Дизельный компрессор Atmos PDP 20-10 — купить в Москве
У нас хватит воздуха для всех
Цена по запросу
Давление: 10 бар
Производительность: 2.5 м³/мин
Мощность: 21.3 кВт
Отправить заказ Задать вопрос Получить скидку
Доставка: от 600 р.
В наличии
Заводская цена
Гарантия 18 месяцев
Характеристики Описание Расходные материалы и Запчасти Сервис
Технические характеристики
Вес:
550 кг
Тип оборудования:
Дизельный компрессор
Привод:
Ременной
Давление:
10 бар
Производительность:
2.5 м³/мин
Мощность:
21. 3 кВт
Габариты:
1600x1000x800 мм
Винтовой дизельный компрессор Atmos PDP 20 на двигателе Perkins 403-D11
Вы можете заказать расходные материалы и запчасти для воздушных компрессоров ATMOS.
Воздушные фильтры
ОТПРАВИТЬ ЗАЯВКУ
Масляные фильтры
ОТПРАВИТЬ ЗАЯВКУ
Фильтры-сепараторы
ОТПРАВИТЬ ЗАЯВКУ
Приводные ремни
ОТПРАВИТЬ ЗАЯВКУ
Компрессорное масло
ОТПРАВИТЬ ЗАЯВКУ
Компания “Атмос” профессионально и по доступным ценам осуществит:
ПУСКО-НАЛАДКА
ОТПРАВИТЬ ЗАЯВКУ
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ОТПРАВИТЬ ЗАЯВКУ
Ремонт
ОТПРАВИТЬ ЗАЯВКУ
Пневмоаудит
ОТПРАВИТЬ ЗАЯВКУ
Монтаж пневмолиний
ОТПРАВИТЬ ЗАЯВКУ
Популярная продукция
Компрессор Atmos Albert E220-9 Vario-KRD с частотником в кожухе на ресивере с осушителем
Давление: 9 бар
Производительность: 2. 31 м³/мин
Мощность: 22 кВт
Цена по запросу
подробное описание
Компрессор Atmos Albert E220-9 Vario-KR с частотником в кожухе на ресивере
Давление: 9 бар
Производительность: 2.31 м³/мин
Мощность: 21 кВт
Цена по запросу
подробное описание
Винтовой компрессор Atmos Albert E170-13-KR в кожухе на ресивере
Давление: 13 бар
Производительность: 2.4 м³/мин
Мощность: 18.5 кВт
Цена по запросу
подробное описание
Винтовой компрессор Atmos Albert E140-10-K в кожухе
Давление: 10 бар
Производительность: 2.3 м³/мин
Мощность: 15 кВт
Цена по запросу
подробное описание
Популярная продукция
Винтовые компрессоры Atmos SES
Дизельные Компрессоры PDP
Серия ALBERT (4 — 22 кВт)
Серия SEC (22 — 37 кВт)
Серия SMARTRONIC (30 — 110 кВт)
Винтовой компрессор Atmos PDP 28 Передвижной 7бар с бесплатной доставкой в Краснодаре
Описание
с двумя или тремя отбойными молотками
с различными пневмоинструментами (перфораторы, зубила, шлифмашинки, краскопульты и прочее)
со средними пескоструйными и окрасочными аппаратами
с пневмонагнетателями производительностью до 4. 5 м3/час
Надежный и экономичный компрессор PDP 28 незаменим на любой стройке при выполнении широкого спектра работ. Широкое применение компрессор имеет у дорожных строителей и ремонтников для выполнения больших объемов работ.
ДВИГАТЕЛЬ
В зависимости от параметров компрессора двигатели выбираются для каждой модели отдельно с учетом достаточно хороших запасов мощности. Оптимальным расчетом кривой «мощность-расход топлива» достигается значительная экономия топлива. Применяемые двигатели PERKINS, KUBOTA, B&S, CAT отличаются надежностью, высоким ресурсом и соответствуют экологическим требованиям EU. ВОЗДУШНЫЕ ФИЛЬТРЫ Двухступенчатые воздушные фильтры исключают попадание пыли и грязи в двигатель и компрессор. Для контроля установлен вакуумный индикатор.
ВИНТОВОЙ БЛОК Используемые винтовые блоки гарантируют потребителю длительную и бесперебойную работу компрессора в течение всего срока эксплуатации. Профиль винтового блока самого последнего поколения обеспечивает превосходные характеристики по эффективности и низкому уровню шума.
ЛУБРИКАТОР Встроенный лубрикатор обеспечивает необходимую подачу масла в сжатом воздухе для любого пневмоинструмента.
МАСЛОСЕПАРАТОР
Встроенный высокоэффективный маслосепаратор обеспечивает минимальный вынос масла. Компоновка обеспечивает хороший доступ при замене вкладыша сепаратора.
ПАНЕЛЬ УПРАВЛЕНИЯ
Запуск компрессора и контроль параметров работы – на одной панели. Световая индикация подсказывает причину неисправности.
ХОДОВАЯ ЧАСТЬ
Шасси одно или двухосное, оцинкованное, отвечает требованиям безопасности ЕС. Прицепное устройство может быть фиксированным, регулируемым по высоте, снабжается стояночным и накатным тормозом в зависимости от веса компрессора.
ШУМОЗАЩИТНЫЙ КОЖУХ
Уровень шума отвечает европейским стандартам. Антикоррозионная защита корпуса на основе алюминиевых покрытий с порошковой окраской зеленого цвета.
СИСТЕМА БЕЗОПАСНОСТИ
Встроенная система безопасности осуществляет контроль за критическими параметрами работы всей машины и в случае возникновения внештатных ситуаций или нестандартных условий компрессор будет остановлен.Конструктивные решения обеспечивают надежную работу в самых тяжелых условиях.
ЭКОНОМИКА СЖАТОГО ВОЗДУХА
Автоматическое регулирование оборотов двигателя пропорционально отбору сжатого воздуха обеспечивает низкий расход топлива.
Затраты на топливо у аналогичных компрессоров за 10 000 моточасов могут в 2-3 раза превышать расходы на топливо для компрессоров ATMOS.
Наличие опытной сервисной службы позволяет обеспечить сервисное обслуживание на весь период эксплуатации компрессора в любой точке. Запасные части и расходные материалы всегда имеются на складе, что исключает простои оборудования.
Гарантия и доставка
Наши менеджеры помогут Вам с выбором оптимальной лизинговой компании, которая предоставит ,для Вас,удобный график платежей, максимально низкую процентную ставкуи оптимальный срок погашения.
Купленное Вами у нас оборудование будет доставлено по указанному адресу в кротчайшие сроки. Заключенные нашей компанией договора с ведущими транспортными компаниями, позволяют осуществить доставку оборудования в целости и сохранности по минимальным ценам.
На доставку в крупные города России, как Самара, Казань, Н.Новгород, Челябинск, Уфа, Оренбург, Новосибирск, Омск,Иркутск, Хабаровск, Владивосток действуют специальные условия.
Характеристики
Исполнение
Передвижной
org/PropertyValue» itemscope=»»>
Мощность, кВт
35.7
Вид компрессора
Винтовой
Тип ресивера
Без ресивера
org/PropertyValue» itemscope=»»>
Тип смазки
Масляный
Тип питания
Дизельный
Тип привода
Прямой
org/PropertyValue» itemscope=»»>
Давление, Бар
7
Производительность, л/мин
2900
Производительность м3/мин
2. 9
Назначение
Дизельные / Для окрасочных работ / Для пескоструйных работ / Для промышленности / Для стройки
Рабочее давление, Атм
7
Сопутствующая документация
Договор поставки
228. 1 Кб
Договор технического обслуживания
487.8 Кб
Гарантийный талон
343.6 Кб
Лизинг
Урал Лизинг
Эксперт Лизинг
Балтийский Лизинг
Европлан
Уралпромлизинг
Понимание PDP и почему сухой воздух — это хороший воздух
Вы можете персонализировать свой опыт в любое время во время вашего визита.
Уильям Миллиган / 4 февраля 2016 г.
Сухой сжатый воздух является более эффективным и экономичным сжатым воздухом, и определение содержания воды в системе имеет решающее значение для ее производительности и долговечности.
«Сухая жара».
Эта идиома повторяется везде, от ситкомов до футболок, оптимистичный взгляд на угнетающую атмосферу. Что такое сухое тепло и почему люди предпочитают его влажному теплу (также известному как влажность)? По сути, большая влажность удерживает пот на коже. А поскольку потоотделение — это то, как наше тело охлаждается, чем больше влажность, тем теплее. Таким образом, более сухое тепло, несмотря на возможное достижение более высокой температуры окружающей среды, заставляет вас чувствовать себя прохладнее.
Почему это важно и какова актуальность? Весь атмосферный воздух содержит различное количество влаги в зависимости от температуры: более высокие температуры воздуха могут удерживать больше воды, в то время как воздух при более низких температурах не способен удерживать столько же. Это верно и для систем сжатого воздуха, и если наши тела являются каким-либо показателем того, как избыток воды и влажности могут повлиять на производительность, представьте, как это влияет на систему сжатого воздуха (которая не может шагнуть в тень с холодным стаканом воды). лимонад для краткой передышки). Поэтому во избежание нарушений и срывов из-за воды и влаги в трубах сжатый воздух необходимо осушать с помощью доохладителей и сушильного оборудования.
Содержание воды в сжатом воздухе измеряется в PDP или точке росы под давлением. Это температура, при которой водяной пар (газ) конденсируется в воду (жидкое состояние) при текущем рабочем давлении. Низкий PDP означает, что в сжатом воздухе содержится небольшое количество водяного пара; более высокие значения PDP означают большее количество водяного пара в сжатом воздухе.
Выбор основного типа сушильного оборудования должен определяться PDP, а не атмосферной точкой росы (точкой росы в воздухе, а не в системе сжатого воздуха, которую измеряет PDP). Чем больше необходимо понизить точку росы, тем больше инвестиций (и эксплуатационных расходов) требуется для ее достижения. PDP уже имеет более высокую точку росы, чем атмосферная точка росы (PDP -4ºF при 100 фунт/кв. дюйм изб. равен -39,5°F при 0 фунт/кв. дюйм изб. атмосферного давления). Дополнительное охлаждение приводит к большей конденсации воды; поэтому фильтр не является эффективным средством удаления влаги или снижения точки росы при более низких температурах. Вот почему определение сушильного оборудования должно основываться только на PDP. Пять способов эффективной осушки сжатого воздуха включают:
Охлаждение плюс разделение
Чрезмерное сжатие
Мембраны
Поглощение
Адсорбционная сушка
Влага может повредить. Клапаны, двигатели и даже конечный продукт могут быть повреждены чрезмерной влажностью в системе сжатого воздуха. Смазочные материалы могут смываться, оставляя детали и трубы подверженными коррозии. При работе в холодную погоду вода также может замерзнуть и расшириться, причинив еще больший ущерб. Коррозионные операции являются неэффективными операциями и более дорогими в эксплуатации как с точки зрения текущего обслуживания, так и с точки зрения возможности простоя и остановки производства.
Понижение точки росы может потребовать значительных затрат и усилий, но альтернатива намного дороже. Вот почему использование PDP и соответствующие методы для его достижения являются такой важной частью системы сжатого воздуха, потому что оптимальный PDP равен оптимальной производительности.
Персонализируйте свой опыт в блоге о сжатом воздухе.
Просматривайте только те статьи в блоге, которые вам интересно читать. Персонализируйте свой опыт, выбрав интересующие вас темы ниже.
Вы можете персонализировать свой опыт в любое время во время вашего визита.
Эрик Арфальк / 6 апреля 2017 г.
Качество сжатого воздуха — это серьезный вопрос. В зависимости от вашего конечного использования или применения любые присутствующие частицы, пары или аэрозоли могут повредить ваши продукты или оборудование. По этой причине операторы устанавливают фильтры для удаления твердых частиц и аэрозолей, а также осушители для удаления избыточной влаги. Но иногда операторы могут зайти слишком далеко с качеством воздуха, превысив необходимые пределы и пожертвовав дорогостоящей электроэнергией.
Насколько низким должен быть PDP?
Многие операторы осушают приборный воздух до точки росы (PDP) -40°F, чтобы гарантировать полное отсутствие влаги в воздухе, но это распространенная ошибка. Достижение PDP -40 ° F — это излишество; для этого требуется гораздо больше энергии по сравнению с минимальным уровнем приемлемого PDP для качества воздуха КИП, который на 18°F ниже минимальной температуры окружающей среды. Регулируя этот фактор, операторы могут экономить энергию, уменьшать свой углеродный след и сохранять деньги в своих кошельках.
Давайте рассмотрим пример использования двух технологий сушки с разными требованиями к PDP: безнагревная адсорбционная сушилка при -40°F и компрессионная сушилка при температуре -3°F. Вам может быть интересно, почему мы выбираем две разные технологии, но не волнуйтесь. Мы скоро объясним. А пока давайте продолжим наш сценарий.
Вот условия нашей площадки и технологические требования:
Безмасляный компрессор
Минимальная температура окружающей среды = 15°F
Поток = 1000 куб.
Адсорбционный осушитель без нагрева всегда имеет потери при продувке. В сочетании с низким значением PDP, равным -40°F, это дает общее годовое потребление энергии 387 000 кВтч и годовое производство CO 2 166 000 кг. При цене 0,07 долл. США/кВтч годовая стоимость электроэнергии составит 27 000 долл. США только для компрессора и осушителя. Этот сценарий не только наносит вред окружающей среде, но и может серьезно повлиять на прибыль.
Теплота компрессионного осушителя с -3 °F PDP
Теперь давайте изменим требуемое PDP на -3°F. (Помните, что минимальный уровень приемлемого PDP на 18°F ниже минимальной температуры окружающей среды. В данном случае это 15°F-18°F=-3°F.) При использовании тепла осушителя сжатия общая годовая энергия потребление составит 5 610 кВтч, а годовое производство CO 2 составит 2 410 кг. При цене 0,07 долл. США/кВтч годовая стоимость электроэнергии значительно ниже и составляет 39 долл. США.2.
Более высокий PDP означает более высокую экономию
Как вы можете видеть, сделав два небольших изменения (технология и PDP), предприятия могут ежегодно экономить около 26 708 долларов США и сократить свой углеродный след до доли своего первоначального размера.
ЭНИМСом разработаны «Правила технической эксплуатации станков с устройством числового программного управления», М., 1972. Эти правила включают следящие разделы: устройство помещений, устройство оснований и монтаж станков с ЧПУ, работа на станках с ЧПУ, уход за станками с устройствами ЧПУ. надзор за соблюдением правил эксплуатации и состоянием станков с ЧПУ. Приведем некоторые положения из указанных правил эксплуатации.
Длительное сохранение у металлорежущих станков с ЧПУ первоначальных технических показателей возможно только при установке их в закрытых отапливаемых помещениях. Станки с ЧПУ классов Н и П можно устанавливать в общих помещениях механических цехов, станки с ЧПУ классов В и А следует устанавливать только в изолированных помещениях.
Металлорежущие станки с ЧПУ независимо от класса точности должны использоваться для круга работ, ограничиваемого технологическим назначением станка; обеспечиваемой точностью и шероховатостью обрабатываемых поверхностей; наибольшими допускаемыми нагрузками при обработке деталей.
На станках с ЧПУ классов В и А производят только те виды работ, которые указаны в заводских руководствах по эксплуатации станков. Станки с ЧПУ более высокого класса точности не следует использовать для обработки деталей, которые по точности, заданной чертежом, могут быть обработаны на станках низшего класса. На станках с ЧПУ не допускается работа затупившимся инструментом. К наладке станков и устройств ЧПУ могут допускаться только квалифицированные наладчики. К работе на станках с ЧПУ и их обслуживанию допускаются только лица, изучившие конструктивные и технологические особенности станков и устройств ЧПУ и правила технической эксплуатации, прошедшие специальный инструктаж, сдавшие экзамены заводской квалификационной комиссии и получившие удостоверение на право работы на станках или их обслуживания и ремонта.
Уход за станками с устройствами ЧПУ состоит из ежедневного и периодического планового осмотра и проверки станков, их электрооборудования и устройств ЧПУ, постоянного поддержания чистоты станков и устройств ЧПУ, систематической смазки всех поверхностей трения и устройств ЧПУ и др.
Обязательный ежедневный профилактический осмотр станка и устройств ЧПУ производят оператор, дежурный слесарь, наладчик устройств ЧПУ в начале каждой смены. Проверив отсутствие у станка и устройств ЧПУ внешних повреждений, препятствующих пуску станка, оператор включает устройство ЧПУ и проверяет его работоспособность на холостом ходу приводов станка. При этом проверяется наличие напряжений, функционирование органов управления и исправность сигнализации на пульте управления. Каждый раз перед вводом программы оператор производит проверку чистоты деталей лентопротяжного механизма, очищает его от пыли (без разборки), а при необходимости производит промывку > спиртом (ГОСТ 5962—67).
Если рабочая программа выполняется со сбоями или не идет, оператор записывает дату и время остановки и предполагаемую причину отказа и вызывает соответственно дежурного слесаря, наладчика устройств ЧПУ или дежурного электрика. После устранения неисправности оператор отмечает в журнале время простоя станка в ремонте, причину сбоя и отказа и наименование замененных или отремонтированных деталей, узлов, блоков.
Перед началом работы следует тщательно осмотреть станок и пульт программного управления, установить все рукоятки ручного управления в нейтральное положение. Перед началом обработки необходимо включить лентопротяжный механизм пульта управления и проверить его работу на всех режимах, проверить плавность перемещения рабочих органов станка от пульта и тумблеров ручного управления на всех подачах, убедиться в наличии нормального давления в гидросистеме при включении каждой подачи и при совместной работе всех подач на максимальных режимах.
В процессе работы станочник-оператор должен следить за уровнем масла в-баке гидросистемы, а также за нормальной подачей СОЖ. Он должен внимательно смотреть за работой и смазкой шпинделя и всех частей станка и в случае замеченной неисправности (нагрев, стук и т. д. ) немедленно остановить станок и вызвать ответственных лиц для устранения неисправностей. Устранение каких-либо неисправностей на ходу станка не производить. Проверку и установку обрабатываемой заготовки производить только после полной остановки станка. Необходимо следить за отсутствием сбоев. При наличии сбоев нажать кнопку остановки лентопротяжного механизма и вызвать наладчика.
Оператор должен удалять стружку со стола прецизионного станка после снятия каждой обработанной детали. Для удаления стружки со столов, салазок и станин станков с ЧПУ следует применять капроновые, волосяные или щетинные щетки. Для этой цели могут быть использованы пылесосы. Категорически запрещается обдувка станков с ЧПУ сжатым воздухом и применение металлических щеток и крючков.
“По окончании смены станок и устройства ЧПУ необходимо тщательно очистить и обтереть. Наружные поверхности должны быть смазаны маслом, указанным в инструкции. Все остальные поверхности обтирают чистыми (стираными) хлопчатобумажными, льняными или фланелевыми техническими салфетками, пропитанными маслом. Недопустимо применение обтирочных концов, выпускаемых в виде спрессованных тюков, нестиранных лоскутов различных материалов, содержащих обрывки нитей, включения ваты и различный сор. Станочнику-оператору категорически запрещается отлучаться во время работы от работающего станка (станков), передоверять станок другому лицу, разрешать посторонним лицам подходить к станку и касаться органов управления, открывать пульт и шкафы пускателей и электроаппаратуры, При двух- и трехсменной работе оператор, очистив и протерев станок, должен передать его сменщику.
Реклама:
Читать далее:
Сведения об электрическом токе
Статьи по теме:
Пути сокращения общего времени при фрезеровании
Принципы построения технологического процесса
Понятие об организации труда в СССР
Организационно-техническое обслуживание рабочего места
Контроль заточки фрез
Главная → Справочник → Статьи → Блог → Форум
2.
3.3.1 Эксплуатация металлорежущих станков
Установка станков на фундаменты и их монтаж, смазка и технический уход производится в соответствии с руководством к станку. Следует ознакомиться с руководством к токарному станку, знать, как и для чего проводится проверка токарного станка на точность. Необходимо изучить систему планово – предупредительного ремонта (ППР) станков и твердо знать технику безопасности при работе на металлорежущих станках.
Вопросы для самопроверки
Дайте определение понятиям: «передаточное отношение», «передача». Схемы основных передач, применяемых в станках, их передаточные отношения.
Что такое привод станка? Схемы различных типов приводов станков.
Закон построения ряда частот вращения шпинделя станка и ряда подач
Как правильно установить станок на фундамент?
Каков порядок смазки токарного станка?
Какие измерения проводятся при проверке токарного станка на точность?
2.
3.3.1 Токарная обработка
Важнейшим элементов режима резания при точении является скорость резания. Необходимо уметь рассчитывать скорость резания для конкретных условий обработки (известны: обрабатываемый материал, применение СОЖ, глубина резания, подача, стойкость инструмента). Знать, какие факторы и как влияют на скорость резания.
Очень важно изучить методику назначении режима резания при точении (глубину резания, подачу, скорость резания, частоту вращения заготовки).
При изучении силы резания и ее составляющих при точении следует нарисовать на схеме точения разложение силы Р на Рz, Рx, Ру, понять, какие факторы и как влияют на эти силы, как можно рассчитать силу Рz для конкретных условий обработки (известны обрабатываемый материал, глубина резания, подача). Необходимо знать расчет мощности и крутящего момента резания при точении.
Необходимо уметь рассчитывать основное время, а также определять штучное время и его составляющие.
Четко представлять пути повышения производительности работы при точении, иметь понятие об обрабатываемости материалов и о критериях ее оценки.
Изучение станков токарной группы и работы на них следует начинать с рассмотрения устройства какой-нибудь модели современного токарного станка.
Особое внимание нужно обратить на определение частоты вращения шпинделя для различных видов токарных работ, а также на определение продольных и поперечных подач.
После этого следует перейти к рассмотрению работ, выполняемых па однорезцовых токарных станках, применяемых резцах и приспособлениях, и схем устройства многорезцовых токарных, карусельных и револьверных станков.
Далее можно перейти к изучению схем устройства и принципа работы токарных автоматов и полуавтоматов, устройств для автоматизации работы токарных станков.
Почти на любом предприятии имеются механические цехи или мастерские, в которых в той или иной мере представлены металлорежущие станки, в том числе и токарные. При изучении этой темы, а также других тем настоящего раздела весьма желательно использовать наличие металлорежущих станков для углубленного изучения их устройства и принципа действия, а если возможно, то и для упражнений по изготовлению простейших деталей.
5 Процесс резки металла в производстве
Процессы резки всегда были неотъемлемой частью обрабатывающей промышленности. Многие не знают, что существуют разные методы резки металла. Каждый процесс имеет разные возможности, ограничения и связанные с этим затраты. . В то время как некоторые методы были известны еще в середине 1800-х годов, другие являются относительно новыми. В этом посте мы разберем пять процессов, которые дают обрабатывающей промышленности возможность резать металлы.
# 1 Стружкообразование
Стружкообразование – это процесс резки металла, в котором используются такие механические средства, как пиление, фрезерование, сверление и токарная обработка. Этот метод был впервые применен Кивимой и Францем в 1950-х годах. Этот процесс резки металла часто описывается в отношении трехсторонней модели, эта модель широко известна в индустрии проектирования станков. При этих методах материал постепенно удаляется с заготовки более мелкими «стружками». Под эгидой формирования стружки находятся различные операции, в которых используется процесс удаления лишнего материала. Ниже приводится краткий обзор лишь некоторых из них.
Фрезерование : операция, при которой фрезы удаляют материал.
Преимущества: возможность работы с несколькими осями и возможность применения в проектах различного масштаба.
Недостатки: высокая цена и необходимость высококвалифицированного оператора
Сверление : операция, при которой сверло удаляет материал, вращаясь с высокой скоростью.
Преимущества: острые края на стороне входа
Недостатки: создает заусенцы и может изменять механические свойства материала под воздействием напряжения.
Токарная обработка : операция, при которой используется невращающийся инструмент, в то время как заготовка вращается, чтобы «сколоть» лишний материал.
Преимущества: Может выполняться вручную или автоматически и простой сбор стружки
Недостатки: часто возникают прогибы, влияющие на размеры и шероховатость.
#2 Стрижка
Стрижка — это процесс, который часто называют высечкой. Он возник в середине 1800-х годов, когда искали способ раскроя кожи для обувной промышленности. Теперь этот процесс используется для различных материалов и позволяет резать металл без сколов или использования тепла. В этом процессе используется движущееся лезвие, которое толкает неподвижную заготовку. В процессе стрижки существуют различные операции. Ниже мы выделили два наиболее популярных.
Штамповка: операция, в которой используется штамповочный пресс, чтобы протолкнуть инструмент через сырье, чтобы создать отверстие и сбрить лишний материал.
Преимущества : экономичный процесс для простой резки и быстрой работы
Недостатки: не оптимальны для сложных резов, стоимость инструмента может быстро возрасти.
Штамповка: операция по резке металла с использованием станка для деформации нежелательного материала и создания различных форм.
Преимущества: высокий уровень автоматизации и снижение некоторых вторичных затрат.
Недостатки: нестандартные штампы для тиснения обуславливают высокую цену и невозможность внесения изменений в процессе производства.
#3 Удаление абразивного материала
К методам абразивной резки относятся такие операции, как шлифовка, притирка и гидроабразивная резка. Все эти методы резки удаляют лишний материал посредством эрозии. Эти операции намного быстрее, чем термические процессы, такие как электроэрозионная обработка и лазер, обеспечивают лучшее качество кромки и обычно обеспечивают некоторую экономию средств для производителей. Удаление абразивного материала подразделяется на различные операции, которые описаны ниже.
Шлифование : В шлифовальных операциях в качестве основного режущего инструмента используется шлифовальный круг. В рамках шлифования существуют еще более специфические и индивидуальные операции, такие как глубинное шлифование, циклическое шлифование и плоское шлифование.
Преимущества: очень точные размеры, возможность создания гладких поверхностей и возможность выполнения с меньшим давлением на материал.
Недостатки: не позволяет снимать большие объемы материала.
Притирка: При притирке две поверхности притираются друг к другу с находящимся между ними абразивным материалом. Это движение может быть сделано вручную или с помощью машины.
Преимущества: выдерживают жесткие допуски и отлично подходят для создания равномерно плоских поверхностей.
Недостатки: медленные процессы резки и расходы могут быстро возрасти, что приведет к более высокой цене.
Гидроабразивная резка: В операциях гидроабразивной резки большая машина использует смесь воды под высоким давлением и абразивного граната для резки различных материалов.
Преимущества: процессы холодной резки, отсутствие термических повреждений/деформаций, исключительное качество кромки, отсутствие необходимости в чистовой обработке, широкий спектр совместимых типов и толщин материалов, а также чрезвычайно жесткие допуски.
Недостатки: умеренная цена
#4 Нагрев
Резка металлов нагревом включает такие операции, как плазменная резка и лазерная резка. В обоих этих процессах используется горячий мощный свет для удаления лишнего материала. Лазерная резка, появившаяся в 1960-х годах, и плазменная резка, появившаяся в 1957 году, долгое время были одними из самых известных методов резки металлов. Несмотря на то, что обе эти операции являются широко распространенными методами резки, они вызывают термические повреждения, значительную деформацию и требуют некоторых процессов окончательной обработки. Операции лазерной и плазменной резки характеризуются ниже.
Лазерная резка: Эта технология использует лазер для испарения и удаления излишков материала. Если раньше лазер использовался в основном в производстве, то теперь он используется в различных отраслях промышленности.
Преимущества: возможность выполнения сложных резов и высокая точность.
Недостатки: ограничения по типу материала, ограничения по толщине материала, необходимость зачистки кромок и высокие тепловложения.
Плазменная резка: Операция, похожая на лазерную резку, но вместо этого для разрезания электропроводных материалов используется струя ускоренной горячей плазмы.
Преимущества: низкая цена, высокая скорость резки и простота использования.
Недостатки: ограничения по типу материала, ограничения по толщине материала, необходимость зачистки кромок и высокие тепловложения.
#5 Электрохимическая
К методам электрохимической резки относятся такие процессы, как электроэрозионная обработка (EDM), травление и электрохимическая обработка (ECM). Эти операции выполняют разрез посредством электрической и химической реакции.
Электроэрозионная обработка: процесс изготовления, при котором разрезы создаются электрическим зарядом (искрой). Именно по этой причине электроэрозионную обработку иногда называют искровой обработкой, искровой эрозией или прожиганием проволоки.
Преимущества: выдерживает жесткие допуски, отлично подходит для создания равномерно плоских поверхностей.
Недостатки: высокая тепловложение, некоторые термические повреждения и часто требуются процессы очистки/обработки кромок.
Благодаря большому количеству процессов и операций, доступных сегодня, у производителей есть множество вариантов резки металлов. Несмотря на то, что каждый из них имеет свои преимущества и недостатки, универсального решения для всех не существует. Профессионалы отрасли часто принимают решение о реализации операции после тщательного изучения проекта.
Итак, какой процесс подходит для вашего следующего проекта?
Все запросы предложений по гидроабразивной резке можно найти на странице отправки предложений
| Технология автоматизации производства
Станки играют жизненно важную роль в обрабатывающей промышленности. Это не что иное, как обрабатывающее оборудование, которое режет, режет, сверлит, пробивает, шлифует и прессует. Как правило, станки представляют собой машины для резки или формовки металла с механическим приводом, которые используются для изменения заготовки до требуемого размера и формы путем вырезания нежелательных участков, контролируемого процесса электрического оборудования и прессования, уплотнения, волочения или резки. Станки управляются либо вручную, либо с автоматическим управлением. Существуют разновидности станков, которые включают металлорежущие станки, металлообрабатывающие станки и другие станки. Металлорежущие станки включают в себя токарный станок, сверлильный станок, фрезерный станок, сверлильный станок, шлифовальный станок, обрабатывающий центр и т. Д. Станки называются «материнскими станками», поскольку они делают возможным использование других станков. В этой статье мы обсудим различные типы металлорежущих станков.
СТАНКИ ДЛЯ РЕЗКИ МЕТАЛЛА
A) СТАНОК
Токарный станок представляет собой станок для резки металла, который вращает заготовку вокруг оси вращения для создания объекта с симметрией относительно этой оси. С помощью токарных режущих инструментов выполняются различные операции, такие как подрезка, накатка канавок, накатка, плоское и ступенчатое точение, торцовка, нарезание резьбы, сверление, отрезка, резка, формовка, снятие фаски, развертывание, растачивание, опиливание и полирование, конусное точение. Различные типы токарных режущих инструментов требуются для различных операций при работе на токарных станках. Их:
1) По способу использования инструмента
Инструмент для нарезания резьбы
Торцовочный инструмент
Расточный инструмент
Токарный инструмент
Инструмент для нарезания внутренней резьбы
Инструмент для подрезки
Инструмент для снятия фаски
Формовочный инструмент
Контррасточный инструмент
Отрезной инструмент
Инструмент для нарезки канавок
2) По способу применения корма
Инструмент для левой руки
Правосторонний инструмент
Круглый носик
B) СВЕРЛИЛЬНЫЙ СТАНОК
Одним из самых сложных процессов механической обработки является сверление. Комбинированное резание и выдавливание металла на режущей кромке в центре сверла является основной характеристикой сверлильного станка, отличающей его от других операций механической обработки. Одной из наиболее распространенных и полезных машин, используемых в промышленности для изготовления формовочных и чистовых отверстий на рабочем месте, является сверлильный станок или сверлильный станок. На сверлильном станке могут выполняться различные операции: развертывание, растачивание, сверление, нарезание резьбы, притирка, зенковка, зенкерование, шлифование, торцевание и трепанация. Доступен широкий выбор сверлильных станков, начиная от простых портативных и заканчивая очень сложными автоматическими станками и станками с числовым программным управлением. Их —
Портативный сверлильный станок
Чувствительный сверлильный станок
Вертикально-сверлильный станок
Радиально-сверлильный станок
Станок для группового сверления
Многошпиндельный станок
Автоматический сверлильный станок
Станок для глубокого сверления
C) ФРЕЗЕРНЫЙ СТАНОК
Это один из видов металлорежущих инструментов, который режет металл при подаче заготовки к вращающемуся многогранному резцу. Из-за множества режущих кромок фреза вращается с очень высокой скоростью и режет металл с очень высокой скоростью. Этот металлорежущий станок также может содержать один или несколько резаков одновременно. Следовательно, фрезерный станок является одним из самых важных станков в мастерской. Все операции можно выполнять с высокой точностью на этом станке. По сравнению с токарными, планировочными и фрезерными станками скорость съема металла на этом фрезерном станке выше. Он имеет лучшую чистоту поверхности и хорошую точность. И именно поэтому фрезерный станок находит широкое применение в производственных работах. Различные типы фрезерных станков: зубофрезерование, фасонное фрезерование, боковое фрезерование, профильное фрезерование, плоское фрезерование, торцевое фрезерование, групповое фрезерование, концевое фрезерование, фрезерование пилы, фрезерование шпоночных пазов, канавок и пазов, фрезерование с двух сторон, угловое фрезерование, резьбонарезание. фрезерование, кулачковое фрезерование и винтовое фрезерование. Типы фрезерных станков следующие —
1) Тип колонны и колена
Ручной фрезерный станок
Плоский или горизонтальный фрезерный станок
Вертикально-фрезерный станок
Универсальный фрезерный станок
Универсальный фрезерный станок
2) Производственный тип или тип с неподвижной станиной
Фрезерный станок Simplex
Дуплексный фрезерный станок
Тройной фрезерный станок
3) Станок плоскофрезерный
4) Специальный тип
Фрезерный станок с поворотным столом
Барабанная фрезерная машина
Профильно-фрезерный станок
Планетарный фрезерный станок
Фрезерный станок с системой Tracer
Фрезерный станок с пантографом
Фрезерный станок с ЧПУ/ЧПУ
D) РАСТОЧНЫЙ СТАНОК
Расточка, также называемая внутренним точением, используется для увеличения внутреннего диаметра отверстия. С помощью растачивания мы можем добиться трех вещей: размера, прямолинейности и концентричности. Токарные операции, которые происходят наряду с наружным точением, также можно найти при растачивании. Однако выбор инструмента очень сильно ограничен диаметром и длиной отверстия заготовки, с внутренним точением или растачиванием. Расточные операции могут выполняться на станках, отличных от расточных, таких как токарные станки, фрезерные станки и обрабатывающие центры. Как и большинство других станков, расточные станки можно разделить на горизонтальные, вертикальные, прецизионные и координатно-расточные.
1) Горизонтально-расточные станки
Горизонтально-расточной станок настольного типа
Горизонтально-сверлильный станок напольного типа
Горизонтально-сверлильный станок планировочного типа
Расточный станок с несколькими головками
2) Вертикально-расточные станки
Вертикально-револьверный токарный станок
Стандартный вертикально-сверлильный станок
3) Прецизионно-расточной станок
4) Координатно-расточной станок
Вертикально-фрезерный станок тип
Строгальный станок типа
E) ШЛИФОВАЛЬНЫЙ СТАНОК
Абразивная обработка или шлифование когда-то выполнялись на токарных станках, обычных фрезерных станках и формовочных станках. В настоящее время операции выполняются на различных типах шлифовальных станков. По сравнению с любым другим стандартным станком в обрабатывающей промышленности, за последнее десятилетие шлифовальные станки значительно продвинулись в конструкции, жесткости, дизайне и применении. Шлифовальные станки делятся на пять различных категорий, таких как —
1) Плоскошлифовальные станки
Горизонтальный шпиндель/поворотный стол
Горизонтальный шпиндель/поворотный стол
Вертикальный шпиндель/поворотный стол
Вертикальный шпиндель/поворотный стол
2) Внутришлифовальные станки
3) Круглошлифовальные станки
4) Бесцентровые шлифовальные станки
5) Специальные шлифовальные станки
Заточные и фрезальные станки
Координатно-шлифовальные станки
Резьбошлифовальные станки
F) ОБРАБАТЫВАЮЩИЙ ЦЕНТР
Автоматическое устройство смены инструмента и стол, который фиксирует заготовку на месте и который входит почти в любой фрезерный и сверлильный станок с ЧПУ, лучше всего описывается как обрабатывающий центр.
SLS (Selective Laser Sintering). Достоинства и недостатки технологии SLS
SLS – это технология аддитивного производства, позволяющая выращивать модели из полимерных порошков, спекая их лучом лазера. Расшифровывается эта аббревиатура как Selective Laser Sintering – селективное спекание лазером. Как и для любой технологии аддитивного производства, выращивание модели происходит послойно. Основными преимуществами данной технологии является хорошая точность, отсутствие ограничений на сложность геометрии модели, прекрасные механические свойства получаемых деталей, высокая производительность при изготовлении малых серий, возможность выращивания моделей с мелкими элементами (тонкие стенки, отверстия и т.д.). Технология используется как при производстве прототипов для различных целей, так и для производства единичных или мелкосерийных конечных изделий.
Как это работает
На компьютере производится подготовка задания — 3D CAD модели обычно в формате STL упаковываются а рабочую зону аппарата, режутся на слои и передаются на машину.
Бункер для подачи порошка и рабочая зона построения моделей подогреваются, это нужно что бы ускорить спекание порошка лазером. Система подачи порошка обеспечивает нанесение порошка тонким слоем в рабочую зону, обычно для этого используется дозирующий ролик.
После нанесения порошка мощный лазер “рисует ” контур модели на этом слое. Развертка лазера обеспечивается специальной сканирующей системой, позволяющей направлять луч в любую точку на плоскости рабочего стола.
После того как луч лазера пройдет все точки модели на данном слое, рабочий стол опускается вниз на толщину слоя, и система подачи наносит следующий слой порошка из бункера.
Процесс повторяется слой за слоем до тех пор, пока модель не будет полностью выращена на всю высоту.
Затем происходит процесс плавного охлаждения порошка и модели в нем, для того что бы минимизировать внутренние напряжения в готовой детали. После извлечения деталь очищается от остатков порошка сжатым воздухом и готова к использованию или дальнейшей постобработке (если это требуется). Незапеченый порошок из рабочей зоны просеивается и может быть частично использован в дальнейшем, он замешивается с новым.
Для некоторых материалов в процессе выращивания требуется заполнение рабочей зоны инертным газом – азотом.
Процесс построения SLS определяет ключевые особенности этой технологии. В отличии от многих других технологий здесь не нужен материал поддержки, так как поддержкой, по сути, является неиспользуемый порошок. Это дает возможность выращивать детали со сколь угодно сложной геометрией практически без ограничений, за исключением разве что полностью замкнутых полостей, из которых потом невозможно будет удалить порошок. В этом случае при разработке модели должны быть предусмотрены небольшие технологические отверстия для удаления порошка из полости после построения детали.
Габариты рабочей зоны по длине и ширине ограничиваются возможным углом падения лазерного луча, поэтому если требуется большая рабочая зона, то используются системы с несколькими лазерами. Также из особенностей технологии следует необходимость максимально полного заполнения моделями рабочей зоны. Это позволяет существенно снизить как время выращивания в перечете на одну деталь, так и стоимость, минимизируя количество остающегося порошка в рабочей зоне. Соответственно, для этой технологии в отличии от многих других целесообразно упаковывать модели не только в плоскости рабочего стола, но и по высоте.
Так же для этой технологии характерна высокая адгезия между слоями, что позволяет получать практически изотропные механические свойства для моделей.
Технические параметры
Сейчас на рынке представлено достаточно много различных машин, работающих по технологии SLS. Типичная толщина слоя – 100-200 микрон, размер рабочей камеры – от 150 на 150 на 300 до 550 на 550 на 750 мм.
Основными материалами для SLS являются порошки полиамидов, полистирол, эластомеры TPE.
В промышленных установках кроме базовых PA12 и PA11 можно использовать стеклонаполненные полиамиды, полиамиды с алюминием и углепластиком. Для этих материалов механические свойства уже сильно анизотропны, так как частицы наполнителей в основном увеличивают прочность в плоскости XY но не Z.
Стоимость оборудования варьируется в широких пределах и определяется размером рабочей зоны и поддерживаемыми материалами.
Как и любая другая технология аддитивного производства, SLS имеет свои ограничения. Прежде всего, нужно учитывать, что получающиеся детали имеют высокую пористость – внутри есть пустоты. Это не позволяет обеспечивать герметичность без дополнительной постобработки. Обычно необходима пропитка или окраска для получения герметичных изделий, особенно если предполагается давление выше атмосферного. Так же потребуется дополнительная обработка детали, если требуется более гладкие поверхности, так как сразу после выращивания поверхности имеют большую шероховатость.
Как уже указывалось выше, в отличии от технологии FDM, здесь невозможно получать полностью замкнутые полости, так как из них невозможно удаление порошка.
Еще есть ограничения на минимальные размеры отверстий, связанное с тем, что порошок внутри отверстия нагревается не от лазерного луча, а от стенок и может запекаться там, где это не нужно при очень малых диаметрах. Так же возможно деформация для больших плоских поверхностей, размещенных в плоскости XY из за разного термического расширения материала на различной высоте рабочего стола.
Подводим итоги:
Достоинства технологии SLS:
SLS – самая эффективная технология по затратам времени и стоимости при производстве мелких серий конечных изделий.
высокая точность, почти нет ограничений по геометрии деталей
прекрасные промышленные полимеры на основе полиамида
Недостатки технологии SLS:
Пористость и шероховатые поверхности без учета постобработки
Высокая стоимость оборудования по сравнению с другими технологиями для пластика.
Закажите у нас тестовую печать Вашей модели по технологии SLS
Как отправить заявку на расчет стоимости 3D печати:
Отправьте STL-файл нам на почту: otdel3d@jetcom. ru. Максимальный размер вложений – 18 Мбайт (при необходимости передать данные с большим суммарным объемом, воспользуйтесь файловым хостингом)
Укажите любую дополнительную информацию, которую считаете необходимой
или позвоните нам по телефону +7 495 739-09-09
Купить SLS принтер
Наши специалисты готовы проконсультировать по всем интересующим вопросам и помочь с выбором оптимального технологического решения для Ваших конкретных задач.
Каталог SLS 3D принтеров
Что такое селективное лазерное спекание? Описание методики
Селективное лазерное спекание – что это?
Более правильное название этой методики – выборочное лазерное спекание (от англ. Selective Laser Sintering,SLS). Это одна из методик 3D печати, широко применяемая в промышленности. Селективное лазерное спекание доступно исключительно на дорогостоящих профессиональных 3D принтерах и отличается высоким качеством изделий. С ее помощью можно достигнуть результата, приближенного к воспроизведению изделий методом литья под давлением.
Селективное лазерное спекание, как и многие другие промышленные методики аддитивного производства использует в качестве материала порошки и порошковые смеси. Эта методика позволяет создавать полностью металлические объекты за считанные часы. А возможность изготовления изделий сложной формы объясняет ее популярность среди промышленных организаций со всего мира.
Принцип действия
В чем же суть методики? Давайте разберемся, как функционирует селективное лазерное спекание. Основным требованием, как и в любой другой технологии 3D печати, является наличие готовой 3D модели, соответствующей определенным требованиям (подробнее здесь). Именно по ней и будет воспроизводиться изделие. Сама технология довольно проста. Специальное отделение 3D принтера заполняется расходным материалом, после чего запускается печать. Интересно, что непосредственно перед воспроизведением порошок разогревается практически до температуры плавления.
С помощью лазерной установки и сканирующего зеркала луч лазера направляется на необходимые участки порошка, спекая их вместе слой за слоем. После спекания первого слоя равняющий механизм добавляет тонкий слой порошка поверх него, и процесс происходит заново до полного построения объекта. То есть, воспроизведение объекта происходит снизу-вверх, а за счет заполнения камеры порошком не требуется построение поддерживающих структур. На изображении выше наглядно продемонстрировано устройство SLS 3D принтера для лучшего понимания принципа методики.
Применяемые материалы
Селективное лазерное спекание не может похвастаться большим разнообразием цветных расходных материалов, как, к примеру, FDM или SLA. Однако это не значит, что выбор ограничен. Дело в том, что SLS печать ориентирована на промышленные цели, за счет чего и материалы производятся соответствующие. На сегодняшний день доступно множество видов разнообразных порошковых смесей, среди которых нейлон, керамика, полистирол, и т.д.
Металлические порошки доступны в ассортименте – сталь, алюминий, титан, кобальт и разнообразные смеси сплавов. Многие производители делают ударение на специфические свойства композитов. Так, для SLS печати доступны ударопрочные, износостойкие, жаростойкие, гибкие, инженерные и термостойкие порошки. Некоторые из них ориентированы на более конкретные задачи – к примеру, на изготовление деталей для аэроксмического производства.
Преимущества и особенности
Что касается особенностей, следует сразу отделить селективное лазерное спекание от другой похожей технологии 3D печати – селективного лазерного плавления (SLM). Разница между ними в том, что SLS обеспечивает лишь частичное плавление порошка, требуемое лишь для его объединения в единый элемент. SLM же плавит частицы полностью, спекая порошок в монолитное изделие. Что касается преимуществ, выделить можно следующие плюсы:
Большая область построения в 3D принтерах. Промышленное оборудование для SLS 3D печати обычно оборудовано крупной областью построения, что позволяет создавать не только крупные детали, но и выполнять мелкосерийное производство;
Высокое качество 3D печати. Эта методика позволяет практически полностью избежать видимой послойности на модели, а отсутствие поддержек также благотворно сказывается на качестве изделий;
Отсутствие необходимости в построении поддержек. Селективное лазерное спекание позволяет создавать изделия сложной геометрии без необходимости построения поддерживающих структур. Это не только расширяет возможности печати, но и хорошо сказывается на качестве поверхности изделия;
Высокая скорость и производительность. За счет того, что материал не плавится полностью, SLS 3D принтеры работают гораздо быстрее других своих порошковых собратьев. Выше скорость печати – выше производительность производства;
Возможность изготовления готовых изделий. Благодаря свойствам расходных материалов эту технологии 3D печати вполне реально использовать для производства конечных продуктов.
Сферы применения
Что касается сфер применения, селективное лазерное спекание популярно исключительно в промышленности за счет высокой стоимости расходных материалов и оборудования, а также больших габаритов последних. Потому и сферы применения соответствуют:
Функциональное тестирование;
Прототипирование;
Мелкосерийное производство;
Изготовление готовых функциональных компонентов;
Изготовление изделий со сложной геометрией;
Производство аэрокосмических компонентов;
Разработка и изготовление автомобильных деталей и т.д.
Кроме того, известны случаи применения этой методики в дизайне и творчестве. Впрочем, это неудивительно, ведь технология 3D печати не только расширила границы возможностей, но и открыла новые возможности для различных сфер нашей жизни.
На этом наша статья подходит к концу. По всем вопросам, связанным с покупкой оборудования или предоставлением услуг 3D печати, обращайтесь к нам по телефонам или электронной почте, указанным в разделе «Наши контакты».
Вернуться на главную
Что такое селективное лазерное спекание (SLS)?
Спекание — это процесс приложения тепла и/или давления для сплавления кусочков металла, керамики и других материалов в твердую массу. Ничего нового. Природа сплавляла осадочные минералы в сланец и кварцит на протяжении тысячелетий, и люди начали использовать аналогичные методы для изготовления кирпичей и фарфора тысячелетия назад. Сегодня спекание используется для производства всего, от шестерен и шатунов до звездочек и подшипников. Он также используется для 3D-печати деталей.
Селективное лазерное спекание (SLS) является близким родственником прямого лазерного спекания металлов (DMLS), но позволяет создавать детали из пластика, а не из металла. В SLS используется управляемый компьютером CO2-лазер, а не волоконный лазер ND: YAG для DMLS, но оба «рисуют» срезы модели CAD в слое материала, сплавляя частицы материала микронного размера по одному слою за раз.
SLS не нуждается ни в одной из поддерживающих структур, типичных для DMLS, и, в отличие от стереолитографии (SLA) — третьего процесса аддитивного производства (AM) на основе лазера, доступного в Protolabs — SLS создает полностью функциональные детали с использованием нейлона технического качества и по сути, единственная технология AM, способная создавать живые петли и защелкивающиеся узлы. (Эти функции могут быть созданы с помощью SL, однако они будут намного более хрупкими и не будут иметь такой ожидаемый срок службы, как те, которые созданы с помощью SLS). Это делает его отличным способом создания прототипов изделий, полученных литьем под давлением, и в некоторых случаях даже может использоваться в качестве альтернативы литью для небольших объемов.
Материалы, используемые в SLS
Как и в случае любого аддитивного процесса, важно понимать многие аспекты проектирования, применимые к SLS. Одним из них является материал. Несмотря на их широкое применение, все детали SLS в настоящее время ограничены нейлоновыми материалами — теми же термопластами, которые используются в застежках, бронежилетах, сковородках и тысячах других предметов повседневного обихода. Protolabs предлагает четыре сорта этих универсальных полимеров:
PA 850 Черный: Подобно ненаполненному нейлону 11, этот прочный биопластик является отличным выбором для деталей, требующих живого шарнира — например, крышки контейнера для таблеток — и предлагает один из самых высоких порогов разрыва при растяжении в семействе нейлонов. Он черного цвета, обеспечивает гладкую поверхность и хорошую детализацию деталей, а благодаря своей превосходной химической стойкости и низкому водопоглощению идеально подходит для таких продуктов, как топливопроводы, катетеры, кроссовки и электрические разъемы.
ПА 650 Белый: Подобно ненаполненному нейлону 12, полиамид 650 является одновременно жестким и прочным и широко используется в воздуховодах, спортивных товарах и аналогичных изделиях. Он представляет собой чистую белую поверхность, но с немного более шероховатой текстурой поверхности, чем у других нейлонов. Он обладает высокой ударопрочностью и термостойкостью, очень прочен и остается стабильным в различных условиях окружающей среды. Нейлон 12 также имеет низкий коэффициент трения, что делает его подходящим для многих типов шестерен и подшипников.
ПА 620-МФ: Вариант нейлона 12, этот материал содержит 25 процентов минерального волокна и используется для изделий, требующих высокой прочности конструкции и несущих свойств. Как и большинство нейлонов, он обеспечивает превосходную жесткость при повышенных температурах, что является одной из причин, по которой нейлон с наполнителем MF является фаворитом в аэрокосмической и автоспортивной отраслях, а также в любых приложениях AM, требующих прочного и долговечного материала AM. Он также обладает направленными механическими свойствами — волокна будут выстраиваться в направлении X, что делает его наиболее прочным в этой плоскости.
PA 615-GS: Этот 50-процентный стеклонаполненный «ароматизатор» нейлона 12 известен стабильностью размеров и устойчивостью к высоким температурам. Он особенно хорош для точных, детализированных деталей со сложной геометрией и превосходит ненаполненный нейлон в требовательных приложениях. Однако стеклянный наполнитель может быть абразивным по отношению к сопрягаемым поверхностям, что следует учитывать при разработке деталей из этого прочного материала. И 615, и 620-MF будут намного менее гибкими, а 615-GS будет намного тяжелее из-за содержания стекла. Также важно отметить, что 620-MF имеет гораздо лучшее соотношение прочности и веса, чем 615-GS.
Управление сборкой
Эти четыре типа нейлоновых материалов охватывают множество различных областей применения. Несмотря на это, примерно 95 процентов материала SLS, используемого в Protolabs, составляет PA 850 (нейлон 11) или PA 650 (нейлон 12), хотя варианты с минеральным и стеклянным наполнителем набирают обороты. Однако эффективный дизайн детали — это гораздо больше, чем выбор материала, и контроль скручивания в сборке и коробления после сборки, характерных для аддитивного производства, имеет первостепенное значение для хорошего качества детали.
Большая часть этого контроля переходит к Protolabs. Чтобы детали оставались прямыми и ровными, наши техники часто слегка наклоняют детали в рабочей камере. Например, если вы проектируете корпус для портативной видеоигры, составной наклон от 10 до 15 градусов по осям X и Y во время сборки — это, вероятно, все, что нужно для того, чтобы стены оставались прямыми, а крышка коробки плавно прилегала. Важно отметить, что в результате этого метода может возникнуть некоторая «ступенчатость», поэтому важно определить косметические поверхности при отправке вашего проекта в Protolabs для цитирования и анализа.
Никогда не рано улучшать формуемость
Многие правила, применяемые при литье под давлением, также применимы к SLS, что делает его надежным выбором для деталей, которые в конечном итоге будут формоваться. Использование бобышек отверстий и опорных стоек, а также избегание толстых поперечных сечений являются хорошей практикой для любого производственного процесса. К дополнительным конструктивным соображениям относятся:
добавление угловых радиусов в местах соединения стен для снижения нагрузки
равномерная толщина стенки — от 0,060 дюйма до 0,150 дюйма рекомендуется для уменьшения скручивания в сборе и потенциальной деформации
интегрированные ребра для уменьшения деформации
Там, где детали, изготовленные методом литья под давлением, могут содержать литые металлические втулки или резьбовые вставки, детали из SLS достигают сопоставимой функциональности с помощью вставок с термофиксацией — в нашем примере с портативной игрой резьбовые вставки могут быть термофиксированы в качестве вторичного процесса в каждом углу корпуса. для прочной сборки.
Поверхностная обработка SLS
Поверхностная обработка, полученная с помощью SLS, немного грубее, чем при использовании других технологий 3D-печати — обычно она находится в диапазоне 100–250 RMS, — но она все же достаточно хорошо подходит для большинства функциональных прототипов. Protolabs также выполняет дробеструйную очистку большинства деталей клиентов, чтобы удалить рассыпавшуюся пудру и создать гладкую матовую поверхность. Еще одним соображением является очень мелкий текст — поскольку минимальный размер элемента с SLS составляет 0,030 дюйма, очень маленькие шрифты имеют тенденцию забиваться порошком, что делает буквы и цифры менее разборчивыми. Переход к тексту-врезке дает лучшие результаты, но по-прежнему ограничивается элементами размером не менее примерно 0,020 дюйма. Наконец, SLS немного менее точен, чем конкурирующие процессы лазерного спекания, где ожидаемые допуски DMLS составляют ±0,003 дюйма плюс дополнительные 0,001 дюйма. /в. на металлических деталях ±0,003 дюйма плюс ±0,001 дюйма/дюйм. обычно достигается с помощью SLS. На хорошо спроектированных деталях.
Преимущество здесь в том, что SLS имеет сборную раму размером 19 дюймов на 19 дюймов на 22 дюйма (482 мм на 482 мм на 558 мм), что намного больше, чем у его металлического помощника. А поскольку здесь не используются опорные конструкции, можно использовать весь слой порошка, что упрощает объединение нескольких деталей в одну сборку. Это делает SLS надежной альтернативой обработанному пластику, логичной ступенькой к литью под давлением и отличным способом производства функциональных нейлоновых деталей в больших объемах, чем обычно ассоциируется с AM.
Для получения дополнительной информации о SLS, ознакомьтесь с рекомендациями по проектированию Protolabs и не стесняйтесь обращаться к инженеру по приложениям по адресу [email protected] или 877-479-3680 с любыми вопросами.
Все, что вам нужно знать
Закажите 3D-печать своих деталей с помощью SLS для быстрого прототипирования и конечного производства.
Откройте для себя технологию 3D-печати Selective Laser Sintering (SLS) и то, как вы можете использовать ее для производства ваших объектов из 1–10 тысяч деталей.
ИСО 9001
Быстрый оборот
Безопасная загрузка файлов
Что такое технология 3D-печати SLS?
SLS (селективное лазерное спекание) — это метод аддитивного производства. Этот промышленный процесс 3D-печати позволяет создавать точные детали, которые могут быть изготовлены из нескольких материалов на основе нейлона или термопластичного полиуретана. Он создает детали аддитивно путем спекания мелких частиц полимерного порошка, чтобы локально сплавить их вместе. Ваша пластиковая деталь будет создаваться слой за слоем в соответствии с вашей 3D-моделью.
Как работает 3D-печать SLS? Во время процесса 3D-печати машина SLS предварительно нагревает сыпучий порошковый материал в порошковом слое несколько ниже его точки плавления, чтобы лазеру было легче повышать температуру выбранных областей на остальной части пути до точки плавления. Ролик нанесет слой полимерного порошка, затем лазер спекает порошок в соответствии с 3D-файлом, и платформа сборки опускается перед нанесением нового слоя порошка. Процесс будет повторяться до тех пор, пока не будет создана нужная деталь.
По сравнению с другими процессами аддитивного производства, такими как стереолитография (SLA) и моделирование с наплавлением (FDM) или изготовление наплавленных нитей (FFF), селективное лазерное спекание (SLS) не требует поддерживающих структур, поскольку порошок действует как самонесущий материал. Это позволяет создавать сложные геометрические фигуры.
Почему стоит выбрать технологию 3D-печати SLS?
Независимо от того, производите ли вы отдельные объекты, небольшие партии или массовое производство, 3D-печать с селективным лазерным спеканием является одним из самых быстрых и экономически эффективных способов 3D-печати высококачественных объектов.
Поддержка без поддержки
С помощью порошковой 3D-печати ваши проекты могут иметь любую геометрию без ограничений поддержки
1 – 10 тыс. деталей
SLS позволяет производить несколько деталей за одно задание на печать. Это наиболее эффективный способ массового производства
Свобода проектирования
Производство, ориентированное на проектирование, позволяет изготавливать изделия сложной геометрии в любом масштабе производства
Преимущества 3D-печати SLS
Процесс выборочного лазерного спекания представляет собой технологию порошкового слоя, в отличие от некоторых методов 3D-печати, таких как FDM или SLA, вам не нужно создавать опорные конструкции для ваших деталей. Порошок будет действовать как естественная поддержка, меньше шансов повредить сложную внутреннюю геометрию, которую способна создать 3D-печать, потому что опорную структуру не нужно удалять.
Свобода дизайна, как и в любом процессе 3D-печати, является важной частью использования SLS. От идеально оптимизированных деталей до сборок «все в одном» — вы можете построить лучшую версию своего проекта с помощью этой технологии порошкового слоя.
3D-печать SLS дает вам доступ к большому разнообразию материалов, а также множеству отделок, позволяющих получить высококачественные поверхности для ваших конечных компонентов. Производство по требованию — это реальная возможность адаптировать ваше производство к спросу. Вы сможете избежать минимального количества заказа, что идеально подходит для ограниченного выпуска или серийного производства. Более того, точность и согласованность деталей, напечатанных с помощью SLS, делают его идеальным выбором для производства больших партий или серий.
Одной из сильных сторон этого промышленного производственного процесса является также возможность создания изделий сложной геометрии при условии соблюдения рекомендаций по проектированию. Кроме того, при использовании селективного лазерного спекания вы получаете интересные механические свойства, позволяющие производить функциональные детали или прототипы.
Применения с SLS
SLS 3D-печать может быть преимуществом во многих областях: производство обуви, спортивного инвентаря, аэрокосмической техники, дронов, робототехники, оснастки, оснастки или жилищного строительства. От медицины до архитектуры или потребительских товаров SLS 3D-печать может принести пользу вашим прототипам и всему производственному процессу. Каждый бизнес может извлечь выгоду из аддитивного производства. Свяжитесь с нашими экспертами по 3D-печати, чтобы определить ваши возможности 3D-печати.
В нашем онлайн-сервисе 3D-печати теперь вы можете заказать семь материалов, изготовленных с помощью 3D-принтеров SLS. Откройте для себя ассортимент материалов прямо сейчас!
Отделки, доступные для 3D-печати SLS
При использовании SLS вы можете получить доступ к многочисленным вариантам отделки, чтобы придать уникальный вид и высококачественную поверхность вашим 3D-печатным деталям
Крашение
Покраска
Покрытие
Химическое сглаживание
Полировка
Цветное касание
Цветной резист
Использование сервиса SLS 3D-печати Sculpteo
Sculpteo предоставляет лучшие онлайн-услуги 3D-печати пластиковых деталей. Запустите свои компоненты в производство в несколько кликов, бесплатно загрузив свой 3D-файл с анализом технологичности. Как только вы загрузите файл САПР, будет создана мгновенная цитата. После того, как ваш заказ будет размещен, наша команда профессионалов в области 3D-печати позаботится о процессе печати и постобработке вашего проекта. Благодаря нашему опыту в области технологии SLS вы можете выбирать между несколькими полимерами и покрытиями, мгновенно получать коммерческое предложение и доверить нам производство в соответствии со стандартом ISO 9.001 сертифицированный завод.
Sculpteo дает возможность создавать точные компоненты с качеством и прочностью, эквивалентными литью под давлением. Использование нашего оборудования для 3D-печати SLS для прототипирования и мелкосерийного производства. Завод площадью 1500 м2 с более чем 30 промышленными 3D-принтерами, включая 11 3D-принтеров EOS, используемых для производства ваших деталей SLS.
Начните использовать SLS сегодня, загрузив 3D-файл.
Электрическая газонокосилка Huter ELM-1800 70/4/5 проста в эксплуатации и управлении. Имеет прочный пластиковый корпус, который не подвержен коррозии. Модель применяется для скашивания газона на придомовой территории. В оснащение входит вместительный травосборник, что способствует продолжительной работе без перерывов. Высота кошения легко регулируется центральным рычагом. Колеса косилки не портят газон во время работы и обеспечивают уверенное перемещение по участку.
Электрическая газонокосилка Huter ELM-1800 проста в эксплуатации и управлении. Имеет прочный пластиковый корпус, который не подвержен коррозии. Модель применяется для скашивания газона на придомовой территории. В оснащение входит вместительный травосборник, что способствует продолжительной работе без перерывов. Высота кошения легко регулируется центральным рычагом. Колеса косилки не портят газон во время работы и обеспечивают уверенное перемещение по участку. Модель Huter ELM-1800 по характеристикам такая же, как ELM-1800P. Отличием данной модели является травосборник, выполненный из ткани. Газонокосилка оснащена электродвигателем, мощность которого составляет 1800 Вт. Что касается функциональности, то тут доступен один режим работы, а именно скашивание травы с последующим сбором в контейнер. Для этого модель укомплектована травосборником вместительностью 45 литров. Контейнер очень просто устанавливается и снимается для очистки. Ширина скашивания соответствует длине ножа и составляет 42 см. Именно нож, вращающийся со скоростью до 3200 об/мин, обеспечивает восходящий поток воздуха, поднимающий скошенную траву и направляющий её дальше по воздуховоду в травосборник.
Документы:
pdfскачать
Характеристики
Артикул
70/4/5
Тип товара
Газонокосилка
Бренд
Huter
Материал корпуса
Пластик
Мин. высота скашивания, мм
65
Макс. высота скашивания, мм
25
Объем травосборника, л
45
Форма ручки
П-образная
Тип двигателя
Электрический
Мощность (Вт)
1800
Тип режущего инструмента
Нож
Тип питания
Сетевой
Гарантия, мес
12
Самоходность
Нет
Ширина скашивания, мм
420
Тип травосборника
Текстиль
Режимы регулировки высоты
5
Страна-производитель
Китай
Часто ищут
С травосборником
Вес, кг
13
Отзывы покупателей
Сначала показывать
Николай
Санкт-Петербург 24 августа 2022
Жена наехала на пенёк и, в следствии неровности участка задела ножами за оный. Нож погнуло, болт крепления (М8 с шагом резьбы чуть шире, чем у М8, поэтому стандартный болт будет заворачиваться с трудом) впаян в пластиковую прижимную шайбу с гранями под 27 головку, срывается на раз, выломался из пластика на два. Не рассчитывайте завернуть старый болт, т.к. головка выступает всего на пару миллиметров и точечно прихвачена к шайбе, а наплыв от сварки совершенно не оставляет надежд на использование головки. Выступы-ограничители для защиты от проворачивания ножей слизало, пришлось закрутить пару шурупов с круглыми головками на их место. Выводы: если у вас ровный участок, без случайно забытых камней, пеньков и прочих нерукотворных препятствий газонокосилка вполне подойдёт. Если любите смачно выругаться и являетесь обладателем более-менее прямых рук, но имеются, например, пеньки на участке, то берите не задумываясь.Достоинства: Недорого косит, есть пространство для доработок.Недостатки: Конструкция крепления ножа на один раз. Нет тормоза двигателя, стоит подождать, прежде чем лезь рукой и вытаскивать забившуюся траву (пальцы на месте благодаря острому слуху 😉 )
Сергей
Москва 25 июня 2021
Купили её в том году, газонокосилка отличная, для небольшого участка вокруг своего дома — то что надо. Косит легко, большой захват, есть вместительный контейнер для травы, колёса не оставляют следов. Даже полный травосборник не мешает качеству покоса. В общем, я доволен на все 100%
Воронеж 30 октября 2020
Прекрасная косилка. Взяли на дачу, чтобы приводить участок в порядок. Справляется с любой высотой травы. Спокойно берет жесткие заросли сорняков. Имеет вместительный бак, не приходится часто бегать и опустошать его от травы. В общем, мы довольны.
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Фотографии покупателей
Вам могут понадобиться
Удлинители силовые
Грабли
Мешки, пакеты, коробки, стретч
Ведра и лейки
Контейнеры и баки для мусора
Товары для уборки
Защита лица, глаз, головы
Защита органов слуха
Защита рук
Рабочая обувь, наколенники
Лопаты
Демисезонная спецодежда
612329
Привезем в партнерские пункты выдачи
23/12 после 10:00
при заказе до 21/12 до 11:59
Смотреть на карте
Удлинитель силовой на катушке Союз (481S-4005) с заземлением 50 м 16 А 220 В 4 кВт 4 розетки КГ 3х2,5 мм2 IP44
Цена за шт
7 185 ₽
7 401 ₽
За баллы:
1 796
В корзину
612327
Привезем в строительные центры
Привезем в партнерские пункты выдачи
23/12 после 10:00
при заказе до 21/12 до 11:59
Смотреть на карте
Удлинитель силовой на катушке UNIVersal Гранд У16-046 (9633327) с заземлением 30 м 16 А 220 В 3,5 кВт 4 розетки КГ 3х2,5 мм2 IP44 с защитными шторками
Цена за шт
9 867 ₽
10 163 ₽
За баллы:
2 466,50
В корзину
612326
Смотреть на карте
Удлинитель силовой на катушке UNIVersal Приоритет ВЕМ-250 (9634209) с заземлением 50 м 16 А 230 В 3,5 кВт 4 розетки ПВС 3х2,5 мм2 IP44 с защитными шторками
Цена за шт
6 754 ₽
6 957 ₽
За баллы:
1 688,25
В корзину
612325
Привезем в партнерские пункты выдачи
23/12 после 10:00
при заказе до 21/12 до 11:59
Смотреть на карте
Удлинитель силовой на катушке UNIVersal Приоритет ВЕМ-250 (9634207) с заземлением 30 м 16 А 230 В 3,5 кВт 4 розетки ПВС 3х2,5 мм2 IP44 с защитными шторками
Газонокосилка аккумуляторная Husqvarna LC141Li (9676284-01) без АКБ и ЗУ
Цена за шт
63 290 ₽
За баллы:
15 822,25
В корзину
Газонокосилка электрическая Huter ELM-1800 (70/4/5) 1800 Вт в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить газонокосилка электрическая Huter ELM-1800 (70/4/5) 1800 Вт в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар газонокосилка электрическая Huter ELM-1800 (70/4/5) 1800 Вт действительны в Санкт-Петербурге.
Huter ELM-1800P цена, характеристики, видео обзор, отзывы
Общие характеристики *
Травосборник
жесткий, объем 45 л
Ширина скашивания
42 см
Тип
колесная газонокосилка
Скорость вращения ножа
до 3200 об. /мин
Функциональность *
Выброс травы
в травосборник , назад
Мульчирование
нет
Высота скашивания
28-55 мм
Регулировка высоты скашивания
есть, центральная, число уровней — 5
Двигатель *
Потребляемая мощность
1800 Вт
Мощность
1800 Вт
Двигатель
электрический
Работа от аккумулятора
нет
Обороты двигателя
3200
Конструкция *
Материал деки
пластик
Ручка
складная с регулируемой высотой
Материал корпуса
пластик
Материал колесных дисков
пластик
Количество колес
четырехколесная
Дополнительная информация *
Особенности
напряжение: 220В; частота: 50Гц
Габариты *
Вес
22 кг
* Точные характеристики уточняйте у продавца.
Лучшая электрическая газонокосилка: обзор лучших моделей 2021 года
Красивый и ухоженный газон – важная составляющая ландшафтного дизайна. Поддерживать территорию приусадебного участка в идеальном состоянии поможет лучшая электрическая газонокосилка, об особенностях выбора которой и пойдет речь в сегодняшней статье.
Содержание
1 Советы по выбору
1.1 Сетевой или аккумуляторный
1.2 Самоходный или колесный
1.3 Какой режущий механизм лучше
2 Лучшие модели с батарейным питанием
2,1 Бюджет
2,2 Средняя ценовая сегмент
2.3 Профессионал
3 Лучшие модели с мощностью шнура
3,1 Бюджет
3,2 Средняя цена сегмент
3,3 Профессионал
3,2 Средняя цена
3,3 Профессиональные
3,2 Средняя цена
3,3 Профессиональные
3,2 Средняя цена.
4 Лучшие электрические газонокосилки-роботы
4.1 Robomow RX12u
4.2 Robomow RC304u
4.3 Robomow RS630
Советы по выбору
Для ухода за газоном используются различные садовые механизированные инструменты. Речь идет о бензорезе, триммере и газонокосилке. Последняя отличается высокой продуктивностью и наиболее качественным скашиванием растительности.
Газонокосилки бывают бензиновые, дизельные, электрические и аккумуляторные. В последнее время растет популярность электрических и аккумуляторных моделей, работа с которыми не загрязняет окружающую среду и не доставляет дискомфорта.
Электрические и аккумуляторные изделия экологически безопасны
Сегодня мы покажем вам, как выбрать идеальную бытовую, полупрофессиональную или профессиональную электрическую газонокосилку.
Сеть или аккумулятор
Газонокосилки, работающие от сети, и газонокосилки с аккумулятором аналогичны по конструкции и техническим характеристикам. Этот вид садовой техники отличается низким акустическим давлением, отличной маневренностью и небольшими габаритами. Электрические и аккумуляторные приборы не загрязняют окружающую среду.
Однако не стоит забывать и о некоторых недостатках. Например, эта техника боится дождя. При работе с газонокосилками с электроприводом и аккумуляторными газонокосилками необходимо соблюдать меры личной безопасности.
При выборе между аккумуляторной газонокосилкой и электрической газонокосилкой учитывайте объем выполняемой работы. Аккумуляторные устройства требуют частой подзарядки, а существенным недостатком электрических моделей является наличие шнура питания.
Технические параметры
Достоинства
Недостатки
Тип двигателя и источник энергии
30075 Газонокосилка
Электродвигатель без аккумулятора
0070
Экологически чистые, не требуют закупки ГСМ, имеют низкий уровень шума (на уровне 80 дБ).
Требуют подключения к электросети, удлинителя, есть риск повреждения кабеля, опасно эксплуатировать в дождь и росу, имеют ограниченную мощность.
Электродвигатель с аккумулятором
Аккумуляторные газонокосилки и газонокосилки-роботы
Обладают теми же преимуществами, что и перечисленные выше, а также отличаются повышенной мобильностью. Газонокосилки-роботы не требуют участия оператора в процессе.
Имеют те же недостатки, что и выше, а также отличаются большим весом, ограниченным временем автономной работы (от 15 до 30 минут), необходимостью длительной подзарядки.
Мощность
Электрическая — до 1,5 кВт
Газонокосилки малой мощности
Компактные, легкие, экономичные, идеально подходят для небольших плоских газонов на заднем дворе с клумбами.
Небольшая ширина скашивающей полосы (до 40 см), большие затраты времени и сил на стрижку газона, возможность стрижки только молодой короткой травы, слабая функциональность техники.
Электрические — 1,5-2 кВт
Газонокосилки средние
Оптимальный вариант для большинства участков с небольшими уклонами и неровностями, способны срезать сорняки толстым стеблем, значительно ускоряют процесс скашивания газонов.
Имеют более высокую стоимость, относительно большой вес и габариты.
Самоходная или колесная
Что лучше, самоходная газонокосилка или колесная газонокосилка? Самоходная садовая техника обладает большей производительностью и лучшими функциональными возможностями. Маневренность зависит от количества и расположения колес и типа привода. Несамоходные модели, в свою очередь, занимают меньше места и более экономичны.
Технический параметр
Достоинство
Недостатки
Тип привода
на переднем Wheels
Самопроизводимый ведущий Wheels
. №
Используются только на ровных газонах.
Задние колеса
Самоходные газонокосилки с задним приводом
Благодаря большим задним колесам они могут работать на склонах и неровной местности.
Неудобны при повороте, иногда для этого приходится останавливаться и даже поднимать некоторые модели.
Полный привод
Газонокосилки самоходные 4х4
Мощные и высокопроизводительные, универсальные для ландшафта любой сложности и для работы в любую погоду, легко поднимаются и спускаются с холмов.
Имеют высокую стоимость, большой вес (около 50 кг).
Без привода
Несамоходные модели
Легкие (около 15 кг), экономичные.
Необходимость толкать перед собой, малой мощности (модели с мотором без полного привода).
Какой режущий механизм лучше
По типу режущего механизма электрические газонокосилки бывают:
барабанные;
поворотный;
с воздушной подушкой.
Вы можете увидеть преимущества и недостатки каждого типа в таблице ниже.
Технический параметр
Достоинство
Недостатки
К ним относятся отдельные модели с электродвигателем, определяющие преимущества техники. Обеспечивает наилучшее качество скашивания (скашивание травы).
Обладают малой мощностью и проходимостью, не подходят для запущенных участков.
Роторный механизм («пропеллерный принцип», режущий диск или 1-2 пары режущих ножей — шпиндельные ножи закреплены на вертикальном вращающемся валу)
Роторно-режущие газонокосилки
Универсальны, имеют возможность регулировки ножей по высоте, что позволяет работать на высоте и на неровной местности.
Недостатки определяются типом установленного двигателя, привода, ножей, материалом корпуса.
Подушка безопасности
Бесколесные газонокосилки
Маневренные, обладают высокой проходимостью и легкой управляемостью, созданы для работы на пересеченной местности и в труднодоступных местах.
Редко встречается в продаже, имеют небольшой модельный ряд, сложно направить по прямой траектории.
Лучшие модели на аккумуляторах
Большой популярностью у дачников пользуются мобильные и маневренные аккумуляторные газонокосилки. Предлагаем вашему вниманию Топ 9модели.
Бюджет
AccuMaster 49301 AKM3601
AccuMaster 49301 AKM3601 подходит для благоустройства придомовой территории
AccuMaster 49301 AKM3601 — электрическая косилка для благоустройства придомовой территории на даче. По словам производителя, корпус выполнен из современного пластика с повышенными противоударными свойствами.
Основные параметры:
аккумулятор — Li-Ion, 36 В;
двигатель — 3300 об/мин;
кошение (ширина и высота) — 25–75 мм и 370 мм;
Емкость травосборника — 50 л;
акустическое давление — 94 дБ;
вес — 13,2 кг.
Плюсы:
удобная шкала для регулировки высоты скашивания;
функция мульчирования;
вместительный контейнер для сбора травы.
Минусы:
модель снята с производства.
Видео «Обзор AccuMaster 49301 AKM3601»
В этом видео показаны основные преимущества AccuMaster 49301 АКМ3601.
PATRIOT PT 330 Li
PATRIOT PT 330 Li привлекает внимание своим ярким и стильным дизайном
Модель PATRIOT PT 330 Li привлекает внимание своим ярким и стильным дизайном. Он хорошо справляется с кошением мягкой и средней жесткости травы на небольших приусадебных участках. Складная ручка и съемный травосборник облегчают транспортировку.
Основные параметры:
аккумулятор — Li-Ion, 24 В;
двигатель — 3000 об/мин;
фаска (ширина и высота) — 25–65 мм и 330 мм;
Емкость травосборника — 35 л;
акустическое давление — 96 дБ;
вес — 14,5 кг.
Плюсы:
продуманная эргономика;
точное и ровное скашивание;
удобная регулировка высоты стрижки.
Минусы:
сложности с заменой режущего элемента;
некорректная работа индикатора заряда аккумулятора.
Видео «Описание PATRIOT PT 330 Li»
В этом видео описаны технические характеристики и параметры устройства.
Средний ценовой сегмент
PATRIOT CM 435XL
PATRIOT CM 435XL имеет высокую степень защиты
Газонокосилка электрическая PATRIOT CM 435XL имеет высокую степень защиты. Производитель предусмотрел защиту от случайного включения и возможность быстрой смены положения ручки управления.
Основные параметры:
аккумулятор — Li-Ion, 40 В;
двигатель — 4000 об/мин;
кошение (ширина и высота) — 25–75 мм и 370 мм;
Емкость травосборника — 40 л;
акустическое давление — 96 дБ;
вес — 16,5 кг.
Плюсы:
повышенная безопасность оператора;
индикатор заполнения травосборника;
защита от непреднамеренного запуска.
Минусы:
слабая батарея в стандартной комплектации.
GARDENA PowerMax Li-40/32
GARDENA PowerMax Li-40/32 считается одним из лучших в недорогом сегменте
По отзывам пользователей, GARDENA PowerMax Li-40/32 считается одним из лучших в недорогом сегменте. К основным преимуществам можно отнести длительный срок службы, эффективность и точность скашивания газона.
Основные параметры:
аккумулятор — Li-Ion, 40 В;
кошение (ширина и высота) — 20–60 мм и 320 мм;
Емкость травосборника — 30 л;
акустическое давление — 73 дБ;
вес — 8,9 кг.
Плюсы:
низкий уровень шума;
отсутствие вибрации;
удобное расположение регулятора выбора высоты скашивания.
Минусы:
слабая батарея;
Жалобы пользователей на некорректную работу светодиодного дисплея.
Видео «GARDENA PowerMax Li-40/32: краткий обзор»
В этом видео показаны основные характеристики электрической газонокосилки.
Einhell GE-33 CM Li Kit
Einhell GE-33 CM Li Kit обладает хорошей маневренностью
Модель Einhell GE-33 CM Li Kit обладает хорошей маневренностью, так как имеет высокую и широкую колесную базу.
Мы рекомендуем аккумуляторную газонокосилку Einhell GE-33 CM Li Kit для стрижки травы на неровных поверхностях.
Основные параметры:
аккумулятор — Li-Ion, 18 В;
двигатель — 3400 об/мин;
фаска (ширина и высота) — 25–65 мм и 330 мм;
Емкость травосборника — 30 л;
акустическое давление — 79 дБ;
вес — 11,85 кг.
Плюсы:
хорошая акустика;
скашивание равномерное;
почти полная коллекция травосборника.
Минусы:
серьезных недостатков не обнаружено.
Видео «Знакомство с комплектом Einhell GE-33 CM Li»
В этом видеоролике показано, как работает газонокосилка Einhell GE-33 CM Li Kit.
Professional
Monferme 25177M
Monferme 25177M характеризуется маневренностью и быстрым кошением
Неудивительно, что именно французы выпустили на рынок более легкую версию самоходной газонокосилки для женщин. Помимо стильного и яркого внешнего вида, Monferme 25177M отличается маневренностью и скоростью скашивания.
Основные параметры:
аккумулятор — Li-Ion, 40 В;
кошение (ширина и высота) — 20–70 мм и 400 мм;
Емкость травосборника — 50 л;
акустическое давление — 79 дБ;
вес — 17,2 кг.
Плюсы:
яркий женственный дизайн;
низкий уровень шума;
удобный регулятор высоты среза.
Минусы:
аккумулятор не входит в базовую комплектацию;
хлипкая конструкция рукоятки.
Daewoo Power Products DLM 5580Li
Daewoo Power Products DLM 5580Li — самая надежная модель в своем классе
Аккумуляторная газонокосилка Daewoo Power Products DLM 5580Li — самая надежная модель в своем классе. Характерными особенностями являются надежность и эргономичность конструкции, уверенное движение по неровным поверхностям, функции мульчирования и бокового выброса.
Основные параметры:
аккумулятор — Li-Ion, 80 В;
двигатель — 2700 об/мин;
кошение (ширина и высота) — 25–75 мм и 540 мм;
Емкость травосборника — 60 л;
акустическое давление — 96 дБ;
вес — 26,3 кг.
Плюсы:
ударопрочный стальной корпус;
антикоррозийное покрытие;
отсутствие вибрации;
Турбонож из высокопрочной стали.
Минусы:
неоправданно высокая стоимость аккумулятора и зарядного устройства;
аккумулятор и зарядное устройство в комплект не входят.
Видео «Daewoo Power Products DLM 5580Li в действии»
В этом видео показано, как пользоваться аккумуляторной газонокосилкой.
Greenworks 2502107 80V Pro
Greenworks 2502107 80V Pro оснащена мощным электродвигателем
Газонокосилка Greenworks 2502107 80V Pro оснащена мощным бесщеточным двигателем DigiPro. Применяемая технология ECO-Boost автоматически регулирует мощность двигателя в зависимости от уровня нагрузки.
Greenworks 2502107 80V Pro имеет 7-ступенчатый рычаг регулировки высоты скашивания травы.
Основные параметры:
аккумулятор — Li-Ion, 80 В;
двигатель — 27000 об/мин;
кошение (ширина и высота) — 25–80 мм и 510 мм;
Емкость травосборника — 50 л;
акустическое давление — 96 дБ;
вес — 27 кг.
Плюсы:
скорость и производительность;
складная рама;
функция мульчирования;
защита двигателя от механических повреждений.
Минусы:
существенных недостатков не выявлено.
BOSCH Rotak 43 LI (0.600.8A4.507)
BOSCH Rotak 43 LI отличается высокой производительностью
Многие пользователи отмечают надежность техники BOSCH. Таким образом, газонокосилка BOSCH Rotak 43 LI отличается высокой производительностью и длительным временем автономной работы. Наличие индикатора заряда облегчает работу с устройством.
Основные параметры:
аккумулятор — Li-Ion, 36 В;
кошение (ширина и высота) — 20–70 мм и 430 мм;
Емкость травосборника — 50 л;
акустическое давление — 76 дБ;
вес — 13,9 кг.
Плюсы:
защита двигателя от перегрузки;
наличие ручки для переноски;
минимальный уровень шума;
тщательно продуманная система безопасности оператора.
Минусы:
низкая ремонтопригодность.
Видео «Полный обзор BOSCH Rotak 43 LI»
В этом видео рассказывается о достоинствах и недостатках газонокосилки BOSCH Rotak 43 LI.
Лучшие модели с питанием от сети
Следующими в нашем рейтинге идут электрические газонокосилки с питанием от сети. По сравнению с аккумуляторными моделями газонокосилки с питанием от сети более мощные.
Бюджет
Huter ELM-1100
Устройство газонокосилки с электродвигателем Huter ELM-1100
Легкая электрическая газонокосилка Huter ELM-1100 – оптимальное решение для благоустройства газона на небольшом приусадебном участке. Производитель предусматривает систему защиты от случайного срабатывания.
Основные параметры:
двигатель — 1100 Вт, 2800 об/мин;
фаска (ширина и высота) — 28–60 мм и 340 мм;
Емкость травосборника — 28 л;
акустическое давление — 98 дБ;
вес — 13,7 кг.
Плюсы:
незначительная вибрация;
устойчивость корпуса к механическим воздействиям;
соотношение цены и качества.
Минусы:
высокое акустическое давление;
клин ножа при скашивании высокой травы;
хлипкие ловушки.
Видео «Подробный обзор газонокосилки Huter ELM-1100»
В этом видео показано, как собрать газонокосилку и начать работу в первый раз.
Huter ELM-1400
Huter ELM-1400 прост в использовании
Газонокосилка Huter ELM-1400 проста в использовании. Модель можно назвать примитивной, так как производитель не предусматривает различных инновационных функций и систем. Подходит для скашивания сорняков и газонной травы на ровной поверхности.
Основные параметры:
двигатель — 1400 Вт, 3000 об/мин;
фаска (ширина и высота) — 28–55 мм и 380 мм;
Емкость травосборника — 40 л;
акустическое давление — 96 дБ;
вес — 14,9 кг.
Плюсы:
подходит для скашивания сухой и влажной растительности;
асинхронный двигатель;
устойчивая ходовая часть.
Минусы:
плохое качество скашивания у бордюров;
неудобное крепление контейнера для сбора травы.
Видео «Обзор Huter ELM-1400»
В этом видео представлены реальные отзывы пользователей о газонокосилке Huter ELM-1400.
Средний ценовой сегмент
BOSCH ARM 37 (0.600.8A6.201)
BOSCH ARM 37 отличается простотой и удобством в использовании
Покупка газонокосилки BOSCH ARM 37 – лучший способ получить идеально ровную и опрятную газон на участке. Модель проста и удобна в использовании. Благодаря высокому эргономичному дизайну оператор не испытывает усталости во время работы.
Основные параметры:
двигатель — 1400 Вт;
фаска (ширина и высота) — 20–70 мм и 370 мм;
Емкость травосборника — 40 л;
акустическое давление — 91 дБ;
вес — 12 кг.
Плюсы:
идеальное скашивание травы по краю газона;
безупречный дизайн эргономика;
Ручки Ergoflex;
легкий ход;
прорезиненные устойчивые колеса.
Минусы:
в комплекте поставки нет инструкции по сборке;
низкая ремонтопригодность.
Видео «Обзор BOSCH ARM 37»
В этом видео специалисты рассказывают о преимуществах работы с полупрофессиональной газонокосилкой.
BOSCH ARM 34 (0.600.8A6.101)
BOSCH ARM 34 отличается высокой проходимостью
Модель BOSCH ARM 34 отличается высокой проходимостью и равномерным скашиванием. Газонокосилка отлично справляется с уборкой травы возле бордюров и других заборов.
Для удобства хранения и транспортировки травосборник газонокосилки BOSCH ARM 34 можно закрепить над рабочим органом.
Основные параметры:
двигатель — 1300 Вт;
фаска (ширина и высота) — 20–70 мм и 340 мм;
Емкость травосборника — 40 л;
акустическое давление — 91 дБ;
вес — 11 кг.
Плюсы:
хорошая производительность;
качественное и равномерное скашивание;
удобные ручки.
Минусы:
хлипкие хомуты и крепления;
низкая прочность режущего элемента;
ухудшение качественных характеристик по мере использования.
Видеоролик «Знакомство с BOSCH ARM 34»
В этом видеоролике представлены основные преимущества газонокосилки BOSCH ARM 34, работающей от сети.
Makita ELM3800
Качественная и функциональная газонокосилка Makita ELM3800
Качественная и функциональная газонокосилка Makita ELM3800 от японского бренда – лидер по популярности среди дачников. Многие пользователи отмечают высокую производительность устройства и простоту обслуживания. Особо ценятся функции мульчирования и бокового выброса.
Основные параметры:
двигатель — 1400 Вт;
фаска (ширина и высота) — 25–75 мм и 380 мм;
Емкость травосборника — 40 л;
акустическое давление — 96 дБ;
вес — 12,2 кг.
Плюсы:
простота в использовании и обслуживании;
отличная износостойкость;
удобная регулировка высоты стрижки;
защита двигателя от перегрева.
Минусы:
нефункциональное окошко для обзора наполнения травосборника;
хлипкие защелки ручки управления.
Видео обзор Makita ELM3800
В этом видео показано содержимое упаковки Makita ELM3800.
Makita ELM3711
Makita ELM3711 – хорошее соотношение цены и качества
Газонокосилка Makita ELM3711 с питанием от сети – настоящая находка для дачника. Аппарат хорошо срезает не только мягкую растительность, но и поросль кустарников. Боковое скашивание практически не отличается по высоте от центральной части.
Основные параметры:
двигатель — 1300 Вт;
фаска (ширина и высота) — 20–55 мм и 370 мм;
Емкость травосборника — 35 л;
акустическое давление — 96 дБ;
вес — 13 кг.
Плюсы:
устойчивый к повреждениям и царапинам корпус;
наличие индикатора подключения к сети;
плавный пуск;
хорошее соотношение цены и качества.
Минусы:
высокое акустическое давление;
Малая емкость контейнера для сбора травы.
Обзор видео Makita ELM3711
В этом видео объясняется, как управлять машиной.
Professional
RYOBI RLM 18E40H
RYOBI RLM 18E40H — современная газонокосилка
RYOBI RLM 18E40H — современная садовая газонокосилка известного японского бренда. Как и все японцы, модель RYOBI RLM 18E40H отличается надежностью, долговечностью и высокой износостойкостью. Электрическая газонокосилка имеет большой травосборник и 5-ступенчатую регулировку высоты режущей головки.
Основные параметры:
двигатель — 1800 Вт;
кошение (ширина и высота) — 20–70 мм и 400 мм;
Емкость травосборника — 50 л;
акустическое давление — 82 дБ;
вес — 13 кг.
Плюсы:
отличное качество сборки;
корпус из ударопрочного пластика;
функция мульчирования;
качественный срез травы на ровных и неровных поверхностях.
Минусы:
существенных недостатков не выявлено.
Видео «Все о газонокосилке RYOBI RLM 18E40H»
В этом видео специалисты описывают все технические характеристики устройства.
Honda HRE 370A2 PLE
Honda HRE 370A2 PLE изготовлена из ударопрочного материала ABS
Электрическая газонокосилка Honda HRE 370A2 PLE подходит для благоустройства придомовой территории и небольшого садового участка. Маневренная и компактная машина обеспечивает идеально ровное скашивание травы.
Кузов Honda HRE 370A2 PLE изготовлен из ударопрочного материала ABS. Металлические элементы имеют антикоррозийное покрытие.
Основные параметры:
двигатель — 1300 Вт;
фаска (ширина и высота) — 18–65 мм и 370 мм;
Емкость травосборника — 35 л;
акустическое давление — 90 дБ;
вес — 15 кг.
Плюсы:
легкий вес и портативность;
складная конструкция;
Корпус стойкий к механическим повреждениям.
Минусы:
малый объем контейнера для сбора травы;
отсутствие индикатора заполнения травосборника;
Малый диаметр передних колес.
Лучшие электрические газонокосилки-роботы
Время не стоит на месте. С каждым годом роботизация поглощает новые направления и сферы деятельности. Не остались в стороне земледелие и садоводство. За последние несколько лет интерес пользователей к газонокосилкам-роботам резко возрос.
Robomow RX12u
Robomow RX12u — маленькая и маневренная газонокосилка
Robomow RX12u — небольшая и маневренная машина для скашивания травы возле дома или дачи. Подходит для облагораживания небольшой площади. Обеспечивает равномерное и аккуратное скашивание растительности.
Основные параметры:
аккумулятор — свинцово-кислотный, 26 В, 7 А*ч;
двигатель — 200 Вт, 4000 об/мин;
фаска (ширина и высота) — 15–45 мм и 180 мм;
площадь скашивания (рекомендуемая и максимальная) — 150 и 250 м²;
продолжительность работы — 1,5–2 часа;
акустическое давление — 64 дБ;
вес — 7,5 кг.
Плюсы:
легкий ход;
отличная акустика;
точное и ровное скашивание;
тщательное измельчение скошенной травы.
Минусы:
слабое сцепление с почвой;
«Боится» дождя;
отсутствие управления с телефона.
Обзор Robomow RX12u
В этом видео представлен подробный обзор самой маленькой газонокосилки-робота.
Robomow RC304u
Проворная и интеллектуальная газонокосилка Robomow RC304u
Аккуратный газон без вмешательства человека — это не мечта, а реальность. Для этого вам понадобится маневренная и интеллектуальная газонокосилка Robomow RC304u. Устройством можно управлять с мобильного устройства.
Основные параметры:
аккумулятор — LiFePO4, 26 В, 3 А*ч;
двигатель — 200 Вт, 4000 об/мин;
скашивание (ширина и высота) — 15–60 мм и 280 мм;
Площадь скашивания (рекомендуемая и максимальная) — 500 и 1000 м²;
продолжительность работы — 60–70 минут;
акустическое давление — 64 дБ;
вес — 10,3 кг.
Плюсы:
удобное управление;
отличная «сообразительность»;
идеальная газонокосилка.
Минусы:
жалобы на некорректную работу датчика влажности;
долго прокладывать провод.
Robomow RS630
Robomow RS630 Уникальная газонокосилка-робот
Уникальная газонокосилка-робот для больших садовых участков. Ключевыми преимуществами Robomow RS630 являются высокая производительность и безупречная система безопасности устройства.
Основные параметры:
аккумулятор — LiFePO4, 26 В, 6 А*ч;
двигатель — 400 Вт, 3300 об/мин;
кошение (ширина и высота) — 20–80 мм и 560 мм;
рекомендуемая площадь скашивания — 3000 м2;
продолжительность работы — 90 минут;
акустическое давление — 68 дБ;
вес — 19 кг.
Robomow RS630 ИСПОЛЬЗОВАНИЕ
7967967.
возможность управления с телефона или планшета;
литий-железо-фосфатная батарея;
Датчик дождя.
Минусы:
не во всех комплектациях есть пульт;
трудности с прокладкой провода.
Robomow RS630 в действии Видео
В этом видео показано, как работает газонокосилка-робот.
Домкрат гидравлический подкатной, высокий подъем, 3т, SUV, 190-535 мм Stels
Главная
Каталог
Автомобильный инструмент
Домкраты
Домкраты гидравлические подкатные
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Бренд
STELS
Высота подхвата, мм
190
Высота подъема, мм
535
Грузоподъемность, кг
3000
Количество насосов
1
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Подставки под автомобиль регулируемые, 6 т, H подъема 415-605 мм, 2 шт, Stels
Подставки под автомобиль регулируемые, 6 т, H подъема 415-605 мм, 2 шт, Stels
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Подставки под автомобиль регулируемые, 3 т, H подъема 280-430 мм, 2 шт, Stels
Подставки под автомобиль регулируемые, 3 т, H подъема 280-430 мм, 2 шт, Stels
Подставки под машину регулируемые, 6 т, H подъема 400-605 мм, 2 шт Matrix
Подставки под машину регулируемые, 6 т, H подъема 400-605 мм, 2 шт Matrix
Подставки под машину регулируемые, 3 т, H подъема 295-425 мм, 2 шт Matrix
Подставки под машину регулируемые, 3 т, H подъема 295-425 мм, 2 шт Matrix
567035
Сиденье, 360 х 355 х 380 мм Matrix
Сиденье, 360 х 355 х 380 мм Matrix
567455
Лежак ремонтный на шести колесах, 1030 х 440 х 120 мм, поднимающийся подголовник Matrix
Лежак ремонтный на шести колесах, 1030 х 440 х 120 мм, поднимающийся подголовник Matrix
567485
Лежак ремонтный на шести колесах, 1000 х 475 х 128 мм, пластиковый Matrix
Лежак ремонтный на шести колесах, 1000 х 475 х 128 мм, пластиковый Matrix
Похожие товары
Домкрат гидравлический подкатной профессиональный, быстрый подъем, 3 т, 130-465 мм. Quick Matrix
Домкрат гидравлический подкатной профессиональный, быстрый подъем, 3 т, 130-465 мм. Quick Matrix
Домкрат гидравлический подкатный, 3 т, высота подъема 150-530 мм Matrix
Домкрат гидравлический подкатный, 3 т, высота подъема 150-530 мм Matrix
510105
Домкрат гидравлический подкатный, 3 т, h подъема 130-465 мм Sparta
Домкрат гидравлический подкатный, 3 т, h подъема 130-465 мм Sparta
510335
Домкрат гидравлический подкатный, 3 т, высота подъема 130-410 мм Matrix
Домкрат гидравлический подкатный, 3 т, высота подъема 130-410 мм Matrix
510345
Домкрат гидравлический подкатный, 3 т, высота подъема 130-410 мм, поворотная ручка Matrix
Домкрат гидравлический подкатный, 3 т, высота подъема 130-410 мм, поворотная ручка Matrix
Домкрат подкатной гидравлический 2т (высота подъема 80-380мм) в пласт.
кейсе // STELS
Гидравлический подкатной домкрат 2 т STELS представляет собой устройство с ручным приводом, предназначенное для поднятия грузов на высоту 80–380 мм. Отличается простотой обслуживания и надежностью в эксплуатации, позволяет при небольшом рабочем усилии осуществлять плавный подъем груза и его точную фиксацию на заданной высоте. Домкрат имеет следующие особенности:
площадка в комплекте;
резиновая накладка на опорную;
маневренные;
усиленная конструкция;
клапан защиты от перегрузки;
низкий подхват.
Бренд
STELS
Грузоподъёмность
2 т
Высота подъема
80-380 мм
Тип
подкатной
Габариты
Вес брутто, кг
11,4
Габариты
Вес брутто, кг
11,4
В базовый комплект поставки входит:
домкрат;
рукоятка;
инструкция по эксплуатации;
кейс.
Пока нет отзывов, Ваш отзыв может быть первым
Оставить отзыв на товар
Имя*
Оценка*
0 из 5
Расскажите подробнее*
Я даю согласие на условия Политики конфиденциальности и принимаю условия Пользовательского соглашения
Еще больше предложений
Имя*
Номер телефона*
E-mail*
Я даю согласие на условия Политики конфиденциальности и принимаю условия Пользовательского соглашения
Имя*
Номер телефона*
Я даю согласие на условия Политики конфиденциальности и принимаю условия Пользовательского соглашения
Имя*
Номер телефона*
E-mail*
Я даю согласие на условия Политики конфиденциальности и принимаю условия Пользовательского соглашения
Домкрат Hi-Lift Jeep Wrangler JK Невидимое крепление каркаса безопасности (Сделай сам) » GEO FORWARD
В этом посте представлен простой вариант «сделай сам» для скрытого крепления каркаса безопасности Jeep Wrangler JK Hi-Lift. В целом монтажные детали стоят менее 11,50 долларов, а их поиск в местном хозяйственном магазине занимает около пяти минут. И последнее место установки домкрата находится внутри джипа. Более того, это расположение является номинальным, так как оно не мешает обзору сзади. Обновлено 20 июня 2021 г.
DIY Сложность
По шкале от одного (очень простой) до пяти (сложный) Geo Forward оценивает этот проект «сделай сам» на 1 (очень простой).
Материалы, которые вам понадобятся:
Ниже перечислены материалы, необходимые для выполнения этого проекта.
Три (3) подвески для кабелепровода #5
Три (3) 2-дюймовых длинных болта с шестигранной головкой (1/2″ x 5/8-18)
Три (3) стопорные шайбы для выбора болт
Шесть (6) плоских шайб для болта выбора
Три (3) барашковых гайки для болта выбора
Один (1) рулон черной полиэфирной войлочной ленты толщиной 1 дюйм
Домкрат Hi-Lift, домкрат Harbour Freight Farm или другие
Сборка каждого подъемного устройства Hi-Lift Jack Jeep Wrangler JK Roll Cage Stealth Mount
Установить три точки крепления очень просто. Просто закрепите болт через плоскую поверхность подвески кабелепровода № 5. Используйте плоские и стопорные шайбы соответственно, а также шестигранную гайку, чтобы прикрепить болт к подвеске кабелепровода. Порядок компонентов см. на изображении ниже. Имейте в виду, что еще одна плоская шайба, а также барашковая гайка должны быть закреплены после подвешивания домкрата Hi-Lift, чтобы зафиксировать его на месте.
Три (3) подвески для кабелепровода с болтом и гайкой в сборе.
Разместите крепления домкрата Hi-Lift вокруг каркаса безопасности
После надевания держателей кабельных каналов на каркас безопасности Jeep сначала держите их свободными для правильного выравнивания. Слегка закрепите основание домкрата на двух точках крепления, а затем вручную затяните обе барашковые гайки.
Домкрат Hi-Lift Крепление к основанию Каркас безопасности Jeep Wrangler JK
Затем повторите процесс с другой стороны джипа, установив третью точку крепления через верхнюю часть домкрата.
Верхнее крепление домкрата высокого подъема Jeep Wrangler JK Каркас безопасности
Выпрямление и закрепление домкрата высокого подъема и затяжка креплений
После того, как домкрат высокого подъема выпрямлен и правильно, затяните все гайки и болты, чтобы закрепить домкрат . После этого вы можете нанести один слой войлочной ленты вокруг каждого кронштейна, чтобы он соответствовал крышкам каркаса безопасности.
Домкрат Hi-Lift Верхний каркас безопасности Jeep Wrangler JK
Использование домкрата Hi-Lift в полевых условиях на Jeep Wrangler JK
Эта установка обеспечивает легкий и быстрый доступ к домкрату с большой высотой подъема в поле. Использование этого домкрата рекомендуется в ситуациях, когда Jeep Wrangler может застрять. В таких случаях увеличение давления в шинах с помощью бортового воздушного компрессора ARB, а также правильное использование буксировочных ремней может помочь выйти из затруднительного положения. В качестве альтернативы водители могут использовать свою лебедку.
Крепление Hi-Lift Jack Stealth, Dominion Off Road
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
1 — 20 из 31 сообщений
боевой полицейский
·
Зарегистрировано
Асммнс
·
JKO головка
maniacal_rick
·
Зарегистрировано
боевой полицейский
·
Зарегистрировано
дпс50
·
Зарегистрировано
боевой полицейский
·
Зарегистрировано
боевой полицейский
·
Зарегистрировано
ФрогМех56
·
Зарегистрировано
экипаж быка
·
Зарегистрировано
боевой полицейский
·
Зарегистрировано
Джонни Уолкер
·
Зарегистрировано
Военная машина
·
Зарегистрировано
нриз
·
Зарегистрировано
боевой полицейский
·
Зарегистрировано
DeucesALLin
·
Зарегистрировано
Мистер Бриз
·
Зарегистрировано
жертва боли
·
Премиум-участник
боевой полицейский
·
Зарегистрировано
жертва боли
·
Премиум-участник
счастливый
·
Зарегистрировано
1 — 20 из 31 Сообщений
Это старая тема, возможно, вы не получили ответа и, возможно, старая тема возрождается.
Средний рейтинг Топор-кувалда GARDENA 900B (8713-48) — 5
Всего известно о 2 отзывах о Топор-кувалда GARDENA 900B (8713-48)
Ищете положительные и негативные отзывы о Топор-кувалда GARDENA 900B (8713-48)?
Из 11 источников мы собрали 2 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Топор-кувалда GARDENA 900B (8713-48) выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Топор-кувалда GARDENA 900B (8713-48), а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Топор-кувалда GARDENA 900B (8713-48)
Информация об отзывах обновлена на 28.11.2022
Написать отзыв
Сергей Мурин, 09. 06.2020
Достоинства: Легкий, можно колотить обухом
Недостатки: Нет шнурка в комплекте, чтобы можно было обмотать вокруг руки
Комментарий: Отлично лежит в руки, пока не пробовал в деле, если будет плох, то дополню отзыв негативом.
Легкий и компактный топор 900B походный (34 см) идеально подходит для выполнения небольших работ в саду, быту и выездах на природу (походы, экспедиции, рыбалки и пр.). Он легко справиться с такими работами как рубка сучьев и небольших деревьев, колка дров и пр. Данная модель топора имеет стильный современный дизайн, а также множество других достоинств, некоторые из которых описаны ниже:
Для того чтобы вся мощь удара приходилась на лезвие, топор имеет смещенный центр тяжести. Масса головки топора составляет 700 грамм, при общей массе изделия 900 грамм. Таким образом, пользователю легко попасть «в цель».
Лезвие топора имеет специальную геометрию и скользкое покрытие, что дает ему возможность легко преодолевать трение и беспрепятственно проникать даже в жесткую древесину. Лезвие топора выполнено из прочного износостойкого металла, что позволяет ему всегда оставаться острым.
Эргономичная форма рукоятки с рифленой поверхностью и мягкими вставками не позволяют рукам проскальзывать во время выполнения работ. Для повышения надежности и безопасности, рукоятка армирована прочной стекловолоконной сеткой.
Торцевая сторона головки имеет плоскую широкую форму, что дает возможность использовать топор в качестве кувалды для забивания клиньев и пр.
На топор Гардена предоставляется 10 лет гарантии от производителя, уверенного в качестве и надежности своих изделий.
Широкое «ушко» в нижней части рукоятки позволяет подвешивать топор на период хранения.
Надежная усовершенствованная система крепления головки топора к рукоятке исключает возможность поломки во время работы, обеспечивая безопасность пользователя и окружающих.
Малый вес и размеры Gardena 900B позволяют легко хранить и перевозить инструмент.
Гарантия и сервис: Топор Gardena 900B походный (34 см)
Отзывы о товаре: Топор Gardena 900B походный (34 см) (08713-48.000.00)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Топор Gardena 900B походный (34 см)
GARDENA ТОЧИЛКА ДЛЯ ТОПОРОВ И НОЖЕЙ
Сад
Садовый инвентарь
Оси
GARDENA ТОЧИЛКА ДЛЯ ТОПОЛЕЙ И НОЖЕЙ
GARDENA ТОЧИЛКА ДЛЯ ТОПОЛЕЙ И НОЖЕЙ
Цена по запросу
Точилка для лезвий и топоров GARDENA — это универсальное приспособление для заточки ножей, лезвий и наконечников топоров. Процесс заточки эффективен и надежен, так как направляющий паз заточен в обоих направлениях. Эргономичная прочная рукоятка и нескользящее основание обеспечивают простоту использования и безопасность пользователя при заточке.
Подробнее
Артикул k081000
Статус Ограниченный запас (4 шт.)
Срок поставки Доступен немедленно
Производитель Гардена
В наличии
Цены
Минимальный заказ
Цена за единицу
Цена по запросу
Упаковка
Имя
Размеры
Вес
GARDENA ТОПОР И ТОЧИЛКА ДЛЯ НОЖЕЙ
30. 00
Икс
11.50
Икс
6.50 см
0,20 кг
Сканкоды
Код сканирования
Тип
4078500046718
EAN-13
Описание
Описание
GARDENA ТОЧИЛКА ДЛЯ ТОПОРОВ И НОЖЕЙ
Точилка для лезвий и топоров GARDENA — это универсальное приспособление для заточки ножей, лезвий и наконечников топоров. Процесс заточки эффективен и надежен, так как направляющий паз заточен в обоих направлениях. Эргономичная прочная рукоятка и нескользящее основание обеспечивают простоту использования и безопасность пользователя при заточке. Шлифовальные круги с алмазным покрытием и двойные шлицы обеспечивают легкую, удобную и гибкую работу с широким спектром больших и малых инструментов. Идеально подходит для быстрого восстановления первоначальной остроты ножей и топоров. 25-летняя гарантия.
Преимущества
Легко и быстро Дизайн не только эстетически привлекателен, но и позволяет использовать его как правшам, так и левшам. Специально разработанная конструкция шлифовального круга работает в обоих направлениях при прямом и обратном ходе, обеспечивая быструю и эффективную заточку;
Простота в обращении и стабильность — ErgoTec Рукоятка эргономичной формы гарантирует удобство в обращении и безопасную работу. Вставка из нержавеющей стали в ручке способствует качественному дизайну и долговечности;
Максимальное качество Алмазные шлифовальные круги многократно затачивают лезвия до требуемой остроты и быстро обрабатывают лезвия. 25-летняя гарантия подкрепляет гарантию долгосрочной надежности;
Защита и безопасность Резиновые выступы на нижней стороне рукоятки и шлифовального узла обеспечивают надежную опору для более безопасного использования. Защита рук предотвращает возможные травмы пользователя;
Универсальность и точность Универсальная точилка, подходящая для широкого спектра наконечников и лезвий топоров. Больший паз на шлифовальном блоке используется для осей, а меньший – для лезвий. Направляющие пазы предотвращают скольжение лезвий во время заточки;
Применение: Точилка для лезвий и топоров GARDENA — это универсальный инструмент для заточки ножей, лезвий и наконечников топоров;
Гарантия: 25 лет.
Gardena, CA — ниша
. КАРТА. оценка A
Подходит для семей
оценка B минус
Разнообразие
оценка A+
Jobs
grade C
Weather
grade A+
Cost of Living
grade D+
Health & Fitness
grade A minus
Outdoor Activities
grade A
Commute
класс B+
редакционный
Гардена — город в Калифорнии с населением 59 401 человек. Гардена находится в округе Лос-Анджелес. Жизнь в Гардене предлагает жителям ощущение городской пригородной смеси, и большинство жителей сдают свои дома. В Гардене много ресторанов, кафе и парков. В Гардене живет много молодых специалистов, и жители склонны быть либеральными. Государственные школы в Гардене выше среднего.
About
About Gardena…
Population
59,401
View Nearby Homes
Real Estate
Median Home Value
$519,000
National
$229,800
Median Rent
$1,377
Национальный
1096 долларов США
Area Feel
В зависимости от жилого фонда, плотности населения и близости объектов инфраструктуры в этом районе.
Городской Пригородный Микс
Аренда
51%
Спонсируя
49%
Спонсируемые варианты ипотеки для Gardena
Получить ставки
Найдите кредит. Сравните сегодняшних лучших ипотечных и рефинансирующих поставщиков.
Получите одобрение за считанные минуты. Проверка ставок не повлияет на ваш кредитный рейтинг.
Ниша может быть компенсирована сторонними кредиторами и другими лицами, которые размещают рекламу на веб-сайте. Niche не является кредитором и не поддерживает продукты этих рекламодателей. Сборы, которые Niche получает за рекламу, не влияют на условия, которые вам может предложить выбранный вами кредитор. Есть много дополнительных вариантов заимствования.
Карта
Карта загружается
Дома поблизости
Посмотреть дома поблизости
Преступность и безопасность
Преступность и безопасность
класс C
На основе уровня насильственных преступлений и преступлений против собственности.
Нападение
239.1
national 282.7
Murder
8.4
national 6.1
Rape
30.3
national 40.7
Robbery
175.1
national 135.5
Burglary
282.9
национальный 500.1
Кража
1 155.2
национальный 2 042.8
Кража автотранспортных средств
791.4
Национальный 284
Жители
Разнообразие
Оценка A+
Основано на этническом и экономическом разнообразии.
<10 years
12%
10-17 years
8%
18-24 years
8%
25-34 years
15%
35-44 года
14%
45-54 года
13%
55-64 years
14%
65+ years
17%
More
Master’s degree or higher
7%
national 13%
Степень бакалавра
19%
национальный 20%
Высшее образование или степень младшего специалиста
32%
национальный 29%
эквивалент национального 29%
9002
23
25%
national 27%
Less than high school diploma
17%
national 11%
More
Working in Gardena
Jobs
grade C
Based on уровень занятости, рост занятости и бизнеса, а также стоимость жизни.
Средний доход домохозяйства
$64 015
Национальный
$64 994
Поиск работы в Гардене
Similar Places
Places like Gardena
Gardena Reviews
Rating 3.82 out of 5 180 reviews
Selecting a category below will take you to another page
All Categories
All КатегорииСообществоПреступность и безопасностьОбщий опытНедвижимостьЧем заняться
Гардена очень подходит для семейного отдыха, тихо и близко к хорошим школам, магазинам и транспорту. SpaceX рядом и постоянно ищет хороших людей. Автострада 105 обеспечивает легкий доступ к международному аэропорту Лос-Анджелеса и пляжным городам. Время от времени слышен шум от небольших вертолетов и самолетов, так как аэропорт Хоторн также находится неподалеку. Цены на недвижимость растут, и это рынок продавцов. Как и в большинстве городов Южной Калифорнии, существует проблема бездомных с неработающими передвижными домами в прилегающих районах. В Санта-Монике есть уличные знаки, запрещающие парковку транспортных средств высотой более 6 футов. Это постановление должно быть инициировано и в Южном заливе.
Напишите свой отзыв о Gardena
Оцените это!
В Гардене хорошая погода и разнообразное сообщество. Этот город наполнен многочисленными небольшими ресторанами, а также типичными сетевыми ресторанами или заведениями быстрого питания. Существует множество способов провести время, например, посетить местные парки, поля для гольфа, общественные бассейны и т. д. Местный парк в Гардене — это парк Алондра, расположенный рядом с полем для гольфа Алондра и муниципальным колледжем Эль-Камино, в этом парке в любой день недели вы видите семью и друзей, наслаждающихся парком, и всегда проходит небольшая вечеринка или барбекю. Общественный колледж имеет важное значение для общества и прилегающих территорий, это очень хорошая школа, которая дает любому человеку основы для достижения успеха и предоставляет доступное пространство для погружения в систему образования, чтобы раскрыть свои интересы и увлечения. Район в целом очень приятный, гостеприимный и удобный, с ночными грузовиками с тако, которые заполняют улицы и прохладным воздухом в небе. Это гостеприимное сообщество, которое я счастлив называть своим домом.
Очень тихое сообщество, основное внимание в котором уделяется основам заботы и обмена. Все дружелюбны, парки всегда чистые, это отличная среда для процветания, особенно если вы работаете или учитесь дома. С такими вещами, как пандемия, мы поняли, насколько важен хороший фундамент для дома. В нашем сообществе очень важно, чтобы ко всем относились с уважением и проблемы быстро решались. У нас есть множество парков, где можно позагорать, покататься в скейт-парке или просто погулять с собакой.
Съёмник рулевых тяг и шаровых опор «вилка» 300*22 мм ALLOID (С-4833)
Доставка по Украине
260 грн
234 грн
Купить
Інтернет-магазин Toolroom
US PRO Инструменты 4 шт.
30–45 мм Инструмент для снятия шарнира оси рулевой рейки 6264
США PRO
(пока отзывов нет)
Написать рецензию
US PRO
US PRO Инструменты 4 шт. 30–45 мм Инструмент для снятия шарнира оси рулевой рейки 6264
Рейтинг Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Требуется
Тема обзора Требуется
комментариев Требуется
Артикул:
6264
СКП:
5060599862040
Сейчас:
£48,90
Варианты финансирования:
>
Текущий запас:
Количество:
Часто покупают вместе:
Описание
Описание
Инструменты US PRO 4 шт. 30–45 мм Инструмент для снятия поворотного кулака оси рулевой рейки 6264
Этот набор инструментов позволяет быстро и легко снимать и заменять внутренний шаровой шарнир рулевого управления без необходимости демонтажа рулевой рейки с переборка.
Автоматический зажим шарнирных головок.
3 Сменная приводная головка с диапазонами:
30–35 мм, 35–40 мм, 40–45 мм
Может работать с храповым механизмом 1/2″ или головкой на 27 мм
Этот высококачественный инструмент для поворотного кулака поставляется вам совершенно новый, в розничной упаковке/бирке
сопутствующие товары
Клиенты также просмотрели
Сопутствующие товары
Добавить в корзину
Быстрый просмотр
Набор инструментов для снятия дверных панелей и накладок US PRO Tools из 4 предметов 5459
US PRO
Сейчас:
9,45 фунтов стерлингов
Набор ручных инструментов из 4 предметов для снятия обивки дверей и обивки. Подходит для автомобилей, фургонов, коммерческих автомобилей, полноприводных автомобилей, фургонов, грузовиков и лодок. Ручки производства
Клиенты также просмотрели
Добавить в корзину
Быстрый просмотр
Набор головок с шестигранной головкой для ударных инструментов US PRO Tools, 10 шт., привод 1/2 дюйма, от 4 до 19 мм, 3593
US PRO
Сейчас:
14,75 фунтов стерлингов
Размеры: h5, H5, H6, H7, H8, h20, h22, h24, h27 и h29 1/2-дюймовый привод подходит для любых 1/2-дюймовых трещоток / стержней / удлинителей и т. д. Европейский стиль Изготовлен из хромованадиевой стали для прочности и…
Добавить в корзину
Быстрый просмотр
Набор комбинированных гаечных ключей US PRO Tools из 32 шт., метрические и стандартные SAE, в пенопластовом лотке 2275
US PRO
Сейчас:
40,98 фунтов стерлингов
Набор комбинированных ключей из 32 предметов Метрическая система / SAE Стандартные метрические комбинированные гаечные ключи размеров: 6, 7, 8, 9, 10, 11, 12, 13, 14, 17 и 19 мм. Короткие метрические комбинированные ключи размеров: 10, 11, 12, 13…
Рулевое управление — Специальные инструменты для автомобилей
Магазин будет работать некорректно, если файлы cookie отключены.
Вероятно, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Меню
Счет
Посмотреть как Сетка
Список
125 шт.
Отображать
25 50 100
пункты на странице
Сортировать по
Бестселлеры Дата добавления в Toolweb Артикул (А-Я) Артикул (Я-А) Установить восходящее направление
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница 3
Страница Следующий
Посмотреть как Сетка
Список
125 шт.
Отображать
25 50 100
пункты на странице
Сортировать по
Бестселлеры Дата добавления в Toolweb Артикул (А-Я) Артикул (Я-А) Установить восходящее направление
Бензиновый триммер STIHL FS 250 (41342000224) — от официального дилера ШТИЛЬ в Москве
Мощная и прочная бензиновая мотокоса Stihl FS 250 предназначена для скашивания жесткой травы, а также производства ландшафтных работ. Упрощенная система запуска делает использование устройства особенно комфортным. Коса оснащена регулируемой двуручной рукоятью.
Экономичный бензиновый двигатель уменьшает количество вредных выбросов и снижает расход топлива по сравнению с традиционными бензиновыми двигателями.
Отличительные особенности мотокосы Stihl FS 250
Удобная регулируемая двуручная рукоять
Мягкий сдвоенный наплечный ремень
Антивибрационная система снижает вредные вибрации, уменьшая вред, наносимый мышцам и суставам
Электронная система зажигания обеспечивает стабильную работу двигателя
Встроенный компенсатор предотвращает перенасыщение смеси, когда фильтр загрязнен
Весь блок управления находится в рукояти
При помощи ручного топливного насоса можно подкачать смесь в карбюратор
В комплект входят защитные очки
Полностью автономная работа
Компактные размеры
Небольшой вес
Превосходная балансировка
Косильная головка
Двухструнная косильная головка SuperCut 20-2 с нейлоновой леской превосходно справится с косьбой возле препятствий и в труднодоступных местах. Отличается высокой скоростью и эффективностью кошения. Регулирование струн производится автоматически, при соприкосновении с землей.
Внимание! Применение косильной головки возможно только с защитным щитком!
Купить бензиновый триммер ШТИЛЬ FS 250 у официального дилера
Наш магазин официальный дилер техники и инструментов STIHL и VIKING, у нас полный каталог актуальных моделей бензотриммеров в наличии. Бензиновый триммер STIHL FS 250 вы можете купить по отличной цене, протестировать вместе с нашим курьером, при желании пройти обучение пользования инструментом.
Также, мы являемся авторизованным сервисным центром STIHL и VIKING в Москве. В продаже имеется большой выбор запчастей и аксессуаров для любых моделей инструментов.
Косильна головка AutoCut C 26-2 Stihl для FS-55-250 оригинал
На складе
Доставка по Украине
769 грн
Купить
Kosapila
Поршневая для косы STIHL FS250, FS350, 40мм TRESZER
На складе
Доставка по Украине
по 1 150 грн
от 2 продавцов
1 150 грн
Купить
TOOLDNEPR
Ніж для трави Stihl GSB 230-2 для FS 55 — 250 (40017133805)
Доставка по Украине
257 грн
Купить
Интернет-магазин VolynTools
Ніж для трави Stihl GSB 230-4 для FS 55 — 250 (40017133801)
Доставка по Украине
314 грн
Купить
Интернет-магазин VolynTools
Пиляльний диск з долотоподібними зубами Stihl 200-22 для FS 87 — 250 (41127134203)
Доставка по Украине
694 грн
Купить
Интернет-магазин VolynTools
Стартер в сборе для мотокосы STIHL FS 120, FS 200, FS 250, 300, 350, FR 450, ВТ 120, 121
На складе в г. Киев
Доставка по Украине
455 грн
409.50 грн
Купить
БензоТайм
Руководство по ценообразованию
: сколько стоит газонокосилка?
Вам не нужно тратить много зелени, чтобы ваш газон был зеленым и аккуратным. Самая дешевая газонокосилка, ручная косилка с нажимным барабаном, может стоить всего 57 долларов. Средняя стоимость бензиновой газонокосилки составляет 1068 долларов . В верхней части спектра интеллектуальная робот-газонокосилка со специальными функциями может стоить до 17 063 долларов США .
Большинству домовладельцев с двором стандартного размера лучше подойдет мотокосилка, которая стоит $363 в среднем. Средняя стоимость самоходной газонокосилки, подходящей для больших участков, составляет 2450 долларов США. В то время как некоторые роботы-газонокосилки могут достигать астрономических цен, таких как упомянутая выше, средняя цена стандартной модели составляет 1470 долларов США.
Сколько вы потратите на газонокосилку, будет зависеть от размера вашего двора, типа травы, источника питания, который вы хотите использовать, и марки, которую вы выберете. Мы разбили типичные затраты на различные виды газонокосилок, чтобы вы могли выяснить, какая из них лучше всего подходит как для ваших нужд, так и для вашего бюджета.
Сколько стоят различные типы газонокосилок?
Средняя катушка Стоимость: $ 104
Средняя ходовая газонокосилка. являются наиболее доступным типом косилок со средней стоимостью $104 . Самыми дорогими вариантами являются самоходные газонокосилки или газонокосилки-роботы, премиальные модели которых могут стоить почти 20 000 долларов.
Однако большинство причудливых газонокосилок не достигают таких экстремальных цен. Самоходные косилки среднего класса стоят ближе к 2450 долларов , а средняя стоимость газонокосилки-робота составляет 1470 долларов .
Газонокосилки с ручным управлением и самоходные газонокосилки находятся в середине по средней цене 363 долл. США . Эти косилки являются наиболее распространенными для бытового использования.
Для расчета стоимости, указанной в этом руководстве, мы использовали цены на Amazon, Home Depot, Lowe’s и на веб-сайтах производителей. Высокие затраты — это самые высокие цены, которые мы смогли найти из этих источников, а низкие — самые низкие цены, которые мы нашли.
Средние затраты получены путем усреднения цен первых 10 рекомендуемых товаров в каждой категории на веб-сайтах Amazon, Lowe’s и Home Depot.
На этой странице
Оценщик затрат по источникам питания косилок
Ручные и самоходные газонокосилки с ручным управлением бывают бензиновыми и электрическими (сетевыми или беспроводными). Самоходные модели стоят значительно дороже, чем их ручные аналоги с тем же источником энергии.
Барабанные косилки — более доступный вариант с ручным толканием, но их единственный источник энергии — вы, поэтому их использование требует гораздо больше усилий.
TYPE OF LAWN MOWER
LOW-END COST
HIGH-END COST
AVERAGE COST
Reel Mower
$57
$402
$104
Electric push mower
$80
$2,036
$241
Gas push mower
$140
$567
$265
Gas self-propelled mower
$169
$2,080
$372
Electric Self-Propelled Mower
$328
$831
$574
Each power source comes with its own advantages and disadvantages. Мы подробно рассмотрим каждый из них, чтобы помочь вам решить, какой источник питания газонокосилки даст вам наилучшую отдачу от затраченных средств.
Газонокосилки с катушкой
Фото: Рафаэль Кастильо / Flickr / CC BY 2.0 9Газонокосилки 0002 Reel не поставляются со встроенным источником питания. Когда вы толкаете косилку по траве, вы заставляете лезвия вращаться. По этой причине барабанные косилки требуют значительных усилий для толкания и могут не подходить для больших пространств. Однако барабанные косилки чрезвычайно доступны по сравнению с бензиновыми или электрическими косилками.
Самая маленькая и дешевая катушечная газонокосилка, которую мы нашли, стоит около 57 долларов , а самая большая и самая дорогая будет иметь цену ближе к 402 доллара . Большинство барабанных косилок будет иметь среднюю стоимость около $ 104 .
Плюсы катушки:
✓ Недорогая ✓ Самый экологичный тип косилки ✓ Компактность для хранения ✓ Может работать столько, сколько нужно
✓ Минусы катушки:
шт.
✗ Может плохо работать на очень высокой или густой траве
Электрические косилки
Фото: Майк Проссер / Flickr / CC BY-SA 2.0
Газонокосилки как с питанием от сети, так и с аккумулятором относятся к категории электрических. Проводные электрические модели, как правило, являются самыми дешевыми и легкими из доступных вариантов, поскольку им не нужен топливный бак или аккумулятор. Электрические косилки с батарейным питанием могут стоить дороже, чем бензиновые аналоги, но при этом они не такие мощные.
Вы можете найти небольшие электрические ручные газонокосилки с питанием от сети по цене от 80 долларов США или навороченные модели с батарейным питанием по цене от 2036 долларов США . Средняя цена электрокосилки обоих типов составляет около $241.
Самоходные электрические газонокосилки обычно стоят от 328 до 831 долларов США
. Ваш стандартный самоходный вариант среднего класса будет стоить около 574 долларов.
Плюсы электрических косилок:
✓ Экологичный ✓ Тихий ✓ Не требует обслуживания ✓ Легче бензинового ✓ Легче заводить и использовать, чем бензиновый
✗ Шнуры ограничивают движение
Приобретайте газонокосилки с аккумулятором с воскресенья
Бензиновые косилки
Фото: Combsy / Flickr / CC BY 2.0
Бензиновые газонокосилки, будь то ручные или самоходные, как правило, намного мощнее, чем электрические косилки. Бензиновые газонокосилки также более мобильны, поскольку они не полагаются на шнур или аккумулятор с коротким временем работы. Даже с учетом этих преимуществ средняя газовая газонокосилка стоит меньше, чем модель с батарейным питанием.
Газонокосилки с ручным приводом от до 567 долларов . Большинство вариантов среднего класса будут стоить около 265 долларов.
Ожидайте более высокую цену, если вам нужна самоходная газонокосилка. Для дополнительного удобства вы должны заплатить около 169 долларов за бюджетный вариант и около 2080 долларов за самую модную версию на рынке. Средняя стоимость типичной бензиновой самоходной газонокосилки составляет 372 долларов.
Плюсы бензиновых косилок:
✓ Самые мощные двигатели ✓ Неограниченный запас хода ✓ Работает дольше на одном баке бензина, чем аккумуляторные косилки на одной зарядке
Помимо стандартных мотокос, существует много других типов газонокосилок, которые стоят дороже. К этим более премиальным вариантам относятся газонокосилки для верховой езды — газонокосилки, косилки с нулевым поворотом или косилки с задним расположением двигателя — косилки-роботы и мульчирующие косилки.
TYPE OF LAWN MOWER
LOW-END COST
HIGH-END COST
AVERAGE COST
Mulching mower
$110
$2,191
$303
Robot mower
$574
$17,063
$1,470
Rear engine riding mower
$1,299
$4,539
$2,080
Lawn tractor
$1,349
$3,999
$1,985
Zero-turn riding mower
$2,399
$15,000
$3,284
Riding lawn mowers
Photo Credit: Daniel M. Hendricks / Flickr / CC BY-ND 2.0
Самоходная газонокосилка значительно облегчает уход за большим двором, потому что она заставляет вас вставать с ног, пока вы работаете в течение нескольких часов.
Существует три основных типа самоходных косилок: газонокосилки, газонокосилки с нулевым поворотом и газонокосилки с задним расположением двигателя. Каждый из них имеет свой ценовой диапазон и характеристики, которые делают его подходящим для недвижимости с различными потребностями.
Независимо от стиля, большинство самоходных косилок работают на бензиновых двигателях. На рынке есть несколько надежных самоходных косилок с батарейным питанием, но они, как правило, дороже, чем сопоставимые бензиновые косилки с большей мощностью и более длительным временем работы. Бензиновая газонокосилка особенно подходит для больших газонов.
Мульчирующие газонокосилки
Фото предоставлено: osseous / Flickr / CC BY 2.0
Мульчирующие газонокосилки с мотоблоком измельчают листья и скошенную траву во время кошения. Затем они распределяют мульчу обратно на газон, чтобы улучшить здоровье почвы. Как и обычные нажимные газонокосилки и самоходные косилки, мульчирующие косилки бывают электрические и газовые модели с различными особенностями.
Небольшие сетевые электрические косилки для мульчирования доступны по цене всего от 110 долларов США. Более дорогие мульчирующие косилки, особенно самоходные, работающие от аккумуляторов или мощные модели, могут стоить до 2191 долларов США .
Средняя косилка-мульчировщик, включая различные типы и источники питания, обычно стоит около $303 .
Газонокосилки-роботы
Фото предоставлено: Tool Dude / Flickr / CC BY 2.0
С газонокосилкой-роботом вам нужно будет только установить провод по периметру, чтобы показать роботу, куда двигаться. Это лучшие косилки для домовладельцев, у которых нет времени на уход за газоном, но нет денег, чтобы нанять еженедельную профессиональную услугу по уходу за газоном.
Простые газонокосилки-роботы, подходящие для небольших дворов, доступны по цене около 574 долларов США , но эти модели могут быть не такими надежными, как их более дорогие собратья. Большие роботы-газонокосилки с наворотами, такими как GPS-управление или противоугонные функции, могут стоить до 17 063 долларов США . Обычная газонокосилка-робот стоит намного меньше, в среднем 1470 долларов.
Самоходные косилки с задним расположением двигателя
Фото: Karen / Flickr / CC BY 2.0
Самоходные косилки с задним расположением двигателя похожи на газонокосилки в том смысле, что вы управляете ими с помощью рулевого колеса. Но райдеры с задним расположением двигателя обычно меньше, менее мощные и более маневренные (хотя все же не такие маневренные, как газонокосилка с нулевым поворотом).
Из-за более слабого двигателя косилки с задним расположением двигателя не могут тянуть тяжелое навесное оборудование, как газонокосилки. Отсутствие мощности и меньшая ширина скашивания делают косилки с задним расположением двигателя менее дорогими, чем другие косилки.
Самые маленькие и простые самоходные косилки с задним расположением двигателя могут быть доступны по цене от 1 299 долларов США , в то время как самые большие, как правило, стоят ближе к 4 539 долларов США . Средняя стоимость для всех райдеров с задним расположением двигателя составляет около 2080 долларов.
Садовые тракторы
Фото: Charles & Hudson / Flickr / CC BY-SA 2.0
Самый распространенный тип газонокосилок — это газонокосилки, которыми вы управляете с помощью рулевого колеса. Газонные тракторы более устойчивы на склонах, а большое количество навесного оборудования делает их более универсальными. Эти приспособления позволяют использовать газонный трактор в качестве снегоочистителя, прицепа, аэратора или другого инструмента для ухода за газоном.
За сам трактор для газонов вы можете заплатить от до 1349 долларов США. и 3999 долларов . Средняя стоимость газонного трактора среднего класса составляет около 1985 долларов .
Самоходные косилки с нулевым поворотом
Фото: Charles & Hudson / Flickr / CC BY-SA 2.0
Косилки с нулевым поворотом имеют колеса, которые поворачиваются под острыми углами, поэтому они могут поворачиваться на 360 градусов. В результате они более маневренны, чем газонные тракторы, и лучше подходят для дворов с крутыми углами или множеством препятствий, таких как ландшафтные клумбы, деревья и твердые ландшафты.
К рулевому управлению с нулевым поворотом может быть трудно привыкнуть: вместо привычного рулевого колеса вы используете два круговых стержня. Хотя косилки с нулевым поворотом не так приспособлены для навесного оборудования, как газонные тракторы, они, как правило, значительно быстрее, что может быть полезно для особенно больших участков.
Газонокосилки с нулевым поворотом обычно дороже, чем газонокосилки или косилки с задним расположением двигателя. Самые доступные модели стоят около 2399 долларов , в то время как варианты верхнего ящика могут достигать 15000 долларов . В большинстве случаев вы будете платить около 3284 долларов за газонокосилку с нулевым поворотом для домашнего использования.
Калькулятор стоимости по производителям
Некоторые популярные марки газонокосилок известны тем, что производят высококачественные инструменты, и эти торговые марки могут повысить цену на газонокосилку. Но некоторые бренды отдают предпочтение доступности, но при этом производят надежные косилки.
Мы собрали самые высокие и самые низкие цены от некоторых из самых известных брендов, чтобы ранжировать каждого производителя от самого доступного до наименее доступного. Примечание. Эти рейтинги учитывают только цены и не отражают качество или эксклюзивные функции бренда.
Бренды газонокосилки Walk-Behind
Бренд
Самая низкая цена
Высокая цена
Рейн докладчики
9999999
Достижения
59968
Достижения 92
559968
. BLACK+DECKER
$80
$486
1
Ryobi
$99
$599
2
PowerSmart
$169
$400
3
Sun Joe
$99
$749
4
Greenworks
$107
$897
5
WORX
$252
$560
6
CRAFTSMAN
$182
$942
7
Snapper
$277
$699
8
Kobalt
$169
$1,200
9
Troy-Bilt
$199
$1,143
10
EGO
$339
$831
11
Husqvarna
$250
$1,199
12
Toro
$269
$1,099
13
Makita
$349
$999
14
Honda
$419
$1,319
15
Когда речь идет о газонокосилках с ручным приводом (толкающих или самоходных), самым доступным брендом является BLACK+DECKER. Все косилки B+D электрические, и они бывают сетевыми и аккумуляторными. Меньшие косилки BLACK+DECKER всего около $80 , в то время как их самый большой и дорогой вариант стоит около $486 .
Honda, пожалуй, самый уважаемый производитель газонокосилок, особенно когда речь идет о качестве двигателя. Фактически, несколько других марок газонокосилок используют двигатели Honda. Мощные и хорошо сделанные мотокосы Honda являются самыми дорогими на рынке: от 419 до 1319 долларов.
Марки самоходных газонокосилок
МАРКА
LOWEST PRICE
HIGHEST PRICE
AFFORDABILITY RANK
Husqvarna
$1,599
$5,450
1
John Deere
$1,599
$5,999
2
Cub Cadet
$1,599
$8,199
3
Ariens
$2,899
$6,999
4
Husqvarna производит одни из самых популярных газонокосилок и самоходных косилок на рынке. Они имеют тенденцию быть прочными, мощными и оснащены полезными функциями. Лучшая часть? Они также более доступны, чем другие самоходные газонокосилки, с низкой ценой 1599 долларов США и высокой ценой 5450 долларов США .
Компания Ariens специализируется на самоходных газонокосилках, и многие из ее моделей имеют конструкцию и функции коммерческого класса. Эти долговечные машины — лучший вариант для домовладельцев, которые серьезно относятся к уходу за газоном. Самая дешевая косилка Ariens стоит около $2899 , а самый дорогой — около $6999 .
Другие факторы, влияющие на стоимость
Даже газонокосилки одной марки и типа с одним и тем же источником питания могут иметь совершенно разные цены в зависимости от технических характеристик. Более крупные, мощные или более длинные косилки стоят дороже. Комбинация нескольких первоклассных характеристик приводит к гораздо более дорогим косилкам.
Вот некоторые из важных характеристик, благодаря которым газонокосилка может стоить больше или меньше, чем другие сопоставимые модели:
Источник питания
Фото: H. Michael Karshis / Flickr / CC BY 2.0
Для газонокосилки с питанием от аккумулятора мы измеряем напряжение аккумулятора. Аккумулятор с более высоким напряжением обеспечивает большую мощность. В проводной электрической косилке измерением мощности является сила тока двигателя. Для газового двигателя мы смотрим на объем двигателя, измеренный в кубических сантиметрах (см), чтобы указать мощность.
Покупая газонокосилку, имейте в виду: более высокое напряжение, сила тока или см3 означает более высокую цену. Если на вашем дворе особенно густая и высокая трава, и вы думаете, что вам нужна мощная косилка, чтобы пробиться через нее, приготовьтесь потратиться.
Приобретайте косилки с питанием от аккумулятора в воскресенье
Ширина скашивания
Фото: Charles & Hudson / Flickr / CC BY-SA 2.0
Ширина скашивания косилки показывает, сколько травы она может срезать за один проход. Таким образом, чем больше ширина скашивания, тем меньше времени вам потребуется на стрижку газона. Косилки с большей шириной кошения будут стоить дороже.
Ширина большинства мотокос для бытового использования составляет от 14 до 22 дюймов. Типичные самоходные косилки имеют ширину скашивания от 30 дюймов на малом конце до 61 дюйма на большом конце. 9№ 0009
Мы рекомендуем компактные мотокосилки для небольших дворов с большим количеством препятствий для маневрирования. Для больших участков, особенно площадью акра или более, вам лучше использовать более крупную косилку, чтобы работа выполнялась быстрее.
Запас топлива или время работы
Фото: Расти Кларк — 100 тыс. фотографий / Flickr / CC BY 2.0 перезарядка. Косилки с большим запасом топлива или аккумулятором, который работает дольше, будут стоить дороже.
Благодаря топливному баку большего размера газонокосилка может работать дольше. У большинства мотокосилок есть бак, вмещающий от 1 до 3 литров топлива, в то время как у самоходных косилок обычно вмещается от 1 до 5 галлонов, в зависимости от размера машины.
Электроинструменты с батарейным питанием, особенно большие, такие как газонокосилки, потребляют много энергии, поэтому их батареи обычно не работают очень долго без подзарядки. Вы можете ожидать, что газонокосилка с батарейным питанием будет работать от 30 минут до часа или ближе к 90 минутам, если вы готовы платить больше за лучшую батарею.
Скорость
Фото: Брайан Маллендер / Flickr / CC BY 2.0
Скорость самоходных или самоходных газонокосилок также может влиять на их стоимость. Самоходные косилки обычно имеют регулируемую скорость, поэтому вы можете регулировать темп в соответствии со своей скоростью ходьбы.
Самоходные газонокосилки, включая газонокосилки, машины с нулевым поворотом и машины с задним расположением двигателя, обычно движутся вперед и назад. Их максимальная скорость движения вперед колеблется от 4 до 9 миль в час, с нулевыми поворотами на более быстром конце этого спектра.
При использовании самоходной косилки вы обычно платите больше за большее количество настроек скорости. Для самоходной косилки более быстрая модель будет стоить дороже, чем более медленная.
Фирменные двигатели
Фото: Dion Hinchcliffe / Flickr / CC BY-SA 2.0
Фирменные двигатели известных производителей, таких как Briggs & Stratton, Honda, Kohler или Kawasaki, поднимут цену на бензиновую косилку. Независимо от того, какой веб-сайт розничного продавца вы просматриваете, на странице продукта газонокосилки обычно будет указано, оснащен ли он высококачественным двигателем, подобным одному из этих.
Помимо конкретной марки, на стоимость газонокосилки может влиять тип двигателя. Есть два основных варианта: 2-тактные (также известные как 2-тактные) двигатели и 4-тактные (также известные как 4-тактные) двигатели. Разница заключается в том, как работают поршни, особенно в том, сколько ходов требуется каждому двигателю для выработки мощности.
Косилки с 2-тактными двигателями являются более доступным вариантом. Поскольку они работают на смеси бензина и масла, вам придется смешивать топливо самостоятельно или найти предварительно смешанную смесь. Эти двигатели, как правило, производят больше мощности, чем их четырехтактные аналоги.
Косилки с 4-тактными двигателями обычно дороже, и на то есть веские причины. Их легче заправлять, потому что они работают на чистом бензине, они тише и экономичнее. Один недостаток: 4-тактные двигатели сложнее обслуживать, потому что они требуют регулярной замены масла.
Если вы покупаете электрическую косилку, обратите внимание на бесщеточные двигатели. Бесщеточный двигатель повышает эффективность работы батареи и может быть более долговечным, чем стандартный щеточный двигатель. Бесщеточные двигатели также повысят цену на электрическую косилку.
Дополнительные навороты также повысят универсальность и цену вашей газонокосилки. Вам решать, нужны ли вашему объекту эти функции достаточно сильно, чтобы оправдать дополнительные расходы.
Эргономика
Фото предоставлено: Roger Mommaerts / Flickr / CC BY-SA 2.0
Та же концепция эргономики, которая лежит в основе вашего офисного стула, также влияет и на ваше оборудование для газонов. Если вы будете работать во дворе часами, вы хотите, чтобы ваше тело чувствовало себя максимально комфортно, чтобы избежать травм или хронической боли в будущем.
Газонокосилки с ручным управлением, разработанные с учетом удобства пользователя, оснащены такими элементами, как рукоятки с поролоновыми накладками, чтобы вам не приходилось сильно сжимать пальцы, или регулируемые рукоятки, чтобы людям разного роста не приходилось горбиться.
Эргономика еще более важна для езды на газонокосилке, которую люди используют в течение длительного времени. Общие функции комфорта в самоходных косилках включают подушки сидений, сиденья с высокой спинкой для поддержки спины, подлокотники и гасители вибрации для предотвращения усталости. Ищите эти дополнительные функции, если вам нужна косилка, которую проще использовать, но имейте в виду, что дополнительный комфорт увеличит цену.
Простота эксплуатации
Фото предоставлено: gfpeck / Flickr / CC BY-ND 2.0
Одна из самых частых жалоб на бензиновые газонокосилки заключается в том, что их трудно запустить. Иногда приходится несколько раз дергать за шнур дроссельной заслонки, прежде чем двигатель заведется, особенно в холодную погоду.
Многие косилки полностью обходят эту проблему с помощью электрического запуска. Вместо использования ручного шнура зажигание запускается простым щелчком выключателя или нажатием кнопки. Поскольку электрические пусковые устройства имеют более сложные движущиеся части, чем ручные, их сложно ремонтировать и обслуживать. Однако электрический пуск все же в конечном счете более удобен.
Гидростатическая трансмиссия — еще одна механическая особенность, облегчающая использование газонокосилки. Это упрощает изменение скорости и направления, что повышает маневренность. Гидростатическая трансмиссия обычно дороже и сложнее в обслуживании, чем трансмиссии других типов.
Несколько регулировок высоты стрижки
Фото предоставлено: Phil Roeder / Flickr / CC BY 2.0
С некоторыми косилками (как с ручным управлением, так и с верхом) пользователи могут поднимать или опускать режущую деку, чтобы отрегулировать ее для различных типов и длины травы. Если вы позволяете своей траве слишком долго между стрижками или используете несколько видов травы на своем дворе, возможность регулировать высоту стрижки может быть полезным бонусом для вашей косилки.
Обычно вы регулируете деку с помощью одного или двух рычагов, которые должны быть простыми в использовании. Чем проще в использовании элементы управления и чем шире диапазон высот, тем дороже будет косилка. Это касается как толкающих, так и наездных косилок.
Система мойки деки
Фото предоставлено: Phil Gwinn / Flickr / CC BY 2.0
Когда обрезки травы застревают и покрывают нижнюю часть газонокосилки, лезвия и дека газонокосилки со временем могут заржаветь. Важно регулярно чистить деку, но попасть под тяжелую косилку может быть сложно.
Для облегчения обслуживания некоторые самоходные косилки оснащены удобной системой мытья деки. Благодаря встроенной мойке деки все, что вам нужно сделать, это подсоединить садовый шланг к отверстиям для промывки газонокосилки и запустить двигатель газонокосилки до тех пор, пока из выпускного желоба не перестанут выходить обрезки травы.
Конечно, система мытья деки — это еще одна функция, которая будет стоить вам
Часто задаваемые вопросы о газонокосилке Стоимость
1. Какая газонокосилка лучше по цене?
Согласно нашему исследованию, лучшей газонокосилкой по цене является бензиновая 21-дюймовая модель объемом 170 куб. см от PowerSmart. Узнайте больше о 10 лучших газонокосилках по соотношению цена-качество.
2. Сколько стоит ремонт газонокосилки?
В зависимости от необходимых работ и запасных частей, профессиональный ремонт газонокосилки стоит от 60 до 95 долларов.
3. Сколько стоит профессиональная стрижка газонов?
Фактическая стоимость стрижки газона зависит от размера вашего двора и стоимости рабочей силы в том месте, где вы живете, но в среднем по стране вы можете заплатить 29 долларов США. до 65 долларов в целом или от 33 до 70 долларов в час. Получите точные расценки на стрижку газонов для вашего почтового индекса от LawnStarter.
Заключение
Тип необходимой вам газонокосилки и ее стоимость зависят от размера и состояния вашего двора, а также от ваших личных предпочтений. Средняя цена газонокосилки составляет $1068 .
Эта общая средняя цена включает в себя барабанные косилки со средней стоимостью $104 , мотокосилки со средней стоимостью 363 $ , самоходные косилки со средней стоимостью 2450 $ и газонокосилки-роботы со средней стоимостью 1470 $ .
На цену влияют такие характеристики, как мощность косилки, ширина кошения, время работы и специальные функции.
LawnStarter участвует в партнерской рекламной программе Get Sunday. LawnStarter может получать доход от продуктов, рекламируемых в этой статье.
Основное фото: r reeve / Flickr / CC BY-ND 2. 0
Джордан Ардуан
Джордан Ардоин — писатель, редактор и студент классической литературы из Колорадо. Когда она не читает и не пишет, ей нравится дурачиться со своими кошками и проводить время на природе.
Сообщения Джордана Ардоина
Стрижка газонов и расходы с помощью электрических газонокосилок с питанием от батареи
Бензиновые косилки долгое время были лучшим вариантом для стрижки газонов. Некоторые из первых газонокосилок, работающих на бензине, появились еще в 1902 году. Но двигатели, которые их приводят в действие, шумные и одни из самых загрязняющих окружающую среду, поскольку в них нет технологий сокращения выбросов.
Электрические косилки, которые изначально были маломощными, даже когда они были подключены к сети, прошли долгий путь. Мощность батареи, обеспечиваемая литий-ионной технологией, увеличилась и стала дешевле, в то время как бесщеточные двигатели, питающие их, стали более мощными. Фактически, Consumer Reports заметил, что электрические газонокосилки могли конкурировать с газовыми моделями в 2017 году, и с тех пор цены значительно снизились.
Хороши ли электрические газонокосилки?
Электрические косилки с аккумуляторным питанием теперь так же хороши, как бензиновые, поскольку они могут работать везде, где другие косилки. Косилки с аккумуляторным питанием становятся конкурентоспособными по цене с бензиновыми косилками в магазине и имеют гораздо более низкую стоимость в течение всего срока службы, поскольку для их работы не требуется бензин или масло.
Электрические газонокосилки обладают тем же набором функций, что и газонокосилки. Они включают в себя регулировку высоты стрижки травы; управление обрезкой травы, включая варианты мульчирования в мешки и боковой выброс; толкающие, самоходные и самоходные косилки; и многие удобно складываются для хранения. Они также имеют преимущества перед газонокосилками. Главным из них являются более низкие эксплуатационные расходы и меньшее техническое обслуживание. Они также работают тише, а это означает, что вы, скорее всего, услышите, как дети играют позади вас, когда вы косите газон. Они также просты в маневрировании, так как двигатель и батареи для электрической косилки легче, чем бензиновая и двигатель на газовой косилке.
Стоимость эксплуатации электрической газонокосилки значительно дешевле, чем бензиновой. Еще в 2017 году WiseBread подсчитал, что стоимость энергии для питания газонокосилки при стоимости газа 2,30 доллара за галлон составляет 1,50 доллара за пол-акра. Для газонокосилки с батарейным питанием косить пол-акра стоит 10 центов, при условии, что электричество стоит 11 центов за киловатт-час. В годовом исчислении это составляет 24 доллара США за бензиновую косилку и 1,60 доллара США за газонокосилку с аккумуляторным питанием. Затраты на техническое обслуживание электрических косилок также намного ниже, чем у бензиновых. Просто подумай об этом. Не нужно менять масло, свечи зажигания или фильтры, достаточно заточить лезвие и, возможно, заменить батарейки через 5 лет использования. В течение 10 лет это составляет до 250 долларов на техническое обслуживание бензиновой косилки по сравнению с 175 долларами или меньше для газонокосилки с батарейным питанием.
Общие затраты на использование электрической косилки в течение 10 лет, включая техническое обслуживание и электроэнергию, составляют около 191 доллара США. Общие затраты на использование газонокосилки, включая топливо и техническое обслуживание в течение 10 лет, намного выше и составляют 490 долларов. Если учесть, что самые дешевые электрические газонокосилки с батарейным питанием, доступные в розничных магазинах, таких как The Home Depot и Lowes, — это такие модели, как 14-дюймовая 28-вольтовая аккумуляторная газонокосилка Sun Joe, которая стоит 165,99 долларов в Home Depot, они действительно стоят — конкурентоспособен с бензиновыми косилками. Самая дешевая газонокосилка в Home Depot — это 20-дюймовая газонокосилка Yard Machines объемом 125 куб. см, которая стоит 165 долларов.
На сколько хватает батарей для газонокосилки?
Это многогранный вопрос. Литий-ионные аккумуляторы имеют время работы и срок службы. Как упоминалось ранее, срок службы батареи газонокосилки должен составлять около пяти лет. При замене он может продлить срок службы газонокосилки до 10 и более лет. В зависимости от напряжения и ампер-часов (Ач), предлагаемых аккумулятором, затраты значительно различаются, как и время работы газонокосилки. Большинство аккумуляторных блоков косилок имеют время резки от 30 до 60 минут, что позволяет домовладельцу скосить от половины до трети акра или около того. Если у вас небольшой газон, вам не понадобится гигантская косилка или аккумулятор. Для газона большего размера рассмотрите косилку с более высоким напряжением и более мощным аккумулятором. Если вам нужна самоходная электрическая газонокосилка, вам может понадобиться батарея еще большего размера.
При покупке газонокосилки на аккумуляторе следует учитывать еще один момент: хотите ли вы, чтобы она стала частью экосистемы электрических инструментов. Такие компании, как Ryobi, Stihl, DeWalt и Black & Decker, предлагают электрические газонокосилки и электрифицированные инструменты, такие как машины для удаления сорняков и триммеры, или даже дрели и пилы. Они предлагают возможность совместного использования аккумуляторов и зарядных устройств для многих единиц оборудования.
Какая электрическая газонокосилка лучше?
Линейка 21-дюймовых газонокосилок EGO лидирует в большинстве списков в 2020 году. Косилки предлагают тот же крутящий момент и мощность, что и бензиновые косилки, благодаря своим 56-вольтовым батареям емкостью 7,5 Ач, которые обеспечивают до 60 минут кошения и время зарядки 40 минут.
Линейка EGO довольно дорогая: от 399 долларов за толкающую версию и 499 долларов за самоходную версию в The Home Depot. На Амазоне цены были ниже, но без зарядного устройства и аккумулятора. Есть много других отличных вариантов — в зависимости от того, что вам нужно. Но несколько моментов, на которые стоит обратить внимание: меньшая дека означает меньшую площадь скашивания, что нормально для небольших дворов. Большее напряжение и ампер-часы означают более мощные двигатели и более длительное время работы. Конечно, цены могут быть изменены.
Также при проверке цен всегда проверяйте, поставляется ли газонокосилка с аккумулятором и зарядным устройством. Их покупка может стоить намного дороже. Но если вы покупаете косилку как часть экосистемы инструментов, вы можете сэкономить немного денег, не покупая косилку с аккумулятором и зарядным устройством!
Вот некоторые из лучших брендов и моделей, которые в 2020 году подходят для различных нужд кошения:
Косилки EGO
Как упоминалось ранее, с 21-дюймовыми газонокосилками EGO зарекомендовала себя как компания. бить. Его косилки предлагают до 60 минут времени стрижки и могут похвастаться 40-минутным временем зарядки. Как и любые приличные бензиновые косилки, косилки EGO могут мульчировать, сбрасывать в мешок и выбрасывать вбок. Косилка регулируется на 6 разных высотах деки. Поскольку компания предлагает другие продукты с батарейным питанием, такие как бензопилы, снегоуборщики и триммеры, вы можете поменять батареи, если не хотите пить чай или пиво во время кошения.
Бесщеточные косилки RYOBI
20-дюймовая дека, 40-вольтовая косилка Ryobi — еще один лидер. Имеет аккумулятор на 5 Ач. Компания утверждает, что может скосить 1/2 акра на одной зарядке со временем работы около 40 минут. В нем есть отсек для дополнительной батареи, а это значит, что если у вас есть другие 40-вольтовые инструменты Ryobi, вам не придется ждать 90 минут для зарядки во время кошения. Он доступен как в толкающей, так и в самоходной версиях. Дека регулируется по 7 высотам стрижки и имеет телескопическую ручку. Ryobi также предлагает возможность мульчирования, мешков и бокового выброса скошенной травы. Розничная цена модели push $29.9, самоходная стоит 379 долларов.
Greenworks
Greenworks также предлагает ряд довольно впечатляющих функций на косилках. Его 80-вольтовая 21-дюймовая дековая модель оснащена двумя батареями емкостью 2 Ач, каждая из которых заряжается за 30 минут, а каждая работает в течение 60 минут. Вы также можете купить его без батареек. С двумя батареями он может обрабатывать почти целый акр непрерывного скашивания. Регулируемая дека косилки имеет два лезвия, а также предлагает стандартные функции, такие как мульчирование, сбор в мешок и боковой выброс. Рекомендованная розничная цена газонокосилки составляет 49 долларов.9.
Greenworks также предлагает отличные аккумуляторные косилки с батареями меньшего размера и размерами деки, которые идеально подходят для небольших участков. Его G-Max имеет 16-дюймовую деку и использует 40-вольтовую батарею емкостью 4 Ач. Он имеет пять уровней высоты среза и предлагает сбор в мешок и мульчирование, но не боковой выброс. К тому же он выглядит как гоночный болид Формулы-1, и это круто. Рекомендованная розничная цена составляет $299,99.
Sun Joe iON16LM
Если вы ищете еще более экономичную электрическую газонокосилку для небольшого газона, обратите внимание на Sun Joe iON16LM. 16-дюймовая косилка оснащена 40-вольтовым аккумулятором емкостью 4 Ач, который обеспечивает 40 минут кошения.
Краткий обзор — «Принцип работы 3D принтера» как печатает принтер
3Д-технологии открывают перед человечеством просто невероятные возможности. Об этом знают многие. Принцип работы 3Dпринтера, тем не менее, известен далеко не всем. И почти все уверены, что это что-то немыслимо сложное. Безусловно, технологии и возможности оборудования сильно отличаются. При этом спектр расходных материалов также велик. Но, есть нечто общее, определяющее единый принцип работы, не углубляясь в вопросы технологии. Но сначала нужно определиться, что такое 3Д-принтер. Это устройство, которое позволяет из расходного материала создавать объёмные предметы разной степени сложности. Эти объекты должны быть смоделированы в специальной CAD-программе и переданы на печать в виде файла определённого формата.
Основный принцип работы
Если кратко, принтер для объёмной печати, независимо от типа используемого материала и применяемой технологии, работает по следующему принципу:
на компьютере в специальной CAD-программе моделируется объект;
готовый объект, сохраненный в специальном формате, нарезается программой – слайсером, которая идет в комплекте с устройством, причём толщина каждого слоя определяется возможностями 3д-принтера и выбранными настройками;
каждый слой переводится в двоичный командный код, который получает устройство, и в соответствии с которым, согласно координатам, наносится слой материала;
слой за слоем формируется объект.
Именно таким образом осуществляется 3D-печать и видео это иллюстрирует прекрасно. Детальный принцип работы оборудования будет определяться используемой технологией.
Технологии трёхмерной печати
Существует довольно большое число технологий, применяемых в 3D-печати. От технологии и технология зависят от используемого для печати материала. В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;
гипсовый композитный порошок, воск, а также разные строительные и кулинарные смеси.
Наиболее известны следующие технологии 3D-печати:
FDM;
SLS и SLM;
ламинирование;
фотополимерная печать;
печать гипсом;
строительная печать бетонной смесью и другие.
Каждая отдельно взятая технология имеет свои характерные особенности, сферу применения и сложности. На некоторых стоит остановиться более подробно.
Послойное наплавление
Наиболее простая и популярная технология печати – это FDM или технология послойного наплавления. Она подразумевает подачу пластиковой нити к специальному нагревательному элементу. Посредством экструдера расплавленный пластик наносится в заданной печатной области. Экструдер закреплён на печатной головке, которая перемещается по рабочей зоне печати в горизонтальной плоскости. Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Этот тип печати является наиболее доступным. И устройства, основанные на нём стоят дешевле всего. Именно поэтому такие 3D-принтеры являются самыми востребованными для домашне-бытовых целей, то есть персонального использования.
Фотополимерная печать
Фотополимерная печать осуществляется несколько иначе. Материал также наносится послойно, но он изначально находится в жидком состоянии в специальной ванне. Слой за слоем на материал воздействует лазерный или ультрафиолетовый луч, и платформа поднимается вверх. То есть объект как бы выращивается. Под действием излучения материал полимеризуется и твердеет.
Так как такая технология позволяет получать изделия с высочайшей точностью, в том числе и тонкостенные, то она является более перспективной и обладает более широкими возможностями. Именно она используется на сложных производствах и предприятиях.
Востребованы подобные устройства и в медицинской сфере, открывая широчайшие возможности изготовления высокоточных хирургических шаблонов и даже протезов.
Взгляд в будущее
Возможно, в будущем технологии существенно изменятся, и принцип работы трёхмерных принтеров тоже будет иным. Но пока что, независимо от технологии и материала, сферы применения и сложности оборудования основополагающий принцип остаётся неизменным. При работе с гипсом послойно наносится клеевой слой и порошок. А с кулинарными 3Д-принтерами дело обстоит аналогично строительным устройствам – слой за слоем формируется объект. При помощи экструдера, смесь послойно наносится, а застывание происходит естественным путем. И даже в медицине биосовместимые элементы и органы формируются послойно, согласно запрограммированной слайсером информации.
Принцип работы 3д принтера
Это устройство, которое позволяет из расходного материала создавать объёмные предметы разной степени сложности. Эти объекты должны быть смоделированы в специальной CAD-программе и переданы на печать в виде файла определённого формата.
Основный принцип работы
Фотополимерная печать
Как устроен 3D-принтер
Как происходит печать
Области применения 3D-печати
Конструктивные особенности 3D-принтеров
Слой за слоем: как работает 3D-принтер
Основный принцип работы
на компьютере в специальной CAD-программе моделируется объект;
готовый объект, сохраненный в специальном формате, нарезается программой — слайсером, которая идет в комплекте с устройством, причём толщина каждого слоя определяется возможностями 3д-принтера и выбранными настройками;
каждый слой переводится в двоичный командный код, который получает устройство, и в соответствии с которым, согласно координатам, наносится слой материала;
слой за слоем формируется объект.
Технологии трёхмерной печати
Существует довольно большое число технологий, применяемых в 3D-печати. От технологии и технология зависят от используемого для печати материала. В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы; гипсовый композитный порошок, воск, а также разные строительные и кулинарные смеси.
Наиболее известны следующие технологии 3D-печати:
FDM;
SLS и SLM;
ламинирование;
фотополимерная печать;
печать гипсом;
строительная печать бетонной смесью и другие.
Послойное наплавление
Наиболее простая и популярная технология печати – это FDM или технология послойного наплавления.
Она подразумевает подачу пластиковой нити к специальному нагревательному элементу.
Посредством экструдера расплавленный пластик наносится в заданной печатной области. Экструдер закреплён на печатной головке, которая перемещается по рабочей зоне печати в горизонтальной плоскости. Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Этот тип печати является наиболее доступным. И устройства, основанные на нём, стоят дешевле всего. Именно поэтому такие 3D-принтеры являются самыми востребованными для домашне-бытовых целей, то есть персонального использования.
Фотополимерная печать
Фотополимерная печать осуществляется несколько иначе. Материал также наносится послойно, но он изначально находится в жидком состоянии в специальной ванне. Слой за слоем на материал воздействует лазерный или ультрафиолетовый луч, и платформа поднимается вверх. То есть объект как бы выращивается. Под действием излучения материал полимеризуется и твердеет.
Так как такая технология позволяет получать изделия с высочайшей точностью, в том числе и тонкостенные, то она является более перспективной и обладает более широкими возможностями. Именно она используется на сложных производствах и предприятиях.
Востребованы подобные устройства и в медицинской сфере, открывая широчайшие возможности изготовления высокоточных хирургических шаблонов и даже протезов.
Как устроен 3D-принтер
Общая схема, по которой работают все 3D-принтеры, основана на возможности линейно двигаться в трех измерениях.
Приборы оснащают высокоточными шаговыми двигателями и контроллером, отвечающим за порядок перемещения этих двигателей.
Автоматизированная система передвигает печатающую головку, в нужный момент выдавливая материал (например, расплавленную пластмассу).
Слой за слоем создается фигурка, изначально заложенная в программу.
В основе лежит принцип работы «картезианского робота» (устройство, способное передвигаться по картезианским координатам, более известным каждому школьнику, как Декартовы координаты – X, Y, Z).
Примерная схема печатающей головки 3d принтера
Экструдер. Именно эта деталь чаще всего совершенствуется в новых моделях и считается самой сложной и тонкой частью механизма. Состоит из термальной головки и привода, выдавливающего нить пластика. Работает так: в принтер заправляется катушка с нитью, привод разматывает и выталкивает ее, подавая к термальной головке (называемой также камерой). Головка обычно представляет собой нагреваемый алюминиевый элемент, который расплавляет нить. В полужидком состоянии вещество выдавливается через отверстие печатающей головки.
Линейный двигатель. От его разновидности зависит скорость печати 3D-принтера и долговечность устройства. Для каждой оси координат используется отдельный гладкий стержень, работающий вместе с подшипниками. Подшипники бывают пластиковыми, стальными, бронзовыми и т.д. Бронзовые сложнее всего калибровать во время сборки, но зато они менее шумные.
Фиксаторы. Чтобы линейные приводы не выходили за пределы рабочего поля, нужны ограничители – фиксаторы. На функциональность работы они не влияют, но их наличие делает печать значительно более точной и аккуратной. Встречаются модели с оптическими или механическими фиксаторами.
Платформа. Поверхность размером 100-200 кв.мм., на которой будет создаваться готовая фигура. Производители обычно делают платформу подогреваемой – это нужно, чтобы не допустить трещин или разрывов на модели, обеспечить сцепление между отдельными слоями, а также между первым слоем и самой платформой. Площадка изготавливается обычно из алюминия или стекла – вещества с хорошей проводимостью тепла.
Как происходит печать
Программное Обеспечение для 3d принтера
Сначала с помощью специального программного обеспечения создается модель будущего объекта, затем ее загружают в принтер, который по описанной выше технологии создает физический объект.
Такой способ называется прототипированием. Но сейчас есть еще несколько принципов работы 3D-принтеров, разработанных на его основе:
Стереолитография (SLA). В роли основного материала выступает смесь жидкого полимера со специальным реагентом, служащим для отвердевания пластика (напоминает эпоксидку). Ультрафиолетовый лазер отвечает за полимеризацию смеси в нужный момент. Фигура строится на подвижной платформе, соединенной с небольшим «лифтом», перемещающим заготовку вниз или вверх на расстояние одного слоя. Когда лазерный луч погружается в полимер, то останавливается на местах, которые должны затвердеть. После формирования слоя лифт поднимает или опускает заготовку.
Выборочное лазерное спекание (SLS). Не секрет, что технологии 3D-печати внедрены уже почти во все области производства. Не стала исключением и металлообработка, именно здесь применяется метод SLS. В качестве материала выступает композитный порошок, содержащий в составе частицы размером 50-100 мкм. Порошок равномерно наносится слой за слоем, после чего «запекается» лазером. Технология очень экономичная и практически безотходная, если сравнивать с традиционной резкой, литьем, фрезеровкой, сверлением и т.д.
Многоструйное моделирование. Уникальная разработка американской компании 3D Systems, похожая на стандартную струйную печать в обычных принтерах. В процессе задействовано несколько десятков или даже сотен сопел, которые рядами выстроены на печатающей головке. «Чернила» нагреваются, слоями опускаются на рабочую поверхность, затем отвердевают при комнатной температуре.
Это лишь основные и наиболее распространенные методы, на самом деле существует масса более редких, узкоспециализированных вариантов – например, УФ-облучение через фотомаску (SGC), послойное склеивание пленок, склеивание порошков, ламинирование листовых материалов (LOM) и другие.
Области применения 3D-печати
Технология нашла применение практически во всех сферах деятельности человека:
образовании;
архитектуре;
науке;
машиностроении;
медицине;
кулинарии;
приборостроении;
производстве одежды и обуви.
Шоколадный 3d принтер
Пицца, распечатанная на 3d принтере
Макет дома, распечатанный на 3d принтере
Автомобиль, распечатанный на 3d принтере
Конструктивные особенности 3D-принтеров
Принцип работы 3D-принтера основан на законах кинематики. Выделяют несколько схем 3D-печати, исходя из перемещений платформы и печатающей головки, которые могут двигаться относительно друг друга в различных плоскостях.
Существует четыре основные схемы печати:
дельта,
экструдер перемещается по осям Х и Y,
экструдер меняет положение в пространстве по осям X и Z,
экструдер движется по осям X, Y и Z.
I схема
Платформа находится в неподвижном состоянии, положение по осям x, y, z меняет только экструдер. Особенность модели — наличие высокого каркаса. Печатающая головка размещена на трёх стержнях, каждый из которых закреплен на подвижном блоке, размещённом на опоре, с возможностью вертикального перемещения.
Плюсы: высокая скорость печати, хорошая точность.
ЗагрузкаДельта
II схема — экструдер движется по осям Х и Y
Печатающая головка находится над платформой и способна двигаться влево-вправо или вперед-назад, а платформа вверх-вниз.
ЗагрузкаЭкструдер движется по осям Х и Y
III схема — экструдер перемещается по осям X и Z
Экструдер, как в предыдущем типе, способен передвигаться влево или вправо, а также менять своё положение в пространстве по высоте. Платформа, в свою очередь, способна двигаться вперед или назад не меняя высоты.
ЗагрузкаЭкструдер перемещается по осям X и Z
IV схема – экструдер движется по осям X, Y и Z
Последняя схема предполагает использование неподвижной платформы. Как в случае со схемой «Дельта», экструдер способен перемещаться по трём осям [x, y, z], однако в данном случае нет сложного механизма фиксации печатающей головки.
Слой за слоем: как работает 3D-принтер
Самый доступный и потому самый распространённый способ 3D-печати, при котором готовый предмет создаётся из жидкого пластика или композитных материалов, которые проходят через печатающую головку-экструдер и послойно отверждаются лазером. Готовый слой смещается вниз, и печатается новый, и так до тех пор, пока не будет готов весь элемент. FDM-принтеры являются одним из самых простых способов 3D-печати, подобные устройства можно даже собрать самостоятельно. Ну, или купить готовые решения, которых на рынке присутствует множество.
Стереолитография (SL или SLA)
По своему принципу действия этот вид 3D-печати похож на предыдущий, только в нём исходным материалом выступает жидкая смола (акриловая, эпоксидная, виниловая) или пластмасса. Луч лазера послойно «запекает» исходный материал, формируя готовый предмет. Затем он промывается от остатков смолы или пластмассы и подвергается окончательному отверждению с помощью ультрафиолетового света. Стереолитография позволяет печатать элементы с тонкой деталировкой и после завершения всех процедур готовая деталь получается прочной и химически стойкой, но обратной стороной медали является очень высокая стоимость таких 3D-принтеров.
Cелективное лазерное спекание (SLS)
Ещё один способ послойной печати предметов, в котором лазер спекает порошок — металлический, пластиковый или керамический — слой за слоем, формируя готовый объект. Существует методика плавки (SLM), которая отличается более мощными лазерами и возможностью работать с чисто металлическим порошком без всяких добавок — так формируются монолитные элементы, лишённые пористости, характерной для обычного спекания.
Как правило, толщина нити и самих слоев составляет доли миллиметра: типичный диаметр сопла варьируется от 0,3 до 0,8 мм, тогда как толщина слоя составляет от 50 до 300 микрон. Для сравнения, толщина человеческого волоса колеблется в пределах 80-100 микрон. Очевидно, что печать тонкой нитью занимает достаточно долгое время. Действительно, типичный производственный цикл с легкостью может измеряться часами, а то и превышать сутки: здесь все зависит от выбранного диаметра сопла, толщины индивидуальных слоев и габаритов самого изделия. Чем выше толщина нити и слоев, тем меньше времени уйдет на печать, но и качество поверхностей будет ниже.
Расходные материалы
Одним из самых привлекательных факторов FDM-печати остается огромное разнообразие относительно недорогих расходных материалов. Два наиболее популярных пластика АБС(акрилонитрилбутадиенстирол) и ПЛА (полилактид).
С первым вариантом знакомы абсолютно все из нас – это наиболее широко используемый промышленный пластик, из которого изготовлена ваша любимая кофемолка, шариковая ручка, защитный кожух смартфона и множество других бытовых вещей.
Второй представляет собой экологичную альтернативу, будучи органическим, биоразлагаемым полимером, изготавливаемым из кукурузы или сахарного тростника.
Пусть ПЛА и не так долговечен, его можно смело выбрасывать в мусор, так как под воздействием среды через несколько месяцев полилактид превратится в безвредный компост.
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 2 чел. Средний рейтинг: 5 из 5.
Как работают 3D-принтеры?
Криса Вудфорда. Последнее обновление: 24 апреля 2021 г.
Даже лучшие художники изо всех сил стараются показать нам, что представляют собой объекты реального мира. выглядеть во всей своей трехмерной (3D) красе. Большую часть времени это не имеет значения — просмотр фотографии или эскиза дает нам достаточно хорошая идея. Но если вы занимаетесь разработкой новых продукты, и вам нужно показать их клиентам или покупателям, ничто не сравнится с прототипом: моделью, которую можно потрогать, подержать и Чувствовать. Единственная проблема в том, что на изготовление моделей вручную уходит много времени. машины, которые могут делать «быстрые прототипы», стоят целое состояние (до полмиллиона долларов). Ура, тогда на 3D-принтеры , которые немного работают как струйные принтеры, и создавать 3D-модели слой за слоем до 10 раз скорость и пятая стоимость. Как именно они работают? Давайте поближе!
Фото: 3D-печать в действии: это печатающая головка 3D-принтера Invent, медленно, слой за слоем, выстраивая объект, распыляя расплавленный голубой пластик из точно движущегося сопла. Фото капрала. Джастин Апдеграф, любезно предоставленный Корпусом морской пехоты США.
Содержание
От прототипов ручной работы до быстрого прототипирования
Как работает 3D-принтер?
В: Какие «чернила» используются в 3D-принтере? О: АБС-пластик!
Преимущества и недостатки
приложений
Медицина
Аэрокосмическая промышленность и оборона
Визуализация
Индивидуальные продукты
Будущее 3D-печати
Узнать больше
От прототипов ручной работы к быстрому прототипированию
Фото: Качественный быстрый прототип космического самолета, изготовленный из воска из чертежа САПР НАСА. Фото предоставлено Исследовательским центром НАСА в Лэнгли (NASA-LaRC).
Прежде чем появились такие вещи, как автоматизированное проектирование (САПР) и лазеры, модели и прототипы были кропотливо вырезаны из дерева или склеенные из маленьких кусочков картона или пластика. Они могли взять дней или даже недель, чтобы сделать и обычно стоит целое состояние. Получающий внесение изменений или изменений было трудным и трудоемким, особенно если использовалась сторонняя модельная компания, и которые могут помешать дизайнерам вносить улучшения или принимать комментарии в последнюю минуту на борту: «Слишком поздно!»
С появлением более совершенных технологий, идея под названием для быстрого прототипирования (RP) возникла в 1980-х годах. как решение этой проблемы: это означает разработку моделей и прототипы более автоматизированными методами, обычно в течение нескольких часов или дней. чем недели, на которые раньше уходило традиционное прототипирование. 3D печать является логическим продолжением этой идеи, в которой дизайнеры продукта делают свои собственные быстрые прототипы, в часы, используя сложные машины аналогично струйным принтерам.
Как работает 3D-принтер?
Работа: Один из первых в мире трехмерных FDM-принтеров, разработан С. Скоттом Крампом в 1980-х годах. В этом дизайне напечатана модель (розовая, 40). на базовой пластине (темно-синий, 10), которая перемещается в горизонтальном (X–Y) направлении, а печать головка и сопло (2 и 4, оранжевые) перемещаются в вертикальном (Z) направлении. Сырье для печати поступает из пластикового стержня (желтый, 46), расплавляемого печатающей головкой. Процесс нагрева тщательно регулируется термопара (электрический датчик тепла), подключенная к регулятору температуры (фиолетовый, 86). Стержень выдавливается сжатым воздухом из большого бака и компрессор справа (зеленый, 60/62). С тех пор все немного изменилось, но основной принцип (создание объекта путем плавления и осаждения пластика под трехмерным контролем) остается прежним. Произведение из патента США 5 121 329.: Устройство и метод создания трехмерных объектов С. Скоттом Крампом, Stratasys Ltd, 9 июня 1992 г. , любезно предоставлено Управлением по патентам и товарным знакам США.
Представьте, что вы строите обычный деревянный прототип автомобиля. Вы бы начните с блока твердого дерева и вырежьте внутрь, как скульптор, постепенно раскрывая предмет, «спрятанный» внутри. Или если вы хотели сделать архитектурную модель дома, вы бы построили это как настоящий, сборный дом, наверное, путем вырезания миниатюры копии стен из картона и склеивание их между собой. Теперь лазер может легко вырезать дерево по форме, и это не выходит за рамки сферы возможностей научить робота склеивать картон вместе, но 3D-принтеры не работают ни одним из этих способов!
Типичный 3D-принтер очень похож на струйный принтер, управляемый с компьютера. Он строит 3D-модель по одному слою за раз, начиная с снизу вверх, многократно печатая одну и ту же область методом, известным как моделирование осадконакопления методом плавления (FDM) . Работая полностью автоматически, принтер создает модель в течение нескольких часов, поворачивая 3D-CAD. разбивка на множество двумерных, поперечных слои — эффективно разделяйте 2D-отпечатки, которые расположены один поверх другого. другой, но без бумаги между ними. Вместо того, чтобы использовать чернила, которые никогда не накопится слишком много объем, принтер наносит слои расплавленного пластика или порошка и соединяет их вместе (и с существующей структурой) с помощью клея или ультрафиолетового излучения.
В: Какие «чернила» используются в 3D-принтере? О: Пластик!
В то время как струйный принтер распыляет жидкие чернила, а лазерный принтер использует твердый порошок, 3D-принтер не использует ни то, ни другое: вы не можете построить 3D-модель, накапливая цветную воду или черную пыль! То, что вы можете моделировать, это пластик. 3D-принтер по сути работает путем выдавливания расплавленного пластика через крошечное сопло, которое перемещается точно под компьютером. контроль. Он печатает один слой, ждет, пока он высохнет, а затем печатает следующий слой поверх. В зависимости от качества принтера вы получаете либо потрясающе выглядящую 3D-модель, либо множество 2D-линий пластика, грубо наложенных друг на друга — как глазурь для торта с плохим контуром! Очевидно, что пластик, из которого печатаются модели, имеет огромное значение.
Фото: 3D-принтер Lulzbot. Вы можете увидеть маленькую катушку из необработанного красного пластика. («нить»), которая подается в печатающую головку сверху. Фото Стефана Белчера предоставлено ВМС США.
Когда мы говорим о пластике, мы обычно имеем в виду «пластик»: если вы прилежный переработчик, вы знаете, что существует много типов пластика, каждый из которых отличается как химически (по своему молекулярному составу), так и физически (по своему молекулярному составу). как они ведут себя по отношению к теплу, свету и так далее). Неудивительно, что 3D-принтеры используют термопласты (пластики, которые плавятся при нагревании и затвердевают при повторном охлаждении), и обычно либо ABS (акрилонитрилбутадиенстирол), PLA (полимолочная кислота), либо PETG (полиэтиленгерефталатгликоль ).
Возможно, наиболее известный как материал, из которого изготавливаются кубики LEGO®, АБС-пластик также широко используется в салонах автомобилей (иногда и в наружных деталях, таких как колпаки), для изготовления внутренностей холодильников и в пластиковых деталях компьютеров (это довольно скорее всего, мышь и клавиатура, которыми вы сейчас пользуетесь, изготовлены из АБС-пластика). Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
PLA проще в использовании, чем ABS, и немного более безвреден для окружающей среды, хотя он мягче и менее долговечен. PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
Вам не обязательно печатать в 3D пластиком: теоретически вы можете печатать объекты, используя любой расплавленный материал, который достаточно быстро затвердевает и затвердевает. В июле 2011 года исследователи из Эксетерский университет Англии представил прототип пищевого принтера, который может печатать 3D-объекты с помощью расплавленного шоколада!
Преимущества и недостатки
Фото: B9Creator™ — типичный недорогой самодельный 3D-принтер. Первоначально он был доступен в виде комплекта по цене 2495 долларов; теперь он поставляется в собранном виде в трех разных версиях по цене от 6000 до 12000 долларов. Фото предоставлено Windell H. Oskay, www.evilmadscientist.com, опубликовано на Flickr в 2012 г. по лицензии Creative Commons.
Производители 3D-принтеров утверждают, что они работают в 10 раз быстрее, чем другими методами и в 5 раз дешевле, поэтому они дают большие преимущества для люди, которым нужны быстрые прототипы в течение нескольких часов, а не дней. Несмотря на то что высококлассных 3D-принтеров они по-прежнему дороги (обычно около 25 000–50 000 долларов США), они часть стоимости более сложных машин RP (которые входят в по цене от 100 000 до 500 000 долларов), а машины значительно дешевле. также доступен (вы можете купить комплект для 3D-принтера Tronxy примерно за 100–200 долларов). Они также достаточно малы, безопасны, просты в использовании и надежные (функции, которые сделали их все более популярными в таких местах, как дизайнерские/инженерные школы).
С другой стороны, отделка производимых ими моделей обычно уступает тем, которые производятся на машинах RP более высокого класса. Выбор материалов часто ограничивается одним или двумя, цвета могут быть грубыми, и текстура может не очень хорошо отражать предполагаемую отделку продукта. Как правило, модели, напечатанные на 3D-принтере, может быть лучше для грубых, ранних визуализаций новых продуктов; более сложные машины RP могут использоваться позже в процессе, когда проекты ближе к завершению и такие вещи, как точная поверхность текстура важнее.
Приложения
Для чего можно использовать 3D-принтер? Это немного похоже на вопрос «Как сколько способов вы можете использовать фотокопировальный аппарат?» Теоретически единственным ограничением является ваше воображение. На практике пределом является точность модель, с которой вы печатаете, точность вашего принтера и материалы, которыми вы печатаете. Современная 3D-печать была изобретена около 25 лет назад. но по-настоящему он начал набирать обороты только в последнее десятилетие. Довольно технология все еще относительно новая; даже в этом случае область применения 3D-печати довольно удивительно.
Медицина
Фото: Пластиковые сердца, напечатанные на 3D-принтере, позволяют хирургам проводить операции без риска. Модель доктора Мэтью Брамлета. Фотография, являющаяся общественным достоянием, опубликована на Flickr с разрешения US NIH Image Gallery и 3D Print Exchange.
Жизнь — это путешествие в один конец; подверженные ошибкам, стареющие люди со складками, рушащиеся тела, естественно, видят большие перспективы в технологии, которая возможность создания замещающих частей тела и тканей. Вот почему врачи были одними из первых, кто начал изучать 3D-печать. У нас уже есть видел напечатанные на 3D-принтере уши (от индийской компании Novabeans), руки и ноги (от Limbitless Solutions, Biomechanical Robotics Group и Bespoke) и мышцы (из Корнельского университета). 3D принтеры есть также использовался для производства искусственных тканей (Organovo), клеток (Samsara Sciences) и кожи (в партнерстве косметических гигантские L’Oreal и Organovo). Хотя мы далеки от того, чтобы иметь полные 3D-печатные замещающие органы (такие как сердце и печень), дело быстро движется в этом направлении. Один проект, известный как тело на чипе, находится в ведении Института регенеративной медицины Уэйк Форест в Северной Каролине. печатает миниатюрные человеческие сердца, легкие и кровеносные сосуды, помещает их на микрочип и проверяет с помощью своего рода искусственной крови.
Помимо замены частей тела, 3D-печать все чаще используется для медицинского образования и обучения. В детском саду Никлауса Больница в Майами, Флорида, хирурги практикуют операции на Реплики детских сердец, напечатанные на 3D-принтере. В другом месте то же самое техника используется для репетиций операций на головном мозге.
Авиакосмическая и оборонная промышленность
Проектирование и испытания самолетов — дело сложное и дорогое: Боинг Внутри Dreamliner находится около 2,3 миллиона компонентов! Несмотря на то что компьютерные модели могут быть использованы для проверки довольно многих аспектов того, как самолеты поведение, точные прототипы все еще должны быть сделаны для таких вещей, как испытания в аэродинамической трубе. А 3D-печать — это простой и эффективный способ сделай это. В то время как коммерческие самолеты строятся в больших количествах, военные самолеты, скорее всего, будут сильно настроены, а 3D-печать позволяет проектировать, тестировать и производить малосерийные или единичные детали как быстро и рентабельно.
Фото: ВМС США тестируют 3D-принтеры на кораблях с один был установлен на USS Essex в 2014 году. Теоретически бортовой принтер делает корабль более самостоятельным, с меньшей потребностью носить с собой запасные части и материалы, особенно в военное время. Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство. типичные объекты, которые могут быть напечатаны во время миссии в море. Фото Девина Писнера предоставлено ВМС США.
Космические корабли еще сложнее самолетов и имеют дополнительные недостаток в том, что они «изготавливаются» в крошечных количество — иногда только один когда-либо сделан. Вместо того, чтобы идти на все расходы изготовления уникальных инструментов и производственного оборудования, он может сделать многое больше смысла в 3D-печати одноразовых компонентов. Но зачем даже делать космические части на Земле? Доставка сложных и тяжелых конструкций в пространство сложно, дорого и требует много времени; способность к производить вещи на Луне или на других планетах, может оказаться бесценный. Легко представить космонавтов (или даже роботов), использующих 3D. принтеры для производства любых предметов, которые им нужны (включая запасные части), вдали от Земли, всякий раз, когда они им нужны. Но даже обычные космические проекты, созданные на Земле, могут извлечь выгоду из скорость, простота и низкая стоимость 3D-печати. Последний, поддерживающий человека NASA Rover использует детали, напечатанные на 3D-принтере с помощью Stratasys.
Фото: Запчасти и ремонт не проблема. Крупный план 3D-принтера Lulzbot Taz 6, используемого для изготовления запасных частей на борту военного корабля США. Фото Кристофера А. Велоиказа предоставлено ВМС США.
Визуализация
Создание прототипов самолетов или космических ракет является примером гораздо более широкое использование 3D-печати: визуализация того, как новые проекты будут смотреть в трех измерениях. Мы можем использовать такие вещи, как виртуальная реальность для это, конечно, но люди часто предпочитают то, что они могут видеть и трогать. 3D-принтеры все чаще используются для быстрого и точного архитектурное моделирование. Хотя мы не можем (пока) 3D печатать материалы таких как кирпич и бетон, существует широкий спектр пластиков доступны, и их можно покрасить, чтобы они выглядели как реалистичное здание заканчивается. Точно так же 3D-печать сейчас широко используется для прототипирование и тестирование промышленных и потребительских товаров. Так как многие повседневные вещи лепятся из пластика, 3D-печатная модель может выглядеть очень похоже на готовый продукт — идеально подходит для фокус-группы тестирование или исследование рынка.
Индивидуальные продукты
От пластиковых зубных щеток до оберток от конфет — современная жизнь здесь-сегодня, уехало-завтра — удобно, недорого и одноразово. Однако не все ценят готовое массовое производство. именно поэтому так популярны дорогие «дизайнерские лейблы». в будущем, многие из нас смогут пользоваться преимуществами доступные, высоко персонализированные продукты, изготовленные на заказ в соответствии с нашими точными требованиями. Технические характеристики. Ювелирные изделия и модные аксессуары уже в 3D-печати. Так же, как веб-сайт Etsy создал всемирное сообщество ремесленников, поэтому Zazzy теперь воспроизвел что с использованием технологии 3D-печати. Благодаря простым онлайн-сервисам, таким как Shapeways, каждый может сделать свои собственные безделушки на 3D-принтере, либо для себя, либо для продавать другим людям без затрат и хлопот, связанных с использованием собственного 3D-принтера (даже Staples теперь предлагает услуги 3D-печати в некоторых своих магазинах).
«Индивидуальные продукты» — это не просто вещи, которые мы покупаем и используем: пища, которую мы едим, тоже может попасть в эту категорию. Готовка требует времени, умения и терпения, ведь приготовление аппетитного Еда выходит далеко за рамки смешивания ингредиентов и нагревания их на плите. Поскольку большую часть пищи можно экструдировать (выдавливать через сопла), ее можно (теоретически) также могут быть напечатаны в 3D. Несколько лет назад, Зло Безумный Ученые Лаборатории игриво напечатали странные объекты из сахар. В 2013 году Нью-Йорк Таймс обозреватель А.Дж. Джейкобс поставил перед собой задачу распечатайте всю еду, включая тарелку и столовые приборы. в В процессе он случайно наткнулся на работу Хода Липсона из Корнельского университета, кто верит, что когда-нибудь еда может быть напечатана на 3D-принтере лично, чтобы соответствовать точные потребности вашего тела в питании. Что плавно переносит нас в будущее…
Фото: Теоретически вы можете делать 3D-принтеры из любого исходного материала, который вы можете использовать. ваш принтер. Вот несколько фантастических 3D-объектов, напечатанных сахарным песком. «CandyFab 4000» (взломанный старый плоттер HP) всегда интересным народом в Evil Mad Scientist Laboratories. Фото предоставлено Уинделлом Х. Оскеем, www.evilmadscientist.com, опубликовано на Flickr в 2007 г. по лицензии Creative Commons.
Будущее 3D-печати
Многие люди считают, что 3D-печать станет не просто приливной волной дерзких пластиковых уловок, но революция в обрабатывающей промышленности и мировая экономика, которой она управляет. Хотя 3D-печать будет безусловно, позволяют нам делать наши собственные вещи, есть ограничение того, что вы можете сделать самостоятельно с дешевым принтером и трубка из пластика. Реальные экономические выгоды, скорее всего, появятся, когда 3D-печать повсеместно применяется крупными компаниями в качестве основного опора обрабатывающей промышленности. Во-первых, это позволит производители предлагают гораздо больше возможностей для настройки существующих продуктов, поэтому доступность готового массового производства будет в сочетании с привлекательностью уникального, сделанного на заказ ремесленного ремесла. Во-вторых, 3D-печать — это, по сути, роботизированная технология, поэтому она снизить себестоимость производства до такой степени, что однажды опять же, быть рентабельным для производства товаров в Северной Америке и Европа, которую в настоящее время дешево собирают (плохо оплачиваемые люди) в таких местах, как Китай и Индия. Наконец, 3D-печать повысит производительность (поскольку для изготовления одних и тех же вещей потребуется меньше людей), снижение себестоимости продукции в целом, что должно привести к снижению цен и больший спрос — и это всегда хорошо, для потребителей, для производителей и экономики.
Фото: два вида печатающей головки (иногда называемой «инструментальной головкой») 3D-принтера. Фото Эшли Маклафлин любезно предоставлено Корпус морской пехоты США.
Как работают 3D-принтеры?
Криса Вудфорда. Последнее обновление: 24 апреля 2021 г.
Даже лучшие художники изо всех сил стараются показать нам, что представляют собой объекты реального мира. выглядеть во всей своей трехмерной (3D) красе. Большую часть времени это не имеет значения — просмотр фотографии или эскиза дает нам достаточно хорошая идея. Но если вы занимаетесь разработкой новых продукты, и вам нужно показать их клиентам или покупателям, ничто не сравнится с прототипом: моделью, которую можно потрогать, подержать и Чувствовать. Единственная проблема в том, что на изготовление моделей вручную уходит много времени. машины, которые могут делать «быстрые прототипы», стоят целое состояние (до полмиллиона долларов). Ура, тогда на 3D-принтеры , которые немного работают как струйные принтеры, и создавать 3D-модели слой за слоем до 10 раз скорость и пятая стоимость. Как именно они работают? Давайте поближе!
Фото: 3D-печать в действии: это печатающая головка 3D-принтера Invent, медленно, слой за слоем, выстраивая объект, распыляя расплавленный голубой пластик из точно движущегося сопла. Фото капрала. Джастин Апдеграф, любезно предоставленный Корпусом морской пехоты США.
Содержание
От прототипов ручной работы до быстрого прототипирования
Как работает 3D-принтер?
В: Какие «чернила» используются в 3D-принтере? О: АБС-пластик!
Преимущества и недостатки
приложений
Медицина
Аэрокосмическая промышленность и оборона
Визуализация
Индивидуальные продукты
Будущее 3D-печати
Узнать больше
От прототипов ручной работы к быстрому прототипированию
Фото: Качественный быстрый прототип космического самолета, изготовленный из воска из чертежа САПР НАСА. Фото предоставлено Исследовательским центром НАСА в Лэнгли (NASA-LaRC).
Прежде чем появились такие вещи, как автоматизированное проектирование (САПР) и лазеры, модели и прототипы были кропотливо вырезаны из дерева или склеенные из маленьких кусочков картона или пластика. Они могли взять дней или даже недель, чтобы сделать и обычно стоит целое состояние. Получающий внесение изменений или изменений было трудным и трудоемким, особенно если использовалась сторонняя модельная компания, и которые могут помешать дизайнерам вносить улучшения или принимать комментарии в последнюю минуту на борту: «Слишком поздно!»
С появлением более совершенных технологий, идея под названием для быстрого прототипирования (RP) возникла в 1980-х годах. как решение этой проблемы: это означает разработку моделей и прототипы более автоматизированными методами, обычно в течение нескольких часов или дней. чем недели, на которые раньше уходило традиционное прототипирование. 3D печать является логическим продолжением этой идеи, в которой дизайнеры продукта делают свои собственные быстрые прототипы, в часы, используя сложные машины аналогично струйным принтерам.
Как работает 3D-принтер?
Работа: Один из первых в мире трехмерных FDM-принтеров, разработан С. Скоттом Крампом в 1980-х годах. В этом дизайне напечатана модель (розовая, 40). на базовой пластине (темно-синий, 10), которая перемещается в горизонтальном (X–Y) направлении, а печать головка и сопло (2 и 4, оранжевые) перемещаются в вертикальном (Z) направлении. Сырье для печати поступает из пластикового стержня (желтый, 46), расплавляемого печатающей головкой. Процесс нагрева тщательно регулируется термопара (электрический датчик тепла), подключенная к регулятору температуры (фиолетовый, 86). Стержень выдавливается сжатым воздухом из большого бака и компрессор справа (зеленый, 60/62). С тех пор все немного изменилось, но основной принцип (создание объекта путем плавления и осаждения пластика под трехмерным контролем) остается прежним. Произведение из патента США 5 121 329.: Устройство и метод создания трехмерных объектов С. Скоттом Крампом, Stratasys Ltd, 9 июня 1992 г., любезно предоставлено Управлением по патентам и товарным знакам США.
Представьте, что вы строите обычный деревянный прототип автомобиля. Вы бы начните с блока твердого дерева и вырежьте внутрь, как скульптор, постепенно раскрывая предмет, «спрятанный» внутри. Или если вы хотели сделать архитектурную модель дома, вы бы построили это как настоящий, сборный дом, наверное, путем вырезания миниатюры копии стен из картона и склеивание их между собой. Теперь лазер может легко вырезать дерево по форме, и это не выходит за рамки сферы возможностей научить робота склеивать картон вместе, но 3D-принтеры не работают ни одним из этих способов!
Типичный 3D-принтер очень похож на струйный принтер, управляемый с компьютера. Он строит 3D-модель по одному слою за раз, начиная с снизу вверх, многократно печатая одну и ту же область методом, известным как моделирование осадконакопления методом плавления (FDM) . Работая полностью автоматически, принтер создает модель в течение нескольких часов, поворачивая 3D-CAD. разбивка на множество двумерных, поперечных слои — эффективно разделяйте 2D-отпечатки, которые расположены один поверх другого. другой, но без бумаги между ними. Вместо того, чтобы использовать чернила, которые никогда не накопится слишком много объем, принтер наносит слои расплавленного пластика или порошка и соединяет их вместе (и с существующей структурой) с помощью клея или ультрафиолетового излучения.
В: Какие «чернила» используются в 3D-принтере? О: Пластик!
В то время как струйный принтер распыляет жидкие чернила, а лазерный принтер использует твердый порошок, 3D-принтер не использует ни то, ни другое: вы не можете построить 3D-модель, накапливая цветную воду или черную пыль! То, что вы можете моделировать, это пластик. 3D-принтер по сути работает путем выдавливания расплавленного пластика через крошечное сопло, которое перемещается точно под компьютером. контроль. Он печатает один слой, ждет, пока он высохнет, а затем печатает следующий слой поверх. В зависимости от качества принтера вы получаете либо потрясающе выглядящую 3D-модель, либо множество 2D-линий пластика, грубо наложенных друг на друга — как глазурь для торта с плохим контуром! Очевидно, что пластик, из которого печатаются модели, имеет огромное значение.
Фото: 3D-принтер Lulzbot. Вы можете увидеть маленькую катушку из необработанного красного пластика. («нить»), которая подается в печатающую головку сверху. Фото Стефана Белчера предоставлено ВМС США.
Когда мы говорим о пластике, мы обычно имеем в виду «пластик»: если вы прилежный переработчик, вы знаете, что существует много типов пластика, каждый из которых отличается как химически (по своему молекулярному составу), так и физически (по своему молекулярному составу). как они ведут себя по отношению к теплу, свету и так далее). Неудивительно, что 3D-принтеры используют термопласты (пластики, которые плавятся при нагревании и затвердевают при повторном охлаждении), и обычно либо ABS (акрилонитрилбутадиенстирол), PLA (полимолочная кислота), либо PETG (полиэтиленгерефталатгликоль ).
Возможно, наиболее известный как материал, из которого изготавливаются кубики LEGO®, АБС-пластик также широко используется в салонах автомобилей (иногда и в наружных деталях, таких как колпаки), для изготовления внутренностей холодильников и в пластиковых деталях компьютеров (это довольно скорее всего, мышь и клавиатура, которыми вы сейчас пользуетесь, изготовлены из АБС-пластика). Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
PLA проще в использовании, чем ABS, и немного более безвреден для окружающей среды, хотя он мягче и менее долговечен. PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
Вам не обязательно печатать в 3D пластиком: теоретически вы можете печатать объекты, используя любой расплавленный материал, который достаточно быстро затвердевает и затвердевает. В июле 2011 года исследователи из Эксетерский университет Англии представил прототип пищевого принтера, который может печатать 3D-объекты с помощью расплавленного шоколада!
Преимущества и недостатки
Фото: B9Creator™ — типичный недорогой самодельный 3D-принтер. Первоначально он был доступен в виде комплекта по цене 2495 долларов; теперь он поставляется в собранном виде в трех разных версиях по цене от 6000 до 12000 долларов. Фото предоставлено Windell H. Oskay, www.evilmadscientist.com, опубликовано на Flickr в 2012 г. по лицензии Creative Commons.
Производители 3D-принтеров утверждают, что они работают в 10 раз быстрее, чем другими методами и в 5 раз дешевле, поэтому они дают большие преимущества для люди, которым нужны быстрые прототипы в течение нескольких часов, а не дней. Несмотря на то что высококлассных 3D-принтеров они по-прежнему дороги (обычно около 25 000–50 000 долларов США), они часть стоимости более сложных машин RP (которые входят в по цене от 100 000 до 500 000 долларов), а машины значительно дешевле. также доступен (вы можете купить комплект для 3D-принтера Tronxy примерно за 100–200 долларов). Они также достаточно малы, безопасны, просты в использовании и надежные (функции, которые сделали их все более популярными в таких местах, как дизайнерские/инженерные школы).
С другой стороны, отделка производимых ими моделей обычно уступает тем, которые производятся на машинах RP более высокого класса. Выбор материалов часто ограничивается одним или двумя, цвета могут быть грубыми, и текстура может не очень хорошо отражать предполагаемую отделку продукта. Как правило, модели, напечатанные на 3D-принтере, может быть лучше для грубых, ранних визуализаций новых продуктов; более сложные машины RP могут использоваться позже в процессе, когда проекты ближе к завершению и такие вещи, как точная поверхность текстура важнее.
Приложения
Для чего можно использовать 3D-принтер? Это немного похоже на вопрос «Как сколько способов вы можете использовать фотокопировальный аппарат?» Теоретически единственным ограничением является ваше воображение. На практике пределом является точность модель, с которой вы печатаете, точность вашего принтера и материалы, которыми вы печатаете. Современная 3D-печать была изобретена около 25 лет назад. но по-настоящему он начал набирать обороты только в последнее десятилетие. Довольно технология все еще относительно новая; даже в этом случае область применения 3D-печати довольно удивительно.
Медицина
Фото: Пластиковые сердца, напечатанные на 3D-принтере, позволяют хирургам проводить операции без риска. Модель доктора Мэтью Брамлета. Фотография, являющаяся общественным достоянием, опубликована на Flickr с разрешения US NIH Image Gallery и 3D Print Exchange.
Жизнь — это путешествие в один конец; подверженные ошибкам, стареющие люди со складками, рушащиеся тела, естественно, видят большие перспективы в технологии, которая возможность создания замещающих частей тела и тканей. Вот почему врачи были одними из первых, кто начал изучать 3D-печать. У нас уже есть видел напечатанные на 3D-принтере уши (от индийской компании Novabeans), руки и ноги (от Limbitless Solutions, Biomechanical Robotics Group и Bespoke) и мышцы (из Корнельского университета). 3D принтеры есть также использовался для производства искусственных тканей (Organovo), клеток (Samsara Sciences) и кожи (в партнерстве косметических гигантские L’Oreal и Organovo). Хотя мы далеки от того, чтобы иметь полные 3D-печатные замещающие органы (такие как сердце и печень), дело быстро движется в этом направлении. Один проект, известный как тело на чипе, находится в ведении Института регенеративной медицины Уэйк Форест в Северной Каролине. печатает миниатюрные человеческие сердца, легкие и кровеносные сосуды, помещает их на микрочип и проверяет с помощью своего рода искусственной крови.
Помимо замены частей тела, 3D-печать все чаще используется для медицинского образования и обучения. В детском саду Никлауса Больница в Майами, Флорида, хирурги практикуют операции на Реплики детских сердец, напечатанные на 3D-принтере. В другом месте то же самое техника используется для репетиций операций на головном мозге.
Авиакосмическая и оборонная промышленность
Проектирование и испытания самолетов — дело сложное и дорогое: Боинг Внутри Dreamliner находится около 2,3 миллиона компонентов! Несмотря на то что компьютерные модели могут быть использованы для проверки довольно многих аспектов того, как самолеты поведение, точные прототипы все еще должны быть сделаны для таких вещей, как испытания в аэродинамической трубе. А 3D-печать — это простой и эффективный способ сделай это. В то время как коммерческие самолеты строятся в больших количествах, военные самолеты, скорее всего, будут сильно настроены, а 3D-печать позволяет проектировать, тестировать и производить малосерийные или единичные детали как быстро и рентабельно.
Фото: ВМС США тестируют 3D-принтеры на кораблях с один был установлен на USS Essex в 2014 году. Теоретически бортовой принтер делает корабль более самостоятельным, с меньшей потребностью носить с собой запасные части и материалы, особенно в военное время. Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство. типичные объекты, которые могут быть напечатаны во время миссии в море. Фото Девина Писнера предоставлено ВМС США.
Космические корабли еще сложнее самолетов и имеют дополнительные недостаток в том, что они «изготавливаются» в крошечных количество — иногда только один когда-либо сделан. Вместо того, чтобы идти на все расходы изготовления уникальных инструментов и производственного оборудования, он может сделать многое больше смысла в 3D-печати одноразовых компонентов. Но зачем даже делать космические части на Земле? Доставка сложных и тяжелых конструкций в пространство сложно, дорого и требует много времени; способность к производить вещи на Луне или на других планетах, может оказаться бесценный. Легко представить космонавтов (или даже роботов), использующих 3D. принтеры для производства любых предметов, которые им нужны (включая запасные части), вдали от Земли, всякий раз, когда они им нужны. Но даже обычные космические проекты, созданные на Земле, могут извлечь выгоду из скорость, простота и низкая стоимость 3D-печати. Последний, поддерживающий человека NASA Rover использует детали, напечатанные на 3D-принтере с помощью Stratasys.
Фото: Запчасти и ремонт не проблема. Крупный план 3D-принтера Lulzbot Taz 6, используемого для изготовления запасных частей на борту военного корабля США. Фото Кристофера А. Велоиказа предоставлено ВМС США.
Визуализация
Создание прототипов самолетов или космических ракет является примером гораздо более широкое использование 3D-печати: визуализация того, как новые проекты будут смотреть в трех измерениях. Мы можем использовать такие вещи, как виртуальная реальность для это, конечно, но люди часто предпочитают то, что они могут видеть и трогать. 3D-принтеры все чаще используются для быстрого и точного архитектурное моделирование. Хотя мы не можем (пока) 3D печатать материалы таких как кирпич и бетон, существует широкий спектр пластиков доступны, и их можно покрасить, чтобы они выглядели как реалистичное здание заканчивается. Точно так же 3D-печать сейчас широко используется для прототипирование и тестирование промышленных и потребительских товаров. Так как многие повседневные вещи лепятся из пластика, 3D-печатная модель может выглядеть очень похоже на готовый продукт — идеально подходит для фокус-группы тестирование или исследование рынка.
Индивидуальные продукты
От пластиковых зубных щеток до оберток от конфет — современная жизнь здесь-сегодня, уехало-завтра — удобно, недорого и одноразово. Однако не все ценят готовое массовое производство. именно поэтому так популярны дорогие «дизайнерские лейблы». в будущем, многие из нас смогут пользоваться преимуществами доступные, высоко персонализированные продукты, изготовленные на заказ в соответствии с нашими точными требованиями. Технические характеристики. Ювелирные изделия и модные аксессуары уже в 3D-печати. Так же, как веб-сайт Etsy создал всемирное сообщество ремесленников, поэтому Zazzy теперь воспроизвел что с использованием технологии 3D-печати. Благодаря простым онлайн-сервисам, таким как Shapeways, каждый может сделать свои собственные безделушки на 3D-принтере, либо для себя, либо для продавать другим людям без затрат и хлопот, связанных с использованием собственного 3D-принтера (даже Staples теперь предлагает услуги 3D-печати в некоторых своих магазинах).
«Индивидуальные продукты» — это не просто вещи, которые мы покупаем и используем: пища, которую мы едим, тоже может попасть в эту категорию. Готовка требует времени, умения и терпения, ведь приготовление аппетитного Еда выходит далеко за рамки смешивания ингредиентов и нагревания их на плите. Поскольку большую часть пищи можно экструдировать (выдавливать через сопла), ее можно (теоретически) также могут быть напечатаны в 3D. Несколько лет назад, Зло Безумный Ученые Лаборатории игриво напечатали странные объекты из сахар. В 2013 году Нью-Йорк Таймс обозреватель А.Дж. Джейкобс поставил перед собой задачу распечатайте всю еду, включая тарелку и столовые приборы. в В процессе он случайно наткнулся на работу Хода Липсона из Корнельского университета, кто верит, что когда-нибудь еда может быть напечатана на 3D-принтере лично, чтобы соответствовать точные потребности вашего тела в питании. Что плавно переносит нас в будущее…
Фото: Теоретически вы можете делать 3D-принтеры из любого исходного материала, который вы можете использовать. ваш принтер. Вот несколько фантастических 3D-объектов, напечатанных сахарным песком. «CandyFab 4000» (взломанный старый плоттер HP) всегда интересным народом в Evil Mad Scientist Laboratories. Фото предоставлено Уинделлом Х. Оскеем, www.evilmadscientist.com, опубликовано на Flickr в 2007 г. по лицензии Creative Commons.
Будущее 3D-печати
Многие люди считают, что 3D-печать станет не просто приливной волной дерзких пластиковых уловок, но революция в обрабатывающей промышленности и мировая экономика, которой она управляет. Хотя 3D-печать будет безусловно, позволяют нам делать наши собственные вещи, есть ограничение того, что вы можете сделать самостоятельно с дешевым принтером и трубка из пластика. Реальные экономические выгоды, скорее всего, появятся, когда 3D-печать повсеместно применяется крупными компаниями в качестве основного опора обрабатывающей промышленности. Во-первых, это позволит производители предлагают гораздо больше возможностей для настройки существующих продуктов, поэтому доступность готового массового производства будет в сочетании с привлекательностью уникального, сделанного на заказ ремесленного ремесла.
REC Wiki » Лучшие программы для 3D-печати в 2022 году
3D-печать — это многоэтапный процесс, ведь сначала необходимо спроектировать 3D-модель, проверить ее на ошибки, преобразовать в машинный код, и только потом в дело идет 3D-принтер. В этой статье мы поделимся примерами программ, способных помочь на каждом этапе подготовительной работы и непосредственно во время 3D-печати.
Содержание:
1. Программы для 3D-моделирования:
Tinkercad
ZBrushCoreMini
3D Builder
SketchUp Free
Fusion 360
FreeCAD
Blender
2. Редактирование и ремонт STL-файлов:
Meshmixer
MeshLab
3. Cлайсеры:
Cura
PrusaSlicer
ideaMaker
ChiTuBox Basic
Lychee Slicer
Kiri:Moto
IceSL
4. Управляющие программы:
OctoPrint
MatterControl 2.0
AstroPrint
5. Программы для визуализации G-кода
UVTools
WebPrinter
Gcode Analyzer
Design Software
1. Программы для 3D-моделирования
Если вы готовы творить с нуля, придется осваивать специальные программы для 3D-моделирования. Многие из них, особенно профессиональные системы автоматизированного проектирования, могут быть дорогими вложениями, но с другой стороны на рынке предостаточно вполне способных и при этом бесплатных предложений.
Tinkercad
Tinkercad — это браузерное приложение от Autodesk, ввиду свой простоты отлично подходящее для пользователей с нулевым опытом, даже для детей. В этой программе 3D-модели строятся на основе базовых блоков — простых геометрических фигур, соединяемых вместе, а затем «обрабатываемых напильником» до готового вида. Также можно преобразовывать в 3D-модели двухмерные векторные изображения. Само собой, за простоту необходимо платить — в случае с Tinkercad довольно примитивным функционалом, мешающим создавать по-настоящему комплексные модели. Но такая задача и не стоит: получив базовые навыки на Tinkercad всегда можно перейти на более сложные и более способные программы в нашем списке.
Официальный сайт
ZBrushCoreMini
ZBrushCoreMini — в первую очередь инструмент для 3D-скульптинга, особенно популярный среди тех, кто занимается созданием фигурок людей и животных, персонажей компьютерных игр и комиксов, и тому подобного. Это программное обеспечение в основном ориентировано на новичков и пользователей с умеренным опытом, но в то же время полно впечатляющих функций, облегчающих работу. Например, алгоритмы динамической тесселяции постоянно анализируют поверхность рабочей модели и автоматически добавляют полигоны так, чтобы не нарушалась детализация.
ZbrushCoreMini предлагается на бесплатной основе и позиционируется как программа входного уровня для обучения и постепенного перехода на более способные и сложные варианты — ZBrush и ZbrushCore.
Официальный сайт
3D Builder
Эта программа разработана корпорацией Microsoft и какое-то время предлагалась в комплекте с Windows 10, хотя нынче ее необходимо скачивать и устанавливать отдельно. 3D Builder позволяет редактировать модели в форматах STL, OBJ, and 3MF, а также создавать модели с нуля. В этом плане программа достаточно примитивна, зато проста и понятна даже начинающим моделерам.
Одна из интересных особенностей 3D Builder состоит в способности упрощать меши, снижая количество полигонов, вес файлов и время обработки в слайсере — удобно в тех случаях, когда оригинальный дизайнер явно переборщил с полигонами. Дополнительно можно импортировать модели из библиотеки и даже использовать сенсоры Kinect для 3D-сканирования и импорта моделей физических объектов.
Официальный сайт
SketchUp
SketchUp — веб-приложение с отличным сочетанием простоты и функциональности. Удобный интерфейс интуитивно понятен и значительно облегчает обучение, а набор инструментов достаточно разнообразен даже для продвинутых пользователей — отсюда и широкая популярность этой программы.
Бесплатный вариант ранее назывался SketchUp Make, а теперь именуется просто SketchUp Free. В него входит все необходимое для 3D-моделирования под 3D-печать, только не забудьте скачать модуль для экспорта STL-файлов — он тоже бесплатный. В комплекте идут 10 Гб на хранение проектов в облаке и доступ к 3D Warehouse — репозиторию с опенсорсным пользовательским контентом.
Официальный сайт
Fusion 360
Профессиональная САПР, разработанная компанией Autodesk и славящаяся удобством пользования и продвинутым функционалом. Сюда входят параметрическое моделирование и инструменты анализа мешей и распределения нагрузок, в тем числе за счет генеративного дизайна с топологической оптимизацией. Программа отлично подходит для тех, кто занимается 3D-печатью функциональных изделий, например для промышленного применения.
Некоторые версии Fusion 360, например хоббийные и студенческие, даже доступны на бесплатной основе.
Официальный сайт
FreeCAD
Опенсорсная программа с богатым функционалом, хорошо подходящая для тех, кто уже освоил азы и готов поднять навыки на новый уровень. Программа полагается на параметрический подход: в любой момент историю можно прокрутить назад и внести изменения в параметры. Программа даже включает анализ методом конечных элементов и симулятор робототехнических систем.
Официальный сайт
Blender
Одна из самых популярных программ для 3D-моделирования, но довольно сложная в освоении. Не лучший выбор для начинающего дизайнера, но отличный инструмент для тех, кто уже успел набить руку на более простых редакторах. К счастью, популярность Blender привела к появлению огромного количества руководств, уроков и наглядных примеров, публикуемых опытными пользователями для начинающих коллег.
Разработчики пытаются сделать программу более удобной без ущерба функциональности: в последнее время обновился интерфейс, усовершенствован рендеринг, расширены возможности 3D-дизайна и анимации. И да, это опенсорсная и бесплатная программа, так что вы ничем не рискуете.
Официальный сайт
2. Редактирование и ремонт STL-файлов
Если вы нашли на просторах интернета занимательную 3D-модель, это еще не означает, что ее можно сразу отправлять на 3D-принтер. Многие модели создаются совсем для других нужд, например анимаций или видеоигр, и в принципе не предназначены для 3D-печати. Но решение есть: перед переработкой таких моделей в G-код их необходимо сначала починить так, чтобы слайсер сумел качественно сделать свою работу. Справиться с ремонтом помогут следующие программы в нашем списке.
Meshmixer
Meshmixer — продвинутая и к тому же бесплатная программа от Autodesk, позволяющая просматривать и проверять 3D-модели на наличие ошибок в полигональных сетках, способных испортить 3D-печать. В случае выявления таких проблем программа умеет автоматически ремонтировать меши. Один из примеров применения — доводка 3D-сканов до состояния, пригодного для 3D-печати.
Дополнительный функционал включает смешивание мешей, 3D-скульптинг, нанесение надписей на поверхности, создание полостей, разветвление опорных структур, сглаживание мешей, и многое другое.
Официальный сайт
MeshLab
MeshLab — еще одна опенсорсная программа для редактирования полигональных сеток. MeshLab обладает необходимыми инструментами для редактирования, проверки, чистки и конвертации мешей с возможностью объединения сеток в одну модель и латания дыр, способных привести к некорректной переработке моделей в G-код.
Официальный сайт
3. Слайсеры
Получив 3D-модель, ее необходимо преобразовать в машинный код — серию команд, понятных станкам с ЧПУ, в том числе 3D-принтерам. За выполнение этой задачи отвечают слайсеры — программы, принимающие цифровые модели (как правило, в виде файлов с расширениями STL, OBJ или 3MF), анализирующие их структуру, а затем составляющие для 3D-принтеров списки действий, называемые G-кодом (Gcode). Такие списки содержат всю необходимую оборудованию информацию: до какой температуры прогревать экструдеры и столики, использовать ли обдув, по какой траектории и с каким темпом укладывать пластик.
Cura
Cura — слайсер нидерландской компании Ultimaker, созданный в первую очередь для фирменных 3D-принтеров, но при этом опенсорсный и совместимый с большинством других FDM/FFF-систем. Программа легко надстраивается с помощью всевозможных плагинов. Так как это очень популярная программа, шансы таковы, что в ней уже есть профиль с оптимальными настройками для вашего 3D-принтера. Если нет, то ничто не мешает создать профиль вручную или использовать профили, подготовленные другими пользователями.
Программа имеет несколько уровней сложности в зависимости от уровня подготовки — базовый, продвинутый, экспертный и полный. Чем выше уровень, тем шире доступ к настраиваемым параметрам. На базовом уровне программа берет основную часть работы на себя, помогая неопытным пользователям.
Сura постоянно развивается и совершенствуется через регулярные обновления, к тому же предлагается на бесплатной основе, хотя профессиональным пользователям доступна платная версия Cura Enterprise с лицензированными плагинами с площадки Ultimaker Marketplace, технической поддержкой и дополнительными мерами безопасности.
Помимо преобразования 3D-моделей в G-код Сura также может взять на себя роль управляющей программы, но для этого потребуется постоянное соединение 3D-принтера с компьютером на всем протяжении 3D-печати. Профессионалы ценят еще одну особенность Cura — бесшовную интеграцию с такими профессиональными системами автоматизированного проектирования, как SolidWorks и Siemens NX.
В целом же, Сura подходит даже начинающим пользователям, тем более что для этой программы доступно огромное количество обучающих видео и пошаговых руководств как от разработчиков, так и энтузиастов.
Официальный сайт
PrusaSlicer
Компания-производитель 3D-принтеров Prusa Research под руководством легендарного чешского инженера Йозефа Пруши, чьи дизайны копируются и дорабатываются по всему миру, разработала собственное опенсорсное программное обеспечение на основе слайсера Slic3r. PrusaSlicer быстро завоевал популярность, так как в нем не только сохранены обширные настройки оригинальной программы, но и добавлен ряд полезных функций, отсутствующих в Slic3r.
Переделанный интерфейс, поддержка фирменных 3D-принтеров под брендом Original Prusa и профили с настройками для работы многими распространенными полимерами — лишь часть улучшений. Дополнительно усовершенствованы алгоритмы генерации опорных структур, добавлены поддержка мультиматериальной 3D-печати и возможность динамической регулировки толщины слоя.
PrusaSlicer умеет обрабатывать модели не только для FDM 3D-принтеров, но и стереолитографических систем, печатающих фотополимерами. Как и в случае с Cura, пользователь может выбрать уровень сложности с соответствующим доступом к тонким настройкам.
Официальный сайт
ideaMaker
Слайсер компании Raise3D оптимизирован под фирменное аддитивное оборудование точно так же, как PrusaSlicer оптимизирован под 3D-принтеры Original Prusa, а Cura — под 3D-принтеры Ultimaker, но это не означает, что его нельзя использовать с системами от сторонних производителей. Организация рабочих процессов и интерфейс несколько сложнее, чем в Cura и PrusaSlicer, но с другой стороны ideaMaker дает возможность настройки индивидуальных слоев и нанесения текстур для кастомизации изделий.
Пользователи ideaMaker могут подключаться к облачной платформе и получать доступ к сотням профилей 3D-принтеров и материалов, созданных другими операторами, либо составлять собственную библиотеку настроек.
Добавьте сюда возможность кастомизации опорных структур, деления моделей для более эффективной 3D-печати больших изделий, интегрированные инструменты ремонта полигональных сеток и совместимость с OctoPrint, и получается гибкая, универсальная программа, подходящая для нужд большинства 3D-печатников.
Официальный сайт
ChiTuBox Basic
Это специализированный слайсер для тех, кто использует стереолитографические 3D-принтеры, печатающие фотополимерными смолами. Большинство бюджетных ЖК-масочных стереолитографических (MSLA) 3D-принтеров полагается на материнские платы и прошивки от компании ChiTu Systems, она же разработала и это программное обеспечение.
Пользователи получают контроль над специфичными для этой технологии параметрами, например продолжительностью засветки слоя, а также доступ к заранее подготовленным профилям с настройками для многих популярных 3D-принтеров. Слайсер учитывает такие моменты, как ориентация модели и автоматическое построение опорных структур с возможностью ручной оптимизации.
Официальный сайт
Lychee Slicer
Программа от независимой франко-бельгийской команды Mango 3D, не связанной с производителями 3D-принтеров, но с поддержкой многих популярных стереолитографических 3D-принтеров, в том числе от Elegoo, Anycubic, Phrozen и Creality.
Одна из особенной этой это программы — высокий уровень автоматизации. При желании можно просто нажать на «волшебную» кнопку (она так и называется — Magic), и слайсер сделает все сам: сориентирует модель на платформе, сгенерирует поддержки и так далее. Хотя, тут как повезет: результаты не всегда оптимальны, но обычно адекватны для относительно простых моделей. В противном случае все можно настроить вручную.
Программа предлагается в бесплатном и платном вариантах. Функционал бесплатной версии немного урезан, но все необходимое в ней есть.
Официальный сайт
Kiri:Moto
Браузерное решение для тех, кому не хватает вычислительных мощностей. Kiri:Moto может подготовить 3D-модели как под 3D-печать, так и под лазерное гравирование или фрезерование. Настройки несколько более примитивны, чем в локально установленных слайсерах, но вполне достаточны для большинства пользователей.
Официальный сайт
IceSL
IceSL — это комбинированное программное обеспечение, сочетающее слайсинг с 3D-моделированием. В левом окне можно редактировать 3D-модели посредством скриптов на языке Lua, что дает возможность параметрического моделирования. С правой стороны отображаются настройки 3D-печати. Новичкам доступны предварительно подготовленные настройки, а опытные пользователи могут воспользоваться такими функциями, как специфичная настройка параметров для отдельных слоев с автоматической градацией промежуточных участков. Например, это позволяет постепенно снижать или, наоборот, повышать плотность заполнения изделия по мере построения, либо постепенно менять толщину слоев.
Официальный сайт
4. Управляющие программы
Управляющие программы предназначены именно для этого — управления рабочими процессами во время 3D-печати. Хотя в практически любой 3D-принтер можно вставить накопитель с G-кодом и нажать на кнопку запуска, это не всегда удобно, особенно когда приходится работать с несколькими 3D-принтерами одновременно, а тем более делать это удаленно. Здесь на помощь и приходят управляющие программы. К тому же, некоторые из них предлагают дополнительный функционал, включая слайсинг и даже редактирование 3D-моделей.
OctoPrint
Программно-аппаратный комплекс с веб-интерфейсом, требующий подключения к 3D-принтеру через микрокомпьютер вроде Raspberry Pi, оснащенный модулем Wi-Fi. Эта система позволяет управлять 3D-принтерами удаленно. OctoPrint принимает G-код практически с любого слайсера и предоставляет возможность визуализации — просмотра файлов до и во время 3D-печати. Как вариант, можно загружать и обрабатывать STL-файлы прямо в OctoPrint.
OctoPrint не только предоставляет все необходимые инструменты для удаленного управления, но и позволяет отслеживать выполняемую работу с помощью уведомлений через различные мессенджеры.
Это полностью бесплатная, опенсорсная программа с множеством плагинов, созданных энтузиастами и доступных на официальном сайте.
Официальный сайт
MatterControl
MatterHackers предлагает свою собственную управляющую программу, слайсер и 3D-редактор в одной упаковке. MatterControl позволяет напрямую управлять и наблюдать за 3D-печатью, слайсить, экспортировать G-код на SD-карты для автономной печати и даже создавать 3D-модели с нуля. Для работы под управлением MatterControl 3D-принтеру потребуется подключение через Wi-Fi или USB.
Интерфейс хорошо структурирован: c левой стороны расположены браузер файлов и библиотека простых геометрических фигур. Что интересно, эти фигуры можно перетащить в 3D-модель и использовать в качестве опорных структур.
Основной функционал доступен в бесплатной базовой версии, продвинутые пользователи могут заплатить за апгрейд до MatterControl Pro.
Официальный сайт
AstroPrint
AstroPrint — это облачная управляющая платформа, позволяющая удаленно мониторить и управлять несколькими 3D-принтерами одновременно, хранить файлы, преобразовывать 3D-модели в G-код и отслеживать статистику рабочих процессов. Функционал варьируется от базового в бесплатной версии до продвинутого с разными уровнями платных подписок.
Для полноценной работы с AstroPrint 3D-принтеру потребуется модуль Wi-Fi. В связке с Raspberry Pi система похожа по функциональности на OctoPrint: можно обрабатывать модели и посылать готовый код на 3D-принтер через веб-интерфейс без необходимости в дополнительном программном обеспечении. Еще один плюс — интеграция с популярными репозиториями 3D-моделей Thingiverse и MyMiniFactory, а также 3D-редакторами 3D Slash и Leopoly.
Официальный сайт
5. Программы для визуализации G-кода
Как быть, если вы нашли у себя старый файл с G-кодом, но понятия не имеете что это и зачем — может быть мусор, а может быть отличная, но давно позабытая модель без понятной маркировки в названии файла? Просмотреть содержимое таких файлов в наглядном виде помогут программы в этом разделе.
UVTools
Это программа сочетает возможность просмотра файлов с редактированием слоев и даже ремонтом моделей для стереолитографической 3D-печати. Программа также может использоваться как плагин для PrusaSlicer, добавляя поддержку фотополимерных 3D-принтеров от сторонних производителей — хотя PrusaSlicer и опенсорсный, поддержка стереолитографических систем пока ограничена фирменным оборудованием. Заодно UVTools позволяет печатать калибровочные образцы для проверки времени засветки и других параметров, что может быть полезно, например, при работе с новыми, еще не опробованными фотополимерами.
Официальный сайт
WebPrinter
Простой браузерный инструмент для быстрого предварительного просмотра G-кода, разработанный той же командой, что создала слайсер и 3D-редактор IceSL. Работает приложение очень просто: переходите по ссылке, заливаете файл с G-кодом и смотрите, как 3D-принтер будет выращивать модель по предоставленным командам. К сожалению, функционал ограничен: например, приложение не предоставляет информацию о настройках температуры. С другой стороны, можно быстро разобраться что это за модель спряталась в файле с непонятным названием.
Официальный сайт
Gcode Analyzer
Cтарое, но все еще очень способное и популярное веб-приложение для анализа G-кода. 3D-симуляция работает не очень хорошо, зато просмотр 2D и G-кода работают на ура. В режиме 2D можно с удобством просматривать отдельные слои, переходя со слоя на слой и отслеживая траекторию построения шаг за шагом с помощью двух слайдеров. Просмотр G-кода выводит на экран полный список команд, позволяя смотреть что делает та или иная строка кода.
Официальный сайт
Адаптированный перевод статьи The Best Free 3D Printing Software of 2022. Оригинал размещен на сайте All3DP.com.
приложение для 3д моделирования, программа для создания 3д моделей,программа для создания 3д моделей
Многие задаются вопросом: какую программу для 3д моделирования выбрать и что это такое? Для этого необходимо учитывать удобство в работе над проектами и предназначение программы для конкретной задачи.
Autodesk 3ds Max
Это первопроходец в мире компьютерной 3д графики. Предназначена только для ПК. Если что-то не получается сделать в другой программе, то всегда топорным методом это возможно осуществить в 3д максе. Это программа для создания 3д моделей с правильной топологией. Имеет надежный набор инструментов для 3д моделирования интерьера, имеется возможность смоделировать жидкость, волосы, мех, складки на одежде. Также применяется для оснащения персонажей и анимаций.
В сфере создания интерьеров, архитектуры и ландшафтного дизайна, которая популярна среди дизайнеров, очень важно научиться ставить композицию, расставлять освещение и предметы интерьера. Это направление востребовано всегда, потому что всегда будут делать ремонты, и застройщики создают огромные микрорайоны с домами.
Необходимо иметь важное качество для этой профессии — это наличие вкуса и стиля. Необходимо грамотно сочетать цветовые схемы и расставлять композицию в кадре, делать завораживающие рендеры интерьера. Все это нужно для того, чтобы заказчик, увидев работу был в восторге. В программе используются как прямые манипуляции, так и методы процедурного моделирования.
Огромная библиотека различных модификаторов упрощает процесс моделирования для начинающих.
Программа 3ds Max более легкая в обучении, чем Maya.
Предназначена только для Windows. Например, если импортировать из ZBrush модель с отвратительной сеткой, можно с легкостью другим слоем поверх этой модели создать новую сетку или с нуля создавать что-то твердотелое типа оружия, машины, мебель и т.д.
Сейчас 3ds Max широко используется для создания всевозможных архитектурных и интерьерных сцен, в которые с легкостью можно импортировать уже купленные или бесплатно скачанные со стоков 3д моделей, среди созданных собственноручно стен, настраивать материалы, освещения и другие настройки для получения реалистичного рендера. К этой программе имеется огромное количество плагинов, которые очень хорошо интегрируются в этом софте. Но это сильно загружает оперативную память компьютера и ее должно быть достаточно.
Maya
Это программа для 3д моделирования промышленного уровня, которую используют многие известные студии, такие как Дисней или Dream Works. Известные современные мультфильмы создаются именно в ней.
Но у Maya очень высокие системные требования.
Для нормальной работы потребуется мощный ПК.
В программе есть множество полезных скриптов, избавляющий аниматора от ненужной и рутинной работы. Довольно легко можно сделать скининг и ригинг персонажа, почти автоматически, слегка его доработав.
Есть гибкая система для работы с моушен дизайном. Работа с V- fix, то есть работа с визуальными эффектами, такими как взрыв, ураган и прочими динамичными картинками.
Рендеринг и моделинг очень похож на 3ds Max с некоторыми интерфейсными различиями и всякими модификациями.
Многие функции программы могут быть никогда не задействованы. Очень мощная программа с обширным набором инструментов, но очень дорогая и трудно учиться.
Cinema 4D
Программа универсальная, подходящая под множество задач, предназначена для моушен дизайна, а также неограниченное поле для творческой деятельности. Высоко ценится в мирах анимированной графики, визуализации и иллюстрации.
По сравнению со всеми другими 3д софтами Cinema 4D имеет самый простой и интуитивный интерфейс, что позволяет новичкам быстро ориентироваться в пространстве. Набор инструментов параметрического моделирования К4Д очень хорош, но можно добавить большую функциональность с помощью ряда недорогих плагинов.
Плюсом является возможность полигонального моделирования, создания сложных динамических аннимаций, которые проблематично сделать в других программах. С помощью mo-dinamix можно создавать фотореалистичные имитации различных физических эффектов, например трение, столкновение, сила тяжести.
Эта программа универсальная, подходящая под множество задач.
Еще одним положительным аспектом является прямая интеграция Cinema 4D с сатр эффектом.
Это очень удобно, если требуется проект в 2-е и уже там сделать пост обработку либо доработку. Для ввода в трехмерную графику программа подходит для новичков. Бесплатная версия редактора имеет ограниченные возможности.
Houdini
Софт предназначен для анимации спецэффектов, таких как взрывы целых городов, цунами, которое не оставляет ничего на своем пути, а именно, для подробно настраиваемых симуляций и процедурного моделирования.
Это такое моделирование, во время которого не используется команда планшет или простое выдавливание, а создается список нод. С помощью них создаются изменения и есть возможность вернуться назад и что-то подкорректировать и результаты в конце не поломаются.
Многие продакшены, которые занимаются спецэффектами для кино используют Houdini в качестве основного пакета piplaine, то есть именно в Houdini стекаются все ассеты, набираются сцены, делаются спецэффкты и рендерится финальный продукт.
В Houdini всегда очень сложные шоты, така нужно воссоздать реальные события. Вся работа в данной программе осуществляется группой людей. Очень часто перед программой ставятся нестандартные задачи, например в фантастических фильмах. Количество переделок в программе очень большое.
Houdini позволяет быстро и эффективно работать над сложными проектами.
При достаточном количестве знаний Houdini поможет осуществить самые смелые творческие желания.
Blender
Эта программа бесплатная, поэтому бытует мнение, что она не серьезная. Общий вес ее файлов чуть больше 100 Мб. Blender превосходит все ожидания и по многим параметрам не уступает другим более серьезным конкурентам.
Разработчики насытили этот софт всякими необходимыми функциями для создания работ высокого уровня. Blender позиционирует себя как программа — анимация, модельник, скульптинг, рендерниг, фрилтайминг. Имеет впечатляющий набор инструментов для 3д моделирования на русском языке и скульптуры и является альтернативой платным программам.
Моделирование в программе Blender происходит двумя разными концепциями: деструктивной и процедурной. При деструктивном подходе, делая определенные шаги, нет возможности вернуться к предыдущему, не удалив все последующие. При процедурном, наоборот, можно сделать несколько шагов, вернуться назад, переделать что-то, и это повлияет на все последующие шаги.
Главное преимущество Blender — это при минимальном количестве действий выдать максимальный результат. Можно сказать, что эта программа для ленивых.
Blender пользуются в основном небольшие студии и фрилансеры. Скачать программу можно на официальном сайте и использовать как в личных, так и в общественных целях.
ZBrush
Это автономное приложение для создания трехмерного скульптинга и моделирования. Программа не что иное, как настоящее живое воплощение глины, из которой можно сделать все, что пожелает душа. В этой программе намного легче, если сравнивать с другими 3д софтами, создавать органические вещи такие как, животные или люди. ZBrush является ведущим программным обеспечением для скульптинга.
Что касается моделинга органики из сложных поверхностей, это сделать просто при грамотном обращении с кисточками и другими полезными функциями.Для работы в ней необходим графический планшет, чтобы потенциал этого редактора раскрылся полностью, потому, что делать зарисовки мышкой дело неблагодарное.
По сравнению с другими приложениями, ZBrush может с легкостью и, практически без подтормаживания, вытаскивать и обрабатывать миллионы и десятки миллионов полигонов, без труда позволяет легко манипулировать моделью: крутить ее, перемещать в любых плоскостях и прорабатывать мелкие детали. Плюсом также является ретопология, то есть создание адекватной сетки модели для оптимизации или дальнейшей анимации, также широкий выбор инструментов для лепки.
Приложение максимально лояльное для полета фантазии и творческих задумок в ней. В нем нет определенного алгоритма создания моделей и композиций. В ZBrush не работают напрямую с полигональной сеткой, а лишь влияют на нее косвенно. Это привлекает миллионы 3д разработчиков со всего мира.
Минус программы в том, что у нее немного неудобный и непривычный интерфейс. Можно конечно расположение подстроить по себя, но это не сильно изменит ситуацию. ZBrush можно использовать для создания OV карт и рисования текстур, позволяя опытным художникам создавать целые фигуры с одеждой и реквизитом, готовые к рендерингу. Это популярный выбор среди художников, желающих печатать создавать модели для 3д принтера с помощью инструмента, специально предназначенного для 3д печати. Широко ей пользуются в киноиндустрии и создании игровых моделей.
Все программы, позволяющие осуществить 3д моделирование, по-своему уникальны и достойны быть в числе лучших. Выбор программы нужно начать с выбора базового 3д редактора. Эта программа, предназначенная для классического полигонального моделирования и сборки всех сцен вместе. Приложения такого типа очень массивные и имеют тысячи функций, но большинство из них не используется или используется редко. Условно этот 3д редактор представляет собой ядро работы, а все остальные программы наслаиваются сверху этого ядра, помогая отточить до финального результата то, что уже создано в ядре.
Абсолютно все эти универсальные редакторы включают в себя инструменты для моделирования, рига, анимации, базовые методы скульптинга и многое другое. Возможна разработка моделей на андроид, используя приложения для этой платформы.
Для персонажной анимации больше подходит Maya.
С помощью этих приложений возможно с нуля создать целую сцену, персонажей, анимировать их и отрендерить полноценный видеоролик. Они все очень похожи по своему функционалу, но в тоже время сильно отличаются его реализацией.
Но в любом случае в 3д моделировании приходится изучать не одну программу, а несколько потому, что некоторые вещи легко сделать в одной программе, но затруднительно и времязатратно, а иногда и просто невозможно сделать в основной рабочей программе. Чтобы определиться на той или иной программе, надо попробовать поработать в каждой из этих программ и сделать выбор более подходящую.
Полезное видео
Читайте также
Программное обеспечение для 3D-моделирования | Бесплатные пробные версии и учебные пособия
Подзаголовок
Autodesk предлагает программное обеспечение для 3D-моделирования, разработанное для удовлетворения ваших потребностей, от новичков до профессионалов.
Изображение предоставлено Binyan Studio
Изображение предоставлено Серхатом Сезгином
Что такое программное обеспечение для 3D-моделирования?
Программное обеспечение для 3D-моделирования позволяет создавать на компьютере математическое представление трехмерного объекта или формы. Созданный объект называется 3D-моделью, и эти 3-мерные модели используются в самых разных отраслях.
Кино, телевидение, видеоигры, архитектура, строительство, разработка продуктов, наука и медицина используют приложения и программное обеспечение для 3D-моделирования для визуализации, симуляции и рендеринга графических проектов
Для чего используется программное обеспечение для 3D-моделирования?
3D-моделирование используется в самых разных отраслях.
Наше лучшее программное обеспечение для 3D-моделирования игр, кино, телевидения и визуальных эффектов
Наше лучшее программное обеспечение для 3D-моделирования архитектуры и строительства
Изображение предоставлено AJ Jefferies
Как работает 3D-моделирование?
Художник начинает с создания трехмерного примитива, такого как плоскость, куб, цилиндр или сфера, каждый из которых состоит из множества многоугольников. Затем этот объект дорабатывается с использованием различных инструментов моделирования для изменения и определения его новой желаемой формы. Рабочий процесс включает в себя добавление вершин, корректировку их размещения и манипулирование сеткой объекта путем разделения его полигонов с целью создания нового 3D-объекта.
Посмотреть программное обеспечение для 3D-моделирования в действии
Создание реалистичных персонажей с помощью Maya
В этой серии видеороликов 5 художников демонстрируют свою технику создания реалистичных 3D-персонажей.
Изображение предоставлено Yin Shiuan
Посмотреть видео (03:29 мин.)
Рендеринг продукта в реальном времени с помощью 3ds Max
В этом первом видео мы покажем, как настроить сцену и окно просмотра 3ds Max для оптимального качества визуализации.
Изображение предоставлено Хосе Элизардо
Посмотреть видео (02:11 мин. )
3D-моделирование с помощью AutoCAD
Узнайте, как создавать 3D-геометрию с помощью инструментов AutoCAD для создания тел, поверхностей и сеток, а также как применять текстурирование и материалы к 3D-объектам.
Посмотреть видео (1:30:00 мин.)
Посмотреть все истории клиентов
Начните с 3D-моделирования для игр. В Autodesk есть все, что вам нужно для начала работы.
Изображение предоставлено Джонасом Шленгманом
Начните здесь
Программное обеспечение для моделирования для 3D-печати
Fusion 360 — это облачное программное обеспечение 3D CAD/CAM/CAE для проектирования и моделирования 3D-продуктов. Используйте Fusion 360, чтобы воплотить свои идеи в трехмерную реальность. Программное обеспечение Autodesk для 3D-моделирования для 3D-печати позволяет оттачивать и настраивать 3D-модели по мере необходимости, а затем воплощать их в жизнь.
Попробуйте Fusion 360
Бесплатное программное обеспечение для 3D-моделирования для начинающих
Tinkercad
Tinkercad — это бесплатное программное обеспечение для 3D-моделирования, предназначенное для 3D-дизайна, электроники и кодирования. Он используется учителями, детьми, любителями и дизайнерами, чтобы придумывать, проектировать и делать что угодно!
Начать мастерить
Fusion 360 за 60 минут
Fusion 360 — это облачный инструмент CAD/CAM/CAE для совместной разработки продуктов. Начните с бесплатного 3D-моделирования, создания эскизов, 2D-чертежей и сборок с помощью этих кратких руководств. Узнайте, как Autodesk Fusion 360 может помочь вам воплотить ваши проекты в жизнь.
Бесплатное руководство по Fusion 360
Академия дизайна Autodesk
Помогите учащимся начать работу с дизайном с помощью обучающих видеороликов Autodesk®. Опыт не требуется — в каждом видео рассказывается обо всем, что нужно вашему классу для завершения увлекательного проекта 3D-дизайна. Просто выберите программное обеспечение для проектирования Autodesk, которое вы используете, и уровень навыков вашего класса, и вы готовы начать бесплатное обучение 3D-моделированию.
Начать обучение
Вдохновляющие галереи 3D-моделирования
Найдите вдохновение в этих галереях цифрового искусства и компьютерной графики.
Бесплатные ресурсы по 3D-моделированию
Начните работу с 3D-моделированием с помощью этих руководств, руководств, советов и сообществ.
Официальное сообщество компьютерной графики Autodesk. Откройте для себя и узнайте с помощью бесплатных учебных пособий и получайте последние новости отрасли.
Получите советы и рекомендации по 3D-моделированию для подписки на AutoCAD. Изучите методы каркасного, поверхностного и твердотельного моделирования.
Ресурсы Maya
Получите готовые к использованию 3D-модели, персонажей, ландшафты и текстуры для Maya на Creative Market.
Ресурсы 3ds Max
Получите готовые к использованию 3D-ресурсы, модели, низкополигональные пакеты и текстуры для 3ds Max из Creative Market.
Узнайте, как Autodesk AEC Collection упрощает проектирование, планирование и строительство.
Polycount
Polycount — это сообщество профессиональных художников и любителей игр. Исследуйте галереи, новости 3D и форумы.
Является ли Fusion 360 бесплатным для любителей 3D-моделирования?
Autodesk бесплатно предлагает свое программное обеспечение Fusion 360 стартапам, любителям и производителям, прошедшим простую трехэтапную проверку (сайт в США).
Есть ли у Autodesk программное обеспечение для 3D-моделирования для мобильных устройств?
Autodesk упрощает разработку проектов 3D-моделирования на мобильном устройстве (сайт для США). Вы можете делиться, просматривать и комментировать 2D- и 3D-файлы DWG, DWF, Navisworks и Revit. Вы также можете просматривать 3D-модели и анимацию в различных форматах и даже создавать цифровые проекты, готовые к 3D-печати.
Как программное обеспечение Autodesk может ускорить рабочие процессы 3D-моделирования?
Встроенные инструменты моделирования и скульптинга в 3ds Max позволяют быстро моделировать 3D-персонажей, среды и элементы. Его эффективный и гибкий набор инструментов для моделирования позволяет автоматизировать рабочий процесс, чтобы вы могли сосредоточиться на создании высококачественных визуализаций за меньшее время.
Какие функции совместной работы включены в программное обеспечение Autodesk для 3D-моделирования?
Программное обеспечение Autodesk позволяет вам безопасно совместно работать над 3D-файлами в одном месте с простым просмотром проекта в веб-браузере. Вы можете поддерживать ассоциативную связь с неродными данными САПР и преобразовывать настраиваемые 3D-модели в объекты BIM.
Где я могу найти учебные материалы по 3D-моделированию?
Посмотрите бесплатные учебные пособия по 3D-моделированию для Maya и 3ds Max на сайте AREA — вашем центре всего, что связано с 3D. Найдите письменные и видеоуроки для начинающих и самых продвинутых пользователей.
Почему стоит выбрать 3ds Max или Maya?
3ds Max и Maya используются творческими студиями по всему миру для анимации, моделирования, визуальных эффектов и рендеринга. 3ds Max предлагает надежный набор инструментов для моделирования, интуитивно понятного текстурирования и затенения, а также высококачественного рендеринга, а Maya предлагает мощные инструменты для создания персонажей, реалистичной анимации и детального моделирования. Узнайте больше о различиях между 3ds Max и Maya.
Лучшее программное обеспечение для 3D-моделирования в 2022 году | Аристек Системс
Опубликовано:
08 июля 2022 г.
Обновлено:
14 июля 2022 г.
4 мин. Для прочтения
3d
Почему стартапы должны передавать просты
Вам нравится хорошая анимация или вы просто умеете манипулировать 3D-объектами? 3D-моделирование Программное обеспечение существует уже много лет, и его возможности безграничны. Специальные эффекты в фильмах, дизайн персонажей для анимации, дизайн объектов для управления продуктами, дизайн игр, архитектурные каркасы и дизайн интерьеров — это лишь некоторые из вещей, на которые способны 3D-программы.
Что такое программное обеспечение для 3D-моделирования?
Представьте себе мир, в котором каждое действие на телевидении нужно было отыгрывать, каждый трюк Дуэйна Джонсона нужно было выполнять на съемочной площадке, а миры в «Аватаре» приходилось создавать с нуля. Это было бы невозможно. Здесь на помощь приходит 3D-моделирование .
3D-моделирование — это процесс представления любой поверхности объекта в трех измерениях с использованием математических координат с использованием программного обеспечения 3D-моделирования путем манипулирования ребрами, вершинами и многоугольниками в . 0248 виртуальная 3D-среда .
Для этого используется программное обеспечение для 3D-моделирования . Существует множество таких программ с различными функциями, и выбрать ту, которая подходит именно вам в 2022 году, может быть непросто. Вот почему мы составили список из 5 лучших на рынке программ для 3D-моделирования . Мы рассмотрим каждое приложение, выясним, чем они выделяются, и их недостатки, если таковые имеются.
Пятерка лучших программ для 3D-моделирования
Приложения для 3D-моделирования могут использоваться по-разному в различных областях. В результате выбор правильной 3D-программы, которая поможет вам с этими задачами, имеет важное значение для того, что вы собираетесь делать. Некоторые из этих программ пользуются широкой поддержкой сообщества, другие имеют простой в освоении интерфейс, а третьи по-прежнему полагаются на свою долговечность и богатство ресурсов, которые они выкачивали с течением времени. Вот 5 лучших программ для 3D-моделирования , которые вы сможете использовать в 2022 году.
Blender
0248 3D-моделирование world, Blender — одно из самых популярных программ для 3D-моделирования на рынке. Blender — это бесплатное программное обеспечение с открытым исходным кодом для создания 3D-моделей , визуальных эффектов, интерактивных 3D-приложений и многого другого. Как стандартное 3D-программное обеспечение, оно способно на все: от моделирования и анимации до оснастки, симуляции, рендеринга, компоновки, отслеживания движения и редактирования видео до конвейеров 2D-анимации.
Blender изначально был программным обеспечением, в которое 3D-аниматоры и энтузиасты приходили и разрабатывали забавные независимые проекты. Теперь его используют как энтузиасты, так и профессионалы как для увлекательных 3D-проектов, так и для высокобюджетных проектов.
Вряд ли вы сможете просмотреть любой список программ для 3D-моделирования , не найдя в нем Blender.
Cinema 4D
Cinema 4D от Maxon — это 3D-инструмент, которому нет равных. Вы наверняка видели такие фильмы, как «Тихоокеанский рубеж» или «Трон: Наследие». Некоторые визуальные эффекты в этих фильмах были сделаны в Cinema 3D. Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы.
ZBrush
Многие считают ZBrush лучшим средством цифрового моделирования для создания фотореалистичных скульптур производственного качества. ZBrush от Pixologic — это инструмент для цифрового скульптинга, который объединяет 3D- и 2,5D-моделирование, рисование и текстурирование. Он использует уникальную технологию «pixo», которая сохраняет данные об освещении, цвете, материале, ориентации и глубине каждой точки, из которой состоит элемент на экране.
Как видно из термина «лепка», ZBrush предпочитают те, кто предпочитает работать с цифровой глиной, а не с сеткой. Также существует процветающее онлайн-сообщество, которое помогает новичкам. ZBrush — это платное программное обеспечение. Существуют также ZBrushCore и ZBrushCoreMini, более легкие и доступные версии ZBrush.
Подробнее: Как создать 3D-персонажа [Поэтапный процесс]
3Ds Max
Одно из творений Autodesk, 3Ds Max, имеет очень богатую историю, начавшуюся еще в 90-х годах. Как и другие в этом списке, 3D Max можно использовать для проектирования практически любого 3D-объекта. Его история также означает, что было время поработать над различными плагинами. Основной проблемой 3D Max является простота использования. Это довольно сложно и требует много обучения для начинающих. Чтобы помочь пользователям, Autodesk предоставляет обучающие материалы для начинающих.
Houdini
Известный своим мастерством в процедурной анимации и симуляции, Гудини стоит за одними из самых впечатляющих кадров Голливуда в чрезвычайно популярных фильмах, таких как «Холодное сердце» Диснея. Он упрощает сложные сцены, используя рабочий процесс на основе узлов, уменьшая усилия, необходимые для внесения изменений сцена за сценой. Подключаемый модуль и система распространения Houdini Engine позволяет его объектам легко взаимодействовать с другими программами для 3D-моделирования .
Подробнее: Наиболее часто используемое программное обеспечение для 3D-моделирования в 2021 году [+ Бонус: Топ-лист 2022 года]
Как сделать правильный выбор?
Блендер
Чем он выделяется
Можно использовать бесплатно
Интерфейс прост в освоении и использовании
У него очень активное сообщество, выпускающее полезный контент
Небольшой недостаток
Не поддерживает NURBS
Для кого предназначено это программное обеспечение?
Если вы больше увлекаетесь анимацией и моделированием сетки, то Blender идеально вам подойдет. Некоторые известные проекты, реализованные в Blender, включают Hero и Spring, выпущенные в 2018 и 2019 годах., соответственно.
Cinema 4D
Чем он выделяется
Он очень прост в использовании
У него есть некоторые уникальные детали, такие как кэш освещенности и командный рендеринг
Очень стабильный
Небольшой недостаток
Бодиарт и УФ-редактирование могут быть улучшены
Для кого предназначено это программное обеспечение?
Если вы ищете первоклассное программное обеспечение для моделирования и визуальных эффектов, Cinema 4D — лучший выбор для вас.
ZBrush
Почему он выделяется
Его фотореалистичные скульптуры трудно конкурировать с
Предлагает нелинейные конструкции
Вполне подходит для детализированной высокополигональной работы
Небольшой недостаток
Не самый лучший ригг и анимация
Для кого предназначено это программное обеспечение?
Если вас интересует цифровая скульптура, это как раз для вас.
3Ds Max
Чем он выделяется
Имеет гибкие элементы экструзии лицевой стороны
Имеет реалистичный вид камеры, что помогает с фотореалистичным рендерингом
Хорошая безопасность для рабочих файлов
Небольшой недостаток
Крутая кривая обучения
Для кого предназначено это программное обеспечение?
Если вы больше увлекаетесь сеткой и процедурным моделированием, то это вам больше подойдет.
Houdini
Почему он выделяется
Имеет инди-версию и лицензионную версию для бесплатного обучения
Его объекты легко экспортируются
Это упрощает рабочий процесс
Небольшой недостаток
Это не бесплатно, как Blender
Для кого предназначено это программное обеспечение?
Если вы ищете что-то с потрясающими возможностями моделирования, Houdini — ваш выбор.

 3 кВт
3 кВт 3 кВт
3 кВт 31 м³/мин
31 м³/мин 5 м3/час
5 м3/час Профиль винтового блока самого последнего поколения обеспечивает превосходные характеристики по эффективности и низкому уровню шума.
Профиль винтового блока самого последнего поколения обеспечивает превосходные характеристики по эффективности и низкому уровню шума. Антикоррозионная защита корпуса на основе алюминиевых покрытий с порошковой окраской зеленого цвета.
Антикоррозионная защита корпуса на основе алюминиевых покрытий с порошковой окраской зеленого цвета.

 org/PropertyValue» itemscope=»»>
org/PropertyValue» itemscope=»»> org/PropertyValue» itemscope=»»>
org/PropertyValue» itemscope=»»> org/PropertyValue» itemscope=»»>
org/PropertyValue» itemscope=»»> 9
9 1 Кб
1 Кб
 Это верно и для систем сжатого воздуха, и если наши тела являются каким-либо показателем того, как избыток воды и влажности могут повлиять на производительность, представьте, как это влияет на систему сжатого воздуха (которая не может шагнуть в тень с холодным стаканом воды). лимонад для краткой передышки). Поэтому во избежание нарушений и срывов из-за воды и влаги в трубах сжатый воздух необходимо осушать с помощью доохладителей и сушильного оборудования.
Это верно и для систем сжатого воздуха, и если наши тела являются каким-либо показателем того, как избыток воды и влажности могут повлиять на производительность, представьте, как это влияет на систему сжатого воздуха (которая не может шагнуть в тень с холодным стаканом воды). лимонад для краткой передышки). Поэтому во избежание нарушений и срывов из-за воды и влаги в трубах сжатый воздух необходимо осушать с помощью доохладителей и сушильного оборудования. Чем больше необходимо понизить точку росы, тем больше инвестиций (и эксплуатационных расходов) требуется для ее достижения. PDP уже имеет более высокую точку росы, чем атмосферная точка росы (PDP -4ºF при 100 фунт/кв. дюйм изб. равен -39,5°F при 0 фунт/кв. дюйм изб. атмосферного давления). Дополнительное охлаждение приводит к большей конденсации воды; поэтому фильтр не является эффективным средством удаления влаги или снижения точки росы при более низких температурах. Вот почему определение сушильного оборудования должно основываться только на PDP. Пять способов эффективной осушки сжатого воздуха включают:
Чем больше необходимо понизить точку росы, тем больше инвестиций (и эксплуатационных расходов) требуется для ее достижения. PDP уже имеет более высокую точку росы, чем атмосферная точка росы (PDP -4ºF при 100 фунт/кв. дюйм изб. равен -39,5°F при 0 фунт/кв. дюйм изб. атмосферного давления). Дополнительное охлаждение приводит к большей конденсации воды; поэтому фильтр не является эффективным средством удаления влаги или снижения точки росы при более низких температурах. Вот почему определение сушильного оборудования должно основываться только на PDP. Пять способов эффективной осушки сжатого воздуха включают: При работе в холодную погоду вода также может замерзнуть и расшириться, причинив еще больший ущерб. Коррозионные операции являются неэффективными операциями и более дорогими в эксплуатации как с точки зрения текущего обслуживания, так и с точки зрения возможности простоя и остановки производства.
При работе в холодную погоду вода также может замерзнуть и расшириться, причинив еще больший ущерб. Коррозионные операции являются неэффективными операциями и более дорогими в эксплуатации как с точки зрения текущего обслуживания, так и с точки зрения возможности простоя и остановки производства.
 Достижение PDP -40 ° F — это излишество; для этого требуется гораздо больше энергии по сравнению с минимальным уровнем приемлемого PDP для качества воздуха КИП, который на 18°F ниже минимальной температуры окружающей среды. Регулируя этот фактор, операторы могут экономить энергию, уменьшать свой углеродный след и сохранять деньги в своих кошельках.
Достижение PDP -40 ° F — это излишество; для этого требуется гораздо больше энергии по сравнению с минимальным уровнем приемлемого PDP для качества воздуха КИП, который на 18°F ниже минимальной температуры окружающей среды. Регулируя этот фактор, операторы могут экономить энергию, уменьшать свой углеродный след и сохранять деньги в своих кошельках.  При цене 0,07 долл. США/кВтч годовая стоимость электроэнергии составит 27 000 долл. США только для компрессора и осушителя. Этот сценарий не только наносит вред окружающей среде, но и может серьезно повлиять на прибыль.
При цене 0,07 долл. США/кВтч годовая стоимость электроэнергии составит 27 000 долл. США только для компрессора и осушителя. Этот сценарий не только наносит вред окружающей среде, но и может серьезно повлиять на прибыль.
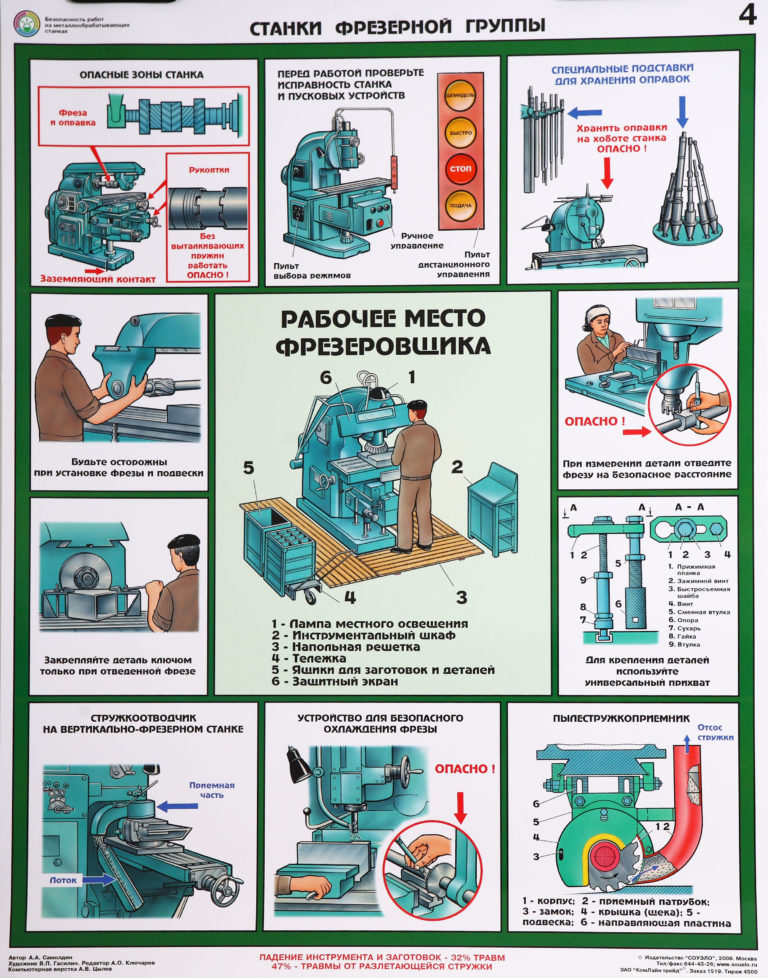
 После устранения неисправности оператор отмечает в журнале время простоя станка в ремонте, причину сбоя и отказа и наименование замененных или отремонтированных деталей, узлов, блоков.
После устранения неисправности оператор отмечает в журнале время простоя станка в ремонте, причину сбоя и отказа и наименование замененных или отремонтированных деталей, узлов, блоков. ) немедленно остановить станок и вызвать ответственных лиц для устранения неисправностей. Устранение каких-либо неисправностей на ходу станка не производить. Проверку и установку обрабатываемой заготовки производить только после полной остановки станка. Необходимо следить за отсутствием сбоев. При наличии сбоев нажать кнопку остановки лентопротяжного механизма и вызвать наладчика.
) немедленно остановить станок и вызвать ответственных лиц для устранения неисправностей. Устранение каких-либо неисправностей на ходу станка не производить. Проверку и установку обрабатываемой заготовки производить только после полной остановки станка. Необходимо следить за отсутствием сбоев. При наличии сбоев нажать кнопку остановки лентопротяжного механизма и вызвать наладчика. Недопустимо применение обтирочных концов, выпускаемых в виде спрессованных тюков, нестиранных лоскутов различных материалов, содержащих обрывки нитей, включения ваты и различный сор. Станочнику-оператору категорически запрещается отлучаться во время работы от работающего станка (станков), передоверять станок другому лицу, разрешать посторонним лицам подходить к станку и касаться органов управления, открывать пульт и шкафы пускателей и электроаппаратуры, При двух- и трехсменной работе оператор, очистив и протерев станок, должен передать его сменщику.
Недопустимо применение обтирочных концов, выпускаемых в виде спрессованных тюков, нестиранных лоскутов различных материалов, содержащих обрывки нитей, включения ваты и различный сор. Станочнику-оператору категорически запрещается отлучаться во время работы от работающего станка (станков), передоверять станок другому лицу, разрешать посторонним лицам подходить к станку и касаться органов управления, открывать пульт и шкафы пускателей и электроаппаратуры, При двух- и трехсменной работе оператор, очистив и протерев станок, должен передать его сменщику.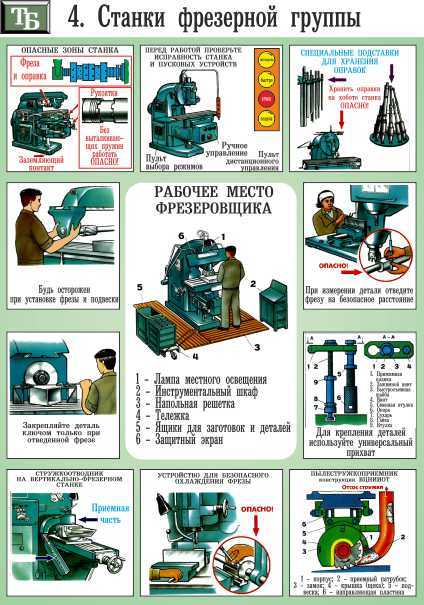 3.3.1 Эксплуатация металлорежущих станков
3.3.1 Эксплуатация металлорежущих станков 3.3.1 Токарная обработка
3.3.1 Токарная обработка
 При
При Этот метод был впервые применен Кивимой и Францем в 1950-х годах. Этот процесс резки металла часто описывается в отношении трехсторонней модели, эта модель широко известна в индустрии проектирования станков. При этих методах материал постепенно удаляется с заготовки более мелкими «стружками». Под эгидой формирования стружки находятся различные операции, в которых используется процесс удаления лишнего материала. Ниже приводится краткий обзор лишь некоторых из них.
Этот метод был впервые применен Кивимой и Францем в 1950-х годах. Этот процесс резки металла часто описывается в отношении трехсторонней модели, эта модель широко известна в индустрии проектирования станков. При этих методах материал постепенно удаляется с заготовки более мелкими «стружками». Под эгидой формирования стружки находятся различные операции, в которых используется процесс удаления лишнего материала. Ниже приводится краткий обзор лишь некоторых из них.

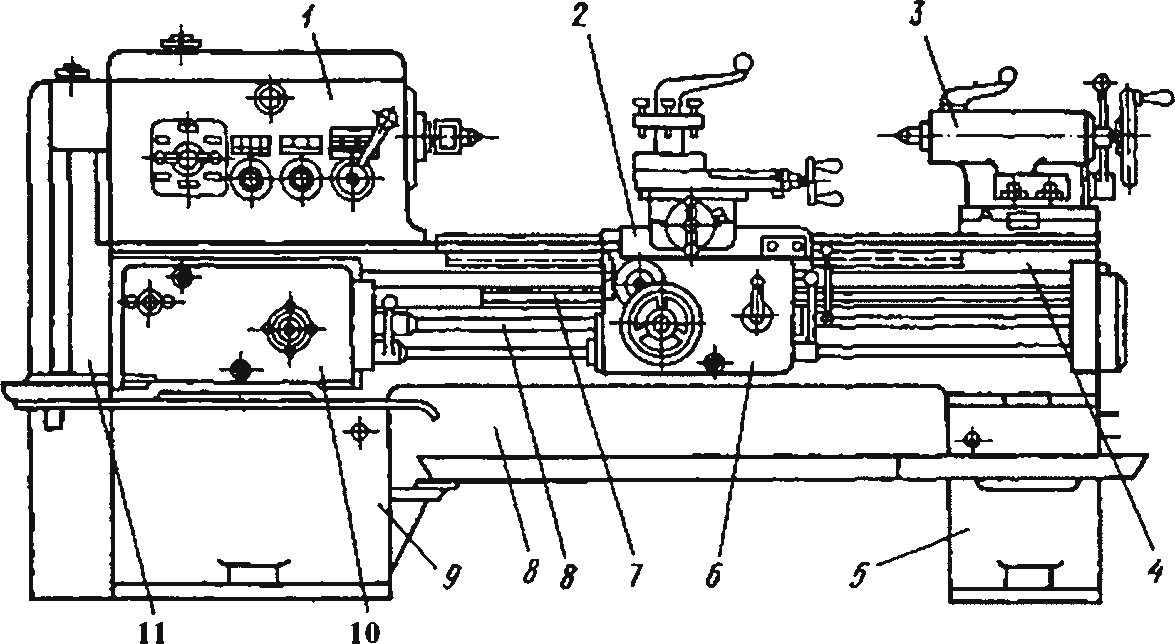
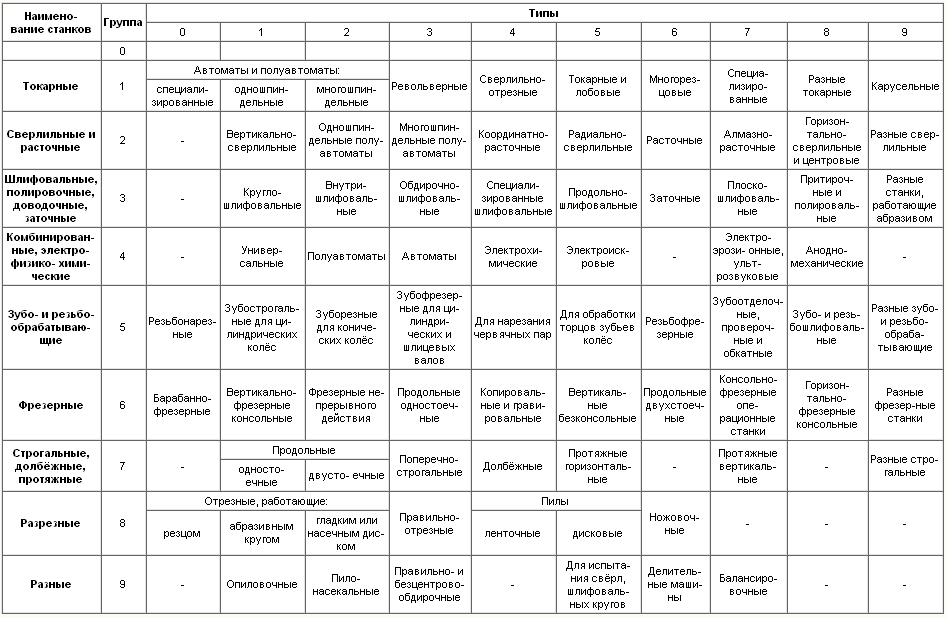 Операции лазерной и плазменной резки характеризуются ниже.
Операции лазерной и плазменной резки характеризуются ниже..jpg)
 Несмотря на то, что каждый из них имеет свои преимущества и недостатки, универсального решения для всех не существует. Профессионалы отрасли часто принимают решение о реализации операции после тщательного изучения проекта.
Несмотря на то, что каждый из них имеет свои преимущества и недостатки, универсального решения для всех не существует. Профессионалы отрасли часто принимают решение о реализации операции после тщательного изучения проекта. Существуют разновидности станков, которые включают металлорежущие станки, металлообрабатывающие станки и другие станки. Металлорежущие станки включают в себя токарный станок, сверлильный станок, фрезерный станок, сверлильный станок, шлифовальный станок, обрабатывающий центр и т. Д. Станки называются «материнскими станками», поскольку они делают возможным использование других станков. В этой статье мы обсудим различные типы металлорежущих станков.
Существуют разновидности станков, которые включают металлорежущие станки, металлообрабатывающие станки и другие станки. Металлорежущие станки включают в себя токарный станок, сверлильный станок, фрезерный станок, сверлильный станок, шлифовальный станок, обрабатывающий центр и т. Д. Станки называются «материнскими станками», поскольку они делают возможным использование других станков. В этой статье мы обсудим различные типы металлорежущих станков. Различные типы токарных режущих инструментов требуются для различных операций при работе на токарных станках. Их:
Различные типы токарных режущих инструментов требуются для различных операций при работе на токарных станках. Их: Одной из наиболее распространенных и полезных машин, используемых в промышленности для изготовления формовочных и чистовых отверстий на рабочем месте, является сверлильный станок или сверлильный станок. На сверлильном станке могут выполняться различные операции: развертывание, растачивание, сверление, нарезание резьбы, притирка, зенковка, зенкерование, шлифование, торцевание и трепанация. Доступен широкий выбор сверлильных станков, начиная от простых портативных и заканчивая очень сложными автоматическими станками и станками с числовым программным управлением. Их —
Одной из наиболее распространенных и полезных машин, используемых в промышленности для изготовления формовочных и чистовых отверстий на рабочем месте, является сверлильный станок или сверлильный станок. На сверлильном станке могут выполняться различные операции: развертывание, растачивание, сверление, нарезание резьбы, притирка, зенковка, зенкерование, шлифование, торцевание и трепанация. Доступен широкий выбор сверлильных станков, начиная от простых портативных и заканчивая очень сложными автоматическими станками и станками с числовым программным управлением. Их — Из-за множества режущих кромок фреза вращается с очень высокой скоростью и режет металл с очень высокой скоростью. Этот металлорежущий станок также может содержать один или несколько резаков одновременно. Следовательно, фрезерный станок является одним из самых важных станков в мастерской. Все операции можно выполнять с высокой точностью на этом станке. По сравнению с токарными, планировочными и фрезерными станками скорость съема металла на этом фрезерном станке выше. Он имеет лучшую чистоту поверхности и хорошую точность. И именно поэтому фрезерный станок находит широкое применение в производственных работах. Различные типы фрезерных станков: зубофрезерование, фасонное фрезерование, боковое фрезерование, профильное фрезерование, плоское фрезерование, торцевое фрезерование, групповое фрезерование, концевое фрезерование, фрезерование пилы, фрезерование шпоночных пазов, канавок и пазов, фрезерование с двух сторон, угловое фрезерование, резьбонарезание. фрезерование, кулачковое фрезерование и винтовое фрезерование.
Из-за множества режущих кромок фреза вращается с очень высокой скоростью и режет металл с очень высокой скоростью. Этот металлорежущий станок также может содержать один или несколько резаков одновременно. Следовательно, фрезерный станок является одним из самых важных станков в мастерской. Все операции можно выполнять с высокой точностью на этом станке. По сравнению с токарными, планировочными и фрезерными станками скорость съема металла на этом фрезерном станке выше. Он имеет лучшую чистоту поверхности и хорошую точность. И именно поэтому фрезерный станок находит широкое применение в производственных работах. Различные типы фрезерных станков: зубофрезерование, фасонное фрезерование, боковое фрезерование, профильное фрезерование, плоское фрезерование, торцевое фрезерование, групповое фрезерование, концевое фрезерование, фрезерование пилы, фрезерование шпоночных пазов, канавок и пазов, фрезерование с двух сторон, угловое фрезерование, резьбонарезание. фрезерование, кулачковое фрезерование и винтовое фрезерование. Типы фрезерных станков следующие —
Типы фрезерных станков следующие —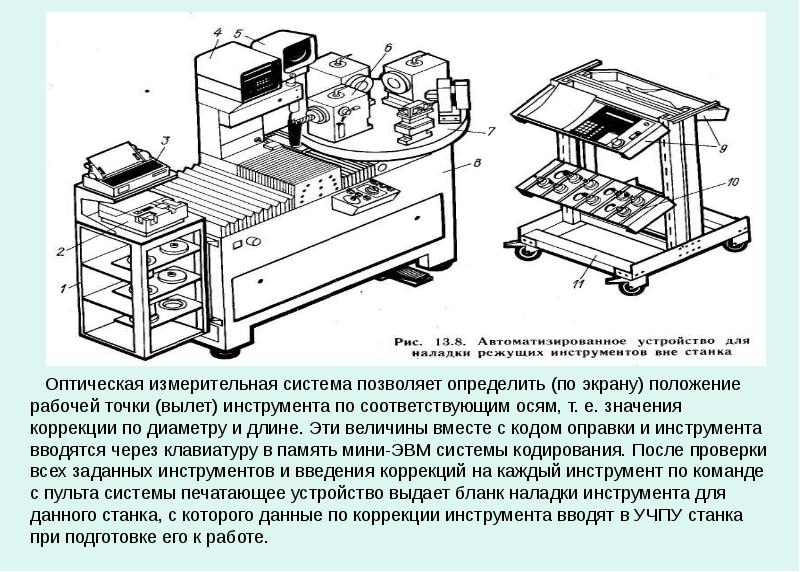 С помощью растачивания мы можем добиться трех вещей: размера, прямолинейности и концентричности. Токарные операции, которые происходят наряду с наружным точением, также можно найти при растачивании. Однако выбор инструмента очень сильно ограничен диаметром и длиной отверстия заготовки, с внутренним точением или растачиванием. Расточные операции могут выполняться на станках, отличных от расточных, таких как токарные станки, фрезерные станки и обрабатывающие центры. Как и большинство других станков, расточные станки можно разделить на горизонтальные, вертикальные, прецизионные и координатно-расточные.
С помощью растачивания мы можем добиться трех вещей: размера, прямолинейности и концентричности. Токарные операции, которые происходят наряду с наружным точением, также можно найти при растачивании. Однако выбор инструмента очень сильно ограничен диаметром и длиной отверстия заготовки, с внутренним точением или растачиванием. Расточные операции могут выполняться на станках, отличных от расточных, таких как токарные станки, фрезерные станки и обрабатывающие центры. Как и большинство других станков, расточные станки можно разделить на горизонтальные, вертикальные, прецизионные и координатно-расточные. В настоящее время операции выполняются на различных типах шлифовальных станков. По сравнению с любым другим стандартным станком в обрабатывающей промышленности, за последнее десятилетие шлифовальные станки значительно продвинулись в конструкции, жесткости, дизайне и применении. Шлифовальные станки делятся на пять различных категорий, таких как —
В настоящее время операции выполняются на различных типах шлифовальных станков. По сравнению с любым другим стандартным станком в обрабатывающей промышленности, за последнее десятилетие шлифовальные станки значительно продвинулись в конструкции, жесткости, дизайне и применении. Шлифовальные станки делятся на пять различных категорий, таких как —
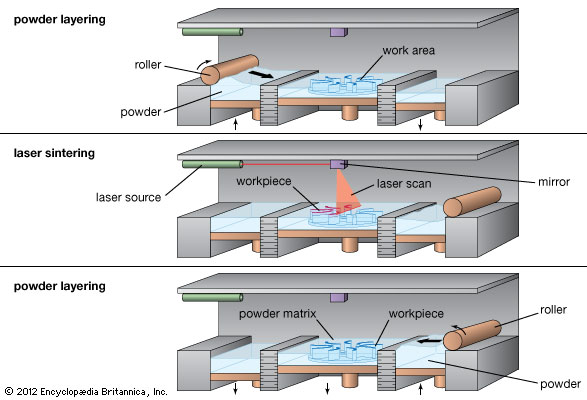 Незапеченый порошок из рабочей зоны просеивается и может быть частично использован в дальнейшем, он замешивается с новым.
Незапеченый порошок из рабочей зоны просеивается и может быть частично использован в дальнейшем, он замешивается с новым.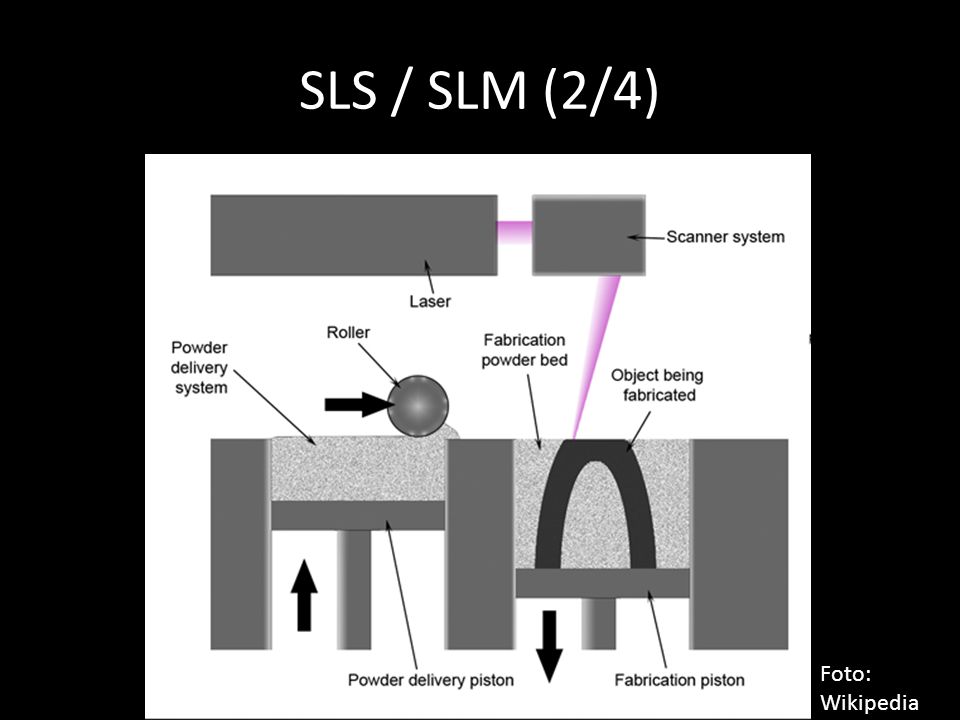 Также из особенностей технологии следует необходимость максимально полного заполнения моделями рабочей зоны. Это позволяет существенно снизить как время выращивания в перечете на одну деталь, так и стоимость, минимизируя количество остающегося порошка в рабочей зоне. Соответственно, для этой технологии в отличии от многих других целесообразно упаковывать модели не только в плоскости рабочего стола, но и по высоте.
Также из особенностей технологии следует необходимость максимально полного заполнения моделями рабочей зоны. Это позволяет существенно снизить как время выращивания в перечете на одну деталь, так и стоимость, минимизируя количество остающегося порошка в рабочей зоне. Соответственно, для этой технологии в отличии от многих других целесообразно упаковывать модели не только в плоскости рабочего стола, но и по высоте. Для этих материалов механические свойства уже сильно анизотропны, так как частицы наполнителей в основном увеличивают прочность в плоскости XY но не Z.
Для этих материалов механические свойства уже сильно анизотропны, так как частицы наполнителей в основном увеличивают прочность в плоскости XY но не Z.
 ru. Максимальный размер вложений – 18 Мбайт (при необходимости передать данные с большим суммарным объемом, воспользуйтесь файловым хостингом)
ru. Максимальный размер вложений – 18 Мбайт (при необходимости передать данные с большим суммарным объемом, воспользуйтесь файловым хостингом)
 После спекания первого слоя равняющий механизм добавляет тонкий слой порошка поверх него, и процесс происходит заново до полного построения объекта. То есть, воспроизведение объекта происходит снизу-вверх, а за счет заполнения камеры порошком не требуется построение поддерживающих структур. На изображении выше наглядно продемонстрировано устройство SLS 3D принтера для лучшего понимания принципа методики.
После спекания первого слоя равняющий механизм добавляет тонкий слой порошка поверх него, и процесс происходит заново до полного построения объекта. То есть, воспроизведение объекта происходит снизу-вверх, а за счет заполнения камеры порошком не требуется построение поддерживающих структур. На изображении выше наглядно продемонстрировано устройство SLS 3D принтера для лучшего понимания принципа методики. Так, для SLS печати доступны ударопрочные, износостойкие, жаростойкие, гибкие, инженерные и термостойкие порошки. Некоторые из них ориентированы на более конкретные задачи – к примеру, на изготовление деталей для аэроксмического производства.
Так, для SLS печати доступны ударопрочные, износостойкие, жаростойкие, гибкие, инженерные и термостойкие порошки. Некоторые из них ориентированы на более конкретные задачи – к примеру, на изготовление деталей для аэроксмического производства. Эта методика позволяет практически полностью избежать видимой послойности на модели, а отсутствие поддержек также благотворно сказывается на качестве изделий;
Эта методика позволяет практически полностью избежать видимой послойности на модели, а отсутствие поддержек также благотворно сказывается на качестве изделий; Потому и сферы применения соответствуют:
Потому и сферы применения соответствуют: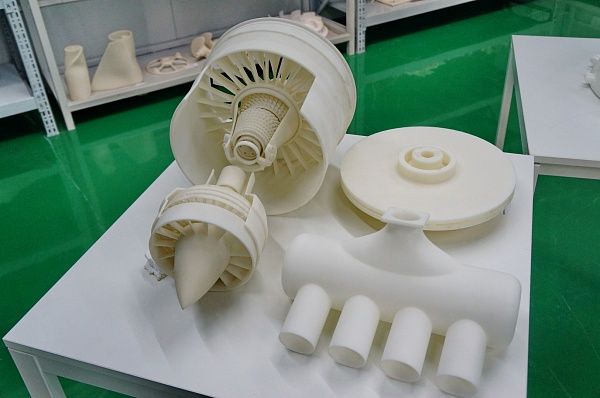 Ничего нового. Природа сплавляла осадочные минералы в сланец и кварцит на протяжении тысячелетий, и люди начали использовать аналогичные методы для изготовления кирпичей и фарфора тысячелетия назад. Сегодня спекание используется для производства всего, от шестерен и шатунов до звездочек и подшипников. Он также используется для 3D-печати деталей.
Ничего нового. Природа сплавляла осадочные минералы в сланец и кварцит на протяжении тысячелетий, и люди начали использовать аналогичные методы для изготовления кирпичей и фарфора тысячелетия назад. Сегодня спекание используется для производства всего, от шестерен и шатунов до звездочек и подшипников. Он также используется для 3D-печати деталей.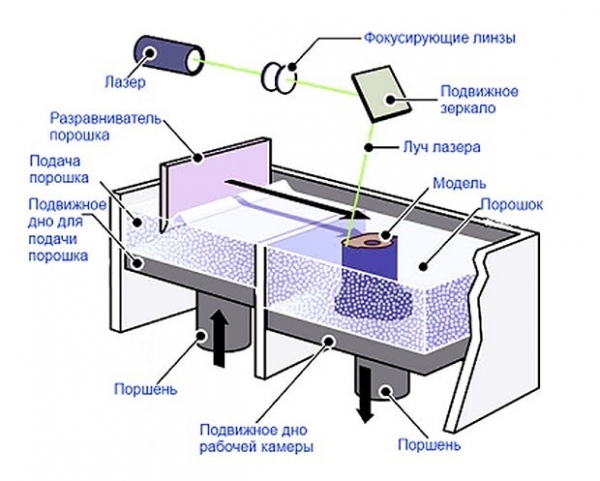 (Эти функции могут быть созданы с помощью SL, однако они будут намного более хрупкими и не будут иметь такой ожидаемый срок службы, как те, которые созданы с помощью SLS). Это делает его отличным способом создания прототипов изделий, полученных литьем под давлением, и в некоторых случаях даже может использоваться в качестве альтернативы литью для небольших объемов.
(Эти функции могут быть созданы с помощью SL, однако они будут намного более хрупкими и не будут иметь такой ожидаемый срок службы, как те, которые созданы с помощью SLS). Это делает его отличным способом создания прототипов изделий, полученных литьем под давлением, и в некоторых случаях даже может использоваться в качестве альтернативы литью для небольших объемов. Он черного цвета, обеспечивает гладкую поверхность и хорошую детализацию деталей, а благодаря своей превосходной химической стойкости и низкому водопоглощению идеально подходит для таких продуктов, как топливопроводы, катетеры, кроссовки и электрические разъемы.
Он черного цвета, обеспечивает гладкую поверхность и хорошую детализацию деталей, а благодаря своей превосходной химической стойкости и низкому водопоглощению идеально подходит для таких продуктов, как топливопроводы, катетеры, кроссовки и электрические разъемы. Как и большинство нейлонов, он обеспечивает превосходную жесткость при повышенных температурах, что является одной из причин, по которой нейлон с наполнителем MF является фаворитом в аэрокосмической и автоспортивной отраслях, а также в любых приложениях AM, требующих прочного и долговечного материала AM. Он также обладает направленными механическими свойствами — волокна будут выстраиваться в направлении X, что делает его наиболее прочным в этой плоскости.
Как и большинство нейлонов, он обеспечивает превосходную жесткость при повышенных температурах, что является одной из причин, по которой нейлон с наполнителем MF является фаворитом в аэрокосмической и автоспортивной отраслях, а также в любых приложениях AM, требующих прочного и долговечного материала AM. Он также обладает направленными механическими свойствами — волокна будут выстраиваться в направлении X, что делает его наиболее прочным в этой плоскости. Также важно отметить, что 620-MF имеет гораздо лучшее соотношение прочности и веса, чем 615-GS.
Также важно отметить, что 620-MF имеет гораздо лучшее соотношение прочности и веса, чем 615-GS. Важно отметить, что в результате этого метода может возникнуть некоторая «ступенчатость», поэтому важно определить косметические поверхности при отправке вашего проекта в Protolabs для цитирования и анализа.
Важно отметить, что в результате этого метода может возникнуть некоторая «ступенчатость», поэтому важно определить косметические поверхности при отправке вашего проекта в Protolabs для цитирования и анализа. для прочной сборки.
для прочной сборки. обычно достигается с помощью SLS. На хорошо спроектированных деталях.
обычно достигается с помощью SLS. На хорошо спроектированных деталях. Откройте для себя технологию 3D-печати Selective Laser Sintering (SLS) и то, как вы можете использовать ее для производства ваших объектов из 1–10 тысяч деталей.
Откройте для себя технологию 3D-печати Selective Laser Sintering (SLS) и то, как вы можете использовать ее для производства ваших объектов из 1–10 тысяч деталей. Ролик нанесет слой полимерного порошка, затем лазер спекает порошок в соответствии с 3D-файлом, и платформа сборки опускается перед нанесением нового слоя порошка. Процесс будет повторяться до тех пор, пока не будет создана нужная деталь.
Ролик нанесет слой полимерного порошка, затем лазер спекает порошок в соответствии с 3D-файлом, и платформа сборки опускается перед нанесением нового слоя порошка. Процесс будет повторяться до тех пор, пока не будет создана нужная деталь. деталей
деталей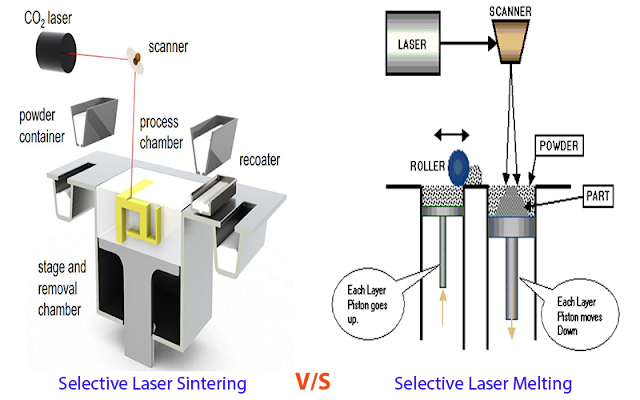
 От медицины до архитектуры или потребительских товаров SLS 3D-печать может принести пользу вашим прототипам и всему производственному процессу. Каждый бизнес может извлечь выгоду из аддитивного производства. Свяжитесь с нашими экспертами по 3D-печати, чтобы определить ваши возможности 3D-печати.
От медицины до архитектуры или потребительских товаров SLS 3D-печать может принести пользу вашим прототипам и всему производственному процессу. Каждый бизнес может извлечь выгоду из аддитивного производства. Свяжитесь с нашими экспертами по 3D-печати, чтобы определить ваши возможности 3D-печати. : 0,4 мм)
: 0,4 мм) Запустите свои компоненты в производство в несколько кликов, бесплатно загрузив свой 3D-файл с анализом технологичности. Как только вы загрузите файл САПР, будет создана мгновенная цитата. После того, как ваш заказ будет размещен, наша команда профессионалов в области 3D-печати позаботится о процессе печати и постобработке вашего проекта. Благодаря нашему опыту в области технологии SLS вы можете выбирать между несколькими полимерами и покрытиями, мгновенно получать коммерческое предложение и доверить нам производство в соответствии со стандартом ISO 9.001 сертифицированный завод.
Запустите свои компоненты в производство в несколько кликов, бесплатно загрузив свой 3D-файл с анализом технологичности. Как только вы загрузите файл САПР, будет создана мгновенная цитата. После того, как ваш заказ будет размещен, наша команда профессионалов в области 3D-печати позаботится о процессе печати и постобработке вашего проекта. Благодаря нашему опыту в области технологии SLS вы можете выбирать между несколькими полимерами и покрытиями, мгновенно получать коммерческое предложение и доверить нам производство в соответствии со стандартом ISO 9.001 сертифицированный завод.
 высота скашивания, мм
высота скашивания, мм Не рассчитывайте завернуть старый болт, т.к. головка выступает всего на пару миллиметров и точечно прихвачена к шайбе, а наплыв от сварки совершенно не оставляет надежд на использование головки. Выступы-ограничители для защиты от проворачивания ножей слизало, пришлось закрутить пару шурупов с круглыми головками на их место. Выводы: если у вас ровный участок, без случайно забытых камней, пеньков и прочих нерукотворных препятствий газонокосилка вполне подойдёт. Если любите смачно выругаться и являетесь обладателем более-менее прямых рук, но имеются, например, пеньки на участке, то берите не задумываясь.Достоинства: Недорого косит, есть пространство для доработок.Недостатки: Конструкция крепления ножа на один раз. Нет тормоза двигателя, стоит подождать, прежде чем лезь рукой и вытаскивать забившуюся траву (пальцы на месте благодаря острому слуху 😉 )
Не рассчитывайте завернуть старый болт, т.к. головка выступает всего на пару миллиметров и точечно прихвачена к шайбе, а наплыв от сварки совершенно не оставляет надежд на использование головки. Выступы-ограничители для защиты от проворачивания ножей слизало, пришлось закрутить пару шурупов с круглыми головками на их место. Выводы: если у вас ровный участок, без случайно забытых камней, пеньков и прочих нерукотворных препятствий газонокосилка вполне подойдёт. Если любите смачно выругаться и являетесь обладателем более-менее прямых рук, но имеются, например, пеньки на участке, то берите не задумываясь.Достоинства: Недорого косит, есть пространство для доработок.Недостатки: Конструкция крепления ножа на один раз. Нет тормоза двигателя, стоит подождать, прежде чем лезь рукой и вытаскивать забившуюся траву (пальцы на месте благодаря острому слуху 😉 ) Косит легко, большой захват, есть вместительный контейнер для травы, колёса не оставляют следов. Даже полный травосборник не мешает качеству покоса. В общем, я доволен на все 100%
Косит легко, большой захват, есть вместительный контейнер для травы, колёса не оставляют следов. Даже полный травосборник не мешает качеству покоса. В общем, я доволен на все 100% Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить газонокосилка электрическая Huter ELM-1800 (70/4/5) 1800 Вт в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар газонокосилка электрическая Huter ELM-1800 (70/4/5) 1800 Вт действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить газонокосилка электрическая Huter ELM-1800 (70/4/5) 1800 Вт в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар газонокосилка электрическая Huter ELM-1800 (70/4/5) 1800 Вт действительны в Санкт-Петербурге. /мин
/мин

 Этот вид садовой техники отличается низким акустическим давлением, отличной маневренностью и небольшими габаритами. Электрические и аккумуляторные приборы не загрязняют окружающую среду.
Этот вид садовой техники отличается низким акустическим давлением, отличной маневренностью и небольшими габаритами. Электрические и аккумуляторные приборы не загрязняют окружающую среду.

 №
№






 Характерными особенностями являются надежность и эргономичность конструкции, уверенное движение по неровным поверхностям, функции мульчирования и бокового выброса.
Характерными особенностями являются надежность и эргономичность конструкции, уверенное движение по неровным поверхностям, функции мульчирования и бокового выброса. Применяемая технология ECO-Boost автоматически регулирует мощность двигателя в зависимости от уровня нагрузки.
Применяемая технология ECO-Boost автоматически регулирует мощность двигателя в зависимости от уровня нагрузки. Наличие индикатора заряда облегчает работу с устройством.
Наличие индикатора заряда облегчает работу с устройством.
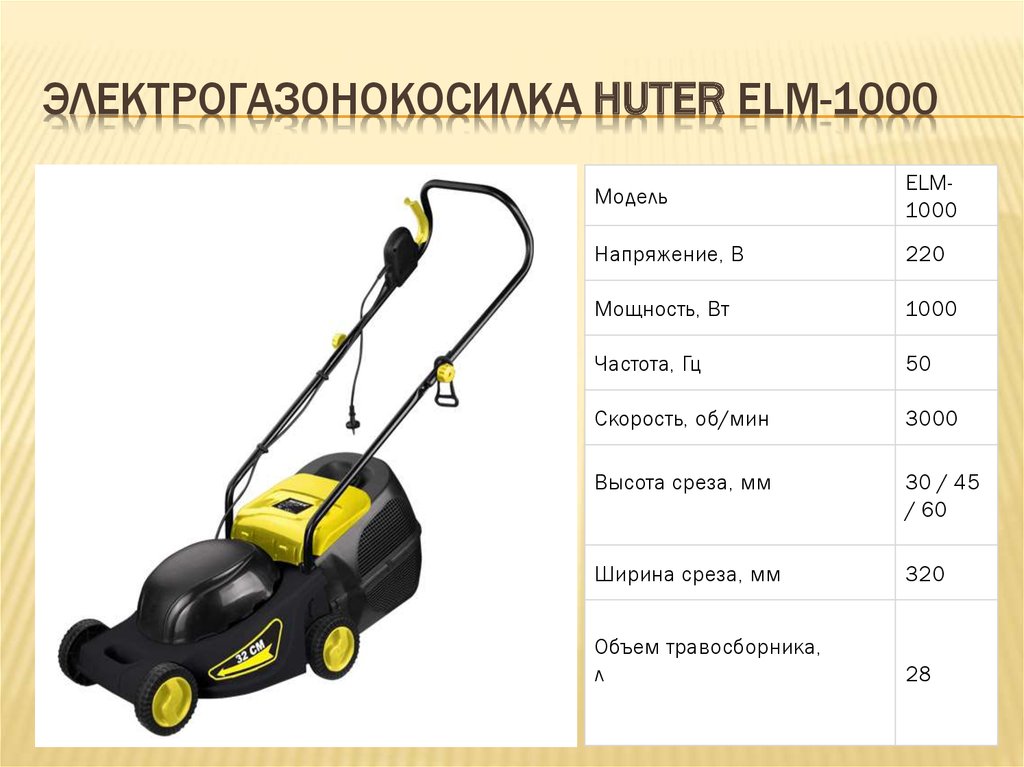






 Подходит для облагораживания небольшой площади. Обеспечивает равномерное и аккуратное скашивание растительности.
Подходит для облагораживания небольшой площади. Обеспечивает равномерное и аккуратное скашивание растительности.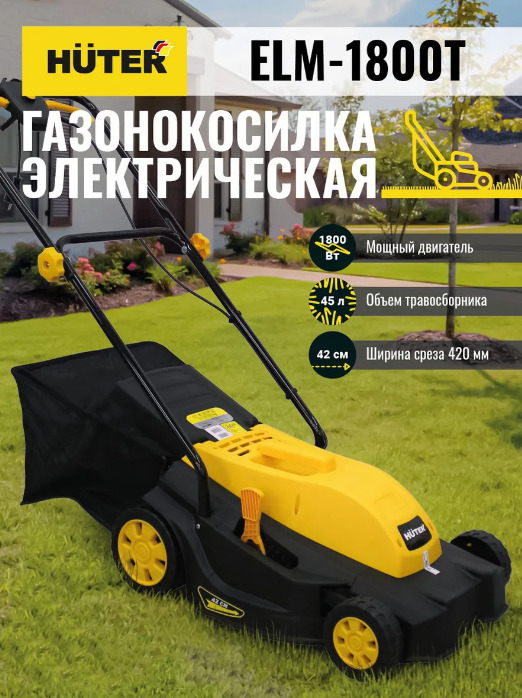 Для этого вам понадобится маневренная и интеллектуальная газонокосилка Robomow RC304u. Устройством можно управлять с мобильного устройства.
Для этого вам понадобится маневренная и интеллектуальная газонокосилка Robomow RC304u. Устройством можно управлять с мобильного устройства.

 кейсе // STELS
кейсе // STELS
 В целом монтажные детали стоят менее 11,50 долларов, а их поиск в местном хозяйственном магазине занимает около пяти минут. И последнее место установки домкрата находится внутри джипа. Более того, это расположение является номинальным, так как оно не мешает обзору сзади. Обновлено 20 июня 2021 г.
В целом монтажные детали стоят менее 11,50 долларов, а их поиск в местном хозяйственном магазине занимает около пяти минут. И последнее место установки домкрата находится внутри джипа. Более того, это расположение является номинальным, так как оно не мешает обзору сзади. Обновлено 20 июня 2021 г. Просто закрепите болт через плоскую поверхность подвески кабелепровода № 5. Используйте плоские и стопорные шайбы соответственно, а также шестигранную гайку, чтобы прикрепить болт к подвеске кабелепровода. Порядок компонентов см. на изображении ниже. Имейте в виду, что еще одна плоская шайба, а также барашковая гайка должны быть закреплены после подвешивания домкрата Hi-Lift, чтобы зафиксировать его на месте.
Просто закрепите болт через плоскую поверхность подвески кабелепровода № 5. Используйте плоские и стопорные шайбы соответственно, а также шестигранную гайку, чтобы прикрепить болт к подвеске кабелепровода. Порядок компонентов см. на изображении ниже. Имейте в виду, что еще одна плоская шайба, а также барашковая гайка должны быть закреплены после подвешивания домкрата Hi-Lift, чтобы зафиксировать его на месте.


 06.2020
06.2020
 000.00
000.00 Данная модель топора имеет стильный современный дизайн, а также множество других достоинств, некоторые из которых описаны ниже:
Данная модель топора имеет стильный современный дизайн, а также множество других достоинств, некоторые из которых описаны ниже:

 Процесс заточки эффективен и надежен, так как направляющий паз заточен в обоих направлениях. Эргономичная прочная рукоятка и нескользящее основание обеспечивают простоту использования и безопасность пользователя при заточке.
Процесс заточки эффективен и надежен, так как направляющий паз заточен в обоих направлениях. Эргономичная прочная рукоятка и нескользящее основание обеспечивают простоту использования и безопасность пользователя при заточке. 00
00 Процесс заточки эффективен и надежен, так как направляющий паз заточен в обоих направлениях. Эргономичная прочная рукоятка и нескользящее основание обеспечивают простоту использования и безопасность пользователя при заточке. Шлифовальные круги с алмазным покрытием и двойные шлицы обеспечивают легкую, удобную и гибкую работу с широким спектром больших и малых инструментов. Идеально подходит для быстрого восстановления первоначальной остроты ножей и топоров. 25-летняя гарантия.
Процесс заточки эффективен и надежен, так как направляющий паз заточен в обоих направлениях. Эргономичная прочная рукоятка и нескользящее основание обеспечивают простоту использования и безопасность пользователя при заточке. Шлифовальные круги с алмазным покрытием и двойные шлицы обеспечивают легкую, удобную и гибкую работу с широким спектром больших и малых инструментов. Идеально подходит для быстрого восстановления первоначальной остроты ножей и топоров. 25-летняя гарантия. Вставка из нержавеющей стали в ручке способствует качественному дизайну и долговечности;
Вставка из нержавеющей стали в ручке способствует качественному дизайну и долговечности;



 Цены на недвижимость растут, и это рынок продавцов. Как и в большинстве городов Южной Калифорнии, существует проблема бездомных с неработающими передвижными домами в прилегающих районах. В Санта-Монике есть уличные знаки, запрещающие парковку транспортных средств высотой более 6 футов. Это постановление должно быть инициировано и в Южном заливе.
Цены на недвижимость растут, и это рынок продавцов. Как и в большинстве городов Южной Калифорнии, существует проблема бездомных с неработающими передвижными домами в прилегающих районах. В Санта-Монике есть уличные знаки, запрещающие парковку транспортных средств высотой более 6 футов. Это постановление должно быть инициировано и в Южном заливе. Общественный колледж имеет важное значение для общества и прилегающих территорий, это очень хорошая школа, которая дает любому человеку основы для достижения успеха и предоставляет доступное пространство для погружения в систему образования, чтобы раскрыть свои интересы и увлечения. Район в целом очень приятный, гостеприимный и удобный, с ночными грузовиками с тако, которые заполняют улицы и прохладным воздухом в небе. Это гостеприимное сообщество, которое я счастлив называть своим домом.
Общественный колледж имеет важное значение для общества и прилегающих территорий, это очень хорошая школа, которая дает любому человеку основы для достижения успеха и предоставляет доступное пространство для погружения в систему образования, чтобы раскрыть свои интересы и увлечения. Район в целом очень приятный, гостеприимный и удобный, с ночными грузовиками с тако, которые заполняют улицы и прохладным воздухом в небе. Это гостеприимное сообщество, которое я счастлив называть своим домом.

 Винница
Винница Винница
Винница 80 грн
80 грн
 Днепр
Днепр 98 грн
98 грн 30–45 мм Инструмент для снятия шарнира оси рулевой рейки 6264
30–45 мм Инструмент для снятия шарнира оси рулевой рейки 6264 30–45 мм Инструмент для снятия поворотного кулака оси рулевой рейки 6264
30–45 мм Инструмент для снятия поворотного кулака оси рулевой рейки 6264



 6 кВт
6 кВт бензокоса штиль, кусторез, триммер
бензокоса штиль, кусторез, триммер Запорожье
Запорожье com.ua
com.ua бензокоса штиль, кусторез, триммер
бензокоса штиль, кусторез, триммер Киев
Киев


 Мы подробно рассмотрим каждый из них, чтобы помочь вам решить, какой источник питания газонокосилки даст вам наилучшую отдачу от затраченных средств.
Мы подробно рассмотрим каждый из них, чтобы помочь вам решить, какой источник питания газонокосилки даст вам наилучшую отдачу от затраченных средств.

 Для дополнительного удобства вы должны заплатить около 169 долларов за бюджетный вариант и около 2080 долларов за самую модную версию на рынке. Средняя стоимость типичной бензиновой самоходной газонокосилки составляет 372 долларов.
Для дополнительного удобства вы должны заплатить около 169 долларов за бюджетный вариант и около 2080 долларов за самую модную версию на рынке. Средняя стоимость типичной бензиновой самоходной газонокосилки составляет 372 долларов.
 Hendricks / Flickr / CC BY-ND 2.0
Hendricks / Flickr / CC BY-ND 2.0 Затем они распределяют мульчу обратно на газон, чтобы улучшить здоровье почвы. Как и обычные нажимные газонокосилки и самоходные косилки, мульчирующие косилки бывают электрические и газовые модели с различными особенностями.
Затем они распределяют мульчу обратно на газон, чтобы улучшить здоровье почвы. Как и обычные нажимные газонокосилки и самоходные косилки, мульчирующие косилки бывают электрические и газовые модели с различными особенностями.
 Отсутствие мощности и меньшая ширина скашивания делают косилки с задним расположением двигателя менее дорогими, чем другие косилки.
Отсутствие мощности и меньшая ширина скашивания делают косилки с задним расположением двигателя менее дорогими, чем другие косилки. и 3999 долларов . Средняя стоимость газонного трактора среднего класса составляет около 1985 долларов .
и 3999 долларов . Средняя стоимость газонного трактора среднего класса составляет около 1985 долларов . Самые доступные модели стоят около 2399 долларов , в то время как варианты верхнего ящика могут достигать 15000 долларов . В большинстве случаев вы будете платить около 3284 долларов за газонокосилку с нулевым поворотом для домашнего использования.
Самые доступные модели стоят около 2399 долларов , в то время как варианты верхнего ящика могут достигать 15000 долларов . В большинстве случаев вы будете платить около 3284 долларов за газонокосилку с нулевым поворотом для домашнего использования. BLACK+DECKER
BLACK+DECKER Все косилки B+D электрические, и они бывают сетевыми и аккумуляторными. Меньшие косилки BLACK+DECKER всего около $80 , в то время как их самый большой и дорогой вариант стоит около $486 .
Все косилки B+D электрические, и они бывают сетевыми и аккумуляторными. Меньшие косилки BLACK+DECKER всего около $80 , в то время как их самый большой и дорогой вариант стоит около $486 . Они имеют тенденцию быть прочными, мощными и оснащены полезными функциями. Лучшая часть? Они также более доступны, чем другие самоходные газонокосилки, с низкой ценой 1599 долларов США и высокой ценой 5450 долларов США .
Они имеют тенденцию быть прочными, мощными и оснащены полезными функциями. Лучшая часть? Они также более доступны, чем другие самоходные газонокосилки, с низкой ценой 1599 долларов США и высокой ценой 5450 долларов США . Michael Karshis / Flickr / CC BY 2.0
Michael Karshis / Flickr / CC BY 2.0 Косилки с большей шириной кошения будут стоить дороже.
Косилки с большей шириной кошения будут стоить дороже.
 Для самоходной косилки более быстрая модель будет стоить дороже, чем более медленная.
Для самоходной косилки более быстрая модель будет стоить дороже, чем более медленная. Эти двигатели, как правило, производят больше мощности, чем их четырехтактные аналоги.
Эти двигатели, как правило, производят больше мощности, чем их четырехтактные аналоги. Если вы будете работать во дворе часами, вы хотите, чтобы ваше тело чувствовало себя максимально комфортно, чтобы избежать травм или хронической боли в будущем.
Если вы будете работать во дворе часами, вы хотите, чтобы ваше тело чувствовало себя максимально комфортно, чтобы избежать травм или хронической боли в будущем. Иногда приходится несколько раз дергать за шнур дроссельной заслонки, прежде чем двигатель заведется, особенно в холодную погоду.
Иногда приходится несколько раз дергать за шнур дроссельной заслонки, прежде чем двигатель заведется, особенно в холодную погоду. Если вы позволяете своей траве слишком долго между стрижками или используете несколько видов травы на своем дворе, возможность регулировать высоту стрижки может быть полезным бонусом для вашей косилки.
Если вы позволяете своей траве слишком долго между стрижками или используете несколько видов травы на своем дворе, возможность регулировать высоту стрижки может быть полезным бонусом для вашей косилки.
 до 65 долларов в целом или от 33 до 70 долларов в час. Получите точные расценки на стрижку газонов для вашего почтового индекса от LawnStarter.
до 65 долларов в целом или от 33 до 70 долларов в час. Получите точные расценки на стрижку газонов для вашего почтового индекса от LawnStarter. 0
0
 Они также просты в маневрировании, так как двигатель и батареи для электрической косилки легче, чем бензиновая и двигатель на газовой косилке.
Они также просты в маневрировании, так как двигатель и батареи для электрической косилки легче, чем бензиновая и двигатель на газовой косилке.
 При замене он может продлить срок службы газонокосилки до 10 и более лет. В зависимости от напряжения и ампер-часов (Ач), предлагаемых аккумулятором, затраты значительно различаются, как и время работы газонокосилки. Большинство аккумуляторных блоков косилок имеют время резки от 30 до 60 минут, что позволяет домовладельцу скосить от половины до трети акра или около того. Если у вас небольшой газон, вам не понадобится гигантская косилка или аккумулятор. Для газона большего размера рассмотрите косилку с более высоким напряжением и более мощным аккумулятором. Если вам нужна самоходная электрическая газонокосилка, вам может понадобиться батарея еще большего размера.
При замене он может продлить срок службы газонокосилки до 10 и более лет. В зависимости от напряжения и ампер-часов (Ач), предлагаемых аккумулятором, затраты значительно различаются, как и время работы газонокосилки. Большинство аккумуляторных блоков косилок имеют время резки от 30 до 60 минут, что позволяет домовладельцу скосить от половины до трети акра или около того. Если у вас небольшой газон, вам не понадобится гигантская косилка или аккумулятор. Для газона большего размера рассмотрите косилку с более высоким напряжением и более мощным аккумулятором. Если вам нужна самоходная электрическая газонокосилка, вам может понадобиться батарея еще большего размера. Они предлагают возможность совместного использования аккумуляторов и зарядных устройств для многих единиц оборудования.
Они предлагают возможность совместного использования аккумуляторов и зарядных устройств для многих единиц оборудования.

 С двумя батареями он может обрабатывать почти целый акр непрерывного скашивания. Регулируемая дека косилки имеет два лезвия, а также предлагает стандартные функции, такие как мульчирование, сбор в мешок и боковой выброс. Рекомендованная розничная цена газонокосилки составляет 49 долларов.9.
С двумя батареями он может обрабатывать почти целый акр непрерывного скашивания. Регулируемая дека косилки имеет два лезвия, а также предлагает стандартные функции, такие как мульчирование, сбор в мешок и боковой выброс. Рекомендованная розничная цена газонокосилки составляет 49 долларов.9.
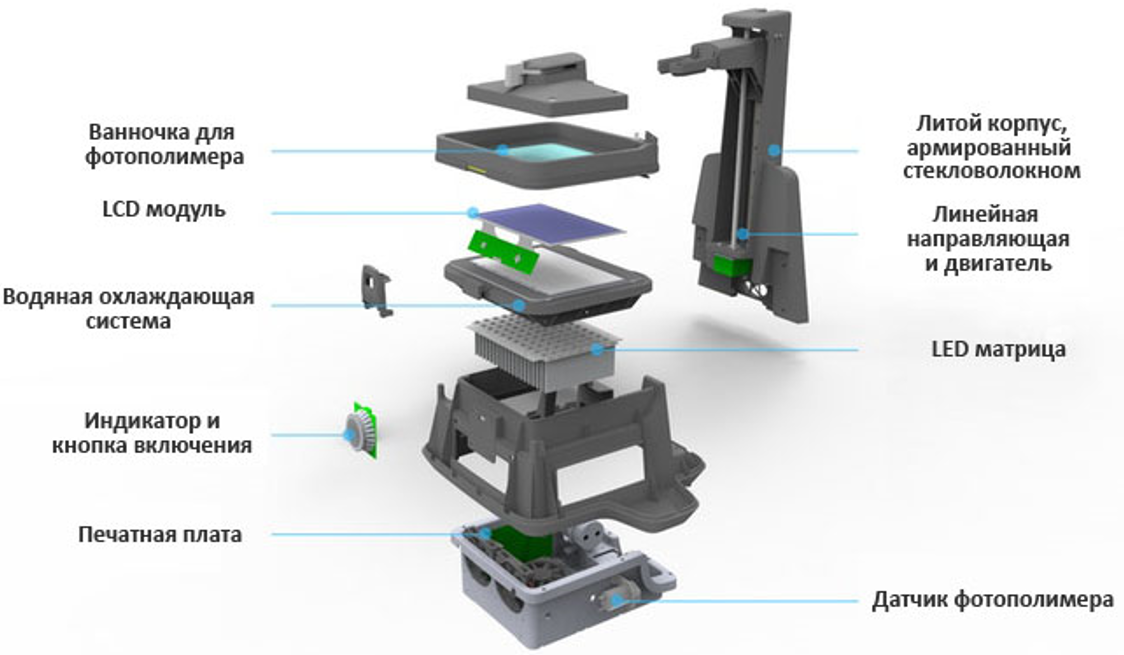 Она подразумевает подачу пластиковой нити к специальному нагревательному элементу. Посредством экструдера расплавленный пластик наносится в заданной печатной области. Экструдер закреплён на печатной головке, которая перемещается по рабочей зоне печати в горизонтальной плоскости. Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Она подразумевает подачу пластиковой нити к специальному нагревательному элементу. Посредством экструдера расплавленный пластик наносится в заданной печатной области. Экструдер закреплён на печатной головке, которая перемещается по рабочей зоне печати в горизонтальной плоскости. Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.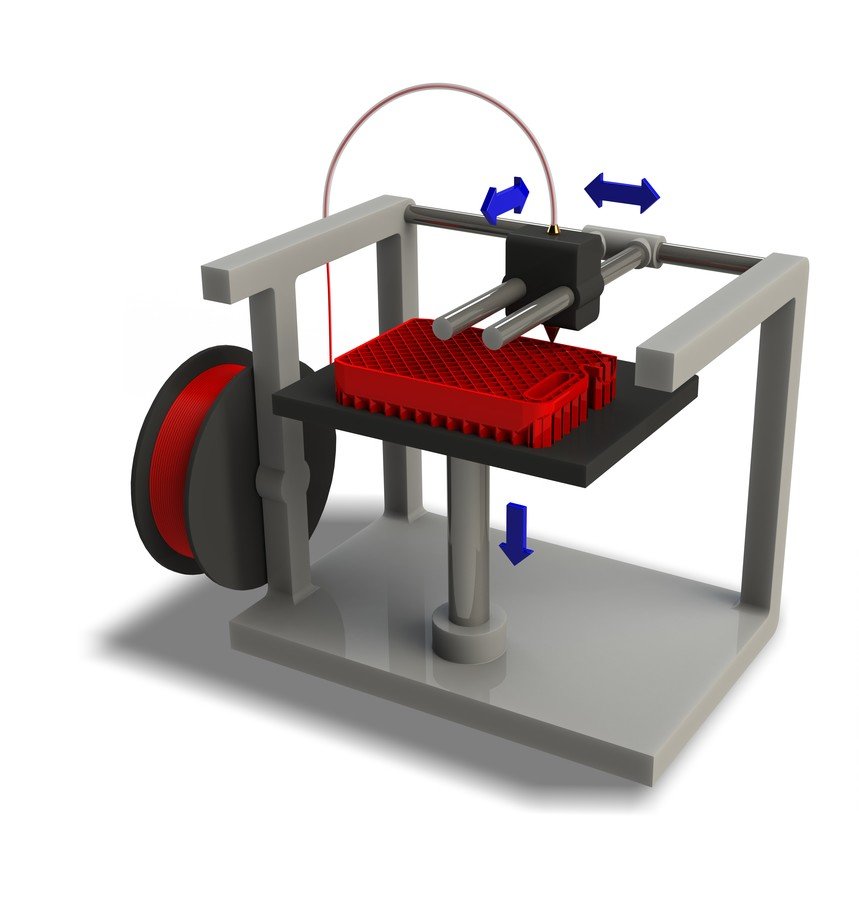 То есть объект как бы выращивается. Под действием излучения материал полимеризуется и твердеет.
То есть объект как бы выращивается. Под действием излучения материал полимеризуется и твердеет. И даже в медицине биосовместимые элементы и органы формируются послойно, согласно запрограммированной слайсером информации.
И даже в медицине биосовместимые элементы и органы формируются послойно, согласно запрограммированной слайсером информации.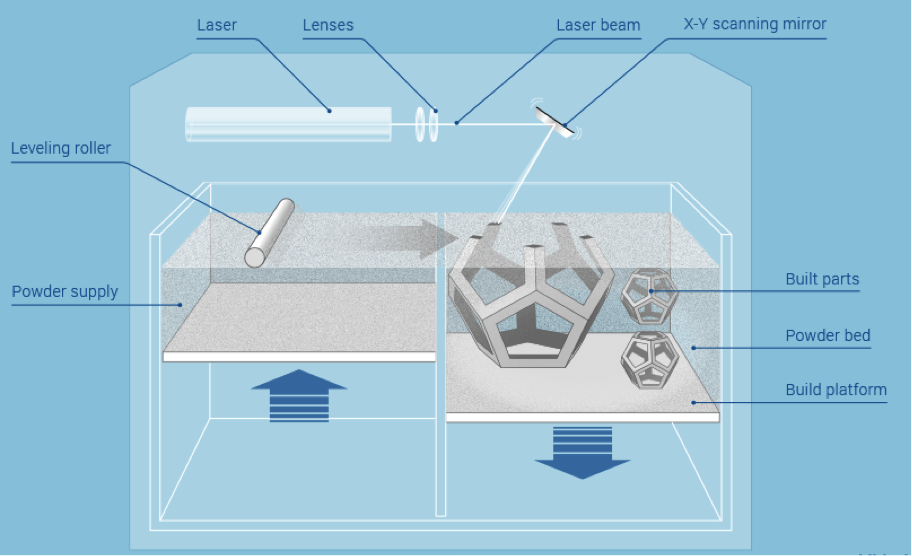
 Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.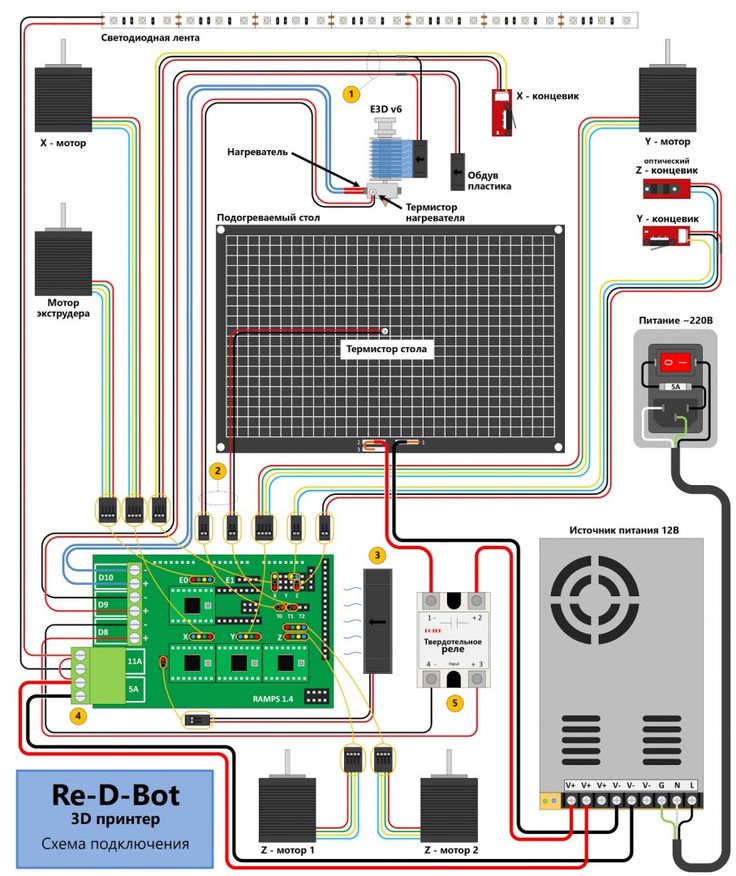 Головка обычно представляет собой нагреваемый алюминиевый элемент, который расплавляет нить. В полужидком состоянии вещество выдавливается через отверстие печатающей головки.
Головка обычно представляет собой нагреваемый алюминиевый элемент, который расплавляет нить. В полужидком состоянии вещество выдавливается через отверстие печатающей головки.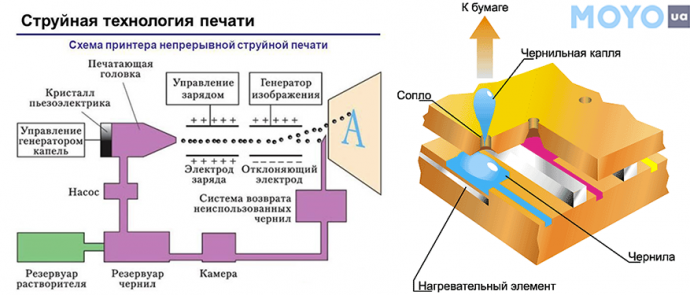 Площадка изготавливается обычно из алюминия или стекла – вещества с хорошей проводимостью тепла.
Площадка изготавливается обычно из алюминия или стекла – вещества с хорошей проводимостью тепла.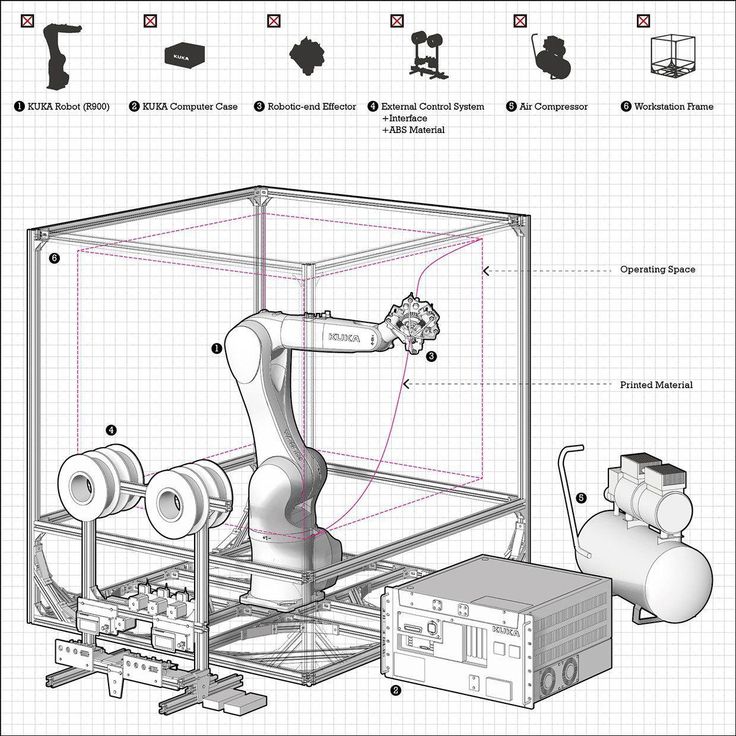 После формирования слоя лифт поднимает или опускает заготовку.
После формирования слоя лифт поднимает или опускает заготовку.

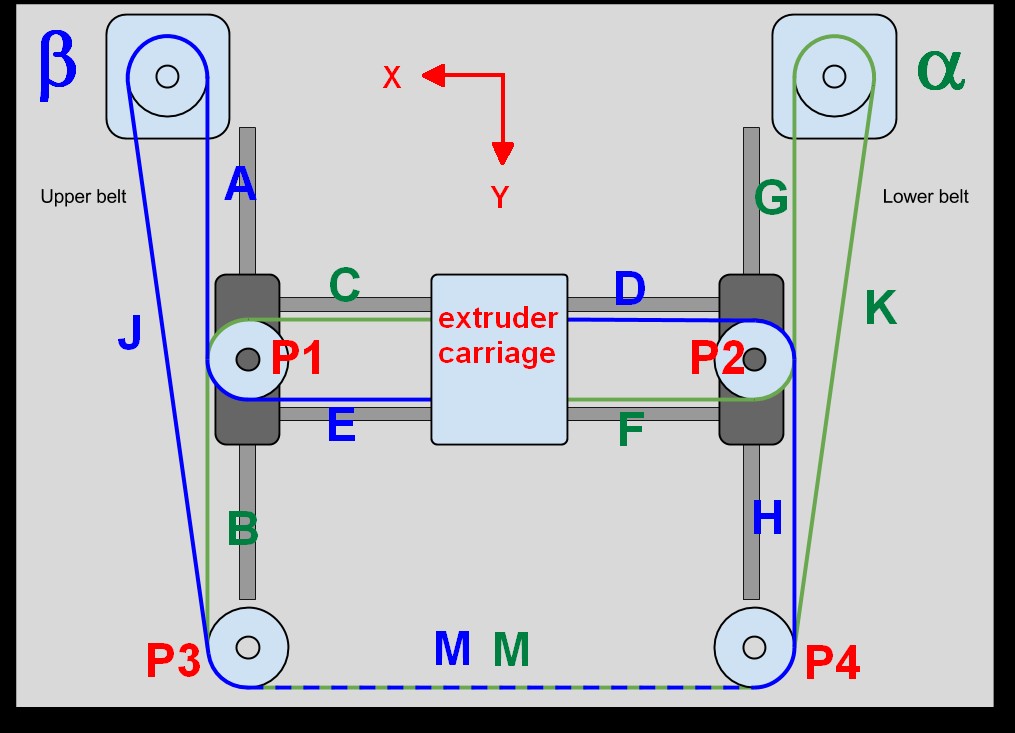 Как в случае со схемой «Дельта», экструдер способен перемещаться по трём осям [x, y, z], однако в данном случае нет сложного механизма фиксации печатающей головки.
Как в случае со схемой «Дельта», экструдер способен перемещаться по трём осям [x, y, z], однако в данном случае нет сложного механизма фиксации печатающей головки.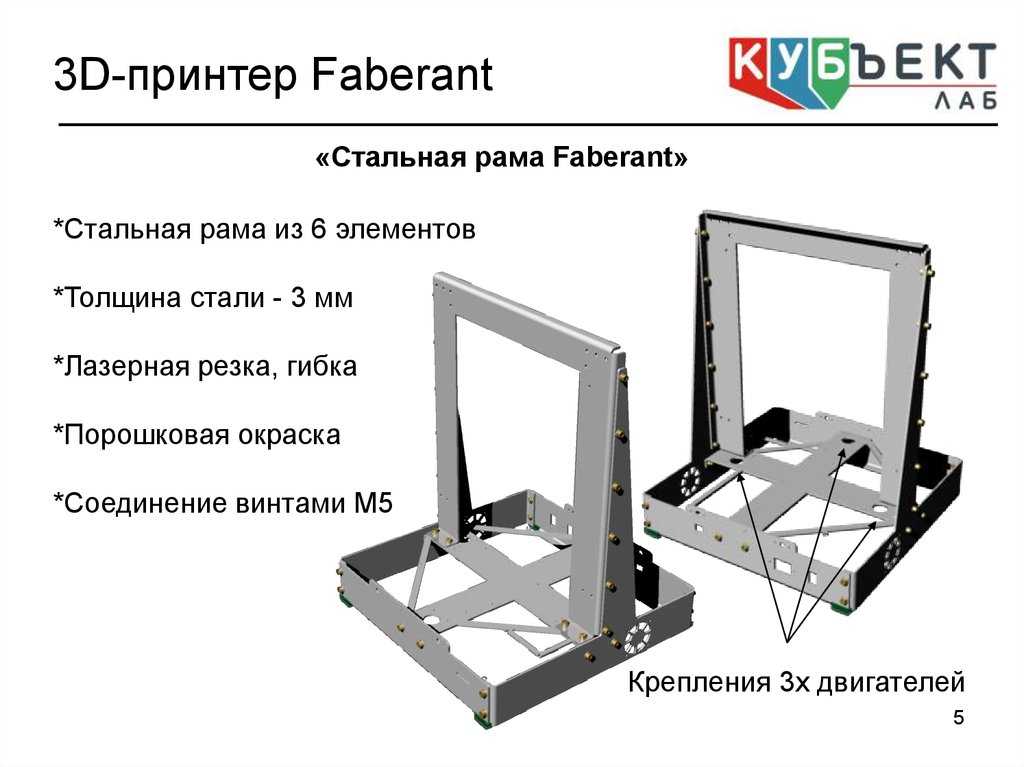 Затем он промывается от остатков смолы или пластмассы и подвергается окончательному отверждению с помощью ультрафиолетового света. Стереолитография позволяет печатать элементы с тонкой деталировкой и после завершения всех процедур готовая деталь получается прочной и химически стойкой, но обратной стороной медали является очень высокая стоимость таких 3D-принтеров.
Затем он промывается от остатков смолы или пластмассы и подвергается окончательному отверждению с помощью ультрафиолетового света. Стереолитография позволяет печатать элементы с тонкой деталировкой и после завершения всех процедур готовая деталь получается прочной и химически стойкой, но обратной стороной медали является очень высокая стоимость таких 3D-принтеров.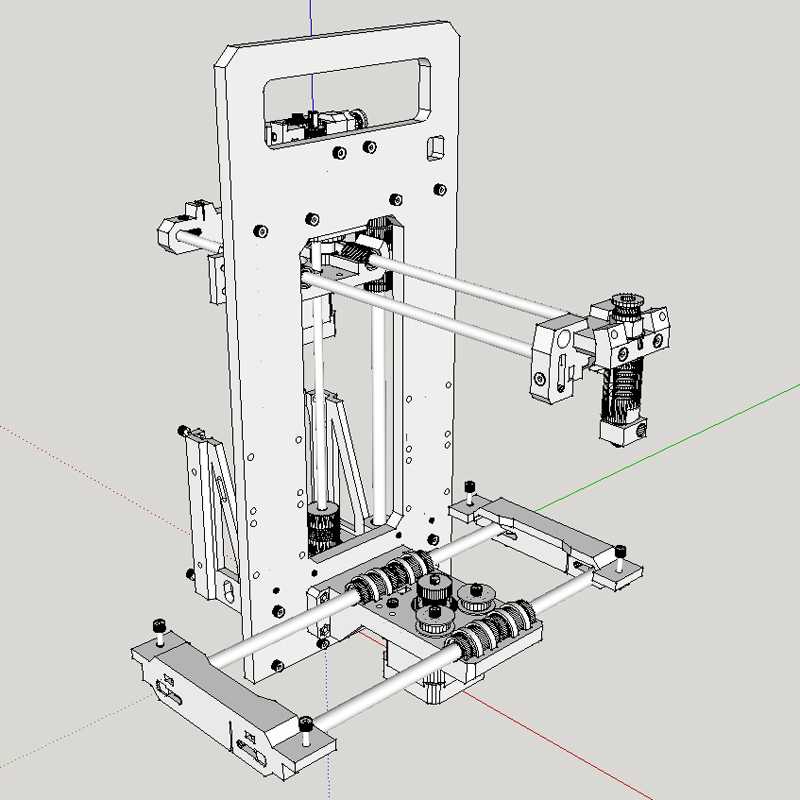 Для сравнения, толщина человеческого волоса колеблется в пределах 80-100 микрон. Очевидно, что печать тонкой нитью занимает достаточно долгое время. Действительно, типичный производственный цикл с легкостью может измеряться часами, а то и превышать сутки: здесь все зависит от выбранного диаметра сопла, толщины индивидуальных слоев и габаритов самого изделия. Чем выше толщина нити и слоев, тем меньше времени уйдет на печать, но и качество поверхностей будет ниже.
Для сравнения, толщина человеческого волоса колеблется в пределах 80-100 микрон. Очевидно, что печать тонкой нитью занимает достаточно долгое время. Действительно, типичный производственный цикл с легкостью может измеряться часами, а то и превышать сутки: здесь все зависит от выбранного диаметра сопла, толщины индивидуальных слоев и габаритов самого изделия. Чем выше толщина нити и слоев, тем меньше времени уйдет на печать, но и качество поверхностей будет ниже.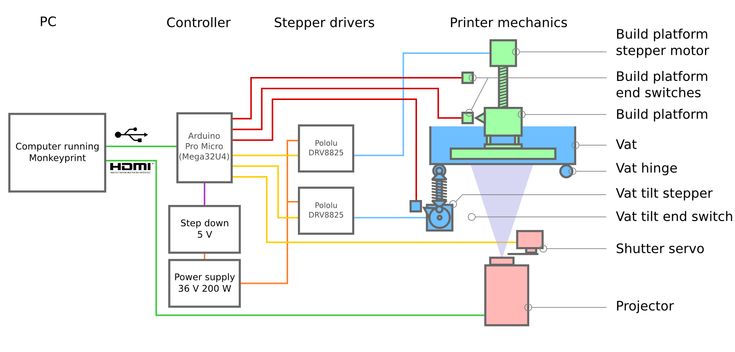
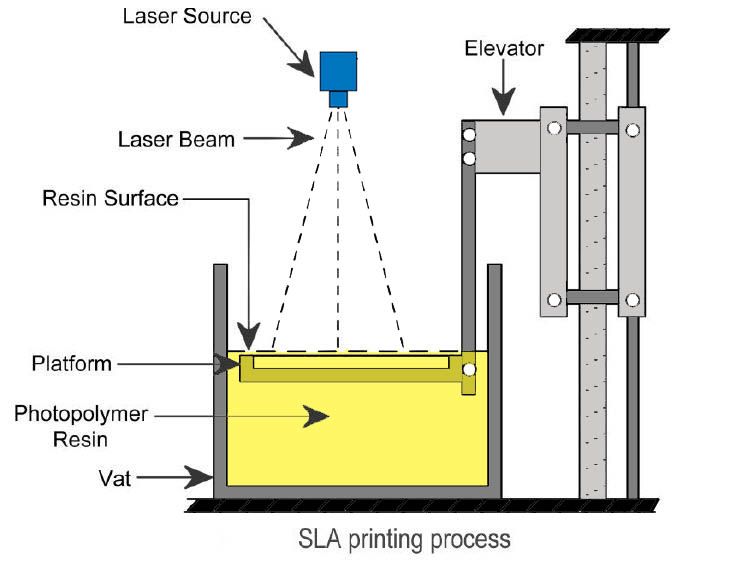 Единственная проблема в том, что на изготовление моделей вручную уходит много времени.
Единственная проблема в том, что на изготовление моделей вручную уходит много времени.
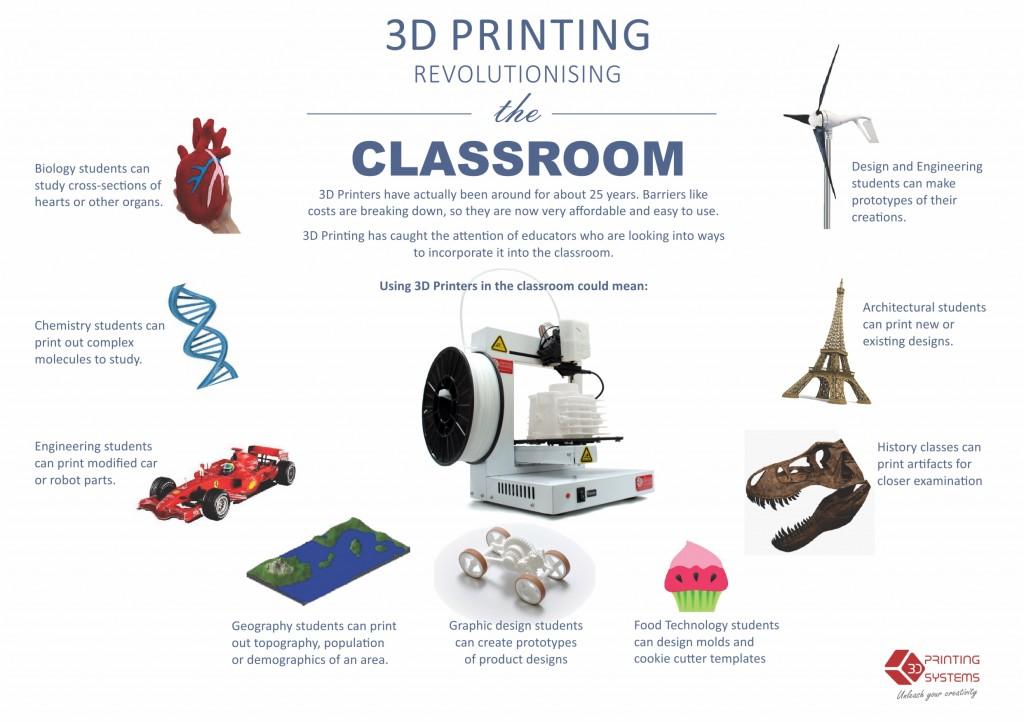
 , любезно предоставлено Управлением по патентам и товарным знакам США.
, любезно предоставлено Управлением по патентам и товарным знакам США.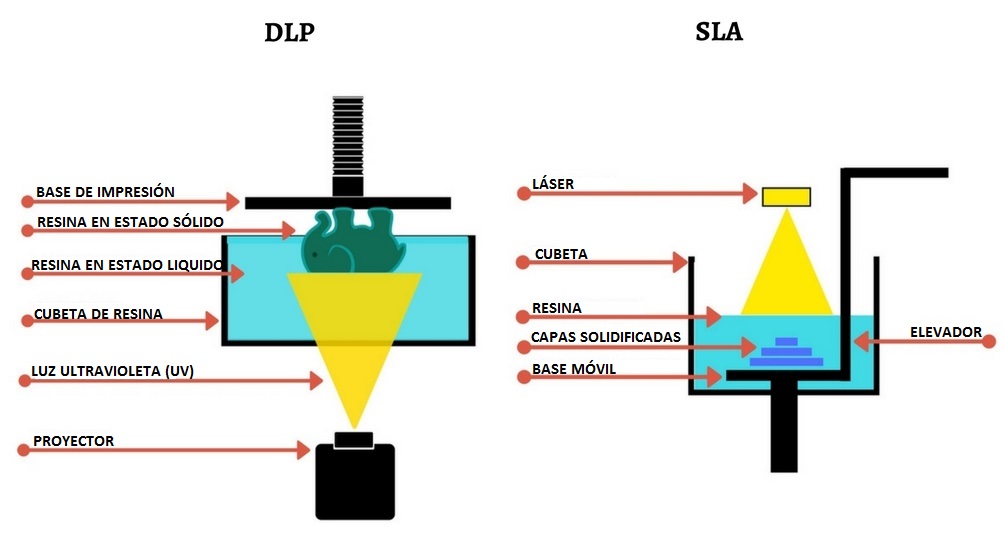
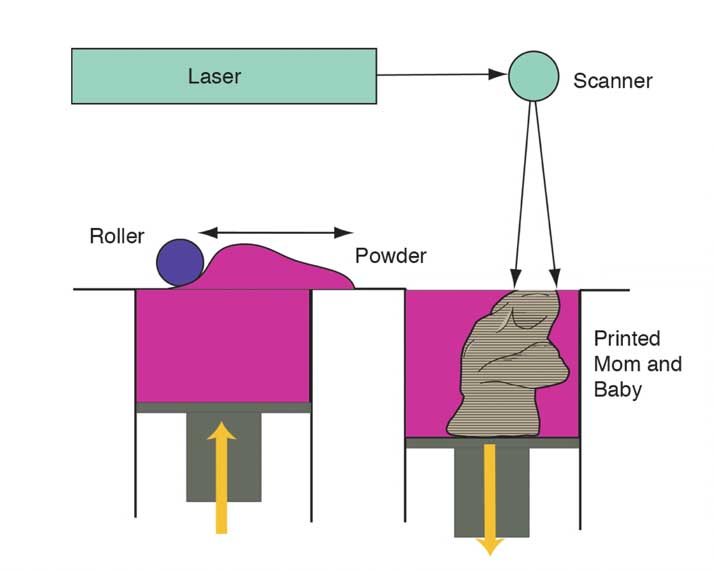 Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).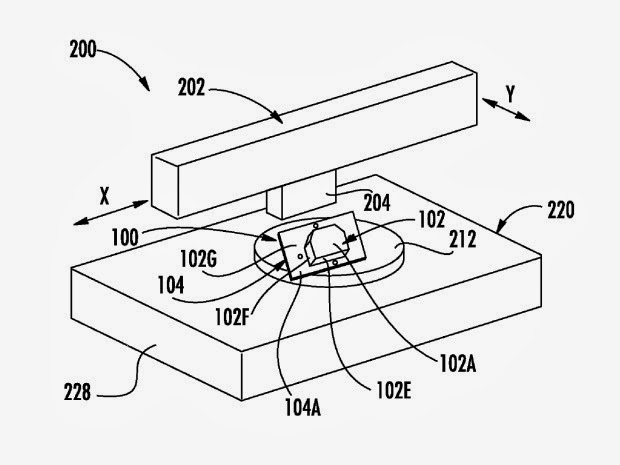 PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.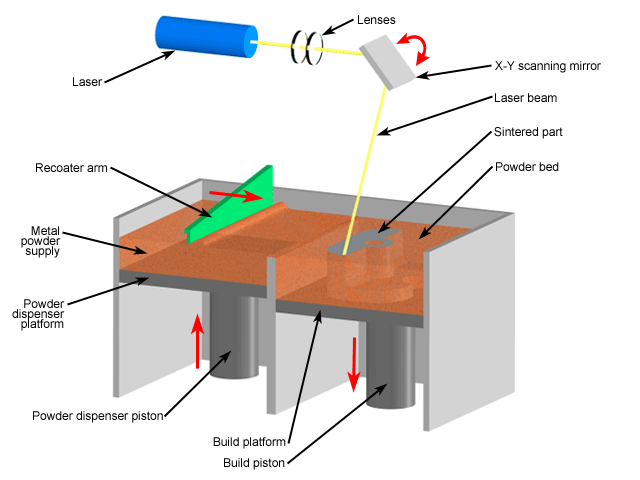 Несмотря на то что
Несмотря на то что
 Вот почему
Вот почему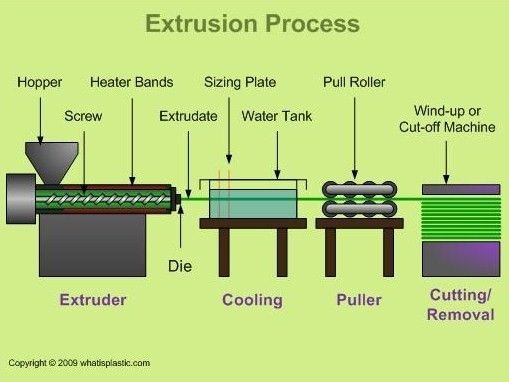 В другом месте то же самое
В другом месте то же самое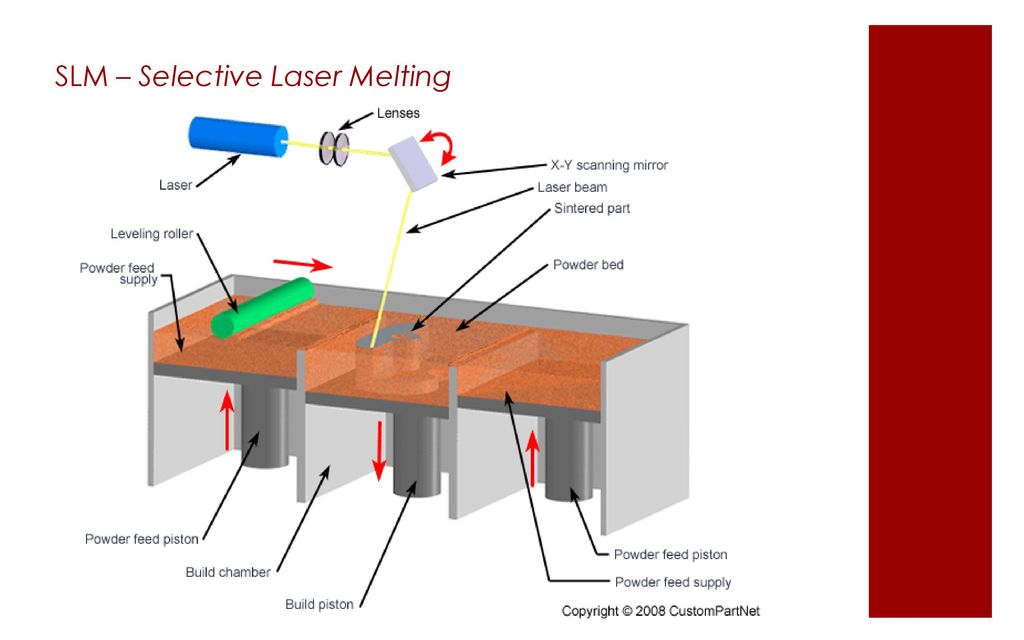 Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство.
Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство.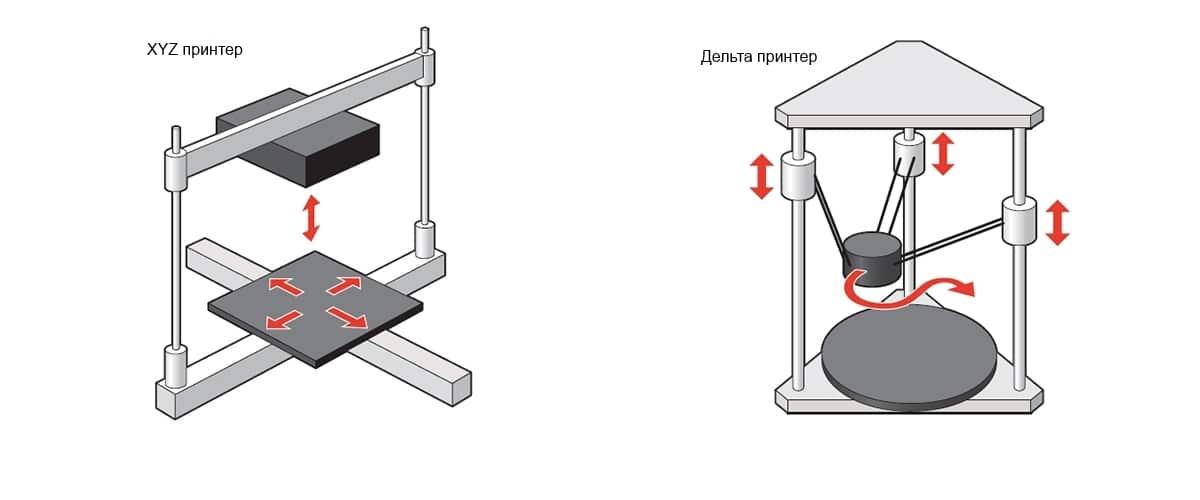 Последний, поддерживающий человека
Последний, поддерживающий человека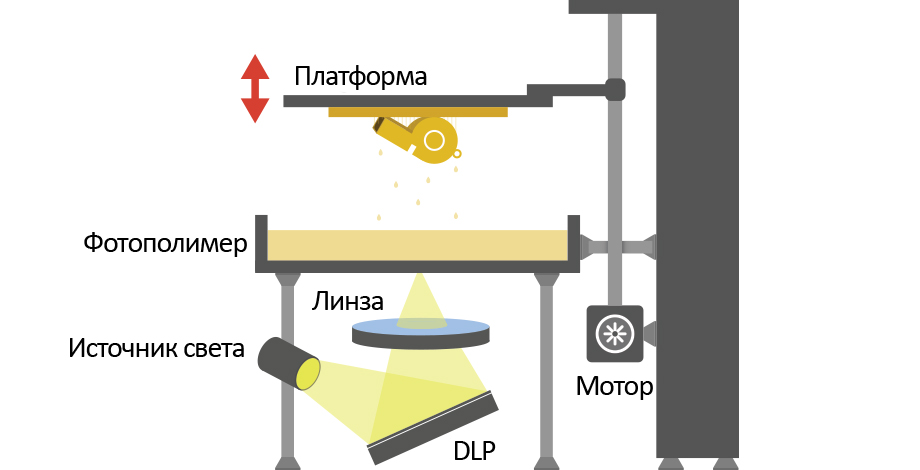 Так как многие
Так как многие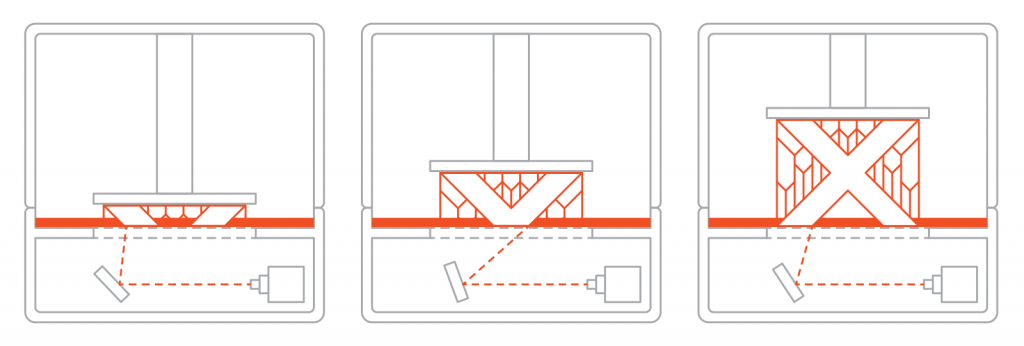
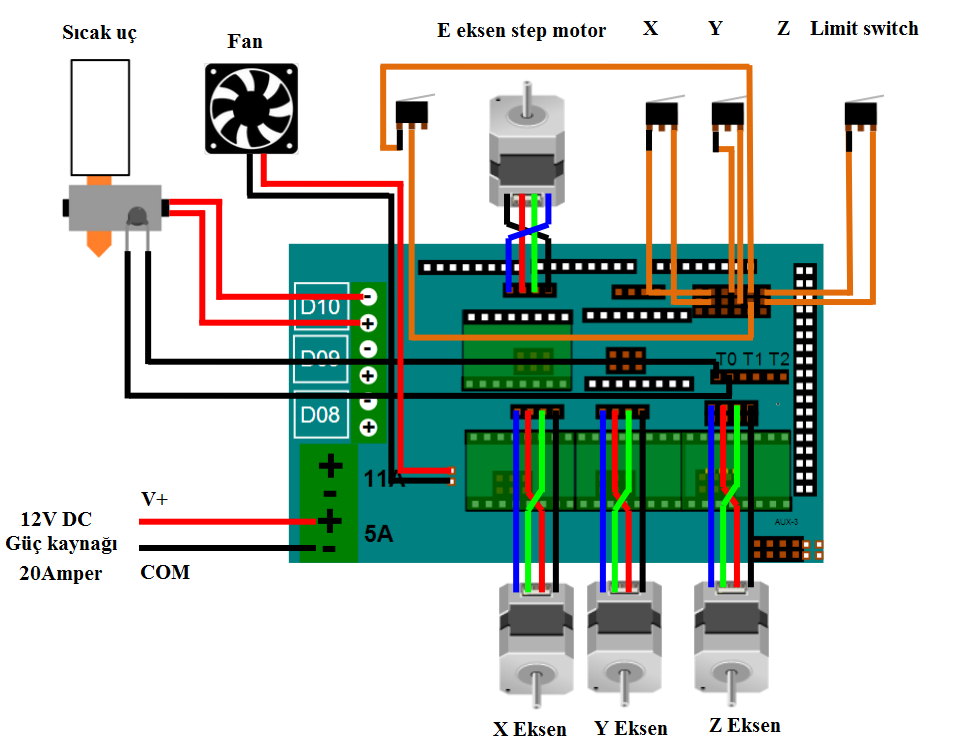
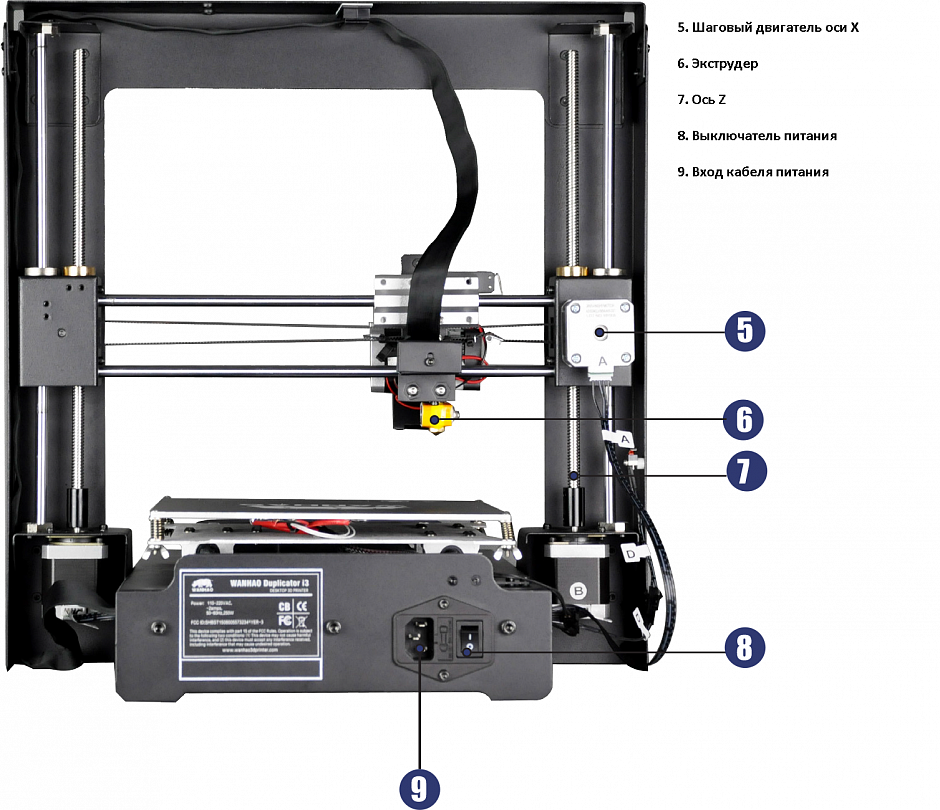
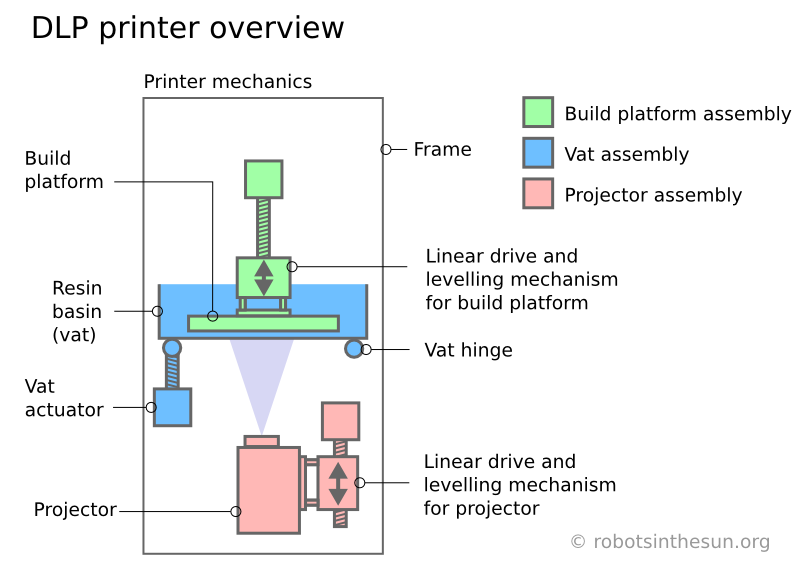
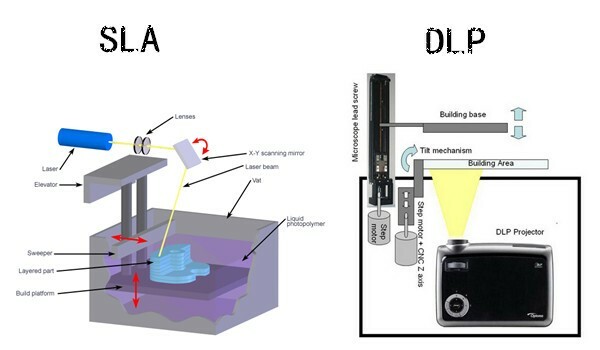
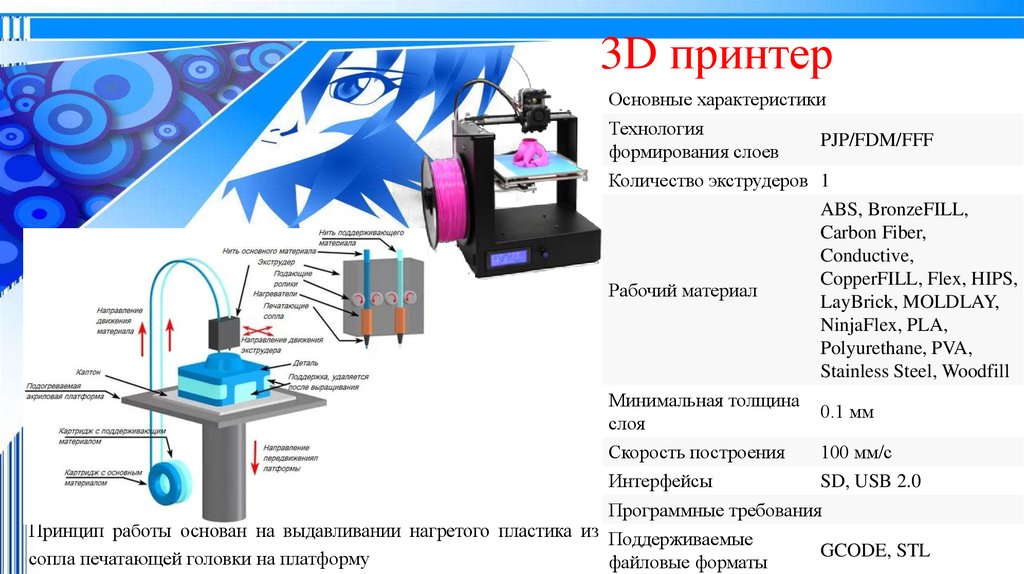 Получающий
Получающий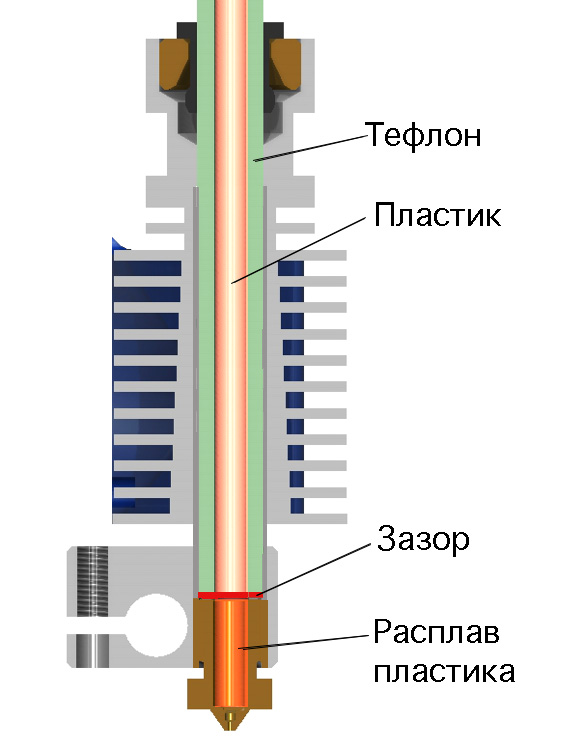
 Или если
Или если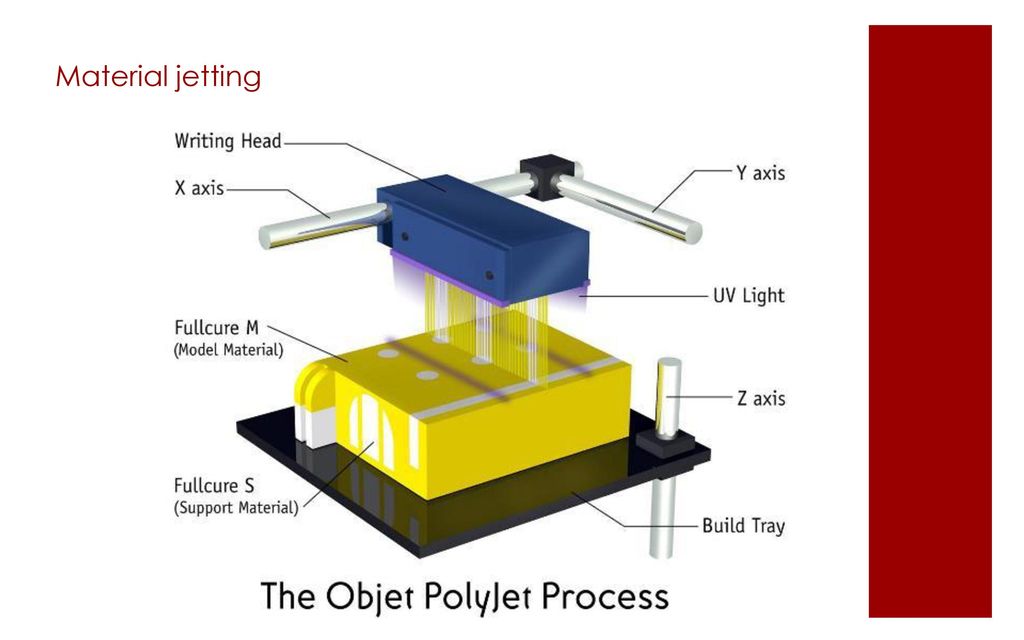
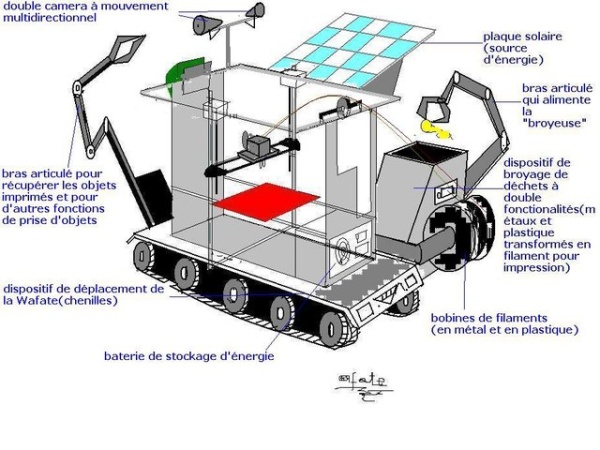 Фото Стефана Белчера предоставлено
Фото Стефана Белчера предоставлено Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).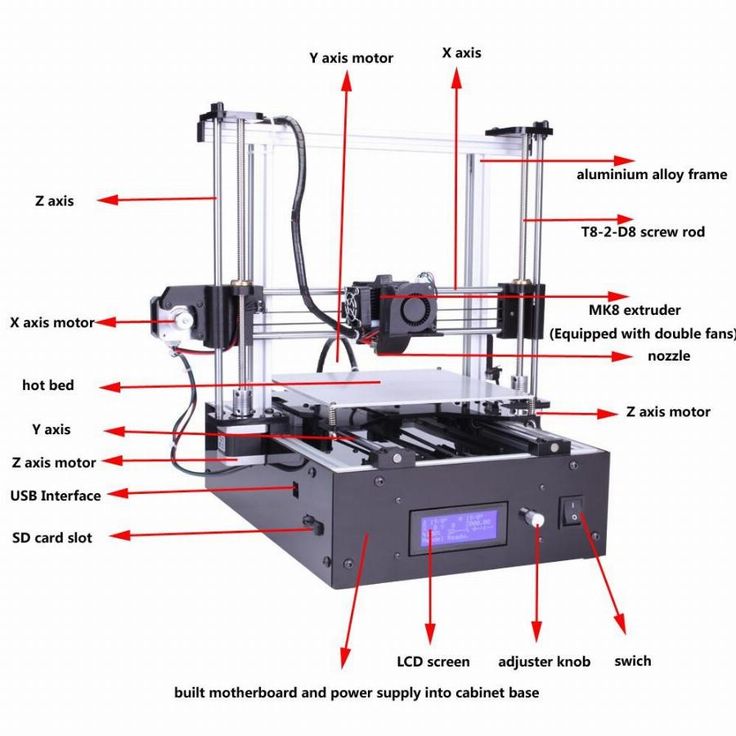 PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.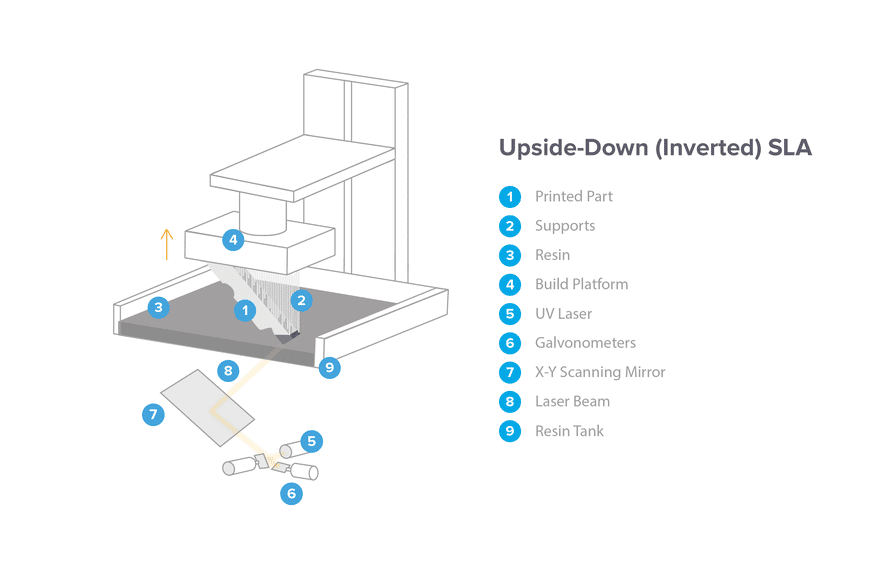 Несмотря на то что
Несмотря на то что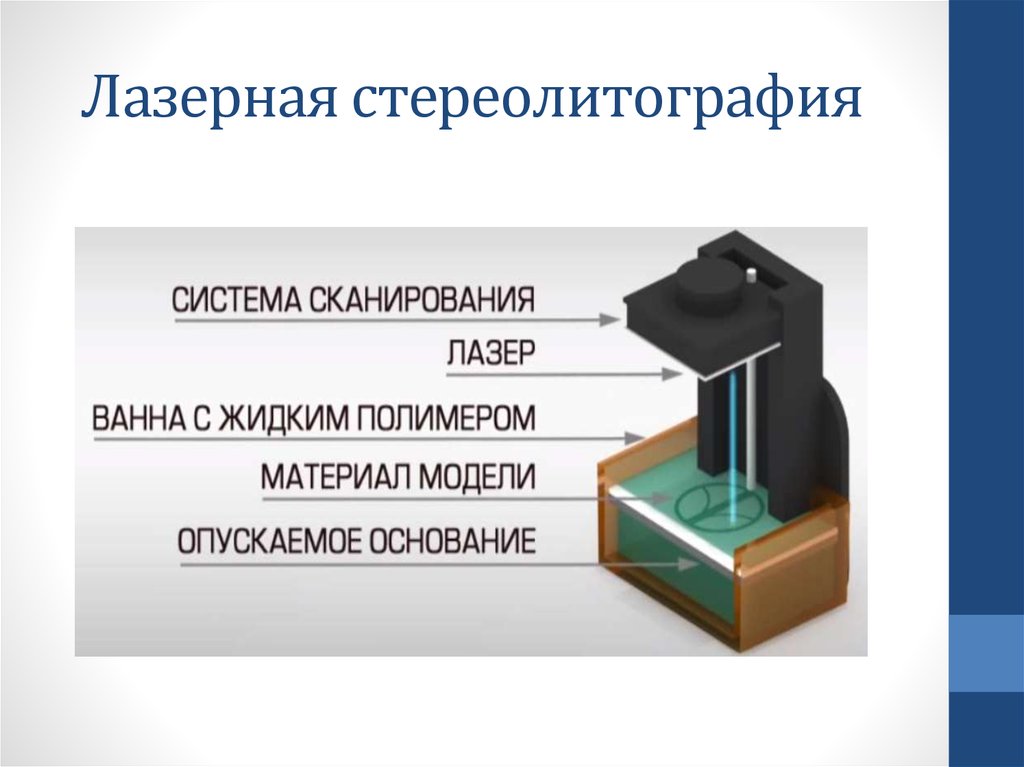
 Вот почему
Вот почему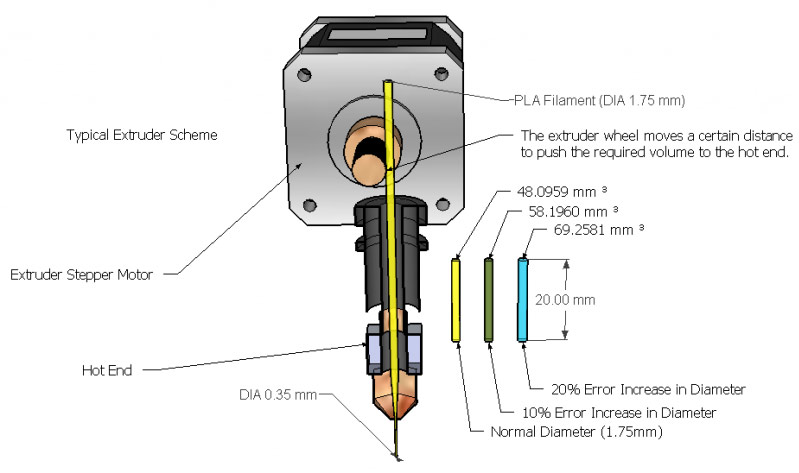 В другом месте то же самое
В другом месте то же самое Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство.
Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство. Последний, поддерживающий человека
Последний, поддерживающий человека Так как многие
Так как многие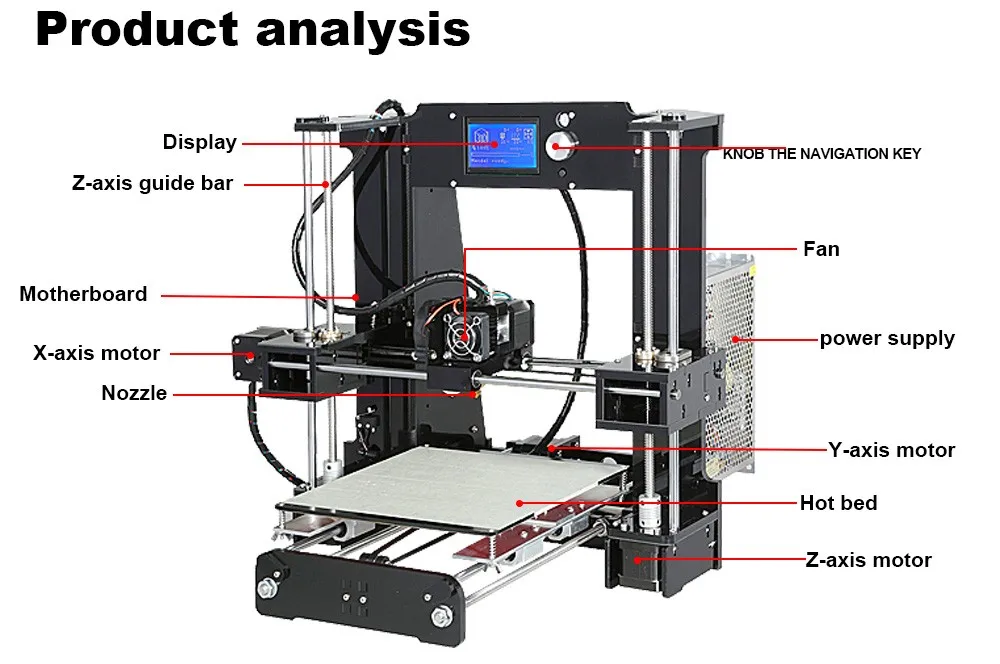


 Также можно преобразовывать в 3D-модели двухмерные векторные изображения. Само собой, за простоту необходимо платить — в случае с Tinkercad довольно примитивным функционалом, мешающим создавать по-настоящему комплексные модели. Но такая задача и не стоит: получив базовые навыки на Tinkercad всегда можно перейти на более сложные и более способные программы в нашем списке.
Также можно преобразовывать в 3D-модели двухмерные векторные изображения. Само собой, за простоту необходимо платить — в случае с Tinkercad довольно примитивным функционалом, мешающим создавать по-настоящему комплексные модели. Но такая задача и не стоит: получив базовые навыки на Tinkercad всегда можно перейти на более сложные и более способные программы в нашем списке.
 Программа полагается на параметрический подход: в любой момент историю можно прокрутить назад и внести изменения в параметры. Программа даже включает анализ методом конечных элементов и симулятор робототехнических систем.
Программа полагается на параметрический подход: в любой момент историю можно прокрутить назад и внести изменения в параметры. Программа даже включает анализ методом конечных элементов и симулятор робототехнических систем. Многие модели создаются совсем для других нужд, например анимаций или видеоигр, и в принципе не предназначены для 3D-печати. Но решение есть: перед переработкой таких моделей в G-код их необходимо сначала починить так, чтобы слайсер сумел качественно сделать свою работу. Справиться с ремонтом помогут следующие программы в нашем списке.
Многие модели создаются совсем для других нужд, например анимаций или видеоигр, и в принципе не предназначены для 3D-печати. Но решение есть: перед переработкой таких моделей в G-код их необходимо сначала починить так, чтобы слайсер сумел качественно сделать свою работу. Справиться с ремонтом помогут следующие программы в нашем списке. MeshLab обладает необходимыми инструментами для редактирования, проверки, чистки и конвертации мешей с возможностью объединения сеток в одну модель и латания дыр, способных привести к некорректной переработке моделей в G-код.
MeshLab обладает необходимыми инструментами для редактирования, проверки, чистки и конвертации мешей с возможностью объединения сеток в одну модель и латания дыр, способных привести к некорректной переработке моделей в G-код. Программа легко надстраивается с помощью всевозможных плагинов. Так как это очень популярная программа, шансы таковы, что в ней уже есть профиль с оптимальными настройками для вашего 3D-принтера. Если нет, то ничто не мешает создать профиль вручную или использовать профили, подготовленные другими пользователями.
Программа легко надстраивается с помощью всевозможных плагинов. Так как это очень популярная программа, шансы таковы, что в ней уже есть профиль с оптимальными настройками для вашего 3D-принтера. Если нет, то ничто не мешает создать профиль вручную или использовать профили, подготовленные другими пользователями. Профессионалы ценят еще одну особенность Cura — бесшовную интеграцию с такими профессиональными системами автоматизированного проектирования, как SolidWorks и Siemens NX.
Профессионалы ценят еще одну особенность Cura — бесшовную интеграцию с такими профессиональными системами автоматизированного проектирования, как SolidWorks и Siemens NX. Дополнительно усовершенствованы алгоритмы генерации опорных структур, добавлены поддержка мультиматериальной 3D-печати и возможность динамической регулировки толщины слоя.
Дополнительно усовершенствованы алгоритмы генерации опорных структур, добавлены поддержка мультиматериальной 3D-печати и возможность динамической регулировки толщины слоя.

 Настройки несколько более примитивны, чем в локально установленных слайсерах, но вполне достаточны для большинства пользователей.
Настройки несколько более примитивны, чем в локально установленных слайсерах, но вполне достаточны для большинства пользователей. Хотя в практически любой 3D-принтер можно вставить накопитель с G-кодом и нажать на кнопку запуска, это не всегда удобно, особенно когда приходится работать с несколькими 3D-принтерами одновременно, а тем более делать это удаленно. Здесь на помощь и приходят управляющие программы. К тому же, некоторые из них предлагают дополнительный функционал, включая слайсинг и даже редактирование 3D-моделей.
Хотя в практически любой 3D-принтер можно вставить накопитель с G-кодом и нажать на кнопку запуска, это не всегда удобно, особенно когда приходится работать с несколькими 3D-принтерами одновременно, а тем более делать это удаленно. Здесь на помощь и приходят управляющие программы. К тому же, некоторые из них предлагают дополнительный функционал, включая слайсинг и даже редактирование 3D-моделей.
 Функционал варьируется от базового в бесплатной версии до продвинутого с разными уровнями платных подписок.
Функционал варьируется от базового в бесплатной версии до продвинутого с разными уровнями платных подписок. Программа также может использоваться как плагин для PrusaSlicer, добавляя поддержку фотополимерных 3D-принтеров от сторонних производителей — хотя PrusaSlicer и опенсорсный, поддержка стереолитографических систем пока ограничена фирменным оборудованием. Заодно UVTools позволяет печатать калибровочные образцы для проверки времени засветки и других параметров, что может быть полезно, например, при работе с новыми, еще не опробованными фотополимерами.
Программа также может использоваться как плагин для PrusaSlicer, добавляя поддержку фотополимерных 3D-принтеров от сторонних производителей — хотя PrusaSlicer и опенсорсный, поддержка стереолитографических систем пока ограничена фирменным оборудованием. Заодно UVTools позволяет печатать калибровочные образцы для проверки времени засветки и других параметров, что может быть полезно, например, при работе с новыми, еще не опробованными фотополимерами.
 Предназначена только для ПК. Если что-то не получается сделать в другой программе, то всегда топорным методом это возможно осуществить в 3д максе. Это программа для создания 3д моделей с правильной топологией. Имеет надежный набор инструментов для 3д моделирования интерьера, имеется возможность смоделировать жидкость, волосы, мех, складки на одежде. Также применяется для оснащения персонажей и анимаций.
Предназначена только для ПК. Если что-то не получается сделать в другой программе, то всегда топорным методом это возможно осуществить в 3д максе. Это программа для создания 3д моделей с правильной топологией. Имеет надежный набор инструментов для 3д моделирования интерьера, имеется возможность смоделировать жидкость, волосы, мех, складки на одежде. Также применяется для оснащения персонажей и анимаций.
 Но это сильно загружает оперативную память компьютера и ее должно быть достаточно.
Но это сильно загружает оперативную память компьютера и ее должно быть достаточно.
 Имеет впечатляющий набор инструментов для 3д моделирования на русском языке и скульптуры и является альтернативой платным программам.
Имеет впечатляющий набор инструментов для 3д моделирования на русском языке и скульптуры и является альтернативой платным программам.
 youtube.com/embed/WY6yVh5gJn0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/WY6yVh5gJn0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
 Затем этот объект дорабатывается с использованием различных инструментов моделирования для изменения и определения его новой желаемой формы. Рабочий процесс включает в себя добавление вершин, корректировку их размещения и манипулирование сеткой объекта путем разделения его полигонов с целью создания нового 3D-объекта.
Затем этот объект дорабатывается с использованием различных инструментов моделирования для изменения и определения его новой желаемой формы. Рабочий процесс включает в себя добавление вершин, корректировку их размещения и манипулирование сеткой объекта путем разделения его полигонов с целью создания нового 3D-объекта. )
)
 Опыт не требуется — в каждом видео рассказывается обо всем, что нужно вашему классу для завершения увлекательного проекта 3D-дизайна. Просто выберите программное обеспечение для проектирования Autodesk, которое вы используете, и уровень навыков вашего класса, и вы готовы начать бесплатное обучение 3D-моделированию.
Опыт не требуется — в каждом видео рассказывается обо всем, что нужно вашему классу для завершения увлекательного проекта 3D-дизайна. Просто выберите программное обеспечение для проектирования Autodesk, которое вы используете, и уровень навыков вашего класса, и вы готовы начать бесплатное обучение 3D-моделированию.
 Вы можете делиться, просматривать и комментировать 2D- и 3D-файлы DWG, DWF, Navisworks и Revit. Вы также можете просматривать 3D-модели и анимацию в различных форматах и даже создавать цифровые проекты, готовые к 3D-печати.
Вы можете делиться, просматривать и комментировать 2D- и 3D-файлы DWG, DWF, Navisworks и Revit. Вы также можете просматривать 3D-модели и анимацию в различных форматах и даже создавать цифровые проекты, готовые к 3D-печати.
 0248 виртуальная 3D-среда .
0248 виртуальная 3D-среда .
 Вы наверняка видели такие фильмы, как «Тихоокеанский рубеж» или «Трон: Наследие». Некоторые визуальные эффекты в этих фильмах были сделаны в Cinema 3D. Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы.
Вы наверняка видели такие фильмы, как «Тихоокеанский рубеж» или «Трон: Наследие». Некоторые визуальные эффекты в этих фильмах были сделаны в Cinema 3D. Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы. ZBrush — это платное программное обеспечение. Существуют также ZBrushCore и ZBrushCoreMini, более легкие и доступные версии ZBrush.
ZBrush — это платное программное обеспечение. Существуют также ZBrushCore и ZBrushCoreMini, более легкие и доступные версии ZBrush. Подключаемый модуль и система распространения Houdini Engine позволяет его объектам легко взаимодействовать с другими программами для 3D-моделирования .
Подключаемый модуль и система распространения Houdini Engine позволяет его объектам легко взаимодействовать с другими программами для 3D-моделирования .