Устройство для полимеризации изделий при 3D-печати фотополимерами
Большинство знают о 3D-принтерах и многие знают, что для печати используются специальные пластиковые нити (филамент). Наиболее распространенные — это различный (условно) пластиковый материал. Но есть и другие виды нитей, например, древесная, металлическая, тот же пластик с древесным или металлическим наполнителем.
Еще одним не самым распространённым 3D-принтером является фотополимерный 3д-принтер.
3D-печать на основе смолы известна своей отличной способностью получать очень красивые детали с высокой детализацией. Это происходит благодаря технологии полимеризации в чанах.
В полимеризации в ванне используется фотополимер в форме вязкой жидкости, смолы и источника света для отверждения смолы. Несмотря на то, что в процессе печати изделие облучается уф-лампой, до конца смола не полимеризируется. Можно поместить заготовку под солнечные лучи, но в зимний период это проблематично. Можно сделать камеру и установить в нее источник УФ-света. Причем для полимеризации нужны лампы с длинной волны 405 нм.
Шаг первый: 3D-печать Корпус камеры для отверждения состоит из четырех деталей: двух боковых частей, задней части и крышки. При печати на корпусе мастер спроектировал надпись со своим именем. Файл для печати можно скачать здесь. Resin Curing Station.stl
Шаг второй: оклейка После печати деталей мастер оклеил внутреннюю сторону зеркальной пленкой. Пленка будет отражать УФ-лучи, и они будут попадать на изделие. Так как в камере будет использоваться поворотный столик, то оклеены пленкой только задняя часть и внутренняя часть крышки.
Шаг третий: сборка Теперь можно приступить к сборке. Прикручивает УФ-лампу. Две боковые части соединяются с помощью винтов. Устанавливает нижнюю часть с поворотным столиком.
Бокс для отвержения готов.
После печати детали, и перед помещением ее в камеру, ее нужно промыть спиртом. Можно промывать вручную, но это долго и утомительно, а можно сделать мойку из пластикового ящика. В такой мойке промывать деталь гораздо удобней.
Источник
Теги:
Устройство для полимеризации изделий при 3D-печати фотополимерами, фотополимерный 3д-принтер
Другие материалы:
Развитие искусственного интеллекта, цифровизации и ГИГ-платформ: каким будет мир после пандемии Covid-19
Применение АМ в биотехнологии: перспективы и ограничения (часть 3)
Моделирование 3D-печатных образцов из пластика для испытания на растяжение
Отбор деталей ГТД для изготовления с помощью аддитивных технологий
Микроуровневое моделирование теплофизического процесса селективного лазерного сплавления
Внимание! Принимаем к размещению новости, статьи или пресс-релизы со ссылками и изображениями.[email protected]
3D УФ-принтер для индивидуальной задней пленки
Домашняя страницаЗащитная пленка для экрана плоттера3D УФ-принтер для индивидуальной задней пленки
Введение
Технические характеристики
вопросы и ответы
Отзывы
3D УФ-принтер для индивидуальной задней пленки Введение
1. Прост в использовании, не требует профессиональных навыков проектирования.
2. Подходит для различных печатных материалов, таких как PUV, PC, TPU, кожа и т. д.;
3. Может быть напрямую подключен к интеллектуальной машине для резки пленки MTB-CUT M188;
4. Стабильный цвет, можно сразу мыть водой, не беспокоясь о обесцвечивании;
5. Точный контроль цвета, отсутствие хроматических аберраций.
6. Интеллектуальная обработка, можно использовать для печати изображений с 3D-текстурами, наслаждайтесь новым прикосновением и визуальным опытом.
7. Онлайн-дизайн в режиме реального времени, поддержка различных моделей задней пленки.
3D УФ-принтер для индивидуальной задней пленки Технические характеристики
Модель
MTB-P01UV 3D-УФ-принтер для индивидуальной задней пленки
Какой максимальный размер печати поддерживает данное устройство. 2022-03-18 12:39:06
Для цветной задней 3D-пленки максимальный размер печати, поддерживаемый этой машиной, составляет 185 мм * 120 мм.Для обычной печати максимальный поддерживаемый размер печати составляет 210 мм * 297 мм.
На ваш вопрос не ответили? Пожалуйста, оставьте нам сообщение, и мы напишем вам как можно скорее.
Отзывы
В настоящее время нет отзывов об этом продукте, хотите быть первым?
Добавить отзыв
Заголовок отзываЭлектронная почтаСтавка
Содержание обзора
Новые поступления
Многофункциональный повербанк на 10000 мАч
Беспроводные стереонаушники Bluetooth 5.3
Беспроводные наушники с раздельными каналами
Портативная панель генератора солнечной энергии
Вас может заинтересовать
Машина для производства защитной пленки для мобильных телефонов
Планы настройки пленки на задней панели мобильного телефона
План машины для защиты экрана с гидрогелем
Принтер для чехла для мобильного телефона
Получить цитату
Ваше имя, пожалуйста*
Компания
WhatsApp *
Сообщение *
Запрос сейчас
Смола против 3D-принтеров с филаментом
Если вы хотите купить 3D-принтер для домашнего использования, есть две разные технологии, которые вы можете выбрать: Филамент или Смола . Вы можете спросить: нить или смола лучше для 3D-печати? Ответ таков: это зависит от того, для чего вы будете его использовать. Каждая технология — это отдельный инструмент, предназначенный для разных задач. В этой статье мы рассмотрим компромиссы между филаментными и полимерными 3D-принтерами, чтобы дать вам хорошее представление о том, какой тип подходит именно вам. Независимо от того, покупаете ли вы свой первый 3D-принтер или имеете значительный опыт в печати, обе эти технологии печати могут многое предложить, и одна из них, вероятно, будет лучшим выбором для вашего приложения.
Во-первых, очень краткий обзор того, как работает каждая из этих технологий:
Филаментные принтеры создают детали, расплавляя пластик и помещая его в множество сложенных друг на друга плоских срезов или слоев, которые вместе образуют трехмерную деталь. Каждый слой создается путем перемещения сопла по заданной траектории во время нанесения расплавленного пластика. Как только слой завершен, сопло перемещается вверх, и следующий слой строится поверх предыдущего, пока не будет создана полноценная 3D-деталь. Филаментные принтеры также называются 9Машины 0003 FDM (моделирование методом наплавления) или реже FFF (изготовление плавленых нитей). Эти термины взаимозаменяемы.
Полимерные принтеры формируют детали из жидкой смолы, которая отверждается или затвердевает под воздействием УФ-излучения . Подобно филаментным принтерам, смоляные принтеры строят детали слоями, но делают это, подвергая каждый срез воздействию УФ-излучения для затвердевания смолы в нужных местах. Вы увидите два типа распространенных полимерных принтеров, DLP (цифровая обработка света) и SLA (стереолитография). Эти технологии различаются по способу отверждения смолы: в DLP-принтерах используется УФ-экран LCD (по сути, небольшой монитор) для одновременного отверждения всего слоя, а в SLA используется сфокусированный лазер, который прослеживает путь через каждый слой. Внешне эти принтеры очень похожи. Поскольку большинство недорогих полимерных принтеров используют технологию DLP, в этой статье мы сосредоточимся на этой технологии.
Продолжайте читать, чтобы узнать больше о FDM против SLA и как выбрать лучший 3D-принтер для ваших нужд.
Принтеры для смолы формируют каждый слой на дне ванны, освещая УФ-светом отдельные части жидкой смолы. После затвердевания печатная платформа немного приподнимается, жидкая смола стекает в зазор, и процесс повторяется.
Филаментные принтеры образуют тонкий слой расплавленного пластика, затем немного приподнимают сопло. Принтер повторяет этот процесс для каждого слоя, пока не будет сформирована вся деталь.
Решая, какой из этих типов 3D-принтеров приобрести, вам в первую очередь нужно подумать о том, какие типы объектов вы планируете создавать. Филаментные принтеры лучше всего подходят для изготовления прочных и крупных деталей, в то время как полимерные принтеры лучше всего подходят для печати мелких деталей и могут печатать гораздо более точно на мелких деталях.
Но это еще не все. Есть несколько важных факторов, которые следует учитывать при выборе того, какая из этих технологий лучше всего подходит для ваших конкретных потребностей.
Примечание. Creality Experts получает комиссию за товары, которые вы покупаете на этой странице, без каких-либо дополнительных затрат для вас. Для получения дополнительной информации см. нашу политику в отношении партнерских ссылок .
Качество печати
Полимерные принтеры известны своим превосходным качеством поверхности , как благодаря их способности воспроизводить мелкие детали на отпечатках, так и создавать модели без видимых линий слоев. Полимерные отпечатки на самом деле имеют слои, но они настолько тонкие, что обычно не видны невооруженным глазом. Для сравнения, каждый слой полимерного принтера обычно имеет толщину 25–50 микрон, а слои филаментного принтера обычно имеют толщину 100–300 микрон.
Полимерные принтеры способны фиксировать очень мелкие детали, поскольку разрешение каждого слоя определяется размером пикселей на ЖК-экране, который обычно составляет ~70 микрон для бытовых 3D-принтеров DLP. Для сравнения, разрешение филаментного принтера ограничено размером отверстия в сопле, куда наносится расплавленный материал, которое обычно составляет 0,4 мм (400 микрон). На филаментные принтеры можно установить сопла меньшего размера, но самые маленькие жизнеспособные сопла по-прежнему имеют диаметр 200 микрон. Такая насадка также увеличит время печати на филаментном принтере.
Оттиск смолы (слева) по сравнению с отпечатком из нити (справа). Полимерные принтеры превосходно фиксируют мелкие детали и обеспечивают очень гладкую поверхность без видимых линий слоев, но обязательно учитывайте все факторы при принятии решения о том, какую технологию вы предпочитаете.
Если вы хотите изготавливать небольшие детализированные объекты, такие как минифигурки, прототипы ювелирных изделий или детали, для которых важна высокая точность, принтеры для смолы — отличный выбор.
Долговечность напечатанных деталей
Детали, напечатанные из нити, обладают высокой прочностью даже при использовании стандартных пластиков, таких как PLA. Кроме того, вы можете использовать альтернативные материалы, такие как PETG и ABS, которые обеспечивают повышенную прочность и устойчивость к теплу/ультрафиолетовому излучению для деталей, используемых на открытом воздухе. Детали, напечатанные на 3D-принтере FDM, имеют значительно меньшую прочность, когда силы действуют на слои, поэтому очень важно учитывать ориентацию деталей, чтобы максимизировать прочность.
Стандартные смоляные отпечатки довольно хрупкие и обычно не предпочтительны для функциональных деталей, которые будут подвергаться значительным нагрузкам. Кроме того, поскольку смола реагирует на УФ-излучение, воздействие солнечного света приводит к тому, что отпечатки становятся все более слабыми. Тем не менее, на рынке есть высокопрочные смолы, которые помогают улучшить прочность смоляных отпечатков. К сожалению, мы обнаружили, что эту смолу трудно полностью удалить с напечатанной детали, и она часто оставляет липкие следы на отпечатках. Мы добились большего успеха, смешивая эту смолу со стандартными смолами, чтобы сбалансировать эти отрицательные эффекты с повышенной прочностью.
В целом, филаментная печать является лучшим выбором для функциональных деталей , поскольку она обеспечивает повышенную прочность и больше возможностей для более крупных деталей, которые мы рассмотрим далее.
Том сборки
Принтеры с нитью
имеют значительно больший объем сборки, чем принтеры на полимерной основе.
Если вы хотите печатать более крупные детали, филаментные принтеры имеют явное преимущество . Филаментные принтеры начального уровня, такие как Creality Ender 3, имеют рабочий объем 220 x 220 x 250 мм, также доступны многие принтеры большего объема:
Стандартные полимерные принтеры имеют гораздо меньший объем сборки. Принтеры начального уровня, такие как Creality Halot-One и Elegoo Mars, стандартизированы на 130 x 80 x 160 мм , в то время как более премиальные широкоформатные принтеры Resin, такие как Elegoo Saturn, имеют 192 x 120 x 150 мм , что по-прежнему значительно меньше, чем даже филаментные принтеры начального уровня.
Скорость печати
При типичных настройках филаментные принтеры могут печатать отдельные объекты намного быстрее . Если вы добавите больше объектов на платформу печати, как и следовало ожидать, время печати увеличится пропорционально. Это связано с тем, что сопло должно отслеживать каждую деталь отдельно.
Полимерные принтеры (особенно типа DLP) могут печатать несколько объектов так же быстро, как один объект , поскольку ЖК-дисплей подвергается воздействию каждого слоя в течение фиксированного периода времени, независимо от того, сколько частей вы печатаете. В этих случаях полимер часто может быть значительно быстрее для случаев, когда вам нужно много деталей. Это ограничено небольшим размером печатной платформы, и одним из преимуществ больших полимерных принтеров, таких как Elegoo Saturn, является то, что вы можете быстро печатать множество деталей на их больших печатных платформах.
Первоначальная сборка и настройка
Сборка
Большинство филаментных принтеров требуют некоторой сборки , но сложность может быть разной. Такие принтеры, как Creality CR-10 и Ender 3 Max, поставляются в основном в собранном виде, и их сборка занимает всего около 15 минут. Меньшие принтеры, такие как Ender 3 V2, поставляются в большем количестве частей, и их сборка обычно занимает около часа. После сборки выравнивание печатной платформы может занять некоторое количество проб и ошибок.
Полимерные принтеры из-за их меньшего размера обычно поставляются почти полностью собранными. Для используемого нами Elegoo Mars единственной необходимой сборкой было надевание узла печатной платформы на принтер. Выровнять платформу проще, чем филаментные принтеры — вы просто ослабляете несколько винтов в платформе, кладете под нее лист бумаги и снова затягиваете.
Многие филаментные принтеры, такие как Creality Ender 3 V2, поставляются в виде множества частей, и для их сборки требуется около часа. Однако более новые филаментные принтеры, такие как серия Ender 3 Neo, поставляются почти полностью собранными 9. 0005
Большинство полимерных принтеров поставляются почти полностью собранными из-за их меньшей занимаемой площади и более простой конструкции.
Настройка программного обеспечения
После сборки может потребоваться некоторое время, чтобы изучить все различные настройки, доступные для филаментных принтеров в программном обеспечении слайсера принтера, чтобы получить отпечатки наилучшего качества. Многие современные слайсеры, такие как PrusaSlicer и Cura, имеют готовые профили для большинства принтеров Creality, которые упрощают этот процесс, но по-прежнему важно знать, как работают различные настройки, поскольку часто требуются корректировки для оптимизации печати для определенных типов моделей. Вам также нужно будет поэкспериментировать с ориентацией моделей на принтере, чтобы получить наилучшие результаты.
Полимерные принтеры имеют гораздо меньше настроек для настройки , и после сборки принтера можно быстро начать печать. Единственные настройки, которые вам нужно будет когда-либо менять, — это время слоя (как долго каждый слой подвергается воздействию УФ-излучения для отверждения) и настройки вспомогательного материала. Ориентация печати также важна для полимерных принтеров, чтобы убедиться, что отпечаток остается приклеенным к станине на протяжении всего отпечатка.
У полимерных принтеров мало параметров для настройки, и они обычно хорошо печатают сразу после распаковки
Принтеры
Filament имеют довольно много настроек, с которыми нужно ознакомиться при наборе номера вашего принтера.
В целом полимерные принтеры значительно проще в первоначальной настройке из-за их очень простой сборки и простоты настроек печати.
Простота использования
Несмотря на то, что 3D-принтеры из смолы просты в настройке, жидкая смола усложняет использование принтера . Важно отметить, что смола раздражает кожу, поэтому важно надевать перчатки всякий раз, когда вы вступаете в тесный контакт со смолой, например, при удалении готовых отпечатков или извлечении емкости для смолы. Уровень раздражения может варьироваться от человека к человеку. Мы слышали истории о том, что люди получали серьезные ожоги от минутного контакта со смолой, однако лично у нас никогда не было реакции на небольшие брызги на коже, которые иногда случаются (правда, мы смываем их с мылом, как только это происходит). быть в безопасности). Кроме того, смола имеет отчетливый химический запах, который некоторые люди находят неприятным, хотя нет убедительных доказательств того, что ею вредно дышать. По-прежнему рекомендуется хранить полимерные 3D-принтеры в хорошо проветриваемом помещении.
Поскольку готовые отпечатки будут иметь остатки жидкой смолы на поверхности после их завершения, вам потребуется постобработка всех отпечатков с использованием растворителя , такого как изопропиловый спирт (IPA). Для этой цели вы можете приобрести специальные моющие станции или использовать более дешевое сито для рассола. Растворитель помутнеет от смолы и через несколько применений станет неэффективным, его необходимо будет заменить и безопасно утилизировать (его нельзя выливать в канализацию).
Замена цветов требует осторожного переливания смолы из бака в контейнер для смолы, затем очистки бака (или покупки отдельных баков для каждого материала).
Другая проблема с использованием смолы заключается в том, что замена материалов может занять много времени . Для этого вам нужно осторожно вылить смолу из чана обратно в емкость для смолы, полностью очистить ванну и залить в нее новую смолу. Мы приобрели несколько запасных чанов, которые мы используем для обычных цветов, чтобы избежать необходимости менять цвет в ванне. Чаны можно легко заменить, но стоимость дополнительных чанов может возрасти.
В целом принтеры с нитью легче использовать после настройки . Со всеми материалами можно безопасно обращаться без защиты, и для большинства отпечатков не требуется никакой последующей обработки, кроме удаления поддерживающего материала, если это необходимо. Замена цветов также проста: нужно просто вытащить старую нить и вставить новый материал.
Техническое обслуживание
Полимерные принтеры имеют несколько движущихся частей, единственной из которых является ходовой винт по оси Z, который поднимает платформу печати по мере того, как печатные формы. По этой причине они гораздо реже сталкиваются с механическими проблемами. Однако есть несколько компонентов, которые вам, скорее всего, придется заменить со временем:
Пленка FEP на дне чана может погнуться или порваться — по мере того, как вы печатаете больше деталей, тонкая пленка, образующая дно чана, может искривляться или образовывать небольшие протечки. Когда это происходит, вы можете либо заменить пленку, либо получить совершенно новый чан по довольно низкой цене. Замена пленки FEP не слишком сложна, но требует некоторого времени, так как ее крепят к ванне с помощью большого количества винтов.
ЖК-дисплей может со временем выйти из строя — например, битые пиксели или области, из-за которых на некоторых участках ваших отпечатков будут дыры. Сменные ЖК-дисплеи доступны, но требуют разборки внешней оболочки машины. Получив доступ к ЖК-дисплею, вы можете подключить новый ЖК-дисплей без пайки или сращивания проводов.
Нитьевые принтеры имеют движущиеся части по всем трем осям, а это означает, что со временем части системы движения потребуют замены или подтяжки. Мы обнаружили, что такие виды ремонта довольно редки. Большая часть обслуживания филаментных принтеров связана с трактом нити — экструдером, который проталкивает нить, и горячим концом, который плавит ее перед нанесением на деталь.
Шестерня экструдера, которая контактирует с нитью и проталкивает ее в горячий конец, может со временем изнашиваться , а подпружиненный механизм экструдера может треснуть, если в вашем 3D-принтере используется экструдер из пластика. Этих проблем можно избежать, установив на вашем принтере стальную шестерню экструдера и цельнометаллический экструдер.
Внутренние компоненты хотэнда со временем изнашиваются , так как он подвергается воздействию высоких температур. Вы можете заменить большинство отдельных компонентов хотэнда или заменить весь узел, если время является более важным фактором, чем стоимость. У нас есть подробное руководство по устранению этих проблем с горячим концом, и мы считаем, что ремонт горячего конца довольно прост.
В целом, филаментные принтеры требуют немного больше обслуживания , но здесь нет существенной разницы.
Стоимость
В прошлом покупка полимерного 3D-принтера стоила значительно дороже, чем филаментного принтера. Тем не менее, сейчас на рынке есть ряд недорогих полимерных машин, использующих технологию DLP. Из-за этого бюджетные полимерные 3D-принтеры стоят в том же диапазоне, что и филаментные 3D-принтеры начального уровня 9. 0004 . Это означает, что если вы ищете бюджетный полимерный 3D-принтер или бюджетный филаментный 3D-принтер, у вас есть множество вариантов. Для более дорогих принтеров смола, как правило, дороже. Мы рассмотрим несколько параллельных сравнений, чтобы дать вам общее представление:
Бюджет / Начальный уровень
Филаментный принтер: Creality Ender 3 (см. на Amazon)
Полимерный принтер: Elegoo Mars (см. на Amazon)
Средний диапазон
Принтер нити: Creality CR10S Pro (View on Amazon)
Стоимость: $ 500-600
Обновления, такие как молчаливые двигатели, дизайн Unibod
Большой объем сборки: 300 x 300 x 400 мм
Полимерный принтер: Elegoo Saturn (см. на Amazon)
High-End / Industrial
Принтер накаливания: Ultimaker S3
Стоимость: 4000–5000 долл. США
0002 Объем сборки: 230 x 190 x 200 мм
Resin Printer: Phenom Prime MSLA
Cost: $3,000 — 4,000
6K UHD LCD, warranty, Masked SLA technology for improved resolution and speed
Build volume: 276 x 155x 400 мм
Текущие расходы
Важно учитывать общую стоимость владения 3D-принтером, поскольку текущие расходы могут составлять более значительную часть общей стоимости, чем стоимость покупки самого устройства. Большая часть текущих расходов связана с материалами, которые вы используете для изготовления деталей: нитью или смолой.
Filment
Обычно продается в 1KG Rolls
Стоимость: $ 15 — 25 за рулон
Использование.
Смола
Продается в упаковках от 500 г до 1 кг
Стоимость: $30-40 за 1 кг
Чем меньше детали, тем дольше они служат
Смола на Amazon
В целом, стоимость смолы выше за килограмм, но вы, скорее всего, будете использовать меньше с полимерным принтером из-за его меньшего размера размер. Если вы планируете печатать большие детали на принтере для смолы, вы можете сократить расход смолы, сделав детали полыми и включив дренажное отверстие, чтобы неиспользованная смола в центральной полости могла стекать. Для филаментных принтеров детали обычно используют сетчатый рисунок заполнения, что позволяет экономить материал.
Еще одна небольшая статья расходов, которую следует учитывать, — это обслуживание 3D-принтера и наличие необходимых расходных материалов. Принтеры со смолой стоят немного дороже в этой области, так как вам нужно будет поддерживать запас одноразовых перчаток и растворителя, такого как IPA , для постобработки отпечатков. Запасные части для любого типа принтера обычно довольно недороги, и вы не будете покупать их часто.
Принятие решения
Теперь, когда у вас есть общее представление о том, какая технология лучше всего подходит для ваших нужд, следующим шагом будет изучение нескольких принтеров в каждой категории, чтобы узнать больше. Если вы ищете свой первый 3D-принтер, начните с нашего выбора принтеров начального уровня как для филаментных, так и для полимерных принтеров.
Принтер с нитью накаливания Лучший выбор: Creality Ender 3 V2 Neo
Ender 3 V2 Neo предлагает ряд улучшений по сравнению с оригинальной серией Ender 3, таких как автоматическое выравнивание платформы, и благодаря простоте использования и низкой стоимости, это наш Лучшая рекомендация для первого 3D-принтера. Мы приобрели много принтеров серии Ender 3 и остались очень довольны ими.
Проверьте цены на Creality Ender 3 V2 Neo на Amazon здесь.
Полимерный принтер Лучший выбор: Elegoo Mars 2 Mono
Elegoo Mars — отличный полимерный 3D-принтер по низкой цене. Версия 2 Mono включает в себя модернизированный ЖК-дисплей и платформу для сборки, которые определенно стоят дополнительных затрат. Мы использовали две машины Elegoo в нашей мастерской и получили впечатляющие результаты, учитывая низкую цену. Их очень легко настроить и начать печатать, и они очень надежны.
Проверьте цены на Elegoo Mars 2 Mono на Amazon здесь.
УФ-отверждаемая 3D-печать | Аркема Сартомер
Arkema является лидером рынка в разработке жидких смол для производства добавок с УФ-отверждением, предлагая широкий спектр продуктов, которые продвигают технологии вперед.
Наша продукция поддерживает несколько технологий печати, включая LCD, DLP, SLA, IJ, BJ и MJP .
От прототипа до
массовое производство
Сокращение времени разработки и инвентаризации
Персонализация и свобода дизайна
Легкие, сложные детали и упрощенный процесс сборки
Децентрализованное производство
Индивидуализация на уровне материалов
Успешное внедрение технологий аддитивного производства в массовое производство требует тесного партнерства между поставщиками оборудования, программного обеспечения и материалов. Одним из ключевых катализаторов дальнейшего роста 3D-печати являются специальные материалы. Благодаря специально разработанным решениям, а также экспертным рецептурам и поддержке приложений конечные пользователи могут преодолеть прежние ограничения производительности, чтобы быть в авангарде технологии 3D-печати.
Лидирующие на рынке решения для 3D-печати
Arkema, благодаря своей линейке продуктов N3xtDimension®, является пионером в разработке передовых жидких смол для производства энергоотверждаемых добавок . Arkema имеет уникальные возможности для создания инновационных жидких смол, специально разработанных для решения задач отрасли. Мы можем синтезировать нестандартные структуры, поставлять передовые термореактивные смолы и участвовать в совместных разработках, чтобы предлагать решения, адаптированные для массового производства.
ОТКРОЙТЕ ДЛЯ СЕБЯ АССОРТИМЕНТ
Высокопроизводительные приложения
Мы можем предоставить экспертные знания в различных областях применения УФ-отверждаемых смол для 3D-печати:
Прототипы для аэрокосмической отрасли
Автомобилестроение
Товары народного потребления
Стоматология/медицина
Электроника
Промышленный
Использование
стратегического партнерства
Открытие новых возможностей в аддитивном производстве — это совместная работа, объединяющая технологии и опыт для выявления потребностей и создания комплексных решений в процессе разработки продукта.
Установка алмазного бурения по бетону, аппарат сверления отверстий
Время на чтение: 8 минут
517
Установка алмазного бурения по бетону представляет собой профессиональное оборудование, предназначенное для создания отверстий в бетонном монолите и железобетоне. Благодаря применению подобных установок можно выполнить как проемы небольшого размера под розетки, так и широкие отверстия диаметром больше 100 сантиметров.
Установки данного типа используются в процессе монтажа инженерных коммуникаций – чаще всего при прокладке труб водоснабжения, систем вентиляции и отопления. Нередко используют инструмент для ручного бурения бетона под кабель-каналы, розетки.
Алмазный инструмент сверлит бетон по простому принципу: двигатель передает вращательно-поступательные движения на алмазную коронку, а ее сегменты режут монолит (при этом, керн остается внутри корпуса). Производительность и скорость зависят от материала, с которым осуществляются работы: процесс идет тем медленнее, чем больше арматуры в бетоне.
Установки для сверления бетона на рынке представлены в большом ассортименте – есть как простые варианты, так и высокопроизводительные профессиональные агрегаты. При выборе нужно учитывать массу нюансов, но до этого желательно определиться с тем, нужен ли такой инструмент в принципе.
Содержание
1 Установка для бурения бетона и железобетона
1.1 Установка алмазного бурения: купить или нет и какова цена?
1.2 Конструкция установки алмазного сверления отверстий
Установки представляют собой строительное оборудование, используемое для сверления/бурения круглых отверстий в монолитах из бетона, камня, кирпича, железобетона. Бурение с использованием специального устройства намного более эффективно и высокоточно, безопасно и оперативно, чем пробивание отверстий в монолите перфоратором.
Оборудование для алмазного бурения мокрого типа предполагает применение воды, благодаря чему работы проводятся без пыли и в любых помещениях. Обычный аппарат состоит из наклонной либо прямой станины, каретки с закрепленным на ней электрическим двигателем, редуктора и основания. Мотор заставляет двигаться хвостовик с резьбой посредством редуктора. На хвостовик накручивается алмазная коронка с сегментами.
Коронки выбирают в соответствии с величиной требуемого отверстия. В зону, где контактируют коронка и рабочая поверхность, подается вода. Самым важным этапом в бурении бетона является корректное крепление сверлильной машины. Обычно установку осуществляют с применением анкера, выравнивают вспомогательными болтами на базе.
Важно, чтобы подача воды была непрерывной, для чего предусмотрен бак с накачиванием воздуха. Когда станок закреплен и готов к работе, запускают двигатель, плавно вращают рычаг, который утапливает в бетон быстро вращающуюся коронку.
Установка алмазного бурения: купить или нет и какова цена?
Задумываясь о целесообразности покупки установки алмазного бурения, стоит рассмотреть все преимущества использования данного инструмента. Несмотря на то, что стоимость его достаточно высока, при выполнении большого объема работ приобретение оправдано, так как позволяет бурить бетон быстро и качественно.
Основные преимущества применения установки алмазного бурения по бетону:
Возможность качественно выполнять отверстия в бетоне диаметром 150/160, 180/250, 300 и 500 миллиметров, а также еще больше.
Большой выбор инструмента для сухого/мокрого бурения разной производительности, мощности, стоимости и габаритов. Так, малогабаритные агрегаты ручного типа без станины вполне подойдут для создания отверстий величиной до 130 миллиметров, чего достаточно для бытовых нужд.
На многих моделях есть место для подключения строительного пылесоса, что позволит эффективно удалять пыль (если не используется вода).
Максимальный комфорт рабочего процесса за счет использования самого станка для алмазного сверления, расходников и деталей. Реализованы разные системы крепления, водосборные кольца, распорные штанги и т. д.
При соблюдении установленных правил работа с установкой гарантирует высокую скорость, полную безопасность и оперативность выполнения поставленных задач в минимальные сроки.
Создание ровных проемов без трещин и повреждений несущих бетонных стен, отдельных элементов и конструкций.
Выбор установки по объемам и масштабности работ:
«Легкие» агрегаты
– мощность двигателя составляет порядка 1800 Вт, отверстия получаются диаметром до 130 миллиметров. Главное достоинство прибора – небольшая масса и разумная стоимость. Подходит тем, кому не нужно постоянно выполнять работы в больших объемах и слишком внушительного диаметра. Такие аппараты можно использовать без стойки при наличии второй ручки, но нужно соблюдать осторожность, так как это сокращает срок эксплуатации алмазной коронки и может стать причиной срыва сегментов.
Установки со средней мощностью до 2500 Вт
, которые созданы для сверления отверстий в бетоне величиной до 200 миллиметров в диаметре. Работа выполняется с применением стойки. Хорошее соотношение цены и качества. Инструмент данного типа обычно выбирают сантехники, выполняющие прокладку коммуникаций в многоэтажках.
Профессиональные установки мощностью до 3300 Вт
, которые выполняют отверстия величиной 350 миллиметров и больше. Инструмент подходит для специализированных организаций, что занимаются сверлением отверстий для разных целей большого диаметра.
На какие характеристики стоит обратить внимание при выборе:
Мощность
– влияет на скорость и эффективность выполнения работ. Лучше выбирать с запасом, так как если оборудование постоянно будет работать в формате максимальной нагрузки, быстро потребует ремонта.
Тип двигателя
– обычно это электрические установки, но если в месте проведения работ доступа к электросети нет, можно поискать гидравлические либо бензиновые аналоги.
Тип опорной стойки
– при регулярном использовании агрегата и наличии высоких нагрузок стойку нужно выбирать максимально прочную и с опцией регулировки наклона.
Производитель
– тут все зависит от типа инструмента, задач и имеющейся суммы: в Москве можно найти небольшой сверлильный станок высокого качества отечественного производства, но зарубежные производители предлагают больший выбор по мощности и другим параметрам.
Стоимость
– тут разброс достаточно большой и ориентироваться желательно, все-таки, на качество. И часто то, что конкуренты именитых производителей называют «переплатой за бренд» является более качественной сборкой и исполнением, высоким уровнем сервиса. Поэтому цены могут быть разными.
При необходимости единожды выполнить определенный объем работ и желании сделать это быстро и качественно, можно не покупать, а арендовать установку – многие компании предлагают такую опцию в прайсе услуг по достойной цене.
Конструкция установки алмазного сверления отверстий
Конструкцию бурильный станок предусматривает достаточно простую. Инструмент предполагает наличие двигателя, стойки и определенного набора оборудования и деталей, расходников. Часто установки оснащают механизмом подачи воды для уменьшения пыли во время выполнения работ и охлаждения коронок (что существенно продлевает срок их эксплуатации).
Тип сверления может быть мокрым либо сухим. Сверление можно выполнять в монолите как из бетона, так и с наличием арматурного каркаса. При большом объеме арматуры весь процесс проходит немного медленнее, но с не менее качественным результатом.
Основные узлы и компоненты конструкции установки:
Двигатель
– главный элемент, который напрямую влияет на качество работы и эффективность выполнения задачи. Лучше всего выбирать инструмент с наличием нескольких режимов работы – так удастся настроить его в соответствии с размером оснастки, типом поверхности и условиями сверления. Самые популярные двигатели – одно/трехфазные, если возможности подключиться к сети нет, выбирают буровые машины с ДВС.
Стойка
– станина, на которую крепится двигатель. Наклонные модели позволяют работать под определенным углом.
Коронка алмазная
– расходник, специальная оснастка для сверлильной установки. Представляет собой корпус с напаянными на кромку сегментами. Работает всухую либо мокрым способом (с одновременной подачей воды в момент сверления).
Рукоять
– рычаг для управления направлением движения, подачей.
Плита (вакуумный насос)
– данный элемент необходим для фиксации к рабочей поверхности.
Хвостовик
– служит соединением шпинделя с коронкой.
Установка алмазного бурения по бетону – высокоэффективное и производительное оборудование, благодаря которому поставленные задачи удастся выполнить быстро, безопасно, качественно и в точном соответствии с проектом.
Установки алмазного бурения бетона: применение и преимущества
org/BreadcrumbList»>
Главная /
Решения /
Статьи /
Установки алмазного бурения бетона: применение и преимущества
Алмазное бурение — процесс просверливания отверстий в строительных конструкциях из бетона, кирпича, камня, железобетона. Работа может производиться на улице и в помещении. Сверление установками алмазного бурения позволяет получать ровные отверстия, которые не требуют доработки в дальнейшем.
Преимущества установок алмазного сверления
Алмазная установка для бурения отверстий обладает большим диапазоном возможностей:
создание отверстий различного диаметра;
высокая скорость работы;
получением ровных отверстий.
Такое оборудование востребовано при реконструкции старых зданий, представляющих культурную ценность, так как в процессе работы отсутствуют вибрации и не оказывается нагрузка на несущие элементы сооружения.
Применение алмазных установок
Выбор установок алмазного сверления зависит от вида предполагаемых работ. В основном такое оборудование используют для:
прокладки электрических сетей;
монтажа вентиляционной системы;
прокладки отопительных труб;
создания проёмов в перекрытиях, стенах;
укладки труб разного характера;
создания отверстий в бетонных фундаментах;
демонтажа фундаментов, мостов и так далее.
Алмазную установку можно выбрать под задачу, которую предстоит решить. Все манипуляции с инструментом проводятся точно, быстро и качественно. Для работы с инструментом некоторых производителей потребуются специальные переходники. Для того, чтобы сделать глубокое отверстие, к примеру на 1 метр и более, может потребоваться специализированная удлиненная алмазная коронка или удлинитель. Модели установок алмазного бурения отличаются прежде всего мощностью и крутящим моментом, от которой напрямую зависит возможность сверлить более большим диаметром алмазной коронки.
Вам может быть интересно
Как выбрать алмазный диск?
Правильный выбор алмазных дисков продлевает срок эксплуатации режущего устройства и самого расходного материала.
18.06.2018
Ремонт оборудования
Ремонт алмазного оборудования актуальная потребность на сегодняшний день. Она может появиться как у специалистов ремонтирующих дорожное покрытие так и у профессионалов на строительных объектах.
13.06.2018
Аренда алмазного оборудования — выгодная и востребованная услуга
Дорогостоящая техника требует специализированного обслуживания. Её содержание обходится весьма недёшево. Поэтому многие предпочитают прокат техники. Это удобно и экономично.
17.05.2018
Алмазные диски: преимущества, применение
Алмазные диски используются для резки бетона, асфальта, железобетона, гранита и других прочнух материалов.
17.05.2018
Алмазные коронки и их типы по назначению
Алмазные коронки позволят аккуратно и быстро сделать отверстие необходимого размера в материалах любой прочности: камень, керамогранит, бетон, кирпич, железобетон.
17. 05.2018
Назад к списку новостей
Бетонные заводы | Решения, разработанные и изготовленные по индивидуальному заказу
Бетонные заводы Vince Hagan предназначены для удовлетворения разнообразных и строгих требований бетонных производств. Используя инновационные технологии для мониторинга компонентов установок, проектируя установки для легкой мобильности и монтажа, а также используя самую тяжелую толстолистовую сталь для производства наших установок здесь, в США, Винс Хейган производит бетонные заводы, которые являются самыми прочными, надежными и надежными на рынке. Отличие от Винса Хейгана — причина, по которой мы пользуемся наибольшим доверием среди крупнейших производителей бетона по всему миру.
Vince Hagan Серия HS – идеальный выбор для бетонных растворов проекты, требующие производительности от 50 до 80 кубических ярдов в час. Этот блок представляет собой запатентованную конструкцию ферменной рамы и перемещается как единое целое. Одно- или двухсекционный накопительный дозатор инертных материалов, односекционный накопительный дозатор цемента, транспортировочная лента, встроенный в ферму силос, полная воздушная система и предварительно смонтированная электропроводка на одной ферменной раме. Верхний бункер для заполнителя может быть добавлен в любое время в будущем, что может удвоить производительность.
Узнать больше
Мобильный высокопроизводительный завод по укладке асфальта VH-GPP • Гравитационный завод по укладке асфальта
Мы изменили определение укладочных заводов, разработав дозирующее оборудование, отвечающее строгим требованиям высокопроизводительных проектов. Ставя цель не допускать простоев, основные механические компоненты имеют двойные системы, обеспечивающие резервирование в случае отказа, а технология интеллектуального предприятия позволяет вам контролировать жизненно важные компоненты вашего предприятия с вашего мобильного устройства или настольного компьютера.
Найти модель
Купить мобильный бетонный завод у компании, которая его изобрела
Винс Хаган, основатель The Vince Hagan Company, начал с оригинальной идеи в 1956 году. Он спроектировал и построил первый полностью мобильный бетонный завод и запатентовал его в 1966 году (патент США № 3,251,484) . С годами эта запатентованная конструкция «Haganator» стала международным символом мобильной бетонной промышленности.
Сегодня компания Винса Хагана продолжает совершенствовать эту первоначальную идею. Объединяя проверенный опыт и самые современные технологии, мы предлагаем нашим клиентам продукты и услуги самого высокого качества, доступные в отрасли.
Винс Хаган изобрел мобильный пакетный завод в 1956 году • Запатентован в 1966 году — US3251484
Исследуйте контейнерные партированные растения
Корабль вашего растения вокруг мира контейнер с контейнерированной паттерной паттерной. бетонные заводы, начиная от декумулятивных до накопительных и от сухих до влажных партий, предназначенные для размещения в морских грузовых контейнерах.
Этот дизайн идеально подходит для труднодоступных мест и является наиболее экономичным для морских перевозок.
SmartVH
™ Система мониторинга предприятия Сокращение времени простоя и проблем с техническим обслуживанием
Эксплуатация и техническое обслуживание стали более рациональными и эффективными благодаря внедрению мониторинга оборудования с поддержкой Bluetooth. С помощью системы мониторинга предприятия SmartVH ™ можно отслеживать ключевые параметры механических компонентов, чтобы получать значимую информацию о состоянии и производительности оборудования. Это позволяет пользователю выявлять потенциальные проблемы до их возникновения, снижая риски возможного простоя предприятия и позволяя планировать техническое обслуживание на основе фактических потребностей, а не общих графиков. Система мониторинга завода доступна для всего нового оборудования, а также для модернизации всего существующего оборудования.
Сделайте свой завод умнее сегодня
См.
нас в публикациях по бетонной промышленности
Винс Хаган2022-04-13T10:45:37-05:003 марта 2022 г.|Новости|
Винс Хейган недавно изготовил и установил на заказ стационарный бетонный завод LPM и передвижной сухой бетонный завод серии HT для Western Ready Mix.
Винс Хэган2022-04-13T10:45:37-05:0021 октября 2021 г.|Новости|
Винс Хейган недавно изготовил и установил по индивидуальному заказу мобильный сухой бетонный завод серии HT в районе Большого Хьюстона.
Винс Хэган2022-04-13T10:45:38-05:009 сентября 2021 г.|Новости|
Винс Хейган недавно изготовил и установил по индивидуальному заказу мобильный сухой бетонный завод серии HT для компании Surecrete в Северном Техасе.
Выберите тип производства бетонного завода
Свяжитесь с вашим региональным менеджером по продажам
Компания Винса Хагана уже более 60 лет является ведущим новатором в области бетонных заводов и оборудования. Свяжитесь с вашим региональным менеджером по продажам сегодня, чтобы узнать больше о нашем оборудовании и получить индивидуальное предложение для нужд вашего проекта.
Бетонный завод представляет собой комбинацию оборудования для производства воды, цемента и других материалов, воды, цемента и других материалов, воздуха, воздуха, смеси. В зависимости от производственных потребностей и других факторов производитель может выбрать мобильный бетонный завод или стационарный бетонный завод. Бетоносмесительный завод может производить сухой бетон, который представляет собой комбинацию компонентов бетона и смешивает их в грузовике с водой по дороге на объект, или бетон с мокрой смесью, представляющий собой комбинацию компонентов бетона и воды в центральном смесителе на месте вашего строительства. завод, а затем выгружается в грузовик для транспортировки.
Мобильный бетонный завод предназначен для максимальной переносимости завода на различные строительные площадки и обратно, не требует бетонного фундамента, а Винс Хейган предлагает модели, которые самостоятельно монтируются, экономя ваши затраты на краны.
Стационарная бетонная установка может использоваться в различных конфигурациях в зависимости от потребностей вашего проекта. Наши серии LP можно легко транспортировать двумя загрузками, а наши серии LPM и HSM могут быть специально разработаны для более высоких производственных мощностей с несколькими силосами и конвейерами для заполнителей.
Бетономешалки
Бетономешалки, такие как наклонный смеситель, смеситель с горизонтальным валом или двухвальный турбосмеситель, позволяют производителям бетона смешивать бетон на месте своего бетонного завода и транспортировать его на другую рабочую площадку.
Бункеры для заполнителя
Бункеры для заполнителя – это устройства для хранения ингредиентов, из которых состоит бетон, которые бывают самых разных конфигураций и вариантов переноски. Мобильный силос HCA идеально подходит для использования с Haganator Travel-All, самоустанавливается и не требует бетонного фундамента. Другие силосы используют гравитацию для распределения материалов на конвейеры, которые транспортируют их в бункеры для заполнителей.
Конвейеры
Конвейеры для заполнителей – это еще одно дополнение к заводу по производству бетонных смесей, которое позволяет транспортировать больше компонентов бетона в производственный процесс. В зависимости от ваших производственных потребностей Vince Hagan предлагает широкий выбор мобильных и стационарных вариантов с широким диапазоном производительности.
Защита от пыли
Поскольку при производстве бетона используются тонко обработанные материалы, вокруг бетонного завода может образовываться большое количество пыли, которую необходимо контролировать во многих городских и жилых районах. Прикрепленные цементные пылеуловители и контроллеры внедряются на мобильных и стационарных заводах по производству бетона, чтобы уменьшить количество пыли, которая образуется и попадает в окружающее пространство.
Охладители и нагреватели воды
В зависимости от климата или времени года, в котором производится бетон, на бетонных заводах может потребоваться чиллер или водонагреватель, чтобы помочь в очень точном производстве бетона.
Ссылка для загрузки страницы
Перейти к началу
ЭЛКОН | Бетонные заводы
Увидеть все
17. 08.2022
Филинвест открывает ультрасовременный бетонный завод Calamba в ФИЛИПП…
Filinvest Land, Inc. является одним из ведущих застройщиков полного цикла на Филиппинах.
17.08.2022
Ввод в эксплуатацию стационарного бетонного завода Элкомикс-135 в БЕЛЬГИИ
«> Этот проект состоит из установки новой индивидуальной конфигурации существующего бетонного завода ELKON для второго этапа его использования, на этот раз на конечной площадке.
17.08.2022
Бетонный завод Elkomix-135 Quick Master для жилого проекта в Багдаде,…
«> Ведущая строительная компания в Ираке установила свой второй бетонный завод ELKON для сложного жилого проекта в Багдаде, Ирак.
17.08.2022
ХОРВАТИЯ: Завод по производству сборного железобетона Elkomix-60 PL в Дрйне
Одна из ведущих компаний региона, насчитывающая более 1700 сотрудников, специализируется на производстве цемента, бетона, заполнителей, бетонных изделий и кирпича.
22.07.2022
BAUMA 2022 — Следите за новостями о бетонных заводах ELKON нового поколения
Мы будем рады видеть вас на том же месте во время BAUMA Munich. Пожалуйста, зайдите на наш стенд, чтобы поговорить о конкретных технологиях и инновациях.
18. 07.2022
Еще раз «Чемпион по экспорту бетонных заводов в Турции»
ELKON снова официально является «чемпионом по экспорту бетонных заводов в Турции», заняв 599-е место в рейтинге «Турецкая ассамблея экспортеров (TIM) — 1000 лучших экспортеров Турции».
30.06.2022
Два бетонных завода недавно отправлены в САУДОВСКУЮ АРАВИЮ
Компания по производству сборных железобетонных изделий в Аль-Касиме, Саудовская Аравия, решила расширить свой бизнес, купив 2 стационарных бетонных завода ELKOMIX-135 для своего завода по производству сборных железобетонных изделий.
28.06.2022
Бетонный завод EMX-135 Открытие нового филиала в Румынии
Важная компания в горнодобывающей отрасли решила заняться производством бетона и доверила ELKON предоставление своего первого бетонного завода для этого нового бу. ..
24.06.2022
США: Производитель специального бетонного завода для летней кухни в Индиане
Американская компания, предлагающая своим пользователям простые в установке инновационные решения в области уличных барбекю и кухонь с производимой ими уличной мебелью, предпочитает.
Сервисный центр «Азимут — Москва» 142207 Московская обл., г. Серпухов, Центральный пер., 31а.
тел. +7 (495) 792-11-51
Ремонт и обслуживание ДГУ: АЗИМУТ, ЯМЗ, ММЗ, ТСС, АМПЕРХАУС, ISTOK, RICARDO, MOTOR, ФЛАГМАН, MITSUDIESEL, KOFO, GLEVERA, BEARFORD, SHANGHAI, и др
Сервисный центр «Азимут — Ярославль» 150047 Ярославль, ул.Магистральная, д.42
тел. 8 (800) 770-7341
Ремонт и обслуживание дизельных генераторов: АЗИМУТ, ЯМЗ, ММЗ, TSS, АМПЕРОС, ИСТОК, RICARDO, МОТОР, ФРЕГАТ, ТПС, WEIFANG, УРАЛ, CTG, SHANGYANG, и др.
Сервисный центр «Азимут — Саратов» 410001 Саратов
тел. 8 (800) 770-7341
Ремонт и обслуживание дизель генераторов: АЗИМУТ, ЯМЗ, ММЗ, ТСС, АМПЕРОС, ISTOK, RICARDO, МОТОР, FREGAT, TPS, ЭНПРОММАШ, СТАРТ, CITIGEN, SDEC, и др.
Сервисный центр «Азимут — Самара» 443017 Самара
тел. 8 (800) 770-7341
Ремонт и обслуживание дизельных генераторов: АЗИМУТ, ЯМЗ, ММЗ, ТСС, AMPERHOUSE, МПЗ, RICARDO, MOTOR,FREGAT, TPSR, НЗГУ, MVAE, СИТИГЕН, SDEC, и др.
Сервисный центр «Азимут — Краснодар» 353211 Краснодар
тел. 8 (800) 770-7341
Ремонт и обслуживание дизель генераторов: АЗИМУТ, ЯМЗ, ММЗ, TSS, АМПЕРХАУС, МПЗ, RICARDO, МОТОР,FREGAT, TPSR, WEIFANG, URAL, КИТАЙ, и др
Сервисный центр «Азимут — Ростов-на-Дону» 344055 г. Ростов-на-Дону
тел. 8 (800) 770-7341
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, ТСС, AMPEROS, ИСТОК, RICARDO, MOTOR,FLAGMAN, ТПСР, ЭНПРОММАШ, СТАРТ, СТГ, SDEC, и др.
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, TSS, AMPEROS, МОСЭНЕГЕТИКА, RICARDO, MOTOR,FLAGMAN, MITSUDIESEL, и др.
660061, Красноярск, ул. Калинина, 106Г
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Красноярск»
Сервисный центр «Азимут — Нижний Новгород» 603140, Нижний Новгород, пр. Ленина, 12а
тел. 8 (800) 770-7341
Ремонт и обслуживание дизельных генераторных установок: АЗИМУТ, ЯМЗ, ММЗ, TSS, AMPEROS, МОСЭНЕГЕТИКА, RICARDO, МОТОР, FLAGMAN, TPS, ЭНПРОММАШ, URAL, POWERLINK, SDEC, и др.
Сервисный центр «Азимут — Тюмень» 625014 Тюмень
тел. 8 (800) 770-7341
Ремонт и обслуживание электрогенераторных установок: АЗИМУТ, ТСС, ИСТОК, АМПЕРОС, ФЛАГМАН, ФРЕГАТ, RICARDO, MVAE, MOTOR, CTG, MITSUDIESEL, и др.
Сервисный центр «Азимут — Воронеж» 394008 Воронеж, ул. Цимлянская 8, ГСК «Шинник»
тел. 8 (800) 770-7341
Ремонт и обслуживание дизель генераторов: АЗИМУТ, ТСС, ИСТОК, АМПЕРОС, ФЛАГМАН, ФРЕГАТ, RICARDO, MVAE, MOTOR, CTG, MITSUDIESEL, и др.
Ремонт и обслуживание дизель электростанций: АЗИМУТ, ЯМЗ, ММЗ, и др.
214014, Смоленск, Кронштадтский пер., 22
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Смоленск»
Ремонт и обслуживание ДЭС: АЗИМУТ, ЯМЗ, ММЗ, и др.
414000, Астрахань, ул. Крупской, 5
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Астрахань»
Ремонт и обслуживание ДГУ: АЗИМУТ, ЯМЗ, ММЗ, и др.
400075, Волгоград, шоссе Авиаторов, 15
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Волгоград»
Ремонт и обслуживание дизель генераторов: АЗИМУТ, ЯМЗ, ММЗ, и др.
196625, Санкт-Петербург, Московское шоссе, 48
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Санкт-Петербург»
Ремонт и обслуживание дизель-генераторов: АЗИМУТ, ЯМЗ, ММЗ, и др.
355042, Ставрополь, 1-й Юго-Западный проезд, 9
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Ставрополь»
Ремонт и обслуживание дизельных генераторов: АЗИМУТ, ЯМЗ, ММЗ, и др.
620078, Екатеринбург, ул. Вишневая, 39а
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Екатеринбург»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, и др.
454010, Челябинск, Копейское шоссе, 42
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Челябинск»
Ремонт и обслуживание дизель электростанций: АЗИМУТ, ЯМЗ, ММЗ, и др.
656922 Барнаул, ул. Попова, 181/1
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Барнаул»
Ремонт и обслуживание ДЭС: АЗИМУТ, ЯМЗ, ММЗ, и др.
634012 Томск, пр-т Кирова, 56
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Томск»
Ремонт и обслуживание ДГУ: АЗИМУТ, ЯМЗ, ММЗ, и др.
460048 Оренбург, проезд Автоматики, 12
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Оренбург»
Ремонт и обслуживание дизель генераторов: АЗИМУТ, ЯМЗ, ММЗ, и др.
628414 Сургут, ул. Крылова, 59
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Сургут»
Ремонт и обслуживание дизель-генераторов: АЗИМУТ, ЯМЗ, ММЗ, и др.
160004 Вологда, ул. Октябрьская, 49
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Вологда»
Ремонт и обслуживание дизельных генераторов: АЗИМУТ, ЯМЗ, ММЗ, и др.
173003 Великий Новгород, ул. Великая, 20
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Великий Новгород»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, и др.
180022 Псков, ул. Индустриальная, 26
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Псков»
Ремонт и обслуживание дизель электростанций: АЗИМУТ, ЯМЗ, ММЗ, и др.
426006, г. Ижевск, ул. Телегина, 28
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Ижевск»
Ремонт и обслуживание ДЭС: АЗИМУТ, ЯМЗ, ММЗ, и др.
672015, Чита, пос. Антипиха, ул. Казачья, 11
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Чита»
Ремонт и обслуживание ДГУ: АЗИМУТ, ЯМЗ, ММЗ, и др.
670000 Улан-Удэ, ул. Борсоева, 101
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Улан-Удэ»
Ремонт и обслуживание дизель генераторных установок: АЗИМУТ, ЯМЗ, ММЗ, и др.
183032 Мурманск, пр-т Кольский, 11
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Мурманск»
Ремонт и обслуживание дизельных электроагрегатов: АЗИМУТ, ЯМЗ, ММЗ, и др.
361401, КБР, Нальчик, Чегем, ул. Героя России Кярова, 8
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Нальчик»
Сервисный центр «Азимут — Брянск» 241010, г. Брянск, ул. Флотская, 99 А
тел. 8 (800) 770-7341
Ремонт и обслуживание дизель генераторов: АЗИМУТ, TSS, ИСТОК, АМПЕРОС, ФЛАГМАН, ФРЕГАТ, RICARDO, MVAE, MOTOR, CTG, MITSUDIESEL, и др.
Сервисный центр «Азимут — Владимир» 601503, Владимирская обл., г. Гусь-Хрустальный, ул. Менделеева, 25
тел. 8 (800) 770-7341
Ремонт и обслуживание дизель генераторов: АЗИМУТ, ТСС, ИСТОК, АМПЕРОС, ФЛАГМАН, ФРЕГАТ, RICARDO, MVAE, MOTOR, CTG, MITSUDIESEL, и др.
Ремонт и обслуживание дизель электростанций: АЗИМУТ, ЯМЗ, ММЗ, РИКАРДО, и др.
420025, Республика Татарстан, Казань, Дорожный переулок, 6А
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Казань»
Ремонт и обслуживание дизель электростанций: АЗИМУТ, ЯМЗ, ММЗ, РИКАРДО, WEIFANG, и др.
610044, г. Киров, ул. Сормовская, 2
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Киров»
Ремонт и обслуживание дизель электростанций: АЗИМУТ, ЯМЗ, ММЗ, РИКАРДО, Вейфан, и др.
614068, г. Пермь, ул. Пушкина, 113
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Пермь»
Ремонт и обслуживание дизель электростанций: АЗИМУТ, ЯМЗ, ММЗ, РИКАРДО, FPT, и др.
452140, Республика Башкортостан, Уфа, ул. Свободы, 69
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Уфа»
Сервисный центр «Азимут — Пенза» 440034, Пенза, ул. Краснова, 123
тел. 8 (800) 770-7341
Ремонт и обслуживание дизельных генераторных установок: АЗИМУТ, ЯМЗ, ММЗ, TSS, AMPEROS, МОСЭНЕГЕТИКА, RICARDO, МОТОР, FLAGMAN, TPS, ЭНПРОММАШ, URAL, POWERLINK, SDEC, АРКТИКА, и др.
Ремонт и обслуживание ДЭС: АЗИМУТ, ЯМЗ, ММЗ, Ricardo, и др.
644070, Омск, ул. Депутатская, 51
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Томск»
Сервисный центр «Азимут — Белгород» 308025, Белгород, 2-й переулок Декабристов, 8
тел. 8 (800) 770-7341
Ремонт и обслуживание дизель генераторов: АЗИМУТ, ТСС, ИСТОК, АМПЕРОС, ФЛАГМАН, ФРЕГАТ, RICARDO, MVAE, MOTOR, CTG, Русдизель, MITSUDIESEL, и др.
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, RICARDO, и др.
163013, Архангельск, Маймаксанское ш. 5, стр. 2
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Архангельск»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, RICARDO, ТСС, и др.
185001, Республика Карелия, Петрозаводск, ул. Шотмана, 30
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Петрозаводск»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, RICARDO, ТСС, и др.
236006, Калининград, ул. Бакинская, 24
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Калининград»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, TSS, AMPEROS, МОСЭНЕГЕТИКА, RICARDO, MOTOR,FLAGMAN, MITSUDIESEL, и др.
664043, Иркутск, ул. Ракитная, 12А
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Иркутск»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, TСС, АМПЕРОС, МОСЭНЕГЕТИКА, RICARDO, MOTOR, FLAGMAN, MITSUDIESEL, KOFO, и др.
677008, Республика Саха (Якутия), Якутск, ул. Сергеляхское шоссе 7км., 13
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Якутск»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, TСС, АМПЕРОС, МОСЭНЕГЕТИКА, RICARDO, MOTOR, FLAGMAN, MITSUDIESEL, KOFO, и др.
690048, Владивосток, ул. Вострецова, 38А
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Владивосток»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, TСС, АМПЕРОС, МОСЭНЕГЕТИКА, RICARDO, MOTOR, FLAGMAN, MITSUDIESEL, KOFO, и др.
680009, Хабаровск, ул. Хабаровская, 15к3
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Хабаровск»
Ремонт и обслуживание дизельных электростанций: АЗИМУТ, ЯМЗ, ММЗ, TСС, АМПЕРОС, МОСЭНЕГЕТИКА, RICARDO, MOTOR, FLAGMAN, MITSUDIESEL, KOFO, и др.
675000, Амурская обл., Благовещенск, ул. Студенческая, 6/4
тел. 8 (800) 770-7341
Сервисный центр «Азимут — Благовещенск»
Дизельные генераторы 10 кВт с автозапуском электростанции цена
Быстрый подбор:
В наличии Эксклюзив Лучшая цена Для HORECA Для АПК Для ЖКХ Для МЧС Для производств Для строительства Для АЗС Для малой коммерции Для ТРЦ/ТРК Для военных
Сортировка: Мощность
Дизельные генераторы Высоковольтные ДГУ Запчасти
MOTOR АД10-Т400
Мощность, кВт
10
Напряжение (В)
400/230 В
Исполнение
В кожухе
Производитель двигателя
Ricardo
Модель двигателя
490D
Производитель ген.
STamford Teh
Модель генератора
BC164C
351 589 р.
332 756 р.
АКЦИЯ
Купить в один клик
MOTOR АД10-Т400
Мощность, кВт
10
Напряжение (В)
400/230 В
Исполнение
В кожухе
Производитель двигателя
Yangdong
Модель двигателя
YD480D
Производитель ген.
STamford Teh
Модель генератора
164C
387 924 р.
335 166 р.
АКЦИЯ
Купить в один клик
Teksan TJ14PE5C
Мощность, кВт
10
Напряжение (В)
400/230 В
Исполнение
В кожухе
Производитель двигателя
Perkins
Модель двигателя
403A-15G1
Производитель ген.
Crompton Greaves
Модель генератора
G1R160C2B
Цена по запросу
АКЦИЯ
Узнать цену
MOTOR АД10-Т400
Мощность, кВт
10
Напряжение (В)
400/230 В
Исполнение
Открытая
Производитель двигателя
Ricardo
Модель двигателя
490D
Производитель ген.
STamford Teh
Модель генератора
BC164C
317 697 р.
299 831 р.
АКЦИЯ
Купить в один клик
MOTOR АД10-Т400
Мощность, кВт
10
Напряжение (В)
400/230 В
Исполнение
Открытая
Производитель двигателя
Yangdong
Модель двигателя
YD480D
Производитель ген.
STamford Teh
Модель генератора
164C
314 087 р.
271 371 р.
АКЦИЯ
Купить в один клик
Teksan TJ14PE5C
Мощность, кВт
10
Напряжение (В)
400/230 В
Исполнение
Открытая
Производитель двигателя
Perkins
Модель двигателя
403A-15G1
Производитель ген.
Crompton Greaves
Модель генератора
G1R160C2B
Цена по запросу
АКЦИЯ
Узнать цену
MGEp10PS
Мощность, кВт
10
Напряжение (В)
400/230 В
Исполнение
В кожухе
Производитель двигателя
Perkins
Модель двигателя
403A-15G
Производитель ген.
STamford Teh.
Модель генератора
164C
757 811 р.
АКЦИЯ
Купить в один клик
MGEp10PS
Мощность, кВт
10
Напряжение (В)
400/230 В
Исполнение
Открытая
Производитель двигателя
Perkins
Модель двигателя
403A-15G
Производитель ген.
STamford Teh.
Модель генератора
164C
651 008 р.
АКЦИЯ
Купить в один клик
получить индивидуальное предложение
Получить
Дизельный генератор Perkins мощностью 10 кВт
Дизельный генератор Perkins мощностью 10 кВт — EPA TIER 4 Final
Имея более чем 85-летнюю историю, компания Perkins является одним из ведущих мировых поставщиков дизельных двигателей промышленного класса. Этот дизельный генератор Perkins идеально подходит для непрерывного использования и обладает достаточной мощностью для работы дома, на стройке, в офисе и т. д. Он установлен на прочной стальной раме с четырехточечными виброопорами. В отличие от наших конкурентов, все генераторы PDG включают в себя аккумулятор, моторные жидкости, глушитель бытового класса и удаленный слив масла для простоты обслуживания. Защита от низкого давления масла и высокой температуры охлаждающей жидкости также входит в стандартную комплектацию.
* Гарантия может быть пропорциональной. Свяжитесь с PDG для получения полной информации о гарантии.
ДОСТУПНЫЕ ОПЦИИ
Позвоните, чтобы добавить какие-либо дополнения к вашему генератору (229-671-9171) — Корпуса — См. Корпуса — 2-проводной контроллер автоматического запуска — См. Контроллеры 7 — Топливные баки — См. — Доступно 3-фазное обновление — Нагреватель блока — Устройство обслуживания батареи — Точка подъема центральной проушины
PDG Mesa Tan — наш стандартный цвет. Доступны другие дополнительные цвета . Свяжитесь с торговым представителем PDG, чтобы узнать о доступных цветах и ценах . См. страницу приложения здесь — корпуса PDG
Топливные баки — Топливный бак на основании на 40 галлонов — Топливный бак на основании на 50 галлонов — Топливный бак на основании на 65 галлонов — Основание на 80 Топливный бак Доступны модели большего размера — см. Топливные баки
ДОПОЛНИТЕЛЬНЫЕ ВАРИАНТЫ КОРПУСА — Точка подъема центральной проушины — Модернизация защиты от грызунов
ДОСТАВКА/ГРУЗОВЫЕ ПЕРЕВОЗКИ
ПОЗВОНИТЕ, ЧТОБЫ ПРЕДЛОЖИТЬ ПРЕДЛОЖЕНИЕ ПО АДРЕСУ. Самые низкие тарифы на доставку по юридическим адресам с погрузочной платформой или вилочным погрузчиком.
ОГРАНИЧЕННЫЙ ДОСТУП — Адреса жилых домов, ферм, школ, строительных площадок и т. д. Добавьте 50 долларов США.
ОБСЛУЖИВАНИЕ ПОДЪЕМНЫХ КОРОБОК – добавить 75 долларов США.
7 089,00 $Цена
Без налога с продаж |
Дизельный генератор мощностью 10 кВт | Perkins
ГЕНЕРАТОР ЭТОГО РАЗМЕРА ИДЕАЛЬНО ПОДХОДИТ ДЛЯ людей, у которых есть дом, где они хотят питать свой холодильник, морозильник, плиту, водяные насосы, вентиляторы и все освещение. Устройство такого размера обычно используется в домах, в которых нет или не требуется центральное кондиционирование воздуха. Это позволит вам легко включить несколько оконных кондиционеров.
ПРОСТО ПОСМОТРИТЕ, ЧТО ВЫ ПОЛУЧАЕТЕ:
Длительное время работы Дизельные двигатели могут работать круглосуточно и без выходных в течение доля эксплуатационных расходов.
Надежность
Есть причина, по которой сельское хозяйство, транспорт и строительство уже много лет используют преимущества дизельных генераторов.
Подходит для дома
Новые строгие нормы выбросов позволили создать экологически чистые дизельные двигатели, которые идеально подходят для производства электроэнергии в домашних условиях. Эти мощные, надежные дизельные двигатели с длительным сроком службы стали сегодня предпочтительным выбором для домашнего резервного питания.
Чистота и безопасность
Дизельное топливо является более чистым топливом, которое можно безопасно хранить в течение длительного времени.
Более тихая работа
Чем выше обороты, тем громче шум. Наши дизельные генераторы работают в диапазоне 1800 об/мин, в отличие от недизельных моделей, которые работают при 3600 об/мин. -дизельный генератор.
Экономичный
Дизельное топливо является наименее дорогим в эксплуатации, а природный газ и пропан стоят намного дороже.
Гибкая гарантия
Дизельные генераторы редко имеют какие-либо ограничения по использованию и при необходимости могут использоваться непрерывно. Гарантия на генераторы, работающие на природном газе, пропане и бензине, обычно распространяется только на аварийное резервное использование.
SKU: AGI10P
$ 11 080,00PRICE
Опция корпуса
Топливный бак
• Запросить цитату • Лизинг и финансирование
. 0017 • Технические характеристики генератора • Руководство по двигателю • Технические характеристики двигателя • Руководство по контроллеру DynaGen • Технические характеристики электрического генератора Linz • Руководство по генератору Linz • Руководство по генератору переменного тока Meccalte — ECP • Чертеж генератора 7 • Чертеж генератора 900 Gall 1 CADon • CAD-чертеж генератора с баком на 100 галлонов
ПРИНАДЛЕЖНОСТИ • Нагреватель масляного поддона • Зарядное устройство аккумулятора • Дистанционный контроль и управление генератором
НАПРАВЛЯЮЩИЕ • Генератор какого размера мне нужен? • Справочник по мощности (PDF) • Блог • См. фото генератора-покупателя • Запуск в холодную погоду
ХАРАКТЕРИСТИКИ ДВИГАТЕЛЯ
• Производство — Perkins Start17 -10-10 F0-4id • Модель — 4id Свечи накаливания • Рабочий объем — 1,1 л • Цилиндры — три • Число оборотов — 1800 об/мин • Аккумулятор — в комплекте • Опции — Подогреватель масляного поддона
Станок для лазерной резки листового металла TF3015EDGE+ — Производство лазерного оборудования
Основная структура и сфера применения
Волоконные лазерные станки с ЧПУ TF EDGE являются интегрированным комплектным оборудованием лазерной резки оптического электромеханического прибора, в состав которого входят: волоконная лазерная установка, холодильная камера, волоконная режущая головка, отрезной станок, контрольная система, система водного и газового тракта, вытяжная система и другие детали.
Станок применяет фиксацию и функцию переносной конструкции, он является направляющим лазерным отрезным станком с ЧПУ двухосевой передачи и трехосевого контроля. В том числе передачи оси X и Y осуществляют плоскостную отрезную подачу.
Станок использует современный лазер в сочетании с портальным станком с ЧПУ. Он отличается высокой прочностью и стабильностью, а также высокоточной шарико-винтовой передачей и линейной направляющей. Волоконный лазер обладает целым рядом преимуществ: высокое качество луча, яркость, высокая скорость преобразования, отсутствие необходимости техобслуживания, стабильность, надёжность, низкие эксплуатационные расходы, размер.
Высокое качество луча: меньший диаметр фокусировки и высокая эффективность работы.
Высокоскоростная резка: скорость резки больше 20 м/мин
Стабильный режим работы достигается использованием импортных волоконных лазеров со стабильной производственной системой, способной работать до 100 000часов.
Высокая эффективность фотоэлектрического преобразования по сравнению со станками, работающими на СО2 лазерах, эффективность фотоэлектрического преобразования данного оборудования в 3 раза выше.
Низкая стоимость и низкие эксплуатационные расходы: экономия энергии и экологичность. Коэффициент фотоэлектрического преобразования составляет 25% — 30%. Расход электроэнергии составляет 20% —30% от общего расхода станка с СО2 лазерами. Волоконная линия передачи не требует отражающей линзы, тем самым снижая расходы на техобслуживание и текущий ремонт.
Простое управление: оптическая система связи, не требуется регулирование оптического пути.
Компактная конструкция, легко адаптируемая к производственным требованиям.
Станки серии TF EDGE пригодны для отрезной обработки нержавеющей, легированной, кремнистой стали, а также оцинкованного, алюминиевого, титанового и других металлических материалов.
Прецизионная косозубая передача шестерня-рейка; Оси X, Y
Leader (Китай)
Линейные направляющие и каретки портала, Ось Y
HIWIN (Тайвань)
Линейные направляющие и каретки режущей головки, Ось X
HIWIN (Тайвань)
ШВП вертикального перемещения режущей головки, Ось Z
HIWIN (Тайвань)
Чиллер для охлаждения лазера
Tongfei (КНР)
Система ЧПУ
CypCut (Рус. Яз.)
Серводвигатели перемещения портала, Ось Y
Yaskawa (Япония)
Серводвигатель перемещения режущей головки, Ось X
Yaskawa (Япония)
Серводвигатель перемещения режущей головки, Ось Z
Yaskawa (Япония)
Системы пневматики (пропорциональный клапан )
SMC Corporation, (Япония)
Электрические компоненты (контактор, автомат и т.д.)
CHINT (Китай)
Выдвижные ящики для сбора технологических отходов
ТАЙОР
Специальные функции для ЧПУ
Функция
Серво механическая
Контроль слежения за поверхностью листа
Контроль мощности
Контроль уклона лазерной мощности
Функция обратной связи
Выполняет программа NC
Обратная остановка
После неисправности может восстанавливаться на прежнее место
Поворотная функция
Установлены технологические параметры поворота
Функции прошивки
Импульсная, отслеженное движение, ускорение
Функции подвода
Установлены технологические параметры подвода
Функция автоматического поиска координат
Автоматически искать координату обработанных деталей
Функция смены
Повышен отрезной эффект
Общая резка
Повышен отрезной эффект общей резки
Функция калибровки
Установлена специальная технология калибровки
Технические характеристики установки лазерной резки металла UTI 1530 с ЧПУ
Лазерная резка металлов является самой современной технологией раскроя металла, отличающаяся высокой скоростью обработки и идеальным качеством реза; может применяться для резки мягких, легко деформируемых металлов и декоративных деталей. Лазерные режущие станки позволяют резать даже самые твердые материалы с ровным контуром без образования лишних отходов с наименьшими затратами времени.
Главный инструмент — это тонкий лазерный луч, который при высокой температуре разрезает практически любой материал. Для его фокусировки используется система зеркал. Процесс лазерной резки кратко происходит так: мощный луч инфракрасного излучения генерируется в резонаторе. Затем луч передается и фокусируется на разрезаемый материал специальной линзой. Сфокусированный луч разогревает до высокой температуры небольшой участок материала на всю глубину листа. Расплавленный, выпаренный или химически разрушенный материал далее выдувается из реза сопутствующим (режущим) газом высокого давления.
При разрезании некоторых материалов, (например углеродистых сталей) сопутствующий газ ускоряет резку, генерируя процесс горения металла, подобно процессу при газоплазменной резке. Режущая головка перемещается, и луч с помощью подвижной системы зеркал доставляется до нее, или лист перемещается относительно головки, таким образом, и производится раскрой. В твердотельных лазерах, для передачи луча используются оптоволоконные системы вместо зеркал. Однако для газового лазера, с его большей длиной волны излучения это невозможно.
В данной установке используется твердотельный лазер. Преимущества его перед газовым лазером в том, что газовые потребляют дополнительные материалы в виде лазерного газа производящего излучение, фокусирующие линзы газовых лазеров имеют большую цену в виду невозможности использовать обычное стекло, в установках твердотельных лазеров для передачи излучения может использоваться оптоволокно, что уменьшает общую стоимость установки и ее обслуживания, режущие головки газовых лазеров подвержены большему износу и риску повреждения в виду большего пятна фокуса.
Технические характеристики
Параметр
Значение
Тип лазера
твердотельный
Длина волны
1064NM
Макс. мощность лазера
600W
Макс. скорость резки
100мм/сек
Мин. ширина реза
0.15мм
Точность повторения
±0.02мм
Частота импульса
50-500Гц
Рабочая площадь
3000×1500мм
Толщина обрабатываемого материала
≤12мм
Система управления
ЧПУ
Позиционирование
Инфракрасное
Полная мощность
≤20кВт
Питание
380V/50HZ/60HZ/60A
Возможности установки лазерной резки
Стоимость оборудования
В стоимость включен шефмонтаж, наладка.
Страна производитель — КНР.
Порядок расчетов
50% — авансовый платеж в течение 5 банковских дней с момента подписания договора.
45% — в течение 5 банковских дней с момента письменного уведомления о готовности оправки оборудования на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью поставщика.
5% — после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки
70 календарных дней с момента получения авансового платежа.
Высокоточные лазерные резаки и станки для резки металла поступили в продажу
Усовершенствованная лазерная технология для резки различных металлов с невероятной скоростью и точностью сделала лазерные резаки по металлу ценным активом для предприятий, стремящихся увеличить свои производственные мощности. Теперь предприятия могут достичь более высокой производительности и оптимизировать свои производственные процессы с помощью станка для лазерной резки металла, что в конечном итоге приводит к увеличению прибыльности. Эти машины могут оказать удобную поддержку не только профессиональным владельцам бизнеса, но и любителям или дизайнерам, работающим неполный рабочий день.
Если вы собираетесь приобрести новый лазерный резак по металлу для использования в своей профессиональной или творческой сфере, эта статья станет хорошим руководством, которое поможет вам сделать лучший выбор.
Без лишних слов, приступим.
Будущее лазерной резки металла
Будущее технологии лазерной резки металла — это захватывающая и быстро развивающаяся область, которая обещает произвести революцию в обрабатывающей промышленности. По мере появления новых инноваций в лазерных технологиях станки для лазерной резки металла будут становиться быстрее, точнее и универсальнее. Некоторые из разработок, которые мы можем ожидать в будущем, включают более мощные лазерные источники, улучшенные системы автоматизации и управления, а также интеграцию технологий искусственного интеллекта и машинного обучения.
Что такое лазерная резка металла?
Лазерный резак для металла — это автоматический станок с ЧПУ для резки нестандартных форм и контуров из металлических листов и пластин, профилей, лент, труб и труб, который является лучшим решением для резки металла для любителей и промышленных производителей.
Лазерный резак по металлу Тип автоматизированной системы резки металла с числовым программным управлением, используемой для идей и проектов 2D/3D резки нержавеющей стали, оцинкованной стали, углеродистой стали, мягкой стали, холоднокатаной стали, горячекатаной стали, меди, латуни , сплав, железо, серебро, золото, титан, алюминий и бронза.
Станок для лазерной резки металла представляет собой набор инструментов для прецизионной резки с контроллером ЧПУ для автоматического изготовления листового металла и труб, состоящий из рамы станины, источника питания, генератора, пути отражателя, режущей головки, охладителя воды, панели управления и программное обеспечение.
Как работает станок для лазерной резки металла?
Энергия лазера концентрируется в луч высокой плотности в виде света. Луч передается на рабочую поверхность, выделяя достаточно тепла для плавления материала, а газ высокого давления, коаксиальный с лучом, непосредственно удаляет расплавленный металл для достижения цели резки металла. Это показывает, что лазерная резка металла существенно отличается от обработки на станках с ЧПУ.
Станок для лазерной резки металла представляет собой интеллектуальную систему резки, в которой используется луч волоконного или CO2-лазера, испускаемый генератором, для фокусировки на условиях излучения луча с высокой плотностью мощности через систему внешней цепи. Тепло поглощается материалом металлической детали, и температура детали резко возрастает. После достижения точки кипения материал начинает испаряться и образовывать отверстия, так как относительное положение луча и детали перемещается, что в конечном итоге приводит к образованию щели в материале. Технологические параметры (скорость резки, электропитание, давление газа) и траектория движения при продольной резке контролируются системой ЧПУ, а шлак на разрезе сдувается вспомогательным газом с определенным давлением.
При лазерной резке металла также добавляется вспомогательный газ, подходящий для разрезаемого материала. При резке стали кислород должен использоваться в качестве вспомогательного газа для осуществления экзотермической химической реакции с расплавленным металлом для окисления материала, помогая при этом выдувать шлак из щели. Для металлических деталей с высокой точностью обработки азот может использоваться в качестве вспомогательного газа в промышленности.
Для чего используются станки для лазерной резки металла?
Станок для лазерной резки металла представляет собой автоматизированный режущий инструмент, используемый для промышленного производства школьного образования, малого бизнеса, домашнего бизнеса, небольшого магазина и домашнего магазина для изготовления листового металла, авиации, космических полетов, электроники, электроприборов, кухонной посуды, автозапчастей, канцелярские товары, мебель кухонная столовая, детали метро, автомобили, машины, прецизионные компоненты, корабли, металлургическое оборудование, лифт, бытовая техника, металлические знаки, логотипы, бирки, профили, буквы, слова, искусство, ремесла, подарки, изготовление инструментов, фольга , украшения, реклама и другие отрасли металлообработки.
Большинство органических и неорганических материалов можно резать лазером. В металлообрабатывающей промышленности, которая занимает большое место в промышленном производстве, многие металлы, независимо от их твердости, можно резать без деформации. Конечно, для материалов с высокой отражательной способностью, таких как золото, серебро, медь и алюминиевые сплавы, они также являются хорошими проводниками теплопередачи, поэтому лазерная резка затруднена или даже невозможна (некоторые сложные материалы можно резать с помощью импульсных лазерных лучей, из-за к чрезвычайно высокой пиковой мощности пульсовой волны, коэффициент поглощения материала для луча будет резко возрастать мгновенно).
Они могут резать нержавеющую сталь, углеродистую сталь, инструментальную сталь, оцинкованную сталь, пружинную сталь, сплав, железо, алюминий, медь, латунь, серебро, золото, титан, никель, марганец, кобальт, хром, свинец и другие металлы в хобби. использование, домашний бизнес, небольшой магазин, коммерческое использование и промышленное производство.
Нержавеющая сталь
Для обрабатывающей промышленности, где преобладают листы из нержавеющей стали, лазерная резка металла является эффективным режущим инструментом. Когда поступление тепла строго контролируется, ширина зоны термического влияния на кромке обрезки может быть ограничена, что обеспечивает хорошую коррозионно-стойкую нержавеющую сталь. Лазерная резка нержавеющей стали использует энергию, высвобождаемую при попадании луча на поверхность стального листа, для расплавления и испарения нержавеющей стали. Для обрабатывающей промышленности, где в качестве основного компонента используются листы из нержавеющей стали, лазерная резка нержавеющей стали является быстрым и эффективным методом резки. Важными параметрами процесса, влияющими на качество резки нержавеющей стали, являются скорость резки, электропитание, давление воздуха и так далее.
Углеродистая сталь
Толщина лазерной резки листа из углеродистой стали может достигать 70 мм, щель из углеродистой стали, вырезанная механизмом резки под оксидным флюсом, может контролироваться в пределах удовлетворительного диапазона ширины, а щель из тонкой пластины может быть сужается примерно до 0,1 мм.
Медь и сплавы
Чистая медь (фиолетовая медь) имеет слишком высокую отражательную способность, для лазерной резки латуни (медного сплава) требуется более высокая мощность, вспомогательный газ, использующий воздух или кислород, может резать более тонкие листы. Чистая медь и латунь обладают высокой отражательной способностью и очень хорошей теплопроводностью. Чистую медь и латунь можно резать только тогда, когда в системе установлено устройство «отражающего поглощения», иначе отражение разрушит оптические компоненты.
Алюминий и сплавы
Резка алюминиевых пластин легко выполняется с помощью волоконных лазеров, которые обладают высокой производительностью при резке алюминия или алюминиевых сплавов.
Никель и сплавы
Они также известны как жаропрочные сплавы многих типов, большинство из них можно подвергать лазерному оксидированию и флюсовой резке с хорошим разрезом.
Титан и сплавы
Чистый титан может хорошо сочетаться с тепловой энергией, преобразованной сфокусированным лучом. Когда в качестве вспомогательного газа используется кислород, химическая реакция протекает бурно, а скорость резания высока, но легко образуется оксидный слой на режущей кромке, что также может привести к пережогу. Поэтому использование воздуха в качестве вспомогательного газа может обеспечить качество резки. Лазерная резка титановых сплавов широко используется в авиастроении. Титановые пластины режутся азотом и азотом в качестве рабочих газов.
Сколько типов лазерных резаков для металла?
Лазерные станки для резки металла делятся на волоконные лазеры и CO2-лазеры для металла в зависимости от источника лазерного излучения. Лазерные станки для резки металла делятся на планшетные лазерные станки для резки листового металла, лазерные станки для резки труб и универсальные гибридные комбинированные лазерные станки для резки листового металла и металлических труб в зависимости от области применения.
Как выбрать лучший лазерный резак для металла?
Если вы работаете в сфере производства металлоконструкций, вам может понадобиться лазерная резка металла, просмотрите три типа автоматических инструментов для резки металла в соответствии с вашими потребностями и бюджетом:
1. Резаки для листового металла.
2. Лазерные труборезы.
3. Лазерные резаки двойного назначения для листового металла и металлических труб.
Сколько стоит лазерный резак по металлу?
Если у вас возникла идея купить дешевый лазерный резак для металла в местном магазине, вы можете задаться вопросом, как получить справедливую цену? По разным данным мощности, программное обеспечение, система вождения, система управления, запасные части, другое аппаратное и программное обеспечение.
Согласно данным Amazon, eBay, Google Shopping и STYLECNC, средняя общая стоимость станка для лазерной резки металла в мире составляет 26 800 долларов США.
Стоимость станка для резки металла с волоконным лазером составляет от 24 000,00 до 279 000,00 долларов США. Стоимость станка для лазерной резки металла CO2 составляет от 8 000 до 20 000 долларов США.
Большинство станков для лазерной резки листового металла начального уровня стоят от 8000 долларов США с маломощной лазерной трубкой CO2 мощностью 300 Вт для любителей, энтузиастов, домашнего использования и малого бизнеса. 279 000,00 за более мощный источник волоконного лазера IPG мощностью 12 000 Вт для коммерческого использования. Стоимость профессионального автоматического лазерного станка для резки труб начинается от 50 000 долларов США с источником питания волоконного лазера мощностью 1000 Вт, 2000 Вт, 3000 Вт для большинства типов труб. Универсальные станки для лазерной резки труб и листового металла на продажу по цене от 42 500 до 116 000 долларов США для изготовления металла двойного назначения с контроллером ЧПУ в промышленном производстве.
Если вы хотите купить товар за границей, в окончательную цену должны быть включены налоги, таможенное оформление и стоимость доставки.
Лазерный резак по металлу позволяет легко резать различные виды металлов и сплавов различной толщины. Каждый тип лазерного источника имеет свои уникальные преимущества и недостатки для резки металлов и сплавов. В случае одного и того же источника разные источники питания приведут к разной максимальной толщине резки металла. Генераторы разных марок при одинаковой мощности имеют разные характеристики по толщине, точности и скорости резки металла.
• Блок питания мощностью 300 Вт может резать нержавеющую сталь толщиной до 3 мм и углеродистую сталь толщиной до 4 мм.
• Блок питания мощностью 1000 Вт может резать углеродистую сталь толщиной до 10 мм, нержавеющую сталь толщиной до 5 мм, алюминий и медь толщиной до 3 мм.
• Блок питания мощностью 1500 Вт может резать нержавеющую сталь толщиной до 6 мм, углеродистую сталь толщиной до 16 мм, алюминий и медь толщиной до 5 мм.
• Блок питания мощностью 2000 Вт может резать углеродистую сталь толщиной до 16 мм, нержавеющую сталь и алюминий толщиной не более 8 мм и латунь и медь толщиной не более 6 мм.
• Блок питания мощностью 3000 Вт может резать углеродистую сталь толщиной до 20 мм, нержавеющую сталь и алюминий толщиной до 10 мм, латунь и медь толщиной до 8 мм.
• Блок питания мощностью 4000 Вт может резать нержавеющую сталь толщиной до 12 мм, углеродистую сталь толщиной до 22 мм, алюминий толщиной до 14 мм, медь и латунь толщиной до 10 мм.
• Блок питания мощностью 6000 Вт может резать углеродистую сталь толщиной до 25 мм, нержавеющую сталь и алюминий толщиной до 16 мм, медь и латунь толщиной до 10 мм.
• Блок питания мощностью 8000 Вт может резать нержавеющую сталь и алюминий толщиной до 25 мм, углеродистую сталь толщиной до 30 мм, латунь и медь толщиной до 12 мм.
• Блок питания мощностью 12 000 Вт может резать углеродистую сталь, нержавеющую сталь и алюминий толщиной до 50 мм, медь и латунь толщиной до 20 мм.
• Блок питания мощностью 15 000 Вт может резать углеродистую и нержавеющую сталь толщиной до 60 мм, алюминий толщиной не более 50 мм и медь и латунь толщиной не более 30 мм.
• Блок питания мощностью 20 000 Вт может резать углеродистую сталь толщиной до 70 мм, нержавеющую сталь толщиной не более 80 мм, алюминий толщиной не более 80 мм, латунь и медь толщиной не более 70 мм.
Каковы преимущества лазерной резки металла?
Вы можете получить преимущества превосходного качества луча, высокой эффективности, высокой скорости, простоты в эксплуатации, низкой стоимости, низких эксплуатационных расходов, стабильной работы, сверхгибких оптических эффектов для лазерной резки металла, которые легко гибки для гибких требований промышленного производства.
• Высокая точность и наилучшая стабильность: использование прочной рамы станины, высокоточного шарико-винтового механизма передачи, оптимизированного управления системой ЧПУ, которое может соответствовать обработке прецизионных деталей, а динамические характеристики стабильны, и он может работать для долго.
• Режущая секция высокого качества: используется механическая система режущей головки, режущая головка следует за высотой пластины, а положение режущей точки всегда сохраняется, так что режущий шов получается гладким. .
• Высокая производительность: для резки тонкого листового металла он может заменить лазерный станок с CO2, штамповочный станок с ЧПУ и станок для резки металла, стоимость всего станка для лазерной резки металла эквивалентна 1/4 станка для лазерного Пробивной станок с ЧПУ.
• Низкая стоимость использования и высокая скорость резки. Отсутствие расходных материалов, защита окружающей среды, длительный срок службы.
• Простота в использовании: Будь вы новичок или профессионал, молодой человек или пожилой человек, вы можете легко управлять им.
Как купить недорогой лазерный резак для металла онлайн?
Как купить недорогой лазерный резак по металлу с самовывозом или доставкой по всему миру? Это раздражение, с которым вы должны столкнуться после просмотра и исследования. Вы можете совершать большую часть покупок в Интернете, выполнив 8 описанных ниже шагов. Давайте проведем вас через каждый шаг процесса покупки.
Шаг 1. Запросить консультацию.
Вы можете проконсультироваться с нашим менеджером по продажам в режиме онлайн, и мы порекомендуем вам наиболее подходящий станок для резки металла CO2 или волоконным лазером после того, как ознакомимся с вашими требованиями.
Шаг 2. Получите бесплатное предложение.
Мы предложим вам подробное предложение на основе вашего лазерного станка. Вы получите лучшие технические характеристики машины и доступную цену в рамках вашего бюджета.
Шаг 3. Подпишите контракт.
Обе стороны тщательно оценивают и обсуждают все детали (технические параметры, спецификации и деловые условия) заказа, чтобы исключить любые недоразумения. Если у вас нет сомнений, мы вышлем вам PI (Proforma Invoice), а затем подпишем с вами договор.
Шаг 4. Соберите свою машину.
Мы организуем изготовление станка для лазерной резки металла с ЧПУ, как только получим подписанный договор купли-продажи и депозит. Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
Этап 5. Проверка.
Весь производственный процесс будет находиться под регулярным контролем и строгим контролем качества. Вся машина будет проверена, чтобы убедиться, что она может работать очень хорошо, прежде чем покинуть завод.
Шаг 6. Доставка.
Доставка начнется в соответствии с условиями контракта после вашего подтверждения. Вы можете запросить информацию о транспорте в любое время.
Шаг 7. Таможенное оформление.
Мы подготовим и доставим все необходимые товаросопроводительные документы покупателю и обеспечим беспрепятственное таможенное оформление.
Шаг 8. Поддержка и обслуживание.
Мы предлагаем профессиональную техническую поддержку и бесплатное обслуживание клиентов по телефону, электронной почте, Skype, WhatsApp, онлайн-чату, удаленному обслуживанию. В некоторых регионах мы также предлагаем услуги «от двери до двери» для всех типов лазерных станков для резки металла.
Навыки эксперта
При использовании станка для лазерной резки металла необходимо обращать внимание на некоторые мелкие детали и меры предосторожности. Только овладев навыками использования, можно повысить эффективность резки станка.
Плавление углов
При замедлении для резки углов тонких листов лазер может перегреться и расплавить углы. Небольшой радиус создается в углу, чтобы поддерживать высокоскоростную резку и избегать явления перегрева и плавления стального листа при резке угла, чтобы достичь хорошего качества резки, сократить время резки и улучшить производительность.
Расстояние между деталями
Обычно при резке толстых и горячих пластин расстояние между деталями должно быть большим. Поскольку тепло толстых пластин и горячих пластин сильно влияет на них, при резке острых углов и мелкой графики легко обжечь края, что повлияет на качество резки.
Параметры шага
В процессе резки более толстых листов, чтобы щели были хорошо соединены и чтобы предотвратить прожоги в начальной и конечной точках, в начале и конце резки часто проводят линию перехода, которая соответственно называются ведущей и хвостовой линиями. Передняя и задняя линии важны для самой заготовки. Это бесполезно, поэтому его следует размещать вне категории заготовок, и в то же время следить за тем, чтобы выводы не устанавливались на острые углы и другие места, в которых нелегко рассеивать тепло. Соединение между подводящим проводом и щелью максимально приближено к дуге окружности, чтобы сделать механическое движение стабильным и избежать ожогов, вызванных угловым упором.
Совместная окантовка
Две или более частей объединены в комбинацию, и большое количество обычных графических изображений максимально скоординировано. Совместная резка может значительно сократить время резки и сэкономить сырье.
Столкновение деталей
В целях повышения эффективности производства некоторые станки для лазерной резки металла работают 24 часа в сутки и используют беспилотные автоматические устройства загрузки и разгрузки для ударов опрокинутых деталей после резки, что приводит к повреждению режущей головки и прерыванию работы. производства, что привело к большим потерям. Когда вам нужно сортировать, обратите внимание на следующие три пункта:
1. Выберите подходящий путь резки, избегайте разрезаемых частей и уменьшайте количество столкновений.
2. Разумно спланируйте маршрут резки, чтобы сократить время резки.
3. Автоматически или вручную объединяйте несколько мелких деталей с помощью микросоединений. После разрезания снятые детали легко разъединяют микросоединения.
Правила безопасности и меры предосторожности
Наслаждаясь высокой эффективностью и красотой лазерной резки металла, как обеспечить надежную защиту во время использования, чтобы станок мог работать лучше и уменьшать излучение для человеческого тела?
Перед началом работы проверьте
Корпус основного контроллера, корпус источника питания, корпус импульсного источника питания, корпус драйвера двигателя, корпус линии передачи данных, направляющая станка, корпус двигателя, корпус вытяжного вентилятора и основная точка заземления хорошо связан. Плохое заземление сократит срок службы. Разряд высокого напряжения повредит цепь управления и даже угрожает безопасности жизни.
Будьте осторожны при обращении
Световой тракт: при разрезании и отладке светового тракта соблюдайте осторожность, чтобы никакая часть тела не касалась светового тракта во избежание травм.
Энергия: Величина тока лазера определяет величину энергии, но когда ток больше допустимого значения, энергия будет падать, а если ток превышает допустимое значение в течение длительного времени, это сильно повлияет срок службы.
Температура окружающей среды: Когда температура окружающей среды выше максимально допустимого значения, оборудование не будет получать достаточного отвода тепла, что снизит стабильность работы оборудования. Когда температура окружающей среды ниже минимально допустимого значения, это может привести к замерзанию воды.
Температура охлаждающей воды: Когда температура охлаждающей воды превышает максимально допустимое значение, энергоэффективность лазера резко падает. Если температура охлаждающей воды ниже минимально допустимого значения, это приведет к замерзанию воды.
Влажность окружающей среды: Чрезмерная влажность вызовет высоковольтный разряд, угрожающий личной безопасности, а также приведет к повреждению блока питания.
Источник питания: Колебания напряжения питания могут привести к нестабильной работе оборудования. Если напряжение слишком высокое, это приведет к необратимому повреждению системы электропитания оборудования. Во избежание перегорания электрических приборов и цепей машины из-за чрезмерного напряжения, установите регулятор мощности более 2000 Вт.
Запрещено использовать в следующих случаях
Не включайте машину во время неблагоприятных погодных условий, таких как гроза и молния.
Необученные операторы не могут управлять машиной в одиночку.
Вред для человеческого организма и защитные меры
Защита дыхательных путей
Высокая температура, создаваемая лазером, взаимодействует с газом для выполнения различных операций. В то же время он также производит большое количество пыли, особенно при обработке некоторых специальных металлических материалов. Образующаяся пыль содержит некоторые химические компоненты, которые при вдыхании наносят вред человеческому организму.
Поэтому при работе с лазерным резаком по металлу следует уделять внимание защите дыхательных путей. Установите поддерживающее устройство для удаления пыли, старайтесь работать в среде со свободным доступом воздуха и как можно чаще носите маску. Не прикасайтесь к разрезанным частям сразу, чтобы не обжечься остаточным теплом.
Средства защиты глаз
Лазерный резак по металлу может повредить сетчатку или роговицу глаза во время работы. При обустройстве места вырубки можно принять следующие меры для уменьшения отражения или излучения ультрафиолетовых лучей:
1. Затемните отделку стен на рабочем месте, чтобы уменьшить излучение.
2. Установите защитные экраны или занавески для уменьшения УФ-излучения.
3. Носите защитные затемненные глаза или очки, или сварочную шапочку для защиты глаз от яркого света пламени, ультрафиолетовых и инфракрасных лучей плазменной дуги.
4. Другие люди в рабочей зоне не должны смотреть прямо на дугу или пламя во время резки.
Защита кожи
Лазерная резка имеет определенные повреждения тканей кожи, которые могут быть восстановлены сами по себе. Следует отметить, что длительное воздействие лазерного луча может вызвать ожоги кожи или оставить шрамы. Поэтому при работе с лазерным резаком по металлу защите кожи также необходимо уделять большое внимание.
Из соображений безопасности оператору рекомендуется носить одежду с длинными рукавами, чтобы предотвратить ожоги кожи, вызванные прямым лазерным излучением, и предотвратить ошпаривание, вызванное брызгами расплавленного шлака на кожу. Не прикасайтесь к разрезанным частям сразу и наденьте перчатки, чтобы избежать ожогов из-за остаточного тепла.
Уход и техническое обслуживание
Для достижения наилучшего рабочего состояния лазерного резака по металлу также необходимо регулярное техническое обслуживание, при этом следует обращать внимание на следующие моменты:
1. Для поддержания чистоты и порядка требуется ежедневная уборка.
2. После остановки станка проверьте, могут ли оси X, Y и Z станка вернуться в исходное положение. Если нет, проверьте, не смещено ли положение переключателя исходного положения.
3. Требуется очистка скребковой цепи ежедневного отвода шлака.
4. Своевременно очищайте липкое вещество на сетке фильтра воздуховыпускного отверстия, чтобы обеспечить беспрепятственный поток воздуха в вентиляционном канале.
5. Режущую насадку необходимо чистить через каждый час работы и заменять каждые 2-3 месяца.
6. Очищайте фокусирующую линзу, очищайте поверхность линзы от остатков и заменяйте ее каждые 2-3 месяца.
7. Проверьте температуру охлаждающей воды, температура воды на входе генератора должна поддерживаться в пределах от 19°C до 22°C.
8. Очистите от пыли ребра охлаждения водяного охладителя и сублимационной сушки. Чтобы обеспечить эффективность рассеивания тепла, пыль должна быть удалена.
9. Часто проверяйте рабочее состояние регулятора напряжения, чтобы контролировать нормальное входное и выходное напряжения.
10. Проследить и проверить, исправен ли переключатель механической заслонки.
11. Вспомогательный газ выводится под высоким давлением, при использовании газа обратите внимание на окружающую среду и личную безопасность.
12. Последовательность переключения:
Запуск
Открытый воздух, установка с водяным охлаждением, холодный осушитель, воздушный компрессор, главный двигатель и генератор должны быть прогреты в течение 10 минут, если позволяют условия.
Выключение
Сначала нажмите высокое давление, затем низкое давление и выключите генератор после того, как турбина перестанет вращаться без звука. Затем можно оставить блок с водяным охлаждением, воздушный компрессор, газ, холодную сушилку, отключить питание машины и, наконец, отключить шкаф стабилизатора напряжения.
Справочник покупателя
Лазерный резак по металлу может стоить от нескольких тысяч до десяти тысяч долларов. Таким образом, это никогда не будет доступным вариантом для выбора. Чтобы сэкономить свой бюджет, вы можете подумать о выборе доступного варианта, но делайте это только тогда, когда у вас будет достаточно знаний о том, какой из них будет хорошим, а какой нет. В этом случае выбор надежного производителя, который обеспечит хорошую поддержку после покупки, будет лучшим вариантом для покупки. В случае, если вы столкнетесь с какими-либо трудностями после совершения покупки, у вас будет возможность обратиться за помощью или поддержкой.
В то же время проверьте все технические проблемы, которые позволят машине нормально работать. В этом случае программное обеспечение должно быть совместимо с устройствами, к которым вы будете подключать аппарат.
И последнее, но не менее важное: всегда выбирайте удобный интерфейс, чтобы не возникало проблем с машиной.
STYLECNC будет хорошим вариантом
Да, мы говорим о нашем собственном бренде, потому что мы верим в себя. Благодаря потрясающей и отличной поддержке клиентов и ответной реакции после покупки мы работаем над тем, чтобы наши клиенты были довольны во всех отношениях. Выберите свой следующий резак от STYLECNC, и мы можем поспорить, что вы поблагодарите себя позже.
Сколько стоит станок для лазерной резки?
Станки для лазерной резки могут гравировать сложные узоры и рисунки на деталях или вырезать формы, из которых получаются целые компоненты или изделия. От любительских и небольших коммерческих приложений до крупномасштабных производственных операций использование станков для лазерной резки широко распространено.
Цена станков для лазерной резки зависит от нескольких факторов, включая: тип лазера, мощность, размер рабочего стола, а также геометрию и свойства разрезаемого материала. Вполне логично, что станки для лазерной резки для хобби не часто обладают многими расширенными функциями и возможностями, присущими промышленным станкам для лазерной резки. Однако огромное количество опций, доступных на станках для лазерной резки, означает, что производитель может найти подходящий лазерный резак практически для любого применения. В этой статье будут рассмотрены факторы, влияющие на цены на станки для лазерной резки, и определены лучшие станки для определенных областей применения.
Что такое станок для лазерной резки?
Станок для лазерной резки использует лазерный луч для создания сложных узоров и рисунков путем нагревания материала до экстремальных температур. Это достигается путем сжигания, плавления или испарения материала заготовки. Стоимость лазерного резака зависит от его возможностей, а также количества и видов функций, которые он предлагает.
Сколько будет стоить станок для лазерной резки?
Цена станков для лазерной резки зависит от четырех факторов: типа лазера, функций, доступных на станке, размера станка и свойств материала заготовки. Тип лазера часто больше всего влияет на цену станка для лазерной резки из-за стоимости оборудования для лазерной оптики.
Три основных типа лазеров, используемых для резки: CO2-лазеры, диодные лазеры и волоконные лазеры. CO2-лазеры являются наиболее распространенным выбором, поскольку они достаточно универсальны для резки и гравировки, и их можно успешно использовать для различных типов материалов. Диапазоны цен на различные типы станков для лазерной резки перечислены в Таблице 1 ниже:
Одинаковая ли стоимость различных типов станков для лазерной резки?
Нет, разные типы станков для лазерной резки стоят неодинаково. Цены на различные типы станков для лазерной резки варьируются в основном в зависимости от технологии, лежащей в основе их оптических систем.
Какие факторы влияют на цены станков для лазерной резки?
В приведенном ниже списке описаны некоторые факторы, влияющие на цены на станки для лазерной резки:
Тип лазера: Оборудование, используемое для генерации лазерного луча в трех основных типах систем лазерной резки, значительно различается по сложности. и, соответственно, цена.
Мощность лазера: По мере увеличения номинальной мощности лазерного луча стоимость компонентов для работы с более высокими уровнями энергии увеличивается.
Толщина заготовки: Для резки более толстого материала требуются более мощные лазеры. Мощные лазеры требуют более тяжелых компонентов и стоят дороже, чем маломощные машины.
Скорость резки: Скорость резки влияет на цену, поскольку двигатели, которые управляют положением головки лазерного резака, становятся дороже по мере увеличения требований к скорости.
Материал заготовки: Для успешной лазерной резки более твердых материалов, таких как металлы, и материалов с высокой отражающей способностью, таких как нержавеющая сталь, требуется специальное оборудование.
Размер рабочего стола: Большой размер рабочего стола приводит к более высоким ценам из-за потребности в большем количестве сырья и более мощного оборудования для создания и эксплуатации больших машин.
Какие существуют типы станков для лазерной резки?
Существует три основных типа станков для лазерной резки. Каждый из этих станков имеет свои преимущества и недостатки при резке различных материалов. В приведенном ниже списке указано, какой тип машины лучше всего подходит для того или иного материала:
1.
Станки для лазерной резки стали
Волоконные лазеры высокой мощности (0,5–12 кВт) являются наиболее подходящими машинами для резки стали. Это связано с тем, что длина волны света, излучаемого волоконными лазерами (~ 1060 нм), эффективно поглощается сталью, в то время как длина волны CO2-лазера, например, 10 600 нм, в основном отражается. Волоконные лазеры, за которыми следуют CO2-лазеры, являются лучшими станками для лазерной резки стали. Цена волоконного лазера, который может резать сталь, колеблется от 30 000 до 600 000 долларов, а цена CO2-лазера с возможностью резки стали — от 10 000 до 200 000 долларов.
2. Станки для лазерной резки металлов
Лучшими станками для лазерной резки металлов являются волоконные лазеры, за которыми следуют CO2-лазеры. Тип лазерного резака, наиболее подходящий для обработки металла, зависит от таких факторов, как конкретный металл и его отражательная способность, температура плавления и испарения металла, а также толщина заготовки. Тип металла и его отражательная способность определяют, что лучше для резки — волоконный или CO2-лазер. Это связано с тем, что металлы легко отражают длинные красные и инфракрасные волны, которые обычно излучаются CO2-лазерами. Металлы поглощают более короткие синие, фиолетовые и ультрафиолетовые волны от волоконных лазеров. Температуры плавления и испарения, а также толщина заготовки определяют минимальную мощность, необходимую для резки, поскольку для резки более толстых материалов требуется большая мощность и плотность энергии. Цена волоконного лазерного резака колеблется от 30 000 до 600 000 долларов, а цена лазерной системы CO2 может варьироваться от 10 000 до 200 000 долларов.
3. Станки для лазерной резки тканей
Устройства для резки лазером на углекислом газе и диодные лазеры являются лучшими машинами для обработки тканей, поскольку они более эффективны и экономичны по сравнению с волоконными лазерами. Для резки тканей не нужны мощные лазеры, в отличие от металлов, поскольку ткани необычайно тонкие и не требуют мощности для испарения. CO2 или диодный лазер мощностью 40 Вт может с легкостью резать и гравировать такие ткани, как полиэстер, хлопок, шерсть и кожа. Станок для резки ткани лазером CO2 стоит от 500 до 4000 долларов, а диодный лазер для резки ткани стоит от 300 до 1000 долларов.
4. Станки для лазерной резки бумаги
Для лазерной резки бумаги лучше всего подходят лазерные резаки с CO2 и диодные лазеры. Как и при лазерной резке тканей, для резки и гравировки на бумажных изделиях, таких как открытки и приглашения, не требуется мощный лазер. Мощность, необходимая для резки бумаги, меньше мощности, необходимой для резки ткани. Это ничтожно мало по сравнению с мощностью, необходимой для резки металлов. СО2-лазеры для резки бумаги стоят от 500 до 4000 долларов, а цены на станки для резки с диодным лазером — от 300 до 1000 долларов.
5. Станки для лазерной резки дерева
Углекислотные и диодные лазерные станки — два лучших типа лазерных станков для резки дерева. Это связано с тем, что древесина, как ткань и бумага, не требует высокой мощности для испарения лазера. Цена станков для лазерной резки дерева колеблется от 500 до 4000 долларов США для CO2-лазеров и обычно составляет от 300 до 1000 долларов США для диодных лазеров.
6. Станки для лазерной резки акрила
CO2-лазеры являются лучшими лазерными станками для резки акрила. Эти лазеры обеспечивают более высокую эффективность и качество резки, потому что акриловые материалы легко поглощают красные и инфракрасные волны, создаваемые CO2-лазером. При более высокой мощности лазера, например CO2-лазера, повышается эффективность резки и улучшается качество. Диодные лазеры также могут резать акрил. Это хорошая альтернатива, но может потребоваться несколько проходов в зависимости от толщины акрила. Станки для лазерной резки акрила стоят от 500 до 4000 долларов США для CO2-лазеров и от 300 до 1000 долларов США для диодных лазеров.
7. Станки для лазерной резки приглашений
Лучшими станками для лазерной резки приглашений являются диодные лазеры. Приглашения на различные церемонии и мероприятия обычно изготавливаются из бумаги и подобных материалов. Для создания сложных и замысловатых дизайнов приглашений не требуются мощные лазеры. С помощью диодных лазеров можно легко создавать красивые приглашения. Цена станков для диодной лазерной резки колеблется от 300 до 1000 долларов.
8. Станки для лазерной резки пластика
Лучшим станком для лазерной резки пластика является CO2-лазер. Длины волн CO2-лазеров легко поглощаются большинством пластиков, что делает лазерную резку высокоэффективным процессом. Цена станков для лазерной резки пластика CO2 может варьироваться от 500 до 4000 долларов США для любителей и малого бизнеса. Стоимость лазерного резака, предназначенного для промышленного использования, может достигать 200 000 долларов.
Какие самые дешевые станки для лазерной резки, которые могут резать все материалы?
CO2-лазеры обладают наибольшей универсальностью среди всех типов лазерных резаков. Эти машины режут все материалы от бумаги и дерева до металлов и пластмасс. Самые дешевые станки для лазерной резки CO2 перечислены ниже:
Monport LightBurn: Monport LightBurn — это CO2-лазер мощностью 40 Вт, который стоит 550 долларов. Он может резать и гравировать все металлы, от тканей и дерева до пластика и металлов.
OMTech MF1220-50: Эта машина с CO2-лазером мощностью 50 Вт отлично подходит для любителей и малого бизнеса. Он универсален для резки многих материалов, включая металлы, ткани, бумагу, дерево и пластик. Его большой рабочий стол позволяет резать и гравировать более крупные объекты. Цена этого лазерного резака составляет 2150 долларов.
FLUX beamo — FLUX beamo — это настольный CO2-лазер мощностью 30 Вт, который подходит для резки и гравировки любых материалов, включая кожу, бумагу, дерево, пластик и металл. Этот лазер стоит 2195 долларов.
Какие станки для лазерной резки лучше всего покупать?
Ниже перечислены лучшие станки для лазерной резки, которые стоит купить, несмотря на их цену:
Glowforge Pro: Glowforge Pro — это CO2-лазер мощностью 800 Вт, который стоит 7000 долларов. Он используется для эффективной резки и гравировки многих материалов, от тканей и дерева до металлов и пластмасс.
Glowforge Basic: Glowforge Basic — это CO2-лазер мощностью 40 Вт, который стоит 4000 долларов США и идеально подходит для начинающих, любителей и малого бизнеса. Он может резать и гравировать различные материалы, от тканей и бумаги до пластика и металлов.
FLUX BeamBox Pro: Этот CO2-лазер мощностью 5000 долларов США мощностью 5000 долларов США позволяет резать ткани, бумагу, дерево, пластик и металл. Интуитивно понятное программное обеспечение и интерфейс, а также большая рабочая область делают его отличным выбором для любителей и малого бизнеса.
Стоит ли покупать дорогой станок для лазерной резки?
Стоит ли покупать дорогой станок для лазерной резки, зависит от множества факторов. Если у вас нет больших объемов деталей, которые должны быть вырезаны лазером, или если вы постоянно режете металл для изготовления деталей, нет необходимости покупать дорогой станок для лазерной резки. Более дешевые станки для лазерной резки способны делать многие из тех же вещей, что и более дорогие станки, но медленнее. Более дешевые машины часто имеют меньшую мощность по сравнению с более дорогими машинами, а также обычно имеют меньшее рабочее пространство. Однако дорогие лазерные машины могут быть более надежными и иметь лучшую конструкцию. Учитывайте объемы продукции и материалы, используемые при лазерной резке, чтобы выбрать подходящую машину.
Резюме
В этой статье представлены затраты на станки для лазерной резки, объяснено, что они из себя представляют, и обсуждена стоимость различных типов станков. Чтобы узнать больше о стоимости лазерной резки, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая резку листов и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей.
Покраска пластика акриловой краской или баллончиком
Такой полимерный материал, как пластик, используется нами в огромном количестве направлений. И время от времени возникает необходимость изменить цвет тех или иных пластмассовых поверхностей или изделий. С этим могут возникнуть немалые проблемы, если не знать технологии такой окраски.
Содержание:
1 Нюансы окрашивания пластика
2 Подготовка пластика к окрашиванию
3 Выбираем грунтовку для пластика
4 Краска для пластмассы: выбор
5 Процесс окрашивания пластмассы
6 О чем нужно помнить при окрашивании пластика
7 Финальная отделка окрашенного пластика
Нюансы окрашивания пластика
Пластик славится своими изолирующими качествами, и, как следствие – посредственной адгезией. В связи с этим далеко не каждая краска сможет крепко сцепиться с полимерной поверхностью;
Красить легче твердые типы пластика. С мягких поверхностей, постоянно гнущихся в процессе эксплуатации, краска может слезать. Для окрашивания мягких изделий лучше всего использовать эластичную эмаль;
Если речь идет о твердом виде пластика, таком, из которого делают контейнеры, то универсальная акриловая эмаль идеально подойдет для окрашивания;
Окраска не осуществляется в случае с такими видами пластика, как полиэтилен, полистирол и полипропилен.
Подготовка пластика к окрашиванию
Если ваш тип пластмассы подходит под возможность окрашивания, и вы страсть как хотите изменить расцветку на своем ведре для питьевой воды, то начать необходимо с обезжиривания (растворитель, уайт-спирит), обработки антистатиком и шпатлевкой. Последнее необходимо, если в пластике имеются изъяны и повреждения. Обработка наждачной бумагой одновременно с воздействием воды также поможет убрать щели и трещины, если они небольшие.
Важнейшим этапом подготовки является грунтовка пластиковой поверхности. Мы уже говорили о том, что адгезия у подобного полимерного покрытия крайне посредственная, и грунтовка поможет улучшить ее.
Выбираем грунтовку для пластика
Для пластика используется жидкий грунт-эмаль на акриловой основе. Данный компонент быстро сохнет, создавая на поверхности пластика слой, хорошо сцепляющийся с краской. При этом подобный компонент способен удерживать краску даже под воздействием солнца и влаги. Наконец, существует способ нанесения подобного грунта распылением. Это не только быстро, но и очень экономно.
Кстати! Если после высыхания грунта обработать его наждачной бумагой, поверхность приобретет матовый цвет и станет еще лучше сцепляться с краской.
Краска для пластмассы: выбор
Аэрозольная краска — самый лучший способ придать пластмассе новый цвет. Она превосходно ложится, наносится ровно и очень быстро. Существуют специальные виды краски, созданные именно для данных полимерных изделий. При этом обращает на себя внимание еще быстрое высыхание. Недостатком такой краски является невозможность делать четкие ограничения без использования малярного скотча, а также сложность с окрашиванием мелких деталей и смешиванием цветов на одной поверхности.
Окраска универсальной либо созданной для пластика акриловой эмалью. Обычно таким образом проводятся тонкие работы, либо окрашиваются детали, не требующие особого внимания. Причина в более длительном высыхании, во время которого липкая поверхность может загрязниться.
Кстати! В интернете есть информация об успешном применении для пластика краски для кожи. Наносят ее после предварительного обезжиривания. При этом покрытие ложится ровно и прочно.
Процесс окрашивания пластмассы
Перед окраской лучше залепить малярным скотчем все те места, которые не будут подвержены обработке. Особенно это важно при работе с краской, находящейся в баллончиках;
Вне зависимости от того, чем именно вы окрашиваете пластик, лучше всего нанести 2-3 слоя;
При работе аэрозолем последний необходимо трясти не менее 30 секунд. При этом держать распылитель на расстоянии 20-30 сантиметров от окрашиваемой поверхности. Если хотите упростить нанесение краски, сделав его более точным, то можно использоваться насадками на распылитель баллончика;
При окрашивании кистью старайтесь наносить покрытие тонким слоем, прижимая инструмент к поверхности. При этом следите за тем, чтобы угол был примерно одинаковым. Наносить слой краски лучше широкой полосой для большей равномерности, после чего растушевывать его для попадания во все поры. Кисть лучше не погружать полностью, нанося на нее краску.
О чем нужно помнить при окрашивании пластика
Для того, чтобы краска лучше схватилась с пластиковым изделием, необходимо, чтобы и сама краска и поверхность пластика были примерно одной температуры – 20-23 градуса по Цельсию. При этом влажность воздуха в помещении не должна быть выше 80 процентов (в идеале – 65), иначе процесс высыхания будет очень долгим. Высыхание пластика должно проходить при температуре от 17 до 60 градусов.
Финальная отделка окрашенного пластика
Для того, чтобы новый слой краски держался на пластмассовой поверхности максимально долго, можно покрыть его слоем аэрозольного акрилового лака.
акриловые покрытия и другие, чем красить лучше, видео и фото
Большинство домашних мастеров думают, что окрашивание пластмассовых деталей своими руками является достаточно простым занятием. Однако не все виды данного материала одинаково подходят для этого. Покрасить эти поверхности, конечно, можно, да и материал ляжет на них довольно равномерно, однако срок эксплуатации покрытия будет недолгим.
На фото – краска жидкий пластик для различных поверхностей
После высыхания краска начнет лущиться, трескаться и отслаиваться.
Ниже постараемся дать совет о том:
какой пластик подлежит окрашиванию в домашних условиях;
как это правильно делать;
чем красить пластик.
Что нужно знать о пластмассе
Данный продукт бывает разных типов, и каждый из них имеет собственные уникальные свойства. Поэтому процесс окрашивания для каждого свой, отличающийся порой кардинально. Кстати, в работе вы можете столкнуться и с такими пластиками, которые невозможно покрасить.
Влагостойкая пластиковая краска
Примером могут служить изделия из полиэтилена (PE) или полипропилена или полиэтилена, с поверхностей которых краска будет отслаиваться пластами. Поэтому практически нереально покрасить металлопластиковые трубы, сделанные из полиэтилена. Так что лучше сразу подбирать нужный оттенок.
Автомобильные пластики можно разделить на два типа:
требуют нанесения на поверхность специальной грунтовки;
не требуют.
Антикоррозионная краска с эффектом пластика
Совет: прежде чем стереть краску с пластика окончательно, проведите эксперимент с растворителем на небольшом участке поверхности.
Перед окрашиванием необходимо определить тип материала следующим образом:
Опустить небольшой кусочек изделия или его целиком в воду:
если оно уйдет под воду, значит, грунтовать деталь не нужно;
если будет оставаться на поверхности, следовательно, материал требует нанесения специальной грунтовочной смеси для пластика.
Следующий вариант – подожгите, очищенный от грязи и краски кусочек пластмассовой детали:
будет гореть черным дымом и копотью, значит, можно обойтись без нанесения грунтовки;
пламя ровное и чистое, следовательно, грунтовать ее поверхность обязательно.
Краска под пластик для внутренних работ
Как красить пластик
Ниже предлагается подробная инструкция, которая поможет разобраться в данном процессе. Старайтесь не отступать от нее, чтобы получить желаемое итоговое покрытие.
Нанесение грунтовочного состава на акриловой основе.
Шлифование акрилового грунта.
Окрашивание поверхности.
Особенности окрашивания пластиковых изделий
Пластики ПВХ или АБС можно окрашивать, однако они предварительно должны быть обработаны грунтовочными средствами для повышения адгезии (прилипания). Купить их можно в автомагазинах, где они продаются под названием – «грунт для пластика», или в магазинах, торгующих лакокрасочными материалами, например, грунтовки типа «Отекс» от компании «Тиккурила». Наносить данные составы можно протиранием поверхности или распылением на нее, после чего нужно подождать, пока они высохнут, обычно 1-2 минуты.
Адгезионная грунтовка для пластика
Следите, чтобы на поверхности подготовленных под покраску пластиковых изделий не было грязи и масла, а также, чтобы они были сухими.
Совет: можно не вести дополнительную подготовку поверхностей к окрашиванию, если работа ведется с АБС пластмассами или полистиролом, на которые будет наноситься акриловая краска на водной основе.
Желательно, чтобы температура пластиковых изделий, краски и покрасочного оборудования была одинаковой. Идеальными условиями можно считать такие, когда в помещении температура от 18˚С, а влажность не превышает 80%.
Производите окрашивание в один слой, толщина которого должна быть около 60 мкм. При меньшем параметре финишное покрытие может показаться непрочным и краска не сможет долго держаться на поверхности изделия. В тоже время при толстом слое (больше 120 мкм) увеличится время просушивания, что нередко плохо сказывается на внешнем виде покрытия.
Просушивание пластика после окраски производите при температуре 18-60˚С, завит это главным образом от толщины нанесенного слоя. Например, при его толщине 90-120 мкм – сушка при температуре 50˚С и влажности 65% может продолжаться около 3 часов. Полипропилены и полиамиды можно высушить при температуре 100˚С и за 20 минут.
Полностью высыхает (полимеризируется) краска на пластиковых поверхностях за 5-7 суток, однако когда температурный режим низкий, высокая влажность и толстый слой краски, данный временной отрезок может увеличиться в несколько раз.
Аэрозольная краска
Это один из самых удобных видов красок для пластика. Емкость баллончика составляет 400 мм, чего достаточно для окрашивания окна, откосов и небольших деталей. Благодаря широкому разнообразию готовых оттенков, данный способ чаще все используется в домашнем ремонте, хотя их цена дороже аналогичных составов в банках.
Совет: не нужно думать, чем снять краску с пластика на водной основе – обработайте его обычной водой, но нужно спешить, иначе после высыхания процесс значительно усложнится.
Чаще всего применяют акриловый универсальный состав, который быстро сохнет, благодаря чему удается за короткое время преобразить интерьер помещения. Срок эксплуатации аэрозольной краски превышает три года.
Аэрозольные акриловые краски по пластику
Немаловажную роль играет и ее удобство при нанесении на выбранную поверхность. Вам не нужны для этого никакие дополнительные инструменты, а также не нужно иметь особые профессиональные навыки. Слой под давлением ложиться на пластик равномерно.
Совет: перед тем, как приступить к работе, необходимо убедиться в хорошей вентиляции помещения, лучше всего открыть для этого окна. Кроме того, необходимо придерживаться элементарной техники безопасности – защитить глаза специальными очками, а органы дыхания малярным респиратором.
Вывод
Нанесение краски на пластиковые изделия имеет свою особенность, связанную со свойством поверхности. Перед началом работ следует определить ее характеристику и выбрать ответствующие материалы для осуществления процесса. Видео в этой статье поможет вам найти дополнительную информацию по данной тематике.
Добавить в избранное
Версия для печати
Поделитесь:
Рейтинг статьи:
Статьи по теме
Все материалы по теме
Акриловая краска по пластику — лучшее руководство по акриловой росписи по пластику
Пластиковые предметы, от контейнеров до чашек, от кувшинов до тарелок, являются частью нашей повседневной жизни и являются обычными для большинства домашних хозяйств. А если в вашей семье есть дети, вы знаете, что даже самые износостойкие пластиковые предметы через некоторое время начинают выглядеть ветхими. Но вместо того, чтобы выбрасывать их в мусор и покупать замену, вы можете вдохнуть в них новую жизнь, покрасив их. В этой статье мы поговорим о покраске пластика акриловой краской и поговорим о том, какая акриловая краска для пластика лучше.
Содержание
1 Можно ли использовать акриловую краску на пластике?
2 Окраска пластика акриловой краской
2.1 Шаг 1: Подготовка поверхности пластика
2.2 Шаг 2: Проверка совместимости краски и грунтовки
2.3 Шаг 3: Нанесение грунтовки 2.5 Шаг 5. Нанесение герметика на акриловую краску на пластике
3 Наши основные советы по покраске пластика акриловой краской
4 Часто задаваемые вопросы
4.1 Прилипнет ли акриловая краска к пластику?
4.2 Можно ли красить любой пластик?
4.3 Нужно ли использовать герметик?
4.4 Грунтовка должна быть того же цвета, что и краска?
Можно ли использовать акриловую краску на пластике?
Акриловая краска — прекрасный материал, который обладает всеми преимуществами масляных красок и не имеет ни одного недостатка. Цвета яркие, консистенция густая и гладкая, и вы можете рисовать слоями так же, как масляными красками. Кроме того, акриловые краски также доступны в аэрозольных баллончиках, что делает вашу работу по рисованию еще проще, чем если бы вам приходилось использовать кисти и тюбики с краской. Но любой любитель или ремесленник, достойный ее соли, знает, что пластик, как известно, трудно красить. Краска плохо прилипает к пластиковой поверхности, потому что пластик гладкий и непористый. Прямо сейчас вы, вероятно, спрашиваете себя: «А будет ли акриловая краска липнуть к пластику?»
Нет, если вы хотите сразу начать рисовать. К сожалению, этот процесс не так прост, как просто обмакнуть кисть в краску и начать рисовать. Есть определенные приготовления, которые вам нужно сделать, прежде чем вы сможете начать рисовать, но вы не должны позволять этому отвлекать вас. Это не долгий и сложный процесс и не дорогой. При этом есть несколько видов пластика, которые нельзя красить, даже если вы подготовите их заранее. Ничто из полипропилена нельзя красить. Если вы не уверены, что такое полипропилен, ищите логотип вторичной переработки — треугольник с цифрой 5 посередине.
Есть и другие изделия из полипропилена, которые имеют другие номера, и эти номера определяют, можно ли красить пластик акриловой краской или нет.
Изделия с номерами 1, 3, 6 и 7 не являются полипропиленовыми и поэтому могут быть окрашены, в то время как изделия из полипропилена 2, 4 и 5 не могут быть окрашены. Некоторые примеры предметов, которые вы можете раскрасить, включают цветочные горшки, детские игрушки, тарелки для пикника, миски и чашки, контейнеры для хранения, прочные пластиковые корзины и даже уличную мебель. Давайте теперь посмотрим на подготовку, которую вам нужно сделать, прежде чем вы сможете начать рисовать, после чего мы подробно обсудим акриловую живопись на пластике.
Окраска пластика акриловой краской
Как мы упоминали ранее, поскольку пластик является гладким и непористым, его нельзя красить напрямую, поскольку краска не будет прилипать к поверхности пластика. Перед нанесением грунтовки или базового слоя необходимо подготовить поверхность. Базовое покрытие или грунтовка — это краска, специально разработанная для использования на пластиковых поверхностях. Затем, после того, как вы покрасили пластиковый предмет, вы можете использовать прозрачный герметик для завершения работы, хотя в зависимости от окрашенного предмета герметик может не понадобиться.
Шаг 1: Подготовка пластиковой поверхности
Первым шагом является тщательная очистка предмета, и вы можете сделать это просто водой с мылом. Дайте ему полностью высохнуть. После высыхания вам нужно сделать пластиковую поверхность шероховатой, чтобы краска могла прилипнуть к ней. Кусок наждачной бумаги с зернистостью от 180 до 220 идеально подходит для этой цели.
Отшлифовав пластиковый предмет, необходимо удалить всю пыль и мусор. Сначала используйте влажную ткань, а затем спирт.
Шаг 2. Проверка совместимости краски и грунтовки
По большей части вы можете с уверенностью предположить, что грунтовка и краска, которые вы собираетесь использовать, будут совместимы друг с другом. Однако некоторые продукты могут быть несовместимы, поэтому всегда рекомендуется проверять их заранее. Вот как вы это делаете.
Выберите пластиковый предмет, такой же или похожий на тот, который вы собираетесь красить.
Нанесение грунтовки и дайте ему полностью высохнуть.
Когда грунтовка высохнет, можно нанести акриловую краску и оставить ее сохнуть.
Когда краска высохнет , возьмите кухонный нож и поцарапайте поверхность пластикового предмета.
Наклейте клейкую ленту на царапину , разгладьте ее и снимите. Если грунтовка и краска совместимы, краска не слезет. Если да, то грунтовка и краска несовместимы.
Шаг 3. Нанесение грунтовки
На рынке имеются другие краски, отличные от акриловой краски для пластика, которые можно наносить непосредственно на шероховатую поверхность пластикового предмета без предварительного нанесения грунтовки. Тем не менее, акриловая краска по пластику — лучший вариант, и для этого вам нужно будет загрунтовать пластиковый предмет. Двух слоев грунтовки будет достаточно. Праймер доступен в аэрозольных баллончиках и очень легко наносится. Желательно работать на открытом воздухе или, если это невозможно, то в помещении с хорошей вентиляцией. Обязательно наденьте маску для лица, перчатки и защитные очки, встаньте на расстоянии около 20 дюймов (50 сантиметров) от предмета и равномерно распылите его.
Если есть части предмета, которые вы не хотите красить, вы должны замаскировать их с помощью малярного скотча, прежде чем начать распыление. Дайте изделию высохнуть в соответствии с инструкциями к грунтовке или оставьте его сохнуть на несколько часов. Если вы предпочитаете рисовать по грунтовке, этот тип также легко доступен. Это более медленный процесс, чем распыление грунтовки, но столь же эффективный. Равномерно нанесите грунтовку и дайте каждому слою высохнуть, прежде чем наносить следующий.
Следуйте инструкциям по нанесению грунтовки при покраске, хотя эмпирическое правило заключается в нанесении не менее трех слоев.
Лучшая грунтовка для пластика: KRYLON ColorMaster Primer
Krylon Inc. была основана в 1947 году и сегодня, спустя 70 лет, по-прежнему остается крупнейшим поставщиком аэрозольных красок в мире. Это семь десятилетий живописи! Ассортимент ColorMaster доступен в различных цветах, включая прозрачный аэрозоль, который можно использовать на различных поверхностях, включая пластик, металл и дерево. Его можно использовать внутри или снаружи, и он высыхает гладко и равномерно. Помимо глянцевой и матовой отделки, Krylon ColorMaster также доступен в сатинированной, полуглянцевой и полуматовой отделке.
Акриловая грунтовка KRYLOM ColorMaster
Подходит для использования на многих поверхностях, включая пластик и дерево
Может использоваться для защиты проектов внутри или снаружи
Обеспечивает превосходное покрытие и цвет, высыхает за 10 минут
Посмотреть на Amazon
PROS
Быстрое и простое покрытие
Не капает и не скапливается
высыхает в течение 10 минут после нанесения
Может использоваться внутри и снаружи помещений
Повышает адгезию краски
Доступен в различных вариантах отделки
Можно использовать в качестве краски или грунтовки
Не желтеет со временем
МИНУСЫ
Испускает запах, поэтому необходимы лицевая маска и надлежащая вентиляция
Пластик должен быть надлежащим образом подготовлен перед нанесением грунтовки
Этап 4.
Нанесение краски
Акриловая роспись по пластику — это процесс, аналогичный нанесению грунтовки на пластиковый предмет. Если есть участки предмета, которые вы не хотите красить, закройте их малярным скотчем. Если вы работаете в помещении, убедитесь, что в помещении имеется надлежащая вентиляция. Во время работы в комнате также не должно быть детей или домашних животных. Используйте маску для лица, чтобы защитить себя от вдыхания паров краски. Мы также рекомендуем использовать защитные очки.
Раскрашивать пластик акриловой краской легко, особенно если вы используете аэрозольную краску. Хорошо встряхните баллончик перед нанесением первого слоя и не забудьте отойти на несколько шагов от пластикового предмета, который собираетесь красить. Лучший способ покрасить предмет — нанести тонкие ровные слои краски и дать каждому слою полностью высохнуть, прежде чем рисовать следующий слой. Вы не хотите наносить один толстый слой. Если вы используете акриловую краску для пластика, которую нужно наносить кистью, вам нужно убедиться, что вы наносите каждый слой одинаковой толщины, а также даете каждому слою высохнуть. Вы обнаружите, что каждый слой сохнет от 10 до 20 минут.
Когда вы закончите красить предмет, вы можете снять малярную ленту и дать изделию высохнуть не менее 24 часов. Если вы хотите добавить рисунок или изображение, вы можете сделать это, когда предмет полностью высохнет.
Лучшая акриловая краска для пластика: аэрозольная краска и грунтовка KRYLON Colormaxx
Самая популярная акриловая краска для пластика — это линейка Krylon COLORmaxx, которая доступна в 75 различных цветах. Краска высыхает, образуя привлекательную и элегантную атласную отделку. Большое разнообразие цветов означает, что независимо от того, что вы рисуете, вы сможете найти идеальный цвет. Его можно использовать в помещении и на открытом воздухе.
Аэрозольная краска и грунтовка KRYLON Colormaxx
Прочная краска обеспечивает превосходное покрытие и великолепный цвет
Может использоваться на деревянных, металлических, пластиковых, стеклянных и керамических поверхностях
Обеспечивает превосходную адгезию и защиту от ржавчины
Посмотреть на Amazon
PROS
Обеспечивает превосходный цвет и оптимальное покрытие
Обеспечивает защиту от ржавчины
Высыхает на ощупь менее чем за 20 минут
Баллончик с краской на 12 унций покрывает до 25 квадратных футов
Может использоваться на большинстве пластиков, а также на дереве, металле, плетении, стекле и керамике
ПРОТИВ
Цвета могут незначительно отличаться от изображения
Может потребоваться несколько слоев для достижения превосходного покрытия
Может капать или скапливаться, если краска нанесена слишком толстым слоем
Шаг 5.
Нанесение герметика на акриловую краску на пластике
Потратив время на подготовку пластикового предмета к покраске, а затем нанесение самой краски, вы захотите завершить работу, запечатав ее и тем самым защитив от ударов. и царапины при использовании. И даже если предмет предназначен для декоративных целей, вы можете закрепить краску только потому, что герметик завершит вашу работу по покраске.
Подобно грунтовкам и краскам, герметики выпускаются в виде спрея и могут наноситься так же, как грунтовка и краска. Вы должны дождаться полного высыхания краски на пластиковом изделии, прежде чем наносить слой герметика. Если предмет не будет использоваться ежедневно или если он предназначен только для декоративных целей, одного слоя герметика должно быть достаточно.
Если же изделие находится на открытом воздухе, например, стол или стул, или предполагается ежедневное использование, рекомендуется нанести второй слой герметика.
Лучший герметик для акриловой краски: Акриловый герметик ALEENE’S
Акриловый герметик Aleene — самый продаваемый акриловый герметик на рынке. Он очень легко наносится и имеет прозрачную и гладкую консистенцию, которая является износостойкой, долговечной и защитной. Он также соответствует федеральным нормам и не содержит вредных фреонов.
ALEENE’S Spray Gloss Finish
Акриловый спрей-герметик обеспечивает защитное и глянцевое покрытие
Прочное защитное покрытие, четко высыхающее на любой поверхности
Спрей-формула легко и быстро наносится
Посмотреть на Amazon
PROS
Придает глянцевый блеск предметам интерьера и экстерьера
Не желтеет с возрастом
Легко наносится
Прочный и долговечный
МИНУСЫ
Если нанести слишком толстый слой, он может треснуть и отслоиться
Банка вдвое меньше, чем банка акриловой краски, 6 унций против 12 унций
Издает сильный запах и дым
Сохнет долго
Наши лучшие советы по покраске пластика акриловой краской
В дополнение к нашим рекомендациям по покраске пластика у нас есть несколько других советов и хитростей, которые помогут вам получить максимальную отдачу от вашего проекта покраски. Они основаны на нашем собственном опыте проектов по росписи пластика, поэтому вы можете быть уверены, что они работают!
Используйте малярную ленту самого высокого качества, которую вы можете себе позволить , чтобы заклеить области, которые вы не хотите красить.
Убедитесь, что лента наклеена ровно , чтобы под нее не просачивалась краска.
После того, как вы закончите рисовать , сразу же снимите ленту, чтобы засохшая краска не отслоилась вместе с лентой.
Перед покраской всегда следует использовать грунтовку , независимо от того, будет предмет использоваться или нет.
В зависимости от предмета, который вы собираетесь красить , вы можете использовать жидкую шлифовальную машину, а не наждачную бумагу, так как жидкая шлифовальная машина более щадящая.
Всегда проверяйте свою краску, чтобы убедиться, что она именно такая, как вы хотите с точки зрения цвета и отделки.
Во избежание образования пузырьков на краске убедитесь, что пластиковый предмет находится при температуре окружающей среды, то есть не слишком теплой или холодной.
Теперь, когда вы знаете, как рисовать акрилом на пластике, вы наверняка найдете много пластиковых предметов, которые нужно освежить. Помните, что вам не нужно ограничиваться небольшими предметами, такими как игрушки, пластиковые горшки для растений или обычные контейнеры. Вы также можете оживить пластиковую садовую мебель, покрасив ее. Всегда не забывайте заранее проверять логотип переработки на пластиковом изделии, чтобы убедиться, что его действительно можно красить. И следуйте нашим советам и рекомендациям, чтобы получить оптимальные результаты от вашего проекта покраски.
Часто задаваемые вопросы
Прилипнет ли акриловая краска к пластику?
Нет, если только пластик не был подготовлен путем его шлифовки, а затем распыления грунтовки. Поскольку пластик гладкий и непористый, а акриловая краска после высыхания имеет аналогичную консистенцию, краска не может прилипнуть к пластику. Поэтому нужно немного зашероховать поверхность, чтобы придать краске покупку.
Можно ли рисовать на любом типе пластика?
Можно красить все виды пластика, кроме полипропилена. Если вы посмотрите на логотип переработки на предмете, вы увидите, что внутри логотипа есть номер. Если элементу присвоен номер 2, 4 или 5, это означает, что он изготовлен из полипропилена и не может быть окрашен. К счастью, есть гораздо больше предметов, которые можно красить, чем нельзя, включая детские игрушки, наборы для пикника, цветочные горшки, контейнеры для хранения, мусорные баки и уличную мебель.
Нужно ли использовать герметик?
Не существует жесткого правила, согласно которому вы должны использовать герметик на предмете, но это желательно. Он не только запечатывает краску и делает ее более долговечной, но также защищает краску от сколов и царапин, которые могут возникнуть при регулярном использовании. Это, безусловно, хорошая идея — наносить герметик на такие вещи, как детские игрушки, контейнеры для игрушек и коробки для завтраков, которые должны быть особенно износостойкими.
Грунтовка должна быть того же цвета, что и краска?
Если вы можете найти грунтовку точно такого же цвета, как и краска, то обязательно используйте ее. Однако маловероятно, что вы найдете точное соответствие цвета краски и грунтовки, и вы не хотите совершить ошибку, выбрав грунтовку, которая, по вашему мнению, имеет тот же цвет, что и краска, только чтобы обнаружить, что она темнее. чем краска. Поэтому рекомендуется использовать прозрачную грунтовку, но если вы беспокоитесь, что цвет предмета будет просвечиваться сквозь слой краски, вы всегда можете использовать грунтовку, цвет которой светлее вашей краски.
Прилипнет ли акриловая краска к пластику? Экспертное заключение
Прилипнет ли акриловая краска к пластику? Отклеится потом? Будет ли он долговечным? Будет ли рисование акриловыми красками на пластике удовлетворительным результатом?
Будут ли проблемы из-за того, что вы используете не «настоящий» холст, а рисуете не на пластике? Будет ли картина прочной и прослужит долго?
Я протестировал акрил на пластике, и да, он хорошо держится. Итак, давайте подробно рассмотрим, что нужно сделать, чтобы акриловая краска прилипла к пластику.
Прилипает ли акриловая краска к пластику?
Да! Акриловая краска прилипает к пластику, но это зависит от того, как вы ее наносите. Пластик нужно отшлифовать мелкозернистой наждачной бумагой, загрунтовать и зашпаклевать после покраски. Пластик трудно красить, потому что акриловая краска затвердевает и становится пластичной по мере высыхания, что делает невозможным прилипание к пластиковой поверхности. Многие другие факторы могут либо способствовать, либо препятствовать прилипанию акриловых материалов к твердому пластику.
Что такое акриловая краска?
Акриловая краска — это быстросохнущая краска, в которой вместо масла в качестве растворителя используется вода. Это одна из самых стойких красок, потому что она полностью затвердевает при высыхании, что делает ее идеальной для наружных работ.
Акриловая краска обычно поставляется в банках, банках или тюбиках. Его можно разбавлять водой или акриловым растворителем для использования в качестве смывки или наносить непосредственно из тюбика, баночки или банки.
Использование акриловой краски
Акриловая краска отлично подходит для различных поделок, включая деревообработку. Он быстро сохнет и доступен в различных цветах. Кроме того, она относительно доступна по сравнению с другими типами красок.
Если вы ищете лучшую акриловую краску для деревянных поделок, я бы порекомендовал выбрать краску, специально предназначенную для дерева. Это гарантирует, что ваш проект будет выглядеть великолепно и прослужит долго!
Как красить пластик акриловой краской
Рисовать на пластике сложно, потому что он непористый, поэтому краска плохо к нему прилипает. Однако вы можете успешно покрасить пластик, если приложите необходимые усилия.
Однако помните, что краска может отслаиваться в зависимости от типа краски и пластика, с которыми вы работаете, особенно при частом или интенсивном использовании.
Материалы, которые вам понадобится
Пластиковый предмет
Sealer
Primer
Маскируя лента
Рэг-рисование
тонковитая наждачная бумага
Мяковая мыло блюдо и вода
Rugbing Alcking
Spray Spray Paint, Acryliclic Paint
Allick
. или эмалевая краска
Кисти (при использовании акриловых или эмалевых красок)
Малярная лента
Щетка для чистки
Салфетка
Газета
Шаги
Шаг 1: Подготовка
Прежде чем приступить к работе, убедитесь, что у вас есть подходящее защитное снаряжение и одежда, так как вы будете все закрашивать. Клейкая ткань или старая газета помогут защитить рабочее место от пятен краски.
Отправляйтесь в хорошо проветриваемое помещение или откройте окно и сделайте то же самое. Некоторые акриловые краски на основе растворителей содержат опасные компоненты, которые нельзя вдыхать, такие как толуол, ксилол, скипидар и метилэтилкетон. При необходимости используйте вентилятор или защитную маску для лица.
Возьми мелкозернистую наждачную бумагу. Аккуратно отшлифуйте все глянцевые поверхности изделия. Никогда не нажимайте слишком сильно, иначе вы поцарапаете поверхность. Пластик — это непористая поверхность; следовательно, удаление блестящих частей должно улучшить адгезию краски.
После шлифовки еще раз почистите поверхность объекта чистой мягкой тканью. Опять же, любая пыль должна быть устранена. Вы также можете использовать мыло и воду, чтобы снова очистить поверхность, если вы выберете чистящее средство или растворитель.
Протрите поверхность медицинским спиртом или уайт-спиритом, чтобы удалить масло, отпечатки пальцев, жир или грязь, которые могут препятствовать прилипанию краски к пластику.
Заклейте скотчем все части предмета, которые вы не хотите красить. Это полезно, даже если вы будете рисовать предмет кистью. Малярная лента поможет вам провести четкую и точную линию между окрашенными и неокрашенными частями вашего проекта.
Шаг 2: Добавьте грунтовку
Если пластик имеет глянцевый блеск, сначала нанесите прозрачный глянцевый акриловый герметик. Грунтовка даст вашей краске за что-то зацепиться. Для достижения наилучших результатов используйте безвредную для пластика грунтовку. Однако аэрозольные баллончики являются одними из самых популярных вариантов.
Существуют также жидкие версии в банках или бутылках для определенных моделей и других требований. №
При нанесении грунтовки обязательно покрывайте всю поверхность тонкими равномерными слоями. Дайте грунтовке полностью высохнуть, прежде чем переходить к следующему шагу.
Шаг 3: Покраска пластика
Наклейте клейкую ленту примерно в пяти дюймах от края того места, где вы хотите начать покраску. Выберите подходящую краску для пластика. Чтобы быть уверенным, проверьте, есть ли на вашей краске этикетка «пластик».
При необходимости подготовьте краску. Некоторые краски готовы к использованию прямо из контейнера, а другие требуют незначительной подготовки. Прежде чем начать, проверьте этикетку на вашей краске для получения необходимой информации.
Используйте растворитель для краски или достаточное количество воды, чтобы разбавить акриловую краску до кремообразной консистенции. Это поможет вам добиться более полированного вида и свести к минимуму мазки кистью. №
Нанесите один тонкий слой твердой акриловой краски с помощью кисти, валика или распылителя. Подождите не менее двух часов, пока первый слой высохнет, прежде чем переходить к следующему.
Если вы используете аэрозольную краску, держите сопло на расстоянии около дюйма от поверхности и наносите несколько тонких слоев до полного покрытия. Распыляйте из стороны в сторону, чтобы избежать потеков.
Убедитесь, что вы не прикасаетесь к пластиковому изделию в течение четырех часов, если ваша краска требует времени для высыхания перед использованием.
Добавляйте слои краски, пока не будете удовлетворены внешним видом пластика. Перед нанесением следующего убедитесь, что каждый слой полностью высох, иначе цвета будут смешиваться и выглядеть неравномерно. В большинстве случаев будет достаточно второго или третьего слоя.
Шаг 4: Закрепление поверхности
Следующим шагом является закрепление акриловой краски на окрашенной поверхности. Акриловые краски известны своей долговечностью, но, как и любая краска, со временем они могут поцарапаться или сколоться при частом использовании.
Глазурование или покрытие лаком поможет защитить изделие от повреждений и продлить срок его службы.
Можно использовать кисть или аэрозольный герметик. Во-первых, выберите герметик на свой вкус: сатиновый, матовый или глянцевый. Начните с нанесения одного легкого слоя и дайте ему высохнуть около 30 минут.
Помните, несколько тонких слоев герметика предпочтительнее, чем один толстый слой. Он может стать липким, если вы нанесете герметик слишком толстым слоем.
Шаг 5. Оставьте картину полностью сохнуть
Прежде чем картина высохнет, вы можете добавить в нее детали, характер и жизнь, особенно если это произведение искусства или реквизит. Сделать это можно с помощью маркера или акриловых красок.
Вы даже можете использовать вместо него наждачную бумагу, если хотите добиться более грубого вида.
Помните, что не существует неправильного способа покрасить пластиковый предмет, если он выглядит восхитительно с вашей стороны. Веселиться!
После нанесения нескольких слоев прозрачного акрилового герметика следуйте инструкциям на бутылке относительно времени высыхания. Не беритесь за пластиковый предмет, пока он полностью не высохнет. Готово!
Акриловая краска по пластику
Процедура покрытия пластика акриловой краской и необходимые материалы зависят от вашего проекта. Подумайте, сколько материалов вам понадобится, размер вашего пластикового предмета и сколько времени у вас будет на выполнение работы.
Лучшая краска для пластика — та, которая подходит для поверхности. Акриловые краски не предназначены для прилипания к пластику, поэтому со временем они стираются и отслаиваются. Тем не менее, краска, которую вы выбираете, определяется вашим проектом.
Акриловая аэрозольная краска лучше всего подходит для больших поверхностей, так как она изготовлена из пластика. К сожалению, краска в бутылках и тюбиках плохо держится.
Акриловые краски в бутылках идеально подходят для расстановки нежных цветовых акцентов на небольших пластиковых предметах или деталях на полистироле.
Если вы рисуете небольшие предметы или добавляете мелкие детали пластику, проще использовать акриловые краски в бутылках с кистью. Эта краска также идеально подходит для переработанных банок и пластиковых бутылок, а также других небольших изделий из пластика.
Акриловые краски могут поставляться с грунтовкой или герметиком. Большинство аэрозольных красок для пластика, доступных в магазинах красок, предлагают разные варианты.
Некоторые инструкции требуют подготовки поверхности и нанесения акриловой краски для получения оптимальных результатов.
Как сделать так, чтобы акриловая краска держалась на пластике
Чтобы акриловая краска прилипла к пластику, необходимо подготовить поверхность. Сначала очистите, отшлифуйте и загрунтуйте пластик. Вам также нужно будет нанести герметик после покраски, чтобы сделать поверхность водонепроницаемой и продлить срок ее службы.
В большинстве случаев акриловая краска отслаивается от пластиковых поверхностей из-за загрязнения. Убедитесь, что вы чистите пластиковый предмет теплой водой и средством для мытья посуды. Используйте обезжириватель или рекомендуемое чистящее средство на очень грязном или жирном объекте.
Многие варианты варьируются от продуктов с низким содержанием летучих органических соединений до чистых растворителей.
Когда дело доходит до покраски пластика, шероховатость поверхности может облегчить эту задачу. Шлифование пластика — простой и эффективный метод, обеспечивающий правильное прилипание краски.
Дальнейшее истирание способствует удалению пленок и оксидов, присутствующих на поверхности, что делает адгезию более вероятной. Перед покраской проверьте, нет ли отслоившихся частиц и удалите их с помощью мелкозернистой наждачной бумаги.
Грунтовку можно наносить на пластмассу кистью или распылителем. Ищите грунтовку, которая разработана специально для поверхности. Время, необходимое для надлежащего высыхания грунтовки, и количество необходимых слоев зависит от типа грунтовки.
Чтобы краска оставалась гладкой, большинство грунтовок наносится тонким слоем.
Как закрепить акриловую краску на пластике
После того, как вы покрасите пластиковую поверхность акриловыми красками, немедленно закрепите ее. Акрил растворяется в воде, и краски потекут, если их не защитить от влаги после нанесения.
Поскольку с пластиком приходится обращаться чаще, вам необходимо сохранить краску на месте для долговечности. Герметизация также делает пластик водонепроницаемым.
Существует несколько способов закрепления акриловой краски на пластике. Вот пять методов, которые я опробовал и рекомендую всем в любой день.
Полиуретан для долговечности
Полиуретан служит дольше, чем поликрилат. С другой стороны, полиуретан на водной основе после высыхания дает желтоватый оттенок. Он может изменить цвет, который вы хотите от вашего проекта. Вы можете наносить его точно так же, как поликриловый валик.
Самовыравнивающийся полиуретан идеально подходит для крупных изделий, таких как фигурки, игрушечные машинки, цветочные горшки, уличная мебель и множество других проектов.
Поликрил для прозрачной отделки
Основной функцией поликрила является герметизация окрашенной поверхности пластика. Поэтому он в основном подходит для внутренних проектов. Верхнее покрытие бывает матовым, полуглянцевым, глянцевым и ультраматовым.
Несмотря на то, что он менее прочен, чем полиуретан, он не желтеет со временем и быстро сохнет.
Поликриловый спрей равномерно наносится на пластиковую поверхность. Вы можете нанести более тонкие слои покрытия и дать ему высохнуть в течение 2 часов за один раз. Чтобы завершить проект, нанесите два или три слоя.
Акриловый полимер для уличной живописи и мебели
Акриловые полимерные лаки бывают различных видов отделки, включая матовый, глянцевый и матовый. Выбирайте тщательно, потому что сатин — это гибрид глянца и матовости. Используйте сатин, если вы опытный художник, ремесленник, художник или мастер своими руками.
Лак защищает пластиковую мебель и поверхности от обесцвечивания благодаря своему составу с УФ-излучением.
Акриловая смола для мелкого декоративно-прикладного искусства
Лак на основе акриловой смолы представляет собой прочное и долговечное покрытие. Он используется в мелких работах, таких как изготовление костров и ювелирных бусин, где требуется прочная и надежная защита поверхности. После толстого слоя финиш глянцевый и яркий, без оттенка.
Mod Podge для глянцевой отделки
Mod Podge представляет собой разбавленный перманентный белый клей средней жесткости, который можно использовать в качестве верхнего слоя на акриловых красках. Вы также можете использовать клей в качестве верхнего слоя на пластиковых поверхностях. Определитесь с отделкой, которую вы хотите использовать в своем проекте. Для глянцевого покрытия лучшим вариантом будет мод podge.
Связанный: Можно ли наклеить винил на дерево?
Пластиковые наконечники для покраски
Эти несколько советов сделают ваш проект красивым.
Используйте малярную ленту для четких линий
Пластиковые поверхности часто бывают сложными или имеют острые внутренние углы, которые трудно аккуратно покрасить. Смешивание краски по линиям — это основное НЕТ-НЕТ. Чтобы получить очень четкие линии, используйте малярный скотч перед тем, как начать рисовать.
Замаскируйте окружающее пространство, чтобы вам не пришлось делать ретушь после покраски.
Удалите ленту сразу после использования.
После покраски пластиковой поверхности удалите ленту сразу после нанесения последнего слоя краски. Будьте осторожны при удалении скотча, особенно если краска еще влажная.
Используйте альтернативу наждачной бумаге
Бывают случаи, когда вы хотите, чтобы пластиковая насадка была гладкой, но наждачная бумага слишком грубая для этой работы. Не волнуйтесь, потому что есть другие инструменты, которые вы можете использовать вместо наждачной бумаги. Вы также можете использовать напильник или наждачную бумагу, чтобы придать соплам ультрагладкую поверхность.
Другой альтернативой является жидкая шлифовальная машина. Качество отделки сравнимо с наждачной бумагой. Жидкость также облегчает работу, уменьшая засорение наконечника сопла.
Используйте альтернативные грунтовки
Грунтовка идеальна для пластиковых поверхностей, так как она улучшает поверхность за счет увеличения сцепления краски. Это также облегчает очистку, если вы допустили ошибку при рисовании.
Используйте базовое покрытие на масляной основе, если у вас нет грунтовки. Тем не менее, грунтовка, специально предназначенная для пластика, является идеальной.
Акриловая краска для пластика
Если вы ищете лучший грунт для пластика, постарайтесь приобрести грунт, который обещает высокую стойкость, такой как Vallejo и ржавчинный олеум.
Серая акриловая грунтовка-спрей Vallejo
Распродажа
3 352 отзыва
Vallejo Grey Primer Акриловый полиуретан, 200 мл
Surface Primer легко смывается водой
Не рекомендуется смешивать Surface Primer со спиртом и/или растворителями. Наносить аэрографом или кистью
и 200 мл
Vallejo Grey Primer — высококачественная грунтовка для небольших пластиковых и металлических поверхностей. Нанесите грунтовку довольно тонким слоем для чистой отделки, которая с меньшей вероятностью будет трескаться или отслаиваться.
Праймер легко смывается водой. Однако эту грунтовку нельзя смешивать со спиртом или растворителями. Поэтому не очищайте пластиковую поверхность ни одним из этих ингредиентов перед нанесением грунтовки.
Пластиковый спрей Rust-Oleum
Распродажа
11 498 отзывов
Rust-Oleum 245197 Универсальная аэрозольная эмалевая краска, 12 унций (упаковка из 1 шт.), Satin Black
Работает практически на любой поверхности, включая дерево, пластик, металл, стекловолокно, бетон, лозу, винил и т. д.
Формула на масляной основе с отличной адгезией предотвращает ржавчину, устойчива к выцветанию и сколам для долговечного покрытия
Быстросохнущая формула высыхает на ощупь за 30 минут и покрывает до 15 кв. долговечность
Сатиновая отделка придает поверхностям матовый вид
Эта грунтовка лучше всего подходит для акриловых красок. Он имеет ультратонкий туман, который не засоряет сопло вашего краскораспылителя.
Грунт-спрей для пластика Rust-Oleum хорошо покрывает поверхность, обеспечивая гладкую поверхность. Вы можете использовать его и с другими типами красок. После нанесения этой грунтовки дайте ей высохнуть в течение 24 часов, прежде чем использовать пластиковую поверхность.
Закрепитель акриловой краски
Следующим шагом после грунтовки поверхности будет нанесение закрепителя акриловой краски. Это гарантирует, что ваша акриловая краска не откалывается и не отслаивается от пластика.
Вот некоторые из герметиков, которые я рекомендую:
Акриловый герметик Sargent Art
Распродажа
4 026 отзывов
Sargent Art 22-8808 Акриловый глянец и лак на 16 унций, прочее, 1 шт. (упаковка)
Сертифицировано AP; нетоксичен и безопасен
При высыхании образует прочную, водонепроницаемую и защитную поверхность
Смешивается с акриловой краской или используется в качестве прозрачного покрытия
Бескислотный
Сделано в США
Sargent art sealer — прозрачный и нетоксичный акриловый герметик для легких материалов. Он быстро сохнет, и вы можете использовать его практически для любого типа краски. Наносите его в качестве последнего верхнего слоя, чтобы не волноваться о том, что вы испортите картину или поделку.
Акриловый герметик-спрей обеспечивает защитное, прозрачное покрытие
Придает глянцевый блеск практически любому интерьеру или экстерьеру
Долговечное защитное покрытие
Наносится и высыхает блеск
Спрей-формула наносится просто и равномерно.
Акриловый герметик-спрей Aleene быстро высыхает до блеска и защищает поверхность. Этот продукт подходит для проектов, которые не будут часто обрабатываться или очищаться.
Он также может защитить ваши пластиковые поверхности от неблагоприятных погодных условий. Он также отлично подходит как для внутренней, так и для наружной защиты.
Лучшая краска для пластика
Хорошим вариантом является покраска пластика тонкой акриловой краской. Тем не менее, убедитесь, что вы приобрели быстросохнущую версию для использования на пластике.
Некоторые из лучших типов акриловых красок для окраски пластика:
Индивидуальный набор акриловых красок
74 отзыва
Наборы акриловых красок оптом для детей, 24 индивидуальных набора из 12 цветных красок, блестящей краски и 2 кистей, для школ, клубов и лагерей, необходимые товары для творчества для всех проектов в области искусства и рукоделия
ЭФФЕКТИВНОСТЬ: покупка краски, уже разлитой в отдельные маленькие баночки с краской, помогает свести к минимуму беспорядок, экономит время, сокращает количество отходов и в целом является более разумным и эффективным способом рисования для ваших детей
ПОЛНЫЙ НАБОР: Каждый из 24 наборов включает в себя 6 основных цветов краски, 6 ярких и захватывающих цветов, 1 краску с серебряным блеском, плоскую кисть для больших поверхностей и заостренную для деталей. Объем каждой баночки с краской составляет 5 мл, всего в наборе около 65 мл краски!
НЕОБХОДИМЫЕ ПРИНАДЛЕЖНОСТИ ДЛЯ РЕМЕСЛА: Каждая школа, лагерь или ремесленный клуб обнаружит, что эти качественные наборы красок не только полезны, но и необходимы для всех творческих проектов. Наша высококачественная акриловая краска подходит для различных поверхностей, таких как камни, дерево, зеркала, холст, бумага, пластик и металл.
ОПТОВАЯ ПОКУПКА: сэкономьте деньги при покупке оптом! Покупка этой упаковки из 24 предметов поможет вам сэкономить, особенно при покупке для нескольких детей.
ГАРАНТИРОВАННОЕ УДОВЛЕТВОРЕНИЕ: Наши горшки для акриловой краски поставляются со 100-процентной гарантией качества. Если по какой-либо причине вы не удовлетворены краской на 100 процентов, свяжитесь с нами, и мы вернем вам полную стоимость без вопросов
Предположим, вы предпочитаете использовать отдельные бутылки с краской. Лучшие краски для пластика обещают гладкую поверхность и сильную адгезию. Эти краски сохнут быстрее и не требуют грунтовки для небольших поверхностей, таких как пластиковые игрушки.
Однако для этих красок может потребоваться акриловый герметик, если вы хотите, чтобы они держались дольше.
Многие любители также рекомендуют акриловые краски с высоким содержанием пигмента, потому что эти цвета с меньшей вероятностью выцветают под воздействием солнечных лучей.
Многофункциональная акриловая краска для рукоделия FolkArt
1 976 отзывов
Набор акриловых красок для рукоделия FolkArt PROMO830 Multi Satin Finish, предназначенный для начинающих и художников, нетоксичная формула, которая работает на всех поверхностях, 2 унции, 2 жидких унции (упаковка из 12), 12 цветов могут варьироваться, 24
ИДЕАЛЬНЫЙ РАЗМЕР И БРИЛЛИАНТ ЦВЕТА. Этот яркий набор акриловых красок для разных поверхностей включает в себя бутылки с краской на 12–2 унции. Цвета в этом наборе включают: зеленый лайм, классический зеленый, синий Look At Me, цвет морской волны, идеальный фиолетовый, лакричник, плетеный белый, ярко-розовый, ярко-красный, чистый оранжевый, настоящий коричневый и желтый нарцисс 9. 0010
ГЛАДКОВОЕ ПОКРЫТИЕ — После высыхания акриловая краска FolkArt Multi-Surface Acrylic Paint имеет красивую атласную поверхность. подробнее
ОЧИСТКА ЛЕГКО — Убирать легко с акриловой краской FolkArt Multi-Surface. Просто протрите влажной водой с мылом
НАДЕЖНЫЙ БРЕНД АМЕРИКАНСКОГО ПРОИЗВОДСТВА — FolkArt с гордостью производится в США
FolkArt Multi-Surface идеально подходит для пластиковых поверхностей, которые не являются сложными. Краска FolkArt Multi-surface прилипает ко всем типам поверхностей, особенно к пластику.
Он также отлично подходит для любого ремесленного проекта, требующего различных цветов, текстур и отделки. Он нетоксичен, устойчив к выцветанию и устойчив к сколам.
Акриловая аэрозольная краска по пластику
Другой вариант — использование акриловой аэрозольной краски. Если вы выберете этот вариант, помните, что важна не краска, а тип поверхности под ней.
Если поверхность не загрунтована должным образом или не гладкая, вам нужно поработать над своими навыками акриловой живописи. Отделка может выглядеть тусклой после высыхания и требует еще одного тонкого слоя краски для красивого и гладкого покрытия.
Вот некоторые из лучших аэрозольных красок, которые вы можете использовать для пластика.
Аэрозольная краска Krylon Fusion
Распродажа
859 отзывов
Krylon Fusion Spray Paint Gloss Sunbeam 12 унций
Эта не требующая предварительной подготовки краска с суперсвязью легко приклеивается к трубам из ПВХ, пластиковым кабелепроводам, виниловому молдингу и сайдингу
Не требует шлифовки или грунтовки
Быстро сохнет; полностью устойчива к сколам через 7 дней
Не требующая предварительной обработки суперсвязующая краска
Сохнет за 15 минут или меньше
Аэрозольные краски Krylon Fusion являются лучшими красками для пластика. Эти краски быстро сохнут, прилипают к большинству поверхностей, включая металл и пластик, и после высыхания обеспечивают гладкую поверхность.
Эту краску можно использовать даже для ткани, поскольку она быстро высыхает, не оставляя липкости и липкости.
Работает практически на любой поверхности, включая дерево, пластик, металл, стекловолокно, бетон, лозу, винил и т. д.
Формула на масляной основе с отличной адгезией предотвращает ржавчину, устойчива к выцветанию и сколам для долговечного покрытия
Быстросохнущая формула высыхает на ощупь за 30 минут и покрывает площадь до 15 кв. футов в одном баллоне
Предотвращает ржавчину и коррозию для повышения долговечности
Матовое покрытие придает поверхности матовый вид
Аэрозольная краска Rust-Oleum — еще один хороший выбор, поскольку вы можете использовать его для различных поверхностей, не только пластика. Хорошо распыляется и высыхает за считанные минуты, образуя гладкую поверхность. Он также идеально подходит для наружных поверхностей.
Хотя краска Rust-Oleum не так хороша, как Krylon, это все же достойная альтернатива, которую вы можете попробовать, если в вашем местном магазине нет последнего продукта.
Пластиковые материалы. Я могу покрасить с помощью акриловых
ящики для хранения
Резьчные доски
СУМЕЕ СУДЫ
ГАРСКИОрганайзеры для шкафов
Домашний декор
Пасхальные яйца
Игрушки
Часто задаваемые вопросы
Как добиться, чтобы акриловая краска прилипала к пластику?
Чтобы акриловая краска держалась, необходимо загрунтовать пластик быстросохнущим базовым слоем. Это поможет краске прилипнуть к пластику и придаст гладкость поверхности. Грунтовка должна быть специально разработана для пластиковых поверхностей.
Можно ли использовать акриловую краску для пластика?
Да, вы можете использовать акриловую краску для пластика. Используйте краски, предназначенные для прилипания к полимерам. Однако для этого требуется более пористая поверхность. Перед покраской акриловой краской поверхность необходимо загрунтовать для лучшей адгезии.
Какой краской можно красить пластик?
Акриловая краска лучше всего подходит для пластика. Легко наносится и быстро сохнет. Он приклеится еще лучше, если нанести его на бумажные полоски, а затем прикрепить клейкой лентой, а не приклеивать непосредственно к поверхности, но при использовании акриловой краски в этом может не быть необходимости.
Сколько времени сохнет акриловая краска на пластике?
Сохнет акриловая краска на пластике примерно 72 часа. Акриловые краски на водной основе сохнут быстрее, чем картины на масляной основе, для полного высыхания которых требуется от нескольких дней до нескольких недель. Хотя 72 часа могут показаться долгим сроком, это неплохо, если учесть, что чем дольше ожидание, тем выше качество вашего проекта с точки зрения долговечности и отделки.
Почему моя акриловая краска не держится на пластике?
Если у вас есть краска, которая не прилипает к пластику, вероятно, это связано с химическим дисбалансом. Акриловую краску можно успешно наносить, поскольку она содержит пластификаторы и другие добавки, предотвращающие растрескивание материала после высыхания. По какой-то причине химические вещества в вашей акриловой краске смешиваются не так, как должны; или еще хуже — совсем не хватает!
Можно ли использовать акриловую краску в качестве клея?
Да, в качестве клея можно использовать акриловую краску. Хорошо сцепляется с бумагой и текстилем. Однако соединение менее прочное, чем у некоторых клеев. Время до высыхания акрила также может сильно различаться в зависимости от типа краски и условий окружающей среды. По этим причинам его следует использовать в качестве подходящего клея только в тех случаях, когда нет лучших альтернатив или когда у вас есть больше времени, чтобы дать клею высохнуть, прежде чем соединить два объекта.
Что будет, если добавить клей в краску?
Добавление клея в краску возможно, но может вызвать некоторые проблемы. Если вы добавите слишком много любого компонента, полученный клей не высохнет должным образом — он может оставаться липким или даже влажным через несколько дней или недель!
Подходит ли клей Элмера для пластика?
Нет, клей Элмера плохо работает с пластиком. Он не предназначен для склеивания пластика, и хотя некоторые виды пластика можно склеить клеем Элмера, соединение не будет прочным.
Итак, прилипнет ли акриловая краска к пластику?
Да, акриловая краска прилипает к пластику. Это идеальный выбор практически для любого проекта, где вам нужно рисовать на полимерных поверхностях.
Адгезия надежная, если ваша поверхность была загрунтована и ваша акриловая картина запечатана. Тип акриловой краски, которую вы используете, поверхность, на которой вы ее рисуете, и то, как вы ее рисуете, могут повлиять на то, насколько хорошо она приклеится.
5GClab, 5ДжиКлаб, задания, фриланс, курьерские услуги, компьютерная помощь, бытовой ремонт, установка и ремонт техники, уборка и помощь по хозяйству, ремонт цифровой техники. грузоперевозки, виртуальный помощник, мероприятия и промоакции, фото- и видеоуслуги, дизайн, веб-разработка, красота и здоровье, юридическая помощь.Найти заказы быстро
Адрес магазина:
Москва, проезд Черепановых 17А
тел: +7(985)343-09-43
8 (800) 600-18-51 (звонок по России бесплатный)
Режим работы:
ПН — сб 9:00- 18:00
Мы переехали на новый сайт!https://tankardfreza.ru/Вы также можете использовать старую версию сайта
Корзина
Корзина пуста
MOD_VIRTUEMART_CART_AJAX_CART_PLZ_JAVASCRIPT
Избранные товары
×
Внимание
404 — Запрашиваемый товар не существует!
Сортировать по
Цена товара +/-
Название товара
Артикул
Категория
Название производителя
Порядок
Производитель:
Выбрать производителя
Arden
Borma Wachs
EHOMA
PEGAS
Pilana
PROCUT
Rotis
SUMAKE
TIDEWAY
Unic Tool
WOODWORK
Глобус
СМТ
Энкор
Рекомендуем
В наличии 1 шт.
Купить за 1 клик
Рекомендуем
В наличии 1 шт.
Купить за 1 клик
Рекомендуем
Нет в наличии
Купить за 1 клик
Рекомендуем
В наличии 1 шт.
Купить за 1 клик
Рекомендуем
Нет в наличии
Купить за 1 клик
Артикул: 19123
Нет в наличии
15 руб
Купить за 1 клик
Артикул: 19124
Нет в наличии
19 руб
Купить за 1 клик
Рекомендуем
Артикул: 19125
Нет в наличии
23 руб
Купить за 1 клик
Артикул: 19126
В наличии 1 шт.
28 руб
Купить за 1 клик
Артикул: 19127
В наличии 1 шт.
42 руб
Купить за 1 клик
Артикул: 19728
В наличии 1 шт.
45 руб
Купить за 1 клик
Рекомендуем
Артикул: 19128
Нет в наличии
50 руб
Купить за 1 клик
Артикул: 6723
В наличии 1 шт.
50 руб
Купить за 1 клик
Артикул: 24605
В наличии 1 шт.
65 руб
Купить за 1 клик
Артикул: 19129
В наличии 1 шт.
65 руб
Купить за 1 клик
Артикул: 24606
В наличии 1 шт.
70 руб
Купить за 1 клик
Артикул: 19740
В наличии 1 шт.
71 руб
Купить за 1 клик
Артикул: 19739
В наличии 1 шт.
71 руб
Купить за 1 клик
Артикул: 24608
В наличии 1 шт.
75 руб
Купить за 1 клик
Артикул: 19130
В наличии 1 шт.
80 руб
Купить за 1 клик
Артикул: 24611
В наличии 1 шт.
85 руб
Купить за 1 клик
Артикул: 24613
В наличии 1 шт.
90 руб
Купить за 1 клик
Артикул: 24614
Нет в наличии
95 руб
Купить за 1 клик
Артикул: 19732
В наличии 1 шт.
96 руб
Купить за 1 клик
Раздвижная линейка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Раздвижная линейка ( рис. 78, а) состоит из направляющей металлической рамки длиной 300 мм, внутри которой свободно передвигается стальная линейка такой же длины. Раздвижная линейка применяется для измерения ширины камер коксования и регенераторов.
[1]
Схождение колес проверяют раздвижной линейкой. При проверке необходимо точно измерить расстояния А и Б между ободьями колес сзади и спереди на высоте центра колес. По разности значений А и Б определяют схождение колес. Схождение управляемых колес регулируют изменением длины поперечной рулевой тяги.
[2]
Для определения схождения колес обычно используют специальные раздвижные линейки, а для углов установки колес — переносные ручные приборы механического, жидкостного или оптического типа. Применяют также стационарные диагностические стенды различных конструкций, устанавливаемые обычно на смотровых канавах проездного или тупикового типов.
[3]
Схождение передних колес регулируют при помощи раздвижной линейки ГАРО с отвесами Автомобиль устанавливают на ровную площадку ( колеса находятся в положении, соответствующем движению автомобиля по прямой) и спереди измеряют расстояние между боковыми поверхностями шин. Линейка должна находиться в горизонтальном положении на высоте, соответствующей длине имеющихся у нее отвесов. Сделав на шинах отметку мелом в местах касания линейки, перекатывают автомобиль вперед так, чтобы отметки оказались сзади оси, и вновь замеряют расстояние между отметками.
[4]
Он состоит из двух соединенных под углом раздвижных линеек, одна из которых всегда располагается вертикально, а другая может устанавливаться по отношению к первой под требуемыми углами, отсчитываемыми по шкале с нониусом, расположенным на рычаге, посредством которого прибор крепится к головке обычного чертежного комбайна. [5]
На ступице той же конической шестерни имеются раздвижные линейки 25, позволяющие быстро устанавливать необходимое число отверстий на делительном диске в процессе делений. Для передачи вращения шпинделю от фрезерного станка ( необходимого при фрезеровании спирали или при выполнении дифференциального деления) имеется дополнительное устройство в виде кронштейна, закрепленного болтами в основании. В расточке кронштейна проходит валик, на одном конце которого крепится коническая шестерня, находящаяся в приводной коробке, а на другом — сменная шестерня из прилагаемого набора.
[6]
Основные габаритные размеры шин измеряют по ширине профиля раздвижной линейкой, по периметру профиля и длине окружности — рулеткой. За результаты измерения покрышки принимают среднее арифметическое пяти.
[7]
Ежедневно осматривают рессоры, прбверяют прочность всех соединений, регулярно раздвижной линейкой проверяют угол схода колес передней оси. Кроме того, подтягивают стремянки, кронштейны и серьги рессор. Ежедневно осматривают покрышки, при наличии даже мелких повреждений следует немедленно сдавать их в ремонт.
[8]
Для этого следует поставить автомобиль на горизонтальной площадке и при помощи раздвижной линейки или рейки измерить расстояние между ободами правого и левого колес на расстоянии около 180 мм от поверхности площадки.
[9]
Конструкция прибора фирмы Kent основана на установке радиусов дуг по шкалам раздвижных линеек, что ограничивает диапазон работы прибора, и фирма вынуждена для обеспечения вычерчивания дуг с радиусом от 200 до 5000 мм выпускать две модели прибора.
[10]
Делительные механизмы.
[11]
При отсчете числа b отверстий на лимбе используют раздвижной сектор ( см. рис. 21, а), составленный из двух радиальных раздвижных линеек.
[12]
Раздвижная линейка ( рис. 78, а) состоит из направляющей металлической рамки длиной 300 мм, внутри которой свободно передвигается стальная линейка такой же длины. Раздвижная линейка применяется для измерения ширины камер коксования и регенераторов.
[13]
Для проверки схождения применяют раздвижную линейку / ( рис. 163), которую устанавливают между передними колесами так, чтобы упоры 4 касались боковин покрышек, а концы цепочек 3 — пола. Шкалу линейки перемещают до совмещения указателя 2 с нулевым делением.
[15]
Страницы:
1
2
Sliding Ruler — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 60 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Вычислительное устройство, отправившее человека на Луну : NPR Ed : NPR
Транспортир и горелка Бунзена. Игра на диктофоне на уроке музыки. Рисование дуг и окружностей циркулем в геометрии. Эти инструменты образовательной торговли становятся частью нашей жизни на семестр или два, а затем мы идем дальше.
Сегодня Эд NPR начинает новую серию, в которой исследует эти иконы классной комнаты. Мы начнем с устройства, которое когда-то было необходимо для математики более высокого уровня, в школе и на рабочем месте, но теперь почти исчезло:
Логарифмическая линейка.
«Вытащите батарейки», — говорит Джим Хас, наблюдая, как его студенты, изучающие математику, вынимают батарейки АА, питающие их калькуляторы. «Давайте решим эти задачи на умножение еще раз».
Для следующих расчетов младшие и старшие классы Хуса в средней школе Хайленда в Хайленде, штат Индиана, будут использовать другой инструмент: инструмент, которому 400 лет.
До смартфонов, ноутбуков и графических калькуляторов была логарифмическая линейка. Это мощное механическое вычислительное устройство, часто не больше 12-дюймовой линейки, помеченной числами, но часть его выдвигается наружу, чтобы показать взаимосвязь между различными наборами чисел.
Этот, казалось бы, простой инструмент имеет серьезное резюме. Инженеры НАСА использовали логарифмические линейки для создания ракет и планирования миссии по высадке Аполлона-11 на Луну. Говорят, что Баззу Олдрину понадобилась карманная логарифмическая линейка для расчетов в последнюю минуту перед приземлением.
«Лакуратная линейка — это инструмент, который использовался практически для всего», — говорит Дебора Дуглас, директор отдела коллекций и куратор отдела науки и технологий в Музее Массачусетского технологического института в Кембридже, штат Массачусетс. В музее только что завершилась трехлетняя выставка. на логарифмических правилах. «Размер канализационной трубы, несущая способность картонной коробки, даже ракеты и автомобили».
Итак, что такое логарифмическая линейка?
Логарифмические линейки обычно имеют прямоугольную форму и размером с линейку. Они разделены на трети, верхняя и нижняя зафиксированы на месте, а средняя часть скользит вперед и назад. В каждом разделе есть шкалы — цифры и отметки линий для расчетов.
Первый был построен Уильямом Отредом, священнослужителем, преподававшим математику в Англии в 1600-х годах. Он был основан на открытии логарифмов Джоном Нейпиром.
В своей простейшей форме логарифмическая линейка складывает и вычитает длины для расчета общего расстояния. Но логарифмические линейки также могут обрабатывать умножение и деление, находить квадратные корни и выполнять другие сложные вычисления.
Для поколений инженеров, техников и ученых логарифмическая линейка была неотъемлемой частью их повседневной жизни. Пока вдруг не стало.
В 1972 году компания Hewlett-Packard выпустила первый портативный электронный калькулятор. Буквально за одну ночь логарифмическая линейка устарела.
«Смерть логарифмической линейки произошла почти мгновенно», — говорит Боб Де Сезарис, курирующий производство микросхем в Intel и обладающий одной из самых больших коллекций логарифмических линеек в стране. По оценкам Де Сезариса, в его коллекции около 4000 логарифмических линеек.
Он также является президентом Oughtred Society — группы из 400 коллекционеров и энтузиастов логарифмических линеек, стремящихся сохранить историю устройства (и где можно найти о них всевозможную информацию).
И все же, несмотря на вычислительную мощность в наши дни даже в карманном телефоне, логарифмическая линейка не совсем мертва.
Пример задачи: 2×2
1 из 4
Кое-где такие учителя, как Джим Хас, до сих пор используют их в классе. Сестра Паула Ирвинг, монахиня из Общины Иисуса в Орлеане, штат Массачусетс, преподает курс компьютерного программирования для старшеклассников, обучающихся на дому. И когда она освещает историю компьютеров, она учит студентов, как использовать инструмент, который она помнит, наблюдая за тем, как ее отец использовал его, когда он подсчитывал финансы их семьи.
Более чем в тысяче миль к западу Лори Эмери, учитель математики в средней школе Южного Виннешика в Калмаре, штат Айова, научит своих младших школьников делать сложные вычисления без калькулятора.
В Калифорнийском университете в Сан-Диего даже проводится семинар для первокурсников по логарифмической линейке, который профессор Джо Паскуале ведет с 2003 года. я даже не думаю о производимых расчетах», — говорит Паскуале. «Мы просто позволяем нашему компьютеру делать всю работу».
На семинаре Паскуале говорит, что его ученики часто удивляются тому, что ответы логарифмической линейки имеют смысл.
Размышляя о математике
«Преимущество калькулятора в том, что вам не нужно думать, но это также и плохо», — добавляет он. «Когда вы используете логарифмическую линейку, вы должны быть вовлечены. Вы должны думать о математике».
И это одна из главных причин, по которой некоторые учителя до сих пор придерживаются старых «хитростей».
Дебби Дуглас из Массачусетского технологического института говорит, что хотя логарифмическая линейка не так точна, как калькулятор, студенты могут понять, что она делает. «Это действительно делает человека вовлеченным в процесс».
Производство станков с ЧПУ и трубогибов в Воронеже
Станки плазменной резки с ЧПУ
По самым минимальным ценам
Смотреть все
Фрезерные станки с ЧПУ
изготовление под размеры заказчика
Смотреть все
Запчасти и комплектующие
Хорошее качество, отличная работа
Смотреть все
Товар дня
Осталось
16.04.2025 00:00
Настольный фрезерный станок Hobby 6090
Каталог оборудования
производства в Воронеже
3 товара
3 товара
Фрезерные станки
Станки плазменной резки
Станки трубогибочные
Комплектующие
Новинки
Оборудование в наличии
Источники плазменной резки
Товар
Цена
Товар
Цена
Товар
Цена
Кредит до 500 000 р. от Тинькофф Банка
Приобрести оборудование в кредит. Все вопросы по телефону +7 (919) 248-35-70
Собственная монтажная бригада
Отправка в регионы
Гарантийное и сервисное обслуживание
Акции и скидки
Компания RealSteel 2014 года занимается производством и поставками различного станочного оборудования для гибки труб, плазменной резки, фрезеровки. Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию.
Закупка комплектующих для сборки оборудования производится непосредственно у производителей – это означает сравнительно невысокую стоимость конечного продукта. В то же время мы приобретаем составляющие там же, где и наши конкуренты, потому оборудование российского производства ни в чем не уступает по качеству известным зарубежным брендам.
С новым оборудованием не возникнет сложностей, потому что наши сотрудники перед отправкой станков обязательно проверяют и настраивают их, так что по прибытию на место они сразу же готовы для работы. Обучение персонала мы тоже проведем, рассказав о принципах работы конкретного станка, возможных ограничениях, а также правилах техники безопасности. Доставку RealSteel тоже берет на себя – клиенту остается только позвонить нам, сформулировать точную задачу и дождаться прибытия оборудования.
Подписаться на рассылку выгодных предложений
станки и оборудование для бизнеса
Станки и инструмент для бизнеса — Станкофф.
RU
Адрес пункта отгрузки «СТАНКОФФ.РУ» в Воронеже:
394026, Воронеж, ул. Краснодонская, 31
Телефон: +7 800 5555 770 (Звонок бесплатный) Время работы склада —
Прием заказов
На сайте или по телефону: +7 800 5555 770. Возможна доставка или самовывоз из пункта отгрузки.
ООО «СТАНКОФФ.РУ» ИНН 1657244809 КПП 166101001 ОГРН 1181690023701 Р. счет 40702810229480001259 Банк ФИЛИАЛ «НИЖЕГОРОДСКИЙ» АО «АЛЬФА-БАНК» К.счет 30101810200000000824 БИК 042202824 Юридический адрес 420127, РТ, г. Казань, ул. Михаила Миля, 65А, офис 203 Фактический адрес 420127, РТ, г. Казань, ул. Михаила Миля, 65А, офис 203 Почтовый адрес 420127, РТ, г. Казань, ул. Михаила Миля, 65А, офис 203
ООО «ТЕХНОКРАТИЯ» ИНН 1656060774 КПП 166101001 ОГРН 1111690067818 Р.счет 40702810129480001359 Банк ФИЛИАЛ «НИЖЕГОРОДСКИЙ» АО «АЛЬФА-БАНК» К.счет 30101810200000000824 БИК 042202824 Юридический адрес 420127, РТ, г. Казань, ул. Михаила Миля, 65А, офис 202 Фактический адрес 420127, РТ, г. Казань, ул. Михаила Миля, 65А, офис 202 Почтовый адрес 420127, РТ, г. Казань, ул. Михаила Миля, 65А, офис 202
Восстановление пароля
Для восстановления пароля введите Ваш Email адрес
Email
Вернуться ко Входу
Вход для пользователей
Email
Пароль
Забыли пароль?
Воронеж КБ 3539 Металлопресс Станки б/у
Описание
Технические характеристики
Об этом продавце
Ход: 320 мм Размер стола: 2500 мм x 1400 мм 800 тонн Новый двигатель Колеса в хорошем состоянии
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Мощность в тоннах
800 Т
——————-
Рабочее время
Время работы без подзарядки
Государственный
хорошо
По местным нормам
———
Статус
Технический паспорт
Воронеж КБ 3539
Тип клиента
Пользователь – малая или средняя компания
Действует с
2019
Предложения онлайн
1
Последнее действие
5 мая 2021 г.
Описание
Ход: 320 мм Размер стола: 2500 мм x 1400 мм 800 тонн Новый двигатель Колеса в хорошем состоянии
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Характеристики
Мощность в тоннах
800 Т
——————-
Рабочее время
Время работы без подзарядки
Государственный
хороший
По местным нормам
———
Статус
Об этом продавце
Тип клиента
Пользователь – малая или средняя компания
Активен с
2019
Предложения онлайн
1
Последнее действие
5 мая 2021 г.
Данные об импорте деталей для АС по коду ТН ВЭД 8466 Импорт в Россию из Китая Воронеж
Данные по импорту запчастей переменного тока из России
Поиск данных по импорту и экспорту в России на уровне отгрузки
ИмпортЭкспорт
Поиск данных по импорту запчастей для кондиционеров по коду ТН ВЭД 8466 импорт в Россию из Китая Воронеж и Просмотреть размер и долю рынка, стоимость, имена импортеров и экспортеров, количество продукции по коду ТН ВЭД 8466
** Доступно при покупке
DATE
HS_CODE
Product Description
Trademark
Country
Net Weight
Statistical Cost
Place
Shipper Name
Consignee Name
2017-10-10
8466102000
МЕХАНИЧЕСКИЙ резцедержатель на ручной фрезерный станок, ОБЛ. ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ РАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE:
ENKOR
CHINA
0.5
14,48
VORONEZH
*****
*****
2017-10-10
8466102000
МЕХАНИЧЕСКИЙ резцедержатель на ручной фрезерный станок, ОБЛ.ПРИМЕНЕНИЯ ЗАПЧАСТИ ДЛЯ БЫВШИХ ЗАПАСНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 КЛАССИФИКАЦИОННЫЙ КОД:
ЭНКОР
КИТАЙ
0,5
14,48
14,48
ВОРОНЭ 9****0024
*****
2017-10-12
8466209100
МЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОБРАБ.ДЕТАЛЕЙ НА СТАНКЕ БЕЗ СОБСТВЕННОГО ПРИВОДА ИЛИ РЕДУКТОРА ОБЛ.ПРИМ.-ЗАПЧАСТИ. AND REPAIR OF EARLIER VVEZONNYH Finished products FACEPLATE
ENKOR
CHINA
0.5
4,54
VORONEZH
*****
*****
2017-10-12
8466209100
МЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОБРАБ. ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ БЕЗ СОБСТВЕННОГО ПРИВОДА ОБЛ.ПРИМ.-ЗАПЧАСТИ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ. И РЕМОНТ РАНЕЕ ВВЕЗОННЫХ ГОТОВЫХ ИЗДЕЛИЙ ЛИЦА
ENKOR
CHINA
0.5
4,54
VORONEZH
*****
*****
2017-10-19
8466209100
MECHANICAL DEVICE FOR FIXING OBRAB .ДЕТАЛЕЙ на токарных станках без собственного привода или редуктора ОБЛ.ПРИМ.-ЗАПЧАСТИ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ. И РЕМОНТ РАНЕЕ ВВЕЗОННЫХ ГОТОВЫХ ИЗДЕЛИЙ ФАСАДНИК
ЭНКОР
КИТАЙ
0,5
4,52
ВОРОНЕЖ
*****
*****
2017-10-19
8466209100
МЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОБРАБ.ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ БЕЗ СОБСТВЕННОГО ПРИВОДА ИЛИ РЕДУКТОРА-ОБЛ.ПАР.ПРИМЦ. ДЛЯ ПОДДЕРЖАНИЯ. AND REPAIR OF EARLIER VVEZONNYH Finished products FACEPLATE
ENKOR
CHINA
0.5
4,52
VORONEZH
*****
*****
2017-10-23
8466102000
МЕХАНИЧЕСКИЙ резцедержатель на ручной фрезерный станок, ОБЛ. ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ ЗАРАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE:
ENKOR
CHINA
0.5
14,5
VORONEZH
*****
*****
2017-10-23
8466102000
МЕХАНИЧЕСКИЙ резцедержатель на ручной фрезерный станок, ОБЛ.ПРИМЕНЕНИЯ ЗАПЧАСТИ ДЛЯ БЫВШИХ ЗАПАСНЫХ ГОТОВЫХ ИЗДЕЛИЙ 392 800 КОД КЛАССИФИКАЦИИ:
ЭНКОР
КИТАЙ
0,5
14,5
14,5
ВОРОНЭ0024
*****
Запрос полных данных
Наши данные по импорту запчастей для кондиционеров в Россию и отчет об исследовании рынка охватывают рыночные цены на запчасти и долю рынка российских компаний. Это поможет вам эффективно провести анализ рынка на основе цены, компании и т. д., а также получить информацию о размере рынка запчастей переменного тока в России. Выше приведены несколько записей об отгрузке с небольшим количеством важных столбцов данных об импорте из России частей переменного тока.
Автоматической станочной линией называется система станков и вспомога- тельных устройств, автоматически осуществляющих назначенную последователь- ность технологических операций без вмешательства рабочего.
Преимущества А.Л.:
-применения А.Л. увеличивает производительность;
-количество станков сокращается в 1,5-2 раза;
-количество рабочих в 5-8 раз.
-качество продукции улучшается и становится стабильным.
-себестоимость обработки сокращается в 3-4 раза. Недостатки А.Л.:
-повышение требований к заготовке для обеспечения стабильности процесса обработки.
-трудоемкость переналадки линии на другую деталь или на другой техпро- цесс.
-повышенные первоначальные затраты.
В состав автоматической линии входят: станки, транспортная система и систе- ма управления.
Общая структурная схема А. Л.
Автоматиче-
ская линия
ТРАНСПОРТНАЯ
СИСТЕМА
СТАНКИ
СИСТЕМА
УПРАВЛЕНИЯ
Глав
При
Мех
Ос-
По-
На-
Бл.
Бл.
Бло
ный
вод
за-
нов.
во-
ко-
Син
кон-
ки-
при
по-
жи-
Тра
ротн
пи-
хро
тро-
ров-
вод
дачи
ма
нсп
уст-
тель
низ.
ля
ки
За-
От-
груз
вод
Ус-
стру
во
жки
Состав основного станочного оборудования автоматических линий в основном зависит от вида обрабатываемых деталей и может включать в себя агрегатные, спе- циальные и специализированные станки.
Транспортная система состоит из основной транспортной трассы и следующих дополнительных устройств:
1
-накопителей заделов для бесперебойной работы линии при простое отдель- ных агрегатов.
-устройства для поворота обрабатываемых заготовок.
-загрузочных устройств для подачи заготовки с основной транспортной трас- сы к зажимному устройству станка.
-устройств для автоматического отвода стружки.
Система управления включает в себя блок синхронизации, блок контроля и систему блокировок.
Требования к обрабатываемым деталям.
1.Достаточность программы выпуска
2.Хорошая технологичность, для применения простых технологических про- цессов.
3.Поле рассеяния значений твердости материала заготовок должно быть более узким, чем обычно. Это необходимо для получения стабильной стойкости инструментов и возможности планомерной подналадки инструментов.
4.Размеры заготовок должны иметь хорошую стабильность.
Типы автоматических линий.
Автоматические. линии классифицируются по ряду признаков. В зависимости от величины штучного выпуска деталей применяются однопоточные линии (после- довательного действия) и многопоточные (параллельно-последовательного дейст- вия).
По роду станков различают А.Л., образованные из: специальных станков; агре- гатных станков; универсальных станков.
По способу передачи обрабатываемых деталей со станка на станок различают линии:
1)со сквозным транспортированием с проходом деталей сквозь места зажима: применяются при обработке корпусных деталей на агрегатных станках.
Тц – продолжительность цикла лимитирующего станка или операции твс – продолжительность несовмещенных вспомогательных операций
Вследствие внецикловых потерь фактическая производительность меньше рас- четной:
QФ = Q — qП = Q ×η = 1t qП — потеря выпуска всей линии в единицу времени h — коэффициент использования линии.
t — длительность среднего интервала выпуска детали с последней позиции ли-
нии
η = QQФ = τt
Относительная доля потери штучного времени
β = Q − QФ = 1-η
Q
Потери штучной производительности автоматической линии и коэффициент ее использования зависят:
а) от частоты неполадок в элементах оборудования А. Л., вызывающих простой отдельных ее агрегатов;
б) от длительности устранения этих неполадок.
Средняя полная длительность потерь, приходящаяся на единицу времени рабо- ты для каждого агрегата линии равна:
N
П = åПI
1
N – общее количество сблокированных агрегатов линии.
Фактическая производительность сблокированной линии
QФ =
Q
N
1+ åПI
1
Коэффициент использования линии с учетом потерь
η =
1
N
1+ åПI
1
Отсюда видно, что для повышения коэффициента использования необходимо стремиться к уменьшению конструктивных элементов как в самих агрегатах, так и в пределах всей всей линии.
С учетом потерь времени из-за инструментов коэффициент использования сблокированной линии равен:
η =
1
N
U
U
1+ åПI + å
ПI + åПIсс
1
1
1
U — количество групп инструментов ПIсл случайные потери по инструменту
ПI потери на смену группы инструментов
3
Деление сблокированной линии на потоки.
Наличие лимитирующих операций, т.е. операций длительность выполнения ко- торых существенно больше средней длительности выполнения остальных операций, делают необходимым делить линии на несколько потоков. Места переходов от од- нопоточной линии к многопоточной и наоборот делят линию на участки.
Большая длительность лимитирующей операции, а также большая программа
изготовления деталей могут потребовать применения на лимитирующих операциях параллельной обработки нескольких деталей. При этом возможны два варианта:
1.Установка станков для лимитирующих операций в одной общей цепочке.
При небольших габаритах детали на одном станке обрабатывается параллельно несколько заготовок
Большие заготовки обрабатываются параллельно по одной на каждом станке При Z параллельно обрабатываемых заготовках шаг транспортера принимается в Z раза больше расстояния между смежными заготовками.
При параллельной обработке в одном потоке увеличивается количество сбло- кированных станков, что снижает коэффициент использования сблокированных ли-
ний.
2.Установка станков для лимитирующих операций в параллельных частях ли-
нии.
Станки, параллельно обрабатывающие несколько деталей, устанавливаются на параллельных частях автоматической линии, снабженных транспортными устройст- вами, которые позволяют этим частям линии работать независимо друг от друга. Та- кие части линии называются потоками.
Каждый поток снабжен тремя транспортерами. А – подводящим; В – подающим; С – выдающим.
4
Автоматические линии — MEGA-TRAY
Скоростная фасовка и комплектация многокомпонентных готовых блюд на конвейерных линиях Hefestus
Автоматизация производственного и упаковочного цикла — естественное требование рынка и мечта многих производителей продуктов питания. Основной задачей, которую решает внедрение подобной системы на производстве готовых вторых блюд, является увеличение производительности и улучшение качества продукции. Автоматизированный сборочный конвейер, который может быть легко интегрирован с автоматической упаковочной машиной семейства Hera SLB или Hercules SLB, — это очередная новинка компании Hefestus, которая уже прошла испытания греческой Олимпиадой-2004, теперь доступна в России.
Проекты такого рода делаются исключительно по индивидуальному проекту, обеспечивая точное соблюдение мельчайших деталей, гарантируя требуемую производительность при заданном ассортименте продукции. Различная степень автоматизации и модульная конструкция позволяет использовать линии многокомпонентной фасовки готовых блюд Hefestus для абсолютного любых продуктов, от классического плова или гуляша с картофелем до самых экзотических блюд азиатской кухни.
Каждая рабочая станция — ручная или снабженная автоматическим дозатором оснащена системой контроля взвешивания, все данные с которых поступают в центральный компьютер, хранящий множество программ для различных видов продукции, чем достигается идеальная точность и минимальная погрешность в весе готовой продукции. Электроника линии может быть интегрирована с программой учета ресурсов на персональном компьютере соответствующего подразделения для обеспечения точного контроля за расходованием продукта (сырья) не только в каждой упаковке, но и в смену, день, месяц и т.д.
Линии сборки могут быть одиночными, двойными и комплексными — сочетающими в себе множество одиночных и/или двойных, объединенных финальным конвейером для групповой упаковки продукта. Каждая линия может включать в себя следующие узлы и компоненты:
Возможность последовательного расположения нескольких автоматических дозаторов и станций ручной порционной фасовки позволяет обеспечить максимальную производительность при минимуме затрат. Линии сборки могут использоваться для фасовки готовых вторых блюд:
для последующей упаковки в МГС, сохраняя свежесть только что приготовленного блюда
для замороженных блюд, обеспечивающих длительное хранение при отрицательных температурах
для стерилизации, т.е. создания готовых блюд длительного хранения — до года при комнатной температуре
Производительность линии целиком зависит от потребностей конкретного производства и может варьироваться от 10 упаковок в минуту (600 упаковок в час) до необходимого максимума.
Описанные линии находят широкое применение в авиакомпаниях и аэропортах, кейтеринговых компаниях, на любом предприятии-производителе готовых блюд независимо от формы конечной реализации продукта (свежий, замороженный или стерилизованный).
Гибкость настройки, легкость перехода на фасовку другого продукта, удобство эксплуатации и обслуживания — это отличительные признаки линий сборки многокомпонентных готовых блюд от компании Hefestus.
Добавление автоматических строк (Microsoft Word)
Обратите внимание: Эта статья написана для пользователей следующих версий Microsoft Word: 2007, 2010, 2013 и 2016. Если вы используете более раннюю версию (Word 2003 или более раннюю), этот совет может вам не подойти . Чтобы просмотреть версию этого совета, написанную специально для более ранних версий Word, щелкните здесь: Добавление автоматических строк.
Автор: Allen Wyatt (последнее обновление: 17 июня 2017 г.) Этот совет относится к Word 2007, 2010, 2013 и 2016
В Word есть небольшая полезная функция, позволяющая добавлять строки в документы, не отрывая пальцев от клавиатуры. Все, что вам нужно сделать, это начать с левого поля новой строки, ввести не менее трех символов, а затем нажать Enter . Результатом является строка, основанная на введенных вами символах. Вы можете использовать следующие символы:
Введите три тире, и вы получите одну строку.
Введите три подчеркивания, и вы получите одну жирную линию.
Введите три знака равенства, и вы получите двойную черту.
Введите три звездочки, и вы получите толстую пунктирную линию.
При желании вы можете ввести более трех символов каждого символа. Ворду все равно — единственное требование — их должно быть не менее трех, и они начинаются с левого поля. Что делает Word, так это добавляет границу указанного типа в нижнюю часть абзаца. Если вы хотите позже удалить строку, единственный способ сделать это — удалить абзац или выбрать «Границы и заливка» в меню «Формат».
Если вы не можете автоматически добавлять строки в вашей системе, выполните следующие действия:
Откройте диалоговое окно «Параметры Word». (В Word 2007 нажмите кнопку «Офис», а затем нажмите «Параметры Word». В Word 2010 и более поздних версиях отобразите вкладку «Файл» на ленте и нажмите «Параметры».)
В левой части диалогового окна щелкните Проверка правописания.
Щелкните Параметры автозамены. Word отображает диалоговое окно автозамены.
Убедитесь, что выбрана вкладка «Автоформат при вводе». (См. рис. 1.)
Рис. 1. Вкладка «Автоформат при вводе» диалогового окна «Автозамена».
Убедитесь, что установлен флажок «Линии границ».
Нажмите OK, чтобы закрыть диалоговое окно автозамены.
Нажмите «Отмена», чтобы закрыть диалоговое окно «Параметры Word».
WordTips — ваш источник недорогого обучения работе с Microsoft Word. (Microsoft Word — самая популярная в мире программа для обработки текстов.) Этот совет (6095) относится к Microsoft Word 2007, 2010, 2013 и 2016. Вы можете найти версию этого совета для старого интерфейса меню Word здесь: Добавление автоматических строк .
Биография автора
Allen Wyatt
На его счету более 50 научно-популярных книг и множество журнальных статей, Аллен Вятт является всемирно признанным автором. Он является президентом Sharon Parq Associates, компании, предоставляющей компьютерные и издательские услуги. Узнать больше об Аллене…
Создание пользовательских приложений с помощью VBA! Узнайте, как расширить возможности Office 2013 (Word, Excel, PowerPoint, Outlook и Access) с помощью программирования VBA, используя его для написания макросов, автоматизации приложений Office и создания пользовательских приложений. Ознакомьтесь с курсом Mastering VBA for Office 2013 уже сегодня!
Подписаться
БЕСПЛАТНАЯ УСЛУГА: Получайте подобные советы каждую неделю в WordTips, бесплатном информационном бюллетене по продуктивности. Введите свой адрес и нажмите «Подписаться».
Просмотреть последний информационный бюллетень.
(Ваш адрес электронной почты никому никогда не передается.)
Комментарии
Этот сайт
Есть версия Word, которая использует ленточный интерфейс (Word 2007 или более поздняя версия)? Этот сайт для вас! Если вы использовать более раннюю версию Word, посетите наш сайт WordTips посвящен интерфейсу меню.
Видео
Посетите WordTips канал на YouTube
Подписаться
БЕСПЛАТНАЯ УСЛУГА: Получайте подобные советы каждую неделю в WordTips, бесплатном информационном бюллетене по продуктивности. Введите свой адрес и нажмите «Подписаться».
(Ваш адрес электронной почты никому и никогда не передается.)
Просмотр самого последнего информационного бюллетеня.
Обратите внимание: Эта статья написана для пользователей следующих версий Microsoft Word: 97, 2000, 2002 и 2003. Если вы используете более позднюю версию (Word 2007 или более позднюю), этот совет может вам не подойти . Чтобы просмотреть версию этого совета, написанную специально для более поздних версий Word, щелкните здесь: Добавление автоматических строк.
Написано Allen Wyatt (последнее обновление 16 апреля 2022 г.) Этот совет относится к Word 97, 2000, 2002 и 2003
Word включает иногда полезную небольшую функцию, позволяющую добавлять строки в документы , не отрывая пальцев от клавиатуры. Все, что вам нужно сделать, это начать с левого поля новой строки, ввести не менее трех символов, а затем нажать Enter . Результатом является строка, основанная на введенных вами символах. Вы можете использовать следующие символы:
Введите три тире, и вы получите одну строку.
Введите три подчеркивания, и вы получите одну жирную линию.
Введите три знака равенства, и вы получите двойную черту.
Введите три звездочки, и вы получите толстую пунктирную линию.
При желании вы можете ввести более трех символов каждого символа. Ворду все равно — единственное требование — их должно быть не менее трех, и они начинаются с левого поля. Что делает Word, так это добавляет границу указанного типа в нижнюю часть абзаца. Если вы хотите позже удалить строку, единственный способ сделать это — удалить абзац или выбрать «Границы и заливка» в меню «Формат».
Если вы не можете автоматически добавлять строки в вашей системе, выполните следующие действия:
Выберите Автозамену (или Параметры автозамены) в меню Сервис. Word отображает диалоговое окно «Параметры автозамены».
Убедитесь, что выбрана вкладка «Автоформат при вводе». (См. рис. 1.)
Рис. 1. Вкладка «Автоформат при вводе» диалогового окна «Параметры автозамены».
Убедитесь, что флажок Границы (или Границы) установлен.
Нажмите OK.
WordTips — ваш источник недорогого обучения работе с Microsoft Word. (Microsoft Word — самая популярная в мире программа для обработки текстов.) Этот совет (622) относится к Microsoft Word 97, 2000, 2002 и 2003. Вы можете найти версию этого совета для ленточного интерфейса Word (Word 2007 и более поздних версий) здесь: Добавление автоматических строк .
Биография автора
Allen Wyatt
На его счету более 50 научно-популярных книг и множество журнальных статей, Аллен Вятт является всемирно признанным автором. Он является президентом Sharon Parq Associates, компании, предоставляющей компьютерные и издательские услуги. Узнать больше об Аллене…
Подробное руководство по VBA Visual Basic для приложений (VBA) — это язык, используемый для написания макросов во всех программах Office. Это полное руководство показывает как профессионалам, так и новичкам, как освоить VBA, чтобы настроить весь пакет Office под свои нужды. Ознакомьтесь с курсом Mastering VBA for Office 2010 уже сегодня!
Подписаться
БЕСПЛАТНАЯ УСЛУГА: Получайте подобные советы каждую неделю в WordTips, бесплатном информационном бюллетене по продуктивности. Введите свой адрес и нажмите «Подписаться».
Просмотреть последний информационный бюллетень.
(Ваш адрес электронной почты никому никогда не передается.)
Комментарии
Этот сайт
Есть версия Word, которая использует интерфейс меню (Word 97, Word 2000, Word 2002 или Word 2003)? Этот сайт для вас! Если вы использовать более позднюю версию Word, посетите наш сайт WordTips посвящен ленточному интерфейсу.
Видео
Посетите канал WordTips на YouTube
Подпишитесь
БЕСПЛАТНАЯ УСЛУГА: Получайте такие советы каждую неделю в WordTips6, бесплатном информационном бюллетене 9005.
Интерактивный сенсорный экран 10,1”
Разрешение 1280 × 800
Интерактивный сенсорный экран 10,1”
Разрешение 1280 × 800
Уведомления
Оповещения на сенсорном экране и мониторинг
SMS / сообщения по электронной почте через Dashboard
Прямая видеотрансляция с использованием технологии компьютерного зрения
Предупреждения о необходимости технического обслуживания
Оповещения на сенсорном экране и мониторинг
SMS / сообщения по электронной почте через Dashboard
Прямая видеотрансляция с использованием технологии компьютерного зрения
Предупреждения о необходимости технического обслуживания
Подготовка к печати
Программное обеспечение PreForm для настольных компьютеров
Программное обеспечение PreForm для настольных компьютеров
Системные требования
Windows 7 (64-битная версия) или более новая
Mac OS X 10. 12 или более новая
OpenGL 2.1
4 ГБ ОЗУ (рекомендуется 8 ГБ)
Windows 7 (64-bit) and up
Mac OS X 10.12 and up
OpenGL 2.1
4 GB RAM (8 GB recommended)
Требования к оборудованию
3D-принтер поколения Fuse 1
3D-принтер поколения Fuse 1
Типы файлов
.STL или .OBJ
Выходной файл FORM
.STL или .OBJ
Выходной файл FORM
Представляем 3D-печать методом селективного лазерного спекания следующего поколения: Fuse 1+ 30W для непревзойденной скорости и доступа к высокоэффективным материалам
Начиная поставки принтера с технологией селективного лазерного спекания (SLS) Fuse 1, мы знали, что он навсегда изменит мир 3D-печати. С 2020 года Formlabs продала больше принтеров SLS, чем любая другая компания. Мы учли отзывы тысяч пользователей и доработали Fuse 1, представив высокопроизводительный 3D-принтер SLS Fuse 1+ 30W, скорость которого в два раза превышает показатели предыдущего поколения.
Новая модель включает в себя более мощный лазер, высокую скорость сканирования, улучшенную обработку порошка и дополнительную среду инертного азота. Fuse 1+ 30W позволяет увеличить производительность, получить доступ к новым высокопроизводительным материалам и поставлять модели быстрее, чем когда-либо.
Вебинар
Узнайте, как Fuse 1+ 30W, новый 3D-принтер SLS, и материал Nylon 11 CF Powder позволяют инженерам и производителям создавать высокопроизводительные прочные модели своими силами. Крис Хейд, менеджер по продукции SLS компании Formlabs, расскажет о наших новых продуктах и ответит на любые вопросы во время онлайн-конференции.
Зарегистрироваться
Скорость — это главный приоритет для любой индустрии, будь то печать одного прототипа или массовое производство конечных деталей. Для сокращения времени печати мы модернизировали ключевую составляющую принтера — Fuse 1+ 30W оснащен новым, более мощным лазером, а также обновленной системой лазерного сканирования. Эти обновления гарантируют максимально быструю и эффективную послойную печать.
Теперь пользователи могут разрабатывать несколько вариантов дизайна, печатать их на Fuse 1+ 30W, используя обновленный алгоритм упаковки, и получать готовые к испытаниям модели на следующий день. Производство продукции для современного рынка делится на узкие специализации, а мелкие компоненты часто являются предметом пристального внимания дизайнера или проектной группы. Раньше дизайнерам приходилось несколько дней хранить модель в принтере в ожидании доставки деталей от поставщика или проектов, прежде чем они могли продолжить итерации.
Благодаря высокой скорости печати Fuse 1+ 30W «время простоя» может сократиться до одной ночи и повысить эффективность работы дизайнеров. Увеличение количества итераций позволяет посвящать больше времени функциональному тестированию и обратной связи для создания более качественных продуктов и быстрого возврата инвестиций.
Fuse 1
Fuse 1+ 30W
Материал
Nylon 12 Powder
Nylon 12 Powder
Плотность размещения
9 %
9 %
Материал модели
0,35 кг
0,35 кг
Слои
2101
2101
Время печати модели
18 ч. 22 мин.
14 ч. 1 мин.
-24,00 %
После нескольких лет нехватки сырья, роста стоимости услуг подрядчиков и закрытия заводов производители ищут способы управления цепями поставок. Последние инновации в области материалов сделали возможной не только печать конечных деталей, но и использование технологии для доработки, проверки и изготовления по индивидуальному заказу.
Благодаря Fuse 1+ 30W малые и средние производители могут использовать технологию SLS прямо на объекте, снижая зависимость от дорогостоящих внешних подрядчиков и избегая задержек и нестабильности в цепи поставок. Крупные производители, которые уже используют технологию SLS, могут децентрализовать 3D-печать, не дублируя затраты на традиционные системы. Для этого достаточно предоставить доступ к 3D-печати большему количеству инженеров, дизайнеров и техников. Доступность технологии открывает новые возможности применения сменных деталей, зажимных и крепежных приспособлений, оснастки и многого другого.
Fuse 1
Fuse 1+ 30W
Материал
Nylon 12 Powder
Nylon 12 Powder
Плотность размещения
58 %
58 %
Безотходная печать
Материал модели
3,96 кг
3,96 кг
Слои
2669
2669
Время печати модели
66 ч. 19 мин.
32 ч. 59 мин.
-52,20 %
Производственная 3D-печать невозможна без высокопроизводительных материалов, поэтому в Fuse 1+ 30W встроены две новые функции, расширяющие возможности использования порошка.
Новая функция подачи азота создает среду инертного газа, устраняя нежелательный кислород из среды спекания. При печати в инертной среде детали становятся менее хрупкими и более пластичными, что повышает их пригодность в качестве конечных компонентов, особенно в жестких условиях эксплуатации, таких как автомобильная или аэрокосмическая промышленность. Совместимые генераторы азота доступны для приобретения, а рекомендуемые модели можно найти, связавшись с нашим отделом продаж.
Управляемая среда также обеспечивает более эффективное спекание Nylon 11 Powder и Nylon 11 CF Powder за счет предотвращения окисления неспеченного порошка, что позволяет использовать большее его количество в следующем цикле печати. Она повышает пригодность порошка для повторного использования, а в сочетании с оптимальной плотностью упаковки организует безотходный процесс печати. Без среды инертного газа Nylon 11 Powder и Nylon 11 CF Powder имеют коэффициент обновления 50 %, то есть для заправки картриджа необходимо использовать 50 % переработанного и 50 % свежего порошка. В азотной среде этот показатель повышается до 30 % для обоих материалов.
Nylon 11 Powder
Nylon 11 CF Powder
Воздух
50 %
50 %
Инертный газ
30 %
30 %
Безотходная печать не только повышает экологичность производства, но и означает, что каждый доллар, потраченный на материалы, будет напрямую конвертироваться в детали на производстве. Экономия, устойчивое развитие и высококачественные детали стали возможны благодаря Fuse 1+ 30W.
Fuse 1+ 30W включает обновленное оборудование, позволяющее использовать новые материалы, такие как Nylon 11 CF Powder — порошок, армированный углеродным волокном, разработанный для собственного производства жестких, прочных и легких моделей.
Композитные материалы, такие как Nylon 11 CF Powder, обладают повышенной прочностью и долговечностью за счет сочетания углеродных волокон в составе порошка, усиливающих свойства нейлона. Передовые материалы требуют более сложной системы обработки порошка, способной поддерживать целостность подачи в процессе дозирования.
Команда инженеров Fuse 1+ 30W разработала элегантное решение для использования новых материалов. Новый смеситель в контейнере для порошка обеспечивает последовательную и плавную подачу материала в рабочую камеру, позволяя использовать Nylon 11 CF Powder и открывая доступ к другим высокоэффективным материалам в будущем. Способность принтера Fuse 1+ 30W обрабатывать порошок можно использовать для развития конечного производства в аэрокосмической, автомобильной и медицинской промышленности, а также при изготовлении потребительских товаров.
Образец
Оцените качество печати Formlabs лично. Мы отправим бесплатный образец печати прямо в ваш офис.
Запросить бесплатный образец
Fuse 1+ 30W представляет собой компактное решение промышленного качества по доступной цене, позволяя малым и средним производителям не только внедрить технологию SLS в производство, но и увеличить его масштабы. Низкая стоимость одной детали, быстрое время выполнения заказа и оптимизированный рабочий процесс также позволяют снизить общие производственные затраты.
Низкий коэффициент обновления уменьшает количество необходимого нового порошка и снижает затраты на расходные материалы. Сокращение расходов в сочетании с большим количеством итераций и производственных циклов обеспечивает быстрый возврат инвестиций. По сравнению с затратами на услуги сторонних организаций, наличие собственного принтера серии Fuse 1 позволяет окупить стоимость покупки в течение нескольких месяцев.
Мы сравнили стоимость производства моделей SLS своими силами и услуг внешних подрядчиков. Мы запросили модели SLS в четырех ведущих сервисных бюро, а затем вычислили среднее значение их цен и времени заказа. Для печати моделей своими силами мы использовали принтер Fuse 1+ 30W и Fuse Sift, предполагая, что трудозатраты составляют 17 $/час.
Материал: Nylon 12 Powder Объем: 5 моделей
Fuse 1+ своими силами
Сервисное бюро SLS
Время печати модели
15 ч. 20 мин.
Охлаждение + просеивание
14 ч. 35 мин.
Общее время
29 ч. 55 мин.
5–7 рабочих дней
Стоимость материалов
31,00 $
Трудозатраты
14,11 $
Общее время
45,11 $
592,20 $
Модель, напечатанная на Fuse 1+ 30W с Nylon 12 Powder.
Модель, напечатанная с помощью традиционной системы 3D-печати SLS, цена которой в 6–10 раз выше, чем цена Fuse 1+ 30W.
Материал: Nylon 12 Powder Объем: 36 моделей
Fuse 1+ 30W своими силами
Сервисное бюро SLS
Время печати модели
13 ч. 52 мин.
Охлаждение + просеивание
16 ч. 52 мин.
Общее время
30 ч. 44 мин.
7–10 рабочих дней
Стоимость материалов
183,00 $
Трудозатраты
51,00 $
Общее время
233,00 $
1431,36 $
Модель, напечатанная на Fuse 1+ 30W с Nylon 12 Powder.
Модель, напечатанная с помощью традиционной системы 3D-печати SLS, цена которой в 6–10 раз выше, чем цена Fuse 1+ 30W.
Fuse 1+ 30W обеспечивает высокое качество моделей как для создания прототипов, так и серийного производства, сокращая время выполнения заказа. Это способствует повышению интенсивности итераций для прототипирования и производства. Владельцы Fuse 1, которые раньше пользовались услугами сторонних организаций, сообщают, что средний срок окупаемости принтера составляет 3–4 месяца для прототипирования и 6–7 месяцев для производства.
Fuse 1+ 30W — это более эффективная версия Fuse 1. Новая модель использует оптимизированный рабочий процесс, высокую точность и доступный формат принтера, повышая производительность за счет улучшения скорости и обработки порошка.
Создать предложениеЗапросить бесплатный образец Деталь
Fuse 1+ 30W — это наш компактный SLS-3D-принтер, созданный для максимальной производительности и минимального количества отходов. Откройте для себя беспрецедентную скорость печати и материалы, чтобы обеспечить действительно быстрое производство собственными силами.
Превосходная скорость печати
Изготовление высокоточных деталей в течение 24 часов благодаря мощному лазеру мощностью 30 Вт, который печатает со скоростью сканирования до 12,5 метров в секунду.
Материалы промышленного класса
Откройте для себя высокопроизводительную 3D-печать SLS с использованием стандартных материалов благодаря точной настройке параметров, совместимости с наиболее востребованными порошками SLS и возможности печати в среде инертного газа.
Безотходность, высокая окупаемость инвестиций
Благодаря оптимизации плотности упаковки и возможности вторичной переработки порошка мы достигли важной вехи: печать без отходов, что позволяет снизить стоимость одной детали.
От печати до готовой детали:
Готовые к 3D-печати детали для конечного использования с нашим семейством порошков SLS, разработанных специально для принтеров серии Fuse. Наши материалы, оборудование и программное обеспечение разрабатываются и проверяются вместе, чтобы обеспечить максимальную производительность при оптимизации затрат на каждую деталь.
Улучшите механические свойства и улучшите возможность повторного использования порошка при использовании Fuse 1+ 30W для печати в атмосфере инертного газа.
Доступно сейчас: Нейлон 11, Нейлон 12, Нейлон 12 GF, Нейлон 11 CF и ТПУ 90А Порошки. Следите за регулярными выпусками интересных новых материалов, которые в настоящее время находятся в разработке.
Исследуйте SLS MaterialsRequest. Бесплатная образец части
Предохранитель 1+ 30W
Rapid Benchtop SLS 3D Printer
Лазерный тип
30 Вт.
Полный ассортимент порошков
Все основные порошки + нейлон 11 CF порошок
Варианты среды печати
Инертный газ и воздух
Инертный газ повышает свойства и переработку материала
Эффективность
Золевая печать отходов
, включенная с высокой плотностью печати и рекорды материала
, начинающаяся при 27999
Порт.
Доступный настольный 3D-принтер SLS
Лазерный тип
Волоконный лазер мощностью 10 Вт
Разблокирует надежную внутреннюю 3D-печать
Совместимость материалов
Ассортимент основных порошков
Нейлон 11, Нейлон 12 и Нейлон 12 GF Порошки
Варианты среды печати
Воздух
0 Опция. Простая настройка.
Эффективность
Малоотходная печать
Благодаря высокой плотности печати
Начиная с 18999
Заказать сейчас
Новая волна независимого производства и начать контролировать продукт прямо сейчас
5 Настройте свой Fuse Series уже сегодня.
Построить QuoTeRequest. Бесплатный образец части
Технические характеристики для предохранителя 1 SLS 3D Printer
Принтер
Предохранитель 1
Предохранитель 1+ 30W
Technology
Selcive Laser Sintering
LASECTIVE
. Спекание
Объем сборки (Ш x Г x В)
165 × 165 × 300 мм
6,5 x 6,5 x 11,8 дюйма
165 × 165 × 300 мм
6,5 x 6,5 x 11,8 дюйма
Толщина слоя
110 мкм
0,004 дюйма
110 мкм
0,004 дюйма
Тип лазера
Иттербиевое волокно 10 Вт
Иттербиевое волокно 30 Вт
Размер лазерного пятна (FWHM)
200 мкм
0,0079 дюйма
247 мкм
0,0097 дюйма
Рабочая камера
Модульная, совместимая с принтерами Fuse 1 поколения и Fuse Sift
Модульная, совместимая с принтерами Fuse 1 поколения и Fuse Sift
Технология
Селективное лазерное спекание
Селективное лазерное спекание
Объем сборки (Ш × Г × В)
16,5 x 16,5 x 30 см
6,5 x 6,5 x 11,8 дюйма
16,5 x 16,5 x 30 см
6,5 x 6,5 x 11,8 дюйма
Толщина слоя (разрешение по оси)
110 мкм
0,004 дюйма
110 мкм
0,004 дюйма
Емкость бункера
17,8 л
14,5 литров
Размеры
68,5 x 64,5 x 106,5 см
27 x 25,4 x 41,9 дюйма
68,5 x 64,5 x 106,5 см
27 x 25,4 x 41,9 в
Поддерживает
NO.
49,4 × 59,0 × 73,6 дюйма
125,5 × 149,5 × 187 см
49,4 × 59,0 × 73,6 дюйма
Размеры принтера (Ш × Г × В)
64,5 × 68,5 × 107 см (165,5 см с подставкой)
25,4 × 27 × 42 дюйма (65,0 дюйма с подставкой)
64,5 × 68,5 × 107 см (165,5 см с подставкой)
25,4 × 27 × 42 дюйма (65,0 дюйма с подставкой)
Рекомендуемая рабочая площадь (Ш × Г × В)
145,5 × 149,5 × 167,5 см (49,4 × 59 × 66 дюймов) для доступа к передней и боковым сторонам принтера
145,5 × 1490,5 × 167,5 см (49,4 × 59 × 66 дюймов), чтобы обеспечить доступ к передней и боковым сторонам принтера
Размеры подставки (Ш × Г × В)
59,6 x 60 x 58,4 см
23,5 × 23,6 × 23 дюйма
59,6 x 60 x 58,4 см
23,5 × 23,6 × 23 дюйма
Вес
114 кг (без рабочей камеры или порошка)
251,3 фунта (без рабочей камеры или порошка)
120 кг (без рабочей камеры или порошка)
265 фунтов (без рабочей камеры или порошка)
Время запуска
< 60 минут
< 60 минут
Рабочая среда
18 – 28 ºC
68 – 82 ºF
18 – 28 ºC
68 – 82 ºF
Внутренняя температура
До 200 ºC
До 392 ºF
До 200 ºC
До 392 ºF
Контроль температуры
Нагревательные элементы из кварцевых трубок
Картриджи с положительным температурным коэффициентом (PTC)
Кварцевые нагревательные элементы
Резистивный нагреватель воздуха
Обработка воздуха
Двухступенчатая фильтрация с регулируемым давлением
(сменные HEPA и угольные среды)
Интерфейс для внешнего источника инертного газа
Двухступенчатая фильтрация с регулируемым давлением
(сменные фильтры HEPA и уголь)
Требования к питанию
ЕС: 230 В перем. тока, 7,5 А (выделенная цепь)
США: 120 В переменного тока, 15 А (выделенная цепь)
ЕС: 230 В переменного тока, 7,5 А (выделенная цепь)
США: 120 В перем. тока, 15 А (выделенная цепь)
Гальванометры
Formlabs Custom
Formlabs Custom 2-го поколения
Технические характеристики лазера
Иттербиевое волокно
МЭК 60825-1: 2014 сертифицирован
Длина волны 1070 нм
Максимум 10 Вт
Расходимость луча 4,01 мрад (номинальная, полный угол)
Иттербиевое волокно
МЭК 60825-1: 2014 сертифицирован
длина волны 1070 нм
Максимум 30 Вт
Расходимость луча 3,24 мрад (номинальная, полный угол)
Размер лазерного пятна (FWHM)
200 мкм
.0079 в
247 мкм
.0097 в
Информация о излучении
Предохранитель 1 является лазерным продуктом класса 1. Доступное излучение находится в пределах класса 1.
Fuse 1+ 30 Вт — это лазерный продукт класса 1. Доступное излучение находится в пределах класса 1.
Наше предприятие производит дорожные знаки, парковочные конструкции (шлагбаумы, парковочные столбики, барьеры) и средства организации дорожного движения (лежачие полицейские, светофоры, аварийные ограждения) — производство организовано в г. Нижний-Новгород.
22.03.2013 я закупил ножницы гильотинные НГ600/3 (пневматический привод) для применения в производстве рыболовных блесен. Ножницы гильотинные, как и заявлялось на сайте завода-производителя ООО «Техно-центр» (г. Рыбинск) действительно просты в обслуживании и экономичны по энергозатратам (что особенно важно, т.к. у меня серийное производство).
ООО «Метлес-1» производит товары для дачи и сада: шатры, качели, скамейки, гамаки, парники и теплицы, умывальники и автомобильные навесы.
Учитывая специфику нашего производства (серийное производство), мы заинтересованы в применении экономичного, простого в работе и в обслуживании, надежного оборудования.
В 2013г ОАО «Досчатинский Завод Медицинского Оборудования» заключил договор с ООО «Техно-центр» на изготовление пневматического пресса ПУ-20 (усилием 20 тс) и комплекта специальной штамповой оснастки для пробивки отверстий в стальных трубах.
Оборудование, разработанное и изготовленное ООО «Техноцентр»:
Машина листогибочная ЛГ-800/3 (привод от 2-х пневмоцилиндров)
Пресс листогибочный ЛПК-800/3 для коробов
Ножницы угловые НУ 160/3
Ножницы гильотинные НГ-800/3
Уважаемый Сергей Евгеньевич! В 2015 году мы заказали в ООО «Техно-центр» угловырубной пресс модели НУ100/1,5 с пневматическим приводом. Сообщаем Вам, что мы довольны работой данного оборудования.
Наша компания ООО «Бизнес-Основа» производит противоскользящие напольные покрытия.
В 2013 г мы заказывали в ООО «Техно-центр» гильотину с пневматическим приводом НГ1000/3. Нас привлек большой опыт (более 20 лет) Вашего предприятия в создании станков для обработки листа, широкий модельный ряд выпускаемого оборудования и доступные цены. Консультацию Ваших специалистов по подбору оборудования мы получили своевременно.
Компания «КМК Калуга» занимается изготовлением проволочных лотков и различных аксессуаров к ним.
В связи с расширением производства в 2012 году было принято решение приобрести листогибочный пресс. Учитывая тот факт, что длина основного количества деталей (подлежащих гибке) не превышала 900 мм, нам требовался малогабаритный листогибочный пресс.
В 2009 году наш завод приобрел в ООО «Техно-центр» пневматический листогибочный пресс ЛПК800/3. Станок работает в испытательной лаборатории нашего завода. На нем успешно производятся опытные работы по гибке листовых заготовок, а также запрессовке и подобным операциям. Значительный период времени листогиб был задействован в нашем серийном производстве.
Предприятие ООО «НПП «Техноприбор» более 20 лет разрабатывает и серийно производит широкий спектр переносных и стационарных измерительных приборов для контроля параметров водно-химического режима основного оборудования тепловых электростанций.
Наше предприятие ООО «Техносфера» занимается производством откатных ворот, гаражных ворот, металлических заборов и других изделий из металла.
В 2007 году мы заказывали в ООО «Техно-центр» (г.Рыбинск) листогибочную машину ЛГ1250/3 и пресс угловырубной НУ160/3 с пневматическим приводом.
За 8 лет эксплуатации в жестких температурных условиях (т.е. работа в холодном боксе) оборудование позволило вести работы без срыва производственных сроков и зарекомендовало себя неприхотливое и надежное.
Российская производственная компания ООО «ТРЕЛАКС», созданная в 2008 году, разрабатывает и выпускает медицинские ортопедические изделия под собственной торговой маркой TRELAX.
Продукция TRELAX — это ортопедические подушки и матрацы, предназначенные для профилактики и лечения заболеваний позвоночника, а также для улучшения качества сна и отдыха у взрослых и детей.
Наше предприятие производит авто-аксессуары.
В 2010 году мы заказывали в ООО «Техно-центр» листогибочную машину с пневматическим приводом серии ЛГ (ЛГ1250/3).
ООО «РАДИАЛ» с 1992 г. выпускает базовые антенны на гражданский диапазон и базовое оборудование УКВ диапазона (применяется в системах связи УВД и пожарной охраны, леспромхозах, управлениях электросвязи, подразделениях МЧС, на речном и железнодорожном транспорте, у энергетиков и нефтяников)
В 2013 году нам потребовались ножницы гильотинные для прямолинейной резки листового металла толщиной до 6 мм включительно (максимальная ширина разрезаемого листа – не более 800 мм).
Главными критериями в нашем выборе являлись:
1. Компактность
Оборудование должно обеспечивать максимальную экономию производственных площадей.
ООО «Ярус» производит металлические стеллажи, предназначенные для хранения архивных и офисных документов, литературы, предметов изобразительного искусства в стационарном и передвижном вариантах исполнения. Нашей организацией у ООО «Техно-центр» были приобретены два малогабаритных пневматических пресса ПН-20 для пробивки отверстий и пазов в листовом материале, деталях сложной конфигурации, а также для гибочных работ и несложных вытяжек.
Универсальный пневматический пресс серии PPS-U
Перейти к содержимому
Универсальный пневматический пресс серии PPS-U
Категория: Пневматические прессы
для прессовки 50–150 кг сырной массы
Базовый универсальный пневматический пресс, подходит как для начинающих производителей, так и для профессионалов
Подходит для сырных форм диаметром 160–400 мм
В комплект входит ручная трехступенчатая регулировка степени прессовки
Регулировка давления (20-120 кг)
Возможность выкладывания сырных форм в 2-4 уровня под одну прессовую точку
Простая мойка
Дополнительное оборудование:
Полка под прессом
Дополнительные прессовочные плиты
Автоматическая прессовка с использованием контроллера
Регулировка давления с использованием контроллера
Количество товара Универсальный пневматический пресс серии PPS-U
Описание
Описание
Прессы — это устройства для прессовки различного количества сырной массы в формах. Они подходят для изготовления полутвердых и твердых сыров различных размеров.
Они обеспечивают равносильную прессовку и таким образом лучший контроль качества сыров разных видов и отличаются следующим:
Простота в использовании
Крепкая и в то же время компактная конструкция
Качество производства
Изготовлено из высококачественной пищевой стали AISI 304
Прессы доступны в механической и пневматической версии. Пневматические версии прессов так же подразделяются на универсальные, вертикальные и горизонтальные.
Они доступны в разных рабочих объемах от 50 до 300 кг. сырной массы1).
Выкладывание сырных форм(2) в моделях прессов PPS-U и MS-U:
1)Прессы могут быть изменены для нужд клиента (под изготовляемый сыр), по спец. заказу. 2)Подходит под сырные формы, имеющие внешний диаметр 160-400 мм.
Сырные формы могут выкладываться в универсальные механические прессы серии MS-U и универсальные пневматические прессы серии PPS-U различными способами, как представлено выше.
Прессы могут быть изменены для нужд клиента (под изготовляемый сыр), по спец. заказу.
Подходит под сырные формы, имеющие внешний диаметр 160-400 мм.
Техническая информация:
3) Эти значения приблизительные и относятся к стандартной версии
Дополнительное оборудование для пресса:
Ручная трехступенчатая регулировка давления
Трехступенчатая регулировка с заданного давлением
Автоматическое регулирование давления
Автоматическое регулирование давления в зависимости от времени и индивидуально для каждой стадии созревания сыра
Полка под прессом (4)
Для хранения маленьких предметов под прессом
Дополнительные плиты для прессовки (5)
Обеспечивают более равномерное прессование сложенных сырных форм
Дополнительные направляющие (6)
Возможно адаптировать к другим размерам сыров, в зависимости от ваших потребностей
Другие опции:
Прессовочные модули (2х и 3х составные)
Аварийный сигнал для пресса
4) Доступны для моделей MS-U и PPS-U. 5) Доступны для моделей MS-U, PPS-U и PPS-A. 6) Доступно для моделей PPS-H.
ЩипцыУправление и мониторингИнструменты для заклинивания
Контактная форма
Наши пневматические прессы оснащены пневматическим цилиндром TOX® с новейшей технологией пневматического уплотнения для плавного и надежного прессования и формования. Наши пневматические прессы включают систему направляющих с шариковыми рельсами и базовый набор инструментов. Пневматические прессы используют сжатый воздух для приложения давления и выполнения таких процессов, как прессование, формование и соединение. После завершения хода сжатый воздух выходит через клапаны, и пресс возвращается в исходное положение. Пневматические прессы работают намного быстрее, чем гидравлические, и их можно остановить даже в середине процесса, когда оператор открывает клапаны для выпуска воздуха. Они универсальны, просты в использовании и не требуют жидкости для работы. Пневматические прессы TOX® имеют регулируемое конечное положение и демпфирование, регулировку хода по всему ходу и имеют датчик конечного положения с регулировкой хода.
Особенности пневматического пресса:
Регулируемое усилие в диапазоне от 2 до 57,5 кН (от 450 до 12 900 фунтов)
Многоступенчатая пневматическая конструкция
Невращающийся цилиндр
Минимальное усилие оператора при постоянном усилии прессования
Пневматические цилиндры с высокотехнологичным уплотнением
Дополнительный датчик положения или перемещения
Предлагая лучшее качество TOX®-FinePress, пневматические прессы TOX®-Pneumatic Press обеспечивают высокоточную функциональность без необходимости регулировки направляющих. Модели включают в себя:
Электрический счетчик ZPZ, аккумулятор с длительным сроком службы, включает реле давления.
Датчик хода
Датчик исходного положения ZOT, установленный на стяжках.
Датчик конечного положения ЗУТ с регулировкой хода.
Приспособление для инструмента ZA. Также доступен с концепцией зажима инструмента 3-в-1, с датчиком усилия или без него.
Подключение дополнительных электрических аксессуаров упрощается благодаря стандартному интерфейсу, входящему в комплект поставки.
Монитор прессования.
Монтаж подвижных столов в соответствии с типом рамы.
Сопутствующие товары
Принадлежности для малых прессов
Подробнее
Инструменты клинки
Читать подробности
Брошюры и листы данных
Брошюра Tox®-Preses
Закрытие
Лист данных 60. 10: Tox®-Finepress
Close
. технические паспорта
Перейти к загрузкам
Пневматические прессы | Пневматические прессы
Air Hydraulics предлагает несколько моделей пневматических прессов, а также прессов с воздухом над маслом для удовлетворения ваших требований к работе и усилию.
Запросить коммерческое предложение для прессы
Пневматический гидравлический пневматический пресс — отличный вариант для производства с низким и средним усилием в загруженных производственных условиях.
Если вы используете оправочный пресс или у вас ручная сборка, то наша стандартная кнопка безопасности двумя руками облегчит рабочий день вашей команды. Наши прессы снижают утомляемость и уменьшают вероятность повторяющихся стрессовых травм из-за ручных операций с прессами. С пневматическим прессом, управляемым двумя руками, вы также будете уверены, что ваши детали получают постоянную желаемую силу, прикладываемую при каждом нажатии, по сравнению с ненадежной доставкой ручного пресса.
Наши полностью пневматические прессы отличаются элегантной простотой конструкции; что делает их чрезвычайно надежными для использования в течение всего дня на вашем заводе. Мы производим этот пресс с 1945 года и с радостью обслужим любой из них.
Пневматические прессы для продажи
Air Hydraulics предлагает 2 линии и 7 моделей пневматических прессов с усилием от 150 фунтов до 5000 фунтов. Если вам нужно больше силы, рассмотрите наши гидропневматические прессы с воздухом вместо масла.
Серия А
Регулируемый пневматический пресс
Области применения: Сборка, клепка, штамповка, маркировка, закрепление, опрессовка, формовка, обжимка
Модели: 1200 фунтов, 2800 фунтов, 5000 фунтов.
1200 фунтов. до 5000 фунтов.
Универсальный настольный полностью пневматический блок
Полная регулировка головки блока цилиндров
Направляющая плунжера, препятствующая вращению
Общий стандартный ход 3,0 дюйма (доступно дополнительных ходов)
 Можно сделать камеру и установить в нее источник УФ-света. Причем для полимеризации нужны лампы с длинной волны 405 нм.
Можно сделать камеру и установить в нее источник УФ-света. Причем для полимеризации нужны лампы с длинной волны 405 нм.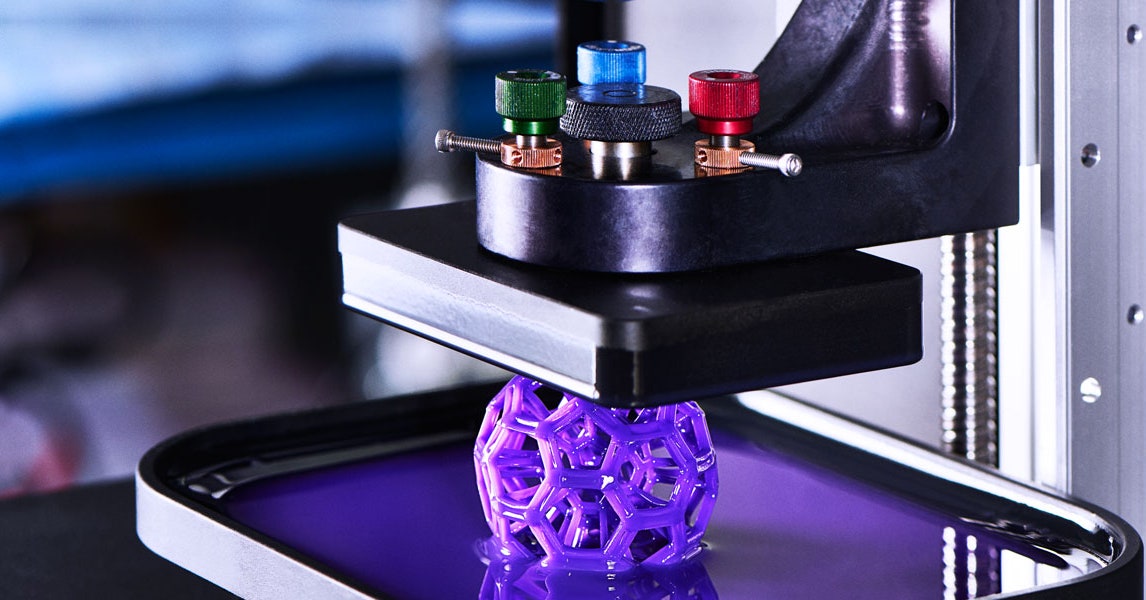
 [email protected]
[email protected]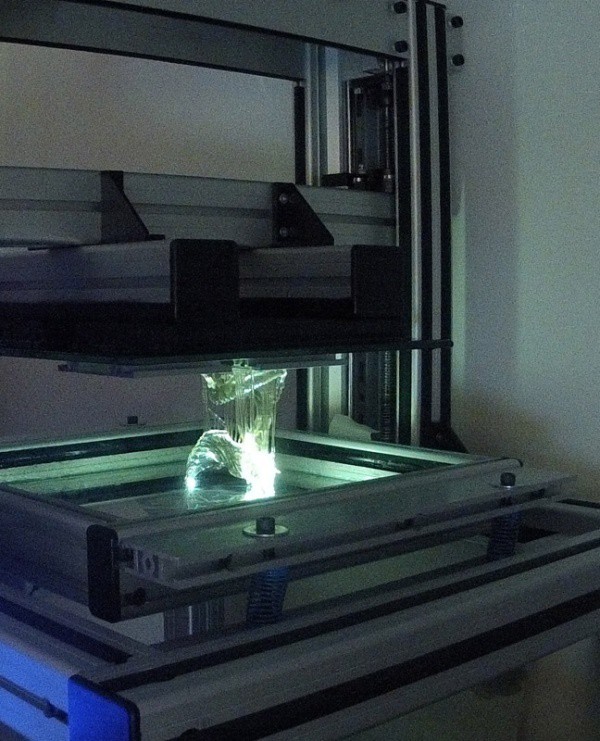
 2022-03-18 12:39:06
2022-03-18 12:39:06 2022-03-18 12:39:06
2022-03-18 12:39:06 Вы можете спросить: нить или смола лучше для 3D-печати? Ответ таков: это зависит от того, для чего вы будете его использовать. Каждая технология — это отдельный инструмент, предназначенный для разных задач. В этой статье мы рассмотрим компромиссы между филаментными и полимерными 3D-принтерами, чтобы дать вам хорошее представление о том, какой тип подходит именно вам. Независимо от того, покупаете ли вы свой первый 3D-принтер или имеете значительный опыт в печати, обе эти технологии печати могут многое предложить, и одна из них, вероятно, будет лучшим выбором для вашего приложения.
Вы можете спросить: нить или смола лучше для 3D-печати? Ответ таков: это зависит от того, для чего вы будете его использовать. Каждая технология — это отдельный инструмент, предназначенный для разных задач. В этой статье мы рассмотрим компромиссы между филаментными и полимерными 3D-принтерами, чтобы дать вам хорошее представление о том, какой тип подходит именно вам. Независимо от того, покупаете ли вы свой первый 3D-принтер или имеете значительный опыт в печати, обе эти технологии печати могут многое предложить, и одна из них, вероятно, будет лучшим выбором для вашего приложения. Филаментные принтеры также называются 9Машины 0003 FDM (моделирование методом наплавления) или реже FFF (изготовление плавленых нитей). Эти термины взаимозаменяемы.
Филаментные принтеры также называются 9Машины 0003 FDM (моделирование методом наплавления) или реже FFF (изготовление плавленых нитей). Эти термины взаимозаменяемы.
 Для сравнения, разрешение филаментного принтера ограничено размером отверстия в сопле, куда наносится расплавленный материал, которое обычно составляет 0,4 мм (400 микрон). На филаментные принтеры можно установить сопла меньшего размера, но самые маленькие жизнеспособные сопла по-прежнему имеют диаметр 200 микрон. Такая насадка также увеличит время печати на филаментном принтере.
Для сравнения, разрешение филаментного принтера ограничено размером отверстия в сопле, куда наносится расплавленный материал, которое обычно составляет 0,4 мм (400 микрон). На филаментные принтеры можно установить сопла меньшего размера, но самые маленькие жизнеспособные сопла по-прежнему имеют диаметр 200 микрон. Такая насадка также увеличит время печати на филаментном принтере.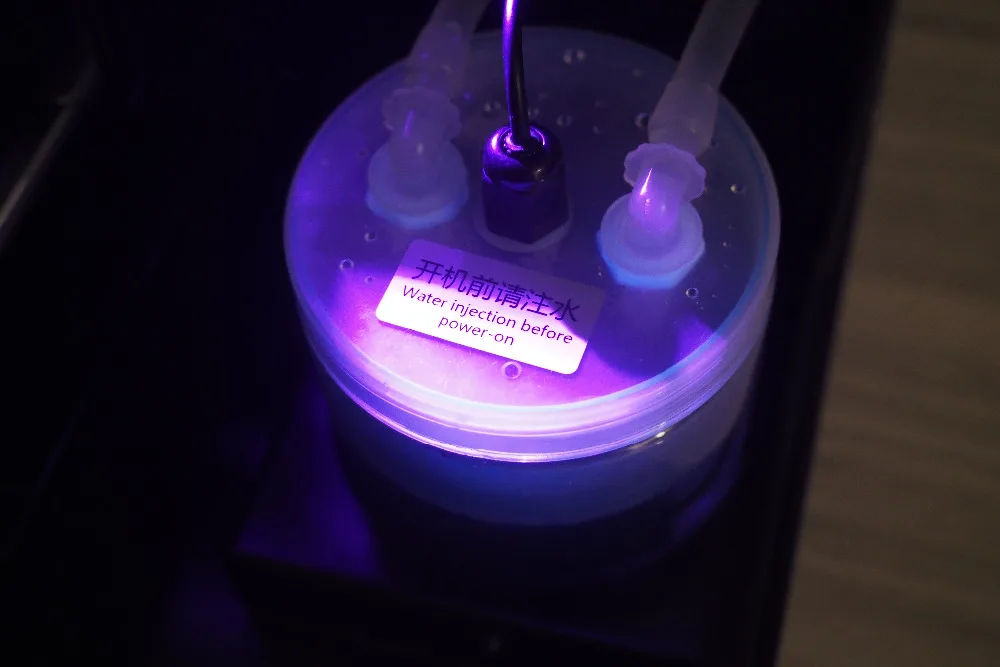 Кроме того, вы можете использовать альтернативные материалы, такие как PETG и ABS, которые обеспечивают повышенную прочность и устойчивость к теплу/ультрафиолетовому излучению для деталей, используемых на открытом воздухе. Детали, напечатанные на 3D-принтере FDM, имеют значительно меньшую прочность, когда силы действуют на слои, поэтому очень важно учитывать ориентацию деталей, чтобы максимизировать прочность.
Кроме того, вы можете использовать альтернативные материалы, такие как PETG и ABS, которые обеспечивают повышенную прочность и устойчивость к теплу/ультрафиолетовому излучению для деталей, используемых на открытом воздухе. Детали, напечатанные на 3D-принтере FDM, имеют значительно меньшую прочность, когда силы действуют на слои, поэтому очень важно учитывать ориентацию деталей, чтобы максимизировать прочность.

 Такие принтеры, как Creality CR-10 и Ender 3 Max, поставляются в основном в собранном виде, и их сборка занимает всего около 15 минут. Меньшие принтеры, такие как Ender 3 V2, поставляются в большем количестве частей, и их сборка обычно занимает около часа. После сборки выравнивание печатной платформы может занять некоторое количество проб и ошибок.
Такие принтеры, как Creality CR-10 и Ender 3 Max, поставляются в основном в собранном виде, и их сборка занимает всего около 15 минут. Меньшие принтеры, такие как Ender 3 V2, поставляются в большем количестве частей, и их сборка обычно занимает около часа. После сборки выравнивание печатной платформы может занять некоторое количество проб и ошибок.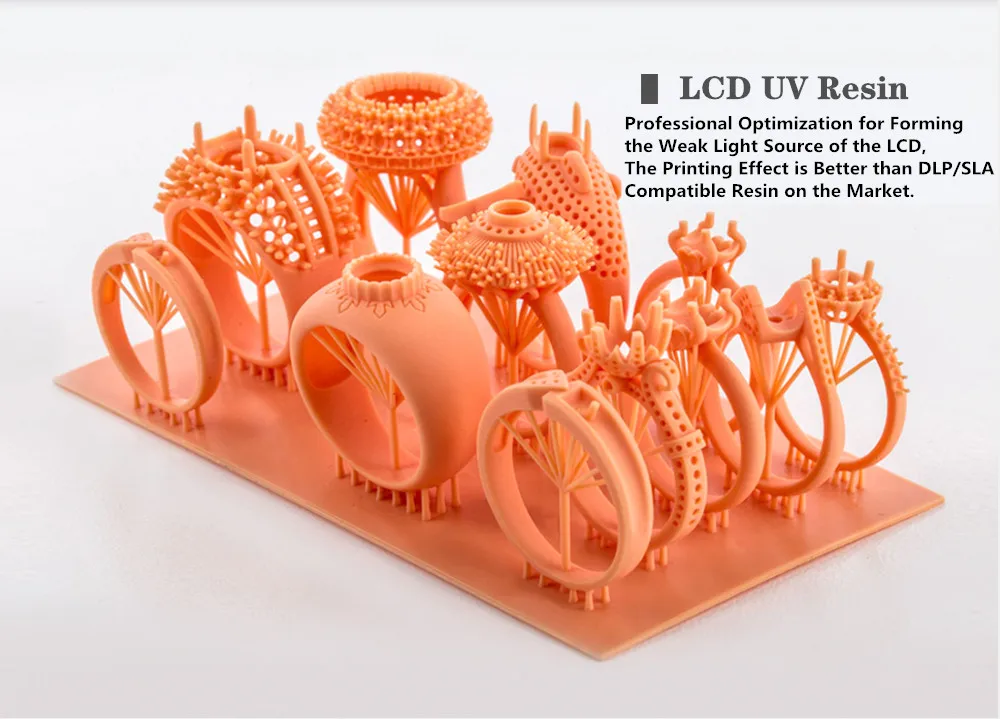 0005
0005 Единственные настройки, которые вам нужно будет когда-либо менять, — это время слоя (как долго каждый слой подвергается воздействию УФ-излучения для отверждения) и настройки вспомогательного материала. Ориентация печати также важна для полимерных принтеров, чтобы убедиться, что отпечаток остается приклеенным к станине на протяжении всего отпечатка.
Единственные настройки, которые вам нужно будет когда-либо менять, — это время слоя (как долго каждый слой подвергается воздействию УФ-излучения для отверждения) и настройки вспомогательного материала. Ориентация печати также важна для полимерных принтеров, чтобы убедиться, что отпечаток остается приклеенным к станине на протяжении всего отпечатка. Важно отметить, что смола раздражает кожу, поэтому важно надевать перчатки всякий раз, когда вы вступаете в тесный контакт со смолой, например, при удалении готовых отпечатков или извлечении емкости для смолы. Уровень раздражения может варьироваться от человека к человеку. Мы слышали истории о том, что люди получали серьезные ожоги от минутного контакта со смолой, однако лично у нас никогда не было реакции на небольшие брызги на коже, которые иногда случаются (правда, мы смываем их с мылом, как только это происходит). быть в безопасности). Кроме того, смола имеет отчетливый химический запах, который некоторые люди находят неприятным, хотя нет убедительных доказательств того, что ею вредно дышать. По-прежнему рекомендуется хранить полимерные 3D-принтеры в хорошо проветриваемом помещении.
Важно отметить, что смола раздражает кожу, поэтому важно надевать перчатки всякий раз, когда вы вступаете в тесный контакт со смолой, например, при удалении готовых отпечатков или извлечении емкости для смолы. Уровень раздражения может варьироваться от человека к человеку. Мы слышали истории о том, что люди получали серьезные ожоги от минутного контакта со смолой, однако лично у нас никогда не было реакции на небольшие брызги на коже, которые иногда случаются (правда, мы смываем их с мылом, как только это происходит). быть в безопасности). Кроме того, смола имеет отчетливый химический запах, который некоторые люди находят неприятным, хотя нет убедительных доказательств того, что ею вредно дышать. По-прежнему рекомендуется хранить полимерные 3D-принтеры в хорошо проветриваемом помещении. Для этой цели вы можете приобрести специальные моющие станции или использовать более дешевое сито для рассола. Растворитель помутнеет от смолы и через несколько применений станет неэффективным, его необходимо будет заменить и безопасно утилизировать (его нельзя выливать в канализацию).
Для этой цели вы можете приобрести специальные моющие станции или использовать более дешевое сито для рассола. Растворитель помутнеет от смолы и через несколько применений станет неэффективным, его необходимо будет заменить и безопасно утилизировать (его нельзя выливать в канализацию).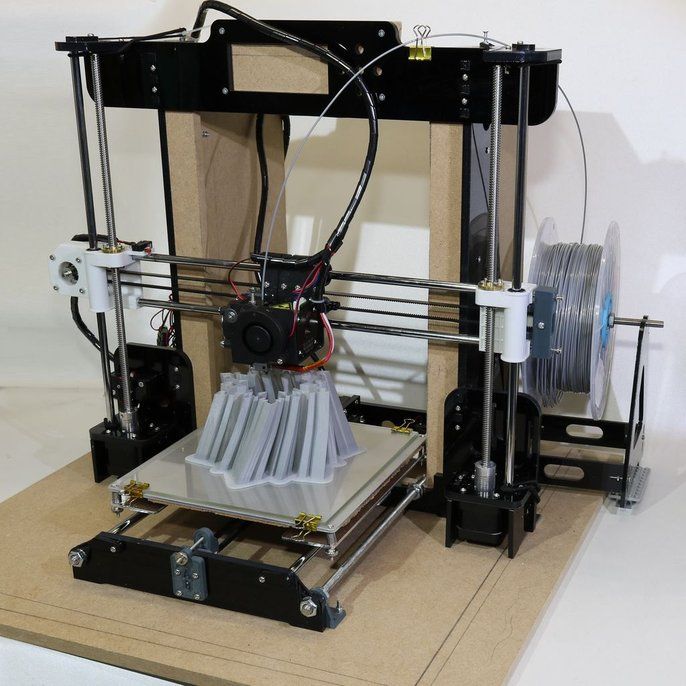 Со всеми материалами можно безопасно обращаться без защиты, и для большинства отпечатков не требуется никакой последующей обработки, кроме удаления поддерживающего материала, если это необходимо. Замена цветов также проста: нужно просто вытащить старую нить и вставить новый материал.
Со всеми материалами можно безопасно обращаться без защиты, и для большинства отпечатков не требуется никакой последующей обработки, кроме удаления поддерживающего материала, если это необходимо. Замена цветов также проста: нужно просто вытащить старую нить и вставить новый материал. Замена пленки FEP не слишком сложна, но требует некоторого времени, так как ее крепят к ванне с помощью большого количества винтов.
Замена пленки FEP не слишком сложна, но требует некоторого времени, так как ее крепят к ванне с помощью большого количества винтов.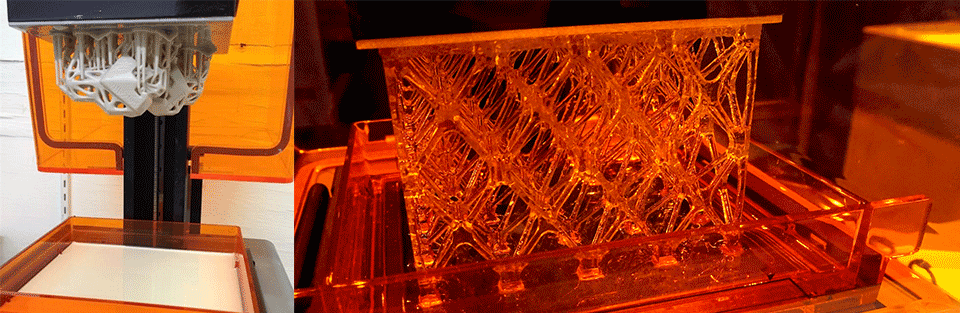 Этих проблем можно избежать, установив на вашем принтере стальную шестерню экструдера и цельнометаллический экструдер.
Этих проблем можно избежать, установив на вашем принтере стальную шестерню экструдера и цельнометаллический экструдер. 0004 . Это означает, что если вы ищете бюджетный полимерный 3D-принтер или бюджетный филаментный 3D-принтер, у вас есть множество вариантов. Для более дорогих принтеров смола, как правило, дороже. Мы рассмотрим несколько параллельных сравнений, чтобы дать вам общее представление:
0004 . Это означает, что если вы ищете бюджетный полимерный 3D-принтер или бюджетный филаментный 3D-принтер, у вас есть множество вариантов. Для более дорогих принтеров смола, как правило, дороже. Мы рассмотрим несколько параллельных сравнений, чтобы дать вам общее представление: на Amazon)
на Amazon) 

 Мы приобрели много принтеров серии Ender 3 и остались очень довольны ими.
Мы приобрели много принтеров серии Ender 3 и остались очень довольны ими.
 Arkema имеет уникальные возможности для создания инновационных жидких смол, специально разработанных для решения задач отрасли. Мы можем синтезировать нестандартные структуры, поставлять передовые термореактивные смолы и участвовать в совместных разработках, чтобы предлагать решения, адаптированные для массового производства.
Arkema имеет уникальные возможности для создания инновационных жидких смол, специально разработанных для решения задач отрасли. Мы можем синтезировать нестандартные структуры, поставлять передовые термореактивные смолы и участвовать в совместных разработках, чтобы предлагать решения, адаптированные для массового производства.
 Обычный аппарат состоит из наклонной либо прямой станины, каретки с закрепленным на ней электрическим двигателем, редуктора и основания. Мотор заставляет двигаться хвостовик с резьбой посредством редуктора. На хвостовик накручивается алмазная коронка с сегментами.
Обычный аппарат состоит из наклонной либо прямой станины, каретки с закрепленным на ней электрическим двигателем, редуктора и основания. Мотор заставляет двигаться хвостовик с резьбой посредством редуктора. На хвостовик накручивается алмазная коронка с сегментами. Несмотря на то, что стоимость его достаточно высока, при выполнении большого объема работ приобретение оправдано, так как позволяет бурить бетон быстро и качественно.
Несмотря на то, что стоимость его достаточно высока, при выполнении большого объема работ приобретение оправдано, так как позволяет бурить бетон быстро и качественно. д.
д. Работа выполняется с применением стойки. Хорошее соотношение цены и качества. Инструмент данного типа обычно выбирают сантехники, выполняющие прокладку коммуникаций в многоэтажках.
Работа выполняется с применением стойки. Хорошее соотношение цены и качества. Инструмент данного типа обычно выбирают сантехники, выполняющие прокладку коммуникаций в многоэтажках.
 Часто установки оснащают механизмом подачи воды для уменьшения пыли во время выполнения работ и охлаждения коронок (что существенно продлевает срок их эксплуатации).
Часто установки оснащают механизмом подачи воды для уменьшения пыли во время выполнения работ и охлаждения коронок (что существенно продлевает срок их эксплуатации).
 org/BreadcrumbList»>
org/BreadcrumbList»>
 Для работы с инструментом некоторых производителей потребуются специальные переходники. Для того, чтобы сделать глубокое отверстие, к примеру на 1 метр и более, может потребоваться специализированная удлиненная алмазная коронка или удлинитель. Модели установок алмазного бурения отличаются прежде всего мощностью и крутящим моментом, от которой напрямую зависит возможность сверлить более большим диаметром алмазной коронки.
Для работы с инструментом некоторых производителей потребуются специальные переходники. Для того, чтобы сделать глубокое отверстие, к примеру на 1 метр и более, может потребоваться специализированная удлиненная алмазная коронка или удлинитель. Модели установок алмазного бурения отличаются прежде всего мощностью и крутящим моментом, от которой напрямую зависит возможность сверлить более большим диаметром алмазной коронки.

 05.2018
05.2018 Этот блок представляет собой запатентованную конструкцию ферменной рамы и перемещается как единое целое. Одно- или двухсекционный накопительный дозатор инертных материалов, односекционный накопительный дозатор цемента, транспортировочная лента, встроенный в ферму силос, полная воздушная система и предварительно смонтированная электропроводка на одной ферменной раме. Верхний бункер для заполнителя может быть добавлен в любое время в будущем, что может удвоить производительность.
Этот блок представляет собой запатентованную конструкцию ферменной рамы и перемещается как единое целое. Одно- или двухсекционный накопительный дозатор инертных материалов, односекционный накопительный дозатор цемента, транспортировочная лента, встроенный в ферму силос, полная воздушная система и предварительно смонтированная электропроводка на одной ферменной раме. Верхний бункер для заполнителя может быть добавлен в любое время в будущем, что может удвоить производительность.
 Этот дизайн идеально подходит для труднодоступных мест и является наиболее экономичным для морских перевозок.
Этот дизайн идеально подходит для труднодоступных мест и является наиболее экономичным для морских перевозок. нас в публикациях по бетонной промышленности
нас в публикациях по бетонной промышленности
 Мобильный: (630) 248-3759
Мобильный: (630) 248-3759 В зависимости от производственных потребностей и других факторов производитель может выбрать мобильный бетонный завод или стационарный бетонный завод. Бетоносмесительный завод может производить сухой бетон, который представляет собой комбинацию компонентов бетона и смешивает их в грузовике с водой по дороге на объект, или бетон с мокрой смесью, представляющий собой комбинацию компонентов бетона и воды в центральном смесителе на месте вашего строительства. завод, а затем выгружается в грузовик для транспортировки.
В зависимости от производственных потребностей и других факторов производитель может выбрать мобильный бетонный завод или стационарный бетонный завод. Бетоносмесительный завод может производить сухой бетон, который представляет собой комбинацию компонентов бетона и смешивает их в грузовике с водой по дороге на объект, или бетон с мокрой смесью, представляющий собой комбинацию компонентов бетона и воды в центральном смесителе на месте вашего строительства. завод, а затем выгружается в грузовик для транспортировки.

 08.2022
08.2022 «>
«> «>
«>
 07.2022
07.2022

 ..
..
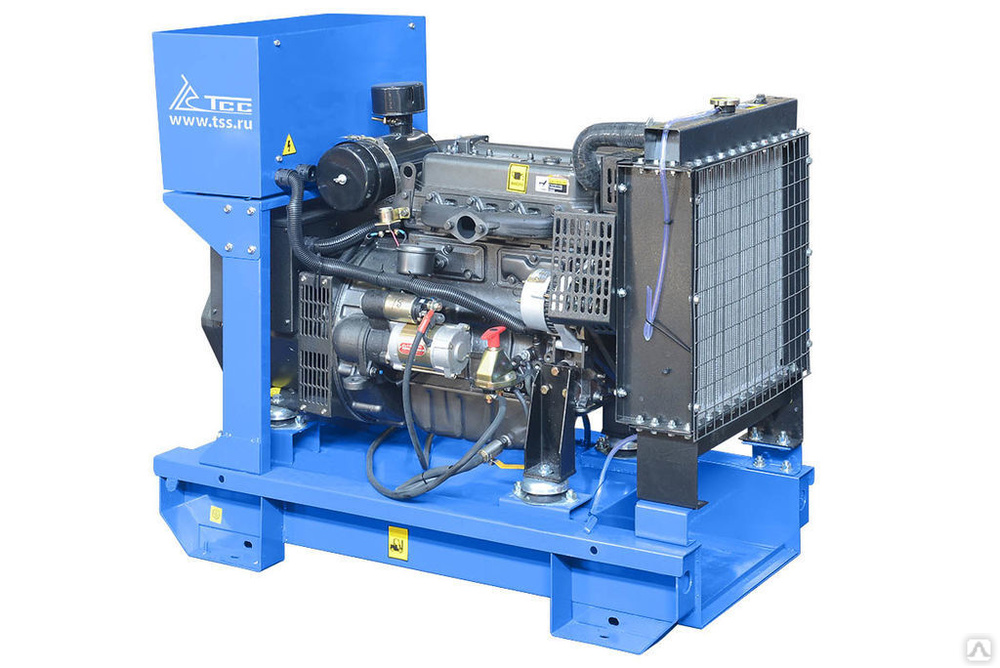 Ленина, 12а
Ленина, 12а



 8 (800) 770-7341
8 (800) 770-7341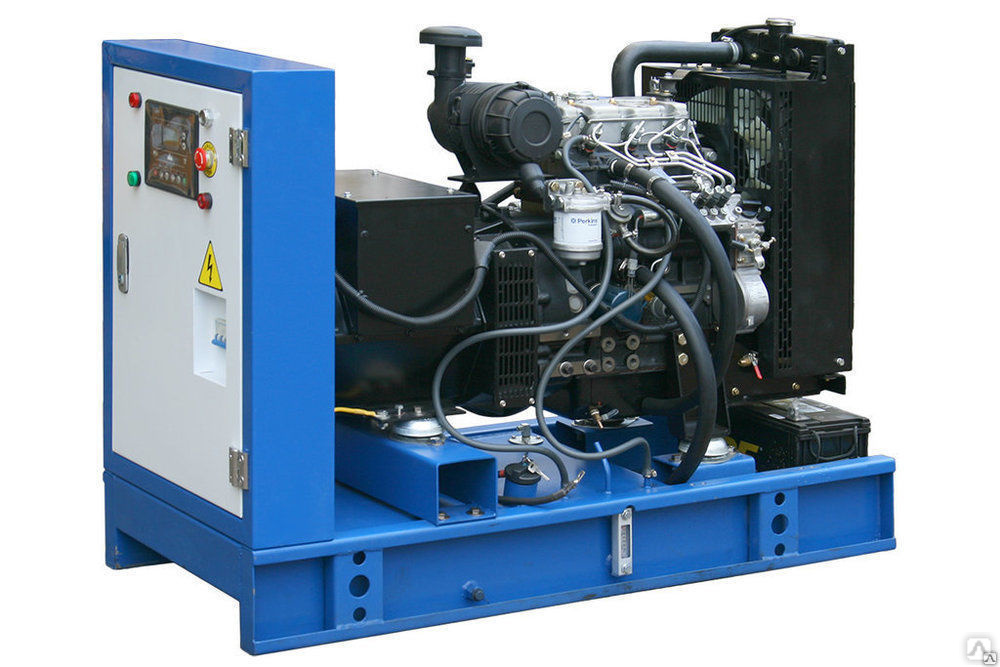 Свободы, 69
Свободы, 69

 8 (800) 770-7341
8 (800) 770-7341




 Топливные баки
Топливные баки Устройство такого размера обычно используется в домах, в которых нет или не требуется центральное кондиционирование воздуха. Это позволит вам легко включить несколько оконных кондиционеров.
Устройство такого размера обычно используется в домах, в которых нет или не требуется центральное кондиционирование воздуха. Это позволит вам легко включить несколько оконных кондиционеров. 
 0017 • Технические характеристики генератора
0017 • Технические характеристики генератора 

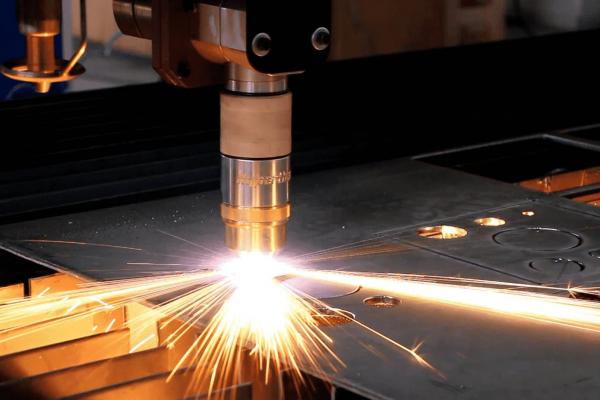 Яз.)
Яз.)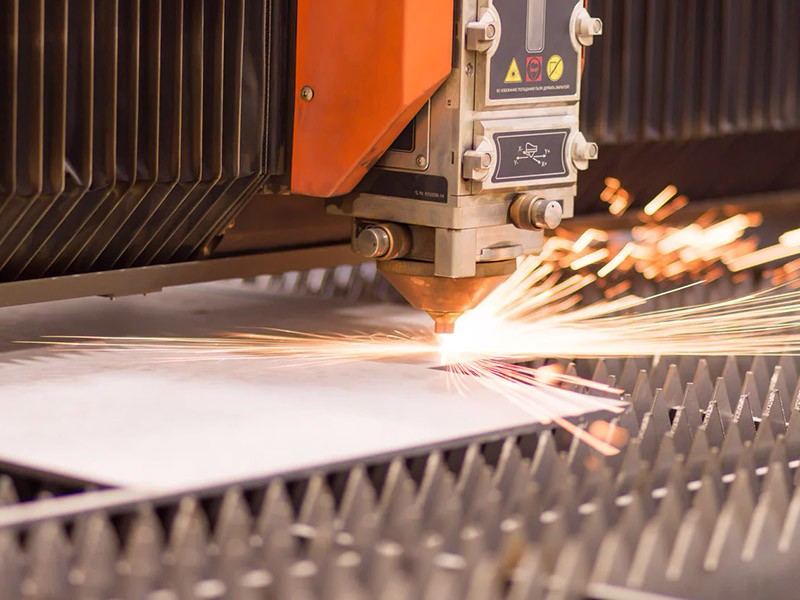 Лазерные режущие станки позволяют резать даже самые твердые материалы с ровным контуром без образования лишних отходов с наименьшими затратами времени.
Лазерные режущие станки позволяют резать даже самые твердые материалы с ровным контуром без образования лишних отходов с наименьшими затратами времени. В твердотельных лазерах, для передачи луча используются оптоволоконные системы вместо зеркал. Однако для газового лазера, с его большей длиной волны излучения это невозможно.
В твердотельных лазерах, для передачи луча используются оптоволоконные системы вместо зеркал. Однако для газового лазера, с его большей длиной волны излучения это невозможно. мощность лазера
мощность лазера
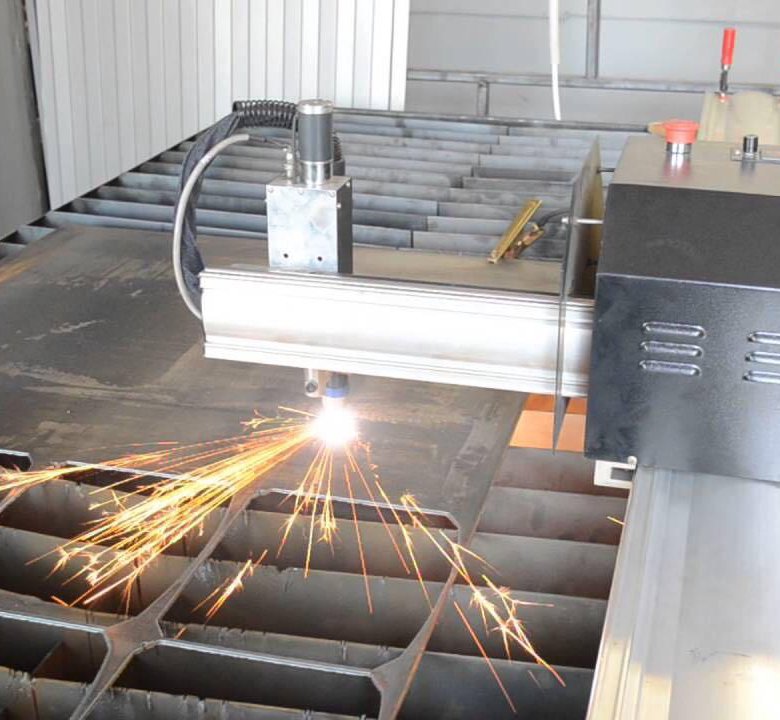 Теперь предприятия могут достичь более высокой производительности и оптимизировать свои производственные процессы с помощью станка для лазерной резки металла, что в конечном итоге приводит к увеличению прибыльности. Эти машины могут оказать удобную поддержку не только профессиональным владельцам бизнеса, но и любителям или дизайнерам, работающим неполный рабочий день.
Теперь предприятия могут достичь более высокой производительности и оптимизировать свои производственные процессы с помощью станка для лазерной резки металла, что в конечном итоге приводит к увеличению прибыльности. Эти машины могут оказать удобную поддержку не только профессиональным владельцам бизнеса, но и любителям или дизайнерам, работающим неполный рабочий день. Некоторые из разработок, которые мы можем ожидать в будущем, включают более мощные лазерные источники, улучшенные системы автоматизации и управления, а также интеграцию технологий искусственного интеллекта и машинного обучения.
Некоторые из разработок, которые мы можем ожидать в будущем, включают более мощные лазерные источники, улучшенные системы автоматизации и управления, а также интеграцию технологий искусственного интеллекта и машинного обучения.
 Технологические параметры (скорость резки, электропитание, давление газа) и траектория движения при продольной резке контролируются системой ЧПУ, а шлак на разрезе сдувается вспомогательным газом с определенным давлением.
Технологические параметры (скорость резки, электропитание, давление газа) и траектория движения при продольной резке контролируются системой ЧПУ, а шлак на разрезе сдувается вспомогательным газом с определенным давлением.


 Когда в качестве вспомогательного газа используется кислород, химическая реакция протекает бурно, а скорость резания высока, но легко образуется оксидный слой на режущей кромке, что также может привести к пережогу. Поэтому использование воздуха в качестве вспомогательного газа может обеспечить качество резки. Лазерная резка титановых сплавов широко используется в авиастроении. Титановые пластины режутся азотом и азотом в качестве рабочих газов.
Когда в качестве вспомогательного газа используется кислород, химическая реакция протекает бурно, а скорость резания высока, но легко образуется оксидный слой на режущей кромке, что также может привести к пережогу. Поэтому использование воздуха в качестве вспомогательного газа может обеспечить качество резки. Лазерная резка титановых сплавов широко используется в авиастроении. Титановые пластины режутся азотом и азотом в качестве рабочих газов. Резаки для листового металла.
Резаки для листового металла. 279 000,00 за более мощный источник волоконного лазера IPG мощностью 12 000 Вт для коммерческого использования. Стоимость профессионального автоматического лазерного станка для резки труб начинается от 50 000 долларов США с источником питания волоконного лазера мощностью 1000 Вт, 2000 Вт, 3000 Вт для большинства типов труб. Универсальные станки для лазерной резки труб и листового металла на продажу по цене от 42 500 до 116 000 долларов США для изготовления металла двойного назначения с контроллером ЧПУ в промышленном производстве.
279 000,00 за более мощный источник волоконного лазера IPG мощностью 12 000 Вт для коммерческого использования. Стоимость профессионального автоматического лазерного станка для резки труб начинается от 50 000 долларов США с источником питания волоконного лазера мощностью 1000 Вт, 2000 Вт, 3000 Вт для большинства типов труб. Универсальные станки для лазерной резки труб и листового металла на продажу по цене от 42 500 до 116 000 долларов США для изготовления металла двойного назначения с контроллером ЧПУ в промышленном производстве. -FC4020, STJ1325M, STJ1390M, STJ1610M, ST-18R
-FC4020, STJ1325M, STJ1390M, STJ1610M, ST-18R 00 — $279,000.00
00 — $279,000.00


 Вы можете совершать большую часть покупок в Интернете, выполнив 8 описанных ниже шагов. Давайте проведем вас через каждый шаг процесса покупки.
Вы можете совершать большую часть покупок в Интернете, выполнив 8 описанных ниже шагов. Давайте проведем вас через каждый шаг процесса покупки.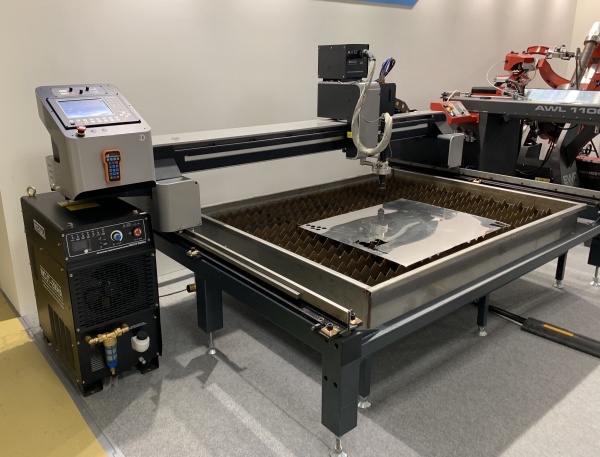 Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
 Передняя и задняя линии важны для самой заготовки. Это бесполезно, поэтому его следует размещать вне категории заготовок, и в то же время следить за тем, чтобы выводы не устанавливались на острые углы и другие места, в которых нелегко рассеивать тепло. Соединение между подводящим проводом и щелью максимально приближено к дуге окружности, чтобы сделать механическое движение стабильным и избежать ожогов, вызванных угловым упором.
Передняя и задняя линии важны для самой заготовки. Это бесполезно, поэтому его следует размещать вне категории заготовок, и в то же время следить за тем, чтобы выводы не устанавливались на острые углы и другие места, в которых нелегко рассеивать тепло. Соединение между подводящим проводом и щелью максимально приближено к дуге окружности, чтобы сделать механическое движение стабильным и избежать ожогов, вызванных угловым упором.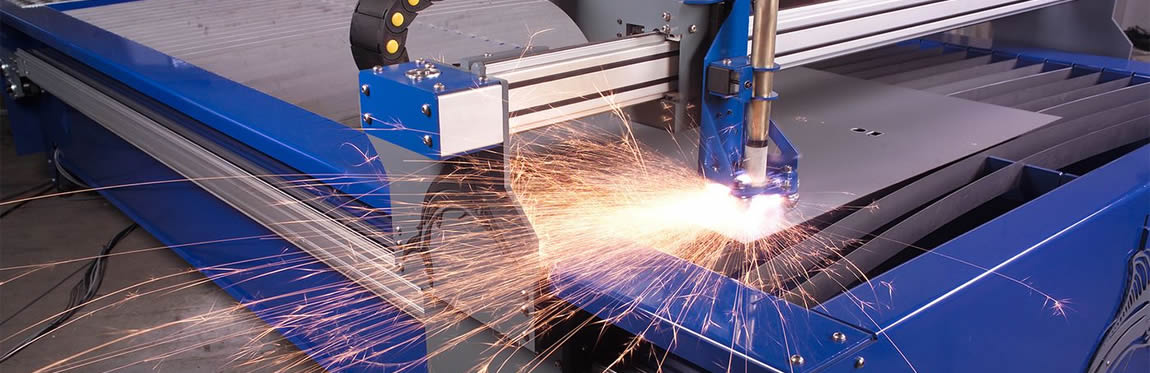 Плохое заземление сократит срок службы. Разряд высокого напряжения повредит цепь управления и даже угрожает безопасности жизни.
Плохое заземление сократит срок службы. Разряд высокого напряжения повредит цепь управления и даже угрожает безопасности жизни. Если температура охлаждающей воды ниже минимально допустимого значения, это приведет к замерзанию воды.
Если температура охлаждающей воды ниже минимально допустимого значения, это приведет к замерзанию воды.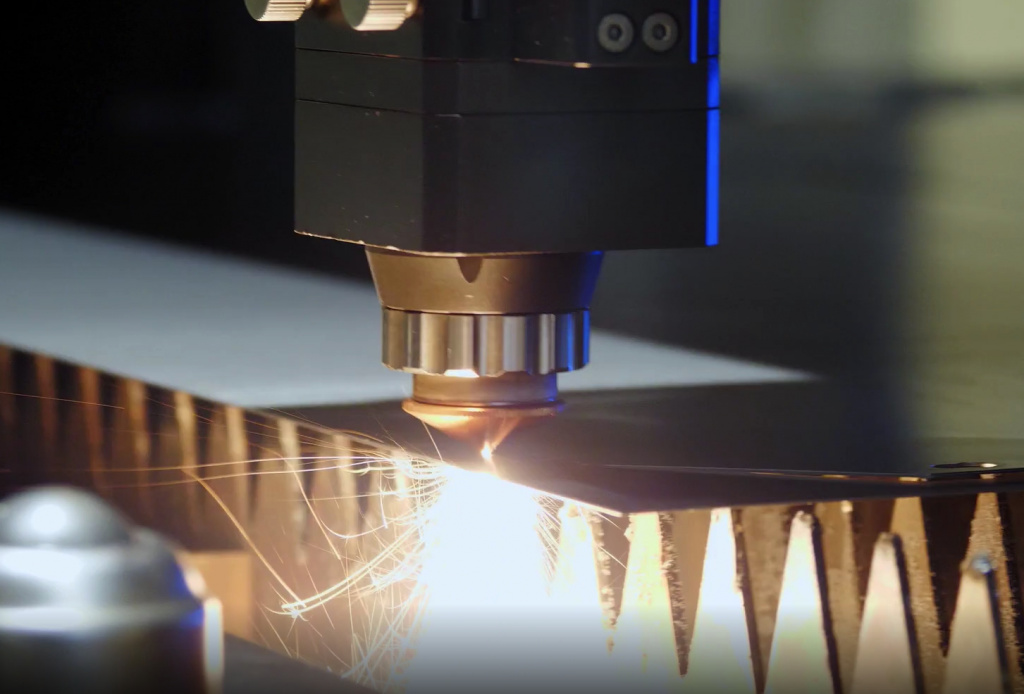 В то же время он также производит большое количество пыли, особенно при обработке некоторых специальных металлических материалов. Образующаяся пыль содержит некоторые химические компоненты, которые при вдыхании наносят вред человеческому организму.
В то же время он также производит большое количество пыли, особенно при обработке некоторых специальных металлических материалов. Образующаяся пыль содержит некоторые химические компоненты, которые при вдыхании наносят вред человеческому организму.
 Для поддержания чистоты и порядка требуется ежедневная уборка.
Для поддержания чистоты и порядка требуется ежедневная уборка.
 Таким образом, это никогда не будет доступным вариантом для выбора. Чтобы сэкономить свой бюджет, вы можете подумать о выборе доступного варианта, но делайте это только тогда, когда у вас будет достаточно знаний о том, какой из них будет хорошим, а какой нет. В этом случае выбор надежного производителя, который обеспечит хорошую поддержку после покупки, будет лучшим вариантом для покупки. В случае, если вы столкнетесь с какими-либо трудностями после совершения покупки, у вас будет возможность обратиться за помощью или поддержкой.
Таким образом, это никогда не будет доступным вариантом для выбора. Чтобы сэкономить свой бюджет, вы можете подумать о выборе доступного варианта, но делайте это только тогда, когда у вас будет достаточно знаний о том, какой из них будет хорошим, а какой нет. В этом случае выбор надежного производителя, который обеспечит хорошую поддержку после покупки, будет лучшим вариантом для покупки. В случае, если вы столкнетесь с какими-либо трудностями после совершения покупки, у вас будет возможность обратиться за помощью или поддержкой. Благодаря потрясающей и отличной поддержке клиентов и ответной реакции после покупки мы работаем над тем, чтобы наши клиенты были довольны во всех отношениях. Выберите свой следующий резак от STYLECNC, и мы можем поспорить, что вы поблагодарите себя позже.
Благодаря потрясающей и отличной поддержке клиентов и ответной реакции после покупки мы работаем над тем, чтобы наши клиенты были довольны во всех отношениях. Выберите свой следующий резак от STYLECNC, и мы можем поспорить, что вы поблагодарите себя позже. В этой статье будут рассмотрены факторы, влияющие на цены на станки для лазерной резки, и определены лучшие станки для определенных областей применения.
В этой статье будут рассмотрены факторы, влияющие на цены на станки для лазерной резки, и определены лучшие станки для определенных областей применения.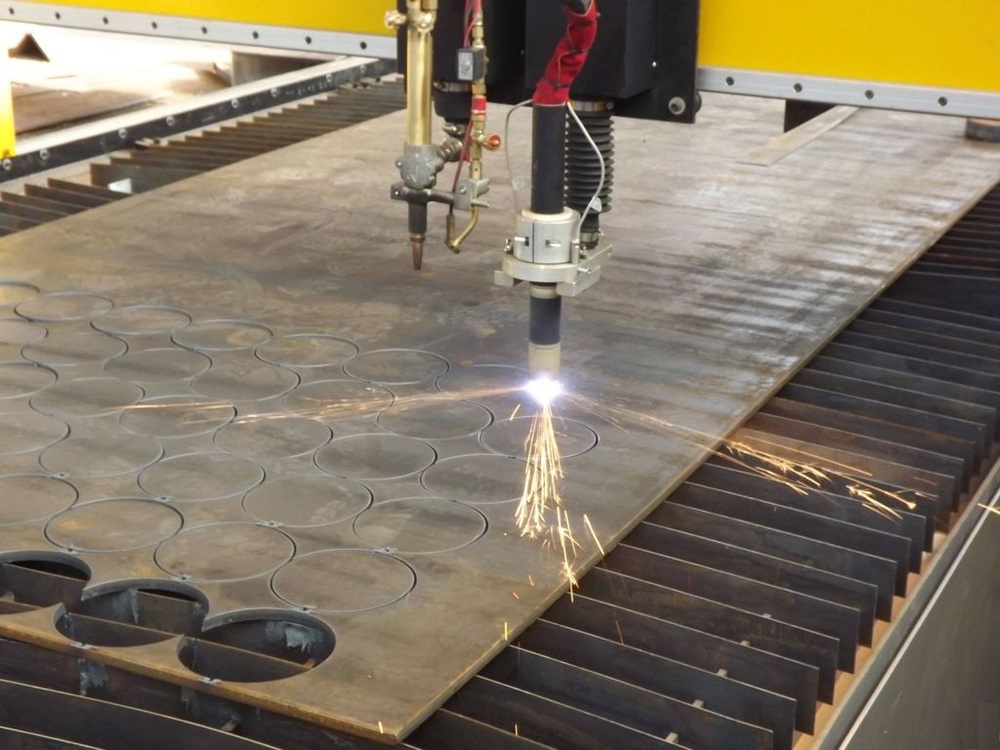 Диапазоны цен на различные типы станков для лазерной резки перечислены в Таблице 1 ниже:
Диапазоны цен на различные типы станков для лазерной резки перечислены в Таблице 1 ниже: Мощные лазеры требуют более тяжелых компонентов и стоят дороже, чем маломощные машины.
Мощные лазеры требуют более тяжелых компонентов и стоят дороже, чем маломощные машины. Станки для лазерной резки стали
Станки для лазерной резки стали Тип металла и его отражательная способность определяют, что лучше для резки — волоконный или CO2-лазер. Это связано с тем, что металлы легко отражают длинные красные и инфракрасные волны, которые обычно излучаются CO2-лазерами. Металлы поглощают более короткие синие, фиолетовые и ультрафиолетовые волны от волоконных лазеров. Температуры плавления и испарения, а также толщина заготовки определяют минимальную мощность, необходимую для резки, поскольку для резки более толстых материалов требуется большая мощность и плотность энергии. Цена волоконного лазерного резака колеблется от 30 000 до 600 000 долларов, а цена лазерной системы CO2 может варьироваться от 10 000 до 200 000 долларов.
Тип металла и его отражательная способность определяют, что лучше для резки — волоконный или CO2-лазер. Это связано с тем, что металлы легко отражают длинные красные и инфракрасные волны, которые обычно излучаются CO2-лазерами. Металлы поглощают более короткие синие, фиолетовые и ультрафиолетовые волны от волоконных лазеров. Температуры плавления и испарения, а также толщина заготовки определяют минимальную мощность, необходимую для резки, поскольку для резки более толстых материалов требуется большая мощность и плотность энергии. Цена волоконного лазерного резака колеблется от 30 000 до 600 000 долларов, а цена лазерной системы CO2 может варьироваться от 10 000 до 200 000 долларов. CO2 или диодный лазер мощностью 40 Вт может с легкостью резать и гравировать такие ткани, как полиэстер, хлопок, шерсть и кожа. Станок для резки ткани лазером CO2 стоит от 500 до 4000 долларов, а диодный лазер для резки ткани стоит от 300 до 1000 долларов.
CO2 или диодный лазер мощностью 40 Вт может с легкостью резать и гравировать такие ткани, как полиэстер, хлопок, шерсть и кожа. Станок для резки ткани лазером CO2 стоит от 500 до 4000 долларов, а диодный лазер для резки ткани стоит от 300 до 1000 долларов. Цена станков для лазерной резки дерева колеблется от 500 до 4000 долларов США для CO2-лазеров и обычно составляет от 300 до 1000 долларов США для диодных лазеров.
Цена станков для лазерной резки дерева колеблется от 500 до 4000 долларов США для CO2-лазеров и обычно составляет от 300 до 1000 долларов США для диодных лазеров. Для создания сложных и замысловатых дизайнов приглашений не требуются мощные лазеры. С помощью диодных лазеров можно легко создавать красивые приглашения. Цена станков для диодной лазерной резки колеблется от 300 до 1000 долларов.
Для создания сложных и замысловатых дизайнов приглашений не требуются мощные лазеры. С помощью диодных лазеров можно легко создавать красивые приглашения. Цена станков для диодной лазерной резки колеблется от 300 до 1000 долларов. Он может резать и гравировать все металлы, от тканей и дерева до пластика и металлов.
Он может резать и гравировать все металлы, от тканей и дерева до пластика и металлов.
 Более дешевые машины часто имеют меньшую мощность по сравнению с более дорогими машинами, а также обычно имеют меньшее рабочее пространство. Однако дорогие лазерные машины могут быть более надежными и иметь лучшую конструкцию. Учитывайте объемы продукции и материалы, используемые при лазерной резке, чтобы выбрать подходящую машину.
Более дешевые машины часто имеют меньшую мощность по сравнению с более дорогими машинами, а также обычно имеют меньшее рабочее пространство. Однако дорогие лазерные машины могут быть более надежными и иметь лучшую конструкцию. Учитывайте объемы продукции и материалы, используемые при лазерной резке, чтобы выбрать подходящую машину.


 При этом следите за тем, чтобы угол был примерно одинаковым. Наносить слой краски лучше широкой полосой для большей равномерности, после чего растушевывать его для попадания во все поры. Кисть лучше не погружать полностью, нанося на нее краску.
При этом следите за тем, чтобы угол был примерно одинаковым. Наносить слой краски лучше широкой полосой для большей равномерности, после чего растушевывать его для попадания во все поры. Кисть лучше не погружать полностью, нанося на нее краску. Однако не все виды данного материала одинаково подходят для этого. Покрасить эти поверхности, конечно, можно, да и материал ляжет на них довольно равномерно, однако срок эксплуатации покрытия будет недолгим.
Однако не все виды данного материала одинаково подходят для этого. Покрасить эти поверхности, конечно, можно, да и материал ляжет на них довольно равномерно, однако срок эксплуатации покрытия будет недолгим. Поэтому практически нереально покрасить металлопластиковые трубы, сделанные из полиэтилена. Так что лучше сразу подбирать нужный оттенок.
Поэтому практически нереально покрасить металлопластиковые трубы, сделанные из полиэтилена. Так что лучше сразу подбирать нужный оттенок.



 Перед началом работ следует определить ее характеристику и выбрать ответствующие материалы для осуществления процесса. Видео в этой статье поможет вам найти дополнительную информацию по данной тематике.
Перед началом работ следует определить ее характеристику и выбрать ответствующие материалы для осуществления процесса. Видео в этой статье поможет вам найти дополнительную информацию по данной тематике.
 Кроме того, акриловые краски также доступны в аэрозольных баллончиках, что делает вашу работу по рисованию еще проще, чем если бы вам приходилось использовать кисти и тюбики с краской. Но любой любитель или ремесленник, достойный ее соли, знает, что пластик, как известно, трудно красить. Краска плохо прилипает к пластиковой поверхности, потому что пластик гладкий и непористый. Прямо сейчас вы, вероятно, спрашиваете себя: «А будет ли акриловая краска липнуть к пластику?»
Кроме того, акриловые краски также доступны в аэрозольных баллончиках, что делает вашу работу по рисованию еще проще, чем если бы вам приходилось использовать кисти и тюбики с краской. Но любой любитель или ремесленник, достойный ее соли, знает, что пластик, как известно, трудно красить. Краска плохо прилипает к пластиковой поверхности, потому что пластик гладкий и непористый. Прямо сейчас вы, вероятно, спрашиваете себя: «А будет ли акриловая краска липнуть к пластику?»
 Базовое покрытие или грунтовка — это краска, специально разработанная для использования на пластиковых поверхностях. Затем, после того, как вы покрасили пластиковый предмет, вы можете использовать прозрачный герметик для завершения работы, хотя в зависимости от окрашенного предмета герметик может не понадобиться.
Базовое покрытие или грунтовка — это краска, специально разработанная для использования на пластиковых поверхностях. Затем, после того, как вы покрасили пластиковый предмет, вы можете использовать прозрачный герметик для завершения работы, хотя в зависимости от окрашенного предмета герметик может не понадобиться. Однако некоторые продукты могут быть несовместимы, поэтому всегда рекомендуется проверять их заранее. Вот как вы это делаете.
Однако некоторые продукты могут быть несовместимы, поэтому всегда рекомендуется проверять их заранее. Вот как вы это делаете. Тем не менее, акриловая краска по пластику — лучший вариант, и для этого вам нужно будет загрунтовать пластиковый предмет. Двух слоев грунтовки будет достаточно. Праймер доступен в аэрозольных баллончиках и очень легко наносится. Желательно работать на открытом воздухе или, если это невозможно, то в помещении с хорошей вентиляцией. Обязательно наденьте маску для лица, перчатки и защитные очки, встаньте на расстоянии около 20 дюймов (50 сантиметров) от предмета и равномерно распылите его.
Тем не менее, акриловая краска по пластику — лучший вариант, и для этого вам нужно будет загрунтовать пластиковый предмет. Двух слоев грунтовки будет достаточно. Праймер доступен в аэрозольных баллончиках и очень легко наносится. Желательно работать на открытом воздухе или, если это невозможно, то в помещении с хорошей вентиляцией. Обязательно наденьте маску для лица, перчатки и защитные очки, встаньте на расстоянии около 20 дюймов (50 сантиметров) от предмета и равномерно распылите его.
 Нанесение краски
Нанесение краски Вы обнаружите, что каждый слой сохнет от 10 до 20 минут.
Вы обнаружите, что каждый слой сохнет от 10 до 20 минут. Нанесение герметика на акриловую краску на пластике
Нанесение герметика на акриловую краску на пластике Он очень легко наносится и имеет прозрачную и гладкую консистенцию, которая является износостойкой, долговечной и защитной. Он также соответствует федеральным нормам и не содержит вредных фреонов.
Он очень легко наносится и имеет прозрачную и гладкую консистенцию, которая является износостойкой, долговечной и защитной. Он также соответствует федеральным нормам и не содержит вредных фреонов. Они основаны на нашем собственном опыте проектов по росписи пластика, поэтому вы можете быть уверены, что они работают!
Они основаны на нашем собственном опыте проектов по росписи пластика, поэтому вы можете быть уверены, что они работают!
 Поскольку пластик гладкий и непористый, а акриловая краска после высыхания имеет аналогичную консистенцию, краска не может прилипнуть к пластику. Поэтому нужно немного зашероховать поверхность, чтобы придать краске покупку.
Поскольку пластик гладкий и непористый, а акриловая краска после высыхания имеет аналогичную консистенцию, краска не может прилипнуть к пластику. Поэтому нужно немного зашероховать поверхность, чтобы придать краске покупку. Итак, давайте подробно рассмотрим, что нужно сделать, чтобы акриловая краска прилипла к пластику.
Итак, давайте подробно рассмотрим, что нужно сделать, чтобы акриловая краска прилипла к пластику. Его можно разбавлять водой или акриловым растворителем для использования в качестве смывки или наносить непосредственно из тюбика, баночки или банки.
Его можно разбавлять водой или акриловым растворителем для использования в качестве смывки или наносить непосредственно из тюбика, баночки или банки.
 При необходимости используйте вентилятор или защитную маску для лица.
При необходимости используйте вентилятор или защитную маску для лица.
 Прежде чем начать, проверьте этикетку на вашей краске для получения необходимой информации.
Прежде чем начать, проверьте этикетку на вашей краске для получения необходимой информации. В большинстве случаев будет достаточно второго или третьего слоя.
В большинстве случаев будет достаточно второго или третьего слоя. Сделать это можно с помощью маркера или акриловых красок.
Сделать это можно с помощью маркера или акриловых красок.
 Сначала очистите, отшлифуйте и загрунтуйте пластик. Вам также нужно будет нанести герметик после покраски, чтобы сделать поверхность водонепроницаемой и продлить срок ее службы.
Сначала очистите, отшлифуйте и загрунтуйте пластик. Вам также нужно будет нанести герметик после покраски, чтобы сделать поверхность водонепроницаемой и продлить срок ее службы.
 Герметизация также делает пластик водонепроницаемым.
Герметизация также делает пластик водонепроницаемым.





 Он быстро сохнет, и вы можете использовать его практически для любого типа краски. Наносите его в качестве последнего верхнего слоя, чтобы не волноваться о том, что вы испортите картину или поделку.
Он быстро сохнет, и вы можете использовать его практически для любого типа краски. Наносите его в качестве последнего верхнего слоя, чтобы не волноваться о том, что вы испортите картину или поделку. Он также отлично подходит как для внутренней, так и для наружной защиты.
Он также отлично подходит как для внутренней, так и для наружной защиты. Объем каждой баночки с краской составляет 5 мл, всего в наборе около 65 мл краски!
Объем каждой баночки с краской составляет 5 мл, всего в наборе около 65 мл краски! Эти краски сохнут быстрее и не требуют грунтовки для небольших поверхностей, таких как пластиковые игрушки.
Эти краски сохнут быстрее и не требуют грунтовки для небольших поверхностей, таких как пластиковые игрушки. 0010
0010 Отделка может выглядеть тусклой после высыхания и требует еще одного тонкого слоя краски для красивого и гладкого покрытия.
Отделка может выглядеть тусклой после высыхания и требует еще одного тонкого слоя краски для красивого и гладкого покрытия.
 Хорошо распыляется и высыхает за считанные минуты, образуя гладкую поверхность. Он также идеально подходит для наружных поверхностей.
Хорошо распыляется и высыхает за считанные минуты, образуя гладкую поверхность. Он также идеально подходит для наружных поверхностей. Используйте краски, предназначенные для прилипания к полимерам. Однако для этого требуется более пористая поверхность. Перед покраской акриловой краской поверхность необходимо загрунтовать для лучшей адгезии.
Используйте краски, предназначенные для прилипания к полимерам. Однако для этого требуется более пористая поверхность. Перед покраской акриловой краской поверхность необходимо загрунтовать для лучшей адгезии.



 Применяют также стационарные диагностические стенды различных конструкций, устанавливаемые обычно на смотровых канавах проездного или тупикового типов.
Применяют также стационарные диагностические стенды различных конструкций, устанавливаемые обычно на смотровых канавах проездного или тупикового типов.

 Кроме того, подтягивают стремянки, кронштейны и серьги рессор. Ежедневно осматривают покрышки, при наличии даже мелких повреждений следует немедленно сдавать их в ремонт.
Кроме того, подтягивают стремянки, кронштейны и серьги рессор. Ежедневно осматривают покрышки, при наличии даже мелких повреждений следует немедленно сдавать их в ремонт.
 78, а) состоит из направляющей металлической рамки длиной 300 мм, внутри которой свободно передвигается стальная линейка такой же длины. Раздвижная линейка применяется для измерения ширины камер коксования и регенераторов.
78, а) состоит из направляющей металлической рамки длиной 300 мм, внутри которой свободно передвигается стальная линейка такой же длины. Раздвижная линейка применяется для измерения ширины камер коксования и регенераторов.

 Игра на диктофоне на уроке музыки. Рисование дуг и окружностей циркулем в геометрии. Эти инструменты образовательной торговли становятся частью нашей жизни на семестр или два, а затем мы идем дальше.
Игра на диктофоне на уроке музыки. Рисование дуг и окружностей циркулем в геометрии. Эти инструменты образовательной торговли становятся частью нашей жизни на семестр или два, а затем мы идем дальше.
 В каждом разделе есть шкалы — цифры и отметки линий для расчетов.
В каждом разделе есть шкалы — цифры и отметки линий для расчетов. По оценкам Де Сезариса, в его коллекции около 4000 логарифмических линеек.
По оценкам Де Сезариса, в его коллекции около 4000 логарифмических линеек.
 Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию.
Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию. RU
RU ru Показать почту
ru Показать почту ru Показать почту
ru Показать почту ru Показать почту
ru Показать почту ru Показать почту
ru Показать почту счет 40702810229480001259
счет 40702810229480001259 Казань, ул. Михаила Миля, 65А, офис 202
Казань, ул. Михаила Миля, 65А, офис 202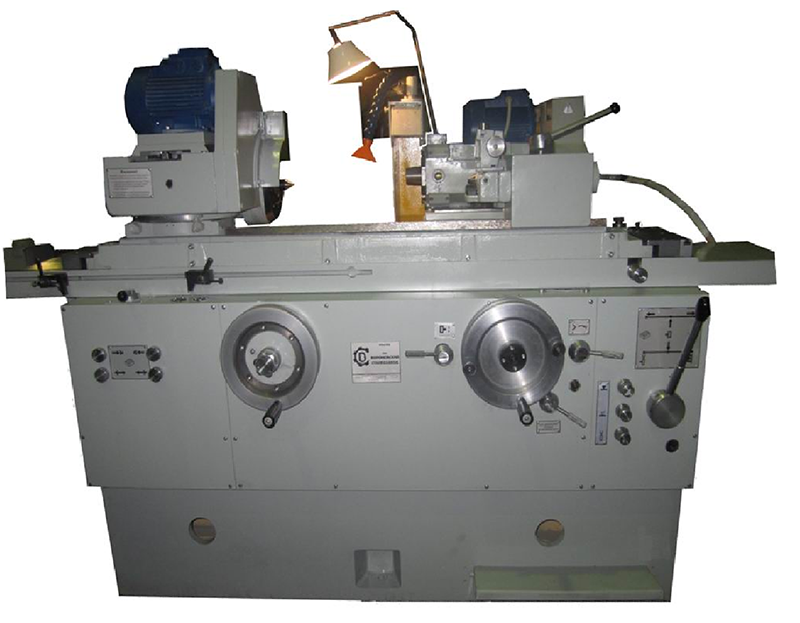 Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 

 ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ РАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE:
ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ РАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE: ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ БЕЗ СОБСТВЕННОГО ПРИВОДА ОБЛ.ПРИМ.-ЗАПЧАСТИ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ. И РЕМОНТ РАНЕЕ ВВЕЗОННЫХ ГОТОВЫХ ИЗДЕЛИЙ ЛИЦА
ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ БЕЗ СОБСТВЕННОГО ПРИВОДА ОБЛ.ПРИМ.-ЗАПЧАСТИ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ. И РЕМОНТ РАНЕЕ ВВЕЗОННЫХ ГОТОВЫХ ИЗДЕЛИЙ ЛИЦА ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ ЗАРАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE:
ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ ЗАРАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE:
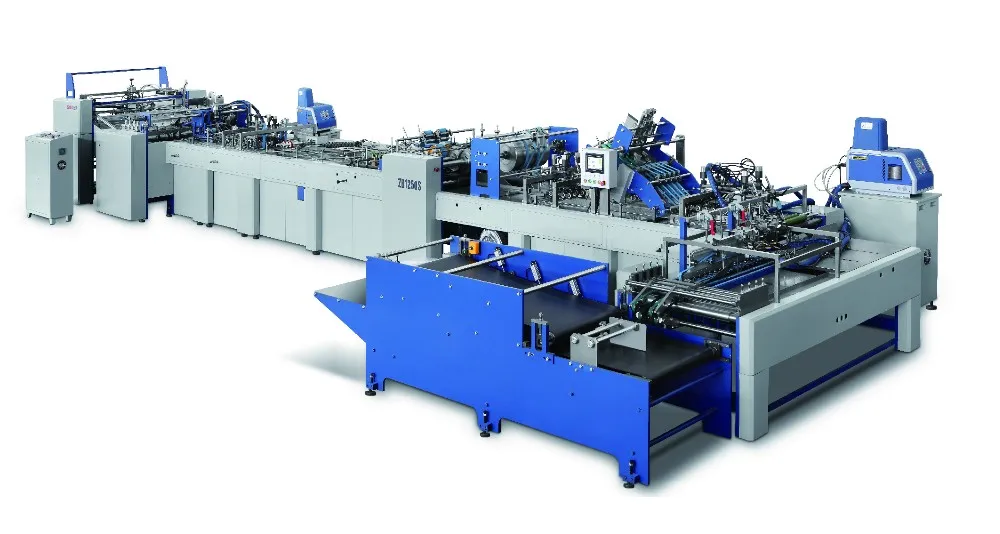

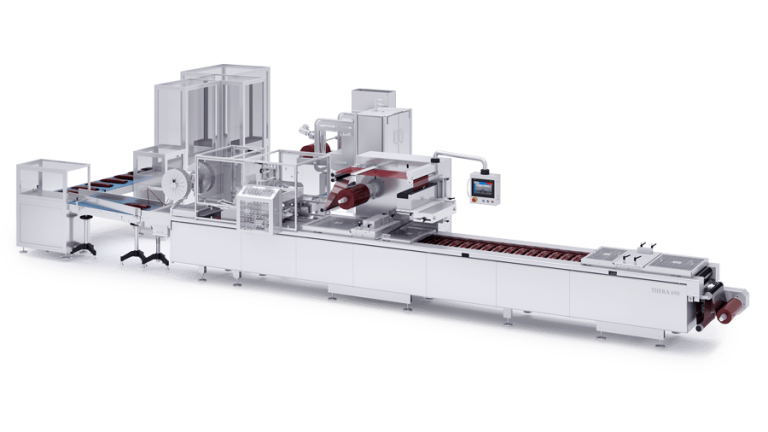


 Л., вызывающих простой отдельных ее агрегатов;
Л., вызывающих простой отдельных ее агрегатов;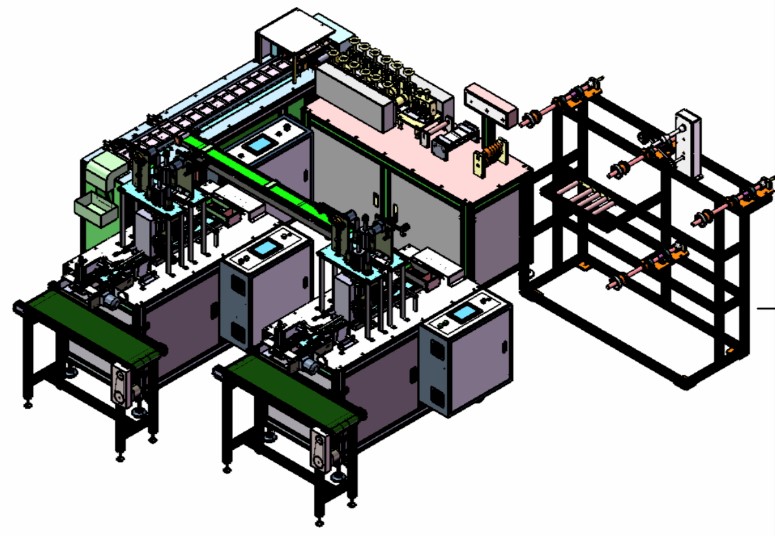
 Та- кие части линии называются потоками.
Та- кие части линии называются потоками. Различная степень автоматизации и модульная конструкция позволяет использовать линии многокомпонентной фасовки готовых блюд Hefestus для абсолютного любых продуктов, от классического плова или гуляша с картофелем до самых экзотических блюд азиатской кухни.
Различная степень автоматизации и модульная конструкция позволяет использовать линии многокомпонентной фасовки готовых блюд Hefestus для абсолютного любых продуктов, от классического плова или гуляша с картофелем до самых экзотических блюд азиатской кухни. Каждая линия может включать в себя следующие узлы и компоненты:
Каждая линия может включать в себя следующие узлы и компоненты:
 Результатом является строка, основанная на введенных вами символах. Вы можете использовать следующие символы:
Результатом является строка, основанная на введенных вами символах. Вы можете использовать следующие символы: В Word 2010 и более поздних версиях отобразите вкладку «Файл» на ленте и нажмите «Параметры».)
В Word 2010 и более поздних версиях отобразите вкладку «Файл» на ленте и нажмите «Параметры».)




 Ознакомьтесь с курсом Mastering VBA for Office 2010 уже сегодня!
Ознакомьтесь с курсом Mastering VBA for Office 2010 уже сегодня!
 Допустимое излучение не превышает ограничения класса 1.
Допустимое излучение не превышает ограничения класса 1. 12 или более новая
12 или более новая
 Эти обновления гарантируют максимально быструю и эффективную послойную печать.
Эти обновления гарантируют максимально быструю и эффективную послойную печать.  22 мин.
22 мин.
 Совместимые генераторы азота доступны для приобретения, а рекомендуемые модели можно найти, связавшись с нашим отделом продаж.
Совместимые генераторы азота доступны для приобретения, а рекомендуемые модели можно найти, связавшись с нашим отделом продаж.  Экономия, устойчивое развитие и высококачественные детали стали возможны благодаря Fuse 1+ 30W.
Экономия, устойчивое развитие и высококачественные детали стали возможны благодаря Fuse 1+ 30W. 

 Это способствует повышению интенсивности итераций для прототипирования и производства. Владельцы Fuse 1, которые раньше пользовались услугами сторонних организаций, сообщают, что средний срок окупаемости принтера составляет 3–4 месяца для прототипирования и 6–7 месяцев для производства.
Это способствует повышению интенсивности итераций для прототипирования и производства. Владельцы Fuse 1, которые раньше пользовались услугами сторонних организаций, сообщают, что средний срок окупаемости принтера составляет 3–4 месяца для прототипирования и 6–7 месяцев для производства. 

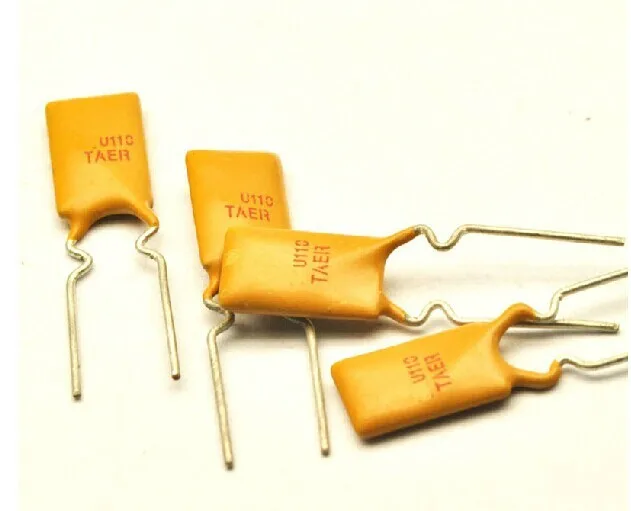
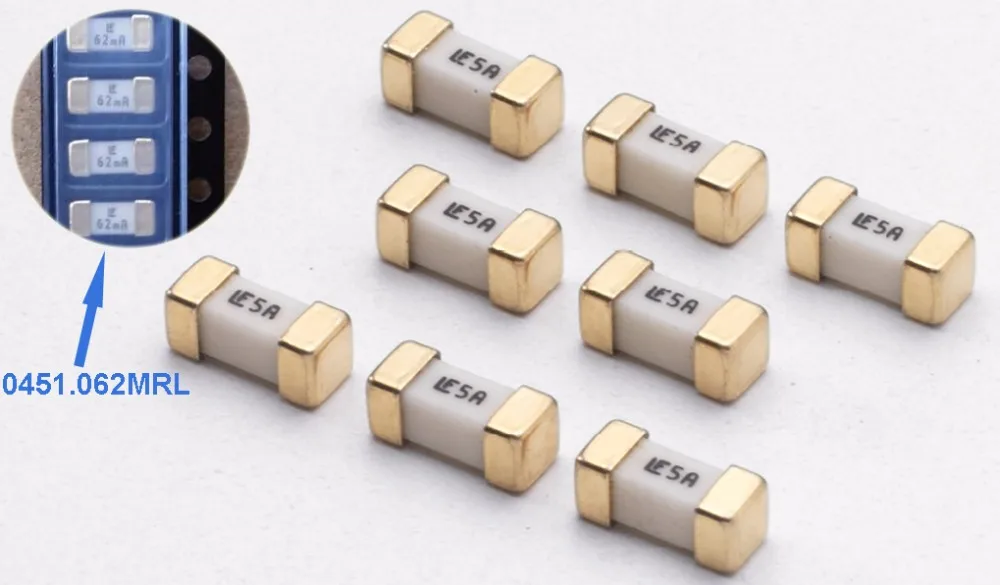 Спекание
Спекание
 тока, 7,5 А (выделенная цепь)
тока, 7,5 А (выделенная цепь) Доступное излучение находится в пределах класса 1.
Доступное излучение находится в пределах класса 1.
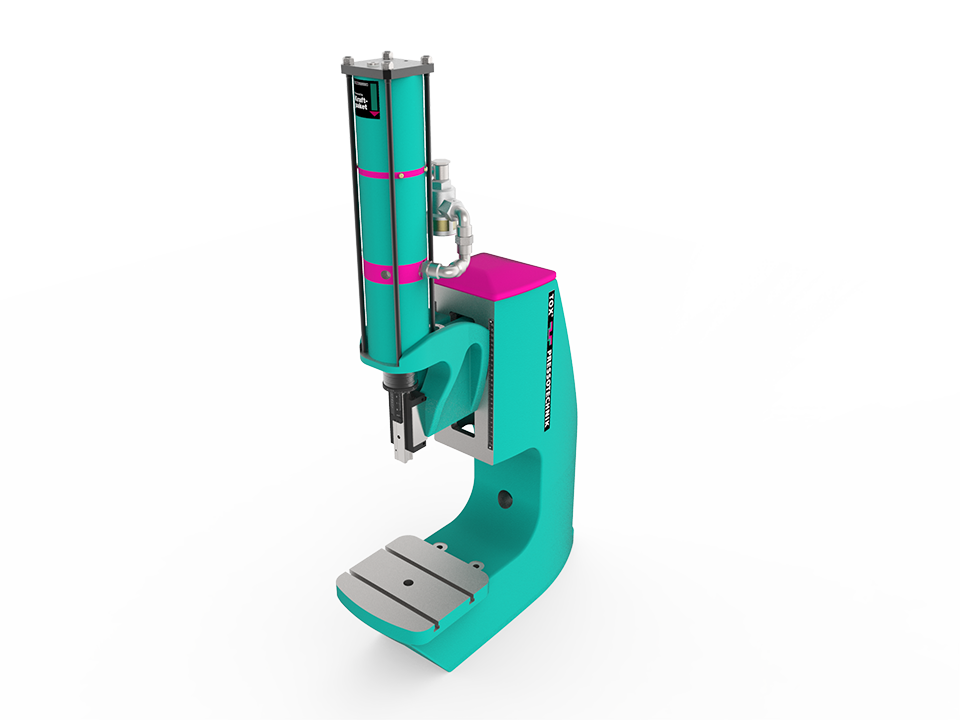 Сообщаем Вам, что мы довольны работой данного оборудования.
Сообщаем Вам, что мы довольны работой данного оборудования.



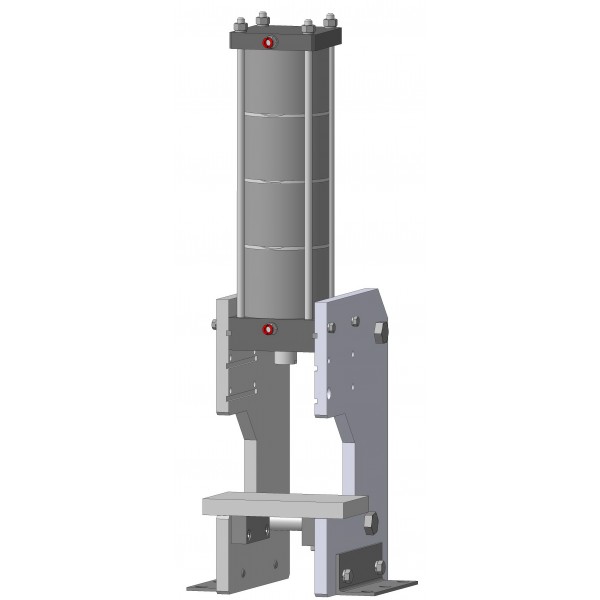 Они подходят для изготовления полутвердых и твердых сыров различных размеров.
Они подходят для изготовления полутвердых и твердых сыров различных размеров.
 5) Доступны для моделей MS-U, PPS-U и PPS-A. 6) Доступно для моделей PPS-H.
5) Доступны для моделей MS-U, PPS-U и PPS-A. 6) Доступно для моделей PPS-H. После завершения хода сжатый воздух выходит через клапаны, и пресс возвращается в исходное положение. Пневматические прессы работают намного быстрее, чем гидравлические, и их можно остановить даже в середине процесса, когда оператор открывает клапаны для выпуска воздуха. Они универсальны, просты в использовании и не требуют жидкости для работы. Пневматические прессы TOX® имеют регулируемое конечное положение и демпфирование, регулировку хода по всему ходу и имеют датчик конечного положения с регулировкой хода.
После завершения хода сжатый воздух выходит через клапаны, и пресс возвращается в исходное положение. Пневматические прессы работают намного быстрее, чем гидравлические, и их можно остановить даже в середине процесса, когда оператор открывает клапаны для выпуска воздуха. Они универсальны, просты в использовании и не требуют жидкости для работы. Пневматические прессы TOX® имеют регулируемое конечное положение и демпфирование, регулировку хода по всему ходу и имеют датчик конечного положения с регулировкой хода. Модели включают в себя:
Модели включают в себя: 10: Tox®-Finepress
10: Tox®-Finepress
