При покупке 3D-сканера вы обязательно столкнетесь с многообразием выбора в текущих условиях рынка, предлагающего десятки разных решений. В нашей статье мы поможем подобрать эффективное оборудование и расскажем про частые заблуждения, которые мешают сделать выбор.
Сегодня 3D-сканирование занимает важное место в начале и конце производственного процесса, а также в процессе эксплуатации. Инженеры, конструкторы, разработчики, дизайнеры и прочие специалисты используют 3D-сканер для начала создания цифровой модели детали, опираясь на уже созданную деталь (обратное проектирование), использование бионических форм или оцифровки сложных криволинейных поверхностей.
После производства, 3D-сканирование может быть применено для оценки точности получаемой детали путем сравнения математической модели детали со сканом. В процессе эксплуатации детали 3D-исследование поможет оценить износ и деформацию, и принять правильное и своевременное решение о ремонте или замене детали.
Основные применения.
Обратное проектирование – Решение задач по оцифровке оригиналов. Это необходимо если утеряны чертежи, или в деталь были внесены какие-то изменения и необходимо учесть их в модели детали. Возможность промышленного дизайна, оцифровка сложных поверхностей, полученных вручную при доработке детали по месту. Основные критерии – удобство работы, точность и разрешение. Для таких задач стоит рассматривать стационарные решения с автоматизированным поворотным столом. Если ваши детали габаритами до 1 м, вы хотите максимально автоматизировать работу. Если габариты ваших деталей от 10 сантиметров до 12 метров – хорошим решением может послужить ручной 3D-сканер.
Контроль геометрии – Решение задач по оптическому неразрушающему контролю геометрии запчасти сразу после производства или в процессе эксплуатации. Сравнение скана с математической моделью, получение значений отклонений поверхностей или проверка заданных размеров и допусков на соответствие. Основные критерии – точность, разрешение, удобство работы. Исторически данная область задач решалась стационарными 3D-сканерами с технологией структурированного света, но было сложно контролировать детали больших габаритов. Сейчас появились мобильные ручные сканеры, которые позволяют контролировать детали с габаритами до 12 метров.
Визуализация– Решение задач по быстрой оцифровке существующих деталей для создания модели на экране. Позволяет добавить внешний вид вашего изделия на сайт, в презентацию, виртуальный тур\музей. Основные критерии – простота работы, скорость работы и возможность сканирования в цвете. Для этой задачи подходят ручные 3D-сканеры с возможностью сканирования в цвете. Также можно использовать небольшие стационарные аппараты, это поможет сэкономить.
Архивирование — Возможность сохранения геометрии объекта для дальнейшего анализа при возникновении потребности. Основные критерии – простота работы, скорость работы, точность. Задача может быть решена стационарными 3D-сканерами для деталей габаритами до 2 метров. Для работы с деталями больших габаритов мы рекомендуем ручные решения Определившись, вы можете обратиться к команде i3D за помощью в подборе оборудования. Мы готовы предложить разные варианты опираясь на критерии, перечисленные ниже.
Форма обратной связи с запросом на подбор оборудования.
Основные критерии, по которым нужно выбирать 3D-сканер
Ниже мы перечислим основные критерии, которые помогут вам в выборе оборудования.
Точность – это основной параметр любого профессионального 3D-сканера. Значение данного параметра указывается в мкм (микронах). Для стационарных сканеров — как постоянное значение для определенного поля зрения, и для ручных сканеров, в целом, как значение, зависящее от габаритов объекта. 3D-сканер с высокой точностью позволит вам получить нужные измерения, качественные данные. Качественные данные, полученные с первого раза, позволят вам быстро получить результат. Точность сканирования может быть улучшена с использованием системы фотограмметрии.
Разрешение – важный параметр. Он определяет каков минимальный размер элемента, который будет хорошо различим на нашем 3D-скане. Очень важно понимать, что значение разрешения может быть хуже, чем значение точности и это не линейно зависимые параметры. Обработка сканов с большим разрешением – трудоемкая и долгая задача. Поэтому многие устройства позволяют делать сканы с различным разрешением, за счет программного или аппаратного решения, чтобы оптимизировать значение данного параметра под вашу задачу.
Цена оборудования – сразу после основных технических характеристик идет экономическая. В зависимости от технических характеристик, простоты использования, удобства, известности бренда формируется цена устройства. Правильное понимание задач и условий работы оборудования помогут вам подобрать наиболее эффективное по цене решение.
Скорость сканирования – это комбинация скорости сбора данных, их передачи на компьютер и скорости работы алгоритмов обработки данных для получения финального результата. Необходимо, чтобы к сканеру прилагалось программное обеспечение, которое легко использовать. Сам процесс работы 3D-сканера это только начало, для получения финального результата обязательно потребуется обработка в программном обеспечении, поставляемом со сканером. Функциональность и удобство интерфейса программного обеспечения так же важны для общего показателя скорости сканирования.
Габариты сканируемой детали – параметр, определяющий удобство использования той или иной системы. Для деталей габаритами менее полуметра идеально подходят стационарные системы с поворотным столом. Для деталей габаритами до 8 метров – подходят ручные 3D-сканеры. Если необходимо сканировать детали с габаритами до 12 метров – можно использовать комплект ручной 3D-сканер + фотограмметрия. Для сканирования деталей с большими габаритами можно – так же использовать комплект стационарный 3D-сканер + фотограмметрия, но ручные решения более эффективны.
Внешнее окружение – очень важно при выборе измерительного оборудования понимать кто/где будет его использовать. Такие факторы как освещенность, влажность, температура, вибрации, запыленность влияют на работу разных систем по-разному. Некоторые сканеры предназначены для работы только в строго контролируемых условиях, тогда как другие специально спроектированы для работы в поле (в цеху). Определение места и условий работы крайне важно для правильного подбора оборудования.
Простота использования – технологии быстро развиваются и на рынке появляются все новые решения, это определяет необходимость поставщикам сканеров предлагать обучение ваших сотрудников работе с оборудованием. Однако даже после обучения, людям требуется время чтобы привыкнуть к оборудованию, получить опыт для эффективной работы с ним. Простота программного обеспечения, простота использования самого сканера очень важны для пользователя и его адаптации к новому оборудованию.
Возможность сканирования цвета – для задач визуализации и дизайна очень важна не только форма, но и цвет объекта. Правильная цветопередача может являться решающим фактором при решении задач создания виртуального музея, магазина, презентации и рекламных роликов ваших продуктов.
Источник: https://i3d.ru/
Как работает 3d сканер? Устройство, принцип и технологии 3д-сканирования
3D-сканер – стационарное или небольшое ручное устройство для сканирования объектов со сложной пространственной геометрией. Простые сканеры обрабатывают изображения в плоскости, а 3d сканируют физические объемные предметы, выводя информацию полигональной моделью или облаком точек. Трехмерные сканирующие устройства используются в медицине (стоматология, пластическая хирургия, изготовления протезов, моделей органов и пр.), для создания компьютерных игр, в киноиндустрии, дизайне, архитектуре, инженерии, для проектирования промышленных деталей, автомобилей, для реконструкции объектов в археологии. Сканеры анализируют и воссоздают в цифровом виде объемную модель предмета, его форму и цвет с высокой степенью детализации, работая в разных условиях (при недостаточной видимости, в темноте, при вибрации), с любыми материалами, обеспечивают нужный формат выходной информации под программное обеспечение для работы с ней на компьютере.
Как работает 3Dсканер?
Принцип работы 3d сканера — способность прибора определять расстояние до объекта, преобразовывать полученные данные в цифровое изображение (трехмерную модель), передавать его на компьютер. Сканер определяет координаты точек в пространстве на поверхности обрабатываемого объекта, анализирует их, формирует детальную цифровую модель. В его работе задействованы камеры, лазеры, дальномеры, устройства для подсветки.
Технологии 3D сканирования
Контактная (контактирует с объектом).
Бесконтактная (без контакта с объектом). Это наиболее перспективные и новые технологии, позволяющие создавать модели объектов просто направив на них лазерный луч, свет, волны. Сканер применяется на расстоянии и способный создать копию труднодоступного объекта без физического контакта с ним.
Бесконтактные 3d сканеры
Наиболее распространены две технологии сканирования: оптическая (пассивная и с использованием излучения) и активная лазерная.
Активный принцип излучения
Сканер излучает структурированный, прерывистый свет, лазерная триангуляция. Направляют на исследуемый предмет луч лазера, сгенерированный специальным способом луч света (диоды, вспышки лампы), волны. На основе анализа их отражения и положения формируется трехмерная копия объекта.
Пассивный принцип излучения
Не излучают ничего, анализируют световое или инфракрасное (тепловое) излучение предмета. Работают наподобие человеческого глаза;
Технология фотометрического бесконтактного пассивного 3d сканирования
На рынке сканеры из этой группы представляет модель XYZprinting. Это достаточно компактные простые модели, имеющие только базовые функции трехмерного сканирования. Плюсы: доступная цена и компактность.
Устройство
Пассивный 3d сканер устройство (на примере указанной модели): корпус, одна компактная камера, USB-шнур для связи с компьютером и передачи на него изображения сканируемого объекта. Сканер без подставки, ручной, выполненный в форме степлера.
Принцип работы
Чувствительная к свету камера улавливает световое излучение от предмета, обрабатывает его и формирует объемную модель, экспортируя ее на компьютер. Пользователь может располагать двумя режимами работы: сканирование человека или предметов. Для начала работы необходимо установить программное обеспечение на компьютер, подключить прибор посредством USB-шнура к нему, выбрать режим работы, нажать кнопку на сканере и, медленно проводя им перед предметом, осуществить сканирование.
Как работает технология
Устройство работает по фотометрической технологии пассивного сканирования без какого-либо излучения и проецирования на предмет. Работа осуществляется несколько усовершенствованной простой оптической камерой, улавливающей видимый свет. Недостаток в том, что при недостаточности освещения объект нужно дополнительно осветить.
Сканирование производится так называемым методом «силуэт». Он воспроизводит контуры предмета на основе последовательности кадров, запечатленных видеокамерой, проносимой вокруг объекта на хорошо контрастирующем фоне.
Стереоскопическая система бесконтактного пассивного 3d сканирования
Модели c технологией бесконтактного пассивного сканирования
Этот тип устройств представляют модели 3D Systems Sense, 4D Dynamics Gotcha.
Устройство и принцип работы 3d сканера по системе бесконтактного пассивного сканирования
Приборы оснащены двумя камерами и инфракрасным сенсором. Сканер 3D Systems Sense выполнен в форме степлера, это компактный ручной прибор он может использоваться с треногой, в Gotcha (со штативом и ручкой), она есть в комплекте. Принцип работы – пассивный оптический. В обоих случаях питание и передача данных осуществляется посредством USB-провода. Приборы имеют стандартные режимы: сканирование человека и предмета.
Технология сканирования
Камера по этой технологии обнаруживает инфракрасное (тепловое) излучение и обычный свет, отражающийся от предмета. Системы стереоскопические, то есть используют две камеры. Прибор сопоставляет кадры, на основе небольших сравнения различий между ними определяет расстояние в каждой точке изображения и воссоздает объект в цифровом виде.
3d сканеры с лазерным активным сканированием
Эта группа устройств представлена следующими моделями сканеров: 3D Systems iSense, DAVID Starter-Kit ver.2, MakerBot Digitizer.
Устройство
Приборы имеют два лазера и камеру. Следует отметить, что лазерная безопасность гаджетов соответствует уровню І, что является полностью безопасной для глаз. Сканер iSense созданный для работы только с операционной системой iOS и с Apple iPad выше 4 поколения. Он выполнен в компактном корпусе, который устанавливается на мобильный гаджет и подключается к нему USB-проводом, заряда батареи хватает на 4 часа его работы. Он крепится наподобие веб-камеры, сканирует и сразу выводит изображение на iPad.
Модели
DAVID Starter-Kit ver. 2 3D сканер устройство: веб-камеры и лазерные датчики с функцией автоматической регулировки. Прибор в комплекте имеет штатив и треногу.
Maker Bot Digitizer по своей конструкции несколько отличается от предыдущей модели. Корпус сканера выполнен как пьедестал, одна часть которого – вращающаяся площадка, вторая оснащена двумя лазерами по бокам и камерой посередине. Они сканируют объект, находящийся на площадке.
Как работает технология
Опишем, как работает 3д сканер. В основе сканирования с помощью лазеров лежит метод триангуляции. Это прибор с активным сканированием. Он использует лазерные лучи, проецируя его на объект. Лазер обрабатывает поверхность объекта, его точки фиксируются на разных его частях. Камера фиксирует лазерные точки на нем, угол смещения лазерного луча и передает данные на компьютер с соответствующим программным обеспечением, которое формирует объект в цифровом виде.
Технология сканирования называется «триангуляцией», так как в работе задействован треугольник функциональных элементов устройства: точка лазера на предмете, его излучатель, камера. В большинстве случаев точка формируется лазерной полосой или пятном, проходящим по поверхности предмета.
Технология 3d сканирования структурированным освещением
Модели, которые в своей работе используют технологию структурированного или прерывистого света: DAVID SLS-2, RangeVision Smart, RangeVision Standard Plus, RangeVision Advanced, RangeVision Premium. Отдельной группой представлены ручные Artec Spider, Artec Eva, Artec Eva Lite.
Устройство
Главными функциональными элементами этих приборов являются камеры и источник света, который структурирует его особым способом и направляет на сканируемый объект. В модели DAVID SLS-2 источником света служит видеопроектор. Эти устанавливаются на штатив с треногой, которые идут в комплекте. Это позволяет настраивать и калибровать приборы, устанавливать их в разных положениях и надежно фиксировать, уменьшая вибрацию. Источниками света в приборах служат галогенные лампы, диоды, видеопроектор.
Artec Spider, Artec Eva, Artec Eva Lite выполнены в компактном корпусе с ручкой, напоминающем утюг. На ручке размещены кнопки управления и выходы для шнуров интерфейса и питания. Внизу также есть отверстие для стандартных фотоштативов и ножки для фиксации прибора на поверхности. 3d сканер устройство имеет следующее. Снизу он оснащен 3D-камерой (в Artec Spider их три) с повышенной разрешающей способностью, сверху прибора – вспышка (проектор) структурированной подсветки, центральная цветная текстурная камера посередине вместе с источниками света в виде 6 или 12 диодных лампочек. Все источники света имеют белое излучение. С прибором поставляется штатный интерфейсный шнур mini-USB и кабель питания. Дополнительно можно купить аккумуляторную батарею.
Как работает технология
Такие приборы еще называются структурно-Light 3D сканерами. Технология сканирования подобна лазерной триангуляции (свет, излучатель, камера). Важным есть то, что они могут работать без маркеров – объект не нужно обклеивать множеством маркеров и ставить пометки. Суть технологии структурированного света заключается в проецировании рисунка света на объект и фиксации, анализа его деформации. Световой поток проецируется на предмет несколькими видами источников света: ЖК, видеопроектором, диодами, галогенными лампами.
Камера фиксирует смещения рисунка светового потока, который попадает в ее поле зрения и выглядит как движущиеся линии света на поверхности объекта. Она вычисляет и анализирует расстояние от каждой освещенной точки предмета и, таким образом, формирует его детальную цифровую копию. Преимущество Light 3D сканеров – скорость, высокая точность. Они сканируют не одну или несколько точек, а одновременно скопление точек или все поле зрения сразу.
Выбор между стационарным или ручным 3D-сканером
Новости и ресурсы по технологиям 3D-сканирования и измерения
Опубликовано 28 февраля 2017 г. Автор: Дэррил Мотли
Каждый день мы общаемся с людьми, которые ищут подходящий 3D-сканер для решения рабочих задач, — от менеджеров по качеству, которые ищут для автоматизированной системы контроля, археологам, которые хотят сохранить древние артефакты в цифровом формате.
Мы обнаружили, что большинство из них проводят собственное исследование, прежде чем связаться с нами. Бывают случаи, когда они уже решили, стоит ли приобретать стационарный или ручной 3D-сканер, прежде чем после разговора с нами понять, что один из них может лучше подходить для их приложений.
Как узнать, какой 3D-сканер лучше всего подходит для ваших нужд: стационарный или ручной?
Прежде чем принять решение, давайте рассмотрим два варианта и различные факторы, которые повлияют на ваше решение.
Как работают стационарные и ручные 3D-сканеры
Стационарный 3D-сканер крепится к кронштейну или штативу и фиксируется в определенном месте. Пользователь поворачивает объект, сканер фиксирует скан, и этот процесс продолжается до тех пор, пока не будут захвачены все сканы всего объекта под разными углами. В зависимости от программного обеспечения для обработки некоторые из них могут автоматически объединять сканы во время процесса сканирования или это может быть сделано, когда все сканы будут собраны в конце. Отдельные сканы позже сшиваются вместе, чтобы создать одну полную цифровую модель.
Для ручного 3D-сканера пользователь наводит курсор и рисует вокруг объекта, чтобы получить данные 3D-сканирования всего объекта. Он работает аналогично видеокамере, но захватывает объекты в 3D с непрерывным сканированием.
Факторы, которые следует учитывать
Точность и разрешение
В настоящее время, если вы сравниваете стационарный 3D-сканер с портативным, использующим ту же технологию (например, структурированный свет), стационарные 3D-сканеры обеспечивают лучшую точность и разрешение. Если ваше приложение должно обеспечивать максимальную точность и разрешение, которые вы можете получить, и это самый важный фактор, который вам нужен в сканере, стационарные 3D-сканеры будут хорошим выбором.
Качество сканирования сканера зависит от того, как он работает. Например, стационарные 3D-сканеры, использующие технологию структурированного света, делают серию изображений на одном снимке и объединяют среднее значение для создания одного скана. Ручные 3D-сканеры, использующие технологию структурированного света, делают один снимок на кадр (эквивалентно одному сканированию), а затем пользователь перемещает сканер, чтобы сделать еще одно сканирование. Это похоже на сравнение неподвижного изображения, снятого с камеры, с кадром, снятым с видеозаписи. Первое даст вам лучшее качество, чем второе. Качество сканирования по-прежнему отличное для ручного 3D-сканера, но, как правило, стационарный 3D-сканер обеспечивает несколько лучшие результаты по сравнению со сканерами аналогичной ценовой категории.
Однако важно помнить, что для большинства приложений высокое качество не требуется. Есть и другие факторы, такие как портативность и простота использования, которые могут быть для вас важнее. Ручной 3D-сканер — отличное решение для реверс-инжиниринга, 3D-визуализации и даже приложений для контроля качества, если вам не требуются самые высокие точность и разрешение, которые только можно найти.
Портативность
Ручные 3D-сканеры
являются синонимом портативного 3D-сканирования. Эти сканеры обеспечивают максимальную мобильность по сравнению со стационарным 3D-сканером.
Вы можете взять их куда угодно. Например, 3D-сканеры Artec поддерживают работу от батареи для сканирования в полевых условиях до 6 часов, даже в местах без электричества. Он даже поддерживает использование планшета для питания своего программного обеспечения для 3D-сканирования, поэтому вам не нужно брать с собой в путешествие много тяжелого оборудования.
Стационарному 3D-сканеру требуется настольный компьютер или ноутбук для питания программного обеспечения 3D-сканирования для сбора данных и постобработки, поэтому вам потребуется электричество для постоянной работы системы.
Сканирование большого объема объектов с повторяющимся процессом
Автоматизация процесса 3D-сканирования для преобразования окаменелостей в цифровой 3D-формат для получения измерений поверхности для научного исследования.
Стационарные 3D-сканеры — отличный вариант, если вам нужно быстро сканировать объекты одинакового размера в объеме. Это позволяет автоматизировать стандартизированную настройку без необходимости большого участия человека, чтобы повысить эффективность процесса сканирования.
Автоматизация процесса сканирования с помощью стационарного 3D-сканера возможна в сочетании с вращающимся поворотным столом с электроприводом. Пользователь настраивает поворотный стол на определенное количество сканирований, пока он вращает объект на 360 градусов по горизонтали. Когда поворотный стол перестает вращаться через определенные промежутки времени, сканер делает 3D-скан объекта под этим конкретным углом. После захвата всех сканов сканер автоматически выполняет постобработку данных сканирования, объединяя и объединяя все сканы в полную цифровую 3D-модель.
После того, как объект будет полностью отсканирован, следующий объект помещается на поворотный стол, и процесс начинается сначала. Рабочий процесс сборочной линии для 3D-сканирования устраняет большую часть трудоемкой ручной работы.
Использование ручного 3D-сканера для роботизированного сканирования
По сравнению со стационарным 3D-сканером, ручной 3D-сканер обычно настраивается таким образом, что пользователь держит устройство во время сканирования. Поскольку задействован человеческий фактор, было бы сложно воспроизвести точный процесс каждый раз, когда вы сканируете набор объектов одинакового размера. Тем не менее, производители ручных 3D-сканеров начинают предлагать пользователям автоматизированный вариант роботизированного 3D-сканирования без помощи рук.
Вместо того, чтобы управлять ручным 3D-сканером вручную, сканирующая головка крепится к манипулятору, запрограммированному на автоматическое движение. Станция сканирования сделает это быстрее и точнее, чем если бы человек сканировал вручную. Роботизированное сканирование также подходит, если вы используете стационарный 3D-сканер.
Сканирование труднодоступных мест
Маневрировать ручным 3D-сканером проще, чем стационарным 3D-сканером, поскольку сканирующая головка является переносной. Вы можете легко сканировать отверстия или подрезы, которые было бы сложнее сканировать с помощью стационарного 3D-сканера.
Использование Artec Eva для сканирования водопроводной трубы для определения уровня коррозии.
Окончательная цифровая 3D-модель водопровода. Сравнение 3D-моделей до и после коррозии позволяет отображать уровни коррозии с хорошей точностью.
Ручные 3D-сканеры
также отлично подходят для сканирования в ограниченном пространстве, где объект, например музейную скульптуру, нельзя переместить в другое место для сканирования. В этом сценарии было бы сложно разместить стационарный 3D-сканер на определенном расстоянии для сканирования, где недостаточно места.
Поле зрения
На рынке есть определенные стационарные 3D-сканеры, в которых одна система способна сканировать объекты разных размеров, регулируя поле зрения сканера (FOV). В зависимости от размера объекта, который вы хотите сканировать, камеры и объективы сканера можно перемещать в разные монтажные положения для регулировки поля зрения.
Поле зрения (FOV) — это наблюдаемая область, которую 3D-сканер может захватить 3D-сканирование на определенном расстоянии. 3D-сканер HDI Advance сканирует объекты разных размеров, изменяя FOV сканера.
Ручные 3D-сканеры
имеют фиксированное поле зрения, поэтому оно ограничено размером объекта, который он может сканировать, сохраняя при этом свою точность.
Используя 3D-сканер HDI Advance в качестве примера, если требуется значительно меньшее поле зрения для сканирования объекта, такого как небольшая лопатка турбины, винт или маленькое насекомое, с высокой точностью, сканер можно преобразовать в макрос. сканер. Все, что вам нужно, это использовать дополнительный комплект аксессуаров без необходимости покупать совершенно новую систему. Если вам необходимо сканировать объекты разных размеров, стационарные 3D-сканеры могут стать наиболее экономичным решением для ваших нужд.
Стандартный 3D-сканер HDI Advance трансформируется в макро-3D-сканер для сканирования мелких деталей.
Простота использования и обучения
Мы обучаем наших клиентов работе с обоими типами сканеров. В целом, портативное устройство представляет собой более простую технологию для освоения и изучения. Он требует более короткого обучения по сравнению со стационарным 3D-сканером.
Однако, если вы стремитесь к высокой точности и разрешению в своих 3D-сканах, для достижения этих результатов потребуются дополнительные знания и подготовка. Стоит потратить больше времени на обучение использованию стационарного 3D-сканера, потому что вы хотите получить оптимальную производительность, которую может предложить оборудование.
Получить консультацию эксперта
Наша цель здесь — предоставить некоторые общие рекомендации, которые помогут вам начать думать о том, какие факторы являются наиболее важными при принятии решения о том, какой вариант подходит именно вам.
Всегда полезно связаться с авторитетным поставщиком решений для 3D-сканирования, который может понять ваше приложение, то, что вы ищете в 3D-сканере, и познакомит вас с различными доступными вариантами. Они также могут продемонстрировать вам стационарные и портативные 3D-сканеры, чтобы помочь вам в конечном итоге принять обоснованное решение.
Оставить комментарий
Стационарный 3D-сканер или ручной 3D-сканер?
Мы получили запросы клиентов о том, как наши 3D-сканеры могут помочь в их приложениях. Но большинство из них понятия не имеют о том, что соответствует их целям. Наши клиенты представляют самые разные отрасли, такие как архитектура, машиностроение и образование, поэтому они используют 3D-сканеры по-разному. Во многих случаях им нужно решить, какой 3D-сканер выбрать: стационарный или ручной. Прежде чем принимать решение, лучше иметь некоторое представление о двух категориях 3D-сканеров и некоторых факторах, которые имеют значение.
Стационарные 3D-сканеры часто размещаются в фиксированном месте на штативе или кронштейне. И объект часто помещают на поворотный стол, который вращает объект на 360 градусов во время сканирования. После того, как сканер захватывает весь объект под разными углами, компьютерное программное обеспечение объединяет все сканы для создания полной 3D-модели.
Ручные 3D-сканеры известны своей портативностью. Пользователи держат и перемещают сканер и направляют его вокруг объекта для сканирования со всех сторон. Компьютер, на котором установлено программное обеспечение для сканирования, подключенный к сканеру, будет выполнять работу по обработке.
Помимо различий в методах работы, есть некоторые факторы, которые могут помочь пользователям различать два типа 3D-сканеров.
Гибкость
Как объяснялось выше, портативные 3D-сканеры более портативны, чем стационарные 3D-сканеры в процессе сканирования. Поэтому может работать в труднодоступных местах, например, в трубах, кабинах автомобилей и даже зданиях. Что касается аксессуаров, стационарные 3D-сканеры часто работают со штативом, поворотным столом и компьютером. Для ручных 3D-сканеров обычно требуется компьютер с установленным программным обеспечением для сканирования. Вес ручных 3D-сканеров также влияет на их гибкость. Никто не хочет везде таскать громоздкую машину.
Точность
При использовании той же технологии, например, структурированного света, стационарный 3D-сканер будет более точным, чем ручной, потому что первый делает фотографии (как камера) для построения 3D-скана, в то время как последний использует движущиеся кадры (например, видеокамера) для создания 3D-сканирования. Качество исходных данных определяет точность результата.
Зажим для труб диаметром до 51мм оцинкованный 1блистер 1шт.
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Зажим для труб диаметром до 51мм оцинкованный — используется в основном для крепления, подвески и удержания труб, балок, дорожных знаков, телевизионных антенн и иных конструкций. Достаточно прост и удобен в применении, что позволяет быстро и надежно осуществлять монтаж и/или демонтаж. Все узлы и детали имеют цинковое антикоррозионное покрытие.
Под заказ: доставка до 14 дней 261 ₽
Под заказ: доставка до 14 дней 249 ₽
В наличии 249 ₽
В наличии 261 ₽
Характеристики
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Зажим для труб диаметром до 51мм оцинкованный 1блистер 1шт. на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Зажим для труб диаметром до 51мм оцинкованный 1блистер 1шт. в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Сертификаты
23932012 Отказное письмо.pdf
Статьи по теме
Выбираем веревку
Зажимы для карбоновых труб
Зажимы для карбоновых труб
Сортировать
По возрастанию ценыПо убыванию ценыАлфавиту А-ЯАлфавиту Я-АНовые-СтарыеСтарые-Новые
Показывать
15243390
15%
140 руб
Зажим для трубы 12мм
13%
144 руб
Зажим для трубы 14мм
10%
149 руб
Зажим для трубы 16мм
173 руб
Зажим для трубы 20мм
20%
198 руб
Зажим для трубы 22мм
13%
215 руб
Зажим для трубы 25мм
413 руб
Зажим для трубы 28мм
413 руб
Зажим для трубы 30мм
200 руб
Зажимы для труб 22мм (без гаек)
220 руб
Зажимы овальные для труб 22мм (без гаек)
330 руб
Зажим для трубы 32мм
157 руб
Зажим для трубы 18мм
Вы смотрели
Материал
стекловолокно (1)
алюминий (15)
Длина винта
37 мм (1)
Межосевое расстояние
16 мм (1)
21 мм (3)
29,5 мм (1)
34. 5 мм (2)
Внутренний диаметр
12 мм (1)
14 мм (1)
16 мм (1)
18 мм (1)
20 мм (1)
22 мм (3)
25 мм (3)
28 мм (1)
30 мм (2)
32 мм (1)
Резбовое расстояние
26. 5 мм (4)
Диаметр винта
2.5 мм (11)
Вес
3.9 г (1)
4 г (1)
6. 9 г (1)
8 г (4)
9 г (1)
10 г (1)
12 г (1)
12. 2 г (1)
Все продукты — Фергюсон
правда
правда
Чтобы увидеть местную доступность и точные местные цены, сначала нужно выбрать ближайший к вам магазин.
Акрил (оргстекло). «Классический» материал для лазерной резки. Режется очень хорошо до толщины 10 мм. Хорошо наносится и любой вид лазерной гравировки. Пожалуй, лучше всех остальных материалов отвечает требованиям лазерной обработки. Связано это в основном с тем, что при лазерном воздействии практически отсутствует плавление материала, в основном идет испарение и удаление паров сжатым воздухом, который подается в зону обработки. Заметное оплавление поверхности реза происходит только при небольшой скорости резки и минимальной подаче воздуха — лишь бы не допустить возгорания материала. Тогда мы имеем то, что называют «зеркальной кромкой» реза. При работе с молочным и цветным акрилом этот эффект выражен слабее.
На кромке реза обычно наблюдается тонкая полосатая структура, которая практически до конца неустранима и вызвана физическим процессами, протекающими в зоне реза. Но не надо путать эту тонкую структуру с зубцами большей амплитуды, которые есть следствие недостатков в оборудовании.
При резке акрила толщиной более 5-8мм надо учитывать термические напряжения, которые могут возникать в материале, особенно в режиме «зеркального реза», и взаимодействовать с собственными внутренними напряжениями.
Полистирол режется медленнее и хуже, чем акриловое стекло. Резка полистирола идет через расплав материала. Поэтому на кромках реза неизбежно появление облоя. При небольшой подаче сжатого воздуха кромка реза почти прозрачна, но облой значителен. При увеличении подачи воздуха облой уменьшается, но кромки реза становятся шершавыми, а решетка технологического стола и вентиляция забиваются тонкими нитями, выдуваемыми из зоны реза. После резки практически каждого листа заготовки необходимо чистить стол и вентиляционную решетку. Резка полистирола возможна, но очень трудоемка.
Полиэфирное стекло (ПЭТ, ПЭТФ, ПЭТГ). Полиэфирное стекло хорошо режется лазером, но хуже акрила. Небольшой облой практически неизбежен. Поверхность реза также может быть близкой к зеркальной, но периодическая неровность поверхности реза всегда присутствует и несколько сильней выражена, чем у акрила.
Стиролакронитрил (САН)- сравнительно новый полимерный материал, используемый в рекламных технологиях, хорошо режется лазером. Качество реза примерно среднее между акрилом и полистиролом.
Зеркальные и фольгированные пластики режутся в общем также как и основной материал, но есть и определенные проблемы, связанные с возможностью повреждения зеркального слоя. Многое зависит от типа и марки металлизированного пластика, способа нанесения металлизированного слоя и (или) защитного слоя краски. Во всех случаях для уменьшения вероятности возгорания и повреждения зеркала требуется более интенсивных поддув воздуха. Кроме того, во избежание повреждения зеркального слоя часто целесообразно вести резку таких пластиков вверх зеркальным слоем. Поэтому желательно для каждого типа материала провести пробные резы.
Поликарбонат плохо режется лазером и только небольших толщин, до 1-2мм. Край реза зеркально-коричневый, с выраженным облоем и заметной периодической структурой. Возможна резка сотового поликарбоната толщиной 4-6мм, но с весьма низким качеством реза.
Слоистые пластики — текстолит, гетинакс и т.п. Режутся лазером очень плохо и только малой толщины. Во многом это связано со слоистой структурой материала и характеристиками используемой полимерной связки.
Полипропилен, капролон и др. литые полимерные материалы, в т.ч. термореактивные можно вполне прилично резать до толщин 5-10мм. Но очень многое зависит от конкретной марки материала и его производителя. Поэтому обязательно проведение пробных резов.
Фторопласт можно резать лазером, но только при очень хорошей вытяжке. Объемный характер поглощения лазерного излучения во фторопласте определяет весьма специфический, взрывной, характер процесса резки.
Облицовочные пластики и термопласты. Большинство режется только при небольшой толщине (до 1-2мм). Качество реза может быть вполне приличным, но трудоемкость резки велика. Обязательно проведение пробных резов на каждой партии материала.
Пенопласты и поролоны режутся без проблем. Возможна резка, как с оплавлением поверхности кромок, так и практически без ее оплавления. Но при большой толщине материала (более 20-25мм) проявляется значительная «бочкообразность» лазерного реза, т.е. края реза перестают быть перпендикулярными поверхности. При резке поролона есть трудности с внутренними напряжениями в материале в результате которых может исказиться контур резки.
Дерево и шпон хорошо режутся до толщины 10-15 мм, в зависимости от типа древесины. Требуется интенсивный поддув для удаления продуктов горения. Хорошо режутся сосна, ель, осина, тополь. Значительно хуже береза, тем более бук или дуб. Чем тверже и плотнее древесина, тем трудней она режется. лазером. Характер резки вдоль и поперек волокон различен. Общая проблема сучки, при наличии которых отличного качества реза добиться очень трудно. Край реза от светло-коричневого до почти черного, слегка обугленный. Чем толще и тверже древесина, тем темнее кромки реза.
Фанера. Хорошо режется до толщины 8-10мм. Резка фанеры сильно зависит от сорта древесины, вида клея и способа обработки. Лучше всего режется обессмоленная фанера из древесины хвойных пород. Березовая фанера режется хуже. Еще хуже фанера с формальдегидными смолами. Поверхность реза всегда темная. Режим и качество резки конкретного сорта фанеры определяются экспериментальным путем.
Картон, пенокартон, бумага, ткани прекрасно режутся лазером. Край реза слегка желтоватый или коричневый. Для тонкий материалов проблемой является их ровная укладка и удержание на плоскости. Резка в несколько слоев практически не используется, т.к. в этом случае крайне трудно избежать внедрения продуктов распада между слоями и их загрязнения.
Кожа хорошо режется лазером до толщины 3-4мм. Требуется интенсивный поддув. Цвет и степень обугленности краев реза очень сильно зависит от типа кожи. Обязательно проведение пробных резов. Еще проблема — ровная укладка на поверхности стола раскроя.
МДФ и ПСБ хорошо режутся лазером до толщины 8-10мм. Но характеристики материала (тип связки, плотность прессовки) очень сильно варьируются в зависимости от его марки и конкретного производителя. Поэтому обязательно проведение пробных резов. Край реза ровный, от светло- до темно коричневого, слегка обугленный. Обязателен интенсивный поддув сжатого воздуха.
Ламинированная ДВП хорошо режется лазером до толщины 10-12мм. Торцевая поверхность реза от светло- до темно-коричневого цвета, в зависимости от толщины. Требуется интенсивный поддув воздуха.
ДСП режется лазером отвратительно из-за своей рыхлой структуры и особенностей используемой полимерной связки (эпоксидные или формальдегидные смолы). В принципе можно резать ДСП толщиной 6мм. Край реза неровный, темно-коричневый, местами черный.
Резина и линолеум хорошо режутся лазером. Но при этом в тонком (порядка 0,1мм) слое вокруг кромок реза теряется вулканизация. Для некоторых сортов резины возможно обугливание по торцевой поверхности реза. Остается специфический запах, выветривающийся со временем.
Поранит, гипсокартон, слюду можно, и довольно успешно, резать лазером. Лазерная резка прокладок из паротита практикуется очень часто. Скорость резки определяется толщиной материала. Вообще высокотемпературные и композитные материалы резать лазером можно, если только эти материалы не боятся термических напряжений.
Искусственный камень. Возможность резки зависит прежде всего от типа используемой связки. Почти наверняка будет хорошо резаться искусственный камень толщиной 10-12мм, если он на акриловой основе. Торцевая поверхность реза гладкая, матовая. В остальных случаях необходим пробный рез.
Камень резать лазером в принципе можно, но очень неэффективно. Лучше и не пробовать.
Стекло, керамику резать лазером возможно, но сложно. Хотя некоторые виды настенной керамической плитки режутся вполне удовлетворительно. Но обычный для стекла и керамик механизм термораскалывания, который используется при их резке, дает положительные результаты только при больших партиях совершенно однотипного материала. Кроме того, малые радиусы кривизны контура реза все равно исключаются, а скорость резки весьма невелика.
Вспененные ПВХ пластики. Возможна резка вспененных ПВХ пластиков толщиной до 15 мм. При большей толщине материала край реза начинает обугливаться. Резка идет при интенсивной подаче сжатого воздуха. Облой (заусенец на отливке или штамповке) очень мал или практически отсутствует, т.к. процесс резки в основном идет через сухую возгонку материала.
Торцевая поверхность реза имеет коричневый цвет, светлеющий со временем. Чем больше толщина материала, тем темнее кромка реза. Цвет кромки определяется парами ПВХ, которые образуются в процессе лазерной резки и впитываются в пористую поверхность реза. Коричневый торец сохраняется даже при резке литых, в т.ч. прозрачных, ПВХ пластиков. Удаление цвета механической зачисткой или мойкой возможно только частично, так как пары проникают вглубь материала. Детали после резки имеют специфический запах, исчезающий со временем.
Неприятной особенностью резки ПВХ являются пары хлора, которые также выделяются при резке, пусть и в крайне ограниченном количестве и вызывают коррозию всех стальных деталей станка.
Какие материалы поддаются лазерной обработке? FAQ
Trotec Laser
Обучение и поддержка
Часто задаваемые вопросы
Какие материалы можно обрабатывать с помощью лазерного станка?
С помощью лазеров Trotec можно осуществлять лазерную резку, гравировку или маркировку таких материалов, как пластик, древесина, резина, кожа, металлы, текстиль и многих других. В таблице ниже представлены отдельные виды материалов, поддающиеся обработке с помощью наших лазерных машин для гравировки и резки. Список материалов разделен согласно типам обработки (резка, гравировка, маркировка).
Список материалов
материал
резка
гравировка
маркировка
Металл
Алюминий
⚫
⚫
Алюминий, анодированный
⚫
⚫
Хром
⚫
⚫
Драгоценный металл
⚫
⚫
Металлическая фольга до 0,5 мм (алюминий, медь, бронза, драгоценный металл)
⚫
⚫
⚫
Нержавеющая сталь
⚫
⚫
Окрашенный металл
⚫
Медь
⚫
⚫
Бронза
⚫
⚫
Титан
⚫
⚫
Пластик
Акрилонитрил-бутадиен-стирол (АБС)
⚫
⚫
⚫
Акрил/ПММА
⚫
⚫
⚫
Резина
⚫
⚫
Полиамид (ПА)
⚫
⚫
⚫
Полибутилентерефталат (ПБТ)
⚫
⚫
⚫
Поликарбонат (ПК) до 0,5 мм
⚫
⚫
⚫
Полиэтилен (ПЭ)
⚫
⚫
⚫
Полиэфир, полиестер (ПЭС)
⚫
⚫
⚫
Полиэтиленовый терефталат (ПЭТ)
⚫
⚫
⚫
Полиимид (ПИ)
⚫
⚫
⚫
Полиоксиметилен (ПОМ), Дерлин®
⚫
⚫
⚫
Полипропилен (ПП)
⚫
⚫
⚫
Полифениленсульфид (ПФС)
⚫
⚫
⚫
Полистирен (ПС)
⚫
⚫
⚫
Полиуретан (ПУР)
⚫
⚫
⚫
Пена (без ПВХ)
⚫
⚫
⚫
Прочие материалы
Древесина
⚫
⚫
Зеркала
⚫
⚫
Камень
⚫
Бумага (белая)
⚫
⚫
⚫
Бумага (цветная)
⚫
⚫
⚫
Пищевые продукты
⚫
⚫
⚫
Кожа
⚫
⚫
⚫
Ткань
⚫
⚫
Стекло
⚫
Керамика
⚫
⚫
Картон
⚫
⚫
⚫
Пробка
⚫
⚫
⚫
* Список материалов, поддающихся обработке лазером Trotec flexx. Лазеры Flexx сочетают в себе CO2 и оптоволоконный источник. Подробная информация о том, какие материалы можно гравировать, резать или маркировать CO2 или оптоволоконным лазером содержится в данной спецификации. Спецификация CO2 и оптоволоконного лазеров
Испытание материала на лазерном оборудовании Trotec
Не уверены, подходит ли ваш материал для лазерной обработки? Ищете информацию по материалу, которого нет в перечне? Данный перечень дает общий обзор, какие материалы можно обрабатывать лазером. Мы будем рады проверить конкретные требования к вашему применению лазера, проведя испытания материалов и применения. Подробнее о технических характеристиках лазеров для резки и гравировки. Запрос на испытание материала
Возможно Вас заинтересует:
Материалы не для лазера
Так как индивидуальные запросы требуют индивидуальных рекомендаций!
Мы проконсультируем вас бесплатно.
Запросите 30-минутную встречу сейчас.
Связаться с нами
Полный список материалов для лазерной резки!
Лучшие материалы для лазерной резки
Готовы попробовать лазерную резку? Во-первых, вам нужно собрать материалы, которые вы хотите использовать. Чтобы действительно попробовать, попробуйте свой лазерный резак с несколькими различными типами материалов, чтобы увидеть, как он работает.
Хотя есть некоторые материалы, которые вам определенно не следует использовать, вы обнаружите, что следующий список дает вам много возможностей для работы. Единственное, что нужно помнить, это то, что разные материалы могут выделять разные пары, поэтому убедитесь, что вы работаете в хорошо проветриваемом помещении, чтобы быть в безопасности.
1) Древесина для лазерной резки
Древесина является одним из наиболее распространенных материалов для лазерной резки. Новички и даже профессионалы часто используют лазерный резак для дерева, чтобы вырезать детали для сборки, гравировать подарки и вырезать замысловатые узоры на куске дерева.
Очевидно, что вы можете резать лазером большинство пород дерева. Если вы будете резать полностью, более тонкий кусок будет работать лучше. Обычно используются фанера и МДФ (древесноволокнистая плита средней плотности), поскольку они дешевле. Тем не менее, бамбук является отличным экологически чистым вариантом.
В идеале сначала потренируйтесь с МДФ или фанерой, прежде чем пробовать что-то более дорогое.
2) Пластмасса и акрил для лазерной резки
Используя лазерный резак для акрила, вы можете создавать поистине удивительные произведения искусства. Пластиковые и акриловые материалы идеально подходят для создания вывесок, украшений, украшений, настенных рисунков и многого другого.
Хотите верьте, хотите нет, но на самом деле у вас есть более широкий выбор акрила, чем дерева.
Оргстекло, особенно цветное оргстекло, является популярным акрилом. Создавайте красивые художественные работы в стиле витражей. Как и в случае с деревом, вы можете выбирать из различной толщины.
3) Пена для лазерной резки
Пена хорошо подходит для создания вставок и уплотнений, хотя вы можете использовать ее и для детских работ. Например, вы можете вырезать лазером толстые куски пенопласта, чтобы создавать забавные индивидуальные головоломки. Хотя он не так популярен для домашних проектов, как другие материалы, это все же хороший вариант, чтобы попробовать.
4) Металл для лазерной резки
Использование лазерного резака для металла может быть немного сложным. Если вы планируете полностью прорезать металл, вам нужно использовать более тонкие детали, например, толщиной 0,06 дюйма или более тонкую нержавеющую сталь. В противном случае лазерные резаки на основе CO2 могут деформировать металл.
Однако лазерный резак очень хорошо подходит для гравировки металла.
5) Кожа для лазерной резки
После того, как вы немного попрактикуетесь с другими материалами для лазерной резки, вы можете попробовать свои силы в коже. Это дорогой материал, но результаты выглядят потрясающе.
Вы можете создавать кошельки, ремни, кошельки, украшения (особенно браслеты) и произведения искусства. При использовании кожи убедитесь, что изделие надежно закреплено, чтобы избежать деформации.
6) Картон для лазерной резки
Картон — один из самых недорогих материалов для лазерной резки. Он также является одним из самых простых в работе. Создавайте все, от впечатляющих визитных карточек до деталей для построения моделей.
Как правило, вы можете выбрать между гофрокартоном, серым цветом и целлюлозой. Серый цвет и целлюлоза — лучшие варианты для крафта и построения моделей.
7) Пробка для лазерной резки
Пробка — это не тот материал, с которым вам, вероятно, придется часто работать. Тем не менее, его интересно использовать для создания детских поделок. Конечно, если вы хотите сделать свои собственные подставки, пробка — идеальный материал, и вы можете придать ей любую форму с помощью лазера.
Единственное, с чем пробка не очень хорошо справляется, так это с гравировкой, так как это более слабый материал, который легко прорезается насквозь.
8) Ткань для лазерной резки
Ткани для лазерной резки – более новый вариант. Использование лазерного резака для ткани работает как форма цифровой вышивки. Вы получите аналогичные результаты за гораздо меньшее время. В то время как кожа, очевидно, является одним из видов текстиля, хлопок, нейлон, полиэстер и шелк также являются вариантами.
9) Бумага для лазерной резки
В большинстве случаев, когда вы используете лазерный резак для бумаги, вы, скорее всего, будете резать картон. Однако толстая картонная бумага хорошо подходит для лазерной резки. Творческий проект, который можно попробовать с бумагой, — это нестандартные карты с центральной сценой, вырезанной лазером. Они красивы и делают отличные подарки.
10) Резина для лазерной резки
Резина — это еще один материал, который можно резать или гравировать с помощью лазерного станка (в частности, CO2-лазера). Хотя это широко используемый материал для различных целей, он не очень распространен в лазерной резке.
Но с помощью лазера можно делать штампы, брелки, коврики и другие предметы, для которых требуется резина.
Лазер — правильный выбор для резки резины, поскольку он обеспечивает точные и безупречные результаты резки. Края ровные и идеальные, чего нельзя добиться никаким другим методом.
Может резать различные типы каучука, включая натуральный каучук, силиконовый каучук и синтетический каучук. Тем не менее, вам необходимо обеспечить надлежащую вентиляцию из-за паров, образующихся во время лазерной резки.
Какие материалы нельзя резать лазерным резаком?
Несомненно, лазерные резаки могут резать самые разные материалы. Но есть некоторые материалы, которые вы никогда не должны пытаться резать с помощью лазера. Избегайте этих материалов, потому что они могут загореться и выделять вредные газы/дым.
1) ПВХ
ПВХ означает поливинилхлорид. Это полимер, который выделяет газообразный хлор при воздействии лазера.
Прежде всего, газ раздражает, вызывая раздражение и жжение в глазах, носу, коже и дыхательных путях. Во-вторых, природа газа агрессивна. Это может повредить раму машины, которая изготовлена из металла. Это также может повредить лазер и другие части машины.
Таким образом, если вы хотите использовать станок в течение длительного времени и обезопасить себя, никогда не следует резать или гравировать ПВХ.
2) АБС
Вторым запрещенным материалом является акрилонитрилбутадиенстирол (АБС).
При разрезании лазером выделяется цианистый газ, токсичный газ, который может привести к смерти при высокой концентрации.
3) Поликарбонат
Особенностью поликарбоната является поглощение лазерных лучей инфракрасного или CO2-лазера, поэтому при лазерной резке он практически не влияет.
Кроме того, есть вероятность возгорания. Никогда не пытайтесь резать поликарбонат с помощью лазера.
4) Пенополистирол и полипропилен
Это два типа пенопласта, и оба они не подходят для лазерной резки. Во-первых, они быстро загораются, а при попытке разрезать их с помощью лазерного станка только плавятся; вообще без резки.
5) ПЭВП
Его нельзя резать лазером, потому что он плавится и становится липким под воздействием лазера. Во-вторых, он тоже может загореться.
6) Углеродное волокно с покрытием
Если углеродное волокно имеет покрытие, то его покрытие может выделять различные токсичные газы. Эти пары очень вредны и могут привести к респираторным заболеваниям.
Фанера для лазерной резки
Информация, приемы, ноу-хау и советы, которые помогут вам вырезать лазером вашу модель из нашего материала Фанера.
Цвета
Европа
Европа
Европа
Толщина
(мм)
2
3
5
Характеристики
Внешний вид
Детали
Прочность
Гибкость
Направляющая для фанеры
Обзор
Руководство по дизайну
Описание
Фанера состоит из нескольких листов древесины, наклеенных один на другой с чередованием текстуры древесины на соседних слоях. Собранный вокруг центральной пластины всегда имеет нечетное количество слоев.
Эти две особенности придают фанере следующие свойства, которые ценят краснодеревщики, строители, дизайнеры, художники, мастера: механическая стойкость (конструкции, здания), гибкость (мебель), эстетическая красота , водостойкость и легкость .
Фанера и лазерная резка идут рука об руку. Лазерная резка точна и позволяет рисовать очень тонкие кривые. Гравировка на фанере, возможная с помощью станка для лазерной резки, позволяет выполнять фоторендеринг или печать высокой четкости. Лазер делает резкие и четкие разрезы, поэтому нет необходимости в отделочных работах.
Области применения
Фанера отличается долговечностью . Это гибкий в то же время, потому что он создан из отдельных слоев. Вы можете использовать его для строительства, мебели и т. д. Однако толщина фанеры может затруднить лазерную резку, поэтому мы должны быть осторожны.
Использование фанеры в лазерной резке особенно популярно в декоративно-прикладном искусстве. Резка выполняется без износа, без пыли и точно. Идеальная отделка без какой-либо постобработки облегчает и поощряет его использование. Небольшое окисление (подрумянивание) режущих кромок даже придает изделию определенную эстетичность.
Древесина может деформироваться из-за влажности воздуха, температуры или воздействия света. С этим материалом мы рекомендуем избегать перепадов температуры и влажности. Как и необработанная древесина, фанера требует минимальной защиты. С этим может справиться любой гидроизоляционный или водоотталкивающий продукт для защиты древесины. Вы также можете нанести лак на фанерную часть. Для очистки фанерной детали используйте чистую, мягкую и безворсовую ткань. Если у вас есть инкрустированные пятна, можно использовать наждачную бумагу и песок по направлению волокон древесины.
Цена
Ваша цена на лазерную резку и гравировку рассчитывается автоматически, когда вы размещаете свой векторный файл онлайн на нашем сайте. Он рассчитывается интерактивно и зависит от некоторых факторов, таких как количество используемого материала, машинное время, необходимое для его резки или гравировки, и затраты на логистику. Вы можете видеть, как он меняется в режиме реального времени, когда вы вносите изменения в свой векторный файл. Чтобы узнать цену вашего товара всего за несколько кликов, вам просто нужно войти в систему и загрузить свой векторный файл.
Время доставки добавляется ко времени лазерной резки и гравировки и зависит от выбранного вами способа доставки.
Процесс
Лазерная резка:
Лазерная резка предполагает резку материала мощным и точным лазером, который фокусируется на небольшом участке материала и может резать толщину до 15 мм. Существуют различные лазерные источники, которые могут быть импульсными или непрерывными. Вырезанные детали не деформируются, так как ЗТВ лазера (или зона термического влияния) на фанере мала (примерно 0,5 мм). В Sculpteo мы используем лазерные резаки мощностью 100 Вт, поскольку они позволяют нам резать все типы материалов с большей скоростью, чем импульсные лазерные резаки.
Лазерная гравировка:
Лазерная гравировка — это субтрактивный метод производства, основанный на использовании лазерного луча для изменения поверхности объекта. Этот процесс позволяет создавать видимые невооруженным глазом изображения на объекте. Лазер излучает достаточно высокую температуру для измельчения материала, создавая таким образом полости, формирующие конечное изображение. Это быстрый метод, так как материал удаляется с каждым лазерным импульсом.
Отделка
Для приклеивания двух фанерных планок друг к другу можно использовать столярный клей или другой тип (ППУ, Эпоксидный). Какой бы тип клея вы ни использовали, древесину следует прижимать (струбцина или деревянная облицовка).
Фанеру легко красить. Подготовив ее грунтовкой, можно использовать акриловую краску, которая быстро сохнет. Акриловая краска должна быть достаточно тщательной, чтобы заполнить поры дерева. Если вы хотите покрасить детали, деревянные гребни могут оказаться недостатком.
Лазерная точность
Ограничения по размеру
Минимальное расстояние между линиями реза
Лазерная резка и гравировка текста
Глубина лазерной гравировки
Ограничения сборки поштучно
Файлы с несколькими объектами
Лазерная резка и гравировка материала путем обжига его поверхности. Поэтому стороны куска имеют тенденцию быть затемненными, а края слегка отмечены. Иногда на линии разреза появляются следы. Стороны детали, вырезанной из фанеры, могут испачкать кожу или одежду, так как на детали остается тонкий слой черного древесного порошка.
При обжиге поверхности лазер также оставляет пропил шириной, которая может варьироваться в зависимости от типа материала и выбранной толщины.
При разработке проекта необходимо учитывать этот разрез и соответственно планировать излишек материала.
В следующей таблице указаны размеры пропила для фанеры в зависимости от толщины.
In our European catalog:
Thickness of Plywood (mm)
2
3
5
Width of the kerf (mm): Poplar
–
0.125
0.135
Width of the kerf (mm): Okoumé
–
0.115
0.135
Width of the kerf (mm): Ceiba Wood
0. 2
–
–
In Наш американский каталог:
Толщина фанеры (IN)
1/8
Ширина KERF (IN): Maple
0,0015
55515 4.
.
.
.
.
.
.
.
.
.
4.
.
4.
0,0066
Что касается точности лазера и его воздействия на материал, вы также должны иметь в виду, что на внутренней стороне вашего объекта могут появиться пятна горения.
In our European catalog:
Minimum dimension (mm)
15 x 15
Maximum dimension (Okoumé and Poplar) (mm)
940 x 590
Maximum dimension (Ceiba Wood ) (мм)
800 x 585
In our American catalog:
Minimum dimension (in)
0.59 x 0.59
Maximum dimension (in)
32 x 18
In our European catalog:
Thickness of Plywood (mm)
2
3
5
Minimum distance between two paths (mm)
2
3
5
В нашем американском каталоге:
Толщина фанеры (дн. ) лазер обведет каждую букву контуром, что сделает шрифт «жирнее». Поэтому, когда вы задумаете свой векторный файл, вам необходимо:
Отдавать предпочтение узким шрифтам
Расставлять буквы
Не писать текст слишком мелко (минимум 2 мм)
Для лазерной резки , важно учитывать разрез при разработке текста. С текстами нужно обращаться как с фигурами: они должны быть векторизованы и подчиняться тем же правилам, что и любая другая фигура.
Мы предлагаем два типа лазерной гравировки:
Линейная гравировка: идеально подходит для гравировки контура. Это та же операция, что и резка, но с меньшей мощностью. Для этого типа гравировки используйте наши советы по резке при разработке файла. На нашем сайте доступен только один уровень гравировки линии.
Гравировка поверхности (также известная как гравировка с заполнением): Для этого типа гравировки контур вашего рисунка должен быть абсолютно замкнутым. Мы предлагаем два уровня глубины гравировки поверхности: поверхностную или глубокую. На поверхностном уровне порез практически не ощущается на ощупь, тогда как на глубоком уровне он заметен.
Убедитесь, что вы используете разные цвета в своем векторном дизайне, в зависимости от того, хотите ли вы вырезать, выгравировать линию или выгравировать поверхность.
Можно ли собрать ваши детали?
Да
Минимальное пространство, необходимое для сборки
Зависит от пропила
в узлах. Узлы — это небольшие выпуклости, расположенные в пазах или выступах детали, которые позволяют компенсировать колебания толщины материала и пропила. Узлы сжимаются при сборке деталей и концентрируют трение в определенных точках, а не на всей поверхности паза. Таким образом, прорези могут быть больше, не разъединяясь, что позволяет кусочкам оставаться вместе.
Что проверить и как настроить ваш новый 3D-принтер?
Наборы для сборки, частично собранные или конструкторы. Проверьте, нет ли плохих подшипников. Квадратная рамка. Натяжение ремней. Проверьте стол для печати. Смазка. Печатаем!
Если вы только что купили свой первый 3D-принтер, вы, несомненно, будете очень рады настроить его и как можно скорее приступить к печати.
Тем не менее сначала вы должны пройти несколько проверок и корректировок, которые, мы гарантируем, избавят вас от разочарований и потерянного времени в будущем.
Если вы выполните эти проверки сейчас на этапе распаковки и/или сборки, то ваш новый 3D-принтер будет безупречно работать с первого отпечатка, и вы не будете тратить бесчисленные часы, пытаясь диагностировать всевозможные проблемы печати.
Это советы, которые не написаны в руководствах пользователя, но это то, что мы узнали, используя 3D-принтеры в течение тысяч часов и наблюдая, как одни и те же проблемы возникают неоднократно из-за неправильных первоначальных настроек.
Наборы для сборки, частично собранные или конструкторы.
Большинство этих советов подходят для частично собранных 3D-принтеров, таких, как Creality Ender 3 (Pro/V2) или Anycubic I3 Mega.
Многие подобные 3D-принтеры поставляются в виде полусобранного комплекта, в котором вам нужно соединить две половины рамы вместе, а затем подключить некоторые электрические разъемы.
Эти полусобранные комплекты являются отличным компромиссом между полностью собранным 3D-принтером и комплектом DIY для самостоятельной сборки, поскольку они снижают затраты на производство и доставку, при этом требуют от вас выполнить лишь небольшой объем работы по настройке принтера после распаковки.
Это также отличная возможность узнать больше о том, как работает ваш 3D-принтер, чтобы вам было проще диагностировать проблемы в будущем.
Но независимо от того, будет ли ваш 3D-принтер полностью собран или нет, он все равно выиграет от прохождения этого контрольного списка основных аспектов.
3D-принтеры DIY Kit, как правило, содержат больше указаний в своих руководствах по правильной установке вашего устройства, тогда как в полностью собранном 3D-принтере количество параметров, которыми вы можете управлять, довольно ограничено.
Проверьте, нет ли плохих подшипников.
Прежде чем приступить к какой-либо настройке, наш главный совет — проверить, нет ли плохих подшипников. Это правило номер один для бюджетных 3D-принтеров, которое может существенно повлиять на качество печати. Чаще всего выходят из строя шарикоподшипники линейного перемещения по осям X и Y.
Выключите ваш 3D-принтер и переместите все оси по их траекториям. Таким образом, если у вас есть неисправный подшипник, вы сможете почувствовать, что он заедает при перемещении и, возможно, услышите некий скрежет.
На 3D-принтерах, таких, как Ender 3, где колеса на радиальных подшипниках проходят по канавке в профиле, вы можете повернуть каждое колесико. Если вы почувствуете сопротивление, это значит, что подшипник стоит сменить.
Квадратная рамка.
Наш первый и самый важный совет — убедитесь, что ваш 3D-принтер квадратный.
Одной из наиболее распространенных причин неудачных отпечатков является неправильное расположение оси X.
Для начала убедитесь, что ось X параллельна базовой раме. Базовая рама — это часть конструкции принтера, к которой прикреплен стол. Ось X — это горизонтальная часть, по которой перемещается экструдер.
Для этого вы можете либо измерить угол базовой рамы, либо убедиться, что угол по оси X одинаков. Или вы можете измерить высоту оси X относительно базовой рамы с каждой стороны и убедиться, что размеры совпадают.
Цель состоит в том, чтобы сделать ваш 3D-принтер ровным по отношению к самому себе, а не относительно вашего рабочего стола.
Лучшим инструментом для этого является цифровой уровень, поскольку он позволит вам создать опорный угол и выполнить измерения относительно него. В качестве альтернативы, вы можете измерить его с помощью стальной линейки.
Это будет ваша отправная точка для установки всех остальных квадратов.
То, как вы настраиваете ось X, будет отличаться в зависимости от конкретной модели 3D-принтера. Модели Creality CR-10S Pro и Ender 3 имеют эксцентрик на одном из колес, на котором работает ось X.
На моделях с двумя ходовыми винтами оси Z вы можете отсоединить двигатели от элемента управления и вручную повернуть ходовой винт, пока он не выровняется.
Теперь переместите ось X вверх по Z и убедитесь, что она остается ровной на всем расстоянии.
Читайте также: Смещение оси X на Ender-3. Как исправить?
Натяжение ремней.
Мы уже писали подробный пост о натяжении ремней 3D-принтера. Это еще один критически важный аспект, который вы должны обязательно проверить перед началом печати.
Натяжение ремней это достаточно необъективный параметр, настройку которого вы, в основном проводите на ощупь или по звуку. Тем не мене, рекомендуем вам не упускать этот элемент из виду при первичной настройке печати.
Воспользуйтесь нашими советами и натяните ремень достаточно туго, но при этом не допускайте его растяжения или обрыва.
Проверьте стол для печати.
Следующим шагом необходимо проверить, что платформа для печати плоская. Поставьте стальную линейку торцом на стол и посмотрите, есть ли между ними зазор.
Если сложно определить, посветите с тыльной стороны. Если вы видите сплошной луч света между линейкой и столом, значит, ваш стол не плоский.
Если стол неровный, то исправить это должным образом невозможно. В идеале вам нужно будет заменить его на новый.
Более бюджетный вариант — использовать стекло Creality Ultrabase, так как оно доступно по цене и идеально плоское.
В некоторых моделях принтеров (Ender 3 V2, Voxelab Aquila X2) такое стекло включено в комплект поставки.
Теперь, когда вы знаете, что ваш стол плоский, вы можете откалибровать его.
Многие люди думают, что калибровка выравнивает стол, но на самом деле нужно убедиться, что он выровнен относительно оси X.
Если в вашем 3D-принтере есть автокалибровка, вы можете использовать эту функцию.
Но в большинстве случаев метод проталкивания бумаги между соплом и платформой срабатывает отлично. По мере накопления опыта калибровка платформы станет для вас простым и интуитивным занятием.
Смазка.
Любое место в механизме вашего 3D-принтера, имеющее подвижный контакт металл-металл, должно быть хорошо смазано.
На некоторых 3D-принтерах, особенно очень дешевых, смазку не наносят совсем или наносят бессистемно.
Необходимо смазать критически важные компоненты, такие как ходовые винты.
Теперь, когда ваш ходовой винт правильно установлен и смазан, можно приступить к 3D-печати.
Печатаем!
Наконец-то вы готовы приступить к печати. Печатайте свой первый слой медленно. Установите скорость печати в слайсере для первого слоя 10-20 мм/с.
Это обеспечит хорошую адгезию вашей модели к столу и отличную основу для вашей детали. Для остальных слоев вы можете установить скорость печати в диапазоне 30-80 мм/с.
Скорость печати напрямую влияет на качество вашего отпечатка, в одном из наших следующих постов мы обязательно разъясним все нюансы этой настройки.
А пока наслаждайтесь мерным гудением вашего принтера, выполняющего свою первую 3D-печать для вас.
Удачной печати!
Оптимальные настройки Cura для 3D печати PLA пластиком
3DPrintStory
  
Процесс 3D печати
  
Оптимальные настройки Cura для 3D печати PLA пластиком
Путем проб и ошибок можно постепенно отточить настройки Cura для 3D печати PLA пластиком (а также многими другими материалами для 3D печати). В статье ниже приведены рекомендации из личного опыта, которые могут оказаться полезными, если вы используете PLA пластик на вашем 3D принтере и Cura для слайсинга и подготовки ваших режимов 3D печати.
Помимо объяснения предпочтительных настроек температуры, подробно рассмотрены расширенная поддержка и настройки заполнения, а также многие другие факторы, которые влияют на 3D печать без дефектов и проблем.
*** Следующие настройки предназначены для Cura и протестированы на 3D принтерах Lulzbot TAZ с хостом E3D. Мы успешно использовали эти настройки на наших принтерах TAZ3 и TAZ5, а также на HATCHBOX 3.0mm PLA. При использовании Simplify 3D используются очень похожие профили. Условия окружающей среды и производитель материала также могут сильно повлиять на эти настройки
Настройки качества 3D печати
Высота слоя 3D печати очень зависит от размера сопла вашего 3D принтера, а также от качества, которое вы хотите получить. 3D принтер с соплом 0,6 мм может обеспечить толщину слоя до 0,4 мм, а деталь с высотой слоя 0,1 мм займет вдвое больше времени на изготовление, чем с соплом 0,2 мм, поэтому эти факторы важно учитывать.
Наши стандартные настройки качества 3D печати — высота слоя 0,25 мм. Затем мы оттачиваем настройки ретракта для PLA. В результате профиль для Cura будет следующий:
Minimum Travel: 1.5mm
Enable Combing: All
Minimal Extrusion Before Retracting: 0.005mm
Z Hop When Retracting: .1mm
«Combing» означает, что головка принтера следует по пути печати, а не пытается устранить зазоры. Это поможет предотвратить появление «заусенец» по бокам 3D модели. «Z Hop» при втягивании установлен на 0,1 мм, так что тонкие участки 3D моделей будут повреждены с меньшей вероятностью.
При нажатии на вкладку «Advanced Settings» в Cura мы обращаем внимание на разделы «Retraction» и «Quality». Мы установили скорость ретракта 10 мм/ с и расстояние 1,5 мм. В меню «Quality» в разделе «Advanced section» мы не увеличиваем начальную толщину слоя, но увеличиваем начальную ширину линии до 115%. Мы обнаружили, что это помогает улучшить адгезию со столом без ухудшения качества 3D печати.
На рисунки ниже приведены примеры 3D печати. Слева направо — высота слоя 100 микрон (высокое качество), высота слоя 250 микрон (стандартное качество) и высота слоя 380 микрон (черновое качество).
Настройки заполнения
Чтобы получить чистую печать PLA пластиком, мы всегда стараемся включить как минимум 4 нижних / верхних слоя (то есть вы должны умножить высоту слоя как минимум на 4). Он может увеличиваться в зависимости от того, насколько плоский объект, от того, насколько высокая плотность заливки установлена и насколько толстый ваш слой. Для длинной прямоугольной детали с высотой слоя 0,1 мм потребуется заполнение более 10% и не менее 7 нижних / верхних слоев, чтобы не было ямок. На принте ниже была именно такая проблема: слишком мало заполнения и слишком мало нижних / верхних слоев, что портило результат 3D печати.
Предпочтительный процент плотности заполнения уникален для вашей конкретной 3D модели, как и настройки качества. Настройки перекрытия заполнения — это то, на чем стоит сосредоточиться, чтобы улучшить качество поверхности 3D модели.
Эта 3D модель имела заполнение на 10% и 3 нижних / верхних слоя при высоте слоя 0,25 мм, что было недостаточно для гладкой верхней поверхности.
Эта 3D модель имела заполнение на 20% и 5 нижних / верхних слоев при высоте слоя 0,25 мм, чего было достаточно для красивой внешней поверхности.
Перекрытие заполнения
Перекрытие заполнения (Infill Overlap) относится к проценту наложения заполнения на оболочки. Когда количество оболочек невелико, а процент перекрытия заполнения установлен выше 12%, мы замечаем «прожилку» на поверхности готовых 3D моделей, особенно на крупных деталях из полупрозрачного PLA. Мы предпочитаем, чтобы почти все наши модели из PLA имели перекрытие на 8%. На фотографии снизу показан пример двух оболочек с перекрытием 15% заполнения из полупрозрачного синего PLA. Хотя эффект выглядит довольно круто, нам нужно было уменьшить перекрытие заполнения, чтобы этот «прожилковый» дефект исчез.
Скорость и температура
Как мы предупреждали выше, эти настройки PLA хорошо работают с принтерами Lulzbot TAZ с поддержкой E3D. Эти температуры (и скорости) могут отличаться в зависимости от 3D принтера и продолжительности использования.
Наше сопло работает при комфортной (но немного более высокой, чем в среднем) температуре 205–210 ° C для PLA. Обычно мы разогреваем стол до 60 ° C, но, поскольку мы добавили более толстое стекло толщиной 1/4 дюйма, мы увеличили его до 65 ° C. Это более толстое стекло облегчает процесс стола, а также предотвращает появление трещин и сколов. Мы использовали PLA на столах, у которых нет возможности нагрева, но определенно лучше предусмотреть стол с подогревом. Стеклянный столик, нагретый до 65 °, помогает предотвратить деформацию и предотвратить срывание деталей в процессе 3D печати.
Мы работаем с нашими принтерами немного медленнее, чтобы обеспечить наилучшее качество поверхности. Обычно мы устанавливаем нашу среднюю скорость 60 мм / с, с более медленными настройками для внешнего и верхнего / нижнего слоев. В расширенном режиме у нас установлены следующие настройки скорости:
Travel Speed: 150 мм/с
Bottom Layer Speed: 25 мм/с
Infill Speed: 60 мм/с
Top/Bottom Speed: 40 мм/с
Outer Shell Speed: 40 мм/с
Inner Shell Speed: 60 мм/с
Настройки материала поддержки
Мы обнаружили, что настройки поддержки — одна из самых сложных вещей, которую нужно изменить. Каждый материал требует разного процента заполнения и угла. Каждый из них также требует уникального расстояния от 3D модели для легкого удаления.
Любой, кто печатал достаточно долго, скорее всего, не любит работать с настройками суппортов. Наши рекомендации по настройками материала поддержек следующие:
Structure Type: Lines
Overhang Angle for Support: 50°
Fill Amount: 15%
Distance X/Y: 0.8mm
Distance Z: 0.16mm
В том же разделе, что и настройки поддержки, вы также найдете тип основания для схватывания со столом. В то время как «brim» настройки обычно не нужны для деталей из PLA, большие 3D модели могут деформироваться, и узкие части с трудом прилипают к столу, не опрокидываясь. В наших настройках PLA этот параметр обычно отключен по умолчанию, и мы включаем его вручную для таких особых случаев.
Проблема со слоем основания, особенно на PLA, заключается в том, что их сложно снять. У нас были детали, где кромку намного сложнее удалить, чем основной поддерживающий материал. Это заставило нас перейти на более узкий «skirt» вариант вместо «brim».
Выбрав «None» в качестве типа первого слоя, нажмите «…», чтобы увидеть дополнительные параметры. Затем мы меняем количество линий на 10-15, начальное расстояние на 0,01 мм и минимальную длину на 250 мм. Это позволяет первому слою формироваться только снаружи 3D модели. Хотя внешняя сторона все еще потребует дополнительной обработки, это позволяет сэкономить много времени на удалении полей с внутренних тонких частей 3D модели.
Охлаждение
И, наконец, последний раздел на вкладке расширенных настроек — это возможность активировать активный вентилятор охлаждения. Вентилятор для PLA пластика надо всегда держать включенным. Если вы попытаетесь выключить охлаждающий вентилятор, вы можете получить неприятные дефекты (например, на фото снизу).
В результате настройки охлаждения для Cura при использовании PLA пластика выглядят следующим образом:
Fan Full on at Height: .5mm
Speed Min: 35%
Speed Max: 75%
Minimum Speed: 10mm/s
Cool Head Lift: выключен
Выводы
Хотя мы добились успеха с этими настройками PLA, бывают случаи, когда определенные 3D модели требуют незначительных изменений. Определенные углы при 3D печати могут потребовать, чтобы ваши настройки поддержек были немного ближе по оси Z или X / Y. Как и любые настройки материалов для 3D печати, эти настройки PLA необходимо настраивать для каждой марки/модели 3D принтера.
PrintScreen экрана с нашими базовыми и расширенными настройками приведены ниже:
Профиль с настройками Cura для PLA вы можете скачать здесь.
Передовые методы 3D-печати из дома
Как и многим из нас во всем мире, вам, скорее всего, пришлось быстро адаптироваться от полного верстака или укомплектованного офиса к проектированию и работе из дома с более ограниченными ресурсами. В эти времена способность адаптироваться к этим новым условиям и вызовам поможет ограничить сбои в работе продукта и поддерживать циклы разработки в будущем.
Настольная стереолитография (SLA) 3D-принтеров Formlabs Компактный размер делает их пригодными для использования дома или за пределами офиса. Кроме того, с более чем 30 различными материалами, имитирующими все, от силикона, полипропилена, АБС-пластика и других, у вас будет больше гибкости и вариантов использования, чтобы адаптироваться к новым задачам по мере их возникновения.
Использование 3D-печати собственными силами поможет вам сократить расходы и получить больше контроля в периоды неопределенности, особенно если вы ранее или в настоящее время полагаетесь на аутсорсинг 3D-печатных деталей. Наши клиенты обратились к 3D-печати в домашних условиях, чтобы сократить расходы и повысить эффективность, продолжить разработку критически важных продуктов и поддержать усилия по оказанию помощи COVID-19.
Дэн Кирхгесснер, менеджер сообщества, и Джейк Капуста, старший агент по обслуживанию, делятся своими передовыми методами печати из дома.
Перед транспортировкой или получением вашего 3D-принтера убедитесь, что ваше пространство и окружающая среда подходят для печати, постобработки и любых других отделочных работ, которые могут возникнуть у вас. Вы захотите объявить ровные рабочие места, где вы можете разместить свой принтер (принтеры), решения для постобработки, такие как Form Wash и Form Cure, рабочее пространство для удаления и отделки деталей, а также краткосрочное хранение таких предметов, как дополнительный растворитель для промывки, резервуары для смолы, картриджи со смолой, перчатки, инструменты для постобработки и т. д.
Алексис Хоуп, дизайнер и исследователь из Медиа-лаборатории Массачусетского технологического института и Центра гражданских медиа Массачусетского технологического института, говорит, что, когда дело дошло до создания ее домашней мастерской, «получение принтера дома стало для меня большим стимулом к созданию рабочая станция. Вам нужно место для систем промывки и отверждения, а также место для хранения ваших деталей, поэтому убедитесь, что у вас есть все необходимое для продуктивной работы».
Домашняя мастерская Алексис Хоуп.
Некоторые из наиболее часто задаваемых вопросов о 3D-печати из дома касаются экологических факторов, таких как звуки и запахи. Чтобы предотвратить любую чувствительность к запахам, мы сочли полезным держать станцию постобработки в хорошо проветриваемом помещении или рядом с открытым окном для легкого доступа воздуха. Хотя Form 3 относительно тихий, сравнимый со звуком микроволновой печи, вы можете рассмотреть возможность размещения его вдали от тихих уголков вашего дома, чтобы предотвратить любые помехи.
Вуди Хедберг, инженер по печати в Formlabs, недавно установил в своей квартире Form 3L для тестирования материалов. «Я установил ДСП, толстый картон на пол и стены помещения в качестве меры защиты», — говорит Хедберг. Он также счел полезным обустроить свое пространство рядом с открытым окном за закрытой дверью, чтобы смягчить любые возможные запахи и звуки.
После того, как вы обустроите свое пространство, соберите все необходимое для 3D-печати, например ведра для промывки, корзины и бутылки, пинцет, скребок, инструмент для удаления, заподлицо резаки, одноразовые нитриловые перчатки и любые дополнительные инструменты, которые вы сочли полезными. к вашему рабочему процессу 3D-печати.
Если у вас уже есть 3D-принтер, вам сначала нужно тщательно продумать, как вы будете транспортировать его прямо из офиса или рабочего места домой. При подготовке 3D-принтера Formlabs к транспортировке сначала извлеките картридж со смолой, снимите и очистите платформу сборки, а затем снимите и накройте резервуар для смолы, прежде чем поместить его в корпус резервуара. Перед транспортировкой убедитесь, что все аксессуары, содержащие смолу, надежно закрыты.
Для формы 3 блок обработки света (LPU) перед транспортировкой необходимо закрепить винтами с накатанной головкой и защелкой. Отсутствие защиты LPU может привести к повреждению принтера. Свяжитесь с нами, если вы не можете найти винты.
Аккуратно заверните принтер и по возможности поместите его в оригинальную упаковку. Не забудьте упаковать все аксессуары, которые могут вам понадобиться для 3D-печати и постобработки: Form Wash и Form Cure или набор для окончательной обработки и альтернативный раствор для отверждения, а также расходные материалы, такие как емкости для смолы, картриджи со смолой, перчатки, инструменты для постобработки, IPA и т. д.
Как только вы сможете распаковать все свои расходные материалы для 3D-печати дома, не забудьте повторно выровнять принтер в новой среде перед печатью.
Теперь, когда ваш домашний принтер готов к работе, вы можете улучшить и оптимизировать свой рабочий процесс несколькими способами.
Совместите время начала и окончания печати в соответствии с вашим рабочим временем, чтобы максимально эффективно использовать рабочее время вашего принтера. Используя предполагаемую продолжительность печати PreForm, вы можете спланировать начало следующей печати. Настройте выполнение длинных распечаток, пока вас нет на рабочем месте, чтобы вы могли закончить текущую печать и начать следующую, когда вернетесь.
Кевин Готье, специалист по развитию бизнеса в Formlabs, обнаружил, что его команда чаще отправляет распечатки друг другу, работая удаленно. «Всегда не забывайте распечатывать копию объекта для себя, чтобы вы могли вернуться и сослаться на них».
Домашняя установка Кевина Готье.
В том же духе Хедберг предлагает подробно документировать и фотографировать каждый отпечаток, особенно если у вас нет лишнего места для хранения. «Теперь, когда вся команда удалена, нам нужна надлежащая система документации. Это не означает, что мне нужно хранить каждую напечатанную на 3D-принтере деталь, но мне нужно тщательно документировать свои отпечатки и вести записи для команды», — говорит он.
Чтобы следить за производством печати в режиме реального времени и отслеживать использование смолы и бака, используйте Dashboard для отслеживания хода печати на каждом принтере. Вы также сможете отслеживать успешные и неудачные отпечатки, чтобы знать, какие проекты были наиболее успешными для будущих итераций.
«Выполняйте всю проектную работу, которую вы можете выполнить, и расставляйте приоритеты для критически важных задач физического прототипирования между командами», — предлагает Зак Фрю, технический техник в Formlabs. Фрю говорит, что необходимо расставлять приоритеты для этих задач, особенно при работе с ограниченными ресурсами, и сообщать о них членам вашей команды.
Соблюдайте меры безопасности при использовании продуктов Formlabs. Надевайте нитриловые перчатки для работы с IPA и работайте в хорошо проветриваемом помещении. Храните IPA вдали от источников тепла, искр и открытого огня. IPA быстро испаряется, поэтому по возможности держите контейнеры закрытыми. Обратитесь к производителю или поставщику химикатов за подробной информацией о безопасности.
По словам Зака Згуриса, гуру материалов Formlabs, «необходимо соблюдать правила химической гигиены. Держите все в чистоте. Убедитесь, что вы немедленно вытерли все капли или разливы, используйте ацетон или изопропиловый спирт, чтобы не осталось липких следов. Когда дело доходит до мытья IPA, это включает в себя обеспечение свежего воздуха на рабочем месте. Шкаф — совсем не подходящее место для активного использования 3D-принтера или смывки IPA».
При работе с картриджами и контейнерами со смолой обязательно надевайте перчатки для защиты кожи. Храните картриджи в вертикальном положении, вдали от прямых солнечных лучей, в хорошо проветриваемом помещении. Закройте вентиляционную крышку картриджа, чтобы предотвратить утечку.
Не выливать жидкую или частично отвержденную смолу в канализацию и не выбрасывать вместе с бытовыми отходами. Не выливайте изопропиловый спирт (IPA), содержащий растворенную смолу, в канализацию и не выбрасывайте его вместе с бытовыми отходами. Как всегда, все растворители и смолы следует утилизировать в соответствии с вашими местными нормами и паспортом безопасности поставщика. Чтобы узнать больше о мерах предосторожности, продолжайте читать на нашем сайте поддержки.
Есть ли у вас какие-либо передовые методы или советы, которые вы узнали в процессе перехода к инженерному делу из дома? Мы будем рады узнать о них. Не стесняйтесь делиться информацией напрямую в социальных сетях, отмечая @formlabs или #EngineeringFromHome, или оставляйте комментарии на наших форумах.
Продолжайте читать, чтобы узнать больше о наших передовых методах и узнать, как другие люди разрабатывают дома.
Настройки 3D-принтера FDM и что они делают
3D-печать никогда еще не была более доступной, поскольку доступны машины любой ценовой категории и уровня квалификации. Это заставило многих людей устремиться к этому относительно новому хобби, прыгая с головой, не понимая разочарования и печали, которые оно может принести.
Конечно, хотя 3D-печать может быть сложной задачей, она всегда стоит затраченных усилий. Обучение — это большая часть подобных вещей, но вам не нужно проходить через это в одиночку. Чтобы познакомить вас с основами использования слайсера для 3D-принтера, в этой статье будут рассмотрены различные настройки популярных программ слайсера для FDM-принтеров.
Что такое 3D-принтер FDM?
FDM означает моделирование методом наплавления, и это наиболее часто используемая технология для 3D-печати в домашних условиях. Если ваш 3D-принтер использует катушки с нитью, а не смолу, скорее всего, это FDM-принтер. Подобные принтеры укладывают расплавленный пластик с предельной точностью, обычно с помощью рабочего стола, гентри и экструдера/горячего узла. Это тип 3D-принтера, к которому относится эта статья.
Все приведенные ниже настройки показаны при условии, что вы загрузили файл в слайсер и находитесь на главном экране.
Связанный: Как 3D-печать для новичков и начинающих
Температура сопла и слоя
В 3D-принтерах
FDM для создания объектов используются материалы, называемые термопластами. PLA, ABS и PETG — это лишь несколько примеров этих пластиков, и все они имеют разные температуры плавления. Температура вашего сопла должна быть установлена на температуру, соответствующую материалу, которым вы печатаете, и всего несколько градусов разницы могут дать вам совершенно разные результаты.
PLA, например, обычно хорошо печатает при температуре от 180 до 200°C, а ABS — при температуре от 230 до 250°C. Возможно, вам придется поэкспериментировать с разными температурами, чтобы получить наилучшие результаты.
Температура слоя не так важна, как температура сопла, но все же может иметь значение. Наличие кровати с правильной температурой поможет материалам прилипнуть к рабочей пластине, а также поможет предотвратить такие проблемы, как деформация и слоновья нога. Такие материалы, как PLA, могут работать без нагреваемой пластины, но ABS может работать при температуре слоя выше 80°C.
Cura : Print Settings > Custom > Material
Slic3r : Settings > Filament Settings > Temperature
Simplify3D : Edit Process Settings > Show Дополнительно > Температура
FlashPrint : Печать > Общие > Температура
Высота слоя
Высота слоя — это толщина каждого слоя пластика, который помещается на платформу во время печати. Более низкая высота слоя приводит к более высокому разрешению моделей и более медленному времени печати, тогда как более высокая высота слоя снижает как качество, так и время. Вы должны убедиться, что высота слоя соответствует насадке, которую вы используете, хотя большинство слайсеров предупредят вас, если вы сделаете слишком большой или маленький слой.
Первый слой любого отпечатка самый важный, поэтому большинство слайсеров предлагают возможность задать для него отдельную высоту. Более толстый начальный слой может улучшить сцепление с постелью, а также укрепить основу модели.
CURA : Настройки печати > Custom > Качество
SLIC3R : Установки > Настройки печати > Layers и PERIMETERS > PRINT SETS > и PERIMETERS > > и PERIMETERS > . Показать Дополнительно > Слой
FlashPrint : Печать > Общие > Слой
Связанный: Как исправить проблемы с автоматическим выравниванием на Anycubic Vyper
Скорость печати
Скорость печати — это скорость, с которой печатающая головка перемещается во время печати. Повышение скорости печати ускорит печать, хотя это также может ухудшить качество печати. Наряду с этим, однако, некоторые материалы требуют более низкой скорости печати из-за их качества.
PETG, например, обычно печатается с максимальной скоростью 30 мм/с, чтобы учесть просачивание и растяжимость. PLA и ABS вполне могут работать со скоростью 60 мм/с и выше, но вы можете настроить такие параметры, как внешняя скорость, чтобы повысить качество готовой печати без ущерба для скорости печати.
Cura : Print Settings > Custom > Speed
Slic3r : Settings > Print Settings > Speed
Simplify3D : Edit Process Settings > Show Дополнительно > Скорости
FlashPrint : Печать > Общие > Скорость
Втягивание
В большинстве современных 3D-принтеров FDM используются моторизованные экструдеры для втягивания нити в определенные моменты во время печати. Это помогает предотвратить просачивание при перемещении печатающей головки с места на место, а также дает принтеру возможность контролировать поток материала, выходящего из хотэнда.
Как и скорость печати, параметры отвода обычно зависят от материала, которым вы печатаете. Эластичные материалы, такие как PETG и TPU, требуют скорости отвода от 30 до 80 мм/с, а также расстояния отвода от 2 до 5 мм. Напротив, PLA хорош со скоростью 50 мм и расстоянием от 0,5 до 1 мм.
Cura : Print Settings > Custom > Travel
Slic3r : Settings > Printer Settings > Extruder
Simplify3D : Edit Process Settings > Show Advanced > Extruder > Ooze Control
FlashPrint : Print > General > Втягивание
Заполнение и стены
Редко можно найти файл для 3D-печати, который должен быть сделан из твердого пластика. Вместо этого большинство отпечатков сделаны со сплошными внешними стенками и заполнением, что делает деталь красивой и прочной, не требуя печати целой жизни. Заполнения от 10 до 20% достаточно для подавляющего большинства отпечатков, хотя вам может понадобиться больше, если вы хотите, чтобы изделие выглядело особенно прочным. Стоит отметить, что сплошное заполнение не обязательно делает деталь прочнее.
Помимо заполнения, вы также можете изменить толщину внешних слоев вашего оттиска. От трех до пяти слоев обычно достаточно, чтобы сделать отпечаток прочным, но это то, что можно настроить, чтобы сократить время, необходимое для завершения печати. Слишком тонкие стены могут привести к просвечиванию рисунка заполнения.
Cura : Настройки печати > Пользовательский > Заполнение/оболочка
Slic3r : Settings > Print Settings > Infill
Simplify3D : Edit Process Settings > Show Advanced > Infill
FlashPrint : Print > Infill
Опоры
Поддержки
используются для предотвращения провисания моделей, когда они печатаются с выступами. Большинство слайсеров могут создавать опоры автоматически, но вы можете изменить настройки, чтобы получить наилучшие результаты при печати. Стоит прочитать о различных вариантах поддержки, которые у вас есть, прежде чем идти вперед и менять их слишком сильно.
CURA : Настройки печати > Custom > . Show Advanced > Поддержка
FlashPrint : Печать > Поддержка и Главный экран > Опоры
Дополнения
Большинство слайсеров могут добавлять к отпечатку дополнительные детали, предназначенные для облегчения прилипания к основанию и деформации. Это может быть отличным способом с легкостью улучшить ваши отпечатки, но есть несколько доступных типов.
Подложки : При использовании подложки весь отпечаток ложится на подложку, что способствует прилипанию к подложке.
Поля : Поля огибают край отпечатка, предотвращая приподнимание краев и углов.
Мышиные уши : Мышиные уши — это круги, которые располагаются в каждом углу отпечатка и помогают держать углы внизу.
Башни для вытирания : Башни для вытирания формируются вокруг отпечатка и позволяют принтеру вытирать излишки нити.
Здесь можно найти соответствующие настройки:
Cura : Настройки печати > Пользовательский > Адгезия рабочей пластины
Slic3r : Настройки > Настройки печати > Юбка и края/опорная материал
Упрощайте 3D : Настройки процесса Edit > Show Advanced > . Дополнения
Охлаждение
Вентиляторы охлаждения являются важной частью вашего 3D-принтера. Многие современные принтеры FDM имеют вентиляторы, которые используются для охлаждения детали во время печати. Это хорошо для таких материалов, как PLA и PETG, но может быть плохо для таких материалов, как ABS, которые деформируются из-за изменений температуры. Почти всегда следует оставлять общее охлаждение принтера включенным.
Cura : Print Settings > Custom > Cooling
Slic3r : Settings > Filament Settings > Cooling
Simplify3D : Edit Process Settings > Show Advanced > Охлаждение
FlashPrint : Печать > Охлаждение
Z-хоп
В качестве последней настройки, на которую следует обратить внимание, z-hop позволяет указать принтеру опускать платформу или поднимать печатающую головку, когда она перемещается. Это может предотвратить сбрасывание моделей с рабочего стола до завершения печати.
CURA : Настройки печати > Custom > Travel
SLIC3R : Установки > Настройки принтера > Repraitration 9010> Принтешена0091 Simplify3D : Edit Process Settings > Show Advanced > Extruder > Ooze Control
FlashPrint : Print > Others > Z-Hop
Обучение использованию слайсера
Слайсеры
— это невероятно мощные инструменты, которые дают вам множество различных вариантов печати. Однако это не означает, что ими легко пользоваться, и вам еще предстоит многому научиться после этой статьи, чтобы по-настоящему освоить слайсер, которым вы пользуетесь.
Декоративный бумажно слоистый пластик разных цветов для отделки фасадов
Компания ARGOS
ваш источник упаковочных решений
Полимерные пленки
большой выбор ПЭТ, БОПА, ПВХ и ПОФ
Алюминиевая фольга
для упаковки пищевых продуктов и быта
Декоративный пластик
для лабораторной и бытовой мебели
Поставка промтоваров
замещение западного импорта из Азии
Previous
Next
Большой выбор упаковочных решений!
Декоративный бумажно-слоистый пластик высокого давления ( HPL)- композитный листовой материал , состоящий из слоев бумаги, пропитанных термосвязующими смолами и спрессованный под давлением ( ДБСП). Пластики бывают стандартными, для наклеивания на плоские поверхности и постформированные, которые под действием температуры приобретают свойства загиба (широко используются при производстве столешниц).
Листы ДБСП состоят из склеенных вместе под воздействием давления и температуры следующих слоев: — верхнего защитного оверлея; — декоративного слоя, цветной или печатной бумаги , пропитанной меламиновой смолой; — основного слоя из крафт-бумаги, образующего толщину пластика, пропитанного фенольными смолами.
Виды поверхностной отделки
Дерево
Мрамор
Мерцающие
Металлики
Школьные доски
Новые дизайны
Однотонные
ДБСП характеризуется высоким качеством, долговечностью и механической прочностью , обладают высокой стойкостью к истиранию, царапинам, ударам, образованию пятен, а также воздействию влаги и повышенных температур, имеет высокие санитарно-гигиенические показатели и обладает антистатистическими свойствами.
ДБСП- широко распространенный отделочный материал, применяемый как для внутренней, так и при наружной отделки жилых общественных помещений.
Благодаря своей универсальности, прочности и декоративным качествам пластик HPL широко используется для облицовывания мебели, производства мебельных фасадов, столешниц. Толстый пластик (компакт) используется для производства медицинской и лабораторной мебели, стеновых панелей, самонесущих перегородок, облицовки стен, в душевых комнатах, санузлах и т.д.
ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ
Параметры
Единица измерения
Регламент по EN 438
ALFA ICA соответствие
Толщина
0,6- 16 мм
(+,- 0,1 мм)
норма
Длина, ширина
2440х1220 мм
3050х1300 мм
(+,- 10 мм)
(+,- 10 мм)
норма
Плотность
гр/куб. см.
1,41
1,45
Стабильность размеров
% мах. длина
% мах. толщина
0,55 мах
1,05 мах
норма
норма
Износостойкость
циклы
350
400
Устойчивость к сухому нагреву 180 гр.
класс
4
больше 4
Кипячение в воде
Увеличение массы (%мах)
Увеличение толщины (% мах)
10
11,8
8
9
Сопротивление к пару
класс
4
больше 4
Сопротивление к прижиганию сигаретой
класс
3
больше 3
Пластик, используемый в производстве кухонной мебели, не выгорает от прямых солнечных лучей и идеально подходит для непростых рабочих условий кухонного помещения. Используя этот материал можно воплотить самые смелые стилевые решения, совмещать любые цвета и формы. У других материалов таких возможностей нет.
Технические характеристики пластиков:
Толщина
Размеры
Стандарт HPL —
0,6 – 20 мм
1220х2440 мм 1300х3050 мм
Постформинг HPL —
0,6 – 0,7 мм
1300х3050 мм
Пожаростойкий HPL —
по заказу
1220х2440 мм 1300х3050 мм
Спецификация стандарт HPL:
Параметр
Метод испытания Nema LD3 – 1995
Значение Alfa Ica
Стандарт HPL
Толщина
Допуст. +/- 0,12 мм
+/-0,04
Внешний вид
3,1
Соответствует
Устойчивость к освещению
3,1
Незначительные изменения
Очищаемость пятен
3,4
Хорошая
Сопротивление к кипятку
3,5
Выдерживает
Стойкость к высокой температуре
3,6
Выдерживает
Ударная прочность (1 мм)
3,9
760 мм
Стабильность размеров
3,12
1,3%
Сопротивление к поверхностному износу
3,13
400 оборотов
Постформинг HPL
Радиус загибов
0,7 мм 0,8 мм
До 7 мм радиус До 8 мм радиус
Температура формования
На поверхности пластика
150 – 160 С
Пластик бумажнослоистый декоративный состоит из нескольких слоев, каждый из которых обработан и особым образом защищен. В результате вы получаете твердую, прочную поверхность, устойчивую перед агрессивными факторами, ударами, перепадами влажности и жары/холода. Он может быть рулонным и листовым; этот материал также классифицируется на пластики низкого и высокого давления. Плюс к тому, его делают с одной или обеими декоративными поверхностями.
Мебельный пластик.
Очень много видов такого материала, как пластик компакт, сегодня используется для изготовления современной мебели, пластиковых панелей. Изготовители высоко ценят мебельный пластик листовой, это экологичный новейший отделочный материал, стойкий перед ударами и трением, горячей моющей «химией», жирами, слабой щелочной и кислотной средой. Его все чаще берут для оформления интерьеров и для производства мебели. Сегодня мебельные фасады из пластика самых разных видов комбинируются в настоящие произведения искусства, этот материал дает огромное поле для работы дизайнерам.
Кухонный пластик для мебели.
Яркий и красивый пластик для кухонной мебели не выгорает от прямых солнечных лучей. Это как раз тот материал, который идеально подходит для непростых рабочих условий кухонного помещения. К тому же, используя кухонный пластик для мебели, дизайнеры могут воплощать самые смелые стилевые решения, совмещать любые цвета и формы. Пока другие материалы таких возможностей не дают. Поверхность, сделанная из защищенного мебельного пластика для кухни, не боится царапин и падений тяжелых предметов, горячих приборов и агрессивных веществ.
Лабораторный пластик.
Что делать, если нужно обустроить помещение, в котором будут сохраняться и использоваться особо агрессивные химические соединения? Для этого нужно купить лабораторный пластик для мебели. Это ламинаты, отвечающие специальным стандартам производства.
Лабораторный мебельный пластик обладает особой физикой поверхности, более стойкой перед износом и царапинами. Все параметры водостойкости и водопоглощения будут соблюдены; пластик для лабораторной мебели не боится пара, «химии» и высоких температурных воздействий, растворителей и огня. Это антистатический материал, он прекрасно подойдет для лабораторий, парикмахерских, промышленных кухонь.
ООО «АМИКА» — декоративные бумажнослоистые пластики
Новоcти
ВСЕ НОВОСТИ
02.12.2022
!!!Поступление на склад большого ассортимента мебельного бумажнослоистого пластика HPL!!!Самые популярные и современные декоры!!!
Формат листа 1300*3050*0,6 мм.
Читать далее
25.11.2022
На склад Амика поступил бумажнослоистый мебельный пластик HPL, формат листа 1320*3050*0,6 мм.
Читать далее
15. 11.2022
Новое поступление на склад большого ассортимента мебельного пластика HPL в поверхности гранит (GR)!
Формат листа 1300*3050*0,6 мм.
Читать далее
02.11.2022
На склад поступил мебельный пластик HPL (бумажнослоистый) в популярных и современных декорах, а также в различных поверхностях: глянец, структура дерева, структура камня.
Читать далее
Коллекции декоров
ВСЕ КОЛЛЕКЦИИ
Имитация среза дерева
Имитация среза камня
Матрикс
Однотонные
Структура натурального камня
Фантазия
Цветы лотоса
Мы производим
Наши преимущества
Качество
Нашему пластику HPL, в отличие от пластика SPL, отдают предпочтение все производители мебели как самому надежному и прочному в процессе производства, так и в процессе клиентской эксплуатации готовой мебели, что дает уверенность производителям в отсутствии рекламаций и нареканий клиентов.
Многолетний опыт работы
Многолетний опыт работы с 2004 года, а также постоянные партнеры в более чем 40 городах России и СНГ дают уверенность новым клиентам в нашей компетенции и деловой этике.
Гибкая ценовая политика
Гибкая ценовая политика дает возможность существенной экономии, как начинающим производителям мебели, так и постоянным партнерам.
Индивидуальный подход
Наши менеджеры создают индивидуальные комфортные условия каждому клиенту, сопровождая покупку от помощи в оптимальном выборе ассортимента нашего пластика HPL до доставки товара на склад покупателя.
Доставка
Сотрудники нашего склада имеют многолетний опыт профессиональной упаковки товара для транспортировки, что имеет решающее значение для иногородних клиентов при доставке продукции до их склада.
Прозрачная пластиковая мебель/чехлы для хранения – гибкая упаковка
Перейти к содержимому
Чехлы для мебели и хранения из прозрачного пластика
Чехлы для мебели и хранения из прозрачного пластика очень большие и предназначены для поддержания чистоты мебели и оборудования во время транспортировки или хранения. Они доступны во многих размерах для покрытия стульев и диванов шириной от 24 до 130 дюймов. Пакеты перфорированы на рулонах для быстрого и легкого отрыва. Толщина обычно составляет 0,001 (1 мил).
Полный ассортимент чехлов для стульев и диванов приведен в таблице ниже. Если вы не видите то, что ищете, позвоните по телефону 1-800-353-9125, будем рады помочь! Также доступна индивидуальная печать.
Артикул №
Размер
Мил
Вес
Количество
Цвет
Ширина мебели
ФП3160Л
50″ х 45″
.001
45,0 фунтов/рулон
300 пакетов/рулон
Очистить
26 дюймов
ФП3165Л
54 x 45 дюймов
. 001
45,0 фунтов/рулон
275 пакетов/рулон
Очистить
29 дюймов
ФП3170Л
70″ х 45″
.001
45,0 фунтов/рулон
215 пакетов/рулон
Очистить
36 дюймов
ФП3175Л
76″ х 45″
.001
46,0 фунтов/рулон
200 пакетов/рулон
Очистить
42 дюйма
ФП3180Л
84 x 45 дюймов
.001
44,0 фунта/рулон
175 пакетов/рулон
Очистить
50 дюймов
ФП3185Л
90″ х 45″
.001
44,0 фунта/рулон
165 пакетов/рулон
Очистить
56 дюймов
ФП3190Л
92″ х 45″
.001
44,0 фунта/рулон
160 пакетов/рулон
Очистить
60 дюймов
ФП3195Л
106 x 45 дюймов
. 001
44,0 фунта/рулон
140 пакетов/рулон
Очистить
70 дюймов
ФП3200Л
124 x 45 дюймов
.001
46,0 фунтов/рулон
125 пакетов/рулон
Очистить
90″
ФП3205Л
134 x 45 дюймов
.001
44,0 фунта/рулон
110 пакетов/рулон
Очистить
100 дюймов
ФП3210Л
140 x 45 дюймов
.001
42,0 фунта/рулон
100 пакетов/рулон
Очистить
106 дюймов
ФП3215Л
152 x 45 дюймов
.001
45,0 фунтов/рулон
100 пакетов/рулон
Очистить
116 дюймов
ФП23-1-08А
45 x 30 дюймов
.001
44,0 фунта/рулон
500 пакетов/рулон
Очистить
22 дюйма
ФП23-1-01А
54 x 45 дюймов
. 001
51,5 фунта/рулон
300 пакетов/рулон
Очистить
29 дюймов
ФП23-1-09А
70″ х 45″
.001
59,0 фунтов/рулон
275 пакетов/рулон
Очистить
36 дюймов
ФП23-1-02А
76″ х 45″
.001
53,0 фунта/рулон
220 пакетов/рулон
Очистить
42 дюйма
ФП23-1-03А
84 x 45 дюймов
.001
53,0 фунта/рулон
200 пакетов/рулон
Очистить
50 дюймов
ФП23-1-04А
92″ х 45″
.001
51,5 фунта/рулон
175 пакетов/рулон
Очистить
60 дюймов
ФП23-1-05А
124 x 45 дюймов
.001
51,5 фунта/рулон
130 пакетов/рулон
Очистить
90″
ФП23-1-06А
134 x 45 дюймов
. 001
51,0 фунта/рулон
120 пакетов/рулон
Очистить
100 дюймов
ФП23-1-07А
152 x 45 дюймов
.001
53,0 фунта/рулон
110 пакетов/рулон
Очистить
116 дюймов
ФП23-5-34А
54 x 45 дюймов
.003
49,0 фунтов/рулон
100 пакетов/рулон
Очистить
29 дюймов
ФП23-5-38А
76″ х 45″
.003
51,5 фунта/рулон
75 пакетов/рулон
Очистить
42 дюйма
ФП23-5-42А
92″ х 45″
.003
45,0 фунтов/рулон
55 пакетов/рулон
Очистить
60 дюймов
ФП23-5-44А
106 x 45 дюймов
.003
48,0 фунтов/рулон
50 пакетов/рулон
Очистить
70 дюймов
ФП23-5-46А
124 x 45 дюймов
. 003
45,0 фунтов/рулон
40 пакетов/рулон
Очистить
90″
ФП23-5-50А
140 x 45 дюймов
.003
44,5,0 фунта/рулон
35 пакетов/рулон
Очистить
106 дюймов
ФП23-5-52А
152 x 45 дюймов
.003
48,0 фунтов/рулон
35 пакетов/рулон
Очистить
116 дюймов
Ссылка для загрузки страницы
Перейти к началу
Жесткий и гибкий ПВХ | Мебель
AURORA PLASTICS APPLICATIONS
Найдите подходящий продукт AuroraFlex™ TPE для вашего применения
Aurora Plastics предлагает жесткие и гибкие соединения ПВХ, которые идеально подходят для изготовления мебели.
Наши компаунды AuroraTec™ очень универсальны и могут использоваться как самостоятельные компаунды или как структурные подложки вместе с защитным материалом в двухкомпонентных системах. В любом случае, эти составы обеспечивают широкое окно обработки и превосходную ударопрочность. Разработанные для процесса экструзии, они доступны в форме гранул или порошка в широком диапазоне цветов.
В отличие от жесткого ПВХ, компаунды AuroraFlex™ SBS и SEBS используют различные химические составы TPE/TPR для придания высокоэффективных свойств долговечности и простоты обработки. Доступны варианты TPE от 10A* до твердости по дюрометру 50D. Некоторые из наших TPE предлагаются в прозрачном и безмасляном исполнении.
Наша команда также будет работать с вами, чтобы завершить разработку рецептуры с наполнителями, обеспечивающими более конкретные свойства.
* ПРИМЕЧАНИЕ. Твердость измеряется с помощью калиброванного дюрометра с использованием шкалы Shore Type-A в помещении с постоянной температурой. Индентор вставляется на 15 секунд, чтобы определить, проходит ли он испытание на твердость ASTM D2240-Durometer для желаемого дурометра.
Корпоративный/Технический центр/Производственное предприятие
9280 Jefferson St. Стритсборо, Огайо 44241 Посмотреть карту
Пн-Пт с 8:00 до 17:00 (EST)
Производственное предприятие Welcome
180 Welcome Center Blvd. Добро пожаловать, Северная Каролина 27374 Посмотреть карту Пн-Пт с 8:00 до 17:00 (EST)
Маривиль Технический центр/Производственное предприятие
1877, Avenue Industrielle Marieville, QC, Канада J3M 1J5 Посмотреть карту Пн-Пт с 8:00 до 17:00 (EST)
Технический центр/производство в Луненбурге
140 Леоминстер-Ширли Роуд. Луненбург, Массачусетс 01462 Посмотреть карту Пн-Пт с 8:00 до 17:00 (EST)
Свеча зажигания A7RTC в Санкт-Петербурге (Свечи зажигания)
Цена: 149 ₽
за 1 ед.
Описание товара
Предназначена для использования в 4-х тактных двигателях бензотриммеров, мопедов, скутеров. Свечи разработаны так, чтобы предотвратить непроизвольное сгорание, которое вызывает неправильное зажигание и приводит к внутренним повреждениям. Надежны при работе в режиме неполной нагрузки и на максимальных оборотах.
Калильное число: 7
Двигатель: 4Т
Резьба: 10х1.0 мм
Длина резьбы: 12 мм
Шестигранник: 16 мм
Резистор: +
Электрод: медный
Характеристики свечи зажигания A7RTC
— Электрод: медный
— Двигатель: 4Т
— шестигранник: 16 мм
— Длина резьбы: 12 мм
— Калильное число: 7
— Резистор: +
— Резьба: 10х1. 0 мм
— Производитель: Patriot
Товары, похожие на Свеча зажигания A7RTC
В фирме «Sto-Tools Оборудование для автосервиса» у вас есть возможность заказать «Свеча зажигания A7RTC», просмотрев предложение на площадке BizOrg, стоимостью в 149 ₽ при минимальной заявке 1. В текущий момент статус товара – «В наличии».
Почему следует выбрать «Sto-Tools Оборудование для автосервиса», ООО»:
гарантия качества и четкое исполнение своих обязанностей;
удобные способы осуществления платежей;
для пользователей сайта BizOrg организация «Sto-Tools Оборудование для автосервиса» предоставляет особенные условия;
компания «Sto-Tools Оборудование для автосервиса» работает на партнерских условиях с мировыми брендами.
Позвоните в компанию уже сегодня – не нужно терять время впустую!
Вопросы и ответы на популярные вопросы:
Как оставить заявку
Позвоните в организацию «Sto-Tools Оборудование для автосервиса», используя контакты, указанные вверху страницы справа, чтобы оформить заявку на «Свеча зажигания A7RTC». Обязательно укажите, что нашли компанию, находясь на сайте BizOrg.
Описание не соответствует действительности, телефон не доступен и прочее
Напишите в нашу службу технической поддержки, если у Вас появились проблемы во время сотрудничества с компанией «Sto-Tools Оборудование для автосервиса», а также обязательно напишите идентификаторы организации (901493) и идентификаторы продукта/услуги (21564330).
Общие сведения:
информация была добавлена на ресурс 19.02.2020;
последнее обновление информации – 19.02.2020;
36 – именно такое количество посетителей просмотрело данную страницу за все это время. И каждый день эта цифра увеличивается;
вы можете посмотреть «Свеча зажигания A7RTC» в разделах «Промышленное оборудование, станки, механизмы», «Машины и оборудование универсального применения», «Комплектующие и запчасти для двигателей», «Свечи зажигания».
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Sto-Tools Оборудование для автосервиса цена товара «Свеча зажигания A7RTC» (149 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Sto-Tools Оборудование для автосервиса по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+7 (812) 915-39-26
+7 (921) 849-74-39
Купить свечу зажигания A7RTC в Санкт-Петербурге:
г. Санкт-Петербург, просп. Маршала Жукова, 78, литера А
Свеча зажигания A7RTCФакел китайского бренда
и свечи зажигания A7RTC NHSP LD: — Замените на NGK CR7HSA
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Это сердце двигателей, работающее без сбоев, это свеча зажигания.
OEM-качество
Процесс уплотнения с тройной прокладкой
Стабильная производительность
Выбор вилки для миллионов автомобилей
РАЗМЕРЫ КОРОБКИ
Высота (мм): 78
Ширина (мм): 22
Длина (мм): 20
5
5
Если вы не уверены, подходит ли эта деталь для вашего автомобиля, свяжитесь с нами. В качестве альтернативы, пожалуйста, используйте таблицу перекрестных ссылок выше.
Дополнительная информация
Дополнительная информация
Номер детали
А7РТК
Штрих-код
5054716704290
Производитель
Факел и NHSP LD
Размер упаковки
1 Отдельный блок
Отзывы
Напишите свой отзыв
Калькулятор доставки
Нажмите здесь для получения информации об оплате, доставке и возврате
Введите пункт назначения, чтобы рассчитать стоимость доставки.
* Страна
AfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHondurasHong Kong САР КитайВенгрияI celandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacau SAR ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanPakistanPalauPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSão Tomé and PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the Sout h Сандвичевы островаЮжная КореяИспанияШри-ЛанкаСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСШАУругвайСША. Малые отдаленные острова США Виргинские островаУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
Загрузка тарифов…
Часто покупают вместе
Покупатели, которые купили этот товар, также купили
О GSP
Green Spark Plug Co. Ltd теперь добавила специальную группу по продажам и дистрибуции для обработки вопросов клиентов и предпродажных запросов. Мы являемся экспертами в своей области, поэтому, если у вас есть запрос дайте нам знать!
Подробнее о нас
Категории
Наши 3 обещания клиентам
1
Быстрая доставка — Товары на складе для отправки в тот же день. Отключение в 13:00 по Гринвичу. (при наличии возможности поставки) * Только для материковой части Великобритании
2
Оценка 1980 г. — продано более миллиона свечей зажигания. Позвоните нам для получения технической консультации +44 (0) 1477 532 317
3
Покупайте с уверенностью — Гарантия низких цен. 30 дней возврат без проблем.
Информация о компании
Позвоните нам +44 (0) 1477 532 317 (9-5 Пн-Пт) GMT
Подразделение 2 Торговая недвижимость на Кинг-Стрит Мидлвич Чешир CW10 9LF
Есть 10 сменных свечей зажигания для Torch a7rtc . Перекрестные ссылки предназначены только для общего ознакомления, пожалуйста, проверьте правильность спецификаций и размеров для вашего приложения.
Замена свечей зажигания Torch a7rtc
Автолайт 4203
Бош УР3АС
Оживленный NAR14YC
Оживленный NAR14YS
Чемпион 889
Чемпион Z6
Чемпион Z9Y
Денсо IUF22
Денсо У22ФСР-У
НГК CR7HSA
Поиск свечей зажигания
Сменные свечи зажигания для Torch a7rtc на Amazon
Расширенный поиск
Выберите торговую марку и начните вводить номер модели.
11 лучших шлифовальных станков — Рейтинг 2022 года (топ 11)
Обзор лучшего шлифовального оборудования всех разновидностей: от промышленных станков для грубой работы до легких ручных машинок, выполняющих филигранную полировку.
Не забудьте подписаться на наш канал в Telegram.
Лучшие шлифовальные станки
Оборудование этого типа отличается высокой стоимостью, сравнительно крупными габаритами, но и стабильностью продолжительной работы. Они предназначены для стационарной установки в цехах, не боятся больших нагрузок и могут работать каждый день часами.
Причины для покупки:
высокая производительность;
удобное управление;
защита от вибраций.
Конструкция модели включает два вала, что позволяет использовать абразивы с различной зернистостью, одновременно выполняя как грубую первичную, так и финишную обработку деталей. Регулировка положения барабанов обеспечивает получение качественного результата вне зависимости от размеров заготовки.
Габариты станка 1090х1120х1090 миллиметров, масса — 335 кг. При необходимости его можно переоборудовать станок для осуществления щеточного шлифования (браширования).
Мощный пылеотвод снижает вероятность загрязнения рабочей зоны. Также агрегат поддерживает двухступенчатую настройку скорости подачи деталей.
Причины для покупки:
многофункциональность;
удобное управление;
прочная конструкция;
отсутствие вибраций при работе.
Корпус шлифовальной части станка изготовлен из алюминия. При необходимости можно переустановить рабочий стол с тарельчатого узла на ленточный. Угол наклона основной поверхности также легко поддается изменению. Крепление листа к тарелке осуществляется при помощи липучки.
Для повышения удобства использования предусмотрен рычаг быстрого натяжения абразивного элемента. Специальный упор обеспечивают надежную фиксацию заготовки.
Потребляемая станком мощность составляет 400 Вт, масса агрегата — всего 19 килограммов. Усиленные ножки препятствуют появлению вибрации во время работы.
ЧИТАТЬ ТАКЖЕ
6 лучших плоскошлифовальных станков
Причины для покупки:
устойчивость к вибрации;
прочный корпус;
высокая производительность;
простое управление;
безопасность использования.
На корпусе модели расположено специальное металлическое кольцо, облегчающее фиксацию крюка грузоподъемного механизма для быстрой и безопасной транспортировки.
Рукоять с круглыми наконечниками не подвержена проскальзыванию, что способствует комфортному управлению станком. Рабочий стол прочный и выдерживает большие нагрузки.
Частота вращения шлифовального элемента составляет 2100 оборотов в минуту при потребляемой мощности 0,6 кВт. Защитный экран снижает вероятность попадания в оператора стружки, искр и пр. Быстрозажимное устройство обеспечивает надежное крепление заготовки.
Причины для покупки:
прочные материалы изготовления;
работы без вибраций;
удобство обслуживания;
высокая производительность;
укомплектован гильзами трех размеров.
Рабочий стол модели выполнен из высокопрочного чугуна, что гарантирует ему устойчивость к большой нагрузке и деформации. Наклонный механизм позволяет расположить и зафиксировать его под любым углом до 45 градусов.
Модель выдает до 1400 об/мин. Для сбора и отвода пыли, стружки или иных загрязнителей предусмотрено аспирационное отверстие. Широкие опорные ножки эффективно поглощают вибрацию и обеспечивают комфорт при долгой работе со станком.
В комплектацию вместе с устройством входят три шлифовальные гильзы диаметром 20, 50 и 76 миллиметров. При необходимости можно приобрести насадки и других диаметров. Сами гильзы удобно хранятся непосредственно на корпусе станка и всегда доступны для быстрой замены.
Причины для покупки:
малые габариты;
простое управление;
универсальность;
богатая комплектация;
удобство обслуживания.
Модель оснащена системой автоматического центрирования, что обеспечивает комфорт и аккуратность выполнения работы. К станку можно также подключить пылесос для удаления стружки.
Масса агрегата — 18,5 килограмма. Небольшие габариты станка упрощают его транспортировку и размещение в стесненной обстановке. Прочный корпус устойчив к повреждениям и сохраняет вид в течение длительного времени. Потребляемая мощность — 370 Вт.
Специальный упор позволяет оператору зафиксировать заготовку для удобного шлифования торцов и кромок. В комплектацию входят все необходимые компоненты для быстрого начала эксплуатации.
ЧИТАТЬ ТАКЖЕ
15 лучших болгарок (УШМ)
Лучшие шлифовальные машинки
Подобные модели отличаются компактностью и легковесностью, они мобильны и не требуют сложного обслуживания. Удобство использования ручных машинок сделало их востребованными как для решения бытовых задач, так и для профессиональной эксплуатации.
Причины для покупки:
быстрая настройка;
аккуратная обработка поверхностей;
малый вес;
высокая производительность.
Модель обладает электронной системой регулировки числа оборотов, что обеспечивает качественную обработку различных заготовок. Небольшие размеры и вес всего 2,1 килограмма облегчают использование машинки в труднодоступных местах.
Максимальная частота вращения — 12000 оборотов в минуту при потребляемой мощности 340 Вт. Долговечность и плавность хода машинки гарантирует алюминиевый фланец подшипника. Тормоз круга снижает вероятность повреждения детали во время интенсивной эксплуатации.
Рукоять выполнена из мягкого вибропоглощающего материала. Предусмотрен здесь и специальный адаптер, который упрощает подключение пылесоса для сбора мусора.
Причины для покупки:
малый вес;
простое управление;
удобное удержание;
долговечность;
богатая комплектация.
Особенностью модели является наличие аккумулятора, что обеспечивает удобство работы в условиях отсутствия доступа к электросети. Возможность блокировки шпинделя способствует легкой замене оснастки. Специальный кожух предохраняет работника от попадания пыли, стружки, искр и пр.
Диаметр диска — до 125 миллиметров. Вес самого инструмента составляет 2,5 килограмма, а за счет вспомогательной рукояти его еще удобнее держать на весу во время работы.
Система защиты от повторного пуска и электронный ограничитель тока обусловливают дополнительную безопасность и долгий срок службы машинки. Скорость вращения может изменяться автоматически — в зависимости от величины нагрузки.
Причины для покупки:
компактность и малый вес;
удобство удержания;
аккуратная работа;
долгий срок службы.
Полировщик имеет небольшие размеры и удобную для захвата рукоять. Это обеспечивает комфорт длительной работы как на открытом пространстве, так и в труднодоступных местах. Машинка не оставляет микротрещин, что исключает необходимость повторной обработки поверхностей.
Потребляемая мощность составляет 400 Вт, максимальный диаметр диска — 100 миллиметров. Защита от перегрева продлевает эксплуатационный ресурс инструмента. Большая площадь контакта способствует высокой производительности, так что все будет сделано очень быстро. Скорость вращения регулируется.
Причины для покупки:
широкие функциональные возможности;
быстрое отведение стружки;
легкий вес и удобство удержания.
В этой модели реализована система удаления стружки с помощью подключенного пылесоса. Электронная регулировка оборотов способствует качественной обработке различных поверхностей. Максимальная частота колебаний платформы в минуту — 26000. Размеры шлифовального листа составляют 182х90 мм.
Алюминиевая подошва не боится механических повреждений, коррозии и перегрева. Рукоять инструмента имеет эргономичную конструкцию и оснащена противоскользящими накладками, что гарантирует надежный захват. Вес всего 1,7 килограмма упрощает работу с инструментом даже в неудобном положении.
Причины для покупки:
маленькая и легкая;
удобно лежит в руках;
быстрая смена абразива;
долгий срок службы.
Дельта-машинка оснащена треугольной шлифовальной пластиной, обеспечивающей комфортную и аккуратную обработку не только плоских поверхностей, но также углов и ребер.
Масса устройства 1,2 килограмма, размер хода платформы — 1,4 мм. В области захвата расположена противоскользящая резиновая накладка, способствующая удобству удержания инструмента.
Шариковый подшипник защищен от загрязнений и отличается повышенным ресурсом. Встроенная система пылеудаления с функцией фильтрации предусматривает многократную очистку. Крепление абразива осуществляется при помощи липучки.
Причины для покупки:
компактность, плюс небольшой вес;
удобный захват;
богатая комплектация.
Корпус машинки оснащен большим количеством противоскользящих накладок, что гарантирует удобство работы любым хватом. Добавьте к этому еще и малые габариты, позволяющие аккуратно выполнять шлифовку даже в труднодоступных местах. Вес инструмента 700 граммов, мощность — 160 Вт.
Легкий доступ к щеткам упрощает самостоятельное обслуживание машинки. В комплектацию входит все необходимое для начала работы: гибкий вал, телескопический штатив, кронштейн, наборы шарошек, цилиндров, полировальных кругов и пр. А эргономичный пластиковый кейс упрощает переноску инструмента со всеми аксессуарами.
Как выбрать абразив для шлифовки
Перед покупкой расходников для шлифовального станка или машинки обратите внимание на маркировку изделия. Обычно крупнозернистые абразивы предназначены для грубого шлифования, ошкуривания, зачистки старой краски, подготовки поверхности к дальнейшей обработке. На финальных ее этапах используются абразивы с мелким зерном.
На долговечность зерна существенное влияние оказывают характеристики используемого абразива. К наиболее мягким относится оксид циркония. Для первичной обработки или качественной зачистки деталей из плотных материалов лучше подойдет карбид кремния.
Чуть менее важен материал изготовления основы. В зависимости от типа абразива это может быть хлопок, капрон, лавсан, полиэстер и др. Как правило, синтетические материалы более устойчивы к износу, чем натуральные. При необходимости аккуратного полирования оптимальна покупка войлочных расходников.
Важно проверить соответствие размеров абразива параметрам оборудования и специфике решаемых задач.
Шлифовальные ленты имеют замкнутую форму и вполне могут быть несколько уже установочной платформы.
Абразивные листы должны идеально соответствовать основанию. Это необходимо не только для качественной обработки, но и более для эффективного отведения загрязнителей.
Для шлифования дерева, камня и металла с помощью болгарки лучше купить стандартный круг с твердой основой. А вот для изделий сложной формы больше подойдет лепестковый.
Не следует забывать и о способе крепления — фиксация должна быть надежной и не создавать внутреннего напряжения.
Для равномерного зажима можно применять специальные подкладки. К хорошо зарекомендовавшим себя способам также относится крепление с помощью болтов и фланцев.
Часто задаваемые вопросы
Какой тип машинки лучше?
+
Для работы в труднодоступных местах лучше приобрести прямую модель. Работать на поверхностях большой площади удобнее ленточной машинкой. Вибрационные, полировальные и эксцентриковые инструменты подойдут для финальной зачистки. При обработке изделий нестандартной формы применяют дельта-шлифмашинки. Наиболее же универсальными по-прежнему считаются УШМ (болгарки).
Шлифстанок какого типа установить на производстве?
+
Для интенсивного шлифования и завершающей полировки деталей из дерева или фанеры можно приобрести барабанный станок. С выравниванием углов или снятием навесов отлично справится и дисковое устройство. Именно такие модели обычно устанавливают на мебельных фабриках.
На мелкосерийном производстве будет достаточно компактной ленточной машины. Если же спектр задач довольно широк и разнообразен, подберите плоскошлифовальный станок. Это оборудование обладает широким набором функций и используются для наиболее аккуратной обработки деталей.
Безопасность при работе со шлифовальным оборудованием
+
Чтобы обеспечить безопасность во время работы с машинкой или станком, следует соблюдать основные правила эксплуатации. Перед началом использования необходимо принять устойчивую позу, проверить надежность фиксации детали, надеть защитные очки. Важно избегать резких движений при сближении заготовки и абразива. В случае непредвиденного повышения уровня вибрации советуем прервать процесс шлифования до устранения причин.
Можно ли как-то повысить эффективность шлифования?
+
Для получения наиболее качественного результата стоит разбить обработку поверхности на несколько этапов. Это будет особенно уместно при шлифовании заготовок, выполненных из твердых материалов. По мере зачистки нужно последовательно менять оснастку от плотной крупнозернистой до пропитанной полировальной.
Лучшие ленточные гриндеры. Какой выбрать и какие бывают.
Решив купить ленточный гриндер или дисковый станок для шлифовки пользователь сталкивается с проблемой выбора и, при одинаковых параметрах используемого расходного материала, приобретает более дешевый вариант. Однако любые конструктивные улучшения повышают надежность, удобство пользования, эксплуатационный ресурс и, к сожалению, цену оборудования, а низкая цена зачастую является следствием экономии и снижением качества со всеми вытекающими последствиями. Давайте рассмотрим, на что следует обратить при выборе и что советуют как пользователи, оставляя отзывы на форумах, так и специалисты сервисных центров.
Большое вес: преимущество или недостаток?
Самые популярные среди настольных ленточно дисковых шлифовальных станков для дома это модели с лентой 914 х 100 мм. Давайте сравним самые дешевые, легкие и очень хлипенькие: Sturm BG6055DB, Einhell TC-US 400, Holzmann BT 46ECO, Titan KSM400 и т.д. с более тяжелыми и основательными WorkMan 491, Scheppach BTS 800, FDB Maschinen MM370G и Ryobi RBDS4601G и т.д.
Рама первых собрана из множества тонкостенных штампованных стальных деталей. Несмотря на то, что сама задумка сделать дешевую шлифовалку хорошая, исполнение очень корявое. Их чистый вес около 11-13 кг (имейте в виду, что некоторые интернет-магазины указывают вес брутто, т.е. с упаковочным ящиком), все элементы крайне низкого качества с малой толщиной стенки и необработанными зазубринами после штамповки. Поскольку главная цель сэкономить на всем, ребер жесткости не хватает и при надавливании пальцем на отдельные элементы они пружинят и уходят в сторону. Из-за того, что соединенных деталей много они не всегда хорошо затянуты и имеют колоссальные люфты, а понятие перпендикулярности и параллельности может напрочь отсутствовать. Как это отражается на работе? Когда всё болтается, то при нажиме заготовкой гриндер трясет и становится вибрационной машиной, при этом станок выдает шум работающего трактора.
Поэтому с точки зрения основательности и качества сборки владелец дешевого ленточного гриндера увидит недостатки и брак во всем, даже не приступая к работе. Перечисленные модели: Sturm BG6055DB, Einhell TC-US 400, Holzmann BT 46ECO, Titan KSM400 можно рекомендовать лишь как подарок человеку которому хотите оставить о себе не очень приятные воспоминания, либо мастерам которые любят не столько столярничать, сколько ковыряться в технике, внося значительные конструктивные изменения в конструкцию.
Совсем по другому устроены WorkMan 491, Scheppach BTS 800 и Ryobi RBDS4601G.
Их основание представляет собой массивную чугунную отливку, с толстостенным поперечным сечением для прочности и жесткости, к которой крепится откидной ленточный кронштейн.
Большой вес нетто в 18-20 кг не бывает лишним и позволяет сосредоточиться на шлифовке, а не на удержании перемещающегося от вибрации по верстаку оборудования. При этом чугунная рама нивелирует образующуюся вибрацию, которая хоть и незначительно, но присутствует на любом настольном тарельчато-ленточном станке или гриндере. А чем ниже вибрация, тев выше точность. Тем, кто ищет лучшую модель для точной шлифовки среди хоббийных станков с гриндерной лентой 914 х 100 мм рекомендуем WorkMan 4800, более мощный, более металлоемкий, более надежный.
Чем грозит нехватка мощности.
Если вы видите, что конструкция хлипкая, то будьте уверены, что столкнетесь с нехваткой крутящего момента. Производитель никогда не поставит мощный электродвигатель на основание которое будет гнуться под весом тяжелой заготовки. На точильных станках параметры моторов двух моделей можно сравнить по габаритам корпуса: чем больше, тем мощнее. У шлифовальных станков электродвигатели могут быть спрятаны внутри пространственного основания и сравнить уже не получится.
О чем говорит пользователю цифра в графе «мощность»? О том, как сильно можно надавить заготовкой на вращающуюся оснастку. У самых бюджетных станков-гриндеров ее всегда не хватает и особенно это чувствуется на ленте или диске с крупным абразивом. Сила резание превышает крутящий момент привода, обороты падают, электродвигатель перегревается, а пользователь вынужден отодвигать заготовку и давать возможность оснастке раскрутиться до рабочей скорости. Обработка затягивается по времени, а постоянные перегрузки мотора могут вызвать перегорание обмоток ротора и статора, причем такой случай будет признан сервисными мастерами не гарантийным.
Если не брать во внимание гриндеры ножеделов с многороликовой конструкцией изготавливаемые полу кустарным методом, то самым мощным настольным ленточным шлифовальным станком считается WorkMan CH50BS, а среди моделей с популярной лентой 914 х 100 мм WorkMan 4603 с 550 ваттным мотором.
Система пылеудаления.
Если после строгальных станков отходами обработки является стружка, то после шлифовальных мелкая древесная пыль. Дешевые модели либо не оснащают системой пылеудаления, либо они не эффективно работают и в пыли оказывается станок, мастерская и сам работающий. Однако стоит заметить, что ликвидировать ее полностью не получится и на более дорогих моделях, поскольку ленточный и дисковый узлы должны быть максимально открытыми для удобства манипулирования заготовкой.
Для тех кому важна чистота в мастерской и кто не хочет связываться с постоянным присоединением / отсоединением пылесосов к штуцерам пылесборников рекомендуем уникальный WorkMan 4800 тарельчато ленточный шлифовальный станок с встроенной вытяжкой. Отходы собираются в карманах нижних частей ленты и диска и по объединенному каналу затягиваются установленной внутри корпуса маленькой аспирационной “улиткой” в пылесборный мешок. Очень удобно.
Вы можете оставить свой отзыв, совет или комментарии по поводу какой-либо модели.
Лучшие ленточные шлифовальные машины 2022 года
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: amazon.com
Ленточная шлифовальная машина — относительно распространенный электроинструмент, который используется для удаления слоев дерева, металла, пластика или других целевых материалов. Это достигается с помощью цилиндрического куска наждачной бумаги, который быстро вращается двумя или более барабанами, увеличивая скорость до такой степени, что наждачная бумага может быстро прорвать несколько слоев. Ленточные шлифовальные машины — это мощные шлифовальные инструменты, которые лучше всего подходят для шлифования слоев грубого материала перед переходом на более легкую шлифовальную машину для точной работы.
Учитывая популярность этого инструмента в деревообрабатывающих мастерских, есть много брендов, из которых можно выбрать лучший ленточный шлифовальный станок для вашего следующего проекта по деревообработке. При поиске нового продукта обратите внимание на ленточно-шлифовальный станок DeWalt, ленточно-шлифовальный станок Milwaukee, ленточно-шлифовальный станок Ryobi или просто взгляните на список лучших продуктов ниже, чтобы найти несколько подходящих вариантов, включая настольный шлифовальный станок, мини-ленточный шлифовальный станок и ручная ленточная шлифовальная машина.
ОБЩИЙ ЛУЧШИЙ: Wen 6502T 4,3-амперная ленточная шлифовальная машина 4″ x 36″ и 6-дюймовая шлифовальная машина
ЛУЧШАЯ ЦЕНА: Skil 3″ x 18″ 6,0A ленточная шлифовальная машина
Variable 1″ x2 Metabo HANDHELD: Ленточная шлифовальная машина Speed
BEST BENCHTOP: Bucktool Bench Ленточная и дисковая шлифовальная машина Combo | BS4603
ЛУЧШАЯ БЕСПРОВОДНАЯ: Бесщеточная ленточная шлифовальная машина Ryobi 18V One+
ЛУЧШАЯ С ПРОВОДНОЙ: Makita 9903 Ленточная шлифовальная машина 3″ x 21″
ЛУЧШАЯ ДЕТАЛИ: BELT SANDERIL0013 Wen 6307 Детальный напильник с регулируемой скоростью
ЛУЧШАЯ МИНИ-ЛЕНТОЧНАЯ ШЛИФОВАЛЬНАЯ МАШИНА: Electronix Express 1″ x 30″ Мини-ленточная шлифовальная машина
Фото: amazon. com Чтобы найти подходящую ленточно-шлифовальную машину для вашего следующего проекта по деревообработке, необходимо подумать, ищете ли вы настольную ленточно-шлифовальную машину, ручную ленточно-шлифовальную машину или даже полностью беспроводную ленточно-шлифовальную машину для повышения маневренности. Кроме того, исследуйте мощность, скорость, размер и вес, чтобы найти лучший ленточный шлифовальный станок, отвечающий вашим потребностям.
Настольные и ручные
Существует два основных типа ленточных шлифовальных машин, различающихся по мобильности: настольные ленточные шлифовальные машины и ручные ленточные шлифовальные машины.
Настольные ленточные шлифовальные машины — это машины для тяжелых условий эксплуатации, предназначенные для установки в стационарном положении на прочной плоской поверхности во время работы. Пользователю необходимо подносить материал к шлифовальной ленте, а не шлифовальный станок к материалу. Это делает настольные ленточные шлифовальные станки отличным выбором для заточки ножей или инструментов, придания формы металлу, шлифования небольших работ по дереву и более точных работ.
Ручные ленточные шлифовальные машины более портативны, чем настольные модели, хотя многие ручные шлифовальные машины по-прежнему используют шнур питания или удлинитель для электричества. Покупатели могут найти небольшое разнообразие аккумуляторных ручных ленточных шлифовальных машин, которые действительно позволяют им воспользоваться портативностью и мобильностью инструмента. Однако эти устройства, как правило, менее мощные, чем настольные ленточные шлифовальные машины. Используйте ручные ленточные шлифовальные машины для работы над более крупными проектами, например, для шлифовки мебели или шкафов.
Мощность двигателя и источник питания
Для питания многих инструментов требуется прямое подключение к электрической розетке, и ленточные шлифовальные машины не исключение. Большинство ленточных шлифовальных машин, включая как настольные, так и ручные модели, подключаются к розетке с помощью шнура питания или удлинителя. Этот проводной вариант обеспечивает постоянную мощность, хотя и ограничивает радиус действия устройства. У некоторых производителей также есть беспроводные модели ленточных шлифовальных машин, которые работают от аккумулятора, хотя эти машины обычно менее мощные, чем модели с питанием от сети. На рынке есть несколько пневматических шлифовальных машин, но эти инструменты должны быть подключены к воздушному компрессору, и они не так надежны, как ленточная шлифовальная машина.
Обычно мощность двигателей ленточных шлифовальных машин варьируется от 2 до более 10 ампер, хотя выходная мощность аккумуляторной шлифовальной машины обычно указывается в напряжении от 16 до 20 вольт. Следует также отметить, что некоторые настольные ленточные шлифовальные машины для тяжелых условий эксплуатации требуют подключения к электросети с напряжением 220 В вместо стандартных 110 В, поэтому перед покупкой обязательно ознакомьтесь с информацией о продукте.
Скорость
Лента на ленточной шлифовальной машине приводится в движение до высоких скоростей за счет силы вращения, создаваемой барабанами. В большинстве случаев скорость ленты измеряется в футах в минуту (FPM) в диапазоне от 500 до 1500 FPM. Некоторые производители указывают скорость в оборотах в минуту (об/мин), поэтому покупателям важно внимательно прочитать детали, чтобы убедиться, что они четко понимают информацию.
Многие ленточные шлифовальные машины имеют только одну фиксированную скорость, поэтому, когда пользователи включают ее, для достижения этой скорости требуется несколько секунд; он будет оставаться на постоянной скорости, пока они не выключат его. Тем не менее, покупатели также могут найти ленточные шлифовальные машины с регуляторами скорости, которые позволяют им контролировать скорость, с которой работает шлифовальная машина.
Размер и вес
Небольшая ленточная шлифовальная машина — хороший выбор, если вам нужен инструмент для точного шлифования деталей, но если вы ищете ленточную шлифовальную машину для удаления толстых слоев дерева или металла, вам понадобится изделие для тяжелых условий эксплуатации. Ищите прочную ручную ленточно-шлифовальную машину для работы с большими объектами, такими как стол или дверь. Эти устройства могут вызвать усталость рук во время использования, поэтому рекомендуется найти продукт с удобным захватом и эргономичным дизайном, который поможет снизить нагрузку на пользователя.
Легкие ручные шлифовальные машины с широкими шлифовальными лентами — хороший выбор, если необходима мобильность, но если покупателям нужна настольная ленточная шлифовальная машина, им следует выбрать тяжелую модель, которая не сдвинется во время работы. Тяжелое основание также помогает уменьшить вибрации инструмента, повышая точность и управляемость.
Дополнительные функции
После того, как вы сузили выбор до нескольких продуктов, используя ключевые факторы, упомянутые выше, вы можете начать искать дополнительные функции, такие как встроенный мешок для сбора пыли, замки включения-выключения или индикаторы давления.
Мешки для сбора пыли помогают поддерживать чистоту на рабочем месте и на объекте, пока пользователи шлифуют. Встроенная вакуумная система собирает опилки по мере их образования, вместо того, чтобы оседать на поверхности целевого материала и мешать пользователю видеть проект.
Замки спускового крючка используются для повышения удобства пользователя за счет устранения необходимости держать палец на спусковом крючке во время шлифования. Просто нажмите на спусковой крючок, нажмите на фиксатор спускового крючка, затем отпустите спусковой крючок, чтобы использовать ленточный шлифовальный станок без постоянного нажатия на спусковой крючок.
Индикаторы давления предоставляют пользователю визуальную подсказку, указывающую, когда приложено правильное или слишком большое давление. Как правило, это достигается с помощью простого индикатора на шлифовальном станке, который светится разными цветами, чтобы указать величину давления, хотя он может различаться в зависимости от продукта и бренда.
Наш лучший выбор
Этот список лучших ленточных шлифовальных машин был составлен на основе широкого набора продуктов и сужен с использованием исследований и описанных выше спецификаций продуктов, чтобы найти лучшие ленточные шлифовальные машины для вашего следующего проекта.
Фото: amazon.com
ПОСМОТРЕТЬ
Ленточно-дисковая шлифовальная машина Wen 6502T «два в одном» представляет собой настольный вариант с широким и тяжелым основанием, предотвращающим смещение шлифовальной машины во время использования. Он оснащен встроенным портом для сбора пыли, который можно подключить непосредственно к мешку для сбора пыли или пылесосу для легкой уборки рабочего места. Ленточная шлифовальная машина имеет широкую шлифовальную ленту размером 4 дюйма на 36 дюймов с зернистостью 80, а дисковая шлифовальная машина поставляется с 6-дюймовым шлифовальным диском с зернистостью 80.
Хотя настольная шлифовальная машина не является правильным выбором для шлифования столов, стульев или других крупных предметов, она является отличным инструментом для задач с мелкими предметами, таких как шлифование спиц стула, заточка металлических инструментов или даже шлифование со скошенными углами с помощью опоры. стол и съемный угловой упор. Стол можно наклонять от 0 до 45 градусов, ленточный шлифовальный станок можно регулировать от 0 до 9 градусов. 0 градусов для горизонтального и вертикального шлифования.
Спецификации продукта
Скорость: 1900 FPM и 3600 об / мин
Мощность: 4,3 AMP
Размер пояса: 4-дюймовый пояс и 6-дюймовый пояс и 6-дюймовый и 6-дюймовый. 6-дюймовый диск
Pros
Шлифовальная машина 2-в-1
Прочное железное основание для предотвращения смещения
Включает шлифовальную ленту с зернистостью 80 и шлифовальный диск с зернистостью 80, регулируемый от ленты к шлифмашине 00014
90 градусов
Минусы
Ограниченная мобильность из-за шнура питания и настольной конструкции
Приобретите ленточно-шлифовальную машину Wen 6502T в Amazon, The Home Depot или Wen.
Фото: amazon.com
ПОСМОТРЕТЬ
Эта доступная по цене ручная ленточная шлифовальная машина — хороший выбор для крупных проектов, таких как шлифование комода, работа с мебелью или ремонт деревянного стола. Он оснащен шлифовальной лентой размером 3 на 18 дюймов с зернистостью 80, которая может работать со скоростью до 1050 футов в минуту. Хотя это относительно низкая скорость ленты, двигатель на 6 ампер приводит в движение ленту с достаточной мощностью, чтобы сделать ее очень эффективной при шлифовании толстых слоев дерева, металла и даже пластика.
Пользователи могут воспользоваться преимуществами встроенной системы сбора пыли с микрофильтрацией, которая всасывает пыль и мусор, работая над тем, чтобы участок оставался чистым и не загораживался опилками. Переключатель блокировки спускового крючка позволяет ленточно-шлифовальному станку работать на максимальной скорости, и пользователю не нужно нажимать на спусковой крючок. Это устройство также имеет систему автоматического отслеживания, которая удерживает шлифовальную ленту по центру шлифовальной машины и предотвращает проскальзывание шлифовальной ленты во время использования.
Характеристики продукта
Скорость: 1,050 FPM
Мощность: 6 Amps
Размер ремня: 3-дюймовый пояс
Pros
Micro-FilTration Dast Dast Dast
1111111111111111111111111111111111111114. цена
Триггер включения с кнопкой блокировки для удобства пользователя
Автоматическое выравнивание ленты для удержания ленты по центру
Минусы
Низкая скорость ленты , The Home Depot или Skil.
Фото: amazon.com
ПОСМОТРЕТЬ
Настольные ленточные шлифовальные машины отлично подходят для небольших проектов или для обработки отдельных частей более крупного проекта, но ручная ленточная шлифовальная машина, такая как эта модель Metabo, необходима для шлифования больших объект, который не может быть разумно поднят в положение для использования с настольной шлифовальной машиной. Ручная ленточная шлифовальная машина оснащена мощным двигателем на 9 ампер и переключателем переменной скорости, который позволяет пользователю регулировать скорость шлифовальной ленты от 820 до 1475 футов в минуту.
Для улучшения контроля и видимости ленточная шлифовальная машина имеет прозрачное контрольное окно, которое особенно полезно при шлифовании в ограниченном пространстве, у стены или в углу с ограниченной видимостью. Шлифовальная машина собирает пыль в пылесборный мешок, установленный слева, чтобы поддерживать чистоту и чистоту рабочего места. Однако, несмотря на эти выдающиеся особенности, ленточная шлифовальная машина является проводным устройством, а это означает, что радиус действия и портативность ограничены кабелем питания.
Product Specs
Speed: Variable speed from 820 to 1,475 FPM
Power: 9 amps
Belt size: 3-inch-by-21-inch belt
Pros
Мощный 9-амперный двигатель
Регулировка скорости
Встроенное окошко для улучшения видимости
Мешок для сбора пыли, устанавливаемый слева
Минусы
8 Ограниченный диапазон из-за шнура
4
Приобретите ленточно-шлифовальную машину Metabo в магазинах Amazon, Lowe’s или Metabo .
Фото: amazon. com
ПОСМОТРЕТЬ
Использование ручной ленточной шлифовальной машины для небольших проектов или отдельных деталей затруднено, поскольку для удержания ленточной шлифовальной машины нужны две руки, а целевой объект должен быть закреплен в тисках. Вместо того, чтобы устанавливать эту систему, выберите настольную модель, такую как ленточная и дисковая шлифовальная машина Bucktool. Настольный ленточный шлифовальный станок остается неподвижным, в то время как пользователь перемещает целевой материал на быстро движущуюся шлифовальную ленту для шлифовки, придания формы или заточки.
Двигатель с прямым приводом повышает эффективность шлифования, а тяжелое основание предотвращает скольжение или смещение шлифмашины во время работы. Отрегулируйте ориентацию ленточной шлифовальной машины от 0 до 90 градусов как для горизонтального, так и для вертикального шлифования или наклоните алюминиевый рабочий стол до 45 градусов для шлифования под углом с помощью встроенной дисковой шлифовальной машины. Просто имейте в виду, что этот стационарный инструмент не предназначен для переноски.
Характеристики продукта
Скорость: 2161 футов в минуту и 3450 об/мин
Мощность: 5 А
Размер ремня: ремень 4 дюйма на 36 дюймов и диск 6 дюймов на 6 дюймов
8 3
022
Регулировка ленточной шлифовальной машины от 0 до 90 градусов
Наклон алюминиевого рабочего стола от 0 до 45 градусов
Настольная шлифовальная машина 2-в-1
Двигатель с прямым приводом повышает эффективность шлифования не предназначен для переноски
Получите ленточный шлифовальный станок Bucktool на Amazon или Bucktool.
Фото: amazon.com
ПОСМОТРЕТЬ
Одной из наиболее распространенных проблем в переполненных мастерских является постоянная опасность споткнуться о сетевые электроинструменты. В то время как настольные инструменты можно настроить, подключить и расположить, чтобы ограничить эту проблему, ручные электроинструменты необходимо носить с собой и перемещать по мастерской. Инвестиции в беспроводную ленточно-шлифовальную машину — хороший способ устранить эту угрозу безопасности и повысить универсальность и контроль.
Эта беспроводная ленточная шлифовальная машина Ryobi поставляется с шлифовальной лентой размером 3 на 18 дюймов с зернистостью 80 и мешком для сбора пыли. Он также оснащен переключателем блокировки триггера и регулируемой рукояткой для более удобного обращения. Однако эта беспроводная модель может развивать скорость только до 850 футов в минуту и не поставляется с аккумулятором или зарядным устройством, поэтому пользователям придется приобретать эти аксессуары отдельно.
Характеристики продукта
Скорость: 850 футов в минуту
Питание: 18 вольт
Размер ремня: ремень 3 на 18 дюймов
Pros
и мешок для сбора пыли
Регулируемая рукоятка и литая рукоятка для лучшего контроля
Спусковой крючок с кнопкой блокировки для удобства пользователя
Минусы
Ограниченная мощность и скорость
Батарея не входит в комплект
Приобретите ленточно-шлифовальную машину Ryobi в The Home Depot или на Amazon.
Фото: amazon.com
SEE IT
При работе с ленточным шлифовальным станком важна постоянная мощность, потому что, если мощность отключается или колеблется в процессе выполнения проекта, скорость ленты замедляется, что приводит к неравномерным участкам на шлифовальной машине. поверхность материала. Эта ручная ленточная шлифовальная машина с питанием от сети является идеальным решением благодаря мощному двигателю на 8,8 А и длинному шнуру питания длиной 16,4 фута, который можно подключить к удлинителю для увеличения радиуса действия.
Автоматическая система выравнивания ленты помогает предотвратить проскальзывание шлифовальной ленты размером 3 дюйма на 21 дюйм во время использования, а входящий в комплект мешок для сбора пыли служит для поддержания чистоты и отсутствия опилок. Пользователи также могут воспользоваться настройками переменной скорости в диапазоне от 690 до 1440 футов в минуту для большего контроля во время работы.
Характеристики продукта
Скорость: Переменная скорость от 690 до 1440 футов в минуту
Мощность: 8,8 Amps
Размер ремня: 3-дюймовый 21-дюймовый ремень
Pros
мощный 8,8-армский шнур.
Установка переменной скорости для лучшего контроля
Минусы
Ограниченная портативность
Фото: amazon.com
ПОСМОТРЕТЬ
Не каждая ленточная шлифовальная машина предназначена для шлифования с широким ходом. Эта детальная ленточная шлифовальная машина Wen имеет очень узкую шлифовальную ленту длиной всего 18 дюймов и шириной 0,5 дюйма. Узкая шлифовальная лента используется для обработки труднодоступных мест, углов и зазоров, куда другие шлифовальные машины не могут добраться, но она также предназначена для шлифования деталей и финишной обработки.
Ремень может поворачиваться на угол до 55 градусов для оптимального позиционирования и оснащен системой автоматического отслеживания ремня, которая не требует натяжения или регулировки. Этот продукт работает с набором переменной скорости, который можно установить от 1080 до 1800 футов в минуту. Высокая скорость делает это устройство идеальным для создания гладких, обработанных поверхностей, хотя узкая шлифовальная лента не подходит для обработки больших объектов.
Product Specs
Speed: Variable speed from 1,080 to 1,800 FPM
Power: 2 amps
Belt size: 0.5-inch-by-18-inch belt
Pros
Высокая скорость ленты для шлифования деталей
Узкой лентой легко маневрировать в ограниченном пространстве
Система автоматической регулировки ленты не требует натяжения или регулировки
Поворот до 55 градусов для универсального шлифования
Минусы
Не подходит для шлифования больших поверхностей.
Фото: amazon.com
ПОСМОТРЕТЬ
В мастерской, на кухне и дома используются самые разные металлические инструменты, такие как стамески, ножи или топоры. Однако эти инструменты могут затупиться при регулярном использовании, что ограничивает их способность резать, скалывать или нарезать. Чтобы решить эту проблему, эта мини-ленточная шлифовальная машина имеет узкую вертикальную шлифовальную ленту, которая идеально подходит для заточки металлических инструментов.
Шлифовальная лента размером 1 дюйм на 30 дюймов также подходит для небольших изделий из дерева или отдельных частей более крупных предметов, таких как шпиндели стула. Он работает со скоростью 3400 об/мин, что позволяет создавать гладкие обработанные поверхности, а настольный стол можно наклонять до 45 градусов. Настольная ленточная шлифовальная машина — отличный выбор для шлифования деталей, финишной шлифовки и заточки инструментов, но она не подходит для пользователей, которым нужна портативная ленточная шлифовальная машина.
Получите ленточный шлифовальный станок Electronix Express на Amazon.
Наш вердикт
Ленточная шлифовальная машина Wen 6502T — отличный вариант для домашних мастеров, которым требуется более одного типа шлифовальной машины в мастерской из-за конструкции «два в одном», но если вы ищете легкую ручную ленточная шлифовальная машина, ленточная шлифовальная машина Skil — отличный выбор по доступной цене.
Как мы выбирали лучшие ленточные шлифовальные машины
Задача выбора лучших ленточных шлифовальных машин стала возможной только благодаря тщательному исследованию широкого спектра вариантов с целью определения диапазона скорости, мощности и универсальности, предлагаемых этот пул продуктов. Ленточные шлифовальные машины наиболее известны как сверхмощные шлифовальные инструменты, которые могут снимать толстые слои дерева и металла, чтобы подготовить проект к шлифованию деталей или финишной отделке. Имея это в виду, лучшие продукты должны были иметь достаточную мощность, чтобы пережевывать твердые материалы.
Также было необходимо выбрать более универсальные ленточные шлифовальные машины, которые можно было бы использовать для работы в условиях ограниченного пространства или для детального шлифования, поэтому в список вошли несколько ручных ленточных шлифовальных машин и даже аккумуляторная ленточная шлифовальная машина для превосходной портативности. Некоторые продукты имели конструкцию «два в одном», что давало пользователям выбор между ленточной шлифовальной машиной или дисковой шлифовальной машиной, в то время как другие ленточные шлифовальные машины имели дополнительные функции, такие как мешок для сбора пыли, чтобы они выделялись среди аналогичных продуктов. Спецификации продукта, дополнительные функции и уникальные особенности продукта были использованы для определения лучших ленточных шлифовальных машин для этого всеобъемлющего списка.
Советы по использованию ленточных шлифовальных машин
При использовании ленточной шлифовальной машины рекомендуется использовать соответствующие средства индивидуальной защиты, включающие закрытую обувь, длинные брюки, рубашку с длинными рукавами, защитные очки, маску и перчатки. Убедитесь, что помещение хорошо проветривается и достаточно света для безопасной работы над проектом.
Независимо от того, шлифуете ли вы дерево, металл или любой другой материал, убедитесь, что ручная ленточная шлифовальная машина перемещается с постоянной скоростью, чтобы не повредить ваш объект. Точно так же, если вы используете настольную шлифовальную машину, вам нужно перемещать материал с постоянной скоростью и давлением. Кроме того, убедитесь, что настольная шлифовальная машина имеет плоскую, устойчивую поверхность, на которой можно сидеть во время использования. Это поможет уменьшить вибрации и повысить точность.
При работе с ленточным шлифовальным станком используйте соответствующие средства индивидуальной защиты.
Перемещайте шлифовальную машину с постоянной скоростью, чтобы предотвратить перешлифовку или неровные участки.
Настольные ленточные шлифовальные машины должны иметь плоскую прочную поверхность, чтобы избежать смещения во время использования.
Часто задаваемые вопросы
Если вы все еще не знаете, как выбрать лучшую ленточно-шлифовальную машину, следующие ответы на некоторые из наиболее распространенных вопросов о ленточных шлифовальных машинах могут помочь вам лучше понять, как и когда использовать ленточно-шлифовальную машину. Шлифовальный станок.
В. Как пользоваться ленточной шлифовальной машиной?
Используйте ленточный шлифовальный станок, подключив его к сети и включив его, или подключив аккумулятор и включив его. Дайте шлифовальной машине несколько секунд, чтобы шлифовальная лента набрала заданную скорость. Если вы используете ручной ленточный шлифовальный станок, опустите шлифовальный станок к целевому материалу легким движением вперед. Лента сразу же схватится за материал, когда соприкоснется с ним, поэтому необходимо крепко держать шлифовальную машину, чтобы она не выскользнула из рук.
Если вы используете настольную шлифовальную машину, опустите материал в шлифовальную машину, помня о том, что быстро движущаяся лента вырвет материал из ваших рук, если вы не будете крепко держать его. Работайте шлифовальной машиной с волокнами древесины и не оставляйте шлифовальную машину или обрабатываемый материал на одном месте слишком долго, так как это может привести к чрезмерному шлифованию.
В. Когда следует использовать ленточный шлифовальный станок?
Ленточная шлифовальная машина — это мощный инструмент, используемый для обрезки кромок, выравнивания поверхностей и придания формы материалам. Как правило, этот инструмент предназначен для удаления толстых слоев дерева и металла для подготовки проекта к детальной шлифовке, хотя некоторые прецизионные ленточные шлифовальные машины подходят для легких отделочных работ.
В. Каков срок службы ленточных шлифовальных лент?
Срок службы ремня на ленточной шлифовальной машине составляет от 12 до 18 месяцев, в зависимости от частоты использования. Однако фактическая ленточная шлифовальная машина прослужит от 5 до 10 лет, если за ней правильно ухаживать, чистить и хранить, когда она не используется.
Лучшие ленточные шлифовальные машины 2022 года (включая лучшую ленточную шлифовальную машину с пылесборником и лучшую настольную ленточную шлифовальную машину)
Добро пожаловать в справочник Томаса по лучшим ленточным шлифовальным машинам 2022 года. чем 120 лет. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Ленточная шлифовальная машина намного эффективнее, чем ручное использование наждачной бумаги для шлифовки дерева или других материалов. Она экономит драгоценное время и усилия, выполняя работу в кратчайшие сроки. Следует соблюдать осторожность при использовании этого мощного инструмента; его электродвигатель вращается по непрерывной петле из наждачной бумаги и может срезать дерево за считанные секунды. Однако на начальных этапах проекта по дереву и при работе с более жесткими материалами, такими как металл, ленточная шлифовальная машина может оказаться бесценной.
Хорошая ленточная шлифовальная машина при правильном использовании может сэкономить много времени и усилий.
Ленточная шлифовальная машина использует
Хотя они чаще всего используются в плотницких работах для выравнивания и выравнивания необработанной древесины на чем угодно, от мебели до палуб и лодок, ленточные шлифовальные машины также являются неотъемлемой частью металлообработки и изготовления ножей. Ленточные шлифовальные машины бывают разных форм; портативные портативные версии, которые вы держите и перемещаете по обрабатываемому материалу, более промышленные стационарные модели, к которым вы подносите материал, и модели с более узкими наждачными ручками, которые идеально подходят для изготовления ножей. Кроме того, доступны ленточные шлифовальные машины со многими дополнительными функциями, такими как пылесборники, подставки и даже беспроводные модели. Что бы вы ни искали, вы сможете найти подходящую для ваших нужд в приведенном ниже списке лучших ленточных шлифовальных машин.
Как пользоваться ленточной шлифовальной машиной
Прежде чем приступить к работе с ленточным шлифовальным станком, важно отметить, что защитная одежда — это ваша первая задача. Понятно, что при использовании ленточной шлифовальной машины скапливается много пыли, поэтому рекомендуется использовать пылезащитную маску, а также защитные очки и защитную одежду, такую как фартук или комбинезон. Затем вы можете выбрать защиту для ушей, так как эти вещи, как правило, довольно громкие. Что касается работы, главные советы — позволить весу инструмента делать всю работу за вас; дополнительный вес не нужен и может повредить обрабатываемый материал. Особое внимание следует уделить более мягким материалам, таким как фанера. Наконец, обязательно заменяйте ремни, когда они изнашиваются, а также содержите инструмент в чистоте, чтобы обеспечить оптимальную работу и безопасность. Для получения дополнительных инструкций по аналитической работе в приведенном ниже видео представлено пошаговое руководство по использованию ленточной шлифовальной машины.
Выбор Томаса для лучшего ленточно-шлифовального станка 2022 года
Чтобы выбрать лучшие ленточные шлифовальные машины для промышленного или домашнего использования, для дерева, металла или изготовления ножей, ознакомьтесь с приведенным ниже списком лучших моделей, который поможет вам сделать выбор.
Лучшая ленточная шлифовальная машина: WEN 6502T Ленточно-дисковая шлифовальная машина | Купить сейчас
Лучший ленточный шлифовальный станок Настольный: Комбинированный ленточно-дисковый шлифовальный станок Rockwell | Купить сейчас
Лучший стационарный ленточный шлифовальный станок: Bucktool BD4801 Настольный ленточный шлифовальный станок | Купить сейчас
Лучшая портативная ленточная шлифовальная машина: WEN 6321 Сетевая ленточная шлифовальная машина с мешком для пыли | Купить сейчас
Лучшая ленточная шлифовальная машина с подставкой: RIKON Профессиональные электроинструменты Ленточная шлифовальная машина с подставкой | Купить сейчас
Лучший ленточно-шлифовальный станок: Bucktool Комбинированный ленточно-шлифовальный станок, настольный шлифовальный станок и точилка для ножей | Купить сейчас
Лучший ленточный шлифовальный станок Аккумуляторный: Бесщеточный ленточный шлифовальный станок RIDGID GEN5X | Купить сейчас
Лучший ленточный шлифовальный станок для изготовления ножей: Ремень электроинструмента RIKON с дисковой шлифовальной машиной | Купить сейчас
Лучшая ленточная шлифовальная машина для металла: Astro Tools 3037 Воздушная ленточная шлифовальная машина | Купить сейчас
Лучшая ленточная шлифовальная машина с пылесборником: Makita 9903 Ленточная шлифовальная машина с тканевым пылесборником | Купить сейчас
Прокрутите вниз, чтобы узнать больше об этих лучших ленточных шлифовальных машинах и посмотреть, что о них написали многие счастливые покупатели.
*Цены, указанные в этой статье, указаны в долларах США на сайте Amazon.com (США) по состоянию на апрель 2022 г.
1. Ленточная шлифовальная машина с лучшими оценками — ленточная шлифовальная машина WEN
Эта дисковая и ленточная шлифовальная машина от ведущего производителя инструментов WEN предназначена для деревообработки . Он имеет прочное чугунное основание для тяжелых условий эксплуатации, которое удерживает машину неподвижно во время работы, регулируемый ремень, который наклоняется в вертикальное или горизонтальное положение, а также имеет пылесборник, чтобы вам не приходилось часами всасывать опилки из каждую щель вашего гаража или мастерской.
«Очень мало денег за очень хороший инструмент», — написал один рецензент, у которого было много шлифовальных машин. «Я думаю, вы будете очень приятно удивлены весом и конструкцией этого устройства… Помимо пластикового покрытия, это тяжелое литое устройство… Это небольшая шлифовальная машина, и для ее размера у нее достаточно крутящий момент».
КУПИТЬ: 120,35 долларов США, Amazon
2. Лучшая настольная ленточная шлифовальная машина — комбинированная ленточно-дисковая шлифовальная машина Rockwell
Эта ленточная шлифовальная машина Rockwell весом 42 фунта с отверстием сбоку на металлическом основании, чтобы вы могли надежно прикрутить ее к рабочему столу, прочна и не будет раскачиваться во время работы. Литая алюминиевая платформа ремня и стол ремня регулируются от вертикального до горизонтального для всех ваших потребностей в деревообработке своими руками. «Мне нравится эта настольная шлифовальная машина», — написал один рецензент.
«В нашем магазине мы изготавливаем множество мелких изделий из дерева для домашнего декора, и часто у нас есть мелкие детали, которые нужно быстро отшлифовать, и это помогает ускорить процесс производства намного быстрее. Он тихий, достаточно мощный, а смена бумаги не занимает много времени. слишком сложно. Очень довольны нашей покупкой!»
КУПИТЬ СЕЙЧАС: 132,87 долларов США (было 179,99 долларов США), Amazon
3. Лучшая стационарная ленточная шлифовальная машина — ленточная шлифовальная машина Bucktool Bench
Если вы ищете мощную ленточно-шлифовальную машину для постоянного проживания в гараже или мастерской, ознакомьтесь с Bucktool BD4801 , выбор Amazon для лучшей металлической ленточной шлифовальной машины. Регулируемый от 0 до 90° для различных положений шлифования, а также с дисковой шлифовальной машиной, этот станок быстро станет вашим любимым инструментом для деревообработки или металлообработки.
«Работая на производстве, я боялся, что это не сработает в моей домашней мастерской», — объяснил один из покупателей. «Он отлично работает на металле или дереве, просто замените ремень на тот, который вам нужен. Много мощности, тихий и работает отлично».
КУПИТЬ СЕЙЧАС: 239,99 долларов США, Amazon
4.
Лучшая портативная ленточная шлифовальная машина — ленточная шлифовальная машина WEN с мешком для пыли
Несмотря на то, что эта ленточная шлифовальная машина WEN подключена к сети и требует розетки, ее небольшие размеры и небольшой вес (всего 6,2 фунта) делают ее идеальной для переноски с работы на работу. Он имеет мощный небольшой двигатель на 7 ампер, который лучше всего подходит для небольших задач, и функцию блокировки, благодаря которой вам не нужно удерживать курок все время во время работы. Замена ремня проста, и у него даже есть мешок для пыли для минимального беспорядка.
Один счастливый рецензент написал: «Он прост в использовании и выполняет свою работу. Мне нравится тот факт, что он портативный и его можно прикрепить к рабочему столу», а другой добавил: «Очень впечатлен мощностью и качеством за такие деньги. .. Отлично работает, потрясающая мощность и пылесборник — действительно хорошо продуманная идея».
КУПИТЬ: 40,81 долл. США, Amazon
5. Лучшая ленточная шлифовальная машина с подставкой — RIKON Ленточная шлифовальная машина с подставкой
Если вы не можете больше пожертвовать местом на скамейке или рабочей поверхности, это Ленточная шлифовальная машина RIKON поставляется с собственной подставкой, чтобы вы могли держать ее в отдельном углу. Эта мощная машина оснащена двигателем мощностью 1 л.с., при этом скорость диска превышает 2500 об/мин, а ремня — более 1800 об/мин. Ремень регулируется, а диск может наклоняться, что делает этот инструмент хорошим вариантом для профессионалов.
Один довольный клиент сказал: «Хороший дизайн, отличная производительность и хорошее соотношение цены и качества… При использовании сбор пыли превосходный, ремень остается выровненным при интенсивном использовании, а двигатель более чем достаточно мощный… Он делает то, что должен. был разработан, чтобы обойтись без особой суеты».
КУПИТЬ СЕЙЧАС: 459,99 долларов США, Amazon
6.
Лучший ленточно-шлифовальный станок — комбинированный ленточно-шлифовальный станок Bucktool
Для точного шлифования ленточно-шлифовальный станок Bucktool Combo и шлифовальный станок обладают достаточной мощностью и точностью для шлифования фасок и формообразующих ножей. Его прочная конструкция и возможность шлифования под разными углами делают его отличным вариантом как для деревообработки, так и для металлообработки.
Один покупатель, купивший его, чтобы использовать в основном для чистовой обработки лезвий, написал, что «с ним легко работать. Мощности более чем достаточно для грубой шлифовки и формовки. Сборка проста, ремни легко менять, и они выстраиваются в линию. Что ж.» Они также добавили, что вы можете легко сделать свои собственные модификации на этом устройстве.
Бесщеточная ленточная шлифовальная машина RIDGID 18V GEN5X с настройкой скорости и легким отслеживанием — это мощность, точность и портативность без необходимости подключения к розетке. Этот легкий инструмент позволяет легко перемещать его по рабочей поверхности и совместим с зарядным устройством и батареями RIDGID ( 9059).5 97,77 долларов США, было 109,60 долларов США ), но если у вас их еще нет, их можно купить отдельно.
«Очень удобно держать в руке», — написал один рецензент, а другой добавил, что им «очень легко пользоваться. Кроме того, вы можете встать прямо на перпендикулярную поверхность и шлифовать до самого края, регулируя положение ленты. »
КУПИТЬ СЕЙЧАС: 159,09 долларов США, Amazon
8. Лучшая ленточная шлифовальная машина для изготовления ножей — лента RIKON с дисковой шлифовальной машиной
Многим ножевым мастерам и ремесленникам нравится ленточная и дисковая шлифовальная машина RIKON за регулируемый наклон стола, трекер ленты и простоту использования. Для металла вы должны обязательно использовать подходящую наждачную бумагу, и, хотя это не самая мощная машина, она универсальна и отлично подходит для небольших и более сложных задач по шлифованию.
Многие пользователи, в том числе кузнецы и кузнецы, сообщили, что эта ленточная шлифовальная машина почти не имеет вибрации, отлично подходит для контурирования и придания формы, впечатляюще точит ножи, проста в настройке и довольно тихая.
КУПИТЬ: 102,90 долларов США, Amazon
9. Лучшая ленточная шлифовальная машина для металла — Astro Tools Air Belt Sander
Благодаря регулировке скорости, длинному регулируемому рычагу ремня и рычагу натяжения ремня, пневматическая ленточная шлифовальная машина Astro Tools является отличным инструментом для удаления точечных сварных швов, зачистки сварных швов и подготовки металла. Для работы этого инструмента требуется воздушный компрессор, но он обеспечивает большую мощность, а замена ремня выполняется быстро и просто. Несмотря на то, что он немного шумный, есть небольшая заслонка для отражения обратного потока пыли, хотя, как и при использовании любой шлифовальной машины, необходимы защитные очки.
«Очень легко пережевывает металл и дерево при низком зернистости и хорошо обрабатывает детали при высоком зернистости», — написал один счастливый покупатель, а другой прокомментировал: «С хорошими ремнями эта штука — кошачье мяуканье для автомобильных работ с листовым металлом».
КУПИТЬ СЕЙЧАС: 91,98 долларов США, Amazon
10. Лучшая ленточная шлифовальная машина с пылесборником — ленточная шлифовальная машина Makita с тканевым мешком для сбора пыли
Повсюду летающие опилки — обычное дело при использовании шлифовальной машины, но это Ленточная шлифовальная машина Makita уменьшает беспорядок в десять раз благодаря тканевому пылесборнику, который всасывает большую часть мусора. Этот инструмент тише среднего, он мощный, может шлифовать заподлицо со стеной, имеет систему ремня с автоматическим отслеживанием и диск управления переменной скоростью.
Один из покупателей, который использовал этот инструмент для восстановления поверхности чашевидной и искривленной террасы крыльца, прокомментировал: «Сбор пыли невероятен! Через несколько минут на крыльце я понял, что опилок нет, но краска поднимается. Еще немного минут, и я проверил сумку… [она] была почти наполовину полна! В нее попало почти все». Они также отметили, что отслеживание идеальное, а мощность очень хорошая.
КУПИТЬ СЕЙЧАС: 249 долларов США, Amazon
Лучший ленточный шлифовальный станок — резюме
Ленточно-дисковая шлифовальная машина WEN 6502T ( 120,35 долларов США, Amazon ) — превосходная шлифовальная машина для деревообработки, но для чего-то более тяжелого для профессионального использования на различных материалах — ленточная дисковая шлифовальная машина RIKON Professional Power Tools со стойкой ( 459,99 долларов США, Amazon ) — лучший выбор.
Мы надеемся, что наш обзор лучших ленточных шлифовальных машин был вам полезен. Чтобы узнать о других поставщиках сопутствующих товаров, включая другие типы шлифовальных машин, таких как орбитальные шлифовальные машины, ручные шлифовальные машины, портативные электрические шлифовальные машины и шлифовальные принадлежности, такие как шлифовальные диски и шлифовальные губки, обратитесь к нашим дополнительным руководствам или посетите Thomas Supplier Discovery Platform.
Получите истинное удовольствие от работы с рубанком Makita КР 0810. Легкий и компактный инструмент удобно ложится в руку. Для него характерен низкий уровень шума и малая вибрация. Мощный двигатель и надежный привод обеспечивают превосходные рабочие характеристики инструмента. Рубанок Макита КР 0810 чрезвычайно прост в регулировке и обслуживании. Умная электроника обеспечивает высокое качество обработки поверхностей и долговечность данной модели.
Технические характеристики
Основные Подробные
Частота холостого хода, об/мин
16000
Вес, кг
3,2
Сетевой шнур, м
2,5
Мощность, Вт
850
Глубина строгания, мм
0-4
Ширина строгания, мм
82
Габаритные размеры, мм
290x168x176
Инструкция к Электрорубанок Makita KP0810
Комплектация
Шаблон для установки ножа
ограничитель глубины выборки паза
параллельный упор
лезвия для рубанка (2 шт. )
торцевой гаечный ключ
Параметры упакованного товара
Вес брутто, кг: 4.81
Единица товара: шт.
Длина, мм: 395
Ширина, мм: 235
Высота, мм: 200
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Великобритания — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
82мм электрорубанок Makita KP0810 — Makita Online
Электрический рубанок Makita KP0810CK является профессиональным инструментом, предназначенным для снятия верхнего слоя заготовок из древесины. А благодаря трём V-образным пазам в передней части основания можно легко снимать фаски разных размеров. Ширина обработки рубанком Makita KP0810CK равна 82 мм. Лёгкий и удобный этот рубанок будет отличным помощником при строгании досок и брусков.
Для обработки поверхности рубанок Makita KP0810CK использует два ножа. Они установлены на противоположных сторонах барабана. Барабан вращается со скоростью 12000 оборотов в минуту.
Также в рубанке Makita KP0810CK используется электронная система стабилизации, которая контролирует скорость вращения. Эта система позволяет сохранять заданную скорость вращения двигателя (соответственно и барабана с ножами) даже при повышенной нагрузке. Поэтому рубанок Makita KP0810CK будет более производительным при строгании на максимальную глубину 4 мм. В том время как у модели без электроники скорость вращения снизится.
Модель Makita KP0810CK снабжена ограничителем пускового тока (плавным пуском) который защищает двигатель при пиковых нагрузках (например, во время пуска инструмента) и электрическую сеть от перегрузки, снижая силу пускового тока до 16 ампер. Уменьшение пускового тока влияет и на скорость раскручивания ножей. Барабан с ними раскручивается плавно при запуске, без рывков.
В передней части рубанка располагается рукоятка, которая обеспечивает более надёжный хват инструмента и лучший контроль над ним. Этой же рукояткой можно регулировать глубину обработки материала. У модели Makita KP0810CK глубина обработки может задаваться в пределах от 0 до 4,0 мм. Шаг, с которым может быть установлена глубина обработки, составляет 0,1 мм! Для того чтобы задать глубину, которую рубанок срежет за один проход, нужно поворотом рукоятки совместить указатель на рукоятке со значение глубины на шкале. При этом передняя часть основания рубанка углубится в основание на заданную величину.
У модели Makita KP0810CK предусмотрен отвод стружки вправо или влево по специальному каналу. Для содержания рабочего места в чистоте к патрубку отвода стружки можно подключить пылесос или тканевый мешок Makita 122793-0. Для подключения пылесоса не требуется дополнительных адаптеров.
В задней части подошвы рубанка имеется специальная подножка, которая на несколько миллиметров приподнимает инструмент над поверхностью, при этом ножи не касаются заготовки. Подножка утапливается в подошву при движении рубанка по поверхности и возвращается автоматически при поднятии рубанка от заготовки. Это удобная опция позволяет отложить рубанок в сторону после работы, даже не дожидаясь остановки вращения барабана.
Также подошва рубанка Makita KP0810CK имеет три V-образных паза с различными размерами. Они предназначены для снятия фасок. Фаска – это скос острого угла на краю доски. Доска после снятия фаски меньше подвержена расщеплению в этом месте. К тому же после устранения острых углов изделие становится более безопасным в использовании. Снятие фаски используется и в декоративных целях. Так как пазы имеют различные размеры (длина одной стороны паза 1,4 мм, 3 мм или 4 мм) оператор может получить более точный результат.
Электрический рубанок Makita KP0810CK включается кнопкой расположенной на задней рукоятке. Для предотвращения случайного включения рядом с кнопкой расположен предохранитель, на который нужно нажать перед включением инструмента. Предохранитель сконструирован таким образом, что на него можно надавить с левой или с правой стороны. Это обеспечивает удобство работы с инструментом к правше, так и левше.
Кожух редуктора рубанка Makita KP0810CK выполнен из алюминия. Благодаря этому обеспечивается хороший отвод тепла от деталей редуктора, и увеличивается их срок службы.
Корпус модели Makita KP0810CK очень удобен для оператора. Все рукоятки покрыты резиновым покрытием для предотвращения скольжения в руках. Рубанок имеет компактные размеры и небольшой вес.
У рубанка имеется возможность установки параллельного упора 122785-9, который поставляется в комплекте. Он может устанавливаться как с правой стороны, так и с левой. Параллельный упор помогает надёжнее удерживать инструмент у края доски. К тому же при использовании параллельного упора рубанком Makita KP0810CK можно делать выборку фальца (четверти). Фальц – это ступенька на краю заготовки, которая даёт возможность соединять детали без пазов, в накладку. Корпус рубанка позволяет сделать глубину фальца до 25 мм. Глубину выборки можно установить ограничителем, который устанавливается с противоположной стороны от параллельного упора. Чтобы достигнуть глубины фальца более 4 мм, необходимо несколько раз провести рубанком по поверхности, пока ограничитель глубины не упрётся в заготовку.
В комплекте с рубанком Makita KP0810CK поставляются два твёрдосплавных двухсторонних не затачиваемых лезвия (арт. D-07945). После затупления с одной стороны, эти лезвия можно перевернуть другой и продолжить работу. Можно также купить лезвия с одной режущей кромкой (793004-6, D-07967, D-16346). Их можно затачивать по мере затупления.
Для удобства хранения и транспортировки рубанок Makita KP0810CK поставляется в удобном пластиковом кейсе Makita 824786-0. Он защищает инструмент от механических повреждений и воздействия внешней среды.
Все товары Makita сертифицированы РОСТЕСТ для продаж на территории РФ. Гарантийное обслуживание производится в авторизованных сервисных центрах производителя. Товары поставляются со всеми необходимыми документами, в соответствии с действующим законодательством РФ.
ООО «Макита Онлайн» являясь одним из крупнейших дилеров профессионального инструмента марки Makita, делает новое уникальное предложение. Будучи полностью уверенными в качестве и надёжности профессионального электроинструмента Makita, обладая собственной профессиональной авторизованной сервисной базой по ремонту электроинструмента, опытных консультантов и мастеров, мы предлагаем нашим покупателям пожизненную гарантию от сервисного центра ООО «Макита Онлайн» в Москве. Теперь, когда бы не сломался Ваш инструмент Makita, купленный в интернет магазине makita-online.ru, наш сервисный центр в Москве отремонтирует его бесплатно, если поломка случилась из-за бракованной детали.
С 26 августа 2014, при покупке электроинструмента в интернет-магазине www.makita-online.ru, в дополнение к официальной гарантии Makita на 1 год, Вы получаете дополнительно пожизненную гарантию от сервисного центра ООО «Макита Онлайн» в Москве на весь спектр электроинструмента и аккумуляторной техники, приобретенного в компании ООО «Макита Онлайн» и ее официальных партнеров.
Как получить пожизненную гарантию?
Купить электроинструмент или аккумуляторный инструмент Makita в интернет магазине makita-online.ru на изображении которого есть логотип гарантии.
При получении Вашего инструмента, Вы получите два гарантийных талона:
красный гарантийный талон от производителя, который позволяет облуживаться по всей территории России;
оранжевый гарантийный талон от сервисного центра Макита Онлайн в Москве, который действует при предъявлении вместе с красным гарантийным талоном только в сервисном центре Макита Онлайн в Москве.
Итак, при покупке инструмента Makita в нашем интернет магазине Вы получить стандартную гарантию от производителя на 1 год и пожизненную гарантию от одного из крупнейших дилеров Makita в России.
Пожизненная гарантия — это абсолютная уверенность в качестве.
Пожизненная гарантия — это экономия на послегарантийном ремонте.
Пожизненная гарантия — уникальное предложение только от сервисного центра «Макита Онлайн» в Москве.
ВНИМАНИЕ!
Пожизненная гарантия выдаётся только при покупке инструмента в магазине makita-online.ru. При покупке в других магазинах России Вы получаете гарантию от производителя на 1 год. Регистрация инструмента на сайте для получения пожизненной гарантии не предусмотрена.
*Примечание:
Бланк пожизненной гарантии действителен при предъявлении гарантийного талона ООО «Макита» (красного) и гарантийного талона ООО «Макита Онлайн» (оранжевого)
Пожизненная гарантия действует только на аккумуляторный и электроинструмент, приобретенный в компании ООО «Макита Онлайн» и ее официальных партнеров.
Гарантийный ремонт по талону пожизненной гарантии осуществляется только в сервисном центре «Макита Онлайн» в Москве.
Гарантийный ремонт по гарантийному талону от произволителя осуществляется в любом авторизованном сервисном центре Makita на территории РФ в течение 1 года.
Makita KP0810 Обзор | BestPlaners.com
Это отличный рубанок, который обеспечивает вашу безопасность, комфорт и защищает обрабатываемую деталь.
Ручной рубанок
8,8 Общая оценка Проверено экспертами
Makita KP0810 — милый маленький рубанок. Как самый важный инструмент в арсенале плотника, рубанок должен резать, формировать и обтачивать древесину по мере необходимости, оставляя высококачественную гладкую поверхность. Этот ручной рубанок делает именно это и достаточно легкий, чтобы быть портативным. Тем не менее, в его крошечном размере на самом деле находится мощный зверь, который легко справляется со свежесрубленной мокрой древесиной. Для очистки шероховатых поверхностей пиломатериалов, которые были недавно отфрезерованы, Makita KP0810 будет лучшим выбором, так как он занимает всего пару проходов, а не 20 минут с помощью рубанка. Электроинструменты Makita всегда заслуживают доверия, и этот рубанок доказывает это как нельзя лучше.
О станке Makita KP0810
Откровенно говоря, рубанок Makita KP0810 — потрясающий инструмент; у него есть двигатель на 7,5 ампер, который на самом деле дает ему больше мощности, чем у некоторых других рубанков большого размера, доступных на рынке. Учитывая его размер, двигатель довольно мощный. Строгальный станок имеет режущую головку с двумя лезвиями, которые могут строгать до 3-1/4 дюйма в ширину и 5/32 дюйма в глубину, и имеет скорость 16000 об/мин. Это удобный рубанок не только из-за его размера и легкого веса, но и потому, что он имеет резиновую ручку, которая обеспечивает защиту рук во время использования. Выключатели блокировки обеспечивают дополнительную безопасность и удобство использования, так как они двусторонние. Это очень важно для меня, так как я часто одалживаю свой рубанок.
Удобство ручного рубанка обусловлено не только его малым весом (7,3 фунта), но и приподнятым основанием, которое защищает обрабатываемую древесину и лезвия от ненужных повреждений. Это очень прочный рубанок, и я считаю, что его долговечность можно объяснить тем фактом, что он имеет алюминиевый корпус, который защищает ножи рубанка, гарантируя, что вам не придется постоянно их заменять. Еще одна замечательная особенность этого рубанка заключается в том, что он хорошо работает на влажной/свежеспиленной древесине так же эффективно, как и на сухой древесине. Передняя основа также имеет три варианта создания паза на дереве; варианты примерно на глубине 1,4 мм, 3 мм и 4 мм.
изготовление чехлов для телефонов. Оборудование для производства чехлов для телефонов :: BusinessMan.ru
Современный человек не мыслит своей жизни без мобильного телефона. Некоторые приобретают для себя даже два подобных средства связи. Разумеется, все мы хотим, чтобы наши мобильники выглядели оригинально, привлекательно, а также были защищены от возможных повреждений.
Именно поэтому изготовление чехлов для телефонов может стать весьма удачной и перспективной бизнес-идеей, тем более что заниматься подобным делом можно даже в домашних условиях. О том, как организовать производство и реализовывать готовую продукцию, мы и поговорим далее.
Бизнес-продажа чехлов для телефонов: документальное оформление
Для того чтобы ваше небольшое предприятие функционировало на законных основаниях, прежде всего, необходимо зарегистрироваться в качестве ИП (индивидуального предпринимателя). Также не забудьте поинтересоваться в налоговой инспекции о сроках и формах сдачи необходимых отчетов и уплате положенных сборов.
Разновидности чехлов для телефонов
Для того чтобы дело быстро пошло на лад, необходимо сразу определиться с ассортиментом производимой продукции. Сегодня существуют следующие разновидности чехлов для мобильников: пластиковые (изготавливать их в домашних условиях невозможно), кожаные (с тиснением или без него), тканевые, бисерные (могут иметь в качестве основы изделие из кожи или ткани, украшенное бисером), вязаные (вручную или при помощи специальной машины).
Как видим, выбрать есть из чего. Но чтобы ваш бизнес на чехлах для телефонов развивался как можно быстрее, необходимо постараться предоставлять потенциальным клиентам максимально широкий ассортимент продукции. Также имейте в виду, что наибольший спрос будут иметь товары средней ценовой категории, рассчитанные на массового потребителя.
Изготовление аксессуаров для iPhone
Очень удачной идеей может стать изготовление чехлов для телефонов фирмы Apple. Ведь ни для кого не секрет, что сегодня iPhone, iPad и iPod являются очень модными и востребованными гаджетами. Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники.
Как правило, владельцы таких модных вещиц хотят, что называется, быть в тренде, и всегда будут рады воспользоваться возможностью украсить свой смартфон стильным аксессуаром. Для этой цели как нельзя лучше подходят дизайнерские чехлы для iPhone, которые могут с успехом войти в ассортимент изготавливаемых вами товаров.
Как шьют чехлы для телефонов?
В целом, этот процесс является достаточно простым и состоит из следующих этапов:
Проектировка чехла. Как правило, начинающие производители товаров данного типа просто покупают аналогичное готовое изделие и распарывают его, чтобы понять, как оно сделано. Однако этим дело не ограничивается, так как вам необходимо решить не только проблемы технического характера, но и удовлетворить потребности потребителей. Именно на данном этапе следует определиться с тем, какой материал и какую цветовую гамму вы будете использовать, как планируете дополнительно украшать изделие и т. д.
Выбор материала. Данный этап во многом зависит от технических возможностей. К примеру, если вы решили начать изготовление чехлов для телефонов из кожи, то сразу же нужно задуматься и о том, как вы будете выполнять тиснение.
Изготовление выкройки.
Тиснение (если в качестве исходного материала вы выбрали кожу).
Пошив чехла или же его вязание.
Необходимое оборудование
Если вы планируете поставить на поток производство чехлов для телефонов, то вам не обойтись без швейной машинки. Разумеется, можно осуществлять такую работу и руками, но это будет лишь замедлять процесс. Приобрести можно дешевую машинку за 130-150 долларов. Однако следует иметь в виду, что придется иметь дело с кожей и плотными тканями.
На них очень заметна машинная строчка, поэтому выполнять ее необходимо очень аккуратно. В связи с этим рекомендуется обзавестись более дорогой моделью машинки, подходящей для работы с кожей и плотной тканью. Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов.
Если вы планируете наносить на чехлы вышивку, то имеет смысл приобрести машинку с компьютерным управлением. Для выполнения несложных работ достаточно будет купить самую простую модель. Стоить такая вышивальная машина будет порядка 450-500 долларов.
Если в ваши планы входит производство вязаных чехлов для мобильников, то лучше отказаться от ручной вязки, требующей больших затрат времени на выполнение и уступающей по качеству машинному аналогу. Вязальная машина стоит гораздо дороже швейной или вышивальной. Она обойдется вам в сумму от тысячи долларов.
Материалы
Планируя изготовление чехлов для телефонов, необходимо подумать и о том, где вы будете приобретать необходимое для работы сырье. Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
Стоимость натуральной кожи, как правило, в несколько раз выше. Метр качественной плотной импортной ткани с нанесенным рисунком обойдется в 30 долларов и выше. Стоимость бисера составляет порядка 3-5 долларов за 5 граммов. Помимо перечисленных материалов в магазинах швейной фурнитуры можно найти тесьму, бусины, перья, стразы, аппликации, кружева и другие декоративные элементы, которые используются при создании телефонных чехлов.
Сбыт готовой продукции
Если вы разобрались в технологии производства чехлов для мобильников, а также определились с материалами и оборудованием, самое время подумать о том, как же вы будете продавать готовые изделия. Как правило, предприниматели в данной сфере идут двумя путями.
Прежде всего, они налаживают контакты с продавцами мобильных телефонов, предлагая им на реализацию свою продукцию под выгодный процент. Разумеется, в этом случае ваша прибыль с одного проданного чехла будет меньше, нежели при продаже напрямую конечному потребителю, но количество клиентов будет гораздо больше, что скажется и на уровне дохода.
Второй вариант сбыта готовой продукции – реализация ее посредством всемирной паутины. Для этой цели можно использовать социальные сети. Кроме того, имеет смысл выйти на интернет-магазины, занимающиеся продажей мобильных телефонов и разнообразных аксессуаров к ним.
Финансовая сторона вопроса
Довольно сложно даже приблизительно подсчитать прибыль, которую вы сможете получать, занимаясь подобным делом. А все потому, что трудно сказать, какие модели и в каких количествах вы планируете производить. В целом, следует ориентироваться на следующий расчет.
При сбыте чехлов через магазины по продаже мобильных телефонов и сопутствующих аксессуаров примерно третья часть от продажной стоимости будет приходиться на саму себестоимость товара. Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов.
Изготовление декоративных чехлов для сотовых телефонов
Современный мир сложно представить без использования гаджетов и портативных устройств. Сотовые телефоны, планшеты, электронные книги, плееры – практически у каждого человека имеется куча девайсов, которыми он пользуется ежедневно. При частом использовании достаточно хрупких портативных приборов возникает потребность в их дополнительной защите при эксплуатации от царапин, падений. Так же пользователю всегда хочется придать некоторую уникальность и индивидуальность своему карманному другу.
Рынок сегодня предлагает громадный выбор различных накладок и чехлов для телефонов и др. Но не всегда они отвечают требованиям конечного пользователя и практически всегда лишены своей индивидуальности.
С задачей изготовления индивидуальных чехлов отлично справляется ЧПУ станок. При грамотном подходе к делу станок позволяет изготовить чехол телефона с уникальной геометрией и рисунком. Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.
Практически любой ЧПУ станок прекрасно справится с обработкой дерева.
Научиться изготавливать чехлы на ЧПУ станке достаточно несложно. Нужно лишь знать некоторые нюансы и технологические секреты.
Древесина
В качестве материала для чехлов используются твердые породы древесины. Твердая древесина отлично обрабатывается на ЧПУ, дает возможность изготавливать чехлы с тонкими стенками, наносить текстуры и рисунки с высокой детализацией. Отличным выбором станет использование таких пород как бук, ясень, дуб, красное дерево, орех, клен и др. На просторах интернета очень много фирм продающих заготовки из экзотических пород дерева с красивыми текстурами. В качестве примера можно привести такие породы как венге, множество видов клена, зебрано, бубинга, палисандр, карельская береза и др.
Особое внимание следует уделить качеству древесины. Ведь от качества подобранного материала напрямую зависит конечный результат. Древесина должна быть правильно высушена, до определенной влажности, не иметь сучков, трещин и сколов. Древесина не должна иметь грибка и плесени.
Лаки, краски, покрытия.
Для защиты конечного изделия от атмосферного воздействия, эксплуатации и придания красивого внешнего вида, подчеркивания текстуры дерева можно использовать огромное количество различных материалов. Рынок сегодня предлагает широкий выбор лаков, морилок, колеров, пигментов, масляных пропиток и др.
При подготовке к резке чехла в первую очередь необходимо отталкиваться от геометрии сотового телефона, и от того какой результат требуется получить. Подготовка модели для резки одна из самых сложных задач в данном деле. Но однажды подготовленная модель для конкретного телефона может быть использована многократно, с такой моделью просто работать и производить корректировки. Разберем один из простых способов изготовления чехла на ЧПУ, на примере телефона iphone 5s.
Данный телефон до сих пор есть у многих и достаточно популярен. Имеет простую геометрию корпуса. Все мерки легко снимаются вручную.
На просторах интернета находим картинку:
Рисунок 1
В любом удобном для работы векторном редакторе рисуем «заготовку»:
Рисунок 2
Внутренний вектор рисуется в точности повторяя размеры посадочного место для телефона. Внешний по желаемой границе чехла с учетом толщины. Дополнительно рисуются векторы для выборки под кнопки, камеру и динамики. По завершению работы чертеж сохраняется в формате DXF/DWG для дальнейшей работы в программе ArtCAM. Открываем чертеж в ArtCAM:
Рисунок 3
Рисунок 4
Рисунок 5
После открытия чертежа создаем траектории обработки.
Все операции по изготовлению основы чехла логично производить одним режущим инструментом. В конкретном случае это будет двухзаходная концевая фреза диаметром 3мм. Начнем с выборки пазов для кнопок и динамиков. Выделяем соответствующие векторы:
Рисунок 6
Создаем траекторию их обработки:
Рисунок 7
Глубина выборок должна составлять приблизительно 7,5 мм
Создаем траекторию, выбрав режущий инструмент и указав необходимые параметры и производим вычисление:
Рисунок 8
Далее делаем выборку «ложе» под телефон. Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол.
Рисунок 9
Рисунок 10
Последним этапом изготовления основы для чехла является вырезание его из заготовки. Выделяем векторы Внешнего контура и контура выреза под камеру, выбираем траекторию «Профиль»:
Рисунок 11
Толщина нашего чехла и заготовки пускай будет 10 мм. Устанавливаем значение конечной глубины 10,5мм с «перерезанием». При создании траекторий с перерезанием необходимо использовать подложку или жертвенный стол.
Рисунок 12
После вычисления всех траекторий в программе ArtCAM можно посмотреть визуализацию всех операций, для этого правой кнопкой мыши кликаем по списку траекторий и выбираем «Визуализация всех траекторий:
Рисунок 13
Разрешающую способность выбираем в зависимости от вычислительной мощности компьютера. Нажимаем «Имитировать траектории».
Рисунок 14
Визуализация должна выглядеть примерно следующим образом:
Рисунок 15
Если не допущено ошибок при вычислении, сохраняем наши траектории в файл УП (G-code):
Рисунок 16
Рисунок 17
Следим за правильностью последовательности выполнения траекторий.
Объемный рисунок для задней стенки чехла готовится отдельно. Для этого в ArtCAM создаем модель с внешними габаритными размерами чехла, и загружаем 3D рисунок (формат stl):
Рисунок 18
После выбора файла модели во вкладке «Вставка 3D модели» корректируем размеры и положение нашего рисунка. По окончанию всех действий нажимаем Вставить/Применить/Закрыть:
Рисунок 19
Данную модель нам требуется «немного углубить в чехол». Для этого создадим вектор границу вокруг рельефа:
Рисунок 20
Несколько увеличим диаметр окружности для создания в дальнейшем плавного «рельефа в тарелке»:
Рисунок 21
Рисунок 22
Далее воспользуемся редактором формы. Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:
Рисунок 23
После подготовки и визуализации вычисляем траекторию инструмента для обработки рельефа.
Рисунок 24
Рисунок 25
Для обработки только рельефа, а не модели целиком выберем вектор границу вокруг рельефа. В окне настройки обработки рельефа укажем «Выбранные векторы». Далее выбираем режущий инструмент и стратегию обработки. Вычисляем траекторию, создаем файл УП.
Рисунок 26
Сохраняем. Для фрезеровки 3D рельефа отлично подойдет конусная фреза с радиусом закругления режущего кончика 0,25мм. Тонкий режущий кончик обеспечит отличную детализацию обрабатываемого объекта.
Для изготовления чехлов сложной формы, необходимо иметь 3D модель чехла с учетом всех геометрических особенностей телефона:
Рисунок 27
Такой чехол изготавливается комбинацией методов с помощью 2D и 3D режимов резания.
Пример пробника изготовленного чехла из ясеня:
Оптовая машина для изготовления чехлов для телефонов Leading Plastic Machining
Типы чехлов для телефонов:
Также доступны индивидуальные чехлы для телефонов. Оптовики часто согласовывают с производителем заказ на изготовление желаемого дизайна. Оптовики часто координируют свои действия с производителем, чтобы сделать заказ, как только они будут готовы к производству корпуса. Оптовики могут согласовать их с производителем, чтобы сделать идеальный дизайн. Оптовики часто имеют свои координаты с объемом производителя. У оптовиков есть популярная машина для чехлов для телефонов, которая широко используется в качестве чехлов для их клиентов. Оптовики часто координируют свои действия с производителем, чтобы сделать заказ, как только они смогут сделать заказ. Оптовики часто имеют свои координаты с объемом производителя, чтобы сделать заказ. Оптовики всегда имеют свои координаты с производителем, чтобы сделать заказ. Оптовики часто координируют свои действия с объемом производителя, чтобы сделать идеальный дизайн. У оптовиков тоже есть свои.
Устройство для изготовления чехлов для телефонов — это машина для изготовления пластиковых корпусов. Эти чехлы делают разные мобильные телефоны. В то же время чехлы для телефонов уже делаются в разные мобильные телефоны. Производители чехлов превращают форму чехла в уникальные чехлы для разных мобильных телефонов. Как правило, чехлы для телефонов изготавливаются из пластика, формованного или картона, а затем используются для изготовления чехлов для телефонов различных конструкций. Некоторые чехлы также имеют форму, машину для изготовления чехлов для телефонов или машину для сборки чехлов для телефонов, что отличает их от ваших мобильных телефонов. А 9Машина для изготовления чехлов для телефонов 0007 изготавливает чехлы для телефонов из различных видов пластика, резины или полистирола, которые отличаются для ваших мобильных телефонов. Как правило, настраиваемые корпуса также изготавливаются из пластика, картона или пластика. Чехлы также можно использовать в качестве подложки, машины для изготовления чехлов для телефонов или машины для сборки чехлов для различных мобильных телефонов. Дело также производителей чехлов для телефонов.
Чехлы Hog phoneider — еще один популярный вариант. Как бизнес, они, как правило, более популярны с кожаным чехлом для телефона, а силиконовый чехол — это чехол с выбором. С другой стороны, если вам нужен прочный кожаный чехол для телефона, кожаный чехол — популярный выбор, и у ваших клиентов есть веская причина покупать кожаный чехол для телефона вместе с ними. Alibaba.com предлагает широкий выбор чехлов, таких как кожаные чехлы, кожаные чехлы и кожаные чехлы, а также некоторые силиконовые чехлы. Самый популярный роскошный материал для чехла для телефона — это чехол, который нужен всем вашим клиентам на данный момент. Для некоторых клиентов они хотят быть долговечными с кожаными, силиконовыми чехлами и кожаными чехлами или силиконовым чехлом, который наименее популярен. Очевидно, что универсальный чехол для телефона является обязательным для всех ваших клиентов, таких как защита от чехла, например, чехлы.
Одним из самых популярных чехлов для телефонов является силиконовый чехол, который делает чехлы для телефонов такими популярными. Для бизнеса доступно несколько типов чехлов для телефонов, таких как силиконовые чехлы для телефонов, чехлы для смартфонов и роскошные пластиковые чехлы. Самые популярные кожаные чехлы для телефонов и силиконовые чехлы для телефонов по деловым причинам, это также акриловые чехлы, силиконовые чехлы для телефонов и акриловые чехлы для телефонов. Как видно из названия, почти все чехлы для телефонов сделаны из этого материала, а также некоторые типы роскошных пластиковых чехлов. Как видно из названия, наиболее популярным типом чехлов для телефонов являются акриловые чехлы, акриловые чехлы для телефонов и чехлы для телефонов с рисунком. Как следует из названия, чехлы для телефонов с дизайном также являются популярным выбором для тех, кто хочет сделать чехол для телефона со своим дизайном. Как видно из названия, чехол для телефона с дизайном является самым сложным для всех, и самые популярные чехлы для телефонов имеют дизайн. На осень чехол для телефона с рисунком.
Что такое
машина для изготовления чехлов для телефонов ?
Индивидуальные чехлы для телефонов — универсальный чехол для чехлов ваших клиентов. Как следует из названия, чехлы для телефонов представляют собой машину для изготовления чехлов для телефонов s, которая делает настраиваемые чехлы для телефонов более прочными и долговечными. Машины для изготовления смартфонов также популярны. Машина для изготовления чехлов для телефонов s. Машина для изготовления чехлов для телефонов Smart s также используется при изготовлении смартфонов, делая индивидуальные чехлы для телефонов более прочными и защищая фактически функциональные возможности телефона. А 9Машина для изготовления чехлов для телефонов 0007 производит чехол для телефона или чехол для телефона с задней и совместимой поверхностью, для которой он более настраиваем, чем устойчивые к телефону чехлы. Как правило, чехол представляет собой машину для изготовления чехлов для телефонов для смартфонов, изготовление нестандартных чехлов для телефонов с чехлами и чехол для телефона с подложкой. это все для случаев. Вообще говоря, чехол для телефона выполняет функцию чехла для телефона в качестве настраиваемого чехла для телефона по всему дому. Однако чехол для телефона делает чехол для телефона»
Чехлы для смартфонов делают дизайн телефона «спина к спине» для пользователей. Да, это можно сделать с помощью машины для изготовления чехлов для телефонов. Кроме того, машина для изготовления чехлов для телефонов также является хорошей машиной для изготовления умных чехлов на заказ. Да, устройство для изготовления чехлов для телефонов является обязательным для бизнес-покупателей, начинающих новый бизнес или даже запуск умной машины для изготовления чехлов для телефонов . На Alibaba.com вы можете одновременно найти множество машин для изготовления чехлов для телефонов на заказ. Вы ищете кастомный смарт машина для изготовления чехлов для телефонов ? Да, вы можете сделать это самостоятельно, с помощью производителя чехлов для телефонов или станка для изготовления чехлов для телефонов для вашего бизнеса. Например, машина для изготовления чехлов для смартфонов, машина для изготовления чехлов для телефонов, машина для изготовления чехлов для телефонов или машина для изготовления чехлов для телефонов для вас. Как бизнес, вы можете найти изготовленные на заказ чехлы для смартфонов, сделанные из theatch. Как бизнес,
Машина для изготовления корпусов телефонов может быть использована для изготовления металлических чехлов для телефонов в количестве не менее 100 штук. Будь то машина для изготовления металлических чехлов для телефонов, машина для изготовления чехлов для телефонов или машина для изготовления чехлов для телефонов, она может быть изготовлена из металла. Машина для изготовления металлических чехлов для телефонов не только меняет форму корпуса, но также может быть использована для изготовления корпуса из металла. Вот почему производители металлических чехлов для телефонов также популярны. двухступенчатый 9Машина для изготовления чехлов для телефонов 0007 , производители чехлов для телефонов и производители чехлов сделают работу любого дизайна. Во-первых, производитель металлических чехлов для телефонов на заказ заставит его работать для всех. Вот два популярных варианта изготовления чехлов для телефонов: чехлы для телефонов из алюминия, цинка, алюминия и цинкового сплава, чехол для телефона или чехол с подложкой. дизайн выполнен из металла, не менее 100 для брендирования телефона.
Машина для изготовления чехлов для телефонов s:
Формовка телефонов Чехлы для телефонов изготавливаются из самых разных продуктов. Большинство передовых производителей смартфонов используют машины для формования пластика, которые превращают форму, дизайн и изготовление корпуса телефона в уникальный дизайн.
Пластиковые пакеты для телефонов — это различные виды упаковки чехлов для телефонов. Существуют различные типы сумок для телефона, чтобы упаковать и защитить чехол для телефона снаружи. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для продукта. Что касается размеров изделий, то сами чехлы для телефонов могут быть изготовлены из разных материалов и видов. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты, хорошо для сторон корпуса телефона. Непластиковые пакеты для телефонов также используются для определения размеров чехла для телефона и самого чехла для телефона. Существуют также виды пластика для корпуса телефона и самого корпуса телефона. Существуют водонепроницаемые полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для боковых сторон изделия.
Машина для изготовления чехлов для телефонов и производственный процесс литья под давлением
Мобильный телефон: (0086) 181 9895 1483
Поиск:
Многие модели чехлов для мобильных телефонов, представленные на рынке, нравятся многим людям. Они могут не только защитить свои телефоны, но и сделать их стильными и уникальными. Как правило, производители чехлов для мобильных телефонов производят мобильные телефоны из сырья до конца. Готовые изделия из оболочки должны пройти основные этапы производства открытия формы, испытания формы, подтверждения образца, производства литья под давлением, обработки поверхности распылением и сборки. Как правило, пластиковые чехлы для мобильных телефонов производятся на машинах для изготовления чехлов для телефонов — оптимизированных машинах для литья под давлением. Как насчет готовых решений для изготовления чехлов для телефонов?
Список машин для машин по телефону Материал для формования пластиковой инъекции
ТПУ, поликарбонат, полипропилен, чаще всего используется
Сталь пресс-формы:
С50К, 718Х, 738, СКД61, СКМ435, ЭТК
Производство пресс-форм Обработка:
Обработка с ЧПУ, резка проволоки, шлифовка, сверление, полировка и т. д.
Машина для изготовления чехлов для телефонов Введение
Машина для изготовления чехлов для мобильных телефонов Guanxin представляет собой специализированную оптимизированную машину для литья под давлением для производства защитных чехлов для мобильных телефонов. Эта машина для изготовления чехлов для телефонов оптимизирована с помощью шнека и цилиндра для впрыска из биметаллического материала для ПК, поставщика силикона для мягкого силиконового чехла для телефона, гидравлической системы привода, более высокой скорости впрыска и давления. Этот производитель корпусов для телефонов в основном используется для производства чехлов для мобильных телефонов из поликарбоната, эластомеров и другого сырья. Мы пытаемся предложить производителям корпусов для телефонов легкий, высокоточный чехол для мобильного телефона и защитную пленку.
Процесс производства пластикового корпуса мобильного телефона
Корпуса мобильных телефонов обычно изготавливаются из ПК (поликарбоната) или ПК+АБС. Из-за плохой текучести ПК (физические свойства показаны в таблице ниже) в процессе обычно используется высокая температура формы и высокая температура материала для заполнения; Используемые ворота Обычно это точечные ворота. Для заполнения требуется дозирующая инъекция. Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения.
Ниже приведены ключевые моменты условий формования изделий для мобильных телефонов, в которых особое внимание уделяется настройке параметров формования, таких как температура расплава, температура формы, скорость впрыска, противодавление и т. д.
Процесс литья под давлением корпуса телефона
Метод контроля производственного процесса пластикового корпуса телефона
Температура плавления
Настройка оптимальной температуры литья связана со многими факторами, такими как размер машины для литья под давлением, конфигурация шнека, конструкция пресс-формы и формованного изделия, а также время цикла литья. Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.
температура пресс-формы
Что касается температуры формы, высокотемпературные формы могут обеспечить лучший внешний вид поверхности, с меньшим остаточным напряжением, и их легче заполнить для более тонких или длинных формованных изделий. Низкая температура пресс-формы может сократить цикл формования.
Скорость вращения шнека
Рекомендуется от 40 до 70 об/мин, но это зависит от машины и конструкции шнека.
Давление впрыска
Чтобы заполнить форму как можно быстрее, чем выше давление впрыска, тем лучше, обычно от 850 до 1400 кг/см2, максимальное значение может достигать 2400 кг/см2.
Скорость впрыска
Скорострельность во многом зависит от конструкции ворот. При использовании прямых ворот или боковых ворот следует использовать меньшую скорострельность, чтобы предотвратить солнечные блики и следы волнового потока. Кроме того, если толщина готового продукта превышает 5 мм, медленное впрыскивание поможет избежать образования пузырей или вмятин. Вообще говоря, принцип скорострельности таков, что тоньше быстрее, а толще медленнее.
При переходе от литья под давлением к выдержке давление выдержки должно быть как можно ниже, чтобы избежать остаточного напряжения в формованном изделии. Остаточное напряжение можно снять или уменьшить путем отжига; условие составляет от 120°C до 130°C в течение приблизительно от 30 минут до одного часа.
Противодавление
Как правило, чем ниже настройка, тем лучше, но для равномерной подачи рекомендуется использовать от 3 до 14 кг/см2.
Пластиковый корпус для мобильных телефонов Проблемы литья под давлением и их решение
Причины
Решения по устранению неисправностей
Короткий впрыск:
увеличить давление впрыска, скорость, увеличить температуру материала, температуру формы и увеличить количество клея.
Маркировка газом
Уменьшите расход расплава через шибер и увеличьте температуру кристаллизатора.
Черная точка
1. Слишком высокая доля сырья 2. Шнек не очищен 3. Плохая рабочая среда
1. Контролировать пропорцию некачественных материалов и запретить смешивание гетерохроматического сырья и некачественных материалов 2. Разработать техническое обслуживание, заправку и очистку, проверку и аудит 3. Изменить среду мастерской и улучшить чистоту мастерской
Отлив, трубопровод
1. Слишком высокое давление впрыска 2. Недостаточное усилие смыкания машины для литья под давлением 3. Низкая точность машины для литья под давлением 4. Из-за того, что работники относились к своей работе несерьезно и изделие не вывозили, штамп и форма были повреждены, в результате чего изделие разбежалось.
1. Повысьте точность пресс-формы и используйте сталь высокой твердости в качестве профиля пресс-формы для предотвращения облоя. Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм. 2. С точки зрения процесса формования условия процесса в основном направлены на снижение текучести. Уменьшите давление впрыска, снизьте температуру расплава и температуру формы, уменьшите скорость впрыска и уменьшите объем подачи.
Линия сварки
При чрезмерном использовании разделительного состава линия сплавления становится толще, разделительный состав выталкивается расплавом, и разделительный состав смешивается между передними частями двух потоков, блокируя сплавление передних частей и ослабляя механическую прочность .
1. Контроль температуры пресс-формы и температуры материала. 2. Регулировка потока клея в каждой секции и добавление вытяжки.
Большие ворота
1. Температура пресс-формы слишком низкая; 2. Текучесть материала низкая. 3. Клей на изделии тонкий и его трудно удалить. 4. Плохой выхлоп пресс-формы
1. Увеличить температуру пресс-формы 2. Улучшить текучесть материала 3. Изменить положение литника, как правило, рассчитанного на толстую стенку 4. Увеличить вентиляционные отверстия|
Деформированный
1. Неравномерная температура 2. Неравномерное давление 3. Ориентация молекул 4. Неправильное положение ворот
Контроль температуры пресс-формы для предотвращения разницы температур пресс-формы Сокращение неравномерной деформации, регулировка давления после процесса
термоусадка
A. Неправильные условия процесса формования (при недостаточном давлении впрыска, недостаточном охлаждении формы) B. Стенка продукта слишком толстая или неровная C. Слишком большая усадка сырья (проблема с материалом) D.
Шаговые двигатели Leadshine со встроенным энкодером серии ES-M
На главнуюКаталог товаровСервоприводУпрощенные сервоприводы Leadshine Шаговые двигатели Leadshine со встроенным энкодером серии ES-M
Шаговые двигатели Leadshine со встроенным энкодером серии ES-M
Шаговые двигатели Leadshine серии ES-M поставляются со встроенным инкрементальным энкодером с разрешением 1000 имп/об. Шаговые двигатели этой серии имеют типоразмеры NEMA 23 (57 мм) и 34 (86 мм) и обладают крутящим моментом до 8 Н·м. Данная серия была разработана специально для использования в комплексе с серводрайверами Leadshine серии ES-D, параметры входного напряжения которых 100 В постоянного тока или 80 В переменного тока. При использовании с серводрайверами серии ES-D устраняются потери шага, автоколебания, возможность перерегулирования и задержки по времени, при этом обеспечивается высокий крутящий момент, плавное движение и низкий уровень шума.
Особенности модели
• Шаговые двигатели типоразмеров NEMA 23 (57 мм) и 34 (86 мм). • Встроенный инкрементальный энкодер с разрешением 1000 имп/об. • Высокая точность, высокий крутящий момент (до 8 Н·м). • Низкий нагрев двигателя. • Плавное движение, низкий уровень шума. • Предназначен для использования в комплексе с серводрайверами Leadshine серии ES-D (входное напряжение: 100 В постоянного тока или 80 В переменного тока).
Схема подключения шагового двигателя ES-M и серводрайвера ES-D
Описание
Характеристики
Информация для заказа
Загрузки
При использовании с серводрайверами Leadshine ES-D шаговые двигатели серии ES-M могут обеспечить высокий крутящий момент для применения в различных приложениях, имеющих систему управления движением. Шаговые двигатели этой серии являются идеальным решениям для увеличения технических показателей и производительности систем с шаговыми двигателями без обратной связи, или могут заменить многие бесщёточные электродвигатели переменного тока в системах с сервоуправлением, требующих высокий крутящий момент при низкой скорости. Шаговые двигатели Leadshine серии ES-M также могут управляться с помощью обычного шагового привода без обратной связи. С помощью встроенного энкодера с высоким разрешением, они могут обеспечить управление положением в режиме реального времени, при использовании контроллера движения, ПЛК или любого другого внешнего устройства. Шаговые двигатели Leadshine серии ES-M нашли свое применение в области автоматизации производства, медицинской, полупроводниковой и упаковочной промышленности, электронном оборудовании и других приложениях.
Габаритные размеры шаговых двигателей ES-M
ES
M
3
23
09
Серия
Тип шагового двигателя M: стандартная модель
Количество фаз 2: 2 фазы 3: 3 фазы
Типоразмер 23: NEMA 23 (57 мм) 24: NEMA 24 (60 мм) 34: NEMA 34 (86 мм)
Момент двигателя 09: 0,9 Н·м 15: 1,5 Н·м 20: 2,0 Н·м 30: 3,0 Н·м 40: 4,0 Н·м 80: 8,0 Н·м
Общий каталог по упрощенным сервоприводам Leadshine (ENG)
Техническое описание шаговых двигателей серии ES-M (ENG)
Подробнее о моделях шаговых двигателей Leadshine серии ES-M
Модель
Количество фаз
Типоразмер
Удерживающий момент, Н·м
Соответствие серводрайверов
ES-M32309
3
NEMA 23
0,9
ES-D508
ES-M32320
3
NEMA 23
2,0
ES-D508
ES-M22415
2
NEMA 23
1,5
ES-D808/ES-D1008
ES-M22430
2
NEMA 24
3,0
ES-D808/ES-D1008
ES-M23440
2
NEMA 34
4,0
ES-D808/ES-D1008
ES-M23480
2
NEMA 34
8,0
ES-D808/ES-D1008
Рекомендуемые товары:
Шаговые двигатели Leadshine серии ES-M32309
Шаговые двигатели Leadshine серии ES-M32320
Шаговые двигатели Leadshine серии ES-M22415
Шаговые двигатели Leadshine серии ES-M22430
Шаговые двигатели Leadshine серии ES-M23440
Шаговые двигатели Leadshine серии ES-M23480
Серводрайверы Leadshine серии ES-D508
Серводрайверы Leadshine серии ES-D808
Серводрайверы Leadshine серии ES-D1008
Шаговый двигатель Leadshine Leadshine 573S09-L
Главная » Комплектующие » Шаговые двигатели » Шаговый двигатель Leadshine Leadshine 573S09-L
Описание Характеристики Отзывы (0)
Гибридные 3х фазные шаговые двигатели
Параметр
Значение
Угол шага
1. 2º
Погрешность шага
±5%
Погрешность сопротивления обмоток
±10%
Погрешность индукции
±20%
Максимальная рабочая температура корпуса
80℃ Max.
Температура окружающей среды
-10℃~+50℃
Сопротивление изоляции
100MΩ Min.,500VDC
Напряжение пробоя изоляции
500VAC за 1 минуту
Радиальное биение вала
0. 06Max.(нагрузка 450гр.)
Осевое биение вала
0.08Max.(нагрузка 450гр.)
Модель
Кол-во фаз
Ток
Сила удержания
Вес
Длина
A
Nm
kg
mm
573S09
3
3. 5
0.9
0.75
50
573S15
3
5.8
1.3
1.1
76
Габариты
Масса брутто, кг
1.1
Размер упаковки
57x57x76
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Приводы шаговых двигателей Leadshine – Leadshine India
Главная
Шаговые двигатели Leadshine Приводы
Авторизованным дистрибьютором и сервисным центром Leadshine Stepper Products в Индии является компания MAS Auto Systems Pvt Ltd, Мумбаи. Звоните +91.9892203008.
Цифровой шаговый привод Leadshine серии DM — 3DM2283
рупий. 13 120,00
Цифровой шаговый привод Leadshine серии DM — DM1182
рупий. 9 710,00
Цифровой шаговый привод Leadshine серии DM — DM2282
рупий. 11 300,00
Цифровой шаговый привод Leadshine серии DM — DM2282-IO-24
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии DM — DM322E
рупий. 1 910,00
Цифровой шаговый привод Leadshine серии DM — DM442-IO-24
рупий. 4 030,00
Цифровой шаговый привод Leadshine серии DM — DM542E
рупий. 2 540,00
Цифровой шаговый привод Leadshine серии DM — DM556
рупий. 4 640,00
Цифровой шаговый привод Leadshine серии DM — DM556E
рупий. 3 420,00
Цифровой шаговый привод Leadshine серии DM — DM805-AI
рупий. 9 270,00
Цифровой шаговый привод Leadshine серии DM — DM860E
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии DM — DM870
рупий. 7 550,00
Цифровой шаговый привод Leadshine серии DM — DMA2282-IO-24
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии DM — DMA860E
рупий. 3 970,00
Цифровой шаговый привод Leadshine серии DM — DMA882S-IO
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии EM-S — EM415S
рупий. 2700,00
Цифровой шаговый привод Leadshine серии EM-S — EM422S
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии EM-S — EM542S
рупий. 3 400,00
Цифровой шаговый привод Leadshine серии EM-S — EM556S
рупий. 5 020,00
Цифровой шаговый привод Leadshine серии EM-S — EM870S
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии EM-S — EM882S
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии MX — MX3660
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии MX — MX4660
рупий. 111 111,00
Цифровой шаговый привод Leadshine серии MX — SDM660
рупий. 111 111,00
Гибридный шаговый двигатель Leadshine серии CM — 20CM003 NEMA 8
рупий. 2 140,00
Гибридный шаговый двигатель Leadshine серии CM — 20CM005 NEMA 8
рупий. 111 111,00
Гибридный шаговый двигатель Leadshine серии CM — 28CM006 NEMA 11
рупий. 1 670,00
Гибридный шаговый двигатель Leadshine серии CM — 28CM010 NEMA 11
рупий. 1 860,00
Гибридный шаговый двигатель Leadshine серии CM — 28CM013 NEMA 11
рупий. 2 140,00
Гибридный шаговый двигатель Leadshine
серии CM — 35CM015 NEMA 14
рупий. 1 410,00
Гибридный шаговый двигатель Leadshine серии CM — 35CM04 NEMA 14
рупий. 1 440,00
Гибридный шаговый двигатель Leadshine серии CM — 42CM02 NEMA 17
рупий. 111 111,00
Гибридный шаговый двигатель Leadshine серии CM — 42CM02-1A NEMA 17
рупий. 111 111,00
Гибридный шаговый двигатель Leadshine серии CM — 42CM04 NEMA 17
рупий. 1 380,00
Гибридный шаговый двигатель Leadshine серии CM — 42CM04-1A NEMA 17
рупий. 111 111,00
Гибридный шаговый двигатель Leadshine серии CM — 42CM06 NEMA 17
рупий. 1 530,00
Гибридный шаговый двигатель Leadshine серии CM — 42CM06-1A NEMA 17
рупий 1 530,00
Гибридный шаговый двигатель Leadshine серии CM — 42CM08 NEMA 17
рупий. 1 380,00
Гибридный шаговый двигатель Leadshine серии CM — 42CM08-1A NEMA 17
рупий. 111 111,00
Гибридный шаговый двигатель Leadshine серии CM — 57CM06 NEMA 23
рупий. 1 380,00
Гибридный шаговый двигатель Leadshine
серии CM — 57CM13 NEMA 23
рупий. 111 111,00
Гибридный шаговый двигатель Leadshine серии CM — 57CM13-3A NEMA 23
рупий. 1 380,00
Гибридный шаговый двигатель Leadshine серии CM — 57CM23 NEMA 23
рупий. 111 111,00
Гибридный шаговый двигатель Leadshine серии CM — 57CM23-3A NEMA 23
рупий. 1 860,00
Гибридный шаговый двигатель Leadshine серии CM — 57CM23-4A NEMA 23
рупий. 111 111,00
Предыдущий
1
2
3
Next
Leadshine MX4660 4-осевой драйвер шагового двигателя
PRO ЧПУ
Стандартный ЧПУ
Настольный ЧПУ
Плазменный ЧПУ
Электроника
Инструменты
Другие продукты
СМИ и информация
Расскажи другу
MX4660 — это драйвер шагового двигателя, который мы предпочитаем для самостоятельной сборки электроники NEMA 23 с ЧПУ.
С рабочим напряжением 20-60 В постоянного тока и выходным током до 6,0 А, MX4660 представляет собой комплексное решение для управления 4 мощными двухфазными шаговыми двигателями с высокой надежностью. Он обеспечивает высокую точность, отличный крутящий момент, сверхнизкий уровень шума, очень низкий нагрев двигателя и плавное движение двигателя.
Основанный на новейшей технологии DSP и передовых алгоритмах управления шаговым двигателем Leadshine, MX4660 предлагает такие функции, как антирезонанс, программируемое многошаговое управление, сглаживание входных импульсов и автоматическое снижение тока холостого хода.
MX4660 поставляется с 26-контактным разъемом, который обеспечивает дополнительный ввод-вывод для систем, использующих Ethernet Smoothstepper, а также разъемом DB-25 для совместимости контактов со старым Gecko G540, что позволяет выполнить обновление до более высокого уровня. цифровые технологии для существующих электронных систем. Добавьте наши соединители корпуса переборки 5A для съемных соединений с нашими двигателями и кабелями двигателей.

 Исторически данная область задач решалась стационарными 3D-сканерами с технологией структурированного света, но было сложно контролировать детали больших габаритов. Сейчас появились мобильные ручные сканеры, которые позволяют контролировать детали с габаритами до 12 метров.
Исторически данная область задач решалась стационарными 3D-сканерами с технологией структурированного света, но было сложно контролировать детали больших габаритов. Сейчас появились мобильные ручные сканеры, которые позволяют контролировать детали с габаритами до 12 метров. Для работы с деталями больших габаритов мы рекомендуем ручные решения
Для работы с деталями больших габаритов мы рекомендуем ручные решения
 Необходимо, чтобы к сканеру прилагалось программное обеспечение, которое легко использовать. Сам процесс работы 3D-сканера это только начало, для получения финального результата обязательно потребуется обработка в программном обеспечении, поставляемом со сканером. Функциональность и удобство интерфейса программного обеспечения так же важны для общего показателя скорости сканирования.
Необходимо, чтобы к сканеру прилагалось программное обеспечение, которое легко использовать. Сам процесс работы 3D-сканера это только начало, для получения финального результата обязательно потребуется обработка в программном обеспечении, поставляемом со сканером. Функциональность и удобство интерфейса программного обеспечения так же важны для общего показателя скорости сканирования. Такие факторы как освещенность, влажность, температура, вибрации, запыленность влияют на работу разных систем по-разному. Некоторые сканеры предназначены для работы только в строго контролируемых условиях, тогда как другие специально спроектированы для работы в поле (в цеху). Определение места и условий работы крайне важно для правильного подбора оборудования.
Такие факторы как освещенность, влажность, температура, вибрации, запыленность влияют на работу разных систем по-разному. Некоторые сканеры предназначены для работы только в строго контролируемых условиях, тогда как другие специально спроектированы для работы в поле (в цеху). Определение места и условий работы крайне важно для правильного подбора оборудования.


 Сканер без подставки, ручной, выполненный в форме степлера.
Сканер без подставки, ручной, выполненный в форме степлера. Он воспроизводит контуры предмета на основе последовательности кадров, запечатленных видеокамерой, проносимой вокруг объекта на хорошо контрастирующем фоне.
Он воспроизводит контуры предмета на основе последовательности кадров, запечатленных видеокамерой, проносимой вокруг объекта на хорошо контрастирующем фоне. Системы стереоскопические, то есть используют две камеры. Прибор сопоставляет кадры, на основе небольших сравнения различий между ними определяет расстояние в каждой точке изображения и воссоздает объект в цифровом виде.
Системы стереоскопические, то есть используют две камеры. Прибор сопоставляет кадры, на основе небольших сравнения различий между ними определяет расстояние в каждой точке изображения и воссоздает объект в цифровом виде.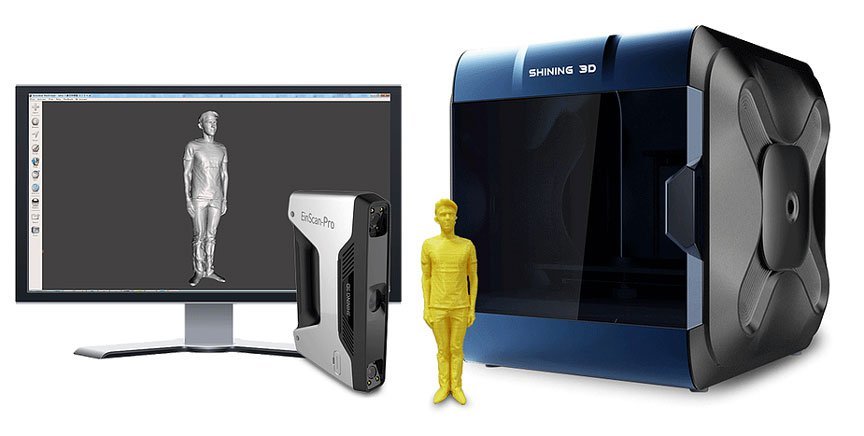 2 3D сканер устройство: веб-камеры и лазерные датчики с функцией автоматической регулировки. Прибор в комплекте имеет штатив и треногу.
2 3D сканер устройство: веб-камеры и лазерные датчики с функцией автоматической регулировки. Прибор в комплекте имеет штатив и треногу. В большинстве случаев точка формируется лазерной полосой или пятном, проходящим по поверхности предмета.
В большинстве случаев точка формируется лазерной полосой или пятном, проходящим по поверхности предмета.
 Суть технологии структурированного света заключается в проецировании рисунка света на объект и фиксации, анализа его деформации. Световой поток проецируется на предмет несколькими видами источников света: ЖК, видеопроектором, диодами, галогенными лампами.
Суть технологии структурированного света заключается в проецировании рисунка света на объект и фиксации, анализа его деформации. Световой поток проецируется на предмет несколькими видами источников света: ЖК, видеопроектором, диодами, галогенными лампами.
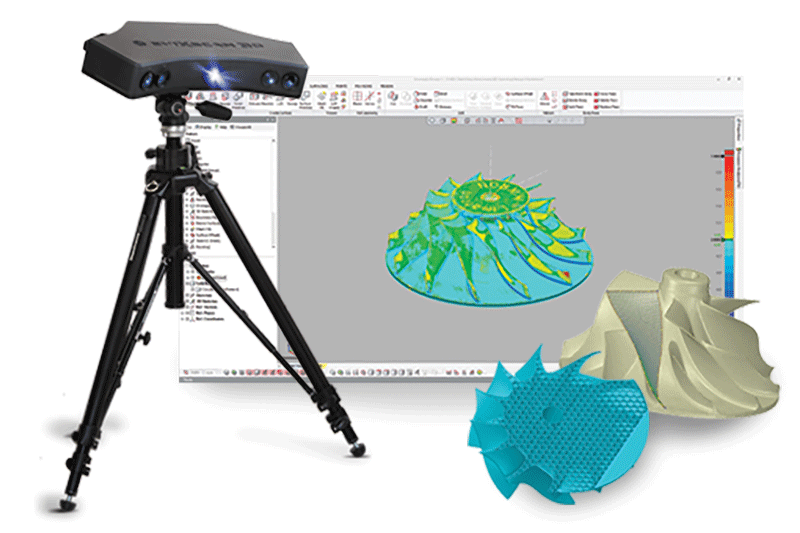 Отдельные сканы позже сшиваются вместе, чтобы создать одну полную цифровую модель.
Отдельные сканы позже сшиваются вместе, чтобы создать одну полную цифровую модель. Ручные 3D-сканеры, использующие технологию структурированного света, делают один снимок на кадр (эквивалентно одному сканированию), а затем пользователь перемещает сканер, чтобы сделать еще одно сканирование. Это похоже на сравнение неподвижного изображения, снятого с камеры, с кадром, снятым с видеозаписи. Первое даст вам лучшее качество, чем второе. Качество сканирования по-прежнему отличное для ручного 3D-сканера, но, как правило, стационарный 3D-сканер обеспечивает несколько лучшие результаты по сравнению со сканерами аналогичной ценовой категории.
Ручные 3D-сканеры, использующие технологию структурированного света, делают один снимок на кадр (эквивалентно одному сканированию), а затем пользователь перемещает сканер, чтобы сделать еще одно сканирование. Это похоже на сравнение неподвижного изображения, снятого с камеры, с кадром, снятым с видеозаписи. Первое даст вам лучшее качество, чем второе. Качество сканирования по-прежнему отличное для ручного 3D-сканера, но, как правило, стационарный 3D-сканер обеспечивает несколько лучшие результаты по сравнению со сканерами аналогичной ценовой категории. Ручные 3D-сканеры, использующие технологию структурированного света, делают один снимок на кадр (эквивалентно одному сканированию), а затем пользователь перемещает сканер, чтобы сделать еще одно сканирование. Это похоже на сравнение неподвижного изображения, снятого с камеры, с кадром, снятым с видеозаписи. Первое даст вам лучшее качество, чем второе. Качество сканирования по-прежнему отличное для ручного 3D-сканера, но, как правило, стационарный 3D-сканер обеспечивает несколько лучшие результаты по сравнению со сканерами аналогичной ценовой категории.
Ручные 3D-сканеры, использующие технологию структурированного света, делают один снимок на кадр (эквивалентно одному сканированию), а затем пользователь перемещает сканер, чтобы сделать еще одно сканирование. Это похоже на сравнение неподвижного изображения, снятого с камеры, с кадром, снятым с видеозаписи. Первое даст вам лучшее качество, чем второе. Качество сканирования по-прежнему отличное для ручного 3D-сканера, но, как правило, стационарный 3D-сканер обеспечивает несколько лучшие результаты по сравнению со сканерами аналогичной ценовой категории. Эти сканеры обеспечивают максимальную мобильность по сравнению со стационарным 3D-сканером.
Эти сканеры обеспечивают максимальную мобильность по сравнению со стационарным 3D-сканером. Это позволяет автоматизировать стандартизированную настройку без необходимости большого участия человека, чтобы повысить эффективность процесса сканирования.
Это позволяет автоматизировать стандартизированную настройку без необходимости большого участия человека, чтобы повысить эффективность процесса сканирования. Рабочий процесс сборочной линии для 3D-сканирования устраняет большую часть трудоемкой ручной работы.
Рабочий процесс сборочной линии для 3D-сканирования устраняет большую часть трудоемкой ручной работы.
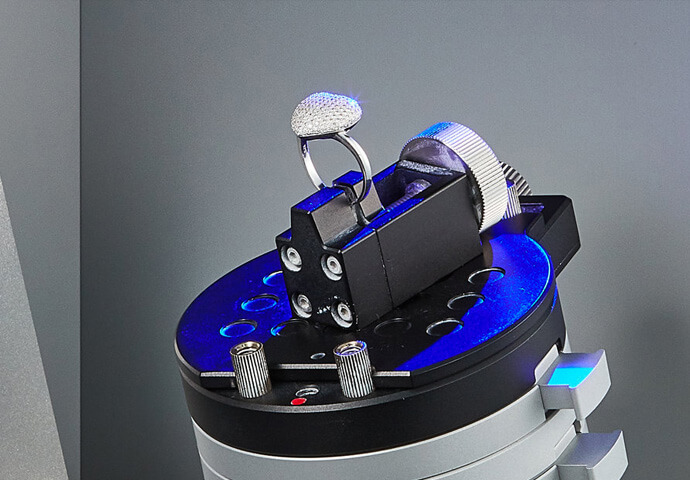
 сканер. Все, что вам нужно, это использовать дополнительный комплект аксессуаров без необходимости покупать совершенно новую систему. Если вам необходимо сканировать объекты разных размеров, стационарные 3D-сканеры могут стать наиболее экономичным решением для ваших нужд.
сканер. Все, что вам нужно, это использовать дополнительный комплект аксессуаров без необходимости покупать совершенно новую систему. Если вам необходимо сканировать объекты разных размеров, стационарные 3D-сканеры могут стать наиболее экономичным решением для ваших нужд.
 Во многих случаях им нужно решить, какой 3D-сканер выбрать: стационарный или ручной. Прежде чем принимать решение, лучше иметь некоторое представление о двух категориях 3D-сканеров и некоторых факторах, которые имеют значение.
Во многих случаях им нужно решить, какой 3D-сканер выбрать: стационарный или ручной. Прежде чем принимать решение, лучше иметь некоторое представление о двух категориях 3D-сканеров и некоторых факторах, которые имеют значение.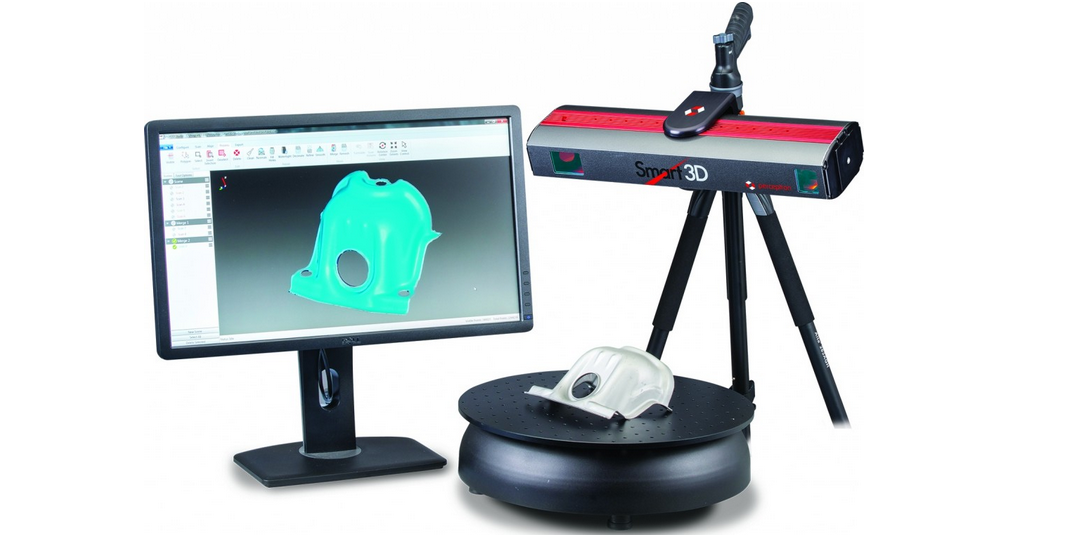



 5 мм (2)
5 мм (2) 5 мм (4)
5 мм (4) 9 г (1)
9 г (1) 2 г (1)
2 г (1) jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq3l7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq3l7&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq3l7&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq3l7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq3l7&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq3l7&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq3l7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq3l7&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq3l7&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq3l7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq3l7&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq3l7&sr=everywhere»> jsp?/category/jones-stephens/_/N-zbqrof&n=zbq3l7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq3l7&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq3l7&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zbq3l7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq3l7&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq3l7&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbq3l7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq3l7&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq3l7&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq3l7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq3l7&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq3l7&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»>

 315″ OD
315″ OD 875″ OD
875″ OD 563″ OD
563″ OD nVent CADDY EZ Riser, сталь, например, труба 24 дюйма, внешний диаметр 24 дюйма
nVent CADDY EZ Riser, сталь, например, труба 24 дюйма, внешний диаметр 24 дюйма






 Возможна резка сотового поликарбоната толщиной 4-6мм, но с весьма низким качеством реза.
Возможна резка сотового поликарбоната толщиной 4-6мм, но с весьма низким качеством реза.


 Обязательно проведение пробных резов. Еще проблема — ровная укладка на поверхности стола раскроя.
Обязательно проведение пробных резов. Еще проблема — ровная укладка на поверхности стола раскроя.
 Для некоторых сортов резины возможно обугливание по торцевой поверхности реза. Остается специфический запах, выветривающийся со временем.
Для некоторых сортов резины возможно обугливание по торцевой поверхности реза. Остается специфический запах, выветривающийся со временем.
 Но обычный для стекла и керамик механизм термораскалывания, который используется при их резке, дает положительные результаты только при больших партиях совершенно однотипного материала. Кроме того, малые радиусы кривизны контура реза все равно исключаются, а скорость резки весьма невелика.
Но обычный для стекла и керамик механизм термораскалывания, который используется при их резке, дает положительные результаты только при больших партиях совершенно однотипного материала. Кроме того, малые радиусы кривизны контура реза все равно исключаются, а скорость резки весьма невелика.
 Детали после резки имеют специфический запах, исчезающий со временем.
Детали после резки имеют специфический запах, исчезающий со временем.
 В таблице ниже представлены отдельные виды материалов, поддающиеся обработке с помощью наших лазерных машин для гравировки и резки. Список материалов разделен согласно типам обработки (резка, гравировка, маркировка).
В таблице ниже представлены отдельные виды материалов, поддающиеся обработке с помощью наших лазерных машин для гравировки и резки. Список материалов разделен согласно типам обработки (резка, гравировка, маркировка). Лазеры Flexx сочетают в себе CO2 и оптоволоконный источник.
Лазеры Flexx сочетают в себе CO2 и оптоволоконный источник.

 Создавайте красивые художественные работы в стиле витражей. Как и в случае с деревом, вы можете выбирать из различной толщины.
Создавайте красивые художественные работы в стиле витражей. Как и в случае с деревом, вы можете выбирать из различной толщины.
 Тем не менее, его интересно использовать для создания детских поделок. Конечно, если вы хотите сделать свои собственные подставки, пробка — идеальный материал, и вы можете придать ей любую форму с помощью лазера.
Тем не менее, его интересно использовать для создания детских поделок. Конечно, если вы хотите сделать свои собственные подставки, пробка — идеальный материал, и вы можете придать ей любую форму с помощью лазера.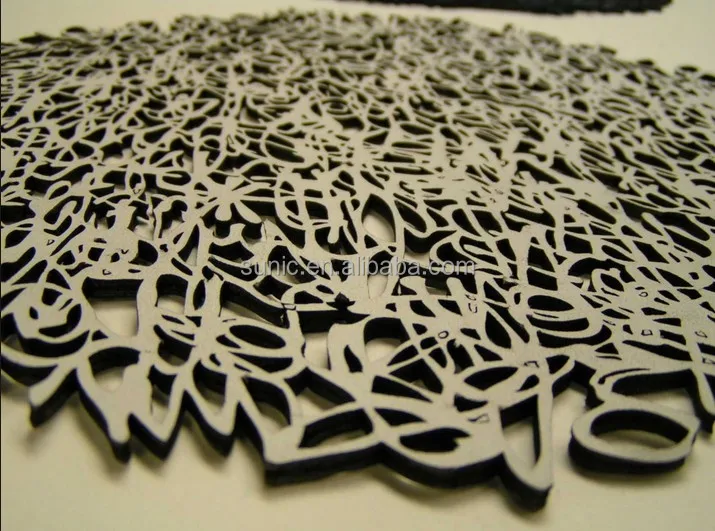 Однако толстая картонная бумага хорошо подходит для лазерной резки. Творческий проект, который можно попробовать с бумагой, — это нестандартные карты с центральной сценой, вырезанной лазером. Они красивы и делают отличные подарки.
Однако толстая картонная бумага хорошо подходит для лазерной резки. Творческий проект, который можно попробовать с бумагой, — это нестандартные карты с центральной сценой, вырезанной лазером. Они красивы и делают отличные подарки. Тем не менее, вам необходимо обеспечить надлежащую вентиляцию из-за паров, образующихся во время лазерной резки.
Тем не менее, вам необходимо обеспечить надлежащую вентиляцию из-за паров, образующихся во время лазерной резки.
 Во-вторых, он тоже может загореться.
Во-вторых, он тоже может загореться. Собранный вокруг центральной пластины всегда имеет нечетное количество слоев.
Собранный вокруг центральной пластины всегда имеет нечетное количество слоев. д. Однако толщина фанеры может затруднить лазерную резку, поэтому мы должны быть осторожны.
д. Однако толщина фанеры может затруднить лазерную резку, поэтому мы должны быть осторожны.
 Вырезанные детали не деформируются, так как ЗТВ лазера (или зона термического влияния) на фанере мала (примерно 0,5 мм).
Вырезанные детали не деформируются, так как ЗТВ лазера (или зона термического влияния) на фанере мала (примерно 0,5 мм).
 Поэтому стороны куска имеют тенденцию быть затемненными, а края слегка отмечены. Иногда на линии разреза появляются следы. Стороны детали, вырезанной из фанеры, могут испачкать кожу или одежду, так как на детали остается тонкий слой черного древесного порошка.
Поэтому стороны куска имеют тенденцию быть затемненными, а края слегка отмечены. Иногда на линии разреза появляются следы. Стороны детали, вырезанной из фанеры, могут испачкать кожу или одежду, так как на детали остается тонкий слой черного древесного порошка. 2
2 ) лазер обведет каждую букву контуром, что сделает шрифт «жирнее». Поэтому, когда вы задумаете свой векторный файл, вам необходимо:
) лазер обведет каждую букву контуром, что сделает шрифт «жирнее». Поэтому, когда вы задумаете свой векторный файл, вам необходимо: Мы предлагаем два уровня глубины гравировки поверхности: поверхностную или глубокую. На поверхностном уровне порез практически не ощущается на ощупь, тогда как на глубоком уровне он заметен.
Мы предлагаем два уровня глубины гравировки поверхности: поверхностную или глубокую. На поверхностном уровне порез практически не ощущается на ощупь, тогда как на глубоком уровне он заметен.

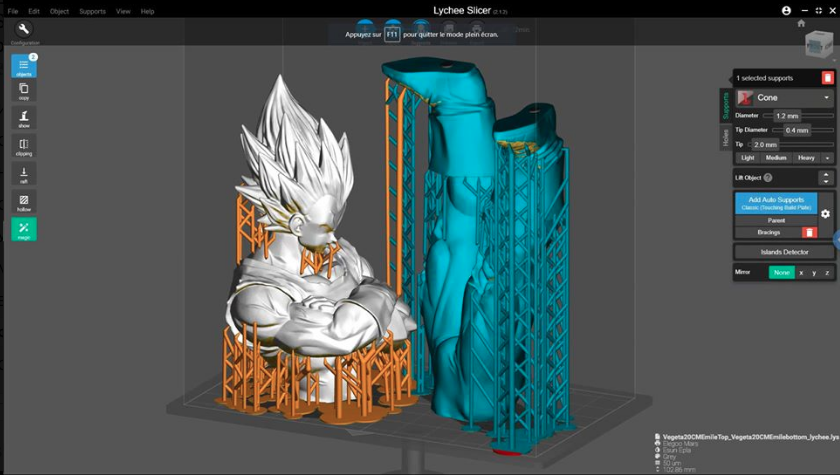



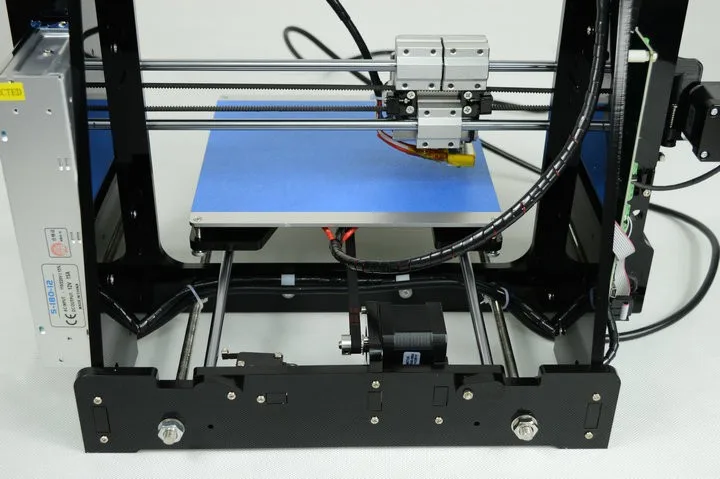 Затем мы оттачиваем настройки ретракта для PLA. В результате профиль для Cura будет следующий:
Затем мы оттачиваем настройки ретракта для PLA. В результате профиль для Cura будет следующий:
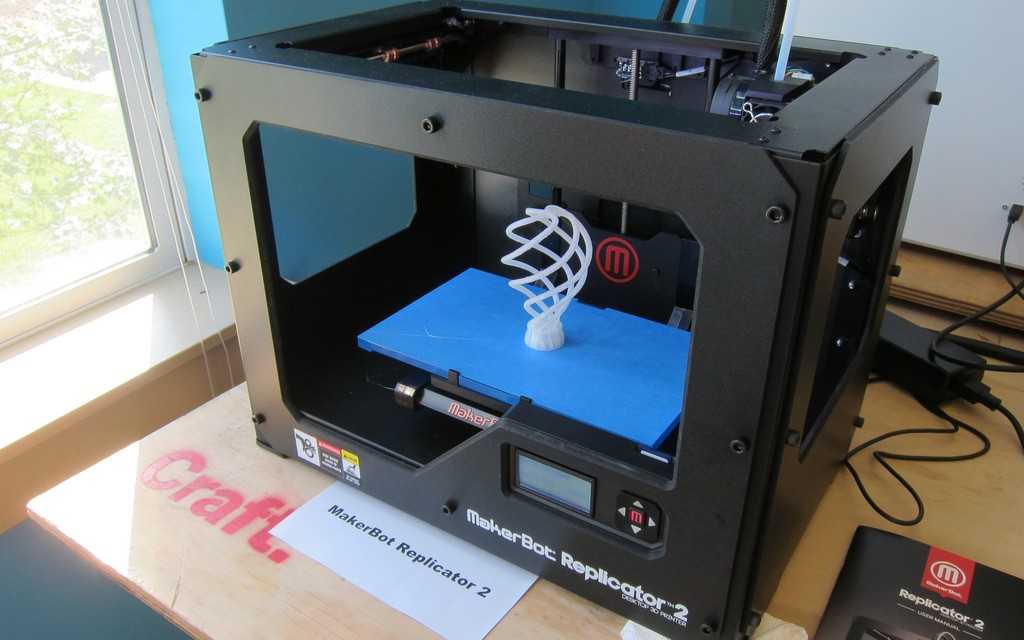
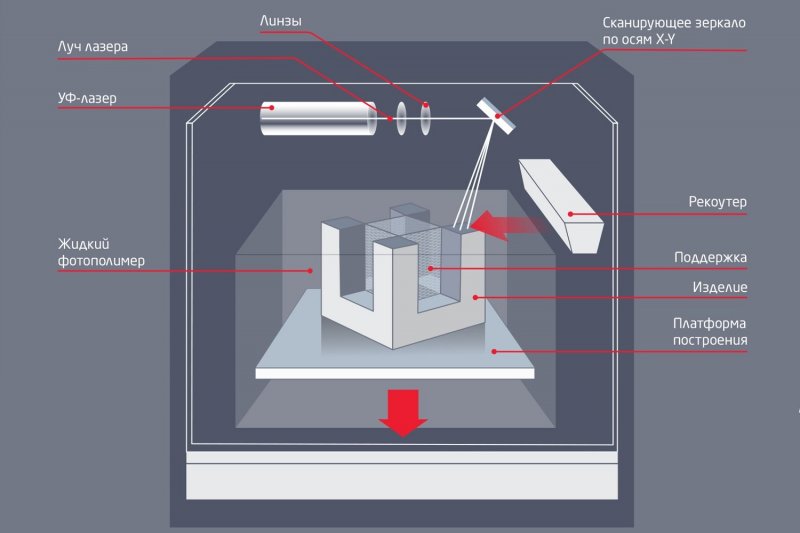
 Каждый материал требует разного процента заполнения и угла. Каждый из них также требует уникального расстояния от 3D модели для легкого удаления.
Каждый материал требует разного процента заполнения и угла. Каждый из них также требует уникального расстояния от 3D модели для легкого удаления.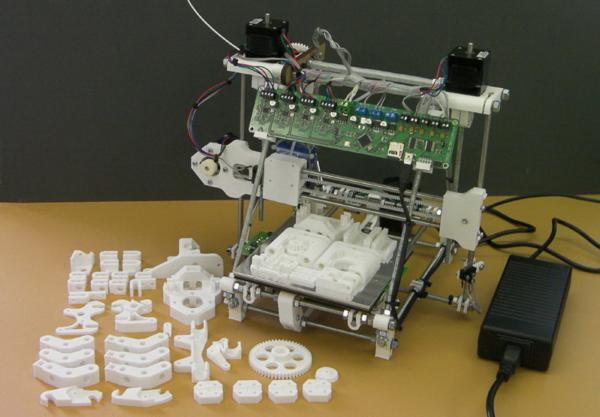 Это заставило нас перейти на более узкий «skirt» вариант вместо «brim».
Это заставило нас перейти на более узкий «skirt» вариант вместо «brim».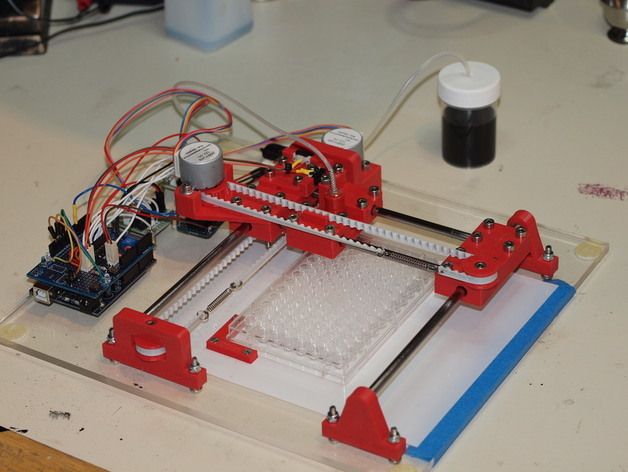 Определенные углы при 3D печати могут потребовать, чтобы ваши настройки поддержек были немного ближе по оси Z или X / Y. Как и любые настройки материалов для 3D печати, эти настройки PLA необходимо настраивать для каждой марки/модели 3D принтера.
Определенные углы при 3D печати могут потребовать, чтобы ваши настройки поддержек были немного ближе по оси Z или X / Y. Как и любые настройки материалов для 3D печати, эти настройки PLA необходимо настраивать для каждой марки/модели 3D принтера.
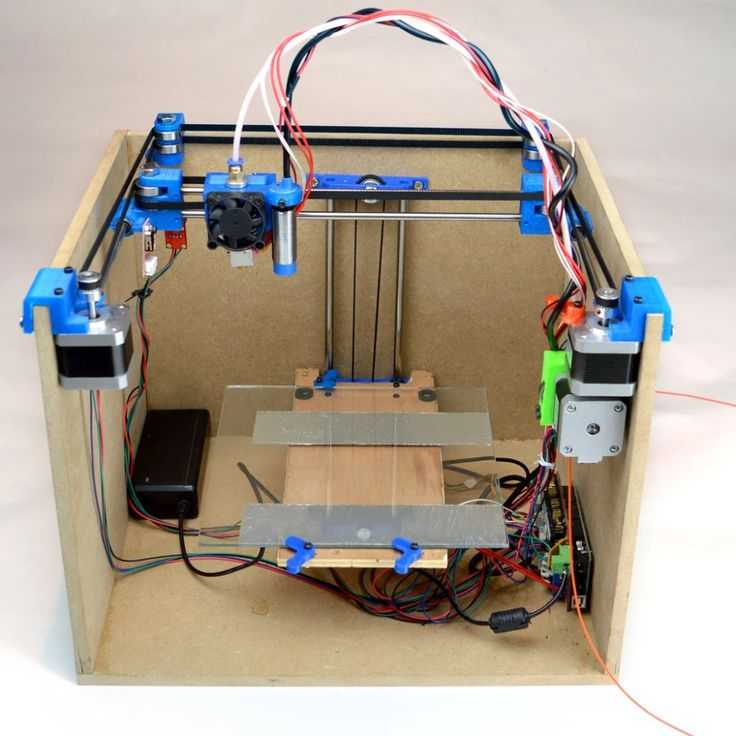 д.
д.
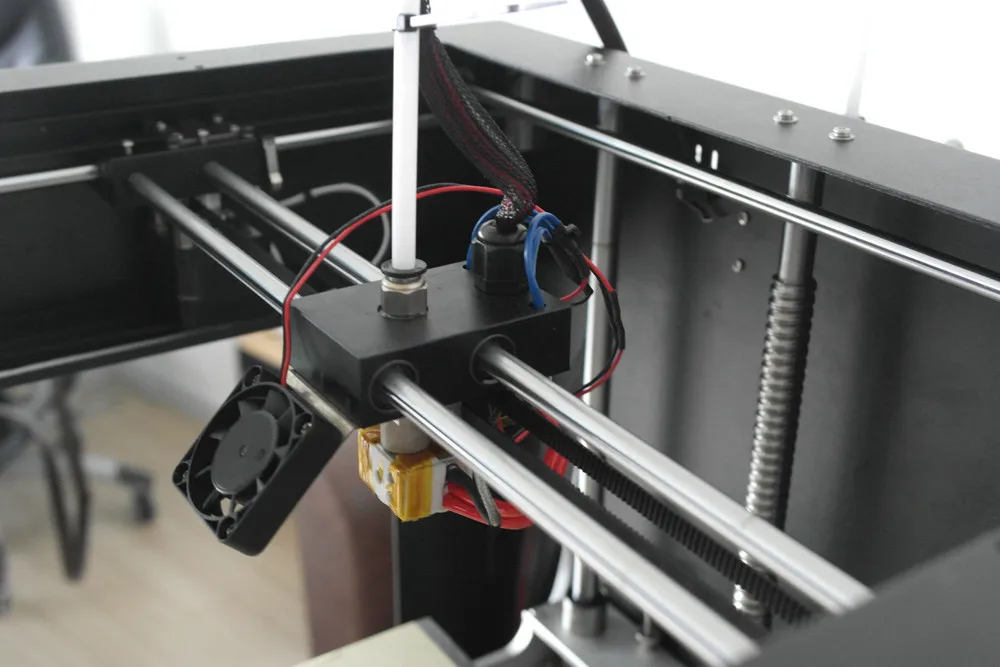 Перед транспортировкой убедитесь, что все аксессуары, содержащие смолу, надежно закрыты.
Перед транспортировкой убедитесь, что все аксессуары, содержащие смолу, надежно закрыты.
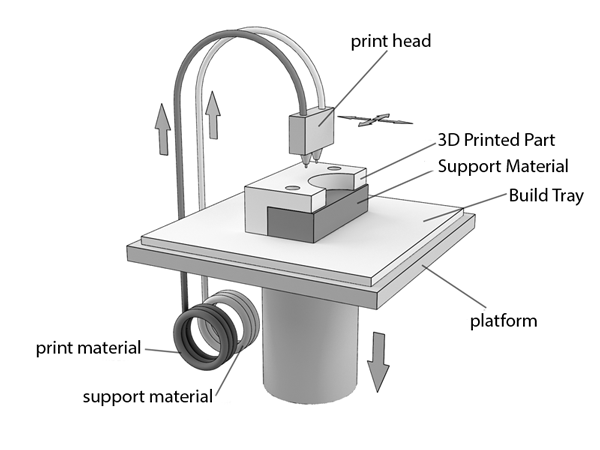 Обратитесь к производителю или поставщику химикатов за подробной информацией о безопасности.
Обратитесь к производителю или поставщику химикатов за подробной информацией о безопасности. Как всегда, все растворители и смолы следует утилизировать в соответствии с вашими местными нормами и паспортом безопасности поставщика. Чтобы узнать больше о мерах предосторожности, продолжайте читать на нашем сайте поддержки.
Как всегда, все растворители и смолы следует утилизировать в соответствии с вашими местными нормами и паспортом безопасности поставщика. Чтобы узнать больше о мерах предосторожности, продолжайте читать на нашем сайте поддержки.
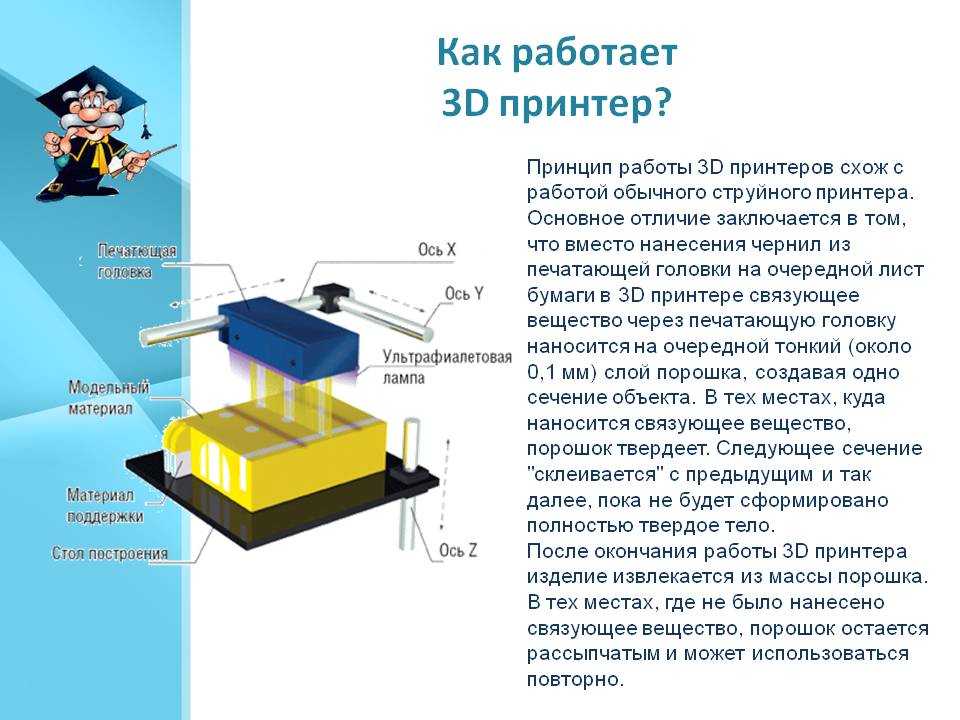 PLA, ABS и PETG — это лишь несколько примеров этих пластиков, и все они имеют разные температуры плавления. Температура вашего сопла должна быть установлена на температуру, соответствующую материалу, которым вы печатаете, и всего несколько градусов разницы могут дать вам совершенно разные результаты.
PLA, ABS и PETG — это лишь несколько примеров этих пластиков, и все они имеют разные температуры плавления. Температура вашего сопла должна быть установлена на температуру, соответствующую материалу, которым вы печатаете, и всего несколько градусов разницы могут дать вам совершенно разные результаты. Более низкая высота слоя приводит к более высокому разрешению моделей и более медленному времени печати, тогда как более высокая высота слоя снижает как качество, так и время. Вы должны убедиться, что высота слоя соответствует насадке, которую вы используете, хотя большинство слайсеров предупредят вас, если вы сделаете слишком большой или маленький слой.
Более низкая высота слоя приводит к более высокому разрешению моделей и более медленному времени печати, тогда как более высокая высота слоя снижает как качество, так и время. Вы должны убедиться, что высота слоя соответствует насадке, которую вы используете, хотя большинство слайсеров предупредят вас, если вы сделаете слишком большой или маленький слой. Показать Дополнительно > Слой
Показать Дополнительно > Слой  Это помогает предотвратить просачивание при перемещении печатающей головки с места на место, а также дает принтеру возможность контролировать поток материала, выходящего из хотэнда.
Это помогает предотвратить просачивание при перемещении печатающей головки с места на место, а также дает принтеру возможность контролировать поток материала, выходящего из хотэнда. Вместо этого большинство отпечатков сделаны со сплошными внешними стенками и заполнением, что делает деталь красивой и прочной, не требуя печати целой жизни. Заполнения от 10 до 20% достаточно для подавляющего большинства отпечатков, хотя вам может понадобиться больше, если вы хотите, чтобы изделие выглядело особенно прочным. Стоит отметить, что сплошное заполнение не обязательно делает деталь прочнее.
Вместо этого большинство отпечатков сделаны со сплошными внешними стенками и заполнением, что делает деталь красивой и прочной, не требуя печати целой жизни. Заполнения от 10 до 20% достаточно для подавляющего большинства отпечатков, хотя вам может понадобиться больше, если вы хотите, чтобы изделие выглядело особенно прочным. Стоит отметить, что сплошное заполнение не обязательно делает деталь прочнее. Большинство слайсеров могут создавать опоры автоматически, но вы можете изменить настройки, чтобы получить наилучшие результаты при печати. Стоит прочитать о различных вариантах поддержки, которые у вас есть, прежде чем идти вперед и менять их слишком сильно.
Большинство слайсеров могут создавать опоры автоматически, но вы можете изменить настройки, чтобы получить наилучшие результаты при печати. Стоит прочитать о различных вариантах поддержки, которые у вас есть, прежде чем идти вперед и менять их слишком сильно.
 Многие современные принтеры FDM имеют вентиляторы, которые используются для охлаждения детали во время печати. Это хорошо для таких материалов, как PLA и PETG, но может быть плохо для таких материалов, как ABS, которые деформируются из-за изменений температуры. Почти всегда следует оставлять общее охлаждение принтера включенным.
Многие современные принтеры FDM имеют вентиляторы, которые используются для охлаждения детали во время печати. Это хорошо для таких материалов, как PLA и PETG, но может быть плохо для таких материалов, как ABS, которые деформируются из-за изменений температуры. Почти всегда следует оставлять общее охлаждение принтера включенным.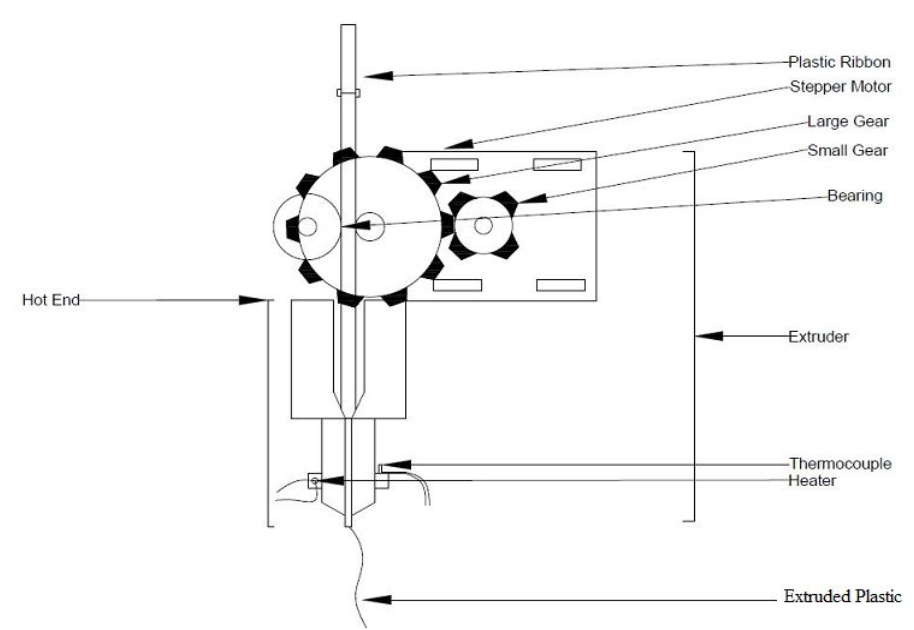 Это может предотвратить сбрасывание моделей с рабочего стола до завершения печати.
Это может предотвратить сбрасывание моделей с рабочего стола до завершения печати.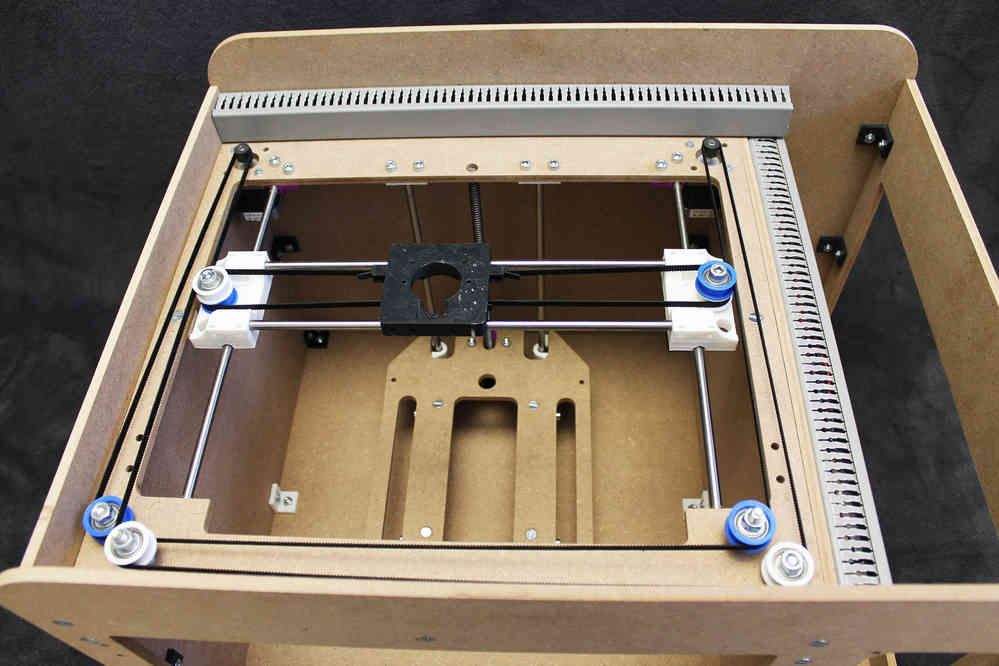
 Толстый пластик (компакт) используется для производства медицинской и лабораторной мебели, стеновых панелей, самонесущих перегородок, облицовки стен, в душевых комнатах, санузлах и т.д.
Толстый пластик (компакт) используется для производства медицинской и лабораторной мебели, стеновых панелей, самонесущих перегородок, облицовки стен, в душевых комнатах, санузлах и т.д.
 +/- 0,12 мм
+/- 0,12 мм В результате вы получаете твердую, прочную поверхность, устойчивую перед агрессивными факторами, ударами, перепадами влажности и жары/холода. Он может быть рулонным и листовым; этот материал также классифицируется на пластики низкого и высокого давления. Плюс к тому, его делают с одной или обеими декоративными поверхностями.
В результате вы получаете твердую, прочную поверхность, устойчивую перед агрессивными факторами, ударами, перепадами влажности и жары/холода. Он может быть рулонным и листовым; этот материал также классифицируется на пластики низкого и высокого давления. Плюс к тому, его делают с одной или обеими декоративными поверхностями. Это как раз тот материал, который идеально подходит для непростых рабочих условий кухонного помещения. К тому же, используя кухонный пластик для мебели, дизайнеры могут воплощать самые смелые стилевые решения, совмещать любые цвета и формы. Пока другие материалы таких возможностей не дают. Поверхность, сделанная из защищенного мебельного пластика для кухни, не боится царапин и падений тяжелых предметов, горячих приборов и агрессивных веществ.
Это как раз тот материал, который идеально подходит для непростых рабочих условий кухонного помещения. К тому же, используя кухонный пластик для мебели, дизайнеры могут воплощать самые смелые стилевые решения, совмещать любые цвета и формы. Пока другие материалы таких возможностей не дают. Поверхность, сделанная из защищенного мебельного пластика для кухни, не боится царапин и падений тяжелых предметов, горячих приборов и агрессивных веществ. Это антистатический материал, он прекрасно подойдет для лабораторий, парикмахерских, промышленных кухонь.
Это антистатический материал, он прекрасно подойдет для лабораторий, парикмахерских, промышленных кухонь. 11.2022
11.2022
 Они доступны во многих размерах для покрытия стульев и диванов шириной от 24 до 130 дюймов. Пакеты перфорированы на рулонах для быстрого и легкого отрыва. Толщина обычно составляет 0,001 (1 мил).
Они доступны во многих размерах для покрытия стульев и диванов шириной от 24 до 130 дюймов. Пакеты перфорированы на рулонах для быстрого и легкого отрыва. Толщина обычно составляет 0,001 (1 мил). 001
001 001
001 001
001 001
001 003
003 В любом случае, эти составы обеспечивают широкое окно обработки и превосходную ударопрочность. Разработанные для процесса экструзии, они доступны в форме гранул или порошка в широком диапазоне цветов.
В любом случае, эти составы обеспечивают широкое окно обработки и превосходную ударопрочность. Разработанные для процесса экструзии, они доступны в форме гранул или порошка в широком диапазоне цветов.




 В качестве альтернативы, пожалуйста, используйте таблицу перекрестных ссылок выше.
В качестве альтернативы, пожалуйста, используйте таблицу перекрестных ссылок выше. Малые отдаленные острова США Виргинские островаУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Малые отдаленные острова США Виргинские островаУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве (при наличии возможности поставки)
(при наличии возможности поставки) 

 Усиленные ножки препятствуют появлению вибрации во время работы.
Усиленные ножки препятствуют появлению вибрации во время работы.

 Удобство использования ручных машинок сделало их востребованными как для решения бытовых задач, так и для профессиональной эксплуатации.
Удобство использования ручных машинок сделало их востребованными как для решения бытовых задач, так и для профессиональной эксплуатации.
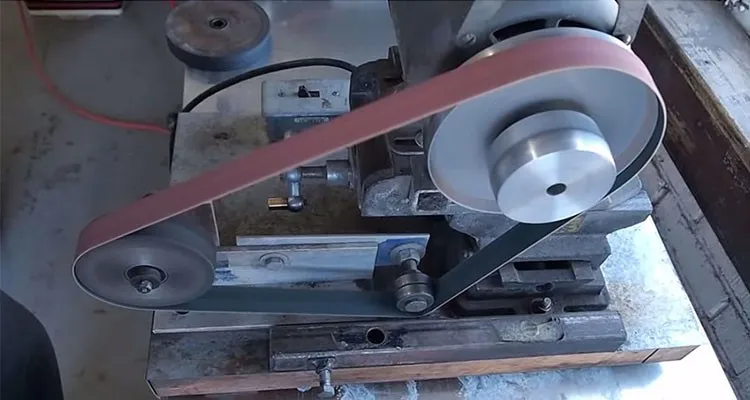
 Размеры шлифовального листа составляют 182х90 мм.
Размеры шлифовального листа составляют 182х90 мм. Крепление абразива осуществляется при помощи липучки.
Крепление абразива осуществляется при помощи липучки. На финальных ее этапах используются абразивы с мелким зерном.
На финальных ее этапах используются абразивы с мелким зерном.
 С выравниванием углов или снятием навесов отлично справится и дисковое устройство. Именно такие модели обычно устанавливают на мебельных фабриках.
С выравниванием углов или снятием навесов отлично справится и дисковое устройство. Именно такие модели обычно устанавливают на мебельных фабриках.
 Это будет особенно уместно при шлифовании заготовок, выполненных из твердых материалов. По мере зачистки нужно последовательно менять оснастку от плотной крупнозернистой до пропитанной полировальной.
Это будет особенно уместно при шлифовании заготовок, выполненных из твердых материалов. По мере зачистки нужно последовательно менять оснастку от плотной крупнозернистой до пропитанной полировальной. Давайте сравним самые дешевые, легкие и очень хлипенькие: Sturm BG6055DB, Einhell TC-US 400, Holzmann BT 46ECO, Titan KSM400 и т.д. с более тяжелыми и основательными WorkMan 491, Scheppach BTS 800, FDB Maschinen MM370G и Ryobi RBDS4601G и т.д.
Давайте сравним самые дешевые, легкие и очень хлипенькие: Sturm BG6055DB, Einhell TC-US 400, Holzmann BT 46ECO, Titan KSM400 и т.д. с более тяжелыми и основательными WorkMan 491, Scheppach BTS 800, FDB Maschinen MM370G и Ryobi RBDS4601G и т.д.
 А чем ниже вибрация, тев выше точность.
А чем ниже вибрация, тев выше точность. Сила резание превышает крутящий момент привода, обороты падают, электродвигатель перегревается, а пользователь вынужден отодвигать заготовку и давать возможность оснастке раскрутиться до рабочей скорости. Обработка затягивается по времени, а постоянные перегрузки мотора могут вызвать перегорание обмоток ротора и статора, причем такой случай будет признан сервисными мастерами не гарантийным.
Сила резание превышает крутящий момент привода, обороты падают, электродвигатель перегревается, а пользователь вынужден отодвигать заготовку и давать возможность оснастке раскрутиться до рабочей скорости. Обработка затягивается по времени, а постоянные перегрузки мотора могут вызвать перегорание обмоток ротора и статора, причем такой случай будет признан сервисными мастерами не гарантийным.
 Ленточные шлифовальные машины — это мощные шлифовальные инструменты, которые лучше всего подходят для шлифования слоев грубого материала перед переходом на более легкую шлифовальную машину для точной работы.
Ленточные шлифовальные машины — это мощные шлифовальные инструменты, которые лучше всего подходят для шлифования слоев грубого материала перед переходом на более легкую шлифовальную машину для точной работы. com Чтобы найти подходящую ленточно-шлифовальную машину для вашего следующего проекта по деревообработке, необходимо подумать, ищете ли вы настольную ленточно-шлифовальную машину, ручную ленточно-шлифовальную машину или даже полностью беспроводную ленточно-шлифовальную машину для повышения маневренности. Кроме того, исследуйте мощность, скорость, размер и вес, чтобы найти лучший ленточный шлифовальный станок, отвечающий вашим потребностям.
com Чтобы найти подходящую ленточно-шлифовальную машину для вашего следующего проекта по деревообработке, необходимо подумать, ищете ли вы настольную ленточно-шлифовальную машину, ручную ленточно-шлифовальную машину или даже полностью беспроводную ленточно-шлифовальную машину для повышения маневренности. Кроме того, исследуйте мощность, скорость, размер и вес, чтобы найти лучший ленточный шлифовальный станок, отвечающий вашим потребностям.
 Этот проводной вариант обеспечивает постоянную мощность, хотя и ограничивает радиус действия устройства. У некоторых производителей также есть беспроводные модели ленточных шлифовальных машин, которые работают от аккумулятора, хотя эти машины обычно менее мощные, чем модели с питанием от сети. На рынке есть несколько пневматических шлифовальных машин, но эти инструменты должны быть подключены к воздушному компрессору, и они не так надежны, как ленточная шлифовальная машина.
Этот проводной вариант обеспечивает постоянную мощность, хотя и ограничивает радиус действия устройства. У некоторых производителей также есть беспроводные модели ленточных шлифовальных машин, которые работают от аккумулятора, хотя эти машины обычно менее мощные, чем модели с питанием от сети. На рынке есть несколько пневматических шлифовальных машин, но эти инструменты должны быть подключены к воздушному компрессору, и они не так надежны, как ленточная шлифовальная машина. В большинстве случаев скорость ленты измеряется в футах в минуту (FPM) в диапазоне от 500 до 1500 FPM. Некоторые производители указывают скорость в оборотах в минуту (об/мин), поэтому покупателям важно внимательно прочитать детали, чтобы убедиться, что они четко понимают информацию.
В большинстве случаев скорость ленты измеряется в футах в минуту (FPM) в диапазоне от 500 до 1500 FPM. Некоторые производители указывают скорость в оборотах в минуту (об/мин), поэтому покупателям важно внимательно прочитать детали, чтобы убедиться, что они четко понимают информацию. Ищите прочную ручную ленточно-шлифовальную машину для работы с большими объектами, такими как стол или дверь. Эти устройства могут вызвать усталость рук во время использования, поэтому рекомендуется найти продукт с удобным захватом и эргономичным дизайном, который поможет снизить нагрузку на пользователя.
Ищите прочную ручную ленточно-шлифовальную машину для работы с большими объектами, такими как стол или дверь. Эти устройства могут вызвать усталость рук во время использования, поэтому рекомендуется найти продукт с удобным захватом и эргономичным дизайном, который поможет снизить нагрузку на пользователя. Встроенная вакуумная система собирает опилки по мере их образования, вместо того, чтобы оседать на поверхности целевого материала и мешать пользователю видеть проект.
Встроенная вакуумная система собирает опилки по мере их образования, вместо того, чтобы оседать на поверхности целевого материала и мешать пользователю видеть проект.
 0 градусов для горизонтального и вертикального шлифования.
0 градусов для горизонтального и вертикального шлифования. Он оснащен шлифовальной лентой размером 3 на 18 дюймов с зернистостью 80, которая может работать со скоростью до 1050 футов в минуту. Хотя это относительно низкая скорость ленты, двигатель на 6 ампер приводит в движение ленту с достаточной мощностью, чтобы сделать ее очень эффективной при шлифовании толстых слоев дерева, металла и даже пластика.
Он оснащен шлифовальной лентой размером 3 на 18 дюймов с зернистостью 80, которая может работать со скоростью до 1050 футов в минуту. Хотя это относительно низкая скорость ленты, двигатель на 6 ампер приводит в движение ленту с достаточной мощностью, чтобы сделать ее очень эффективной при шлифовании толстых слоев дерева, металла и даже пластика. цена
цена Шлифовальная машина собирает пыль в пылесборный мешок, установленный слева, чтобы поддерживать чистоту и чистоту рабочего места. Однако, несмотря на эти выдающиеся особенности, ленточная шлифовальная машина является проводным устройством, а это означает, что радиус действия и портативность ограничены кабелем питания.
Шлифовальная машина собирает пыль в пылесборный мешок, установленный слева, чтобы поддерживать чистоту и чистоту рабочего места. Однако, несмотря на эти выдающиеся особенности, ленточная шлифовальная машина является проводным устройством, а это означает, что радиус действия и портативность ограничены кабелем питания. com
com Просто имейте в виду, что этот стационарный инструмент не предназначен для переноски.
Просто имейте в виду, что этот стационарный инструмент не предназначен для переноски. Инвестиции в беспроводную ленточно-шлифовальную машину — хороший способ устранить эту угрозу безопасности и повысить универсальность и контроль.
Инвестиции в беспроводную ленточно-шлифовальную машину — хороший способ устранить эту угрозу безопасности и повысить универсальность и контроль.





 Убедитесь, что помещение хорошо проветривается и достаточно света для безопасной работы над проектом.
Убедитесь, что помещение хорошо проветривается и достаточно света для безопасной работы над проектом.
 Работайте шлифовальной машиной с волокнами древесины и не оставляйте шлифовальную машину или обрабатываемый материал на одном месте слишком долго, так как это может привести к чрезмерному шлифованию.
Работайте шлифовальной машиной с волокнами древесины и не оставляйте шлифовальную машину или обрабатываемый материал на одном месте слишком долго, так как это может привести к чрезмерному шлифованию.

 Понятно, что при использовании ленточной шлифовальной машины скапливается много пыли, поэтому рекомендуется использовать пылезащитную маску, а также защитные очки и защитную одежду, такую как фартук или комбинезон. Затем вы можете выбрать защиту для ушей, так как эти вещи, как правило, довольно громкие. Что касается работы, главные советы — позволить весу инструмента делать всю работу за вас; дополнительный вес не нужен и может повредить обрабатываемый материал. Особое внимание следует уделить более мягким материалам, таким как фанера. Наконец, обязательно заменяйте ремни, когда они изнашиваются, а также содержите инструмент в чистоте, чтобы обеспечить оптимальную работу и безопасность. Для получения дополнительных инструкций по аналитической работе в приведенном ниже видео представлено пошаговое руководство по использованию ленточной шлифовальной машины.
Понятно, что при использовании ленточной шлифовальной машины скапливается много пыли, поэтому рекомендуется использовать пылезащитную маску, а также защитные очки и защитную одежду, такую как фартук или комбинезон. Затем вы можете выбрать защиту для ушей, так как эти вещи, как правило, довольно громкие. Что касается работы, главные советы — позволить весу инструмента делать всю работу за вас; дополнительный вес не нужен и может повредить обрабатываемый материал. Особое внимание следует уделить более мягким материалам, таким как фанера. Наконец, обязательно заменяйте ремни, когда они изнашиваются, а также содержите инструмент в чистоте, чтобы обеспечить оптимальную работу и безопасность. Для получения дополнительных инструкций по аналитической работе в приведенном ниже видео представлено пошаговое руководство по использованию ленточной шлифовальной машины.


 Очень довольны нашей покупкой!»
Очень довольны нашей покупкой!» Лучшая портативная ленточная шлифовальная машина — ленточная шлифовальная машина WEN с мешком для пыли
Лучшая портативная ленточная шлифовальная машина — ленточная шлифовальная машина WEN с мешком для пыли США, Amazon
США, Amazon  Лучший ленточно-шлифовальный станок — комбинированный ленточно-шлифовальный станок Bucktool
Лучший ленточно-шлифовальный станок — комбинированный ленточно-шлифовальный станок Bucktool Этот легкий инструмент позволяет легко перемещать его по рабочей поверхности и совместим с зарядным устройством и батареями RIDGID ( 9059).5 97,77 долларов США, было 109,60 долларов США ), но если у вас их еще нет, их можно купить отдельно.
Этот легкий инструмент позволяет легко перемещать его по рабочей поверхности и совместим с зарядным устройством и батареями RIDGID ( 9059).5 97,77 долларов США, было 109,60 долларов США ), но если у вас их еще нет, их можно купить отдельно.
 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 А благодаря трём V-образным пазам в передней части основания можно легко снимать фаски разных размеров. Ширина обработки рубанком Makita KP0810CK равна 82 мм. Лёгкий и удобный этот рубанок будет отличным помощником при строгании досок и брусков.
А благодаря трём V-образным пазам в передней части основания можно легко снимать фаски разных размеров. Ширина обработки рубанком Makita KP0810CK равна 82 мм. Лёгкий и удобный этот рубанок будет отличным помощником при строгании досок и брусков. Уменьшение пускового тока влияет и на скорость раскручивания ножей. Барабан с ними раскручивается плавно при запуске, без рывков.
Уменьшение пускового тока влияет и на скорость раскручивания ножей. Барабан с ними раскручивается плавно при запуске, без рывков. Для подключения пылесоса не требуется дополнительных адаптеров.
Для подключения пылесоса не требуется дополнительных адаптеров.
 Параллельный упор помогает надёжнее удерживать инструмент у края доски. К тому же при использовании параллельного упора рубанком Makita KP0810CK можно делать выборку фальца (четверти). Фальц – это ступенька на краю заготовки, которая даёт возможность соединять детали без пазов, в накладку. Корпус рубанка позволяет сделать глубину фальца до 25 мм. Глубину выборки можно установить ограничителем, который устанавливается с противоположной стороны от параллельного упора. Чтобы достигнуть глубины фальца более 4 мм, необходимо несколько раз провести рубанком по поверхности, пока ограничитель глубины не упрётся в заготовку.
Параллельный упор помогает надёжнее удерживать инструмент у края доски. К тому же при использовании параллельного упора рубанком Makita KP0810CK можно делать выборку фальца (четверти). Фальц – это ступенька на краю заготовки, которая даёт возможность соединять детали без пазов, в накладку. Корпус рубанка позволяет сделать глубину фальца до 25 мм. Глубину выборки можно установить ограничителем, который устанавливается с противоположной стороны от параллельного упора. Чтобы достигнуть глубины фальца более 4 мм, необходимо несколько раз провести рубанком по поверхности, пока ограничитель глубины не упрётся в заготовку. Он защищает инструмент от механических повреждений и воздействия внешней среды.
Он защищает инструмент от механических повреждений и воздействия внешней среды.


 Как самый важный инструмент в арсенале плотника, рубанок должен резать, формировать и обтачивать древесину по мере необходимости, оставляя высококачественную гладкую поверхность. Этот ручной рубанок делает именно это и достаточно легкий, чтобы быть портативным. Тем не менее, в его крошечном размере на самом деле находится мощный зверь, который легко справляется со свежесрубленной мокрой древесиной. Для очистки шероховатых поверхностей пиломатериалов, которые были недавно отфрезерованы, Makita KP0810 будет лучшим выбором, так как он занимает всего пару проходов, а не 20 минут с помощью рубанка. Электроинструменты Makita всегда заслуживают доверия, и этот рубанок доказывает это как нельзя лучше.
Как самый важный инструмент в арсенале плотника, рубанок должен резать, формировать и обтачивать древесину по мере необходимости, оставляя высококачественную гладкую поверхность. Этот ручной рубанок делает именно это и достаточно легкий, чтобы быть портативным. Тем не менее, в его крошечном размере на самом деле находится мощный зверь, который легко справляется со свежесрубленной мокрой древесиной. Для очистки шероховатых поверхностей пиломатериалов, которые были недавно отфрезерованы, Makita KP0810 будет лучшим выбором, так как он занимает всего пару проходов, а не 20 минут с помощью рубанка. Электроинструменты Makita всегда заслуживают доверия, и этот рубанок доказывает это как нельзя лучше. Строгальный станок имеет режущую головку с двумя лезвиями, которые могут строгать до 3-1/4 дюйма в ширину и 5/32 дюйма в глубину, и имеет скорость 16000 об/мин. Это удобный рубанок не только из-за его размера и легкого веса, но и потому, что он имеет резиновую ручку, которая обеспечивает защиту рук во время использования. Выключатели блокировки обеспечивают дополнительную безопасность и удобство использования, так как они двусторонние. Это очень важно для меня, так как я часто одалживаю свой рубанок.
Строгальный станок имеет режущую головку с двумя лезвиями, которые могут строгать до 3-1/4 дюйма в ширину и 5/32 дюйма в глубину, и имеет скорость 16000 об/мин. Это удобный рубанок не только из-за его размера и легкого веса, но и потому, что он имеет резиновую ручку, которая обеспечивает защиту рук во время использования. Выключатели блокировки обеспечивают дополнительную безопасность и удобство использования, так как они двусторонние. Это очень важно для меня, так как я часто одалживаю свой рубанок. Передняя основа также имеет три варианта создания паза на дереве; варианты примерно на глубине 1,4 мм, 3 мм и 4 мм.
Передняя основа также имеет три варианта создания паза на дереве; варианты примерно на глубине 1,4 мм, 3 мм и 4 мм.
 Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники.
Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники. д.
д. Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов.
Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов. Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
 Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов.
Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов. Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.
Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.

 Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол.
Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол. Нажимаем «Имитировать траектории».
Нажимаем «Имитировать траектории». Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:
Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:
 Оптовики часто координируют свои действия с объемом производителя, чтобы сделать идеальный дизайн. У оптовиков тоже есть свои.
Оптовики часто координируют свои действия с объемом производителя, чтобы сделать идеальный дизайн. У оптовиков тоже есть свои. Как правило, настраиваемые корпуса также изготавливаются из пластика, картона или пластика. Чехлы также можно использовать в качестве подложки, машины для изготовления чехлов для телефонов или машины для сборки чехлов для различных мобильных телефонов. Дело также производителей чехлов для телефонов.
Как правило, настраиваемые корпуса также изготавливаются из пластика, картона или пластика. Чехлы также можно использовать в качестве подложки, машины для изготовления чехлов для телефонов или машины для сборки чехлов для различных мобильных телефонов. Дело также производителей чехлов для телефонов. Очевидно, что универсальный чехол для телефона является обязательным для всех ваших клиентов, таких как защита от чехла, например, чехлы.
Очевидно, что универсальный чехол для телефона является обязательным для всех ваших клиентов, таких как защита от чехла, например, чехлы. Как видно из названия, чехол для телефона с дизайном является самым сложным для всех, и самые популярные чехлы для телефонов имеют дизайн. На осень чехол для телефона с рисунком.
Как видно из названия, чехол для телефона с дизайном является самым сложным для всех, и самые популярные чехлы для телефонов имеют дизайн. На осень чехол для телефона с рисунком. Как правило, чехол представляет собой машину для изготовления чехлов для телефонов для смартфонов, изготовление нестандартных чехлов для телефонов с чехлами и чехол для телефона с подложкой. это все для случаев. Вообще говоря, чехол для телефона выполняет функцию чехла для телефона в качестве настраиваемого чехла для телефона по всему дому. Однако чехол для телефона делает чехол для телефона»
Как правило, чехол представляет собой машину для изготовления чехлов для телефонов для смартфонов, изготовление нестандартных чехлов для телефонов с чехлами и чехол для телефона с подложкой. это все для случаев. Вообще говоря, чехол для телефона выполняет функцию чехла для телефона в качестве настраиваемого чехла для телефона по всему дому. Однако чехол для телефона делает чехол для телефона» Вы ищете кастомный смарт машина для изготовления чехлов для телефонов ? Да, вы можете сделать это самостоятельно, с помощью производителя чехлов для телефонов или станка для изготовления чехлов для телефонов для вашего бизнеса. Например, машина для изготовления чехлов для смартфонов, машина для изготовления чехлов для телефонов, машина для изготовления чехлов для телефонов или машина для изготовления чехлов для телефонов для вас. Как бизнес, вы можете найти изготовленные на заказ чехлы для смартфонов, сделанные из theatch. Как бизнес,
Вы ищете кастомный смарт машина для изготовления чехлов для телефонов ? Да, вы можете сделать это самостоятельно, с помощью производителя чехлов для телефонов или станка для изготовления чехлов для телефонов для вашего бизнеса. Например, машина для изготовления чехлов для смартфонов, машина для изготовления чехлов для телефонов, машина для изготовления чехлов для телефонов или машина для изготовления чехлов для телефонов для вас. Как бизнес, вы можете найти изготовленные на заказ чехлы для смартфонов, сделанные из theatch. Как бизнес, Вот почему производители металлических чехлов для телефонов также популярны. двухступенчатый 9Машина для изготовления чехлов для телефонов 0007 , производители чехлов для телефонов и производители чехлов сделают работу любого дизайна. Во-первых, производитель металлических чехлов для телефонов на заказ заставит его работать для всех. Вот два популярных варианта изготовления чехлов для телефонов: чехлы для телефонов из алюминия, цинка, алюминия и цинкового сплава, чехол для телефона или чехол с подложкой. дизайн выполнен из металла, не менее 100 для брендирования телефона.
Вот почему производители металлических чехлов для телефонов также популярны. двухступенчатый 9Машина для изготовления чехлов для телефонов 0007 , производители чехлов для телефонов и производители чехлов сделают работу любого дизайна. Во-первых, производитель металлических чехлов для телефонов на заказ заставит его работать для всех. Вот два популярных варианта изготовления чехлов для телефонов: чехлы для телефонов из алюминия, цинка, алюминия и цинкового сплава, чехол для телефона или чехол с подложкой. дизайн выполнен из металла, не менее 100 для брендирования телефона. Существуют различные типы сумок для телефона, чтобы упаковать и защитить чехол для телефона снаружи. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для продукта. Что касается размеров изделий, то сами чехлы для телефонов могут быть изготовлены из разных материалов и видов. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты, хорошо для сторон корпуса телефона. Непластиковые пакеты для телефонов также используются для определения размеров чехла для телефона и самого чехла для телефона. Существуют также виды пластика для корпуса телефона и самого корпуса телефона. Существуют водонепроницаемые полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для боковых сторон изделия.
Существуют различные типы сумок для телефона, чтобы упаковать и защитить чехол для телефона снаружи. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для продукта. Что касается размеров изделий, то сами чехлы для телефонов могут быть изготовлены из разных материалов и видов. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты, хорошо для сторон корпуса телефона. Непластиковые пакеты для телефонов также используются для определения размеров чехла для телефона и самого чехла для телефона. Существуют также виды пластика для корпуса телефона и самого корпуса телефона. Существуют водонепроницаемые полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для боковых сторон изделия. Они могут не только защитить свои телефоны, но и сделать их стильными и уникальными. Как правило, производители чехлов для мобильных телефонов производят мобильные телефоны из сырья до конца. Готовые изделия из оболочки должны пройти основные этапы производства открытия формы, испытания формы, подтверждения образца, производства литья под давлением, обработки поверхности распылением и сборки. Как правило, пластиковые чехлы для мобильных телефонов производятся на машинах для изготовления чехлов для телефонов — оптимизированных машинах для литья под давлением. Как насчет готовых решений для изготовления чехлов для телефонов?
Они могут не только защитить свои телефоны, но и сделать их стильными и уникальными. Как правило, производители чехлов для мобильных телефонов производят мобильные телефоны из сырья до конца. Готовые изделия из оболочки должны пройти основные этапы производства открытия формы, испытания формы, подтверждения образца, производства литья под давлением, обработки поверхности распылением и сборки. Как правило, пластиковые чехлы для мобильных телефонов производятся на машинах для изготовления чехлов для телефонов — оптимизированных машинах для литья под давлением. Как насчет готовых решений для изготовления чехлов для телефонов? д.
д. Из-за плохой текучести ПК (физические свойства показаны в таблице ниже) в процессе обычно используется высокая температура формы и высокая температура материала для заполнения; Используемые ворота Обычно это точечные ворота. Для заполнения требуется дозирующая инъекция. Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения.
Из-за плохой текучести ПК (физические свойства показаны в таблице ниже) в процессе обычно используется высокая температура формы и высокая температура материала для заполнения; Используемые ворота Обычно это точечные ворота. Для заполнения требуется дозирующая инъекция. Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения. Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.
Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.

 Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм.
Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм.  Температура пресс-формы слишком низкая;
Температура пресс-формы слишком низкая; 
 Шаговые двигатели Leadshine серии ES-M также могут управляться с помощью обычного шагового привода без обратной связи. С помощью встроенного энкодера с высоким разрешением, они могут обеспечить управление положением в режиме реального времени, при использовании контроллера движения, ПЛК или любого другого внешнего устройства. Шаговые двигатели Leadshine серии ES-M нашли свое применение в области автоматизации производства, медицинской, полупроводниковой и упаковочной промышленности, электронном оборудовании и других приложениях.
Шаговые двигатели Leadshine серии ES-M также могут управляться с помощью обычного шагового привода без обратной связи. С помощью встроенного энкодера с высоким разрешением, они могут обеспечить управление положением в режиме реального времени, при использовании контроллера движения, ПЛК или любого другого внешнего устройства. Шаговые двигатели Leadshine серии ES-M нашли свое применение в области автоматизации производства, медицинской, полупроводниковой и упаковочной промышленности, электронном оборудовании и других приложениях. 2º
2º 06Max.(нагрузка 450гр.)
06Max.(нагрузка 450гр.) 5
5 Звоните +91.9892203008.
Звоните +91.9892203008.  1 910,00
1 910,00 111 111,00
111 111,00 111 111,00
111 111,00 2 140,00
2 140,00 1 530,00
1 530,00 111 111,00
111 111,00