Изготовление силиконовых изделий на заказ в Москве
Силиконовые кольца, прокладки и манжеты. Силиконовые уплотнители, шнуры и трубки. Силиконовые смеси. Весь спектр силиконовых деталей.
напишите нам прямо сейчас
Мы изготавливаем
Детали
Кольца
Прокладки
Смеси
Уплотнители
Неформовые детали
Детали
Оставить заявку
Кольца
Силиконовые кольца
Круглого сечения
Овального сечения
Прямоугольного сечения
Квадратного сечения
X-образные
По отечественным и импортным стандартам
По образцам и чертежам
Оставить заявку
Прокладки
Формовые и неформовые
Морозо- и температуростойкие
Для пищевого оборудования
Для сантехники
Для светильников
Для самогонных аппаратов и дистилляторов
Для бидонов, фляг и термосов
Простых и сложных конфигураций
Оставить заявку
Смеси
Термостойкие
Морозостойкие
Жаростойкие
Маслостойкие
Топливостойкие
Тосолостойкие
Для агрессивных сред
Фторсиликоновые смеси
Оставить заявку
Уплотнители
Уплотнители
Для окон
Для душевых кабин
Для сантехнических хомутов
Для сушильных шкафов
Для печей
Для морозильных камер
Для светильников
Для трансформаторов
Для промышленного оборудования
П-образные
Т-образные
По образцам и эскизам
Оставить заявку
Неформовые детали
Неформовые силиконовые детали
Трубки и шланги
Шнуры круглого сечения
Шнуры квадратного сечения
Шнуры прямоугольного сечения
Профили по эскизам и чертежам
Уплотнения по образцам
Оставить заявку
Не нашли в списке необходимую силиконовую деталь? ЗВОНИТЕ!
Факты о компании
Год существования на рынке
Изделий выпущено
Разработанных с нуля
Переработанного силикона
Коротко
о нашей компании
Мы существуем на рынке РТИ с 1998 года и на данный момент имеем более чем 20-ти летнюю историю производства различных нестандартных силиконовых изделий. Мы осуществляем крупносерийное, серийное и мелкосерийное производство.
Оставить заявку
Оставьте заявку
чтобы обсудить детали со специалистом
Так же вы можете позвонить нам и задать интересующие Вас вопросы по номеру: +7 (961) 065-39-01 [email protected]
Наши Преимущества
Мы применяем наиболее современные методы переработки силикона.
Приемлемые цены. Оптовым заказчикам мы предлагаем эксклюзивный уровень цен.
Проектирование и изготовление оснастки мы производим при помощи современных программ.
Гарантии качества. Мы постоянно контролируем технологический процесс.
Мы – производственное предприятие, Вы – работаете напрямую с производителем.
Многие наши конструкторы и технологи это кандидаты технических и химических наук.
ОПЕРАТИВНАЯ ДОСТАВКА
Доставка с помощью транспортных компаний до указанного Вами адреса.
Самовывоз из г. Москва, ул. Подольских Курсантов, 17, к. 2 Время работы склада: Пн-Пт с 08:00 до 22:00 Сб-Вс с 11:00 до 16:00
Статьи
Технологии производства силиконовой продукции
Силиконовые изделия востребованы во многих сферах. Особый состав и сочетание полезных свойств позволили им стать частью и повседневности. В этой статье расскажем о качествах, где используют, а также о технологиях производства.
Силикон – сложно устроенный неорганический полимер. Главный элемент в составе — кремний, благодаря ему материал получил своё название — «силициум». К основному элементу прикрепляются молекулы кислорода. Образованная цепочка соединяется с углеродными водородными группами.
Подробнее
Силиконовые трубки: эксплуатационные качества и практика применения
Резиновые трубки сегодня почти не используются – предпочтение всё чаще отдаётся силиконовым. Изделия делают из кремнийорганического полимера, получаемого по технологии экструзии: резину пропускают через фильеры, затем подвергают вулканизации. Силиконовые трубки не теряют свойств в условиях критических температур, отличаются прочностью, износостойкостью, эластичностью. Подробнее
Применение уплотнительных шнуров
Уплотнительные шнуры представляют собой специальные элементы герметизации неподвижных разъемных соединений и защиты от загрязнения. При выборе такого товара стоит учитывать его характеристики и преимущества перед другими видами, применяемыми в производстве. . Подробнее
Силиконовые шланги: особенности и применение
Силиконовые шланги отличаются высокой эластичностью, прочностью, адаптацией к экстремальным температурам и агрессивным средам. Благодаря впечатляющим техническим характеристикам, изделия применяют в самых различных сферах, от промышленности до медицины. Изделия подходят для транспортировки кислотно-щелочных, горюче-смазочных и других материалов. Продукция имеет универсальное применение, долго служит, проста в использовании, и список преимуществ на этом не заканчивается. Подробнее
Как выбрать сантехнические прокладки
Какие прокладки для сантехники выбрать, силиконовые или резиновые? Этот вопрос возникает у многих покупателей. Материал определяет эффективность применения изделий в системе водоснабжения (отопления, газа). При выборе сантехнической прокладки учитывают размер, технические характеристики, среду использования. Например, для применения в системе горячего водоснабжения требуется износостойкость и адаптация к высоким температурам. Подробнее
Мы занимаемся литейным производством изделий из пластика, резины, силикона, эпоксидной смолы, искусственного камня, гипса или бетона на заказ в Москве, с доставкой по всей России. Воплощаем любые идеи заказчика в реальность, используя современные технологии. Льём изделия из пластика любой сложности, под ключ. Создаем 3D-модель будущего изделия, производим мастер-модель для заливок силиконовых форм, изготавливаем изделия как в единичном экземпляре, так и предоставляем возможность мелкосерийного производства, изготовления предсерийного образца.
Изготавливаем такие изделия как:
• Корпуса для техники, радиоэлектроники и электронно-вычислительных приборов под ключ;
• Скульптуры, бюсты, как маленькие, так и большие сборные, состоящие из нескольких частей;
• Предметы декора;
• Кубки, наградные изделия, статуэтки по собственному дизайну заказчика;
• Мастер-модели для создания форм;
• Сувениры, бутафорию и реквизиты для сьемок кино;
• и многое другое.
Преимущества литья изделий из пластика:
•Высокая прочность готового изделия.Материалы, которые мы используем для литья, имеют высокую прочность, устойчивость к механическим и физическим воздействиям, воздействия атмосферы, температур, давления и др.
•Долговечная эксплуатация. За счет высокой прочности материала, изделие имеет минимальный процент износа, что гарантирует долговечную эксплуатацию изделий.
•Цена. Цена литьевой пластмассы в сравнении со стоимостью традиционных материалов -просто ничтожна.
•Вес. Полиуретан легок, практически невесом. По сравнению с весом традиционных материалов, большие изделия из полиуретана можно переместить самостоятельно, для этого не потребуется посторонняя помощь или физическая подготовка.
Этапы изготовления :
✔ Разработка технического задания. Вы присылаете нам на почту:[email protected] всю информацию, необходимую для изготовления изделия, а так же 3D-модель изделия для дальнейшего производства. Если есть реальный объект, с которого нужно изготовить копию, вы предоставляете его нам лично, для дальнейшей отливки и изготовления. Мы согласовываем с вами заказ, вы оплачиваете, мы начинаем изготовление. Срок исполнения заказа — от 1 недели.
✔ Если необходимо создать 3D-модель изделия, то мы так же создаем 3D-модель основываясь на ваши чертежи, эскизы, рисунки, фотографии. Либо создаем посредством 3D-сканирования, если есть реальный объект.
✔ Изготовление мастер-модели помощью 3D-печати. В нашем распоряжении больше 60-ти собственных 3D-принтеров различных технологий 3D-печати, позволяющие создавать мастер-модели изделия любой сложности и габаритов. Мы печатаем мастер-модель, подготавливаем ее с помощью постобработки, доводим поверхность изделия до идеального состояния, подходящего для отливки силиконовой формы.
✔ Создание силиконовой формы. Создается специальная опалубка, формируются литейные каналы, производится отливка жидкого силикона. За счет свойств силикона, он прекрасно передает размер, форму и фактуру поверхности изделий, быстро застывает и позволяет легко извлекать мастер-модель из формы.
✔ Изготовление изделия путем литья в силиконовую форму. С помощью силиконовой формы производим отливку частей скульптуры из разных видов материалов, в зависимости от требований к физическим свойствам, выбирая наиболее подходящий материал для литья. Производим постобработку, дорабатываем изделие до идеального состояния, производим окраску изделий.
Вы можете задать все вопросы и узнать цену изготовления вашего изделия, написав нам на почту: [email protected] или позвонив по телефону:+7(499)380-88-60
Если у вас есть возможность побеседовать с нами лично, мы будем рады видеть вас с 10:00-19:00 по адресу:
Москва, Щелковское шоссе , дом 100к5, офис 808.
Перед посещением предупредите нас по телефону: +7(499)380-88-60, чтобы мы могли оперативно заказать для вас пропуск и встретить при входе в БЦ «Сокол».
Дистрибьюторы Smooth-On в Европе/России
(список по типу, стране/региону)
Дистрибьютор полного ассортимента
Австрия
Макс-Планк-ул. 9/3 Шпрайхинген D-78549 Германия
Дистрибьютор полного ассортимента
Болгария
ул. Александра Стамболийски № 26 Видин 3700 Болгария
Дистрибьютор полного ассортимента
Хорватия
Доктор Франье Туджмана 77 Света Неделя 10431 Хорватия
Дистрибьютор полного ассортимента
Чехия
Клатовска 2/239 Пльзень, Литице 32100 Чехия
Дистрибьютор полного ассортимента
Франция
3 Rue Mendès Франция Plougasnou 29630 Франция
Дистрибьютор полного ассортимента
Германия
Макс-Планк-ул. 9/3 Шпрайхинген D-78549 Германия
Дистрибьютор полного ассортимента
Германия
Levantkade 271 Амстердам 1019 MH Нидерланды
Дистрибьютор полного ассортимента
Ирландия
ROSE HILL, BALLINACURRA MIDLETON County, Cork Ирландия
Насадка-дебаркер (чашкарез) НФС-5 для бензопилы Stihl MS 361
БЕНЗОПИЛЫ, ЭЛЕКТРОПИЛЫ + РАСХОДКА
БЕТОНОМЕШАЛКИ
МОТОБЛОКИ + КУЛЬТИВАТОРЫ
МОТОБУКСИРОВЩИКИ (МОТОСОБАКИ) И КОМПЛЕКТУЮЩИЕ
МОТОБУРЫ, РУЧНЫЕ БУРЫ, ШНЕКИ
СНЕГОУБОРОЧНИКИ
СТАБИЛИЗАТОРЫ
ТЕПЛОВОЕ ОБОРУДОВАНИЕ
ТРИММЕРЫ + КУСТОРЕЗЫ
ЭЛЕКТРОГЕНЕРАТОРЫ
АВТОМОЙКИ
АКСЕССУАРЫ ДЛЯ АВТОМОБИЛЯ
ВСЁ ДЛЯ ВАШЕГО ОГОРОДА
ВЫСОТОРЕЗЫ
ГАЗОНОКОСИЛКИ И СКАРИФИКАТОРЫ
ДВИГАТЕЛИ БЕНЗИНОВЫЕ И ЭЛЕКТРИЧЕСКИЕ
ЗАПЧАСТИ
КОМПРЕССОРЫ И ПНЕВМАТИЧЕСКИЙ ИНСТРУМЕНТ
КРЕПЕЖНЫЕ ПРИСПОСОБЛЕНИЯ
ЛЕСТНИЦЫ, СТРЕМЯНКИ
ЛОДОЧНЫЕ МОТОРЫ
МОТОПОМПЫ
НАСОСЫ
ОБОРУДОВАНИЕ ДЛЯ ФЕРМЕРОВ
ОПРЫСКИВАТЕЛИ БЕНЗИНОВЫЕ и РУЧНЫЕ
ПОДМЕТАЛЬНЫЕ МАШИНЫ И АКСЕССУАРЫ
ПОДЪЁМНЫЕ МЕХАНИЗМЫ, РАСХОДКА
ПРОМСЫРЬЕ
ПУСКО-ЗАРЯДНЫЕ УСТРОЙСТВА
РАСХОДНЫЕ МАТЕРИАЛЫ
САДОВЫЕ ИЗМЕЛЬЧИТЕЛИ, ДРОБИЛКИ
САДОВЫЕ НОЖНИЦЫ
САДОВЫЕ ПЫЛЕСОСЫ И ВОЗДУХОДУВЫ
СВАРОЧНОЕ ОБОРУДОВАНИЕ
СЛЕСАРНО-СТРОИТЕЛЬНЫЙ ИНСТРУМЕНТ
СПЕЦОДЕЖДА
СТАНКИ
СТРОИТЕЛЬНАЯ ТЕХНИКА
ТУРИЗМ, СПОРТ, ОТДЫХ, СУВЕНИРЫ
ШТУКАТУРНО-МАЛЯРНЫЙ ИНСТРУМЕНТ
ЭЛЕКТРОИНСТРУМЕНТ
ЭЛЕКТРООБОРУДОВАНИЕ
Котлы и отопительное оборудование
ХОЗТОВАРЫ
ТРАКТОРА И РАЙДЕРЫ
Описание
Отзывы (0)
Описание
Напишите свой отзыв о «Насадка-дебаркер (чашкарез) НФС-5 для бензопилы Stihl MS 361»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Насадка-кородер на бензопилу своими руками
Насадка кородер или короед на бензопилу, которая иначе называется дебаркер – это специальное устройство для очищения стволов деревьев от коры. Чаще всего такая насадка используется с целью удаления наростов, коры, мелких веток с поверхности стволов деревьев перед покраской или лакировкой заготовок. Короед обычно входит в стандартную комплектацию бензопилы в виде фрезерной головки. Также в продаже дебаркеры поставляются вместе с ремнями к инструменту.
Но если по какой-то причине насадка-кородер отсутствует и возможности купить новую не предвидится, то можно изготовить короед своими руками в домашних условиях, используя для этого материалы, которые имеются под рукой почти у каждого хозяина.
Назначение и принцип работы насадки
Основным назначением насадки-кородера является осторожное снятие слоя коры со ствола дерева, в результате чего он приобретает идеальную гладкость, ровность. Данное приспособление может использоваться для обработки не только стволов, но и бревен, досок, толстых брусьев. Причем, обрабатываться может как сухая, так и мокрая древесина.
Также дебаркер предназначается для создания углублений и пазов в бревнах при строительстве срубов и грубого фугования любых деревянных поверхностей. Обычно короед используется на небольших пилорамных производствах, но может применяться и в домашних условиях. С учетом конструкции кородер бывает дисковым и барабанным. Независимо от конструктивных особенностей насадки-короеды имеют единый принцип работы.
По сути, они работают так же, как электрорубанки, представляя собой вал на 2 подшипниках в каретках со шкивом. Единственное отличие заключается в размере и форме фрез. Использовать насадку можно только в сочетании с цепями, оборудованными звездочками с 6 лучами.
Как сделать своими руками
Насадку-кородер для бензопилы достаточно просто изготовить своими руками. Для этого первым делом подготовьте следующие материалы и инструменты:
2 металлических трубы диаметром 10 и 15 см;
свинец;
стальной штырь;
стальная штанга;
шлифовальная машина;
болгарка.
Подготовив все материалы, можно приступать непосредственно к процессу изготовления насадки-короеда:
Изготовьте цилиндр. Для этого внутрь трубы меньшего диаметра залейте расплавленный свинец, после чего края цилиндра хорошо проработать шлифовальной машинкой.
Внутри цилиндра зафиксируйте штырь так, чтобы прибор смог свободно вращаться.
Из второй трубы большего диаметра сделайте защитный кожух. Для этого трубу распилите вдоль пополам, готовый полукруг установите на отдельную пластину, к которой будет крепиться стержень приспособления.
К задней части пластины присоедините металлическую штангу, которая обеспечит крепление насадки к бензопиле.
Во время работы необходимо быть максимально внимательным, так как даже самая незначительная ошибка, допущенная во время сборки приспособления, может привести к перекосу цилиндра, что станет причиной плохого качества обработки дерева.
Как установить
После того, как насадка будет готова, ее нужно установить на бензопилу и привести в действие. Для этого ремень нужно присоединить одним концу к валу двигателя, а другим – к валу цилиндра. Затем остается лишь протестировать готовое устройство и убедиться в его готовности к работе. Если при нажатии на курок газа инструмента цилиндр вращается свободно и стабильно, то можно приступать к эксплуатации прибора.
Для того чтобы насадка-кородер исправно служила, приспособление нужно правильно использовать и регулярно обслуживать. Детали насадки периодически нужно красить и смазывать. Хранить дебаркер следует в сухом помещении при температуре 10-20 градусов по Цельсию.
Окорочный инструмент Log Wizard с жестким футляром
ca0030-журнал-мастер
Количество Мастер окорки бревен
Описание
видео
Описание
Мастер бревен крепится практически к любой цепной пиле и представляет собой удобный инструмент для окорки бревен , изготовления перил из бревен и вырубки. шелушение, незначительные насечки и «заточка» конца бревна.
Мастер бревен особенно полезен при покупке с предварительно просверленной шиной и безрезцовой цепью
Поставляется со звездочкой 3/8″ или 325.
Владельцы ленточнопильных заводов используют один для «очистки» бревна перед фрезерованием, чтобы ленточные пилы оставались острыми.
Log Wizard поставляется с звездочками 3/8″ и .325… вы получите обе звездочки с установленной звездочкой 3/8.
У нас есть дополнительный 16-дюймовый ламинированный стержень, просверленный для установки Log Wizard… вместе с цепью без ножей для тех из вас, кто не хочет сверлить свой собственный стержень и найти цепь без лезвий… Нажмите ЗДЕСЬ для получения дополнительной информации и для заказа это.
Примечание : Люди спрашивали об использовании Log Wizard с электрической цепной пилой. Имеющиеся у нас отчеты показывают переменный успех (или его отсутствие). Как правило, электрика имеет недостаточное питание и будет иметь тенденцию пропускать, кусать и изнашивать пилу при использовании с Log Wizard. Первоначальный производитель сообщает о тестировании самой большой электрической бензопилы на рынке (80-е годы) и обнаружил, что она работает нормально, однако это привело к тому, что они не рекомендовали использовать электрическую.
ca0030-log-wizard
Вот видео, показывающее простую настройку для использования Log Wizard
Артикул: 1039
Категории: Log Wizard & Log Master, Мастер бревен для бензопил Теги: ca0030, ca0030-log-wizard, окорочный станок, окорочный станок, насадка для цепной пилы окорочного станка, окорочные бревна, резак для сучков, триммер для сучков, Log Wizard, мастер бревен, logwizard, logwizzard, надрез, пилить бревна, пилинг бревна, рубанок, профиль журналы
Вам также может понравиться…
Детали мастера регистрации
Мастер регистрации — запасные части ca0030-lw-детали
Лезвия Log Wizard, барабаны, адаптер для длинных шпилек и многое другое.
Детали/Купить
Пильная цепь без режущих кромок
Пильная цепь без режущих кромок ca0010-безрезцовый
Цепь без ножей для бензопилы используется для привода навесного оборудования бензопилы, такого как Log Wizard, Log Master, лебедка Lewis и лебедка Simpson.
18,00 $
–
42,00 $
Выберите опции
16-дюймовая шина и цепь без ножей. Стержень с отверстиями для установки Log Wizard или Log Master Attachments
Это шина бензопилы, просверленная для крепления к мастеру бревен или мастеру бревен, вместе с цепью без резака.
ca0030-прутковая цепь
79,95 $
Детали/Купить
советов от профессионала — эксперта по садовым инструментам
Если вы профессиональный лесоруб или домовладелец, заинтересованный в получении пиломатериалов из упавших деревьев, окорочный станок для бревен должен быть одним из ваших инструментов. Почти у каждого типа древесины есть внешняя кора, которую необходимо снять, прежде чем древесина станет пригодной для использования. В промышленных масштабах этот процесс осуществляется на больших специализированных окорочных машинах. Что, если я скажу вам, что есть гораздо более простой способ сделать это на меньшем уровне. А с помощью бензопилы?
Как установить окорочный станок с цепной пилой:
Шаг 1: Соберите все необходимые инструменты для работы. Сними шину бензопилы.
Шаг 2: Нанесите маркировку на стержень в соответствии с приспособлением для окорки бревен.
Шаг 3: Просверлите отверстия в стержне и установите на него окорочный станок.
Шаг 4: Используйте немного более длинную цепь и установите ее на шину. Натяните и цепь, и шину.
(CC BY-ND 2.0) от The White Wоlf
Если вас интересуют подробности, прокрутите вниз, чтобы прочитать дальше. В этом посте я предоставлю вам дополнительные советы и рекомендации по окорке древесины с помощью бензопилы, основанные на опыте профессионала.
Содержание
1 Что такое окорочный станок?
2 Установка окорочного станка на бензопилу:
2.1 ● Шаг 1: Соберите необходимые инструменты:
2.2 ● Шаг 2: Снимите шину бензопилы и цепь:
2.3 ● Шаг 3: Нанесите метки на шину:
2.4 ● Шаг 4: Просверлите отверстия на шине:
2.5 ● Шаг 5: Установите мастер для бревен на шину:
2.6 ● Шаг 6: Зафиксируйте и натяните цепь:
3 Использование окорочного станка на бензопиле: несколько советов от профессионалов
3.1 Совет 1. Оцените тип древесины:
3.2 Совет 2. Используйте прочную цепную пилу:
3.3 Совет 3. Не недооценивайте ручные инструменты:
3.4 Совет 4. Окорка весной:
16 4 Смежные вопросы:
4.1 1. Как работает кольцевой окорочный станок?
4. 2 2. Что такое окорочный инструмент?
4.3 3. Как лучше снять кору с бревна?
4.4 4. Что такое пилинг?
Что такое окорочный станок?
Окорочный станок для бревен снимает кору и другие слои грязи с внешней стороны древесины вручную или с помощью вращающейся цепи.
Кору на древесине необходимо очистить, прежде чем ее можно будет использовать для каких-либо целей. В промышленных масштабах устанавливаются специальные окорочные станки для обработки больших объемов древесины. Бревно витками прикладывается к лезвию станка и, таким образом, снимает с древесины весь внешний слой коры. Однако в меньших масштабах этот процесс занимает немного времени.
Для домовладельцев, занимающихся деревянными работами, используются два основных типа окорочных станков. К первому типу относятся инструменты, которые можно прикрепить к бензопиле и использовать вращающуюся звездочку для выполнения своей работы. Пример включает в себя мастер бревен, который представляет собой многоцелевой инструмент, работающий как окорочный станок, строгальный станок, надрезной станок и точильный станок.
Второй тип окорочных станков — это ручные ручные инструменты, которые используются в качестве строгальных станков для снятия наружного слоя древесины. К ним относятся складные ножи, лущильные лопатки и т. д. Эти инструменты обеспечивают аккуратную отделку поверхности, но могут быть громоздкими при использовании на больших бревнах. Следовательно, люди предпочитают модифицировать свои бензопилы насадками для более быстрого результата. Давайте посмотрим, как это делается.
Установка окорочного станка на бензопилу:
Если вы хотите превратить свою бензопилу в инструмент для окорки бревен, вам необходимо установить мастер бревен, который поможет вам в этом. Шаги для установки перечислены ниже:
● Шаг 1: Соберите необходимые инструменты:
Перед началом работы убедитесь, что в вашем распоряжении есть нужные инструменты. Кроме того, вы будете вносить изменения в свою цепную пилу, чтобы облегчить присоединение мастера бревен, поэтому убедитесь, что вы знакомы с основными инструментами мастерской и их работой. Для этой работы вам понадобится следующее оборудование:
5/16-дюймовый бухгалтер
Скругательный пресс
Скрипный инструмент
Центр пунш
Шариковый молот
Правитель
Log Wizard
Связанные цепные ссылки
Дополнительные цепочки. и цепь:
Для начала снимите шину бензопилы и цепь. Цепь легко снимается поворотом рычага на креплении шины. Чтобы снять планку, нужно открутить крепления, которые ее крепят. После того, как планка удалена, теперь мы можем сделать на ней надписи.
● Шаг 3: Нарисуйте маркировку на стержне:
Этот шаг важен, так как маркировка будет определять, насколько точно мастер регистрации будет прикреплен к стержню. Убедитесь, что вы делаете это осторожно.
Осевая линия: Вам необходимо отметить линию, которая проходит по центру стержня. Используйте линейку для точного определения расстояний и отметьте осевую линию с помощью чертилки. После того, как вы отметили центральную линию, поместите мастер бревен на стержень и убедитесь, что его звездочка совмещена с носом стержня.
Дуги: Поместив мастер бревен на стержень, совместите его монтажные отверстия с центральной линией. После этого разметьте дуги монтажных отверстий на стержне.
Поперечная линия: Затем с помощью линейки измерьте расстояние в четверть дюйма от края дуги вдоль центральной линии. Нанесите крестик на этом расстоянии.
Центр отверстия: Создадим отверстия в точках, отмеченных крестиками. Но перед этим отметим эти отверстия кернером, чтобы сверление можно было выполнить точно и легко. Поместите кернер прямо над крестиками и крепко держите его рукой. Ударяйте по нему сверху молотком, пока не образуется углубление в центре отверстия.
● Шаг 4. Просверлите отверстия на стержне:
С помощью сверла 5/16 дюйма просверлите отверстия. Для сверления предпочтительнее использовать сверлильный станок. Прежде чем просверлить отверстие в лезвии, убедитесь, что под лезвие подложен деревянный брусок. Теперь просверлите два сквозных отверстия диаметром 5/16 дюйма в местах центрирования лезвия.
● Шаг 5: Установите мастер бревен на стержень:
Отверстия, просверленные выше, предназначены для вставки крепежных болтов мастера бревен. Поместите мастер бревен чуть выше стержня так, чтобы его монтажные отверстия совпадали с просверленными отверстиями на стержне. Вставьте крепежные болты и затяните гайки. Кроме того, установите шину на цепную пилу, убедившись, что натяжитель цепи установлен в минимальное положение. Пока не прикрепляйте крышку к креплению штанги.
● Шаг 6. Закрепите и натяните цепь:
Добавьте звенья цепи: Поскольку к пиле прикреплен мастер бревен, вашей предыдущей длины цепи может не хватить, чтобы пройти по всей длине шины и бревна. звездочка волшебника. По этой причине вам нужно разорвать цепочку и добавить одно или два звена, чтобы она была длиннее предыдущей примерно на 2 дюйма.
Натяните цепь: Пропустите эту цепь через шину и звездочку мастера бревен. Он все еще может казаться свободным. Именно по этой причине мы оставили натяжитель цепи незакрепленным на предыдущем шаге. С помощью шестигранного ключа затяните натяжитель цепи, чтобы он не провисал. Чтобы проверить это, потяните цепь со стержня и отпустите ее, чтобы увидеть, вернется ли она в исходное положение. Если да, то он достаточно затянут и готов к работе.
Затяните стержень: Теперь с помощью гаечного ключа затяните гайки крепления стержня. Также убедитесь, что гайки мастера бревен достаточно затянуты.
На этом установка мастера регистрации завершена. В следующем разделе давайте посмотрим, как управлять бензопилой с установленным мастером регистрации.
Использование окорочного станка на бензопиле: несколько советов от профессионалов
Основываясь на своем опыте решения проблем, связанных с бензопилой, на различных форумах, я могу дать вам несколько советов, которые облегчат вам процесс лесозаготовки. Говоря об окорке, это звучит довольно просто, но помнить о нескольких моментах из опыта эксперта, безусловно, будет очень полезно.
Совет 1. Оцените тип древесины:
Может показаться, что это не так, но для некоторых типов древесины использовать нож для очистки может быть проще, чем использовать бензопилу, модифицированную с помощью мастера бревен. Я видел, как волшебники по бревнам хорошо работают с корой сосны и подобного типа древесины, которая достаточно тверда для очистки от кожуры. Но для кедрового дерева и других типов волокнистой коры окорка может быть проще для окорки. Или, если возможно, вы также можете использовать мойку высокого давления, чтобы выбить грязь, кору и другие отложения.
Совет 2. Используйте прочную бензопилу:
На мой взгляд, если вы решите использовать насадку, убедитесь, что ваша бензопила достаточно прочная для этого. Под этим я подразумеваю, что подшипники должны быть в хорошем состоянии, а шпиндель и шина должны быть правильно смазаны. Загвоздка в том, что использование насадки создает дополнительную нагрузку на ротор. И поскольку она изначально не была предназначена для этой цели, ваша бензопила может вызвать проблемы после ее использования в течение некоторого времени.
Совет 3. Не стоит недооценивать ручной инструмент:
Как я уже говорил ранее, ручные инструменты более эффективны для определенных работ, но только ради производительности и быстрых результатов люди могут использовать цепную пилу. Лучше иметь в своем распоряжении шпильки и шпатели, если требуется чистая отделка. В большинстве случаев вам, возможно, придется использовать очиститель для очистки области, прежде чем использовать на ней вложение мастера журнала.
Совет 4. Окорка весной:
Говорят «куй железо, пока горячо», так как тепло делает его достаточно мягким. То же самое относится и к деревообработке. Здесь сезон играет решающую роль. Вы получаете наилучшие результаты, когда древесина мягкая, а весной древесина самая мягкая из-за ее почкования и имеет тенденцию затвердевать к лету. Следовательно, на мой взгляд, всегда старайтесь окорать древесину весной.
Вопросы по теме:
1. Как работает кольцевой окорочный станок?
Кольцевые окорочные станки состоят из серии ножей вдоль кольца. Деревянное бревно подается через эти резаки, снимая слой коры и обнажая внутренние слои.
Такие окорочные машины очень эффективны для длинных прямых бревен как из мягкой, так и из твердой древесины. Их предпочитают для образцов, у которых трудно удалить кору. Однако они не подходят для массовых операций, поскольку работают только с одним журналом за раз. Также они неэффективны против кривых или гнутых бревен или бревен малого диаметра.
2. Что такое окорочный инструмент?
Инструментом для окорки может быть любой механический инструмент (такой как шпилька, нож или лезвие резака), который используется для лущения бревен путем удаления их коры.
Традиционно для окорки больших деревянных бревен использовались лущильные лопатки и ножи. Хотя они обеспечивают аккуратную отделку поверхности, это ручное оборудование было довольно громоздким для больших объемов. В настоящее время для крепления на бензопилу выпускается специальный набор рубанков. Эти лезвия могут служить нескольким целям наряду с окоркой и пользуются популярностью у многих операторов бензопил из-за их универсальности. Примером такого инструмента является мастер регистрации.
3.
Как лучше всего снять кору с бревна?
По мнению большинства экспертов, использование складного ножа — лучший способ окорки бревна с приличной обработкой поверхности.
Складные ножи представляют собой набор острых одинарных лезвий с парой рукояток. Чтобы окорить бревно с помощью складного ножа, просто прижмите его к дереву и потяните на себя, тем самым отделяя кору. Повторите этот процесс, чтобы окорить оставшуюся деревянную поверхность. Чтобы получить лучшие результаты, рекомендуется заточить лезвия разводного ножа перед окоркой.
В ситуациях, когда нужно снять большое количество бревен, использование складного ножа может быть очень утомительным. Следовательно, целесообразно использовать цепную пилу, оснащенную окорочным станком, для снятия такой древесины.
Согласно подготовленному ООН отчету о текущей экономической ситуации и перспективах на 2018 год, в 2017 году мировая экономика продемонстрировала рост на 3% по сравнению с предыдущим годом, что стало наилучшим показателем за шесть лет. За год вырос индекс экономического развития у двух третей стран мира. Главной движущей силой экономики стал Азиатский регион.
Жаркая погода, охватившая практически все значимые рынки в 2017 году, способствовала взрывному росту продаж бытовых кондиционеров воздуха. Особенно прибыльным год оказался для климатических компаний в Китае, США, Японии и Индии. Соответственно вырос и рынок компрессоров ротационного типа. В Китае и Индии растет число проектов, подразумевающих инвестиции в инженерное оснащение и создание инфраструктуры. Растущая потребность в полупромышленных кондиционерах воздуха порождает спрос на компрессоры средней и большой мощности.
Рост рынка оборудования для «холодильных цепочек», связанный с необходимостью сокращения количества пищевых отходов и укрепления продовольственной безопасности, наблюдается в странах, вступивших на путь промышленного развития. Этот рынок, в свою очередь, создает потребность в компрессорах для холодильного оборудования. Тепловые насосы все чаще используются как инструмент для решения экологических проблем, таких как загрязнение воздуха и парниковые выбросы. Правительства многих европейских стран, а также Китая пропагандируют их применение. Программа выдачи субсидий на покупку тепловых насосов в Китае способствовала их широкому распространению как в бытовом, так и в коммерческом, и даже промышленном секторах. В современных тепловых насосах могут использоваться компрессоры практически любого типа.
Ротационные компрессоры
В 2017 году было продано около 188,1 миллиона ротационных компрессоров, что на 31,3% больше, чем в предыдущем году.
Объем китайского рынка компрессоров данного типа составил 134,1 миллиона штук, 18,2 миллиона были проданы в Юго-Восточной Азии, 4,5 миллиона штук — в Индии, 3,3 миллиона — в Японии, по 2,2 миллиона — в Ближневосточном регионе и Бразилии, 2,1 миллиона — в странах Европы, 1,6 миллиона — в США.
Производство ротационных компрессоров сконцентрировано в Азии, прежде всего в Китае, а также в Таиланде, Японии и Малайзии. Значительная часть рынка принадлежит нескольким крупным брендам, появление новых игроков сопряжено со значительными трудностями.
Область применения компрессоров данного типа широка — от кондиционеров воздуха до тепловых насосов и холодильного оборудования. Потребность в увеличении производительности ротационных компрессоров привела к появлению моделей с двойным ротором. Такие компрессоры применяются как в бытовых, так и в полупромышленных кондиционерах воздуха, а также в VRF-системах.
Развитию рынка ротационных компрессоров способствует растущая популярность тепловых насосов. Современные модели обеспечивают высокую теплопроизводительность даже в условиях холодного климата.
Для применения в холодильном оборудовании разработаны двухступенчатые компрессоры, способные составить конкуренцию устройствам спирального типа.
Одна из главнейших задач, стоящих перед производителями, — повышение энергетической эффективности продукции, призванное помочь в решении экологических проблем. Чтобы обеспечить наиболее высокую энергоэффективность, в ротационных компрессорах все активнее используются инверторные технологии. С их помощью удается значительно повысить эффективность работы устройств при неполной нагрузке и обеспечить выполнение самых строгих требований к минимальному энергопотреблению.
Хладагенты для ротационных компрессоров
В Европе строгие требования Регламента по фторсодержащим парниковым газам способствуют росту доли кондиционеров воздуха, использующих хладагент R32.
1 июля 2018 года в Китае вступил в силу новый стандарт безопасности холодильных систем, допускающих применение огнеопасных хладагентов R32 и R290 (пропана) при условии соблюдения ряда требований (прежде всего касающихся количества хладагента, заправленного в систему). Ожидается, что новый стандарт ускорит переход c R22 и R410A на R32, благодаря чему доли кондиционеров на R410A и R32 сравняются к 2025 году.
В США действуют строгие нормы, препятствующие распространению горючих хладагентов, поэтому в сегменте бытовых кондиционеров у R410A практически нет конкурентов. Однако ситуация меняется, ведутся исследования возможности использования гидрофторолефинов (ГФО) и R32. В сегменте коммерческого холода уже активно применяется R290.
Из стран Юго-Восточной Азии доля бытовых кондиционеров на R32 велика в Таиланде, Индонезии и Вьетнаме. В других государствах региона — на Филиппинах, в Малайзии, Сингапуре — продажи такого оборудования пока только начинают набирать обороты.
В 2025 году в Индии вступит в силу запрет на производство бытовых кондиционеров воздуха, использующих гидрохлорфторуглеродные хладагенты (ГХФУ), такие как R22. Импорт такого оборудования был запрещен еще в 2015 году. Сейчас местные производители активно работают над выпуском кондиционеров на R290.
Саудовская Аравия запретила импорт и производство сплит-систем, использующих ГХФУ, включая R22 и R123, в 2015 году. Это стимулировало рост продаж ротационных компрессоров для работы с R410A.
На сегодняшний день ряд производителей разработал ротационные компрессоры для холодильного оборудования, использующие в качестве хладагента новую смесь ГФО с низким потенциалом глобального потепления — R448A.
Спиральные компрессоры
Оздоровление мировой экономики способствовало увеличению объемов продаж спиральных компрессоров. И если в США и странах Европы подъем был незначительным, то растущие рынки, такие как Китай, показали весьма заметный рост.
Объем мирового рынка спиральных компрессоров (за вычетом изделий, произведенных для собственного использования) в 2017 году составил 14,9 миллиона штук, что на 6,2% больше показателей предыдущего года.
Рост спроса на спиральные компрессоры объясняется их востребованностью для изготовления VRF-систем, чиллеров, тепловых насосов и холодильного оборудования.
VRF-системы, обеспечивающие индивидуальное кондиционирование помещений, находят широкое применение на объектах коммерческого назначения и в офисных зданиях. Рост этого сегмента рынка в 2017 году оценивается более чем в 10%.
Продолжается технологическое совершенствование модульных чиллеров на основе компрессоров спирального типа. Среди преимуществ таких машин — небольшие размеры, облегчающие транспортировку и установку, а также возможность параллельного подключения, позволяющая добиться большой производительности. Особенно популярны такие чиллеры в странах Европы, в Японии и Китае. Параллельное подключение существенно расширило область применения спиральных компрессоров, сделав их прямыми конкурентами устройств винтового типа.
Большой потенциал роста имеет сегмент спиральных компрессоров для тепловых насосов «воздух — вода», рассчитанных на работу в холодном климате. Такие устройства могут использоваться не только для отопления, но и при подготовке горячей воды для гигиенических и хозяйственных нужд.
Кроме того, компрессоры спирального типа благодаря своей компактности и высокой производительности все чаще применяются в холодильном оборудовании. Япония поставляет спиральные компрессоры, использующие диоксид углерода (CO2) в качестве хладагента, в страны Европы и в Австралию. Такие компрессоры могут устанавливаться не только в системы холодоснабжения, но и в водонагреватели, работающие по принципу теплового насоса.
Появление гибридных транспортных средств создало потенциал для развития сегмента автомобильных кондиционеров на базе спиральных компрессоров с электрическим приводом, не отбирающим мощность у двигателя машины.
Следует отметить, что крупнейшие климатические компании часто сами производят спиральные компрессоры для использования в своих кондиционерах.
Хладагенты для спиральных компрессоров
За пределами Европы, США и Японии большинство компрессоров спирального типа, установленных в системах кондиционирования воздуха, по-прежнему используют хладагент R22. Компрессоры морозильников и холодильников чаще всего работают на R404A.
В Японии стандартом стало применение R410A в холодильном и морозильном оборудовании на базе спиральных компрессоров и диоксида углерода (CO2) в водонагревателях Eco Cute, работающих по принципу теплового насоса.
На отраслевых выставках в Европе и Китае уже демонстрировались образцы спиральных компрессоров, использующих в качестве хладагента углеводороды и R32, однако массовое производство подобных устройств пока не начато. В США выпускаются полупромышленные кондиционеры воздуха на базе компрессоров спирального типа, использующие хладагент R452B.
Винтовые компрессоры
Объем мирового рынка винтовых компрессоров в 2017 году составил 90 000 единиц оборудования. По регионам рост составил 3,6%, 1,1% и 1,1% для китайского, американского и европейского рынков соответственно. Значительный рост спроса на винтовые компрессоры наблюдается в Индии, привлекающей все большее число иностранных производителей, и в Юго-Восточной Азии, переживающей экономический подъем.
При этом сегмент рынка компрессоров винтового типа, предназначенных для систем воздушного кондиционирования, сокращается. Это связано с появлением устройств спирального и центробежного типов, работающих в том же диапазоне мощностей. В то же время в США и Китае энергоэффективные чиллеры с водяным охлаждением на базе винтовых компрессоров с инверторным управлением составляют достойную конкуренцию холодильным машинам с компрессорами центробежного типа. Кроме того, во многих странах растет спрос на винтовые компрессоры для тепловых насосов. В частности, такие компрессоры все чаще используются в тепловых насосах «воздух — вода» для коммерческого применения, например в отелях.
Рынок холодильных систем для хранения пищевых продуктов стабильно растет в регионах с активно развивающейся экономикой: в Китае, Юго-Восточной Азии, Индии. Развитие сегмента «холодильных цепочек» способствует росту спроса на винтовые компрессоры. Кроме того, не уменьшается потребность в устройствах подобного типа для специфических областей применения, таких как судовое холодильное оборудование.
Холодопроизводительность отдельного винтового компрессора лежит в диапазоне от 70 до 1758 киловатт, что уже довольно близко к теоретически достижимым пределам для данного вида устройств. В последнее время в дополнение к винтовым компрессорам сдвоенного типа разработаны модели с трехроторной конструкцией. Их роторы — короче, а эффективность и надежность выше, чем у устройств сдвоенного типа той же производительности.
Хладагенты для винтовых компрессоров
В сегменте винтовых компрессоров для систем воздушного кондиционирования произошел масштабный переход с хладагента R22 на озонобезопасные альтернативы, такие как R134a и R407С.
Некоторые европейские производители создали винтовые компрессоры для работы с хладагентом HFO‑1234ze.
Требования законодательства, регулирующего оборот хладагентов, различаются от региона к региону, и производителям приходится делать выбор в пользу того или иного решения в зависимости от конкретных обстоятельств.
Поршневые компрессоры
Спрос на полугерметичные компрессоры поршневого типа в 2017 году оценивался в 485 000 штук, что на 11,6% больше показателей 2017 года. Наиболее заметный рост наблюдался в сегменте оборудования для холодных складов.
Поршневые компрессоры имеют долгую историю, область их применения включает и холодильную технику, и оборудование для кондиционирования воздуха, и тепловые насосы. В целом продажи таких компрессоров для кондиционеров падают, в то время как потребность в поршневых устройствах для холодильного оборудования год от года продолжает расти. Диапазон мощности поршневых компрессоров позволяет использовать их как в бытовых холодильниках, так и холодильных системах коммерческого и промышленного назначения.
Хладагенты для поршневых компрессоров
За долгую историю технологии поршневого сжатия были созданы компрессоры, рассчитанные на работы с самыми разными хладагентами.
Созданные некоторое время назад герметичные поршневые компрессоры для холодильного оборудования, использующие в качестве хладагентов пропан (R290) и диоксид углерода, получили статус «дружественных к окружающей среде». Также на рынке появляются полугерметичные компрессоры, рассчитанные на работу с гидрофторолефинами.
Распространение в Европе, Китае и Японии тепловых насосов, работающих на диоксиде углерода (в том числе типа «воздух — вода»), поддерживает спрос на полугерметичные поршневые компрессоры.
Компрессоры центробежного типа
Объем мирового рынка компрессоров центробежного типа в 2017 году достиг 18 000 единиц оборудования, показав рост на 3,5% по сравнению с предыдущим годом. Основной движущей силой роста стало стремительное развитие технологии магнитной подвески ротора.
Крупнейшими потребителями чиллеров на базе компрессоров центробежного типа являются США и Китай. В этих же странах в основном сконцентрировано их производство. Производители чиллеров из США, как правило, сами изготавливают центробежные компрессоры. В последнее время растет объем экспорта устройств этого типа из США и Китая в страны Ближнего Востока и Юго-Восточной Азии. Ряд компаний, выпускающих чиллеры, закупает компрессоры у азиатских производителей.
За последние 10 лет небольшие чиллеры на базе компрессоров центробежного типа с магнитной подвеской ротора получили признание как энергоэффективное решение для воздушного кондиционирования зданий. Популярность таких холодильных машин продолжает расти. В Австралии на устройства с магнитной подвеской приходится до 70% от общего объема продаж центробежных компрессоров. Велика их доля также в Европе и США. В Китае продажи компрессоров центробежного типа с магнитной подвеской в 2017 году выросли на 25% по сравнению с предыдущим годом. Растет число таких устройств в Индии. В то же время магнитная подвеска пока не получила широкого распространения в Юго-Восточной Азии и Латинской Америке.
Хладагенты для центробежных компрессоров
Основной хладагент для центробежных компрессоров — R134a. В качестве замены ГФУ и ГХФУ-хладагентов в этом сегменте компании из Японии и США протестировали гидрофторолефин с низким потенциалом глобального потепления HFO‑1234ze. Существуют также экологически безопасные чиллеры на базе компрессоров центробежного типа, использующие в качестве хладагента воду. Кроме того, уже доступен для применения негорючий хладагент R1233zd(E), ПГП которого равен 1.
Перспективные задачи и актуальные тенденции
Основные направления развития мирового рынка компрессоров — это внедрение инверторных технологий, использование параллельной конфигурации, интеграция с инженерными системами объекта и организация пред- и послепродажного обслуживания.
Дифференциация продукции
В каждой области применения, будь то «холодильные цепочки», воздушное кондиционирование объектов коммерческого назначения, промышленное охлаждение, компрессорам определенного типа — ротационным, спиральным, поршневым или центробежным — как правило, соответствуют какие-то конкретные виды оборудования. При этом наряду с дальнейшим разделением категорий оборудования на более узкие подкатегории наблюдается тенденция к повышению мощности компрессоров, позволяющая применять их в нетрадиционных для них областях.
Так, в сегменте воздушного кондиционирования объектов коммерческого назначения спиральные компрессоры уже могут использоваться вместо винтовых устройств номинальной мощностью 22,3–44,6 киловатта. Аналогично компрессоры центробежного типа небольшой мощности вытесняют винтовые компрессоры номинальной мощностью 75–223 киловатта. В холодильной индустрии спиральные компрессоры конкурируют с полугерметичными поршневыми устройствами малой и средней мощности.
Несмотря на разнообразие видов компрессоров, в некоторых специфических областях продолжает доминировать какой-то один тип. Например, в полупромышленных кондиционерах воздуха производительностью от 4,5 до 22,3 киловатта применяются, как правило, спиральные компрессоры. В холодильных системах производительностью до 22,3 киловатта, а также в новом оборудовании на диоксиде углерода, работающем в субкритическом цикле, в основном устанавливаются полугерметичные поршневые компрессоры. Спиральные и винтовые устройства в этом сегменте не так распространены. В чиллерах холодопроизводительностью свыше 223 киловатт применяются главным образом компрессоры центробежного типа.
Изменение стратегии
Производители климатического оборудования переключаются с конкурентного рынка бытовых кондиционеров воздуха на более прибыльные полупромышленные системы. Этому способствует и увеличение мощности ротационных компрессоров — некоторым японским компаниям удалось довести ее до 15 киловатт.
Диверсифицированный спрос заставляет производителей расширять ассортимент выпускаемых компрессоров. Так, компании, специализирующиеся на ротационных или винтовых компрессорах, теперь предлагают и модели спирального типа.
Массовому производству компрессоров в Китае препятствует выросшая стоимость рабочей силы. Чтобы снизить себестоимость, производители вынуждены автоматизировать технологические процессы, внедряя промышленных роботов.
Инверторные технологии
Строгие стандарты энергоэффективности машин и оборудования, действующие в различных странах, распространяются в том числе на кондиционеры воздуха и холодильные агрегаты. Выполнять требования этих стандартов помогает инверторное управление компрессором.
Первыми инверторные контроллеры получили ротационные компрессоры. Когда массовое производство сделало эту технологию дешевле, инверторное управление стало применяться с компрессорами других типов, например со спиральными. Однако инверторные компрессоры до сих пор отличаются гораздо более высокой начальной ценой по сравнению с неинверторными устройствами. Ключевым фактором, способствующим их распространению, является возможность окупить начальную стоимость за счет снижения эксплуатационных расходов.
Ранее инверторные контроллеры продавались отдельно от компрессоров. Неспадающий спрос на контроллеры привлекает в этот сегмент все новых производителей электронных компонентов. Одновременно с этим растет доля компрессоров с уже встроенным инвертором.
Еще одна тенденция — использование в компрессорах центробежного типа электродвигателей постоянного тока, ранее применявшихся в основном в маломощных воздушных кондиционерах.
Безмасляные технологии
Компрессоры, использующие безмасляные технологии, привлекают повышенное внимание рынка, так как отличаются более низкими расходами на эксплуатацию и обслуживание, а также меньшим энергопотреблением.
Безмасляные компрессоры центробежного типа с магнитной подвеской применяются в настоящее время уже довольно широко. Холодопроизводительность таких устройств достигает 3500 киловатт. Основным источником спроса на них являются рынки Северной Америки, Европы и Австралии. Значительного увеличения продаж таких компрессоров можно ждать в Китае, Индии и Бразилии.
Помимо этого, рынок вновь проявляет интерес к керамическим подшипникам. Растет и число производителей, использующих технологию газовой смазки.
Тепловые насосы
Оборудование, использующее компрессоры, обеспечивающие работу в режиме теплового насоса, представлено бытовыми и полупромышленными кондиционерами воздуха, VRF-системами и даже чиллерами. Кроме того, такие компрессоры активно применяются в водонагревателях.
Развитие технологии позволило расширить этот список за счет сушилок и других устройств. Спросу на тепловые насосы «воздух — вода» способствует признание их оборудованием, использующим возобновляемую тепловую энергию. Даже сокращение или окончательное закрытие программ поощрения покупки тепловых насосов в Европе не смогли остановить рост их популярности как решений, дружественных окружающей среде.
В Китае развитие данного сегмента рынка стимулируется политикой перехода от угля на электричество. Бенефициарами такой политики стали производители тепловых насосов «воздух — вода» малой и средней мощности, а также ротационных и спиральных компрессоров.
Многие компании предлагают тепловые насосы «воздух — вода» с компрессорами повышенной производительности, обеспечивающими возможность эксплуатации в холодном климате.
Прогноз на 2018 год
Пережив бум в 2017 году, в 2018-м рынок ротационных компрессоров продолжит умеренный рост. Все больше устройств этого типа будут оснащаться инверторным управлением, так как инверторные контроллеры будут дешеветь за счет массовости производства. В США и Индии ожидается рост спроса на бытовые сплит-системы, что должно стимулировать местное производство компрессоров ротационного типа.
Вырастет потребность в спиральных компрессорах для VRF-систем и тепловых насосов.
Винтовые и поршневые компрессоры продолжат активно применяться в холодильной технике. Их доля в сегменте оборудования для кондиционирования воздуха будет сокращаться.
Оздоровление мировой экономики, судя по всему, поспособствует умеренному росту спроса на холодильные машины, оснащенные обычными («классическими») компрессорами центробежного типа. Сегмент энергоэффективных чиллеров с центробежными компрессорами на магнитной подвеске сохранит высокий темп роста.
В целом в 2018 году на мировом рынке компрессоров прогнозируется небольшой рост, основной движущей силой которого станут Китай, Индия и страны Юго-Восточной Азии.
По материалам JARN
Как развивался рынок промышленных воздушных компрессоров за последние 10 лет?
В течение прошлого столетия воздушные компрессоры были одним из основных факторов быстрого развития промышленности в глобальном масштабе. Многие из важнейших технологий, глобально изменившиеся за последние десятилетия, обязаны этим воздушным компрессорам. С использованием воздушных компрессоров предприятия всего промышленного сектора могут работать на скоростях, которые были бы невозможны без применения воздушных компрессоров.
По мере того, как страны за пределами «Большой восьмерки» развивают местные отрасли промышленности для конкуренции на региональном и международном уровнях, использование воздушных компрессоров быстро распространяется по всему Дальнему и Среднему Востоку, а также по большей части южного полушария. В течение следующего десятилетия эти территории могут быстро стать самыми востребованными рынками для производителей воздушных компрессоров.
По сравнению с развивающимися частями мира, тенденции в области расширения применения промышленных воздушных компрессоров более теплые в Северной Америке и некоторых частях Европы. Как показывает анализ рынка промышленных воздушных компрессоров, проблема сводится к экономическим факторам. Независимо от того, какие регионы лидируют по применению промышленных воздушных компрессоров, технология продолжает совершенствоваться в широком спектре отраслей.
В последние годы рынок воздушных компрессоров значительно расширился, поскольку все большее число производителей во всем мире раскрывают огромный потенциал этой технологии. Несмотря на то, что продажи воздушных компрессоров в некоторых наиболее развитых странах мира замедляются, страны развивающегося мира испытывают большую потребность в воздушных компрессорах. Следующие факторы определяют тенденции развития рынка воздушных компрессоров:
Технологические инновации. Основным катализатором растущей популярности воздушных компрессоров являются инновации, внедряемые в новые модели на рынке. По мере того, как производители выпускают новые линейки поршневых и винтовых воздушных компрессоров, машины становятся более надежными, простыми в эксплуатации и грамотнее спроектированными для некоторых из самых требовательных областей промышленного применения. Поскольку технологии продолжают развиваться, все больше отраслей используют сжатый воздух в качестве альтернативного источника энергии.
Необходимость обновления. Еще одной движущей силой постоянно растущего рынка воздушных компрессоров является спрос среди клиентов на более новые и лучшие компрессоры. По мере совершенствования воздушных компрессоров, эксплуатанты меняют их на более новые модели. Усовершенствованные технологии приводят к повышению эффективности, простоте использования и общей экономии эксплуатационных расходов.
Индустриализация. В развивающемся мире индустриализация привела к росту продаж ротационных и поршневых воздушных компрессоров. В больших и малых городах Азии, Африки и Южной Америки все больше производителей начинают использовать воздушные компрессоры. В настоящее время одним из самых востребованных рынков для воздушных компрессоров являются Китай, Индия и Южная Африка, где отраслевые эксперты прогнозируют рост использования воздушных компрессоров в течение следующего десятилетия. Применение воздушных компрессоров, вероятно, будет стимулировать рост автоматизации производств в этих развивающихся странах.
Инвестиции. Рынок воздушных компрессоров также в некоторой степени обусловлен ростом инвестиций в развитие городов и распространением производственных мощностей в некоторых развивающихся странах мира. В таких странах, как Индия и Китай, где многие из наиболее распространенных на сегодняшний день предметов домашнего обихода массово производятся в основном для экспорта, популярность сжатого воздуха продолжает расти, поскольку все больше производителей признают его потенциал в качестве экологически чистой альтернативы электроэнергии.
Изменения в промышленном использовании и отраслях, в которых наблюдается быстрый рост использования компрессоров
Воздушные компрессоры являются ведущим источником энергии для многих производителей мирового масштаба. Во всем промышленном, правительственном и военном секторах сжатый воздух играет жизненно важную роль. Воздушные компрессоры стали одним из главных факторов исключительно высокого подъема автомобильной, химической, пищевой, а также в нефтегазовой промышленности, где компрессоры помогают выполнять следующие функции:
Производство электроэнергии. Сжатый воздух генерирует энергию для широкого спектра промышленных применений. На сборочных заводах воздушные компрессоры приводят в действие роботов, которые собирают машины и детали. Многие товары, которые Вы видите на полках магазинов компьютеров и электрики, не существовали бы без пневматического оборудования. Благодаря технологии применения сжатого воздуха облегчается сборка мельчайших деталей, а также работа с крупными тяжелыми деталями.
Автоматическая сборка. Воздушные компрессоры являются движущей силой процесса автоматической сборки. На заводах по производству автомобилей в Азии, Европе и Северной Америке рабочие используют воздушные компрессоры для управления машинами, которые собирают детали двигателя и рамы автомобильных кузовов. Расположенные вдоль производственных линий воздушные компрессоры приводят в действие манипуляторы, которые собирают корпус автомобиля. В конце производственной линии воздушные компрессоры приводят в действие распылители краски для окрашивания недавно собранного кузова автомобиля.
Упаковка для продуктов питания и напитков. Технология сжатого воздуха является секретом упаковки и розлива большинства продуктов и напитков, которые стоят на полках в супермаркетах. Например, пневматические всасывающие и упаковочные инструменты вдоль конвейерных лент помогают рабочим заворачивать упакованное мясо в воздухонепроницаемые упаковки. Воздушные компрессоры также приводят в действие оборудование, с помощью которого формуют банки, которые затем отправляются на пищевые фабрики, где рабочие заполняют, запечатывают и маркируют их различными продуктами питания. Аналогичный процесс происходит с розливом напитков.
Химическое производство. Благодаря мощности и возможностям, которые предоставляет технология сжатого воздуха, химические производители могут производить опасные, но необходимые химические вещества, не подвергая персонал завода их вредному воздействию. На химических заводах воздушные компрессоры приводят в движение оборудование, которое смешивает и измеряет ингредиенты, содержащиеся в красках, клеях, топливе и чистящих средствах.
Нефть и газ. Благодаря воздушным компрессорам стало возможным более эффективно очищать топливо, чтобы удовлетворить спрос на газ и нефть на мировом рынке. Являясь одним из самых важных ресурсов в мире, топливо пользуется постоянным спросом, независимо от экономического климата в любом регионе. Топливные компании используют воздушные компрессоры для выполнения ряда жизненно важных задач на производственных объектах по всему миру.
Аэрозольная продукция. Оборудование с пневматическим приводом делает возможной упаковку аэрозольной продукции. Аэрозольная продукция содержится в герметичных баллонах, что исключает утечку или разбавление во время процесса. Поскольку развивающийся мир становится все более конкурентоспособным в глобальном масштабе, компании по всему Южному полушарию в настоящее время используют воздушные компрессоры для локального производства этих продуктов для внутреннего и зарубежного рынков.
Системы отопления, вентиляции и кондиционирования. Сжатый воздух жизненно важен для комфорта больших зданий. В бизнес-центрах, супермаркетах и жилых комплексах технология сжатого воздуха помогает отрегулировать температуру в помещении до идеальных параметров. Поскольку сезонные условия в разных регионах могут кардинально отличаться, важность применения сжатого воздуха в системах отопления, вентиляции и кондиционирования воздуха становится все более важной. Воздушные компрессоры также очищают воздух на промышленных предприятиях.
Пневматические инструменты. Воздушные компрессоры больших и малых размеров приводят в действие огромное количество инструментов для промышленного и личного использования. На крупных производственных объектах пневматические инструменты выполняют различные операции, такие как крепление деталей и отделка экстерьера. В авторемонтных мастерских пневматическими инструментами крепят и отсоединяют детали двигателя, детали днища на автомобилях, фургонах и грузовиках. Домашние мастера даже используют пневматические инструменты совместно с переносными воздушными компрессорами.
Распространение и развитие воздушных компрессоров сократили время, необходимое производителям для массового производства сложных изделий и оборудования. По примеру автомобильного сектора и других предшественников этой тенденции производители различных продуктов используют сжатый воздух в качестве безопасной, недорогой альтернативы электроэнергии и ручному труду для многочисленных процессов.
Анализ изменений в технологии компрессоростроения
За последние несколько десятилетий дизайн и технологии производства воздушных компрессоров стремительно развивались. Поскольку производители стремятся производить более эффективные, более тихие и долговечные установки, многие эксплуатанты воздушных компрессоров стремятся заменить устаревшие агрегаты новыми моделями. Самые популярные воздушные компрессоры — машины объемного сжатия. Промышленные воздушные компрессоры объемного сжатия бывают следующих типов:
Поршневые компрессоры. В таких компрессорах для всасывания окружающего воздуха через впускной клапан и создания давления в компрессионном цилиндре используется поршень. Поршневые компрессоры бывают как небольших, так и достаточно крупных размеров и являются стандартными инструментами, например, в автосервисах.
Винтовые компрессоры. В винтовых компрессорах используются вращающиеся в противоположных направлениях роторы, обычно с пятилопастным наружным ротором и шестилопастным внутренним ротором. Роторы, вращающиеся в противоположных направлениях, всасывают воздух, который сжимается во время прохождения через лопасти ротора. Винтовые компрессоры незаменимы при строительных работах, автоматической сборке и в других отраслях, требующих более высокого качества воздуха, чем у поршневого компрессора.
Для некоторых из наиболее требовательных отраслей промышленности характерно использование воздушных компрессоров динамического сжатия вместо объемного сжатия. Компрессоры динамического сжатия бывают следующих двух типов:
Центробежные компрессоры. Центробежный компрессор всасывает воздух в круглую камеру с рабочим колесом, вращающимся в центре, которое создает давление воздуха и направляет его в выпускной клапан для различных целей. Современные центробежные компрессоры работают на очень высоких оборотах и в основном не содержат масла, что делает этот тип компрессора подходящим вариантом на объектах, где использование масла может быть проблематичным.
Осевые компрессоры. Осевой компрессор пропускает поступающий воздух через камеру, образованную вращающимися и неподвижными лопатками, которые повышают давление воздуха при увеличении скорости в течение данного цикла. Такие компрессоры используются в самолетных двигателях и при выработке электроэнергии. Они также идеально подходят для отраслей, где требуется высокая скорость и объемный расход при умеренном давлении.
Другое различие между различными моделями воздушных компрессоров связано с использованием масла. Все сводится к типу уплотнений на воздушном компрессоре. В связи с этим мы можем разделить воздушные компрессоры на следующие две категории:
Промышленные воздушные компрессоры с использованием смазки. Компрессоры, требующие смазки, имеют более крупные габариты и сложную конструкцию. Следовательно, устройства такого типа, как правило, требуют технического обслуживания чаще. С другой стороны, срок службы масляных компрессоров обычно больше, чем у их безмасляных аналогов.
Безмасляные промышленные воздушные компрессоры. Безмасляные компрессоры, как правило, требуют меньше обслуживания, чем модели с применением масла, поскольку внутренняя структура состоит из меньшего количества деталей. Компрессоры, которым не нужно масло, также легче и поэтому их легче транспортировать. Несмотря на то, что такие агрегаты более удобны для различных применений, безмасляные компрессоры изнашиваются, когда тефлон высыхает. Следовательно, безмасляные компрессоры обычно работают не дольше, чем модели с использованием масла.
Воздушные компрессоры бывают разных размеров и мощностей. Чем выше мощность (кВт), тем более идеальным будет устройство для работы с высокой мощностью. Мы можем разделить диапазон мощностей современных воздушных компрессоров на следующие четыре категории:
До 50 кВт. Воздушные компрессоры в этом диапазоне — небольшие агрегаты, которые обычно пользуются популярностью на мелких фабриках и в ремонтных мастерских. Компрессоры небольшого размера доступны в портативных и стационарных исполнениях с вертикальным или горизонтальным ресивером. Компрессоры в этом диапазоне мощности относительно доступны для любителей и небольших предприятий.
50 кВт-250 кВт. Воздушные компрессоры этой мощности часто используются в производстве автомобилей. Воздушные компрессоры среднего размера подходят для процессов, которые требуют использования ручных пневматических инструментов, таких как ремонт или сборка деталей. Компрессоры в этом диапазоне предлагаются по разумной цене и легко вписываются в рабочие пространства скромного размера.
251 кВт-500 кВт. Воздушные компрессоры в этом диапазоне — это крупные агрегаты, которые широко распространены на заводах и используются для привода прессов. Чем больше компрессор, тем больше у него возможностей для одновременного использования несколькими потребителями. Компрессоры такой мощности идеальны на сборочных заводах, где они выполняют тяжелые работы, а человек при этом выполняет тонкие задачи, которые искусственный интеллект не в состоянии решить.
500 кВт и выше. Воздушные компрессоры в этом диапазоне — гигантские агрегаты, способные выполнять самые сложные задачи. Эти огромные воздушные компрессоры часто приводят в действие системы отопления, вентиляции и кондиционирования воздуха в небоскребах и на электростанциях. Эти компрессорные установки занимают много места и часто находятся в специально отведенных для этого помещениях.
В целом, диапазон мощностей воздушных компрессоров на современном рынке позволяет удовлетворить потребности самых различных направленностей.
Направление развития рынка воздушных компрессоров в следующем десятилетии
В течение пяти лет, между 2016 и 2021 годами, исследователи отрасли прогнозируют, что мировой рынок воздушных компрессоров вырастет почти на 30 процентов, с 25,71 миллиарда долларов в 2016 году до 34,87 миллиарда долларов к 2021 году. Эта тенденция является результатом промышленного роста в развивающихся странах мира. где перспективные производители борются за конкуренцию в национальном и международном масштабе.
Международная организация по стандартизации и ее политика по совершенствованию продукции еще больше подстегнули спрос на воздушные компрессоры. Во всем мире прогнозы продаж воздушных компрессоров соотносятся следующим образом:
Северная Америка. Согласно последним рыночным оценкам, продажи воздушных компрессоров в США и Канаде в настоящее время в значительной степени упали из-за препятствий на пути бизнеса в некоторых ключевых отраслях технологии. По мере того, как ведущие американские производители укрепляют свои позиции в отношении внутренних потребителей, появляется все меньше конкурентов, способствующих увеличению продаж воздушных компрессоров.
Европа. Европа долгое время была надежным рынком для воздушных компрессоров. Несмотря на это, существуют неоднозначные прогнозы продаж по всему континенту из-за нестабильной экономики в некоторых странах. В некоторых наиболее устойчивых частях Европы продажи воздушных компрессоров почти наверняка останутся стабильными. Ситуация менее определенная в странах, переживающих социальные и экономические потрясения.
Южная Америка. Специалисты ожидают, что в определенных частях Южной Америки продажи воздушных компрессоров будут расти по мере расширения индустриализации. По мере того как такие страны, как Бразилия, Аргентина и Чили, становятся все более конкурентоспособными на мировом рынке, продажи воздушных компрессоров могут резко возрасти в связи с открытием новых заводов.
Китай. Являясь одним из наиболее быстро развивающихся рынков в мире за пределами G7, рынок Китая является глобальным потребителем технологий сжатого воздуха. Тенденция, вероятно, продолжится, поскольку индустриализация Китая расширяется, и конкурирующие организации возникают по всей стране. Приверженность Китая регазификации является движущей силой продаж воздушных компрессоров в этой стране.
Индия. Как и в случае с Китаем, Индия стала одним из самых грозных рынков за пределами G7. Несмотря на то, что в последние годы Индия не так широко известна как экспортер продукции, на внутреннем рынке спрос на воздушные компрессоры местных производителей остается достаточно стимулированным. В Индии также растет число объектов регазификации.
Африка. Поскольку Африка становится все более индустриализированной, использование воздушных компрессоров в некоторых частях континента возросло. Эта тенденция наиболее заметна в Южной Африке.
Купить новые воздушные компрессоры производства Челябинского компрессорного завода
Воздушные компрессоры облегчают работу промышленности на протяжении десятилетий. По мере того как мир становится все более населенным, а спрос на продукцию в огромных количествах увеличивается во всех уголках земного шара, воздушные компрессоры обеспечивают скорость и мощность, необходимые для производства продуктов питания, мебели, электроники, бытовой техники и автомобилей для потребителей во всех странах. Теперь, когда страны Второго и Третьего мира развивают свои собственные отрасли, использование сжатого воздуха стало более популярным, чем когда-либо.
На протяжении более 20 лет Челябинский компрессорный завод является ведущим производителем винтовых воздушных компрессоров в широком спектре конструкций и мощностей. Мы производим наши компрессоры для различных целей, от гаражных мастерских до международных корпораций. Независимо от того, эксплуатируете ли Вы небольшую ремонтную мастерскую или крупный промышленный объект, использование наших компрессоров позволит Вам повысить эффективность рабочих процессов.
Чтобы оставаться конкурентоспособными в современном промышленном секторе, производителям требуются высокотехнологичные средства, оснащенные передовыми инструментами и оборудованием. ЧКЗ способен предложить воздушные компрессоры, предназначенные для самых требовательных производственных операций.
Размер рынка воздушных компрессоров превысит 43,73 млрд долларов США к 2030 году
Объем мирового рынка воздушных компрессоров оценивается в 33,31 млрд долларов США в 2021 году и, как ожидается, превысит примерно 43,73 млрд долларов США к 2030 году, что может привести к росту в совокупности годовой темп роста (CAGR) составит 3,1% в течение прогнозируемого периода с 2022 по 2030 год.
Факторы роста
Растущая нефтегазовая промышленность является основным фактором, стимулирующим рост мирового рынка воздушных компрессоров. Рост потребления энергии в развивающихся странах, таких как Китай, Индия и Южная Корея, стимулирует рост рынка. Ожидается, что быстрая индустриализация и растущие инвестиции в развитие сетей нефте- и газопроводов окажут положительное и значительное влияние на спрос на воздушные компрессоры во всем мире. Воздушные компрессоры широко применяются в таких отраслях, как заморозка, охлаждение, резка, сварка и упаковка. Быстрый рост промышленности в развитых и развивающихся регионах способствует росту рынка воздушных компрессоров. Кроме того, стремительный рост различных отраслей промышленности, таких как химическая и 9Ожидается, что 0003 нефтехимия , производство, производство электроэнергии, производство бумаги и целлюлозы, фармацевтика, производство продуктов питания и напитков предоставит участникам рынка возможности для прибыльного роста в ближайшие годы. Быстрое внедрение систем с регулируемой скоростью, модернизация имеющихся систем, низкая стоимость обслуживания и эффективность эксплуатации являются основными факторами, которые значительно повышают спрос на воздушные компрессоры в различных ключевых отраслях промышленности по всему миру.
Растущий спрос на энергоэффективные воздушные компрессоры для минимизации эксплуатационных расходов стимулирует рост мирового рынка. Ожидается, что растущие инициативы известных игроков рынка по разработке недорогих и экологически чистых воздушных компрессоров окажут положительное влияние на рост рынка. Различные компании уже разработали системы следующего поколения, предлагающие высокую производительность по доступным ценам. Спрос на инновационные воздушные компрессоры значительно растет благодаря расширенным функциям экономии средств. Присутствие нескольких ведущих производителей и выпуск ими новых продуктов значительно способствует росту рынка. Кроме того, повышенный спрос на сжатый воздух в различных отраслях промышленности для электроинструментов значительно стимулирует рост рынка. Кроме того, растущий спрос на воздушные компрессоры в строительной и горнодобывающей промышленности подпитывает спрос на инновационные воздушные компрессоры для достижения экономической эффективности.
Вспышка пандемии COVID-19 негативно повлияла на мировой рынок воздушных компрессоров в 2020 году. Карантин и запрет на поездки привели к сбоям в цепочке поставок. Более того, большинство промышленных объектов было остановлено для сдерживания распространения вируса. Значительный спад промышленной и коммерческой деятельности во всем мире привел к отрицательному росту рынка воздушных компрессоров. Тем не менее, с ослаблением карантинных ограничений ожидается, что на рынке будет наблюдаться положительный рост, и ожидается, что потери быстро покроются.
Объем отчета о рынке Воздушные компрессоры
Охват отчета
Детали
Объем рынка к 2030 г.
43,73 миллиарда долларов США
Темп роста с 2022 по 2030 год
среднегодовой темп роста 3,1%
Доля рынка Азиатско-Тихоокеанского региона в 2020 г.
30%
Канцелярские товары Растущая доля рынка в 2020 году
Atlas Copco AB, Kobe Steel Ltd., ElgiEquipments Limited, Ingersoll-Rand PLC, Kirloskar Pneumatic Company Limited, Mitsubishi Heavy Industries Ltd., Suzler Ltd., Ebara Corporations, Porter Cable, VMAC Global Technology Inc.
Обзор типов
В зависимости от типа на мировом рынке воздушных компрессоров доминировал сегмент канцелярских принадлежностей, доля которого в 2020 году составила более 50 %. обрабатывающая промышленность по всему миру способствовала росту этого сегмента. Более того, ожидается, что быстрая индустриализация в развивающихся странах, таких как Саудовская Аравия, ОАЭ, Индия, Бразилия и Китай, подстегнет спрос на стационарные воздушные компрессоры в ближайшем будущем.
С другой стороны, портативные устройства оцениваются как наиболее перспективный сегмент в течение прогнозируемого периода. Переносные воздушные компрессоры служат надежным источником питания для различных инструментов и оборудования в строительной, горнодобывающей и других отраслях промышленности, что является основным фактором, который, как ожидается, будет способствовать росту этого сегмента в ближайшие годы.
Product Insights
В 2020 году сегмент ротационных воздушных компрессоров доминировал на мировом рынке воздушных компрессоров благодаря огромному спросу и более широкому внедрению ротационных воздушных компрессоров в крупных отраслях промышленности, таких как целлюлозно-бумажная промышленность, механическое и электрическое машиностроение, горнодобывающая промышленность и металлургия и электроэнергетика по всему миру.
С другой стороны, ожидается, что центробежный сектор будет самым быстрорастущим сегментом в течение прогнозируемого периода. Энергоэффективность, меньшее количество компонентов и более высокий расход воздуха являются основными характеристиками центробежных воздушных компрессоров, которые способствуют их внедрению в различных сферах конечного использования.
Application Insights
Судя по заявке, производственный сегмент доминировал на мировом рынке воздушных компрессоров в 2020 году. Рост инвестиций в индустриализацию развивающихся и слаборазвитых регионов способствует росту этого сегмента. Воздушный компрессор имеет широкое применение в обрабатывающей промышленности. Высокий спрос на воздушные компрессоры в производственных секторах развитых стран значительно способствовал росту производственного сегмента в последние десятилетия.
Нефть и газ оцениваются как наиболее перспективный сегмент в течение прогнозируемого периода. Стремительное внедрение портативных воздушных компрессоров в нефтегазовой промышленности способствует росту рынка. Ожидается, что растущие инвестиции в развитие эффективных трубопроводных сетей будут стимулировать рост этого сегмента.
Обзор регионов
На долю Азиатско-Тихоокеанского региона приходилось более 30% рынка, и в 2020 году он доминировал на мировом рынке воздушных компрессоров. Это в основном связано с огромным присутствием производственных секторов в регионе. Благоприятная государственная политика привлекла в регион огромные ПИИ, а дешевизна факторов производства в регионе привела к концентрации отраслей. Такие страны, как Китай и Индия, становятся производственным центром земного шара. Таким образом, более широкое присутствие промышленности увеличило спрос на воздушные компрессоры в регионе. Ожидается, что быстро растущее применение воздушных компрессоров в различных отраслях промышленности, таких как производство продуктов питания и напитков, горнодобывающая, целлюлозно-бумажная и строительная отрасли, будет способствовать дальнейшему развитию рынка воздушных компрессоров в Азиатско-Тихоокеанском регионе.
Ожидается, что в течение прогнозируемого периода в Северной Америке будут наблюдаться устойчивые темпы роста. Ожидается, что растущие инвестиции в развитие сетей распределения нефти и газа и более широкое внедрение экологически чистых воздушных компрессоров в промышленных единицах США будут стимулировать рост рынка в течение прогнозируемого периода.
Ключевые события на рынке
В августе 2019 года Atlas Copco выпустила новую линейку инновационных компрессоров для малых и средних предприятий. Эти новые компрессоры помогают увеличить производительность и снизить затраты.
В феврале 2021 года Sullair представила портативные компрессоры средней серии. Этот продукт интегрирован с технологией электронного спирального клапана, которая обеспечивает гибкость и повышенную эффективность работы.
Рынок воздушных компрессоров умеренно фрагментирован за счет присутствия нескольких местных компаний. Эти участники рынка стремятся увеличить свою долю на рынке, принимая такие стратегии, как инвестиции, партнерства, поглощения и слияния. Компании также тратят средства на разработку улучшенных продуктов. Кроме того, они также сосредоточены на поддержании конкурентоспособных цен.
Среди известных игроков на мировом рынке воздушных компрессоров:
Atlas Copco AB
Кобе Стил Лтд.
ЭлгиЭкипментс Лимитед
ПЛК Ингерсолл-Рэнд
Кирлоскар Пневматик Компани Лимитед
Mitsubishi Heavy Industries Ltd.
ООО «Сузлер»
Корпорации Эбара
Кабель портера
VMAC Global Technology Inc.
Сегментация рынка
По типу
Канцтовары
Портативный
По продукту
Поворотный
Винт
Свиток
Другие
Центробежный
Поршневой
По применению
Электроника
Производство
Нефть и газ
Здравоохранение
Еда и напитки
Бытовая техника
Энергия
Другие
Смазка
Безмасляный
Заполненный маслом
По номинальной мощности
0–100 кВт
101-300 кВт
301-500 кВт
501 кВт и выше
По географическому признаку
Северная Америка
США
Канада
Европа
Великобритания
Германия
Франция
Азиатско-Тихоокеанский регион
Китай
Индия
Япония
Южная Корея
Малайзия
Филиппины
Латинская Америка
Бразилия
Остальная часть Латинской Америки
Ближний Восток и Африка (MEA)
ССЗ
Северная Африка
Южная Африка
Остальные страны Ближнего Востока и Африки
Объем рынка и доля воздушных компрессоров превзойдут 38,9 долл.
США
| Источник:
Преимущество исследования рынка
Преимущество исследования рынка
ВАШИНГТОН, 15 ноября 2022 г. (GLOBE NEWSWIRE) — В 2021 г. мировой рынок воздушных компрессоров оценивался в 32,4 млрд долл. США, и ожидается, что к 2028 г. он достигнет 38,9 млрд долл. США, а среднегодовой темп роста в течение прогнозируемого периода 2022 г. составит 3,1%. 2028. В дополнение к информации о рыночных сценариях, таких как рыночная стоимость, темпы роста, сегментация, географический охват и основные игроки, рыночные отчеты, подготовленные Vantage Market Research, также включают в себя углубленный экспертный анализ, географически представленное производство и мощность компании. , сетевые схемы дистрибьюторов и партнеров, подробный и обновленный анализ ценовых тенденций и анализ дефицита цепочки поставок и спроса.
Компания Vantage Market Research провела недавно опубликованное обширное исследование под названием «Глобальный рынок воздушных компрессоров», которое гарантирует, что вы будете лучше информированы, чем ваши конкуренты. Это исследование дает более широкий взгляд на рынок с его всесторонним пониманием рынка и анализом, который облегчает выживание и успех на рынке. Этот отчет о воздушных компрессорах был подготовлен, что привело к значительному росту, а также к надежной устойчивости на рынке для фирм. Это связано с включением точных фактов и идей, полученных в результате маркетинговых исследований. В этом исследовании анализируются и обсуждаются различные темы, включая важные отраслевые тенденции, оценки размера рынка и доли рынка. Этот отчет дает преимущество, которое позволяет не только конкурировать, но и превзойти соперников. Он классифицирует размер мирового рынка Воздушный компрессор с точки зрения стоимости и объема в соответствии с различными типами производителей, приложений и регионов. Перспективы рынка воздушных компрессоров и отрасли воздушных компрессоров в целом в течение прогнозируемого периода выглядят довольно позитивно.
Получите доступ к подробному бесплатному образцу отчета @ https://www.vantagemarketresearch.com/air-compressor-market-1638/request-sample
Market Dynamics :
5
5
5
5
5
5 Быстрая индустриализация и рост автоматизации в странах с развивающейся экономикой стимулируют развитие рынка
Промышленные воздушные компрессоры имеют широкий спектр применения в различных отраслях промышленности, включая химические соединения и нефтехимию, нефть и газ, фармацевтику, строительство, автомобилестроение и транспорт, упаковочную промышленность, производство энергии , здравоохранение, металлургия и добыча полезных ископаемых и другие. Быстро растущая индустриализация и производство обеспечивают огромный потенциал для роста коммерческих воздушных компрессоров. Кроме того, правительственные инициативы по продвижению коммерческой автоматизации и упор на коммерческую автоматизацию для оптимального использования ресурсов также стимулируют спрос на промышленные воздушные компрессоры, поскольку они могут использоваться для питания пневматических инструментов, упаковки, оборудования для автоматизации и конвейеров.
Экономически эффективные операции для стимулирования рыночного спроса
Энергосберегающие компрессоры становятся свидетелями резкого роста спроса благодаря их экономичным операциям. Более широкое внедрение систем с регулируемой скоростью, низкие затраты на техническое обслуживание, эффективная работа и модернизация существующих конструкций — вот несколько параметров, которые стимулируют спрос на воздушные компрессоры в ключевых отраслях конечного использования. Кроме того, ожидается, что растущий спрос на мониторинг и обслуживание установок сжатого воздуха будет стимулировать рынок воздушных компрессоров в ближайшие годы.
List of Prominent Players in the Air Compressor Market:
Aire Tex Compressor
Atlas Copco
Bauer Group
Cook Compression
Bel Aire Compressors
General Electric
Ingersoll Rand PLC
Ограниченное по времени предложение | Купите этот исследовательский отчет премиум-класса с эксклюзивной скидкой и немедленной доставкой по адресу https://www.vantagemarketresearch.com/buy-now/air-compressor-market-1638/0
Segmentation of the Global Air Compressor Market:
Type
Portable
Stationary
Product
Reciprocating/Piston
Rotary/Screw
Centrifugal
Lubrication
Oil -Наполненный
Безмасляный
Применение
Производство
Полупроводники и электроника
Продукты питания и напитки
Healthcare/Medical
Home Appliances
Energy
Oil & Gas
Others
Region
North America
Europe
Asia Pacific
Latin America
Middle East & Africa
Отчет о рынке воздушных компрессоров Основные моменты:
Оценка рынка
Premium Insights
Конкурентная среда
Анализ воздействия COVID
Исторические данные, оценки и прогноз
Профили компаний
Глобальная и региональная динамика
Читать полный исследовательский отчет @ https://www. vantagemarket-industry-research.com/ компрессор-рынок-1638
Ключевые моменты отчета
Рынок делится на три типа продукции: поршневые/поршневые, роторно-винтовые и центробежные. Ожидается, что в 2021 году спрос на ротационные воздушные компрессоры вырастет из-за таких преимуществ, как снижение затрат на установку и техническое обслуживание и более высокая эффективность. Производители потратили много времени на исследования роторных компрессоров с более высокой производительностью и меньшим энергопотреблением. Этот раздел далее делится на винт, спираль и различные вращающиеся формы, такие как напрасно, лепестковые и так далее. Винтовые воздушные компрессоры будут иметь самые высокие темпы роста из трех из-за их низкой начальной стоимости, надежности, повышенной термостойкости, а также простого и недорогого обслуживания. С точки зрения пульсации потока, непрерывной работы и производительности винтовые компрессоры превзошли поршневые компрессоры. Бизнес со спиральными компрессорами выиграет по сравнению с винтовыми компрессорами.
В зависимости от смазки рынок делится на маслонаполненные и безмасляные. Маслонаполненные воздушные компрессоры обычно используются для коммерческого применения в энергетике, обрабатывающей промышленности и химической промышленности. По сравнению с безмасляными компрессорами они более долговечны и тише. Ожидается, что безмасляная категория будет развиваться самыми быстрыми темпами в течение прогнозируемого периода благодаря реализации нового законодательства по сокращению выбросов и большему вниманию правительств к экологической безопасности. Кроме того, такие факторы, как рост индустриализации и рост производства, пищевой и полупроводниковой промышленности, подталкивают к росту спроса на воздушные компрессоры.
Азиатско-Тихоокеанский регион — самый быстрорастущий региональный сегмент. Рост атомизации и механизации производственных мощностей в развивающихся странах региона способствует расширению рынка. Производители также сосредотачивают свои усилия на строительстве производственных мощностей и создании хорошо налаженной цепочки поставок в Индии и Японии, которые являются привлекательными рынками. Кроме того, большинство потребителей из различных секторов конечного потребления недавно выразили заинтересованность в инвестировании в растущую экономику Азиатско-Тихоокеанского региона, что привело к расширению производственных кластеров в этих странах и увеличению продаж продукции для обрабатывающей промышленности.
Региональный анализ :
Азиатско-Тихоокеанский регион занимает наибольшую долю рынка
Азиатско-Тихоокеанский регион доминировал на мировом рынке воздушных компрессоров в 2021 году. развития в производственном секторе потребность в сырой нефти и возобновляемых ресурсах увеличилась значительными темпами. Таким образом, ожидается, что применение продуктов, способных противостоять неблагоприятным условиям, в свою очередь, будет способствовать росту рынка Воздушные компрессоры в прогнозируемый период.
Просмотр рыночных данных Таблицы и рисунки, разбросанные по 142 страницам, и подробное оглавление прогноза рынка воздушных компрессоров (2022-2028).
Последние разработки:
Июнь 2021 г.: Компания Bosch подписала долгосрочное соглашение с Daimler Truck AG и Volvo Group AB на поставку электрических воздушных компрессоров со встроенной силовой электроникой для помощи в разработке систем водородных топливных элементов. .
Октябрь 2021 г. : Ingersoll Rand приобрела Air Dimensions Inc. за наличные в размере 70,5 млн долларов США. Базирующаяся в Дирфилд-Бич, штат Флорида, компания Air Dimensions разрабатывает, производит и продает вакуумные диафрагменные насосы, в первую очередь для экологических приложений на быстрорастущих, устойчивых конечных рынках, таких как мониторинг выбросов, биогаз, коммунальные услуги и химические процессы.
Ноябрь 2021 г.: Atlas Copco приобрела S.T.E.R.I. SRL (STERI), итальянский дистрибьютор компрессоров и поставщик услуг, расположенный в Турине. Компания в основном обслуживает широкий круг местных промышленных компаний в регионах Пьемонт и Валле-д’Аоста в Италии. Ассортимент продукции включает компрессоры, фильтры и вспомогательное оборудование. Бизнес стал частью подразделения Compressor Technique Service в рамках бизнес-направления Compressor Technique.
У вас есть вопросы или конкретные требования? Спросите нашего отраслевого эксперта @ https://www.vantagemarketresearch.com/air-compressor-market-1638/inquiry-before-buying
Отчет может быть настроен в соответствии с потребностями или требованиями клиента. По любым вопросам вы можете связаться с нами по адресу [email protected] или +1 (202) 380-9727. Наши менеджеры по продажам будут рады понять ваши потребности и предоставить вам наиболее подходящие отчеты.
Просмотрите другие связанные отчеты из Vantage Library:
Рынок металлических порошков оценивается в 6,5 млрд долларов США в 2021 году и, по прогнозам, достигнет 8,3 млрд долларов США к 2028 году.
Рынок полиимидных пленок оценивается в 1,8 долларов США в 2021 году и, по прогнозам, достигнет 2,5 миллиардов долларов США к 2028 году.
Рынок извести был оценен в 38,5 миллиардов долларов США в 2021 году и, по прогнозам, достигнет 44,3 миллиардов долларов США к 2028 году.
Рынок кровельных материалов был оценен 114,1 млрд долларов США в 2021 году и, как ожидается, достигнет 142,7 млрд долларов США к 2028 году9.0128
Объем рынка меди в электромобилях составлял 758 000 метрических тонн в 2021 году и, как ожидается, достигнет объема 24 50 590 метрических тонн к 2028 году.
Ведущие компании на рынке воздушных компрессоров | Исследование основных игроков отрасли | Исторические данные, размер и доля рынка, анализ доходов и цен.
О компании Vantage Market Research:
Мы, Vantage Market Research, предоставляем количественные высококачественные исследования B2B по более чем 20 000 развивающихся рынков, в свою очередь, помогая нашим клиентам наметить созвездие возможностей для их бизнеса. Мы, как компания, занимающаяся исследованиями рынка и консалтингом в сфере конкурентной разведки, предоставляем нашим клиентам комплексные решения для достижения их важнейших бизнес-целей. Наша клиентская база охватывает 70% компаний из списка Global Fortune 500. Компания предоставляет высококачественные данные и отчеты об исследованиях рынка. Компания обслуживает различные предприятия и клиентов в самых разных отраслях.
Как прозвонить электродвигатель мультиметром | Техпривод
Главная
/
Справочник
/
Как прозвонить электродвигатель мультиметром
Одна из частых неисправностей электродвигателя – отсутствие вращения. Причину поломки можно определить следующим образом. Прежде всего с помощью мультиметра (в режиме вольтметра) проверяется подача питающего напряжения. Если питание подается, проблема заключается в электрической неисправности самого двигателя, соответственно, необходимо проверить целостность подключения и прозвонить обмотки. В большинстве случаев для этого используется обычный мультиметр.
Прозвонка электродвигателя мультиметром
Трехфазный электродвигатель имеет 3 обмотки, у каждой из которых по два вывода. Для измерения сопротивления обмотки мультиметр переводится в режим омметра, его щупы соединяются с парой выводов. Предел измерения — 200 Ом или меньше. Необходимо последовательно прозвонить сопротивления всех трех обмоток. Полярность омметра в данном случае роли не играет.
Как узнать, какое должно быть сопротивление у обмоток? На данном этапе это неважно – главное, чтобы сопротивления были одинаковы. Расхождения показаний по обмоткам должны быть не более 10%.
Логично, что сопротивления обмоток зависят от мощности электродвигателя. У маломощных двигателей (сотни ватт) сопротивление каждой обмотки может составлять десятки Ом, у двигателей средней мощности (несколько киловатт) – единицы Ом. У приводов мощностью десятки киловатт сопротивление составляет доли ома, и обычным мультиметром проблематично точно его измерить.
Если мультиметр показывает 0 Ом, это говорит о коротком замыкании (начало и конец обмотки замкнуты). Можно попытаться устранить замыкание в районе борно, но это удается редко. Обычно в таких случаях двигатель разбирают или перематывают. Если на одной из обмоток мультиметр показывает бесконечность, произошел обрыв, и двигатель также подлежит разборке или перемотке.
Кроме того мультиметр позволяет без труда определить замыкание обмотки на корпус. В этом случае сопротивление между обмоткой и корпусом электродвигателя будет составлять единицы Ом (при нормальной изоляции — Мегаомы).
Проверка борно
Если после прозвонки остались подозрения, нужно вскрыть клеммную коробку (борно). Часто можно увидеть, что в борно плохо затянут крепеж, или отгорели провода. Если для соединения используются гайки, нужно на каждой клемме проверить протяжку не только верхней гайки, которой прикручен питающий проводник, но и осмотреть гайку, которая держит вывод обмотки, уходящий внутрь двигателя.
При отсутствии мультиметра допускается в первом приближении проверять обмотки на обрыв при помощи универсального пробника-прозвонки. Однако, при этом невозможно определить межвитковое и короткое замыкание в обмотках.
Как определить межвитковое замыкание
Межвитковое замыкание можно определить несколькими способами, самый практичный из них – измерение токов по фазам. Если при равенстве фазных напряжений токи отличаются более чем на 15%, и при этом двигатель греется на холостом ходу, можно смело нести его в перемотку.
Выводы
Следуя инструкциям, приведенным в статье, можно при помощи мультиметра определить большинство неисправностей обмотки двигателя. Как правило, при нарушениях целостности обмотки двигатель нужно перематывать.
Другие полезные материалы: Выбор электродвигателя для компрессора Типичные неисправности электродвигателя Трехфазный двигатель в однофазной сети
Подпишитесь на рассылку!
Никакого спама! Только полезная справочная информация.
Я согласен на обработку персональных данных
Как проверить обмотку электродвигателя мультиметром
Электродвигатели сопровождают конструкции разных устройств и оборудования. Если оно дало сбой, возможно, причина именно в поломке мотора, который является сердцем всей системы. Иногда убедиться в этом можно, просто взглянув на движок. Если же явных видимых повреждений нет, скорее всего, внутри оборвана цепь или случилось короткое замыкание. Обнаружить проблему можно с помощью тестера. Мы расскажем вам, как проверить обмотку электродвигателя мультиметром на исправность.
Contents
1 Правила безопасности
2 Общая инструкция, как проверить двигатель мультиметром
2.1 Проверяем обрыв
2.2 Тестируем на замыкание между витками
2.3 Проверяем на короткое замыкание
3 Проверка асинхронных движков
4 Проверка коллекторных движков
4.1 Вопрос — ответ
Правила безопасности
Перед проверкой движка убедитесь в исправности вилки и шнура всего прибора. Если в устройство поступает электроток, контрольная лампочка будет светиться. Если с подачей тока все в порядке, приступаем к проверке мотора, который сначала нужно демонтировать из корпуса агрегата. Выполнять эту операцию можно только при его полном обесточивании!
Не лишним будет проверить исправность мультиметра. Чаще всего уменьшается заряд батареек, из-за чего показания могут быть неточными.
Общая инструкция, как проверить двигатель мультиметром
Не все движки можно протестировать мультиметром. К примеру, сложно проверять электродвижки постоянного тока, потому что их обмотка с нулевым сопротивлением. Для исследования применяется такой способ: одновременно проверяются значения с вольтметра, амперметра и вычисляются результаты по закону Ома.
Так нужно протестировать все сопротивления якорных обмоток, измеряя показания между коллекторными пластинами. Различия в значениях указывают на неисправность. Отличия между соседними коллекторными пластинами в исправном механизме составляют максимум 10%. Только если имеется уравнительная обмотка, эта цифра может подняться до 30% в норме.
Электромашины переменного тока делятся на синхронные, асинхронные (например, трехфазные) и коллекторные. Их можно протестировать обычным измерителем. Советуем прочитать статью о правильном использовании мультиметра.
Итак, узнаем, как прозванивать двигатель мультиметром.
Проверяем обрыв
Если произошел обрыв одной фазы в обмотке, которая соединена “звездочкой”, в ней не будет тока, а в иных фазах его значение завышенное. В такой ситуации мотор не функционирует. Ещё может произойти обрыв параллельной фазной ветви, из-за чего перегревается исправная ветвь.
При обрыве одной обмоточной фазы (меж двух проводников), которая соединена “треугольником”, в других проводниках будет намного меньше тока по сравнению с третьим. Обрыв роторной обмотки приводит к снижению оборотов движка, появляется вибрация, гудение.
Мультиметром важно прозвонить каждую обмотку, прозвания её и тестируя сопротивление. Несколько общих моментов, как прозвонить электродвигатель мультиметром:
Если мотор функционирует от 220 В, важно прозвонить рабочую или пусковую обмотки. Показания последней должны быть больше первой в полтора раза.
В движках, которые работают от 380 В, подключаемых “треугольничком” или “звездочкой”, схема разбирается и отдельно проверяются все обмотки. Омы должны быть практически равные (отличия максимум 5%). Если произошел обрыв, тестер покажет слишком большие Омы, то есть бесконечное сопротивление.
Кроме того, можно использовать режим прозвонки на мультиметре, благодаря чему проверка осуществляется быстрее, потому что при обрыве нет звука, а он указывает на исправность обмотки.
Тестируем на замыкание между витками
Такое замыкание вызывает гудение мотора, который становится менее мощным. Для его выявления лучше использовать мультиметр, дающий самую малую погрешность.
Всё, что нужно сделать для измерений, — подключить наконечники щупов тестера к кончикам различных витков и проверить, есть ли контакт при прозвонке или в режиме тестирования сопротивления. Отличие больше 10% говорит о возможности замыкания.
Проверяем на короткое замыкание
Проверка электродвигателя мультиметром осуществляется так:
Выбрать на измерителе максимальный диапазон сопротивления.
Соединить щупы между собой, чтобы убедиться в работоспособности тестера.
Один наконечник соединить с корпусом движка.
Другой наконечник по очереди присоединить к выводам всех фаз.
Работоспособный мотор показывает высокие значения на мультиметре, это могут быть сотни и тысячи МОм (мегаомы).
Ещё удобнее прозванивать корпус. Для этого нужно сделать всё то же самое, но в режиме прозвона. Если слышите звук, значит, обмоточная изоляция нарушена и произошло замыкание.
Теперь немного подробнее поговорим о том, как мультиметром прозвонить моторчики разных видов.
Проверка асинхронных движков
Именно асинхронные движки чаще всего эксплуатируются в бытовых агрегатах, которые функционируют от 220 В. После того, как вынули мотор из оборудования, нужно замерить сопротивление между моторными выводами:
Выбрать функцию измерения сопротивления и диапазон до 100 Ом.
Соединить наконечники с выводами подключаемой обмотки. Между средним и крайним в норме значение 30-50 Ом, между средним и другим крайним 15-20.
Также важно проверить утечку тока:
Выбрать функцию измерения сопротивления с диапазоном 2000 кОм.
По очереди соединять каждую клемму с корпусом движка.
На дисплее не должно быть значений. Если вы используете аналоговый мультиметр, стрелка не отклоняется.
Если выявляются проблемы, придется разбирать устройство, чтобы провести более тщательные исследования. Часто возникает межвитковое замыкание. Для их выявления выбирается диапазон 100 Ом, после чего прозванивается каждый контур статора. Сильное отклонение одного показания от другого говорит о замыкании обмотки.
Видео о том, как прозвонить двигатель мультиметром:
Такие моторы применяют в цепи постоянного тока. Перед тем, как прозванивать электродвигатель мультиметром, лучше всего полностью разобрать мотор.
На мультиметре выбирается функция измерения сопротивления с диапазоном 200 Ом. Обычно статор движка данного типа имеет две независимые обмотки, их и нужно протестировать.
Какой показатель считается нормальным, написано в технической документации к двигателю, но на исправность указывает невысокое сопротивление. Если движок очень мощный, сопротивление статора будет совсем маленьким. В моторах с обычной мощностью сопротивление обмотки может быть в пределах 5-30 Ом. Для прозвонки необходимо наконечниками щупов мультиметра дотронуться до выводов обмоток. Если хотя бы в одном контуре нет сопротивления, использовать устройство не нужно.
У ротора коллекторного движка много обмоток, но тестировать якорь легко. Проверка мультиметром двигателя коллекторного типа:
Выбрать функцию измерения сопротивления и диапазон в 200 Ом.
Поместить наконечники щупов на коллекторе так, чтобы они были как можно дальше друг от друга.
Если на дисплее тестера показываются какие-то цифры, без снятия щупов нужно немного провернуть ротор, чтобы другая обмотка соединилась с щупами.
Если показания почти равные, с якорем всё в порядке.
Также полезно проверить устройство на утечку электротока.
Подробное видео о том, как проверить мультиметром моторчик коллекторный:
Теперь вы знаете, как проверить обмотку электродвигателя мультиметром и сможете тестировать разное оборудование. Даже если вы захотите узнать, как прозвонить мультиметром насос, вам будет полезна эта статья, ведь у бензонасосов тоже есть электромотор. Также вы сможете проверить движок домашней стиральной машины. Словом, умея пользоваться тестером, можно “дружить” с самым разным оборудованием.
Желаем безопасных и точных измерений!
Вопрос — ответ
Вопрос: Как прозвонить электродвигатель цифровым мультиметром?
Имя: Максим
Ответ: Перед проверкой движка убедитесь в исправности вилки и шнура всего прибора. Если с подачей тока все в порядке, мотор нужно демонтировать из корпуса агрегата. Выполнять эту операцию можно только при его полном обесточивании. Затем можно приступать к проверке асинхронного или коллекторного мотора.
Вопрос: Как проверить электродвигатель на обрыв мультиметром?
Имя: Алексей
Ответ: Если мотор функционирует от 220 В, важно прозвонить рабочую или пусковую обмотки. Показания последней должны быть больше первой в полтора раза. В движках 380 В, подключаемых “треугольничком” или “звездочкой”, схема разбирается и отдельно проверяются все обмотки.
Вопрос: Как проверить асинхронный электродвигатель на исправность мультиметром?
Имя: Даниил
Ответ: Чтобы замерить сопротивление между моторными выводами, нужно выбрать функцию измерения сопротивления и диапазон до 100 Ом. Затем соединить наконечники с выводами подключаемой обмотки. Между средним и крайним в норме значение 30-50 Ом, между средним и другим крайним 15-20.
Вопрос: Как проверить моторчик на короткое замыкание мультиметром?
Имя: Тагир
Ответ: Выбрать на измерителе максимальный диапазон сопротивления. Один наконечник от мультиметра соединить с корпусом движка. Другой по очереди присоединить к выводам всех фаз. Ещё можно прозвонить корпус.
Вопрос: Как проверить коллекторный двигатель мультиметром?
Имя: Егор
Ответ: На мультиметре выбирается функция измерения сопротивления с диапазоном 200 Ом. Обычно статор движка данного типа имеет две независимые обмотки, их и нужно протестировать. У ротора коллекторного движка много обмоток, но тестировать якорь не сложно.
Как рассчитать ток двигателя с сопротивлением обмотки
Обновлено 03 ноября 2020 г.
Автор: Chris Deziel
Согласно закону Ома, ток (I) через проводящий провод прямо пропорционален приложенному напряжению (V) и сопротивлению провода (R). Это соотношение не изменится, если проволока намотана на сердечник, образуя ротор электродвигателя. В математической форме закон Ома выглядит так:
V=IR
или, если поставить ток и сопротивление по разные стороны от знака равенства:
I=\frac{V}{R}
Сопротивление провода зависит от его диаметра, длины, проводимости и температуры окружающей среды. Медная проволока используется в большинстве двигателей, и медь имеет одну из самых высоких электропроводностей среди всех металлов.
TL;DR (слишком длинный; не читал)
Закон Ома говорит вам, что ток через провод — даже длинный провод, намотанный на соленоид двигателя — равен напряжению, деленному на сопротивление. Вы можете определить сопротивление катушки двигателя, если знаете сечение провода, радиус соленоида и количество витков.
Сопротивление провода
Закон Ома говорит вам, что вы можете рассчитать ток через обмотку двигателя, если знаете напряжение и сопротивление провода. Напряжение легко определить. Вы можете подключить вольтметр к клеммам источника питания и измерить его. Определение другой переменной, сопротивления провода, не так просто, потому что оно зависит от четырех переменных.
Сопротивление провода обратно пропорционально диаметру провода и проводимости, а это означает, что оно тем больше, чем меньше эти параметры. С другой стороны, сопротивление прямо пропорционально длине провода и температуре — оно увеличивается с увеличением этих параметров. Что еще более усложняет ситуацию, так это то, что сама проводимость изменяется с температурой. Однако, если вы проводите измерения при определенной температуре, например при комнатной температуре, и температура, и проводимость становятся постоянными, и вам нужно учитывать только длину провода и его диаметр для расчета сопротивления провода. Сопротивление (R) становится равным константе (k), умноженной на отношение длины провода (l) к диаметру (d):
R=k\frac{l}{d}
Длина провода и сечение провода
Для расчета сопротивления необходимо знать как длину провода, обернутого вокруг соленоида двигателя, так и его диаметр. Однако, если вы знаете калибр проволоки, вы знаете и диаметр, потому что вы можете найти его в таблице. Некоторые таблицы помогают еще больше, указывая сопротивление на стандартную длину для проводов всех калибров. Например, диаметр провода 16-го калибра составляет 1,29 мм или 0,051 дюйма, а сопротивление на 1000 футов составляет 4,02 Ом.
В конце концов, все, что вам действительно нужно измерить, это длину провода, если вы знаете сечение провода. В соленоиде двигателя провод несколько раз обмотан вокруг сердечника, поэтому для расчета его длины вам нужны две части информации: радиус сердечника (r) и количество витков (n). Длина одной обмотки равна длине окружности сердечника — 2πr, поэтому общая длина провода равна 2πrn. Используйте это выражение для расчета длины провода, и как только вы его узнаете, вы сможете экстраполировать сопротивление из таблицы сопротивлений.
Рассчитать ток
Зная приложенное напряжение и рассчитав сопротивление провода, у вас есть все, что вам нужно, чтобы применить закон Ома для определения тока, протекающего через катушку. Поскольку сила тока определяет силу индуцированного магнитного поля катушки, эта информация позволяет количественно определить мощность двигателя.
Как проверить обмотку двигателя с помощью мультиметра
Как проверить обмотку двигателя с помощью мультиметра
Если вы считаете, что обмотки двигателя шпинделя неисправны, важно знать, как проверить двигатель. Если у вас есть доступ к мультиметру, легко определить, есть ли у вас срочная проблема. Вот базовая разбивка того, как проверить обмотки двигателя с помощью мультиметра, имейте в виду, что это всего лишь быстрый способ определить, нуждается ли ваш двигатель в дальнейшем тестировании или полной перемотке. Мы рекомендуем этот мега-тест только в качестве начала для выяснения того, что может быть не так с обмоткой вашего двигателя, и всегда следуйте тесту на перенапряжение.
Как проверить двигатель шпинделя на короткое замыкание на землю
Установите мультиметр на сопротивление в омах.
Начните с полного отключения двигателя шпинделя от всех источников питания.
Проверьте каждый провод, включая T1, T2, T3 и провод заземления. Если показания бесконечны, ваш двигатель должен быть в порядке. Если вы получаете нулевое показание или любое показание непрерывности, у вас проблема либо с двигателем, либо с кабелем.
Предполагая, что вы не получили бесконечных показаний, отсоедините двигатель от кабеля и проверьте каждый из них по отдельности. Во время тестирования убедитесь, что выводы на каждом конце не касаются других выводов или чего-либо еще. Это должно позволить вам изолировать вашу проблему.
Как проверить шпиндельный двигатель на обрыв или короткое замыкание в обмотках
Установите мультиметр на Ом.
Проверка T1 на T2, T2 на T3 и T1 на T3. Каждый раз вы должны получить показание около 0,8 Ом, хотя приемлемо любое значение от 0,3 до 2. Если вы получаете показание 0, у вас есть короткое замыкание между фазами. Если ваши показания бесконечны или значительно превышают 2 Ом, вероятно, у вас есть обрыв.
Если ваш двигатель шпинделя не прошел тест, вы можете убедиться, что проблема не в разъеме, на котором может быть охлаждающая жидкость, которая мешает вашим результатам. Если вы высушите и повторите тест, вы можете получить лучший результат.
Проверьте свои вставки. Если на вставках двигателя есть следы пригорания, это может быть причиной короткого замыкания, и вам следует заменить их. Вы также должны проверить на предмет износа то место, где трос перемещается по трекингу.
Как проверить двигатель постоянного тока на наличие отказов
Если у вас возникли проблемы с двигателем постоянного тока, проверьте щетки:
Снимите круглые колпачки вокруг двигателя и проверьте пружину и механизм щеток под ними, чтобы убедиться, что щетки изношен и требует замены.
Проверьте коллектор — деталь, с которой работают щетки — на предмет износа. При необходимости протрите его.
Если у вас возникли проблемы с определением проблем, связанных с вашими двигателями, если замена отдельных деталей невозможна или не дает результата, или если ваш двигатель нуждается в перемотке, вы можете отправить свой двигатель в Global Electronic Services для ремонта. Мы обслуживаем все модели и производители двигателей, промышленной электроники и гидравлики. Мы можем протестировать, диагностировать и найти решение для вашей проблемы быстро. Посмотрите видео ниже, чтобы увидеть, как именно мы выполняем полный ремонт двигателя, включая полную перемотку, балансировку и динамометрический тест!
Большинство ремонтных работ мы выполняем за пять или меньше дней и даже можем предоставить одно- или двухдневное бесплатное срочное обслуживание, если оно вам необходимо.
Азотирование стали: назначение и особенности технологии
Суть технологии
Как протекает процесс азотирования
Факторы, оказывающие влияние на азотацию
Типы азотируемых сталей
Технологическая схема азотирования
Типы рабочих сред
Азотирование, в процессе выполнения которого поверхностный слой стального изделия насыщается азотом, стало использоваться в промышленных масштабах относительно недавно. Такой метод обработки, предложенный к использованию академиком Н.П. Чижевским, позволяет улучшить многие характеристики изделий, изготовленных из стальных сплавов.
Цех ионно-вакуумного азотирования
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается. Важно, что размеры азотируемых деталей не изменяются. Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров. После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.
Схема установки азотирования в тлеющем разряде
Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.
За счет того, что твердость поверхностного слоя стали повышается, улучшается износостойкость детали.
Возрастает усталостная прочность изделия.
Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и паровоздушной средой.
Микроструктура качественно азотированного слоя стали марки 38Х2МЮА
Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации. Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
Как протекает процесс азотирования
Детали из металла помещают в герметично закрытый муфель, который затем устанавливается в печь для азотирования. В печи муфель с деталью нагревают до температуры, которая обычно находится в интервале 500–600°, а затем выдерживают некоторое время при таком температурном режиме.
Вакуумная печь для термической обработки с системой газового азотирования
Чтобы сформировать внутри муфеля рабочую среду, необходимую для протекания азотирования, в него под давлением подается аммиак. Нагреваясь, аммиак начинает разлагаться на составные элементы, данный процесс описывает следующая химическая формула:
2NH3 → 6H + 2N.
Атомарный азот, выделяющийся в процессе протекания такой реакции, начинает диффузировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на ее поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с изделием и аммиаком, который в ней продолжает оставаться, медленно охлаждают вместе с печью для азотирования.
Нитридный слой, формирующийся на поверхности металла в процессе азотирования, может иметь толщину в интервале 0,3–0,6 мм. Этого вполне достаточно для того, чтобы наделить изделие требуемыми прочностными характеристиками. Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
Классификация процессов азотирования
Процессы, протекающие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате протекания таких процессов в структуре обрабатываемого металла формируются следующие фазы:
твердый раствор Fe3N, характеризующийся содержанием азота в пределах 8–11,2%;
твердый раствор Fe4N, азота в котором содержится 5,7–6,1%;
раствор азота, формирующийся в α-железе.
Дополнительная α-фаза в структуре металла формируется тогда, когда температура азотирования начинает превышать 591°. В тот момент, когда степень насыщения данной фазы азотом достигает своего максимума, в структуре металла формируется новая фаза. Эвтектоидный распад в структуре металла происходит тогда, когда степень его насыщения азотом достигает уровня 2,35%.
Клапана высокотехнологичных двигателей внутреннего сгорания обязательно проходят процесс азотирования
Факторы, оказывающие влияние на азотацию
Основными факторами, которые оказывают влияние на азотирование, являются:
температура, при которой выполняется такая технологическая операция;
давление газа, подаваемого в муфель;
продолжительность выдержки детали в печи.
На эффективность протекания такого процесса также оказывает влияние степень диссоциации аммиака, которая, как правило, находится в интервале 15–45%. При повышении температуры азотирования твердость формируемого слоя снижается, но процесс диффузии азота в структуру металла ускоряется. Снижение твердости поверхностного слоя металла при его азотировании происходит из-за коагуляции нитридов легирующих элементов, входящих в его состав.
Влияние температуры и легирующих элементов на формирование азотированного слоя
Для ускорения процесса азотирования и повышения его эффективности применяют двухэтапную схему его выполнения. Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и легированные стали, характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Твердость сталей после азотирования
Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от сферы применения изделия, которое подвергается процедуре азотирования, а также от условий его эксплуатации для осуществления такой технологической операции рекомендуется использовать определенные марки стали. Так, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять для азотирования изделия из следующих марок сталей.
38Х2МЮА
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
40Х, 40ХФА
Данные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА
Эти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
30Х3МФ1
Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.
Характеристики некоторых сталей после азотирования
Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Подготовительная термообработка
Такая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.
Режимы термообработки перед азотированием
Механическая обработка
Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотирования
Осуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.
Выполнение самого азотирования
Подготовленное изделие подвергают обработке в газовой среде.
Рекомендуемые режимы азотирования стали
Финишная обработка
Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Пуансон массой более 230 кг, подвергнутый азотированной обработке
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
Кроме традиционного и ионно-плазменного азотирования процесс насыщения поверхности стали азотом может выполняться в жидкой среде. В качестве рабочей среды, которая имеет температуру нагрева порядка 570°, в таких случаях используется расплав цианистых солей. Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.
особенности технологии и марки стали для азотирования
Азотирование стали – насыщение поверхностного слоя заготовки атомарным азотом, целью процесса является повышение твердости, износостойкости, коррозионной стойкости без значительного термического воздействия и изменения размеров. Азотирование можно применять для изделий, которые уже подверглись закалке, отпуску и шлифовке. Финишная обработка может осуществляться после ХТО. Преимущества азотирования, по сравнению с цементацией: возможность достижения более высокой твердости, сохраняющейся при температурах +450…+500°C. Процесс проходит при повышенных температурах в аммиаксодержащих средах.
Технологии
Газовая технология азотирования стали включает несколько этапов:
Предварительная термическая обработка, состоящая из закалки и высокого отпуска.
Механическая обработка.
Защита участков, не подлежащих упрочнению.
Азотирование. Заготовки помещают в герметичный муфель, устанавливаемый в печь. Нагрев производится до +500…+600°C. В муфель подают аммиак, который при воздействии высоких температур разлагается на водород и атомарный азот. Атомарный азот проникает в структуру металла с образованием нитридов, для которых характерна высокая твердость.
Для закрепления результата и предотвращения окисления заготовку охлаждают в муфеле вместе с печью. Толщина нитридного слоя – 0,3-0,6 мм. Дополнительная обработка не требуется.
Ускорить процесс насыщения поверхности азотом можно путем реализации двухэтапной схемы:
на первом этапе азотирование выполняется при температуре +525°C;
на втором – температуру повышают примерно до +600°C.
Современная разновидность – ионно-плазменное азотирование. Оно осуществляется в тлеющем разряде. Обрабатываемая деталь подключается к отрицательному электроду – катоду. Роль анода выполняет муфель, в котором размещают заготовки. Между анодом и катодом пропускают электрический разряд. На первой стадии происходит очистка катодным распылением, на втором – насыщение поверхности азотом.
Марки стали для азотирования
Этому виду ХТО подвергаются углеродистые и легированные стали с содержанием С в диапазоне 0,3-0,5%. Максимальную эффективность достигается для сталей, содержащих легирующие элементы, способные образовывать температуростойкие, прочные нитриды. Такими свойствами обладают молибден, хром, алюминий. Однако элементы, повышающие твердость поверхности, часто снижают толщину азотированного слоя.
Марки низколегированной и легированной стали, рекомендуемые для азотирования:
38Х2МЮА – содержит алюминий, снижающий деформационную стойкость детали и способствующий повышению твердости и износостойкости поверхности.
40Х, 40ХФА – низколегированные марки, после азотирования широко востребованы в станкостроении и при создании нестандартного оборудования.
30Х3М, 38ХГМ, 38ХНМФА – сплавы, используемые в производстве изделий, предназначенных для функционирования в условиях циклических изгибающих нагрузок.
30Х3МФ1 – востребована для изготовления деталей с повышенными требованиями к точности размеров. Эта сталь может производиться с добавлением кремния – такой материал применяется для изготовления деталей топливного оборудования.
Почему растет популярность азотированной стали
Технический Артикул
14.03.17
| 4 мин чтения
Техника цементации, используемая с начала 20 го века, азотирование стали было эффективной низкотемпературной термической обработкой заготовок дольше, чем это полностью понимали инженеры и металлурги. Его привлекательность заключается в способности упрочнять деталь путем растворения азота в ее поверхности без аустенизации, что практически исключает риск деформации. Это открыло двери для улучшения постоянно расширяющегося ассортимента деталей. Его популярность растет, поскольку инженеры осознают, что этот метод эффективен для самых разных деталей и отраслей.
Происхождение азотирования стали
Металлург Адольф Махлет случайно изобрел азотирование в 1906 году. В том же году он подал заявку на патент, который призывал заменить атмосферный воздух в печи аммиаком, чтобы избежать окисления стальных деталей. Вскоре после того, как он отправил заявку на патент, он заметил, что обработка деталей в атмосфере аммиака при повышенных температурах приводит к образованию «кожи, кожуха, оболочки или покрытия» вокруг детали, которую чрезвычайно трудно разъесть или потускнеть. В том же 1906 году немецкий металлург Адольф Фрай возглавил исследовательскую программу, в ходе которой он сделал те же открытия, что и Махле. Он также заметил, что добавление легирующих элементов к железу сильно влияет на результаты азотирования. Патенты Махлета на азотирование в США были одобрены в 1913 и 1914 годах; Фрай получил патенты на свой процесс в Германии в 1924 году.
Как это работает
Процесс азотирования стали начинается с нагревания деталей в печи до относительно низкой температуры (между 950 и 1100 градусов по Фаренгейту, в зависимости от предполагаемого использования детали) по сравнению с другими методами термообработки. При этих низких температурах железо остается ферритным — фазовых переходов, изменяющих структуру железа, не происходит. Но температура достаточно высока, чтобы молекулы аммиака, впрыснутые в печь, развалились при контакте с заготовкой. Этот распад высвобождает атомы азота, растворимые в железе. Слой соединения азота и железа образуется на поверхности детали, создавая покрытие, улучшающее твердость и ударную вязкость детали. Одним из преимуществ азотирования стали по сравнению с другими видами термической обработки является то, что современное оборудование для азотирования позволяет точно вводить аммиак для достижения разной глубины корпуса. Другая заключается в том, что детали охлаждаются естественным путем, а не быстро охлаждаются посредством закалки, что еще больше снижает риск деформации. Точность процесса такова, что требуемые качества деталей достигаются за один шаг; их не нужно размягчать до спецификаций закалкой.
Растущая популярность
Поскольку азотирование стальных заготовок обеспечивает превосходное качество поверхности с минимальным риском деформации, этот процесс стал основным методом обработки деталей в различных отраслях промышленности:
Производители автомобильных деталей выбирают азотирование зубчатых колес, коленчатых валов и деталей клапанов. потому что процесс придает поверхности детали жесткие диффузионные слои. Повышенная усталостная прочность препятствует образованию поверхностных и подповерхностных трещин.
Азотирование стало привлекательным вариантом термической обработки для производителей инструментальных сталей и ковочных штампов, поскольку оно придает критическую твердость поверхности без риска деформации, сопровождающего высокотемпературную обработку.
Производители нитридных компонентов огнестрельного оружия, таких как стволы и затворы, поскольку этот процесс снижает коэффициент трения, повышает износостойкость и усталостную прочность и обеспечивает умеренный контроль коррозии.
Благодаря сертифицированному опыту, подкрепленному собственными компьютеризированными возможностями управления технологическими процессами, Paulo гарантирует качественную термообработку ваших деталей, независимо от отрасли или области применения. Если вы хотите узнать больше о преимуществах азотирования и о том, почему это может быть наилучшей термической обработкой ваших деталей, свяжитесь с нами. Наши металлурги с удовольствием ответят на Ваши вопросы. Дополнительная общая информация о преимуществах и применении термообработанных деталей доступна в загружаемом ниже руководстве.
Автомобилестроение | Науглероживание стали | Ферритная нитроцементация | Огнестрельное оружие | Газовое азотирование | Тяжелый грузовик | Высокоуглеродистые стали | Низкоуглеродистые стали | Среднеуглеродистые стали | Азотирующий карьерный газ | Опрокидывающая печь
Предыдущий артикул
Следующий артикул
Подпишитесь, чтобы быть в курсе последних и лучших новостей
Подписка по электронной почте — модуль призыва к действию
Азотирование — ThermoFusion Inc.
Азотирование упрочняет внешнюю поверхность металла путем диффузии в нее азота под действием тепла. Это процесс термической обработки, но температуры, необходимые для азотирования, ниже, чем при других методах термической обработки, и в печи требуется гораздо больше времени.
Азотирование подходит для поверхностного упрочнения сплавов из средне- и высокоуглеродистой стали. Он также эффективен при работе с ферритными нержавеющими сталями, такими как 420, и сталями с дисперсионным твердением, такими как 17-4. Помимо поверхностного упрочнения, азотирование улучшает ряд других свойств сплава, в том числе износостойкость и коррозионную стойкость. Азотирование является предпочтительным методом упрочнения многих компонентов, используемых в автомобилестроении, огнестрельном оружии, производстве штампов и инструментах.
Thermo-Fusion — это ISO 9001:2015 и сертифицированная AS9100D компания, базирующаяся в районе залива Сан-Франциско. Мы предоставляем азотирование и другие металлургические услуги уже более 50 лет.
Материалы, используемые при азотировании
В процессе азотирования на поверхностном слое металла образуются осадки нитрида сплава путем введения свободного азота в металл. Алюминий, хром, молибден, титан, вольфрам и ванадий легко соединяются с азотом при высоких температурах с образованием нитридов соответствующих металлов. Низкоуглеродистые сплавы стали, содержащие эти металлы, как правило, являются хорошими кандидатами для азотирования. Основные стальные сплавы, используемые для азотирования, включают:
-SAE 4130
-SAE 4140
-SAE 4150
-SAE 4340
-AISI 8640
-17-4 (AKA SAE 630)
-17.151515151515151515131.
-Nitralloy 135®
Компания Thermo-Fusion предлагает азотирование всех вышеперечисленных стальных сплавов.
Применение азотирования
Азотирование — это процесс закалки, который предпочитают металлурги, поскольку это относительно низкотемпературный метод, снижающий риск деформации детали. Азотирование широко используется для поверхностного упрочнения таких компонентов, как:
-Bearings
-Cylinder liners
-Dies
-Feed screws
-Gears
-Orifice disks
-Piston rings
-Shafts
-Splines
-Spray nozzles
-Valves
Преимущества азотирования
Температуры, используемые при азотировании, недостаточно высоки для деформации и деформации металлических деталей. Кроме того, азотирование позволяет медленно охлаждать компоненты, что также позволяет избежать деформации. Азотирование увеличивает удельный объем стали на поверхности сплава, обеспечивая следующие преимущества:
— Обеспечивает высокую твердость 700-1000 HV (60+ HRC) при рабочих температурах ниже 1000 °F
— Сниженный коэффициент трения, улучшающий как усталостную долговечность, так и время до отказа при контактной усталости качения
— Улучшенный стойкость к истиранию и износу
— Повышает антизадирные, противосварочные и противозадирные свойства
— Повышенная коррозионная стойкость
Компания Thermo-Fusion выполняет мелкие и крупные работы по азотированию, а также проекты по развитию.
Я даю согласие на обработку персональных данных и соглашаюсь с правилами обработки персональных данных.
Фамилия
Имя
E-mail
Телефон
Я даю согласие на обработку персональных данных и соглашаюсь с правилами обработки персональных данных.
Забыли?
Логин
Пароль
Купить
Купить
Быстрый заказ
Описание Головка триммерная HT53, C5191
С этим товаром берут:
Новинка
Головка триммерная HT41, C5141
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная HT56, C5194
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная HT48, C5157
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная HT20, C5140
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная HT53, С5191
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная HT44 Универсальная, C5144
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная HT20, С5140
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная HT22, С5086
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная HT48, С5157
Добавить в избранное
Быстрый заказ
Новинка
Головка триммерная для ET451/TB400, C5139
Добавить в избранное
Быстрый заказ
HT 53 — щипцы для завивки волос
HT 53 — щипцы для завивки волос | бюрер
Щипцы для завивки конические с защитным керамически-кератиновым покрытием
Особенности
Технические детали
Загрузки
Основные моменты показать больше
Укладка локонов стала проще! Укладывать волосы в блестящие мягкие локоны можно с помощью конических щипцов для завивки диаметром 13-25 мм.
Профессиональные щипцы для завивки, 13-25 мм, с коническим нагревательным элементом для укладки мягких, блестящих локонов
Керамическое кератиновое покрытие для защиты волос
Вкл. термостойкая защитная перчатка
Постоянная температура 200°
Автоматически выключается через 30 минут
Быстрый нагрев – сразу готов к работе
Поворотное соединение на 360° позволяет легко использовать устройство, не перекручивая кабель
Петля для подвешивания для удобного хранения
Мягкая на ощупь поверхность
закрыть
Технические подробности показать больше
Обозначение продукта
Щипцы для завивки волос
Покрытие
Кератиновое и керамическое покрытие
Особенность
с коническим нагревательным элементом для укладки
Функциональные уровни
Постоянная температура 200°
Трос с шарнирным соединением
да
Мощность в ваттах
35 — 37
Напряжение в вольтах
100 — 240
Диаметр ключа
13–25 мм
Настройки температуры
200°С
Размеры изделия
32,0 x 4,2 x 3,8 (Д x Ш x В)
СЕ
да
Гарантия в годах (Дополнительную информацию об условиях гарантии можно найти в руководстве. )
3
EAN
4211125591014
Артикул
59101
закрыть
Загрузки показать больше
закрыть
Выход
Изделие мощностью 1400 Вт
Покрытие_кератин_керамика
Мягкое прикосновение
Включая покрытие soft-touch
BC Forged HT53 Forged Modular Wheels — AutoTalent
перейти к содержанию
Используйте код купона — Dec5 *
Купите сейчас, заплатите позже Начиная с 0% годовых Узнать больше
Закрывать
** Если вы не хотите указывать ширину/смещение, оставьте поля выше пустыми и…
Обычная цена
4350,00 долларов США
Обычная цена
Цена продажи
4350,00 долларов США
Цена за единицу
/ за
Пожалуйста, поспешите! В наличии осталось 0
Диаметр колеса:
19 дюймов
19Дюйм
20 дюймов
21 дюйм
Варианты продукта
19 дюймов — 4350,00 долларов США
20 дюймов — 4550,00 долларов США
21 дюйм — 5 100,00 долларов США
Количество:
Итого: 4 350,00 долларов США
Спросите эксперта
Напишите нам
10 клиентов просматривают этот товар
Описание
** Если вы не хотите указывать ширину/вылет, оставьте поля выше пустыми, и мы со 100% гарантией изготовим комплект колес, который подойдет для вашего автомобиля. Пожалуйста, не забудьте указать год, марку и модель вашего автомобиля ниже. **
Кованая модульная модульная модульная площадь
19 «Диаметр Начиная с 4350 $. | 12,5 | 13,0
20 «Диаметр , начиная с 4550 долл. США. Ширина: 8,5 | 9.0 | 9,5 | 10,0 | 10,5 | 11,0 | 11,5 | 12,0 | 12,5 | 12
ОДНА ЧАСТЬ 6061 КОВАНЫЙ ЦЕНТР
ЦЕЛЬНЫЙ 6061 КОВАНЫЙ СТВОЛ
ОБОРУДОВАНИЕ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
JWL И ЧЕРЕЗ ДВОЙНУЮ СЕРТИФИКАЦИЮ
СТАНДАРТНАЯ ОБРАБОТКА
ИЗГОТОВЛЕНИЕ НА ЗАКАЗ
НЕСКОЛЬКО ВОГНУТЫХ ПРОФИЛЕЙ
НЕСКОЛЬКО ВАРИАНТОВ РАЗМЕРА ГУБ
БОЛЬШИЕ ВАРИАНТЫ РАСПРЕДЕЛЕНИЯ БОЛТОВ
ЦЕНТРОВЫЕ ОТВЕРСТИЯ ДЛЯ АВТОМОБИЛЯ
ВКЛЮЧЕНО/ГАРАНТИЯ
ЦЕНТРАЛЬНАЯ КОЛПАЧКА ЗАГОТОВКИ
ШТОК КЛАПАНА АЛЮМИНИЕВЫЙ
ВАРИАНТЫ ОТДЕЛКИ ВСЕХ КОЛЕС
3 ГОДА КОНСТРУКЦИОННОЙ ГАРАНТИИ
1 ГОД ГАРАНТИИ НА ОТДЕЛКУ
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ
ЦЕНТРАЛЬНЫЙ ЗАМОК OEM/ПРОИЗВОДСТВА
НЕПРОИЗВОДСТВЕННЫЙ ЦЕНТРАЛЬНЫЙ ЗАМОК
СИДЕНЬЯ С ПРОТИВОСКОЛЬЗЯЩИМ НАКАТРЕННЫМ БОРТОМ
АЛМАЗНАЯ ОТДЕЛКА ЛИЦА
ОТДЕЛКА КОЛЕС
Таблица установки:
Марка
Модель
Подмодель
Год
Двигатель
Примечания
Все
Все
Все
Изготовление на заказ
Дополнительная информация
Если у вас есть какие-либо вопросы по установке, свяжитесь с нашей командой, используя указанные ниже способы связи. Если вы связываетесь с нами для каких-либо обновлений статуса заказа, позвоните нам или напишите нам по электронной почте. Мы — бережливая операция, обеспечивающая вам наилучшие впечатления от покупок. Мы работаем над вашими заказами так быстро, как только можем. Благодарим за ваше терпение.
Телефон:
Свяжитесь с нами по телефону (310) 231-0292 по вопросам продаж, если вы находитесь в США, Канаде, Мексике.
Электронная почта:
Для получения более подробных вопросов по продуктам, вопросам установки и запросам по продуктам, пожалуйста, напишите нашим специалистам по производительности по адресу [email protected].
Все остальные вопросы:
Пожалуйста, направляйте свои запросы в чат на нашем веб-сайте.
Доставка и возврат
Политика возврата
Если товар заказан и не нужен, НЕИСПОЛЬЗУЕМЫЙ товар можно вернуть за 25% комиссионный сбор за пополнение запасов, если не указано иное. В некоторых случаях мы можем предложить возможность вернуть товар нам за меньшую плату за пополнение запасов, а затем сохранить остаток в качестве кредита магазина. Чтобы вернуть товар, он должен быть в новом состоянии с оригинальной упаковкой.
Мы не принимаем возврат специально заказанных или нестандартных товаров.
Стоимость доставки в любом направлении не возвращается, если она не одобрена AutoTalent. Обо всех товарах, подлежащих возврату, НЕОБХОДИМО сообщить в течение 30 дней с даты выставления первоначального счета. Никакие товары не подлежат возврату через 30 дней. Все продукты, отправляемые с предприятия AutoTalent, отправляются через FedEx, USPS или USPS. Некоторые пакеты, отправляемые производителем, могут требовать или не требовать подписи для выпуска пакета.
Товары по специальному заказу
Некоторые товары могут быть заказаны специально для автомобиля клиента. Эти предметы, как правило, требуют депозита или полной оплаты. Как только эта сумма депозита будет сообщена покупателю, и он согласится заказать товар по специальному заказу, депозит становится невозвратным. Эти товары по специальному заказу не подлежат возврату или перепродаже. Отмена не допускается для частей специального заказа.
AutoTalent НЕ ВОЗВРАЩАЕТ СТОИМОСТЬ ДОСТАВКИ. Если вы модифицируете, установите или измените товар в любой форме, мы не можем принять его в качестве возврата. Мы не покрываем никаких расходов, связанных с продуктом или установкой, и вам может потребоваться приобрести замену.
** Все запрошенные отмены, которые НЕ связаны с отсутствием товаров на складе или их задержкой по вине производителя, облагаются комиссией за обработку в размере 5%. Когда вы размещаете у нас заказ, мы оплачиваем комиссию по кредитной карте, которая НЕ возвращается к нам. Мы покроем эти сборы, если у нас нет товара на складе ИЛИ если вы согласны с первоначальным ETA и что ETA НЕ соблюдается. Если вы решите отменить заказ по какой-либо другой причине, вы не получите эти 5% комиссии обратно. Обратите внимание, что существуют ограничения на некоторые продукты, а некоторые продукты не могут быть отправлены в международные пункты назначения.
Каталог продукции | Аккумуляторный завод «Zubr Energy» в Пинске
ZUBR EFB — спроектирован для автомобилей с системой Start-Stop.
•Аккумулятор гарантированно выдерживает до 220 циклов заряд/разрядов и подходит для работы на автомобилях последнего поколения с системой рекуперативного торможения и Старт-стоп.
•Усовершенствованная технология. Аккумулятор по технологии EFB быстрее заряжается и не боится глубоких разрядов, восстанавливая первоначальную емкость почти до 100%.
• Надежность. В аккумуляторе увеличено количество пластин по сравнению со стандартной батареей.
• Долгий срок службы. Компрессия пластин в аккумуляторе кратно увеличена, что предотвращает быструю сульфатацию и выпадение активной массы.
• Высокие стартовые токи. За счет малого внутреннего электрического сопротивления аккумулятор отдает гораздо более высокие токи в сопоставлении с обычными кальциевыми источниками питания, что гарантирует пуск двигателя даже в самые экстремально низкие температуры.
• Улучшенная производительность. В аккумуляторе используется премиального качества очищенный свинец, что гарантирует батарее лучшую производительность на протяжении всего срока эксплуатации в сопоставлении с обычным кальциевым аккумулятором.
• Не требует обслуживания. Аккумулятор полностью не обслуживаемый, корпус герметичен, проверять или доливать электролит, дистиллированную воду не нужно в течение всего срока эксплуатации.
Батареи класса «Premium».
— Надежность. Оптимизированная конструкция пластин и специальный состав активной массы обеспечивают продолжительную эксплуатацию батареи с высокими показателями пускового тока.
— Технологичность. В производстве используется технология «Expanded metal» (ExMet), которая отличается надежностью и обеспечивает аккумулятору повышенный запас рабочего ресурса.
— Адаптивные формы. Аккумулятор выполнен в специальном узком корпусе с универсальными наконечниками полюсов, которые подойдут большинству азиатских автомобилей.
— Легкость в обслуживании. Запатентованная лабиринтная конструкция крышки обеспечивает конденсацию водяных паров, выделяющихся из ячейки и их рециркуляцию в аккумуляторе, что полностью исключает обслуживание.
— Функциональность. Эргономичные ручки обеспечивают удобную транспортировку и монтаж батареи на борту автомобиля. Плоская поверхность крышки не позволяет скапливаться загрязнениям на поверхности и облегчает её очистку.
Высокое качество
• Аккумулятор отличается увеличенным сроком эксплуатации по сравнению со стандартной батареей, благодаря: — лучшему сопротивлению к разряду и лучшему заряду из-за улучшенного сцепления активной пасты с металлической решеткой; — резерву большей емкости, обеспеченной использованием более толстых пластин; — лучшему сопротивлению к коррозии, достигнутой использованием метода вытяжки решетки (Exmet) и использованием усовершенствованных металлических сплавов • Высокая пусковая мощность и устойчивость при всех погодных условиях, приводящая к значительно большему количеству пусков двигателя; • +30% дополнительная мощность в сравнении со стандартным аккумулятором; • Индикатор заряда и уровня электролита; • Запатентованная система лабиринтов предотвращает утечку электролита
Дополнительная мощность
• Соответствует большинству современных автомобилей со стандартным оснащением; • +15% дополнительно пусковая мощность в сравнении со стандартным аккумулятором; • Центральная дегазация с противоискровым обеспечением; • Полностью необслуживаемый; • Увеличенный вес активной массы; • Низкий саморазряд и расход воды в течение всего срока эксплуатации батареи благодаря применяемой кальциевой технологии;
Устойчивость перед любыми погодными условиями
• Качество первичной комплектации; • Подходит для любого автомобиля со стандартными условиями эксплуатации; • Увеличенный срок службы аккумулятора при стандартных условиях эксплуатации; • Устойчив к вибрации и глубоким частым разрядам; • +10% повышенный пусковой ток по сравнению со стандартными аккумуляторами; • Высокий уровень безопасности благодаря специальной системе защиты от искр и утечек.
Аккумуляторы для инструмента
Аккумуляторные батареи Li-Ion
ЗАКБ-18 L17
Аккумуляторная батарея Li-Ion, для гайковерта, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
Мастер
Напряжение
18 В
Емкость
1.7 А*ч
Для гайковерта ЗГУА-18-Ли К
Li-Ion технология
Увеличенная емкость
Аккумуляторные батареи Lithium PRO
ST7-12-2
Аккумуляторная батарея Li-Ion, 12 В, 2 Ач, тип T7, серия ПРОФЕССИОНАЛ
Сравнить
Тип аккумулятора
Li-Ion
Емкость
2 А*ч
Для инструмента 12В серии Профессионал
Li-Ion технология
Увеличенная емкость
Защита от перегрузки, перезарядки и перегрева
ST7-12-4
Аккумуляторная батарея Li-Ion, 12 В, 4 Ач, тип T7, серия ПРОФЕССИОНАЛ
Сравнить
Тип аккумулятора
Li-Ion
Емкость
4 А*ч
Для инструмента 12В серии Профессионал
Li-Ion технология
Емкость 4. 0 Ач
Защита от перегрузки, перезарядки и перегрева
S-12 T7
Аккумуляторная батарея Li-Ion Pro, Т7, серия ПРОФЕССИОНАЛ
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
12V MAX LITHIUM PRO
Напряжение
12 В
Емкость
1.5 А*ч
Для шуруповертов DL-12
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
ST7-20-2
Аккумуляторная батарея Li-Ion, 20 В, 2 Ач, тип T7, серия ПРОФЕССИОНАЛ
Сравнить
Тип аккумулятора
Li-Ion
Емкость
2 А*ч
Единая аккумуляторная система 20V MAX LITHIUM PRO
Li-Ion технология
Увеличенная емкость
Защита от перегрузки, перезарядки и перегрева
ST7-20-4
Аккумуляторная батарея Li-Ion, 20 В, 4 Ач, тип T7, серия ПРОФЕССИОНАЛ
Сравнить
Тип аккумулятора
Li-Ion
Емкость
4 А*ч
Единая аккумуляторная система 20V MAX LITHIUM PRO
Li-Ion технология
Емкость 4. 0 Ач
Защита от перегрузки, перезарядки и перегрева
S-18-4 T7
Аккумуляторная батарея Li-Ion Pro, Т7, серия ПРОФЕССИОНАЛ
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
20V MAX LITHIUM PRO
Напряжение
20 В
Емкость
4 А*ч
Для шуруповертов DL-20
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
Аккумуляторные батареи Li-Ion, М1
АКБ-14. 4-Ли 15М1
Аккумуляторная батарея Li-Ion, 14.4 В, M1, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
Мастер М1
Напряжение
14.4 В
Емкость
1.5 А*ч
Для шуруповертов ДА-хх-2-Ли серии М1
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
АКБ-18-Ли 15М1
Аккумуляторная батарея Li-Ion, 18 В, M1, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
Мастер М1
Напряжение
18 В
Емкость
1. 5 А*ч
Для шуруповертов ДА-хх-2-Ли серии М1
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
Аккумуляторные батареи Li-Ion, М3
АКБ-12-Ли 15М3
Аккумуляторная батарея Li-Ion, 12 В, M3, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
Мастер М3
Напряжение
12 В
Емкость
1.5 А*ч
Для шуруповертов ДА-12(-2)-Ли серии М3
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
Зарядка на БЗУ
Аккумуляторные батареи Li-Ion, М2
АКБ-14. 4-Ли 15М2
Аккумуляторная батарея Li-Ion, 14.4 В, M2, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
Мастер М2
Напряжение
14.4 В
Емкость
1.5 А*ч
Для шуруповертов ДА-хх-2-Ли серии М2
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
Зарядка на БЗУ
АКБ-18-Ли 15М2
Аккумуляторная батарея Li-Ion, 18 В, M2, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
Мастер М2
Напряжение
18 В
Емкость
1. 5 А*ч
Для шуруповертов ДА-хх-2-Ли серии М2
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
Зарядка на БЗУ
Аккумуляторные батареи Li-Ion серии С1
АКБ-С1-12-2
Аккумуляторная батарея Li-Ion, 12 В, 2 Ач, тип С1, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
С1-12
Напряжение
12 В
Емкость
2 А*ч
Для инструмента 12 В серии МАСТЕР
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
АКБ-12 С1
Аккумуляторная батарея Li-Ion, 12 В, C1, серия СТАНДАРТ
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
С1-12
Напряжение
12 В
Емкость
1. 3 А*ч
Для инструмента 12 В серии СТАНДАРТ
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
АКБ-С1-14-2
Аккумуляторная батарея Li-Ion, 14.4 В, 2 Ач, тип С1, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
С1
Напряжение
14.4 В
Емкость
2 А*ч
Для инструмента 14,4 В серии МАСТЕР
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
АКБ-14 С1
Аккумуляторная батарея Li-Ion, 14. 4 В, C1, серия СТАНДАРТ
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
С1
Напряжение
14.4 В
Емкость
1.3 А*ч
Для инструмента 14.4 В серии СТАНДАРТ
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
АКБ-С1-18-2
Аккумуляторная батарея Li-Ion, 18 В, 2 Ач, тип С1, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
С1-18
Напряжение
18 В
Емкость
2 А*ч
Для инструмента 18 В серии МАСТЕР
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
АКБ-С1-18-4
Аккумуляторная батарея Li-Ion, 18 В, 4 Ач, тип С1, серия МАСТЕР
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
С1-18
Напряжение
18 В
Емкость
4 А*ч
Для инструмента 18 В серии МАСТЕР
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
АКБ-18 С1
Аккумуляторная батарея Li-Ion, 18 В, C1, серия СТАНДАРТ
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
С1-18
Напряжение
18 В
Емкость
1. 3 А*ч
Для инструмента 18 В серии СТАНДАРТ
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
АКБ-18-3 С1
Аккумуляторная батарея Li-Ion, 18 В, C1, серия СТАНДАРТ
Сравнить
Тип аккумулятора
Li-Ion
Аккумуляторная система
С1-18
Напряжение
18 В
Емкость
3 А*ч
Для инструмента 18 В серии СТАНДАРТ
Емкость 3. 0 Ач
Li-Ion технология
Защита от перегрузки, перезарядки и перегрева
akb-broadway — блог Tumblr | Тумпик
акб-бродвей · 4 года
Текст
Кто-то: Так какая у тебя ориентация/пол?
Опрос людей™️: *Бессвязный панический крик*
9K Notes
·
Посмотреть примечания
akb-broadway · 4 года
Текст
Он вот-вот получит пощечину
2K заметок
·
Посмотреть заметки
акб-бродвей · 4 года
Текст
Цыпленок Литтл
Цыпленок Литтл в основном то же самое, что и «Крошечный Петух»
@coolguyssyndrome
2 примечания
·
Посмотреть примечания
akb-broadway · 4 года
Текст
Я думаю, что следующий четверг будет лучшим днем в моей жизни
948 тысяч заметок
·
Посмотреть заметки
акб-бродвей · 4 года
Фото
8K заметок
·
Посмотреть примечания
akb-broadway · 4 года
Фото
Я НЕ буду сидеть как «барышня»
15К купюр
·
Посмотреть примечания
akb-broadway · 4 года
Фото
С гордостью! Гей-аллигатор, Би-бизон, Транс-тигр, Лесбийская рысь, НБ-тритон, Пан-пантера, Туз-трубкозуб и Аро-броненосец!
5K банкнот
·
Посмотреть примечания
akb-broadway · 5 лет
Фото
«Мы в Overwatch!»
Ни Аны, ни Уинстона нет.
331 примечание
·
Посмотреть примечания
akb-broadway · 5 лет
Текст
Некоторые факты об Overwatch, о которых вы могли не знать.
Многие из вас, ребята, уже прочитали кучу материала на официальном сайте, но на самом деле одна из вещей в Overwatch, которая НАИБОЛЕЕ раскрывает персонажей, — это голосовое взаимодействие. Вот что вы можете узнать о них:
Макри — ученик/подмастерье Жнеца
Жнец считает, что его нынешнее состояние — вина Мерси
Заря не любит Гэндзи и не доверяет ему ее, или, возможно, потому, что она не обращалась с ней хорошо.
D.Va и Лусио являются фанатами друг друга
Рейнхардт ТАКЖЕ является фанатом D.Va
D. Va, в свою очередь, является поклонником блога/журнала Мэй.
Несмотря на то, что Хандзо знает, что это Гэндзи, он отказывается признать Гэндзи своим братом и не любит его
У Крысавчика есть какое-то удивительное сокровище, и Ханзо/Жнец расспрашивает его об этом, пытаясь получить от него какую-то информацию.
Мэй и Мерси знали друг друга до того, как Мэй поместили в криостаз.
Также, по словам Мэй, Мерси совсем не постарела
Редактировать: многие люди продолжают добавлять неверные факты, например, что Крысавчик не знает имени Турбосвина (он называет его Мако, но забывает), поэтому я хотел бы напомнить вам всем. что только те, что выше, являются фактами, которые я подтвердил.
39K отмечает
·
Посмотреть примечания
akb-broadway · 5 лет
Фото
😇💛💚😇
1K заметок
·
Посмотреть примечания
akb-broadway · 5 лет
Фото
Цветы для прекрасной дамы 💐
1K заметок
·
Посмотреть примечания
akb-broadway · 5 лет
Фото
«Все еще с тобой!»
Заметки 4K
·
Посмотреть примечания
akb-broadway · 5 лет
Фото
Я просто заставил себя что-то раскрасить и скучаю по рисунку, так что вот
6K заметок
·
Посмотреть примечания
akb-broadway · 5 лет
Текст
песни, которые вызовут яркие воспоминания из детства поколения Z
Я должен чувствовать себя
Dynamite
, например, G6
DJ Get Us Fallin in Love
Moves, такие как Jagger
Tik Tok
Вечеринка в USA
ПАМЕЧИ
ВЕЧЕРИНКА. РОК. ANTHEM
многие другие не стесняйтесь добавлять
169K заметок
·
Посмотреть примечания
akb-broadway · 5 лет
Текст
Знаете ли вы? Кровь типа O фактически должна была быть кровью типа Zero из-за отсутствия гликопротеинов в красных кровяных тельцах. Его неправильно истолковали, и теперь он называется кровью типа «О». Я думаю, вы могли бы назвать это опечаткой.
360 тыс. заметок
·
Посмотреть примечания
akb-broadway · 5 лет
Текст
Мобильный телефон
Когда твой парень пытается схватить твой телефон, но ты сидишь на нем так, что он не может схватить твой телефон.
членов, Войти здесь! Не Член? Присоединяйтесь к НБА
Поиск
Общие фильтры
Регистрация открыта!
NBA
Member Center
Join the NBA NBA Online Publications NBA Conference Presentations NBA Bison Pricing NBA Marketing Tools
BISON
General Information
Bison’s Current Status NBA Blog NBA Buyers Guide Bison Часто задаваемые вопросы NBA Media Center
BISON
Питание и кулинария
Приложение Buysome Bison Где купить мясо бизона Рецепты бизона Как приготовить Bison Покупка продуктов Bison Pet
Обновление вашего членства Производственные ресурсы Библиотека исследований библиотеки Bison Больше ресурсов участников
Bison Advantage Растущий, прибыльный бизнес Текущий статус Рейзинг
Delically Halterploble Bisond
Рейзинг
. Гуманное лечение Присоединяйтесь к NBA Bison Events
Сравнение питания Bison Nature’s Perfect Protein Покупка Bison оптом
В новостях
Посмотреть все новости >
2022 Национальный день бизона – 5 ноября
4 ноября 2022 г.
WESTMINSTER, CO (3 ноября 2022 г.) В первую субботу ноября у всех есть возможность сплотиться вокруг символа национального единства, поскольку Национальный день зубров празднует культурное,… Подробнее…
Национальная ассоциация зубров Bison Field Day Pleasant Valley Preserve — Юнион, Иллинойс — 15 октября
4 октября 2022 г.
National Bison Association Regenerative Bison Field Day Pleasant Valley Preserve — Кристал-Лейк, Иллинойс — 15 октября 3 октября 2022 г. (Кристал-Лейк, Иллинойс) — Национальная ассоциация бизонов (NBA), в… Подробнее. ..
июль Национальный месяц зубров!
1 июля 2022 г.
Июль — национальный месяц бизонов! Празднуйте Национальный месяц млекопитающих США 1 июля 2022 г. (Вестминстер, Колорадо) — Сегодня Национальная ассоциация зубров (NBA) начала Национальный месяц бизонов.… Подробнее…
Блог
Посмотреть все сообщения >
Назад в будущее (Фермеры Америки)
Автор Джим Мэтисон
Назад в будущее (Фермеры Америки) Блог NBA, Джим Мэтисон, исполнительный директор, руководитель программы Национальной ассоциации зубров (NBA), Лидия Уитман, я и несколько преданных своему делу добровольцев… Подробнее…
Станки с ЧПУ работают, следуя командам или инструкциям (G-коды / M-коды), которые приведены в программе обработки детали. Вот G-Code Fanuc для управления станками, которые необходимы специалистам по ЧПУ, чтобы научиться понимать синтаксис.
Сводная таблица команд G-кодов
Подготовительные (основные) команды / Коды
Описание
G00-G04
Позиционирование инструмента
G17-G19
Переключение рабочих плоскостей (XY, XZ, YZ)
G20-G21
Не стандаризовано
G40-G44
Компенсация размера различных частей инструмента (длина, диаметр)
G53-G59
Переключение систем координат
G80-G84
Циклы сверления, нарезания резьбы
G90-G92
Переключение систем координат (абсолютная, относительная)
G-Code Fanuc список (Токарный)
G код
Описание
G00
Быстрый ход
G01
Линейная интерполяция
G02
Круговая интерполяция по часовой стрелке
G03
Круговая интерполяция против часовой стрелки
G04
Пауза
G09
Точная остановка
G10
Программируемый ввод данных
G20
Ввод в дюймах
G21
Ввод в мм
G22
Функция сохраненной проверки хода включена
G23
Функция сохраненной проверки хода выключена
G27
Проверка возврата в референтную позицию
G28
Вернуться в исходное положение
G32
Нарезание резьбы
G40
Коррекция на радиус вершины инструмента отменить
G41
Коррекция на радиус вершины инструмента слева
G42
Коррекция на радиус вершины инструмента справа
G70
Завершить цикл обработки
G71
Цикл поворота
G72
Цикл облицовки
G73
Цикл повторения шаблона
G74
Цикл сверления Peck
G75
Цикл обработки канавок
G76
Цикл нарезки резьбы
G92
Настройка системы координат или макс. установка скорости шпинделя
G94
Подача в минуту
G95
Подача за оборот
G96
Постоянный контроль поверхностной скорости
G97
Отмена постоянного контроля скорости резания
М-Code Fanuc список (Токарный)
G- Code Fanuc список (Фрезерный)
M-Сode Fanuc список (Фрезерный)
Параметры команд задаются буквами латинского алфавита
Код константы
Описание
Пример
X
Координата точки траектории по оси X
G0 X0 Y0 Z100
Y
Координата точки траектории по оси Y
G0 X0 Y0 Z100
Z
Координата точки траектории по оси Z
G0 X0 Y0 Z100
F
Скорость рабочей подачи
G1 G91 X10 F100
S
Скорость вращения шпинделя
S3000 M3
R
Радиус или параметр стандартного цикла
G1 G91 X12. 5 R12.5 или G81 R1 0 R2 -10 F50
D
Параметр коррекции выбранного инструмента
M06 T1 D1
P
Величина задержки или число вызовов подпрограммы
M04 P101 или G82 R3 Z-10 P1000 F50
I,J,K
Параметры дуги при круговой интерполяции
G03 X10 Y10 I0 J0 F10
L
Вызов подпрограммы с данной меткой
L12 P3
Создание и продвижение сайтов, дизайн сайтов
M-CODE Digital Agency — компания, которая разрабатывает комплексные решения и веб-продукты для развития бизнеса онлайн, специализируемся на двух направлениях — интернет-маркетинг и создание сайтов. Умеем услышать и понять клиента, а также найти подход к его целевой аудитории.
Связаться с нами
Кто мы?
Команда разработчиков, дизайнеров, маркетологов и тестировщиков, которые любят свою работу. Постоянно развиваемся и совершенствуем навыки. Клиенты становятся нашими друзьями и возвращаются с новыми задачами, которые мы с удовольствием готовы решить. За время существования, мы разработали и запустили не один сайт и еще больше рекламных кампаний. Каждый проект, разработанный с нуля, мы выверяем и оттачиваем до идеала. Каждая рекламная кампания достигает цели. Каждый графический элемент уникален и безупречен.
О нас
Создание
сайтов
Предназначение сайтов — приносить владельцам прибыль. Задача компании — удержать посетителей их и чтобы они стали Вашими клиентами. Наши сайты адаптивны для всех мобильных устройств, соответствуют стандартам и привлекательны для посетителей.
Подробнее
Дизайн
и брендинг
Предназначение сайтов — приносить владельцам прибыль. Задача компании — удержать посетителей их и чтобы они стали Вашими клиентами. Наши сайты адаптивны для всех мобильных устройств, соответствуют стандартам и привлекательны для посетителей.
Подробнее
Лендинги
Главная задача одностраничного сайта — сжато и быстро дать понять посетителю, что он купит этот товар, зарегистрируется на мероприятие или оставит свои контакты. Наши лендинги всегда справляются со своими задачами.
Подробнее
Интернет
магазины
Главное и единственное предназначение интернет-магазина — продавать. Наша главная задача — разработать такой сайт, который будет безукоризненно справляться со своей задачей и приносить долговременную прибыль.
Подробнее
Маркетинг
В эту минуту конкуренты рекламируют свой бизнес. Чтобы их опередить, необходима проработанная стратегия и четкое понимание, ценности продукта для его потребителей. Не все стратеги — маркетологи, но все наши маркетологи — стратеги.
Подробнее
ИСПОЛЬЗУЕМЫЕ ТЕХНОЛОГИИ
Мы не умеем строить космические шаттлы как Илон Маск или доказывать теорему Ферма. Зато ребята из отдела разработки разбираются в десятке языков программирования и нескольких CMS. Более полный список используемых нами технологий расположен ниже:
<WordPress>
<Позволяет создать лендинг или сайт-визитку с простой и понятной системой управления контентом>
<Woocommerce>
<Используется для разработки простых интернет-магазинов с небольшим количеством товаров>
<Yii2>
<Используется для разработки уникальных решений для сложных проектов, которые не могут быть реализованы с помощью готовых CRM>
<Opencart>
<Используется для разработки интернет-магазинов с большим количеством товаров>
<MODx>
<Используется для разработки сайтов-визиток и корпоративных сайтов>
<HTML5>
<HTML5 позволяет создавать потрясающие эффекты без ущерба семантической структуры, производительности и без дополнительных скриптов>
<Позволяет добавить на страницу сайта анимацию, автоматически заполнять формы, переформатировать страницы, скрывать нежелательное содержимое>
<jQuery>
<Библиотека JavaScript, фокусирующаяся на взаимодействии JavaScript и HTML, предоставляет удобный API для работы с AJAX>
<AJAX>
<Позволяет обновлять содержимое страницы веб-сайта без необходимости перезагружать ее, чем экономит время и трафик>
<php>
<Создан специально для ведения Web-разработок и его код может внедряться непосредственно в HTML>
<MySQL>
<Cтруктурированный язык запросов для управления базами данных, используется для большинства веб-сайтов>
<NodeJS>
<Добавляет возможность JavaScript взаимодействовать с устройствами ввода-вывода через свой API>
<Sass>
<Метаязык на основе CSS, предназначенный для увеличения уровня абстракции CSS-кода и упрощения файлов CSS>
<gulp>
<Инструмент автоматизации front-end разработки, помогает нам автоматизировать повторяющиеся задачи и ускоряет нашу работу>
НАШИ ПОСЛЕДНИЕ РАБОТЫ
Интернет-магазин
Интернет-магазин
Progressiv
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua.
Подробнее
Лендинг
Лендинг
Maborak
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Подробнее
Лендинг
Лендинг
Retroscooter
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Подробнее
Лендинг
Лендинг
Yupiter-tour
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Подробнее
Лендинг
Лендинг
FireFly
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Подробнее
Лендинг
Сайт-визитка
Al-Qasr
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Подробнее
Лендинг
Лендинг
B-CONTAINER
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Подробнее
Лендинг
Сайт-визитка
Oboi-plus
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Подробнее
Все работы
Обратная связь
Введение в М-код и программирование ЧПУ
М-код — это язык управления станком для обработки с ЧПУ. Он используется в сочетании с G-кодом для включения и выключения различных функций машины. Как и в случае с G-кодом, существует некоторая общность функций на различных платформах контроллеров, но окончательное определение любой конкретной функции М-кода определяется производителем элемента управления. В этой статье мы обсудим M-код в целом и то, как он применим к обработке с ЧПУ. Дополнительные сведения см. в других связанных статьях этой серии, перечисленных в конце этой статьи.
Команды
М в М-коде сообщает машине, что следует дополнительная команда. Например, M03 запускает шпиндель, и обычно ему предшествует код S для установки скорости. Следующий неполный список М-кодов, показанный ниже в качестве примера, предназначен для контроллеров Fanuc.
M00 Останов программы
M01 Остановка программы — опционально
M02 Конец программы
M03 Пуск шпинделя — вперед, вращение по часовой стрелке
M04 Пуск шпинделя — реверс или вращение против часовой стрелки
M05 Останов шпинделя
M06 Смена инструмента
Коды продолжаются до M99, которая завершает подпрограмму. Присваивается не каждый номер, а некоторые М-коды, например М06, используются только для обрабатывающих центров, а не для токарных станков, и наоборот. Другие поставщики предоставляют больше кодов. Важно знать коды для конкретной рассматриваемой машины. Многие производители также оставляют ряд М-кодов не назначенными для определения пользователем. В Таблице 1 ниже показан дополнительный список М-кодов для токарных операций. В таблице 2 приведен аналогичный список М-кодов для операций фрезерования. Обе эти таблицы основаны на кодах Fanuc.
Таблица 1. Сводка команд М-кодов для токарных операций
Примечание: *На основе кодов контроллеров Fanuc
М-код*
Описание*
М00
Останов программы
М01
Дополнительная остановка программы
М02
Конец программы
М03
Пуск шпинделя вперед по часовой стрелке
М04
Пуск шпинделя против часовой стрелки
М05
Останов шпинделя
М08
Охлаждающая жидкость на
М09
Отключение охлаждающей жидкости
М29
Жесткий режим метчика
М30
Конец сброса программы
М40
Шестерня шпинделя в середине
М41
Выбор пониженной передачи
М42
Выбор высшей передачи
М68
Гидравлический зажимной патрон
М69
Гидравлический патрон открыт
М78
Выдвижение задней бабки
М79
Задняя бабка реверсивная
М94
Отмена зеркального отображения
М95
Зеркальное отображение оси X
М98
Вызов подпрограммы
М99
Конец подпрограммы
Источник табличных данных: http://www. helmancnc.com/fanuc-m-code-list/
Таблица 2. Сводка команд М-кодов для операций фрезерования
Примечание: *На основе кода контроллера Fanuc
М-код*
Описание*
М00
Останов программы
М01
Дополнительная остановка программы
М02
Конец программы
М03
Пуск шпинделя вперед по часовой стрелке
М04
Пуск шпинделя против часовой стрелки
М05
Останов шпинделя
М06
Смена инструмента
М07
Охлаждающая жидкость ВКЛЮЧЕНА — туман охлаждающей жидкости/охлаждающая жидкость через шпиндель
М08
Охлаждающая жидкость ВКЛ. — Подача охлаждающей жидкости
М09
Охлаждающая жидкость ВЫКЛ
М19
Ориентация шпинделя
М28
Возврат в исходное положение
М29
Жесткий метчик
М30
Конец программы (Сброс)
М41
Выбор пониженной передачи
М42
Выбор высшей передачи
М94
Отмена зеркального отображения
М95
Зеркальное отображение оси X
М96
Зеркальное отображение оси Y
М98
Вызов подпрограммы
М99
Конец подпрограммы
Источник табличных данных: http://www. helmancnc.com/fanuc-m-code-list/
Подпрограммы и макросы
Подпрограммы вызываются командой M98. Они используются для различных операций, таких как индексация оси Z между повторяющимися разрезами. Подпрограммы обозначаются буквой «P», а буква «L» указывает, сколько раз должна выполняться подпрограмма. Каждая подпрограмма заканчивается на M99, который возвращает контроллер в основную программу или предыдущую подпрограмму, если они вложены друг в друга. Другая распространенная подпрограмма — это программа, которая сбрасывает модальные состояния до или после смены инструмента — шаг безопасности.
Предварительно запрограммированные функции, предоставленные изготовителем станка, также считаются подпрограммами, но они вызываются в G-коде.
Макросы
позволяют станку с ЧПУ выполнять две важные функции. Создавая переменные, которые можно изменять, размеры элементов (например, ширину канавки) можно регулировать без изменения программы. Они также позволяют той же программе обрабатывать семейство размеров деталей, которые могут быть представлены в виде таблицы на чертеже. Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
При использовании макросов следует проявлять большую осторожность, так как число может быть введено слишком быстро для процесса, что может привести к повреждению и/или травме. Программисты ЧПУ регулярно встраивают проверки в программы, чтобы избежать таких катастроф.
Приложения
Другие буквенные обозначения (или «слова») используются для указания скорости подачи (F), скорости шпинделя (S), адресов инструментов (T) и т. д. Полная программа ЧПУ будет содержать эти буквы, а также G и М-коды. Несколько М-кодов используются для ссылки на панель управления для ввода данных оператором. M01, дополнительная остановка программы, временно останавливает программу и ожидает ввода от оператора, если кнопка Opt Stop на панели управления включена. В противном случае команда M01 игнорируется. Эта функция может использоваться, чтобы позволить оператору удалять стружку. Другая кнопка панели с надписью «Пропустить блок» заставит программы пропускать любые блоки кода, которым предшествует косая черта. Это полезно для операций автоматической подачи, так как его можно использовать для пропуска команды остановки программы.
Резюме
В этой статье представлено краткое обсуждение М-кода и его применения в программировании станков с ЧПУ. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Другие товары для программирования ЧПУ
Введение в G-код и программирование ЧПУ
Список распространенных команд G-кода и их значение
Примеры G-кода для общих функций ЧПУ
Памятка по общим командам G-кода
Подпрограммы, макросы и параметрическое программирование для обработки с ЧПУ
Еще от Изготовление и изготовление на заказ
Система типа
Power Query M — PowerQuery M
Статья
8 минут на чтение
Язык формул Power Query M — это полезный и выразительный язык гибридных данных. Но у него есть некоторые ограничения. Например, нет строгого соблюдения системы типов. В некоторых случаях требуется более строгая проверка. К счастью, M предоставляет встроенную библиотеку с поддержкой типов, позволяющую сделать возможной более строгую проверку.
Разработчики должны иметь полное представление о системе типов, чтобы делать это с любой универсальностью. И хотя спецификация языка Power Query M хорошо объясняет систему типов, она оставляет несколько сюрпризов. Например, для проверки экземпляров функций требуется способ сравнения типов на совместимость.
При более тщательном изучении системы типов М многие из этих вопросов могут быть прояснены, и разработчики получат возможность создавать необходимые им решения.
Знание исчисления предикатов и наивной теории множеств должно быть достаточным для понимания используемых обозначений.
ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ
(1) B := { true ; false } B — типичный набор логических значений
(2) N := { допустимые M идентификаторы } N — это набор всех действительных имен в M. Он определен в другом месте.
(3) P := ⟨ B , T ⟩ P – набор параметров функции. Каждый из них, возможно, является необязательным и имеет тип. Имена параметров не имеют значения.
(4) P N : = ⋃ 0≤I ⟨ I , P I ⟩ IS . 8. . 8. . . последовательности из n параметров функции.
(5) P * := ⋃ 0≤i≤∞ P i P * is the set of all possible sequences of function parameters, from length 0 вверх.
(6) F := ⟨ B , N , T ⟩ F множество всех полей записи. Каждое поле, возможно, является необязательным, имеет имя и тип.
(7) Ж Н := ∏ 0≤i≤n F F n — множество всех наборов из n полей записи.
(8) F * := ( ⋃ 0≤i≤∞ F i | ⟨ B 1 , N 1 , T 1 ⟩, ⟨ B 2 , N 2 2 , N 2 2 , N 2 2 , N 2 , N 2 9 , N 2 2 , .0029 ⋀ n 1 = n 2 } F * — множество всех наборов (любой длины) полей записи, за исключением наборов, в которых более одного поля имеют одинаковое имя .
(9) C := ⟨ N , T ⟩ C — набор типов столбцов для таблиц. Каждый столбец имеет имя и тип.
(10) C n ⊂ ⋃ 0≤i≤n ⟨ i , C ⟩ C n — множество всех упорядоченных последовательностей из n типов столбцов.
(11) C * : = (⋃ 0≤I≤ C I ) ∖ C 999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999989898 9028 9028 . ⟨ A , ⟨ N 1 , T 1 ⟩⟩, B , ⟨ N 2 , T 2 2 , T 9059 2 2 , T 2 2 , T 2 2 , T
2 2 , T 2 2 .4 ⋀ n 1 = n 2 } C * — множество всех комбинаций (любой длины) типов столбцов, за исключением тех, где несколько столбцов имеют одно и то же имя .
M TYPES
(12) T F := ⟨ P , P * ⟩ A Function Type consists of a return type, and an ordered list of zero- или более параметров функции.
(13) T L :=〖 T 〗 Тип списка обозначается заданным типом (называемым «типом элемента»), заключенным в фигурные скобки. Поскольку в метаязыке используются фигурные скобки, в этом документе используются скобки 〖 〗 .
(14) T R := ⟨ B , F * ⟩ A поля записи.
(15) T R o := ⟨ true , F ⟩
(16) T R • := ⟨ false , F ⟩ T R o и T R • являются сокращенными обозначениями для открытых и закрытых типов записей соответственно.
(17) Т Т := С * Тип таблицы — это упорядоченная последовательность нулевого или более типов столбцов, в которой отсутствуют конфликты имен.
(18) T P := { любой; никто; нулевой; логический; количество; время; свидание; дата-время; дата и время; продолжительность; текст; двоичный; тип; список; записывать; стол; функция; anynonnull } Примитивный тип является одним из этого списка M ключевых слов.
(19) T N := { t n , u ∈ T | t n = u+null } = nullable t Любой тип может быть дополнительно помечен как допускающий значение NULL с помощью ключевого слова «nullable» .
(20) T := T F ∪ T L ∪ T R ∪ T T ∪ T P ∪ T N Набор всех типов M является объединением этих шести наборов типов: Типы функций, типы списков, типы записей, типы таблиц, примитивные типы и типы, допускающие значение NULL.
ФУНКЦИИ
Необходимо определить одну функцию: NonNullable : T ← T Эта функция принимает тип и возвращает эквивалентный тип, за исключением того, что он не соответствует нулевому значению.
ИДЕНТИЧНОСТИ
Некоторые идентичности необходимы для определения некоторых особых случаев, а также могут помочь прояснить вышеизложенное.
(21) обнуляемый любой = любой (22) nullable anynonnull = any (23) nullable null = null (24) nullable none = null (25) nullable nullable t ∈ T = nullable t (26) NonNullable Обнуляемый t ∈ T ) = Необнуляемый ( t ) (27) NonNullable (любой) = anynonnull
СОВМЕСТИМОСТЬ ТИПОВ
Как определено в другом месте, М-тип совместим с другим М-типом тогда и только тогда, когда все значения, соответствующие первому типу, также соответствуют второму типу.
Здесь определяется отношение совместимости, которое не зависит от соответствующих значений и основано на свойствах самих типов. Предполагается, что это отношение, как определено в этом документе, полностью эквивалентно исходному семантическому определению.
Отношение «совместимо с» : ≤ : B ← T × T В приведенном ниже разделе строчные буквы t всегда будут представлять M-тип, элемент T .
A Φ будет представлять подмножество F * или C * .
(28) t ≤ t Это отношение рефлексивно.
(29) t a ≤ t b ∧ t b ≤ t c → t a ≤ t c This отношение транзитивно.
(30) нет ≤ t ≤ любой M типов образуют решетку над этим отношением; none — нижняя, any — верхняя.
(31) t a , t b ∈ T N ∧ t a ≤ t a → NonNullable ( t a ) ≤ NonNullable ( t b ) Если два типа совместимы, то эквиваленты NonNullable также совместимы.
(32) null ≤ t ∈ T N Примитивный тип null совместим со всеми типами, допускающими значение NULL.
(33) t ∉ T N ≤ anynonnull Все ненулевые типы совместимы с anynonnull.
(34) NonNullable ( t ) ≤ t Тип NonNullible совместим с эквивалентом, допускающим значение NULL.
(35) t ∈ T F → t ≤ функция Все типы функций совместимы с функцией .
(36) t ∈ T L → t ≤ список Все типы списков совместимы со списком .
(37) t ∈ T R → t ≤ запись Все типы записей совместимы с записью .
(38) т ∈ T T → t ≤ таблица Все типы таблиц совместимы со столом .
(39) T A ≤ T B ↔ 〖 T A 〗 ≤ ≤ T B ≤ ≤ ≤ 〖 T B ≤ ≤ T B ≤ ≤ T B ≤ ≤ T B 9 〗 ≤ T B 〗 ≤ T B 〗 ≤ T B 〗 ≤ ISIST. типы совместимы, и наоборот.
(40) t a ∈ T F = ⟨ p a , p * ⟩, t b ∈ T F = ⟨ p b , p * ⟩ ∧ p a ≤ p b → t a ≤ t b Тип функции совместим с другим типом функции, если возвращаемые типы совместимы, а списки параметров идентичны.
(41) т а ∈ T R o , t b ∈ T R • → t a ≰ t b An open тип записи никогда не совместим с закрытым типом записи.
(42) T A ∈ T R • = ⟨ FALSE , φ ⟩, T
99999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999 гг.0028 T R o = ⟨ true , Φ ⟩ → t a ≤ t b A closed record type is compatible with an otherwise identical open record type .
(43) t a ∈ T R o = ⟨ true , ( Φ , ⟨ true , n , any⟩)⟩, т б е Т R o = ⟨ true , Φ ⟩ → t a ≤ t b ∧ t b ≤ t a An необязательное поле с типом любые могут быть проигнорированы при сравнении двух открытых типов записей.
(44) T A ∈ T R = ⟨ B , (φ, β , N , U A .0599 ⟩)⟩, t b ∈ T R = ⟨ b , (Φ, ⟨ β , n , u b ⟩)⟩ ∧ u a ≤ u b → t a ≤ t b Два типа записей, отличающиеся только одним полем, совместимы, если имя и необязательность поля идентичны, если имя и необязательность поля идентичны, если имя и необязательность поля идентичны типы указанного поля совместимы.
(45) t a ∈ T R = ⟨ b , (Φ, ⟨ false , n , u ⟩)⟩, t b ∈ T R = ⟨ b , (Φ, ⟨ true , n , u ⟩)⟩ → t a ≤ t b A record type with a non-optional field совместим с идентичным типом записи, но для этого поля является необязательным.
(46) t a ∈ T R o = ⟨ true , ( Φ , ⟨ b , n , u ⟩)⟩, t b ∈ T R o = ⟨ true , Φ ⟩ → t a ≤ t b An open record type is compatible with другой тип открытой записи с одним полем меньше.
(47) t a ∈ T T = ( Φ , ⟨ i , ⟨ n , u a ⟩⟩), t b ∈ T T = ( Φ , ⟨ i , ⟨ n , u b ⟩⟩) ∧ u a ≤ u b → t a ≤ t b Тип таблицы совместим со вторым типом таблицы, идентичным, но для одного столбца, имеющего другой тип, когда типы для этого столбца совместимы.
Расходные материалы и запчасти для оргтехники: принтеров, копиров, факсов
Обновление каталога было: 14.12.2022 в 18:55
Каталог товаров
Посмотреть все
ТОНЕР и Девелопер
ТОНЕР и Девелопер в коробках (мешках) 10кг/20кг ЧЕРНЫЙ (монохром)
ТОНЕР и Девелопер во флаконах ЧЕРНЫЙ (монохром)
ТОНЕР и Девелопер во флаконах ЦВЕТНОЙ
Всего 3 категорий
ЧЕРНИЛА и Жидкости
ПРОМЫВОЧНЫЕ жидкости для Стр.Принт.
ЧЕРНИЛА — Заправочные Наборы
ЧЕРНИЛА MyInk
ЧЕРНИЛА InkMate
ЧЕРНИЛА InkTec
Чернила (OCP
Краска и Мастер-Пленка
Уценённые товары (Чернила)
Чернила RU
Всего 9 категорий
СНПЧ и ПЗК
ПЗК MyInk
СНПЧ UNIJET и MyInk
ЗИП для ПЗК и СНПЧ
ПЗК IST без чернил
СНПЧ I-BLOCK
ПЗК YUXUNDA без чернил
СНПЧ IST без чернил
СНПЧ YUXUNDA без чернил
Уценённые товары (СНПЧ и ПЗК)
Всего 9 категорий
КАРТРИДЖИ
КАРТРИДЖИ Лазерные
КАРТРИДЖИ Струйные
КАРТРИДЖИ, Лента Матричные
Картриджи Этикеточные
ТЕРМОТРАНСФЕРНАЯ ЛЕНТА и Термобумага
Всего 5 категорий
ФОТОВАЛЫ
Фотовалы для Brother
Фотовалы для Canon
Фотовалы для HP
Фотовалы для Koniсa Minolta
Фотовалы для Kyocera
Фотовалы для Lexmark
Фотовалы для OKI
Фотовалы для Panasonic
Фотовалы для Ricoh
Фотовалы для Samsung
Фотовалы для Xerox
Фотовалы прочие
Всего 12 категорий
Ракели, Ролики, ЗИП для картриджей
Ракели для лазерных принтеров
Дозирующие Лезвия для лазерных принтеров
Ролики Заряжающие (PCR,CR)
Ролики Магнитные (MR,MRS)
Ролики прочие (DR,SR)
ЗИП для картриджей (прочее)
Всего 6 категорий
ЗИП, Термопленка, Валы
ЗИП для лазерных принтеров
ЗИП для КМА
Тефлоновые валы для ЛП и МФУ
Резиновые валы для ЛП и МФУ
Термоплёнка (Fuser Film)
Всего 5 категорий
ЧИПЫ
Чипы для Лазерных картриджей
Чипы для Струйных картриджей, ПЗК и СНПЧ
Unismart
Всего 3 категорий
Наши магазины
Мой город
Не выбрано
Все магазины
Офис и магазин
Адрес: г. Москва, м.Электрозаводская, Барабанный переулок, дом 4, стр. 5 (вход со стороны Медового пер.)
График работы: в рабочие дни с 9:00 до 18:30
Телефон: +7 (495) 542-50-98
Email: [email protected]
Магазин «Кром-Принт-Сервис»
Адрес: г. Дубна, МО, Университетская, 1 стр. 22
График работы: в рабочие дни с 9:00 до 18:00
Телефон: +7 (496) 212-20-92
Email: [email protected]
Сервис Центр
Адрес: г. Москва, м.Электрозаводская, Барабанный переулок, дом 4, стр. 5 (вход со стороны Медового пер. )
График работы: в рабочие дни с 9:00 до 18:30
Телефон: +7 (495) 542-50-97
Email: [email protected]
Популярные товары
Фильтр SV-MPF2 ( Type 2 ) для пылесоса 497AB SCS ( 3M/KATUN)
2 155 руб 2 155 руб
Тонер для HP Универсал тип HJ-301H (фл,1кг,Golden Green) Silver ATM
692 руб 692 руб
Термопленка HP P2035/P2055/M401/M425/M402/M426/M15 (CET), CET2706
400 руб 400 руб
Фильтр SV-SPF1 ( Type 1 ) для пылесоса 497AB SCS ( 3M/KATUN)
4 506 руб 4 506 руб
Тонер для KYOCERA Универсал тип TG-48 (фл,900,MURATA) Green Line
966 руб 966 руб
Расходные материалы для принтеров
Ролик захвата HP P1102/1108/1607/1005/125/M227/M1132/M1136/M1212. .(RL1-1442RL) YOXIS
В наличие 225 шт.
105 р.
Кол-во
шт
В корзину
Термопленка HP LJ P1005/P1006 1200 1320 2055 2035 высокое качество! с термопастой в комплекте
В наличие 187 шт.
423 р.
Кол-во
шт
В корзину
Комплект бушингов рез. вала (RC2-1471) для НР 1505/P1102/P1606/M125/M126M/M127/M128/201/M225 (2 шт)
В наличие 174 шт.
170 р.
Кол-во
шт
В корзину
Ролик захвата HP LJ 1010/1012/1015/1022/3015/3020/3030/3052/3055/M1005/M1319F (RC1-2050) (YOXIS) JPN
В наличие 159 шт.
109 р.
Кол-во
шт
В корзину
Резинка ролика захвата M3027/1320/M3035/M525/P3005/3015/P2035/P2055/Pro400/M401/M425/LBP3560
В наличие 147 шт.
110 р.
Кол-во
шт
В корзину
Шестерня привода подачи тонера (302M214201) для Kyocera FS 1020 MFP/1025/1120/1125/1220/1320/1040..
В наличие 136 шт.
140 р.
Кол-во
шт
В корзину
Ролик подхвата (резинка) JC72-01231A для SAMSUNG ML1510/1710/1740/4200/4220 YOXIS
В наличие 131 шт.
110 р.
Кол-во
шт
В корзину
Шестерня Z20R (3V2M202420) для Kyocera FS-1120/1325/1125/1320 MFP
В наличие 124 шт.
150 р.
Кол-во
шт
В корзину
Резинка ролика подхвата 2F906240 для KYOCERA FS1028MFP/1035MFP/1128MFP/1135MFP/4000DN/4020DN(YOXIS)
В наличие 115 шт.
189 р.
Кол-во
шт
В корзину
Резинка ролика подхвата LONG LIFE 2F906240 для KYOCERA FS1028MFP/1035MFP/1128MFP/1135MFP/4020DN
В наличие 113 шт.
250 р.
Кол-во
шт
В корзину
Шестерня блока проявки Z17S (302M214220) для Kyocera FS-1020MFP/1025MFP/1120MFP/1125MFP/1220MFP/1320
В наличие 110 шт.
178 р.
Кол-во
шт
В корзину
Ролик подхвата (резинка) JC73-00340A для SAMSUNG ML3310D/3310ND/33710D/3710ND/3710DW
В наличие 104 шт.
200 р.
Кол-во
шт
В корзину
Соединительная муфта шестерня загрузки тонера (3V2M202380/2M202380) для Kyocera FS-1120MFP/1325MFP..
В наличие 102 шт.
145 р.
Кол-во
шт
В корзину
Смазка для термопленок KYOCERA P2235dn, P2040dn,M2135dn, M2635dn, M2735dw (1мл.)
В наличие 96 шт.
125 р.
Кол-во
шт
В корзину
Комплек бушингов р/в HP LJ 1010/1012/1015/1020/1022/3050/3052/3020/3030/LBP-2900/3000 (RC1-2079) 2шт
В наличие 95 шт.
171 р.
Кол-во
шт
В корзину
Тормозная площадка (JC97-02217A/69-00961A) для Samsung ML-1610/1615/2015/SCX-4321/4521/Ph4117
В наличие 89 шт.
216 р.
Кол-во
шт
В корзину
Тормозная площадка (резинка) JC73-00140A для SAMSUNG ML-1510/1710/1740/1750.. YOXIS
В наличие 89 шт.
114 р.
Кол-во
шт
В корзину
Резинка ролика захвата из кассеты RM2-5452 (лоток 2) для HP LJ M402/M403/M426/M427 JPN
В наличие 86 шт.
177 р.
Кол-во
шт
В корзину
Ролик подачи осн. лотка (JC72-01231A) для Samsung ML1510/1710/1750/1520P/225х Ph4130/3120/3121/3115
В наличие 84 шт.
160 р.
Кол-во
шт
В корзину
Шестерня 37T привода тефлонового вала (JC66-00564A) для Samsung ML-1510/1610/3200/4200/Phaser 3115
В наличие 73 шт.
211 р.
Кол-во
шт
В корзину
Шестерня комплект 73T HP LJ 1010/1012/1015/1018/Canon FAX-L100/120/90/LBP-3900 (RU5-0178/RU5-0177)
В наличие 68 шт.
285 р.
Кол-во
шт
В корзину
Шестерня привода резинового вала 27T (RU5-0307 из редуктора RM1-1299/RC2-6242) для HP LJ 1160/1320..
В наличие 68 шт.
177 р.
Кол-во
шт
В корзину
Шлейф каретки сканера HP LJ M1132 6+14pin (FFK-M1132/FF-M1132/CE847-60106)
В наличие 68 шт.
548 р.
Кол-во
шт
В корзину
Термопленка HP LJ 1200/1010 /1300/1005/1020/1160/1320/3015/3020/3050/3052/3055/P2015
В наличие 65 шт.
150 р.
Кол-во
шт
В корзину
Шестерня узла подачи тонера Z18S (3V2M214211) для Kyocera FS-1020MFP/1025MFP/1120MFP. .
В наличие 65 шт.
Кол-во
шт
В корзину
Шлейф планшетного сканера (FF-M1536/ 11pin ) HP LJ M1536/P1566/P1606/CP1525, соед. ADF и плату
В наличие 65 шт.
684 р.
Кол-во
шт
В корзину
Термопленка HP LJ 1200/1010/1160/2015/P1005 совм
В наличие 63 шт.
160 р.
Кол-во
шт
В корзину
Ролик захвата (резинка) JC66-02939B для Samsung ML-2950/2955/SCX-4728/CLP-415/680/CLX-4195/6260
В наличие 61 шт.
194 р.
Кол-во
шт
В корзину
Шестерня-муфта 23T/56T привода печи (RU5-0984) для HP LJ P1005 /P1006 /M1212/ M1132/P1102
В наличие 61 шт.
257 р.
Кол-во
шт
В корзину
Шестерня 23/56T привода печки (RU6-0018) для HP LJ P1505/P1606/M1522/M1120/Canon i-SENSYS MF4410
В наличие 57 шт.
233 р.
Кол-во
шт
В корзину
Шестерня резинового вала 26T HP LJ P1102/M1132/M1212/M1214/M1217 (RU7-0100)
В наличие 55 шт.
284 р.
Кол-во
шт
В корзину
Комплект подшипников тефл. вала (лев+пр) для Samsung ML-2250/2570/SCX4320/4500/4650 JC61-00887 совм
В наличие 54 шт.
211 р.
Кол-во
шт
В корзину
Расходные материалы для печати — abmfederal.com
Расходные материалы для печати
Десятилетия инноваций и усовершенствований сделали печать быстрее, надежнее и эффективнее, чем когда-либо. Эти инновации и усовершенствования также включают расходные материалы для печати. Картридж с тонером может выглядеть не очень хорошо снаружи, но внутри он оснащен удивительными технологиями, в том числе фотопроводящими барабанами, технологией защиты от подделок и системами датчиков печати, которые интеллектуально прогнозируют срок службы картриджа.
К сожалению, многие организации испытывают искушение подорвать собственный успех, заменив оригинальные расходные материалы, такие как картриджи с тонером, на менее дорогие новые совместимые (NBC) картриджи или их клоны.
Независимые исследования показали, что оригинальные картриджи с тонером OEM превосходят картриджи других производителей по надежности, качеству печати, производительности (количество страниц), затратам на обслуживание, воздействию на окружающую среду и стандартам качества воздуха в помещении.
Кроме того, многие OEM-производители предлагают экологически безопасные варианты утилизации нашей продукции и расходных материалов с истекшим сроком службы.
Неисправности картриджей
1 из 3 вышел из строя – картриджи других производителей либо вышли из строя по прибытии, либо вышли из строя преждевременно 1
Проблемы с качеством на 30%
2
Обслуживание принтеров
В 4 раза вероятность обслуживания принтера выше при использовании картриджей других производителей 3
ABM Federal предлагает широкий ассортимент тонера, чернил, барабанов, комплектов для обслуживания и многого другого.
..
Мы являемся универсальным поставщиком для поиска поставщиков, обеспечивающим конкурентоспособные цены и доставку. Воспользуйтесь нашим опытом, контрактами «Лучшие в своем классе» (BIC) и специальными командами по контрактам, чтобы найти то, что вам нужно, по правильной цене и с доставкой в срок.
Чтобы приобрести расходные материалы, позвоните по телефону 800-522-9226 или напишите по адресу [email protected]
«Лучший в своем классе» (BIC) Федеральная служба стратегических ресурсов (FSSI)
Являясь новейшим поколением ОС Федеральной инициативы по стратегическому снабжению (FSSI), OS4 включает в себя все функции лучшей в своем классе FSSI OS3, а также интегрирует надежную структуру программы Multiple Award Schedules (MAS).
OS4 обеспечивает удобный способ приобретения канцелярских товаров при полном соблюдении Закона о торговых соглашениях. Решение OS4 также обеспечивает экологически безопасные варианты покупки, удобно для малого бизнеса и предлагает гибкую доставку, разнообразие продуктов и значительную экономию.
ABM Federal является держателем контакта OS4: GSA Schedule 75 SIN 75-220 (OS4) #47QSEA19D000B
Качество воздуха в офисе и в помещении
Выбор имитации тонера, а также качество воздуха в помещении может ухудшиться. или долгосрочные последствия для здоровья. Картриджи с имитацией тонера не прошли соответствующие испытания качества воздуха в помещении. 4
Используйте оригинальный тонер HP. Не рискуйте своим здоровьем.
Если важны качество и надежность, выбирайте оригинальные картриджи HP
Предыдущий
Следующий
Точная печать, страница за страницей
Оригинальные струйные картриджи и тонер-картриджи HP предназначены для работы с первого раза и каждый раз. 5 Выберите оригинальный тонер HP, чтобы рассчитывать на высокое качество и надежность печати, а также экономить время, избегая распространенных проблем с печатью. 6
Разработано с заботой о планете
Компания HP стремится уменьшить воздействие на окружающую среду. Производство новых картриджей с использованием возвращенных картриджей HP и другого пластика способствует развитию экономики замкнутого цикла. 100 % новых оригинальных картриджей HP с тонером и более 80 % новых оригинальных струйных картриджей HP содержат переработанные материалы, поэтому этому производству можно доверять. 8
Внимание к воздуху там, где вы живете и работаете
Воздух в помещении является приоритетом для вашего рабочего места и места, где вы живете. Компания HP добровольно проектирует и тестирует свои системы печати 9 , чтобы предотвратить выбросы, превышающие нормы экологической маркировки. 10 Выбирая оригинальные струйные картриджи и картриджи с тонером HP, вы разделяете нашу приверженность обеспечению качества воздуха в помещении.
Для защиты вашего принтера и ваших данных
Оригинальные картриджи HP Office с чернилами и тонером предназначены для обеспечения безопасности. Защищенный чип картриджа, защищенная от несанкционированного доступа упаковка и совместимость с офисным оборудованием HP обеспечивают безопасность печати, которой можно доверять. 11 . 12
Чтобы получить дополнительную информацию или приобрести расходные материалы, позвоните по телефону 800-522-9226 или отправьте электронное письмо по адресу [email protected]
Исследование надежности монохромных картриджей SpencerLab, проведенное в 2016 г. по заказу HP, в котором сравнивались монокартриджи HP с картриджами 6 других производителей. продается в Северной Америке для принтеров HP Pro M127 и Pro 400, HP 83A и 80A. Для получения дополнительной информации см. spencerlab.com/reports/HPReliability-NA-2016.pdf
Исследование Photizo Group в Северной Америке, проведенное в 2017 г. по заказу HP. Результаты основаны на 1002 пользователях HP Mono и 1000 HP Color LaserJet, которые использовали картриджи с тонером HP и других производителей, из которых 417 (черно-белый) и 532 (цветной) столкнулись с проблемами при использовании картриджей стороннего производителя. Подробнее см. photizogroup.com/na-customer-study 2017.pdf
Исследование NA Market Strategies International, проведенное в 2017 г. по заказу HP. Результаты основаны на 199 опросах партнеров HP ServiceOne, которые имеют не менее 6 месяцев опыта обслуживания монохромных и цветных принтеров HP LaserJet с установленными картриджами с тонером HP и других производителей и делали это в течение предыдущих 12 месяцев исследования. Подробности см. на сайте marketstrategies.com/hp/NA-Technician2017.pdf
, ноябрь 2019 г. Оценка рисков Intrinsik по заказу HP. На основе исследования соответствия требованиям к качеству воздуха в помещении, проведенного Blue Angel в 2019 году, в котором учитывались выбросы летучих органических соединений из поддельных и восстановленных картриджей с тонером в соответствии с DE-UZ 205 и уровнями скрининга на основе здоровья, установленными USEPA (2019 г.).) и Департамента по контролю за токсичными веществами Калифорнии/EPA (2019a). См. hp.com/go/IntrinsikNonHPtoner2019.
Исследование SpencerLab, проведенное в 2018 г. по заказу HP, по средней производительности восстановленных картриджей 12 брендов, заправленных картриджей от ведущих поставщиков услуг по заправке и комплектов для заправки по сравнению с оригинальными струйными картриджами HP (61XL, 62XL, 63XL, 564XL, 950XL, 951XL). , 970XL и 971XL) продаются в Северной Америке. См. http://www.spencerlab.com/reports/HPInkReliability-NA-2018.pdf.
Исследования надежности SpencerLab Color 2018 и SpencerLab Monochrome 2019 для Северной Америки, оба по заказу HP. В исследовании цвета сравнивались оригинальные цветные картриджи HP с картриджами других производителей для HP LaserJet Pro 400 M451dn шести марок; Картриджи CE410A/X, CE411A/12A/13A. См. https://www.spencerlab.com/reports/HP-CLR-Reliability-NA-2018.pdf. В монохромном исследовании оригинальные картриджи HP сравнивались с картриджами других производителей для принтеров HP Pro M402 и Pro M521 семи брендов; Картриджи HP 26A и 55A. См. https://www.spencerlab.com/reports/HPReliability-NA-2019..pdf
Оценка стойкости основана на внутреннем тестировании HP оригинальных чернил HP, напечатанных на фотобумаге HP и ярко-белой бумаге для струйной печати. Фотографии, по прогнозам, будут противостоять выцветанию более 50 лет при хранении под стеклом. Согласно прогнозам, бумажные отпечатки будут противостоять выцветанию более 100 лет при хранении в темном месте. См. документ hp.com/go/print-permanence и Заявление Wilhelm Imaging Research о стойкости темного хранилища http://Wilhelm-research.com/hp/WIR_Dark_Storage_Permanence_Statement_for_HP_2017-11-07.pdf. Оценки водостойкости основаны на результатах внутренних испытаний HP для оригинальных чернил HP и испытаний Wilhelm Imaging Research. Отпечатки, сделанные с помощью HP OfficeJet, Envy и DeskJet, являются водостойкими при печати на глянцевой фотобумаге HP. Отпечатки, сделанные с помощью HP OfficeJet Pro и PageWide, водостойкие.
80 % оригинальных струйных картриджей HP содержат от 45 до 70 % переработанных материалов. Список см. на странице www.hp.com/go/recycledcontent.
Система печати HP состоит из принтера HP, бумаги HP и оригинальных расходных материалов HP. Критерии выбросов Blue Angel DE-UZ 205 или более ранние версии применимы при запуске системы печати.
Система печати HP состоит из принтера HP, бумаги и оригинальных расходных материалов HP. Критерии выбросов Blue Angel DE-UZ 205 или более ранние версии критериев, применимые при запуске системы печати.
К системам печати HP Office-класса относятся устройства Enterprise-класса с прошивкой FutureSmart 4.5 или более поздней версии, устройства Pro-класса и соответствующие оригинальные картриджи HP с тонером, PageWide и чернильные картриджи. Не включает чернильные картриджи HP со встроенными печатающими головками. См. https://h30195.www2.hp.com/v2/GetDocument.aspx?docname=4AA6-8438ENW и hp.com/go/SuppliesSecurityClaims
Цифровые функции отслеживания цепочки поставок, оборудования и безопасности упаковки зависят от SKU. .
Информация, содержащаяся здесь, может быть изменена без предварительного уведомления.
Расходные материалы для принтеров – Printronix
Покупайте в Интернете оригинальные расходные материалы Printronix и TallyGenicom (только для США). Пожалуйста, выберите семейство принтеров и нажмите «GO».
Принтер линии Расходы
Запрос Цитата
Матрицкая картридж.
Картридж Line Matrix Ленты
Серия картриджей Printronix P8000 / P7000 для линейно-матричных принтеров обеспечивает конкурентные преимущества. Благодаря ряду инженерных инноваций серия P8000 / P7000 обеспечивает повышенную надежность, производительность и экологические преимущества.
ЧЕРНИЛА БОЛЕЕ ДОЛГОСРОЧНЫ = меньшее количество замен ленты повышает производительность и способствует снижению стоимости владения.
ПЕРЕДОВАЯ ТЕХНОЛОГИЯ ЛЕНТЫ = Меньше ИТ-вмешательств сокращает время простоя благодаря запатентованной системе предотвращения замятия ленты. Лента высокой плотности обеспечивает более длительный срок службы и более темное качество печати.
ВСТРОЕННЫЙ МИКРОЧИП = Обеспечивает точный интегрированный контроль срока службы ленты, качества печати и эксплуатационных расходов. Производительность повышается за счет предотвращения прерывания печати больших тиражей.
КОНСТРУКЦИЯ КАРТРИДЖНОЙ ЛЕНТЫ
= Благодаря автономной картриджной ленте замена лент выполняется проще, чище и быстрее по сравнению с катушечными и лазерными принтерами.
ЭКОЛОГИЧНОЕ ПРЕИМУЩЕСТВО = Расходные материалы для линейной матрицы более экологичны, чем расходные материалы для последовательных или лазерных принтеров, и могут печатать на бумаге и формах с более высоким процентом переработанного содержимого.
ОБРАТНАЯ СОВМЕСТИМОСТЬ = Картриджи с лентой для P8000 обратно совместимы с принтерами с картриджами P7000, что снижает затраты на управление запасами и упрощает заказ.
Повышение стоимости расходных материалов на страницу до 20 %
По сравнению с линейно-матричной катушкой предыдущего поколения картриджные ленты представляют собой значительное усовершенствование. Лента для картриджа делает больше с меньшими затратами, обеспечивая более длительный срок службы и более равномерное качество печати. Он проще в использовании, чище и не требует специальных технических навыков пользователя, что снижает трудозатраты. А по сравнению с лазерной технологией линейно-матричная технология предлагает гораздо больше экологических преимуществ за счет меньшего количества отходов.
Картриджные ленты Standard Life
Самая низкая стоимость покупки для клиентов с ограниченным бюджетом. Доступен в одной упаковке. Эта картриджная лента подходит для всех моделей картриджных принтеров P8000/P7000.
Картриджные ленты с увеличенным сроком службы
Для клиентов, которым нужны более низкие эксплуатационные расходы на страницу. Доступен в упаковке из четырех штук для максимальной экономии средств. Эта лента для картриджа подходит для всех моделей картриджей P8000/P7000.
Ленты для катушек Line Matrix
Почему ленты Printronix для ударопрочных катушек? Вы полагаетесь на высокоэффективную печать, чтобы получить самую низкую стоимость любой технологии печати. Вот почему мы по-прежнему поддерживаем наши устаревшие продукты качественными расходными материалами. Наши устаревшие ударопрочные принтеры и ленты по-прежнему обеспечивают значительную экономию средств и разработаны для высокопроизводительной печати штрих-кодов и текста в темном или высоком разрешении. Ленты для катушек P7000 Семейство линейно-матричных лент P7000 предлагает вам выбор в соответствии с вашим бюджетом и объемом печати. Высоконадежные ленты для линейно-матричной печати Printronix обеспечивают пользователям P7000 самую низкую стоимость страницы, самую темную печать и самый долгий срок службы. Эти ленты содержат необходимые ингредиенты для считывания инфракрасными сканерами OCR и штрих-кодов и позволяют создавать четкие высококонтрастные штрих-коды и текст. Новые пакеты риббонов по цене соответствуют вашему объему печати и бюджету и предлагают больше возможностей для экономичной покупки.
Сверхемкость. Эта лента на протяжении многих лет является золотым стандартом и по-прежнему предлагает те же преимущества, что и раньше. Это универсальное решение для большинства приложений печати отчетов и этикеток.
Ultra Capacity Plus — эти ленты предлагают самую низкую общую стоимость печати, самый длительный срок службы ленты и минимальное вмешательство пользователя. Эта лента предназначена для клиентов с интенсивным использованием в производстве, бэк-офисе и любых приложениях, использующих пакетную печать больших объемов.
Одна лента для корпусных и подставных моделей
Текстовые ленты P5000 с увеличенным сроком службы Лучше всего подходит для приложений печати отчетов или текста:
Оптимизировано для механизма печати Printronix
Катушки с лентой Easy mount
P5000 Ленты со штрих-кодом с увеличенным сроком службы Лучше всего подходит для приложений печати штрих-кодов и оптического распознавания символов (OCR): Оптимизировано для механизма печати Printronix
Легко устанавливаемые катушки с лентой
Ленты Gold Series 2000 — P5220, P5224 Разработаны специально для технологии молоткового банка, используемой в P5220. Ленты обладают всеми характеристиками лент Printronix Gold Series, а также:
Уникальная запатентованная ткань, состав чернил и конструкция, оптимизированные для соответствия технологии двойного молоткового банка
Предназначен для оптимальной производительности при высокоскоростной печати 2000 л/мин.
Специализированные ленты Printronix предлагает ленты, отвечающие требованиям всех ваших специальных приложений. Эти ленты изготавливаются в соответствии с теми же строгими спецификациями, что и другие оригинальные ленты Printronix. Опции включают ленты безопасности и этикеток.
Серийная точка -матрица Принтер.
Printronix S809/S828 Картриджная лента с увеличенным сроком службы
Матричные последовательные принтеры Printronix S809/S828 представляют собой высоконадежное, устойчивое и экономичное решение для создания широкого спектра транзакционных документов цепочки поставок. Оригинальная точечно-матричная лента Printronix с последовательным интерфейсом обеспечит надежную и высокоскоростную работу, когда вам это нужно больше всего.
ЛЕНТЫ БОЛЬШОГО РАСХОДА = Ленты с картриджами с увеличенным сроком службы обеспечивают лучший в своем классе ресурс (25 млн символов), поскольку они специально разработаны для работы с механизмом переключения ленты в S809/S828, который перемещает ленту вверх и вниз во время печати, чтобы обеспечить для максимального расхода чернил. В результате вмешательство пользователя и стоимость владения сведены к минимуму 90 133
КАЧЕСТВО, НА КОТОРОЕ МОЖНО ПОЛОЖИТЬСЯ = Оригинальные ленты Printronix S809/S828 для картриджей с увеличенным сроком службы точно спроектированы для обеспечения наилучшего качества печати в течение всего срока службы ленты. Работайте — сразу после распаковки.
ДОСТУПНО В УПАКОВКАХ ПО 6 ПАКЕТОВ: Для лучшей цены и удобства заказа.
Почему важно использовать оригинальные ленты Printronix?
Ценность решения для промышленной печати измеряется качеством и надежностью выпускаемой продукции.
BCT-50 Start пуско-зарядное устройство Patriot (650301552)
Силовая, строительная техника
Зарядные, пуско-зарядные устройства
Пуско-зарядные устройства
Patriot BCT-50 Start пуско-зарядное устройство
8 290 ₽ 7 047 ₽
Самовывоз: в 3-х магазинах.
Бор (ул. Первомайская д.7а) — сейчас
Городец (ул. Новая д.97ж) — сейчас
Семенов (ул. 3-й Интернационал д.72) — 2 дня
Склад интернет-магазина — в наличии.
Доставка по Нижнему Новгороду — завтра.
Заказать в 1 клик
Купить дешевле
Технические характеристики
Источник питаниясеть 220B
Ток зарядки, А50
Потребляемая мощность при cтарте, кВт9
Потребляемая мощность при зарядке, кВт1. 7
Выходное напряжение12В, 24В
Ёмкость аккумулятора, Ач60-550
Максимальный стартовый ток, А260
Масса, кг10.7
ПроизводительPatriot
Дополнительная информация
Устройство для бытового, полупрофессионального или профессионального использования. Предназначено для зарядки свинцовых, кислотных аккумуляторов напряжением 12В и 24В, облегчения запуска автомобиля в холодную погоду.
2 ступени зарядки тока.
Ускоренный режим зарядки с повышенным током.
Амперметр, защита от перегрузки, неправильной полярности, короткого замыкания.
Комплектация
Комплект запасных предохранителей.
Кабель с клеммой (+).
Документация
Гарантия и Сервис
Сертификат дилера
Инструкция
УСЛОВИЯ ГАРАНТИИ
1 год — гарантийный срок эксплуатации бензинового, электрического и аккумуляторного инструмента PATRIOT серии THE ONE, MAXPOWER, MAXWELDER, триммеры электрические PATRIOT с нижним расположением двигателя, насосы PATRIOT составляет 1 год (12 месяцев) со дня продажи.
2 года — гарантийный срок эксплуатации бензинового, электрического и аккумуляторного инструмента PATRIOT составляет 2 года (24 месяца) со дня продажи. Исключением являются: вибрационные, погружные, вихревые, центробежные насосы; электрические триммеры с нижним расположением двигателя; электроинструмент серии THE ONE; сварочные аппараты серии MaxWelder; генераторы бензиновые серии MaxPower; маски сварщика с автоматическим светофильтром.
3 года — гарантийный срок эксплуатации бензиновых генераторов PATRIOT серии GP (кроме моделей GP 910 и GP 1510 и генераторов инверторного типа) составляет 3 года (36 месяцев или 500 моточасов работы) со дня продажи.
Список сервисных центров
Горячая линия
8-800-350-18-41+7 (930) 283-00-95
Для юридических лиц
+7 (831) 413-95-25
Электронная почта
office@tooldepo. ru
Карта сайта
О компании
О насНовостиВакансииРеквизитыМагазины
Покупателям
Сервисные центрыОплата и получениеДисконтная программаСотрудничество с организациямиПользовательское соглашениеПолитика конфиденциальности
Портативные солнечные зарядные устройства: все, что вам нужно знать
Обзор силовой ячейки 4Patriot — подробный обзор
Силовой элемент Patriot: плюсы и минусы
Характеристики силовой ячейки Patriot
3 лучших альтернативы силовой ячейке Patriot
Заключительные мысли о силовой ячейке 4Patriot
Хотите узнать больше о солнечных генераторах? 4Patriot также производит генератор Patriot Power Generator. Но лучший ли это вариант солнечного генератора?
Обзор силовой ячейки Ultimate Patriot
Следующая статья представляет собой подробное руководство по силовой ячейке 4Patriots. Во-первых, мы подробно рассмотрим солнечную технологию патриотических элементов питания и компанию, стоящую за этим продуктом.
После этого мы полностью проанализируем плюсы и минусы Patriot Power Cell и подведем итоги, сравнив Patriot Power Cell с некоторыми другими портативными зарядными устройствами на солнечных батареях, представленными на рынке.
Если вы здесь, чтобы изучить варианты, не стесняйтесь прокрутить вниз до раздела 3 лучших альтернативы силовой ячейке Patriot ниже.
Как эксперты в области портативной солнечной энергетики, мы имеем большой опыт поиска и продажи лучших продуктов солнечной энергии на рынке. Если вы новичок в этом, мы начнем с предоставления некоторой информации о портативных зарядных устройствах / элементах солнечной энергии.
Если вы готовы погрузиться в обзор, вы можете прокрутить вниз до 9Обзор солнечной батареи 0032 Patriot Power Cell — полный подробный обзор.
Купите наши самые продаваемые аварийные запасные солнечные комплекты СЕГОДНЯ!
Что такое силовая ячейка?
Силовая ячейка — это « массив гальванических элементов для накопления электроэнергии ». Другими словами, это просто причудливое название для батареи. Элементы питания также широко известны как блоки питания или портативные зарядные устройства. С появлением портативных устройств за последние 15 лет резко возросла популярность небольших резервных источников энергии, особенно со встроенной солнечной панелью. Солнечная панель действует как надежный способ зарядить фактическую силовую ячейку в случае чрезвычайной ситуации или отключения электроэнергии.
Портативные солнечные зарядные устройства: все, что вам нужно знать
Как правило, портативные солнечные зарядные устройства или элементы питания имеют одинаковые характеристики и компоненты. Обычно они легкие и портативные, предназначены для того, чтобы поместиться в кармане или в рюкзаке. Ячейки питания используются для доставки небольшого количества электроэнергии в удаленные места для небольших устройств, таких как сотовые телефоны, радиоприемники и даже фонари.
В зависимости от конкретной модели большинство портативных солнечных зарядных устройств обычно можно заряжать:
При подключении к компьютеру через порт USB.
Подключение к сетевой розетке через кабель питания переменного тока
Подключается непосредственно к солнечным панелям через разъем MC4
Использование встроенной солнечной панели или источника энергии.
Точно так же, чтобы использовать элемент питания, электричество, содержащееся в батарее, должно быть разряжено на нужные электронные устройства. Чаще всего блоки питания могут выдавать энергию одним или несколькими из следующих способов:
Вилки переменного тока (розетки)
Розетки постоянного тока (прикуривателя)
Порты USB (тип A или C)
Купите наши самые продаваемые резервные солнечные комплекты для аварийных ситуаций СЕГОДНЯ!
Обзор 4Patriot Power Cell — подробный обзор
Patriot Power Cell — это сверхпортативное зарядное устройство на солнечной энергии. Устройство сконструировано так, чтобы поместиться в вашем кармане и может заряжать любое USB-устройство. Компания 4Patriot наиболее известна своим генератором Patriot Power Generator, выпущенным еще в 2014 году. Для получения дополнительной информации об этом прочитайте наш подробный обзор Patriot Power Generator здесь.
Самый быстрый способ зарядить аккумулятор 4 Patriot Power Cell — это подключить его к сетевой розетке (с помощью шнура питания переменного тока). В качестве альтернативы, Patriot Power Cell может заряжаться от привлекательной встроенной солнечной панели. Тем не менее, солнечная панель может быть крайне неэффективной, вплоть до того, что ее можно использовать только для галочки (подробнее об этом позже).
Кто производит силовой элемент 4 Patriot?
Батарея Patriot Power Cell производится американской компанией 4Patriots, которая продает снаряжение для выживания, такое как обезвоженная пища, фонарики и системы фильтрации воды. Ранее мы подробно рассмотрели генератор Patriot Power Generator компании, который чем-то похож на более крупный и мощный Patriot Power.
4Patriots базируется в Нэшвилле, штат Теннесси, и называет «свободу и уверенность в себе» своей основной целью и миссией. Вы можете узнать больше о компании и увидеть все их продукты на их сайте.
Что на самом деле может сделать блок питания Patriot?
Батарея 4 Patriot Power Cell предназначена для обеспечения резервного источника питания для любого устройства с питанием от USB. Это означает, что он может питать сотовые телефоны, планшеты, электронные книги, фотоаппараты, ноутбуки и многое другое.
Однако следует отметить, что блок питания Patriot включает только 2 стандартных порта USB типа A. Если у вас более новый смартфон или планшет, для него может потребоваться порт USB Type C. В этом случае вам нужно будет купить дополнительный адаптер или приобрести другой блок питания, поскольку блок питания Patriot НЕ поддерживает это.
Купите наши самые продаваемые запасные солнечные комплекты для аварийных ситуаций СЕГОДНЯ!
Каков срок службы батареи блока питания Patriot?
Точная емкость батареи Patriot Power Cell составляет 8000 мАч. В зависимости от вашего устройства, этой мощности должно хватить для зарядки вашего смартфона от двух до пяти раз.
После того, как батарея 4 Patriot Power Cell будет полностью заполнена, она может удерживать заряд в течение примерно 3 месяцев. Это то, что известно как «срок годности» силовых элементов Patriot.
В течение всего срока службы пользователи могут рассчитывать на 500 полных жизненных циклов зарядки и разрядки аккумулятора Patriot Power Cell. Кроме того, 4Patriots предлагает довольно солидные гарантии. Согласно их веб-сайту, 4Patriots предлагает 100% гарантию возврата денег в течение 1 года, а также 2-летнюю расширенную гарантию на блок питания Patriot.
Как зарядить аккумулятор Patriot?
Как мы упоминали ранее, вы можете зарядить аккумулятор патриота, подключив его к розетке или просто оставив на солнце. Однако время, необходимое для полной зарядки, сильно различается.
В идеальных условиях (т. е. совершенно новый при низкой температуре) A C время зарядки от настенной розетки составляет около 6 часов . По сравнению с другими зарядными устройствами, это немного медленно, но в целом неплохо. С другой стороны, время зарядки батареи Patriot Power Cell от солнечной энергии может занять до 40 часов!
Да, вы правильно прочитали. 40 часов. Если вы не путешествуете пешком по пустыне, редко когда вы сможете эффективно подвергать свой патриотический аккумулятор воздействию солнца в течение 40 часов. Даже в этом случае для полной зарядки потребуется более 4 дней постоянного солнечного света. В общем, мне кажется, что встроенная солнечная панель — это скорее уловка, чем функция.
Сколько стоит блок питания Patriot?
На веб-сайте 4Patriots одна батарея Patriot Power Cell стоит 29,95 долларов США (+ 9,95 долларов США за доставку и обработку), так что всего около 40 долларов США. С учетом сказанного, вы можете сэкономить немного денег, если покупаете для всей семьи. У компании также есть пакет Patriot Power Cell 4 Pack, который стоит 99 долларов США (бесплатная доставка и обработка). «Пожизненный доступ» к цифровым руководствам компании по обеспечению готовности также включен в покупку 4-х блоков питания Patriot.
Блок питания Patriot хорош?
Поскольку это относительно простое устройство, Patriot Power Cell справляется со своей задачей очень хорошо. Небольшой и удобный аккумулятор можно зарядить за ночь, а на следующий день он будет готов к приключениям. Если вы отправляетесь в путешествие, отправляетесь в лагерь или просто думаете, что вам может понадобиться дополнительная зарядка аккумулятора для телефона, 4 Patriot Power Cell сделает свое дело.
С учетом сказанного трудно пройти мимо едва функционирующей солнечной панели, встроенной в устройство. Все это немного похоже на дешевый трюк. В целом, конечно, всегда есть куда расти. Patriot Power Cell не является ни лучшим, ни самым дешевым портативным солнечным зарядным устройством на рынке.
Плюсы и минусы батарей Patriot Power Cell
Если вы сомневаетесь между батареями Patriot Power Cell и другими вариантами зарядки от портативных солнечных батарей, то вот краткий обзор четырех преимуществ и недостатков батарей Patriot. Несмотря на то, что силовые элементы относительно недороги, выбор высококачественного продукта чрезвычайно важен, когда вы покупаете источник аварийного резервного питания.
Patriot Power Cell Pros
Компактное устройство «все в одном»
Сверхлегкий
Водонепроницаемый
Поставляется со встроенным светодиодным фонариком
Соответствует требованиям TSA для литиевых батарей
Прочный, выдерживает множество падений
Длительный жизненный цикл (500 зарядок)
Patriot Power Cell Cons
Чрезвычайно медленная солнечная зарядка (40 часов)
Неэффективная зарядка от сети переменного тока (около 6 часов)
Срок годности 3 месяца, требуется частая зарядка
Много сообщений о неисправностях устройства
Только два порта USB типа A, других розеток нет
Стоимость ампер-часа выше, чем у альтернатив
Характеристики ячейки Patriot Power Cell
Хотите получить техническую информацию? Вот что входит в комплект Patriot Power Cell:
Купите наши самые продаваемые резервные солнечные комплекты для аварийных ситуаций СЕГОДНЯ!
3 лучшие альтернативы блоку питания Patriot
Теперь, когда у нас есть полное представление о блоке питания Patriot, давайте рассмотрим некоторые альтернативы. Ниже мы опишем несколько различных вариантов, которые могут лучше подходить для ваших конкретных потребностей в удаленном электричестве.
№1. Комплект портативного солнечного зарядного устройства Lion Cub GO
Если вы ищете полное спокойствие и простоту использования, лучшей альтернативой аккумулятору патриота является Lion Cub Go. В случае чрезвычайной ситуации у вас никогда не будет слишком много энергии, и Lion Cub Go — это самый большой портативный аккумулятор на солнечной энергии, доступный сегодня.
На самом деле он имеет 1 стандартную розетку на 110 В, которую можно использовать для питания таких вещей, как мини-холодильник! Правильно, эта штука может питать небольшой холодильник с помощью инвертора мощностью 150 Вт. Вот почему мы настоятельно рекомендуем Lion Cub Go как отличную альтернативу Patriot Power Cell. Хотя солнечная панель не встроена, 20-ваттная солнечная панель (входит в комплект) ДЕЙСТВИТЕЛЬНО работает для подзарядки аккумулятора.
Помимо удивительно большой литиевой батареи емкостью 120 Вт·ч, реальная разница между Lion Cub Go и меньшими элементами питания заключается в том, что он может питать. Lion Cub Go имеет полноразмерную вилку переменного тока, два порта USB и розетку постоянного тока. Кроме того, он имеет срок годности целый год и достаточно мощен, чтобы вы могли работать автономно в течение длительного времени!
Узнайте больше о львенке. Перейдите сюда
#2. Blavor Qi Solar Power Bank
Во-первых, мы хотели бы порекомендовать портативный аккумулятор, который на первый взгляд может быть ошибочно принят за Patriot Power Cell. Однако с Qi Solar Power Bank вы получаете немного больше всего за несколько дополнительных долларов. И на самом деле, с бесплатной доставкой Qi оказывается более доступным, чем Patriot.
Что касается обновлений, Qi Solar Power Bank имеет немного больший аккумулятор на 10 000 мАч и оснащен встроенным компасом. К сожалению, встроенная солнечная панель работает почти так же медленно, как Patriot.
Посмотреть текущую цену на аккумулятор Blavor Qi Solar Power Bank на Amazon
#3. Банк солнечной энергии ES-982
Нужно немного больше энергии? ES-982 — это отличная портативная силовая ячейка, которая немного похожа на Patriot, только больше. На самом деле гораздо больше. Хотя это солнечное зарядное устройство размером 7 x 11 дюймов не поместится в вашем кармане, оно будет хорошо работать в вашем рюкзаке или приборной панели. ES982 весит чуть более 1 фунта, но обладает мощностью 25 000 мАч! Это более чем в три раза превышает мощность Patriot Power Cell. Вы можете увидеть текущую цену на ES-982 здесь, на Amazon.
Купить здесь. Если вы ищете способ удаленного питания электроники от солнечной энергии с помощью небольшой портативной системы, то это устройство может быть для вас. Правда, он дороже, чем Patriot Power Cell, но на самом деле это совсем другое устройство.
Если вам нужно резервное питание на случай чрезвычайной ситуации, 4-дневное ожидание зарядки Power Cell просто не поможет. С EcoFlow River 600 вы можете легко зарядить аккумулятор на 288 ватт-часов через солнечную панель или генератор, а его инвертор мощностью 600 Вт (пиковая мощность 1800 Вт) достаточно мощен для работы вашего телевизора, аппарата CPAP, освещения и/или другого оборудования для выживания.
Щелкните здесь, чтобы узнать больше об EcoFlow River 600
Заключительные мысли о блоке питания 4Patriot
В целом, блок питания Patriot является разумным бюджетным вариантом для небольшого объема аварийного резервного питания. Как эксперты по солнечной энергетике, мы определенно рекомендуем использовать что-то более мощное, поскольку силовая ячейка 4 Patriot действительно не обеспечивает тонну значимой мощности, при этом мы понимаем, что бюджет и потребности у всех разные.
Если вам нужна дополнительная информация о генераторах на солнечных батареях… Прочтите самое подробное (12 000 слов) руководство по покупке солнечных генераторов из когда-либо написанных!
Если вы ищете действительно портативные резервные источники питания, мы рекомендуем прочитать наше руководство по 6 лучшим комплектам солнечных генераторов для чрезвычайных ситуаций . Если у вас все еще есть вопросы о ячейке питания Patriot или о чем-либо еще, связанном с солнечной энергией, не стесняйтесь обращаться к нам или звонить нам сегодня по телефону 877-242-279.2.
Хотите узнать больше о солнечных генераторах? 4Patriot также производит генератор Patriot Power Generator. Но лучший ли это вариант солнечного генератора?
Самая популярная и лучшая альтернатива электрогенератору Patriot на сегодняшний день – комплект EcoFlow Delta 1800 Solar Generator Quad с 4 солнечными панелями по 100 Вт.
Солнечный генератор Delta имеет в два раза большую емкость батареи, инвертор того же размера с большим импульсом, он легче на 15 фунтов и заряжается в два раза быстрее!
Ознакомьтесь со сравнительной таблицей двух солнечных генераторов ниже, и вы быстро поймете, почему.
 Мы осуществляем крупносерийное, серийное и мелкосерийное производство.
Мы осуществляем крупносерийное, серийное и мелкосерийное производство. Обычно короед используется на небольших пилорамных производствах, но может применяться и в домашних условиях. С учетом конструкции кородер бывает дисковым и барабанным. Независимо от конструктивных особенностей насадки-короеды имеют единый принцип работы.
Обычно короед используется на небольших пилорамных производствах, но может применяться и в домашних условиях. С учетом конструкции кородер бывает дисковым и барабанным. Независимо от конструктивных особенностей насадки-короеды имеют единый принцип работы. Для этого внутрь трубы меньшего диаметра залейте расплавленный свинец, после чего края цилиндра хорошо проработать шлифовальной машинкой.
Для этого внутрь трубы меньшего диаметра залейте расплавленный свинец, после чего края цилиндра хорошо проработать шлифовальной машинкой. Затем остается лишь протестировать готовое устройство и убедиться в его готовности к работе. Если при нажатии на курок газа инструмента цилиндр вращается свободно и стабильно, то можно приступать к эксплуатации прибора.
Затем остается лишь протестировать готовое устройство и убедиться в его готовности к работе. Если при нажатии на курок газа инструмента цилиндр вращается свободно и стабильно, то можно приступать к эксплуатации прибора. шелушение, незначительные насечки и «заточка» конца бревна.
шелушение, незначительные насечки и «заточка» конца бревна. Как правило, электрика имеет недостаточное питание и будет иметь тенденцию пропускать, кусать и изнашивать пилу при использовании с Log Wizard. Первоначальный производитель сообщает о тестировании самой большой электрической бензопилы на рынке (80-е годы) и обнаружил, что она работает нормально, однако это привело к тому, что они не рекомендовали использовать электрическую.
Как правило, электрика имеет недостаточное питание и будет иметь тенденцию пропускать, кусать и изнашивать пилу при использовании с Log Wizard. Первоначальный производитель сообщает о тестировании самой большой электрической бензопилы на рынке (80-е годы) и обнаружил, что она работает нормально, однако это привело к тому, что они не рекомендовали использовать электрическую.
 Почти у каждого типа древесины есть внешняя кора, которую необходимо снять, прежде чем древесина станет пригодной для использования. В промышленных масштабах этот процесс осуществляется на больших специализированных окорочных машинах. Что, если я скажу вам, что есть гораздо более простой способ сделать это на меньшем уровне. А с помощью бензопилы?
Почти у каждого типа древесины есть внешняя кора, которую необходимо снять, прежде чем древесина станет пригодной для использования. В промышленных масштабах этот процесс осуществляется на больших специализированных окорочных машинах. Что, если я скажу вам, что есть гораздо более простой способ сделать это на меньшем уровне. А с помощью бензопилы? В этом посте я предоставлю вам дополнительные советы и рекомендации по окорке древесины с помощью бензопилы, основанные на опыте профессионала.
В этом посте я предоставлю вам дополнительные советы и рекомендации по окорке древесины с помощью бензопилы, основанные на опыте профессионала. 2 2. Что такое окорочный инструмент?
2 2. Что такое окорочный инструмент?
 Кроме того, вы будете вносить изменения в свою цепную пилу, чтобы облегчить присоединение мастера бревен, поэтому убедитесь, что вы знакомы с основными инструментами мастерской и их работой. Для этой работы вам понадобится следующее оборудование:
Кроме того, вы будете вносить изменения в свою цепную пилу, чтобы облегчить присоединение мастера бревен, поэтому убедитесь, что вы знакомы с основными инструментами мастерской и их работой. Для этой работы вам понадобится следующее оборудование:

 звездочка волшебника. По этой причине вам нужно разорвать цепочку и добавить одно или два звена, чтобы она была длиннее предыдущей примерно на 2 дюйма.
звездочка волшебника. По этой причине вам нужно разорвать цепочку и добавить одно или два звена, чтобы она была длиннее предыдущей примерно на 2 дюйма. youtube.com/embed/XJfkWgIx9eI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/XJfkWgIx9eI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Как лучше всего снять кору с бревна?
Как лучше всего снять кору с бревна?

 Чтобы обеспечить наиболее высокую энергоэффективность, в ротационных компрессорах все активнее используются инверторные технологии. С их помощью удается значительно повысить эффективность работы устройств при неполной нагрузке и обеспечить выполнение самых строгих требований к минимальному энергопотреблению.
Чтобы обеспечить наиболее высокую энергоэффективность, в ротационных компрессорах все активнее используются инверторные технологии. С их помощью удается значительно повысить эффективность работы устройств при неполной нагрузке и обеспечить выполнение самых строгих требований к минимальному энергопотреблению.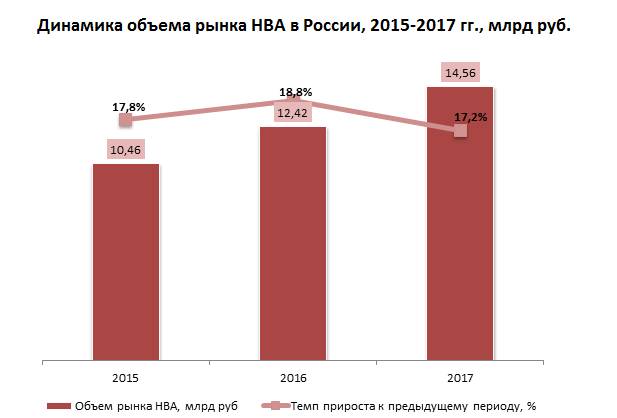 Однако ситуация меняется, ведутся исследования возможности использования гидрофторолефинов (ГФО) и R32. В сегменте коммерческого холода уже активно применяется R290.
Однако ситуация меняется, ведутся исследования возможности использования гидрофторолефинов (ГФО) и R32. В сегменте коммерческого холода уже активно применяется R290.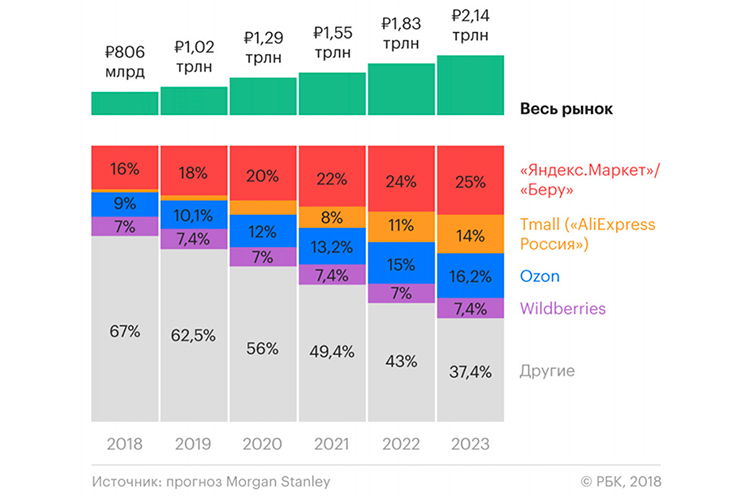
 Особенно популярны такие чиллеры в странах Европы, в Японии и Китае. Параллельное подключение существенно расширило область применения спиральных компрессоров, сделав их прямыми конкурентами устройств винтового типа.
Особенно популярны такие чиллеры в странах Европы, в Японии и Китае. Параллельное подключение существенно расширило область применения спиральных компрессоров, сделав их прямыми конкурентами устройств винтового типа.
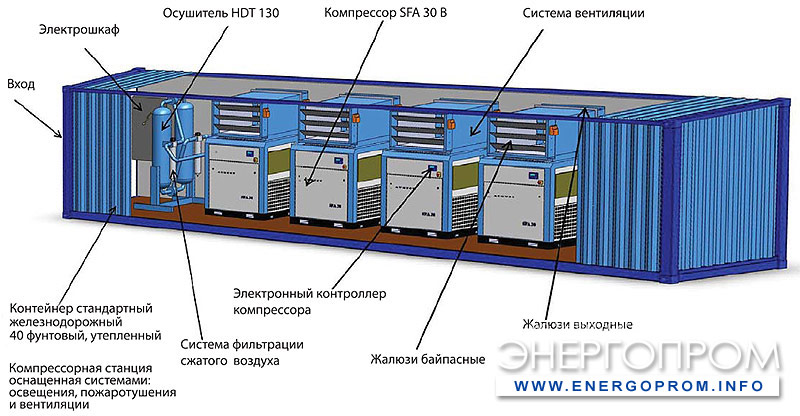



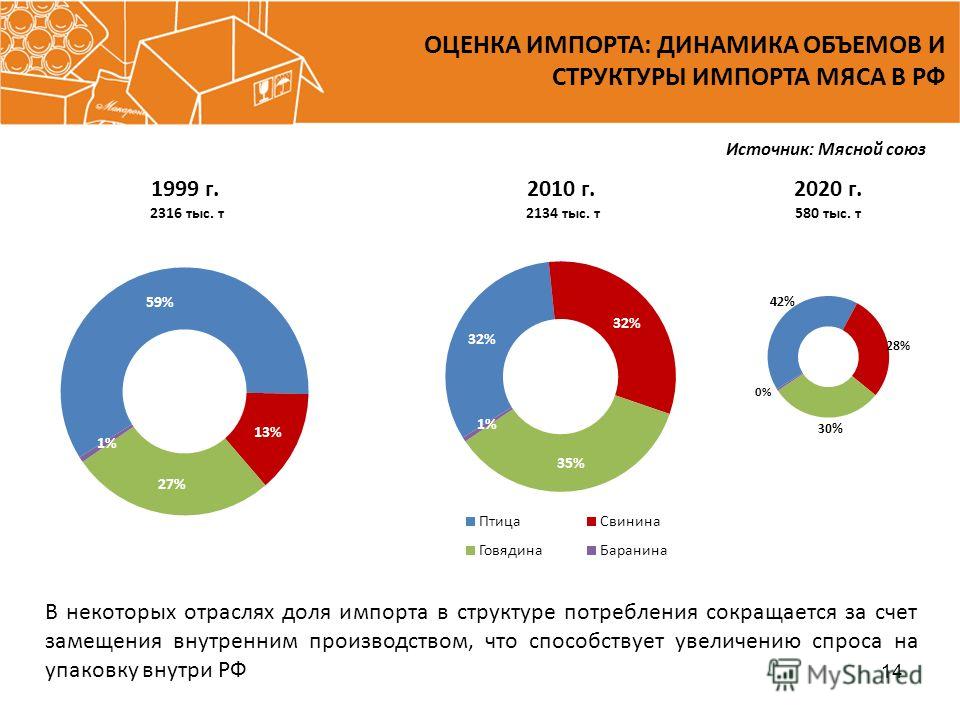 В этих же странах в основном сконцентрировано их производство. Производители чиллеров из США, как правило, сами изготавливают центробежные компрессоры. В последнее время растет объем экспорта устройств этого типа из США и Китая в страны Ближнего Востока и Юго-Восточной Азии. Ряд компаний, выпускающих чиллеры, закупает компрессоры у азиатских производителей.
В этих же странах в основном сконцентрировано их производство. Производители чиллеров из США, как правило, сами изготавливают центробежные компрессоры. В последнее время растет объем экспорта устройств этого типа из США и Китая в страны Ближнего Востока и Юго-Восточной Азии. Ряд компаний, выпускающих чиллеры, закупает компрессоры у азиатских производителей.
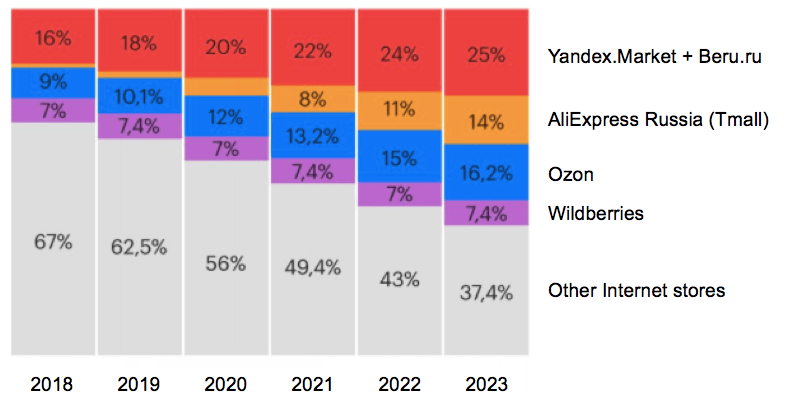 При этом наряду с дальнейшим разделением категорий оборудования на более узкие подкатегории наблюдается тенденция к повышению мощности компрессоров, позволяющая применять их в нетрадиционных для них областях.
При этом наряду с дальнейшим разделением категорий оборудования на более узкие подкатегории наблюдается тенденция к повышению мощности компрессоров, позволяющая применять их в нетрадиционных для них областях.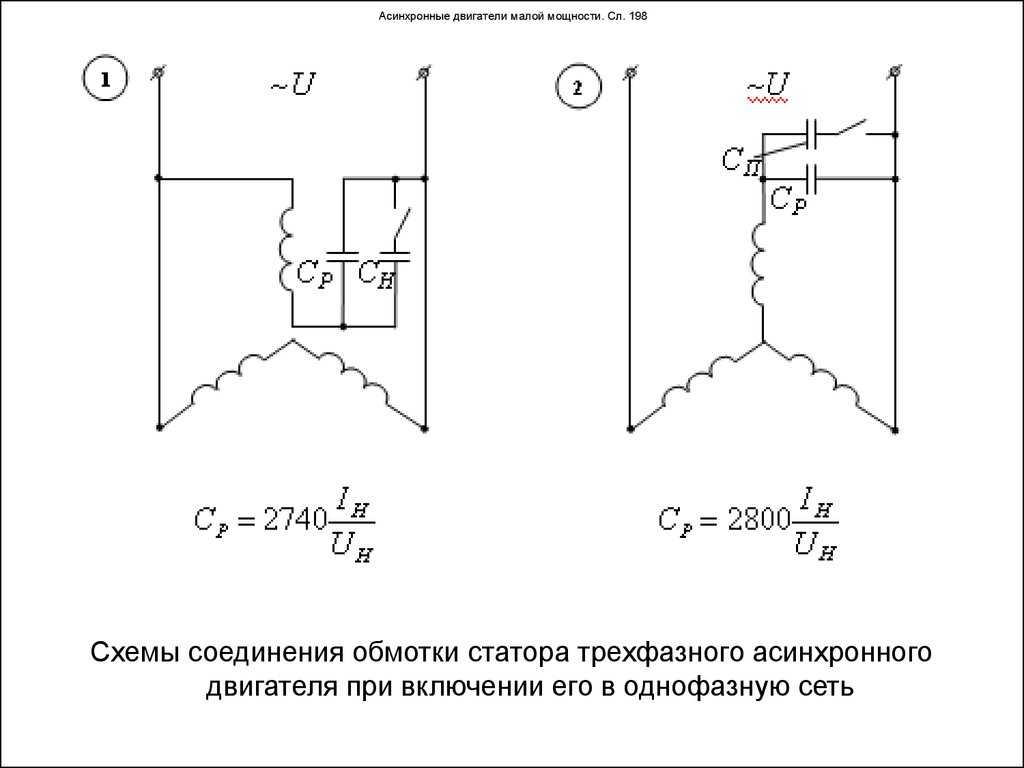
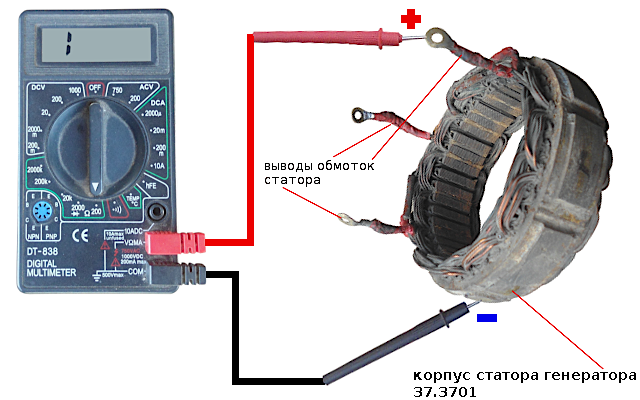
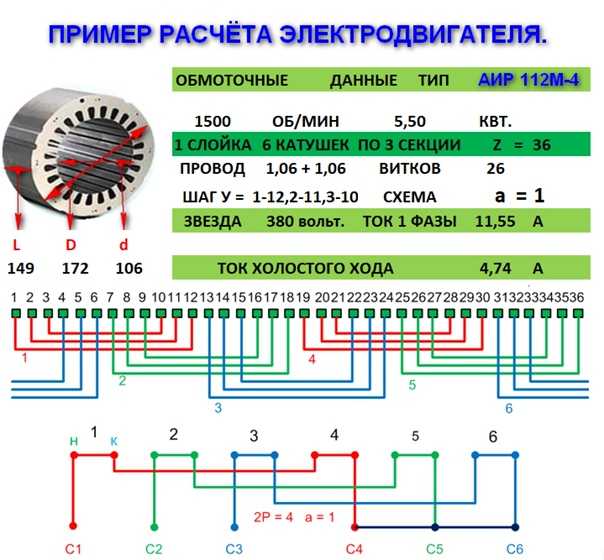
 Если в устройство поступает электроток, контрольная лампочка будет светиться. Если с подачей тока все в порядке, приступаем к проверке мотора, который сначала нужно демонтировать из корпуса агрегата. Выполнять эту операцию можно только при его полном обесточивании!
Если в устройство поступает электроток, контрольная лампочка будет светиться. Если с подачей тока все в порядке, приступаем к проверке мотора, который сначала нужно демонтировать из корпуса агрегата. Выполнять эту операцию можно только при его полном обесточивании!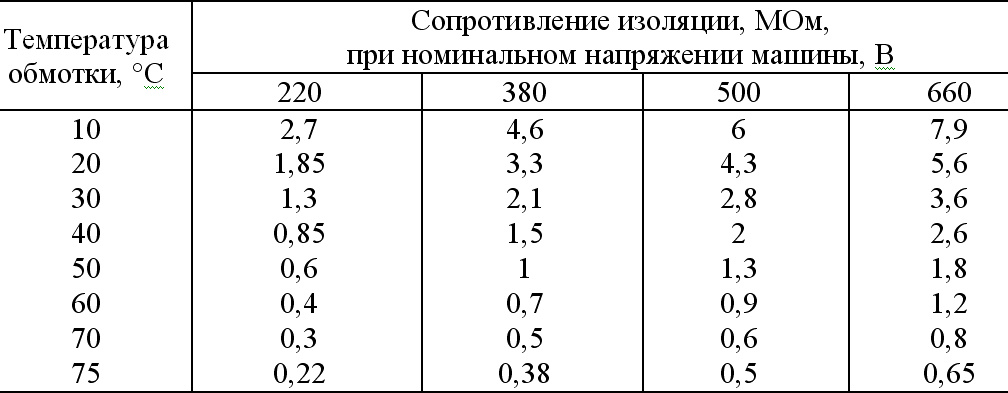 Только если имеется уравнительная обмотка, эта цифра может подняться до 30% в норме.
Только если имеется уравнительная обмотка, эта цифра может подняться до 30% в норме. Несколько общих моментов, как прозвонить электродвигатель мультиметром:
Несколько общих моментов, как прозвонить электродвигатель мультиметром: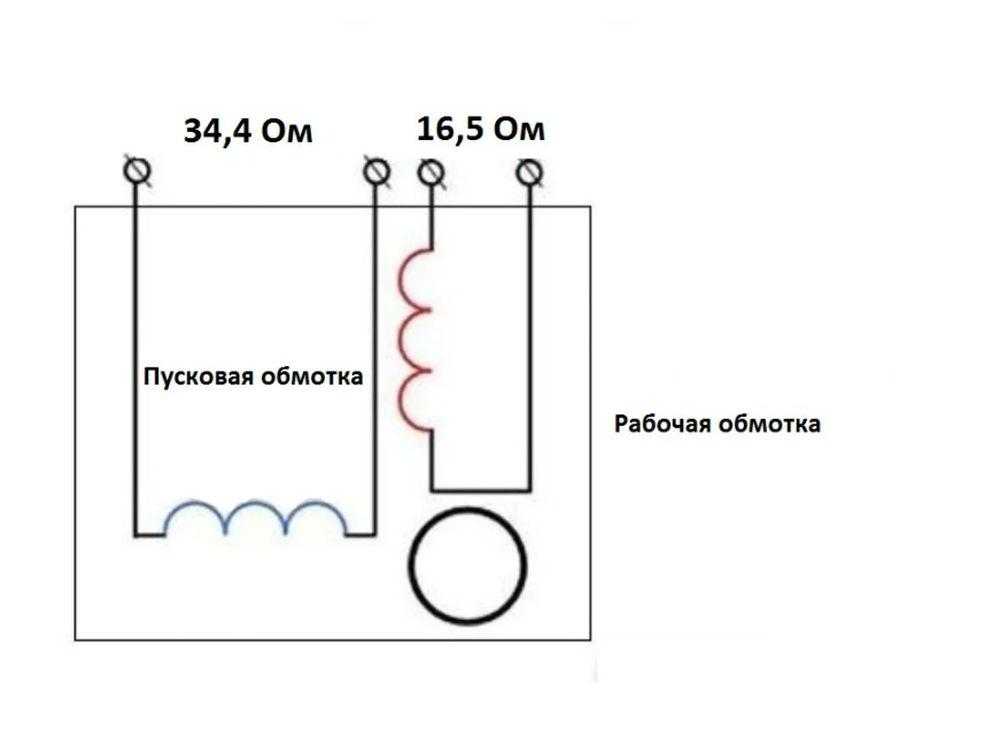 Отличие больше 10% говорит о возможности замыкания.
Отличие больше 10% говорит о возможности замыкания.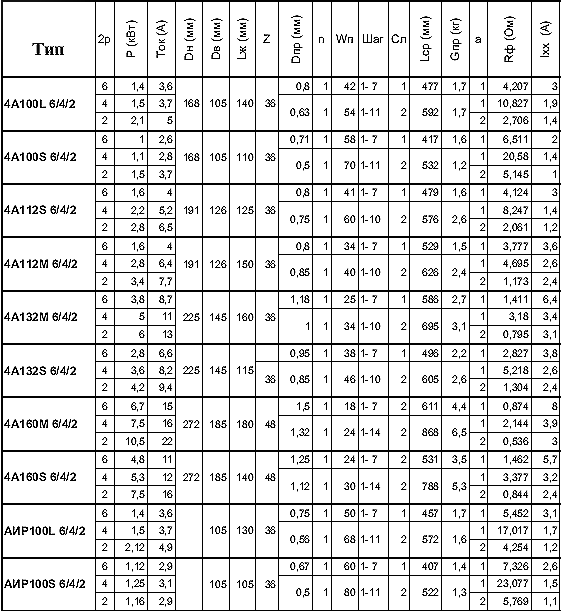
 youtube.com/embed/mofVLWNQvZ0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/mofVLWNQvZ0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 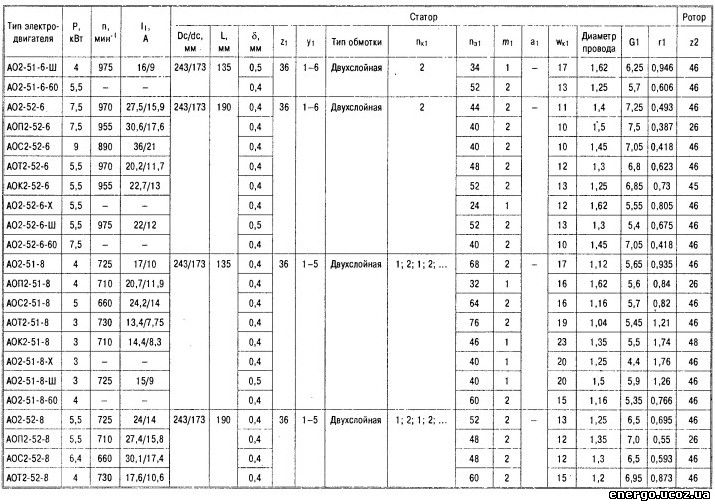
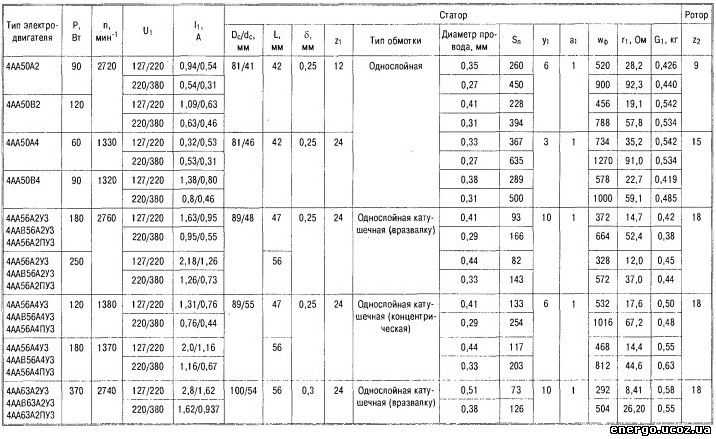 Даже если вы захотите узнать, как прозвонить мультиметром насос, вам будет полезна эта статья, ведь у бензонасосов тоже есть электромотор. Также вы сможете проверить движок домашней стиральной машины. Словом, умея пользоваться тестером, можно “дружить” с самым разным оборудованием.
Даже если вы захотите узнать, как прозвонить мультиметром насос, вам будет полезна эта статья, ведь у бензонасосов тоже есть электромотор. Также вы сможете проверить движок домашней стиральной машины. Словом, умея пользоваться тестером, можно “дружить” с самым разным оборудованием.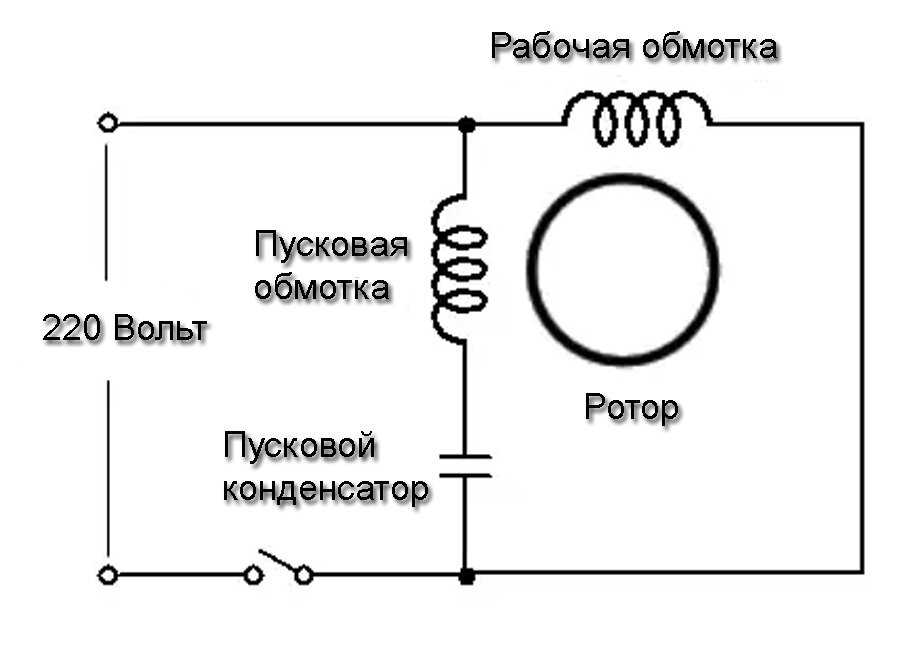 Показания последней должны быть больше первой в полтора раза. В движках 380 В, подключаемых “треугольничком” или “звездочкой”, схема разбирается и отдельно проверяются все обмотки.
Показания последней должны быть больше первой в полтора раза. В движках 380 В, подключаемых “треугольничком” или “звездочкой”, схема разбирается и отдельно проверяются все обмотки.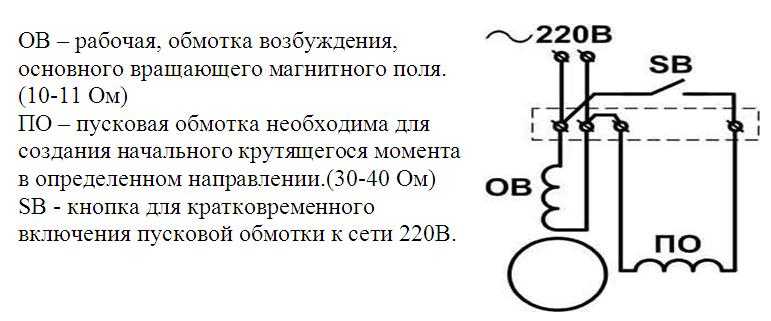 Обычно статор движка данного типа имеет две независимые обмотки, их и нужно протестировать. У ротора коллекторного движка много обмоток, но тестировать якорь не сложно.
Обычно статор движка данного типа имеет две независимые обмотки, их и нужно протестировать. У ротора коллекторного движка много обмоток, но тестировать якорь не сложно. Вы можете определить сопротивление катушки двигателя, если знаете сечение провода, радиус соленоида и количество витков.
Вы можете определить сопротивление катушки двигателя, если знаете сечение провода, радиус соленоида и количество витков. Сопротивление (R) становится равным константе (k), умноженной на отношение длины провода (l) к диаметру (d):
Сопротивление (R) становится равным константе (k), умноженной на отношение длины провода (l) к диаметру (d):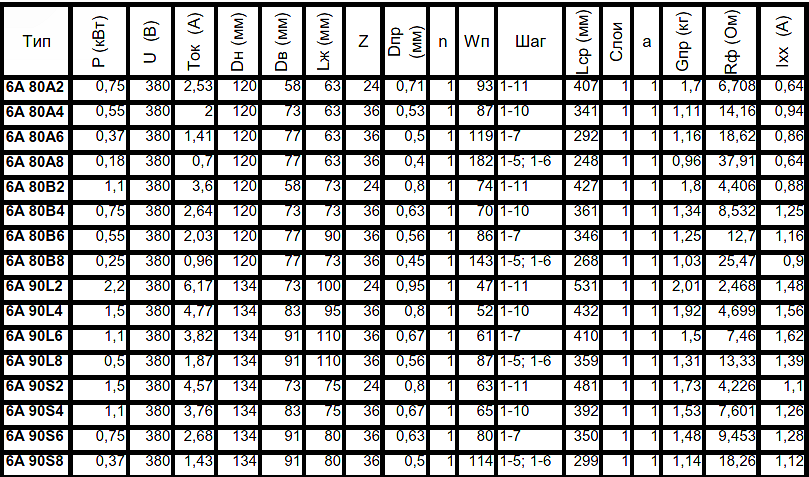 Используйте это выражение для расчета длины провода, и как только вы его узнаете, вы сможете экстраполировать сопротивление из таблицы сопротивлений.
Используйте это выражение для расчета длины провода, и как только вы его узнаете, вы сможете экстраполировать сопротивление из таблицы сопротивлений.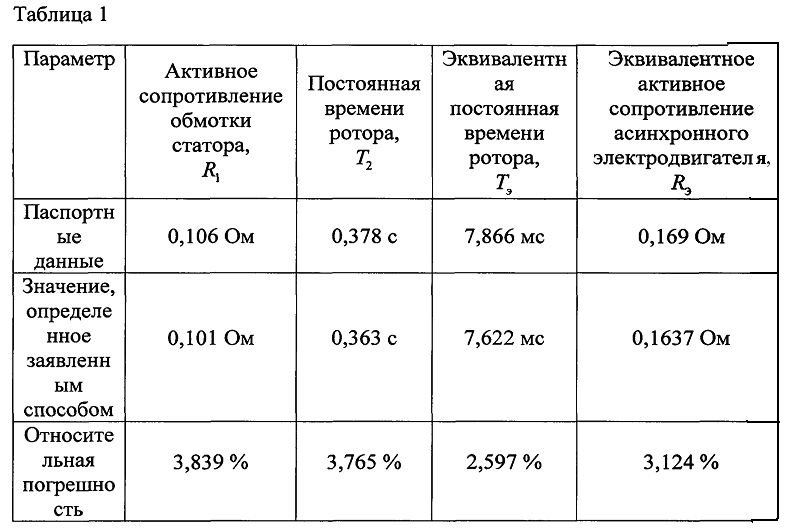 Мы рекомендуем этот мега-тест только в качестве начала для выяснения того, что может быть не так с обмоткой вашего двигателя, и всегда следуйте тесту на перенапряжение.
Мы рекомендуем этот мега-тест только в качестве начала для выяснения того, что может быть не так с обмоткой вашего двигателя, и всегда следуйте тесту на перенапряжение.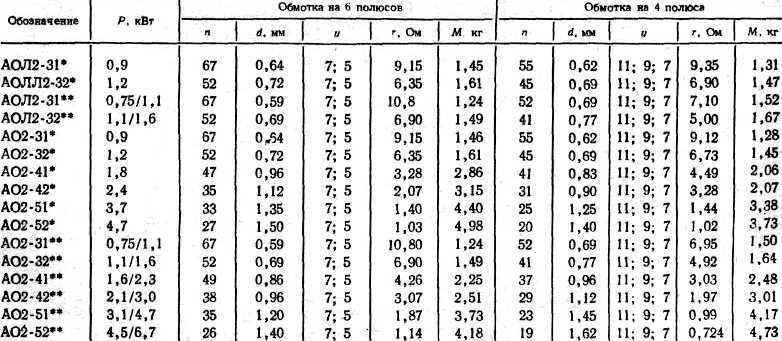
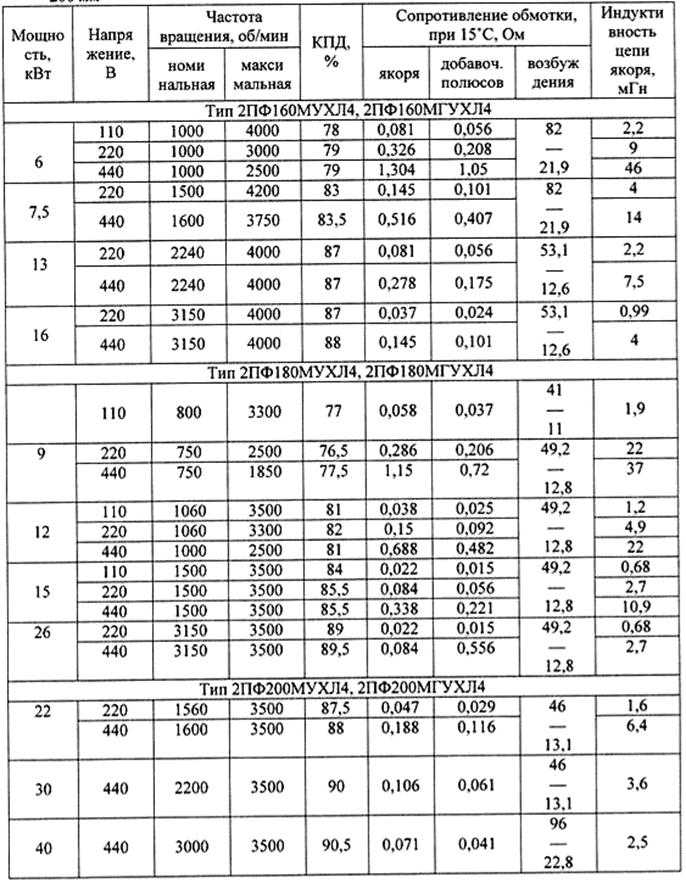
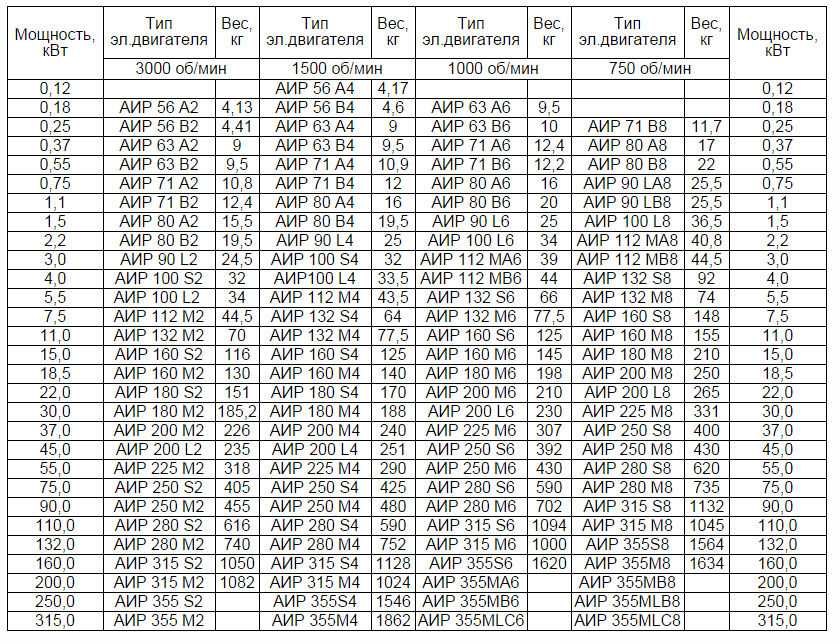


 Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
 Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость: Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
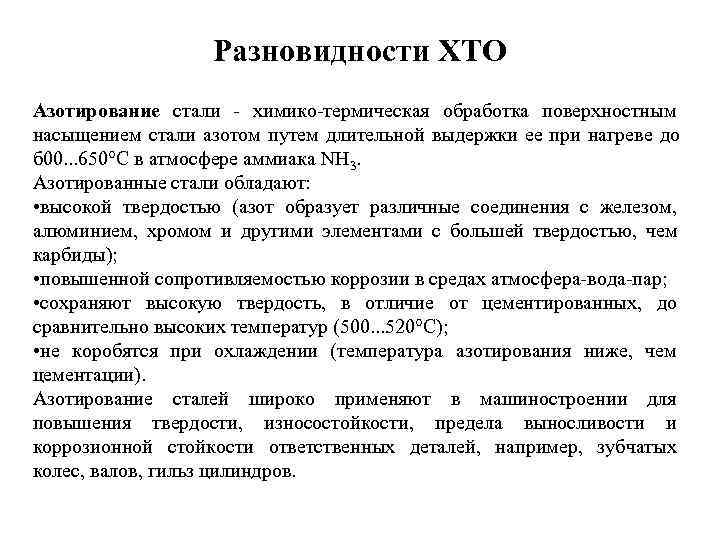
 Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
 Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.
Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.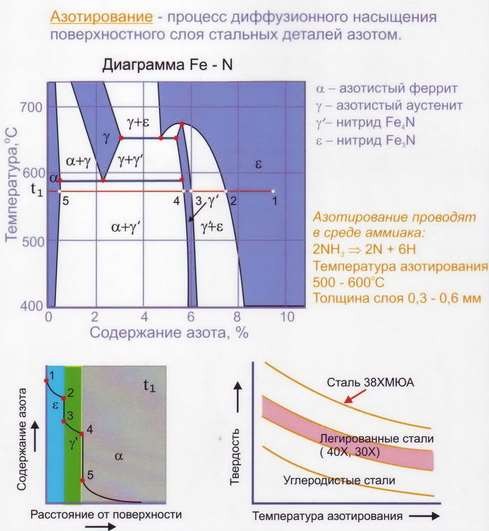
 Обрабатываемая деталь подключается к отрицательному электроду – катоду. Роль анода выполняет муфель, в котором размещают заготовки. Между анодом и катодом пропускают электрический разряд. На первой стадии происходит очистка катодным распылением, на втором – насыщение поверхности азотом.
Обрабатываемая деталь подключается к отрицательному электроду – катоду. Роль анода выполняет муфель, в котором размещают заготовки. Между анодом и катодом пропускают электрический разряд. На первой стадии происходит очистка катодным распылением, на втором – насыщение поверхности азотом.
 Его популярность растет, поскольку инженеры осознают, что этот метод эффективен для самых разных деталей и отраслей.
Его популярность растет, поскольку инженеры осознают, что этот метод эффективен для самых разных деталей и отраслей.







 )
) Пожалуйста, не забудьте указать год, марку и модель вашего автомобиля ниже. **
Пожалуйста, не забудьте указать год, марку и модель вашего автомобиля ниже. ** 
 В некоторых случаях мы можем предложить возможность вернуть товар нам за меньшую плату за пополнение запасов, а затем сохранить остаток в качестве кредита магазина. Чтобы вернуть товар, он должен быть в новом состоянии с оригинальной упаковкой.
В некоторых случаях мы можем предложить возможность вернуть товар нам за меньшую плату за пополнение запасов, а затем сохранить остаток в качестве кредита магазина. Чтобы вернуть товар, он должен быть в новом состоянии с оригинальной упаковкой. Эти товары по специальному заказу не подлежат возврату или перепродаже. Отмена не допускается для частей специального заказа.
Эти товары по специальному заказу не подлежат возврату или перепродаже. Отмена не допускается для частей специального заказа.


 0 Ач
0 Ач 0 Ач
0 Ач 4-Ли 15М1
4-Ли 15М1 5 А*ч
5 А*ч 4-Ли 15М2
4-Ли 15М2 5 А*ч
5 А*ч 3 А*ч
3 А*ч 4 В, C1, серия СТАНДАРТ
4 В, C1, серия СТАНДАРТ 3 А*ч
3 А*ч 0 Ач
0 Ач

 РОК. ANTHEM
РОК. ANTHEM Гуманное лечение
Гуманное лечение  ..
..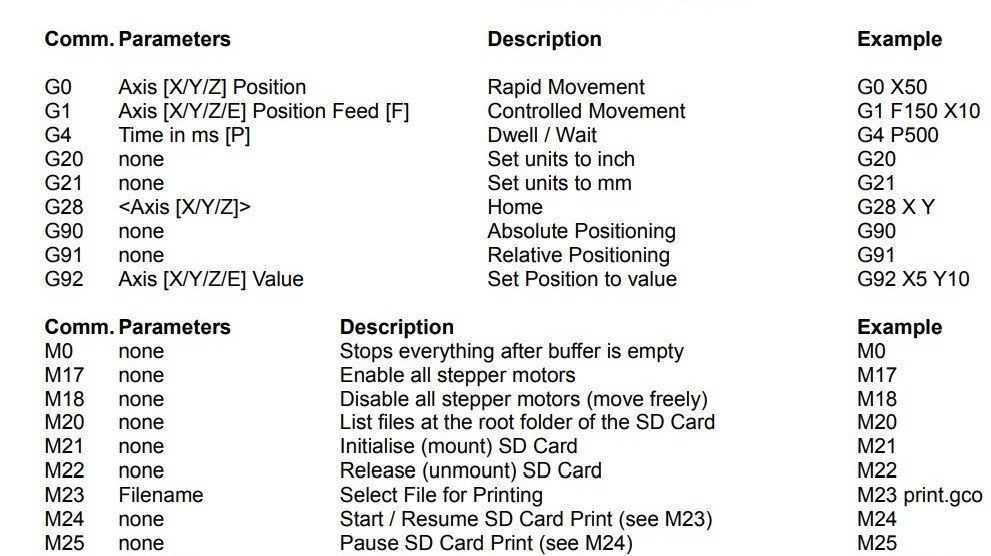 5 R12.5 или G81 R1 0 R2 -10 F50
5 R12.5 или G81 R1 0 R2 -10 F50 Клиенты становятся нашими друзьями и возвращаются с новыми задачами, которые мы с удовольствием готовы решить. За время существования, мы разработали и запустили не один сайт и еще больше рекламных кампаний. Каждый проект, разработанный с нуля, мы выверяем и оттачиваем до идеала. Каждая рекламная кампания достигает цели. Каждый графический элемент уникален и безупречен.
Клиенты становятся нашими друзьями и возвращаются с новыми задачами, которые мы с удовольствием готовы решить. За время существования, мы разработали и запустили не один сайт и еще больше рекламных кампаний. Каждый проект, разработанный с нуля, мы выверяем и оттачиваем до идеала. Каждая рекламная кампания достигает цели. Каждый графический элемент уникален и безупречен.
 Зато ребята из отдела разработки разбираются в десятке языков программирования и нескольких CMS. Более полный список используемых нами технологий расположен ниже:
Зато ребята из отдела разработки разбираются в десятке языков программирования и нескольких CMS. Более полный список используемых нами технологий расположен ниже:
 Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat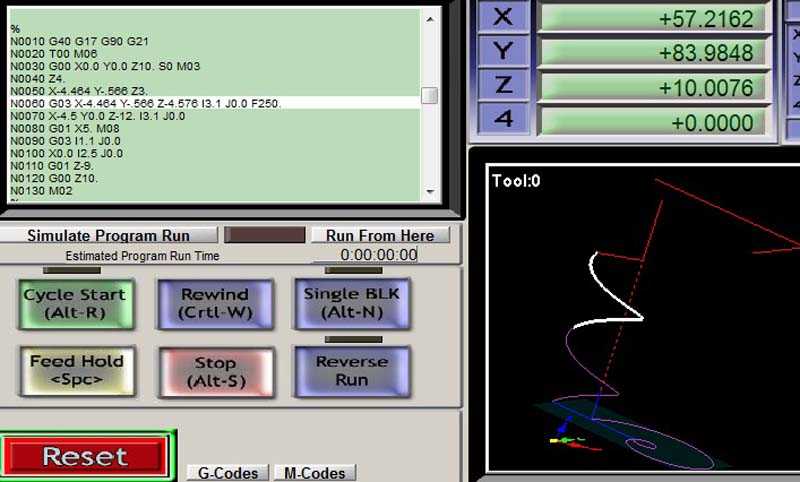 Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat
Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat В этой статье мы обсудим M-код в целом и то, как он применим к обработке с ЧПУ. Дополнительные сведения см. в других связанных статьях этой серии, перечисленных в конце этой статьи.
В этой статье мы обсудим M-код в целом и то, как он применим к обработке с ЧПУ. Дополнительные сведения см. в других связанных статьях этой серии, перечисленных в конце этой статьи.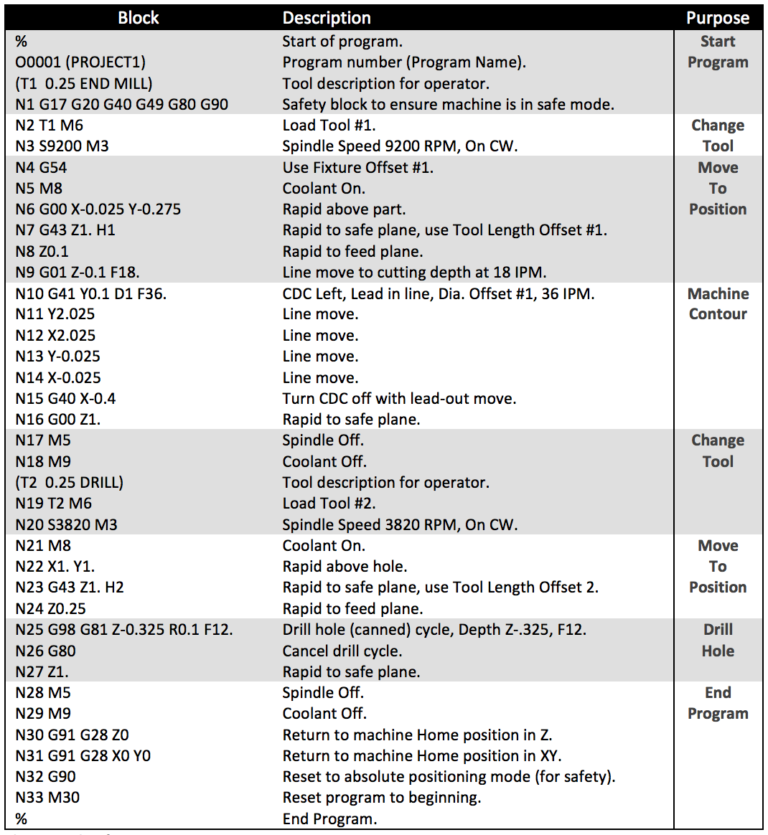 Другие поставщики предоставляют больше кодов. Важно знать коды для конкретной рассматриваемой машины. Многие производители также оставляют ряд М-кодов не назначенными для определения пользователем. В Таблице 1 ниже показан дополнительный список М-кодов для токарных операций. В таблице 2 приведен аналогичный список М-кодов для операций фрезерования. Обе эти таблицы основаны на кодах Fanuc.
Другие поставщики предоставляют больше кодов. Важно знать коды для конкретной рассматриваемой машины. Многие производители также оставляют ряд М-кодов не назначенными для определения пользователем. В Таблице 1 ниже показан дополнительный список М-кодов для токарных операций. В таблице 2 приведен аналогичный список М-кодов для операций фрезерования. Обе эти таблицы основаны на кодах Fanuc.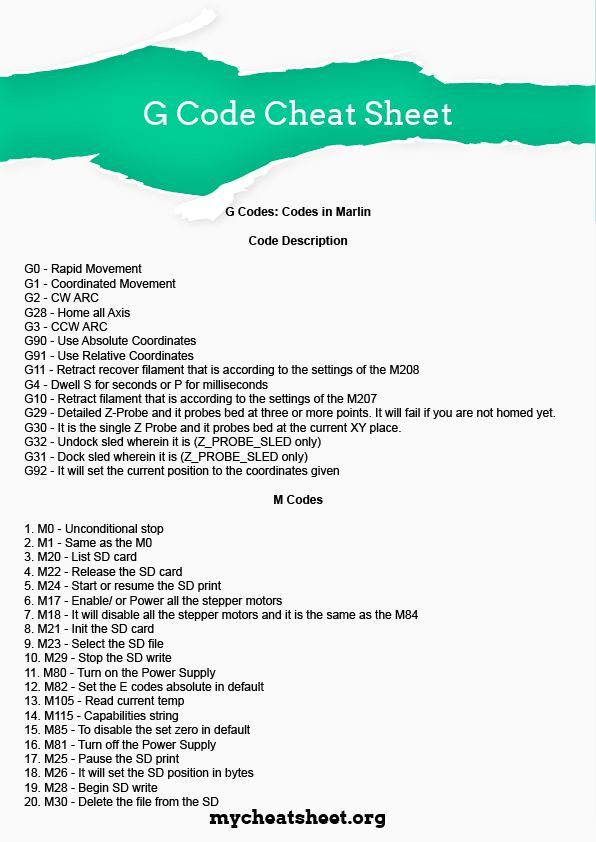 helmancnc.com/fanuc-m-code-list/
helmancnc.com/fanuc-m-code-list/ 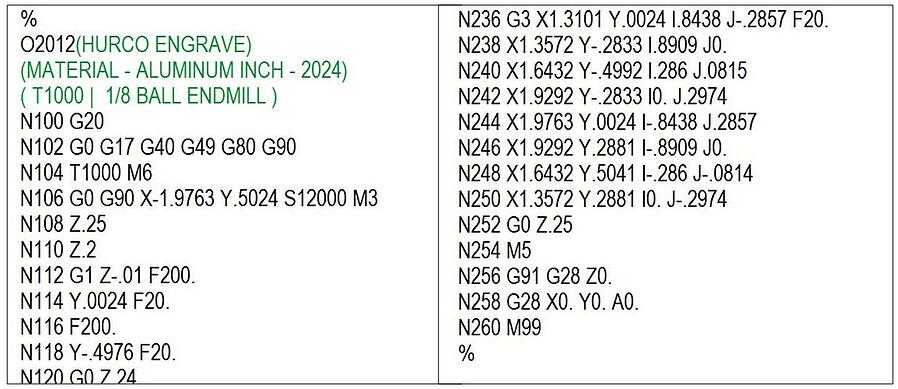 — Подача охлаждающей жидкости
— Подача охлаждающей жидкости helmancnc.com/fanuc-m-code-list/
helmancnc.com/fanuc-m-code-list/ 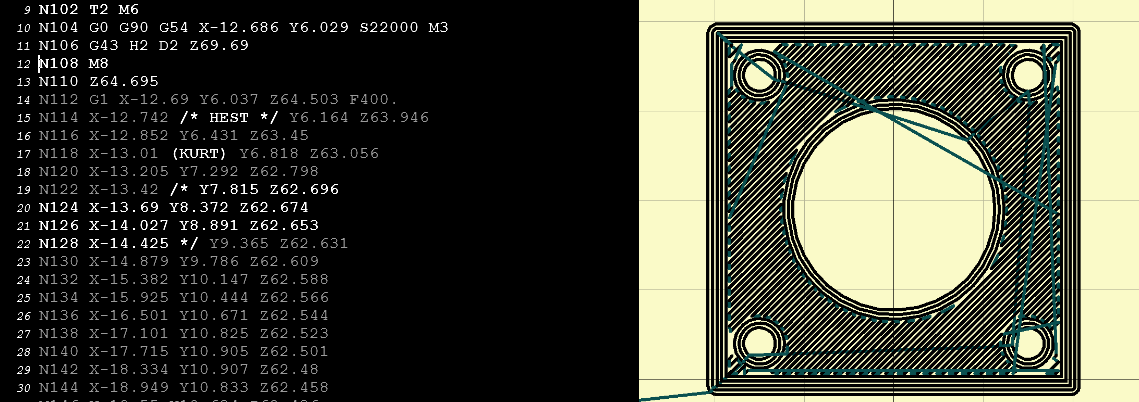 Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.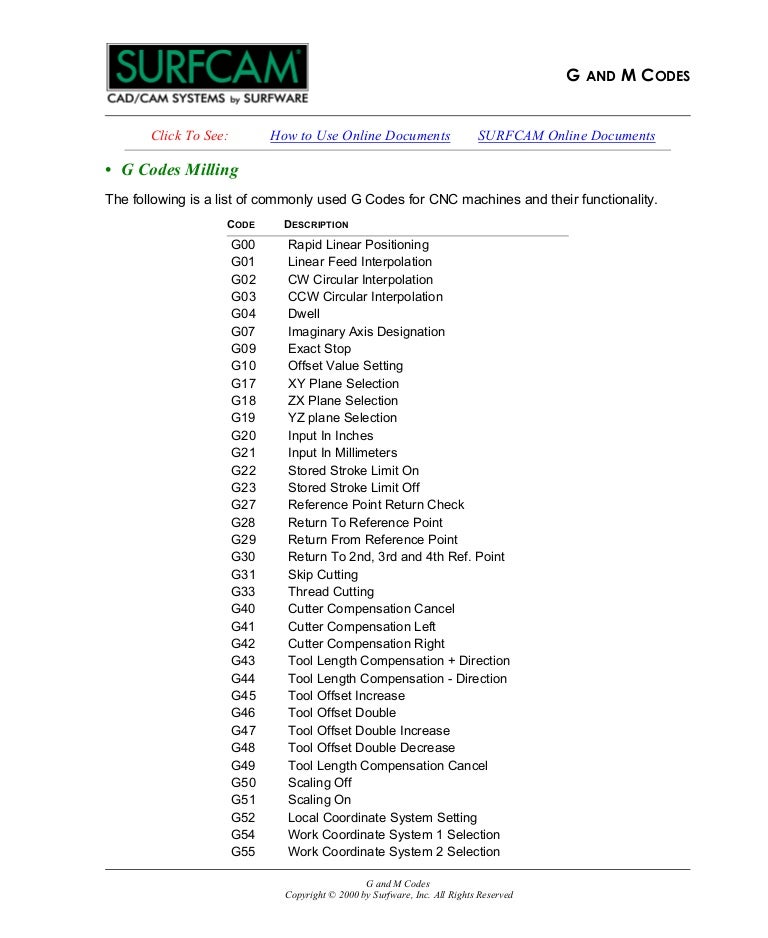 Эта функция может использоваться, чтобы позволить оператору удалять стружку. Другая кнопка панели с надписью «Пропустить блок» заставит программы пропускать любые блоки кода, которым предшествует косая черта. Это полезно для операций автоматической подачи, так как его можно использовать для пропуска команды остановки программы.
Эта функция может использоваться, чтобы позволить оператору удалять стружку. Другая кнопка панели с надписью «Пропустить блок» заставит программы пропускать любые блоки кода, которым предшествует косая черта. Это полезно для операций автоматической подачи, так как его можно использовать для пропуска команды остановки программы.
 Каждое поле, возможно, является необязательным, имеет имя и тип.
Каждое поле, возможно, является необязательным, имеет имя и тип.  Каждый столбец имеет имя и тип.
Каждый столбец имеет имя и тип. 

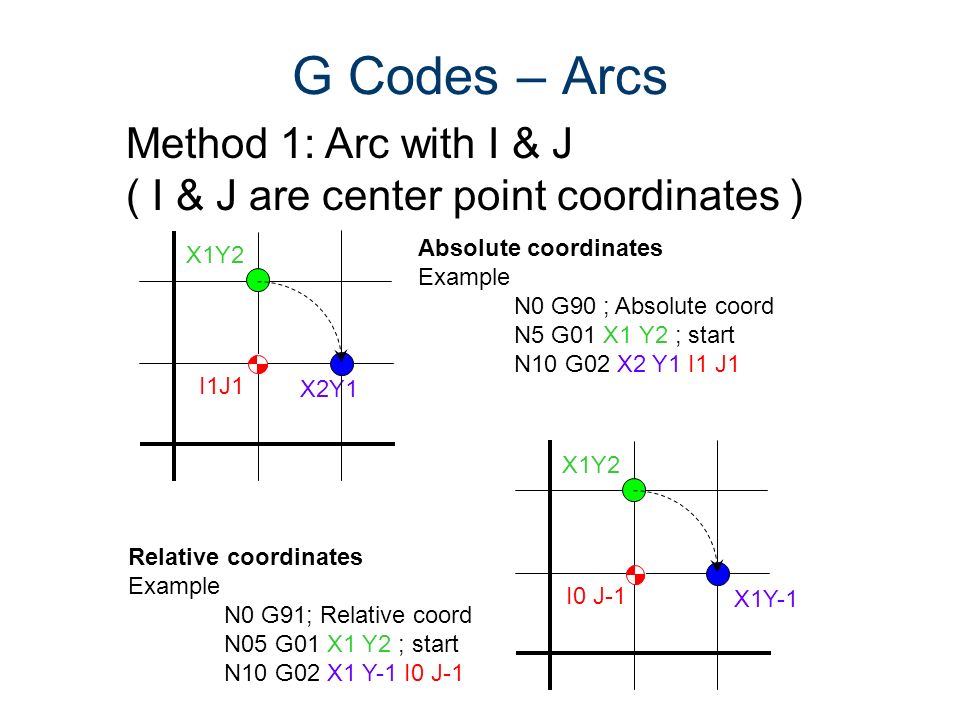
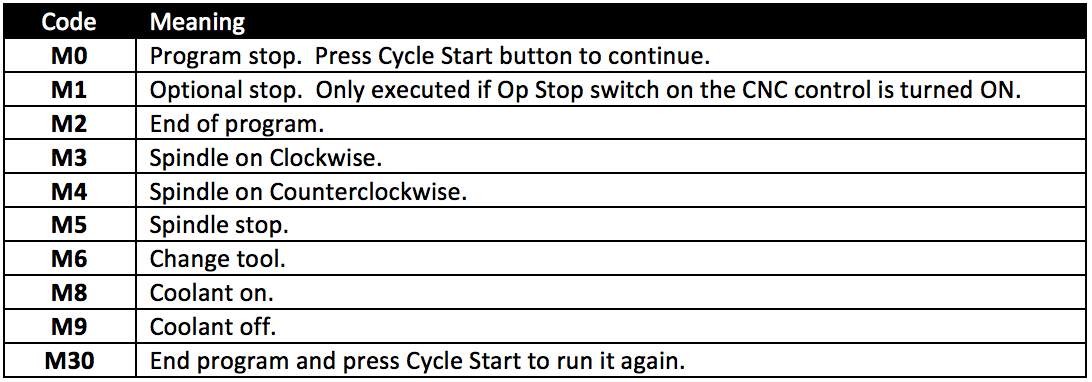


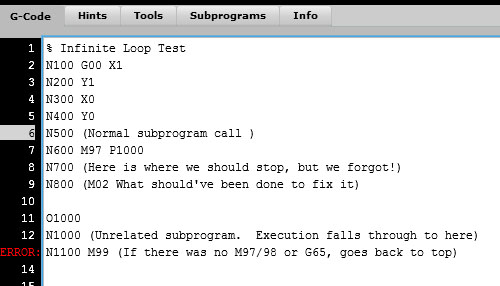


 )
)
 .(RL1-1442RL) YOXIS
.(RL1-1442RL) YOXIS



 .
.

 ..
..
 6
6  Защищенный чип картриджа, защищенная от несанкционированного доступа упаковка и совместимость с офисным оборудованием HP обеспечивают безопасность печати, которой можно доверять. 11 . 12
Защищенный чип картриджа, защищенная от несанкционированного доступа упаковка и совместимость с офисным оборудованием HP обеспечивают безопасность печати, которой можно доверять. 11 . 12  Подробнее см. photizogroup.com/na-customer-study 2017.pdf
Подробнее см. photizogroup.com/na-customer-study 2017.pdf
 https://www.spencerlab.com/reports/HPReliability-NA-2019..pdf
https://www.spencerlab.com/reports/HPReliability-NA-2019..pdf Список см. на странице www.hp.com/go/recycledcontent.
Список см. на странице www.hp.com/go/recycledcontent. .
. Лента высокой плотности обеспечивает более длительный срок службы и более темное качество печати.
Лента высокой плотности обеспечивает более длительный срок службы и более темное качество печати. Лента для картриджа делает больше с меньшими затратами, обеспечивая более длительный срок службы и более равномерное качество печати. Он проще в использовании, чище и не требует специальных технических навыков пользователя, что снижает трудозатраты. А по сравнению с лазерной технологией линейно-матричная технология предлагает гораздо больше экологических преимуществ за счет меньшего количества отходов.
Лента для картриджа делает больше с меньшими затратами, обеспечивая более длительный срок службы и более равномерное качество печати. Он проще в использовании, чище и не требует специальных технических навыков пользователя, что снижает трудозатраты. А по сравнению с лазерной технологией линейно-матричная технология предлагает гораздо больше экологических преимуществ за счет меньшего количества отходов. Вот почему мы по-прежнему поддерживаем наши устаревшие продукты качественными расходными материалами. Наши устаревшие ударопрочные принтеры и ленты по-прежнему обеспечивают значительную экономию средств и разработаны для высокопроизводительной печати штрих-кодов и текста в темном или высоком разрешении. Ленты для катушек P7000 Семейство линейно-матричных лент P7000 предлагает вам выбор в соответствии с вашим бюджетом и объемом печати. Высоконадежные ленты для линейно-матричной печати Printronix обеспечивают пользователям P7000 самую низкую стоимость страницы, самую темную печать и самый долгий срок службы. Эти ленты содержат необходимые ингредиенты для считывания инфракрасными сканерами OCR и штрих-кодов и позволяют создавать четкие высококонтрастные штрих-коды и текст. Новые пакеты риббонов по цене соответствуют вашему объему печати и бюджету и предлагают больше возможностей для экономичной покупки.
Вот почему мы по-прежнему поддерживаем наши устаревшие продукты качественными расходными материалами. Наши устаревшие ударопрочные принтеры и ленты по-прежнему обеспечивают значительную экономию средств и разработаны для высокопроизводительной печати штрих-кодов и текста в темном или высоком разрешении. Ленты для катушек P7000 Семейство линейно-матричных лент P7000 предлагает вам выбор в соответствии с вашим бюджетом и объемом печати. Высоконадежные ленты для линейно-матричной печати Printronix обеспечивают пользователям P7000 самую низкую стоимость страницы, самую темную печать и самый долгий срок службы. Эти ленты содержат необходимые ингредиенты для считывания инфракрасными сканерами OCR и штрих-кодов и позволяют создавать четкие высококонтрастные штрих-коды и текст. Новые пакеты риббонов по цене соответствуют вашему объему печати и бюджету и предлагают больше возможностей для экономичной покупки. Это универсальное решение для большинства приложений печати отчетов и этикеток.
Это универсальное решение для большинства приложений печати отчетов и этикеток. Ленты обладают всеми характеристиками лент Printronix Gold Series, а также:
Ленты обладают всеми характеристиками лент Printronix Gold Series, а также: Оригинальная точечно-матричная лента Printronix с последовательным интерфейсом обеспечит надежную и высокоскоростную работу, когда вам это нужно больше всего.
Оригинальная точечно-матричная лента Printronix с последовательным интерфейсом обеспечит надежную и высокоскоростную работу, когда вам это нужно больше всего. 

 ru
ru Но лучший ли это вариант солнечного генератора?
Но лучший ли это вариант солнечного генератора?
 Ячейки питания используются для доставки небольшого количества электроэнергии в удаленные места для небольших устройств, таких как сотовые телефоны, радиоприемники и даже фонари.
Ячейки питания используются для доставки небольшого количества электроэнергии в удаленные места для небольших устройств, таких как сотовые телефоны, радиоприемники и даже фонари. Устройство сконструировано так, чтобы поместиться в вашем кармане и может заряжать любое USB-устройство. Компания 4Patriot наиболее известна своим генератором Patriot Power Generator, выпущенным еще в 2014 году. Для получения дополнительной информации об этом прочитайте наш подробный обзор Patriot Power Generator здесь.
Устройство сконструировано так, чтобы поместиться в вашем кармане и может заряжать любое USB-устройство. Компания 4Patriot наиболее известна своим генератором Patriot Power Generator, выпущенным еще в 2014 году. Для получения дополнительной информации об этом прочитайте наш подробный обзор Patriot Power Generator здесь.
 В зависимости от вашего устройства, этой мощности должно хватить для зарядки вашего смартфона от двух до пяти раз.
В зависимости от вашего устройства, этой мощности должно хватить для зарядки вашего смартфона от двух до пяти раз.  По сравнению с другими зарядными устройствами, это немного медленно, но в целом неплохо. С другой стороны, время зарядки батареи Patriot Power Cell от солнечной энергии может занять до 40 часов!
По сравнению с другими зарядными устройствами, это немного медленно, но в целом неплохо. С другой стороны, время зарядки батареи Patriot Power Cell от солнечной энергии может занять до 40 часов!  «Пожизненный доступ» к цифровым руководствам компании по обеспечению готовности также включен в покупку 4-х блоков питания Patriot.
«Пожизненный доступ» к цифровым руководствам компании по обеспечению готовности также включен в покупку 4-х блоков питания Patriot. Несмотря на то, что силовые элементы относительно недороги, выбор высококачественного продукта чрезвычайно важен, когда вы покупаете источник аварийного резервного питания.
Несмотря на то, что силовые элементы относительно недороги, выбор высококачественного продукта чрезвычайно важен, когда вы покупаете источник аварийного резервного питания.

 Однако с Qi Solar Power Bank вы получаете немного больше всего за несколько дополнительных долларов. И на самом деле, с бесплатной доставкой Qi оказывается более доступным, чем Patriot.
Однако с Qi Solar Power Bank вы получаете немного больше всего за несколько дополнительных долларов. И на самом деле, с бесплатной доставкой Qi оказывается более доступным, чем Patriot. Вы можете увидеть текущую цену на ES-982 здесь, на Amazon.
Вы можете увидеть текущую цену на ES-982 здесь, на Amazon.
