3Д модель змеи: Бесплатно Змея 3д модели | CGTrader
Амформа — Дверные ручки гремучие змеи.
Заказ на моделирование и 3dпечать мастер моделей этих двух прекрасных змей поступил от одного ювелира, который обращается в нашу мастерскую уже не в первый раз, и почти всегда с необычными задачами.
Так бывает, что работа не на 100% творческая, можно даже сказать плагиат в плане идеи, но в свою защиту скажу, что это было инициативой заказчика. То есть подобные изделия уже существуют и в качестве задания мне были предоставлены фотографии со словами: хочу так же.
2 достаточно массивные дверные ручки (более длинная имеет размеры 35x15x10см) в виде гремучих змей, которые смотрят друг на друга в агрессивных позах. В итоге ручки будут отлиты из латуни и повешены на большую дверь большого частного дома.
Работа над змеями показалась мне интересной еще и потому, что это отличный шанс заставить себя углубится в изучение zbrush, в более профессиональные и легкие способы нанесения сложных фактур и повторяющихся деталей на объекты моделирования.
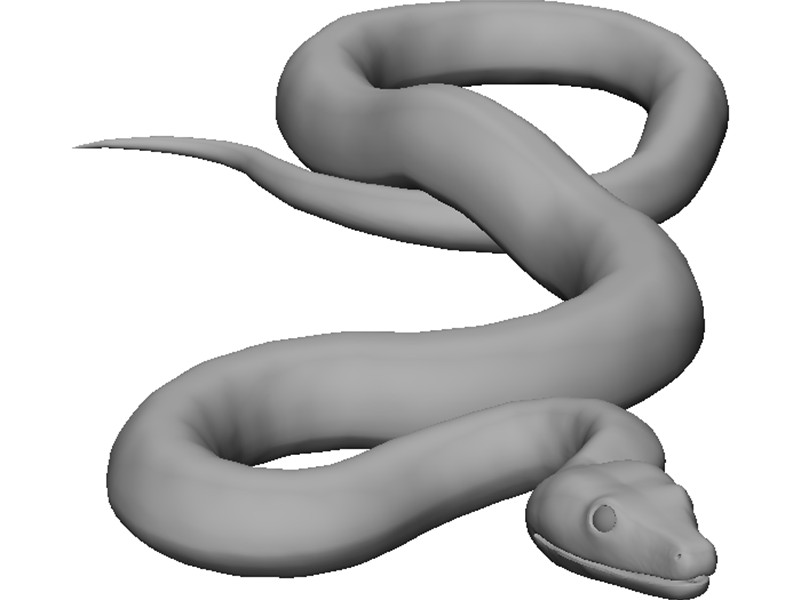
С общей геометрией змеи особых проблем не было изначально, это можно было решить стандартными методами скульптинга, а вот выращивание чешуи уже потребовало поиска информации и просмотров роликов более углубленно.
В первой итерации чешуя была натянута на змею с помощью инструмента Surface/Noise, по UVразверткам. Очень удобная функция, для несения повторяющегося рельефного рисунка на поверхности, например ткань. Этот вариант заказчика не устроил, так как выглядел простовато и недостаточно рельефно. Змея будет отливаться в воске, а затем в металле, что влечет потерю детализации, следовательно, она должна быть более нарочита, чем в реальности.
Второй вариант, это использование кистей в виде чешуек и ручное их нанесение на пока ж то гладкие тельца пресмыкающихся. Самому кисти создавать не пришлось, помог товарищ из чата владельцев фотополимерных принтеров. Созданная им коллекция рептильных кистей оказалась как нельзя кстати.
На видео пример использования именно этих кистей.
Этот вариант устроил полностью.
Так как печатаю я на простом фотоне, модели пришлось порезать на приличное количество частей. Печатались они пустотелыми (толщина стенки 1,3мм). Масштаб чешуек позволил сделать отверстия, достаточного размера для устранения эффекта присоски и слива полимера, которые можно залечить без видимых травм моделей. Печатались гады из фотополимера ABSblack от Harzlabs, высотой слоя 35 мк.
Из постобработки: склейка аспидов цианоакриллатом, точечная шпаклевка фотополимером Anycubic(эта смола наиболее быстро твердеющая под воздействием УФ лампы и проще в механической зачистке), ну и грунт. Грунт я применяю в качестве проявителя косяков постобработки, на возможности отливки он пока что не влиял, по крайней мере, по отзывам заказчиков.
Итоговые мастер модели оказались удобные в качестве дверных ручек. Солидный размер и идеальная эргономика, при открывании двери сидит в руке как влитая.
Змея издревле является завораживающе пугающим и одновременно восхитительно изящным и изворотливым символом, глубоко прописавшимся во многих историях, притчах и талмудах человечества.
И змей искуситель, который, как описано в Торе, подстрекал Первого человека Адама и его жену Еву нарушить заповедь, заставив нарушить запрет есть плоды Древа познания добра и зла, растущего в Райском саду.
И вечный символ бесконечности, обновления и бессмертия – Ураборос. Змей, кусающий себя за хвост и образует кольцо, присутствовал практически во всех основополагающих мировых религиях, символизируя бесконечную смену одного жизненного цикла новым витком спирали бытия.
И змея – символ медицины, обвивающая чашу и сцеживающая туда свой яд для излечения болящих. Эмблема уходит корнями к древним цивилизациям Востока, Греции и Египта, символизируя в философском смысле то, что врачеватель должен черпать мудрость из чаши вселенского познания. В этом мире все должно пребывать в гармонии, малая толика яда – является лекарством, исцеляющим смертельные недуги.
Согласитесь, контраст опасности и изящности этого удивительного создания, как и глубокие философские смыслы ее образа, вызывают истинное восхищение. Сам внешний вид рептилии всегда побуждал художников и скульпторов использовать ее образ в своих картинах, барельефах и статуях, будя в нас контрастные чувства ужаса и одновременного благоговения.
Сам внешний вид рептилии всегда побуждал художников и скульпторов использовать ее образ в своих картинах, барельефах и статуях, будя в нас контрастные чувства ужаса и одновременного благоговения.
Спасибо всем, кто читал — распечатать каждый может.
Ждем вас коллеги, давайте творить вместе.
PS: Новый Photon Mono X уже в пути и в скором времени 3dпечать крупных моделей станет более простой и быстрой.
Змеи — 3D Animal
Запрос «Змея» перенаправляется сюда; см. также другие значения.
Зме́и (лат. Serpentes) — подотряд класса пресмыкающихся отряда чешуйчатые. Змеи обитают на всех континентах, кроме Антарктиды и нескольких крупных островов, таких как Ирландия и Новая Зеландия, а также множества мелких островов Атлантического океана и центральной части Тихого океана[1]. Некоторые змеи ядовиты, но неядовитые представлены бóльшим количеством видов. Ядовитые пользуются ядом в первую очередь для охоты (чтобы убить жертву), а не для самозащиты. Яд некоторых видов достаточно силён, чтобы убить человека. Неядовитые змеи либо заглатывают добычу живьём (ужи), либо предварительно убивают (удушают) её (полозы, удавы). Самые крупные известные змеи из ныне живущих на Земле — сетчатый питон и водяной удав анаконда. Длина самых мелких змей из ныне живущих — Leptotyphlops carlae — не превышает 10 сантиметров[2]. Размер большинства змей не превышает одного метра[3].
Яд некоторых видов достаточно силён, чтобы убить человека. Неядовитые змеи либо заглатывают добычу живьём (ужи), либо предварительно убивают (удушают) её (полозы, удавы). Самые крупные известные змеи из ныне живущих на Земле — сетчатый питон и водяной удав анаконда. Длина самых мелких змей из ныне живущих — Leptotyphlops carlae — не превышает 10 сантиметров[2]. Размер большинства змей не превышает одного метра[3].
Изучением змей занимается серпентология.
Содержание
- 1 Эволюция
- 2 Особенности строения
- 2.1 Внешний вид
- 2.2 Кожа
- 2.2.1 Линька
- 2.3 Скелет
- 2.4 Внутренние органы
- 2.5 Органы чувств
- 2.5.1 Обоняние
- 2.5.2 Зрение
- 2.5.3 Тепловая чувствительность
- 2.5.4 Вибрационная чувствительность
- 3 Среда обитания и образ жизни
- 3.1 Распространение
- 3.2 Питание
- 4 Половое поведение и размножение змей
- 5 Классификация
- 5.
 1 Ископаемые виды
1 Ископаемые виды
- 5.
- 6 См. также
- 7 Примечания
- 8 Ссылки
 1 Ископаемые виды
1 Ископаемые видыЭволюция
Змеи произошли от ящериц и являются монофилетической группой[4]. По молекулярным данным, ближайшие их родственники среди современных ящериц — игуанообразные и веретеницеобразные, образующие вместе с ними кладу Toxicofera[en]. Некоторые морфологические исследования указывают на то, что в эту кладу входят и мозазавры, причём они являются сестринской группой змей[5].
Древнейшие известные (на 2014 год) ископаемые остатки змей происходят из среднеюрских отложений Англии (около 167 млн лет назад, Eophis underwoodi)[6]. С верхнего мела остатки становятся относительно многочисленными[7].
Эволюция змей сопровождалась существенными изменениями в высококонсервативном регуляторном участке, отвечающем за включение экспрессии гена SHH (Sonic hedgehog). В результате замен и делеций внутри энхансера оказались «испорчены» или утрачены сайты связывания транскрипционных факторов, и ген SHH перестал включаться в тех зонах эмбриона, где у всех остальных позвоночных, от хрящевых рыб до млекопитающих, формируются почки конечностей. Сам ген и другие его регуляторные области остались при этом консервативными, как и следовало ожидать, исходя из многофункциональности гена SHH[8].
Сам ген и другие его регуляторные области остались при этом консервативными, как и следовало ожидать, исходя из многофункциональности гена SHH[8].
Особенности строения
Leptotyphlops carlae на монете в 25 центов США (24,3 мм). | ||||||||||
Внешний вид
Тело удлинённое, без конечностей. Длина тела от 10 см до ≥7 м.
От безногих ящериц змеи отличаются подвижным соединением левой и правой частей челюстей (что даёт возможность заглатывать добычу целиком), отсутствием подвижных век, барабанной перепонки и плечевого пояса.
Кожа
Основная статья: Змеиная кожа
Тело змеи покрыто чешуйчатой кожей. Вопреки расхожему мнению (из-за возможной путаницы змей с червями) змеиная кожа сухая, а не влажная и слизистая. У большинства видов змей кожа со стороны живота особая и приспособлена для большего сцепления с поверхностью, облегчая перемещение. Веки змеи представлены прозрачными чешуйками и остаются постоянно закрытыми. Смена кожного покрова змеи называется шелушением или линькой. У змей кожа меняется одномоментно и одним слоем[9]. Несмотря на кажущуюся неоднородность, кожный покров змеи не является дискретным и слущивание верхнего слоя кожи — эпидермиса — в процессе линьки напоминает выворачивание чулка наизнанку.
Веки змеи представлены прозрачными чешуйками и остаются постоянно закрытыми. Смена кожного покрова змеи называется шелушением или линькой. У змей кожа меняется одномоментно и одним слоем[9]. Несмотря на кажущуюся неоднородность, кожный покров змеи не является дискретным и слущивание верхнего слоя кожи — эпидермиса — в процессе линьки напоминает выворачивание чулка наизнанку.
Форма и количество чешуек на голове, спине и животе зачастую является характерным для данного вида и используется в процессе идентификации в таксономических целях. Чешуйки называют главным образом в соответствии с их расположением на теле. У более развитых («продвинутых») змей (Caenophidia) широкие полосы ряда спинных чешуек соответствуют позвонкам, что позволяет сосчитать позвонки змеи без вскрытия. Глаза змеи покрывают специальные прозрачные чешуйки (Brille) — неподвижные веки. Таким образом, их глаза фактически всегда остаются открытыми, даже во время сна. Однако они могут быть прикрыты кольцами тела.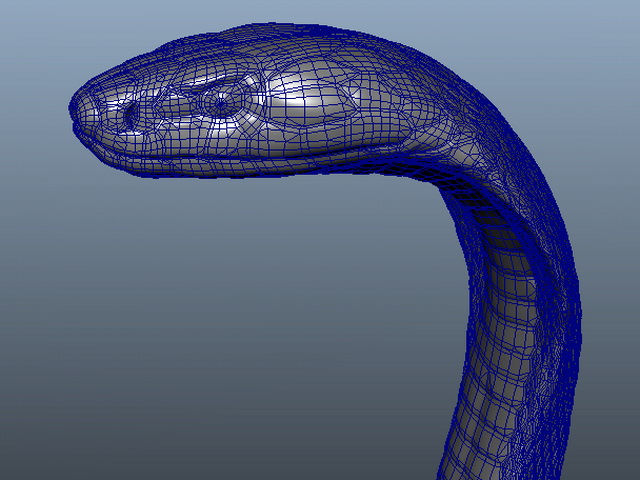
Линька
Северный американский уж (Nerodia sipedon) меняет кожу. | ||||||||||
Процесс линьки (шелушения) змеи решает ряд задач. Во-первых, это замена старых, изношенных клеток кожного покрова змеи. Во-вторых, он позволяет на какое-то время избавиться от паразитов, например клещей. В-третьих, некоторым животным (например, насекомым) линька позволяет расти. Однако в случае змей значение линьки для роста было оспорено[11].
Линька происходит периодически в течение всей жизни змеи. Перед линькой змея перестаёт есть и часто скрывается, перемещаясь в безопасное место. Незадолго до линьки кожа становится тусклой и сухой на вид, а глаза становятся мутными или синего цвета. Внутренняя поверхность старой кожи разжижается. Это приводит к тому, что старая кожа отделяется от новой, расположенной под ней. Через несколько дней глаза проясняются, и змея «выползает» из своей старой кожи. При этом старая кожа лопается в области рта, и змея начинает извиваться, используя силу трения и опираясь на шероховатую поверхность. Во многих случаях процесс сброса старой кожи (пилинг) осуществляется назад по ходу тела (от головы до хвоста) единым фрагментом, как при выворачивании носка наизнанку. Новый, более крупный и яркий слой кожи оказывается снаружи[12].
Через несколько дней глаза проясняются, и змея «выползает» из своей старой кожи. При этом старая кожа лопается в области рта, и змея начинает извиваться, используя силу трения и опираясь на шероховатую поверхность. Во многих случаях процесс сброса старой кожи (пилинг) осуществляется назад по ходу тела (от головы до хвоста) единым фрагментом, как при выворачивании носка наизнанку. Новый, более крупный и яркий слой кожи оказывается снаружи[12].
Взрослые (старшие) змеи способны менять свою кожу только один или два раза в год. Однако более молодые особи, которые продолжают расти, могут линять до четырёх раз в год[12]. Сброшенная кожа является идеальным отпечатком внешнего покрова. Если она осталась неповреждённой, по ней обычно можно определить вид змеи. Благодаря периодическому обновлению кожи змея стала символом исцеления и медицины (изображение на жезле Асклепия)[13].
Скелет
Дополнительные сведения: Скелет
Скелет змеи. | ||||||||||
Скелеты змей радикально отличаются от скелета черепахи, состоящего в основном из расширенной грудной клетки. | ||||||||||
Череп змей диапсидный, но обе височные дуги отсутствуют. Мозговая коробка спереди имеет окостенение[14], что защищает мозг при заглатывании крупной добычи. Череп большинства змей отличается сильным развитием кинетизма, то есть многие кости черепа подвижны относительно друг друга. У змей очень подвижны квадратные, соединённые с ними чешуйчатые, а также верхнечелюстные, верхневисочные, нёбные и крыловидные кости, которые соединены с мозговой коробкой эластичными связками[14]. Угловая, надугловая и сочленовная кости нижней челюсти сросшиеся, а между ними и зубной костью присутствует подвижное сочленение. Обе половины нижней челюсти соединены эластичной связкой. Такая система подвижно сочленённых костей способствует чрезвычайно широкому раскрыванию рта, что необходимо для заглатывания крупной добычи целиком, а также обеспечивает возможность независимых движений правой и левой половин челюстного аппарата при проталкивании добычи в глотку с поочередным перехватыванием. Всё это позволяет змеям заглатывать относительно очень крупную добычу, по размерам часто превышающую толщину туловища змеи[15].
Такая система подвижно сочленённых костей способствует чрезвычайно широкому раскрыванию рта, что необходимо для заглатывания крупной добычи целиком, а также обеспечивает возможность независимых движений правой и левой половин челюстного аппарата при проталкивании добычи в глотку с поочередным перехватыванием. Всё это позволяет змеям заглатывать относительно очень крупную добычу, по размерам часто превышающую толщину туловища змеи[15].
Зубы змей расположены на зубных, верхнечелюстных, крыловидных и иногда на предчелюстных костях. Зубы острые и тонкие, приросшие к краям челюстных костей или соединённые с челюстью при помощи особых связок. У ядовитых змей на верхнечелюстных костях расположены крупные острые, загнутые назад ядовитые зубы. Такие зубы имеют бороздку на передней поверхности или внутренний канал, по которым яд при укусе попадает в рану[15]. У гадюковых змей за счет подвижности укороченных верхнечелюстных костей ядовитые зубы могут вращаться на 90°. Ядовитые зубы в некоторых случаях (у габонской гадюки) достигают длины 4,5 сантиметров.
Ядовитые зубы в некоторых случаях (у габонской гадюки) достигают длины 4,5 сантиметров.
Змеи отличаются большим количеством позвонков (от 200 до 450).
Грудины, как и грудной клетки, нет, при заглатывании пищи рёбра раздвигаются. Плечевой пояс отсутствует. Рудименты тазового пояса сохраняются у некоторых примитивных семейств змей.
Внутренние органы
Схематичное изображение внутренних органов змеи: 1 — пищевод, 2 — трахея, 3 — трахейное лёгкое, 4 — рудиментарное левое лёгкое, 5 — правое лёгкое, 6 — сердце и вилочковая железа, 7 — печень, 8 — желудок, 9 — воздушный (плавательный) мешок, 10 — жёлчный пузырь, 11 — поджелудочная железа, 12 — селезёнка, 13 — кишечник, 14 — семенники, 15 — почки. | ||||||||||
Внутренние органы имеют вытянутую форму и расположены асимметрично.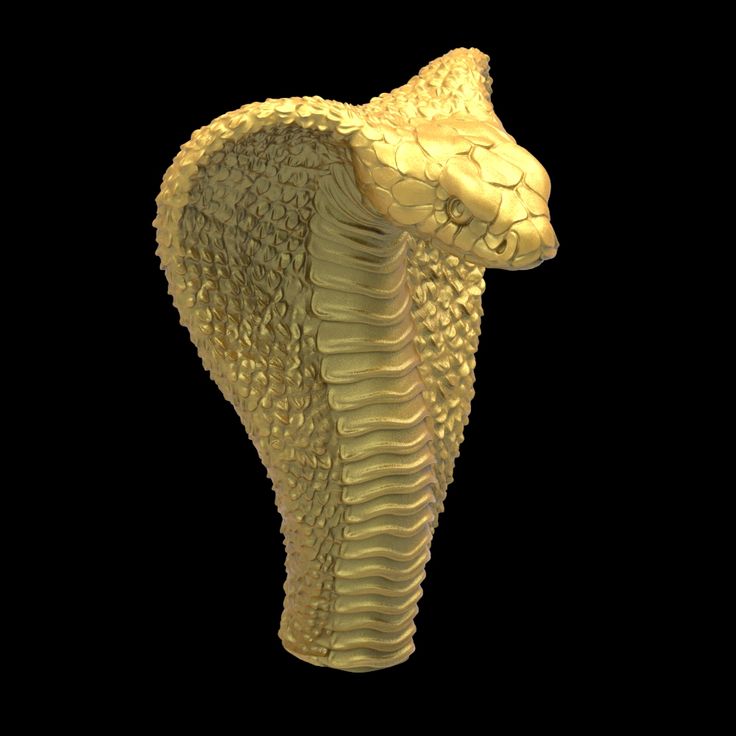 Кроме того, некоторые из парных органов утратили одну половину и стали непарными. Например, у наиболее примитивных змей развиты оба лёгких, но при этом правое всегда больше левого; у большинства змей левое лёгкое совсем исчезает, либо рудиментарно. Гадюки и некоторые другие змеи, помимо правого лёгкого, имеют еще и так называемое трахейное лёгкое, образованное расширенной задней частью трахеи. Само же лёгкое в своей задней части преобразовано в тонкостенный резервуар для воздуха. Водяным змеям оно служит плавательным пузырём. Он очень растяжим, и змея может сильно раздуваться при вдохе, а при выдохе может издавать громкое и продолжительное шипение.
Кроме того, некоторые из парных органов утратили одну половину и стали непарными. Например, у наиболее примитивных змей развиты оба лёгких, но при этом правое всегда больше левого; у большинства змей левое лёгкое совсем исчезает, либо рудиментарно. Гадюки и некоторые другие змеи, помимо правого лёгкого, имеют еще и так называемое трахейное лёгкое, образованное расширенной задней частью трахеи. Само же лёгкое в своей задней части преобразовано в тонкостенный резервуар для воздуха. Водяным змеям оно служит плавательным пузырём. Он очень растяжим, и змея может сильно раздуваться при вдохе, а при выдохе может издавать громкое и продолжительное шипение.
Сердце змей расположено в области раздвоения трахеи и заключено в сердечную сумку — перикард. В связи с отсутствием диафрагмы сердце способно перемещаться, что защищает его от возможного повреждения при прохождении крупных жертв по пищеводу. Сосудистая система змей также имеет особенности. Селезёнка с прикреплённым к ней жёлчным пузырём, а также поджелудочная железа фильтруют кровь. В сердечно-сосудистой системе змей имеется уникальная почечная портальная система — кровь от хвоста змеи проходит через почки, прежде чем вернуться к сердцу. Вилочковая железа находится в жировой ткани выше сердца и отвечает за выработку иммунных клеток в кровь. Лимфатические узлы у змей отсутствуют[16].
В сердечно-сосудистой системе змей имеется уникальная почечная портальная система — кровь от хвоста змеи проходит через почки, прежде чем вернуться к сердцу. Вилочковая железа находится в жировой ткани выше сердца и отвечает за выработку иммунных клеток в кровь. Лимфатические узлы у змей отсутствуют[16].
Пищевод змей очень мускулист, что облегчает проталкивание пищи в желудок, который представляет собой удлинённый мешок, переходящий в сравнительно короткий кишечник.
Почки сильно вытянуты в длину, а мочевой пузырь отсутствует. Семенники тоже удлинены, а копулятивный орган самцов представляет собой парные мешки, обычно снабженные различными по величине и форме шипиками. Эти мешки лежат под кожей позади анального отверстия и выворачиваются наружу при возбуждении. В яйцеводах змей четыре отдела: воронка, белковая часть, яйцевая камера и матка. Белковый отдел яйцеводов змей по гистологической структуре сходен с аналогичным отделом яйцевода птиц, но заметно короче него. В яйцевой камере яйца находятся весьма долго. В это время яйцевая камера играет роль инкубатора: снабжает яйца влагой и обеспечивает газообмен зародыша.
В яйцевой камере яйца находятся весьма долго. В это время яйцевая камера играет роль инкубатора: снабжает яйца влагой и обеспечивает газообмен зародыша.
Органы чувств
Раздвоенный язык жёлтой анаконды. | ||||||||||
Обоняние
В поисках добычи змеи отслеживают запахи, используя раздвоенный язык для сбора частиц из окружающей среды и затем передавая их на анализ в ротовую полость (а точнее, в вомероназальный орган или орган Якобсона)[17]. Змеиный язык постоянно находится в движении, отбирая пробы частиц воздуха, почвы или воды. Анализируя их химический состав, он позволяет обнаружить добычу или хищника и определить их положение. У змей, обитающих в воде (например, у анаконды), язык эффективно функционирует под водой. Таким образом, он даёт возможность направленного обоняния и определения вкуса одновременно[17].
Зрение
Глаза змей защищены сросшимися прозрачными веками. Их зрение варьирует в широких пределах — от способности только отличить свет от тьмы до довольно острого. Вообще говоря, оно направлено не столько на получение резкого изображения, сколько на отслеживание движения[18]. Как правило, зрение хорошо развито у древесных змей и слабо — у роющих (ведущих в основном подземный образ жизни). Некоторые змеи (например, Ahaetulla) обладают бинокулярным зрением — способны наводить оба глаза на одну точку. Фокусировка глаза у большинства змей осуществляется путём движения хрусталика относительно сетчатки, в то время как у большинства остальных амниот — путём изменения его кривизны.
Тепловая чувствительность
Термограмма: холоднокровная змея схватила теплокровную мышь | ||||||||||
По сравнению с другими пресмыкающимися у змей наиболее развитый орган тепловой чувствительности. Он находится на лицевой ямке между глазом и носом с каждой стороны головы. Гадюки, питоны, удавы обладают чувствительными рецепторами, расположенными в глубоких канавках на морде. Они позволяют им «видеть» тепло, излучаемое теплокровной добычей (например, млекопитающими). Другие представители оснащены тепловыми рецепторами, выстилающими верхнюю губу чуть ниже ноздрей[17]. У ямкоголовых змей термолокаторы позволяют определять даже направление источника теплового излучения. При этом они воспринимают инфракрасное излучение, исходящее от окружающих предметов, именно по его тепловому действию[19].
Он находится на лицевой ямке между глазом и носом с каждой стороны головы. Гадюки, питоны, удавы обладают чувствительными рецепторами, расположенными в глубоких канавках на морде. Они позволяют им «видеть» тепло, излучаемое теплокровной добычей (например, млекопитающими). Другие представители оснащены тепловыми рецепторами, выстилающими верхнюю губу чуть ниже ноздрей[17]. У ямкоголовых змей термолокаторы позволяют определять даже направление источника теплового излучения. При этом они воспринимают инфракрасное излучение, исходящее от окружающих предметов, именно по его тепловому действию[19].
Вибрационная чувствительность
Наружное и среднее ухо (в том числе слуховое отверстие и барабанная перепонка) у змей отсутствуют, однако они ощущают вибрацию земли и звуки (хотя и в довольно узком диапазоне частот)[20][21]. Части тела, находящиеся в прямом контакте с окружающей средой, очень чувствительны к вибрации. Благодаря этому змеи чувствуют приближение других животных[17].
Среда обитания и образ жизни
Распространение
Змеи освоили практически все жизненные пространства Земли, кроме воздушного. Они встречаются на всех материках, кроме Антарктиды. Змеи распространены от Полярного круга на севере до южной оконечности Американского материка. Особенно многочисленны они в тропических областях Азии, Африки, Южной Америки и в Австралии[источник не указан 338 дней]. Отсутствуют на высоких широтах (в том числе в Гренландии и Исландии), а также в Ирландии и Новой Зеландии[22].
Предпочитают обитать на территориях с жарким климатом. Обитают в различных экологических условиях — лесах, степях, пустынях, в предгорьях и горах.
Змеи в основном ведут наземный образ жизни, но некоторые виды живут под землей, в воде, на деревьях. При наступлении неблагоприятных условий (например, при похолодании) змеи впадают в спячку.
Калифорнийский удав поедает мышь | ||||||||||
Питание
Все известные змеи — хищники. Питаются разнообразными животными: позвоночными и беспозвоночными. Существуют виды змей, которые специализируются на поедании определённого вида добычи, то есть стенофаги. Например, рачий уж (Regina rigida) питается почти исключительно речными раками, а африканские яичные змеи (Dasypeltis) — только яйцами птиц.
Питаются разнообразными животными: позвоночными и беспозвоночными. Существуют виды змей, которые специализируются на поедании определённого вида добычи, то есть стенофаги. Например, рачий уж (Regina rigida) питается почти исключительно речными раками, а африканские яичные змеи (Dasypeltis) — только яйцами птиц.
Неядовитые змеи заглатывают добычу живьём (например, ужи) либо предварительно умерщвляют её, сжимая челюстями и придавливая телом к земле (стройные полозы) или удушая в кольцах тела (удавы и питоны). Ядовитые змеи убивают добычу, вводя в её тело яд при помощи специализированных ядопроводящих зубов.
Змеи, как правило, заглатывают добычу целиком. Механизм заглатывания состоит в попеременном движении правой и левой половинами нижней челюсти (змея как бы натягивает себя на добычу).
Половое поведение и размножение змей
Половые органы кобры. | ||||||||||

Большинство змей размножаются откладкой яиц. Но некоторые виды яйцеживородящие или живородящие.
Классификация
Собакоголовый удав — представитель семейства Ложноногие змеи. | ||||||||||
Шумящая гадюка — представитель семейства Гадюковые. | ||||||||||
Основные группы змей — Scolecophidia (слепые змеи, 1 надсемейство) и Alethinophidia (все остальные змеи, 5 надсемейств). Иногда им придают ранг инфраотрядов. Alethinophidia делят на Caenophidia (высшие и бородавчатые змеи) и Henophidia (все остальные)[23].
По данным базы The Reptile Database, по состоянию на февраль 2017 года известен 3631 вид змей[24].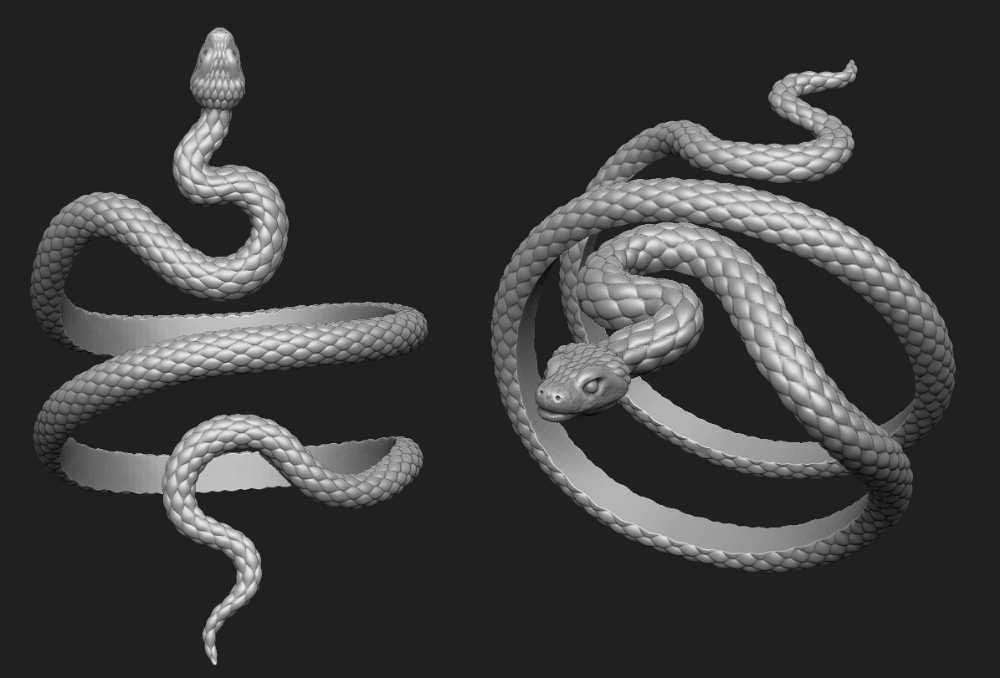 Их объединяют в более 20 семейств и 6 надсемейств (4 семейства пока не включены ни в одно надсемейство)[25]. Ядовитые змеи составляют около четверти известных видов.
Их объединяют в более 20 семейств и 6 надсемейств (4 семейства пока не включены ни в одно надсемейство)[25]. Ядовитые змеи составляют около четверти известных видов.
- Семейство Aniliidae — Вальковатые змеи
- Семейство Bolyeriidae — Маскаренские удавы, или Болиериды
- Семейство Tropidophiidae — Земляные удавы
- Семейство Xenophidiidae
- Надсемейство Acrochordoidea
- Семейство Acrochordidae — Бородавчатые змеи
- Надсемейство Uropeltoidea
- Семейство Anomochilidae
- Семейство Cylindrophiidae — Цилиндрические змеи
- Семейство Uropeltidae — Щитохвостые змеи
- Надсемейство Pythonoidea
- Семейство Loxocemidae — Мексиканские земляные питоны
- Семейство Pythonidae — Питоны
- Семейство Xenopeltidae — Лучистые змеи
- Надсемейство Booidea
- Семейство Boidae — Ложноногие змеи
- Надсемейство Colubroidea
- Семейство Colubridae — Ужеобразные
- Семейство Lamprophiidae
- Семейство Elapidae — Аспидовые
- Семейство Homalopsidae
- Семейство Pareidae
- Семейство Viperidae — Гадюковые
- Семейство Xenodermidae
- Семейство Xenodermatidae
- Надсемейство Typhlopoidea (инфраотряд Scolecophidia)
- Семейство Anomalepididae — Американские червеобразные змеи
- Семейство Gerrhopilidae
- Семейство Typhlopidae — Слепозмейки
- Семейство Leptotyphlopidae — Узкоротые змеи
- Семейство Xenotyphlopidae
Ископаемые виды
Одно из вымерших семейств змей — Madtsoiidae. К нему относится, в частности, найденный в 1987 году и описанный в 2010 году Sanajeh indicus. Он жил около 67 миллионов лет назад (в маастрихтском веке мелового периода) и имел длину 3,5 метра. Вместе с его костями были обнаружены окаменелые останки скорлупы. Это первое свидетельство того, что змеи поедали яйца и детёнышей динозавров[26]. К этому же семейству отнесён Najash rionegrina, живший на территории Аргентины в меловом периоде, около 95 миллионов лет назад (сеноман). Его останки были найдены в 2006 году[27].
К нему относится, в частности, найденный в 1987 году и описанный в 2010 году Sanajeh indicus. Он жил около 67 миллионов лет назад (в маастрихтском веке мелового периода) и имел длину 3,5 метра. Вместе с его костями были обнаружены окаменелые останки скорлупы. Это первое свидетельство того, что змеи поедали яйца и детёнышей динозавров[26]. К этому же семейству отнесён Najash rionegrina, живший на территории Аргентины в меловом периоде, около 95 миллионов лет назад (сеноман). Его останки были найдены в 2006 году[27].
См. также
- Список змей России
- Список змей Украины
- Список змей Казахстана
- Змей (мифология)
- Научно-популярный фильм «Змеи»
- Eupodophis descouensi — древняя змея, у которой сохранились ноги.
This article uses material from the Wikipedia article
«Змеи», which is released under the
Creative Commons Attribution-Share-Alike License 3. 0. There is a list of all
0. There is a list of all
authors in Wikipedia
Snake лучшие файлы STL для 3D-принтера・Cults
Змеиная цепь
9,99 €
Кецалькоатль
€19,21
-40%
€11,53
Гибкая игрушка Sneel
€0,96
-35%
€0,62
Blobifishes the 5th Alp555 Mini Figures Series 1
Бесплатно
змей майя кукулькан
0,58 €
Круглое кольцо с печаткой в виде змеи с бриллиантами, размеры США от 7 до 11 Модель для 3D-печати
12,01 €
Формочка для печенья в виде змеи
0,82 €
3D модель змеи
35 €
Шарнирная змея
0,96 €
Полка Snake Crystal, держатель, органайзер
1,89 €
Кольцо 2 сепента
12,39 €
шарнирная змейка
бесплатно
Valorant Snakebite Snake Bite Shorty Shotgun Viper Косплей Отдельные детали / Детали светодиодов
15 евро
Меч Змея
14,87 €
Кулон со змеей и бриллиантами с дужкой Модель для 3D-печати
12,01 €
ЧАШКА ИЗ ЗМЕИНОЙ КОЖИ
2,13 €
НАБОР ИЗ ШЕСТИ МЕКСИКАНСКИХ ТРАФЕТОВ ТОМ 1 PARA MI AMIGO MEXICANO И, КОНЕЧНО, ЛЮБОЙ ДРУГОЙ
Бесплатно
МОРСКАЯ ЗМЕЯ
3,22 €
Нага-воин
9,61 €
Flexi Joint Snake
0,92 €
Подвеска в виде змеи для урны с дужкой Модель для 3D-печати
6,24 €
держатель для телефона в виде змеи
0,50 €
Простая подвеска в виде змеи с дужкой 3D модель для печати
3,84 €
ЧЕРЕПАХА FLEXI Snapping
3,80 €
ящерица
25 €
змея
19 €
змея
19 €
змея
19 €
змея
19 евро
змея
19 €
змея
24 €
змея
17 €
подвеска в виде змеи
19 €
змея
18 €
змея
18 €
змея
16 €
гремучая змея
35 €
кольцевая змея
16 €
кобра
24 €
кольцо кобры
24 €
змея
24 €
кольцо кобры
25 €
серьги кобра
25 €
рогатая гадюка
23 €
Храм Офидиана, статуи и руины Декорации
19 €
Деревья и растения джунглей
€9
Базы руин джунглей, набор
7,80 €
Ophidian Priest, бюст
€5
Snake Model — Etsy.

 НАЧАЛЬНЫЙ ТОК
НАЧАЛЬНЫЙ ТОК /поддон
/поддон
 д.
д.  180 А
180 А 


 размер частиц, мм
размер частиц, мм
 мощность 3600 об/мин (HP)
мощность 3600 об/мин (HP)

 Грязь / Песок / Галька / Мусор
Грязь / Песок / Галька / Мусор
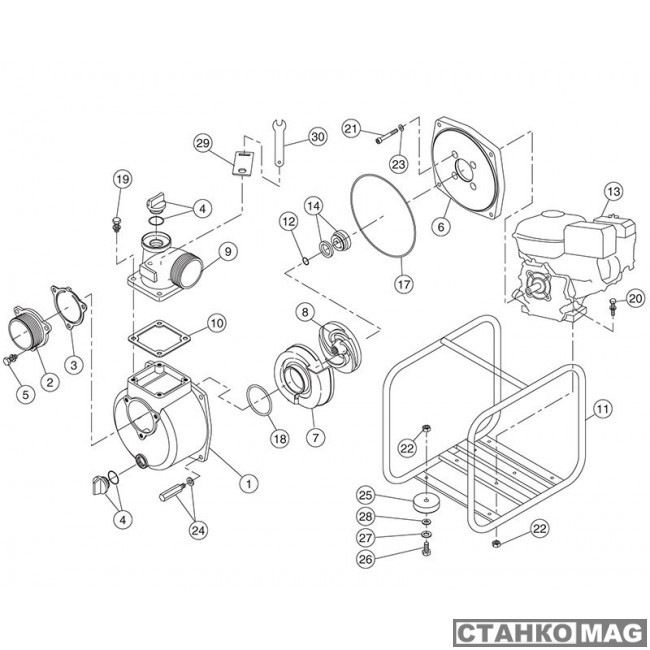
 с. 24 2cc Двигатель Honda
с. 24 2cc Двигатель Honda  Наши насосы используются и любимы в 160 странах мира.
Наши насосы используются и любимы в 160 странах мира.


 Винница
Винница 3 мм./ 52 ланки
3 мм./ 52 ланки шаг 0,325 на 72 зв.)
шаг 0,325 на 72 зв.) org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Пилы цепные
org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Пилы цепные 325″, паз 1.5 мм, 72 звена Denzel
325″, паз 1.5 мм, 72 звена Denzel 325″, паз 1.5 мм, 72 звена Сибртех
325″, паз 1.5 мм, 72 звена Сибртех Визг? Проверьте ремни и шланги!
Визг? Проверьте ремни и шланги! Эти районы включают Алкорн, Прентисс, Типпа, Макнейр, и округа Хардин, а также Пиквик. Мы не только помогаем общественным и городским учреждениям, мы также поддерживаем Альянс и делаем пожертвования нескольким организациям.
Эти районы включают Алкорн, Прентисс, Типпа, Макнейр, и округа Хардин, а также Пиквик. Мы не только помогаем общественным и городским учреждениям, мы также поддерживаем Альянс и делаем пожертвования нескольким организациям. Звоните, если у вас есть вопросы.
Звоните, если у вас есть вопросы.  Коврики имеют толщину 5/8 дюйма и отлично подходят для легкого входа и выхода из открытых площадок.
Коврики имеют толщину 5/8 дюйма и отлично подходят для легкого входа и выхода из открытых площадок. 1
1 1
1

 30 р.
30 р. 88 р.
88 р. 2
2 :
: :
: 5
5 :
:
 0005
0005 2020 сен; 3: 154–159.
2020 сен; 3: 154–159. В Детской больнице Энн и Роберта Х. Лурье в Чикаго мы провели более 350 трансплантаций сердца, 64 из которых были сделаны пациентам с нарушением кровообращения Фонтена. Это включало только 14 пациентов с нарушением кровообращения Фонтена из 19от 90 до 2009 г. (первые 20 лет), но 50 из этих пациентов были с 2010 до 2020 года (последние 10 лет).
В Детской больнице Энн и Роберта Х. Лурье в Чикаго мы провели более 350 трансплантаций сердца, 64 из которых были сделаны пациентам с нарушением кровообращения Фонтена. Это включало только 14 пациентов с нарушением кровообращения Фонтена из 19от 90 до 2009 г. (первые 20 лет), но 50 из этих пациентов были с 2010 до 2020 года (последние 10 лет).  Дерево решений становится еще более сложным, если рассматривать использование временных вспомогательных устройств для желудочков в качестве возможного моста к трансплантации или даже в качестве целевой терапии.
Дерево решений становится еще более сложным, если рассматривать использование временных вспомогательных устройств для желудочков в качестве возможного моста к трансплантации или даже в качестве целевой терапии.  1 Этот метод лечения преобразует нестабильное параллельное кровообращение в стабильное Фонтеновское кровообращение. Циркуляция Фонтена включает полное кавопульмональное соединение, которое ставит системный кровоток последовательно с легочным кровообращением без промежуточного подлегочного желудочкового насоса. Легочный кровоток управляется остаточной посткапиллярной кинетической энергией в системной венозной системе. В конечном счете, легочный кровоток определяется системным венозным давлением (давлением в легочной артерии), сопротивлением легочных сосудов или механической обструкцией (импедансом) и давлением в нижних легочных венах. повышенное давление. Несмотря на свои недостатки, эта стратегия приводит к почти нормализации насыщения кислородом, сбалансированному системному и легочному кровотоку и устранению объемной нагрузки на системный желудочек и позволила выжить тысячам пациентов с одножелудочковыми пороками сердца во всем мире. мир. Показатели выживаемости после операции Фонтена значительно улучшились (91% и 82% через 10 и 20 лет соответственно)3 , 4 , так как первая такая процедура была проведена полвека назад.
1 Этот метод лечения преобразует нестабильное параллельное кровообращение в стабильное Фонтеновское кровообращение. Циркуляция Фонтена включает полное кавопульмональное соединение, которое ставит системный кровоток последовательно с легочным кровообращением без промежуточного подлегочного желудочкового насоса. Легочный кровоток управляется остаточной посткапиллярной кинетической энергией в системной венозной системе. В конечном счете, легочный кровоток определяется системным венозным давлением (давлением в легочной артерии), сопротивлением легочных сосудов или механической обструкцией (импедансом) и давлением в нижних легочных венах. повышенное давление. Несмотря на свои недостатки, эта стратегия приводит к почти нормализации насыщения кислородом, сбалансированному системному и легочному кровотоку и устранению объемной нагрузки на системный желудочек и позволила выжить тысячам пациентов с одножелудочковыми пороками сердца во всем мире. мир. Показатели выживаемости после операции Фонтена значительно улучшились (91% и 82% через 10 и 20 лет соответственно)3 , 4 , так как первая такая процедура была проведена полвека назад.

 Независимо от преобладающей патофизиологии физиология Фонтена может привести к дисфункции печени и циррозу, варикозному расширению вен пищевода, почечной дисфункции, нарушению питания и тромбоэмболическим осложнениям. Некоторые пациенты с недостаточной физиологией Фонтена могут реагировать на медикаментозную терапию, в то время как у некоторых пациентов с тяжелой дисфункцией органов-мишеней использование механической поддержки кровообращения может обратить дисфункцию и улучшить состояние пациента, что, как мы надеемся, позволит трансплантацию, которая является единственным долгосрочным вариантом.
Независимо от преобладающей патофизиологии физиология Фонтена может привести к дисфункции печени и циррозу, варикозному расширению вен пищевода, почечной дисфункции, нарушению питания и тромбоэмболическим осложнениям. Некоторые пациенты с недостаточной физиологией Фонтена могут реагировать на медикаментозную терапию, в то время как у некоторых пациентов с тяжелой дисфункцией органов-мишеней использование механической поддержки кровообращения может обратить дисфункцию и улучшить состояние пациента, что, как мы надеемся, позволит трансплантацию, которая является единственным долгосрочным вариантом. -дисфункция органов. Решение о включении трансплантата в список может также зависеть от предполагаемого времени ожидания, которое может существенно различаться в разных регионах страны.
-дисфункция органов. Решение о включении трансплантата в список может также зависеть от предполагаемого времени ожидания, которое может существенно различаться в разных регионах страны.

 Эти коллатерали оказывают пагубное влияние, увеличивая объемную нагрузку на системный желудочек и ухудшая застой в легких, тем самым усложняя предтрансплантационное лечение. Если не принять меры, большая коллатеральная нагрузка может привести к снижению системного кровотока и нарушению доставки кислорода к тканям при искусственном кровообращении, массивному легочному венозному возврату при шунтировании, усилению перитрансплантационного кровотечения и может увеличить риск первичной дисфункции трансплантата после трансплантации из-за избытка объемная нагрузка. Наличие легочной АВМ также может привести к искусственно заниженному ЛСС. Это может осложнить посттрансплантационный уход из-за неожиданно высокого ЛСС.11 Важно отметить, что легочные АВМ, несмотря на сложность предтрансплантационной оценки, обычно регрессируют после успешной трансплантации.13,
Эти коллатерали оказывают пагубное влияние, увеличивая объемную нагрузку на системный желудочек и ухудшая застой в легких, тем самым усложняя предтрансплантационное лечение. Если не принять меры, большая коллатеральная нагрузка может привести к снижению системного кровотока и нарушению доставки кислорода к тканям при искусственном кровообращении, массивному легочному венозному возврату при шунтировании, усилению перитрансплантационного кровотечения и может увеличить риск первичной дисфункции трансплантата после трансплантации из-за избытка объемная нагрузка. Наличие легочной АВМ также может привести к искусственно заниженному ЛСС. Это может осложнить посттрансплантационный уход из-за неожиданно высокого ЛСС.11 Важно отметить, что легочные АВМ, несмотря на сложность предтрансплантационной оценки, обычно регрессируют после успешной трансплантации.13, Особое внимание следует уделить фонтен-ассоциированному заболеванию печени (FALD), поскольку трансплантация в этом контексте сопряжена с риском и неопределенностью.14 Хотя подробное обсуждение FALD невозможно в этом ограниченном обзоре, важно отметить, что почти все у пациентов с кровообращением Фонтена будут развиваться патологические изменения фиброза в печени. Наиболее частым признаком патологии является портальный фиброз, но может наблюдаться прогрессирование до клинической терминальной стадии цирроза печени и даже гепатоцеллюлярной карциномы. Клиническая оценка FALD включает мультимодальные исследования, включая лабораторные данные, аксиальную визуализацию, ультразвуковое исследование печени с эластографией и, возможно, биопсию печени. Пациентам с FALD и циррозом с относительно сохранной синтетической функцией печени и минимальными варикозными расширениями вен или без них мы предлагаем только трансплантацию сердца. Однако пациентам с тяжелым циррозом печени с асцитом, низкой синтетической функцией или тяжелым варикозным расширением вен или гепатоцеллюлярной карциномой может быть показана комбинированная трансплантация сердца и печени.
Особое внимание следует уделить фонтен-ассоциированному заболеванию печени (FALD), поскольку трансплантация в этом контексте сопряжена с риском и неопределенностью.14 Хотя подробное обсуждение FALD невозможно в этом ограниченном обзоре, важно отметить, что почти все у пациентов с кровообращением Фонтена будут развиваться патологические изменения фиброза в печени. Наиболее частым признаком патологии является портальный фиброз, но может наблюдаться прогрессирование до клинической терминальной стадии цирроза печени и даже гепатоцеллюлярной карциномы. Клиническая оценка FALD включает мультимодальные исследования, включая лабораторные данные, аксиальную визуализацию, ультразвуковое исследование печени с эластографией и, возможно, биопсию печени. Пациентам с FALD и циррозом с относительно сохранной синтетической функцией печени и минимальными варикозными расширениями вен или без них мы предлагаем только трансплантацию сердца. Однако пациентам с тяжелым циррозом печени с асцитом, низкой синтетической функцией или тяжелым варикозным расширением вен или гепатоцеллюлярной карциномой может быть показана комбинированная трансплантация сердца и печени. наблюдение и управление, мы надеемся, что FALD станет менее серьезной проблемой.
наблюдение и управление, мы надеемся, что FALD станет менее серьезной проблемой. У пациентов с острой декомпенсацией или ранним нарушением функции Фонтена может потребоваться экстракорпоральная мембранная оксигенация (ЭКМО). Исходы ЭКМО в качестве моста к трансплантации у пациентов с одним желудочком, как правило, плохие. В ретроспективном анализе Реестра организаций экстракорпорального жизнеобеспечения выживаемость до выписки из стационара у пациентов с пороками сердца с одним желудочком, требующим ЭКМО, составила всего 33%.16 VAD могут быть полезны в качестве моста к трансплантации у пациентов с обратимой дисфункцией органов-мишеней. таких как почечная недостаточность, вторичная легочная гипертензия или дисфункция печени. Принимая во внимание два варианта отказа имплантата VAD, ЭКО и PVF, маловероятно, что они будут иметь одинаковые результаты при одинаковой поддержке. Ожидается, что пациенты с ЭКО быстро получат пользу от ДВА, имплантированного для поддержки системного желудочка, но у пациентов с преимущественно нарушенной физиологией кровообращения Фонтена ДВА может быть менее эффективным.
У пациентов с острой декомпенсацией или ранним нарушением функции Фонтена может потребоваться экстракорпоральная мембранная оксигенация (ЭКМО). Исходы ЭКМО в качестве моста к трансплантации у пациентов с одним желудочком, как правило, плохие. В ретроспективном анализе Реестра организаций экстракорпорального жизнеобеспечения выживаемость до выписки из стационара у пациентов с пороками сердца с одним желудочком, требующим ЭКМО, составила всего 33%.16 VAD могут быть полезны в качестве моста к трансплантации у пациентов с обратимой дисфункцией органов-мишеней. таких как почечная недостаточность, вторичная легочная гипертензия или дисфункция печени. Принимая во внимание два варианта отказа имплантата VAD, ЭКО и PVF, маловероятно, что они будут иметь одинаковые результаты при одинаковой поддержке. Ожидается, что пациенты с ЭКО быстро получат пользу от ДВА, имплантированного для поддержки системного желудочка, но у пациентов с преимущественно нарушенной физиологией кровообращения Фонтена ДВА может быть менее эффективным.
 Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий Колесо курвиметра изготовлено из литого алюминия. Модель имеет прочное резиновое покрытие, не проскальзывающее на любой поверхности.
Колесо курвиметра изготовлено из литого алюминия. Модель имеет прочное резиновое покрытие, не проскальзывающее на любой поверхности. 4 кг
4 кг 318
318 Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.

 00 AOA
00 AOA измеренное значение
измеренное значение Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.


 Клеить матрас нужно очень осторожно, соблюдая меры безопасности, потому клей очень горюч и может воспламеняться, находясь у источника огня. При попадании капли клей на слизистую оболочку, он способен вызывать сильное раздражение. Также рекомендуется проводить склейку при проветривании, пары клей могут вызвать интоксикацию.
Клеить матрас нужно очень осторожно, соблюдая меры безопасности, потому клей очень горюч и может воспламеняться, находясь у источника огня. При попадании капли клей на слизистую оболочку, он способен вызывать сильное раздражение. Также рекомендуется проводить склейку при проветривании, пары клей могут вызвать интоксикацию.

 Незамысловатая на первый взгляд конструкция всегда вводит в заблуждение примитивностью процесса, на самом деле изобилует множеством подводных камней, о которых известно далеко не каждому новичку.
Незамысловатая на первый взгляд конструкция всегда вводит в заблуждение примитивностью процесса, на самом деле изобилует множеством подводных камней, о которых известно далеко не каждому новичку.
/d904e78eb32f414.s.siteapi.org/img/85c1b61e952136bf5deeb553df4fa8b78a079f36.jpg)


 Меняя количество подкладочных слоев поролона, можно добиться такого состояния, когда место ремонта по жесткости практически не будет отличаться от исправных пружин.
Меняя количество подкладочных слоев поролона, можно добиться такого состояния, когда место ремонта по жесткости практически не будет отличаться от исправных пружин. Для ремонта ленточное основание тоже нужно удалить и заменить обрешеткой из реек толщиной 20 мм и шириной не менее 70 мм. Рейки должны быть деревянными, не из фанеры, ОСБ и тем более ДСП, лучше всего еловые или сосновые, без дефектов и сучков.
Для ремонта ленточное основание тоже нужно удалить и заменить обрешеткой из реек толщиной 20 мм и шириной не менее 70 мм. Рейки должны быть деревянными, не из фанеры, ОСБ и тем более ДСП, лучше всего еловые или сосновые, без дефектов и сучков.
 Выполнить диагностику можно тремя способами:
Выполнить диагностику можно тремя способами: Такова природа надувных матрасов, под давлением воздуха резиновая оболочка растягивается, что нередко приводит к обрыву заплатки.
Такова природа надувных матрасов, под давлением воздуха резиновая оболочка растягивается, что нередко приводит к обрыву заплатки.
 Внутрь надувного матраса укладывают на клею дополнительную подкладку, а наружную поверхность заделывают двумя заплатами различного размера. Склеенный пирог должен сохнуть зафиксированным в струбцине.
Внутрь надувного матраса укладывают на клею дополнительную подкладку, а наружную поверхность заделывают двумя заплатами различного размера. Склеенный пирог должен сохнуть зафиксированным в струбцине. Стоят они достаточно дорого и рассчитаны на однократное использование тюбика.
Стоят они достаточно дорого и рассчитаны на однократное использование тюбика. Остальные варианты резиновых, полистирольных и бутил-каучуковых клеев для ремонта надувных конструкций не используются.
Остальные варианты резиновых, полистирольных и бутил-каучуковых клеев для ремонта надувных конструкций не используются. И наоборот, почти нет ничего хуже, чем ощущение «захлебывания», когда внезапно просыпаешься, плашмя на твердой земле, окруженный мягкими остатками прохудившейся надувной кровати. К счастью, есть много способов исправить эту ситуацию!
И наоборот, почти нет ничего хуже, чем ощущение «захлебывания», когда внезапно просыпаешься, плашмя на твердой земле, окруженный мягкими остатками прохудившейся надувной кровати. К счастью, есть много способов исправить эту ситуацию!


 отверстие по размеру. Утилизация надувной кровати не только тратит впустую от 30 до 300 долларов, которые вы заплатили за нее, но и добавляет к свалке, поскольку те, что сделаны из ПВХ, обычно не могут быть переработаны. К счастью, надоедливую утечку можно эффективно устранить с помощью расходных материалов, которые у вас уже могут быть под рукой, и этих простых шагов, как залатать надувной матрас.
отверстие по размеру. Утилизация надувной кровати не только тратит впустую от 30 до 300 долларов, которые вы заплатили за нее, но и добавляет к свалке, поскольку те, что сделаны из ПВХ, обычно не могут быть переработаны. К счастью, надоедливую утечку можно эффективно устранить с помощью расходных материалов, которые у вас уже могут быть под рукой, и этих простых шагов, как залатать надувной матрас. полный список «
полный список « Отметьте область маркером, а затем сдуйте надувную подушку и перейдите к шагу 4. В противном случае попробуйте еще один трюк.
Отметьте область маркером, а затем сдуйте надувную подушку и перейдите к шагу 4. В противном случае попробуйте еще один трюк. Это позволит получить гладкую, ровную поверхность для сцепления клея.
Это позволит получить гладкую, ровную поверхность для сцепления клея.

 , крышка К50 б/гн натуральная
, крышка К50 б/гн натуральная
 Благодаря этому каждый конструктор при разработке узла сверяется с результатами работы коллег и использует библиотеку типовых решений, созданную на заводе.
Благодаря этому каждый конструктор при разработке узла сверяется с результатами работы коллег и использует библиотеку типовых решений, созданную на заводе. Резец закрепляется на суппорте. Каретка суппорта перемещается вдоль детали винтом подачи, который вращается коробкой подач.
Резец закрепляется на суппорте. Каретка суппорта перемещается вдоль детали винтом подачи, который вращается коробкой подач.
 После того, как смесь застынет, готовую полуформу извлекут из ящика © sun9-57.userapi.com
После того, как смесь застынет, готовую полуформу извлекут из ящика © sun9-57.userapi.com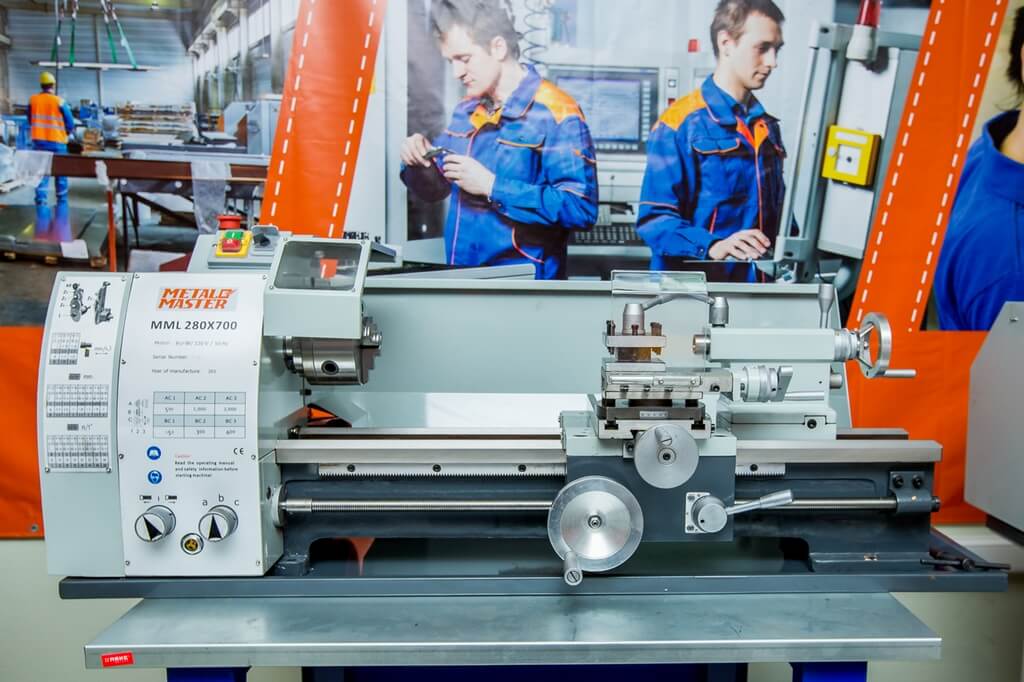 На литейном производстве действует пять лабораторий: спектральная, механическая, металлографическая, химическая и земельная.
На литейном производстве действует пять лабораторий: спектральная, механическая, металлографическая, химическая и земельная. userapi.com
userapi.com userapi.com
userapi.com userapi.com
userapi.com , поэтому длинномерные станины собираются из модулей по 3 м., и только затем производится шлифование призматических направляющих.
, поэтому длинномерные станины собираются из модулей по 3 м., и только затем производится шлифование призматических направляющих.
 userapi.com
userapi.com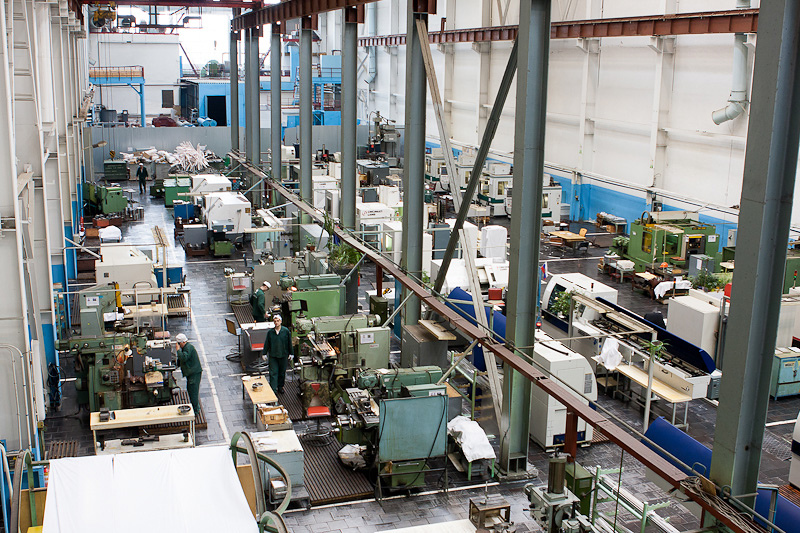 userapi.com
userapi.com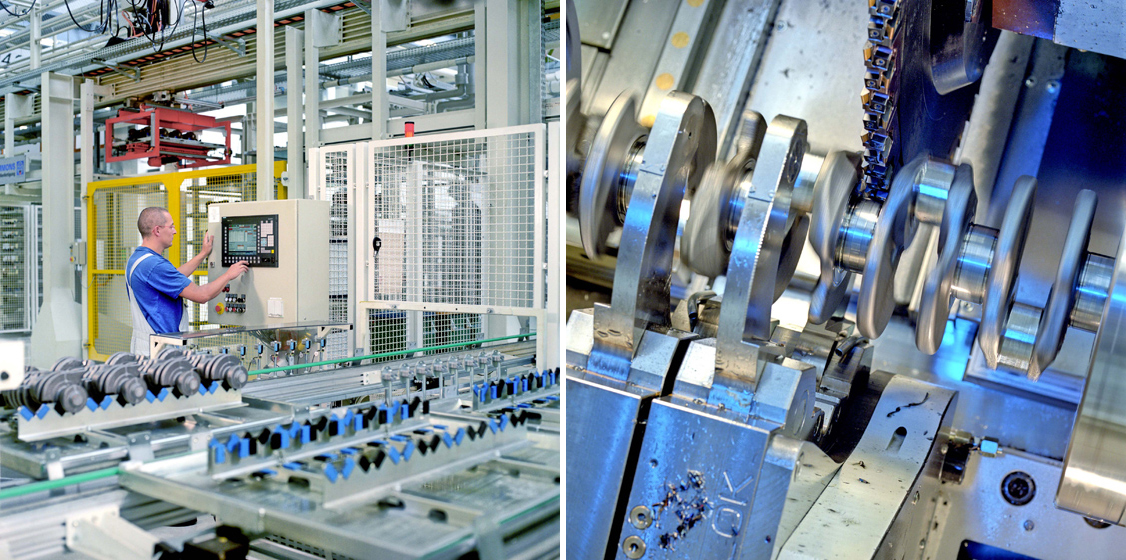 userapi.com
userapi.com
 В мировом станкостроении широко внедряются технологические инновации. Среди последних тенденций – интеграция нескольких процессов в одном станке, возможность управления станками через Интернет, модульный принцип построения реконфигурируемого оборудования, производство станков для обработки новейших материалов – комбинированных волокон керамики, труднообрабатываемых и жаростойких сплавов и др., использование нанотехнологий. Не последнее внимание уделяется дизайну и эргономике современных станков.
В мировом станкостроении широко внедряются технологические инновации. Среди последних тенденций – интеграция нескольких процессов в одном станке, возможность управления станками через Интернет, модульный принцип построения реконфигурируемого оборудования, производство станков для обработки новейших материалов – комбинированных волокон керамики, труднообрабатываемых и жаростойких сплавов и др., использование нанотехнологий. Не последнее внимание уделяется дизайну и эргономике современных станков. Однако высокий потенциал, заложенный в отрасль еще в советское время, до сих пор позволяет российским станкостроительным предприятиям экспортировать до 40% своей продукции даже в страны с развитым собственным станкостроением – США, Китай, Японию, Германию. Совмещение инженерных решений высокого уровня, заложенных в российские станки, с сильной элементной базой (электроникой, электрикой, гидравликой) зарубежных производителей позволяет получить станки высокого качества. Но доля российских станков на мировом рынке еще крайне мала – всего 0,3%. В 1990 г. СССР находился на 3-м месте по производству механообрабатывающей продукции, сегодня Россия занимает лишь 22-ю строчку в рейтинге мирового станкостроения.
Однако высокий потенциал, заложенный в отрасль еще в советское время, до сих пор позволяет российским станкостроительным предприятиям экспортировать до 40% своей продукции даже в страны с развитым собственным станкостроением – США, Китай, Японию, Германию. Совмещение инженерных решений высокого уровня, заложенных в российские станки, с сильной элементной базой (электроникой, электрикой, гидравликой) зарубежных производителей позволяет получить станки высокого качества. Но доля российских станков на мировом рынке еще крайне мала – всего 0,3%. В 1990 г. СССР находился на 3-м месте по производству механообрабатывающей продукции, сегодня Россия занимает лишь 22-ю строчку в рейтинге мирового станкостроения. станков, применяемых в обработке ружейных стволов, Льва Собакина, Алексея Сурнина.
станков, применяемых в обработке ружейных стволов, Льва Собакина, Алексея Сурнина.

 Выталкиватели стола MSE 2000 также имеют независимый сервопривод и больше не связаны с главным приводом, как в старых прессах, что повышает гибкость транспортировки деталей и ускоряет производственный процесс. Инновационный станок был разработан для известной кузнечной компании и будет использоваться для изготовления валов, конических зубчатых колес и других компонентов соединений.
Выталкиватели стола MSE 2000 также имеют независимый сервопривод и больше не связаны с главным приводом, как в старых прессах, что повышает гибкость транспортировки деталей и ускоряет производственный процесс. Инновационный станок был разработан для известной кузнечной компании и будет использоваться для изготовления валов, конических зубчатых колес и других компонентов соединений. Mega New Baby Chuck 25N доступен в цветах BIG-PLUS (SK/BT), HSK и BIG Capto. Возможна двухсторонняя подача СОЖ через инструменты или сопло, если инструменты не имеют отверстий. Высокая точность биения составляет 0,003 мм при 4×D.
Mega New Baby Chuck 25N доступен в цветах BIG-PLUS (SK/BT), HSK и BIG Capto. Возможна двухсторонняя подача СОЖ через инструменты или сопло, если инструменты не имеют отверстий. Высокая точность биения составляет 0,003 мм при 4×D. Скорость подачи при резании и скорость ускорения также были улучшены: скорость подачи при резании увеличилась с 25,4 до 50 м/мин, а скорость ускорения достигла 1g. Более быстрые осевые перемещения, улучшенные ATC и APC сокращают время простоя.
Скорость подачи при резании и скорость ускорения также были улучшены: скорость подачи при резании увеличилась с 25,4 до 50 м/мин, а скорость ускорения достигла 1g. Более быстрые осевые перемещения, улучшенные ATC и APC сокращают время простоя. Поддоны могут вмещать грузы до 400 кг для NHP 4000 и до 500 кг для NHP 5000.
Поддоны могут вмещать грузы до 400 кг для NHP 4000 и до 500 кг для NHP 5000. Vision Live View теперь отображает, какие функции уже были запрограммированы, без необходимости переключаться в представление CAD, а также предлагает интегрированный фокус-график.
Vision Live View теперь отображает, какие функции уже были запрограммированы, без необходимости переключаться в представление CAD, а также предлагает интегрированный фокус-график. Среди обновлений при использовании базы данных приспособлений теперь можно измерять приспособления и другие удерживающие устройства. С функцией поиска функций информация, передаваемая CadLink, была улучшена: данные «Пределы и подгонка» теперь передаются в функцию Edgecam. Эта поддержка распространяется на файлы Creo, SolidWorks и Inventor.
Среди обновлений при использовании базы данных приспособлений теперь можно измерять приспособления и другие удерживающие устройства. С функцией поиска функций информация, передаваемая CadLink, была улучшена: данные «Пределы и подгонка» теперь передаются в функцию Edgecam. Эта поддержка распространяется на файлы Creo, SolidWorks и Inventor. Эти поверхности идеально подходят для разделения поверхностей деталей при изготовлении пресс-форм, а также для обрезки стальных поверхностей и поверхностей линий обрезки при производстве вытяжных штампов.
Эти поверхности идеально подходят для разделения поверхностей деталей при изготовлении пресс-форм, а также для обрезки стальных поверхностей и поверхностей линий обрезки при производстве вытяжных штампов. Новый 3D-ассемблер инструментов в TDM 2017 Global Line и поиск инструментов, похожий на простой поиск в Интернете.
Новый 3D-ассемблер инструментов в TDM 2017 Global Line и поиск инструментов, похожий на простой поиск в Интернете.
 Вторая версия, TNL20-11, оснащена дополнительным передним рабочим приспособлением (шесть станций, три из которых активные, максимальная скорость 12 500 об/мин, 2,0 кВт) на автономном суппорте X/Z .
Вторая версия, TNL20-11, оснащена дополнительным передним рабочим приспособлением (шесть станций, три из которых активные, максимальная скорость 12 500 об/мин, 2,0 кВт) на автономном суппорте X/Z . Модули WedgeLock или MoveLock обеспечивают высокую воспроизводимую точность и малый ход для минимизации времени зажима.
Модули WedgeLock или MoveLock обеспечивают высокую воспроизводимую точность и малый ход для минимизации времени зажима. walter-tools.com/us
walter-tools.com/us Эта версия с демпфированием идеально подходит для длинных вылетов или там, где требуется дополнительная устойчивость.
Эта версия с демпфированием идеально подходит для длинных вылетов или там, где требуется дополнительная устойчивость. с. (0,19 кВт), регулируемым от 1,4 до 27 дюймов в минуту. (35-885 мм/мин). Дополнительные функции включают вертикальную подъемную дверь с ручным управлением при разгрузке со смотровым окном. Печь также имеет фотоэлемент для автоматической остановки ленты, когда детали достигают положения разгрузки.
с. (0,19 кВт), регулируемым от 1,4 до 27 дюймов в минуту. (35-885 мм/мин). Дополнительные функции включают вертикальную подъемную дверь с ручным управлением при разгрузке со смотровым окном. Печь также имеет фотоэлемент для автоматической остановки ленты, когда детали достигают положения разгрузки. Эта интеграция искусственного интеллекта не только помогает менеджерам проектов повышать эффективность, но и помогает современным производственным предприятиям всех типов (сборка, механическая обработка и обработка сырья) прогнозировать и предотвращать будущие сбои до того, как это повлияет на затраты или катастрофические события, намного лучше, чем это может сделать человек.
Эта интеграция искусственного интеллекта не только помогает менеджерам проектов повышать эффективность, но и помогает современным производственным предприятиям всех типов (сборка, механическая обработка и обработка сырья) прогнозировать и предотвращать будущие сбои до того, как это повлияет на затраты или катастрофические события, намного лучше, чем это может сделать человек.
 Например, модели машинного прогнозирования на основе ИИ значительно улучшили сокращение незапланированных простоев критически важного оборудования и затрат на запасные части за счет прогнозирования отказов машин с достаточным заблаговременным предупреждением. Это позволяет операторам и генеральным менеджерам оптимизировать свои операции и цепочки поставок, максимизировать производительность и снизить затраты, связанные с простаиванием машин.
Например, модели машинного прогнозирования на основе ИИ значительно улучшили сокращение незапланированных простоев критически важного оборудования и затрат на запасные части за счет прогнозирования отказов машин с достаточным заблаговременным предупреждением. Это позволяет операторам и генеральным менеджерам оптимизировать свои операции и цепочки поставок, максимизировать производительность и снизить затраты, связанные с простаиванием машин. По оценкам оператора, стоимость этой неисправности составила бы более 100 миллионов долларов на запчасти и замену. Это легко в 50-100 раз окупает инвестиции.
По оценкам оператора, стоимость этой неисправности составила бы более 100 миллионов долларов на запчасти и замену. Это легко в 50-100 раз окупает инвестиции. Во-вторых, ИТ-организации борются с управлением промышленными данными из-за их большого разнообразия форматов и часто несовместимых систем.
Во-вторых, ИТ-организации борются с управлением промышленными данными из-за их большого разнообразия форматов и часто несовместимых систем.
 Minipress.ru
Minipress.ru
 По второму вопросу — модель GN-28 оформим по новому договору ? Свяжитесь с офисом.
По второму вопросу — модель GN-28 оформим по новому договору ? Свяжитесь с офисом.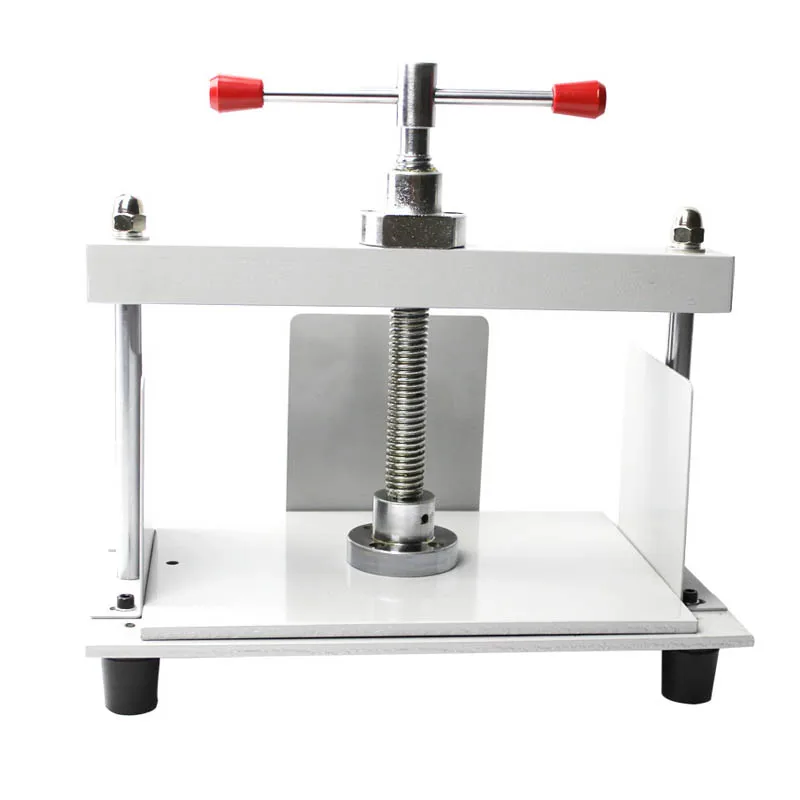 При покупке 3 штук сделаем скидку 7%. Доставка в Костанай включена в цену.
При покупке 3 штук сделаем скидку 7%. Доставка в Костанай включена в цену.

 com/product/mini-lathe-machine-banka-30/
com/product/mini-lathe-machine-banka-30/ Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Возможно, вы неправильно написали ссылку или перешли по старой ссылке.