Рука манипулятор для человекоподобного робота RKP-Rh201-3D позволяет производить захват предметов по принципу пятипалой человеческой руки с дальнейшим их удержанием, перемещением в пространстве относительно любой плоскости или переносом. Также возможно использование сжатого в кулак манипулятора RKP-Rh201-3D для динамического воздействия на внезапно возникшее впереди или сбоку препятствие или на соперника в боях роботов.
Роботом называют автоматическое устройство, имеющее манипулятор — механический аналог человеческой руки — и систему управления этим манипулятором. Обе эти составные части могут иметь различное устройство — от очень простого до чрезвычайно сложного.
Манипулятор обычно состоит из шарнирно соединенных звеньев, как рука человека состоит из костей, связанных суставами, и заканчивается охватом, который является чем-то вроде кисти человеческой руки. Роль связок в кисти манипуляторе выполняют специальные связки из нейлона. Таким образом, возможно через эти нейлоновые связки сжимать и разжимать кисть для захвата любого предмета, который в нее помещается.
Вид тыльной стороны ладони человекоподобного робота RKP-Rh201-3D. В пальцах хорошо видны нейлоновые сухожилия (смотри Рис. 1).
Перемещение звеньев манипулятора обеспечивают так называемые приводы или сервомеханизмы (сокращенно серво) — аналоги мускулов в руке человека.
Обычно в качестве таковых используются сервоприводы, которые включают в себя: редуктор (систему зубчатых передач для снижения числа оборотов электродвигателя серво и для увеличения вращающего момента) и электрическую схему управления серво, регулирующую направление и скорость вращения электродвигателя.
В роботизированной руке RKP-Rh201-3D установлен один серводвигатель большой мощности для того, чтобы быстро сжимать и разжимать всю кисть робота (все пять пальцев манипулятора в виде руки). Это хорошо применимо в боевых роботах для нанесения различных ударов, но также возможна компоновка кисти руки робота, при которой каждым пальцем будет управлять отдельный сервопривод весом 9 грамм, например, рулевая машинка TowerPro 9 Gram SG90.
Вид на внутреннюю часть ладони человекоподобного робота RKP-Rh201-3D. Ладонь кисти человекоподобного робота зажата на 50%. (смотри Рис. 2).
В таком случае возможны сложные движения кисти человекоподобного робота, но программирование при этом становится более сложным, интересным и захватывающим. При этом на каждом из пальцев кисти руки человекоподобного робота возможна установка дополнительных разнообразных датчиков и сенсоров, управляющих различными процессами.
Таково в общих чертах устройство манипулятора RKP-Rh201-3D. Что касается сложности задач, которые может разрешать тот или иной робот, оборудованный различными манипуляторами, заменяющими ему руки, то они во многом зависят от сложности и совершенства управляющего устройства.
Принято говорить о трех поколениях роботов: промышленных, адаптивных и роботах с искусственным интеллектом. Но какой бы робот не проектировался ему не обойтись без рук манипуляторов для выполнения различных задач. Звенья манипулятора подвижны друг относительно друга и могут совершать вращательные и поступательные движения. Иногда вместо простого захвата предмета у промышленных роботов последним звеном манипулятора (его кистью) служит какой-нибудь рабочий инструмент, например, дрель, гаечный ключ, краскораспылитель или сварочная горелка. У человекоподобных роботов на кончиках пальцев их манипуляторов в виде кисти могут быть также расположены различные дополнительные миниатюрные приспособления, например, для сверления, гравировки или рисования.
Общий вид человекоподобного боевого робота на сервоприводах с кистями рук RKP-Rh201-3D (смотри Рис. 3).
Настольная робо-рука манипулятор из оргстекла на сервоприводах своими руками или реверс-инжиниринг uArm / Хабр
Привет, гиктаймс!
Хочу поделиться с вами результатами реверс-инжиниринга uArm – простого настольно манипулятора из оргстекла на сервоприводах.
Проект uArm от uFactory собрал средства на кикстартере уже больше двух лет назад. Они с самого начала говорили, что это будет открытый проект, но сразу после окончания компании они не торопились выкладывать исходники. Я хотел просто порезать оргстекло по их чертежам и все, но так как исходников не было и в обозримом будущем не предвиделось, то я принялся повторять конструкцию по фотографиям.
Сейчас моя робо-рука выглядит так:
Работая не спеша за два года я успел сделать четыре версии и получил достаточно много опыта. Описание, историю проекта и все файлы проекта вы сможете найти под катом.
Пробы и ошибки
Начиная работать над чертежами, я хотел не просто повторить uArm, а улучшить его. Мне казалось, что в моих условиях вполне можно обойтись без подшипников. Так же мне не нравилось то, что электроника вращается вместе со всем манипулятором и хотелось упростить конструкцию нижней части шарнира. Плюс я начал рисовать его сразу немного меньше.
С такими входными параметрами я нарисовал первую версию. К сожалению, у меня не сохранилось фотографий той версии манипулятора (который был выполнен в желтом цвете). Ошибки в ней были просто эпичнейшие. Во-первых, ее было почти невозможно собрать. Как правило, механика которую я рисовал до манипулятора, была достаточно простая, и мне не приходилось задумываться о процессе сборки. Но все-таки я его собрал и попробовал запустить, И рука почти не двигалась! Все детли крутились вокруг винтов и, сли я затягивал их так, чтобы было меньше люфтов, она не могла двигаться. Если ослаблял так, чтобы она могла двигаться, появлялись невероятные люфты. В итоге концепт не прожил и трех дней. И приступил к работе над второй версией манипулятора.
Красный был уже вполне пригоден к работе. Он нормально собирался и со смазкой мог двигаться. На нем я смог протестировать софт, но все-таки отсутствие подшипников и большие потери на разных тягах делали его очень слабым.
Затем я забросил работу над проектом на какое-то время, но вскоре принял решении довести его до ума. Я решил использовать более мощные и популярные сервоприводы, увеличить размер и добавить подшипники. Причем я решил, что не буду пытаться сделать сразу все идеально. Я набросал чертежи на скорую руки, не вычерчивая красивых сопряжений и заказал резку из прозрачного оргстекла. На получившемся манипуляторе я смог отладить процесс сборки, выявил места, нуждающиеся в дополнительном укреплении, и научился использовать подшипники.
После того, как я вдоволь наигрался с прозрачным манипулятором, я засел за чертежи финальной белой версии. Итак, сейчас вся механика полностью отлажена, устраивает меня и готов заявить, что больше ничего не хочу менять в этой конструкции:
Меня удручает то, что я не смог привнести ничего принципиально нового в проект uArm. К тому времени, как я начал рисовать финальную версию, они уже выкатили 3D-модели на GrabCad. В итоге я только немного упростил клешню, подготовил файлы в удобном формате и применил очень простые и стандартные комплектующие.
Особенности манипулятора
До появления uArm, настольные манипуляторы подобного класса выглядели достаточно уныло. У них либо не было электроники вообще, либо было какое-нибудь управление с резисторами, либо было свое проприетарное ПО. Во-вторых, они как правило не имели системы параллельных шарниров и сам захват менял свое положение в процессе работы. Если собрать все достоинства моего манипулятора, то получается достаточно длинный список:
Система тяг, позволяющих разместить мощные я тяжелые двигатели в основании манипулятора, а также удерживающие захват параллельно или перпендикулярно основанию
Простой набор комплектующих, которые легко купить или вырезать из оргстекла
Подшипники почти во всех узлах манипулятора
Простота сборки. Это оказалось действительно сложной задачей. Особенно трудно было продумать процесс сборки основания
Положение захвата можно менять на 90 градусов
Открытые исходники и документация. Все подготовлено в доступных форматах. Я дам ссылки для скачивания на 3D-модели, файлы для резки, список материалов, электронику и софт
Arduino-совместимость. Есть много противников Arduino, но я считаю, что это возможность расширения аудитории. Профессионалы вполне могут написать свой софт на C — это же обычный контроллер от Atmel!
Механика
Для сборки необходимо вырезать детали из оргстекла толщиной 5мм:
… и 3мм:
С меня за резку всех этих деталей взяли около $10.
Основание монтируется на большом подшипнике:
Особенно трудно было продумать основание с точки зрения процесса сборки, но я подглядывал за инженерами из uArm. Качалки сидят на штифте диаметром 6мм. Надо отметить, что тяга локтя у меня держится на П-образном держателе, а у uFactory на Г-образном. Трудно объяснить в чем разница, но я считаю у меня получилось лучше.
Захват собирается отдельно. Он может поворачиваться вокруг своей оси. Сама клешня сидит прямо на валу двигателя:
В конце статьи я дам ссылку на суперподробную инструкцию по сборке в фотографиях. За пару часов можно уверенно все это скрутить, если все необходимое есть под рукой. Также я подготовил 3D-модель в бесплатной программе SketchUp. Её можно скачать, покрутить и посмотреть что и как собрано.
Электроника
Чтобы заставить руку работать достаточно всего навсего подключить пять сервоприводов к Arduino и подать на них питание с хорошего источника. У uArm использованы какие-то двигатели с обратной связью. Я поставил три обычных двигателя MG995 и два маленьких двигателя с металлическим редуктором для управления захватом.
Тут мое повествование тесно сплетается с предыдущими проектами. С некоторых пор я начал преподавать программирование Arduino и для этих целей даже подготовил свою Arduino-совместимую плату. С другой стороны как-то раз мне подвернулась возможность дешево изготовить платы (о чем я тоже писал). В итоге все это закончилось тем, что я использовал для управления манипулятором свою собственную Arduino-совместимую плату и специализированный шилд.
Этот шилд на самом деле очень простой. На нем четыре переменных резистора, две кнопки, пять разъемов для сервопривода и разъем питания. Это очень удобно с точки зрения отладки. Можно загрузить тестовый скетч и записать какой-нибудь макрос для управления или что-нибудь вроде того. Ссылку для скачивания файла платы я тоже дам в конце статьи, но она подготовлена для изготовления с металлизацией отверстий, так что мало пригодна для домашнего производства.
Программирование
Самое интересное, это управление манипулятором с компьютера. У uArm есть удобное приложение для управления манипулятором и протокол для работы с ним. Компьютер отправляет в COM-порт 11 байт. Первый из них всегда 0xFF, второй 0xAA и некоторые из оставшихся — сигналы для сервоприводов. Далее эти данные нормализуются и отдаются на отработку двигателям. У меня сервоприводы подключены к цифровым входам/выходам 9-12, но это легко можно поменять.
Терминальная программа от uArm позволяет изменять пять параметров при управлении мышью. При движении мыши по поверхности изменяется положение манипулятора в плоскости XY. Вращение колесика — изменение высоты. ЛКМ/ПКМ — сжать/разжать клешню. ПКМ + колесико — поворот захвата. На самом деле очень удобно. При желании можно написать любой терминальный софт, который будет общаться с манипулятором по такому же протоколу.
Я не буду здесь приводить скетчи — скачать их можно будет в конце статьи.
Видео работы
И, наконец, само видео работы манипулятора. На нем показано управление мышью, резисторами и по заранее записанной программе.
Ссылки
Файлы для резки оргстекла, 3D-модели, список для покупки, чертежи платы и софт можно скачать в конце моей основной статьи. Подробная инструкция по сборке в фотографиях (осторожно, траффик).
BOBB — Подъемник для строительства стен из бетонных блоков
Подъемник для строительства кирпичей или блоков (BOBB) был разработан, чтобы позволить строительным компаниям снимать с оператора нагрузку по повторяющемуся подъему тяжелых бетонных блоков, повышая при этом эффективность фактического процесса возведения стен. . Если вы являетесь подрядчиком по подпорным стенам или устанавливаете (сегментные подпорные стены) блок SRW для жизни, этот продукт повысит вашу безопасность и скорость. Прекратите ломать пальцы, болеть спину и напрягать плечи. Ознакомьтесь со спецификациями ниже!
Устройство установки блока SRW
Строитель стен из бетонных блоков
BOBB – Строитель подпорных стен
Преимущества и особенности BOBB
Грузоподъемность 150 фунтов.
Максимальный вылет руки 12 футов.
10-футовая рабочая зона с вертикальным перемещением.
Индивидуальная краска для наружных работ.
Несколько карманов для вилочных погрузчиков для регулировки под любым углом.
Работает на газе, поэтому на стройплощадке не требуется воздух или электричество.
Повышение производительности, так как операторы больше не будут уставать.
Повышена точность размещения блоков.
Снижение риска деформации спины, плеч и шеи.
Обратные клапаны блокируют установку в случае утечки воздуха.
Снижает риск повреждения блока при размещении, поскольку оператор сможет перемещать груз.
Захватные губки
изготовлены из нержавеющей стали, что позволяет захватывать широкий спектр шлакоблоков.
Выравнивающие домкраты на базовом блоке для поддержания уровня блока.
Как построить подпорную стенку с помощью BOBB
Устройство очень простое в использовании, оно состоит из вертикального подъемника с пневматическим приводом и простого захвата. Функция подъема будет предназначена для плавания груза с помощью простых элементов управления для управления захватом и освобождением.
Устройство полностью пневматическое с 3 плавающими настройками:
1-я настройка — инструмент разгружен.
2-я настройка — инструмент полностью загружен.
3-я настройка — инструмент частично загружен (это позволяет блоку чувствовать некоторый вес, чтобы лучше закрепиться в растворе).
2-я и 3-я настройки будут регулироваться на инструменте, чтобы позволить детали плавать при загрузке, а кнопка позволит оператору перейти к 3-й настройке, когда он находится в нужном положении и хочет разместить деталь.
Инструмент имеет пневматический привод и автоматически переключается с 1-й настройки на 2-ю настройку и наоборот при нажатии кнопки захвата/освобождения.
BOBB Дополнительные функции
Возможна нестандартная высота мачты.
Удлинители троса для размещения в местах, где требуется кабель длиной более 10 футов.
Доступен специальный концевой инструмент
— см. пример здесь Эргономичный подъемный механизм
Доступна индивидуальная краска.
Ergonomic Partners является производителем подъемного оборудования и изделий для сборки стен из бетонных блоков по всей стране, в Канаде, Мексике и особенно в штатах Миссури, Иллинойс, Индиана, Канзас, Арканзас, Миссисипи, Небраска, Теннесси, Кентукки, Айова и Оклахома. Свяжитесь с нами сегодня.
типов концевых эффекторов | Вакуумные концевые эффекторы
Механический инструмент
Механические подъемные приспособления идеально подходят для работы с аналогичными деталями. Эти манипуляторы захватывают детали и позволяют оператору безопасно и легко перемещать груз. Наши механические устройства помощи при подъеме обычно могут работать с деталями весом от 25 до 400 фунтов. В некоторых ситуациях вес деталей обеспечивает всю силу захвата, необходимую для подъема тяжелого груза. Механические подъемные механизмы могут быть очень экономичным способом справиться с вашими повседневными потребностями в подъеме грузов.
Инструменты C-образной рамы
Манипуляторы C-образной рамы идеально подходят для работы с объектами квадратной или цилиндрической формы. Эти подъемные устройства зажимают детали с помощью гидравлической или пневматической силы; и позволяют оператору добраться до обрабатывающего центра или стойки. Они идеально подходят, когда препятствие над головой не позволяет оператору расположить инструмент непосредственно над точкой установки. Наши роботизированные концевые эффекторы C-Frame обычно работают с деталями весом от 25 до 500 фунтов. При работе с тяжелыми грузами наша схема безопасности захвата не позволит оператору высвободить деталь в воздухе. Это делается интуитивно с помощью схемы на инструменте.
Вакуумные инструменты
Вакуумные подъемники идеально подходят для работы с плоскими или слегка изогнутыми непористыми деталями. Эти промышленные концевые эффекторы могут принимать самые разные формы из дверей, окон, коробок, пакетов и круглых слитков материала. Эти эргономичные подъемники доступны с регулируемыми вакуумными присосками, что позволяет оператору поднимать детали разных размеров. В процессе проектирования и утверждения заказчик может запросить различные конфигурации вакуума и функции безопасности. Эти функции включают в себя несколько вакуумных контуров, обратные клапаны на вакуумных присосках и контур сброса нагрузки. Многие из этих вакуумных манипуляторов дают операторам возможность вращать деталь в нескольких различных направлениях.
Разжимной стержень
Разжимной стержень идеально подходит для работы с большими рулонами материала со сплошным внутренним диаметром. Мы предлагаем десятки типов оборудования для обработки стержней, от переносного или стационарного оборудования для обработки рулонов до подъемников на базе лебедки и устройств для поворота рулонов. Все наши стандартные конструкции доступны в различных конфигурациях для самых разных областей применения. Мы предлагаем индивидуальные инженерные услуги, которые дают нам возможность работать с любым приложением. Наши манипуляторы с ID-захватом могут работать с грузами до 1000 фунтов и идеально подходят для безопасного перемещения тяжелых катушек.
Стандартные и боковые захваты
Стандартные захваты идеально подходят для деталей круглой и аналогичной формы весом от 20 до 400 фунтов. Эти манипуляторы позволяют захватывать и поворачивать детали в нескольких различных направлениях, что упрощает позиционирование неудобных грузов. Инструменты с боковым захватом идеальны, когда детали расположены близко друг к другу. Эти вспомогательные инструменты для подъема позволяют дотянуться за деталью или рядом с деталью, когда движется только одна сторона инструмента. Наши боковые захваты поставляются в нескольких различных вариантах, включая ручное вращение на 180 градусов, автоматический вертикальный наклон и автоматический наклон, наклон и вращение. Наш инженерно-технический персонал может разработать инструменты для индивидуального проектирования в соответствии с вашими потребностями.
Инструменты для магнитных захватов
Магнитные подъемные приспособления идеально подходят для стальных деталей толщиной четверть дюйма и более. Наши инженеры используют постоянные магниты и электромагниты с пневматическим приводом в зависимости от вашего применения. Эти магнитные манипуляторы могут обрабатывать грузы до 1000 фунтов. Независимо от того, поднимаете ли вы большие плоские листы стали или цилиндрические стальные трубы, вы можете использовать эти манипуляторы с магнитным приводом для многих решений по обработке стали. Наши магнитные манипуляторы имеют возможность предотвратить выброс детали в воздухе. Это искробезопасная конструкция, встроенная в воздушный контур оснастки. Если вы используете электромагнитный, мы предлагаем клиентам возможность резервного питания от батареи, чтобы предотвратить высвобождение детали в случае потери питания.
История шарнирных кукол: они не всегда были игрушками
02.11.2021
Шарнирные куклы, которые повторяли человеческие движения, создавались людьми с незапамятных времён. И в разные эпохи они служили разным целям. Предлагаем окунуться в историю прекрасных созданий, а ещё — узнать, какую пользу они приносят сейчас.
1. История. Как куклы останавливали войны
Как и зачем использовали шарнирных кукол в разные эпохи
2. Какие шарнирные куклы бывают сейчас
3. Виды шарнирных кукол
БЖД-куклы
Блайз
Пуллип
Прочие шарнирные куклы
4. Польза кукол на шарнирах
5. Какая шарнирная кукла подойдёт вам
История. Как куклы останавливали войны
Кукол на шарнирах делали и в древние времена и в Средние века. От современных они отличались грубой выделкой и разнообразием используемых материалов. Например, тело могло быть из дерева, а руки из кожаного материала. Или видимые части из воска, а всё, что скрывал наряд, было тряпичным.
Больше всего известно об истории шарнирных кукол в Средние века. Тогда их начали создавать для развития индустрии моды. Стильно одетые красавицы пересылались в другие страны, чтобы демонстрировать тренды. И такая реклама была настолько важной, что известны случаи, когда при перевозке хрупких экземпляров останавливались военные действия.
К XIX веку, когда кукол на шарнирах появилось достаточно много, их чаще стали использовать для развлечений и декора помещений. Однако и демонстрировать платья эти леди не переставали. Одетые по последней моде куклы пересекали уже не только сухопутные границы, но и путешествовали за океан. А начиная с XX века все эти изысканные барышни отправились в музеи и к коллекционерам.
Шарнирных кукол, которых с XIX века начали выпускать специально для детей, создавали принципиально иначе, чем средневековые манекены и коллекционные экземпляры. У моделей для игр было больше подвижных элементов, а из материалов преобладали дерево, пластик, фарфор и полиуретан.
Как и зачем использовали шарнирных кукол в разные эпохи
Пособие для изучения пропорций человеческого тела.
Прихоть царствующих особ, портретные модели.
XVII век
Манекен в человеческий рост для демонстрации модной одежды.
XIX век
Популяризация европейской моды в Северной Америке.
Интерьерное украшение.
Игрушка для детей из богатых семей.
С XX века
Предмет коллекционирования.
Игрушка для всех детей.
Какие шарнирные куклы бывают сейчас
Многие модели имеют более 5 стандартных точек артикуляции, что делает тело максимально подвижным, в отличие от большинства обычных кукол и детских пупсов.
Лица детально проработаны, а повышенное внимание мастера уделяют глазам — изготавливают их из стекла или рисуют вручную.
У некоторых моделей глаза закрываются.
Многие шарнирные куклы делаются вручную и ценятся очень высоко, потому что их внешность самобытна и неповторима.
У большинства экземпляров подвижные части тела обнажают механизм соединения. Это не считается дефектом, а наоборот, уважается ценителями кукольного искусства.
Видов шарниров для кукол очень много, чтобы разобраться в них потребуется отдельная статья. Поэтому в сегодняшнем материале мы уделим внимание лишь разным моделям самих кукол.
Виды шарнирных кукол
БЖД-куклы
Вall-jointed dolls (БЖД) — это авторские шарнирные куклы, которых изготавливают только из полиуретана, на вид и на ощупь он напоминает фарфор. Поэтому изделия получаются хрупкими и тяжёлыми, в отличие от кукол из пластика. И конечно, дорогими. Каждое такое творение считается предметом искусства. Приобретают их чаще не для развлечения, а для коллекционирования, в качестве интерьерного украшения или как модель для фотосессий. Но есть и аналоги популярных кукол, которые подходят для детских игр.
БЖД-куклы ценятся ещё и за то, что самостоятельно (без подставок) сохраняют равновесие благодаря натянутому внутри резиновому жгуту. А ещё среди этих эксклюзивных созданий можно найти рекордсменов по подвижности. Некоторым шарнирным куклам мастера делают подвижными даже пальчики на руках.
Блайз (Blythe)
Куклы с особенными глазами, которые закрываются и меняют цвет. Головы у них непропорционально большие в сравнении с телом. Некоторые считают, что это придаёт образу шарм, других такое телосложение смущает и даже пугает. Именно поэтому как детская игрушка Блайз не прижилась в 70-х, зато её возрождению обрадовались взрослые коллекционеры 00-х.
Прототипы Блайз есть и в массмаркете. Например куклы, у которых глаза закрываются, только цвет не меняют. Зато анатомия у них более похожа на человеческую, а значит, детям не будут сниться кошмары 😉
Пуллип (Pullip)
Серия фешен-кукол имеет схожие черты с Блайз — большие головы, закрывающиеся глаза. Оттенок они не меняют, но могут вращаться вправо-влево. Выглядят куклы Пуллип и их наряды миловидно, потому что японского производства. А в этой стране знают толк в эстетике всего нежного, пастельного и инфантильного.
Как и Блайз, серия имеет бюджетные аналоги. Костюмы у них более простые, но тоже очень даже кавайные, что с японского значит «мимимишные» 😍
Прочие шарнирные куклы
Бывают авторскими или серийными, массового производства. У некоторых моделей шарниров немного, и они могут быть скрыты силиконовой оболочкой. А другие экземпляры своей подвижностью будут напоминать БЖД-кукол с тщательной проработкой. Но главное отличие — материал изготовления. Всех шарнирных кукол, кроме БЖД, допустимо делать из дерева, полимерной глины, пластика и т. д.
По телосложению шарнирные персонажи тоже отличаются. Иногда создатель повторяет реальные пропорции тела, делая модель максимально похожей на человека. А иногда искажает их, чтобы придать кукле мультяшности.
Польза кукол на шарнирах
Для взрослых
Шарнирные куклы изначально были придуманы именно для взрослых. В Средние века они служили мини-манекенами для демонстрации нарядов или семейными реликвиями.
Сегодня такое применение кукол на шарнирах тоже актуально: их используют как манекенщиц для пробного показа, украшают ими интерьер или коллекционируют симпатичные экземпляры. А ещё иногда их применяют для фотосессий, чтобы колоритно подать товар или создать с помощью куклы покадровую историю из снимков на природе или в красивом интерьере. Такое увлечение популярно в тематических аккаунтах или на форумах.
Для детей
Раньше шарнирных кукол давали только взрослым детям, чтобы с ними обращались аккуратно и берегли для будущих поколений. Малыши могли легко испортить изящные и хрупкие экземпляры.
В наши времена куклы встречаются разные: от предметов искусства, к которым лишний раз не рискуют прикасаться даже взрослые, до демократичных и прочных моделей, подходящих для игр. А объединяет их главный фактор — высокая подвижность. Играть с такими пластичными красавицами одно удовольствие!
Эвелина
Милена
Эльза
Лиза
Какая шарнирная кукла подойдёт вам
Манекен для нарядов
Одежда для шарнирных кукол — отдельный вид искусства. Её можно как покупать, так и шить самому, тогда наряды будут уникальными. А ещё это отличное хобби для творческих личностей и классная тренировка для детей, которые хотят в будущем связать жизнь с миром моды.
Для таких целей стоит выбрать куклу большого размера, высотой от 50 см. Для неё будет удобно шить одежду.
Смотреть
Подружка для игр
Небольшие куклы высотой до 27 см — аналог знаменитых Pullip — хорошо подходят для детских забав. Их не страшно давать малышам, потому что стоят они не так дорого, как красотки из модных коллекций. А в подвижности не уступают трендовым соперницам.
Бонус: у некоторых милашек из этой серии есть дополнительные аксессуары (сумочки, украшения) или питомцы.
Смотреть
Универсальная кукла
Шарнирные куклы высотой 28–49 см подойдут как для детских забав, так и для взрослых увлечений. Одевайте этих артистичных красавиц в модные костюмы, устраивайте с ними фотосессии или украшайте интерьер.
В этой категории вы найдёте кукол, которые максимально похожи на людей и одеты по последним трендам. А также — мультяшных моделей, стилизованных под пупсов.
Смотреть
Теперь вы знаете, что шарнирные куклы могут быть полезными как для детей, так и для взрослых. А подходящие барышни для игр, фотосессий или примерки авторских нарядов уже ждут в специальном разделе.
Игрушки Творчество Интерьер
Все новости
в
Техническое сравнение кукольных тел формата 1/6 (более 30 видов тел, Ж и М): dollady — LiveJournal
?
Categories:
Общество
Отношения
Cancel
Думаю, эта тема интересна многим, поэтому сделала несколько разных вариантов сравнений женских (более 20 видов) и мужских (12 видов) кукольных тел формата 1/6 различных производителей. 1) Сравнение мужских тел: Kari_Michelle, Action_man, Action_man_G.I.Joe, Aliexpress, Descendants, Ever After High, Monster_High, Integrity, Volks, Obitsu Сравнение мужских тел
1) Novi Stars Doe A. Deer — руки и ноги разводятся в сторону, голова наклоняется вверх-вниз, поворачивается по кругу, руки легко прокручиваются в плечах по кругу. Якорь — маленький шарик, снимается очень легко, надевается немного туже. 2) Takara Licca Snow Miku 2014 — в ногах проволока, сгибаются. Голова немного наклоняется вверх-вниз, руки крутятся в плечах, не сгибаются, не разводятся в стороны. Якорь в голове треугольный, голова снимается достаточно легко, при одевании с силой нажать вниз, чтобы якорь сел. 3) Moxie 2009 Lexa — руки разводятся в стороны, не гнутся. Колени сгибаются на один щелчок. Голова практически не ходит вверх-вниз (может, на пару милиметров). Обувь съёмная (ноги внутри нет, останется «обрубок»). Голову снять не смогла, туго, да и не нужно мне это, поэтому тип якоря не знаю. 4) Kurhn/Sonya — обычное, не шарнирное тело. Руки не гнутся, разводятся в стороны. Голова кивает. Ноги гнутся на два щелчка. Якорь в виде якоря, галочкой, при снятии приходится немного повозиться, очень помогает подтолкнуть крючком или палочкой для более лёгкого снятия, резко не тянуть, можно сломать якорь. 5) Ретро кукла (Sandy) — руки на проволоке, гнутся максимально как на фото, в талии шарнир наискосок, ноги гнутся на два щелчка. Голова вверх-вниз не двигается. Якорь-шарик. Снимается и одевается легко. 6) LIV for Color — Руки дубовые, не гнутся, в стороны разводятся. Голова кивает, ноги сгибаются в коленях. Якорь по форме как якорь у Licca, но у меня с ним постоянные проблемы: не голова снимается, а якорь из шеи выдирается, поэтому для фото не стала откручивать Ливкам головы. 7) J-Doll 4 тип тела — руки сгибаются в локтях и запястьях, поднимаются, запястья крутятся, рука крутится в шарнире чуть выше локтя. Ноги сгибаются в коленях и лодыжках, разводятся в стороны. Голова двигается вверх-вниз. Голову не снимала. 8) J-Doll 3 тип тела — руки сгибаются в локтях и запястьях, поднимаются, запястье не крутится. Ноги сгибаются в коленях и лодыжках, разводятся в стороны. В талии двойной шарнир. Якорь в форме таблетки, процесс снятия подробно описан в соответствующей теме (снимается парик, голова разбирается на 2 части). 9) Monster High — руки сгибаются и крутятся в локтях и запястьях, разводятся в стороны. Ноги гнутся и крутятся в коленях, разводятся в стороны, но не на шпагат. Голова кивает. Якорь аналогичен якорю Barbie Style: длинная палочка, внизу таблетка, потом «галочка», наверху утолщение. Для снятия лучше помочь себе крючком или палочкой, но, в целом, ничего невозможного. 10) Bratzillaz — руки сгибаются и крутятся в локтях и запястьях, разводятся в стороны. Ноги гнутся в коленях, разводятся в стороны на шпагат. В талии крутящийся шарнир. Голова умеет кивать. Очень функциональное тело с очень аккуратными шарнирами. 11) Barbie Style — руки сгибаются и крутятся в локтях и запястьях, разводятся в стороны. Ноги гнутся и крутятся в коленях, слегка разводятся в стороны, шарниры в лодыжках. Голова двигается вверх и вниз. Якорь аналогичен якорю Monster High: длинная палочка, внизу таблетка, потом «галочка», наверху утолщение. 12) LIV — руки сгибаются в локтях, сгибаются и крутятся в запястьях, разводятся в стороны. Ноги гнутся в коленях, гнутся и крутятся в лодыжках, разводятся в стороны на шпагат. В талии шарнир, позволяет крутить и наклонять куклу. Голова кивает. Очень функциональное тело с очень аккуратными шарнирами. Якорь по форме как якорь у Licca, при снятии норовит выскочить из шеи, а не из головы. 13) Подделка под Monster High — руки разводятся в стороны, сгибаются и крутятся в локтях и запястьях, ноги дубовые, не гнутся, немного разводятся в стороны. Голова кивает. 14) Descendants. Интересно строение якоря. Легко устанавливается назад, если случайно вышел из паза вместе с головой (см. ниже) 3) Сравнение подвижности разных видов кукол:
Слева направо: Junfa, Kurhn II тип, Steffi шарнирная, Barbie Style, Barbie Look, Barbie made to move, Bratzillaz, LIV, Zeenia
Слева направо: Ever After High (подростковое тело), кукла Monster High(подростковое тело), Monster high (стандартное тело), Ever After High (стандартное тело), Descendants
5) Сравнение размера голов. В центре Novi stars. Слева направо: J-doll, Barbie, Steffi, Licca (с голубыми волосами), Kurhn/Sonya, Junfa, Monster High, Descendants, Ever After High, Zeenia, Bratzillaz, LIV
6) Сравнение разных видов тел Kurhn, в России они выпускаются под брендом Sonya компанией Gulliver. Последнее, четвёртое тело, заказывалось с Алиэкспресс и предположительно является телом компании Xiniy
Линейка парней BTS и перспективы гибридизации с их участием
С момента выхода линейки я всё ждала возможности добыть паренька BTS по привлекательной цене. Больше, чем голова, меня интересовало его тело. К…
Momoko My Deer Friend
Оговорюсь сразу. Обзор будет поверхностным, т.к. было принято решение куклу не распаковывать. Момоко — коллекционные японские куклы фирмы Petworks.…
Sweet box Пушистики Сказки леса
В каком-то смысле меня можно считать поклонником Свитбоксов. Меня очень радуют их серии и игрушки, поэтому при виде новых, я их обычно покупаю.…
Photo
Hint http://pics.livejournal.com/igrick/pic/000r1edq
Bjd Doll Head — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Пластмасса старого образца — соединения — крепежные детали
14 Товар(ы)
Показать
5 10 15 20 25 60 Все
Посмотреть, как: Список Сетка
Сортировать по Должность Имя Артикул Цена
Комплект пластиковых шарниров 55 мм включает 2 стойки, 2 шайбы и 2 стопорные шайбы. Узнать больше
Комплект пластиковых шарниров 30 мм включает 2 стойки, 2 шайбы и 2 стопорные шайбы. Узнать больше
Набор пластиковых шарниров 30 мм включает 12 стоек, 12 шайб и 12 стопорных шайб. Узнать больше
Комплект пластиковых шарниров 35 мм включает 2 стойки, 2 шайбы и 2 стопорные шайбы. Узнать больше
Набор пластиковых шарниров 65 мм включает 12 стоек, 12 шайб и 12 стопорных шайб. (Может включать черные шайбы.) Подробнее
Набор пластиковых шарниров 55 мм включает 12 стоек, 12 шайб и 12 стопорных шайб. Узнать больше
Набор пластиковых шарниров 45 мм включает 12 стоек, 12 шайб и 12 стопорных шайб. Узнать больше
Набор пластиковых шарниров 35 мм включает 12 стоек, 12 шайб и 12 стопорных шайб. Узнать больше
Набор пластиковых шарниров 25 мм включает 12 стоек, 12 шайб и 12 стопорных шайб. Узнать больше
Набор пластиковых шарниров 20 мм включает 12 стоек, 12 шайб и 12 стопорных шайб. Узнать больше
Набор пластиковых шарниров 16 мм включает 12 стоек, 12 шайб и 12 стопорных шайб. Узнать больше
Комплект пластиковых соединений j 20 мм включает 2 стойки, 2 шайбы и 2 стопорные шайбы. Узнать больше
Комплект пластиковых шарниров 65 мм включает 2 стойки, 2 шайбы и 2 стопорные шайбы.
Калибровально-шлифовальный станок по дереву BULDOG 5-1010 Houfek (Чехия)
Назначение
Калибровально-шлифовальный станок Buldog 5 предназначен для калибрования (выравнивания заготовки в размер по толщине) и шлифования (получения требуемой шероховатости поверхности) плоскостей заготовок. Для чего нужны эти станки шлифовальные? Шлифование массива древесины различных пород (мягкие породы: сосна, ель; твердые породы: дуб, бук, береза и т.д.), шлифование плитных материалов с различными свойствами (МДФ, ДВП, ХДФ, ОСП, ДСтП, ЦСП), шлифование облицовочных материалов (шпон различных пород древесины, слоистый пластик, пленки ПВХ, металл), шлифование окрашенных поверхностей (грунт, лак, краска, масло), шлифование пластиков, оргстекла, слюды, металла, цементных плит, пенопласта, минеральной ваты и т.д. Шлифовально-калибровальные станки применяются в следующих видах производств: корпусная мебель, стулья, столы, двери, окна, подоконники, стеновые панели, паркет и паркетная доска, доска пола, мебельный щит, разделочные доски, мебельные фасады, погонаж, облицовочные панели, потолочные панели, печатные платы, пластиковые подоконники, вентилируемые фасады, изделия из оргстекла и т. д.
Преимущества:
BULDOG-5 – новая аббревиатура всем хорошо известной модели шлифовально-калибровального станка Buldog Brisk или просто Buldog. Именно этот станок является бестселлером чешской фирмы ХОУФЕК не только в России, но и вообще в мире!
Отработанная годами конструкция этого деревообрабатывающего (хотя шлифует он не только древесину, но и пластики, металл и т.д.) станка – лучшая гарантия качества.
Отдельный привод на каждый рабочий шлифовальный узел. Есть возможность независимого отключения одного из узлов.
Достаточно большие мощности электродвигателей (11 кВт – на каждую шлифовальную группу) позволяют шлифовать и при этом не задумываться о перегрузке. Заложенный коэффициент запаса впечатляет.
Тяжелая сварная станина из толстостенного металла. Обеспечивается стабильность конструкции и как следствие, точность обработки с выдержанными размерами. Идеальные условия для калибрования.
Настройка на рабочую высоту осуществляется столом. Стол перемещается по четырем прецизионным направляющим, что обеспечивает точность 0,1 мм.
Самая широкая линейка вариантов и сочетания шлифовальных узлов. Шлифовалка Buldog 5 имеет все самое необходимое, рабочие ширины самые распространенные, удовлетворяются почти все производственные требования по шлифованию.
Все возможные защиты и предохранители. Многие конкурирующие производители (в основном этим грешат итальянские фирмы) экономят на защитах и умалчивают этот факт. А для чешской фирмы ХОУФЕК нет разницы, для какой страны предназначен станок: тепловые реле, защита от перегрузок, все концевые выключатели, предохранители и надежные тормоза — все стоит в станке по умолчанию.
Комплектация:
3 типа рабочих агрегатов: калибровальный (R), шлифовальный (С) и фрезерно-строгальный (F). Контактный калибровальный вал тип R достаточного диаметра для большого съема материала за один проход. Комбинированный шлифовальный узел С – контактный обрезиненный вал с утюжком – комбинация для удаления волн от шлифовальной ленты. Строгально-фрезерный вал (F) – вал с твердосплавными пластинками, равномерно распределенными по спирали. Еще его называют вал типа «кукуруза». Он предназначен для строгания широких древесных заготовок со съемом до 5 мм. Фактически узел работает как рейсмусовый станок. У некоторых производителей калибровалок такие типы шлифовальных узлов могут называться RK, RT, T, K, KRT, KRR, HPL и т.д.
Шлифовальные обрезиненные валы диаметром 160 мм различной твердости
Автоматический запуск звезда-треугольник на каждый узел
Цифровой счётчик положения стола с точностью 0,1 мм
Автоматическое центрирование шлифовальной ленты
Пневматическое натяжение шлифовальной ленты
Одна шлифовальная лента для настройки и регулировки станка (другой инструмент в базовую комплектацию не входит)
Инструкция по эксплуатации (технический паспорт на станок) на русском языке
Дополнительные изображения
По запросу:
Работающие с массивом древесины знают, что шлифовать надо всегда вдоль волокон. Но станки BULDOG-5 шлифуют не только дерево, но и МДФ, художественный шпон, мягкие грунты и т.д. Для этих операций зачастую нужен узел поперечного шлифования. И у чешских станков есть на выбор три типа таких поперечных групп с электронными секционными утюжками и шевронной лентой-подложкой.
Усиление мощности двигателя возможно до 15 или 18 кВт. Россияне любят большие мощности и в силу относительно недорогой электроэнергии стараются покупать деревообрабатывающие станки помощнее.
На каждый шлифовальный узел можно поставить двухскоростной электродвигатель. Это дает возможность шлифовать различные материалы в разных режимах. Например, мягкие породы древесины надо пропускать через станок медленно, а шлифовальная лента при этом должна вращаться быстро.
Каждый шлифовальный узел станка Buldog может иметь электродвигатель с инвертором (частотным преобразователем). Это дает возможность более гибко подходить к выбору режима шлифования. Особенно необходимо плавно подбирать скорости шлифования поверхностей после грунтовки, покраски, лакировки, твердых экзотических пород древесины, пластиков, композитных плит, металла. Важный момент: у станков BULDOG ставится именно инвертор (преобразовать частоты), а не вариатор (механическое устройство), что является несомненным преимуществом чешских станков ХОУФЕК.
Бесступенчатое изменение скорости подачи заготовок идет взамен двум дискретным скоростям подачи. Весьма полезная опция, направленная как раз на точный подбор относительных скоростей шлифования.
ЧПУ станка – touch screen панель с графическим интерфейсом. Чешская фирма HOUFEK не предлагает дешевых программаторов (как большинство итальянских производителей калибровально-шлифовальных станков), у нас полноценное компьютерное управление, многоязыковое меню (в том числе и на русском языке), всесторонняя диагностика неисправностей и т.д.
У калибровального станка серии Buldog-5 есть возможность непосредственного задания размеров заготовки. Оператор набирает на цифровом табло размер, нажимает кнопку «выполнить» и станок самостоятельно выставляет параметр. Это не просто удобство, но еще и точность!
Калибровальный станок БУЛЬДОГ имеет один или несколько контактных валов. Опционально можно выбрать любую твердость из всего ряда: 30, 45, 60, 90 SH или металл.
Описываемая модель имеет целых 6 типов контактных утюжков. Можно выбрать нужный вариант для следующих типов изделий: мебельный щит (в том числе и не строганый склеенный на гладкую фугу мебельный щит), массивная доска различных пород древесины, доска пола, паркетная доска, наборный художественный паркет, фанерованные двери, шпонированные стеновые панели, плиты (ЦСП, ДСП, МДФ, ХДФ, ОСП и т.д.), филенчатые двери, мебель корпусная, столешницы, стулья, окна, подоконники, да много чего еще.
Обдувы шлифовальной ленты в шлифовальном станке Buldog доступны в двух вариациях. Первый обдув – неподвижно зафиксированная трубка с калиброванными отверстиями – работает по таймеру и только тогда, когда в станке реально есть объект для шлифования. Второй тип обдува – балка с системой осцилляции и со специальными соплами – ко всем преимуществам вышеописанного обдува добавляет еще одно: полностью исключаются все «мертвые зоны» при продуве.
Автоматическое центрирование подающего конвейера – сервисная функция. Оператору не нужно обращать внимание ушла лента конвейера влево или вправо: все отслеживает сенсор. Конвейер сам центрируется и вероятность повреждения его сводится к нулевой.
Позиционер заготовки автоматический. Все шлифовально-калибровальные станки из модельного ряда чешской фирмы HOUFEK имеют позиционер заготовки (не автоматический). Автомат же бывает иногда необходим при работе с крупными изделиями (мебельный щит, двери, окна, стеновые панели).
Прижимы для коротких заготовок как правило требуются в производстве мебели для ванных комнат (небольшие фасады ящиков, малые элементы) и производстве стульев (шлифование ножек, царг, поперечин и т.д.).
У BULDOG-5 можно увеличить длину шлифовальной ленты до 2200 мм. Чем длиннее абразивная лента, тем лучше и дольше она работает.
Двухстороннее удлинение рабочего стола у шлифовального станка Buldog-5 выполнено стационарным. Калибровалки как правило имеют впереди стол или рольганг, а удлинения позволяют увеличить базу станка. Подчас это просто необходимо.
Некоторые сервисные опции дают возможность оператору станка производить перенастройки в автоматическом режиме, без остановки и выключения.
Внешний щеточный модуль имеет целью механическую очистку поверхности от налипшей пыли. На практике мы значительно расширили его возможности и знаем некоторые секреты применения.
Также на выходе из станка можно поставить обдув поверхностей отшлифованных заготовок от налипшей пыли. Ведь даже отличная аспирационная система не может удалить абсолютно всю пыль.
Вакуумный стол и мощная помпа к нему необходимы при шлифовании заготовок небольшой площади или при финишном/промежуточном шлифовании по грунту и лаку.
Автоматические заслонки с приводами на каждое аспирационное отверстие станка удобны при частой смене типа шлифования или при недостаточно хорошей аспирационной системе.
Различные варианты упаковок станков HOUFEK бывают полезны при отправке железнодорожным или автомобильным транспортом. Можно заказать либо обрешетку станка, либо упаковку в глухой деревянный ящик. А стандартно все наши станки упакованы в термоусадочную пленку.
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено: Использовать нецензурные выражения, оскорбления и угрозы; Публиковать адреса, телефоны и ссылки содержащие прямую рекламу; Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Выбор наклона — шлифовальный вал: шлифовальный станок: группа Junker
Дом>
Шлифовальные машины>
Луновый вал отбора
Луновый отбор вала
Функциональная и экономическая
. шлифовальные канавки и плоские поверхности, а также для обработки диаметра несколькими шлифовальными кругами. Он шлифует в комбинированных операциях с прямой и/или угловой подачей.
Особенности
Черновое и чистовое шлифование в одном зажимном приспособлении экономит время и повышает точность.
Высокая степень использования благодаря абразиву CBN и маслу (опционально эмульсии) в качестве охлаждающей жидкости.
Проверенная технология шлифования CBN со скоростью резания до 140 м/с и высокой скоростью подачи, что приводит к сокращению времени цикла.
JUNKER 3-точечное крепление для быстрой замены и превосходной концентричности шлифовального круга.
Высокомощный шлифовальный шпиндель (мощность привода 42 кВт) практически не требует обслуживания благодаря смазке на весь срок службы и воздушному уплотнению.
Эргономичная концепция машины с автоматической или ручной загрузкой сверху.
Усовершенствованная, высокоэффективная и удобная система ЧПУ.
Программа обработки детали может быть создана непосредственно на контроллере или на внешней станции программирования.
Высокая точность размеров благодаря измерению в процессе.
Описание процесса шлифования
Шлифование с прямой подачей
Шлифование под углом
Вал выбора наклона
Технические данные: Вал выбора наклона
Длина шлифования
500 мм
Длина зажима
500 мм
Вес компонента
15 кг
ШxГxВ мм (без периферийных устройств)
3340 x 2815 x 2120
Оборудование и опции
СИСТЕМА УПРАВЛЕНИЯ
Панель оператора Erwin Junker была специально разработана для управления шлифовальными станками. Все компоненты машины управляются с панели оператора – независимо от серии и используемой системы управления. Идентичная структура, интуитивно понятное меню и визуализация геометрии заготовки обеспечивают максимальное удобство для пользователя и гибкость в работе. Программирование осуществляется непосредственно с помощью панели оператора или внешнего инструмента программирования.
АБРАЗИВ
В зависимости от применения используется абразив CBN или алмаз. Основные части шлифовальных кругов состоят из стали или углерода. В сочетании с CBN может иметь смысл использовать корпус из углеродной основы: он легкий, обладает виброгасящими свойствами и сохраняет стабильные размеры даже на высоких скоростях.
СТАТЬЯ МАШИНЫ
Станина машины из минерального литья обеспечивает впечатляющие характеристики демпфирования и жесткость на кручение. Температурная стабильность позволяет с минимальными усилиями компенсировать колебания температуры окружающей среды, обеспечивая высокий уровень стабильности размеров в течение всего дня.
БЛОК ЗАПРАВКИ
Правка шлифовального круга управляется ЧПУ. Можно использовать приводной алмазный правящий круг или ролик с алмазным профилем, зависящий от обрабатываемой детали. Правка выполняется вручную или с использованием автоматической программы правки с компенсацией шлифовального круга.
СИСТЕМЫ ЗАГРУЗКИ
JUNKER предлагает как внутренние, так и внешние системы загрузки для всех серий станков, в зависимости от требований заказчика и обрабатываемой детали. Системы загрузки можно комбинировать с различными системами подачи и разгрузки, такими как ленточные конвейеры или специализированные системы.
ПРОТИВОПОЖАРНАЯ ЗАЩИТА И ВОЗДУШНЫЕ ФИЛЬТРЫ LTA
В случае пожара внутренняя часть машины автоматически герметизируется, подавляя огонь до того, как он распространится. При необходимости могут быть дополнительно установлены огнетушители (системы CO² или водяного тумана) и системы очистки отработанного воздуха. Компетентным партнером по решениям в области противопожарной защиты и фильтрации является компания LTA Lufttechnik GmbH, которая также входит в группу JUNKER и занимается исследованиями, разработкой и производством систем фильтрации для промышленной очистки воздуха.
Системы фильтрации
ИЗМЕРИТЕЛЬНЫЕ СИСТЕМЫ
Измерительные системы также индивидуально настраиваются на различные детали и спецификации заказчика. Процессы измерения влекут за собой оценку записанных измеренных значений и их использование для корректировки измерений в соответствии с подготовленной стратегией измерения. Система измерения шлифовального круга для определения диаметра, осевого положения и ширины шлифовального круга дополняет широкий спектр предлагаемых систем.
Заготовки
Оси
Стартовый вал
Приводной вал
Countershaft
Bolt
Втулка
Экцентрический вал
Дыхоночный вал
Piston Pin
Sump Pin Pin
Sump Pin Pister
Столочный вал
Suft Shaft Dail Pin Pin Pin Pin
Device Shaft Shaft.
Вал-шестерня
Труба
Роликовые подшипники
Ротор
Червячное колесо
червячный вал
Spindle
Стержень
Статор вал
Шпилька
Турбинный вал
Цилиндр
ОБЪЕДИНЕННЫЙ Элемент
GearWhail
Gearhaint GearWh
Брошюры о продукции Вал Lean Selection
Наверх
Вернуться к списку
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Главная страница→Каталог товаров→Пневматика→Пневмодроссели→Дроссель пневматический P= 6мм G1/8 (дроссель) (Camozzi)
все товары раздела
увеличить
Код товара:
9904
Артикул:
GMCO 903-1/8-6
Наличие:
В наличии
Цена (розница):
1 035. 00
Оптовая цена:
Отправить запрос
Корзина:
Товар в Корзине
1
2
3
4
5
больше
удалить
Параметры товара
параметр
значение
CamМод.
GMCO 903-1/8-6
CamA
G1/8
CamL
655
CamZ
725
CamB
6
CamH
5
CamS
225
CamSW
14
CamSW1
7
CamM
265
CamF
13
Конструкция
игольчатого типа
Группа
пневмодроссели с обратным клапаном и без него
Материалы
корпус и винт (М5)- нержавеющая сталь, корпус (G1/8 G1/4 )- латунь OT58, уплотнения NBR
Крепление
резьбовое соединение
Установка
в любом положении
Рабочая температура
0°C – 80°C (сухой воздух -20°C)
Рабочее давление
1 – 10 бар
Номинальное давление
6 бар
Номинальный расход
см. график
Условный проход
M5 = 1.5 мм G1/8 = 2 мм G1/4 = 4 мм
Рабочая среда
фильтрованный воздух
Скачать полный прайс-лист Обновление: 09 апреля
Корзина
Корзина пуста
Дроссельные регулирующие клапаны | E-Pneumatic Store
Pneumatic Store Фитинги, трубки, клапаны, приводы
Ваш новый поставщик пневматики
Дом
Клапаны
Дроссельные клапаны
ЗАПРОСИТЬ ЦЕНУ ⯈
Клапаны дроссельные применяются везде, где необходимо регулировать интенсивность потока сжатого воздуха. Это, например, позволяет контролировать скорость движения воздушного цилиндра. Ввинчиваемые дроссельные клапаны могут быть установлены непосредственно в порте воздушного цилиндра. Дроссельные клапаны обеспечивают свободный поток рабочей среды в одном направлении и регулируют расход в обратном направлении.
Доступны два типа дроссельных клапанов — с резьбовыми и вставными портами.
Всего с 1 по 10 из 21
Показать
5 10 15 20 25 Всего на странице
Страница:
1
2
3
Следующий
Обычная цена:
€10,52
Специальная цена
€8,42
Обратный дроссельный клапан 1/8″ Узнать больше
Обычная цена:
€11,36
Специальная цена
€90,08
Обратный дроссельный клапан 1/4 дюйма Узнать больше
Обычная цена:
€11,06
Специальная цена
€8,85
Обратный дроссельный клапан 3/8 дюйма Подробнее
Обычная цена:
€21,45
Специальная цена
€17,16
Обратный дроссельный клапан 1/2 дюйма Узнать больше
Kobelt производит системы пневматического управления уже более 40 лет, и у нас есть один из самых широких ассортиментов пневматического управления в отрасли. Элементы управления Kobelt можно использовать для управления движением морских судов или для приведения в действие дисковых тормозов Kobelt, а также другого промышленного оборудования или механизмов.
Пневматические системы управления Kobelt состоят из пневматических управляющих головок, приводов, пневматических клапанов и деталей.
Загрузите нашу пневматическую брошюру, чтобы получить дополнительную информацию, или свяжитесь с нами, если у вас возникнут вопросы о морских системах управления.
Kobelt Industrial Pneumatic Controls
Kobelt предлагает различные промышленные пневматические элементы управления, в основном предназначенные для управления нашими пневматическими тормозами, но также используемые для множества других применений. Мы производим широкий ассортимент головок управления, клапанов для буровых установок, релейных клапанов с компенсацией давления с пилотным управлением, быстродействующих клапанов, челночных клапанов, ладонных клапанов и пневматических приводов. Все блоки изготовлены из бронзы и нержавеющей стали для превосходной коррозионной стойкости, чтобы обеспечить длительный срок службы дроссельной заслонки вашего корабля.
Kobelt Marine Pneumatic Controls
Компоненты Kobelt Pneumatic Control являются наиболее надежными контроллерами для морских двигательных установок и палубного оборудования. Наш инженерный отдел проделал отличную работу по упрощению конструкции, устранив множество движущихся частей и сохранив при этом все необходимые меры безопасности для синхронизации силовой установки. Простота конструкции в сочетании с нашим выбором материалов делает Kobelt выбором номер один для морских пневматических средств управления.
Морские пневматические устройства управления отлично подходят для дистанционного управления несколькими станциями, блокировок и временных задержек, автоматического распределения нагрузки и автоматического управления нагрузкой. Мы также можем предоставить все необходимые функции сигнализации, пульты управления и верхние части консолей для вашего полного пакета «под ключ».
Пневматические управляющие головки
Наши пневматические управляющие головки доступны в исполнении из полированной бронзы, хромированного покрытия и черного эпоксидного покрытия. Компоненты изготовлены из коррозионностойкой литой кремнистой бронзы с крепежом из нержавеющей стали. Kobelt предлагает широкий выбор взаимозаменяемых компонентов, и нам очень легко производить пневматические управляющие головки по индивидуальному заказу, которые просто собираются из стандартных компонентов в различных конфигурациях.
View Пневматические управляющие головки
Пневматические приводы
Пневматический привод является частью пневматической системы управления Kobelt. Мы производим различные типы приводов:
4204 Пневматический привод представляет собой цилиндр с пружинным центром, установленный на шарнире. Этот цилиндр в основном используется для управления морскими гидравлическими реверсивными редукторами и служит трехпозиционным приводом, обеспечивающим управление клапаном гидравлической муфты.
4108 Пневматический позиционер используется для позиционирования дроссельных заслонок, насосов с регулируемой подачей и бесчисленных элементов, которые требуют бесконечного позиционирования.
4207 Привод используется вместе с головкой регулирования давления 2543, обеспечивает бесступенчатое позиционирование в двух направлениях. Он лучше всего подходит для точного позиционирования и управления регулируемыми гидравлическими насосами, регулируемыми гидравлическими клапанами или регуляторами.
4105 Однонаправленный пневматический привод дроссельной заслонки предназначен для легких условий эксплуатации и оснащен ограничителем максимальной скорости и ограничителем холостого хода.
4107 Пневматический привод дроссельной заслонки предназначен для точного позиционирования и управления регуляторами, дросселями и клапанами, используется везде, где требуется позиционирование с низким и средним усилием.
View Пневматические приводы
Пневматические клапаны
Kobelt может предоставить все компоненты, необходимые для полной системы пневматического управления «под ключ», включая все быстродействующие клапаны из бронзы и нержавеющей стали, челночные клапаны, односторонние обратные и дроссельные клапаны и аккумуляторы. .
Посмотреть пневматические клапаны и детали
Пневматические элементы управления — установка и обслуживание
Помощь вашим техническим специалистам и инженерам в правильной установке и обслуживании наших средств управления всегда была приоритетом номер один для Kobelt. Мы предлагаем подробные инструкции по дроссельной заслонке вашего катера, как работает пневматическая система управления, как лучше установить такую систему и как лучше обслуживать пневматическую систему управления.
Просмотрите наш каталог продукции и свяжитесь с нами , если у вас возникнут вопросы о пневматическом управлении.
Отличия SLA/DLP/LCD принтеров, примеры печати, применение
Содержание
SLA
Принцип работы
Плюсы
Минусы
Пример печати
Лучшие SLA принтеры
DLP
Принцип работы
Плюсы
Минусы
Пример печати
Лучшие DLP принтеры
LCD
Принцип работы
Плюсы
Минусы
Пример печати
Лучшие LCD принтеры
Сфера применения
Итоги
Фотополимерная печать обычно ассоциируется с изящными, миниатюрными изделиями. Ведь именно фотополимерные принтеры приходят на помощь если нужно изготовить небольшую, но детализированную модель.
В настоящее время фотополимерные принтеры могут работать по одной из трех технологий — SLA, DLP или LCD. Каждая из технологий имеет свои преимущества и недостатки.
Для того чтобы не ошибиться с выбором модели, нужно понимать, какая технология подойдет для печати конкретных изделий. Например для ювелира и стоматолога главным критерием будет точность, а для человека который планирует печатать фигурки для своего хобби — качество поверхности и не очень дорогая стоимость расходников.
SLA
SLA — это одна из первых запатентованных технологий 3D печати. Запатентовал ее еще в 1986 году Чарльз Халл. DLP и LCD основными принципами похожи на SLA, но появились гораздо позже.
Принцип работы
В качестве материала для печати, SLA принтеры используют фотополимерные смолы -светочувствительные полимеры, застывающие под действием определенного спектра УФ излучения.
В качестве “отвердителя” используется лазерный луч, который при помощи зеркал фокусируется на нужной точке. Луч последовательно “рисует” срез модели. Так постепенно, слой за слоем, на рабочем столе “выращивается” модель.
Принцип работы SLA технологии
Есть два варианта расположения печатного стола — сверху и снизу.
Стол сверху
Визуально выглядит как перевернутый FDM аппарат, модель на таком аппарате печатается “верх ногами”. Стол перемещается во время печати снизу вверх, модуль с лазером располагается в нижней части аппарата, под ванной с полимером. Дно ванночки обычно изготовлено из силикона — он хорошо пропускает УФ излучение и к нему практически ничего не прилипает.
Модель принтера с верхним положением стола
Это самая популярное решение для настольных моделей SLA принтеров.
Стол внизу
Модуль с лазером располагается в верхней части принтера над ванной с полимером, а печатный стол, во время печати, постепенно опускается вниз, погружаясь в смолу.
Промышленный SLA с нижним расположением стола
Такое расположение традиционно используется в промышленных аппаратах с большой областью печати. Единственное неудобство — ванночка всегда должна быть заполнена фотополимером. А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
Плюсы
Большой выбор расходных материалов. Благодаря возрастающей популярности фотополимерной печати, появилось много специфичных смол — от мягких флексов, до фотополимеров с повышенными прочностными характеристиками (например есть очень прочный, биосовместимый фотополимер для изготовления временных зубных коронок).
Минусы
Дорогие расходники.
Пример печати
Сердечная мышца, напечатанная на Formlabs Form 3
Кольца, напечатанные при помощи SLA технологии
Прототип ложки
Статуэтка-бабочка, напечатанная на Formlabs Form 3
Техническая модель
Прототип лопаты для уборки снега. Изготовлен на Formlabs Form 3L
Лучшие SLA принтеры
Лидером в производстве SLA принтеров является фирма Formlabs. В линейке Formlabs можно найти как небольшие настольные модели, так и профессиональные станки с большой областью печати.
Form 3
Formlabs Form 3
Технические характеристики:
Разрешение XY: 25 мкм
Размер лазерного пятна: 85 мкм
Мощность лазера: Один лазер мощностью 250 мВт
Размер рабочей области: 14,5 × 14,5 × 18,5 см
Толщина слоя: 25 – 300 мкм
Этот принтер можно сравнить с небольшим профессиональным станком. Несмотря на небольшие габариты, он с легкостью справится с самыми сложными моделями.
Formlabs Form 3L
Formlabs Form 3L в сравнении с Form 3
Разрешение XY: 25 мкм
Размер лазерного пятна: 85 мкм
Мощность лазера: Один лазер мощностью 250 мВт
Размер рабочей области: 33,5 × 20 × 30 см
Толщина слоя: 25 – 300 мкм
Этот принтер позволяет печатать крупноформатные модели или быстро изготавливать небольшие партии изделий.
C появлением более быстрых и бюджетных технологий, SLA принтеры стали менее популярны. В основном их используют на производствах с высокими требованиями к качеству и стабильности печати.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Formlabs
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Formlabs
DLP
DLP технология опирается на принципы SLA, но в качестве источника УФ-излучения используется не лазер, а проектор.
Принцип работы
В качестве материала используется фотополимерная смола, но в отличии от SLA источником света является не луч, а DLP- проектор. Это существенно ускорило печать, ведь проектор, в отличие от луча, засвечивает сразу весь слой.
Принцип работы DLP технологии
Проектор располагается в нижней части принтера, под емкостью с фотополимером. Низ емкости обычно сделан из прозрачной, износостойкой пленки. Такая пленка хорошо пропускает УФ-излучение, к ней практически ничего не прилипает, а если она порвется ее можно легко заменить.
Плюсы
Минусы
Возможна паразитная засветка. Из-за засветки всего слоя за раз может возникать паразитная засветка смолы.
Ресурс проектора. Проектор — это сердце DLP-принтера. Обязательно обращайте внимание на ресурс проектора. Например, производитель FlashForge Hunter заявляет минимальный ресурс проектора 50 000 часов. Это очень много.
Пример печати
Партия колец, напечатанная при помощи DLP технологии
Образцы колец, напечатанные на FlashForge Hunter
Реквизит для миниатюр 28 мм
Макет челюсти изготовленный на FlashForge Hunter
Лучшие DLP принтеры
FlashForge Hunter
Технические характеристики:
Разрешение XY: 0,0625 мм
Скорость печати: 10 мм/ч
Источник света: 405 нм LED
Размер рабочей области: 120х67,5х150 мм
Толщина слоя: 0,025-0,05 мм
Фирма FlashForge славится качеством своих принтеров. Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
DLP технология используется все реже. Ее упорно вытесняют более доступные 3D-принтеры, работающие по LCD технологии.
LCD
LCD технология — самая молодая среди фотополимерных принтеров. Изначально LCD появилась как более доступный аналог DLP технологии, подходящий для домашнего использования.
Первые LCD принтеры обладали рядом неприятных детских болячек (неравномерная засветка рабочей области и т.д), которые со временем удалось решить или компенсировать. С развитием технологии, помимо моделей для домашнего использования, появились аппараты, которые по точности не уступают DLP и могут использоваться для производственных задач.
Принцип работы
Технология почти полностью копирует DLP, только вместо проектора используются светодиоды. Под ванночкой располагается ЖК дисплей (похожий на дисплей смартфона или планшета), который затемняется в некоторых местах, пропуская свет только в нужных местах.
Принцип работы LCD технологии
Поскольку модуль с экраном и светодиодами располагается в нижней части принтера, то дно емкости под смолу прозрачное. Как и в DLP, обычно используют прозрачную пленку.
Плюсы
Минусы
Менее точный. Бюджетные модели хорошо подойдут для печати миниатюр или статуэток, но их точности может быть недостаточно для, например, ювелирных изделий.
Качество печати может быть не одинаковое на всей области печати. Поскольку в качестве УФ источника используется массив светодиодов, а не один источник света, рабочая область может подсвечиваться неравномерно. Эту проблему можно решить программно или физически.
Пример печати
Небольшая миниатюра, изготовленная на Anycubic Photon Mono
Тролль, напечатанный на LCD аппарате
Шины для РУ модели, изготовленные из мягкого полимера
Модель замка, изготовленная на Phrozen Sonic Mini 4K
Статуэтка, изготовленная на Anycubic Photon Zero
Тролль, напечатанный на LCD принтере
Лучшие LCD принтеры
Anycubic Photon Zero
Anycubic Photon Zero
Технические характеристики:
Разрешение LCD-дисплея: 854х480 px
Точность позиционирования по оси XY: 0. 1155 мм
Длина УФ волны: 405 нм
Размер рабочей области: 97х54х150 мм
Толщина слоя: 0.01-0.2 мм
Бюджетная модель, ориентированная на домашнее использование. Хорошо подойдет для домашнего использования.
Anycubic Photon Mono
Технические характеристики:
Разрешение LCD-дисплея: 2560х1620 (2K)
Точность позиционирования по оси XY: 0.051 мм
Длина УФ волны: 405 нм
Размер рабочей области: 130х80х165 мм
Толщина слоя: 0.01-0.15 мм
Anycubic Photon Mono уже более серьезный аппарат. Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
Phrozen Sonic Mini 4K
Phrozen Sonic Mini 4K
Технические характеристики:
Разрешение LCD-дисплея: 6.1″ 4K Mono LCD
Точность позиционирования по оси XY: 35 микрон
Длина УФ волны: 405 нм
Размер рабочей области: 134х75х130 мм
Толщина слоя: 0.01-0.30 мм
Моно LCD матрица, с высоким разрешением, позволяет печатать очень быстро и точно.
Wanhao GR1
Технические характеристики:
Разрешение LCD-дисплея: 6. 3″ 2K HD
Точность позиционирования по оси XY: 0.055 мм
Длина УФ волны: 405-410 нм
Размер рабочей области: 140х78х200 мм
Толщина слоя: 35-100 микрон
Увеличенная рабочая область позволяет изготавливать больше моделей за раз, а специальная УФ-LED матрица обеспечивает однородность засветки.
LCD принтеры успешно захватывают рынок вытесняя более дорогие DLP и SLA принтеры. Этому конечно способствует их доступность и большое разнообразие моделей.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Anycubic
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Phrozen
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Anycubic
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Wanhao
Сфера применения
Стоматология
В стоматологии очень важна точность. Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
Модель челюсти
Элайнер, изготовленный при помощи 3D печати
Помимо точности принтера важную роль играет выбранный материал. Нужно использовать специальные смолы с небольшим процентом усадки.
Ювелирное производство
Весь потенциал фотополимерных принтеров раскрывается в ювелирной отрасли. Помимо точности очень важна детализация и идеальное качество поверхности.
Кольцо, изготовленное из выжигаемого фотополимера
От модели до готового изделия
Раньше такие изделия приходилось очень кропотливо вырезать вручную или изготавливать на высокоточных ЧПУ станках из воска. Теперь достаточно сделать цифровую модель и при помощи принтера и выжигаемой смолы, быстро изготовить необходимое количество изделий готовых к отливке.
Прототипирование
Печать прототипов, изготовление мастер моделей и т.д.
Шлем и другие прототипы, изготовленные на фотополимерном принтере
Прототипы корпусов
Не для всего подойдет FDM технология. Иногда нужно быстро изготовить макет будущего изделия с гладкой поверхностью, профессиональные фотополимерные принтеры легко справятся с этой задачей.
Хобби
Доступные фотополимерные принтеры стали большим подспорьем для любителей миниатюр. Гораздо проще смоделировать и распечатать 28 мм фигурку любимого героя, чем долго и кропотливо изготавливать ее вручную.
Советский мотоциклист в масштабе 28мм
“Запчасти” для миниатюры 28мм
А большие декоративные статуэтки получаются более аккуратными, по сравнению с FDM печатью. После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
Бюст девушки
Макетирование
Для больших и схематичных макетов можно использовать FDM принтеры, но их точности недостаточно для изготовления небольших деталей. Имея 3D модель можно быстро изготовить очень точный и подробный макет здания или целого квартала.
Макет статуи В.И. Ленина
Напечатанный и покрашенный макет здания
Итоги
Несмотря на все плюсы фотополимерных принтеров, есть небольшие нюансы которые являются общими для всех технологий.
Промывка модели. После печати модель нужно промыть от остатков смолы. Лучший способ это ультразвуковая ванночка со спиртом, иногда можно обойтись стаканчиком с изопропиловым спиртом и кисточкой.
“Дозасветка” в уф-камере. После промывки модель нужно “дозасветить” в УФ-камере, иначе полимер не наберет заявленную производителем прочность.
Для засветки модели можно использовать обычную УФ лампу или аппарат для маникюра. Они обойдутся дешевле профессиональных сушилок, хоть и времени для “дозасветки” может понадобится больше. Перед покупкой убедитесь, что лампы светят в нужном УФ спектре.
Прочность полимеров. Несмотря на огромное разнообразие смол, они все же уступают по прочности пластиковым нитям которые используют FDM принтеры. Исключение составляют некоторые узкоспециализированные смолы.
Для некоторых эти нюансы могут стать существенными минусами, но несмотря на это фотополимерные принтеры находят применение, как в качестве домашних принтеров, так и в качестве рабочих станков в разных областях.
Технологии SLA и DLP: сравнение 3D-принтеров в 2020 году
Сегодня на рынке доступны разнообразные технологи 3D-печати. Ознакомление с нюансами каждой из них помогает понять, чего можно ожидать от окончательных моделей, и решить, какая технология подходит именно вам.
Стереолитография (SLA) и цифровая обработка света (DLP) — две самые распространенные технологии 3D-печати с использованием полимеров. 3D-принтеры, в которых в качестве расходных материалов применяются полимеры, стали очень популярными благодаря способности изготавливать высокоточные, изотропные и водонепроницаемые прототипы и модели, отличающиеся высокой детализацией и гладкой поверхностью.
Если раньше эти технологии были сложными и непомерно дорогими, то сегодня компактные настольные SLA- и DLP-принтеры производят детали промышленного качества по доступной цене и отличаются огромной гибкостью применения благодаря широкому спектру материалов.
Оба этих процесса выборочно воздействуют на жидкий полимер источником света: SLA — лазером, DLP — проектором, формируя очень тонкие твердые слои пластика, которые складываются в твердотельный объект. Хотя принцип действия этих технологий очень похож, они могут давать существенно отличающиеся результаты.
В этом подробном руководстве мы расскажем об особенностях этих двух процессов 3D-печати и рассмотрим, как они отличаются в плане разрешающей способности, точности, объема печати, скорости, рабочих процессов и т. д.
образец печати
Оцените качество стереолитографической печати на собственном опыте. Мы отправим бесплатный образец модели, напечатанной на стереолитографическом 3D-принтере Formlabs, прямо в ваш офис.
Запросить бесплатный образец печати
Настольные стереолитографические 3D-принтеры содержат резервуар для полимеров с прозрачным дном и неадгезионной поверхностью, которая служит основанием для отверждения жидкого полимера, позволяющим аккуратно отделять новообразованные слои.
Процесс печати начинается с того, что платформа опускается в резервуар для полимеров, оставляя свободное пространство, соответствующее высоте слоя между платформой или последним законченным слоем и дном резервуара. Луч лазера подается на два зеркальных гальванометра, с помощью которых он поступает в нужные координаты на серии зеркал. Это позволяет подавать наверх через дно резервуара сфокусированный пучок света, под воздействием которого затвердевает слой полимера.
Затем отвержденный слой отделяется от дна резервуара, и платформа поднимается выше, а в освободившееся пространство поступает жидкий полимер. Этот процесс повторяется до завершения печати.
Технология стереолитографии низкой силы отрыва (LFS), используемая в принтерах Form 3 и Form 3L — это новый этап в развитии стереолитографической 3D-печати.
В 3D-принтерах на основе технологии LFS оптические компоненты находятся в блоке обработки света (LPU). Внутри блока LPU гальванометр позиционирует лазерный луч высокой плотности в направлении оси Y, пропускает его через пространственный фильтр и направляет в отклоняющее и параболическое зеркало, чтобы луч всегда оставался перпендикулярным плоскости платформы, гарантируя точность и воспроизводимость печати.
По мере движения LPU в направлении оси X напечатанная модель осторожно отделяется от гибкого дна резервуара, что позволяет значительно снизить силы, воздействующие на модели во время процесса печати.
3D-печать на основе технологии LFS значительно снижает усилия, которые воздействуют на детали во время процесса печати, за счет использования гибкого резервуара и линейного освещения для обеспечения невероятного качества поверхности и точности печати.
Эта усовершенствованная технология стереолитографии отличается более высоким качеством поверхности и точностью печати. Более низкое усилие отрыва при печати также позволяет создавать легкие опорные конструкции, которые можно отделять без усилий, а сам метод открывает широкие возможности для дальнейшего развития прогрессивных материалов, готовых к производству. Узнать больше о стереолитографической 3D-печати
Технический доклад
Скачайте наш подробный технический доклад , чтобы узнать, как работают технологии SLA-печати, почему сегодня их используют тысячи специалистов, и чем эта технология 3D-печати может быть полезна в вашей работе.
Скачать технический доклад
В настольных DLP-принтерах используется резервуар для полимеров с прозрачным дном и платформа, которая спускается в резервуар для послойной печати моделей, расположенных вверх дном. В этом они не отличаются от стереолитографических 3D-принтеров.
Разница между ними заключается в источнике света. В 3D-принтерах на основе технологии DLP применяется цифровой экран, проецирующий изображение слоя на всю платформу, в результате чего все нужные точки затвердевают одновременно.
Свет отражается на цифровом микрозеркальном экране (DMD) — динамической маске, состоящей из микроскопических зеркал, которые расположены в матрице на полупроводниковом чипе. Быстрое переключение этих крошечных зеркал между линзами, направляющими свет на дно резервуара или радиатора, определяет координаты, в которых жидкий полимер должен затвердевать для формирования текущего слоя.
Поскольку проектор представляет собой цифровой экран, изображение каждого слоя состоит из квадратных пикселей, в результате чего получается трехмерный слой из прямоугольных кубиков, называемых вокселями.
В характеристиках 3D-принтеров разрешающей способности уделяют больше всего внимания, но это часто приводит к путанице. Основные единицы процессов SLA и DLP — различные формы, что затрудняет сравнение принтеров только по числовым характеристикам.
В 3D-печати нужно учитывать три измерения: два плоскостных двумерных измерения (X и Y) и третье вертикальное измерение Z, с помощью которого и осуществляется трехмерная печать.
Разрешающая способность измерения Z определяется толщиной слоя, который может напечатать 3D-принтер. Принтеры на основе технологий SLA и DLP отличаются одной из лучших разрешающих способностей Z по сравнению с другими процессами, что позволяет печатать слои с минимальной толщиной. Как правило, пользователи могут установить высоту слоя на уровне 25–300 мкм, благодаря чему разработчики могут достичь компромисса между уровнем детализации и скоростью.
В DLP-принтерах разрешающая способность XY определяется размером пикселя — наименьшей деталью, которую проектор может воспроизвести в одном слое. Оно зависит от разрешающей способности проектора (самая распространенная — Full HD (1080p)) и его удаленности от оптического стекла. Поэтому большинство настольных DLP-принтеров имеет постоянную разрешающую способность XY от 35 до 100 мкм.
В стереолитографических 3D-принтерах разрешающая способность XY определяется на основании размера лазерного пятна и величины шагов, с помощью которых можно управлять лучом. Например, в 3D-принтере Form 3 на основе технологии LFS установлен лазер с размером пятна в 85 мкм, но благодаря постоянному процессу линейного сканирования лазер может двигаться с меньшим шагом, и принтер может на постоянной основе печатать модели с разрешающей способность XY в 25 мкм.
Сама по себе разрешающая способность — часто только показатель тщеславия. Оно дает определенное представление о характеристиках, но не обязательно напрямую соответствует точности и качеству печати.
Узнать больше о разрешающей способности в 3D-печати в нашем подробном руководстве.
Так как 3D-печать — это аддитивный процесс, нарушения могут потенциально возникнуть в каждом слое. Процесс формирования слоев влияет на уровень точности и правильность каждого слоя. Точность и аккуратность зависят от многих факторов: процесса 3D-печати, материалов, параметров программного обеспечения, пост-обработки и т. д.
В целом, SLA- и DLP-принтеры относятся к самым точным. Различия в точности печати часто лучше заметны между принтерами разных производителей, чем между самими технологиями.
Например, в SLA- или DLP-принтерах начального уровня могут использоваться готовые проекторы, лазеры или гальванометры, и их производители стараются добиться от этих деталей оптимальных эксплуатационных характеристик. В профессиональных SLA- и DLP-принтерах (например, Formlabs Form 3) установлена специальная оптическая система, которая отрегулирована в зависимости от потребностей пользователей.
Точность играет решающую роль для таких деталей, как зубные капы (слева) и хирургические шаблоны (справа).
Точность играет решающую роль для таких деталей, как зубные капы (слева) и хирургические шаблоны (справа).
Не менее важна и калибровка. При использовании DLP-проекторов, производители сталкиваются с неравномерным распределением света на платформе и оптическими искажениями линз, а это означает, что размеры и форма пикселей в середине и по краям различаются. В стереолитографических 3D-принтерах для всех частей модели используется один источник света, что обеспечивает однородность, но их все равно нужно тщательно калибровать, чтобы избежать искажений.
Даже на 3D-принтере с лучшими компонентами и оптимальной степенью калибровки можно получать разные результаты в зависимости от используемых расходных материалов. Для обеспечения наилучшего качества приходится изменять параметры полимеров, но они могут быть недоступны для новых материалов, которые не прошли надлежащие испытания с соответствующей моделью 3D-принтера.
Какой можно сделать из этого вывод? Зная только технические характеристики, невозможно получить полное представление о качестве. Лучший способ оценить 3D-принтер — изучить напечатанные на нем модели или попросить производителя изготовить тестовую модель по вашему проекту.
В DLP-принтерах существует обратная зависимость между разрешающей способностью и рабочим объемом. Разрешающая способность зависит от проектора, который определяет количество доступных пикселей/вокселей. Если переместить проектор ближе к оптическому стеклу, пиксели станут меньше, а разрешающая способность увеличится, но рабочая область будет ограничена.
Некоторые производители устанавливают несколько проекторов рядом или используют 4K-проектор высокой четкости для увеличения рабочей области, но это значительно увеличивает стоимость. Цена таких моделей гораздо выше, чем у других настольных 3D-принтеров.
Поэтому DLP-принтеры, как правило, оптимизированы для определенных целей. Некоторые из них имеют меньшую рабочую область и позволяют производить в высоком разрешении такие мелкие и детализированные модели, как ювелирные изделия, в то время как другие могут печатать более крупные детали, но с меньшей разрешающей способностью.
Процесс стереолитографии по своей природе более подвержен масштабированию, так как объем печати SLA-принтера не зависит от разрешения модели. Отдельная модель может иметь любой размер и разрешающую способность и располагаться в любом месте рабочей области. Это позволяет печатать крупные 3D-модели с высокой разрешающей способностью или большие партии мелких моделей с высокой степенью детализации для увеличения производительности принтера.
Еще одно препятствие для увеличения объема печати как в стереолитографических, так и в DLP-принтерах — это отделяющее усилие. При печати крупных моделей силы, прилагаемые к ним, возрастают экспоненциально по мере того, как отвержденный слой отделяется от резервуара.
При печати по технологии LFS гибкая пленка в основании резервуара с полимером аккуратно отслаивается, когда платформа вытягивает модель вверх, что значительно снижает нагрузку на модель. Эта уникальная функция позволила значительно повысить объем печати в первом доступном крупноформатном принтере на основе стереолитографии — Form 3L.
Form 3L — это первый доступный крупноформатный 3D-принтер на основе стереолитографии с объемом печати 30 x 33,5 x 20 см.
Как стереолитографические, так и DLP-принтеры известны тем, что печатают модели с самым лучшим качеством поверхности по сравнению с решениями на основе других технологий. Когда мы говорим о различиях, то в большинстве случаев они видны только на очень мелких деталях и моделях с высокой степенью детализации.
Так как печать на 3D-принтерах осуществляется послойно, готовые модели часто имеют заметные горизонтальные линии. А из-за того, что технология цифровой обработки света предполагает использование прямоугольных вокселей, также может наблюдаться эффект вертикальных линий.
В DLP-принтерах для визуализации изображений применяются прямоугольные воксели, что может привести к появлению вертикальных линий. На этом изображении вертикальные воксельные линии показаны так, как они выглядят после печати (слева), и выделенными для лучшей заметности (справа).
Так как воксели прямоугольные, они влияют на форму изогнутых краев. Проведем аналогию с созданию круглой формы из конструктора LEGO — края будут иметь ступенчатую форму как по оси Z, так и на плоскости X-Y.
Из-за прямоугольной формы вокселей изогнутые края выглядят ступенчатыми. Для удаления видимых вокселей и линий слоев требуется пост-обработка, например шлифование.
При печати на 3D-принтерах на основе технологии LFS линии слоев практически не видны. В результате шероховатость поверхности уменьшается, что позволяет получить гладкую поверхность, а при использовании прозрачных материалов — модели с большей прозрачностью.
Рассуждая о скорости 3D-печати, важно учитывать не только саму скорость печати, но и производительность.
Общая скорость печати у 3D-принтеров на основе технологий SLA и DLP примерно одинакова. Поскольку проектор экспонирует каждый слой целиком, скорость 3D-печати по технологии DLP равномерна и зависит только от высоты модели, в то время как 3D-принтеры SLA формуют лазером каждую деталь. Как подтверждает практика, в результате стереолитографические 3D-принтеры становятся сопоставимыми по скорости или даже быстрее при печати одной мелкой или средней модели, тогда как DLP-принтеры быстрее печатают крупные цельные модели или несколько моделей, которые почти полностью заполняют пространство платформы.
Но при этом не стоит забывать, что в принтерах на основе технологии DLP существует обратная зависимость между разрешающей способностью и рабочим объемом. Маленький DLP-принтер может быстро печатать мелкие модели или (малые) партии мелких моделей с высокой разрешающей способностью, но объем печати ограничивает размер модели и производительность устройства. Другое устройство с большим объемом печати может изготавливать более крупные модели или партии более мелких моделей быстрее, но с меньшей разрешающей способностью, чем стереолитографический принтер.
Имея стереолитографический 3D-принтер, все это можно делать на одном аппарате. При этом пользователи могут решать, что они в хотят оптимизировать в каждом конкретном случае: разрешающую способность, скорость или производительность.
В DLP-принтерах для визуализации изображений применяются прямоугольные воксели, что может привести к появлению вертикальных линий. На этом изображении вертикальные воксельные линии показаны так, как они выглядят после печати (слева), и выделенными для лучшей заметности (справа).
Стереолитографические 3D-принтеры имеют больший объем печати, позволяют изготавливать модели партиями и печатать модели ночью, повышая производительность.
Grey Resin 100 microns
Draft Resin 200 microns
71 min
18 min
Grey Resin 100 microns
Draft Resin 200 microns
21 hrs 46 min
8 h 43 min
Grey Resin 100 microns
Draft Resin 200 microns
11 hrs 8 min
3 hrs 9 min
Стереолитографические 3D-принтеры имеют больший объем печати, позволяют изготавливать модели партиями и печатать модели ночью, повышая производительность.
ИНТЕРАКТИВНЫЙ МАТЕРИАЛ
Попробуйте наш интерактивный инструмент расчета рентабельности инвестиций, чтобы узнать, сколько времени и средств вы можете сэкономить с помощью печати на 3D-принтерах компании Formlabs.
Рассчитать экономию
Как и в случае с точностью, отличия рабочих процессов и доступных материалов больше зависит от принтера, чем от технологии.
Большинство SLA- и DLP-принтеров поддерживают технологию Plug and play и позволяют легко заменять платформы и резервуары для полимеров. Некоторые более сложные модели поставляются с системой картриджей для автоматического пополнения резервуара жидким полимером, что требует меньшего внимания и облегчает печать в ночное время.
Некоторые принтеры поставляются со своим программным обеспечением для подготовки 3D-моделей к печати (например, PreForm для стереолитографических 3D-принтеров Formlabs), в то время как другие производители предлагают готовые стандартные решения. Разные программные инструменты имеют различные функции, например, PreForm позволяет настраивать процесс печати «в один клик», действенные инструменты оптимизации плотности и размера поддерживающих структур, регулируемую толщину слоя, а также функции для экономии материалов и времени. К счастью, программное обеспечение можно загрузить и протестировать еще до покупки 3D-принтера.
Как и в случае с точностью, отличия рабочих процессов и доступных материалов больше зависит от принтера, чем от технологии.
3D-принтеры могут работать с широким ассортиментом полимерных материалов, предназначенных для различных целей.
Одно из главных преимуществ 3D-печати на основе полимеров — большое количество материалов, из которых можно изготовить модели для различных целей. Полимеры с различным составом имеют разнообразные характеристики: они могут быть мягкими или твердыми, содержать такие добавки, как стекло и керамика, или иметь специальные механические свойства, такие как высокая температура изгиба под нагрузкой или ударопрочность.
Но при этом ассортимент поддерживаемых материалов зависит от конкретной модели 3D-принтера, поэтому мы рекомендуем уточнять эту информацию у производителя, прежде чем совершать покупку.
Модели, напечатанные с использованием технологий SLA и DLP, требуют пост-обработки после печати. Во-первых, модели необходимо промыть в растворителе, чтобы удалить излишки полимера. В некоторых случаях, например для моделей из инженерных и биосовместимых материалов, также требуется финальная полимеризация. Для стереолитографических 3D-принтеров компания Formlabs предлагает решения по автоматизации этих этапов, что позволяет сэкономить время и трудозатраты.
И наконец, 3D-модели, напечатанные на поддерживающих конструкциях, требуют удаления таких конструкций. Это нужно делать вручную — процесс аналогичен как для SLA-, так и для DLP-принтеров. В 3D-принтерах на основе технологии LFS используются легкие поддерживающие структуры с очень маленькими точками контакта, что обеспечивает легкое отделение с минимальным оставлением следов.
Interactive
Need some help figuring out which 3D printing material you should choose? Our new interactive material wizard helps you make the right material decisions based on your application and the properties you care the most about from our growing library of resins.
Recommend Me a Material
Надеемся, что после того, как мы разобрались с различиями в технологиях и результатах печати, вам будет гораздо проще выбрать 3D-принтер, оптимально соответствующий вашим потребностям и рабочему процессу.
Чтобы узнать больше о стереолитографических 3D-принтерах нового поколения, ознакомьтесь с информацией об устройствах Form 3 и Form 3L на основе технологии LFS.
Хотите увидеть получаемое качество своими глазами? Закажите образец печати, который доставят прямо в ваш офис.
Запросить бесплатный образец печати
SLA против DLP: руководство по полимерным 3D-принтерам
На рынке существует множество процессов 3D-печати. Знакомство с нюансами каждого из них помогает прояснить, чего вы можете ожидать от окончательных отпечатков, чтобы в конечном итоге решить, какая технология подходит для вашего конкретного приложения.
Стереолитография (SLA) и цифровая обработка света (DLP) 3D-печать — два наиболее распространенных процесса 3D-печати смолой. Полимерные принтеры популярны для производства высокоточных, изотропных и водонепроницаемых прототипов и деталей из ряда передовых материалов с прекрасными характеристиками и гладкой поверхностью.
Хотя когда-то эти технологии были сложными и непомерно дорогими, современные малоформатные настольные 3D-принтеры SLA и DLP позволяют производить детали промышленного качества по доступной цене и с непревзойденной универсальностью благодаря широкому спектру материалов.
Оба процесса работают путем выборочного воздействия на жидкую смолу источника света — лазера SLA, проектора DLP — для формирования очень тонких твердых слоев пластика, которые складываются в твердый объект. Хотя эти две технологии очень похожи в принципе, они могут давать значительно различающиеся результаты.
В этом подробном руководстве мы подробно рассмотрим два процесса полимерной 3D-печати и рассмотрим, как они сравниваются с точки зрения разрешения, точности, объема сборки, скорости, рабочего процесса и многого другого.
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Настольные 3D-принтеры SLA содержат резервуар для смолы с прозрачным основанием и антипригарной поверхностью, которая служит подложкой для отверждения жидкой смолы, что позволяет аккуратно отделять вновь образованные слои .
Процесс печати начинается, когда сборочная платформа опускается в резервуар со смолой, оставляя пространство, равное высоте слоя, между сборочной платформой или последним завершенным слоем и дном резервуара. Лазер указывает на два зеркальных гальванометра, которые направляют свет в правильные координаты на серии зеркал, фокусируя свет вверх через дно резервуара и отверждая слой смолы.
Затем отвержденный слой отделяется от дна резервуара, а рабочая платформа перемещается вверх, позволяя свежей смоле течь под ним. Процесс повторяется до тех пор, пока печать не будет завершена.
Технология Low Force Stereolithography (LFS), используемая Form 3+ и Form 3L, является следующим этапом SLA 3D-печати.
В 3D-принтерах LFS оптика заключена в блок обработки света (LPU). Внутри LPU гальванометр позиционирует лазерный луч высокой плотности в направлении Y, пропускает его через пространственный фильтр и направляет на складное зеркало и параболическое зеркало, чтобы последовательно доставлять луч перпендикулярно плоскости построения и обеспечивать точную и воспроизводимую точность. отпечатки.
По мере того, как LPU перемещается в направлении X, напечатанная деталь аккуратно отделяется от гибкого дна резервуара, что значительно снижает усилия, воздействующие на детали в процессе печати.
3D-печать LFS значительно снижает усилия, воздействующие на детали в процессе печати, благодаря использованию гибкого резервуара и линейного освещения для обеспечения невероятного качества поверхности и точности печати.
Эта усовершенствованная форма стереолитографии обеспечивает значительно улучшенное качество поверхности и точность печати. Меньшее усилие печати также позволяет легко отрывать опорные конструкции, которые легко отрываются, и этот процесс открывает широкий спектр возможностей для будущей разработки передовых, готовых к производству материалов.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш информационный документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Как и их аналоги SLA, настольные 3D-принтеры DLP построены вокруг резервуара для смолы с прозрачным дном и рабочей платформы, которая опускается в резервуар для смолы для создания деталей в перевернутом виде, слой за слоем.
Разница в источнике света. В 3D-принтерах DLP используется экран цифрового проектора, чтобы проецировать изображение слоя по всей платформе, одновременно отверждая все точки.
Свет отражается на цифровом микрозеркальном устройстве (DMD), динамической маске, состоящей из зеркал микроскопических размеров, размещенных в матрице на полупроводниковом кристалле. Быстрое переключение этих крошечных зеркал между линзами, которые направляют свет на дно резервуара или на радиатор, определяет координаты, в которых жидкая смола отверждается в данном слое.
Поскольку проектор представляет собой цифровой экран, изображение каждого слоя состоит из квадратных пикселей, в результате чего трехмерный слой формируется из небольших прямоугольных кубов, называемых вокселами.
Разрешение появляется чаще, чем любое другое значение в спецификациях 3D-принтеров, но это также является общей причиной путаницы. Базовые блоки процессов SLA и DLP имеют разную форму, что затрудняет сравнение разных машин только по числовым характеристикам.
При 3D-печати необходимо учитывать три измерения: два плоских 2D-измерения (X и Y) и третье вертикальное измерение Z, которое обеспечивает 3D-печать.
Разрешение Z определяется толщиной слоя, которую может создать 3D-принтер. 3D-принтеры на основе смолы, такие как SLA и DLP , предлагают одни из лучших разрешений Z — самые тонкие слои — среди всех процессов 3D-печати, и пользователи обычно могут выбирать из ряда вариантов высоты слоя от 25 до 300 микрон, что позволяет дизайнерам найти баланс между деталями и скорость.
В 3D-печати DLP разрешение XY определяется размером пикселя — наименьшей характеристикой, которую проектор может воспроизвести в пределах одного слоя. Это зависит от разрешения проектора, наиболее распространенным из которых является Full HD (1080p), и его расстояния от оптического окна. В результате большинство настольных 3D-принтеров DLP имеют фиксированное разрешение XY, обычно от 35 до 100 микрон.
Для 3D-принтеров SLA разрешение XY представляет собой комбинацию размера лазерного пятна и приращений, с помощью которых можно управлять лазерным лучом. Например, 3D-принтер Form 3 LFS оснащен лазером с размером пятна 85 микрон, но из-за процесса непрерывного линейного сканирования лазер может перемещаться с меньшим шагом, и принтер может стабильно печатать детали с разрешением XY 25 микрон.
Однако разрешение само по себе часто является просто метрикой тщеславия. Он предлагает некоторую индикацию, но не обязательно напрямую связан с точностью, аккуратностью и качеством печати.
Узнайте больше о разрешении в 3D-печати в нашем подробном руководстве.
Поскольку 3D-печать является аддитивным процессом, каждый слой дает возможность для неточностей, а процесс формирования слоев влияет на уровень точности, определяемый как повторяемость точности каждого слоя. Точность и прецизионность зависят от многих различных факторов: процесса 3D-печати, материалов, настроек программного обеспечения, постобработки и многого другого.
В целом, 3D-принтеры SLA и DLP на полимерной основе являются одними из самых точных и точных процессов 3D-печати. Различия в точности и прецизионности часто лучше объясняются различиями между машинами разных производителей, чем различиями между самими технологиями.
Например, в SLA- или DLP-принтерах начального уровня могут использоваться готовые проекторы, лазеры или гальванометры, и их производители будут стараться получить от этих компонентов максимально возможную производительность. Профессиональные 3D-принтеры SLA и DLP, такие как Formlabs Form 3, оснащены настраиваемой оптической системой, адаптированной к спецификациям, требуемым профессиональными приложениями клиентов.
Точность и прецизионность имеют решающее значение для таких деталей, как зубные шины (слева) и хирургические шаблоны (справа).
Калибровка также имеет решающее значение. При использовании проекторов DLP производителям приходится иметь дело с неравномерным распределением света на плоскости сборки и оптическими искажениями линз — это означает, что пиксели в середине не имеют того же размера или формы, что и пиксели по краям. 3D-принтеры SLA используют один и тот же источник света для каждой части отпечатка, что означает, что он однороден по определению, но им по-прежнему требуется обширная калибровка для учета искажений.
Даже 3D-принтер с компонентами высочайшего качества и степенью калибровки может давать самые разные результаты в зависимости от материала. Различные смолы требуют оптимизированных настроек материала для правильной работы, которые могут быть недоступны для готовых материалов или смол, которые не были тщательно протестированы с конкретной моделью 3D-принтера.
Вынос? Точность и прецизионность практически невозможно понять только по техническим характеристикам. В конечном счете, лучший способ оценить 3D-принтер — это осмотреть настоящие детали или попросить производителя создать пробную печать одного из ваших собственных дизайнов.
При использовании 3D-принтеров DLP существует прямой компромисс между разрешением и объемом печати. Разрешение зависит от проектора, который определяет количество доступных пикселей/вокселей. Если приблизить проектор к оптическому окну, пиксели уменьшатся, что увеличит разрешение, но ограничит доступную площадь построения.
Некоторые производители размещают несколько проекторов рядом друг с другом или используют проектор высокой четкости 4K для увеличения объема сборки, но это приводит к значительно более высоким затратам, из-за которых эти машины часто становятся невыгодными для рынка настольных компьютеров.
В результате 3D-принтеры DLP обычно оптимизируются для конкретных случаев использования. Некоторые из них имеют меньший объем сборки и предлагают высокое разрешение для производства небольших детализированных деталей, таких как ювелирные изделия, в то время как другие могут производить более крупные детали, но с более низким разрешением.
Процесс стереолитографии по своей сути является более масштабируемым, поскольку объем сборки 3D-принтера SLA полностью не зависит от разрешения отпечатка. Один отпечаток может быть любого размера и с любым разрешением в любом месте в области сборки. Это позволяет печатать на 3D-принтере большие детали с высоким разрешением или большую партию детализированных мелких деталей, чтобы увеличить производительность на той же машине.
Другим основным препятствием для увеличения объема печати в 3D-принтерах SLA и DLP является усилие отслаивания. При печати больших деталей силы, воздействующие на детали, экспоненциально возрастают по мере того, как отвержденный слой отделяется от резервуара.
При 3D-печати LFS гибкая пленка у основания резервуара для смолы мягко отслаивается, когда платформа для сборки вытягивает деталь вверх, что значительно снижает нагрузку на деталь. Эта уникальная функция позволила существенно увеличить объем сборки для первого доступного широкоформатного SLA-3D-принтера Form 3L.
Form 3L — первый доступный широкоформатный 3D-принтер SLA с рабочим объемом 30 см x 33,5 см x 20 см.
Вебинар
Хотите узнать больше об экосистеме Form 3L и Form 3BL, а также о новых широкоформатных машинах постобработки?
В этой демонстрации Кайл и Крис объяснят, как перемещаться по сквозному рабочему процессу Form 3L, включая постобработку.
Смотреть сейчас
SLA и DLP полимерные 3D-принтеры, известные созданием деталей с самой гладкой поверхностью среди всех процессов 3D-печати. Когда мы описываем различия, в большинстве случаев они видны только на крошечных деталях или высокодетализированных моделях.
Поскольку в 3D-печати объекты состоят из слоев, 3D-отпечатки часто имеют видимые горизонтальные линии слоев. Однако, поскольку DLP визуализирует изображения с использованием прямоугольных вокселей, возникает эффект вертикальных воксельных линий.
3D-принтеры DLP отображают изображения с использованием прямоугольных вокселей, что вызывает эффект вертикальных воксельных линий. На этом изображении видны вертикальные линии вокселей, как они выглядят естественно слева, а затем обведены контуром, чтобы их было легче идентифицировать справа.
Поскольку блок прямоугольный, воксели также влияют на изогнутые края. Подумайте о построении круглой формы из кубиков LEGO — края будут казаться ступенчатыми как по оси Z, так и по плоскости X-Y.
Прямоугольная форма вокселей делает изогнутые края ступенчатыми. Удаление внешнего вида линий вокселей и слоев требует последующей обработки, например шлифовки.
В 3D-печати LFS линии слоев почти невидимы. В результате уменьшается шероховатость поверхности, что в конечном итоге приводит к получению гладких поверхностей, а для прозрачных материалов — более полупрозрачных деталей.
Думая о скорости 3D-печати, важно учитывать не только исходную скорость печати, но и пропускную способность.
Исходная скорость печати для 3D-принтеров SLA и DLP на основе смолы в целом сопоставима. Поскольку проектор экспонирует каждый слой сразу, скорость печати при 3D-печати DLP одинакова и зависит только от высоты сборки, тогда как 3D-принтеры SLA вытягивают каждую часть лазером. Как правило, это приводит к тому, что 3D-принтеры SLA сравнимы или быстрее при печати отдельных деталей малого или среднего размера, в то время как 3D-принтеры DLP быстрее печатают большие, полностью плотные отпечатки или сборки с несколькими частями, которые заполняют большую часть. Платформа.
Но еще раз стоит рассмотреть компромисс между разрешением и объемом печати для DLP-принтеров. Небольшой 3D-принтер DLP может быстро напечатать небольшую деталь или (небольшую) партию мелких деталей с высоким разрешением, но объем сборки ограничивает размер детали и пропускную способность. Другая машина с большим объемом сборки может печатать более крупные детали или партию более мелких деталей быстрее, но с более низким разрешением, чем SLA.
3D-принтеры SLA могут производить все эти варианты на одной машине и предлагают пользователю свободу решать, хочет ли он оптимизировать разрешение, скорость или пропускную способность.
3D-принтеры SLA предлагают больший объем сборки, что позволяет пользователям группировать детали и печатать в течение ночи, чтобы увеличить производительность.
Скорость также может зависеть от выбора материала. Смола для быстрой печати Draft Resin печатает в четыре раза быстрее, чем стандартные материалы Formlabs, идеально подходит для первоначальных прототипов, быстрых итераций, а также для стоматологических и ортодонтических моделей. От высокой скорости начала печати до минимального времени удаления подложки, промывки и отверждения — Draft Resin имеет оптимизированный рабочий процесс, позволяющий действительно максимизировать эффективность.
Grey Resin 100 microns
Draft Resin 200 microns
71 min
18 min
Серая смола 100 мкм
Черновая смола 200 мкм
21 час 46 мин
6 9 мин0145
Grey Resin 100 microns
Draft Resin 200 microns
11 hrs 8 min
3 hrs 9 min
Interactive
Попробуйте наш интерактивный инструмент ROI, чтобы увидеть, сколько времени и денег вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Подсчитайте свои сбережения
Точно так же, как точность и аккуратность, рабочий процесс и доступные материалы различаются от машины к машине больше, чем от технологии к технологии.
Большинство 3D-принтеров SLA и DLP работают по принципу «подключи и работай» с легко заменяемыми рабочими платформами и резервуарами для смолы. Некоторые более продвинутые модели также поставляются с системой картриджей для автоматического заполнения резервуара жидкой смолой, что требует меньшего внимания и облегчает печать в ночное время.
Некоторые принтеры поставляются с проприетарным программным обеспечением для подготовки 3D-моделей к печати, например PreForm для 3D-принтеров Formlabs SLA, в то время как другие производители предлагают готовые решения. Функции различаются в зависимости от программного инструмента, например, PreForm предлагает настройку печати одним щелчком мыши, мощные ручные элементы управления для оптимизации плотности и размера поддержки, адаптивную толщину слоя или функции для экономии материала и времени. К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера.
Полимерные 3D-принтеры предлагают множество материалов для широкого спектра применений.
Одним из наиболее значительных преимуществ 3D-печати смолой является разнообразие материалов, которые позволяют создавать детали для самых разных целей. Смолы могут иметь широкий спектр конфигураций состава: материалы могут быть мягкими или твердыми, сильно заполненными вторичными материалами, такими как стекло и керамика, или наделенными механическими свойствами, такими как высокая температура деформации или ударопрочность.
Однако набор поддерживаемых материалов зависит от модели 3D-принтера, поэтому перед покупкой рекомендуется проконсультироваться с производителем.
Детали, напечатанные с использованием технологий SLA и DLP, требуют последующей обработки после печати. Сначала детали нужно промыть в растворителе, чтобы удалить излишки смолы. Некоторые функциональные материалы, такие как инженерные или биосовместимые детали, также требуют постотверждения. Для 3D-принтеров SLA Formlabs предлагает решения для автоматизации этих шагов, экономящие время и силы.
Наконец, 3D-печатные детали, напечатанные на опорах, требуют удаления этих структур — ручной процесс, аналогичный как для SLA-, так и для DLP-3D-принтеров. 3D-печать LFS упрощает этот этап, предлагая легкие опорные структуры, в которых используются очень маленькие точки касания, что позволяет легко снимать их с минимальными следами поддержки.
Interactive
Нужна помощь в выборе материала для 3D-печати? Наш новый интерактивный помощник по материалам поможет вам принять правильное решение в отношении материалов, исходя из вашего применения и свойств, которые вам больше всего нужны из нашей постоянно растущей библиотеки смол.
Порекомендуйте мне материал
Разобравшись с различиями в технологиях и результатах, мы надеемся, что вам будет намного проще выбрать полимерный 3D-принтер, который наилучшим образом соответствует вашему рабочему процессу и потребностям в печати.
Чтобы узнать больше о 3D-печати SLA следующего поколения, узнайте больше о 3D-принтерах Form 3 и Form 3L LFS.
Хотите лично убедиться в качестве? Закажите образец детали с доставкой в ваш офис.
Запросить бесплатный образец Деталь
Что такое SLA 3D-печать?
Познакомьтесь с основами стереолитографии, также известной как SLA 3D-печать. Узнайте, почему оригинальный метод 3D-печати до сих пор так популярен и экономичен, узнайте, как работает SLA-печать и ее параметры, а также узнайте, какие материалы и варианты лучше всего подходят для ваших нестандартных деталей.
SLA, или стереолитография, широко используется
Процесс 3D-печати и самая популярная из технологий печати смолой. Этот процесс обязан своим признанием в аддитивном пространстве своей способности производить точные, изотропные и водонепроницаемые прототипы, а также производственные детали с впечатляющей гладкостью поверхности и более подробными характеристиками.
Однако, несмотря на множество преимуществ, сложно понять, даст ли SLA наилучшие результаты для конкретных деталей. В этом введении в SLA мы рассмотрим основные принципы процесса, чтобы определить, подходит ли он для вашего приложения.
Для получения дополнительной информации о том, как Hubs использует SLA, ознакомьтесь с нашим
Стереолитография (SLA) представляет собой процесс аддитивного производства, относящийся к семейству фотополимеризации в ванне. Также известен как
3D-печать из смолы Существуют три основные технологии 3D-печати, связанные с полимеризацией в ванне: SLA, DLP и LCD. Все три технологии используют источник света для отверждения фотополимерной смолы, но со следующими отличиями:
Стереолитография (SLA) использует УФ-лазеры в качестве источника света для селективного отверждения полимерной смолы.
Цифровая обработка света (DLP) использует цифровой проектор в качестве источника УФ-излучения для отверждения слоя смолы.
Жидкокристаллический дисплей (ЖКД) использует модуль ЖК-дисплея для проецирования определенных световых паттернов.
SLA — одна из наиболее широко используемых технологий фотополимеризации в ваннах. Он создает объекты путем выборочного отверждения полимерной смолы слой за слоем с помощью ультрафиолетового (УФ) лазерного луча. Материалы, используемые в SLA, представляют собой светочувствительные термореактивные полимеры, которые выпускаются в жидкой форме.
Запатентованная в 1986 году технология SLA стала первой технологией 3D-печати. И даже сегодня SLA по-прежнему остается самой рентабельной технологией 3D-печати, доступной, когда требуются детали с очень высокой точностью или гладкой поверхностью. Наилучшие результаты достигаются, когда дизайнер использует преимущества и ограничения производственного процесса.
Посмотрите, прежде чем читать: как получить максимальную отдачу от SLA
Вот короткое видео, которое научит вас всему, что вам нужно знать, чтобы начать работу с SLA 3D-печатью (за десять минут или меньше).
Как работает SLA 3D-печать ?
SLA 3D-печать работает, сначала размещая платформу сборки в резервуаре с жидким фотополимером на расстоянии одного слоя от поверхности жидкости.
УФ-лазер создает следующий слой путем выборочного отверждения и отверждения фотополимерной смолы.
Во время процесса фотополимеризации мономерные углеродные цепи, составляющие жидкую смолу, активируются светом УФ-лазера и становятся твердыми, создавая прочные неразрывные связи между собой.
Лазерный луч фокусируется по заданной траектории с помощью набора зеркал, называемых гальво. Сканируется вся площадь поперечного сечения модели, поэтому изготавливаемая деталь является полностью цельной.
После печати деталь находится в неполностью отвержденном состоянии. Если требуются очень высокие механические и термические свойства, требуется дополнительная обработка в ультрафиолетовом свете.
Процесс фотополимеризации необратим, и части SLA невозможно преобразовать обратно в жидкую форму. Нагрев этих деталей SLA заставит их сгореть, а не расплавиться. Это связано с тем, что материалы, произведенные с помощью SLA, изготовлены из термореактивных полимеров, в отличие от термопластов, которые используются в моделировании наплавленным осаждением (FDM).
Схема SLA-принтера
Каковы параметры печати SLA?
Большинство параметров печати в системах SLA фиксируются производителем и не могут быть изменены. Единственными входными параметрами являются высота слоя и ориентация детали (последняя определяет положение опоры).
Высота слоя : варьируется от 25 до 100 микрон. Нижняя высота слоя более точно фиксирует изогнутую геометрию, но увеличивает время и стоимость сборки, а также вероятность неудачной печати. Высота слоя 100 микрон подходит для большинства распространенных применений.
Размер сборки: Это еще один параметр, который важен для дизайнера. Размер сборки зависит от типа машины SLA. Существует две основные настройки машины SLA: ориентация сверху вниз и ориентация снизу вверх:
Принтеры сверху вниз размещают лазерный источник над резервуаром, а деталь изготавливается лицевой стороной вверх. Платформа для сборки начинается с самого верха емкости для смолы и движется вниз после каждого слоя.
Принтеры , печатающие снизу вверх, размещают источник света под резервуаром для смолы (см. рисунок выше), и деталь создается в перевернутом виде. Резервуар имеет прозрачное дно с силиконовым покрытием, которое пропускает свет лазера, но предотвращает прилипание отвержденной смолы к нему. После каждого слоя отвержденная смола отделяется от дна резервуара по мере того, как платформа для сборки движется вверх. Это называется этапом пилинга.
Ориентация снизу вверх в основном используется в настольных принтерах, таких как Formlabs, тогда как ориентация сверху вниз обычно используется в
промышленные SLA-системы. Восходящие SLA-принтеры проще в изготовлении и эксплуатации, но размер их сборки ограничен. Это связано с тем, что силы, приложенные к детали на этапе отслаивания, могут привести к сбою печати. С другой стороны, принтеры с вертикальной печатью могут масштабироваться до очень больших размеров печати без большой потери точности. Расширенные возможности этих систем обходятся дороже.
В следующей таблице приведены основные характеристики и различия между двумя ориентациями:
Восходящее (рабочий стол) Соглашение об уровне обслуживания
Сверху вниз (промышленный) SLA
Преимущества
+ Низкая стоимость + Широкая доступность
+ Очень большой размер сборки + Более быстрая сборка
Недостатки
— Малый размер сборки — Меньший диапазон материалов — Требуется дополнительная постобработка из-за широкого использования поддержки
— Более высокая стоимость — Требуется оператор-специалист — Замена материала требует опорожнения всего бака
Популярные производители принтеров SLA
Формлабс
3D-системы
Монтажный размер
До 145 х 145 х 175 мм
До 1500 x 750 x 500 мм
Стандартная высота слоя
от 25 до 100 мкм
от 25 до 150 мкм
Точность размеров
± 0,5 % (нижний предел: ± 0,010–0,250 мм)
± 0,15 % (нижний предел ± 0,010–0,030 мм)
Каковы характеристики 3D-печати SLA?
Основными характеристиками 3D-печати SLA являются необходимая поддерживающая структура, скручивание и адгезия слоев.
Опорные конструкции
В SLA всегда требуется опорная конструкция. Опорные конструкции напечатаны из того же материала, что и деталь, и после печати их необходимо удалить вручную. Ориентация детали определяет расположение и величину поддержки. Рекомендуется ориентировать деталь таким образом, чтобы визуально важные поверхности не соприкасались с опорными конструкциями.
Восходящие и нисходящие принтеры SLA используют поддержку по-разному:
Верхние принтеры SLA:
S требования к поддержке аналогичны требованиям для FDM . Нужны для точной печати свесов и перемычек (критический угол свеса обычно 30°). Деталь может быть ориентирована в любом положении, и они обычно печатаются плоскими, чтобы свести к минимуму объем поддержки и общее количество слоев.
Восходящие SLA-принтеры: Требования к поддержке могут быть более сложными. Выступы и мосты по-прежнему должны поддерживаться, но минимизация площади поперечного сечения каждого слоя является наиболее важным критерием: силы, прикладываемые к детали на этапе очистки, могут привести к ее отделению от платформы сборки. Эти силы пропорциональны площади поперечного сечения каждого слоя. По этой причине детали ориентированы под углом, и уменьшение поддержки не является первостепенной задачей.
Слева деталь, ориентированная на SLA-принтер сверху вниз (с минимальной поддержкой). Справа деталь, ориентированная на SLA-принтер восходящего типа (минимальная площадь поперечного сечения)
Деталь, напечатанная в SLA после удаления несущих конструкций. Видны метки в местах соприкосновения опорных конструкций с деталью
Керлинг
Одной из самых больших проблем, связанных с точностью деталей, изготовленных по SLA, является скручивание. Керлинг похож на
деформация в FDM.
В процессе отверждения смола немного сжимается под воздействием источника света принтера. При значительной усадке между новым слоем и ранее затвердевшим материалом возникают большие внутренние напряжения, что приводит к скручиванию детали.
Поддержка важна для закрепления подверженных риску участков отпечатка на рабочей пластине и снижения вероятности скручивания. Ориентация деталей и ограничение больших плоских слоев также важны. Чрезмерное отверждение (например, подвергание детали воздействию прямых солнечных лучей после печати) также может вызвать скручивание.
Лучший способ предотвратить скручивание — помнить об этом в процессе проектирования. По возможности избегайте больших тонких и плоских участков или добавляйте структуру, чтобы предотвратить скручивание детали.
Адгезия слоев
Детали, напечатанные SLA, обладают изотропными механическими свойствами. Это связано с тем, что одного прохода УФ-лазера недостаточно для полного отверждения жидкой смолы. Более поздние лазерные проходы помогают ранее затвердевшим слоям сплавиться друг с другом в очень высокой степени. Фактически отверждение продолжается даже после завершения процесса печати.
Для достижения наилучших механических свойств детали из SLA должны подвергаться постотверждению, помещая их в камеру для отверждения под интенсивным ультрафиолетовым излучением (а иногда и при повышенных температурах). Это значительно улучшает твердость и термостойкость детали SLA, но делает ее более хрупкой. Результаты процесса постотверждения означают:
Испытательные образцы деталей, отпечатанные стандартной прозрачной смолой с использованием
настольный SLA-принтер имеют почти вдвое большую прочность на растяжение после отверждения (65 МПа по сравнению с 38 МПа).
Детали могут работать под нагрузкой при более высоких температурах (при максимальной температуре 58ºC по сравнению с 42ºC).
Удлинение при разрыве почти вдвое меньше (6,2% по сравнению с 12%).
Если оставить SLA-печать на солнце, это также может привести к отверждению. Хотя перед использованием настоятельно рекомендуется напыление прозрачной УФ-акриловой краски, поскольку длительное воздействие УФ-излучения оказывает пагубное влияние на физические свойства и внешний вид деталей SLA — они могут скручиваться, становиться ломкими или менять цвет.
Обзор основных характеристик SLA 3D-печати
Основные характеристики SLA приведены в таблице ниже:
До 145 x 145 x 175 мм – настольный До 1500 x 750 x 500 мм – промышленный
Общая толщина слоя
25–100 мкм
Опора
Требуется всегда (важно для изготовления точной детали)
Какие материалы используются для SLA-печати?
Материалы SLA выпускаются в виде жидких смол, которые можно выбрать в зависимости от конечного использования детали, например, термостойкости, гладкости поверхности или стойкости к истиранию. Таким образом, цена смолы сильно варьируется: от примерно 50 долларов за литр для стандартного материала до 400 долларов за литр для специальных материалов, таких как литейная или стоматологическая смола. Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, что дает разработчику более строгий контроль над механическими свойствами печатаемой детали.
Материалы SLA (термопласты) более хрупкие, чем материалы, изготовленные с использованием FDM или SLS (термопласты), и по этой причине детали SLA обычно не используются для функциональных прототипов, которые будут подвергаться значительным нагрузкам. Достижения в области материалов могут изменить это в ближайшем будущем.
В следующей таблице приведены преимущества и недостатки наиболее часто используемых смол.
Материал
Характеристики
Стандартная смола
+ Гладкая поверхность — Относительно хрупкая
Смола с высокой детализацией
+ Более высокая точность размеров — Более высокая цена
Прозрачная смола
+ Прозрачный материал — Требуется постобработка для очень четкого покрытия
Литейная смола
+ Используется для создания моделей пресс-форм + Низкий процент золы после выжигания
Жесткая или долговечная смола
+ Механические свойства, подобные АБС или ПП — Низкая термостойкость
Высокотемпературная смола
+ Термостойкость + Используется в инструментах для литья под давлением и термоформования
Стоматологическая смола
+ Биосовместимость+ Высокая стойкость к истиранию- Высокая стоимость
Гибкая смола
+ резиноподобный материал — меньшая точность размеров
Какие есть варианты постобработки SLA?
Детали SLA могут быть обработаны в соответствии с очень высокими стандартами с использованием различных методов последующей обработки, таких как шлифовка и полировка, напыление и обработка минеральным маслом. Чтобы узнать больше, прочитайте нашу обширную статью о
постобработка деталей SLA.
Деталь SLA, напечатанная прозрачной смолой, каждая из которых показывает различные этапы постобработки.
В чем разница между настольными (прототипирование) и промышленными 3D-принтерами SLA?
Двумя основными типами систем SLA являются настольные (прототипы) и промышленные принтеры. Промышленные станки SLA могут производить более точные компоненты, чем их настольные аналоги (и поддерживать более высокую точность при более крупных сборках), и часто используют более дорогие материалы. В то время как SLA для настольных ПК может достигать допусков от 150 до 300 микрон, промышленные принтеры способны допускать допуски до 30 микрон практически для любого размера сборки.
Одним из самых больших преимуществ промышленного SLA по сравнению с настольными машинами является диапазон
материалы которыми могут печатать промышленные принтеры. В то время как настольные принтеры могут использовать гибкую смолу, промышленные машины предлагают широкий спектр гибких смол, каждая из которых имеет различные механические свойства.
Одним из недостатков большинства промышленных машин является то, что они производят детали с использованием метода «сверху вниз», что приводит к необходимости использования больших баков для смолы (более 100 л). Это затрудняет замену материалов и может увеличить время изготовления деталей. Это также делает эти машины более дорогими в обслуживании.
Для проектов, в которых внешний вид важнее функциональности, обычно подходят настольные принтеры. Если требуются инженерные свойства, такие как термостойкость, литейность и прозрачность, промышленные свойства предлагают более широкий спектр решений.
По сравнению с настольными принтерами, промышленные принтеры обеспечивают воспроизводимость и надежность. Они часто могут производить одну и ту же деталь снова и снова, и им не требуется высокий уровень взаимодействия с пользователем, который обычно требуется настольным машинам.
В целом, уникальная способность SLA серийно производить сложные детали по индивидуальному заказу делает его популярным методом изготовления мелких деталей малосерийным производством.
Каковы преимущества 3D-печати SLA?
SLA позволяет производить детали с очень высокой точностью размеров и сложными деталями.
Детали
SLA имеют очень гладкую поверхность, что делает их идеальными для визуальных прототипов.
Доступны специальные материалы SLA
, такие как прозрачные, гибкие и литые смолы.
Каковы недостатки 3D-печати SLA?
Детали
SLA обычно хрупкие и не подходят для функциональных прототипов.
Механические свойства и внешний вид деталей SLA со временем ухудшаются, когда детали подвергаются воздействию солнечного света.
Опорные конструкции требуются всегда, а постобработка необходима для удаления визуальных меток, оставленных на части SLA.
Каковы основные советы и рекомендации Hubs по SLA 3D-печати?
Является ли 3D-печать SLA правильным решением для производства ваших деталей или продуктов? Вот наши практические правила:
3D-печать
SLA лучше всего подходит для создания визуальных прототипов с очень гладкими поверхностями и очень мелкими деталями из ряда термореактивных материалов.
Desktop SLA идеально подходит для изготовления небольших литьевых деталей по доступной цене. Думайте «меньше кулака».
Промышленные станки SLA могут изготавливать очень большие детали (до 1500 x 750 x 500 мм).
Хотите узнать больше? Прочитайте наш полный
руководство по 3D-печати или поговорите с инженером Hubs, связавшись с нами по адресу sales@hubs.
Широкая номенклатура микросхем и дискретных компонентов
www.voshod-krlz.ru
4
Зеленоградский нанотехнологический центр
Москва, Зеленоград
Разработка и производство микросхем для датчиков физических величин и энкодеров положения, оптоэлектроники и интегральной фотоники.
www.zntc.ru
5
Интеграл
Минск
Широкая номенклатура микросхем и дискретных компонентов, услуги фаундри
www.integral.by
6
Кремний-маркетинг
Брянск
Микросхемы управления питанием, силовые полупроводники, дискретные полупроводники
www.kremny-m.ru
7
Микран
Томск
Производство GaAs микросхем и диодов, изделий ГИС
www.micran.ru
8
Микрон
Москва
Широкая номенклатура микросхем и дискретных компонентов, услуги фаундри
www.mikron.ru
9
Миландр
Москва
Фаблесс-производитель: микроконтроллеры, память, АЦП и ЦАП, микросхемы управления питанием, интерфейсы
milandr.ru
10
Модуль
Москва
Широкая номенклатура микросхем, встраиваемые и бортовые ЭВМ, распознавание изображений
www. module.ru
11
Мультиклет, АО
Екатеринбург
Разработка и производство высокопроизводительных низкопотребляющих мультиклеточных микропроцессоров
www.multiclet.com
12
Протон
Орел
Оптоэлектронные компоненты и аппаратура
www.proton-orel.ru
13
Протон-Импульс
Орел
Электронные компоненты и устройства
www.proton-impuls.ru
14
Протон-Электротекс
Орел
Силовые полупроводниковые приборы
www.proton-electrotex.com
15
Пульсар
Москва
СВЧ-компоненты
www.pulsarnpp.ru
16
Пумос
Орел
Цифрознаковые индикаторы, светодиодные лампы,электронные компоненты и устройства
www.pumos.ru
17
Физика НПО
Москва
Приемопередатчики МКИО и ДПК, АЦП, ЦАП, угол-код, разовые команды, DC-DC, БМК
www. npofizika.ru
18
Электровыпрямитель
Саранск
Силовые полупроводниковые компоненты
www.elvpr.ru
Если Ваша компания не представлена в справочнике, пожалуйста, пришлите информацию в соответствующем таблице формате по эл. почте [email protected]
Российские производители пассивных компонентов
№п\п
Компания
Город
Продукция
Сайт
1
Кузнецкий Завод Конденсаторов
Кузнецк, Пензенской области
Конденсаторы общего назначения, помехоподавляющие, пусковые, косинусные, высоковольтные, высокочастотные, специального назначения для работы в условиях с повышенными температурами
www.kuzcon.ru
2
Кулон
Санкт-Петербург
Конденсаторы
www.kulon.spb.ru
3
Мезон
Санкт-Петербург
Конденсаторы
www.meson-factory.com
4
Метеор
Волжский
Кварцы
www. meteor.su
5
Морион
Санкт-Петербург
Кварцы
www.morion.com.ru/rus
6
Мстатор
Боровичи, Новгородская область
Трансформаторы, дроссели,магнитопроводы
www.mstator.ru
7
Реом
Санкт-Петербург
Резисторы
www.reomspb.ru
8
Ресурс
Богородицк
Резисторы
www.аоресурс.рф
9
ХАЛАН НПП
Санкт-Петербург
Помехоподавляющие фильтры
www.halan.ru
10
Элеконд
Сарапул
Конденсаторы
www.elecond.ru
11
Эркон
Нижний Новгород
Резисторы
www.erkon-nn.ru
Если Ваша компания не представлена в справочнике, пожалуйста, пришлите информацию в соответствующем таблице формате по эл. почте [email protected]
Если Ваша компания не представлена в справочнике, пожалуйста, пришлите информацию в соответствующем таблице формате по эл. почте [email protected]
Российские производители модульных источников вторичного электропитания
№п\п
Компания
Город
Продукция
Сайт
1
АЭ-ИП
Москва
модульные ИП
2
Ирбис
Москва
модульные ИП
www. mmp-irbis.ru
3
Микран
Томск
миниатюрные модули ИП
www.micran.ru
4
МЭЛТ
Москва
Производство: ЖК дисплеи; источники питания и источники тока для светодиодов. Сборка и изготовление печатных плат.
www.melt.com.ru
5
Электронинвест
Москва
модульные ИП
www.elektroninvest.energoportal.ru
6
ЭлТом
Томилино
модульные ИП
www.eltom.ru
7
Энергетическая электроника (АЕДОН, КВ Системы)
Воронеж
модульные ИП
www.aedon.ru
Если Ваша компания не представлена в справочнике, пожалуйста, пришлите информацию в соответствующем таблице формате по эл. почте [email protected]
Производители радиодеталей
Каталог товаров
ООО «РадиоЭлемент» является централизованным поставщиком АО «Элеконд».
АО «Элеконд» является ведущим российским предприятием по производству алюминиевых оксидно-электролитических, танталовых объёмно-пористых, танталовых и ниобиевых оксидно-полупроводниковых конденсаторов. С АО «Элеконд» связано более 1600 предприятий России и стран СНГ. Основными заказчиками продукции АО «Элеконд» являются предприятия радиоэлектроники, энергетики, медицинской техники, связи, предприятия обеспечения железной дороги и т.д.
Подробнее
ООО «Радиоэлемент» является официальным дилером клеммной продукции SUPU Electronics Co., Ltd., China.
Основным видом деятельности предприятия является производство и разработка электрических разъемов и переключателей. Продукты SUPU имеют широкое применение в лифтах, железнодорожном транспорте, автоматическом управлении, освещении, машиностроении и других областях.
Фабрика выпускает клеммы различных видов, разъемы для двигателей, кнопочные переключатели, дверные выключатели лифта и др.
Подробнее
ООО «РадиоЭлемент» является официальным дистрибьютором ОАО «Алагирский завод сопротивлений»
ОАО «Алагирский завод сопротивлений» создано в соответствии с Постановлением Северо-Осетинского Совнархоза от 6 июня 1959г.
Основным видом деятельности предприятия является производство и разработка резисторов как народнохозяйственного, так и военного назначения. Продукция предприятия востребована в таких отраслях, как вагоно- и локомотивостроение, станко и авиастроение, космическая аппаратура, автомобилестроение, военная техника, измерительная аппаратура и др.
Подробнее
ООО «РадиоЭлемент» является официальным дистрибьютором ООО «ЭлеКом-ПЭК».
Основным направлением производства ООО «ЭлеКом-ПЭК» является изготовление постоянных проволочных резисторов таких типов как С5-35, С5-36, С5-37, С5-37, С5-40, С5-40-01, С5-42, С5-43, С5-47 и переменных проволочных резисторов: СП5-17, СП5-18, СП5-39, СП5-40, СП5-44.
Подробнее
Рязанский завод конденсаторов занимает особое место в промышленной иерархии России. Началом промышленного производства конденсаторов стало изготовление электролитических конденсаторов ЭМ. Разработав и внедрив в серийный выпуск металлобумажные малогабаритные конденсаторы К50-3, РЗК заявил о себе, как о самостоятельной единице на промышленной карте государства, первым в стране создал фольговые конденсаторы КБГ-МН, а в качестве производителей комбинированных конденсаторов К75 до сих пор является монополистом.
Подробнее
ПАО «Электровыпрямитель» — крупнейшая российская электротехническая компания с богатым опытом в области разработок и производства силовых полупроводниковых приборов и оборудования для нужд многих отраслей промышленности, энергетики и транспорта.
Подробнее
ЗАО «Протон-Электротекс» является одним из российских лидеров в разработке, производстве силовых полупроводниковых диодов, тиристоров, модулей, охладителей к ним, а также силовых блоков для применения в различных преобразователях электрической энергии.
Подробнее
Завод «Ресурс» был основан в 1965 году. С 1968 года на заводе было начато производство постоянных непроволочных углеродистых резисторов, а уже в 1978 году было налажено производство постоянных непроволочных металлоплёночных резисторов. В 60-е годы «Ресурс» был крупнейшим производителем резисторов в Европе, его продукция экспортировалась в 50 стран.
Подробнее
ООО НПК «Далекс» (ранее Александровский завод полупроводниковых приборов имени 50-летия СССР) — компания нового типа, объединившая в своей основе традиционно мощное в России производство и современную школу менеджмента европейского уровня.
Подробнее
АО «Протон» является ведущим производителем оптоэлектронной техники в России. Предприятие успешно работает на рынке с 1972 года и владеет современными технологиями по производству оптоэлектронных приборов, осуществляет полный цикл производства от кристаллов до законченных изделий.
Подробнее
Научно-исследовательский институт полупроводниковых приборов был открыт в 1964 году в г. Томск. Перед НИИПП были поставлены задачи разработки технологии выращивания арсенида галлия, изучения его свойств и создания новых классов приборов на его основе. В НИИПП были разработаны процессы получения эпитаксиальных структур широкой номенклатуры для СВЧ изделий (диодов Ганна, смесительных, умножительных, детекторных, импульсных диодов и др.), оптоэлектронных диодов ИК диапазона, интегральных схем. Большинство изделий, которые выпускались и выпускаются сегодня на заводе НИИПП, обеспечивались эпитаксиальными структурами, созданными в отделе материаловедения.
Подробнее
АО «Орбита» по праву является признанным лидером в производстве полупроводниковых выпрямительных блоков и регуляторов напряжения для всех типов генераторов отечественных автомобилей. С момента выпуска первой продукции в 1965 году стабилитронов Д808-Д813 Саранский завод полупроводниковых изделий, именно такое название носило крупнейшее предприятие республики до акционирования, специализировался на выпуске изделий микроэлектроники. Полупроводниковые приборы и интегральные микросхемы широко применялись в космической и военной технике, а теле-, радио- и видеотехнике, и другой бытовой и промышленной аппаратуре. За годы своего существования предприятием было выпущено несколько миллиардов полупроводников и микросхем.
Подробнее
В настоящее время основную номенклатуру выпускаемых изделий ООО «Амфи», г. Новая Ладога составляют: пленочные конденсаторы типов: К73-11, К73-01, К73-40, ПМГПМ, металлобумажные конденсаторы типов: К42-02, МБГП, МБГВ, МБГО. Пленочные конденсаторы широко применяются в радиотелевизионной аппаратуре, средствах связи, измерительных приборах, вычислительных комплексах и другой электронной аппаратуре.
Подробнее
Северо-Задонский конденсаторный завод – один из крупнейших производителей пленочных и электролитических конденсаторов постоянной емкости постоянного и переменного тока с широкими возможностями комплектации поставок. Предприятие основано в 1965 году.
Подробнее
Одно из старейших предприятий отечественной электронной промышленности, созданное в 1956 году. Предприятие специализируется на выпуске широкого класса оптоэлектронных приборов, ультрастабильных, аттестуемых, прецизионных стабилитронов, p-i-n СВЧ диодов, диодов общего назначения и других электронных компонентов, а также производит средства и системы отображения информации, системы управления двигателями постоянного и переменного тока, системы управления водоснабжением, водоотведением, кондиционированием.
Подробнее
ООО «Саранский завод точных приборов» — промышленное предприятие, входящее в МПиТ РФ. Завод работает на рынке электронных компонентов более 50 лет, осуществляя поставки комплектующих изделий предприятиям-изготовителям радиоэлектронной аппаратуры и вычислительной техники. Среди заказчиков — крупнейшие оборонные предприятия, радиозаводы, а также малые производственные фирмы, расположенные в различных регионах России и стран ближнего зарубежья.
Подробнее
АО «ВЗПП-С» является одним из крупнейших поставщиков элементной базы для предприятий-изготовителей радиоэлектронной продукции. Продукция используется в более чем 450 предприятиях России и стран ближнего зарубежья. АО «ВЗПП-С» выпускает разнообразную микроэлектронную и полупроводниковую продукцию.
Подробнее
АО «Оптрон-Ставрополь» — старейшее предприятие, производящее силовые полупроводниковые приборы. Завод занимает одно из ведущих мест на рынке производства силовой оптоэлектроники и является единственным в России производителем роторных кремниевых выпрямительных диодов категории качества ВП.
Подробнее
Компания «Элкод» выпускает конденсаторы широкого диапазона характеристик. Предлагаются конденсаторы с диэлектриком следующих типов: полиэтилентерефталатные К73 и полипропиленовые К78, с комбинированным диэлектриком К75, с бумажным диэлектриком и другие. ЗАО «Элкод» производит конденсаторы с различными типами электродов, например, фольговый полиэтилентерефталатный конденсатор К73-13, металлизированный с комбинированным диэлектриком К75 -80 или фольговый и металлизированный полипропиленовый конденсатор К78-2.
Подробнее
ООО «Элемент-Преобразователь» было создано в 1998 году на базе цеха полупроводниковых приборов ОАО «Запорожский завод «Преобразователь». Основные направления деятельности ООО «Элемент-Преобразователь» — разработка, производство и реализация силовых полупроводниковых приборов. Конструкторское подразделение ООО «Элемент-Преобразователь» оснащено современными средствами для проведения проектно-исследовательских работ, в области разработки новых и модернизации серийных силовых полупроводниковых приборов.
Подробнее
ОАО «Радиодеталь» образовано в 1962 году как Зубово-Полянский завод радиодеталей. Первоначально главной производственной задачей было производство предохранителей. Однако уже к середине 1963 года на предприятии освоили выпуск конденсаторов и приступили к освоению производства установочных изделий.
Подробнее
ЗАО «Протон-Импульс», образовано в мае 1995 года на базе предприятия, ранее относящегося к Министерству электронной промышленности и является одним из предприятий холдинга АО «Протон».
Подробнее
Научно-производственное объединение «Интеграл» – крупнейший разработчик и производитель микроэлектронных компонентов в Центральной и Восточной Европе. 40 лет цели и принципы НПО «Интеграл» остаются неизменными — быть надежным партнером для своих заказчиков и образцовым поставщиком высококачественной продукции.
Подробнее
ЗАО «Воронежский конденсаторный завод» является основным производителем и поставщиком оксидно-электролитических алюминиевых конденсаторов для продукции специального и общего назначения.
Электролитические конденсаторы имеют шкалу номинальных напряжений от 6,3 В до 450 В и ёмкостей — от 1 мкФ до 1000000 мкФ.
Подробнее
ООО «Кулон» обладает необходимым набором высокопроизводительного спецтехнологического оборудования и оснастки для изготовления многослойных и трубчатых керамических конденсаторов и проходных фильтров по полному технологическому циклу. В настоящее время более 800 крупных предприятий являются постоянными заказчиками продукции ООО «Кулон». Специалисты ООО «Кулон» постоянно проводят работы по повышению уровня качества изделий, улучшению их характеристик, разработке и освоению новой продукции.
Подробнее
1
2
3
4
5
6
X
Заказать обратный звонок Ваше имя:
Телефон:
Дата:
Время звонка:
Комментарий:
Ваша заявка отправлена!
Объяснитель по российскому призыву, резерв и мобилизации
Катеринна Степэненко, Фредерик В. Каган, Брайан Бэбкок-Лумиш
. весенний призыв вряд ли увеличит боевую мощь России в Украине в ближайшее время.
Недавние попытки России создать резервные силы западного образца вряд ли окажут существенное влияние на боевые действия в Украине.
Поскольку Россия истощает свои подразделения высокой готовности, укомплектованные контрактниками, качество подкреплений, вероятно, будет намного ниже, чем у подразделений, впервые участвовавших в вторжении.
Российская армия представляет собой гибридный формат, сочетающий в себе традиционную кадрово-призывную систему и контрактно-профессиональную систему. В то время как российская армия прилагала усилия для повышения профессионализма своих рядов, особенно в последние 15 лет, она по-прежнему зависит от призывников как в составе действующей армии, так и в резерве на случай всеобщей мобилизации.[1] Большинство боевых частей должны быть укомплектованы призывниками или мобилизованными резервистами, чтобы быть боеспособными. Контрактники концентрируются в кадровых и элитных частях, особенно в воздушно-десантных частях.
Кадрово-резервные части Вооруженных Сил Российской Федерации содержатся в низкой боеготовности с ограниченной численностью профессионального состава и призывников с расчетом на их укомплектование резервистами в случае мобилизации[2]. Русские уже задействовали в Украине много кадрово-резервных частей, и против украинцев они показали себя не очень хорошо, некоторые части понесли большие потери. У России, скорее всего, не осталось большого резерва высококвалифицированных контрактных частей, хотя, вероятно, есть некоторые незадействованные силы.
Призыв на военную службу
Вооруженные Силы России призывают на военную службу раз в полгода, осенним призывом с 1 октября по 31 декабря и весенним призывом с 1 апреля по 15 июля[3]. В 2022 году Кремль объявил весенний призыв рано утром 18 февраля[4]. Призыв касается всех мужчин в возрасте от 18 до 27 лет, хотя некоторым призывникам может быть и 16 лет.[5] Российские призывники обычно служат один год.[6] Ежегодный призывной контингент всех российских мужчин призывного возраста составляет примерно 1,2 млн человек, хотя только около половины вынуждены явиться в местный военкомат. Генштаб России сообщил о призыве на осенний призыв 2021 года 127 тысяч человек, а весной 2021 года — 134 тысячи человек из 672 тысяч призванных[7]. Количество призывников относительно стабильно из года в год: 263 000 в 2020 году и 267 000 в 2019 году..[8] Приблизительно 261 000 призывников 2021 года в настоящее время служат в российских подразделениях, а осенью 2021 года призывники проходят третий месяц обучения.
Новые призывники проходят базовую подготовку продолжительностью от одного до двух месяцев, после чего следует повышение квалификации продолжительностью от трех до шести месяцев перед прибытием в назначенные им подразделения.[9] Действующий закон запрещает призывникам отправляться в бой после менее четырех месяцев обучения; однако военное положение или всеобщая мобилизация могут заменить текущую политику, что позволит немедленно нанять новых призывников или мобилизованных резервистов. Некоторые из призывников осенью 2021 года, вероятно, уже служат в частях, воюющих на Украине. Быстрое использование относительно необученных резервистов вряд ли существенно увеличит боевую мощь России в Украине.
Русский резерв
В российском резерве на бумаге насчитывается более двух миллионов бывших призывников и контрактников, но мало кто активно обучается или готовится к войне. [11] Исторически сложилось так, что только 10 процентов резервистов проходят переподготовку после завершения первоначального срока службы.[12] России не хватает административных и финансовых возможностей для постоянной подготовки резервистов. Согласно анализу RAND 2019 года, у России было всего от 4000 до 5000 военнослужащих, которые можно было бы считать активным резервом в западном смысле, то есть солдаты, посещающие регулярные ежемесячные и ежегодные тренировки. Министр обороны России Сергей Шойгу неоднократно заявлял, что российские Вооруженные Силы надеются иметь 80–100 000 человек активного резерва[14].
В 2021 году российские военные выступили с новой инициативой, чтобы восполнить отсутствие готового резерва, Резерва Российской боевой армии (БАРС-2021) . БАРС-2021 был направлен на создание активного резерва путем набора добровольцев-резервистов на трехлетнюю службу по контракту.[15] БАРС-2021 действовали по тому же принципу, что и резервы США и НАТО, где резервисты активно тренируются и получают компенсацию. Концепция БАРС-2021 заключалась в том, что российские резервисты-добровольцы будут регулярно участвовать в ежемесячных учениях и поддерживать свою мобилизационную готовность, сохраняя при этом свою гражданскую работу. [16]
В конце августа и начале сентября 2021 года местные администрации начали распространять информацию о зачислении в российский резерв, предлагая значительные материальные льготы.[17] К резервистам относились солдаты моложе 42 лет, младшие офицеры моложе 47 лет, полковники моложе 57 лет и другие высшие должностные лица моложе 52 лет. Резервисты будут продолжать тренировки два-три раза в месяц в мирное время и формировать свои воинские части. В Южном военном округе (ЮВО) поставлена цель создать резерв ветеранов службы численностью 38 тыс. человек вместо 400 человек[19].] Информация о том, сколько резервистов вернулось на военную службу, ограничена; Данные Новокузнецка показывают, что город планировал набрать 220 резервистов, но сообщил о наборе только 20.[20] Центральный военный округ (ЦВО) сообщил о проведении с 24 по 26 января 2022 года программы БАРС-2022, в ходе которой ЦВО набрал 9000 резервистов.
Вооруженные Силы России стремились к созданию исключительно резервных частей, но, скорее всего, не достигли поставленных целей из-за низкой вовлеченности.[21] Минобороны рассчитывало набрать более 100 тысяч резервистов, начиная с августа 2021 года, но вряд ли Кремлю удалось достичь поставленных целей в столь короткие сроки.
Мобилизация
Действующее законодательство ограничивает мобилизацию в резерв солдатами и матросами моложе 45 лет и офицерами моложе 55 лет. Мужчины, уволенные в запас менее двух лет назад, отцы троих и более детей, лица с уголовным записи также освобождаются от мобилизации в соответствии с действующим законодательством.[22] 22 февраля Госдума России приняла законопроект об усилении всеобщей мобилизации, обязывающий мужчин являться в военный комиссариат без получения уведомления о призыве от региональных властей[23]. Этот закон сократит административное время, необходимое для набора призывников, если Кремль объявит военное положение. Российское независимое СМИ «Важные истории» пояснило, что российские военные могут задействовать как резервистов, так и новобранцев во время всеобщей мобилизации, в том числе ранее освобожденных от призыва[24]. В случае всеобщей мобилизации российская армия, скорее всего, попытается пополнить ряды формирующихся резервных частей и пополнить боевые потери из частей, уже несущих службу в Украине.
Российские кадровые и резервные подразделения, сосредоточенные вокруг Украины перед вторжением, почти наверняка нуждались в значительном призыве в резерв для заполнения. Поскольку наземное наступление на Украине застопорилось, российские военные, вероятно, столкнутся с потребностью в новом призыве в резерв для пополнения дополнительных подразделений и восполнения отдельных потерь в этих подразделениях. По состоянию на 5 марта сообщается о мобилизации 3000 отдельных пополнений через российскую границу из Харькова для восполнения боевых потерь в российских частях[25].
Еще в декабре 2021 года Российский комитет солдатских матерей заявил, что новоиспеченные резервисты и контрактники начали направляться в части вблизи границы с Украиной.[26] Комитет утверждал, что новые резервисты прибыли в Белгородскую область в следующие части: Учебная воинская часть в Коврове (в/ч 306616), 752-й мотострелковый полк (Валуйки), 3-я мотострелковая дивизия (Богучар, Валуйки), 4-я гвардейская танковая дивизия, и 2-я гвардейская мотострелковая дивизия. [27] Официальные лица США также отмечают, что российские резервисты будут интегрированы во все тактические группы 120-125 батальонов после первоначального вторжения. [28]
Заключение
Россия, вероятно, быстро истощает живую силу, которую она может легко использовать для создания дополнительной эффективной боевой мощи, даже несмотря на то, что ее силы теряют боеспособность в Украине из-за больших потерь. Усилия России по мобилизации большего количества живой силы могут привлечь больше людей в российские боевые подразделения, но вряд ли эти люди будут достаточно хорошо обучены или мотивированы, чтобы создать большое количество новой боевой мощи.
Усилия по мобилизации, вероятно, начнут приносить убывающую отдачу по мере того, как Россия переходит от категорий полностью подготовленных и недавно уволенных резервистов к категориям людей, еще более далеких от своего первоначального военного опыта, и/или тех, кто будет проходить поспешную подготовку перед отправкой на фронт. линии фронта. Отдельные замены для потерь на поле боя вряд ли будут иметь ту же подготовку, что и их предшественники, а новые подразделения или те, которые усилены этими аугментами, не будут проходить обучение на уровне подразделения перед использованием. Таким образом, в Украине, скорее всего, появится больше подразделений и резервистов, но чистое влияние на реальную боеспособность России, вероятно, будет небольшим и будет уменьшаться.
Объявление военного положения и всеобщей мобилизации не решит структурных проблем российской гибридной кадрово-резервной и контрактно-контрактной системы. Создание сплоченных боевых единиц невозможно за одну ночь. Замена отдельных боевых потерь на Украине отозванными резервистами, годами не имевшими военной подготовки, вряд ли резко увеличит боевую мощь России.
[7] https://www dot interfax.ru/russia/794657; https://ria точка ru/20210930/требование-1752464085.html
[8] https://iz точка ru/1036012/2020-07-16/v-rossii-zavershilsia-vesennii-prizyv; https://tvzvezda.ru/news/202012311053-F2LZR.html; https://iz точка ru/960313/video/osennii-prizyv-v-armiiu-zavershaetsia-v-rossii
[9] https://intumen точка ru/armiya/god-v-armii.html?utm_referrer= https%3A%2F%2Fwww.google.com%2F
[21] https://www точка interfax-russia.ru/south-and-north-caucasus/report/boevoy-armeyskiy-rezervnyy-sostav-sozdadut-v-yuzhnom-voennom-okruge-do-konca- августа
британских компонентов, найденных в российской технике – Беда с соглашениями с конечным пользователем
Недавнее расследование показало, что британские компоненты, используемые в российской военной технике, вызывают вопросы, связанные с цепочками поставок и соглашениями с конечным пользователем. Что восстановленные детали говорят нам о российской армии, какие детали TT Electronics были найдены и как соглашения с конечным пользователем затрудняют отслеживание того, куда идут детали?
Что говорят нам восстановленные детали о состоянии российской армии?
Спустя более двух месяцев конфликта Украина продолжает удерживать свои позиции, в то время как подавляющее большинство стран демонстрируют свою поддержку. Кроме того, конфликт также продемонстрировал некомпетентность российской армии из-за плохой тактики, неспособности обслуживать технику и отсутствия опыта ведения войны.
Но с инженерной точки зрения уничтожение российской военной техники выявило много интересных фактов, касающихся используемых в них компонентов, их происхождения и возраста. Доказано, что большая часть российской армии, от зенитных платформ до танков, использует технологии советской эпохи. Хотя украинские военные также полагаются на такие технологии, современная военная помощь с Запада доказала свою высокую эффективность.
Тем не менее, утилизация российских крылатых ракет показала, что используемая электроника напрямую относится к конструкциям 1960-х годов. На фотографиях, распространяемых в социальных сетях, видны большие печатные платы с прямоугольными дорожками, большие дискретные транзисторы и операционные усилители, резисторы и некоторые плоские SMD-устройства с металлическим экраном.
Найденная российская военная электроника. Изображение предоставлено Одесским журналом. Также была использована навигационная система, которая показывает несколько больших односторонних печатных плат со сквозными резисторами, конденсаторами и транзисторами. Тот факт, что многие из этих ракет, как сообщается, не достигли своих целей, является дополнительным свидетельством старения оборудования.
В российской технике обнаружены британские компоненты
Согласно новому сообщению Sunday Times, британские компоненты были обнаружены в российской системе ПВО «Борисоглебск-2» после ее захвата украинскими войсками. В частности, в оборонной системе были обнаружены детали от TT Electronics, и теперь TT Electronics подтвердила, что продажи в Россию осуществлялись в прошлом.
Однако TT Electronics также заявила, что найденные детали (такие как высокочастотные транзисторы) не предназначены для использования в военных целях, а все продажи в Россию осуществлялись по соглашениям с конечным пользователем со строгим пунктом о невоенном использовании. Если это заявление TT Electronics верно, то оно предполагает, что Россия не только незаконно использовала компоненты, но и детали невоенного назначения находят применение в военной технике.
Хотя могут быть те, кто считает, что TT Electronics никогда не должна была продавать такие детали в Россию, это открытие может быть скрытым благословением. Существует причина, по которой компоненты классифицируются для окружающей среды, будь то коммерческая, автомобильная, промышленная, военная или медицинская, а именно потому, что некоторые среды могут быть особенно суровыми.
Например, детали, используемые в промышленности, обычно требуют широкого диапазона рабочих температур (иногда до 150 °C) из-за экстремальных температур. Таким образом, использование стандартной готовой детали, используемой в коммерческих условиях в промышленной среде, может привести к отказу устройства. То же самое относится и к военной технике; сильные вибрации, потенциальные удары снарядов и перепады температуры могут быть чрезвычайно требовательны к любому компоненту. Дешевые коммерческие детали не смогут надежно выжить в такой среде.
Таким образом, использование коммерческого оборудования в военной технике может привести к тому, что оборудование легко повреждается при обычном использовании на линии фронта (будь то попадание в выбоину, воздействие коктейлей Молотова или небольшой взрывчатки), что дает украинским силам край.
Как соглашения об окончании работы затрудняют отслеживание компонентов?
Когда речь идет о компонентах военного назначения, контроль над экспортом является простой задачей, поскольку большинство производителей будут соблюдать закон. Те, у кого их нет, часто можно найти, особенно те, которые проживают в таких странах, как США и Великобритания, и, учитывая, что разработка такого оборудования чрезвычайно сложна, это означает, что очень немногие имеют такие возможности. Конечно, мы часто слышим об использовании западной военной техники в конфликтах, но это, как правило, санкционировано соответствующим правительством (например, продажа оружия).
Но попытка помешать стране использовать бытовое оборудование в военных целях чрезвычайно сложна по многим причинам. Например, соглашения с конечным пользователем, ограничивающие использование части в военной технике, применимы только в том случае, если местное правительство позаботится о соблюдении соглашения. В случае с Россией российское правительство, скорее всего, никогда не будет преследовать поставщиков, помогающих производить российскую военную технику.
Кроме того, такие окончательные соглашения могут касаться только того, как получатель будет использовать детали.
АБС-пластик (акрилонитрилбутадиенстирол, химическая формула (C8H8)x·(C4H6)y·(C3h4N)z) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров). Пропорции могут варьироваться в пределах: 15—35 % акрилонитрила, 5—30 % бутадиена и 40—60 % стирола.
Производство одного килограмма АБС требует эквивалента примерно 2 кг нефти в виде материалов и энергии. Также он может быть повторно переработан.
Некоторые виды АБС могут разрушаться под воздействием солнечного света. Это стало причиной одного из самых обширных и дорогостоящих отзывов автомобилей в истории США.
Уникальные свойства полимера обусловлены сочетанием стирола со звеньями акрилонитрила и бутадиена. Пластики АБС относится к разряду инженерных и обладает следующими свойствами:
Высокой ударопрочностью и эластичностью.
Может работать при температурах до 80 °С, кратковременно выдерживает повышения температуры до 100 °С.
Хорошо сваривается, не оставляя швов.
Устойчив к воздействию щелочей, растворов кислот, бензину, маслам.
Растворяется в ацетоне и некоторых органических растворителях.
Имеет высокую размерную стабильность, что позволяет использовать его для точного литья.
Устойчив к ультрафиолетовому излучению и атмосферному воздействию.
Композиционные материалы ABS-пластик для 3D-печати
Материал легко образует сплавы и композиты с другими полимерами, которые обладают уникальными свойствами.
АБС/ПК — аморфная смесь пластика с поликарбонатом. Материал обладает большой ударопрочностью и теплостойкостью. Кратковременно выдерживает температуру 145 °С. Может работать при температуре до 95 °С. Морозоустойчив – становится хрупким только при температуре -50 °С. Чем больше в смеси поликарбоната, тем прочнее и морозоустойчивее материал. Широко применяется для точного литья деталей сложной формы.
АБС/ПВХ – композит с поливинилхлоридом. Аморфный материла, обладающий хорошей ударопрочностью. Имеет высокую устойчивость к атмосферному воздействию и старению. Способен выдерживать кратковременные нагревы до 97 °С.
АБС/ПБТ – смесь пластика с полибутилентерефталатом. Может быть аморфным или кристаллизующимся. С увеличением содержания полибутилентерефталата в смеси, увеличивается жесткость и теплостойкость материала. Выдерживает кратковременный нагрев при рабочей нагрузке до 150 °С. Устойчив к щелочам, разбавленным кислотам, маслам и бензину.
АБС/ПА – смесь пластика с полиамидом. Ударопрочный материал, может быть аморфным или кристаллизующимся. Выдерживает кратковременный нагрев до 180 °С, рабочая температура – до 110 °С. Чем выше содержание полиамида в смеси, тем выше показатель ударопрочности. Отличается высокой износостойкостью, стойкостью к растрескиванию, устойчив к агрессивным средам. Является хорошим диэлектриком.
АБС/эластомер – сплавы с термопластичными эластомерами (термополиуретан, термопластэластомеры) в различных пропорциях характеризуются высокой устойчивостью к воздействию атмосферы и низких температур, обладают хорошей жесткостью и устойчивостью к окислителям. Цена на пластик ABS с эластомером несколько выше, но она окупается его полезными свойствами.
Листовые композиты:
ПММА-АБС – это двухслойный лист, состоящий из основы АБС пластика, на которую нанесен слой более твердого полиметилметакрилата (ПММА). Толщина ПММА составляет 5-10 % от толщины листа. Материал получают методом соэкструзии. Композит отличается большей твердостью, жесткостью, устойчивостью к агрессивным средам и ультрафиолетовому излучению.
ТПУ-АБС – композитные листы, получаемые путем соэкструзии. Состоят из основы из пластика и покрытия из термопластичного полиуретана. Материал устойчив к атмосферному воздействию, кислотам, выдерживает сильные морозы и обладает приятной на ощупь поверхностью.
Обозначение и маркировка:
Кроме принятого на отечественном рынке названия АБС пластик, plastic может встречаться под названиями AБС-сополимер, ABS пластик.
Маркировка АБС пластика:
буквенное обозначение пластика
две первые цифры – означают ударную вязкости по Изоду
последние две цифры — характеризуют текучесть расплава
буква в конце маркировке обозначат какие-то особые свойства материала
У нас вы можете купить пластик ABS или любой композитный материал на его основе. Цена на пластик АБС в гранулах не отличается от цены на порошковый материал, композитные материалы стоят несколько дороже.
Свойства АБС пластика:
Свойства PLA пластика:
АБС-пластик(ABS) — ударопрочный аморфный материал. Отличительные свойства АБС пластика: теплостойкость 110оС, выдерживает низкие температуры до -40оС, дает блестящую поверхность, имеет хорошую химическую стойкость, стоек к щелочам и смазочным маслам, характеризуется пониженными электроизоляционными свойствами, нестоек к УФ-излучению.
Наилучший материал для печати первых работ на 3D принтере. Изделие очень быстро затвердевает при использовании вентилятора для охлаждения. ПЛА обладает рядом преимуществ перед другими полимерами: получение более широкого ряда геометрии, минимальный термальный стресс, маленькая деформация.
АБС пластик пригоден для нанесения гальванического покрытия, металлизации (имеются специальные марки АБС пластика), а также для пайки контактов. АБС-пластик рекомендуется для точного литья. Имеет высокую размерную стабильность. Сушка АБС-пластика в течение от 0,5 до 2 часов при температуре 70-80оС, в зависимости от производительности сушилки.
Полилактид отвечает концепции устойчивого развития, PLA более экологичен и безопасен, чем другие материалы, посколько для его синтеза используются ежегодно возобновляемые природные ресурсы (например кукурузного крахмала).
ABS прочный и крепкий пластик, популярный в промышленности материал, используемый при производстве таких изделий, как автомобильные бампера, кубики конструктора Lego и т. д. По лёгкости 3D печати это второй материал, после PLA пластика, но нужно быть внимательным при печати больших объектов, поскольку по мере остывание модели возможны деформации. После печати на 3D принтере модели из ABS пластика, её можно легко отшлифовать и покрасить аэрозольной или акриловой краской. ABS пластик изготавливается из ископаемого топлива и не подвержен биологическому разложению.
PLA пластику достаточно гладкой поверхности для рабочего стола, без нагрева и каптона.
ABS более хрупкий. При сильном ударе ABS сломается.
PLA более вязкий. При сильном ударе PLA погнется (то есть, он не такой хрупкий)
ABS значительно жестче, и там, где PLA уже начинает гнуться, ABS сохраняет форму и держит нагрузки.
PLA пластик более скользок (поэтому его можно использовать в печатных подшипниках скольжения).
ABS пластик прекрасно растворяется в обыкновенном ацетоне (это необходимо для химической обработки готовой модели).
PLA пластик можно растворить только в феноле, в limonene и в концентрированной серной кислоте.
ABS — значительно долговечнее, не разлагается, из нефтепродуктов. И хотя многие пишут, что детские игрушки из него лучше не делать, ЛЕГО печатается из ABS.
PLA — делается из растительных материалов, разлагается за 2 года, долгоиграющие вещи из него делать бессмысленно, но зато он более гладкий, и именно из него печатают подшипники для моделей. Так же он максимально безопасен для детей, т.к. весь из растительности.
ABS используется для изготовления:
PLA используется для изготовления:
— Крупных деталей автомобилей (приборных щитков, элементов ручного управления, радиаторной решётки)
— Полилактид применяется для производства экологически чистой биоразлагаемой упаковки, одноразовой посуды, средств личной гигиены. Биоразлагаемые пакеты из полилактида используются в таких крупных торговых сетях как Wal mart и K-mart.
— Корпусов крупной бытовой техники, радио- и телеаппаратуры, деталей электроосветительных и электронных приборов, пылесосов, кофеварок, пультов управления, телефонов, факсовых аппаратов, компьютеров, мониторов, принтеров, калькуляторов, другой бытовой и оргтехники
— Детали из ПЛА имеют хорошее скольжение, из них можно делать подшипники скольжения.
— Корпусов промышленных аккумуляторов
— Ввиду своей биосовместимости, полилактид широко применяется в медицине, для производства хирургических нитей и штифтов, а также в системах доставки лекарств.
— Спортинвентаря, деталей оружия
— Упаковочные изделия из полилактида — экологически чистая альтернатива традиционной бионеразлагаемой упаковке, на основе нефти.
— Мебели
— Детские игрушки и принадлежности.
— Изделий сантехники
—
— Выключателей, переключателей
— Канцелярских изделий
— Настольных принадлежностей
— Игрушек, детских конструкторов
— Чемоданов, контейнеров
— Деталей медицинского оборудования, медицинских принадлежностей (гамма-стерилизация)
— Смарт-карт
— Как добавка, повышающая теплостойкость и/или улучшающий перерабатываемость композиций на основе ПВХ, ударопрочность полистирола, снижающая цену поликарбонатов.
Недостатки ABS пластика:
Недостатки PLA пластика:
— Невысокая устойчивость к ультрафиолетовому излучению;
Дороже АБС.
— Растворимость в бензоле, ацетоне, эфире, анизоле, анилине, этилхлориде и этиленхлориде.
Разлагается года за два — для долгоиграющих вещей лучше не использовать.
— Невысокая устойчивость к атмосферным воздействиям
Как дополнительный минус — ацетон его не берёт почти.
— Невысокие электроизоляционные свойства (в отличие от полистирола)
Характеристики/свойства/преимущества
ABS
PLA
Толерантный к наружной температуре и воздушным потокам
—
+
Палочки для построения пластины очень надежны, без скручивания или раздвижные
—
+
Можно печатать без нагретой платформы
—
+
Малая усадка
—
+
Доступен в полупрозрачных, блестящих и другие видах
—
+
Возобновляемый и экологически чистый
—
+
Требуется меньше тепла и энергии
—
+
Стабильность размеров
—
+
Отлично подходит для механических моделей и движущихся частей
+
++
На основе кукурузного крахмала
—
+
На нефтяной основе
+
—
Имеет тенденцию трескаться
+
—
Гибкая деформация
+
—
Быстрая и жесткая деформация
—
+
Технические характеристики
Плотность
1,05 г/см3
1,25 г/см3
Предел прочности на разрыв
30 МПа (2400 МПа (23°C)
40 МПа
Ударная прочность
130 (при 23°C), 100 (при −30°C) КДж/м2
—
Модуль упругости при растяжении
1627 МПа
—
Модуль упругости при растяжении при 23 °С
1700 — 2930 МПа
—
Модуль упругости при изгибе
1834 МПа
—
Коэффициент удлиннения
6%
30%
Электрическая прочность
12-15 МВ/м
—
Влагопоглощение
0,2-0,4 %
—
Температура размягчения
~ 100°C
~ 50°C
Температура плавления
~ 220°C
~ 180°C
Температура самовоспламенения
~ 395°С
—
Оптимальные температуры 3D печати PLA, PETG, Nylon и TPU пластиками
3DPrintStory
  
Процесс 3D печати
  
Оптимальные температуры 3D печати PLA, PETG, Nylon и TPU пластиками
Несмотря на то, что почти все материалы для 3D печати являются термопластиками, у каждого из них свои требования к температуре. Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
Химический состав термопласта напрямую влияет на его температуру стеклования — температуру, при которой материал превращается из хрупкой нити в эластичное вещество, которое можно экструдировать. Именно эту температуру и надо выдерживать для качественной 3D печати. И так как каждый материал имеет разную температуру стеклования, каждый пластик надо использовать для 3D печати при разной температуре экструдера.
Кроме определенной температуры экструзии для некоторых материалов требуется определенная температура нагретого слоя. Когда некоторые волокна остывают, они сжимаются и деформируются. Подогреваемый слой позволяет этим пластмассам охлаждаться медленнее при экструзии, так что изгибы сводятся к минимуму.
Подогреваемый слой также обеспечивает дополнительную адгезию, гарантируя, что первый слой хорошо приклеивается, и деталь не отделяется от основания во время 3D печати.
Так что температура 3D печати — это очень важный параметр, который отличается в зависимости от материала, который используется.
Рекомендуемая температура 3D печати PLA пластиком
PLA является сегодня самым популярным пластиком популярной. Одна из причин — нетребовательность к условиям 3D печати.
PLA лучше всего печатает при температуре около 210° C, хотя он очень универсален и может работать при температуре от 180 до 230° C. Причем для печати не требуется стол с подогревом, но если в вашем 3D принтере она есть, установите температуру стола где-то между 20 и 60° C.
При печати PLA пластиком убедитесь, что охлаждающие вентиляторы включены. PLA дает наилучшие результаты при правильном охлаждении.
В целом, PLA очень прост в использовании и не требует особых танцев с бубном, чтобы добиться успеха.
Рекомендуемая температура 3D печати ABS пластиком
До недавнего времени наиболее широко используемым материалом для 3D печати был именно ABS. Затем в битве за лидерство ABS уступил PLA. Основная причина — большие сложности во время 3D печати.
Для успешной печати ABS требуется немного более высокая температура. Рекомендуемая температура сопла от 210 до 250° C. Необходим стол с подогревом с установленной температурой от 80 до 110° C.
В дополнение к этому, ABS желательно печатать на закрытом 3D-принтере, чтобы пластик медленнее остывал. Это связано с тем, что при охлаждении ABS сжимается, а если модель остывает слишком быстро, она деформируется. По этой же причине при печати ABS необходимо выключать охлаждающие вентиляторы.
Рекомендуемая температура 3D печати PETG пластиком
PETG — относительный новичок на рынке материалов для 3D печати, сочетающий в себе многие аспекты PLA и ABS.
Он требует очень высоких температур сопла — от 220 до 250° C. Однако, в отличие от ABS, PETG не требует стола с подогревом.
PETG лучше всего печатает с синей малярной лентой на столе. Без него стол следует нагреть до 50–75° C, чтобы экструдированный материал хорошо схватился со столом на первом слое. А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.
Хотя PETG не так прост в использовании, как PLA, он гораздо менее требователен, чем ABS, и на сегодняшний день выходит в топ по популярности.
Рекомендуемая температура 3D печати Nylon пластиком
Nylon — еще один популярный и интересный материал, хотя работать с ним сложнее.
Он требует более высоких температура, чем любые другие материалы из текущего списка: рекомендуется от 240 до 260° C. Необходимая температура стола — от 70 до 100° C. При этом слой клея-карандаша очень важен, поскольку Nylon страдает проблемами качества адгезии первого слоя.
Не следует печатать нейлоном с охлаждающими вентиляторами, так ка возникнут проблемы с адгезией слоев.
Этот материал также очень гигроскопичен, то есть он очень активно впитывает влагу из воздуха. Это значительно снижает качество 3D печати, поэтому перед печатью нейлон необходимо просушить или использовать качественный термобокс.
Поначалу использование нейлона может вызвать проблемы, но после того, как вы научитесь правильно печатать этим материалом, он закроет многие ваши вопросы и нужды.
Рекомендуемая температура 3D печати TPU пластиком
Гибкие материалы, известные как TPU — необычный и порой очень полезный материал, но с ним работать очень сложно.
TPU используют при таких же температурах, что и PLA. Лучше всего работают при температуре от 210 до 230° C с температурой стола от 30 до 60° C.
Поскольку этот материал очень гибкий, он может сгибаться и растягиваться по пути от шестерни экструдера к самому соплу. Поэтому важно, чтобы материал выдавливался медленно и без ретракта.
Если эти проблемы становятся заметными, небольшое увеличение температуры экструдера может помочь уменьшить любую деформацию материала, которая может вызвать ее изгиб.
Максимальная температура непрерывной эксплуатации — свойства пластика
UHMWPE — полиэтилен сверхвысокой молекулярной массы
110,0
130,0
XLPE — сшитый полиэтилен
67,0
82,0
ABS Melting Point, Properties, Applications, Advantages & Disadvantages
Quick Navigation
ABS Melting Point, Properties, Applications, Advantages & Disadvantages
Material
АБС (акрилонитрил-бутадиен-стирол)
Структура
Аморфный
Прочность на растяжение
6030 фунтов на квадратный дюйм Выход
Непрозрачность
от прозрачного до непрозрачного
Удельный вес
04-1.07"}»> 1.04-1.07
Точка плавления
200°C (392°F)
Усадка
от 0,4 до 0,8 %
Рабочая температура
175,5°C (348°F)
Температура прогиба
от 161 до 198°C (от 323 до 390°F)
Приложения
АБС-пластик имеет множество применений в автомобилестроении, электротехнике, электронике и бытовой технике:
Автомобильная промышленность – Чехлы на руль, дверные ручки, приборные панели, ремни безопасности, накладки на стойки, компоненты приборной панели
Электроника и электротехника – Электрические шкафы, компьютерные клавиатуры
Бытовая техника – Кухонные комбайны, бритвы, панели управления бытовой техникой, тостеры, пылесосы, холодильники
Преимущества
Ниже приведены некоторые из наиболее заметных преимуществ АБС:
Отличная стойкость к разбавленным кислотам и щелочам,
Низкая температура плавления облегчает обработку при литье под давлением и 3D-печати ,
Биосовместимый и перерабатываемый материал,
Высокая прочность на растяжение, исключительная коррозионная стойкость и устойчивость к ударам,
Нетоксичен и безвреден для человека
Недостатки
Here are they as follows:- Poor weathering resistance, Poor resistance for solvents like ketones, esters, and aromatic, Stress cracks are evident in the presence of some greases, Weak solvent and fatigue resistance, Ordinary grades are burnt eaily and won’t extinguish on thier own."}»>
Несмотря на то, что плюсы перевешивают минусы, все же стоит на это взглянуть. К ним относятся:
Плохая устойчивость к атмосферным воздействиям,
Плохая стойкость к растворителям, таким как кетоны, сложные эфиры и ароматические соединения,
Трещины от напряжения очевидны в присутствии некоторых смазок,
Слабое сопротивление растворителям и сопротивление усталости,
Обычные сорта легко горят и не гаснут сами по себе.
Дополнительная информация о материале ABS
ABS — это ударопрочный термопласт с аморфной структурой, непрозрачный по своей природе, то есть не проявляющий свойств твердой кристаллической структуры. ABS состоит из трех мономеров: акрилонитрила, бутадиена и стирола.
Акрилонитрил: Создан из пропилена и аммиака. Мономеру приписывают высокую термостойкость и химическую стойкость полимера.
Бутадиен: Выпускается при производстве этилена и установках парового крекинга. Мономер получает признание за прочность и ударную вязкость АБС.
Стирол: Высвобождается при модификации этилбензола. Мономер отвечает за жесткость и технологичность АБС.
АБС стал основным термопластичным материалом еще в 1950-х годах, когда была сделана небольшая модификация путем добавления бутадиена, третьего мономера. Добавление бутадиена привело к высокой ударной вязкости и легкой технологичности.
Как изготавливается АБС?
Наиболее популярными методами производства АБС являются Эмульсия и Методы непрерывной массы .
АБС-пластик естественно доступен в непрозрачном цвете слоновой кости и легко окрашивается различными пигментами в зависимости от области применения.
Одним из основных недостатков материала ABS является то, что на него легко воздействуют полярные растворители; однако его плавная технологичность облегчает работу производителя; ABS легко обрабатывается на стандартном оборудовании.
Что касается процесса производства АБС, то эмульсионный метод является наиболее распространенным и в редких случаях методом непрерывной массы.
Интересное чтение – температура плавления ПВХ, свойства, применение, преимущества и недостатки
Методы обработки ABS
Литье под давлением
В литье под давлением бывают ситуации, когда определить, нужна ли сушка или нет, сложно. В случае использования вентилируемого цилиндра сушка становится обязательной.
В случаях, когда требуется сушка, обычно достаточно 4 часов при 80°C.
Признаки влаги видны в виде полос, разводов или пузырьков. Если наблюдается какой-либо из этих факторов, рекомендуется предварительная сушка формы .
Температура формы – 40-70°C
Температура расплава – 210-270°C
Скорость впрыска – от умеренной до высокой
Давление впрыска материала: 50 – 100 МПа
Экструзия:
Предварительная сушка: 3 часа при 70-80°C
Температура экструзии: от 200 до 240°C
Конструкция винта: рекомендуется соотношение L/D 25-30
Рекомендуем прочитать
10 лучших ударопрочных пластиков
Что такое LDPE? | полиэтилен низкой плотности | Полное руководство
Температура плавления HDPE | Повторитель HDPE | свойства полиэтилена высокой плотности | Преимущества и недостатки HDPE
Точка плавления полипропилена | Температура плавления полипропилена, его свойства, преимущества и недостатки
Когда был изобретен пластик? | История пластмасс
Заключительные мысли
Это был мой взгляд на температуру плавления АБС, свойства, применение, преимущества и недостатки.
Конусная 60° фреза Makita с подшипником и двумя лезвиями, позволяет срезать край под углом 60 градусов. Диаметр 23 мм, хвостовик 6 мм.
Технические характеристики
Основные Подробные
Диаметр хвостовика, мм
6
Длина, мм
32
Диаметр, мм
23
Длина режущей части, мм
11
Количество режущих кромок, шт.
2
Угол, град.
60
Вид фрезы
кромочная / конусная
Диаметр подшипника, мм
7″>12.7
Комплектация
Фреза — 1 шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Бензопила цепная Makita DCS 9010-60 – наиболее мощный инструмент, представленный в данном модельном ряду. Она оснащена надежным двухтактным двигателем внутреннего сгорания объемом 90 см3 (4.85 кВт/6.7 л.с.) и большой пильной шиной (60 см). Фильтр имеет дополнительную защиту от опилок. Инерционный тормоз цепи и ряд других защитных приспособлений обеспечивают безопасную работу. Подача смазки на цепь автоматизирована.
Технические характеристики
Основные Подробные
Вес, кг
9.5
Мощность, кВт
4.8
Тип двигателя
бензиновый
Шаг цепи, дюйм
325″>0.325
Длина шины, см
60
Ширина паза шины, мм
1.5
Количество звеньев
84
Антивибрационная система
есть
Объем топливного бака, л
0″>1.0
Объем масляного бачка, л
0.4
Объем двигателя, куб.см
90.0
Инерционный тормоз цепи
есть
Автоматическая смазка цепи
есть
Тактность двигателя
2-х тактный
Мощность (л. с.)
6.5
Комплектация
Защитный чехол
шина
цепь
комбинированный ключ
Параметры упакованного товара
Вес брутто, кг: 13.0
Единица товара: шт.
Длина, мм: 550
Ширина, мм: 330
Высота, мм: 280
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Германия — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Комплект торцовочной пилы MAKITA: полотно диаметром 10 дюймов, скользящее, от 60° влево до 60° вправо, от 48° влево до 48° вправо, 36 В пост.
тока — 453G28|XSL06PT
МАКИТА
Вещь # 453G28
производитель Модель #
XSL06PT
UNSPSC #
27112709
№ страницы каталога
687
687
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти аккумуляторные торцовочные пилы питаются от аккумуляторов Makita совместимой серии и соответствующего напряжения. Аккумуляторы также могут питать другие инструменты Makita. Торцовочные пилы делают прямые и угловые пропилы в древесине и пластике.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
МАКИТА
Вещь # 453G28
производитель Модель #
XSL06PT
UNSPSC #
27112709
№ страницы каталога
687
687
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти аккумуляторные торцовочные пилы питаются от аккумуляторов Makita совместимой серии и соответствующего напряжения. Аккумуляторы также могут питать другие инструменты Makita. Торцовочные пилы делают прямые и угловые пропилы в древесине и пластике.
Makita E-01644 Набор ударных бит Impact XPS из 60 предметов
ХАРАКТЕРИСТИКИ: • Срок службы бит до 90 раз дольше, чем у стандартных ударных бит • Наконечники с прецизионной механической обработкой, импульсные торсионные кольца, оптимизированная зона кручения и уникальная сталь обеспечивают улучшенную общую производительность и срок службы бит • Наконечники с прецизионной механической обработкой обеспечивают превосходную посадку с полным контактом для повышения удерживающей силы и увеличения срока службы • Кольца Pulse Torsion помогают рассеивать энергию удара через зону кручения и за пределы наконечника долота • Оптимизированная геометрия зоны кручения обеспечивает идеальную передачу энергии удара для увеличения срока службы долота • Уникальный состав стали, искусно спроектированный для увеличения срока службы по сравнению с S2 и сплавы S6 • Уникальный процесс термообработки для повышения прочности • Матовая никелированная поверхность для лучшей в своем классе коррозионной стойкости • 12-сторонняя муфта для использования с втулкой Impact XPS™ Mag Boost для дополнительной удерживающей способности • Разработана, чтобы выдерживать экстремальную силу ударные отвертки с высоким крутящим моментом и служат дольше, чем стандартные ударные насадки • Для использования с ударными отвертками с высоким крутящим моментом и отвертками-сверлами • Mag Boost превращает любую силовую насадку в магнитную крепеж шестигранник • Вставной держатель насадок состоит из двух частей, что позволяет полностью активировать торсионную технологию. • Переходник для торцевых головок имеет скошенные края квадратного приводного конца, что упрощает установку торцевых головок. (1) держатель вставных бит 2–3/8″, (1) Mag Boost, (45) вставных бит 1″, (10) силовых бит 2″, (1) переходник для торцевых головок 1/4″
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: • Вес брутто: 1,98 фунта • Кол-во в упаковке: 0 • Код UPC: 088381-555296
Makita® Impact XPS™ — это новая инновация в креплении с помощью вставных бит и крепежных аксессуаров, созданная для требований профессиональных подрядчиков. Биты ImpactXPS Power предназначены исключительно для использования с ударными винтовертами с высоким крутящим моментом и рассчитаны на то, чтобы служить в 90 раз дольше, чем стандартные биты. Высокопрочная сталь обеспечивает более длительный срок службы биты, а точно подобранный наконечник спроектирован таким образом, чтобы предотвратить выпадение и зачистку. Торсионная часть биты изгибается под нагрузкой, чтобы снять давление с наконечника биты, что увеличивает срок службы.
Драйвер для HP LaserJet Pro M1212 + инструкция как установить на компьютер
HP LaserJet Pro M1212
Windows XP/Vista/7/8/8.1/10 — рекомендуем полный пакет
Размер: 212 MB
Разрядность: 32/64
Ссылка: HP LaserJet Pro M1212-Win-XP-10
Windows XP/Vista/7/8/8.1 — базовый пакет
Размер: 9 MB (x32) и 10 MB (x64)
Разрядность: 32/64
x32: HP LaserJet Pro M1212-Win
x64: HP LaserJet Pro M1212-Win
Как узнать разрядность системы.
Для подготовки к работе устройств печати от компании НР существует специальная процедура, разработанная производителем. Она заключается в установке специализированных программ, которые обеспечивают связь операционной системы и принтера. В процессе имеется большое количество нюансов, при невыполнении которых, правильная работа устройства не гарантируется. Для того, чтобы этого не происходило, следуйте инструкциям из нашей статьи.
В первую очередь, необходимо скачать драйвера для принтера HP LaserJet Pro M1212. Это просто сделать, если щелкнуть по ссылке в верхней части данной страницы. Также можно скачать дистрибутив с официального сайта. После завершения закачки дважды щелкаем по загруженному ярлыку и дожидаемся запуска.
В стартовом окне находим блок ссылок с названием «Серия МФП НР LaserJet Pro M1210» и жмем по пункту «Установка с USB».
В следующем этапе нажимаем по ссылке «Начать установку».
Проверяем место расположения принтера. На него не рекомендуется допускать попадания прямых солнечных лучей. Также следует обратить внимание на условия использования – температура не более 32.5 градусов и влажность не более 80%.
Если принтер новый, то придется снять с него все транспортировочные ленты. Их легко отличить по оранжевому цвету. Их расположение показано на рисунке.
На следующем этапе следует удалить все транспортировочные приспособления из отсека, куда устанавливается картридж. Для этого открываем фронтальную дверцу и удаляем оттуда фиксатор и поролоновые прокладки.
При открытой фронтальной дверце подготавливаем новый картридж – тянем за кольцо для удаления защитной ленты и удаляем защитные наклейки.
Покачиваем картридж для равномерного распределения тонера и устанавливаем его в принтер так, как это показано на рисунке.
На следующем этапе регулируем ползунки лотка для подачи бумаги и загружаем туда листы формата а4.
Присоединяем к разъему на задней панели кабель питания.
Включаем устройство в сеть. С наклейки на задней панели списываем выделенные коды для последующей регистрации изделия.
Подстраиваем угол наклона панели управления для более удобного доступа к экрану и кнопкам.
Выбираем при помощи панели управления язык программного обеспечения принтера. Используем для этого кнопки с обозначениями стрелок, а также кнопку «ОК».
Присоединяем к задней панели кабель факса.
Начинаем установку программы-драйвера, следуя инструкциям, которые высвечиваются на экране компьютера.
Нажимаем в стартовом окне пункт «Установка ПО принтера».
Выбираем предустановленный производителем набор параметров «Простая установка» и жмем «Далее».
Выбираем линейку устройств, для чего отмечаем в таблице второй пункт. Нажимаем «Далее».
Выбираем отметкой пункт «Настройка на печать с помощью устройства USB» и переходим «Далее».
Проверяем, что принтер включен в сеть и подсоединяем дата-кабель к соответствующему разъему.
Вся оставшаяся настройка будет завершена автоматически.
Не тратьте время на поиск драйверов — DriverHub автоматически найдет и установит их.
Скачать
20. 53 MB
32bitWindows XP
32bitWindows Server 2003
32bitWindows Vista
32bitWindows 7
32bitWindows 8
HP
Marvell
12. 55.20.918
2012-09-29
Imaging devices
Printer
Universal Serial Bus controllers
This bundle provides an update to the basic print driver 1. Supports Windows 8.
Скачать
9.51 MB
1:x64",
"6.2:x64",
"6.2:x86",
])»>
64bitWindows XP
32bitWindows Server 2003
32bit64bitWindows Vista
64bitWindows 7
32bit64bitWindows 8
HP
Marvell
12.55.20.918
2012-09-29
Imaging devices
Printer
Universal Serial Bus controllers
This bundle provides an update to the basic print driver 1. Supports Windows 8.
Скачать
10. 6 MB
32bit64bitWindows XP
32bitWindows Server 2003
32bit64bitWindows Vista
32bit64bitWindows 7
32bit64bitWindows 8
32bit64bitWindows 10, Windows 11
HP
Marvell
12. 55.20.918
2012-09-29
Imaging devices
Printer
Universal Serial Bus controllers
This full software solution is the same solution as the in-box CD that came with…
больше
Скачать
212.67 MB
0:x86",
"6.1:x64",
"6.2:x64",
"6.2:x86",
])»>
64bitWindows XP
32bitWindows Server 2003
32bit64bitWindows Vista
64bitWindows 7
32bit64bitWindows 8
Marvell
1.0.1.19178
2010-03-31
Printer
This bundle provides an update to the XPS print driver Original Software/Drivers
Скачать
5. 14 MB
32bitWindows XP
32bitWindows Server 2003
32bitWindows Vista
32bitWindows 7
32bitWindows 8
Marvell
1. 0.1.19178
2010-03-31
Printer
This bundle provides an update to the XPS print driver Original Software/Drivers
Скачать
4.26 MB
HP LaserJet Pro M1212nf драйверы помогут исправить неполадки и ошибки в работе устройства. Скачайте драйверы на HP LaserJet Pro M1212nf для разных версий операционных систем Windows (32 и 64 bit). После скачивания архива с драйвером для HP LaserJet Pro M1212nf нужно извлечь файл в любую папку и запустить его.
Драйвер МФУ HP LaserJet Pro M1212nf
Выберите для загрузки
Эта модель входит в серию МФУ HP LaserJet Pro M1130, M1210 и HP HotSpot LaserJet Pro M1218nfs. Номер модели принтера — CE841A. Принтер имеет уникальный дизайн, который подходит как для частного, так и для коммерческого использования. Функции включают печать, сканирование, копирование и отправку или получение факсимильных сообщений.
Драйвер для Windows
Имя файла
Размер
Скачать
Полнофункциональные драйверы и программное обеспечение для windows.exe (рекомендуется)
Поддерживаемые операционные системы: Windows 10 32-разрядная, Windows 10 64-разрядная, Windows 8.1 32-разрядная, Windows 8.1 64-разрядная, Windows 8 32-разрядная, Windows 8 64-разрядная, Windows 7 32-разрядная, Windows 7 64-разрядная, Windows Vista 32-разрядная, Windows Vista 64-разрядная, Windows XP 32-разрядная, Windows XP 64-разрядная
234,64 МБ
Скачать
Базовый драйвер на базе хоста для Windows XP Vista 7 и 8 32-битный. exe
Поддерживаемые операционные системы: Windows 8 32-разрядная, Windows 7 32-разрядная, Windows Vista 32-разрядная, Windows XP 32-разрядная
9,51 МБ
Скачать
Базовый драйвер на основе хоста для Windows XP Vista 7 и 8 64-бит. exe
Поддерживаемые операционные системы: Windows 8 64-разрядная, Windows 7 64-разрядная, Windows Vista 64-разрядная, Windows XP 64-разрядная
10,60 МБ
Скачать
Обновление драйвера XPS для Windows XP Vista и 7 32-бит. exe
Поддерживаемые операционные системы: Windows 7 32-разрядная, Windows Vista 32-разрядная, Windows XP 32-разрядная
4,26 МБ
Скачать
Обновление драйвера XPS для Windows XP Vista и 7 64-бит. exe
Поддерживаемые операционные системы: Windows 7 64-разрядная, Windows Vista 64-разрядная, Windows XP 64-разрядная
5,14 МБ
Скачать
Загрузите драйвер МФУ HP LaserJet Pro M1212nf с веб-сайта HP
Драйвер для Mac OS
Имя файла
Размер
Скачать
HP Easy Start для Mac OS X 11.x.zip
Поддерживаемые операционные системы: Mac OS Big Sur 11.x
9,06 МБ
Скачать
Драйвер принтера для Mac OS X 10.9–10.15.dmg
Поддерживаемые операционные системы: Mac OS Catalina 10. 15.x, Mac OS Mojave 10.14.x, Mac OS High Sierra 10.13.x, Mac OS Sierra 10.12.x, Mac OS X El Capitan 10.11.x, Mac OS X Yosemite 10.10.x, Mac OS X Mavericks 10.9.x
572,53 МБ
Скачать
Драйвер принтера для Mac OS X 10.7 и 10.8.dmg
Поддерживаемые операционные системы: Mac OS X Mountain Lion 10.8.x, Mac OS X Lion 10.7.x
547,28 МБ
Скачать
Полнофункциональные драйверы и программное обеспечение для Mac OS X 10.5–10.7.dmg
Поддерживаемые операционные системы: Mac OS X Lion 10.7.x, Mac OS X Snow Leopard 10.6.x, Mac OS X Leopard 10.5.x
66,29 МБ
Скачать
Загрузите драйвер МФУ HP LaserJet Pro M1212nf с веб-сайта HP
Картридж с тонером для МФУ HP LaserJet Pro M1212nf.
Черный картридж с тонером HP85A LaserJet (~1600 страниц)
Технические характеристики
Совместимые картриджи включают HP 85A в Америке, HP LaserJet CE285A для Европы, Ближнего Востока, Африки и Азиатско-Тихоокеанского региона. Другими словами, тип и модель патронов. Дополнительную необходимую информацию о картриджах и других расходных материалах, которая может понадобиться пользователям, можно получить в магазинах HP и у местных розничных продавцов.
Драйвер МФУ HP LaserJet Pro M1212nf Поддерживаемые версии операционной системы Windows включают Windows XP, Windows Vista, Windows 7, Windows 8 и Windows 10. Минимальные системные требования для Windows XP включают процессор Intel Pentium 233 МГц и 128 МБ ОЗУ. Также должно быть свободное место на жестком диске 150 МБ.
Но для Windows Vista, Windows 7, 8 и 10 процессор должен быть не менее 1 ГГц (32-разрядный или 64-разрядный). Перед установкой программного обеспечения также имеется 2 ГБ свободного места на жестком диске. Браузеры включают Internet Explorer, Google Chrome и Mozilla Firefox.
Для систем Apple совместимые версии операционной системы включают Mac OS X v10.4, v10.5, v10.6 и выше. Минимальные системные требования включают процессор PowerPC и Intel Core и 256 МБ оперативной памяти. Перед установкой на жестком диске должно быть 150 МБ свободного места.
Варианты подключения включают высокоскоростной порт USB 2.0, факс RJ-11, телефонный линейный выход RJ-11 и сетевые порты RJ-45. Физические размеры включают 12,0 дюймов, глубину 10,4 и ширину 17,1. Другой весит 18,3 фунта.
Связанный принтер: Драйвер МФУ HP LaserJet Pro M1536dnf
Емкость входного лотка составляет около 150 листов обычной бумаги, а выходного лотка — до 100 листов. Другие типы носителей, совместимые с этим принтером, включают конверты, прозрачные пленки, фотобумагу, каталожные карточки.
4,5/5
(14 отзывов)
Опубликовано в л.с.
HP LaserJet M1212nf Загрузка драйвера
HP LaserJet M1212nf Загрузка драйвера и программного обеспечения
для Windows 11, 10, 8, 8. 1, 7, Vista, XP, Server, Linux, Ubuntu и MAC OS.
HP LaserJet M1212nf MFP — многофункциональный принтер, который может печатать, копировать, отправлять по факсу и сканировать документы. Он разработан специально для пользователей дома или в небольшом офисе, которым требуется экономичная полнофункциональная система для выполнения повседневных офисных задач. Этот принтер производит высококачественные отпечатки с высокой скоростью. Чтобы использовать его на своем компьютере, вам необходимо установить его с помощью соответствующего драйвера. Я поделюсь с вами ссылкой для скачивания драйвера. Пожалуйста, смотрите раздел загрузки ниже для получения дополнительной информации.
Описание драйвера
Ссылки для скачивания
Полнофункциональный драйвер для
Windows 11 Windows 10 Windows 8, 8. 1 Windows 7 Windows Vista
Windows XP
Скачать (241 МБ) (32 бит / 64 бит)
Полнофункциональный драйвер для
Server 2000 Server 2003 Server 2008 Server 2012 Server 2016 Server 2019 Server 2022
Скачать (241 МБ) (32 бит / 64 бит)
Базовый драйвер для
Windows (все версии)
Загрузить 32-битную версию (драйвер HB) Загрузить 64-битную версию (драйвер HB)
Загрузить 32-разрядную версию (драйвер XPS) Загрузить 64-разрядную версию (драйвер XPS)
Полнофункциональный драйвер для
Mac OS от 10.0 до 10.15
Скачать (547,28 МБ)
Полнофункциональный драйвер для
macOS 11. x Big Sur macOS 12.x Monterey macOS 13.x Ventura
Скачать (557,40 МБ)
Полнофункциональный драйвер для
Linux Ubuntu
Скачать (25,9 МБ) (32 бит / 64 бит)
ИЛИ
Загрузите драйверы непосредственно с официального веб-сайта HP Laserjet M1212nf.
Принтер, также известный как:
Цветной принтер HP LaserJet M1212nf
Многофункциональный принтер HP LaserJet M1212nf
Драйвер HP M1212nf
Как установить
Способ 1: Установка принтера HP LaserJet M1212nf с помощью CD/DVD (автоматический мастер)
Способ 1 Требования:
На вашем компьютере должен быть установлен один привод CD/DVD4 90 .
Требуется компакт-диск с программным обеспечением/драйвером для HP LaserJet M1212nf , , который поставляется вместе с принтером.
Требуется USB-кабель , , который подключит принтер к компьютеру. Пришло вместе с принтером.
Следуйте инструкциям по установке принтера HP LaserJet M1212nf с дисководом CD/DVD.
Включите свой компьютер, на котором необходимо установить принтер HP LaserJet M1212nf.
Включите также принтер HP LaserJet M1212nf.
Не отключайте USB-кабель принтера HP LaserJet M1212nf (не подключайте его, пока не появится соответствующий запрос).
Вставьте компакт-диск HP LaserJet M1212nf в привод CD/DVD на компьютере, запустите мастер установки компакт-диска и следуйте инструкциям по его установке.
Теперь подключите принтер HP LaserJet M1212nf USB-кабель к компьютеру, когда мастер установки спросит (Примечание: не подключайте, пока не спросит) . Мастер будет анализировать при подключении. Как только принтер будет распознан, он автоматически перейдет к дальнейшим шагам. Примечание: Подождите, пока принтер не закончит обнаружение.
Следуйте инструкциям мастера, чтобы завершить его.
После завершения у вас будет установлен и готов к использованию принтер HP LaserJet M1212nf.
Способ 2: Установка принтера HP LaserJet M1212nf с помощью CD/DVD (автоматический мастер)
Способ 2 Требования:
Требуется файл установки программного обеспечения/драйвера для HP LaserJet M1212nf . Вы можете скачать его по ссылкам выше, в зависимости от вашей операционной системы.
Требуется USB-кабель , , который подключит принтер к компьютеру. Пришло вместе с принтером.
Следуйте инструкциям по установке принтера HP LaserJet M1212nf с установочным файлом.
Включите компьютер, на котором необходимо установить принтер HP LaserJet M1212nf.
Включите также принтер HP LaserJet M1212nf.
Не отключайте USB-кабель принтера HP LaserJet M1212nf (не подключайте его, пока не появится соответствующий запрос).
Загрузите файл установки драйвера HP LaserJet M1212nf по приведенной выше ссылке, затем запустите загруженный файл и следуйте инструкциям по его установке.
Сейчас подключите принтер HP LaserJet M1212nf USB-кабель к компьютеру, когда мастер установки спросит (Примечание: не подключайте, пока не спросит) . Мастер будет анализировать при подключении. Как только принтер будет распознан, он автоматически перейдет к дальнейшим шагам. Примечание: Подождите, пока принтер не закончит обнаружение.
Следуйте инструкциям мастера, чтобы завершить его.
По завершении вы получите установленный и готовый к использованию принтер HP LaserJet M1212nf .
Способ 3. Установите принтер HP LaserJet M1212nf вручную с помощью встроенной функции Windows «Добавить принтер».
Вы можете скачать его по ссылкам выше, в зависимости от вашей операционной системы.
Требуется USB-кабель , , который подключит принтер к компьютеру. Пришло вместе с принтером.
Следуйте инструкциям по установке принтера HP LaserJet M1212nf вручную.
Включите свой компьютер, на котором необходимо установить принтер HP LaserJet M1212nf.
Включите также принтер HP LaserJet M1212nf.
Подключите принтер HP LaserJet M1212nf USB-кабелем от принтера к компьютеру.
Извлечь Установочный файл HP LaserJet M1212nf и его извлеченное расположение (по умолчанию — папка TEMP)
Нажмите кнопку Пуск -> затем нажмите Панель управления -> затем нажмите Просмотр устройств и принтеров (для пользователей Windows 7, Vista). Примечание. Для пользователей XP щелкните Факсы и принтеры.
Нажмите Добавить принтер .
Если он запрашивает местоположение драйвера, укажите путь, по которому был извлечен установочный файл.
Следуйте инструкциям мастера, чтобы завершить его.
По завершении вы получите установленный и готовый к использованию принтер HP LaserJet M1212nf.
Этот принтер HP LaserJet M1212nf печатает до 19 (стр/мин) черно-белых 7 страниц в минуту с разрешением до 600 x 600 dpi при черно-белой печати. Этот принтер выдает первую черную печать всего за 8,5 с, а месячный рабочий цикл составляет до 8000 страниц. Вы можете легко совместно использовать сеть печати с их встроенной функцией Ethernet .
Порт USB также доступен на этом Многофункциональный принтер HP LaserJet M1212nf . С помощью этого USB-порта вы можете легко подключить этот принтер к другим портативным устройствам, таким как камеры, телефон и т. д. Драйвер и пакеты программного обеспечения для этого принтера доступны для Microsoft , Windows XP, Vista, 7, 8, 10, 11 и Windows 2003 32. -бит 64-бит.
На этой странице приведены полные инструкции по установке последних загрузок драйвера HP LaserJet M1212nf с использованием файла онлайн-установки.
Как устранить проблемы с драйверами принтера HP LaserJet M1212nf?
Если у вас возникла проблема с драйвером HP LaserJet M1212nf, вы не сможете печатать на принтере HP LaserJet 1212, поскольку Windows использует драйверы устройств для запуска любого устройства. У нас есть правильный способ решить проблему с драйвером принтера LaserJet M1212nf. Обновите последнюю и наиболее совместимую версию драйверов HP 1212nf. Вот драйверы, доступные для принтера HP LaserJet M1212nf.
Производитель: л.с.
Номер модели: HP LaserJet M1212nf
Операционная система: Windows XP, Vista, 7, 8, Windows 10, 11, сервер, Mac и Linux
Тип драйвера: Пакет драйверов и программного обеспечения
Тип соединения: Прямое
Порт USB: Да
Функция сканирования: Да
Беспроводное подключение (Wi-Fi): №
Драйвер с номером модели вашего принтера здесь не указан? Попробуйте DriverFix, чтобы бесплатно загрузить и обновить драйвер вручную.
This is a good large volume printer that will get you going right out of the box.
Google
Facebook
или
Забыли пароль?
Запомнить меня
Используя этот Сервис, Вы соглашаетесь на наши Условия пользования , а также Политика конфиденциальности и Использование cookie.
ЦВЕТНАЯ ПЕЧАТЬ? ЛЕГКО! 3D ПРИНТЕР TEVO TORNADO — voltNik
Привет друзья, получил большую коробку с новым 3D принтером. Многих часто интересует, а может ли 3D принтер печатать сразу модель в цвете. Ну да, такие принтеры существуют. На них установлено сразу 5 катушек пластика разного цвета и при печати цвета смешиваются и есть возможность получить полноцветную палитру. Стоимость подобных цветных 3D принтеров конечно высока, она по сути десятикратна стоимости обычного 3D принтера. Поэтому сегодня я покажу вам бюджетные способы цветной 3D печати.
Итак, принтер приходит в огромной коробке весом в 25 килограмм. Достаем. При открытии вас сразу встречает инструкция. Типа «Постой дружище, сначала прочитай инструкцию, а потом лезь дальше». Сам принтер весь укутан во вспененный полиэтилен. Поэтому даже если пинать и кидать эту коробку, в ней вряд ли что-нибудь сломается. Блок управления. Рама, и на втором этаже коробки находится стол. Т.е. принтер продается практически полностью собранным и состоит из трех основных частей, электронного блока управления, профильной рамы и большого стола с подогревом. Модель принтера называется Tevo Tornado, отличительная особенность этой модели – это огромная область печати. Она составляет 30 на 30 сантиметров с высотой 40 сантиметров.
Кстати, белая сеточка на столе – это пробная печать производителя на всю площадь. Т.е. принтер приходит из Китая проверенным в печати, а это значит, что шанс получить брак или ошибку сборки – у вас практически нулевой. Прошлый мой принтер Tevo Michelangelo тоже пришел опробованным в печати. Кстати это замечательный маленький принтер, тихий, компактный. На канале есть подробный обзор на него, мне он очень понравился, и я регулярно на нем печатаю небольшие детали.
Вернемся к Торнадо и давайте сразу его соберем. В комплект входит пять пакетов с креплением и винтами для сборки принтера. Также есть шпатель, кабель питания и USB провод для подключения к компьютеру. Флешка на 512 мегабайт тоже в комплекте. Сборка простейшая и не представляет из себя сложности. Сначала закрепляем стол на подпружиненные винты. Далее скручиваем раму на идущие в комплекте крепления. Гайки нужно сначала немного отпустить, а потом закручивать. Тогда они проворачиваются и встают на свое место в профиль.
Ну и последний шаг — это подключение всех проводов от блока управления. Тут моторы и концевики по осям, все подписано, поэтому ошибиться будет сложно. Сборка занимает около 30 минут, и такой моток вы получите после. Далее при укладке и фиксации проводов вы должны учитывать движение рабочего стола. Чтобы провода не закусило и не сломало. Также обязательно закрепите питание горячего стола, иначе провод со временем перетрется.
Включаем. Нас встречает прошивка версии 1. 1, типовой Марлин модернизированный производителем под себя. Прошивка представляет из себя скетч на Arduino, на официальном сайте доступен исходник. Поэтому изменить, дописать и поправить функционал – не составит никакого труда.
Первым делом после включения нужно настроить нулевой уровень стола. Для этого в меню выбираем «Custom commands – Home». И экструдер перемещается в нулевую точку ориентируясь на концевики направляющих. Как видите экструдер значительно прижал стол по высоте. Закручиваем гайки сильнее и регулируем уровень стола. Смысл в том, что в меню вам нужно выбирать перемещение по четырем углам стола и настраивать высоту гайками таким образом, чтобы листок бумаги не застревая проходил под соплом. Обязательно проверяйте углы дважды по кругу, когда подкручиваете гайку с одной стороны, с противоположной стол уводит. Вместе с принтером нет стойки для пластика. Но на флешке записана модель для ее печати, я напечатал, но она показалась мне неудобной. Крепится на профиль сзади и будет всегда находится среди проводов.
Поэтому заходим на сайт Thingiverse вбиваем в поиск Tevo Tornado и ищем подходящую стойку для этого принтера. Есть разные, мне понравилась модель на подшипниках, как раз такие у меня есть в наличии. Еще есть другие модели стоек, такая или такая. Качаем модель с сайта, запускаем программу Cura, добавляем в нее принтер с областью печати 300 на 300 на 400 и выставляем галку наличия подогрева стола. Сохраняем файл на флешку, выбираем в меню пред подогрев для пластика PLA, вручную заправляем пластик в экструдер (так быстрее). Устанавливаем карту памяти в принтер и запускаем. Т.к. принтер уже нагрелся он сразу начинает печатать. Стол мне удалось настроить правильно, поэтому даже не пришлось его корректировать. Из экструдера поначалу шел белый пластик, которым печатали тестовую сетку, а далее полез желтый который я установил.
Первая часть стойки готова, еще надо три таких же.
Напечатал четыре ручки на гайки для более точной подстройки стола. С ними стало значительно легче крутить маленькую гайку и подстраивать уровень стола. А вот так выглядит стойка на подшипниках в сборе. Закрепил на корпус на двухсторонний скотч, очень удобно, теперь катушка устанавливается прямо сверху блока управления.
Ну и давайте напечатаем что-нибудь большое. Вместе с принтером я заказал катушку градиентного пластика PLA. Запускаю большую модель средневекового замка, его высота почти 30 сантиметров, вес модели 500 грамм и при печати будет использована половина катушки. Градиент сделает модель более интересной, яркой и цветной. Для скорости пришлось установить точность похуже. Такой замок печатался у меня более суток, и потом я замучался отрывать его от стола. Но получилось очень красиво и детально.
Еще мне понравилась модель Чеширского Кота из «Алиса в стране чудес», она также цветная и для ее печати я буду использовать розовый и фиолетовый пластики. Башка готова. И вот так она выглядит собранной, ну а в сумме вся печать заняла около двух дней. По часу-два на каждый кусок. Запустили модель – сняли, запустили следующую, ничего сложного. Детали собираются стыковкой и склеиваются вместе. На сборку кота потратил еще час, получилось очень классно. Кот реально крутой. Каждый обзорщик 3Д принтеров должен его напечатать.
Поговорим о специфике принтера, достоинствах и особенностях этой модели. Перед его покупкой вам однозначно нужно задуматься над тем где вы будете его устанавливать, принтер большой и требует много места. Габаритные размеры рамы составляют 60 на 40 сантиметров. Но при печати стол выдвигается за ее пределы и еще есть отдельно стоящий блок управления. Поэтому реально принтер занимает на столе площадь 70 на 70 сантиметров имея при этом высоту 60 сантиметров. Печать деталей на всех 3Д принтерах занимает достаточно продолжительное время, и сидеть рядом с подобной жужалкой будет некомфортно для вашей психики. Учитывайте это и размещайте принтер там, где его не будет слышно. Если же вы будете использовать всю область печати, тогда модель в зависимости от детализации и выбранной скорости будет печататься сутки, двое, а может даже и трое. И тут уже однозначно стоит задуматься о покупке бесперебойника для его питания. Будет очень обидно печатать два дня и получить перезагрузку при кратковременном отключении электричества.
Итак, достоинства данной модели — это конечно же область печати. Она реально огромна и позволит печатать большие модели разом без их стыковки. Еще принтер собран и опробован в печати, поэтому вам не придется возится с этим. Есть возможность добавить второй экструдер и печатать сразу двумя разными пластиками.
Но и недостатки у принтера тоже есть. Лично мне не понравился моток проводов выходящий из блока управления, он конечно весь сзади и не мешает печати, но как-то не эстетично. Еще нулевая точка находится прямо на столе, поэтому при нагретом сопле там у меня оплавился пластик. На печать это тоже никак не влияет, она начинается с отступа. Отсутствие в комплекте стойки для пластика тоже минус, сначала придется что-то колхозить чтобы ее напечатать первой.4
В целом принтер хороший, я без сомнений могу рекомендовать его к покупке если вам требуется большая область печати, либо если вы предполагаете, что вам она может понадобится. Косяков в сборке и комплекте нет, всего хватает и все работает.
Заказывал принтер на сайте Алиэкспресс, доставка заняла около трех недель курьерской компанией прямо до дома. Ссылка для заказа принтера есть в описании видео, также оставлю ссылку на прошивку и обзор на принтер Микеланджело.
А сегодня на этом все, всем спасибо за просмотр, удачного дня и пока-пока!
Tornado Studios
Мы профессиональные создатели 3D-объектов. Мы предоставляем услуги аутсорсинга для больших партий 3D-моделей, а также отдельных активов и сцен. Мы предлагаем широкий спектр услуг: 3D-моделирование, текстурирование, фотограмметрия, дизайн, риггинг и анимация.
Свяжитесь с нами
Витрина
Стандартные 3D-модели
Просмотрите нашу обширную 3D-библиотеку 9000+ продуктов доступных для покупки.
Посмотреть все категории
Hide Categories
Anatomy
Animals
Architecture
Art and Media
Characters
Containers
currency
Electronics
fashion and beauty
food and drink
Furnishings
Holidays
Industrial
дизайн интерьера
музыка
офис
растения и природа
наука
спорт и хобби
symbols
vehicles
Weapons & Armor
$39
$39
$39
$49
$39
$49
$39
$39
$49
$49
$79
$199
$99
$ 99
$ 39
$ 39
$ 39
$ 39
$ 39
$ 79
$ 7
$ 79
$ 14
$ 1
$ 79
$ 149 0005
$ 1
$ 79
$ 149
$ 1
$ 79
$ 149
. 9
$ 39
$ 79
$ 39
$ 29
$ 29
$ 39
$ 199
Свидетельство
за несколько лет. наши потребности. Они последовательно демонстрировали, что могут быстро создавать модели, сохраняя при этом высокий уровень визуального и технического контроля качества для широкого спектра типов моделей и программного обеспечения.
Марк Данн , вице-президент по продуктам Turbosquid
Мы работали с Tornado Studios над целым рядом важных и трудоемких проектов. Команда неизменно выполняет работу на самом высоком уровне с безупречным вниманием к деталям и в установленные сроки. Мы знаем, что с Tornado Studios мы в надежных руках, и надеемся на сотрудничество с ними над будущими проектами.
Джонатан Ллойд , генеральный директор CGHero
Tornado Studios является нашим партнером по нескольким проектам и никогда нас не подводила. Их команда высокомотивированных и преданных своему делу экспертов предоставила нам решения для наших нужд, которые превзошли наши ожидания. Мы с нетерпением ждем нашего будущего сотрудничества с ними, и мы рады узнать, что они рядом с нами!
Русенский университет , «Ангел Канчев»
Tornado Studios постоянно поставляет продукцию высочайшего качества и отличается от своих конкурентов постоянным и бескомпромиссным вниманием к деталям. Они продемонстрировали готовность работать со мной над выполнением ключевых спецификаций проекта и готовность вносить изменения до тех пор, пока не будут выполнены все ожидания. Мы вместе спланировали 3D-модель, и они смогли увидеть ее от концепции до полностью интегрированного и полностью сформированного готового продукта, когда мы обсуждаем эволюцию модели на каждом этапе пути. Они никогда не разочаровывались в преодолении технических проблем, возникающих в течение жизненного цикла проекта.
Том Щербовски , фотограф и графический дизайнер
Спасибо за отличный дизайн и быструю обратную связь. Нам понравилось работать с вами, и мы довольны конечным результатом. С нетерпением ждем совместной работы снова.
Хадас Шрагенехим , директор бизнес-подразделения RP Solutions в Stratasys
Мы тесно сотрудничали с Tornado Studios для создания визуальных изображений и анимации, демонстрирующих внутреннюю работу инфекционных заболеваний. С высочайшим уровнем качества, требуемым как с художественной, так и с научной точки зрения, где мы продемонстрировали процессы, которые никогда ранее не иллюстрировались. Нас больше всего впечатлили результаты, превосходящие наше видение, и в то же время нам удалось сохранить и продемонстрировать науку. Сложные сроки выдерживались без отклонений, и наши желания всегда реализовывались и визуализировались сверх наших ожиданий. Мы очень довольны и продолжим тесное сотрудничество с Tornado Studios.
Теодор Прамер , генеральный директор Biomedrex Genetics
Чрезвычайно талантливый и надежный. Мы безмерно благодарны Торнадо за дружеские советы и поддержку.
Лара Дженнингс , директор, GML
Эксклюзив Turbosquid
Вы можете найти нашу обширную коллекцию 3D Stock, доступную для покупки только на Turbosquid.com
Посетите нашу страницу на TurboSquid.com
3 ?
По запросу мы можем создать 3D-модель на заказ. Напишите нам, чтобы объяснить ваши потребности.
Свяжитесь с нами
Бесплатный файл STL Fidget Tornado・Модель для 3D-печати для загрузки・Cults
Шарнирный Gyarados
1,99 €
Шарнирная каменная змея
2,49 €
Sea Dragon Сочлененный
2,49 €
Ghost Booh x10
1,99 €
Minis Oogie Boogie of Wisdom
2,67 €
3 мудрых обезьяны
6,24 €
Шарнирный лапрас
1,99 €
Ручной спиннер Starmie
1,99 €
Лучшие файлы для 3D-принтеров категории «Разное»
Дуэт брелок время приключений — брелок время приключений
Бесплатно
Laboon One Piece
1,95 €
Брелки Fidget Radio V3.
1
Бесплатно
SPITFIRE – МАСШТАБ 1:48
4,83 €
Медведь Падси
Бесплатно
Деактивировано
Дым для лодки #3DBenchy
Бесплатно
Карман для ключей на поводке для доски для серфинга
Бесплатно
Лидеры продаж категории Разное
РАВУТ
4,78 €
Персонализированный елочный шар из литофана «Pure» из литофана
1,90 €
шарнирный шенрон
3 €
Ghost Booh x10
1,99 €
Планка Gremlin 640 мм FPV
0,97 €
Демогоргон Распечатываемый покачивающийся питомец (и вариант брелка)
3,50 €
Подстаканник Polestar 2
5,85 €
The Black Phone Movie The Grabber 2 Part Mask 3 Styles Frown Smile Mouthless STL
Персонализированный елочный шар из литофана «Вихрь» itsLitho
1,90 €
КУБОК МИРА PICA
5,41 €
RS-X-Bow, стиль «Правительство — 1911»
6,25 €
Человек с бензопилой — Дэнджи
18,57 €
Wolf — Flexi Articulated Animal (печать на месте, без поддержек)
2 €
Опора Speeder-Pad для FLSUN V400 и FLSUN SuperRacer
3 €
Перемещение Черепа Терминатора Т-800
15 евро
Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому очень просто поддержать нас , чтобы поддерживать деятельность и создавать будущие разработки .
 Таким образом, возможно через эти нейлоновые связки сжимать и разжимать кисть для захвата любого предмета, который в нее помещается.
Таким образом, возможно через эти нейлоновые связки сжимать и разжимать кисть для захвата любого предмета, который в нее помещается.
 Иногда вместо простого захвата предмета у промышленных роботов последним звеном манипулятора (его кистью) служит какой-нибудь рабочий инструмент, например, дрель, гаечный ключ, краскораспылитель или сварочная горелка. У человекоподобных роботов на кончиках пальцев их манипуляторов в виде кисти могут быть также расположены различные дополнительные миниатюрные приспособления, например, для сверления, гравировки или рисования.
Иногда вместо простого захвата предмета у промышленных роботов последним звеном манипулятора (его кистью) служит какой-нибудь рабочий инструмент, например, дрель, гаечный ключ, краскораспылитель или сварочная горелка. У человекоподобных роботов на кончиках пальцев их манипуляторов в виде кисти могут быть также расположены различные дополнительные миниатюрные приспособления, например, для сверления, гравировки или рисования. Я хотел просто порезать оргстекло по их чертежам и все, но так как исходников не было и в обозримом будущем не предвиделось, то я принялся повторять конструкцию по фотографиям.
Я хотел просто порезать оргстекло по их чертежам и все, но так как исходников не было и в обозримом будущем не предвиделось, то я принялся повторять конструкцию по фотографиям. Во-первых, ее было почти невозможно собрать. Как правило, механика которую я рисовал до манипулятора, была достаточно простая, и мне не приходилось задумываться о процессе сборки. Но все-таки я его собрал и попробовал запустить, И рука почти не двигалась! Все детли крутились вокруг винтов и, сли я затягивал их так, чтобы было меньше люфтов, она не могла двигаться. Если ослаблял так, чтобы она могла двигаться, появлялись невероятные люфты. В итоге концепт не прожил и трех дней. И приступил к работе над второй версией манипулятора.
Во-первых, ее было почти невозможно собрать. Как правило, механика которую я рисовал до манипулятора, была достаточно простая, и мне не приходилось задумываться о процессе сборки. Но все-таки я его собрал и попробовал запустить, И рука почти не двигалась! Все детли крутились вокруг винтов и, сли я затягивал их так, чтобы было меньше люфтов, она не могла двигаться. Если ослаблял так, чтобы она могла двигаться, появлялись невероятные люфты. В итоге концепт не прожил и трех дней. И приступил к работе над второй версией манипулятора. Я набросал чертежи на скорую руки, не вычерчивая красивых сопряжений и заказал резку из прозрачного оргстекла. На получившемся манипуляторе я смог отладить процесс сборки, выявил места, нуждающиеся в дополнительном укреплении, и научился использовать подшипники.
Я набросал чертежи на скорую руки, не вычерчивая красивых сопряжений и заказал резку из прозрачного оргстекла. На получившемся манипуляторе я смог отладить процесс сборки, выявил места, нуждающиеся в дополнительном укреплении, и научился использовать подшипники. У них либо не было электроники вообще, либо было какое-нибудь управление с резисторами, либо было свое проприетарное ПО. Во-вторых, они как правило не имели системы параллельных шарниров и сам захват менял свое положение в процессе работы. Если собрать все достоинства моего манипулятора, то получается достаточно длинный список:
У них либо не было электроники вообще, либо было какое-нибудь управление с резисторами, либо было свое проприетарное ПО. Во-вторых, они как правило не имели системы параллельных шарниров и сам захват менял свое положение в процессе работы. Если собрать все достоинства моего манипулятора, то получается достаточно длинный список: Есть много противников Arduino, но я считаю, что это возможность расширения аудитории. Профессионалы вполне могут написать свой софт на C — это же обычный контроллер от Atmel!
Есть много противников Arduino, но я считаю, что это возможность расширения аудитории. Профессионалы вполне могут написать свой софт на C — это же обычный контроллер от Atmel! Есть много противников Arduino, но я считаю, что это возможность расширения аудитории. Профессионалы вполне могут написать свой софт на C — это же обычный контроллер от Atmel!
Есть много противников Arduino, но я считаю, что это возможность расширения аудитории. Профессионалы вполне могут написать свой софт на C — это же обычный контроллер от Atmel! За пару часов можно уверенно все это скрутить, если все необходимое есть под рукой. Также я подготовил 3D-модель в бесплатной программе SketchUp. Её можно скачать, покрутить и посмотреть что и как собрано.
За пару часов можно уверенно все это скрутить, если все необходимое есть под рукой. Также я подготовил 3D-модель в бесплатной программе SketchUp. Её можно скачать, покрутить и посмотреть что и как собрано.
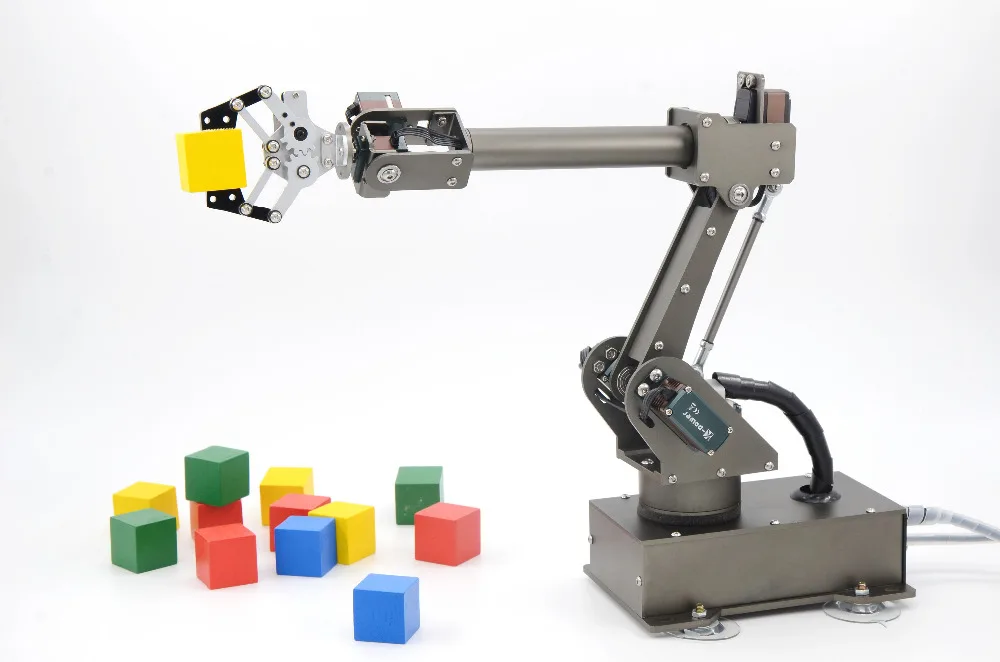 При движении мыши по поверхности изменяется положение манипулятора в плоскости XY. Вращение колесика — изменение высоты. ЛКМ/ПКМ — сжать/разжать клешню. ПКМ + колесико — поворот захвата. На самом деле очень удобно. При желании можно написать любой терминальный софт, который будет общаться с манипулятором по такому же протоколу.
При движении мыши по поверхности изменяется положение манипулятора в плоскости XY. Вращение колесика — изменение высоты. ЛКМ/ПКМ — сжать/разжать клешню. ПКМ + колесико — поворот захвата. На самом деле очень удобно. При желании можно написать любой терминальный софт, который будет общаться с манипулятором по такому же протоколу. . Если вы являетесь подрядчиком по подпорным стенам или устанавливаете (сегментные подпорные стены) блок SRW для жизни, этот продукт повысит вашу безопасность и скорость. Прекратите ломать пальцы, болеть спину и напрягать плечи. Ознакомьтесь со спецификациями ниже!
. Если вы являетесь подрядчиком по подпорным стенам или устанавливаете (сегментные подпорные стены) блок SRW для жизни, этот продукт повысит вашу безопасность и скорость. Прекратите ломать пальцы, болеть спину и напрягать плечи. Ознакомьтесь со спецификациями ниже!

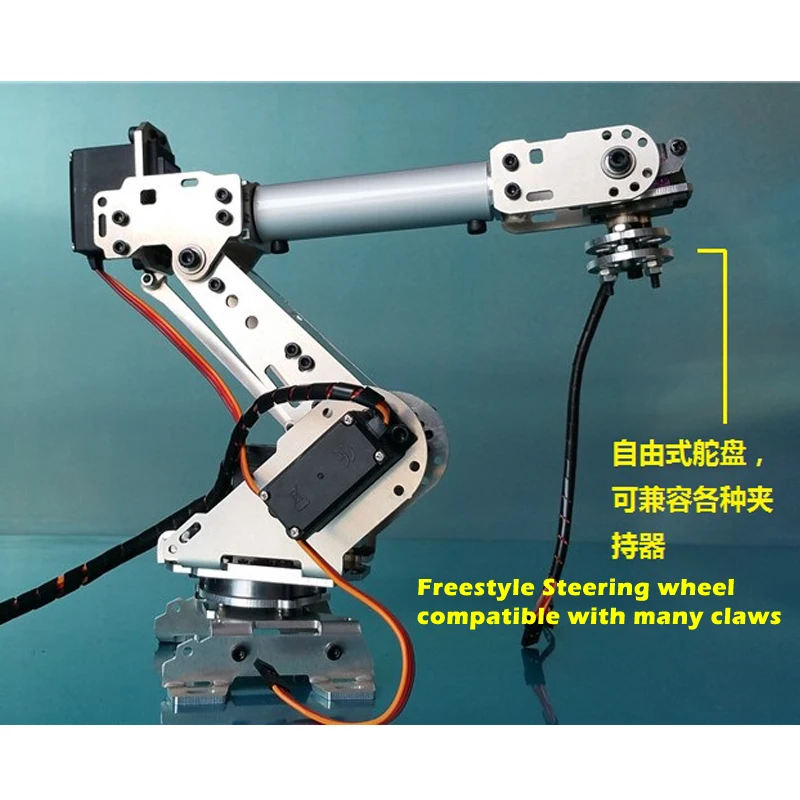

 Эти эргономичные подъемники доступны с регулируемыми вакуумными присосками, что позволяет оператору поднимать детали разных размеров. В процессе проектирования и утверждения заказчик может запросить различные конфигурации вакуума и функции безопасности. Эти функции включают в себя несколько вакуумных контуров, обратные клапаны на вакуумных присосках и контур сброса нагрузки. Многие из этих вакуумных манипуляторов дают операторам возможность вращать деталь в нескольких различных направлениях.
Эти эргономичные подъемники доступны с регулируемыми вакуумными присосками, что позволяет оператору поднимать детали разных размеров. В процессе проектирования и утверждения заказчик может запросить различные конфигурации вакуума и функции безопасности. Эти функции включают в себя несколько вакуумных контуров, обратные клапаны на вакуумных присосках и контур сброса нагрузки. Многие из этих вакуумных манипуляторов дают операторам возможность вращать деталь в нескольких различных направлениях. Мы предлагаем индивидуальные инженерные услуги, которые дают нам возможность работать с любым приложением. Наши манипуляторы с ID-захватом могут работать с грузами до 1000 фунтов и идеально подходят для безопасного перемещения тяжелых катушек.
Мы предлагаем индивидуальные инженерные услуги, которые дают нам возможность работать с любым приложением. Наши манипуляторы с ID-захватом могут работать с грузами до 1000 фунтов и идеально подходят для безопасного перемещения тяжелых катушек. Наш инженерно-технический персонал может разработать инструменты для индивидуального проектирования в соответствии с вашими потребностями.
Наш инженерно-технический персонал может разработать инструменты для индивидуального проектирования в соответствии с вашими потребностями.
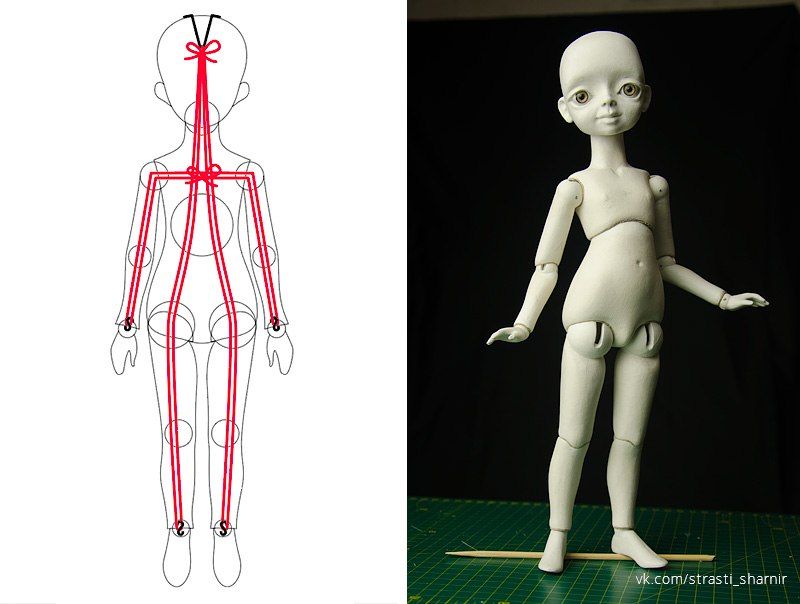
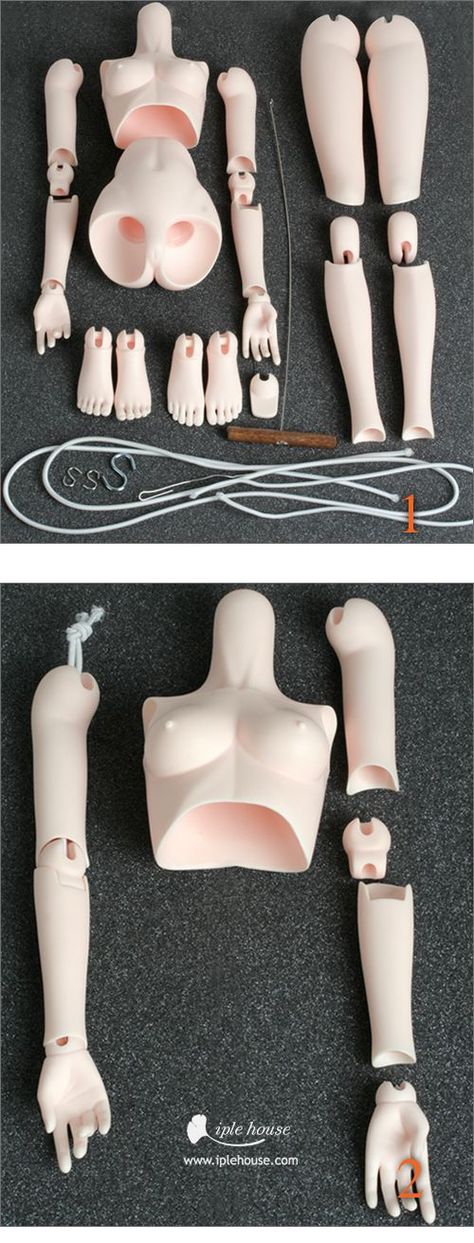
 Поэтому изделия получаются хрупкими и тяжёлыми, в отличие от кукол из пластика. И конечно, дорогими. Каждое такое творение считается предметом искусства. Приобретают их чаще не для развлечения, а для коллекционирования, в качестве интерьерного украшения или как модель для фотосессий. Но есть и аналоги популярных кукол, которые подходят для детских игр.
Поэтому изделия получаются хрупкими и тяжёлыми, в отличие от кукол из пластика. И конечно, дорогими. Каждое такое творение считается предметом искусства. Приобретают их чаще не для развлечения, а для коллекционирования, в качестве интерьерного украшения или как модель для фотосессий. Но есть и аналоги популярных кукол, которые подходят для детских игр.
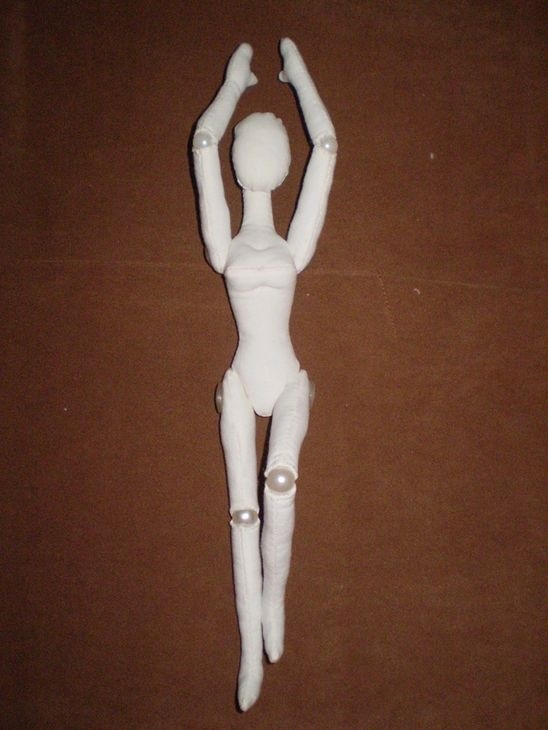 Всех шарнирных кукол, кроме БЖД, допустимо делать из дерева, полимерной глины, пластика и т. д.
Всех шарнирных кукол, кроме БЖД, допустимо делать из дерева, полимерной глины, пластика и т. д. Малыши могли легко испортить изящные и хрупкие экземпляры.
Малыши могли легко испортить изящные и хрупкие экземпляры. Для неё будет удобно шить одежду.
Для неё будет удобно шить одежду.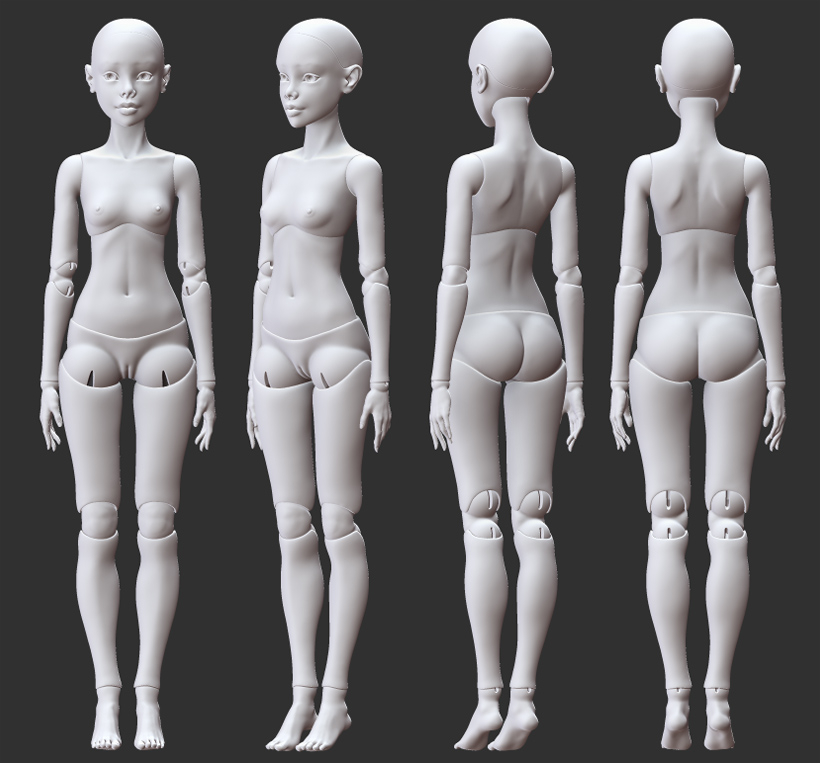

 Колени сгибаются на один щелчок. Голова практически не ходит вверх-вниз (может, на пару милиметров). Обувь съёмная (ноги внутри нет, останется «обрубок»). Голову снять не смогла, туго, да и не нужно мне это, поэтому тип якоря не знаю.
Колени сгибаются на один щелчок. Голова практически не ходит вверх-вниз (может, на пару милиметров). Обувь съёмная (ноги внутри нет, останется «обрубок»). Голову снять не смогла, туго, да и не нужно мне это, поэтому тип якоря не знаю.
 Ноги гнутся в коленях, разводятся в стороны на шпагат. В талии крутящийся шарнир. Голова умеет кивать. Очень функциональное тело с очень аккуратными шарнирами.
Ноги гнутся в коленях, разводятся в стороны на шпагат. В талии крутящийся шарнир. Голова умеет кивать. Очень функциональное тело с очень аккуратными шарнирами. Голова кивает.
Голова кивает.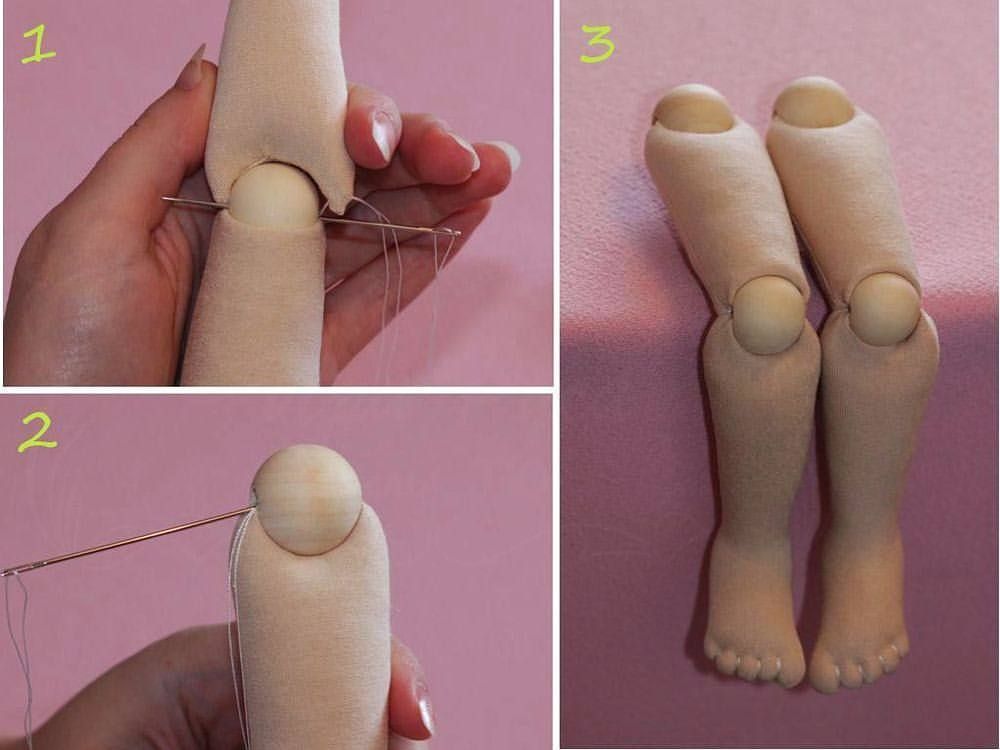 Последнее, четвёртое тело, заказывалось с Алиэкспресс и предположительно является телом компании Xiniy
Последнее, четвёртое тело, заказывалось с Алиэкспресс и предположительно является телом компании Xiniy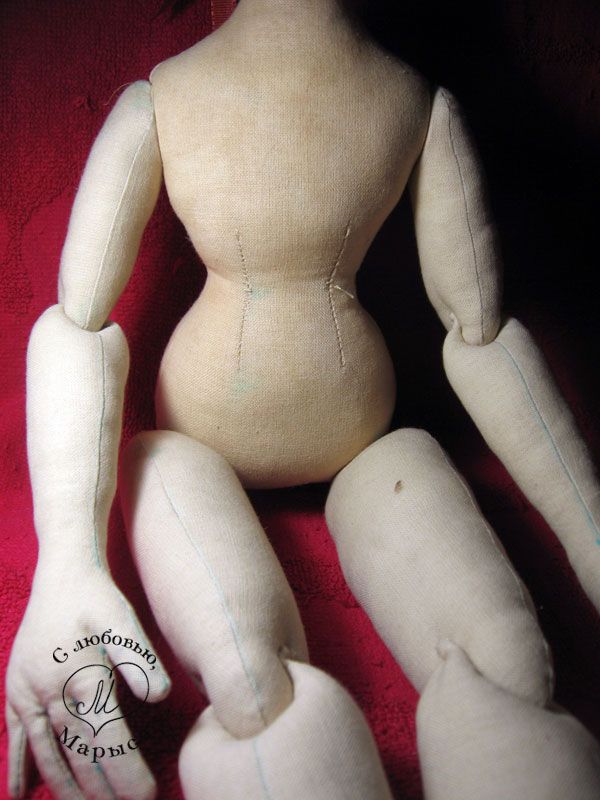 Меня очень радуют их серии и игрушки, поэтому при виде новых, я их обычно покупаю.…
Меня очень радуют их серии и игрушки, поэтому при виде новых, я их обычно покупаю.…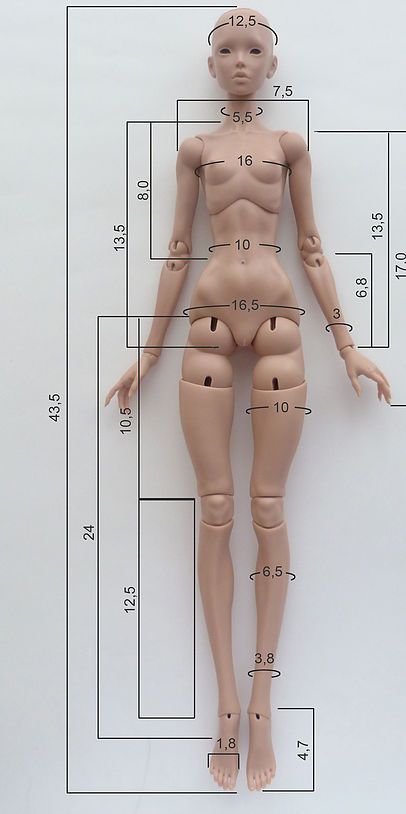 Узнать больше
Узнать больше (Может включать черные шайбы.) Подробнее
(Может включать черные шайбы.) Подробнее Узнать больше
Узнать больше
 д.
д. Стол перемещается по четырем прецизионным направляющим, что обеспечивает точность 0,1 мм.
Стол перемещается по четырем прецизионным направляющим, что обеспечивает точность 0,1 мм. Строгально-фрезерный вал (F) – вал с твердосплавными пластинками, равномерно распределенными по спирали. Еще его называют вал типа «кукуруза». Он предназначен для строгания широких древесных заготовок со съемом до 5 мм. Фактически узел работает как рейсмусовый станок. У некоторых производителей калибровалок такие типы шлифовальных узлов могут называться RK, RT, T, K, KRT, KRR, HPL и т.д.
Строгально-фрезерный вал (F) – вал с твердосплавными пластинками, равномерно распределенными по спирали. Еще его называют вал типа «кукуруза». Он предназначен для строгания широких древесных заготовок со съемом до 5 мм. Фактически узел работает как рейсмусовый станок. У некоторых производителей калибровалок такие типы шлифовальных узлов могут называться RK, RT, T, K, KRT, KRR, HPL и т.д. Но станки BULDOG-5 шлифуют не только дерево, но и МДФ, художественный шпон, мягкие грунты и т.д. Для этих операций зачастую нужен узел поперечного шлифования. И у чешских станков есть на выбор три типа таких поперечных групп с электронными секционными утюжками и шевронной лентой-подложкой.
Но станки BULDOG-5 шлифуют не только дерево, но и МДФ, художественный шпон, мягкие грунты и т.д. Для этих операций зачастую нужен узел поперечного шлифования. И у чешских станков есть на выбор три типа таких поперечных групп с электронными секционными утюжками и шевронной лентой-подложкой. Важный момент: у станков BULDOG ставится именно инвертор (преобразовать частоты), а не вариатор (механическое устройство), что является несомненным преимуществом чешских станков ХОУФЕК.
Важный момент: у станков BULDOG ставится именно инвертор (преобразовать частоты), а не вариатор (механическое устройство), что является несомненным преимуществом чешских станков ХОУФЕК. Опционально можно выбрать любую твердость из всего ряда: 30, 45, 60, 90 SH или металл.
Опционально можно выбрать любую твердость из всего ряда: 30, 45, 60, 90 SH или металл.
 Калибровалки как правило имеют впереди стол или рольганг, а удлинения позволяют увеличить базу станка. Подчас это просто необходимо.
Калибровалки как правило имеют впереди стол или рольганг, а удлинения позволяют увеличить базу станка. Подчас это просто необходимо. 
 м./час
м./час

 Все компоненты машины управляются с панели оператора – независимо от серии и используемой системы управления. Идентичная структура, интуитивно понятное меню и визуализация геометрии заготовки обеспечивают максимальное удобство для пользователя и гибкость в работе. Программирование осуществляется непосредственно с помощью панели оператора или внешнего инструмента программирования.
Все компоненты машины управляются с панели оператора – независимо от серии и используемой системы управления. Идентичная структура, интуитивно понятное меню и визуализация геометрии заготовки обеспечивают максимальное удобство для пользователя и гибкость в работе. Программирование осуществляется непосредственно с помощью панели оператора или внешнего инструмента программирования.
 Компетентным партнером по решениям в области противопожарной защиты и фильтрации является компания LTA Lufttechnik GmbH, которая также входит в группу JUNKER и занимается исследованиями, разработкой и производством систем фильтрации для промышленной очистки воздуха.
Компетентным партнером по решениям в области противопожарной защиты и фильтрации является компания LTA Lufttechnik GmbH, которая также входит в группу JUNKER и занимается исследованиями, разработкой и производством систем фильтрации для промышленной очистки воздуха.

 график
график 00
00 график
график Ввинчиваемые дроссельные клапаны могут быть установлены непосредственно в порте воздушного цилиндра. Дроссельные клапаны обеспечивают свободный поток рабочей среды в одном направлении и регулируют расход в обратном направлении.
Ввинчиваемые дроссельные клапаны могут быть установлены непосредственно в порте воздушного цилиндра. Дроссельные клапаны обеспечивают свободный поток рабочей среды в одном направлении и регулируют расход в обратном направлении. Все права защищены.
Все права защищены. ..»>
..»> Элементы управления Kobelt можно использовать для управления движением морских судов или для приведения в действие дисковых тормозов Kobelt, а также другого промышленного оборудования или механизмов.
Элементы управления Kobelt можно использовать для управления движением морских судов или для приведения в действие дисковых тормозов Kobelt, а также другого промышленного оборудования или механизмов. Все блоки изготовлены из бронзы и нержавеющей стали для превосходной коррозионной стойкости, чтобы обеспечить длительный срок службы дроссельной заслонки вашего корабля.
Все блоки изготовлены из бронзы и нержавеющей стали для превосходной коррозионной стойкости, чтобы обеспечить длительный срок службы дроссельной заслонки вашего корабля.

 .
.

 А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
 Изготовлен на Formlabs Form 3L
Изготовлен на Formlabs Form 3L
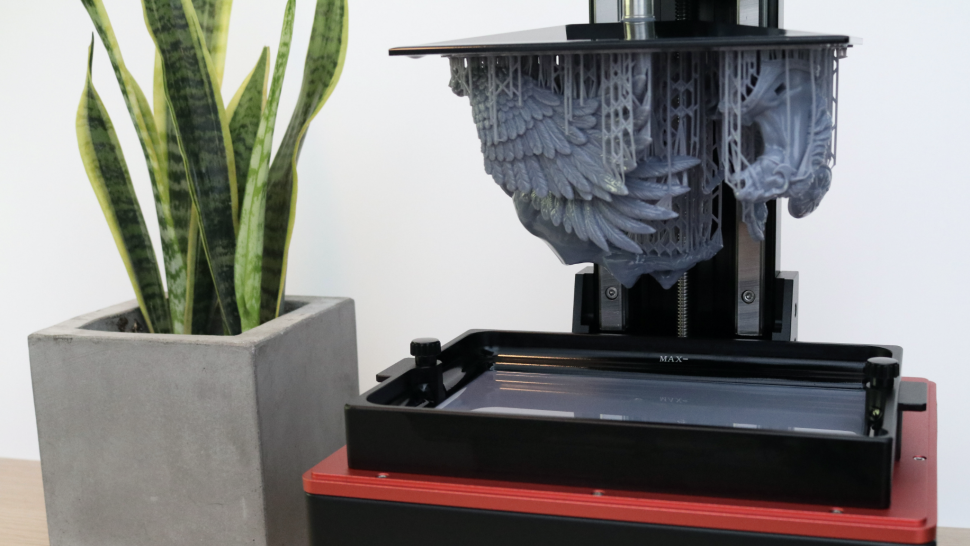
 Это очень много.
Это очень много.
 Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
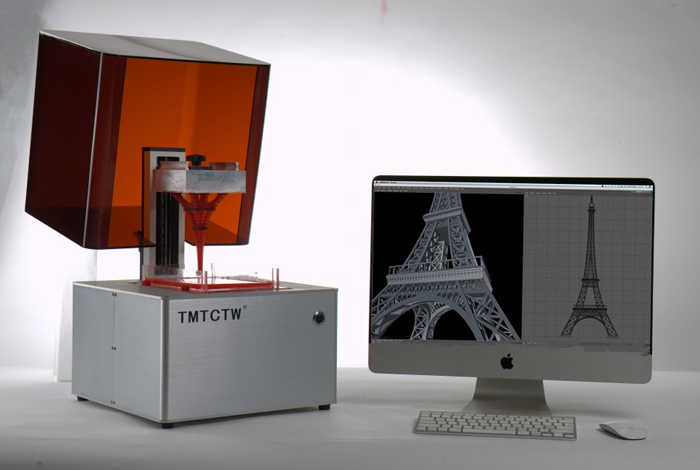
 1155 мм
1155 мм
 Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
 3″ 2K HD
3″ 2K HD
 Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
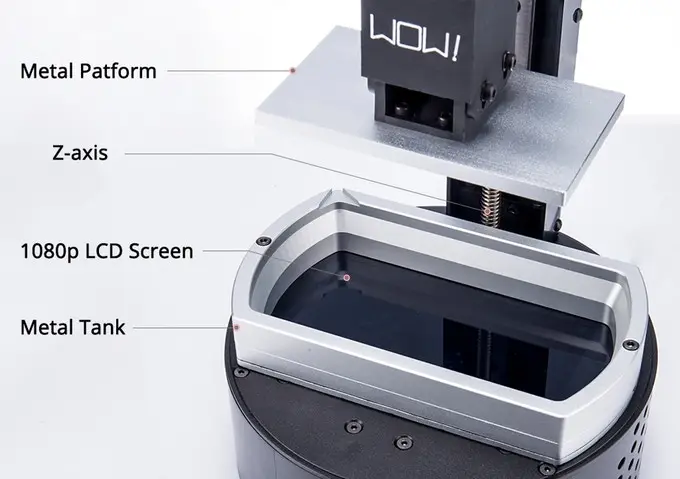
 После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
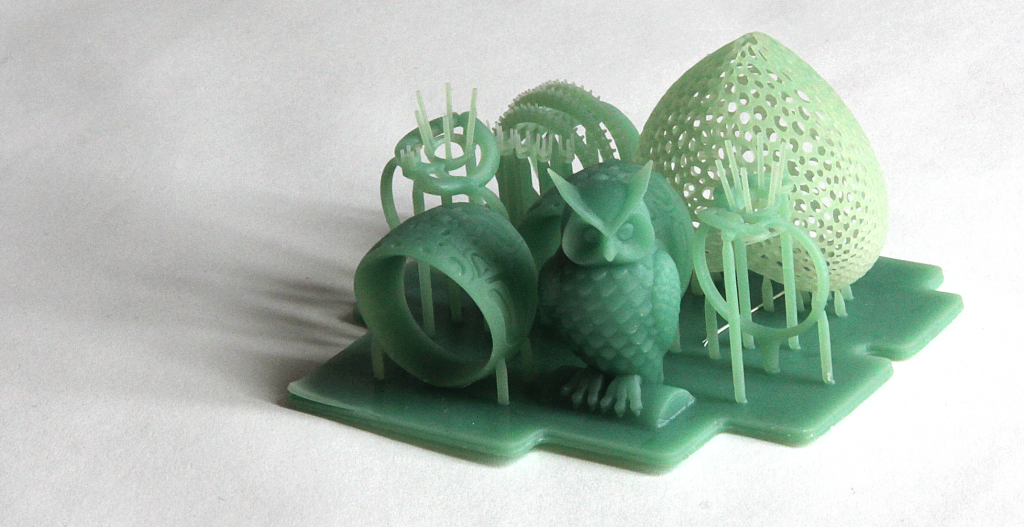
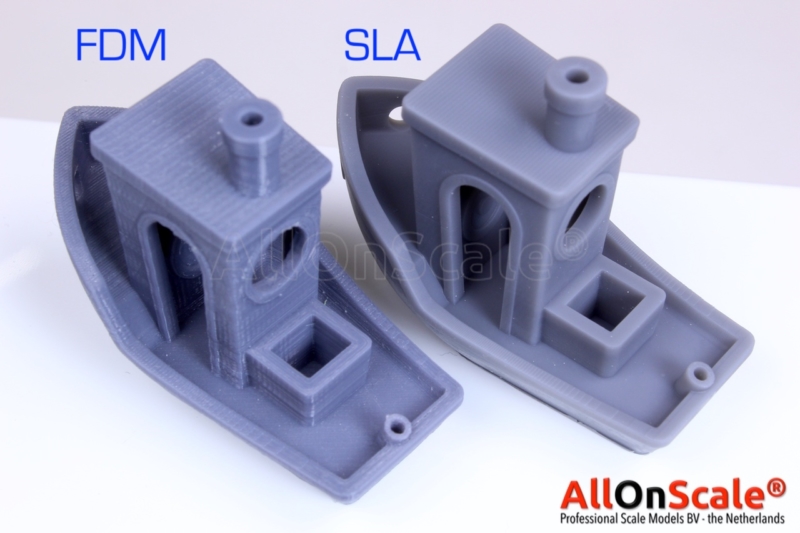
 д.
д.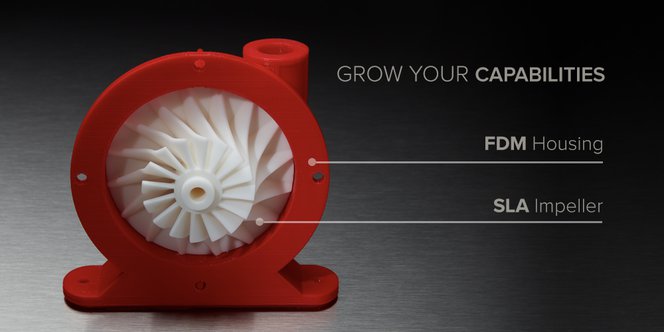
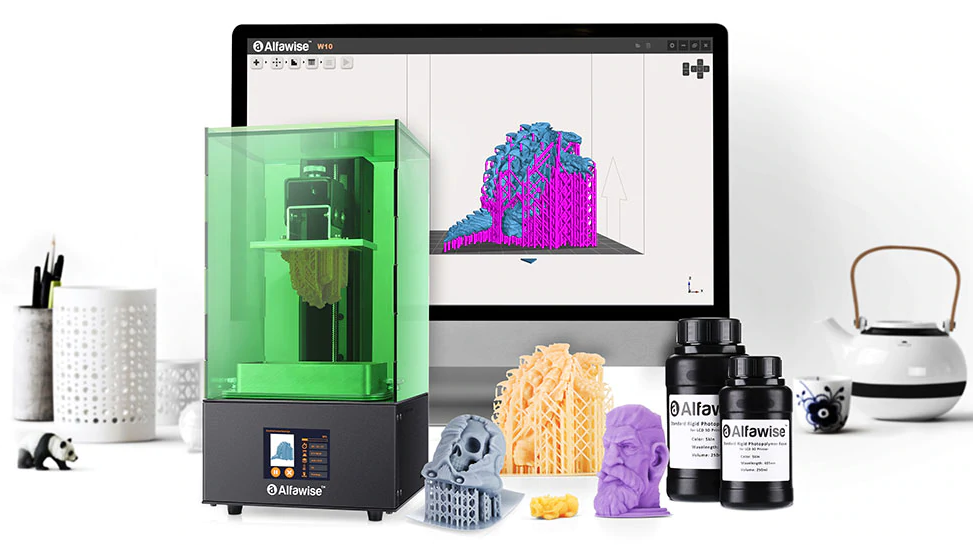



 д.
д.  В стереолитографических 3D-принтерах для всех частей модели используется один источник света, что обеспечивает однородность, но их все равно нужно тщательно калибровать, чтобы избежать искажений.
В стереолитографических 3D-принтерах для всех частей модели используется один источник света, что обеспечивает однородность, но их все равно нужно тщательно калибровать, чтобы избежать искажений. Если переместить проектор ближе к оптическому стеклу, пиксели станут меньше, а разрешающая способность увеличится, но рабочая область будет ограничена.
Если переместить проектор ближе к оптическому стеклу, пиксели станут меньше, а разрешающая способность увеличится, но рабочая область будет ограничена.  Это позволяет печатать крупные 3D-модели с высокой разрешающей способностью или большие партии мелких моделей с высокой степенью детализации для увеличения производительности принтера.
Это позволяет печатать крупные 3D-модели с высокой разрешающей способностью или большие партии мелких моделей с высокой степенью детализации для увеличения производительности принтера. Когда мы говорим о различиях, то в большинстве случаев они видны только на очень мелких деталях и моделях с высокой степенью детализации.
Когда мы говорим о различиях, то в большинстве случаев они видны только на очень мелких деталях и моделях с высокой степенью детализации. Для удаления видимых вокселей и линий слоев требуется пост-обработка, например шлифование.
Для удаления видимых вокселей и линий слоев требуется пост-обработка, например шлифование.
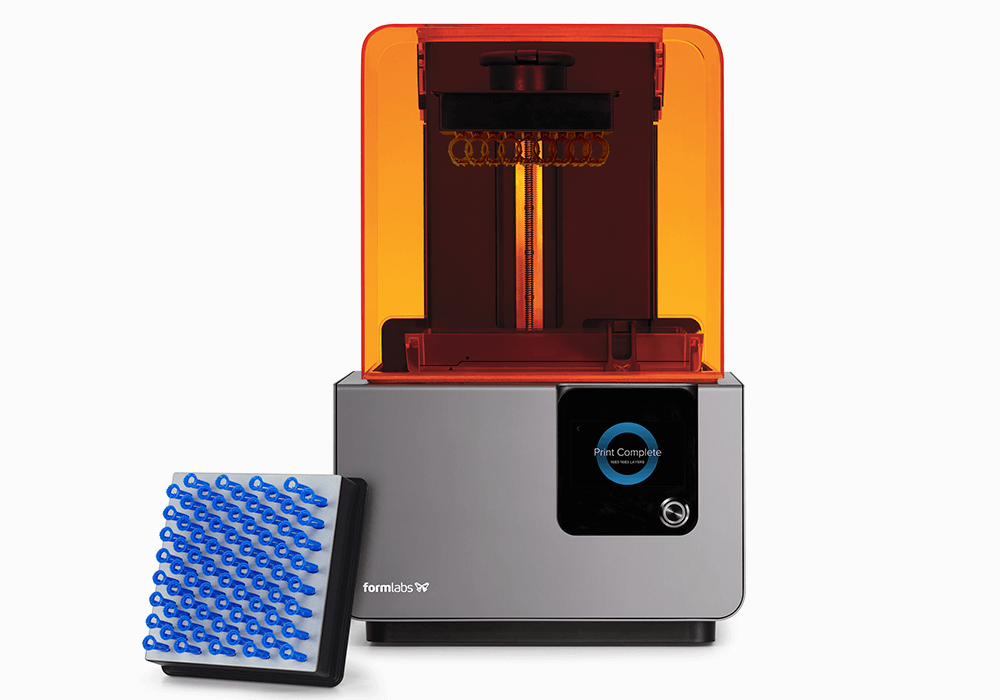
 Разные программные инструменты имеют различные функции, например, PreForm позволяет настраивать процесс печати «в один клик», действенные инструменты оптимизации плотности и размера поддерживающих структур, регулируемую толщину слоя, а также функции для экономии материалов и времени. К счастью, программное обеспечение можно загрузить и протестировать еще до покупки 3D-принтера.
Разные программные инструменты имеют различные функции, например, PreForm позволяет настраивать процесс печати «в один клик», действенные инструменты оптимизации плотности и размера поддерживающих структур, регулируемую толщину слоя, а также функции для экономии материалов и времени. К счастью, программное обеспечение можно загрузить и протестировать еще до покупки 3D-принтера.
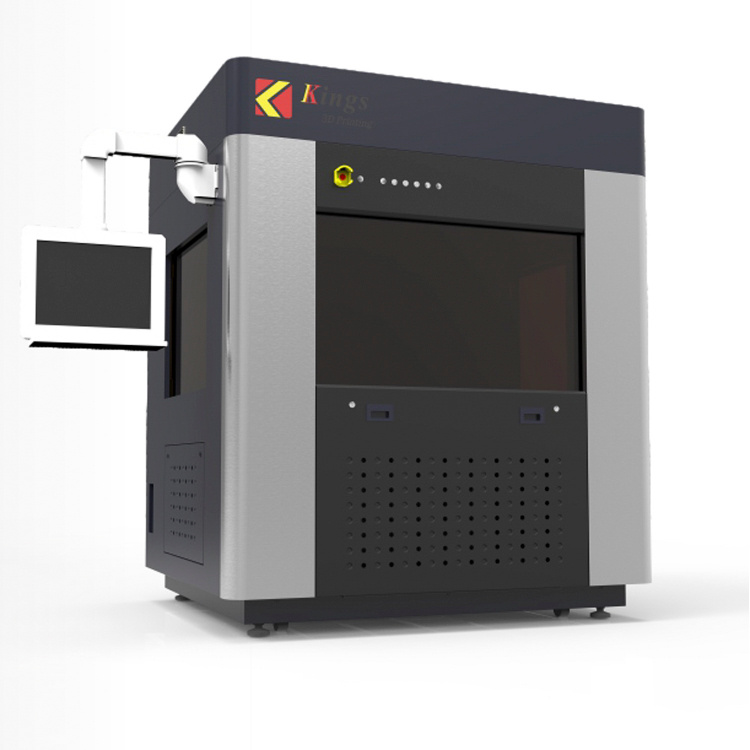
 Знакомство с нюансами каждого из них помогает прояснить, чего вы можете ожидать от окончательных отпечатков, чтобы в конечном итоге решить, какая технология подходит для вашего конкретного приложения.
Знакомство с нюансами каждого из них помогает прояснить, чего вы можете ожидать от окончательных отпечатков, чтобы в конечном итоге решить, какая технология подходит для вашего конкретного приложения. Хотя эти две технологии очень похожи в принципе, они могут давать значительно различающиеся результаты.
Хотя эти две технологии очень похожи в принципе, они могут давать значительно различающиеся результаты. Лазер указывает на два зеркальных гальванометра, которые направляют свет в правильные координаты на серии зеркал, фокусируя свет вверх через дно резервуара и отверждая слой смолы.
Лазер указывает на два зеркальных гальванометра, которые направляют свет в правильные координаты на серии зеркал, фокусируя свет вверх через дно резервуара и отверждая слой смолы.

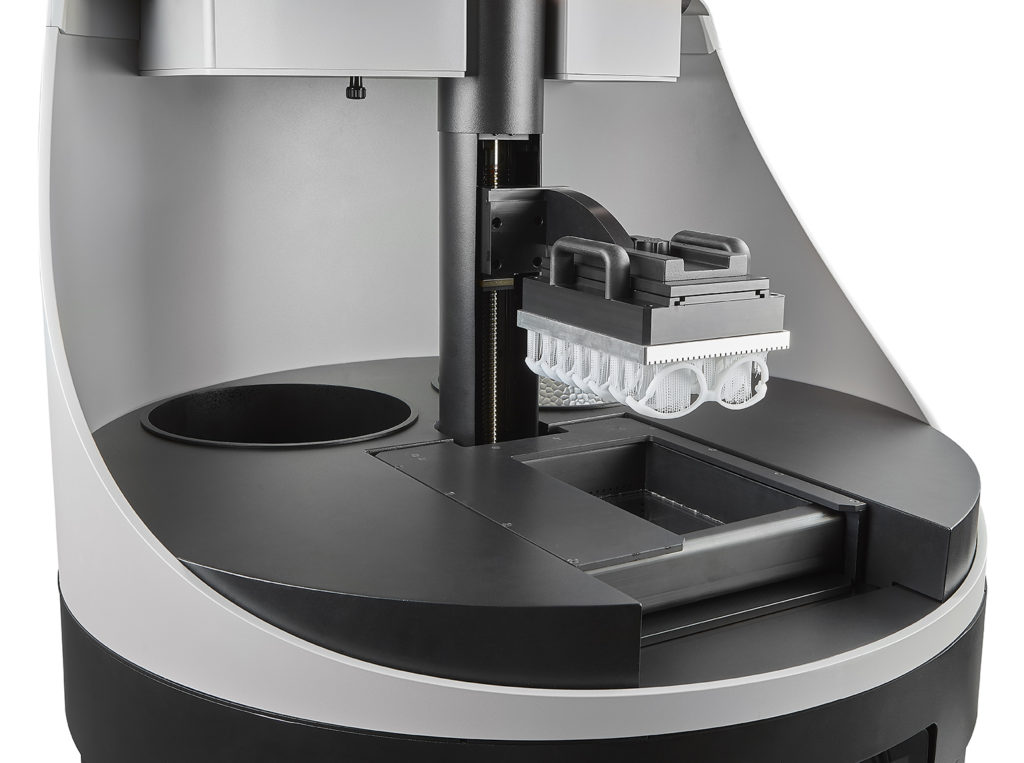
 Например, 3D-принтер Form 3 LFS оснащен лазером с размером пятна 85 микрон, но из-за процесса непрерывного линейного сканирования лазер может перемещаться с меньшим шагом, и принтер может стабильно печатать детали с разрешением XY 25 микрон.
Например, 3D-принтер Form 3 LFS оснащен лазером с размером пятна 85 микрон, но из-за процесса непрерывного линейного сканирования лазер может перемещаться с меньшим шагом, и принтер может стабильно печатать детали с разрешением XY 25 микрон.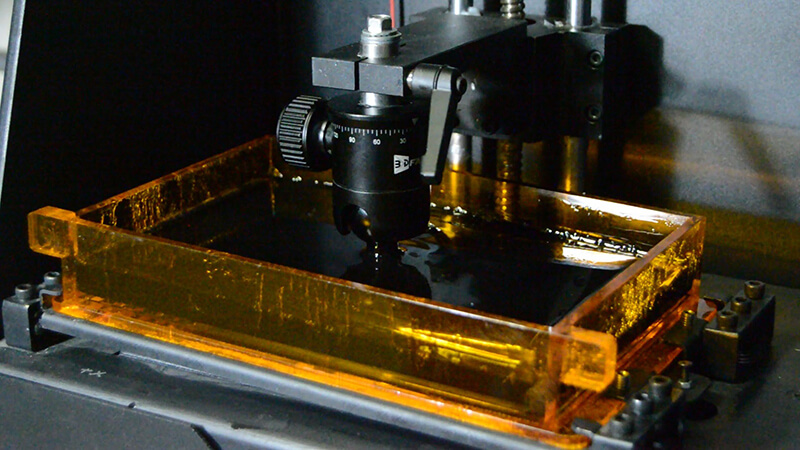 Различия в точности и прецизионности часто лучше объясняются различиями между машинами разных производителей, чем различиями между самими технологиями.
Различия в точности и прецизионности часто лучше объясняются различиями между машинами разных производителей, чем различиями между самими технологиями. 3D-принтеры SLA используют один и тот же источник света для каждой части отпечатка, что означает, что он однороден по определению, но им по-прежнему требуется обширная калибровка для учета искажений.
3D-принтеры SLA используют один и тот же источник света для каждой части отпечатка, что означает, что он однороден по определению, но им по-прежнему требуется обширная калибровка для учета искажений. Если приблизить проектор к оптическому окну, пиксели уменьшатся, что увеличит разрешение, но ограничит доступную площадь построения.
Если приблизить проектор к оптическому окну, пиксели уменьшатся, что увеличит разрешение, но ограничит доступную площадь построения. Это позволяет печатать на 3D-принтере большие детали с высоким разрешением или большую партию детализированных мелких деталей, чтобы увеличить производительность на той же машине.
Это позволяет печатать на 3D-принтере большие детали с высоким разрешением или большую партию детализированных мелких деталей, чтобы увеличить производительность на той же машине.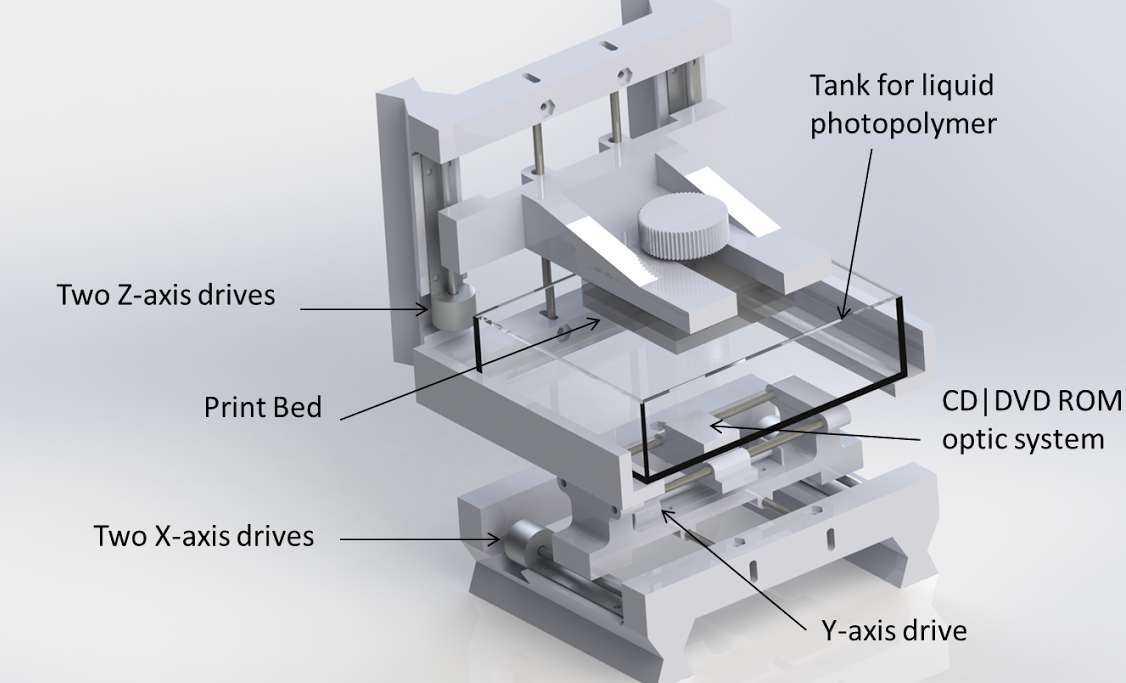

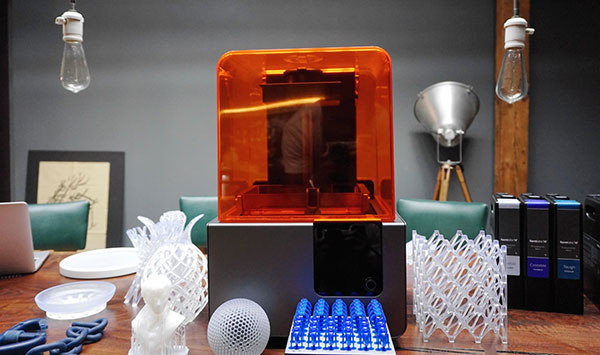 Платформа.
Платформа. От высокой скорости начала печати до минимального времени удаления подложки, промывки и отверждения — Draft Resin имеет оптимизированный рабочий процесс, позволяющий действительно максимизировать эффективность.
От высокой скорости начала печати до минимального времени удаления подложки, промывки и отверждения — Draft Resin имеет оптимизированный рабочий процесс, позволяющий действительно максимизировать эффективность.
 К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера.
К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера. Для 3D-принтеров SLA Formlabs предлагает решения для автоматизации этих шагов, экономящие время и силы.
Для 3D-принтеров SLA Formlabs предлагает решения для автоматизации этих шагов, экономящие время и силы.
 В этом введении в SLA мы рассмотрим основные принципы процесса, чтобы определить, подходит ли он для вашего приложения.
В этом введении в SLA мы рассмотрим основные принципы процесса, чтобы определить, подходит ли он для вашего приложения.

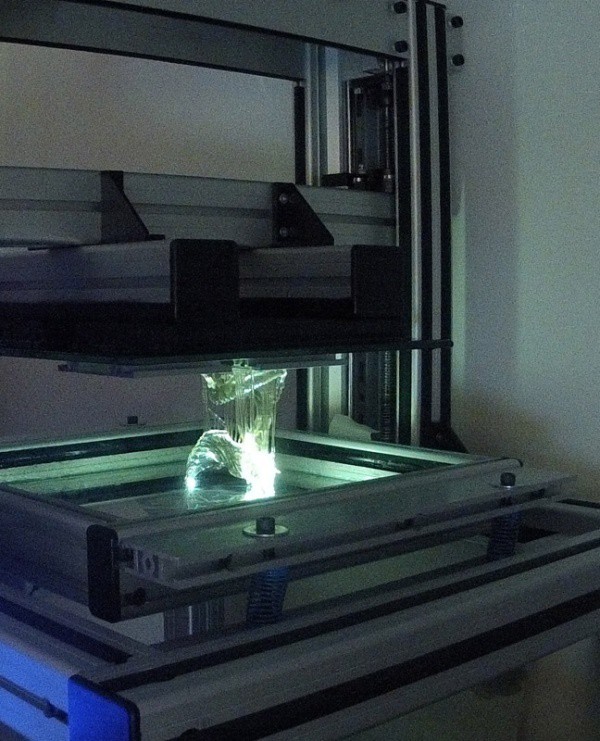 Если требуются очень высокие механические и термические свойства, требуется дополнительная обработка в ультрафиолетовом свете.
Если требуются очень высокие механические и термические свойства, требуется дополнительная обработка в ультрафиолетовом свете. Высота слоя 100 микрон подходит для большинства распространенных применений.
Высота слоя 100 микрон подходит для большинства распространенных применений. Это называется этапом пилинга.
Это называется этапом пилинга.
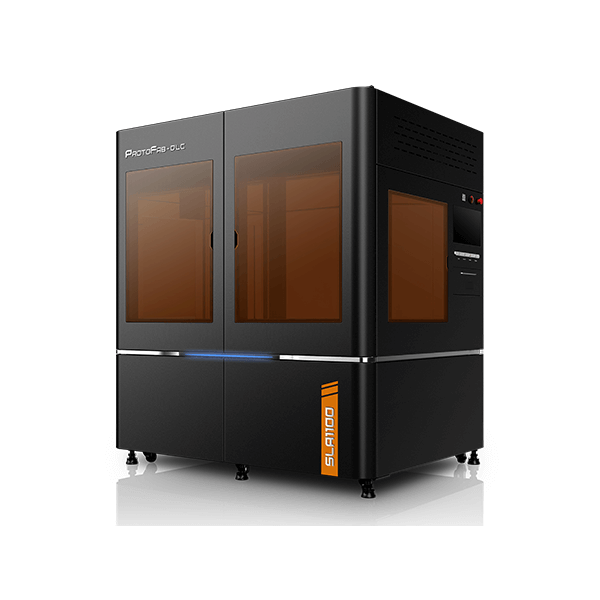 Выступы и мосты по-прежнему должны поддерживаться, но минимизация площади поперечного сечения каждого слоя является наиболее важным критерием: силы, прикладываемые к детали на этапе очистки, могут привести к ее отделению от платформы сборки. Эти силы пропорциональны площади поперечного сечения каждого слоя. По этой причине детали ориентированы под углом, и уменьшение поддержки не является первостепенной задачей.
Выступы и мосты по-прежнему должны поддерживаться, но минимизация площади поперечного сечения каждого слоя является наиболее важным критерием: силы, прикладываемые к детали на этапе очистки, могут привести к ее отделению от платформы сборки. Эти силы пропорциональны площади поперечного сечения каждого слоя. По этой причине детали ориентированы под углом, и уменьшение поддержки не является первостепенной задачей.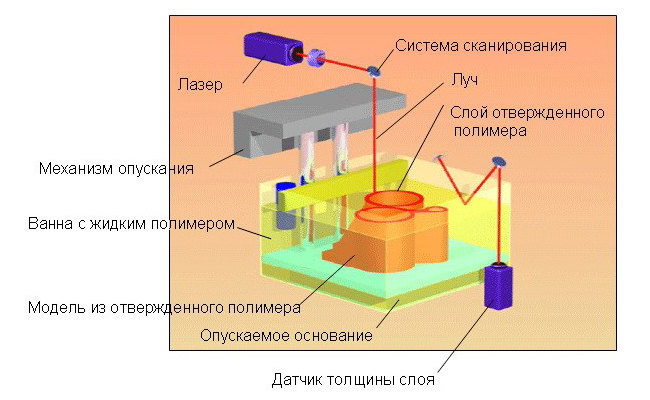 Керлинг похож на
Керлинг похож на Более поздние лазерные проходы помогают ранее затвердевшим слоям сплавиться друг с другом в очень высокой степени. Фактически отверждение продолжается даже после завершения процесса печати.
Более поздние лазерные проходы помогают ранее затвердевшим слоям сплавиться друг с другом в очень высокой степени. Фактически отверждение продолжается даже после завершения процесса печати.
 Таким образом, цена смолы сильно варьируется: от примерно 50 долларов за литр для стандартного материала до 400 долларов за литр для специальных материалов, таких как литейная или стоматологическая смола. Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, что дает разработчику более строгий контроль над механическими свойствами печатаемой детали.
Таким образом, цена смолы сильно варьируется: от примерно 50 долларов за литр для стандартного материала до 400 долларов за литр для специальных материалов, таких как литейная или стоматологическая смола. Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, что дает разработчику более строгий контроль над механическими свойствами печатаемой детали. Чтобы узнать больше, прочитайте нашу обширную статью о
Чтобы узнать больше, прочитайте нашу обширную статью о В то время как настольные принтеры могут использовать гибкую смолу, промышленные машины предлагают широкий спектр гибких смол, каждая из которых имеет различные механические свойства.
В то время как настольные принтеры могут использовать гибкую смолу, промышленные машины предлагают широкий спектр гибких смол, каждая из которых имеет различные механические свойства.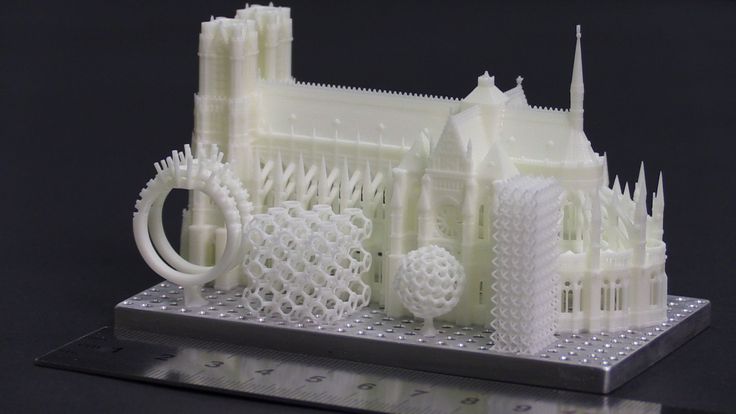


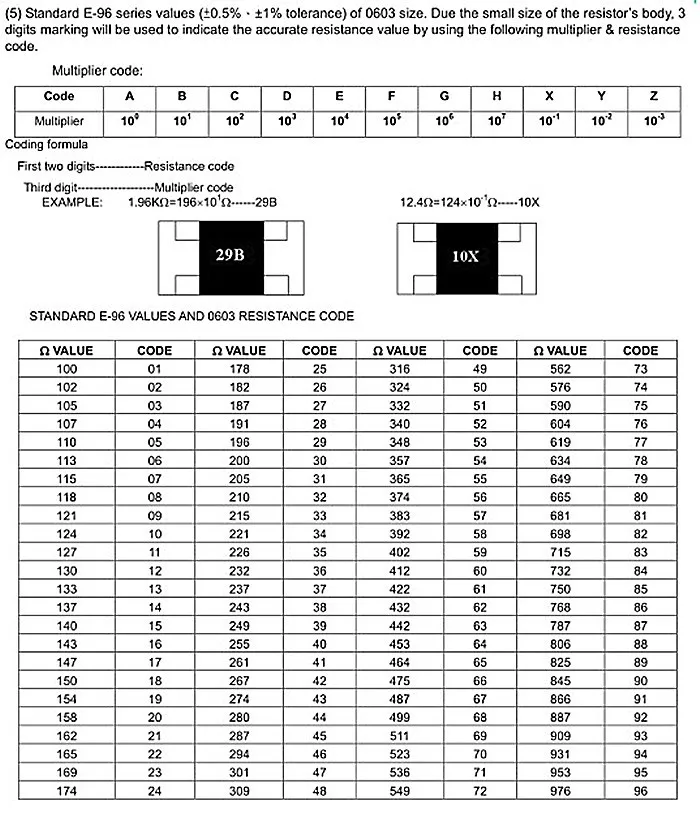 module.ru
module.ru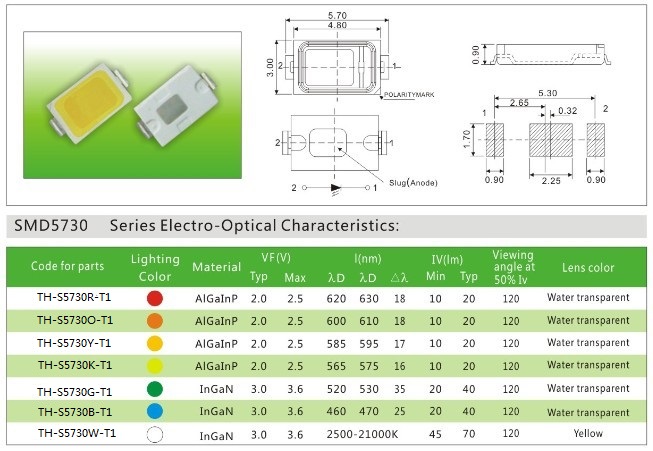 npofizika.ru
npofizika.ru meteor.su
meteor.su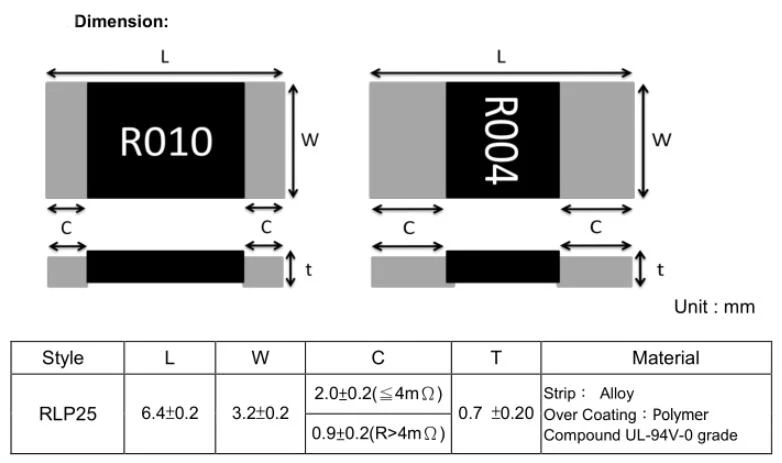 Изобильный
Изобильный relays.ru
relays.ru  mmp-irbis.ru
mmp-irbis.ru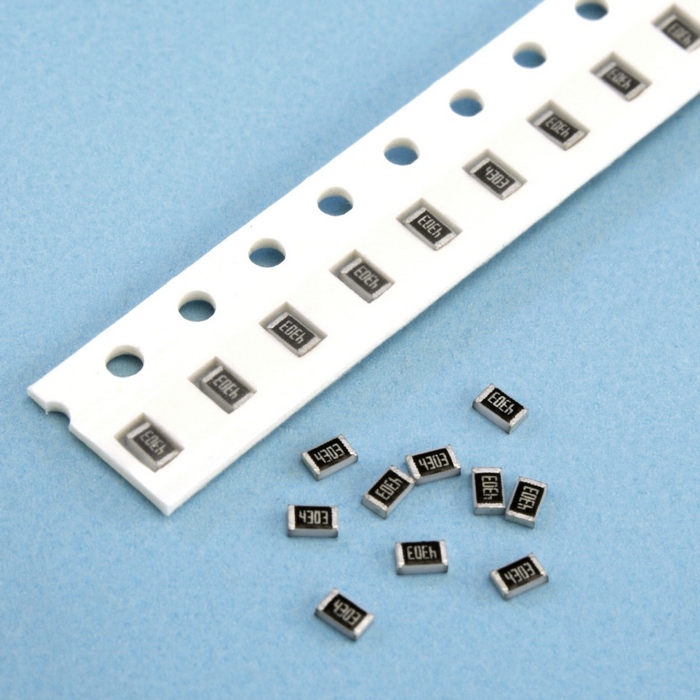


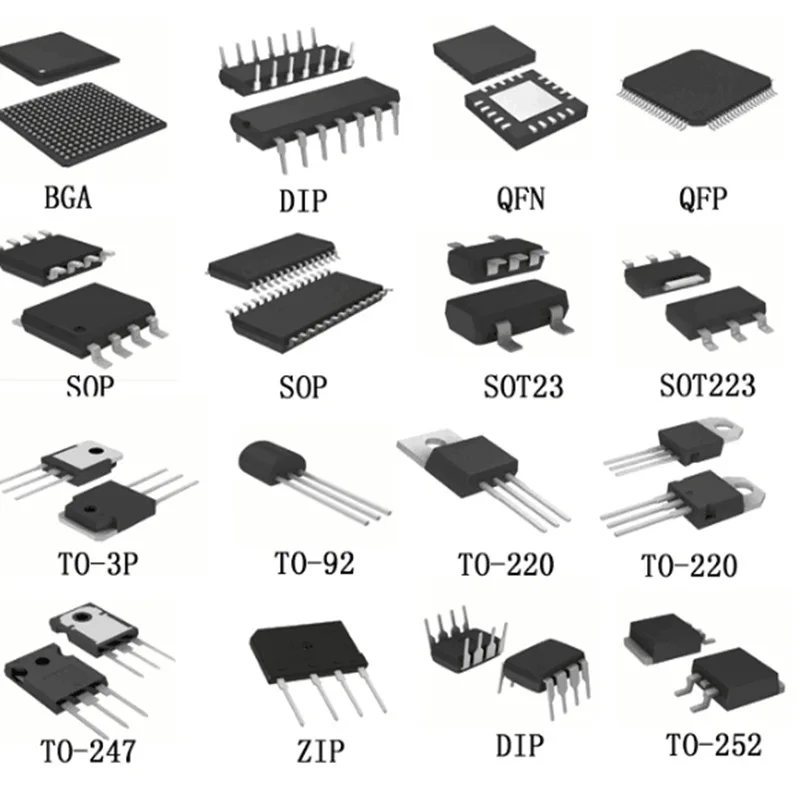
 Томск. Перед НИИПП были поставлены задачи разработки технологии выращивания арсенида галлия, изучения его свойств и создания новых классов приборов на его основе. В НИИПП были разработаны процессы получения эпитаксиальных структур широкой номенклатуры для СВЧ изделий (диодов Ганна, смесительных, умножительных, детекторных, импульсных диодов и др.), оптоэлектронных диодов ИК диапазона, интегральных схем. Большинство изделий, которые выпускались и выпускаются сегодня на заводе НИИПП, обеспечивались эпитаксиальными структурами, созданными в отделе материаловедения.
Томск. Перед НИИПП были поставлены задачи разработки технологии выращивания арсенида галлия, изучения его свойств и создания новых классов приборов на его основе. В НИИПП были разработаны процессы получения эпитаксиальных структур широкой номенклатуры для СВЧ изделий (диодов Ганна, смесительных, умножительных, детекторных, импульсных диодов и др.), оптоэлектронных диодов ИК диапазона, интегральных схем. Большинство изделий, которые выпускались и выпускаются сегодня на заводе НИИПП, обеспечивались эпитаксиальными структурами, созданными в отделе материаловедения. Полупроводниковые приборы и интегральные микросхемы широко применялись в космической и военной технике, а теле-, радио- и видеотехнике, и другой бытовой и промышленной аппаратуре. За годы своего существования предприятием было выпущено несколько миллиардов полупроводников и микросхем.
Полупроводниковые приборы и интегральные микросхемы широко применялись в космической и военной технике, а теле-, радио- и видеотехнике, и другой бытовой и промышленной аппаратуре. За годы своего существования предприятием было выпущено несколько миллиардов полупроводников и микросхем.



 Специалисты ООО «Кулон» постоянно проводят работы по повышению уровня качества изделий, улучшению их характеристик, разработке и освоению новой продукции.
Специалисты ООО «Кулон» постоянно проводят работы по повышению уровня качества изделий, улучшению их характеристик, разработке и освоению новой продукции.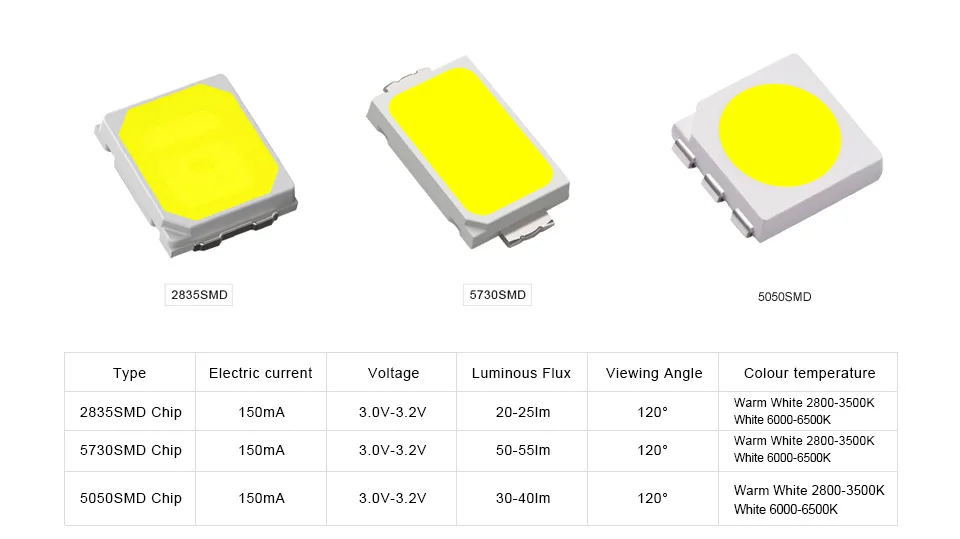
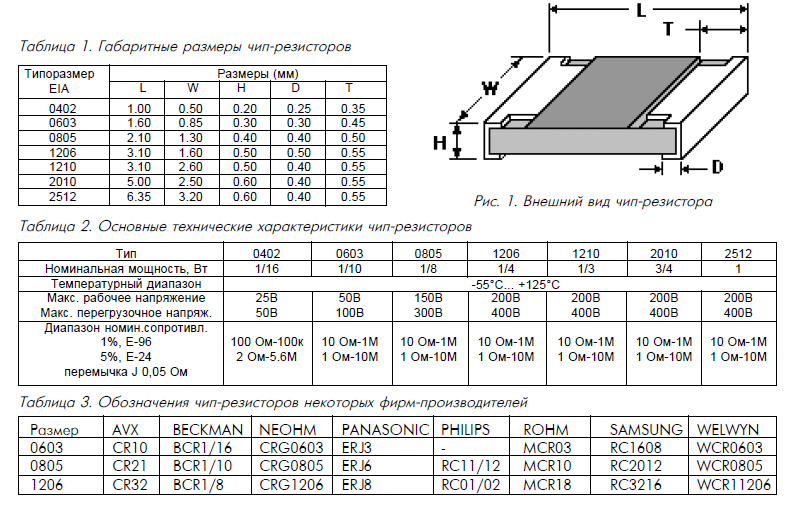
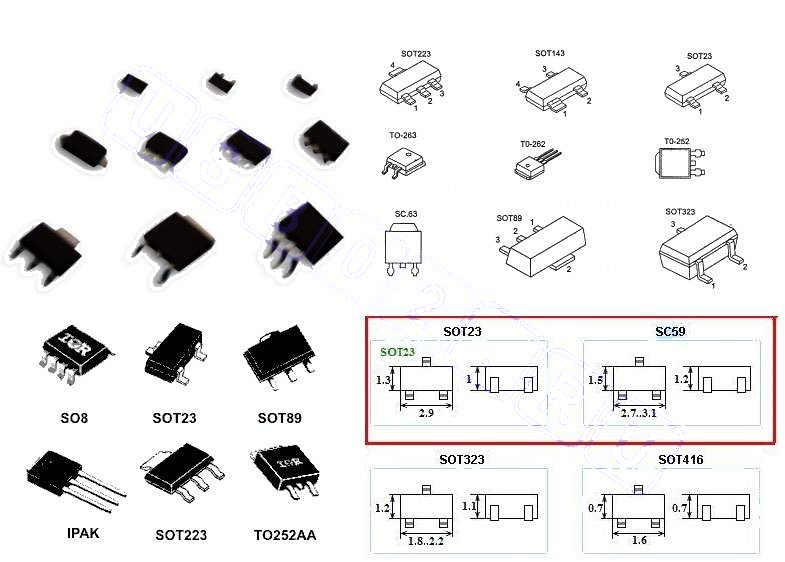 Генштаб России сообщил о призыве на осенний призыв 2021 года 127 тысяч человек, а весной 2021 года — 134 тысячи человек из 672 тысяч призванных[7]. Количество призывников относительно стабильно из года в год: 263 000 в 2020 году и 267 000 в 2019 году..[8] Приблизительно 261 000 призывников 2021 года в настоящее время служат в российских подразделениях, а осенью 2021 года призывники проходят третий месяц обучения.
Генштаб России сообщил о призыве на осенний призыв 2021 года 127 тысяч человек, а весной 2021 года — 134 тысячи человек из 672 тысяч призванных[7]. Количество призывников относительно стабильно из года в год: 263 000 в 2020 году и 267 000 в 2019 году..[8] Приблизительно 261 000 призывников 2021 года в настоящее время служат в российских подразделениях, а осенью 2021 года призывники проходят третий месяц обучения.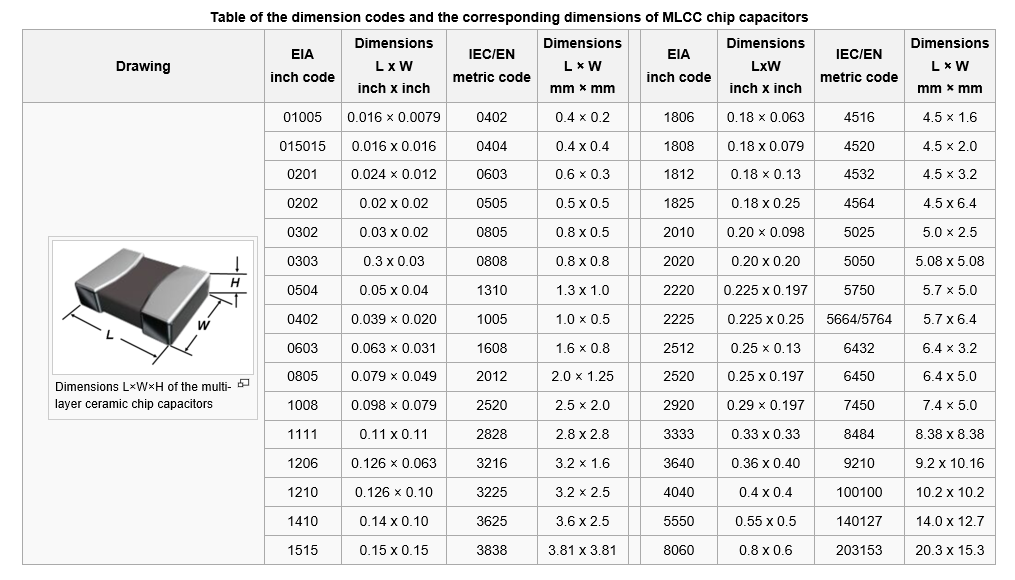 Быстрое использование относительно необученных резервистов вряд ли существенно увеличит боевую мощь России в Украине.
Быстрое использование относительно необученных резервистов вряд ли существенно увеличит боевую мощь России в Украине.
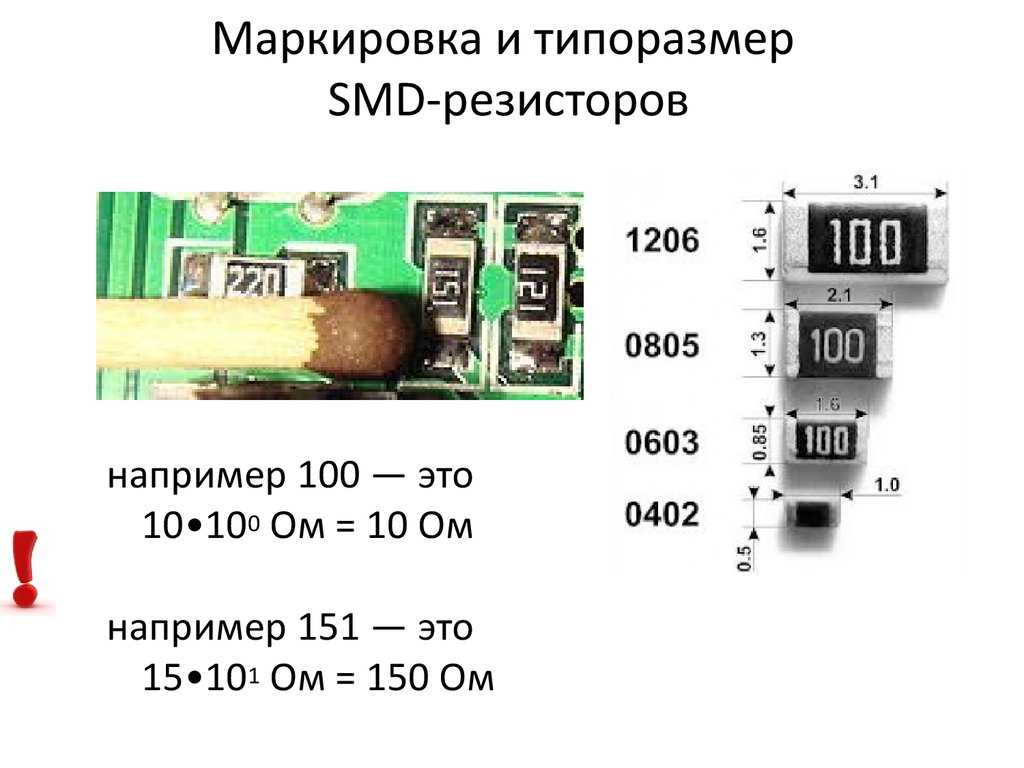 Резервисты будут продолжать тренировки два-три раза в месяц в мирное время и формировать свои воинские части. В Южном военном округе (ЮВО) поставлена цель создать резерв ветеранов службы численностью 38 тыс. человек вместо 400 человек[19].] Информация о том, сколько резервистов вернулось на военную службу, ограничена; Данные Новокузнецка показывают, что город планировал набрать 220 резервистов, но сообщил о наборе только 20.[20] Центральный военный округ (ЦВО) сообщил о проведении с 24 по 26 января 2022 года программы БАРС-2022, в ходе которой ЦВО набрал 9000 резервистов.
Резервисты будут продолжать тренировки два-три раза в месяц в мирное время и формировать свои воинские части. В Южном военном округе (ЮВО) поставлена цель создать резерв ветеранов службы численностью 38 тыс. человек вместо 400 человек[19].] Информация о том, сколько резервистов вернулось на военную службу, ограничена; Данные Новокузнецка показывают, что город планировал набрать 220 резервистов, но сообщил о наборе только 20.[20] Центральный военный округ (ЦВО) сообщил о проведении с 24 по 26 января 2022 года программы БАРС-2022, в ходе которой ЦВО набрал 9000 резервистов. Мужчины, уволенные в запас менее двух лет назад, отцы троих и более детей, лица с уголовным записи также освобождаются от мобилизации в соответствии с действующим законодательством.[22] 22 февраля Госдума России приняла законопроект об усилении всеобщей мобилизации, обязывающий мужчин являться в военный комиссариат без получения уведомления о призыве от региональных властей[23]. Этот закон сократит административное время, необходимое для набора призывников, если Кремль объявит военное положение. Российское независимое СМИ «Важные истории» пояснило, что российские военные могут задействовать как резервистов, так и новобранцев во время всеобщей мобилизации, в том числе ранее освобожденных от призыва[24]. В случае всеобщей мобилизации российская армия, скорее всего, попытается пополнить ряды формирующихся резервных частей и пополнить боевые потери из частей, уже несущих службу в Украине.
Мужчины, уволенные в запас менее двух лет назад, отцы троих и более детей, лица с уголовным записи также освобождаются от мобилизации в соответствии с действующим законодательством.[22] 22 февраля Госдума России приняла законопроект об усилении всеобщей мобилизации, обязывающий мужчин являться в военный комиссариат без получения уведомления о призыве от региональных властей[23]. Этот закон сократит административное время, необходимое для набора призывников, если Кремль объявит военное положение. Российское независимое СМИ «Важные истории» пояснило, что российские военные могут задействовать как резервистов, так и новобранцев во время всеобщей мобилизации, в том числе ранее освобожденных от призыва[24]. В случае всеобщей мобилизации российская армия, скорее всего, попытается пополнить ряды формирующихся резервных частей и пополнить боевые потери из частей, уже несущих службу в Украине.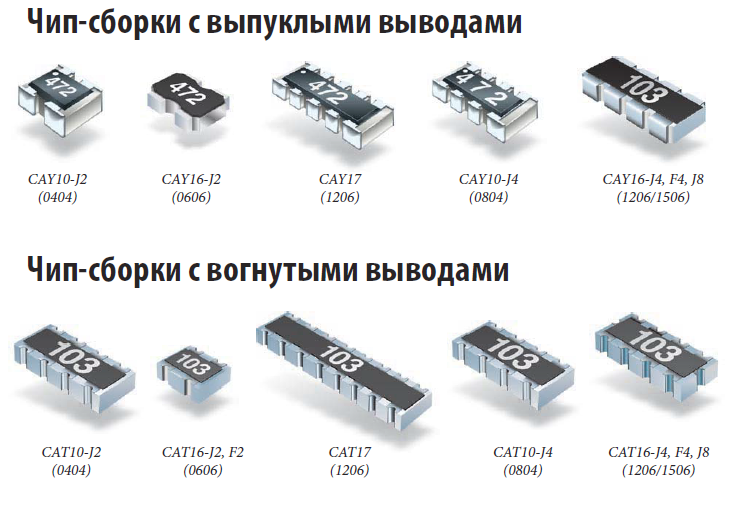 Поскольку наземное наступление на Украине застопорилось, российские военные, вероятно, столкнутся с потребностью в новом призыве в резерв для пополнения дополнительных подразделений и восполнения отдельных потерь в этих подразделениях. По состоянию на 5 марта сообщается о мобилизации 3000 отдельных пополнений через российскую границу из Харькова для восполнения боевых потерь в российских частях[25].
Поскольку наземное наступление на Украине застопорилось, российские военные, вероятно, столкнутся с потребностью в новом призыве в резерв для пополнения дополнительных подразделений и восполнения отдельных потерь в этих подразделениях. По состоянию на 5 марта сообщается о мобилизации 3000 отдельных пополнений через российскую границу из Харькова для восполнения боевых потерь в российских частях[25]. [28]
[28]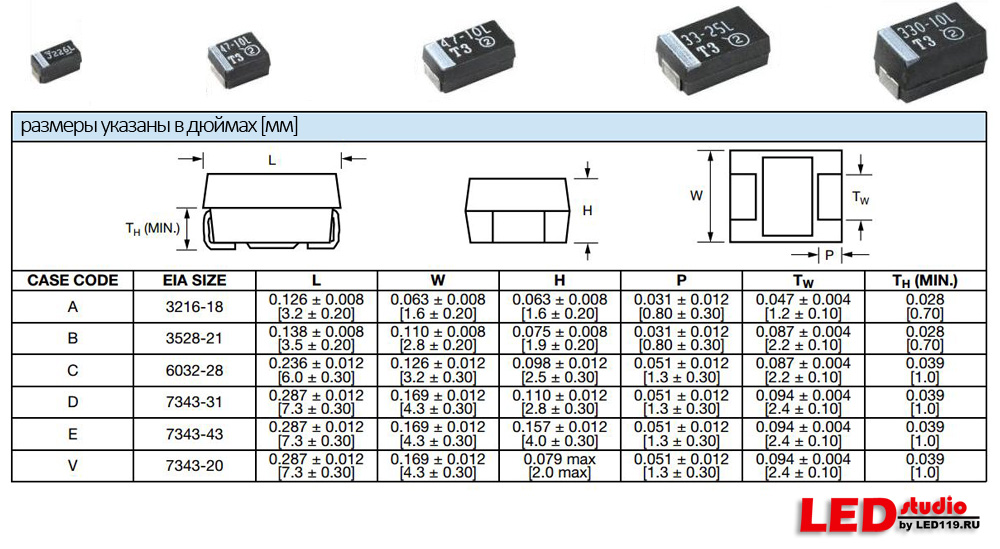 Таким образом, в Украине, скорее всего, появится больше подразделений и резервистов, но чистое влияние на реальную боеспособность России, вероятно, будет небольшим и будет уменьшаться.
Таким образом, в Украине, скорее всего, появится больше подразделений и резервистов, но чистое влияние на реальную боеспособность России, вероятно, будет небольшим и будет уменьшаться.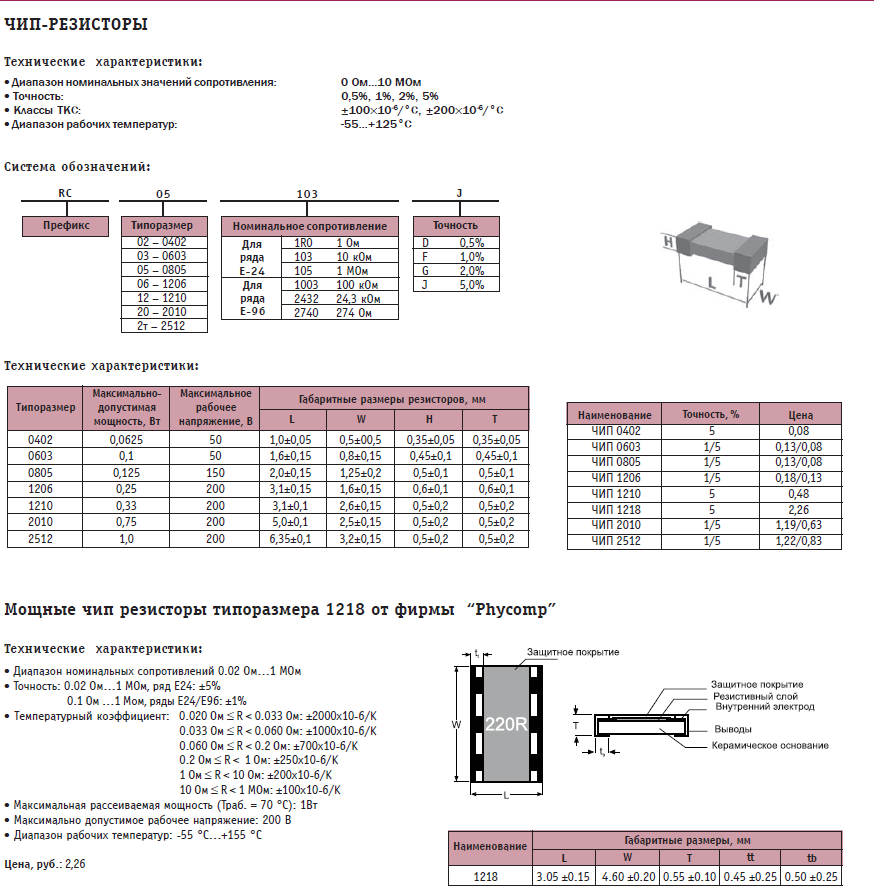 html; https://vk точка tatarstan.ru/index.htm/news/2000133.htm
html; https://vk точка tatarstan.ru/index.htm/news/2000133.htm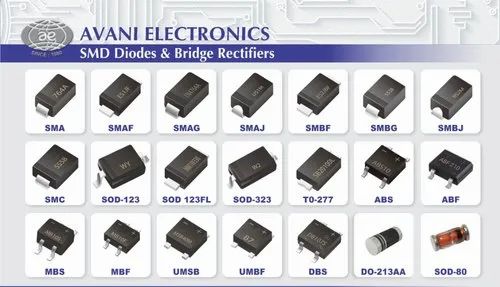
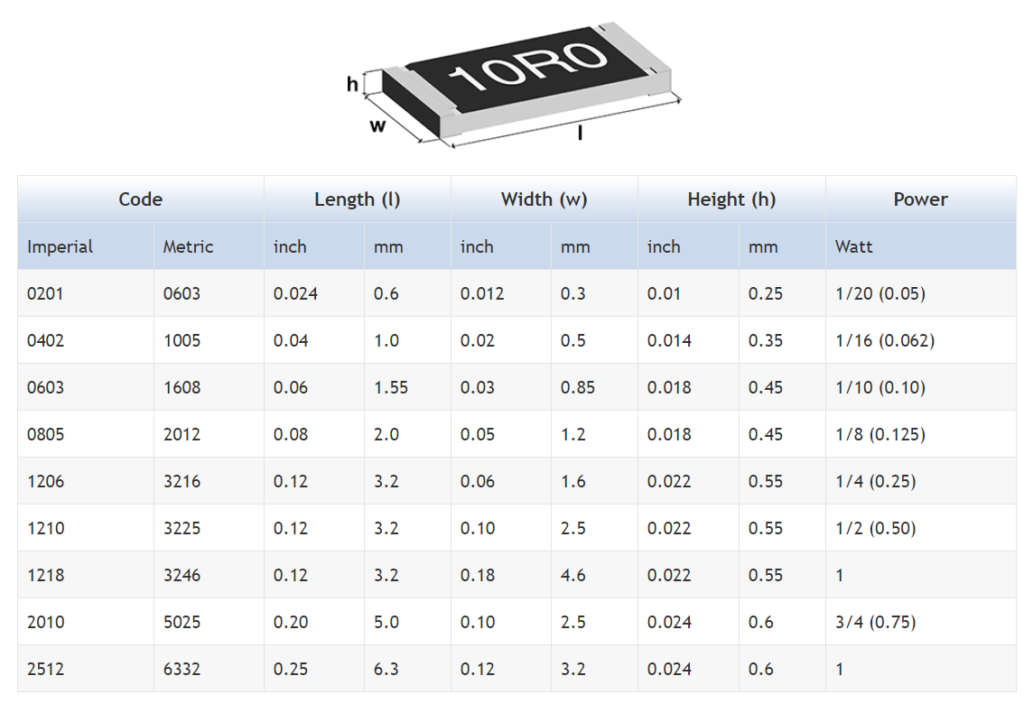 bbc.com/russian/news-58465781; https://www.dot.ru/armies/2021-12-24/11_8335_army5.html
bbc.com/russian/news-58465781; https://www.dot.ru/armies/2021-12-24/11_8335_army5.html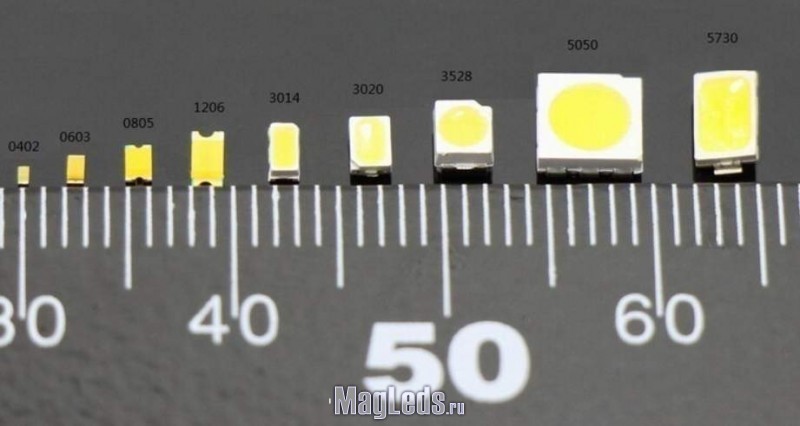 Что восстановленные детали говорят нам о российской армии, какие детали TT Electronics были найдены и как соглашения с конечным пользователем затрудняют отслеживание того, куда идут детали?
Что восстановленные детали говорят нам о российской армии, какие детали TT Electronics были найдены и как соглашения с конечным пользователем затрудняют отслеживание того, куда идут детали?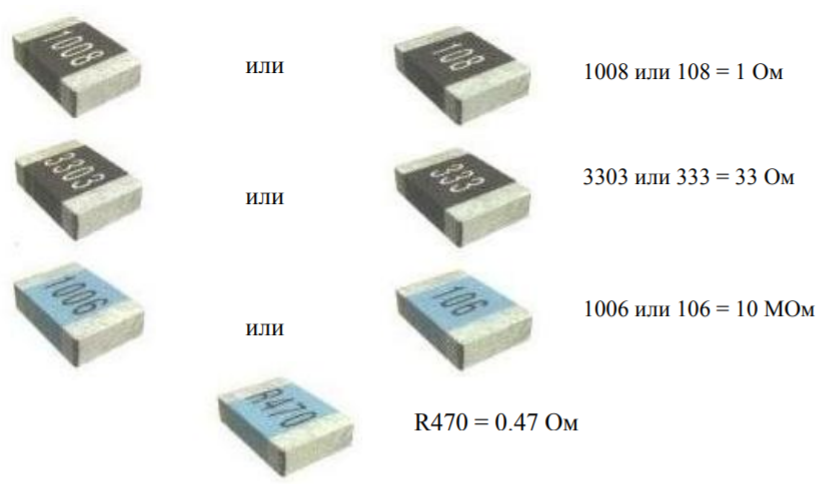
 В частности, в оборонной системе были обнаружены детали от TT Electronics, и теперь TT Electronics подтвердила, что продажи в Россию осуществлялись в прошлом.
В частности, в оборонной системе были обнаружены детали от TT Electronics, и теперь TT Electronics подтвердила, что продажи в Россию осуществлялись в прошлом.
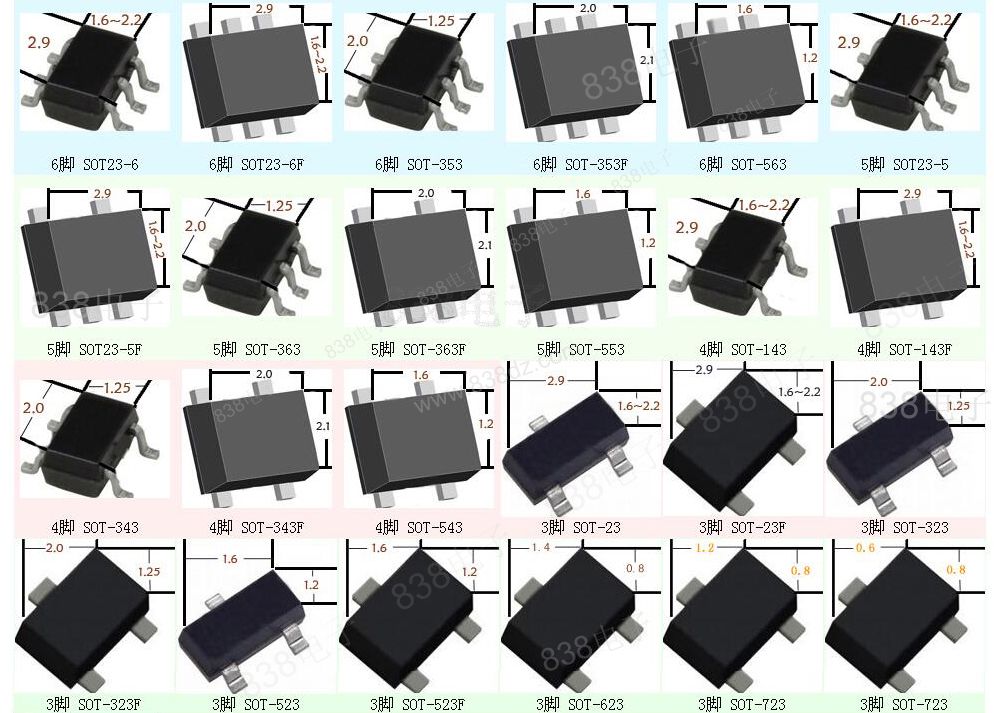 Те, у кого их нет, часто можно найти, особенно те, которые проживают в таких странах, как США и Великобритания, и, учитывая, что разработка такого оборудования чрезвычайно сложна, это означает, что очень немногие имеют такие возможности. Конечно, мы часто слышим об использовании западной военной техники в конфликтах, но это, как правило, санкционировано соответствующим правительством (например, продажа оружия).
Те, у кого их нет, часто можно найти, особенно те, которые проживают в таких странах, как США и Великобритания, и, учитывая, что разработка такого оборудования чрезвычайно сложна, это означает, что очень немногие имеют такие возможности. Конечно, мы часто слышим об использовании западной военной техники в конфликтах, но это, как правило, санкционировано соответствующим правительством (например, продажа оружия).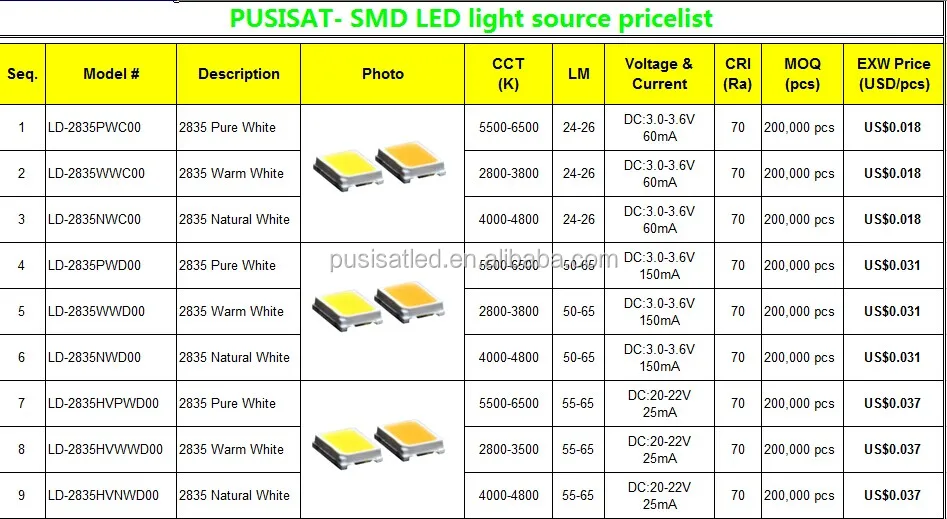
 Широко применяется для точного литья деталей сложной формы.
Широко применяется для точного литья деталей сложной формы.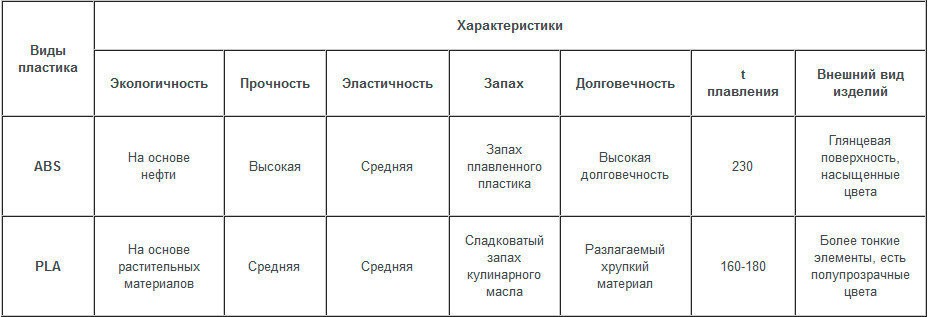 Является хорошим диэлектриком.
Является хорошим диэлектриком.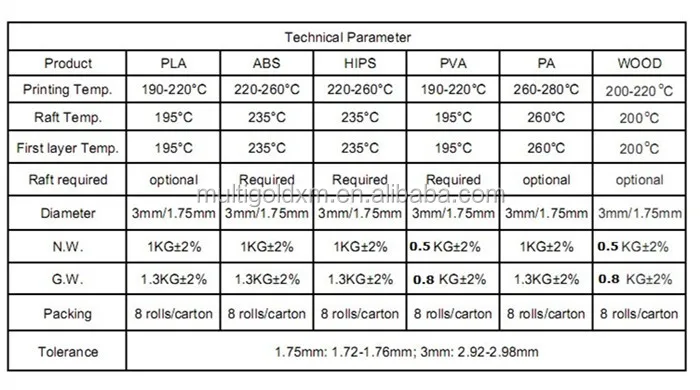
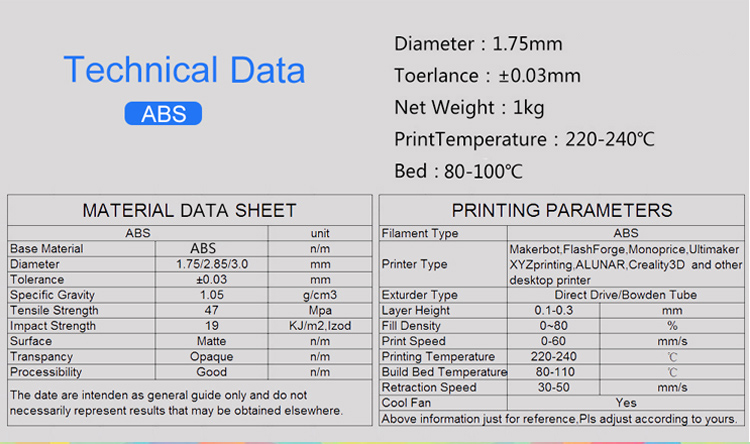
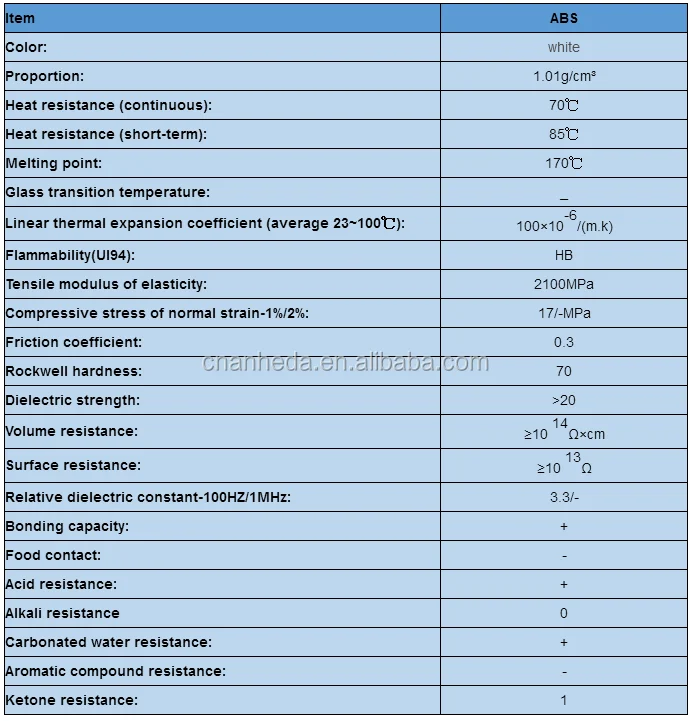 д. По лёгкости 3D печати это второй материал, после PLA пластика, но нужно быть внимательным при печати больших объектов, поскольку по мере остывание модели возможны деформации. После печати на 3D принтере модели из ABS пластика, её можно легко отшлифовать и покрасить аэрозольной или акриловой краской. ABS пластик изготавливается из ископаемого топлива и не подвержен биологическому разложению.
д. По лёгкости 3D печати это второй материал, после PLA пластика, но нужно быть внимательным при печати больших объектов, поскольку по мере остывание модели возможны деформации. После печати на 3D принтере модели из ABS пластика, её можно легко отшлифовать и покрасить аэрозольной или акриловой краской. ABS пластик изготавливается из ископаемого топлива и не подвержен биологическому разложению.

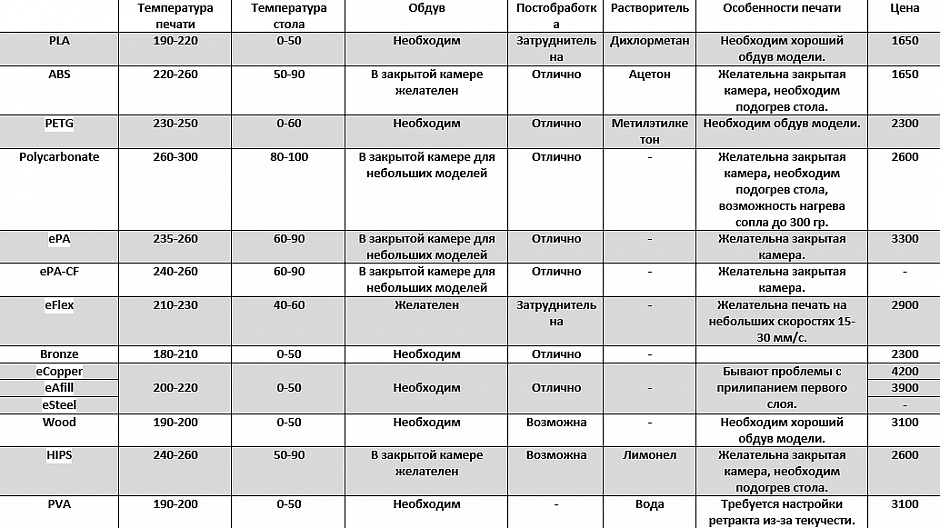
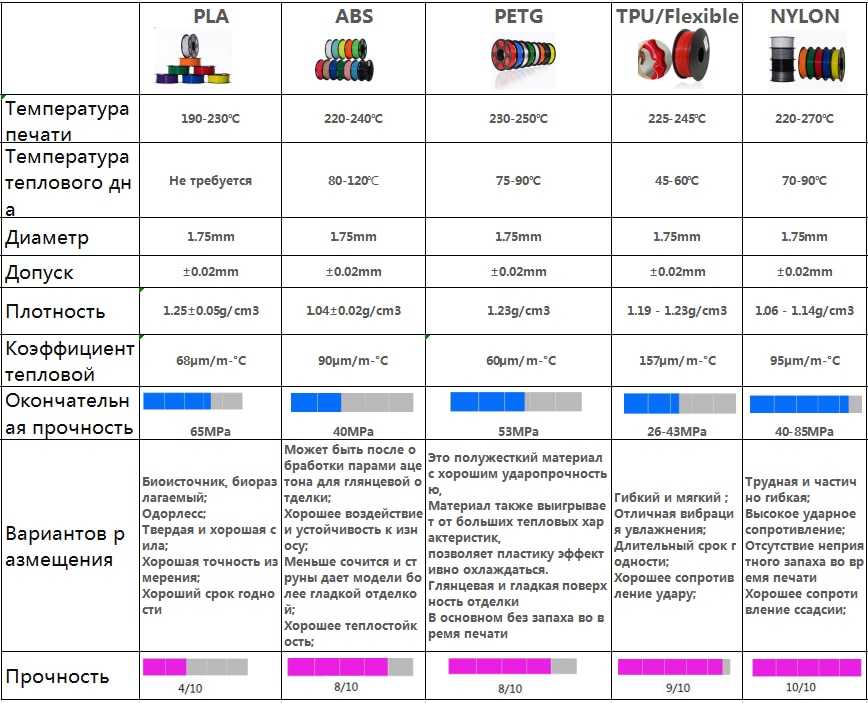 Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
 Затем в битве за лидерство ABS уступил PLA. Основная причина — большие сложности во время 3D печати.
Затем в битве за лидерство ABS уступил PLA. Основная причина — большие сложности во время 3D печати. А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.
А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.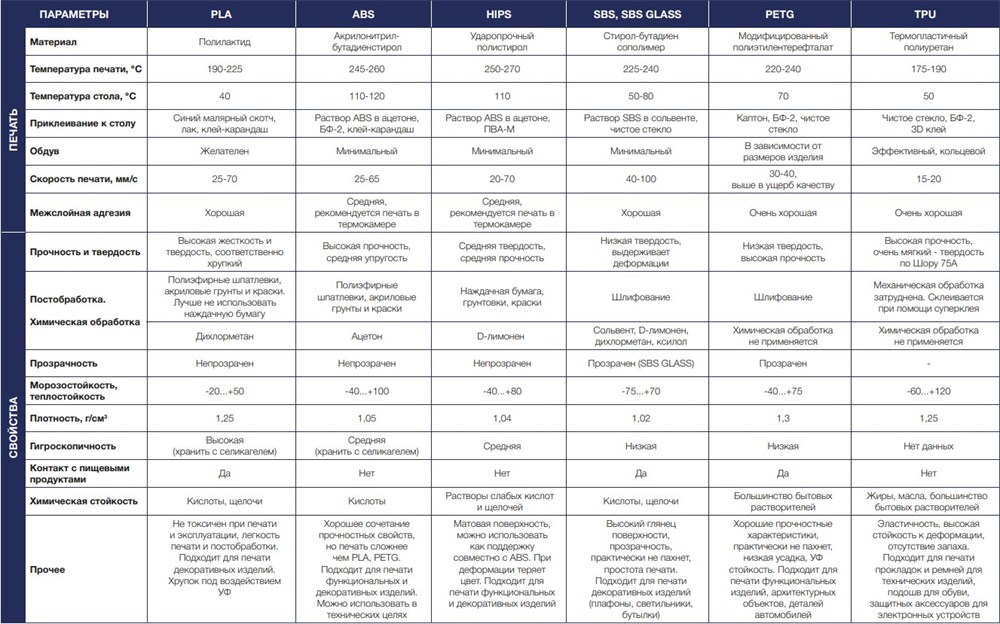
 04-1.07"}»> 1.04-1.07
04-1.07"}»> 1.04-1.07 Here are they as follows:- Poor weathering resistance, Poor resistance for solvents like ketones, esters, and aromatic, Stress cracks are evident in the presence of some greases, Weak solvent and fatigue resistance, Ordinary grades are burnt eaily and won’t extinguish on thier own."}»>
Here are they as follows:- Poor weathering resistance, Poor resistance for solvents like ketones, esters, and aromatic, Stress cracks are evident in the presence of some greases, Weak solvent and fatigue resistance, Ordinary grades are burnt eaily and won’t extinguish on thier own."}»>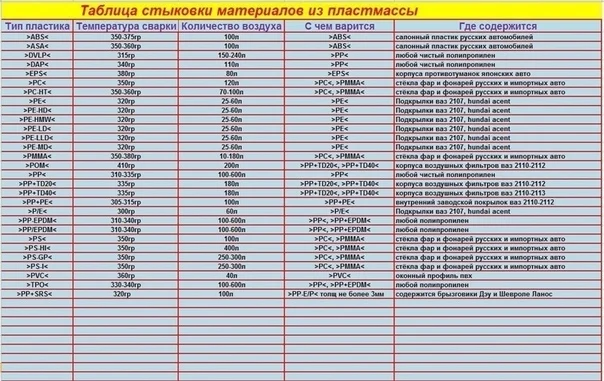 ABS состоит из трех мономеров: акрилонитрила, бутадиена и стирола.
ABS состоит из трех мономеров: акрилонитрила, бутадиена и стирола.

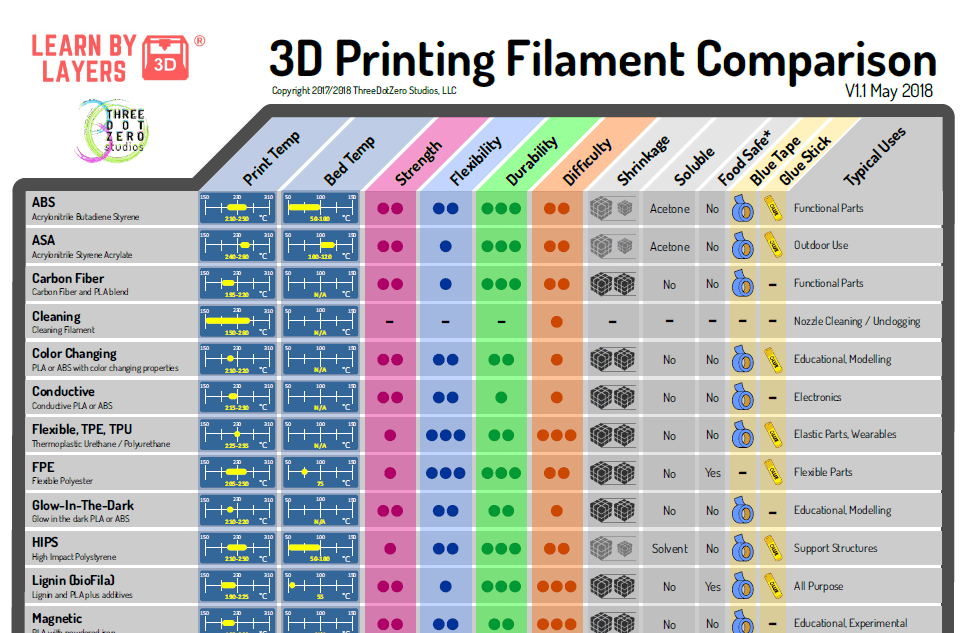
 7″>12.7
7″>12.7 Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
 Подача смазки на цепь автоматизирована.
Подача смазки на цепь автоматизирована. 325″>0.325
325″>0.325 0″>1.0
0″>1.0 с.)
с.) Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 тока — 453G28|XSL06PT
тока — 453G28|XSL06PT




 org/ListItem»>
org/ListItem»> 1:x86′, ‘6.1:x64′,
’6.2:x86’, ‘6.2:x64′,
’6.3:x86’, ‘6.3:x64′,
’10.0:x86’, ‘10.0:x64’,
])»>
1:x86′, ‘6.1:x64′,
’6.2:x86’, ‘6.2:x64′,
’6.3:x86’, ‘6.3:x64′,
’10.0:x86’, ‘10.0:x64’,
])»> 53 MB
53 MB 55.20.918
55.20.918 1:x64",
"6.2:x64",
"6.2:x86",
])»>
1:x64",
"6.2:x64",
"6.2:x86",
])»> 6 MB
6 MB 55.20.918
55.20.918 0:x86",
"6.1:x64",
"6.2:x64",
"6.2:x86",
])»>
0:x86",
"6.1:x64",
"6.2:x64",
"6.2:x86",
])»> 14 MB
14 MB 0.1.19178
0.1.19178 Принтер имеет уникальный дизайн, который подходит как для частного, так и для коммерческого использования. Функции включают печать, сканирование, копирование и отправку или получение факсимильных сообщений.
Принтер имеет уникальный дизайн, который подходит как для частного, так и для коммерческого использования. Функции включают печать, сканирование, копирование и отправку или получение факсимильных сообщений. exe
exe  exe
exe 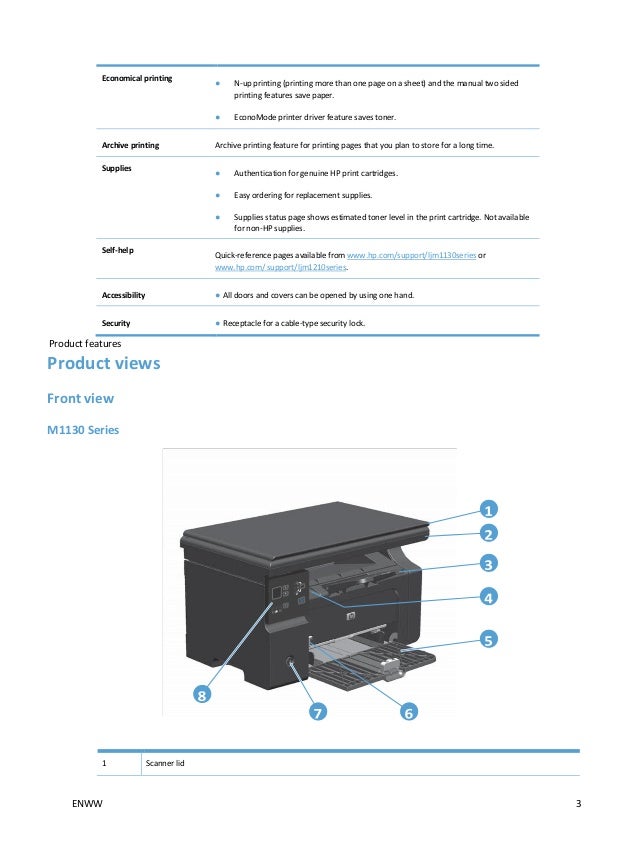 15.x, Mac OS Mojave 10.14.x, Mac OS High Sierra 10.13.x, Mac OS Sierra 10.12.x, Mac OS X El Capitan 10.11.x, Mac OS X Yosemite 10.10.x, Mac OS X Mavericks 10.9.x
15.x, Mac OS Mojave 10.14.x, Mac OS High Sierra 10.13.x, Mac OS Sierra 10.12.x, Mac OS X El Capitan 10.11.x, Mac OS X Yosemite 10.10.x, Mac OS X Mavericks 10.9.x
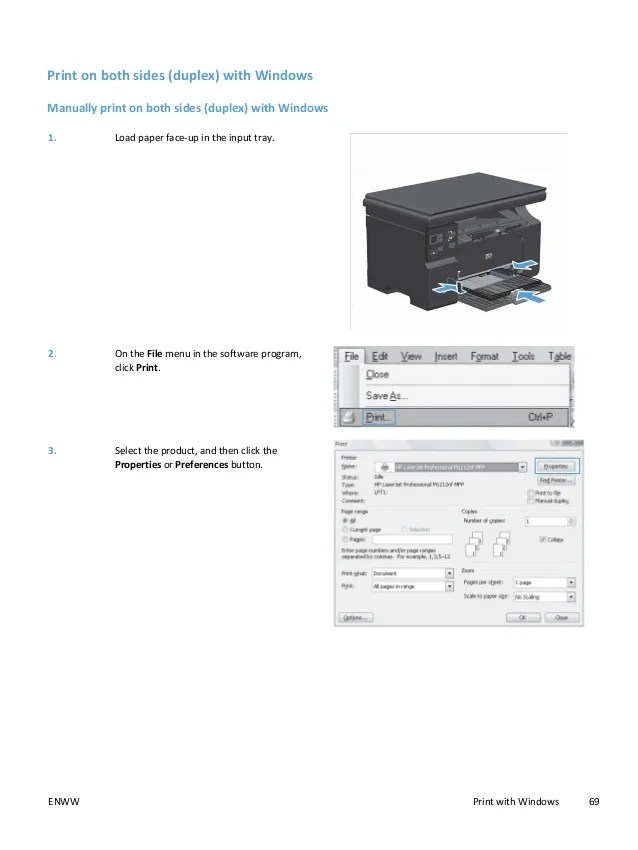 Браузеры включают Internet Explorer, Google Chrome и Mozilla Firefox.
Браузеры включают Internet Explorer, Google Chrome и Mozilla Firefox. 1, 7, Vista, XP, Server, Linux, Ubuntu и MAC OS.
1, 7, Vista, XP, Server, Linux, Ubuntu и MAC OS. 1
1  x Big Sur
x Big Sur 
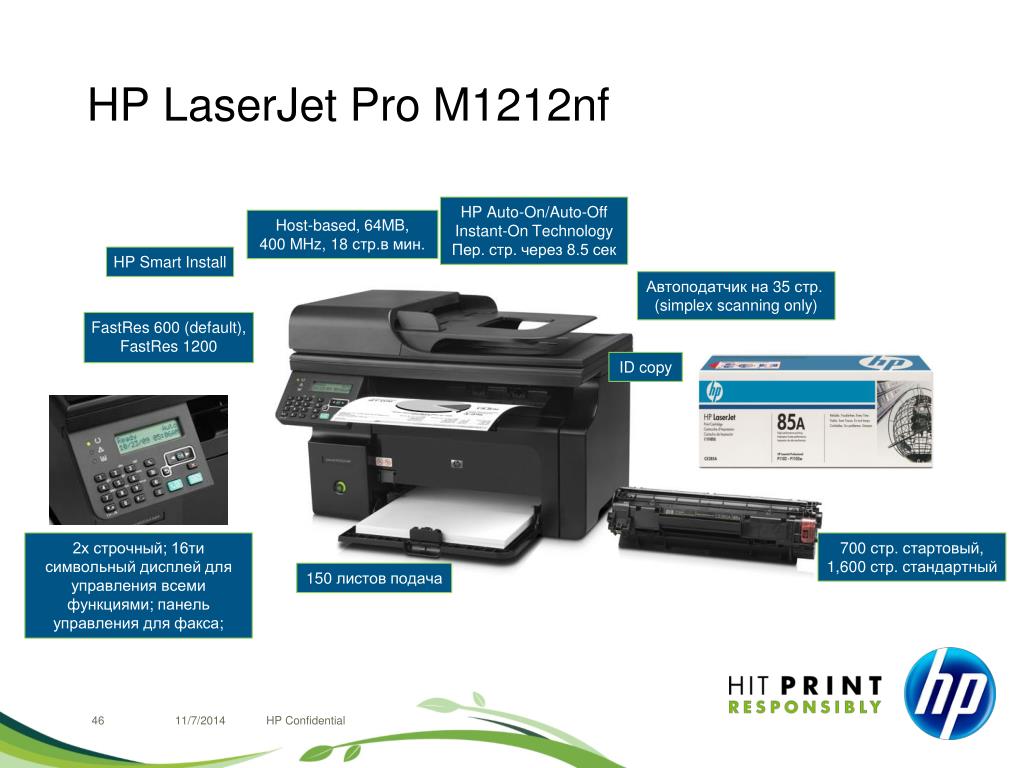 Как только принтер будет распознан, он автоматически перейдет к дальнейшим шагам. Примечание: Подождите, пока принтер не закончит обнаружение.
Как только принтер будет распознан, он автоматически перейдет к дальнейшим шагам. Примечание: Подождите, пока принтер не закончит обнаружение.


 д. Драйвер и пакеты программного обеспечения для этого принтера доступны для Microsoft , Windows XP, Vista, 7, 8, 10, 11 и Windows 2003 32. -бит 64-бит.
д. Драйвер и пакеты программного обеспечения для этого принтера доступны для Microsoft , Windows XP, Vista, 7, 8, 10, 11 и Windows 2003 32. -бит 64-бит. 
 youtube.com/embed/_wvgRsrb7hQ»>
youtube.com/embed/_wvgRsrb7hQ»> 
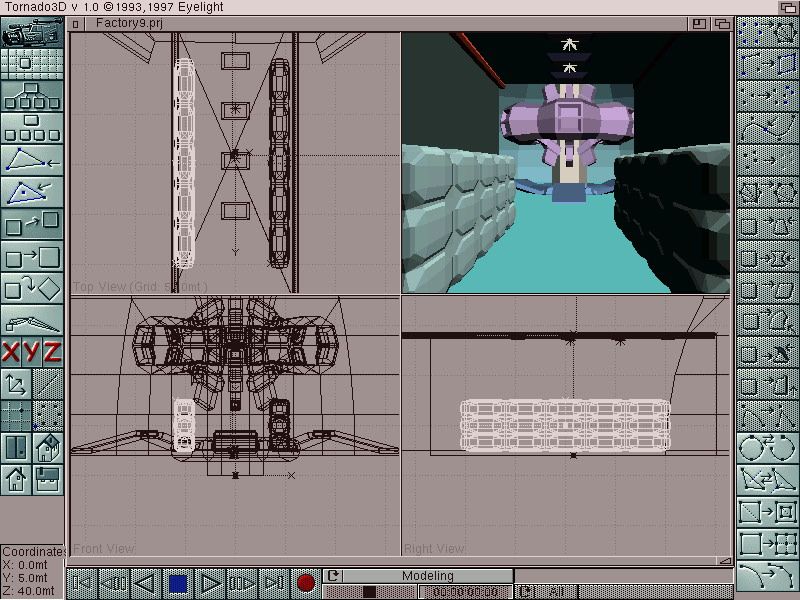 Сам принтер весь укутан во вспененный полиэтилен. Поэтому даже если пинать и кидать эту коробку, в ней вряд ли что-нибудь сломается. Блок управления. Рама, и на втором этаже коробки находится стол. Т.е. принтер продается практически полностью собранным и состоит из трех основных частей, электронного блока управления, профильной рамы и большого стола с подогревом. Модель принтера называется Tevo Tornado, отличительная особенность этой модели – это огромная область печати. Она составляет 30 на 30 сантиметров с высотой 40 сантиметров.
Сам принтер весь укутан во вспененный полиэтилен. Поэтому даже если пинать и кидать эту коробку, в ней вряд ли что-нибудь сломается. Блок управления. Рама, и на втором этаже коробки находится стол. Т.е. принтер продается практически полностью собранным и состоит из трех основных частей, электронного блока управления, профильной рамы и большого стола с подогревом. Модель принтера называется Tevo Tornado, отличительная особенность этой модели – это огромная область печати. Она составляет 30 на 30 сантиметров с высотой 40 сантиметров. 1, типовой Марлин модернизированный производителем под себя. Прошивка представляет из себя скетч на Arduino, на официальном сайте доступен исходник. Поэтому изменить, дописать и поправить функционал – не составит никакого труда.
1, типовой Марлин модернизированный производителем под себя. Прошивка представляет из себя скетч на Arduino, на официальном сайте доступен исходник. Поэтому изменить, дописать и поправить функционал – не составит никакого труда.
 А вот так выглядит стойка на подшипниках в сборе. Закрепил на корпус на двухсторонний скотч, очень удобно, теперь катушка устанавливается прямо сверху блока управления.
А вот так выглядит стойка на подшипниках в сборе. Закрепил на корпус на двухсторонний скотч, очень удобно, теперь катушка устанавливается прямо сверху блока управления. Детали собираются стыковкой и склеиваются вместе. На сборку кота потратил еще час, получилось очень классно. Кот реально крутой. Каждый обзорщик 3Д принтеров должен его напечатать.
Детали собираются стыковкой и склеиваются вместе. На сборку кота потратил еще час, получилось очень классно. Кот реально крутой. Каждый обзорщик 3Д принтеров должен его напечатать. И тут уже однозначно стоит задуматься о покупке бесперебойника для его питания. Будет очень обидно печатать два дня и получить перезагрузку при кратковременном отключении электричества.
И тут уже однозначно стоит задуматься о покупке бесперебойника для его питания. Будет очень обидно печатать два дня и получить перезагрузку при кратковременном отключении электричества. Косяков в сборке и комплекте нет, всего хватает и все работает.
Косяков в сборке и комплекте нет, всего хватает и все работает. 9
9 Мы с нетерпением ждем нашего будущего сотрудничества с ними, и мы рады узнать, что они рядом с нами!
Мы с нетерпением ждем нашего будущего сотрудничества с ними, и мы рады узнать, что они рядом с нами!
 1
1