Возможность увидеть 3D принтер в действии в нашем демо-зале.
Собственный гарантийный сервис
Гарантийное и постгарантийное сервисное обслуживание оборудования, купленного у нас.
Постоянная скидка 10% на расходники
При покупке 3D принтера у нас, вы получаете скидку 10% на все расходные материалы.
Industry F340 – 3D-принтер промышленного назначения, выпущенный на рынок компанией 3DGence (Польша). Модель оснащена двумя печатающими головками и работает по технологии FDM/FFF, обеспечивающей последовательное наплавление нитей слоями.
Оснащён закрытой активно подогреваемой камерой объёмом 26х30х34 см с функцией контроля уровня влажности загружаемого пластика. Диаметр нити – 1,75 мм. Максимальная температура печатного стола – 160˚С.
Работает от электросети 240В. Что касается энергопотребления модели, то она составляет 2,7 кВт в час. Масса устройства при транспортировке – 250 кг (с учётом всех входящих в комплект аксессуаров).
Почему Industry F340?
Производителем предусмотрена система сменных модулей, позволяющая гибко настраивать промышленный 3D-принтер с учётом конкретных производственных задач. Модель адаптируется к постоянно изменяющимся требованиям, что даёт возможность расширять систему новыми видами пластика для печати.
По-настоящему широкая сфера применения: агрегат может использоваться для прототипирования в автомобиле-, станкостроении и многих других производственных сегментах.
Прямая система подачи (Direct) обеспечивает 100% совместимость с большинством печатных материалов.
Оснащён смарт-системой, управляющей материалом и процессом 3D-печати и адаптирующей машину к текущим условиям эксплуатации.
Встроенные воздухофильтры, защищающие оператора от запаха и других неблагоприятных факторов.
Изготовлен из высокопрочной стали с защитным порошковым покрытием. Материал платформы построения – качественная подогреваемая керамика.
Обладает исключительно высокой точностью позиционирования.
Одно из ключевых преимуществ этой промышленной модели – совместимость с большинством пластиков для 3D-принтеров. Помимо PLA и ABS-пластика, Industry F340 работает с HIPS, PEEK, PP, PETG, ASA и многими другими материалами для промышленного 3D-прототипирования. Имеется опция контроля наличия пластика. Промышленный 3D-принтер Industry F340 может использоваться для изготовления деталей установок, к которым предъявляются повышенные температурные требования.
Доступные типы модулей
PRO. Рассчитан на эксплуатацию при температуре +190-265˚С. Печатает ABS, PLA-пластиком, PET, PP, ASA, Nylon. В качестве материалов поддержки используют водорастворимый BVOH, растворимый ESM-10 и выламываемый HIPS.
HT. Диапазон рабочих температур равен +265-340˚С. Имеет 0,4-миллиметровое сопло. Печатает PC, PC-ABS, PC-ESD. В качестве материала поддержки применяют выламываемый ABS.
HTmax. Работает при максимальных температурах +340-500˚С. Модуль используют для работы с PEEK-материалом, поддержка – выламываемый растворимый ESM-10.
Программное обеспечение
Столь богатый функционал обеспечивает программа-слайсер 3DGence Slicer, поддерживающая файлы с расширением .stl и .obj. Устройство совместимо с Windows и macOS. Данные передаются посредством USB-портов или SD-карты.
Оплата и доставка
Масштабы доставки
Доставка во все регионы России и страны Таможенного союза.
Бесплатная доставка
При покупке 3D-принтера (кроме наборов для сборки) Вы получаете бесплатную доставку.
Наличный расчет
В нашем магазине вы можете оплатить заказ наличными средствами.
Оплата онлайн на сайте
Вы можете оплачивать заказы банковской картой на сайте нашего интернет-магазина.
Yamaran F340 цена, характеристики, видео обзор, отзывы
Основные характеристики *
Тип
моторная
RIB-лодка
Нет
Количество мест
4.5
Плотность ПВХ
1 100 г/м2
Тип соединения
внахлест
Транец
встроенный
Максимальная мощность мотора
15 л.с.
Грузоподъемность
500 кг
Количество воздушных отсеков
3
Киль
надувной
Дно
ненадувное
Тип пайола
сплошной
Разборный пайол
Есть
Материал пайола
алюминий / фанера
Цвет
бело-синий
Комплектация *
Стрингеры
Есть
Ремкомплект
Есть
Весла
Есть
Леерный трос
Есть
Клапан для слива воды
Есть
Жесткое сиденье
Есть
Уключины
Есть
Надувное сиденье
Нет
Насос
Есть
Ручки для переноски
Есть
Якорный рым
Нет
Держатель для удочки
Нет
Привальный брус
Есть
Размеры и вес *
Ширина кокпита
0. ..67 см
Ширина лодки
153 см
Вес
56 кг
Диаметр баллона
42 см
Длина кокпита
0…233 см
Длина лодки
344 см
* Точные характеристики уточняйте у продавца.
INDUSTRY F340 — надежный 3D-принтер для промышленности
Самый универсальный промышленный 3D-принтер, способный выполнять 3D-печать широчайшим спектром инженерных материалов, сертифицирован TÜV Rheinland. Предназначен для изготовления качественных и прочных деталей сложной геометрии.
Свяжитесь сейчас и получите бесплатно модули PRO и HT 1 .
Самый универсальный промышленный 3D-принтер, способный выполнять 3D-печать широчайшим спектром инженерных материалов. Предназначен для изготовления качественных и прочных деталей сложной геометрии.
Особенности
Промышленные заказчики всегда ожидают лучшего. Как производитель 3DGence стремится обеспечить высочайшее качество продукции, повышение производительности и безопасную рабочую среду. Ключевым фактором является надежность: модели должны каждый раз печататься правильно. Есть несколько особенностей, которые характеризуют настоящий промышленный 3D-принтер, например. он должен обеспечивать повторяемость отпечатков, стабильные условия во время хранения и процесса печати, обеспечивать высокую точность размеров или позволять печатать очень сложные геометрические формы как с отрывными, так и с растворимыми вспомогательными материалами. Узнайте больше о функциях и уникальных качествах, которые делают 3DGence INDUSTRY F340 одним из самых надежных и универсальных промышленных 3D-принтеров в мире. 93 в сочетании с очень привлекательной ценой для конечного пользователя обеспечивает лучшее в своем классе соотношение цены и объема среди 3D-принтеров промышленного класса.
Узнать подробнее
Сменные печатные модули
Широкий спектр технических материалов, которые можно обрабатывать при очень высоких температурах до 500°C.
3D-печать из нескольких нитей, от PLA до PEEK на одной машине, все, что вам нужно сделать, это заменить модуль печати.
Узнать подробнее
Печатная камера с подогревом
Точность размеров моделей и их высокое качество.
Камера с активным нагревом может достигать температуры 85°C, что упрощает 3D-печать из ABS, PEEK, PEKK и других инженерных полимеров.
Узнать подробнее
Подогреваемая камера для материала
Контролируемая влажность для загруженных материалов.
Материал всегда предварительно подогретый и сухой. Большинство высокоэффективных полимеров необходимо высушивать перед использованием.
Узнать подробнее
Автокалибровка
Решение, требующее минимального обслуживания.
Тензометрическая система, используемая в 3DGence INDUSTRY F340, позволяет автоматически калибровать этот 3D-принтер.
Узнать подробнее
Smart Material Manager
Гарантия оптимальных условий труда.
Сканер NFC собирает данные, связанные с нитью, используемой в процессе печати – оптимальные условия работы и максимальная скорость. Вся информация о весе, типе, цвете и процентном количестве оставшейся нити, загруженной на конкретный хотэнд.
Узнать подробнее
Тематические исследования
Медицинский
Автомобильный
Архитектура
Образование
3D-печать анатомической модели черепа
3D-печать все больше используется в медицине и позволяет детально планировать операции. Это дает возможность выбрать подходящую методику операции, обсудить ее в коллективе и сократить время самой процедуры.
Создание 3D-модели коллектора в натуральную величину с использованием технологии 3D-печати.
Использование 3DGence INDUSTRY F340 позволило проверить вакуумный коллектор, который является одним из элементов, образующих гидросистему насосного отделения внутри пожарных машин.
3D-распечатка архитектурного макета
В процессе ревитализации важно представить корпус здания с высокой детализацией, относящейся к первоначальному проекту. PANOVA создала сложную модель здания на основе архивных материалов 189 г.7 в масштабе 1:75 с использованием технологии 3D-печати.
Распечатанный на 3D-принтере прототип поворотного кулака для гоночного автомобиля
Электрическая автореволюция может поддерживаться технологией 3D-печати! Используя 3D-принтер, AGH Racing смогла протестировать оригинальную конструкцию поворотного кулака по очень низкой цене и всего за два дня.
Нити
Высокоэффективный полимер семейства ПАЭК, обладающий уникальным сочетанием свойств.
Высокоэффективный полимер семейства ПАЭК, обладающий уникальным сочетанием свойств.
ESM-10
Растворимый вспомогательный материал. Очистите опоры без риска повредить модель.
Показать больше
Один из самых прочных, самых твердых и термостойких технических полимеров.
PC-ABS
Сочетает свойства сополимера акрилонитрил-бутадиен-стирола и поликарбоната.
PC-ESD
Изготовлено с использованием технологии многостенных углеродных нанотрубок и высокоточного процесса экструзии.
ABS — один из самых популярных термопластов, вне зависимости от технологии производства.
Термопласт, сочетающий в себе механическую прочность, стойкость к ультрафиолетовому излучению и водостойкость.
Высокохимически и термостойкий промышленный материал.
Обеспечивает отличное качество печати, высокую износостойкость, механическую прочность и хорошую термостойкость.
Полимер на основе полистирола, аналогичный АБС, но его механические свойства несколько выше.
Материал одобрен для контакта с пищевыми продуктами. Высоко гигроскопичен.
Биоразлагаемый термопластичный полимер, который производится из возобновляемых ресурсов.
Водорастворимый вспомогательный материал. Нет необходимости заниматься опорами вручную.
Показывай меньше
Аудит 3D-печати
Вы не уверены, что 3D-печать принесет вам пользу?
Специалисты 3DGence определят возможные области применения 3D-печати в вашей компании и покажут, какую экономию можно получить за счет использования этой технологии в долгосрочной перспективе.
Технологический аудит является бесплатной услугой.
Технические характеристики
Нам доверяют
¹Для каждого принтера INDUSTRY F340 компания 3DGence бесплатно добавит модуль PRO и HT стоимостью 5 500 евро. Предложение распространяется на принтеры, для которых предложение было отправлено до 24.02.2021. Количество принтеров, на которые распространяется предложение, ограничено. Предложение распространяется на организации, зарегистрированные в ЕС, за исключением Польши.
Обзор 3DGence INDUSTRY F340 — промышленный 3D-принтер PEEK
Обзор 3DGence INDUSTRY F340
3DGence INDUSTRY F340 — это промышленный 3D-принтер PEEK производства компании 3DGence , производителя из Польши.
Этот промышленный 3D-принтер подходит для отраслей, требующих прочных прототипов или готовых деталей . Действительно, различные высокотемпературные экструдерные модули INDUSTRY F340 позволяют пользователям 3D-печатать из высокоэффективных материалов . Эти материалы включают нейлон, поликарбонат и PEEK, хотя совместимость зависит от модуля экструдера.
Модули экструдера INDUSTRY F340
Для этого профессионального 3D-принтера доступны четыре взаимозаменяемых двойных экструдера:
Модуль PRO : сопла этого двойного экструдера способны нагреваться до 265°C. Совместимые материалы включают PLA, ABS, PET и нейлон.
ВЧ-модуль : оснащенный соплами 0,6 мм, этот модуль позволяет пользователям быстрее печатать большие детали на 3D-принтере из армированных материалов, таких как PA-CF ( Углеродное волокно ( усиленный нейлон).
Модуль HT : этот двойной экструдер способен печатать в 3D ПК, ПК-АБС и ПК-ЭСД благодаря максимальной температуре нагрева 340°C.
Модуль HT max : с помощью двойного экструдера HT max профессиональные пользователи могут выполнять 3D-печать из материала PEEK. Форсунки могут нагреваться до 500°C.
Таким образом, F340 может печатать на 3D-принтере самые разные нити, от PLA до PEEK, просто заменяя модули печатающих головок.
F340 доступные материалы для 3D-печати
Вот список материалов, с которыми 3DGence INDUSTRY F340 совместим:
Высокопроизводительные : PEEK, PEKK
Машиностроение : ПА, ПК, ПК-CF, PA-CF
Товар : ABS, PLA, ASA, PP, TPU
Контролируемая среда 3D-печати INDUSTRY F340
Этот 3D-принтер PEEK обладает различными функциями, обеспечивающими контролируемую среду 3D-печати.
Фильтрация воздуха : уменьшает выделение запахов и токсичных частиц.
Подогреваемая камера для нити : камера для материала может поддерживать температуру до 70°C. Это гарантирует, что материал хранится в оптимальных условиях, с нужным уровнем влажности.
Обогреваемая рабочая зона и платформа печати : рабочая камера этого 3D-принтера способна нагреваться до 80°C, а платформа печати — до 160°C.
Smart Material Manager : считыватель NFC 3D-принтера распознает материал, который печатается в 3D. Таким образом, F340 может соответствующим образом адаптировать свои параметры.
3DGence INDUSTRY F340 цена
Этот промышленный 3D-принтер PEEK доступен по цене от 25 до 30 тысяч долларов. Пожалуйста, свяжитесь с производителем напрямую для получения дополнительной информации.
INDUSTRY F340 — это модернизированная версия Industry .
Линейный лазерный нивелир c улучшенной видимостью луча зеленого цвета на 3 x 360°. Самонивелирующийся (±4° за
Комплектация
кейс L-BOXX 136, универсальный держатель BM 1 Professional, лазерный отражатель, карман, 1 аккумулятор GBA 12V 2.0Ah, быстрозарядное устройство GAL 1230 CV.
Производитель
Китай.
Детали
Без поверки
Документы:
pdfскачать
pdfскачать
pdfскачать
Характеристики
Артикул
0601063T00
Тип товара
Нивелир
Бренд
Bosch
Вид
Лазерный
Тип
Линейный
Дальность действия, м
30
Дальность действия с приемником, м
120
Количество лучей
3
Цвет луча
Зеленый
Направление лучей
Горизонталь 360/ 2 вертикали 360
Угол самовыравнивания, °
±4
Длина волны, нм
500-540
Точность нивелирования, мм/м
±0,2
Степень защиты
IP54
Источники питания
4х1. 5 В (АА)
Резьба под штатив
1/4″, 5/8″
Рабочая температура, °С
От -10 до +40
Класс лазера
2
Упаковка
L-BOXX
Температура хранения, °С
От -20 до +70
Время измерения, с
4
Совместимые лазерные приемники
LR7
Рабочий диапазон, м
30
Гарантия, мес
12+24
Страна-производитель
Китай
Часто ищут
Линия 360, Выравнивание автоматическое
Вес, кг
4,849
Отзывы покупателей
Сначала показывать
Боходир
Москва 17 марта 2022
Очень доволенНедостатки: Нету
Джахонгир
Москва 14 сентября 2021
Рекомендую, тонкий луч , зарядное устройство удобное штука, 3 лазер у меня , зелёный и красные лучи но на батарейки 🔋. Отдельно надо купить для них зарядное устройство и батарейки.
Кирилл
Санкт-Петербург 21 мая 2021
не соответствует цена его качествуДостоинства: один плюс аккумуляторы не надо покупать батарейкиНедостатки: слишком широкий толстый луч
Руслан
Москва 27 марта 2021
Я доволен!Достоинства: Отличный инструмент. Очень доволен! Рекомендую.Недостатки: За 1 год пользования недостатков не нашёл!
Санкт-Петербург 06 февраля 2021
Очень хороший инструмент. Крепкий, надёжный.Достоинства: Пока лучший, чем работать доводилось. Луч виден и при солнечной погоде, геометрия углов точнаяНедостатки: Луч толстоват. Дороговато.
Николай
Санкт-Петербург 07 октября 2020
Цена — это единственный минус. Устройство продуманное и функциональное. С приемником Bosch (0601069J00) для линейного нивелира LR 7 Professional и с поворотной площадкой удобно было размечать длинные коридоры под кирпичную кладк.
Алексей
Санкт-Петербург 05 февраля 2020
А так,вещь очень хорошая если нормально относиться верой и правдой работать будет.Достоинства: Работаем этими лазерами уже 10 лет одни из лучших. у этого даже в приложении написано когда лазер уронили.главное что он теперь на аккумуляторе.Недостатки: Цена конечно завышена, можно конечно было штатив в комплект сделать.
Очень доволенДостоинства: Отличный уровень,управление со смартфона через преложение,хочу сказать,что с аккумулятором в разы удобнее,чем с батарейками,да и заряжается какие-то 20 минут,а работает часов 5 ( постоянно включён),видимость луча отличная,да и магнитное крепление очень удобное,цена да,дороговат маленько,но он стоит этих денег,если кто занимается профессионально,то штука очень хорошая.Недостатки: Не нашёл
Владислав
Санкт-Петербург 07 октября 2019
Если нет нужды в зеленом луче, берите красный. В работе с плиткой он мне не понравился, для сравнения stabila lax 50 купленный в 2011 году, даёт более четкий и тонкий луч. В остальном уровень, как уровень ничего нового.Достоинства: Ввиду того, что «одноклассники» или дороже или хуже, брать можно…Недостатки: Достаточно толстые лучи, по обе стороны луча на белом или светлом основании можно наблюдать ещё по 5-6 очень тонких линий своего рода сепия.
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Фотографии покупателей
Вам могут понадобиться
Штативы, рейки, держатели
Батарейки
Защита рук
Маркеры, карандаши, мел
Отвесы, шнуры
Рулетки
Уровни
Пояса, ремни, сумки
Демисезонная спецодежда
Рабочая обувь, наколенники
Зимняя спецодежда
611096
Доставим
Сегодня
Привезем в строительные центры
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Держатель Bosch LR 6/LR 7 (1608M00C1L) для приемника
Цена за шт
2 358 ₽
За баллы:
589,25
В корзину
129525
Доставим
Сегодня
32 упак
Привезем в партнерские пункты выдачи
01/01 после 10:00
6 упак
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив ADA Digit 130 (A00170) для нивелиров и фото/видео техники 1,3 м
Цена за упак
1 690 ₽
За баллы:
422,25
В корзину
129524
Доставим
Сегодня
46 упак
Привезем в партнерские пункты выдачи
01/01 после 10:00
7 упак
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив ADA Light S (А00177) для нивелиров и теодолитов 1,73 м
Цена за упак
4 990 ₽
За баллы:
1 247,25
В корзину
129519
Доставим
Сегодня
58 упак
Привезем в партнерские пункты выдачи
01/01 после 10:00
12 упак
при заказе до 30/12 до 11:59
Смотреть на карте
Очки ADA Laser glasses (A00126) для лазерных приборов
Цена за упак
450 ₽
За баллы:
112,25
В корзину
675180
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Штанга Condtrol Pillar (2-17-042) для нивелиров составная с треногой 3,6 м
Цена за шт
6 990 ₽
За баллы:
1 747,25
В корзину
675179
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м
Цена за шт
2 990 ₽
За баллы:
747,25
В корзину
625354
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив ADA Silver PLUS (А00556) для нивелиров телескопический с треногой 3,6 м
Цена за шт
5 990 ₽
За баллы:
1 497,25
В корзину
675177
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Очки Condtrol (1-7-101) для лазерных нивелиров зеленые
Цена за шт
390 ₽
За баллы:
97,25
В корзину
675178
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив Condtrol h230 (2-17-032) для нивелиров и фото/видео техники 1,3 м
Цена за шт
1 990 ₽
За баллы:
497,25
В корзину
825033
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Очки Condtrol (1-7-035) для лазерных нивелиров красные
Цена за шт
390 ₽
За баллы:
97,25
В корзину
136276
Доставим
Сегодня
Привезем в строительные центры
Смотреть на карте
Штатив Bosch BT 160 (00601091200) для оптического нивелира 1,6 м
Цена за шт
7 100 ₽
За баллы:
1 774,75
В корзину
Похожие товары
611094
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Нивелир лазерный Bosch GCL 2-50 (0601066F01) с приемником LR6
Цена за шт
19 634 ₽
За баллы:
4 908,25
В корзину
Нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 действительны в Санкт-Петербурге.
Лазерный нивелир BOSCH GLL 3-80 CG Professional + BM 1 в Киеве. 0601063T00 цена. Нивелиры Bosch по Украине
Интернет магазин качественного инструмента
Категории
Производители
BOSCH Professional
Dremel
BOSCH
BOSCH для домашних мастеров
BOSCH садовая техника
Показать все
Подписка на новости
Главная /
Измерительная техника
/
Нивелиры
/
Лазерный нивелир BOSCH GLL 3-80 CG Professional + BM 1 0601063T00
Полное описание
Характеристики
Теги товара
Лазерный нивелир BOSCH GLL 3-80 CG Professional
Лазерный нивелир BOSCH GLL 3-80 CG Professional — компактный универсальный линейный лазер для всех работ внутри помещения с проецированием зеленых лучей. Построитель плоскостей BOSCH GLL 3-80 CG Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 CG Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 CG Professional составляет ± 0,2 мм/м. В базовой комплектации универсальный держатель BM1 и кейс L-BOXX 136.
Свойства лазерного нивелира BOSCH GLL 3-80 CG Professional:
Зеленый свет обладает видимостью вчетверо лучше
Неограниченные возможности применения: одна горизонтальная и две вертикальные линии под углом 360° позволяют широко использовать этот инструмент для одновременной маркировки, выравнивания и нивелирования внутри помещения.
Автоматическое нивелирование до 4° за 4 секунды: точная работа на участке диаметром до 120 мм с помощью приемника LR7.
Компактный, простой в эксплуатации и чрезвычайно крепкий (IP 54).
Дистанционное управление через порт Bluetooth
Датчик калибровки
Может питаться от 12-вольтовых аккумуляторов или щелочных батареек (4 аккумулятора 1,5 В LR6 AA)
Аккумуляторная дрель-шуруповерт BOSCH GSR 12V-35 Professional Solo 06019H8000
Линейный лазер GLL 3-80 CG
Линейный лазер GLL 3-80 CG | Бош Профессионал
Линейные лазеры
Линейный лазер
Функции и основные характеристики
Ваш выбор
в L-BOXX 136 с 1 батареей GBA 12 В 2,0 Ач, крепление
Показать вариант
688,00 EUR
Рекомендованная розничная цена без НДС
Найдите местного дилера
Линейные лазеры
GLL 3-80 CG
Подробные цены
L-BOXX 136
Универсальное крепление BM 1 Professional
Лазерная мишень
Сумка
1 батарея GBA 12 В 2,0 Ач
Быстрозарядное устройство GAL 12V-40 Professional
Номер заказа: 0601063T00
688,00 евро
Рекомендованная розничная цена без НДС.
Ваш выбранный вариант
Ваш выбранный вариант
в L-BOXX 136 с 1 батареей GBA 12 В 2,0 Ач, крепление
0 601 063 T00
688,00 евро
Рекомендованная розничная цена без НДС
Найдите местного дилера
GLL 3-80 CG Professional
Ваш выбор
в L-Boxx 136 с 1 x батарея GBA 12V 2,0AH, Mount
Заказ номер: 0 601 063 T00
Select Variant
688. 00 EUR
Рекомендованная розничная цена без НДС
Найдите местного дилера
GLL 3-80 CG
Подробные цены
L-BOXX 136
Универсальное крепление BM 1 Professional
Лазерная мишень
Сумка
1 батарея GBA 12 В 2,0 Ач
Быстрозарядное устройство GAL 12V-40 Professional
Номер заказа: 0601063T00
688,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
L-BOXX 136 1 600 A01 2G0
Универсальное крепление BM 1 Professional 0 601 015 A01
Лазерная мишень
Сумка
1 батарея GBA 12 В 2,0 Ач 1 600 Z00 02X
Быстрозарядное устройство GAL 12V-40 Professional 1 600 A01 9Р3
Показать меньше
Показать больше
Дополнительные данные
Рабочий диапазон с приемником, значение
120 м
Точность
+/- 0,2 мм/м*/** (*для четырех горизонтальных точек пересечения; **плюс отклонение в зависимости от использования)
Проекция
3 линии по 360°
Напряжение батареи
12
Лазерный диод
500 – 540 нм,
Рабочая Температура
-10 – 40 °С
Температура хранилища
-20 – 70 °С
Лазерный класс
2
Рабочий диапазон
до 30 м
Рабочий диапазон с приемником
до 120 м
Диапазон самовыравнивания
± 4°
Время выравнивания
4 с
Защита от пыли и брызг
IP 54*** (***кроме литий-ионного аккумулятора и адаптера аккумулятора AA1)
Источник питания
Литий-ионный аккумулятор 12 В, 4 x 1,5 В LR6 (AA)
Время работы (макс. )
6 часов (Li-Ion) и 4 часа (4 x AA) в 3-строчном режиме
Резьба штатива
1/4″, 5/8″
Вес, ок.
0,9 кг
Цвет лазерной линии
зеленый
Совместимые лазерные приемники
ЛР 7
Рабочий диапазон, значение
30 м
GLL 3-80 CG Professional: Дополнительная информация
Основные характеристики продукта
Линейный лазер GLL 3-80 CG Professional просто подключается и проецирует жирные линии 3 x 360° для максимальной видимости. Ярко-зеленые лазерные линии обеспечивают в четыре раза лучшую видимость, чем красные линии. Инновационный мониторинг CAL Guard и приложение для смартфона, подключенное по Bluetooth®, обеспечивают дистанционное управление, а также бесконтактную настройку и высокую точность. Три линии этого инструмента по 360° обеспечивают одновременное горизонтальное и вертикальное выравнивание для высокоэффективной работы.
Оборудование и применение
Этот линейный лазер был разработан для настила полов, установки окон, установки полок, строительных каркасов для гипсокартона и укладки плитки.
Дополнительная информация
Благодаря двойному источнику питания GLL 3-80 CG Professional он может работать как с литий-ионной батареей 12 В, так и со стандартными щелочными батареями для дополнительной гибкости. Он способен выравниваться на неровных поверхностях до +/- 4° менее чем за 4 секунды с превосходной точностью ± 0,2 мм/м*/** и имеет рабочий диапазон до 120 м при использовании дополнительного LR7 Профессиональный ресивер. Этот линейный лазер компактен, прост в обращении и чрезвычайно надежен (IP54***).
Для того, чтобы страница отображалась оптимально, ее необходимо перезагрузить. Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Линейный лазер GLL 3-80 CG
Линейный лазер GLL 3-80 CG | Бош Профессионал
Линейные лазеры
Линейный лазер
Функции и основные характеристики
Ваш выбор
в переносном кейсе с 4 батареями (AA), набор принадлежностей
Показать вариант
В настоящее время недоступен онлайн
Найти местного дилера
Линейные лазеры
GLL 3-80 CG
Подробные цены
4 батарейки 1,5 В LR6 (AA)
Сумка
Адаптер для щелочных батарей AA1
Лазерная мишень
Чемодан
Универсальный держатель BM 1 Professional
Зажим
Номер заказа: 0601063U80
Рекомендованная розничная цена без НДС.
Ваш выбранный вариант
Ваш выбранный вариант
в кейсе с 4 батареями (AA), набор принадлежностей
0 601 063 U80
Найти местного дилера
GLL 3-80 CG Professional
Your Selection
в кейсе с 4 батареями (AA), набор принадлежностей
Номер заказа: 0 601 063 U80
Выберите вариант
В настоящее время недоступен онлайн
Найти местного дилера
GLL 3-80 CG
Подробные цены
4 батарейки LR6 1,5 В (AA)
Сумка
Адаптер для щелочных батарей AA1
Лазерная мишень
Чемодан
Универсальный держатель BM 1 Professional
Зажим
Номер заказа: 0601063U80
0,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
4 батарейки 1,5 В LR6 (AA)
Сумка
Адаптер щелочной батареи AA1 1 608 M00 C1B
Лазерная мишень
Чемодан
Универсальный держатель BM 1 Professional 0 601 015 A00
Постобработка пластика после 3D-печати, механическая и химическая
Наиболее популярными методами доводки распечатанных 3D-объектов являются шлифовка, пескоструйная обработка и обработка парами растворителей.
Это заблуждение, что при 3D-печати нельзя получить такие же гладкие и отполированные объекты, как с помощью традиционных промышленных технологий. На такие заявления можно возразить простой наждачкой, и эта техника доводки очень распространена.
То, какая техника доводки используется, во многом зависит от геометрии и материала детали. Эти факторы определяют и уровень эстетичности, который удастся достичь, и ее функциональность, потому что разные методы позволяют добиваться разных текстур и внешнего вида. Одни методы лучше подходят для прототипов и выставочных моделей, другие — для деталей механизмов.
Ошкуривание
Несмотря на то, что системы послойного наплавления созданы, чтобы получать высококачественные детали непосредственно из принтера, линии соединения слоев остаются видны, а конечному пользователю этого совсем не надо, особенно, если речь идет о решении, в котором эстетический вид является приоритетом. Ошкуривание позволяет устранить эти недостатки и может быть использовано для моделей, торговых образцов или концептов, полнофункциональных прототипов и узлов и механизмов конечного уровня.
Многим высококачественным объектам, изготовленным на 3D-принтере, для придания гладкости и для того, чтобы избавиться от линий в местах наложения слоев, достаточно доводки наждачной шкуркой.
Процесс ошкуривания всем известен. Пластиковые детали обрабатывают руками или на шлифовальном станке, как это делается с деревянными или металлическими элементами. Ошкуривание недорого и эффективно, кроме того, это проверенный метод, с помощью которого можно достичь качественной отделки. По сути, это наиболее распространенный способ доводки распечатанных на 3D-принтере объектов.
Наждачкой можно обработать все, кроме самых маленьких деталей. А большими они могут быть сколько угодно, хотя вручную добираться до мелких дефектов и неровностей бывает сложно. В типовых ситуациях процесс относительно быстр. При послойном наплавлении речь обычно идет о борьбе со ступенчатыми поверхностями. Ступеньки на детали размером где-то с пульт ДУ зачищаются примерно за 15 минут, притом что покраска такой же детали из-за дополнительных шагов, таких как подготовка и сушка, длится 2 часа.
Когда деталь должна быть в первую очередь точной и долговечной, очень важно учитывать, сколько материала будет удалено при ошкуривании. Если его будет удалено много, нужно до печати внести изменения в дизайн, сделать стенки более толстыми. Требования, предъявляемые к детали, определяют также, какая именно техника ошкуривания будет применена, ручная или механическая, и какой будет задействован инструмент.
Пескоструйная обработка
Вторым по распространенности методом доводки является пескоструйная обработка. В этом случае оператор управляет соплом, из которого на деталь, чтобы скрыть на ней следы от слоев, под напором распыляется мелкодисперсный материал. Процесс быстрый, занимает 5-10 минут, результат выглядит цельно.
При пескоструйной обработке на деталь, помещенную в закрытую камеру, направляется поток мелких пластиковых частиц, в результате чего через 5-10 минут поверхность становится гладкой.
Данная технология легко модифицируется, ее можно использовать с большинством материалов. Применяется она и в период разработки и изготовления детали, на любом этапе – от прототипирования до производства. Такого рода гибкость обусловлена тем, что обработка обычно производится мелкими частицами тонко переработанного термопластика. Именно такой «песок», абразивные характеристики которого при распылении находятся в пределах от средних до высоких. Очень хорошо работает пищевая сода, поскольку она не слишком агрессивна. С ней, однако, работать несколько сложнее, чем с пластиком.
Одно из ограничений пескоструйной обработки — размер объекта. Поскольку процесс производится в закрытой камере ограниченного объема, обычно речь идет о габаритах примерно до 60 x 80 x 80 см. Пескоструйная обработка осуществляется вручную, поэтому за один раз доводится только одна деталь и ни о каком «массовом производстве» речи не идет.
Обработка парами
Третий по популярности метод доводки называется обработкой парами или паровая обработкой. В этом случае деталь находится в атмосфере испарений вещества, доведенного до точки кипения. Частицы испаряющегося вещества вплавляются в обрабатываемую поверхность на глубину примерно 2 микрона, делая ее гладкой и блестящей всего за несколько секунд. Те, кто предпочитают матовую поверхность, могут подвергнуть деталь пескоструйной обработке после обработки парами, когда деталь уже сглажена и механическое контактное напряжение снято.
В результате обработки ABS-пластика парами ацетона, поверхность становится гладкой и глянцевой, единственный минус такой технологии — склаживаются углы и мелкие детали
Поскольку поверхность получается очень гладкой, обработка парами широко применяется для предметов широкого спроса, прототипов и в медицинских приложениях. Метод не сказывается существенно на точности детали. После пескоструйной обработки объект готов для нанесения пленочного, защитного или декоративного слоя. Такие покрытия обычно наносятся на более прочные материалы, к которым предъявляются высокие требования.
К сожалению, как и у пескоструйки, у технологии обработки парами есть ограничения по размерам деталей. В отличие от ошкуривания и пескоструйной обработки, обработка парами имеет ограничения и по материалам. Для обработки ABS-пластика используется ацетон. При обработке PLA-пластика используется тетрагидрофуран или дихлорметан. Обработанные материалы достаточно практичны и прочны, созданные изделия сохраняют свою изначальную прочность и гибкость.
Постобработка изделий после 3D печати. Ограничения и сложности
Содержание
Проблематика
Основные этапы постобработки изделия
Отделение от платформы построения
Удаление поддержек
Удаление остатков материала
Фотоотверждение, снятие остаточного напряжения или спекание
Доведение ответственных поверхностей
Улучшение качества поверхности
Улучшение механических свойств изделия
Контроль качества изделия
Автоматизированные методы постобработки
Сухое электрохимическое полирование
Автоматизированная очистка от металлического порошка
Электрохимическое удаления поддержек
Станция просеивания и смешивания порошка
Автоматизированная очистка от полиамидного порошка
Улучшение качества поверхности пластиков и полиамидов
Покраска полиамидных изделий
Выводы
Постобработка — это процесс или последовательность операций, которую необходимо совершить с изделием или материалом, перед или после 3D печати, для получения необходимых характеристик детали.
Проблематика
На сегодняшний день ни одна технология 3д печати, не позволяет нам получить изделие готовое к использованию сразу после печати. И с этой точки зрения отличие между технологиями лишь в том, что после одних требуется больше времени на постобработку, а после других меньше, но факт остается фактом, постобработка — это неотъемлемый этап изготовления изделия методом аддитивного производства. В самом начале, хотел бы оговориться, в этой статье речь идет преимущественно о промышленном применении аддитивных технологий и о самих промышленных технологиях 3Д печати.
По последним данным, постобработка может занимать до 70% времени затраченного на весь процесс аддитивного производства изделия. Вызвано это в большей степени тем, что почти все этапы постобработки изделия, производятся вручную.
Ручная постобработка имеет ряд ограничений:
низкая производительность (удаление поддержек после SLM печати на одном изделии может занят несколько часов)
отсутствие повторяемости (оператор не может сделать 2 одинаковых изделия)
низкая прогнозируемость (невозможно заранее точно понять сколько времени займет постобработка нового изделия)
обработке подлежат только изделия простой формы (невозможно вручную обработать внутренние каналы и полости)
Все эти ограничения, не позволяют рассматривать аддитивные технологии как профессиональный инструмент для производства средней или крупной серии изделий, и можно с уверенностью сказать, что постобработка — это бутылочное горлышко всего процесса аддитивного производства.
При этом нельзя сказать, что использование ручных методов обработки — это вина самих пользователей, до недавнего времени системы автоматизированной постобработки на рынке отсутствовали в принципе и пользователям ничего не оставалось кроме как придумывать свои собственным методы обработки изделий после печати. Согласно исследованию 2019 года, 83% компаний имеют сложности с постобработкой изделий.
Основные этапы постобработки изделия
Все этапы постобработки можно поделить на два типа, одни из них обязательные и без их проведения изделие не может быть использовано совсем, другие необязательные, и зависят от требований к детали в каждом конкретном случае. Можно сказать что почти все необязательные виды постобработки сводятся к улучшению качества поверхности. Этапы внутри себя уже делятся на автоматизированные и ручные. В зависимости от технологии печати эти этапы могут проводиться в разном порядке.
Обязательные:
Отделение от платформы построения
Автоматизированный этап. В случае с пластиками и полимерами легко производится руками, в случае с металлами изделие срезается с платформы построения либо электроэрозионным станком, либо с помощью ленточнопильного станка, этап как таковой не вызывает проблем
Удаление поддержек
Полностью ручная операция, одна из самых затратных по времени. Подразумевает в большинстве случаев ювелирный ручной труд, одна ошибка может привести к браку, особенно в случае с печатью металлом, очень проблемный этап.
Удаление остатков материала
Ручная операция, производится в основном встроенным пылесосом и пескоструйной обработкой. проблемы возникают при очистке каналов и изделий со сложной геометрией, а также при очистке больших металлических изделий. Так же сложность вызывает то что остатки материала нужно определенным образом обработать (просеять в случае с порошкообразными материалами) и хранить.
Фотоотверждение, снятие остаточного напряжения или спекание
Автоматизированный этап. Отверждение или спекание производится в специальной камере или установке, в зависимости от размеров установки можно обработать от одной до нескольких партий напечатанных изделий.
Доведение ответственных поверхностей
Автоматизированный этап. Обычно выполняется на фрезерном станке с ЧПУ, подразумевает фрезерование отверстий в размер, или финишную фрезеровку плоскости.
Необязательные:
Улучшение качества поверхности
Это на сегодняшний день самый широко представленный этап постобработки, какие-то из методов автоматизированные, какие-то ручные. Далее о каждом подробнее:
токарная/фрезерная обработка, позволяет получить высокую точность изделий, но только на изделиях простой формы, не получится обработать сложные каналы и внутренние полости. Затратный по времени и дорогой метод. Требуются специальные знания написания управляющих программ обработки
галтовка, позволяет быстро убрать высокую шероховатость поверхности, сама установка недорогая и простая в использовании. Но скругляет острые кромки и края, по этой причине не подходит для большинства изделий
шлифование, тут все минусы ручной постобработки
плазменное полирование, позволяет получить глянцевую зеркальную поверхность, но сложно контролируется и так же, как и галтовка скругляет кромки
покраска
Улучшение механических свойств изделия
горячее изостатическое прессование
Контроль качества изделия
обратное сканирование, изделие сканируетеся и сравнивается с CAD моделью, создается карта отклонений, после чего делается вывод подходит ли изделие или нет. Простой и относительно малозатратный процесс
компьютерная томография, изделие сканируется с помощью рентген установки, в результате чего можно получить полную 3д модель, для анализа на отсутствие внутренних пустот и трещин
ультразвуковой анализ, позволяет получить информацию о пустотах и трещинах в изделии
Как можно понять из приведенных выше методов, самыми проблемными являются такие этапы как удаление поддержек и улучшение качества поверхности.
Автоматизированные методы постобработки
На сегодняшний день большинство аддитивных технологий уже способны конкурировать с традиционными при производстве малой или средней серии изделий. Помогают в этом уникальные автоматизированные технологии обработки изделий после печати. Самые главные преимущества автоматизированных методов постобработки, как раз полностью противопоставляются несовершенству ручных методов. Самым главным плюсом несомненно является возможность масштабирования производства и снижение затрат на постобработку единицы изделия.
Ручные методы
Автоматизированные методы
Производительность
низкая
высокая
Повторяемость
низкая
высокая
Прогнозируемость
низкая
высокая
Геометрия изделия
простая
сложная
Инновационные методы автоматизированной постобработки:
Сухое электрохимическое полирование
Сухое электрохимическое полирование по технологии DryLyte. Уникальная технология объемного шлифования и полирования поверхности, позволяет добиться зеркальной поверхности по всей плоскости изделия, включая внутренние полости, с сохранением всех острых кромок и углов. Более подробно о технологии можно почитать в этой статье.
Автоматизированная очистка от металлического порошка
Solukon, установка позволяет очистить изделия сложной формы от остатков порошка в каналах и труднодоступных местах. Платформа построения крепится в рабочую зону, после чего поворотный стол вращает изделие по запрограммированному циклу, все это происходит с применением ультразвука.
Электрохимическое удаление поддержек
удаление поддержек и улучшение качества поверхности по технологии Hirtisation. Запатентованная электрохимическая технология удаления поддержек, позволяет растворить поддержки в труднодоступных местах, а также улучшить шероховатость всей поверхности изделия.
Станция просеивания и смешивания порошка
Ультразвуковая станция одновременно просеивает и смешивает новый металлический порошок с уже использованным, в результате создает необходимый состав для качественной печати.
Автоматизированная очистка от полиамидного порошка
PostProDP, установка решает проблему очистки изделий после SLS печати, и позволяет очистить большое количество изделий одновременно за 10 минут.
Улучшение качества поверхности пластиков и полиамидов
Улучшение качества поверхности по технологии PostPro3D. Улучшение шероховатости изделий из полиамида и пластика, позволяет получить глянцевую поверхность как после литья.
Покраска полиамидных изделий
покраска полиамидных изделий PostProCOL. Технология позволяет покрасить изделие из полиамида и других порошковых пластиков, при этом краска внедряется внутрь изделия, не меняя его размеров.
Оставить заявку на подбор решения для постобработки можно через форму обратной связи
Выводы
Если раньше при использовании 3д принтера для печати прототипов постобработку не рассматривали как этап печати, то сегодня по мере внедрения аддитивных технологий как инструмента производства, этап постобработки уже рассматривается пользователями как неотъемлемая его часть. Использование аддитивных технологий растет, и затраты на постобработку становятся критичными в себестоимости напечатанного изделия. Мы переходим от бюджетов на исследования и разработки к масштабным решениям по инвестициям в производство.
Читайте другие наши статьи по теме постобработке печатных изделий:
Финишная постобработка изделий из полиамида после 3D печати
Постобработка металлических изделий с помощью сухого электрохимического полирования DLyte
Solukon — оборудование для финишной обработки металлических изделий
По все вопросам, вас с удовольствием проконсультируют наши специалисты, обратится к ним можно любым удобным способом:
Постобработка — это часть процесса 3D-печати, которую часто упускают из виду. По мере того, как рынок аддитивного производства переходит от прототипирования к производству конечных деталей, ориентированных на потребительские рынки, внешний вид 3D-печатных продуктов становится все более важным. Вот тут и приходит на помощь постобработка 3D-печатных деталей.
Что такое постобработка в 3D-печати?
Детали, изготовленные с помощью технологий 3D-печати, обычно требуют определенной обработки после производства. Этот важный этап процесса 3D-печати известен как постобработка. Короче говоря, постобработка в 3D-печати относится к любому процессу или задаче, которую необходимо выполнить с напечатанной деталью, или к любой технике, используемой для дальнейшего улучшения объекта. Думайте об этом как о последнем штрихе в обработке и доработке деталей, которые выходят из 3D-принтера. Варианты постобработки 3D-печатных деталей включают удаление поддержки или лишнего материала, промывку и отверждение, шлифовку или полировку модели до покраски или окрашивания.
Затраты на постобработку 3D-печатных деталей
Постобработка может быть дорогостоящей, особенно если она выполняется вручную. Ручная постобработка трудоемка и не масштабируется. Это также станет неустойчивым в крупносерийном производстве.
Стоимость постобработки может составлять почти одну треть стоимости производства 3D-печатной модели. Согласно отчету Wohler за 2018 год, 27% общих затрат на производство модели можно отнести к затратам, связанным с постобработкой, которые включают затраты на поломку детали.
К счастью, недавнее развитие различных систем постобработки означает, что задачу обработки 3D-печатных деталей можно автоматизировать и, как следствие, снизить затраты.
Различные компании разрабатывают оборудование для постобработки для автоматизации процесса. Некоторые из этих компаний, например DyeMansion, специализируются только на машинах для постобработки. Другие, такие как Carbon и FormLabs, являются производителями 3D-принтеров, которые добавляют системы постобработки для бесперебойной работы со своими настройками печати.
Итак, какие существуют различные методы постобработки?
Мы можем выделить 5 этапов постобработки, хотя не все этапы требуются для всех проектов:
Очистка
Фиксация
Отверждение или закалка
Отделка поверхности
Окрашивание
5 -техника обработки может варьироваться в зависимости от процесса печати, используемого для создания модели.
1. Очистка
а) Удаление вспомогательного материала (FDM и распыление материала)
При печати моделей с выступающими элементами с помощью FDM или других технологий струйной обработки материалов необходимы опорные конструкции, удерживающие выступающие элементы.
Эти опорные конструкции могут быть напечатаны с использованием того же материала, что и сама модель. Но когда машина позволяет печатать несколькими материалами, можно использовать специальный вспомогательный материал. Тем не менее, каждый раз, когда требуется структура поддержки, будет задействована некоторая постобработка.
Существует два типа вспомогательного материала: растворимый и нерастворимый (обычно последний представляет собой тот же материал, из которого напечатана модель).
Нерастворимый материал относительно прочен и может быть удален только с помощью таких инструментов, как ножи или плоскогубцы. Это нужно делать осторожно, так как существует риск повреждения модели или непреднамеренного удаления мелких деталей.
При использовании растворимого вспомогательного материала снижается риск повреждения модели. Опорные структуры можно растворить в воде или с помощью химического вещества под названием лимонен. Примерами растворимых материалов являются HIPS (используется в качестве подложки с материалом ABS) и PVA (используется в качестве подложки с материалом PLA).
б) Удаление порошка (SLS и порошковое слияние)
в) Промывка (SLA и фотополимеризация)
Детали, напечатанные с помощью SLA или другой фотополимеризации, можно легко очистить после печати. Две компании добавили стиральные машины для постобработки, которые легко интегрируются в их линейку процессов печати.
FormLabs добавила Form Wash, в которой для очистки деталей используется изопропиловый спирт (IPA). Компания Carbon разработала машину Smart Part Washer для очистки.
2. Крепление
Иногда требуется мелкий ремонт, чтобы заполнить небольшие отверстия или трещины или даже соединить детали, которые были напечатаны отдельно.
a) Заполнение
Когда наполнители и отвердители используются для ремонта нежелательных отверстий или трещин в печатном объекте.
b) Склеивание и сварка
Используется, когда необходимо соединить отдельно напечатанные детали. Отпечатки из АБС-пластика можно сваривать или склеивать с помощью ацетона.
3. Отверждение
Как и в случае с картофелем фри, запекание моделей после печати улучшает механические свойства (хрусткость в случае картофеля фри) материала.
Formlabs и Carbon добавили отверждение с использованием УФ-излучения в свой процесс печати (соответственно SLA и CLIP, оба процесса фотополимеризации). После того, как модель напечатана, специальные сушильные машины нагревают модель, чтобы привести деталь к оптимальным механическим свойствам. Таким образом, отверждение отличается от других вариантов постобработки тем, что оно улучшает не только эстетические характеристики, но и физическое качество модели.
4. Отделка поверхности
После мытья, очистки, удаления подложки или излишков материала и отверждения доступны различные процессы, чтобы сделать модель более эстетичной. Это особенно актуально, когда модели ориентированы на потребительские рынки.
a) Шлифование
Линии слоев или точки касания, где поддерживающая структура была прикреплена к модели, могут быть удалены путем тщательной шлифовки поверхности модели с использованием наждачной бумаги с различной зернистостью: от низкой до высокой для окончательной обработки. Помимо трудоемкости, ручное шлифование может привести к неоднозначным результатам. При автоматизированной полировке этого можно избежать.
Линии слоев особенно заметны на 3D-моделях, созданных с использованием методов наложения слоев (например, FDM).
b) Паровая или химическая обработка.
Иногда для выравнивания поверхности модели используются химикаты. Пары вступают в реакцию с внешним слоем объекта. Линии слоя стираются, оставляя гладкий внешний слой, придавая модели глянцевый вид.
Для моделей, напечатанных из PLA и ABS, часто используется ацетон или химическое вещество тетрагидрофуран (ТГФ).
Проблема этой техники в том, что ею нельзя управлять: можно расплавить мелкие детали, которые должны остаться. Кроме того, пары могут быть вредны при вдыхании. Этого можно избежать, используя закрытые машины химической очистки.
5. Окрашивание
В некоторых случаях 3D-модели могут быть напечатаны с использованием цветного материала, а с помощью мультиматериальной печати могут быть сделаны (многоцветные) отпечатки. Но можно также выбрать окраску на этапе постобработки.
Покрытие и покраска
Детали, требующие окраски, в идеале должны быть напечатаны белым материалом. Перед покраской модели обычно наносится слой грунтовки. Окрашивание можно выполнять вручную с помощью кисти или распылителя. Есть машины, которые автоматизируют напыление деталей.
Куда можно обратиться для постобработки?
Таким образом, постобработка становится все более неотъемлемой частью процесса 3D-печати. Благодаря разработке специальных машин для постобработки процесс становится автоматизированным, что делает его более масштабируемым, чем это было возможно ранее.
У вас есть возможность использовать специальные услуги постобработки, но все чаще полиграфические службы предоставляют услуги постобработки своим клиентам, предлагая им универсальное решение.
Руководство по постобработке и финишной обработке 3D-печати SLA смолой
Стереолитография (SLA) 3D-печать стала широко популярной благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали из ряда передовых материалов с прекрасными характеристиками. и гладкая поверхность.
Однако детали не выходят из принтера готовыми на 100%: они часто требуют постобработки. В то время как детали прямо со сборочной платформы готовы к использованию и гладкие, несколько дополнительных штрихов сделают детали пригодными для широкого спектра применений.
В этом руководстве мы расскажем все, что вам нужно знать о постобработке деталей SLA, от промывки деталей в изопропиловом спирте, их пост-отверждения светом и теплом, покраски, шлифовки и т. д.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Многие пользователи хотят знать, как красить детали, напечатанные на 3D-принтере SLA, или как сглаживать и полировать их для создания красивых моделей, готовых к заказу. Для этого детали необходимо промыть, чтобы удалить с поверхности липкую, излишнюю смолу. Если не вымыть детали должным образом, они останутся липкими и неприглядными, поэтому постобработка жизненно важна для успешной 3D-печати.
Промывка деталей SLA Советы:
Formlabs рекомендует промывать детали SLA изопропиловым спиртом (IPA) или монометиловым эфиром трипропиленгликоля (TPM). Большинство пользователей считают, что изопропиловый спирт более эффективен для мытья деталей. Обратите внимание, что растворы IPA часто можно купить только в больших количествах, поэтому вы должны быть готовы хранить излишки IPA для будущего использования. Прежде чем принять решение о наилучшем способе действий, проверьте наличие на месте.
Детали следует перемещать в растворителе, а также замачивать для оптимальной очистки.
Перед снятием опор необходимо промыть детали.
При создании конструкций с узкими каналами, таких как микрофлюидика, может потребоваться шприц для очистки нашей внутренней смолы и предотвращения отверждения смолы и блокирования каналов.
Для полной очистки некоторых деталей может потребоваться две промывки в изопропиловом спирте или TPM. Перед отделкой рекомендуем постирать в воде. Для каждой детали вы должны использовать собственное суждение о том, полностью ли очищена деталь.
Formlabs рекомендует Form Wash вместе с настольными принтерами Formlabs и Form Wash L для широкоформатных SLA-принтеров для автоматизации промывки и ополаскивания печатных деталей.
См. Form Wash См. Form Wash L
Когда печать SLA-детали заканчивается, реакция полимеризации может быть еще не завершена. Это означает, что детали не достигли своих окончательных свойств материала и могут работать не так, как ожидалось, особенно прочные детали под нагрузкой. Воздействие света и тепла на отпечаток, называемое пост-отверждением, поможет укрепить свойства материала.
Отверждение деталей SLA Советы:
Постотверждение не является обязательным для стандартных смол. Другие типы смол требуют последующего отверждения для достижения их оптических механических свойств.
Для биосовместимых материалов последующее отверждение необходимо для достижения стандартов безопасности, установленных регулирующими органами.
Каждый материал должен подвергаться процессу отверждения в течение определенного периода времени. Здесь можно посмотреть время отверждения для каждой смолы.
Form Cure и Form Cure L, два решения для постотверждения от Formlabs для настольных и широкоформатных 3D-принтеров SLA, предназначены для постотверждения деталей, напечатанных в Formlabs Resins, быстро и стабильно. С помощью Form Cure и Form Cure L 3D-печатные детали SLA можно подвергать пост-отверждению точно с правильной длиной волны, при разных температурах и в течение разного времени.
См. Form Cure См. Form Cure L
Информационный документ
В этом техническом документе изучаются основы пост-полимеризации и способы настройки процесса для экономии времени и достижения наилучших результатов.
Загрузить информационный документ
Шлифовка 3D-печатных деталей SLA часто является лучшим методом или сглаживанием краев, удалением дефектов и избавлением от любых оставшихся следов поддержки. Ручная шлифовка наиболее эффективна для простых форм, но шлифовать сложные объекты с глубокими щелями и внутренними опорами может быть сложно или невозможно.
Лучший способ отшлифовать детали SLA — начать с мелкозернистой наждачной бумаги и постепенно переходить на более мелкую зернистость. Например, 3D-печатные детали SLA можно отшлифовать, чтобы они стали гладкими и блестящими, с помощью наждачной бумаги с зернистостью 3000. Медленно увеличивайте зернистость, полируя и разглаживая деталь, пока она не достигнет желаемой текстуры. При зернистости около 12 000 детали должны стать отражающими. Если у вас возникли проблемы, шлифование детали под проточной водой или на мокрой наждачной бумаге иногда может помочь создать гладкую поверхность на жестких деталях.
Детали SLA выходят из строя с заметно меньшим количеством линий слоев, чем детали, напечатанные с помощью других процессов 3D-печати, таких как FDM. Часто линии слоев на принтерах SLA незаметны. Это означает, что отпечатки FDM часто требуют значительно большей шлифовки для сглаживания деталей. Тем не менее, если вам нужна гладкая как стекло поверхность, SLA требует шлифовки, чтобы полностью удалить любые следы слоев, особенно на сферических деталях. Медленное увеличение зернистости наждачной бумаги позволит вам устранить или уменьшить линии слоев до минимального уровня на любой детали SLA.
Наиболее распространенной причиной шлифовки деталей для 3D-печати является удаление маркировки поддержки. Когда вы освоитесь с 3D-печатью, возможно, стоит потратить дополнительное время в процессе подготовки к печати, чтобы наклонить 3D-отпечатки таким образом, чтобы удалить или уменьшить поддержку важных частей отпечатка. Например, если вы печатаете бюст или модель, часто можно наклонить деталь так, чтобы лицо модели не нуждалось в опорах. Это значительно облегчит процесс шлифовки.
Если вы довольны процессом шлифовки, можно использовать ткань из микрофибры, чтобы удалить любые мелкие дефекты и наждачную бумагу, оставшуюся на поверхности отпечатка.
Если вы выполняете значительное количество шлифовальных работ на одной детали, мы обнаружили, что протирание детали минеральным маслом после промывки может создать сверхгладкую поверхность. Как и большинство методов, минеральное масло может давать или не давать значительных преимуществ для вашей печати в зависимости от геометрии детали; возможно, вам придется попробовать отшлифовать несколько деталей, прежде чем вы найдете идеальную технику отделки.
Для всех, кто заинтересован в высококачественных и точных деталях SLA, Formlabs Finishing Tools представляет собой набор специально разработанных продуктов, предназначенных для оптимизации рабочего процесса постобработки SLA и помогающих пользователям добиться превосходной чистоты поверхности, идеально гладких плоскостей и краев, а также приподнятого внешнего вида. , при этом сокращая ваше рабочее время и стоимость каждой детали.
См. Инструменты для отделки
Пример детали, напечатанной на 3D-принтере SLA и окрашенной акрилом.
Печать с окрашенной смолой : Для этого процесса требуется взять 1 л прозрачной смолы и окрасить ее, обычно спиртовыми чернилами, для создания пользовательского цвета. Затем модифицированный Clear Resin можно поместить в 3D-принтер Formlabs для использования, и деталь будет напечатана в новом созданном пользователем цвете. Спиртовые чернила полностью растворяются в прозрачной смоле, что делает ее идеальным красящим веществом, обеспечивающим стабильные цвета на всей печати. Если вы собираетесь раскрашивать напечатанные на 3D-принтере детали окрашенной смолой, обратите внимание, что для этих деталей вам понадобится отдельный раствор для промывки, так как цветная смола растворится в воде. Пометьте свой моющий раствор, чтобы отслеживать, какие типы красителей использовались, чтобы убедиться, что вы случайно не промоете деталь из белой смолы в воде, содержащей темный краситель.
Прозрачная смола, смешанная со спиртовыми чернилами.
Совет: Formlabs Color Kit — это стандартный интегрированный пакет для смешивания цветов, предлагаемый Formlabs. Color Kit позволяет 3D-печать в различных цветах без ручной работы по отделке и покраске. Чтобы увидеть, как работает набор для окрашивания, посмотрите видео ниже.
Чтобы увидеть Color Kit в действии, узнайте, как Birdkids разработали новый продукт, используя 3D-печать с широким спектром материалов, включая Color Kit, для создания прототипа цветовой палитры для нового продукта.
Узнать больше о Color Kit
Окрашивание SLA-деталей после печати : Если вы не хотите смешивать всю партию окрашенного материала, но все же хотите окрасить свои детали, вы можете нанести краску после печати. Вы можете легко окунуть интересующие области в различные растворы красителей, чтобы получить разноцветные детали.
Некоторые виды смолы окрашиваются легче, чем другие, например Clear Resin и Elastic Resin. Еще раз, мы рекомендовали создать раствор спиртовых чернил и замочить в нем детали, напечатанные на 3D-принтере, вместе с опорами.
Одним из преимуществ окрашивания напечатанных на 3D-принтере деталей с помощью окрашенной смолы является то, что вам не нужно менять цвет всего литра смолы. Вместо этого вы можете распечатать несколько деталей из прозрачной смолы и покрасить их в разные цвета. Окрашенные детали, напечатанные на 3D-принтере, также намного легче чистить с помощью изопропилового спирта, так как они не требуют специальной промывки изопропиловым спиртом.
Окраска акрилом : Для сложных моделей с замысловатыми деталями можно добавить немного цвета только с помощью краски. Хотя этот процесс может занять много времени, а результат определяется вашими способностями к рисованию, он предлагает пользователю больше художественной свободы. Поскольку покраска выполняется после того, как деталь уже вымыта и отверждена, этот рабочий процесс также не требует специальной промывки изопропиловым спиртом.
Опытный художник с помощью акрила может оживить детали.
Аэрозольная краска: Аэрозольная краска создает гладкие поверхности и глубокие цветовые градиенты и особенно эффективна для больших или плоских оттисков. В руках опытного пользователя 3D-печатные детали SLA могут быть быстро окрашены распылением. Лучший метод окраски распылением — нанесение нескольких тонких слоев, в идеале — за один сеанс. Распыляемый грунт — лучший способ покрасить печатные детали, поскольку он быстро покрывает поверхность ровным слоем. Мы рекомендуем вам прочитать руководство Formlabs «Как загрунтовать и покрасить 3D-печатные детали», чтобы получить пошаговое руководство по передовым методам окраски распылением 3D-печатных деталей SLA.
Для установки на Таймс-сквер, Окно в сердце, команды Formlabs и Aranda/Lasch работали с автомастерской, чтобы нанести на каждую плитку лак Lesonal Universal Clear.
Для деталей, которые созданы, чтобы действительно впечатлять, есть один альтернативный шаг, который пользователи могут предпринять в процессе полировки. Чтобы полностью отполировать 3D-печатные детали SLA, вы можете покрыть их, а не использовать один из методов окраски, упомянутых выше. Как правило, прозрачное покрытие распылением лучше всего подходит для придания деталям блеска. Распылительные покрытия следует наносить только после тщательной шлифовки детали.
При нанесении покрытия на детали, напечатанные на 3D-принтере, рекомендуется пропустить процесс отверждения прозрачной смолы, поскольку иногда она может вызывать пожелтение деталей. Если деталь, которую вы покрываете, будет использоваться исключительно в эстетических целях, то отверждение для выявления ее механических свойств может не понадобиться. Вместо отверждения деталь следует оставить сохнуть на воздухе после промывки изопропиловым спиртом и водой. После полного высыхания нанесите два-три слоя распылением в непыльной среде.
Покрытие также может открыть новые возможности для использования деталей, напечатанных на 3D-принтере. Одним из них является гальваническое покрытие деталей, чтобы изменить их и повысить удобство использования. Гальваника – это электрохимический процесс, при котором ионы металла осаждаются тонким слоем на поверхности детали. Гальванопокрытия поверхностей значительно укрепляют лежащие в основе детали и повышают устойчивость материала к износу, воздействию УФ-излучения и коррозии.
Экономически эффективное аддитивное производство построенное на системах 3D печати металлами, интеграция в существующие технологические процессы аддитивных подходов, перевод части процессов на аддитивные принципы — актуальные тренды, о которых задумываются. Эти […]
2-го октябра участвуем в качестве технологического партнера в форуме «РазвИТие» в Москве (Отель «Холидей Инн Сокольники», ул. Русаковская, дом 24), Цитируем: В проведении экспозиции примут участие не только члены консорциума, […]
Российские 3D-принтеры. Что мешает напечатать будущее
Часто использую 3D печать для своих производственных нужд, но всегда мысль снять видео о том, как 3D печатная деталь пошла в дело, приходит уже после того, как все готово. Сейчас […]
Минпромторг РФ подготовил каталог отечественных производителей 3D принтеров. Ссылка на источник: http://minpromtorg.gov.ru/common/upload/files/docs/katalog_additivity.pdf В каталоге 81 лист из них 11 листов содержащих справочные данные и титульные листы. Из оставшихся 70 листов […]
Полимер 3DSLA.RU для LCD SLA 3D принтеров дает стабильный результат и обеспечивает высокое качество при печати на 3D принтерах на LCD матрицах, такие как Anycubic Photon и подобные. Для удобства наших […]
Специалисты АО «Котлин-Новатор» разумно отнеслись к SLM-процессу, как к одному из этапов производственной цепочки и стали встраивать его в свои производственные процессы. Оставлю право раскрывать детали своим уважаемым партнерам, но […]
Итоги форума «Металлообработка 2019» для отечественного рынка аддитивных технологий от Дмитрия Трубашевского.
В первый день выставки Металлообработка 2019 директор департамента Инвестиционного машиностроения Минпромтора РФ М.И. Иванов ознакомился с нашей продукцией. Вниманию высоких гостей были представлены новые системы 3D печати и расходные материалы.
Производство медицинских изделий индивидуального назначения методами аддитивного производства оправдано с экономической точки зрения, т.к. практически все они имеют строго индивидуальную форму и параметры. На фотографиях протезы межпозвоночного диска (кейдж) со […]
Приветствуем вас. Сегодня на очереди новинка от компании 3DSLA.RU Эта компания и ранее производила полимеры и различные принтеры. Но, теперь они изобрели 7 классных полимеров, с совершенно новым составом. Полимеры […]
Triangulatica 1.2.0.6 выпущена. Вы можете скачать пробную версию на https://triangulatica.com/ru Триал: 10 полнофункциональных нарезок в пробной версии. Новое: — Встроенная в расчетное едро калибровка по таблицам коррекции для гальво (Используйте […]
С 15 апреля 2019 года стартуют поставки новой серии наших полимеров, предназначенных для 3D печати на доступных 3D LCD и SLA принтерах (Anycubic Photon, Whanhao D7 и т.д.).
Утром 3го апреля 2019го главный разработчик нашей компании, Денис Власов, посетил деловой завтрак по приглашению Министра экономики, инноваций, цифровизации и энергетики земли Северный Рейн-Вестфалия проф. д-ра Андреаса Пинкварта, где уже […]
Печатаем кобальт-хромом колпачки и бюгельные протезы для стоматологического применения на установке селективного лазерного сплавления RussianSLM FACTORY.
На техническом совете по внедрению аддитивных технологии АО «Судостроительная корпорация «Ак Барс» обсудили задачи, высказали мнения, подискутировли, поразились масштабам предприятия и показали наработки #3DSLA.RU — Российские 3D принтеры и #Triangulatica. В очередной […]
Утром 28 ноября 2018 на #ПМИФ представил нашу #RussianSLM FACTORY губернатору Санкт-Петербурга А.Д. Беглову, председателю правления ОАО «Роснано» Чубайсу А.Б, Вице-губернатору Санкт-Петербурга Мовчану С.Н., председателю Комитета по промышленной политике и инновациям Санкт-Петербурга Мейксину […]
Интервью ТАСС
Интервью, данное J’Son TV.
17 октября 2018 года мы обнаружили нашего главного разработчика Дениса Власова в лонг-листе RBC AWARD 2018 в номинации «Инноватор». ПРЕМИЯ РБК СПБ 2018
Triangulatica — наш мощный слайсер для всех технологий 3D печати представлен на ИННОПРОМ 2018г. У Triangulatica есть два огромные достоинства — это поддержка всех технологий 3D печати и быстрая математика […]
RussianSLM® FACTORY и Triangulatica представлены Министру Минпромторга РФ Д. В, Мантурову Министр Минпромторга РФ Денис Валентинович Мантуров посетил стенд 3DSLA.RU — Российские 3D принтеры и познакомился с нашими новыми продуктами: 3D […]
Промышленные 3D-принтеры Total Z
FDM и SLS 3D‑принтеры, оборудование для сушки и постобработки
О компании
FDM 3D‑принтеры
Промышленные 3D‑принтеры Total Z серии PRO
450-PRO 950-PRO
Высокопроизводительные 3D‑принтеры Total Z серии LPRO
1000-PRO-LL
Настольные 3D‑принтеры Total Z серии G3
250-G3 250-G3 (2X) XL250-G3(2X)
Настольные 3D‑принтеры Total Z серии G5
G5
SLS 3D‑принтеры Total Z
SLS-250
Портальные системы 3D‑печати гранулами
Total Z AnyForm FGF
Машины Total Z для сушки и постобработки
Total Z D5
Вакуумные сушильные камеры
Помогают подготовить пластик к печати. Удаляют влагу из гигроскопичных материалов. Снижают риск «кипения» пластика, поломки экструдера, ухудшения качества поверхности изделия.
Смотреть →
Total Z MPC-310
Ацетоновые бани
Оборудование для химической постобработки готовых объектов. Помогает добиться глянцевой и гладкой поверхности продукта.
Смотреть →
Total Z UB-450; 500; 650; 950; 1200;
Ультразвуковые ванны
Машины для физико‑химической постобработки моделей. Удаляют поддерживающий пластик с поверхности готовых изделий. Очищают материал в местах, недоступных для ручной обработки.
Смотреть 5 моделей →
Наши возможности
Оборудование соответствует российским и международным стандартам
Расходники для принтеров и оборудования всегда в наличии на складе
Участвуем в НИОКР, сотрудничаем с НИИ
Работаем с оборонными предприятиями и государственными заказчиками
Оперативное гарантийное обслуживание
Выезд и обучение на территории заказчика
Реализованные проекты по отраслям
Авиапром и спецпродукция
Поставка промышленного 3D‑принтера под проект пассажирского самолета МС‑21 корпорации «Иркут».
Поставка высокотемпературного 3D‑оборудования для лаборатории аддитивных технологий ВИАМ.
Поставка 3D‑принтера для печати экспериментальными материалами на производство Центрального института авиационного моторостроения.
Судостроение
Подбор образцов инженерного пластика под проект печати корпусных элементов для судостроительного завода.
Автопром
Поставка оборудования для 3D‑прототипирования на завод группы «АвтоВАЗ».
Ракетно-космическая
Поставка первого производственного оборудования для 3D‑печати в Центр аддитивных технологий АО «РКЦ „Прогресс“».
Литейное производство
Изготовление матрицы с применением 3D‑печати по технологии FDM для производства штучных металлических деталей, снятых производства, или для замены деталей с долгим сроком поставки.
Образование
Производство настольного 3D‑принтера для школьников и студентов в сотрудничестве с командой разработчиков методических материалов для учебных классов.
Электроника
Внедрение 3D‑оборудования на ВКО «Символ».
Прототипирование осветительного оборудования для сети продовольственных магазинов «Пятёрочка».
Поставка промышленного 3D‑принтера под проект пассажирского самолета МС‑21 корпорации «Иркут».
Поставка высокотемпературного 3D‑оборудования для лаборатории аддитивных технологий ВИАМ.
Поставка 3D‑принтера для печати экспериментальными материалами на производство Центрального института авиационного моторостроения.
Судостроение
Подбор образцов инженерного пластика под проект печати корпусных элементов для судостроительного завода.
Автопром
Поставка оборудования для 3D‑прототипирования на завод группы «АвтоВАЗ».
Ракетно-космическая
Поставка первого производственного оборудования для 3D‑печати в Центр аддитивных технологий АО «РКЦ „Прогресс“».
Литейное производство
Изготовление матрицы с применением 3D‑печати по технологии FDM для производства штучных металлических деталей, снятых производства, или для замены деталей с долгим сроком поставки.
Образование
Производство настольных 3D‑принтеров для школьников и студентов в сотрудничестве с командой разработчиков методических материалов для учебных классов.
Электроника
Внедрение 3D‑оборудования на ВКО «Символ».
Прототипирование осветительного оборудования для сети продовольственных магазинов «Пятёрочка».
Новые модели систем промышленной 3D‑печати Total Z в Москве на выставке «Интерпластика»
«Интерпластика» − ключевое событие для рынка пластмасс и каучуков, которое ежегодно собирает экспертов со всего мира на одной бизнес‑площадке.
Команда Total Z примет участие в выставке Rosmould−2023
Оборудование Total Z можно будет посмотреть в специализированном разделе 3D‑TECH, который соберет лидеров в области аддитивных технологий и 3D‑печати.
Новости компании
Настольные 3D-принтеры Total Z были представлены в инновационном пространстве «Точка кипения Тимирязевка»
7 ноября 2022
Total Z на Технофоруме‑2022 в составе команды «Сколково»
31 октября 2022
Total Z на выставке ИННОПРОМ-2022 в Екатеринбурге
15 июля 2022
Больше новостей
Компания Total Z представила систему высокоскоростной 3D-печати гранулами на выставке «Металлообработка-2022»
6 июня 2022
Оборудование Total Z проходит сертификацию на соответствие стандартам Евросоюза
14 февраля 2022
Нам доверяют
Российских Компаний 3D Печати » Медиа Сеть 3D Печати
Global AM HubsRussia
Краткий обзор российской 3D-печати с помощью последнего фестиваля 3D Today Fest в Москве
Davide Sher7 декабря 2019 г.
Чтение через 6 минут
Будьте в курсе всего, что происходит в чудесном мире AM, через наше сообщество LinkedIn.
Россия скрытна и загадочна. Так оно и есть. Это противоречит очень современной потребности в постоянной и глобальной видимости своих многочисленных технологических стартапов. Россия огромна и по иронии судьбы — как будто ее огромной территории недостаточно — это еще и страна, которая имеет самую тесную связь с орбитой Земли. Они были первыми, кто отправил туда человека, и они были единственными, кто отправил туда людей с тех пор, как космический шаттл вышел на пенсию (и до тех пор, пока Space X, Boeing и NASA не приступили к орбитальным полетам с экипажем). Так что это Россия, одновременно очень традиционная (и закрытая) и футуристическая (стремящаяся к открытости). Эти две разные души живут в российских компаниях, занимающихся 3D-печатью: производители и хакеры находятся в центре внимания, в то время как промышленные, коммерческие и государственные организации работают в фоновом режиме над внедрением процессов АП.
Да, это Москва сегодня..
Недавно у нас была возможность посетить Москву, чтобы принять участие в очень хорошо организованной конференции, организованной нашими друзьями и партнерами в 3D Today, ведущей российской онлайн-платформе для аддитивного производства. Находясь в Москве и во время конференции, у нас была возможность посетить и встретиться с некоторыми из самых интересных российских компаний, занимающихся 3D-печатью. При поддержке нашего собственного индекса 3dpbm это карта компаний, которые произвели на нас наибольшее впечатление. Как всегда, обратите внимание, что это не все российские компании 3D-печати. Чтобы увидеть список всех российских компаний, занимающихся 3D-печатью, посетите наш Справочник.
3D Bioprinting Solutions
Компания 3D Bioprinting Solutions основана ИНВИТРО, крупнейшей частной медицинской компанией в России, поэтому лаборатория расположена на одном этаже объекта ИНВИТРО в Москве. Другими соучредителями компании являются основатель INVITRO Александр Островский и генеральный и финансовый директор VIVAX BIO (также член Консультативного комитета INVITRO) Яков Балаховский. Базирующаяся в Нью-Йорке компания VIVAX BIO на самом деле является материнской компанией 3D Bioprinting Solutions благодаря сложной структуре, которая рассматривает 3dbio как основную исследовательскую лабораторию, используемую для подпитки идей для новых коммерческих стартапов, основанных на биопечати.
Компания работает над проектами, в буквальном смысле неземными: создание первого в России биопринтера (Фабион) в 2014 г., биопечать и имплантация щитовидной железы грызунам в 2015 г., разработка биопринтера на основе магнитной левитации и наконец, отправив (не один раз, а дважды) указанный биопринтер, метко названный Organ.aut, для печати в космосе на МКС. Это было в 2018 году.
Anisoprint
Anisoprint, стартап-резидент исследовательского центра «Сколково» в Москве, стала первой компанией, бросившей вызов доминированию Markforged в области 3D-печати непрерывным волокном методом экструзии (в недавно представленной системе Fiber компании Desktop Metal используется другой подход). . Идея разработать 3D-принтер с непрерывным волокном пришла четырем соучредителям в результате их опыта работы в аэрокосмическом сегменте. Основное преимущество, которое Anisoprint может предложить по сравнению с Markforged, — это более совершенная система экструзии, которая позволяет укладывать армирующие волокна в решетчатую структуру, дополнительно и значительно сокращая использование — и, следовательно, стоимость — волокнистых материалов без ущерба для качества. прочность части.
Итак, что ждет Anisoprint дальше? Компания очень сосредоточена на расширении европейского рынка, где Markforged уже хорошо зарекомендовала себя. Тем не менее, Markforged уделяет больше внимания системам Metal X и до сих пор не смогла представить крупноформатную машину промышленного уровня для композитов. Что есть у Anisoprint и как раз вовремя: композитная 3D-печать сейчас становится все более популярной, поскольку технологии развиваются, чтобы удовлетворить спрос на более автоматизированное производство, особенно с использованием непрерывного волокна
АМТ Спецавиа
АМТ Спецавиа, возможно, самая важная компания в мире коммерческой строительной 3D-печати, о которой вы никогда не слышали. На самом деле мы уже освещали некоторые из их впечатляющих работ в прошлом: один из крупнейших коммерческих строительных 3D-принтеров, один из самых первых 3D-печатных домов (на самом деле это дом основателя АМТ Спецавиа, Александра Маслова), 3D-печать для восстановления древнего фонтан и даже коралловые рифы. Фактически, датская компания Printhuset сначала обратилась к системам АМТ Спецавиа, прежде чем запустить свой новый бизнес COBOD. Как и многие российские компании, АМТ не получает широкой прессы за пределами России, но должна.
Справа налево: Евгений Тарбеев (отвечает за коммуникации в АМТ), я (Давид Шер, соучредитель 3dpbm), Сергей Пушкин, основатель 3D Today) и Александр Маслов (основатель АМТ Спецавиа).
Picaso 3D
Компания Picaso 3D, работающая с 2011 года, является крупнейшим производителем филаментных 3D-принтеров в России, продающим оборудование в России. В настоящее время компания расширяет свое присутствие в Европе и расширяет возможности настольных компьютеров. Системы PIcaso Designer теперь могут быть объединены в сеть с фермами и могут печатать детали небольшого размера из современного пластика, такого как PEEK. На сегодняшний день ассортимент Picaso 3D включает три модели: Designer X, Designer XPRO и Designer XL.
Thor3D
Компания Thor3D, основанная Анной Зевелёв, является компанией, за которой мы следим уже много лет. В первые дни компания боролась с очень агрессивной конкуренцией (даже в суде) со стороны тогдашнего лидера сегмента Artec 3D. Как только судебные вопросы были улажены, Thor 3D, наконец, получил возможность внедрять инновации в соответствии с первоначальными намерениями Анны Зевелёв, когда она основала компанию. С тех пор Thor 3D выпустил очень успешный 3D-сканер Calibry. Сейчас Анна делит свое время между Калифорнией и Москвой, где базируется Thor 3D и где она работает.
3D-сканер Calibry
iGo3D Россия
iGo3D Россия — вероятно, крупнейший продавец 3D-принтеров в России. Как следует из названия, он был основан как подразделение немецкого магазина 3D-печати и реселлера 3D-принтеров iGo3D (одного из самых первых когда-либо открытых магазинов 3D-печати), но теперь он полностью независим. Как и многие другие успешные продавцы 3D-принтеров для 3D-печати нового поколения, iGo3D фокусируется, в частности, на двух торговых марках: Ultimaker (один из самых продаваемых в мире брендов экструзионных нитей для настольных ПК) и Formlabs (самый успешный в мире бренд SLA для настольных ПК). iGo3D Russia также перепродает оборудование для 3D-принтеров BCN3D.
Аддитивные решения
Аддитивные решения — или AddSol — вероятно, основной российский производитель металлических 3D-принтеров SLM, ориентированный на медицину, аэрокосмическую промышленность, двигателестроение, оборонную промышленность, металлургию, автомобилестроение, образование и исследования. Используя высококачественный российский инжиниринг, компания нацелена на этих и других промышленных предприятий, внедривших технологию SLM, в основном в Российской Федерации и СНГ. В продуктовый портфель компании входят: производственные станки — 3D-принтеры различных модификаций, программное обеспечение Stratum, металлические порошки, исследования, разработка технологий, консалтинг, сервис, поставка запчастей, обучение по различным программам. текущий ассортимент компании включает меньший размер S90 и более крупный D250, а на подходе и другие более крупные модели.
«Полема»
«Полема» — российский производитель сферических металлических порошков для 3D-печати, MIM-технологий, наплавки и напыления с повышенными характеристиками по чистоте, зернистости и расходу. АМ-материалы, выпускаемые на новом заводе, открытом в 2018 году, включают сферические порошки на основе железа, никеля, кобальта, хрома, молибдена и вольфрама. Компания также представила новую линейку тугоплавких сплавов для 3D-печати и теперь предлагает услуги по производству деталей с использованием аддитивного производства и собственных порошков. Среди новых продуктов, представленных в этом году, — аналоги 316L и Inconel 718, которые могут быть использованы в нефтегазовой отрасли, аэрокосмической и двигателестроительной, инструментальной и других высокотехнологичных сферах как для аддитивных, так и для других технологий модификации поверхностей.
PrintProduct3D
Хотя название в переводе на английский язык может показаться не очень интересным, PrintProduct3D — очень крупный дистрибьютор расходных материалов для 3D-печати в России. Штаб-квартира находится в Санкт-Петербурге, представительства и партнеры компании есть в Москве (3D-Mall, Салон 3D-печати «Селена» и 3d-diy.ru), Казани (Мир 3D-печати), Воронеже, Красноярске и Кемерово. PrintProduct3D продает системы экструзии (включая Picaso3D) и фотополимеризации, а также широкий ассортимент нитей, растворителей, клеев и 3D-ручек для печати. Они также довольно хороши в 3D-печати, что ясно показали впечатляющие Дэдпул и Леди Дэдпул в натуральную величину ниже, представленные на их стенде 3D Today Fest.
3D Today
3D Today — ведущее русскоязычное издание для 3D-печати, основанное и управляемое Сергеем Пушкиным. Только в России 3D Today является одним из крупнейших новостных сайтов, посвященных 3D-печати, и партнером 3dpbm по освещению российского рынка, имея более 30 000 читателей. После первого очень успешного мероприятия в Санкт-Петербурге 3D Today также регулярно организует фестиваль 3D Today Fest, который становится ведущим событием для российской 3D-печати с участием как производителей, так и производителей. все чаще промышленные компании AM, работающие на рынках России и СНГ. Ниже подборка фотографий с фестиваля 3D Today Fest в Москве, в котором приняли участие 3dpbm.
Связанные статьи
Кнопка «Вернуться к началу»
Российский 3D-принтер, VolgoBot 1.0 представлен и выпущена бета-версия — 3DPrint.com
Россия — страна, которая в последнее время действительно открывает новые горизонты в сфере 3D-печати. Появляется все больше и больше производителей 3D-принтеров и материалов для 3D-печати, а также розничных продавцов, которые перепродают эти машины. Для одной компании под названием VolgoBot, которая существует с 2014 года, был официально представлен их первый 3D-принтер VolgoBot 1. 0.
VolgoBot 1.0 — это 3D-принтер на основе технологии FFF с рабочим объемом 200 x 200 x 250 мм и возможностью печати с минимальной толщиной слоя всего 0,04 мм из PLA, ABS, нейлона, ПЭТ и гибких нитей. .
«Основной задачей проекта была разработка модели профессионального принтера, которая была бы лучшей в своем ценовом диапазоне, поэтому для этой цели мы использовали лучшие комплектующие и лучшие материалы», — основатель ВолгоБот — объясняет Михаил Козенко. «Принтер разработан с чистого листа, поэтому много общих проблем, таких как: застревание в экструдере; невозможность печати FLEX резиноподобными материалами; перегрев электроники; недостаточное и неравномерное охлаждение печатных деталей; гибкость конструкции принтера; неудобное расположение катушки с расходными материалами и многое другое было учтено при ее разработке».
Принтер, по словам Козенко, на самом деле довольно надежный и долговечный аппарат, и в настоящее время они проходят внутренние испытания внутри компании. В настоящее время бета-версия ВолгоБот 1.0 доступна для покупки всего за 47 000 российских рублей (приблизительно 700 долларов США), хотя окончательная версия будет стоить около 70 000 рублей (примерно 1040 долларов США).
Некоторые дополнительные характеристики принтера можно найти ниже:
Технология печати: FFF (Fusioned Filament Fabrication)
VolgoBot также планирует предложить исключительную техническую поддержку своим клиентам, обеспечивая им душевное спокойствие, если у них возникнут проблемы с настройкой или эксплуатацией своих машин.
Подобрать нужный светильник легко! В каталоге более 100 моделей светильников, воспользуйтесь удобным конфигуратором подбора.
Освещение для станков
Для безопасной и эффективной эксплуатации станков требуются специальные осветительные приборы — светодиодные LED-светильники. Они отлично подходят для сверлильного, фрезерного и токарного оборудования. Такие источники света исключает негативное воздействие на состояние здоровья работников и обеспечивают профессиональное производство продукции.
Назначение
В продаже представлены светодиодные лампы локального и местного освещения. Для подсветки определённого рабочего пространства станка предназначены модели местного освещения. Они оснащены выключателем, имеют сравнительно небольшие размеры и при необходимости могут быть без труда перенесены из одного места в другое.
Станочные осветители локального назначения позволяют организовать качественную подсветку конкретных рабочих зон. Чаще всего они используются в следующих случаях:
для проведения контроля качества выпускаемого товара;
при ремонте того или иного промышленного оборудования;
для освещения отдельных элементов и рабочих зон станка.
Местная и локальная станочная лампа позволяет сократить потребность в усиленном общем свете. С экономической точки зрения это очень выгодно — возможна экономия на электроэнергии. Однако это не единственное преимущество нашей продукции.
Другие плюсы наших устройств
Наши светодиодные станочные светильники имеют надёжный корпус. Для его изготовления используются современные высококачественные материалы, отличающиеся повышенной термостойкостью и солидными прочностными характеристиками. Такие источники света можно использовать при высокой влажности и сильном запылении. Они соответствуют уровню защиты IP67, IP64, IP54.
LED-светильники для станков также отличаются такими плюсами:
позволяют получить яркий и при этом мягкий свет;
направление света при необходимости можно изменять;
отличаются увеличенным сроком службы;
не вызывают сложностей в установке;
не представляют опасности для экологии и людей.
Популярный вариант
Можно приобрести низковольтное освещение станков от проверенного производителя. Только так можно быть уверенными в высоком качестве.
Светодиодные станочные лампы освещения доступны в очень широком ассортименте, что позволяет подобрать подходящее решение для конкретного случая. Можно приобрести, например, светильники из серии ДСО 15. Их можно использовать для подсветки рабочих зон оборудования любого типа. Данные источники света отличаются следующими важными особенностями:
24-36 В AC/DC — напряжение питания;
43-67 Гц — частота;
8 ±10% Вт — мощность;
>0,98 PF — коэффициент мощности;
III — класс защиты от тока.
Приобретая сертифицированные светильники ОКБ «Луч», удастся получить в пользование лучшие изделия! Продаем оптом и в розницу. В нашем каталоге есть светильники различных моделей, но если Вы не смогли найти подходящий по параметрам и внешнему виду прибор, мы можем разработать для вас индивидуальную модификацию светильника. Обращайтесь!
Точечная светодиодная подсветка рабочей зоны сверлильного станка Корвет-41
Наверное, никому не нужно объяснять, насколько важно обеспечить хорошее освещение рабочего места. От освещенности рабочего места зависит качество выполнения работ и, что важнее, безопасность труда. Существуют специальные общие правила, предписывающие минимальный уровень освещенности при тех или иных видах работ. Чрезмерно яркий свет в помещении тоже не желателен. Необходимо обеспечить равномерное, достаточное общее освещение всей площади помещения, а места повышенной важности (рабочие зоны станков) снабдить дополнительной точечной подсветкой, используемой по мере необходимости.
Посмотрим, как можно сделать из подручных материалов и минимальных денежных вложений современную точечную светодиодную подсветку рабочей зоны на примере сверлильного станка «Корвет-41». Принципы, заложенные конструкцию самодельной светодиодную подсветку, можно применять для реализации точечной подсветки на многих других станках и иного оборудования.
Для изготовления светодиодной подсветки понадобятся:
Зарядное устройство от сотового телефона (наличие проводов и целостность корпуса не важны) с исправными внутренностями, который будет использоваться в качестве блока питания.
Гибкий переходник для шуруповерта (см. фото).
Четыре белых светодиода (самых обычных, дешевых, диаметром 5мм).
Трехпозиционный переключатель (тумблер) на 220 В.
Куски многопроволочных (гибких) проводов сечением около 0,2 кв.мм.
Подручные крепежные винтики, гаечки.
Общие принципы функционирования подсветки.
Для запитывания подсветки, необходимо врезаться в электрическую цепь сверлильного станка (разобрав переднюю коробку с кнопками, где располагается контактор). От клемм контактора нужно сделать три дополнительных вывода проводами подходящей длины: общий вывод (условно «нуль»), независимый от состояния контактора вывод (условно «фаза А») и зависимый от состояния контактора вывод (условно «фаза Б»). Таким образом, блок питания условным «нулем» (одним контактом вилки питания) должен быть постоянно подключен к сети. Независимый от состояния контактора провод (то есть второй провод вилки питания) будет разрываться только тумблером включения подсветки, подсветка будет включаться/выключаться независимо от того, запущен станок или нет. Зависимый от состояния контактора провод (фаза «Б»), перед тем, как прийти на тумблер включения подсветки, должен разрываться контактами пускателя. В результате, мы должны получить возможность выбирать тумблером следующие режимы подсветки: «выключена всегда», «включается автоматически с запуском станка», «включена всегда». Детальную схему подключения проводов (отводов) к контактору станка приводить нет необходимости, так как эту простую операцию сможет выполнить любой квалифицированный электрик.
Подключение светодиодов к блоку питания.
Выходное напряжение зарядного устройства может варьироваться в зависимости от модели зарядного устройства, но в среднем составляет около 5 В. Светодиоды напрямую подключать к блоку питания нельзя, необходимо ограничить силу тока через светодиод посредством последовательно включенного постоянного резистора. Точный подбор номиналов токоограничивающих резисторов лучше всего выполнить опытным путем, вооружившись мультиметром и справочными данными к имеющемуся в распоряжении светодиоду. Рекомендуется для каждого светодиода предусмотреть свой отдельный резистор. Светодиоды (с последовательно включенными резисторами) к блоку питания подключаются параллельно. Ниже можно увидеть схему подключения светодиодов к блоку питания. При использовании распространенных в продаже светодиодов на ток 15-20мА необходим резистор около 100 Ом для каждого светодиода. Для продления срока жизни светодиоду, реальный ток через него рекомендуется выбирать на 10-20% ниже паспортного. О том, как рассчитать номиналы токоограничивающих резисторов и о способах подключения светодиодов, в рамках данной статьи, рассказано не будет, это тема для отдельной статьи.
Из опыта можно утверждать, что количества света от четырех светодиодов предостаточно. Более того, при уменьшении числа светодиодов до двух штук, эффективность точечной подсветки сверлильного станка остается на приемлемом уровне. Увеличивать количество светодиодов (свыше четырех) имеет смысл только при необходимости расширения пятна освещенности путем точного задания направления свечения каждого светодиода. Так же, нужно помнить об ограниченности нагрузочной способности блока питания.
Конструкция и крепление.
Из фотографий видно, что какими-либо сложностями изготовлениями конструкция не отличается. Важная ее часть – внешняя оболочка от гибкого переходника для шуруповерта (гибкой трубки). Такие переходники часто выходят из строя по причине повреждения (скручивания) внутреннего тросика. Внешний же корпус переходника остается в полном порядке. Он собран из отдельных небольших частей, скрепленных между собой посредством шарнирного (шарового) соединения. Таким образом, всей конструкции этой гибкой трубки можно придавать произвольную форму, нужным образом ориентируя ее в пространстве. Через сквозное отверстие внутри трубки пропускается два провода питания светодиодов. На одном из концов гибкой трубки, компактно монтируем сами светодиоды и малогабаритные токоограничивающие резисторы (подойдут маломощные резисторы 0,125Вт), аккуратно спаяв их согласно схеме. Другой конец трубки крепим в подходящем месте на станине станка, например, с помощью металлического хомута (как на фото). В доступном для оператора месте встраиваем тумблер, крепим блок питания в свободном пространстве внутри корпуса станка.
Гибкий переходник для шуруповерта.
Схема подключения светодиодов на ток 15-20 мА, напряжение питания схемы 5 В. Скачать проект схемы в «ISIS 7 Professional».
Тумблер управления подсветкой (вверху). Три положения: вкл, выкл, авто.
Размещение блока питания. В белой изоленте виден 2-ваттный резистор на 24 КОм, о котором будет рассказано ниже.
Один из способов крепления на станине (с помощью металлического хомута).
В процессе эксплуатации подсветки выявился один неприятный эффект. Из-за большой индуктивности обмоток двигателя, в момент его пуска/остановки, выходил из строя блок питания (выгорали выходные выпрямительные диоды, плавкий предохранитель не спасал). Для борьбы с этим эффектом, было сделано следующее:
Параллельно цепи питания двигателя, непосредственно на клеммах, (в коммутационной коробке), была установлена RC-цепь (последовательно включенные резистор и конденсатор). Для двигателя мощностью 370 Вт на напряжение 220 В (для станка «Корвет-41»), расчетная емкость неполярного конденсатора составила 0,25 мкФ, а сопротивление резистора 15 Ом. Рабочее напряжение конденсатора нужно выбирать в два-три раза больше напряжения питания. Номиналы компонентов RC-цепи можно рассчитать для двигателя любой мощности и напряжения посредством диаграммы.
Блок питания светодиодов в сеть 220 В был включен последовательно через резистор 24 КОм, 2 Вт. Номинал резистора определялся опытным путем: выбирался заведомо большое сопротивление (например, 500 КОм), при котором светодиоды имели тусклое свечение, либо не светились вовсе. Далее, сопротивление резистора постепенно уменьшалось до наступления момента, когда дальнейшее уменьшение сопротивления не увеличивает яркость свечения светодиодов. В процессе работы, резистор умеренно греется, поэтому его рассеиваемая мощность должна составлять не менее 1 Вт.
Предпринятые меры дали свой положительный результат, точечная светодиодная подсветка успешно функционирует около полугода. Подсветка придала особый комфорт в работе на сверлильном станке, отпала необходимость напрягать глаза или приближаться к зоне обработки, чтобы рассмотреть мелкие детали.
Таблица для расчета RC-цепи.
Подсветка включена.
Подсветка выключена. На конце трубки видна декоративная хромированная деталь.
Подсветка направлена в центр.
Трубка подсветки не мешает обзору.
Похожие статьи:
Machine Lighting Solutions
Подготовьте предложение
Чтобы получить доступ, войдите или Создать учетную запись
Хорошо освещенные машины легче контролировать, устранять неисправности и обслуживать. Яркое равномерное освещение машины позволяет операторам эффективно контролировать процессы машины и четко видеть при устранении неполадок, заправке материала или выполнении других ручных задач на машине.
Сверхмощные светодиодные фонари от Banner Engineering созданы для работы в суровых условиях и обеспечивают многолетнее яркое освещение, не требующее обслуживания.
Загрузите информационный документ по выбору освещения
Проблемы
Решения
Рекомендуемые продукты
Проблемы с освещением машин
Суровые условия внутри машин
Освещение машин может быть проблемой из-за суровых условий внутри многих машин. Осветительные решения могут быть чувствительны к различным условиям, включая пыль, воду, экстремальные или переменные температуры, а также вибрацию или удары. В некоторых отраслях фары также могут подвергаться воздействию высокотемпературной промывки под высоким давлением.
Традиционные фонари могут выйти из строя и разбиться в таких суровых условиях. Поэтому высококачественные светодиодные светильники, предназначенные для промышленного использования, необходимы. Кроме того, в опасных зонах требуются осветительные приборы, специально предназначенные для безопасного использования в опасной среде.
Продолжайте читать, чтобы узнать больше о решениях для распространенных приложений освещения машин, или свяжитесь с нами, чтобы обсудить ваше конкретное приложение.
Связаться с инженером
Решения для освещения машин
Вода, пыль и промывка
Выберите правильный класс защиты IP для окружающей среды
Выбор светильника с правильным классом защиты IP для окружающей среды имеет важное значение для обеспечения долгосрочной надежной работы.
Лампы с классом защиты IP67 и выше пыле- и водостойкие, что делает их идеальным выбором для многих областей промышленного освещения, включая освещение машин и станков. Устройства со степенью защиты IP67 могут выдерживать кратковременное погружение в воду.
Лампы со степенью защиты IP68g устойчивы к проникновению масла и воды.
Устройства со степенью защиты IP69K способны выдерживать промывку под высоким давлением, необходимую для санитарных процедур, обычных для производителей продуктов питания, напитков и фармацевтических препаратов.
Узнайте, как выбрать освещение для суровых условий
Опасные зоны
Подберите правильное освещение для класса и категории
Для освещения опасных зон требуется решение, рассчитанное на безопасную работу в определенном классе и категории.
Например, освещение вблизи флексографской печатной машины затруднено из-за присутствия взрывоопасных химикатов. В этом применении взрывчатые вещества имеют низкую вероятность присутствия в непосредственной близости. Из-за близости к опасности это будет классифицироваться как класс I, раздел 2.
Светодиодная лента HLS27 специально разработана для использования в опасных зонах Класса I Раздела 2, Класса II Раздела 2 и Класса III Раздела 1 и 2, Зоны 2 и Зоны 22.
Светильник оснащен яркими светодиодами в прочном алюминиевом корпусе и небьющемся корпусе с водостойкостью IEC IP66 и IP67.
Узнайте больше об этом приложении
Комбинированная подсветка и индикация
Разноцветные полосы света выполняют двойную функцию
С помощью многоцветных полос света рабочие фонари могут менять цвет, чтобы немедленно сообщить оператору, менеджеру или другому находящемуся поблизости работнику, когда требуется внимание.
Для более крупных машин многоцветное освещение может помочь операторам направить их к определенному месту на машине, требующему внимания, путем освещения всей секции красным или желтым цветом.
Когда оператор открывает защитную дверцу, чтобы оценить проблему, освещение внутри машины можно настроить так, чтобы оно переключалось на белое рабочее освещение, обеспечивая четкую видимость для оператора — и все это с помощью одного устройства.
Узнайте больше о комбинированном освещении и индикации
Рекомендуемые продукты
Серия WLS27
Ударопрочный светодиодный светильник для суровых условий эксплуатации
Сверхмощные светодиодные ленты полностью заключены в небьющийся корпус из сополиэстера и обеспечивают яркое освещение для широкого спектра применений в сложных условиях.
Прочный, водостойкий IP66, IP67 и IP69K-конструкция
Химически стойкий корпус из полиэстера
Доступны восемь вариантов длины от 145 мм до 1130 мм
Возможность приглушения света с помощью разводки проводов (Hi/Lo/Off)
Автоматическая защита от перегрева, встроенная в устройство. При температуре выше 50 °C свет тускнеет для управления теплом и продления срока службы изделия
Трех- и пятицветные модели с EZ-STATUS® сочетают в себе подсветку и индикацию в одном прочном светильнике
Теперь доступно с тяжелыми рассеивающими окнами для снижения интенсивности и более равномерное распределение света
Посмотреть полную информацию о продукте
Серия HLS27
Светодиодная лента для опасных зон
Светодиодная лента HLS27 компании Banner для опасных зон имеет прочный алюминиевый корпус и заключена в небьющийся, устойчивый к ультрафиолетовому излучению корпус из поликарбоната, что делает ее идеальной наружные применения. Возможность иметь два цвета в одном устройстве делает его идеальным для мобильных транспортных средств, состояния машин и приложений визуального освещения.
Низкопрофильная конструкция сертифицирована cULus для использования в зонах Класса I Раздела 2, Класса II Раздела 2 и Класса III Раздела 1 и 2, Зоны 2 и Зоны 22
Прочная, водонепроницаемая конструкция IP67
восемь длин от 145 мм до 1130 мм
Встроенная автоматическая защита от перегрева. При температуре выше 50 °C свет затемняется для управления теплом и продления срока службы изделия
Модели с проводкой Hi/Lo/Off и PWM доступны для управления диммированием
Посмотреть полную информацию о продукте
Серия WLH60
Высокотемпературная светодиодная лента
Banner WLH60 — это сверхмощный светодиодный светильник, обеспечивающий лучшую в своем классе яркость для освещения приложений в условиях высоких температур. Его прочная термостойкая конструкция позволяет устанавливать его в зонах с высокой температурой или рядом с ними, что не позволяет использовать другие осветительные решения.
Одобрено для использования при температуре окружающей среды до 100 °C (212 °F)
Соответствует требованиям IEC IP67, IEC IP68G и IEC IP69K
Прочный и долговечный для работы в суровых условиях
Устойчивость к мойке под высоким давлением, высокой температуре, маслам и многим химическим веществам
Простота установки благодаря широкому выбору монтажных решений
Высокая устойчивость к вибрации и ударам
Посмотреть полную информацию о продукте
Другие области применения для освещения машин
Светодиодные лампы для машин | Маслостойкие светодиодные фонари
Точечные и линейные светильники для машин и оборудования для приготовления пищи
Наши лампы для машин подходят для суровых условий и ограниченного пространства. У нас есть множество фонарей, которые обеспечивают защиту от пыли и водяных брызг, имеют регулируемый угол наклона, различные углы луча и могут выдерживать температуру до 60ºC.
Мы предлагаем ряд осветительных приборов, которые можно использовать в различных установках. Их можно использовать в качестве настольного светильника или на рабочих станциях, а также с микропрецизионными станками и штамповочными прессами. Если вам необходимо выдерживать высокие температуры, то вам следует выбрать серию CLK из нержавеющей стали или алюминия. У нас также есть осветительные приборы, которые можно использовать в суровых условиях и/или в условиях ограниченного пространства.
TUBELED 40-элементный светодиодный светильник для поверхностного монтажа
Элемент TUBELED 40 разработан для применений, где высокий уровень защиты не является таким важным фактором, как правило, в сухих условиях и на технологических линиях, где отсутствуют охлаждающие и смазочные материалы.
Общее светодиодное освещение машины
Посмотреть больше вариантов
Прожектор CLN IP69k
Яркое освещение со всех сторон, самый тонкий в отрасли, монтируемый в любом месте водо- и маслостойкий светодиодный рабочий фонарь!
Посмотреть больше вариантов
CENALED Универсальный прожектор
CENALED SPOT представляет собой модульное решение для освещения с возможностью выбора прямого крепления поворотной головки, решения с гибким кронштейном и версии с шарнирным соединением, что делает его идеальным выбором для многих применений. Благодаря высокой степени герметичности — IP67 (24 В постоянного тока) или IP65 (100–230 В переменного тока) — светильник подходит для использования в суровых производственных условиях, таких как станки и освещение рабочих мест.
Прожектор для промышленных машин
Посмотреть больше вариантов
Увеличивающий свет LEDSLED II
LENSLED II — это превосходная увеличительная лампа. Разработанный для стационарного использования на сборочных или контрольных рабочих местах, светодиодный фонарь с увеличительной линзой можно расположить по желанию благодаря алюминиевому пружинному рычагу. Линза с чрезвычайно устойчивым к царапинам стеклом обеспечивает 1,85-кратное увеличение и идеально подходит для различных областей применения, таких как ювелирное дело, стоматология, изготовление часов и ремонт.
Посмотреть больше вариантов
ПРОДАЖА — КОНЕЦ СЛУЖБЫ — CWF IP20 Светодиодные полосы
СКИДКА 40% — ВСЕ НАЛИЧИЕ ДОЛЖНО ПРОДАВАТЬСЯ!!!
Серия CWF — идеальный выбор для рабочих станций или для освещения внутри машин или шкафов управления. Ассортимент CWF предлагает экономичный выбор для зон с низкими требованиями к защите от проникновения загрязнений. CWF представляет собой универсальную и удобную световую панель с простым в использовании кулисным переключателем включения/выключения, а также различными вариантами монтажа.
Посмотреть больше вариантов
Светодиодная панель CWA IP65
Недорогая замена тонкой светодиодной панели, способной превзойти обычную люминесцентную лампу. Класс защиты IP65 является стандартом, позволяющим устанавливать его в наиболее распространенных условиях.
Посмотреть больше вариантов
Светодиодная панель CLA IP69к
Светодиодная панель серии CLA обеспечивает яркое равномерное освещение в корпусе IP-69K для применения в условиях промывки при высоких температурах в пищевой и фармацевтической промышленности, а также для освещения панелей управления и рабочих станций.
Посмотреть больше вариантов
CLK Алюминий IP69k
Стандартная версия машинного освещения CLK имеет алюминиевый корпус с рассеивателем из закаленного стекла. Он устойчив к воде, маслу и химическим веществам IP66G, IP67G и IP69.K, и может использоваться в самых разных приложениях и установках.
Посмотреть больше вариантов
CWK Алюминий IP66G/IP67G
Серия PATLITE CWK была специально разработана для станкостроения. Серия CWK предлагает идеальное сверхяркое светодиодное решение с длительным сроком службы для освещения внутри машин в суровых условиях. Благодаря компактной и прочной конструкции фонари CWK непроницаемы для летящего металлолома, а степень защиты IP66G/IP67G делает их идеальными для машин, где необходима водо- и маслостойкость.
Посмотреть больше вариантов
CLK из нержавеющей стали IP69k
Светильник CLK из нержавеющей стали с рассеивателем из закаленного стекла идеально подходит для станков. Он устойчив к воде, маслу и химическим веществам в соответствии со стандартами IP66G, IP67G и IP69K и может использоваться в самых разных приложениях и установках.
Посмотреть больше вариантов
TUBELED 70 Светодиодный светильник IP67
Светодиодный фонарь диаметром 70 мм для тяжелых условий эксплуатации, предназначенный для механической обработки, пригодный для работы при температуре окружающей среды 60º. Прямая замена светодиодов люминесцентным лампам. Обратите внимание, что для этих ламп требуется разъем M12 (продается отдельно).
Промышленный сканер – технические особенности устройства и правила выбора
1 июля 2022
Промышленный сканер штрих-кода — это специальное идентифицирующее штриховые коды устройство, предназначенное для считывания и последующей передачи информации с упаковок, товаров, документов и прочих маркированных единиц в промышленных эксплуатационных условиях. Данные автоматически передаются на принимающее устройство: компьютер, онлайн-ККТ или POS-терминал.
Ключевое достоинство оборудования – безошибочная и длительная эксплуатация сканера в режиме повышенной нагрузки, свойственной для индустриального сегмента экономики, а также в условиях повышенной запыленности, влажности, резких температурных перепадов. Конструкция сканера промышленного класса выдерживает механическое воздействие различной интенсивности, включая падение на бетонные поверхности с высоты 3-х метров.
Промышленный сканер штрих-кода
Назначение и сферы применения
Промышленные сканеры широко используются на производственных предприятиях, в складских логистических терминалах, в розничной торговле и сфере услуг. Оборудование достаточно универсально и применяется для большинства товаро-учетных операций:
выездная торговля;
организация логистики;
экономические отрасли;
организации медицины;
гостиничный бизнес;
автомобильная промышленность;
транспортная отрасль
Промышленный сканер облегчает процесс получения информации о том или ином продукте с последующей автоматической передачей на устройство. Оборудование с поддержкой 2D-кодов применяется при реализации алкогольной продукции, которая подлежит обязательной маркировке.
Классификация промышленных сканеров
Промышленные сканеры подразделяются на три категории, с учетом типа считывающего элемента:
Светодиодные.
Самое первое и простое устройство с быстрой скоростью считывания. Характеризуется высокой надежностью и сравнительно доступной ценой.
Лазерные.
Устройства отличаются большей площадью сканирования за счёт увеличенного поля захвата. Улучшенная дальность сканирования позволяет использовать их преимущественно на промышленных объектах.
Имиджевые.
Современные устройства с высокой скоростью сканирования. Оснащены современным интерфейсом, могут сканировать штрих-коды на большом расстоянии.
Рекомендуемые товары
Все
Ручные сканеры штрих-кода
Беспроводные сканеры штрих-кода
Встраиваемые сканеры штрих-кода
Стационарные сканеры штрих-кода
Показать все
Сканер штрих-кода Honeywell Granit 1980i 1980IFR-3USB 2D, USB
Matrix 320, 2D сканер, 2MP сенсор, 36 LED TIR Lens Aperture 425 цвет синий, 16 мм фокус (liquid lens)
Как выбрать промышленный сканер
При выборе промышленного сканера необходимо учитывать ряд параметров:
тип излучения;
тип светоприемника;
форм-фактор сканера;
кол-во плоскостей сканирования;
ширину захвата.
Дополнительно учитывается сфера применения и эксплуатационные особенности устройства. Определите ряд задач, которые должен ежедневно выполнять оператор с помощью сканера, это позволит сузить список устройств, потенциально подходящих для вашего предприятия. Климатические условия, в которых будет эксплуатироваться устройство: для работы в режиме пониженных температур, например не очень подойдет лазерный сканер начального типа. Относится ли ваше предприятие или помещение, в котором будет непосредственно эксплуатироваться сканер к категории объектов с повышенной влажностью? Постарайтесь учесть все особенности и нюансы вашего предприятия чтобы выбор промышленного сканера оказался оптимальным. Отдельно стоит учесть зарядную мощность аккумулятора и время, потраченное на полный заряд батареи. Это необходимо учитывать, чтобы не было простоев в работе.
Техническое устройство
Промышленный сканер относится к категории сложно-технических устройств. Рассмотрим детальнее основные технические параметры, на которые следует опираться при выборе сканера промышленного или производственного класса. Подробные технические характеристики по каждому устройству индивидуальны и доступны пользователю в виде инструкции или тех. спецификации, как правило это электронный вариант файла. Электронный файл технической документации располагается на странице товара и доступен к скачиванию с ПК.
Интерфейс подключения
По типу подключения, оборудование бывает двух типов:
Беспроводное устройство – это оптимальный вариант для тех, кто постоянно перемещается по территории промышленного объекта. При выборе необходимо учитывать дальность связи (она может варьироваться в пределах 50-100 метров).
Степень защиты IP
Степень защиты – важный параметр, от него зависит срок эксплуатации оборудования в конкретных условиях. Эксперты рекомендуют учитывать следующие параметры:
Уровень ударопрочности.
Промышленные устройства способны выдержать падение с высоты до 3-х метров. Ударопрочный корпус исключает любые механические повреждения при соприкосновении с твердой поверхностью.
Защита от влаги и пыли.
Устройства с классом защиты IP65 и выше можно использовать в условиях сильной запыленности. Оборудование категории IP68 свободно функционирует под проливным дождем и может выдержать погружение в воду продолжительностью до 30 минут.
Морозостойкость.
Корпус промышленного сканера выполнен из морозостойкого пластика, что позволяет эксплуатировать оборудование при выраженных температурных перепадах от -30 до +50 градусов.
Для повышения стойкости устройств рекомендуется использовать дополнительные защитные чехлы.
Ударопрочность
Уровень ударопрочности – это первостепенный фактор, на который необходимо обращать внимание. Если устройство активно используется на подъемниках, падений не избежать. Современные конструкции выдерживают падения с высоты до 3-х метров и при соприкосновении с твердым полом способны сохранять полную функциональность.
Считывающий модуль
При выборе сканирующего оборудования промышленного класса особое внимание следует уделить встроенному считывающему модулю. За счет него определяется возможность передвижения по предприятию с беспрепятственной передачей информации на устройство.
В промышленных сканерах используются следующие типы считывающих модулей:
Аббревиатура
Расшифровка
Значение (дальность сканирования, до)
SR
Standard Range стандартный радиус
60 см
*100см
MR
Middle Range средний радиус
5-6 м
LR
Long Range длинный радиус
15 м
ER
Extended Range расширенный радиус
*100 м
HD
High Density высокая плотность
сканирование штрих-кода маленького размера
DL
Driver’s License водительские права
сканирование штрих-кода с идентификационных карт
DPM
Direct Part Marking прямая маркировка
штрих-код, нанесенный на саму деталь
Форм-фактор и эргономика
Форм-фактор – это конструктивная особенность корпуса, его габаритные размеры. Форм-фактор устройства зависит от эксплуатационных особенностей. Например: для классического сканера применяемого на кассе магазина форм фактор будет ручного типа с удобной пистолетной рукояткой. В случае если же это магазин строительных материалов, где продавцу необходимо сканировать крупногабаритный товар, форм-фактор стационарный – что позволит освободить руки кассира и просто подносить штрих код к отдельно-стоящему сканеру в кассовой зоне.
Форм-фактор сканера для промышленных условий эксплуатации бывает: ручным, стационарным, комбинированным, сканер-кольцо или встраиваемым. Выбор зависит от индивидуальных особенностей применения устройства.
Стоимость
Устройства промышленного сегмента характеризуются повышенной стоимостью. Это обусловлено эксплуатационными характеристиками, а также возможностью использования в сложных условиях.
На стоимость оборудования влияет:
набор функциональных параметров;
тип считывающего элемента;
степень защищенности;
габариты сканера;
производитель и срок заводской гарантии
Промышленный сканер QR кода – рейтинг 2022г.
Zebra DS3608/3678. Сканер с высокими эксплуатационными характеристиками. Поставляется в настроенном виде и сразу готов к использованию.
Datalogic PowerScan PM9500. Основное преимущество модели – это работа с нестандартными кодами.
Honeywell Granit 1980i/1981i. Указанную модель характеризует надежность и длительный срок эксплуатации, а также возможность взаимодействия с линейными и двумерными кодами.
При выборе подходящего устройства необходимо учитывать особенности и условия эксплуатации. За подробной информацией и с целью приобретения промышленного сканера штрих-кода обращайтесь к специалистам Scanberry, по телефонам, указанным на сайте. Умных и приятных вам покупок. Подписывайтесь на наш телеграмм
канал, там много интересного.
новые технологии в AutoID / Хабр
Промышленные сканеры штрихкодов предназначены для использования в сложных условиях. Они хорошо переносят вибрацию, многократные удары и падения на бетонную поверхность, некоторые модели переносят и тридцатиградусные морозы.
В этой статье мы расскажем какие продвинутые технологии и «ноу-хау» используются в таких сканерах.
Современные технологии в AutoID
Промышленные сканеры штрихкодов – один из видов устройств, необходимых для автоматической идентификации данных (сокращенно AutoID). В этой области используется много передовых технологий, делающих устройства максимально эффективными и удобными для пользователей.
Zebra Technologies реализует в своих промышленных сканерах интересные решения. Одно из них – Power Precision. Оно состоит из двух компонентов: интеллектуальных батарей и программного обеспечения для них (Power Precision Battery Management). С помощью этой технологии можно отследить из одного центра состояние аккумуляторов на всех мобильных устройствах Zebra. А также спрогнозировать срок службы батарей для своевременной замены.
«Неубиваемый» промышленный сканер от Zebra, модель DS3678-SR с технологией PowerPrecision
Еще одна интересная разработка Zebra Technologies – SimulScan Document Capture. Она позволяет, используя сканер, фиксировать штрихкоды, текстовые поля, номера телефонов, изображения, подписи и даже флажки. Можно распознавать символы и редактировать текст после считывания. SimulScan Document Capture обеспечивает сканирование одновременно одно- и двумерных штрихкодов, даже если они повреждены.
Не менее интересны достижения еще одного известного производителя сканеров промышленного класса – Datalogic. Некоторые модели компания комплектует жидкими линзами. Это система с переменным фокусом, в которой используется две жидкости: масло (изолятор) и вода (проводник). Жидкие линзы отличаются малым временем отклика и идеально подходят для считывания сложных штрихкодов.
Подробнее, что такое жидкие линзы, можно посмотреть на видео:
Программное обеспечение, используемое в сканерах Datalogic, позволяет считывать штрихкоды, нанесенные разными методами, такими как: струйная печать, иглоударная маркировка, химическое или лазерное гравирование, прямая маркировка (Direct Part Marking).
Еще одна интересная технология – Datalogic 3 Green Lights. Она используется для подтверждения успешного считывания штрихкода. В этом случае высвечивается один зеленый сигнал на штриховом коде и двойной – на корпусе прибора. Сама система прицеливания состоит из центрального перекрестия и четырех точек по углам, что позволяет четко идентифицировать захваченную область для сканирования. А качественное считывание штрихкодов низкого качества обеспечивает алгоритм декодирования PuzzleSolver.
Так выглядит система прицеливания сканера штрихкода
Удачное решение – Datalogic STAR 2.0 Cordless System. Эта технология используется для передачи данных в радиодиапазоне 433 МГц или 910 МГц. В результате исключаются помехи со стороны устройств с Bluetooth или Wi-Fi, снижается чувствительность связи к металлическим или бетонным препятствиям. Datalogic STAR 2.0 Cordless System обеспечивает двустороннюю передачу данных на расстояние до 150 м с возможностью объединения в единую сеть до 32 сканеров и одной базовой станции (например, сканер Datalogic PM9500).
Компания смогла «научить» свои сканеры предугадывать действия оператора с помощью технологии Datalogic Motionix. Если сканер держат в руке, Datalogic Motionix автоматически переводит прибор в ручной режим и активирует систему прицела. Если сканер на подставке, включается презентационный режим и устройство заряжается. Технология работает интуитивно и избавляет оператора от необходимости вручную переключать режимы работы. Эта опция важна, когда приходится сканировать сотни или тысячи наименований.
В заключении о сканерах штрихкода для промышленной эксплуатации
Сегодня без технологий автоматической идентификации данных сложно представить организацию конвейерных линий или складского хозяйства. Не всегда оправдано использование терминалов сбора данных, иногда более оптимальным будет использование промышленного сканера для автоматизации процессов на производстве, складе или в логистике. Там, где экстримальные условия, пыль или влага, температура до -30С или требуется сосканировать штрих-код с расстояния 10 метров, и при этом сделать это точно, быстро и безошибочно — технологичные промышленные сканеры могут оказаться незаменимы.
Промышленный сканер 1911i | Honeywell
Прочный портативный компьютер
Обзор
Характеристики
Ресурсы
Артикул
Поддерживать
Где купить
Свяжитесь с нами
Мы оптимизировали сканеры области сканирования Granit™: 1911i (беспроводные) для требовательного сканирования одномерных и двумерных штрих-кодов на расстоянии вытянутой руки. Они обеспечивают исключительную производительность. Лучшая в своем классе надежность и степень защиты IP65 для удовлетворения требований суровых условий эксплуатации. Обеспечьте свою команду уверенностью. Выбирайте сканеры Гранит.
Благодаря увеличенной линейной глубине резкости сканер с легкостью сканирует предметы, находящиеся вне досягаемости, и позволяет пользователям сканировать линейные коды размером 20 мил до 75 см (29 см).0,5 дюйма) без ущерба для производительности кодов 2D.
Литий-ионный аккумулятор с длительным сроком службы обеспечивает до 50 000 сканирований на одном полном заряде и снимается без инструментов, обеспечивая максимальное время безотказной работы при работе в несколько смен.
Платформа разработки площадных изображений Honeywell TotalFreedomTM второго поколения позволяет загружать и связывать несколько приложений для улучшения декодирования изображений, форматирования данных и обработки изображений: устраняет необходимость модификации хост-системы.
Радиомодуль Bluetooth Class 1, v2.1 позволяет перемещаться на расстоянии до 100 м (300 футов) от базы и снижает помехи для других беспроводных систем. До 7 тепловизоров могут обмениваться данными с одной базой, что снижает общую стоимость владения.
Специально изготовленный корпус со степенью защиты IP65 способен выдержать 5000 падений с высоты 1 м (3,3 фута) и выдержать 50 падений с высоты 2 м (6,5 фута) при -20°:C (-4°:F), что снижает затраты на обслуживание и увеличение времени безотказной работы устройства.
Сканеры области сканирования Granit 1911i (беспроводные) предназначены для предприятий, где сканирование одномерных и двумерных штрих-кодов длиной в руку в суровых, непредсказуемых условиях является нормой. А сканеры Granit без проблем работают с ведущими в отрасли компьютерами Honeywell для установки на транспортные средства как часть комплексного решения для рабочего процесса. Сканируйте одномерные и двухмерные штрих-коды до 75 см (290,5 дюйма). Bluetooth®: радио Класс 1 (версия 2.1) в Granit 1911i обеспечивает беспроводную связь и неограниченное перемещение на расстоянии до 100 м (300 футов) от базы. Лучшая в своем классе долговечность корпуса со степенью защиты IP65 обеспечивает максимальную производительность оператора в самых суровых условиях и снижает общую стоимость владения. Создан, чтобы выдержать 5000 падений с высоты 1 м (3,28 фута) и 50 падений на бетон с высоты 2 м (6,5 фута) — даже при температуре до -30°: C (-22°: F). Сверхъяркие светодиоды, усиленная громкость звукового сигнала и тактильная вибрация противодействуют шуму механизмов и плохим условиям освещения, обеспечивая быструю обратную связь и устраняя избыточное сканирование. Благодаря нашей технологии визуализации Adaptus™: 6.0 и революционной архитектуре декодирования, Granit 19Сканеры 11i обладают такой же исключительной производительностью считывания штрих-кодов, как и лучшие в своем классе сканеры Xenon с зональным сканированием.
Характеристики
Характеристики
Вибрационный тактильный отклик
Сверхъяркие светодиоды
Увеличенная громкость звукового сигнала
Технология обработки изображений Adaptus™ 6. 0
Форм-фактор
Форма пистолета
Размеры
Габаритные размеры
5,2 x 2,9 x 7,6 дюйма
13,3 х 7,5 х 19,5 см
Характеристики сканирования
Яркость
0 — 100000 лк
Перекос
65
Диапазон сканирования
Стандартный ряд (SR)
Количество сканирований
50000
Контрастная печать
20
Шаг
45
Допуск движения
До 610 см/с (240 дюймов/с) при 16,5 см (6,5 дюйма) и 381 см/с (150 дюймов/с) при 25 см (10 дюймов) для 13 мил UPC
Шаблон сканирования
Изображение области
Глубина резкости
0,6–29,5 дюйма
Возможность декодирования
1D/2D
Сеть
Bluetooth
Да
Характеристики Bluetooth
v2. 1
Фурнитура
Тип прицела
Лазер
Интерфейс хост-системы
КВТ
РС-232
USB
Беспроводная связь
Да
Тип двигателя
2Д
Электрика
Входное напряжение
4–5,5 В пост. тока
Окружающая среда
Диапазон температур хранения
— 40 — 70 °С
— 40 — 158 °F
Рабочая температура
— 20 — 50 °С
— 4 — 122 °F
Стандарты и допуски
Технические характеристики барабана
5000 падений с высоты 1 м (3,3 фута)
Степень защиты
IP65
Спецификации капель
50 Падение с высоты 2 м (6,5 футов) на бетон при -20 °C (-4 °F)
Условия обслуживания
Срок гарантии
3 года
Другие
Разъем питания, тип
Аккумуляторный
Features
Dimensions
Scanning Specifications
Network
Hardware
Electrical
Environmental
Standards & Approvals
Service Terms
Others
Features : Vibrating Tactile Response|Super Bright LEDs| Улучшенная громкость звукового сигнала|Технология обработки изображений Adaptus™ 6. 0
Форм-фактор : Форма пистолета
Габаритные размеры : 5,2 x 2,9 x 7,6 дюйма | 13,3 x 7,5 x 19,5 см
Яркость : 0 — 100000 люкс
Перекос : 65
Диапазон сканирования : Стандартный диапазон (SR)
Количество сканирований : 50000
Контраст печати : 20
Шаг : 45
Устойчивость к движению : до 610 см/с (240 дюймов/с) на 16,5 см (6,5 дюймов) и 381 см/с (150 дюймов/с) на 25 см (10 дюймов) для 13 mil UPC
Шаблон сканирования : Изображение области
Глубина резкости : 0,6–29.5 в
Возможность декодирования : 1D/2D
Bluetooth : Да
Технические характеристики Bluetooth : v2. 1
Тип наведения : Лазер
Интерфейс хост-системы : KBW|RS-232|USB
Беспроводная связь : Да
Тип двигателя : 2D
Входное напряжение : 4–5,5 В пост. тока
Диапазон температур хранения : — 40 — 70 °C | — 40 — 158 °F
Рабочая температура : — 20 — 50 °C | — 4 — 122 °F
Характеристики кувыркания : 5000 падений с высоты 1 м (3,3 фута)
Степень защиты : IP65
Характеристики падения : 50 падений с высоты 2 м (6,5 футов) на бетон при -20 °C (-4 °F)
Срок гарантии : 3 года
Тип разъема питания : Беспроводной
Спецификация
Название
Описание
Размер файла
Дата
Размер
Гранит 1911i Промышленный сканер. Технический паспорт
Многосекционное зарядное устройство MB4-BAT-SCN01 Руководство по установке0003
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Руководство по установке (MBC-INST Rev D)
application/pdf 84,99 КБ
14.07.2021
84,99 КБ
Руководство пользователя: сканеры сети и безопасности для Honeywell (ALLSKU-SC-EN-SG-01 Rev A)
Руководство пользователя: Сеть и безопасность для сканеров Honeywell (ALLSKU-SC-EN-SG-01 Rev A)
application/pdf 1,16 МБ
8/11/ 2022
1,16 МБ
Краткое руководство по началу работы с точкой доступа (PN ACC-PT-QS Rev E)
Краткое руководство пользователя точки доступа (PN ACC-PT-QS Rev E)
application/pdf 654,1 КБ
14. 07.2021
654,1 КБ
Руководство по установке: COB02, зарядная база (COB02-INST) Rev C)
Руководство по установке: COB02, база только для заряда (COB02-Inst Rev C)
Применение/PDF 889,83 KB
15.11.2022
889,83 KB
Xenon 1900, 1900H, 1902, 1902H,. Руководство пользователя 1902g-BF и Granit 1910i, 1911i, 1980i, 1981i, 1920i (Xenon-UG Rev W)
Xenon 1900, 1900h, 1902, 1902h, 1902g-bf and Granit 1910i, 1911i, 1980i, 1981i, 1920i Руководство пользователя (Xenon-ug rev W)
Приложение/PDF 10.41 MB
7/14/2021
10,41 МБ
CCB02-100BT/CCB05-100BT Руководство по базовой установке (GRNTBASE-INST Rev C)
CCB02-100BT/CCB05-100BT Руководство по базовой установке (GRNTBASE-INST Rev C)
application/pdf 2 123,8 КБ 1900 /8/2022
123,8 КБ
Granit1910i Краткое руководство
GRANIT1910I Руководство по быстрому старту
Приложение/PDF 414.94 KB
14.07.2021
414. 94 KB
GRANIT 1911
application/pdf 383,73 КБ
14.07.2021
383,73 КБ
Дополнение к раскладкам клавиатуры Linux для сканеров Honeywell (KBDCTY-L-EN-AD-01 Rev B)
Linux Keyboards Scanners Addendum KBDCTY-L-EN-AD-01 Ред. B)
application/pdf 173,05 КБ
08.11.2022
173,05 КБ
Промышленный полнодиапазонный сканер Granit 1980 Краткое руководство по началу работы (PN GRNT1980-QS Rev A) Full Range Industrial AreaImagit
2 Granit Руководство по быстрому началу сканера (PN GRNT1980-QS Rev A)
Приложение/PDF 567,79 KB
14.07.2021
567.79 KB
Информация о регулировании
Описание
Размер файла
Описание
.0003
Размер
Гранит 1910I регуляторный лист (Регшт-1910-01 Rev C)
Гранит 1910i Регуляторный лист (Regsht-1910-01 Rev C)
Применение/PDF 2,28 МБ
11/2021
2,28 МБ
11/2021
2,288 МБ
11/2021
9000 2,28. MB
Аккумуляторная вставка для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
Аккумуляторная вставка для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
application/pdf 74,94 KB
08.11.2022
74,94 КБ
Гранит 1911i Нормативный лист (РегШт-1911-02 Ред. D)
Гранит 1911i Нормативный лист (РегШт-1911-02 Ред. D)
Приложение/pdf 2,5 МБ
25.08.2021
2,5 МБ
CCB02-BULTy Regulatory Sheet (MCB02-BULTy -04 Rev A)
CCB02-100, CCB05-100 Нормативный лист (CCB02-MULT-RS-04 Rev A)
application/pdf 1,67 МБ
15/11/2022
1,67 МБ
2 Multi-Bay
2 Зарядное устройство MB4-BAT-SCN01 Нормативный лист (RegSht-MBC Rev C)
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Нормативный лист (RegSht-MBC Rev C)
Приложение/PDF 723.69 KB
14.07.2021
723.69 KB
Имя
Описание
Размер файла
Дата
Размер
Multi-Bay Batterd Charger MB4-BAT-SCN01 (MBCCCCCN01 (MB4-SCN01 DATEN01 (MBCCCCCCN01 (MB4-SCN01 (MB4-SCN01 DATE (MB4-SCN01 DATE (MB4-SCN01 DATE (MB4-SCN01 DATE (MB4-SCN01
-INST Rev D)
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Руководство по установке (MBC-INST Rev D)
84,99 КБ
14. 07.2021
84,99 КБ
Руководство пользователя: Сеть и безопасность Сканеры Honeywell (ALLSKU-SC-EN-SG-01 Rev A)
Руководство пользователя: Сеть и безопасность для сканеров Honeywell (ALLSKU-SC-EN-SG-01 Rev A) PT-QS Rev E)
Краткое руководство пользователя точки доступа (PN ACC-PT-QS Rev E)
Xenon 1900, 1900h, 1902,. 1902h, 1902g-BF и Granit 1910i, 1911i, 1980i, 1981i, 1920i Руководство пользователя (Xenon-UG Rev W)
10,41 МБ
14.07.2021
CCB02-100BT/CCB05-100BT Руководство по базовой установке (GRNTBASE-INST Rev C)
CCB02-100BT/CCB05-100BT Руководство по базовой установке (GRNTBASE-INST Rev C)
203082 1
8/8/2022
GRANIT1910I Руководство по быстрому старту
GRANIT1910I Руководство по быстрому старту
414.94 KB
14/14/2021
Granit 1911 Краткое руководство по началу работы со сканером изображений
383.73 KB
14.07.2021
Дополнение к раскладкам клавиатуры Linux для сканеров Honeywell (KBDCTY-L-EN-AD-01 Rev B)
Дополнение к раскладкам клавиатуры Linux для сканеров Honeywell (KBDCTY-L-EN-AD -01 Rev B)
173,05 КБ
08. 11.2022
Granit 1980 Промышленный полнодиапазонный сканер для быстрого старта (PN GRNT1980-QS Rev A)
Granit 1980 Промышленный полнодиапазонный сканер для быстрого сканирования Начальное руководство (PN GRNT1980-QS Rev A)
567,79 KB
14.07.2021
Гранит 1910I регуляторный лист (Регшт-1910-01 Rev C)
Гранит 1910i регулятор 2021
Аккумуляторная вставка для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
Аккумуляторная вставка для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
74,94 KB
11/8/2022
03 Гранит Нормативный лист (РегШт-1911-02 Ред. Д)
Гранит 1911и Нормативный лист (РегШт-1911-02 Rev D)
2,5 MB
25.08.2021
CCB02-100, CCB05-100 Нормативный лист (CCB02-MULT-RS-04 Rev A)
CCB02-100, CCB00005-1 (CCB02-MULT-RS-04 Rev A)
1,67 MB
15.11.2022
Многосекционное зарядное устройство MB4-BAT-SCN01 Нормативные документы (RegSht-MBC Rev C)
Многосекционное зарядное устройство MB4-BAT-SCN01 Нормативный лист (RegSht-MBC Rev C)
723. 69 KB
14.07.2021
Изображение
Артикул
Описание
1911I1DER-3USB
Комплект USB: 1D, PDF417, ER Focus, красный сканер (1911IER1D-3), база для зарядки и связи (CCB021D-100BT-07N), прямой кабель USB Type A длиной 3 м (CBL -500-300-S00), кабель питания хоста 5 В
1911IER-3-09735
1911I Красный сканер, ER Focus, Лазерный целеуказатель
1911IER-3-21622K
1911IER-3-21622K
1911I Сканер, красный ComER, Chrg, Chrg, ComER-3-21622K Красный сканер Кабель USB
Сканер, 1D, PDF417, 2d, ER focus, красный, Bluetooth Class 1, с вибратором, собрано в Мексике
1911IER-3SER-UPS
КОМПЛЕКТ, 1911IER-3-09735, RS232, PS, CCB,UPS
1911IER-3SER-UPS-6
1911I Scanner Red, Chr Comms Focus, ER Focus, 232, LV6
1911IER-3USB-5-G
Комплект USB: 1D, PDF417, 2D, ER focus, красный сканер (1911iER-3), база для зарядки и связи, сертификация FIPS, прямой кабель USB типа A длиной 3 м (CBL) -500-300-S00), совместимый с TAA, скрипты парсинга UID и маркировка.
1911IER-3USB-5-N
Комплект USB: 1D, PDF417, 2D, ER focus, красный сканер (1911iER-3), база для зарядки и связи (CCB02-100BT-07N) USB Type A 3 м прямой, 5 В хост силовой кабель (CBL-500-300-S00), с вибратором, собран в Мексике
{{название}}
{{описание}}
{{/полученные результаты}}
Изображение
Артикул
Описание
1911I1DER-3USB
Комплект USB: 1D, PDF417, ER Focus, красный сканер (1911IER1D-3), база для зарядки и связи (CCB021D-100BT-07Nm), прямой кабель (CBL-500-300-S00), кабель питания хоста 5 В
1911ier-3-09735
1911i Scanner Red, ER Focus, Laser Aimer
1911ier-3-21622K
1911i Scanner Red, ER Focus, CHRG Comms Base, USB Cable
1911ier-3-25156
1911 Сканер GM Custom
1911IER-3-BD
BULK SCR CORDLESS,IND,LASER AIMER,ER,RED
1911IER-3-N
Сканер, 1D, PDF417, 2d, ER focus, красный, Bluetooth класса 1, с вибратором, собран в Мексике
1911I Сканер красный, ER Focus, Chrg Comms, RS-232, LV6
1911IER-3USB-5-G
3 Комплект USB: 1D, PDF417, 2D, ER focus, сканер красного цвета (1911iER-3), база для зарядки и связи, сертификация FIPS, прямой кабель USB типа A длиной 3 м (CBL-500-300-S00), совместимость с TAA, сценарии разбора UID и отметьте.
1911IER-3USB-5-N
Комплект USB: 1D, PDF417, 2D, ER focus, красный сканер (1911iER-3), база для зарядки и связи (CCB02-100BT-07N) USB Type A 3 м прямой, 5 В хост силовой кабель (CBL-500-300-S00), с вибратором, сборка в Мексике
{{название}}
{{описание}}
{{/полученные результаты}}
Промышленный сканер Granit 1981i Сканер
Прочный портативный сканер
Обзор
Характеристики
Ресурсы
Артикул
Поддерживать
Где купить
Свяжитесь с нами
Гранит™: 1981i (беспроводные) сканеры области изображения способны считывать 1D и 2D штрих-коды от 15 см (6 дюймов) до 15 м (50 футов). Они оснащены технологиями, упрощающими их использование и избавляющими от догадок при сканировании на больших расстояниях. А сканеры Granit 1981i имеют степень защиты IP65, что позволяет им работать в суровых условиях.
Сканер Granit 1981i, протестированный для работы в самых жестких условиях, имеет класс защиты IP65 и выдерживает 5000 падений с высоты 1 м (3,3 фута) и 50 падений на бетон с высоты 2 м (6,5 фута).
Сканер Granit 1981i может заменить и объединить несколько специализированных сканеров в типичных распределительных центрах и складах, предоставляя единое решение для сканирования.
Беспроводная технология Bluetooth обеспечивает свободу передвижения на расстоянии до 100 м (330 футов) от базы и уменьшает помехи для других беспроводных систем.
Лазерный точечный прицел, всенаправленное сканирование и такие функции, как центрирование, устраняют сомнения при сканировании на больших расстояниях.
Сканер Granit 1981i сканирует коды низкой плотности (100 мил) на расстоянии до 16 м (52 фута) и коды высокой плотности (2 мил) с близкого расстояния – и все, что между ними.
Granit 1981i (беспроводной) Полнодиапазонный имидж-сканер способен считывать как одномерные, так и двухмерные штрих-коды на широком диапазоне расстояний. От низкокачественных кодов размером 2 мил, сканируемых с близкого расстояния, до кодов размером 100 мил, свисающих со стропил склада и сканируемых на расстоянии 16 м (52 фута), серия Granit создана для работы. Обладая непревзойденной дальностью действия и возможностью свободы беспроводной связи, сканеры Granit максимально увеличить производительность оператора в самых суровых условиях.Granit 19Сканеры 81i оснащены технологиями, которые делают их простыми в использовании: такими технологиями, как встроенная система наведения лазерного целеуказателя с автоматической подсветкой, возможностью всенаправленного считывания и поддержкой центрирования, чтобы исключить сомнения при сканировании на больших расстояниях. Операторы вилочных погрузчиков оборудованные мобильными компьютерами, установленными на транспортных средствах, такими как Honeywell Thor™: серия, оценят, как возможность полнодиапазонного сканирования позволяет им оставаться на месте — и, следовательно, более продуктивно — при сканировании штрих-кодов на больших расстояниях. А с технологией Bluetooth®: они получат полную свободу передвижения на расстоянии до 100 м (328 футов) от основания. Как и вся серия Granit, 19Сканеры 81i обеспечивают лучшую в своем классе долговечность благодаря корпусу со степенью защиты IP65. В суровых условиях распределительных центров и складов эти сканеры максимизируют производительность вашей команды и снижают общую стоимость владения.
Характеристики
Характеристики
Интегрированная система лазерного целеуказания с автоподсветкой
Форм-фактор
Форма пистолета
Размеры
Габаритные размеры
13,3 х 7,5 х 19,5 см
5,2 x 2,9 x 7,6 дюйма
Характеристики сканирования
Количество сканирований
7200
Перекос
80
Возможность декодирования
1D/2D
Диапазон сканирования
Дальний радиус действия (FR/LR)
Глубина резкости
3,9–406,5 дюйма
Яркость
0 — 100000 лк
Шаг
70
Шаблон сканирования
Изображение области
Контрастная печать
40
Сеть
Характеристики Bluetooth
v2. 1
Bluetooth
Да
Оборудование
Тип двигателя
2D дальнего действия
Тип прицела
Лазер
Беспроводная связь
Да
Интерфейс хост-системы
КВТ
USB
РС-232
Электрика
Входное напряжение
5 В пост. тока
Окружающая среда
Рабочая влажность
0 — 95 %
Рабочая температура
— 4 — 122 °F
— 20 — 50 °С
Диапазон температур хранения
— 40 — 70 °С
— 40 — 158 °F
Стандарты и сертификаты
Спецификации барабанов
5000 падений с высоты 1 м (3,3 фута)
Степень защиты
IP65
Технические характеристики
50 Падение с высоты 2 м (6,5 футов) на бетон при -20 °C (-4 °F)
Условия обслуживания
Срок гарантии
3 года
Другие
Тип разъема питания
Аккумуляторный
Features
Dimensions
Scanning Specifications
Network
Hardware
Electrical
Environmental
Standards & Approvals
Service Terms
Others
Features : Integrated Laser Pointer Aiming System with Auto-Illumination
Форм-фактор : Форма пистолета
Габаритные размеры : 13,3 х 7,5 х 19,5 см | 5,2 х 2,9 х 7,6 дюйма
Количество сканирований : 7200
Перекос : 80
Возможность декодирования : 1D/2D
Диапазон сканирования : Большой диапазон (FR/LR)
Глубина резкости : 3,9–406,5 в
Яркость : 0 — 100000 люкс
Шаг : 70
Шаблон сканирования : Изображение области
Контраст печати : 40
Технические характеристики Bluetooth : v2. 1
Bluetooth : Да
Тип двигателя : 2D дальнего действия
Тип наведения : Лазер
Беспроводная связь : Да
Интерфейс хост-системы : KBW|USB|RS-232
Входное напряжение : 5 В пост. тока
Рабочая влажность : 0–95 %
Рабочая температура : — 4 — 122 °F| — 20 — 50 °C
Диапазон температур хранения : — 40 — 70 °C | — 40 — 158 °F
Характеристики кувыркания : 5000 падений с высоты 1 м (3,3 фута)
Степень защиты : IP65
Характеристики падения : 50 падений с высоты 2 м (6,5 футов) на бетон при -20 °C (-4 °F)
Срок гарантии : 3 года
Тип разъема питания : Беспроводной
Лист данных
Имя
Описание
Размер файла
Дата
Размер
Гранит 1980i Промышленный сканер.
217.37 КБ
Гранит 1981i промышленного сканера Специалисты данных
Granit 1981i Промышленного сканера. Размер
Руководство пользователя
: Сеть и безопасность для сканеров Honeywell (ALLSKU-SC-EN-SG-01 Rev A) Руководство пользователя
: Сеть и безопасность для сканеров Honeywell (ALLSKU-SC-EN-SG-01 Rev A)
application/pdf 1,16 МБ
08.11.2022
1,16 МБ
Руководство по установке: COB02, зарядная база (COB02-INST Rev C)
Руководство по установке: COB02, зарядная база (COB02-Only Base) INST Rev C)
application/pdf 889,83 КБ
15.11.2022
889,83 КБ
Дополнение к раскладкам клавиатуры Linux для сканеров Honeywell (KBDCTY-L-EN-AD-01 Rev B)
Linux Keyboard Layoutsendum для сканеров Honeywell (KBDCTY-L-EN-AD-01 Rev B)
application/pdf 173,05 КБ
08.11.2022
173,05 КБ
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Руководство по установке (MBC-INST Rev D)
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Руководство по установке SCN01 (MBC-Inst Rev D)
Приложение/PDF 84,99 KB
14. 07.2021
84.99 KB
Xenon 1900, 1900H, 1902, 1902H, 1902G-BF и Granit 1910, 1911, 1902, 1902H, 1902G-BF и Granit 1910, 1911, 1902, 1902H, 1902G-BF и Granit 1910. 1981i, 1920i Руководство пользователя (Xenon-UG Rev W)
Xenon 1900, 1900h, 1902, 1902H, 1902G-BF и Granit 1910i, 1911i, 1980i, 1981i, 1920i Руководство пользователя (Xenon-ug rev w)
Приложение/PDF 10,41 МБ
14/14/2021
10,41 МБ
. Начальное руководство (PN ACC-PT-QS Rev E)
Краткое руководство пользователя точки доступа (PN ACC-PT-QS Rev E)
application/pdf 654,1 KB
14.07.2021
654,1 KB
Granit Краткое руководство по промышленному полнодиапазонному сканеру 1980 года (номер по каталогу GRNT1980-QS Rev A)
Granit 1980 Промышленный полнодиапазонный полнодиапазонный сканер. Краткое руководство пользователя (PN GRNT1980-QS Rev A)
application/pdf 567,79 КБ
14.07.2021 Руководство (GRNTBASE-INST Rev C)
CCB02-100BT/CCB05-100BT Руководство по базовой установке (GRNTBASE-INST Rev C)
application/pdf 123,8 KB
08. 11.2022
123,8 3 KB 900 Руководство по началу работы (P/N GRNT1981-QS Rev A)
Granit 1981i Руководство по быстрому старту (P/N GRNT1981-QS Rev A)
Приложение/PDF 588.06 KB
14/14/2021
588.06 KB
Регулирующая информация
Имя
.
Дата
Размер
CCB02-100, CCB05-100 Нормативный лист (CCB02-MULT-RS-04 Rev A)
CCB02-100, CCB05-100 Нормативный лист (CCB02-MULT-RS-04 Rev A)
приложение/pdf 1,67 МБ
15.11.2022
1.67 MB
Гранит 1980i Нормативный лист (P/N РегШт-1980-01 Rev B)
Гранит 1980i Нормативный лист (P/N RegSht-1980-01 Rev B)
application/pdf 7 9 003 MB 9 003 MB /14/2021
2.4 МБ
Гранит 1981и Нормативный лист (РегШт-1981-03 Рев А)
Гранит 1981и Нормативный лист (РегШт-1981-03 Рев А)
20 10 3MB
application/pdf 2.4 /2021
2,79 MB
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Нормативные документы (RegSht-MBC Rev C)
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Нормативный лист (RegSht-MBC Rev C)
application/pdf 723,69 KB
14. 07.2021
723,69 KB SCN01-INSERT Rev C)
Вставка аккумулятора для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
Приложение/PDF 74.94 KB
8.11.2022
74.94 KB
Имя
Описание
Size
Date
Size
Руководство пользователя: Сеть и безопасность для сканеров Honeywell (ALLSKU-SC-EN-SG-01 Rev A)
Руководство пользователя: Сеть и безопасность для сканеров Honeywell (ALLSKU-SC-EN-SG-01 Rev A)
1,16 МБ
8 ноября 2022 г. (COB02-INST Rev C)
Руководство по установке: COB02, База только для зарядки (COB02-INST Rev C)
889,83 КБ
15/11/2022
889,83 КБ
End KBDCTY-L-EN-AD-01 Rev B)
Дополнение к раскладкам клавиатуры Linux для сканеров Honeywell (KBDCTY-L-EN-AD-01 Rev B)
173,05 КБ
08.11.2022
173,05 КБ
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Руководство по установке (MBC-INST Rev D)
Руководство по установке зарядного устройства с несколькими отсеками-BAT1 MB4SCN0 (MBC-Inst Rev D)
84,99 KB
14. 07.2021
84,99 KB
Гранит 1980i Промышленный сканер.
217,37 КБ
Гранит 1981i Промышленного сканера. Столб данных
Гранит 1981i Промышленный сканер. 1980i, 1981i, 1920i Руководство пользователя (Xenon-UG Rev W)
Xenon 1900, 1900h, 1902, 1902h, 1902g-BF и Granit 1910i, 1911i, 1980i, 1981i, 1920i 900 Руководство пользователя (Xenon-U) 000W 10,41 МБ
14.07.2021
10,41 МБ
Краткое руководство пользователя точки доступа (PN ACC-PT-QS Rev E)
Краткое руководство пользователя точки доступа (PN ACC-PT-QS Rev E)
654,1 КБ
14.07.2021
654,1 КБ
CCB02-100, CCB05-100 Нормативный лист (CCB02-MULT-RS-04 Rev A)
CCB02-100, CCB05-100 Нормативный лист (CCB02-MULT-RS-04 Rev A)
1,67 МБ
11/ 15/2022
1.67 MB
Гранит 1980i Нормативный лист (P/N RegSht-1980-01 Rev B)
Granit 1980i Нормативный лист (P/N RegSht-19)80-01 Rev B)
2,4 МБ
14.07. 2021
2,4 МБ
Granit 1980 Промышленный широкодиапазонный полнодиапазонный сканер Краткое руководство (номер GRNT1980-QS Rev A) Industrial Full Range0 Granit
3
2 Руководство по сканеру сканера, изображающему районом быстрого начала (PN GRNT1980-QS Rev A)
567,79 KB
14.07.2021
567,79 КБ
ГРАНИТ 1981I Регуляторный лист (Регшт-1981-03 Rev A)
Базовое руководство по установке CCB02-100BT/CCB05-100BT (GRNTBASE-INST Rev C)
CCB02-100Base-INSTASE1GR0BT05 C)
123,8 КБ
08.11.2022
123,8 КБ
Granit 1981i Краткое руководство пользователя (P/N GRNT1981-QS Rev A) )
588,06 КБ
14.07.2021
588,06 КБ
Многосекционное зарядное устройство MB4-BAT-SCN01 Нормативный лист (RegSht-MBC Rev C)
Многосекционное зарядное устройство MB4-BAT-SCN01 Нормативный лист (RegSht-MBC Rev C)
723,69 KB
7/14 /2021
723,69 KB
Вставка батареи для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
Вставка батареи для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
74/94 KB
3 2022
74,94 КБ
Имя
Описание
Размер файла
Дата
Размер
Гранит 1980i Промышленный сканер.
703,39 КБ
14.07.2021
Руководство пользователя: Сеть и безопасность для сканеров Honeywell (ALLSKU-SC-EN-SG-01 Rev A)
Руководство пользователя: Сеть и безопасность для сканеров Honeywell (ALLSKU-SC- EN-SG-01 Ред. А)
1,16 МБ
08.11.2022
Руководство по установке: COB02, база только для зарядки (COB02-INST Rev C)
Руководство по установке: COB02, база только для зарядки (COB02-INST Rev C)
89083
KB
15/11/2022
Дополнение к раскладкам клавиатуры Linux для сканеров Honeywell (KBDCTY-L-EN-AD-01 Rev B)
Дополнение к раскладкам клавиатуры Linux для сканеров Honeywell (KBDCTY-L-EN-AD-01 Rev B)
173,05 КБ
08.11.2022
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Руководство по установке (MBC-INST Rev D)
Зарядное устройство с несколькими отсеками MB4-BAT-SCN01 Руководство по установке (MBC-INST Rev D)
84,99 КБ Руководство пользователя для моделей 1911i, 1980i, 1981i, 1920i (Xenon-UG Rev W)
10,41 МБ
14. 07.2021
Краткое руководство пользователя точки доступа (PN ACC-PT-QS Rev E)
Краткое руководство пользователя точки доступа (PN ACC-PT-QS Rev E)
654,1 КБ
14.07.2021
Granit 1980 Промышленный полнодиапазонный полнодиапазонный сканер. Краткое руководство пользователя (PN GRNT1980-QS Rev A)
Granit 1980 Промышленный полнодиапазонный полнодиапазонный сканер. Краткое руководство (арт. GRNT1980-QS Rev A)
567,79 КБ
14.07.2021 )
CCB02-100BT/CCB05-100BT Руководство по базовой установке (GRNTBASE-INST Rev C)
123,8 KB
8.01.2022
Granit 1981i Gust Start Guide (P/N GRNT1981-QS Rev A)
Granit 1981i Guide Guide (P/N GRNT1981-QS Rev A)
588,06 KB
-QS Rev A)
588,06 KB
-QS.
14.07.2021
CCB02-100, CCB05-100 Нормативный лист (CCB02-MULT-RS-04 Rev A)
CCB02-100, CCB05-100 Нормативный лист (CCB02-MULT-RS-04 Rev A)
1,67 МБ
15.11.2022
Гранит 1980i Нормативный лист (P/N РегШт-1980-01 Рев B)
Гранит 1980i Нормативный лист (P/N РегШт-1980-01 Рев B)
2. 4 MB
14.07.2021
Гранит 1981i Нормативный лист (РегШт-1981-03 Рев A)
Гранит
RegSht-1981-03 Rev A)
2.79 MB
10.12.2021
Многосекционное зарядное устройство MB4-BAT-SCN01 Нормативные листы (RegSht-MBC Rev C)
Многосекционное зарядное устройство MB4-BAT -SCN01 Нормативные документы (RegSht-MBC Rev C)
723.69 KB
14.07.2021
Вставка батареи для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
Вставка батареи для BAT-SCN01 (BAT-SCN01-INSERT Rev C)
74,94 КБ
08.11.2022
3
Изображение
Артикул
Описание
1981IFR-3-N
Сканер, 1D/2D, FR focus, красный, Bluetooth класса 1, с вибратором и батареей BAT-SCN01, только для Индии
1981IFR-3SER-5-N
SER Комплект: 1D/2D, FR focus, красный сканер, Bluetooth класса 1 (1981iFR-3), зарядная и коммуникационная база (CCB05-100BT-07N), промышленный кабель RS232 (CBL-020-300-C00-01). Региональный блок питания необходимо заказывать отдельно.
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем консольно-фрезерные станки.
Консольно-фрезерные станки наиболее распространены. Стол консольно- фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.).
Консольный горизонтально-фрезерный станок показан на рис. 3.1. Основание станка А – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
Рис. 3.1. Общий вид консольного горизонтально-фрезерного станка: А – основание; Б – станина; В – хобот; Г – стол; Д – салазки; Е – консоль. 1 – механизм для изменения частоты вращения шпинделя; 2 – винт перемещения хобота; 3 – гайка крепления хобота; маховики для перемещения стола в продольном (4) и в поперечном (5) направлении; 6 – рукоятка подъема консоли; 7 – лимб механизма переключения подач; 8, 9 – рукоятки зажима салазок; 10–12 – элементы включения освещения, подачи СОТС, изменения направления вращения шпинделя; 13 – опоры; 14 – шпиндель
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 3.2. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1. Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
Рис 3.2. Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 3.3).
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (рис. 3.2): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54, вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев: 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения: 284, 365 и 462 об/мин (рис. 3.3). С вала III на вал IV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача вращения от электродвигателя к шпинделю может быть представлена в виде уравнения кинематической цепи:
Расчетная наименьшая частота вращения шпинделя (об/мин) будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис. 3.4.
Рис. 3.4. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 3.2) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IХ на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие.
Вариант 1. При включении муфты МФ1 (см. рис. 3.2) вращение от вала Х на вал ХI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал ХII и далее.
Вариант 2. При отключенной муфте МФ1 (см. рис. 3.2) вращение на вал ХI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответсвует количеству значений подач стола в продольном (через валы ХIV и ХV), поперечном (винт ХVII) и вертикальном направлениях. Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
По уравнению кинематической цепи можно определить и значение минимальной рабочей подачи стола в продольном направлении, мм/мин:
Кинематическая цепь, при которой продольная подача наибольшая, будет следующей, мм/мин:
Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис 3. 5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтально-фрезерных станков, как правило, существенно не отличаются.
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный. Настройку обычно производят при фрезеровании партии заготовок.
Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 3.6). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода. В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
Рис. 3.6. Схема установки кулачков для управления механизмом продольных подач стола
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Рис. 3.7. Схема установки кулачков и замкнутый цикл движения стола
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, «быстро вправо–подача вправо– быстро влево–подача влево–быстро вправо» и т.д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола.
Для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».
Консольно-фрезерные станки | Машиностроение
Консольно-фрезерные станки (КФС) предназначены для обработки плоских и фасонных поверхностей небольших и средних деталей произвольной формы: плоских, корпусных, типа тел вращения и фигурных. Кроме фрезерования на станках можно проводить сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы. Основная область использования КФС – единичное и мелкосерийное производство. Однако при оснащении их специальными приспособлениями и устройствами автоматизации рабочих циклов, а также системами ЧПУ станки могут эффективно использоваться в серийном производстве. В качестве основного параметра, по которому построены размерные ряды станков, принята ширина рабочей поверхности стола. Для обработки деталей с нескольких сторон, станки могут оснащаться поворотными столами с горизонтальной или (и) вертикальной осью вращения. Размеры КФС (рис. 4.41) стандартизованы (ГОСТ 165-81).
Рис. 4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
Станок предназначен для фрезерования различных деталей сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава. Движение резания — вращение шпинделя с фрезой. Подачами являются перемещения стола с заготовкой в продольном, поперечном и вертикальном направлениях. Вспомогательные движения — быстрые перемещения стола в тех же направлениях. Принцип работы. Обрабатываемые детали устанавливают непосредственно на столе, в тисках или специальных приспособлениях. Для обработки деталей в нескольких позициях широко используется универсальная делительная головка, которая позволяет производить делительные повороты заготовки на требуемое количество равных частей. Насадные фрезы, цилиндрические, дисковые и др., устанавливают на шпиндельных оправках, хвостовые непосредственно в шпинделе или в цанговом патроне. При установке фрез на оправках последние одним концом вставляют в конус шпинделя, а другим — в отверстие подвески. Торцовые фрезерные головки закрепляют на торце шпинделя. Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола В, поперечных салазок Д и консоли Е. Конструктивные особенности. Станок имеет разделенный привод движения резания, т. е. коробка скоростей смонтирована в станине в виде отдельного узла, а вращение шпинделю передается клиновыми ремнями. Это обеспечивает безвибрационную работу станка даже на самых высоких числах оборотов шпинделя. Шпиндель смонтирован на прецизионных двойных роликовых подшипниках серии 3182100 высокой жесткости. Шпиндель разгружен от изгибающих усилий со стороны ременной передачи, так как приводной шкив установлен на независимых подшипниках. Для более равномерного вращения шпинделя его приводная шестерня сделана массивной, поэтому она одновременно выполняет роль маховнка. Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом. Станок имеет две подвески хобота: одну на подшипниках качения, предназначенную для скоростных работ; другую на подшипнике скольжения, обеспечивающую работу с фрезами диаметром менее 75 мм, Для повышения жесткости системы хобот Б может быть соединен с консолью Е дополнительной связью Г. В приводе подач имеется шариковая предохранительная муфта, исключающая возможность поломки элементов привода при чрезмерном увеличении нагрузки. Для фрезерования попутным методом в приводе продольной подачи стола предусмотрен механизм для периодического устранения зазора между ходовым винтом и гайками.
Техническая характеристика станка 6П80Г
Рабочая поверхность стола (мм)
200х800
Число скоростей вращения шпннделя
12
Пределы чисел оборотов шпинделя в минуту
50 — 2240
Количество величин подач стола
12
Пределы скоростей подач стола (мм/мин):
продольных
22,4 -1000
поперечных
16 — 710
вертикальных
8 — 355
Скорость быстрого перемещения стола (мм/мин):
продольного
2400
поперечного
1710
вертикального
855
Мощность главного электродвигателя (квт)
2,8
Традиционно выделяются в самостоятельную группу разновидность консольно-фрезерных станков широкоуниверсальные фрезерные станки (ШУИФС), которые оснащены развитой инструментальной оснасткой (рис. 4.42).
Для обработки низких и плоских деталей всегда удобно использовать консольные фрезерные станки с вертикальным расположением шпинделя. Компоновка такого станка показана на рис. 4.43.
Несущая система КФС состоит из чугунных оснований и стоек. На стойке предусмотрены направляющие для вертикального перемещения консоли станка.
Столы имеют удлиненную прямоугольную форму с отношением длины к ширине 2,5:1, что обеспечивает возможность работы с дополнительными приспособлениями, а также обработки длинномерных деталей. Для крепления приспособлений и обрабатываемых деталей на столах используют продольно расположенные Т-образные пазы.
Неподвижные или расположенные в пиноле (или в выдвижном шпинделе) шпиндельные узлы испытывают значительные нагрузки и монтируются на радиальных или радиально-упорных
Установку инструмента осуществляют с помощью конуса с конусностью 7:24 либо на конце шпинделя с центровкой по его наружному диаметру. Крутящий момент передается призматической шпонкой, выполненной на торце шпинделя. Для зажима инструмента в шпинделе используют ручные или механические устройства.
В станках с ручным управлением используют ступенчато-регулируемые проводы, которые состоят из асинхронного электродвигателя и ступенчатой коробки скоростей. В автоматизированном варианте главного привода используются двигатели постоянного тока, причем для обеспечения постоянной мощности на большей части диапазона частот вращения шпинделя используют двух- или трехступенчатых зубчатых переборов.
В приводах подач станков с ручным управлением используют нерегулируемые электродвигатели переменного тока со ступенчатыми коробками подач.
В ШУИФС и вертикальных КФС с ползуном, оснащенных ЧПУ, используют разделенные привода с регулируемым электродвигателем, который связан через редуктор или напрямую с шариковыми механизмами перемещения исполнительных органов.
Мега-гид по фрезерным станкам
— что это такое, типы и характеристики
🛠 Фрезерный станок — один из самых увлекательных инструментов для тех из нас, кто увлечен производством и обработкой.
В этой статье мы рассказываем о том, что такое фрезерные станки, какие виды существуют, для чего они используются и какие виды деталей и операций можно на них выполнять.
👇 Продолжайте читать! Вы найдете видео, персонализированные изображения…
📖 Что вы хотите прочитать?
Что такое фрезерный станок и для чего мы его используем?
Пример классического универсально-фрезерного станка, модель OPTIMUM MT 230 S с цифровой индикацией, промышленный станок. Цена около 27.000€
Фрезерный станок – это станок, который выполняет черновую обработку, резку или (даже) сверление различных твердых материалов, обычно металла. Это делается путем удаления стружки за счет высокоскоростного вращения фрезы и движения осей либо элемента, либо механизма.
Этот вид технологии изготовления деталей путем их вырезания называется механической обработкой.
Фреза — это режущий инструмент, используемый во фрезерных станках. Фреза содержит одну или несколько режущих кромок, удаляющих металлическую стружку при вращении инструмента. Существует множество различных типов фрез, в зависимости от типа работы, которую необходимо выполнить на детали. Вот несколько примеров:
Различные типы фрез (фрезерных инструментов) для различных операций, которые можно выполнять на фрезерном станке.
Все еще не понятно, что такое фрезерный станок и как им пользоваться? Я думаю, что эти концепции лучше всего объяснить с помощью видео. Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:
Части фрезерного станка
Теперь, когда мы знаем, каковы его функции, давайте познакомимся с анатомия фрезерного станка. Для этого мы должны учитывать, что его детали и аксессуары будут различаться в зависимости от модели машины. По этой причине мы назовем наиболее важные из них.
Стол
Сюда мы поместим деталь, которую нужно фрезеровать. На столе блок необработанного металла, подлежащий фрезерованию, фиксируется с помощью различных систем. Наиболее распространенная система заключается в удержании детали с помощью тисков или зажимов, винтов и Т-образных гаек, так как перед началом фрезерования деталь должна быть прочно закреплена и находиться в правильном положении.
Шатуны
Это те, которые придают движение декартовым осям. Есть по одному «X», «Y» и «Z» соответственно. С их помощью мы будем перемещать компонент, закрепленный на станине, и шпиндель, содержащий фрезу. Фрезерный станок может иметь больше этих элементов в зависимости от количества возможных движений или если мы поместим четвертую ось вращения.
Головка
Содержит устройство, удерживающее и фиксирующее режущий элемент. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости. И содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
Двигатель
Еще один из основных элементов фрезерного станка. Это сердце машины. Его мощность, обороты и крутящий момент варьируются в зависимости от модели и предполагаемого использования.
Существуют двигатели с регулируемой скоростью, которая осуществляется электронным способом, и двигатели с фиксированной скоростью, которые регулируют скорость и мощность с помощью системы шкивов или шестерен.
Редуктор
Не все материалы, не все металлы режут с одинаковой скоростью. Любая комбинация режущего материала и материала, подлежащего резке, требует скорости инструмента, чтобы обеспечить наилучшую отделку и гарантировать, что срок службы инструмента не пострадает.
Вот почему фрезерные станки имеют редуктор, который берет выходную мощность двигателя и преобразует ее с различными регулируемыми скоростями или даже в разных направлениях (для возможности фрезерования вертикально или горизонтально) или элементы машины (для возможности автоматического движение по одной из осей).
Какие существуют типы фрезерных станков?
Как и для большинства инструментов, существуют различные фрезерные станки со специфическими функциями, размерами и характеристиками. Их можно классифицировать по разным критериям.
Вот некоторые классификации фрезерных станков в соответствии с характеристиками, которые мы считаем наиболее важными, с практическим объяснением и иллюстрациями 👇
По ориентации шпинделя
Относится к направлению режущего инструмента. В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
Горизонтально-фрезерный станок . Ось шпинделя горизонтальная, фрезы установлены на горизонтальном валу, называемом оправкой. Эти станки являются первыми конструкциями фрезерных станков. У них есть горизонтальный шпиндель, мост, поддерживающий оправку в очень жестком положении, и координатный стол, который перемещается вверх и вниз по консоли (вертикальной оси).
Вертикально-фрезерный станок . Здесь положение на шпинделе вертикальное, перпендикулярное координатному столу. Может иметь поворотную головку, если имеется возможность наклона шпинделя для выполнения определенных операций под углом. Вертикально-фрезерные станки сегодня более распространены, и они являются стандартом, когда речь идет о фрезерных станках и центрах с ЧПУ. На старых моделях деталь обычно двигается вверх и вниз (так же, как и на горизонтальных), но на большинстве современных фрезеров головка движется вверх и вниз для обработки детали.
Универсальный фрезерный станок . Этот станок сочетает в себе два предыдущих типа и имеет возможность использования инструмента в горизонтальном и вертикальном положении.
В зависимости от количества осей
Они будут определять типы движения нашего фрезерного станка. Чем больше количество осей, тем больше возможности обработки, а также стоимость станка и сложность программирования операций:
3 оси . Это основные ортогональные направления машины с такими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
4 оси . К упомянутым добавляется возможность вращения обрабатываемого объекта на столе. 4 боковые грани могут быть отфрезерованы или также может быть установлен инструмент для фиксации 4 деталей вместо одной в каждом цикле.
5 осей . Добавьте к 3 типичным осям стол, способный вращаться по 2 различным осям. Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
В соответствии с их структурой
Структура обычного фрезерного станка
Обычные фрезерные станки имеют С-образная конструкция , на которой распределены элементы машины. Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и поддерживать допуски заготовки.
Классические вертикальные или горизонтальные фрезерные станки ( коленные фрезы ) обычно имеют координатный стол (X и Y), который перемещается вверх и вниз по оси Z на жесткой опоре, называемой консолью. Большинство современных фрезерных станков и вертикальных обрабатывающих центров обычно имеют стационарные оси X и Y, и именно головка (а не деталь) перемещается вверх и вниз по независимым направляющим (9).0013 станины ). Оба имеют схожую структуру C.
Конструкции, поддерживающие усилия фрезерного станка, обычно изготавливают из чугуна для получения очень тяжелых и жестких деталей, поддерживающих форму фрезерного станка и поглощающих вибрации. Существуют также сварные стальные рамы, которые обычно менее жесткие.
Передвижной мост или портал
В этом случае перемещается не стол и, следовательно, не заготовка. Двигается структура, удерживающая голову. Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Колонно-фрезерный станок
В них шпиндель размещен в вертикальной колонне, по которой он перемещается вверх и вниз и из которой выходит и входит через плечо. Эта конструкция используется, когда детали большие или тяжелые, так как это машина, которая перемещается вокруг детали, чтобы обработать ее, и движения сведены к минимуму. Расточные станки, которые специализируются на обработке отверстий с очень точными допусками, обычно представляют собой стационарные или мобильные станки с колонной.
По методу контроля
Ручные фрезерные станки
В самых простых фрезерных станках используются кривошипы с нониусом (шкалы для контроля подачи), чтобы оператор мог перемещать оси при их повороте. Некоторые фрезерные станки также включают автоматическую подачу на один из своих валов, оператор может задействовать вал для его автоматического перемещения и завершить операцию, не перемещая кривошип.
Фрезерный станок с УЦИ (цифровое считывание)
Одним из наиболее распространенных аксессуаров для ручного станка является УЦИ. Считыватель указывает положение осей на экране, поэтому нет необходимости использовать рукоятки нониуса или выполнять больше измерений, чем необходимо.
Короче говоря, управление по-прежнему ручное, но вам поможет читатель.
УЦИ можно приобрести непосредственно установленным на фрезерный станок или установить позже в относительно простой модификации. Вот видео о том, как использовать и устанавливать УЦИ на фрезерный станок:
Фрезерные станки с ЧПУ (ЧПУ)
Этот тип станков полностью оснащен цифровым управлением. Идеально подходит для автоматизации производственных процессов. Операции резки и фрезерования предварительно проектируются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Эти фрезерные станки можно приобрести с числовым программным управлением или модифицировать до ручного фрезерного станка, чтобы им можно было управлять с помощью ЧПУ. Вот один из примеров того, как преобразовать фрезерный станок в систему ЧПУ:
Фрезерные станки для любителей и небольших мастерских
Мы говорили о промышленных станках, стоимость которых составляет порядка нескольких десятков тысяч евро. Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
Мы собрали несколько обзоров существующих более дешевых моделей и типов, чтобы вы могли получить представление о вариантах, которые существуют помимо промышленных фрезерных станков.
Tormach
Фрезерные станки Tormach значительно дороже и очень популярны в США в качестве станков для начинающих или для небольших мастерских.
Фрезерные станки Grizzly
Фрезерные станки с ЧПУ
Подобно тому, как мы говорили о лучших портальных фрезерных станках для фрезерования очень больших деталей, этот тип конструкции также используется в станках для любителей, известный как Фрезерные станки с ЧПУ .
Они не обладают такой жесткостью, как обычные фрезерные станки с чугунной рамой, поэтому их часто используют для фрезерования дерева, пластика, углеродного волокна или алюминия. Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда имеют числовое управление.
Фрезерный станок с ЧПУ с алюминиевым профилем, модель OX CNC. Фрезерный станок с ЧПУ с алюминиевой структурой для легкой обработки алюминия. Модель 6040.
Какие области применения у фрезерного станка?
Для чего используется фрезерный станок? Фрезерные станки используются для изготовления механически обработанных деталей, которые обычно изготавливаются из металла (стали, алюминия или других металлов), хотя они также могут быть изготовлены из пластмассы или дерева.
Детали, изготавливаемые механической обработкой, могут быть единичными, мелкими или средними сериями; для промышленного применения, машиностроения, аэрокосмической, медицинской промышленности… Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
Фрезерные станки, которые мы представили в этой статье, в основном представляют собой открытые фрезерные станки, 3 оси, ручные, с цифровым считыванием… Этот тип традиционных фрезерных станков используется для небольших серий или отдельных деталей, они позволяют работать быстро, а ручное или автоматическое управление машиной. Они обычно используются в небольших мастерских, в мастерских по изготовлению оснастки или прототипов, в школах механообработки, мастерских механиков…
Мастерская прототипирования с вертикальными фрезерными станками с цифровым считыванием (DRO)
Для производственных тиражей в крупных мастерских часто используются обрабатывающие центры с ЧПУ, которые представляют собой станки, по сути являющиеся фрезерным станком, но закрытые и управляемые компьютером (ЧПУ), обычно имеющие автоматическую смену инструмента и часто более 3-х осей.
Обрабатывающий цех с обрабатывающими центрами и токарными станками с ЧПУ
Детали с более сложной геометрией изготавливаются на 5-осевых обрабатывающих центрах , которые позволяют вращать деталь по двум осям вращения, чтобы фреза могла получить доступ ко всем сторонам объекта (кроме рукояти) и фрезеровать под любым углом.
Фрезерные работы
Функции этого устройства очень разнообразны и будут зависеть от особенностей каждого станка. Тем не менее, мы можем назвать основные из них.
Строгание.
Канавка. Для создания точных полостей в некоторых материалах. Они могут быть прямыми или фигурными. Они будут иметь толщину, определяемую фрезой, и траекторию, ограниченную движением осей.
Сверление. Универсальность фрезерного станка позволяет выполнять отверстия точного диаметра и длины. Первый обычно определяется размером используемой фрезы. Эти отверстия могут быть гладкими, коническими или с резьбой.
Производство зубчатых колес. Одним из основных применений четырехосевого фрезерного станка с винтовой функцией является изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
Чем фрезерный станок отличается от токарного станка?
Токарный станок и фрезерный станок являются двумя столпами механической обработки, но они имеют совершенно разные области применения и характеристики.
Токарный станок используется для изготовления вращающихся деталей . То есть детали, которые можно создать, обтачивая металлический цилиндр и удаляя металл токарными инструментами.
Токарный станок появился раньше, чем фрезерный станок, и его можно использовать для производства более дешевых деталей, если они имеют правильную форму и могут быть адаптированы к станку. Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
Вот видео с дополнительной информацией о токарном станке, если вам интересно узнать об этом станке:
Обрабатывающие центры — это машины, которые имеют много общих характеристик с фрезерными станками. По сути, можно сказать, что они являются подгруппой фрезерных станков, но они были модернизированы для производства обрабатываемых деталей в больших объемах и с высокой точностью.
Обрабатывающие центры имеют следующие характеристики:
Имеют числовое управление (ЧПУ)
Могут выполнять различные операции механической обработки, кроме фрезерования, нарезания резьбы и сверления
Имеют крышку, которая их закрывает
Имеют автоматическую смену инструмента
Могут иметь более 3 осей
Как и у фрезерных станков, существуют вертикальные и горизонтальные обрабатывающие центры, хотя различие не такое простое, как у фрезерные станки.
В настоящее время фрезерные станки обычно используются в небольших мастерских и для изготовления прототипов, отдельных деталей, крупных деталей… Обрабатывающие центры с ЧПУ несут большую часть производственной нагрузки на детали с ЧПУ.
Вы хотите производить детали механической обработкой?
В Bitfab мы можем помочь вам с вашими проектами по механической обработке.
Если вы пришли к этой статье в поисках дополнительной информации о механической обработке и считаете, что это правильный выбор для ваших производственных нужд, не стесняйтесь оставить нам контактное сообщение.
Связаться с Bitfab
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
Характеристики и описание: Минитрактор MasterYard M244 4WD с кабиной (M244-CAB)
Современный трактор M244 4WD с кабиной обладает множеством достоинств, которые позволяют ему обеспечивать идеальное качество выполняемых работ. Эта модель будет одинаково полезна не только при выполнении работ в частном хозяйстве, но и в работах коммунальных служб (при работе на малых и средних участках). Некоторые из достоинств данной модели приведены ниже:
Полный привод 4WD и блокировка и дифференциала обеспечивает хорошую проходимость и исключает пробуксовку трактора. Широкий дорожный просвет (35-40 см) позволяет трактору возможность передвижения по бездорожью.
Большое число дополнительных модулей могут быть легко монтированы и демонтированы к устройству. Модули обеспечивают полезность трактора во все сезоны года.
Эргономичная панель управления включает в себя указатели уровня топлива, оборотов двигателя, температуры и счетчик моточасов (для определения времени выполнения технического обслуживания).
Тихий и экономичный дизельный трехцилиндровый двигатель мощностью 24 л.с. имеет высокий рабочий ресурс, прост в обслуживании и характеризуется низким уровнем шума и вибраций.
Максимальная скорость передвижения трактора МастерЯрд – 22,4 км/час. За переключение скоростей отвечает механическая трансмиссия. Предусмотрены 4 передние и одна задняя скорости. Круиз контроль позволяет оператору автоматически поддерживать скорость движения трактора.
Превосходную устойчивость устройства обеспечивает увеличенная колесная база.
Для работы в темное периоды суток и в условиях непогоды тракторе установлены мощные галогенные фары.
Установленные на MasterYard M244 4WD с кабиной широкопрофильные колеса имеют глубокий протектор. Они не повреждают грунт, имеют хорошее сцепление с дорогой.
Отапливаемая кабина с хорошим обзором обеспечивает комфорт работы оператора в любое время года и при любой погоде.
Гарантия и сервис: Минитрактор MasterYard M244 4WD с кабиной
Отзывы о товаре: Минитрактор MasterYard M244 4WD с кабиной (M244-CAB)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Минитрактор MasterYard M244 4WD с кабиной
Рекомендуем посмотреть
Цепь в бухте Champion 21BP, 0.325″, 1.5 мм, 1880 зв
11 100 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Электропила Champion 324N 18″
8 800 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Садовый трактор MasterYard CR1638
Дополнительные категории:
Печатать
Артикул: CR1638
Уточняйте наличие
Характеристики
Модель двигателя: LC1P92F
Трансмиссия: Гидростатическая
Ширина скашивания: 92
Травосборник: Есть
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
279 990 руб
Предложить свою цену
Характеристики и описание: Садовый трактор MasterYard CR1638 (CR1638)
Универсальный садовый трактор CR1638 будет полезен для работы в любой сезон года за счет возможности установки большого спектра дополнительного оборудования (снежный отвал, цепи на колеса и пр. ). Он превосходно справится с выполнением различных видов обработки поверхности площадью до 8000 кв.м. Садовый трактор данной модели имеет следующие основные достоинства:
Экологичный бензиновый одноцилиндровый двигатель Loncin LC1P92F мощностью 16 л.с. имеет низкий уровень шума и вибраций. Двигатель имеет удобную систему запуска (электростартер) и высокий рабочий ресурс.
Вместительный травосборник садового трактора МастерЯрд объемом 300 литров выполнен из высокопрочных материалов, устойчивых к повреждениям. Система оповещения подскажет оператору время, когда необходимо выполнить очистку бака.
Система кошения состоит из двух режущих ножей специальной формы. Ножи не только эффективно рубят траву, но и создают воздушный поток, забрасывающий ее в травосборник.
Мощные светодиодные фары гарантируют безопасность работ даже в темные периоды суток или в условиях плохой видимости.
Счетчик моточасов позволяет четко определять интервалы между техническими обслуживаниями.
Удобное эргономичное кресло и продуманная система управления обеспечивают максимальный комфорт работы оператора.
В качестве дополнительной опции может быть установлена система мульчирования.
Радиус поворота MasterYard CR1638 составляет всего 36 см.
Гидростатическая трансмиссия (коробка автомат) позволяет плавно регулировать скорость в диапазоне от 4,5 до 9 км/час.
Оптимальная ширина кошения (92 см) позволяет сочетать высокую производительность работ и маневренность.
Оператор имеет возможность установить уровень высоты кошения в диапазоне от 30 до 90 мм.
Гарантия и сервис: Садовый трактор MasterYard CR1638
Отзывы о товаре: Садовый трактор MasterYard CR1638 (CR1638)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Садовый трактор MasterYard CR1638
Рекомендуем посмотреть
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Садовый трактор MTD SMART RE 125
305 190 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Садовый трактор Caiman Comodo 2WD-HD с гидравлическим подъемником травосборника
990 000 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Садовый трактор Caiman Comodo 4WD
930 000 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
1025R Трактор | Малолитражные тракторы
Технические характеристики
ДОБАВИТЬ МОДЕЛЬ —Пожалуйста, выберите—
Добавить модель
ДОБАВИТЬ МОДЕЛЬ —Выберите—
Экспорт в Excel
Основные характеристики
Мощность двигателя (полная)
Номинальная мощность по SAE J1995: 17,8 кВт 23,9 л. с. 24,2 л.с. при 3200 об/мин
Мощность коробки отбора мощности (ВОМ)
12,8 кВт 17,2 л.с.
Гидравлика рулевого управления
13,2 л/мин 3,5 гал/мин
Гидравлика рабочего оборудования
13,2 л/мин 3,5 гал/мин
Тип сцепки
Ограниченная категория 1
Грузоподъемность, 24 дюйма за рычагами
344 кг 758 фунтов
Стандартная коробка передач; вперед/назад
Гидростатический — два диапазона
Круиз-контроль
Стандарт
Приблизительный вес брутто (открытая станция; кабина)
Открытая станция: 706 кг 1556 фунтов Кабина: 906 кг 1996 фунтов
Колесная база
1450 мм 57,1 дюйма
Двигатель
Семья
Производитель
Янмар®
Модель двигателя
3TNV80F-NCJT
Мощность двигателя (полная)
Номинальная мощность по SAE J1995: 17,8 кВт 23,9 л. с. 24,2 л.с. при 3200 секундах
Коробка отбора мощности (ВОМ) мощность
12,8 кВт 17,2 л.с.
Номинальная частота вращения двигателя
3200 об/мин
Тип
Дизель
Инжекторный насос типа
Непрямой впрыск
Аспирация
натуральный
Соответствие нормам выбросов
Последний уровень 4
Цилиндры/смещение
Три цилиндра: 1,267 л 77,3 куб. дюйма
Количество цилиндров
Три
Гильзы цилиндров
Монолитный
Диаметр и ход
80 x 84 мм 3,15 x 3,31 дюйма
Степень сжатия
23,1:1
Смазка
Герметичный
Система охлаждения
Водяной насос
Воздухоочиститель
Двойной элемент с механическим индикатором ограничения
Крутящий момент двигателя при номинальной скорости
53,1 Н·м 39,2 фунт-фут
Емкость топливного бака
24 л 6,3 галлона США.
Электрика
Размер батареи
500 ССА
Генератор (12 В)
40 А
Начальный размер
1,2 кВт 1,6 л.с.
Топливная система
Тип
Непрямой впрыск
Расход топлива
Коробка передач
Стандартная коробка передач; вперед/назад
Гидростатический — два диапазона
Дополнительная коробка передач; вперед/назад
Левый реверс
№
Диапазоны передач
Главная передача
Цилиндрическая шестерня
Тормоза
Мокрый диск (левая педаль)
Рулевое управление
Мощность
Сцепление, мокрое/сухое
Диаметр диска сцепления мокрого сцепления
Грузоподъемность оси
Передний 612 кг 1349 фунтов Задний 715 кг 1576 фунтов
Крипер
№
Круиз-контроль
Стандарт
Блокировка дифференциала
Да
Максимальная вертикальная нагрузка на дышло
Гидравлика
Тип
Открытый центр
Номинальная производительность насоса
Рулевое управление 13,2 л/мин 3,5 галлона в минуту Навесное оборудование 13,2 л/мин 3,5 галлона в минуту 24 л/мин 6,3 галлона в минуту
Тип насоса
Одинарная шестерня
Максимальное рабочее давление
138 бар 2000 фунтов на кв. дюйм
Датчик контроля тяги
Управление положением
Имеются клапаны дистанционного управления
Три
3-точечная сцепка
Тип
Ограниченная категория 1
Грузоподъемность, 24 дюйма за рычагами
344 кг 758 фунтов
Коробка отбора мощности (ВОМ)
Стандарт
Задний: 540 об/мин Средний: 2100 об/мин
Дополнительно
Управление
Независимый
Муфта
Мокрый диск
Тормоз (для среднего и заднего ВОМ)
Мокрый диск
Способ соединения
Емкости для жидкости
Картер с фильтром
2,7 л 2,9 кварты
Трансмиссия и гидравлическая система
12,3 л 3,2 гал.
Главная передача
Тип
Цилиндрическая шестерня
Блокировка дифференциала
Да
Станция оператора
Защита от опрокидывания
Тип Складной Да
Платформа — плоская/раздвижная
Цельный полуплоский
Место переключения передач — консоль/пол
Левая сторона
Кабина
Соответствие
Видимость
Кондиционер, перепад температур
Только нагрев
Двери
Два
Уровень шума
Сиденье
Сиденье премиум-класса
Размеры
Высота
Колесная база
1450 мм 57,1 дюйма
Зазор переднего моста
195 мм 7,7 дюйма
Радиус поворота с тормозами
Радиус поворота без тормозов
Внешняя передняя шина: 2,51 м 8,2 фута
Дифференциал повышенного трения
№
Приблизительный вес в упаковке (открытая станция; кабина)
Открытая станция: 706 кг 1556 фунтов Кабина: 906 кг 1996 фунтов
Печатая на своем Wanhao Duplicator i3 Mini, все больше и больше понимаю, что его возможностей мне не хватает. И область печати у него маленькая (120 х 135 х 100), и есть ограничения по применяемым материалам. В связи с этим и с постоянно растущим моим интересом к конструкциям различных принтеров появилось желание сделать свой 3D-принтер, а не покупать готовый более продвинутый.
И первое с чего я начал, это обдумывать конструкцию корпуса.
Кому удобнее смотреть в формате видео, то вот ссылка на ролик.
Существует большое разнообразие конструкций корпусов 3D-принтеров, и, на мой взгляд, существенной характеристикой любого корпуса будет являться его жесткость. Опытные мейкеры в качестве корпуса рекомендуют использовать два варианта:
— каркас из металлических листов;
— каркас из конструкционного профиля.
При этом считается, что от печатных деталей в конструкции корпуса лучше уходить. Если же в конструкции корпуса присутствуют напечатанные детали, то такой 3D-принтер будет иметь некоторые ограничения по максимальным ускорениям и скорости печати.
Каких-либо количественных сравнений жесткости корпусов принтеров я особо не встречал. Как правило, все результаты получены опытным путем от людей, которые самостоятельно собрали далеко не один 3D-принтер. В связи с этим мне стало интересно проверить статическую жесткость различных вариантов корпусов 3D-принтеров. Я взял несколько наиболее распространенных. Первый корпус – это корпус принтера Prusa i3 стальной, толщина материала 3 мм.
Второй рассмотренный корпус – это корпус принтера Ultimaker 2. Материал – сталь, толщина 3 мм.
Затем я рассмотрел несколько вариантов корпусов, сделанных из конструкционного профиля 20х20 мм. Материал – алюминий. Вот первый вариант:
Второй вариант усилен Г-соединителями размером 60х60 мм и толщиной 2 мм
И последний рассмотренный вариант – это вариант корпуса, усиленный диагональными конструктивными элементами. При этом одна из боковых стенок открыта, так как через нее осуществляется работа со столом 3D-принтера.
Все рассмотренные модели имеют сопоставимые размеры области печати, что наглядно нам продемонстрирует разницу в жесткости.
Относительно последнего варианта самодельного корпуса с диагональными элементами проведу небольшую демонстрацию с детским конструктором, чтобы показать на сколько диагонали могут увеличить жесткость.
Из детского конструктора сделана квадратная ферма. В каждом из четырех узлов фермы находится шарнир и ее можно легко деформировать.
Теперь добавим диагональный элемент.
После этого ферма стала полностью неподвижной, несмотря на то, что в каждом из ее четырех узлов по-прежнему шарнир, то есть элемент с нулевой жесткостью на кручение.
Переходим к результатам расчетов. Все расчеты выполнены методом конечных элементов в бесплатной программе Z88 Aurora V5. В качестве расчетной схемы для всех корпусов принтеров выбрана следующая схема:
Как видно из рисунка низ принтера закреплялся, а к верхней части прикладывалась нагрузка 10 кг по осям X и Y раздельно. Сначала по оси X, затем по оси Y. Результатом расчетов является величина перемещений корпуса в миллиметрах. Анимацию деформации всех корпусов можно посмотреть на видео из начала статьи.
Результаты для корпуса принтера Prusa i3. Масштаб деформаций увеличен для наглядности. Деформация по оси X:
Деформация по оси Y:
Далее результаты для корпуса принтера Ultimaker 2. Деформация по оси X:
Можно видеть, что за счет жесткости задней сплошной стенки, основная деформация происходит в области передней стенки корпуса.
Деформация по оси Y:
А теперь перейдем к результатам расчета вариантов корпусов, часто применяемых в самодельных 3D-принтерах. Первая версия не имеет никаких усиливающих элементов. Такую конструкцию можно приближенно считать конструкцией корпуса, в которой применены напечатанные соединительные элементы, жесткость которых оставляет желать лучшего.
В силу того, что корпус симметричен, нагрузка прикладывалась только один раз по одной оси:
Следующий вариант самодельного корпуса усилен уголками, так называемыми Г-соединителями, размером 60х60 мм. В силу симметрии нагрузка также прикладывалась только один раз.
Как мы видим, в сравнении с первой версией, величина деформации существенно снизилась.
И последний вариант самодельного корпуса, усиленный диагональными элементами. Так как этот вариант корпуса не симметричен, то нагрузка прикладывалась по осям X и Y. Деформация по оси X:
Можно видеть, что по оси Х существенного увеличения жесткости нет, в сравнении с вариантом, усиленным Г-соединителями. При этом из рисунка видно, что основные деформации сосредоточены в передней рамке корпуса, где нет диагонального элемента.
Деформация по оси Y:
При этом величина деформаций по оси Y значительно ниже и сопоставима с величиной деформаций корпуса принтера Ultimaker 2.
На гистограмме представлены результаты расчета всех корпусов:
Как мы видим, победителем оказался корпус принтера Ultimaker 2 – деформации данного корпуса оказались минимальны. Второе место занял корпус принтера Prusa i3. А затем расположились различные варианты самодельного корпуса, которые обозначены как RepRap.
Обратите внимание на довольно существенную разницу в жесткости между всеми вариантами самодельного корпуса и корпусами Prusa i3 и Ultimaker 2. Только вариант самодельного корпуса с диагональными элементами смог приблизиться к ним по жесткости и только по одной оси. При этом маленькая жесткость этого варианта по оси X объясняется отсутствием диагонали на передней стенке.
Далее я рассмотрю несколько вариантов усиления данного корпуса с целью увеличения его жесткости.
С учетом того, что лидером по жесткости оказался корпус принтера Ultimaker 2, как первый вариант усиления решил рассмотреть добавление стенки толщиной 3 мм на переднюю рамку принтера:
Такое усиление позволило увеличить жесткость корпуса по оси X примерно в два раза.
В качестве следующего варианта усиления корпуса на переднюю панель были добавлены Г-соединители размером 60х60 мм:
Данный вариант уже не на так сильно увеличивает жесткость корпуса.
В качестве последнего варианта доработки была добавлена диагональ на верхнюю стенку корпуса:
Для такой доработки жесткость оказалась сопоставима с вариантом добавления стенки 3 мм на переднюю панель.
Далее привожу гистограмму сравнения всех рассмотренных вариантов самодельного корпуса с корпусом принтера Ultimaker 2.
Можно видеть, что при создании корпуса из конструкционных профилей достичь жесткости, сопоставимой с корпусом из листового материала нам не удалось. Максимально близким получился вариант корпуса с диагональными элементами и передней панелью из листа 3 мм.
Выводы из расчетов:
Во-первых, еще раз подтверждается мнение опытных принтеростроителей, что корпус, сделанный из листового металла самый жесткий и прочный.
Во-вторых, сделать корпус из конструкционных профилей можно, но для этого нам потребуется пожертвовать удобством или эстетичностью внешнего вида корпуса. К примеру, добавление диагоналей не всегда удобно в плане компоновки элементов 3D-принтера.
Надеюсь полученные результаты будут вам полезны. На этом пока все.
3D-принтеры уже могут создавать части человеческого тела
Вам кажется, что вы живете в научно-фантастической версии будущего? Потому что вы, вероятно, должны.
Крупный план сопла биопринтера кожи. WFIRM
В последние годы обновления в технологиях 3D-печати позволили исследователям-медикам печатать вещи, которые было невозможно сделать с помощью предыдущей версии этой технологии, включая продукты питания, лекарства, и даже части тела.
В 2018 году врачи из Ветеринарного колледжа Онтарио напечатали на 3D-принтере специальную титановую пластину для собаки, потерявшей часть черепа после операции по поводу рака.
Источник: University of Guelph
«Выполняя эти процедуры на наших пациентах-животных, мы можем предоставить ценную информацию, которая может быть использована для демонстрации ценности и безопасности этих имплантатов для людей», — сказал в то время ветеринарный хирург-онколог Мишель Облак. «Эти имплантаты — следующий большой скачок в персонализированной медицине, который позволяет каждому элементу медицинского обслуживания человека быть специально адаптированным к его конкретным потребностям».
И не только для животных.
Что такое 3D-биопринтинг?
3D-биопечать — это использование технологий 3D-печати для изготовления частей тела. Биопринтеры работают аналогично 3D-принтерам. Однако вместо отложения материалов, таких как пластик или керамика, они откладывают слои биоматериала, включая живые клетки, для создания сложных структур, таких как кровеносные сосуды или кожная ткань.
Необходимые клетки берутся у пациента и затем культивируются. Эти клетки обычно сочетаются с материалом-носителем или каркасом. Этот носитель обычно представляет собой тип биополимерного геля, который действует как трехмерный молекулярный каркас и обеспечивает защиту клеток во время процесса печати. Клетки прикрепляются к гелю, который достаточно прочен, чтобы на нем можно было печатать, и достаточно гибок, чтобы обеспечить поток и диффузию питательных веществ и движение клеток. Эта комбинация инкапсулированных клеток и биополимерных гелей представляет собой биочернила, используемые инженерами-биомедиками для создания тканеподобных структур, напечатанных на 3D-принтере.
Сначала создаются подробные компьютерные проекты и модели, часто на основе сканирования, например, магнитно-резонансной томографии или компьютерной томографии, полученных непосредственно от пациента. Затем прецизионные печатающие головки размещают клетки и биочернила именно там, где они необходимы, и в течение нескольких часов из большого количества очень тонких слоев создается органический объект.
Научный сотрудник доктор Ён Чжун Соль работает над проектом по печати экспериментальной мышечной ткани для реконструктивной хирургии. Источник: Армейская медицина/Flickr 9.0002 Клетки поддерживаются в живых с помощью сжиженных питательных веществ и кислорода в течение всего процесса.
На этапе после печати структуры могут быть сшиты УФ-светом или ионными растворами, чтобы сделать их более стабильными. Клетки химически и механически стимулируются для контроля ремоделирования и роста тканей. Затем продукт 3D-печати помещают в инкубатор, чтобы клетки могли расти.
Когда структура будет готова, ее необходимо использовать как можно скорее, если только 3D-биопечать не будет сочетаться с методами криоконсервации, чего в прошлом году добились исследователи из Brigham and Women’s Hospital и Гарвардской медицинской школы.
Самый популярный
Работа, опубликованная 21 декабря, показала, как команда смогла напечатать ткани на 3D-принтере на охлаждающей пластине при температуре -4°F (-20ºC), после чего они были сохранены в морозильной камере при температуре -320,8°C. F (-196ºC). По словам исследователей, ткани можно разморозить в течение нескольких минут для немедленного использования.
Сухожилия и связки
В 2018 году инженеры-биомедики из Университета штата Юта разработали метод 3D-печати связок и сухожилий. Этот метод включает в себя сначала забор стволовых клеток у пациента и их печать на слое гидрогеля для формирования сухожилия или связки. Этому разрешено расти in vitro в культуре перед имплантацией. Однако этот процесс был очень сложным, поскольку соединительная ткань состоит из разных клеток, образующих сложные узоры. Сначала команде нужно было разработать специальную печатающую головку, которая могла бы печатать человеческие клетки строго контролируемым образом.
Для этого команда в партнерстве с компанией Carterra, Inc. из Юты разработала специализированную печатающую головку, которая позволила бы им укладывать клетки в сложные узоры. Затем печатающую головку прикрепили к 3D-принтеру, обычно используемому для печати антител для лечения рака.
С помощью этой техники ученым удалось напечатать на 3D-принтере стволовые клетки, взятые из жира пациента, на слой гидрогеля. Этот гидрогель способствует росту клеток in vitro в культуре, образуя при этом либо связку, либо сухожилие.
Затем новая ткань имплантируется в поврежденный участок тела пациента, что устраняет необходимость в дополнительных процедурах замены ткани.
Замещающие ткани для тех, кто в них нуждается, часто берут из других частей тела пациента или из трупа. Однако ткани трупов имеют высокий риск отторжения окружающими тканями или могут оказаться некачественными и неэффективными.
Вместо этого ткани, созданные из собственных клеток пациента, могут уменьшить осложнения, связанные с трансплантацией, и ускорить процесс заживления.
Биопечать кожи и заживление ран
3D-биопечать также может помочь нам попрощаться с кожными трансплантатами в ближайшем будущем, поскольку врачи смогут печатать на 3D-принтере новую кожу для каждого пациента.
Пересадка кожи – это трансплантация здоровой кожи животного, человека-донора или собственного тела пациента в другую часть его или ее тела, где кожа сильно повреждена. Процедура обычно используется для лечения тяжелых ран, ожогов, язв и инфекций или после удаления рака кожи.
Источник: Scientific Animations/Wikimedia Commons
Но этот метод связан с несколькими рисками, такими как кровоизлияния и потеря чувствительности к инфекциям, рубцеванию и отторжению.
Вот почему ученые из Института регенеративной медицины Уэйк Форест (WFIRM) работают над мобильной системой биопечати кожи у постели больного, которая позволит врачам печатать двухслойную кожу непосредственно на ране пациента.
«Уникальным аспектом этой технологии является мобильность системы и возможность обеспечить лечение обширных ран на месте путем их сканирования и измерения, чтобы разместить клетки непосредственно там, где они необходимы для создания кожи», — сказал Шон. Мерфи, доктор философии, доцент WFIRM, который был ведущим автором статьи.
Техник WFIRM использует мобильный биопринтер для печати кожи на демонстрационной конечности. Источник: WFIRM
Для этого ученые выделили определенные клетки кожи из биопсии здоровой ткани и вырастили их в культуре. После этого они объединили клетки с гидрогелем и поместили их в биопринтер. Устройство напечатало клетки на поврежденном участке в соответствии с данными, полученными при сканировании раны с помощью программного обеспечения.
Опять же, поскольку клетки берутся из собственного тела пациента, риск отторжения гораздо ниже.
Тем временем в Дублине ученые из Университета медицины и здравоохранения RCSI разработали гидрогелевый каркас с натуральной богатой тромбоцитами плазмой (PRP), обладающей многообещающими регенеративными свойствами. Соединение можно использовать в качестве биочернил для ускорения процесса заживления ран в тканях, напечатанных на 3D-принтере.
«Существующая литература предполагает, что, хотя PRP, уже присутствующий в нашей крови, помогает заживлять раны, рубцевание все еще может образовываться», — сказал профессор RCSI Фергал О’Брайен. «Путем 3D-печати PRP в каркасе из биоматериала мы можем увеличить образование кровеносных сосудов, а также избежать образования рубцов, что приведет к более успешному заживлению ран».
Кровеносные сосуды
Возможно, конечной целью 3D-биопечати является сборка функциональных органов и решение проблемы трансплантации органов.
В настоящее время более 100 000 человек ожидают получения органов в национальном списке ожидания трансплантации США. Примерно 17 из них умирают каждый день, потому что не получают нужный им орган. Во многом это связано с отсутствием доноров. Хотя около 60% американцев регистрируются в качестве доноров, донорство органов возможно только в 3 из каждых 1000 смертей.
3D-биопечать органов может спасти много жизней, но ученые изо всех сил пытаются создать сосудистые структуры, необходимые для создания жизнеспособных печатных органов. Все органы, в том числе напечатанные на 3D-принтере, нуждаются в эффективном непрерывном кровоснабжении, чтобы предотвратить гибель клеток и тканей.
В октябре 2021 года группе исследователей из Технионского технологического института Израиля удалось напечатать на 3D-принтере структуры кровеносных сосудов, чтобы обеспечить кровоснабжение тканевых имплантатов.
Эти структуры выросли спонтанно после того, как команда имплантировала эндотелиальные клетки из внутреннего слоя кровеносных сосудов тела в полимерный коллагеновый каркас.
Однако это только микрососуды, которые можно использовать для улучшения развития тканей in vitro — они не смогут «накормить» целый орган, и пока не позволяют интегрировать выращенные в лаборатории ткани в сосудистую систему пациента.
Это исследование показывает, что нам еще предстоит пройти долгий путь, прежде чем мы сможем на самом деле печатать органы в 3D по требованию. Но кто знает, какие методы могут разработать ученые для решения этой проблемы в будущем?
For You
Наука
Известный как ART, робот-амфибия может помочь в мониторинге сложных наземно-водных экосистем.
Сад Агард | 26.10.2022
наукаКак мы попали на Луну? Двигательная техника и космические челноки
Мэтью С. Уильямс| 04.12.2022
наукаМожет ли океан помочь нам в борьбе с изменением климата?
Дина Тереза| 31.07.2022
Больше историй
культура Аккаунт Bold в Твиттере, следивший за самолетом Маска, был заблокирован. Обновление: теперь Маск приостанавливает личный аккаунт владельца
Стивен Вичинанца| 14.12.2022
Наука Голова JWST рассказывает, почему солнцезащитный козырек передового телескопа был на удивление сложным
Стивен Вичинанца| 12.11.2022
инновации Инженеры используют звуковые волны для увеличения производства зеленого водорода в 14 раз
Дина Тереза| 14.12.2022
3D-печать частей тела развивается быстро, но законодательство еще не готово
В последние несколько лет использование 3D-печати в медицине резко возросло. Инженеры и медицинские работники теперь регулярно печатают на 3D-принтере протезы рук и хирургические инструменты. Но 3D-печать только начала менять эту область.
Сегодня быстро развивающийся набор технологий, известный как биопечать, готов раздвинуть границы еще дальше. В биопечати используются 3D-принтеры и технологии для изготовления трехмерных структур биологических материалов, от клеток до биохимических веществ, посредством точного послойного позиционирования. Конечная цель состоит в том, чтобы воспроизвести функционирующие ткани и материалы, такие как органы, которые затем можно будет трансплантировать людям.
В рамках сотрудничества между юридическими факультетами Борнмутского университета в Соединенном Королевстве и Университета Сент-Луиса в Соединенных Штатах мы отслеживаем внедрение технологий 3D-печати в области здравоохранения, в частности биопечати. Хотя будущее выглядит многообещающим с технической и научной точки зрения, далеко не ясно, как будет регулироваться биопечать и ее продукты. Такая неопределенность может создавать проблемы как для производителей, так и для пациентов и может помешать биопечати оправдать возлагаемые на нее надежды.
От 3D-печати к биопечати
Биопечать берет свое начало в 3D-печати. Как правило, 3D-печать относится ко всем технологиям, в которых используется процесс соединения материалов, обычно слой за слоем, для создания объектов из данных, описанных в цифровой 3D-модели. Хотя первоначально эта технология имела ограниченное применение, в настоящее время она является широко признанной производственной системой, которая используется в самых разных отраслях промышленности. В настоящее время компании печатают на 3D-принтере автомобильные детали, образовательные инструменты, такие как наборы для вскрытия лягушек, и даже печатают на 3D-принтере дома. И ВВС США, и British Airways разрабатывают способы 3D-печати деталей самолетов.
У NIH в США есть программа по разработке биопечатной ткани, похожей на человеческую, для ускорения скрининга лекарств. Пейдж Дерр и Кристи Дерр, Национальный центр развития трансляционных наук
В медицине врачи и исследователи используют 3D-печать для нескольких целей. Его можно использовать для создания точных копий частей тела пациента. В реконструктивной и пластической хирургии имплантаты могут быть специально адаптированы для пациентов с использованием «биомоделей», которые стали возможными благодаря специальным программным инструментам. Клапаны сердца человека, например, в настоящее время печатаются на 3D-принтере с помощью нескольких различных процессов, хотя ни один из них еще не был пересажен людям. И за последние несколько лет в методах 3D-печати в таких областях, как стоматология, произошли значительные успехи.
Стремительное появление биопечати основано на последних достижениях в технологиях 3D-печати для разработки различных типов продуктов с использованием биологических компонентов, включая ткани человека и, совсем недавно, вакцины.
Хотя биопечать не является совершенно новой областью, поскольку она основана на общих принципах 3D-печати, это новая концепция для юридических и нормативных целей. И именно здесь поле может столкнуться с проблемами, если регулирующие органы не могут решить, как к этому подойти.
Современное состояние биопечати
Ученые все еще далеки от создания органов с помощью 3D-печати, потому что невероятно сложно соединить напечатанные структуры с сосудистыми системами, которые несут жизненно важные кровь и лимфу по всему телу. Но им удалось напечатать ткани без сосудов, такие как некоторые типы хрящей. Они также смогли производить керамические и металлические каркасы, которые поддерживают костную ткань, используя различные типы материалов для биопечати, таких как гели и некоторые наноматериалы. Ряд многообещающих исследований на животных, некоторые из которых затрагивают сердечную ткань, кровеносные сосуды и кожу, позволяют предположить, что эта область приближается к своей конечной цели — пересадке органов.
Исследователи объясняют текущую работу по созданию напечатанной на 3D-принтере ткани, которую однажды можно будет пересадить в тело человека.
Мы ожидаем, что достижения в области биопечати будут расти устойчивыми темпами, даже при существующих технологических ограничениях, потенциально улучшая жизнь многих пациентов. Только в 2019 году несколько исследовательских групп сообщили о ряде прорывов. Биоинженеры из университетов Райса и Вашингтона, например, использовали гидрогели для успешной печати первой серии сложных сосудистых сетей. Ученым из Тель-Авивского университета удалось изготовить первое сердце, напечатанное на 3D-принтере. Он включал «клетки, кровеносные сосуды, желудочки и камеры» и использовал клетки и биологические материалы пациента-человека. В Соединенном Королевстве команда из Университета Суонси разработала процесс биопечати для создания искусственного костного матрикса с использованием прочного регенеративного биоматериала.
«Клонирование»
Хотя будущее выглядит многообещающим с технической и научной точки зрения, действующие правила биопечати создают некоторые препятствия. С концептуальной точки зрения трудно определить, что такое биопринтинг.
Рассмотрим случай с напечатанным на 3D-принтере сердцем: что лучше всего описать как орган или продукт? Или регулирующие органы должны смотреть на это больше как на медицинское устройство?
Регуляторы должны ответить на ряд вопросов. Для начала им необходимо решить, должна ли биопечать регулироваться новыми или существующими структурами, и если последними, то какими. Например, должны ли они применять правила для биологических препаратов, класса сложных фармацевтических препаратов, которые включают средства для лечения рака и ревматоидного артрита, потому что задействованы биологические материалы, как в случае с вакцинами, напечатанными на 3D-принтере? Или должна быть нормативно-правовая база для медицинских устройств, лучше подходящих для задачи по настройке продуктов, напечатанных на 3D-принтере, таких как шины для новорожденных, страдающих опасными для жизни заболеваниями?
В Европе и США ученые и комментаторы задаются вопросом, должны ли биопечатные материалы пользоваться патентной защитой из-за моральных проблем, которые они поднимают. Аналогию можно провести со знаменитой овцой Долли более 20 лет назад. В этом случае Апелляционный суд Федерального округа США постановил, что клонированные овцы не могут быть запатентованы, поскольку они являются идентичными копиями встречающихся в природе овец. Это яркий пример параллелей между клонированием и биопечатью. Некоторые люди предполагают, что в будущем будет «клонирование», которое может помочь возродить вымершие виды или решить проблему нехватки органов для трансплантации.
Пример с овцой Долли иллюстрирует нежелание суда идти по этому пути. Следовательно, если в какой-то момент в будущем биопринтеры или даже клонопринтеры можно будет использовать для репликации не только органов, но и людей с использованием технологий клонирования, патентная заявка такого рода потенциально может быть отклонена в соответствии с действующим законодательством. Исследование, финансируемое Европейской комиссией под руководством Борнмутского университета и которое должно быть завершено в начале 2020 года, направлено, среди прочего, на предоставление юридических рекомендаций по различным вопросам интеллектуальной собственности и регулирования, связанным с такими вопросами.
С другой стороны, если европейские регулирующие органы классифицируют продукт биопечати как медицинское устройство, то будет по крайней мере некоторая степень правовой ясности, поскольку режим регулирования медицинских устройств существует уже давно. В Соединенных Штатах FDA выпустило руководство по 3D-печатным медицинским устройствам, но не по особенностям биопечати. Что еще более важно, такое руководство не имеет обязательной силы и представляет собой только точку зрения конкретного агентства в определенный момент времени.
Облачный регулятивный прогноз
Это не единственные неопределенности, которые волнуют поле. Рассмотрим недавний прогресс, связанный с 3D-печатью органов, особенно на примере сердца, напечатанного на 3D-принтере. Если станет доступным работающее сердце, напечатанное на 3D-принтере, какой свод законов должен применяться помимо правил FDA? Должен ли применяться в Соединенных Штатах Национальный закон о пересадке органов, который был написан с учетом человеческих органов? Или нам нужно изменить закон или даже создать отдельный свод правил для органов, напечатанных на 3D-принтере?
Мы не сомневаемся, что 3D-печать в целом и биопечать в частности будут стремительно развиваться в ближайшие годы.
UNIGRAM ЕВ4-1500 (1000×1000) Платформенныевесы с индикатором WI-5R Производитель: ПетВес, Тип
ПОДРОБНЕЕЕще цены и похожие товары
42 830
Весыплатформенные ВСП4-600.2 А (1000 х 1000) с АКБ Производитель: Невские весы, Тип весов:
ПОДРОБНЕЕЕще цены и похожие товары
50 956
Электронныеплатформенныевесы TOR PS-1000 Производитель: TOR, Тип весов: платформенные
ПОДРОБНЕЕЕще цены и похожие товары
43 680
Весыплатформенные ВСП4-1000. 2 А (1250х1000) с АКБ Производитель: Невские весы, Тип весов:
ПОДРОБНЕЕЕще цены и похожие товары
28 000
Платформенныевесы ВП-1000 1000х1000 1 тонна Производитель: СмартВес, Тип весов: платформенные
ПОДРОБНЕЕЕще цены и похожие товары
37 412
Скейл СКТ 1000кгВесыплатформенные со встроенными пандусами Производитель: Scale, Тип весов:
ПОДРОБНЕЕЕще цены и похожие товары
14 750
Весы счетные платформенныеэлектронные 1000кг ROMITECH TCS-1000 Производитель: Romitech, Тип весов:
ПОДРОБНЕЕЕще цены и похожие товары
47 140
Весыплатформенные ВСП4-1000 В 1000х750 с АКБ Производитель: Невские весы, Тип весов:
ПОДРОБНЕЕЕще цены и похожие товары
51 738
Весыэлектронныеплатформенные TOR PS-10001000кг Tor industries Производитель: TOR
ПОДРОБНЕЕЕще цены и похожие товары
55 408
Весыэлектронныеплатформенные TOR PS-10001000кг Производитель: TOR, Тип весов: платформенные
ПОДРОБНЕЕЕще цены и похожие товары
44 122
Весыэлектронныеплатформенные TOR PS-10001000кг Производитель: TOR, Тип весов: платформенные
ПОДРОБНЕЕЕще цены и похожие товары
55 408
Весыэлектронныеплатформенные TOR PS-10001000кг Тип платформенныхвесов: Электронные, Бренд
В МАГАЗИНЕще цены и похожие товары
Весы 1000 кг в категории «Промышленное оборудование и станки»
Весы платформенные ВПЕ-1000 кг-СК
На складе
Доставка по Украине
9 900 грн
Купить
Bestves
Перфоратор DeWALT D25413K SDS-Plus сетевой 1000Вт 4,2Дж бочковой три режима вес 4. 2 кг
На складе
Доставка по Украине
24 578 грн
Купить
Средства Малой Механизации
Весы крановые электронные до 1000кг OCS-S1 и пульт ДУ ol
Доставка по Украине
6 946.91 грн
5 349.12 грн
Купить
Olypso
Весы крановые электронные до 1000кг OCS-S1 и пульт ДУ mo
Доставка по Украине
6 940.85 грн
5 344.45 грн
Купить
Платформенные весы серия «Бюджет» 1000 кг 1000х1000 мм
На складе
Доставка по Украине
11 400 грн
10 400 грн
Купить
Hottorg — весы, торговое и складское оборудование
Рокла весы 1000 кг
На складе
Доставка по Украине
30 000 грн
Купить
«АВС Технології» Група компаній
Весы рокла 1000 кг
На складе
Доставка по Украине
37 000 грн
Купить
«АВС Технології» Група компаній
Весы паллетные 1000 кг
На складе
Доставка по Украине
10 000 грн
Купить
«АВС Технології» Група компаній
Весы балочные (стержневые) 1000 кг
На складе
Доставка по Украине
9 900 грн
Купить
«АВС Технології» Група компаній
Паллетные весы на 1000 кг (800х1200 мм) от производителя Горизонт, с калькулятором, серия «СТАНДАРТ»
На складе
Доставка по Украине
9 000 грн
Купить
«Горизонт» — частное предприятие
Паллетные весы на 1000 кг (800х1200 мм) от производителя Горизонт, электронные, серия «СТАНДАРТ»
На складе
Доставка по Украине
9 300 грн
Купить
«Горизонт» — частное предприятие
Паллетные весы на 1000кг (800х1200мм)от производителя Горизонт,дисплей 50мм, электронные,серия «СТАНДАРТ»
На складе
Доставка по Украине
10 000 грн
Купить
«Горизонт» — частное предприятие
Паллетные беспроводные весы на 1000 кг (800х1200мм)от производителя Горизонт,калькулятор,серия «СТАНДАРТ»
На складе
Доставка по Украине
10 000 грн
Купить
«Горизонт» — частное предприятие
Электропривод для откатных ворот Comunello FORT FT1000KIT весом створки до 1000 кг
На складе
Доставка по Украине
9 900 грн
Купить
ООО «РВА СЕРВИС»
Привод для откатных ворот ALUTECH ROTEO RTO-1000KIT весом до 1000 кг
На складе
Доставка по Украине
9 400 грн
Купить
ООО «РВА СЕРВИС»
Смотрите также
Автоматика для откатных ворот AN-MOTORS ASL1000KIT весом до 1000 кг
На складе
Доставка по Украине
7 500 грн/комплект
Купить
ООО «РВА СЕРВИС»
Рокла ВПД-РК с весами до 1000 кг/2000 кг
Заканчивается
Доставка по Украине
30 900 грн
Купить
UE-SHOP
Бравекто 1000,0 мг для собак вагою 20-40кг
Доставка из г. Киев
916 грн
Купить
Ёшкин кот
Электронные весы напольные платформенные 1000х1000 торговые промышленные весы складские до 2000 кг
На складе
Доставка по Украине
10 500 грн
Купить
ElectRoom – интернет магазин
Весы крановые электронные до 1000кг OCS-S1 и пульт ДУ
На складе в г. Ровно
Доставка по Украине
по 4 540 грн
от 6 продавцов
4 540 грн
Купить
PROMRV
Паллетные весы на 1000 кг (800х1200 мм) от производителя Горизонт, электронные, серия «СТАНДАРТ»
Доставка по Украине
10 000 грн
Купить
«Горизонт» — частное предприятие
Весы платформенные ВПЕ-Центровес-1010-1 НПВ=1000 кг
На складе
Доставка по Украине
16 190 грн
12 952 грн
Купить
Hottorg — весы, торговое и складское оборудование
Платформенные весы серия «Бюджет» 300 кг 1000х1000 мм
На складе в г. Шостка
Доставка по Украине
11 500 грн
10 500 грн
Купить
Hottorg — весы, торговое и складское оборудование
Платформенные весы серия «Бюджет» 500 кг 1000х1000 мм
На складе
Доставка по Украине
11 400 грн
10 400 грн
Купить
Hottorg — весы, торговое и складское оборудование
Платформенные весы серия «Бюджет» 600 кг 1000х1000 мм
На складе
Доставка по Украине
11 400 грн
10 400 грн
Купить
Hottorg — весы, торговое и складское оборудование
Весы для взвешивания животных 1000 кг
На складе в г. Кропивницкий
Доставка по Украине
18 000 грн
Купить
«АВС Технології» Група компаній
Весы крановые электронные до 1000кг OCS-S1 и пульт ДУ
На складе
Доставка по Украине
по 4 540 грн
от 2 продавцов
4 540 грн
Купить
Techland
Автоматика Roger Technology KIT Bh40/805 для откатных ворот весом до 1000 кг с механическими концевыми
Доставка по Украине
29 270 — 31 517 грн
от 2 продавцов
29 270 грн
Купить
ВОРОТА / ШЛАГБАУМЫ / АВТОМАТИКА ////////////// ЗАПЧАСТИ для китайских автомобилей
Автоматика Roger Technology KIT Bh40/806 для откатных ворот весом до 1000 кг с магнитными концевыми
Доставка по Украине
30 380 — 32 619 грн
от 3 продавцов
30 380 грн
Купить
ВОРОТА / ШЛАГБАУМЫ / АВТОМАТИКА ////////////// ЗАПЧАСТИ для китайских автомобилей
Промышленные весы на 1000 кг и более
Возникает вопрос о необходимости весов на 1000 кг или 1000 фунтов. Метрические или британские, они являются идеальным решением для некоторых условий контрольного взвешивания. Некоторые из них необходимы для задач промышленного подсчета. Для многих промышленных применений требуется точный вес, простота в эксплуатации и высокопроизводительные весы. Требуются весы с грузоподъемностью 1000 кг.
Когда дело доходит до работы с более тяжелыми грузами, вам нужны весы для тяжелых условий эксплуатации. Операторам также нужна высокая точность для этих тяжелых грузов, чтобы подготовить их к отправке, упаковке или транспортировке. Точные записи могут иметь решающее значение для последующих затрат, связанных с перемещением этих предметов. Вот почему вам нужны весы, способные работать с таким диапазоном веса, с ЖК-дисплеем. Чем они точнее, тем большую точность вы получите.
Каждая из наших весовых платформ с высокой грузоподъемностью разработана для обеспечения точности и чувствительности. У нас есть модели и серии, в которых используются настольные или напольные весы, в зависимости от ваших потребностей. Наша лучшая в отрасли точность взвешивания идеально подходит для ваших производственных или промышленных потребностей и может удовлетворить ваши более высокие требования.
Платформенные весы грузоподъемностью 1000 кг
Платформенные весы помогают взвешивать поддоны или упаковки. Некоторым складам и фабрикам могут потребоваться эффективные сборочные линии, чтобы весовые приборы не создавали узких мест. По этой причине электронные весы большой емкости могут обеспечить отличное соотношение цены и качества.
Подвесные весы с грузоподъемностью 1000 кг
Подвесные весы, как правило, имеют компоненты, которые служат дольше. Конструкции предназначены для распределения веса предметов и снижения нагрузки на суставы. Получите надежную конструкцию при подсчете объектов и их измерении.
Как мы проектируем для большего диапазона веса
Мы используем поддоны и платформы из нержавеющей стали. Нержавеющая сталь обладает высоким уровнем прочности, а также экстремальными порогами нагрева и коррозионной стойкостью. Он также устойчив к ржавчине и хорошо стоит в течение длительного времени. Это означает, что он с меньшей вероятностью сломается под воздействием тяжелых предметов.
В качестве стандарта мы предпочитаем использовать нержавеющую сталь, а не алюминий, еще один стандартный материал, используемый для промышленных весов, для изготовления тензодатчиков и платформы. Алюминий надежный, но не такой прочный.
Наши весы оснащены тензодатчиками, расположенными внутри корпуса весов. Это защищает их от потенциального повреждения при работе с более тяжелыми предметами. Мы также следим за тем, чтобы наши тензодатчики были изготовлены из нержавеющей стали. Это гарантирует, что они могут выдерживать большую нагрузку, чем другие типы тензодатчиков, и предотвращает потенциальное повреждение от перегрузки или ударной нагрузки.
Чтобы обеспечить мобильность, в случае необходимости перемещения весов по складу, мы предлагаем дополнительный аккумулятор. Это позволяет операторам транспортировать весы, не беспокоясь о внешнем источнике питания, за исключением того, что аккумуляторы должны быть заряжены. Такой вариант особенно полезен, если бизнес перевозит несколько предметов одновременно и необходимо, чтобы весы находились в нескольких местах, или когда розетки нельзя использовать из-за опасности воды или химических веществ.
Кроме того, мы используем кристаллические ЖК-дисплеи для отображения цифровых показаний. Одним из недостатков светодиодных дисплеев является то, что они потребляют много энергии и, следовательно, могут потенциально тратить энергию во время обычных операций. Мы также предлагаем сенсорный вариант дисплея для повышения удобства для наших клиентов, который является водонепроницаемым в случае влажной или влажной среды.
Отрасли, использующие высокопроизводительные весы
Для каких предприятий требуются весы, рассчитанные минимум на 1000 кг, что составляет около 2200 фунтов? Многим, на самом деле, нужно обрабатывать такой большой объем за короткий промежуток времени и точно измерять его. Весы могут все изменить.
Фармацевтическая промышленность является одним из примеров отрасли, в которой требуются весы, рассчитанные на 1000 кг и более. Подумайте, сколько лекарств производится на регулярной основе, чтобы люди могли защитить свое здоровье или вылечить себя в случае болезни. Сырье необходимо распределять, взвешивать и собирать в готовые лекарства с максимально возможной точностью.
Пищевая промышленность работает так же, за исключением продуктов, которые едят люди, а не лекарств. Каждый день перерабатываются тонны продуктов, от мяса до галантерейных товаров. Все это необходимо взвесить оптом, чтобы справиться с высоким спросом, поскольку всем нужно есть, чтобы оставаться в живых. Таким образом, зерно, мясо и другие ингредиенты должны иметь весы, способные выдержать нагрузку, и легко очищаться в соответствии с федеральными нормами.
Добыча полезных ископаемых — еще одна область, требующая транспортировки массовых грузов. Подумайте, как горнякам приходится извлекать необходимые металлы и другие элементы из твердой породы. Количество, которое удаляется и, возможно, переплавляется, может оказаться тяжелым, особенно до того, как оно будет превращено в стандартный материал. Возможность взвешивать руды и металлы позволяет майнерам регулярно оценивать свою добычу и гарантировать, что покупатели платят за них точную цену.
Найдите идеальные весы с высоким разрешением Arlyn Scale
Компания Arlyn Scales хочет убедиться, что у вас есть весы, подходящие для вашего промышленного применения. От подвесных весов до прецизионных весов — мы потратили годы на совершенствование различных серий для различных отраслей промышленности. Если вам нужно взвесить опасные химические вещества, сырье или другие тяжелые предметы, у нас есть подходящие весоизмерительные датчики и платформы для любого случая. Более того, мы готовы настроить его в соответствии с вашими потребностями.
Свяжитесь с нами сегодня, когда будете готовы приступить к работе. Наши представители могут ответить на все ваши вопросы о доступных сериях весов и возможных вариантах настройки. Arlyn Scales хочет помочь облегчить вашу ношу и измерить ее в буквальном смысле. Позвольте нам сделать это с помощью подходящих настольных или платформенных весов и предложить вам весы весом до 1000 кг по доступной цене.
Подвесные весы VEVOR 1000 кг (2200 фунтов) Оранжевые цифровые промышленные крановые весы с точным датчиком перезарядной пружины для охотничьего хозяйства или строительства
2200 фунтов/1000 кг алюминиевые цифровые крановые весы
Цифровые крановые весы изготовлены из высококачественного алюминия, который обеспечивает высокую производительность и долговременную стабильность. Он имеет функции обнуления, очистки, сохранения дисплея, предупреждения о перегрузке и автоматического отключения. Цифровые рыбные весы просты в эксплуатации и переноске и широко используются на складах, в сельском хозяйстве, на охоте, рыбалке, в мастерских, офисах и других предприятиях. Примечание. Поскольку наши цифровые крановые весы были модернизированы и обновлены, продукт (в новом или старом виде) будет доставляться случайным образом.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Превосходное качество литого алюминия
3 9; процесс литья промышленного класса, подвесные весы обладают высокой надежностью.
Точный и чувствительный
Высококачественные тензодатчики обеспечивают постоянные и точные измерения до 2200 фунтов или 1000 кг.
Светодиодный экран для чтения
Светодиодный дисплей с высоким разрешением дополняет эти эффективные электронные весы для рыбы. Дисплей светодиодного модуля, легко читаемый.
Очень простой в использовании
Простой в использовании и простой в эксплуатации, вешайте предметы на крючок и читайте цифры.
Усиленное кольцо и крючок
Высокопрочные кольца и крючки прочны и долговечны, безопасны в использовании.
Широкое применение
Промышленные весы обеспечивают профессиональные решения для взвешивания в тяжелой промышленности и широко используются на складах, в сельском хозяйстве, на охоте, рыбалке, в мастерских, офисах и других предприятиях.
Технические характеристики
Диапазон крышки: 8,8-2200 фунтов / 4-1000 кг
Цвет: Orange
Класс точности: OIML III
RES: 0,4 фунта / 0,2KG
RES: 0,4 фунта / 0,2 KG
RES: 0,4 фунта / 0,2 KG
. Дивизион: 2000
Диапазон баллов: 100% F.S
нулевой Тревога: 100% F.S+9e
Дисплей: 22 мм/11 мм HTN LCD с подсветкой
Диапазон температур: 14℉-104℉ / -10℃-40℃
Op. Влажность: 20 ℃ ≤90%
Класс точности: эквивалент OIML R76
N.W.: 2,8 фунта / 1,28 кг
Размер: 5,1 «x 2,8″ 11,2 » / 13 x 7.
Содержимое упаковки
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. низкие цены.Сегодня ВЕВОР занял рынки более 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиум жесткий качество
Невероятно низкие цены
Fast & Secure Delivery
30-дневные бесплатные доходности
24/7 Внешний сервис
2200 фунтов/1000KGG Eluminum Digital Crane. высококачественный алюминий, который обеспечивает высокую производительность и долговременную стабильность. Он имеет функции обнуления, очистки, сохранения дисплея, предупреждения о перегрузке и автоматического отключения. Цифровые рыбные весы просты в эксплуатации и переноске и широко используются на складах, в сельском хозяйстве, на охоте, рыбалке, в мастерских, офисах и других предприятиях. Примечание. Поскольку наши цифровые крановые весы были модернизированы и обновлены, продукт (в новом или старом виде) будет доставляться случайным образом.
Прочная конструкция
Бескомпромиссная точность
Светодиодный дисплей
Простота использования
Превосходное качество
Корпус из алюминиевого сплава, изготовленный методом точного литья; процесс литья промышленного класса, подвесные весы обладают высокой надежностью.
Точный и чувствительный
Высококачественные тензодатчики обеспечивают постоянные и точные измерения до 2200 фунтов или 1000 кг.
Светодиодный экран для чтения
Светодиодный дисплей с высоким разрешением дополняет эти эффективные электронные весы для рыбы. Дисплей светодиодного модуля, легко читаемый.
Очень простой в использовании
Простой в использовании и простой в эксплуатации, вешайте предметы на крючок и читайте цифры.
Усиленное кольцо и крючок
Высокопрочные кольца и крючки прочны и долговечны, безопасны в использовании.
Широкое применение
Промышленные весы обеспечивают профессиональные решения для взвешивания в тяжелой промышленности и широко используются на складах, в сельском хозяйстве, на охоте, рыбалке, в мастерских, офисах и других предприятиях.

 Масса устройства при транспортировке – 250 кг (с учётом всех входящих в комплект аксессуаров).
Масса устройства при транспортировке – 250 кг (с учётом всех входящих в комплект аксессуаров).
 Материал платформы построения – качественная подогреваемая керамика.
Материал платформы построения – качественная подогреваемая керамика. Материал платформы построения – качественная подогреваемая керамика.
Материал платформы построения – качественная подогреваемая керамика. Имеет 0,4-миллиметровое сопло. Печатает PC, PC-ABS, PC-ESD. В качестве материала поддержки применяют выламываемый ABS.
Имеет 0,4-миллиметровое сопло. Печатает PC, PC-ABS, PC-ESD. В качестве материала поддержки применяют выламываемый ABS.
 ..67 см
..67 см
 93 в сочетании с очень привлекательной ценой для конечного пользователя обеспечивает лучшее в своем классе соотношение цены и объема среди 3D-принтеров промышленного класса.
93 в сочетании с очень привлекательной ценой для конечного пользователя обеспечивает лучшее в своем классе соотношение цены и объема среди 3D-принтеров промышленного класса.




 Совместимые материалы включают PLA, ABS, PET и нейлон.
Совместимые материалы включают PLA, ABS, PET и нейлон.

 Отдельно надо купить для них зарядное устройство и батарейки.
Отдельно надо купить для них зарядное устройство и батарейки.
 Недостатки: Не нашёл
Недостатки: Не нашёл Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 действительны в Санкт-Петербурге. Построитель плоскостей BOSCH GLL 3-80 CG Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 CG Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 CG Professional составляет ± 0,2 мм/м. В базовой комплектации универсальный держатель BM1 и кейс L-BOXX 136.
Построитель плоскостей BOSCH GLL 3-80 CG Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 CG Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 CG Professional составляет ± 0,2 мм/м. В базовой комплектации универсальный держатель BM1 и кейс L-BOXX 136.
 0
0
 00 EUR
00 EUR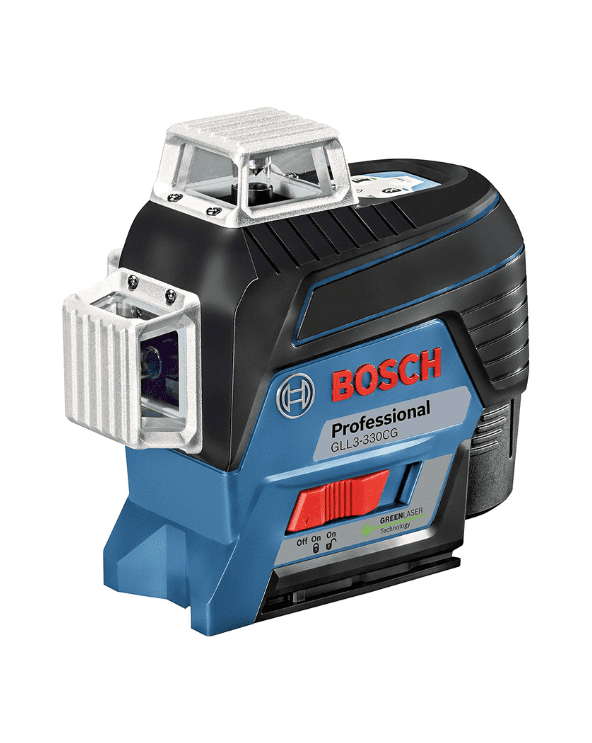 )
) Ярко-зеленые лазерные линии обеспечивают в четыре раза лучшую видимость, чем красные линии. Инновационный мониторинг CAL Guard и приложение для смартфона, подключенное по Bluetooth®, обеспечивают дистанционное управление, а также бесконтактную настройку и высокую точность. Три линии этого инструмента по 360° обеспечивают одновременное горизонтальное и вертикальное выравнивание для высокоэффективной работы.
Ярко-зеленые лазерные линии обеспечивают в четыре раза лучшую видимость, чем красные линии. Инновационный мониторинг CAL Guard и приложение для смартфона, подключенное по Bluetooth®, обеспечивают дистанционное управление, а также бесконтактную настройку и высокую точность. Три линии этого инструмента по 360° обеспечивают одновременное горизонтальное и вертикальное выравнивание для высокоэффективной работы. Этот линейный лазер компактен, прост в обращении и чрезвычайно надежен (IP54***).
Этот линейный лазер компактен, прост в обращении и чрезвычайно надежен (IP54***).


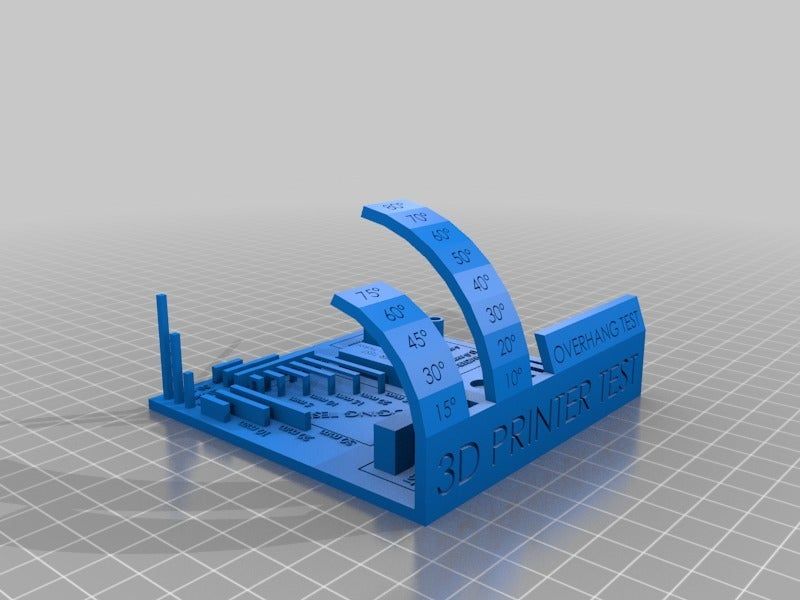 При послойном наплавлении речь обычно идет о борьбе со ступенчатыми поверхностями. Ступеньки на детали размером где-то с пульт ДУ зачищаются примерно за 15 минут, притом что покраска такой же детали из-за дополнительных шагов, таких как подготовка и сушка, длится 2 часа.
При послойном наплавлении речь обычно идет о борьбе со ступенчатыми поверхностями. Ступеньки на детали размером где-то с пульт ДУ зачищаются примерно за 15 минут, притом что покраска такой же детали из-за дополнительных шагов, таких как подготовка и сушка, длится 2 часа.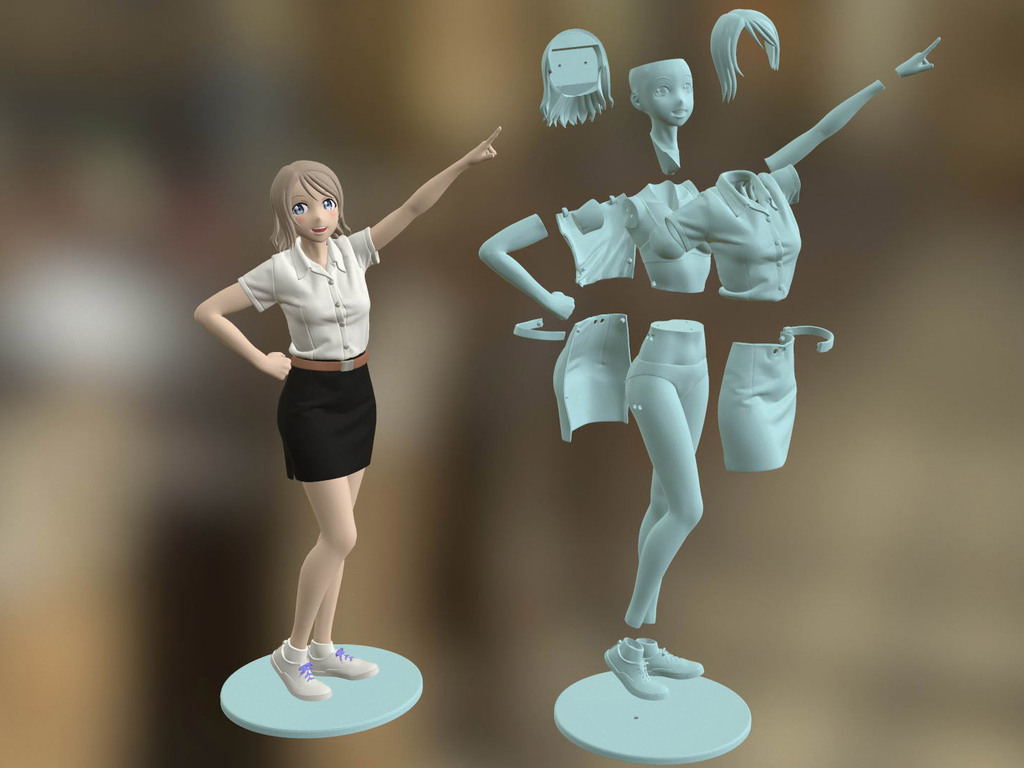
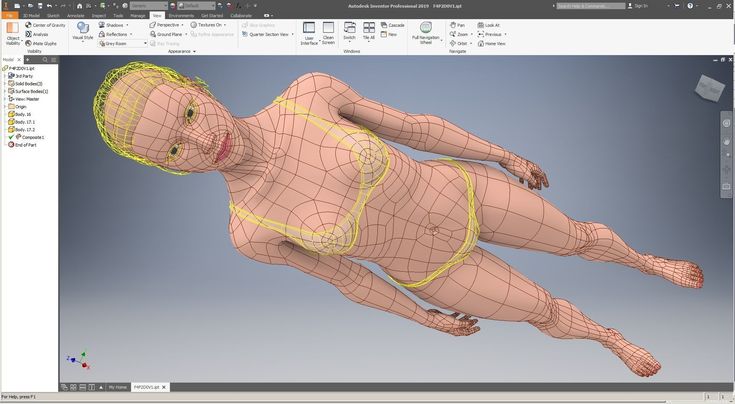
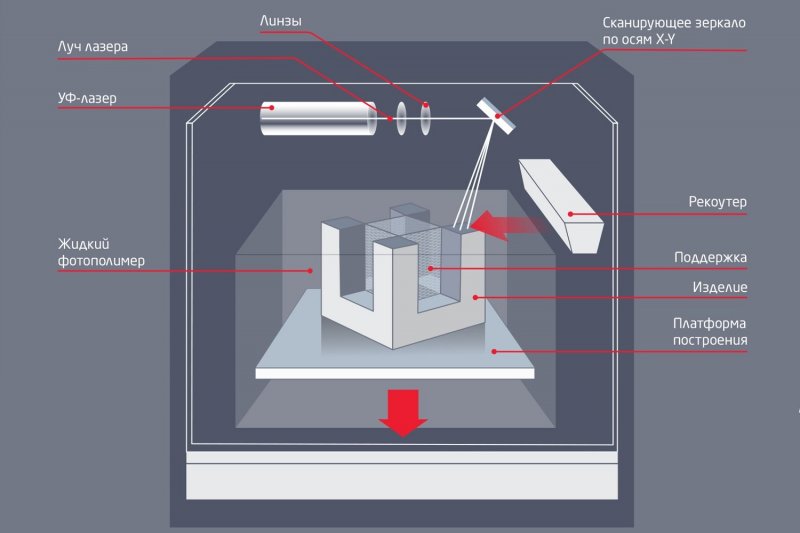 Такие покрытия обычно наносятся на более прочные материалы, к которым предъявляются высокие требования.
Такие покрытия обычно наносятся на более прочные материалы, к которым предъявляются высокие требования.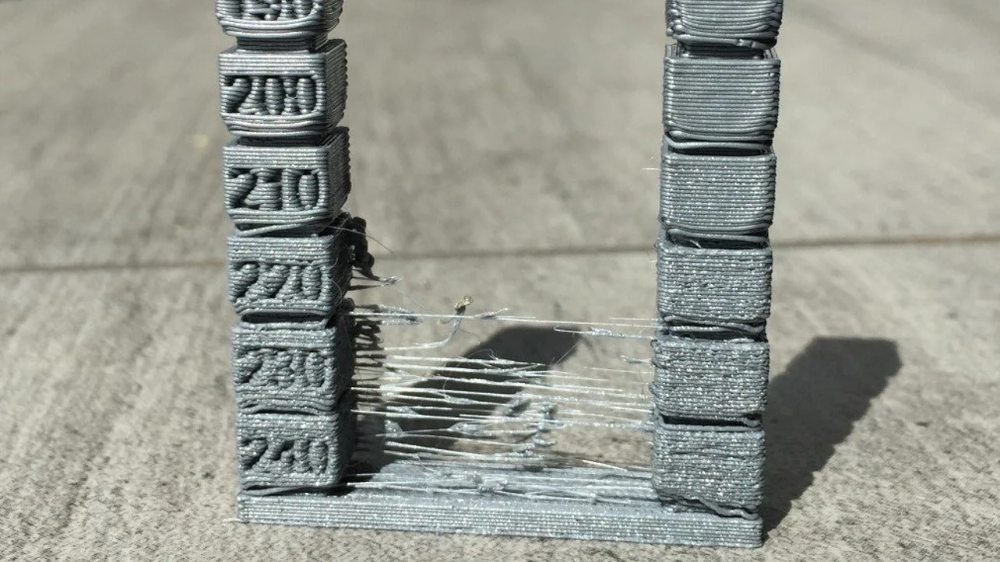

 В случае с пластиками и полимерами легко производится руками, в случае с металлами изделие срезается с платформы построения либо электроэрозионным станком, либо с помощью ленточнопильного станка, этап как таковой не вызывает проблем
В случае с пластиками и полимерами легко производится руками, в случае с металлами изделие срезается с платформы построения либо электроэрозионным станком, либо с помощью ленточнопильного станка, этап как таковой не вызывает проблем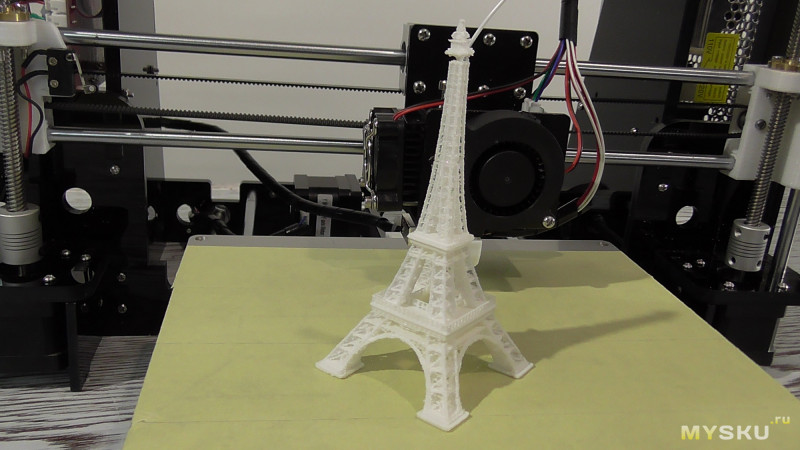 Отверждение или спекание производится в специальной камере или установке, в зависимости от размеров установки можно обработать от одной до нескольких партий напечатанных изделий.
Отверждение или спекание производится в специальной камере или установке, в зависимости от размеров установки можно обработать от одной до нескольких партий напечатанных изделий. Но скругляет острые кромки и края, по этой причине не подходит для большинства изделий
Но скругляет острые кромки и края, по этой причине не подходит для большинства изделий
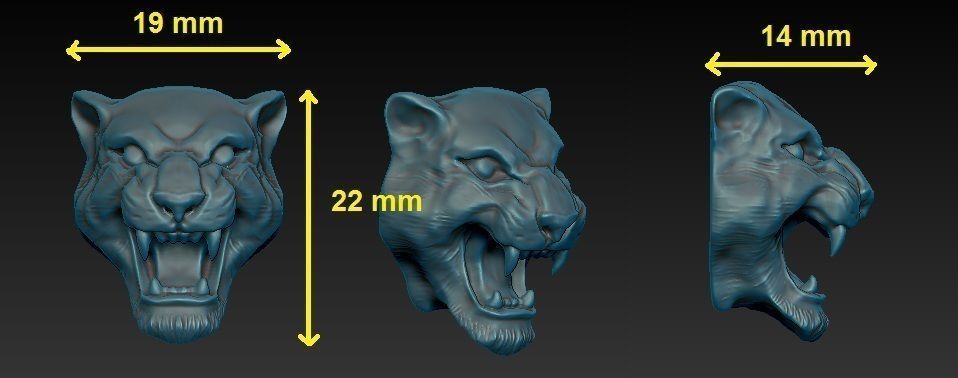 Уникальная технология объемного шлифования и полирования поверхности, позволяет добиться зеркальной поверхности по всей плоскости изделия, включая внутренние полости, с сохранением всех острых кромок и углов. Более подробно о технологии можно почитать в этой статье.
Уникальная технология объемного шлифования и полирования поверхности, позволяет добиться зеркальной поверхности по всей плоскости изделия, включая внутренние полости, с сохранением всех острых кромок и углов. Более подробно о технологии можно почитать в этой статье.
 Использование аддитивных технологий растет, и затраты на постобработку становятся критичными в себестоимости напечатанного изделия. Мы переходим от бюджетов на исследования и разработки к масштабным решениям по инвестициям в производство.
Использование аддитивных технологий растет, и затраты на постобработку становятся критичными в себестоимости напечатанного изделия. Мы переходим от бюджетов на исследования и разработки к масштабным решениям по инвестициям в производство. По мере того, как рынок аддитивного производства переходит от прототипирования к производству конечных деталей, ориентированных на потребительские рынки, внешний вид 3D-печатных продуктов становится все более важным. Вот тут и приходит на помощь постобработка 3D-печатных деталей.
По мере того, как рынок аддитивного производства переходит от прототипирования к производству конечных деталей, ориентированных на потребительские рынки, внешний вид 3D-печатных продуктов становится все более важным. Вот тут и приходит на помощь постобработка 3D-печатных деталей. 



 После того, как модель напечатана, специальные сушильные машины нагревают модель, чтобы привести деталь к оптимальным механическим свойствам. Таким образом, отверждение отличается от других вариантов постобработки тем, что оно улучшает не только эстетические характеристики, но и физическое качество модели.
После того, как модель напечатана, специальные сушильные машины нагревают модель, чтобы привести деталь к оптимальным механическим свойствам. Таким образом, отверждение отличается от других вариантов постобработки тем, что оно улучшает не только эстетические характеристики, но и физическое качество модели.
 Перед покраской модели обычно наносится слой грунтовки. Окрашивание можно выполнять вручную с помощью кисти или распылителя. Есть машины, которые автоматизируют напыление деталей.
Перед покраской модели обычно наносится слой грунтовки. Окрашивание можно выполнять вручную с помощью кисти или распылителя. Есть машины, которые автоматизируют напыление деталей. и гладкая поверхность.
и гладкая поверхность. Для этого детали необходимо промыть, чтобы удалить с поверхности липкую, излишнюю смолу. Если не вымыть детали должным образом, они останутся липкими и неприглядными, поэтому постобработка жизненно важна для успешной 3D-печати.
Для этого детали необходимо промыть, чтобы удалить с поверхности липкую, излишнюю смолу. Если не вымыть детали должным образом, они останутся липкими и неприглядными, поэтому постобработка жизненно важна для успешной 3D-печати.
 На фотографиях протезы межпозвоночного диска (кейдж) со […]
На фотографиях протезы межпозвоночного диска (кейдж) со […]
 В, Мантурову Министр Минпромторга РФ Денис Валентинович Мантуров посетил стенд 3DSLA.RU — Российские 3D принтеры и познакомился с нашими новыми продуктами: 3D […]
В, Мантурову Министр Минпромторга РФ Денис Валентинович Мантуров посетил стенд 3DSLA.RU — Российские 3D принтеры и познакомился с нашими новыми продуктами: 3D […] Удаляют влагу из гигроскопичных материалов. Снижают риск «кипения» пластика, поломки экструдера, ухудшения качества поверхности изделия.
Удаляют влагу из гигроскопичных материалов. Снижают риск «кипения» пластика, поломки экструдера, ухудшения качества поверхности изделия.

 Эти две разные души живут в российских компаниях, занимающихся 3D-печатью: производители и хакеры находятся в центре внимания, в то время как промышленные, коммерческие и государственные организации работают в фоновом режиме над внедрением процессов АП.
Эти две разные души живут в российских компаниях, занимающихся 3D-печатью: производители и хакеры находятся в центре внимания, в то время как промышленные, коммерческие и государственные организации работают в фоновом режиме над внедрением процессов АП. Другими соучредителями компании являются основатель INVITRO Александр Островский и генеральный и финансовый директор VIVAX BIO (также член Консультативного комитета INVITRO) Яков Балаховский. Базирующаяся в Нью-Йорке компания VIVAX BIO на самом деле является материнской компанией 3D Bioprinting Solutions благодаря сложной структуре, которая рассматривает 3dbio как основную исследовательскую лабораторию, используемую для подпитки идей для новых коммерческих стартапов, основанных на биопечати.
Другими соучредителями компании являются основатель INVITRO Александр Островский и генеральный и финансовый директор VIVAX BIO (также член Консультативного комитета INVITRO) Яков Балаховский. Базирующаяся в Нью-Йорке компания VIVAX BIO на самом деле является материнской компанией 3D Bioprinting Solutions благодаря сложной структуре, которая рассматривает 3dbio как основную исследовательскую лабораторию, используемую для подпитки идей для новых коммерческих стартапов, основанных на биопечати. . Идея разработать 3D-принтер с непрерывным волокном пришла четырем соучредителям в результате их опыта работы в аэрокосмическом сегменте. Основное преимущество, которое Anisoprint может предложить по сравнению с Markforged, — это более совершенная система экструзии, которая позволяет укладывать армирующие волокна в решетчатую структуру, дополнительно и значительно сокращая использование — и, следовательно, стоимость — волокнистых материалов без ущерба для качества. прочность части.
. Идея разработать 3D-принтер с непрерывным волокном пришла четырем соучредителям в результате их опыта работы в аэрокосмическом сегменте. Основное преимущество, которое Anisoprint может предложить по сравнению с Markforged, — это более совершенная система экструзии, которая позволяет укладывать армирующие волокна в решетчатую структуру, дополнительно и значительно сокращая использование — и, следовательно, стоимость — волокнистых материалов без ущерба для качества. прочность части. На самом деле мы уже освещали некоторые из их впечатляющих работ в прошлом: один из крупнейших коммерческих строительных 3D-принтеров, один из самых первых 3D-печатных домов (на самом деле это дом основателя АМТ Спецавиа, Александра Маслова), 3D-печать для восстановления древнего фонтан и даже коралловые рифы. Фактически, датская компания Printhuset сначала обратилась к системам АМТ Спецавиа, прежде чем запустить свой новый бизнес COBOD. Как и многие российские компании, АМТ не получает широкой прессы за пределами России, но должна.
На самом деле мы уже освещали некоторые из их впечатляющих работ в прошлом: один из крупнейших коммерческих строительных 3D-принтеров, один из самых первых 3D-печатных домов (на самом деле это дом основателя АМТ Спецавиа, Александра Маслова), 3D-печать для восстановления древнего фонтан и даже коралловые рифы. Фактически, датская компания Printhuset сначала обратилась к системам АМТ Спецавиа, прежде чем запустить свой новый бизнес COBOD. Как и многие российские компании, АМТ не получает широкой прессы за пределами России, но должна. Системы PIcaso Designer теперь могут быть объединены в сеть с фермами и могут печатать детали небольшого размера из современного пластика, такого как PEEK. На сегодняшний день ассортимент Picaso 3D включает три модели: Designer X, Designer XPRO и Designer XL.
Системы PIcaso Designer теперь могут быть объединены в сеть с фермами и могут печатать детали небольшого размера из современного пластика, такого как PEEK. На сегодняшний день ассортимент Picaso 3D включает три модели: Designer X, Designer XPRO и Designer XL. Как и многие другие успешные продавцы 3D-принтеров для 3D-печати нового поколения, iGo3D фокусируется, в частности, на двух торговых марках: Ultimaker (один из самых продаваемых в мире брендов экструзионных нитей для настольных ПК) и Formlabs (самый успешный в мире бренд SLA для настольных ПК). iGo3D Russia также перепродает оборудование для 3D-принтеров BCN3D.
Как и многие другие успешные продавцы 3D-принтеров для 3D-печати нового поколения, iGo3D фокусируется, в частности, на двух торговых марках: Ultimaker (один из самых продаваемых в мире брендов экструзионных нитей для настольных ПК) и Formlabs (самый успешный в мире бренд SLA для настольных ПК). iGo3D Russia также перепродает оборудование для 3D-принтеров BCN3D. текущий ассортимент компании включает меньший размер S90 и более крупный D250, а на подходе и другие более крупные модели.
текущий ассортимент компании включает меньший размер S90 и более крупный D250, а на подходе и другие более крупные модели.
 После первого очень успешного мероприятия в Санкт-Петербурге 3D Today также регулярно организует фестиваль 3D Today Fest, который становится ведущим событием для российской 3D-печати с участием как производителей, так и производителей. все чаще промышленные компании AM, работающие на рынках России и СНГ. Ниже подборка фотографий с фестиваля 3D Today Fest в Москве, в котором приняли участие 3dpbm.
После первого очень успешного мероприятия в Санкт-Петербурге 3D Today также регулярно организует фестиваль 3D Today Fest, который становится ведущим событием для российской 3D-печати с участием как производителей, так и производителей. все чаще промышленные компании AM, работающие на рынках России и СНГ. Ниже подборка фотографий с фестиваля 3D Today Fest в Москве, в котором приняли участие 3dpbm. 0.
0. В настоящее время бета-версия ВолгоБот 1.0 доступна для покупки всего за 47 000 российских рублей (приблизительно 700 долларов США), хотя окончательная версия будет стоить около 70 000 рублей (примерно 1040 долларов США).
В настоящее время бета-версия ВолгоБот 1.0 доступна для покупки всего за 47 000 российских рублей (приблизительно 700 долларов США), хотя окончательная версия будет стоить около 70 000 рублей (примерно 1040 долларов США).

 В нашем каталоге есть светильники различных моделей, но если Вы не смогли найти подходящий по параметрам и внешнему виду прибор, мы можем разработать для вас индивидуальную модификацию светильника. Обращайтесь!
В нашем каталоге есть светильники различных моделей, но если Вы не смогли найти подходящий по параметрам и внешнему виду прибор, мы можем разработать для вас индивидуальную модификацию светильника. Обращайтесь! Принципы, заложенные конструкцию самодельной светодиодную подсветку, можно применять для реализации точечной подсветки на многих других станках и иного оборудования.
Принципы, заложенные конструкцию самодельной светодиодную подсветку, можно применять для реализации точечной подсветки на многих других станках и иного оборудования. От клемм контактора нужно сделать три дополнительных вывода проводами подходящей длины: общий вывод (условно «нуль»), независимый от состояния контактора вывод (условно «фаза А») и зависимый от состояния контактора вывод (условно «фаза Б»). Таким образом, блок питания условным «нулем» (одним контактом вилки питания) должен быть постоянно подключен к сети. Независимый от состояния контактора провод (то есть второй провод вилки питания) будет разрываться только тумблером включения подсветки, подсветка будет включаться/выключаться независимо от того, запущен станок или нет. Зависимый от состояния контактора провод (фаза «Б»), перед тем, как прийти на тумблер включения подсветки, должен разрываться контактами пускателя. В результате, мы должны получить возможность выбирать тумблером следующие режимы подсветки: «выключена всегда», «включается автоматически с запуском станка», «включена всегда». Детальную схему подключения проводов (отводов) к контактору станка приводить нет необходимости, так как эту простую операцию сможет выполнить любой квалифицированный электрик.
От клемм контактора нужно сделать три дополнительных вывода проводами подходящей длины: общий вывод (условно «нуль»), независимый от состояния контактора вывод (условно «фаза А») и зависимый от состояния контактора вывод (условно «фаза Б»). Таким образом, блок питания условным «нулем» (одним контактом вилки питания) должен быть постоянно подключен к сети. Независимый от состояния контактора провод (то есть второй провод вилки питания) будет разрываться только тумблером включения подсветки, подсветка будет включаться/выключаться независимо от того, запущен станок или нет. Зависимый от состояния контактора провод (фаза «Б»), перед тем, как прийти на тумблер включения подсветки, должен разрываться контактами пускателя. В результате, мы должны получить возможность выбирать тумблером следующие режимы подсветки: «выключена всегда», «включается автоматически с запуском станка», «включена всегда». Детальную схему подключения проводов (отводов) к контактору станка приводить нет необходимости, так как эту простую операцию сможет выполнить любой квалифицированный электрик.
 О том, как рассчитать номиналы токоограничивающих резисторов и о способах подключения светодиодов, в рамках данной статьи, рассказано не будет, это тема для отдельной статьи.
О том, как рассчитать номиналы токоограничивающих резисторов и о способах подключения светодиодов, в рамках данной статьи, рассказано не будет, это тема для отдельной статьи. Внешний же корпус переходника остается в полном порядке. Он собран из отдельных небольших частей, скрепленных между собой посредством шарнирного (шарового) соединения. Таким образом, всей конструкции этой гибкой трубки можно придавать произвольную форму, нужным образом ориентируя ее в пространстве. Через сквозное отверстие внутри трубки пропускается два провода питания светодиодов. На одном из концов гибкой трубки, компактно монтируем сами светодиоды и малогабаритные токоограничивающие резисторы (подойдут маломощные резисторы 0,125Вт), аккуратно спаяв их согласно схеме. Другой конец трубки крепим в подходящем месте на станине станка, например, с помощью металлического хомута (как на фото). В доступном для оператора месте встраиваем тумблер, крепим блок питания в свободном пространстве внутри корпуса станка.
Внешний же корпус переходника остается в полном порядке. Он собран из отдельных небольших частей, скрепленных между собой посредством шарнирного (шарового) соединения. Таким образом, всей конструкции этой гибкой трубки можно придавать произвольную форму, нужным образом ориентируя ее в пространстве. Через сквозное отверстие внутри трубки пропускается два провода питания светодиодов. На одном из концов гибкой трубки, компактно монтируем сами светодиоды и малогабаритные токоограничивающие резисторы (подойдут маломощные резисторы 0,125Вт), аккуратно спаяв их согласно схеме. Другой конец трубки крепим в подходящем месте на станине станка, например, с помощью металлического хомута (как на фото). В доступном для оператора месте встраиваем тумблер, крепим блок питания в свободном пространстве внутри корпуса станка.
 Рабочее напряжение конденсатора нужно выбирать в два-три раза больше напряжения питания. Номиналы компонентов RC-цепи можно рассчитать для двигателя любой мощности и напряжения посредством диаграммы.
Рабочее напряжение конденсатора нужно выбирать в два-три раза больше напряжения питания. Номиналы компонентов RC-цепи можно рассчитать для двигателя любой мощности и напряжения посредством диаграммы.




 При температуре выше 50 °C свет тускнеет для управления теплом и продления срока службы изделия
При температуре выше 50 °C свет тускнеет для управления теплом и продления срока службы изделия При температуре выше 50 °C свет затемняется для управления теплом и продления срока службы изделия
При температуре выше 50 °C свет затемняется для управления теплом и продления срока службы изделия У нас есть множество фонарей, которые обеспечивают защиту от пыли и водяных брызг, имеют регулируемый угол наклона, различные углы луча и могут выдерживать температуру до 60ºC.
У нас есть множество фонарей, которые обеспечивают защиту от пыли и водяных брызг, имеют регулируемый угол наклона, различные углы луча и могут выдерживать температуру до 60ºC.

 Ассортимент CWF предлагает экономичный выбор для зон с низкими требованиями к защите от проникновения загрязнений. CWF представляет собой универсальную и удобную световую панель с простым в использовании кулисным переключателем включения/выключения, а также различными вариантами монтажа.
Ассортимент CWF предлагает экономичный выбор для зон с низкими требованиями к защите от проникновения загрязнений. CWF представляет собой универсальную и удобную световую панель с простым в использовании кулисным переключателем включения/выключения, а также различными вариантами монтажа.



 2MP STD-W 12MM
2MP STD-W 12MM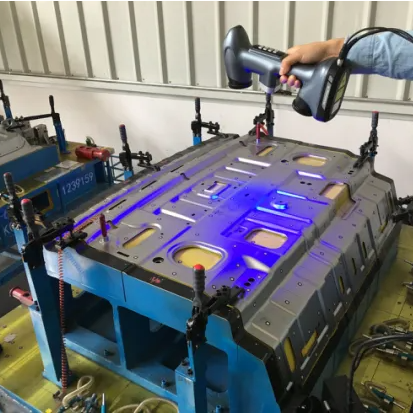
 Рассмотрим детальнее основные технические параметры, на которые следует опираться при выборе сканера промышленного или производственного класса. Подробные технические характеристики по каждому устройству индивидуальны и доступны пользователю в виде инструкции или тех. спецификации, как правило это электронный вариант файла. Электронный файл технической документации располагается на странице товара и доступен к скачиванию с ПК.
Рассмотрим детальнее основные технические параметры, на которые следует опираться при выборе сканера промышленного или производственного класса. Подробные технические характеристики по каждому устройству индивидуальны и доступны пользователю в виде инструкции или тех. спецификации, как правило это электронный вариант файла. Электронный файл технической документации располагается на странице товара и доступен к скачиванию с ПК.

 Если устройство активно используется на подъемниках, падений не избежать. Современные конструкции выдерживают падения с высоты до 3-х метров и при соприкосновении с твердым полом способны сохранять полную функциональность.
Если устройство активно используется на подъемниках, падений не избежать. Современные конструкции выдерживают падения с высоты до 3-х метров и при соприкосновении с твердым полом способны сохранять полную функциональность.
 Форм-фактор устройства зависит от эксплуатационных особенностей. Например: для классического сканера применяемого на кассе магазина форм фактор будет ручного типа с удобной пистолетной рукояткой. В случае если же это магазин строительных материалов, где продавцу необходимо сканировать крупногабаритный товар, форм-фактор стационарный – что позволит освободить руки кассира и просто подносить штрих код к отдельно-стоящему сканеру в кассовой зоне.
Форм-фактор устройства зависит от эксплуатационных особенностей. Например: для классического сканера применяемого на кассе магазина форм фактор будет ручного типа с удобной пистолетной рукояткой. В случае если же это магазин строительных материалов, где продавцу необходимо сканировать крупногабаритный товар, форм-фактор стационарный – что позволит освободить руки кассира и просто подносить штрих код к отдельно-стоящему сканеру в кассовой зоне.

 Они хорошо переносят вибрацию, многократные удары и падения на бетонную поверхность, некоторые модели переносят и тридцатиградусные морозы.
Они хорошо переносят вибрацию, многократные удары и падения на бетонную поверхность, некоторые модели переносят и тридцатиградусные морозы. 





 Создан, чтобы выдержать 5000 падений с высоты 1 м (3,28 фута) и 50 падений на бетон с высоты 2 м (6,5 фута) — даже при температуре до -30°: C (-22°: F). Сверхъяркие светодиоды, усиленная громкость звукового сигнала и тактильная вибрация противодействуют шуму механизмов и плохим условиям освещения, обеспечивая быструю обратную связь и устраняя избыточное сканирование. Благодаря нашей технологии визуализации Adaptus™: 6.0 и революционной архитектуре декодирования, Granit 19Сканеры 11i обладают такой же исключительной производительностью считывания штрих-кодов, как и лучшие в своем классе сканеры Xenon с зональным сканированием.
Создан, чтобы выдержать 5000 падений с высоты 1 м (3,28 фута) и 50 падений на бетон с высоты 2 м (6,5 фута) — даже при температуре до -30°: C (-22°: F). Сверхъяркие светодиоды, усиленная громкость звукового сигнала и тактильная вибрация противодействуют шуму механизмов и плохим условиям освещения, обеспечивая быструю обратную связь и устраняя избыточное сканирование. Благодаря нашей технологии визуализации Adaptus™: 6.0 и революционной архитектуре декодирования, Granit 19Сканеры 11i обладают такой же исключительной производительностью считывания штрих-кодов, как и лучшие в своем классе сканеры Xenon с зональным сканированием. 0
0 1
1 0
0 1
1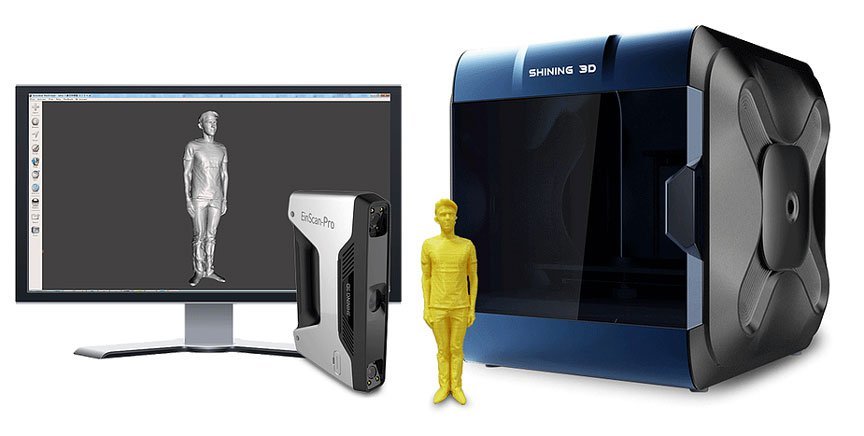 Технический паспорт
Технический паспорт 07.2021
07.2021 94 KB
94 KB MB
MB 07.2021
07.2021 Руководство по установке: COB02, зарядная база (COB02-INST Rev C)
Руководство по установке: COB02, зарядная база (COB02-INST Rev C) 11.2022
11.2022
 07.2021
07.2021 11.2022
11.2022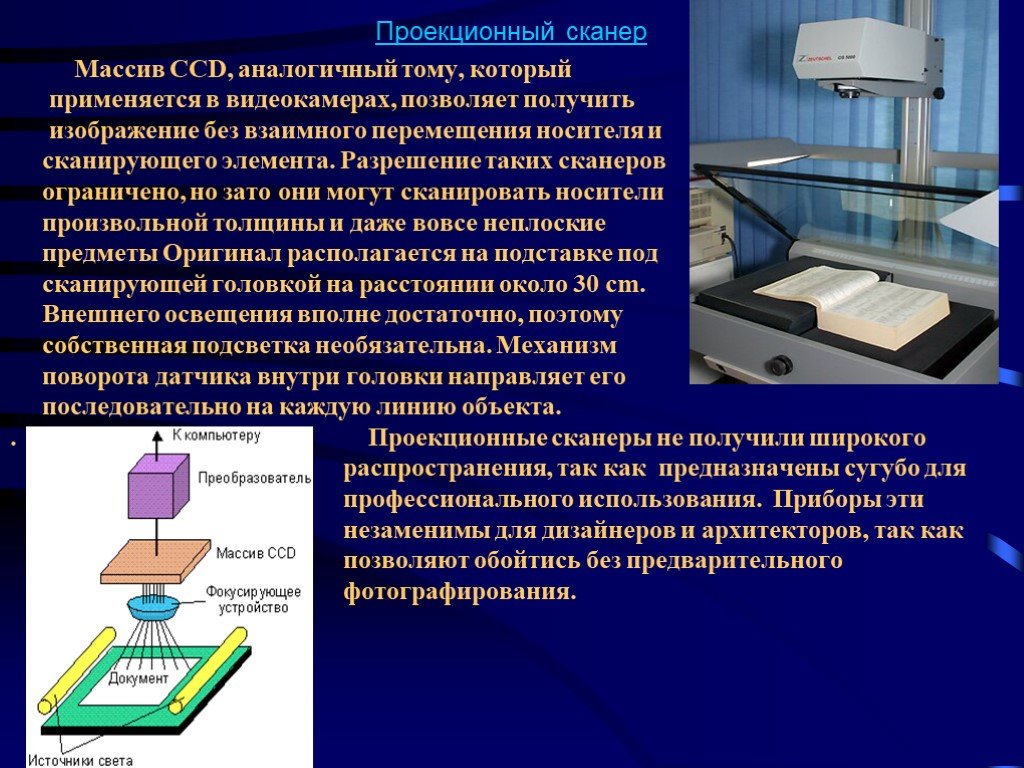 69 KB
69 KB
 11IER-3-09735, RS232, PS, CCB, UPS
11IER-3-09735, RS232, PS, CCB, UPS Они оснащены технологиями, упрощающими их использование и избавляющими от догадок при сканировании на больших расстояниях. А сканеры Granit 1981i имеют степень защиты IP65, что позволяет им работать в суровых условиях.
Они оснащены технологиями, упрощающими их использование и избавляющими от догадок при сканировании на больших расстояниях. А сканеры Granit 1981i имеют степень защиты IP65, что позволяет им работать в суровых условиях.
 А с технологией Bluetooth®: они получат полную свободу передвижения на расстоянии до 100 м (328 футов) от основания. Как и вся серия Granit, 19Сканеры 81i обеспечивают лучшую в своем классе долговечность благодаря корпусу со степенью защиты IP65. В суровых условиях распределительных центров и складов эти сканеры максимизируют производительность вашей команды и снижают общую стоимость владения.
А с технологией Bluetooth®: они получат полную свободу передвижения на расстоянии до 100 м (328 футов) от основания. Как и вся серия Granit, 19Сканеры 81i обеспечивают лучшую в своем классе долговечность благодаря корпусу со степенью защиты IP65. В суровых условиях распределительных центров и складов эти сканеры максимизируют производительность вашей команды и снижают общую стоимость владения. 1
1 тока
тока 1
1
 07.2021
07.2021 11.2022
11.2022 07.2021
07.2021 07.2021
07.2021 2021
2021
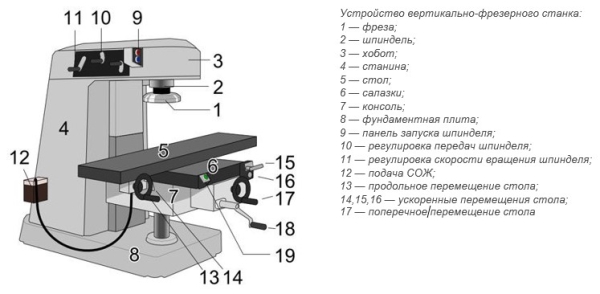
 3.3).
3.3).
 Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
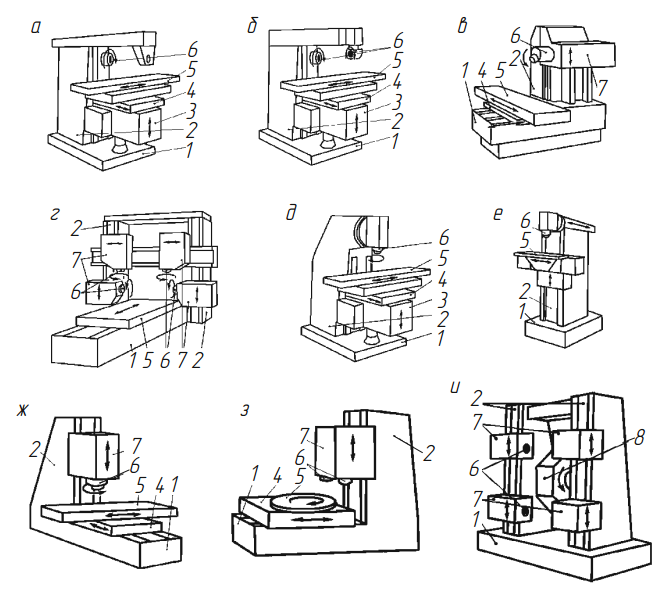 3.4.
3.4.
 Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
 5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.

 В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
 Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.

 4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
 Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом. 4.42).
4.42).

 Для этого мы должны учитывать, что его детали и аксессуары будут различаться в зависимости от модели машины. По этой причине мы назовем наиболее важные из них.
Для этого мы должны учитывать, что его детали и аксессуары будут различаться в зависимости от модели машины. По этой причине мы назовем наиболее важные из них. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости. И содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости. И содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
 Это основные ортогональные направления машины с такими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
Это основные ортогональные направления машины с такими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства. Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и поддерживать допуски заготовки.
Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и поддерживать допуски заготовки. Двигается структура, удерживающая голову. Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Двигается структура, удерживающая голову. Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
 Операции резки и фрезерования предварительно проектируются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Операции резки и фрезерования предварительно проектируются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
 Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда имеют числовое управление.
Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда имеют числовое управление.

 youtube.com/embed/Vm5Chb_2JxA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Vm5Chb_2JxA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

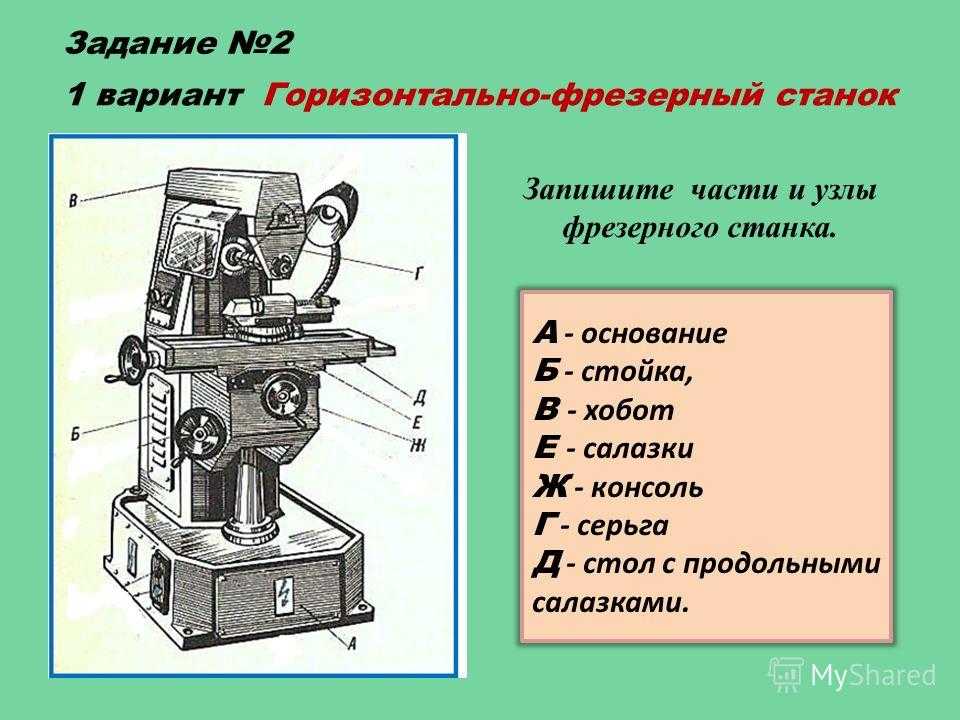


 ). Он превосходно справится с выполнением различных видов обработки поверхности площадью до 8000 кв.м. Садовый трактор данной модели имеет следующие основные достоинства:
). Он превосходно справится с выполнением различных видов обработки поверхности площадью до 8000 кв.м. Садовый трактор данной модели имеет следующие основные достоинства:


 с.
с.  с.
с.  дюйма
дюйма
 дюйм
дюйм

 до 17:00
до 17:00 Среда
Среда 00-18:00
00-18:00 — 17:00
— 17:00 Shried Pays: 870-964646464646464646464646464646446464646464466-47546-47566-
Shried Pays: 870-964646464646464646464646464646446464646464466-47546-47566- Am — 5:00 вечера
Am — 5:00 вечера Суббота
Суббота
 Марианна
Марианна 
 утра — 17:00
утра — 17:00
 вечера
вечера — 6:00 вечера
— 6:00 вечера
 17:00
17:00
 6 mavlink
6 mavlink
 И область печати у него маленькая (120 х 135 х 100), и есть ограничения по применяемым материалам. В связи с этим и с постоянно растущим моим интересом к конструкциям различных принтеров появилось желание сделать свой 3D-принтер, а не покупать готовый более продвинутый.
И область печати у него маленькая (120 х 135 х 100), и есть ограничения по применяемым материалам. В связи с этим и с постоянно растущим моим интересом к конструкциям различных принтеров появилось желание сделать свой 3D-принтер, а не покупать готовый более продвинутый.

 Сначала по оси X, затем по оси Y. Результатом расчетов является величина перемещений корпуса в миллиметрах. Анимацию деформации всех корпусов можно посмотреть на видео из начала статьи.
Сначала по оси X, затем по оси Y. Результатом расчетов является величина перемещений корпуса в миллиметрах. Анимацию деформации всех корпусов можно посмотреть на видео из начала статьи.
 В силу симметрии нагрузка также прикладывалась только один раз.
В силу симметрии нагрузка также прикладывалась только один раз.
 Второе место занял корпус принтера Prusa i3. А затем расположились различные варианты самодельного корпуса, которые обозначены как RepRap.
Второе место занял корпус принтера Prusa i3. А затем расположились различные варианты самодельного корпуса, которые обозначены как RepRap.
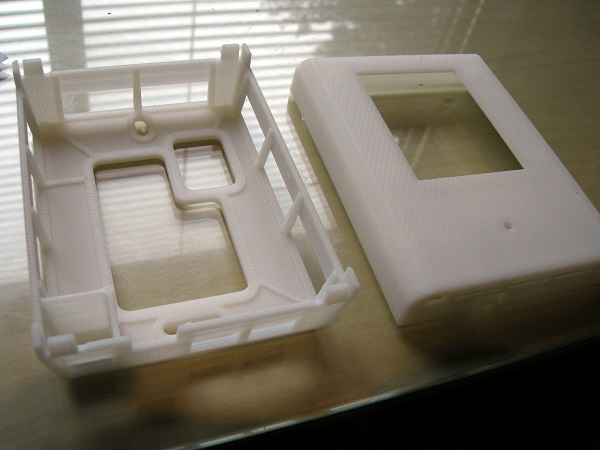
 «Эти имплантаты — следующий большой скачок в персонализированной медицине, который позволяет каждому элементу медицинского обслуживания человека быть специально адаптированным к его конкретным потребностям».
«Эти имплантаты — следующий большой скачок в персонализированной медицине, который позволяет каждому элементу медицинского обслуживания человека быть специально адаптированным к его конкретным потребностям». Эта комбинация инкапсулированных клеток и биополимерных гелей представляет собой биочернила, используемые инженерами-биомедиками для создания тканеподобных структур, напечатанных на 3D-принтере.
Эта комбинация инкапсулированных клеток и биополимерных гелей представляет собой биочернила, используемые инженерами-биомедиками для создания тканеподобных структур, напечатанных на 3D-принтере. Клетки химически и механически стимулируются для контроля ремоделирования и роста тканей. Затем продукт 3D-печати помещают в инкубатор, чтобы клетки могли расти.
Клетки химически и механически стимулируются для контроля ремоделирования и роста тканей. Затем продукт 3D-печати помещают в инкубатор, чтобы клетки могли расти. Этому разрешено расти in vitro в культуре перед имплантацией. Однако этот процесс был очень сложным, поскольку соединительная ткань состоит из разных клеток, образующих сложные узоры. Сначала команде нужно было разработать специальную печатающую головку, которая могла бы печатать человеческие клетки строго контролируемым образом.
Этому разрешено расти in vitro в культуре перед имплантацией. Однако этот процесс был очень сложным, поскольку соединительная ткань состоит из разных клеток, образующих сложные узоры. Сначала команде нужно было разработать специальную печатающую головку, которая могла бы печатать человеческие клетки строго контролируемым образом.




 Обновление: теперь Маск приостанавливает личный аккаунт владельца
Обновление: теперь Маск приостанавливает личный аккаунт владельца Конечная цель состоит в том, чтобы воспроизвести функционирующие ткани и материалы, такие как органы, которые затем можно будет трансплантировать людям.
Конечная цель состоит в том, чтобы воспроизвести функционирующие ткани и материалы, такие как органы, которые затем можно будет трансплантировать людям. В настоящее время компании печатают на 3D-принтере автомобильные детали, образовательные инструменты, такие как наборы для вскрытия лягушек, и даже печатают на 3D-принтере дома. И ВВС США, и British Airways разрабатывают способы 3D-печати деталей самолетов.
В настоящее время компании печатают на 3D-принтере автомобильные детали, образовательные инструменты, такие как наборы для вскрытия лягушек, и даже печатают на 3D-принтере дома. И ВВС США, и British Airways разрабатывают способы 3D-печати деталей самолетов. И за последние несколько лет в методах 3D-печати в таких областях, как стоматология, произошли значительные успехи.
И за последние несколько лет в методах 3D-печати в таких областях, как стоматология, произошли значительные успехи. Ряд многообещающих исследований на животных, некоторые из которых затрагивают сердечную ткань, кровеносные сосуды и кожу, позволяют предположить, что эта область приближается к своей конечной цели — пересадке органов.
Ряд многообещающих исследований на животных, некоторые из которых затрагивают сердечную ткань, кровеносные сосуды и кожу, позволяют предположить, что эта область приближается к своей конечной цели — пересадке органов.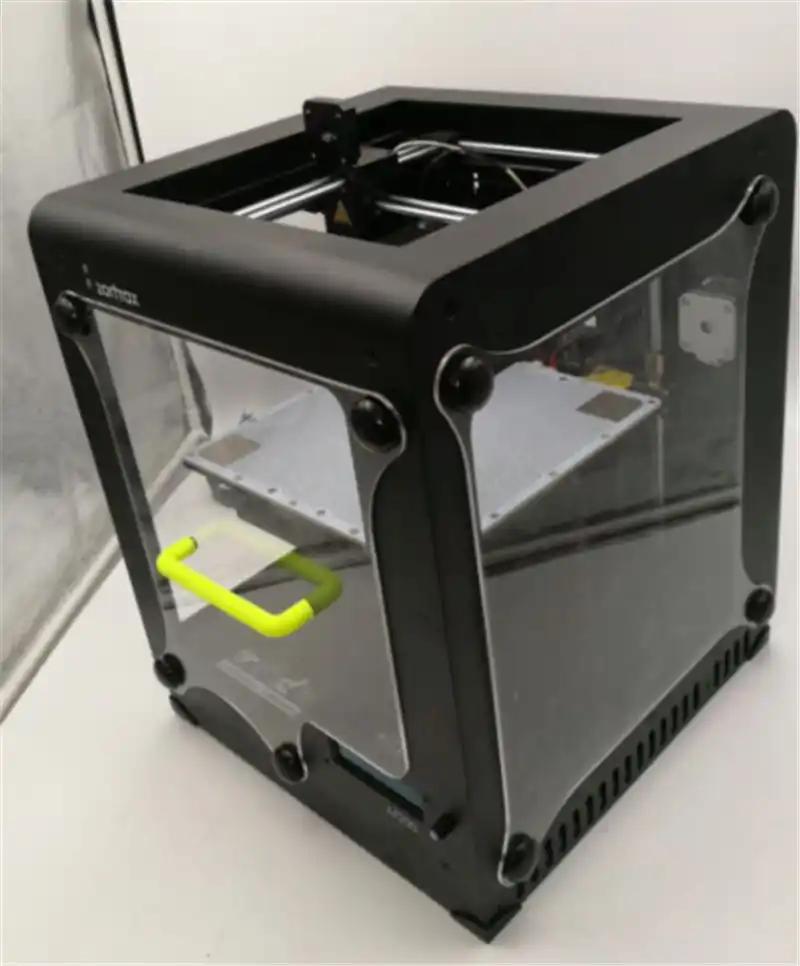 В Соединенном Королевстве команда из Университета Суонси разработала процесс биопечати для создания искусственного костного матрикса с использованием прочного регенеративного биоматериала.
В Соединенном Королевстве команда из Университета Суонси разработала процесс биопечати для создания искусственного костного матрикса с использованием прочного регенеративного биоматериала.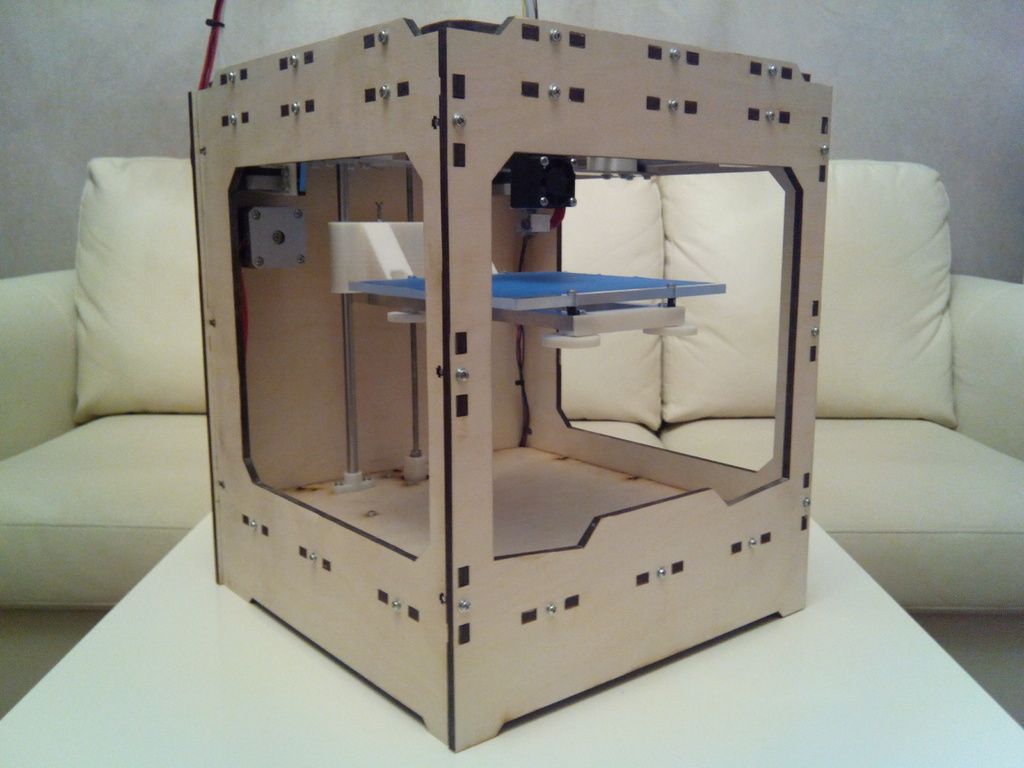 Аналогию можно провести со знаменитой овцой Долли более 20 лет назад. В этом случае Апелляционный суд Федерального округа США постановил, что клонированные овцы не могут быть запатентованы, поскольку они являются идентичными копиями встречающихся в природе овец. Это яркий пример параллелей между клонированием и биопечатью. Некоторые люди предполагают, что в будущем будет «клонирование», которое может помочь возродить вымершие виды или решить проблему нехватки органов для трансплантации.
Аналогию можно провести со знаменитой овцой Долли более 20 лет назад. В этом случае Апелляционный суд Федерального округа США постановил, что клонированные овцы не могут быть запатентованы, поскольку они являются идентичными копиями встречающихся в природе овец. Это яркий пример параллелей между клонированием и биопечатью. Некоторые люди предполагают, что в будущем будет «клонирование», которое может помочь возродить вымершие виды или решить проблему нехватки органов для трансплантации.
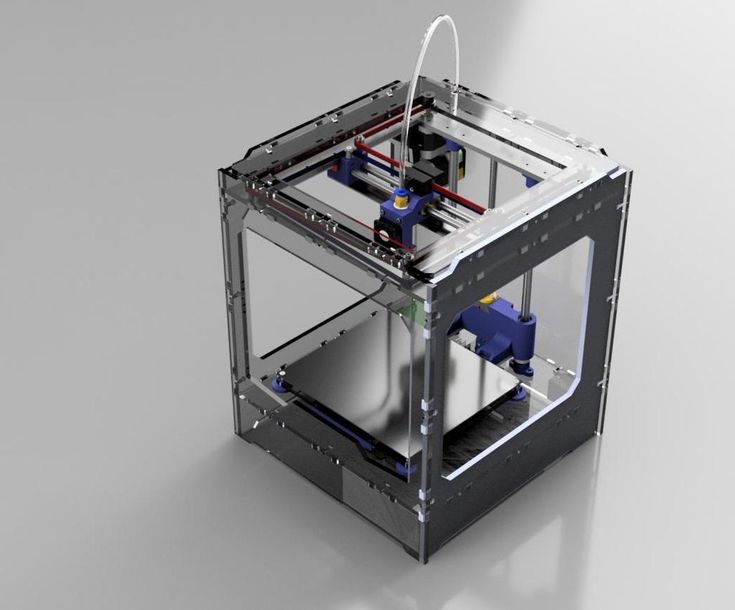
 2 А (1250х1000) с АКБ Производитель: Невские весы, Тип весов:
2 А (1250х1000) с АКБ Производитель: Невские весы, Тип весов: 2 кг
2 кг Киев
Киев Шостка
Шостка Метрические или британские, они являются идеальным решением для некоторых условий контрольного взвешивания. Некоторые из них необходимы для задач промышленного подсчета. Для многих промышленных применений требуется точный вес, простота в эксплуатации и высокопроизводительные весы. Требуются весы с грузоподъемностью 1000 кг.
Метрические или британские, они являются идеальным решением для некоторых условий контрольного взвешивания. Некоторые из них необходимы для задач промышленного подсчета. Для многих промышленных применений требуется точный вес, простота в эксплуатации и высокопроизводительные весы. Требуются весы с грузоподъемностью 1000 кг. Наша лучшая в отрасли точность взвешивания идеально подходит для ваших производственных или промышленных потребностей и может удовлетворить ваши более высокие требования.
Наша лучшая в отрасли точность взвешивания идеально подходит для ваших производственных или промышленных потребностей и может удовлетворить ваши более высокие требования. Он также устойчив к ржавчине и хорошо стоит в течение длительного времени. Это означает, что он с меньшей вероятностью сломается под воздействием тяжелых предметов.
Он также устойчив к ржавчине и хорошо стоит в течение длительного времени. Это означает, что он с меньшей вероятностью сломается под воздействием тяжелых предметов. Такой вариант особенно полезен, если бизнес перевозит несколько предметов одновременно и необходимо, чтобы весы находились в нескольких местах, или когда розетки нельзя использовать из-за опасности воды или химических веществ.
Такой вариант особенно полезен, если бизнес перевозит несколько предметов одновременно и необходимо, чтобы весы находились в нескольких местах, или когда розетки нельзя использовать из-за опасности воды или химических веществ. Подумайте, сколько лекарств производится на регулярной основе, чтобы люди могли защитить свое здоровье или вылечить себя в случае болезни. Сырье необходимо распределять, взвешивать и собирать в готовые лекарства с максимально возможной точностью.
Подумайте, сколько лекарств производится на регулярной основе, чтобы люди могли защитить свое здоровье или вылечить себя в случае болезни. Сырье необходимо распределять, взвешивать и собирать в готовые лекарства с максимально возможной точностью. Возможность взвешивать руды и металлы позволяет майнерам регулярно оценивать свою добычу и гарантировать, что покупатели платят за них точную цену.
Возможность взвешивать руды и металлы позволяет майнерам регулярно оценивать свою добычу и гарантировать, что покупатели платят за них точную цену.
 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Дивизион: 2000
Дивизион: 2000 Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
