https://doi.org/10.1108/RPJ-02-2018-0034
, Побель, К., Османлич, Ф. и Кёрнер, К. (2018), «Послойный мониторинг плавления электронного луча с помощью обнаружения электронов обратного рассеяния», Журнал быстрого прототипирования , Vol. 24 № 8, стр. 1401-1406. https://doi.org/10.1108/RPJ-02-2018-0034 0/legalcode 9.0009
0/legalcode 9.0009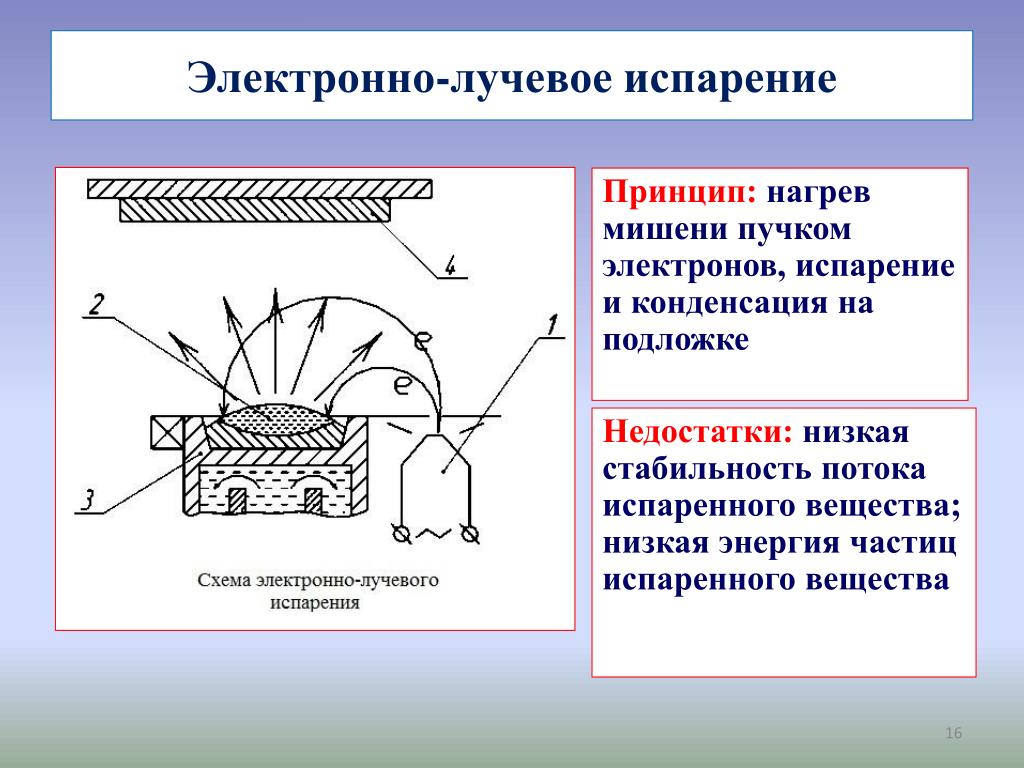
 е. поры. Недостатком этого метода является склонность светооптических систем к металлизации за счет испарения из ванны расплава (Швердтфегер 9).0127 и др. , 2012; Динвидди и др. , 2013). Этому должны противодействовать дополнительные системы защиты, такие как механический затвор (Schwerdtfeger и др. , 2012; Dinwiddie и др. , 2013) или намотка пленки (Dinwiddie и др. , 2013). Кроме того, размер столбца луча препятствует коаксиальному расположению системы визуализации (Schwerdtfeger et al. , 2012), что приводит к искажениям и, следовательно, к различному пространственному разрешению.
е. поры. Недостатком этого метода является склонность светооптических систем к металлизации за счет испарения из ванны расплава (Швердтфегер 9).0127 и др. , 2012; Динвидди и др. , 2013). Этому должны противодействовать дополнительные системы защиты, такие как механический затвор (Schwerdtfeger и др. , 2012; Dinwiddie и др. , 2013) или намотка пленки (Dinwiddie и др. , 2013). Кроме того, размер столбца луча препятствует коаксиальному расположению системы визуализации (Schwerdtfeger et al. , 2012), что приводит к искажениям и, следовательно, к различному пространственному разрешению. BSE возникают в результате упругих столкновений между электронами падающего пучка и атомами подложки. Часть обратнорассеянных электронов попадает в детектор BSE, который расположен вокруг луча, недалеко от рабочей камеры, как показано на рисунке 1. Интенсивность сигнала коррелирует с количеством обратнорассеянных электронов, которое, в частности, является функцией тока пучка, атомного номера. атомов образца и топографии поверхности. Сканируя область по определенному образцу, можно получить карту интенсивности, то есть изображение. Хотя этот основной принцип, безусловно, получает дальнейшее развитие в анализе с помощью СЭМ, тот же метод плоскостной сварки некоторое время используется в электронно-лучевой сварке (Шиллер 9).0127 и др. , 1977).
BSE возникают в результате упругих столкновений между электронами падающего пучка и атомами подложки. Часть обратнорассеянных электронов попадает в детектор BSE, который расположен вокруг луча, недалеко от рабочей камеры, как показано на рисунке 1. Интенсивность сигнала коррелирует с количеством обратнорассеянных электронов, которое, в частности, является функцией тока пучка, атомного номера. атомов образца и топографии поверхности. Сканируя область по определенному образцу, можно получить карту интенсивности, то есть изображение. Хотя этот основной принцип, безусловно, получает дальнейшее развитие в анализе с помощью СЭМ, тот же метод плоскостной сварки некоторое время используется в электронно-лучевой сварке (Шиллер 9).0127 и др. , 1977).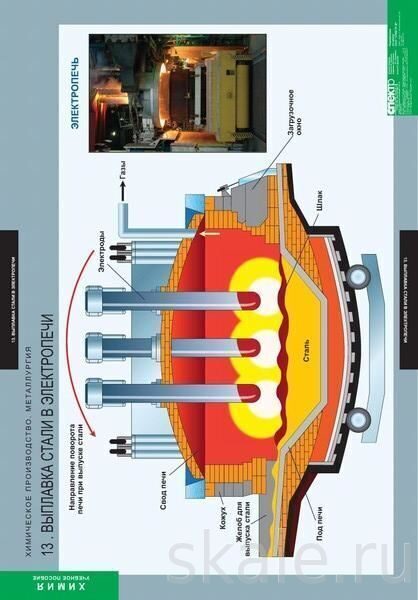 KGaA (Planegg, Германия) . Пушка работает с ускоряющим напряжением 60 кВ, а вольфрамовая нить накала обеспечивает мощность луча до 6 кВт. Отличительной особенностью системы является наличие вышеупомянутого детектора BSE, который обеспечивает возможность записи изображений ELO.
KGaA (Planegg, Германия) . Пушка работает с ускоряющим напряжением 60 кВ, а вольфрамовая нить накала обеспечивает мощность луча до 6 кВт. Отличительной особенностью системы является наличие вышеупомянутого детектора BSE, который обеспечивает возможность записи изображений ELO.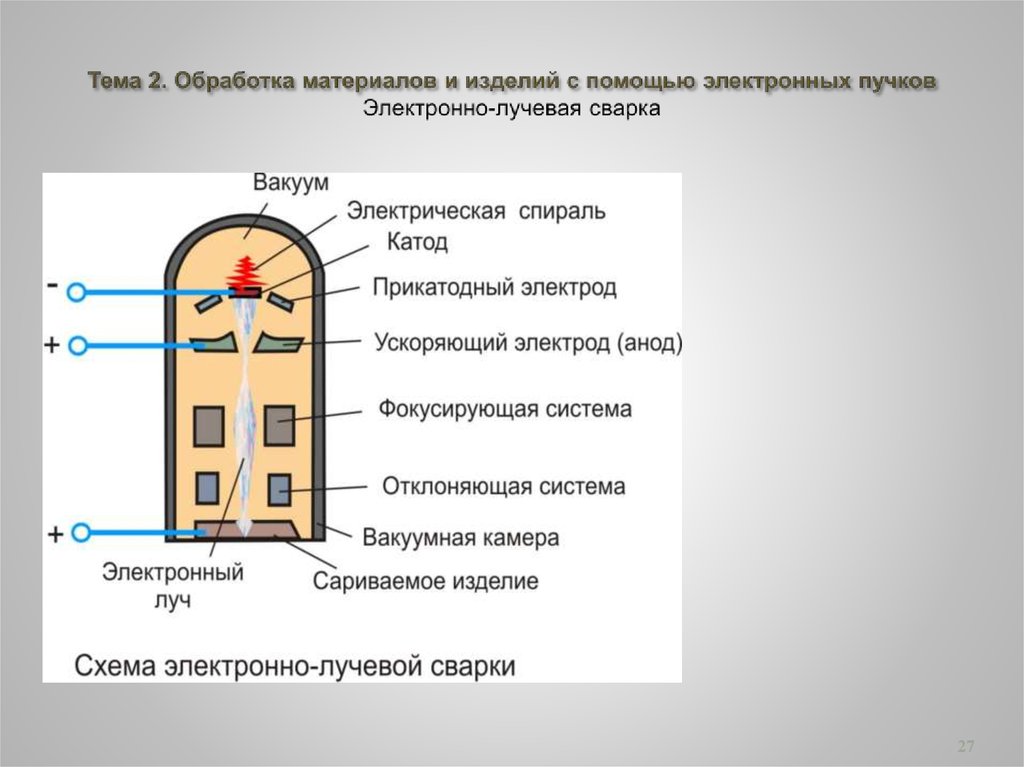 Расстояние между линиями во время штриховки было постоянным и составляло 100 мкм, а контурное плавление не применялось. Направление люка было повернуто на 90° после каждого слоя.
Расстояние между линиями во время штриховки было постоянным и составляло 100 мкм, а контурное плавление не применялось. Направление люка было повернуто на 90° после каждого слоя. Пиксельное разрешение 60 мкм/пиксель было выбрано в соответствии с масштабом признаков, которые, как ожидается, будут обнаружены с помощью электронного луча с доступным диаметром около 300 мкм. Чтобы получить подходящий сигнал обратного рассеяния, время экспозиции было установлено на 0,1 мкс/пиксель, а ток луча — на 7 мА.
Пиксельное разрешение 60 мкм/пиксель было выбрано в соответствии с масштабом признаков, которые, как ожидается, будут обнаружены с помощью электронного луча с доступным диаметром около 300 мкм. Чтобы получить подходящий сигнал обратного рассеяния, время экспозиции было установлено на 0,1 мкс/пиксель, а ток луча — на 7 мА. После этого поперечное сечение было подготовлено путем шлифовки на бумаге из карбида кремния, смазанной водой, механической полировки алмазной суспензией размером 3 мкм и заключительной стадии химической полировки (50 мл Struers OP-S NonDry , 50 мл дист. H 2 O, 10 г KOH, 10 мл H 2 O 2 ). Подготовленный микрошлиф исследовали с помощью оптической микроскопии (ОМ) с использованием Leica DM6000 M. Режим точного сшивания изображений микроскопа использовался для создания изображения с высоким разрешением (13 мкм/пиксель) всего поперечного сечения для дальнейшей оценки в Условия пористости.
После этого поперечное сечение было подготовлено путем шлифовки на бумаге из карбида кремния, смазанной водой, механической полировки алмазной суспензией размером 3 мкм и заключительной стадии химической полировки (50 мл Struers OP-S NonDry , 50 мл дист. H 2 O, 10 г KOH, 10 мл H 2 O 2 ). Подготовленный микрошлиф исследовали с помощью оптической микроскопии (ОМ) с использованием Leica DM6000 M. Режим точного сшивания изображений микроскопа использовался для создания изображения с высоким разрешением (13 мкм/пиксель) всего поперечного сечения для дальнейшей оценки в Условия пористости. Принимая во внимание соотношение между размером пикселя и толщиной слоя, ЭЛО-изображения накладывались друг на друга в хронологическом порядке для восстановления трехмерной карты плотности образца. Последнюю впоследствии фактически разрезали в продольном направлении.
Принимая во внимание соотношение между размером пикселя и толщиной слоя, ЭЛО-изображения накладывались друг на друга в хронологическом порядке для восстановления трехмерной карты плотности образца. Последнюю впоследствии фактически разрезали в продольном направлении. Усреднение ЭЛО- и КТ-изображений выполнялось на основе поперечных 2D-срезов, полученных при получении и реконструкции изображения соответственно. ОМ-изображение анализировали, вычисляя среднее значение оттенков серого для каждой строки сшитого растрового изображения ( j = const .). Все значения были нормализованы с использованием соответствующего максимума в каждом методе к интервалу [0, 1] для учета различной глубины цвета. Корреляция с высотой строения была достигнута при использовании соответствующего разрешения изображения R z (в пикс/м):
Усреднение ЭЛО- и КТ-изображений выполнялось на основе поперечных 2D-срезов, полученных при получении и реконструкции изображения соответственно. ОМ-изображение анализировали, вычисляя среднее значение оттенков серого для каждой строки сшитого растрового изображения ( j = const .). Все значения были нормализованы с использованием соответствующего максимума в каждом методе к интервалу [0, 1] для учета различной глубины цвета. Корреляция с высотой строения была достигнута при использовании соответствующего разрешения изображения R z (в пикс/м): С учетом других параметров процесса, таких как скорость отклонения и расстояние между линиями штриховки, 120 Вт намного ниже технологического окна для плотных образцов. С увеличением мощности луча больше энергии доступно для плавления порошка и нижележащих слоев, что приводит к более гладкой поверхности самого последнего расплавленного слоя (Jüchter et al. , 2014).
С учетом других параметров процесса, таких как скорость отклонения и расстояние между линиями штриховки, 120 Вт намного ниже технологического окна для плотных образцов. С увеличением мощности луча больше энергии доступно для плавления порошка и нижележащих слоев, что приводит к более гладкой поверхности самого последнего расплавленного слоя (Jüchter et al. , 2014).
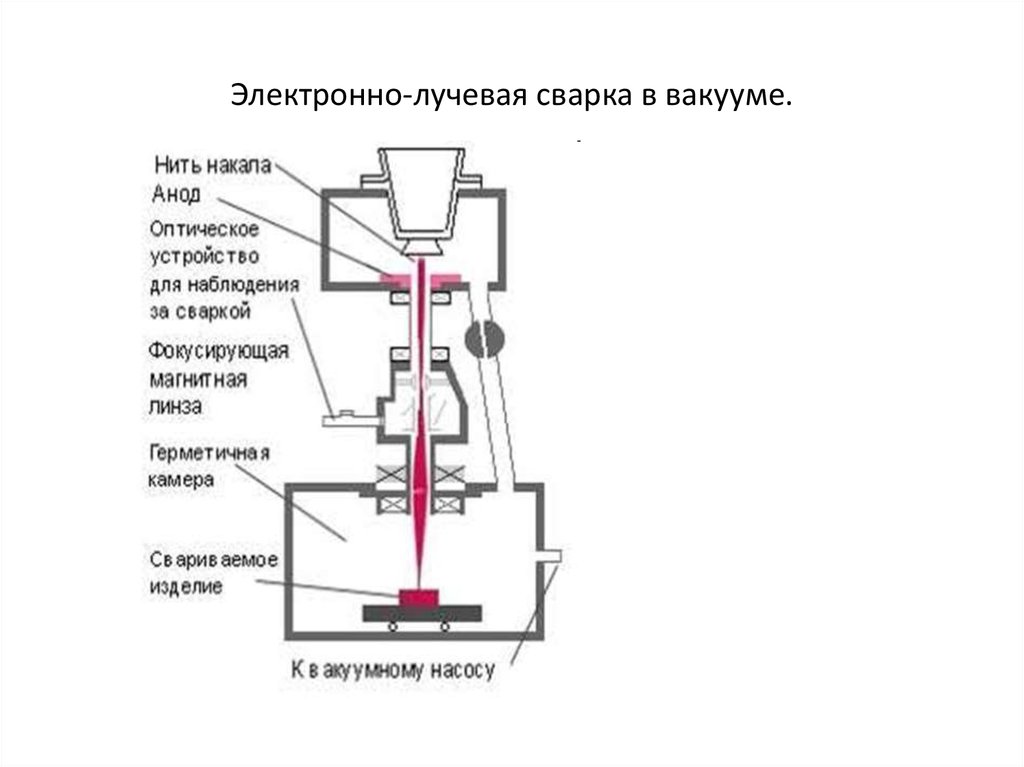
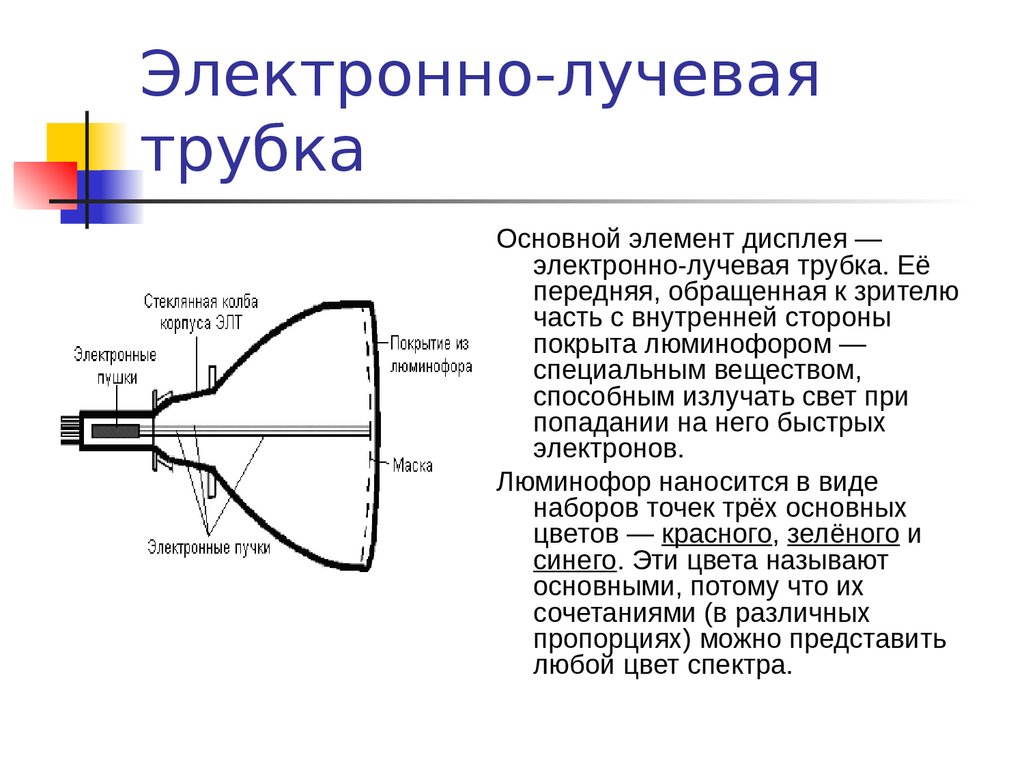 характерная каналообразная пористость в нижней секции 255 W может быть точно предсказана. Эта отличительная пористость не может наблюдаться на ОМ-изображении. Это связано с процедурой препарирования, препятствующей получению такого же поперечного сечения, как при ЭЛО- и КТ-томографии.
характерная каналообразная пористость в нижней секции 255 W может быть точно предсказана. Эта отличительная пористость не может наблюдаться на ОМ-изображении. Это связано с процедурой препарирования, препятствующей получению такого же поперечного сечения, как при ЭЛО- и КТ-томографии. Это можно объяснить разным объемом выборки, формирующим соответствующее среднее значение. В этом отношении кривая ELO-визуализации находится где-то посередине.
Это можно объяснить разным объемом выборки, формирующим соответствующее среднее значение. В этом отношении кривая ELO-визуализации находится где-то посередине.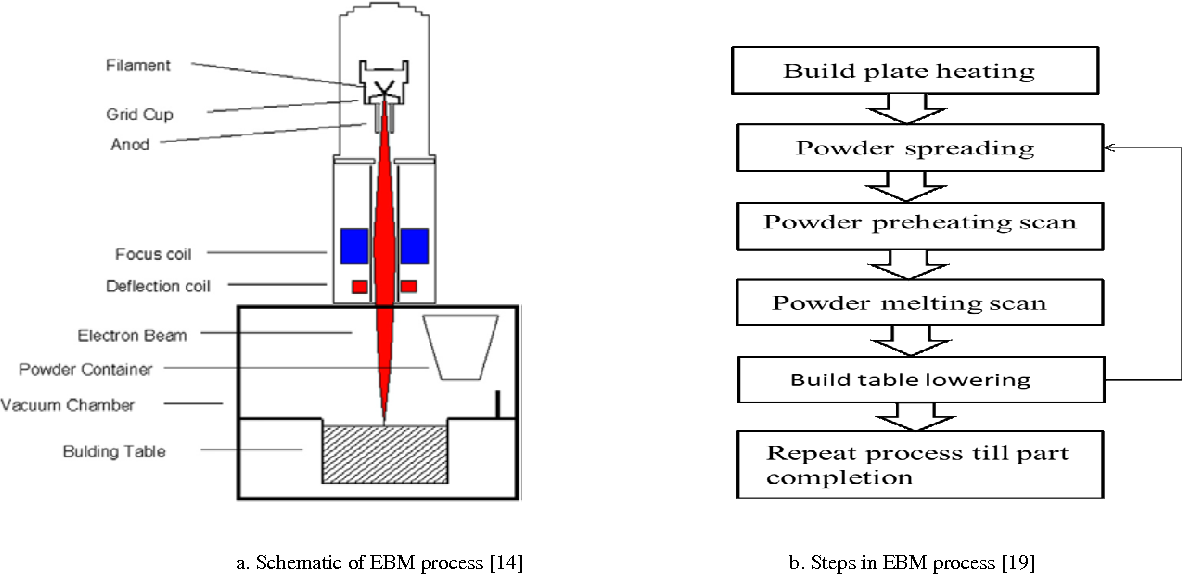 9.0009
9.0009 Предположительно, соответствующее количество дефектов, присутствующих на поверхности и, следовательно, на ЭЛО-изображении, частично заполняется и даже закрывается при плавлении последующих слоев. В результате абсолютное количество пор и их размер меньше в готовой части. Пригодность ELO-визуализации в качестве инструмента контроля качества еще не ограничена, поскольку дефекты надежно выявляются, а в худшем случае переоцениваются.
Предположительно, соответствующее количество дефектов, присутствующих на поверхности и, следовательно, на ЭЛО-изображении, частично заполняется и даже закрывается при плавлении последующих слоев. В результате абсолютное количество пор и их размер меньше в готовой части. Пригодность ELO-визуализации в качестве инструмента контроля качества еще не ограничена, поскольку дефекты надежно выявляются, а в худшем случае переоцениваются. В отличие от ОМ и КТ, ELO-визуализация является внутрипроцессным методом, позволяющим получать информацию о текущем слое в режиме реального времени. Он не только позволяет оператору вручную регулировать параметры во время процесса, но также имеет возможность подключить оценку к управлению с обратной связью для расширенных стратегий обработки и более быстрого определения окна процесса.
В отличие от ОМ и КТ, ELO-визуализация является внутрипроцессным методом, позволяющим получать информацию о текущем слое в режиме реального времени. Он не только позволяет оператору вручную регулировать параметры во время процесса, но также имеет возможность подключить оценку к управлению с обратной связью для расширенных стратегий обработки и более быстрого определения окна процесса.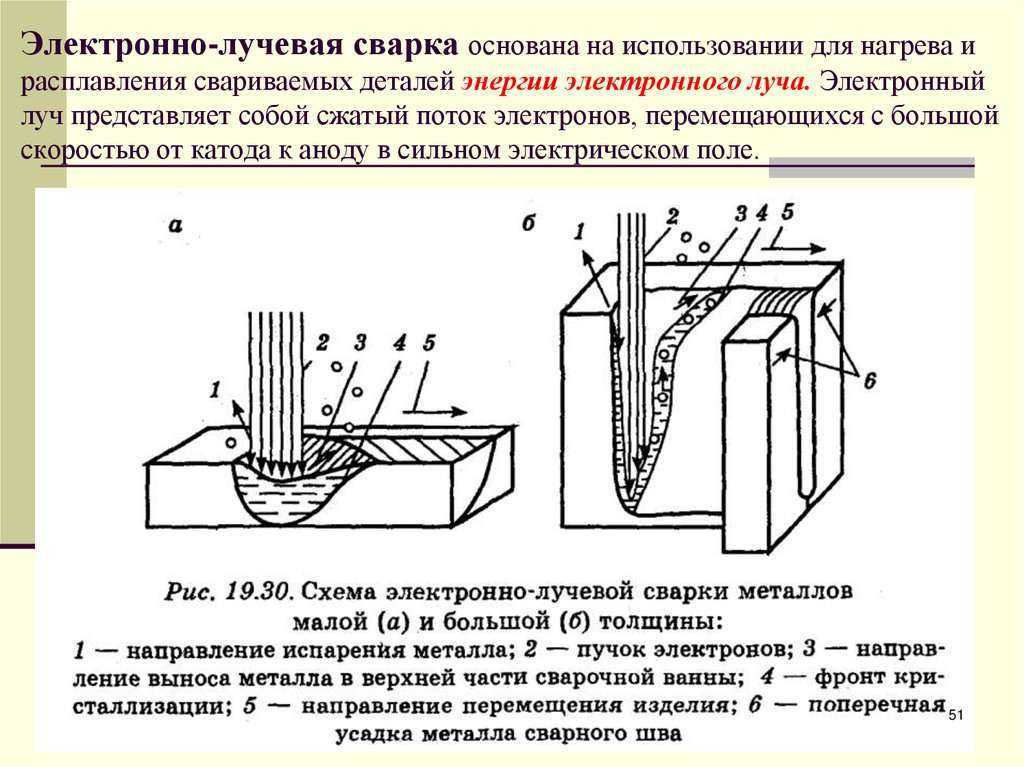 0127 и др. , 2012; Динвидди и др. , 2013). Поэтому можно отказаться от особой защиты извещателя, такой как жалюзи и окна. Это позволяет интегрировать детектор внутри камеры здания в коаксиальном положении, что является новинкой для процесса EBM. Уменьшение оптических аберраций в результате коаксиального расположения датчика дополнительно улучшает качество изображения.
0127 и др. , 2012; Динвидди и др. , 2013). Поэтому можно отказаться от особой защиты извещателя, такой как жалюзи и окна. Это позволяет интегрировать детектор внутри камеры здания в коаксиальном положении, что является новинкой для процесса EBM. Уменьшение оптических аберраций в результате коаксиального расположения датчика дополнительно улучшает качество изображения. Было продемонстрировано, что можно сделать выводы о пористости конечного компонента. Таким образом, обнаружение BSE уже способно улучшить процесс EBM. Система может быть дополнительно усовершенствована, например. путем введения дополнительных внеосевых детекторов для сбора дополнительной информации о топографии поверхности или даже расчета трехмерной реконструкции всей топологии поверхности (Палушинский и Словко, 2009 г.).). Такой инструмент открыл бы новые возможности для понимания процессов и управления ими. За счет уменьшения размера пятна электронного луча можно ожидать более высокого пространственного разрешения. Размер пятна луча определяется типом нити накала, фокусными линзами и током луча. Одной из будущих целей будет определение оптимального компромисса между требованиями процесса EBM и ELO-визуализации.
Было продемонстрировано, что можно сделать выводы о пористости конечного компонента. Таким образом, обнаружение BSE уже способно улучшить процесс EBM. Система может быть дополнительно усовершенствована, например. путем введения дополнительных внеосевых детекторов для сбора дополнительной информации о топографии поверхности или даже расчета трехмерной реконструкции всей топологии поверхности (Палушинский и Словко, 2009 г.).). Такой инструмент открыл бы новые возможности для понимания процессов и управления ими. За счет уменьшения размера пятна электронного луча можно ожидать более высокого пространственного разрешения. Размер пятна луча определяется типом нити накала, фокусными линзами и током луча. Одной из будущих целей будет определение оптимального компромисса между требованиями процесса EBM и ELO-визуализации.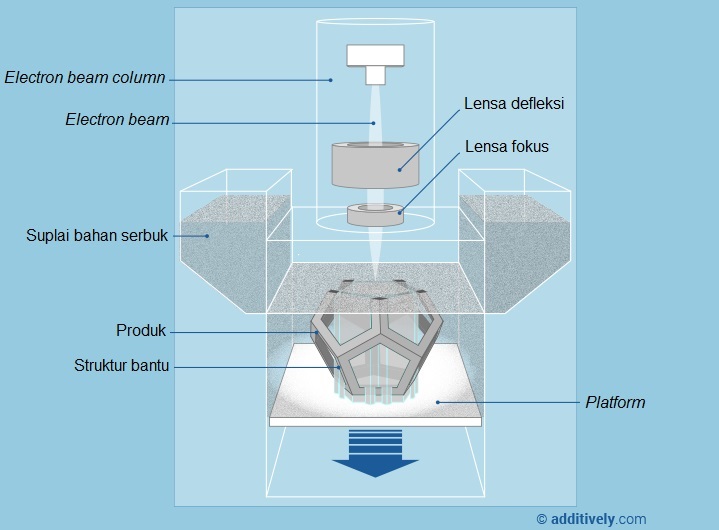 Предполагается, что эти методы предоставляют расширенную информацию о процессе и, следовательно, вносят большой вклад в его дальнейшее развитие.
Предполагается, что эти методы предоставляют расширенную информацию о процессе и, следовательно, вносят большой вклад в его дальнейшее развитие.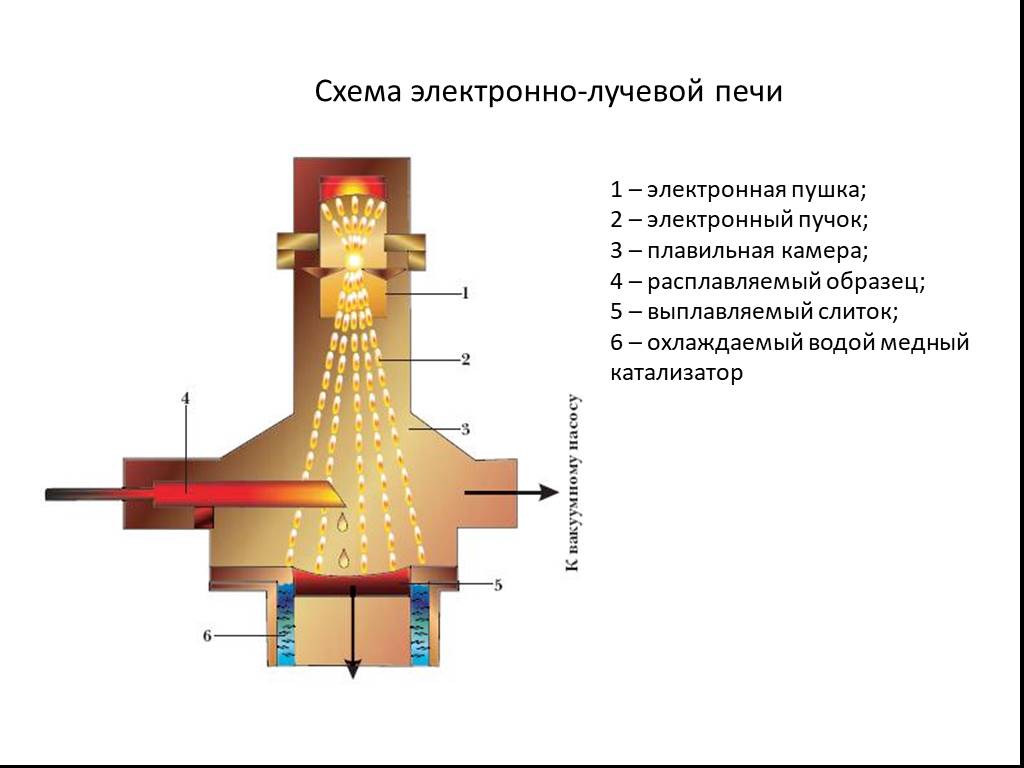 214 № 11, стр. 2497-2504.
214 № 11, стр. 2497-2504.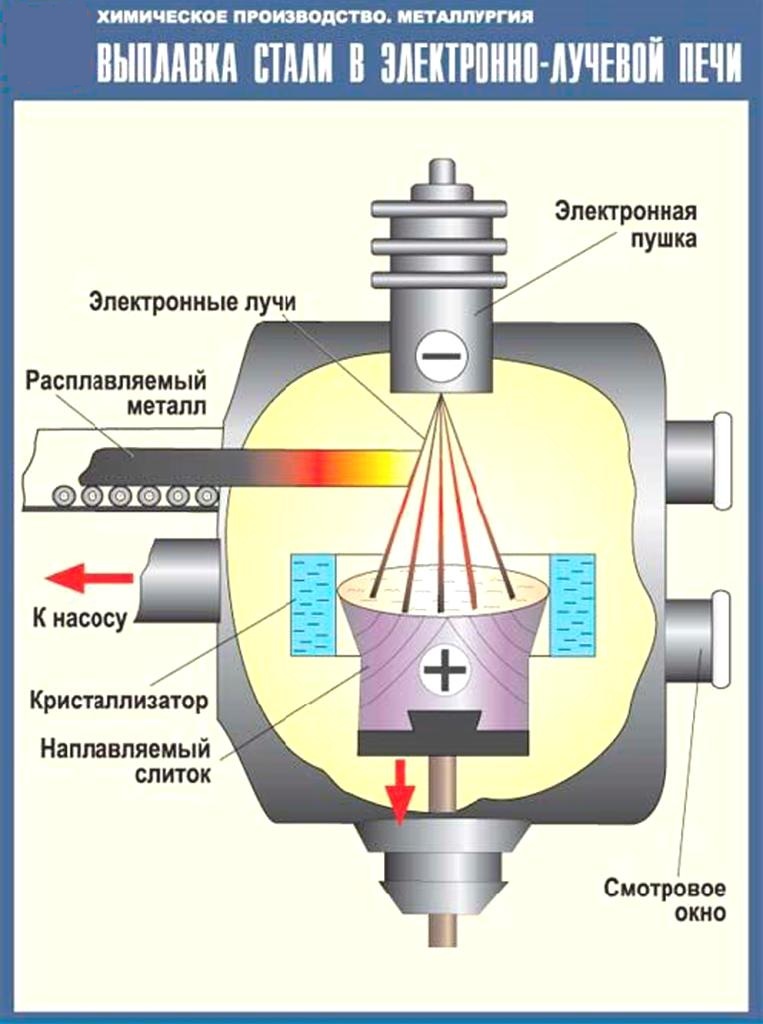 (2014), «Окно обработки и явление испарения для Ti-6Al-4V, полученного селективным электронно-лучевым плавлением», Acta Materialia, Vol. 76, стр. 252-258.
(2014), «Окно обработки и явление испарения для Ti-6Al-4V, полученного селективным электронно-лучевым плавлением», Acta Materialia, Vol. 76, стр. 252-258. , Купер, К. и Чоу, К. (2012), «Оценка измерений температуры с помощью ближней инфракрасной термографии в порошковом электронно-лучевом аддитивном производстве», Труды симпозиума по изготовлению твердых материалов произвольной формы, Техасский университет. , Остин, Техас, стр. 761-773.
, Купер, К. и Чоу, К. (2012), «Оценка измерений температуры с помощью ближней инфракрасной термографии в порошковом электронно-лучевом аддитивном производстве», Труды симпозиума по изготовлению твердых материалов произвольной формы, Техасский университет. , Остин, Техас, стр. 761-773.
 surfeu.at/wefalck/tools/toolsmain.html.
surfeu.at/wefalck/tools/toolsmain.html. Оба этих станка имеют внешнее сходство и похожую компоновку, но совершенно различны по своей сути.
Оба этих станка имеют внешнее сходство и похожую компоновку, но совершенно различны по своей сути. Фотография даёт наглядное представление о соотношении размеров деталей, инструмента и станка при фрезерной работе даже маленьким инструментом. Некоторый кажущийся запас жёсткости и внешней «массивности», как у этого станка — совершенно необходим для фрезерной работы и не является избыточным — только-только хватает для работы по цветному металлу.
Фотография даёт наглядное представление о соотношении размеров деталей, инструмента и станка при фрезерной работе даже маленьким инструментом. Некоторый кажущийся запас жёсткости и внешней «массивности», как у этого станка — совершенно необходим для фрезерной работы и не является избыточным — только-только хватает для работы по цветному металлу. Максимальное расстояние от стола до шпинделя 115 мм. Скорость вращения инструмента до 4000 об/мин. Двигатель 12 Вольт. Максимальный ток потребления 4 Ампера. Размеры станка: длина 160 мм, высота 265 мм, ширина 170 мм.
Максимальное расстояние от стола до шпинделя 115 мм. Скорость вращения инструмента до 4000 об/мин. Двигатель 12 Вольт. Максимальный ток потребления 4 Ампера. Размеры станка: длина 160 мм, высота 265 мм, ширина 170 мм. lindsayengraving.com.
lindsayengraving.com. ru/page/1279409).
ru/page/1279409).
 После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
 Томас уже более 120 лет связывает североамериканских промышленных покупателей и поставщиков. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Томас уже более 120 лет связывает североамериканских промышленных покупателей и поставщиков. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.  Заготовка крепится к столу, который движется вокруг вращающегося лезвия, чтобы сделать надрезы для достижения желаемого результата.
Заготовка крепится к столу, который движется вокруг вращающегося лезвия, чтобы сделать надрезы для достижения желаемого результата. Вообще говоря, чем больше дополнительных услуг вы хотите, тем больше вам придется платить.
Вообще говоря, чем больше дополнительных услуг вы хотите, тем больше вам придется платить.
 С двигателем мощностью 0,5 л.с., 110 В, регулируемой скоростью (100–2500 об/мин) и двухскоростной коробкой передач мощностью 350 Вт, это отличная мини-мельница по цене.
С двигателем мощностью 0,5 л.с., 110 В, регулируемой скоростью (100–2500 об/мин) и двухскоростной коробкой передач мощностью 350 Вт, это отличная мини-мельница по цене.
 Вам нужно прикрутить его болтами, он немного тяжеловат».
Вам нужно прикрутить его болтами, он немного тяжеловат». Для чего-то более экономичного, но все же мощного мини-завод Grizzly Industrial G8689 ( 1230 долларов США, Amazon ) занимает второе место. Мини фрезерный станок Klutch ( 1049,99 долларов США, Amazon ) — отличный фрезерный станок среднего класса с впечатляюще низкой ценой.
Для чего-то более экономичного, но все же мощного мини-завод Grizzly Industrial G8689 ( 1230 долларов США, Amazon ) занимает второе место. Мини фрезерный станок Klutch ( 1049,99 долларов США, Amazon ) — отличный фрезерный станок среднего класса с впечатляюще низкой ценой. product_price.item.price.range_html
product_price.item.price.range_html
 Например, углеволокно часто применяют для того, чтобы облегчить вес той или иной детали, так как оно обладает высокой степенью прочности. Иными словами, сфера применения настоящего карбона — изготовление разных конструкций. С помощью карбоновой пленки можно оклеить самые разные поверхности.
Например, углеволокно часто применяют для того, чтобы облегчить вес той или иной детали, так как оно обладает высокой степенью прочности. Иными словами, сфера применения настоящего карбона — изготовление разных конструкций. С помощью карбоновой пленки можно оклеить самые разные поверхности. Плёнка отличного качества до доступной стоимости. На отечественном рынке она не так давно, но специалисты справедливо считают этот материал удобным для обтягивания любого автомобиля. Автовиниловое покрытие примечательно наличием воздухоотводящих каналов, хорошей толщиной и большим выбором цветовой гаммы.
Плёнка отличного качества до доступной стоимости. На отечественном рынке она не так давно, но специалисты справедливо считают этот материал удобным для обтягивания любого автомобиля. Автовиниловое покрытие примечательно наличием воздухоотводящих каналов, хорошей толщиной и большим выбором цветовой гаммы.
 Хороший клей удаляется легко, не оставляя никаких следов;
Хороший клей удаляется легко, не оставляя никаких следов;
 Именно его применяют для оклейки автомобилей, относящихся к представительскому классу.
Именно его применяют для оклейки автомобилей, относящихся к представительскому классу. Печать Carbon (ePA-CF) востребована, так как применяются материалы с достаточной прочностью и жесткостью, которую можно сравнить с металлом.
Печать Carbon (ePA-CF) востребована, так как применяются материалы с достаточной прочностью и жесткостью, которую можно сравнить с металлом.
 Поэтому основные внутренние напряжения должны распределяться в материале вдоль направления укладки волокон. Также печать угленаполненным нейлоном нельзя совмещать со сверлением, резкой, фрезеровкой или механическими воздействиями.
Поэтому основные внутренние напряжения должны распределяться в материале вдоль направления укладки волокон. Также печать угленаполненным нейлоном нельзя совмещать со сверлением, резкой, фрезеровкой или механическими воздействиями. – 3dCarbon
– 3dCarbon С гордостью сделанный в США и разработанный для улучшения аэродинамики и стиля, этот комплект для наземных эффектов обязательно превратит ваш Mustang в мощную машину.
С гордостью сделанный в США и разработанный для улучшения аэродинамики и стиля, этот комплект для наземных эффектов обязательно превратит ваш Mustang в мощную машину. Эти дополнительные сборы будут указаны на странице продукта, а также в вашей корзине. Расчетное время доставки заказов, отправленных стандартной доставкой:
Эти дополнительные сборы будут указаны на странице продукта, а также в вашей корзине. Расчетное время доставки заказов, отправленных стандартной доставкой: com с радостью отправит ваш товар в Канаду. Как и в любой стране; при импорте продукта вы несете ответственность за все связанные с этим сборы.
com с радостью отправит ваш товар в Канаду. Как и в любой стране; при импорте продукта вы несете ответственность за все связанные с этим сборы. Эти сборы взимаются курьером (UPS, FedEx или USPS/Почтой Канады), а не 3dCarbon или правительством Канады.
Эти сборы взимаются курьером (UPS, FedEx или USPS/Почтой Канады), а не 3dCarbon или правительством Канады. Посылки, отправляемые на Гуам и Виргинские острова США, отправляются USPS. Посылки USPS имеют ограничение по весу в 70 фунтов на упаковку. Если вы не уверены в весе товара, пожалуйста, свяжитесь с нами.
Посылки, отправляемые на Гуам и Виргинские острова США, отправляются USPS. Посылки USPS имеют ограничение по весу в 70 фунтов на упаковку. Если вы не уверены в весе товара, пожалуйста, свяжитесь с нами. Способ доставки не гарантируется.
Способ доставки не гарантируется.
 3dCarbon укажет перевозчика в вашем электронном письме для отслеживания. Обратите внимание, что грузовые отправления, доставляемые в жилые районы, могут быть задержаны, если груз не может связаться с вами по телефону, чтобы согласовать дату и время доставки.
3dCarbon укажет перевозчика в вашем электронном письме для отслеживания. Обратите внимание, что грузовые отправления, доставляемые в жилые районы, могут быть задержаны, если груз не может связаться с вами по телефону, чтобы согласовать дату и время доставки. Если грузоотправитель не приедет осмотреть посылку или не заберет ее с собой, когда придет — позвоните нам, и мы вышлем вам бирку возврата для отправки поврежденного товара обратно к нам.
Если грузоотправитель не приедет осмотреть посылку или не заберет ее с собой, когда придет — позвоните нам, и мы вышлем вам бирку возврата для отправки поврежденного товара обратно к нам. Расходы на обратную доставку любых отклоненных или недоставленных отправлений за пределы США могут быть вычтены из суммы возмещения по единоличному усмотрению 3dCarbon.com.
Расходы на обратную доставку любых отклоненных или недоставленных отправлений за пределы США могут быть вычтены из суммы возмещения по единоличному усмотрению 3dCarbon.com. Если UPS не может найти посылку в течение 8 рабочих дней, может быть отправлена замена товара.
Если UPS не может найти посылку в течение 8 рабочих дней, может быть отправлена замена товара.
 Получатель должен присутствовать, чтобы получить посылку во время доставки. Неявка получателя может привести к задержке доставки и возможному задержанию товара поставщиком фрахта.
Получатель должен присутствовать, чтобы получить посылку во время доставки. Неявка получателя может привести к задержке доставки и возможному задержанию товара поставщиком фрахта. Если посылка была повреждена, и получатель, и водитель перевозчика должны написать точное описание повреждения как на копии получателя, так и на копии квитанции о доставке, предоставленной перевозчиком. Невыполнение проверки на наличие повреждений во время доставки может привести к тому, что любой иск о возмещении ущерба, сделанный после этого, будет аннулирован поставщиком фрахтовых услуг, несмотря на все усилия 3dCarbon от вашего имени.
Если посылка была повреждена, и получатель, и водитель перевозчика должны написать точное описание повреждения как на копии получателя, так и на копии квитанции о доставке, предоставленной перевозчиком. Невыполнение проверки на наличие повреждений во время доставки может привести к тому, что любой иск о возмещении ущерба, сделанный после этого, будет аннулирован поставщиком фрахтовых услуг, несмотря на все усилия 3dCarbon от вашего имени. Обратите внимание, что любая претензия о возмещении ущерба, поданная после доставки, может привести к аннулированию претензии поставщиком фрахтовых услуг.
Обратите внимание, что любая претензия о возмещении ущерба, поданная после доставки, может привести к аннулированию претензии поставщиком фрахтовых услуг. Кроме того, с клиента может взиматься плата за пополнение запасов по усмотрению 3dCarbon в зависимости от конкретной ситуации и состояния возвращаемого продукта и упаковки.
Кроме того, с клиента может взиматься плата за пополнение запасов по усмотрению 3dCarbon в зависимости от конкретной ситуации и состояния возвращаемого продукта и упаковки.
 Крейг был вице-президентом по разработке программного обеспечения для QuickBooks, а затем запустил, построил и запустил QuickBooks Online. Крейг получил степень бакалавра в области электротехники и компьютерных наук в Стэнфордском университете.
Крейг был вице-президентом по разработке программного обеспечения для QuickBooks, а затем запустил, построил и запустил QuickBooks Online. Крейг получил степень бакалавра в области электротехники и компьютерных наук в Стэнфордском университете. До прихода в Carbon Эллен была председателем и главным исполнительным директором DuPont. Она была девятнадцатым руководителем и первой женщиной, возглавившей компанию за ее 212-летнюю историю. В качестве бизнес-лидера Эллен руководила двузначным ростом бизнес-портфеля компании в области безопасности и защиты, основала два успешных быстрорастущих бизнеса, известных сегодня как DuPont Industrial Biosciences и DuPont Sustainable Solutions. В течение семи лет на посту генерального директора Эллен руководила компанией, направленной на рост на развивающихся международных рынках, и отстаивала силу науки и знаний DuPont о глобальном рынке для преобразования отраслей. Она решительно подготовила компанию к следующему поколению роста, выполнив надежный план, который дает результаты сегодня, и позиционируя DuPont для будущего роста.
До прихода в Carbon Эллен была председателем и главным исполнительным директором DuPont. Она была девятнадцатым руководителем и первой женщиной, возглавившей компанию за ее 212-летнюю историю. В качестве бизнес-лидера Эллен руководила двузначным ростом бизнес-портфеля компании в области безопасности и защиты, основала два успешных быстрорастущих бизнеса, известных сегодня как DuPont Industrial Biosciences и DuPont Sustainable Solutions. В течение семи лет на посту генерального директора Эллен руководила компанией, направленной на рост на развивающихся международных рынках, и отстаивала силу науки и знаний DuPont о глобальном рынке для преобразования отраслей. Она решительно подготовила компанию к следующему поколению роста, выполнив надежный план, который дает результаты сегодня, и позиционируя DuPont для будущего роста. Она входит в попечительский совет Северо-Западного университета. Эллен была названа одной из «50 самых влиятельных женщин в бизнесе» по версии Fortune и одной из «самых влиятельных женщин мира» по версии Forbes. Эллен имеет степень бакалавра наук. получил степень бакалавра машиностроения в Университете Тафтса и степень магистра делового администрирования в Школе менеджмента Келлогг Северо-Западного университета.
Она входит в попечительский совет Северо-Западного университета. Эллен была названа одной из «50 самых влиятельных женщин в бизнесе» по версии Fortune и одной из «самых влиятельных женщин мира» по версии Forbes. Эллен имеет степень бакалавра наук. получил степень бакалавра машиностроения в Университете Тафтса и степень магистра делового администрирования в Школе менеджмента Келлогг Северо-Западного университета. Коллин работала вице-президентом, корпоративным контролером в Polycom, глобальной коммуникационной компании, и корпоративным контролером в Plantronics, производителе аудиорешений. Она также провела почти 10 лет в практике предоставления аудиторских услуг в KPMG LLP. Коллин является дипломированным бухгалтером и имеет степень бакалавра экономики Калифорнийского университета в Санта-Круз и степень магистра бухгалтерского учета Государственного университета Сан-Хосе.
Коллин работала вице-президентом, корпоративным контролером в Polycom, глобальной коммуникационной компании, и корпоративным контролером в Plantronics, производителе аудиорешений. Она также провела почти 10 лет в практике предоставления аудиторских услуг в KPMG LLP. Коллин является дипломированным бухгалтером и имеет степень бакалавра экономики Калифорнийского университета в Санта-Круз и степень магистра бухгалтерского учета Государственного университета Сан-Хосе. Винсент получил степень магистра делового администрирования в INSEAD и степень магистра электротехники и компьютерных наук в Télécom Paris.
Винсент получил степень магистра делового администрирования в INSEAD и степень магистра электротехники и компьютерных наук в Télécom Paris. Ранее Кэрри более 17 лет проработала в Align Technology, Inc., глобальной компании-производителе медицинского оборудования, которая заново изобрела способ ортодонтического и восстановительного лечения во всем мире. Она начала свою карьеру в Силиконовой долине, работая в юридической фирме Wilson Sonsini Goodrich & Rosati, которая сопровождает перспективные инновационные компании на протяжении всего их жизненного цикла, а также занимала должности в Netscape Communications Corporation, Sun Microsystems, Inc. и LoudCloud, Inc. Она получила степень доктора права в юридической школе Линкольна и степень бакалавра права. из Калифорнийского политехнического института Сан-Луис-Обиспо.
Ранее Кэрри более 17 лет проработала в Align Technology, Inc., глобальной компании-производителе медицинского оборудования, которая заново изобрела способ ортодонтического и восстановительного лечения во всем мире. Она начала свою карьеру в Силиконовой долине, работая в юридической фирме Wilson Sonsini Goodrich & Rosati, которая сопровождает перспективные инновационные компании на протяжении всего их жизненного цикла, а также занимала должности в Netscape Communications Corporation, Sun Microsystems, Inc. и LoudCloud, Inc. Она получила степень доктора права в юридической школе Линкольна и степень бакалавра права. из Калифорнийского политехнического института Сан-Луис-Обиспо.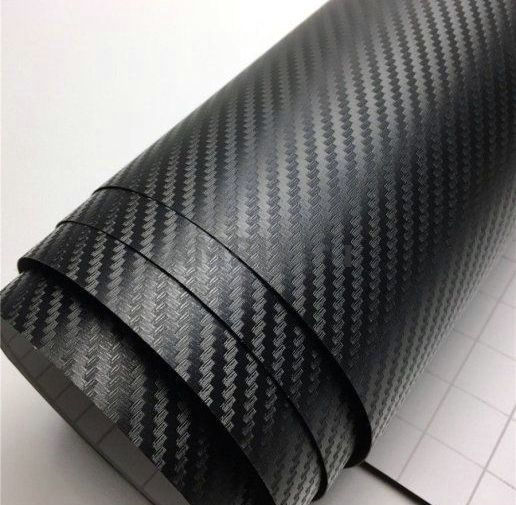 Джейсон имеет степень бакалавра химии в Технологическом институте Вирджинии, докторскую степень в области химии Университета Северной Каролины в Чапел-Хилл, а также более 25 действующих и находящихся на рассмотрении патентов.
Джейсон имеет степень бакалавра химии в Технологическом институте Вирджинии, докторскую степень в области химии Университета Северной Каролины в Чапел-Хилл, а также более 25 действующих и находящихся на рассмотрении патентов. Под его руководством команда инженеров успешно запустила принтеры L1 и M3, разработала методы печати промежуточных подошв и множества других продуктов в больших масштабах и неуклонно совершенствовала набор продуктов с помощью инноваций в алгоритмах, оборудовании и процессах. До прихода в Carbon Грег был менеджером по машиностроению в Intuitive Surgical, где он разрабатывал хирургические инструменты и роботизированные приводы. Грег имеет степень магистра. в области машиностроения и робототехники Университета Пердью и степень бакалавра наук. в области машиностроения Университета Райса.
Под его руководством команда инженеров успешно запустила принтеры L1 и M3, разработала методы печати промежуточных подошв и множества других продуктов в больших масштабах и неуклонно совершенствовала набор продуктов с помощью инноваций в алгоритмах, оборудовании и процессах. До прихода в Carbon Грег был менеджером по машиностроению в Intuitive Surgical, где он разрабатывал хирургические инструменты и роботизированные приводы. Грег имеет степень магистра. в области машиностроения и робототехники Университета Пердью и степень бакалавра наук. в области машиностроения Университета Райса. До прихода в Carbon Крис был директором по совершенствованию продукции в Tesla, где он руководил всеми аспектами команд по совершенствованию продукции, включая инженерное обеспечение качества, качество поставщиков и инспекции. Крис получил степень магистра машиностроения в Стэнфордском университете и степень бакалавра в Калифорнийском университете в Дэвисе.
До прихода в Carbon Крис был директором по совершенствованию продукции в Tesla, где он руководил всеми аспектами команд по совершенствованию продукции, включая инженерное обеспечение качества, качество поставщиков и инспекции. Крис получил степень магистра машиностроения в Стэнфордском университете и степень бакалавра в Калифорнийском университете в Дэвисе.