Вакуумный насос пластинчато роторный сухого типа: Безмасляный пластинчато роторный вакуумный насос (сухой) – VARP Navi
Безмасляный пластинчато роторный вакуумный насос (сухой) – VARP Navi
Сухие пластинчато роторные вакуумные насосы VARP Navi в первую очередь предназначены для создания низкого вакуума в системах, где недопустимо загрязнение маслом. Они экологичные, тихие, надежные и являются одними из самых доступных по цене безмасляных машин.
Принцип действия сухого пластинчато роторного насоса принципиально ничем не отличается от масляных пластинчато роторных насосов. Главное отличие – отсутствие масла, которое используется для уплотнения зазоров и смазывания трущихся частей. Для уменьшения трения пластины изготавливают из графита, который является антифрикционным материалом и уплотняет рабочие ячейки.
| Модель | Navi 16 | Navi 25 | Navi 40 | Navi 60 | Navi 80 |
|---|---|---|---|---|---|
| Производи- тельность, м3/час | 16 | 25 | 40 | 60 | 80 |
| Вакуум, мБар | 150 | 150 | 150 | 150 | 150 |
| Скорость вращения, об/мин | 1420 | 1420 | 1420 | 1420 | 1420 |
| Мощность, кВт | 0. 75 75 | 1.1 | 1.85 | 2.2 | 2.2 |
| Напряжение, В | 380 | 380 | 380 | 380 | 380 |
| Патрубки | G1/2 | G3/4 | G3/4 | G1 | G1 |
| Габаритные размеры, мм | 451x231x211 | 545x328x290 | 625x328x290 | 730x360x310 | 734x360x310 |
| Вес, кг | 32 | 52 | 55 | 85 | 85 |
| Уровень шума, дБа | 61 | 66 | 70 | 72 | 72 |
| Модель | Navi 100 | Navi 140 | Navi 200 | Navi 250 | Navi 360 |
|---|---|---|---|---|---|
| Производи- тельность, м3/час | 100 | 140 | 178 | 145 | 350 |
| Вакуум, мБар | 150 | 150 | 200 | 200 | 250 |
| Скорость вращения, об/мин | 1420 | 1440 | 750 | 960 | 1450 |
| Мощность, кВт | 4 | 5. 5 5 | 5.5 | 5.5 | 7.5 |
| Напряжение, В | 380 | 380 | 380 | 380 | 380 |
| Патрубки | G1 1/2 | G1 1/2 | G2 1/2 | G2 1/2 | G2 1/2 |
| Габаритные размеры, мм | 882x460x336 | 884x460x336 | 1192x612x548 | 1192x612x548 | 1233x612x548 |
| Вес, кг | 125 | 130 | 340 | 340 | 350 |
| Уровень шума, дБа | 76 | 78 | 79 | 82 | 84 |
Сделать запрос
Преимущества:
- Безмасляная откачка. Масляный пар не попадает в окружающую среду на нагнетании, а также не загрязняет вакуумную систему через всасывание.
- Простата эксплуатации.
 В отличие от масляных ПРВН не нужно следить за уровнем масла и подливать его.
В отличие от масляных ПРВН не нужно следить за уровнем масла и подливать его. - Цена. Сухой пластинчато роторный насос не оборудован системой циркуляции смазки, поэтому его стоимость ниже, чем маслосмазываемого.
- Может длительно работать без остановок.
- Высокая надежность. Самые быстроизнашивающиеся элементы, графитовые лопатки, легко заменяются на новые.
- Низкий уровень шума.
 В отличие от масляных ПРВН не нужно следить за уровнем масла и подливать его.
В отличие от масляных ПРВН не нужно следить за уровнем масла и подливать его.
Недостатки:
- Сухой пластинчатый вакуумный насос создает меньший вакуум (150 мБар), чем масляные модели. Например, маслосмазываемые насосы Luna создают предельное остаточное давление 0,1 мБар, а двухступенчатые маслозаполненные Alcor – 0,05 Па.
- Ресурс лопаток из графита, обычно не более 10 тыс. ч., меньше, чем металлических (около 50 тыс. ч.). При длительной эксплуатации, образующаяся графитовая пыль может попадать в окружающую среду через нагнетание.
Сухой роторный вакуумный насос: области применения
Применяются во всех областях, где требуется создать низкий вакуум, не загрязненный масляным паром, например:
- Вакуумная формовка.
- Полиграфическая промышленность.
- Вакуумные прижимы на станках с ЧПУ.
- Вакуумная упаковка в пищевой промышленности.
- Научно-исследовательские лаборатории.
- Форвакуумные насосы в безмасляных вакуумных системах.
- Медицинское оборудование.
- Деревообрабатывающая промышленность.

Из-за компактных размеров, тихой работы и простоты обслуживания отлично подходит для лабораторий и медицинских учреждений.
Если вы решили купить безмасляный ротационно пластинчатый вакуумный насос VARP Navi, то ознакомьтесь с основными рабочими характеристиками:
- Максимальный вакуум 150 мБар.
- Максимальная быстрота откачки линейки моделей Navi от 16 до 350 м3/ч.
- Максимальная мощность привода от 0.2 до 7.5 кВт.
Сервисный центр
Производственные площадки в г.Москва и г.Казань позволяют нашим инженерам в кротчайшие сроки выполнять сервисное обслуживание оборудования.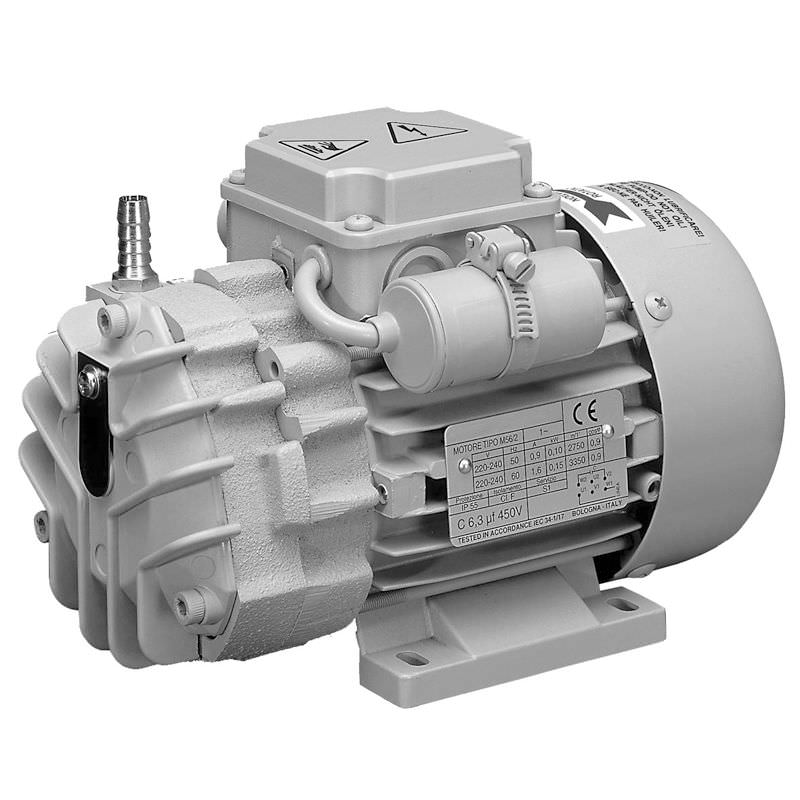
Большой опыт производства вакуумных насосов и компетентность наших технологов всегда в Вашем распоряжении.
Узнать подробнее
Вопрос ответ
- Гарантийные обязательства
На всё оборудование действует стандартная гарантия — 1 год. Осуществляем постгарантийное обслуживание.
- Условия доставки
Мы осуществляем доставку всего оборудования по всей территории России и стран томоженного союза.Оформляем международную накладную CMR. На все поставляемое оборудование прикладывается сертификат ТР ТС 010/2011
- Как часто оборудование требует ТО
Мы рекомендуем проверять работоспособность основных узлов — раз в год, вспомогательных узлов — перед каждым пуском оборудования.
- Как приобрести оборудование
Вы можете оставить заяку/задать вопрос любым удобным для Вас способом: по электронной почте, заполнив форму обратной связи, позвонив по телефону. Наши инженеры помогут.
- Консультация в подборе оборудования
Выпускники профильныйх учреждений: МГТУ им.Н.Э.Баумана, ФГБОУ ВО «КНИТУ», которые в разное время обучались на кафедре вакуумной техники, в кротчайшие сроки решают самые сложные задачи.

Как выбрать пластинчато-роторный вакуумный насос (РПВН) – принцип работы, виды пластинчато-роторных насосов
Добрый день, дорогие друзья! В этой статье:
- Я расскажу Вам, какие виды пластинчато-роторных насосов бывают.
- Где их применяют.
- Плюсы и минусы каждого из видов.
- Покажу реальные примеры, которые помогут Вам сделать свой выбор.
Пластинчато-роторный вакуумный насос предназначен для откачки воздуха и различных газовых смесей, а также используются, как насосы предварительного разрежения в различных вакуумных установках.
Своё применение они находят в разных отраслях промышленности, науки и сельского хозяйства.
Принцип работы пластинчато-роторного вакуумного насоса
- Сначала воздух через входное отверстие попадает в пространство рабочей камеры.
- Затем он постепенно сжимается за счет того, что вращающиеся пластины ротора достаточно герметично прилегают к внутренней поверхности цилиндра и перемещают газ в более узкую часть имеющегося серповидного пространства. Там воздух еще более сжимается и удаляется через выпускное отверстие. Подаваемое масло смазывает детали насоса а также уменьшает его температуру.
Ниже приведена схема работы:
Рассмотрим основные виды вакуумных пластинчато-роторных насосов.
Сухой пластинчато-роторный вакуумный насос
Работает без применения смазываемых материалов в камере. Одной из особенностей данной конструкции является возможность работать не только на всасывание, но и на нагнетание, т.е. не только как насос, но и как компрессор.
Предельное остаточное давление: до 150 мбар.
Производительность: от 3 м3/ч до 250 м3/ч.
Плюсы сухого роторного насоса
- Абсолютно сухой насос.
- Полностью отсутствует масло.
- Простое техническое обслуживание.
- Откачка большого потока воздуха.
Минусы
- Небольшое предельное остаточное давление.
- Высокий износ рабочих лопаток.
Применение сухих пластинчато-роторных насосов
Чаще всего применяют в тех областях, где не требуется глубокий вакуум, а также очень важна чистота, как в помещении, так и в рабочей камере.
- Полиграфия.
- Пищевая промышленность.
- Упаковка.
- Деревообработка.
- и другое.
Маслосмазываемый пластинчато-роторный вакуумный насос
Главной отличительной чертой маслосмазываемого пластинчато-роторного вакуумного насоса является капельное поступление масла в рабочую камеру, что позволяет создавать более глубокий вакуум по сравнению с сухими насосами.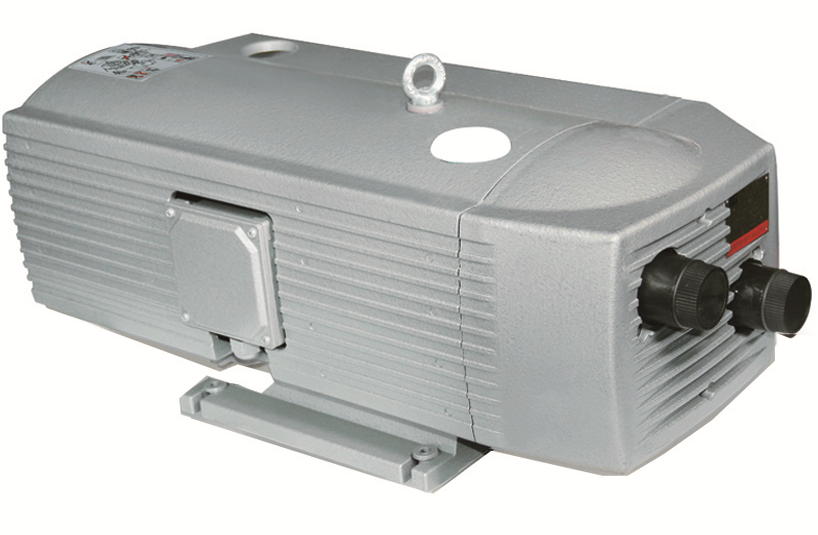
Предельное остаточное давление: 0,1 мбар.
Скорость откачки: от 10 м3/ч до 630 м3/ч.
Плюсы маслосмазываемого вакуумного насоса
- Относительно глубокий вакуум.
- Широкий диапазон производительностей до 630 м3/ч.
Минусы
- Необходимость замены масла.
Применение
Маслосмазываемые пластинчато-роторные вакуумные насосы являются самыми распространёнными промышленными насосами, что связано с их универсальностью и областью применения:
- Автомобильная промышленность.
- Дегазация.
- Вакуумная сушка.
- Вакуумная упаковка.
- Деревообработка.
- Вакуумное оборудование для подъема, перемещения и позиционирования.
- Централизованные вакуумные системы.
- и другое.
Маслозаполненный пластинчато-роторный вакуумный насос
Маслозаполненный пластинчато-роторный насос способен создать вакуум до 10-4 мбар, который требуется для некоторых процессов. В России наибольшее распространение среди маслозаполненных ПРВН получила модель 2НВР.
В России наибольшее распространение среди маслозаполненных ПРВН получила модель 2НВР.
Предельное остаточное давление: 1*10-4 мбар.
Производительность: от 1 м3/ч до 500 м3/ч.
Плюсы маслозаполненного вакуумного насоса
- Глубокий вакуум.
- Широкий диапазон производительностей до 500 м3/ч.
- Возможность откачки небольшого количества паров.
Минусы
- Выхлоп масла при работе с атмосферным давлением.
- Необходимость замены масла.
- Высокая стоимость по отношению к другим ПРВН.
Применение маслозаполненных ПРВН
- Форвакуумный насос для высоковакуумных насосов, таких как, турбомолекулярные насосы, диффузионные насосы, криогенные насосы и другие.
- Научно-исследовательская деятельность.
- Сушка сублимацией.
- Вакуумная обработка металлов.
- Аналитическое оборудование.
- Дистилляция.
- Технология нанесения плёночного покрытия.
- И другое.

Как выбрать вакуумный насос
Для правильного подбора вакуумного насоса нужно знать, как минимум 2, технические характеристики, либо область применения (тогда наши инженеры подберут Вам насос, исходя из опыта):
- Требуемый уровень вакуума в системе — давление, которое требуется для вашего процесса (стоит отметить, что предельное остаточное давление, указанное в характеристиках к насосам, не является рабочим давлением в системе, т.к. предельное остаточное давление — это наименьшее давление, которое может быть достигнуто в определенных условиях при использовании вакуумного насоса). Единиц измерения остаточного давления множество: атм., кг*с/см2, Па, мбар, мм ртутного столба и др.
- Скорость откачки (производительность) — определяется при помощи откачиваемого объема по специальной формуле, указанной ниже, измеряется в м3/ч, л/с, л/мин.
- t — время откачки, часы
- V — объем откачиваемой емкости (герметичной), м3.
- S — производительность насоса, м3/ч.
- Pн — уровень начального вакуума, мбар (чаще всего это 1 атмосфера, 1013 мбар).
- Pк — уровень необходимого вакуума в емкости, мбар.
-
k — коэффициент запаса, зависит от проводимости системы, герметичности и множества других факторов, в общем случае для упрощения расчетов он равен 2.

Поскольку вы уже знаете несколько видов ПРВН, стоит рассмотреть выбор вакуумного насоса на примерах.
Пример №1
Вакуумный насос для вакуумного пресса (производство мебели, наклейки шпона), технические требования: производительность 20 м3/ч.
Под данные характеристики подходят 2 вида насосов:
- Пластинчато-роторные маслосмазываемые.
- Пластинчато-роторные маслозаполненые двухступенчатые.

Здесь стоит начать с небольшого предисловия, в советское время маслосмазываемые насосы не были так популяризированы, как сейчас и на всех подобных процессах стояли насосы типа 2НВР (маслозаполненный).
В данном случае, усилие на шпон, создаваемое при давлении 10-4 мбар составит 0,9999999 кгс/см2, в то время как при давление 0,1 мбар будет 0,9999 кгс/см2, как видно, разница между ними составляет примерно 0,01%, также стоит отметить, что стоимость ПРВН выше в среднем на 30%, следовательно, здесь стоит остановить свой выбор на маслосмазываемом насосе.
Пример №2
Нужен вакуумный насос для Лиофильной сушки, требуемое давление 0,02 мбар, производительность 20 м3/ч.
Под данные характеристики подходит 1 вид насоса:
- Пластинчато-роторные маслозаполненые двухступенчатые.

Здесь стоит отметить, что данное давление сможет создать лишь ПРВН маслозаполненый, да и данный насос применяется во время лиофильной сушки.
Пример №3
Нужен вакуумный насос, какой вакуум создается, я не в курсе, производительность нужна 15 м3/ч, для полиграфического станка. Под данные характеристики подходит 1 вида насоса, это можно определить благодаря области применения:
- Сухой пластинчато-роторный насос.
Зная применение вакуумного насоса, можно легко и просто подобрать оборудование, как в данной ситуации.
Статью подготовил сотрудник высокого вакуума, Евгений Сильченко.
Ротационно-лопастные вакуумные насосы с прямым приводом
Ротационно-лопастные вакуумные насосы с прямым приводом обеспечивают надежный источник вакуума для различных лабораторных продуктов, включая сублимационные сушилки FreeZone, перчаточные боксы Protector с контролируемой атмосферой и центробежные концентраторы CentriVap. Эти пластинчато-роторные вакуумные насосы доступны с производительностью 117 или 195 литров в минуту (при 60 Гц).
Эти пластинчато-роторные вакуумные насосы доступны с производительностью 117 или 195 литров в минуту (при 60 Гц).
Универсальный экономичный лопастной вакуумный насос для различного лабораторного оборудования.
Фильтр Эти продукты
Вакуумный насос роторного лопасти, 117 LPM, 115 В
Каталог № 1472100
- Содержание образцов: Water
- Тип насоса: ROT: WATER
- TIP: ROT: WATER
- TIP: ROT: WATER
- Насосы: VAIN VAIN : VANARARY VANARARY : VANARARY VANARARY . : США и Канада
- Работает с этими продуктами: FreeZone 1-литровые системы сублимационной сушки, FreeZone 2,5-литровые системы сублимационной сушки, FreeZone 4,5-литровые системы сублимационной сушки, перчаточные боксы Precise Controled Atmosphere, Protector Protector
- способность смещения при 60 Гц (50 Гц): 117 (98) литры/мин
- Окончательный вакуум: 2 x 10 -3 MBAR
Vane Vane Vacuum Pulc, 117 LPM, 230V
99999999999999999999979000
9
.
 Каталог № 7739400
Каталог № 7739400
Сравнение
- Содержание образцов: Вода только
- Тип насоса: ВАКАРИЧЕСКИЙ ПУМОВЫЙ ПУМОВА0019 Перчаточные боксы с регулируемой атмосферой, Protector Перчаточные боксы с регулируемой атмосферой
- Производительность при 60 Гц (50 Гц): 117 (98) литров/мин
- Предельный вакуум: 2 x 100 90 -4 мбар 90
Вакуумный насос роторного лопата, 117 LPM, 230 В
Каталог № 7739402
Сравнение
- Содержание образца: Вода только
- Тип насоса: Роторный Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Wabuum Vane Vane Vane Wabuum Vane Vane Wabuum Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Vane Water Tomply
- 0020
- Регион: International
- Работает с этими продуктами: FreeZone 1-литровые системы сублимационной сушки, FreeZone 2,5-литровые системы сублимационной сушки, FreeZone 4,5-литровые системы сублимационной сушки, FreeZone Triad системы сублимационной сушки, Перчаточные боксы с точной контролируемой атмосферой, Protector Перчаточные боксы с контролируемой атмосферой
- Производительность при 60 Гц (50 Гц): 117 (98) литров/мин
- Максимальный вакуум: 2 x 10 -3 мбар
Вакуумный насос роторного лопасти, 195 LPM, 230 В
Каталог № 7739403
Сравнение
- СОДЕРЖАНИЕ Образец: Вода только
- Насос : Vane Vane VANE VANAM. VANE VANE VANE VANE. Canada, International
- Работает с этими продуктами: FreeZone 6-литровые системы сублимационной сушки, FreeZone 12-литровые сублимационные системы, FreeZone 18-литровые сублимационные системы, FreeZone Triad Freeze Dry Systems
- Displacement Capacity at 60 Hz (50 Hz): 195 (163) Liters/min
- Ultimate Vacuum: 2 x 10 -3 mBar
Rotary Vane Vacuum Pump, 195 LPM, 230V
Каталог # 7739401
Сравнение
- Содержание образцов: Вода только
- Тип насоса: Роторный ванной насос
- Региона: Международный
-
- .0019 Перчаточные боксы с регулируемой атмосферой Protector
- Производительность при 60 Гц (50 Гц): 195 (163) литров/мин
- Предельный вакуум: 2 x 90 90 40 мбар 3
2 x 10 -3 мбар-3
Вакуумный насос роторного лопасти, 195 л.
хн, 115 ВКаталог № 1467700
Сравнение
- Содержание образца: Вода только
- Тип насоса: Гномовый Vane Van Van Pucuum Наполните0020
- Регион: США и Канада
- Работает с этими продуктами: Системы сублимационной сушки FreeZone 6 литров :
Наши представители готовы помочь
Литература и ресурсы
lock Войдите или зарегистрируйтесь, чтобы загрузить ресурсы
Брошюры
Каталог сублимационных сушилок FreeZone
Содержит руководство по выбору, характеристики и преимущества, технические характеристики и информацию для заказа всей линейки систем сублимационной сушки FreeZone с объемом коллектора от 2,5 до 18 литров; триадные сублимационные сушилки FreeZone; сушилки с укупорочным лотком FreeZone; лотковые сушилки для сыпучих материалов FreeZone; аксессуары для сушки; стеклянная посуда и вакуумные насосы.
Руководства пользователя
Лопастно-роторные вакуумные насосы общего назначения Руководство
Для номеров каталога: 1467700, 1472100, 7739400, 7739401, 7739402, 7739403
Объявления о конфликтном составе
CE Declaration -Conformity — PABUMARIN
Для роторных вакуумных насосов серии 773940x и модели 1472100 и модели 1467700
Сопутствующие товары
Центробежные вакуумные концентраторы
В центробежных вакуумных концентраторах CentriVap используется сочетание центробежной силы, вакуума и тепла для ускорения лабораторного испарения нескольких небольших образцов. Холодные ловушки CentriVap защищают вакуумный насос от агрессивных химикатов.
Сублимационная сушилка
Настольные сублимационные сушилки и мобильные консоли. Доступны модели, температура которых достигает -105°C.
Лиофилизация, выпаривание или концентрирование, что лучше всего подходит для ваших образцов?ПОСМОТРЕТЬ ОБРАЗЕЦ ПОДГОТОВКИ ЭЛЕКТРОННОЙ КНИГИ
Перчаточные ящики и газоочистители
Labconco предлагает перчаточные боксы с фильтрацией, контролируемой атмосферой и комбинированные перчаточные боксы, которые обеспечивают физический барьер между пользователем и материалами внутри.
Лабораторные тележки, столы и скамейки
Тележки и скамейки Labconco перевозят предметы из лаборатории в лабораторию или служат дополнительным рабочим столом или рабочим местом. Столы служат для различных целей.
Сухие испарители с продувкой азотом
В этих испарителях для нескольких проб используется комбинация мягких сил — вихревого движения, сухого тепла и продувки азотом — для быстрого уменьшения количества проб и обеспечения высокой пропускной способности.
Ловушки и другие аксессуары для вакуумных насосов
Доступны системы замены масла PrimeMate, химические ловушки, ловушки с сухим льдом, ловушки с жидким азотом и жидкостные ловушки, а также необходимые трубки и принадлежности для трубок.
Что такое роторно-лопастной вакуумный насос?
Что такое пластинчато-роторный вакуумный насос?
Ротационно-пластинчатый вакуумный насос в его простейшем определении представляет собой тип насосной технологии, которая позволяет сжимать воздух внутри насосной камеры для создания всасывания для удаления молекул воздуха из сосуда или области.
Ротационно-пластинчатый вакуумный насос работает по принципу объемного нагнетания. Конструкция состоит из ротора, который эксцентрично установлен внутри цилиндрического корпуса или статора. Лопасти, установленные внутри ротора, перемещаются внутрь и наружу за счет центробежной силы, следуя за внутренней поверхностью корпуса. Более подробное описание принципа работы пластинчато-роторного насоса с масляной смазкой и сухого хода можно увидеть далее в этой статье.
Каковы преимущества пластинчато-роторных вакуумных насосов?
Преимущества масла в пластинчато-роторном вакуумном насосе:
- Масляное уплотнение — масло обеспечивает эффективное уплотнение, обеспечивающее предельный вакуум до <0,5 мбар (абс. )
- Смазка предотвращает износ — Алюминиевые лопасти, ротор, подшипники корпуса и крышки корпуса смазываются маслом, что делает их практически неизнашиваемыми.
- Пониженная рабочая температура — Нагрев снижается, поскольку масло снижает трение в камере сжатия
- Защита от коррозии — масло защищает все компоненты от коррозии и реакции с газом
- Очищающий эффект — Масло очищает камеру компрессора от загрязнений и предотвращает повреждения, продлевая срок службы и производительность насоса.
Другие преимущества всех конструкций пластинчато-роторных вакуумных насосов:
- Высококачественный вакуум с одним компрессором
- Ножи с длительным сроком службы
- Оптимизированное разделение масла и воды (только масляная смазка)
- Высокая устойчивость к водяному пару за счет газового балласта (только с масляной смазкой)
- Низкий уровень шума
- Низкая вибрация
- Практически без пульсаций
- Простота обслуживания
- Подходит для широкого спектра промышленных применений
- Полностью безмасляные (только роторные насосы с сухим ходом)
Из каких частей состоит роторно-лопастной вакуумный насос?
Каждый пластинчато-роторный вакуумный насос состоит из одних и тех же стандартных компонентов.
В зависимости от дизайна, размера или модели могут быть различия в компонентах. Ниже приведены некоторые стандартные компоненты, которые вы можете найти в машинах с масляной смазкой и машинах с сухим ходом.Обзор пластинчато-роторного вакуумного насоса с масляной смазкой:
- Лопасти (также известные как «лопасти»)
- Ротор
- Цилиндрический корпус
- Всасывающий фланец
- Обратный клапан
- Двигатель
- Корпус маслоотделителя
- Масляный картер
- Масло
- Фильтры
- Поплавковый клапан
Обзор роторно-лопастного вакуумного насоса сухого хода:
Вращающиеся лопатки с масляной смазкой
Химические и фармацевтические процессы
- Кристаллизация
- Дегазация
- Перегонка
- Сушка
- Испарение
- Фракция
- Пропитка
- Суперохлаждение
- Вакуумное покрытие (сублимация)
- Вакуумная фильтрация
Экология
- Аэрация
- Сушка
- Системы пылеудаления
Пищевая промышленность
- Машины для розлива и розлива
- Машины для резки
Промышленное применение
- Системы сушки
- Системы пылеудаления
- Промышленные печи
- Вакуумный прижим
Упаковочная промышленность
- Централизованные вакуумные системы
- Упаковочные машины
Пневмотранспорт
Деревообрабатывающая промышленность
- Системы пылеудаления
- Вакуумный прижим
Роторные лопатки сухого хода
Экологическая техника
- Аэрация
Промышленное применение
- Подъем и удерживание
- Возьми и положи
Упаковочная промышленность
- Упаковочные машины
Полиграфия
- Послепечатная обработка
- Печатные машины
Деревообрабатывающая промышленность
- Вакуумный прижим
Каков принцип работы пластинчато-роторного вакуумного насоса?
Ниже представлен обзор принципа работы пластинчато-роторного вакуумного насоса с масляной смазкой.
Помните: Каждый пластинчато-роторный вакуумный насос с масляной смазкой состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели существуют и другие компоненты.1. Увеличение давления за счет уменьшения объема является принципом работы роторно-лопастного насоса. Весь корпус цилиндра смачивается масляной пленкой, по которой лопасти работают практически без износа.
2. Смазка маслом производится исключительно за счет перепада давления в корпусе и корпусе маслоотделителя. Это достигается за счет нескольких маслопроводов между корпусами.
3. В цилиндрическом корпусе ротор расположен эксцентрично, так что его верхняя часть почти касается корпуса цилиндра. Лопасти прижимаются к стенке корпуса под действием центробежной силы и образуют три разные камеры, в которых захватывается воздух.
4. Когда первая камера открыта, воздух проходит через всасывающий фланец в камеру компрессора.
5. Пока ротор вращается, следующая лопасть закрывает эту камеру (и сразу же открывает следующую). В этот момент пространство между лопастями достигает максимального объема воздуха.
6. Газомасляная смесь сжимается за счет уменьшения объема и выдувается в корпус маслоотделителя.
7. Некоторые модели насосов оснащены выпускными клапанами, которые останавливают обратный поток нагнетаемого воздуха при достижении максимального давления или выключении насоса.
8. Нефть механически отделена от газа сложной конструкцией корпуса маслоотделителя. Масло собирается в маслосборнике.
Этот процесс удаляет 95-98% масла, содержащегося в воздухе.
9. Затем оставшуюся смесь нефти и газа пропускают через фильтрующие элементы тонкой очистки, которые удаляют оставшиеся мелкие частицы масла. Эти частицы масла будут повторно введены через поплавковый клапан в масляный контур насоса.
10. Практически безмасляный газ можно выдувать как через воздухоотвод, так и через шланги или трубы.
Ниже представлен обзор принципа работы пластинчато-роторного вакуумного насоса сухого хода
Каждый пластинчато-роторный насос сухого хода состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели существуют и другие компоненты. В целом принцип работы роторно-лопастного насоса сухого хода очень похож на принцип работы насоса с масляной смазкой.
1. Подобно их аналогам с масляной смазкой, увеличение давления за счет уменьшения объема является принципом работы вращающихся лопастей без смазки.
2. В насосах с сухим ходом используются сухие графитовые лопасти, которые трутся о поверхность корпуса цилиндра. Это создает графитовый слой на поверхности, что позволяет лопастям скользить с минимальным износом.
3. Это создает графитовый слой на поверхности, что позволяет лопастям скользить с минимальным износом.
 VANE VANE VANE VANE. Canada, International
VANE VANE VANE VANE. Canada, International хн, 115 В
хн, 115 В
 Лиофилизация, выпаривание или концентрирование, что лучше всего подходит для ваших образцов?
Лиофилизация, выпаривание или концентрирование, что лучше всего подходит для ваших образцов?
 )
)
 Помните: Каждый пластинчато-роторный вакуумный насос с масляной смазкой состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели существуют и другие компоненты.
Помните: Каждый пластинчато-роторный вакуумный насос с масляной смазкой состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели существуют и другие компоненты.



 Он имеет треугольный профиль, аналогичный метрическому, но с углом вершины 55° вместо 60°; профиль также закруглен как на гребне, так и на горле, так что механический контакт между деталями происходит не только по бокам резьбы, но и на гребнях. Сегодня это встречается гораздо реже, чем в прошлом, даже англосаксонские страны перешли на метрическую резьбу.
Он имеет треугольный профиль, аналогичный метрическому, но с углом вершины 55° вместо 60°; профиль также закруглен как на гребне, так и на горле, так что механический контакт между деталями происходит не только по бокам резьбы, но и на гребнях. Сегодня это встречается гораздо реже, чем в прошлом, даже англосаксонские страны перешли на метрическую резьбу.





 Для резьбы в дереве существуют специальные метчики и плашки: обычно можно работать со средними и большими диаметрами от 10 до более 60 мм, с шагом, отличным от метрического.
Для резьбы в дереве существуют специальные метчики и плашки: обычно можно работать со средними и большими диаметрами от 10 до более 60 мм, с шагом, отличным от метрического. А левые станок режет с удвоенным шагом. Помогите дельным советом, а то стыдно отказывать заказчикам.
А левые станок режет с удвоенным шагом. Помогите дельным советом, а то стыдно отказывать заказчикам.

 После того, как вы разовьете свои навыки работы с этой чашей, перейти к более сложным формам или рисункам будет намного проще и безопаснее.
После того, как вы разовьете свои навыки работы с этой чашей, перейти к более сложным формам или рисункам будет намного проще и безопаснее.
 Почти все токарные станки имеют станину с горизонтальной балкой. Исключением являются токарные станки по дереву, предназначенные для токарной обработки больших чаш, которые в своей базовой конфигурации представляют собой не более чем очень большую напольную шпиндельную бабку.
Почти все токарные станки имеют станину с горизонтальной балкой. Исключением являются токарные станки по дереву, предназначенные для токарной обработки больших чаш, которые в своей базовой конфигурации представляют собой не более чем очень большую напольную шпиндельную бабку. youtube.com/embed/pp8jgdRXY_0″ allowfullscreen=»»/>
youtube.com/embed/pp8jgdRXY_0″ allowfullscreen=»»/> 
 Эта деталь удерживает древесину по центру и надежно защищает переднюю бабку.
Эта деталь удерживает древесину по центру и надежно защищает переднюю бабку. Токарные станки обычно поставляются с DBC размером менее 20 дюймов или до 45 дюймов, в зависимости от размера их инструмента.
Токарные станки обычно поставляются с DBC размером менее 20 дюймов или до 45 дюймов, в зависимости от размера их инструмента. с. способный качественно точить небольшие поделки.
с. способный качественно точить небольшие поделки.

 Соблюдение этих мер предосторожности поможет обезопасить пользователя во время поворота.
Соблюдение этих мер предосторожности поможет обезопасить пользователя во время поворота. Он также может отмечать места по всей длине дерева, чтобы показать, где начинать различные секции во время резьбы.
Он также может отмечать места по всей длине дерева, чтобы показать, где начинать различные секции во время резьбы.

 Отрежьте эту деталь до конечной длины, прежде чем зажать ее на токарном станке.
Отрежьте эту деталь до конечной длины, прежде чем зажать ее на токарном станке. Сделайте это с помощью карандаша и стальной линейки.
Сделайте это с помощью карандаша и стальной линейки. Он должен быть достаточно близко к заготовке, чтобы обеспечить контроль, но и достаточно далеко, чтобы ложа не ударялась о нее при повороте рукой. Хорошее общее расстояние составляет 3/4 дюйма, но опытные токари со временем узнают, что им подходит.
Он должен быть достаточно близко к заготовке, чтобы обеспечить контроль, но и достаточно далеко, чтобы ложа не ударялась о нее при повороте рукой. Хорошее общее расстояние составляет 3/4 дюйма, но опытные токари со временем узнают, что им подходит.
 Используйте разделительное долото, чтобы отметить секции конструкции шпинделя. Затем используйте шпиндельные выемки, чтобы вырезать формы шпинделя. Работайте медленно, создавая плавные изгибы и переходы, а при необходимости переходите к стамескам разного размера.
Используйте разделительное долото, чтобы отметить секции конструкции шпинделя. Затем используйте шпиндельные выемки, чтобы вырезать формы шпинделя. Работайте медленно, создавая плавные изгибы и переходы, а при необходимости переходите к стамескам разного размера. com
com
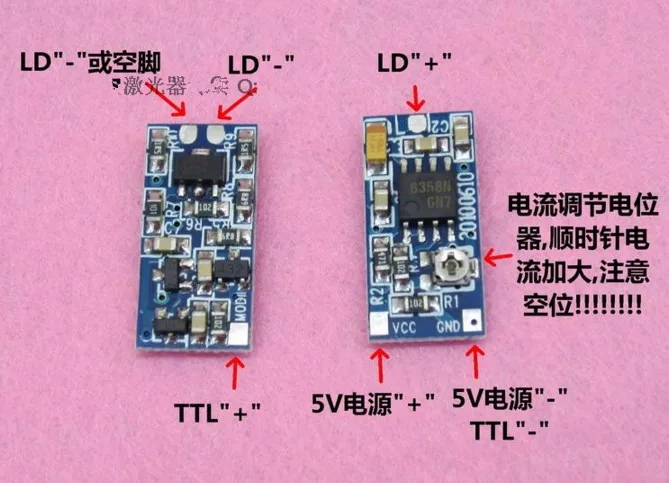
 Один важный момент: так как я использовал новый диод, я был 100% уверен, что он выдержит силу тока, если вы не уверены в этом, то последовательно соедините два резистора на 3.3 Ohm — это обезопасит диоды практически от любого DVD привода. Для защиты от замыкания используйте термоусадку. Всё готово!
Один важный момент: так как я использовал новый диод, я был 100% уверен, что он выдержит силу тока, если вы не уверены в этом, то последовательно соедините два резистора на 3.3 Ohm — это обезопасит диоды практически от любого DVD привода. Для защиты от замыкания используйте термоусадку. Всё готово! S.
S.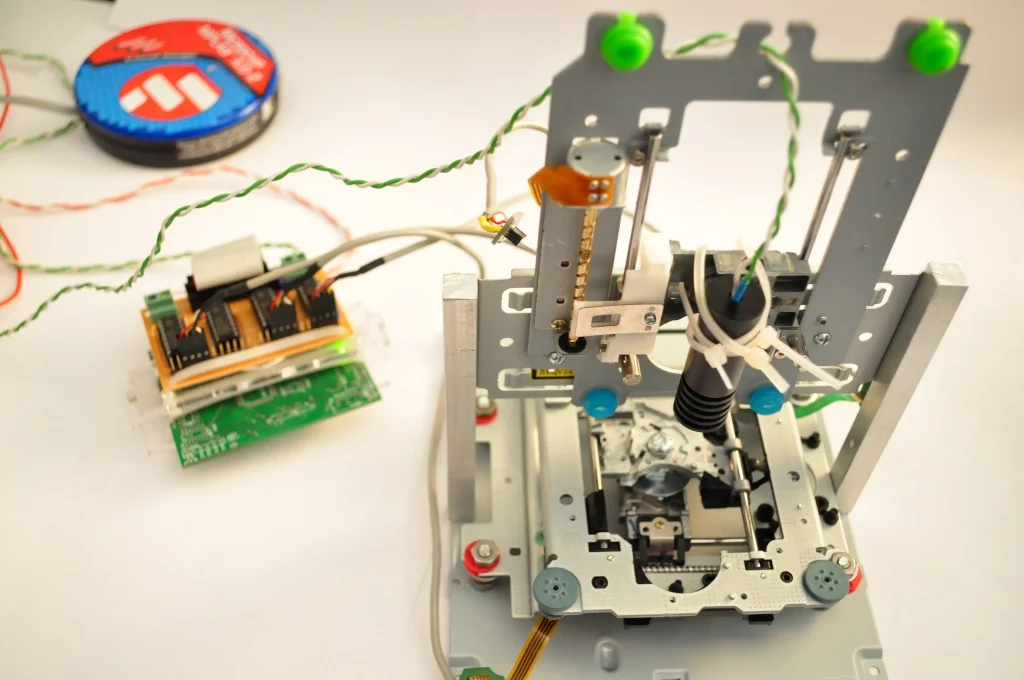
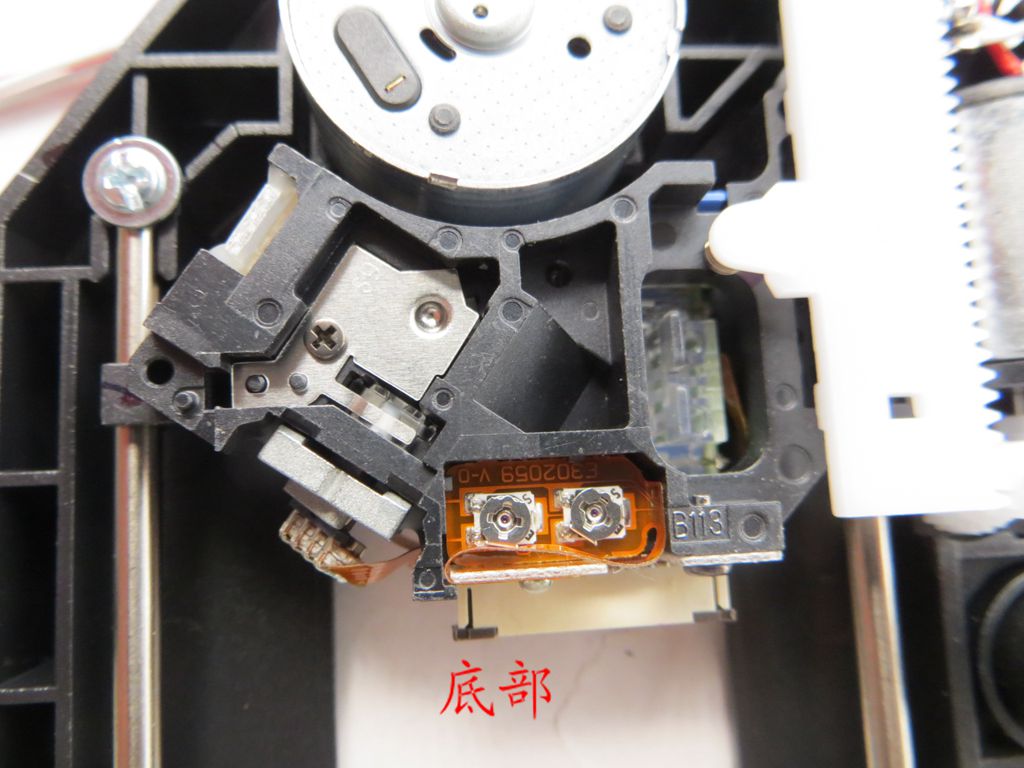
 Это влияет на качество теплоотвода, который необходим для нашей лазерной установки. Некоторые специалисты утверждают, что когда лд питает неимпульсный ток, то для каретки не будет хватать созданного теплоотвода. Это утверждение будет правильным для определенных моделей привода, а также, если необходимо получить максимальную мощность.
Это влияет на качество теплоотвода, который необходим для нашей лазерной установки. Некоторые специалисты утверждают, что когда лд питает неимпульсный ток, то для каретки не будет хватать созданного теплоотвода. Это утверждение будет правильным для определенных моделей привода, а также, если необходимо получить максимальную мощность. Поэтому, чтобы обеспечить нормальную работу данного элемента, необходимо три ножки лд
Поэтому, чтобы обеспечить нормальную работу данного элемента, необходимо три ножки лд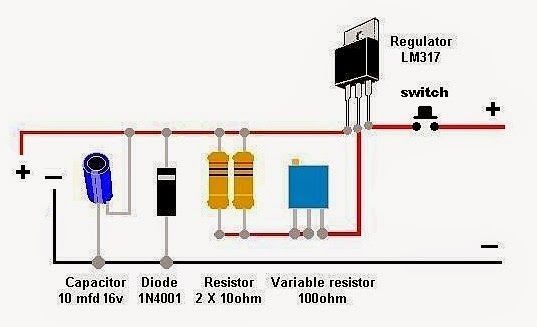

 Используя мультиметр, далее можно будет уменьшить сопротивление.
Используя мультиметр, далее можно будет уменьшить сопротивление.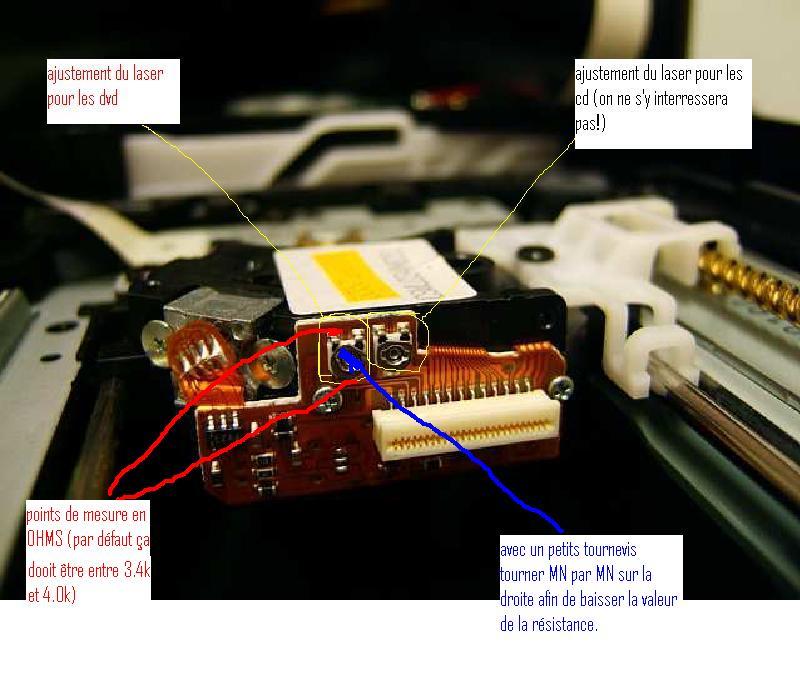 Для диодов 780нм на схему потребуется подавать от 3,8 В до 37 В. Поэтому в такой ситуации данная схема может оказаться неэффективной, так как вольт-амперная характеристика здесь будет сильно плавать в зависимости от температуры окружающей среды. А это может привести к перегоранию схемы, если повышение значения тока вовремя не удаётся отследить.
Для диодов 780нм на схему потребуется подавать от 3,8 В до 37 В. Поэтому в такой ситуации данная схема может оказаться неэффективной, так как вольт-амперная характеристика здесь будет сильно плавать в зависимости от температуры окружающей среды. А это может привести к перегоранию схемы, если повышение значения тока вовремя не удаётся отследить. Это позволит избежать ситуации появления тока чрезмерного значения.
Это позволит избежать ситуации появления тока чрезмерного значения.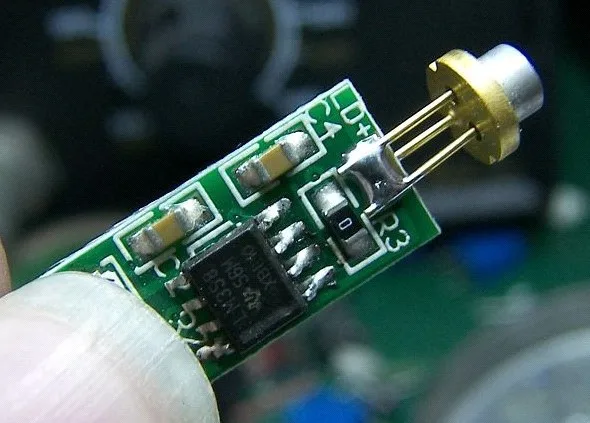 Также линзу можно прикрепить к лазерному диоду с помощью эпоксидного клея или двухстороннего скотча.
Также линзу можно прикрепить к лазерному диоду с помощью эпоксидного клея или двухстороннего скотча. com
com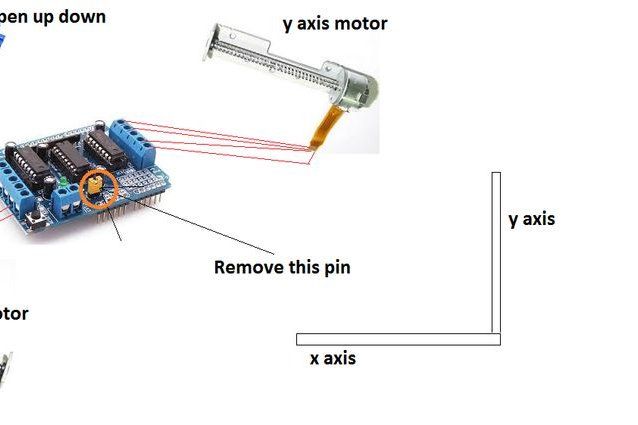 Обычно кто-то все еще продает эти диски (если только это не ОЧЕНЬ старая модель), и они помещают всю информацию, которую вам нужно знать, прямо в заголовок своего объявления: Philips dvd8631 16xdvd±rw dl дисковод ide . Итак, это 16-скоростной двухслойный записывающий DVD-привод, поэтому в нем есть мощный красный лазер.
Обычно кто-то все еще продает эти диски (если только это не ОЧЕНЬ старая модель), и они помещают всю информацию, которую вам нужно знать, прямо в заголовок своего объявления: Philips dvd8631 16xdvd±rw dl дисковод ide . Итак, это 16-скоростной двухслойный записывающий DVD-привод, поэтому в нем есть мощный красный лазер. 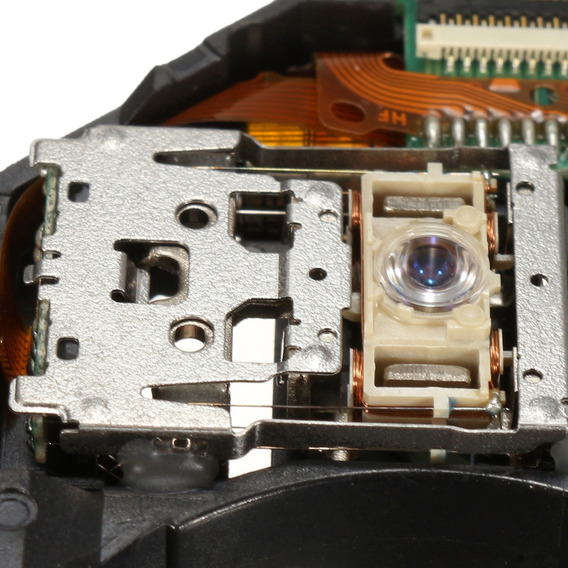 Возможно, вы захотите держаться подальше от них.
Возможно, вы захотите держаться подальше от них. Форумы обеспечивают более естественное течение беседы, особенно если требуется несколько ответов. Кроме того, вы сможете стилизовать свой текст (жирный шрифт, курсив и т. д.) и публиковать изображения, которые могут помочь с хорошим ответом.
Форумы обеспечивают более естественное течение беседы, особенно если требуется несколько ответов. Кроме того, вы сможете стилизовать свой текст (жирный шрифт, курсив и т. д.) и публиковать изображения, которые могут помочь с хорошим ответом. 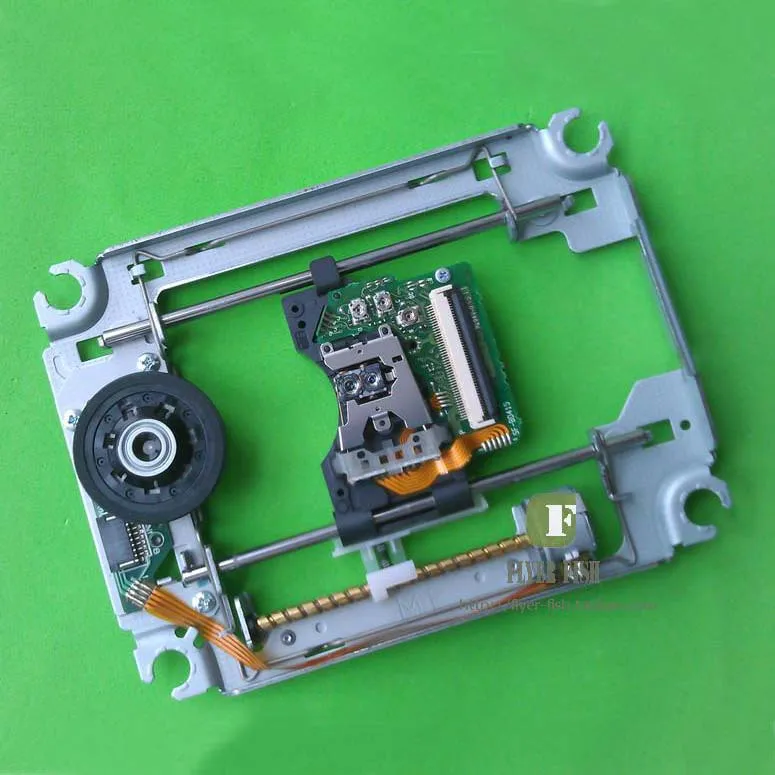 Потоковые сервисы часто предлагают более качественные версии одних и тех же фильмов в цифровом формате. Кроме того, если вы большой поклонник физических носителей, вы, вероятно, перешли на Bluray или полностью пошли другим путем со своей коллекцией видеокассет. Так что пришло время распотрошить эти DVD-плееры в пользу чего-то действительно полезного, например, лазерного сканирующего микроскопа.
Потоковые сервисы часто предлагают более качественные версии одних и тех же фильмов в цифровом формате. Кроме того, если вы большой поклонник физических носителей, вы, вероятно, перешли на Bluray или полностью пошли другим путем со своей коллекцией видеокассет. Так что пришло время распотрошить эти DVD-плееры в пользу чего-то действительно полезного, например, лазерного сканирующего микроскопа. Она, как правило,
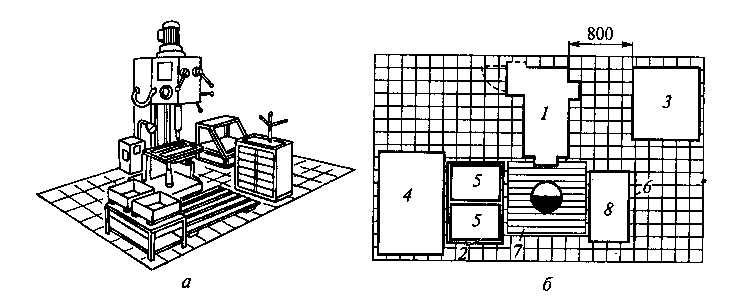
Она, как правило, На плане должны быть также показаны
На плане должны быть также показаны


 Все эти скорости можно изменять бесступенчато;
Все эти скорости можно изменять бесступенчато;


 Но пока это происходит, я застрял внутри машины, человеческая анимация GIF: I. Just. Не может. Останавливаться.
Но пока это происходит, я застрял внутри машины, человеческая анимация GIF: I. Just. Не может. Останавливаться.
 Это как играть против самого себя: ты — машина, машина — это ты».
Это как играть против самого себя: ты — машина, машина — это ты». На самом деле, это похоже на неудачу слов, потому что она находится на грани человеческого опыта, просачиваясь в кибернетическое царство, которое лучше всего выражается в данных и коде.
На самом деле, это похоже на неудачу слов, потому что она находится на грани человеческого опыта, просачиваясь в кибернетическое царство, которое лучше всего выражается в данных и коде.

 Фото. И, возможно, где-то там вы найдете что-то классное («Мой друг знает моего кузена») или милое («Котенок»). Большой. Джекпот! Нажмите. Фото. Нажмите. Фото. Нажмите. Фото.
Фото. И, возможно, где-то там вы найдете что-то классное («Мой друг знает моего кузена») или милое («Котенок»). Большой. Джекпот! Нажмите. Фото. Нажмите. Фото. Нажмите. Фото.
 у официального партнера ЗУБР в России
у официального партнера ЗУБР в России Р. Вулф Инк. (26)
Р. Вулф Инк. (26)
 16″>
16″> 76″>
76″>


 размер частиц, мм
размер частиц, мм
 мощность 3600 об/мин (HP)
мощность 3600 об/мин (HP)
 5
5

 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} ..
..
 Хорошо подходит для печати корпусов, приборов, автомобильных элементов, шестерен и механизмов, эластичен и крепок. Отлично обрабатывается механически и химически.
Хорошо подходит для печати корпусов, приборов, автомобильных элементов, шестерен и механизмов, эластичен и крепок. Отлично обрабатывается механически и химически.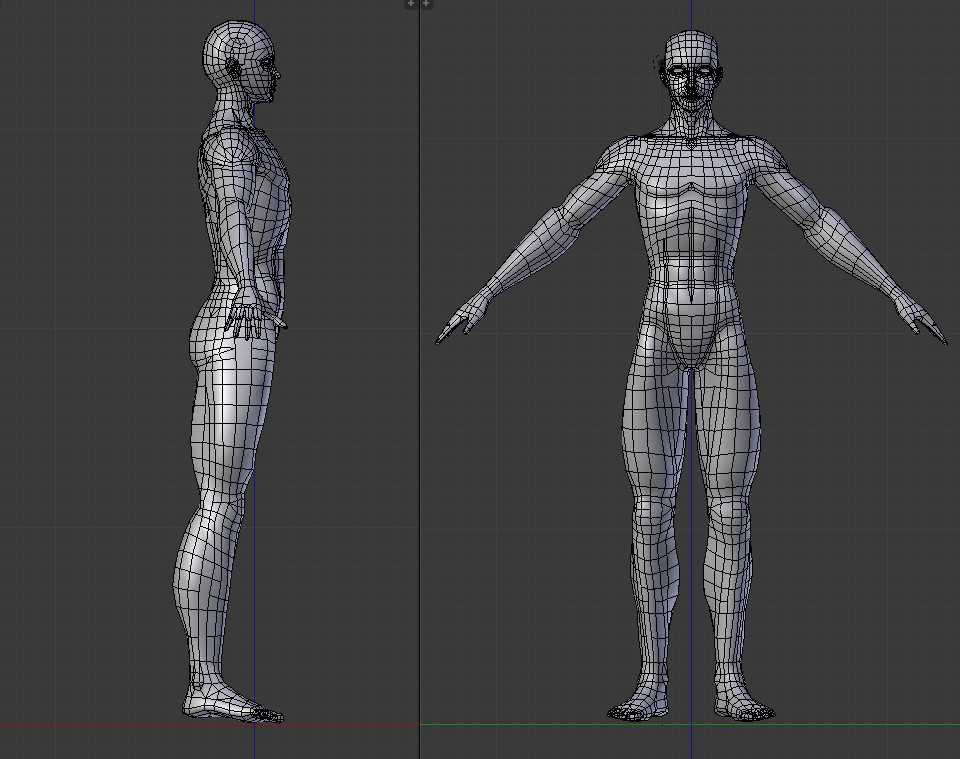 Кроме того, PET-G обладает химической стойкостью и может применяться в пищевом производстве (обычные пластиковые бутылки сделаны из PET). Заказать печать
Кроме того, PET-G обладает химической стойкостью и может применяться в пищевом производстве (обычные пластиковые бутылки сделаны из PET). Заказать печать Благодаря этому сочетанию карбон имеет сверхпрочность нейлона, но избавлен от его недостатка — сильной усадки. Также карбон имеет удивительное свойство: поверхность детали после печати — шероховатая без видимой слоистости, как у остальных пластиков. Поэтому он может применяться не только для печати сверхпрочных и нагруженных изделий, но и декоративных элементов. Заказать печать
Благодаря этому сочетанию карбон имеет сверхпрочность нейлона, но избавлен от его недостатка — сильной усадки. Также карбон имеет удивительное свойство: поверхность детали после печати — шероховатая без видимой слоистости, как у остальных пластиков. Поэтому он может применяться не только для печати сверхпрочных и нагруженных изделий, но и декоративных элементов. Заказать печать
 Первая вышеуказанная причина является критической, вторая – не так критична, но всё же может сбить столку 3D принтер при печати. При изготовлении 3D моделей для печати я стараюсь избегать наличие не то, что первого, но и второго фактора, т.е. стремлюсь сделать объект цельным, а не из объединения множества элементов. А что делать, если уже есть вот такая условно «бракованная» модель, и тут в наличии два варианта – 1) обратиться за услугой к опытному 3D моделлеру 2) попытаться решить эту проблему самостоятельно, хочется отметить, что исправление чужой 3D модели это довольно нудный и тяжелый процесс, и не всегда исправить что-то готовое удаётся проще, чем заново изготовить. Это зависит сложности полигональной сетки самого объекта, ну и от грамотности того человека, который создавал эту модуль. Кстати говоря 3D модели на выходе даже очень дорогих 3D сканеров очень сложно поддаются редактированию ;).
Первая вышеуказанная причина является критической, вторая – не так критична, но всё же может сбить столку 3D принтер при печати. При изготовлении 3D моделей для печати я стараюсь избегать наличие не то, что первого, но и второго фактора, т.е. стремлюсь сделать объект цельным, а не из объединения множества элементов. А что делать, если уже есть вот такая условно «бракованная» модель, и тут в наличии два варианта – 1) обратиться за услугой к опытному 3D моделлеру 2) попытаться решить эту проблему самостоятельно, хочется отметить, что исправление чужой 3D модели это довольно нудный и тяжелый процесс, и не всегда исправить что-то готовое удаётся проще, чем заново изготовить. Это зависит сложности полигональной сетки самого объекта, ну и от грамотности того человека, который создавал эту модуль. Кстати говоря 3D модели на выходе даже очень дорогих 3D сканеров очень сложно поддаются редактированию ;). Итак, с чего следует начать, первым делом конечно же идём на сайт blender.org и качаем новейшую версию программы. После установки, запускаем Blender и идём в свойства, чтобы поменять язык интерфейса на родной «русский»,
Итак, с чего следует начать, первым делом конечно же идём на сайт blender.org и качаем новейшую версию программы. После установки, запускаем Blender и идём в свойства, чтобы поменять язык интерфейса на родной «русский», Вид модели для удобства я тоже изменил, в N-панели (вызывается по клавише N) во вкладке «Затенение» указал быстрый материал (matcap), также поменял в той же панели (для удобства отображения) значение объектива на 135 мм.
Вид модели для удобства я тоже изменил, в N-панели (вызывается по клавише N) во вкладке «Затенение» указал быстрый материал (matcap), также поменял в той же панели (для удобства отображения) значение объектива на 135 мм. Нажмём клавишу «.» на цифровой клавиатуре, чтобы приблизиться к выделенной 3d модели. Сохранимся на всякий случай (сочетание клавиш «Ctrl» + «S» или просто «файл» -> «сохранить»).
Нажмём клавишу «.» на цифровой клавиатуре, чтобы приблизиться к выделенной 3d модели. Сохранимся на всякий случай (сочетание клавиш «Ctrl» + «S» или просто «файл» -> «сохранить»). Направление нормалей можно посмотреть если в «N-панели» во вкладке «Отображение полисетки» выбрать в параметры ‘нормали’ картинку кубика с выделенной гранью. С первой же ошибкой – намного сложнее. Проверка на пересечение показала, что они есть, и скорее всего это вызвано наличием множества отдельных элементов в объекте, или наличием кривой сетки, как на следующем рисунке.
Направление нормалей можно посмотреть если в «N-панели» во вкладке «Отображение полисетки» выбрать в параметры ‘нормали’ картинку кубика с выделенной гранью. С первой же ошибкой – намного сложнее. Проверка на пересечение показала, что они есть, и скорее всего это вызвано наличием множества отдельных элементов в объекте, или наличием кривой сетки, как на следующем рисунке. » для фокусировки на выделенном элементе. Чтобы исправить проблему как в случае с предыдущим примером, нужно лишь выделить проблемную вершину в режиме выделения вершин («Ctrl» + «Tab» -> вершина) и оттащить с помощью клавиши «G» в пространстве так, чтобы наши грани перестали пересекаться (если нажать G +Х, то перемещение будет происходить только по оси Х, аналогично с другими осями Y и Z). Если наш объект состоит из множества элементов, их грани тоже будут между собой пересекаться, но как показывает практика, и такие модели напечатать можно, просто необходимо «закрыть» элементы, входящие в них, т.е. сделать их манифолдными. Работать с отдельными элементами намного проще, чем с несколькими сразу, поэтому советую сначала разделить эти элементы в отдельные объекты. Для этого выделяем любой полигон элемента входящего в объект и нажимаем клавишу «L», в результате у нас выделились все полигоны, принадлежащие данному элементу, после нажимаем «P» (Разделение -> выделение -> «Enter») и наш элемент стал отдельным объектом.
» для фокусировки на выделенном элементе. Чтобы исправить проблему как в случае с предыдущим примером, нужно лишь выделить проблемную вершину в режиме выделения вершин («Ctrl» + «Tab» -> вершина) и оттащить с помощью клавиши «G» в пространстве так, чтобы наши грани перестали пересекаться (если нажать G +Х, то перемещение будет происходить только по оси Х, аналогично с другими осями Y и Z). Если наш объект состоит из множества элементов, их грани тоже будут между собой пересекаться, но как показывает практика, и такие модели напечатать можно, просто необходимо «закрыть» элементы, входящие в них, т.е. сделать их манифолдными. Работать с отдельными элементами намного проще, чем с несколькими сразу, поэтому советую сначала разделить эти элементы в отдельные объекты. Для этого выделяем любой полигон элемента входящего в объект и нажимаем клавишу «L», в результате у нас выделились все полигоны, принадлежащие данному элементу, после нажимаем «P» (Разделение -> выделение -> «Enter») и наш элемент стал отдельным объектом.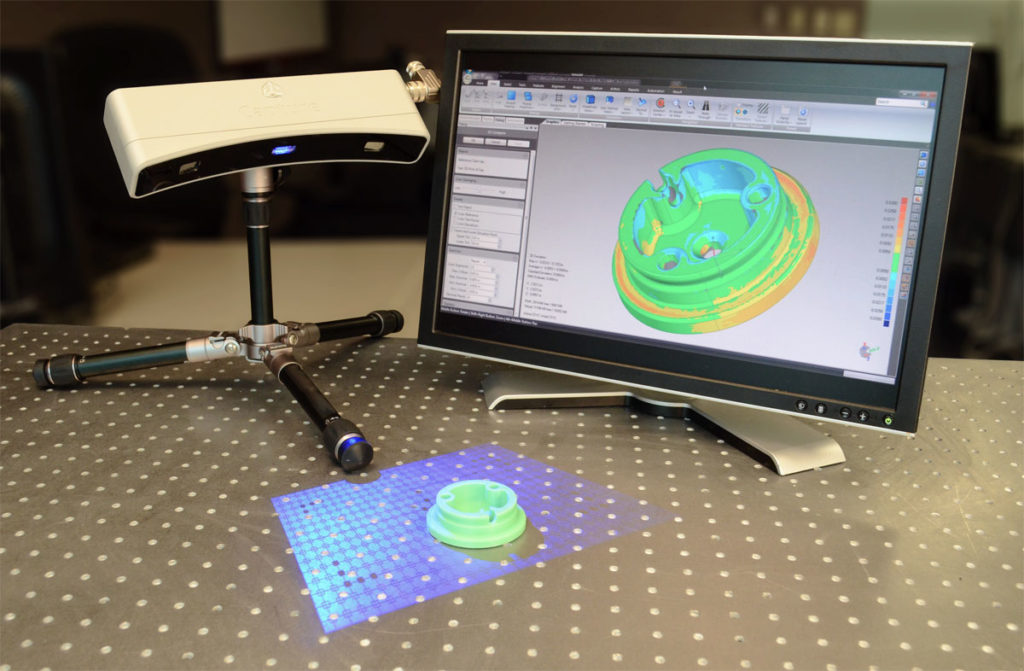 Аналогично надо проделать со всеми элементами объекта. Там, где будет трудно добраться до полигонов какого-нибудь элемента, надо нажить «Z» (тип затенения – «Каркас») .
Аналогично надо проделать со всеми элементами объекта. Там, где будет трудно добраться до полигонов какого-нибудь элемента, надо нажить «Z» (тип затенения – «Каркас») . Если где-то выскакивает ошибка «Нет заполненных граней» (отображается сверху в поле информации) при заполнении «дырок» полигонами, значит были не выделены все ребра по «Alt» + «Shift», это обусловлено кривой геометрией объекта. Если приблизиться можно увидеть вот такие кривые грани,
Если где-то выскакивает ошибка «Нет заполненных граней» (отображается сверху в поле информации) при заполнении «дырок» полигонами, значит были не выделены все ребра по «Alt» + «Shift», это обусловлено кривой геометрией объекта. Если приблизиться можно увидеть вот такие кривые грани, К примеру, в таком случае:
К примеру, в таком случае: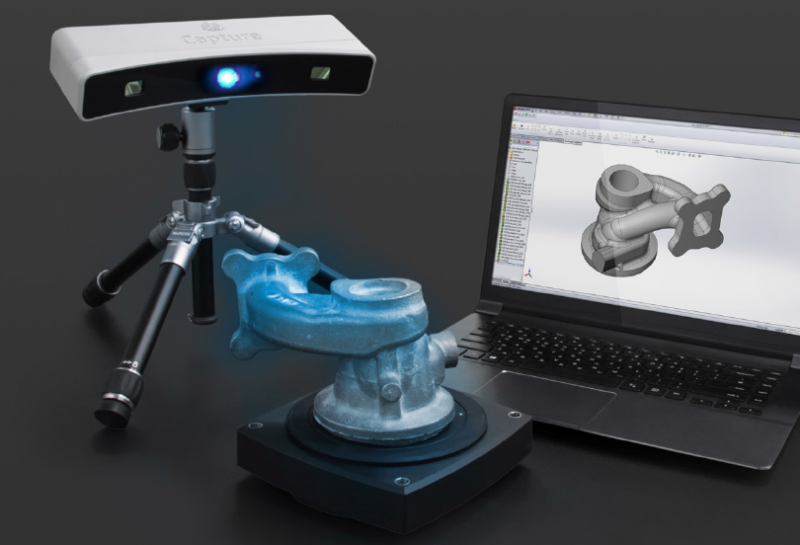 последний рисунок).
последний рисунок).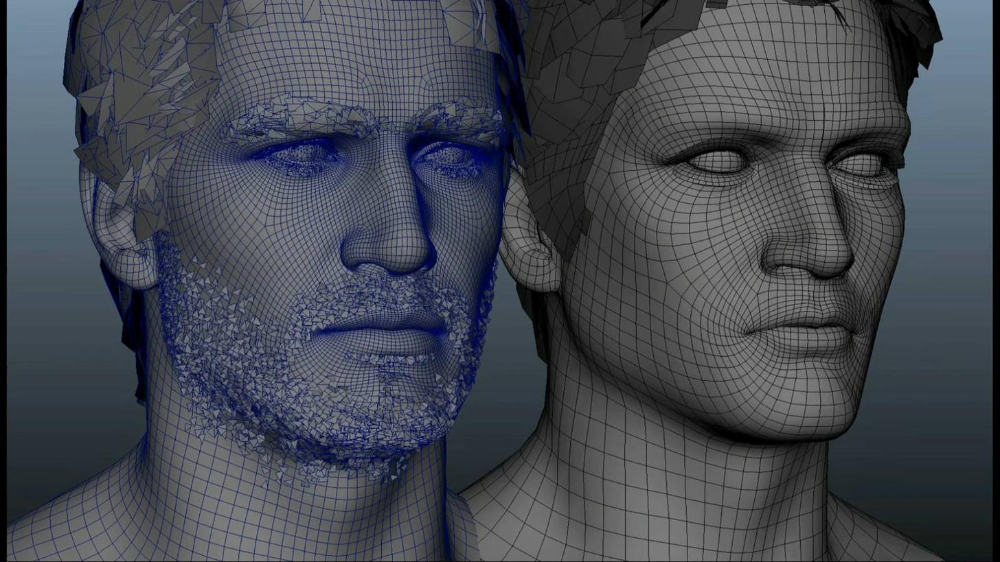
 пример
пример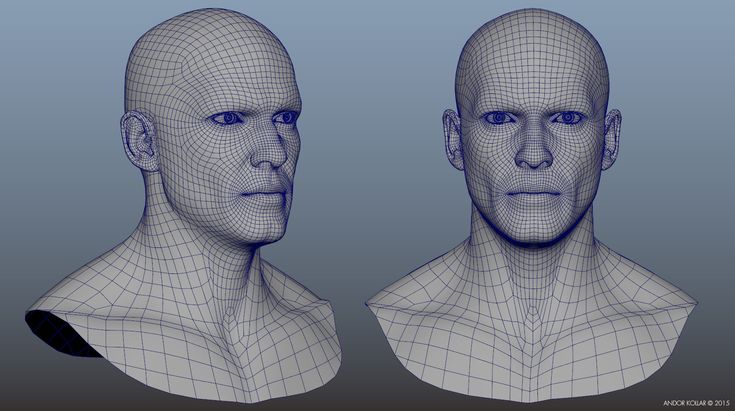 Настройте освещение, материалы, анимацию, звук, аннотации, позиционирование в виртуальной реальности и многое другое.
Настройте освещение, материалы, анимацию, звук, аннотации, позиционирование в виртуальной реальности и многое другое.
 Когда модель открыта в средстве просмотра, вы можете аннотировать, масштабировать, поворачивать и переводить модель. Кроме того, на этом сайте есть несколько отличных общедоступных 3D-моделей, которые вы можете проверить, не загружая их.
Когда модель открыта в средстве просмотра, вы можете аннотировать, масштабировать, поворачивать и переводить модель. Кроме того, на этом сайте есть несколько отличных общедоступных 3D-моделей, которые вы можете проверить, не загружая их.

 Люберцы, ул. 3-Е Почтовое Отделение, д. 100
Люберцы, ул. 3-Е Почтовое Отделение, д. 100 04.2018
04.2018 06.2020
06.2020
 Ю. и бригаду монтажников за профессиональный подход. Своевременно и в срок!»
Ю. и бригаду монтажников за профессиональный подход. Своевременно и в срок!»

 Специалисты компании создадут игровую зону любой тематики, используя только высококачественные и сертифицированные материалы. Мы всегда стараемся изготовить заказ в кратчайшие сроки, чтобы не заставлять вас и ваших маленьких клиентов ждать. У нас четко организованная сеть логистики по всей территории РФ. Мы обязательно поможем организовать монтаж оборудования. Наше главное желание – сделать так, чтобы вам было приятно с нами сотрудничать!
Специалисты компании создадут игровую зону любой тематики, используя только высококачественные и сертифицированные материалы. Мы всегда стараемся изготовить заказ в кратчайшие сроки, чтобы не заставлять вас и ваших маленьких клиентов ждать. У нас четко организованная сеть логистики по всей территории РФ. Мы обязательно поможем организовать монтаж оборудования. Наше главное желание – сделать так, чтобы вам было приятно с нами сотрудничать! В дополнение к новым рабочим местам в результате роста, возможности возникают из-за необходимости замены работников, которые навсегда покидают свою работу. Прогнозируется, что в среднем около 106 200 вакансий в год будут вызваны потребностями роста и замены.
В дополнение к новым рабочим местам в результате роста, возможности возникают из-за необходимости замены работников, которые навсегда покидают свою работу. Прогнозируется, что в среднем около 106 200 вакансий в год будут вызваны потребностями роста и замены.
 Скауты оценивают спортсменов как возможных новобранцев.
Скауты оценивают спортсменов как возможных новобранцев. Композиторы пишут и аранжируют оригинальную музыку в различных музыкальных стилях.
Композиторы пишут и аранжируют оригинальную музыку в различных музыкальных стилях.


 Спад числа подписчиков на сервис Disney происходит как раз в тот момент, когда корпорация проводит корпоративную реструктуризацию, чтобы подготовиться к тому, что она считает грядущим штормом.
Спад числа подписчиков на сервис Disney происходит как раз в тот момент, когда корпорация проводит корпоративную реструктуризацию, чтобы подготовиться к тому, что она считает грядущим штормом. Укрепление крупных имен достигается за счет масштабируемой экосистемы, включающей не только потоковое развлечение, но и обширные библиотеки контента и даже, в некоторых случаях, физическую идентификацию.
Укрепление крупных имен достигается за счет масштабируемой экосистемы, включающей не только потоковое развлечение, но и обширные библиотеки контента и даже, в некоторых случаях, физическую идентификацию.
 Эта операция дает Microsoft мощное присутствие в секторе бесплатных онлайн-игр и мобильных игр.
Эта операция дает Microsoft мощное присутствие в секторе бесплатных онлайн-игр и мобильных игр.
 3.0, гипериммерсивного виртуального коммерческого пространства, преемника нынешней сети. Между тем, другие рассматривают эту концепцию как воссоздание среды виртуального мира, используемой только в VR, преемнике «Second Life».
3.0, гипериммерсивного виртуального коммерческого пространства, преемника нынешней сети. Между тем, другие рассматривают эту концепцию как воссоздание среды виртуального мира, используемой только в VR, преемнике «Second Life».