Вальцовка и изготовление обечаек — особенности, технология
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление цилиндрических деталей. Особенности, сама технология и используемый инструмент заслуживают отдельного рассмотрения. Как и части валков.
Основная терминология, суть вальцовки
Особенности дефектов, описание технологии
Вальцевание – как проводить, какими инструментами?
Почему обечайки так необходимы?
Основная терминология, суть вальцовки
Сначала необходимо разобраться с основными понятиями, которые используются в такой сфере деятельности, как изготовление обечаек.
Вальцевание – способ обработки заготовок с металлом при помощи высокого давления. Форма детали в результате изменяется, с равномерным распределением по длине. Без данного этапа невозможно представить создание большого количества деталей.
Операция проводится при помощи вальцовочного инструмента. Название валков получили другие детали.
После завершения операции появляются готовые детали либо заготовки, потом проходящие дополнительную штамповку. И поставляются, например, в Обнинск.
Обечайки, изготовление которых не так трудно организовать – конструкционный элемент цилиндрической либо конической формы. Выполняется с использованием нескольких форм:
барабан;
недлинная труба;
кольцо;
обод.
Обечайки из листовой стали – это элементы, которые становятся незаменимыми частями у баков и резервуаров, котлов, других подобных металлоконструкций. Цветные, чёрные металлы и их сплавы становятся основными материалами в производстве. Обнинск не исключение.
Особенности дефектов, описание технологии
При вальцовке работы проводятся с подгибом листа либо без выполнения данной операции, всё зависит от геометрических размеров детали, изначальных показателей по прочности. Когда выбирают оборудование, данные параметры играют не менее важную роль. При изготовлении обечайки могут иметь следующие размеры:
Толщина в пределах от 3 до 100 мм.
Длина – 30-3100 мм.
Диаметр наружной стороны – 20-280 сантиметров.
При деформации внутри деталей из металла искажения доходят до предельных значений. Также меняется и толщина.
Сама операция по вальцеванию конструкций из металла и из нержавейки состоит из двух основных стадий – гибка, непосредственно сама вальцовка. Последняя часть процесса отличается тем, что способствует перемещению гибки по всей поверхности, подвергаемой обработке.
Металл подвергается двум видам деформации – начинается с упругой, потом переходят к пластической. Чем меньше радиус загибания – тем больше надо прилагать усилий. Это связано с тем, что увеличивается слой металла в мм, который требует волочения.
В металле могут возникать внутренние напряжения после того, как вальцевание металла заканчивается. Существует три разновидности подобных явлений. Их учитывают и те, кто работает в городе Обнинске.
Зональные напряжения появляются между отдельными зонами сечения и частями детали. Именно эта деформация больше всего способствует появлению дефектов, потому она считается наиболее опасной. После появляются коробления и трещины на поверхности валков, других деталей. Их свойства зависят от градиента температур, появляющегося между разными частями детали во время температурного воздействия. Для измерения также пользуются мм.
Изменения структурного типа происходят у зёрен внутри либо снаружи. Появление напряжений связано с различными расширительными коэффициентами, обладающими разными характеристиками. Образование новых фаз различных объёмов тоже может привести к дополнительным предметам. Это негативно влияет на изготовление рулонных и других видов деталей. Обнинск не исключение.
Напряжения третьей группы появляется внутри объёма нескольких ячеек, составляющих кристаллические решётки. Из-за этого может усложняться подгибка кромок.
У всех напряжений разная природа образования. Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Проблемы легко устраняются, для этого достаточно использовать термообработку. Ведь сам характер деформаций изменяется, если их сильно охладить либо нагреть. К примеру, при повышении температур происходит расширение поверхностных слоёв. Но сердцевина остаётся непрогретой, создаёт дополнительные препятствия. Это касается и кромок.
Это приводит к появлению напряжения сжатия. Обечайка 24 миллиметра не исключение. Но охлаждение делает так, что процессы происходят в обратном порядке. У поверхностных слоёв температура обычно меньше.
Именно поэтому они подвержены напряжениям больше, чем те слои, что находятся глубже. Но после окончательного охлаждения температура будет выровнена на всей поверхности металла. Развальцовка не нужна. А вот дополнительная настройка никогда не помешает.
При этом не стоит ждать, что дефекты будут устранены окончательно. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Термическая обработка, например, отпуск, имеет и другие полезные свойства для изделий с углом. Потребность в этой операции могут испытывать те, кто работает с закалённой сталью.
Структурно-напряженное состояние для таких материалов стало практически нормой. Основа становится более пластичной, когда повышается температура. Чем она больше – тем дольше длится сама обработка. Что и позволяет снять большую часть напряжений. Картонные изделия во многом похожи на металлические.
Вальцевание – как проводить, какими инструментами?
Специальные прессы или машины – вот какие приспособления могут справиться с подобными видами обработки. Гибку обечаек нельзя осуществить только ручным методом. То же самое касается и гибки. Технология вальцовок должна соблюдаться максимально строго, иначе нужного результата не добиться, работая с установкой, занимаясь прокаткой.
Трёхвалковые вальцы – разновидность оборудования, которая часто используется для решения подобных задач. Встречается несколько разновидностей приспособлений:
Ручные.
Механические – в Санкт-Петербурге и других городах они получили широкое распространение.
С электрическим приводом – такие широко используются в городе Обнинске.
Чаще всего в СПб и других городах используется вариант, когда валки располагаются в виде треугольника. Два находятся снизу, а один – сверху. Диаметры валков бывают разными, всё определяют характеристики требуемой детали. Длина вальцевания находится в пределах 340-3000 мм.
Электрическое оборудование – гораздо более лёгкий вариант для использования. Это можно понять, ознакомившись с нормативной документацией. Но и его стоимость доступна далеко не каждому. Если не планируется открывать крупномасштабное производство, то можно обойтись и более простыми вариантами установок. Такие имеют простой угол.
Видео: изготовление обечайки из нержавейки толщиной 3 мм.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Особо сложными для изготовления считаются обечайки с критическим соотношением между диаметром внутреннего и толщиной вальцуемого материала.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
Republished by Blog Post Promoter
Гибка обечаек в Санкт-Петербурге на заказ по лучшей цене
Главная
Услуги
Вальцовка металла
Гибка обечайки
Обечайка – это изделие в виде цилиндрического или конического элемента. В обечайках используют сплавы черных и цветных металлов.
Технологических процесс и особенности гибки
В зависимости от геометрических размеров детали и прочностных характеристик металла вальцовка проводится с подгибом либо без подгиба листа. Также на эти параметры обращают внимание и при выборе оборудования. Изготавливаются обечайки следующих размеров: толщина находится в пределах от 3 до 100 мм, длина элемента 30–3100 мм, а их диаметр по наружной стороне колеблется от 20 до 280 см. Во время такой деформации напряжения в металле достигают своих предельных значений.
Состоит эта операция из двух стадий – гибки и непосредственно вальцовки. Отличие последней – перемещение гибки по всему периметру обрабатываемой детали. При этом сначала металл подвергается упругой, а затем пластической деформации. С уменьшением радиуса загибания будут возрастать усилия, а все из-за увеличения слоя металла, принимающего участие в волочении.
После вальцевания обечаек в металле могут возникнуть внутренние напряжения, которые существуют трех видов. Между отдельными зонами сечения и частями детали появляются зональные. Они наиболее опасны, так как способствуют возникновению различных дефектов, таких как коробление и трещины. Зависят они от градиента температур, возникающего между разными частями детали во время температурного воздействия.
Напряжения второго рода или, как их еще называют, структурные можно наблюдать среди зерен и внутри них. Возникает подобное явление из-за неодинаковых коэффициентов линейного расширения. Кроме того, способствует появлению напряжений второго рода и образование новых фаз различных объемов. Напряжения третьего рода возникают внутри объема нескольких ячеек кристаллической решетки.
Все эти напряжения имеют различную природу образования, при этом одинаковые последствия – искажение кристаллической решетки и возникновение упругих деформаций.
Устранить проблемы можно с помощью термообработки, так как в результате нагрева и охлаждения изменяется характер этих явлений. Например, во время повышения температуры поверхностные слои расширяются, а вот непрогретая сердцевина препятствует подобному. В результате возникают напряжения сжатия. При охлаждении все процессы происходят в обратном порядке. Поверхностные слои имеют меньшую температуру, в отличие от более глубоких, и подвержены напряжениям растяжения. После окончательного охлаждения температура выравнивается во всем объеме металла, но это вовсе не означает, что эти явления будут устранены. В детали могут сохраниться еще некоторые напряжения, они называются остаточными.
Чем еще полезна термическая обработка, такая как отпуск? Особенно потребность в ней испытывают закаленные стали которым свойственно структурно-напряженное состояние. После повышения температуры материал становится более пластичным. С увеличением температуры должна быть более длительной и сама операция. При этом снимаются напряжения в большей степени.
Сфера использования обечаек
различные металлоконструкции;
как заготовка;
конструкторские магистрали и опоры;
при строительстве трубопроводов;
производство баков, котлов, резервуаров.
OS-V: 0530 Гибка композитной оболочки
В данной задаче рассматривается составная оболочка двух- или трехслойной пластины, подвергнутой к синусоидальной распределенной нагрузке, как описано Пагано (1969).
Возникающие поперечные сдвиговые и осевые напряжения по толщине листа сравниваются с аналитическими решениями с использованием классической теории слоистых пластин (CPT) и линейная теория упругости.
Рассмотрены две модели — композитная пластина с двумя и тремя слоями.
Для двухслойной модели верхний слой находится под углом 90°, а нижний — под углом 0°.
Для трехслойной модели верхний и нижний слои имеют ориентацию 0°. а средний слой в 9Ориентация 0°.
Свойства материала:
E L
25*10 6 фунтов/дюйм 2 (172,4 ГПа)
Е Т
1,0*10 6 фунтов/дюйм 2 (6,90 ГПа)
Г ЛТ
0,5*10 6 фунтов/дюйм 2 (3,45 ГПа)
Г ТТ
0,2*10 6 фунтов/дюйм 2 (0,2 ГПа)
В ЛТ = В ТТ
0,25
Где,
Л
Обозначает направление, параллельное волокнам
Т
Обозначает поперечное направление
Используемые предельные напряжения и предельные деформации:
Значение напряжения
Х т
Х с
Д т
Д с
С
ГПа
2,07*10 -4
-8,28*10 -5
3,45*10 -6
-1,03*10 -5
6,89*10 -6
фунт/дюйм 2
30,0
-12,0
0,5
-1,5
1,0
Результаты
Для плиты с S=4:
Рис. 2. Максимальное смещение в зависимости от отношения пролета к толщине Двухслойная пластина 2-го порядка
Рис. 3. Распределение осевого напряжения по толщине Двухслойная пластина 2-го порядка
Рис. 4. Распределение напряжения поперечного сдвига по Толщина двухслойной пластины 2-го порядка
Рис. 5. Максимальное смещение в зависимости от отношения пролета к толщине Трехслойная пластина 1-го порядка
Рис. 6. Распределение осевого напряжения по толщине Трехслойная пластина 1-го порядка
Рис. 7. Распределение напряжения поперечного сдвига по Толщина трехслойной пластины 1-го порядка
Модель Файлы
Файлы модели, используемые в этой задаче, включают:
/hwsolvers/demos/optistruct/verification
/composite-shells-2-plys-2nd-order-span-4. fem
/composite-shell-1st-order_span-4.fem
1 Точные решения для композитных ламинатов при цилиндрическом изгибе от N.J. Пагано, Вашингтонский университет, Сент-Луис, Миссури (7 мая 1969)
2 Нелинейный формулировка оболочки конечных элементов, учитывающая большие деформации мембраны Томаса Дж. Р. Хьюз и Эрик Карной, Стэнфордский университет (1982)
Чистый изгиб мелких геликоидальных оболочек | Дж. Заявл. мех.
Пропустить пункт назначения навигации
Научно-исследовательские работы
Ф. Ю. М. Ван
Информация об авторе и статье
J. Appl. Мех . Jun 1968, 35(2): 387-392 (6 страниц)
https://doi.org/10.1115/1.3601207
Опубликовано в Интернете: 1 июня 1968 г.
История статьи
Получено:
23 августа 1967 г.
Пересмотрено:
11 декабря 1967 г.
Онлайн:
14 сентября 2011 г.
Просмотры
Содержание артикула
Рисунки и таблицы
Видео
Аудио
Дополнительные данные
Экспертная оценка
Делиться
Facebook
Твиттер
LinkedIn
MailTo
Иконка Цитировать
Цитировать
Разрешения
Поиск по сайту
Цитирование
Ван, Ф. Ю.М. (1 июня 1968 г.). «Чистый изгиб мелких геликоидальных оболочек». КАК Я. J. Заявл. Мех . июнь 1968 г .; 35(2): 387–392. https://doi.org/10.1115/1.3601207
Скачать файл цитаты:
Рис (Зотеро)
Менеджер ссылок
EasyBib
Подставки для книг
Менделей
Бумаги
КонецПримечание
РефВоркс
Бибтекс
Процит
Медларс
панель инструментов поиска
Расширенный поиск
Получено решение задачи о чистом изгибе пологих геликоидальных оболочек в терминах элементарных функций. Приведены численные результаты для прямых и изгибающих напряжений, а также для общего коэффициента жесткости оболочки при различных отношениях шага к толщине. Интересным аспектом анализа является то, что состояние смещения оболочки многозначно по полярному углу θ, а напряженное состояние несимметрично, но периодично по θ.
Главная СТАНКИ для ВОЗДУХОВОДОВ, ВОДОСТОКОВ, ДЫМОХОДОВ Круговые ножницы
Показать подкатегории
Цена р.
от
до
Производитель
ISITAN (Турция)
TTMC (Китай)
Подбор по толщине листа, мм
до 0,7-0,8 мм
1,2-1,9 мм
2-3 мм
3-3,5 мм
4-5 мм
6-9 мм
10-20 мм
более 20 мм
до 1,0 мм
Показать еще 3
СНЯТ С ПРОДАЖИ
Вседанет
ЦЕНА С НДС-20%
Вседанет
В наличии
Вседанет
Бесплатная доставка
Вседанет
-10% при 100% предоплате
Вседанет
Под заказ
Вседанет
+ ножницы в подарок
Вседанет
Наличие уточняйте
Вседанет
Новинка
Вседанет
Спецпредложение
Вседанет
Найдено
0
Показать
Сбросить фильтр
Круговые ножницы или кругорезы предназначаются для резки круглых заготовок и колец из листового металла, а так же для отбортовки по внешнему и внутреннему диаметру дисков или листов металла с вырезанными отверстиями.Круговые ножницы имеют компактную конструкцию, соответствующую самым высоким требованиям и стандартам качества.
Различают круговые ножницы с ручным приводом и приводом от электродвигателя.
Сортировать:
Товар
Цена
Подписаться на рассылку выгодных предложений
Ознакомлен с правилами предоставления услуг и согласен на обработку своих персональных данных
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Ножницы по металлу: особенности, разновидности и советы по выбору
Резка листового металла – не самая легкая работа. Однако если у вас есть правильно подобранные инструменты, то весь процесс будет безопасным и точным.
Описание
Для подбора ножниц по металлу необходимо знать их некоторые технические характеристики и особенности.
Ручные ножницы для резки металла применяются в основном для обработки стальных листов (толщиной до 1 мм) и алюминиевых (до 2,5 мм).
Режущие части ножей затачивают под углом 60-75°.
Для облегчения резки металлических листов надо иметь в виду, что лучше выбирать изделие с жестким лезвием. В настоящее время наиболее крепким материалом для производства ножниц является сталь HSS. Модели, оснащенные таким прочным лезвием, относительно дороги. Поэтому многие люди склонны покупать ножницы с лезвием из легированной стали. Хотя визуально нет никакой разницы между этими типами стали, HSS является самой прочной и долговечной.
Каждое лезвие ножниц дополнительно покрыто специальным веществом – обычно это нитрид титана. Лучше всего выбирать такие модели. Это дает режущему элементу исключительную твердость, что позволяет разрезать даже очень толстый лист.
Край лезвия ножниц может быть гладким или зубчатым. В первом случае линия резки ровная, но сам лист может часто выскальзывать. Зубья на лезвиях предотвращают его выпадение, но линия резки в этом случае не всегда будет гладкой. Здесь выбор зависит от ваших предпочтений.
Челюсти ножниц обычно профилированы двумя способами. Если отрезанный кусок металла отгибается и не мешает резать дальше, то это один вид профиля. Но есть модели, где при резке отрезанный кусок металла блокируется на одной из челюстей.
Для резки гофрированных и других сложных видов листового металла применяют электрические ножницы. В основном это делается для облегчения выполнения сложных строительных работ.
Для обычной резки они не годятся.
Виды
Все ножницы по металлу подразделяются на две большие группы, и в каждой из них можно выделить и более узкоспециализированные разновидности.
Универсальные. Используются для выполнения любых задач, но с ограниченной точностью. Они лучше всего работают при прямолинейной резке листового металла. Формовочные ножницы предназначены для вырезания более сложных форм. Например, для закругления кромок разрезаемых элементов с достаточно высокой точностью. Недостатком этих моделей может быть то, что ими трудно делать длинные разрезы. Однако для основных работ с листовым металлом их вполне хватает.
Однорычажные и двухрычажные . Конструкция первого вида проста, потому что она напоминает конструкцию офисных ножниц, хотя, конечно, здесь все прочнее и надежнее. В моделях с двумя рычагами обе части установлены на специальном шарнире, что увеличивает давление, оказываемое лезвиями на заготовку. Данные модели используются для резки жестких листов. Однако их часто применяют и для работы с мягкими материалами.
Аллигаторные
Они так называются из-за шарнирной челюсти, используемой для резки металла. Эти ножницы приводятся в действие гидравлическим цилиндром. В основном они используются для резки длинных металлических заготовок, таких как балки, уголки, трубы или арматура.
Основными достоинствами аллигаторных ножниц являются экономическая эффективность, прочность и долговечность. Недостатки – неточность резки и грубая отделка.
Настольные
Благодаря сложному механизму настольные ножницы идеально подходят для резки грубых форм из кусков листового металла среднего размера. Они могут использоваться для различных целей. Например, ими можно угловые разрезы под углом 90 градусов и Т-образные формы, а также использовать для резки круглых и квадратных стержней. Основными преимуществами этого типа механизма являются его эффективность и способность производить чистый срез без заусенцев.
Гильотина
Инструмент может быть механическим, гидравлическим или ножным. Он работает следующим образом: металл зажимается с помощью плунжера, а затем одно из лезвий перемещается вниз по неподвижному лезвию, тем самым производится разрез. Движущееся лезвие может быть прямым или установленным под углом для того, чтобы уменьшить силу, необходимую для резки большего куска металла.
Основными преимуществами гильотины являются скорость работы и экономическая эффективность. Этот инструмент идеально подходит для крупного серийного производства.
Тем не менее, самый большой недостаток ножниц этого типа – создание грубых краев.
Эти инструменты идеально подходят для технологических деталей, где эстетика не важна, или же если металл будет подвергаться дальнейшей обработке посредством сварки.
Силовые
Прекрасно подходят для аккумуляторных ножниц с электрическим или пневматическим приводом и ручным управлением. Верхнее лезвие этого аппарата движется к нижнему неподвижному лезвию и делает разрез на обрабатываемом материале.
Эти ножницы обычно используются для резки прямых линий или кривых разрезов большого радиуса. Основными преимуществами силовых ножниц являются их эффективность, точность, долговечность и качество отделки.
Snips
Ручные ножницы, используемые для резки листового металла, бывают двух разных типов: по металлу и составные.
Оловянные модели имеют длинные ручки и короткие лезвия и обычно используются для резки низкоуглеродистого олова или мягкой стали.
Жестяные инструменты с прямым рисунком идеально подходят для резки прямых или плавных изгибов. Жестяные ножницы в форме утконоса годятся для резки материала под более острым углом. Существуют также жестяные ножницы, делающие круговые узоры.
Нож сложного действия используется для резки алюминия, мягкой или нержавеющей стали. Он имеет рычаги, которые увеличивают механические усилия. Ножницы выполняют разные задачи: прямая резка, левая резка (которая режет прямо и по кривой влево) и правая резка (режет прямо и по кривой вправо).
Вырубные или просечные ножницы делают прямые и криволинейные разрезы листового и гофрированного металла.
Преимущества этого вида – надежность и долговечность, а также способность производить резы без искажений на довольно большой скорости.
Универсальные
Это самый простой и удобный вид ножниц по металлу. Они помещаются в небольшую сумку для инструментов или в карман жилета. С их помощью можно делать непрерывную резку и формовку как больших, так и малых листов. Можно обрабатывать углы и центр листа. Они также используются для резки небольших кабелей.
С подъемным механизмом
Если нужно разрезать более толстый материал, вам следует поискать зубчатые ножницы. Оба ножа установлены на специальном штативе. Во время работы соединение выполняет функцию рычага, значительно облегчая работу, но сохраняя при этом точность и эффективность резки.
HSS стальные ножницы используют профессионалы, которые работают с чрезвычайно твердыми материалами.
Этот инструмент предназначен для высокопроизводительной обработки, стойких металлов.
Для металлических лент
Этот тип инструмента находит свое место на строительных площадках. Специальная конструкция ножниц позволяет работать даже одной рукой.
Специализированные
Существуют ножницы со специальными изогнутыми лезвиями. Они удобны для резки края металлического листа. К этой группе инструментов относятся и специализированные инструменты для обрезки проволоки.
Шлицевые инструменты разрезают пластины профилей и других изделий до 4 мм толщиной. Они отличаются большой точностью и износоустойчивостью.
Роликовые ножницы представляют собой два сверхтвердых ролика, которые работают в качестве ножей. Расстояние между ними – меньше толщины разрезаемого листа, поэтому последний сдавливается и разделяется. Этот инструмент часто изготавливают самостоятельно.
Разница между левыми и правыми
Все ножницы по металлу независимо от того, являются ли они традиционными, рычажными или универсальными, имеют правое или левое исполнение.
На самом деле, левые ножницы не предназначены для левшей, а правые – для правшей. Главное их отличие заключается в том, что левые предназначены для криволинейной резки справа налево, а правой моделью можно вырезать криволинейный шов слева направо. Конечно, с помощью обоих типов можно вырезать и прямые линии.
Немаловажным является и выбор запястья, которое будет работать при резке. Во многих случаях более эргономичным и удобным решением будет выбор левых ножниц, потому что запястье тогда окажется с внутренней стороны. Это может помочь избежать быстрого утомления рук и повысить комфорт во время работы.
Популярные модели
Hitachi CN16SA
Электрические ножницы для резки гофрированных листов, которые могут быть полезны при профессиональных строительных работах. Устройство имеет мощность 400 Вт, а максимальная толщина резки углеродистой стали составляет 1,6 мм. Это означает, что аппарат может обрабатывать довольно толстый материал, что расширяет спектр его возможностей.
Этот инструмент позволяет резать в трех направлениях. Он отличается эргономичной формой корпуса, благодаря которой ножницами можно управлять только одной рукой. В этом случае линия разреза прекрасно видна , потому что опилки из листового металла выбрасываются вниз. Таким образом, устраняется также риск их попадания в глаза.
Двигатель устройства адаптирован для большой нагрузки, поэтому не стоит беспокоиться о его поломке.
Makita JN1601
Makita JN1601 представляет собой идеальный инструмент для резки обычных и гофрированных металлических листов. С помощью этого инструмента можно быстро проверить толщину материала благодаря измерительным канавкам.
Модель обладает мощностью 550 Вт и компактными размерами. Эргономичная форма устройства стала возможной благодаря использованию современного двигателя, что влияет на эффективность работы аппарата. При работе руки не устают слишком быстро, что доставляет комфорт при ее эксплуатации.
Stanley 2-14- 563
Простая модель, изготовленная из хромомолибденовой стали. Этот материал чрезвычайно прочен и долговечен, что может положительно повлиять на срок службы представленных ножниц. Для большего комфорта пружина была усилена и к ней добавлены хромированные крепления. Ручка изделия эргономична, поэтому держащая ее рука не сильно устает.
Ножницы оснащены закаленным зубчатым лезвием. Это предотвращает соскальзывание их с металла, поэтому лист можно разрезать намного быстрее и проще. Продукт также идеально подходит для резки пластика, алюминия, меди и других материалов. Кроме того, изделие выглядит очень эстетично.
Irwin 10504313N
Ножницы Irwin 10504313N используются для резки листового металла с максимальной толщиной 1,52 мм. С их помощью вы также можете успешно резать нержавеющую сталь с максимальной толщиной 1,19 мм. У продукта есть зубчатое нижнее лезвие, которое позволяет сделать гладкий и точный разрез.
Модель имеет профилированные мягкие ручки. Производитель позаботился также об увеличении длины реза, что выражается в лучшем распределении используемой мощности.
Преимуществом является и то, что этим оборудованием можно управлять только одной рукой. А это повышает уровень безопасности (нет риска случайного ранения другой руки).
Bosch GSC 75-16 0601500500
Электрическая модель мощностью 750 Вт, которая оснащена очень эффективным двигателем. Устройство позволяет достичь максимальной скорости работы при небольшом усилии.
Модель весит всего 1,8 кг, поэтому держать ее в руке не так уж сложно. При работе четко видна линия резки, что обеспечивает высокую точность работы. Четырехсторонний нож этого инструмента можно легко заменить, что позволяет поддерживать высокую производительность оборудования в течение длительного времени.
Одним из главных преимуществ этих ножниц является простота их использования.
Резка листового металла проходит быстро и удобно, что делает работу намного приятнее.
Irwin 10504311
Ножницы для резки металла (250 мм, прямые). Изготовлены из качественного материала. Зазубренные лезвия способствуют получению точных и ровных резов. Двухкомпонентная рукоять с анатомической формой для пальцев не дает скользить руке. Это снижает нагрузку при длительной работе.
Как выбрать?
Точность, эффективность, безопасность и удобство использования – эти качества наиболее важны при выборе инструментов для резки листового металла.
Профессиональные работники иногда используют ножницы с аккумуляторным питанием. Однако цена таких моделей довольно высока. Кроме того, если объем работ не слишком большой, то нет смысла использовать данный вид ножниц.
При выборе чаще ориентируются на параметры обрабатываемых материалов и исходя из этого делают выбор между одно- и двухрычажными ножницами.
Однорычажные ножницы сложнее в использовании и требуют большего опыта. Но они увеличивают тактильные ощущения при работе с материалом, поэтому при достаточном опыте позволяют сделать более точный разрез.
Ножницы с двумя рычагами разрезают материал легче. Однако рекомендуется использовать их в первую очередь там, где точность не важна. Как это ни парадоксально, люди, у которых много цельнометаллического материала для ручной резки, чаще выбирают более сложные в обращении инструменты. Но при этом у них лучше получается обработка металла однорычажными ножницами.
При поиске ручных ножниц необходимо обращать внимание на рукоятку, которая обеспечит безопасный и удобный захват инструмента.
Если нужны ножницы с повышенной прочностью и долговечностью, надо также уделять большое внимание лезвиям.
Чрезвычайно долгий срок службы обеспечивается закаленными лезвиями, которые режут даже металлолом.
Необходимо проверять технические параметры конкретных моделей, а также характеристики обрабатываемого материала.
Твердость лезвий . Твердосплавные лезвия HSS имеют твердость 65 HRC. В настоящее время это самый твердый материал, используемый при производстве стальных ножниц. В то же время львиная доля продукции производится с более мягкими лезвиями из специальной (61 HRC), легированной (59 HRC) или инструментальной стали (56 HRC). Различия между ними на первый взгляд незаметны, но после примерно десятка разрезов вы можете четко их почувствовать (даже если все инструменты произведены по ГОСТ).
Повышение твердости покрытия. Помимо процесса индукционной закалки, на твердость лезвий влияет покрытие их различными веществами. Сегодня профессиональные стальные ножницы с покрытием из нитрида титана (TiN) очень популярны. Они хорошо режут прочные и твердые металлические листы и используются там, где стандартные решения неприменимы.
Кромка. В этом вопросе есть два варианта на выбор: край либо гладкий, либо зубчатый. В первом случае линия резки ровная, но сама операция довольно сложная и более длительная по времени. Во втором случае разрезаемые пластины не будут мешать продвижению работы, но кромка будет неровной.
Губы ножниц. Они могут быть профилированы таким образом, чтобы отрезанный кусок загибался и не мешал дальнейшему процессу, или чтобы отделенная часть была заблокирован на одной из челюстей (в слепых ножницах). Теоретически, первый вариант более удобен, но иногда сгибание повреждает деталь, поэтому он нежелателен.
Бренд. Хотя ножницы Stanley или Makita выбираются чаще, чем другие, они не отличаются по качественным показателям от большинства другой продукции.
Поэтому в первую очередь желательно обращать внимание на параметры производительности инструмента, и только потом – на бренд.
Ремонт
Со временем ножницы приходят в негодность, и главной проблемой становится их притупление.
Заточка на точильном камне.
Если вы хотите заточить ножницы, лучше всего разобрать их и использовать обе стороны как отдельные «ножи». Тогда заточка всего края будет намного легче. Кроме того, вы обезопасите себя тем, что при заточке не порежетесь другим лезвием.
Необходимо выбрать правильный точильный камень. Если вам нужно только немного подточить инструмент, можно использовать тонкий камень (зернистость 1000 или выше). Если же ножницы достаточно притупились, вы должны сначала отремонтировать край более грубым точильным камнем. Подумайте о зернистости от 100 до 400. Учитывая, что почти все ножницы изготовлены из нержавеющей стали, вы можете использовать любой тип абразива.
Для получения быстрого результата можно выбрать алмазный камень. Преимущество его состоит в том, что он прослужит долго. Однако если вы хотите получить более точные результаты, то можете использовать керамику или оксид алюминия.
Далее необходимо заточить внутреннюю часть первого лезвия. Частое использование ножниц, во время которого оба лезвия перемещаются друг против друга, может, в конце концов, привести к их износу. Это то, что надо восстановить в первую очередь. Кроме того, таким образом вы также удаляете любую потенциальную ржавчину.
После добавления воды к точильному камню поместите лезвие ножниц на его поверхность. Перемещение лезвия производят от места, где оно пересекает рукоятку, до кончика. Используйте всю длину камня и не применяйте слишком большое давление. Повторяйте это до тех пор, пока вся ржавчина не будет удалена. Вы также можете использовать маркер, чтобы отметить весь клинок. И как только вы удалите все маркировки, лезвие будет полностью готово.
Далее – края. Преимущество заточки ножниц по сравнению с ножом состоит в том, что лезвие является относительно широким и хорошо видимым. В результате правильный угол заточки как бы уже выбран. Вы кладете лезвие на точильный камень под таким углом, чтобы убедиться, что весь его край соприкасается с камнем. Теперь вам нужно сделать то же движение от центра к кончику, используя всю поверхность заточки.
Повторите процесс с другой половиной ножниц. Сложите обе части вместе и сделайте пару режущих движений.
Можно провести заточку простых ножниц своими руками. Но ремонт более сложных моделей лучше доверить мастерам.
В целях экономии денежных средств профессионалы иногда изготавливают ножницы самостоятельно. Главное, чтобы они были сделаны из сверхпрочного сплава и по соответствующим чертежам. К примеру, для получения роликовых ножниц применяют подшипники.
Моторизованные и ручные дисковые ножницы
×
EBR METAL Ножницы дисковые для резки кругов из стали, нержавеющей стали и других материалов. Возможна работа до толщины 2,00 мм. Мы производим ручные и моторизованные модели для ваших целей. Небольшой вес, но прочная конструкция делают эту машину транспортабельной.
КОД ПРОДУКТА: DKM
ОБЩИЕ ХАРАКТЕРИСТИКИ МОТОРИЗОВАННЫХ И РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ
Ниже перечислены основные характеристики производимых нами механических и ручных дисковых ножниц.
Жесткая литьевая рама
Специальные стальные лезвия
складки, собранные в бронзовых втулках
Двигатель передач с тормозной системой (DKM-2)
Мобильная управляемая панель с педалей DKM-2)
Mobile Control Panel с педалей DKM-2)
с педали для ноги (DKM-2)
с педагой DKM-2)
.
Система резки по внутреннему диаметру
Центральная система смазки (DKM-2)
Дополнительное оборудование: Пневматическое центрирующее устройство
ФОТОГРАФИИ МОТОРИЗОВАННЫХ И РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ
Все изображения и фотографии приведены только для иллюстрации. Фактические продукты могут отличаться из-за усовершенствований продукта.
МОДЕЛЬ
Мин. Диаметр резки
Макс. Диаметр резки
Макс. Толщина резки
Скорость резания
Материал лезвия
Мощность двигателя
Глубина горба
Глубина горла
Ширина
Длина
Высота
Вес
мм
мм
мм
м/мин
мм
мм
мм
мм
кг
мм
мм
мм
ДКМ 1
150
1000
1
—
2379
—
600
200
200
1200
450
60
ДКМ 1,8
110
1000
2
7,5
2379
1,1
610
215
400
1350
1300
220
ДКМ 2
120
1000
2
7,5
2379
1,1
700
280
400
1400
1300
350
МОДЕЛИ
МОТОРИЗОВАННЫЕ И РУЧНЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ
Мы регулярно производим 3 различных типа моторизованных и ручных дисковых ножниц для резки.
В зависимости от запроса заказчика могут быть внесены изменения в технические характеристики машины.
Почему вы не получили предложение на Моторизованные и ручные дисковые ножницы?
Узнать ценуПозвоните нам
Получите от нас предложение о ваших потребностях в металлообрабатывающем оборудовании. Расскажите нам все подробности.
ТОП
Ножницы, пилы, ножницы и другие режущие инструменты
Ножницы, пилы, ножницы и другие режущие инструменты — Malco Products, SBC
Кольцевая пила «Отверстие в одном»
Комбинация цельной оправки и кольцевой пилы устраняет необходимость в отдельных приспособлениях для оправки. 4/6 зубьев с переменным шагом врезаны в кромку из быстрорежущей стали и приварены к корпусу микросваркой
Вид
TurboShear® — сверхмощная насадка для сверления листового металла
Популярный инструмент Malco для обработки листового металла быстро крепится к патрону аккумуляторной дрели с напряжением не менее 12 В или электрической дрели переменного тока. Способен работать с калибром 18 из оцинкованного листового металла. Телескопический зажим подходит для большого или маленького корпуса дрели.
Вид
TurboShear® — Пневматическая резка листового металла для тяжелых условий эксплуатации
Используйте ДАВЛЕНИЕ ВОЗДУХА для получения непреодолимой силы сдвига при резке толстого листового металла.
Вид
TurboShear® — насадка для сверления гофрированной металлической кровли
Для поперечной резки, продольной обрезки и круглых или квадратных выпускных отверстий в гофрированном металле толщиной от 30 до 24 (0,31–0,61 мм).
Вид
TurboShear® — насадка для сверла с двойной насечкой
Превратите свою дрель в ножницы по металлу с двойным резом. Теперь вы можете получить двойную производительность с помощью универсального станка Malco TurboShear.
Вид
Новый
TurboShear® — двойной рез, пневматический
Теперь вы можете выполнять двойной рез с помощью универсального пневматического инструмента Malco TurboShear.
Вид
TurboShear® — насадка для резки винилового сайдинга Насадка-сверло
Присоединяемый резак для винилового сайдинга, который присоединяется к сетевым или аккумуляторным дрелям для выполнения прямых разрезов, кругов и квадратов.
Вид
TurboShear® – Резка винила, пневматическая
Пневматический резак для винилового сайдинга подключается к существующей системе подачи воздуха для выполнения прямых, круговых и квадратных разрезов во всех популярных стилях винилового сайдинга.
Вид
TurboShear® — насадка-сверло для резки битумной черепицы
Прикрепляется к сетевым или аккумуляторным дрелям для выполнения прямых или узких левых пропилов в битумной кровельной черепице.
Вид
TurboShear® – Ножницы для битумной черепицы, пневматические
Эти высокоскоростные пневматические ножницы TurboShear модели TSS1A предназначены для резки всех типов битумной черепицы.
Вид
TurboShear® — насадка для резки фиброцемента
Теперь превратите вашу дрель в «ножницы для фиброцемента»! Уникальный TSF1 от Malco можно прикрепить к имеющейся у вас беспроводной дрели или дрели с переменным током, чтобы работать там, где нужно. Диски для быстрой резки предназначены только для фиброцементного сайдинга. Телескопический зажим подходит для большого или маленького корпуса дрели. Идеально подходит для резки популярного сайдинга Hardie Board!
Вид
TurboShear® — насадка для ножевого сверления опорной доски
Специально для резки 1/2-дюйм. фиброцементный сайдинг или подложка толщиной 12,7 мм. Уникальный TSF2 TurboShear от Malco можно прикрепить к имеющейся у вас беспроводной дрели или дрели с переменным током, чтобы работать там, где нужно. Телескопический зажим подходит для большого или маленького корпуса дрели.
Вид
TurboShear® — насадка для сверления сланца
Быстро и красиво! Вставьте режущую головку в патрон сетевой или аккумуляторной дрели, чтобы сделать прямые, угловые или криволинейные пропилы в натуральном кровельном сланце. Телескопический зажим подходит для большого или маленького корпуса дрели.
Вид
TurboShear®
Оригинальный инструмент для резки листового металла TurboShear. Быстро крепится к патрону аккумуляторной дрели с напряжением не менее 12 В или электрической дрели переменного тока. Емкость калибра 20 из оцинкованного листового металла.
Вид
Гильотинные ножницы для ламината
Для резки ламината.
Вид
Быстродействующие коронки с твердосплавными напайками
Самоочищающиеся глотки и зубья с твердосплавными напайками. Эти кольцевые пилы легко режут толстые или слоистые строительные материалы, такие как дерево, настенная плитка, стекловолокно, пластик и фиброцементный сайдинг, включая сайдинг Джеймса Харди.
Вид
Резак для стальной кровли с каменным покрытием
Быстрый, безопасный, точный разрез, на 30 % легче, в течение всего сезона, в стальной черепице с каменным покрытием, встряске и черепичной кровле.
Вид
Авиационные ножницы «Mini» — смещение левого и правого резания
Компактный офсетный нож AVsMini легко справится с работой в условиях ограниченного пространства, где полноразмерные авиационные ножницы не работают. Предлагается как с правым, так и с левым смещением.
Вид
Новый
Авиационные ножницы с рукоятками Power-Fit™ – AVs
Авиационные ножницы для листового металла для прямых и слегка изогнутых разрезов в любом направлении. Рукоятки Power-Fit™ Performance с губками из кованой стали, торсионной пружиной рукоятки и боковой защелкой, которая легко снимается.
Вид
Новый
Авиационные ножницы с рукоятками Power-Fit™: со смещением AV
Авиационные ножницы со смещением для листового металла для прямых и слегка изогнутых резов в любом направлении. Рукоятки POWER-FIT™, удобная защелка, губки из кованой стали и эргономичные защитные приспособления для рук.
Вид
Авиационные ножницы – леворежущие и праворежущие вертикальные
Леворежущие и праворежущие губки из кованой стали установлены на 9Угол 0 градусов для удобного захвата при резке листового металла в ограниченном пространстве или над головой.
Вид
Авиационные ножницы: Max2000®
Max2000 и Max2000 Classic: стандартные левые, правые и комбинированные ножницы Авиационные ножницы имеют широко раскрывающиеся губки с зазубренным нижним лезвием для быстрых контролируемых разрезов винилового пластика, многослойных металлов и швов. Точно отшлифованные концы лезвий также врезаются в труднодоступные места и заподлицо со стенками под углом 90°.
Вид
Авиационные ножницы со смещением: Max2000®
Авиационные ножницы со смещением Max2000 предлагаются с двумя типами рукояток: обычным Max2000 и Max2000 Classic. Обе рукоятки имеют превосходные закаленные края лезвий для «максимального» срока службы.
Вид
Авиационные ножницы Bulldog: Max2000®
Авиационные ножницы Max2000 Bulldog для надрезов и обрезки с эргономичными ручками в европейском стиле.
Вид
Авиационные ножницы Double Cut: Max2000®
Max2000 Авиационные ножницы с двойным вырезом, не допускающие перекосов, с эргономичными ручками в европейском стиле.
Вид
Ножницы с алюминиевой ручкой Andy Classic 12″
Ножницы с алюминиевой ручкой длиной 31 см (12 дюймов) оснащены петлями для ручки в стиле Andy Classic. Сменные термообработанные лезвия отлично подходят для резки листового металла, меди, алюминия или винилового сайдинга.
Вид
Ножницы с алюминиевой ручкой Andy 12″
Ножницы с алюминиевой ручкой длиной 12 дюймов (31 см) и термообработанными сменными стальными лезвиями для столовых приборов. Идеально подходит для резки винилового сайдинга, листового металла, меди или алюминия.
Вид
Ножницы с алюминиевой ручкой Andy Classic 14″
Ножницы с алюминиевой ручкой длиной 14 дюймов (36 см) оснащены петлями для ручки в стиле Andy Classic. Сменные термообработанные лезвия отлично подходят для резки листового металла, меди, алюминия или винилового сайдинга.
Вид
Новый
Сверхлегкие ножницы для резки винила
Режут тяжелый виниловый сайдинг и другие цветные материалы или ткани, включая рулонную отделку. Вес менее 9 унций (249 г)
Вид
Ножницы с алюминиевой ручкой Andy 14″
Ножницы с алюминиевой ручкой длиной 14 дюймов (36 см) и термообработанными сменными стальными лезвиями. Идеально подходит для резки винилового сайдинга, листового металла, меди или алюминия.
Вид
Ножницы с алюминиевой ручкой Andy 12″ (с захватом)
Ножницы с алюминиевой ручкой длиной 12 дюймов (31 см) с удобными захватами для лучшего прилегания, ощущения и контроля. Легко заменяемые лезвия идеально подходят для резки винилового сайдинга, листового металла, меди или алюминия.
Вид
Сверхлегкие ножницы для резки металла
Сверхлегкие ножницы для резки металла ULC10 представляют собой легкий, но мощный вариант для резки алюминия и стали 26 калибра.
Вид
Ножницы из кованой стали
Ножницы из кованой стали для резки прямых, широких кривых и вырезов. Три типа кованых ножниц от Malco включают обычные ножницы, круглые утконосы и ножницы в виде бульдога.
Вид
Энди Комбинированный нож для винила и не только!
Универсальные комбинированные ножницы с алюминиевой рукояткой длиной 12 дюймов (31 см) с острыми краями с легкостью разрезают замковые швы тяжелого винилового сайдинга и других гибких цветных материалов.
Вид
Полотно для циркулярной пилы: резка винила
Полный набор специализированных решений для резки винила для специалистов по сайдингу и ограждению!
Вид
Полотно циркулярной пилы: фиброцемент
Для повторяющихся пропилов в фиброцементе с помощью торцовочных станков или переносных циркулярных пил.
Редуктор червячный предназначен для понижения частоты вращения входного вала.
Основные свойства линейки CVR:
— Литые алюминиевые корпуса типоразмера 025, 030, 040, 050, 063, 075, 090; чугунный корпус типоразмеров 110 и 130.
— Двойной конический роликоподшипник типоразмера 090, 110 и 130 — Заполнены синтетическим маслом на весь срок службы.
Особенностью червячных редукторов серии CVR является высокая степень модульности и большой выбор входных и выходных принадлежностей.
Основные характеристики и особенности червячных редукторов:
• Синтетическая смазка, рассчитанная на весь
срок эксплуатации — не требует обслуживания.
• Модульность: большой выбор входных и выходных принадлежностей — дает возможность
соединения моторов с разными габаритами и обеспечивает взаимозаменяемость с
редукторами других производителей.
• Универсальность применения: конструкция
редуктора и смазка — позволяет эксплуатацию
в любых положениях в пространстве.
Область применения червячных
редукторов:
• Конвейеры
• Транспортеры
• Упаковочное оборудование
• Пищевое оборудование
• Кормораздача
• Птицефабрики
• Мешалки
• Деревообрабатывающее оборудование
• Турникеты
• Станкостроение
Доставка по городам Крыма: Симферополь, Севастополь, Феодосия, Ялта, Алушта, Евпатория, Саки, Керчь, Армянск, Джанкой, Бахчисарай, Красноперекопск, Красногвардейское, Советское, Первомайское, Кировское и др. городам России.
Мотор-редукторы
org/NameValueStructure»>
Габарит редуктора:
030
Передаточное отношение:
20
Червячные редукторы CRV (1.73MB)
Написать отзыв
Ваше имя:
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Достоинства:
Недостатки:
Оценка: Плохо
Хорошо
Черв’ячний редуктор i=20 (без фланця) NMRV040 — купити за найкращою ціною в Одесі від компанії «Электротехніка, автоматизація, КВП та А, привідна техніка»
Черв’ячний редуктор i=20 (без фланця) NMRV040
5 750 грн
В наявності
Купити
+380965420465
+380 (96) 542-04-65
Київстар ( WhatsApp )( Telegram)
+380 (48) 788-75-41
Інтертелеком
+380 (93) 410-02-10
Лайф
+380 (66) 820-06-67
Vodafone ( Viber )
Опис
Характеристики
Інформація для замовлення
Підходить для двигунів ( стандарту IEC )
63-го габариту
71-го габариту
Передаточне число ( співвідношення ) — 20
P дв. ( кВт )
частота і габарит Дв.
n2 об/хв
M2 (Нм)
Сервіс фактор
0.09
900 / 63
45
14
3.2
0,12
1400 / 63
70
13
3.1
0,12
900 / 63
45
19
2.4
0,18
2800 / 63
140
10
3.0
0,18
1400 / 63
70
19
2.1
0,18
900 / 71
45
28
1.6
0,22
1400 / 63
70
23
1.7
0,25
2800 / 63
140
14
2.2
0,25
1400 / 71
70
27
1. 5
0,25
900 / 71
45
39
1.1
0.37
2800 / 71
140
21
1.5
0.37
1400 / 71
70
39
1.0
0.55
2800 / 71
140
31
1.0
Для 56B14
Для 56B5
Для 63B14
Для 63B5
Розмір N — 50мм
Розмір M — 65мм
Розмір P — 80мм
Розмір D — 14мм
Розмір N — 80мм
Розмір M — 100мм
Розмір P — 120мм
Розмір D — 14мм
Розмір N — 60мм
Розмір M — 75мм
Розмір P — 90мм
Розмір D — 14мм
Розмір N — 95мм
Розмір M — 115мм
Розмір P — 140мм
Розмір D — 14мм
Для 71B14
Для 71B5
Розмір N — 70 мм
Розмір M — 85 мм
Розмір P — 105 мм
Розмір D — 14 мм
Розмір N — 110 мм
Розмір M — 130 мм
Розмір P — 160 мм
Розмір D — 14 мм
Креслення редуктора
Креслення вихідних фланців
Габарит вихідного валу
Переходник 30, i=20, 63B14 | TechniComponents
TechniComponents Ассортимент
Загрузка. ..
ENEN
Войти
Изменить язык Нидерланды Английский Немецкий
Войти
Извините, это неверно
Извините, что-то пошло не так или такой учетной записи не существует
Войти
Забыли пароль? Еще не клиент?
Сбросить пароль
Мин. 8 символов с буквами и цифрами
Извините, такой учетной записи не существует.
Извините, этот адрес электронной почты нам неизвестен.
Сбросить пароль
Войти Еще не клиент?
Корзина
Пусто
Изменить корзину Заказать
Артикул MRS10023
€ 72,95 Без НДС € 88,27 Включая BTW
Скидка за объем
1–9 шт. :
€ 72,95
0%
10–19 шт.:
€ 68,57
6%
20 шт.:
€ 64,20
12%
В наличии Посмотреть время доставки От € 9,40
В корзине
Информация о продукте
Комбинации
Аксессуары
Образец
Редуктор марки Newton. Высококачественный редуктор с подшипниками NSK и прокладками из витона. Кроме того, редуктор заполнен смазкой (вместо масла). Другие технические характеристики см. в техническом описании или загрузите файлы 3D .STEP.
Размер сборки
30
Задержка
I=20
Диаметр выходного полого вала (мм)
14
Смазка
Смазка
Тип подшипника
НСК
Прокладки
Витон
Подходит для двигателя типа
63B14
Комбинации
Показать все комбинации
Аксессуары
Образец
Хотите получить образец перед размещением более крупного заказа? Введите свои контактные данные ниже, и мы свяжемся с вами, чтобы узнать, соответствуете ли вы требованиям.
Переходник 40, i=20, 71B14 | TechniComponents
TechniComponents Ассортимент
Загрузка…
ENEN
Войти
Изменить язык Нидерланды Английский Немецкий
Войти
Извините, это неверно
Извините, что-то пошло не так или такой учетной записи не существует
Войти
Забыли пароль? Еще не клиент?
Сбросить пароль
Мин. 8 символов с буквами и цифрами
Извините, такой учетной записи не существует.
Извините, этот адрес электронной почты нам неизвестен.
Сбросить пароль
Войти Еще не клиент?
Корзина
Пусто
Изменить корзину Заказать
Артикул MRS10033
€ 105,07 без НДС € 127,13 Включая BTW
Скидка за объем
1–9 шт.:
€ 105,07
0%
10–19 шт.:
9 евро8,77
6%
20 шт.:
€ 92,46
12%
В наличии Посмотреть время доставки От € 9,40
В корзине
Информация о продукте
Комбинации
Аксессуары
Образец
Редуктор марки Newton. Высококачественный редуктор с подшипниками NSK и прокладками из витона. Кроме того, редуктор заполнен смазкой (вместо масла). Другие технические характеристики см. в техническом описании или загрузите файлы 3D .STEP.
Размер сборки
40
Задержка
I=20
Диаметр выходного полого вала (мм)
18
Смазка
Смазка
Тип подшипника
НСК
Прокладки
Витон
Подходит для двигателя типа
71B14
Комбинации
Принадлежности
Образец
Хотите получить образец перед размещением более крупного заказа? Введите свои контактные данные ниже, и мы свяжемся с вами, чтобы узнать, соответствуете ли вы требованиям.
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
23 000 руб
Предложить свою цену
Характеристики и описание: Бензиновый генератор Champion GG3300 однофазный (GG3300)
Бензиновый
генератор Champion GG3300
— это прекрасная современная модель, с помощью
которой можно обеспечить электричеством дачу или дом на протяжении 10 часов без
перерыва. Машина работает на современном бензиновом четырехтактном двигателе с
большой мощностью. Агрегат оснащен баком с большим объёмом, благодаря которому
генератор не нужно часто заправлять. Такая машина обеспечивает электричеством
инструменты и приборы, мощность которых в сумме не превышает 2,6 киловатта.
Клапаны этой машины расположены сверху. На агрегате установлено воздушное
охлаждение, которое отлично защищает двигатель от перегревов.
Бензиновый
генератор Чемпион GG3300
расходует за один час 1,5 литра, что является
экономичным расходом, по сравнению со многими другими подобными моделями. На
двигателе инструмента есть автоматический датчик уровня масла. Благодаря этому
двигатель не изнашивается, поскольку как только масла становится мало, датчик
сразу же срабатывает и двигатель останавливается. Эта машина сконструирована
таким образом, чтобы владелец мог ею пользоваться с максимальным комфортом. Агрегат не создает никаких неудобств, поскольку на нем установлена современная
антивибрационная система. Поэтому во время работы генератор не шумит, работает
очень тихо и не вызывает неприятных ощущений у окружающих.
Бензиновый
генератор Champion GG3300
имеет раму, выполненную из сверхпрочного
металла, которая полностью защищает его от ударов. Также такая рама помогает
сделать процесс транспортировки генератора максимально удобным и комфортным. На
агрегате есть два разъёма на 12 и 230 вольт. Полуавтоматическая воздушная
заслонка делает эту модель максимально практичной. На машине есть вольтметр и
индикатор, с помощью которых можно полностью отследить работу генератора и
вовремя заметить сбои.
Бензиновый
генератор Чемпион GG3300
является синхронной безщеточной машиной.
Мощность двигателя агрегата составляет 6,5 лошадиных сил. Объем двигателя – 208
кубических сантиметров. На агрегате установлен топливный бак объёмом в 15
литров и бак для масла объемом в 0,6 литра. Генератор заводится с помощью
ручного стартера. Его вес составляет 45,2 килограмма. Гарантийный срок такой
модели составляет 12 месяцев. Генератор сконструирован таким образом, чтобы
обеспечить ему максимальную устойчивость, поэтому падение является невозможным.
Также на машине есть специальная панель управления, которая делает работу с
этим генератором максимально простой и удобной. Бензиновый генератор имеет
множество положительных отзывов, поскольку является действительно выгодным
агрегатом, который не требует специального обслуживания на протяжении всего
эксплуатационного периода и может использоваться даже на природе, если есть
необходимость в электричестве. Конструирование этого агрегата производилось с
учетом всех пожеланий пользователя. Производством агрегата занимаются
Соединенные Штаты Америки и Китай.
Рекомендуем просмотреть рабочие характеристики такой модели бренда, как бензиновый генератор Champion GG3301 однофазный.
Гарантия и сервис: Бензиновый генератор Champion GG3300 однофазный
Отзывы о товаре: Бензиновый генератор Champion GG3300 однофазный (GG3300)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Время выполнения в пиковый сезон: в течение 15 рабочих дней
United Power Equipment Co. , Ltd профессионально разрабатывает и производит широкий спектр энергетического оборудования, включая бензиновые и дизельные двигатели, генераторы, водяные насосы и т. д.
Основанная в 2003 году, United Power Technology Group стала одним из профессиональных производителей китайских энергетических продуктов.
United Power расположена в городе Фучжоу, провинция Фуцзянь, Китай, и занимает площадь более 1,5 миллиона квадратных футов производственных мощностей. Компания успешно прошла листинг во Франкфурте 11 июня 2011 года. …
Просмотреть все
Профиль компании
6 шт.
Обзор
офис
лаборатория
Шоу-рум
Склад
OEM и розничный продавец
Пошлите Ваше сообщение этому поставщику
* От:
* Кому:
Мистер Дэн
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
United Power GG3300 — Детали и запчасти
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
*Бесплатное онлайн-руководство и советы по ремонту
для
*Крышка генератора (наружная) 42678540
для
37,69 €
Провода для зарядки аккумулятора 12 В для панели управления
689
для
21,31 €
Набор разъемов батареи 12 В для панели управления 76531321
для
A Полный сервисный комплект 76403159
для
37,91 €
Поролоновый воздушный фильтр, тип 13800669
для
16,58 € €11,45
Корпус воздушного фильтра и фильтр 130
для
94,80 €
Воздуховод 28701390
для
14,20 €
Щетки генератора 51800622
для
60,32 € €43,08
Крышка генератора 76542014
для
42,65 €
Концевой кожух генератора 23
9
для
85,32 €
Вентилятор генератора 45139870
для
Задний кожух генератора (со стороны двигателя) 53206131
для
80,57 €
Болты заднего кожуха генератора (набор из 4 шт. ) 34587983
для
Блок автоматического регулятора напряжения AVR 80711460
Любое несоответствие информации о товаре на сайте интернет-магазина с фактом — лишь досадное недоразумение, звоните — уточняйте у специалистов нашего
интернет-магазина. Дополнительно, сверяйте информацию о товаре с информацией на официальном сайте производителя. Вся информация на сайте интернет-магазина носит
справочный характер и не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации.
Шкив для бетономешалки ProRab ECM63 ECM46 | Шкивы и крыльчатки | Для бетономешалок | Аксессуары и расходные материалы
(499)
390-17-50
(925)
390-17-50 для моб.
Не можете дозвониться?
официальный представитель и партнер:
расширенный поиск
Каталог товаров
Аксессуары и расходные материалыДля бетономешалокШкивы и крыльчатки Шкив для бетономешалки ProRab ECM63 ECM46
Аксессуары и расходные материалы
Бензогенераторы
Бензогенераторы (Инверторы)
Бензопилы
Бензотриммеры
Бетономешалки
Вибраторы для бетона
Виброплиты
Виброплиты электро
Газонокосилки
Гирлянды
Граверы
Дизель генераторы
Дрели
Другой инструмент
Зарядные
Компрессоры
Компрессоры авто
Конденсаторы
Краскопульты
Культиваторы и мотоблоки
Культиваторы электрические
Ленточные пилы
Лобзики
Лодочные моторы
Лодочные моторы запчасти
Миксеры (дрель-миксер)
Многофункциональный инструмент
Мойки
Молотки отбойные
Мотобуры
Мотопомпы
Насосные станции
Насосы
Насосы «Малыш»
Насосы фекальные
Ножницы
Обогреватели
Опрыскиватель садовый
Отвертки
Отрезные пилы
Перфораторы
Плиткорезы
Плиткорезы ручные
Полировальные машины
Пылесосы
Рейсмусы
Рубанки
Сварочные для полипропилена
Сварочные инверторы
Сварочные полуавтоматы
Снегоуборщики
Стабилизаторы
Станки
Тепловентиляторы
Тепловые пушки
Тепловые пушки газовые
Тепловые пушки дизельные
Торцовочные пилы
Триммеры (косилки)
УШМ (Болгарки)
Фены
Фрезеры
Цепные пилы
Циркулярные пилы
Шлиф машины
Штроборезы
Шуруповерты
Шуруповерты сетевые
Электролебедки
Мастер по бетонным работам Описание работы: Заработная плата, обязанности и прочее
Мастер по бетонным работам отвечает за надзор за работой бригады рабочих, участвующих в процессе строительства. Они гарантируют, что все проекты будут завершены вовремя и в рамках бюджета, управляя потоком материалов, оборудования и рабочей силы.
Мастера-бетонщики обычно сами имеют большой опыт работы с бетоном. Это позволяет им лучше понять, как следует применять различные типы бетона и какой тип оборудования лучше всего подходит для каждого применения.
Обязанности мастера по бетону
Мастер по бетону обычно имеет широкий круг обязанностей, которые могут включать:
Координация с архитекторами и проектировщиками для обеспечения выполнения спецификаций проекта
Оценка стоимости материалов, затрат на оплату труда и др. расходы, связанные с проектом
Надзор за рабочими, выполняющими задачи ручного труда, такие как заливка бетона или сверление отверстий для арматуры
Обеспечение своевременной доставки всех материалов на площадку, чтобы строительство могло быть завершено в установленные сроки
Обеспечение безопасного проведения работ путем мониторинга процедур безопасности на объекте и сообщения о небезопасных условиях руководителям
Общение с подрядчиками, архитекторами, инженерами, субподрядчиками, поставщиками и другими сторонами, участвующими в строительном проекте что они полны и точны
Координация с поставщиками для обеспечения своевременной доставки материалов и в хорошем состоянии
Управление и организация рабочего процесса на строительной площадке, обеспечение своевременного выполнения задач
Заработная плата и перспективы мастера по бетону
Мастера по бетону обычно получают зарплату, которая может варьироваться в зависимости от их уровня опыта, размера проекта, над которым они работают, и места работы.
Средняя годовая заработная плата: 62 500 долларов (30,05 долларов в час)
Годовая заработная плата 10% лучших: 122 000 долларов (58,65 долларов в час) .
Спрос на бригадиров бетонщиков будет ограничен, поскольку многие из их задач могут быть автоматизированы или более эффективно выполняться другими рабочими. Однако спрос на этих работников должен оставаться высоким из-за большого количества мостов, дорог и зданий, которые нуждаются в ремонте или замене.
Требования к работе мастера по бетону
Мастер по бетону обычно должен иметь следующую квалификацию:
Образование: Мастерам по бетону обычно требуется диплом средней школы или сертификат GED. Некоторым работодателям может потребоваться степень младшего специалиста или бакалавра в области гражданского строительства или управления строительством. Эти степени дают мастерам по бетону технические знания и навыки, необходимые им для наблюдения за конкретными проектами.
Обучение и опыт: Мастера бетонных работ обычно проходят обучение без отрыва от работы на прежней должности. Они также могут пройти обучение у своего работодателя в течение первых нескольких недель работы. Это обучение может включать изучение процедур безопасности компании, компьютерного программного обеспечения, которое они используют для планирования, и конкретных методов и материалов, которые они используют для бетонных работ.
Сертификаты и лицензии: В некоторых штатах мастера по бетонным работам должны получить лицензию на эксплуатацию определенного оборудования, например, бетономешалки. Процесс варьируется от штата к штату, поэтому вам следует изучить требования в вашем регионе.
Навыки бригадира по бетонным работам
Мастерам по бетонным работам для достижения успеха необходимы следующие навыки:
Коммуникация: Коммуникация — еще один важный навык, которым должен обладать мастер по бетонным работам, поскольку он позволяет им передавать информацию своей команде и другим заинтересованным сторонам. . Бригадиры используют коммуникативные навыки, чтобы донести до своей команды правила техники безопасности, производственные цели и другую информацию. Они также используют коммуникативные навыки для общения с поставщиками, подрядчиками и другими заинтересованными сторонами.
Лидерство: Мастер должен быть сильным лидером, способным мотивировать свою команду на эффективную и безопасную работу. Они должны иметь возможность делегировать задачи и обязанности членам своей команды и следить за тем, чтобы каждый работал в меру своих возможностей. Бригадир также должен уметь разрешать конфликты и проблемы, которые могут возникнуть на рабочем месте.
Решение проблем: Мастера по бетонным работам используют свои навыки решения проблем для выявления и решения проблем, которые могут возникнуть в процессе строительства. Они могут использовать свои навыки решения проблем, чтобы найти решения проблем, влияющих на качество бетона, таких как погода или качество бетонной смеси. Они также могут использовать свои навыки решения проблем для выявления и решения проблем, которые могут повлиять на безопасность строительной площадки, таких как отсутствие надлежащего оборудования для обеспечения безопасности или травма рабочего.
Организация: Мастер по бетонным работам должен быть организован так, чтобы он выполнял все свои задачи вовремя. У них часто есть много обязанностей, включая управление командой рабочих, обеспечение наличия необходимых материалов на месте и обеспечение правильной заливки бетона. Организованность может помочь им эффективно управлять своим временем и обязанностями.
Безопасность: Безопасность является важным навыком для мастера бетонных работ, поскольку она обеспечивает здоровье и безопасность бригады и населения. Мастер по бетону может использовать свои навыки безопасности, чтобы убедиться, что бригада соблюдает все правила техники безопасности и что бетон заливается правильно, чтобы предотвратить несчастные случаи.
Рабочая среда мастера по бетону
Рабочая среда мастера по бетону обычно находится на открытом воздухе, на строительных площадках. Бригадир может подвергаться воздействию ненастной погоды и опасных материалов, и ему может потребоваться работать много часов, в том числе по ночам и в выходные дни. Работа требует физических усилий, и мастер должен уметь поднимать тяжелые предметы и стоять в течение длительного времени. Бригадир также должен уметь хорошо работать под давлением и соблюдать сроки.
Concrete Foreman Тенденции
Вот три тенденции, влияющие на работу бетонщиков. Мастерам-бетонщикам необходимо быть в курсе этих событий, чтобы поддерживать актуальность своих навыков и сохранять конкурентное преимущество на рабочем месте.
Потребность в дополнительных технических навыках
Потребность в дополнительных технических навыках — это тенденция, наблюдаемая во многих отраслях, поскольку компании ищут сотрудников, которые могут предоставлять больше услуг с добавленной стоимостью.
Это особенно актуально в строительной отрасли, где мастера по бетону часто несут ответственность за надзор за установкой бетонных конструкций. Чтобы добиться успеха в этой роли, им необходимо хорошо понимать, как укладывать бетон, и следить за тем, чтобы это было сделано правильно.
Более тесное сотрудничество между различными ролями
Тенденция расширения сотрудничества между различными ролями наблюдается во всех сферах бизнеса. Это потому, что команды осознают важность того, чтобы все работали вместе для достижения общей цели.
Как мастер по бетону, вы можете воспользоваться этой тенденцией, развивая отношения с другими членами команды. Это позволит вам вместе работать над проектами и создать более сплоченную команду. Кроме того, вы также можете использовать эту тенденцию в своих интересах при обсуждении заработной платы или льгот.
Больше внимания контролю качества
По мере того, как экономика продолжает улучшаться, предприятия уделяют больше внимания контролю качества. Это означает, что конкретные бригадиры должны будут иметь полное представление о процедурах контроля качества, чтобы гарантировать, что их проекты соответствуют стандартам, установленным их клиентами.
Чтобы оставаться впереди конкурентов, бригадиры бетонщиков должны развивать навыки контроля качества и научиться выявлять потенциальные проблемы до того, как они станут слишком большими. Им также необходимо будет иметь возможность эффективно общаться со своими клиентами по вопросам контроля качества.
Как стать мастером по бетону
Карьера мастера по бетону может быть полезной и прибыльной. Важно начать с правильной ноги, получив сертификат по отделке бетона. Это покажет потенциальным работодателям, что у вас есть навыки, необходимые для правильного выполнения работы.
Вы также должны быть в курсе последних тенденций в отделке бетона. Это означает чтение отраслевых журналов, посещение учебных курсов и общение с другими профессионалами. Чем больше у вас знаний, тем лучше вы сможете решать новые задачи и находить новые возможности.
Связанный: Как написать резюме мастера по бетону
Перспективы продвижения
Мастер по бетону отвечает за координацию и надзор за строительной бригадой, которая заливает бетон. Бригадир несет ответственность за качество бетонных работ и должен следить за тем, чтобы бригада работала безопасно и эффективно.
Бригадир обычно является самым опытным членом бригады и прошел путь от разнорабочего. Он хорошо разбирается в торговле бетоном и знаком с различными типами бетонных смесей. Бригадир также отвечает за обучение новых членов экипажа.
Бригадир тесно сотрудничает с руководителем проекта и отвечает за своевременное выполнение бетонных работ в рамках бюджета. От него также может потребоваться представление отчетов о ходе работы и участие в совещаниях по проекту.
Мастер по бетонным работам Описание работы Пример
В [CompanyX] мы считаем, что наш успех является прямым результатом самоотверженности и напряженной работы нашей команды. Мы ищем мастера по бетону, который присоединится к нашей команде и поможет нам поддерживать наши высокие стандарты качества и безопасности. Идеальный кандидат должен иметь опыт работы в бетонной отрасли, а также сильные лидерские и коммуникативные навыки. Он или она будет нести ответственность за надзор за бригадой бетонщиков, за соблюдением всех процедур безопасности и соблюдением сроков. Мастер по бетону также будет отвечать за заказ материалов и техническое обслуживание оборудования.
Обязанности и ответственность
Планирование и координация работы бригады бетонщиков, каменщиков и рабочих
Чтение и интерпретация чертежей или других спецификаций для определения плана работы
Заказ материалов и расходных материалов по мере необходимости
Проверять выполненную работу на соответствие спецификациям
Обучать новых сотрудников надлежащим методам и методам работы
Вести учет времени, использованных материалов и работы бригады
Рекомендация мер по повышению производительности и безопасности
Расследование несчастных случаев и травм для определения их причин и предотвращения их повторения
Подготовка сметы расходов для проектов
Выполнение мелкого ремонта оборудования и инструментов
Помощь в разработке предложений для заключения контрактов рабочих мест
Служить связующим звеном между строительной бригадой и руководителем проекта
Требуемые навыки и квалификация
Диплом средней школы или его эквивалент
Подтвержденный опыт работы мастером по бетону
Знание методов, материалов и оборудования для строительства бетона
Умение читать и интерпретировать чертежи и планы строительства
Отличные коммуникативные навыки и навыки межличностного общения
Лидерство способность и опыт управления командой
Сильные навыки управления временем и организаторские способности
Предпочтительные навыки и квалификация
Степень младшего специалиста в области гражданского строительства или смежной области
Опыт работы мастером по бетону от 5 лет
Сертификат OSHA 10 или 30
Сертификат первой помощи/CPR
Опыт работы с GPS и другим геодезическим оборудованием
9006 Аналогичные работы 9006
Плотник
Руководитель строительного проекта
Руководитель строительного проекта
Строитель
Строитель
Прораб
Прораб
Бетономешалки: Кто такой прораб? — Купить бетономешалки — Бетономешалки — Кусторезы — Строительное оборудование онлайн
Ни один строительный проект не может быть завершен без надзора строительного мастера. Бригадир по строительству выполняет важнейшую роль в обеспечении своевременного и безопасного завершения строительного проекта, управляя и организуя строительную бригаду. Если вы никогда раньше не слышали о строительном бригадире, мы создали краткое руководство, в котором рассказывается, что такое строительный бригадир, а также различные роли и обязанности, которые он выполняет на строительной площадке. Чтобы продолжить карьеру прораба-строителя, мы дополнительно описали основные навыки, которыми вы должны обладать, а также квалификацию и опыт, необходимые для того, чтобы стать прорабом-строителем в Южной Африке. Убедитесь, что у вас есть бетоносмесители самого высокого качества на вашей строительной площадке, когда вы покупаете у B&S Commercial Power.
Кто такой прораб?
Строительные площадки — это оживленные места, где работают менеджеры, строители и тяжелая техника. В соответствии с одним строительным планом одновременно может работать несколько разных подрядчиков, у всех разный график работы и разные строители. Как для эффективного завершения строительного проекта, так и для безопасности строителей строительная площадка должна находиться под тщательным контролем и управлением. Тут в дело вступает прораб.
Прораб в конечном счете отвечает за управление, координацию и надзор за строительной площадкой, чтобы обеспечить завершение проекта в соответствии с графиком и безопасные рабочие места для строителей. Прораб будет стоять ниже руководителей проекта и прораба, но выше генеральных подрядчиков и строителей. Такое позиционирование помещает их в золотую середину, позволяя им работать вместе как с руководством, так и со строителями.
Роли и обязанности прораба:
Прорабы выполняют множество важных задач, которые в конечном итоге приводят к эффективному завершению строительного проекта, а также обеспечивают снижение опасностей, с которыми сталкиваются строители. Строители выполняют свои обязанности как на площадке, так и за ее пределами. Мы углубимся в должность строительного мастера, выделив несколько важных ролей и обязанностей, которые строительный мастер будет выполнять на строительной площадке.
Подготовка графика: Прорабу необходимо составить жизнеспособный график завершения строительного проекта. Этот график будет основан на планах и спецификациях проекта. Этот график будет охватывать все, от установленного рабочего времени строителей до заказа материалов. Этот график также необходимо будет корректно корректировать на протяжении всего строительного проекта, если возникнут задержки или проблемы.
Соблюдение правил OSHA: Безопасность на строительных площадках является одним из самых опасных рабочих мест. Строительный мастер должен убедиться, что на его строительной площадке соблюдаются положения Закона о гигиене труда и технике безопасности Южной Африки № 85 от 1993 года (OSHA).
Найм, обучение и надзор за строительными рабочими: Прорабу по строительству будет поручено нанять лучшую команду подрядчиков или строителей для строительного проекта, что означает возможность оценить их квалификацию и навыки в отношении требуемые задачи. Строительный мастер будет экспертом в своей профессии, поэтому ему потребуется обучать любых строителей с меньшим опытом. Надзор за строителями будет включать наблюдение за прибытием и уходом строителей, обеспечение соблюдения строителями правил техники безопасности и контроль за тем, чтобы работа строителей соответствовала графику.
Обеспечение достаточного количества материалов и оборудования: Прорабу будет поручено обеспечить наличие на строительной площадке нужной тяжелой техники и материалов по мере необходимости. Наряду с обеспечением наличия правильной техники на строительной площадке, строительный мастер также должен обеспечить надлежащее хранение и техническое обслуживание техники на протяжении всего проекта.
Уложиться в бюджет: Прораб будет тесно сотрудничать с выделенным бюджетом для строительного проекта. Им нужно будет убедиться, что строительные рабочие, материалы и тяжелая техника на строительной площадке не выходят за рамки бюджета проекта, и контролировать расходы по этим аспектам. Когда на строительной площадке возникает проблема, решение, которое предлагает прораб, также должно быть согласовано с выделенным бюджетом проекта. Затем эта ответственность демонстрирует, что математика и составление бюджета являются важными ролями, которые строительный мастер должен выполнять ежедневно.
Отчет о ходе работ: Прораб должен создавать отчеты о ходе выполнения строительного проекта. Затем эти отчеты должны быть представлены руководителям проекта, руководителю и, возможно, клиентам.
Обеспечить успешное завершение: Конечная ответственность строительного мастера — успешное завершение строительного проекта в отведенные сроки. Это означает, что каждый день прораб должен распределять задачи, координировать команды, рассчитывать показатели производительности и вносить коррективы в график, чтобы поддерживать проект в нужном русле.
Основные навыки прораба:
Чтобы адекватно выполнять функции и обязанности прораба, вы должны обладать необходимыми навыками. В то время как роль строительного мастера требует многочисленных навыков для оптимального выполнения своей работы, мы выделили пять основных навыков, которыми вы должны обладать, чтобы продолжить эту работу.
Связь: Прораб является связующим звеном между высшим руководством и строителями. Это означает, что для того, чтобы все на строительной площадке шло по плану, прораб должен уметь четко общаться с обеими бригадами. Строительный мастер должен иметь возможность давать строителям подробные ежедневные инструкции, информировать строителей о любых изменениях, а затем отчитываться перед руководителями проекта и прорабом. Строительные бригады также должны иметь возможность сообщать о любых проблемах, с которыми сталкиваются строители, высшему руководству.
Лидерство: Профессиональный прораб должен быть прирожденным лидером. Они должны быть в состоянии взять на себя ответственность и уверенно отдавать приказы на ежедневной основе. Они должны быть в состоянии мотивировать и вдохновлять строителей на правильное и безопасное выполнение своей работы. Они также должны быть сбалансированы в своем подходе к лидерству и быть открытыми для строителей, обращающихся к ним с любыми проблемами, с которыми они сталкиваются. Наряду с руководящей ролью также необходимо уметь правильно дисциплинировать строителей, когда это необходимо.
Строительные знания: Поскольку прораб отвечает за надзор за строительной площадкой, он должен иметь глубокое понимание всех аспектов строительной площадки. Это включает в себя различные типы материалов, способы работы с необходимой тяжелой техникой и типы навыков, которыми должны обладать строители для различных аспектов строительного проекта.
Способность решать проблемы: От медленной работы строителей до задержек с доставкой материалов и кражи техники — во время строительного проекта может возникнуть множество проблем. Если на стройке что-то пойдет не так, на помощь придет прораб. Это означает, что строитель должен обладать отличными навыками решения проблем, чтобы обеспечить бесперебойную и безопасную работу строительного проекта.
Хорошее физическое состояние: Строительные мастера должны быть физически здоровыми, сильными и иметь хорошую выносливость. Хорошее физическое состояние гарантирует, что прораб физически способен выполнять свои повседневные задачи и может избежать травм в случае возникновения опасной ситуации на строительной площадке.
Что нужно, чтобы стать мастером строительства:
Стремление к развитию в Южной Африке выразилось в многочисленных строительных проектах в провинциях. С постоянно растущими строительными проектами постоянно растет потребность в профессиональных строительных бригадах, что делает эту карьеру жизнеспособной. Если вы заинтересованы в том, чтобы стать строительным мастером, мы выделили квалификацию и опыт, необходимые для того, чтобы вас приняли на работу.
1) Квалификация:
Самая базовая квалификация, которая вам потребуется, — это 10-й класс или национальный сертификат старшего звена, в зависимости от конкретных требований к работе, где базовая математика является важным предметом, а физика и экономика — полезными предметами. . Затем вам понадобится торговая квалификация, будь то бетонные работы, электрика, сантехника или столярное дело. Степень или диплом не обязательны, но могут помочь вам при подаче заявки на должность прораба, поскольку некоторые строительные проекты предпочитают нанимать квалифицированного прораба.
Поскольку безопасность на строительной площадке имеет большое значение, вам потребуется глубокое понимание нормативных актов OSHA Южной Африки. Это может быть подтверждено действительным сертификатом о прохождении курса Закона об охране труда, выданным авторизованным учебным центром по охране труда и технике безопасности. Дополнительные квалификационные сертификаты могут потребоваться в зависимости от конкретного объема строительного проекта.
2) Опыт:
Опыт имеет большое значение для работодателей при выборе строительного мастера для своего строительного проекта. В качестве базового опыта строительные мастера должны продемонстрировать многолетний опыт работы в своей конкретной профессии, чтобы подчеркнуть свой опыт. Кроме того, потенциальный строительный мастер должен продемонстрировать опыт работы на руководящей должности, чтобы подчеркнуть, что он обладает лидерскими качествами, необходимыми для работы.
Бетономешалки от B&S Commercial Power:
B&S Commercial Power — базирующийся в Кейптауне поставщик бетоносмесителей, подходящих для строительных площадок. Если вы строительный мастер и ищете бетономешалки для своего строительного проекта, B&S Commercial Power станет для вас надежным поставщиком.
У нас есть ряд бетоносмесителей Baumax, которые известны своей долговечностью, скоростью смешивания и надежной работой, что делает их идеальным выбором для тяжелых условий эксплуатации на строительных площадках. У нас есть три доступных размера бетоносмесителей, чтобы вы могли найти лучшие бетоносмесители для ваших конкретных требований проекта. Воспользуйтесь преимуществами надежных и высококачественных бетономешалок по доступным ценам при покупке в B&S Commercial Power.
Мы понимаем, что управление безопасностью важно для строителей. Безопасность эксплуатации наших бетономешалок также является для нас главным приоритетом. Вот почему мы предлагаем бетоносмесители Baumax с кожухом зубчатого венца и закрытой кабиной двигателя для обеспечения безопасности оператора.
Наши бетономешалки не только сделают смешивание бетона для вашего строительного проекта более эффективным, но и быстро доставят их на вашу строительную площадку. Мы можем доставить наши бетономешалки на любую строительную площадку в Южной Африке. Наши высокопроизводительные бетономешалки и профессиональные услуги помогут вам в строительстве в срок.
О компании B&S Commercial Power:
B&S Commercial Power — южноафриканская компания по производству электроинструментов.
Низкая маржа Pinnacle поможет вам повысить потенциальную прибыль и получить максимально выгодное предложение для каждой ставки.
Здесь делают ставки победители
Pinnacle помогает игрокам уравнять шансы в ставках и предоставляет возможность размещать ставки у лучшего букмекера.
присоединиться к Pinnacle
размещайте больше
Высокие лимиты являются жизненно необходимой возможностью для серьезных игроков, и поэтому компания Pinnacle готова предложить их для всех видов спорта и для каждого рынка.
присоединиться к Pinnacle
Преимущества Pinnacle
Опыт в сфере ставок
Вот уже более 20 лет Pinnacle обслуживает клиентов из более чем 100 различных стран. Наш опыт позволяет нам предложить клиентам ровно то, чего они хотят, но помимо этого мы стремимся так же обеспечить им максимальный комфорт при размещении ставок вместе с Pinnacle.
Каждый элемент нашей букмекерской конторы – простая навигация, функции поиска и добавления в избранное, специальный центр в режиме Live и наполненный данными центр статистики – создан с заботой о наших клиентах.
перейти к букмекерской конторе
Непревзойденная выгода
Поиск выгоды – это ключ к успешным ставкам в долгосрочной перспективе, и Pinnacle обеспечивает игроков самыми выгодными рынками ставок. Ценность наших предложений превосходит выгодность ставок у других букмекеров и бирж.
Мы осознаем, что выгодными могут быть как коэффициенты, так и другие аспекты размещения ставок. По этой причине мы регулярно обновляем доступные методы оплаты, помогая нашим клиентам не тратить средства зря.
перейти к букмекерской конторе
Поощрение арбитража
Многие игроки делают арбитражные ставки с целью гарантировать прибыль. Неудивительно, что букмекеры не допускают арбитражные ставки и блокируют учетные записи всех, кто попытается их использовать. В случае с Pinnacle все обстоит совершенно иначе.
Pinnacle является одним из немногих онлайн-букмекеров, приветствующих арбитражные ставки.Мы умеем управлять рисками и точно оценивать рынки, поэтому мы рады принимать ставки в рамках арбитражной стратегии.
перейти к букмекерской конторе
Помощь игрокам на ставках
Pinnacle стремится помогать игрокам в вопросах повышения квалификации. По этой причине в архиве «Аналитического блога» содержится более 2000 статей, шесть серий Pinnacle Podcast и полезные видео канала Pinnacle на YouTube.
Не имеет значения, какой из видов спорта вас интересует, насколько вы опытны или эрудированы – мы найдем материал для каждого. Желаете научиться чему-то новому в вопросах размещения ставок? Pinnacle предлагает вам превью важных соревнований, а также основы и подробный анализ стратегий размещения ставок.
перейти к «Аналитическому блогу»
Первые в киберспорте
Pinnacle предлагает размещать ставки на киберспорт с 2010 г. Сейчас этим занимается каждый букмекер, однако никому из них не удалось приблизиться к Pinnacle в вопросах количества киберспортивных соревнований и рынков.
Мы полностью осознаем уникальность киберспорта, поэтому мы создали для него отдельный раздел веб-сайта. Pinnacle предлагает прорывной подход к ставкам на киберспорт и позволяет заглянуть за кулисы популярных соревнований, чтобы узнать больше о лучших командах и игроках.
перейти на киберспортивный портал
Казино
Компания Pinnacle оказывает клиентам услуги казино премиум-класса. Мы предлагаем сотни слотовых и классических настольных игр, рулетку и блэкджек– популярность казино Pinnacle не уступает популярности нашей букмекерской конторы.
Мы предоставляем не только регулярные бонусные и уникальные предложения для многих игр, но и игры казино в режиме Live, в которых можно играть и общаться с живыми дилерами.
перейти в казино
что говорят о нас клиенты
Вход в личный кабинет на сайте Pinnacle (Пинакл)
Денис Давыденко
Российские клиенты зарубежного букмекера «Пинакл» сталкиваются с проблемами доступа к сайту компании. Букмекерская контора не имеет российской лицензии, поэтому ее сервис блокируется провайдерами, а игроки вынуждены искать способы обхода ограничений.
В отличие от других офшорных букмекерских контор, Pinnacle не помогает клиентам обходить блокировки и не предоставляет копии страницы. Это вынуждает бетторов пользоваться сторонними сервисами, которые искусственно меняют ip-адрес. Но такой способ обхода ограничений имеет недостатки, которые могут привести к блокировке учетной записи.
Как зайти на сайт Pinnacle (Пинакл) в обход блокировки
Есть несколько способов восстановить доступ к официальному сайту букмекерской конторы, но все они основаны на применении сторонних программ. Самые популярные VPN-сервисы, которые скрывают геолокацию устройства. Чаще всего бетторы используют бесплатные программы, оторые есть в общем доступе:
Nord VPN;
Turbo VPN;
Proton VPN;
TunnelBear;
HotspotShield.
Еще один способ – вход через Proxy-сервер. Однако найти бесплатный сервер, который мог бы обеспечить стабильный доступ к игровому сервису сложно, поэтому часто бетторы покупают бюджетные прокси.
VPN
Восстановить доступ к заблокированному сайту помогут браузеры со встроенными расширениями или плагинами, которые работают по принципу VPN или шифруют данные:
Opera;
TOR;
Yandex Turbo.
Бетторы нередко используют анонимайзеры, которые можно найти в интернете. Надо открыть анонимайзер и через него перейти на страницу букмекерской конторы.
расширение
Все эти способы небезопасные, у них есть недостатки:
большинство сторонних программ снижает скорость взаимодействия с БК, из-за чего сайт работает медленно;
постоянная смена IP-адреса привлечет внимание службы безопасности букмекера;
есть шанс войти с IP-адреса, который уже находится в черном списке букмекера.
Избежать этих недостатков невозможно, поэтому пользователь «Пинакл», как и любой другой зарубежной букмекерской конторы, должен быть готов к этим рискам.
Некоторые беттинговые ресурсы предлагают перейти по ссылке на «актуальное зеркало Pinnacle». Не стоит этого делать, так как букмекер не предоставляет зеркал, а такие ссылки используются либо в мошеннических целях, либо для привлечения аудитории.
Стоит ли играть в нелегальных букмекерских конторах
Выбор между легальными букмекерами и офшорными компаниями у бетторов из России актуален не первый год. Когда в 2018 году начались блокировки международных операторов, пользователи нашли выход и научились использовать VPN и зеркала.
Законодательство в России в отношении нелегальных букмекеров ужесточается. Теперь бетторам усложнили пополнение счета – ни одна легальная российская платежная система не переводит деньги нелицензированным букмекерским конторам. Внести деньги на счет, как и вывести выигрыш, можно только через международные платежные системы и криптовалютные кошельки, которые сложно обналичить.
В правилах большинства офшорных БК прописано, что букмекер вправе прекратить сотрудничество с игроком, в стране которого деятельность компании запрещена. Недобросовестные букмекеры используют эту лазейку, чтобы не платить игроку его выигрыш.
Но популярность легальных букмекерских контор растет, их сервис становится привлекательным с точки зрения игрока:
никаких блокировок;
работа через ЦУПИС;
гарантированные выплаты;
легальные выигрыши;
программы лояльности;
сервис, ориентированный на российских игроков.
Решать, услугами какого букмекера пользоваться – личное дело каждого. Но одно легальные компании «выдавливают» с рынка офшорных конкурентов, а действующее законодательство оказывает помогает в этом.
Ответы на часто задаваемые вопросы
Как войти на сайт «Пинакл»?
Только используя сторонние программы и сервисы.
Где найти актуальное рабочее зеркало БК Pinnacle?
Букмекер не предоставляет копии страницы.
Блокируются ли приложения букмекера?
У букмекера нет приложений, только мобильная версия сайта.
Почему сайт букмекерской конторы «Пинакл» не доступен?
Его деятельность в России запрещена.
Как заключать спортивные пари без блокировок?
Пользоваться услугами лицензированных операторов.
мест | Пиннакл Финансовые партнеры
Дом
Свяжитесь с нами
Пункты обслуживания и банкоматы Pinnacle
Нэшвилл/ Миддл Теннесси
Чаттануга / Юго-Восточная Теннесси
Ноксвилл / Северо-Восточный Теннесси
Мемфис/ Западная Теннесси
Роанок/ Вестерн Вирджиния
Эшвилл, Северная Каролина
Шарлотта/ Южная Северная Каролина
Хай-Пойнт-Гринсборо/ Центральная Северная Каролина
Роли/ Восточная Северная Каролина
Уинстон-Салем, Северная Каролина
Чарлстон, Южная Каролина
Гринвилл/Северная часть штата Южная Каролина
Хилтон-Хед, Южная Каролина
Миртл-Бич, Южная Каролина
Атланта, Джорджия
Хантсвилл
Маклин / Национальный столичный регион
Бирмингем
Нэшвилл / Средний Теннесси
Чаттануга / Юго-Восточный Теннесси
Ноксвилл / Северо-Восточный Теннесси
Мемфис / Западный Теннесси
Роанок / Западная Вирджиния
Эшвилл, Северная Каролина
Шарлотта / Южная часть Северной Каролины
Хай-Пойнт-Гринсборо / Центральная Северная Каролина
Роли / Восточная Северная Каролина
Уинстон-Салем, Северная Каролина
Чарльстон, Южная Каролина
Гринвилл / Северная часть штата Южная Каролина
Хилтон-Хед, Южная Каролина
Миртл-Бич, Южная Каролина
Атланта / Северо-Западная Джорджия
Хантсвилл
Маклин / Национальный столичный регион
Бирмингем
Все местоположенияOfficeATM
Полностью открыт
Быстрые ссылки
Утерянная/украденная карта
Что-то упустили? Мы можем помочь.
Curriculum — Pinnacle High School
Программа профессионального технического образования (CTE)
Career and Technical Education (CTE) — это первоклассная образовательная система, сочетающая в себе академическую строгость и технические стандарты, а также критическое мышление и необходимые рабочие навыки. Решение проблем, общение, командная работа и лидерство — все это основные компоненты наших программ CTE. Чтобы обеспечить своим студентам успех в колледже и карьере, CTE отражает современное рабочее место. CTE сотрудничает с работодателями для разработки и предоставления высококачественных динамичных программ. Предложения программы соответствуют текущим, возникающим и прогнозируемым потребностям рынка труда. Студенты также могут получить признанные в отрасли сертификаты и кредиты колледжа, еще учась в старшей школе. CTE предоставляется через комплексные программы обучения, соответствующие Национальной структуре кластеров карьеры. Эта структура включает в себя 16 кластеров карьеры, которые затем разветвляются на 81 путь карьеры и сотни различных возможностей карьерного роста вдоль этих путей.
В нашем кампусе мы предлагаем широкий выбор курсов профессионального технического образования (CTE). Студенты имеют возможность получить технологические навыки на занятиях по цифровой фотографии, графическому дизайну и видеопроизводству. Для развития деловых навыков мы предлагаем курсы «Введение в бизнес», «Маркетинг и предпринимательство» и «Продвинутый маркетинг». Кроме того, студенты, зачисленные на программу кулинарного искусства, будут иметь возможность работать на нашей новой кухне, которая оснащена современной интерактивной мультимедийной системой и коммерческим оборудованием. Дополнительную информацию см. на странице профессионального технического образования PVSchools.
Программа высокофункционального аутизма
Эта программа предназначена для удовлетворения индивидуальных потребностей учащихся с выявленным аутизмом. Учебная программа фокусируется на общении, социализации и сенсорной интеграции. Когнитивные, академические и адаптивные потребности учащихся рассматриваются и управляются группой специального образования. Инструкция по этой программе включает в себя множество стратегий, основанных на исследованиях.
Курсы с отличием и повышение квалификации (AP)
Средняя школа Pinnacle с гордостью предлагает широкий выбор курсов с отличием и повышение квалификации для учащихся. Классы с отличием предлагают учащимся более строгий образовательный опыт и работают над подготовкой их к обучению Advanced Placement. Благодаря курсам Advanced Placement учащиеся могут получить кредит колледжа, сдав экзамен Advanced Placement (AP) College Board по курсу в конце учебного года. Зачисление в эти классы осуществляется с разрешения учителя при регистрации. Информацию о предлагаемых курсах см. в Каталоге курсов для старших классов.
Изобразительное искусство и исполнительское искусство
Все занятия по изобразительному искусству дают учащимся практический образовательный опыт, результатом которого являются творческие, осязаемые продукты, выражающие идеи, мысли и эмоции, которые невозможно выразить словами.
Различные станки для домашнего бизнеса и их расположение на малой площади
Любое производство, даже самое маленькое, использует те или иные станки для производства. При покупке агрегата даже для малого бизнеса следует очень серьёзно отнестись к выбору, так как от этого немало зависит качество производимой вами продукции. В этой статье мы рассмотрим основные виды, которые используются в самых различных видах деятельности.
Виды станков и их назначение
Оптимальные варианты
Оборудование для гаража
Виды станков и их назначение
Итак, давайте для начала разберёмся, какие наиболее распространённые типы:
Станки с ЧПУ. К этому пункту можно отнести и все остальные, так как сейчас ЧПУ используется почти во всех сферах производства. Подробнее мы о них поговорим позже.
3D -принтер.
Обработка металла.
Обработка дерева.
Гравировка.
Но это лишь вершина айсберга. Описать все виды и подвиды у нас не хватит времени, так как некоторые агрегаты предназначены только для узкого назначения. Так что давайте затронем лишь ту тему, из-за которой вы начали читать данную статью — мини станки для бизнеса.
Оптимальные варианты
Если у вас нет специального помещения, или оно представляет собой небольшой гараж, то ваш выбор падет на миниатюрные варианты. Они не производят особого шума, доступны по цене и предназначены для работы на малой площади.
Станки с ЧПУ.
Как и говорилось ранее, числовое программное управление используется практически во всех сферах, и домашний бизнес не исключение. Сюда можно отнести 3D принтеры, гравировальные аппараты, обработку дерева, металла, камня. При работе с ЧПУ от вас требуются особые знания, но не бойтесь, это не настолько сложно, как вы думаете. К каждому станку прикладывается руководство, которое не поставит вас в тупик при начале работы. А с помощью огромного количества информации в интернете вы сможете стать профессионалом в своём деле и зарабатывать приличные деньги. Ниже мы рассмотрим такие варианты.
Гравировка.
Гравировальный аппарат используется для нанесения надписей (и изображений) на различные материалы, такие как камень, металл, стекло, керамика. Существует три вида гравировальных станков:
Лазерные.
Лазерно-ударные
Ударно гравировальные.
В нашем случае отлично подойдут лазерные установки. Они обрабатывают рабочую поверхность лазерным лучом, после чего получается изображение отличного качества. Такие станки стоят недорого, часто заказываются из Китая и довольно быстро себя окупают. Рабочая поверхность у них варьируется от 50×60 до 90×170см (это уже довольно много) и работают они на программном управлении (ЧПУ). Вообще, это по-настоящему хороший вариант для домашнего производства. Деньги можно делать на различной рекламной продукции, изготовлении сувениров (гравировка на часах, например), бижутерии. Настоящий простор для фантазии.
3D -принтер .
Ещё один кандидат, который относится к оборудованию для бизнеса из Китая. Если вы творческий человек с огромным количеством идей, то этот вариант явно для вас! 3D -принтер используется в основном для создания сувениров, фигурок и прочих вещей из пластика. Вы составляете 3D модель в специальной программе (или используете готовую), и по ней принтер с точностью напечатает её копию. Расходный материал агрегата — специальный пластик, который вам придётся заказывать по мере необходимости. Существует два вида:
ПЛА — изготавливается из отходов нефтяного производства.
АБС — производится из растительного сырья. Этому виду отдают предпочтение намного чаще. Мало кто хочет иметь дело с нефтяными отходами, особенно если дело касается игрушки для ребёнка.
При выборе 3D-принтера стоит обратить внимание оапределенные факторы. Первое, что нужно учитывать, с каким именно видом пластика работает агрегат. Лучше всего, конечно, покупать тот, который может использовать оба варианта, упомянутых выше. Далее — диаметр печатающего стола и размер готового изделия. От первого зависит качество печати. Хочу заметить, что принтеры, которые производят совсем маленькие изделия (не более 10 см куб.) невыгодны. Подумайте десять раз перед приобретением. Ну и цена, конечно. Скажу сразу — очень дешёвые варианты покупать смысла нет. Качественные аппараты начинаются от 1000 долларов и выше.
Оборудование для гаража
Агрегаты, о которых мы расскажем далее, имеют большие габариты, нежели мини станки для домашнего производства. Тут уже всё более серьёзно как в плане станков, так и в плане их цен и габаритов.
Токарный и фрезерный станок.
Существует два основных вида токарных агрегатов:
Настольные.
Напольные.
Всё зависит от того, какие у вас цели. Если ваш бизнес — изготовление мебели, то стоит обратить внимание на деревообрабатывающие варианты. К примеру, токарный напольный подойдёт для вытачивания ножек стульев, столов и т. д. Настольные варианты предназначены для обработки мелких заготовок.
Фрезерные станки предназначены для более сложных операций. Например, агрегат с ЧПУ способен вырезать красивые узоры на вашей заготовке. С помощью ручного можно вырезать нужную вам форму.
Как вы можете заметить, существует много видов и подвидов станков, и рассказать о них всех сразу невозможно (это же касается и бизнес-идей). Есть такие варианты, как, например, производства комбикорма, спрессованных опилок и т. д. Многие умельцы своими руками создают себе станки для малого бизнеса в домашних условиях, тратя на это минимум бюджета. Запомните — успешное производство зависит не только от хорошего станка, но и от ваших навыков!
Современные станки для производства мебели
Для того чтобы производить действительно качественную и долговечную мебель, одного лишь профессионализма работников недостаточно. Немаловажной составляющей производственного процесса является хорошее оборудование. Правильно подобранные станки позволят наилучшим образом оптимизировать свои затраты (как материальные, так и трудовые) и обеспечит достойный результат в максимально сжатые сроки.
Современные станки для производства мебели включают в себя целый ряд разновидностей, каждая из которых обладает своими особыми возможностями и преимуществами. Однако для предпринимателей, особенно новичков бизнеса, разобраться в огромном количестве технических характеристик порой нелегко.
Форматно-раскроечные станки
Эти машины можно назвать незаменимыми в изготовлении корпусной мебели. С раскроечных станков начинается производство, поэтому от качества и точности раскроя зависит качество дальнейших производственных операций.
Для предприятия, осуществляющего выпуск мебели из МДФ или ДСП, необходимы форматно-раскроечные станки, способные производить распил без сколов (оборудованные подрезным узлом), с идеальной геометрией.
Чтобы определиться с размерами оборудования, следует знать, какую длину пропила обеспечивают конкретные форматно-раскроечные станки. Длина пропила должна соответствовать длине тех листов материала, которые вы планируете раскраивать на вашем предприятии. Чтобы определить ширину раскроя, нужно знать расстояние между направляющей линейкой и пильным диском, а также размер поддерживающей рамки. Высота пропила на форматно-раскроечных станках определяется высотой, на которую выходит пила раскроечного станка. Благодаря этой характеристике можно определить, пакет какой толщины вы сможете раскроить на этих станках. Наиболее распространенный размер каретки форматно раскроечного станка – 3200 мм.
Большое значение имеет система подачи подвижной каретки. Наиболее распространёнными являются форматно-раскроечные станки с шариковой кареткой. Данные машины являются станками начального уровня. Не смотря на это они приближаются по степени надежности к роликовым. Станки с роликовыми направляющими более надежны, им характерна долговечность и работа в многосменном режиме. Не следует забывать, что от ширины подвижной каретки зависит степень устойчивости распиливаемого материала, особенно это касается крупноформатных плит.
Основной фактор, от которого зависит цена форматно-раскроечных станков – длина пропила, система направляющих подвижной каретки, комплектация и комплектующие форматного станка, вес форматки и известность производителя. Влияет на цену оборудования также количество двигателей: станки более высокого класса имеют два двигателя (на основную и подрезную пилу). Форматно-раскроечные станки с массивной станиной обеспечивают более высокую точность и меньшую вибрацию – следовательно, и цена такого оборудования будет выше. Зависит стоимость также от материала, из которого изготовлена направляющая: станки с металлической направляющей дороже, чем с текстолитовой.
Все форматные станки для раскроя плитных материалов можно разделить на несколько видов: станки для раскроя криволинейных панелей; вертикальные форматно-раскроечные станки; форматно-раскроечные станки с роликовыми направляющими; форматно-раскроечные станки с шариковыми направляющими; панельные пилы; раскроечные центры с ЧПУ.
Любой начинающий мебельщик, собирая мебель и сверля отверстия дрелью понимает, что «дважды в одну воду не войдешь», двух одинаковых отверстий не получишь и цена ошибки в несколько мм становится головной болью при сборке. Приходится тратить время на пересверловку на месте у заказчика, получая негативные отзывы. Конечно, можно избежать этого и наделать на каждую деталь индивидуальных шаблонов-кондукторов, но уйти от ошибок «человеческого фактора» и улучшить качество вряд ли удастся, хотя время на разметку и сократится.
На помощь придут сверлильно-присадочные станки. Они используются для сверления сквозных и глухих отверстий в заготовках для последующей установки фурнитуры и сборки. Для выбора конкретной модели станка необходимо учитывать следующие основные параметры: количество горизонтальных и вертикальных сверлильных групп; максимальные габариты обрабатываемых деталей; количество шпинделей в траверсе; масса станка; мощность электродвигателей.
Сверлильно-присадочные станки подразделяются на: классические однотраверсные, многотраверсные полуавтоматические, индустриальные многотраверсные с автоподачей, сверлильно-присадочные станки с ЧПУ.
Точность, гибкость производства, производительность – основные требования к современным сверлильно-присадочным станкам.
Лучшие предложения на рынке:
Optima 21 SE и Mentor 25
FL 213
FL–4L PLUS
Punta P
HD-1
GF23, GF27, GF35
WT-23
Кромкооблицовочные станки
Облицовывание кромок мебельных деталей является операцией, от качества выполнения которой зависит внешний вид продукции в целом, а значит и ее конкурентоспособность.
Современные кромкооблицовочные станки являются одним из наиболее сложных видов оборудования в мебельной промышленности. Основные параметры этих машин: скорость подачи, максимальные размеры детали, максимальные размеры кромочного материала, наличие узлов обработки кромочного материала, масса станка, суммарная мощность станка. Подразделяются на машины с ручной и автоматической подачей.
Большинство моделей оснащены узлами, предназначенными для обработки любого типа кромки, и комплектуются в зависимости от производственных задач клиента. Скорость подачи станков: 6-20 м/мин.
Лучшие предложения на рынке:
FL130-FL630
FL4000, FL6000
KZM-6
TORNADO+
Фрезерные станки с ЧПУ
Фрезерно-гравировальные станки с ЧПУ на сегодняшний день одно из самых востребованных видов оборудования практически в любой отрасли. Особенно широкое внедрение отмечается в деревообработке.
Возможности станков с успехом используют мебельщики для изготовления фасадов из МДФ с последующей облицовкой в вакуумных прессах пленкой ПВХ, для криволинейного раскроя различных деталей мебели из ДСП, в том числе по технологии Nesting. Активно используют фрезерные станки с ЧПУ различные рекламно-производственные компании для изготовления торговой мебели, постройки выставочных павильонов и стендов, изготовления вывесок и всевозможной наружной рекламы. Крупные деревообрабатывающие фабрики и небольшие столярные мастерские используют станки с числовым программным управлением в своей повседневной работе. Будь то эксклюзивное мебельное изделие со сложными гравировками и 3D резьбой или серийная мебель.
Все фрезерные станки с ЧПУ делятся на серии: легкая, профессиональная, промышленная, специальная.
В легкую серию вошли станки, предназначенные в основном для штучного изготовления деталей, либо мелкосерийных производств. Профессиональная серия способна изготавливать детали серийно в производственных условиях. Фрезерные станки с ЧПУ промышленной серии – это уже совершенно другой уровень оснащения. Станки обходятся в работе минимальным участием человека, самостоятельно совершают замену инструмента и при этом обладают самыми высокими скоростями обработки в своем классе. Станки специальной серии предназначены для решения специфических задач, с которыми сталкиваются многие производственники, например изготовление криволинейных фасадов.
Купить фрезерный станок с ЧПУ – задача непростая. На рынке очень большое количество предложений от разных компаний и станки на первый взгляд все похожи. Возможно, появится мысль купить б/у фрезерный станок с ЧПУ. Но будьте осторожны в данном случае! Зачастую из станков выжимают весь ресурс без должного технического обслуживания, а потом, не вкладываясь в восстановление, просто продают за небольшие деньги следующему владельцу.
Лидер рынка новых фрезерных станков с ЧПУ – Beaver. Компания поставляет машины в Россию с 2005 года. На сегодняшний день они работают практически на каждом втором мебельном и столярном предприятии.
Лучшие предложения на рынке:
Фрезерный станок с ЧПУ Beaver 1212 AT3
Фрезерный станок с ЧПУ Beaver 24AVT5
Фрезерный станок с ЧПУ Beaver 25AVLT8
Заточное оборудование
Качество работы зависит не только от инструмента, но и заточного оборудования. Эти станки имеют множество модификаций для обработки всех видов фрез, ножей, сверл, пил. Современные заточные станки просты в эксплуатации. К тому же точность обработки материала на них очень высока.
Заточные станки имеют различную степень автоматизации: как недорогие модели с ручной системой затачивания, так и высокотехнологичные центры с программным управлением и многочисленными функциями.
Большой плюс заточных станков с автоматической системой затачивания и ручным управлением в том, что его можно применять для обработки металлорежущего и деревообрабатывающего инструмента. Такие станки управляются оператором, но при этом охлаждающая жидкость подается автоматически, что делает данное заточное оборудование очень удобным в эксплуатации. Эти модели представлены как в компактном настольном варианте, так и в виде отдельного заточного центра с широким набором функций.
Дополнительное оборудование
Создать сегодня по-настоящему качественную, современную мебель только с помощью основного оборудования – не реально. Очень многое зависит и от использования в производственном процессе дополнительной техники. Например, оборудование для шпона предназначено для вырезки дефектных мест, раскроя, сшивания с целью дальнейшего облицовывания шпоном поверхностей деталей. Необходимы также прессы и станки для облицовывания. А ещё покрасочные камеры.
Владислав Пермин, специально для Equipnet.ru
6 Основное оборудование и машины, используемые в обрабатывающей промышленности
Блог
Подержанное оборудование
Top 6 Оборудование для обрабатывающей промышленности
JM Industrial 0 б/у оборудование, б/у промышленное оборудование, б/у производство, б/у производственное оборудование
В обрабатывающей промышленности различные производственные процессы требуют скорости и качества, которые люди не могут обеспечить. Таким образом, эти процессы ведутся с использованием широкого спектра машин и оборудования. Термин « производство » не ограничивается какой-либо одной отраслью. Тем не менее, он применим к любой отрасли, где осуществляется тот или иной вид продукции, такой как производство металлов, производство продуктов питания и напитков, сельское хозяйство или горнодобывающая промышленность.
Существует несколько типов производственного оборудования, используемого производителями по всему миру для достижения производительности, качества и скорости. Вы заинтригованы, чтобы узнать необходимое оборудование, используемое для производства хорошего продукта?
Ну, есть несколько таких видов оборудования в использовании. Этот пост концентрируется на 6 таких важных устройствах, которые широко используются производителями по всему миру.
Ниже приведены некоторые важные машины и оборудование, которые производственные компании часто используют в своих операциях по производству продукции.
Промышленные резервуары для хранения: Как следует из названия, резервуары для хранения представляют собой контейнеры, используемые для хранения большого количества продукта. Подходящий резервуар для хранения гарантирует, что содержимое, хранящееся в резервуаре, сохранит свою целостность. Эти резервуары часто строятся в соответствии с правилами и положениями, установленными для хранения материалов в различных отраслях промышленности. Они доступны в различных формах и размерах, которые изменяются согласно использованию. Во многих отраслях промышленности используются резервуары из нержавеющей стали для хранения различных агрессивных веществ из-за ее превосходных антикоррозионных свойств, относительной простоты использования и гибкости.
Центрифуги: Это машина, состоящая из контейнера, который используется для разделения содержимого по плотности. Это оборудование чаще всего используется для отделения различных жидкостей и твердых частиц от жидкостей. Кроме того, они также используются для других целей, кроме механического разделения. Это жизненно важная часть производственного оборудования. Производители по всему миру используют различные типы центрифуг, в том числе дисковые автоматические центрифуги, центрифуги с дисковыми насадками, центрифуги с нижней разгрузкой корзины и т. д.
Промышленные миксеры: Смешивание ингредиентов является неотъемлемой частью нескольких промышленных производственных операций. Эта задача часто решается с помощью различных типов смесителей. Эти устройства помогают смешивать или эмульгировать материалы разных или одного типа. Некоторые типы промышленных смесителей: двухлопастные смесители, двухлопастные экструдеры, двухконусные V-образные смесители, барабанные барабанные мешалки, гомогенизаторы, планетарные смесители, смесители периодического действия и т. д.
Электрические генераторы: Инвестиции в электрический генератор помогут сохранить работу вашего бизнеса в случае отключения электроэнергии. Их используют в разных ситуациях, когда источников питания просто недостаточно. Большинство отраслей в значительной степени полагаются на генераторы, поскольку они помогут создать резервную копию важных данных или машин в случае отключения электроэнергии.
Бывшие в употреблении воздушные компрессоры: Воздушные компрессоры используются для повышения давления жидкости и могут транспортировать жидкость по трубе, чтобы выполнить работу правильно. Компрессоры широко используются в окружающей среде для более широкого спектра применений, например, на заправочных станциях предлагается сжатый воздух для накачивания шин транспортных средств. Кроме того, небольшие настольные воздушные компрессоры также доступны с аэрографом.
Погрузочно-разгрузочное оборудование: Различные типы погрузочно-разгрузочного оборудования широко используются в основных упаковочных отраслях. Многие производимые продукты должны быть упакованы до того, как они будут доставлены потребителю. Этот процесс требует своего рода ручного труда во время производственного процесса и делает оборудование для упаковочного оборудования наиболее важным для нескольких компаний.
Все упомянутое оборудование широко используется в производстве продукта. Это оборудование поможет сделать вашу работу более эффективной, а также повысить производительность. В целом, промышленное оборудование и машины являются неотъемлемой частью обрабатывающей промышленности. Если вы ищете Приобретая промышленное оборудование для своего объекта, важно приобрести его у надежного и проверенного поставщика. JM Industrial выделяется среди других конкурентов. Они являются одним из ведущих поставщиков неиспользованного и бывшего в употреблении производственного оборудования в Соединенных Штатах.
Предыдущий пост
Следующий пост
Какие существуют типы производственного оборудования? — Либерти Капитал Групп
авг
13
Автор: kazaa |
Процесс производства на самом деле представляет собой довольно сложную деятельность, которая касается людей, обладающих широким спектром знаний и дисциплин, и включает в себя широкий спектр инструментов, машин и оборудования с высокой степенью автоматизации, таких как роботы, компьютеры и другое оборудование. . Производственный процесс касается различных аспектов процедур мастерской и предоставления инженерных материалов, аксессуаров и инструментов, а также производственных процессов.
Типы производственных процессов
Существуют различные типы производственных процессов, как указано ниже.
Обработка
Механическая обработка — это термин, используемый для описания производства, в котором используется широкий спектр методов и технологий. Его можно определить как метод, с помощью которого материал удаляется с заготовки с помощью станка с механическим приводом, чтобы придать ей желаемую форму или дизайн. Большинство металлических деталей или компонентов требуют той или иной формы механической обработки в процессе производства. Фактически, другие материалы, такие как резина, пластик или другие бумажные изделия, также могут быть изготовлены с помощью обычного процесса механической обработки.
Различные типы обрабатывающих инструментов Существует довольно много типов обрабатывающих инструментов, которые используются в процессе механической обработки, например:
Расточные инструменты Как правило, они довольно часто используются в качестве чистового оборудования для увеличения отверстий, которые ранее были вырезаны в материале.
Режущие инструменты Основными режущими инструментами являются ножницы и пилы. Они используются для резки материала, такого как листовой металл, на заданные размеры или желаемую форму.
Сверлильный инструмент Состоит из обоюдоострого вращающегося устройства, способного создавать круглые отверстия, параллельные оси вращения.
Фрезы При этом используется вращающаяся режущая поверхность с несколькими лезвиями для создания уникальных рисунков или для прорезания некруглых отверстий в материале.
Токарные инструменты Эти формы инструментов способны вращать заготовку вокруг своей оси, поскольку режущий инструмент создает ее форму. Наиболее распространенным типом токарных инструментов или оборудования являются токарные станки.
Типы технологии обработки выжиганием В машинах для выжига или сварки используется тепло для придания формы заготовке. Существует довольно много распространенных технологий обжига и сварки, таких как:
Лазерная резка Лазерная установка излучает высокую энергию и узкий луч света, способный испарять, плавить или сжигать материал. Nd и CO2: лазеры YAG, как правило, являются одними из самых популярных типов, которые используются в этом процессе обработки. Этот процесс лазерной резки идеально подходит для создания узоров на куске материала, а также для формовки стали. Его преимущества включают исключительную точность резки, а также высокое качество обработки поверхности.
Газокислородная резка Это также известно как «газовая резка», и в этом виде обработки используется смесь кислорода и горючих газов для резки и расплавления материала. В качестве газовых сред часто используют ацетилен, водород, бензин и пропан из-за их высокой воспламеняемости. Преимущества этого метода заключаются в низкой зависимости от основных или обычных источников энергии, а также в высокой портативности и возможности резки толстых материалов даже на твердых материалах, включая прочные и прочные сорта стали.
Плазменная резка Плазма способна превращать огонь в электрическую дугу, которая может превращать инертный газ в плазму. Плазма достигает очень высоких уровней температуры и применяется к заготовке с довольно высокой скоростью, чтобы расплавить ненужный материал. Процесс плазменной резки довольно часто используется для электропроводных металлов, которые требуют точной резки по ширине и минимального времени на подготовку.
Компьютеризированные машины
Первые несколько компьютеризированных машин были разработаны еще в 1940-х и 1950-х годах, и они полагались на общую телекоммуникационную систему технологии хранения данных, известную как перфорированная бумажная лента или перфолента, но в кратчайшие сроки эта технология устарела по мере ее перехода в цифровые компьютерные системы обработки в 1950-х и 1960-х годах.
Подобно другим формам FDM (3D-печати) и технологии разработки прототипов, процесс ЧПУ также опирается на цифровые инструкции с использованием CAD (автоматизированного проектирования) или CAM, который представляет собой автоматизированное производство. Станок с ЧПУ использует инструкции для интерпретации конструкции для резки деталей прототипа. Процесс программирования компьютерных устройств для управления станками помогает повысить производительность в процессе производства за счет автоматизации трудоемкого и высокотехнологичного процесса. Наличие автоматизированной технологии резки помогает повысить не только точность, но и скорость создания деталей-прототипов, особенно когда производимый материал очень важен, например, полипропилен.
Обработка с ЧПУ Термин ЧПУ означает компьютерное числовое управление. Это компьютеризированный метод, который используется вместе с широким спектром оборудования. Требуется программирование, а также программное обеспечение, использующее язык G-кода, чтобы лучше направлять инструмент для обработки при формировании заготовки в соответствии с присутствующим параметром. В отличие от методов, управляемых вручную, процесс обработки с ЧПУ является более автоматизированным производственным процессом и имеет ряд преимуществ, таких как:
Высокие производственные циклы Поскольку станок с ЧПУ правильно закодирован, он, как правило, требует минимального обслуживания или времени простоя, что приводит к сокращению времени производства.
Низкие производственные затраты Поскольку потребность в рабочей силе в этом процессе довольно низкая, а скорость оборота высока, процесс обработки с ЧПУ является рентабельным, что также связано с тем, что производственные циклы довольно велики.
Однородное производство Процесс обработки на станках с ЧПУ очень точен и обеспечивает очень высокий уровень согласованности с точки зрения дизайна для его производственных результатов.
Типы станков с ЧПУ Эти станки обычно делятся на две категории: с новой технологией обработки и традиционной обработкой.
Традиционные технологии
Сверла Сверла работают, вращая сверло, а затем перемещая его, приводя его в контакт с неподвижным блоком материала.
Токарные станки Это больше похоже на противоположность дрели, поскольку она вращает блок материала против сверла. Токарные станки вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется прядильного материала.
Фрезерные станки Это самые распространенные и самые популярные типы станков с ЧПУ, которые используются в настоящее время. Он использует вращающиеся режущие инструменты для удаления материала со склада.
Новые технологии
Химическая или электрическая обработка В этих технологиях используются специальные методы резки материала. Например, электрохимическая обработка, электронно-лучевая обработка, электроэрозионная обработка (EDM), ультразвуковая обработка и фотохимическая обработка. Большинство из этих типов технологий являются весьма специализированными и используются для особых случаев, связанных с конкретным типом материала в массовом производстве.
Другие материалы для резки Новая технология использует множество других материалов для резки материала. Например, машины для газокислородной резки, машины для лазерной резки, технологии гидроабразивной резки и машины для плазменной резки.
Вертикальный обрабатывающий центр (VMC) Процесс
Вертикальный обрабатывающий центр (VMC), также известный как вертикально-фрезерный станок, используется для обработки плоских деталей, в которых должны быть отверстия. Этот процесс механической обработки, как правило, предпочтительнее, когда есть работа по трем осям, которая выполняется на одной стороне, как при штамповке и штамповке. В отличие от горизонтальной обработки, станки с ЧПУ с вертикальным обрабатывающим центром (VMC) имеют вертикально ориентированные шпиндели. Заготовки VMC обычно устанавливаются на столе для выполнения стандартных 2,5-3-осевых операций обработки. VMC очень полезен для точности штампов и пресс-форм, точности изготовления деталей, обработки поверхности и повторяемости.
Термин «обрабатывающий центр» всегда описывает сверлильно-фрезерные станки с числовым программным управлением или ЧПУ, которые имеют автоматическую смену инструмента, а также стол, который может зажимать заготовку в одном месте. Процесс обработки с ЧПУ используется в производственном секторе и включает компьютеры для управления станками. Вертикальные обрабатывающие центры уже более двух десятилетий являются лидерами в производстве станков для пресс-форм, аэрокосмической, медицинской и энергетической промышленности по целому ряду причин, таких как:
Обеспечивает повышенную производительность.
Этот процесс отличается высокой эффективностью, так как время смены инструмента сокращается.
Высокий уровень жесткости и стабильности при резке в тяжелых условиях.
Высокая скорость шпинделя и быстрая скорость подачи.
Обеспечивает высокий уровень точности и прецизионности в направлении оси и радикальном направлении.
Это может быть полезно как для малых, так и для больших объемов.
Может использоваться как для малых, так и для больших объемов.
Широко используется для обработки крупных и мелких деталей.
Присутствует зондирование машины для проверки или настройки.
Разница между VMC и ЧПУ
Нет никакой разницы между станками с ЧПУ и станками VMC. Машина VMC имеет контроллер с числовым программным управлением. В этом типе станка режущая головка расположена вертикально, а тип фрезерного станка имеет шпиндель, который движется по вертикальной оси, известной как ось «z». Он обычно используется для резки металла и обычно закрыт.
Шлифовальные станки в производстве
Другим производственным оборудованием, используемым в производственном процессе, является измельчение. В основном это процесс абразивной обработки, а в качестве режущего инструмента используется шлифовальный круг. Шлифование широко используется в инструментальном и производственном секторе. Он может производить точные размеры и чистовую отделку и лучше подходит для обработки очень твердых материалов, а также для выполнения очень мелких резов. Шлифование также можно объяснить как разновидность резки, и это настоящий процесс резки металла. Шлифование и притирка считаются подмножествами шлифования. Для шлифования используется широкий спектр станков:
Ручные электроинструменты, например, прямошлифовальные машины или угловые шлифовальные машины
Различные виды дорогостоящих промышленных станков, таких как шлифовальные станки
Камни для заточки ножей с ручным приводом (точильные камни)
Настольные шлифовальные станки
Мостовые краны
Попросту говоря, мостовой кран — это оборудование или машина, которая используется для точного подъема тяжелых материалов из одного места в другое. Не существует универсального способа определить, что такое мостовой кран, поскольку каждый из них спроектирован или разработан для конкретных приложений или целей, чтобы лучше соответствовать потребностям бизнеса в погрузочно-разгрузочных работах. Эти мостовые краны могут быть построены или спроектированы с использованием различных типов компонентов или конфигураций, а также могут быть спроектированы или заменены для повышения их производительности и грузоподъемности. Существуют различные причины для использования мостовых кранов, например:
Для погрузки и разгрузки материалов с грузовика
Для более эффективного перемещения материалов по объекту по сравнению с тем, как это может сделать рабочая сила или тягач
Вытягивание или заполнение штампов из штамповочных машин с завода-изготовителя
Для подачи сырья в машину на заводе-изготовителе
Для контролируемого перемещения деталей или деталей вниз по сборочной линии
Для перемещения контейнеров по железнодорожной станции или судоверфи
Помимо этих разнообразных причин, по которым компания может использовать мостовой кран на своем предприятии, есть еще две основные причины, по которым компания может захотеть установить мостовой кран или несколько таких кранов на своем производственном предприятии.
Повышение эффективности
Как правило, мостовые краны более эффективны, чем использование буксирных двигателей или ряда рабочих для подъема и перемещения материалов, и они могут работать как минимум в два-три раза быстрее. Для склада или фабрики очень полезно оптимизировать свои процедуры или процессы за счет внедрения мостовых кранов, чтобы автоматизировать их подъем, маневрирование, а также разгрузку материалов на производственном предприятии.
Вполне безопасно
Еще одним преимуществом использования мостового крана на производстве, сборке или складе является элемент безопасности. Краны широко используются для безопасного подъема и перемещения материалов даже в экстремальных условиях, а также могут работать с опасными или вызывающими коррозию материалами, такими как химикаты, горячие металлы и тяжелые грузы. Рабочий кран рабочей станции может быть размещен в месте, которое может помочь рабочим перемещать действительно тяжелые предметы контролируемым и безопасным образом, а также помогает сократить повторяющиеся травмы и растяжения мышц.
Другие преимущества использования мостовых кранов:
Помогает снизить количество несчастных случаев на рабочем месте
Это приводит к уменьшению повреждения материала или продукта
Помогает улучшить общий рабочий процесс
Помогает снизить затраты
Робототехника в производстве
Роботы
широко используются в производственном процессе и предназначены для перемещения материалов, а также для выполнения широкого спектра запрограммированных задач в сфере производства и производства. Часто именно робототехника предназначена для выполнения обязанностей, которые могут быть неприемлемыми или опасными для работников-людей, таких как работа, которая может привести к травмам, или повторяющаяся работа, которая создает скуку и может привести к невнимательности рабочих. Другие различные применения робототехники в обрабатывающей промышленности:
Литейный завод Первый роботизированный процесс был реализован еще в 1960-х годах – литье под давлением. В этом процессе материал использовался в виде жидкости, а затем под давлением впрыскивался в форму. Последняя была образована двумя половинками, которые скреплялись в процессе впрыска металла. Затем форму очищали от любых остатков металла и снова использовали.
Нанесение материалов Роботы также использовались для нанесения покрытий на определенные материалы, такие как эмаль, краска или металлические частицы, в защитных или декоративных целях, которые имеют решающее значение для большинства производственных процессов и получили наибольшее распространение.
Светосигнальные колонны используются на производстве для световой и звуковой сигнализации состояния оборудования в ходе различных технологических процессов. Модули устанавливаются друг над другом. Звуковой модуль всегда устанавливается последним на самом верху колонны. Компания Emas предлагает широкий ассортимент световых модулей диаметром 50 или 70 мм: непрерывного свечения, мигающего свечения, звуковые модули с прерывистым звучанием 90dB.
Световые колонны серии «IF»
Особенность данного вида сигнальных колонн — это то, что в колонне сразу размещены светодиоды непрерывного свечения (красные, желтые, зеленые, синие, белые), светодиоды мигающего свечения (красные, желтые, зеленые, синие, белые), а так же колонны могут быть без звукового модуля или со звуковым модулем с прерывистым звучанием 90dB.
Светосигнальные колонны поставляются как в комплекте, так и отдельными модулями. Модульная конструкция светосигнальных колонн облегчает установку изделия, не требуя дополнительного крепежного оборудования.
Мачта сигнального освещения состоит из следующих компонентов:
IK51L220XM03 Сигнальная колонна 50 мм. Красная 220 вольт, светодиод LED
Артикул
IK51L220XM03
IK53L220XM03 Сигнальная колонна 50 мм. Красная, желтая, зеленая
Артикул
IK53L220XM03
IKAD01 Алюминиевый патрубок 100м для настенного крепления
Артикул
IKAD01
IKAM01 Пластмассовый патрубок 100мм для колонн диаметром 70мм
IT120R024 Сигнальный маяк EMAS красный
Артикул
IT120R024
IT120Y024 Проблесковый маячок диаметром 120мм, желтый, 12-24V AC/DC
Светосигнальная колонна 50 мм.
Красная желтая, зеленая 220В светодиод LED с зуммерм
Артикул
IK53L220ZM03
Светосигнальная колонна 50 мм. Красная, желтая, зеленая, 24В светодиод LED с зуммерм
Артикул
IK53L024ZM03
Светосигнальная колонна, без зуммера, многоцветная, 220 В
Артикул
IF5M220XM05
Светосигнальная колонна, без зуммера, многоцветная, 24 В
Артикул
IF5M024XM05
Светосигнальная колонна, с зуммером, многоцветная, 220 В
Артикул
IF5M220ZM05
Светосигнальная колонна, с зуммером, многоцветная, 24 В
Артикул
IF5M024ZM05
Сигнальная колонна 024 В с многоцветным модулем EMAS IF5M024XM05
Артикул
IF5M024XM05
Сигнальная колонна 50 мм.
красная 24В. LED
Артикул
IK51LO24XM03
Сигнальная колонна 50 мм. Красная, желтая зеленая 24V DC, стробоскоп Flash с зуммером
Артикул
IK53F024ZM03
Сигнальная колонна 50 мм. Красная, желтая, зеленая 24 вольта, светодиод LED
Артикул
IK53L024XM03
Сигнальная колонна 50 мм. Красная, желтая, зеленая, белая, синяя 220 вольт, светодиод LED
Артикул
IK55L220XM03
Сигнальная колонна 70 мм.
Красная 220 вольт, стробоскоп FLESH
Артикул
IK71F220XM01
EMAS ► Светосигнальные колонны серии IK
Сигнальные колонны EMAS серии IK
Легкое подключение без проводов и дополнительного оборудования — технология «включай и работай»
Комплектная или модульная поставка
5 вариантов цветов для светосигнального модуля
Зуммер 90 дБ
Светодиоды, стробоскопы
Вид:
Сетка
Список
Сжатый список
Сортировка по —Цена, по возрастаниюЦена, по убываниюПо названию товара, от А до ЯПо названию товара, от Я до ААртикул, по возрастаниюАртикул, по убыванию
Показать 2448120 на странице
Показано 1 — 24 из 62 товаров
Сигнальная колонна 50 мм. Красная, желтая,…
Артикул: IK53L024XM03
Сигнальная колонна 50 мм. Красная, желтая, зеленая 24 вольта, светодиод LED Посмотреть технический каталог
4 405,72 руб
В корзину Еще
Сигнальная колонна 50 мм. Красная, желтая,…
Артикул: IK53L220XM03
Сигнальная колонна 50 мм. Красная, желтая, зеленая 220 вольт, светодиод LED Посмотреть технический каталог
4 405,72 руб
В корзину Еще
Светосигнальная колонна Ø50 мм. Красная,…
Артикул: IK55L220XM03
Светосигнальная колонна Ø50 мм. Красная, желтая, зеленая, синяя, белая, 220 V AC светодиод LEDПосмотреть технический каталог
6 937,28 руб
В корзину Еще
Сигнальная колонна 70 мм. Красная, желтая,…
Артикул: IK73L024XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая 24 вольта, светодиод LED Посмотреть технический каталог
4 855,64 руб
В корзину Еще
Сигнальная колонна 70 мм.
Красная, желтая,… Артикул: IK73L220XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая 220 вольта, светодиод LED Посмотреть технический каталог
4 855,64 руб
В корзину Еще
Сигнальная колонна 70 мм. Красная, желтая,…
Артикул: IK74L220XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая, синяя 220 вольта, светодиод LED Посмотреть технический каталог
6 102,80 руб
В корзину Еще
Сигнальная колонна 70 мм. Красная, желтая,…
Артикул: IK75L220XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая, белая, синяя, 220 вольт, светодиод LED Посмотреть технический каталог
7 349,96 руб
В корзину Еще
Сигнальная колонна 70 мм. Красная, желтая,…
Артикул: IK75F220XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая, белая, синяя, 220 вольт, стробоскоп FLESH Посмотреть технический каталог
Светосигнальная колонна Ø50 мм. Красная желтая, зеленая 220В светодиод LED с зуммерм Посмотреть технический каталог
6 197,80 руб
В корзину Еще
Светосигнальная колонна 24V DC
Артикул: IK53L024ZM03
Светосигнальная колонна Ø50 мм. Красная, желтая, зеленая, 24В светодиод LED с зуммерм Посмотреть технический каталог
6 197,80 руб
В корзину Еще
Сигнальная колонна 50 мм.
24V DC Артикул: IK53F024ZM03
Сигнальная колонна Ø50 мм. Красная, желтая зеленая 24V DC, стробоскоп Flash с зуммером Посмотреть технический каталог
7 030,76 руб
В корзину Еще
Сигнальная колонна 50 мм. 220V AC
Артикул: IK53F220ZM03
Сигнальная колонна Ø50 мм. Красная, желтая зеленая 220V AC, стробоскоп Flash с зуммером Посмотреть технический каталог
7 030,76 руб
В корзину Еще
Сигнальная колонна Ø 50 мм. Красный,…
Артикул: IK52F220XM03
Сигнальная колонна Ø 50 мм. Красный, зелёный, 220 V AC, стробоскоп FlashПосмотреть технический каталог
4 052,32 руб
В корзину Еще
Показано 1 — 24 из 62 товаров
Мобильные продукты Generac — PLT240 LINKTower
Мобильные продукты Дженерак
Выберите свой регион
Поиск:
Загрузка продукта
Технические характеристикиРуководство по эксплуатацииРуководство по запчастям (3 модели)Руководство по запчастям (2 модели)БрошюраГарантия Получить предложение
Найти сервисного дилера
Документы на французском языке Документы на испанском языке
О LINKTower™ Light Tower
LINKTower от Generac Mobile — это уникальное портативное осветительное решение для самых разных работ и мероприятий и проектов, внутри и снаружи. LINKTower обеспечивает такое же мощное освещение, как и полноразмерная светодиодная мачта, но ее компактная конструкция обеспечивает максимальную универсальность и простота использования. Используйте одну или СОЕДИНИТЕ две мачты вместе, возможность соединения обеспечивает гибкость и универсальность при освещении мероприятий и рабочих площадок. LINKTower питается от стандартной розетки 220 В, поэтому вредные испарения не выделяются. Надежные светодиодные модули Generac® долговечны и потребляют минимальное количество энергии, что обеспечивает низкие общие эксплуатационные расходы. LINKTower — это универсальный, чистый и безопасный выбор для временного освещения всех видов.
Особенности и преимущества
ПРОСТОЙ В ИСПОЛЬЗОВАНИИ
Эргономичная лебедка с двумя рукоятками и мачтой для быстрой установки за одну минуту
Выдвижные рукоятки и третье колесико позволяют легко маневрировать на работе одному человеку
Карманы для вил и подъемная проушина для легкой погрузки и разгрузки
ПРОЧНЫЙ И УНИВЕРСАЛЬНЫЙ
Соедините две башни вместе для лучшего освещения
Светодиодные лампы
Durable долговечны и имеют 5-летнюю гарантию
.
Оцинкованная мачта и карманы для вил прочны и устойчивы к ржавчине
Компактная конструкция подходит для стандартных дверных проемов
Запираемый Внутренний шкаф обеспечивает безопасное хранение шнуров и мелких инструментов
4-точечные домкраты, способные выдерживать скорость ветра до 45 миль в час
Каждый светодиодный светильник мощностью 240 Вт может включаться и выключаться независимо
Удобные розетки обеспечивают дополнительное питание для электроники и мелких инструментов или другой LINKTower
БЕЗОПАСНОСТЬ И ЭФФЕКТИВНОСТЬ
Отсутствие локализованных выбросов для безопасного использования в помещении или на улице
Общий световой поток 139 200 люмен
Покрытие при мин. 0,5 фута-c 15 770 футов 2 (1465 м 2 )
Эффективные светодиодные модули потребляют минимальное количество энергии
Береговое питание 120 В очень экономично
Никаких затрат на дорогое топливо или проблем с транспортировкой топлива и заправкой
MLT6SKDS Спецификация MLT6SMDS Спецификация ГарантияРуководство по эксплуатации MLT6SMDS Руководство по запчастям MLT6SKDS Запчасти Брошюра MLT6 Light Towers Получить предложение
Найти сервисного дилера
Документы на французском языке Документы на испанском языке
Новейший член семейства осветительных мачт MLT6 — это наша самая доступная светодиодная дизельная осветительная мачта на сегодняшний день. Благодаря низкой стоимости приобретения и низким требованиям к техническому обслуживанию, светодиодная осветительная мачта MLT6SMDS/MLT6SKDS обладает многими преимуществами нашей популярной светодиодной мачты MLT6SMD, но с упрощенным интерфейсом контроллера и односкоростным двигателем Mitsubishi или Kubota.
Особенности и преимущества
Мощный и простой в использовании
Всего 188 000 люменов
Покрытие: 25 068 футов 2 (1840 м 2 ) при высоте 0,5 фута
Настройка за одну минуту
Эргономичная стандартная ручная лебедка с двумя рукоятками; электрическая лебедка опция
Простое и удобное управление
Задний кожух с газовыми поршнями обеспечивает легкий доступ для обслуживания
Интервал замены масла 750 часов (Kubota) и 1000 часов (Mitsubishi)*
Сцепное устройство облегчает буксировку и транспортировку
Надежные и универсальные
Надежные светодиодные светильники со сроком службы 10 лет и ограниченной гарантией на 5 лет
Доступен со стандартными или рассеянными светодиодами
Полиэтиленовый корпус ударопрочный и легко чистится
Каждый светодиодный светильник мощностью 320 Вт может включаться и выключаться независимо
Бытовые розетки обеспечивают до 6 кВт дополнительной мощности для электроники и мелких инструментов
Вращающаяся на 359 градусов мачта для полного освещения на месте
Безопасный и эффективный
Односкоростной двигатель Mitsubishi или Kubota обеспечивает превосходную топливную экономичность
Эффективные светодиодные модули потребляют минимальное количество энергии
Светодиодные фонари с мгновенным включением обеспечивают более быстрый запуск, не дожидаясь прогрева, охлаждения или повторного включения
Регулируемые по земле светильники для простой и безопасной регулировки освещения
Компактная конструкция позволяет перевозить до 17 башен на 48-дюймовом бортовом грузовике
Одобрено CSA
*Результаты основаны на данных производителя двигателя и данных полевых испытаний после 100-часовой обкатки двигателя и могут варьироваться в зависимости от таких факторов, как возраст и техническое обслуживание оборудования, условия окружающей среды и плотность топлива.
В этой головоломке главное понять тактику распределения цветов по полю и тогда дальнейшая игра станет очень увлекательной. Как правило начинающие игроки сталкиваются с трудностями на первых 3-4 уровнях, а далее раскладывают всё сами, но где-то попадают в засаду, а попросту тупят и нужна подсказка, чтобы стдыинуться дальше. Вот эти подсказки мы и постарались дать вам на нашей странице, посвящённой игре. Итак, KAMI 2 игра ответы все вы найдёте ниже, все на одной странице.
Уровень 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
1. Заполняем один участок совершенно любой краской. 2. Синим заполняем участки красной и желтой сторону. 3. Оба участка раскрываем синим цветом. 4. Желтым цветом раскрываем красный, а синим цветом раскрываем желтый. 5. Желтым цветом раскрываем красный, а синим цветом раскрываем желтый. 6. На центральном участке синим цветом раскрываем желтый, а желтым цветом — красный, потом красный — синим. 7. Синяя фигура раскрывается красным цветом. 8. Центральная синяя фигура раскрывается красным, потом красная — синим цветом. 9. Белый участок раскрывается синим, а синий потом — красным. 10. Белый участок раскрывается синим, а синий — красным.
Уровень 11, 12, 13, 14, 15, 16, 17, 18, 19, 20
11. Красный участок в центре раскрывается синим цветом, а синий потом раскрывается красным и белым. 12. Два белых участка раскрываем синим, и далее синим два красных участка. 13. Синий участок раскрывается оранжевым цветом, а потом оранжевый раскрывается белым. 14. Голубой участок раскрывается оранжевым цветом, оранжевый потом темно-синим, а темно-синий белым. 15. темно-синий участок раскрывается голубым цветом, голубой потом оранжевым, оранжевый потом белым. 16. Белый участок раскрывается темно-синим, темно-синий раскрывается голубым, голубой раскрывается оранжевым. 17. Белые участки раскрываются темно-синим, темно-синий раскрывается оранжевым, оранжевый потом голубым. 18. Оранжевый участок снизу и голубой сверху раскрываются темно-синим. Далее темно-синий раскрывается белым, а белый — оранжевым цветом, оранжевый потом голубым. 19. Белый участок раскрывается красным, а красный потом — темно-синим цветом. 20. Синий участок снизу раскрывается белым, потом белый — красным цветом, красный раскрывается синим.
Ответы к игре KAMI 2 на ios уровень 21, 22, 23, 24, 25, 26, 27, 28, 29, 30
21. Участок из полосы красного цвета раскрывается темно-синим, а далее белый участок, тоже полосу. Темно-синий раскрывается красным, а потом белым цветом. 22. Красный и белый участки раскрываются тёмно-синим цветом. Тёмно-синий далее белым, а потом красным. 23. Красный и синий участок раскрывается белым цветом. Далее темно-синим и после красным. 24. Синий участок вверху раскрывается белым цветом. Белый цвет — красным, далее темно-синим, далее белым. 25. Два чёрных участка раскрываются оранжевым, далее синим цветом. 26. Фиолетовый участок — чёрным, потом оранжевым, потом голубым. 27. Чёрный участок раскрывается розовым, далее оранжевым, чёрным, голубым. 28. Центральный участок оранжевого цвета в чёрный, потом в розовый , далее оранжевый и в завершении голубой цвет 29. Чёрный центр в розовый, далее оранжевый, потом голубой и завершаем чёрным. 30. Черный — розовым, розовый — чёрным, далее голубой чёрным и оранжевым.
31. Синий участок в центре голубым. Оранжевым — синий треугольник. Голубым — оранжевый и потом синий. 32. Правую фигуру синего цвета — голубым. Сам голубой — оранжевым, а вот синий цвет тоже на оранжевый, потом голубой на синий. 33. Нижнюю фигуру синий треугольник в голубой цвет. потом голубой в оранжевый. Синим раскрывается оранжевый, а затем голубой меняем на синий. 34. Треугольники оранжевого и синего цвета в голубой, затем в оранжевый. А также синий цвет на оранжевый. 35. Оранжевый треугольник в голубой цвет, синий в голубой, следом в жёлтый, а вот синий в оранжевый, следом голубой на оранжевый. 36. Синий снизу в голубой цвет. Голубой в оранжевый, далее в синий и сверху жёлтый. 37. Красный треугольник в чёрный, следом голубой и завершаем красным. 38. Голубая фигура снизу в чёрный, далее в голубой, а следом красный. 39. Чёрное в красный слева, а потом опять в чёрный и голубым — красный. 40. Голубая фигура вверху в чёрный и обратно в голубой, и красный в голубой.
KAMI 2 как пройти уровни 41, 42, 43, 44, 45, 46, 47, 48, 49, 50
41. Центральную чёрную фигуру превращаем в красный. Потом чёрным красное и голубым чёрное. 42. Снизу краную фигуру в голубой цвет. Красную в чёрный, а потом на чёрное голубой. 43. Розовую фигуру слева в оранжевый, другую розовую в тёмно-синий и следом в оранжевый. 44. Справа темно-синюю в оранжевый, потом на оранжевый розовый цвет, а на розовый — тёмно-синий. 45. Оранжевый снизу в розовый и тёмно-синий в розовый, а на тёмно-синий оранжевый, сверху голубой, завершаем розовым. 46. На оранжевый цвет слева — голубой. На голубой — тёмно-синий, следом розовый и потом оранжевый. 47. Справа тёмно-синий в голубой. Другой тёмно-синий тоже в голубой, потом розовый — оранжевый — тёмно-синий. 48. Две фигуры оранжевого цвета в тёмно-синий, сверху голубой, далее оранжевый и конец в розовый. 49. Тёмно-синий в белый превращаем, потом в красный и оставшейся тоже в красный. 50. Тёмно-синий в белый, светло-серый в белый и красный.
Уровень 51, 52, 53, 54, 55, 56, 57, 58, 59, 60
51. Светло-серый снизу в белый цвет. Другой светло-серый на тёмно-синий. Потом красным тёмно-синий. Сверху белая фигура в тёмно-синий, а светло-серая в белый и красный. 52. Светло-серый снизу в белый цвет. Светло-серый в красный, а сверху тёмно-синим. Белая фигура в середине в красный и светло-серый в красный., а потом всё в тёмно-синий. Сверху светло-серую фигуру в красный, потом в белую и далее в тёмно-синею. 53. Снизу светло-серую фигуру в красный, далее в тёмно-синий, и белый цвет. Середина тёмно-синей фигуры в красный, сверху светло-серый и завершаем белым. Теперь сверху красный меняем на светло-серый цвет, потом тёмно-синий и далее белый. 54. Посередине из тёмно-синего делаем красный, далее белый, далее тёмно-синий, далее светло-серый, далее красный, далее тёмно-синий и далее белый. 55. Красный посередине меняем на белый, потом на зелёный, потом на красный, завершаем белым. 56. Красный в середине на белый, потом на зелёный, на красный, на зелёный, на белый. 57. Белый в середине на зелёный, на красный, на белый, на зелёный, на красный, на белый, на красный, на зелёный. 58. Вверху слева зелёеая фигура на красный, потом на белую, снова на красный и на зелёный. Сверху справа зелёную на красный, на белый, на красный, на зелёный. 59. Чёрную фигуру сверху посередине на красный, потом зелёный, далее белый, снова зелёный, теперь красный, белый, чёрный, красный, зелёный. 60. Внизу чёрную на белую, потом красный, зелёный, белый, зелёный, красный, чёрный.
Решение всех головоломок в событии «Вечно движущаяся картина»
Опубликовано 12.08.2022
Увеличить
Решение всех головоломок в событии «Вечно движущаяся картина»
«Вечно движущаяся картина» — это событие в Genshin Impact, доступное в версии 2.8. В нём игроку предстоит решить загадки с движущимися шестерёнками, чтобы получить Камни Истока и другие награды.
За участие в этом событии можно получить уникальный предмет декора — Вечно движущуюся картину.
В этой статье описаны способы, как решить все головоломки в событии «Вечно движущаяся картина» (испытания с шестерёнками).
Этот список решений будет дополняться по мере выхода новых головоломок.
День 1:
Увеличить
Решение 1-го дня в событии «Вечно движущаяся картина»
Для решения первой головоломки не придется даже использовать верхний и нижний уровни — все шестерёнки здесь будут находиться на одной высоте. Порядок решения:
Средняя шестерёнка в положении 1.
Маленькая шестерёнка в положении 2.
Большая шестерёнка в положении 4.
Средняя шестерёнка в положении 6.
День 2:
Увеличить
Решение 2-го дня в событии «Вечно движущаяся картина»
Обратите внимание, что одна из шестерёнок здесь стоит на верхнем уровне. Порядок решения:
Маленькая шестерёнка в положении 2.
Средняя шестерёнка в положении 3.
Большая шестерёнка в положении 6.
Средняя шестерёнка в положении 7 (верхний уровень).
День 3:
Увеличить
Решение 3-го дня в событии «Вечно движущаяся картина»
В этой загадке придется поставить первую двустороннюю шестерёнку, проследите, чтобы она была установлена правильно, как описано в решении. Порядок решения:
Маленькая шестерёнка в положении 3.
Средняя шестерёнка в положении 4.
Средняя шестерёнка в положении 6.
Большая шестерёнка в положении 5.
Двусторонняя шестерёнка в положении 7.
День 4:
Увеличить
Решение 4-го дня в событии «Вечно движущаяся картина»
Порядок решения:
Средняя шестерёнка в положении 1.
Средняя шестерёнка в положении 2 (верхний уровень).
Двустороняя шестерёнка в положении 3.
Большая шестерёнка в положении 4 (верхний уровень).
День 5:
Увеличить
Решение 5-го дня в событии «Вечно движущаяся картина»
Порядок решения:
Средняя шестерёнка в положении 1.
Большая двусторонняя шестерёнка в положении 2 (большой слой снизу).
Большая шестерёнка в положении 4 (верхний уровень).
Маленькая двусторонняя шестерёнка в положении 5.
День 6:
Увеличить
Решение 6-го дня в событии «Вечно движущаяся картина»
Порядок решения:
Маленькая двусторонняя шестерёнка в положении 3.
Средняя шестерёнка в положении 4.
Средняя шестерёнка в положении 5.
Большая двустороняя шестерёнка в положении 6.
Большая шестерёнка в положении 7.
Сборка картины:
Увеличить
Решение картины в событии «Вечно движущаяся картина»
После выполнения всех загадок, включая картину, Вы получите предмет Вечно движущаяся картина.
Полное пошаговое руководство и решения — AppUnwrapper
KAMI 2 Автор: State of Play Games
State of Play KAMI 2 — это совершенно бесплатная игра для iOS и Android, предлагающая несколько расслабляющих, хотя и часто разочаровывающих, головоломок. Поскольку вам нужно заполнить страницу головоломок, прежде чем вы сможете перейти к следующей, я сделал это пошаговое руководство, которое может помочь вам, если вы застряли. У меня есть видео для всех уровней, но для тех, кто предпочитает подсказки прямым решениям, я включу порядок цветов в качестве подталкивания в правильном направлении. Не стесняйтесь обращаться за дополнительной помощью в разделе комментариев.
Уровень 1: Любой цвет. Уровень 2: Любые два цвета. Уровень 3: Синий – Синий Уровень 4: Желтый – Желтый Уровень 5: Желтый – Синий Уровень 6: Желтый – Красный – Синий
Уровень 7: Красный Уровень 8: Красный – Зеленый Уровень 9: Зеленый – Красный Уровень 10: Зеленый — Зеленый — Красный Уровень 11: Белый — Зеленый — Зеленый Уровень 12: Зеленый — Зеленый — Зеленый — Зеленый
Уровень 13: Оранжевый — Белый Уровень 14: Оранжевый — Черный — Белый Уровень 15: Бирюзовый — Оранжевый — Белый Уровень 16: Черный — Оранжевый — Бирюзовый Уровень 17: Белый – Черный – Оранжевый – Бирюзовый Уровень 18: Черный – Черный – Белый – Оранжевый – Бирюзовый
Разработчики изменили некоторые уровни в последнем обновлении, поэтому вот исправленное видео для страницы 4, уровни 19– 24:
Уровень 19: Красный – Синий Уровень 20: Белый – Красный – Синий Уровень 21: Красный – Синий – Красный – Белый Уровень 22: Белый – Синий – Белый – Красный Уровень 23: Белый – Белый – Синий – Красный Уровень 24: Белый – Красный – Синий – Белый
Уровень 25: Желтый – Желтый – Бирюзовый Уровень 26: Черный – Желтый – Бирюзовый Уровень 27: Розовый – Черный – Желтый – Бирюзовый Уровень 28: Черный – Желтый – Розовый – Бирюзовый Уровень 29: Розовый – Желтый – Бирюзовый – Черный Уровень 30: Розовый – Черный – Бирюзовый – Желтый
Уровень 31: Синий — Оранжевый — Бирюзовый — Синий Уровень 32: Бирюзовый — Оранжевый — Синий — Бирюзовый Уровень 33: Бирюзовый — Оранжевый — Синий — Синий Уровень 34: Бирюзовый — Бирюзовый — Оранжевый — Синий Уровень 35: Синий – Желтый – Оранжевый – Бирюзовый – Бирюзовый Уровень 36: Бирюзовый – Оранжевый – Бирюзовый – Синий – Желтый
Уровень 37: Черный – Красный – Бирюзовый Уровень 38: Черный – Красный – Бирюзовый Уровень 39: Красный – Черный – Бирюзовый Уровень 40: Черный – Бирюзовый – Красный Уровень 41: Красный – Черный – Бирюзовый Уровень 42: Красный – Черный – Бирюзовый
Уровень 43: Розовый — Желтый — Синий Уровень 44: Желтый — Розовый — Синий Уровень 45: Розовый — Синий — Оранжевый — Мятный — Розовый Уровень 46: Мятный — Синий — Розовый — Оранжевый Уровень 47: Мятный — Розовый — Синий — Оранжевый — Синий Уровень 48: Синий – Синий – Мятно-оранжевый – Розовый
Уровень 49: Красный – Белый – Серый Уровень 50: Белый — Серый — Красный Уровень 51: Белый — Серый — Красный — Серый — Черный — Красный Уровень 52: Красный — Белый — Черный — Белый — Серый — Черный — Серый — Красный — Черный Уровень 53: Красный – Черный – Белый – Красный – Серый – Белый – Серый – Черный – Белый Уровень 54: Красный – Белый – Черный – Серый – Красный – Черный – Белый
Уровень 55: Белый – Зеленый – Красный – Белый Уровень 56: Белый — Зеленый — Красный — Белый — Зеленый Уровень 57: Зеленый — Красный — Белый — Зеленый — Красный — Белый — Зеленый — Красный Уровень 58: Красный — Красный — Белый — Белый — Красный — Красный — Зеленый — Зеленый Уровень 59: Красный – Зеленый – Белый – Зеленый – Красный – Белый – Черный – Зеленый – Красный Уровень 60: Белый – Красный – Зеленый – Белый – Зеленый – Красный – Черный
Они изменили уровень 81 в последнем обновлении, поэтому я сделал новое видео для страницы 14:
Уровень 73: Розовый – Розовый – Черный – Белый – Черный Уровень 74: Розовый – Розовый – Розовый – Черный – Розовый – Белый Уровень 75: Белый – Белый – Розовый – Черный – Белый Уровень 76: Белый – Черный – Розовый – Белый – Черный – Розовый – Белый Уровень 77: Черный – Белый – Розовый – Черный – Белый Уровень 78: Розовый – Белый – Розовый – Белый – Черный – Белый
Страницы 16 и 17, уровни 91, 92, 93, 94, 95, 96, 97, 98, 99, 100, 101 и 102:
Страницы 18 и 19, уровни 103, 104, 105, 106, 107, 108, 109, 110, 111, 112, 113 и 114:
Они также изменили уровень 108, так что снова страница 18 с уровнем 108 за 16 ходов:
И это все! Возвращайтесь сюда, если/когда будет добавлено больше контента.
Теги: android, ответы, руководство, помощь, подсказки, iOS, iPad, iPhone, iPod, KAMI 2, решения, State of Play Games, советы, приемы, пошаговое руководство
Ками 2 Прохождение Все Уровни
Ниже вы найдете все Прохождение Ками 2 Все Уровни . Это совершенно новая игра, разработанная State of Play Games . После успешного первого сиквела разработчики решили выпустить вторую версию игры, и мы должны сказать, что до сих пор она была абсолютным победителем, потрясая магазин приложений. Если вы застряли на определенном уровне и ищете помощи, воспользуйтесь видео-решениями, размещенными ниже. Все еще застряли или мы еще не решили ваш уровень? Не ищите дальше, оставьте комментарий ниже, и наши сотрудники будут более чем рады помочь вам.
Мы прилагаем все усилия, чтобы добавить все уровни Kami 2, поэтому, пожалуйста, подождите, пока мы не закончим производство всех видео. Если у вас уже есть решения для предстоящих уровней, просто поделитесь ими с остальными посетителями ниже, и мы отдадим вам должное.
Kami 2 доступна только для iOS, но разработчики пообещали, что игра очень скоро появится на рынке Android. Загрузите игру сегодня, если вы еще этого не сделали!
 Название валков получили другие детали.
Название валков получили другие детали. Название валков получили другие детали.
Название валков получили другие детали. При изготовлении обечайки могут иметь следующие размеры:
При изготовлении обечайки могут иметь следующие размеры:
 Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.


 Изготавливаются обечайки следующих размеров: толщина находится в пределах от 3 до 100 мм, длина элемента 30–3100 мм, а их диаметр по наружной стороне колеблется от 20 до 280 см. Во время такой деформации напряжения в металле достигают своих предельных значений.
Изготавливаются обечайки следующих размеров: толщина находится в пределах от 3 до 100 мм, длина элемента 30–3100 мм, а их диаметр по наружной стороне колеблется от 20 до 280 см. Во время такой деформации напряжения в металле достигают своих предельных значений.

 После окончательного охлаждения температура выравнивается во всем объеме металла, но это вовсе не означает, что эти явления будут устранены. В детали могут сохраниться еще некоторые напряжения, они называются остаточными.
После окончательного охлаждения температура выравнивается во всем объеме металла, но это вовсе не означает, что эти явления будут устранены. В детали могут сохраниться еще некоторые напряжения, они называются остаточными.

 2. Максимальное смещение в зависимости от отношения пролета к толщине
2. Максимальное смещение в зависимости от отношения пролета к толщине fem
fem
 Ю.М. (1 июня 1968 г.). «Чистый изгиб мелких геликоидальных оболочек». КАК Я. J. Заявл. Мех . июнь 1968 г .; 35(2): 387–392. https://doi.org/10.1115/1.3601207
Ю.М. (1 июня 1968 г.). «Чистый изгиб мелких геликоидальных оболочек». КАК Я. J. Заявл. Мех . июнь 1968 г .; 35(2): 387–392. https://doi.org/10.1115/1.3601207
 Круговые ножницы имеют компактную конструкцию, соответствующую самым высоким требованиям и стандартам качества.
Круговые ножницы имеют компактную конструкцию, соответствующую самым высоким требованиям и стандартам качества. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера. Модели, оснащенные таким прочным лезвием, относительно дороги. Поэтому многие люди склонны покупать ножницы с лезвием из легированной стали. Хотя визуально нет никакой разницы между этими типами стали, HSS является самой прочной и долговечной.
Модели, оснащенные таким прочным лезвием, относительно дороги. Поэтому многие люди склонны покупать ножницы с лезвием из легированной стали. Хотя визуально нет никакой разницы между этими типами стали, HSS является самой прочной и долговечной.
 Конструкция первого вида проста, потому что она напоминает конструкцию офисных ножниц, хотя, конечно, здесь все прочнее и надежнее. В моделях с двумя рычагами обе части установлены на специальном шарнире, что увеличивает давление, оказываемое лезвиями на заготовку. Данные модели используются для резки жестких листов. Однако их часто применяют и для работы с мягкими материалами.
Конструкция первого вида проста, потому что она напоминает конструкцию офисных ножниц, хотя, конечно, здесь все прочнее и надежнее. В моделях с двумя рычагами обе части установлены на специальном шарнире, что увеличивает давление, оказываемое лезвиями на заготовку. Данные модели используются для резки жестких листов. Однако их часто применяют и для работы с мягкими материалами. Они могут использоваться для различных целей. Например, ими можно угловые разрезы под углом 90 градусов и Т-образные формы, а также использовать для резки круглых и квадратных стержней. Основными преимуществами этого типа механизма являются его эффективность и способность производить чистый срез без заусенцев.
Они могут использоваться для различных целей. Например, ими можно угловые разрезы под углом 90 градусов и Т-образные формы, а также использовать для резки круглых и квадратных стержней. Основными преимуществами этого типа механизма являются его эффективность и способность производить чистый срез без заусенцев. 

 Можно обрабатывать углы и центр листа. Они также используются для резки небольших кабелей.
Можно обрабатывать углы и центр листа. Они также используются для резки небольших кабелей.
 Во многих случаях более эргономичным и удобным решением будет выбор левых ножниц, потому что запястье тогда окажется с внутренней стороны. Это может помочь избежать быстрого утомления рук и повысить комфорт во время работы.
Во многих случаях более эргономичным и удобным решением будет выбор левых ножниц, потому что запястье тогда окажется с внутренней стороны. Это может помочь избежать быстрого утомления рук и повысить комфорт во время работы.
 Ручка изделия эргономична, поэтому держащая ее рука не сильно устает.
Ручка изделия эргономична, поэтому держащая ее рука не сильно устает. 
 Это снижает нагрузку при длительной работе.
Это снижает нагрузку при длительной работе.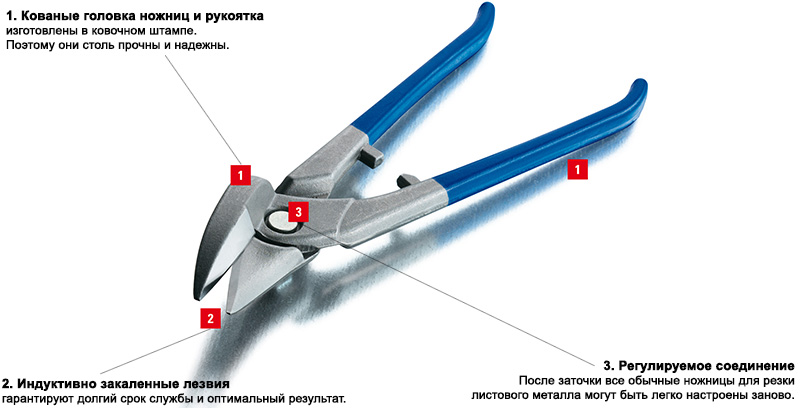 Однако рекомендуется использовать их в первую очередь там, где точность не важна. Как это ни парадоксально, люди, у которых много цельнометаллического материала для ручной резки, чаще выбирают более сложные в обращении инструменты. Но при этом у них лучше получается обработка металла однорычажными ножницами.
Однако рекомендуется использовать их в первую очередь там, где точность не важна. Как это ни парадоксально, люди, у которых много цельнометаллического материала для ручной резки, чаще выбирают более сложные в обращении инструменты. Но при этом у них лучше получается обработка металла однорычажными ножницами. В то же время львиная доля продукции производится с более мягкими лезвиями из специальной (61 HRC), легированной (59 HRC) или инструментальной стали (56 HRC). Различия между ними на первый взгляд незаметны, но после примерно десятка разрезов вы можете четко их почувствовать (даже если все инструменты произведены по ГОСТ).
В то же время львиная доля продукции производится с более мягкими лезвиями из специальной (61 HRC), легированной (59 HRC) или инструментальной стали (56 HRC). Различия между ними на первый взгляд незаметны, но после примерно десятка разрезов вы можете четко их почувствовать (даже если все инструменты произведены по ГОСТ).
 Тогда заточка всего края будет намного легче. Кроме того, вы обезопасите себя тем, что при заточке не порежетесь другим лезвием.
Тогда заточка всего края будет намного легче. Кроме того, вы обезопасите себя тем, что при заточке не порежетесь другим лезвием. Это то, что надо восстановить в первую очередь. Кроме того, таким образом вы также удаляете любую потенциальную ржавчину.
Это то, что надо восстановить в первую очередь. Кроме того, таким образом вы также удаляете любую потенциальную ржавчину. Сложите обе части вместе и сделайте пару режущих движений.
Сложите обе части вместе и сделайте пару режущих движений.
 Толщина резки
Толщина резки
 Способен работать с калибром 18 из оцинкованного листового металла. Телескопический зажим подходит для большого или маленького корпуса дрели.
Способен работать с калибром 18 из оцинкованного листового металла. Телескопический зажим подходит для большого или маленького корпуса дрели.

 Телескопический зажим подходит для большого или маленького корпуса дрели.
Телескопический зажим подходит для большого или маленького корпуса дрели.
 org/NameValueStructure»>
org/NameValueStructure»> ( кВт )
( кВт ) 5
5 ..
.. :
: 

 Высококачественный редуктор с подшипниками NSK и прокладками из витона. Кроме того, редуктор заполнен смазкой (вместо масла). Другие технические характеристики см. в техническом описании или загрузите файлы 3D .STEP.
Высококачественный редуктор с подшипниками NSK и прокладками из витона. Кроме того, редуктор заполнен смазкой (вместо масла). Другие технические характеристики см. в техническом описании или загрузите файлы 3D .STEP.
 Машина работает на современном бензиновом четырехтактном двигателе с
Машина работает на современном бензиновом четырехтактном двигателе с

 На агрегате установлен топливный бак объёмом в 15
На агрегате установлен топливный бак объёмом в 15

 +7(81153) 3-71-20!
+7(81153) 3-71-20!


 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} , Ltd профессионально разрабатывает и производит широкий спектр энергетического оборудования, включая бензиновые и дизельные двигатели, генераторы, водяные насосы и т. д.
, Ltd профессионально разрабатывает и производит широкий спектр энергетического оборудования, включая бензиновые и дизельные двигатели, генераторы, водяные насосы и т. д.
 ) 34587983
) 34587983 ) 33206852
) 33206852 ) 69231890
) 69231890 ) 32561587
) 32561587 и прокладка 84510665
и прокладка 84510665 ) 45747322
) 45747322
 Они гарантируют, что все проекты будут завершены вовремя и в рамках бюджета, управляя потоком материалов, оборудования и рабочей силы.
Они гарантируют, что все проекты будут завершены вовремя и в рамках бюджета, управляя потоком материалов, оборудования и рабочей силы.

 . Бригадиры используют коммуникативные навыки, чтобы донести до своей команды правила техники безопасности, производственные цели и другую информацию. Они также используют коммуникативные навыки для общения с поставщиками, подрядчиками и другими заинтересованными сторонами.
. Бригадиры используют коммуникативные навыки, чтобы донести до своей команды правила техники безопасности, производственные цели и другую информацию. Они также используют коммуникативные навыки для общения с поставщиками, подрядчиками и другими заинтересованными сторонами. Они также могут использовать свои навыки решения проблем для выявления и решения проблем, которые могут повлиять на безопасность строительной площадки, таких как отсутствие надлежащего оборудования для обеспечения безопасности или травма рабочего.
Они также могут использовать свои навыки решения проблем для выявления и решения проблем, которые могут повлиять на безопасность строительной площадки, таких как отсутствие надлежащего оборудования для обеспечения безопасности или травма рабочего.

 Это означает, что конкретные бригадиры должны будут иметь полное представление о процедурах контроля качества, чтобы гарантировать, что их проекты соответствуют стандартам, установленным их клиентами.
Это означает, что конкретные бригадиры должны будут иметь полное представление о процедурах контроля качества, чтобы гарантировать, что их проекты соответствуют стандартам, установленным их клиентами.
 Мы ищем мастера по бетону, который присоединится к нашей команде и поможет нам поддерживать наши высокие стандарты качества и безопасности. Идеальный кандидат должен иметь опыт работы в бетонной отрасли, а также сильные лидерские и коммуникативные навыки. Он или она будет нести ответственность за надзор за бригадой бетонщиков, за соблюдением всех процедур безопасности и соблюдением сроков. Мастер по бетону также будет отвечать за заказ материалов и техническое обслуживание оборудования.
Мы ищем мастера по бетону, который присоединится к нашей команде и поможет нам поддерживать наши высокие стандарты качества и безопасности. Идеальный кандидат должен иметь опыт работы в бетонной отрасли, а также сильные лидерские и коммуникативные навыки. Он или она будет нести ответственность за надзор за бригадой бетонщиков, за соблюдением всех процедур безопасности и соблюдением сроков. Мастер по бетону также будет отвечать за заказ материалов и техническое обслуживание оборудования. Бригадир по строительству выполняет важнейшую роль в обеспечении своевременного и безопасного завершения строительного проекта, управляя и организуя строительную бригаду. Если вы никогда раньше не слышали о строительном бригадире, мы создали краткое руководство, в котором рассказывается, что такое строительный бригадир, а также различные роли и обязанности, которые он выполняет на строительной площадке. Чтобы продолжить карьеру прораба-строителя, мы дополнительно описали основные навыки, которыми вы должны обладать, а также квалификацию и опыт, необходимые для того, чтобы стать прорабом-строителем в Южной Африке. Убедитесь, что у вас есть бетоносмесители самого высокого качества на вашей строительной площадке, когда вы покупаете у B&S Commercial Power.
Бригадир по строительству выполняет важнейшую роль в обеспечении своевременного и безопасного завершения строительного проекта, управляя и организуя строительную бригаду. Если вы никогда раньше не слышали о строительном бригадире, мы создали краткое руководство, в котором рассказывается, что такое строительный бригадир, а также различные роли и обязанности, которые он выполняет на строительной площадке. Чтобы продолжить карьеру прораба-строителя, мы дополнительно описали основные навыки, которыми вы должны обладать, а также квалификацию и опыт, необходимые для того, чтобы стать прорабом-строителем в Южной Африке. Убедитесь, что у вас есть бетоносмесители самого высокого качества на вашей строительной площадке, когда вы покупаете у B&S Commercial Power. Как для эффективного завершения строительного проекта, так и для безопасности строителей строительная площадка должна находиться под тщательным контролем и управлением. Тут в дело вступает прораб.
Как для эффективного завершения строительного проекта, так и для безопасности строителей строительная площадка должна находиться под тщательным контролем и управлением. Тут в дело вступает прораб. Мы углубимся в должность строительного мастера, выделив несколько важных ролей и обязанностей, которые строительный мастер будет выполнять на строительной площадке.
Мы углубимся в должность строительного мастера, выделив несколько важных ролей и обязанностей, которые строительный мастер будет выполнять на строительной площадке. Строительный мастер будет экспертом в своей профессии, поэтому ему потребуется обучать любых строителей с меньшим опытом. Надзор за строителями будет включать наблюдение за прибытием и уходом строителей, обеспечение соблюдения строителями правил техники безопасности и контроль за тем, чтобы работа строителей соответствовала графику.
Строительный мастер будет экспертом в своей профессии, поэтому ему потребуется обучать любых строителей с меньшим опытом. Надзор за строителями будет включать наблюдение за прибытием и уходом строителей, обеспечение соблюдения строителями правил техники безопасности и контроль за тем, чтобы работа строителей соответствовала графику. Когда на строительной площадке возникает проблема, решение, которое предлагает прораб, также должно быть согласовано с выделенным бюджетом проекта. Затем эта ответственность демонстрирует, что математика и составление бюджета являются важными ролями, которые строительный мастер должен выполнять ежедневно.
Когда на строительной площадке возникает проблема, решение, которое предлагает прораб, также должно быть согласовано с выделенным бюджетом проекта. Затем эта ответственность демонстрирует, что математика и составление бюджета являются важными ролями, которые строительный мастер должен выполнять ежедневно. В то время как роль строительного мастера требует многочисленных навыков для оптимального выполнения своей работы, мы выделили пять основных навыков, которыми вы должны обладать, чтобы продолжить эту работу.
В то время как роль строительного мастера требует многочисленных навыков для оптимального выполнения своей работы, мы выделили пять основных навыков, которыми вы должны обладать, чтобы продолжить эту работу. Они должны быть в состоянии мотивировать и вдохновлять строителей на правильное и безопасное выполнение своей работы. Они также должны быть сбалансированы в своем подходе к лидерству и быть открытыми для строителей, обращающихся к ним с любыми проблемами, с которыми они сталкиваются. Наряду с руководящей ролью также необходимо уметь правильно дисциплинировать строителей, когда это необходимо.
Они должны быть в состоянии мотивировать и вдохновлять строителей на правильное и безопасное выполнение своей работы. Они также должны быть сбалансированы в своем подходе к лидерству и быть открытыми для строителей, обращающихся к ним с любыми проблемами, с которыми они сталкиваются. Наряду с руководящей ролью также необходимо уметь правильно дисциплинировать строителей, когда это необходимо. Это означает, что строитель должен обладать отличными навыками решения проблем, чтобы обеспечить бесперебойную и безопасную работу строительного проекта.
Это означает, что строитель должен обладать отличными навыками решения проблем, чтобы обеспечить бесперебойную и безопасную работу строительного проекта.

 У нас есть три доступных размера бетоносмесителей, чтобы вы могли найти лучшие бетоносмесители для ваших конкретных требований проекта. Воспользуйтесь преимуществами надежных и высококачественных бетономешалок по доступным ценам при покупке в B&S Commercial Power.
У нас есть три доступных размера бетоносмесителей, чтобы вы могли найти лучшие бетоносмесители для ваших конкретных требований проекта. Воспользуйтесь преимуществами надежных и высококачественных бетономешалок по доступным ценам при покупке в B&S Commercial Power.
 В случае с Pinnacle все обстоит совершенно иначе.
В случае с Pinnacle все обстоит совершенно иначе. Сейчас этим занимается каждый букмекер, однако никому из них не удалось приблизиться к Pinnacle в вопросах количества киберспортивных соревнований и рынков.
Сейчас этим занимается каждый букмекер, однако никому из них не удалось приблизиться к Pinnacle в вопросах количества киберспортивных соревнований и рынков. Букмекерская контора не имеет российской лицензии, поэтому ее сервис блокируется провайдерами, а игроки вынуждены искать способы обхода ограничений.
Букмекерская контора не имеет российской лицензии, поэтому ее сервис блокируется провайдерами, а игроки вынуждены искать способы обхода ограничений. Однако найти бесплатный сервер, который мог бы обеспечить стабильный доступ к игровому сервису сложно, поэтому часто бетторы покупают бюджетные прокси.
Однако найти бесплатный сервер, который мог бы обеспечить стабильный доступ к игровому сервису сложно, поэтому часто бетторы покупают бюджетные прокси.
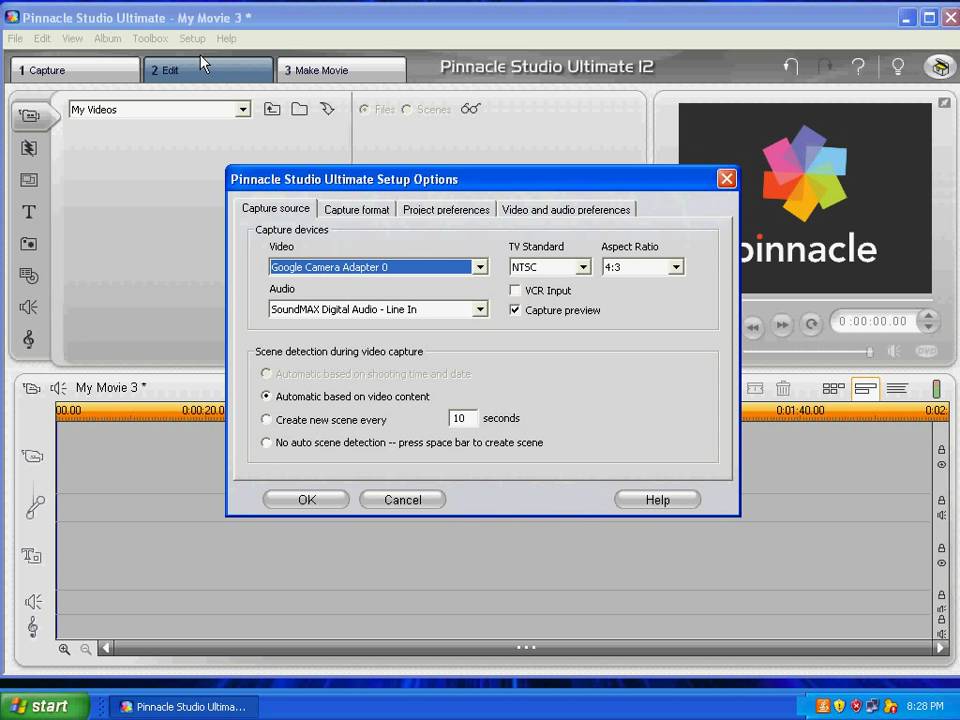 Недобросовестные букмекеры используют эту лазейку, чтобы не платить игроку его выигрыш.
Недобросовестные букмекеры используют эту лазейку, чтобы не платить игроку его выигрыш.
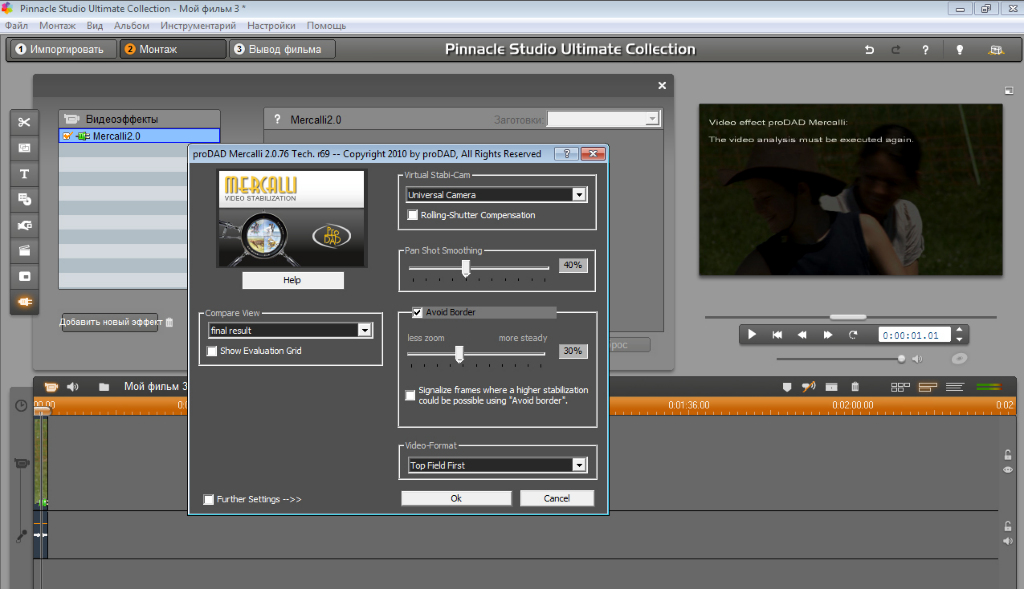
 Эта структура включает в себя 16 кластеров карьеры, которые затем разветвляются на 81 путь карьеры и сотни различных возможностей карьерного роста вдоль этих путей.
Эта структура включает в себя 16 кластеров карьеры, которые затем разветвляются на 81 путь карьеры и сотни различных возможностей карьерного роста вдоль этих путей.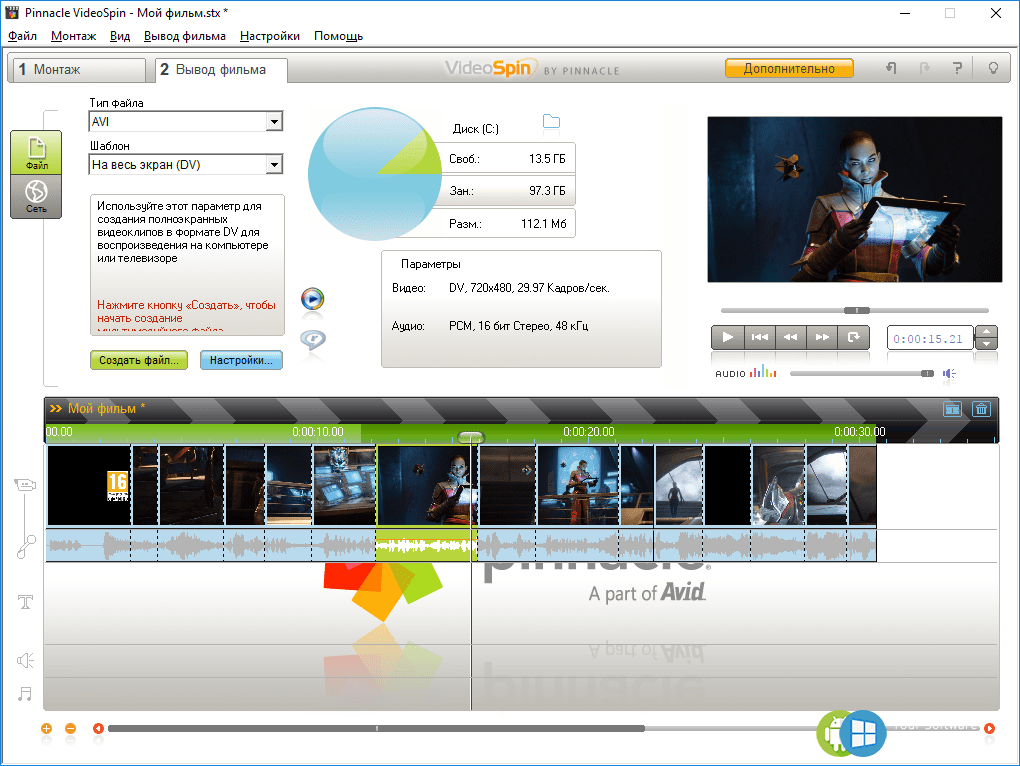 Учебная программа фокусируется на общении, социализации и сенсорной интеграции. Когнитивные, академические и адаптивные потребности учащихся рассматриваются и управляются группой специального образования. Инструкция по этой программе включает в себя множество стратегий, основанных на исследованиях.
Учебная программа фокусируется на общении, социализации и сенсорной интеграции. Когнитивные, академические и адаптивные потребности учащихся рассматриваются и управляются группой специального образования. Инструкция по этой программе включает в себя множество стратегий, основанных на исследованиях.
 Ниже мы рассмотрим такие варианты.
Ниже мы рассмотрим такие варианты.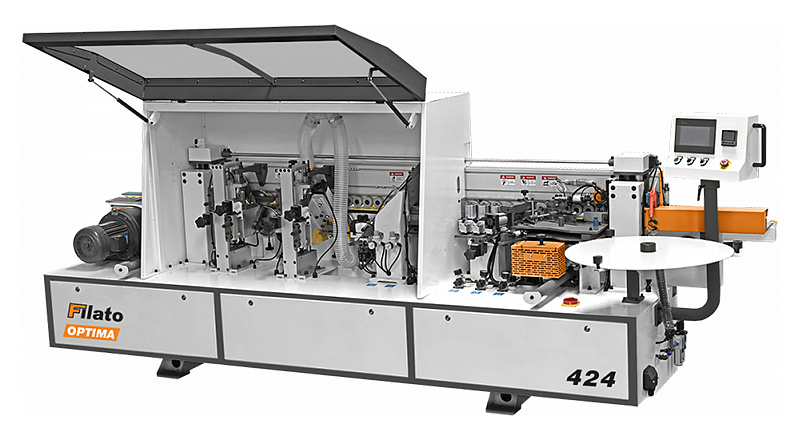
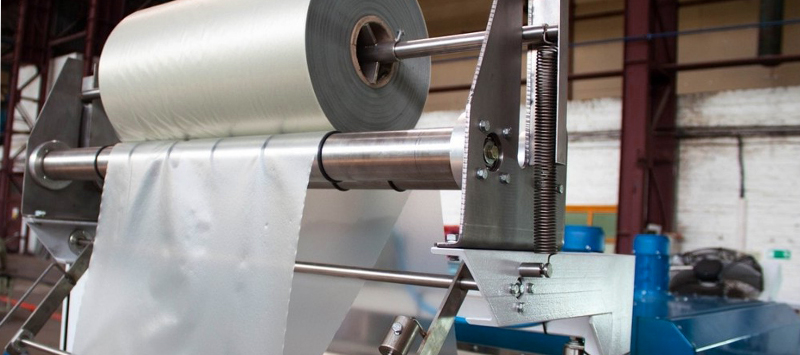 Далее — диаметр печатающего стола и размер готового изделия. От первого зависит качество печати. Хочу заметить, что принтеры, которые производят совсем маленькие изделия (не более 10 см куб.) невыгодны. Подумайте десять раз перед приобретением. Ну и цена, конечно. Скажу сразу — очень дешёвые варианты покупать смысла нет. Качественные аппараты начинаются от 1000 долларов и выше.
Далее — диаметр печатающего стола и размер готового изделия. От первого зависит качество печати. Хочу заметить, что принтеры, которые производят совсем маленькие изделия (не более 10 см куб.) невыгодны. Подумайте десять раз перед приобретением. Ну и цена, конечно. Скажу сразу — очень дешёвые варианты покупать смысла нет. Качественные аппараты начинаются от 1000 долларов и выше. д. Настольные варианты предназначены для обработки мелких заготовок.
д. Настольные варианты предназначены для обработки мелких заготовок. Правильно подобранные станки позволят наилучшим образом оптимизировать свои затраты (как материальные, так и трудовые) и обеспечит достойный результат в максимально сжатые сроки.
Правильно подобранные станки позволят наилучшим образом оптимизировать свои затраты (как материальные, так и трудовые) и обеспечит достойный результат в максимально сжатые сроки. Длина пропила должна соответствовать длине тех листов материала, которые вы планируете раскраивать на вашем предприятии. Чтобы определить ширину раскроя, нужно знать расстояние между направляющей линейкой и пильным диском, а также размер поддерживающей рамки. Высота пропила на форматно-раскроечных станках определяется высотой, на которую выходит пила раскроечного станка. Благодаря этой характеристике можно определить, пакет какой толщины вы сможете раскроить на этих станках. Наиболее распространенный размер каретки форматно раскроечного станка – 3200 мм.
Длина пропила должна соответствовать длине тех листов материала, которые вы планируете раскраивать на вашем предприятии. Чтобы определить ширину раскроя, нужно знать расстояние между направляющей линейкой и пильным диском, а также размер поддерживающей рамки. Высота пропила на форматно-раскроечных станках определяется высотой, на которую выходит пила раскроечного станка. Благодаря этой характеристике можно определить, пакет какой толщины вы сможете раскроить на этих станках. Наиболее распространенный размер каретки форматно раскроечного станка – 3200 мм.
 Приходится тратить время на пересверловку на месте у заказчика, получая негативные отзывы. Конечно, можно избежать этого и наделать на каждую деталь индивидуальных шаблонов-кондукторов, но уйти от ошибок «человеческого фактора» и улучшить качество вряд ли удастся, хотя время на разметку и сократится.
Приходится тратить время на пересверловку на месте у заказчика, получая негативные отзывы. Конечно, можно избежать этого и наделать на каждую деталь индивидуальных шаблонов-кондукторов, но уйти от ошибок «человеческого фактора» и улучшить качество вряд ли удастся, хотя время на разметку и сократится.
 Скорость подачи станков: 6-20 м/мин.
Скорость подачи станков: 6-20 м/мин. Будь то эксклюзивное мебельное изделие со сложными гравировками и 3D резьбой или серийная мебель.
Будь то эксклюзивное мебельное изделие со сложными гравировками и 3D резьбой или серийная мебель. Возможно, появится мысль купить б/у фрезерный станок с ЧПУ. Но будьте осторожны в данном случае! Зачастую из станков выжимают весь ресурс без должного технического обслуживания, а потом, не вкладываясь в восстановление, просто продают за небольшие деньги следующему владельцу.
Возможно, появится мысль купить б/у фрезерный станок с ЧПУ. Но будьте осторожны в данном случае! Зачастую из станков выжимают весь ресурс без должного технического обслуживания, а потом, не вкладываясь в восстановление, просто продают за небольшие деньги следующему владельцу.
 Необходимы также прессы и станки для облицовывания. А ещё покрасочные камеры.
Необходимы также прессы и станки для облицовывания. А ещё покрасочные камеры.
 Они доступны в различных формах и размерах, которые изменяются согласно использованию. Во многих отраслях промышленности используются резервуары из нержавеющей стали для хранения различных агрессивных веществ из-за ее превосходных антикоррозионных свойств, относительной простоты использования и гибкости.
Они доступны в различных формах и размерах, которые изменяются согласно использованию. Во многих отраслях промышленности используются резервуары из нержавеющей стали для хранения различных агрессивных веществ из-за ее превосходных антикоррозионных свойств, относительной простоты использования и гибкости. Эта задача часто решается с помощью различных типов смесителей. Эти устройства помогают смешивать или эмульгировать материалы разных или одного типа. Некоторые типы промышленных смесителей: двухлопастные смесители, двухлопастные экструдеры, двухконусные V-образные смесители, барабанные барабанные мешалки, гомогенизаторы, планетарные смесители, смесители периодического действия и т. д.
Эта задача часто решается с помощью различных типов смесителей. Эти устройства помогают смешивать или эмульгировать материалы разных или одного типа. Некоторые типы промышленных смесителей: двухлопастные смесители, двухлопастные экструдеры, двухконусные V-образные смесители, барабанные барабанные мешалки, гомогенизаторы, планетарные смесители, смесители периодического действия и т. д. Компрессоры широко используются в окружающей среде для более широкого спектра применений, например, на заправочных станциях предлагается сжатый воздух для накачивания шин транспортных средств. Кроме того, небольшие настольные воздушные компрессоры также доступны с аэрографом.
Компрессоры широко используются в окружающей среде для более широкого спектра применений, например, на заправочных станциях предлагается сжатый воздух для накачивания шин транспортных средств. Кроме того, небольшие настольные воздушные компрессоры также доступны с аэрографом.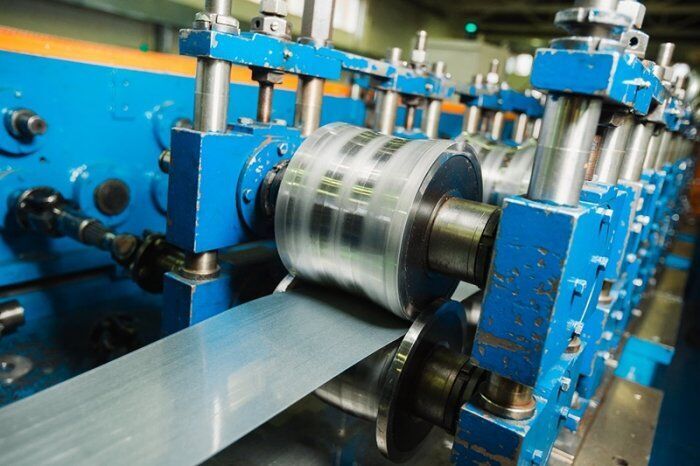 Если вы ищете Приобретая промышленное оборудование для своего объекта, важно приобрести его у надежного и проверенного поставщика. JM Industrial выделяется среди других конкурентов. Они являются одним из ведущих поставщиков неиспользованного и бывшего в употреблении производственного оборудования в Соединенных Штатах.
Если вы ищете Приобретая промышленное оборудование для своего объекта, важно приобрести его у надежного и проверенного поставщика. JM Industrial выделяется среди других конкурентов. Они являются одним из ведущих поставщиков неиспользованного и бывшего в употреблении производственного оборудования в Соединенных Штатах. . Производственный процесс касается различных аспектов процедур мастерской и предоставления инженерных материалов, аксессуаров и инструментов, а также производственных процессов.
. Производственный процесс касается различных аспектов процедур мастерской и предоставления инженерных материалов, аксессуаров и инструментов, а также производственных процессов.
 Существует довольно много распространенных технологий обжига и сварки, таких как:
Существует довольно много распространенных технологий обжига и сварки, таких как:
 Станок с ЧПУ использует инструкции для интерпретации конструкции для резки деталей прототипа. Процесс программирования компьютерных устройств для управления станками помогает повысить производительность в процессе производства за счет автоматизации трудоемкого и высокотехнологичного процесса. Наличие автоматизированной технологии резки помогает повысить не только точность, но и скорость создания деталей-прототипов, особенно когда производимый материал очень важен, например, полипропилен.
Станок с ЧПУ использует инструкции для интерпретации конструкции для резки деталей прототипа. Процесс программирования компьютерных устройств для управления станками помогает повысить производительность в процессе производства за счет автоматизации трудоемкого и высокотехнологичного процесса. Наличие автоматизированной технологии резки помогает повысить не только точность, но и скорость создания деталей-прототипов, особенно когда производимый материал очень важен, например, полипропилен.
 Токарные станки вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется прядильного материала.
Токарные станки вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется прядильного материала. Например, машины для газокислородной резки, машины для лазерной резки, технологии гидроабразивной резки и машины для плазменной резки.
Например, машины для газокислородной резки, машины для лазерной резки, технологии гидроабразивной резки и машины для плазменной резки. Процесс обработки с ЧПУ используется в производственном секторе и включает компьютеры для управления станками. Вертикальные обрабатывающие центры уже более двух десятилетий являются лидерами в производстве станков для пресс-форм, аэрокосмической, медицинской и энергетической промышленности по целому ряду причин, таких как:
Процесс обработки с ЧПУ используется в производственном секторе и включает компьютеры для управления станками. Вертикальные обрабатывающие центры уже более двух десятилетий являются лидерами в производстве станков для пресс-форм, аэрокосмической, медицинской и энергетической промышленности по целому ряду причин, таких как:
 Для шлифования используется широкий спектр станков:
Для шлифования используется широкий спектр станков: Существуют различные причины для использования мостовых кранов, например:
Существуют различные причины для использования мостовых кранов, например: Для склада или фабрики очень полезно оптимизировать свои процедуры или процессы за счет внедрения мостовых кранов, чтобы автоматизировать их подъем, маневрирование, а также разгрузку материалов на производственном предприятии.
Для склада или фабрики очень полезно оптимизировать свои процедуры или процессы за счет внедрения мостовых кранов, чтобы автоматизировать их подъем, маневрирование, а также разгрузку материалов на производственном предприятии. Часто именно робототехника предназначена для выполнения обязанностей, которые могут быть неприемлемыми или опасными для работников-людей, таких как работа, которая может привести к травмам, или повторяющаяся работа, которая создает скуку и может привести к невнимательности рабочих. Другие различные применения робототехники в обрабатывающей промышленности:
Часто именно робототехника предназначена для выполнения обязанностей, которые могут быть неприемлемыми или опасными для работников-людей, таких как работа, которая может привести к травмам, или повторяющаяся работа, которая создает скуку и может привести к невнимательности рабочих. Другие различные применения робототехники в обрабатывающей промышленности:
 Днепр
Днепр Днепр
Днепр 20 грн
20 грн Киев
Киев ..) (1)
..) (1) ..) (1)
..) (1) ..) (1)
..) (1) с. (1)
с. (1) диаметр диска
диаметр диска
 02
02
 Красная желтая, зеленая 220В светодиод LED с зуммерм
Красная желтая, зеленая 220В светодиод LED с зуммерм красная 24В. LED
красная 24В. LED Красная 220 вольт, стробоскоп FLESH
Красная 220 вольт, стробоскоп FLESH Красная, желтая, зеленая 24 вольта, светодиод LED Посмотреть технический каталог
Красная, желтая, зеленая 24 вольта, светодиод LED Посмотреть технический каталог Красная, желтая,…
Красная, желтая,…  Красная, желтая,…
Красная, желтая,…  24V DC
24V DC  LINKTower обеспечивает такое же мощное освещение, как и полноразмерная светодиодная мачта, но ее компактная конструкция обеспечивает максимальную универсальность
LINKTower обеспечивает такое же мощное освещение, как и полноразмерная светодиодная мачта, но ее компактная конструкция обеспечивает максимальную универсальность 
 Благодаря низкой стоимости приобретения и низким требованиям к техническому обслуживанию, светодиодная осветительная мачта MLT6SMDS/MLT6SKDS обладает многими преимуществами нашей популярной светодиодной мачты MLT6SMD, но с упрощенным интерфейсом контроллера и односкоростным двигателем Mitsubishi или Kubota.
Благодаря низкой стоимости приобретения и низким требованиям к техническому обслуживанию, светодиодная осветительная мачта MLT6SMDS/MLT6SKDS обладает многими преимуществами нашей популярной светодиодной мачты MLT6SMD, но с упрощенным интерфейсом контроллера и односкоростным двигателем Mitsubishi или Kubota.



 Сверху светло-серую фигуру в красный, потом в белую и далее в тёмно-синею.
Сверху светло-серую фигуру в красный, потом в белую и далее в тёмно-синею.
 Порядок решения:
Порядок решения:

 У меня есть видео для всех уровней, но для тех, кто предпочитает подсказки прямым решениям, я включу порядок цветов в качестве подталкивания в правильном направлении. Не стесняйтесь обращаться за дополнительной помощью в разделе комментариев.
У меня есть видео для всех уровней, но для тех, кто предпочитает подсказки прямым решениям, я включу порядок цветов в качестве подталкивания в правильном направлении. Не стесняйтесь обращаться за дополнительной помощью в разделе комментариев.