Главное отличие модели ELS-1800P от модели ELS-1800 – боковое расположение двигателя, что абсолютно не влияет на характеристики пилы. Выбор в основном зависит от того, с каким расположением двигателя вам будет удобнее работать.
Электропила HUTER ELS-1800P предназначена для бытового использования
распиловка бревен, валка садовых деревьев, обрезка сучьев. Благодаря обрезиненной рукоятке держать такой агрегат в руках удобно и комфортно. Привод цепи осуществляется за счет электродвигателя, который работает от сети переменного тока 220В.
Надежное удержание. Удобная задняя рукоятка небольшого размера с пусковым курком жестко сидит в руке, что способствует надежному удержанию электропилы.
Безопасность. Автоматический тормоз цепи в виде щитка обеспечивает безопасность работы с электропилой, в первую очередь, защиту ваших рук.
Комфортное использование. В основании рукоятки предусмотрен специальный фиксатор для предотвращения отсоединения штекера от розетки.
Удобство обслуживания. Заменить щетки электродвигателя можно быстро и просто за счет их удобного расположения. Достаточно открутить крышку щеткодержателя.
Отличительными особенностями электропилы Huter являются простота и удобство в работе, ведь она не требует заправки топливом и работает от сети 220В. Также стоит отметить низкий уровень шума, создаваемый при работе, а также полное отсутствие выхлопных газов. Это означает, что вы можете использовать пилу не только на улице, но и в помещении при ремонтных и строительных работах. Вы можете легко регулировать натяжение цепи с помощью винта, расположенного на корпусе справа. К характеристикам, обеспечивающим комфортное пользование инструментом, также можно отнести автоматическую смазку цепи. Чтобы вы смогли определить уровень смазки для цепи, в корпусе есть смотровое окошко с делениями. Единственная особенность – это недостаточная мобильность, ведь пользоваться инструментом можно только в непосредственной близости от розетки переменного тока 220В. Этот легко исправить, используя переноску (с кабелем подходящего сечения!) или бензогенератор Huter.
Документы:
pdfскачать
Характеристики
Тип товара
Пила цепная
Бренд
Huter
Мощность (Вт)
1800
Длина шины (см)
35
Шаг цепи
3/8
Количество звеньев в цепи, шт
53
Ширина паза, мм
1,3
Вид
Электрическая
Длина шины (дюйм)
14
Напряжение, В
220
Система гашения вибрации
Да
Класс
Бытовой
Шаг и толщина цепи, мм
3/8″- 1,5
Упаковка
Коробка
Страна-производитель
Китай
Вес, кг
6,11
Отзывы покупателей
Сначала показывать
Андрей
Санкт-Петербург 29 июля 2021
Приобрел пилу для дачи. Со своими функция справляется отлично. Лёгкий вес, простота использования, и при этом отлично пилит. Покупке очень рад.
Никита
Тверь 26 июля 2021
Отличит пилит, дуб распилил за считанные секунды. Мощности хватает, масло ест совсем чуть-чуть. Электрической цепной работать комфортнее ,чем бензиновой
Санкт-Петербург 26 октября 2020
Данную модель купили взамен старой на коттедж для бытового использования. Служит нам уже почти год. Работает без нареканий. Не глохнет, справляется с любой толщиной древесины.
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Вам могут понадобиться
Аксессуары для цепных пил
Принадлежности для бензоинструмента
Удлинители силовые
Станки и оборудование
Грабли
Мешки, пакеты, коробки, стретч
Ведра и лейки
Контейнеры и баки для мусора
Товары для уборки
Тачки и комплектующие
Защита лица, глаз, головы
Защита органов слуха
Защита рук
Лопаты
Демисезонная спецодежда
Рабочая обувь, наколенники
133564
Доставим
Сегодня
46 упак
Привезем в партнерские пункты выдачи
08/01 после 10:00
9 упак
при заказе до 06/01 до 11:59
Смотреть на карте
Обойма напильника Champion DELUXE Pro 4 мм
Цена за упак
237 ₽
За баллы:
59
В корзину
133562
Доставим
Сегодня
Привезем в партнерские пункты выдачи
08/01 после 10:00
при заказе до 06/01 до 11:59
Смотреть на карте
Ключ комбинированный Champion
Цена за шт
108 ₽
За баллы:
26,75
В корзину
126315
Доставим
Сегодня
Привезем в партнерские пункты выдачи
08/01 после 10:00
при заказе до 06/01 до 11:59
Смотреть на карте
Заточный комплект Champion (C6550/C224) шаг 3/8″ паз 1,3 мм
Цена за шт
486 ₽
За баллы:
121,25
В корзину
627211
Доставим
Сегодня
Смотреть на карте
Заточный комплект для X-Cut S93G Husqvarna (5878067-01) шаг 3/8″ паз 1,3 мм
Цена за шт
2 449 ₽
За баллы:
612
В корзину
Похожие товары
627177
Доставим
Сегодня
Привезем в партнерские пункты выдачи
08/01 после 10:00
при заказе до 06/01 до 11:59
Смотреть на карте
Пила цепная аккумуляторная Husqvarna 120i (9670982-01) 12″ шаг 3/8″ паз 1,1 мм 45 звеньев Li-Ion 36В без АКБ и ЗУ
Цена за шт
33 990 ₽
За баллы:
8 497,25
В корзину
627178
Доставим
Сегодня
Привезем в партнерские пункты выдачи
08/01 после 10:00
при заказе до 06/01 до 11:59
Смотреть на карте
Пила цепная аккумуляторная Husqvarna 535iXP (9678938-14) 14″ шаг 3/8″ паз 1,1 мм 52 звена Li-Ion 36В без АКБ и ЗУ
Пила цепная DeWalt DCM575X1-QW 16″ шаг 3/8″ паз 1,1 мм 56 звеньев Li-Ion 54В 3Ач 1 АКБ и ЗУ
Цена за шт
41 549 ₽
За баллы:
10 387
В корзину
600846
Доставим
Сегодня
Привезем в партнерские пункты выдачи
08/01 после 10:00
при заказе до 06/01 до 11:59
Смотреть на карте
Пила цепная DeWalt DCM565P1-QW XR 12″ шаг 3/8″ паз 1,1 мм 45 звеньев Li-Ion 18В 5Ач 1 АКБ и ЗУ
Цена за шт
32 099 ₽
За баллы:
8 024,50
В корзину
600847
Смотреть на карте
Пила цепная Black+Decker GKC1825L20-QW 10″ шаг 3/8″ паз 1,1 мм 40 звеньев Li-Ion 18В 2Ач 1 АКБ и ЗУ
Цена за шт
11 195 ₽
За баллы:
2 798,50
В корзину
Пила цепная Huter ELS-1800P (70/10/5) 1800 Вт 14″ шаг 3/8″ паз 1,3 мм 53 звена в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить пила цепная Huter ELS-1800P (70/10/5) 1800 Вт 14″ шаг 3/8″ паз 1,3 мм 53 звена в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар пила цепная Huter ELS-1800P (70/10/5) 1800 Вт 14″ шаг 3/8″ паз 1,3 мм 53 звена действительны в Санкт-Петербурге.
Промышленные 3D принтеры для печати металлом по технологии электроннолучевой плавки EBM
Технология аддитивной 3D печати металлическим порошком методом электроннолучевой плавки (EBM – Electron Beam Melting)
Промышленные 3D принтеры для печати металлами с помощью электроннолучевой плавки (спекания) предназначены для производства готовых к эксплуатации металлических изделий (деталей). Напечатанные детали при этом могут иметь произвольную форму, внутренние полости, различный коэффициент заполнения (пористости), арочную конструкцию, детали в деталях, выполненные в бионическом дизайне для снижения веса и увеличения прочности изделий.
В мировой практике промышленные 3D принтеры EBM часто используют для производства остеоимплантов (искусственных имплантов костей) по индивидуальным размерам и геометрии костей пациента, снятых с помощью компьютерной томографии. И на то есть ряд серьезных причин. Для построения остеоимплантов используют сплавы титана и нержавеющей стали. В отличие от 3D принтеров SLM, где энергия спекания создается с помощью лазера, электроннолучевые принтеры могут использовать металлические порошки более грубой (крупной) фракции, например 75-120 мкм.
Для использования внутри организма человека шероховатость поверхности остеоимпланта не имеет решающего значения и даже может обеспечить лучшую сращиваемость с остальными тканями организма и прорастание при сетчатой и арочной конструкциях искусственных костей. Более крупные фракции металлических порошков имеют меньшую стоимость, что удешевляет процесс производства.
Так же 3D принтеры, печатающие металлами с помощью электроннолучевой плавки имеют более высокую скорость построения изделия. Сама печать происходит при высокой температуре в камере, в том числе и металлического порошка. Это дает возможность получать готовые изделия высокой степени спекаемости (сплавляемости) без необходимости дополнительной термообработки в вакуумных печах, как при печати по технологии SLM.
В самих изделиях отсутствуют остаточные температурные напряжения, способствующие образованию трещин и последующему разрушению при нагруженной эксплуатации изделий.
Что же представляет из себя аддитивная 3D технология электроннолучевой плавки ЕВМ?
На поршень элеваторной системы 3D принтера прочно закрепляется съемная платформа построения. В герметичной камере 3D принтера создается вакуум, необходимый для свободного движения электронов. Кстати, принцип работы электроннолучевого принтера сильно напоминает работу кинескопов первых телевизоров.
Рассеянный электронный луч производит прогрев съемной платформы и камеры. Движущаяся каретка наносит и разравнивает первый слой металлического порошка на платформу. Рассеянный луч электронов при необходимости производит дополнительный прогрев слоя порошка. Затем луч фокусируется в точку и на высокой скорости сканирования, в соответствии с программой, начинает сплавлять металлический порошок. Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.
Первичный анод служит для улучшения фокусировки электронного луча. Фокусирующая катушка сжимает луч, а сканирующая, производит его отклонение по оси X и Y. Сфокусированный в точку диаметром 0,2 мм, электронный луч мощностью до 3 кВт легко сплавляет даже увеличенный слой металлического порошка. Сканирование магнитным полем луча электронов, летящих со скоростью света абсолютно безинерционно, в отличие от сканирующей системы с зеркалами и лазерами. Оно позволяет перемещать электронный луч с огромной скоростью до 10 км/сек и сплавлять металлический порошок многолучевым способом одновременно на 100 точках!
Что соответствующим образом влияет на увеличение производительности принтера, которая как минимум в два-четыре раза превышает производительность аналогичных лазерных принтеров по металлу. Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.
После сплавления первого слоя металлического порошка, поршень опускается на шаг построения (около 0,2 мм) вниз, каретка наносит и разравнивает следующий слой порошка и происходит следующий цикл зонной электроннолучевой плавки.
Для нивелирования неточности платформы на которой печатается изделие, и выравнивания горизонтальной поверхности, в начале процесса аддитивной печати печатаются ножки — подставки. Требования к их прочности и качеству невысокие, поэтому они печатаются с малой степенью заполнения объема. Следует учесть, что при печати в изделии выделяется большое количество теплоты, поэтому прогрев сканирующим лучом делается только по необходимости. А вообще температура предварительного нагрева поверхности порошка может варьировать в диапазоне 500 — 1000°С в зависимости от материала порошка.
По окончании производства готового изделия, поршень подается вверх, с него с помощью специального промышленного пылесоса и щеточки собирается не использованный металлический порошок.
Внимание! Открывать вакуумную камеру и запускать в нее насыщенный кислородом воздух можно только после остывания камеры. Металлические порошки чрезвычайно пожароопасны и мгновенно воспламеняются на воздухе, особенно когда они разогреты до высокой температуры.
Внимание! Работы по уборке неиспользованного порошка производятся в респираторе, для предотвращения поражения органов дыхания мелкодисперсным металлическим порошком.
После того, как камера остыла и неиспользованный порошок полностью удален, с поршня откручивается платформа построения с приваренным к ней готовым изделием. Затем с помощью вольфрамовой струны на электроэрозионном станке деталь отрезается от платформы. Производится ее дальнейшая механическая обработка для удаления остатков ножек. При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
Дополнительная термообработка деталей в большинстве случаев не требуется. Изделие получается готовым к применению сразу после печати. И это так же влияет на уменьшение себестоимости аддитивной печати металлом на электроннолучевых 3D принтерах. Следует учесть, что в себестоимости аддитивной 3D печати металлическим порошком по лазерной технологии SLM, именно амортизация 3D принтера составляет до 70% себестоимости готового изделия. А вклад в себестоимость достаточно дорогостоящего, на первый взгляд, металлического порошка стоит на втором или третьем месте.
Электроннолучевые 3D принтеры, обладая более высокой производительностью, вносят значительно меньший вклад от амортизации принтера в себестоимость готового изделия и соответственно уменьшают его стоимость.
Технические параметры промышленного электроннолучевого 3D принтера для печати металлом EBM200
Параметры 3D принтера
Значение
Максимальный размер построения
200x200x240 мм
Точность построения изделия
(Стандарт — Ti6Al4V) ± 0,2 мм
Максимальная мощность электронного луча
3 кВт
Напряжение ускоряющего анода (на порошке)
60 кВ
Сила тока ускоряющего анода
0-50 мА
Тип горячего катода
Вольфрамовая нить
Минимальный диаметр пятна луча
0,2 мм
Максимальная скорость сканирования луча
> 10 км/с
Многолучевое плавление
До 100 точек
Предельный вакуум
<10-2 Pa
Парциальное давление Гелия
0. 05-1.0 Pa
Нагрев порошка
Сканирование рассеянным лучом
Температура поверхностного слоя порошка
500-1000 ℃
Система охлаждения 3D принтера
Чиллер, с помощью дистиллированной воды
Наблюдение за процессом построения
Через стекло вакуумной камеры
CAD Интерфейс
Формат файлов STL
Программное обеспечение
Meta Build v1. 2, для PC
Размер принтера
2100x1000x2300 мм
Вес принтера
2000 кг
Источник питания
3 фазы, 380 В, 36 А, 8 кВт
Каталог
Скачать >>>
Посмотреть >>>
Комплектация 3D принтера
Промышленный 3D принтер технологии EBM.
Чиллер, для системы охлаждения 3D принтера дистиллированной водой.
Вакуумная сушильная камера для металлического порошка.
Промышленный пылесос.
Опционально:
Пневмогидрообразивная машина (пескоструйка).
Станок для электроэрозионной резки.
Кондиционер и осушитель воздуха.
Требования к помещению для аддитивной 3D печати по металлу электроннолучевым методом:
Для этого помещение для 3D принтинга по металлу следует оборудовать кондиционером и осушителем воздуха.
Виды металлических порошков для аддитивной 3D печати электроннолучевым методом
Титан и сплавы на основе титана.
Сплавы алюминия.
Жаропрочные сплавы стали.
Сплавы кобальта и хрома.
Нержавеющая сталь 316L.
Медные сплавы и многие другие.
Области применения изделий, произведенных на электроннолучевых 3D принтерах по металлу:
аэрокосмическая,
медицинская,
военная,
промышленная области.
Преимущества электроннолучевой аддитивной 3Dпечати по технологии (EBM):
Высокая производительность 3D принтеров ЕВМ, по сравнению с технологией SLM.
Низкая себестоимость изделий.
Использует менее дорогой металлический порошок более крупных фракций.
Возможность вторичного использования металлического порошка после его просеивания и вакуумной сушки.
Управление электронным лучом производится магнитными полями.
Отсутствуют дорогостоящие оптические зеркала и германиевые или алмазные линзы.
Безинерционное управление электронным лучом дает высочайшую скорость сканирования.
Рассеивание луча позволяет подогревать металлический порошок без использования дополнительных нагревателей и получать высокую плотность изделий.
Успешно применяется для производства ортопедических костных имплантов (остеоимплантов) из титана, выполненных пористыми и арочными, способствующими остеоинтеграции — сращиванию костных тканей с имплантантом (имплантом).
Позволяет печатать изделия из двух разных материалов с постепенным градиентом изменения состава по оси Z.
Позволяет создавать жаростойкие форсунки и лопатки газовых турбин, включая реактивные двигатели. Кроме того, используется для создания несущих титановых элементов крыла самолета.
Применяется для создания элементов ракетных двигателей: камер сгорания и форсунок со стойкостью к температурам свыше 3000°С. Где высокое давление и температура требуют использования тугоплавких и прочных материалов – таких, как титан.
Не ограничено геометрической сложностью изготовляемых деталей без необходимости последующей сборки или сварки.
Возможность печати внутренних полостей и деталей в деталях.
Минусы электроннолучевой аддитивной 3D технологии (EBM):
Достаточно малый размер камеры построения.
Повышенная шероховатость, напечатанных изделий.
При работе 3D принтера имеет место рентгеновское тормозное излучение, от которого необходима защита, как оборудования, так и обслуживающего персонала.
Необходима защита органов дыхания обслуживающего персонала от мелкодисперсного металлического порошка.
Склонность к возгоранию металлических порошков титана и стали.
Китай — первая экономика мира, и крупнейший в мире производитель 3D принтеров.
Качество китайских 3D принтеров часто превышает американские и немецкие аналоги, из-за массового производства и применения. По желанию заказчика в 3D принтерах используются американские лазеры и немецкие сканеры, японские серводвигатели, тайваньские контролеры. Промышленные 3D принтеры и программное обеспечение дорабатывается и улучшается каждые 2 недели. По всему Китаю работают сотни центров прототипирования для обеспечения качественными прототипами и готовыми изделиями мощнейшей с мире промышленности Китая.
3D-печать металлом набирает популярность, как экономичный метод изготовления
3D-печать металлом с использованием чистой стали и сплавов позволяет получать прочные функциональные детали механических и промышленных изделий.
Любая технология металлической 3D-печати позволяет печатать сталью. Это наиболее популярный материал. Но какие марки стали и какая технология лучше всего подходит для решения ваших задач? Действительно ли печатные стальные детали будут такими же прочными и долговечными, как детали, изготовленные традиционным способом?
Давайте посмотрим, как напечатанная на 3D-принтере стальная деталь совершает революцию в производстве и открывает двери для новых применений в аэрокосмической промышленности, медицинском оборудовании, автомобилестроении, производстве инструментов, тяжелой промышленности, архитектуре и многих других направлениях. К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
3D-ПЕЧАТЬ СТАЛЬЮ
Прочность стальных печатных деталей.
Отлитая из стали деталь (слева) в сравнении с печатной версией (в центре) демонстрирует допуски, возможные при использовании технологии . Шарнир, справа, напечатанный целиком, не требует сборки (Источник: Desktop Metal)
Самый распространенный вопрос, когда речь заходит о напечатанной на 3D-принтере модели из металла: «Будет ли она такой же прочной, как кованая или литая деталь?». Короткий ответ — да… и нет.
3D-печатные детали из стали могут быть такими же прочными, а иногда и более прочными, чем изготовленные традиционным способом. Это зависит от множества факторов, таких как: конечная цель использования, тип стали, выбор метода 3D-печати, последующая обработка и форма детали. Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Детали напечатанные из стали используется в аэрокосмической отрасли, для нужд военных, а также, к примеру, для изготовления пешеходного моста, изображенного ниже. Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Королева Нидерландов Максима официально открывает металлический мост, изготовленный с помощью 3D-печати. Фото Adriaande Groot (Источник: MX3D)
Стальная деталь, напечатанная на 3D-принтере по одной из технологий, в частности методом лазерного порошкового спекания (LPBF), имеет более мелкозернистую структуру, чем литые металлические изделия. Это обеспечивает лучшие прочностные характеристики на разрыв, но по остальным показателям литые детали в настоящее время все еще прочнее. Чаще всего 3D-печать по технологии LPBF используется для замены литых компонентов, но в отдельных случаях 3D-печатные компоненты могут заменить собой кованые детали.
Одно из исследований показало, что при определенных условиях детали из нержавеющей стали, изготовленные на 3D-принтерах по технологии LPBF, были в три раза прочнее, чем детали из той же стали, изготовленные традиционным способом.
В экспериментах по сравнению 3D-печатных стальных деталей с традиционно изготовленными исследователи создают идентичные изделия с помощью двух методов и сравнивают их характеристики. Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.
Основным преимуществом печати из стали является не только ее прочность, но и уникальная способность создавать в деталях внутренние каналы и решетчатые заполнения, что невозможно при использовании традиционных методов изготовления. 3D-печать металлом позволяет изготавливать детали быстрее, чем традиционное производство, поскольку этот метод не требует использования специальной оснастки и инструментов, позволяет создавать узлы как единое целое, исключая необходимость последующей сборки и сварки. Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Архитектурная опора, напечатанная из стали с помощью проволочно-дугового аддитивного производства (WAAM) от MX3D (Источник: MX3D)
3D-печать сталью является также более стабильной и экономически эффективной практикой, поскольку уменьшает количество отходов. При использовании субтрактивных методов производства, таких как механическая обработка на станках ЧПУ, вы изготавливаете деталь, вырезая ее из большой, получая при этом гору отходов. При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
3D-печать сталью не предназначена для замены традиционных методов во всех областях, но она может быть более удачным выбором для широкого круга применений. Особенно в тех случаях, когда требуемые детали являются уникальными и разрабатываются с учетом специфики применения, например, для двигателей ракет, гоночных автомобилей или в нефтегазовой промышленности. 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
Если вы знаете, какими характеристиками должно обладать ваше конечное изделие (прочность на разрыв, предел прочности на сжатие, твердость, плотность и т.д.), то все эти параметры можно заложить в изделии на этапе производства.
СТАЛЬ ДЛЯ 3D-ПЕЧАТИ
Виды стали в 3D-печати
Металлический порошок — самый используемый металлический материал для 3D-печати (Источник: GKN Additive)
Существуют тысячи видов различных марок сталей и сплавов с различными механическими свойствами, используемые в традиционном производстве, но в 3D-печати их всего несколько десятков, и некоторые из них являются уникальными, созданными специально для этой технологии. Среди вариантов сталей можно выделить следующие:
В последнее время появились уникальные сплавы специально разработанные для 3D-печати, призванные решить проблемы, которые проявляются при использовании классических методов производства.
Например, производитель 3D-принтеров Desktop Metal выпустил в 2022 году запатентованную нержавеющую сталь, которая, по словам компании, сочетает в себе такие качества, как: прочность на разрыв, пластичность и коррозионную стойкость нержавеющей стали 13-8 PH в сочетании с твердостью низколегированной стали, подобной 4140. Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
ExOne предлагает две специальные смеси из стали и бронзы, которые, по словам компании, позволяют 3D-печатным стальным деталям получить повышенную коррозионную стойкость и при этом легко обрабатываются и полируются.
Хотя большинство металлических порошков, используемых в 3D-печати, аналогичны тем, что используются для других методов производства, их количество растет по мере того, как все больше компаний переходят на эту технологию. Некоторые производители металлических порошков, такие как GKN, также изготавливают на заказ порошки для специфических задач 3D-печати.
КАК ПЕЧАТАТЬ СТАЛЬЮ
Прочность, свойства и применение 3D-печатных стальных изделий во многом зависит от того, какую технологию 3D-печати вы используете. Некоторые методы позволяют получить более прочные детали, другие методы обеспечивают лучшую твердость или стойкость к истиранию, а некоторые технологии просто очень быстрые.
Ниже представлены основные методы 3D-печати металлами, их свойства и несколько наиболее распространенных примеров применения.
Печать методом послойного наплавления (FDM)
Принтер Epsilon компании BCN3D выдавливает металлическую нить из нержавеющей стали (Источник: BCN3D)
Технология формирования деталей методом послойного наплавления (FDM) — это новая технология для металлической 3D-печати, но она быстро развивается, поскольку все больше производителей принтеров сертифицируют металлические нити для использования на своих принтерах, например, Ultimaker, BCN3D, Makerbot, Raise3D. Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Материалы для FDM-печати когда-то были ограничены термопластиками. Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Эти материалы состоят примерно на 80% из металла и на 20% из пластика. После печати в процессе последующей обработки пластик удаляется, в результате чего получаются 100% металлические детали.
Из-за удаления связующего пластика, металлические детали изготовленные по технологии FDM, в процессе последующей обработки дают усадку. Величина усадки постоянна и может быть учтена в CAD системах, что позволяет получать относительно точные готовые детали.
Нить Ultrafuse 316L из нержавеющей стали компании Forward AM позволяет получать готовые детали со свойствами материала, сравнимыми, по утверждению компании, с металлическими деталями, изготовленными методом литья под давлением.
(Источник: BCN3D)
Несмотря на то, что 3D-печать металлическими материалами может не подойти для сфер применения с жесткими требованиями к прочности (например, для аэрокосмической), экономические факторы производства простых металлических компонентов без критических нагрузок на доступном FDM-принтере могут перевесить невозможность применения их в некоторых сферах.
Идеальными вариантами использования этой технологии являются металлические прототипы деталей и готовые детали, которые не будут подвергаться экстремальным нагрузкам.
Bound Metal Deposition (BMD) — «размещение связанного металла»
На 3D-принтере Studio System компании Desktop Metal использовались соединенные между собой металлические прутки, которые экструдировались слой за слоем для формирования металлической детали (Источник: Desktop Metal)
Подобно FDM, метод нанесения металлической сетки (BMD) или экструзия связанного порошка (BPE) — это процесс 3D-печати, основанный на экструзии. В этом методе используются связанные металлические стержни или связанные порошковые металлические нити, состоящие из гораздо большего процента металлического порошка, чем нити, используемые в FDM. Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Существует всего лишь несколько 3D-принтеров, использующих этот метод, например, Desktop Metal, Markforged и с недавнего времени, 3DGence, но на этот рынок выходят все больше компаний, так что следите за новостями. Эти принтеры ценятся как удобные решения для офисной 3D-печати металлом, они дороже большинства FDM-принтеров, но дешевле технологий 3D-печати металлом на основе порошка, описанных ниже.
Эти принтеры используют свой, запатентованный филамент. Desktop Metal и Markforged предлагают четыре вида стали.
Идеальными нишами использования этой технологии являются металлические прототипы деталей, где необходимо протестировать функциональность детали до запуска в массовое производство традиционными методами. Популярные области применения это прессформы, вырубные штампы, сопла, крыльчатки, крепежные детали и теплообменники.
Например, компания Shukla Medical использует принтер Metal X от Markforged для печати стальных прототипов своих инструментов для удаления ортопедических имплантатов.
Лазерное порошковое спекание
При технологии лазерного спекания порошка используется один или несколько лазеров для послойного расплавления порошкообразного металла до нужной формы (Источник: GE Additive)
Лазерное спекание порошкового материала (LPBF), также известное как селективное лазерное спекание (SLM), является наиболее распространенным видом 3D-печати металлами и составляет 80% всех металлических 3D-принтеров на рынке.
В данном методе используются мощные лазеры для селективного спекания металлического порошка слой за слоем.
LPBF 3D-принтеры представлены в широком диапазоне размеров, цен и мощностей лазера. Эти и другие характеристики влияют на свойства готовой детали, скорость печати и другие параметры готовых изделий.
Сталь и стальные сплавы являются наиболее популярным материалом для оборудования LPBF и, в отличие от FDM и BMD, металлические порошки доступны в свободной продаже, поскольку они чаще всего используются в традиционных методах производства.
LPBF — это технология, которая позволяет добиться максимального качества 3D-печатной детали. Области применения включают в себя — аэрокосмические компоненты, такие как монолитные камеры тяги, элементы ракетных двигателей и теплообменники, пресс-формы, инструменты и другие задачи, а также детали с высокой степенью износа и хирургические инструменты.
Binder Jetting
Технология 3D-печати с использованием связующего вещества использует порошкообразный металл и связующее вещество для формирования металлических деталей (Sorrce: ExOne)
Каплеструйное нанесение связующего вещества — это еще один метод порошковой печати, при котором слои металлических порошков соединяются с помощью жидкого связующего вещества, а не при помощи лазера. В процессе последующей обработки связующее вещество удаляется.
Нанесение связующего вещества выделяется своей высокой скоростью печати, по сравнению с другими методами 3D-печати или традиционным производством, а металлические детали, изготовленные по этой технологии, имеют свойства материала, эквивалентные деталям, изготовленным методом литья металла под давлением.
Количество производителей, выпускающих струйные 3D-принтеры на металлическом связующем, гораздо меньше, чем производителей машин LPBF. К числу ведущих производителей относятся ExOne, Desktop Metal, Digital Metal, GE Additive и HP.
Идеальными областями применения струйной обработки металла с использованием связующего являются средне- и крупносерийные производства металлических инструментов и запасных частей.
Фактически, компания HP утверждает, что ее 3D-принтер Metal Jet был разработан специально для массового производства изделий из нержавеющий стали 316L. HP сотрудничает с компанией Parmatech для производства металлических деталей для медицинской промышленности. Компания ExOne из Пенсильвании использует эту технологию для производства режущих инструментов из твердых металлов и инструментальных сталей.
Электронно-лучевое плавление (EBM)
(Источник: GE Additive)
Электронно-лучевое плавление (EBM) — это еще одна технология порошковой наплавки материала. Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
Устройство повторного нанесения слоя перемещает порошок на печатную пластину, а электронный луч избирательно расплавляет каждый слой порошка. После того, как каждый слой напечатан, пластина опускается, и поверх предыдущего слоя наносится еще один.
EBM может быть намного быстрее, чем SLM, но SLM производит более гладкие и точные изделия. Электронный луч шире, чем лазерный, поэтому EBM не может производить такие же точные детали, как SLM. Еще одно отличие заключается в том, что процесс изготовления происходит в вакуумной камере, что уменьшает количество примесей в материале, которые могут привести к дефектам. Именно поэтому EBM часто выбирают для печати комплектующих для аэрокосмической, автомобильной, оборонной, нефтехимической промышленности и медицинских имплантатов.
Титан является наиболее популярным металлом для большинства применений EBM, однако можно использовать сталь.
Холодное распыление
(Источник: Impact Innovations)
Технология 3D-печати холодным распылением осуществляется путем впрыска металлических порошков через сопло реактивного устройства в сверхзвуковой поток газов под давлением, таких как воздух, азот или гелий. Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.
Изделия напечатанные холодным распылением, не склонны к пористости, образованию термических трещин и другим дефектам, характерным для технологий, основанных на плавлении. Этот метод обладает рядом преимуществ, по сравнению с другими методами производства. Он не требует постобработки и как правило, оставляет небольшой углеродный след благодаря сочетанию эффективной аддитивной технологии и возможности использования в необходимом месте. По этим причинам эта технология используется в военной и аэрокосмической отрасли во всем мире.
Например, армия США использует холодное напыление для ремонта креплений изношенной стальной 25-мм турельной пушки Bradley.
В автомобильной промышленности холодное напыление стали используется для ремонта после ДТП, поскольку высокопрочные стальные подложки в автомобилях могут быть восприимчивы к термическим методам ремонта, таким как сварка.
Прямое энергетическое осаждение (DED) и аддитивное производство с использованием проволочной дуги (WAAM)
Стальные детали WAAM из MX3D (Источник: MX3D)
При прямом энергетическом осаждении (DED) используется порошок или проволока для сварки, которая поступает через сопло и подается в источник питания для расплавления металла. Создается область расплава, которая наносится на подложку. DED — это новый процесс, напоминающий старую строительную технологию, известную как «облицовка», при которой на основу наносится покрытие, часто для теплоизоляции или устойчивости к атмосферным воздействиям. DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
Поскольку DED использует процесс нанесения покрытия, его можно применять для придания сложной геометрии существующим стальным деталям, сочетая таким образом сложность со снижением стоимости. Например, французская компания AddUp рекламирует ракетное сопло, в котором используется предварительно отпрессованный большой конус бункера из нержавеющей стали 304, на котором напечатана изогридная структура, обычно изготавливаемая из более крупной детали традиционными методами.
Технология, связанная с DED, — это проволочно-дуговое аддитивное производство (WAAM). Вместо порошка в WAAM используется металлическая проволока, расплавляемая электрической дугой. Процесс контролируется роботизированными манипуляторами. WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.
Микро 3D-печать
Микро детали, напечатанные из стали (Источник: 3D MicroPrint)
Аддитивное производство в микромасштабе, или микро 3D-печать, позволяет изготавливать изделия с разрешением в несколько микрон (или меньше). Существует три метода микро 3D-печати, позволяющие изготавливать металлические детали.
LMM (производство металлов на основе литографии) — это технология, основанная на использовании света, которая позволяет создавать крошечные детали из сырья, включая нержавеющую сталь, для таких областей как хирургические инструменты и микромеханические детали.
Электрохимическое осаждение — это новейший процесс 3D-печати микрометаллов, разработанный швейцарской компанией Exaddon. В этом процессе печатающее сопло наносит жидкость с ионами металлов, создавая детали на атомарном уровне.
Третьим методом 3D-печати микрометаллами является микроселективное лазерное спекание, при котором слой чернил из наночастиц металла наносится на подложку, затем высушивается для получения равномерного слоя наночастиц.
Исследователи из Германии успешно протестировали микро SLS-печать полых микроигл с использованием нержавеющей стали 316L.
Детали из металла от 3D Systems, Desktop Metal, MX3D и Materalise.
Металлическая 3D-печать на платформе METHOD
от
4 999 долл. США 4 499 долл. США
Обратитесь к местному торговому посреднику, чтобы узнать цену.
Сервисные партнеры
Сделать запрос
начиная с
4 999 долларов США 4 499 долларов США
Обратитесь к местному торговому посреднику, чтобы узнать цену.
Сервисные партнеры
Сделать запрос
3D-печать металлом на платформе МЕТОД
МЕТОД MAKERBOT
Промышленная 3D-печать, доступность на рабочем столе
Печатайте металлы, полимеры и композиты на одной машине, используя самые передовые функции настольного 3D-принтера.
ЛАБОРАТОРИИ ПОКОЛЕНИЕ 2
Экспериментальный экструдер
Экспериментальный экструдер LABS GEN 2 позволяет дольше печатать более абразивными композитами и металлами сторонних производителей благодаря компонентам из закаленной стали.
МАТЕРИАЛ
БАСФ УЛЬТРАФУЗ 316L | Нержавеющая сталь
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
3D-печать металлом на платформе МЕТОД
МЕТОД Makerbot
Промышленная 3D-печать, доступность на рабочем столе
Печатайте металлы, полимеры и композиты на одной машине, используя самые передовые функции настольного 3D-принтера.
МАТЕРИАЛ
БАСФ УЛЬТРАФУЗ 316L | Нержавеющая сталь
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
ЛАБОРАТОРИИ ПОКОЛЕНИЕ 2
Экспериментальный экструдер
Экспериментальный экструдер LABS GEN 2 позволяет дольше печатать более абразивными композитами и металлами сторонних производителей благодаря компонентам из закаленной стали.
ПРОЦЕСС 3D ПЕЧАТИ МЕТАЛЛА
Запустите печать из любого места через MakerBot CloudPrint на свой личный или общий 3D-принтер METHOD, оснащенный экструдером LABS GEN 2 и материалом BASF Ultrafuse 316L.
Циркуляционная нагреваемая рабочая камера 60°C обеспечивает максимальную плотность деталей
Отправьте свою зеленую часть
После того, как ваша «зеленая» деталь будет готова, отправьте ее вашему поставщику услуг по спеканию, например Matterhackers, где детали удаляются и спекаются при высокой температуре в атмосфере чистого водорода, в результате чего получается чистая нержавеющая сталь 316L.
Температура спекания 1380°C приводит к получению деталей, выдерживающих температуру 550°C
Получить цельнометаллическую деталь
Вы получаете цельную стальную деталь всего за 5 дней — вдвое меньше времени и ⅕ стоимости типичного бюро 3D-печати. Установите деталь по мере необходимости или объедините ее с другими печатными деталями из композитов и полимеров MakerBot для более динамичной сборки.
До ½ времени и ⅕ стоимости ведущей службы 3D-печати металлом
ПРОЦЕСС 3D ПЕЧАТИ МЕТАЛЛА
Запустите печать из любого места через MakerBot CloudPrint на свой личный или общий 3D-принтер METHOD, оснащенный экструдером LABS GEN 2 и материалом BASF Ultrafuse 316L.
Циркуляционная нагреваемая рабочая камера 60°C обеспечивает максимальную плотность деталей
Отправьте свою зеленую часть
После того, как ваша «зеленая» деталь будет готова, отправьте ее вашему поставщику услуг по спеканию, например Matterhackers, где детали удаляются и спекаются при высокой температуре в атмосфере чистого водорода, в результате чего получается чистая нержавеющая сталь 316L.
Температура спекания 1380°C приводит к получению деталей, выдерживающих температуру 550°C
Получить цельнометаллическую деталь
Вы получаете цельную стальную деталь всего за 5 дней — вдвое меньше времени и ⅕ стоимости типичного бюро 3D-печати. Установите деталь по мере необходимости или объедините ее с другими печатными деталями из композитов и полимеров MakerBot для более динамичной сборки.
До ½ времени и ⅕ стоимости ведущей службы 3D-печати металлом
РУКОВОДСТВО: 3D-ПЕЧАТЬ МЕТАЛЛОМ
Это руководство даст вам четкое представление о том, как работает 3D-печать металлом FDM, чтобы понять, подходит ли она вам и вашему бизнесу.
РУКОВОДСТВО: 3D-ПЕЧАТЬ МЕТАЛЛОМ
Это руководство даст вам четкое представление о том, как работает 3D-печать металлом FDM, чтобы понять, подходит ли она вам и вашему бизнесу.
ULTRAFUSE® 316L НЕРЖАВЕЮЩАЯ СТАЛЬ
Печать цельнометаллических деталей на МЕТОД
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
550°С
Максимальная температура
561 МПа
Прочность на растяжение
128 ХВ10
Твердость
ULTRAFUSE® 316L НЕРЖАВЕЮЩАЯ СТАЛЬ
Печать цельнометаллических деталей на МЕТОД
Детали BASF Ultrafuse 316L из нержавеющей стали сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
550°С
561 МПа
128 ХВ10
Максимальная температура
Прочность на растяжение
Твердость
Приложения для 3D-печати металлом
ВИНТОВАЯ ШЕСТЕРНЯ
Время печати: 6ч 33м
Зубчатые колеса в узлах могут иметь, казалось бы, бесконечное разнообразие размеров и конструкций зубьев. Металл обычно является предпочтительным материалом для зубчатых колес из-за возможных сил, температур и истирания.
Решетчатый ключ на 15 мм
Время печати: 2ч 28м
Этот гаечный ключ на 15 мм является примером ручного или, возможно, инструмента на конце манипулятора, который был облегчен для снижения нагрузки на техника или роботизированную руку, что позволяет прикладывать дополнительное усилие с меньшим напряжением.
КОЛЕСНАЯ ГАЙКА F1
Время печати: 25ч 56м
Колесная гайка F1 должна выдерживать экстремальные нагрузки и температуры, так как она подвергается воздействию пиковых условий гонок. Он также должен выдерживать во время замены шины даже более прямые силы, чтобы избежать зачистки, что снова требует использования металла в качестве предпочтительного материала.
Печатайте металлы, композиты и полимеры на одной машине.
Печать из углеродного волокна и ряда полимеров с помощью камеры, нагретой до 60°C
Распечатайте полный каталог материалов MakerBot из металлов, композитов и полимеров с превосходной точностью и прочностью в камере, нагретой до 110°C.
Print Carbon Fiber + полный спектр инженерных композитов и полимеров с нагреваемой камерой до 110°C
Print Carbon Fiber и набор полимеров с помощью нагреваемой камеры до 60°C
Print Carbon Fiber и набор полимеры с помощью камеры с подогревом до 60°С
Print Carbon Fiber + весь спектр инженерных композитов и полимеров с камерой с подогревом до 110°С
ЗАПРОСИТЬ ЦЕНУ СЕГОДНЯ
Настольный 3D-принтер Metal Studio
DESKTOP METAL
STUDIO SYSTEM 2™
Комплексное решение для 3D-печати сложных металлических деталей 902 902 In-8 Представляем новую Desktop Metal Studio 2 для 3D-печати металлом. Первое комплексное доступное решение для 3D-печати сложных металлических деталей из различных металлических сплавов, включая нержавеющую сталь, медь и инструментальные стали.
Посмотреть видео
Брошюра
Запросить демонстрацию
Сделать запрос
Обзор
Ключевая особенность
Преимущества
Как это работает
Материалы
Приложения
Запросить цену
Доступная 3D-печать металла
Studio System 2 от Desktop Metal была создана, чтобы позволить инженерам и проектным группам производить сложные металлические детали быстрее, точнее и в безопасной рабочей среде без необходимости использования специальных помещений или выделенных операторов. . Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
Узнайте больше о Desktop Metal Studio, посмотрев видео
Сложное программное обеспечение
Мощное программное обеспечение создает планы сборки и спекания для каждого проекта и материала. Автоматические опоры и параметры управления обеспечивают бесшовную 3D-печать.
Максимальная производительность
3D-печать до 24 кубических дюймов в день из различных металлических материалов. Максимальное разрешение принтера 50 мкм
Создан для работы
Система управления движением была построена с использованием шариковых винтов с кодировкой вместо ремней, а в сочетании с автоматическим выравниванием и обогреваемой зоной сборки вы получаете превосходную геометрическую точность и показатели успеха строительства.
Доступный
Безопасный и простой
Съемные опоры
Точные высококачественные детали
Ускорьте работу по металлу
Больше не нужно ждать обработанных или литых деталей. Выполняйте итерации быстрее, печатая очень сложные металлические детали, не выходя из офиса.
ЗАПРОС ИНФОРМАЦИИ
Как это работает
Процесс 3D-печати металлом в 3 простых шага
Шаг 1. Подготовьте файлы
Безопасное веб-программное обеспечение изготавливает файлы STL или CAD, автоматически создавая опоры и управляя параметрами на основе геометрии детали и материала.
Этап 2 — 3D-печать
Слой за слоем зеленая деталь формируется путем экструзии связанных металлических стержней — металлического порошка, скрепленного полимерными связующими — в процессе, называемом Bound Metal Deposition™.
Этап 3 – Спекание
После печати детали помещаются в печь. Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.
Представляем новую заменяемую печатающую головку 250 мкм с поддержкой профилей программного обеспечения. Это позволяет использовать новые геометрические формы и приложения, что приводит к получению более мелких деталей и мелких деталей с улучшенной поверхностью.
Камеры есть везде, так почему бы не поставить одну из них на монтажную плиту в камере? Эта камера записывает живые кадры детали во время ее печати и доступна в вашем веб-браузере. Теперь пользователи имеют полное представление о своей части и имеют возможность отслеживать успех печати.
Штабелируемые стеллажи — это новая функция, которая увеличивает частичную вместимость машины для удаления вяжущих и печи, увеличивая пропускную способность. Увеличение объема рабочей нагрузки устраняет типичные узкие места на стадиях агломерации.
Для обеспечения высокого качества деталей была добавлена новая конструкция реторты, обеспечивающая равномерность нагрева.
Устранение некоторых расходов на расходные материалы и снижение себестоимости детали за счет внешних газовых соединений.
Studio Fleet — это специальное и настраиваемое аппаратное решение для 3D-печати металлов для производства сложных металлических деталей в малых и средних объемах.
Материалы
Металлургия, лежащая в основе Studio System™, основана на науке о материалах и устоявшейся цепочке поставок порошка в индустрии литья металлов под давлением (MIM). В сочетании с обширным собственным опытом Desktop Metal в области обработки материалов, связующих компаундов и 3D-печати металлом в результате получаются высококачественные металлические детали по доступным ценам на материалы.
17-4 PH Нержавеющая сталь
| Studio System 2
Материал: 17-4 PH Нержавеющая сталь
17-4 Нержавеющая сталь — это дисперсионно-твердеющая сталь, используемая в широком диапазоне промышленных применений, в том числе в средах с умеренной коррозией и высокими требованиями к прочности.
Технические характеристики
Ось XY
После спекания:
Предел текучести: 695 МПа
Предельная прочность на растяжение: 925 МПа
Удлинение при разрыве: 5,3%
Твердость (HRC): 26
Плотность (г/куб.см): 7,56
Применение
Производственное оборудование
Химическая обработка
Пищевая промышленность
Компоненты насоса
Клапан
Крепеж
Приспособления и приспособления
Технология/процесс
Осаждение связанного металла™
Учить больше
Нержавеющая сталь 316L
| Studio System 2
Материал: Нержавеющая сталь 316L
Нержавеющая сталь 316L характеризуется коррозионной стойкостью и работоспособностью как при высоких, так и при низких температурах. Это полностью аустенитная сталь, идеально подходящая для суровых условий.
Спецификации
Спеченный:
Предел прочности при растяжении: 533 МПа
Предел текучести: 169 МПа
Удлинение: 66%
Твердость (HRB): 66
Плотность (относительная): 97%
Применение
Химическая и нефтехимическая переработка
Пищевая промышленность
Лабораторное оборудование
Медицинские приборы
Морской
Ювелирные изделия
Производство электроэнергии
Переработка нефти
Очистка воды
Производство целлюлозы и бумаги
Технология/процесс
Bound Metal Deposition™
Учить больше
h23 | Студийная система 2
Материал: Инструментальная сталь h23
Инструментальная сталь h23 – это горячеобрабатываемая сталь с высокой твердостью в горячем состоянии, стойкостью к термическому усталостному растрескиванию и стабильностью при термической обработке. Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.
Характеристики
Предел текучести :
Спеченный: 650 МПа
Термически обработанный: 1250 МПа
Кованые, термообработанные: 1525
Предельная прочность на растяжение :
Спеченный: 1325 МПа
Термически обработанный: 1720 МПа
Деформируемый, термообработанный: 1950 МПа
Удлинение при разрыве :
Спеченный: 2,3%
Термически обработанный: 5,8%
Кованые, термообработанные: 9%
Твердость:
Спеченный: 35
Термически обработанный: 45
Кованые, термообработанные: 54
Плотность :
Спеченный: ≥93,5%
Кованый, термообработанный: 100%
Применение
Экструзионные матрицы
Формы для литья под давлением
Штампы для горячей штамповки
Литые под давлением стержни, вставки и полости
Технология/процесс
Bound Metal Deposition™
Учить больше
4140 Хромистая сталь
| Studio System 2
Материал: 4140 Хроммолибденовая сталь
Одна из самых универсальных сталей, сталь 4140 характеризуется ударной вязкостью, высокой усталостной прочностью, стойкостью к истиранию и ударным нагрузкам.
Характеристики
Предел текучести :
Термическая обработка: 1060 МПа
Деформируемый (термически обработанный): 1500 МПа
Предел прочности при растяжении :
Термическая обработка: 1450 МПа
Деформируемый (термически обработанный): 1990 МПа
Удлинение при разрыве :
Термически обработанный: 5,5%
Кованый (термически обработанный): 10%
Твердость (HRC) :
Термообработанный: 40
Кованые (термически обработанные): 52
Плотность :
Термическая обработка: 95%
Кованый (термически обработанный): 100%
Приложение
Универсальные промышленные изделия из стали, такие как:
Приспособления и приспособления
Автомобилестроение
Болты/гайки
Шестерни
Стальные муфты
Технология/процесс
Bound Metal Deposition™
Учить больше
Медь | Studio System 2
Материал: Медь
Медь характеризуется своей электро- и теплопроводностью и пластичностью и идеально подходит для электрооборудования, сантехники и теплообмена.
Спецификации
Спеченный:
Предел прочности при растяжении: 195 МПа
Предел текучести: 45 МПа
Удлинение: 37%
Плотность (г/куб.см): 8,75
Применение
Бытовая и промышленная электроника
Теплообменники
Антенны
Катушки индуктивности
Технология/процесс
Bound Metal Deposition™
Учить больше
Ti64 | Studio System 2
Материал: Титановый сплав
Ti64 представляет собой сплав титана, алюминия и ванадия с высоким отношением прочности к весу и коррозионной стойкостью.
Спецификации
Предельная прочность на растяжение :
Спеченный: 845 МПа
Предел текучести :
Спеченный: 730 МПа
Удлинение :
Спеченный: 17%
Плотность (относительная): 97,5%
Применение
Широкий спектр высокопроизводительных приложений, таких как:
Специальные автомобильные компоненты, включая шатуны и коробки передач для гонок
Прототипы медицинских изделий, включая пинцеты, щипцы, зажимы, шовные инструменты и т. д.
Потребительские товары, включая спортивные товары и ювелирные изделия
Технология/Процесс
Bound Metal Deposition™
Учить больше
Инконель 625 | Studio System 2
Материал: Никелевый сплав IN 625
Инконель 625 (IN625) — суперсплав с высоким содержанием никеля, идеально подходящий для суровых условий в воде или вне воды, характеризующийся превосходной прочностью, жаростойкостью и коррозионной стойкостью.
Инструментальная сталь D2 — это универсальный материал, обеспечивающий прочность инструмента, а также коррозионную стойкость, что является ключевым преимуществом для систем с конформным охлаждением.
Specs
Механические свойства (после закалки и отпуска):
Прочность на разрыв в поперечном направлении (ГПа): 3,1, ASTM B528
Твердость (HRC): 56,5, ASTM E18
Плотность: 7,5 г/см³
Применение
Режущие компоненты
Вставки и полости для литья под давлением с конформным охлаждением
Компоненты инструмента для холодной штамповки
Технология/процесс
Учить больше
Превосходные свойства
Подобно литью металлов под давлением (MIM), система Desktop Metal Studio использует объемное спекание для достижения плотности более 98%. Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками.
Additional Materials : By enabling the use of metal powders from Для индустрии MIM наши системы имеют доступ к широкому спектру существующих материалов — от сталей и алюминия до суперсплавов и титана.
Детали почти чистой формы
Система Desktop Metal Studio производит металлические детали почти чистой формы с точностью и разрешением слоев, необходимыми для функционального прототипирования и множества других приложений. Бесшовный опыт 3D-печати, от печати до спекания, создается с помощью мощного программного обеспечения и автоматического создания поддержки.
Жесткие допуски ± 0,002 дюйма/дюйм (зависит от геометрии)
Удаление опор вручную
Система Desktop Metal Studio не требует электроэрозионной обработки или механической обработки для удаления опорных конструкций. Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
Доступная 3D-печать металлом внутри компании
СМОТРЕТЬ СОВМЕСТИМЫЕ СПЛАВЫ
Оборудование
Команда разработчиков Desktop Metal разработала 3D-принтер Studio, который на сегодняшний день является самым доступным решением для 3D-печати металлом. Благодаря мощному веб-программному обеспечению, вспомогательному материалу, который можно удалить вручную, и быстрой замене материалов система Studio была разработана с нуля для полной интеграции в рабочий процесс разработки продукта.
Принтер
3D-принтер Studio Desktop Metal выдавливает связанные металлические стержни, как в пластиковой системе FDM. В отличие от лазерных 3D-принтеров DMLS, которые выборочно связывают металлические порошки, система Studio не требует каких-либо особых требований к безопасности или оборудованию и дает возможность производить заполнение с закрытыми порами для легких конструкций, а также работать с более широким спектром металлических сплавов.
Том сборки
300 x 200 x 200 мм (12 x 8 x 8 дюймов)
Сборочная камера
С подогревом
Экструдер в сборе
Двойные быстросъемные печатающие головки
Высота слоя (в зеленом состоянии)
50–150 мкм, печатающая головка высокого разрешения
150–300 мкм, печатающая головка стандартного разрешения
Диаметр сопла (строительный носитель)
0,40 мм, стандартное разрешение
0,25 мм, высокое разрешение
Загрузить спецификацию
Печь
Печь Studio System 2 спроектирована как самая простая в использовании печь из когда-либо созданных. Он сначала нагревает детали, чтобы удалить все связующие вещества, а затем повышает температуру почти до точки плавления, чтобы обеспечить спекание промышленной прочности в удобном для офиса пакете. Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
Атмосфера
Спекание при парциальном давлении (в вакууме)
Отопление
Нагревательные элементы SiC (4 стороны)
Максимальная температура
1400 °С (2552 °F)
Площадь рабочей нагрузки
3000 см2 (465 в
Рабочая нагрузка
300 x 200 x 170 мм (11,8 x 7,9 x 6,9 дюйма)
Загрузить спецификацию
Рабочий процесс, управляемый программным обеспечением
Система Desktop Metal Studio была разработана как полноценный рабочий процесс, не требующий стороннего оборудования. Каждый этап процесса 3D-печати полностью автоматизирован и управляется программным обеспечением, что упрощает переход от CAD к металлической детали.
Быстрая смена материалов
По сравнению с лазерными системами, где смена материала может представлять угрозу безопасности и может занять неделю или больше, 3D-принтер Studio был разработан с возможностью замены, безопасных в обращении картриджей для материала и быстрой замены. печатающие головки.
Удобное для офиса спекание
Первая в своем роде печь для спекания оснащена сменными алюминиевыми газовыми баллонами и дополнительными разъемами для простого управления газом. Встроенные фильтры сточных вод, холодные ловушки с связующим веществом, отказоустойчивые устройства и системы обнаружения делают эту систему безопасной для использования в цехах.
Expert Metallurgy Встроенная
Настольная печь для спекания Metal объединяет уникальные профили материалов с данными деталей для построения планов спекания для каждой детали. Благодаря терморегулированию с замкнутым контуром обеспечивается регулирование нагрева в режиме реального времени на протяжении всего цикла спекания, что обеспечивает равномерный нагрев и охлаждение каждой детали.
Малосерийное производство с
Studio Fleet
УЗНАТЬ БОЛЬШЕ
Нержавеющая сталь, медь и инструментальная сталь — вот некоторые из многих критических материалов, которые Studio System привносит в 3D-печать. Каждый сплав проходит тщательную проверку ведущими мировыми учеными-материаловедами, а наши основные материалы неизменно соответствуют или превосходят отраслевые стандарты.
17-4 PH Спецификация материалов
17-4 PH Нержавеющая сталь для прочности и коррозионной стойкости
Низколегированная среднеуглеродистая сталь AISI 4140 для высокой прочности и ударной вязкости
Инструментальная сталь
х23 на твердость и стойкость к истиранию при повышенных температурах
Нержавеющая сталь 316L для коррозионной стойкости при высоких температурах
Медь по тепло- и электропроводности
Суперсплав Inconel 625 для прочности и коррозионной стойкости при высоких температурах
Простой двухэтапный процесс
Распечатанные детали помещаются непосредственно в печь. Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте.
Безопасность прежде всего
Не имеет запаха и безопасен для окружающей среды благодаря отсутствию фазы, разрушающей растворитель. Нет необходимости в дополнительных вентиляторах или респираторах. Studio System 2 позволяет пользователям настроить и запустить систему в кратчайшие сроки.
Детали высокого качества
Сложная геометрия (требующая высоких, тонких, сложных опор) теперь возможна благодаря новым составам материалов и профилям печати/спекания.
Рабочий процесс, управляемый программным обеспечением
Для автоматизированного рабочего процесса от печати до спекания с помощью программного обеспечения Fabricate не требуется опыта металлурга или механика
Приложения
Кронштейн станка
Зажимы и приспособления Титановый сплав 64 (Ti64)
Этот кронштейн станка был разработан с использованием гироидного решетчатого заполнения и титана вместо нержавеющей стали 17-4PH для уменьшения веса и материала. при сохранении необходимой функциональной прочности и жесткости.
Полное описание
Было бы невозможно создать геометрию этой детали с использованием обычных производственных процессов из-за ее сложности. Более того, 3D-печать этого нового дизайна на Studio System 2 в Ti64 позволяет снизить вес детали на 59процентов.
Ti64 для Studio System 2 производит легкие 3D-печатные детали благодаря высокому соотношению прочности к весу, что делает его идеальным для бесчисленных приложений в ключевых отраслях, таких как аэрокосмическая и оборонная, автомобильная, нефтегазовая и медицинская.
Технические характеристики
Расчетная экономия веса детали: 55-60%
Технология/процесс
Осаждение связанного металла (BMD)™
Насадка-цветок
Промышленное оборудование Нержавеющая сталь 316L
Эта насадка-цветок была напечатана на 3D-принтере с помощью Desktop Metal Studio System 2™ и используется для распыления жидкости в промышленном оборудовании.
Полное описание
Из-за сложной геометрии этот тип детали обычно отливается с последующей обширной вторичной обработкой. С помощью Studio System 2™ сопло можно напечатать на 3D-принтере без затрат времени на подготовку и настройки, связанных с литьем, что позволяет выполнять единичные и мелкосерийные заказы.
Характеристики
Размер (мм): 123 x 123 x 45
Стоимость печати ($): 184,00
Технология/процесс
Bound Metal Deposition™
Шестерня токарного станка
Промышленное оборудование 17-4 PH Нержавеющая сталь
Эта деталь представляет собой запасную шестерню для винтажного токарного станка. Металлическая 3D-печать позволяет изготавливать старые детали по гораздо более низкой цене.
Полное описание
В некоторых случаях запасные части больше не доступны либо со склада, либо от OEM (производителя оригинального оборудования). Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа.
Характеристики
Размер (мм): 82 x 82 x 27
Стоимость печати ($): 58,00
Стоимость станка ($): 260,67
Экономия по сравнению с механической обработкой: 77,70%
Технология/процесс
Bound Metal Deposition™
Приспособление для проверки резьбы APG
17-4 PH Нержавеющая сталь (Studio System)
Это приспособление вставляет устройство для проверки резьбы в деталь на производственной линии. Он предназначен для многократного использования и должен легко производиться, чтобы поддерживать производственную линию.
Полное описание
Приспособление необходимо регулярно заменять по мере износа. Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы.
Характеристики
Размер (мм): 47 x 28 x 15
Стоимость печати: $14,00
Технология/процесс
Bound Metal Deposition™
Тройной коллектор
Производство Сплав 625
Эта часть объединяет три пути потока в один через внутренние каналы. Эти каналы было бы невозможно обработать, и вместо этого их нужно было бы просверлить прямыми отверстиями и заглушить.
Полное описание
Печать в системе Studio позволяет проектировать эти каналы в соответствии с их назначением, а не методом изготовления. Эта деталь может быть изготовлена всего за несколько дней с минимальными затратами труда.
Характеристики
Размер (мм): 108 x 101 x 98
Стоимость печати: ($) 906,00
Стоимость DMLS ($): 4069,28
Экономия по сравнению с механической обработкой: 77,74%
Технология/процесс
Bound Metal Deposition™
Генерирующая головка поршня
Генеративный дизайн, прототипирование 4140
Прототип головки поршня для поршневого двигателя, оптимизированный с помощью генеративной конструкции. Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать.
Полное описание
Зачастую переход от проектирования к производству занимает месяцы или даже годы. С помощью Studio System можно легко создавать прототипы и тестировать различные конструкции поршней, что ускоряет сроки разработки продукта, сокращает время выхода на рынок и предоставляет новые возможности для оптимизации, включая генеративный дизайн, при этом избегая задержек с ЧПУ и времени выполнения заказов.
Характеристики
Размер (мм): 105 x 105 x 54
Стоимость печати ($): 271,00
Стоимость станка ($): 568,13
Экономия по сравнению с механической обработкой: 52,30%
Технология/процесс
Bound Metal Deposition™
Наконечник горелки YE6
Инструменты и оборудование Нержавеющая сталь 316L
Наконечник горелки был первоначально отлит в 1950-х годах. С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления.
Полное описание
Стоимость новых инструментов обычно исчисляется десятками тысяч долларов. Таким образом, Studio System 2, принтер, изначально разработанный для простой установки и использования, обеспечивает значительную экономию средств, особенно когда речь идет о производстве устаревших деталей с низкими затратами и без ущерба для качества деталей.
Характеристики
Размер (мм): 139 x 139 x 86
Стоимость печати ($): 193,46
Стоимость станка: ($) 694.00
Снижение затрат: 72,00%
Технология/процесс
Bound Metal Deposition™
Спиральный теплообменник
Производство Медь
Этот теплообменник обеспечивает гораздо более высокую скорость теплопередачи, чем детали традиционного производства. Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
Полное описание
Система Studio позволяет легко печатать сложную геометрию теплообменника как отдельного компонента. Его нельзя изготовить как один компонент с помощью станков с ЧПУ из-за его тонких внешних ребер и сложного внутреннего спирального канала охлаждения.
Характеристики
Размер (мм): 78 x 64 x 58
Стоимость печати ($): 443,00
Стоимость станка ($): 2138,00
Снижение затрат: 79,28%
Технология/Процесс
Bound Metal Deposition™
Форма для застежки-молнии
Материал: Инструментальная сталь h23
Эта деталь представляет собой вкладыш пресс-формы для изготовления цинковых застежек-молний.
Полное описание
3D-печать вкладышей пресс-формы сокращает время производственного цикла и позволяет быстро итерировать и совершенствовать конструкции застежек-молний.
Рюкзак-органайзер Klein Tools’ Tradesman Pro имеет 39 карманов для хранения большого количества инструментов, в том числе жесткий литой передний карман для защитных очков и передний карман на молнии для хранения незакрепленных деталей. Ярко-оранжевый интерьер поможет вам быстрее найти нужные инструменты. Прочное формованное основание защищает от непогоды и является водостойким.
Технические характеристики
Каталожный номер
55421БП-14
Производитель
Кляйн Инструменты
Марка
Кляйн Инструменты
Суббренд
Торговец Про�
Страна происхождения
Бангладеш
Сделано в США
№
Цвет
Черный с оранжевым/серым
Материал
1680d баллистическое плетение; Твердое полипропиленовое дно
Специальные функции
Водостойкий
УПК
092644554674
Ключевые слова для багажа — поиск ключевых слов для SEO и Google AdWords для вашего веб-сайта
Пока люди носят одежду и путешествуют, спрос на багаж никуда не денется. Конечно, людям по-прежнему будут нужны чемоданы, но то, что потребители хотят и ожидают от своих покупок, постоянно меняется. Чтобы выделиться на протяжении всего процесса принятия решения покупателем, который перегружен просмотром новых вариантов и функций, вашему бизнесу сейчас как никогда нужна эффективная маркетинговая стратегия.
Сначала вам нужно будет провести обширное исследование ключевых слов для целей SEO, поэтому наш список выше был отличным местом для начала! Оптимизация вашего SEO начинается с понимания вашего целевого рынка; кто они, где они, чего они хотят, как они просят об этом, где они просят об этом — вы называете это. Ответив на эти вопросы, вы получите лучшее представление о наиболее подходящих ключевых словах для ставок, а также сможете начать понимать, как именно ориентироваться на аудиторию, которая с наибольшей вероятностью превратится в клиентов.
По-настоящему ценным инструментом для понимания и дальнейшего сегментирования вашей аудитории является искусство создания персонажей печально известных покупателей. Ваши предложения популярны среди деловых путешественников? Семьи с маленькими детьми? Покупатели, которые ищут дешевые и долговечные варианты, а не модные или дорогие? Начните с нескольких обычных/постоянных клиентов и попытайтесь создать персонажа, который лучше всего отражает их основные демографические данные и покупательское поведение. Таким образом, вы можете использовать их для сегментации потенциальных клиентов и наиболее эффективного маркетинга для различных типов клиентов.
Если у вас есть четкое представление о том, для кого вы продаете, внимательно изучите сообщение, которое вы пытаетесь донести до своих клиентов и не только. В отрасли с таким количеством конкурентов особенно важно максимально дифференцировать свой бренд. Продвижение и подчеркивание вашего ценностного предложения — это здорово, но вам, возможно, потребуется проявить больше творчества, чтобы действительно выделиться. Не бойтесь, существует множество способов, которыми вы можете помочь своему бренду подняться, в чем он может нуждаться!
Расширение вашего веб-сайта не только полезно для SEO, но и действительно может помочь сделать ваш бренд узнаваемым и авторитетным.
это крупнейший российский производитель асинхронных электродвигателей. Специализация ВЭМЗ — низковольтные электродвигатели мощностью от 0,75 до 315 кВт общепромышленного и специального исполнений, энергосберегающие двигатели.
По основным характеристикам двигатели ВЭМЗ соответствуют международным и европейским нормам.
Владимирский электромоторный завод входит в состав Российского электротехнического концерна «РУСЭЛПРОМ», объединяющего ряд крупных электромашиностроительных предприятий России.
Ассортимент продукции, выпускаемой группой компаний ВЭМЗ, постоянно расширяется и совершенствуется. В сотрудничестве с научно-исследовательским проектно-конструкторским и технологическим институтом электромашиностроения завод занимается созданием новых видов электродвигателей и модернизацией существующих серий.
На предприятии постоянно ведутся работы по техническому перевооружению. За последние несколько лет введен в эксплуатацию комплекс высокотехнологичного оборудования по выпуску алюминиевого литья, оснащено новым оборудованием штамповочное, обмоточно-пропиточное и механическое производство, освоен выпуск новой серии энергоэффективных двигателей серии 7АVE.
Продукция ВЭМЗ
На заводе производят трехфазные асинхронные двигатели общепромышленного назначения, а также специальные модификации: взрывозащищенные, однофазные, двигатели для привода лифтов, бессальниковых компрессоров холодильных машин, электрических талей, вибромашин, вспомогательных механизмов магистральных электровозов, станков-качалок.
Электродвигатели выпускаются в различных исполнениях по степени защиты (брызгозащищенные, закрытые обдуваемые, взрывозащищенные) и имеют исполнения для эксплуатации в различных климатических зонах.
Сертификация ISO 9001
Электродвигатели ВЭМЗ и система менеджмента качества, внедренная на предприятии, сертифицированы британской корпорацией «Регистр Ллойда» (Lloyds’ Register Quality Assurance) на основе международного стандарта ISO.
ЕС Декларация Соответствия
Получена Декларация соответствия международным стандартам с правом маркировки продукции знаком «СЕ» — это официальное подтверждение, что продукция ВЭМЗ безопасна и соответствует всем требованиям и нормам.
РУСАКОВСКИЙ Алексей Михайлович
генеральный директор ООО «Группа компаний «ВЭМЗ»
С 1990 года — главный инженер Владимирского электромоторного завода.
С 1997 года — генеральный директор ОАО «ВЭМЗ»,
с 2010 года — генеральный директор ООО «Группа компаний «ВЭМЗ».
Доктор электротехники, академик Академии электротехнических наук РФ.
Является членом научно-экономического совета при губернаторе Владимирской области, членом Правления Торгово-промышленной палаты Владимирской области.
Депутат Законодательного Собрания Владимирской области шестого созыва.
Электродвигатели высокооборотные с установочной позицией – (лапы + фланец)
Использование асинхронных электродвигателей во всех областях промышленных производств, в обслуживании общественных коммуникаций, в сельском хозяйстве и в быту необычайно широко. Причем, потребительский спрос на приводные устройства этого типа с каждым годом растет. Одновременно повышаются требования к качественным характеристикам продукта.
Корпорация российских электротехнических компаний IEK занимает передовые позиции в производстве трехфазных асинхронных электродвигателей. Серия АИР, объединяющая несколько линеек продукта, доказала свою жизнеспособность в самых сложных условиях эксплуатации. Двигатели работают в широком диапазоне температур внешней окружающей среды, обладают хорошей защитой внутреннего устройства от проникновения пыли и влаги.
Плодотворное сотрудничество IEK с международным научно-техническим объединением Интерэлектро, определил основные приоритеты производства. Адаптационная доступность подключения в рабочие цепи электродвигателей, средств и устройств управления и защиты, изготовленных на предприятиях стран-партнеров по Интерэлектро, повышает их универсальность и функционал.
В нашем магазине вы можете заказать трехфазные асинхронные электродвигатели АИР в установочном варианте – (лапы + фланец). Уникальность этой монтажной конструкции состоит в том, что наряду с функцией приводящего устройства, двигатель принимает на себя частичную несущую нагрузку обслуживаемого механизма, системы. Крепление лап к устойчивой поверхности и жесткое фланцевое сцепление с приводимым в действие устройством, повышает прочность и устойчивость всей конструкции. Электродвигатели с установочной позицией – (лапы + фланец), часто используются для оснащения вентиляционных механизмов и насосных станций.
Каталог асинхронных трехфазных электродвигателей АИР представлен тремя линейками, с различным оборотным числом, при котором крутящий момент устройства достигает наибольшей эффективности: 1000 об/мин, 1500 об/мин, 3000 об/мин.
Линейка электродвигателей АИР с оптимальным числом оборотов в минуту, равным 1000, имеет следующий ряд характеристик мощности отдельных моделей:
— 180 Вт – 750 Вт;
— 1,1кВт – 22 кВт.
Для приводных устройств серии, следующей линейки – 1500 об/ минуту, мощность в восходящем порядке охватывает диапазон, от 0,12 до 37 кВт.
Самые высокооборотные электродвигатели АИР, по мощности укладываются в ряд, начинающийся минимальным значением 0,18 кВт и завершающийся 37 кВт.
При правильной эксплуатации производитель дает 3-летний гарантийный срок на все серийные электродвигатели.
Производители электрооборудования
Нажмите на логотип производителя чтобы посмотреть все его товары в этом разделе.
Внимание! Внешний вид товара, комплектация и характеристики могут изменяться производителем без предварительных уведомлений. Данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Указанные цены действуют только при оформлении требуемой продукции через форму заказа сайта shop220.ru (корзину).
Также в разделе «Электродвигатели, преобразователи частоты, устройство плавного пуска»:Преобразователи частоты (частотные преобразователи) » Устройство плавного пуска (софтстартеры) » Реле защиты двигателя серии MPR EKF » Электродвигатели асинхронные трехфазные (лапы) » Электродвигатели асинхронные трехфазные (фланец) »
Введение ввозной пошлины на асинхронные электродвигатели
Вмешательство 20095 г. : Россия: Введение ввозной пошлины на асинхронные электродвигатели
УРОВЕНЬ РЕАЛИЗАЦИИ
Национальный
ПОСТРАДАВШИЙ ПОТОК
приток
ОБЪЯВЛЕН ВРЕМЕННО
Нет
ОБОСНОВАНИЕ, НЕ СВЯЗАННОЕ С ТОРГОВЛЕЙ
Нет
СООТВЕТСТВУЮЩИЕ ФИРМАМ
все
ДЖАМБО
Нет
ТАРИФНЫЙ ПИКОВЫЙ
Нет
С 3 мая 2009 года введена ввозная пошлина в размере 15% на электродвигатели асинхронные (коды 8501 51 000 1 и 8501 52 2000 1) сроком на 9 месяцев.
Консолидировано по Единому таможенному тарифу Таможенного союза на уровне 10%, но не менее 20 евро/шт.
Электродвигатели, генераторы и трансформаторы; части
» > 461
Электродвигатели, генераторы и трансформаторы; части
Электродвигатели и генераторы (кроме генераторных установок).
» > 8501
Электродвигатели и генераторы (кроме генераторных установок).
мощностью не более 750 Вт
» > 850151
мощностью не более 750 Вт
мощностью более 750 Вт, но не более 75 кВт
» > 850152
мощностью более 750 Вт, но не более 75 кВт
⚑ Пожалуйста, сообщите об этой странице, если вы обнаружите неточность в ее содержании.
Российская компания Electric Vehicle Technologies разрабатывает уникальную гибридную силовую установку для мирового парка
В настоящее время большинство электромобилей, находящихся в России, импортируются. В последние годы некоторые российские бизнесмены объявили о своих планах начать коммерческое производство электромобилей в стране, однако из-за отсутствия производства некоторых важных компонентов, таких как двигатели и тяговые двигатели, такие планы были приостановлены.
Фото предоставлено shbs через Pixabay
Компания «
Электромобилетехника», один из ведущих российских разработчиков электромобилестроения, завершила проектирование нового тягового электродвигателя.
Этот тяговый электродвигатель уникален тем, что представляет собой синхронный двигатель без постоянных магнитов, который, по словам представителей компании, является единственным в своем роде.
«В настоящее время в мире существует два основных типа тяговых двигателей: асинхронный, который устанавливается на электромобили Tesla, и синхронный двигатель с постоянными магнитами, который характерен для большинства электромобилей, выпускаемых мировыми автопроизводителями, в том числе Toyota , Honda и некоторые другие», — рассказал Илья Федичев, технический директор компании «Электротранспортные технологии». «Однако [это] уникально, поскольку это синхронный двигатель без постоянных магнитов. В настоящее время аналогов ему в мире нет».
Этот двигатель важен, поскольку он может создать условия для более широкого производства электромобилей и гибридных электромобилей в России.
В последние годы некоторые российские бизнесмены объявили о своих планах начать коммерческое производство электромобилей в стране, однако из-за отсутствия производства некоторых важных компонентов, таких как двигатели и тяговые двигатели, эти планы были приостановлены. Большинство электромобилей в России импортные.
Преимущества новых технологий
Теперь эта система может быть установлена на гибридные электромобили в правительстве Москвы, говорится в недавних заявлениях компании и официального представителя правительства Москвы, контролировавшего реализацию проекта.
Новый силовой агрегат, который компания называет ДВИТ 40, имеет один из самых высоких показателей мощности среди аналогов, доступных на мировом рынке: 10 000 об/мин при КПД 93%, по словам Федичева.
Однако, несмотря на такие высокие показатели производительности, новый агрегат очень компактен и стоит в 2,5 раза дешевле большинства аналогов, добавил Федичев.
Новый силовой агрегат уже запатентован его разработчиками. Он построен на основе синхронной тяги. По своим мощностным характеристикам новый двигатель аналогичен двухлитровому дизелю и рекомендован для установки на автомобили массой до трех тонн.
В его привод входят двигатель внутреннего сгорания, тяговый двигатель ДВИТ 40 с регулятором управления. Благодаря своей специфической конструкции силовой агрегат допускает движение на двигателе внутреннего сгорания и электродвигателе.
Также предусмотрена возможность одновременного использования двигателя внутреннего сгорания и электродвигателя, а также использования двигателя внутреннего сгорания в качестве генератора.
Новый двигатель мощностью 40 кВт может развивать скорость до 120 км/ч. В него также входит блок литиевых батарей, который будет поставлять Роснано, российская монополия в области нанотехнологий.
«Он сделан из железа и меди, а все его части произведены в России», — рассказал Алексей Фурсин, начальник управления науки, промышленной политики и предпринимательства правительства Москвы. «Это делает новый силовой агрегат одним из самых дешевых в мире. Он легко выдерживает перегрев и пиковые нагрузки до 80 кВт при номинальной мощности 40 кВт».
Тяговый двигатель весит примерно 99 фунтов и имеет размеры примерно 9 x 13 дюймов.
При серийном производстве будет стоить всего около 80 000 рублей (1200 долларов США). Это значительно ниже у некоторых западных аналогов: у швейцарского двигателя MES мощностью 40 кВт, который весит около 214 фунтов и имеет размер 19 x 9 дюймов, и стоит около 3000 долларов, а также у китайского CMLA28 от Shenzhen Greatland Electrics, который весит около 120 фунтов, размер 24 x 17 дюймов и цена 3100 долларов.
Применение технологии
Однако Федичев заметил, что асинхронные двигатели мало подходят для легковых автомобилей.
— Для его перемещения нужны большие пусковые токи, — сказал Федичев. «Поэтому в начале работы ему нужна мощность 300 кВт, а потом он едет на мощности 30 кВт. На самом деле очень дорогой мотор оправдывает свою цену только на старте, после чего уровень его утилизации значительно снижается. Она хороша для работы на постоянной скорости, а если вы хотите ее изменить, то нужно устанавливать специальные системы управления. И второй минус «асинхронника» — сильный прогрев ротора».
У синхронных двигателей таких недостатков нет, но есть еще один существенный недостаток: постоянные магниты. Этот тип магнита ограничивает скорость ротора и движение автомобиля.
Кроме того, цена этих магнитов высока, так как они сделаны из редкоземельных металлов, добыча которых монополизирована Китаем.
Коммерческое производство нового силового агрегата начнется во втором квартале 2019 года, сообщил представитель Electric Vehicle Technologies.
По словам некоторых источников, близких к проектировщикам и «Сколково», производство, вероятно, будет осуществляться на мощностях одного из производств «Роснано» в центральной части России.
Водяной насос высокого давления | Продажа водяных насосов высокого давления
Водяных насосов высокого давления
Водяные насосы высокого давления от PumpBiz охватывают весь спектр применения. Наш ассортимент насосов высокого давления от ведущих производителей включает в себя насосы с приводом от двигателя и электродвигателя, а также центробежные и диафрагменные насосы.
Продажа водяных насосов высокого давления
Мы продаем насосы высокого давления от самых надежных производителей страны. Несмотря на то, что у нас есть большой выбор насосов высокого давления для продажи, мы хотим быть уверены, что вы покупаете именно тот насос, который соответствует вашим потребностям. Если вы не уверены, какой насос лучше, позвоните нам. Хотя мы всегда рады продать вам насосы, мы хотим быть уверены, что это правильный насос для ваших нужд.
Электрические водяные насосы высокого давления
Для большинства применений электрические водяные насосы очень распространены. От насосов высокого давления для орошения до небольших насосов для льдогенераторов основная мощность обеспечивается электродвигателями. Если у вас есть относительно стационарная потребность в надежном электричестве, электронасосы высокого давления — ваш лучший выбор.
Водяные насосы высокого давления с приводом от двигателя
Gorman-Rupp и AMT являются одними из самых популярных брендов насосов высокого давления с приводом от двигателя. Их газовые или дизельные насосные двигатели обеспечивают портативность и надежность перекачивания высокого давления. Для пожарных насосов высокого давления мы также предоставили комплекты для переоборудования НД.
Производители водяных насосов высокого давления
У нас есть насосы от ведущих производителей насосов в США. Одними из наиболее популярных производителей насосов высокого давления являются All-Flo, Lanaster, Gorman-Rupp, Berkeley, AMT, MTH, Myers, Sta-Rite, Oberdorfer, Pedrollo, Flotech, Webtrol и Pumptech. Хотя это и не исчерпывающий список наших производителей насосов высокого давления, он должен дать вам представление о широком ассортименте насосов, доступных на PumpBiz.
Цены водяных насосов высокого давления
Цены на водяные насосы высокого давления сильно различаются. Вы можете приобрести насосы по цене от 75 до 5000 долларов и выше. Настоящий вопрос о ценах начинается с вашего приложения. Сколько стоят насосы высокого давления, разработанные по вашим спецификациям и потребностям. В левой части страницы указаны диапазоны цен. Если вы понимаете, в какой ценовой диапазон попадают ваши потребности, вы можете наполнить наши насосы по цене. Если вы не уверены, позвоните нам, и мы поможем вам найти правильный диапазон цен и правильный насос.
Посмотреть как Список
Сетка
Пункты 1-10 из 1049
Сортировать по
Должность наименование товара Номер модели ЦЕНА $ Максимальный расход (галлонов в минуту) Мощность (IE 0,5, 1, 1,5, 20) Имеет право на бесплатную доставку на сумму более 250 долларов США* Установить нисходящее направление
Показывать
5 10 15 20 25
на страницу
Посмотреть как Список
Сетка
Пункты 1-10 из 1049
Сортировать по
Должность наименование товара Номер модели ЦЕНА $ Максимальный расход (галлонов в минуту) Мощность (IE 0,5, 1, 1,5, 20) Имеет право на бесплатную доставку на сумму более 250 долларов США* Установить нисходящее направление
Показывать
5 10 15 20 25
на страницу
Насосы высокого давления
Насосы высокого давления
Aqua Energy
Aqua Energy предлагает широкий ассортимент водоструйных насосов высокого давления. (Насосы для гидрообработки) мощностью от 25 до 500 л.с. с давлением от 100 до 3500 бар (от 1450 до 50750 фунтов на кв. дюйм).
Показан насос мощностью 300 и 450 л.с., который может поставляться в горизонтальном или вертикальном исполнении. должность.
Давление и расход насоса высокого давления мощностью 300 л.с. варьируются от 190 бар при 620 л/мин до 1500 бар. @ 75,00 л/мин.
Насос мощностью 450 л.с. производит давление от 190 бар при 895,00 л/мин до 1500 бар при 108,00 л/мин.
Все наши насосы высокого давления поставляются с редукторами, подходящими для любого электродвигателя, любого дизельного двигателя или гидравлические моторы.
В качестве опции насосы могут поставляться с ременным или муфтовым приводом в соответствии с требованиями заказчика.
ПРИМЕНЕНИЕ
Наши насосы можно использовать для опрессовки, холодной резки, удаления лакокрасочного покрытия с любой стальной конструкции, удаление краски из балластных танков, удаление краски с судов, удаление краски из нефтяных танков, резка и снос бетона, удаление белых и желтых дорожных покрытий, очистка труб и многое другое во многих отраслях промышленности.
Насосы сверхвысокого давления
Насос сверхвысокого давления модели DL-300
Насос сверхвысокого давления DL-300 — один из самых мощных водоструйных насосов на рынке.
Он предлагает заказчику огромный выбор следующих значений давления и расхода при 1800 об/мин:
3000 бар при 51,00 л/мин (43000 фунтов на кв. дюйм при 13,50 гал/мин) 37 000 фунтов на кв. дюйм при 16,60 галлонов в минуту)
2 150 бар при 76,00 л/мин (31 000 фунтов на кв. дюйм при 20,10 галлонов в минуту)
1 800 бар при 90,00 л/мин (26 000 фунтов на кв. дюйм при 24,00 гал/мин)
1 550 бар при 106,00 л/мин (22 000 фунтов на кв. дюйм при 28,10 гал/мин)
расположение.
Все значения давления и расхода являются теоретическими при условии 100% эффективности.
Модель DL-200 и DL-210, насос сверхвысокого давления
Насосы сверхвысокого давления DL-200 и DL 210 поставляются в двух форматах.
2 800 бар при 27,00 л/мин (40 000 фунтов на кв. дюйм при 7,10 гал/мин)
2000 бар при 43,00 л/мин (29000 фунтов на кв. дюйм при 11,31 гал/мин)
Насос имеет внутренний редуктор для 1500 об/мин, 1800 об/мин или 2000 об/мин.
Переход на более высокое или более низкое давление/расход можно выполнить на рабочем месте примерно за один час.
Давление и расход являются теоретическими и основаны на 100% эффективности.
Модель DL-180, насос сверхвысокого давления
DL-180 представляет собой насос с рабочим давлением 2800 бар при 24,00 с редуктором на 1500 или 1800 об/мин.
Давление 2800 бар используется для удаления всех видов покрытий, включая белую и желтую дорожную разметку, зачистку корпуса и палубы с помощью наших ручных пистолетов, стенолазов и палубных чистящие средства.
Это давление и поток также идеально подходят для удаления очень твердых отложений с трубок теплообменников с внутренним диаметром от 10 мм до 25 мм.
Давление и расход являются теоретическими и предполагают 100% эффективность.
Модель DL-100, насос сверхвысокого давления
DL-100 — самый маленький из наших насосов сверхвысокого давления.
Насос поставляется с тремя различными редукторами 1500 об/мин, 1800 об/мин или 2200 об/мин
Ниже приведены наиболее распространенные значения давления и расхода.
3 450 бар при 12,00 л/мин (50 000 фунтов на квадратный дюйм @ 3,15 галстур)
2800 бар при 14,70 л/мин (40 000 фунтов на квадратный дюйм при 3,90 галлон в /м)
2000 бар при 21 40 л/мин (29 000 фунтов на пса при 5,60 гр.)
1500 бар при 26,00 л/мин (21750 фунтов на кв. дюйм при 6,90 галлонов в минуту)
Этот насос, работающий при 2800 бар, идеально подходит для точечной очистки стальных конструкций и бортов судов, когда судно находится в море.
Превосходно подходит для резки и очистки очень твердых отложений с небольших трубок конденсаторов и теплообменников с внутренним диаметром от 10 до 20 мм.
Этот насос сверхвысокого давления в сочетании с нашей насадкой для абразивного песка и бункером для абразива создает новый профиль SA-2,5 там, где первоначальный профиль изношен.
Все значения давления и расхода являются теоретическими при условии 100% эффективности.
Насосы высокого давления
Модель DL-180, насос высокого давления
Насос DL-180 поставляется с двумя внутренними редукторами на выбор.
1500 об/мин подходит для электродвигателей, а версия 1800 об/мин подходит для большинства дизельных двигателей.
Этот насос высокого давления предлагает заказчикам широкий диапазон давлений и расхода из следующих:
1500 бар при 43,00 л/мин (21750 фунтов на кв. дюйм при 11,40 гал/мин)
1 300 бар при 52,00 л/мин (18 850 фунтов на квадратный дюйм при 13,70 галстур)
1100 бар при 62,00 л/мин (15 950 фунтов на квадратный дюйм при 16,40 галстук)
900 бар при 73,00 л/мин (13 050 фунтов на пса @ 19.30 ГП)
6. 800 бар при 84,00 л/мин (11 600 фунтов на кв. дюйм при 22,30 галлонов в минуту)
700 бар при 96,00 л/мин (10 150 фунтов на кв. дюйм при 25,40 галлонов в минуту)
Насос DL-180 при необходимости можно переоборудовать на 2,80 бар при 2,80 бар /мин (40 000 фунтов на квадратный дюйм при 6,31 галлона в минуту).
Все значения давления и расхода являются теоретическими при условии 100% эффективности.
Модель DL-100, насос высокого давления
Насос среднего давления DL-100 поставляется с тремя различными редукторами или с ременным приводом, 1500 об/мин, 1800 об/мин или 2200 об/мин.
Давление варьируется от 500 бар при 76,00 л/мин до 1500 бар при 26,00 л/мин.
Все значения давления и расхода являются теоретическими при условии 100% эффективности.
Модель DL-75, Насос высокого давления
DL-75 — это насос мощностью 75 л.с., который обеспечивает следующие два значения давления и расхода воды.
1100 бар при 28,00 л/мин (15950 фунтов на кв. дюйм при 7,40 гал/мин)
1 500 бар при 20,00 л/мин (21 750 фунтов на кв. дюйм при 5,30 гал/мин)
Очень мощный компактный насос, который идеально подходит для мытья небольших лодок, кораблей, тяжелой техники, очистки небольших теплообменников и трубок конденсатора и для многих других целей.
Все значения давления и расхода являются теоретическими при условии 100% эффективности.
Модель DL-50, насос высокого давления
Насос DL-50 поставляется в трех версиях с различным давлением.
Крепление инструмента револьверной головы — Станкотека
Преимущества и недостатки револьверных головок
Для более быстрой замены одного инструмента на другой используются унифицированные крепления. По своей конструкции револьверные головки могут различаться по количеству инструмента и ориентации крепления. По количеству инструмента бывают 6-ти, 8-и, 12-и и 16-и позиционные револьверные головки.
Количество инструмента напрямую влияет на количество операций, которые станок способен выполнить за один технологический установ. Поэтому при выборе револьверной головки следует учесть, какое максимальное количество операций будет выполняться на этом станке за один установ. Чаще всего на станках устанавливают 12-и позиционные головки.
К примеру, черновую и чистовую обработку токарным резцом лучше выполнять разными инструментами, а отрезку и обработку канавок иногда можно выполнить одним инструментом.
Также револьверные головки отличаются по ориентации крепления инструмента. Существуют головки с радиальным креплением:
Такие головки, как правило, устанавливают на станки с противошпинделем, поскольку такая ориентация позволяет установить сразу два инструмента в одну позицию — для главного и для противошпинделя. При наличии оси Y на станке, можно установить двойной блок для резцов, что позволяет за счет смещения по оси Y работать другим резцом.
Недостатком такой револьверной головки можно считать меньший диаметр обработки при точении наружным резцом, так как за счет конструкции резец устанавливается ближе к центру вращения шпинделя.
Существуют также головки с торцевым креплением инструмента:
Такой тип чаще встречается среди простых станков, без оси Y и без противошпинделя. В такой компоновке доступен только тип крепления VDI, либо комбинированный VDI + PU (о типах мы поговорим позже). Основное преимущество такой головки — это компактность и удобство установки инструмента. Недостаток — ограничение типа крепления. Кроме того, на такую головку нельзя устанавливать многопозиционные блоки для токарных резцов, а при установке расточных резцов, как правило, приходится укорачивать хвостовик инструмента, чтобы уменьшить вылет, так как блок имеет ограниченную глубину фиксации.
Типы крепления
Сейчас на рынке представлены два основных типа крепления для револьверной головки.
Тип крепления VDI
Такой тип получил наибольшую популярность среди бюджетных станков. Аббревиатура VDI обозначает также стандарт держателей и хвостовиков инструментов. Держатели VDI имеют зубчатый вал, который вставляется в отверстие на револьверной головке. Инструмент удерживается на месте с помощью сопрягаемой части с зубцами, размещаемой внутри револьверной головки. Инструмент фиксируется с помощью стопорного винта, который закручивают шестигранным ключом. Скручивание держателя предотвращает штырь, расположенный на рабочей поверхности револьверной головки.
Основным преимуществом этого типа крепления является более быстрая замена одного инструмента на другой. Благодаря сопрягаемому зубчатому механизму монтаж и демонтаж блока не занимают много времени.
Также держатели типа VDI имеют возможность регулировки положения центра инструмента на приводных блоках. Недостатком этого типа крепления является плохая жёсткость по сравнению с BMT, что напрямую влияет на стабильность размеров деталей. Ещё одной важной особенностью приводных блоков VDI является разные типы зацепления.
На рисунке приведены основные типы зацепления:
Разные производители револьверных головок используют разные типы зацепления. Они не влияют на работу приводного инструмента, но при выборе приводных блоков для станка необходимо этот параметр учитывать.
Также VDI блоки различаются по типоразмеру хвостовика. Существует семь типоразмеров: VDI16, VDI20, VDI25, VDI30, VDI40, VDI50 и VDI60. На более крупные станки устанавливают более крупный тип размера VDI. Этот параметр так же необходимо учитывать при выборе блоков.
Тип крепления BMT
Этот тип крепления представляет собой жесткую фиксацию блока на четыре болта с центровкой по шпоночному пазу. Основное преимущество этого типа перед VDI — это жёсткость и стабильность при обработке.
Производители станков всё чаще применяют этот тип крепления, так как он обеспечивает высокую стабильность размеров и, как следствие, продолжительный срок службы инструментов.
Существуют 24-позиционные BMT головки, которые востребованы при обработке сложных деталей. Их недостатком является более долгая замена одного инструмента на другой, что связано с необходимостью откручивать четыре фиксирующих болта. При этом стоимость статических блоков BMT значительно выше, чем аналогичных блоков VDI. Тип зацепления приводного инструмента у головок BMT шлицевой:
Так же как и VDI данный тип крепления имеет несколько типоразмеров: BMT45, BMT55, BMT65 и BMT75. Этот параметр зависит от размеров станка — на более крупные станки устанавливается более крупный типоразмер.
Тип крепления PU
Тип крепления PU по конструкции похож на BMT, но не имеет возможности установки приводного инструмента. Следует помнить, что PU и BMT хоть и похожи, но не являются взаимозаменяемыми блоками.
Револьверные головки типа PU часто используют на бюджетных станках без функции фрезерования. Такие головки имеют встроенный держатель для призматического инструмента и съёмные блоки для осевого.
В силу своей схожести с BMT крепления типа PU имеют такие же преимущества, но при этом являются самым бюджетным вариантом.
Заключение и рекомендации
При выборе револьверной головки важно понимать, под какие задачи приобретается оборудование.
Например, если станок берется на большую номенклатуру изделий, которые не требуют большого количества инструмента при обработке, то целесообразно приобрести станок с револьверной головкой типа VDI с торцевым креплением.
Если необходима точность на больших объемах производства, а также функция фрезерования, то лучшим выбором станет BMT. Если же необходимо обрабатывать простые тела вращения, без функции фрезерования, но большими партиями, то правильным решением будет выбрать тип PU.
Специалисты Центра инженерно-технологической поддержки портала СТАНКОТЕКА ответят на все ваши вопросы, связанные с выбором револьверной головки. Задайте вопрос любым удобным способом: через форму обратной связи, по электронной почте или по телефону.
Типы револьверов токарных станков и инструментальная оснастка
Револьверные головки используются для установки режущего инструмента и его автоматической смены. Револьверы бывают разных типов (VDI, BOT, BMT) и отличаются по максимальному количеству инструмента, который можно установить. Встречаются револьверы на 8, 12, 24 позиции и некоторые другие. Наиболее часто современные токарные станки с ЧПУ оснащаются револьверами на 12 инструментов.
Распространенные типы токарных револьверов
VDI
Револьверные головки VDI (Verein Deutscher Ingenieure) имеют на торце специальные отверстия для установки соответствующих инструментальных блоков. Основные типоразмеры: VDI16, VDI20, VDI30, VDI40, VDI50, VDI60. Чем крупнее станок, тем более крупный типоразмер устанавливается. Самые популярные способы закрепления VDI30 (Haas SL-10, DMG MORI 310 ecoline) и VDI40 (станки Haas серий ST и DS, DMG MORI 510 ecoline).
Предлагается довольно большой ассортимент держателей VDI. Есть цанговые осевые держатели, быстрозажимные, для сверл и расточных резцов, резцедержатели радиальные левые и правые, короткие и длинные.
Держатели VDI имеют на хвостовике специальную гребенку для их закрепления в посадочном гнезде револьвера. В отверстии револьвера также имеется специальный вал с такой гребенкой. С помощью этого вала, закручивая его шестигранным ключом, осуществляется зажим. Смена инструментального держателя выполняется очень быстро, достаточно открутить всего один винт.
Существует много видов держателей радиальных прямоугольных резцов (от B1 до B8). При выборе такого держателя нужно учитывать исполнение резца (правый, левый) и расположение зажимного винта в гнезде револьвера (сверху, снизу).
Например, у токарных станков Haas винт с гребенкой находится снизу, поэтому держатель нужно вставлять в гнездо гребенкой вниз. Если при этом мы планируем использовать правый резец, то нужно выбирать левый держатель B2 (короткий) или B6 (удлиненный). Резец в этом случае будет стоять пластинкой вниз, а шпиндель станка будет вращаться по часовой стрелке (по M03).
Если планируется работать левым резцом, то нужно выбирать левый перевернутый держатель B4 (короткий) или B8 (удлиненный). Резец будет стоять пластинкой вверх, а шпиндель станка будет вращаться против часовой стрелки (по M04).
Револьвер VDI может комбинироваться на токарном станке с системой приводного инструмента для выполнения различных фрезерных операций. Предлагаются осевые и радиальные приводные станции. Осевая станция направлена вдоль оси вращения шпинделя (ось Z), а радиальная вдоль оси X (диаметр). Существуют и станции с настраиваемым углом, которые позволяют наладчику выставить необходимый для работы угол. Чаще всего используют станции под цанги ER32 (зажимаемый хвостовик инструмента до 20 мм), но есть станции и под цанги ER25, ER40.
Существуют модели без внутреннего подвода СОЖ и с внутренним подводом. Главное, на что тут нужно обратить внимание, это общая длина хвостовика и тип зацепления. Разные производители станков используют разные виды зацепления приводных станций с ведущим валом: шпоночные, шлицевые, зубчатые. У станков Haas шлицевое соединение имеет такие размеры.
А длина хвостовика (X) может иметь 3 значения.
Параметры приводного инструмента
Модели токарных станков
Длина хвостовика X, мм
SL-20 и SL-30 с револьвером VDI40
104,80
Все станки серии ST, кроме ST-40/45/L. Все станки серии DS. SL-20 и SL-30 с гибридным револьвером VB. SL-40 с револьвером VDI. TL-15 и TL-25
117,55
SL-40 с гибридным револьвером VB. ST-40/40L, ST-45/45L
130,25
BOT
Следующий тип инструментального револьвера — тип BOT (Bolt-On Tool turret). Револьвер BOT не комбинируется с системой приводного инструмента, но позволяет работать с контршпинделем. Инструментальная оснастка BOT для осевого инструмента крепится к револьверу с помощью четырех болтов (радиальный способ крепления). Прямоугольные резцы для наружного точения устанавливаются непосредственно в паз револьвера и зажимаются с помощью специальных прижимов. Дополнительная инструментальная оснастка для них не требуется.
Крепление жесткое, хорошо подходит для силовой серийной токарной работы, но на смену держателя требуется больше времени. Нужно открутить 4 болта, а не один, как в системе VDI. Ассортимент инструментальной оснастки не такой большой, и стоит она дороже. Подача СОЖ через инструмент возможна. Это организовано с помощью внутренних каналов держателя и его задней стенки.
Инструментальные держатели BOT не всегда можно переставить с одного станка на другой. Они могут иметь разные расстояния между крепежными болтами. Даже у одного производителя эти держатели отличаются для разных станков. Например, у станков Haas ST-20/25/30/35, DS-30 межцентровые расстояния 80х45 мм, а у станков ST-10/15 — 70х45 мм. Держатели с размерами 80х45 мм подходят также для станков Okuma LB15/25/LB15II/LB300, а с размерами 70х45 мм для Okuma LLC-15-2S. Многие производители инструментальной оснастки указывают в своих каталогах, для каких станков подходит тот или иной держатель BOT.
VB (VDI/BOT)
Следует вспомнить также и о гибридных револьверах VB (VDI/BOT), имеющие как гнезда VDI, так и посадочные места BOT, которые чередуются между собой (6 VDI + 6 BOT).
Такие револьверы позволяют работать как с системой приводного инструмента, так и с контршпинделем. Максимальное количество приводных станций здесь равно количеству гнезд VDI.
BMT
Следующий распространенный тип револьвера — тип BMT (Base Mount Tooling turret). Существуют следующие типоразмеры: BMT45, BMT55, BMT60, BMT65, BMT75.
Чаще всего таким револьвером оснащаются токарные центры с осью Y и приводным инструментом. Привод для приводной станции находится внутри револьвера. Он не занимает место в рабочей зоне станка и не конфликтует с задней бабкой. Инструментальная оснастка устанавливается радиально, крепится четырьмя болтами и однозначно позиционируется с помощью шпоночных пазов.
Диаметр хвостовика станции (размер D) соответствует цифре в обозначении типоразмера. Для BMT65 диаметр хвостовика 65 мм. Такой типоразмер имеют токарные станки Haas, многие станки Doosan среднего типоразмера, Hyndai Wia, Smec.
Затягивать цангу приводной станции BMT можно только в рабочей позиции и только двумя ключами, чтобы не повредить диск внутри револьвера. Можно это делать и вне станка. Видео ниже показывает процесс подготовки приводной станции BMT к работе.
Револьверы BMT чаще бывают 12-позиционными, но могут предлагаться и на 24 инструмента. Причем максимальное количество приводных станций и посадочных мест не меняется. Дополнительный токарный инструмент устанавливается за счет специальных многоместных держателей и возможности револьвера позиционироваться не через 30 градусов, а через 15. Такие многоместные держатели предлагаются и для токарных станков с контршпинделем.
Заключение
У каждого типа револьвера есть свои плюсы и минусы.
Револьвер BMT часто устанавливают на токарный центр с приводным инструментом. Привод спрятан внутри револьвера и не мешает обработке, а приводные станции, как прямая, так и угловая, позволяют работать не только с главным шпинделем, но и с контршпинделем.
Револьвер BOT хорошо подойдет для обычного 2-х осевого токарного станка. Радиальные резцы для наружного точения устанавливаются непосредственно в пазы револьвера без использования инструментального держателя. Такой револьвер также позволяет работать с контршпинделем.
Револьвер VDI не может работать с контршпинделем, но позволяет работать с приводным инструментом. Существует большой ассортимент инструментальных держателей VDI. Они недорого стоят, и их можно быстро заменить. Это удобно при частой переналадке.
Синдром Туретта (для родителей) — Nemours KidsHealth
Что такое синдром Туретта?
Синдром Туретта — это состояние, которое вызывает неконтролируемые внезапные, повторяющиеся движения мышц и звуки, известные как тики .
Два типа тиков связаны с синдромом Туретта:
Двигательные тики: Это внезапные, явно неконтролируемые движения, такие как чрезмерное моргание, гримасничанье, подергивание головой или пожимание плечами.
Вокальные тики: К ним относятся повторяющиеся откашливания, сопение или мычание.
Тики могут быть простыми или сложными:
Простые моторные тики обычно затрагивают только одну группу мышц, например, моргание глазами или гримасничанье.
Сложные двигательные тики обычно затрагивают больше групп мышц и могут выглядеть как серия движений. Например, кто-то может неоднократно касаться части тела или другого человека. В редких случаях у людей с синдромом Туретта может быть тик, который заставляет их причинять себе вред, например, удары головой.
Простые вокальные тики могут представлять собой прочищение горла, сопение или хрюканье.
Сложные вокальные тики могут включать крики, повторение чужих слов (состояние, называемое эхолалией) или непроизвольные ругательства (копролалия).
В определенное время, например, когда кто-то находится в состоянии стресса, тики могут стать более серьезными, возникать чаще или длиться дольше. Или тип тика может измениться.
Некоторые дети могут на короткое время сдерживать тики. Но по мере того, как напряжение нарастает, в конце концов оно должно быть снято как тик. И если человек концентрируется на контроле над тиком, ему может быть трудно сосредоточиться на чем-то другом. Из-за этого детям с синдромом Туретта может быть трудно разговаривать или концентрировать внимание в классе.
Тики, связанные с синдромом Туретта, имеют тенденцию становиться мягче или полностью исчезать по мере того, как дети становятся взрослыми. Однако до тех пор, пока этого не произойдет, родители могут помочь своему ребенку справиться с этим заболеванием.
Что вызывает синдром Туретта?
Синдром Туретта является генетическим заболеванием, которое означает, что он является результатом изменения генов, которое либо передается по наследству (передается от родителей к ребенку), либо происходит во время развития в утробе матери. Симптомы Туретта обычно появляются в детстве, обычно в возрасте от 5 до 9 лет. лет. Это не очень распространено, и мальчики чаще страдают, чем девочки.
Точная причина синдрома Туретта неизвестна, но некоторые исследования указывают на изменения в мозге и проблемы со связью между нервными клетками. Свою роль может сыграть нарушение баланса нейротрансмиттеров (химических веществ в мозге, передающих нервные сигналы от клетки к клетке).
Многие дети и подростки с синдромом Туретта имеют другие поведенческие расстройства, такие как СДВГ, обсессивно-компульсивное расстройство (ОКР), проблемы с обучением или тревожность.
Как диагностируется синдром Туретта?
Чтобы поставить диагноз синдрома Туретта, у ребенка должно быть несколько различных типов тиков, в частности, множественные моторные тики и хотя бы один вокальный тик в течение как минимум года. Они могут происходить каждый день или время от времени в течение года.
Ребенку с симптомами Туретта может потребоваться консультация невролога, врача, специализирующегося на проблемах с нервной системой. Невролог может попросить родителей ребенка следить за видами тиков и частотой их возникновения.
Специального диагностического теста на синдром Туретта не существует. Вместо этого поставщик медицинских услуг ставит диагноз после изучения семейного анамнеза, истории болезни, изучения симптомов и проведения осмотра. Иногда визуализирующие исследования, такие как магнитно-резонансная томография (МРТ), компьютерная томография (КТ), электроэнцефалограммы (ЭЭГ) или анализы крови, могут исключить другие состояния, которые могут вызывать симптомы, сходные с синдромом Туретта.
Как лечится синдром Туретта?
Поскольку синдром Туретта индивидуален для каждого человека, лечение также может быть разным. Синдром Туретта неизлечим, но большинство тиков не мешают повседневной жизни. Если это так, врачи могут предложить лекарства, помогающие контролировать симптомы.
Синдром Туретта не является психологическим заболеванием, но врачи иногда направляют детей и подростков к психологу или психиатру. Посещение психотерапевта не остановит тики, но может помочь поговорить с кем-нибудь о его проблемах, лучше справляться со стрессом и научиться приемам релаксации. Терапевт также может помочь им с любыми другими проблемами, такими как СДВГ, ОКР и/или тревога.
Тики обычно наиболее выражены в подростковом возрасте. Большинство людей наблюдают значительные улучшения в период от позднего подросткового возраста до раннего взросления, хотя у некоторых тики сохраняются и во взрослой жизни.
Что еще я должен знать?
Многие люди не понимают, что такое синдром Туретта и что вызывает его, поэтому они могут не знать, как вести себя рядом с человеком, страдающим тиками. Если люди смотрят или комментируют, дети и подростки могут чувствовать себя смущенными и разочарованными. Тому, у кого оно есть, возможно, придется объяснять свое состояние другим или иметь дело с поддразниванием или таращением глаз.
Эти советы помогут детям с синдромом Туретта справиться с ситуацией:
Примите участие. Некоторые эксперты говорят, что, когда дети и подростки сосредоточены на какой-либо деятельности, их тики становятся мягче и реже. Спорт, физические упражнения или хобби — отличные способы для детей сосредоточить умственную и физическую энергию.
Протяни руку помощи. Работа с синдромом Туретта часто помогает детям и подросткам лучше понимать чувства других людей, особенно молодых людей с проблемами. Они могут использовать эту особую чувствительность, чтобы стать волонтером. Знание того, что они помогли другим, может помочь укрепить уверенность в себе и ослабить чувство неловкости по поводу того, что вы чувствуете себя другим.
Примите участие в творчестве. Творческие занятия, такие как письмо, рисование или создание музыки, помогают сосредоточить ум на других вещах и помогают ему развиваться.
Найти поддержку. Ассоциация синдрома Туретта спонсирует группы поддержки, в которые входят люди, понимающие проблемы, связанные с этим заболеванием.
Взять под контроль. Люди с синдромом Туретта могут лучше контролировать свою жизнь, изучая свое состояние, задавая своим врачам множество вопросов и принимая активное участие в их лечении.
Каждый человек с синдромом Туретта по-разному справляется со своими физическими, эмоциональными и социальными проблемами. Тем не менее, синдром Туретта не должен нарушать повседневную жизнь, и дети, у которых он есть, могут делать то же самое, что и другие дети.
Проверил: Ширин Хасан, доктор медицины
Дата проверки: июнь 2020 г.
Синдром Туретта Информационный бюллетень | Национальный институт неврологических расстройств и инсульта
Что такое синдром Туретта? Каковы признаки и симптомы синдрома Туретта? Как диагностируется СТ? Как лечится ТС? Что вызывает TS? Какие исследования проводятся? Где я могу получить дополнительную информацию?
Что такое синдром Туретта?
Синдром Туретта (СТ) — неврологическое расстройство, характеризующееся внезапными, повторяющимися, быстрыми и нежелательными движениями или вокальными звуками, называемыми тиками. СТ относится к группе расстройств развивающейся нервной системы, называемых тиковыми расстройствами.
Лекарства от СТ не существует, но существуют методы лечения некоторых симптомов.
Начало тиков и их продолжительность
Тики приходят и уходят с течением времени, различаясь по типу, частоте, локализации и тяжести. Первые симптомы обычно появляются в возрасте от 5 до 10 лет, как правило, в области головы и шеи и могут прогрессировать, включая мышцы туловища, рук и ног. Моторные тики обычно возникают до развития вокальных тиков, а простые тики часто предшествуют сложным тикам.
Большинство людей с ТС испытывают свои самые тяжелые симптомы тика в раннем подростковом возрасте, но тики обычно уменьшаются и становятся контролируемыми в период от позднего подросткового возраста до 20 лет. Для некоторых людей СТ может быть хроническим заболеванием с симптомами, которые сохраняются во взрослом возрасте. Многие люди не нуждаются в лечении, если симптомы не мешают повседневной жизни. Некоторые люди могут избавиться от тиков или больше не нуждаться в лекарствах для контроля своих тиков. В некоторых случаях тики могут ухудшиться во взрослом возрасте. СТ не является дегенеративным состоянием (которое продолжает ухудшаться), и люди с ТС имеют нормальную продолжительность жизни.
top
Каковы признаки и симптомы синдрома Туретта?
Моторные (связанные с движением) или вокальные (связанные со звуком) тики при синдроме Туретта классифицируются как простые и сложные. Они могут варьироваться от очень легких до тяжелых, хотя в большинстве случаев легкие.
Простые тики: внезапных, кратких, повторяющихся движений, в которые вовлечено ограниченное количество групп мышц. Они встречаются чаще, чем сложные тики.
Сложные тики: различных скоординированных моделей движений с участием нескольких групп мышц.
Примеры моторных тиков, наблюдаемых при синдроме Туретта
Простые моторные тики включают моргание и другие движения глаз, мимику лица, пожимание плечами и подергивание головы или плеч.
Сложные моторные тики могут включать гримасу лица в сочетании с поворотом головы и пожиманием плечами. Другие сложные двигательные тики могут казаться целенаправленными, включая обнюхивание или прикосновение к предметам, подпрыгивание, сгибание или скручивание.
Примеры вокальных (фонических) тиков при синдроме Туретта
Простые вокальные тики включают повторяющееся прочищение горла, сопение, лай или хрюканье.
Сложные вокальные тики могут включать повторение собственных слов или фраз, повторение чужих слов или фраз (так называемая эхолалия) или, реже, использование вульгарных, непристойных или бранных слов (копролалия).
Некоторые из наиболее драматичных и инвалидизирующих тиков могут включать моторные движения, которые приводят к самоповреждениям, например, удары кулаком по лицу, или голосовые тики, такие как эхолалия или ругань. Некоторым тикам предшествуют позывы или ощущения в пораженной группе мышц (называемые предвестниками позывов). Некоторые люди с ТС описывают потребность завершить тик определенным образом или определенное количество раз, чтобы облегчить желание или уменьшить ощущение.
Триггеры тика
Тики часто усиливаются при возбуждении или тревоге и уменьшаются во время спокойной, сосредоточенной деятельности. Определенные физические переживания могут спровоцировать или усугубить тики; например, тугие ошейники могут вызывать шейные тики. Услышав, как другой человек чихает или прочищает горло, вы можете вызвать похожие звуки. Тики не проходят во время легкого сна, но часто значительно уменьшаются; они полностью исчезают в глубоком сне.
Хотя симптомы ТС нежелательны и непреднамеренны (называемые непроизвольными), некоторые люди могут подавлять или иным образом управлять своими тиками, чтобы свести к минимуму их влияние на функционирование. Однако люди с ТС часто сообщают о значительном нарастании напряжения при подавлении своих тиков до такой степени, что они чувствуют, что тик должен быть выражен (против их воли). Тики в ответ на триггер окружающей среды могут казаться произвольными или целенаправленными, но это не так.
Расстройства, связанные с СТ
Многие люди с СТ испытывают дополнительные сопутствующие нейроповеденческие проблемы (как мозг влияет на эмоции, поведение и обучение), которые часто вызывают больше нарушений, чем сами тики. Хотя у большинства людей с СТ наблюдается значительное снижение двигательных и вокальных тиков в позднем подростковом и раннем взрослом возрасте, связанные с этим нейроповеденческие расстройства могут сохраняться и во взрослом возрасте.
Наиболее распространенные сопутствующие состояния включают:
Синдром дефицита внимания и гиперактивности (СДВГ) , включая проблемы с концентрацией внимания, гиперактивность и импульсивность.
Обсессивно-компульсивное расстройство или поведение (ОКР/ОКР): повторяющиеся, нежелательные мысли, идеи или ощущения (навязчивые идеи), которые заставляют человека чувствовать необходимость повторять действия определенным образом или постоянно (компульсии). Повторяющееся поведение может включать мытье рук, проверку вещей и уборку и может существенно мешать повседневной жизни.
Беспокойство (страх, тревога или опасения по поводу ситуации или события, которые могут иметь неопределенный конец).
Неспособность к обучению например, проблемы с чтением, письмом и арифметикой, не связанные с интеллектом.
Проблемы с поведением или поведением , включая социально неприемлемое поведение, агрессию или гнев.
Проблемы с засыпанием или сном .
Дефицит социальных навыков и трудности социального функционирования , такие как проблемы с социальными навыками и поддержанием социальных отношений.
Проблемы сенсорной обработки , такие как трудности с организацией и реагированием на сенсорную информацию, связанную с прикосновением, вкусом, запахами, звуками или движением.
Образовательные учреждения
Хотя учащиеся с СТ часто хорошо учатся в обычном классе, СДВГ, проблемы с обучаемостью, обсессивно-компульсивные симптомы и частые тики могут сильно мешать успеваемости или социальной адаптации. После комплексной оценки учащиеся должны быть помещены в образовательную среду, отвечающую их индивидуальным потребностям. Учащимся могут потребоваться занятия с репетитором, небольшие или специальные классы, частные учебные зоны, экзамены за пределами обычного класса, другие индивидуальные приспособления для успеваемости и, в некоторых случаях, специальные школы.
top
Как диагностируется СТ?
Для диагностики СТ врач ищет следующее:
Наличие как моторных, так и голосовых тиков, которые возникают несколько раз в день, каждый день или периодически в течение как минимум 1 года.
Начало тиков в возрасте до 18 лет.
Тики, не вызванные лекарствами, другими веществами или заболеваниями.
Распространенные тики часто диагностируются опытными клиницистами. Однако атипичные симптомы (отличные от классических симптомов) или атипичные проявления (например, симптомы, которые начинаются во взрослом возрасте) могут потребовать специальных специальных знаний для диагностики.
Для постановки диагноза не требуются анализы крови, лабораторные исследования или визуализирующие исследования. В редких случаях нейровизуализационные исследования, такие как магнитно-резонансная томография (МРТ) или компьютерная томография (КТ), исследования электроэнцефалограммы (ЭЭГ) или определенные анализы крови, могут использоваться для исключения других состояний, которые можно спутать с ТС.
Получение официального диагноза СТ может занять некоторое время. Члены семьи и врачи, незнакомые с этим расстройством, могут подумать, что легкие и даже умеренные симптомы тика могут быть незначительными или неважными, частью фазы развития или результатом другого состояния. Например, некоторые родители могут подумать, что моргание связано с проблемами со зрением, а сопение — с сезонной аллергией.
top
Как лечится ТС?
Поскольку симптомы тика часто бывают легкими и не вызывают нарушений, некоторым людям с СТ не требуется лечения. Существуют эффективные лекарства и другие методы лечения людей, чьи симптомы мешают повседневной жизнедеятельности.
Лекарства
Лекарства, которые блокируют дофамин (препараты, которые могут использоваться для лечения психотических и непсихотических расстройств), являются наиболее полезными лекарствами для подавления тиков (например, галоперидол и пимозид). Эти препараты могут иметь или вызывать побочные эффекты и должны тщательно контролироваться врачом или поставщиком медицинских услуг
Альфа-адренергические агонисты , такие как клонидин и гуанфацин. Эти лекарства используются в основном при гипертонии (высоком кровяном давлении), но также используются для лечения тиков. Эти препараты могут иметь или вызывать побочные эффекты и должны тщательно контролироваться врачом или поставщиком медицинских услуг.
Стимулирующие препараты , такие как метилфенидат и декстроамфетамин, могут ослабить симптомы СДВГ у людей с СТ, не вызывая усугубления тиков. Ранее эти препараты не рекомендовались детям с тиками или СТ, а также детям с семейным анамнезом тиков. Некоторые исследования показывают, что кратковременное использование этих препаратов может помочь детям с СТ, у которых также есть СДВГ.
Антидепрессанты , в частности, ингибиторы обратного захвата серотонина (кломипрамин, флуоксетин, флувоксамин, пароксетин и сертралин) доказали свою эффективность у некоторых людей для контроля симптомов депрессии, обсессивно-компульсивного расстройства и тревоги.
К сожалению, не существует ни одного лекарства, которое помогло бы всем людям с СТ, и ни одно лекарство не устраняет симптомы полностью.
Другие виды терапии и лечения могут включать:
Поведенческие методы лечения , такие как обучение осознанию и обучение конкурирующим реакциям, могут использоваться для уменьшения тиков. Недавнее многоцентровое рандомизированное контролируемое исследование, финансируемое Национальным институтом здравоохранения США, под названием «Когнитивно-поведенческое вмешательство при тиках» (CBIT) показало, что обучение произвольным движениям в ответ на предвестниковое побуждение может уменьшить симптомы тиков. Другие поведенческие методы лечения, такие как биологическая обратная связь или поддерживающая терапия, не уменьшают симптомы тика. Тем не менее, поддерживающая терапия может помочь человеку с СТ лучше справиться с расстройством и справиться с вторичными социальными и эмоциональными проблемами, которые иногда возникают.
Психотерапия может помочь людям справиться с расстройством и справиться с сопутствующими проблемами или состояниями, включая СДВГ, депрессию, тревогу и ОКР.
top
Что вызывает TS?
Большинство случаев СТ связано с взаимодействием множественных вариаций генов и факторов окружающей среды.
Хотя причина СТ неизвестна, текущие исследования указывают на аномалии в определенных областях мозга (включая базальные ганглии, лобные доли и кору), цепи, которые соединяют эти области, и нейротрансмиттеры (дофамин, серотонин и норадреналин) отвечает за связь между нервными клетками (называемыми нейронами).
Наследование TS
Данные исследований близнецов и семей позволяют предположить, что TS является наследственным заболеванием. У небольшого числа людей с синдромом Туретта есть мутации, связанные с геном SLITRK1 , который влияет на то, как нейроны растут и соединяются друг с другом, и ученые продолжают искать другие гены, связанные с СТ. Нарушения в генах NRXN1 и CNTN6, которые также регулируют нормальное формирование этих нервных соединений, также могут играть роль в СТ. Хотя может существовать несколько генов со значительными эффектами, также возможно, что многие гены с меньшими эффектами и факторами окружающей среды могут играть роль в развитии СТ.
Семьям важно понимать, что генетическая предрасположенность не обязательно приводит к СТ; вместо этого оно может проявляться как более легкое тиковое расстройство или как обсессивно-компульсивное поведение. Также возможно, что у детей, унаследовавших аномалию гена, не будет никаких симптомов СТ.
Генетические исследования также предполагают, что некоторые формы СДВГ и ОКР генетически связаны с СТ, но доказательств генетической связи между СТ и другими нейроповеденческими проблемами, которые обычно сопутствуют СТ, меньше.
Пол человека также играет важную роль в экспрессии гена TS. Мужчины из группы риска чаще страдают тиками, а женщины из группы риска — обсессивно-компульсивными симптомами.
Генетическое консультирование лиц с СТ должно включать полный обзор всех потенциально наследственных состояний в семье.
top
Какие исследования проводятся?
В рамках федерального правительства Национальный институт неврологических расстройств и инсульта (NINDS), входящий в состав Национальных институтов здравоохранения (NIH), отвечает за поддержку и проведение исследований мозга и нервной системы. NINDS и другие компоненты NIH, такие как Национальный институт психического здоровья, Юнис Кеннеди Шрайвер, Национальный институт детского здоровья и развития человека, Национальный институт злоупотребления наркотиками и Национальный институт глухоты и других коммуникативных расстройств, поддерживают исследования. имеющих отношение к TS, либо в лабораториях NIH, либо через гранты крупным исследовательским институтам по всей стране.
Другой компонент Министерства здравоохранения и социальных служб, Центры по контролю и профилактике заболеваний (CDC), финансирует программы профессионального образования, а также исследования в области TS.
Информация о СТ получена из исследований в различных медицинских и научных дисциплинах, включая генетику, нейровизуализацию, невропатологию, клинические испытания (медикаментозные и немедикаментозные), эпидемиологию, нейрофизиологию, нейроиммунологию и описательную/диагностическую клиническую науку.
Генетические исследования . В настоящее время исследователи, финансируемые NIH, проводят множество крупномасштабных генетических исследований с участием TS. Понимание генетики генов СТ может усилить клиническую диагностику, улучшить генетическое консультирование, привести к лучшему пониманию его причин и дать ключи для более эффективных методов лечения.
Нейростимуляция. Исследование, финансируемое NINDS , направлено на проверку эффективности и безопасности глубокой стимуляции мозга (DBS) для лечения тиков и сопутствующих состояний, таких как обсессивно-компульсивное поведение, у людей с СТ, которые плохо реагируют на лекарства и поведенческие терапия. В DBS используется хирургически имплантированное медицинское устройство с батарейным питанием, называемое имплантируемым генератором импульсов (IPG), похожее на кардиостимулятор и размером примерно с секундомер, для подачи электрической стимуляции в определенные области мозга, которые контролируют движение, что блокирует аномальные нервные сигналы, вызывающие симптомы.
Нейровизуализационные исследования. Достижения в области технологий визуализации и увеличение количества обученных исследователей привели к более широкому использованию новых и мощных методов для выявления областей мозга, схем и нейрохимических факторов, важных для СТ и связанных с ним состояний, таких как СДВГ и ОКР.
Невропатология (учение о заболеваниях нервной системы). Увеличилось количество и качество донорского мозга от пациентов с СТ, доступных для исследовательских целей. Это увеличение в сочетании с достижениями в невропатологических методах привело к первоначальным выводам, имеющим значение для исследований нейровизуализации и моделей СТ на животных.
Клинические испытания. Недавно были завершены или в настоящее время проводятся несколько клинических испытаний TS. К ним относятся исследования стимулирующего лечения СДВГ при СТ и поведенческих методов лечения для снижения тяжести тиков у детей и взрослых. Небольшие испытания новых подходов к лечению, таких как агонисты дофамина и глутаматергические препараты, также кажутся многообещающими. Нейростимуляция, такая как DBS и неинвазивная транскраниальная магнитная стимуляция у детей и взрослых, также продолжается.
Эпидемиология и клиническая наука. Тщательные эпидемиологические исследования (те, которые отслеживают характер или заболеваемость) теперь оценивают распространенность СТ значительно выше, чем считалось ранее, с более широким диапазоном клинической тяжести. Кроме того, клинические исследования дают новые данные о СТ и сопутствующих состояниях. К ним относятся исследования подтипов ТС и ОКР, изучение связи между СДВГ и проблемами обучения у детей с ТС, а также новая оценка сенсорных тиков. Одной из наиболее важных и противоречивых областей науки о СТ является взаимосвязь между СТ и аутоиммунным поражением головного мозга, связанным с инфекциями, вызванными бета-гемолитическим стрептококком группы А, или другими инфекционными процессами. В настоящее время в этой области проводится много эпидемиологических и клинических исследований.
top
Как я могу помочь в исследованиях?
Рассмотрите возможность участия в клиническом исследовании. Как здоровые люди, так и люди с заболеванием или состоянием могут участвовать в медицинских исследованиях (иногда называемых клиническими испытаниями или протоколами), чтобы помочь исследователям лучше понять болезнь и, возможно, разработать новые методы лечения. Для получения информации о клинических исследованиях расстройств, включая синдром Туретта, и о том, как принять участие в одном из них, пожалуйста, свяжитесь с NIH’s Patient Recruitment and Public Liison 9. 0006 , офис по телефону 800-411-1222, или посетите веб-сайт Clinicaltrials.gov по адресу http://www.clinicaltrials.gov.
наверх
Где я могу получить дополнительную информацию?
Для получения дополнительной информации о неврологических расстройствах или исследовательских программах, финансируемых Национальным институтом неврологических расстройств и инсульта, обращайтесь в Сеть ресурсов и информации о мозге (BRAIN) Института по телефону:
Другие исследования Национального института здравоохранения . Дополнительную информацию об исследованиях синдрома Туретта, поддерживаемых NINDS и другими институтами и центрами NIH, можно найти с помощью NIH RePORTER, доступной для поиска базы данных текущих и прошлых исследовательских проектов, поддерживаемых NIH и другими федеральными агентствами. RePORTER также содержит ссылки на публикации и ресурсы этих проектов. Введите «синдром Туретта», чтобы начать поиск.
Информация также доступна из следующих
Фонд детской неврологии (внешняя ссылка) 201 Chicago Avenue, Suite 200 Minneapolis, MN 55415 [email protected] (ссылка для отправки электронной почты) (ссылка для отправки электронной почты) Тел.: 612-928 -6325
Tourette Association of America 42-40 Bell Boulevard, Suite 205 Bayside, NY 11361-2820 [email protected] Тел.: 718-224-2999; 888-486-8738
Центры США по контролю и профилактике заболеваний (CDC)
Информация и статистика по синдрому Туретта
800-232-4636
MedlinePlus
Национальная библиотека медицины
Синг. , Дата публикации апрель 2021 г.
Публикация NIH № 21-NS-2163
Вернуться на страницу информации о синдроме Туретта
См. список всех расстройств NINDS
Publicaciones En Español
Síndrome de Tourette
Подготовлен: Офис коммуникаций и общественного связующего связующего.
Макс. мощность розетки для подключения электроинструмента
2000 Вт
Объем бака
40 л
Макс. производительность
108 м3/ч
Производительность
108 м3/ч
Коммерческие пылесосы для влажной/сухой уборки | Kärcher
Пылесосы, соответствующие требованиям OSHA, для удаления кремнеземной пыли.
Стандартная НЕРА-фильтрация.
Ассортимент пылесосов Kärcher для сухой и влажной уборки предназначен для уборки практически любого вида грязи, будь то сухой, влажной или жидкой – не имеет значения! Эти универсальные машины являются важными чистящими средствами для любого мастера, уборщика по контракту или автосервиса. Позвольте Kärcher помочь вам найти лучший коммерческий пылесос для влажной и сухой уборки, который подходит для ваших задач.
Что такое пылесос для влажной и сухой уборки?
Пылесосы для сухой и влажной уборки являются машинами для торговли и промышленности, а также для гостиниц и ресторанов. Они устраняют как сухую, так и влажную грязь, в том числе жидкую. Коммерческие пылесосы для сухой и влажной уборки незаменимы для удаления крупной и мелкой пыли, особенно при выполнении разнообразных работ на стройплощадках или в мастерских.
Будь то жидкости или большое количество мелкой пыли, они намного превосходят обычные пылесосы для сухой уборки для частного или коммерческого использования, в первую очередь в отношении типа и количества загрязнения, которое они могут устранить. Более того, корпус, ролики, силовые кабели и т. д. отвечают требованиям ежедневного использования в сложных условиях.
Какой пылесос для влажной и сухой уборки мне подходит?
Стандартный класс
Пылесосы Kärcher стандартного класса для влажной и сухой уборки были разработаны специально для крупных загрязнений и больших объемов жидкости. Эти чрезвычайно прочные, долговечные и удобные в использовании машины ежедневно используются многими контрактными уборщиками, отелями и ресторанами.
NT 48/1 NT 68/1 Титан
Класс Ap
Мощные универсальные пылесосы для влажной и сухой уборки класса Ap удаляют жидкую и влажную грязь, а также среднедисперсную пыль. Благодаря полуавтоматической очистке фильтра фильтр остается чистым, а мощность всасывания высокой. Пылесосы для сухой и влажной уборки класса Ap идеально подходят для уборки в автомобильной промышленности.
NT 22/1 Ap BP
Класс Tact
Пылесосы для сухой и влажной уборки с запатентованной Kärcher системой самоочищающихся фильтров Tact подходят для самых требовательных применений в промышленности и торговле. Они обеспечивают высокую мощность всасывания при непрерывном использовании — даже для большого количества мелкой пыли. Пылесосы Tact отвечают самым высоким требованиям пользователей на строительных площадках и в мастерских.
NT 30/1 Tact L NT 30/1 Tact TE NT 40/1 Tact TE NT 50/1 Tact TE NT 65/2 Tact²
Ассортимент пылесосов Kärcher для сухой и влажной уборки
Нажмите на продукты ниже, чтобы узнать больше, или запросите цену у местного дилера.
Сортировать поСортировать по наименованию по возрастаниюСортировать по наименованию по убываниюСортировать по цене по возрастаниюСортировать по цене по убыванию
0 Продукция
Как работает пылесос Kärcher для влажной и сухой уборки? №
Чтобы справиться со сложными задачами пользователей на строительных площадках, в мастерских или на производстве, пылесосы Kärcher для влажной и сухой уборки предлагают различные принципы работы в зависимости от типа загрязнения.
Различают сухое и влажное загрязнение, где важную роль играет конкретный состав грязи. Это крупнозернистая или пыльная грязь? Загрязнение имеет низкую или высокую вязкость? Kärcher предлагает пылесосы для сухой и влажной уборки, которые подходят для любых загрязнений, от твердых до жидких.
Как это работает для влажной грязи
Жидкость подается в контейнер по всасывающему шлангу благодаря вакууму, создаваемому байпасным вентилятором в контейнере. Чтобы предотвратить попадание жидкости в вентилятор в случае переполнения, механическая поплавковая система прерывает поток воздуха, при этом поплавок блокирует всасывающий канал, а электронный автоматический выключатель отключает пылесос.
Механические поплавковые системы
Когда жидкость в контейнере увеличивается, система толкает поплавок вверх до тех пор, пока он не заблокирует всасывающий канал, предотвращая переполнение, которое может привести к затоплению всасывающего вентилятора.
Электронные поплавковые системы
Если жидкость в емкости попадает на электропроводящие контакты, машина отключается во избежание переполнения.
Как это работает для сухой грязи
Вакуум создается в контейнере байпасной воздуходувкой, которая транспортирует пыль внутрь контейнера через шланг. В результате грязь отделяется или фильтруется через плоский фильтр или картриджный фильтр. Со временем пыль забивает фильтр, снижая мощность всасывания. Для предотвращения этого существуют модели с возможностью полуавтоматической или полностью автоматической очистки фильтра. На короткое время создается поток воздуха, который проходит через фильтр с чистой стороны, очищая фильтр. Благодаря конструкции порта всасывающего шланга на контейнере, грязь вращается и тяжелые, крупные частицы оседают прямо на дно контейнера, подобно циклону.
Каковы преимущества полуавтоматической или полностью автоматической очистки фильтра?
При уборке пыли без использования мешочного фильтра необходимо регулярно очищать фильтр, чтобы свести к минимуму потери мощности всасывания. Многие пылесосы имеют встроенную очистку фильтра, чтобы сделать это удобно.
Преимущества автоматической очистки фильтра
Постоянно высокая мощность всасывания
Нет необходимости снимать фильтр
Нет контакта с грязью
Нет вдыхания пыли во время очистки фильтра
Нет механической деформации, т.е. от выбивания грязи
Экономия рабочего времени
Сокращение неправильного использования
Экономия средств, так как не нужно использовать мешочные фильтры
Полное использование всего объема контейнера (в отличие от использования с мешочным фильтром)
Контейнер не нужно опорожнять так часто
Безопасность – это вопрос такта
Мы хотим внести свой вклад в защиту рабочих в строительной отрасли от опасностей мелкодисперсной пыли. Поэтому мы разработали линейку пылесосов для удаления влажной и сухой грязи и пыли с возможностью уборки непосредственно у источника пыли благодаря всасыванию стружки и пыли.
Что означает «тактичность»? Технология триггерной очистки воздуха
Благодаря ряду функций, таких как наша новая система автоматической очистки фильтра с сенсорным управлением (Tact), пылесосы Kärcher Professional и пылесосы для сухой уборки определяют, когда плоский складчатый фильтр нуждается в очистке, а затем на короткое время реверсируют его. поток воздуха и продуйте воздух через фильтр. В результате пользователи могут работать без потери мощности всасывания и без перерывов. Эта революционная система обеспечивает беспрецедентное количество пыли, которое можно убрать пылесосом без ручной очистки фильтра, а также значительно снижает уровень шума при наличии лишь небольшого количества пыли.
Благодаря этой высокоэффективной очистке фильтра мощные пылесосы Tact идеально подходят как для обычной, так и для опасной пыли. Фильтры имеют беспрецедентный срок службы — их нужно менять только после уборки 400 фунтов мелкой пыли (минеральная пыль категории А). В результате вы можете наслаждаться более длительными периодами непрерывной работы с постоянной мощностью всасывания, а также лучшей защитой от мелкой пыли.
Функции пылесоса для влажной и сухой уборки
Центральный поворотный переключатель для настройки и регулировки очистки фильтра в соответствии с вашими потребностями
Штуцер всасывающего шланга в головке машины для увеличения полезного объема и облегчения опорожнения
Прочный контейнер с бампером и ручкой для длительного срока службы и удобного обращения
Прорезиненная полка для ящиков и решение для крепления ящиков для инструментов и других инструментов
Хранение гибких шлангов и силовых кабелей для надежной фиксации различных шлангов
Хранение щелевой насадки и втулки инструмента сбоку для большей безопасности от потери
Большие и прочные металлические ролики для оптимальной мобильности даже в сложных условиях строительной площадки
Особенности принадлежностей для пылесоса
Втулка для инструмента с регулятором потока воздуха и резиновым креплением для оптимальной совместимости с электроинструментом
Широкая насадка для пола с быстросменными вставками для влажной и сухой уборки
Эргономичный изгиб с ручкой из мягкого материала для приятной работы
Усовершенствованная система зажимов для легкой замены, например, от изгиба к втулке инструмента
Грязеотталкивающее байонетное крепление для легкого отсоединения шланга от машины
Профессиональные пылесосы для сухой и влажной уборки: классы пыли
Что означают классы L, M и H?
Пыль представляет собой сложную смесь воздуха и твердых частиц различных форм и размеров. Химический состав и физические характеристики также могут существенно различаться. Пыль подразделяется на классы L, M или H с использованием этих переменных в зависимости от уровня опасности. Волокна, такие как особо опасные асбестовые и минеральные волокна (при размере менее 5 мкм), также могут проникать глубоко в дыхательные пути. Таким образом, точная идентификация отдельных классов пыли важна для того, чтобы иметь возможность выбрать правильный пылесос при оценке опасности.
Класс L
Пылесосы класса L особенно подходят для уборки мягкой древесины, мела и гипсовой пыли. Пыль класса L представляет умеренный риск. Особых мер предосторожности при их утилизации нет.
Класс M
Класс L, модернизированный. Подходит для уборки пыли и грязи со следующих материалов: твердая древесина, панельные материалы, частицы пыли от краски, керамика, бетон и кирпич. Класс M является самым низким классом, требуемым по закону для использования на строительных площадках.
Класс H
Пылесосы класса H идеально подходят для уборки больших объемов как безопасных, так и опасных/высококанцерогенных веществ, таких как асбестовая пыль, свинец, уголь, никель, кобальт, медь, кадмий и плесень.
класс пыли
Скорость проникновения
Подходит для
Использовать для
л
≤ 1,0%
Пыль со значениями ПДК > 1 мг/м³
Известковая пыль
Гипсовая пыль
М
< 0,1%
Пыль со значениями ПДК ≥ 0,1 мг/м³
Древесная пыль до 1200 Вт/50 л
Древесная пыль (бук, дуб)
Частицы пыли от краски
Керамическая пыль
Пыль пластмасс
Х
< 0,005%
Пыль со значениями ПДК < 0,1 мг/м³
Канцерогенная пыль (раздел 35 Постановления Германии об опасных веществах)
Пыль, содержащая патогены
Канцерогенные виды пыли (свинцовая, угольная, кобальтовая, никелевая, смола, медь, кадмий и др. )
Плесень, бактерии
Споры микробов
Формальдегид
Особое требование: Асбест*
< 0,005%
Асбестосодержащая пыль
Асбестовая пыль от ночных обогревателей или брандмауэров
Взрывоопасные виды пыли (ATEX зона 22)
Как пыль класса L, M или H со специальными требованиями
Типы пыли класса взрывоопасности пыли в зоне 22
Бумажная пыль
Мучная пыль
класс пыли
Л
Скорость проникновения
≤ 1,0%
Подходит для
Пыль со значениями ПДК > 1 мг/м³
Использовать для
Известковая пыль
Гипсовая пыль
класс пыли
М
Скорость проникновения
< 0,1%
Подходит для
Пыль со значениями ПДК ≥ 0,1 мг/м³
Древесная пыль до 1200 Вт/50 л
Использовать для
Древесная пыль (бук, дуб)
Частицы пыли от краски
Керамическая пыль
Пыль пластмасс
класс пыли
Н
Скорость проникновения
< 0,005%
Подходит для
Пыль со значениями ПДК < 0,1 мг/м³
Канцерогенная пыль (раздел 35 Постановления Германии об опасных веществах)
Пыль, содержащая патогены
Использовать для
Канцерогенные виды пыли (свинцовая, угольная, кобальтовая, никель, смола, медь, кадмий и др. )
Плесень, бактерии
Споры микробов
Формальдегид
класс пыли
Особое требование: Асбест*
Скорость проникновения
< 0,005%
Подходит для
Асбестосодержащая пыль
Использовать для
Асбестовая пыль от обогревателей ночного хранения или брандмауэров
класс пыли
Взрывоопасные виды пыли (ATEX зона 22)
Скорость проникновения
Как пыль класса L, M или H со специальными требованиями
Подходит для
Типы пыли класса взрывоопасности пыли в зоне 22
Использовать для
Бумажная пыль
Мучная пыль
Лучший в своем классе
Пылесос всегда хорош настолько, насколько хорош его фильтр
Еще никогда не было так безопасно показывать истинное лицо. Наши фильтры имеют цветовую маркировку, указывающую на область их применения. Коричневый означает древесную и волокнистую пыль. Красный указывает на HEPA. Черным цветом обозначены самые сложные приложения. Синий означает, что их можно использовать где угодно. А зеленый означает сухую пыль и высокую экономичность.
Деревянный патронный фильтр
Наш патронный фильтр подходит ко всем одномоторным пылесосам Kärcher Tact последнего поколения. Восемь картриджей с покрытием из ПТФЭ чрезвычайно эффективно справляются с древесной и волокнистой пылью любого типа. Сертифицированы для классов пыли M и L. Гарантированная скорость отделения пыли: 99,9%.
Впервые позволяет всасывать волокнистую пыль без мешочного фильтра
Гарантирует высокую мощность всасывания (без засорения)
Влагостойкий и устойчивый к гниению
Класс пыли: M + L
Плоский складчатый фильтр Safety/HEPA
4 Первый очищаемый фильтр H для пылесосов влажной и сухой уборки. Одноступенчатые, поставляются исключительно компанией Kärcher. Сертифицировано для пыли класса H. Гарантированная степень отделения пыли: 99,995% (HEPA).
Подходит для уборки опасной и взрывоопасной пыли
Новый Н-фильтр из ПТФЭ — это первый очищаемый Н-фильтр на рынке. Таким образом, он позволяет собирать большое количество мелкой пыли без мешочного фильтра
Для уборки опасной пыли требуется комплект защитных фильтров или мешок для утилизации
Класс пыли: H
Плоский складчатый фильтр Ultimate
У нас есть лучшее решение для фильтрации для приложений, которые создают много пыли, например. шлифование свежего бетона или работа с тонером: наш фильтр из ПТФЭ. Может использоваться во всех моделях NT Tact. Сертифицированы для классов пыли M и L. Гарантированная скорость отделения пыли: 99,9%.
Влагостойкий и устойчивый к гниению
Еще более экономичный благодаря увеличенному сроку службы фильтра
Гарантирует высокую мощность всасывания (без засорения)
Класс пыли: M + L
Плоский складчатый фильтр для влажной и сухой уборки
Эти фильтры PES (стандартная комплектация наших новых пылесосов NT Tact) обеспечивают превосходные результаты как для влажной, так и для сухой уборки. Сертифицированы для классов пыли M и L. Гарантированная степень отделения пыли: 99,9%.
Влагостойкий и устойчивый к гниению
Еще более экономичный благодаря увеличенному сроку службы фильтра
Идеально подходит для частого переключения между влажной и сухой уборкой
Класс пыли: M + L
Сухой плоский складчатый фильтр
Эти бумажные фильтры являются отличным выбором для сухих применений, в том числе с точки зрения цены. Может использоваться во всех пылесосах NT Tact. Сертифицированы для классов пыли M и L. Гарантированная степень отделения пыли: 99,9%.
Высокая мощность всасывания при всасывании мелкой пыли
Высокая степень удержания пыли
Фильтр необходимо просушить после всасывания жидкостей
Класс пыли: M + L
Что такое строительная пыль?
Строительная пыль – это общий термин для описания типов пыли, которые обычно возникают при работе в строительстве. Если их не контролировать должным образом, типы пыли могут оказать серьезное негативное влияние на ваше дыхание и здоровье. Новые пылесосы Kärcher для влажной и сухой уборки выделяются из толпы благодаря усовершенствованной технологии фильтрации, которая помогает контролировать пыль в вашем помещении, а также защищать вас и других от нее.
Мелкая пыль на строительных площадках
Строительная пыль не просто раздражает — если ее не контролировать должным образом, она может серьезно повредить вашему дыханию и здоровью. Длительное воздействие некоторых видов пыли может вызвать опасные для жизни заболевания легких, вплоть до летального исхода.
Мы знакомы с мелкими частицами пыли, которые изо дня в день циркулируют в атмосфере, такими как клетки кожи человека, текстильные волокна и даже частицы сгоревшего метеорита. Однако рабочие в строительной отрасли сталкиваются со значительно более опасными видами пыли.
Существует три основных категории пыли, образующейся при резке, опиловке, шлифовке или любом другом способе измельчения материалов:
Кварцевая пыль
Бетон, кирпич, плитка, строительный раствор и песчаник (также известный как «вдыхаемый кристаллический кремнезем»)
Древесная пыль
Мягкая и лиственная древесина и изделия из дерева, такие как МДФ и фанера
Пыль с низкой токсичностью
Гипс (например, гипсокартон), известняк, мрамор и доломит
Пропылесосить вместо того, чтобы откашляться
Наши легкие просто не приспособлены для работы с мелкой пылью, не говоря уже о больших ее объемах. И именно эти большие объемы могут быть чрезвычайно опасны. Хронические заболевания легких очень распространены в Соединенных Штатах, и их лечение стоит несколько миллиардов долларов. Сколько стоит для вас ваше здоровье?
Какую пыль я вдыхаю?
Кремнезем и асбестовая пыль особенно опасны и могут вызывать рак.
Ядовитая или канцерогенная пыль из свинца, кадмия, ванадия или марганца повреждает не только ваши легкие, но и другие органы, такие как печень и селезенка. Такая пыль образуется при сварочных работах, в том числе при выполнении других работ.
Древесная пыль (например, пыль дуба и бука) может вызывать рак носа в долгосрочной перспективе.
Аллергенная пыль имеет растительное или животное происхождение и возникает во время работ по очистке зданий, загрязненных, например, птичьим пометом. Споры плесени или микроорганизмы также могут вызывать аллергические реакции.
Фиброгенная пыль вызывает образование рубцовой ткани и прогрессивное изменение состава легочной ткани после частого воздействия в течение длительного времени. Пневмокониоз, также известный как черное легкое, вызванный кварцем и асбестом, является одним из наиболее распространенных признанных профессиональных заболеваний.
Профилактика всегда лучше лечения
Пыль, которая не создается изначально, не может никому угрожать. Существует множество различных способов предотвращения образования пыли. И если мы не можем предотвратить попадание пыли, мы все равно можем связать ее, пропылесосить или заблокировать попадание в легкие с помощью защитной одежды и пылезащитных масок.
Что я могу сделать, чтобы предотвратить появление пыли?
Удаляйте пыль пылесосом по мере ее образования. Многие электроинструменты имеют порт для подключения пылесоса. Пылесосы с разъемами для подключения включаются автоматически при включении подключенного электроинструмента. Всегда используйте подходящий фильтр.
Выберите методы работы с низким содержанием пыли , напр. мокрая или влажная работа.
Связывание пыли водой , напр. при проведении демонтажных и шлифовальных работ на открытом воздухе.
Используйте продукты с низким содержанием пыли , напр. растворные гранулы, товарный бетон и гипс.
Не поднимайте пыль без необходимости. Вместо сухой уборки и использования воздуходувок используйте пылесосы и подметальные машины.
Организация и использование медицинских осмотров .
Регулярно убирать рабочие места , достаточно проветривать рабочие помещения , содержать рабочую одежду в чистоте.
Немедленно удаляйте отходы, не создавая пыли.
Регулярно проверяйте мощность всасывания пылесоса. При необходимости очистите или замените фильтр. Используйте пылесосы с автоматической очисткой фильтра для стабильно высокой мощности всасывания.
Носите защитную одежду и пылезащитные маски. При использовании в качестве само собой разумеющегося для особенно пыльных работ, вы всегда должны носить подходящую пылезащитную маску, по крайней мере, даже когда воздействие пыли менее сильное.
Узнайте больше о пылесосах Kärcher для влажной и сухой уборки
Бесплатная брошюра (.pdf)
Узнайте больше о линейке коммерческих пылесосов для сухой и влажной уборки Kärcher в нашей краткой информативной брошюре.
Скачать
Узнайте больше о пылесосах Kärcher для влажной и сухой уборки
Бесплатная брошюра (.pdf)
Узнайте больше о линейке коммерческих пылесосов для сухой и влажной уборки Kärcher в нашей краткой информативной брошюре.
Скачать
Консультации, продажи и обслуживание
Поиск дилера: Профессиональные пылесосы для влажной и сухой уборки можно приобрести у всех дистрибьюторов Kärcher, специализирующихся на уходе за полом. Зайдите или позвоните в ближайший офис, чтобы поговорить с местным экспертом по уходу за полом.
Свяжитесь с Kärcher: У вас есть вопрос о средствах по уходу за полом Kärcher? Отправьте нам сообщение через нашу форму запроса информации, и мы поможем вам получить ответы.
Как выбрать промышленный пылесос без мешков для мусора? Рейтинг модели
Особенности
Заявление
Популярные модели
Макита
Эйнхелл
Бош
Интерскол
«Союз»
Критерии выбора
Часто возникает производственная потребность в уборке больших помещений: цехов, строек, бизнес-центров, концертных залов. Пылесосы промышленного и строительного назначения эффективно помогают бороться со многими видами загрязнений. Эти машины способны решать сложные комплексные задачи, но перед покупкой машины рекомендуется разобраться в специфике конкретной модели.
Особенности
Строительный безмешковый пылесос отличается от бытового повышенной мощностью. Промышленные образцы подразделяются на два вида:
технические и промышленные;
промышленный.
Первые агрегаты мощные, могут работать в течение рабочей смены без перерыва. Объем их контейнеров для сбора пыли составляет 135 литров. Промышленная продукция также востребована во многих сферах деятельности, особенно на строительных и промышленных объектах.
Существует множество моделей без мешков, предназначенных для выполнения самых разных работ. Безмешковые строительные пылесосы для сбора пыли пользуются большой популярностью не только на производстве, но и в быту.
Функционируют такие агрегаты за счет возникновения тяги, которая вызвана перепадом давления. Микрочастицы всасываются через специальное полое устройство, напоминающее по форме трубу. На его конце имеется насадка в виде жесткой щетки, которая позволяет соскребать грязь с любой поверхности. Микрочастицы попадают в специальный контейнер, проходя через систему фильтров, и очищенный воздух возвращается в помещение. Такие модели оснащены функцией виброочистки.
Виброочистка — это автоматический пылесборник. Пылесос с виброочисткой работает только с «сухими» фильтрами. Такое простое устройство значительно продлевает срок службы. Не менее важна функция регулировки мощности. В одной машине может присутствовать несколько режимов.
Применение
Не все пылесосы могут выполнять универсальные функции уборки. Например, удаление взрывоопасных веществ (угольной и алюминиевой пыли) может привести к пожару или даже взрыву. Объяснение простое: пылесос — это электроинструмент, в котором присутствуют роторные щетки, они генерируют искры.
Во избежание неприятных последствий для уборки цехов вредных производств используют специальные пылесосы, которые стоят значительно дороже.
Также есть модели с возможностью влажной уборки. Такие машины имеют другой формат емкости, в них находится моющий раствор. Влажная уборка чаще всего проводится совместно с сухой уборкой. Также при такой работе активно используются различные фильтры. Это:
вода;
циклонный;
тонкая очистка;
комплекс.
В некоторых случаях при уборке помещений требуется дополнительное подключение какого-либо агрегата. Для этого на корпусе строительного пылесоса есть розетка, к которой можно подключать различные устройства.
Загрязнения могут быть самыми разными, и некоторые из них трудно поддаются устранению. Различные системы фильтров, которые используются во время работы пылесоса, помогают справиться со сложными загрязнениями . .. Аквафильтр (емкость с промывочной жидкостью) – один из таких эффективных элементов. Через него проходит воздушный поток, содержащий микрочастицы.
Установки с циклонными фильтрами также используются на строительных площадках. , способный устранить любые виды загрязнений. Недостаток таких устройств в том, что они не «улавливают» микрочастицы; поэтому необходимо дополнительно устанавливать фильтры тонкой очистки. Совместная работа двух типов фильтров позволяет справиться практически с любыми загрязнениями. При этом стоимость устройств может быть относительно невысокой.
Чаще всего для нормальной работы устройства достаточно мощности 1,5 кВт, при этом мощность всасывания должна быть не менее 210 Вт. При таких показателях можно обрабатывать как небольшие предметы, так и внушительные площади.
При покупке пылесоса обязательно стоит ориентироваться на следующие параметры:
мощность;
объем контейнера;
длина шнура;
дополнительный функционал;
гарантийные сроки;
возможность проведения сервисных работ.
Отдельно можно выделить модели с очень большой мощностью (до 7,5 кВт), объем воздуха, проходящего через этих «монстров», составляет более 120 литров за 60 секунд. Мусорных контейнеров в таких моделях обычно хватает до 25 литров, с таким объемом можно устранить любое загрязнение в помещении средних размеров.
Промышленным предприятиям требуется более мощное и производительное оборудование, в этом случае емкость бака может быть до 120 литров.
Многие приборы имеют регулятор мощности, что удобно при очистке от различных загрязнений, при этом значительно экономится электроэнергия. Пылесосы, у которых вместо мешков для мусора есть контейнеры, имеют индикаторы, показывающие уровень их заполнения. Принцип работы таких устройств основан на функционировании поплавкового клапана.
Популярные модели
Рейтинг самых популярных моделей безмешковых пылесосов промышленного и строительного назначения:
Makita VC25122;
EinHell TH-VC 18200 S;
Борт ВАС-5000-22;
ДеУолт DWV9002L;
«Дастпром» ПП-220/200,3-1,5;
Karcher WD 3 P Premium 2;
Редверг RD-VC72600.
Уборка этими аппаратами осуществляется как влажная, так и сухая, объемы пылесборников на таких аппаратах тоже немаленькие (до 25,5 литров). Машины имеют дополнительный «вход», через который могут быть подключены следующие блоки:
турбины;
штроборез;
электролобзик;
Электростамеска
и др.
Makita
Из слабых качеств агрегата Makita VC2512 можно отметить отсутствие функции «обдув». Устройство компактное, весит всего 7,8 кг. В комплект входит набор контейнеров. Эта модель производится на заводах Евросоюза, что априори говорит о качественной сборке. В нашей стране много сервисных центров этой марки, и в случае необходимости инструмент несложно будет отремонтировать.
EinHell
TH-VC 1820 S — универсальный агрегат, способный очистить любой самолет от скоплений грязи и пыли. Мощность в таком компактном устройстве приятно удивляет – 1,25 кВт. Отходы собираются в большой 20-литровый контейнер. Также этим пылесосом можно проводить влажную уборку.
Полезная функция «продувка», в комплекте со специальными насадками, это позволяет удалять самые стойкие загрязнения. Такой функционал удобно использовать для обработки труднодоступных технологических отверстий в различных агрегатах.
На корпусе имеется розетка, позволяющая синхронно подключать различные устройства.
Контейнер изготовлен из «нержавеющей стали», легко моется. Во время работы к агрегату можно подключить любой электроинструмент. Дополнительные преимущества:
сливной патрубок;
шнур питания с автоматическим скручиванием;
ручки присутствуют.
Bosch
Компания зарекомендовала себя на российском рынке с самой лучшей стороны. Строительный пылесос Bosch ГАЗ 20 (вес 5,9 кг) стоит недешево, но эта модель надежна и эффективна. Имеет удобные ручки и колесики. Розетка на корпусе позволяет подключать любые электроприборы. Имеется наглядный индикатор, показывающий наполнение контейнера, а также полуавтоматическая система очистки фильтра.
Преимущества модели Bosch GAS 20:
оригинальный вид;
прочный корпус;
механизмы для обработки скважин;
можно делать влажную уборку;
высокая эффективность;
высокий коэффициент очистки.
Интерскол
До недавнего времени лучшими пылесосами в России считались японские и немецкие пылесосы, но развитие отечественного промышленного производства в России вносит свои коррективы. В нашей стране стала популярной модель ПУ-34/1202 , которая производится известной компанией «Интерскол». Эта модель имеет наиболее полную комплектацию, а также комплексный фильтр с виброочисткой. Двигатель всего 1,21 кВт. Есть двухрежимный режим питания.
Модель отличается оптимальным сочетанием цены и качества. ТТХ машины имеет следующие:
Емкость контейнера — 33 литра;
циклонный фильтр;
гидравлическая защита от чрезмерной загрузки контейнера;
высокая мощность всасывания (62 л.с.).
«Союз»
В категории цена/качество хорошо показал себя пылесос «Союз» российского производства. Стоит машина всего 5,5 тысяч рублей. Очень популярный модель PSS-7322 … На стройке сложно найти что-то лучше этого пылесоса.
Положительные черты:
высокая мощность;
простота использования;
производительность.
25-литрового пылесборника достаточно, чтобы убрать комнату среднего размера. Также с помощью этого приспособления можно проводить влажную уборку, что иногда просто необходимо. Вес агрегата всего 7,6 кг, он компактный и мобильный (4 колеса).
Критерии выбора
Чтобы правильно выбрать пылесос, нужно понимать, насколько эффективно он может удалять загрязнения самого разного характера.
Пыль дифференцируется на следующие виды:
безопасная пыль — это микрочастицы таких веществ, как мел, ворсинки, земля;
средней опасности — щелочи, радиоактивные материалы, металлы;
пыль повышенной опасности Являются канцерогенными веществами, радиоактивными материалами, тяжелыми металлами, фосфорными удобрениями и т. д.
Для устранения последнего вида пыли требуется мощное специальное оборудование и средства индивидуальной защиты.
Чтобы подобрать нужный прибор, который будет оптимально соответствовать вашим потребностям и требованиям, вам необходимо:
определить по какому принципу работает пылесос;
какая мощность у той или иной модели;
на каких видах мусора специализируется тот или иной пылесос;
объем мешка;
наличие дополнительного функционала.
Если вам нужно каждый день вывозить мусор в промышленных масштабах, то рациональнее купить пылесос производителя Макита, Бош или Интерскол.
Промышленный концерн Ballu специализируется на разработке и производстве климатической и инженерной техники. Концерн занимает лидирующие позиции на рынках России, СНГ и стран Восточной Европы. Промышленным концерном ежегодно производится и поставляется более чем в 30 стран 2 млн тепловой техники.
Электрические инфракрасные обогреватели Ballu серии BIH-APL относятся к длинноволновому типу потолочных обогревателей. Тепло практически не поглощается воздухом и без потерь достигает обогреваемых поверхностей, которые, в свою очередь, нагревают воздух. Таким образом, создается мягкий микроклимат в помещении и способствует более экономному расходу электроэнергии.
Обогреватель инфракрасный Ballu BIH-APL используются как основное или дополнительное отопление на дачах, в офисах, в теплицах, в мастерских, курятниках т.д.
Для более долговечной работы обогреватели серии BIH-APL обладают анодированным слоем увеличенной толщины – 25 мкм. Специальное рифление нагревательной панели повышает эффективность инфракрасного обогрева. В нашем интернет магазине Вы можете купить инфракрасный обогреватель Ballu BIH-APL-0.6 по выгодной цене.
Производятся обогреватели в России. Качество подтверждается сертификатом и официальной гарантией от производителя 2 года.
• Обогреватель. • Инструкция с информацией о гарантии. • Крепление на потолок.
Внимание: Провод и терморегулятор в комплект не входит и приобретается отдельно.
Достоинства и недостатки потолочного инфракрасного обогревателя Ballu BIH-APL-0. 6
Достоинства: • Простая и надежная конструкция. • Хорошее соотношение цены и качества. • Гарантия 2 года. Недостатки: • Возможно потрескивание при нагреве и остывании
Фотографии потолочного инфракрасного обогревателя Ballu BIH-APL-0.6
Упаковка ик обогревателей Ballu BIH-APL
Инфракрасный обогреватель Ballu BIH-APL
Обратная сторона Ballu BIH-APL
Комплектация Ballu BIH-APL
Инструкция и сертификат на инфракрасный обогреватель Ballu BIH-APL
Часто задаваемые вопросы (FAQ)
Что такое инфракрасный обогреватель и как он работает?ИК обогреватель — это нагревательный элемент, распространяющий тепловые инфракрасные лучи, которые нагревают пол, стены и все предметы, встречающиеся на пути. Нагревшись сами, предметы начинают нагревать воздух. Точно так же солнце нагревает землю. Только в отличие от солнца, бытовые инфракрасные обогреватели не светятся и не обнаруживают себя каким-либо иным образом, кроме мягкого приятного тепла.
Не вредно ли инфракрасное излучение для здоровья? Инфракрасное излучение абсолютно безопасно для здоровья. Это НЕ СВЧ, НЕ радиоволновое, НЕ рентгеновское излучение и, тем более, НЕ радиация. Это обычное тепловое излучение, такое же как от камина, русской печки или чугунного радиатора отопления. Инфракрасные обогреватели одобрены для применения в детских и медицинских учреждениях.
Почему инфракрасные обогреватели экономичны? При использовании конвекторов, масляных обогревателей или тепловентиляторов у потолка скапливается воздух с повышенной температурой. Повышенная температура приводит к более высокой теплопотери, или даже хуже, Вы вынуждены открывать окно, чтобы избавиться от духоты. Всё это приводит к повышенному расходу электроэнергии. При использовании инфракрасных обогревателей температура у пола и потолка имеют одинаковую температуру, теплопотери сводятся к минимуму. К тому же отсутствуют затраты электроэнергии на циркуляцию воздуха. В среднем экономия электроэнергии при использовании инфракрасных обогревателей составляет 30-40%.
У Вас написано, что ИК обогреватель обогревает пол и предметы. А я не чувствую, чтобы они были теплыми. Как так? Правильно установленный обогреватель нагревает пол на 1-2 градуса теплее, чем температура воздуха. Это практически не чувствуется на ощупь. Но и такой температуры пола достаточно, чтобы начал нагреваться воздух. Воздух нагревается, но температура пола снова оказывается на 1-2 градуса теплее. Этот процесс продолжается до установленной на терморегуляторе температуры, после чего обогреватель отключится. Такого небольшого нагрева предметов вполне достаточно для чувства комфорта, ведь при обогреве конвекторами и тепловентиляторами пол и предметы оказываются значительно холоднее температуры воздуха.
Я повесил инфракрасный обогреватель над окном (или над дверью), чтобы оттуда не дуло. Но продолжает дуть и эффект от обогревателя небольшой. Почему? ИК обогреватель не работает как тепловая завеса. Он не способен препятствовать потоку холодного воздуха. Если у Вас дует из окна или двери, то инфракрасный обогреватель Вам не поможет. Следует использовать тепловые завесы или конвекторы или, еще лучше, устранять саму причину сквозняка.
Как вешать инфракрасный обогреватель? Посередине комнаты или у окна? Самая НЕправильная установка ИК обогревателя — это установка у окна. Во первых обогреватель греет не строго вниз, а под довольно большим углом. Тепло от него должно охватывать максимально возможную площадь пола, а не пол и большую часть стены и окна. Так обогреватель работает неэффективно. Во вторых оконное стекло прозрачно для инфракрасных лучей. Вы ведь, стоя у окна, чувствуете тепло от солнца. Точно также тепло от инфракрасного обогревателя уходит на улицу и Вы тратите большое количество электроэнергии впустую. Итак, максимально эффективная установка инфракрасного обогревателя — установка на потолке, ближе к центру.
Я поставил обогреватель в подвал с бетонным полом, правильно подобрал мощность, но все равно холодно. Почему? Инфракрасный обогреватель греет не воздух, а пол и предметы на полу. Если пол не утеплен, как, например, бетон, залитый непосредственно на землю, то ИК обогреватель просто не может прогреть такой пол. Всё тепло уходит в бетон, а из него в землю. Никакой мощности не хватит, чтобы прогреть всю землю. Если на бетонном полу уложить деревянный, то ситуация кардинально измениться. Тепловентиляторы или конвекторы в случае с неутепленным бетонным полом предпочтительнее. Они также не способны прогреть пол, но могут прогреть воздух.
Почему обогреватель Ballu BIH-APL дешевле ПИОНа и Алмака, чем отличается? Отличие в том, что производитель Ballu основной упор сделал на качество и долговечности товара, а не на внешний вид, поэтому в жилых помещениях он будет не очень эстетично смотреться. Ещё один фактором, почему не стоит вешать этот обогреватель в жилых помещениях, является то, что при нагреве и остывании обогреватели Loriot издают характерный треск, это может мешать особенно ночью.
Какую площадь может обогревать Ballu BIH-APL-0,6? При каких условиях? C помощью Ballu BIH-APL-0,6 Вы можете обогреть до 6 кв.м зимой в приспособленном для зимнего проживания помещении и до 12 кв.м для весенне-осеннего проживания. Для подробного расчета мощности Вы можете воспользоваться нашим «Калькулятором»
Можно ли подключать этот обогреватель без терморегулятора? Да. Любой инфракрасный обогреватель можно подключать без терморегулятора. Ballu BIH-APL-0,6 в этом случае будет всегда работать в максимальном режиме и потреблять 600 Вт. Температура в помещении при этом может оказаться выше комфортной.
Я хочу купить несколько обогревателей. Сколько мне потребуется терморегуляторов? Вам потребуется 1 терморегулятор на одну комнату. При этом в этой комнате может быть установлено несколько обогревателей, но все они будут подключены к одному терморегулятору.
Сколько обогревателей Ballu BIH-APL-0,6 можно подключить к одному терморегулятору? В характеристиках обогревателя указан максимальный ток — 2,7 А. Смотрим характеристики выбранного терморегулятора. Например, у популярного терморегулятора Eberle RTR-E3563 максимально допустимый ток 16 А. Таким образом, к одному терморегулятору можно подсоединить до 5 обогревателей Ballu BIH-APL-0,6.
Как правильно подключается обогреватель? Какие должны быть провода? Нужен ли электрик для этого? Подключение инфракрасного обогревателя не сложнее подключения люстры. В прилагаемой инструкция приводится подробная схема подключения к сети 220 В и к терморегулятору. Минимальных знаний в электрике достаточно, чтобы подключить инфракрасный обогреватель самостоятельно.
Что лучше для большой комнаты, один мощный или несколько менее мощных обогревателей? Несколько менее мощных обогревателей предпочтительнее, так как они будут прогревать помещение более равномерно. Кроме того, если помещение имеет не квадратную, а сильно вытянутую форму, то мы всегда рекомендуем использовать 2 или более обогревателей.
У меня деревянный или пенопластовый потолок. Насколько безопасен этот обогреватель? Штатным образом образом установленные обогреватели абсолютно безопасны. Крепление обеспечивает необходимый зазор до потолка и, кроме того, верхняя сторона обогревателей не нагревается выше 80-90 градусов — абсолютно пожаробезопасной температуры. Для сравнения, температура возгорания бумаги превышает 400 градусов.
Вы хвалите инфракрасные обогреватели, умалчивая о минусах. А хочется узнать именно про минусы.
Мы всегда информируем покупателей обо всех особенностях инфракрасных обогревателей и о целесообразности их использования в том или ином конкретном случае.
Вы можете ознакомится со статьей «Плюсы и минусы инфракрасных обогревателей»
Где подробнее почитать о выборе инфракрасного обогревателя
Подробное руководство о выборе инфракрасного (ИК) обогревателя представлено в статье «Как выбрать инфракрасный обогреватель»
Какие у вас есть скидки на инфракрасный обогреватель Ballu BIH-APL?
Мы предоставляем скидку 3% пенсионерам и 5% повторным покупателям (скидки не суммируются). Кроме того, периодически на разные товары могут быть дополнительные скидки, акции, распродажи.
Какие еще обогреватели производителя Ballu можно купить в вашем магазине?
Весь ассортимент обогревателей Ballu представлен в разделе «Обогреватели Ballu»
Какие еще потолочные обогреватели линейки Ballu BIH-APL имеются в продаже? Ballu BIH-APL-0,8 • 106,7х13х4,7 см • 800 Вт Ballu BIH-APL-1,0 • 119х13х4,7 см • 1000 Вт Ballu BIH-APL-1,5 • 179х13х4,7 см • 1500 Вт Ballu BIH-APL-2,0 • 119х25,8х4,7 см • 2000 Вт Ballu BIH-APL-3,0 • 179,5х25,8х4,7 см • 3000 Вт
Можно ли оставлять обогреватель включенным на зиму чтобы дом не замерз? Да. Можно. У всех терморегуляторов есть режим поддержания плюсовой температуры (например, +5 градусов), что достаточно для защиты от промерзания, но при этом позволяет максимально экономить электроэнергию.
Где произведен обогреватель? Какая гарантия? Обогреватели Ballu производятся в России. Гарантия производителя 2 года с момента покупки.
Наши преимущества. Почему выгодно покупать у нас?
Помощь в выборе Вы можете получить бесплатную профессиональную консультацию по выбору инфракрасных обогревателей, позвонив по телефону 8(495)125-1070. Наш специалист подробно расскажет о всех особенностях товара и посоветует оптимальную для ваших условий модель.
Также Вы можете самостоятельно рассчитать необходимую мощность обогревателей у нас на сайте: «РАСЧЕТ МОЩНОСТИ»
Заказ Для покупки выбранных Вами товаров Вы можете воспользоваться удобной формой on-line заказа на сайте или позвонить нашим менеджерам по телефону 8(495)125-1070. Для Вашего удобства на сайте есть возможность заказать звонок. В верхнем правом углу нажмите кнопку «ЗАКАЗАТЬ ЗВОНОК», укажите номер телефона, и наши менеджеры обязательно Вам перезвонят.
Заказы принимаются ежедневно с 9 до 21 часов
Оплата Мы принимаем как наличную так и безналичную оплату. Для выставления счета, присылайте свои реквизиты на почту [email protected]
Доставка У нас одни из самых низких цен на доставку товара по Москве.
Мы доставляем товар по всей России.
Подробнее вы можете узнать «ЗДЕСЬ»
Скидки Мы предоставляем скидки 3% пенсионерам и скидку 5% нашим повторным покупателям.
Гарантия Мы полностью несем все гарантийные обязательства по товару
У вас есть гарантированная возможность обменять товар или вернуть деньги в течение 14 дней с момента покупки.
Отзывы о потолочном инфракрасном обогревателе Ballu BIH-APL-0,6
Обогреватель инфракрасный Ballu BIH-APL-0.
6
Обогреватель инфракрасный Ballu BIH-APL-0.6 используется для обогрева помещений, имеющих высокие потолки или недостаточную теплоизоляцию, где стандартный способ отопления мало или не эффективен. Обогреватель имеет поворотные кронштейны, что делает удобным монтаж и изменение угла обогрева. Отличается компактным корпусом и стенками с увеличенными углами наклона, что делает обогреватель визуально более тонким. Высокая степень пыле-влагозащиты IP54 делает возможным применение устройства на открытом воздухе. Корпус выполнен в серебристом цвете с деталями из нержавеющей стали.
Популярность ИК обогревателей заключается в высокой энергоэффективности и безопасности. Обогреватель создает «солнечный эффект», излучая тепло в инфракрасном спектре и нагревая поверхности (пол, стены), которые, в свою очередь, отдают тепло воздуху.
Особенности
Ballu серии BIH-APL-0.6:
Форма корпуса защищена патентами Российской Федерации
Возможность локального применения
Высокая экономичность расхода электроэнергии
Не сжигает кислород и не создает запаха гари
Установка на потолке сохраняет свободной рабочую зону
Долговечные излучающие панели с анодированием 25 мкм, обеспечивают высокую эффективность на всем сроке эксплуатации прибора
Самые компактные панельные ИК обогреватели
Возможность подключения к терморегулятору
Боковые накладки из шлифованной нержавеющей стали
Модернизированная форма корпуса визуально уменьшает глубину прибора (видна только передняя панель)
Гарантия 2 года
Область применения
Универсальное оборудование
Эффективен для помещ. площадью до
6 м2
Ступени мощности нагрева, кВт
0,60 кВт
Количество режимов нагрева
1
Класс пылевлагозащищенности
IP20
Защита от перегрева
Да (при использовании терморегулятора)
Защитная решетка
Нет
Аварийное отключение при сильном наклоне или опрокидывании
Слову «робот» скоро исполнится сто лет. Его придумал Карел Чапек для своей пьесы «Россумские универсальные роботы», написанной в 1920 году. Те роботы были страшно похожи на людей — собственно, они и были людьми, сделанными из искусственной живой ткани, сейчас их, скорее, назвали бы «андроидами».
Чапеку удалось зацепить всех за живое: за истекший век человечество много размышляло о роботах. В результате их славная раса разделилась на несколько племен. Во-первых, те самые железные существа с лампочками и шарнирами, для которых Азимов придумал свои «законы роботехники». Высшее воплощение этой идеи — собака-робот от компании AIBO, вышедшая на рынок в 1999-м.
Другая генерация роботов так и не дерзнула выйти в реальный мир, зато покорила мир виртуальный: эти невидимые ребята анализируют наши сетевые предпочтения и интересы, показывая нам релевантную, по их мнению, рекламу. Собственно, роботом в этом смысле стали называть любую самообучающуюся программу или, как сейчас принято выражаться, искусственный интеллект.
И наконец, еще одно племя роботов — самое скромное, но и наиболее симпатичное автору этих строк. Это промышленные роботы. Они настолько мало похожи на придуманных Чапеком существ, что их порой пренебрежительно именуют «промышленными манипуляторами» или даже «роботизированными руками». Вот они-то и станут главными героями нашей заметки.
Оживающий лебедь
Чтобы сравнить эту штуку с лебедем, надо обладать больной фантазией инженера-робототехника. Однако именно так (swan) эти люди во всем мире называют «первую позицию» робота: когда бедолага стоит без дела, выгнув шею, с понуро опущенной головой. Наверное, роботу хотелось бы быть лебедем. Лишь по воле программистов он оживает и перемещается из первой точки во вторую, потом дальше по циклу, потому что он не лебедь, а робот и обязан трудиться.
Конструкция промышленного робота имеет много общего с человеческой рукой. Представьте, что вы сжимаете в руке молоток или, к примеру, сварочный электрод. Тогда оставшиеся свободными три сустава обеспечат вашей руке шесть степеней свободы — плюс седьмая благодаря вашей способности ходить с этим чертовым молотком с места на место. Ровно так же устроен и робот: обычно у него шесть осей, движение вокруг которых обеспечивается сервоприводами, плюс иногда дополнительная опция — способность передвигаться по рельсам.
На конце манипулятора крепится какой-нибудь инструмент. Присоска, магнит, сварочный электрод, пульверизатор. Или видеокамера, чтобы наблюдать за работой других роботов и руководить ими. Купив робота, инструмент вы сможете присобачить сами, ну пусть хоть кондитерский шприц для украшения пирожных кремом. Те инженеры, что приспосабливают роботов к конкретным технологическим задачам, называются «интеграторами».
Нет абсолютно никаких шансов, что такие роботы нас поработят. Но есть очень большая вероятность, что они рано или поздно оставят людей без работы. Вот, например, кузовной цех автомобильного завода: людей здесь совсем не видно, лишь роботы передают друг другу детали кузова. Чтобы эти парни не навредили человеку, законы роботехники не нужны — достаточно сеточного ограждения.
А вот другой цех: здесь собирают автоматические коробки передач. Тут работает девушка, она помогает вставлять шестерни в пазы. Детали для девушки тяжеловаты, и ей ассистирует робот. Таких роботов — представителей самого последнего поколения — называют «коллаборативными», или кратко — «коботами». При малейшем случайном касании девичьего тела громадина замирает и покорно ждет ответного ласкового прикосновения: ничего, мол, все в порядке, дружище, можно продолжать.
Итак, знакомство состоялось; давайте вникнем в ситуацию чуть подробнее.
Фото: Quantumspace
Кто делает роботов
Робот, между прочим, стоит сравнительно недорого: примерно в том же диапазоне, что легковые автомобили. Мировой рынок промышленных роботов — около сорока миллиардов евро, цифра не потрясает воображение. Рынок делят между собой несколько десятков компаний, из которых первая пятерка контролирует примерно 4/5. В этой пятерке и компания KUKA, с представителем которой — директором по продажам в России Петром Смоленцевым — мы встретились для выяснения всех деталей.
Начать знакомство с этой компании нас побудил тот факт, что именно ее роботы были в авангарде экспансии на территорию бывшего СССР: в 1984 году «АвтоВАЗ» купил лицензию на сборку и стал крупнейшим интегратором роботов KUKA. Компания, основанная в немецком городе Аугсбурге 120 лет назад, не сразу занялась робототехникой: в ее послужном списке были сварочные аппараты и, к примеру, мусоровозы с гидравлическим приводом. Любовь к сварке и гидравлике естественно привела компанию в автопром, ну а там как раз начался бум. Все автогиганты в 1970-х начали ставить на конвейеры автоматические системы — их применение привело к удешевлению автомобилей, вырос потребительский спрос, выросли объемы, и все это послужило толчком развития робототехники. По словам Петра Смоленцева, автопром (наряду с микроэлектроникой и пищевой промышленностью) и сейчас остается главным потребителем и площадкой для внедрения инноваций, потому что такое сочетание объемов и культуры производства в других отраслях встречается нечасто. На одном только ВАЗе сегодня трудится около семисот роботов.
В начале 70-х было еще не слишком понятно, как должен выглядеть робот, призванный вытеснить с конвейера пролетариат. В 1973 году KUKA на всякий случай выпустила первого в мире антропоморфного робота с электромеханическими осями. Революцию в промышленности он не произвел, однако прессу получил неплохую, притом что современные роботы до сих пор используют похожие инженерные решения.
Что именно делает компания KUKA в России? Слово Петру Смоленцеву:
«У нас здесь три основные задачи. Во-первых, обслуживание нашего оборудования. Кроме тех линий, которые налаживали наши специалисты, есть еще готовые линии, установленные, к примеру, на предприятиях Nestle или Danon, и мы должны их поддерживать. Вторая задача — создание рынка робототехники. Мы должны довести информацию до заводов и предложить им технологические решения. Многие до сих пор думают, что робот стоит как космический корабль, хотя он по цене куда ближе к малолитражке, цена начинается примерно с 15 тысяч евро. А кое-кто не знает, что операция, которую у них делают руками, давным-давно автоматизирована.
И наконец, в-третьих, наша задача — вырастить и обучить специалистов-интеграторов, то есть тех, кто приспосабливает роботов к конкретным технологическим задачам. У нас есть свой домашний интегратор, но он работает только с большими проектами — например, построить завод или цех. Но есть и небольшие проекты, где нужна одна робототехническая ячейка, чтобы закрыть узкое место. Мы не можем быть экспертами и в сварке, и в медицине, и в пищевой промышленности, и в банковском деле — для таких проектов и нужны интеграторы».
Один из таких интеграторов — компания «Квантум системс» — придумала, как приспособить роботов к пересчету и сортировке наличности в банках. Деньги, уплаченные вами в кассу магазина, уже на следующий день должны поступить на банковский счет, и такая оперативность требует проворства, для человека недоступного. Человеку свойственно болеть, брать отпуск, увольняться по собственному желанию или просто тупить, а в банковское хранилище кого попало с улицы не позовешь. По словам Смоленцева, компания «Квантум системс» первой в мире придумала и запатентовала роботизированную ячейку по работе с наличностью. Десять таких ячеек уже работают в Сбербанке. Как ловко они это делают, любознательный читатель может увидеть на выставке «Иннопром-2018» в Екатеринбурге; там же ему выпадет шанс познакомиться и с другими роботами KUKA. Вы их легко выделите в толпе: они оранжевые.
Фото: Bortolami Gallery
Куда катится мир
То состояние, к которому он с очевидностью катится, в Европе принято называть «Индустрия 4.0». В Японии для этого есть другое жаргонное словечко, а американцам нравится рассматривать более широкое понятие «интернет вещей». И не надо думать, что за этим термином скрывается лишь способность вашего электрочайника поговорить по душам с микроволновкой.
Наверное, тут уместнее такой образ: представьте, что вы с друзьями вздумали покрасить серую стену в жизнерадостный оранжевый оттенок (да, это фирменный цвет роботов KUKA). Сперва на сером фоне появятся отдельные, не связанные между собой оранжевые кляксы. Но рано или поздно в процессе работы ситуация изменится: кляксы соединятся между собой, а серый фон превратится в отдельные островки. Потом он, конечно, и вовсе исчезнет, но зафиксируем момент, когда оранжевое на сером превращается в серое на оранжевом. Это и есть момент рождения «Индустрии 4.0», что бы ни означали предыдущие три индустрии.
Расшифруем аналогию. Серый цвет — мир человеческого труда. Оранжевый — это автоматизированные операции, в которых человек не участвует. Да, было время, когда компьютер, телефон и телевизор объединялись только личностью владельца, а токарный станок и сварочный аппарат — замыслом инженера-технолога, зычным голосом мастера и физическим трудом рабочего, переносящего заготовки туда и обратно. Теперь будет наоборот: все производство, от начала до конца, от подачи сырья до учета готовой продукции, сливается в единую систему, связанную компьютерной сетью. Человеку в ней останется ровно столько места, сколько он пожелает для себя зарезервировать. Да и то, видимо, только на первых порах.
В начале заметки мы упоминали о девушке из сборочного цеха и ее механическом друге — «коботе» нового поколения, снабженном силомоментными датчиками. Кажется, мы там обмолвились, что робот ассистирует девушке. Ну так вот, это была явная натяжка. Именно робот, а не девушка, помнит о том, сколько узлов им предстоит собрать, именно он ведет учет запчастей, именно он (с помощью компьютера, подключенного к сети) владеет всей необходимой информацией о технологической задаче. Девушка ему нужна только потому, что людям пока лучше удаются адаптивные операции: например, чуть-чуть подвигать деталь туда-сюда, чтобы она точно вошла в паз. Однако другие подобные процедуры — скажем, надеть резиновый шланг на водопроводный кран, там тоже надо слегка повернуть туда-сюда, чтобы налезло, — робот уже легко выполняет. Так что, возможно, девушка ему нужна просто потому, что строгие немецкие законы практически не позволяют уволить работника на том основании, что его работа будет передана автоматике. Девушка и робот дружат между собой, но вынужденно — под присмотром бундестага и профсоюзных боссов.
Потеряют ли живые люди свое место в системе производства? Можно ли этому помешать или, наоборот, этому надо как-то помочь? Об этом пойдет речь в следующих главах нашей истории. Пока же напоминаем читателям о выставке «Иннопром-2018», которая пройдет в июле в городе Екатеринбурге. Познакомьтесь с роботами до того, как они выкинут вас с вашего рабочего места: с такими перспективными ребятами имеет смысл заранее наладить отношения.
Человекоподобные роботы появятся везде, кроме России — РБК
Разумные машины незаметно для человечества вошли в нашу жизнь: роботы уже сегодня выполняют тяжелую работу в условиях, исключающих присутствие человека — воюют, учат, осваивают космос, помогают лечить и спасать людей. Думается, в будущем они заменят Homo sapiens и в более «тонких» сферах таких, как кулинария или искусство. И пусть пока наши автоматизированные помощники не настолько разумны, как представители рода человеческого, однако уже сейчас можно говорить о том, что идеи писателей-фантастов XX века медленно, но верно воплощаются в жизнь.
Когда же ждать человечеству появления фантастических андроидов, готовящих ужин и встречающих гостей, и почему Россия не поспевает за ведущими мировыми державами в развитии умных машин?
От чертежей Леонардо да Винчи к японцу Asimo
С самого начала эпохи конструирования роботов изобретатели пытались сделать их похожими на людей. Первый чертеж механического рыцаря, созданный примерно в 1495г., принадлежит руке великого ученого Леонардо да Винчи. Много позднее попытки собрать человекоподобных роботов предпринимались инженерами-изобретателями в разных странах мира. Впрочем, подавляющее большинство из них носили характер мистификаций — пресса то и дело разоблачала очередного шарлатана, скрывшего в «разумном» псевдороботе человека или дрессированное животное.
adv.rbc.ru
Само слово «робот» вошло в широкий оборот после публикации в 1921г. пьесы чешского писателя Карела Чапека «Р. У. Р.» («Россумские универсальные роботы»). Позднее в книгах известного писателя-фантаста Айзека Азимова появились понятия «робототехника» и «андроид» (человекоподобный робот).
adv.rbc.ru
Толчком для развития роботизированных систем в мире стали бурная индустриализация и начало освоения космоса в XX веке. В 1913г. одна из первых роботизированных линий была установлена на предприятии Генри Форда в США. В 1930-е гг. были созданы различные устройства, копирующие движения человека и воспроизводящие простейшие фразы. Первый такой робот был сконструирован американским инженером Д.Уэксли для Всемирной выставки в Нью-Йорке в 1927г. В 1950-е гг. для работы с радиоактивными материалами разработали механические манипуляторы, копирующие движения рук человека, а первыми серьезными роботами стали луноходы. В Советском Союзе «Луноход-1» был создан в 1966г. В ноябре 1970г. он стал первым аппаратом, покорившим Луну (как известно, 20 июля 1969г. на спутник Земли впервые ступил человек, американский астронавт Нил Армстронг). Во второй половине XX века ученые активно совершенствовали роботов, делая их все более функциональными, а появление компьютеров открыло небывалые возможности для разработки основ искусственного интеллекта.
В начале XXI века началась новая эра «умных» андроидов. Первый серьезный человекоподобный робот, SDR-3X был представлен японской компанией Sony в ноябре 2000г. В том же году публика познакомилась с куда более известным андроидом Asimo производства компании Honda, который стал воплощением передовых достижений науки и техники. Один из последних образцов Asimo имеет рост 130 см, массу 48 кг, способен передвигаться со скоростью до 9 км/ч. В настоящее время это самый совершенный андроид. Asimo, например, может узнавать знакомые лица людей и обращаться к ним по имени. Всего было выпущено порядка 100 экземпляров этого робота, стоимостью 1 млн долл. каждый.
Андроид с человеческим лицом
Хотя большинство современных роботов совсем не походят на людей, особым вниманием публики пользуются, как ни странно, именно андроиды. Очевидно, что первые из них будут иметь отнюдь не европейское лицо. Передовой в этом плане является Япония, создавшая настоящий культ роботов. Здесь их конструированием занимаются и крупные корпорации, и народные умельцы, что поощряется правительством.
На эти цели по долгосрочной программе развития роботостроения в 2007-2016гг. Япония планирует направить около 260 млрд долл. Объем продаж продукции робототехнической промышленности к этому времени японцы намерены довести до в 6 трлн иен (73,8 млрд долл). Андроидам отводится особая роль — в будущем они должны стать помощниками в ведении домашнего хозяйства. Предполагается, что к 2025г. в развитых странах домашние роботы станут такими же привычными, как компьютер или стиральная машина. Впрочем, некоторые российские специалисты в области робототехники считают, что андроиды так и останутся дорогими игрушками. «Робот – это узкофункциональная машина, которая должна выполнять определенные задачи, а не универсальный механизм. Поэтому вряд ли домашние андроиды когда-то получат такое же широкое распространение, как современная бытовая техника», — считает завкафедрой робототехнических систем МГТУ им.Баумана Аркадий Ющенко.
В Стране восходящего солнца ученые, похоже, придерживаются другой точки зрения. Они с энтузиазмом создают свои точные копии-роботы и даже учат их изображать эмоции. Разработками андроидов известен профессор Хироши Ишигуро. Его последняя работа, представленная в апреле 2012г. – девушка-андроид Geminoid F, которая может улыбаться, разговаривать и даже петь. В 2005г. японские ученые предложили покупателям андроида Вакамару, который может не только наводить чистоту в доме, но способен также различать людей по лицам, напоминать о запланированных делах и предупреждать хозяев о попытках взлома их жилища. Правда, стоят такие помощники недешево: цена Вакамару начинается от 15 тыс. долл.
И если для среднестатистического покупателя ввиду дороговизны роботы-помощники пока предложение сомнительное, то для бизнеса замена человека машиной с интеллектом выгодна уже сегодня. Это доказывает сделка по покупке американской Amazon, работающей в сфере розничных продаж товаров через Интернет, крупнейшего производителя роботов для логистики — Kiva Systems Inc. Предполагается, что сделка, стоимость которой оценивается в 775 млн долл., будет завершена во втором квартале 2012г. Очевидно, что крупные компании делают ставку на использование роботов вместо того, чтобы держать штат грузчиков. Роботизированные складские системы Kiva используют сегодня компании Crate & Barrel, Gap Inc. и Diapers.com.
Андроид SAR-400 — наш ответ NASA
Все настойчивее диктует применение роботов освоение космоса. Человекоподобный робот «Робонавт-2» (R-2) производства NASA и General Motors в тестовом режиме уже трудится на Международной космической станции. Андроид выглядит как полчеловека (ноги у него отсутствуют) и стоит около 2,5 млн долл.
В России созданием отечественного аналога «Робонавта» занимается научно-производственное объединение «Андроидная техника» по заказу Федерального космического агентства РФ (Роскосмоса). Российский андроид SAR-400, как и зарубежный, может использоваться для проведения технических и спасательных работ как на самой МКС, так и за ее пределами. Кроме того, он предназначен для «информационно-психологической поддержки экипажа станции». «Фактически это означает возможность общения с роботом для психологической разгрузки», — пояснили в пресс-службе НПО «Андроидная техника». Российский робот-космонавт весит 30 кг при росте 63 см и имеет размах рук-манипуляторов 1,65 м.
От зарубежного он отличается меньшими габаритами и массой, а также возможностью оператора ощущать объект манипулирования — эффект достигается за счет силомоментного отражения усилий. Последнее свойство — своеобразное ноу-хау российских ученых. Роботов, обладающих способностью передавать оператору тактильные ощущения, в мире единицы. SAR-400 работает в нескольких режимах: можно управлять им, надев специальный костюм, и с помощью видеокамер. Электронный помощник космонавтов также может выполнять поручения по заранее заданной программе. Когда российский робокосмонавт присоединится к своему зарубежному коллеге, пока не известно — сроки согласовываются с Роскосмосом. Стоимость работ по созданию SAR-400 в НПО «Андроидная техника» также озвучивать не стали, ссылаясь на то, что проект еще не завершен.
Машины-убийцы заменят солдат
Роботизированные системы сегодня широко используются и в военных целях. Судя по инвестициям в эту сферу и темпам ее развития, весьма вероятно, что «терминаторы» с искусственным интеллектом появятся гораздо раньше помощников по хозяйству на батарейках. Боевые роботы чаще всего применяются в разведке и как автоматизированные системы огневой поддержки.
В создании военных машин лидируют США. Уже привычными стали операции с применением самолетов-беспилотников. В 2012г. Пентагон планирует закупить более тысячи «карманных» разведывательных роботов Recon Scout XT Throwbot на сумму около 14 млн долл. Кроме того, недавно стало известно о продолжении проекта по созданию беспилотного плавательного аппарата ACTUV, предназначенного для слежения за подводными лодками в открытом океане (в том числе субмаринами, несущими ядерное оружие). Об этом объявило Агентство передовых оборонных исследовательских проектов США (DARPA).
Хотя роботы еще не могут полноценно воевать вместо живых пехотинцев, уже в 2020г. американцы рассчитывают изменить ситуацию. Планы по замене солдат машинами содержатся в докладе о развитии военных роботов в США до 2032г., опубликованном Пентагоном еще в 2007г. Авторы документа отмечают, что за подобными системами большое будущее, а первые образцы автономной военной техники уже доказали свою эффективность в Афганистане и Ираке. В качестве основных преимуществ роботов военные называют отсутствие необходимости пускать в бой живых людей, потенциальную дешевизну в случае массового производства и их повышенные боевые характеристики. Очевидно также, что вооружение для роботов будет многократно превосходить «человеческое» по мощности, скорострельности и точности.
Разработки боевых роботов активно ведутся и в других странах, в том числе в России. Новый российский танк на базе тяжелой платформы бронетехники «Армата» планируют оснастить цифровой пушкой с дистанционным управлением. Военные эксперты утверждают, что появление такой пушки приблизит Россию к созданию полностью автономных танков-роботов. Впрочем, военный бюджет США ни в какое сравнение не идет с бюджетами других стран. На нужды Пентагона в 2012г. будет потрачено 662 млрд долл., военный бюджет России в текущем году составит 59,1 млрд долл.
Аватар по-русски
Если на военной ниве Россия старается держать марку, памятуя о былом статусе сверхдержавы, то конструированием бытовых роботов в родном отечестве занимаются разве что изобретатели-энтузиасты. Сегодня это направление представлено так называемыми роботами телеприсутствия. С помощью встроенных дисплея, камеры, микрофона и динамиков они позволяют оператору фактически лично присутствовать на любом мероприятии, не вставая из-за компьютера.
Технология напоминает видеоконференцию, однако робот дает свободу передвижения (пользователь с компьютера управляет перемещениями робота, который оборудован двумя ведущими колесами), а за счет его человекоподобных черт достигается эффект присутствия. Такие роботы российского производства напоминают бочкообразного дроида R2-D2 из «Звездных войн», только ростом они повыше (примерно 1,3 м) и выглядят более привлекательно. Крупные компании используют их при организации выставок и рекламных акций в качестве промоутеров и пиарщиков. Первые российские роботы телеприсутствия применяются и в других сферах: при проведении конференций и семинаров, обучении, наблюдении за больными в медучреждениях и др.
С десяток роботов телеприсутствия используются в московских школах, помогая детям учиться. Например, девятиклассник Московского центра образования №166, которому проблемы с сердцем не позволяют посещать заведение, обучается удаленно с помощью такой машины. Отечественный робот-аватар гражданского применения отличается от зарубежных аналогов относительной дешевизной — 3 тыс. долл. За подобные модели Vgo или Anybots QB (производятся в США) придется выложить 6-15 тыс. долл.
Казалось бы, конкурентное преимущество налицо и есть все предпосылки для выхода на зарубежные рынки. Но, как выяснилось, компания, конструирующая таких роботов, чуть ли не единственная в России. «Сама сфера очень наукоемкая и затратная, требующая значительных денежных вложений, — объясняет причину Алексей Князев, директор компании R.bot, производящей роботов телеприсутствия. — У нас нет никаких налоговых льгот, то есть для сферы IT они есть, а для роботостроения почему-то нет. В госпрограмму нас не включили — видимо, посчитали, что в стране нет достаточного количества специалистов, чтобы развивать это направление». Специалисты есть, желание работать — тоже, дело лишь за серьезными инвестициями, да только их нет и не предвидится, отмечает А.Князев. Как выяснилось, похожая ситуация сложилась в нашей стране во всей отрасли в целом.
Семь бед российского роботостроения
Большинство промышленных роботизированных комплексов, роботы для медицины, узлы и элементы для специальных роботов Россия сегодня приобретает за рубежом за баснословные суммы. Уровень роботизации производства специалисты отрасли оценивают как крайне низкий, а отечественные предприятия, занимающиеся конструированием и производством роботов, можно в буквальном смысле пересчитать по пальцам одной руки. После развала Союза на его руинах российское роботостроение так и не сумело пойти в рост. Еще немного, и наверстать упущенное уже не удастся никогда, утверждают эксперты.
Первая и главная причина – крайне скудное государственное финансирование. Специальной госпрограммы поддержки развития роботостроения в России просто нет. «За последние два созыва ничего подобного в этом плане на уровне законопроектов в Госдуму не вносилось и не принималось, во всяком случае, за последние пять лет точно», — сообщили РБК в пресс-службе комитета Государственной думы РФ по науке и наукоемким технологиям. Не смогли по этому поводу ничего рассказать ни в Минэкономразвития, ни в Минпромторге РФ.
Выручить отечественных роботостроителей могли бы частные инвесторы, однако российский бизнес не спешит вкладывать деньги в долгосрочные проекты. «У российских предпринимателей несколько иная психология, нежели на Западе. Любая экономическая выкладка показывает выгодность инвестиций в высокотехнологичные производства, но как только речь заходит о том, что вложения окупятся лет через 10, интерес к проектам сразу иссякает», — говорит советник директора ЦНИИ робототехники и технической кибернетики Александр Железняков.
Другими «болевыми точками» являются отсутствие элементной базы (детали и узлы приходится приобретать за границей) и кадровый голод. «Молодые кадры сегодня составляют около 5%, но не все остаются в отрасли. Опытные профессионалы есть, но они же стареют. И когда уйдут, то этот вакуум, созданный демографической ямой 1990-х, заполнить будет некому», — добавляет А.Железняков.
«В России не только роботостроение, но и машиностроение в целом почему-то не является приоритетным направлением развития», — считает заведующий кафедрой компьютерных систем автоматизации производства МГТУ им.Баумана Сергей Гаврюшин. Он отмечает, что в качестве приоритетных государством определены направления IT, нанотехнологии, транспортные и космические системы, борьба с терроризмом, развитие вооружений, энергетика (речь идет об указе президента РФ «Об утверждении приоритетных направлений развития науки, технологий и техники в РФ», подписанном Д. Медведевым 07.07.2011г. – прим. РБК). «Машиностроения среди них нет», — констатирует эксперт. На какой технологической базе будут развиваться все эти нанотехнологии, IT и военные разработки без машиностроения, остается только гадать. По словам С.Гаврюшина, специалисты в отрасли все еще есть, но нет в России крупных проектов, где можно было бы этот научный потенциал реализовать.
В заключение надо сказать, что емкость мирового рынка робототехники уже сегодня можно смело оценивать в миллиарды долларов. Однако Россия в обозримом будущем вряд ли сможет претендовать на сколько-нибудь значимый кусок этого пирога. Поэтому осваивать космос у нас еще долго будут живые космонавты, а работать официантами, дворниками и грузчиками — приезжие из СНГ и Средней Азии.
Александр Волобуев, РБК
Робототехника: что такое роботы? Определение и использование робототехники.
Как работают роботы?
Независимые роботы
Независимые роботы способны функционировать полностью автономно и независимо от контроля оператора. Обычно они требуют более интенсивного программирования, но позволяют роботам заменять людей при выполнении опасных, обыденных или невыполнимых по иным причинам задач, от сброса бомб и глубоководных путешествий до автоматизации производства. Независимые роботы оказались наиболее разрушительными для общества, поскольку они сокращают определенные рабочие места, но также предоставляют новые возможности для роста.
Зависимые роботы
Зависимые роботы — это неавтономные роботы, которые взаимодействуют с людьми для улучшения и дополнения уже существующих действий. Это относительно новая форма технологии, и она постоянно расширяется для новых приложений, но одна из реализованных форм зависимых роботов — это усовершенствованные протезы, которые контролируются человеческим разумом.
Известный пример зависимого робота был создан Johns Hopkins APL в 2018 году для Джонни Матени, пациента, которому ампутировали руку выше локтя. Матени был оснащен модульным протезом конечности, чтобы исследователи могли изучать его использование в течение длительного периода времени. MPL контролируется с помощью электромиографии или сигналов, посылаемых его ампутированной конечностью, которая управляет протезом. Со временем Матени стал более эффективно управлять MPL, а сигналы, посылаемые его ампутированной конечностью, стали меньше и менее изменчивы, что привело к большей точности его движений и позволило Матени выполнять такие деликатные задачи, как игра на пианино.
Лучшие компании в области робототехники с открытыми ролямиПросмотр лучших компаний в области робототехники, нанимающих сейчас
Каковы основные компоненты робота?
Роботы созданы для решения различных задач и выполнения различных задач, поэтому для выполнения этих задач требуются различные специализированные компоненты.
Каковы основные компоненты робота?
Система управления: центральный процессор, который управляет задачей робота на высоком уровне.
Датчики: компонент, передающий электрические сигналы, позволяющие роботу взаимодействовать с окружающим миром.
Приводы: части двигателя, отвечающие за движение робота.
Блок питания: аккумулятор, который обеспечивает питание робота.
Концевые эффекторы: внешние особенности робота, позволяющие ему выполнять задачу.
Однако есть несколько компонентов, которые являются центральными в конструкции каждого робота, например, источник питания или центральный процессор. Вообще говоря, компоненты робототехники делятся на следующие пять категорий:
Система управления
Вычисления включают в себя все компоненты, составляющие центральный процессор робота, который часто называют его системой управления. Системы управления запрограммированы так, чтобы сообщать роботу, как использовать его определенные компоненты, в некотором роде подобно тому, как человеческий мозг посылает сигналы по всему телу для выполнения конкретной задачи. Эти роботизированные задачи могут включать что угодно, от минимально инвазивной хирургии до упаковки на конвейере.
Датчики
Датчики обеспечивают робота стимулами в виде электрических сигналов, которые обрабатываются контроллером и позволяют роботу взаимодействовать с внешним миром. Общие датчики, используемые в роботах, включают видеокамеры, функционирующие как глаза, фоторезисторы, реагирующие на свет, и микрофоны, работающие как уши. Эти датчики позволяют роботу фиксировать свое окружение и делать наиболее логичный вывод на основе текущего момента, а также позволяют контроллеру передавать команды дополнительным компонентам.
Видео: Лаборатория прикладной физики JHU
Приводы
Устройство можно считать роботом, только если оно имеет подвижную раму или корпус. Приводы – это компоненты, отвечающие за это движение. Эти компоненты состоят из двигателей, которые получают сигналы от системы управления и двигаются в тандеме для выполнения движения, необходимого для выполнения поставленной задачи. Приводы могут быть изготовлены из различных материалов, таких как металл или эластичный материал, и обычно работают с использованием сжатого воздуха (пневматические приводы) или масла (гидравлические приводы), но бывают разных форматов, чтобы наилучшим образом выполнять свои специальные функции.
Блок питания
Как человеческому телу для работы требуется пища, так и роботам нужна энергия. Стационарные роботы, например, установленные на фабрике, могут работать от сети переменного тока через настенную розетку, но чаще всего роботы работают от внутренней батареи. В большинстве роботов используются свинцово-кислотные батареи из-за их безопасных свойств и длительного срока хранения, в то время как в других могут использоваться более компактные, но и более дорогие серебряно-кадмиевые батареи. Безопасность, вес, заменяемость и жизненный цикл — все это важные факторы, которые необходимо учитывать при разработке блока питания робота.
Некоторые потенциальные источники энергии для будущего развития роботов также включают пневматическую энергию от сжатых газов, солнечную энергию, гидравлическую энергию, энергию маховика для хранения органических отходов посредством анаэробного сбраживания и ядерную энергию.
Концевые эффекторы
Концевые эффекторы — это физические, обычно внешние компоненты, которые позволяют роботам завершать выполнение своих задач. Роботы на фабриках часто имеют сменные инструменты, такие как распылители краски и сверла, хирургические роботы могут быть оснащены скальпелями, а другие виды роботов могут быть созданы с захватными когтями или даже руками для таких задач, как доставка, упаковка, распыление бомб и многое другое.
Что такое роботы и как они работают?
Корпоративный ИИ
К
Участник TechTarget
Робот — это тип автоматизированной машины, которая может выполнять определенные задачи практически без вмешательства человека, быстро и точно. Область робототехники, которая занимается проектированием, проектированием и эксплуатацией роботов, значительно продвинулась вперед за последние 50 лет.
IDC определяет робототехнику как один из шести акселераторов инноваций, стимулирующих цифровую трансформацию. Другие включают 3D-печать, когнитивные вычисления, безопасность следующего поколения и виртуальную реальность или дополненную реальность.
Что умеют роботы?
По сути, существует столько различных типов роботов, сколько и задач, которые они должны выполнять. Роботы могут выполнять некоторые задачи лучше, чем люди, но другие лучше оставить людям, а не машинам.
Следующие вещи роботы делают лучше, чем люди:
Автоматизируйте ручные или повторяющиеся действия в корпоративных или промышленных условиях.
Работайте в непредсказуемых или опасных условиях, чтобы выявлять такие опасности, как утечки газа.
Обрабатывать и доставлять отчеты для обеспечения безопасности предприятия.
Заполнение фармацевтических рецептов и подготовка капельниц.
Доставляйте онлайн-заказы, обслуживание номеров и даже пакеты с едой в экстренных случаях.
Помощь во время операций.
Роботы также могут воспроизводить музыку, отслеживать береговую линию в поисках опасных хищников, помогать в поиске и спасении и даже помогать в приготовлении пищи.
Несмотря на растущую повсеместность, использование роботов имеет ряд недостатков.
Могут, например:
делать операции, но не успокаивать испуганных пациентов;
чувствует скрытые шаги в закрытой зоне, но не предпринимает никаких действий против незваных гостей;
проводить занятия для пожилых людей, но не облегчить их одиночество;
помогают медикам с диагнозами, но не сопереживают больным; и
учиться на данных, но неправильно реагировать на непредвиденные ситуации.
Все более сложные возможности роботов в конечном итоге устранят некоторые человеческие задачи, но не все. Современные технологии робототехники могут автоматизировать только 25% задач в непредсказуемых, зависящих от человека областях, таких как строительство и уход за больными. Но роботы зависят от человеческого программирования — и (скорее всего) так будет всегда.
Типы роботов
Существует столько различных типов роботов, сколько и задач.
1. Андроиды
Андроиды — это роботы, похожие на людей. Они часто мобильны, передвигаются на колесах или гусеничном ходу. По данным Американского общества инженеров-механиков, эти роботы-гуманоиды используются в таких областях, как уход и личная помощь, поиск и спасение, исследование и исследование космоса, развлечения и образование, связи с общественностью и здравоохранение, а также производство. По мере роста количества вариантов использования и приложений рынок Android к 2026 году достигнет 13 миллиардов долларов9.0011
2. Телечир
Телехир — это сложный робот, которым дистанционно управляет человек-оператор системы телеприсутствия. Это дает этому человеку ощущение присутствия в отдаленной, опасной или чужой среде и позволяет ему взаимодействовать с ней, поскольку телехир постоянно обеспечивает сенсорную обратную связь.
3. Робот телеприсутствия
Робот телеприсутствия имитирует опыт и некоторые возможности физического присутствия в определенном месте. Он сочетает в себе удаленный мониторинг и управление с помощью телеметрии, передаваемой по радио, проводам или оптическим волокнам, и позволяет проводить удаленные бизнес-консультации, здравоохранение, домашний мониторинг, уход за детьми и многое другое.
Роботизированная хирургическая система da Vinci позволяет хирургам управлять миниатюрными хирургическими инструментами, установленными на роботизированных руках, с помощью другой руки с увеличенной 3D-камерой. Камера позволяет врачам видеть участок, когда они манипулируют инструментами с помощью основных элементов управления, управляемых пальцами.
4. Промышленный робот
IFR (Международная федерация робототехники) определяет промышленного робота как «автоматически управляемый перепрограммируемый многоцелевой манипулятор, программируемый по трем или более осям». Пользователи также могут адаптировать этих роботов для различных приложений. Сочетание этих роботов с искусственным интеллектом помогло предприятиям перейти от простой автоматизации к более сложным задачам более высокого уровня.
По данным IFR, в 2019 году во всем мире было установлено более 390 000 промышленных роботов, причем лидируют Китай, Япония и США.
В промышленных условиях такие роботы могут делать следующее:
оптимизировать производительность процесса;
автоматизировать производство для повышения производительности и эффективности;
ускорить разработку продукта;
повысить безопасность; и
снизить затраты.
5. Рой роботов
Роевые роботы
(также известные как роботы-насекомые) работают группами от нескольких до тысяч, и все они находятся под наблюдением одного диспетчера. Эти роботы аналогичны колониям насекомых в том, что они демонстрируют простое поведение по отдельности, но демонстрируют более сложное поведение со способностью выполнять сложные задачи в целом.
6. Умный робот
Это самый продвинутый вид роботов. Умный робот имеет встроенную систему искусственного интеллекта, которая учится на своей среде и опыте, чтобы накапливать знания и расширять возможности для постоянного совершенствования. Умный робот может сотрудничать с людьми и помогать решать проблемы в следующих областях:
нехватка рабочей силы в сельском хозяйстве;
пищевые отходы;
изучение морских экосистем;
организация продукции на складах; и
расчистка завалов от зон бедствия.
Baxter, умный робот от Rethink Robotics
Общие характеристики роботов
Не все роботы похожи на HAL 9000 в 2001: Космическая одиссея или BigDog — четвероногий робот для пересеченной местности со сложными датчиками, гироскопами и гидравлическими приводами — от Boston Dynamics. Некоторые из них имеют человеческие черты (андроиды), а другие полностью механические конечности (PackBot). Третьи выглядят как брелки (тамагочи) или крутящиеся игрушки (румба).
Тем не менее, все роботы имеют некоторые общие характеристики, такие как следующие:
механическая конструкция
электрические компоненты
компьютерное программирование
По мере развития ИИ и программного обеспечения роботы будут становиться умнее, эффективнее и будут решать более сложные задачи.
Роботизированная автоматизация процессов и интеллектуальная автоматизация процессов
Технология роботизированной автоматизации процессов (RPA) включает проектирование, развертывание и использование программных роботов для выполнения следующих задач:
автоматизировать бизнес-процессы на основе правил;
оптимизировать операции предприятия;
сэкономить человеческие усилия; и
снизить затраты.
Несколько задач, которые можно автоматизировать с помощью роботизированной автоматизации процессов.
RPA автоматизирует повторяющиеся задачи, чтобы человеческий персонал мог сосредоточиться на более важной работе. Варианты использования могут быть простыми (автоматические ответы по электронной почте) или сложными (автоматизация тысяч заданий).
RPA — это ступенька к более совершенной интеллектуальной автоматизации процессов (IPA). IPA добавляет возможности принятия решений, инструменты искусственного интеллекта и когнитивные технологии, такие как обработка естественного языка и машинное обучение.
RPA ведет к созданию более совершенных интеллектуальных систем автоматизации процессов.
Роботы и робототехника: краткая история
Пьеса 1921 года, руб. , что означает «Универсальные роботы Россума», чешским писателем Карелом Чапеком впервые было введено слово «робот». Эти роботы были искусственными людьми, а не машинами, и могли думать сами за себя, поэтому они чем-то похожи на современных андроидов. Исаак Азимов сказал, что Чапек внес слово «робот» во все языки, на которых написана научная фантастика. Азимов ввел слово «робототехника» и свои знаменитые «Три закона робототехники» в своем рассказе «Обход».
Первые роботы, хотя в то время их так и не называли, на самом деле появились за несколько столетий до бурных двадцатых. В 1478 году Леонардо да Винчи сконструировал самоходный автомобиль, который до сих пор считается влиятельным в разработке роботов. Хотя эта автономная система так и не прошла чертёжную доску, в 2004 году группа итальянских учёных воспроизвела её дизайн в виде цифровой модели, доказав, что она работает.
Новаторская работа Азимова и да Винчи подготовила почву для последующих событий. В 19В 50 году английский ученый-компьютерщик Алан Тьюринг разработал тест Тьюринга, первоначально называвшийся «Игра в имитацию», заложив основу для дальнейших исследований в области искусственного интеллекта и робототехники.
Тест Тьюринга, разработанный Аланом Тьюрингом, представляет собой метод исследования, позволяющий определить, может ли устройство ИИ (компьютер, робот и т. д.) думать как человек.
В фильме Стэнли Кубрика « 2001: Космическая одиссея » представлен один из первых в мире роботов с искусственным интеллектом — HAL 9000 9.0212 . HAL может распознавать речь, понимать естественный язык и даже выигрывать в шахматы. Теперь HAL входит в Зал славы Университета Карнеги-Меллона и вдохновляет ученых на поиск способов воспроизвести его возможности, которые представлялись в 1960-х годах.
В 1950-х годах Джордж К. Девол изобрел перепрограммируемый манипулятор Unimate. Инженер Джозеф Энглебергер приобрел патент Девола на робота и превратил его конструкцию в первого в мире промышленного робота . В конце концов он получил титул «Отец робототехники».
В 1966 году Массачусетский технологический институт разработал одного из первых ботов на основе ИИ, ELIZA, а позже SRI International разработала самоуправляемого робота Shakey для специализированных промышленных приложений. К началу 70-х ученые успешно интегрировали ботов в медицину с помощью MYCIN, чтобы помочь идентифицировать бактерии, и компьютерного диагностического инструмента INTERNIST-1. В 1980-х годах была разработана ALVINN, технология робототехники, которая используется в современных беспилотных автомобилях.
К 1990-м годам потребительские боты появились в виде компьютерных игр, таких как Тамагочи. После 2000 года интерес к роботам и робототехнике взорвался с выпуском SmarterChild, запрограммированного бота в AOL Instant Messenger, который теперь считается предшественником искусственного интеллекта Siri от Apple.
В начале 2000-х были изобретены PackBot, военный робот, и Stanley, автомобильный бот , . Примечательно, что PackBot сыграл важную роль в ликвидации последствий терактов 11 сентября, поскольку службы быстрого реагирования отправили робота в завалы для поиска жертв и оценки структурной целостности обломков. PackBot прислал фотографии из труднодоступных мест, помогая в спасательных работах.
Стэн — робот, который самостоятельно перемещает транспортные средства в целях логистики.
PackBot вдохновил новую эру робототехники, ускорив разработку более совершенных автономных машин, которые теперь помогают в следующих областях:
управление стихийными бедствиями
правоохранительные органы
прогноз погоды
жилищная гигиена
военная разведка
Позже домашние роботы, такие как Roomba, и роботы на основе искусственного интеллекта, такие как Siri и Alexa, проложили путь роботам в повседневной жизни людей, расширив их потенциал.
Сегодняшние роботы могут выполнять ряд сложных задач, которые еще полвека назад списали бы как научную фантастику. Умные, интеллектуальные роботы теперь сотрудничают с людьми и помогают решать проблемы, которые в прошлом казались неразрешимыми.
См. также: Нанотехнологии, сверхъестественная долина, робот телеприсутствия и робототехника
Последнее обновление: май 2021 г.
Продолжить чтение О роботе
Как Amazon запустил индустрию складской робототехники
Робототехническая компания Berkshire Grey станет публичной
Робототехника IoT предотвращает опасности на производстве и в здравоохранении
Как можно использовать ИИ в сельском хозяйстве: области применения и преимущества
Понимание разницы между RPA и ИИ
Копните глубже в бизнес-стратегии ИИ
социальный робот
Автор: Айви Вигмор
Comau, Ericsson, тестовая фабрика TIM будущего благодаря нарезке сетей 5G
Автор: Джо О’Халлоран
робот телеприсутствия
Автор: Айви Вигмор
экономика роботов
Автор: Айви Вигмор
Бизнес-аналитика
ThoughtSpot, партнер DBT, присоединится к BI и моделированию данных
Поставщик аналитики и инструмента с открытым исходным кодом уже разработал интеграцию, которая сочетает в себе BI самообслуживания и семантическое моделирование,. ..
Инструмент Ascend.io предлагает бесплатный сбор данных для пользователей Snowflake
Free Ingest призывает клиентов поставщика использовать его инструменты импорта данных, а не сторонние, чтобы упростить…
Советы экспертов о том, как начать работу с аналитикой самообслуживания
В дополнение к простой в использовании платформе BI, ключом к развитию успешной культуры данных, управляемой бизнес-аналитиками, является …
ИТ-директор
10 факторов, которые изменят роль ИТ-директора в 2023 году
Да, экономика является важным фактором в том, как ИТ-директора будут выполнять свою работу в следующем году. Инсайдеры указывают на девять других факторов, которые будут …
Федеральная торговая комиссия (FTC) продлевает полномочия по обеспечению соблюдения антимонопольного законодательства на 2023 год
Ожидается, что крупные антимонопольные дела будут разыграны в 2023 году, пока федеральные регулирующие органы рассматривают новые интерпретации существующих . ..
Как уменьшить цифровой углеродный след ИТ
Цифровые технологии имеют скрытые экологические издержки, которые слишком немногие лидеры имеют в виду. Узнайте, какие технологии имеют …
Управление данными
Прогноз данных на 2023 год: пора извлекать больше пользы
Ожидайте, что в 2023 году больше организаций будут оптимизировать использование данных для принятия решений и операций, поскольку новый год будет …
Какие ключевые роли должна включать в себя группа управления данными?
Эти 10 ролей с разными обязанностями обычно входят в состав групп управления данными, на которые организации полагаются в …
8 проблем интеграции данных и как их преодолеть
Эти восемь проблем усложняют усилия по интеграции данных для операционных и аналитических целей. Вот почему, а также советы о том, как.
 200 W
200 W Винница
Винница Днепр
Днепр/ea9a1977e69cc4a.s.siteapi.org/img/a31688095838b5711e974a303f0858db5391fff7.jpg) Винница
Винница Днепр
Днепр

 pdf
pdf
 Единственная особенность – это недостаточная мобильность, ведь пользоваться инструментом можно только в непосредственной близости от розетки переменного тока 220В. Этот легко исправить, используя переноску (с кабелем подходящего сечения!) или бензогенератор Huter.
Единственная особенность – это недостаточная мобильность, ведь пользоваться инструментом можно только в непосредственной близости от розетки переменного тока 220В. Этот легко исправить, используя переноску (с кабелем подходящего сечения!) или бензогенератор Huter. Со своими функция справляется отлично. Лёгкий вес, простота использования, и при этом отлично пилит. Покупке очень рад.
Со своими функция справляется отлично. Лёгкий вес, простота использования, и при этом отлично пилит. Покупке очень рад. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить пила цепная Huter ELS-1800P (70/10/5) 1800 Вт 14″ шаг 3/8″ паз 1,3 мм 53 звена в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар пила цепная Huter ELS-1800P (70/10/5) 1800 Вт 14″ шаг 3/8″ паз 1,3 мм 53 звена действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить пила цепная Huter ELS-1800P (70/10/5) 1800 Вт 14″ шаг 3/8″ паз 1,3 мм 53 звена в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар пила цепная Huter ELS-1800P (70/10/5) 1800 Вт 14″ шаг 3/8″ паз 1,3 мм 53 звена действительны в Санкт-Петербурге. Новые Ляды
Новые Ляды Полазна
Полазна

 Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.
Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.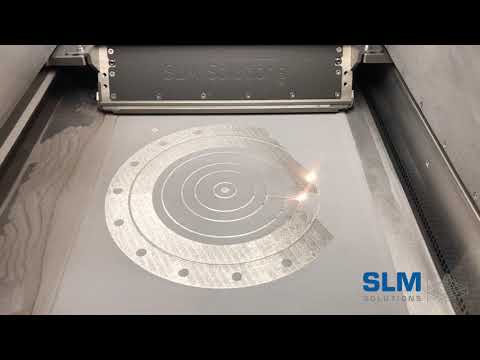 Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.
Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.

 При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
 05-1.0 Pa
05-1.0 Pa
 2, для PC
2, для PC

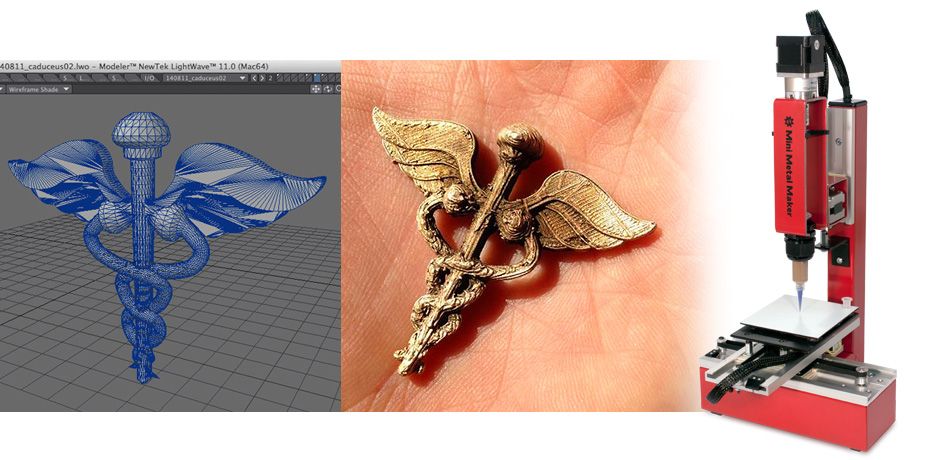
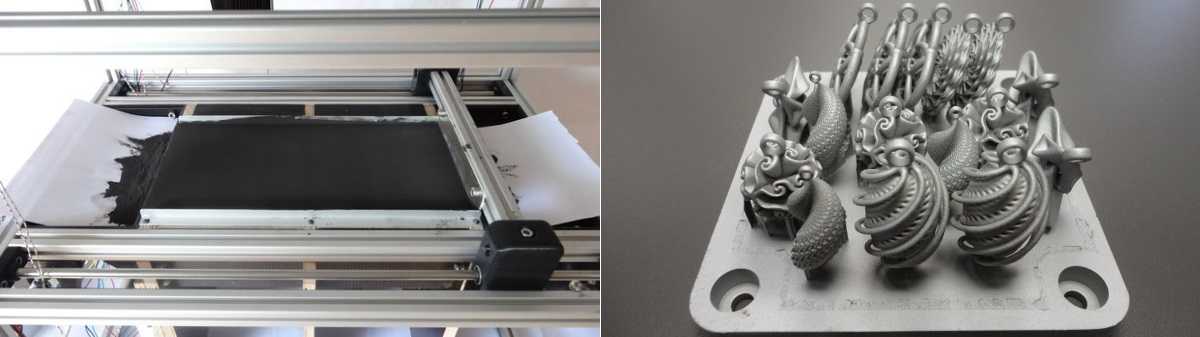

 youtube.com/embed/BEV93oDktHA?feature=oembed» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/BEV93oDktHA?feature=oembed» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»>

 К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
 Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.

 Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
 Среди вариантов сталей можно выделить следующие:
Среди вариантов сталей можно выделить следующие:
 Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
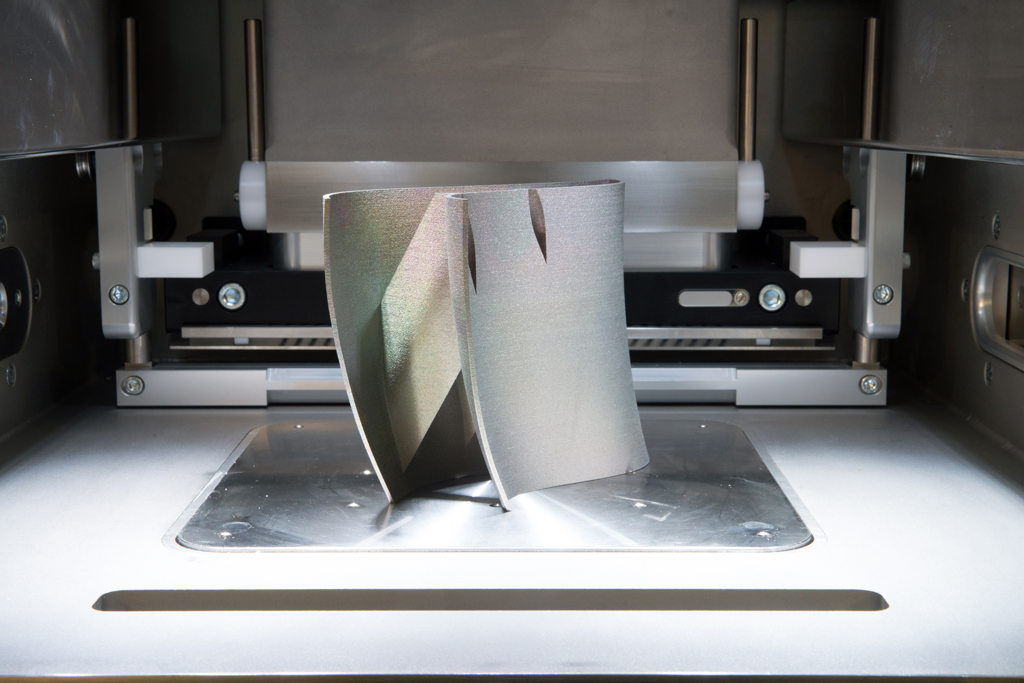
 Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.


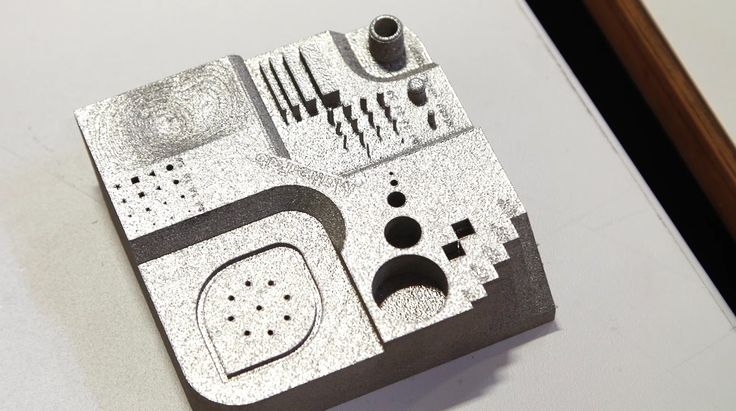
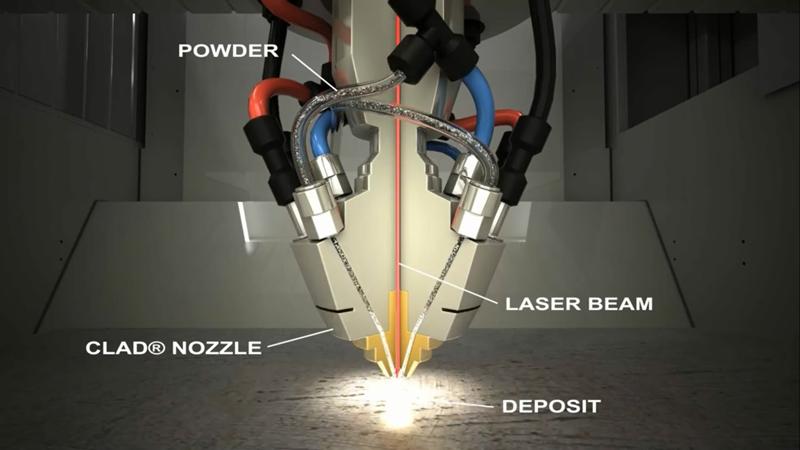
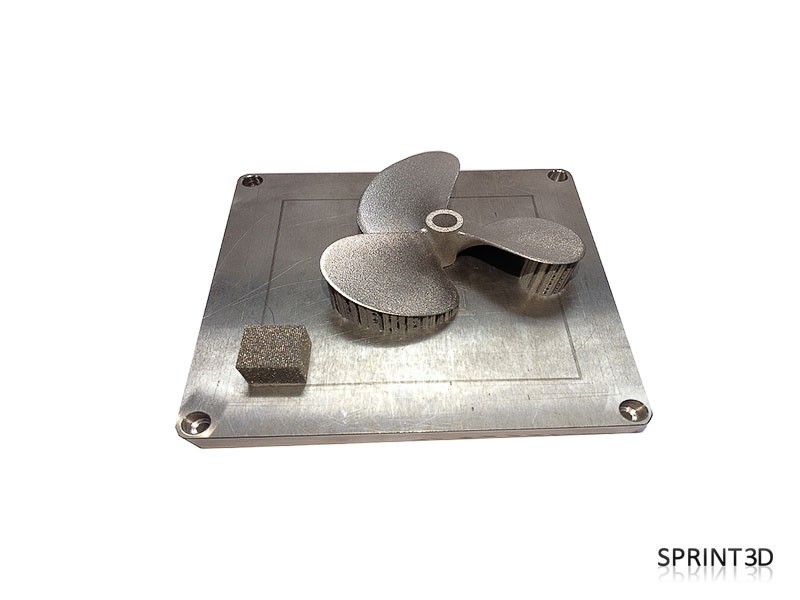 Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
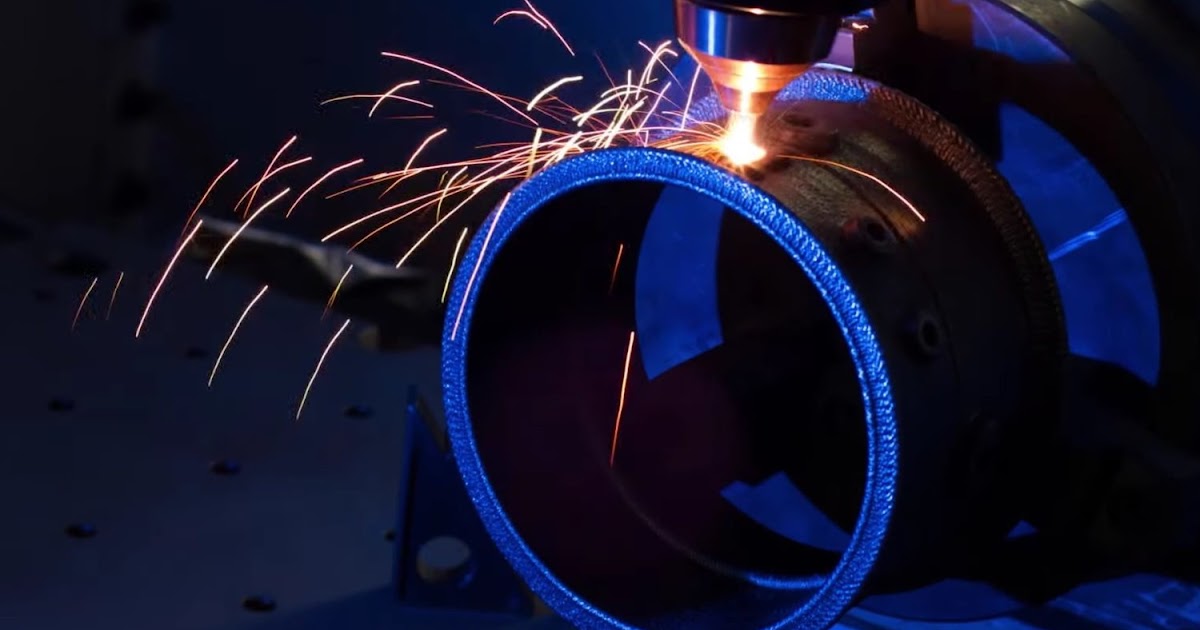

 DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
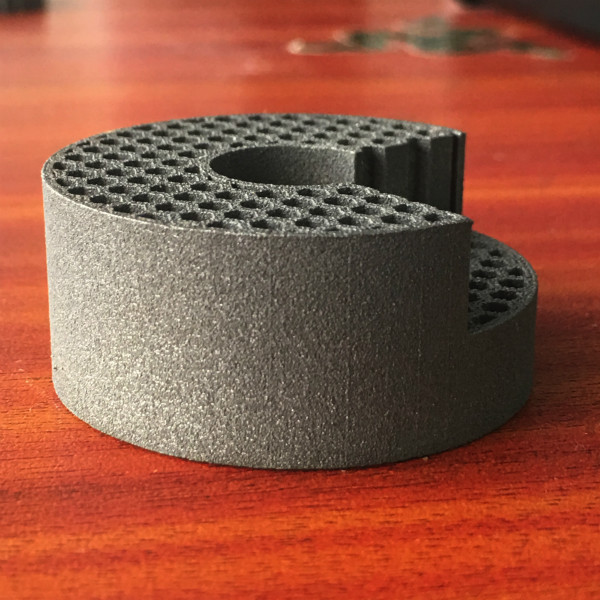 WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.
WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.



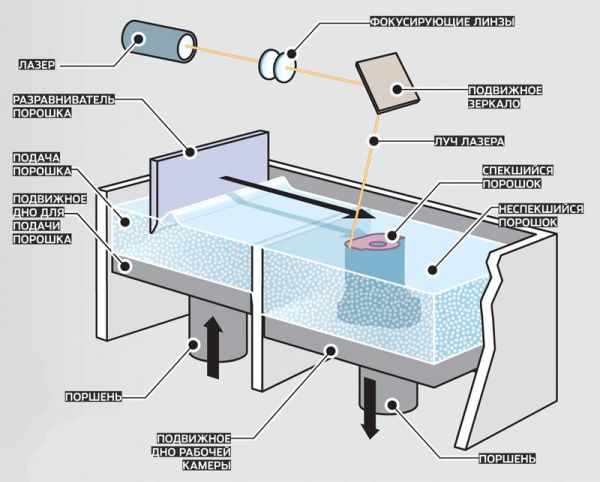

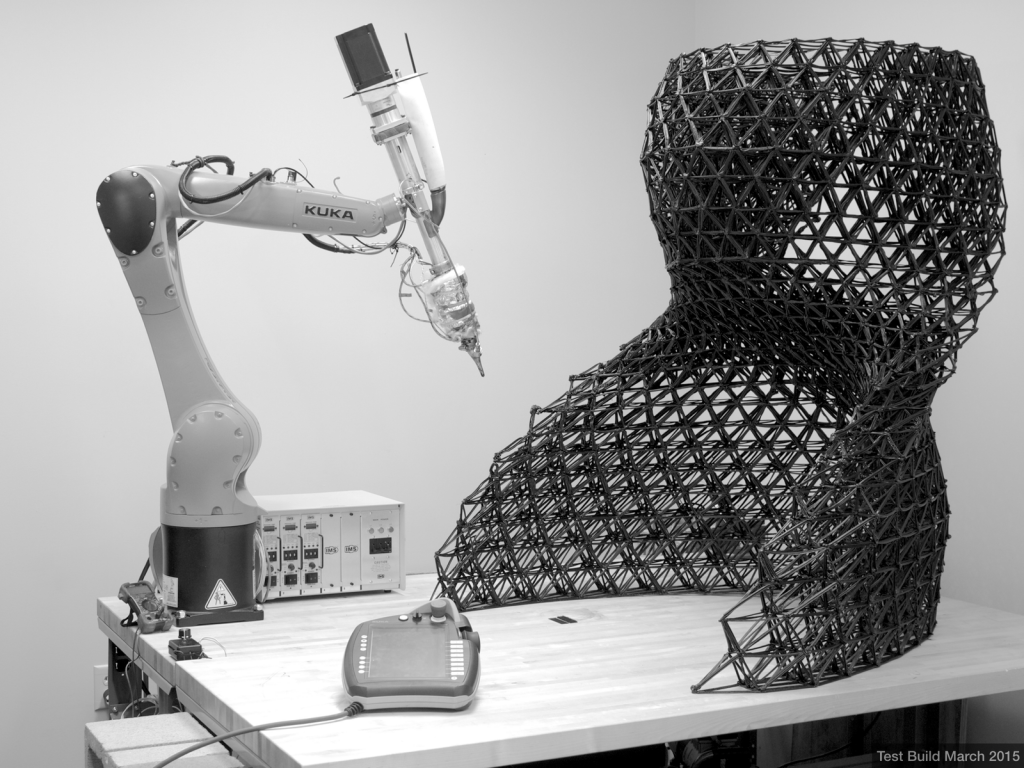


 . Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
. Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
 Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.
Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.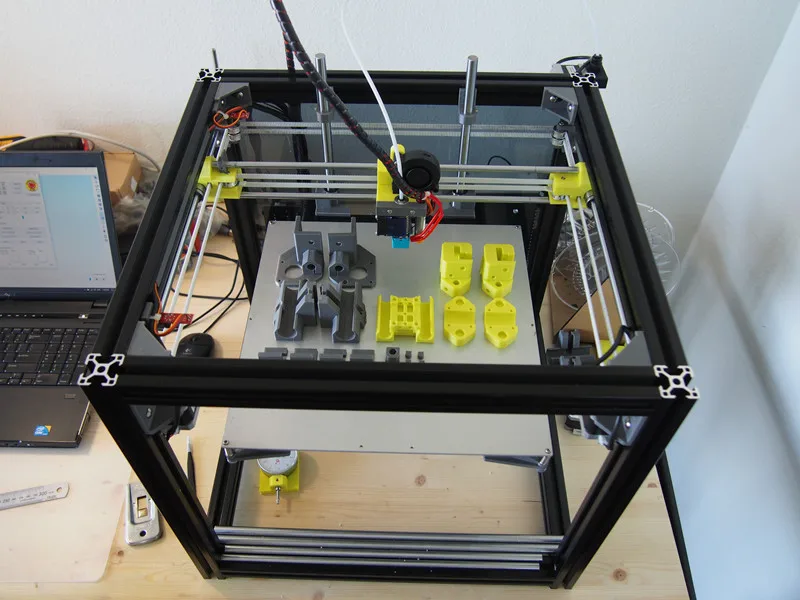

 Это полностью аустенитная сталь, идеально подходящая для суровых условий.
Это полностью аустенитная сталь, идеально подходящая для суровых условий. Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.
Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.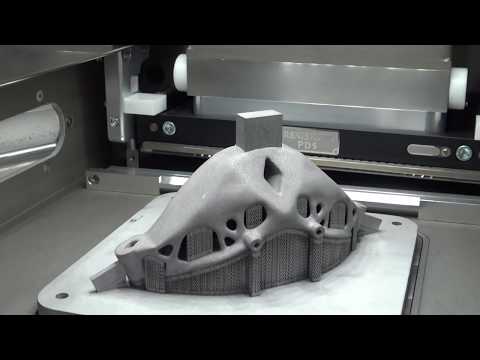

 д.
д. см
см Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками.
Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками.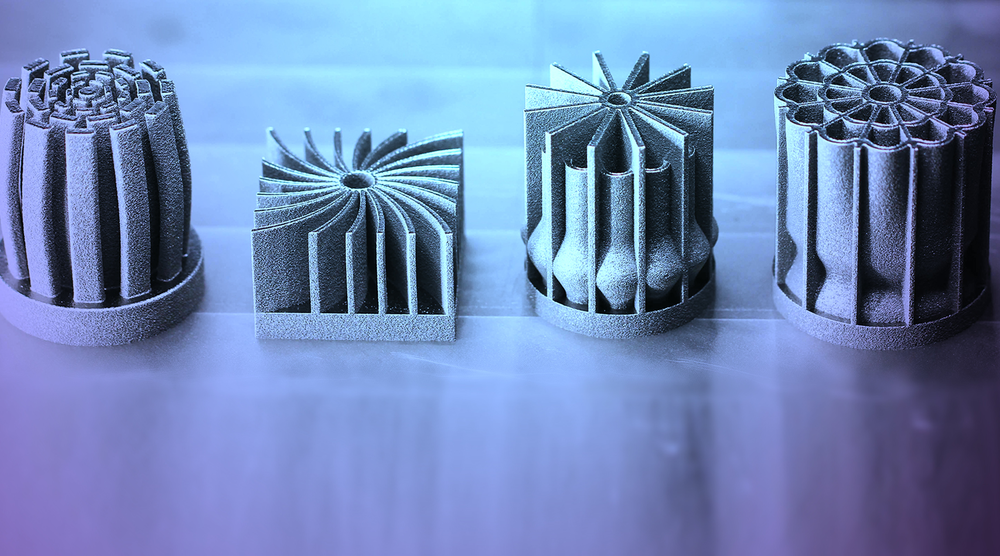 Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
 Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
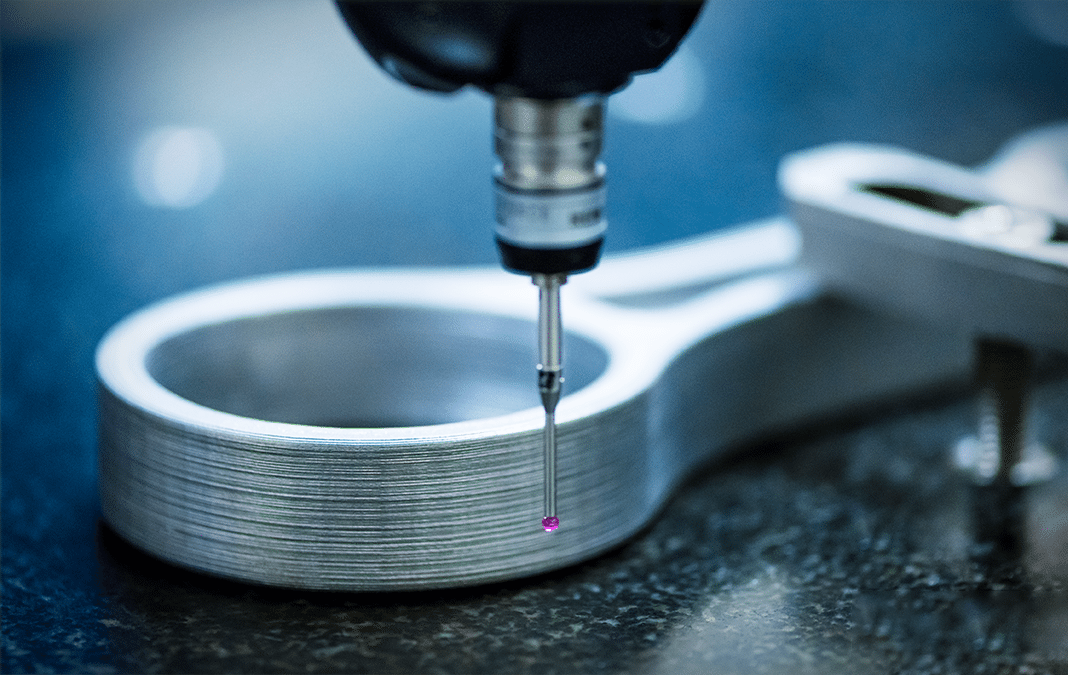
 Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте.
Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте. при сохранении необходимой функциональной прочности и жесткости.
при сохранении необходимой функциональной прочности и жесткости.
 Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа.
Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа. Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы.
Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы. Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать.
Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать. С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления.
С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления. Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
 : 78452
: 78452
 80068
80068
 : 82052
: 82052
 СМ
СМ Ярко-оранжевый интерьер поможет вам быстрее найти нужные инструменты. Прочное формованное основание защищает от непогоды и является водостойким.
Ярко-оранжевый интерьер поможет вам быстрее найти нужные инструменты. Прочное формованное основание защищает от непогоды и является водостойким. Конечно, людям по-прежнему будут нужны чемоданы, но то, что потребители хотят и ожидают от своих покупок, постоянно меняется. Чтобы выделиться на протяжении всего процесса принятия решения покупателем, который перегружен просмотром новых вариантов и функций, вашему бизнесу сейчас как никогда нужна эффективная маркетинговая стратегия.
Конечно, людям по-прежнему будут нужны чемоданы, но то, что потребители хотят и ожидают от своих покупок, постоянно меняется. Чтобы выделиться на протяжении всего процесса принятия решения покупателем, который перегружен просмотром новых вариантов и функций, вашему бизнесу сейчас как никогда нужна эффективная маркетинговая стратегия. Ваши предложения популярны среди деловых путешественников? Семьи с маленькими детьми? Покупатели, которые ищут дешевые и долговечные варианты, а не модные или дорогие? Начните с нескольких обычных/постоянных клиентов и попытайтесь создать персонажа, который лучше всего отражает их основные демографические данные и покупательское поведение. Таким образом, вы можете использовать их для сегментации потенциальных клиентов и наиболее эффективного маркетинга для различных типов клиентов.
Ваши предложения популярны среди деловых путешественников? Семьи с маленькими детьми? Покупатели, которые ищут дешевые и долговечные варианты, а не модные или дорогие? Начните с нескольких обычных/постоянных клиентов и попытайтесь создать персонажа, который лучше всего отражает их основные демографические данные и покупательское поведение. Таким образом, вы можете использовать их для сегментации потенциальных клиентов и наиболее эффективного маркетинга для различных типов клиентов.

 АИР 71B2 380В 1,1кВт 3000об/мин (лапы + фланец) 2081 DRIVE IEK
АИР 71B2 380В 1,1кВт 3000об/мин (лапы + фланец) 2081 DRIVE IEK Причем, потребительский спрос на приводные устройства этого типа с каждым годом растет. Одновременно повышаются требования к качественным характеристикам продукта.
Причем, потребительский спрос на приводные устройства этого типа с каждым годом растет. Одновременно повышаются требования к качественным характеристикам продукта. Уникальность этой монтажной конструкции состоит в том, что наряду с функцией приводящего устройства, двигатель принимает на себя частичную несущую нагрузку обслуживаемого механизма, системы. Крепление лап к устойчивой поверхности и жесткое фланцевое сцепление с приводимым в действие устройством, повышает прочность и устойчивость всей конструкции. Электродвигатели с установочной позицией – (лапы + фланец), часто используются для оснащения вентиляционных механизмов и насосных станций.
Уникальность этой монтажной конструкции состоит в том, что наряду с функцией приводящего устройства, двигатель принимает на себя частичную несущую нагрузку обслуживаемого механизма, системы. Крепление лап к устойчивой поверхности и жесткое фланцевое сцепление с приводимым в действие устройством, повышает прочность и устойчивость всей конструкции. Электродвигатели с установочной позицией – (лапы + фланец), часто используются для оснащения вентиляционных механизмов и насосных станций.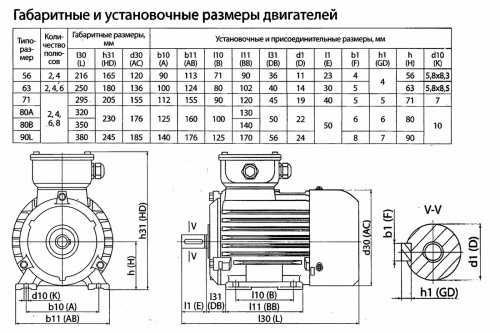
 : Россия: Введение ввозной пошлины на асинхронные электродвигатели
: Россия: Введение ввозной пошлины на асинхронные электродвигатели

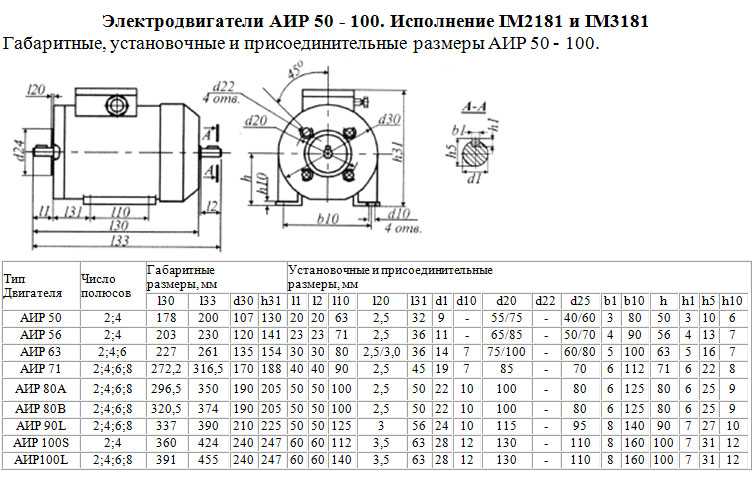 «Однако [это] уникально, поскольку это синхронный двигатель без постоянных магнитов. В настоящее время аналогов ему в мире нет».
«Однако [это] уникально, поскольку это синхронный двигатель без постоянных магнитов. В настоящее время аналогов ему в мире нет».


 5 мм, игла, чашка Stels
5 мм, игла, чашка Stels с, 3″, 1500 л/мин, глубина 8 м , напор 30 м Denzel
с, 3″, 1500 л/мин, глубина 8 м , напор 30 м Denzel с, 3″, 1000 л/мин, глубина 8 м, напор 30 м Denzel
с, 3″, 1000 л/мин, глубина 8 м, напор 30 м Denzel 50 грн
50 грн Одесса
Одесса 5 л.с., 450 л/мин)
5 л.с., 450 л/мин) Днепр
Днепр с., 500 л/мин)
с., 500 л/мин) Несмотря на то, что у нас есть большой выбор насосов высокого давления для продажи, мы хотим быть уверены, что вы покупаете именно тот насос, который соответствует вашим потребностям. Если вы не уверены, какой насос лучше, позвоните нам. Хотя мы всегда рады продать вам насосы, мы хотим быть уверены, что это правильный насос для ваших нужд.
Несмотря на то, что у нас есть большой выбор насосов высокого давления для продажи, мы хотим быть уверены, что вы покупаете именно тот насос, который соответствует вашим потребностям. Если вы не уверены, какой насос лучше, позвоните нам. Хотя мы всегда рады продать вам насосы, мы хотим быть уверены, что это правильный насос для ваших нужд. Сколько стоят насосы высокого давления, разработанные по вашим спецификациям и потребностям. В левой части страницы указаны диапазоны цен. Если вы понимаете, в какой ценовой диапазон попадают ваши потребности, вы можете наполнить наши насосы по цене. Если вы не уверены, позвоните нам, и мы поможем вам найти правильный диапазон цен и правильный насос.
Сколько стоят насосы высокого давления, разработанные по вашим спецификациям и потребностям. В левой части страницы указаны диапазоны цен. Если вы понимаете, в какой ценовой диапазон попадают ваши потребности, вы можете наполнить наши насосы по цене. Если вы не уверены, позвоните нам, и мы поможем вам найти правильный диапазон цен и правильный насос.




 дюйм при 11,40 гал/мин)
дюйм при 11,40 гал/мин)

 Недостаток — ограничение типа крепления. Кроме того, на такую головку нельзя устанавливать многопозиционные блоки для токарных резцов, а при установке расточных резцов, как правило, приходится укорачивать хвостовик инструмента, чтобы уменьшить вылет, так как блок имеет ограниченную глубину фиксации.
Недостаток — ограничение типа крепления. Кроме того, на такую головку нельзя устанавливать многопозиционные блоки для токарных резцов, а при установке расточных резцов, как правило, приходится укорачивать хвостовик инструмента, чтобы уменьшить вылет, так как блок имеет ограниченную глубину фиксации.
 На более крупные станки устанавливают более крупный тип размера VDI. Этот параметр так же необходимо учитывать при выборе блоков.
На более крупные станки устанавливают более крупный тип размера VDI. Этот параметр так же необходимо учитывать при выборе блоков.
 Этот параметр зависит от размеров станка — на более крупные станки устанавливается более крупный типоразмер.
Этот параметр зависит от размеров станка — на более крупные станки устанавливается более крупный типоразмер.


 Осевая станция направлена вдоль оси вращения шпинделя (ось Z), а радиальная вдоль оси X (диаметр). Существуют и станции с настраиваемым углом, которые позволяют наладчику выставить необходимый для работы угол. Чаще всего используют станции под цанги ER32 (зажимаемый хвостовик инструмента до 20 мм), но есть станции и под цанги ER25, ER40.
Осевая станция направлена вдоль оси вращения шпинделя (ось Z), а радиальная вдоль оси X (диаметр). Существуют и станции с настраиваемым углом, которые позволяют наладчику выставить необходимый для работы угол. Чаще всего используют станции под цанги ER32 (зажимаемый хвостовик инструмента до 20 мм), но есть станции и под цанги ER25, ER40. Все станки серии DS. SL-20 и SL-30 с гибридным револьвером VB. SL-40 с револьвером VDI. TL-15 и TL-25
Все станки серии DS. SL-20 и SL-30 с гибридным револьвером VB. SL-40 с револьвером VDI. TL-15 и TL-25 Подача СОЖ через инструмент возможна. Это организовано с помощью внутренних каналов держателя и его задней стенки.
Подача СОЖ через инструмент возможна. Это организовано с помощью внутренних каналов держателя и его задней стенки. Максимальное количество приводных станций здесь равно количеству гнезд VDI.
Максимальное количество приводных станций здесь равно количеству гнезд VDI. Можно это делать и вне станка. Видео ниже показывает процесс подготовки приводной станции BMT к работе.
Можно это делать и вне станка. Видео ниже показывает процесс подготовки приводной станции BMT к работе.
 Или тип тика может измениться.
Или тип тика может измениться. лет. Это не очень распространено, и мальчики чаще страдают, чем девочки.
лет. Это не очень распространено, и мальчики чаще страдают, чем девочки. Невролог может попросить родителей ребенка следить за видами тиков и частотой их возникновения.
Невролог может попросить родителей ребенка следить за видами тиков и частотой их возникновения. Посещение психотерапевта не остановит тики, но может помочь поговорить с кем-нибудь о его проблемах, лучше справляться со стрессом и научиться приемам релаксации. Терапевт также может помочь им с любыми другими проблемами, такими как СДВГ, ОКР и/или тревога.
Посещение психотерапевта не остановит тики, но может помочь поговорить с кем-нибудь о его проблемах, лучше справляться со стрессом и научиться приемам релаксации. Терапевт также может помочь им с любыми другими проблемами, такими как СДВГ, ОКР и/или тревога. Некоторые эксперты говорят, что, когда дети и подростки сосредоточены на какой-либо деятельности, их тики становятся мягче и реже. Спорт, физические упражнения или хобби — отличные способы для детей сосредоточить умственную и физическую энергию.
Некоторые эксперты говорят, что, когда дети и подростки сосредоточены на какой-либо деятельности, их тики становятся мягче и реже. Спорт, физические упражнения или хобби — отличные способы для детей сосредоточить умственную и физическую энергию.
 СТ относится к группе расстройств развивающейся нервной системы, называемых тиковыми расстройствами.
СТ относится к группе расстройств развивающейся нервной системы, называемых тиковыми расстройствами. Некоторые люди могут избавиться от тиков или больше не нуждаться в лекарствах для контроля своих тиков. В некоторых случаях тики могут ухудшиться во взрослом возрасте. СТ не является дегенеративным состоянием (которое продолжает ухудшаться), и люди с ТС имеют нормальную продолжительность жизни.
Некоторые люди могут избавиться от тиков или больше не нуждаться в лекарствах для контроля своих тиков. В некоторых случаях тики могут ухудшиться во взрослом возрасте. СТ не является дегенеративным состоянием (которое продолжает ухудшаться), и люди с ТС имеют нормальную продолжительность жизни.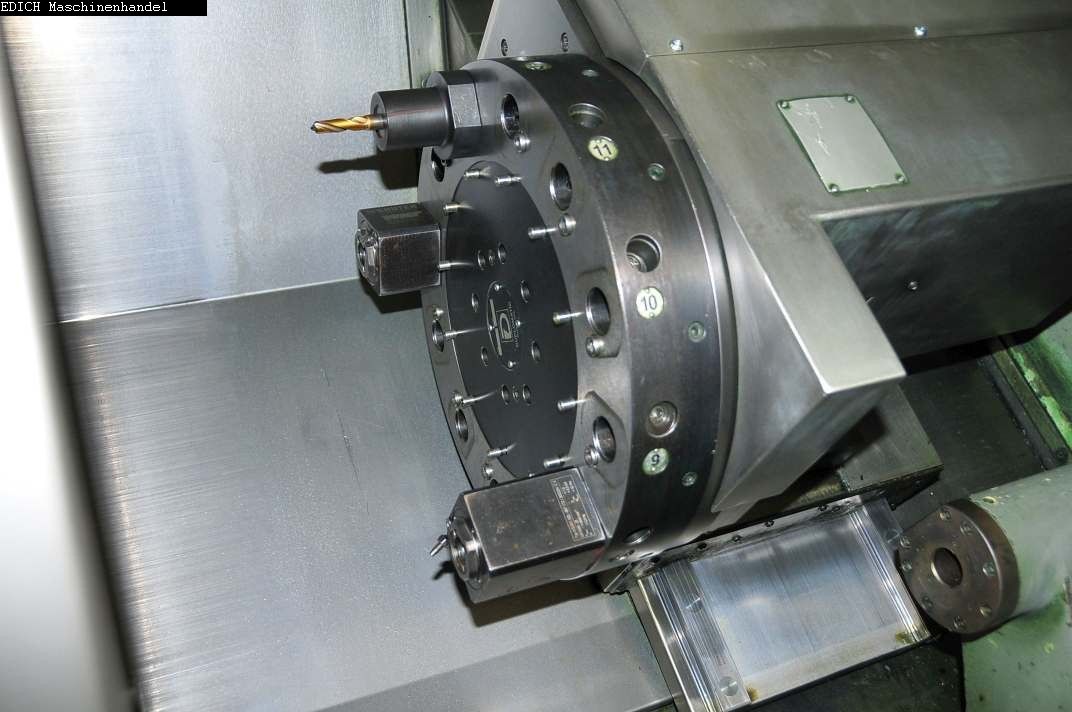
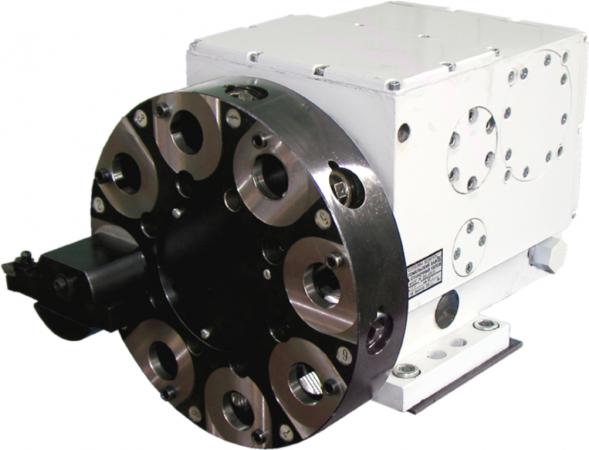 Некоторым тикам предшествуют позывы или ощущения в пораженной группе мышц (называемые предвестниками позывов). Некоторые люди с ТС описывают потребность завершить тик определенным образом или определенное количество раз, чтобы облегчить желание или уменьшить ощущение.
Некоторым тикам предшествуют позывы или ощущения в пораженной группе мышц (называемые предвестниками позывов). Некоторые люди с ТС описывают потребность завершить тик определенным образом или определенное количество раз, чтобы облегчить желание или уменьшить ощущение. Тики в ответ на триггер окружающей среды могут казаться произвольными или целенаправленными, но это не так.
Тики в ответ на триггер окружающей среды могут казаться произвольными или целенаправленными, но это не так. Повторяющееся поведение может включать мытье рук, проверку вещей и уборку и может существенно мешать повседневной жизни.
Повторяющееся поведение может включать мытье рук, проверку вещей и уборку и может существенно мешать повседневной жизни.
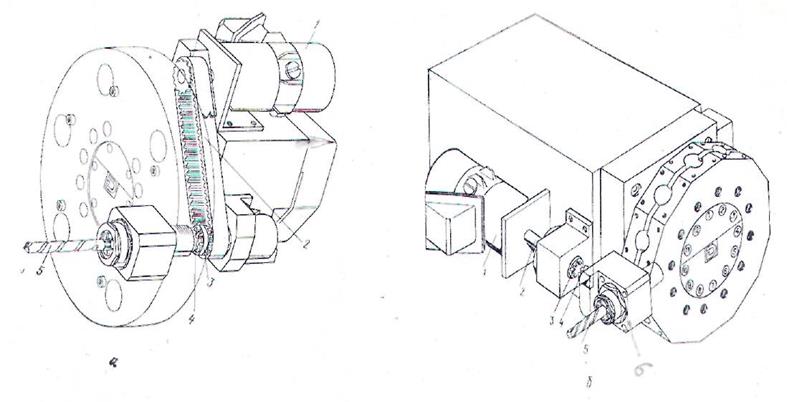


 Недавнее многоцентровое рандомизированное контролируемое исследование, финансируемое Национальным институтом здравоохранения США, под названием «Когнитивно-поведенческое вмешательство при тиках» (CBIT) показало, что обучение произвольным движениям в ответ на предвестниковое побуждение может уменьшить симптомы тиков. Другие поведенческие методы лечения, такие как биологическая обратная связь или поддерживающая терапия, не уменьшают симптомы тика. Тем не менее, поддерживающая терапия может помочь человеку с СТ лучше справиться с расстройством и справиться с вторичными социальными и эмоциональными проблемами, которые иногда возникают.
Недавнее многоцентровое рандомизированное контролируемое исследование, финансируемое Национальным институтом здравоохранения США, под названием «Когнитивно-поведенческое вмешательство при тиках» (CBIT) показало, что обучение произвольным движениям в ответ на предвестниковое побуждение может уменьшить симптомы тиков. Другие поведенческие методы лечения, такие как биологическая обратная связь или поддерживающая терапия, не уменьшают симптомы тика. Тем не менее, поддерживающая терапия может помочь человеку с СТ лучше справиться с расстройством и справиться с вторичными социальными и эмоциональными проблемами, которые иногда возникают.
 имеющих отношение к TS, либо в лабораториях NIH, либо через гранты крупным исследовательским институтам по всей стране.
имеющих отношение к TS, либо в лабораториях NIH, либо через гранты крупным исследовательским институтам по всей стране.

 Кроме того, клинические исследования дают новые данные о СТ и сопутствующих состояниях. К ним относятся исследования подтипов ТС и ОКР, изучение связи между СДВГ и проблемами обучения у детей с ТС, а также новая оценка сенсорных тиков. Одной из наиболее важных и противоречивых областей науки о СТ является взаимосвязь между СТ и аутоиммунным поражением головного мозга, связанным с инфекциями, вызванными бета-гемолитическим стрептококком группы А, или другими инфекционными процессами. В настоящее время в этой области проводится много эпидемиологических и клинических исследований.
Кроме того, клинические исследования дают новые данные о СТ и сопутствующих состояниях. К ним относятся исследования подтипов ТС и ОКР, изучение связи между СДВГ и проблемами обучения у детей с ТС, а также новая оценка сенсорных тиков. Одной из наиболее важных и противоречивых областей науки о СТ является взаимосвязь между СТ и аутоиммунным поражением головного мозга, связанным с инфекциями, вызванными бета-гемолитическим стрептококком группы А, или другими инфекционными процессами. В настоящее время в этой области проводится много эпидемиологических и клинических исследований. 0006 , офис по телефону 800-411-1222, или посетите веб-сайт Clinicaltrials.gov по адресу http://www.clinicaltrials.gov.
0006 , офис по телефону 800-411-1222, или посетите веб-сайт Clinicaltrials.gov по адресу http://www.clinicaltrials.gov. Введите «синдром Туретта», чтобы начать поиск.
Введите «синдром Туретта», чтобы начать поиск.
 org/PropertyValue»>
org/PropertyValue»> Стандартная НЕРА-фильтрация.
Стандартная НЕРА-фильтрация. Более того, корпус, ролики, силовые кабели и т. д. отвечают требованиям ежедневного использования в сложных условиях.
Более того, корпус, ролики, силовые кабели и т. д. отвечают требованиям ежедневного использования в сложных условиях. Они обеспечивают высокую мощность всасывания при непрерывном использовании — даже для большого количества мелкой пыли. Пылесосы Tact отвечают самым высоким требованиям пользователей на строительных площадках и в мастерских.
Они обеспечивают высокую мощность всасывания при непрерывном использовании — даже для большого количества мелкой пыли. Пылесосы Tact отвечают самым высоким требованиям пользователей на строительных площадках и в мастерских.-838-5742.jpg)


 поток воздуха и продуйте воздух через фильтр. В результате пользователи могут работать без потери мощности всасывания и без перерывов. Эта революционная система обеспечивает беспрецедентное количество пыли, которое можно убрать пылесосом без ручной очистки фильтра, а также значительно снижает уровень шума при наличии лишь небольшого количества пыли.
поток воздуха и продуйте воздух через фильтр. В результате пользователи могут работать без потери мощности всасывания и без перерывов. Эта революционная система обеспечивает беспрецедентное количество пыли, которое можно убрать пылесосом без ручной очистки фильтра, а также значительно снижает уровень шума при наличии лишь небольшого количества пыли. Химический состав и физические характеристики также могут существенно различаться. Пыль подразделяется на классы L, M или H с использованием этих переменных в зависимости от уровня опасности. Волокна, такие как особо опасные асбестовые и минеральные волокна (при размере менее 5 мкм), также могут проникать глубоко в дыхательные пути. Таким образом, точная идентификация отдельных классов пыли важна для того, чтобы иметь возможность выбрать правильный пылесос при оценке опасности.
Химический состав и физические характеристики также могут существенно различаться. Пыль подразделяется на классы L, M или H с использованием этих переменных в зависимости от уровня опасности. Волокна, такие как особо опасные асбестовые и минеральные волокна (при размере менее 5 мкм), также могут проникать глубоко в дыхательные пути. Таким образом, точная идентификация отдельных классов пыли важна для того, чтобы иметь возможность выбрать правильный пылесос при оценке опасности.
 )
) )
) Наши фильтры имеют цветовую маркировку, указывающую на область их применения. Коричневый означает древесную и волокнистую пыль. Красный указывает на HEPA. Черным цветом обозначены самые сложные приложения. Синий означает, что их можно использовать где угодно. А зеленый означает сухую пыль и высокую экономичность.
Наши фильтры имеют цветовую маркировку, указывающую на область их применения. Коричневый означает древесную и волокнистую пыль. Красный указывает на HEPA. Черным цветом обозначены самые сложные приложения. Синий означает, что их можно использовать где угодно. А зеленый означает сухую пыль и высокую экономичность. Одноступенчатые, поставляются исключительно компанией Kärcher. Сертифицировано для пыли класса H. Гарантированная степень отделения пыли: 99,995% (HEPA).
Одноступенчатые, поставляются исключительно компанией Kärcher. Сертифицировано для пыли класса H. Гарантированная степень отделения пыли: 99,995% (HEPA). Сертифицированы для классов пыли M и L. Гарантированная степень отделения пыли: 99,9%.
Сертифицированы для классов пыли M и L. Гарантированная степень отделения пыли: 99,9%. Если их не контролировать должным образом, типы пыли могут оказать серьезное негативное влияние на ваше дыхание и здоровье. Новые пылесосы Kärcher для влажной и сухой уборки выделяются из толпы благодаря усовершенствованной технологии фильтрации, которая помогает контролировать пыль в вашем помещении, а также защищать вас и других от нее.
Если их не контролировать должным образом, типы пыли могут оказать серьезное негативное влияние на ваше дыхание и здоровье. Новые пылесосы Kärcher для влажной и сухой уборки выделяются из толпы благодаря усовершенствованной технологии фильтрации, которая помогает контролировать пыль в вашем помещении, а также защищать вас и других от нее. И именно эти большие объемы могут быть чрезвычайно опасны. Хронические заболевания легких очень распространены в Соединенных Штатах, и их лечение стоит несколько миллиардов долларов. Сколько стоит для вас ваше здоровье?
И именно эти большие объемы могут быть чрезвычайно опасны. Хронические заболевания легких очень распространены в Соединенных Штатах, и их лечение стоит несколько миллиардов долларов. Сколько стоит для вас ваше здоровье?
 Всегда используйте подходящий фильтр.
Всегда используйте подходящий фильтр. Используйте пылесосы с автоматической очисткой фильтра для стабильно высокой мощности всасывания.
Используйте пылесосы с автоматической очисткой фильтра для стабильно высокой мощности всасывания. Зайдите или позвоните в ближайший офис, чтобы поговорить с местным экспертом по уходу за полом.
Зайдите или позвоните в ближайший офис, чтобы поговорить с местным экспертом по уходу за полом.
 6
6 Нагревшись сами, предметы начинают нагревать воздух. Точно так же солнце нагревает землю. Только в отличие от солнца, бытовые инфракрасные обогреватели не светятся и не обнаруживают себя каким-либо иным образом, кроме мягкого приятного тепла.
Нагревшись сами, предметы начинают нагревать воздух. Точно так же солнце нагревает землю. Только в отличие от солнца, бытовые инфракрасные обогреватели не светятся и не обнаруживают себя каким-либо иным образом, кроме мягкого приятного тепла.
 Всё это приводит к повышенному расходу электроэнергии. При использовании инфракрасных обогревателей температура у пола и потолка имеют одинаковую температуру, теплопотери сводятся к минимуму. К тому же отсутствуют затраты электроэнергии на циркуляцию воздуха. В среднем экономия электроэнергии при использовании инфракрасных обогревателей составляет 30-40%.
Всё это приводит к повышенному расходу электроэнергии. При использовании инфракрасных обогревателей температура у пола и потолка имеют одинаковую температуру, теплопотери сводятся к минимуму. К тому же отсутствуют затраты электроэнергии на циркуляцию воздуха. В среднем экономия электроэнергии при использовании инфракрасных обогревателей составляет 30-40%.

 Итак, максимально эффективная установка инфракрасного обогревателя — установка на потолке, ближе к центру.
Итак, максимально эффективная установка инфракрасного обогревателя — установка на потолке, ближе к центру.
 Ещё один фактором, почему не стоит вешать этот обогреватель в жилых помещениях, является то, что при нагреве и остывании обогреватели Loriot издают характерный треск, это может мешать особенно ночью.
Ещё один фактором, почему не стоит вешать этот обогреватель в жилых помещениях, является то, что при нагреве и остывании обогреватели Loriot издают характерный треск, это может мешать особенно ночью.
 При этом в этой комнате может быть установлено несколько обогревателей, но все они будут подключены к одному терморегулятору.
При этом в этой комнате может быть установлено несколько обогревателей, но все они будут подключены к одному терморегулятору.
 Кроме того, если помещение имеет не квадратную, а сильно вытянутую форму, то мы всегда рекомендуем использовать 2 или более обогревателей.
Кроме того, если помещение имеет не квадратную, а сильно вытянутую форму, то мы всегда рекомендуем использовать 2 или более обогревателей.
 youtube.com/embed/8mf2A19uGgY» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/8mf2A19uGgY» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Можно. У всех терморегуляторов есть режим поддержания плюсовой температуры (например, +5 градусов), что достаточно для защиты от промерзания, но при этом позволяет максимально экономить электроэнергию.
Можно. У всех терморегуляторов есть режим поддержания плюсовой температуры (например, +5 градусов), что достаточно для защиты от промерзания, но при этом позволяет максимально экономить электроэнергию.
 Для Вашего удобства на сайте есть возможность заказать звонок. В верхнем правом углу нажмите кнопку «ЗАКАЗАТЬ ЗВОНОК», укажите номер телефона, и наши менеджеры обязательно Вам перезвонят.
Для Вашего удобства на сайте есть возможность заказать звонок. В верхнем правом углу нажмите кнопку «ЗАКАЗАТЬ ЗВОНОК», укажите номер телефона, и наши менеджеры обязательно Вам перезвонят.
 6
6 площадью до
площадью до
 Представьте, что вы сжимаете в руке молоток или, к примеру, сварочный электрод. Тогда оставшиеся свободными три сустава обеспечат вашей руке шесть степеней свободы — плюс седьмая благодаря вашей способности ходить с этим чертовым молотком с места на место. Ровно так же устроен и робот: обычно у него шесть осей, движение вокруг которых обеспечивается сервоприводами, плюс иногда дополнительная опция — способность передвигаться по рельсам.
Представьте, что вы сжимаете в руке молоток или, к примеру, сварочный электрод. Тогда оставшиеся свободными три сустава обеспечат вашей руке шесть степеней свободы — плюс седьмая благодаря вашей способности ходить с этим чертовым молотком с места на место. Ровно так же устроен и робот: обычно у него шесть осей, движение вокруг которых обеспечивается сервоприводами, плюс иногда дополнительная опция — способность передвигаться по рельсам. Вот, например, кузовной цех автомобильного завода: людей здесь совсем не видно, лишь роботы передают друг другу детали кузова. Чтобы эти парни не навредили человеку, законы роботехники не нужны — достаточно сеточного ограждения.
Вот, например, кузовной цех автомобильного завода: людей здесь совсем не видно, лишь роботы передают друг другу детали кузова. Чтобы эти парни не навредили человеку, законы роботехники не нужны — достаточно сеточного ограждения. Рынок делят между собой несколько десятков компаний, из которых первая пятерка контролирует примерно 4/5. В этой пятерке и компания KUKA, с представителем которой — директором по продажам в России Петром Смоленцевым — мы встретились для выяснения всех деталей.
Рынок делят между собой несколько десятков компаний, из которых первая пятерка контролирует примерно 4/5. В этой пятерке и компания KUKA, с представителем которой — директором по продажам в России Петром Смоленцевым — мы встретились для выяснения всех деталей. По словам Петра Смоленцева, автопром (наряду с микроэлектроникой и пищевой промышленностью) и сейчас остается главным потребителем и площадкой для внедрения инноваций, потому что такое сочетание объемов и культуры производства в других отраслях встречается нечасто. На одном только ВАЗе сегодня трудится около семисот роботов.
По словам Петра Смоленцева, автопром (наряду с микроэлектроникой и пищевой промышленностью) и сейчас остается главным потребителем и площадкой для внедрения инноваций, потому что такое сочетание объемов и культуры производства в других отраслях встречается нечасто. На одном только ВАЗе сегодня трудится около семисот роботов. Вторая задача — создание рынка робототехники. Мы должны довести информацию до заводов и предложить им технологические решения. Многие до сих пор думают, что робот стоит как космический корабль, хотя он по цене куда ближе к малолитражке, цена начинается примерно с 15 тысяч евро. А кое-кто не знает, что операция, которую у них делают руками, давным-давно автоматизирована.
Вторая задача — создание рынка робототехники. Мы должны довести информацию до заводов и предложить им технологические решения. Многие до сих пор думают, что робот стоит как космический корабль, хотя он по цене куда ближе к малолитражке, цена начинается примерно с 15 тысяч евро. А кое-кто не знает, что операция, которую у них делают руками, давным-давно автоматизирована. Деньги, уплаченные вами в кассу магазина, уже на следующий день должны поступить на банковский счет, и такая оперативность требует проворства, для человека недоступного. Человеку свойственно болеть, брать отпуск, увольняться по собственному желанию или просто тупить, а в банковское хранилище кого попало с улицы не позовешь. По словам Смоленцева, компания «Квантум системс» первой в мире придумала и запатентовала роботизированную ячейку по работе с наличностью. Десять таких ячеек уже работают в Сбербанке. Как ловко они это делают, любознательный читатель может увидеть на выставке «Иннопром-2018» в Екатеринбурге; там же ему выпадет шанс познакомиться и с другими роботами KUKA. Вы их легко выделите в толпе: они оранжевые.
Деньги, уплаченные вами в кассу магазина, уже на следующий день должны поступить на банковский счет, и такая оперативность требует проворства, для человека недоступного. Человеку свойственно болеть, брать отпуск, увольняться по собственному желанию или просто тупить, а в банковское хранилище кого попало с улицы не позовешь. По словам Смоленцева, компания «Квантум системс» первой в мире придумала и запатентовала роботизированную ячейку по работе с наличностью. Десять таких ячеек уже работают в Сбербанке. Как ловко они это делают, любознательный читатель может увидеть на выставке «Иннопром-2018» в Екатеринбурге; там же ему выпадет шанс познакомиться и с другими роботами KUKA. Вы их легко выделите в толпе: они оранжевые.  И не надо думать, что за этим термином скрывается лишь способность вашего электрочайника поговорить по душам с микроволновкой.
И не надо думать, что за этим термином скрывается лишь способность вашего электрочайника поговорить по душам с микроволновкой. Теперь будет наоборот: все производство, от начала до конца, от подачи сырья до учета готовой продукции, сливается в единую систему, связанную компьютерной сетью. Человеку в ней останется ровно столько места, сколько он пожелает для себя зарезервировать. Да и то, видимо, только на первых порах.
Теперь будет наоборот: все производство, от начала до конца, от подачи сырья до учета готовой продукции, сливается в единую систему, связанную компьютерной сетью. Человеку в ней останется ровно столько места, сколько он пожелает для себя зарезервировать. Да и то, видимо, только на первых порах. Так что, возможно, девушка ему нужна просто потому, что строгие немецкие законы практически не позволяют уволить работника на том основании, что его работа будет передана автоматике. Девушка и робот дружат между собой, но вынужденно — под присмотром бундестага и профсоюзных боссов.
Так что, возможно, девушка ему нужна просто потому, что строгие немецкие законы практически не позволяют уволить работника на том основании, что его работа будет передана автоматике. Девушка и робот дружат между собой, но вынужденно — под присмотром бундестага и профсоюзных боссов. Думается, в будущем они заменят Homo sapiens и в более «тонких» сферах таких, как кулинария или искусство. И пусть пока наши автоматизированные помощники не настолько разумны, как представители рода человеческого, однако уже сейчас можно говорить о том, что идеи писателей-фантастов XX века медленно, но верно воплощаются в жизнь.
Думается, в будущем они заменят Homo sapiens и в более «тонких» сферах таких, как кулинария или искусство. И пусть пока наши автоматизированные помощники не настолько разумны, как представители рода человеческого, однако уже сейчас можно говорить о том, что идеи писателей-фантастов XX века медленно, но верно воплощаются в жизнь.

 В ноябре 1970г. он стал первым аппаратом, покорившим Луну (как известно, 20 июля 1969г. на спутник Земли впервые ступил человек, американский астронавт Нил Армстронг). Во второй половине XX века ученые активно совершенствовали роботов, делая их все более функциональными, а появление компьютеров открыло небывалые возможности для разработки основ искусственного интеллекта.
В ноябре 1970г. он стал первым аппаратом, покорившим Луну (как известно, 20 июля 1969г. на спутник Земли впервые ступил человек, американский астронавт Нил Армстронг). Во второй половине XX века ученые активно совершенствовали роботов, делая их все более функциональными, а появление компьютеров открыло небывалые возможности для разработки основ искусственного интеллекта. каждый.
каждый. «Робот – это узкофункциональная машина, которая должна выполнять определенные задачи, а не универсальный механизм. Поэтому вряд ли домашние андроиды когда-то получат такое же широкое распространение, как современная бытовая техника», — считает завкафедрой робототехнических систем МГТУ им.Баумана Аркадий Ющенко.
«Робот – это узкофункциональная машина, которая должна выполнять определенные задачи, а не универсальный механизм. Поэтому вряд ли домашние андроиды когда-то получат такое же широкое распространение, как современная бытовая техника», — считает завкафедрой робототехнических систем МГТУ им.Баумана Аркадий Ющенко.
 SAR-400 работает в нескольких режимах: можно управлять им, надев специальный костюм, и с помощью видеокамер. Электронный помощник космонавтов также может выполнять поручения по заранее заданной программе. Когда российский робокосмонавт присоединится к своему зарубежному коллеге, пока не известно — сроки согласовываются с Роскосмосом. Стоимость работ по созданию SAR-400 в НПО «Андроидная техника» также озвучивать не стали, ссылаясь на то, что проект еще не завершен.
SAR-400 работает в нескольких режимах: можно управлять им, надев специальный костюм, и с помощью видеокамер. Электронный помощник космонавтов также может выполнять поручения по заранее заданной программе. Когда российский робокосмонавт присоединится к своему зарубежному коллеге, пока не известно — сроки согласовываются с Роскосмосом. Стоимость работ по созданию SAR-400 в НПО «Андроидная техника» также озвучивать не стали, ссылаясь на то, что проект еще не завершен. Кроме того, недавно стало известно о продолжении проекта по созданию беспилотного плавательного аппарата ACTUV, предназначенного для слежения за подводными лодками в открытом океане (в том числе субмаринами, несущими ядерное оружие). Об этом объявило Агентство передовых оборонных исследовательских проектов США (DARPA).
Кроме того, недавно стало известно о продолжении проекта по созданию беспилотного плавательного аппарата ACTUV, предназначенного для слежения за подводными лодками в открытом океане (в том числе субмаринами, несущими ядерное оружие). Об этом объявило Агентство передовых оборонных исследовательских проектов США (DARPA).

 долл. За подобные модели Vgo или Anybots QB (производятся в США) придется выложить 6-15 тыс. долл.
долл. За подобные модели Vgo или Anybots QB (производятся в США) придется выложить 6-15 тыс. долл. Уровень роботизации производства специалисты отрасли оценивают как крайне низкий, а отечественные предприятия, занимающиеся конструированием и производством роботов, можно в буквальном смысле пересчитать по пальцам одной руки. После развала Союза на его руинах российское роботостроение так и не сумело пойти в рост. Еще немного, и наверстать упущенное уже не удастся никогда, утверждают эксперты.
Уровень роботизации производства специалисты отрасли оценивают как крайне низкий, а отечественные предприятия, занимающиеся конструированием и производством роботов, можно в буквальном смысле пересчитать по пальцам одной руки. После развала Союза на его руинах российское роботостроение так и не сумело пойти в рост. Еще немного, и наверстать упущенное уже не удастся никогда, утверждают эксперты.