Трубогиб для профиля: Трубогибы профильной трубы «ИНТех»
Трубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой. ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.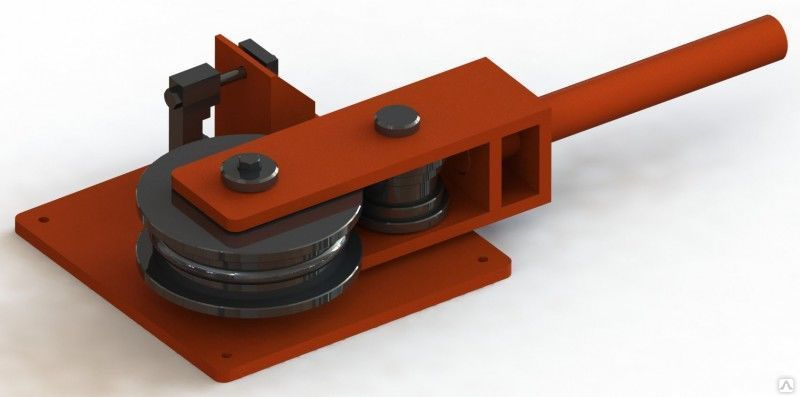
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
Простой трубогиб подробно с размерами и по шагамТрубогибы гидравлические промышленные / dms-stanki.ru
Цена р.
от
до
Производитель
ACL (Китай)
DURMA (Турция)
ERCOLINA (Италия)
MetalTec (Китай)
Sahinler (Турция)
STALEX (Россия, Китай, Польша)
Вид обрабатываемого профиля
Круглые трубы
Профильные трубы
Универсальный
Max Ø круглой трубы
Ø до 52 мм
Ø до 76,2 мм
Ø до 102 мм
Ø до 125 мм
Ø до 150 мм
Ø до 350 мм
Ø до 406 мм
Показать еще 1
Max ☐ профильной трубы
☐ до 40х40 мм
☐ до 50х50 мм
☐ до 60х30 мм
☐ до 60х40 мм
☐ до 60х60 мм
☐ до 80х80 мм
☐ до 100х40 мм
☐ до 120х40 мм
☐ до 120х60 мм
☐ до 140х140 мм
☐ до 150х50 мм
☐ до 200х100 мм
☐ до 220х80 мм
☐ до 300х100 мм и более
Показать еще 8
СНЯТ С ПРОДАЖИ
Вседанет
ЦЕНА С НДС-20%
Вседанет
В наличии
Вседанет
Бесплатная доставка
Вседанет
-10% при 100% предоплате
Вседанет
Под заказ
Вседанет
+ ножницы в подарок
Вседанет
Наличие уточняйте
Вседанет
Новинка
Вседанет
Спецпредложение
Вседанет
Найдено
0
Показать
Сбросить фильтр
Трубогибы гидравлические — в звависимости от модели могут работать в горизонтальном и вертикальном положениях, а регулировка роликов обеспечивается по трем осям посредством гидравлики.
Профилегибы с гидравлическим приводом характеризуются высокой производительностью, отсутствием нагрузки на оператора станка, простотой эксплуатации и обслуживания, большим выбором оправок для выполнения гибки многих типов профилей.
Гидравлические профилегибы относится к профессиональному оборудованию и используется для производства в крупносерийных и промышленных масштабах.
Гидравлические трубогибы широко применяются в таких отраслях промышленности как: морская, нефтехимическая, энергетическая, электротехническая, автомобильная, мебельная, строительная и т.д.
Сортировать:
Товар
Цена
Показать еще
Пред.
- 1
- 2
След.


Трубогибочные станки | Качественное оборудование для гибки труб
Трубогибочные станки Ercolina с вращающимся вытяжным устройством идеально подходят для большинства операций гибки.
Ротационная гибка на сегодняшний день является основным методом высококачественной гибки труб. Изгибы формируются путем вытягивания материала вокруг вращающегося формирователя гибочного штампа. В частности, передняя касательная трубы или трубки удерживается захватным рычагом гибочной матрицы Ercolina по мере того, как труба протягивается вокруг канавки гибочной матрицы и входит в нее. Матрица для встречного изгиба или пресс-матрица прикладывает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Этот контроль помогает производить гибы труб высшего качества.
Подробнее о ротационных гибочных станках Ercolina
Ротационные гибочные станки являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, колена поручней и возврат стен, поручни для инвалидов, мебель и рамы для вывесок, нестандартные автомобили детали, такие как каркасы безопасности, щетки, нерф-бары, световые стойки, подножки и многое другое. Ротационно-гибочные станки Ercolina создают эстетически привлекательные изгибы, когда правильный инструмент соответствует области применения. Кроме того, во многих случаях стандартные стандартные инструменты Ercolina предлагаются с различными радиусами изгиба осевой линии, чтобы быстро адаптироваться к вашим задачам гибки. Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб и труб. Ответ: «Да». и с отличными результатами. Гибочные матрицы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам стальных, алюминиевых и нержавеющих труб.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, которые могут выполнять высококачественные гибки, потому что нет ничего важнее, чем гибка с точностью и эффективностью. Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращающейся вытяжкой. С нашими моделями гибочных станков Super и Top вы можете точно контролировать процесс гибки труб от начала до конца. Ercolina предлагает модели станков для всех уровней производительности цеховой гибки от прототипа до серийного производства с ЧПУ или ЧПУ.
Быстрая и воспроизводимая качественная гибка
Конструкция трубогибочного станка с вращающейся вытяжкой Ercolina внесла новшества и изменила рынок, предлагая быструю воспроизводимую качественную гибку по разумной цене. Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цеху. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструментов. Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цеху. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструментов. Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Почему сейчас самое подходящее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему производителю нужны экономичные решения, чтобы конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов. С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов. С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Цены на изделия и гибочные станки Ercolina вполне соответствуют бюджету большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты с правом кредита находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для наибольшей финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды и сроков аренды в соответствии с вашими требованиями. Посетите нашу страницу «Варианты аренды», чтобы получить дополнительную информацию о доступных вариантах аренды и получить смету расходов.
Остались вопросы?
Если вам нужна помощь, чтобы определить, какой трубогиб Ercolina подходит для вашего цеха, наш высококвалифицированный персонал поможет вам с гибкой труб и труб. Позвоните (563) 391-7700 или свяжитесь с нами.
Позвоните (563) 391-7700 или свяжитесь с нами.
Профильный гибочный станок, высокая точность, производительность
Китай Высококачественный профильный гибочный станок Производители Заводская цена Продажи
С 1989 года эксперты в области удобных в использовании профилегибочных станков с ЧПУ.
Стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубки и трубы для гибки стали и алюминия.
Профилегибочный станок первого поколения компании BIT (1998 г.)
Гидравлические профилегибочные станки — серии PBH и PBA
Промышленная технология компании «Борисбанг» (BIT) — одна из первых китайских разработок в области технологии гибки профилей, которая работает в отрасли уже более 30 лет. годы. BIT отвечает требованиям к точности, качеству и техническим характеристикам широкого круга клиентов и отраслей по всему миру. Профилегибочный станок с ЧПУ
BIT обеспечивает простоту эксплуатации, точные изгибы и высокую повторяемость. Чрезвычайно удобные в использовании, они также полностью доступны как для учеников, так и для опытных рабочих, для гибки стальных и алюминиевых профилей Made Easy.
BIT предлагает 3 типа профилегибочных станков ( PBH , PBA , MS ), они используются для гибки уголков, плоских стержней, тавровых, двутавровых, двутавровых, U-образных профилей, круглых и квадратные прутки, трубы и трубы квадратного сечения, а также сложные экструдированные профили.
Видео процесса гибки профилей станка для гибки стальных и алюминиевых профилей BIT
Примечания: Первая половина — гибка стального профиля , а вторая половина — гибка алюминиевого профиля г видео.
Три модели профилегибочных станков BIT
Параметры станка для гибки алюминиевых профилей PBA
| Model | PBA-300F | PBA-450 | PBA-500 | PBA 500 + | PBA-500F | PBA-600 | ПВА 600 + | PBA-800 | PBA-1000 | PBA-1200 |
| Power (kW) | 2. 5 5 | 5.5 | 4 | 6.5 | 5 | 5 | 10 | 10 | 18 | 22.5 |
| Roller Speed (rpm) | 1-30 | 1-20 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 |
| Max.DIA Mold (mm) | 160 | 240 | 240 | 240 | 240 | 260 | 260-400 | 260/320 | 300 | |
| Roller DIA (mm) | 30 | 50 | 50 | 50 | 50 | 60 | 80 | 80 | 105 | 125 |
| Axis Distance (mm) | 100 | 180-390 | 100-300 | 270-600 | 310 | 270-600 | 370-1200 | 270-600 | 450~1200 | 500-1200 |
| Y-axis Thrust (tons) | 5 | 15 | 15 | 20 | 15 | 25 | 25 | 35 | 50 | 70 |
| Accuracy Y-axis (мм) | ≤0,01 | ≤0. 01 01 | ≤0.01 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | |
| Max.Torque X-Axis (N.m) | 1200 | 1700 | 2500 | 4000 | 2500 | 4500 | 6000 | 7000 | 10000 | 1300 |
| MAKER.SECE | 1300 | |||||||||
| MAKER.SECE | ||||||||||
| MAKS.Sece | 120×150 | 150×200 | 120×150 | 150×200 | 200×250 | 200×250 | 250×300 | 300×450 | ||
| Dimension (m) | 1. 2×.8× 1.3 2×.8× 1.3 | 1.8×.7×1.7 | 1.5×1.2×1.4 | 1.6×1.2×1.5 | 1.5×1.2×1.4 | 1.5×1.2×1.4 | 1.8×1.8×1.6 | 1.8×1.8× 1.6 | 1.9×20×1.75 | 2.1×2.2×1.85 |
Параметры гибочной способности профилегибочного станка PBH
Если необходимая вам гибочная секция больше размера, указанного в таблице, свяжитесь с нами. Максимальный модуль упругости BIT может достигать 1000 см 3 .
| Model | PBH 120 | PBH 140 | PBH 200 | PBH 300 | PBH 360 | PBH 450 | PBH 500 | PBH 550 | PBH 600 | PBH 700 | |||
МАКС. | 120×25 Φ1000 | 150×30 Φ1500 | 175×40 Φ2500 | 200×50 Φ2500 | 250×70 Φ3500 | 250×70 Φ3500 | 300×70 Φ4000 | 300×80 Φ5000 | |||||
| Max.Section(mm) Min.Bending DIA(mm) | 180×20 Φ400 | 200×35 Φ600 | 250×30 Φ1000 | 250×40 Φ1000 | 350× 50 Φ1500 | 400×60 Φ2000 | 450×70 Φ1000 | 500×80 Φ1200 | 500×100 Φ1600 | 650×100 Φ2000 | |||
| Max.Section(mm) Мин. диаметр изгиба (мм) | 50×50 Φ500 | 60×60 Φ600 | 70×70 Φ800 | 80×80 Φ1500 | 110×110 Φ1600 | 130×130 Φ2000 | 145×145 Φ2500 | 165×165 Φ3000 | 200×200 Φ3500 | 240×240 Φ4000 | |||
Max. Section(mm) Section(mm) Min.Bending DIA(mm) | 76×4 Φ700 | 102×4 Φ1000 | 140 ×4 Φ1800 | 170×6 Φ2000 | 219×6 Φ2500 | 245×8 Φ3000 | 325×8 Φ4000 | 400×8 Φ8000 | 452×10 Φ8000 | 510×20 Φ1000 | |||
| Max.Section (мм) мин. Прибытие DIA (мм) | 65 × 65 × 6 φ1000 | 90 × 90 × 6 φ1500 | 100 × 100 × 6 φ2000 | 83 120 × φ2000 | 810 × φ2000 | 8 120 × φ2000 | 10 × φ2000 | 180×180×10 Φ6000 | 200×200×10 Φ8000 | 250×250×12 Φ10000 | 300×300×12 Φ15000 | 350×350×12 Φ30000 | |
| Max.Section(mm) Min.Bending DIA(mm) | 80 × 80 × 10 φ1000 | 100 × 100 × 12 φ1200 | 120 × 120 × 12 φ1500 | 140 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 200×200×20 Φ4000 | 200×200×28 Φ4000 | 200×200×30 φ4500 | 200 × 200 × 30 φ4500 |
| MAX.Section (MM) MIN. | 120×120×12 Φ2000 | 140×140×14 Φ2500 | 160×160×20 Φ3000 | 180×180×20 Φ4000 | 200×200×20 Φ4500 | 200×200× 28 Φ6000 | 200×200×30 Φ8000 | 200×200×30 Φ8000 | |||||
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||
Max. Section(mm ) Section(mm ) Min.Bending DIA(mm) | 80×80×9 Φ700 | 80×80×10 Φ800 | 100×100×10 Φ1000 | 130×130×15 Φ1500 | 150×150 ×20 Φ2000 | 180×180×20 Φ3000 | 200×200×20 Φ3000 | 250×250×30 Φ4000 | 300×300×30 Φ4000 | 350×350×30 Φ5000 | |||
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||
| Max.Section(mm) Min.Bending DIA(mm) | 140 Φ4000 | 160 Φ6000 | 200 Φ9000 | 240 Φ15000 | 320 Φ32000 | 400 Φ35000 | 450 Φ40000 | 500 Φ40000 | |||||
| Sectional modulus cm 3 | 10-20 | 16-45 | 45-75 | 75-140 | 140-180 | 180-250 | 250-320 | 320-400 | 400-500 | 500-600 | |||
| Motor power(kW) | 5. 5 5 | 11 | 11 | 15 | 18,5 | 22 | 30 | 37 | 37 | 45 |
 Φ3000
Φ3000Примечания: Aple. Профилегибочные станки серии PBH компании BIT (станки для гибки профильных труб) подходят для гибки таких объектов, как трубы, трубы и т. д. Они используются из-за их высокой точности и предпочтений клиентов. Руководство пользователя см. на следующем веб-сайте: Руководство пользователя 9.0008 5 основных вещей, которые следует учитывать перед покупкой профильно-гибочного станка
Выбор профильно-гибочного станка с ЧПУ может показаться сложным, но на самом деле он состоит из нескольких простых шагов. Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т. д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
1#:
Предел текучести
Что касается предела текучести углового железного ролика, машины BIT единообразно рассчитываются на основе предела текучести Q235 и имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). . Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
2#:
Правильный размер
Независимо от того, гнут ли оператор уголки, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Когда операторам необходимо согнуть открытый профиль, например угол, в их распоряжении меньше инструментов для уменьшения деформации. Помимо выбора инструмента и подгонки, угловой валец должен выбрать машину правильного размера, с достаточным тоннажем формования и соответствующей длиной захвата — достаточной, чтобы обеспечить необходимый рычаг для уменьшения деформации, но не настолько долго, чтобы они потребовали чрезмерно долгого жертвенного времени. прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
3#:
Различная способность к изгибу
Типы металла, которые может обрабатывать профилегибочный станок, во многом зависят от его способности к изгибу, мы используем модуль сопротивления для оценки возможностей углового ролика.
Производительность является одним из наиболее заметных различий между этими профильно-гибочными станками, каждый угловой валок имеет рейтинг модуля сечения. Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип профилегибочного станка лучше всего подходит для вас. При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять, с какими материалами она будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, таких как производительность и производительность.
4#:
Разгибание плоского конца
Профилегибочный станок серии PBH имеет независимое движение двух нижних роликов, что позволяет оператору свести к минимуму жертву отгибаемых плоских участков на заготовке. Кроме того, операторы могут точно отрегулировать положение ролика, чтобы еще больше свести к минимуму несогнутую плоскость.
Опять же, как правило, прокатный цех, который изгибает небольшую заготовку на большом профильно-гибочном станке (профилегибочном станке), должен учитывать длинную плоскую секцию, что увеличивает материальные затраты. Благодаря преимуществам своей конструкции и принципу работы, двухзажимный профилегибочный станок хорошо решает эту проблему.
5#:
Посмотреть таблицу пределов изгиба
Сравните информацию о том, какое усилие может создавать угловой железный ролик, и какие металлы (листы, рулоны и т. д.) он предназначен для обработки, и сравните ее с вашими заводские сертификаты или другую соответствующую информацию, чтобы определить, какой профилегибочный станок лучше всего соответствует вашим потребностям.
Ниже мы также предоставляем возможности обработки профилегибочного станка PBH для справки.
Основные сведения о профилегибочном станке
Подробнее: Роликовая гибка в 12 процессах гибки металла
Профилегибочный станок с двойным зажимом
Процесс гибки 3-валкового профилегибочного станка рулон или 4 рулона.
Двойной гибочный станок с высокой точностью, высокой производительностью и долговременной надежностью.
Преимущества двухзажимных станков
Трехвалковый профилегибочный станок
Трехвалковый двухзажимной угловой станок представляет собой экономичные профилегибочные станки, относительно простые в эксплуатации. Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси.
Ось каждого рулона помогает сделать изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора. Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
процесс гибки 4-валковой профилегибочной машины4-валковой профильной гибочной машины
Станок с 4 роликами имеет на один прижимной ролик больше, чем станок с 3 роликами, что может сильнее зажимать профиль под верхним роликом и повышать точность гибки, но это сделает работу оператора более громоздкой при снижении способности к изгибу та же модель.
В то время как четырехвалковые профилегибочные станки с ЧПУ обеспечивают быструю и точную гибку, трехвалковые станки идеально подходят для производителей, работающих с широким спектром материалов.
Принцип работы
Двойной профильный гибочный станок имеет два режима гибки: симметричная гибка и асимметричная гибка .
Изменение относительного положения заготовки (за счет движения вверх и вниз вала верхнего ролика или вала нижнего и верхнего ролика) и давление, создаваемое при вращательном движении в направлении, перпендикулярном деформации самого профиля, вызывают профиль производить непрерывную пластическую деформацию (сделать наружный слой профиля деформацией) Волокно растягивается, внутреннее волокно сжимается для получения деформации изгиба, среднее волокно не изменяется), а заготовка заданной формы получается при комнатной температуре ( мы называем это холодной гибкой).

 ‘-. // 333037
‘-. // 333037 Основание и боковины станины рамы имеют сварную конструкцию, выполненную в основном из листового материала. Значительно повышена прочность пильной рамки станины. Толщина пил 1,8 мм. Электродвигатель главного привода установлен на общем основании, что упрощает изготовление фундамента.
Основание и боковины станины рамы имеют сварную конструкцию, выполненную в основном из листового материала. Значительно повышена прочность пильной рамки станины. Толщина пил 1,8 мм. Электродвигатель главного привода установлен на общем основании, что упрощает изготовление фундамента.  Использование бездезаксивального привода пильной рамки позволило значительно снизить нагрузку на станину. Пильная рамка установлена на шарнирной подвеске. У лесопильной рамы РК-2А на 20% повышена мощность привода подачи за счет увеличения КПД механических передач привода. Все движущиеся части рамы установлены на подшипниках качения, применение пар скольжения полностью исключено, что существенно упрощает обслуживание рамы и снижает эксплуатационные затраты на смазку.
Использование бездезаксивального привода пильной рамки позволило значительно снизить нагрузку на станину. Пильная рамка установлена на шарнирной подвеске. У лесопильной рамы РК-2А на 20% повышена мощность привода подачи за счет увеличения КПД механических передач привода. Все движущиеся части рамы установлены на подшипниках качения, применение пар скольжения полностью исключено, что существенно упрощает обслуживание рамы и снижает эксплуатационные затраты на смазку. 
 м/час
м/час
 Я использую размеры 1 и 4/0. Эмпирическое правило состоит в том, чтобы иметь не менее трех зубьев на толщину металла, который вы распиливаете.
Я использую размеры 1 и 4/0. Эмпирическое правило состоит в том, чтобы иметь не менее трех зубьев на толщину металла, который вы распиливаете. Rio Grande и Otto Frei предлагают его на своем веб-сайте с различной глубиной горловины. Лезвия продаются отдельно в зависимости от толщины.
Rio Grande и Otto Frei предлагают его на своем веб-сайте с различной глубиной горловины. Лезвия продаются отдельно в зависимости от толщины. Однако прорубает дерево для небольших проектов и изготовления ювелирных изделий на удивление!» читать дальше
Однако прорубает дерево для небольших проектов и изготовления ювелирных изделий на удивление!» читать дальше 
 С пилой , я могу делать кольца для прыжков намного быстрее и чище, чем остроумие. ч фрезы, что нет никакого сравнения. Это полезный ювелирный инструмент, и я рад, что он у меня есть.» читать дальше
С пилой , я могу делать кольца для прыжков намного быстрее и чище, чем остроумие. ч фрезы, что нет никакого сравнения. Это полезный ювелирный инструмент, и я рад, что он у меня есть.» читать дальше 

 BOR sds max 750мм
BOR sds max 750мм BOR 6220073 16029297 для бура
BOR 6220073 16029297 для бура Откройте для себя Нурон
Откройте для себя Нурон


 Возьмем, к примеру, новую карбидную систему удлинения Milwaukee Max-Lok. Это очень удобно для серьезных специалистов по бетону, которые изо дня в день используют биты SDS-Max. Система Milwaukee Max-Lok предназначена для увеличения размера долот SDS-Max до 82,5 дюймов. Это означает, что вы можете взять существующие долота SDS-Max и бурить глубже и в большем количестве мест, чем когда-либо прежде. И вы не покупаете для этого дорогие и специальные биты увеличенной длины.
Возьмем, к примеру, новую карбидную систему удлинения Milwaukee Max-Lok. Это очень удобно для серьезных специалистов по бетону, которые изо дня в день используют биты SDS-Max. Система Milwaukee Max-Lok предназначена для увеличения размера долот SDS-Max до 82,5 дюймов. Это означает, что вы можете взять существующие долота SDS-Max и бурить глубже и в большем количестве мест, чем когда-либо прежде. И вы не покупаете для этого дорогие и специальные биты увеличенной длины. В любом из этих сценариев вы рассчитываете сэкономить много времени и денег. Но вернемся к тому, как работает сама система. Система удлинения твердосплавных насадок Max-Lok состоит из трех основных компонентов:
В любом из этих сценариев вы рассчитываете сэкономить много времени и денег. Но вернемся к тому, как работает сама система. Система удлинения твердосплавных насадок Max-Lok состоит из трех основных компонентов: Вы действительно можете просверлить перфоратором SDS-Max насквозь, используя только систему Max-Lok и имеющиеся у вас сверла SDS-Max. Это означает, что просто нет необходимости покупать дорогие длинномерные биты. Вы просто используете эту систему и заменяете ее по мере необходимости.
Вы действительно можете просверлить перфоратором SDS-Max насквозь, используя только систему Max-Lok и имеющиеся у вас сверла SDS-Max. Это означает, что просто нет необходимости покупать дорогие длинномерные биты. Вы просто используете эту систему и заменяете ее по мере необходимости. Он также сделан так, чтобы он был достаточно смазан, чтобы не сломаться при использовании в среде, которая почти наверняка будет очень пыльной. Milwaukee также продает набор для смазки, позволяющий правильно обслуживать соединение Max-Lock.
Он также сделан так, чтобы он был достаточно смазан, чтобы не сломаться при использовании в среде, которая почти наверняка будет очень пыльной. Milwaukee также продает набор для смазки, позволяющий правильно обслуживать соединение Max-Lock.


 Через 4-5 секунд индикатор загорится красным, отпускаем. Принтер проведёт протяжку ленты и сохранит текущие размеры в памяти.
Через 4-5 секунд индикатор загорится красным, отпускаем. Принтер проведёт протяжку ленты и сохранит текущие размеры в памяти. 
 ru
ru Если в момент печати придавить крышку сверху рукой, заедания прекращаются. Данный глюк проявляется примерно у 2-3% моделей XP-320B. Устранить данный дефект […]
Если в момент печати придавить крышку сверху рукой, заедания прекращаются. Данный глюк проявляется примерно у 2-3% моделей XP-320B. Устранить данный дефект […] Создать новую этикетку с шириной 58 и высотой 40, поля отступа с права и слева делаем ноль. 2. Указать направление «Книжная 180°» после чего перейти в «Дополнительные параметры» 3. Указать горизонтальное смещение 2мм На фото как было: на фото как стало: Если с лева всё ещё достаточно большой для вас отступ, то при закрытии крышки […]
Создать новую этикетку с шириной 58 и высотой 40, поля отступа с права и слева делаем ноль. 2. Указать направление «Книжная 180°» после чего перейти в «Дополнительные параметры» 3. Указать горизонтальное смещение 2мм На фото как было: на фото как стало: Если с лева всё ещё достаточно большой для вас отступ, то при закрытии крышки […] ru
ru Проверить правильность ввода всех символов и ещё раз сгенерировать код.
Проверить правильность ввода всех символов и ещё раз сгенерировать код. Но щедрая емкость бумаги на 150 листов делает его потенциально подходящим для домашнего офиса, если вы не возражаете, что его копирование и сканирование ограничено одной страницей за раз на планшете формата Letter. Он обеспечивает высокую скорость и впечатляюще хорошее качество вывода при своей прейскурантной цене 129,99 долларов США, а его функции включают возможность отправлять сканы в облако, печатать с мобильных устройств и даже удаленно печатать через Интернет. Всего этого недостаточно, чтобы заменить Brother MFC-J4335DW в качестве нашего лучшего выбора среди легких струйных МФУ для домашнего офиса. Но немного лучшего качества фотографий XP-5200 и некоторых функций, выходящих за рамки базовых, будет достаточно, чтобы некоторые предпочли его.
Но щедрая емкость бумаги на 150 листов делает его потенциально подходящим для домашнего офиса, если вы не возражаете, что его копирование и сканирование ограничено одной страницей за раз на планшете формата Letter. Он обеспечивает высокую скорость и впечатляюще хорошее качество вывода при своей прейскурантной цене 129,99 долларов США, а его функции включают возможность отправлять сканы в облако, печатать с мобильных устройств и даже удаленно печатать через Интернет. Всего этого недостаточно, чтобы заменить Brother MFC-J4335DW в качестве нашего лучшего выбора среди легких струйных МФУ для домашнего офиса. Но немного лучшего качества фотографий XP-5200 и некоторых функций, выходящих за рамки базовых, будет достаточно, чтобы некоторые предпочли его. Физическая установка проста. Удалите упаковочные материалы, затем следуйте инструкциям по установке картриджей и выравниванию печатающей головки. Ручное выравнивание немного утомительно по сравнению с AIO, которые позволяют распечатать страницу выравнивания, а затем отсканировать ее для автоматического выравнивания, но это типично для струйных AIO Epson.
Физическая установка проста. Удалите упаковочные материалы, затем следуйте инструкциям по установке картриджей и выравниванию печатающей головки. Ручное выравнивание немного утомительно по сравнению с AIO, которые позволяют распечатать страницу выравнивания, а затем отсканировать ее для автоматического выравнивания, но это типично для струйных AIO Epson. Панель состоит из 2,4-дюймового ЖК-дисплея и кнопок, а не сенсорного экрана. Вы также можете отправлять отсканированные изображения в облако со своего ПК с помощью приложения Epson ScanSmart.
Панель состоит из 2,4-дюймового ЖК-дисплея и кнопок, а не сенсорного экрана. Вы также можете отправлять отсканированные изображения в облако со своего ПК с помощью приложения Epson ScanSmart. 0
0

 Два сильно стилизованных шрифта в нашем наборе с толстыми штрихами также были более удобочитаемыми при небольших размерах, чем типичные для струйных принтеров: один легко читался при 8 пунктах, а другой легко читался при 6 пунктах.
Два сильно стилизованных шрифта в нашем наборе с толстыми штрихами также были более удобочитаемыми при небольших размерах, чем типичные для струйных принтеров: один легко читался при 8 пунктах, а другой легко читался при 6 пунктах. Цветные чернила не размазывались от воды, но на страницах оставались пятна от воды.
Цветные чернила не размазывались от воды, но на страницах оставались пятна от воды. Но помимо того, что он является более медленным принтером, чем XP-5200, с меньшей емкостью бумаги, он использует трехцветный картридж, который может увеличить эксплуатационные расходы, заставляя вас выбрасывать неиспользованные чернила каждый раз, когда у вас заканчивается один цвет. В то же время у G3260 самые низкие эксплуатационные расходы в этой группе, и он обеспечивает хорошее качество фотографий. Но это также самый медленный и самый дорогой из четырех, так что вам придется печатать много страниц, чтобы его общая стоимость владения была ниже, чем для XP-5200. Все это говорит о том, что если вам не нужен АПД или высокое качество фотографий, и вам нужна быстрая печать, текст и графика хорошего качества, а также такие функции, как удаленная печать, Epson Expression Home XP-5200 — это надежный и легкий AIO.
Но помимо того, что он является более медленным принтером, чем XP-5200, с меньшей емкостью бумаги, он использует трехцветный картридж, который может увеличить эксплуатационные расходы, заставляя вас выбрасывать неиспользованные чернила каждый раз, когда у вас заканчивается один цвет. В то же время у G3260 самые низкие эксплуатационные расходы в этой группе, и он обеспечивает хорошее качество фотографий. Но это также самый медленный и самый дорогой из четырех, так что вам придется печатать много страниц, чтобы его общая стоимость владения была ниже, чем для XP-5200. Все это говорит о том, что если вам не нужен АПД или высокое качество фотографий, и вам нужна быстрая печать, текст и графика хорошего качества, а также такие функции, как удаленная печать, Epson Expression Home XP-5200 — это надежный и легкий AIO.






 ЛЕНТА 286 Х 100 мм (НА БАРАБАН 90 мм )
ЛЕНТА 286 Х 100 мм (НА БАРАБАН 90 мм ) de
de При ближайшем рассмотрении места видно, что множество тонн камней разной формы и размеров приютились к небольшому белому зданию, в котором находится шоссе 50-9.5 Рок Магазин. Внутри деревянные ящики содержат ассортимент неочищенного камня, ожидающего режущего круга. Витрины, наполненные драгоценностями и кристаллами ручной работы, ведут к столешнице, покрытой каменными шарами. Войдите в мир владельца рок-магазина Уолли Маркса.
При ближайшем рассмотрении места видно, что множество тонн камней разной формы и размеров приютились к небольшому белому зданию, в котором находится шоссе 50-9.5 Рок Магазин. Внутри деревянные ящики содержат ассортимент неочищенного камня, ожидающего режущего круга. Витрины, наполненные драгоценностями и кристаллами ручной работы, ведут к столешнице, покрытой каменными шарами. Войдите в мир владельца рок-магазина Уолли Маркса.
 Я почти заполнил его коробками с камнями, кристаллами и образцами и искал место, чтобы присесть», — сказал он. Многие образцы горных пород в магазине Маркса взяты из обширных окрестностей.
Я почти заполнил его коробками с камнями, кристаллами и образцами и искал место, чтобы присесть», — сказал он. Многие образцы горных пород в магазине Маркса взяты из обширных окрестностей.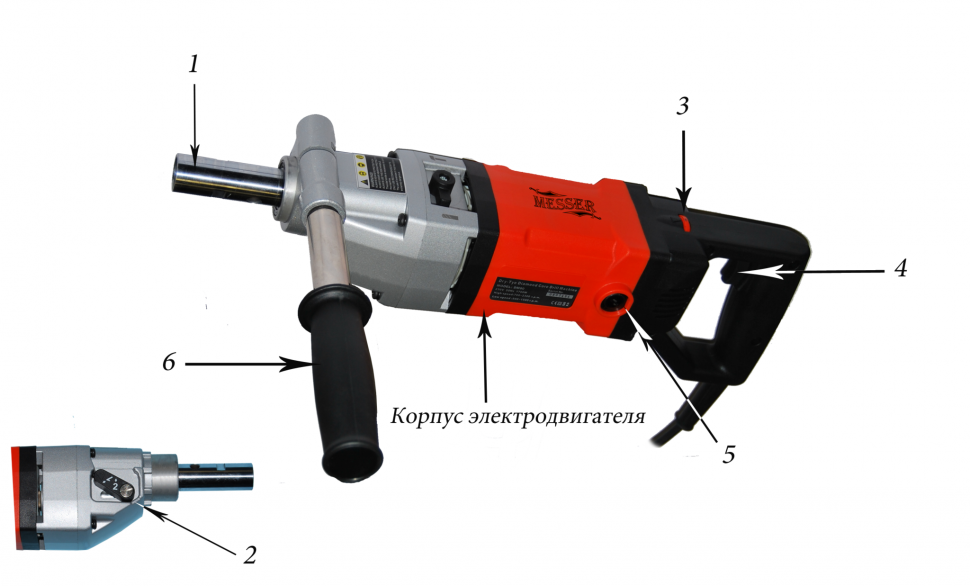
 Несмотря на относительную легкость, позволяет обрабатывать кусок «целинного огорода» соседей на меже. Доверяю ему подготовку земли в межсезонье и обработку междурядий в сезон. Думаю, приделывание небольшого плуга разрешит и часть проблем с высадкой картошки.
Несмотря на относительную легкость, позволяет обрабатывать кусок «целинного огорода» соседей на меже. Доверяю ему подготовку земли в межсезонье и обработку междурядий в сезон. Думаю, приделывание небольшого плуга разрешит и часть проблем с высадкой картошки. 07.2017
07.2017
 07.2017
07.2017

 см
см
 м. Данная модель идеально подходит для обработки земли со сложным рельефом, включающей в себя грядки, кустарники, деревья, теплицы и пр. С ее помощью без труда можно выровнять и измельчить поверхность земли; смешать почву с удобрением; убрать корни сорняков и других растений.
м. Данная модель идеально подходит для обработки земли со сложным рельефом, включающей в себя грядки, кустарники, деревья, теплицы и пр. С ее помощью без труда можно выровнять и измельчить поверхность земли; смешать почву с удобрением; убрать корни сорняков и других растений.



 Спектр станков становится с каждым годом все больше. Цены становятся доступнее. Но, не смотря на это, ЧПУ станок по карману не каждому. А пригодиться он может практически на любом производстве.
Спектр станков становится с каждым годом все больше. Цены становятся доступнее. Но, не смотря на это, ЧПУ станок по карману не каждому. А пригодиться он может практически на любом производстве.
 Пошаговая инструкция + видео
Пошаговая инструкция + видео

 Что упростит контроль со стороны владельца и руководства за производством.
Что упростит контроль со стороны владельца и руководства за производством.

 У нас можно…
У нас можно… директора
директора
 Но многие любители хотят сразу же купить или построить станок с ЧПУ.
Но многие любители хотят сразу же купить или построить станок с ЧПУ.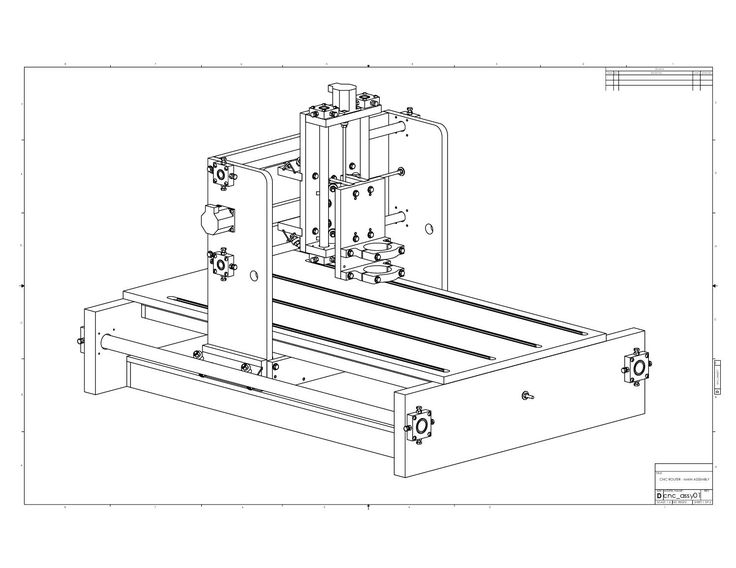 Деталь «идеализирована», потому что мы еще не сделали серьезной домашней работы, чтобы оценить, насколько легко будет изготовить деталь. Опытные конструкторы смогут избежать многих производственных проблем на этом этапе, в то время как новички обнаружат, что им нужно немного изменить, чтобы упростить изготовление детали.
Деталь «идеализирована», потому что мы еще не сделали серьезной домашней работы, чтобы оценить, насколько легко будет изготовить деталь. Опытные конструкторы смогут избежать многих производственных проблем на этом этапе, в то время как новички обнаружат, что им нужно немного изменить, чтобы упростить изготовление детали.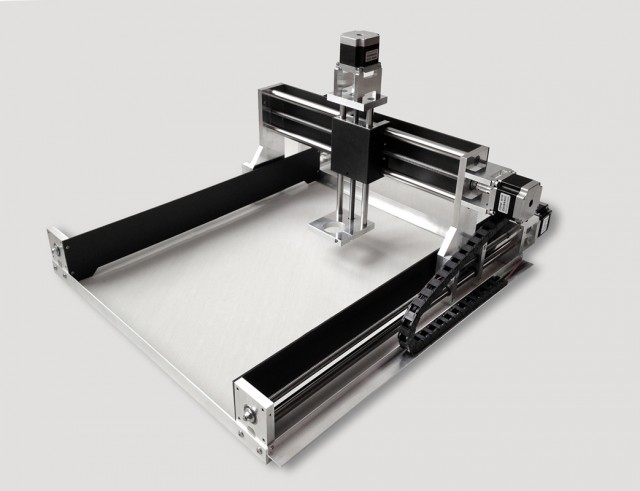


 Вам нужны эти концепции, чтобы помочь вам оценить ваш выбор машины. Станки с ЧПУ довольно дорогие, даже станки хобби-класса. И создание одного из них меняет часть этих расходов на большие инвестиции вашего времени. Убедитесь, что эти вложения времени и денег приведут к тому, что машина будет соответствовать вашим потребностям!
Вам нужны эти концепции, чтобы помочь вам оценить ваш выбор машины. Станки с ЧПУ довольно дорогие, даже станки хобби-класса. И создание одного из них меняет часть этих расходов на большие инвестиции вашего времени. Убедитесь, что эти вложения времени и денег приведут к тому, что машина будет соответствовать вашим потребностям!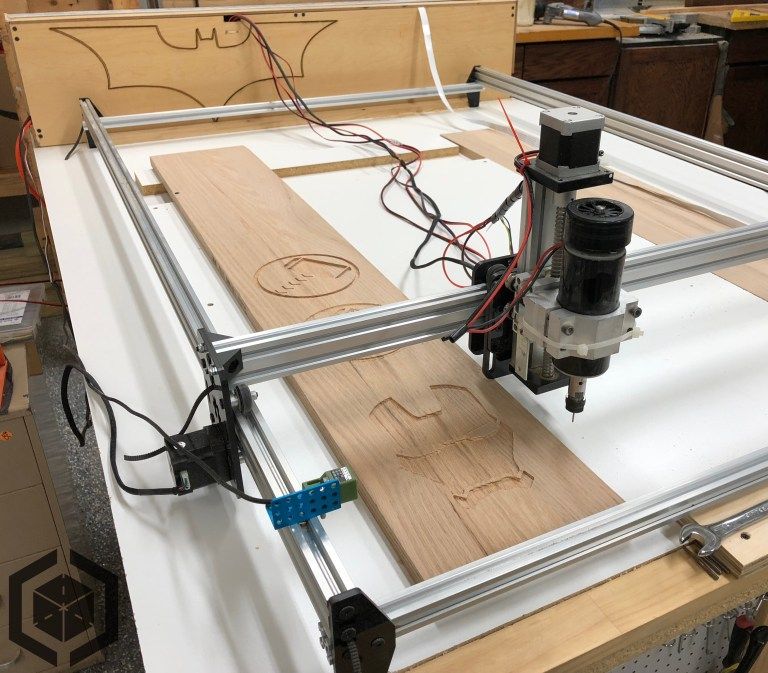 Если у вас есть станок и вы знаете, как им пользоваться, вы сможете быстро и легко изготавливать красивые детали.
Если у вас есть станок и вы знаете, как им пользоваться, вы сможете быстро и легко изготавливать красивые детали.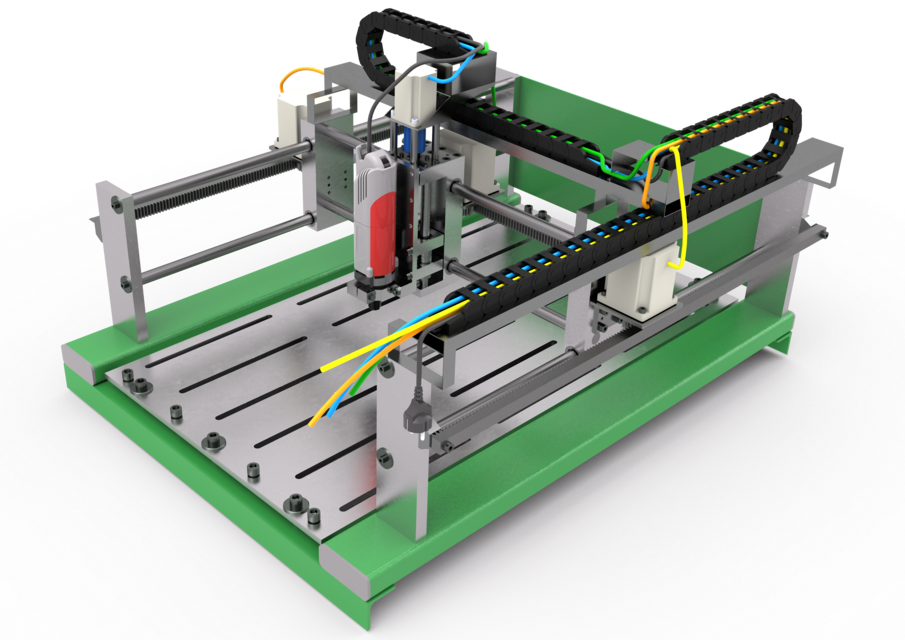
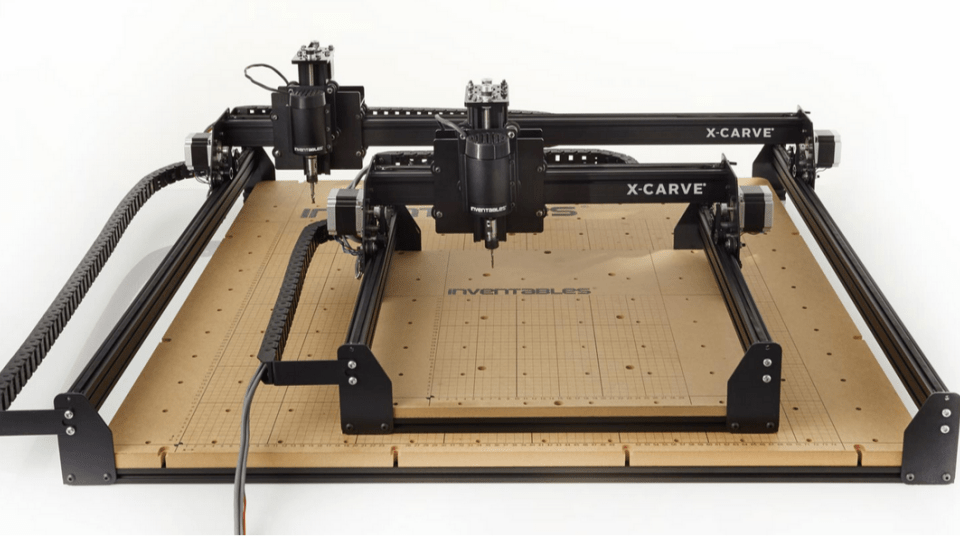
 Большинству пользователей ЧПУ нужен один из 4 станков:
Большинству пользователей ЧПУ нужен один из 4 станков: Многие начинающие машиностроители хотят строить, чтобы сэкономить деньги . Смотрят сколько стоят готовые станки с ЧПУ и становится страшно.
Многие начинающие машиностроители хотят строить, чтобы сэкономить деньги . Смотрят сколько стоят готовые станки с ЧПУ и становится страшно.
 Если вас интересует только хобби, вернитесь и прочитайте статью «Сделай сам» о типах машин. Выберите тип, затем посмотрите, что вы можете себе позволить. См. также нашу статью ниже о том, как позволить себе новую машину.
Если вас интересует только хобби, вернитесь и прочитайте статью «Сделай сам» о типах машин. Выберите тип, затем посмотрите, что вы можете себе позволить. См. также нашу статью ниже о том, как позволить себе новую машину.

 Все, что мы обсуждаем в уроках ниже, Инструменты . Инструмент состоит из механических элементов, которые мы используем на нашем станке с ЧПУ для изготовления деталей. Примеры:
Все, что мы обсуждаем в уроках ниже, Инструменты . Инструмент состоит из механических элементов, которые мы используем на нашем станке с ЧПУ для изготовления деталей. Примеры:
 Существует множество решений для зажимных приспособлений, доступных для мельниц, и в этой статье мы рассмотрим их.
Существует множество решений для зажимных приспособлений, доступных для мельниц, и в этой статье мы рассмотрим их.
 Удивительно, что люди могут создавать или владеть станками, которые могут соперничать по мощности с оригинальными станками с ЧПУ, созданными для оборонных и аэрокосмических приложений всего несколько лет назад. Посмотрите, как развивалась эта эволюция.
Удивительно, что люди могут создавать или владеть станками, которые могут соперничать по мощности с оригинальными станками с ЧПУ, созданными для оборонных и аэрокосмических приложений всего несколько лет назад. Посмотрите, как развивалась эта эволюция. Купите и начните изучать его всерьез. Сделайте это ДО покупки машины, так как вы хотите пройти обучение, и это займет некоторое время.
Купите и начните изучать его всерьез. Сделайте это ДО покупки машины, так как вы хотите пройти обучение, и это займет некоторое время.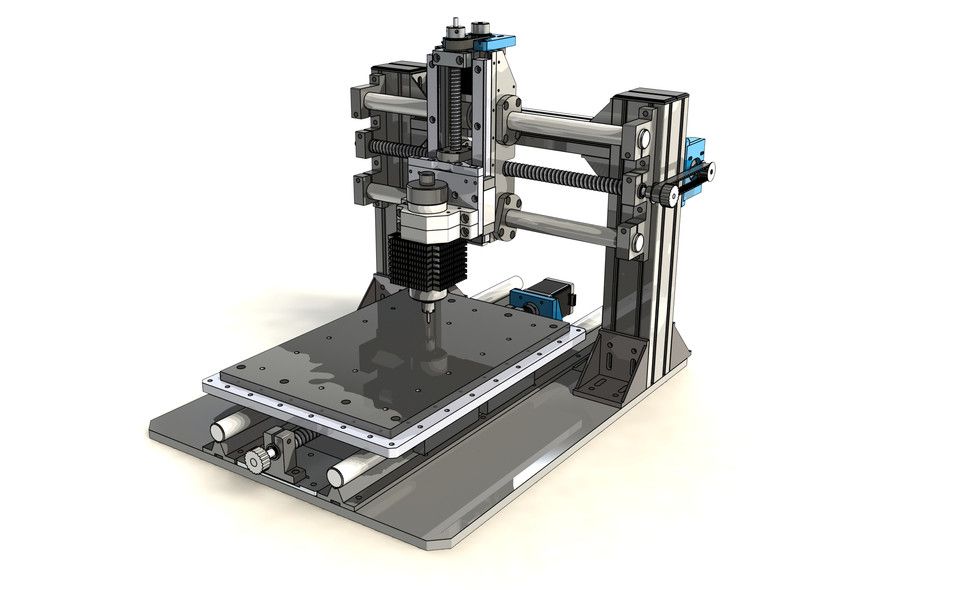 Таким образом, вы охватили все основы, и вам есть что показать.
Таким образом, вы охватили все основы, и вам есть что показать.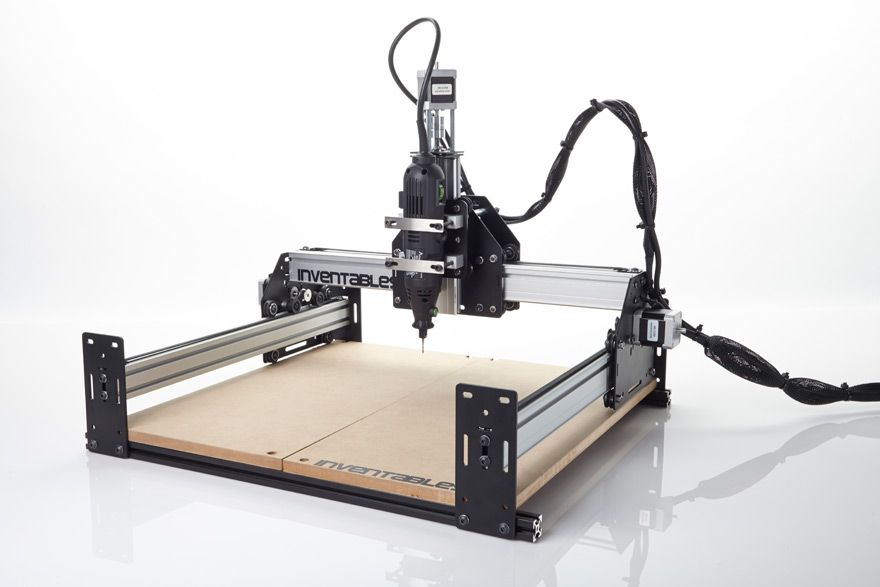 Но на станке с ЧПУ можно сделать почти все, что можно сделать на ручном инструменте, и часто быстрее и лучше.
Но на станке с ЧПУ можно сделать почти все, что можно сделать на ручном инструменте, и часто быстрее и лучше. Вам также будет намного проще вносить простые изменения в программы G-кода, создаваемые вашим программным обеспечением CAM, что может сэкономить вам много времени и усилий.
Вам также будет намного проще вносить простые изменения в программы G-кода, создаваемые вашим программным обеспечением CAM, что может сэкономить вам много времени и усилий. Он даже включает бесплатные калькуляторы подачи и скорости.
Он даже включает бесплатные калькуляторы подачи и скорости. Это отличный способ попрактиковаться в технике ЧПУ с проверенным графическим дизайном.
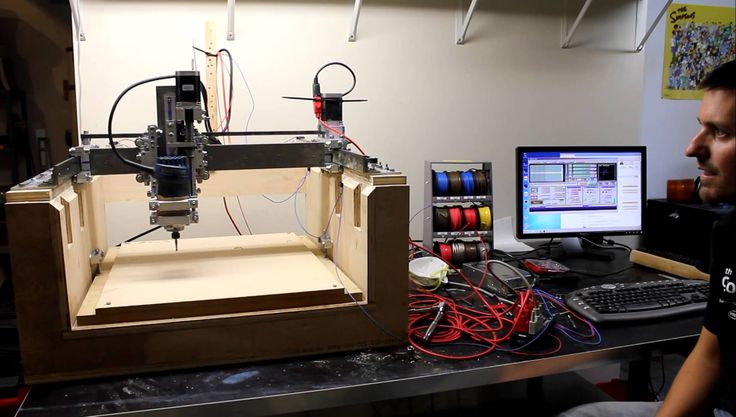
Это отличный способ попрактиковаться в технике ЧПУ с проверенным графическим дизайном. Вероятно, лучше всего начать с базового понимания того, что такое фрезерный станок с ЧПУ и как работает процесс ЧПУ.
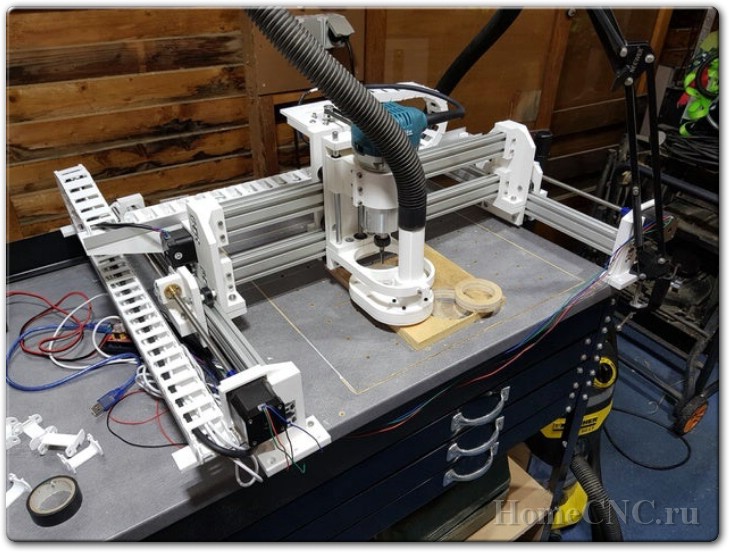
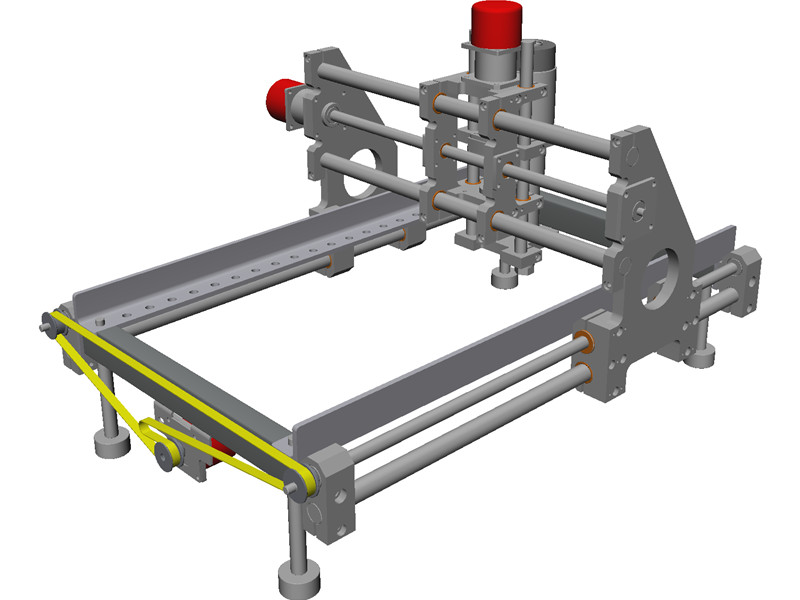
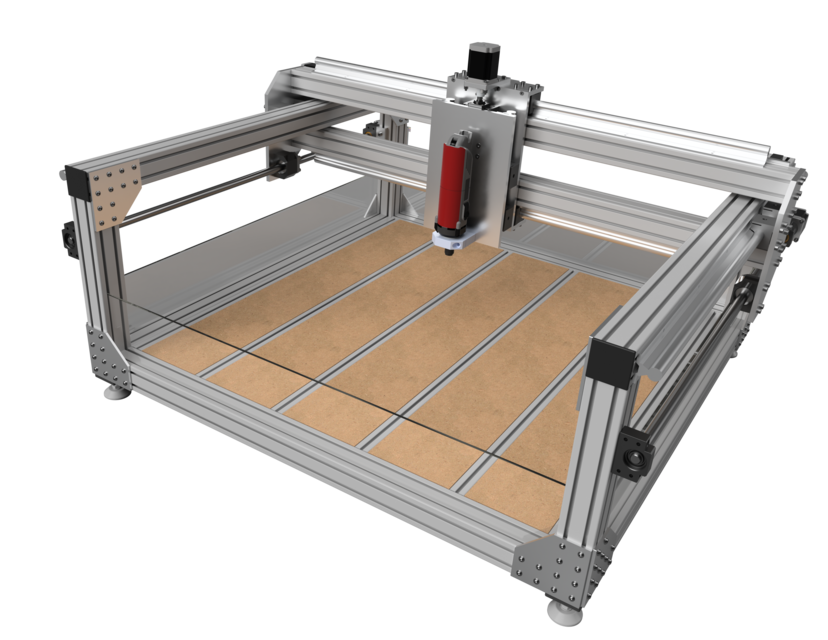
Вероятно, лучше всего начать с базового понимания того, что такое фрезерный станок с ЧПУ и как работает процесс ЧПУ.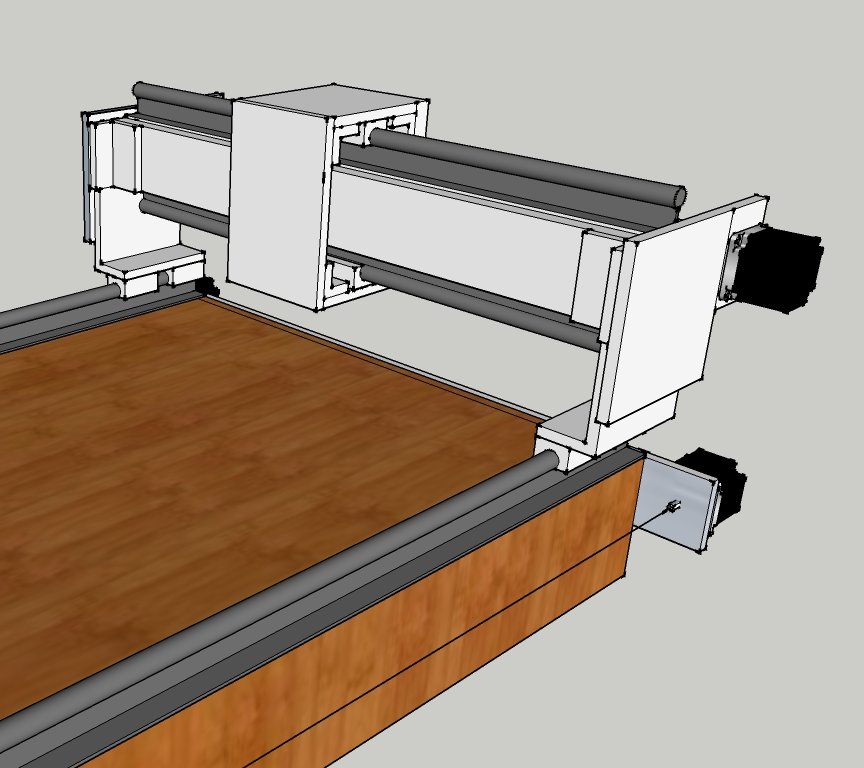 оси обозначены на картинке ниже.
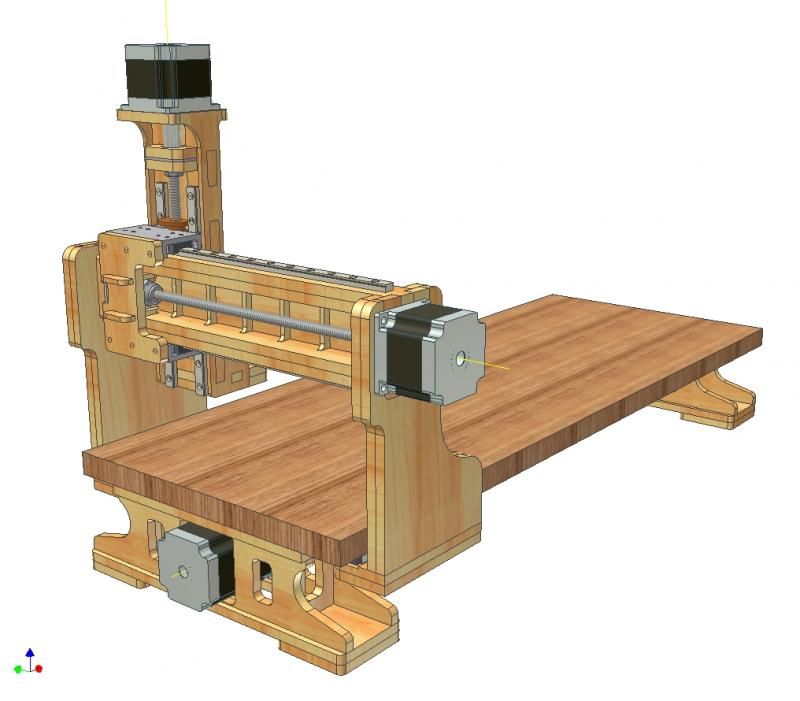
оси обозначены на картинке ниже. Портал удерживает сборку оси Z, которая включает в себя фрезер или шпиндель и его крепление. Серия из 3 или 4 шаговых двигателей управляет движением осей вдоль линейной направляющей с помощью ходовых винтов, приводных ремней или цепей или реечной системы зубчатых колес. В приведенном ниже примере используется система привода ходового винта, в которой прецизионно отшлифованный стержень с резьбой ACME продевается через ходовую гайку на оси, а затем прикрепляется к шаговому двигателю с помощью муфты. Когда шаговый двигатель вращается, он вращает ходовой винт, заставляя ходовую гайку (и любой узел, прикрепленный к ней) двигаться вперед и назад по длине ходового винта. Линейные направляющие плавно направляют осевой узел по всей длине его перемещения. На рисунке ниже некоторые из этих компонентов помечены. Все три оси ЧПУ имеют линейную направляющую, ходовой винт, ходовую гайку и шаговый двигатель. Также не виден ПК, на котором загружено программное обеспечение контроллера. Подробнее об этом скоро.
Портал удерживает сборку оси Z, которая включает в себя фрезер или шпиндель и его крепление. Серия из 3 или 4 шаговых двигателей управляет движением осей вдоль линейной направляющей с помощью ходовых винтов, приводных ремней или цепей или реечной системы зубчатых колес. В приведенном ниже примере используется система привода ходового винта, в которой прецизионно отшлифованный стержень с резьбой ACME продевается через ходовую гайку на оси, а затем прикрепляется к шаговому двигателю с помощью муфты. Когда шаговый двигатель вращается, он вращает ходовой винт, заставляя ходовую гайку (и любой узел, прикрепленный к ней) двигаться вперед и назад по длине ходового винта. Линейные направляющие плавно направляют осевой узел по всей длине его перемещения. На рисунке ниже некоторые из этих компонентов помечены. Все три оси ЧПУ имеют линейную направляющую, ходовой винт, ходовую гайку и шаговый двигатель. Также не виден ПК, на котором загружено программное обеспечение контроллера. Подробнее об этом скоро.
 В чем преимущество ЧПУ, так это в точности и воспроизводимости. Если у вас есть проект, который требует просверливания 3 отверстий, сверлильный станок или ручная дрель, вероятно, будут лучшим инструментом для этой работы. Если для детали требуется просверлить 32 отверстия в определенных местах, если важны точные размеры отверстий или их расположение, или вам нужно изготовить большое количество таких деталей, то ЧПУ будет хорошим инструментом для этой работы.
В чем преимущество ЧПУ, так это в точности и воспроизводимости. Если у вас есть проект, который требует просверливания 3 отверстий, сверлильный станок или ручная дрель, вероятно, будут лучшим инструментом для этой работы. Если для детали требуется просверлить 32 отверстия в определенных местах, если важны точные размеры отверстий или их расположение, или вам нужно изготовить большое количество таких деталей, то ЧПУ будет хорошим инструментом для этой работы. В основном это можно свести к одному простому вопросу; что ты хочешь сделать? Этой концепцией или идеей может быть что угодно: от простого мысленного образа до фотографии или наброска на листе бумаги для заметок. Некоторое внимание следует уделить материалу, который вы собираетесь использовать, его размеру и весу, какую отделку вы собираетесь использовать, как вы собираетесь его собирать, если сборка необходима — просто в общем идея как должен выглядеть окончательный проект.
В основном это можно свести к одному простому вопросу; что ты хочешь сделать? Этой концепцией или идеей может быть что угодно: от простого мысленного образа до фотографии или наброска на листе бумаги для заметок. Некоторое внимание следует уделить материалу, который вы собираетесь использовать, его размеру и весу, какую отделку вы собираетесь использовать, как вы собираетесь его собирать, если сборка необходима — просто в общем идея как должен выглядеть окончательный проект. То же самое можно сказать и о многих программах компьютерной графики. Adobe Illustrator, Corel Draw, Inkscape и некоторые другие графические программы более чем способны экспортировать рисунок в файл, который может использоваться программным обеспечением CAM. Дело в том, что если вам уже удобно пользоваться CAD или графической программой, вы, скорее всего, сможете продолжать использовать ее в процессе ЧПУ, и вам не придется беспокоиться об обучении использованию другой новой программы.
То же самое можно сказать и о многих программах компьютерной графики. Adobe Illustrator, Corel Draw, Inkscape и некоторые другие графические программы более чем способны экспортировать рисунок в файл, который может использоваться программным обеспечением CAM. Дело в том, что если вам уже удобно пользоваться CAD или графической программой, вы, скорее всего, сможете продолжать использовать ее в процессе ЧПУ, и вам не придется беспокоиться об обучении использованию другой новой программы. После того, как эти траектории были рассчитаны программным обеспечением, мы можем использовать их для создания и сохранения кода, который ЧПУ будет использовать для физического направления инструмента для резки проекта. Этот код называется G-кодом и используется программным обеспечением контроллера ЧПУ на шаге 4.
После того, как эти траектории были рассчитаны программным обеспечением, мы можем использовать их для создания и сохранения кода, который ЧПУ будет использовать для физического направления инструмента для резки проекта. Этот код называется G-кодом и используется программным обеспечением контроллера ЧПУ на шаге 4. На этом этапе мы физически монтируем кусок материала на станину или стол фрезерного станка с ЧПУ, G-код, который мы сохранили в процессе CAM, загружается в наше программное обеспечение контроллера ЧПУ, соответствующая фреза или концевая фреза вставляется в фрезерный станок или шпиндель, мы устанавливаем наши нулевые точки, включаем все и начинаем запускать код для резки проекта. Когда дело доходит до программного обеспечения контроллера, доступно несколько вариантов. Наиболее широко используется программа под названием Mach4, но есть и другие варианты, такие как Linux CNC, UCCNC и некоторые другие. Контроллер чаще всего запускается на настольном ПК, предназначенном только для запуска программного обеспечения контроллера ЧПУ. Это не всегда так, но чаще всего так. После того, как ЧПУ закончит резку проекта, мы можем перейти к шагу 5.
На этом этапе мы физически монтируем кусок материала на станину или стол фрезерного станка с ЧПУ, G-код, который мы сохранили в процессе CAM, загружается в наше программное обеспечение контроллера ЧПУ, соответствующая фреза или концевая фреза вставляется в фрезерный станок или шпиндель, мы устанавливаем наши нулевые точки, включаем все и начинаем запускать код для резки проекта. Когда дело доходит до программного обеспечения контроллера, доступно несколько вариантов. Наиболее широко используется программа под названием Mach4, но есть и другие варианты, такие как Linux CNC, UCCNC и некоторые другие. Контроллер чаще всего запускается на настольном ПК, предназначенном только для запуска программного обеспечения контроллера ЧПУ. Это не всегда так, но чаще всего так. После того, как ЧПУ закончит резку проекта, мы можем перейти к шагу 5.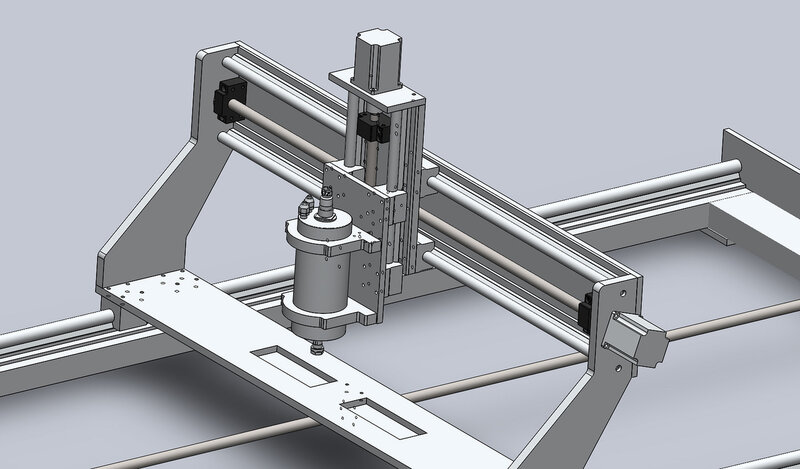 На этом этапе мы снимаем деталь с ЧПУ, затем шлифуем, собираем и чистим. Этому шагу обычно уделяется больше времени, чем любому другому, за исключением, возможно, шага 2. Хотя фрезерный станок с ЧПУ может быть очень хорош в создании детали, он редко выходит из станка готовым к чистовой обработке. Почти всегда необходимо выполнить хотя бы некоторую финишную шлифовку. Чтобы облегчить эту работу, на рынке были представлены специальные шлифовальные швабры, колеса и подушки, предназначенные для использования на всем, от небольшого вращающегося инструмента до сверлильного станка. Отделка может быть выполнена так же, как любой другой проект по деревообработке, будь то промасливание, морилка и верхнее покрытие или покраска.
На этом этапе мы снимаем деталь с ЧПУ, затем шлифуем, собираем и чистим. Этому шагу обычно уделяется больше времени, чем любому другому, за исключением, возможно, шага 2. Хотя фрезерный станок с ЧПУ может быть очень хорош в создании детали, он редко выходит из станка готовым к чистовой обработке. Почти всегда необходимо выполнить хотя бы некоторую финишную шлифовку. Чтобы облегчить эту работу, на рынке были представлены специальные шлифовальные швабры, колеса и подушки, предназначенные для использования на всем, от небольшого вращающегося инструмента до сверлильного станка. Отделка может быть выполнена так же, как любой другой проект по деревообработке, будь то промасливание, морилка и верхнее покрытие или покраска. Человек может шлифовать и собирать, пока ЧПУ вырезает другой проект — и многие люди именно так и поступают. Другие думают о ЧПУ как о способе расширения своей работы в таких областях, как инкрустация или резьба, которые, по их мнению, были выше их уровня навыков. Кроме того, есть еще тот факт, что они просто крутые.
Человек может шлифовать и собирать, пока ЧПУ вырезает другой проект — и многие люди именно так и поступают. Другие думают о ЧПУ как о способе расширения своей работы в таких областях, как инкрустация или резьба, которые, по их мнению, были выше их уровня навыков. Кроме того, есть еще тот факт, что они просто крутые. Мнений много, согласитесь. Тем не менее, иногда просто нет лучшего ЧПУ, лучшего фрезерного станка или шпинделя, лучшей детали или расходных материалов, лучшей фрезы или концевой фрезы или даже станка лучшего размера. Мне нравится говорить людям, что «лучшее» — это то, что вы можете себе позволить, с чем вам комфортно и что вы хотите.
Мнений много, согласитесь. Тем не менее, иногда просто нет лучшего ЧПУ, лучшего фрезерного станка или шпинделя, лучшей детали или расходных материалов, лучшей фрезы или концевой фрезы или даже станка лучшего размера. Мне нравится говорить людям, что «лучшее» — это то, что вы можете себе позволить, с чем вам комфортно и что вы хотите.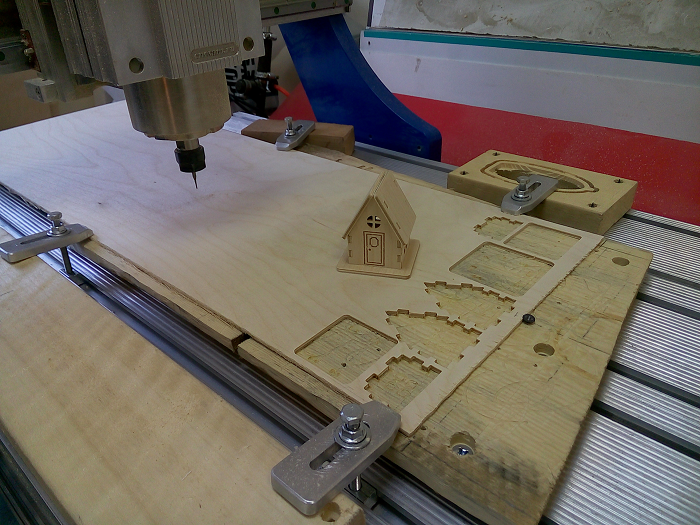
 Может использоваться как размораживатель замков;
Может использоваться как размораживатель замков; также
также Это же касается брони лба корпуса, но в меньшей степени. Ведь 12 мм бронелист закрывает там лишь верхнюю треть, остальное бронирование — это девятимиллиметровые листы. Шведские инженеры почему то посчитали хорошей идеей расположить прямо во лбу вентиляционную решётку, 5 мм которой хорошо пропускают не только воздух, но и любые пули и снаряды.
Это же касается брони лба корпуса, но в меньшей степени. Ведь 12 мм бронелист закрывает там лишь верхнюю треть, остальное бронирование — это девятимиллиметровые листы. Шведские инженеры почему то посчитали хорошей идеей расположить прямо во лбу вентиляционную решётку, 5 мм которой хорошо пропускают не только воздух, но и любые пули и снаряды. В эту маленькую машинку уместилось целых 6 танкистов! Помимо наводчика и командира-заряжающего, в автомобиле имеются два водителя, передний и задний. Водителям составляют компанию передний и задний стрелки-радисты (в реальности они были операторами курсового и кормового пулемётов). Хотя машину пробивают довольно часто, такое обилие людей положительно сказывается на её выживаемости.
В эту маленькую машинку уместилось целых 6 танкистов! Помимо наводчика и командира-заряжающего, в автомобиле имеются два водителя, передний и задний. Водителям составляют компанию передний и задний стрелки-радисты (в реальности они были операторами курсового и кормового пулемётов). Хотя машину пробивают довольно часто, такое обилие людей положительно сказывается на её выживаемости.
 Здесь орудие имеет те же характеристики, но не страдает от недостатка боеприпасов.
Здесь орудие имеет те же характеристики, но не страдает от недостатка боеприпасов.
 Наводчику Pz.II F приходится экономить снаряды, стреляя короткими очередями, ведь снарядов в кассете мало — всего 10, а долгая перезарядка в 7,5 секунд будет очень некстати в середине огневого контакта (похожее можно наблюдать и на советском ЗУТ-37). Шведский же бронеавтомобиль, имея по 36 снарядов в барабанных магазинах, имеет ещё и перезарядку в 1,2 сек! Он в состоянии просто заливать противника огнём, зажимая гашетку. Нет необходимости даже прятаться для перезарядку, противник просто не успеет опомнится. Охлаждение ствола очень эффективно, можно сделать без остановки около 65 выстрелов (почти две ленты) до перегрева.
Наводчику Pz.II F приходится экономить снаряды, стреляя короткими очередями, ведь снарядов в кассете мало — всего 10, а долгая перезарядка в 7,5 секунд будет очень некстати в середине огневого контакта (похожее можно наблюдать и на советском ЗУТ-37). Шведский же бронеавтомобиль, имея по 36 снарядов в барабанных магазинах, имеет ещё и перезарядку в 1,2 сек! Он в состоянии просто заливать противника огнём, зажимая гашетку. Нет необходимости даже прятаться для перезарядку, противник просто не успеет опомнится. Охлаждение ствола очень эффективно, можно сделать без остановки около 65 выстрелов (почти две ленты) до перегрева.
 Бои на близких дистанциях при сильных перепадах высот даются автомобилю нелегко, из за медленного разгона и проблем при движении в гору.
Бои на близких дистанциях при сильных перепадах высот даются автомобилю нелегко, из за медленного разгона и проблем при движении в гору. Поэтому, по возможности, нужно выбирать любые доступные пути для атаки в борт.
Поэтому, по возможности, нужно выбирать любые доступные пути для атаки в борт.
 Часть этого заказа производилась на мощностях фирмы Volvo по лицензии — такие машины получили обозначение Pansarbil m/40, в соответствии с годом выпуска. Они отличались другим двигателем — Volvo FBT мощностью 140 л.с., и несколько видоизмененной башней, но в целом соответствовали предыдущему образцу.
Часть этого заказа производилась на мощностях фирмы Volvo по лицензии — такие машины получили обозначение Pansarbil m/40, в соответствии с годом выпуска. Они отличались другим двигателем — Volvo FBT мощностью 140 л.с., и несколько видоизмененной башней, но в целом соответствовали предыдущему образцу. также
также 12.48 · Ikv 73 · Strv m/41 S-I
12.48 · Ikv 73 · Strv m/41 S-I

 Он помнит, что выбор винтовки Remington стал значительно более привлекательным благодаря интересу компании к размещению морских пехотинцев. «Ремингтон был готов работать с Корпусом и предоставил нам нестандартное оружие, готовое к немедленному использованию», — говорит он. «Другие компании не проявили такой готовности…» Участие Лэнда в программе было естественным продолжением его трехлетнего участия в стрелковой группе морской пехоты. Команда была полигоном для подготовки стрелков морской пехоты, которые позже будут служить разведчиками-снайперами. Возможно, самым известным из них был GySgt. Карлос Хэткок, чьи подвиги описаны в печати и скопированы на киноэкране. В частности, новая роль Лэнда заключалась в организации и обучении разведчиков-снайперов для 1-й дивизии морской пехоты.
Он помнит, что выбор винтовки Remington стал значительно более привлекательным благодаря интересу компании к размещению морских пехотинцев. «Ремингтон был готов работать с Корпусом и предоставил нам нестандартное оружие, готовое к немедленному использованию», — говорит он. «Другие компании не проявили такой готовности…» Участие Лэнда в программе было естественным продолжением его трехлетнего участия в стрелковой группе морской пехоты. Команда была полигоном для подготовки стрелков морской пехоты, которые позже будут служить разведчиками-снайперами. Возможно, самым известным из них был GySgt. Карлос Хэткок, чьи подвиги описаны в печати и скопированы на киноэкране. В частности, новая роль Лэнда заключалась в организации и обучении разведчиков-снайперов для 1-й дивизии морской пехоты. Прицел был, конечно, важным компонентом системы M40. Redfield Accu-Range с регулируемой мощностью (3-9X) легко узнать даже сегодня по яркому зеленому анодированному покрытию. Функция дальности для стрельбы на расстояние до 600 ярдов. была включена как часть сетки прицела, а прочное коническое крепление прицела, предоставленное Redfield, было почти клоном использовавшегося в США M19 времен Второй мировой войны.Винтовка 03A4 Спрингфилд.
Прицел был, конечно, важным компонентом системы M40. Redfield Accu-Range с регулируемой мощностью (3-9X) легко узнать даже сегодня по яркому зеленому анодированному покрытию. Функция дальности для стрельбы на расстояние до 600 ярдов. была включена как часть сетки прицела, а прочное коническое крепление прицела, предоставленное Redfield, было почти клоном использовавшегося в США M19 времен Второй мировой войны.Винтовка 03A4 Спрингфилд.
 поставленная задача
поставленная задача Все признаки указывали на один и тот же неизбежный вывод: пришло время обновить старую боевую лошадь.
Все признаки указывали на один и тот же неизбежный вывод: пришло время обновить старую боевую лошадь. Наконец, проблема восприимчивости к влаге, присущая оригинальному деревянному прикладу M40, была решена заменой прикладов McMillan из стекловолокна с зеленым и земляной красный камуфляж. Кроме того, у Remington были заказаны дополнительные стволы для замены тех, которые были изношены или потеряны.
Наконец, проблема восприимчивости к влаге, присущая оригинальному деревянному прикладу M40, была решена заменой прикладов McMillan из стекловолокна с зеленым и земляной красный камуфляж. Кроме того, у Remington были заказаны дополнительные стволы для замены тех, которые были изношены или потеряны.  Однако, учитывая относительно небольшое количество требуемых единиц, незавершенный контракт не заинтересовал многих коммерческих производителей. Ответ пришел примерно в 1980 году в виде совершенно новой модели от небольшого, очень уважаемого производителя прицелов, чья репутация среди энтузиастов стрельбы из винтовки была более чем прочной. Действительно, имя Унертль было синонимом дальнобойной оптики с большим увеличением для точной стрельбы из винтовки. Сами морские пехотинцы использовали Unertls во Второй мировой войне, Корее и Вьетнаме. Однако новейшая модель Unertl, имея в целом чуть более 12 дюймов, была намного короче, чем типичные прицелы производителя прошлых лет. Новый Unertl также был прочнее. В отличие от Redfield, он был изготовлен из стальной трубы и имел толстые оптические элементы. с высокоэффективными покрытиями. Новая оптика дополнялась кольцами производства Унертля и креплением Унертля с проушинами, которые взаимодействовали с верхней частью ствольной коробки таким образом, чтобы препятствовать отделению прицела от его винтовки ударами.
Однако, учитывая относительно небольшое количество требуемых единиц, незавершенный контракт не заинтересовал многих коммерческих производителей. Ответ пришел примерно в 1980 году в виде совершенно новой модели от небольшого, очень уважаемого производителя прицелов, чья репутация среди энтузиастов стрельбы из винтовки была более чем прочной. Действительно, имя Унертль было синонимом дальнобойной оптики с большим увеличением для точной стрельбы из винтовки. Сами морские пехотинцы использовали Unertls во Второй мировой войне, Корее и Вьетнаме. Однако новейшая модель Unertl, имея в целом чуть более 12 дюймов, была намного короче, чем типичные прицелы производителя прошлых лет. Новый Unertl также был прочнее. В отличие от Redfield, он был изготовлен из стальной трубы и имел толстые оптические элементы. с высокоэффективными покрытиями. Новая оптика дополнялась кольцами производства Унертля и креплением Унертля с проушинами, которые взаимодействовали с верхней частью ствольной коробки таким образом, чтобы препятствовать отделению прицела от его винтовки ударами.
 (См. врезку, начинающуюся на стр. 37.) Новый M40A3 добавит более 3 фунтов. дополнительного веса — то, что Лэнд считает ненужным. «У нас было очень мало выстрелов на 1000 ярдов и около 50-процентной вероятности попадания при выстрелах с дальней дистанции», — говорит он. «Но вместо этого было принято решение увеличить вес пистолета для использования, возможно, в десяти процентах работ. Это может отрицательно сказаться на подвижности стрелка». Тем не менее, когда Лэнд размышляет о первоначальном выборе морскими пехотинцами Remington M40, а не о других, менее определенных возможностях, он говорит: «У нас не было времени ждать чего-то, чего мы никогда не получим, поэтому мы выбрали то, что казалось быть лучшей винтовкой в то время. Это был отличный выбор».
(См. врезку, начинающуюся на стр. 37.) Новый M40A3 добавит более 3 фунтов. дополнительного веса — то, что Лэнд считает ненужным. «У нас было очень мало выстрелов на 1000 ярдов и около 50-процентной вероятности попадания при выстрелах с дальней дистанции», — говорит он. «Но вместо этого было принято решение увеличить вес пистолета для использования, возможно, в десяти процентах работ. Это может отрицательно сказаться на подвижности стрелка». Тем не менее, когда Лэнд размышляет о первоначальном выборе морскими пехотинцами Remington M40, а не о других, менее определенных возможностях, он говорит: «У нас не было времени ждать чего-то, чего мы никогда не получим, поэтому мы выбрали то, что казалось быть лучшей винтовкой в то время. Это был отличный выбор». генезис во Вьетнамской войне с окончательной разработкой M40A3. (Обозначение M40A2 было пропущено, поскольку оно уже было присвоено несвязанному образцу военной техники.)
генезис во Вьетнамской войне с окончательной разработкой M40A3. (Обозначение M40A2 было пропущено, поскольку оно уже было присвоено несвязанному образцу военной техники.) 
 Оружейники, прошедшие перекрестное обучение, используя современные отраслевые стандарты обеспечения качества, начинают почти химическую трансформацию оружия, выбрасывая заводские стволы, спусковые скобы, накладки на днище и другие компоненты. Верхняя часть ствольной коробки имеет рельефный срез, чтобы можно было заряжать винтовку из обоймы съемника, с задней прорезью, действующей как направляющая обоймы, и вогнутым передним вырезом, позволяющим проходить наконечникам пуль и служащим «канавкой» для соответствующего «язычка» на изготовленная на заказ оптическая платформа. Крепление рельсового типа выполнено с наклоном вниз на 30 градусов, что позволяет регулировать высоту для стрельбы на расстояние до 1000 ярдов. Их верхние поверхности плоские; отверстия для оптического крепления увеличены по сравнению с коммерческим стандартным размером 6-48 для установки винтов 8-40; затем они выравниваются и обтачиваются до того, как проушины затвора будут идеально совмещены с выемками ствольной коробки.
Оружейники, прошедшие перекрестное обучение, используя современные отраслевые стандарты обеспечения качества, начинают почти химическую трансформацию оружия, выбрасывая заводские стволы, спусковые скобы, накладки на днище и другие компоненты. Верхняя часть ствольной коробки имеет рельефный срез, чтобы можно было заряжать винтовку из обоймы съемника, с задней прорезью, действующей как направляющая обоймы, и вогнутым передним вырезом, позволяющим проходить наконечникам пуль и служащим «канавкой» для соответствующего «язычка» на изготовленная на заказ оптическая платформа. Крепление рельсового типа выполнено с наклоном вниз на 30 градусов, что позволяет регулировать высоту для стрельбы на расстояние до 1000 ярдов. Их верхние поверхности плоские; отверстия для оптического крепления увеличены по сравнению с коммерческим стандартным размером 6-48 для установки винтов 8-40; затем они выравниваются и обтачиваются до того, как проушины затвора будут идеально совмещены с выемками ствольной коробки. Как и на более поздних M40A1, магазинная коробка приварена к ствольной коробке, а затем к новому упору отдачи из нержавеющей стали толщиной 5/16 дюйма, изготовленному на предприятии. дульный срез. Они были оптимизированы для новых боеприпасов, разработанных при участии Стрелковой группы морской пехоты. Вместо M118 Special Ball новый производимый в Лейк-Сити заряд, обозначенный AA11, будет иметь гильзу соответствующего качества и запускать 175 Пуля типа «лодочка» Sierra MatchKing со скорострельностью до 2680 фут/с из дульного среза. К новому стволу добавлена цельная стальная плита пола и спусковая скоба.
Как и на более поздних M40A1, магазинная коробка приварена к ствольной коробке, а затем к новому упору отдачи из нержавеющей стали толщиной 5/16 дюйма, изготовленному на предприятии. дульный срез. Они были оптимизированы для новых боеприпасов, разработанных при участии Стрелковой группы морской пехоты. Вместо M118 Special Ball новый производимый в Лейк-Сити заряд, обозначенный AA11, будет иметь гильзу соответствующего качества и запускать 175 Пуля типа «лодочка» Sierra MatchKing со скорострельностью до 2680 фут/с из дульного среза. К новому стволу добавлена цельная стальная плита пола и спусковая скоба.  Другие намеки на современность включают в себя более вертикальную пистолетную рукоятку, крюк для приклада, облегчающий захват слабой рукой при стрельбе из положения лежа, регулируемую щеку и съемные прокладки затыльника. Последние две функции позволяют снайперам морской пехоты в некоторой степени индивидуально настраивать винтовки, изготовленные по образцу.
Другие намеки на современность включают в себя более вертикальную пистолетную рукоятку, крюк для приклада, облегчающий захват слабой рукой при стрельбе из положения лежа, регулируемую щеку и съемные прокладки затыльника. Последние две функции позволяют снайперам морской пехоты в некоторой степени индивидуально настраивать винтовки, изготовленные по образцу.
 Варминт-винтовка — это «плинкер», который убивает неприятных животных, таких как сурки или койоты, на дальних дистанциях. Морские пехотинцы дали ему лучший прицел, назвали его M40 и в 1966 году передали морским разведчикам-снайперам.
Варминт-винтовка — это «плинкер», который убивает неприятных животных, таких как сурки или койоты, на дальних дистанциях. Морские пехотинцы дали ему лучший прицел, назвали его M40 и в 1966 году передали морским разведчикам-снайперам. 308 теряет свою мощность после 700 ярдов. Снайперам и их корректировщикам приходится делать быстрые расчеты, потому что калибр .308 не достигает своей цели и требует значительной поправки на ветер.
308 теряет свою мощность после 700 ярдов. Снайперам и их корректировщикам приходится делать быстрые расчеты, потому что калибр .308 не достигает своей цели и требует значительной поправки на ветер.

 Установка инструмента и заготовки — Национальная сборная Worldskills Россия
Установка инструмента и заготовки — Национальная сборная Worldskills Россия Изготавливают цанги в виде пружинящей разрезной втулки
Изготавливают цанги в виде пружинящей разрезной втулки
 Нажимаем кнопку «Оффсет».
Нажимаем кнопку «Оффсет».
 Переходим на вкладку «Позиция», в ячейках координат вводим X0, Y0, Z10», нажимаем «Ускоренное перемещение» и затем кнопку «Пуск».
Переходим на вкладку «Позиция», в ячейках координат вводим X0, Y0, Z10», нажимаем «Ускоренное перемещение» и затем кнопку «Пуск».
 Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз

 В блоге этого месяца мы обсудим характеристики и многие преимущества этих держателей инструментов.
В блоге этого месяца мы обсудим характеристики и многие преимущества этих держателей инструментов.