Каталог товаровПоиск по разделамПоиск по параметрамЛичный кабинет
Главная страница
→
Навигатор по разделу
Алфавитный поиск:
Поиск по этому разделу:
Сбросить результаты поиска
скачать прайс-лист выбранных товаров
Найдено товаров: 4
Код
Название
Артикул
Цена
201330
Крюк подъемный 1000кг
DIN689
770 ₽
Наличие: 14шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
201331
Крюк подъемный 250кг
DIN689
260 ₽
Наличие: 11шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
org/Product»>
201332
Крюк подъемный 2500кг
DIN689
1 400 ₽
Наличие: 14шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
201333
Крюк подъемный 500кг
DIN689
org/Offer»>
380 ₽
Наличие: 27шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
О компании
Автокаталоги
Услуги
Меню
Поиск по всем разделам
Схема проезда
Корзина
пока пусто. ..
Личный кабинет
Мои заказы
Гараж
Блокнот
x
Крюк чалочный 320А
Крюк чалочный тип 320А используется в качестве грузозахватного органа строп, траверс, и прочих грузоподъемных приспособлений. Именно данный тип крюка чаще всего используется на производстве грузозахватных приспособлений. Широкую популярность крюк получил за высокие потребительские качества и запас прочности, что позволяет ему составить конкуренцию отечественному крюку Кч (ГОСТ 25573-82).
Крюк изготовлен из легированной стали, коэффициент запаса прочности не менее 4. Для предотвращения случайной расстроповки груза комплектуется пластинчатым замком-предохранителем.
Г/п, т
Размеры, мм
Масса, кг
a
b
c
d
g
h
0,75
19,1
70,7
16,7
8
19,2
18,5
0,16
1
21,8
82,2
19
9
20,8
20
0,25
1,5
23,1
93,7
22,5
11
24
21,6
0,34
2
24,6
112,7
27
12,5
28,9
26,8
0,57
3,2
26,5
117,9
31
15,4
33
32,8
0,77
5
32,4
147
38,6
18
42,2
37,1
1,63
7
37,7
187
51,7
22,6
52,6
47,1
3,2
11
47,5
230
61,6
29
66
60,5
5,9
15
56
260
72
33
78
72
9,8
22
77
315
87
39
90
84
15,6
30
85
355
90
45
115
105
19
Тяжелые подъемные крюки | Крановые крюки
Крюки для подъема и такелажа
Такелажные и подъемные крюки, в том числе подъемные крюки, строповые крюки и т. д., необходимы для многих применений, но могут сильно различаться по конструкции, прочности и грузоподъемности.
От небольших моделей из нержавеющей стали с поворотной проушиной до тяжелых строповочных крюков с пределом рабочей нагрузки более 8000 фунтов — в US Cargo Control вы найдете подходящие подъемные крюки для работы.
Эти крючки выпускаются во многих вариантах, но есть общие понятия, которые применимы к большинству из них. Ниже мы изложили некоторые из основ и предлагаем обращаться к нашим специалистам по продажам с любыми другими вопросами, которые могут у вас возникнуть.
Варианты крепления подъемных крюков
Существует два основных типа крепления: проушина и скоба. Популярное подмножество этих крючков также включает возможность поворота.
Крюк с проушиной
Крюк с проушиной является наиболее распространенным выбором. Круглое соединение обеспечивает постоянное крепление и большую гибкость по сравнению с крюком с вилкой. Недостатком, однако, является то, что если крюк поврежден, всю стропу придется снять.
Крюк с вилкой
Крюки с вилкой и болтом или штифтом в основании обеспечивают надежный способ крепления крюка к кронштейну или цепи, но не являются постоянными. У них меньший диапазон движения, чем у крючков с проушиной, но их можно легко заменить.
Поворотный крюк
Поворотные крюки позволяют поворачивать крюк, чтобы упростить процесс погрузки и предотвратить перекручивание цепи или другого такелажа. Большинство из них предназначены для вращения только перед добавлением нагрузки и не могут поворачиваться под нагрузкой.
Если вам нужен крюк, который может свободно вращаться с грузом, потребуется поворотный крюк с подшипником, например, Crosby L-3322B или S-3322B.
Типы такелажных крюков
После того, как вы выбрали тип крепления, который лучше всего подходит для вас, вы захотите еще больше сузить свой выбор, просмотрев стили крючков. Вариантов масса, но мы коснемся самых популярных.
Крюк-захват
Крюк-захват предназначен для «захвата» и предотвращения соскальзывания цепи с крюка. У них узкое горло, которое особенно эффективно удерживает цепь.
Скользящий крюк
У них обычно более широкое горлышко, чем у захватных крюков. Скользящие крючки иногда имеют защелку, чтобы удерживать прикрепленный объект на своем месте.
Самоблокирующийся крюк
При использовании в пределах допустимой рабочей нагрузки самоблокирующаяся конструкция гарантирует, что крюк не раскроется под большой нагрузкой.
Сортировочный крюк
Сортировочные крюки лучше всего подходят для работы с такими грузами, как трубы или плоские плиты, благодаря их глубокому прямому зеву.
Важная терминология для подъемных крюков
С такелажными крюками связано много жаргона — узнайте больше о наиболее часто используемых, прежде чем начать поиск.
Крючок Марка
Это обозначение относится к прочности металла на растяжение. К классам, одобренным для подъема над головой, относятся марки 80, 100 и 120. Все они изготовлены из легированной стали и обладают разным уровнем прочности. Например, крюк класса 100 обеспечивает предельную рабочую нагрузку примерно на 25 % выше, чем крюк класса 80.
Узнайте больше о различных классах цепей и их предельных рабочих нагрузках.
Нержавеющая сталь типа 316
Этот металл «морского класса» обладает лучшей коррозионной стойкостью к солям, химическим веществам и кислотам, особенно в морской среде, связанной с погружением или разбрызгиванием морской воды.
Отделка
Различные отделки крючков дают разные преимущества.
Если подъемный крюк оцинкован, металл имеет тонкое цинковое покрытие для защиты от ржавчины и обеспечения устойчивости к коррозии.
Порошковое покрытие также обеспечивает устойчивость к коррозии и, как правило, идеально подходит для легкой идентификации различных марок. Наш основной набор крючков класса 80 — все ярко-желтые, а наш основной набор крючков класса 120 — ярко-синий.
Предельная рабочая нагрузка (WLL)
Иногда также называемая номинальной грузоподъемностью, предельная рабочая нагрузка — это максимальный вес, который должен прилагаться к предмету во время использования.
Этот номер основан на идеальных условиях работы и окружающей среды, поэтому, если вы используете оборудование в нестандартных условиях (экстремально высокие или низкие температуры, контакт с химическим паром или раствором, длительное погружение в соленую воду, кислоты и т. ), этот предел может быть неправильным, и следует принять особые меры предосторожности.
*Предельная рабочая нагрузка никогда не должна превышаться*
Прочность на разрыв
Прочность на разрыв — это сила, приложенная, когда во время испытаний на заводе-изготовителе было обнаружено, что оборудование ломается. Важно помнить, что тестирование проводится в контролируемой среде с идеальными условиями. В реальных приложениях будут задействованы различные факторы, силы и условия окружающей среды, поэтому рекомендуется следовать рекомендациям WLL, которые обычно составляют 1/3 прочности на разрыв для подъемных крюков.
Подъемный крюк подвергается сильному давлению, поэтому важно тщательно и часто осматривать его на наличие повреждений, трещин, изгибов и выпрямления. Крюки часто проштампованы цифрами, чтобы указать информацию о нагрузке и рейтинге устройства, что позволяет легко проверить крюк на предмет целостности и любых повреждений, которые могли произойти.
Вопросы?
Крюки бывают разных стилей и мощностей для различных целей, и вы можете рассчитывать на то, что US Cargo Control предложит именно то, что вам нужно, будь то небольшой скользящий крюк или прочный крюк с вилкой.
Не видите нужный вам подъемный крюк или не знаете, какой крюк лучше всего подходит для вас? Свяжитесь с одним из наших обученных специалистов по продажам. Они с радостью ответят на ваши вопросы и даже помогут оформить заказ.
Обязательно ознакомьтесь с другими нашими грузоподъемными и такелажными принадлежностями, включая скобы, шкивы, соединительные и соединительные звенья, цепные стропы, талрепы и тросы.
Тяжелые подъемные крюки | Крановые и подъемные крюки
Купить крюк для подъема глаз
Купить подъемный крюк Clevis
Купить поворотный крановый крюк
Купить крюк для сортировки
Купить литейный подъемный крюк
Купить крюк для захвата
J-крюк
Крюк для барабана и бочки
Подъемный крюк крана
Такелажные и подъемные крюки для кранов, лебедок и строп являются неотъемлемой частью почти любого такелажного применения. Выбор правильного такелажного крюка для вашего подъемного оборудования так же важен, как выбор правильного стропа или лебедки. Подъемные крюки бывают самых разных конструкций, материалов и размеров, и все они подходят для различных подъемных работ. Некоторые из наиболее популярных типов крюков, используемых в такелажной и грузоподъемной промышленности:
Крючки с проушиной
Крюки с вилкой
Поворотные крюки
Сортировочные крючки
Литейные крюки
J-образные крючки
Захватные крюки
Крючки для бочки/бочки
Некоторые из вышеупомянутых такелажных крюков обычно используются с предохранительными защелками, а некоторые нет. Далее мы поговорим о том, когда такелажникам нужно и не нужно использовать предохранительную защелку крюка.
Большинство типов промышленных подъемных крюков различаются по двум признакам:
Механизм верхнего крепления
Тип корпуса подъемного крюка
В компании Tri-State Rigging Equipment мы гордимся тем, что поставляем нашим клиентам только высококачественные подъемные и такелажные крюки для тяжелых условий эксплуатации. Если вы не можете найти то, что ищете, или если вы не знаете точно, что вам нужно, позвоните или напишите в наш отдел продаж, чтобы поговорить со специалистом по такелажным изделиям.
Крюки с проушиной, крюки с вилкой и поворотные крюки
Существует два основных метода крепления такелажного крюка к крану, подъемнику или подъемному стропу с проушиной или скобой в верхней части крюка. Кроме того, подъемные крюки могут быть оснащены поворотной верхней частью, которая может вращаться либо для облегчения соединения с грузом, либо для вращения под грузом.
Крюки с проушиной
Крюки с проушиной — отличное постоянное решение для соединения подъемного крюка со стропой. Крюки с проушиной также обеспечивают большую гибкость в том, как вы перемещаете и позиционируете крюк для соединения с точкой подъема. Однако постоянная природа крючков для глаз может быть недостатком. Если крюк стропы погнулся, треснул или растянулся, весь строп должен быть выведен из эксплуатации, так как крюк является постоянной частью стропа.
Крючки с вилкой
Крючки с вилкой представляют собой прекрасную временную альтернативу крюкам с проушиной. Крюки с вилкой поставляются с верхней частью вилки в форме буквы «U», которая крепится болтом или штифтом. Они обычно используются в качестве альтернативы крюку с проушиной в такелажных мастерских и конечных пользователях, не сертифицированных для сварки цепных строп из сплава. Крюки Clevis предлагают этим конечным пользователям механическое соединение с цепными стропами, для производства которых не требуется специальных сертификатов. Непостоянный характер крюков с вилкой также позволяет такелажникам быстро и легко заменить крюк, если он каким-либо образом поврежден. Имейте в виду, что стропы, в которых были заменены крюки, считаются отремонтированными и должны пройти контрольные испытания перед повторным вводом в эксплуатацию. Кроме того, хотя крюки с вилкой не имеют такой же свободной артикуляции, как крюки с проушиной, их можно поворачивать из стороны в сторону, чтобы облегчить соединение крюка с точкой подъема.
Поворотные крюки
Как упоминалось выше, поворотные крюки позволяют крюку поворачиваться на 360°. Существует два разных типа вертлюжных крюков, и очень важно убедиться, что вертлюжный крюк, который вы используете, соответствует вашему подъемному устройству. Два типа поворотных крюков:
Позиционирующий поворотный крюк: Эти поворотные крюки используются, чтобы такелажник мог повернуть крюк, чтобы правильно выровнять и надежно закрепить груз. Чрезвычайно важно знать, что позиционирующие поворотные крюки не предназначены для поворота под нагрузкой, они предназначены только для поворота, когда вашему такелажнику необходимо выровнять и/или установить крюк на точку захвата.
Поворотный крюк True с подшипником: Эти поворотные крюки содержат подшипник, который позволяет крюку поворачиваться на 360° под нагрузкой. Настоящие поворотные крюки — идеальное решение для такелажа, где важно, чтобы такелажное оборудование не скручивалось под нагрузкой. Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
Сортировочные крюки
Сортировочные крюки, часто называемые «крюками для вытряхивания» или «крюками для раскладки», чаще всего используются для раскладки и сортировки таких предметов, как плоские металлические пластины, трубы и всевозможные трубчатые предметы. Сортировочные крюки можно использовать в любом одноветвевом или многоветвевом стропе, где нагрузка полностью захватывает всю глубину крюка. Уникальная конструкция сортировочных крюков требует, чтобы они использовались под углом от 30° до 45°, чтобы полностью зацепить крюк. Подъем груза, который не полностью захватывает всю глубину сортировочного крюка, может значительно снизить предел рабочей нагрузки этого крюка.
Как и некоторые другие типы крюков, сортировочные крюки не предназначены для использования с предохранительной защелкой. Поскольку для безопасного подъема требуется полное зацепление сортировочного крюка, защелка сильно затруднит практическое использование сортировочных крюков для подъема пластин и цилиндров.
Несмотря на то, что они похожи и термины часто используются взаимозаменяемо, сортировочные крюки — это не то же самое, что крюки-пеликаны. В отличие от сортировочных крюков, крюки типа «пеликан» используются в судостроении и судоходстве и не предназначены для подъема груза над головой.
Литейные крюки
Как следует из названия, литейные крюки обычно используются в литейных цехах. Их уникальная конструкция позволяет устанавливать цапфы и ручки на отливки или формы, используемые в литейных работах. Зев литейных крюков шире и глубже, чем у других такелажных крюков, и является одним из немногих крюков, предназначенных для использования без предохранительной защелки. Это связано с опасной высокой температурой окружающей среды, в которой используются литейные крюки, что делает небезопасным для рабочих дотягиваться до защелки и разблокировки груза.
Загрузка наконечника очень распространена в среде, где встречаются литейные крюки. Несмотря на то, что литейные крюки в большинстве случаев безопасны для опрокидывающей нагрузки, происходит снижение предела рабочей нагрузки, и такелажники должны связаться со своим производителем, чтобы должным образом уменьшить номинальную грузоподъемность литейных крюков, когда они используются для опрокидывающей нагрузки.
J-образные крюки
J-образные крюки имеют более тонкий и низкий профиль, чем другие подъемные крюки. Эта уникальная конструкция позволяет использовать J-образные крюки в подъемных и такелажных приложениях, где стропы, грейферы и литейные крюки слишком велики и толсты, чтобы выполнять свою работу должным образом. Следует иметь в виду, что тонкая, низкопрофильная конструкция J-образных крюков также означает, что они будут иметь более низкий предел рабочей нагрузки, чем большинство других подъемных крюков.
J-образные крюки наиболее популярны в промышленности и производстве и чаще всего используются с рым-болтами или специальной точкой подъема. Как правило, J-образные крюки изготавливаются по индивидуальному заказу, чтобы соответствовать конкретным приложениям такелажа, и могут быть разработаны с тремя различными ориентациями проушин:
Стиль А
Стиль Б
Стиль С
Оба типа A и B имеют ушко, параллельное корпусу J-образного крючка, а тип C имеет ушко, перпендикулярное корпусу J-образного крючка.
Захватные крюки
Захватные крюки специально разработаны с узким горлышком, которое захватывает и укорачивает цепь. Захватные крюки чаще всего встречаются в регулируемых узлах цепных стропов и позволяют такелажникам независимо регулировать длину каждой ноги цепного стропа. Захватный крюк работает, зацепляя звенья цепи, чтобы надежно укоротить такелажную цепь. Существует два основных типа крюков, и очень важно знать разницу:
Стандартный крюк: Эти захватные крюки являются наиболее популярными и наиболее экономичными вариантами захватных крюков на рынке. Единственным недостатком, однако, является то, что вы должны уменьшить предел рабочей нагрузки на 20% при использовании стандартного захватного крюка для сокращения длины цепи.
Крюк для захвата люльки: Эти крюки для захвата имеют ложемент, в который укладывается цепь при зацеплении с крюком. Хотя захватные крюки с люлькой стоят дороже, чем стандартные захватные крюки, они, как правило, не требуют снижения предела рабочей нагрузки при использовании для сокращения длины цепи.
Крюки для бочек и бочек
Как следует из названия, крюки для бочек и бочек используются для подъема бочек и бочек. Эти крюки имеют очень широкую точку подъема, которая проходит под кромкой любого барабана и/или бочки, которую вы пытаетесь поднять. Барабанные и бочкообразные крюки предназначены для использования в многоветвевых стропах при углах стропа 30°-45°. Это связано с тем, что по большей части невозможно поднять бочку или бочку в одной точке захвата с помощью крюка для бочки или бочки.
Предохранительные защелки для подъемных крюков
Использование крюковых защелок или их отсутствие является весьма спорным вопросом в такелажной и грузоподъемной отрасли. Некоторые люди говорят, что вы всегда должны использовать предохранительную защелку, в то время как другие говорят, что вам не нужно использовать предохранительные защелки. Для этого спора есть веская причина, так как мало объяснений и толкований в отношении стандартов, регулирующих использование предохранительных защелок с крюками при потолочном подъеме.
Здесь, в Tri-State Rigging Equipment, мы предлагаем использовать крюковые защелки, когда это возможно и когда для этого есть условия. Чтобы прийти к этому заключению, мы полагаемся на следующие выдержки и толкования стандартов OSHA и ASME:
В разделе 5(a)(1) Закона о безопасности и гигиене труда от 1970 г. OSHA излагает Положение об общих обязанностях, в котором говорится, что в отсутствие конкретных стандартов OSHA в отношении опасности каждый работодатель должен «предоставить каждому занятости его работников и место работы, которые свободны от признанных опасностей, которые вызывают или могут причинить смерть или серьезный физический вред его работникам». Это означает, что работодатели несут ответственность за защиту своих сотрудников от признанных серьезных опасностей. В соответствии с Положением об общих обязанностях OSHA часто учитывает руководящие принципы отраслевых согласованных стандартов, таких как стандарты, опубликованные Американским национальным институтом стандартов (ANSI) и Американским обществом инженеров-механиков (ASME), при оценке того, имело ли место нарушение OSHA. Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка:
Раздел 2-1.14.5, Крюки, ASME B30.2-2001, Мостовые и козловые краны: «Должны использоваться крюки с защелками, если приложение не делает использование защелки нецелесообразным или ненужным».
Интерпретация стандартов OSHA
: Требование к предохранительным защелкам указано только в OSHA 1910.181(j)(2)(ii), в котором говорится, что «Крюки с предохранительными защелками должны использоваться везде, где это возможно».
Интерпретация стандартов
OSHA: требования OSHA к предохранительным защелкам на крюках для строп различаются в зависимости от вида деятельности, для которой используется строп.
Независимо от того, как вы интерпретируете стандарты, регулирующие использование горловых защелок, важно оценивать каждое подъемное устройство отдельно, чтобы определить, является ли использование предохранительной защелки крюком ненужным, нецелесообразным и/или делает подъем более опасным; или требуется ли это для вашего конкретного приложения такелажа.
Комплекты самозакрывающихся защелок
Комплекты самозакрывающихся защелок представляют собой подпружиненные предохранительные защелки, которые могут поставляться в стандартной комплектации на крючке или добавляться после продажи. Эти комплекты защелок не так прочны, как крюки для строп, к которым они прикреплены, и поэтому могут сократить срок службы подъемного крюка. Поврежденную защелку такелажного крюка можно заменить, но в зависимости от того, отечественные или импортные у вас подъемный крюк и защелка, может оказаться более экономичным заменить весь крюк, чем только защелку крюка. Тем не менее, комплекты самозакрывающихся защелок являются идеальным решением для большинства видов такелажных работ, требующих предохранительной защелки, за исключением более прочных и тяжелых такелажных работ, где целостность предохранительной защелки крюка может быть подвергнута испытанию.
Крюки с принудительной фиксацией
Крюк с принудительной фиксацией — это крюк, защелка которого защелкивается только под нагрузкой.
Крепление (резиновое) для гвоздезабивателя аккумуляторногоBOSCH GSK 18 V-LI Производитель: BOSCH
ПОДРОБНЕЕ
Крепление (резиновое) для гвоздезабивателя аккумуляторногоBOSCH GSK 18 V-LI Производитель: BOSCH
ПОДРОБНЕЕ
74 576
MBBO 95101 Емкость аккумулятора: 4 А·ч
ПОДРОБНЕЕ
Гвоздезабиватель аккумуляторный bosch
Гвозди для гвоздезабивного пистолета бош в категории «Материалы для ремонта»
Гвозди барабанные для пневматического гвоздезабивного пистолета 70 Х 2. 5 мм 3000 шт. VOREL 71994 (Польша)
На складе
Доставка по Украине
по 2 898.5 грн
от 3 продавцов
2 898.50 грн
3 410 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 70 Х 2.5 мм 3000 шт. VOREL 71994 (Польша)
На складе
Доставка по Украине
по 2 898.5 грн
от 3 продавцов
2 898.50 грн
3 410 грн
Купить
Товар для взрослых. Вам есть 18 лет?
Пневматический гвоздезабивной пистолет VIGRUE F50/9040 2-в-1 для гвоздей (гвозди до 50 мм, скобы до 40 мм),
Заканчивается
Доставка по Украине
1 650 грн
2 200 грн
Гвозди барабанные для пневматического гвоздезабивного пистолета VOREL 50 х 2.1 мм 5400 шт
Доставка по Украине
по 2 999 грн
от 2 продавцов
2 999 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета VOREL 19 х 3. 1 мм 4200 шт
Доставка по Украине
по 4 806 грн
от 2 продавцов
4 806 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета VOREL 80 х 2.8 мм 3000 шт
Доставка по Украине
по 2 842 грн
от 2 продавцов
2 842 грн
Купить
Гвозди для пневматического гвоздезабивного пистолета VOREL 50 х 2.8 мм угол- 34° 3000 шт
Доставка по Украине
по 4 806 грн
от 2 продавцов
4 806 грн
Купить
Гвозди для пневматического гвоздезабивного пистолета VOREL 65 х 2.8 мм угол- 34° 3000 шт
Доставка по Украине
по 5 414 грн
от 2 продавцов
5 414 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 38 Х 2.1 мм 7200 шт. VOREL 71991 (Польша)
Доставка по Украине
по 2 992 грн
от 3 продавцов
2 992 грн
3 520 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 22 Х 3.1 мм 4200 шт. VOREL 72001 (Польша)
Доставка по Украине
по 4 675 грн
от 3 продавцов
4 675 грн
5 500 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 19 Х 3. 1 мм 4200 шт. VOREL 72000 (Польша)
Доставка по Украине
по 4 581.5 грн
от 3 продавцов
4 581.50 грн
5 390 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 90 Х 2.8 мм 3000 шт. VOREL 71997 (Польша)
Доставка по Украине
по 3 927 грн
от 3 продавцов
3 927 грн
4 620 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 38 Х 2.1 мм 7200 шт. VOREL 71991 (Польша)
Доставка по Украине
по 2 992 грн
от 3 продавцов
2 992 грн
3 520 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 22 Х 3.1 мм 4200 шт. VOREL 72001 (Польша)
Доставка по Украине
по 4 675 грн
от 3 продавцов
4 675 грн
5 500 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 19 Х 3.1 мм 4200 шт. VOREL 72000 (Польша)
Доставка по Украине
по 4 581.5 грн
от 3 продавцов
4 581. 50 грн
5 390 грн
Купить
Смотрите также
Гвозди для пневматического гвоздезабивного пистолета 90 Х 3.1 мм угол- 34° 2000 шт. VOREL 72013 (Польша)
Доставка по Украине
по 4 862 грн
от 3 продавцов
4 862 грн
5 720 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 50 Х 2.1 мм 5400 шт. VOREL 71992 (Польша)
Доставка по Украине
по 2 711.5 грн
от 3 продавцов
2 711.50 грн
3 190 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 75 Х 2.5 мм 3000 шт. VOREL 71995 (Польша)
Доставка по Украине
по 3 179 грн
от 3 продавцов
3 179 грн
3 740 грн
Купить
Гвозди барабанные для пневматического гвоздезабивного пистолета 80 Х 2.8 мм 3000 шт. VOREL 71996 (Польша)
Доставка по Украине
по 3 366 грн
от 3 продавцов
3 366 грн
3 960 грн
Купить
Товар для взрослых. Вам есть 18 лет?
Пистолет гвоздезабивной пневматический барабанный YATO для гвоздей 50-90 х 2. 5-3.3 мм
Доставка по Украине
18 206 грн
Пістолет цвяхозабивний, пневматичний, барабанний YATO для цвяхів t= 3.05 мм, h= 22-45 мм, 7 Bar YT-09211
Под заказ
Доставка по Украине
10 810.80 грн
12 870 грн
Купить
Пістолет цвяхозабивний, пневматичний, барабанний YATO для цвяхів t= 2.1-2.3 мм, h= 25-57 мм, 8 Bar YT-09212
Доставка по Украине
8 239 грн
11 770 грн
Купить
Пістолет цвяхозабивний, пневматичний, барабанний YATO для цвяхів t= 2.3-2.9 мм, h= 45-70 мм, 8 Bar YT-09213
Под заказ
Доставка по Украине
10 810.80 грн
12 870 грн
Купить
Пістолет цвяхозабивний, пневматичний, барабанний YATO для цвяхів t= 2.5-3.3 мм, h= 50-90 мм, 8 Bar YT-09214
Под заказ
Доставка по Украине
15 615.60 грн
18 590 грн
Купить
Товар для взрослых. Вам есть 18 лет?
Пистолет гвоздезабивной пневматический барабанный YATO для гвоздей 45-70 х 2. 3-2.9 мм
Доставка по Украине
12 927 грн
Товар для взрослых. Вам есть 18 лет?
Пистолет гвоздезабивной пневматический барабанный YATO для гвоздей 22-45 х 3.05 мм
Доставка по Украине
12 263 грн
Товар для взрослых. Вам есть 18 лет?
Пистолет гвоздезабивной пневматический барабанный YATO для гвоздей 25-57 х 2.1-2.3 мм
Доставка по Украине
11 438 грн
Товар для взрослых. Вам есть 18 лет?
Гвозди барабанные для пневматического гвоздезабивного пистолета VOREL 19 х 3.1 мм 4200 шт
Доставка по Украине
4 464 грн
Товар для взрослых. Вам есть 18 лет?
Гвозди барабанные для пневматического гвоздезабивного пистолета VOREL 64 х 2.5 мм 3000 шт
Доставка по Украине
2 100 грн
8 лучших советов и полезное руководство
20 март
Гвоздильный пистолет — это портативный инструмент, который быстро забивает гвозди в материалы с помощью энергии, обычно электричества или сжатого воздуха. Использование гвоздезабивного пистолета менее сложно и более эффективно, чем использование молотка.
Могут возникнуть проблемы с гвоздезабивным пистолетом Bostitch, такие как медленное забивание гвоздей, медленная стрельба и утечка воздуха. В этой статье вы узнаете об устранении неполадок с гвоздезабивным пистолетом Bostitch.
Начнем!
Устранение неисправностей пистолета для ногтей Bostitch
Каждый день гвоздезабивным пистолетом можно забить сотни гвоздей. Но иногда гвоздезабивной пистолет Bostitch не работает.
По разным причинам не работает гвоздомет. Вот основные причины: заклинивание, неправильная настройка давления, утечки воздуха, скопление грязи и пыли, использование неподходящих или неправильных гвоздей, поврежденный крепеж и другие проблемы с кровельным гвоздезабивателем Bostitch.
Давайте поговорим о каждой из вышеупомянутых причин, указав причины и решения, когда гвоздезабивной пистолет не позволяет стрелять гвоздями.
Гвоздильный пистолет застрял
Каждый плотник иногда сталкивается с проблемой заклинивания гвоздей. Воздух и иногда гвозди — единственное, что может вырваться из заклинившего гвоздезабивного пистолета.
Крайне важно знать, как разблокировать гвоздомет, потому что при его использовании часто происходит заклинивание.
Повторная установка ударника пистолета для гвоздей с помощью пробойника или другого подобного инструмента, а затем смазывание пистолета маслом высвободит его из застрявшего положения.
Безопасность в первую очередь
Отключите все источники питания, включая аккумулятор и топливный элемент, прежде чем решать какие-либо проблемы с гвоздезабивным пистолетом. Теперь вы можете безопасно удалить замятие, чтобы ваш инструмент больше не работал, но имейте в виду, что он должен быть направлен от вас.
Как починить пистолет для гвоздей:
Чтобы освободить переднюю носовую пластину, снимите два передних носовых болта или поднимите носовую защелку.
Наморщи нос.
Устраните замятие, затем установите приводной нож на место.
Закрепите застежку на переднем носу.
Убедитесь, что датчик свободен и вернулся в исходное положение.
Замените аккумулятор и топливный элемент.
Необходимо заменить крепеж инструмента.
Проверьте, работает ли это.
Гвоздезабивной пистолет не заклинит, если вы будете следовать вышеупомянутому совету. Обычно он заедает из-за застрявших гвоздей; чтобы исправить это, разберите его и правильно перезарядите гвозди.
Однако в некоторых случаях, например, если детали сломаны, вам может потребоваться купить новую деталь, чтобы гарантировать беспрепятственный доступ к пистолету для гвоздей.
Неверные настройки давления воздуха
Но если воздушный компрессор не создает достаточного давления в рекомендуемом диапазоне, гвоздезабиватель Bostitch предотвращает забивание гвоздей.
Итак, давайте выясним, что вызывает неправильную настройку давления воздуха. Несколько факторов могут вызвать необычные изменения атмосферного давления воздуха. Некоторые из них возникают постепенно, а другие возникают в результате человеческой ошибки.
Если давление в воздушном компрессоре избыточное, забить гвоздь будет проблематично. Чтобы следовать инструкциям пользователя, лучше всего поддерживать постоянное давление воздуха на уровне 60 фунтов на квадратный дюйм или ниже.
При проблемах с гвоздезабивным пистолетом всегда следует в первую очередь проверять давление. Если давление пистолета для гвоздей слишком велико, пистолет будет стрелять гвоздями. Из инструмента будет выходить воздух из-за неправильной регулировки давления воздуха.
Утечка воздуха
В пистолете для гвоздей Bostitch часто возникают утечки воздуха из-за изношенных уплотнительных колец и неисправных уплотнений пускового клапана.
Уплотнительные кольца или пусковой клапан также можно «сбросить», и в этом случае вам потребуется выполнить регулировку. Попробуйте выполнить следующие действия, чтобы переустановить уплотнение пневматического пистолета:
Выстрелите из пистолета, затем сильно ударьте по нему рукой или резиновым молотком, прикрепленным к задней части инструмента. Это может помочь вернуть детали на место.
Если гвоздезабивной пистолет дует воздухом спереди или через вентиляционные отверстия, вам либо необходимо заменить головку гвоздезабивателя, либо уплотнительные кольца высохли или повреждены и их также необходимо заменить.
Даже если вы не видите никаких проблем, наличие запасных уплотнительных колец под рукой может помочь вам с утечкой воздуха.
Если гвоздезабивной пистолет Bostitch пропускает воздух сзади, необходимо переустановить уплотнения. Но если это продолжается, разберите его, чтобы проверить на наличие поврежденных рабочих компонентов. Скорее всего, вам потребуется заменить весь узел пускового клапана, поскольку пусковой клапан не продается отдельно.
Обратите особое внимание на поставщика утечки воздуха. Если из спускового крючка выходит воздух, спусковой клапан неисправен.
Бампер головки клапана, который поврежден или изношен, также может иметь утечки воздуха. Полностью замените этот бампер, чтобы остановить утечку воздуха. Вы можете устранить утечки воздуха и другие мелкие проблемы, прежде чем прибегать к обслуживанию гвоздезабивателя.
Nailer: проблемы со стрельбой по гвоздям
Если ваша модель гвоздезабивного пистолета не позволяет забивать гвозди, проверьте наличие повреждений клапана головки поршня. На функциональность гвоздезабивного пистолета повлияет сломанная пружина внутри клапана головки, который находится внутри верхней крышки.
Вытащите головной клапан, осмотрите пружину и замените верхнюю крышку. Установите новую пружину, если старая повреждена. Установите головной клапан на место, прикрепите верхнюю крышку к новой прокладке и постепенно затягивайте винты, пока прокладка не будет надежно закреплена на месте.
Также проверьте оборудование подачи воздуха на наличие засоров, которые могут привести к отказу пистолета.
Использование неподходящих или неподходящих гвоздей
Гвоздезабивной пистолет Bostitch будет плохо работать, если вы используете неправильные или несовместимые гвозди.
Они не только мешают пистолету стрелять гвоздями, но и могут повредить инструмент.
Не рекомендуется использовать гвозди неподходящего размера или несовместимые с вашим гвоздевым пистолетом.
Недостаточное количество креплений
Магазин гвоздезабивателя Bostitch должен содержать определенное минимальное количество креплений. Если застежек недостаточно, то гвоздезабивной пистолет будет испытывать внутреннее напряжение и перегреваться.
В результате крепления могут деформироваться, что в итоге может привести к повреждению всего магазина в сборе.
Во избежание проблем с холостым ходом или реверсом всегда держите в магазине минимальное количество застежек, указанное в руководстве пользователя.
Без руководства по эксплуатации вы также можете найти характеристики оборудования на сайте производителя.
Низкая мощность
Практически всегда в гвоздезабивных станках Bostitch используются батарейки. Когда батарея разряжена, она перестанет стрелять гвоздями.
Поскольку в некоторых пистолетах для гвоздей используются батареи и топливные элементы, вы можете использовать их, даже если батарея не полностью заряжена.
Если вы обнаружите, что ваш гвоздезабивной пистолет Bostitch не работает должным образом, это может быть связано с просроченным аккумулятором, который нельзя заряжать. В качестве альтернативы следует осмотреть пустую канистру топливного элемента.
Проверьте, зарядили ли вы аккумулятор или возникли проблемы с новым аккумулятором.
Пора брать новую батарейку, если после этого не работает.
Кровельный гвоздезабивной молоток Bostitch с медленным ходом
Просмотр этого раздела поможет вам найти возможные решения, если кровельный гвоздезабивной инструмент требует много времени для цикла.
Кровельный гвоздезабивной инструмент Bostitch
может затруднить цикл, если он высохнет. Чтобы уменьшить сухость, электроинструменты необходимо смазывать. Поэтому смажьте соединение воздушной линии рекомендуемыми смазочными материалами.
Кровельный гвоздезабиватель Bostitch
может работать неправильно, если гильза цилиндра не плотно прилегает к нижнему бамперу.
Отвинтите гильзу цилиндра и соберите ее в правильном положении, чтобы решить эту проблему.
Если есть утечка воздуха из кровельного гвоздезабивателя Bostitch, он может двигаться медленно. Внимательно проверьте глушитель, пружину клапана головки и бампер, чтобы обеспечить плавный выпуск воздуха.
Тщательно осмотрите воздушный компрессор. Цикл может замедлиться при низком давлении воздуха.
Советы перед первым использованием
При использовании гвоздезабивных пистолетов необходимо соблюдать крайнюю осторожность и соблюдать все инструкции по технике безопасности, содержащиеся в руководстве пользователя. Например, всегда надевайте защитное снаряжение, особенно защитные очки, чтобы защитить глаза от летящих обломков, которые могут им повредить.
Меры безопасности:
Когда пистолет для гвоздей подключен к линии подачи воздуха, держите руки и другие части тела подальше от области высвобождения гвоздя.
Никогда не направляйте оружие на кого-либо.
Не нажимайте на спусковой крючок, если вы не скрепляете дерево гвоздями или другим типом крепежа.
Если возможно, не нажимайте на пусковой клапан пистолета для гвоздей или не делайте этого, пока инструмент все еще заряжен.
Никогда не забывайте класть любой инструмент, включая пневмоинструмент, если он не работает должным образом.
Перед повторным использованием инструмента отнесите его квалифицированному мастеру или внесите необходимые изменения.
Несоблюдение необходимых мер предосторожности может привести к травме человека или дальнейшему повреждению прибора.
Регулярное профилактическое обслуживание
Любой пневматический инструмент, независимо от марки, со временем изнашивается. Профилактическое обслуживание является лучшей стратегией предотвращения проблем на работе.
Износа можно избежать с помощью надлежащей смазки пневматического инструмента, масла для пневматического инструмента и регулярного технического обслуживания.
Пластиковый контейнер
может помочь защитить инструменты от пыли и других элементов во время их хранения, особенно тех, которые не используются в течение длительного периода времени.
Часто задаваемые вопросы
Почему мой пистолет для гвоздей Bostitch не подает гвозди?
Чаще всего заедает гвоздезабивной пистолет, тогда причина в неправильной загрузке гвоздей. К счастью, их часто легко очистить.
В целях безопасности следует сначала перекрыть подачу воздуха к инструменту, втянуть податчик и очистить магазин от лишнего крепежа. В зависимости от типа вашего гвоздезабивателя вы можете попытаться устранить застревание.
Почему мой гвоздезабивной пистолет не забивает гвозди до конца?
Скорее всего, инструменту не хватает воздуха. Проверьте компрессор, шланг и фитинги. Отрегулируйте параметры давления воздуха и убедитесь, что ваш компрессор подходит для типа используемого вами инструмента.
Почему мой пистолет стреляет только воздухом?
Если ваш маникюрный пистолет стреляет воздухом, это может быть препятствием для воздушного потока. Пожалуйста, проверьте воздушный шланг и сопло на наличие препятствий и убедитесь, что они правильно подсоединены к пистолету для забивания гвоздей.
Почему ваш пистолет для гвоздей забивает два гвоздя одновременно?
Гвозди будут стрелять из гвоздомета, когда изношен спусковой крючок. Чтобы гвоздезабиватель Bostitch не забивал два гвоздя подряд, замените спусковой крючок.
Последние мысли
Проблем с кровельным гвоздезабивателем Bostitch может быть много. Главное, вовремя их выявить и знать, как отремонтировать. Своевременное техническое обслуживание оборудования является одним из лучших способов повышения эффективности работы.
Мы надеемся, что эта статья поможет вам в устранении неполадок с гвоздезабивным пистолетом Bostitch.
Гиды
Chuck H
Bostitch — Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
9000 Выберите или более продукты для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2
0 или более Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Лазерный модуль, красный для Arduino210 ₽Диммер 2000Вт 220В с экранирующим корпусом350 ₽Мотор-редуктор червячный 12В, 90 RPM2 200 ₽Роботизированная клешня манипулятор1 120 ₽Повышающий DC-DC Step Up преобразователь 0.9-5В до 5В с USB120 ₽
Группа ВКонтакте
Фильтр товаров
Хотенд
MK7/MK8 E3D V6 и V5
Сбросить
Хотенд
MK7/MK8 E3D V6 и V5
Держатель для шагового двигателя NEMA 17 под экструдеры BMG/Titan Aero
Артикул: RKP-MB42-BMG
Держатель алюминиевый для шагового двигателя 42 серии
В наличии
680 ₽
Механизм подачи экструдера BMG Dual Drive, прозрачный
Артикул: BMG-Extruder
Механизм подачи пластика в 3D принтере
В наличии
1 350 ₽
Механизм подачи экструдера правый BMG Dual Drive, прозрачный
Артикул: BMG-Extruder-R
Механизм подачи пластика в 3D принтере
В наличии
1 500 ₽
Механизм подачи экструдера левый BMG Dual Drive, прозрачный
Артикул: BMG-Extruder-L
Механизм подачи пластика в 3D принтере
В наличии
1 500 ₽
Полностью металлический механизм подачи экструдера правый BMG Dual Drive
Артикул: BMG-Extruder-M-R
Механизм подачи пластика в 3D принтере
В наличии
3 500 ₽
Полностью металлический механизм подачи экструдера левый BMG Dual Drive
Артикул: BMG-Extruder-M-L
Механизм подачи пластика в 3D принтере
В наличии
3 500 ₽
Механизм подачи экструдера Titan (Титан)
Артикул: Titan-Extruder
Механизм подачи пластика в 3D принтере
В наличии
800 ₽
Радиатор охлаждения экструдера MK7/MK8, золотой
Артикул: HeatSink-40x40x11-G
Радиатор для охлаждения шагового двигателя экструдера
В наличии
170 ₽
Держатель для шагового двигателя NEMA 17
Артикул: RKP-MB42A
Держатель алюминиевый для шагового двигателя 42 серии
В наличии
420 ₽
Держатель для шагового двигателя NEMA 17
Артикул: RKP-MB42Al-Flat
Держатель алюминиевый для шагового двигателя 42 серии
В наличии
900 ₽
Винт М3х25 мм с внутренним шестигранником, класс прочности 12. 9 (10 шт.)
Артикул: RKP-12M3X25ST-10
Винт DIN 912 с внутренним шестигранником
В наличии
190 ₽
Винт М3х30 мм с внутренним шестигранником, класс прочности 12.9 (10 шт.)
Артикул: RKP-12M3X30ST-10
Винт DIN 912 с внутренним шестигранником
В наличии
240 ₽
Винт М3х35 мм с внутренним шестигранником, класс прочности 12.9 (10 шт.)
Артикул: RKP-12M3X35ST-10
Винт DIN 912 с внутренним шестигранником
В наличии
240 ₽
Винт М3х40 мм с внутренним шестигранником, класс прочности 12.9 (10 шт.)
Артикул: RKP-12M3X40ST-10
Винт DIN 912 с внутренним шестигранником
В наличии
260 ₽
Винт М3х45 мм с внутренним шестигранником, класс прочности 12.9 (10 шт.)
Артикул: RKP-12M3X45ST-10
Винт DIN 912 с внутренним шестигранником
В наличии
260 ₽
Левый рычаг механизма подачи экструдера MK8
Артикул: MK8-Extruder-Block-L
Механизм для подачи пластика в экструдере MK8
Под заказ
610 ₽
Правый рычаг механизма подачи экструдера MK8
Артикул: MK8-Extruder-Block-R
Механизм для подачи пластика в экструдере MK8
Под заказ
430 ₽
Радиатор охлаждения экструдера MK7/MK8, черный
Артикул: HeatSink-40x40x11-B
Радиатор охлаждения шагового двигателя NEMA 17
Под заказ
170 ₽
Держатель для шагового двигателя NEMA 17
Артикул: RKP-MB42S-A
Держатель стальной для шагового двигателя 42 серии
Под заказ
210 ₽
0Избранное
Товар в избранных
0Сравнение
Товар в сравнении
0Просмотренные
0Корзина
Товар в корзине
Экструдер с редукторной подачей для 3д принтера
Экструдер — одна из самых важных частей 3D-принтера, поэтому качество и надежность деталей имеют решающее значение. Механизм привода нити почти всегда имеет форму шестеренки или стержня с вогнутыми зубьями, которые охватывают пластик. В качестве альтернативы, существуют версии экструдеров 3D-принтера, в которых для подачи нити используются несколько иные компоновки деталей, которые обеспечивают высокий крутящий момент и повышенное сцепление нити. В этой статье рассмотрим как класические так и новые типы и варианты устройств подающего экструдера на основе редукторной передачи.
RepRap
Изначально в 3D-принтерах RepRap, шаговый двигатель приводил в движение комплект шестеренок. Зубчатая передача позволяет двигателю быстро вращаться, в то время как приводной механизм вращается медленно, тем самым увеличивая крутящий момент и позволяя нити с увеличенной силой и точностью подаваться в хот-энд. Такое расположение обеспечивает быструю печать и отвод с меньшим шансом застревания материала из-за недостатка крутящего момента. Такие устройства обеспечивали огромный крутящий момент и захват. В основном напечатаны были из ABS пластика и вес их составлял до рекордных по тем временам 330 г, при использовании Nema17.
Как пример, долгое время компанией Lulzbot применялись печатающие головки такого типа.
Gaer step moto
С распространением шаговых двигателей в 3Д принтерах, для удовлетворения требований редуктора, нашли новые возможности, включая увеличение крутящего момента 5:1, улучшение допустимой инерции и снижение вибрации двигателя. Кроме того, возможность точного позиционирования двигателей вызвала потребность в высокоточных беззазорных редукторах.
Такие редуктора с шаговым двигателем применялись в качестве Direct extrudera (Picaso, Hercules), Bowden, использовались в принтерах BCN3d.
Как пример : компания Bondtech, модель QR-M с уникальной технологией Dual-Drive разработала отличное решение для большинства 3Д принтеров.
Экструдер серии Titan, aero titan, aqua titan
Titan
Популярность экструдера E3D Titan объясняется его сверхлегким весом, что означает отличную производительность. Titan имеет понижающую передачу 3:1, что позволяет ему перемещать без проблем как нить 1,75 мм, так и нить 3 мм.
Приблизительный вес 136 грам. Titan хорошо работает со всеми конфигурациями, Bowden, Direct, 1,75 мм и 2,85 мм. Для переключения между диаметрами нити достаточно заменить направляющую нити и адаптер Боудена / HotEnd.
Titan aero
Объединив V6 и Titan в один блок, Titan Aero дает компактную экструзионную систему позволяющую увеличить на 25 мм высоту по оси Z по сравнению с комбинацией V6 и Titan в установке с прямым приводом. Titan Aero построен на цельнометаллической конструкции E3D V6, что позволяет надежно печатать на 3D-принтере любым филаментом при температуре до 285 ° C в стандартной комплектации.
Titan aqua
Водяное охлаждение обеспечивает превосходные тепловые характеристики за счет охлаждения как радиатора, так и двигателя. Это позволяет Titan Aqua сохранять стабильную температуру в ситуациях, когда используется активный нагрев в камеру печати. Titan Aqua может без проблем нагреваться до 285 ° C с прилагаемым термистором. Заменив термистор на PT100 или термопару (может потребоваться дополнительная электроника), вы можете достичь температуры до 500C0.
BMG extruder
Titan, Bondtech BMG-M задали новую планку в создании компактных и производительных экструдеров для 3D-принтера. Экструдер Bondtech BMG сочетает в себе высокую производительность благодаря встроенному редуктору 3:1 и широко известной технологией Dual-Drive, с малым весом, всего 75 г (без двигателя), можно рассчитывать на беспроблемную подачу материала. BMG работает как Боуден с прямым приводом приложений. Встроенный фитинг для хотэнда E3D и для шаговых двигателей Nema17. Детали корпуса профессионально напечатаны нейлоном SLS для максимальной прочности и точности.
Этот экструдер поддерживает только нить размером 1,75 мм.
Простата и эффективность этого экструдер сделала его популярным и он сразу появился на просторах Китайского рынка.
orbider extruder
При весе всего 140 граммов эта установка оснащена редуктором 7,5:1, способным подавать нить со скоростью до 200 мм/сек. Более того, тип редуктора и двигатель Nema 14 в конечном итоге дают ему общий размер корпуса, который меньше, чем у любого экструдера на основе Nema 17.
Более подробно описан в статье
E3D Hemera
Одна из последних инноваций E3D Hemera — это экструдер с двойным приводом, который может работать как в системе Боудена, так и в системе с прямым приводом. Он обеспечивает превосходную силу захвата, превосходя конкурентов с максимальной силой подачи более 100Н. Еще одним отличительным аспектом E3D Hemera является специально разработанный радиатор, который обеспечивает отличное охлаждение горячего E3D V6, который может достигать температуры до 285°C Экструдер работает на специальном двигателе E3D Hemera с номинальным током 1,33 А и углом шага 1,8 Т-образные пазы на лицевых панелях двигателей позволяют легко устанавливать его на 3Д-принтеры.
Hemera доступна только в размере 1,75 мм.
BIQU h3
Экструдер BIQU h3 — это новейшее предложение экструдеров от BIGTREETECH. Это компактный и легкий экструдер с прямым приводом, который может надежно печатать практически любым материалом. Чтобы сохранить низкий вес 219 г, необходима универсальная конструкция. Экструдер BIQU h3 состоит из трех частей: радиатора, шагового двигателя и хотэнда. Он имеет двойную шестерню для хорошего сцепления с нитью и рассчитан на печать при температуре до 260C0, с возможностью модернизации до 500C.
Шаговый двигатель используется на BIQU h3 является NEMA 14. С 7: передаточным отношением 1, он использует 932 шагов/мм с 16 микрошагами, будучи рассчитан на 800 мА
LGX™ Large Gears eXtruder
Bondtech LGX является преемником известного экструдера Bondtech BMG. Основные отличия заключаются в том, что он разработан, чтобы быть легким и подходящим для прямого привода, но также имеет гораздо более крупные шестерни, которые, как предполагается, лучше удерживают нить.
7 новых функций Bondtech LGX eXtruder: • Увеличенные ведущие колеса для лучшего сцепления с нитью • Рычаг предварительного натяжения нити для быстрой замены нити • Многофункциональный интерфейсный разъем для быстрой замены инструментов и приложений • Окно обслуживания ведущего колеса для легкой очистки и обслуживания • Компактный, легкий и симметричный дизайн для большей производительности и совместимости • Схема монтажных отверстий для легкой и несложной установки • Напечатанный на 3D-принтере нейлоновый корпус для максимальной прочности, точности и термостойкости
Размер: 42 х 42 х 25 мм Вес: 224 г.
DyzeXtruder GT
Комбинация редуктора, системы двойного зажима и уникальной цельнометаллической конструкции позволяет DyzeXtruder GT выдвигать до 9 кг силы. Это более чем необходимо для всех приложений 3D-печати. Тем не менее, DyzeXtruder GT намного легче, чем традиционный экструдер с планетарной коробкой передач, что обеспечивает более быстрое ускорение принтера. Dyze Design представляет визуально эффектный экструдер, состоящий из 3-х четко различимых частей.
Первая, чрезвычайно компактный двигатель NEMA17 (0,9 А), всего 25 мм. высоты. Этот двигатель идеально выполняет функцию перемещения шестеренок с понижением (5,65: 1).
В центральной части расположен радиатор, внутри него находится большая часть шестеренок. И третья и последняя часть является основным блоком экструдера из анодированного алюминия, который будет отвечать за направление нити к соплу. Масса до 300 гр.
Диаметр применяемой нити 1,75 мм
Zesty Nimble Extruder
Ребята из Zesty изначально хотели создать дельта-принтер, но в конечном итоге вместо него создали Nimble с дистанционным прямым приводом. Это означает, что вы получаете преимущества экструдера с прямым приводом без веса шагового двигателя.
Этот механизм подачи нити, который размещает шаговый двигатель (основной источник массы экструдера) дистанционно т. е. на раме приводит в действие приводной механизм через вращающийся кабель. Это дает преимущество в том, что удаляет значительную массу с дельта-эффектора, одновременно обеспечивая подачу филамента прямо на входе в hotend, как в системе с прямым приводом.
23,5 мм x 39 мм x 28,5 мм (ШxГxВ) Вес менее 28 г Стандартная нить 1,75 мм, возможно 3 мм Передаточное число 30:1
OMG
Следующим в списке обзора устройств для 3D-принтеров стоит этот интересный экструдер, который отклонился от нормы, применяемой сегодня в популярных экструдерах. Он полностью металлический и использует 2 привода для проталкивания нити. Единственная шестерня, установленная на шаговом двигателе, в конечном итоге входит в зацепление с системой входной и выходной шестерни, которая проталкивает нить в двух местах одновременно. OMG подойдет для системы подач Bowden так и Вirect.
Характеристики Диаметр экструзионного колеса: 8 мм Выходной крутящий момент двигателя 3 раза Можно использовать 36 и 42 шаговых двигателя Размеры 19,5 * 42 * 48 мм
Вес около: 64 г
Lightweight NF extruder
Еше один экструдер собственной разработки от компании Mellow Коэффициент передачи NF sunrise составляет 5:1. Само расстояние от подающих шестеренок к соплу очень короткое. Что в сочетании делает экструдер более мощным и точным. Материал корпуса-алюминий. Специальная конструкция убирает все дополнительные детали, что уменьшает вес всего 185 г и имеет сильную функцию рассеивания тепла. Высокотемпературный 36mm LDO Мотор поддерживает достаточный крутящий момент.
Применяется Bowden так и Direct.
ReXY — remote-extruder
Еще хотелось уделить внимание отечественной разработке уникального в своем роде экструдера. ReXY — remote-extruder. Украинский экструдер относиться к классу “direct” но это не совсем так как мы это себе проставляем. Хоть подача и происходит именно в самой печатной головке, как и у обычных директ экструдеров, но мотор находиться за областью печати не воздействуя на каретку своим весом, что в разы уменьшает инерцию при перемещениях и позволяет печатать с большей скоростью не теряя в качестве. Еще одним плюсом является то, что мотор не подвергается температурам и шанс пропуска шагов сведён к минимуму, а также использование мотора любой мощности и габаритов.
Экструдер состоит из конической шестерной пары с редуктором 3:1 и приводиться в действие с помощью ремня, который повторяет кинематику принтера. Для реализации задумки была модифицирована прошивка Marlin 2.0 и по заданому алгоритму высчитывает и компенсируется перемещение каретки тем самым управляет подачей пластика.
Вес головки: 250 гр.
Изучив и описав разнообразие экструдеров, предлагаемых на рынке, как с прямой подачей так и для Боудена, надеемся что читатель найдет для своего 3Д-принтера лучший.
Экструдер Титан
– E3D
Загрузка вариантов продукта…
Описание продукта
Документация
Отзывы
Сопутствующие товары
Производительность
Используя передаточное число 3:1, прецизионно фрезерованные фрезы и регулируемый промежуточный рычаг, Titan представляет собой мощный экструдер, а также легкий и компактный.
Мощность
Передаточное отношение 3:1 означает, что вы можете использовать более легкие двигатели, поскольку вам потребуется меньший крутящий момент для того же усилия проталкивания нити. мощные и надежные принтеры в сочетании с E3D V6 HotEnd.
Универсальный
Титан хорошо подходит для всех конфигураций, Боуден, прямой, 1,75 мм и 2,85 мм. Для переключения между диаметрами нити достаточно заменить направляющую нити и адаптер Боудена/HotEnd.
Скорость
Экструдеры с высоким передаточным числом часто выходят из строя из-за быстрого втягивания и не успевают за нагревательным блоком Volcano. Сбалансированное передаточное отношение Titan 3: 1 означает, что вы можете справиться с быстрыми ситуациями экструзии, такими как Volcano, а легкий набор шестерен обеспечивает быстрое втягивание.
Разрешение
Экструдеры с прямым приводом могут иметь проблемы с «пульсирующим» потоком из-за более низкого разрешения зубчатого зацепления и зубьев фрезы, что может привести к волнистой поверхности, что становится особенно распространенным при печати с малой высотой слоя. Использование передаточного числа 3:1 втрое увеличивает разрешение системы, обеспечивая более плавную печать при наименьшей высоте слоя с использованием самых маленьких сопел.
Обратите внимание: при выборе двигателя предоставляется компактный, но мощный двигатель, а не компактный двигатель.
Composer Export87262124102521419322ОписаниеBOM IDQtyTitan Spares Bag13Titan Extruder Fixing Kit211Titan направляющий рычаг33Подшипник43Titan Extruder Hob52Titan Extruder Body61DescriptionBOM IDQtyPrintable Bracket71Компактный, но мощный двигатель81Titan Lit91Titan Крышка914Ключ для крепления в канавке9014 :
— Передаточное число 3:1
— Индивидуально нарезанные острые зубья
— Прямой или боуденовский
— Стандартный или зеркальный
— Гнездо для крепления в канавке
В комплект входят:
— 1 корпус Titan, стандартный или , зеркальный
1
1 стандартная крышка Titan или с зеркальным покрытием
— 1 x Промежуточный рычаг стандарт или зеркально
— 1 x Направляющая нити 1,75 или 2,85, стандарт или зеркально
— 9 стальных шестерен0003
— 1 x привод Hobb
— 1 x тефлоновая трубка 100 мм
— 1 x шестигранный ключ 1,5 мм
W x 2 x 9004 9004 резьба
— 1 шестигранник 2,5 мм Гаечный ключ
— 3 винта M3 x 30
— 1 винт M3 x 8
— 1 винт с накатанной головкой M4
x 1 M — кнопка винт
— 1 шт. Гайка M4
— 1 x Натяжная пружина
– 1 x Установочный винт M3
– 1 x Противовибрационная шайба
Документация
Титан Документация
Посмотреть статью
Отзывы покупателей
E3D Универсальный экструдер Titan | MatterHackers
Для дома
Магазин
Аксессуары для 3D-принтеров
Экструдеры для 3D-принтеров
Обзор экструдеров по приводным механизмам
Обзор экструдеров на холостом ходу
E3D Titan — это легкий, доступный по цене, высокопроизводительный экструдер, совместимый с нитью диаметром 1,75 мм и 3,00 мм. Он имеет передаточное число 3:1 и зубчатую передачу с прецизионной фрезеровкой, что позволяет ему работать с невероятной мощностью, сохраняя при этом легкий вес и компактность. Titan также имеет шкалу индикатора усилия натяжения натяжения, позволяющую пользователям устанавливать натяжение натяжения на известное заданное значение.
Передаточное отношение 3:1
совместим с нитью 1,75 мм и 3 мм
универсальное крепление NEMA17
Удалить из списка желаний Добавить в список желаний
loading…
Доступные дополнения (3)
Показать больше дополнений
Номер продукта M-GQN-FQ80
Цена по прейскуранту:
42,49 $
Цена:
42,49 $
Цена:
$…
Заказать сейчас:
Корабли рассчитывают… MatterHackers Shipping Truck Бесплатная доставка по США
E3D Titan — чрезвычайно легкий, доступный по цене, высокопроизводительный экструдер, совместимый с нитью диаметром 1,75 мм и 3,00 мм, и может быть легко установлен на широкий спектр принтеров благодаря универсальному креплению NEMA17.
Власть
Titan оснащен передаточным числом 3:1 и зубчатой передачей с прецизионной фрезеровкой, что позволяет Titan двигаться с невероятной мощностью, сохраняя при этом легкий вес и компактность. Из-за передаточного отношения требуется меньший крутящий момент для создания такой же силы проталкивания нити, как и в других экструдерах, что позволяет использовать более легкие двигатели. Более легкие двигатели означают меньший вес вашей тележки с прямым приводом! В качестве альтернативы, ваша боуденовская установка станет более мощной и надежной благодаря выдавливанию нити Titan в вашу тефлоновую трубку.
Скорость
У других экструдеров часто возникают проблемы с быстрым втягиванием из-за их более высоких передаточных чисел, и они также могут изо всех сил пытаться не отставать от E3D Volcano для большой и быстрой печати. Сбалансированное передаточное число 3:1 Titan без проблем справляется с быстрыми системами экструзии с высоким расходом, такими как E3D Volcano, а легкий набор шестерен обеспечивает отзывчивое и быстрое втягивание.
Разрешение
Попрощайтесь с пульсирующей и волнистой поверхностью, с которой у экструдеров с прямым приводом возникают проблемы при печати с малой высотой слоя. Передаточное отношение 3:1 Titan может утроить разрешение вашей системы и обеспечить плавную печать на самой низкой высоте слоя и с самыми маленькими соплами.
Все
Материалы
Если вы читали нашу
Руководство по экструдеру
, вы знаете, что печать гибким филаментом не так однозначна, как прямая или боуденовская. Что действительно важно, так это то, что предлагает Titan: полностью ограниченный путь нити от холостого хода до горячего конца. Это позволяет всегда направлять гибкую нить, не допуская деформации и, в конечном итоге, замятия вашего отпечатка.
Titan захватывает даже самый скользкий из нейлона с зубьями привода нити, изготовленными на станке с ЧПУ, и не имеет проблем с металлическими / углеродными нитями высокой плотности благодаря сочетанию сцепления и крутящего момента.
Самое главное, что размер Titan подходит всем и совместим как с 1,75-мм, так и с 3-мм нитью.
Адаптивный монтаж
Titan имеет универсальное крепление NEMA17, что делает его совместимым с широким спектром принтеров и простыми в разработке монтажными решениями. Его адаптируемое крепление делает Titan совместимым со всеми конфигурациями экструдеров с боуденом и прямым приводом. Чтобы использовать Titan с экструзией Боудена, вы просто вставляете адаптер Боудена в корпус вместо хотэнда. (адаптеры Боудена продаются отдельно как дополнение)
Регулируемый
Натяжение холостого хода легко регулируется и позволяет использовать любую доступную нить, независимо от размера или материала. Titan также имеет шкалу индикатора усилия натяжения натяжения, позволяющую пользователям устанавливать натяжение натяжения на известное заданное значение. Как только вы узнаете, какая сила холостого хода вам нравится для каждой из ваших нитей, вы сможете повторить эту настройку в будущем!
Обслуживание
E3D разработала Titan с явным намерением сделать его легко доступным и удобным для пользователя.
Быстрорез vs твёрдосплав. Выбираем материал концевых фрез
К металлорежущему инструменту предъявляется множество требований ведь, чтобы выдерживать разрушительное сопротивление обрабатываемой детали, концевой фрезе нужно иметь превосходные механические свойства.
Металлорежущий инструмент должен быть твёрже, нежели обрабатываемый материал, противостоять быстрому износу, а также обладать способностью сохранять свою твёрдость даже при сильном нагреве. Именно поэтому для производства концевых фрез используются максимально прочные материалы.
Некоторое время назад все концевые фрезы делались исключительно из различных вариаций стали – легированной, инструментальной, быстрорежущей… Однако прогресс не стоит на месте. Сегодня перечень материалов для изготовления концевых фрез стал существенно больше. И в него плотно вошел, пожалуй, лучший материал – карбид вольфрама. В народе больше известный как твёрдый сплав.
Для цехов с промышленными масштабами производства вопрос выбора того или иного материала концевых фрез обычно не стоит – почти везде применяются твердосплавные инструменты. Считается, что они лучше аналогов по всем параметрам – износостойкости, жаропрочности, точности резания. Это действительно так.
Концевые фрезы из твёрдых сплавов превосходно подходят для прочных труднообрабатываемых материалов, например, для фрезеровки чугуна, титана, нержавеющей и легированной стали.
Кроме того, твёрдосплавный инструмент менее подвержен нагреванию, а значит, налипание стружки во время фрезеровки обойдёт вас стороной.
Цена твёрдосплавных фрез, конечно, соответствует их качеству. Именно поэтому при использовании режущего инструмента большого диаметра (от 15 мм и выше) фрезеровщики обычно приобретают более дешёвые концевые фрезы из быстрорежущей стали.
Также не стоит переплачивать за твёрдосплавный инструмент, если предельная скорость вращения шпинделя станка небольшая. Ведь максимальная точность фрезеровки достигается именно за счёт работы на быстрых оборотах.
Стоит отметить, что при высоких скоростях обработки концевые фрезы из быстрорежущей стали будут перегреваться, что может привести к поломке инструмента и испортить заготовку.
Выход есть! Для повышения стойкости быстрорежущей фрезы и скорости резания производители используют различные упрочняющие покрытия (TiN, TiAlN, AlTiN, DLC и т.п.), защищающие инструмент от высокотемпературного воздействия при скоростной обработке и улучшающие их прочность.
В последнее время стали очень популярны сборные концевые фрезы, состоящие из корпуса и быстросменных пластин из твёрдосплавных материалов. Такой инструмент отличается высокой износостойкостью, так как выходит из строя только режущая пластина, замена которой будет значительно дешевле, чем покупка цельной фрезы. С помощью различных пластин на одной фрезе можно осуществлять несколько видов фрезерования.
Подобрать необходимый инструмент очень легко с помощью нашего уникального фильтра. Достаточно лишь задать основные параметры, указав диаметр и тип фрезы, а также какой материал собираетесь обрабатывать. Система выдаст вам подходящие варианты. Оформить заказ можно прямо на сайте или позвонив по телефону +7 (495) 642-31-30.
Фрезы. Какие лучше. — Рекомендации от экспертов
Обновлено: 06.02.2023
Автор статьи : Enex
Фрезы. Какие лучше: быстрорез или твердый сплав?
Без топора — не плотник, без иглы — не портной, ну, а без фрезы — не фрезеровщик. Этих самых фрез — огромное количество: разные формы, разное содержание, исполнение и назначение. Фреза профессионала одевает, фреза обувает, поэтому мы должны выбрать среди этого многообразия именно тот вариант, который будет соответствовать нашим ожиданиям. И первое, с чем стоит разобраться — материал инструмента.
Существует два основных материала для изготовления монолитных фрез: быстрорежущая сталь (HSS) и твёрдый сплав, и, естественно, у них есть свои преимущества и недостатки. Теперь по порядку.
Быстрорез
Быстрорежущие стали содержат от 0,7-1,5% углерода, до 18% вольфрама, и др. элементы. Обозначаются они русской буквой «Р» (Р18, Р6М5 и т. д) или латинскими HSS (High Speed Steel) + дополнительные буквы, свидетельствует о включенных элементах в составе или об определенных манипуляциях в производстве инструмента, которые усиливают его свойства. Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.
Иначе дело обстоит, если у нас новое оборудование, оборотистое, жесткое: универсальное или ЧПУ — не суть, если материалы остаются конструкционные, а скорости щадящие до 80-100м/мин, то можно продолжать использовать быстрорежущую сталь. Но есть нюанс: лучше взять с защитным покрытием, кобальтированную и созданную по технологиям порошковой металлургии (HSS-E, HSS-E-PM, и т. д). Производительность увеличится, но и цена фрезы возрастёт: приблизится к стоимости твёрдого сплава. А так как скорость обработки и цены наших фрез увеличиваются, то пришло время обсудить твердый сплав.
Твердый сплав
Твёрдые сплавы представляют собой сплавы карбидов тугоплавких металлов с кобальтом, являющийся своеобразной связкой. Из названия понятно, что эти сплавы обладают высокой твёрдостью, износостойкостью и теплостойкостью до 1000 градусов по Цельсию (быстрорезы до 650).
Твёрдые сплавы получают методом порошковой металлургии из микронных, субмикронных субстратов. Обычно используют карбид вольфрама с кобальтом, зачастую туда замешивают карбид титана и карбид тантала (всем известная советская маркировка ВК, ТК, ТТК).
Импортные же маркировки у каждого производителя свои, так как состав их инструмента, который радует станочников стойкостью на определённой операции является конкурентным преимуществом и коммерческой тайной. Их так же улучшают всевозможными сочетаниями PVD и CVD покрытиями, увеличивающими износостойкость фрезы. Такие фрезы способны обрабатывать со скоростью до 500 м/мин., так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин.
Но, конечно, на этих режимах работает только лучшее оборудование. Твердый сплав в тандеме с высококачественным, оборотистым и жёстким станком даёт на выходе большую точность, лучшее качество обработанный поверхности, предсказуемую стойкость инструмента. Это позволяет значительно повысить производительность, что с лихвой окупит высокий ценник твердосплавной монолитной фрезы.
Итак, теперь мы понимаем, что выбор инструмента из быстрорежущей стали или твёрдого сплава зависит от условий, в которых фрезе предстоит работать. Но помимо материала инструмента, есть и другие тонкости выбора правильной фрезы для конкретной операции. И как говорят в таких ситуациях бывалые классики, что это уже совсем другая история…
Использованы материалы: Кожевников Д.В. (2005) Режущий инструмент: Учебник для вузов.
Каталог фрез по металлу на онлайн-выставке Enex: https://enex.market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/frezy_po_metallu/.
Что такое высокоскоростная резка?
Термин «Высокоскоростная резка» (также известная как высокоскоростная обработка) значительно расширился в обрабатывающей промышленности за последние 5–10 лет. Несмотря на новоприобретенный статус «модного слова», определение этого процесса остается несколько неуловимым или, в лучшем случае, определяется в общих чертах как простое фрезерование на достаточно высоких оборотах. Реальность высокоскоростной резки немного сложнее, но, тем не менее, требует внимания из-за значительной эффективности , которую она обеспечивает. В этом посте мы рассмотрим зарождение и развитие высокоскоростной резки как процесса. Исследования и разработка методологии высокоскоростной резки получили наибольшее развитие в конце 70-х и начале 80-х годов в рамках Программы передовых производственных исследований, финансируемой DARPA. Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало осознание того, что «золотое пятно» высокоскоростного процесса резки варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом:
Параметры высокоскоростной резки для различных фрезеруемых материалов (см. выше).
После достижения порога диапазона HSM преимущества этого метода резки начинают проявляться. Преимущества высокоскоростной резки реализуются в четырех основных областях:
1.) Повышенная точность обработки
По мере увеличения скорости резания сила резания уменьшается из-за явления, называемого тиксотропией, или из-за свойства материала «размягчаться» из-за напряжения сдвига, придаваемого ему инструментом. режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки.
2.) Улучшение качества поверхности
Общие сведения о механической обработке говорят нам о том, что тепло трения в процессах фрезерования генерируется в равной степени с каждой стороны режущей кромки инструмента (составляя почти 80% всего индуцированного тепла трения), а еще 20% возникающие в результате деформации или изгиба образовавшейся стружки. В процессе высокоскоростного резания стружка удаляется с такой высокой скоростью, что большая часть (приблизительно 60%) этого тепла, обусловленного трением, не успевает передаться окружающей заготовке или самому инструменту. В результате обработанная поверхность демонстрирует превосходное качество с заметным снижением деградации обрабатываемой детали, вызванной температурой.
3.) Уменьшение образования заусенцев
На основании исследований, посвященных передовым методам высокоскоростной обработки, после достижения достаточно высокой скорости резания наблюдается заметное уменьшение образования заусенцев. Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно спроектированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, производит рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.
4.) Улучшение эвакуации стружки
Подобно уменьшению образования заусенцев, улучшение эвакуации стружки, которым пользуются те, кто использует высокоскоростные методы резания, в первую очередь является результатом геометрии режущего инструмента в сочетании с высоким энергетическим состоянием, создаваемым RPM. применяется. При скорости резания более 500 м/мин и режущем инструменте, оптимизированном для удаления большого количества стружки за короткий промежуток времени, полученная стружка может быть выброшена из зоны обработки с высокой скоростью, что значительно снижает вероятность повторной обработки стружки или повреждения заготовки из-за обилия остаточной стружки. Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0021 от 25 000 до 50 000 об/мин или больше. С учетом потребности в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» благодаря использованию фрезерной системы с ЧПУ, где синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
Chicago Pneumatic CP9116 США Высокоскоростной резак для тяжелых условий эксплуатации | 1,0 л.с. | 14 000 об/мин
Рекомендуемая производителем розничная цена:
$524,40
Сейчас:
$314,64
(Вы экономите
209,76 долларов США
)
(пока отзывов нет)
Написать обзор
Chicago Pneumatic
Chicago Pneumatic CP9116 США Высокоскоростной резак для тяжелых условий эксплуатации | 1,0 л.
с. | 14 000 об/мин | Диаметр колеса 4 дюйма
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
Изображения продуктов могут не соответствовать реальному продукту. Пожалуйста, проверьте описание ниже для технических характеристик.
Артикул:
8941091161
Состояние:
Новый
Наличие:
Обычно отправляется в течение 1–2 недель с момента заказа
Вес:
3,70 фунта
Доставка:
Рассчитано на кассе
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
Описание
Информация о гарантии
Технические характеристики
Предупреждение о законопроекте 65 штата Калифорния
Высокоскоростной резак Chicago Pneumatic CP9116 US является кульминацией десятилетий исследований и технических усовершенствований. Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях.
Модель: CP9116 США | Мощность: 1,0 л.с. / 746 Вт | Размер патрона/колеса: 4 дюйма / 100 мм | Свободная скорость: 14000 об/мин | Потребление воздуха при нагрузке: 7,0 (куб. футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
Особенности и преимущества :
4” = 100 мм для лучшего охвата и легкого доступа в ограниченные зоны
Композитная рукоятка для уменьшения передачи холодного воздуха оператору
Система блокировки шпинделя для облегчения замены круга
11-позиционный поворотный защитный кожух, регулируемый на 126° для лучшей защиты оператора и лучшая видимость операций резки
Предохранительный рычаг дроссельной заслонки для предотвращения случайного запуска
Выхлопная труба сзади
Высококачественная сталь для внутренних шестерен
Поворотный на 360° воздухозаборник
Увеличенный и компактный корпус редуктора
Комфорт
Простота использования
Безопасность и удобство
Мощный
Прочный
Идеален для резки…
Поставляется с 5 отрезными дисками Norton
Ищете дополнительную информацию о Пневматическом резаке Chicago? Нажмите здесь , чтобы просмотреть каталог .
Чтобы получить помощь в выборе правильного инструмента для вашего приложения, позвоните по телефону (800) 608-5210 или напишите по электронной почте [email protected]
Гарантия один год на дефекты изготовления и материалов.
ПРЕДУПРЕЖДЕНИЕ. Этот или другие продукты, продаваемые на этом веб-сайте, могут подвергать вас воздействию химических веществ, которые, согласно данным штата Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции.
Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov
Блок подготовки воздуха — это наиболее необходимый агрегат при оргинизации рабочего места пневмоинструмента. Фильтровальный элемент производит очистку воздуха от примесей до 5микрон, редуктор понижает давление в системе, а автоматическая масленка произведет самзку инструмента для надежной работы.
Подробная информация о станке …
Оборудование окончательной обработки поддона
Двухкамерная сушильная камера Optimal для фитосанитарной термооброботки европоддонов типа ЕВРО (кол-во 700 шт. в каждой)
Подробная информация о станке …
Оборудование для производства евро поддонов
Полностью автоматическое устройство, предназначенное для манипуляции (переворот) и штабелирования поддонов без вмешательства оператора.
Подробная информация о станке …
Оборудование для производства евро поддонов
SMPA 500.1 ED найдет свое применение прежде всего в компаниях занимающихся производством поддонов с мощностью 500 шт. в смену (8 часов)
Подробная информация о станке …
Оборудование для производства евро поддонов
Автоматическое оборудование, состоящее из 5 рабочих узлов (см.ниже), работает в автоматическом режиме включения агрегатов. Машина работает или самостоятельно или может стать составной частью производственной линии путем присоединения за гвоздезабивной автомат SMPA 500. 1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.
Подробная информация о станке …
Торцовочные станки
Торцовочные станки
Предназначены для поперечного раскроя пиломатериалов. Оснащённые думя или тремя пилами с механической или автоматической подачей заготовок и с регулируемым положением пил. Данные торцовочные станки обеспечивают максимальную производительность в серийном производстве.
Подробная информация о станке …
Оборудование для производства евро поддонов
Это подходящее решение для предприятий собирающихся заниматься промышленным производством поддонов и для производителей желаемых соответствовать заказам специальных поддонов или небольших объемов.
Подробная информация о станке …
Оборудование для производства евро поддонов
Это подходящее решение для предприятий собирающихся заниматься промышленным производством поддонов постепенно инвестируя в течение времени.
Подробная информация о станке …
Оборудование для производства евро поддонов
Сборка гвоздезабивными пистолетами на универсальном кондукторе по нашему опыту, наиболее оптимальный вариант производства деревянных поддонов и паллет. Срок окупаемости 1-3 месяцев. Производительность при таком способе может доходить до 30 поддонов в час на одного оператора. Применение кондуктора позволяет значительно снизить затраты ручного труда на технологических операциях, обеспечить гарантированную постоянную точность размера поддона, повысить качество продукции и сократить число рабочих, занятых на производстве, увеличив производительность в 2-3 раза.
Подробная информация о станке …
Оборудование для изготовления транспортных поддонов
Транспортные поддоны (паллеты) получили исключительно широкое распространение вместе с системой контейнерного грузооборота. Поддон служит для размещения на нем штучных товаров. В его конструкции предусмотрены пустоты для входа вил вилочного погрузчика, что позволяет быстро перемещать поддон при погрузочно-разгрузочных работах (рис. 1).
Рис. 1. Транспортные поддоны
Согласно российскому стандарту, основные размеры поддонов составляют от 800×1200 до 1200×1800 мм. Толщина досок— от 18 до 25 мм. Верхний настил образуют 5, 7 или 9 досок (в зависимости от ширины поддона). Подобные поддоны выдерживают нагрузку 1500-2500 кг.
К специальному оборудованию для производства поддонов относятся станки для изготовления бобышек, станки для сборки и скрепления деталей поддона гвоздями, станки для механической обработки готовых поддонов, а также их маркирования.
На рисунке 2 показан станок для изготовления транспортных бобышек размером 145×80 мм с производительностью до 160шт./мин. В стандартной комплектации имеются 9 дисковых пил на одном валу, установленные на размер длины бобышки 145 мм; автоматическая подача и механические зажимы. бруса; загрузочный стол с автоматической подачей для формирования пакета заготовок.
Рис. 2. Станок для изготовления бобышек и пильный вад станка (Walter, Польша)
Оборудование для сборки поддонов может быть в виде простого монтажного стола (кондуктора) с большой долей ручного труда (рис. 3). При этом требуется сначала сформировать верхнюю часть поддона, затем перевернуть его и собрать нижнюю часть. Сборка с помощью гвоздезабивных пистолетов дает производительность до 30 под донов в час на одного рабочего.
Рис. 3. Монтажный стол для транспортных поддонов КМ-1 (поставщик «КАМИ-Станкоагреат»)
Для более производительной работы можно использовать линию из трех монтажных столов с разделением операций по сборке поддона (рис. 4).
Рис. 4. Линия по сборке поддонов PalletPro 1 (поставщик «КАМИ-Станкоагрегат»)
Производительность такой линии достигает 550 поддонов в смену.
Для крупных производств разработаны специальные гвоздезабивочные машины (рис. 5)
Рис. 5. Гидравлическая гвоздезабивочная ленточная машина СНА 02 (Delta, Италия)
Эта машина предназначена для сбивки поддона с помощью регулируемых гидравлических пистолетов. Максимальные рабочие размеры поддона — 1400х1400 мм. Машина имеет два гидравлических гвоздевых распределителя по 15 выходов. Последовательность операций автоматизирована.
Гвоздевые пистолеты расположены на горизонтальной траверсе, крепятся к ней пневматически. Есть возможность установки до 30 гвоздевых пистолетов.
На базе этой машины создана автоматическая линия СНА для производства поддонов с производительностью 1,5 поддона в минуту. На линии выполняются следующие работы.
Сбивка поддона. На вход гидравлического гвоздезабивочного узла подаются заготовки для поддонов (шашки и доски определенной длины). С помощью системы упоров и направляющих формируется конструкция поддона, которая сбивается автоматически с помощью гидравлических молотков.
Обрезка углов. По траковым направляющим поддон автоматически подается на вход узла для обрезки углов. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция одновременной обрезки углов со всех четырех сторон поддона.
Фрезеровка фасок. По траковым направляющим поддон перемещается вдоль группы фрез без остановки, фаски фрезеруются, поддон передается на следующую операцию.
Маркировка. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция маркировки шести бобышек.
Аналогичные автоматические линии для изготовления поддонов выпускает фирма Storti (Италия), в том числе линии с двумя гвоздезабивными машинами, а также автоматическую линию окраски, сушки и маркировки поддонов.
Рис. 6. Линия по производству поддонов фирмы Storti (Италия)
Eagle Pallet Machine – Машина для забивания паллет
Eagle Pallet Machine – Машина для забивания паллет
Перейти к содержимому
616-805-0252 sales@palletnailingmachine. com
Время машинного цикла составляет около 17 секунд для сборки поддона Время машинного цикла составляет около 17 секунд для сборки поддона. Время машинного цикла составляет около 17 секунд для сборки поддона. Время машинного цикла составляет около 17 секунд для сборки поддона. Время машинного цикла составляет около 17 секунд для сборки поддона.
ВВЕДЕНИЕ
Система забивания поддонов Eagle разработана специально для крупносерийного производства с выходом 1600 поддонов в день. С помощью простых регулировок система Eagle может вместить от 3 до 4 поддонов со стрингерами размером от 36 ″ x 36 ″ до 48 ″ x 48 ″. Пакет 4-го стингера является дополнительной опцией покупки.
За 17 лет разработки система забивания поддонов Eagle отличалась простотой, долговечностью и большим объемом. Это дает вам меньшие первоначальные инвестиции, сохраняя при этом ваше конкурентное преимущество.
Сборочная система Eagle специально разработана с конвейером непрерывной подачи, обеспечивающим непрерывный процесс забивания гвоздей. Этот непрерывный процесс, состоящий из двух частей, перемещает материалы для поддонов под каждую гвоздевую станцию, обеспечивая высокую производительность от 4 до 6 поддонов в минуту и более. Регуляторы скорости позволяют операторам устанавливать ежедневную производительность.
В комплект поставки машины входит несколько автоматических питателей, в которые можно поместить материал для настила и стрингера, чтобы сборочное приспособление могло извлекать материал для поддонов в процессе автоматического забивания гвоздей.
Если размеры заготовок не совпадают, доски настила также можно загрузить вручную. Для подачи пиломатериалов на каждую станцию требуется три оператора.
Для качественного и крупносерийного производства рекомендуется пиломатериал сорта №1 и №2. Переработанные пиломатериалы можно использовать, если качество материала соответствует качеству поддонов, однако производительность может измениться.
Система забивания поддонов Eagle поставляется в стандартной комплектации с автоматическим укладчиком поддонов и системой перемещения под правым или левым углом. Прямолинейные системы могут быть доступны по запросу.
Обратите внимание, что заказчик должен предоставить соответствующий воздушный компрессор, необходимый для работы машины для забивания паллет. Воздушный компрессор не входит в стоимость покупки, но может быть добавлен в качестве дополнительной опции. Предоставляется рекомендация, которая соответствует требованиям машины для забивания паллет.
Компания BC Market Solutions™ предлагает дополнительные видеоролики о машине для забивания поддонов Eagle™ при производстве полных поддонов.
Не стесняйтесь просматривать нашу видеотеку для получения дополнительной информации о настройке системы и элементах управления.
Телефон: 334-328-5311
Просмотр видео
СИСТЕМА
ОБЩИЕ ХАРАКТЕРИСТИКИ S
СПЕЦИФИКАЦИЯ МАШИНЫ
ТРЕБОВАНИЯ
СИСТЕМА
СИСТЕМА ЗАБИВАНИЯ ПАЛЛЕТОВ EAGLE :
Эта спецификация предназначена для производства 3-х стрингерных поддонов размером от 36 дюймов (91,44 см) до 48 дюймов (121,92 см) с высотой поддона до 5-1/2 дюймов (15,24 см). Рекомендуемые гвозди для поддонов: 2 дюйма x 0,99 дюймов, высокая нагрузка для производства стандартных поддонов.
ОБЩИЕ ХАРАКТЕРИСТИКИ
МАШИНА ДЛЯ ЗАБИВАНИЯ ГВОЗДЕЙ EAGLE ОБЩИЕ ХАРАКТЕРИСТИКИ:
Тип: Машина для забивания поддонов Eagle™
Размеры: 89 дюймов в ширину x 50 футов в длину x 7 футов в высоту
Вес: 15 000 фунтов
Время цикла: примерно 14-16 секунд на поддон
Производство: 1600 поддонов в день
Вместимость поддона: от 36 до 48 квадратных дюймов o (914 мм) x (914 мм) o (91,44 см) x (91,44 см) o (1219мм) x (1219 мм) или (121,92 см) x (121,92 см)
Тип поддона: 3-стрингерная машина
Приспособление: конструкция приспособления для буксируемых цепей и системы подачи досок
Скорость: Система регулирования скорости
Требования к воздуху: 60-80 SCFM @ 2” NPT
Мост: Мост для гвоздей включает (6) монтажных опор
Гвоздильные пистолеты: не включены (рекомендуется Max 70 или Bostitch Guns)
Управление: ПЛК с кнопочным управлением
ХАРАКТЕРИСТИКИ МАШИНЫ
МАШИНА ДЛЯ ЗАБИВАНИЯ ПОДДОНОВ EAGLE СПЕЦИФИКАЦИЯ:
Основная рама: 6”x2”x 3/16”-850/A500 Стальная труба класса B
Опора пистолета: (6) Верхняя головка в сборе с установленными опорами пистолета для гвоздей
Регулировка: Регулировка маховика для высоты пистолета для гвоздей
Каретка: (2) настольная конвейерная система непрерывной подачи с зажимным приспособлением для буксируемых цепей
Устройство подачи досок: (1) устройство подачи досок Stinger и (3) устройства подачи палубной доски
Система транспортировки: Система транспортировки поддонов со штабелеукладчиком
Охрана: боковая охрана
Аварийные стопоры: (1) Аварийные стопоры, установленные на обоих концах машины
ТРЕБОВАНИЯ
EAGLE PALLET MACHINE ТРЕБОВАНИЯ:
Электричество: 480 В, 3 фазы
Воздух: 60-80 стандартных кубических футов в минуту, 2 дюйма NPT
Компрессор: необходимы компрессоры мощностью 20 л. с., но они не поставляются
Отправьте нам сообщение
BC Market Solutions™ – это комплексный интегратор проектирования и цепочки поставок, который стремится предоставлять экономически эффективные решения для отрасли погрузочно-разгрузочных работ.
Наверх
США – Оборудование для производства деревянных поддонов, Оборудование для производства деревянных поддонов, Оборудование для производства поддонов, Автоматическое изготовление поддонов
Corali IBC Pallet Making
Корпоративный офис Corali Group
Бергамо, Италия 901 54
Модули Corali — вращающаяся платформа, укладчик, резак для углов, переворачивающее устройство
Полностью автоматизированные * Высокоскоростные * Хранение предварительно установленных гвоздей для более быстрого обстрела
Полностью автоматические линии Corali для производства блочных и стрингерных поддонов
Модули Corali – прижим для гвоздей, брендинг, окраска распылением, маркировка
0192
Corali CP7 Изготовление поддонов
Оборудование для изготовления поддонов Premier с 1957 года
Corali M342-Vr13 и V Брошюра по машине r5
Оборудование для производства деревянных ящиков и кабельных барабанов
Поддоны Corali Stringer и функции забивания гвоздей
Машины для забивания гвоздей для настила, стрингерных поддонов, блочных поддонов, CP7, IBC и т. д.; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
Брошюра по гвоздезабивным станкам Corali M385 и производственной линии M386
Брошюра по гвоздезабивным станкам Corali M342-Vr13
Модули Corali — резак блоков, устройство подачи блоков, устройство подачи досок, устройство для снятия фаски, устройство подачи лыж
Перфораторы и ударные дрели отчасти схожи конструкцией и функционалом, но имеют разное назначение. Поэтому выбирать инструмент следует исходя не только из его стоимости, но и опираясь на предполагаемую сферу работ, в которой он понадобится.
Дрель привлекает покупателя по нескольким причинам. Прежде всего ударная дрель многофункциональна, малогабаритна и доступна по цене. Если попробовать сравнить инструменты с одинаковой мощностью, то перфоратор по весу и цене будет намного впереди ударной дрели. При этом функционально перфоратор значительно уступает дрели. Перфоратор либо долбит, либо сверлит с ударом. Металл или древесину тяжёлый агрегат скорее всего испортит. В то же время для работы по бурению бетона перфоратор не имеет себе равных. Такой инструмент потянет и бур, и долото, и сверлильную колонку. Перфоратор вполне сможет заменить отбойный молоток. Он незаменим при сооружении проёмов и ниш. Этот инструмент в основном предназначен для профессиональных работ. Для бытовых нужд он вряд ли пригоден, или будет использоваться по назначению не чаще одного-двух раз в год. Помимо различной функциональности, перфоратор и ударная дрель несравнимы по потребляемой мощности. Перфоратор средней мощности потребляет 440 Вт, в то время как дрель сопоставимой производительности — 1010 Вт. Соответственно затраты на оплату электроэнергии различны.
Однако главное отличие этих инструментов состоит в основном объекте, к которому будут приложены усилия. Применение дрели для сверления бетона — не основная функция. Такой тяжёлый режим эксплуатации ко всему прочему ведёт к разрушению. С другой стороны, перфоратор не сможет обеспечить качественное сверление отверстий в мягких материалах.
Процесс удара в ударных дрелях осуществляется посредством механики. При включении функции удара внутреннее храповое колесо подается назад, а внешнее колесо начинает пересчитывать зубья внутреннего. Таким образом, сила удара создаётся высотой зуба.
Как бы не был прочен сплав из которого сделано храповое колесо, рано или поздно зубья срежутся и инструмент придет в негодность. Удар, создаваемый в перфораторах, имеет другую природу. Кривошипно-шатунный механизм преобразует вращательное движение от привода в поступательное движение поршня. Непосредственно поршень приводит в движение через воздушную прослойку боёк. Прослойка уменьшает механическое воздействие на поршень, что увеличивает срок службы инструмента, а также уменьшает отдачу.
Ударный механизм, который применяется в перфораторах, намного эффективнее и надёжнее обыкновенной трещотки, которая применяется в ударных дрелях. Если предстоят интенсивные работы связанные со сверлением бетонных конструкций, то дрель ударная долго не протянет. Однако не следует входить в эйфорию от трёхрежимных перфораторов. Перфораторы среднего и тяжёлого класса комплектуются патронами SDS-plus и SDS-max. Такие патроны применяются для использования особых насадок: лопаток, буров и т.д. Расходные материалы для перфораторов намного дороже, чем у дрели. А специальные патроны не дают возможность использовать свёрла. С целью расширить функциональные возможности перфораторов, производители нередко докомплектовывают модели лёгкого и среднего класса дополнительными кулачковыми патронами.
Такие патроны при помощи специальных переходников крепятся в обыкновенных держателях, вроде SDS. Естественно, сам инструмент становится намного большим, и проблемы с биением патрона увеличиваются. Качество сверлильных работ при этом оставляет желать лучшего. Для того, чтобы достичь более точного сверления, используются сменные патроны. При этом основной патрон демонтируется, а вместо него монтируется обыкновенный кулачковый. Следует иметь в виду, что подобная комплектация встречается редко, да и цена такого инструмента непомерно возрастает.
Как перфораторы, так и дрели имеют свои преимущества именно в той отрасли, для которой они создавались. Дрель ударная хороша при сверлении отверстий в таких материалах как пластик, кирпич, древесина, мягкие металлы. Возможно применение ударной дрели при сверлении лёгкого бетона, но только в крайних случаях. Дрель также может быть использована в качестве миксера или для работы с крепежом. Для сверления и обработки бетона необходимо взять перфоратор. Перфоратор может применяться при сверлении бетона разной прочности, однако для точного сверления в металлах и древесине он малопригоден. Равные по мощности с дрелями перфораторы намного превосходят их по весу и цене. Если ваше жилище состоит из стекла и бетона, то вам понадобится ударная дрель. Но в дополнение к ней неплохо иметь на всякий случай под рукой не слишком дорогой и мощный, но все же перфоратор.
Что выбрать перфоратор или ударную дрель Макита
До 56% людей сталкиваются с этой проблемой. Они не знают, какой инструмент выбрать, и, как следствие, тратят уйму времени. Хотите экономить ресурсы? Тогда читайте эту статью. В ней вы узнаете, как купить перфоратор «Макита», выгодно вложив свои деньги и сохранив время.
Что выбрать: ударную дрель или перфоратор?
Этим вопросом задаются многие начинающие строители. Однако профессионалы знают, что ударная дрель, в отличии от перфоратора, предназначена исключительно для сверления дыр в поверхностях, например, дереве.
Но вот работать с камнем, бетоном, асфальтом дрелью не получится. Почему так? Дело в том, что «ударная» функция в ней реализована, как вспомогательный механизм, и ее мощности не хватит для сверления плотных материалов. В работе с бетоном, камнем необходима высокая мощность удара, поэтому эксперты советуют купить перфоратор Макита.
Главные различия ударной дрели от перфоратора
Отличия между этими двумя электроинструментами кроется в структуре. Дрель работает по такому принципу:
Вращательно-поступательное движение патрона обеспечивают храповые колеса, которые создают небольшую вибрацию инструмента. Поэтому, чтобы добиться результата – сверления дыры, нужно приложить силу, равную показателю в 15-20 кг.
У перфоратора другой механизм работы:
Электродвигатель – главный источник силы, способствует вращению вала, который содержит на себе «пьяный» подшипник, или как его еще определяют, — механизм с качающимся движением. Последний соединен с воздушной стенкой блока — цилиндра, внутри которого создается толстый шар из воздуха, отделяющий «летающий» поршневой клапан. К поршню прикреплен механизм — боек, который запускает электроинструмент.
Вследствии воздушной подкачки ударная сила инструмента быстро возрастает в несколько раз. Именно поэтому с целью работы по прочным материалам следует купить перфоратор Макита.
Как электродрель, так и перфоратор предназначен для работы по дому. Но когда перед вам стоит задача – сделать ремонт объекта с бетонными, кирпичными стенами: выдолбить канавки для проводки, вывести новые розетки, то однозначный выбор – перфоратор.
Выбор перфоратора: что учесть?
Чтобы деньги не были потрачены впустую, нужно заранее определиться с диаметром отверстий. Например, для установки кабелей – 10мм, установки открытых розеток – 5мм, монтаж дюймовой трубы – 31 мм.
Далее необходимо подобрать электроинструмент согласно параметрам. Итак, список:
1. Удар
Главная характеристика, по которой различают перфораторы – энергия, выделяемая при ударе, и которая передается бойковым модулем на обрабатывающий инструмент. Этот параметр выражается в Дж(джоулях). Однако тут возникает важный нюанс, — чем выше показатель энергии удара, тем габаритней инструмент. Исходя из этого, для обычного использования вполне достаточно электроперфоратора с 2 – 3 джоулями.
2. Вес строительного прибора
Данный показатель зависит от энергии удара. Приняты три классификации: до 5 кг(легкие), от 5-6 кг (средние габариты), от 6 кг – тяжелые. Электроперфораторы весом до 4кг создают энергию ударного толчка около 1,5 Дж – вполне достаточную для домашнего применения.
Вот одна из причин купить перфоратор Макита. Устройства Makita отличаются малыми габаритами и высокой силой ударного толчка.
ИНТЕРЕСНО! Не тяжелые перфораторы очень похожи на своих собратьев — ударные дрели. Под них разработаны кулачные сопла с патроном, который закрепляет сверловые полотна.
3. Показатель мощности электродвигателя и частота вала
Перфораторы, главной задачей которых выступает производственное строительство, изготавливаются с мощностью до 2кВт. Собственно это далеко не определяющая характеристика.
Обычно, производители подбирают персональный коэффициент мощности под каждый ряд приборов. Если нужно просверлить дырку в стене из высокопрочного бетона глубиной от 60 см, тогда следует купить перфоратор Макита с двигателем свыше 1000Вт. Почему? Плотность стены высокая и при малейшем сдвиге, электродвигатель с малой мощностью попросту остановится.
Скорость вращения — не главная при выборе электроприбора. Стандарт это от 600 до 1,5 тыс. оборотов/минуту. Вращательное воздействие бура требуется исключительно для очищения зоны работы от пыли. Многозначащий нюанс – сверхбыстрые скорости вращения провоцируют усиленный износ электроинструмента.
Нужно максимально выгодное решение? Тогда вам стоит заказать перфоратор в нашем интернет-магазине.
4. Режимы работы
Современные электроприборы могут использоваться в трех режимах: сверление, долбление, сверление — исключая удар. В чем суть каждого из режимов:
Безударное сверление;
В этой операции инструмент используется, как обычная дрель. Он сверлит отверстия в любых материалах, таких как массив дерева, пластик, металл. Поступательное воздействие строительного инструмента по умолчанию отключено производителем “Макита”.
Ударное сверление объектов;
Крайне часто используемый режим работы перфоратора. Механизм устройства “Макита” — бур, инициализирует возвратно-поступательное движение, таким способом откалывает куски материала. Последствия взаимодействия с материалом — пыль, окрошку, мелкие части, выносит канавка бура.
Выдалбливание.
При таком режиме использования перфоратора Мakita деталь, которая осуществляет обработку в электроинструменте не вращается. На месторасположение бура ставится долото, зубило, пика. Эта настройка предусматривает применение ручного перфоратора в качестве молотка — отбойника.
Почему стоит купить перфораторы «Макита» в Киеве?
Помимо основных, электроинструменты Makita оснащены дополнительными функциями, тем самым, делая работу еще более комфортней.
Приятные бонусы инструментов «Макита»:
Плавный пуск – электродвигатель контролирует поступление напряжения, плавно регулируя пусковой ток. Это защищает сеть от перегрузки и короткого замыкания;
Автоматическая муфта – при застревании инструмента,механическим воздействием расцепляет(выключает) бур от двигателя вала;
Реверсивно-обратное воздействие механизма – при застревании сверла, у перфораторов «Макита» есть обратный ход, который выкручивает сверло из материала;
Автоматическое регулирование оборотов – специальный электрический блок автоматически устанавливает количество оборотов в соответствии с нагрузкой перфоратора;
Защита от вибраций – рукоятки «Макита» изолируют руки от вибрационного воздействия инструмента;
Более того, цена перфоратора Макита в нашем интернет-магазине Вас приятно порадует.
Когда использовать каждый инструмент
Фото: istockphoto.com
Пройдитесь по ряду с электроинструментами в хозяйственном магазине, и вы увидите множество дрелей и отверток, которые выглядят довольно похожими. Не дайте себя одурачить: у каждого из них есть тонкие различия, предназначенные для выполнения разных задач. Независимо от того, ищете ли вы универсальную дрель или имеете в виду более конкретный проект, перед покупкой узнайте, чем отличаются аккумуляторные дрели-шуруповерты, перфораторы и ударные гайковерты. В этом руководстве они размещены рядом — перфоратор, ударный шуруповерт и дрель, — чтобы помочь вам разобраться в том, что вам нужно для вашего списка дел.
Возможно, лучший способ понять, какая дрель лучше всего подходит для конкретной задачи, — это сравнить их механизмы и типы сверл и шуруповертов, которые они используют.
Каждый тип сверла использует уникальное движение для выполнения работы.
Действие ударной дрели прямо указано в названии: это молоток и дрель, работающие в тандеме. Пока сверло вращается, кулачок с зубчатым приводом совершает линейное ударное движение по траектории сверла. По сути, он сочетает в себе долбление и сверление в одном инструменте.
Это действие особенно эффективно при сверлении кирпича, шлакоблока, бетона и подобных материалов. Однако, несмотря на то, что модели с системой шлицевых приводов (SDS) для тяжелых условий эксплуатации способны сверлить стены толщиной в несколько футов, это неэффективный способ сверления дерева, пластика или металла. Для этого необходимо отключить ударный механизм. Многие перфораторы позволяют это, но некоторые модели SDS этого не позволяют.
Описание инструмента как «ударного инструмента» может означать, что его действие похоже на молоток. В некотором смысле это так, хотя ударный инструмент обеспечивает повышенную энергию вращения, более известную как крутящий момент.
Внутри корпуса ударного инструмента находится сверхпрочная пружина. Он сжимается каждые пол-оборота, а затем разжимается, создавая огромную силу. Он издает звук, похожий на звук ударной дрели, но энергия идет в том же направлении, что и вращение патрона, а не по прямой линии вдоль сверла. Таким образом, сила направлена на закручивание винтов и других крепежных деталей или даже на их отвинчивание. Ранние ударные драйверы были очень грубыми инструментами, работающими по принципу «все или ничего». Современные версии предлагают большую гибкость с переменной скоростью.
Аккумуляторная дрель-шуруповерт имеет самое простое действие, поскольку она вращается без какой-либо дополнительной силы. Однако у этого инструмента есть еще одна хитрость: добавление сцепления.
Маленькие ударные дрели можно использовать для закручивания винтов (некоторые потребительские модели имеют муфту), но многие из них слишком велики и мощны. Ударные отвертки — идеальный инструмент для интенсивного вождения, но большинство из них не предназначены для деликатной и точной работы. Муфта на аккумуляторной дрели-шуруповерте позволяет уменьшить крутящий момент, прикладываемый к винту, так что при достижении этого предела муфта проскальзывает, и патрон перестает вращаться. Это полезно при ввинчивании в более мягкие материалы, такие как дерево или гипсокартон, поскольку предотвращает случайное ввинчивание шурупа под поверхность или даже, что может случиться, прямо насквозь.
СВЯЗАННЫЕ: Лучшие точилки для сверл для обслуживания инструментов
Фото: istockphoto.com
Каждый из них имеет свой патрон и подходит для разных бит.
Перфораторы
Большинство перфораторов имеют самоцентрирующийся трехкулачковый патрон. Часто это бесключевые, но модели для тяжелых условий имеют патрон с ключом, который обеспечивает более плотный захват сверла. Ударные дрели SDS имеют подпружиненный патрон с шарикоподшипниками, которые фиксируются в канавках сверл SDS. Скользящая втулка освобождает их.
Универсальные сверла по камню для перфораторов имеют такой же круглый хвостовик, как и стандартные сверла по дереву или металлу. Многие используют один и тот же базовый материал — быстрорежущую сталь (HSS). Где биты каменной кладки отличаются, так это на кончике. Он шире и предназначен для откалывания поверхности во время вращения. Спиральные канавки позади наконечника на самом деле вообще не режут, они нужны для того, чтобы сбрасывать отходы с пути.
Сверла SDS очень похожи по конструкции, но хвостовик модифицирован, чтобы соответствовать соответствующему патрону SDS. Они обеспечивают более надежную фиксацию при бурении в тяжелых условиях.
Ударные отвертки
Ударные отвертки не имеют патрона, но вместо этого используют быстросъемный зажим, предназначенный для установки различных видов бит с шестигранным хвостовиком ¼ дюйма. В основном эти долота предназначены для забивки, хотя вы можете купить сверла из быстрорежущей стали с хвостовиком ¼ дюйма для периодического бурения.
Отвертки бывают разных форм, поэтому ударные отвертки можно использовать с различными крепежными элементами. Straight, Philips и Torx являются одними из самых распространенных, но есть полдюжины других, которые справятся со всеми потребностями вождения. Вы также можете найти различные размеры головок и адаптеров головок для использования ударного гайковерта с гайками и болтами.
Важно выбирать «готовые к удару» биты, которые закалены, чтобы выдерживать выходную мощность ударного шуруповерта. Не соблазняйтесь менее дорогими версиями, предназначенными для обычной дрели-шуруповерта. Они быстро изнашиваются под действием дополнительной силы и могут даже срезаться.
Среди доступных принадлежностей, расширяющих возможности использования ударных инструментов, находятся трехкулачковые сверлильные патроны, угловые адаптеры, гибкие приводные валы и кольцевые пилы.
Аккумуляторная дрель-винтоверт
Аккумуляторные дрели-шуруповерты оснащены самоцентрирующимся трехкулачковым патроном, почти всегда бесключевым. Если для работы требуется дополнительная сила зажима шпоночного патрона, возможно, потребуется и более мощная дрель.
Трехкулачковые патроны можно использовать как со стандартными битами с круглым, так и с шестигранным хвостовиком для сверления и завинчивания. Различные сверла позволяют делать отверстия в древесине, композитах, пластике и металле. Они варьируются от простых круглых сверл до наконечников лопаток, долот Форстнера, кольцевых пил и широкого спектра специальных долот, некоторые из которых мы обсудим ниже. Все насадки, которые можно использовать в ударном шуруповерте, можно использовать и в аккумуляторной дрели, но со значительно меньшей мощностью. Если вы работаете над деликатными проектами, это часто может быть преимуществом.
СВЯЗАННЫЕ С: Как сверлить прямые отверстия под углом 90 градусов без сверлильного станка
Материалы для сверл
Сверла всех видов часто имеют керамическое покрытие для повышения долговечности режущих кромок. Сверла с наконечником из карбида вольфрама (TCT) являются наиболее распространенными. Также используется нитрид титана (TiN). Сверла с покрытием TiN легко узнать по их золотому цвету, но здесь требуется осторожность. Некоторые производители дешевых сверл делают их золотыми, но без титана. Всегда проверяйте характеристики перед покупкой. Специальные сверла для плитки и стекла часто покрываются промышленными алмазами.
Ударная дрель, ударный шуруповерт, аккумуляторная дрель/шуруповерт: применение
Теперь, когда вы знаете, как работает каждый тип дрелей, возможно, станет намного яснее, для каких работ каждый из них лучше всего подходит. Тем не менее, могут быть совпадения, поэтому давайте посмотрим поближе.
Фото: istockphoto.com
Ударная дрель предназначена для сверления отверстий в кирпиче, бетоне, других кирпичных и даже скальных породах.
В ударной дрели используется сверло особого типа, разработанное специально для этих прочных материалов. Ударная дрель — это инструмент, к которому вы будете обращаться для самых разных задач, от относительно легких — например, при установке новых номеров домов на облицованной камнем внешней стене или подвешивании стеллажей на внутренней кирпичной стене — до сверления отверстий в кирпиче или кирпиче. блочные стены для монтажа электропроводки или водопроводных труб.
Ударные дрели не просто просверливают отверстия в кирпичной кладке. Большинство из них позволяют отключить функцию молотка, поэтому со стандартными сверлами вы можете использовать их для тех же задач, что и аккумуляторные дрели-шуруповерты. Однако необходимо соблюдать осторожность. Они по-прежнему обеспечивают большую мощность и могут легко сломать сверла малого диаметра. Кроме того, даже с отключенной функцией молотка большинство людей не используют их в качестве обычной дрели/шуруповерта, потому что они, как правило, тяжелее и часто требуют двух рук для правильной работы.
Ударные дрели SDS, самые мощные в своем роде, могут использоваться только в ударном режиме, без вращения. При оснащении каменными долотами они способны выполнять небольшие работы по сносу. Они могут быть отличным выбором, если вам нужно снести старую садовую стену или участок усталого асфальта.
Фото: istockphoto.com
Ударный шуруповерт в первую очередь предназначен для заворачивания шурупов и других крепежных изделий, он способен с легкостью выполнять более сложные работы.
Драйверы ударного действия основаны на силе вращения. По сути, они не делают ничего такого, чего не делала бы аккумуляторная дрель-шуруповерт, но они придают гораздо больше мощности задаче. Как правило, если вы хотите вставить 3-дюймовый шуруп в деревянную стойку с помощью дрели/шуруповерта, вам сначала нужно просверлить направляющее отверстие, а затем поменять сверло, чтобы закрутить шуруп. Ударный шуруповерт, напротив, может почти без усилий закрутить этот шуруп прямо в пиломатериал благодаря создаваемому крутящему моменту (крутящему усилию). Они работают с большими винтами и крепежными элементами гораздо быстрее и эффективнее, чем аккумуляторная дрель-шуруповерт, что делает их гораздо лучшим выбором для тяжелых работ по дереву, таких как замена досок настила или строительство перголы.
Несмотря на то, что качественные ударные отвертки являются наиболее специализированными из трех представленных сверл, обычно используемых для забивания длинных крепежных деталей или деталей большого диаметра в древесину, они не лишены определенной гибкости. Биты с торцевой головкой (гаечным ключом) можно использовать для сборки металлических каркасов или работы на транспортных средствах, где их можно использовать в качестве ударного гайковерта малой мощности.
Они могут быть оснащены сверлами с шестигранным хвостовиком или патроном, как и аккумуляторная дрель, и, таким образом, могут использоваться для сверления отверстий. Это недорогие аксессуары, и их вполне стоит добавить в ваш набор инструментов. Использование ударного шуруповерта таким образом может быть не таким точным, как аккумуляторная дрель-шуруповерт, но это возможно. Если у вас есть только случайный спрос, это избавит вас от необходимости носить с собой два инструмента. 9
Фото: istockphoto.com
Аккумуляторная дрель-шуруповерт — отличный инструмент общего назначения, используемый для сверления отверстий, заворачивания шурупов и выполнения различных работ. других задач своими руками.
Многие люди покупают аккумуляторную дрель-шуруповерт в качестве первого инструмента в своем домашнем наборе, и на то есть веские причины. Они достаточно универсальны, чтобы выполнять множество работ по дому и в саду, а также поставляются с различными насадками, которые еще больше расширяют их универсальность.
Имея подходящую дрель или насадку для отвертки, они могут справиться со всем: от установки дверного звонка или ворот до установки полок на перегородке и сборки современной мебели. Они могут быть оснащены вращающимися щетками для интенсивной очистки или мешалками для краски. Можно использовать шлифовальные диски и полировальные машины для ремонта автомобилей или абразивные насадки для заточки ножей газонокосилки. Небольшое исследование приводит к удивительно обширному списку и делает аккумуляторную дрель-шуруповерт бесценным инструментом как для энтузиастов-любителей, так и для профессиональных подрядчиков.
Ударная дрель, ударный шуруповерт, аккумуляторная дрель-винтоверт: основные характеристики
В этом разделе мы рассмотрим основные характеристики дрелей и шуруповертов в целом, а также особенности каждого типа. Когда дело доходит до ударной дрели, ударного шуруповерта или аккумуляторной дрели/шуруповерта, это еще один способ помочь вам решить, какую модель купить.
Аккумуляторные функции
Подавляющее большинство перфораторов, ударных шуруповертов и дрелей-шуруповертов теперь беспроводные. Однако не все беспроводные двигатели одинаковы. Бывает двух видов: щеточный или бесщеточный.
Коллекторные моторы — более старый тип, изначально использовавшийся в сетевых дрелях. Это дешевая, проверенная технология. Хотя со временем щетки нужно менять, это не сложная и не дорогая работа. Однако большая разница заключается в том, насколько эффективно двигатели используют энергию батареи. Бесщеточные двигатели более дорогие, но обычно потребляют на 10–15% меньше энергии при эквивалентной производительности. Таким образом, бесщеточный инструмент будет работать дольше, чем щеточный аналог между зарядками. Также здесь задействовано значительно меньшее трение, поэтому в целом бесщеточные двигатели более долговечны.
Перфораторы и, в частности, перфораторы SDS — звери, прожорливые к мощности. В то время как большинство дрелей и шуруповертов останавливаются на 20 В, чтобы справиться с требованиями профессиональных работ, требующих большей мощности, были представлены ударные дрели на 40 В и даже 60 В. Они дорогие, самые мощные из них стоят более 1000 долларов, и может потребоваться частая замена батарей.
Более доступная альтернатива — прибегнуть к тому, что может показаться старомодным решением: сетевому перфоратору. Это могут быть очень мощные инструменты, и в результате их по-прежнему много. Если вы можете работать там, где есть доступ к розеткам, или у вас уже есть портативный генератор, они являются экономичным вариантом.
СВЯЗАННЫЕ: Лучшие аккумуляторные перфораторы для ваших строительных проектов
Фото: istockphoto.com
Характеристики питания
Мы уже упоминали напряжение или вольты (В) в качестве меры мощности. В целом, дрели и шуруповерты на 12 В — это легкие домашние инструменты. Более мощные модели на 20 В удовлетворяют потребности более серьезных энтузиастов и профессионалов. В настоящее время только аккумуляторные перфораторы SDS обладают большей мощностью, а инструменты на 40 В и 60 В предназначены непосредственно для использования подрядчиками.
Однако каждый тип дрели и шуруповерта имеет характеристики, соответствующие их типу и назначению.
Почти все дрели и шуруповерты имеют переменную скорость, активируемую курком. Однако это зависит от пользователя, оказывающего постоянное давление, что легко на полной скорости, но не так сильно на более низких оборотах. Лучшие инструменты предлагают два или три диапазона скоростей, поэтому даже при полностью нажатом спусковом крючке достигается более низкая скорость. Это дает больший контроль, что часто полезно при использовании небольших сверл или при заворачивании шурупов.
Для перфораторов вы также можете получить число ударов в минуту (BPM). Это скорость действия молота. Это может быть где угодно от 1 500 ударов в минуту до более чем 40 000 ударов в минуту.
Профессиональные перфораторы также могут указывать энергию удара/оценку EPTA (Европейской ассоциации электроинструментов) в футо-фунтах (ft.lbs.). Важна именно комбинация этих цифр, а не просто большие цифры. Высокий BPM является особенностью инструментов DIY, но они имеют относительно низкую энергию удара. Профессиональные ударные дрели имеют более низкие удары в минуту, но более высокую энергию удара. Другими словами, они бьют медленнее, но каждый удар намного сильнее.
Для ударных винтовертов ключевой статистикой является крутящий момент — сила кручения — обычно выражается в дюйм-фунтах (дюйм-фунтах), хотя иногда и в ньютон-метрах (Нм). 1 фунт-дюйм равно 0,112 Нм, но какое бы значение ни было задано, чем больше значение, тем лучше.
Некоторые производители также указывают число ударов в минуту (IPM). Если две одинаковые модели предлагают одинаковый выходной крутящий момент, то решающим фактором может быть более быстрый IPM, но значение крутящего момента гораздо важнее.
При поиске лучшей аккумуляторной дрели-шуруповерта ключевым отличием, возможно, является широкий диапазон скоростей, упрощающий настройку для сверления самых разных материалов. Часто указывается количество настроек сцепления. Обычно вы получаете по крайней мере 8 или 10, и есть минимальная польза от большего количества.
Размер и вес
Физические размеры и общий вес могут быть важными факторами при покупке любого типа дрели или шуруповерта. Тяжелый инструмент быстро приводит к усталости оператора, что усугубляется, если вам регулярно приходится работать над головой.
Перфораторы могут быть особенно громоздкими. Многие, особенно модели SDS, имеют дополнительную рукоятку спереди, которая дает четкое указание на то, что инструментом нужно управлять обеими руками. Это нельзя игнорировать. Если буровое долото заклинит при прорезании толстой каменной кладки или скалы, сам корпус сверла попытается провернуться. Это происходит внезапно и из-за веса и передаваемой энергии может привести к серьезной травме запястья у неподготовленных.
Аналогичные, но менее серьезные травмы возможны при использовании ударных отверток, поэтому рекомендуется соблюдать осторожность. Всегда держите инструмент крепко. Однако при рассмотрении физического размера ударного шуруповерта вам в первую очередь нужно будет поместить инструмент в крепежную деталь. Если вы работаете на открытом воздухе, это вряд ли будет проблемой. Если вам нужно работать в ограниченном пространстве, вам понадобится компактная модель, а некоторые из них разработаны специально для этой цели без ущерба для мощности. То же самое можно сказать и о дрели/шуруповертах. Особенностью некоторых моделей является то, что громоздкая батарея не свисает с конца рукоятки, а помещается внутрь. Полученный инструмент может быть очень маленьким и простым в управлении.
Фото: homedepot.com
Часто задаваемые вопросы об ударных дрелях и ударных шуруповертах
Можно ли использовать ударную дрель в качестве ударного шуруповерта?
Было бы неплохо дать прямой ответ да или нет, но, к сожалению, это не так просто. Строго говоря, ударная дрель может быть оснащена битой отвертки и при выключенном ударном воздействии может заворачивать винты и другие крепежные детали.
Однако большинство перфораторов представляют собой громоздкие инструменты, предназначенные для работы двумя руками. Таким образом, они не очень подходят для работы с застежками, когда вы часто хотите использовать свободную руку, чтобы начать работу.
Можно ли использовать перфоратор как обычную дрель?
Большинство может, хотя важно отключить молоточек. Эта функция предназначена для сверления отверстий в бетоне, кирпиче, каменной кладке и т. д. и позволяет пробивать сверло определенного типа в поверхность. Если бы такая же сила была приложена к стандартным сверлам из быстрорежущей стали, они, скорее всего, разбились бы.
Даже если бы это было не так, в мягких материалах, таких как дерево и пластик, образовавшееся отверстие было бы очень неровным. В твердых материалах, таких как металл, сверло будет подпрыгивать на поверхности, и его будет практически невозможно контролировать. В общем, перфораторы SDS просто слишком велики и мощны для обычного бурения.
Может ли ударный инструмент сверлить отверстия?
Да, во многих материалах, хотя у него нет ударного действия ударной дрели, поэтому ударные инструменты не могут сверлить отверстия в кирпиче, шлакоблоке и т. д.
Вам понадобится набор сверл с ¼- дюймовые шестигранные хвостовики или купить трехкулачковый патрон без ключа с хвостовиком ¼ дюйма. Последний позволит вам использовать либо шестигранные биты, либо стандартные сверла с круглым хвостовиком.
СВЯЗАННЫЕ: Решено! Когда, почему и как правильно использовать направляющие отверстия
Используйте цену как ориентир.
Стоимость является важным фактором для большинства людей. Хотя инвестирование в мощные инструменты с высокотехнологичными функциями никогда не бывает плохой идеей, бывают случаи, когда покупка бюджетной модели для периодического использования не менее актуальна. Вы можете, например, выбрать высококачественную аккумуляторную дрель-шуруповерт, потому что для нее есть много разных работ по дому и во дворе; то купите бюджетный перфоратор, если возникнет необходимость. В прошлом иногда было более экономично арендовать перфоратор, и если вам нужна модель SDS, это все еще может быть так. Тем не менее, некоторые инструменты общего назначения теперь стоят меньше, чем аренда на полдня.
Аккумуляторные дрели/шуруповерты могут быть очень доступными, и если вы собираетесь купить только один тип дрели, то это тот самый. Домашним мастерам с минимальными требованиями, где закручивание шурупов так же важно, как и сверление отверстий, следует рассмотреть популярную модель Black+Decker 12V Max, которую можно найти менее чем за 50 долларов. Высококачественные бытовые дрели/шуруповерты могут стоить более 150 долларов, ярким примером является комплект Makita 12V. Это полный комплект с зарядным устройством, чехлом и запасным аккумулятором.
Ударные дрели, пожалуй, следующий по популярности инструмент, и если вы не возражаете против шнура, 6-амперный Tacklife стоимостью около 40 долларов — отличный выбор для периодического использования своими руками. С другой стороны, мощные и универсальные перфораторы, такие как DeWalt 20V Max XR и сверхмощные перфораторы SDS, могут стоить 250 долларов.
Нетрудно найти хорошие и недорогие ударные инструменты. Комплект ударного шуруповерта Avid стоимостью около 55 долларов включает в себя отвертку и насадки для гаек. Модели высокого класса снова стоят от 150 до 200 долларов, хотя всегда стоит искать комбинированные предложения. Один от DeWalt предлагает потрясающую ценность с дрелью / шуруповертом 20 В и ударным шуруповертом 20 В в этом ценовом диапазоне.
Фото: istockphoto.com
Покупка аккумуляторов для дрелей
Большинство современных перфораторов, ударных шуруповертов и дрелей-шуруповертов беспроводные, но не всегда ясно, какой аккумулятор для дрелей лучше, особенно если вы покупаете запасной.
Необходимо учитывать две характеристики: напряжение (В) и ампер-часы (Ач). Напряжение — это в основном количество доступной производительности. Чем выше напряжение, тем большую мощность вырабатывает дрель. Напряжение не взаимозаменяемо. Если у вас есть дрель на 12 В, вам понадобится аккумулятор на 12 В. Вы не можете использовать аккумулятор на 20 В или наоборот.
Другим аспектом, который иногда смущает людей, является разница между 10,8 В и 12 В или, чаще, 18 В против 20 В инструментов. Это инструменты от разных производителей, которые часто имеют очень похожие характеристики, за исключением этой странной разницы в напряжении.
Фактически, батареи на 10,8 В точно такие же, как батареи на 12 В, а батареи на 18 В аналогичны батареям на 20 В. Разница не в производительности, а в том, как они описываются.
Все электрические устройства вызывают мгновенный скачок напряжения при первом включении, а затем за долю секунды возвращаются к нормальному рабочему уровню, называемому номинальным напряжением. Приведенное более высокое значение (мы подозреваем, потому что более высокое значение более впечатляет) — это начальное импульсное напряжение. Нижняя цифра является номинальной. Большинство производителей указывают это где-то мелким шрифтом, но все же склонны рекламировать свой инструмент, например, как модель на 20 В, а не на 18 В, потому что последняя может показаться менее мощной, даже если на самом деле она такая же.
Другая цифра, на которую стоит обратить внимание, ампер-часы, похожа на топливо. Ah не имеет отношения к напряжению. Таким образом, вы можете иметь, например, аккумулятор 12 В 2 Ач или аккумулятор 12 В 4 Ач для одного и того же инструмента. Версия на 4 Ач держит больше заряда (топлива), поэтому инструмент будет работать дольше.
Если вы используете дрель лишь изредка для самостоятельной работы, емкость аккумулятора, вероятно, не будет проблемой. Вы можете остановить работу и перезарядить его. Подрядчики, которым нужна постоянная доступность дрели, захотят максимально увеличить Ah, особенно если покупают запасную. Неудивительно, что более высокий Ah означает более высокую цену, поэтому вам нужно сбалансировать это с удобством возможности работать дольше.
Еще одна вещь, о которой следует помнить, это проблема «голых инструментов». Можно найти выгодные предложения на дрели, продаваемые таким образом, но важно понимать, что голый инструмент означает, что вы не получите аккумулятор или зарядное устройство. Если у вас уже есть совместимые элементы от других ваших электроинструментов, это здорово. Батарейки от вашей старой дрели/шуруповерта могут подойти, например, к вашей новой ударной дрели. Тем не менее, они также могут не работать, даже если они имеют одинаковый физический размер, напряжение или ампер-часы и произведены одной и той же маркой. За последние несколько лет в технологии аккумуляторов произошли многочисленные изменения, поэтому очень важно тщательно проверить совместимость перед покупкой.
Сравнение перфоратора и перфоратора (с иллюстрациями)
Семейный мастер на все руки
Перфораторы и перфораторы отлично подходят для сверления кирпичной кладки. Однако перфораторы более мощные и имеют режим «только молоток» без вращения. У них обычно есть патрон SDS, которым лучше забивать молотком.
Конечно, вы можете просверлить одно или два отверстия в бетонном блоке с помощью обычной дрели и сверла по каменной кладке, но вы захотите сделать шаг вперед, если вам нужно просверлить целую кучу отверстий в 50-летнем возрасте. старый бетон. В этой статье мы подробно расскажем вам о различиях между перфоратором и перфоратором и поможем вам понять, какой инструмент подходит именно вам. Мы также покажем вам некоторые интересные детали и аксессуары и поделимся полезными советами о том, как максимально эффективно использовать эти удобные инструменты.
На этой странице
Перфоратор по сравнению с перфоратором
Перфораторы и перфораторы (также называемые перфораторами) создают силу удара, что делает их чрезвычайно эффективными при взрыве каменной кладки. Когда ударная дрель вращается, сверло отбивает каменную кладку. Механический процесс, обеспечивающий это ударное действие, — вот что отличает эти два инструмента.
Рисунок A: Перфоратор внутри
Семейный мастер на все руки
Ударная дрель имеет два диска с ребрами, напоминающими ребра фишки для покера (см. Рисунок А ). Когда один диск перфоратора скользит мимо другого, он поднимается и опускается, в результате чего патрон качается вперед и назад. Если на патрон не действует усилие, диски разъединяются муфтой, и ударное действие прекращается. Это экономит износ. Многие перфораторы можно использовать как обычную дрель, отключив ударное действие.
Рисунок B: Перфоратор внутри
Семейный мастер на все руки
Перфоратор производит удары с помощью поршня, приводимого в движение коленчатым валом (см. Рисунок B ). Поршень движется в цилиндре и создает давление воздуха при движении вперед, и это давление воздуха фактически приводит в действие ударный механизм. Перфораторы обеспечивают гораздо большую энергию удара, чем перфораторы. Они гораздо более долговечны и являются предпочтительным инструментом профессионалов. Еще одним большим преимуществом является то, что у большинства перфораторов есть три режима: режим сверления, ударная дрель или просто молоток, поэтому они могут действовать как мини-отбойный молоток. Конечно, перфоратор стоит дороже перфоратора, но об этом позже.
Биты перфоратора
Семейный разнорабочий
Ударная дрель идеально подходит для легкой кладки. Лучше всего подходит для сверления отверстий в кирпичах, растворе и бетонных блоках. Но он также может справиться со случайными отверстиями в залитом бетоне.
Вам не нужно тратить кучу денег на сверла для перфоратора, но более дорогие сверла обычно оснащены улучшенными твердосплавными наконечниками, а наконечники более надежно прикреплены к хвостовику сверла, что снижает вероятность поломки при интенсивном использовании.
Биты и приспособления для перфораторов
Самый популярный тип патрона на полках домашних центров сегодня — это SDS-Plus. Биты SDS-Plus имеют канавки на хвостовике, которые надежно фиксируются в патроне, но позволяют бите двигаться вперед и назад независимо от патрона. Их очень легко вставлять и снимать — никаких инструментов не требуется. Некоторые из действительно больших перфораторов имеют аналогичную систему, но более крупную, называемую SDS-Max. И есть пара брендов, у которых есть проприетарные системы, поэтому убедитесь, что бит, который вы покупаете, соответствует инструменту, который вы используете.
В молотковом режиме перфораторы можно использовать для всех видов работ, и существует множество приспособлений для выполнения этих работ.
Некоторые из наиболее популярных насадок показаны на фотографии:
Глиняная лопата: Разрыхляет твердую почву.
Холодное долото: Для разрушения бетона.
Съемник плитки: хорошо подходит для снятия керамической плитки.
Долото с круглым наконечником: используется для проделывания отверстий в бетоне.
Зубило для очистки: предназначено для удаления ржавчины, бетона и сварочных брызг.
Если у вас уже есть перфоратор и вы ищете мощную дрель для сверления больших отверстий в древесине или смешивания швов, подумайте о приобретении переходника для патрона SDS-Plus (показан на третьей фотографии). Этот адаптер позволит вам использовать сверла с гладким хвостовиком, кольцевые пилы и мешалки. Просто не забудьте оставить настройку в режиме сверления, иначе вы можете разрушить патрон.
Семейный мастер на все руки
Перфораторы для больших объемов работ
Перфораторы отлично подходят для сверления отверстий в затвердевшем бетоне. Перфоратор также может быть оснащен всевозможными другими насадками.
Семейный мастер на все руки
Принадлежности для перфоратора
Принадлежности для перфоратора включают различные долота для очистки металла, разрушения бетона, удаления плитки и даже копания твердой почвы. (Тот, что слева, предназначен для патрона SDS-Max.) Вы также можете добавить трехкулачковый патрон для обычных сверл.
Семейный мастер на все руки
Переходник для патрона SDS-Plus
Этот переходник позволяет использовать сверла с гладким хвостовиком, кольцевые пилы и мешалки. Просто не забудьте оставить настройку в режиме сверления, иначе вы можете разрушить патрон.
Узнайте еще о 5 дополнительных принадлежностях для дрели здесь.
Выбор между насадкой для арматуры и стандартной насадкой
Семейный мастер на все руки
Вы можете потратить 50 долларов на перфоратор, который просверлит 1/2 дюйма. отверстия в большинстве кирпичных кладок, но если вы потратите больше, вы получите две вещи: возможность сверлить отверстия большего размера и, что более важно, более быстрое сверление, что очень удобно, когда нужно просверлить много отверстий.
Мощность удара перфоратора измеряется в BPM (ударов/ударов в минуту). Но рейтинг BPM — это еще не все: сила тока двигателя и то, как дрель ощущается в ваших руках, важнее. Цельнометаллические патроны более долговечны, чем патроны с пластиковыми деталями. И хотя быстрозажимные патроны удобны для обычной дрели, они часто не обладают достаточной удерживающей силой, необходимой для сверления кирпичной кладки. Размер патрона часто определяет максимальный рекомендуемый размер отверстия, с которым может справиться дрель.
Мощность удара перфоратора измеряется в фунтах энергии удара. При покупке перфоратора лучше иметь большую мощность, но еще важнее большая энергия удара. Перфораторы классифицируются по максимальному размеру отверстия, рекомендованному производителем, но это не означает, что они не могут время от времени просверливать большее отверстие. Если вам нужна дрель только для 7/8-in. отверстий, купите сверло большего размера, которое не будет постоянно работать на полную мощность.
Сколько и чего ожидать от ваших сверл
от 50 до 100 долларов Перфораторы этого ценового диапазона оснащены двигателями от 6 до 8 ампер. Подходит для сверления отверстий диаметром до 1/2 дюйма в блоках, строительном растворе, кирпиче и другой легкой кладке. Эти сверла также будут сверлить бетон, но медленно.
от 100 до 150 долларов Перфораторы этой ценовой категории оснащены двигателями мощностью от 7 до 10 ампер. Подходит для сверления отверстий диаметром до 5/8 дюйма в легком кирпиче и бетоне.
От 150 до 225 долларов США В этом ценовом диапазоне перфораторы оснащены двигателями мощностью от 7 до 10 ампер и мощностью от 1,5 до 3 футо-фунтов. энергии удара. Хорошо подходит для сверления отверстий в легкой кладке и бетоне до 1 дюйма. Может также использоваться в режиме удара для удаления раствора, разрушения небольших участков бетона и плитки долотом.
Более 225 долларов США Перфораторы этого ценового диапазона обеспечивают энергию удара более 10 футо-фунтов. и может просверлить 1-3/4 дюйма. дыры целый день. Они стоят от 400 до 800 долларов, но арендная плата составляет около 60 долларов в день.
Аккумуляторные дрели-шуруповерты
Если у вас уже есть аккумуляторные инструменты, проверьте, не производит ли эта же компания перфоратор или перфоратор, работающие от тех же аккумуляторов. Иногда вы можете купить беспроводной инструмент без аккумулятора дешевле, чем проводной.
4 наконечника для сверления отверстий в бетоне
Семейный мастер на все руки
1.
Очистите от мусора
Канавки на сверле предназначены для вытягивания мусора из отверстия во время сверления, но лучший способ очистить отверстие — время от времени вытягивать сверло из отверстия во время бурения. повторное бурение. Меньшее количество мусора в отверстии снижает трение, что означает более плавное сверление, меньшую вероятность заедания и более длительный срок службы сверл.
Семейный мастер на все руки
2. Не нажимайте слишком сильно
Есть «золотая середина», когда правильные обороты в сочетании с правильным давлением сверлят быстрее всего. Но вы не найдете эту золотую середину, нажимая изо всех сил. На самом деле, слишком большое давление замедлит процесс сверления и вызовет ненужный износ шестерен двигателя. Кроме того, вы сломаете биты.
Семейный мастер на все руки
3. Избегайте чрезмерного сверления
Большинство перфораторов и перфораторов продаются с боковой рукояткой и ограничителем глубины.
В Вашем браузере отключена поддержка JavaScript. Сайт может отображаться некорректно и/или некторые функции могут быть недоступны. Рекомендуем включить JavaScript.
В Вашем браузере отключена поддержка Cookie. Сайт может отображаться некорректно и/или некоторые функции могут быть недоступны. Рекомендуем включить Cookie.
8
Извините, такой товар недоступен. Пожалуйста, выберите другую комбинацию.»>32990 Руб
Мощность
2.2 л.с.
Объем топливного бака
0.87 л
Диаметр диска
305 мм
Диаметр лески
2.4 мм
Диаметр штанги
28 мм
Вес
7.4 кг
Бензокоса Oleo-Mac SPARTA 44 – мощная универсальная модель бензинового триммера – кустореза, который способен выполнять трудные работы: срезание сорняка, густой и жесткой травы, кустарников и небольших деревьев на обширных площадях.
Консультация по товару
Оформить заказ
Открыть изображениеПодробнее
Бензокоса Oleo-Mac 753 T
46990 Руб
Подробнее
Бензокоса Oleo-Mac 753 T – мощная профессиональная модель, рассчитанная на максимальные нагрузки: кошение травы на больших территориях парков, садов или городов, работа на лесосеке, расчистка территорий от поросли и кустарника перед валкой леса. При замене штатной насадки на мелкозубчатый диск и металлическую защиту (опции), бензокосилка – кусторез позволяет валить небольшие деревья (до 10 см. в диаметре).
Открыть изображениеПодробнее
Бензокоса Oleo-Mac SPARTA 25 Luxe
17990 Руб
Подробнее
Бензокоса Oleo-Mac SPARTA 25 Luxe – чрезвычайно популярная бытовая модель. Этот бензиновый триммер обладает невысокой ценой, при этом он надежен и очень практичен: способен работать и с леской, и с диском, срезая жесткую траву и сорняки. В комплекте эргономичная подвеска для комфортной работы.
Открыть изображениеПодробнее
Бензокоса Oleo-Mac SPARTA 38
28990 Руб
Подробнее
Бензокоса Oleo-Mac SPARTA 38 – это мощная модель бензинового триммера для универсального применения. Она разработана для пользователей, которым нужна высокая производительность и оптимальное соотношение между удобством эксплуатации и рабочими характеристиками. Бензотриммер способен срезать высокую и жесткую траву, а также работать с кустарниками и деревьями небольшого диаметра (при использовании специального диска – кустореза и защиты, которые приобретаются отдельно).
Открыть изображениеПодробнее
Бензокоса Oleo-Mac SPARTA 25 ECO ALUMINIUM
15990 Руб
Подробнее
Бензокоса Oleo-Mac SPARTA 25 ECO ALUMINIUM – легкий и удобный в работе бензиновый триммер, предназначенный для бытового использования, но имеющий большой запас прочности. В комплекте есть весь необходимый режущий инструмент, с помощью которого можно срезать не только мягкую, но и достаточно жесткую траву, сорняк – это леска толщиной 2,4 мм, а также металлический нож с 3 лопастями.
Запчастини для Oleo-Mac Sparta 37, 38, 42, 44 в Києві від компанії «»Світ запчастин»».
Продавець «Світ запчастин» розвиває свій бізнес на Prom.ua 11 років. Знак PRO означає, що продавець користується одним з платних пакетів послуг Prom.ua з розширеними функціональними можливостями. Порівняти можливості діючих пакетів
2707 відгуків
за порядкомза зростанням ціниза зниженням ціниза новизною
Покупка автомобиля для компании с привлечением заемных средств — способ снизить налогооблагаемую прибыль и оптимизировать расходы компании. Несмотря на то, что за пользование средствами банка начисляется процент, с учетом уменьшения налогооблагаемой базы покупка может быть более выгодной.
Стать клиентом
Особенно это актуально для компаний, работающих с НДС и на ОСНО. При постановке автомобиля на баланс НДС принимается к зачету, плюс если оформлен договор лизинга, сумма налога на прибыль уменьшается соразмерно общим затратам на лизинг.
Рассмотрим, в чем отличие лизинга от кредита на автомобиль и что лучше для компании.
Лизинг
ParagraphWrapper» color=»brand-primary»>Договор лизинга или финансовой аренды подразумевает право заемщика выкупить автомобиль в конце срока действия договора. Пока договор лизинга действует и долг не выплачен, лицо, взявшее ТС, остается его арендатором, а не владельцем. При желании покупатель может вернуть автомобиль в салон по завершении срока договора или же полностью выкупить его, чтобы распоряжаться им, как собственник.
При оформлении лизинга компанией, автомобиль ставится на баланс компании, продать его в собственность генеральному директору и иным лицам до истечения срока договора нельзя. Если условие нарушено, лизингодатель имеет право изъять предмет соглашения. Поэтому банки и лизинговые компании регулярно проверяют, как эксплуатируется автомобиль или спецтехника.
Основные положения договора лизинга:
При лизинге договоренности заключаются на срок, связанный с амортизацией транспортного средства. Как правило, это 50% от периода морального износа, иначе лизингодатель не получит выгодную ему финансовую компенсацию. Исключение — оперативный лизинг. По нему полный износ не учитывается, а контракт действует до трех лет.
При оформлении заключается лизинговое соглашение и прописываются ставки за использование автомобиля — как в традиционном кредите. Если договоренности нарушаются, собственник изымает ТС у заемщика.
После окончания обязательств по лизингу арендатор вправе решать, как поступить. Чтобы стать собственником автомобиля, он вносит сумму остаточной стоимости.
Лизингом чаще всего пользуются для аренды и выкупа коммерческого транспорта — маршрутных микроавтобусов, тягачей, снегоуборочной и другой коммунальной техники. Возможно приобретение легковых автомобилей для административного использования.
Кредит
Главное отличие от лизинга — в оформлении кредитного договора, по которому заемщик привлекает деньги банка для покупки ТС и становится собственником машины сразу, а не после выплаты долга.
Целевой заем выдается не на руки покупателю автомобиля — кредитор перечисляет его продавцу, а компания-заемщик принимает обязательство поэтапного погашения долга с процентами. Владелец распоряжается автомобилем ограниченно, потому что транспорт выступает предметом обеспечения сделки — залогом. Такие машины нельзя продать, пока ежемесячные платежи и проценты доли не будут погашены.
Другие особенности кредитов:
широкий выбор предложений — можно найти низкие процентные ставки, предложения без первоначального взноса, с разным графиком погашения;
клиент получает возможность выбрать ТС в любом салоне, с которым сотрудничает кредитная организация — как правило, ограничений по марке, модели нет, иногда покупка оформляется и на подержанные автомобили;
при нарушении правил пользования автокредитом есть риск потери машины — кредитор изымает ее у купившего лица, этот пункт присутствует в абсолютном большинстве соглашений.
Heading» color=»brand-primary»>Лизинговые и кредитные договоры: чем они похожи и чем отличаются
Лизинг и кредит объединяет платность услуги — в обоих случаях получатель ТС перечисляет кредитору или лизингодателю вознаграждение в виде процентов. Общим местом выступает и срочность — график платежей всегда указывается в договоре.
Оба предложения характеризуются возвратностью: лизинговая организация и банк, выдающий кредиты, возвращают свои деньги и получают вознаграждение сверх этой суммы. В случае с лизингом выкупная часть изначально заложена в арендной плате. При кредитах банк получает вознаграждение в виде процентов.
Отличия:
Цель заключения договора. При лизинге это, прежде всего, получение пользы — эксплуатация автомобиля с минимальными расходами, а выкуп не обязателен. Кредиты же направлены на вступление в права собственности в начале срока действия договора.
Предмет сделки. При лизинге — само транспортное средство, чьим собственником остается лизингодатель. При кредите это деньги (сумма долга), а транспорт становится имуществом заемщика сразу.
Структуры, выдающие ссуды. Кредитором вправе быть только банк, лизингом занимаются компании и даже физлица.
Другие условия. При лизинге короче амортизация, ИП и юрлица вправе вернуть НДС, кредитная история не так важна, как при банковских ссудах.
Плюсы и минусы лизинга
Основной плюс лизинга — возможность приобрести автомобиль с использованием краткосрочного займа. Кроме этого:
все затраты на приобретение автомобиля, включая оплату КАСКО, включены в лизинговый договор и принимаются на издержки компании, что позволяет экономить на налогах;
одобрение заявки на лизинг происходит быстрее, особенно если клиент держит расчетные счета в этом банке;
график платежей составляется индивидуально и напрямую влияет на сумму общей переплаты по договору.
Недостаток лизинга — выбор предложений ограничен и зависит от того, с какими дилерскими центрами работает банк. Ежемесячные выплаты довольно большие, так как срок действия договора оперативного лизинга, а именно этот вариант предлагают банки, не более трех лет. Долгосрочный лизинг дороже, так как ставки выше, чем по кредитам. При лизинге машина остается собственностью кредитора и может быть изъята банком при нарушении условий договора.
Плюсы и минусы кредита
Кредиты выдают, даже если у заемщика нет крупных сумм для первоначального платежа. Этот финансовый инструмент выгоден получателю, кредитору и автосалону, поэтому согласование сделки проходит проще. Другие плюсы кредитов:
владельцем автомобиля сразу становится конечный покупатель — заемщик;
при хорошей кредитной истории, стабильном доходе, обслуживании в банке в рамках зарплатного проекта можно получить на кредит «скидку» — более приемлемые условия;
разнообразие программ позволяет адаптировать кредит к своей ситуации — желаемому графику, размеру платежей, общему сроку.
Кредит неудобен тем, что оформляется дольше (до месяца) и требования по нему жестче, чем у лизинга. На все время кредитования ТС находится в залоге у банка, а за расторжение договоренностей раньше срока могут быть штрафы и изъятие автомобиля.
Заключение
Выбирая, что выгоднее, следует, прежде всего, помнить о своих задачах, соотношении пользы и расходов. Если вам важно оптимизировать налоги — выбирайте лизинг, если в приоритете более лояльная нагрузка — кредит.
Райффайзен Банк предлагает лизинг автомобилей для компаний и ИП. Выгодные условия, госсубсидии и особые предложения от партнеров доступны текущим и новым клиентам банка.
Генеральная лицензия Банка России № 3292 от 17.02.2015.
119002, Москва, пл. Смоленская-Сенная, д. 28.
Информация о процентных ставках по договорам банковского вклада с физическими лицами.
Кодекс корпоративного поведения RBI Group.
Центр раскрытия корпоративной информации.
Раскрытие информации в соответствии с Указанием Банка России от 28.12.2015 года № 3921-У.
Продолжая пользование сайтом, я выражаю согласие на обработку моих персональных данных.
Лизинг или кредит | ООО «Альфа-Лизинг»
Преимущества лизинга перед кредитом можно разделить на три группы:
•
налоговые;
•
финансовые;
•
административные.
Налоговые
Лизинг выгоден прежде всего компаниям на общей системе налогообложения, работающих с прибылью. Так как данный инструмент позволяет наиболее эффективно легальным способом оптимизировать налог на прибыль. Налоговые преимущества достигаются прежде всего за счет возможности экономии по налогу на имущество и налогу на прибыль. Это возможно благодаря разрешенному механизму ускоренной амортизации. При этом эффект экономии на налоге на имущество с 2013 года для движимого имущества утрачен ввиду отмены налога у данной группы имущества с 2013 года. Поэтому с 2013 года лизинг как финансовый инструмент экономии по налогообложению стал менее привлекателен с точки общего налогового эффекта. Несмотря на это, финансовая выгода лизинга по прежнему позволяет рассматривать его как выгодную альтернативу любым другим способам приобретения активов. Более подробный анализ изменения налогового эффекта лизинга в связи с отменой налога на имущества смотрите в отдельном разделе нашего сайта. В другом разделе Вы найдете сравнение лизинга, покупки и кредита в сочетании с применением иных разрешенных механизмов налоговой оптимизации.
Для компаний на упрощенной системе налогообложения или для компаний, работающих без прибыли, преимущество лизинга заключается в основном в более быстрых сроках рассмотрения сделки и более либеральных (упрощенных) подходах к финансированию.
Финансовые
На налоговых преимуществах чисто финансовая экономия в сделках лизинга не заканчивается. В рамках договора лизинга может присутствовать целый ряд дополнительных сопровождающих любую сделку купли-продажи затрат, которые лизинговая компания позволяет эффективно экономить.
Скидки поставщиков — для многих поставщиков лизинговая компания является системным и оптовым покупателем, поэтому для лизинговой компании поставщик предоставляет различные преференции и скидки, таким образом, стоимость имущества может быть ниже, чем при покупке в кредит или за счет собственных средств.
Страхование — путем организации мини тендеров среди крупнейших страховых компаний, в которых у лизингодателя также могут быть специальные льготные условия, лизинговая компания может предложить самые выгодные на рынке условия.
Таможенное оформление — лизинговая компания сотрудничает на постоянной основе с несколькими брокерами, которые предлагают условия, значительно выгодней типовых или первоначальных вариантов таможенного оформления имущества в сделке.
Транспортировка и логистика — партнеры лизинговой компании готовы организовать доставку по цене ниже предлагаемой поставщиком/производителем.
Особые условия поставщиков — любой лизинговый проект обязательно сопровождает договор поставки. Существенной экономии можно добиться на стадии переговоров с поставщиком, так как оплата 100% аванса или 20% аванса это принципиально разные ситуации в части процентных расходов лизингополучателя. Лизингодателю могут быть доступны иные условия платежей со стороны поставщика как более надежному партнеру, индивидуальные скидки (от автосалона например), а также лизинговая компания может использовать более дешевые инструменты расчетов с поставщиков (по сравнению с прямой оплатой) — аккредитивы, гарантии.
Административные или нефинансовые выгоды
Административные или нефинансовые выгоды лизинга связаны с доп. услугами лизинговой компании и/или с администрированием процессов поставки имущества, таможенного оформления, постановки на учет.
Для коммерческой службы:
•
согласованием всех договоров поставки, в том числе импортных, лизинговая компания может заниматься самостоятельно. Лизинговая компания выступает как профессиональный покупатель, имеющий многолетний опыт поставок различного оборудования из разных стран.
Для транспортной службы:
Для бухгалтерии:
Для финансовой службы:
Самостоятельной категорией преимуществ лизинга перед кредитом можно назвать возможность учитывать лизинг по-другому в отчетности клиента. В основном это связано с особенностями отражения сделки по МСФО. Однако, значительных преимуществ в учете лизингополучатель обычно не получает.
При этом по МСФО иногда клиенту удается классифицировать по некоторым признакам договор лизинга не как финансовую аренду, а как операционную, что позволяет отражать лизинг по международным правилам учета за балансом, а следовательно и получать больший простор для дополнительных заимствований или для соблюдения ковенант по долговой нагрузке. Однако, в последнее время аудиторы все строже стали относиться к отражению фактически финансового лизинга как операционного клиентами, и данный фактор все меньше играет реальной роли в сравнении кредита и лизинга. На инвестиционном периоде лизинг также отражается за балансом у клиента, что в случае длительной фазы изготовления и поставки предмета лизинга может быть выгодно лизингополучателю, так как нагрузка по лизинговой сделке не портит до какого-то времени балансовые показатели.
Можно ли арендовать автомобиль с плохой кредитной историей?
управление капиталом
20 апреля 2021 г. |9 мин чтения
Имейте это в виду, если вы хотите арендовать автомобиль с плохой или плохой кредитной историей.
20 апреля 2021 г. |9 мин. чтения
Если вы ищете новый автомобиль, вы можете подумать об аренде автомобиля, а не о его покупке. В конце концов, у лизинга есть свои преимущества: это может означать более низкие ежемесячные платежи, меньшие первоначальные затраты и небольшие затраты на ремонт или их отсутствие. И вам не нужно беспокоиться о продаже или обмене автомобиля после окончания срока аренды.
Вы по-прежнему должны претендовать на получение лизинга — точно так же, как и на получение автокредита. Но что делать, если у вас нет хорошей кредитной истории? Плохая кредитная история может затруднить аренду автомобиля. И если вы имеете право на аренду с плохой кредитной историей, эти низкие баллы могут повлиять на условия вашей аренды. Читайте дальше, чтобы узнать больше об аренде автомобиля с плохой кредитной историей и получить несколько советов, которые помогут вам улучшить кредитный рейтинг.
Какой кредитный рейтинг необходим для аренды автомобиля?
Нет определенного кредитного рейтинга, необходимого для получения права на аренду. Это связано с тем, что минимальный кредитный рейтинг, необходимый для аренды автомобиля, варьируется от дилерского центра к дилерскому.
И почему кредит важен, когда вы хотите арендовать? Это важно, потому что ваши кредитные рейтинги дают дилерскому центру представление о том, насколько рискованным может быть предоставление вам автомобиля в аренду.
Вообще говоря, чем выше ваш кредитный рейтинг, тем менее рискованно кредитовать вас. Это потому, что хорошие кредитные рейтинги указывают на то, что у вас есть история ответственного использования кредита и своевременного погашения ваших кредитов. С другой стороны, более низкие кредитные рейтинги могут сигнализировать о том, что вы являетесь рискованным заемщиком. И это может затруднить получение права на аренду.
Многие дилерские центры обращают внимание на отраслевые рейтинги FICO® Auto Scores при рассмотрении заявок на автофинансирование. В отличие от традиционных кредитных рейтингов, FICO Auto Scores варьируется от 250 до 900 и дает дилерским центрам «более точную оценку кредитного риска», специально предназначенную для автокредитов и лизинга.
И имейте в виду, что ваш кредитный рейтинг — это не все, на что может обратить внимание дилерский центр при рассмотрении вашего заявления. Дилерские центры могут учитывать и другую финансовую информацию.
Суть в том, что если вы задаетесь вопросом: «Могу ли я арендовать автомобиль с плохой кредитной историей?» ответ в том, что это возможно. Но чем ниже ваш кредитный рейтинг, тем сложнее может быть право на аренду. И есть еще факторы, которые вы можете рассмотреть, прежде чем арендовать автомобиль с плохой кредитной историей.
Что нужно знать при аренде автомобиля с плохой кредитной историей
Если вы имеете право на получение аренды с плохой кредитной историей, эти низкие кредитные рейтинги могут повлиять на условия вашей аренды.
Например, дилер может потребовать от вас внесения большего залога или первоначального взноса. Или с вас может взиматься более высокая процентная ставка, известная здесь как «денежный фактор» или «арендный фактор». У вас также может быть меньше вариантов транспортных средств на выбор, чем если бы ваш кредитный рейтинг был выше.
И эти дополнительные расходы добавляются к другим расходам, таким как сборы и налоги, которые обычно связаны с арендой автомобиля.
Альтернативы аренде автомобиля с плохой кредитной историей
Если плохая кредитная история не позволяет вам претендовать на лизинг или получить выгодные условия, у вас все еще есть варианты получения доступа к автомобилю:
Передача в аренду: Вам передать авто лизинг от одного водителя к другому. Друг или любимый человек может передать вам аренду. Или вы можете попробовать использовать сервис, который специализируется на подключении арендаторов к тем, кто хочет взять на себя существующую аренду.
Услуги каршеринга: Услуги каршеринга, доступные во многих городах, дают вам возможность арендовать автомобиль на короткий период времени, иногда даже на несколько часов, а затем вернуть его, когда вы закончите с ним. это.
Работа со специальным финансовым отделом в дилерском центре: В некоторых дилерских центрах есть специальные финансовые отделы, специализирующиеся на работе с людьми с плохой кредитной историей. Если он есть у вашего дилера, вы можете посмотреть, сможете ли вы заключить сделку по автокредиту, который находится в пределах вашей способности погасить.
Имейте в виду, что эти варианты могут иметь собственные кредитные требования.
Способы улучшить кредитный рейтинг
Улучшение вашей кредитной истории может облегчить аренду автомобиля. И чем лучше ваша кредитная история, тем лучше могут быть условия аренды.
Но что, если у вас плохой кредитный рейтинг? Есть и хорошие новости, даже если ваши оценки не идеальны: кредитные оценки могут меняться со временем. И вы могли бы улучшить свои оценки благодаря ответственному финансовому поведению.
Вот несколько советов от Бюро финансовой защиты прав потребителей (CFPB), которые могут помочь вам улучшить свой кредитный рейтинг:
Всегда вовремя оплачивайте счета. Пропущенные и просроченные платежи могут негативно сказаться на вашей кредитной истории. Поэтому старайтесь платить вовремя, каждый раз. Вы даже можете настроить автоматические платежи или электронные напоминания, чтобы не отставать от сроков оплаты.
Оставайтесь значительно ниже своего кредитного лимита. Коэффициент использования вашего кредита — это показатель того, какую часть вашего доступного кредита вы используете. А высокий коэффициент использования кредита может повредить вашей кредитной истории. Так что возьмите это из CFPB: «Эксперты советуют использовать кредит не более чем на 30 процентов от вашего общего кредитного лимита».
Полностью погасите остаток на кредитной карте. Полная оплата баланса в каждом платежном цикле может гарантировать, что вы не превысите кредитный лимит. И это может помочь вам платить меньше процентов, чем если бы вы переносили свой остаток из месяца в месяц.
Подавайте заявку только на тот кредит, который вам нужен. Слишком много кредитных заявок за короткий период времени может привести к большому количеству сложных запросов по вашим кредитным отчетам. И эти жесткие запросы могут сигнализировать кредиторам, что ваше финансовое положение изменилось к худшему.
Постарайтесь создать длинную кредитную историю. «Кредитные баллы основаны на опыте с течением времени», — объясняет CFPB. Таким образом, чем больше у вас опыта ответственного использования кредита, тем лучше.
Бесплатно контролируйте свой кредит с помощью CreditWise от Capital One
Пока вы работаете над улучшением своих результатов, регулярный мониторинг вашего кредита может помочь вам следить за своим прогрессом.
Один из способов контролировать свой кредит? CreditWise от Capital One. С CreditWise вы получаете доступ к своему кредитному отчету TransUnion® и кредитному рейтингу VantageScore® 3.0 каждую неделю. И его использование не повредит вашему счету. CreditWise бесплатен и доступен всем, а не только клиентам Capital One.
Вы также можете бесплатно получить копии своих кредитных отчетов во всех трех основных бюро кредитных историй. Просто посетите AnnualCreditReport.com, чтобы узнать, как это сделать.
Мы надеемся, что вы нашли это полезным. Наш контент не предназначен для предоставления юридических, инвестиционных или финансовых советов или указания на то, что конкретный продукт или услуга Capital One доступен или подходит вам. Чтобы получить конкретный совет о ваших уникальных обстоятельствах, подумайте о том, чтобы поговорить с квалифицированным специалистом.
Ваша оценка CreditWise рассчитывается с использованием модели TransUnion® VantageScore® 3. 0, которая является одной из многих моделей оценки кредитоспособности. Это может быть не та модель, которую использует ваш кредитор, но она может быть одним из точных показателей вашего кредитного здоровья. Доступность инструмента CreditWise зависит от нашей способности получить вашу кредитную историю от TransUnion. Некоторые средства мониторинга и оповещения могут быть недоступны для вас, если информация, которую вы вводите при регистрации, не совпадает с информацией в вашем кредитном досье (или у вас нет файла) в одном или нескольких агентствах по информированию потребителей.
Какой кредитный рейтинг необходим для аренды автомобиля?
За последние несколько лет лизинг автомобилей стал популярнее, так как больше американцев, чем когда-либо, предпочитают брать в аренду, а не покупать. По данным Statista, в 2021 году около 25% автомобилей были сданы в лизинг.
Для многих аренда автомобиля может быть более экономичным вариантом, который по-прежнему ставит их за ценный комплект колес. Если вы относитесь к тем покупателям, которые находят лизинг подходящим для ваших потребностей и образа жизни, вы, вероятно, задавались вопросом, какой кредитный рейтинг необходим для аренды автомобиля?
Всякий раз, когда вы берете кредит для покупки крупного актива, ваш кредитный рейтинг обязательно вступает в игру. Для получения наилучших шансов получить одобрение на выгодных условиях аренды у вас должен быть кредитный рейтинг не менее 700. Некоторые компании могут захотеть сдать вам в аренду с более низким кредитным рейтингом, в зависимости от стоимости автомобиля, первоначального взноса и других факторов. Условия кредита или контракта.
Перед подачей заявки на аренду вам следует просмотреть свой кредитный отчет. Ваш кредитный отчет детализирует вашу долговую историю и дает ценную информацию о состоянии вашего кредитного профиля и кредитного рейтинга. Это может дать вам представление о том, как кредиторы могут воспринимать вас. Chase Credit Journey – это служба кредитного мониторинга, которая поможет вам всегда быть в курсе своего кредитного отчета. Это позволяет вам проверить свой кредитный рейтинг в любое время, не нанося вреда вашему кредитному профилю. Он также может отслеживать ваш кредитный отчет и отправлять вам оповещения всякий раз, когда происходят изменения. Оспаривая ошибки в своем кредитном отчете, вы можете удалить некоторые отрицательные элементы. Это может быть одним из самых быстрых способов повысить свой кредитный рейтинг и улучшить свои шансы на получение нового лизинга.
Кроме того, вам предоставляется один бесплатный кредитный отчет в год от каждого из трех основных кредитных бюро — Experian ® , Equifax ® и TransUnion ® . Или, для простоты, просто используйте инструмент кредитного мониторинга, такой как Chase Credit Journey.
Какой хороший кредитный рейтинг для аренды автомобиля?
700 баллов может быть достаточно, чтобы войти в дверь в большинстве мест, но более высокий балл никогда не помешает.
Тем, у кого меньше баллов, не совсем повезло, но у них могут быть менее выгодные условия аренды, и им, возможно, придется внести больше денег, чтобы заключить сделку, чтобы получить ключи. Как и в случае с большинством финансовых услуг, чем выше ваш кредитный рейтинг, тем легче вам будет отказаться от сделки. Несколько месяцев погашения задолженности и своевременных платежей по счетам могут дать вам кредитный рейтинг, необходимый для аренды автомобиля на ваших условиях.
Можно ли арендовать автомобиль с низким кредитным рейтингом?
Вы можете арендовать автомобиль с низким кредитным рейтингом, но это может стоить вам больших денег авансом и в долгосрочной перспективе. Кредиторы и компании по аренде автомобилей используют кредитные баллы для оценки риска заемщика. Взимание большей платы с заемщиков с высоким уровнем риска может помочь кредиторам смягчить потенциальные убытки.
Низкий кредитный рейтинг также может ограничить ваши возможности при выборе нового арендованного автомобиля. Если вы присматриваетесь к определенной марке и модели, улучшение вашего кредитного рейтинга перед подачей заявки может помочь вам заблокировать его.
Трудно определить самый низкий кредитный рейтинг, необходимый для аренды автомобиля, потому что ваш опыт может варьироваться от кредитора к кредитору и от штата к штату.
Если вы получили одобрение на аренду, вы можете использовать это как возможность улучшить свой кредитный рейтинг, что может дать вам больше возможностей, когда придет время для повышения класса обслуживания. Просто следите за своими платежами. Арендные платежи сообщаются в основные кредитные бюро так же, как и финансовые платежи. Своевременная оплата счетов является одним из самых сильных факторов, влияющих на ваш кредитный рейтинг, поэтому отслеживание ваших арендных платежей должно иметь положительный эффект.
Если вы хотите сэкономить на ежемесячных платежах и общей стоимости аренды, рассмотрите возможность капитализированного снижения затрат или первоначального взноса. По сути, это единовременная выплата в начале срока аренды для уменьшения суммы, которую вы финансируете по договору аренды.
Плюсы и минусы лизинга автомобиля
Лизинг автомобиля имеет много плюсов. Тем не менее, есть несколько вещей, о которых должны знать водители, если они хотят сделать осознанную покупку.
Плюсы аренды автомобиля
Часто вы можете водить новую машину дешевле, чем финансировать подержанную, поскольку ваши платежи покрывают стоимость амортизации, а не основную сумму автомобиля. Регулярное техническое обслуживание может быть включено в гарантию, что может означать меньше головной боли для вас. Поскольку большинство лизинговых автомобилей — это новые автомобили, вам может потребоваться минимальное техническое обслуживание, чтобы поддерживать автомобиль в хорошем состоянии. Через несколько лет вам может быть предоставлена возможность купить, обновить или попробовать что-то новое. Не говоря уже о том, что вы можете избежать хлопот с поиском покупателя для вашего автомобиля, когда будете готовы к переменам. Лизинг, как правило, является вариантом для тех, кто предпочитает оставаться в курсе последних инноваций и технологий.
Минусы аренды автомобиля
Главный минус в том, что вы не являетесь владельцем автомобиля. Деньги, которые вы тратите каждый месяц, идут в лизинговую компанию, а не в капитал.
Электронная информационная система — ПРОГОСЗАКАЗ.РФ
Сервис ПРОГОСЗАКАЗ.РФ – это российская электронная информационная система для специалистов в области государственных закупок. Интуитивно понятный интерфейс, удобное меню, шаблоны документов, множество опций и полезных приложений – вот лишь часть возможностей платформы.
В статье расскажем о сервисе ПРОГОСЗАКАЗ.РФ и объясним, какие задачи можно решить с его помощью.
ПРОГОСЗАКАЗ.РФ – что это такое
Многофункциональная платформа ПРОГОСЗАКАЗ.РФ представляет собой экспертную электронную систему для специалистов в сфере госзакупок. Здесь вы найдёте актуальные документы:
нормативные акты и документы,
решения и постановления судов и ФАС,
справочники,
классификатор ОКПД2,
калькулятор НМЦК,
шаблоны жалоб, обращений и других документов,
экспертные рекомендации,
руководства пользователей по 44-ФЗ и 223-ФЗ,
учебные материалы.
Также здесь вы сможете прочитать последние новости по изменениям в законодательстве, пройти курсы повышения квалификации и профессиональной переподготовки и посмотреть обучающие вебинары и записи видеоуроков.
ПРОГОСЗАКАЗ.РФ – это еще и периодическое издание, которое выходит ежемесячно. Здесь публикуются экспертные статьи, новости и полезные материалы. Вы можете оформить подписку на журнал прямо на сайте.
Преимущества ПРОГОСЗАКАЗ.РФ
Платформа помогает сэкономить время и избежать ошибок, а также автоматизировать рутинные процессы и избежать штрафов при взаимодействии с контролирующими органами и оформлении документов.
Перечислим основные преимущества сервиса:
работает через браузер – не нужно ничего устанавливать на компьютер и ежемесячно обновлять, а заходить в программу можно с любого устройства;
консультации по госзакупкам проводят эксперты-практики – вы можете быть уверены, что получите квалифицированный ответ по любому вопросу;
подробные консультации для каждого клиента – эксперты не отвечают на вопросы шаблонными фразами и ссылками на нормативные акты, а дают развернутый ответ;
простой интерфейс – в устройстве сайта разберется даже неподготовленный пользователь;
нет лишней информации и назойливой рекламы – на платформе размещены только актуальные новости и полезные материалы по госзакупкам;
быстрый ответ – клиент получает развернутый комментарий эксперта в течение 24 часов после обращения;
каждый ответ тщательно проверяется – перед тем как отправить итоговые комментарии клиенту, их рассматривает совет экспертов.
Таким образом, на сайте ПРОГОСЗАКАЗ.РФ вы можете не просто найти ответы на вопросы, касаемые госзакупок, но и проконсультироваться со специалистами. Однако это еще не все, и далее мы подробно рассмотрим возможности сервиса.
Функционал платформы ПРОГОСЗАКАЗ.РФ
Площадка помогает свести к минимуму риски административно-правовых разбирательств и взысканий, которые часто возникают при нарушении требований законодательства. В функционал программы входят консалтинг, калькуляторы и модули расчета, нормативная база, вебинары и ежемесячный журнал в электронной или печатной версии.
Консалтинг
В рамках консалтинга вы можете задать вопросы экспертам платформы. В течение суток вам будет предоставлен развернутый ответ со ссылкой на нормативные документы, судебное решение или практику взаимодействия с ФАС.
Также эксперты платформы подготовят шаблоны для оформления документов, образцы технических заданий или контрактов и предоставят рекомендации в случае подачи жалобы в УФАС.
Наконец, вы получите доступ к информационной базе платформы, в которой собраны более 11 000 ответов на ранее заданные вопросы. Это поможет вам найти ответ, который уже давали госструктуры при решении проблемы, аналогичной вашей.
Калькуляторы и модули расчета
Вам не придется считать вручную – на сайте есть удобные онлайн-калькуляторы, с помощью которых можно рассчитать стоимость штрафа и пени на недобросовестного поставщика, а также определить сроки по электронному аукциону или по запросу котировок. На площадке вы сможете проверить организацию на добросовестность, найти и изучить деятельность ФАС по любому вопросу, касаемому госзакупок, и самостоятельно составить обоснование НМЦК в специальном модуле расчета.
Раздел со справочниками – удобный инструмент, который позволяет проверять ограничения и обременения в классификаторе и подобрать код ОКПД2, который чаще всего используют в закупках.
Нормативная база
На сайте размещены экспертные материалы, шаблоны документов и примеры технических заданий по каждому предмету закупки. С помощью удобных разделов вы сможете найти любую информацию и использовать ее для своей работы.
Кроме того, здесь размещаются все изменения по 44-ФЗ и 223-ФЗ, а также подборка практических материалов и статей по закупкам.
Вебинары
От 3 до 5 раз в месяц на платформе проводятся вебинары, где обсуждаются острые вопросы. Вы не просто узнаете актуальную информацию, но и сможете максимально глубоко изучить законодательные акты по контрактным системам и задать вопросы экспертам в прямом эфире.
Все вебинары хранятся в архиве, доступ к которому не ограничен. Вы можете пересматривать учебные материалы в удобное для вас время.
Журналы
При подготовке каждого выпуска журнала используются нормативно-правовые акты и изменения, с которыми вы как читатель также можете ознакомиться. В журнале публикуются экспертные статьи, новости и полезные материалы в сфере регламентированных закупок.
Электронную версию журнала можно скачать на любое устройство, а печатную получить по почте.
Подведем итог
Сервис ПРОГОСЗАКАЗ.РФ – удобная платформа для работы в сфере госзакупок по ФЗ-44 и ФЗ-233. Доступ к системе платный, стоимость зависит от выбранного тарифа. Если вам хочется задать вопросы по тарифам и способам оплаты, а также оценить на практике инструменты сервиса – попробуйте демоверсию, которая поможет понять, насколько платформа подходит для вашей работы.
ГОСТ 11042-90. Молотки стальные строительные. Технические условия (63635)
ГОСТ 11042-90
УДК 693.2:621.972:006.354 Группа Ж36
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Молотки стальные строительные
Технические условия
Construction steel hammers.
Specifications
ОКП 48 3322
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения СССР
РАЗРАБОТЧИКИ
Б. Г. Толков, А.А. Гоппен, А.И. Полунин, В.Б. Игумнов, Н.М. Лысенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного строительного комитета СССР от 06.07.90 № 59
3. Срок проверки — 1996 г.
4. ВЗАМЕН ГОСТ 11042-83
5. ССЫЛОЧНЫЕ И НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 9.032-74
1.2.19
ГОСТ 9.104-79
1.2.19
ГОСТ 9.302-88
3.6
ГОСТ 9.303-84
1.2.17
ГОСТ 9.306-85
1.2.17
ГОСТ 166-89
3.2
ГОСТ 190-78
1. 2.18
ГОСТ 380-88
1.3
ГОСТ 977-88
1.2.2, 1.3
ГОСТ 1050-88
1.3
ГОСТ 1435-90
1.3
ГОСТ 2695-83
1.2.9, 1.3
ГОСТ 2789-73
1.2.8
ГОСТ 3882-74
1.3
ГОСТ 4543-71
1.3
ГОСТ 4976-83
1.2.18
ГОСТ 7505-89
1.2.18
ГОСТ 7931-76
1.1.3
ГОСТ 8479-70
1.2.1
ГОСТ 9012-59
3. 3
ГОСТ 9013-59
3.3
ГОСТ 13837-79
3.7
ГОСТ 14192-77
1.5.3
ГОСТ 15150-69
1.2.17, 4.2
ГОСТ 16588-91
3.5
ГОСТ 18088-83
1.5.1, 1.5.2
ГОСТ 19248-90
1.2.6
ГОСТ 19300-86
3.9
ГОСТ 23170-78
1.5.1
ГОСТ 24447-80
3.5
ГОСТ 25347-82
1.1.3
ГОСТ 26645-85
1. 1.3
6. ПЕРЕИЗДАНИЕ. Ноябрь 1993 г.
Внесены Поправки (ИУС №3, № 5 1992 г.)
Настоящий стандарт распространяется на стальные строительные молотки (далее — молотки), применяемые при производстве столярных, плотничных, каменных, штукатурных, паркетных, кровельных, шиферных, плиточных, арматурных, монтажных работ.
1. Технические требования
1.1. Основные размеры
1.1.1. Молотки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
1.1.2. Молотки в зависимости от назначения должны изготовляться следующих типов, указанных в табл.1.
1.1.3. Основные размеры и масса молотков должны соответствовать указанным на черт.1-24 и в табл.2, 3.
По согласованию с потребителем допускается изготовлять молотки типоразмеров МПЛ-4 и МШТ-3 габаритным размером (300±5) мм.
Предельные отклонения размеров корпусов молотков, получаемые методом механической обработки, должны быть не ниже 16-го квалитета по ГОСТ 25347. Допуски на свободные размеры поковки принимают по 2-му классу ГОСТ 7505. Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку — 2-му ряду по ГОСТ 26645.
1.1.4. Варианты исполнения клиньев для молотков должны соответствовать указанным на черт.25, 26 и в табл.7, 8 приложения 1.
1.1.5. Варианты исполнения всадов и их размеры приведены на черт.27-36 и в табл.9 приложения 2.
Таблица 1
Тип
Наименование
Назначение
МСТ
Молоток столярный
Для забивания гвоздей и выполнения других операций при производстве столярных работ
МПЛ
Молоток плотничный
Для забивания и выдергивания гвоздей при производстве плотничных работ
МКИ
Молоток-кирочка
Для околки и тески кирпича и керамических стеновых камней при производстве каменных и других работ
МШТ
Молоток штукатурный
Для выполнения вспомогательных операций при производстве штукатурных работ
МПА
Молоток паркетный
Для сплачивания паркетных досок, наборного, штучного паркета при производстве паркетных работ
МКР
Молоток кровельный
Для загиба, уплотнения и выравнивания фальцев при производстве кровельных работ
МШИ
Молоток шиферный
Для пробивки отверстий в шифере и забивки шиферных гвоздей при устройстве асбестоцементных кровель
МПЛИ
Молоток плиточный
Для околки и подтески кромок керамических плиток, а также для пробивки отверстий (исполнение 1)
МША
Молоток шанцевый
Для выполнения ударных операций при монтажных и арматурных работах
МКУ
Молоток-кулачок
Для околки, осаживания и расшебенки бутового, булыжного камня и брусчатки при выполнении каменных, дорожных и других работ
1. 1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
Пример условного обозначения молотка типа МПЛ исполнения 2:
Молоток плотничный МПЛ-2 ГОСТ 11042-90
Молотки столярные типа МСТ
_________
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт.1
1.2. Характеристики (свойства)
1.2.1. Заготовки корпусов молотков, изготовленные методом ковки, должны соответствовать требованиям, предъявляемым к поковкам Гр. II.143…207 НВ по ГОСТ 8479.
1.2.2. Заготовки корпусов молотков, изготовленные методом литья, должны соответствовать требованиям, предъявленным к отливкам I группы по ГОСТ 977.
1.2.3. Корпуса молотков должны быть термически обработаны в соответствии с требованиями, указанными в табл.4.
Таблица 2
Размеры в мм
Типоразмер молотка
L±5
H
H1*
A
R*
Масса, кг, не более
МСТ-1
280
95
43
19
190
0,25
МСТ-2
300
112
52
25
225
0,50
МСТ-3
300
120
54
30
250
0,80
МСТ-4
340
125
58
35
265
1,10
1. 2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
1.2.5. Стыки оковок должны соединяться внахлестку электродуговой сваркой сплошным швом. Расположение сварного шва не регламентируется.
1.2.6. Соединение вставки с корпусом молотка типоразмера МПЛИ-3 выполняют при помощи медно-цинкового припоя по ГОСТ 19248.
Молотки плотничные
Тип МПЛ
Исполнение 1
Масса — не более 0,80 кг
_______
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт.2
Таблица 3
Размеры в мм
Типоразмер
L±5
H
H1*
Масса, кг,
не более
МКР-1
300
118
50
0,60
МКР-2
340
160
7
0,75
1. 2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
0,3 мм -для корпуса молотка массой до 0,2 кг;
0,5 мм » » » » от 0,2 до 1,0 кг;
1,0 мм » » » » св. 1,0 кг и молотков типоразмеров МКИ-1, МКИ-3, МШТ-3, МПЛ-4.
(Измененная редакция, Поправка 1992)
1.2.8. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более:
Ra 3,2 мкм — для торцевых поверхностей бойка и носка наружных поверхностей гвоздодерной части;
Rz 40 мкм — для наружных поверхностей корпусов молотков, изготовленных из проката, или поверхностей, подвергаемых механической обработке;
Rz 320 мкм — для наружных поверхностей корпусов молотков, не подвергаемых механической обработке.
1.2.9. Деревянные ручки не должны иметь трещин, гнили, прорости и червоточин.
Допускается не более двух сросшихся здоровых сучков диаметром не более 5 мм на расстоянии 2/3 длины ручки со стороны свободного конца.
На ручках плиточных молотков сучки не допускаются.
Остальные пороки древесины не должны превышать норм, установленных для пиломатериалов 1-го сорта по ГОСТ 2695.
1.2.10. Влажность деревянных ручек перед насадкой не должна быть более 12%.
1.2.11. Наружная поверхность рукоятки не должна иметь наплывов, раковин, пузырей, вмятин и облоя.
1.2.12. Выступ конца ручки от корпуса молотка, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, не должен быть более 2 мм.
1.2.13. Деревянные ручки в сборе с корпусом, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, должны быть расклинены.
Трещины от расклинивания на ручках за пределами всада не допускаются.
1.2.14. Рукоятка должна быть плотно насажена на стержень.
Прокручивание рукоятки относительно стержня при ударе не допускается.
1.2.15. Соединение корпуса молотка с ручкой или стержнем должно выдерживать стягивающее усилие не менее:
1.2.16. Бойки молотков при ударе по стальной плите, а также гвоздодерная часть плотничных, штукатурных и шиферных молотков при выдергивании гвоздей не должны изменять геометрическую форму, выкрашиваться; не должны образовываться трещины, изломы и сколы.
1.2.17. Корпуса молотков, кольца, оковки и стержни должны иметь защитное покрытие по ГОСТ 9.306. Выбор покрытия — по ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150.
Допускается применять лакокрасочное покрытие.
1.2.18. Ручки должны быть окрашены эмалями ярких тонов или покрыты лаком по ГОСТ 4976.
Допускается ручки пропитывать олифой по ГОСТ 7931 или ГОСТ 190.
Молотки-кирочки
Тип МКИ
Исполнение 1
Масса — не более 0,70 кг
_______
* Размеры для справок.
1 — корпус; 2 — ручка
Черт.6
(Измененная редакция, Поправка 1992)
1.2.19. Лакокрасочные покрытия должны соответствовать классу V по ГОСТ 9.032 и условиям эксплуатации У1 по ГОСТ 9.104.
(Измененная редакция, Поправка 1992)
1.2.20. Поверхность торца бойка молотков всех типов и носка молотков типов МСТ, МКР и МПА должны быть осветлены механическим способом.
1.3. Требования к сырью и материалам
Детали молотков должны быть изготовлены из материалов, указанных в табл.5.
1.4. Маркировка
На поверхности каждого молотка (за исключением бойка) должны быть нанесены:
— товарный знак предприятия-изготовителя;
— тип или типоразмер;
— цена (при изготовлении молотка для розничной продажи).
Примечание. Способы нанесения маркировки должны обеспечивать ее сохранность в течение всего срока службы молотка.
1.5.1. Упаковка молотков — по ГОСТ 18088 или ГОСТ 23170 по категории КУ-1.
По согласованию с потребителем допускается другая упаковка, обеспечивающая сохранность молотков от механических повреждений и воздействия влаги во время транспортирования и хранения.
Молотки штукатурные
Тип МШТ
Исполнение 1
Масса — не более 0,70 кг
_______
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт.9
Исполнение 2
(Остальное — см. исполнение 1)
Скачать бесплатно
značajke čekića s uređajem za izvlačenje noktiju. Kako odabrati najbolji profesionalni alat za stolariju za drške?
Поправци
Zanimanje tesara poznato je već dugo. Stolari su bili izravno ukljucheni u razne radove gdje je postojala potreba za obradom drveta. Данас та профессия их изгубила на значение. Globalna механизация и автоматизация tjelesnog rada готово nisu imale utjecaja na rad tesara. Za pomoć stručnjacima za obradu drveta stvoreni su pneumatski i električni alati. Najčešće korishteni ručni alat — stolarski čekić — donekle se promijenio, ali njegova suština ostaje ista.
Чекич
Класический Чекич je mali ručni alat za čekiće. Sastoji se od dva glavna dijela: napadača i ručke. Prva je čvrsto pričvršćena за друга.
Ударник je izrađen od monolitnog gustog materijala koji može podnijeti deformacije od stalnih udara. Samo je metal sposoban izdržati takva opterećenja.
Drška pomaže u dobrom zamahu. U pravilu je drška izrađena od tvrdog drveta: jasen, hrast, lješnjak, breza ili javor. Postoje alati potpuno metalni i jednodijelni, kao i modeli s chelicnim bubnjem i plastičnom ručkom.
Višenamjenski stolarski čekić razlikuje se od ostalih po obliku udarača. Jedna strana je za zabijanje i ravnanje noktiju, othera za njihovo uklanjanje.
Značajke chekića za nokte
Stolarski chekić razlikuje se po tome što se kombinira s uređajem za izvlačenje chavala u jednu cjelinu. Najudobniji su modeli с дрвеном ручком. Drvo je sposobno apsorbirati udarce, tako da je drška s drvetom najudobnija za rad.
Stolar ne mora imati jedan alat. U njegovom arsenalu trebalo bi biti nekoliko vrsta ručnog alata. Razlike su u obliku udaraljnog dijela i jesu:
ravan;
конвексан;
валовита.
Prvi se koriste za zabijanje chavala i klinova. Potonji su namijenjeni radu s otherim alatima, na primjer s jezgrom ili dlijetom. Treći se koriste za sprječavanje klizanja prilikom udara.
Супротная страна нападача je spljoštena i razdvojena. Zahvaljujuci sužavajućem utoru, takozvanom golubljem repu, radnik može uklanjati nokte s različitim glavama: od malih, nekoliko milimetara, do velikih koji prelaze centimetar.
Ravni dio čavao može biti ravan ili savijen u obliku kuke. Kuka proširuje funkcionalnost alata.
Profesionalni čekić nove generacije obdaren je sposobnošću da nokti ne padnu, što je vrlo povoljno kada radite jednom rukom. Čelični zatvarač se «lijepi» za alat zbog magnetiziranog dijela udarca. Često su udubljenja za vođenje opremljena čavlom u tijelu daraljki.
Odabir stolarskog chekića с дрвеном ручкой
Dobra stvar kod metalnog cekića je što ne morate gurnuti glavu na ručku. Savršeno je uravnotežen i spreman za rad. Čelična ručka je neugodna pri udaranju. Може склизнуть из руки. Штовише, металл не может приглушить вибрацию. Недостаци се укладывая наношеньем пластиковых или термопластичных ястучичей отпорних на ударце на ручку. Tako se čekić sigurno drži на dlanu tijekom rada i štiti ruku od udarnih opterećenja.
Metalne i plastične ručke nedvojbeno su dovoljno čvrste. Međutim, čekić je neprestano izložen znatnom naprezanju i pri zabijanju chavala i prilikom demotaže. Ručke su ispitane na trajnost tijekom rada čavlića. Нови Че инструмент со временем остарити и постати неупотребителен.
S drvenim drškama situacija je nešto otheračija. Isprva dobro obrađeno drvo jednako je pouzdano kao i metal. Дрво, топло на додир, не захтиева додатне облоге, удобно лежи у ручи столара. Pri radu s alatom s drvenom drškom zglobovi radnika su maximalno zaštićeni od utjecaja vibracija.
Stablo samo prigušuje udarce, kao da ih upija. Руке се не умараю как код рада с металлом, пластиком и другими новыми материалами, которые производят.
Slomljeni drveni element lako je, za razliku od cheličnog, zamijeniti novim bez oštećenja alata. Ugradnja nove ručke traje minimalno vrijeme.
Джош jedan аргумент за drveni čekić za dršku je njegova niska cijena. Ruskim obrtnicima drvo je više poznato od plastike i metala. Stoga, ako trebate odabrati, oni daju prednost alatima s kojima su radili njihovi daleki i ne baš daleki preci.
Odabir čekića
Pri odabiru stolarskog chekića prije svega morate obratiti pažnju na njegovo uravnoteženje. Alat mora sigurno ležati u ruci, ne smije ispasti iz nje i ne okretati se. Inače, nedaleko od ozljeda, pogrešnog ulaska noktiju u tijelo, njihove zakrivljenosti pri udarcu. Čavao zabijen pod kutom neće osigurati pouzdanost pričvršćivanja konstrukcije.
Čekić treba uzeti u ruke, osjetiti težinu. Standardni alati teže između 300 и 800 грамм. Vrijedno je uzeti takav model, koji će biti prikladan za rad bez puno stresa. Smatra se da je najprihvatljivija težina 500-600 грамм. Ruka se neće previše umoriti od chekića od pola килограмма.
Важно je da napadač ima odgovarajuci antikorozivni tretman. Čekići rade u različitim uvjetima, uključujući visoku vlažnost zraka. Metal je osjetljiv na hrđu. Bojenje или друг zaštita pmoći će produžiti životni vijek čeličnog dijela alata.
Не требуется заборавити да добар столар не может быть радити с единым чекичем. Stručnjak uvijek ima na raspolaganju čitav niz alata koji mu omogućuju uspješno obavljanje poslova različite složenosti.
За высшую информацию или знакама столярских чекича просмотрите видео у наставки.
Как из ПЭТ бутылки сделать пластик (нить) для 3D принтера своими руками
Те кто увлекся 3D-печатью иногда просто в шоке от своих затрат на пластиковую нить для печати (филамент). Она хотя и не очень дорогая, но расходуется большими объемами, поэтому и суммы на ее попку немалые. Чтобы не тратиться, филамент можно делать бесплатно из обычных пластиковых ПЭТ бутылок.
Необходимо оборудование:
Бутылкорез;
насос для подкачки шин;
нагреватель 200-225 градусов Цельсия с выходным соплом 1,75 мм;
протяжный и намоточный механизм.
Процесс изготовления филамента из ПЭТ бутылок
В качестве сырья для изготовления филамента применяются ПЭТ бутылки. В идеале, чтобы они были цветными. Перед использованием их нужно разровнять. Для этого дорабатывается обычная крышка от бутылки. В нее необходимо врезать вентиль от автомобильной камеры. С его помощью бутылка закачивается воздухом обычным насосом, чтобы поднять внутри давление (более подробнее тут — https://sdelaysam-svoimirukami. ru/6732-kak-vyprjamljat-ljubye-figurnye-pjet-butylki.html).
Далее вентиль зажимается в патроне шуруповерта. Нужно вращать накаченную бутылку над зажженной газовой конфоркой. Она разогреется, размягчится и благодаря внутреннему давлению выровняется.
Ровная бутылка разрезается бытылкорезом на ленту. Та получится более однородной, чем если бы ее распускали без подготовки. Если стенки бутылки толстые, то ширина ленты должна получиться 5-6 мм. Из тонкой бутылки, от минеральной воды, лучше резать шириной 7-8 мм.
Край ленты срезается под углом, после чего она запускается в сопло разогретого нагревателя. Для работы с ПЭТ лентой его температура должны быть +200-225 градусов Цельсия. Диаметр выходного отверстия сопла делается 1,75 мм, входное же зенкуется, чтобы легче было входить широкой ленте и менять форму.
Протянутый сквозь горячее сопло край филамента нужно завязать, и соединить с протяжным и намоточным механизмом. Тот представляет собой шаговый двигатель с редукторами и катушкой. Детали для него можно напечатать на принтере. Скорость намотки делается регулируемой, чтобы лента успевала достаточно нагреваться и менять форму.
Чтобы стержень получался длинным, ленты перед производством можно склеивать между собой, разогревая кончики до +270-280 градусов Цельсия. Изготовленный в итоге филамент отлично печатает при установке температуры +250-260 градусов Цельсия.
Все необходимое для производства оборудование можно сделать кустарным способом. К нему нет никаких особых требований кроме возможности регулировки. У нагревателя это соответственно температура, а у намоточного механизма скорость вращения катушки. В итоге можно буквально из мусора получать качественный филамент.
Если лента прямая, а она такая и будет если предварительно разравнивать бутылку, то качество печати таким прутком идеальное.
Смотрите видео
Как собрать мини компьютер-планшет на Windows 10 — https://sdelaysam-svoimirukami.ru/7777-kak-sobrat-mini-kompjuter-planshet-na-windows-10. html
комиксы, гиф анимация, видео, лучший интеллектуальный юмор.
филамент 3D печать своими руками 3D принтер печатать бутылкой печатаем дома песочница моё
филамент для 3d принтера своими руками или как печатать ПЭТ бутылкой
Народ всем привет! сегодня хочу рассказать и показать как я дошёл до изготовления филамента для 3d печати в домашних условиях.для изготовления нам понадобиться — ПЭТ бутылка от любого напитка, канцелярский нож, паяльник, тиски и форсунка омывателя лобового стекла автомобиля марки ВАЗ 2101 — 2106хочу к видео добавить что филамент можно сделать из любой ПЭТ бутылки,однако есть свои нюансы.Из под сильногазированых напитков бутылки стоить распускать на ленты по 7мм так как плотности пластика бутылки достаточно, а вотпластик из под менее газированных напитков гораздо тоньше и соответственно ленту надо резать шире, порядка 10 мм. Приятного просмотра))\
Подробнее
филамент для 3d принтера своими руками или как печатать ПЭТ бутылкой,Howto & Style,самодельный филамент,филамент,filament,своими руками,своими руками дома,самодельный пруток,3d печать,печать отходами,печать бутылкой,ПЭТ бутылка,дешевый пластик,пластиковый пруток,филамент для печати,пруток из ПЭТ,печать пластиковой лентой,пруток из бутылки,как печатать,PET пластик 3d,пластиковая нить,филамент из мусора,в домашних условиях,3Д печать,переработка пластика,из пластиковых бутылок,филамент из бутылок,пэт пластик,экструдер,Народ всем привет! сегодня хочу рассказать и показать как я дошёл до изготовления филамента для 3d печати в домашних условиях. для изготовления нам понадобиться — ПЭТ бутылка от любого напитка, канцелярский нож, паяльник, тиски и форсунка омывателя лобового стекла автомобиля марки ВАЗ 2101 — 2106 хочу к видео добавить что филамент можно сделать из любой ПЭТ бутылки,однако есть свои нюансы. Из под сильногазированых напитков бутылки стоить распускать на ленты по 7мм так как плотности пластика бутылки достаточно, а вот пластик из под менее газированных напитков гораздо тоньше и соответственно ленту надо резать шире, порядка 10 мм. Приятного просмотра)) филамент,3D печать,своими руками,3D принтер,печатать бутылкой,печатаем дома,песочница,моё
Еще на тему
своими руками(636)
3D принтер(369)
песочница(687133)
PullStruder: от пластиковой бутылки до ПЭТ-филамента
Середина сентября 2021 г. Я опубликовал видео, в котором показано, как я делал ПЭТ-филамент из пластиковых бутылок.
Это быстрое и грязное видео было просмотрено 50000 раз за 7 месяцев.
Это ясно показывает, что, как и я, люди действительно обеспокоены пластиковым загрязнением и огромным количеством ресурсов.
Этот проект не является «САМЫМ» ответом, но явно может участвовать в глобальной осведомленности по этой теме.
Переработка бутылок в нити в целом является простым процессом. Сегодня я в основном печатаю этой нитью, и более 200 бутылок были превращены в новые «переработанные детали».
Вы увидите, что сможете сделать свой собственный станок PullStruder практически из лома и вторсырья. И по цене меньше, чем цена катушки PETG весом 1 кг!
Я предлагаю этот проект для Hackaday’s 2022 Challenge Round 2: «(Повторное использование, переработка, обновление)
Создание аппаратных решений для переработки материалов, которые в противном случае оказались бы в потоке отходов».
Этот проект должен соответствовать этим целям!
Детали
Реагирование на экспоненциальное увеличение числа перерабатываемых, но не перерабатываемых продуктов представляет собой непреодолимую проблему…
Было бы неплохо, если бы каждый производитель мог повторно использовать и перерабатывать несколько таких бутылок?
Было бы неплохо, если бы этот процесс переработки был простым, экономичным и нетоксичным?
Было бы неплохо, если бы каждый производитель мог легко и свободно изготавливать новые детали из этого переработанного пластика?
Было бы неплохо, если бы эти детали были прочнее, чем детали, напечатанные на 3D-принтере FDM из ABS, PLA или PETG?
Именно это мы и предлагаем сделать в этом проекте: превратить бутылки в нити.
AI сгенерировал здесь изображения.
Прежде чем идти дальше, давайте посмотрим исходное видео, которое я опубликовал в сентябре 2021 года. равнины», что процесс был «глобально описан», но не объяснен подробно. Так что этот проект здесь, чтобы дать все подробные объяснения о том, как это сделать.
С сентября ситуация изменилась, общий процесс был консолидирован, и теперь я могу дать гораздо больше подробностей об этой конструкции, ее ограничениях, сильных и слабых сторонах.
Вы узнаете, как изготовить собственную нить, а также как напечатать свой первый логотип Hackaday из переработанного ПЭТ.
Ну, это не совсем мое, так как летом 2021 года появилось несколько видеороликов, дающих некоторую информацию о методе «пульструдинг».
Однако я хотел бы полностью отдать должное за этот метод «пульструдирования» другому французскому «лаГренуйю», который опубликовал это в 2019 году.:
» Эту маленькую круглую проволоку можно использовать в качестве рыболовной проволоки, проволоки для посева или, возможно, даже проволоки для 3D-принтера с очень простым производственным процессом (его нужно протестировать, но я жду своего калиброванного отверстия 1,75!) , Это по-прежнему будет ограничено длиной полосы, но вы можете получить 25 м полосы шириной 2 мм из 1,5-литровой бутылки Coca Cola 😉 »
Большинство других ссылок ориентированы на ведение бизнеса и продажу тяговых машин. . Это не входило в мои намерения, так как я хотел бесплатную, простую в сборке и максимально дешевую машину. Машины, которые я видел, были слишком сложными, ИМХО, и я думал, что смогу сделать одну почти из ничего и почти бесплатно (менее 20 долларов США): повторное использование, переработка, модернизация, как они говорили!
Принцип довольно прост:
используйте пластиковую ПЭТ-бутылку
разрежьте ее на длинную ленту
заставьте эту ленту пройти через горячий конец при температуре 200°C, и она немедленно сожмется
медленно потяните нить и регулярно
печатать!
Первое, что вам нужно сделать, это «подготовить бутылку». Это кажется смешным, но хорошо подготовленная бутылка очень помогает получить красивую и длинную ленту!
Вам придется вырезать дно. Подробности см. в разделе «Подготовка журнала бутылок».
Чтобы получить ленту, вам понадобится бутылкорез. В Интернете есть множество решений для самостоятельной сборки, в большинстве из них используется режущее лезвие. Возможно, это не лучшее решение, так как лезвие очень быстро тупится и менять его придется довольно часто.
Я видел это решение, которое очень хорошо задокументировано «laGrenouille» (сайт очень часто не работает) и из которого я мог почерпнуть идею и объяснить ее в журнале резака для бутылок.
Эта гениальная идея заключается в использовании двух острых роликовых подшипников в качестве режущих лезвий.
Одна картинка стоит многих слов! Итак, вот последний резак.
Вам просто нужно вставить «бок» бутылки в маленькую выемку, которую вы видите на переднем «пальце», она пройдет через ролики и разрежется на красивую ленту. См. подробности в журнале «Использование резака для бутылок»
Лента после ручной намотки будет вставлена в держатель катушки и готова к работе на машине PullStruder!
Теперь мы вступаем в «высокотехнологичную сторону силы», нам нужна машина PullStruder!
И скоро ты увидишь, что его можно построить почти полностью из металлолома!
. ..
Подробнее »
Посмотреть все подробности
1 ×
ПИД-регулятор Rex C100 + статическое реле + термопара 15 долларов США
1 ×
AC 220V 220 Напряжение 110Вт Керамическая вилка Ленточный нагреватель из нержавеющей стали 30ммx30мм 5 долларов США
1 ×
Мотор стеклоочистителя Bosch 954 065 (или аналогичный!)
повторно используйте плохо использованную бутылку!
Джей Пи Глейзес • 18. 10.2022 в 14:28 •
0 комментариев
Может случиться так, что при вытягивании ленты образуется такая «капля»…
Часто это происходит из-за плохо обрезанной ленты… К счастью, такое случается нечасто.
Итак, первый совет: всегда вручную водите пальцами по нити, чтобы дважды проверить ее качество перед печатью!
Но зачем выбрасывать эту бедную нить? Почему бы не использовать его для чего-то другого?
Надя подала мне блестящую идею: попробовать использовать его как леску для триммера…
И знаете что? Оно работает !
Хорошо, перестаньте шутить, это действительно работает, но нить может быть слишком маленькой для таких больших триммеров, как моя машинка. Тем не менее, он идеально подходит для стрижки британских газонов (луговая трава с гладкими стеблями)!
Так что, если вы хотите, вы можете построить второй хот-энд большего диаметра, способный съесть большую ленту, чтобы произвести более прочную леску для триммера!
Повторное использование, переработка, переработка, как говорили. .. вечная история
Заключительное видео для #HackadayPrize
Джей Пи Глейзес • 17.10.2022 в 19:03 •
0 комментариев
Я знаю, что вступление и музыка немного деморализуют… но я думаю, что мой французский акцент поднимет настроение!
Попытка ИИ создать заставку
Джей Пи Глейзес • 29.09.2022 в 08:04 •
3 комментария
Мой сын пытался создать красивую заставку для проекта.
Он предпринял несколько попыток, используя силу ИИ Midjourney. И результаты весьма впечатляющие!
белый:
кровавый:
зеленый:
рука:
Скажи мне, какой ты предпочитаешь !
Дитя PullStruder
Джей Пи Глейзес • 24.09.2022 в 07:59 •
0 комментариев
Эффект «сотой обезьяны» — это гипотетический феномен, при котором новое поведение или идея быстро распространяются необъяснимыми средствами от одной группы ко всем связанным группам после того, как критическое число членов одной группы демонстрирует новое поведение или признает новую идею.
Le «100e Singe» также занимает третье место в окрестностях Тулузы, наполовину ферма, наполовину офис, в сочетании с сельскохозяйственным инкубатором, который приветствует и экспериментирует с новыми формами работы: кооперативы, совместные, со значением и влиянием на основные социальные проблемы
Следуя духу «реконструкции повторного использования и переработки», они решили построить PullStruder, и результат оказался крутым.
Спасибо, Вильям, и за картинку, и за пиво!
заточка роликовых подшипников
Джей Пи Глейзес • 19.09.2022 в 10:11 •
0 комментариев
Заточка подшипников необходима для получения хорошей острой кромки под углом 90° на каждом роликовом подшипнике.
Установите два подшипника на 8-мм стержень, затем отшлифуйте окружность на ленточной шлифовальной машине.
В отличие от того, что делаю я, ВЫ ДОЛЖНЫ НОСИТЬ ПЕРЧАТКИ…
Затем сгладьте края каждого подшипника.
Вот и все, ваши подшипники готовы к установке на ленторез.
Обнаружение конца ленты
Джей Пи Глейзес • 18. 07.2022 в 09:42 •
0 комментариев
Вот как я сделал это простое, но эффективное обнаружение конца ленты:
Я просто подключил два концевых выключателя (снятых со старой микроволновой печи) параллельно выключателю шнура питания.
Вот схемы, очень простые!
Таким образом, исходный переключатель все еще активен и позволяет запускать операции. Нагреватель может быть включен, а когда температура достигнута, двигатель стеклоочистителя также может быть включен.
Затем лопатку можно вставить под нить. Этого достаточно, чтобы замкнуть переключатели S3 и S4, соединенные последовательно с манипулятором.
Теперь вы можете выключить выключатель шнура питания. Шнур будет оставаться под напряжением до тех пор, пока не будет отпущена кнопка S3 или S4.
файлы stl доступны здесь. Имейте в виду, что нить накала должна давить на переключатели… возможно, вам придется адаптировать эту конструкцию к геометрии вашего пуллструдера!
Чтобы иметь значения по умолчанию для ПЭТ, я изменил стандартную прошивку Prusa.
Вот как я это сделал:
Вам нужно изменить только два файла. Я только что заменил значения «PP», так как я не использую этот тип нити:
, а затем я сделал то же самое здесь
. Как вы можете видеть, настройки «PET» указывают на PP_PREHEAT_HOTEND_TEMP. Это делает трюк!
И я также изменил исходное «PET» на «PETG», чтобы избежать путаницы…
Добавление датчика окончания нити
Джей Пи Глейзес • 11. 07.2022 в 14:05 •
0 комментариев
Лучший способ справиться с «малой» длиной нити накала — добавить датчик биения накала.
Мой Prusa i3 mk2s не был оснащен таким устройством… Поэтому я добавил его!
Начнем с видео:
Полное описание и 3d модель здесь: https://www.thingiverse.com/thing:5136321
Из соображений надежности я решил использовать концевой выключатель вместо оптического датчика. Они очень дешевые, легко найти на алиэкспресс https://s.click.aliexpress.com/e/_9AZ9pU
Я использую нормально открытый переключатель, чтобы контакт замыкался при вставке нити.
Прошивка Prusa легко модифицируется для активации опции выхода нити накала. Запускает команду Gcode G600, как только нить обрезается. Это обычная команда для смены нити.
Датчик защелкивается на экструдере без какого-либо винта. Даже крышка вставляется и фиксируется с помощью филаментной «заклепки» (см. рисунок на твитевре).
Датчик разработан специально для этого типа переключателя…
Два провода переключателя идут к разъему Y_Max на плате mini Rambo. Они подключаются к контактам S и — разъема. Нет полярности, вы можете поменять местами два контакта!
Компилировать прошивку Prusa довольно просто, так как все с открытым исходным кодом. Рекомендации по компиляции приведены здесь, на странице Prusa в Github.
Клонируйте этот репозиторий на свой ПК, и необходимо изменить 4 файла, чтобы активировать датчик биения нити накала для Prusa i3 mk2S. Весь код уже есть, просто раскомментируйте эти строки и скомпилируйте!
Но если лень, вот .hex для модифицированной прошивки (Prusa i3 mk2s filament 1.75 с датчиком биения)
безопасность от поражения электрическим током
Джей Пи Глейзес • 27. 05.2022 в 13:06 •
0 комментариев
Я просто добавил несколько распечатанных на 3D-принтере деталей для защиты от сетевого напряжения.
Эти детали могут быть добавлены к:
клемма блока нагревателя
ПИД-регулятор (задняя сторона)
статическое реле
Они защищают только сетевое напряжение, а не низкоуровневое постоянное напряжение ПИД-регулятора или статическое реле.
файлы stl доступны здесь: PullStruderProtect.zip
слияние двух нитей в более длинную
Джей Пи Глейзес • 13.05.2022 в 19:22 •
0 комментариев
Для достижения этой цели я просто использовал свой паяльник!
Я просверлил кусок алюминия по диаметру наконечника утюга и использовал его, чтобы расплавить нить в трубку из ПТФЭ.
Посмотрите это видео, чтобы лучше понять!
Белый зажим для удержания утюга на подставке можно найти на моем канале thingiverse здесь.
Просмотреть все 16 журналов проекта
Нравится этот проект?
Делиться
Переработка ПЭТ-бутылок в нить: пошаговое руководство по измельчению и экструзии
Наш опыт экструзии ПЭТ-бутылок в нить для 3D-печати: пошаговое руководство по измельчению и экструзии.
В этом исследовании мы подготавливаем ПЭТ-бутылки, измельчаем их и выполняем несколько шагов настройки, чтобы найти оптимальные параметры экструзии. Анализируется качество нити.
1. Общие сведения: исследование переработки
В этом документе показан процесс переработки ПЭТ. В нем объясняется, как ПЭТ-бутылки были измельчены до тонкого измельчения с помощью SHR3D IT Recycler и последующей экструзии в машине для производства нити 3devo. В нем рассматриваются важные моменты, которые следует учитывать при измельчении и экструдировании ПЭТ.
Обратите внимание, что этот документ является только указанием на экструзию ПЭТ, для разных сортов ПЭТ могут потребоваться разные настройки.
Таблица 1: Название материала и свойства
Материал
ПЭТ (полиэтилентерефталат)
Температура плавления
225°С
Продолжительность сушки
4 часа
Температура сушки
140°С
2. Перед экструзией
2.1. Подготовка ПЭТ-бутылок перед измельчением
Перед экструдированием ПЭТ-бутылки необходимо измельчить. Начнем с очистки бутылок, потому что важно, чтобы измельчение производилось из чистых ПЭТ-бутылок без каких-либо присутствующих загрязнений! Очистка производится горячей водой, скрабами и жидкостью для очистки тормозов, чтобы избавиться от всех этикеток и клея. Когда бутылки полностью очищены, с них нужно снять две последние детали: крышку и защитную пломбу. Защитную пломбу удаляют, разрезая ее и стягивая с бутылки (показано на рис. 1). После очистки бутылок их оставляют сохнуть (показано на рисунке 2).
Бутылки в их первоначальной форме слишком велики, чтобы их можно было измельчить в «SHR3D IT». На рисунках 3, 4 и 5 показано, как вакуумный насос используется для усадки бутылок. Бутылки ставятся на пробитый пенопластовый блок. Отверстие соединено с патрубком вакуумного насоса. Когда бутылка сжимается до наименьшего размера, ее слегка нагревают, чтобы она сохранила свою форму. Нагрев осуществляется только в течение нескольких секунд при температуре 200°C. Иногда после этого бутылки могут быть слишком широкими. Бутылки легко сложить еще раз, сильно надавив на них, чтобы бутылка сохраняла свою сложенную форму.
После сжатия пару бутылок разрезают с помощью пилы и ножниц. Оба способа были хороши для разрезания бутылок на более мелкие части.
Испытывались как целые, так и разрезанные бутылки. Это привело к выводу, что измельчение целых бутылок работает лучше. Когда шредер захватывает объект, он легко втягивает весь объект в машину. При измельчении отрезанных кусков машина должна захватывать больше объектов при том же объеме материала.
2.2. Измельчение ПЭТ-бутылок на измельчение
Это «старый» отчет, который мы написали с помощью Shr3d It. Теперь мы перешли на наш новый гибрид GP20, но все еще должны обновить этот отчет.
Ниже показан процесс измельчения ПЭТ-бутылок в «SHR3D IT»:
Сначала необходимо очистить SHR3D IT. Важно, чтобы в SHR3D IT не осталось старого материала. Если машина не очищена должным образом, измельченный материал будет загрязнен другими материалами. Это приведет к плохим результатам при экструзии измельченного ПЭТ.
Теперь бутылки можно помещать в измельчитель. Важно, чтобы во время измельчения горлышко бутылки было обращено вниз. Открытие бутылки даст измельчителю хорошую поверхность и края, за которые можно будет схватиться.
Иногда стержень не цепляется за бутылку. Когда возникает эта проблема, решение состоит в том, чтобы толкнуть бутылку палкой на стержень. Когда стержень испытывает давление со стороны бутылки, он цепляется за бутылку. Никогда не давите руками на бутылку и никогда не опускайте руки в бункер! Всегда используйте какой-либо предмет для опускания бутылок. Никогда не позволяйте палке приближаться к стержню, это может быть очень опасно!
Когда ящик заполнен, рекомендуется измельчить все содержимое ящика. Это обеспечит хорошее измельчение измельченного материала (показано на рис. 7).
3. Эксперимент по экструзии
ПЭТ является очень гигроскопичным материалом. Поэтому ПЭТ высушивали в течение 4 часов при температуре 160 °С. Между тем, просматривая некоторые прошлые тесты с измельченным ПЭТ, были обнаружены некоторые ранее использовавшиеся настройки. Температура этих настроек была повышена на +- 10 °C и использовалась в качестве эталона для проведения первой серии испытаний.
3.1. Запуск: Очистка экструдера
ПЭТ и ПЭТГ (и большинство других высокополярных полимеров) не могут оставаться внутри машины, поскольку оба полимера гигроскопичны по своей природе, что означает, что они будут поглощать влагу (воду) из атмосферы, что приведет к уменьшению количества нити. качество при последующей экструзии за счет гидролиза. Гидролиз представляет собой форму деградации полимера; небольшое количество влаги будет гидролизовать ПЭТ в фазе плавления, что приведет к снижению молекулярной массы. Снижение молекулярной массы означает снижение механических свойств (т.е. более хрупкие материалы). Когда происходит гидролиз, ковалентные связи в полимерных цепях разрываются.
Другая причина, по которой ПЭТ и ПЭТГ не могут оставаться внутри машины, связана с их молекулярной структурой, содержащей атомы кислорода. Хотя их молекулярные структуры различны, они оба содержат кислород, который может существенно «атаковать» молекулы, если они слишком долго остаются при высокой температуре.
Перед экструзией машина была очищена с помощью средства Devoclean MidTemp, которое можно купить здесь:
Не стесняйтесь запросить цену на Devoclean MidTemp
После того, как устройство для изготовления нити было полностью очищено, его нагрели до желаемой температуры и ПЭТ вставляли в бункер до тех пор, пока весь чистящий материал не вышел из ствола.
После экструзии описанный выше метод был использован в обратном порядке. Devoclean MidTemp работал до тех пор, пока весь ПЭТ не вышел из машины, а из сопла не выходил только Devoclean. Devoclean MidTemp может оставаться в экструдере после завершения экструзии.
3.2. Результаты экструзии
После того, как материал измельчен и высушен (показано на рис. 8), он готов к экструзии. Устройство для изготовления нити использовалось для экструзии измельченного ПЭТ. Ниже приведены результаты испытаний. Здесь мы показываем настройки, используемые для каждого теста, наблюдение за некоторыми образцами нити и заключение теста, включая рекомендации по настройкам для следующего теста.
3.2.1. Результат #1
После сушки ПЭТ был подготовлен для экструзии. Настройки, использованные для этой экструзии, показаны в таблице 2. Эти настройки были основаны на предыдущем тесте, проведенном с ПЭТ, и тепловых свойствах из таблицы 1.
Таблица 2: Начальные настройки экструзии мм)
Нагреватель 4
Нагреватель 3
Нагреватель 2
Нагреватель 1
Уставка нагревателя
260°С
260°С
260°С
260°С
Скорость шнека
5 об/мин
Скорость вентилятора накаливания
50%
Наблюдения
На рисунке 9 представлена фотография экструзии ПЭТ. Экструдированный ПЭТ сильно закручивался. Это вызвано высокими температурами, используемыми для этой экструзии. Горячий материал является жидким и будет падать на вентиляторы мимо уже твердого материала. Это приведет к закручиванию материала. Большую часть времени материал дергался, когда достигал съемников. Это привело к застреванию нити в съемнике. Небольшое количество полученной нити видно на рисунке 9.. На рисунке 10 также видно, что нить содержит несколько пузырьков. Эта проблема также связана с высокими температурами.
Заключение
Материал закручивался, что не годится для экструзии нити. Завихрения и пузырьки на нити возникают из-за того, что материал слишком теплый. Поэтому мы уменьшим температуру нагревателя два и один для следующего теста.
3.2.2. Результат #2
Чтобы нить не закручивалась, температуры первого и второго нагревателей были снижены. Настройки, использованные для этого теста, показаны в таблице 3.
Таблица 3: Измененные параметры экструзии (примечание: охлаждение вентилятором зависит от комнатной температуры)
Тест 2 (2,85 мм)
Нагреватель 4
Нагреватель 3
Нагреватель 2
Нагреватель 1
Уставка нагревателя
260°С
260°С
240°С
240°С
Скорость шнека
5 об/мин
Скорость вентилятора накаливания
80%
Наблюдения
Выдавливание с этими настройками было не очень. Материал вышел слишком холодным. Это заставило нить затвердевать вокруг сопла, забивая его (показано на рисунках 11 и 12).
Немного подкрутив нагреватели, нить накала вышла из сопла с новой проблемой. Материал затвердел по краям сопла, но остался жидким в середине. Твердые части сопла начали работать как изолятор. Это поддерживало материал в середине достаточно теплым, чтобы сохранять его жидкое состояние. Твердый материал на краях сопла уменьшил диаметр сопла, что привело к плохим результатам испытаний. Эта проблема хорошо видна на рис. 13.9.0003
Мы также обнаружили, что нить все еще содержит несколько пузырьков. Это означало, что материал в стволе все еще был слишком горячим.
Заключение
Самая большая проблема, которую мы обнаружили во время этого теста, заключалась в том, что сопло было слишком холодным для хорошей экструзии. Холодное сопло заставило нить затвердеть, превратив материал в своего рода изолятор, иначе оно полностью забило бы сопло. Чтобы сопло было достаточно теплым для экструзии, все сопло было окружено стекловатой, как показано на рис. 14. Еще одной проблемой был материал в цилиндре, который все еще был слишком теплым. Это привело к появлению пузырей на нити. Чтобы этого не произошло, четвертый и третий нагреватели были опущены. Нагреватели один и два были немного увеличены, чтобы нить накала не затвердевала вокруг сопла. Мы обнаружили, что нить все еще вращалась.
ПЭТ-бутылки изготавливаются методом литья под давлением. Большинство материалов, используемых для литья под давлением, имеют очень низкую вязкость расплава и имеют очень узкое окно перехода от жидкого к твердому. Это затрудняет экструзию этих материалов, потому что в расплавленном состоянии материал очень жидкий, а несколько градусов ниже придают материалу очень твердое состояние. Это затрудняет формирование нити без разрушения под собственным весом, как это было видно в предыдущих тестах. В следующем тесте мы будем экструдировать нить диаметром 1,75 мм вместо 2,85 мм. Мы надеемся, что это предотвратит разрушение нити накала под собственным весом.
3.2.3. Результат #3
Пара вещей изменилась по результатам предыдущего теста. Все нагреватели были настроены на 240 °C, диаметр был изменен с 2,85 мм до 1,75 мм, а сопло было лучше изолировано стекловатой. Настройки, использованные для этого теста, показаны в Таблице 4 ниже.
Таблица 4: Модифицированные параметры экструзии (примечание: охлаждение вентилятором зависит от комнатной температуры)
Тест 3 (1,75 мм)
Нагреватель 4
Нагреватель 3
Нагреватель 2
Нагреватель 1
Уставка нагревателя
240°С
240°С
240°С
240°С
Скорость шнека
5 об/мин
Скорость вентилятора накаливания
80%
Наблюдения
Нить, экструдированная с этими настройками, была намного лучше, чем в предыдущих тестах. Все пузырьки исчезли, материал перестал забиваться в сопле и нить перестала закручиваться. Средний диаметр нити был около 1,75 мм. Единственная небольшая проблема заключалась в том, что нить вокруг сопла была слишком холодной. Из-за этого в нити накала образовались твердые кусочки прямо перед охлаждением вентиляторами (показано на рис. 15).
Заключение
Нить накала стала намного лучше с новыми настройками и изолированным соплом. Единственная небольшая проблема заключалась в том, что на нити были твердые кусочки. Чтобы получить ровную нить без жестких кусков, в следующем испытании температура четвертого нагревателя была увеличена.
3.2.4. Результат #4
В последнем тесте была экструдирована хорошая нить, единственная проблема заключалась в том, что время от времени образовывались твердые куски. Поэтому первый нагреватель был установлен на несколько более высокую температуру. Окончательные использованные настройки показаны в таблице 5 ниже.
Таблица 5: Измененные параметры экструзии (примечание: охлаждение вентилятором зависит от комнатной температуры)
Тест 4 (1,75 мм)
Нагреватель 4
Нагреватель 3
Нагреватель 2
Нагреватель 1
Уставка нагревателя
240°С
245°С
240°С
245°С
Скорость шнека
5 об/мин
Скорость вентилятора накаливания
80%
Наблюдения
Установлено, что для хорошей экструзии нагреватель необходимо увеличить на 5°С. Когда температура нагревателя превышала 245°С, нить выходила слишком жидкой и снова начинала закручиваться. Нить, полученная с этими настройками, была хорошей. Как показано на рисунках 16 и 17, нить была идеально круглой и имела гладкую поверхность. На графике 1 показана толщина нити этой экструзии. Здесь видно, что диаметр нити соответствовал этим настройкам.
Заключение
Важно, чтобы при экструдировании измельченного ПЭТ сопло не нагревалось. Это делается путем изоляции сопла стекловатой (показано на рисунке 18). Также важно установить один нагреватель не ниже 245°C. Если эти меры предосторожности не будут приняты, часть нити, скорее всего, затвердеет в сопле и полностью его заклинит. Изготовление нити из измельченного ПЭТ будет лучше всего, если она будет диаметром 1,75 мм. При использовании более толстого диаметра нить, вероятно, сожмется под собственным весом, что приведет к закручиванию нити и ее заклиниванию в датчике нити накала.

 org/Product»>
org/Product»> org/Offer»>
org/Offer»>
 ..
..
 д., необходимы для многих применений, но могут сильно различаться по конструкции, прочности и грузоподъемности.
д., необходимы для многих применений, но могут сильно различаться по конструкции, прочности и грузоподъемности.
 У них узкое горло, которое особенно эффективно удерживает цепь.
У них узкое горло, которое особенно эффективно удерживает цепь. Например, крюк класса 100 обеспечивает предельную рабочую нагрузку примерно на 25 % выше, чем крюк класса 80.
Например, крюк класса 100 обеспечивает предельную рабочую нагрузку примерно на 25 % выше, чем крюк класса 80.
 Крюки часто проштампованы цифрами, чтобы указать информацию о нагрузке и рейтинге устройства, что позволяет легко проверить крюк на предмет целостности и любых повреждений, которые могли произойти.
Крюки часто проштампованы цифрами, чтобы указать информацию о нагрузке и рейтинге устройства, что позволяет легко проверить крюк на предмет целостности и любых повреждений, которые могли произойти. Выбор правильного такелажного крюка для вашего подъемного оборудования так же важен, как выбор правильного стропа или лебедки. Подъемные крюки бывают самых разных конструкций, материалов и размеров, и все они подходят для различных подъемных работ. Некоторые из наиболее популярных типов крюков, используемых в такелажной и грузоподъемной промышленности:
Выбор правильного такелажного крюка для вашего подъемного оборудования так же важен, как выбор правильного стропа или лебедки. Подъемные крюки бывают самых разных конструкций, материалов и размеров, и все они подходят для различных подъемных работ. Некоторые из наиболее популярных типов крюков, используемых в такелажной и грузоподъемной промышленности: Если вы не можете найти то, что ищете, или если вы не знаете точно, что вам нужно, позвоните или напишите в наш отдел продаж, чтобы поговорить со специалистом по такелажным изделиям.
Если вы не можете найти то, что ищете, или если вы не знаете точно, что вам нужно, позвоните или напишите в наш отдел продаж, чтобы поговорить со специалистом по такелажным изделиям.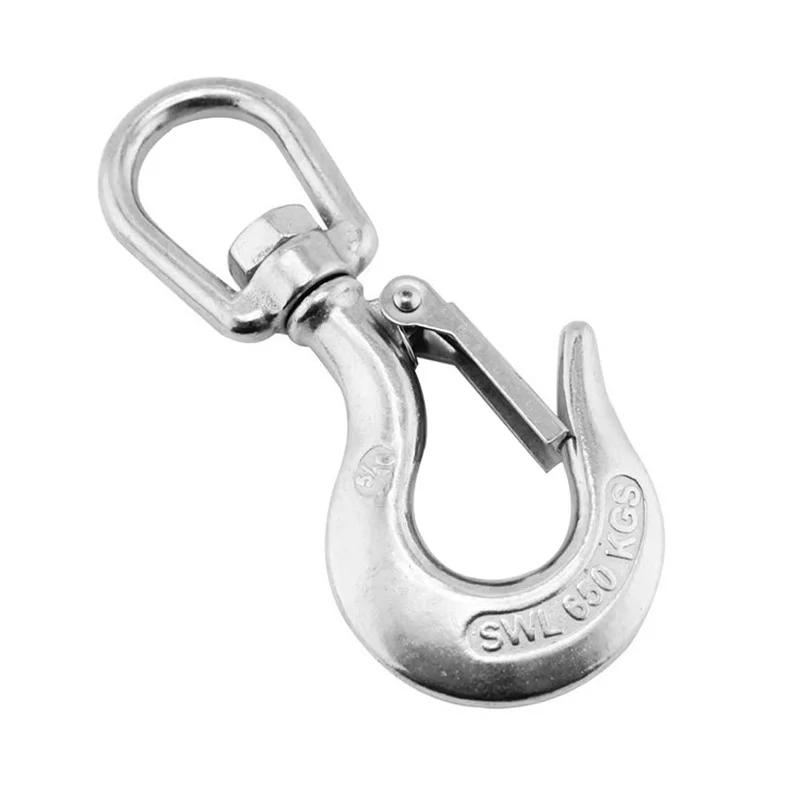

 Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом. Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.




 Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка:
Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка:

 5 мм 3000 шт. VOREL 71994 (Польша)
5 мм 3000 шт. VOREL 71994 (Польша) 1 мм 4200 шт
1 мм 4200 шт 1 мм 4200 шт. VOREL 72000 (Польша)
1 мм 4200 шт. VOREL 72000 (Польша) 50 грн
50 грн 5-3.3 мм
5-3.3 мм 3-2.9 мм
3-2.9 мм Использование гвоздезабивного пистолета менее сложно и более эффективно, чем использование молотка.
Использование гвоздезабивного пистолета менее сложно и более эффективно, чем использование молотка. Воздух и иногда гвозди — единственное, что может вырваться из заклинившего гвоздезабивного пистолета.
Воздух и иногда гвозди — единственное, что может вырваться из заклинившего гвоздезабивного пистолета.
 Некоторые из них возникают постепенно, а другие возникают в результате человеческой ошибки.
Некоторые из них возникают постепенно, а другие возникают в результате человеческой ошибки. Это может помочь вернуть детали на место.
Это может помочь вернуть детали на место. Полностью замените этот бампер, чтобы остановить утечку воздуха. Вы можете устранить утечки воздуха и другие мелкие проблемы, прежде чем прибегать к обслуживанию гвоздезабивателя.
Полностью замените этот бампер, чтобы остановить утечку воздуха. Вы можете устранить утечки воздуха и другие мелкие проблемы, прежде чем прибегать к обслуживанию гвоздезабивателя.
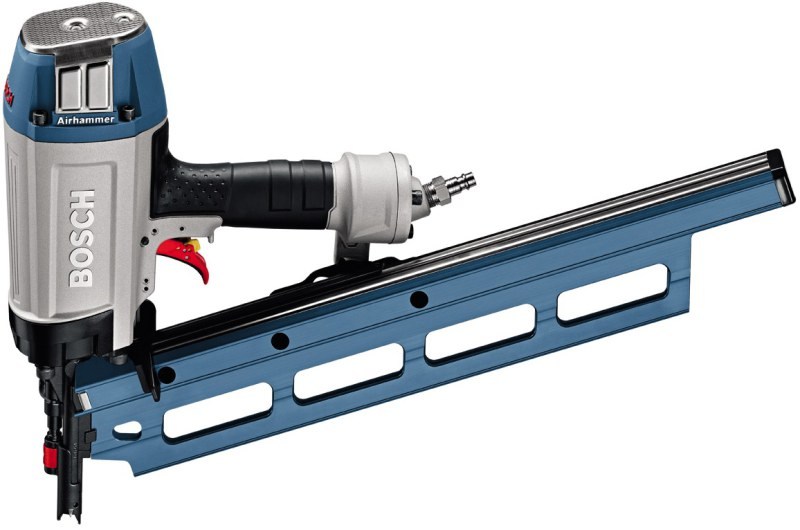 Когда батарея разряжена, она перестанет стрелять гвоздями.
Когда батарея разряжена, она перестанет стрелять гвоздями. Поэтому смажьте соединение воздушной линии рекомендуемыми смазочными материалами.
Поэтому смажьте соединение воздушной линии рекомендуемыми смазочными материалами.
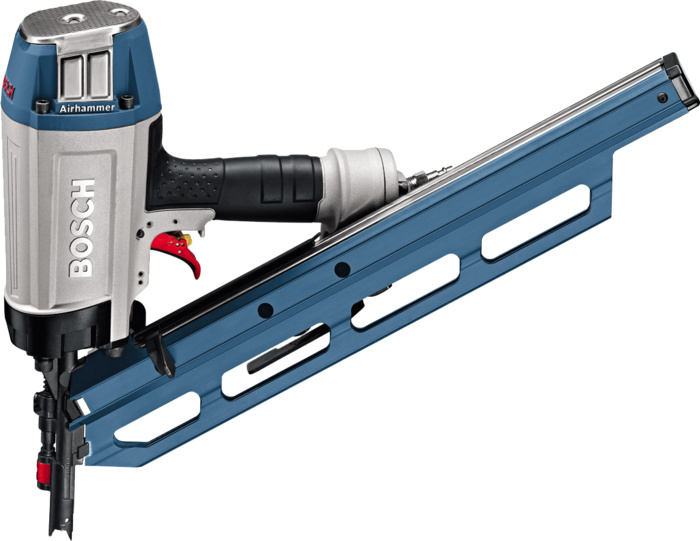 Профилактическое обслуживание является лучшей стратегией предотвращения проблем на работе.
Профилактическое обслуживание является лучшей стратегией предотвращения проблем на работе.
 Главное, вовремя их выявить и знать, как отремонтировать. Своевременное техническое обслуживание оборудования является одним из лучших способов повышения эффективности работы.
Главное, вовремя их выявить и знать, как отремонтировать. Своевременное техническое обслуживание оборудования является одним из лучших способов повышения эффективности работы. Сравните
Сравните Сравните
Сравните Сравните
Сравните
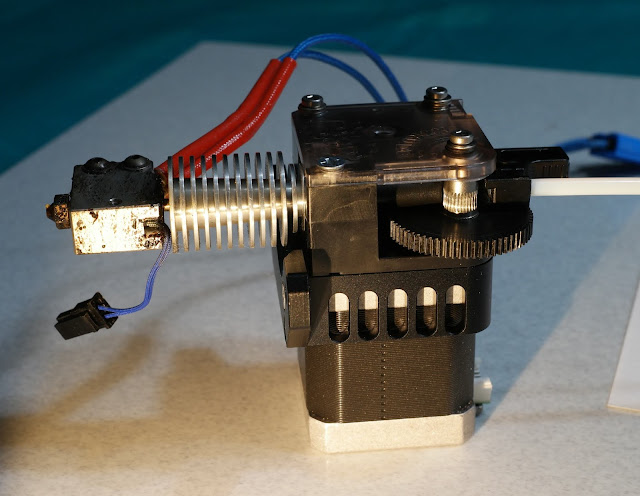 Механизм привода нити почти всегда имеет форму шестеренки или стержня с вогнутыми зубьями, которые охватывают пластик. В качестве альтернативы, существуют версии экструдеров 3D-принтера, в которых для подачи нити используются несколько иные компоновки деталей, которые обеспечивают высокий крутящий момент и повышенное сцепление нити.
Механизм привода нити почти всегда имеет форму шестеренки или стержня с вогнутыми зубьями, которые охватывают пластик. В качестве альтернативы, существуют версии экструдеров 3D-принтера, в которых для подачи нити используются несколько иные компоновки деталей, которые обеспечивают высокий крутящий момент и повышенное сцепление нити. В основном напечатаны были из ABS пластика и вес их составлял до рекордных по тем временам 330 г, при использовании Nema17.
В основном напечатаны были из ABS пластика и вес их составлял до рекордных по тем временам 330 г, при использовании Nema17.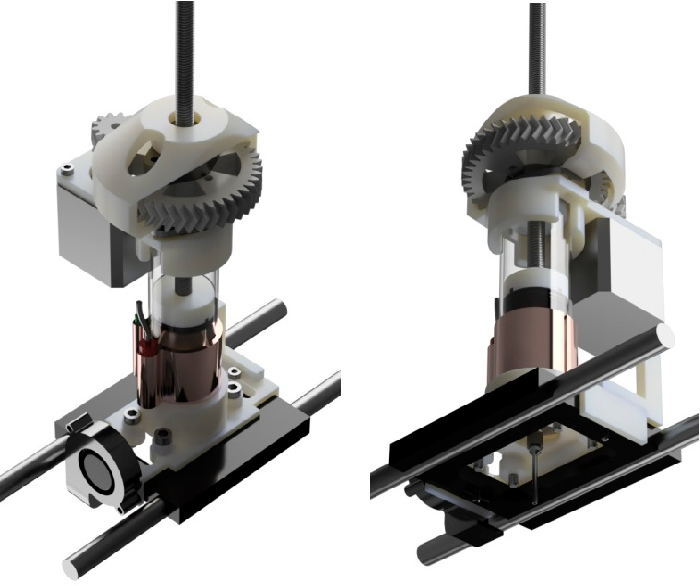
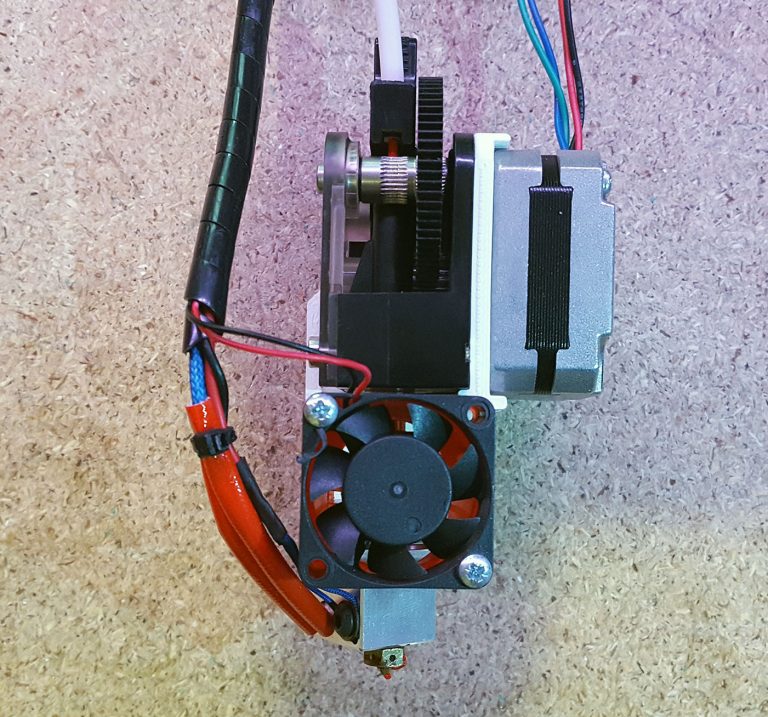
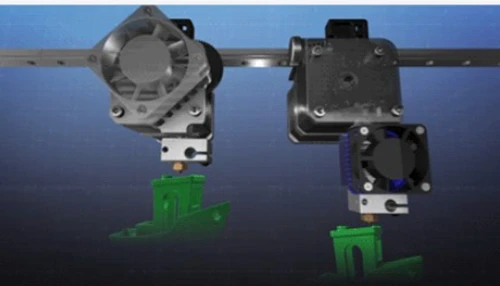
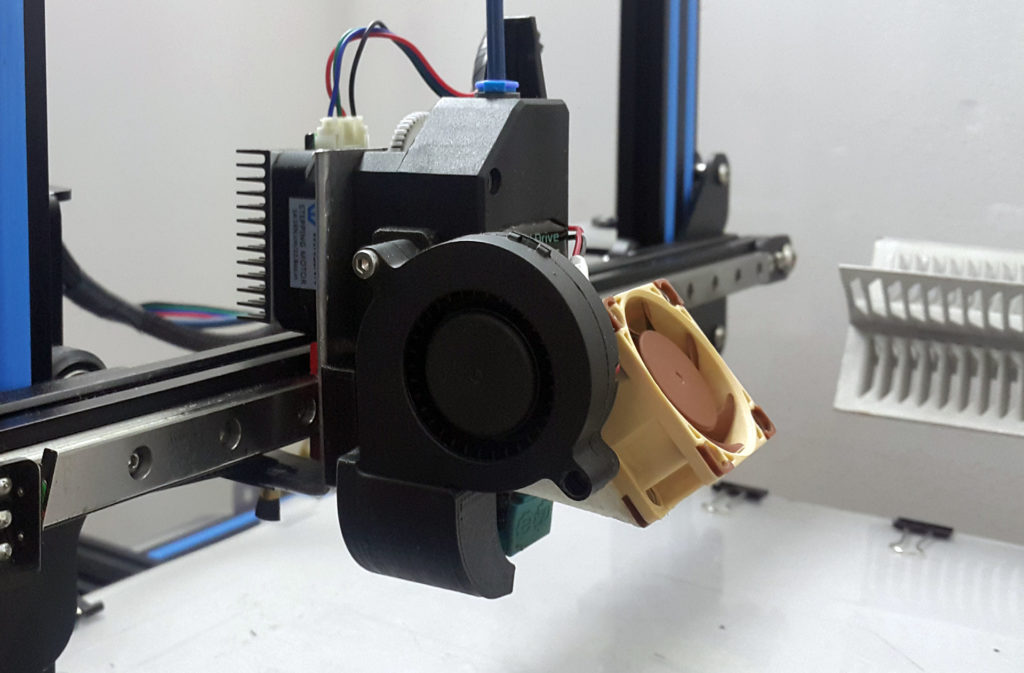
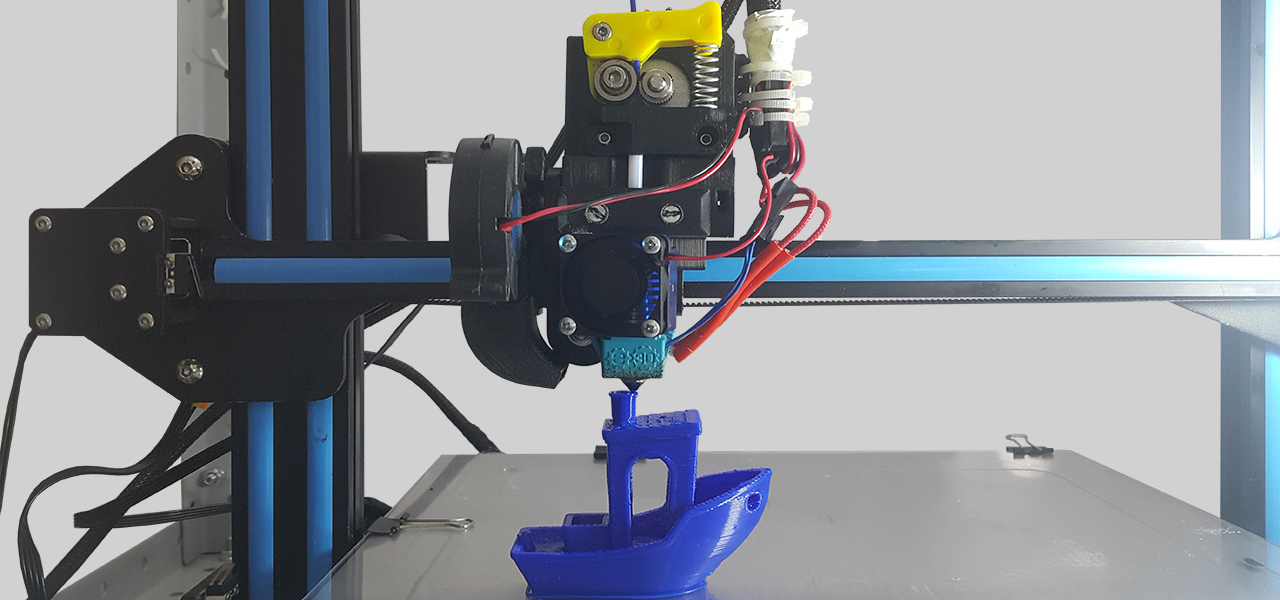
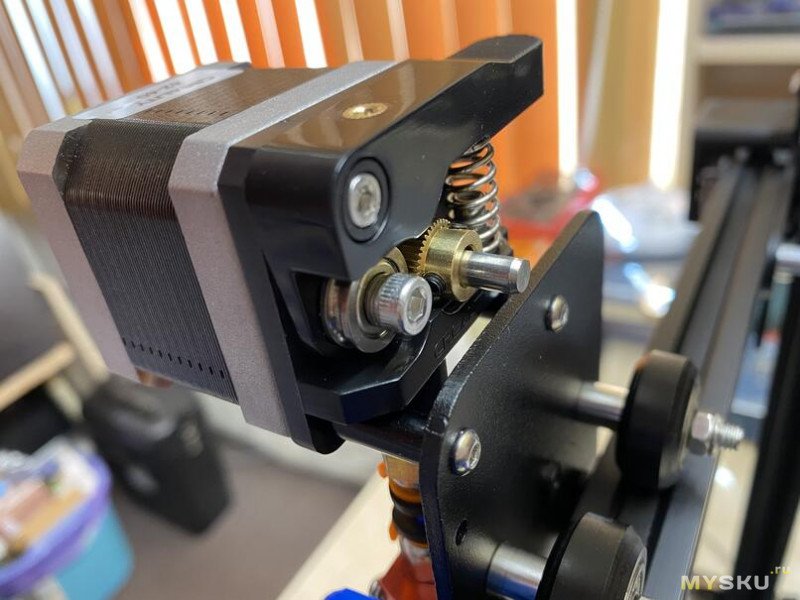 е. на раме приводит в действие приводной механизм через вращающийся кабель. Это дает преимущество в том, что удаляет значительную массу с дельта-эффектора, одновременно обеспечивая подачу филамента прямо на входе в hotend, как в системе с прямым приводом.
е. на раме приводит в действие приводной механизм через вращающийся кабель. Это дает преимущество в том, что удаляет значительную массу с дельта-эффектора, одновременно обеспечивая подачу филамента прямо на входе в hotend, как в системе с прямым приводом. Само расстояние от подающих шестеренок к соплу очень короткое. Что в сочетании делает экструдер более мощным и точным.
Само расстояние от подающих шестеренок к соплу очень короткое. Что в сочетании делает экструдер более мощным и точным.

 Использование передаточного числа 3:1 втрое увеличивает разрешение системы, обеспечивая более плавную печать при наименьшей высоте слоя с использованием самых маленьких сопел.
Использование передаточного числа 3:1 втрое увеличивает разрешение системы, обеспечивая более плавную печать при наименьшей высоте слоя с использованием самых маленьких сопел. Гайка M4
Гайка M4 Он имеет передаточное число 3:1 и зубчатую передачу с прецизионной фрезеровкой, что позволяет ему работать с невероятной мощностью, сохраняя при этом легкий вес и компактность. Titan также имеет шкалу индикатора усилия натяжения натяжения, позволяющую пользователям устанавливать натяжение натяжения на известное заданное значение.
Он имеет передаточное число 3:1 и зубчатую передачу с прецизионной фрезеровкой, что позволяет ему работать с невероятной мощностью, сохраняя при этом легкий вес и компактность. Titan также имеет шкалу индикатора усилия натяжения натяжения, позволяющую пользователям устанавливать натяжение натяжения на известное заданное значение.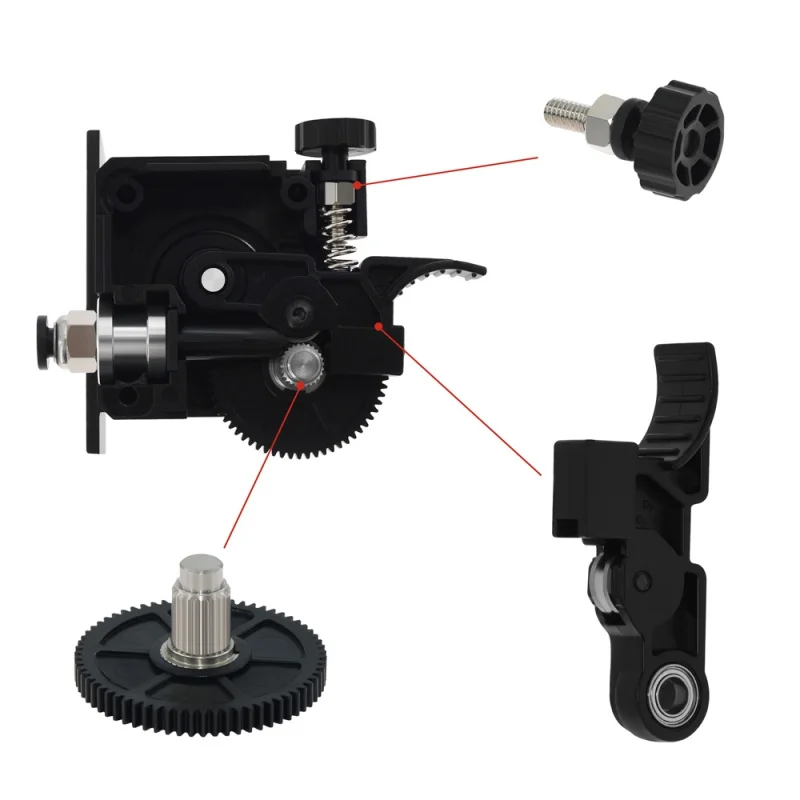

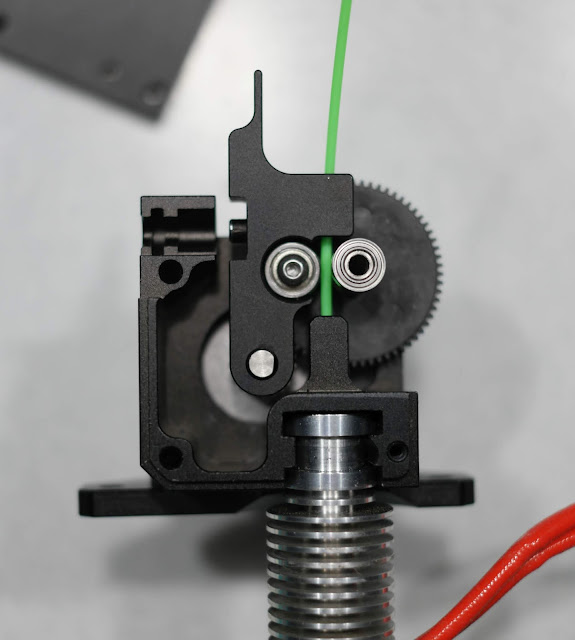



 д) или латинскими HSS (High Speed Steel) + дополнительные буквы, свидетельствует о включенных элементах в составе или об определенных манипуляциях в производстве инструмента, которые усиливают его свойства. Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.
д) или латинскими HSS (High Speed Steel) + дополнительные буквы, свидетельствует о включенных элементах в составе или об определенных манипуляциях в производстве инструмента, которые усиливают его свойства. Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.  д). Производительность увеличится, но и цена фрезы возрастёт: приблизится к стоимости твёрдого сплава. А так как скорость обработки и цены наших фрез увеличиваются, то пришло время обсудить твердый сплав.
д). Производительность увеличится, но и цена фрезы возрастёт: приблизится к стоимости твёрдого сплава. А так как скорость обработки и цены наших фрез увеличиваются, то пришло время обсудить твердый сплав. Такие фрезы способны обрабатывать со скоростью до 500 м/мин., так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин.
Такие фрезы способны обрабатывать со скоростью до 500 м/мин., так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин. 
 Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало осознание того, что «золотое пятно» высокоскоростного процесса резки варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом:
Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало осознание того, что «золотое пятно» высокоскоростного процесса резки варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом: режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки.
режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки. Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно спроектированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, производит рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.
Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно спроектированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, производит рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.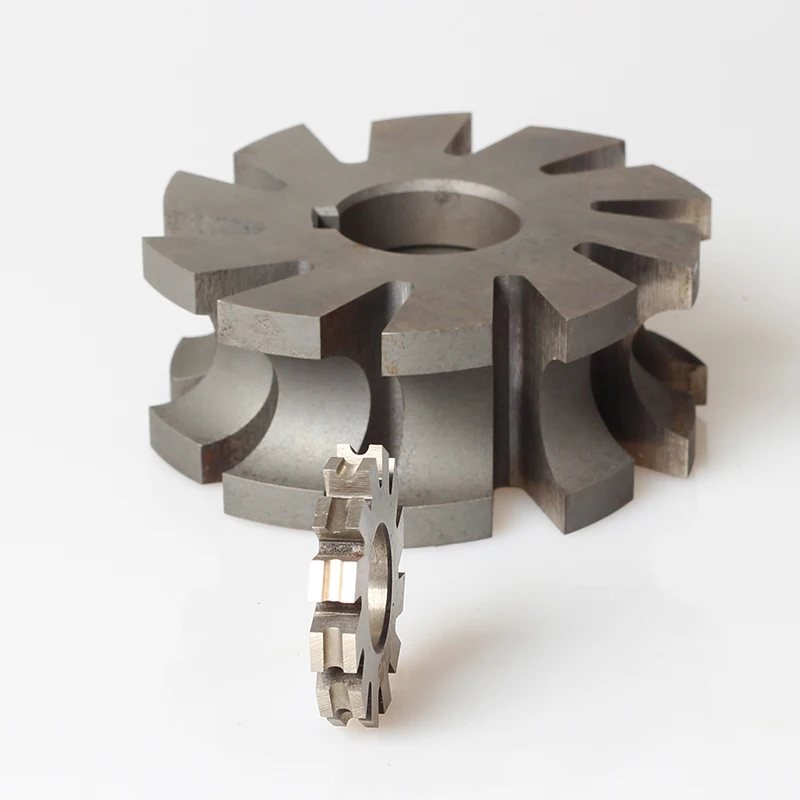 Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0021 от 25 000 до 50 000 об/мин или больше. С учетом потребности в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» благодаря использованию фрезерной системы с ЧПУ, где синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0021 от 25 000 до 50 000 об/мин или больше. С учетом потребности в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» благодаря использованию фрезерной системы с ЧПУ, где синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
 с. | 14 000 об/мин | Диаметр колеса 4 дюйма
с. | 14 000 об/мин | Диаметр колеса 4 дюйма Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях.
Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях. футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
 фут/мин):
фут/мин): США
США
 1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.
1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.
 В его конструкции предусмотрены пустоты для входа вил вилочного погрузчика, что позволяет быстро перемещать поддон при погрузочно-разгрузочных работах (рис. 1).
В его конструкции предусмотрены пустоты для входа вил вилочного погрузчика, что позволяет быстро перемещать поддон при погрузочно-разгрузочных работах (рис. 1). бруса; загрузочный стол с автоматической подачей для формирования пакета заготовок.
бруса; загрузочный стол с автоматической подачей для формирования пакета заготовок. 5)
5)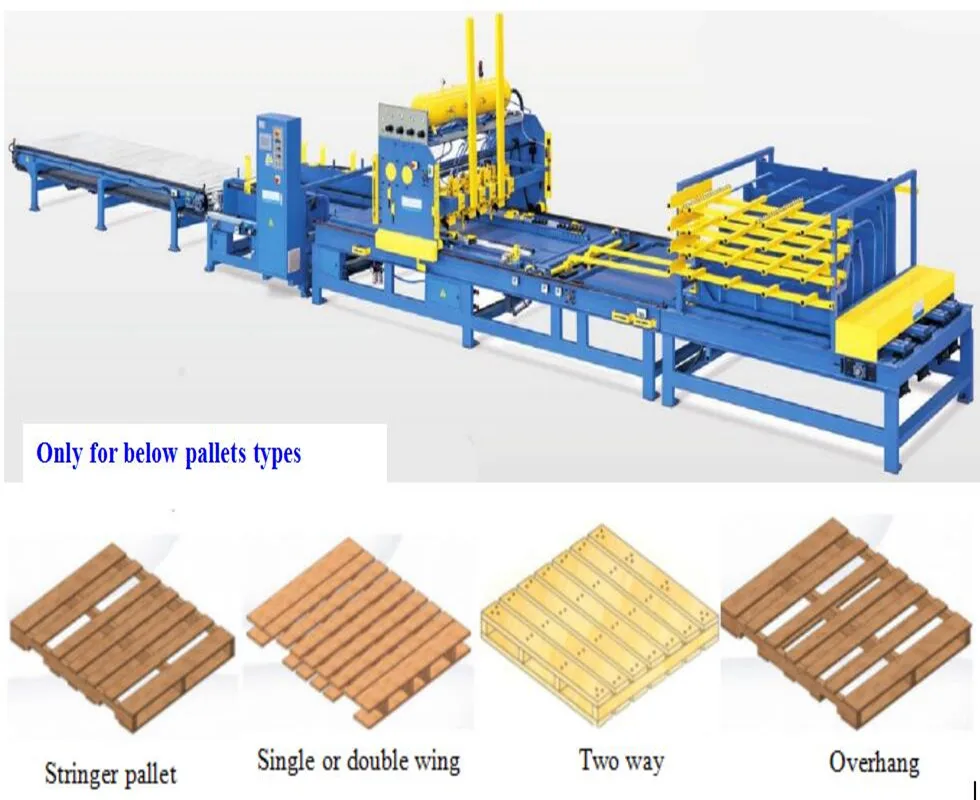 По траковым направляющим поддон автоматически подается на вход узла для обрезки углов. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция одновременной обрезки углов со всех четырех сторон поддона.
По траковым направляющим поддон автоматически подается на вход узла для обрезки углов. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция одновременной обрезки углов со всех четырех сторон поддона. com
com Этот непрерывный процесс, состоящий из двух частей, перемещает материалы для поддонов под каждую гвоздевую станцию, обеспечивая высокую производительность от 4 до 6 поддонов в минуту и более. Регуляторы скорости позволяют операторам устанавливать ежедневную производительность.
Этот непрерывный процесс, состоящий из двух частей, перемещает материалы для поддонов под каждую гвоздевую станцию, обеспечивая высокую производительность от 4 до 6 поддонов в минуту и более. Регуляторы скорости позволяют операторам устанавливать ежедневную производительность. Прямолинейные системы могут быть доступны по запросу.
Прямолинейные системы могут быть доступны по запросу. Рекомендуемые гвозди для поддонов: 2 дюйма x 0,99 дюймов, высокая нагрузка для производства стандартных поддонов.
Рекомендуемые гвозди для поддонов: 2 дюйма x 0,99 дюймов, высокая нагрузка для производства стандартных поддонов. с., но они не поставляются
с., но они не поставляются youtube.com/embed/nxediEFFv9o?feature=oembed&wmode=opaque&theme=light&showinfo=1&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/nxediEFFv9o?feature=oembed&wmode=opaque&theme=light&showinfo=1&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  д.; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
д.; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
 Таким образом, сила удара создаётся высотой зуба.
Таким образом, сила удара создаётся высотой зуба.
 Такие патроны применяются для использования особых насадок: лопаток, буров и т.д. Расходные материалы для перфораторов намного дороже, чем у дрели. А специальные патроны не дают возможность использовать свёрла. С целью расширить функциональные возможности перфораторов, производители нередко докомплектовывают модели лёгкого и среднего класса дополнительными кулачковыми патронами.
Такие патроны применяются для использования особых насадок: лопаток, буров и т.д. Расходные материалы для перфораторов намного дороже, чем у дрели. А специальные патроны не дают возможность использовать свёрла. С целью расширить функциональные возможности перфораторов, производители нередко докомплектовывают модели лёгкого и среднего класса дополнительными кулачковыми патронами.
 Дрель ударная хороша при сверлении отверстий в таких материалах как пластик, кирпич, древесина, мягкие металлы. Возможно применение ударной дрели при сверлении лёгкого бетона, но только в крайних случаях. Дрель также может быть использована в качестве миксера или для работы с крепежом. Для сверления и обработки бетона необходимо взять перфоратор. Перфоратор может применяться при сверлении бетона разной прочности, однако для точного сверления в металлах и древесине он малопригоден. Равные по мощности с дрелями перфораторы намного превосходят их по весу и цене. Если ваше жилище состоит из стекла и бетона, то вам понадобится ударная дрель. Но в дополнение к ней неплохо иметь на всякий случай под рукой не слишком дорогой и мощный, но все же перфоратор.
Дрель ударная хороша при сверлении отверстий в таких материалах как пластик, кирпич, древесина, мягкие металлы. Возможно применение ударной дрели при сверлении лёгкого бетона, но только в крайних случаях. Дрель также может быть использована в качестве миксера или для работы с крепежом. Для сверления и обработки бетона необходимо взять перфоратор. Перфоратор может применяться при сверлении бетона разной прочности, однако для точного сверления в металлах и древесине он малопригоден. Равные по мощности с дрелями перфораторы намного превосходят их по весу и цене. Если ваше жилище состоит из стекла и бетона, то вам понадобится ударная дрель. Но в дополнение к ней неплохо иметь на всякий случай под рукой не слишком дорогой и мощный, но все же перфоратор.
 В ней вы узнаете, как купить перфоратор «Макита», выгодно вложив свои деньги и сохранив время.
В ней вы узнаете, как купить перфоратор «Макита», выгодно вложив свои деньги и сохранив время.
 Например, для установки кабелей – 10мм, установки открытых розеток – 5мм, монтаж дюймовой трубы – 31 мм.
Например, для установки кабелей – 10мм, установки открытых розеток – 5мм, монтаж дюймовой трубы – 31 мм. Устройства Makita отличаются малыми габаритами и высокой силой ударного толчка.
Устройства Makita отличаются малыми габаритами и высокой силой ударного толчка. Вращательное воздействие бура требуется исключительно для очищения зоны работы от пыли. Многозначащий нюанс – сверхбыстрые скорости вращения провоцируют усиленный износ электроинструмента.
Вращательное воздействие бура требуется исключительно для очищения зоны работы от пыли. Многозначащий нюанс – сверхбыстрые скорости вращения провоцируют усиленный износ электроинструмента. Последствия взаимодействия с материалом — пыль, окрошку, мелкие части, выносит канавка бура.
Последствия взаимодействия с материалом — пыль, окрошку, мелкие части, выносит канавка бура.


 Муфта на аккумуляторной дрели-шуруповерте позволяет уменьшить крутящий момент, прикладываемый к винту, так что при достижении этого предела муфта проскальзывает, и патрон перестает вращаться. Это полезно при ввинчивании в более мягкие материалы, такие как дерево или гипсокартон, поскольку предотвращает случайное ввинчивание шурупа под поверхность или даже, что может случиться, прямо насквозь.
Муфта на аккумуляторной дрели-шуруповерте позволяет уменьшить крутящий момент, прикладываемый к винту, так что при достижении этого предела муфта проскальзывает, и патрон перестает вращаться. Это полезно при ввинчивании в более мягкие материалы, такие как дерево или гипсокартон, поскольку предотвращает случайное ввинчивание шурупа под поверхность или даже, что может случиться, прямо насквозь. Многие используют один и тот же базовый материал — быстрорежущую сталь (HSS). Где биты каменной кладки отличаются, так это на кончике. Он шире и предназначен для откалывания поверхности во время вращения. Спиральные канавки позади наконечника на самом деле вообще не режут, они нужны для того, чтобы сбрасывать отходы с пути.
Многие используют один и тот же базовый материал — быстрорежущую сталь (HSS). Где биты каменной кладки отличаются, так это на кончике. Он шире и предназначен для откалывания поверхности во время вращения. Спиральные канавки позади наконечника на самом деле вообще не режут, они нужны для того, чтобы сбрасывать отходы с пути. Straight, Philips и Torx являются одними из самых распространенных, но есть полдюжины других, которые справятся со всеми потребностями вождения. Вы также можете найти различные размеры головок и адаптеров головок для использования ударного гайковерта с гайками и болтами.
Straight, Philips и Torx являются одними из самых распространенных, но есть полдюжины других, которые справятся со всеми потребностями вождения. Вы также можете найти различные размеры головок и адаптеров головок для использования ударного гайковерта с гайками и болтами.
 Сверла с покрытием TiN легко узнать по их золотому цвету, но здесь требуется осторожность. Некоторые производители дешевых сверл делают их золотыми, но без титана. Всегда проверяйте характеристики перед покупкой. Специальные сверла для плитки и стекла часто покрываются промышленными алмазами.
Сверла с покрытием TiN легко узнать по их золотому цвету, но здесь требуется осторожность. Некоторые производители дешевых сверл делают их золотыми, но без титана. Всегда проверяйте характеристики перед покупкой. Специальные сверла для плитки и стекла часто покрываются промышленными алмазами. блочные стены для монтажа электропроводки или водопроводных труб.
блочные стены для монтажа электропроводки или водопроводных труб.
 Биты с торцевой головкой (гаечным ключом) можно использовать для сборки металлических каркасов или работы на транспортных средствах, где их можно использовать в качестве ударного гайковерта малой мощности.
Биты с торцевой головкой (гаечным ключом) можно использовать для сборки металлических каркасов или работы на транспортных средствах, где их можно использовать в качестве ударного гайковерта малой мощности. Они достаточно универсальны, чтобы выполнять множество работ по дому и в саду, а также поставляются с различными насадками, которые еще больше расширяют их универсальность.
Они достаточно универсальны, чтобы выполнять множество работ по дому и в саду, а также поставляются с различными насадками, которые еще больше расширяют их универсальность. Когда дело доходит до ударной дрели, ударного шуруповерта или аккумуляторной дрели/шуруповерта, это еще один способ помочь вам решить, какую модель купить.
Когда дело доходит до ударной дрели, ударного шуруповерта или аккумуляторной дрели/шуруповерта, это еще один способ помочь вам решить, какую модель купить.
 Более мощные модели на 20 В удовлетворяют потребности более серьезных энтузиастов и профессионалов. В настоящее время только аккумуляторные перфораторы SDS обладают большей мощностью, а инструменты на 40 В и 60 В предназначены непосредственно для использования подрядчиками.
Более мощные модели на 20 В удовлетворяют потребности более серьезных энтузиастов и профессионалов. В настоящее время только аккумуляторные перфораторы SDS обладают большей мощностью, а инструменты на 40 В и 60 В предназначены непосредственно для использования подрядчиками.


 Строго говоря, ударная дрель может быть оснащена битой отвертки и при выключенном ударном воздействии может заворачивать винты и другие крепежные детали.
Строго говоря, ударная дрель может быть оснащена битой отвертки и при выключенном ударном воздействии может заворачивать винты и другие крепежные детали. В общем, перфораторы SDS просто слишком велики и мощны для обычного бурения.
В общем, перфораторы SDS просто слишком велики и мощны для обычного бурения. В прошлом иногда было более экономично арендовать перфоратор, и если вам нужна модель SDS, это все еще может быть так. Тем не менее, некоторые инструменты общего назначения теперь стоят меньше, чем аренда на полдня.
В прошлом иногда было более экономично арендовать перфоратор, и если вам нужна модель SDS, это все еще может быть так. Тем не менее, некоторые инструменты общего назначения теперь стоят меньше, чем аренда на полдня.
 Вы не можете использовать аккумулятор на 20 В или наоборот.
Вы не можете использовать аккумулятор на 20 В или наоборот.
 Если у вас уже есть совместимые элементы от других ваших электроинструментов, это здорово. Батарейки от вашей старой дрели/шуруповерта могут подойти, например, к вашей новой ударной дрели. Тем не менее, они также могут не работать, даже если они имеют одинаковый физический размер, напряжение или ампер-часы и произведены одной и той же маркой. За последние несколько лет в технологии аккумуляторов произошли многочисленные изменения, поэтому очень важно тщательно проверить совместимость перед покупкой.
Если у вас уже есть совместимые элементы от других ваших электроинструментов, это здорово. Батарейки от вашей старой дрели/шуруповерта могут подойти, например, к вашей новой ударной дрели. Тем не менее, они также могут не работать, даже если они имеют одинаковый физический размер, напряжение или ампер-часы и произведены одной и той же маркой. За последние несколько лет в технологии аккумуляторов произошли многочисленные изменения, поэтому очень важно тщательно проверить совместимость перед покупкой. старый бетон. В этой статье мы подробно расскажем вам о различиях между перфоратором и перфоратором и поможем вам понять, какой инструмент подходит именно вам. Мы также покажем вам некоторые интересные детали и аксессуары и поделимся полезными советами о том, как максимально эффективно использовать эти удобные инструменты.
старый бетон. В этой статье мы подробно расскажем вам о различиях между перфоратором и перфоратором и поможем вам понять, какой инструмент подходит именно вам. Мы также покажем вам некоторые интересные детали и аксессуары и поделимся полезными советами о том, как максимально эффективно использовать эти удобные инструменты. Если на патрон не действует усилие, диски разъединяются муфтой, и ударное действие прекращается. Это экономит износ. Многие перфораторы можно использовать как обычную дрель, отключив ударное действие.
Если на патрон не действует усилие, диски разъединяются муфтой, и ударное действие прекращается. Это экономит износ. Многие перфораторы можно использовать как обычную дрель, отключив ударное действие.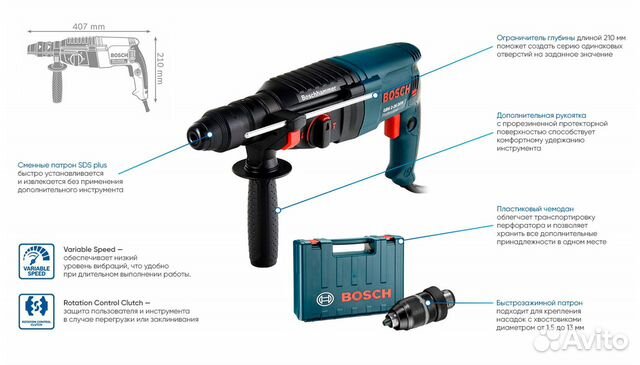
 И есть пара брендов, у которых есть проприетарные системы, поэтому убедитесь, что бит, который вы покупаете, соответствует инструменту, который вы используете.
И есть пара брендов, у которых есть проприетарные системы, поэтому убедитесь, что бит, который вы покупаете, соответствует инструменту, который вы используете. Просто не забудьте оставить настройку в режиме сверления, иначе вы можете разрушить патрон.
Просто не забудьте оставить настройку в режиме сверления, иначе вы можете разрушить патрон.


 Очистите от мусора
Очистите от мусора
 Этот бензиновый триммер обладает невысокой ценой, при этом он надежен и очень практичен: способен работать и с леской, и с диском, срезая жесткую траву и сорняки. В комплекте эргономичная подвеска для комфортной работы.
Этот бензиновый триммер обладает невысокой ценой, при этом он надежен и очень практичен: способен работать и с леской, и с диском, срезая жесткую траву и сорняки. В комплекте эргономичная подвеска для комфортной работы. В комплекте есть весь необходимый режущий инструмент, с помощью которого можно срезать не только мягкую, но и достаточно жесткую траву, сорняк – это леска толщиной 2,4 мм, а также металлический нож с 3 лопастями.
В комплекте есть весь необходимый режущий инструмент, с помощью которого можно срезать не только мягкую, но и достаточно жесткую траву, сорняк – это леска толщиной 2,4 мм, а также металлический нож с 3 лопастями. TwNQaAeh7Zogin5sXrXV4bEO0MmiKnQo4Qyd0Rs1JKE» data-advtracking-product-id=»703147756″ data-tg-chain=»{"view_type": "preview"}»>-15%
TwNQaAeh7Zogin5sXrXV4bEO0MmiKnQo4Qyd0Rs1JKE» data-advtracking-product-id=»703147756″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjEzMTQ5OTk3MDEsImNhdGVnb3J5SWQiOjE0MjAwMSwiY29tcGFueUlkIjo0MTYxOTAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjgyNzUyMjg0LjM0Mzk2NiwicGFnZUlkIjoiMThmYTQ5Y2YtYmYwNy00MjhiLThmMzktYzlmZjMwZjE3MGY5IiwicG93IjoidjIifQ.7h2bizdCV4J7Mw7hh-36lRxUE1zoMkDrpB2UedKN4og» data-advtracking-product-id=»1314999701″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjEzMTQ5OTk3MDEsImNhdGVnb3J5SWQiOjE0MjAwMSwiY29tcGFueUlkIjo0MTYxOTAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjgyNzUyMjg0LjM0Mzk2NiwicGFnZUlkIjoiMThmYTQ5Y2YtYmYwNy00MjhiLThmMzktYzlmZjMwZjE3MGY5IiwicG93IjoidjIifQ.7h2bizdCV4J7Mw7hh-36lRxUE1zoMkDrpB2UedKN4og» data-advtracking-product-id=»1314999701″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjU5MzM1MjU1OSwiY2F0ZWdvcnlJZCI6MTQyMDAxLCJjb21wYW55SWQiOjQxNjE5MCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2ODI3NTIyODQuMzQ1NTkxOCwicGFnZUlkIjoiOTJjMTY5YjAtYTcyNS00NDQ5LWI5YjEtNmE4OWYxY2ExMjYyIiwicG93IjoidjIifQ.JLkNzyv7i4dvrm95L-1cO-QLmiRQqHvC-RRb5EQ0MJ8″ data-advtracking-product-id=»593352559″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjU5MzM1MjU1OSwiY2F0ZWdvcnlJZCI6MTQyMDAxLCJjb21wYW55SWQiOjQxNjE5MCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2ODI3NTIyODQuMzQ1NTkxOCwicGFnZUlkIjoiOTJjMTY5YjAtYTcyNS00NDQ5LWI5YjEtNmE4OWYxY2ExMjYyIiwicG93IjoidjIifQ.JLkNzyv7i4dvrm95L-1cO-QLmiRQqHvC-RRb5EQ0MJ8″ data-advtracking-product-id=»593352559″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjM4NDYyMjQyOSwiY2F0ZWdvcnlJZCI6MTQyMDAxLCJjb21wYW55SWQiOjQxNjE5MCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2ODI3NTIyODQuMzQ3MTEyLCJwYWdlSWQiOiJkZDJmZWEzYy03NTUzLTQ2YmItODgzOC1kYjg5MmMzNmFiOWIiLCJwb3ciOiJ2MiJ9.NG4Vkvtxzf5ynqumXPsmNajGuv9a-6IljbxTLp5mPYs» data-advtracking-product-id=»384622429″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjM4NDYyMjQyOSwiY2F0ZWdvcnlJZCI6MTQyMDAxLCJjb21wYW55SWQiOjQxNjE5MCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2ODI3NTIyODQuMzQ3MTEyLCJwYWdlSWQiOiJkZDJmZWEzYy03NTUzLTQ2YmItODgzOC1kYjg5MmMzNmFiOWIiLCJwb3ciOiJ2MiJ9.NG4Vkvtxzf5ynqumXPsmNajGuv9a-6IljbxTLp5mPYs» data-advtracking-product-id=»384622429″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjM5OTE5ODQxLCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNDg2NTQ3LCJwYWdlSWQiOiIyYzhlOTRlNy1iOGZmLTQwY2ItYjhjYy1kMmVjYzVjMmE1MmUiLCJwb3ciOiJ2MiJ9.3ZXOh2tRFG3DeWoBdDzq_xbrB_nzEQgBgmfqzH6O7MU» data-advtracking-product-id=»39919841″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjM5OTE5ODQxLCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNDg2NTQ3LCJwYWdlSWQiOiIyYzhlOTRlNy1iOGZmLTQwY2ItYjhjYy1kMmVjYzVjMmE1MmUiLCJwb3ciOiJ2MiJ9.3ZXOh2tRFG3DeWoBdDzq_xbrB_nzEQgBgmfqzH6O7MU» data-advtracking-product-id=»39919841″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjI4NDA5NzQ5LCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNTAzMjI1LCJwYWdlSWQiOiJiNTU1NmYwYy00ZTMwLTQ3YTAtODg3Zi1mYWI1YTcxOTJmOWEiLCJwb3ciOiJ2MiJ9.4UOSgBsrsrZ9W_7QC9rIhwomGKxmrV9DreXae7Rgnv4″ data-advtracking-product-id=»28409749″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjI4NDA5NzQ5LCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNTAzMjI1LCJwYWdlSWQiOiJiNTU1NmYwYy00ZTMwLTQ3YTAtODg3Zi1mYWI1YTcxOTJmOWEiLCJwb3ciOiJ2MiJ9.4UOSgBsrsrZ9W_7QC9rIhwomGKxmrV9DreXae7Rgnv4″ data-advtracking-product-id=»28409749″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjU0MTU5MDA5NSwiY2F0ZWdvcnlJZCI6MTQyMDAxLCJjb21wYW55SWQiOjQxNjE5MCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2ODI3NTIyODQuMzUxOTQzMywicGFnZUlkIjoiZjQxMDBkZjItZWU1OS00ZGE5LTllNDQtMTc2YzA0YTU2YzNiIiwicG93IjoidjIifQ.vP5K4WJI86uIUPEPo0Gf5FcnDOh2-oGEAAguglS1HQ4″ data-advtracking-product-id=»541590095″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjU0MTU5MDA5NSwiY2F0ZWdvcnlJZCI6MTQyMDAxLCJjb21wYW55SWQiOjQxNjE5MCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2ODI3NTIyODQuMzUxOTQzMywicGFnZUlkIjoiZjQxMDBkZjItZWU1OS00ZGE5LTllNDQtMTc2YzA0YTU2YzNiIiwicG93IjoidjIifQ.vP5K4WJI86uIUPEPo0Gf5FcnDOh2-oGEAAguglS1HQ4″ data-advtracking-product-id=»541590095″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjU2OTk3OTYyLCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNTM2NDcsInBhZ2VJZCI6IjlmNzVmYjg0LWJmY2YtNDlkYy05NThiLThkMDRmODAwMDY0ZSIsInBvdyI6InYyIn0.ulAgmS10YOYLWC5QJ9RNYwI8qWyyOlxTqGX0qHVieg8″ data-advtracking-product-id=»56997962″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjU2OTk3OTYyLCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNTM2NDcsInBhZ2VJZCI6IjlmNzVmYjg0LWJmY2YtNDlkYy05NThiLThkMDRmODAwMDY0ZSIsInBvdyI6InYyIn0.ulAgmS10YOYLWC5QJ9RNYwI8qWyyOlxTqGX0qHVieg8″ data-advtracking-product-id=»56997962″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjQ5OTU1NDIyMiwiY2F0ZWdvcnlJZCI6MTQyMDAxLCJjb21wYW55SWQiOjQxNjE5MCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2ODI3NTIyODQuMzU1NDYzNSwicGFnZUlkIjoiYjZiNTM0MDktODc4ZS00YTkyLWE3MTEtZjcxMDY0OGI3MjFhIiwicG93IjoidjIifQ.eUJ8KeutSggbOEISNt-1iu3fyFkC2YstS_edTNxiasQ» data-advtracking-product-id=»499554222″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjQ5OTU1NDIyMiwiY2F0ZWdvcnlJZCI6MTQyMDAxLCJjb21wYW55SWQiOjQxNjE5MCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2ODI3NTIyODQuMzU1NDYzNSwicGFnZUlkIjoiYjZiNTM0MDktODc4ZS00YTkyLWE3MTEtZjcxMDY0OGI3MjFhIiwicG93IjoidjIifQ.eUJ8KeutSggbOEISNt-1iu3fyFkC2YstS_edTNxiasQ» data-advtracking-product-id=»499554222″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjU2OTkwNDc0LCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNTcwNDY0LCJwYWdlSWQiOiI1ZjRmZTk3Ni0xMTVhLTQzMTktYTAwZS02MzlkZTFhZWIyOWUiLCJwb3ciOiJ2MiJ9.do0N-O_RCrjiBb-IcKF-YhPoE9Ygs9bhgulbfzZuBAY» data-advtracking-product-id=»56990474″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjU2OTkwNDc0LCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNTcwNDY0LCJwYWdlSWQiOiI1ZjRmZTk3Ni0xMTVhLTQzMTktYTAwZS02MzlkZTFhZWIyOWUiLCJwb3ciOiJ2MiJ9.do0N-O_RCrjiBb-IcKF-YhPoE9Ygs9bhgulbfzZuBAY» data-advtracking-product-id=»56990474″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjU2OTk2NjQyLCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNTg2NzU3LCJwYWdlSWQiOiI0NDA1NjliMi0wMGI0LTQ3NzYtYWM4YS01ZGZiNDA0YTljODEiLCJwb3ciOiJ2MiJ9.Q_qPtz_XN4Go1Wz3sEi0WU7YAWQJzPNPggr360cxUAs» data-advtracking-product-id=»56996642″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjU2OTk2NjQyLCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNTg2NzU3LCJwYWdlSWQiOiI0NDA1NjliMi0wMGI0LTQ3NzYtYWM4YS01ZGZiNDA0YTljODEiLCJwb3ciOiJ2MiJ9.Q_qPtz_XN4Go1Wz3sEi0WU7YAWQJzPNPggr360cxUAs» data-advtracking-product-id=»56996642″ data-tg-chain=»{"view_type": "preview"}»>-15% eyJwcm9kdWN0SWQiOjU2OTk3Nzc4LCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNjAxNzE2LCJwYWdlSWQiOiI1NGY1NjU1ZS0wOGQzLTQ5YmEtYmJjYy1lY2M2ZDY1MDU0NDQiLCJwb3ciOiJ2MiJ9.qppyv6-FgfeCEM1pl5r6VdxsHufT6pXZokLU6s1p0uw» data-advtracking-product-id=»56997778″ data-tg-chain=»{"view_type": "preview"}»>-15%
eyJwcm9kdWN0SWQiOjU2OTk3Nzc4LCJjYXRlZ29yeUlkIjoxNDIwMDEsImNvbXBhbnlJZCI6NDE2MTkwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4Mjc1MjI4NC4zNjAxNzE2LCJwYWdlSWQiOiI1NGY1NjU1ZS0wOGQzLTQ5YmEtYmJjYy1lY2M2ZDY1MDU0NDQiLCJwb3ciOiJ2MiJ9.qppyv6-FgfeCEM1pl5r6VdxsHufT6pXZokLU6s1p0uw» data-advtracking-product-id=»56997778″ data-tg-chain=»{"view_type": "preview"}»>-15% 1 Ле
1 Ле с. — 3,0 кВтОбъем 63,3 см³Диаметр режущего диска…
с. — 3,0 кВтОбъем 63,3 см³Диаметр режущего диска… с. — 1 кВтВес 6 кгГарантия 2…
с. — 1 кВтВес 6 кгГарантия 2… с. — 3,5 кВт/61,5 см³ Длина шины 41-46-51…
с. — 3,5 кВт/61,5 см³ Длина шины 41-46-51… с. — 1,5 кВт/38,9 см2 Вес 4,4 кг…
с. — 1,5 кВт/38,9 см2 Вес 4,4 кг… each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} ..
..
 Исключение — оперативный лизинг. По нему полный износ не учитывается, а контракт действует до трех лет.
Исключение — оперативный лизинг. По нему полный износ не учитывается, а контракт действует до трех лет.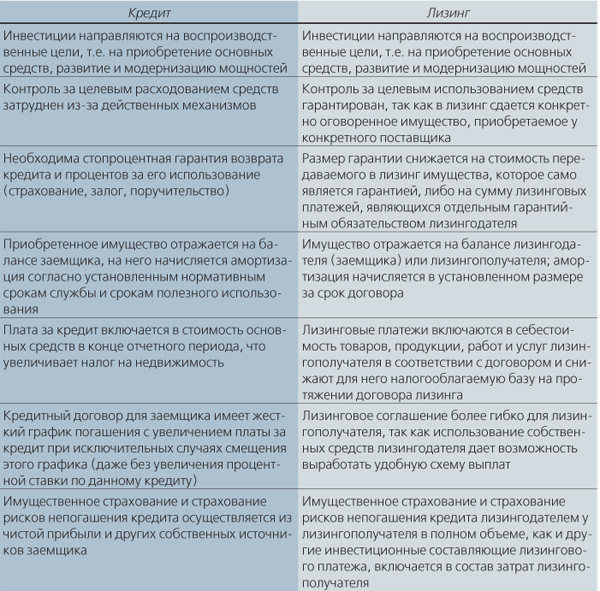
 Heading» color=»brand-primary»>Лизинговые и кредитные договоры: чем они похожи и чем отличаются
Heading» color=»brand-primary»>Лизинговые и кредитные договоры: чем они похожи и чем отличаются
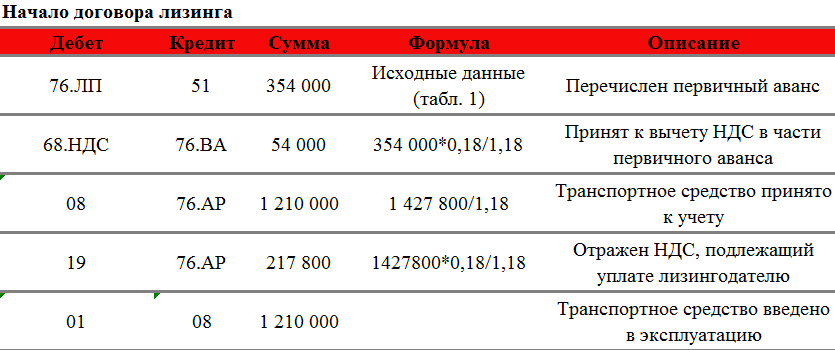
 P» color=»seattle100″>Для звонков по Москве
P» color=»seattle100″>Для звонков по Москве 12.2015 года № 3921-У
12.2015 года № 3921-У
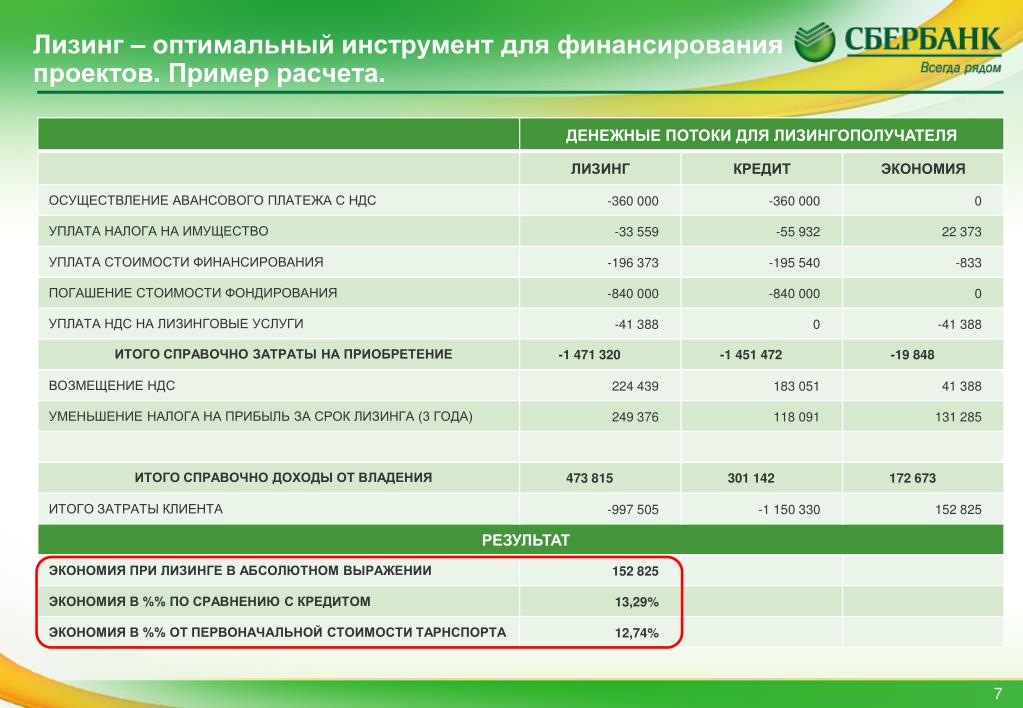 Налоговые преимущества достигаются прежде всего за счет возможности экономии по налогу на имущество и налогу на прибыль. Это возможно благодаря разрешенному механизму ускоренной амортизации. При этом эффект экономии на налоге на имущество с 2013 года для движимого имущества утрачен ввиду отмены налога у данной группы имущества с 2013 года. Поэтому с 2013 года лизинг как финансовый инструмент экономии по налогообложению стал менее привлекателен с точки общего налогового эффекта. Несмотря на это, финансовая выгода лизинга по прежнему позволяет рассматривать его как выгодную альтернативу любым другим способам приобретения активов. Более подробный анализ изменения налогового эффекта лизинга в связи с отменой налога на имущества смотрите в отдельном разделе нашего сайта. В другом разделе Вы найдете сравнение лизинга, покупки и кредита в сочетании с применением иных разрешенных механизмов налоговой оптимизации.
Налоговые преимущества достигаются прежде всего за счет возможности экономии по налогу на имущество и налогу на прибыль. Это возможно благодаря разрешенному механизму ускоренной амортизации. При этом эффект экономии на налоге на имущество с 2013 года для движимого имущества утрачен ввиду отмены налога у данной группы имущества с 2013 года. Поэтому с 2013 года лизинг как финансовый инструмент экономии по налогообложению стал менее привлекателен с точки общего налогового эффекта. Несмотря на это, финансовая выгода лизинга по прежнему позволяет рассматривать его как выгодную альтернативу любым другим способам приобретения активов. Более подробный анализ изменения налогового эффекта лизинга в связи с отменой налога на имущества смотрите в отдельном разделе нашего сайта. В другом разделе Вы найдете сравнение лизинга, покупки и кредита в сочетании с применением иных разрешенных механизмов налоговой оптимизации.
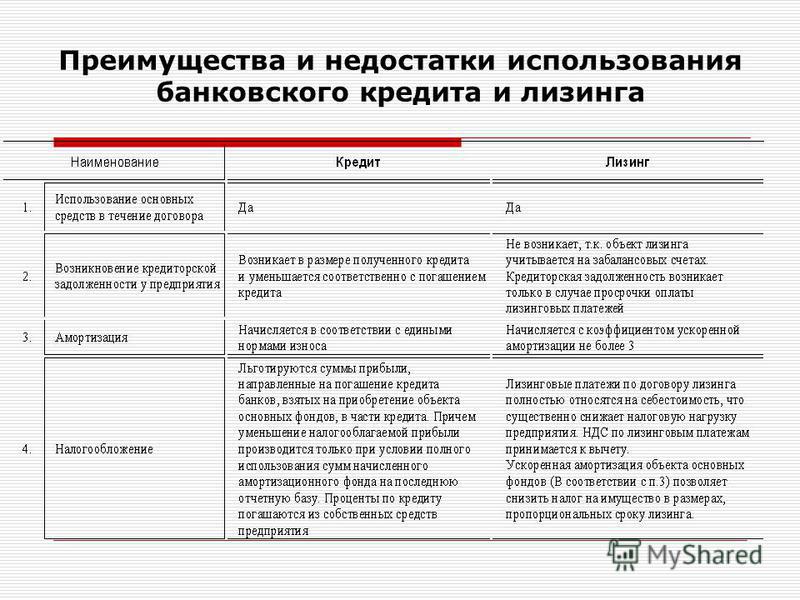

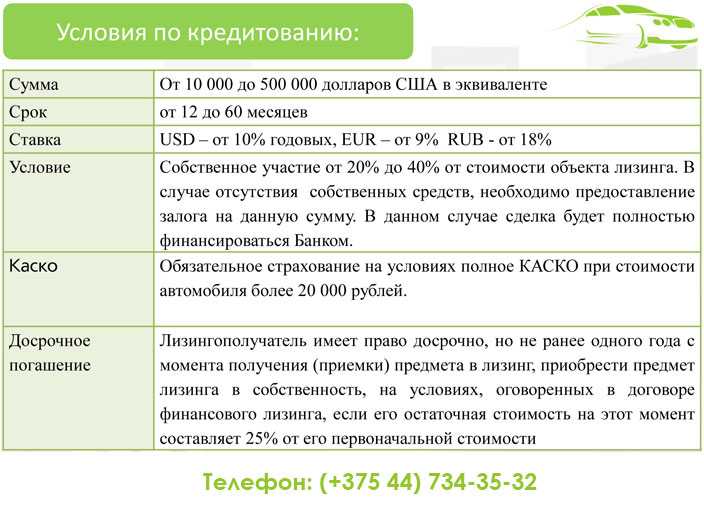 Однако, в последнее время аудиторы все строже стали относиться к отражению фактически финансового лизинга как операционного клиентами, и данный фактор все меньше играет реальной роли в сравнении кредита и лизинга. На инвестиционном периоде лизинг также отражается за балансом у клиента, что в случае длительной фазы изготовления и поставки предмета лизинга может быть выгодно лизингополучателю, так как нагрузка по лизинговой сделке не портит до какого-то времени балансовые показатели.
Однако, в последнее время аудиторы все строже стали относиться к отражению фактически финансового лизинга как операционного клиентами, и данный фактор все меньше играет реальной роли в сравнении кредита и лизинга. На инвестиционном периоде лизинг также отражается за балансом у клиента, что в случае длительной фазы изготовления и поставки предмета лизинга может быть выгодно лизингополучателю, так как нагрузка по лизинговой сделке не портит до какого-то времени балансовые показатели. И вам не нужно беспокоиться о продаже или обмене автомобиля после окончания срока аренды.
И вам не нужно беспокоиться о продаже или обмене автомобиля после окончания срока аренды.
 Но чем ниже ваш кредитный рейтинг, тем сложнее может быть право на аренду. И есть еще факторы, которые вы можете рассмотреть, прежде чем арендовать автомобиль с плохой кредитной историей.
Но чем ниже ваш кредитный рейтинг, тем сложнее может быть право на аренду. И есть еще факторы, которые вы можете рассмотреть, прежде чем арендовать автомобиль с плохой кредитной историей. Друг или любимый человек может передать вам аренду. Или вы можете попробовать использовать сервис, который специализируется на подключении арендаторов к тем, кто хочет взять на себя существующую аренду.
Друг или любимый человек может передать вам аренду. Или вы можете попробовать использовать сервис, который специализируется на подключении арендаторов к тем, кто хочет взять на себя существующую аренду. И чем лучше ваша кредитная история, тем лучше могут быть условия аренды.
И чем лучше ваша кредитная история, тем лучше могут быть условия аренды. Так что возьмите это из CFPB: «Эксперты советуют использовать кредит не более чем на 30 процентов от вашего общего кредитного лимита».
Так что возьмите это из CFPB: «Эксперты советуют использовать кредит не более чем на 30 процентов от вашего общего кредитного лимита».
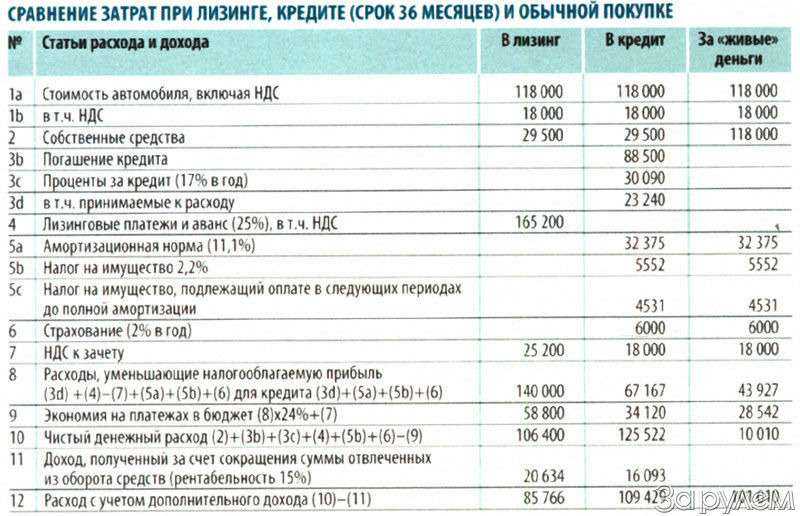 0, которая является одной из многих моделей оценки кредитоспособности. Это может быть не та модель, которую использует ваш кредитор, но она может быть одним из точных показателей вашего кредитного здоровья. Доступность инструмента CreditWise зависит от нашей способности получить вашу кредитную историю от TransUnion. Некоторые средства мониторинга и оповещения могут быть недоступны для вас, если информация, которую вы вводите при регистрации, не совпадает с информацией в вашем кредитном досье (или у вас нет файла) в одном или нескольких агентствах по информированию потребителей.
0, которая является одной из многих моделей оценки кредитоспособности. Это может быть не та модель, которую использует ваш кредитор, но она может быть одним из точных показателей вашего кредитного здоровья. Доступность инструмента CreditWise зависит от нашей способности получить вашу кредитную историю от TransUnion. Некоторые средства мониторинга и оповещения могут быть недоступны для вас, если информация, которую вы вводите при регистрации, не совпадает с информацией в вашем кредитном досье (или у вас нет файла) в одном или нескольких агентствах по информированию потребителей. Если вы относитесь к тем покупателям, которые находят лизинг подходящим для ваших потребностей и образа жизни, вы, вероятно, задавались вопросом, какой кредитный рейтинг необходим для аренды автомобиля?
Если вы относитесь к тем покупателям, которые находят лизинг подходящим для ваших потребностей и образа жизни, вы, вероятно, задавались вопросом, какой кредитный рейтинг необходим для аренды автомобиля?  Это позволяет вам проверить свой кредитный рейтинг в любое время, не нанося вреда вашему кредитному профилю. Он также может отслеживать ваш кредитный отчет и отправлять вам оповещения всякий раз, когда происходят изменения. Оспаривая ошибки в своем кредитном отчете, вы можете удалить некоторые отрицательные элементы. Это может быть одним из самых быстрых способов повысить свой кредитный рейтинг и улучшить свои шансы на получение нового лизинга.
Это позволяет вам проверить свой кредитный рейтинг в любое время, не нанося вреда вашему кредитному профилю. Он также может отслеживать ваш кредитный отчет и отправлять вам оповещения всякий раз, когда происходят изменения. Оспаривая ошибки в своем кредитном отчете, вы можете удалить некоторые отрицательные элементы. Это может быть одним из самых быстрых способов повысить свой кредитный рейтинг и улучшить свои шансы на получение нового лизинга.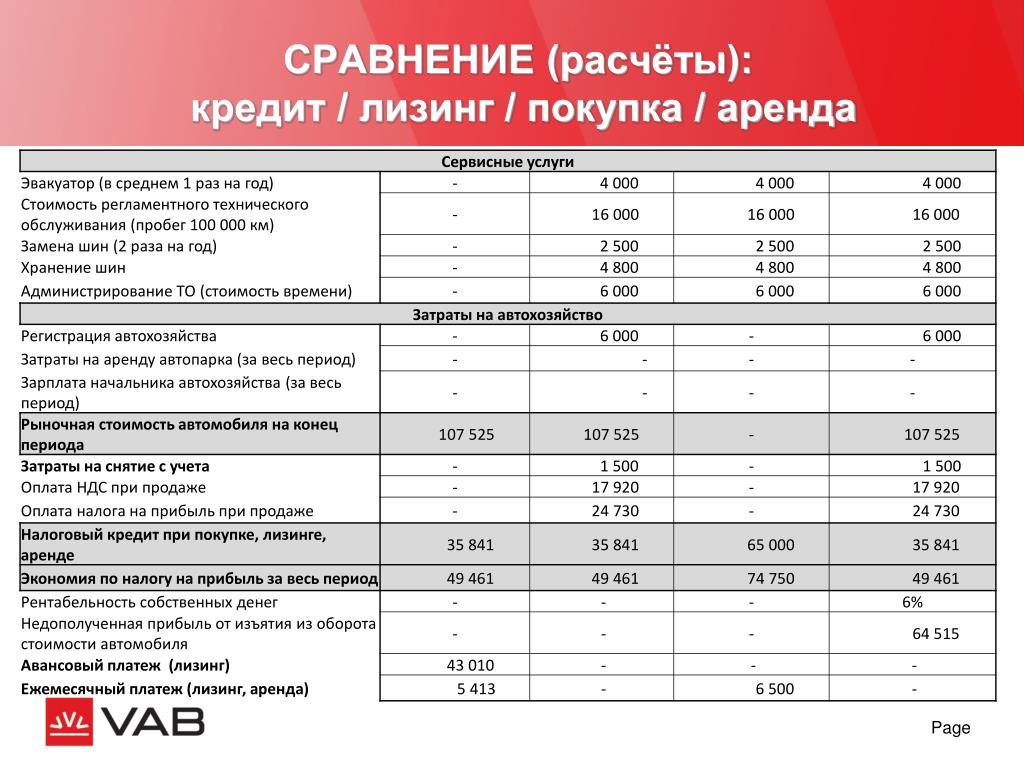 Как и в случае с большинством финансовых услуг, чем выше ваш кредитный рейтинг, тем легче вам будет отказаться от сделки. Несколько месяцев погашения задолженности и своевременных платежей по счетам могут дать вам кредитный рейтинг, необходимый для аренды автомобиля на ваших условиях.
Как и в случае с большинством финансовых услуг, чем выше ваш кредитный рейтинг, тем легче вам будет отказаться от сделки. Несколько месяцев погашения задолженности и своевременных платежей по счетам могут дать вам кредитный рейтинг, необходимый для аренды автомобиля на ваших условиях.

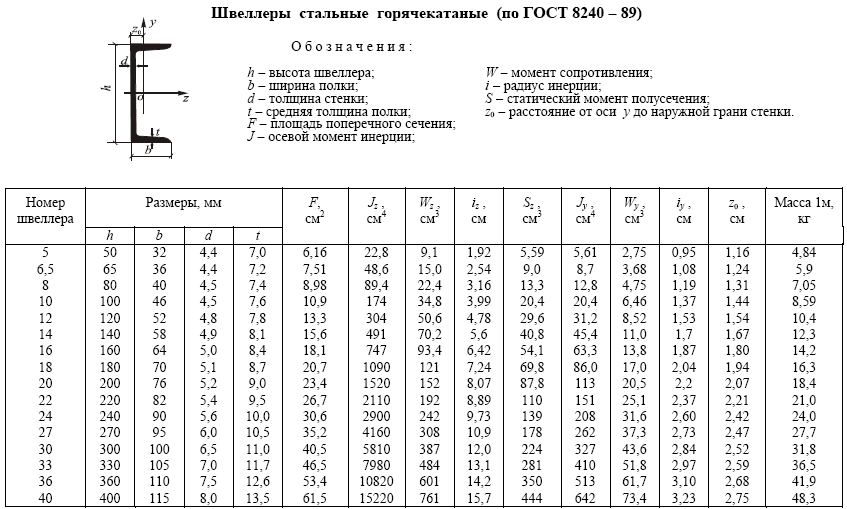
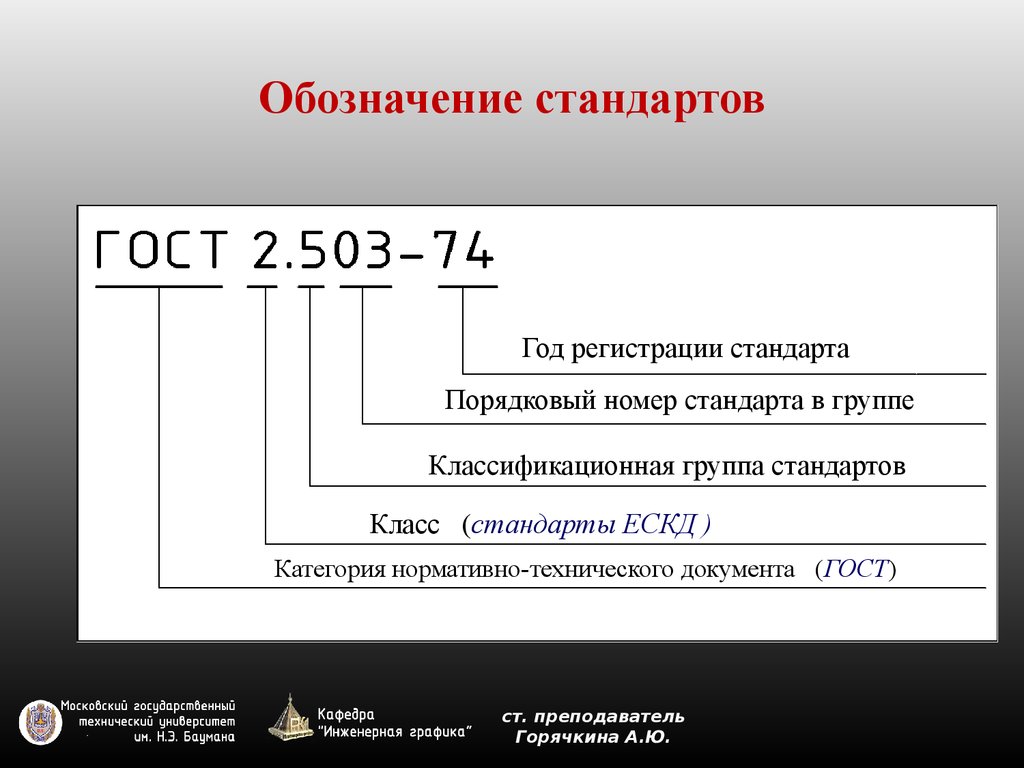
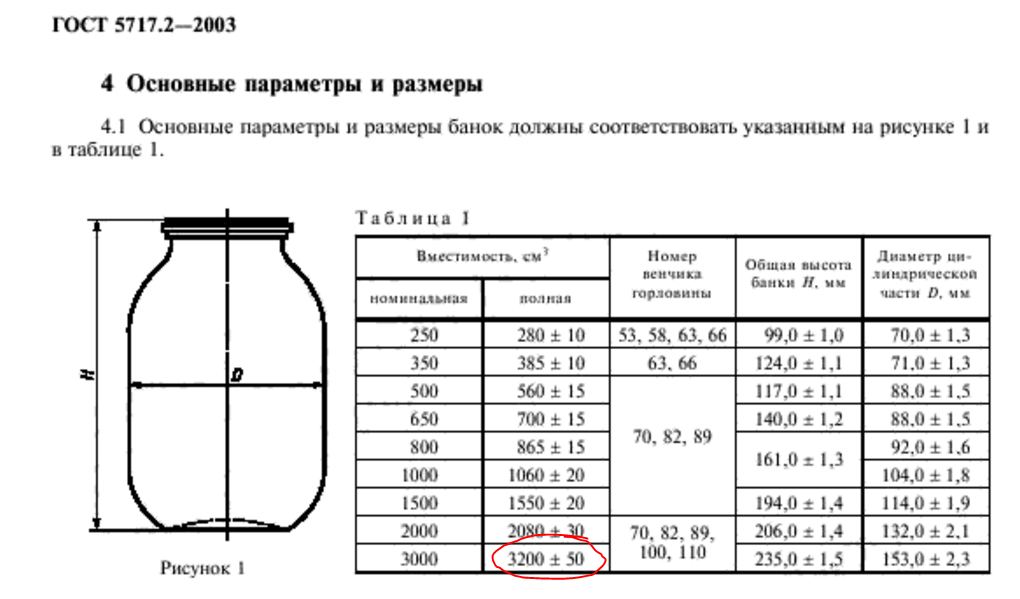 С помощью удобных разделов вы сможете найти любую информацию и использовать ее для своей работы.
С помощью удобных разделов вы сможете найти любую информацию и использовать ее для своей работы.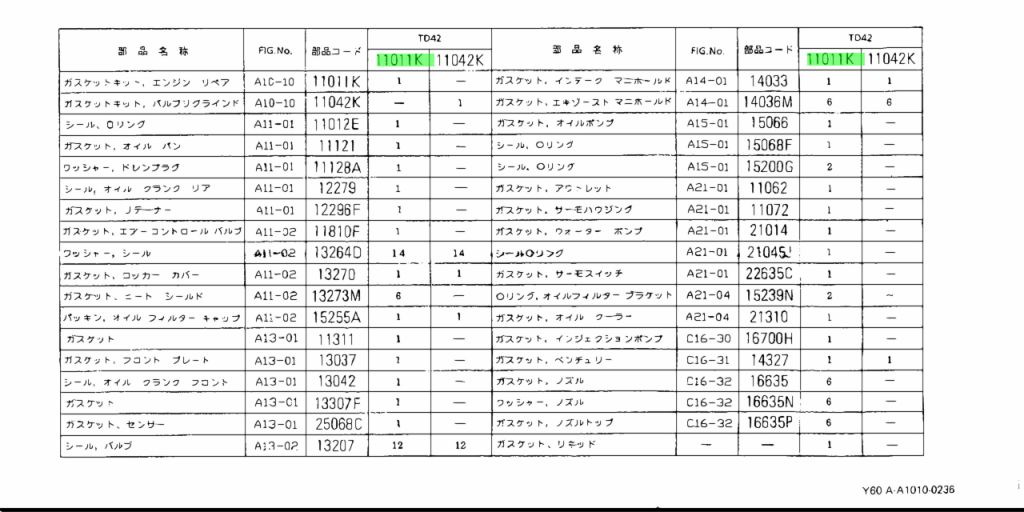
 Г. Толков, А.А. Гоппен, А.И. Полунин, В.Б. Игумнов, Н.М. Лысенко
Г. Толков, А.А. Гоппен, А.И. Полунин, В.Б. Игумнов, Н.М. Лысенко 2.18
2.18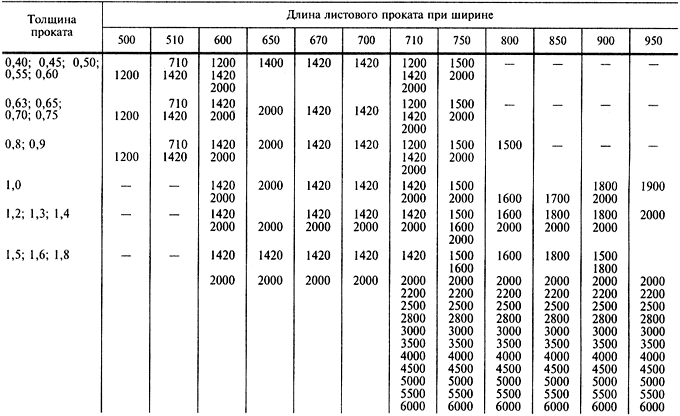 3
3 1.3
1.3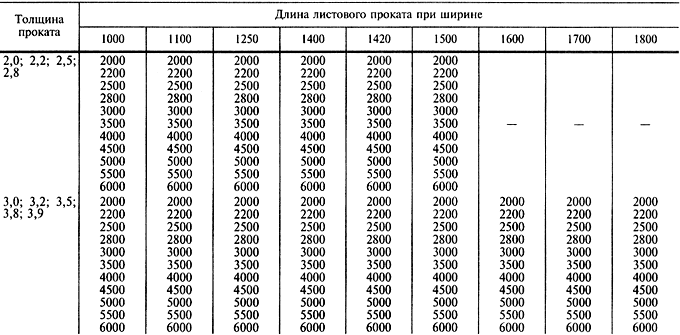 Допуски на свободные размеры поковки принимают по 2-му классу ГОСТ 7505. Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку — 2-му ряду по ГОСТ 26645.
Допуски на свободные размеры поковки принимают по 2-му классу ГОСТ 7505. Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку — 2-му ряду по ГОСТ 26645. 1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.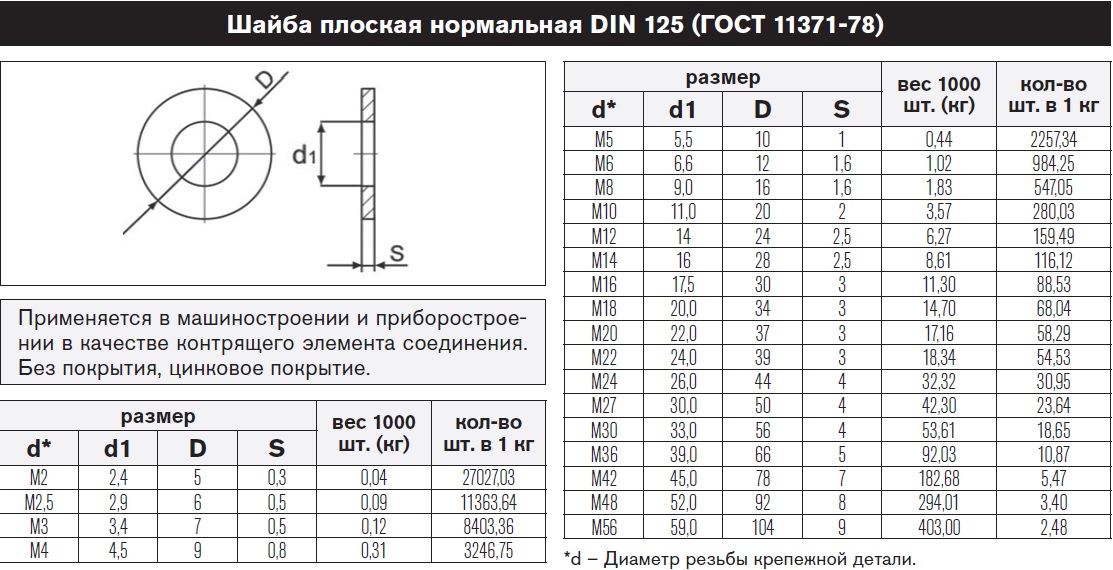 2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости. 2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
 1,0 кг.
1,0 кг.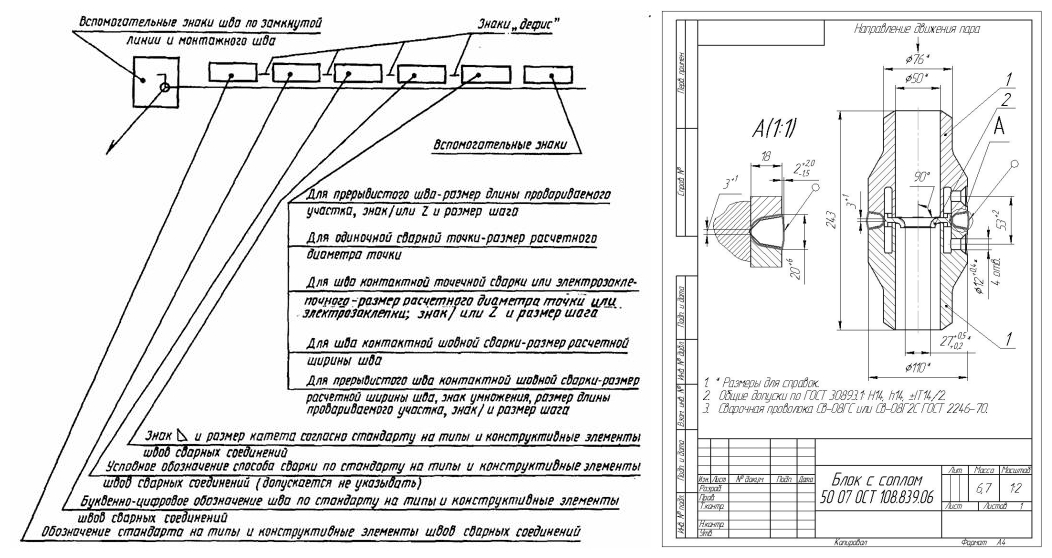 .44
.44

 Stolari su bili izravno ukljucheni u razne radove gdje je postojala potreba za obradom drveta. Данас та профессия их изгубила на значение. Globalna механизация и автоматизация tjelesnog rada готово nisu imale utjecaja na rad tesara. Za pomoć stručnjacima za obradu drveta stvoreni su pneumatski i električni alati. Najčešće korishteni ručni alat — stolarski čekić — donekle se promijenio, ali njegova suština ostaje ista.
Stolari su bili izravno ukljucheni u razne radove gdje je postojala potreba za obradom drveta. Данас та профессия их изгубила на значение. Globalna механизация и автоматизация tjelesnog rada готово nisu imale utjecaja na rad tesara. Za pomoć stručnjacima za obradu drveta stvoreni su pneumatski i električni alati. Najčešće korishteni ručni alat — stolarski čekić — donekle se promijenio, ali njegova suština ostaje ista.
 Ručke su ispitane na trajnost tijekom rada čavlića. Нови Че инструмент со временем остарити и постати неупотребителен.
Ručke su ispitane na trajnost tijekom rada čavlića. Нови Че инструмент со временем остарити и постати неупотребителен. Alat mora sigurno ležati u ruci, ne smije ispasti iz nje i ne okretati se. Inače, nedaleko od ozljeda, pogrešnog ulaska noktiju u tijelo, njihove zakrivljenosti pri udarcu. Čavao zabijen pod kutom neće osigurati pouzdanost pričvršćivanja konstrukcije.
Alat mora sigurno ležati u ruci, ne smije ispasti iz nje i ne okretati se. Inače, nedaleko od ozljeda, pogrešnog ulaska noktiju u tijelo, njihove zakrivljenosti pri udarcu. Čavao zabijen pod kutom neće osigurati pouzdanost pričvršćivanja konstrukcije.
 RU
RU
 Детали для него можно напечатать на принтере. Скорость намотки делается регулируемой, чтобы лента успевала достаточно нагреваться и менять форму.
Детали для него можно напечатать на принтере. Скорость намотки делается регулируемой, чтобы лента успевала достаточно нагреваться и менять форму. html
html Приятного просмотра))\
Приятного просмотра))\
 Я опубликовал видео, в котором показано, как я делал ПЭТ-филамент из пластиковых бутылок.
Я опубликовал видео, в котором показано, как я делал ПЭТ-филамент из пластиковых бутылок.
 равнины», что процесс был «глобально описан», но не объяснен подробно. Так что этот проект здесь, чтобы дать все подробные объяснения о том, как это сделать.
равнины», что процесс был «глобально описан», но не объяснен подробно. Так что этот проект здесь, чтобы дать все подробные объяснения о том, как это сделать. . Это не входило в мои намерения, так как я хотел бесплатную, простую в сборке и максимально дешевую машину. Машины, которые я видел, были слишком сложными, ИМХО, и я думал, что смогу сделать одну почти из ничего и почти бесплатно (менее 20 долларов США): повторное использование, переработка, модернизация, как они говорили!
. Это не входило в мои намерения, так как я хотел бесплатную, простую в сборке и максимально дешевую машину. Машины, которые я видел, были слишком сложными, ИМХО, и я думал, что смогу сделать одну почти из ничего и почти бесплатно (менее 20 долларов США): повторное использование, переработка, модернизация, как они говорили! Возможно, это не лучшее решение, так как лезвие очень быстро тупится и менять его придется довольно часто.
Возможно, это не лучшее решение, так как лезвие очень быстро тупится и менять его придется довольно часто. ..
..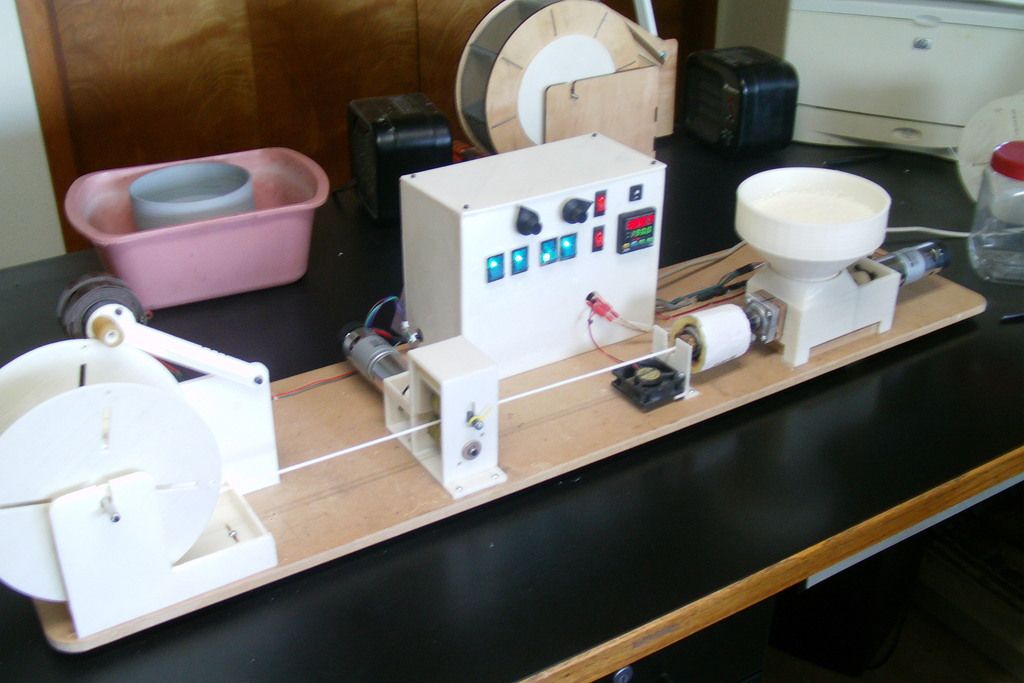 10.2022 в 14:28 •
10.2022 в 14:28 •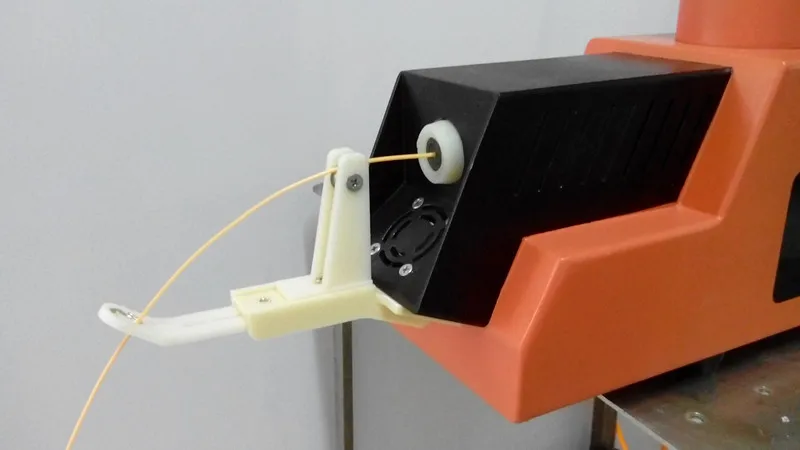 .. вечная история
.. вечная история 

 07.2022 в 09:42 •
07.2022 в 09:42 • youtube.com/embed/tWYbjAX2ZWU» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/tWYbjAX2ZWU» frameborder=»0″ allowfullscreen=»»> 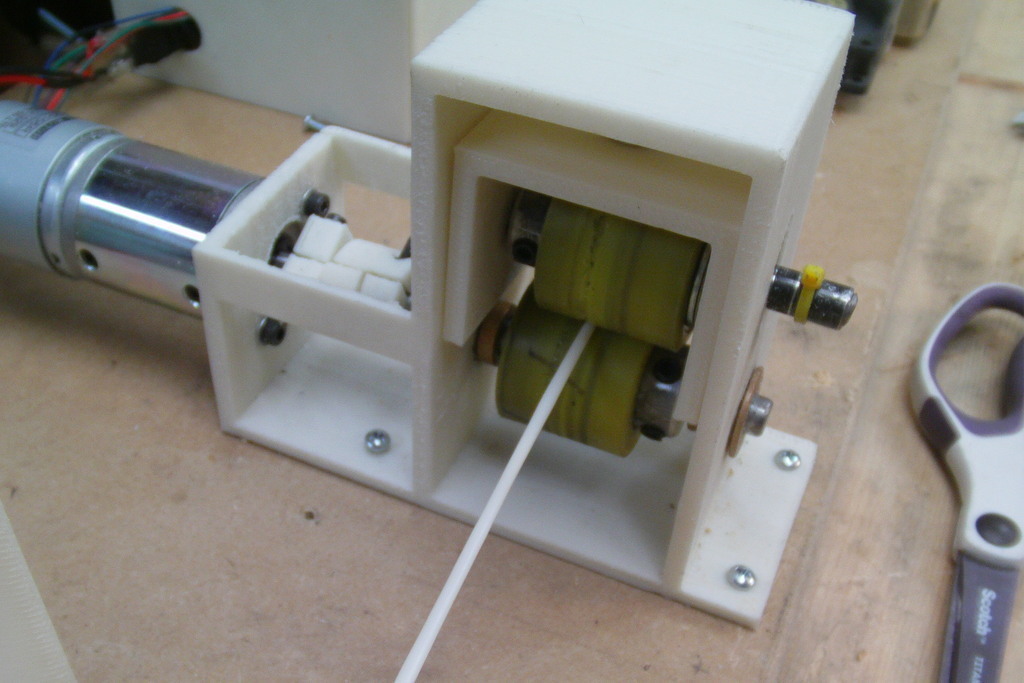 07.2022 в 14:05 •
07.2022 в 14:05 •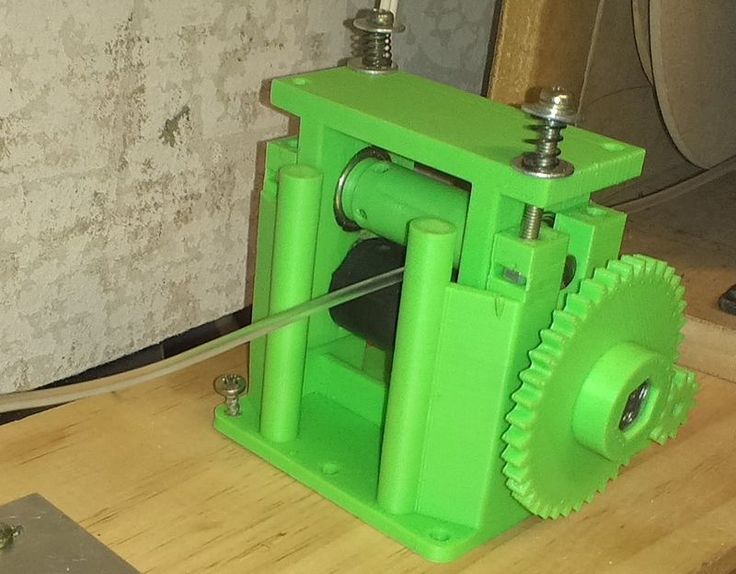
 05.2022 в 13:06 •
05.2022 в 13:06 •
 Анализируется качество нити.
Анализируется качество нити. Начнем с очистки бутылок, потому что важно, чтобы измельчение производилось из чистых ПЭТ-бутылок без каких-либо присутствующих загрязнений! Очистка производится горячей водой, скрабами и жидкостью для очистки тормозов, чтобы избавиться от всех этикеток и клея. Когда бутылки полностью очищены, с них нужно снять две последние детали: крышку и защитную пломбу. Защитную пломбу удаляют, разрезая ее и стягивая с бутылки (показано на рис. 1). После очистки бутылок их оставляют сохнуть (показано на рисунке 2).
Начнем с очистки бутылок, потому что важно, чтобы измельчение производилось из чистых ПЭТ-бутылок без каких-либо присутствующих загрязнений! Очистка производится горячей водой, скрабами и жидкостью для очистки тормозов, чтобы избавиться от всех этикеток и клея. Когда бутылки полностью очищены, с них нужно снять две последние детали: крышку и защитную пломбу. Защитную пломбу удаляют, разрезая ее и стягивая с бутылки (показано на рис. 1). После очистки бутылок их оставляют сохнуть (показано на рисунке 2). Бутылки легко сложить еще раз, сильно надавив на них, чтобы бутылка сохраняла свою сложенную форму.
Бутылки легко сложить еще раз, сильно надавив на них, чтобы бутылка сохраняла свою сложенную форму. Это приведет к плохим результатам при экструзии измельченного ПЭТ.
Это приведет к плохим результатам при экструзии измельченного ПЭТ. Поэтому ПЭТ высушивали в течение 4 часов при температуре 160 °С. Между тем, просматривая некоторые прошлые тесты с измельченным ПЭТ, были обнаружены некоторые ранее использовавшиеся настройки. Температура этих настроек была повышена на +- 10 °C и использовалась в качестве эталона для проведения первой серии испытаний.
Поэтому ПЭТ высушивали в течение 4 часов при температуре 160 °С. Между тем, просматривая некоторые прошлые тесты с измельченным ПЭТ, были обнаружены некоторые ранее использовавшиеся настройки. Температура этих настроек была повышена на +- 10 °C и использовалась в качестве эталона для проведения первой серии испытаний.
 8), он готов к экструзии. Устройство для изготовления нити использовалось для экструзии измельченного ПЭТ. Ниже приведены результаты испытаний. Здесь мы показываем настройки, используемые для каждого теста, наблюдение за некоторыми образцами нити и заключение теста, включая рекомендации по настройкам для следующего теста.
8), он готов к экструзии. Устройство для изготовления нити использовалось для экструзии измельченного ПЭТ. Ниже приведены результаты испытаний. Здесь мы показываем настройки, используемые для каждого теста, наблюдение за некоторыми образцами нити и заключение теста, включая рекомендации по настройкам для следующего теста. Экструдированный ПЭТ сильно закручивался. Это вызвано высокими температурами, используемыми для этой экструзии. Горячий материал является жидким и будет падать на вентиляторы мимо уже твердого материала. Это приведет к закручиванию материала. Большую часть времени материал дергался, когда достигал съемников. Это привело к застреванию нити в съемнике. Небольшое количество полученной нити видно на рисунке 9.. На рисунке 10 также видно, что нить содержит несколько пузырьков. Эта проблема также связана с высокими температурами.
Экструдированный ПЭТ сильно закручивался. Это вызвано высокими температурами, используемыми для этой экструзии. Горячий материал является жидким и будет падать на вентиляторы мимо уже твердого материала. Это приведет к закручиванию материала. Большую часть времени материал дергался, когда достигал съемников. Это привело к застреванию нити в съемнике. Небольшое количество полученной нити видно на рисунке 9.. На рисунке 10 также видно, что нить содержит несколько пузырьков. Эта проблема также связана с высокими температурами.
 Твердые части сопла начали работать как изолятор. Это поддерживало материал в середине достаточно теплым, чтобы сохранять его жидкое состояние. Твердый материал на краях сопла уменьшил диаметр сопла, что привело к плохим результатам испытаний. Эта проблема хорошо видна на рис. 13.9.0003
Твердые части сопла начали работать как изолятор. Это поддерживало материал в середине достаточно теплым, чтобы сохранять его жидкое состояние. Твердый материал на краях сопла уменьшил диаметр сопла, что привело к плохим результатам испытаний. Эта проблема хорошо видна на рис. 13.9.0003 Нагреватели один и два были немного увеличены, чтобы нить накала не затвердевала вокруг сопла. Мы обнаружили, что нить все еще вращалась.
Нагреватели один и два были немного увеличены, чтобы нить накала не затвердевала вокруг сопла. Мы обнаружили, что нить все еще вращалась. Настройки, использованные для этого теста, показаны в Таблице 4 ниже.
Настройки, использованные для этого теста, показаны в Таблице 4 ниже. Из-за этого в нити накала образовались твердые кусочки прямо перед охлаждением вентиляторами (показано на рис. 15).
Из-за этого в нити накала образовались твердые кусочки прямо перед охлаждением вентиляторами (показано на рис. 15). Когда температура нагревателя превышала 245°С, нить выходила слишком жидкой и снова начинала закручиваться. Нить, полученная с этими настройками, была хорошей. Как показано на рисунках 16 и 17, нить была идеально круглой и имела гладкую поверхность. На графике 1 показана толщина нити этой экструзии. Здесь видно, что диаметр нити соответствовал этим настройкам.
Когда температура нагревателя превышала 245°С, нить выходила слишком жидкой и снова начинала закручиваться. Нить, полученная с этими настройками, была хорошей. Как показано на рисунках 16 и 17, нить была идеально круглой и имела гладкую поверхность. На графике 1 показана толщина нити этой экструзии. Здесь видно, что диаметр нити соответствовал этим настройкам.