5 простых советов по 3D-печати PETG и настройкам 3D-принтера
Как преуспеть в 3D-печати PETG? Вот наши пять простых советов и лучшие настройки для PETG.
Обзор
PETG, то есть полиэтилентерефталат-гликоль, – это жесткий, термостойкий, хорошо держащий удар пластик, широко использующийся в 3D-печати по технологии FDM.
В этой статье мы расскажем о том, как успешно печатать PETG и поможем в решении наиболее распространенных проблем. Печать PETG – это, определенно, не так мучительно, как печать ABS, но и здесь есть свои нюансы.
Важно учитывать:
Температуру сопла
Температуру рабочей платформы
Прилипание к платформе – адгезию
Настройки втягивания
Скорость вентилятора
Настройки подпорок
Абсорбцию влаги
Тонкая настройка параметров печати
Выставьте настройки на оптимальную производительность (Youtube Thomas Sanladerer)
Чтобы добраться до параметров печати, запустите программу-слайсер. Вы должны настроить ее на оптимальный режим для работы с PETG.
Начальные установки
Если в вашем слайсере уже есть профили для PETG, то вам повезло. Если нет, можно взять за исходные настройки для PLA и кое-что в них изменить:
Увеличим температуру сопла до рекомендуемой производителем (обычно от 220 до 260 ºC).
Увеличим температуру подогрева платформы печати до рекомендуемой производителем (обычно от 50 до 85 ºC).
Уменьшим скорость вентиляторов до 20…50%.
Тонкая настройка
Настроив все так, как описано, можно приступать к тестовой распечатке. Вы заметите, что PETG склонен создавать нити, а чрезмерное охлаждение может привести к расщеплению слоев.
Посмотрите на тестовую распечатку и исправьте настройки. Если слои не слипаются, уменьшите скорость вентиляторов или повысьте температуру печати. Если нити выглядят угрожающе, увеличьте скорость или дистанцию втягивания. Если объект деформируется, скручивается, сделайте ниже температуру печати.
Продолжайте настраивать до тех пор, пока вы не будете довольны результатом. Если проблемы не хотят решаться, то мы сейчас дадим несколько советов, которые могут пригодиться.
Совет № 1. Воспользуйтесь клеящим карандашом или лаком для волос
PETG прилипает к стеклу слишком хорошо. (Youtube Thomas Sanladerer)
Обычно клеящий карандаш используют тогда, когда деталь плохо прилипает к платформе печати, – чтобы она прилипала лучше.
В случае с PETG всё наоборот. Он сам так хорошо прилипает, что деталь иногда удается отделить от рабочей платформы только по частям.
Поэтому всегда рекомендуется иметь под рукой клеящий карандаш или лак для волос, которые будут работать как промежуточные агенты, облегчающие отделение. Не печатайте PETG напрямую на платформах Fixpad, из PEI или из стекла. Если использовать указанные агенты, то деталь отделится вместе с ними и ни она, ни прецизионная платформа печати не пострадают.
Совет № 2. Отрегулируйте втягивание
PETG очень любит образовывать нити (Youtube Thomas Sanladerer)
Как уже говорилось, PETG очень любит образовывать нити и потеки. А прочность материала делает прочными и эти нити, в результате чего на распечатке может образовываться паутина и заросли, от которых трудно избавиться.
Но их можно пресечь на корню, если правильно выставить параметры печати, как было указано выше. В частности, попробуйте увеличить расстояние втягивания, скорость втягивания, скорость перемещения – в разумных пределах, конечно.
Наконец, если ничего больше не спасает, определенную помощь в борьбе с волосатостью может оказать термофен.
Совет № 3. Избегайте растрескивания
Слои в распечатках PETG могут расщепляться (Youtube Thomas Sanladerer)
Если вы перешли на PETG с PLA, вы обнаружите, что PETG гораздо легче растрескивается. PLA от обильного охлаждения становится только лучше, а вот PETG от этого может пострадать.
Если слои печати начинают разделяться или растрескиваться, уменьшите скорость вентилятора. PETG сохраняет форму при гораздо более высоких температурах, чем PLA, поэтому свесы и сложные фигуры останутся четкими. При уменьшении охлаждения у только что экструдированного пластика оказывается больше времени, чтобы полностью схватиться с остальной моделью.
Совет № 4. Дайте место опорным структурам
Для подпорок в PETG должно быть больше пространства (3DHubs)
Как это нередко бывает при FDM, некоторые модели из PETG требуют опорных структур. Однако, если мы правильно настроим сцепление слоев, PETG будет прилипать слишком хорошо и не будет отпускать подпорки.
Тут нам помогут расширенные настройки слайсера, в которых нужно увеличить промежутки между опорными структурами и собственно моделью («Support Z Gap» или что-то в этом роде).
Совет № 5. Держите PETG сухим
Храните PETG в сухом месте (Youtube Thomas Sanladerer)
После того как вы какое-то время поработаете с катушкой PETG, вы можете заметить, что качество печати и прочность распечатки стали ухудшаться.
Это потому, что PETG гигроскопичен, т.е. легко впитывает влагу из воздуха. Влага разрушает материал на катушке, которой можно было бы еще долго пользоваться.
Поэтому держите своей филамент в сухом месте, можно поместить его в герметичный пакет или коробку с десикантом. Это должно его спасти, не позволяя впитывать слишком много влаги.
Если же филамент уже влажный, его можно посушить в духовке при +60 °C. Просто положите в нее катушку и забудьте на пару часов.
В печать!
Benchy из PETG (Youtube Thomas Sanladerer)
Приложив совсем немного усилий, вы получите из PETG невероятно прочные, качественно исполненные распечатки. Надеемся, эта статья помогла вам в том, чтобы начать работать с этим удивительно разноликим материалом.
обзор материала, настройки 3D-печати и советы по устранению проблем
Полиэтилентерефталатгликоль (PETG, ПЭТГ) — износостойкий термопласт из класса полиэфиров, характеризуемый очень высокой прочностью и широким температурном диапазоном применения (от -40°С до +70°С). Буква G в названии означает, что материал был модифицирован гликолем для предотвращения кристаллизации и сохранения прозрачности при охлаждении. 2
Прочность при растяжении вдоль слоев: 36,5 МПа
Модуль упругости при растяжении вдоль слоев: 1,12 ГПа
Прочность на изгиб: 76,1 МПа
Модуль упругости на изгиб: 2,06 ГПа
Максимальная нагрузка на изгиб: 120 Н
Прочность при растяжении поперек слоев: 33,6 МПа
Модуль упругости при растяжении поперек слоев: 1,73 ГПа
Максимальная нагрузка на растяжение: 1485 Н
Прочность на сжатие: 51,7 МПа
Модуль упругости на сжатие: 1,81 ГПа
Максимальная нагрузка на сжатие: 6386 Н
Коэффициент удлинения: 2,41%
Предел текучести при растяжении и при температуре 23°С: 53 МПа
Прочность при изгибе 2,8 мм/мин. 23°C: 76,07 МПа
Твердость по Шору (шкала D): 76
Основные преимущества PETG (REC Relax):
Высокая жесткость и твердость;
Стойкость к разбавленным кислотам и щелочам, растворам солей, мылу, маслам, спиртам, алифатическим углеводородам;
Хорошо стерилизуется спиртами;
Легко перерабатывается;
Стойкость к внешним неблагоприятным климатическим факторам;
Отсутствие запахов при 3D-печати;
Высокая межслойная адгезия, низкая усадка, высокая адгезия к платформе, облегчающие 3D-печать
Проще говоря, преимуществ материала больше, чем недостатков, и изготовление изделий из PETG при правильно подобранных настройках 3D-печати не доставит трудностей. Поэтому наш материал получил название Relax.
Обладая лучшей ударной вязкостью, чем акрил, и более низкой стоимостью, чем поликарбонат, PETG пользуется популярностью в различных отраслях и зачастую служит выбором для производства сложных изделий.
Сферы применения включают производство как прототипов, так и конечных изделий: корпусов приборов, защитных кожухов, емкостей различного назначения, деталей механизмов, детских игрушек, функциональных изделий для размещения на улице и многого другого.
Температура размягчения PETG составляет 80°С градусов — ниже, чем у ABS-пластика (105°С), но выше, чем у PLA-пластика (55°С). В большинстве климатических зон это позволяет использовать изделия из PETG вне помещений без деформаций от солнечного нагрева.
Настройки 3D-печати PETG (REC Relax)
Температура экструзии. Стандартная температура для 3D-печати PETG от разных производителей варьируется в диапазоне 215-245°C. Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии.
Температура стола. Стандартная температура стола составляет 60-80°C. Мнения как производителей, так и пользователей разнятся: некоторые рекомендуют ставить 20°C, другие — 90°C. Наша рекомендация: для хорошей адгезии достаточно стандартной температуры стола 60-80°C.
Ретракт. PETG не любит высокие скорости по причине его мягкости, поэтому на большинстве 3D-принтеров с боуденовской системой подачи филамента (с отдельной установкой хотэнда и проталкивающего механизма, соединенных длинной трубкой) скорость ретракта желательно выставлять на уровне 25 мм/с, а длину ретракта — в диапазоне 6-7 мм. При использовании экструдеров с директ-подачей филамента (с хотэндом и проталкивающим механизмом в одной сборке) допускается ретракт в диапазоне 3-4 мм.
Охлаждение. В большинстве случаев охлаждение печатаемых изделий не требуется, но если на вашей модели большое количество нависающих элементов, желательно включить обдув.
Скорость. PETG достаточно чувствителен к настройкам скорости. При слишком быстрой укладке материал не будет успевать плавиться, что может привести к пропуску шагов экструдера и даже пропуску слоев. Повышение температуры экструзии в этом случае мало чем поможет. Слишком медленный режим наоборот может привести к возникновению «соплей» и деформации деталей. Для сопла 0,4 мм. мы рекомендуем выставлять скорость 3D-печати PETG на уровне 50-55 мм/с, а при построении первого слоя и внешних контуров не превышать 25 мм/с.
Адгезия к столу. PETG очень прочно держится на стекле и иных материалах без дополнительных средств адгезии. Более того, ввиду избыточной адгезии при отделении напечатанных моделей возможен отрыв кусочков стекла.
Во избежание сколов рекомендуется наносить на стекло клей или скотч, а также выставлять правильный зазор между стеклом и соплом. Если для ABS и PLA зазор между стеклом и соплом требуется минимальный, то по многим рекомендациям для PETG необходимо немного увеличить зазор.
Постобработка PETG
Материал неплохо поддается механической обработке, например шлифованию или сверлению. Для сглаживания поверхностей, придания глянца или склеивания отдельных частей можно использовать дихлорэтан или дихлорметан. Не забывайте, что эти растворители весьма токсичны и летучи, а потому требуют соблюдения техники безопасности. Покраске PETG поддается с трудом, но при желании материал можно обработать грунтовкой, а затем покрасить.
Хранение PETG (RECRelax)
PETG достаточно гигроскопичен, и его хранение зависит от климатических условий вашего региона. Если вы используете пластик в условиях влажного климата, то при неправильном хранении материал может впитывать влагу из воздуха. Чтобы избежать чрезмерного набора влаги, материал следует хранить в прохладном сухом месте. Точка росы для безопасного хранения PETG пластика должна быть ниже нуля. Самый простой и при этом весьма эффективный способ — это хранение филамента в герметичных пакетах с силикагелем. Наши катушки поставляются в вакуумной упаковке, но после вскрытия катушку можно поместить в обычный или вакуумный Zip-пакет подходящего размера с пакетиком влагопоглотителя внутри, предварительно выжав или откачав из пакета побольше воздуха. Также для хранения можно использовать жесткие герметичные боксы или просто плотно закрывающиеся контейнеры с силикагелем. Статью про хранение пластика можно прочитать здесь.
Сушка PETG (REC Relax)
Лучший вариант — не давать филаменту набирать влагу вообще, но на практике это почти нереализуемо. Значит, перед 3D-печатью желательно подстраховаться и просушить пластик.
Как понять, что пластик отсырел? 3D-печать может сопровождаться характерными щелчками лопающихся пузырьков, укладка может быть неравномерной, на поверхностях изделий могут появляться всевозможные дефекты. Все это, как правило, сопровождается снижением межслойной адгезии, а нередко и изменением механических свойств самого материала, например прочности. Чем больше в пластике влаги, тем больше он теряет прочность при 3D-печати, а если влаги очень много, то это становится уже видно невооруженным глазом (пропуски, пузырьки и так далее), при этом прочность падает уже разительно.
PETG можно высушить несколькими способами. Самые популярные — это сушка в электрическом духовом шкафу, фруктосушилке, специализированной сушилке для филамента, в закрытой камере 3D-принтера. Многие пользователи даже сушат пластики на батареях отопления. Профессиональные студии 3D-печати и крупные производства обычно используют специализированные cушильные шкафы.
Мы рекомендуем использовать для просушки филамента специализированные сушилки пластика для 3D-печати или же фруктосушилки, как более дешевый вариант. Сами катушки под брендом REC сделаны из ударопрочного поликарбоната, выдерживающего продолжительное нагревание до 130°C.
Наши испытания PETG (REC Relax)
Мы очень ответственно относимся к производству филаментов и проводим множество испытаний для проверки качества производимых материалов. Результаты испытаний доступны по ссылкам ниже.
Испытание:
На ударную вязкость по Шарпи На изгиб На разрыв вдоль слоев На разрыв поперек слоев На сжатие СанЭпидем
*Все испытания проводились на 3D-печатных образцах с толщиной слоя 0,2 мм.
Безопасность PETG
Все материалы для 3D-печати, производимые нашей компанией, имеют сертификаты безопасности. С сертификатом безопасности на REC Relax (PETG) можно ознакомиться по этой ссылке.
Как добиться успеха при 3D-печати с использованием нити PETG
Это подробное руководство содержит все необходимое для успешной печати с использованием нити PETG. Оцените фантастические свойства прочной и удобной для печати нити PETG!
Обновлено 2 ноября 2022 г.
автор:
MatterHackers
PETG стал очень популярным материалом для 3D-печати благодаря простоте печати, механической прочности, термостойкости и невероятным цветовым возможностям благодаря прозрачности натурального PETG. Есть несколько вещей, которые нужно знать перед тем, как начать, например, потребность в цельнометаллическом хотэнде и необходимость хорошо настроенного втягивания, поэтому мы вложили в эту статью весь наш опыт в области PETG, чтобы вы могли выйти из ворот сильными. и начните делать потрясающие 3D-принты из PETG уже сегодня. Давайте погрузимся в это!
Что такое пластик PETG?
ПЭТГ — это чрезвычайно распространенный сегодня полимер, с которым вы, вероятно, сталкиваетесь, даже не подозревая об этом. По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
Вы часто будете видеть ссылки на PETG в одной из следующих форм: PET, PETG, PETT и многие другие. Из-за этого может показаться, что это множество разных нитей, хотя на самом деле это всего лишь небольшие вариации формулы для создания более прозрачного, прочного или гибкого материала. Что касается настроек печати, во всех этих вариантах они будут примерно одинаковыми, с небольшими изменениями здесь и там, чтобы уменьшить натяжение или улучшить сцепление слоев.
Если вы привыкли печатать из PLA, то, возможно, вы не рассматривали уникальное свойство PETG: его пластичность. Там, где PLA может выдержать большую силу без разрушения, когда он достигает порога, при котором он сломается, это происходит очень внезапно и без предупреждения. Напротив, PETG немного сгибается, прежде чем сломается, поэтому вы можете увидеть неисправность до того, как она произойдет. Это отличается от печати полочного кронштейна из PETG, который начинает провисать, и полочного кронштейна из PLA, который сбрасывает ваши книги на стол и мониторы.
Используя PETG, вы также можете взять эту пластичность и использовать ее для создания целенаправленно гибкой геометрии. Корпуса с защелкой, в которых маленькие выступы отгибаются и защелкиваются в канале, как только крышка полностью нажимается на место, представляют собой прекрасную возможность использовать PETG. Или вы можете спроектировать деталь, которая должна жестко удерживать что-то еще, не будучи слишком сложной для вставки, например, держатель подшипника на детали 3D-принтера.
Нить
PETG для 3D-печати — отличный материал для функциональных прототипов и деталей конечного использования.
Требования к оборудованию
Hotends
Существует множество вариантов формулы PETG, что затрудняет указание одной температуры для печати при заявлении. Некоторые из них имеют добавки, которые значительно снижают температуру печати, в то время как другие значительно повышают температуру. По сути, начинается с 245°C и поэкспериментирует с 5°C выше или ниже, чтобы найти идеальное качество печати для вас.
В некоторых 3D-принтерах используется горячая часть с покрытием из ПТФЭ (тефлона), поскольку ее проще изготовить, чем цельнометаллическую горячую часть от радиатора до сопла. Температура печати PETG находится на пороге температуры, при которой PTFE начинает разлагаться, поэтому некоторые 3D-принтеры могут обойтись низкотемпературными нитями PETG, идеальная температура которых составляет 240°C или ниже. По большей части PETG требует цельнометаллического хотэнда , чтобы иметь возможность настроить нить накаливания в полной мере, так как, хотя у вас могут быть успешные отпечатки при 240 ° C, вы не достигаете полной прочности до 255 ° C.
В общем, PETG неабразивный , но как только вы начинаете играть с добавками, это становится основой для каждого конкретного случая. Блестящая нить не является абразивной, несмотря на то, что в ней содержится материал, отличный от PETG, но обычно добавляют углеродное волокно для повышения жесткости и прочности готовых 3D-отпечатков, которые чрезвычайно абразивны. Простой способ избежать этих проблем — перейти на сопло Olsson Ruby или Nozzle X, когда вы хотите использовать эти материалы.
Охлаждение слоя требуется лишь изредка. Это действительно зависит от печатаемых 3D-моделей, так как модели среднего размера можно печатать без охлаждения и получать прекрасные результаты, но высокие и тонкие модели с коротким временем нанесения слоя могут нуждаться в небольшом охлаждении, чтобы сохранить свою форму. 50% — это максимум, который вам понадобится для экстремальных нависаний или коротких слоев, в противном случае вы можете оставить вентилятор выключенным для наилучшей возможной адгезии слоев.
E3D v6 Цельнометаллический Hotend
Требования к кровати
Чтобы получить наилучшие шансы на успех, убедитесь, что у вас есть кровать с подогревом , настроенная на 65°C. Некоторые PETG более склонны к деформации, чем другие, поэтому могут потребоваться более высокие температуры, чтобы обеспечить достаточную адгезию к основанию. Если у вас возникли трудности, повышайте температуру на 5°C за раз, пока не улучшится адгезия.
Что касается самой поверхности кровати, у вас есть довольно много вариантов для работы, имейте в виду, что это не исчерпывающий список, а только крупные игроки. Рассмотрим каждую поверхность по отдельности:
LayerLock PEI с порошковым покрытием — текстурированная гибкая поверхность, которая может придать вашим 3D-отпечаткам уникальный вид. Убедитесь, что у вас уже есть магнитная система, чтобы она работала должным образом, и держите ее в чистоте с помощью самого высокого процентного содержания изопропилового спирта, который вы можете найти. Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
LayerLock Garolite. Несмотря на то, что это идеальная поверхность для 3D-печати нейлоном, LayerLock Garolite по-прежнему достаточно универсален и может использоваться для поддержки 3D-печати PETG. Вы можете использовать любой из клеев, перечисленных ниже, чтобы получить дополнительную адгезию к слою и зафиксировать ваши 3D-отпечатки PETG. Небольшая шероховатость наждачной бумагой с высокой зернистостью также может освежить ваш гаролит и придать ему больше прочности, чтобы ваши 3D-отпечатки держались.
Стекло
. Если вы хотите, чтобы ваши 3D-отпечатки имели глянцевое гладкое дно, это то, что вам нужно. Тем не менее, вы можете использовать какой-либо клей (см. список ниже) в качестве разделительного агента, поскольку некоторые пользователи отрывают куски стекла от своей кровати, когда оно прилипает к первому слою их чистой печати PETG.
BuildTak — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. Нет необходимости в клейком растворе, просто подождите, пока ваша кровать остынет, и используйте шпатель BuildTak или поверните Flexplate, чтобы удалить отпечаток. Тем не менее, следует предостеречь, так как печать слишком близко к BuildTak может навсегда связать их вместе и оторвать куски от платформы вашего принтера.
BuildTak PEI — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. В основном магия. В горячем виде крепко держится, а в остывшем легко снимается легким постукиванием. Возможно, вам придется немного поднять температуру, чтобы получить достаточную адгезию (около 70 ° C должно быть достаточно). Настоятельно рекомендуется нанести тонкий слой клея, чтобы предотвратить постоянное прикрепление PETG к PEI.
GeckoTek — клейкий лист, который можно наклеить непосредственно на платформу 3D-принтера или поверх гибкой пластины. Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.
Wham Bam PEX — целая гибкая система станины, прикрепленная к станине 3D-принтера. Сильный магнит удерживает пружинную сталь с нанесенным на нее клейким листом PEX, прикрепленным к платформе принтера во время печати, но его можно легко снять и согнуть, чтобы снять отпечаток.
Постоянно разрабатываются новые интересные методы прилипания к кровати, поэтому важно хорошо понимать, для чего лучше всего использовать каждый метод. Вы можете ознакомиться с нашей статьей «Основы 3D-печати» о поверхностях кровати, чтобы полностью понять плюсы и минусы каждой поверхности кровати, с которой вы можете столкнуться во время 3D-печати.
В дополнение к модернизации поверхности сборки, существует также широкий спектр клеев для 3D-принтеров, которые вы можете нанести на платформу вашего 3D-принтера, чтобы получить отличный первый слой. Эти клеи специально разработаны для индустрии 3D-печати, поэтому вы можете быть уверены, что они проверены и являются настоящими клеями для 3D-принтеров. Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
Stick Stick Клей для 3D-принтеров
Клей для 3D-принтеров Magigoo
3DГлуп! Клей для 3D-принтера
Большинство клеев для платформ 3D-принтеров имеют одинаковые инструкции по применению: нанесите тонкий слой на поверхность сборки, где вы активно 3D-печатаете. Затем подождите, пока ваша деталь остынет, прежде чем снимать ее — ожидание остывания напечатанной на 3D-принтере детали значительно упрощает ее удаление, а некоторые клеи иногда даже «выталкивают» деталь из станины после остывания.
Высококачественная нить для 3D-печати PETG серии PRO — лучший выбор, когда вам нужна надежная печать для каждого проекта.
Замена нити PETG для 3D-печати
При переключении между двумя катушками PETG и цветами:
Пока экструдер холодный, установите температуру на 245°C и подождите, пока он нагреется.
Когда вы достигнете температуры 245 °C, ослабьте натяжение экструдера (нажав на фиксатор, щелкнув защелку или полностью открутив регулируемый натяжитель), и быстро, но последовательно потяните за нить, чтобы снять ее с хотэнда, не ломая ее. .
Продолжайте ослаблять натяжение экструдера и вставляйте новую нить, пока она не достигнет сопла.
Пропускайте новый цвет через экструдер до тех пор, пока он не станет чистым и новый цвет не будет единственным, что выходит из экструдера. Если вы переключаетесь с темного цвета (например, черного) на светлый (например, белый или натуральный), поработайте еще немного, чтобы убедиться, что у вас нет темного загрязнения. Без этого шага можно сделать пару слоев и окончательно удалить последний кусочек нити.
Получение первого слоя вашей детали, напечатанной на 3D-принтере PETG, правильно
Первый слой — самая важная часть любой печати — он закладывает основу, на которой строится вся печать. Вы можете ознакомиться с подробной статьей о том, как получить идеальный первый слой здесь, или для краткого изложения того, что следует учитывать ниже, — это несколько вещей, которые вам нужно сделать, чтобы первый слой хорошо держался.
Платформа печати должна быть ровной.
В начале 3D-печати сопло должно находиться на правильном расстоянии от платформы.
Вам нужен хороший базовый материал, к которому будет прилипать PETG.
Ниже представлено видео из серии «Основы 3D-печати» MatterHackers, которое поможет вам выбрать правильное направление для получения звездного первого слоя. В этом видео мы подробно расскажем вам о шагах, упомянутых выше, чтобы вы могли добиться успеха при 3D-печати с нитью PETG.
Сложно во влажном состоянии
Существуют материалы для 3D-печати, которые являются гигроскопичными, что означает, что они будут активно поглощать влагу из воздуха. Это фактор, который вы не можете изменить в материале, поэтому гигроскопичный материал, оставленный на достаточно долгое время, достигнет насыщения до тех пор, пока он больше не сможет поглощать воду. К счастью, это полностью обратимый процесс без какой-либо деградации материала. Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Влажная нить для 3D-печати не только влияет на внешний вид вашей 3D-печати, но и разрушает молекулярные цепи и создает значительно более слабую 3D-печать, поэтому так важно убедиться, что ваша нить сухая. Ознакомьтесь с нашей подробной статьей о том, как влажность влияет на вашу нить и как вы можете успешно высушить свою 3D-нить здесь.
Нить
PETG для 3D-печати — это прочный и простой в печати материал, который отлично подходит для изготовления функциональных деталей конечного назначения.
Что делать, если что-то пойдет не так при использовании нити PETG для 3D-печати.
Устранение неполадок нити PETG
Есть несколько ключевых моментов, которые следует проверить, если ваши отпечатки не работают. Но прежде чем мы рассмотрим решения, нам нужно кратко описать ваши симптомы.
«Я не могу определить, правильная ли у меня температура печати» На что обратить внимание, если у вас возникли проблемы с определением правильной температуры нити PETG:
Если температура слишком высокая PETG становится более вязким, чем выше температура. Маленькая паутина, похожая на нити, будет переплетаться между различными частями 3D-печати, пока она в конечном итоге не свернется и не прилипнет к соплу, нагревательному блоку или стенке вашей прогрессирующей 3D-печати. Пока вы уверены, что ваша нить сухая, и вы все еще сталкиваетесь с натяжением, уменьшите температуру на 5 ° C и посмотрите, улучшит ли это ситуацию. Если нет, возможно, вам просто нужно настроить параметры ретракции для этого немного более плавного PETG.
Если температура слишком низкая Вы увидите, что нить не прилипает к предыдущему слою или выдавливается меньше нити, чем необходимо. Вы получите деталь, которая не является прочной и легко разбирается или визуально имеет много мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
«Я не могу приклеить первый слой.»
Убедитесь, что сопло находится на нужной высоте. Ознакомьтесь с Основами 3D-печати: выравнивание кровати, чтобы узнать, что нужно искать в идеальном первом слое. PETG, в отличие почти от любого другого материала, на самом деле предпочитает «ложиться» на поверхность, а не вмазываться в нее. Немного приподнимите насадку над кроватью, чтобы она не была такой сплющенной, как обычно.
Убедитесь, что платформа для печати выровнена. Ознакомьтесь с рекомендациями по выравниванию кровати в разделе Основы 3D-печати: выравнивание кровати. Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
«Деталь имеет плохие внутренние слои и верхние поверхности».
Проверьте температуру. Убедитесь, что вы печатаете при правильной температуре и что ваша кровать имеет правильную температуру. Слишком холодно на любой из них, и между двумя поверхностями не будет достаточной адгезии.
Проверить натяжение нити . Слишком слабое, и шестерни экструдера не будут иметь прикуса, необходимого для проталкивания нити, слишком сильное, и нить может деформироваться и не будет надежно выдавливаться.
Очистите шестерню привода нити (если она выглядит забитой). Если произошел сбой печати, когда задание продолжалось, но нить не экструдировалась, то ведущая шестерня, вероятно, прожевала участок нити и заполнила свои зубья нитью, что уменьшило ее общее сцепление.
«На внешних краях моих частей много маленьких выпуклостей.»
Убедитесь, что ваш принтер получает достаточно данных. При печати с компьютера убедитесь, что компьютер не слишком занят для передачи команд принтеру. Если принтер делает паузу, это обычно происходит из-за того, что принтер слишком занят.
Печать с SD-карты . Это можно обойти, распечатав с SD-карты. Иногда это означает, что вы теряете возможность управлять принтером со своего ПК, но это гарантированный способ исключить аппаратные возможности вашего ПК из уравнения.
Источник лучше PETG . Мы обнаружили, что качество вашего материала для печати может иметь большое влияние на качество вашей детали. Улучшение PETG может помочь вам получать более качественные детали. Однако не спешите предполагать, что проблема в вашем PETG. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Параметры отвода требуют настройки. Если ваши настройки отвода не установлены правильно, ваш принтер может чрезмерно экструдировать после каждого отвода, оставляя небольшие выпуклости в том месте, где он снова начал экструзию. Поиграйте с «дополнительной дистанцией перезапуска» и посмотрите, поможет ли это.
Ваша нить мокрая. Многие нити могут поглощать воду из воздуха, и PETG является одним из самых печально известных. Поскольку PETG гигроскопичен, вам необходимо высушить катушку перед ее использованием, что можно легко сделать с помощью PrintDry PRO , чтобы удалить влагу из нити. Когда вы не используете катушку, вы также можете использовать пакеты с силикагелем, чтобы предотвратить повторное впитывание воды катушкой, но эти пакеты не будут втягивать влагу, которая уже присутствует в нити.
«Высокие части моих отпечатков выглядят расплавленными или сплющенными.»
Печать нескольких частей за раз. Добавляя больше деталей на рабочий стол, вы увеличиваете общую площадь поперечного сечения каждого слоя, давая больше времени для охлаждения отдельных объектов, чем если бы они были напечатаны сами по себе. Поскольку вы не можете использовать слишком сильное охлаждение слоев без потери адгезии слоев, подходящим решением является добавление дополнительных деталей на рабочую пластину.
«Мой принтер не печатает никаких материалов.»
Убедитесь, что ваш хот-энд сильно нагревается. Убедитесь, что горячий конец вообще нагревается. Если это не так, вам нужно отдать принтер в сервисное обслуживание. Вполне вероятно, что у вас плохое соединение или ваша электроника сгорела (при условии, что принтер все еще подключен и отвечает на ваше хост-программное обеспечение :).
Очистите ведущую шестерню и отрегулируйте натяжение. Первое, что мы собираемся сделать, это очистить приводную шестерню, касающуюся нити, и убедиться, что у нас есть надлежащее натяжение нити. Обычно неправильное натяжение или засорение ведущей шестерни делает отпечаток более похожим на изображение, которое мы имеем для низкотемпературной нити, но иногда это все вместе препятствует экструзии. Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .
Удалите текущую нить. Возможно, у вас есть небольшая частица в наконечнике экструдера, застрявшая в пластике. Используйте технику замены нити, описанную выше, чтобы вытащить любые частицы, которые находятся в наконечнике экструдера.
Проверьте и устраните застревание между экструдером и хотэндом. Это самый экстремальный тип проблемы, потому что пришло время разобрать вещи. Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063
Спасибо, что прочитали Как добиться успеха при печати из PETG .
Удачной печати! — MatterHackers
P. S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите в магазине MatterHackers все, что вам нужно.
Метки статей
3D-печать
Прошивка
3D-дизайн
MatterControl
Пресс-релизы
Малый бизнес
Автомобилестроение
Э3Д
Изготовление ювелирных изделий
Машиностроение
Индустрия развлечений
MatterControl Touch
Антистатические материалы
НейлонX
БКН3Д
Открытый исходный код
Мастерская ручка
Анатомия цифрового изготовления
Как
Оборудование и обновления
Советы и рекомендации
Сборки выходного дня
Первая десятка
Образование
Технический сбой
Женщины в 3D-печати
Идеи проекта
Передовые материалы
Артикул
Импульсная двойная экструзия
Обзор продукта
Аэрокосмическая отрасль
Вакансии
Военные и правительственные
Многофункциональные станки
Начало работы
Здравоохранение
Как добиться успеха с любым материалом для 3D-печати
Creality3D
Архитектура
Обзоры 3D-принтеров
Хакер месяца
Сопутствующие товары
Посмотреть все сопутствующие товары
Как правильно выполнять 3D-печать при работе с нитью PETG
PETG — это прочный, термостойкий и ударопрочный пластик, обычно используемый в 3D-печати в стиле FDM. Этот контент содержит много информации; подробнее см. в нашем руководстве по оптимальным настройкам PETG.
Здесь мы расскажем вам, как печатать с использованием PETG и как устранять типичные проблемы. Хотя печать из PETG менее сложна, чем печать из ABS, у нее есть свои проблемы, о которых мы поговорим ниже. Тем не менее, приложив немного усилий, нить PETG может давать исключительно прочные и высококачественные отпечатки. Вот наши главные советы о том, как правильно выполнять 3D-печать при работе с нитью PETF.
Знайте соответствующую температуру печати и слоя для PETG
Нити PETG обычно печатаются при температуре от 235 до 250°C. Натяжение, засорение сопел, чрезмерное выдавливание и другие проблемы могут возникнуть, если температура слишком высокая или слишком низкая. Хотя для небольших отпечатков PETG не требуется подогреваемая платформа, для более крупных плоских отпечатков подходит подогрев платформы до 70-100°C.
Для различных типов нитей температура печати может варьироваться в указанных выше пределах. Для достижения наилучших результатов используйте значения температуры, предоставленные производителями нити, и при необходимости измените настройки. Вы также можете использовать старомодный метод проб и ошибок, чтобы выяснить, какая температура лучше всего подходит для вашей нити. Башня температуры и другие калибровочные отпечатки могут помочь в определении оптимальных параметров нити.
Узнайте, как скорость печати влияет на качество
Скорость печати оказывает значительное влияние на конечное качество модели PETG. Для достижения наилучших результатов большинство пользователей и производителей рекомендуют печатать со скоростью от 30 до 60 мм/с. Печать со скоростью, превышающей рекомендуемую, может привести к получению некачественных отпечатков с многочисленными дефектами. Для получения качественных распечаток рекомендуется установить ограничение на максимальную скорость печати. С другой стороны, печать на низкой скорости выгодна для адгезии первого слоя и качества печати. Однако низкая скорость печати может привести к таким дефектам печати, как натяжение и утечка ниже определенного порога. Наконец, имейте в виду, что наилучшая скорость печати зависит от принтера и марки нити. Вероятно, вам следует поэкспериментировать с параметрами, чтобы найти оптимальное решение для достижения наилучших результатов. Тип печатаемой модели также должен влиять на скорость печати. Более низкая скорость печати, вероятно, будет полезна для моделей с изогнутой или сложной геометрией.
Нужно ли охлаждать PETG?
Охлаждение деталей не требуется при использовании филамента PETG для принтера, хотя это значительно улучшает качество конечного продукта. Высокие скорости охлаждения уменьшают дефекты печати и образование складок, в то время как низкое охлаждение (30-50 процентов) повышает прочность за счет улучшения адгезии предыдущих слоев, плавящихся друг с другом. Вы должны установить скорость охлаждения в зависимости от назначения конечной детали. Качество и красота конечной модели определяются скоростью охлаждения. При высокой скорости охлаждения (70-100 процентов) детали модели отображаются очень подробно, а дефекты печати и натяжение уменьшаются. В результате при выборе скорости охлаждения необходимо соблюдать баланс между эстетической и функциональной ценностью.
Уменьшите параметры ретракции
Параметры ретракции PETG значительно отличались от параметров для других нитей. Это связано с тем, что PETG печатает при относительно высокой температуре, что затрудняет остановку и контроль потока материала. Для экструдеров Bowden и Direct Drive идеальная скорость втягивания для PETG составляет примерно 35-40 мм/с. Для экструдеров Боудена идеальное расстояние втягивания составляет 5–7 мм, а для экструдеров с прямым приводом — 2–4 мм. Натяжения, засорения сопла и замятий можно избежать, если правильно настроить втягивание.
Знайте температурные характеристики нити PETG
PETG обладает приемлемой термостойкостью, особенно по сравнению с большинством других нитей. Он может выдерживать температуры вплоть до температуры стеклования, которая составляет от 80 до 85 градусов Цельсия. В этом отношении он легко превосходит нити PLA, но менее термостойкий, чем ABS. Однако он более устойчив к ультрафиолетовому излучению, чем оба, что делает его отличным выбором для наружного использования.
Знайте, что делать, чтобы решить проблемы с адгезией
При печати PETG ряд трудностей может привести к плохой адгезии первого слоя. Это может быть вызвано проблемами с настройкой принтера, такими как грязная и неравномерно сбалансированная платформа для печати, неправильные параметры печати или плохое качество нити. Давайте рассмотрим несколько вариантов, которые быстро восстановят работоспособность вашего принтера.
Убедитесь, что на рабочей платформе нет мусора и остатков материалов для печати.
Приобретите высококачественную нить и храните ее в сухом, не впитывающем влагу месте. Влага может разрушить нить PETG, поскольку она гигроскопична.
Убедитесь, что платформа для печати выровнена надлежащим образом, а расстояние между станиной и соплом по оси Z составляет 0,2–0,3 мм. Чтобы правильно определить расстояние, используйте три листа бумаги или толстую карточку.
Вы можете использовать клей-карандаш, лак для волос или липкую ленту для принтера, чтобы начальный слой хорошо прилипал к кровати. Некоторые люди смешивают несколько из них, чтобы улучшить свои результаты.
Выключите вентилятор, замедлите работу принтера и осторожно напечатайте первый слой на нагретой платформе.
Убедитесь, что температура сопла и печатного стола находится в пределах рекомендованного производителем диапазона. Горячая часть обычно имеет температуру от 210 до 260 градусов по Цельсию, а кровать — от 70 до 9.0 градусов Цельсия.
Знайте, как закрепить PETG, прилипший к стеклянному слою
Чтобы высвободить нить PETG, прилипшую к стеклянному слою, подумайте о чередовании горячих и холодных условий путем нагревания или замораживания стеклянного ложа. Вместо того, чтобы печатать PETG непосредственно на стеклянной платформе, покройте ее клеем, лаком для волос или синей малярной лентой. Эти покрытия создают слой, облегчающий удаление отпечатков. Правильно выровненная кровать с насадкой, не давящей на кровать, должна решить проблему. По этой причине PETG следует укладывать с большей высоты, чем PLA. Если первый слой вашего сопла уходит глубоко в платформу для печати, ваш отпечаток PETG, скорее всего, прилипнет к платформе для печати. Вы также можете попробовать нагреть платформу для печати или использовать плоский инструмент, например шпатель, чтобы снять отпечаток. Чтобы не повредить стеклянную поверхность, не используйте шпатель слишком сильно.
Мы надеемся, что вам понравился наш обзор основных моментов, которые вам необходимо знать для правильной 3D-печати при работе с нитью PETG! Свяжитесь с Filamatrix сегодня, чтобы получить доступ к обширному ассортименту всех типов специальных нитей.
5 отраслей, которые сильно зависят от 3D-печати
28 ноября 2022 г.
Комментариев нет
3D-печать — это технология, которую многие профессионалы отрасли могут использовать для улучшения своего производственного процесса.
Хороший визуализатор должен уметь работать не только с интерьерами, но и быть готовым смоделировать дом или коттедж. Тем легче, что принципы создания окон, дверей, стен и всего остального и там, и там примерно одинаковы. В сегодняшнем уроке я расскажу как построить дом в 3d max c нуля.
Визуализация готового дома в 3ds max всегда начинается с чертежа. Хорошо, когда у заказчиков есть план, сделанный в AutoCad или ArchiCad, тогда его легко будет перенести в 3d max, чтобы затем сделать по нему модель. Но, в принципе, можно обойтись и картинкой с проставленными на ней размерами.
Для тренировки навыков можно скачать готовый дом на сайте: проект с чертежами и планами, и я так и сделала. Деревянный сруб рассматривать не будем, я подготовила для работы небольшой коттедж, площадью 75 кв.м. Вот его план:
Содержание страницы:
1 Возводим стены
2 Делаем цоколь
3 Вырезаем окна и двери
4 Создаем крышу
Возводим стены
Итак, начинаем с того, что подготавливаем подложку, на которой будем строить стены. Открываем программу, настраиваем единицы измерения. Затем создаем Plane размером 10×15 метров — примерно таковы габариты моего дома. Количество сегментов плоскости снижаем до 1-го.
Теперь переходим на вид Top, включаем режим Shaded и накидываем на плоскость план нашего этажа.
Проверяем, чтобы размеры совпадали с реальными: инструментом Box или Plane меряем стены.
Если у вас стены меньше или больше, чем нужно, применяйте к плоскости модификатор UWV Map и подгоняйте размеры.
Теперь жмем Create/Shapes/Rectangle и обводим наши стены.
Конвертируем в Editable Spline и правим точки.
Добавляем новые вертексы с помощью кнопки Refine, обозначая окна и двери. Очень важно, чтобы в модели они были там же, где были поставлены при проектировании.
Проверяем, ничего ли не пропустили. Применяем к сплайну модификатор Extrude.
Выращиваем этажи. У меня он только один, потому я поставила значение 3000 мм.
Делаем цоколь
Теперь обозначим цоколь здания. Выбираем стены, дублируем их.
Удаляем модификатор Extrude. Получаем наш исходный сплайн. Во вкладке Rendering для него выставляем вот такие значения:
Опускаем цоколь к основанию стен.
Кстати, по такому принципу по чертежам можно смоделировать и фундамент здания.
Вырезаем окна и двери
Теперь нам нужно сделать окна и двери. Сейчас у нас есть их вертикали, так как мы еще на этапе сплайна обозначили ширину и расположение окон и дверей, но нет высот. Щелкаем на коробке стен ПКМ/Convert to/Convert to Editable Poly.
Переходим на уровень редактирования Edge и выбираем попарно линии, относящиеся к окнам. Жмем кнопку Connect Settings (квадратик рядом с кнопкой).
Ставим значение 2, больше ничего не меняем — жмем OK. Делаем так для всех окон.
Переходим на боковой вид и выделяем все точки в режиме Vertex, которые относятся к нижнему краю окна. Задаем их значение по оси Z 800.
Для верхних это значение делаем 2000. Теперь дверь. Я ошиблась и забыла ее вставить, но это не беда. Я убрала цоколь из видимости, выделила верхний и нижний эйдж и добавила с помощью Connect вертикали, подогнав их по плану под размер двери.
Сразу же, пока нужные мне эйджи активны, добавила еще одну линию для верха двери с помощью Connect. Значение по оси Z ей задала 2000.
Теперь переходим на уровень редактирования полигонов. Удерживая Ctrl выделяю все полигоны окон и дверей и вдавливаю их кнопкой Extrude на 300 мм внутрь.
Теперь выделяю еще пол и «крышку» 3-d модели и удаляю эти элементы — они нам больше не нужны.
Делаем цоколь снова видимым. Сейчас в нем нет разрыва там, где дверь.
Сделаем его. Переходим на вид Top, выбираем цоколь, включаем привязку и ставим точки по краям двери.
Удаляем сегмент между точками и вот, все получилось:
Теперь осталось заполнить проемы. Туда можно вставить заранее скачанные готовые модели, либо воспользоваться теми, что предоставляет программа. Они находятся в меню Create/AEC Objects.
Создаем крышу
По принципу, как мы делали стены, перекидываем на нашу подложку план крыши. Затем строим Plane по ее контуру. Чтобы было удобнее смотреть на план, делаем плоскость будущей крыши полупрозрачной с помощью горячих клавиш Alt+x. В параметрах Plane я задала две секции по горизонтали, для обозначения места стыка двух скатов крыши.
Конвертируем заготовку в Editable Poly. В режиме Edge выбираем инструмент Cut и вырезаем остальные контуры крыши.
Выбираем Edge конек и поднимаем его. Также поступаем с частью крыши, которая находится над дверью.
Теперь придадим крыше толщину. Применяем к ней модификатор Shell и задаем параметр Amount 100.
Осталось только закрыть мансарду, ведь сейчас у нас между крышей и стеной дыра. Включаем привязку, создаем Plane, цепляя его к краям стен.
Переводим в Editable Poly. Выбираем верхние его две точки в режиме Vertex, жмем кнопку Collapse, двигаем ее на свое место. По такому принципу заполняем и вторую нишу, под козырьком над дверью.
Вот и все, моделирование дома закончено: как видите, построить 3d модель самостоятельно вполне возможно за пару часов. Остался только текстуринг, а в качестве визуализатора можно выбрать Vray, либо Corona Render.
Конечно, это только основы, если хотите более подробно изучить строительство дома, то рекомендуем пройти хороший видеокурс.
Автор урока: Алиса Куб
Прочитать статью о первых 3D-печатных домах?
3D-печать в строительстве применяется уже не первый год. В этой статье вы узнаете о первых напечатанных на 3D-принтерах настоящих домах.
3D-печать домов еще совсем в новинку обывателю. При том, что технологии строительной 3D-печати разрабатываются уже много лет, только некоторые «реальные» проекты уже увидели свет. Мы все еще далеки от того, чтобы технология взяла верх над обычными методами строительства. Но с каждым новым проектом она приближается к тому, чтобы стать мейнстримом.
У 3D-печати есть много преимуществ. Например, стоимость 3D-печатного дома может быть намного ниже. И времени на строительство потребуется намного меньше.
Чтобы подвести черту под тем, что уже достигнуто в этой сфере, и показать некоторые интересные проекты, мы посвятили статью «первым» и лучшим. Эти проекты всегда останутся важными вехами в индустрии строительной 3D-печати, поскольку они заложили основы для будущих достижений в этой области.
Первый 3D-печатный дом в Германии
Германия — страна, которая часто ассоциируется с передовой инженерией, поэтому давайте начнем наш список с первого в истории 3D-печатного дома в Германии.
Сам дом расположен в Беккуме, городе, который частично расположен в Северном Рейн-Вестфалии, рядом с Голландией и Бельгией. Это первый 3D-печатный дом, который полностью сертифицирован в соответствии с официальными строительными нормами. Этот проект даст путь многим другим строительным 3D-печатным проектам в Германии, а также в остальной Европе.
Проект является результатом сотрудничества между немецкой строительной компанией Peri и датской фирмой COBOD, специализирующейся на строительной 3D-печати. Peri — крупная корпорация, которая работает не только в Германии, но и по всему ЕС. В ее портфеле много продуктов, включая строительные леса и опалубочные решения, которые нужны каждой строительной площадке.
Peri следила за строительным сегментом 3D-печати в течение многих лет, прежде чем приобрести долю в COBOD в 2018 году. Теперь они продвигают технологию вместе и дальше. Строительство дома в Беккуме началось через два года после приобретения доли.
Для 3D-печати дома был использован модульный 3D-принтер BOD2 фирмы COBOD. Сама печать заняла чуть более 100 часов.
• Построен: (начато) 17 сентября 2020 года
• Введен в эксплуатацию: лето 2021
• Где: Беккум, Северный Рейн-Вестфалия, Германия
• Кем: Peri, COBOD
Первый заселенный 3D-печатный дом в США
В США было напечатано несколько домов, но этот дом является первым, официально занятым владельцем, по утверждению CNN. Его создатели: строительная компания Alquist и гуманитарная организация Habitat for Humanity Peninsula.
Издалека можно подумать, что это обычный дом. Однако, при приближении к нему становится заметна слоистая структура бетонных стен. Ведь 3D-печать создает объект послойно.
Удивительно, но бетонная конструкция дома площадью 111,5 квадратных метров (была напечатана примерно за 12 часов, что значительно быстрее, чем позволили бы традиционные методы строительства.
Сообщается, что дом был куплен Эйприл Спрингфилд, которая живет там со своим сыном и собакой. Она купила дом через жилищную программу организации Habitat for Humanity. Учитывая, что цель некоммерческой организации, – способствовать решению глобального жилищного кризиса, имеет смысл использовать 3D-печать для создания доступных по цене домов. Так будут реализованы мечты о домовладении многих людей.
• Построен: 2021
• Введен в эксплуатацию: 22 декабря 2021 года
• Где: Уильямсбург, Вирджиния, США
• Кем: Alquist 3D, Habitat for Humanity Peninsula, Greater Williamsburg
Первый пятиэтажный 3D-печатный дом
Этот проект, выполненный китайской компанией WinSun, является настоящим рекордсменом. Это 3D-печатный пятиэтажный жилой дом высотой 10 метров – самое высокое 3D-печатное здание до сих пор.
Дом расположен в промышленном парке Сучжоу в провинции Цзянсу в восточном Китае. Он стоит рядом с особняком, который также был построен WinSun с помощью бетонного 3D-принтера.
Глядя на проекты WinSun, вы не можете не заметить, что они не выглядят как напечатанные на 3D-принтере. Обычно 3D-печатные конструкции имеют серый цвет, линии слоев четко прослеживаются. Но WinSun добавляет цвет и делает стены более гладкими. Нигде не указано, как в компании добиваются гладкости стен, но мы предполагаем, что рабочие сглаживают их вручную. Проекты WinSun не похожи на те, к которым мы привыкли.
• Построен: Зима 2014
• Введен в эксплуатацию: Не указано
• Где: Сучжоу, Цзянсу, Китай
• Кем: WinSun
Первый 3D-печатный дом из биоразлагаемых материалов
Вы бы догадались, что в стенах этого дома есть рис?
Большинство 3D-печатных зданий создаются из бетонной смеси. Но этот проект отличается от остальных. С целью создания жилищных решений практически без воздействия на окружающую среду итальянская компания WASP 3D напечатала дом Гея с использованием почвы и сельскохозяйственных отходов.
WASP разработала экологическую смесь в сотрудничестве с компанией Ricehouse, которая специализируется на использовании природных и сельскохозяйственных материалов, таких как глина и рис, в строительстве.
Дом назван Гея в честь древнегреческой богини земли. Фактически, 25% смеси содержит местную почву, 10% гидравлической извести, 25% рисовой шелухи и 40% измельченной рисовой соломы (побочный продукт производства риса при сборе урожая).
Новаторское решение имеет место не только применительно к материалу, но и к дизайну самих стен. Специфическая волнистая структура использовалась для обеспечения вентиляции в теплые дни, а также изоляции в холодные периоды, практически устраняя необходимость в кондиционерах.
Дом Гея небольшой — около 20 квадратных метров. Печать стен заняла всего 10 дней, в то время как ориентировочная стоимость материалов составляет чуть менее 1000 долларов.
• Построен: не указано
• Введен в эксплуатацию: 7 октября 2018
• Где: Масса-Ломбарда, Равенна, Италия
• Кем: WASP, Ricehouse
Первый 3D-печатный дом на AirBnB
Идеальное место для отдыха на выходные.
На AirBnB можно найти много разных типов жилья, но как насчет 3D-печатного дома?
Так называемый дом Фибоначчи — это первый 3D-печатный дом, который будет предложен для бронирования через AirBnB. Учитывая, что он расположен в сельской местности Британской Колумбии, отдых в нем будет прекрасный.
Хотя дом Фибоначчи выглядит маленьким, он может много чего предложить отдыхающим. Около 35 квадратных метров достаточно, чтобы вместить до четырех человек.
Бетонные стены дома были спроектированы и напечатаны голландской строительной 3D-печатной фирмой Twente. 20 бетонных деталей были изготовлены за пределами площадки всего за 11 дней. Материал был произведен фирмой Laticrete. Позже детали были перевезены и собраны на их нынешнем месте.
• Построен: 2020
• Введен в эксплуатацию: Не указано
• Где: Кутенейс, Британская Колумбия, Канада
• Кем: Twente Additive Manufacturing
Первый плавучий 3D-печатный дом
Prvok — не только первый 3D-печатный дом в Чешской Республике, но первый в мире плавучий 3D-печатный дом, находящийся на понтоне.
Проект выполнила компания стартап Scoolpt. Бетонная конструкция плавучего дома печаталась всего 22 часа.
Около 43 квадратных метров жилой площади разделены на ванную комнату, спальню и гостиную с кухней. Вес обычно не обсуждается в контексте домов, но, учитывая, что этот находится на воде, интересно отметить, что Prvok весит 43 тонны.
Дом оснащен встроенным рециркуляционным душем и резервуарами для питьевой и коммунальной воды и имеет срок службы не менее 100 лет.
• Построен: июнь 2020
• Введен в эксплуатацию: 18 августа 2020 года
• Где: Прага, Чехия
• Кем: Scoolpt
Первый жилой 3D-печатный дом в Европе
Не каждый 3D-печатный дом имеет видимые линии слои.
Чаще всего 3D-печатные дома являются демонстрационными образцами, сделанными для того, чтобы показать, на что способна технология. По большинству из них нет информации о действительных жильцах. Но в 2017 году пара действительно переехала жить в 3D-печатный дом, расположенный в Нанте, во Франции. Так, дом «Янова» стал первым в своем роде, который был заселен в Европе.
Дом — проект Университета и Лаборатории цифровых наук города Нант. Интересный аспект проекта — специальная техника, используемая в его строительстве, от компании BatiPrint3D. Вместо 3D-печати бетонной конструкции роботизированная рука создала оболочки стен с использованием полиуретана — материала, который используется для изоляции. Позже эти мембраны были заполнены бетоном.
В общей сложности на печать потребовалось 54 часа. Чтобы полностью закончить строительство, ушло чуть более 4 месяцев. В основном из-за того, что остальные компоненты создавались с использованием обычных средств. Площадь дома – 95 квадратных метров.
• Построен: 2017
• Введен в эксплуатацию: март 2018
• Где: Нант, Франция
• Кем: Университет Нанта, Лаборатория цифровых наук Нанта
Первый 3D-печатный дом в Индии
Это здание было построено за пару дней.
Первый в истории 3D-печатный дом в Индии был завершен еще в 2020 году. Проект был выполнен строительным стартапом Tvasta, основанным выпускниками Индийского технологического института Мадрас. Фактически, кампус института в Ченнаи был выбран в качестве местоположения здания.
Значение этого проекта заключается в его возможном влиянии на решение жилищного кризиса во всем мире и в Индии, в частности. Возможность построить такой дом в течение нескольких дней и за небольшую стоимость нельзя недооценивать.
Дом 55,7 кв.м. с просторной планировкой, одной спальней, объединенной кухней и гостиной.
Бетонная конструкция дома была напечатана на 3D-принтере за пределами площадки, а детали позже были перевезены и собраны в кампусе. Фундамент, тем временем, был построен с использованием обычного метода заливки бетона в землю.
• Построен: 2020
• Введен в эксплуатацию: Не указано
• Где: Ченнаи, Индия
• Кем: Tvasta Construction
Первый 3D-печатный дом в Африке
Еще в 2019 году в марокканском городе Бен-Герир испанская фирма Be More 3D создала первый 3D-печатный дом в Африке. Проект возник во время участия команды в Solar Decathlon в Африке. Это международное соревнование, во время которого команды проектируют и строят дома, работающие на солнечных батареях.
Be More 3D напечатала дом 32 кв.м. примерно за 12 часов, заняла первое место и получила звание самого инновационного стартапа.
Be More 3D не остановилась на строительстве в Африке и позже создала первый 3D-печатный дом в Испании, а также разработала собственный бетонный 3D-принтер в партнерстве с несколькими корпорациями из индустрии автоматизации и материалов.
• Построен: 2019
• Введен в эксплуатацию: Не указано
• Где: Бен-Герир, Марокко
• Кем: Be More 3D
Первый 3D-печатный дом для продажи в США
Последним в нашем списке является первый 3D-печатный дом, выставленный на продажу в США.
Этот дом был напечатан на том же месте фирмой SQ4D, специализирующейся на разработке роботизированных строительных систем. Здание было напечатано системой экструзии бетона Arcs фирмы SQ4D и имеет 50-летнюю гарантию на печатную конструкцию.
Жилая площадь размером 130,7 кв.м. с тремя спальнями и двумя ванными комнатами. Есть также гараж на 2 машины.
Дом был выставлен на продажу в январе 2021 года за 299 999 $. Учитывая размер дома и тот факт, что его цена на 50% ниже стоимости сопоставимых недавно построенных домов в том же районе, сделка довольно хорошая.
• Построен: 2020
• Введен в эксплуатацию: 2021
• Где: Риверхед, Нью-Йорк, США
• Кем: SQ4D
Источник перевода: https://m.all3dp.com/2/first-3d-printed-house/
На нашем сайте Вы можете выбрать и заказать строительный 3D-принтер как для строительства здания, так и малых строительных форм. Для этого перейдите в каталог строительных 3D-принтеров. «Цветной мир» — надежный поставщик 3D-принтеров с многолетним опытом работы, осуществляющий поставки напрямую от производителей и гарантирующий их качество.
Программное обеспечение для 3D-дизайна дома | Дизайн дома онлайн бесплатно
Программное обеспечение для 3D-дизайна дома | Дизайн дома онлайн бесплатно — Planner 5D
Усовершенствованный и простой в использовании инструмент для проектирования дома в 2D/3D. Присоединиться сообщество 84 610 927 дизайнеров-любителей. или наймите профессионального дизайнера.
Начинай сейчас
Ссылки для приложений
Home Design Made Easy
Всего 3 простых шага для потрясающих результатов
Планировка и дизайн
Используйте 2D-режим для создания планов этажей и дизайнерских макетов с мебелью и другими предметами интерьера или переключитесь в 3D-режим, чтобы исследовать и редактировать свой дизайн из любой угол.
Мебель и редактирование
Редактируйте цвета, узоры и материалы, чтобы создавать уникальную мебель, стены, полы и многое другое — даже регулируйте размеры предметов, чтобы найти идеальную подгонку.
Визуализируйте и делитесь
Используйте функцию «Снимки», чтобы запечатлеть свой дизайн в виде реалистичного изображения — это добавляет тени, освещение и насыщенные цвета, чтобы ваша работа выглядела как фотография!
Создавайте где угодно и когда угодно
Покрываем все платформы с полной синхронизацией между ними!
Создано для любителей
Используйте Planner 5D для проектирования интерьера вашего дома без каких-либо профессиональных навыков
HD-визуализация
Используйте функцию «Снимки», чтобы запечатлеть свой дизайн в виде реалистичного изображения — это добавляет тени, освещение и насыщенные цвета, чтобы ваша работа выглядела как фотография!
2D/3D-режимы
Экспериментируйте с 2D- и 3D-представлениями при проектировании под разными углами. Упорядочивайте, редактируйте и применяйте пользовательские поверхности и материалы.
5000+ Каталог товаров
Изучите нашу галерею проектов и просмотрите наш контент. В нашей пользовательской библиотеке у нас есть что-то отличное для всех.
Простой пользовательский интерфейс
Интуитивно понятный и ориентированный на пользователя интерфейс обеспечивает простой процесс проектирования без каких-либо руководств или инструкций.
Редактирование предметов
Применяйте собственные цвета, узоры и материалы к мебели, стенам и полам, чтобы они соответствовали вашему стилю дизайна интерьера.
Сообщество
Станьте частью растущего сообщества. Загружайте и настраивайте проекты. Вдохновляйтесь дизайнами, созданными другими пользователями.
Посмотреть, что создали пользователи
Легко создавайте профессиональный 3D-дизайн дома без каких-либо навыков 3D-моделирования.
Начать бесплатно
Наймите профессионального дизайнера от $99
Мало времени и вдохновения? Давайте сделаем работу!
Команда опытных дизайнеров
Выбери комнату или весь дом
Начните с плана или просто идеи
Существующие или новые проекты сборки
Неограниченное количество версий , пока вы не будете удовлетворены на 100%
Узнать больше
Стать профессионалом
Мы заметили, что вы выбрали Доступно для проката
Получить полный доступ к
Инструменты дизайнера PRO
Фотореалистичные рендеры 4K
Загрузить план
Неограниченное количество пользовательских текстур
Индивидуальный фирменный профиль
Список лучших дизайнеров
Продолжить
Стань профессионалом
Мы заметили, что ты считаешь себя профессионалом
Получить полный доступ к
Инструменты дизайнера PRO
Фотореалистичные рендеры 4K
Загрузить план
Неограниченное количество пользовательских текстур
Индивидуальный фирменный профиль
Список лучших дизайнеров
Продолжить
Введите ваше имя пожалуйста
Введите ваше имя пожалуйста
Забыли пароль
Пожалуйста, введите свой адрес электронной почты, и мы вышлем вам новый пароль
Новый пароль отправлен
Новый пароль был отправлен на вашу электронную почту. Войдите, используя новый пароль.
Войти
Как вы будете использовать Планировщик5D?
Справочный центр
Отменить
пользовательских 3D-моделей Импорт и загрузка проектов — Создайте свой собственный дом
Импорт 3D-моделей пользователя и загрузка проектов — Создайте свой собственный дом | Планировщик 5D
Витрина самых креативных проектов дизайна интерьера и идей домашнего декора
Планы этажей и 3D-снимки
Показать все
Видео
Изометрический дизайн интерьера от Planner 5D
Как сделать фундамент | Учебник Planner 5D для начинающих
Planner 5D Световые люки и мансардные окна в 3-х направлениях
Показать все видео
Избранные статьи
Показать все статьи
Лучшие дизайнеры интерьера
Изучите список членов Planner 5D и дизайнеров интерьеров с самым высоким рейтингом.
Токарные станки предназначены для механической обработки поверхностей вращения. На этих станках обрабатывают самые разнообразные детали: валы и оси, втулки и зубчатые колеса, гильзы и стаканы и т. д.. Объединяет эти детали то, что они состоят в основном из поверхностей вращения: цилиндрических, конических, торцовых, сферических, резьбовых и др.. Валы и оси (рис. 1.1, а) характеризуются длиной, которая обычно в несколько раз больше наибольшего диаметра. Часто вал имеет несколько ступеней различного диаметра для посадки зубчатых колес, различных кулачков, подшипников, хотя иногда в машинах используют и гладкие валы и оси.
Втулки и гильзы (рис. 1 . 1 , б) имеют соосные цилиндрические внутренние и внешние поверхности высокой точности. Отношение длины таких деталей к диаметру колеблется от 0,8 до 2. При обработке втулок и гильз технологическая задача заключается в достижении соосности внутренних и внешних цилиндрических точных поверхностей. Такая же задача возникает и при обработке дисков, например заготовки зубчатого колеса (рис. 1 . 1 , в). Эти детали отличаются от предыдущих большим диаметром внешних поверхностей и малой длиной. Кроме деталей типа тел вращения, на токарных станках обрабатывают поверхности вращения на корпусных деталях (отверстия под подшипники валов), в рычагах и других деталях.
Рис. 1.1. Детали, обрабатываемые на токарных станках
Рис. 1.2. Точение внешних цилиндрических поверхностей
Среди других типов станков токарные по праву имеют наибольший удельный вес в станочном парке страны. Универсальность этих станков иллюстрируется перечислением основных (далеко не всех) видов работ, выполняемых на них.
На рис. 1.2 представлены способы точения цилиндрических внешних поверхностей. Заготовке 1 придается главное вращательное вижение, указанное стрелкой А, Резцу 2 сообщается прямолинейное движение, параллельное оси вращения заготовки — движение подачи, показанное стрелкой Б.
В результате сочетания этих двух движений вершина резца описывает относительно оси вращения заготовки винтовую линию, образуя на заготовке цилиндрическую обработанную поверхность 3. При обработке вершина резца проходит длинный путь, и поэтому резец после нескольких деталей изнашивается и требует переточки. На рис. 1.2, б представлен второй способ получения цилиндрической поверхности — точение заготовки 1 резцом 2 с поперечной радиальной подачей (стрелка В).
В этом случае цилиндрическая поверхность 3 образуется всей режущей кромкой, установленной параллельно оси заготовки. Таким способом можно точить короткие поверхности длиной до 25—30 мм, так как при снятии широкой стружки возрастает вероятность возникновения вибраций. Вместе с тем без переточки ђдним резцом можно обработать большее число деталей, так как нуть, проходимый резцом при обработке одной детали, значительно ороче, чем в предыдущем случае.
. На рис. 1.3, а показаны движения заготовки 1 и резца 2 при подрезании плоского торца с поперечной подачей.
Рис. 1.3. Точение торцовых поверхностей
Особенности данного способа точения плоской поверхности аналогичны особенностям точения цилиндрической поверхности с продольной подачей резца. При подрезании торца с продольной пода чей резца, режущая кромка которого перпендикулярна оси вращения заготовки (рис. 1.3, б), как и при точении цилиндрической поверхности с поперечной подачей, форма обрабатываемой поверхности 3 образуется линией режущей кромки резца. Плоская торцовая поверхность 3 (рис. 1.3, в) может образоваться при проточке прямоугольной канавки отрезным резцом с поперечной подачей или отрезке детали.
Точение конических поверхностей. Для образования конической поверхности резец необходимо перемещать под заданным углом к оси вращения заготовки. Небольшой угол конусности можно получить на токарном станке смещением центра 2 закрепления заднего конца заготовки 1 (рис. 1.4, а), тогда ось ее вращения наклоняется к направлению продольного движения резца на угол а, тангенс которого равен отношению величины смещения к длине заготовки.
Рис. 1.4. Точение конических поверхностёй:
а — со смещением заднего центра; б — поворотом направляющих частей верхней части суппорта; в — по копиркой линейке; г — широким резцом с поперечной подачей
При обработке конических поверхностей 1 с большим углом необходимо изменять направление движения резца З поворотом направляющих каретки 2 верхней части суппорта (рис. А, б) либо применением копировального устройства (рис. 1.4, в), которое при включении продольной подачи с помощью копировальной линейки 1, установленной под углом а, перемещает суппорт с резцом 2 в этом же направлении. Короткие конические поверхности 1 (рис. I А, г) можно обработать широким резцом 2 с поперечной подачей.
Обработка фасонных поверхностей. На токарном станке обрабатывают фасонные поверхности. Один из самых простых способов — точение с поперечной подачей фасонного резца 2 (рис. 1.5, а), имеющего профиль контура 1. Фасонные поверхности 1 большой длины (рис. 1.5, б) обрабатывают с помощью копира 2, позволяющего при постоянной продольной подаче инструмента 3 перемещать его в поперечном направлении в соответствии с профилем копира 2 (рис. 1.5, б) . Станки с ЧПУ, в которых можно одновременно управлять продольной поперечной подачей, имеют возможность задавать необходимую траекторию резца 1 путем изменения величины подач по осям Х и Z (рис. 1.5, в).
Рис. l.5. Точение фасонных поверхностёй:
а—фасонным резцом с поперечной подачей; б—по копиру; в—путем изменения продольной и поперечной подач
Станки с ЧПУ, в которых можно одновременно управлять продольной поперечной подачей, имеют возможность задавать необходимую траекторию резца 1 путем изменения величины подач по осям Х и Z (рис. 1.5, в) .
Нарезание резьбы. Одним из наиболее универсальных способов обработки резьбовых поверхностей является нарезание резьбы резцом 2 (рис. 1.6, а) с профилем при вершине, соответствующим профилю впадины резьбы 1.
Рис. 1.6. Нарезание внешней резьбы:
а — резьбовым резцом; б — гребенкой; в плашкой; г — охватывающее (вихревое) фрезерование; д — наружное фрезерование голанкой
Чтобы получить заданную точность резьбы, необходима жесткая кинематическая связь шпинделя с инструментом: за один оборот заготовки резец должен переместиться с высокой точностью на величину шага резьбы. Чтобы прорезать впадину резьбы на полную глубину, нужно выполнить несколько рабочих ходов, углубляя с каждым ходом резец в заготовку. Гребенка 2, имеющая несколько режущих зубьев разной высоты (рис. 1.6, б), позволяет нарезать резьбу 1 за один рабочий ход.
Более простой способ; нарезание резьбы 1 плашкой 2 (рис. 1.6, в), для которой продольная подача необходима лишь в начальный момент врезания, после чего плашка сама навинчивается на заготовку по нарезанному участку резьбы. Используя приспособления для вращения инструмента 2 (рис. 1.6, г, Д), на токарных станках осуществляют фрезерование резьбы 1.
Обработка внутренних поверхностей. На рис. 1.7 показаны способы обработки внутренних поверхностёй: растачивание цилиндрической поверхности 1 (рис. 1.7, а) с продольной подачей резца 2; прорезание канавки 1 прямоугольного или фасонного профиля с поперечной подачей (рис. 1.7, 6), сверление и развертывание отверстий 1 (рис. I .7, в) инструментом
г)
Рис. 1.7. Точение внутренних поверхностей
2 с продольной подачей; нарезание резьбы 1 резцом 2 (рис. 1.7, г) и метчиком З (рис. 1.7, д).
Другие виды обработки. На токарных станках обрабатывают поверхности путем пластического деформирования поверхностных слоев металла: накатывание рифлений 1 (рис. 1.8, а) роликом 2 и обкатывание поверхности 1 гладким роликом 2 (рис. 1.8, б) для ее упрочения и уменьшения шероховатости (вместо шлифования)
На токарных станках осуществляют обработку поверхностей, требующую сложных кинематических связей рабочих органов станка. К таким способам обработки можно отнести точение по копиру и методом двух подач. Для получения заданного профиля требуется согласованное движение инструмента по двум координатам (см. рис. 1.5, б, в) : продольного по координате Z и поперечного по координате Х перемещений.
Продольное профильное точение (рис. 1.9, а) требует трех согласованных между собой движений: вращения шпинделя с заготовкой 1, продольного перемещения суппорта с инструментом и вращения инструмента 2, в процессе которого он как бы катится по обрабатываемой поверхности.
Рис. 1.9. Точение вращающимся инструментом
Если инструмент имеет сложный профиль, то он позволяет обработать поверхность такого же профиля. Так, на рис, 1.9, б показана схема нарезания резьбы червяка 1 долбяком 2, выполненным в виде зубчатого колеса с режущими зубьями. Долбяк установлен на суппорте, и при продольной подаче ему сообщается вращательное движение. В результате обкатного движения зубья долбяка нарезают модульную резьбу червяка.
Некруглые детали получают путем сообщения инструменту 2 качательного (рис. 1.10, а) движения, согласованного с вращением заготовки 1. Суппорту З (рис. 1.10, б) с.инструментом 2 может сообщаться при этом и продольная подача.
Рис. 1.10. Точение некруглых деталей
1 — заготовка; 2 — инструмент; З — механизм дополнительного движения инструмента
Аналогично может выполняться некруглый торцовый паз и другие некруглые поверхности.
Основные правила работы на токарном станке по металлу
Многие полагают, что переход на автоматизированное производство является залогом безопасности и эффективности проводимых работ. Однако, это утверждение считается верным только в том случае, когда четко соблюдаются правила безопасности и выполняются инструкции.
Токарный станок, как и любое другое оборудование, нуждается в техническом обслуживании на всех стадиях проводимых работ. Это позволяет существенно повысить производительность, срок его службы и сэкономить на ремонтных работах. Соблюдать эксплуатационные правила совсем несложно, так как через короткий промежуток времени эти действия становятся привычными и выполняются на автомате. Если же не уделять этому вопросу достаточное внимание, станок очень скоро начнет сбоить и способен вовсе выйти из строя. Рассмотрим наиболее важные моменты, о которых стоит знать каждому мастеру.
Правильная организация рабочего пространства
Станочные светильники
Важно, чтобы зона проведения работ была хорошо освещена, обычно для этой цели лампы устанавливают непосредственно на станок. Во время проведения работ, оператор должен стоять на диэлектрической решетке, выполненной из пластика или резины, это повышает его устойчивость и оберегает от поражения электрическим током. Все необходимые детали и инструменты следует располагать поблизости, но ни в коем случае не на самом оборудовании. Наиболее подходящим местом для их хранения является инструментальный шкаф или тумба, устанавливающиеся с наиболее удобной для оператора стороны. Это не только повышает уровень безопасности, но и экономит рабочее пространство, а также время.
Наладка оборудования и рабочий процесс
Нанесение смазки.
Перед тем, как приступить к выполнению работ, следует смазать все элементы станка. Это повышает эффективность эксплуатации, исключает возможность коррозии, перегрева и полного выхода из строя. В особом внимании нуждаются трущиеся детали.
Далее следует проверить коробки скоростей и передач. Их бачки должны быть наполнены достаточным количеством масла. На новом оборудовании его следует менять после 10 дней эксплуатации, следующий срок составляет 20 дней, после чего этот процесс можно выполнять строго раз в месяц.
Прочие детали станка, такие как пиноль, винт задней бабки, скользящие поверхности суппорта следует обрабатывать смазочным маслом по поверхности не более, чем один раз за смену.
Регулирование.
К этому пункту относятся настройки, которые выполняются как периодически, так и регулярно. Точный перечень деталей и частота их регулирования указаны в прилагаемой к каждому станку инструкции. Токарь может выполнять все эти действия самостоятельно только в том случае, если имеет должную квалификацию, при отсутствии таковой, следует прибегнуть к помощи специалистов.
Однако, существуют и такие элементы, которые настраиваются довольно легко и часто, к ним относятся:
Режущий инструмент – его замена осуществляется несколько раз за смену. В большинстве случаев устанавливается сразу несколько резцов. Благодаря сменному картриджу или особенностям держателя, этот процесс происходит быстро.
Крепление детали – выполняется путем ее зажима в трехкулачковом самоцентрирующем патроне.
Правила техники безопасности
Перед тем, как приступить к работе, токарь проходит инструктаж, включающий в себя несколько основных правил, обязательных для соблюдения:
Ни при каких обстоятельствах не оставлять в патроне ключ, так как он может отлететь в сторону и стать причиной травмирования. Такими же последствиями чревато хранение инструментов на самом станке.
Обязательно проверять прочность крепления оснасток и заготовок, это поможет избежать возникновения чрезвычайных ситуаций и преждевременной поломки оборудования.
При обтачивании деталей использовать смазочно-охлаждающие жидкости, таким образом исключается возможность перегрева резцов и, как следствие, возникновения пожароопасных ситуаций.
Уходя, следует всегда отключать станок.
Это далеко не все правила, более полный список указан в инструкции, он напрямую зависит от модели оборудования и выполняемых операций.
Спецодежда
Немаловажное значение при работе на токарном станке имеет экипировка. Она должна включать в себя робу, подходящую по размеру, очки, головной убор, респиратор, удобную и устойчивую обувь.
Другие статьи по теме:
… смотреть все ->
Что такое токарный станок и как он работает
Сегодня мы собираемся ответить на популярный вопрос по механической обработке:
Что такое токарный станок?
Если вы подумываете о работе на токарном станке и хотите узнать больше о том, что делает этот инструмент, вы обратились по адресу. Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
1. Токарный станок 101: Что такое токарный станок?
Токарный станок — это обрабатывающий инструмент, который используется в основном для обработки металла или дерева. Он работает путем вращения заготовки вокруг неподвижного режущего инструмента. Основное применение — удаление ненужных частей материала, оставляя после себя заготовку красивой формы.
Существует множество типов токарных станков, предназначенных для обработки различных материалов и технологий. Здесь, в All Metals Fabricating, у нас есть четыре различных типа токарных станков, в том числе токарный станок с инструментами для работы в многозадачном режиме.
Люди использовали токарные станки для изготовления деталей для других механизмов, а также специальных предметов, таких как чаши и музыкальные инструменты. Независимо от типа и функции, все они работают с использованием этого основного удерживающего и вращающегося механизма.
2. Детали токарного станка
Основными частями токарного станка являются станина, передняя и задняя бабки, шпиндели, подручник и двигатель. Вот как это работает:
Станина удерживает все вместе
Все части токарного станка крепятся к станине. Это формирует основу токарного станка и является одним из факторов, определяющих размер детали. То есть расстояние от основного шпинделя до станины подскажет вам предел максимального диаметра.
Правильная ориентация
Передняя бабка должна быть слева, а задняя — справа. Если вы видите обратное, проверьте и убедитесь, что вы не стоите не с той стороны станка.
Передняя бабка — это место, где происходит основное действие. Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание основного шпинделя, так что вы должны увидеть и этот шпиндель здесь.
Двигатель можно найти на нижней стороне станины станка, слева возле передней бабки. Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель.
Регулируемые детали
Подручник можно отрегулировать по высоте и повороту, но из соображений безопасности это следует делать только при выключенном станке. После того, как вы ослабите его для регулировки, дважды проверьте, чтобы убедиться, что он снова затянут, прежде чем продолжить.
Задняя бабка также регулируется, и вы, вероятно, сможете полностью ее снять. Как и в случае с подручником, вы никогда не должны выполнять эти регулировки во время работы токарного станка. Подробнее об этом читайте в разделе «Безопасность токарного станка» этого поста.
Приспособления и принадлежности
Шпиндели, включая вращающийся главный шпиндель, удерживающий заготовку, могут быть оснащены различными приспособлениями и принадлежностями. Чтобы учесть эти фитинги, главный шпиндель часто является полым и имеет резьбу снаружи.
Некоторые полезные приспособления для главного шпинделя включают центры, патроны и планшайбы. Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.
3. Кто должен использовать токарный станок?
Токарные станки, известные как «матери обрабатывающих инструментов», могут использоваться для самых разных целей. К ним относятся формование, сверление, шлифование, накатка, токарная обработка, резка и деформация. Такую универсальность инструмента трудно превзойти, и именно поэтому так много рабочих по металлу и дереву полагаются на токарные станки в качестве основы своей работы.
Если вам нужен прецизионный инструмент для резки и формовки, токарный станок может идеально подойти для вашего проекта. Токарные станки хороши для команд, которым требуется универсальное оборудование, способное выполнять работу нескольких инструментов.
4. Безопасность токарного станка
Вы должны освоиться с токарным станком, если хотите хорошо им пользоваться, но не слишком.
Вы знаете момент, когда вы используете машину, выполняете какое-то повторяющееся движение, и ваш мозг медленно переключается на автопилот? Как вы, возможно, знаете из опыта, именно в такие моменты случаются ошибки.
В этих руководствах по технике безопасности для токарных станков Университета Пердью и Университета Западной Вирджинии приведены некоторые важные моменты, на которые следует обратить внимание:
Носите правильное снаряжение протекторы или, может быть, даже лицевой щиток. Если нет, то правильное время для снаряжения — до токарной операции.
Соберите волосы, если они длинные, и закатайте длинные рукава. Никогда не надевайте перчатки, кольца или часы при работе на токарном станке. Если какой-либо из этих предметов попадет в сверло или шпиндель, вы быстро окажетесь в смертельной ситуации.
Проверка щитков и ограждений
Перед началом использования станка убедитесь, что все находится на своих местах. Если что-то выглядит не так, четко обозначьте это, прежде чем покинуть это место. Вы можете написать что-то вроде «Не работает». Вы же не хотите, чтобы кто-нибудь, пришедший после вас, столкнулся с проблемами, которые вы могли бы предотвратить.
Держите инструменты острыми
Тупые и поврежденные токарные инструменты не только неэффективны, но и опасны в использовании. Пометьте и зафиксируйте, прежде чем двигаться вперед.
Выключите питание перед регулировкой
Никогда не регулируйте токарный станок во время его работы. Если вы заметили что-то, что хотите переместить, подождите, пока токарный станок полностью не выключится, прежде чем делать это. Аналогичным образом, если вам необходимо выполнить какое-либо техническое обслуживание токарного станка, вы должны заранее полностью отключить источник питания.
Партнерство с опытным механическим цехом
Самым большим преимуществом, когда речь идет о безопасности токарного станка, является то, что нелегко исправить: опыт и навыки. Если вы обнаружите, что вам не хватает собственных отбивных, не волнуйтесь. Все, что вам нужно сделать, это найти хорошую механическую мастерскую, которая знает, что они делают, и создать прочное партнерство, чтобы выполнить работу.
Вы готовы использовать токарный станок!
Итак, что такое токарный станок?
Токарный станок — это, помимо прочего, формовщик, резец, шлифовальный станок и деформатор. Он использует навесное оборудование для выполнения специальных работ и создает достаточно точные результаты, чтобы их можно было использовать на другом оборудовании. Короче говоря, токарный станок является важной частью металло- и деревообрабатывающего оборудования и одним из самых универсальных инструментов.
Свяжитесь с нами, если у вас есть какие-либо вопросы об этом удивительном инструменте, и узнайте, что мы можем сделать для вас!
Как работает токарный станок? Все, что вам нужно знать
Токарные станки — невероятно важный инструмент для механической обработки, используемый при изготовлении изделий из металла и дерева. Они предшествуют промышленной революции: древние египтяне разработали токарный станок еще в 1300 г. до н. э., а французы изобрели более современный токарный станок в 1569 году. бейсбольные биты. Современные ремесленники используют станки меньшего размера для создания красивых произведений искусства, в то время как слесари используют станки большего размера для производства промышленных материалов.
Итак, как работает токарный станок? Читайте все, что вам нужно знать об этих инструментах.
Что такое токарный станок?
Токарный станок использует силу вращения и стационарный режущий инструмент для придания формы заготовке, которая обычно изготавливается из металла или дерева.
Удаление материала с заготовки — основная функция токарного станка. Когда деталь вращается, режущий инструмент прижимается к ней. Это может создать резьбу, отверстия, грани и другие конструкции.
Благодаря своей универсальности токарный станок получил прозвище «Мать всех станков».
Как работает токарный станок?
Токарный станок работает по простому принципу, но имеет много сложных движущихся частей. Большинство токарных станков содержат переднюю бабку, заднюю бабку, шпиндель, двигатель, патрон и набор режущих инструментов.
Сначала заготовка крепится к патрону. Это часть машины, которая удерживает деталь на месте. Патрон обычно захватывает заготовку снаружи.
Шпиндель, прикрепленный к патрону, соединен с двигателем, вращающим заготовку. Это та часть, которая позволяет заготовке вращаться. Как только кусок вращается, он готов к резке.
Затем слесарь прикрепляет режущий инструмент к держателю инструмента. Держатель инструмента прочно удерживает режущий инструмент на месте и позволяет инструменту перемещаться по длине детали при вращении.
Режущие инструменты бывают самых разных размеров, каждый из которых служит своему назначению.
Токарные инструменты могут срезать материал с заготовки. Эти плоские лезвия являются наиболее распространенным типом режущего инструмента, используемого в токарных работах.
Другие режущие инструменты включают расточные оправки для увеличения отверстий, инструменты для снятия фасок для создания фасок и инструменты для разделения, чтобы разрезать заготовку пополам.
Токарные станки и изделия из дерева
Принципиально все токарные станки работают одинаково. Однако не все токарные станки режут один и тот же материал. Токарные станки, предназначенные для обработки дерева, не могут резать металл.
Токарный станок по дереву может только формовать древесину. Эти токарные станки меньше по размеру и имеют менее мощный двигатель, чем их металлорежущие аналоги.
Токарные станки по дереву работают со скоростью 500-1200 оборотов в минуту (об/мин). Некоторые токарные станки по дереву имеют регулировку скорости, а другие нет.
Токарные станки с регулируемой скоростью предпочтительны для деревообработки, так как возможность точить древесину на более низкой скорости может снизить вибрацию, которую испытывает заготовка. Вибрация может вызвать неравномерную резку, что приведет к получению неудовлетворительного конечного продукта.
В деревообработке токарные станки чаще всего используются для изготовления из дерева цилиндрических деталей. Эти части становятся ножками стульев или столов, или далее обрабатываются в декоративные шпиндели.
Токарные станки и металлообработка
Токарные станки по металлу крупнее и вращаются намного быстрее, чем токарные станки по дереву. Эти токарные станки могут резать некоторые из наиболее распространенных промышленных металлов, таких как алюминий, железо и сталь.
Важно отметить, что токарный станок по металлу также может придавать форму деревянным заготовкам.
Токарные станки по металлу имеют более крупные и острые режущие инструменты, чем токарные станки по дереву. Это связано с тем, что металл гораздо труднее резать, чем дерево.
Большинство специализированных токарных станков по металлу могут работать с переменной скоростью. Некоторые металлы, такие как алюминий, требуют высоких оборотов, в то время как другие металлы, такие как мягкая сталь, должны вращаться медленно.
Различные виды токарных станков
Токарные станки являются неотъемлемой частью производственного процесса и могут создавать широкий ассортимент продукции. Из-за этого некоторые токарные станки имеют специальные функции.
Токарные станки с двигателями
Эти токарные станки получили свое название от паровых двигателей, которые приводили их в действие во время промышленной революции. Машинисты используют токарные станки в металлообработке для выполнения таких задач, как сверление и растачивание. Это наиболее распространенные виды токарных станков, используемых в промышленности.
Скоростные токарные станки
Скоростные токарные станки — это небольшие токарные станки, используемые в деревообработке. Это одни из самых простых токарных станков с точки зрения их конструкции, поскольку они имеют только переднюю бабку, заднюю бабку и револьверную головку. Они получили свое название из-за своего шпинделя, способного вращаться с высокой скоростью.
Токарно-револьверные станки
Токарно-револьверные станки имеют револьверную головку вместо задней бабки. Башня способна удерживать несколько режущих инструментов, каждый из которых можно использовать последовательно. Это позволяет оператору производить идентичные заготовки на одном и том же станке, экономя время и обеспечивая идентичность каждой детали.
Токарные станки для инструментальных цехов
Эти токарные станки по функциям аналогичны токарным станкам с двигателями, но обеспечивают больший контроль. Токарные станки инструментального цеха используются, когда точность резов имеет первостепенное значение. Они имеют регулируемую скорость и могут вращаться быстро или очень медленно, в зависимости от потребностей оператора.
Токарные станки по стеклу
Токарные станки по стеклу похожи на другие токарные станки тем, что они используют энергию вращения для придания формы материалу, но у них нет режущих инструментов. Вместо этого они используют горелку, чтобы нагреть стекло, пока оно не станет пластичным.
Эти токарные станки вращают нагретое стекло, которое оператор формирует вручную.
Мы производим широкий ассортимент строительного инструмента, главной особенностью которого является надежность и качество по доступной цене
Компания ЗУБР – российский производитель и поставщик широкого спектра качественного инструмента, материалов и оборудования вот уже более 20 лет. Ручные и механизированные инструменты ЗУБР пользуются популярностью у специалистов благодаря высокой надежности, отличной эргономике и высокому качеству.
Сегодня компания является участником мирового рынка и производителем качественных товаров, используемых как внутри, так и вне дома, а также для промышленного применения. Модельные ряды продукции компании занимают ведущее положение в соответствующих секторах рынка России и за ее пределами.
МАРКА №1 В РОССИИ
Компания ЗУБР два года подряд (2019, 2021 гг.) награждалась национальной премией «Марка №1 в России» в категории «Инструменты для строительства и ремонта».
«Марка №1 в России» является значимой системой оценки известности брендов и уровня доверия покупателей.
За присуждение премии голосуют сами потребители. Названия торговых марок люди вписывают самостоятельно — тех, которым доверяют.
20 000
инструментов
250
товарных групп
3 000
сотрудников
В жизни компании ЗУБР всегда происходит обновление. Компания постоянно расширяет ассортимент, усовершенствует текущие модели, входит в новые сферы, чтобы удовлетворить растущие потребности наших клиентов. Мы предлагаем много новых категорий товаров высокого качества по доступной цене. Делаются большие инвестиции в развитие производства, а также в инфраструктуру отрасли.
Для успешной конкуренции с известными иностранными брендами, компания ЗУБР уделяет особое внимание научным исследованиям, добиваясь максимальной эффективности и надежности ее инструментов. В конструкторском бюро компании работают высококвалифицированные инженеры с большим опытом. Многие из них прошли старую школу, работая на предприятиях оборонно-промышленного комплекса. Новаторская работа ведется целенаправленно и приносит реальные результаты: инженерами создан ряд современных разработок, решения которых запатентованы.
ГАРАНТИЯ 5 ЛЕТ
широчайшая зона сервисного и гарантийного обслуживания
Стабильность характеристик производимой продукции является неустанной заботой компании. Созданная специально для этого служба качества стоит на страже интересов потребителей, постоянно контролирует процесс производства на каждом его этапе и осуществляет приемку готовой продукции.
ЗУБР уделяет особое внимание не только производству, но и последующей доставке товаров до клиентов. Склады компании оснащены современным оборудованием для приема, сбора и контроля продукции. Эргономичная система хранения и планшетная сборка позволяют точно отслеживать наличие инструментов на складе, а собственный автопарк — быстро доставлять их.
У компании индивидуальный подход к каждому клиенту. Персональные менеджеры помогают быстро решить любой вопрос, подбирая вариант, подходящий именно Вам.
Для осуществления качественного гарантийного ремонта и послепродажного обслуживания создана и постоянно расширяется сеть сервисных центров на всей территории России и в странах СНГ.
Инструменты STAYER | Официальный сайт
НОВОСТИ
Круги шлифовальные лепестковыеНОВИНКА
СМОТРЕТЬ
Пистолеты для монтажной пеныНОВИНКА
СМОТРЕТЬ
Пильные диски по деревуНОВИНКА
СМОТРЕТЬ
Универсальные отрезные диски НОВИНКА
СМОТРЕТЬ
Обжимной инструмент НОВИНКА
СМОТРЕТЬ
Электромонтажный инструмент НОВИНКА
СМОТРЕТЬ
Ножовки НОВИНКА
СМОТРЕТЬ
Болторезы НОВИНКА
СМОТРЕТЬ
Угольник электронный НОВИНКА
СМОТРЕТЬ
Лазерный уровень DrillНОВИНКА
СМОТРЕТЬ
Дальномер НОВИНКА
СМОТРЕТЬ
Каталог
Расходные инструменты
Расходные инструменты по металлу Расходные инструменты по бетону Расходные инструменты по кафелю и стеклу Расходные инструменты по дереву Полотна для лобзиков и сабельных пил Расходные абразивные инструменты
Ручные инструменты
Столярно-слесарные инструменты Интеллектуальные измерительные инструменты Измерительные инструменты Инструменты для крепления листовых материалов Ножи технические Автомобильные инструменты Грузоподъёмное оборудование Паяльное оборудование Инструменты по кафелю и стеклу Электромонтажный инструмент
Инженерная сантехника и инструменты
Сантехника Сантехнические инструменты
Хозяйственные принадлежности
Хозяйственные товары Системы хранения Веревки, шнуры, шпагаты, стяжки Режущие инструменты Защита от насекомых и вредителей
Химия, крепеж, СИЗ
Строительная химия Инструменты для строительной химии Средства индивидуальной защиты Крепеж
Малярно-штукатурные инструменты
Малярные инструменты Штукатурный инструмент Принадлежности для малярно-штукатурных работ
Электрика и свет
Осветительное оборудование Электроустановочные изделия Удлинители электрические
Механизированные инструменты
Электроинструменты Пневматика
Сад и огород
Товары для отдыха и пикника
НОВИНКИ
посмотреть все новинки
Мешки для строительного мусора STAYER, особопрочные, черные
Тазы строительные круглые
Безинерционный молоток STAYER облитый эластомером
Угольники столярные
Отвертки Hercules
Пильные диски по алюминию, пластику, ДСП ″Multi Material″
Мешки для строительного мусора STAYER, особопрочные, черные
Топоры с фиберглассовой рукояткой ″FIBERGLASS″
Наборы торцовых головок на пластиковом рельсе
Угольники столярные
О НАС
Торговая марка STAYER принадлежит немецкой компании KRAFTOOL I/E GmbH. Ручные и механизированные инструменты STAYER более 20 лет занимают твердые лидирующие позиции во всех областях, связанных с ремонтом и строительством. Инструменты торговой марки изготовливаются из долговечных износостойких материалов и отвечают всем международным и российским стандартам, что подтверждает наличие сертификатов.
Сегодня STAYER является участником мирового рынка, инструменты торговой марки можно встретить в арсенале каждого российского и европейского профессионала..
ЧИТАТЬ
Выпускник Университета Айдахо открывает компанию по производству мяса бизонов
Коди Бамгарнеру суждено было стать предпринимателем. Он начал свой первый бизнес в 11 лет, выращивая и продавая свиней местной молодежи 4-H и FFA во Фрутленде. Теперь выпускник Университета Айдахо запустил свое новейшее предприятие — Idaho Bison, компанию по оптовой и розничной торговле мясом бизона.
После семи лет работы в свиноводческом бизнесе Бумгарнер купил 10-колесный самосвал и начал свой второй бизнес в качестве перевозчика по контракту. С тех пор он построил этот бизнес, включив в него четыре грузовика и перевозя кукурузный силос и сахарную свеклу.
«Я не могу вспомнить, на чем первым делом начал зарабатывать деньги, но я всегда стремился делать свое дело и пытаться зарабатывать деньги», — сказал он. «Я вырос, занимаясь небольшим бизнесом, и все они были связаны с сельским хозяйством».
Рождение идеи
После окончания средней школы Бамгарнер решил поступить в Университет Айдахо, чтобы получить дополнительные деловые навыки, зная, что он хочет продолжать вести собственный бизнес. В 2018 году он получил степень в области экономики сельского хозяйства: акцент на агробизнесе в Колледже сельского хозяйства и наук о жизни.
Именно в U of I родилась идея Idaho Bison. Бамгарнер был в гостях у своего друга Чейза Шумейкера, у которого в то время было около 40 бизонов, когда Шумейкеру нужно было доставить мясо покупателю.
«Мы бросили от 5 до 10 фунтов бизонов в ящик, и мне это не показалось большим, а потом он вернулся и положил 100-долларовую купюру в морозильник», — сказал Бамгарнер. «На мой взгляд, я подумал, что для количества продукта, которое мы только что упаковали, по сравнению с деньгами, которые он получил, это кажется действительно хорошей сделкой со стороны производителя. В этот момент я начал задавать вопросы и узнавать больше о бизонах».
Во время своего последнего года обучения в U of I Бамгарнер представил идею Idaho Bison на занятиях по предпринимательству, где он и однокурсники разработали бизнес-план. Преподаватель колледжа бизнеса и экономики U of I Джордж Таннер помог Бамгарнеру придумать название компании, и группа приняла участие в конкурсах Idaho Pitch and Business Plan.
Этот опыт помог Bumgarner заложить основу для запуска Idaho Bison в 2020 году.
«Уроки предпринимательства, которые я посещал, действительно породили эту идею, поэтому я должен отдать должное этому», — сказал он.
Чудовище природы
Во всех своих сельскохозяйственных предприятиях Бумгарнер стремился смотреть на картину в целом, от производителей до потребителей. С зубром он нашел продукт, который может принести прибыль производителю, решая при этом экологические проблемы, часто возникающие в связи с животноводством.
«Я провел много исследований и выяснил, что бизоны — это своего рода звери природы», — сказал Бамгарнер. «Я знаю, что при разведении крупного рогатого скота вам нужно много земли и много скота, но с зубрами вы можете получить несколько зубров, немного земли, и вы можете максимизировать использование из небольшого количества. Рубец у бизонов суперэффективен — они лучше используют источник корма. Затем, когда дело доходит до продажи, это своего рода уникальный нишевый продукт, поэтому вы можете взимать дополнительную плату ».
Бамгарнер живет в Льюистоне, но управляет своим бизоном на ранчо Shoemaker Bison Ranch в Нью-Плимуте, чтобы сократить расходы, связанные с землей и помещениями — расходы, которые сделают практически невозможным для Бамгарнера начать свой бизнес с нуля.
«Я выращиваю свое стадо в его доме, чтобы сократить первоначальные расходы — расходы на содержание, стоимость земли», — сказал Бамгарнер. «Я трачу свои деньги на маркетинг и увеличение поголовья скота».
Bumgarner покупает оптом у Shoemaker Bison, а затем продает продукт под Idaho Bison. Он поставляет продукцию в несколько ресторанов, но большая часть продаж приходится на частных клиентов. Теперь задача состоит в том, чтобы убедить клиентов попробовать бизонов — то, чего они, возможно, никогда раньше не пробовали.
«Бизон очень постный, поэтому, когда вы его правильно готовите, жир выгорает, и вы получаете очень постный и полезный продукт», — сказал он. «У меня хорошие отзывы, как только я доставляю свой продукт потребителю. Обычно они сразу же возвращаются в качестве постоянных клиентов».
Бумгарнер надеется расширить продажи в Московской области в 2021 году, поскольку он продолжает наращивать свое стадо. Чтобы сделать заказ у Idaho Bison, посетите сайт www.idahobisonranch.com.
Статья Эми Калабретта, Колледж сельскохозяйственных и биологических наук Фотографии предоставлены Коди Бамгарнером Опубликовано в сентябре 2020 г.
Что такое MoSCoW Prioritization? | Обзор метода MoSCoW
Что такое расстановка приоритетов MoSCoW?
Приоритизация MoSCoW, также известная как метод MoSCoW или анализ MoSCoW, является популярным методом приоритизации для управления требованиями.
Акроним MoSCoW представляет четыре категории инициатив: обязательные, должны быть, могли бы быть и не будут или не будут прямо сейчас. Некоторые компании также используют букву «W» в MoSCoW для обозначения «желание».
Какова история метода MoSCoW?
Эксперт по разработке программного обеспечения Дай Клегг создал метод MoSCoW, работая в Oracle. Он разработал структуру, чтобы помочь своей команде расставить приоритеты задач во время разработки выпусков продукта.
Подробное описание использования приоритезации MoSCoW можно найти в руководстве по методу разработки динамических систем (DSDM). Но поскольку MoSCoW может расставлять приоритеты задач в рамках любого ограниченного по времени проекта, команды адаптировали этот метод для широкого спектра применений.
Как работает расстановка приоритетов MoSCoW?
Перед запуском анализа MoSCoW необходимо выполнить несколько действий. Во-первых, ключевые заинтересованные стороны и команда разработчиков продукта должны согласовать цели и факторы приоритизации. Затем все участники должны договориться о том, каким инициативам отдать приоритет.
На этом этапе ваша команда также должна обсудить, как они будут разрешать любые разногласия по поводу расстановки приоритетов. Если вы сможете установить, как разрешать споры до того, как они возникнут, вы можете помочь предотвратить эти разногласия, мешающие прогрессу.
Наконец, вы также захотите достичь консенсуса относительно того, какой процент ресурсов вы хотите выделить для каждой категории.
Завершив подготовку, вы можете начать определять, какая категория наиболее подходит для каждой инициативы. Но сначала давайте разберем каждую категорию в методе MoSCoW.
Москва Категории приоритетов
1. Обязательные инициативы
Как следует из названия, эта категория состоит из инициатив, которые являются обязательными для вашей команды. Они представляют не подлежащие обсуждению потребности в рассматриваемом проекте, продукте или выпуске. Например, если вы выпускаете приложение для здравоохранения, обязательной инициативой могут быть функции безопасности, которые помогают поддерживать соответствие требованиям.
Категория «Обязательно» требует от команды выполнения обязательной задачи. Если вы не уверены, относится ли что-то к этой категории, спросите себя следующее.
Если без инициативы продукт не заработает или без нее релиз станет бесполезен, инициатива, скорее всего, «must have».
2. Обязательные инициативы
Обязательные инициативы всего лишь на шаг ниже обязательных. Они важны для продукта, проекта или релиза, но не жизненно важны. Если их не учитывать, продукт или проект по-прежнему работают. Однако инициативы могут принести значительную пользу.
«Обязательные» инициативы отличаются от «обязательных» тем, что их можно запланировать на будущий выпуск, не влияя на текущий. Например, улучшения производительности, исправления мелких ошибок или новые функции могут быть «обязательными» инициативами. Без них продукт все еще работает.
3. Возможные инициативы
Еще один способ описать «возможные» инициативы – это «хорошие-иметь». Инициативы «могли бы быть» не являются необходимыми для основной функции продукта. Однако по сравнению с «обязательными» инициативами они оказывают гораздо меньшее влияние на результат, если их не учитывать.
Таким образом, инициативы, помещенные в категорию «можно было бы иметь», часто теряют приоритет в первую очередь, если проект в категории «должен иметь» или «обязательный» оказывается больше, чем ожидалось.
4. Не будет (на этот раз)
Одним из преимуществ метода MoSCoW является то, что он помещает несколько инициатив в категорию «не будет». Категория может управлять ожиданиями относительно того, что команда не будет включать в конкретный релиз (или другой период времени, который вы считаете приоритетным).
Помещение инициатив в категорию «не будет» — это один из способов предотвратить расползание масштаба. Если инициативы относятся к этой категории, команда знает, что они не являются приоритетными для данного конкретного периода времени.
Некоторые инициативы из группы «не будет» будут приоритетными в будущем, в то время как другие вряд ли осуществятся. Некоторые команды решают различать их, создавая подкатегории в этой группе.
Как команды разработчиков могут использовать MoSCoW?
Несмотря на то, что Дай Клегг разработал подход, помогающий расставить приоритеты задач в рамках ограниченного времени его команды, метод MoSCoW также работает, когда команда разработчиков сталкивается с ограничениями, отличными от времени. Например:
Расставить приоритеты на основе бюджетных ограничений.
Что, если ограничивающим фактором для команды разработчиков является не крайний срок, а ограниченный бюджет, установленный компанией? Работая с менеджерами по продукту, команда может сначала использовать MoSCoW, чтобы определить инициативы, которые представляют собой обязательные и обязательные. Затем, используя бюджет отдела разработки в качестве руководства, команда может выяснить, какие элементы они могут выполнить.
Расставляйте приоритеты в зависимости от навыков команды.
Кросс-функциональная команда разработчиков также может столкнуться с ограничениями из-за опыта и знаний своих разработчиков. Если дорожная карта продукта требует функциональности, для создания которой у команды нет навыков, этот ограничивающий фактор будет влиять на оценку этих элементов в их анализе MoSCoW.
Расставьте приоритеты на основе конкурирующих потребностей в компании.
Кросс-функциональные команды также могут быть ограничены другими приоритетами компании. Команда хочет добиться прогресса в выпуске нового продукта, но исполнительный персонал установил жесткие сроки для дальнейших выпусков в те же сроки. В этом случае команда может использовать MoSCoW, чтобы определить, какие аспекты желаемого релиза являются обязательными, и временно отложить все остальное.
Каковы недостатки расстановки приоритетов MoSCoW?
Несмотря на то, что многие группы разработчиков и разработчиков отдают приоритет MoSCoW, у этого подхода есть потенциальные подводные камни. Вот несколько примеров.
1. Непоследовательный процесс оценки может привести к тому, что задания будут отнесены к неправильным категориям.
Одним из распространенных критических замечаний по поводу MoSCoW является то, что он не включает объективную методологию ранжирования инициатив друг против друга. Ваша команда должна будет использовать эту методологию для анализа. Подход MoSCoW работает только для того, чтобы ваша команда применяла единую систему оценки для всех инициатив.
Совет от профессионала: Одним из проверенных методов является взвешенная оценка, при которой ваша команда оценивает каждую инициативу в невыполненной работе по стандартному набору критериев затрат и выгод. Вы можете использовать метод взвешенной оценки в приложении дорожной карты ProductPlan.
2. Отсутствие учета всех соответствующих заинтересованных сторон может привести к размещению элементов в неправильных категориях.
Чтобы узнать, какие инициативы вашей команды необходимы для вашего продукта, а какие просто необходимы, вам понадобится как можно больше контекста.
Например, вам может понадобиться кто-то из вашего отдела продаж, чтобы сообщить вам, насколько важной (или неважной) для потенциальных покупателей является предлагаемая новая функция.
Одна из ловушек метода MoSCoW заключается в том, что вы можете принимать неверные решения о том, где размещать каждую инициативу, если ваша команда не получит информацию от всех соответствующих заинтересованных сторон.
3. Командная предвзятость за (или против) инициативы может подорвать эффективность MoSCoW.
Поскольку MoSCoW не использует метод объективной оценки, члены вашей команды могут стать жертвами собственного мнения об определенных инициативах.
Одним из рисков использования приоритезации MoSCoW является то, что команда может ошибочно подумать, что MoSCoW сам по себе представляет собой объективный способ измерения элементов в их списке. Они обсуждают инициативу, соглашаются, что она «должна быть», и переходят к следующей.
Но вашей команде также потребуется объективная и последовательная система для ранжирования всех инициатив. Это единственный способ свести к минимуму предвзятость вашей команды в пользу предметов или против них.
Когда вы используете метод MoSCoW для определения приоритетов?
MoSCoW Приоритезация эффективна для команд, которые хотят включить в свой процесс представителей всей организации. Вы можете захватить более широкую перспективу, привлекая участников из различных функциональных отделов.
Еще одна причина, по которой вы можете захотеть использовать расстановку приоритетов MoSCoW, заключается в том, что она позволяет вашей команде определить, сколько усилий уходит на каждую категорию. Таким образом, вы можете быть уверены, что в каждом выпуске реализуете самые разные инициативы.
Каковы передовые методы использования приоритезации MoSCoW?
Если вы думаете о том, чтобы попробовать расставить приоритеты MoSCoW, вот несколько шагов, о которых следует помнить. Включение их в ваш процесс поможет вашей команде получить больше пользы от метода MoSCoW.
1. Выберите объективную систему ранжирования или подсчета очков.
Помните, что MoSCoW помогает вашей команде группировать предметы в соответствующие корзины — от обязательных предметов до вашего долгосрочного списка пожеланий. Но сам по себе MoSCoW не поможет вам определить, какой предмет к какой категории относится.
Вам потребуется отдельная методика ранжирования. Вы можете выбрать один из множества вариантов, таких как:
Взвешенная оценка
Значение против сложности
Модель Кано
Купить функцию
Оценка возможностей
Чтобы найти наилучшую методологию оценки для своей команды, ознакомьтесь со статьей ProductPlan: 7 стратегий выбора лучших функций для вашего продукта.
2. Запросить информацию у всех основных заинтересованных сторон.
Чтобы убедиться, что вы помещаете каждую инициативу в правильную корзину — обязательно, нужно, можно или не нужно — вашей команде нужен контекст.
В начале использования метода MoSCoW ваша команда должна определить, какие заинтересованные стороны могут предоставить ценный контекст и идеи. Продажи? Успех клиента? Исполнительный состав? Менеджеры по продукту в другой области вашего бизнеса? Включите их в процесс оценки вашей инициативы, если вы считаете, что они могут помочь вам увидеть возможности или угрозы, которые ваша команда может упустить.
Обзор Особенности страны История География Климат Культура Города Кухня Магазины Транспорт
Краткие общие сведения
Федеративная Республика Германия в ее нынешнем виде была образована 3 октября 1990 года путем слияния двух немецких государств — ФРГ и ГДР. Столицей ФРГ в июне 1991 года был объявлен Берлин (окончательный перевод столицы из Бонна потребует 10–12 лет).
ФРГ — федеральное государство, состоящее из 16 земель. Каждая земля имеет свою конституцию, парламент, правительство. Глава государства — президент. Вся полнота исполнительной власти в стране принадлежит федеральному канцлеру, вся полнота законодательной власти — парламенту (бундестаг).
Германия — крупнейшая по численности населения страна Западной Европы. В ней проживает 81,6 млн. человек. Она отличается большой плотностью населения (228,3 человека на 1 км2) и высокой степенью урбанизации: 9/10 всего населения — горожане. Городские агломерации разрастаются, и формируются целые мегалополисы. Средняя продолжительность жизни в стране высока (76 лет).
Подавляющее большинство населения — немцы. Кроме них, проживают датчане.
Государственный язык страны — немецкий. Преобладающая религия — христианство, однако часть жителей исповедует протестантизм и католицизм.
Национальные особенности
Любовь к путешествиям — в крови у немцев. Если предположить, что будет подведен итог по количеству зарубежных туристов в мире, то немцам наверняка будет отдано первое место. Они предпочитают посещать всевозможные экзотические страны. Часто можно встретить путешествующего в одиночку немца в какой-нибудь глухой глубинке Китая, такой дремучей, что из всех благ цивилизации там едва ли найдешь старенький трактор. Немцы, как правило, делают снимки и составляют подробный отчет о своих путешествиях. Впоследствии им потчуют гостей на уютных вечеринках в родной Германии. Наоборот, развитые страны, Соединенные Штаты Америки, например, или Франция, не слишком привлекают романтичных, но практичных немцев — неинтересно и дорого там путешествовать. Впрочем, чисто немецкое паломничество в Париж и Евродиснейлэнд выглядит как двух- или трехдневное путешествие на автобусе. Очень распространен в Германии поиск попутчиков, едущих в одном направлении. Специальное агентство «Митфарцентрале» сведет вас за умеренную плату с автомобилистами, и наоборот, если машина у вас, найдет попутчиков, которые оплатят часть стоимости бензина.
Немцам присущи внимательность и деликатность. От немецких друзей вы вовремя получите очень теплые поздравления ко всем праздникам. У немцев принято дарить друг другу приятные милые мелочи, причем необязательно покупные. Это может быть какая-нибудь забавная открыточка или изящная вещица, напоминающая именно вам что-то важное. Очень ценятся семейные традиции, хотя молодые люди стараются быть самостоятельными, и считается дурным тоном зависеть от родителей. Почитаются семейные праздники, особенно Рождество, когда под родительским кровом собирается вся семья.
Немцы все делают обстоятельно и рационально, на все находится объяснение. Вот как выглядит, например, простая ситуация в сказке о крестьянине и крестьянке, которые на один день поменялись обязанностями. На долю крестьянина выпали все злоключения: молоко убежало, домашние животные и ребенок постоянно требуют внимания. Но на все не хватает ни времени, ни терпения. По разумению крестьянина, корова вполне может пастись на крыше, где достаточно сена. В русской сказке было бы просто сказано, что крестьянин поставил корову на крышу (каким образом это уже не имеет значения). В немецкой же сказке подробно описано, как корова попала на крышу: крестьянин вначале подставил доску к крыше, а уж потом по ней ввел корову наверх. Даже такая абсурдная ситуация, как «попадание» коровы на крышу, решается без чудес. И так во всем. Обстоятельность и рационализм немцев нашли отражение и в языке, который в своих грамматических конструкциях не допускает никакой неопределенности. Он описывает любые нюансы последовательности действий как в прошедшем, так и в будущем времени.
Романтический Рейн
Рейн является величайшей рекой Германии и важной европейской транспортной магистралью. В прошлом в русле реки было много опасных участков для судоходства: сложных отмелей, подводных скал. Сейчас, разумеется, река хорошо изучена. В долине Рейна возделывают виноград. Наиболее привлекательный и живописный участок реки, который так и называется — Романтический Рейн, находится в среднем течении. В этом месте река рассекает Рейнские Сланцевые горы, и прекрасные, один лучше другого, виды открываются путешественнику. Не случайно с долиной Рейна связаны древние германские сказания (вспомните о Нибелунгах — живших на Рейне обладателей чудесного золотого клада).
Отправимся в поездку вниз по Рейну от Майнца и завершим ее в Кельне. Это незабываемое удовольствие. Огромное количество прекрасных замков на вершинах холмов будут сопровождать нас в путешествии. Одни представляют собой живописные руины, другие прекрасно сохранились и открыты для посещения, в некоторых можно с комфортом поселиться, потому что это современные роскошные и дорогие гостиницы.
Майнц — древняя столица римской провинции, построенная напротив правого притока Майна. Этот город внес огромный вклад в развитие мировой культуры. Здесь в 1448 году Иоанн Гутенберг изобрел способ книгопечатания с помощью подвижных букв, которые можно использовать бесконечно. Это существенно упростило трудоемкий процесс. Как водится, сам изобретатель не нажился на своем детище и до конца дней нуждался в средствах. В настоящее время жители Майнца гордятся таким соотечественником. Его именем назван университет. В городе открыт Музей книгопечатания, где можно увидеть много редких изданий. На противоположном берегу Рейна находится знаменитый курорт Висбаден.
Проплыв 30 км по Рейну, вдоль берегов густо покрытых виноградниками, оказываешься в месте впадения левого притока Нае (Nahe). Здесь Рейн совершает поворот. На его правом берегу, на вершине облесенного холма стоит величественный памятник Нидервальд (Niederwald-Denkmal). Он вознесся над Рейном на высоту 225 м. Эта романтическая фигура женщины символизирует Германию (высота фигуры 10,5 м, высота памятника — 38 м). Памятник возведен в 1877 году в честь восстановления немецкого рейха. На скалистом левом берегу Рейна находится один из красивейших замков долины — Рейнштайн (Burg Reinstein), на правом берегу высятся руины замка Эренфелльс. Посередине реки находится небольшой остров Бингер, вблизи которого — самое опасное в прошлом место для судов. На острове есть маяк. Он установлен в древней башне, куда архиепископ Майнца Хатто II отправлял на съедение крысам нерадивых рабочих. Башня носит название Мойзетурм (Maeuseturm) — «мышиная».
Еще через 10 км вырастает другой остров — Лорх, известный божественным вином из местного винограда. Здесь же, на правом берегу Рейна, сохранились руины бывшего военного укрепления, а на левом, на возвышении ожерельем раскинулся каскад замков начала XI века (Рейхенштайн, Бург Соонек, Хеймбург, Фюрстенберг, Бург Шталек). Проплыв вниз еще 5 км, можно посетить находящийся на острове Пфальц (в переводе с немецкого «камень графов Пфальц») таможенный пункт, построенный в 1328 году. Напротив острова, на правом берегу приютился крохотный старинный городок Кауб, известный тем не менее как центральная точка Рейна. Вскоре река делает небольшой изгиб вправо и, если повезет, можно увидеть прекрасную группу скал в русле реки, которая появляется только при низкой воде. Скалы поэтически названы Семь юных женщин (Die 7 Jungfrauen). Если верить легенде, женщины были превращены в камень из-за своих каменных сердец.
Ближайший поворот Рейна известен всем, именно здесь находится прославленная немецкими сагами 194-метровая скала Лорелея. Она вертикально подходит к реке (в этом месте ширина Рейна всего 120 м). У подножия скалы отзывается семикратное эхо. По преданию, это отвечает девушка, поющая на скале. Немного дальше, на правом берегу возникает замок Катц (Burg Katz), что означает «кошка». Название замок получил благодаря фамилии своих владельцев — Нейкатценельнбоген (новые кошки«). Стоящий поодаль замок как бы в шутку назвали Маус (Burg Maus), что означает «мышка». Это название так прижилось, что заставило владельцев отказаться от первоначального имени замка — Турнбург. Сейчас замки Катц и Маус — гостиницы.
В 10 км далее в окружении крутых скалистых берегов, в месте впадения нескольких речушек расположился излюбленный иностранными туристами городок Боппард. Это неплохое курортное местечко. С холма, расположенного к северу от города, открывается панорама Рейна. Холм достаточно высок и можно увидеть скрытые другими горами четыре прекрасных озера. От городка начинается Рейнский золотой путь (длина — около 10 км). Название побережье получило благодаря цвету холмов левого берега. После него река поворачивает налево и приближается к месту впадения Мозеля. Сразу за поворотом находится замок Королевский Трон. Именно здесь собирались немецкие курфюрсты для выбора кайзера Германии. Впервые это произошло в 1308 году. У впадения Мозеля расположен город Кобленц, любимый иностранными туристами. Выгодное географическое положение этого места оценили еще римляне, построившие здесь в 9 году до нашей эры военную крепость.
Проплыв еще 10 км и миновав множество мелких городков по обоим берегам Рейна, слева обнаруживаешь крошечный городишко Броль. Отсюда можно добраться по интересной в геологическом отношении долины речушки Броль и большого озера Лаахер-Зее, на берегу которого расположено аббатство бенедиктинцев. Ниже на обоих берегах Рейна находятся выходы горячих источников, у которых разместились курорты Бад Хеннинген и Бад Брайзих. Ниже по течению, на правом берегу красуется огромная базальтовая скала Ерпелер Лей с плоской вершиной. Она возвышается на 153 м над рекой. Следующими покажутся вершины знаменитого рейнского Семигорья. Наилучший вид на них открывается из городка Роландсек на левом берегу. Городок обязан своим именем рыцарю Роланду из окружения Карла Великого.
Плывем дальше. Перед нами торжественно открывают прекраснейший участок реки два острова, вытянутые по течению параллельно друг другу. Их можно сравнить с триумфальной аркой, которую выстроила сама природа. Остров Нонненверс украшает бенедиктинский монастырь, основанный в 1122 году. На острове Графенверс, который связан мостиком с ближним правым берегом, находятся бассейн с минеральной водой, теннисные корты, парки. И вот на правом берегу начинается наиболее посещаемая туристическая область Германии — знаменитое Семигорье. Семь главных высоких вершин определили название местности: Олльберг (461 м), Левенбург (455 м), Лорберг (435 м), Нонненстромберг (336 м), Петерсберг (331 м), Волькенбург (324 м), и Драхенфелльс (321 м). Непосредственно на берегу Рейна находятся упомянутая в саге о Зигфриде гора Драхенфельс и гора Петерсберг, на вершине которой стоит домик приемов правительства Германии. Справа, у подножия Семигорья, — самая северная в стране точка произрастания винограда.
Немного к северу от Семигорья, на левом берегу расположился живописный Бонн — бывшая столица ФРГ, а в более давнем прошлом резиденция курфюрстов Кельна и место рождения Бетховена. Здесь река расстается с прекрасными скалами и холмами и продолжает путь на север уже по равнине. Взору предстают совсем иные пейзажи: на протяжении 20 км к берегу подступают мелко нарезанные и аккуратно возделанные поля, а затем появляется огромная агломерация Кельна древнего и современного.
Такой путь по Романтическому Рейну — не только продвижение в пространстве. Это «перемещение» во времени и встречи с прекрасным.
Отдых в Германии
Известные в Германии районы туризма связаны с долиной Рейна, Баварией, Шварцвальдом, Балтийским побережьем. Район средневысотных гор Шварцвальд (в переводе Черный Лес) является одним из излюбленных мест проведения каникул и отпусков в Германии. Юг страны прельщает большими озерами. Здесь расположена гора Фельдберг, самая высокая в среднегорье Германии. Экскурсии и пешие прогулки по Черному Лесу очень интересны и дают возможность познакомиться с местными жителями и их обычаями. Этот край славится вином. На юге в окрестностях Фрейбурга с весны до поздней осени открыт Европарк, в котором сосредоточены развлечения для детей и взрослых: от замка с привидениями до колесного парохода.
Сколько бы раз ни приходилось бывать на Балтийском побережье, оно снова и снова очаровывает своей красотой. Суровый ландшафт с песчаными дюнами и домиками, крыши которых покрыты тростником, беспокойное море, корабли на рейде — все это имеет свою неповторимую прелесть. Вблизи берега, изобилующего бухтами, расположены острова с обрывистыми берегами — Рюген, Хиддензее, Узедом, Пель. В курортных местах на Балтийском море расположены более тысячи санаториев, домов отдыха, туристских баз. Здесь можно провести и несколько месяцев и несколько дней уикэнда. Палаточные городки возникают во всех подходящих местах побережья, что очень важно для желающих сэкономить деньги.
Баварские Альпы известны как популярное место туризма и зимнего отдыха.
Курорты
К долине Рейна приурочены выходы минеральных источников, поэтому здесь находятся знаменитые курорты не только Германии, но и мира.
Висбаден на протяжении 2000 лет известен как курорт. Его географическое положение у южных склонов гор Таунус, мягкий климат и множество дающих силу и здоровье горячих источников объясняют такую популярность. Город окружен многочисленными парками, его окрестности богаты лесами, что также немаловажно, поскольку неторопливые прогулки позволяют найти успокоение от любых неприятностей. Курорт специализируется на ревматических заболеваниях и заболеваниях органов дыхания.
Бад Зальциг — небольшой курортный городок на левом берегу Рейна. Здесь на поверхность выходят целебные радоновые источники. Городок утопает в садах, особенно много вишен. На противоположном берегу Рейна открывается живописная панорама крутых склонов правого берега, с возвышающимися на их вершине руинами двух замков, которые называют «два находчивых братца». Курорт специализируется на лечении ревматизма, ишиаса и ряда других заболеваний.
Бад Брайзих расположен на левом берегу Рейна, в 30 км ниже Кобленца. Процветающий курорт для лечения сердечных заболеваний, болезней обмена веществ.
На противоположном берегу расположен не менее знаменитый и преуспевающий курорт Бад Хенниген, специализирующийся на лечении сердечных заболеваний, нарушений кровообращения и ревматизма.
Бад Хоннуф — курорт на правом берегу Рейна, находится недалеко от Бонна.
Бад Годесберг на левом берегу Рейна является районом Бонна. Он расположен напротив знаменитого Семигорья, имеет великолепную набережную для прогулок, что позволяет принимать также и «эстетические» ванны. В районе много иностранных представительств и посольств.
Баден-Баден расположен у северо-западных отрогов Шварцвальда. Город впервые упомянут как римская колония в 70 году. Известен благодаря качеству своих минеральных источников. Особую известность приобрел в XIX веке. Здесь побывали многие великие люди того времени: Бисмарк, Наполеон III, Вильгельм Прусский, Вагнер, Брамс, Достоевский. Город и сейчас остается самым роскошным бальнеологическим курортом Германии.
Так принято
Если Вы хотите пригласить куда-нибудь своих друзей-немцев, то идите во французский или итальянский ресторан. Он может быть недорогим, но обязательно уютным.
Подарки тоже уважаются преимущественно французские. Идя в гости, можно купить цветы и сувениры в качестве подарка. В Германии цветы дарят не только женщинам, но и мужчинам, только не каллы. Если Вы решили купить в подарок алкогольные напитки, то выберите лучше хорошее вино — более крепкие напитки приносить в гости не принято.
Немцы очень любят покой и порядок. В Германии не принято устаивать вечеринки после 21 часа. Время, позволительное для телефонных звонков, также истекает в 9 часов вечера, поскольку немцы рано встают и рано ложатся. Утром можно звонить, начиная с 7 часов. В субботу вечером лучше избегать звонков вообще.
На улице не принято разговаривать громко, избегайте жестикуляции, не давайте волю своему темпераменту. Детей, наоборот, лучше не одергивать: им в Германии предоставлена полная свобода.
Когда Вы с кем-то знакомитесь, учтите, что немцы, за исключением очень близких дружеских отношений, обращаются друг к другу по фамилии. Если, например, Вы представляетесь по имени, то этим сразу предлагаете более интимный уровень отношений, чем ставите собеседника в неудобное положение. Переход на обращение по имени, требует особого разрешения, он аналогичен переходу на «ты». Снимая трубку телефона, также принято называть свою фамилию — это обязательное требование.
Не вздумайте в Германии показывать свое остроумие. Вас могут понять буквально и обидеться.
В Германии очень любят точность во времени. Извинения принимаются с трудом. Помните, что «пробки» в Берлине начинаются в 16 часов, кончается же время «пик» к 19 часам.
Точно соблюдайте правила дорожного движения. Если Вы нарушите правила, Вам грозит довольно большой штраф. Особенно высокие штрафы за безбилетный проезд в метро и городских электричках. Покупая билеты, не забывайте их компостировать.
Праздники
Новый год отмечают 1 января. Традиционные религиозные праздники — Страстная пятница, Пасха, Вознесение Христово (40 дней после Пасхи), Троица и понедельник через 50 дней после Пасхи. 12 дней после Троицы, в понедельник отмечается Праздник Тела Христова.
1 мая — День Труда;
3 октября — День немецкого единства;
31 октября — Праздник реформации;
16 ноября — День покаяния и молитвы;
24 декабря — Сочельник;
25-26 декабря — Рождество.
Адрес и часы работы Посольства
Все отделы посольства, кроме консульско-правового департамента, расположены в здании канцелярии. Консульско-правовой департамент, частью которого является визовый отдел, находится по другому адресу.
Название
Адрес и часы работы канцелярии (все отделы, кроме визового и отдела по делам российских немцев и еврейских переселенцев)
Телефон
+7-495-937 95 00 (после включения автоответчика в тональном режиме наберите трехзначный внутренний номер и нажмите #)
Факс
+7-499-783 08 75
Подробнее об этом в наших заявлениях о защите данных
Почтовый адрес
119285, Москва, ул. Мосфильмовская, д. 56
Часы работы
посещение только по предварительной договоренности: с понедельника по пятницу с 9:00 до 15:00 ч.
Праздничные дни
Название
Консульско-правовой департамент (Визовый отдел)
Телефон
+7 495 933-43-11 (Bизовый отдел не предоставляет по телефону информацию о состоянии рассмотрения заявлений о выдаче виз и апелляций или о поступлении переданных по факсу документов)
Факс
+7 495 936 21 43
Подробнее об этом в наших заявлениях о защите данных
Почтовый адрес
119313, Москва, Ленинский проспект, д. 95 «А» (проходные со стороны ул. Академика Пилюгина)
Часы работы
Окна приема документов на визу (только по предварительной договоренности) с понедельника по пятницу — 8:00 до 10:00, 10:30 до 13:00 с понедельника по четверг — 13:30 до 16:00 в пятницу — 13:30 до 14:00
Посещение консульско-правового отдела (только по предварительной договоренности) с понедельника по четверг — 9:00 до 12:00
Праздничные дни
Проверка на входе • В связи с действующими рекомендациями по сдерживанию пандемии COVID-19 в Консульство допускаются только лица, не имеющие признаков простудных заболеваний. Перед входом в Консульство измеряется температура. • Также в течение всего пребывания в Консульстве необходимо ношение маски. • Электронные приборы, такие как мобильные телефоны, планшеты, ноутбуки, фото- и видеокамеры, а также большие сумки и чемоданы запрещены к проносу на территорию Консульско-правового департамента. • Перед проверкой вышеназванные ценные предметы следует запереть в предусмотренных для этого ячейках для хранения.
• При выходе из Консульства предметы следует снова вынуть из ячеек для хранения. Ячейки для хранения находятся в помещении около въезда для транспортных средств.
Обратите внимание! • Перед посещением Консульства следует заложить достаточно времени для прохождения проверки на входе. • Консульство не несёт ответственности за находящиеся в ячейках для хранения предметы
Здесь указан адрес Консульско-правового департамента Посольства, к которому относится Визовый отдел. Остальные подразделения расположены по другому адресу. Карту проезда и часы работы Вы найдете здесь
1 января
Новый год
7 января
Православное Рождество
8 марта
Международный женский день
15 апреля
Страстная пятница
18 апреля
Пасхальный понедельник
1 мая
Майский праздник
9 мая
День Победы
26 мая
Вознесение
6 июня
Троица
13 июня
День независимости России (перенос с 12 июня)
3 октября
День Германского единства
24 декабря
Сочельник
25 декабря
Рождество
26 декабря
Рождество
31 декабря
Новый год
Название
Праздничные дни в 2022 г.
Название
Телефон для экстренных случаев (для граждан Германии)
Вне часов приема на случай возникновения консульских экстренных случаев организовано дежурство: +7-495-937 95 00
Телефонное дежурство организовано для граждан Германии, попавших в затруднительном положении, и речь идет о централизованном дежурстве для всей территории Российской Федерации. По указанному номеру информация о текущих процедурах (визы, паспорта и т. д.) не предоставляется!
Посольство поддерживает граждан с ограниченными возможностями и старается облегчить им доступ к сотрудникам, насколько это позволяют конструктивные особенности зданий.
Доступ в служебные здания Посольства (ул. Мосфильмовская, 56)
Территория Посольства включает в себя два здания: здание Посольства и универсальный корпус. Входы в оба здания не являются безбарьерными. Доступ в них осуществляется по дорожкам, имеющим покрытие, сходное с брусчаткой, и отчасти сильный уклон. В универсальном корпусе располагаются актовый зал и ресторан.
Здание Посольства оборудовано пассажирским лифтом и туалетом для людей с ограниченными возможностями. В универсальном корпусе также имеется туалет для людей с ограниченными возможностями с безбарьерным доступом в него из актового зала и ресторана. Конструктивных или технических приспособлений для слепых и слабовидящих людей не имеется.
Все проходные и двери здания Посольства имеют достаточную ширину, однако не являются безбарьерными и не оборудованы автоматическими устройствами открывания и закрывания.
Посольство не имеет автомобильной стоянки для посетителей. Вблизи Посольства (ул. Мосфильмовская, 56) существуют некоторые возможности для паровки автотранспорта.
Доступ в здание Консульско-правового департамента и Визового отдела (Ленинский проспект, 95 А)
Доступ в здание Консульско-правового департамента и Визового отдела, несмотря на некоторые облегчения (например, пандус для инвалидных колясок при входе в зал ожидания Паспортно-визового отдела для посетителей), не является безбарьерным. Дорога от внешнего ограждения до здания Консульско-правового департамента имеет плиточное покрытие. Двери проходной временного здания Консульско-правового департамента и зала с окнами приёма посетителей не открываются автоматически. Конструктивных или технических приспособлений для слепых и слабовидящих людей не имеется.
Автомобильной стоянки для посетителей нет. Вблизи объекта имеются возможности для парковки автотранспорта.
Контактные данные
Люди с ограниченными возможностями, которым требуется помощь, могут предварительно оставить заявку по телефону или по электронной почте. Телефонный узел: +7 (495) 937 9500 Контакт
Название
Информация для людей с ограниченными возможностями
Распечатать страницу
к началу страницы
Каков размер Германии? По сравнению с другими странами
Можно подумать, что с богатой историей и таким огромным влиянием на мировую историю (не говоря уже о современном мире в целом) Германия была бы довольно большой страной, верно?
Конечно! Это огромно по сравнению с Лихтенштейном, Люксембургом или Лесото. Но когда дело доходит до относительного размера Германии по сравнению с Соединенными Штатами, вы можете быть удивлены!
Итак, Германия размером с какое государство? Каково население и размер Германии?
Хватайте себе атлас и карту Германии в натуральную величину, и давайте посмотрим!
Содержание
Насколько велика Германия?
Каков размер Германии в милях?
Какова площадь Германии в квадратных милях?
Размером какого государства является Германия?
Есть ли страны такого же размера, как Германия?
Насколько велика Германия по численности населения?
Насколько хорошо инфраструктура Германии справляется с таким количеством людей?
Чем отличается инфраструктура Германии от стран аналогичного размера?
Насколько велика Германия по сравнению с другими европейскими странами?
Насколько велика Германия по сравнению с другими странами мира?
Часто задаваемые вопросы
Техас больше Германии?
Какой штат США размером с Германию?
Насколько велика Германия?
Насколько велика Германия?
Федеративная Республика Германия — довольно большая страна, ее площадь составляет около 357 021 квадратных километров. Это примерно половина площади Техаса в США. Что касается населения, то в Германии проживает немногим более 80 миллионов человек.
Однако по сравнению с Соединенными Штатами это довольно небольшая территория. Площадь Соединенных Штатов составляет около 9,8 миллиона квадратных километров, что более чем в 27 раз превышает площадь Германии. Что касается населения, то в Соединенных Штатах проживает более 330 миллионов человек.
Каков размер Германии в милях?
Под размерами я подразумеваю север-юг, восток-запад. В своих «самых высоких» или «самых широких» точках Германия составляет около 533 миль (или 857 километров, если вы немец) с севера на юг и около 388 миль (или 625 километров) от восточной Германии до Западной Германии.
Это означает, что расстояние с севера на юг примерно такое же, как расстояние между границами Колорадо и Небраски, а разница с востока на запад примерно такая же, как расстояние между Оклахома-Сити и Остином, штат Техас.
См. также: 9 лучших музеев автомобилей в Германии
Насколько велика Германия в квадратных милях?
Площадь Германии составляет примерно 137 847 квадратных миль (или 357 022 квадратных километра, если вы немец).
Хотя это делает Германию самой большой страной в Центральной Европе и 6-й по величине во всей Европе, это довольно ничтожно по сравнению с 3,796 742 квадратных мили (или 9 833 520 квадратных километров) Соединенных Штатов.
Может быть, мы найдем какой-нибудь другой способ сделать это число более впечатляющим…
Если мы возьмем 137 847 квадратных миль и переведем это в футбольные поля, то Германия будет примерно 66 717 949 футбольных полей (или 50 003 094 футбольных полей , если вы Немецкий).
Гораздо больше впечатляет!
См. также: 20 лучших парков Берлина, Германия | Берлинские городские парки
Размером какого государства является Германия?
Приблизительно 138 000 квадратных миль, площадь Германии находится где-то между Монтаной (приблизительно 147 000 квадратных миль/380 728 квадратных километров) и Нью-Мексико (приблизительно 121 000 квадратных миль/313 388 квадратных километров).
Если мы посмотрим на размер Германии по сравнению с Техасом (268 596 квадратных миль / 695 662 квадратных километра), вы обнаружите, что вы можете почти дважды вписать Германию в Техас, возможно, с небольшим выходом за край.
Сравните это с крошечным Род-Айлендом (1214 квадратных миль / 3144 квадратных километра), и вы обнаружите, что в Германии «Маленький Роди» может разместиться чуть менее чем в 114 раз больше!
Размер Германии по сравнению с Соединенными Штатами в целом, однако, вы должны быть в состоянии вписать Германию в 28 раз в Соединенные Штаты.
См. также: Штаты Германии
Есть ли страны такого же размера, как Германия?
По общей площади современная Германия является 63-й по величине страной в мире.
В Европе площадь Германии находится между Норвегией (148 729 квадратных миль/385 207 квадратных километров) и Финляндией (130 667 квадратных миль/338 425 квадратных километров).
По сравнению с остальным миром Германия находится как раз между Японией (377 976 квадратных километров) и Республикой Конго (342 000 квадратных километров). Рейсы и отели
Насколько велика Германия по численности населения?
По состоянию на 2020 год население Федеративной Республики Германии составляет немногим более 83 миллионов душ . Это впечатляет, учитывая, что Соединенные Штаты почти в 30 раз больше Германии, но их население составляет менее 332 миллионов человек.
Это означает, что Германия гораздо более густонаселена, чем Соединенные Штаты, и пропорционально своему размеру имеет большее население, чем Соединенные Штаты. На сколько больше? Давайте проведем эксперимент;
Скажем, мы сжали США до размера Германии и населения, пропорционального этому размеру.
Если бы Соединенные Штаты были того же размера, что и Германия, и их население тоже относилось бы к этому размеру, исходя из текущего количества жителей, население Соединенных Штатов было бы меньше 12 миллионов … и почему-то некоторые люди думают, что Соединенные Штаты переполнены!
См. также: Государственный гимн Германии: Das Deutschlandlied
Насколько хорошо инфраструктура Германии справляется с таким количеством людей?
Германия является отличным примером для остального мира в том, как эффективно внедрять инфраструктуру.
В нем также находится одна из самых развитых в мире транспортных и коммуникационных инфраструктур, которая только расширилась и значительно улучшилась после воссоединения Германии в 1990 году.
Германия легкодоступна как внутри страны, так и за ее пределами, являясь крупным транспортным узлом Европы.
В Германии самая густая дорожная сеть в Европе: более 405 000 миль (651 784 км) дорог с твердым покрытием, почти 12 000 миль (19 312 км) из которых не требуют ограничения скорости (!) автобаны (автобаны для тех, кто не говорит по-немецки).
У нее более 25 000 миль (40 234 км) железных дорог, а также разнообразные, хорошо налаженные и недорогие варианты общественного транспорта.
Что касается перелетов, то Германия имеет хорошее сообщение для внутренних рейсов с более чем 300 аэропортами, многие из которых также принимают международные рейсы.
Для страны такого размера у Германии довольно небольшая береговая линия — ну, в основном она не имеет выхода к морю, так что вы можете простить им это, но это не помешало им стать серьезной морской державой.
У нее есть 8 крупных портов, на долю которых приходится от 30% до 40% общего объема грузовых перевозок Германии каждый год.
Германия является одним из мировых лидеров в области телекоммуникаций, с более чем 50 миллионами волоконно-оптических линий, коаксиальным кабелем, микроволновым радиорелейным и собственной спутниковой системой.
Она также является домом для T-Mobile, которая присутствует почти во всех странах на Земле.
Германия предлагает всеобщее здравоохранение мирового класса для всех, абсолютно бесплатное для необходимых или жизненно важных лекарств, лечения и процедур.
Забавный факт; Германия является домом для первой в мире универсальной системы здравоохранения, которая существует в различных формах с 1880-х годов!
Если у инфраструктуры Германии есть одна проблема, так это зависимость Германии от импорта энергии, которая усилилась с тех пор, как в 2010-х годах страна начала закрывать атомные электростанции.
В то время как значительная часть электроэнергии, поставляемой в Германию, обеспечивается за счет местного угля и растущего числа ветряных электростанций, Германия зависит от природного газа, импортируемого из Российской Федерации по трубопроводам.
Тем не менее, существуют конкретные планы, согласно которым к 2050 году большая часть электроэнергии в Германии будет производиться из внутренних источников, возобновляемыми и экологически чистыми в виде большего количества ветряных и солнечных ферм, а также электростанций, работающих на биомассе (кхм… какашки).
См. также: 15 забавных и интересных фактов о Берлинской стене
Чем отличается инфраструктура Германии от стран аналогичного размера?
Разобьем по странам на основе примеров, которые мы использовали;
Насколько велика Германия по сравнению с другими европейскими странами?
Норвегия (население около 5,4 млн. человек)
В Норвегии чуть больше одной десятой от общего числа дорог с твердым покрытием, чем в Германии, и кроме авиаперелетов, дороги являются единственным способом добраться до некоторых более гористых северных районов Норвегии.
В Норвегии находится около одной пятой всех железных дорог, которые преимущественно расположены на юге страны, в результате чего север в значительной степени недоступен по железной дороге.
В Норвегии 98 аэропортов, внутренние рейсы являются необходимым средством доступа к частям северной Норвегии.
Норвегия является одной из крупнейших в мире судоходных держав и сильно зависит от морской торговли. Ей принадлежит около 10% мирового судоходного флота, 20% мировых нефтяных и газовых танкеров и 25% мировых пассажирских лайнеров. Лодки также необходимы для общественного и частного транзита по Норвегии.
Телекоммуникационная и интернет-инфраструктура Норвегии является одной из лучших в мире с полностью оцифрованной сетью. Она также является мировым лидером в разработке мобильных телефонов и технологий вместе со своими скандинавскими сестрами.
Система здравоохранения Норвегии часто считается лучшей в мире, а также абсолютно бесплатной и доступной для всех.
Норвегия самодостаточна с точки зрения производства энергии и имеет бурно развивающуюся нефтяную промышленность, в основном за счет нефтяных вышек в Северном море. Однако большая часть этой нефти экспортируется, поскольку Норвегия получает более 95% своей энергии от гидроэлектростанций.
См. также: 11 Чем заняться в Потсдаме, Германия
Финляндия (население около 5,5 млн)
В Финляндии примерно одна десятая часть дорог с твердым покрытием по сравнению с Федеративной Республикой Германия, которые дополняются автомобильными паромами в прибрежных и озерных районах.
Финляндия имеет около одной десятой железных дорог Германии и в основном расположена на юго-востоке.
В Финляндии около 160 аэропортов, хотя подавляющее большинство из них предназначено для внутренних или международных рейсов на короткие расстояния.
Финляндия является крупной судоходной страной с 23 крупными морскими портами. Есть также около 50 небольших портов, жизненно важных для внутренних перевозок и судоходства.
Телекоммуникационная и интернет-инфраструктура Финляндии является одной из лучших в мире и является мировым лидером в области разработки мобильных телефонов и технологий, являясь родиной Nokia.
Качество медицинского обслуживания в Финляндии превосходно и доступно для всех. Хотя это не совсем бесплатно, плата даже за обширные процедуры, лечение или лекарства является номинальной.
Финляндия импортирует около четверти своей энергии (нефть и природный газ) из России, при этом большая часть энергии поступает от заводов по сжиганию углеводородов (например, древесины или торфа) и атомных электростанций.
См. также: 4 Чем заняться в Леверкузене
Насколько велика Германия по сравнению с другими странами мира?
Республика Конго (население около 5,2 миллиона человек)
В Конго протяжённость дорог чуть менее 8 000 миль (12 800 км), но только около 800 миль (1 287 км) из них с твёрдым покрытием.
Железнодорожная сеть Конго соединяет два основных города Браззавиль и Пуэнт-Нуар (а также множество небольших городов и деревень), но ограничивается примерно 350 милями (563 км) железной дороги.
В Конго всего 36 аэропортов, 4 из которых имеют взлетно-посадочные полосы с твердым покрытием и только 2 из них предлагают международные рейсы.
Конго имеет один прибрежный порт в Пуэнт-Нуар и 4 небольших речных порта вдоль 3 крупных рек, протекающих через страну. Эти речные порты жизненно важны для торговли и транзита.
Инфраструктура Интернета и телефонной связи в Конго крайне ограничена и реально существует только в крупных городах.
Стоимость медицинского обслуживания в Конго очень низкая по западным стандартам, но довольно высокая для большинства населения. Качество здравоохранения довольно ужасное, и доступ к нему за пределами городских районов чрезвычайно затруднен.
Электричество не является гарантией для всех за пределами крупных городских районов, и хотя большая часть внутренней энергии Конго вырабатывается чистой гидроэлектроэнергией, около четверти ее энергии импортируется из соседней Демократической Республики Конго. В сельской местности тепло и свет по-прежнему в основном обеспечиваются за счет сжигания дров.
См. также: 9 Чем заняться в Нижней Саксонии
Япония (население около 125 миллионов человек)046 километров) дорог с твердым покрытием, чуть менее 4000 миль (6437 километров) из них — автострады.
Железнодорожная сеть Японии является одной из лучших в мире: около 16 900 миль (27 197 км) железных дорог, соединяющих все крупные и многие мелкие населенные пункты, а также чуть менее 1500 миль (2414 км) железнодорожных линий, предназначенных для сверхскоростные поезда со скоростью 200 миль в час!
В Японии четвертый по величине рынок пассажирских авиаперевозок и 175 аэропортов. Хотя только 5 из них предназначены для международных рейсов, большинство из них необходимы для внутренних рейсов.
Япония – крупная морская держава, имеющая 23 крупных порта для международных перевозок, а также внутренние водные пути протяженностью 1 100 миль (1 770 км) для внутренних перевозок и судоходства.
Телефонная и интернет-инфраструктура Японии хорошо интегрирована и обширна. Япония также является одним из крупнейших пользователей Интернета на Земле.
Универсальное здравоохранение в Японии отличное и легкодоступное, а в стране самая длинная продолжительность жизни на Земле. Затраты относительно низкие, при этом правительство оплачивает 70% всех медицинских расходов.
Большая часть энергии Японии импортируется из ископаемого топлива (около 80%), отчасти благодаря закрытию всех атомных электростанций после аварии на Фукусиме. В будущем планируется увеличить количество солнечных, ветровых, приливных, геотермальных и гидроэлектростанций.
Итак, как вы можете видеть, основанная на странах одинакового размера с гораздо меньшим и гораздо большим населением, инфраструктура Германии способна поддерживать своих жителей, da Kannst du Gift drauf nehmen!
FAQ
Техас больше Германии?
Ответ прост: Техас больше Германии по площади. Но если вам интересно узнать о населении этих стран, то я могу сказать вам, что в Техасе проживает на 55,1 миллиона человек меньше, чем в Германии. Это означает, что в Германии проживает примерно 78 миллионов (хотя по некоторым оценкам, 82) человек. Напротив, наш план американского штата Техас расположен недалеко от береговой линии Германии и имеет население более 27 миллионов человек, охватывая 6
кв. км земли и воды в пределах международной границы с другими штатами, такими как Нью-Мексико и Оклахома.
Какой штат США размером с Германию?
Ближайшие штаты в США — Монтана, чуть больше Германии, и Нью-Мексико, чуть меньше. В Германии проживает около 81 миллиона человек, а в США — 349 миллионов человек.
Насколько велика Германия?
Это более 137 000 квадратных миль (1,7 миллиона квадратных километров).
Связанные ресурсы
Easy German Travel Phrase Guide
Что можно и что нельзя делать в культуре Германии
Страны мира, говорящие на немецком языке
Немецкая география – немецкая культура
Германия расположена в Центральной Европе, граничит с Балтийским и Северным морями, между Нидерландами и Польшей, к югу от Дании. Примерно размером с Монтану и расположенной еще севернее, объединенная Германия имеет площадь 356 959 квадратных километров. Протянувшись на 853 километра от северной границы с Данией до Альп на юге, это шестая по величине страна в Европе. В самом широком месте Германия простирается примерно на 650 километров от бельгийско-немецкой границы на западе до польской границы на востоке.
На территорию бывшей Восточной Германии (разделенной на пять новых земель в 1990 г.) приходится почти треть территории объединенной Германии и пятая часть ее населения. После тщательного голосования в 1993 году Бундестаг, нижняя палата парламента Германии, проголосовал за перенос столицы из Бонна на западе в Берлин, город-государство на востоке, окруженный землей Бранденбург.
Топография : Благодаря своей неправильной, вытянутой форме Германия представляет собой прекрасный пример повторяющейся последовательности форм рельефа, встречающихся во всем мире. Равнина, усеянная озерами, вересковыми пустошами, болотами и вересковыми пустошами, отступает от моря и уходит вглубь страны, где становится ландшафтом холмов, пересекаемых ручьями, реками и долинами. Эти холмы ведут вверх, постепенно образуя высокие плато и лесные массивы и, в конце концов, превращаясь в живописные горные хребты.
По состоянию на середину 1990-х гг. около 37% территории страны было пахотным; 17 процентов составляли луга и пастбища; 30 процентов составляли леса и редколесья; и 16 процентов были посвящены другим целям. Географы часто делят Германию на четыре отдельных топографических региона: Северогерманскую низменность; Среднегерманское нагорье; Южная Германия; и альпийские предгорья и Альпы.
Площадь: Общая площадь: 357 022 кв. км Земля: 348 672 кв. км Вода: 8 350 кв. км
Сухопутные границы: всего: 3714 км граничащих стран (9): Австрия 801 км, Бельгия 133 км, Чехия 704 км, Дания 140 км, Франция 418 км, Люксембург 128 км, Нидерланды 575 км, Польша 467 км, Швейцария 348 км
Береговая линия: 2 389 км
Морские притязания: территориальное море: 12 морских миль исключительная экономическая зона: 200 морских миль Крайние значения высоты: самая низкая точка: Neuendorf bei Wilster -3,54 м самая высокая точка: Zugspitze 2963 м
Землепользование: сельскохозяйственные угодья: 48% пашня 34,1%; многолетние культуры 0,6%; постоянные пастбища 13,3% леса: 31,8% прочие: 20,2% (оценка 2011 г. )
орошаемые земли: 5 157 кв. км (2006 г.)
Общие возобновляемые водные ресурсы: 154 куб. км (2011 г.)
Забор пресной воды (бытовой/промышленный/сельскохозяйственный) : всего: 32,3 куб. %/0%) на душу населения: 391,4 м3/год (2007)
Климат : Прохладный континентальный климат с обильными осадками и продолжительным пасмурным сезоном. Более низкие температуры со значительным снегопадом на востоке и юге. Склонен к резким погодным изменениям из-за слияния Гольфстрима и экстремальных северо-восточных климатических условий. Подробнее о климате в Германии…
Административное деление : 16 земель (земли): Баден-Вюртемберг, Бавария, Берлин, Бранденбург, Бремен, Гамбург, Гессен, Мекленбург-Передняя Померания, Нидерсахсен, Северный Рейн-Вестфалия, Рейнланд-Пфальц, Саар, Саксония, Саксония-Анхальт , Шлезвиг-Гольштейн, Тюрингия.
Универсальный ленточнопильный станок Pilous ARG 235 Plus, предназначен, в основном, для использования в условиях серийного производства, а также в металлообрабатывающих мастерских и ремонтных цехах производств. Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, вклю
Полное описание …
2 место
Отзывы(1):
Цена: 496 711 p
Ø пиления
260
Размер заготовки
300х185
Угол поворота рамы °
-45 / 90 / 45 / 60
Мощность , кВт
1.40
Напряжение
380В
Масса, кг
310
Универсальный ленточнопильный станок ARG 260 PLUS E предназначен, в основном, для использования в условиях серийного производства, а так же в металлообрабатывающих мастерских и ремонтных цехах производств. Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включая
О
Полное описание …
3 место
Отзывы(0):
Цена: 686 982 p
Ø пиления
300
Размер заготовки
360×190
Угол поворота рамы °
-45 / 90 / 45 / 60
Мощность , кВт
1.55
Напряжение
380В
Масса, кг
460
Универсальный ленточнопильный станок Pilous ARG 300 PLUS E, предназначен, в основном, для использования в условиях серийного производства, а также в металлообрабатывающих мастерских и ремонтных цехах производств. Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включ
Полное описание …
4 место
Отзывы(0):
Цена: 867 819 p
Ø пиления
300
Размер заготовки
375×190
Угол поворота рамы °
-45 / 90 / 45 / 60
Мощность , кВт
2.20
Напряжение
380В
Масса, кг
625
Станок ARG 300 Plus F относится к классу маятниковых станков с консольным закреплением пильной рамы и позволяет резать заготовки под углом от -45º до + 60º.
Операции подачи и зажима заготовок, а так же подъем пильной рамы на станке осуществляются вручную. Усилие резания создается собственным весом пильной рамы. Усилия подачи регул
Полное описание …
5 место
Отзывы(0):
Цена: 2 673 367 p
Ø пиления
500
Размер заготовки
620×450
Угол поворота рамы °
-60 / -45 / 90 / 45 / 60
Мощность , кВт
4.00
Напряжение
380В
Масса, кг
1530
Ленточнопильный станок Pilous ARG 500 PLUS S. A.F. предназначен для резания тонкостенных профилей и полнотелого проката из стали, в том числе легированной.
Станок является заменой выпускавшегося ранее популярного станка ARG 450 PLUS S.A.F. В отличии от основной линейки станков Pilous основой станка является сварная рама. Облегченная конструкция и невысокая цена определяет основное назначение станка – пиление профильных материалов под различными углами.
Полное описание …
6 место
Отзывы(0):
Цена: 1 074 602 p
Ø пиления
330
Размер заготовки
400х200
Угол поворота рамы °
90 / 45 / 60
Мощность , кВт
3. 00
Напряжение
380В
Масса, кг
725
Совершенно новая технология литья пильной рамы и обновленный уникальный дизайн. Литье корпуса рамы выполнено с полыми карманами, проходящими по всей длине рамы, что позволило добиться большей жесткости рамы и повышения точности реза. Использование прочной, широкой ленты является оптимальным выбором для обеспечения всех потребностей производства.
Полное описание …
7 место
Отзывы(0):
Цена: 1 106 641 p
Ø пиления
260
Размер заготовки
300×200
Угол поворота рамы °
-45 / 90 / 45 / 60
Мощность , кВт
2. 20
Напряжение
380В
Масса, кг
580
Ленточная пила Pilous ARG 250 PLUS S.A.F. — предназначена для резания тонко- и толстостенных профилей из конструкционной стали сечением до 250 мм.
Полное описание …
8 место
Отзывы(0):
Цена: 1 147 919 p
Ø пиления
300
Размер заготовки
375×190
Угол поворота рамы °
90 / 45 / 60
Мощность , кВт
2. 20
Напряжение
380В
Масса, кг
550
Ленточнопильный станок по металлу Pilous ARG 300 S.A.F. предназначены для резания тонкостенных профилей и полнотелого проката из стали, в том числе легированной.
Станок построен по классической схеме полуавтомата. Отличается большой жесткостью, позволяющей пилить заготовки, как из простых конструкционных сталей, так и различных нержавеющих сталей и сплавов. Пильная рама имеет разворот в одну сторону. Тиски раздвигаются на 370 мм , что позволяет пилить прямоугольною заготовку с размерами превышающими рабочий просвет подъема пильной рамы.
Полное описание …
9 место
Отзывы(0):
Цена: 1 928 924 p
Ø пиления
400
Размер заготовки
460х300
Угол поворота рамы °
-45 / 90 / 45 / 60
Мощность , кВт
3. 00
Напряжение
380В
Масса, кг
1225
Ленточнопильный станок Pilous ARG 400 PLUS S.A.F. предназначены для резания тонкостенных профилей и полнотелого проката из стали, в том числе легированной.
Самый большой станок из выпускаемых станков фирмой Pilous с цельнолитой рамой. Выпускается только в комплектации PLUS S.A.F. включая улучшенный поворотный стол и частотный регулятор скорости ленты.
Полное описание …
10 место
Отзывы(0):
Цена: 2 210 006 p
Ø пиления
260
Размер заготовки
245×250
Угол поворота рамы °
90 / 45
Мощность , кВт
2. 20
Напряжение
380В
Масса, кг
912
Ленточнопильный станок Pilous ARG 250 CF-NC Auto относится к классу маятниковых станков с консольным закреплением пильной рамы. Станок изготовлены с использованием проверенных и хорошо зарекомендовавших себя в процессе эксплуатации литых чугунных пильных рам.
Полное описание …
Сравнительная таблица
Характеристики
Pilous ARG 235 Plus
Pilous ARG 260 plus E
Pilous ARG 300 PLUS E
Pilous ARG 300 PLUS F
Pilous ARG 500 PLUS S.A.F.
Pilous ARG 330 F
Pilous ARG 260 PLUS S. A.F.
Pilous ARG 300 S.A.F.
Pilous ARG 400 PLUS S.A.F.
Pilous ARG 260 CF-NC Automat
Цена
428176
496711
686982
867819
2673367
1074602
1106641
1147919
1928924
2210006
Ø пиления
235
260
300
300
500
330
260
300
400
260
Размер заготовки
280×180
300х185
360×190
375×190
620×450
400х200
300×200
375×190
460х300
245×250
Угол поворота рамы °
-45 / 90 / 45 / 60
-45 / 90 / 45 / 60
-45 / 90 / 45 / 60
-45 / 90 / 45 / 60
-60 / -45 / 90 / 45 / 60
90 / 45 / 60
-45 / 90 / 45 / 60
90 / 45 / 60
-45 / 90 / 45 / 60
90 / 45
Конструкция
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Автоматизация
Ручные
Полуавтоматические
Ручные
Ручные
Полуавтоматические
Ручные
Полуавтоматические
Полуавтоматические
Полуавтоматические
Автоматические
Мощность
1. 50
1.40
1.55
2.20
4.00
3.00
2.20
2.20
3.00
2.20
Напряжение
380В
380В
380В
380В
380В
380В
380В
380В
380В
380В
Масса
295
310
460
625
1530
725
580
550
1225
912
В наличии
1
1
1
1
1
0
0
0
0
0
Станок для резки металла и арматуры НГ1430А (сортовые ножницы) от производителя ПАО Долина
Сортовые ножницы, применение
Сортовые ножницы, которые предназначены для резки металла (модель НГ1430А) можно приобрести не выходя из офиса или рабочего кабинета. Если вам требуется устройство, с помощью которого режут прокат, вы можете связаться с нашими специалистами. Они предоставят грамотную консультацию и помогут оформить заявку.
Переоценить выгоду от приобретения сортовых ножниц для арматуры модель НГ1430А невозможно. Они незаменимы для выполнения определенных задач на предприятиях, специализирующихся на изготовлении металлоконструкций, справятся с выполнением любых задач в заготовительных цехах и механических мастерских, в которых осуществляется резка фасонного и сортового проката. Не обойтись без них и на машиностроительных предприятиях, где приходится резать арматуру.
Видео. Испытание работы ножниц на заводе.
Модель НГ1430А будет незаменимой для предприятий, функционирующих в любых климатических условиях. Для умеренного и прохладного климата стоит приобрести ножницы исполнения УХЛ. Исполнение (качество подтверждается нормами ГОСТа 15150-69) подойдет для тропического климата с разной влажностью.
Единственное, что стоит учесть, планируя покупку, это то, что для эффективного использования ножниц, температура в помещении предприятия не должна опускаться ниже +5°C.
Широкий ассортимент кузнечно-прессового оборудования завода и многолетний опыт работы на рынке (с 40-х годов прошлого века) является лучшим подтверждением качества продукции. Кроме того, постоянными клиентами завода «Долина» являются предприятия, имена которых, хорошо известны далеко за пределами России и СНГ (Северсталь, Русгидро, Уралмашзавод, ВМЗ, Лукойл, Газпром и др.)
Модельный ряд
Габаритные размеры, мм
Сортовые ножницы Н1226Г
790×400×750
Сортовые ножницы Н1226Д
880×390×700
Сортовые ножницы Н1229
1283×490×1178
Сортовые ножницы НГ1428
1430×620×1230
Сортовые ножницы НГ1430А
1530×1490×1865
Сортовые ножницы НГ1432
2050×1750×2435
Сортовые ножницы НГ1433
2390×1950×2840
Сортовые ножницы НГ5416
1800×1490×1865
Гарантия 12 месяцев
Ремонтная база Россия и СНГ
Доставка запчастей 5-15 дней
Срок службы 10-20 лет
Реальный внешний вид может немного отличаться от изображенного на страницах сайта. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Наибольшие размеры обрабатываемого проката, при σв≤500 МПа, мм
диаметр круга
50
уголок, резка под углом
90
125×125×14
45
100×100×10
швеллер (номер профиля)
5-18У*П*
двутавр (номер профиля)
10-18*
Длина заготовки при резе по заднему упору, мм
минимальная/максимальная
70-1000**
Частота ходов ползуна, мин
одиночных, не более
17
Габаритные размеры, мм
1530×1490×1865
Масса, кг
1510
Электродвигатель:
АИР100L2У3
мощность, кВт
5,5
частота вращения, мин
3000
* Отрезка проката выполняется специальным инструментом, поставляемым за дополнительную плату.
** Упор отрезки мерных заготовок поставляется за дополнительную плату.
Какой инструмент лучше всего подходит для резки листового металла?
Вам нужно разрезать листовой металл, но вы не знаете, какой резак для листового металла лучше? Это руководство поможет вам сделать правильный выбор.
Введение
Существует несколько свойств листового металла, которые сделали его пригодным для различных применений, например,
Легкий
Коррозионностойкий
Экономичный
0 Прочный
9 Легко поддается сварке
20021
Благодаря этим свойствам листовой металл можно использовать в строительстве, автомобилестроении, медицине и электротехнике.
Листовой металл может быть разных типов, наиболее популярными из которых являются:
Нержавеющая сталь – При изготовлении листового металла используются стойки и пружины, такие как нержавеющая сталь. Немагнитная и магнитная стандартная нержавеющая сталь может использоваться для изготовления листового металла.
Холоднокатаная сталь – обычно используется для придания гладкости горячекатаной стали и сохранения ее более плотной во время формирования.
Сталь с предварительно нанесенным покрытием – Может состоять из оцинкованной или отожженной оцинкованной стали.
Алюминий – Различные марки алюминия могут использоваться для различных применений в зависимости от конкретных свойств каждой марки.
Медь/латунь — еще один популярный выбор среди дизайнеров и инженеров, ищущих «красный» металл.
Существуют различные операции с листовым металлом, которые делают использование листового металла решающим для нескольких отраслей. Операции с листовым металлом включают резку и формовку, которые можно разделить на отдельные операции.
Операции по резке листового металла
Такие операции разбивают структуру листового металла на различные части. К таким операциям относятся:
Резка — обычно включает создание двух или более кусков листового металла путем разрезания по линии.
Вырубка и чистовая вырубка – Здесь в процессе резки вырезается и вырубается заданная форма. Тонкая гашение — более точный способ сделать то же самое.
Штамповка – Конечным результатом является металлическая часть, оставшаяся после вырубки, а не выбитая часть.
Пробойник – Пулеобразный пробойник используется для вырезания крошечных цилиндрических отверстий в листовом металле. Удаляется только крошечная часть фактического материала.
Перфорация — Подобно пробивке, в этой операции используются отверстия, пробитые в шаблоне.
Долбление – В листовом металле вырезаются прямоугольные (иногда незавершенные) отверстия.
Надрезы – Профили вырезаются из краев листового металла, удаляются и обрезаются.
Эффективный резак для листового металла необходим для надлежащего использования листового металла в различных целях. Какой инструмент лучше использовать для резки листового металла? Читай дальше что бы узнать.
Типы инструментов, используемых для резки листового металла
Прежде чем мы перейдем к выбору лучшего листового резака, вам необходимо знать о нескольких инструментах, которые могут выполнять задачу резки. Будь то резак для металлических труб, резак для отверстий в металле, высекальный пресс для металла или любой другой, например лазерный резак для металла, вам нужно выбрать инструмент в зависимости от ваших потребностей. Вот краткий обзор типов инструментов, используемых для резки листового металла.
Ножницы с ЧПУ
Резак для листового металла Ножницы с ЧПУ рассчитаны на длительный срок службы. Они используют контроллер ЧПУ для установки угла резки, а также зазора лезвия на основе входных данных о типе материала и желаемой толщине. Длина и толщина резки могут помочь удовлетворить ваши потребности в резке листового металла. Прочная конструкция и простота в обращении, а также низкие затраты на резку делают ножницы с ЧПУ полезным инструментом для резки листового металла.
Штамповочные машины
Штамповочные машины предназначены для штамповки и тиснения плоских листовых материалов с целью придания им формы. Количество пробивных деталей может быть рассчитано автоматически после ввода длины стержней и программирования заготовок. Полностью автоматизированный рабочий процесс упрощает задачи штамповки: пруток толкается до упора после ввода номера заготовки.
Пробивные машины позволяют эффективно и гибко обрабатывать металлические штамповки. Пробивные машины имеют решающее значение сегодня при малых и средних тиражах. Они также оснащены быстросменными инструментами и линейным держателем матрицы.
Плазменные резаки
Плазменные резаки используют ускоренную струю горячей плазмы для резки электропроводящих материалов. Их можно использовать для резки латуни, меди, нержавеющей стали, стали, алюминия и других металлов. При использовании этого инструмента электрическая дуга подается через газ, проходящий через небольшое отверстие. Газ превращается в плазму, чтобы легко проходить сквозь металлы без особого сопротивления. Это позволяет делать более чистые разрезы и делает конструкции более прочными.
ПОЛУЧИТЬ БЕСПЛАТНУЮ ЦЕНУ
Существуют ручные и механизированные плазменные резаки. В то время как ручные плазменные резаки могут использоваться для небольших работ, механизированные требуют больших объемов работ. Они также требуют больше энергии для работы и их трудно перемещать.
Плазменные резаки могут использоваться в различных областях, в том числе:
Производственные цеха
Промышленное строительство
Утилизация
Ремонт автомобилей
Эти устройства работают быстро и обеспечивают высокую точность.
Водорез высокого давления
Водорез высокого давления представляет собой промышленный инструмент, в котором для резки материалов используется струя воды под высоким давлением (или сочетание воды с другими абразивными веществами). Твердые материалы, такие как металл, обычно требуют воды для смешивания с абразивными веществами, в то время как более мягкие материалы могут использовать только воду под высоким давлением для резки. Гранат — это абразив, используемый в гидрорезках высокого давления для резки металла.
ПОЛУЧИТЬ БЕСПЛАТНУЮ ЦЕНУ
Что действительно приводит к резке, так это скорость и давление, с которыми вода направляется на разрезаемый материал. Вода под сверхвысоким давлением проходит через маленькое отверстие и эффективно режет листовой металл. Используемое давление обычно составляет от 50 000 до 60 000 фунтов на квадратный дюйм, но в некоторых новых системах используется вода под давлением до 90 000 фунтов на квадратный дюйм.
FIBER
СТАНОК ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
ПОЛУЧИТЬ БЕСПЛАТНУЮ ЦЕНУ
Станок для лазерной резки металла может помочь вырезать сложные формы, узоры и небольшие отверстия для высокого качества и точности резки. Усиление света за счет стимулированного излучения (ЛАЗЕР) использует высокоинтенсивный свет определенной длины волны или цвета для создания порезов.
Лазерный луч фокусируется с помощью специальной линзы в лазерной режущей головке. Тепло, выделяемое при фокусировке лазерного луча в точку, настолько сильное, что его можно использовать для резки листового металла.
В станке для лазерной резки металла с ЧПУ режущая головка перемещается по листовому металлу в форме желаемой резки. Соблюдение расстояния между концом сопла и металлом важно, поскольку оно влияет на качество резки.
Почему лазерные станки для резки металла лучше всего подходят для изготовления листового металла?
Какой инструмент для резки листового металла выбрать? Лучший вариант — это станок для резки волоконным лазером.
Ожидается, что рынок станков для лазерной резки будет расти в среднем на 9,5% в год в период с 2020 по 2027 год.
ПОЛУЧИТЬ БЕСПЛАТНУЮ ЦЕНУ
Стоимость
Хотя на первый взгляд станок для резки волоконным лазером может показаться более дорогим вариантом, преимущества быстро превращаются в экономию средств в долгосрочной перспективе. Вам не придется беспокоиться об износе физических поверхностей или инструментах, изготовленных по индивидуальному заказу, как при использовании других инструментов для резки листового металла. В лазерном станке для резки металла также меньше механических движущихся частей, поэтому затраты на эксплуатацию и техническое обслуживание снижаются. Материал используется эффективно из-за высокого уровня точности, поэтому при использовании лазерной резки металла, вероятно, будет меньше отходов.
Скорость
Если вы хотите как можно быстрее выполнить сложную резку листового металла, лучшим вариантом будет использование станка для резки волоконным лазером. Вы сможете вырезать дизайн по вашему выбору быстрее, чем обычные методы резки. Лазерная резка металла дает более быстрые результаты по сравнению с методами термической резки, такими как плазменная или газовая резка. Однако на это влияет потребляемая мощность лазерной резки металла.
Максимальная скорость холостого хода машины составляет 80 м/мин.
Производительность
Лазерный станок для резки металла подходит для резки труб прямоугольного, круглого и квадратного сечения. Выбор режущей оптики (50 мм – 200 мм) позволяет системе иметь высокий уровень производительности со сроком службы лазера 100 000 часов. Доступная мощность составляет 1000 Вт, 1500 Вт, 2000 Вт и 3000 Вт (опционально).
Высокотехнологичная автоматизация
Станок для резки волоконным лазером представляет собой высокоавтоматизированную систему, для выполнения рутинных задач которой требуется очень мало персонала. Однако оператор лазерной резки металла по-прежнему играет важную роль в качестве конечной продукции станка, но его поэтапное участие гораздо меньше. Это также может привести к снижению трудозатрат, а также экономии времени и повышению эффективности. Вы также можете приобрести станок для резки волоконным лазером с последующими конвейерами и системами подачи, так что в конечном итоге вы значительно сэкономите. Герметичный герметичный световой короб также способствует безопасности при использовании автоматизированной лазерной резки металла.
Сфокусированный луч света, на который воздействует листовой металл, помогает резать с непревзойденной точностью. Точность и прецизионность выше, чем у других инструментов для резки листового металла. Именно поэтому аэрокосмическая промышленность использует лазерные станки для резки металла. Высокий уровень точности позволяет создавать детали, которые являются точными копиями друг друга, чего нельзя сказать о других методах резки.
Точность позиционирования станка ±0,05 мм/м.
Гибкость и универсальность
Станок для резки волоконным лазером можно использовать не только для резки, но и для различных операций с листовым металлом. С помощью лазерного резака по металлу можно сверлить, маркировать, гравировать и делать многое другое. Кроме того, лазерный резак по металлу можно использовать для обработки различных материалов, таких как:
Углеродистая сталь 1-10 мм
Нержавеющая сталь 1-4 мм
Медь
Латунь
Алюминий 1-3 мм
Это обеспечивает гибкость и универсальность использования лазерной резки металла. Обрабатываемая область также испытывает минимальную деформацию или искажение, поэтому потери меньше.
Поддержка приложений
Станок для резки волоконным лазером находит применение в нескольких областях резки вывесок, включая:
Производство и производственные процессы
Медицинский сектор
Мебель
Electrical Использование
Construction
Спортивные товары
Автомобильная промышленность
Аппаратное обеспечение
Стоматологическое применение
Нагрев и охлаждение
Power Tools
Edge
Edge
Edge
ARASER
. вы получите улучшенное качество кромки конечного результата, избегая при этом заусенцев. Улучшенное качество кромки приводит к более привлекательному внешнему виду конечного продукта. Привлекательный внешний вид воспринимается как признак более высокого качества и пригодности готового продукта. Удаление заусенцев также повышает безопасность при работе с материалом и снижает количество возможных несчастных случаев.
Толщина резки станка ≤6 мм.
Без механического трения
Лазерный резак использует лазерный луч для резки листового металла, что делает процесс резки бесконтактным. С материалами соприкасается только балка, поэтому механическое трение, приводящее к износу станков, исключено. Плавление и резка являются результатом выделяемого тепла. Бесконтактный метод минимизирует повреждения и помогает избежать дорогостоящего ремонта.
Подробнее о преимуществах лазерной резки металла по сравнению с другими методами резки металла см. здесь.
Хотите испытать преимущества на себе? Выберите OmniCNC для станков для резки волоконным лазером мирового класса. Купив этот резак для листового металла на продажу, вы поймете важность точности. Остались вопросы? Отправьте нам свои вопросы и позвольте нам помочь вам, прежде чем разместить заказ у нас.
Предыдущий пост
Следующий пост
Лазерная резка металла — основные преимущества и характеристики — Блог
Современные технологии позволяют выполнять сложные процессы металлообработки, будь то резка, сварка или другие операции. Одним из самых современных методов обработки, проще говоря, методов резки металла, является лазерная резка металла.
Термин «лазер» — это аббревиатура, пришедшая из англоязычной области и означающая «усиление света за счет стимулированного излучения». Лазер — это не что иное, как осциллятор света, позволяющий сфокусироваться на точке очень маленького диаметра, меньше 1 мм.
Лазерная резка сама по себе представляет собой процесс термической резки материала, при котором лазерный источник, т. е. резонатор, создает лазерный луч, который с помощью зеркала проводится в режущей головке станка, фокусируясь на точке очень маленького диаметра.
Лазерная резка металлов – применение и преимущества
Благодаря высокой точности лазерная резка нашла применение во многих отраслях промышленности, в том числе в металлургии, электронике, судостроении и т. д.
Лазерная резка металла имеет множество преимуществ, и некоторые из них следующие:
низкое тепловложение металла
небольшая деформация металла
высокая скорость
высококачественная резка
гибкость
экономичность
точность
Принципы лазерной резки металла
Лазерная резка металла может выполняться:
CO2-лазеры: применяются при сверлении, резке, маркировке, гравировке
Nd-лазеры
: чаще всего используются для сверления. Для них характерны импульсы высокой энергии и низкая скорость повторений
Лазеры Nd-YAG: используются для сверления, гравировки и регулировки. Они используют импульсы очень высокой энергии
Иллюстрация работы станка для лазерной резки
Лазерная резка представляет собой термический процесс, который начинается с нагрева и фокусировки лазерного луча (диапазон плотности около 104 Вт мм-2) в сочетании с газом (активным или инертный). Лазерный луч плавит разрезаемый металл, а газ своим током уничтожает расплавленный металл. Лазерная резка металла начинается со сверления отверстия в металле, а сверление отверстия может занять до 15 секунд в зависимости от толщины металла. Лазерный луч, применяемый в процессе лазерной резки, параллелен толщине от 1,5 до 12,5 мм.
Лазерная резка металла — одна из разновидностей лазерной резки.
Пример резки металла лазером показан ниже.
Характеристики лазерной резки металла
Точность, которая может быть достигнута при лазерной резке металла, составляет до 0,01. Количество тепла, которое вводится в процессе резки, можно увидеть в таблице. Величины указаны в ваттах [Вт].
Скорость — одно из преимуществ лазерной резки.
В приведенной ниже таблице указано время в минутах, необходимое для резки дюймового материала.
Материал
Толщина материала (мм)
0. 5
1
2
3.5
6
Нержавеющая сталь
1000
1000
1000
500
250
Алюминий
1000
1000
1000
3800
10000
Мягкая сталь
—
400
—
500
—
Титан
250
210
210
—
—
Количество тепла, переданного материалу в процессе резки
Лазерная резка металла имеет несколько изменяемых параметров, и одним из важнейших является импульсный, то есть непрерывный луч. Пиковая мощность при импульсной лазерной резке или средняя мощность при непрерывной лазерной резке определяют проплавление. Непрерывный луч применяется для гладкого и толстого материала, а импульсный луч используется для точной резки.
Оптимальное качество заточки позволяет обеспечить выполнение данной операции на специальном станке (особенно, когда речь идёт о сильно изношенной пильной цепи).
У владельца бензопилы есть два варианта: обратиться в специальную мастерскую, либо приобрести станок в личное пользование для самостоятельного выполнения подобных работ.
Второе решение оптимально в случаях, когда необходимо:
выполнять заточку еженедельно по нескольку раз;
расстояние до сервиса достаточно значительное;
требуется высококачественная заточка для распилов особой точности.
Устройство заточного станка и принцип его работы
Оптимальным выбором является приобретение ручного станка. Он более компактный, стоит значительно дешевле стационарного автомата, позволяет выполнять все нужные операции.
Независимо от марки и бренда подобное устройство имеет прочное основание. Здесь размешены:
Она оборудуется элементами защиты, управляющей рукоятью.
Элементы фиксации (крепёжные. Установочные винты, клин установочный).
Алгоритм работы прост. Цепь фиксируется в держателях (с выбором нужного положения), выбирается требуемый угол заточки, ставится ограничитель, диск подаётся к цепи рукояткой. Каждый зуб обрабатывается отдельно.
На что необходимо обращать первоочередное внимание при выборе
Чтобы правильно выбрать станок, разобраться в многообразии предложений, необходимо оценить модель с учётом следующих базовых характеристик, непосредственно влияющих на скорость и качество обработки:
Cкорость, с которой вращается шпиндель определяет время, затрачиваемое на заточку зуба.
Однако следует помнить, что кроме плюса (сокращение срока выполнения работ, при значительной частоте оборотов) вы получаете и минус. Увеличивается толщина удаляемого слоя в единицу времени. Если вы недостаточно профессионально будете выполнять работу, можно очень быстро сточить зуб. Цепь придётся выбрасывать.
Есть контрольные цифры. Число оборотов до 3000 считается незначительным. Для частых заточек это решение не подойдёт если вы постоянно работаете на лесозаготовках или выбрали заточку в качестве своего бизнеса, приобретайте модель с частотой вращения (3800-7500) об/мин (пример: Champion C2000, «Калибр-Э3СМ»).
Диаметр абразивного круга
Каждый станок производители предлагают с «родным» кругом. Его толщина может составлять (1.5-5.00) мм. из-за малого шага цепи более толстыми дисками станки не комплектуются. Чем меньше указанное значение, тем проще работать с абразивом. Однако ускоряется его износ. Если устройством пользуются редко, это практически не имеет значения.
Диаметры дисков (100-145) мм. Данный размер обязательно учитывается при покупке запасных абразивных кругов. Равно, как и диаметр посадочного отверстия. В зависимости от модели станка он может составлять 10.0-22.3 мм (диаметр шкива). Используя специальные приспособления на вал малого диаметра можно устанавливать круги с большими отверстиями. Обратный вариант невозможен.
Мощность и тип установленного двигателя
Для подавляющего большинства станков её значение задаётся диапазоном (50-250) Вт. Чем больше данное значение, тем выше устойчивость к внешним нагрузкам и ресурс двигателя. Но увеличение мощности прямо влияет на рост цены изделия. Поэтому, если заточки выполняются нечасто, за максимальными значениями гнаться не стоит.
Дополнительные опции
Весьма важно рассмотреть этот вопрос. Например, возможность поворота на требуемый угол шлифовальной головки, регулировка глубины заточки. Это повышает качество работ, при одновременном сокращении сроков их выполнения.
Наличие подсветки позволит вам работать в помещении с недостаточной освещённостью (гараж). Затачиваемое звено лучше визуализируется.
Доступ к угольным щёткам. Если предусмотрен упрощённый. Это существенно сократит и упростит их замену.
Возможный вариант оптимального выбора
Для визуализации материалов, изложенных выше, рассмотрим модель INTERTOOL WT-0830, конструкция которой является одной из наиболее оптимальных.
Станок:
укомплектован абразивным диском диаметром 145 мм;
напряжение – 230В;
мощность — 50Вт;
частота вращения шпинделя – 3000 об/мин.
В комплект поставки входят: шаблон, пара шестигранных ключей, абразивный камень, руководство и гарантийный талон.
На станке установлен розовый абразивный диск, напоминающий по своей структуре аналогичную продукцию «Штиль».
Станок имеет:
полностью металлический стол;
металлические прижимные тиски;
барашки, подающие цепь, изготовлены из пластика;
прижимной винт выполнен из металла, имеет пластиковую ручку;
металлическая шкала градуировки выполнена с двух сторон;
в станке установлена мощная заточная пружина;
имеется ограничительный винт, исключающий при работе, повреждение цепи;
кнопки управления вынесены на лицевую панель. Они магнитные, имеют защиту от пыли;
сетевой кабель двухметровой длины имеет сечение 3*0.75 мм2;
корпус двигателя изготовлен из алюминия, имеет продольные теплоотводящие рёбра.
Двигатель асинхронный, допускающий длительную работу под нагрузкой. Возможна заточка 10 цепей подряд.
Станок тихо работает. При работе горит подсветка.
Снизу, под поворотным столом, расположен барашек для его фиксации;
Металлическая упорная планка, фиксирующая обрабатываемый зуб, возвращается в исходное после работы заточной пружиной.
Стол и двигатель могут устанавливаться под нужным углом.
Надеемся, что данный материал позволит вам совершить правильный выбор. Удачных покупок!
← Лучшая леска для триммера, какую выбрать |
Масло для триммера 2 тактное (двухтактное) какое лучше →
лучшие модели по качеству и надежности 2022| ichip.ru
Для распила бревен или крупного пиломатериала нужна не только производительная бензопила, но и хорошо наточенная цепь. Хотя точить цепь можно ручным напильником, но если вы работаете много, лучше приобрести хороший заточной станок для цепей. Существуют стационарные и переносные модели. Мы расскажем, на что обратить внимание при выборе подходящей модели и посоветуем лучшие станки для заточки цепей бензопил.
Если вам нужно затачивать не только цепи, но и другой инструмент, например, стамески или ножи, тогда прочитайте, как выбрать универсальный станок для заточки инструмента.
Общие критерии выбора заточных станков
Скорость вращения диска
Скорость вращения диска во многом определяет скорость обработки материала, то бишь заточки цепи. Чем скорость выше, тем цепь точится быстрее. Однако здесь есть и обратная сторона: так как с высокоскоростными станками металл снимается с зуба быстрее при меньшем времени воздействия, то при неумелом обращении можно быстро сточить зуб и угробить цепь, если вдруг неправильно выставили угол заточки.
Устройства со скоростью вращения шпинделя от 2000 до 3000 об/мин считаются низкоскоростными, поэтому их стоит покупать только для личного использования. Подойдет, например, модель КАЛИБР ЭЗС-130М.
А для постоянной заточки, например, в лесничестве или для заработка на заточке инструмента лучше купить прибор со скоростью вращения круга 3000 — 7500 об/мин.
Мощность
Этот параметр не является ключевым при выборе заточного станка в дом. Для большинства станков мощность составляет от 70 до 250 Вт, и ее вполне хватает для работы. Лишь у единиц мощность движка может достигать 600 Вт. Мощность влияет на то, как станок будет справляться с нагрузками, то есть с количеством затачиваемых цепей за короткий промежуток времени. Так, если вы будете точить одну цепь в день, то за гнаться за мощностью нет абсолютно никакого смысла. А вот для постоянной заточки, например, если будете зарабатывать этим, сидя в мастерской на рынке, мощный прибор будет предпочтителен. Скажем по опыту, что найти мощный станок за адекватную цену, довольно проблематично.
Габариты точильного круга
В комплекте с заточным станком для пильных цепей всегда идет родной круг. Толщина кругов может быть от 1,5 до 5 мм — толще использовать нецелесообразно из-за небольшого шага цепи. Чем тоньше диск, тем проще с ним работать, но и износ у него гораздо выше. Хотя в этом случае стоит отметить, что при нечастом использовании износ особо и незаметен.
Покупка
Как выбрать пескоструйный пистолет для компрессора?
Размер диска для таких станков составляет порядка 100 — 145 мм. На этот показатель стоит обращать внимание при покупке запасных дисков. Также обращайте внимание на диаметр посадочного гнезда. В некоторых приборах он может быть 10 мм, а в каких-то 22,3 мм. На устройства с большим посадочным гнездом круги с меньшим отверстием уже не посадишь. А вот наоборот можно, воспользовавшись приспособлением типа наборной гайки, как в случае с циркулярными пилами.
Переносной или стационарный
Подавляющее большинство лучших заточных станков являются стационарными, причем для работы их необходимо предварительно прикрутить к верстаку. Для регулярной заточки цепей в домашней мастерской стационарный станок — идеальный вариант.
Однако существуют еще и переносные станки (не ручной напильник), которыми можно затачивать цепи в полевых условиях. Например, заготавливая дрова в лесу вы поймали цепью проволоку, и она затупилась. Таким мини-станком можно быстро подточить цепь, не возвращаясь домой. Он работает от напряжения в 12 В, поэтому его можно подключать к обычному автомобильному аккумулятору. Правда качество заточки будет зависеть от профессионализма мастера, поэтому если планируете купить именно такой станок, будьте готовы много тренироваться. Из недорогих можно купить Champion C2002.
Дополнительные параметры
Когда вы определитесь с основными параметрами, обратите внимание на полезные дополнительные функции.
Подсветка. Подсветка реально выручает при работе в плохо освещенном помещении. Она дает лучшую визуализацию затачиваемого звена цепи. Лишь единицы моделей оснащаются подсветкой, хотя это очень полезная опция.
Быстрый доступ к угольным щеткам. Угольные щетки двигателя время от времени стираются и выходят из строя. В некоторых устройствах, чтобы до них добрать придется раскрутить чуть ли не весь движок. А есть устройства, в которых на корпусе располагается специальный люк, открыв который можно легко извлечь угольные щетки без разбора всего прибора и обращения в сервисный центр.
Рейтинг заточных станков 2022
Patriot MG 220
Недорогой точильный станок для нерегулярной заточки цепей бензопил. Мощность у него невелика — всего 85 Вт, но этого хватает, чтобы время от времени заточить пару цепей. Здесь используется заточной круг диаметром 105 мм и толщиной 4,8 мм. Также можно использовать круги толщиной 3,2 и 4,2 мм (продаются родные у Patriot). Диаметр посадочного гнезда здесь составляет 22,2 мм. Скорость вращения диска 4800 об/мин, поэтому прибор можно смело отнести к высокооборотистым.
Устройство способно затачивать под углом от 0° до 40° (вращение крепления цепи). Пользователи отмечают, что у станка хорошее литье, и он не тарахтит во время работы. Правда, производитель не предусмотрел стопор вала двигателя, поэтому при замене диска его придется дополнительно стопорить ключом.
Вихрь СЗЦ-200
Станок для цепей отечественного производства мощностью 200 Вт. Двигатель разгоняет рабочую насадку до 6000 об/мин, поэтому заточка цепей производится довольно быстро. Диаметр заточного круга составляет 100 мм, толщина 3,2 мм, а посадочное гнездо у него 10 мм. В зависимости от типа цепи можно выбирать угол заточки от 0° до 30°. На корпусе устройства располагается ограничитель глубины заточки — он необходим, чтобы во время работы случайно не разрезать цепь избыточным надавливанием.
Сверху рабочий диск закрыт пластиковой защитой и прозрачным щитком, который защищает глаза от попадания искр. В комплекте с устройством идет специальный металлический стержень, который стопорит диск, если его нужно открутить и поменять. Кстати, если этот стержень потеряется, то вместо него можно использовать кусок обычной проволоки катанки 6-ки. Весь прибор весит всего 2 кг.
ДИОЛД М3-0,13
Станок российского бренда, но китайского происхождения. Этот прибор не для лесоповала, но в домашних условиях станет настоящим спасением. Мощность двигателя составляет 130 Вт. При этом он разгоняет диск до 2500 об/мин — для серийной заточки не подойдет, а 1 — 2 раза в день восстановить зубья цепи — вполне. Здесь хорошая литая подошва, которая будет крепко (без люфтов) держать цепь при правильном и надежном закреплении устройства на столе. Кстати, крепежи подошвы к столу также идут в комплекте.
В комплекте с устройством идет родной заточной диск диаметром 100 мм, посадочным гнездом 10 мм и толщиной 3,5 мм. Качество диска хорошее (не нужно менять сразу же после покупки). Если вам нужен прибор для гаража, чтобы время от времени точить цепь своей бензо- или электропилы, недорогой ДИОЛД М3-0,13 станет хорошим приобретением.
Rezer EG235-CN
Это хороший мощный тяжелый станок для регулярной заточки пильных цепей. Он может точить цепи с шагом 0,325, 0,375 и 0,404 дюйма. Регулировка шага выполняется с помощью бокового винта. Крепление цепи осуществляется не автоматической системой, а эксцентриковыми натяжителями. Станок имеет хорошее литье, все элементы изготовлены из металла. Отметим, что здесь идет крупный диск диаметром 145 мм и толщиной 4,5 мм. Посадочное гнездо у него 22,2 мм. Двигатель мощностью 235 Вт разгоняет пильный диск до 3000 об/мин.
Данная модель оснащена подсветкой, которая располагается возле диска. Она запускается при включении устройства. Правда в подсветке стоит не светодиодная лампочка, а лампа накаливания. Приятным моментом является наличие второго заточного диска, который идет в комплекте. Его толщина составляет 3,2 мм. Весит заточной станок 5,8 кг. В сети есть подробный видеообзор этого устройства.
Champion C2001
Модель от Champion оснащена двигателем мощностью 230 Вт, который вращает пильную насадку со скоростью 3000 об/мин. Этот станок для заточки цепей бензопил, как и предыдущее устройство, работает с дисками диаметром 145 мм и толщиной 4,5 мм. Посадочное гнездо 22,2 мм. В принципе у этих двух станков диски взаимозаменяемы. Отметим, что здесь угол заточки цепи может производиться в диапазоне от 0° до 40°. При этом сама вращающаяся платформа имеет трещотку, и при переключении вы услышите характерный звук. Снизу под платформой располагается затяжной винт для надежной фиксации цепи.
Сама по себе база с двигателем и заточным диском может менять угол наклона в горизонтальной и вертикальной плоскостях в диапазоне от 40° до 90°. Благодаря этому вы сможете максимально точно настроить прибор для идеальной заточки цепи бензопилы. Здесь есть подсветка, которая дает хороший обзор рабочего участка. Дополнительно в комплекте идет абразивный брусок. В целом это отличная модель за свои деньги.
Чем еще укомплектовать гараж:
Подготовка под покраску любых поверхностей: выбираем хороший пескоструйный аппарат
Качаем воздух литрами: какой масляный компрессор выбрать
Цепная шлифовальная машина (автоматическая) | Режущие инструменты
Робот для заточки цепей
Logosol с гордостью представляет совершенно новый автоматический станок для заточки цепей.
Запатентованная конструкция была разработана в сотрудничестве с Markusson Development, компанией, имеющей многолетний опыт производства автоматических станков для заточки цепей. Робот для заточки революционизирует работу с цепными пилами, и вы получаете роскошь всегда иметь идеальную цепь на своей бензопиле. Если хочешь, можешь точить и цепи соседей.
Действительно острый
Помимо автоматической заточки, он также делает цепи невероятно острыми. Не имея никаких научных доказательств, мы можем констатировать, что края режущих зубьев на ощупь более острые, чем на новой цепи, и это хорошо заметно при пилении. Он может затачивать как цепи 1,3 пикко, так и обычные цепи 1,6-3/8″, а также цепи 0,325. Угол зуба и угол резания регулируются.
Одна регулировка для заточки одной цепи
Станок затачивает одну сторону цепи за раз. Это означает, что через некоторое время вам придется сбросить угол заточной головки и переместить цепь на один зуб вперед, чтобы заточить другую сторону цепи. Он точит десять зубов в минуту. Заточка одной цепи занимает примерно 1,5 минуты с каждой стороны. Запуск и сброс точильной головки занимает около полминуты.
Не обжигает зубья
Каждый владелец пилорамы Logosol знает, что цепь надо точить часто, но только немного подтачивать, чтобы зубья снова обрели остроту. Это, конечно, не проблема для заточного робота. Что более впечатляет, так это то, что он может легко починить цепь, поврежденную гвоздями в древесине. Независимо от того, какой взлет вы выберете, он не обожжет зубы.
Точится автоматически и в лесу
При пилении не всегда есть доступ к электричеству. Благодаря тому, что робот питается от сети 12 В, его можно использовать от автомобильного аккумулятора. Аккумулятора хватает на заточку нескольких сотен цепей. Вы также можете запустить его с помощью пускового устройства для автомобилей, которое вы можете получить дешево. Также можно использовать обычное зарядное устройство. Точилка поставляется со съемным кабелем с прочными зажимами.
Затачивайте во время пиления
Лучше всего, если цепь имеет четное число зубцов, т. е. столько же правых зубцов, сколько и левых. Тогда количество звеньев точно делится на четыре (например, 60 приводных звеньев). В этом случае вы можете позволить цепи пройти пару оборотов с каждой стороны. Каждый оборот делает цепь острее до тех пор, пока шлифовальный диск не перестанет касаться зубьев. Если цепь имеет нечетное количество зубьев или если вы все равно хотите заточить цепь только на один оборот, вы устанавливаете на цепь небольшой зажим, который автоматически прерывает процесс заточки после одного оборота.
0 градусов
Одна вещь, указывающая на то, что машина отлично шлифует, это то, что можно шлифовать рвущиеся цепи без какого-либо угла. Обычно это невозможно, так как малейшее отклонение зубьев приводит к тому, что цепь срезается наискось. Опять же, не имея научных доказательств, мы можем заявить, что проверили это с очень хорошими результатами. Заточка цепи при 0 градусов дает вам много преимуществ: вы можете затачивать все зубья сразу, поверхность реза становится заметно лучше и цепь может резать быстрее.
Мы долго ждали этого
Мы, работающие в Logosol, долго ждали такой машины. Заточной робот значительно облегчит работу всем владельцам пилорам Logosol. Если сравнивать с автоматической подачей электропилы, то и заточной робот имеет такой же коэффициент удобства. Другое дело, что это, скорее всего, даст вам заметно лучший результат пиления и меньший износ режущего оборудования.
Реальная история. Владелец лесопилки Logosol в Швеции одолжил домой точильный робот, чтобы протестировать его. На следующий день я спросил его, как все прошло, и он ответил: «Я отлично наточил 42 цепи!» после чего я спросил, сколько времени это заняло. Он ответил: «Два пива».
Как обычно, у вас есть двухмесячная гарантия возврата денег и полная двухлетняя гарантия. Вы не будете разочарованы!
«Отшлифовать цепи так, чтобы угол верхней пластины составлял 10°, а угол боковой пластины был около 60°»
Маттиас Быстрём,
Менеджер по продукту
60-дневная гарантия возврата денег
Мы даем вам 60-дневную гарантию возврата денег на все машины. У вас есть два месяца, чтобы решить, подходит ли вам машина. Режущее оборудование, строгальные и формовочные ножи и другие расходные материалы не входят в гарантию возврата денег.
Двухлетняя гарантия
Мы предоставляем двухлетнюю гарантию на все новые машины. Он охватывает производственные дефекты и проблемы, возникшие при нормальном использовании машин, за исключением расходных материалов, таких как ремни, направляющие шины и цепи.
Быстрая доставка
Большинство заказов поставляется непосредственно с нашего склада . В пик сезона сроки доставки могут немного увеличиться. Сроки поставки аксессуаров и запасных частей всегда очень короткие.
Неограниченная поддержка
Неограниченная поддержка, когда речь идет о знании продукта и использовании продуктов.
20-летний практический опыт
У нас есть 20-летний практический опыт проектирования и работы непосредственно с оборудованием Logosol.
Как делают обувь Casadei — репортаж с итальянской фабрики
T
МОДА • ИНДУСТРИЯ
Как устроена марка Casadei
ТЕКСТ: ЮЛИЯ ВЫДОЛОБ
Лодочки и босоножки Casadei давно любят в России — с 1990-х годов они были символом итальянского стиля, роскошного и женственного, и высокого качества производства. К своему 60-летию марка решила показать работу изнутри. The Blueprint побывал в офисе и на фабрике Casadei недалеко от Римини.
Дженнифер Лопес, Рита Ора, Керри Вашингтон, Виктория Бекхэм — это лишь часть списка поклонниц лодочек Blade, которыми прославились Casadei. Шпильку 11,5 см не каждый осилит, даже со скрытой платформой в сантиметр. И хотя современный мир все дальше уходит от высоких каблуков, Blade остается бестселлером марки.
Узнаваемый силуэт придумали в 1990-е. «Когда мы задумали Blade, все носили платформы, — рассказывает креативный директор марки Чезаре Казадеи. — Идея пришла, когда мы были в Лос-Анджелесе в период красных дорожек, общались со стилистами. Была эра платформ. Знаменитости, обычные женщины — все носили только платформы. И мы поняли, что нам нужны новые шпильки, настоящие классические stiletto. Не вот эти наполовину кожаные, наполовину стальные, а совершенно другие, чтобы их можно было узнать, не глядя на этикетку. Как на фотографиях Хельмута Ньютона. Мы вернулись и начали работать».
Сделать высокий каблук — работа не столько обувщика, сколько инженера. «Мы создавали прототипы один за другим, и каждый раз каблук ломался. Через два месяца отец сказал мне: «Чезаре, зачем ты тратишь на это время? Если никто до тебя этого не сделал, значит, на то есть причины. Значит, такой каблук невозможно сделать». Но я продолжал экспериментировать на пару с моим поставщиком, таким же сумасшедшим, как я. Наконец мы пришли к тому, что шпильку нужно делать из нержавеющей стали. Конечно, самым правильным материалом был бы титан, но он дорогой и его сложно достать. Нержавеющая сталь не сильно дешевле, но проще для поставок». Так появились Blade.
Можно сказать, что сегодняшний Casadei начался с мальчика Чезаре Казадеи, который спал на фабричном складе. Кондиционеров тогда еще не было, и хранилище со стопками кожи летом было самым прохладным местом, какое можно было придумать. Мать Чезаре работала там же закройщицей. «Именно здесь я в каком-то смысле получил свои первые уроки, а вовсе не на мастер-классах по изготовлению обуви», — признается Чезаре.
Дети навещают фабрику и сегодня — только теперь это дети самого Чезаре. Его дочка Арианна, сейчас отвечающая за коммуникации бренда, вспоминает, как ребенком приходила и наблюдала за работой вышивальщицы. «Для меня, девочки, было так круто находиться в окружении жемчужин, кристаллов Swarovski, бусин…»
Для своей самой первой коллекции Чезаре решил сделать что-то вроде обуви Арлекино, петчворк из разных кусочков кожи. «Я перевел на коллекцию колоссальное количество кожи, — вспоминает Чезаре. — Был грандиозный успех. Для второй коллекции я решил сделать что-то вроде ботинок в стиле Покахонтас, на шнуровке. И их никто не купил».
Отец говорил Чезаре: «Если женщины не могут носить твою обувь, значит, это не обувь. Ты можешь изобретать, следить за технологиями и инновациями, но всегда помни, что ты обувщик. Ты служишь женщинам». Все модели туфель, прежде чем запустить их в производство, носят женщины из семьи — так дизайнеры получают отзывы из первых рук.
Процесс создания каждой пары состоит примерно из 200 этапов. Сначала создается мудборд. Следующий этап — эскизы. На этом этапе становится понятно, корректно ли прочерчены модели, переданы формы. Затем все переходит в отдел, где эскиз отрисовывается прямо на колодке и разрабатываются все элементы — верх, подкладка, обработка края. Дизайнеры смотрят, как ложатся линии, понимают, где нужно сделать шире или уже или на несколько миллиметров сместить вырез. Для разных моделей может использоваться разная колодка. Потом — подбор материалов. Дальше кожу разрезают, и она поступает в фабричный цех. «Что изменилось сейчас? Появились полезные в нашем деле технологии, станки, — говорит Чезаре. — С их помощью я могу сделать туфли, которые мои родители никогда не смогли бы сделать». Но все равно практически на каждом этапе в процессе задействован опытный мастер.
«Сегодня у брендов есть свобода создавать очень разную обувь. Мы знаем Casadei благодаря Blade. Но Casadei — это не только Blade. Это и каблук с цепью, и кроссовки. В какие-то моменты современная женщина носит лодочки, а в какие-то хочет быть практичной, динамичной и надевает кроссовки. Это свобода, которой не было во времена моих родителей».
«Я знаю, что каждая женщина помнит, в каких туфлях она была в важные моменты жизни, — подводит итог Чезаре. — Первые высокие каблуки, первые дорогие туфли, первые туфли для особого случая… Каждая клиентка любит обувь, и каждая носит ее по-своему. И вот когда я вижу, какой уверенной и красивой она себя ощущает, надев наши туфли, я понимаю, что моя работа сделана хорошо».
Лучшие материалы The Blueprint — в нашем телеграм-канале. Подписывайтесь!
//= $articleUrl; ?>
теги: ИНДУСТРИЯ
читайте также
Лучший рецепт кесадильи
Вот как приготовить классические мексиканские и техасско-мексиканские кесадильи с сыром! Просто поджаренные лепешки с плавленым сыром, приготовленные по нашей специальной технологии. Сделайте его своим с вашими любимыми надстройками и начинками.
По
Элиза Бауэр
Элиза Бауэр
Элиза основала сайт Simply Recipes в 2003 году и руководила им до 2019 года. Она имеет степень магистра пищевых исследований Стэнфордского университета.
Узнайте о простых рецептах Редакционный процесс
Обновлено 03 мая 2022 г.
26 оценок
Салли Варгас
Я вырос, готовя кесадильи, благодаря тому, что у меня мама-латиноамериканка, которая отлично готовит. «Кесо» — это сыр по-испански.
Кесадилья — это подогретая лепешка с расплавленным сыром внутри. Но кроме сыра в кесадилью можно положить практически все что угодно.
Лучшие начинки для кесадильи
Мои любимые грибы, оливки, помидоры и лук. Я не готовлю эти ингредиенты в первую очередь, но это действительно дело вкуса. Вы могли бы, если бы захотели.
Кукурузные или мучные лепешки для кесадильи?
Традиционно в Мексике кесадильи готовят из кукурузных лепешек, а не лепешек из пшеничной муки, и расплавленного белого сыра.
Однако здесь, в штатах, из-за того, как близко мы находимся к району Сонора на севере Мексики, кесадильи чаще готовят из мучных лепешек. Нам нравится слегка поджаривать мучные лепешки, потому что это улучшает вкус.
Хотите попробовать приготовить лепешки самостоятельно? Попробуйте этот рецепт: Домашние тортильи из муки
Посмотрите этот рецепт классической мексиканской кесадильи
Что такое кесадилья?
Кесадилья — мексиканское блюдо, которое появилось в 16 веке. Традиционные кесадильи готовили из кукурузной лепешки, которую разогревали на сковороде, начиняли сыром и различными другими начинками (мясом, овощами), а затем складывали, чтобы есть руками.
Добавление начинки, такой как гуакамоле, сальса и сметана, похоже, появилось позже. И, поскольку американцы переняли кесадильи, они добавили к ним свои собственные особенности, добавив нетрадиционные начинки, такие как яичница-болтунья, для приготовления кесадильи на завтрак и часто заменяя мучные лепешки на кукурузные лепешки.
Какой сыр кесадилья лучший?
Свеженатертый сыр, такой как чеддер или монтерей джек, часто используется в кесадильях в американском стиле. Предварительно натертый сыр удобен и хорошо плавится, хотя мы рекомендуем натереть собственный сыр для лучшей плавкости.
Вы можете использовать любой плавкий сыр в кесадилье, но если хотите получить что-то более похожее на настоящую мексиканскую кесадилью, попробуйте один из этих сыров.
Манчего
Кесо Асадеро
Оахака
Чиуауа
Попробуйте эти рецепты кесадильи Далее!
Сальса из гороха с черными глазами и сырной кесадильей
Садилья «Кале»
Легкая кесадилья с авокадо и черной фасолью
Кесадилья с хрустящим сыром и грибами
Кесадилья со сладкой кукурузой и козьим сыром
Время подготовки 5 минут
Время приготовления 7 минут
Общее время 12 минут
Порция 1 на человека
Совет по использованию мяса в кесадилье: времени приготовления может быть недостаточно для прогрева мяса. Вы можете предварительно подогреть его перед добавлением.
Большие мучные лепешки
Тертый сыр, такой как мягкий или острый чеддер или Монтерей Джек
Оливковое масло или сливочное масло
Дополнительно:
Нарезанные грибы
Зеленый лук
Черные оливки, нарезанные
Свежие помидоры, нарезанные кубиками
Куриные кусочки
Авокадо
Салат
Яблочный уксус
Кошерная соль
Разогрейте лепешки до образования воздушных карманов:
Нагрейте большую сковороду (чугунная отлично подойдет) на среднем огне. Добавьте небольшое количество масла (около 1/2 чайной ложки) и распределите его по дну сковороды с помощью шпателя (можно также использовать масло).
Возьмите одну большую мучную лепешку и положите ее на сковороду. Переверните лепешку несколько раз с интервалом 10 секунд. Внутри лепешки должны начать образовываться воздушные карманы.
Салли Варгас
Добавить сыр и другие ингредиенты:
Когда начнут образовываться воздушные карманы, возьмите горсть тертого сыра, посыпьте сверху лепешку, следя, чтобы сыр не попал на саму сковороду.
Добавьте любые дополнительные ингредиенты, которые вы выберете — зеленый лук, нарезанные грибы, оливки, помидоры и т. д. Если вы хотите, чтобы ваша кесадилья была кесадильей с курицей, добавьте немного вареной курицы, нарезанной кубиками.
Не кладите ингредиенты слишком толстым слоем — это кесадилья, а не пирог с заварным кремом!
Салли Варгас
Салли Варгас
Уменьшите огонь и накройте кастрюлю:
Уменьшите огонь до минимума и накройте кастрюлю. К настоящему времени сковорода должна быть достаточно горячей, чтобы иметь достаточно остаточного тепла, чтобы расплавить сыр и подрумянить лепешку. Если кесадилья начинает слишком сильно дымиться, снимите ее с огня.
Через минуту проверьте, расплавился ли сыр. Если нет, верните крышку и проверяйте каждую минуту, пока сыр не расплавится.
Салли Варгас
Свернуть лепешку:
Когда сыр достаточно расплавится, используйте лопаточку, чтобы поднять одну сторону кесадильи и перевернуть на другую сторону, как если бы вы готовили омлет.
Тортилья уже должна слегка подрумяниться. Если она не подрумянится, увеличьте огонь до сильного и переворачивайте кесадилью каждые 10 секунд или около того, пока она не подрумянится.
Салли Варгас
Снимите кесадилью со сковороды и нарежьте ломтиками:
Чтобы приготовить салат для кесадильи, нарежьте немного салата айсберг тонкими ломтиками. Посыпьте его яблочным уксусом и солью.
Подавать с листьями салата, сальсой, сметаной и гуакамоле.
Салли Варгас
Рецепт кесадильи с хрустящим сыром и грибами
Хрустящие сырные кесадильи готовятся всего за несколько минут! Чтобы сделать их более полноценными, мы добавляем в смесь грибы.
Они делают быструю закуску или полноценный обед с салатом или супом на гарнир.
По
Салли Варгас
Салли Варгас
Салли является автором четырех кулинарных книг и постоянным корреспондентом отдела еды Boston Globe по средам. Она также является фуд-фотографом.
Узнайте о простых рецептах Редакционный процесс
Обновлено 02 марта 2022 г.
Салли Варгас
В нашем доме, когда мы голодны и спешим, мы всегда едим кесадилью.
Эти кесадильи с грибами продвигают версию быстрого приготовления с «простым сыром» на шаг впереди, но с дополнительными минутами всего на 10. Награда в том, что вы едите больше овощей или, по крайней мере, еще один овощ! Кроме того, землистый вкус грибов особенно хорош с кукурузными лепешками!
Что подавать с кесадильей
В зависимости от моего настроения и уровня моей энергии, я подавал их в качестве еды с супом, добытым в моем морозильнике, или вместе с большим зеленым салатом. Они также отлично подходят для быстрого перекуса.
Салли Варгас
Предварительные шаги!
Вы можете приготовить грибы, натереть сыр, хранить их в отдельных контейнерах в холодильнике, а затем просто собрать кесадильи на заказ.
Уже собранные и приготовленные, они также годятся как минимум на один день для хранения в холодильнике. Положите их на тарелку, накройте полиэтиленовой пленкой, охладите и разогрейте в микроволновой печи, чтобы получились мягкие лепешки. Или вы можете потратить немного больше времени и разогреть их на сковороде, пока они не станут хрустящими и горячими.
Хотите приготовить лепешки самостоятельно? Попробуйте этот рецепт: Домашние лепешки из муки
Как еще больше ускорить процесс!
Эти кесадильи уже готовятся быстро, но вот несколько способов сделать их еще быстрее:
Хитрость #1: Чтобы приготовить эти кесадильи действительно быстро, купите предварительно натертый сыр и предварительно нарезанные грибы. Вы заплатите за это немного больше, но по сравнению с вашим временем, в моей книге, это стоит на несколько копеек больше. Ингредиенты еще свежие!
Хитрость № 2: Если у вас есть сковорода для блинов, вы можете приготовить несколько блинов за раз и накормить всех сразу.
Салли Варгас
Приготовление пищи в микроволновой печи или на плите?
Вы можете собрать эти кесадильи и приготовить их в микроволновой печи, пока сыр не расплавится, но мне нравятся хрустящие края расплавленного сыра, которые получаются при приготовлении кесадильи на плите. Посмотрим правде в глаза — хрустящие кусочки там, где это нужно!
Однако, если вы хотите разогреть остатки, микроволновая печь немного менее громоздка, чем сковорода на плите.
Как служить массам
Если вы хотите подать все свои кесадильи сразу, разогрейте духовку до 300°F. Выложите уже приготовленные кесадильи в один слой на противень. Держите их теплыми в духовке, пока вы делаете больше.
Вы также можете подать их как блины! Передайте тот, который вы только что закончили, первому в очереди, пока он горячий, затем сделайте еще один!
Другие простые рецепты кесадильи, которые стоит попробовать
Кесадилья с брокколи и чеддером
Куриные кесадильи с яблоком
Кесадилья с креветками
Кимчи Кесадилья с авокадо
Садильи «Кале»
Время подготовки 10 минут
Время приготовления 10 минут
Общее время 20 минут
порций 5 кесадильи
2 столовые ложки оливкового масла
1 фунт кремини, шампиньонов, лесных грибов или их комбинации, нарезанных толстыми ломтиками
1 зубчик чеснока, мелко нарезанный
1/2 пучка зеленого лука, тонко нарезанного
1/4 чайной ложки соли
1/8 чайной ложки молотого черного перца
1 1/2 чашки (около 6 унций) тертого чеддера или монтерей джек или их комбинации
Небольшая горсть свежих листьев кинзы
10 (6-дюймовых) кукурузных лепешек
Для обслуживания:
Сальса
Перец халапеньо
Приготовить грибы:
В большой сковороде на среднем огне разогрейте масло, пока оно не начнет мерцать. Добавьте грибы в сковороду и готовьте, периодически помешивая, в течение 5 минут или пока они не выпустят часть влаги.
Добавьте в сковороду чеснок и зеленый лук и готовьте еще 2–4 минуты или пока чеснок не станет ароматным, а зеленый лук не станет мягким. Добавьте соль и перец.
Салли Варгас
Салли Варгас
Собрать и приготовить кесадильи:
Протрите сковороду и поставьте ее на средний огонь. (В качестве альтернативы поставьте на огонь сковороду для блинов или нагрейте электрическую сковороду.)
Когда она нагреется, положите лепешку на сковороду и посыпьте 2 столовыми ложками сыра и 2 столовыми ложками грибов. Сверху положите листья кинзы и еще 2 столовые ложки сыра. Сверху положите вторую лепешку и слегка придавите.
Готовьте с одной стороны примерно 1 минуту или пока сыр не начнет плавиться. Большой лопаткой переверните кесадилью и готовьте еще 30 секунд, или пока сыр не расплавится и лепешки не подрумянятся с несколькими коричневыми пятнами.
Производство поддонов при непосредственной близости к рынкам, товарным производствам, складам станет прибыльным бизнесом, а также возможностью постоянного заработка.
Виды производственного оборудования
Оборудование для производства поддонов включает в себя машины для обработки древесины, крепления частей изделия между собой, сборки паллет. Планируемый объем производства определяет количество станков, их мощность и производительность.
Машина для забивания гвоздей
Удобство фиксации элементов поддонов между собой, быстрота выполнения операций соединения обеспечиваются профессиональной аппаратурой. Гвоздезабивная машина имеет три привода:
Электрический, для работы которого требуется подключение к сети.
Пневматический с высокой мощностью, а также скоростью работы.
Гидравлический.
Три режима работы включают механический вариант – ручной труд составляет 80%, автоматический с набором функций и полуавтоматический с включением 40% ручного труда.
Сборка поддонов из дерева
Станок для выполнения сборки деревянных поддонов состоит из дополнительного кондуктора и стола, на котором выполняется сборка деталей. Удобство обеспечивает устройство станка, регулировочные штыри, варьирование угла наклона дают возможность собирать изделие без затрат лишнего времени и сил.
В станке предусмотрены специальные гнезда для шашек (кубиков).
Дополнительное оборудование
Дополнительное оборудование для производства паллет включает:
фрезеровочную машину;
транспортир гидравлический;
стол, на котором собираются европоддоны;
машина для обрезания углов.
С дополнительным оборудованием изготовление, сборка осуществляется в короткие сроки, с меньшими затратами времени и труда. Стоимость линии с применением дополнительных агрегатов и машин увеличивается.
Производство европоддонов актуально ввиду активного использования паллет со специальными размерами, принятыми на многих производствах европейского уровня. Стол для сборки паллет с нестандартными размерами добавит удобства, повысит интерес покупателей.
Требования к оборудованию
Поддоны и паллеты из дерева должны соответствовать принятым стандартам. Определяются они ГОСТом, соответствующего европейским нормам качества:
размер готового поддона;
размеры досок – длина, ширина;
материал внутреннего покрытия – показатели качества;
требования к крепежу.
Оборудование для поддонов представлено в ассортименте, в зависимости от вида линии изготовления, бизнеса подбирается перечень наименований.
Оборудование для пилорамы
Снизить затраты на обработку дерева и пиломатериалов можно, закупив аппараты для пилорамы. Снижается стоимость продукции за счет самостоятельной подготовки материалов, исключена их закупка.
Деревообрабатывающие машины, осуществляющие подготовительные работы, включают торцовочный станок, обрезающий кубики, пилораму, обрезной станок для формирования краев досок.
Случайные товары
Оборудование для паллет и поддонов в Астане от компании «ПРОФПРИБОР».
Оборудование для паллет и поддонов в Астане от компании «ПРОФПРИБОР».
Начать продавать на Satu.kz
Корзина
5
32
2
5
3
по порядкупо росту ценыпо снижению ценыпо новизне
6410
Станок для подрезания углов на поддоне Стилет УЗС-2
Цену уточняйте
В наличии
8417
Комплексная линия сборки поддонов PalletsLine
Цену уточняйте
В наличии
1981
Линия сборки поддонов ЛС-3 (три кондуктора)
Цену уточняйте
В наличии
1982
Линия сборки поддонов ЛСП-3
Цену уточняйте
В наличии
2501
Станок для обрезки углов деревянных поддонов УСП-2
Цену уточняйте
В наличии
1697
Станок для обрезки углов пневмо-механический Optima UPM-2
Цену уточняйте
В наличии
2502
Станок для обрезки углов поддонов Optima UPM1
Цену уточняйте
В наличии
1747
Автоматический станок для обрезки углов деревянных поддонов Оptima UPM-4
Цену уточняйте
В наличии
2503
Станок для обрезки углов УС-2
Цену уточняйте
В наличии
1772
Бобышкорез БР-1
Цену уточняйте
В наличии
3025
Полуавтоматический торцовочный станок для доски и шашки поддона Оптима СТ500М
Цену уточняйте
В наличии
8311
Бобышкорез Оптима К9
Цену уточняйте
В наличии
16243248
б/у оборудование — Pallet Machinery Group
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
USA — Оборудование для производства деревянных поддонов, Оборудование для производства деревянных поддонов, Оборудование для изготовления поддонов, Автоматическое изготовление поддонов
Автоматический кабельный фланк и производственные линии
9000 2 Coral CP7. 1957
Брошюра по машинам Corali M342-Vr13 и Vr5
Производственное оборудование для деревянных ящиков и кабельных барабанов
Corali Stringer Pallets and Nails Features
Гвоздильные машины для настила, стрингерных поддонов, блочных поддонов, CP7, IBC и др. ; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
Corali M385 Машины для гвоздей и брошюра по производственной линии M386
ультразвуковой увлажнитель воздуха neoclima nhl 220l отзывы
На чтение 7 мин Опубликовано
Обновлено
Отзыв №1
Придумал закончить ремонт загородном доме. Оставалось выбрать ультразвуковой увлажнитель воздуха neoclima nhl 220l. Какой взять товар, уверенности, не было. Поэтому принял решение на интернет-магазинах. Там нашел огромный выбор. Выбрал ультразвуковой увлажнитель воздуха neoclima nhl 220l. Отличное качество материала за хорошую цену. Мне все понравилось. До сих пор у меня нет жалоб по эксплуатации. Смонтировал все сам. ультразвуковой увлажнитель воздуха neoclima nhl 220l практичные в работе. Было удобно работать с ним. Еще порадовала оперативная пересылка. Рекомендую и вам выбрать ультразвуковой увлажнитель воздуха neoclima nhl 220l.
Отзыв №2
Из года в год мы искали недорогой ультразвуковой увлажнитель воздуха neoclima nhl 220l. Решили обратить внимание на ультразвуковой увлажнитель воздуха neoclima nhl 220l по совету продавца. О покупке мы не пожалели ни разу. По сравнению с другими товарами данный отличается высоким качеством исполнения. Среди других подобных материалов не возникает никаких трудностей с использованием за счет простой и понятной инструкции. Нам нужен был недорогой вариант ультразвуковой увлажнитель воздуха neoclima nhl 220l для веранды. Качество данного материала остается на высоком уровне. Она особенностям. ультразвуковой увлажнитель воздуха neoclima nhl 220l полностью удовлетворяет все потребности, поэтому станет идеальным помощником при любом строительстве.
Отзыв №3
Долго искал ультразвуковой увлажнитель воздуха neoclima nhl 220l для частном доме. Наконец-то подобрал качественный продукт для реализации данной цели. Хочется поделиться своими впечатлениями о ультразвуковой увлажнитель воздуха neoclima nhl 220l. Я уже достаточно долго занимаюсь ремонтом жилых помещений, поэтому изучил рынок досконально. Иногда достаточно сложно купить нужную ультразвуковой увлажнитель воздуха neoclima nhl 220l в магазине без достаточного опыта. Данный товар я могу рекомендовать. ультразвуковой увлажнитель воздуха neoclima nhl 220l достаточно идеальные за свою цену. При работе важно соблюдать тонкости, чтобы достичь желаемого результата. В общем, результат меня удивил.
Отзыв №4
Об ультразвуковой увлажнитель воздуха neoclima nhl 220l услышал на днях, после чего решил попробовать. Мне как раз нужно было сделать ремонт. Решил воспользоваться советами знакомых. Предварительно я также ознакомился с отзывами. Особо мне понравилась оптимальная стоимость Простота использования ультразвуковой увлажнитель воздуха neoclima nhl 220l мне понравилась особенно. Для работы не требуется особые знания, поэтому можно все сделать самостоятельно. ультразвуковой увлажнитель воздуха neoclima nhl 220l оказалась неплохим товаром могу порекомендовать желающим сэкономить, так как он соответствует заявленным требованиям. Результат порадовало на протяжении года.
Отзыв №5
Решили сделать косметический ремонт Решили купить ультразвуковой увлажнитель воздуха neoclima nhl 220l, опираясь на многочисленные отзывы. В своем выборе мы не ошиблись. Использовали ультразвуковой увлажнитель воздуха neoclima nhl 220l строго по рекомендациям. Среди особенностей — доступная стоимость. Также следует отметить надежность — держится уже более четырех лет. Следует отметить оперативную доставку товара при оформлении заказа онлайн. Критических недостатков не обнаружено, за что спасибо производителю.
Отзыв №6
Для ремонта дачи мы использовали ультразвуковой увлажнитель воздуха neoclima nhl 220l. Нам ее посоветовали профессионалы. Что нас порадовало в данном товаре, так это доступная стоимость по сравнению с аналогами. Также мы сразу обратили внимание на многофункциональность данной продукции. При оформлении заказа через сайт товар пришел быстро — всего через один день. Это позволило нам закончить строительство в установленные сроки, чтобы быстрее заселиться. Надежность нам особо понравились. На ультразвуковой увлажнитель воздуха neoclima nhl 220l нет никаких жалоб, поэтому его могу порекомендовать.
Отзыв №7
Пришлось провести отделку жилья. Необходимо было приобрести ультразвуковой увлажнитель воздуха neoclima nhl 220l. Стал искать в интернете отзывы акцентировал внимание на продукции рынка. И нашел приемлемый- ультразвуковой увлажнитель воздуха neoclima nhl 220l. По высокой цене ультразвуковой увлажнитель воздуха neoclima nhl 220l покупать не хотелось. Так как качество всех примерно одинаковое, а раскошелиться потребуется больше. Установил ультразвуковой увлажнитель воздуха neoclima nhl 220l осенью. До этого момента радуюсь, что поступил правильно.
Отзыв №8
Оценивал ультразвуковой увлажнитель воздуха neoclima nhl 220l в базаре. Затем нашел данный вариант. Отличное решение. Смонтировал ультразвуковой увлажнитель воздуха neoclima nhl 220l самостоятельно. Уже 5 лет. Радуюсь, что приобрел данный ультразвуковой увлажнитель воздуха neoclima nhl 220l. Установке мне помогал мой младший брат. Не нужно нанимать работников. Вся труд выполняется своими силами.
Отзыв №9
Пытался подобрать хороший вариант ультразвуковой увлажнитель воздуха neoclima nhl 220l. Перебрал множество доступных вариантов на рынке. В результате пришел к ультразвуковой увлажнитель воздуха neoclima nhl 220l. Данный продукт отвечает всем значениям. Покупкой я полностью доволен. ультразвуковой увлажнитель воздуха neoclima nhl 220l был использован для обустройства Дома. Главное преимущество — привлекательная цена по сравнению с аналогичной продукцией. В целом, результатом полностью доволен. Моя семья теперь радуется ремонту. Именно поэтому данный ультразвуковой увлажнитель воздуха neoclima nhl 220l могу рекомендовать каждому.
Отзыв №10
По отзывам покупателей было решено купить ультразвуковой увлажнитель воздуха neoclima nhl 220l. Для обустройства квартиры был использован ультразвуковой увлажнитель воздуха neoclima nhl 220l. Он отличается прочностью, позволяя реализовать поставленные задачи в минимальные сроки. Поехал на базар для того, чтобы забрать наш ультразвуковой увлажнитель воздуха neoclima nhl 220l. Что меня действительно порадовало, так это оптимальная стоимость. Перед покупкой мне также показали сертификаты экологической безопасности. Я доволен выбранным товаром компании. Уже более года ультразвуковой увлажнитель воздуха neoclima nhl 220l служат у нас дома. Могу рекомендовать товары каждому покупателю.
ультразвуковой увлажнитель воздуха neoclima nhl 220l на интернет портале отзывов, отзыв — инстумента. Ру — общество специалистов по поиску инстумента! Мы обмениваемся полезной данные, помогаем друг другу, узнаем много нового и увлекательного, о инструментах. Отзывы о ультразвуковой увлажнитель воздуха neoclima nhl 220l Десятки тысяч авторов пишут здесь свои впечатления о инстументе, дают полезные рекомендация и мысли как выгодно и с выгодой потратить своё время и деньги, а также уведомляют о вероятных недостатках и проблемах, с которыми Вы сможете столкнуться при приобретение.
В данном раздели собраны мнение о ультразвуковой увлажнитель воздуха neoclima nhl 220l. Отзывы один из самых главных элементов в принятии решения о приобретение того либо иного продукта, так как из-за изобилии продукта на рынке инстумента особенно трудно сделать выбор именно то что подходит вам. Независимые отзывы о ультразвуковой увлажнитель воздуха neoclima nhl 220l только на нашем портале.
В текущем разделе вы можете ознакомиться с рассказами о ультразвуковой увлажнитель воздуха neoclima nhl 220l. Опираться на отзывы необходимо перед непосредственной покупкой какого-либо продукта, ведь на рынке присутствует большое количество товаров и порой не всегда можно определить тот, который подойдёт под ваши потребности. Если вы желали найти самые честные и правдивые обзоры на ультразвуковой увлажнитель воздуха neoclima nhl 220l, мы предоставляем вам нашу подборку данных со всего интернета.
Преимущества отзывов ультразвуковой увлажнитель воздуха neoclima nhl 220l с нашей площадки: Честная данные, Комфорт выбора, возможно узнать хорошие и слабые стороны товаров от реальных пользователей, Огромный выбор модификаций и моделей. Посетители нашего интернет портала сумеют скоро найти интересующую их данные о инструменте ультразвуковой увлажнитель воздуха neoclima nhl 220l с указанием цена продукта.
К тому же, посетители интернет-портала могут без проблем обнаружить интересующую их данные об инструменте, с указанием цены товара или другие обращавшие на себя внимания данные. Когда необходимо определиться с приобретением товара, либо услуги, то выбор, определенно, делается в пользу известного бренда, о котором всегда много положительных отзывов.
Если вы сами сталкивались с услугами одной из фирм, то можете поделиться своими мыслями с другими пользователями сайта в комментариях. Из положительных отзывов мы узнаем о той или иной компании. Сведения о новых изготовителях до нас доходят от третьих лиц, которые оставляют рекомендации. Вступайте в ряды авторов и помогайте другим сделать верный выбор.
Отзывы на увлажнитель воздуха neoclima nhl-220l (черный) от покупателей и мастеров
org/BreadcrumbList»>
Главная
Климатическая техника
Увлажнители воздуха
Увлажнители воздуха Neoclima
Увлажнитель воздуха Neoclima NHL-220L (черный)
код: 0912384
В каталог
К сравнению
Следить за ценой
Тип:
увлажнитель
Метод увлажнения:
ультразвуковой
Производительность:
280 мм/ч
Обслуживаемая площадь:
20 м2
Объем резервуара для воды:
2. 5
Гарантия:
12 месяцев.
Описание
Характеристики
Отзывы
Доставка и оплата
в сравнении
Очистить список сравнения
Мы используем файлы cookies, чтобы вам было удобнее пользоваться сайтом.
 Вы должны настроить ее на оптимальный режим для работы с PETG.
Вы должны настроить ее на оптимальный режим для работы с PETG.
 А прочность материала делает прочными и эти нити, в результате чего на распечатке может образовываться паутина и заросли, от которых трудно избавиться.
А прочность материала делает прочными и эти нити, в результате чего на распечатке может образовываться паутина и заросли, от которых трудно избавиться. При уменьшении охлаждения у только что экструдированного пластика оказывается больше времени, чтобы полностью схватиться с остальной моделью.
При уменьшении охлаждения у только что экструдированного пластика оказывается больше времени, чтобы полностью схватиться с остальной моделью. Влага разрушает материал на катушке, которой можно было бы еще долго пользоваться.
Влага разрушает материал на катушке, которой можно было бы еще долго пользоваться. 2
2 Поэтому наш материал получил название Relax.
Поэтому наш материал получил название Relax. Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии.
Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии. Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии.
Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии.

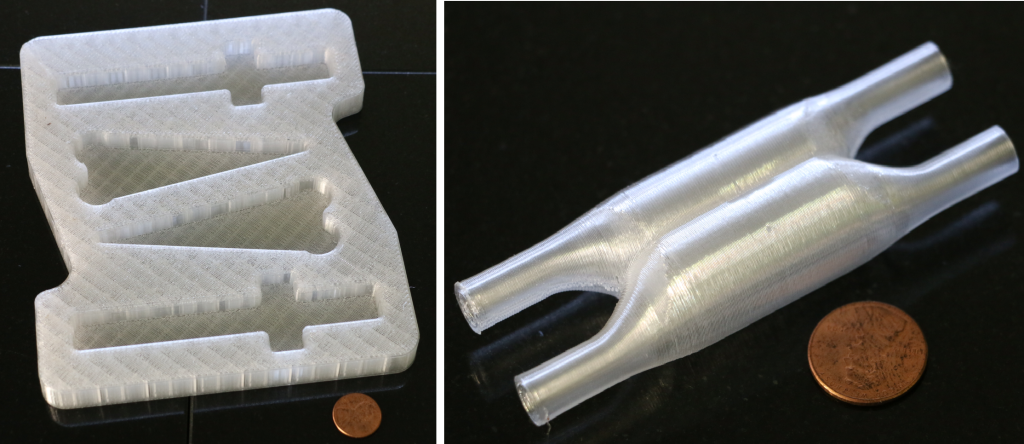 Если вы используете пластик в условиях влажного климата, то при неправильном хранении материал может впитывать влагу из воздуха. Чтобы избежать чрезмерного набора влаги, материал следует хранить в прохладном сухом месте. Точка росы для безопасного хранения PETG пластика должна быть ниже нуля. Самый простой и при этом весьма эффективный способ — это хранение филамента в герметичных пакетах с силикагелем. Наши катушки поставляются в вакуумной упаковке, но после вскрытия катушку можно поместить в обычный или вакуумный Zip-пакет подходящего размера с пакетиком влагопоглотителя внутри, предварительно выжав или откачав из пакета побольше воздуха. Также для хранения можно использовать жесткие герметичные боксы или просто плотно закрывающиеся контейнеры с силикагелем. Статью про хранение пластика можно прочитать здесь.
Если вы используете пластик в условиях влажного климата, то при неправильном хранении материал может впитывать влагу из воздуха. Чтобы избежать чрезмерного набора влаги, материал следует хранить в прохладном сухом месте. Точка росы для безопасного хранения PETG пластика должна быть ниже нуля. Самый простой и при этом весьма эффективный способ — это хранение филамента в герметичных пакетах с силикагелем. Наши катушки поставляются в вакуумной упаковке, но после вскрытия катушку можно поместить в обычный или вакуумный Zip-пакет подходящего размера с пакетиком влагопоглотителя внутри, предварительно выжав или откачав из пакета побольше воздуха. Также для хранения можно использовать жесткие герметичные боксы или просто плотно закрывающиеся контейнеры с силикагелем. Статью про хранение пластика можно прочитать здесь.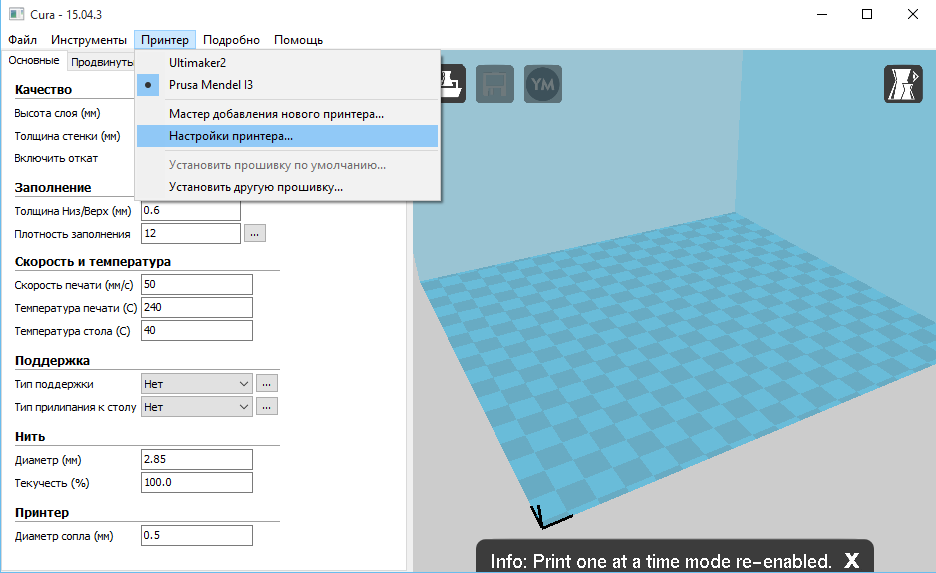 Значит, перед 3D-печатью желательно подстраховаться и просушить пластик.
Значит, перед 3D-печатью желательно подстраховаться и просушить пластик.
 С сертификатом безопасности на REC Relax (PETG) можно ознакомиться по этой ссылке.
С сертификатом безопасности на REC Relax (PETG) можно ознакомиться по этой ссылке. По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.


 Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
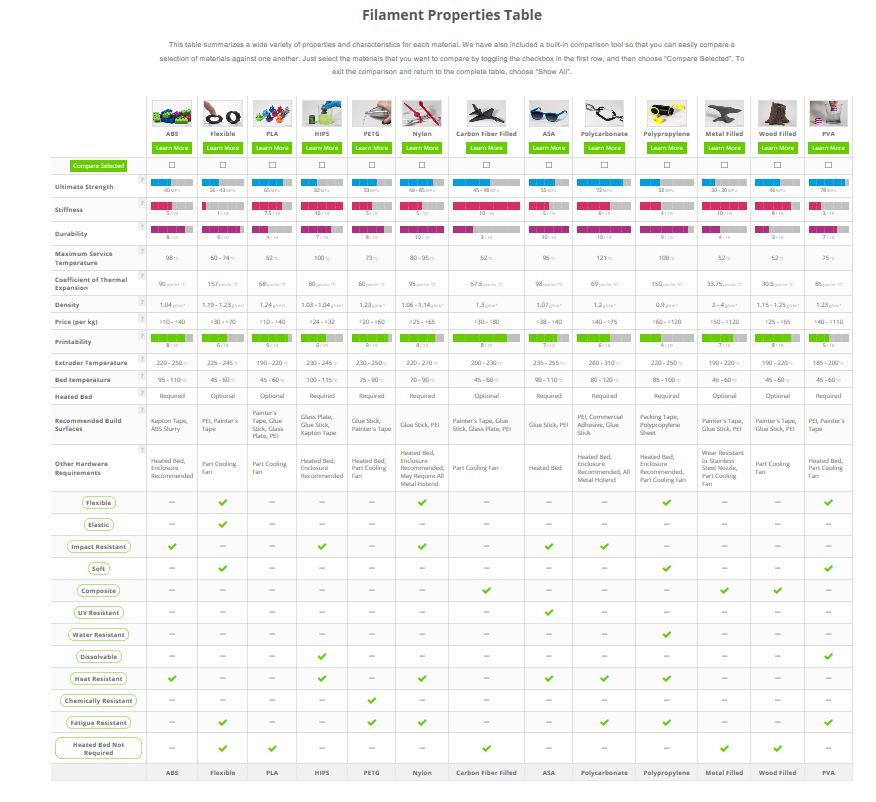 Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.
Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера. Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG: 

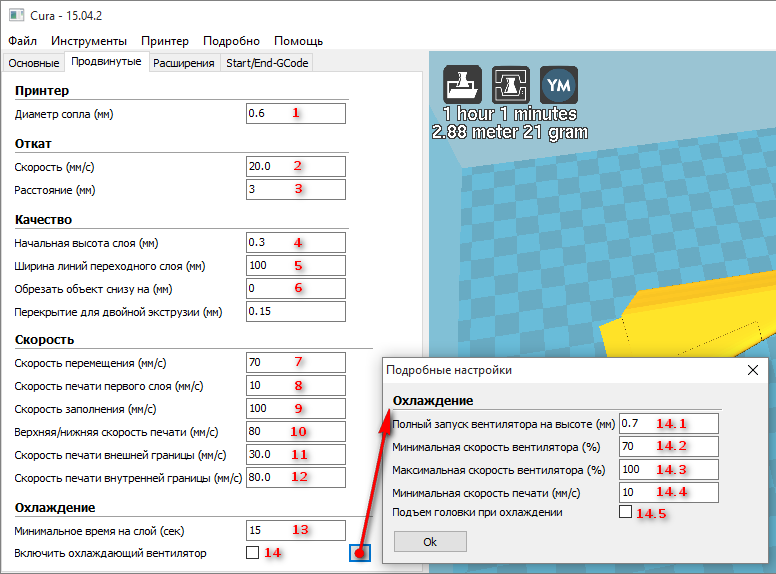 Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить. Устранение неполадок нити PETG
Устранение неполадок нити PETG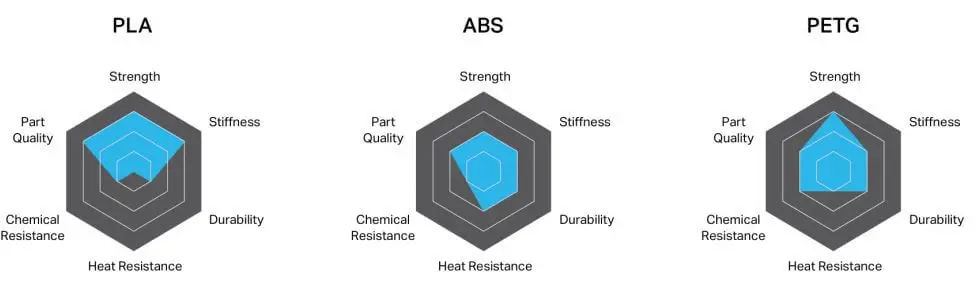 Вы получите деталь, которая не является прочной и легко разбирается или визуально имеет много мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
Вы получите деталь, которая не является прочной и легко разбирается или визуально имеет много мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.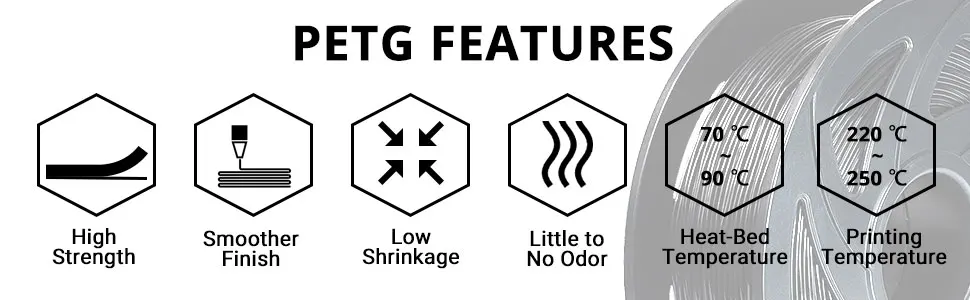 Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
 Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
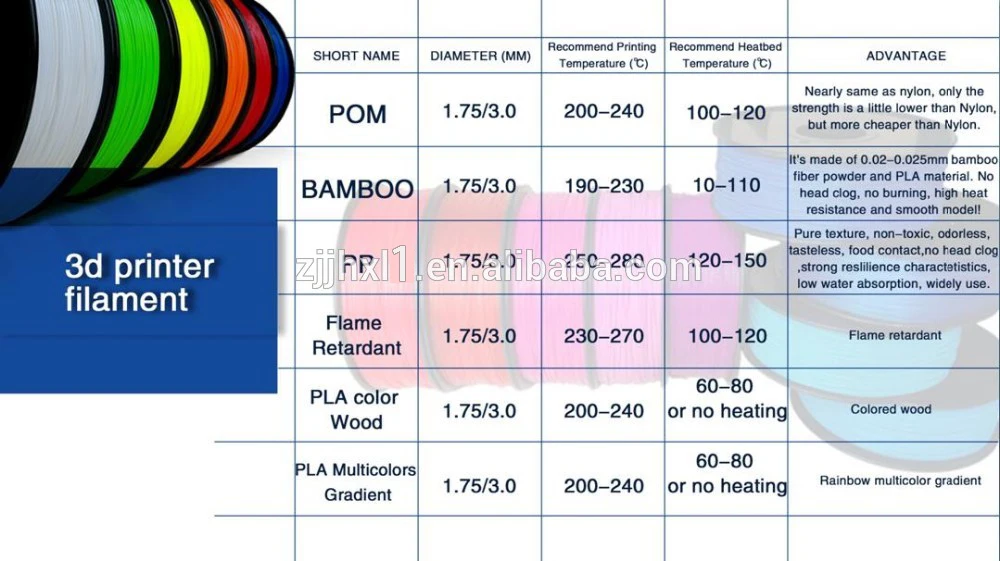
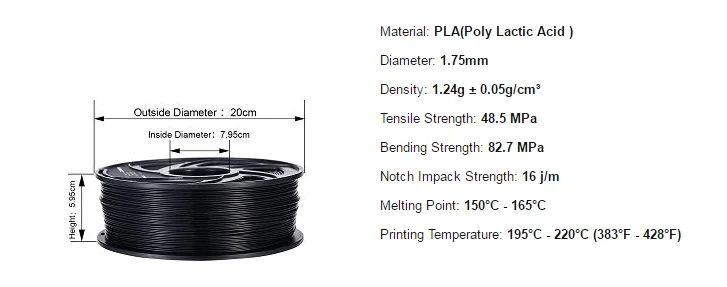 Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063
Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063 S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите в магазине MatterHackers все, что вам нужно.
S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите в магазине MatterHackers все, что вам нужно. Этот контент содержит много информации; подробнее см. в нашем руководстве по оптимальным настройкам PETG.
Этот контент содержит много информации; подробнее см. в нашем руководстве по оптимальным настройкам PETG. Для достижения наилучших результатов используйте значения температуры, предоставленные производителями нити, и при необходимости измените настройки. Вы также можете использовать старомодный метод проб и ошибок, чтобы выяснить, какая температура лучше всего подходит для вашей нити. Башня температуры и другие калибровочные отпечатки могут помочь в определении оптимальных параметров нити.
Для достижения наилучших результатов используйте значения температуры, предоставленные производителями нити, и при необходимости измените настройки. Вы также можете использовать старомодный метод проб и ошибок, чтобы выяснить, какая температура лучше всего подходит для вашей нити. Башня температуры и другие калибровочные отпечатки могут помочь в определении оптимальных параметров нити.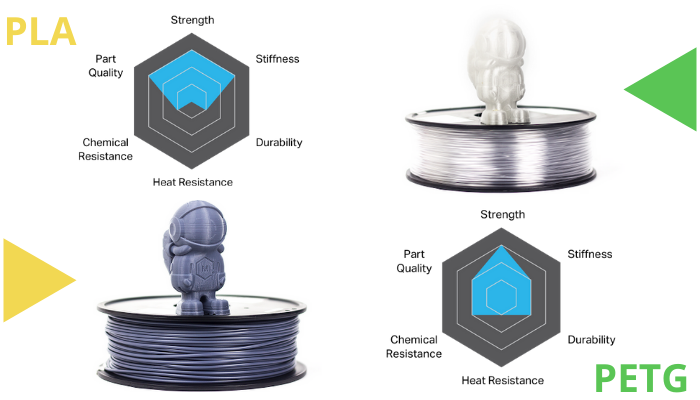 Однако низкая скорость печати может привести к таким дефектам печати, как натяжение и утечка ниже определенного порога. Наконец, имейте в виду, что наилучшая скорость печати зависит от принтера и марки нити. Вероятно, вам следует поэкспериментировать с параметрами, чтобы найти оптимальное решение для достижения наилучших результатов. Тип печатаемой модели также должен влиять на скорость печати. Более низкая скорость печати, вероятно, будет полезна для моделей с изогнутой или сложной геометрией.
Однако низкая скорость печати может привести к таким дефектам печати, как натяжение и утечка ниже определенного порога. Наконец, имейте в виду, что наилучшая скорость печати зависит от принтера и марки нити. Вероятно, вам следует поэкспериментировать с параметрами, чтобы найти оптимальное решение для достижения наилучших результатов. Тип печатаемой модели также должен влиять на скорость печати. Более низкая скорость печати, вероятно, будет полезна для моделей с изогнутой или сложной геометрией. При высокой скорости охлаждения (70-100 процентов) детали модели отображаются очень подробно, а дефекты печати и натяжение уменьшаются. В результате при выборе скорости охлаждения необходимо соблюдать баланс между эстетической и функциональной ценностью.
При высокой скорости охлаждения (70-100 процентов) детали модели отображаются очень подробно, а дефекты печати и натяжение уменьшаются. В результате при выборе скорости охлаждения необходимо соблюдать баланс между эстетической и функциональной ценностью. В этом отношении он легко превосходит нити PLA, но менее термостойкий, чем ABS. Однако он более устойчив к ультрафиолетовому излучению, чем оба, что делает его отличным выбором для наружного использования.
В этом отношении он легко превосходит нити PLA, но менее термостойкий, чем ABS. Однако он более устойчив к ультрафиолетовому излучению, чем оба, что делает его отличным выбором для наружного использования. Чтобы правильно определить расстояние, используйте три листа бумаги или толстую карточку.
Чтобы правильно определить расстояние, используйте три листа бумаги или толстую карточку. Эти покрытия создают слой, облегчающий удаление отпечатков. Правильно выровненная кровать с насадкой, не давящей на кровать, должна решить проблему. По этой причине PETG следует укладывать с большей высоты, чем PLA. Если первый слой вашего сопла уходит глубоко в платформу для печати, ваш отпечаток PETG, скорее всего, прилипнет к платформе для печати. Вы также можете попробовать нагреть платформу для печати или использовать плоский инструмент, например шпатель, чтобы снять отпечаток. Чтобы не повредить стеклянную поверхность, не используйте шпатель слишком сильно.
Эти покрытия создают слой, облегчающий удаление отпечатков. Правильно выровненная кровать с насадкой, не давящей на кровать, должна решить проблему. По этой причине PETG следует укладывать с большей высоты, чем PLA. Если первый слой вашего сопла уходит глубоко в платформу для печати, ваш отпечаток PETG, скорее всего, прилипнет к платформе для печати. Вы также можете попробовать нагреть платформу для печати или использовать плоский инструмент, например шпатель, чтобы снять отпечаток. Чтобы не повредить стеклянную поверхность, не используйте шпатель слишком сильно.

 Задаем их значение по оси Z 800.
Задаем их значение по оси Z 800. Туда можно вставить заранее скачанные готовые модели, либо воспользоваться теми, что предоставляет программа. Они находятся в меню Create/AEC Objects.
Туда можно вставить заранее скачанные готовые модели, либо воспользоваться теми, что предоставляет программа. Они находятся в меню Create/AEC Objects.
 Мы все еще далеки от того, чтобы технология взяла верх над обычными методами строительства. Но с каждым новым проектом она приближается к тому, чтобы стать мейнстримом.
Мы все еще далеки от того, чтобы технология взяла верх над обычными методами строительства. Но с каждым новым проектом она приближается к тому, чтобы стать мейнстримом. Этот проект даст путь многим другим строительным 3D-печатным проектам в Германии, а также в остальной Европе.
Этот проект даст путь многим другим строительным 3D-печатным проектам в Германии, а также в остальной Европе. Его создатели: строительная компания Alquist и гуманитарная организация Habitat for Humanity Peninsula.
Его создатели: строительная компания Alquist и гуманитарная организация Habitat for Humanity Peninsula. Это 3D-печатный пятиэтажный жилой дом высотой 10 метров – самое высокое 3D-печатное здание до сих пор.
Это 3D-печатный пятиэтажный жилой дом высотой 10 метров – самое высокое 3D-печатное здание до сих пор. Но этот проект отличается от остальных. С целью создания жилищных решений практически без воздействия на окружающую среду итальянская компания WASP 3D напечатала дом Гея с использованием почвы и сельскохозяйственных отходов.
Но этот проект отличается от остальных. С целью создания жилищных решений практически без воздействия на окружающую среду итальянская компания WASP 3D напечатала дом Гея с использованием почвы и сельскохозяйственных отходов.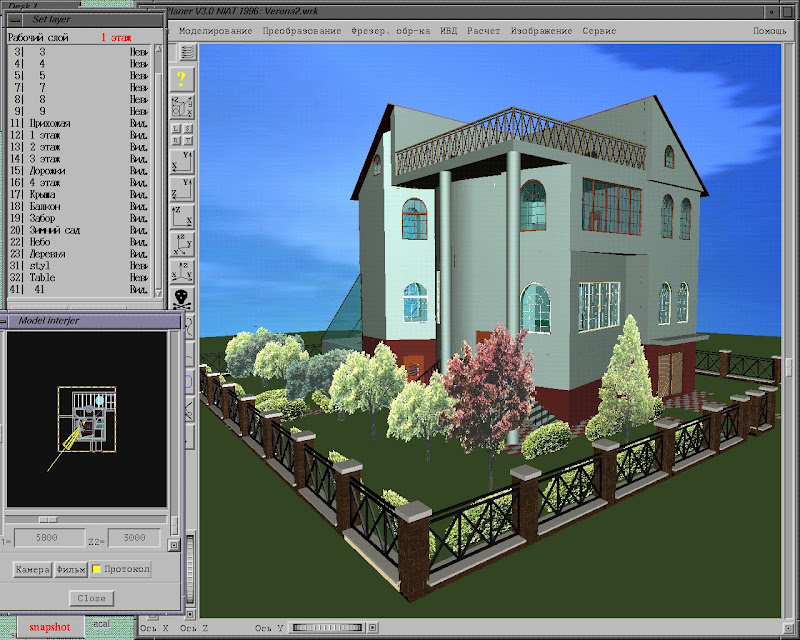 Печать стен заняла всего 10 дней, в то время как ориентировочная стоимость материалов составляет чуть менее 1000 долларов.
Печать стен заняла всего 10 дней, в то время как ориентировочная стоимость материалов составляет чуть менее 1000 долларов. Материал был произведен фирмой Laticrete. Позже детали были перевезены и собраны на их нынешнем месте.
Материал был произведен фирмой Laticrete. Позже детали были перевезены и собраны на их нынешнем месте.
 Фундамент, тем временем, был построен с использованием обычного метода заливки бетона в землю.
Фундамент, тем временем, был построен с использованием обычного метода заливки бетона в землю.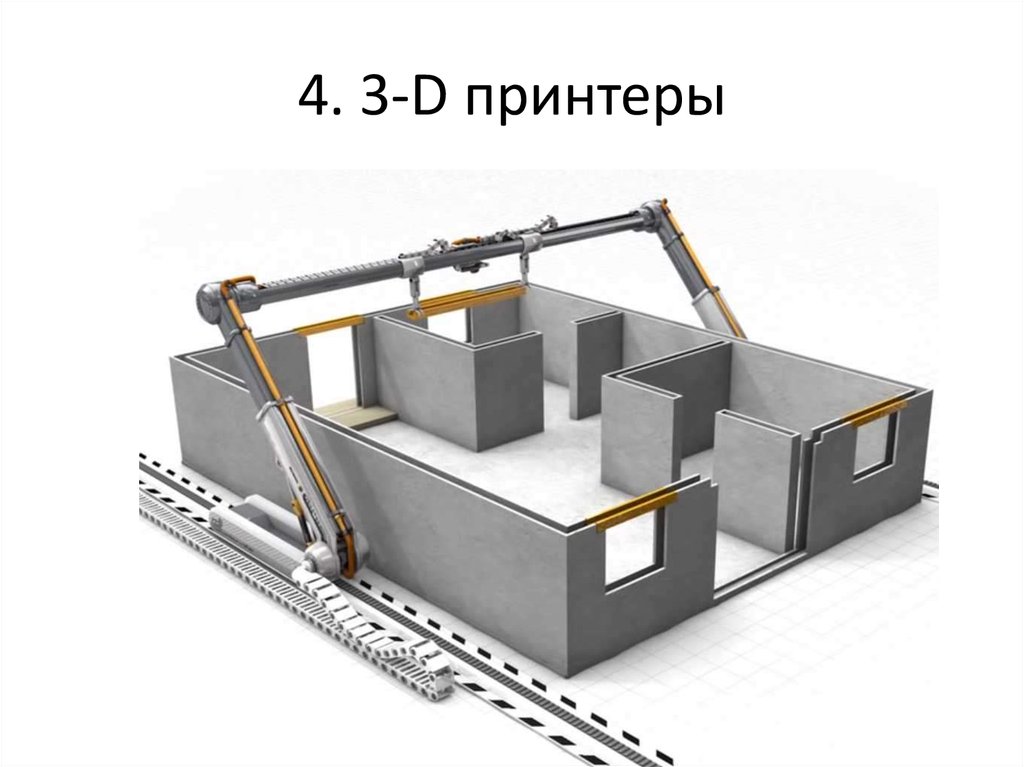

 Упорядочивайте, редактируйте и применяйте пользовательские поверхности и материалы.
Упорядочивайте, редактируйте и применяйте пользовательские поверхности и материалы. Войдите, используя новый пароль.
Войдите, используя новый пароль.



 1.5, б) . Станки с ЧПУ, в которых можно одновременно управлять продольной поперечной подачей, имеют возможность задавать необходимую траекторию резца 1 путем изменения величины подач по осям Х и Z (рис. 1.5, в).
1.5, б) . Станки с ЧПУ, в которых можно одновременно управлять продольной поперечной подачей, имеют возможность задавать необходимую траекторию резца 1 путем изменения величины подач по осям Х и Z (рис. 1.5, в). Чтобы прорезать впадину резьбы на полную глубину, нужно выполнить несколько рабочих ходов, углубляя с каждым ходом резец в заготовку. Гребенка 2, имеющая несколько режущих зубьев разной высоты (рис. 1.6, б), позволяет нарезать резьбу 1 за один рабочий ход.
Чтобы прорезать впадину резьбы на полную глубину, нужно выполнить несколько рабочих ходов, углубляя с каждым ходом резец в заготовку. Гребенка 2, имеющая несколько режущих зубьев разной высоты (рис. 1.6, б), позволяет нарезать резьбу 1 за один рабочий ход.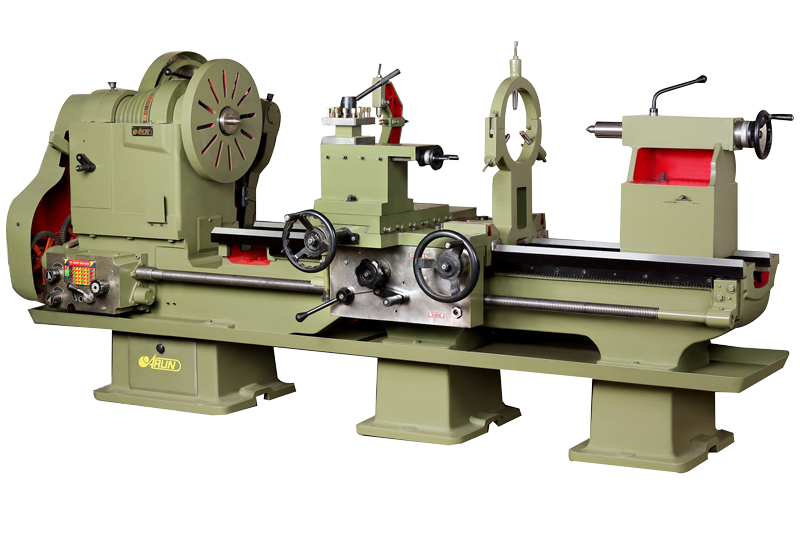 1.7. Точение внутренних поверхностей
1.7. Точение внутренних поверхностей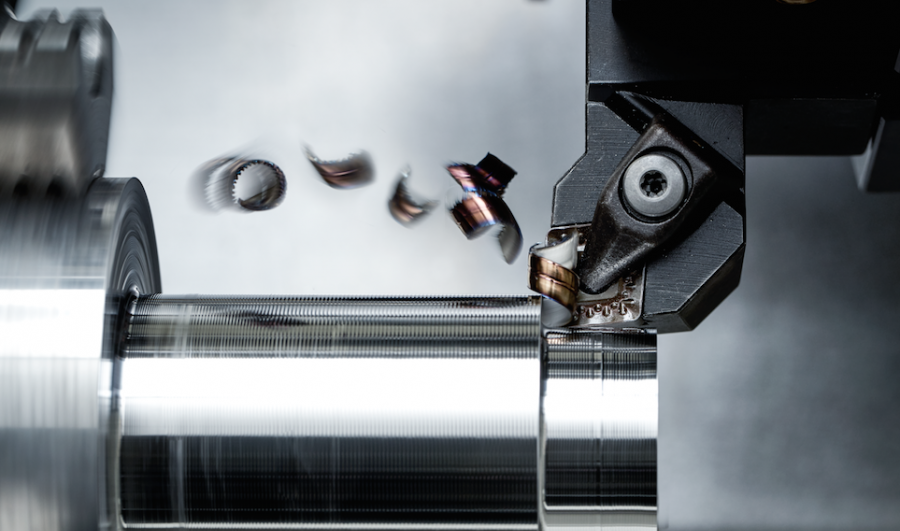 1.9, а) требует трех согласованных между собой движений: вращения шпинделя с заготовкой 1, продольного перемещения суппорта с инструментом и вращения инструмента 2, в процессе которого он как бы катится по обрабатываемой поверхности.
1.9, а) требует трех согласованных между собой движений: вращения шпинделя с заготовкой 1, продольного перемещения суппорта с инструментом и вращения инструмента 2, в процессе которого он как бы катится по обрабатываемой поверхности.
 1.10. Точение некруглых деталей
1.10. Точение некруглых деталей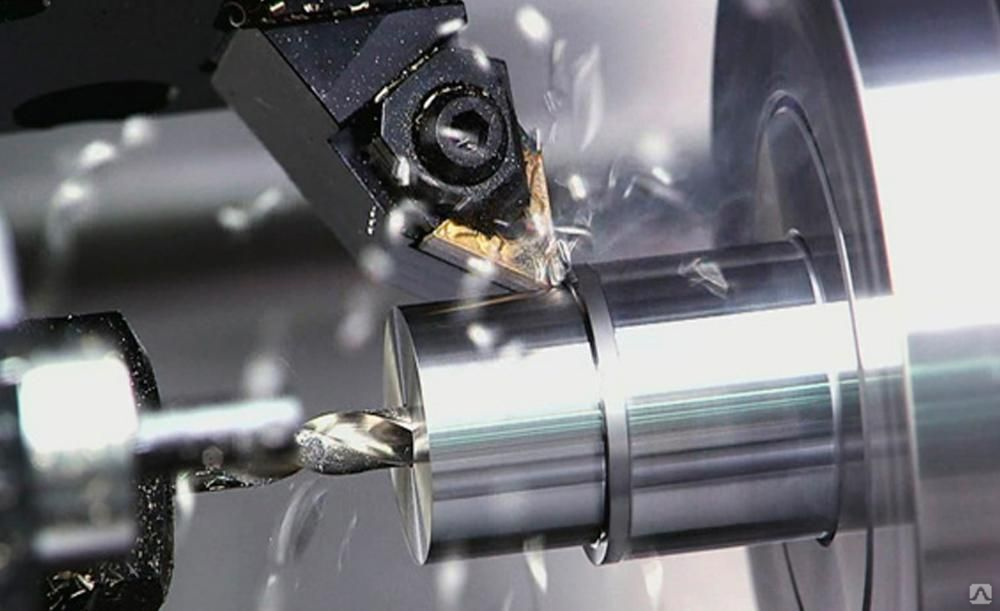 Рассмотрим наиболее важные моменты, о которых стоит знать каждому мастеру.
Рассмотрим наиболее важные моменты, о которых стоит знать каждому мастеру.
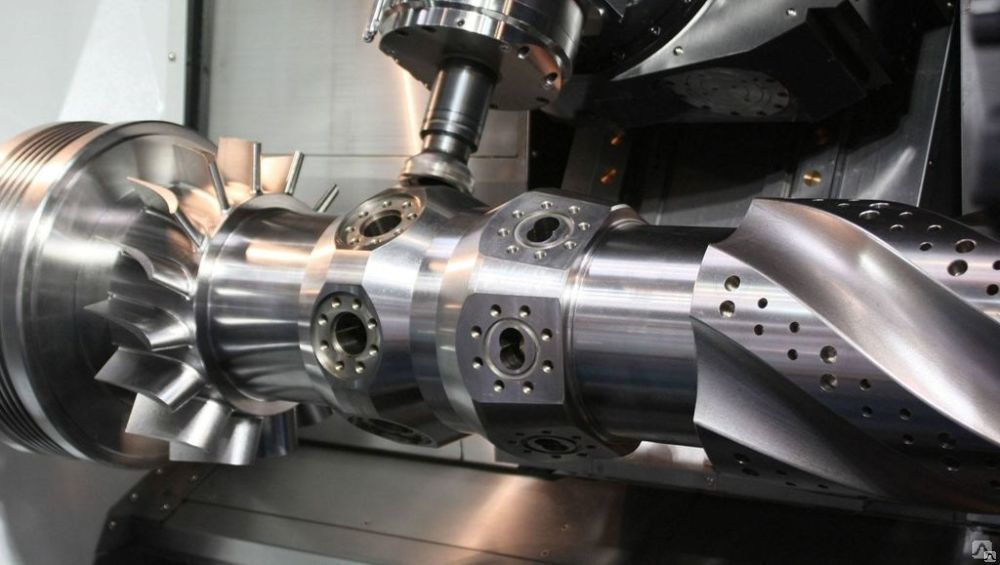 Это повышает эффективность эксплуатации, исключает возможность коррозии, перегрева и полного выхода из строя. В особом внимании нуждаются трущиеся детали.
Это повышает эффективность эксплуатации, исключает возможность коррозии, перегрева и полного выхода из строя. В особом внимании нуждаются трущиеся детали.


 Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
 Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель.
Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель. Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.
Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.

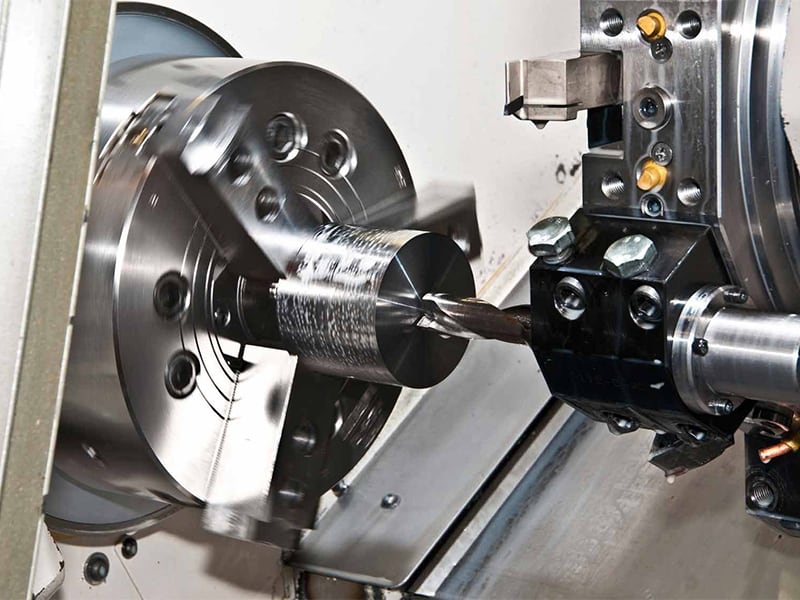
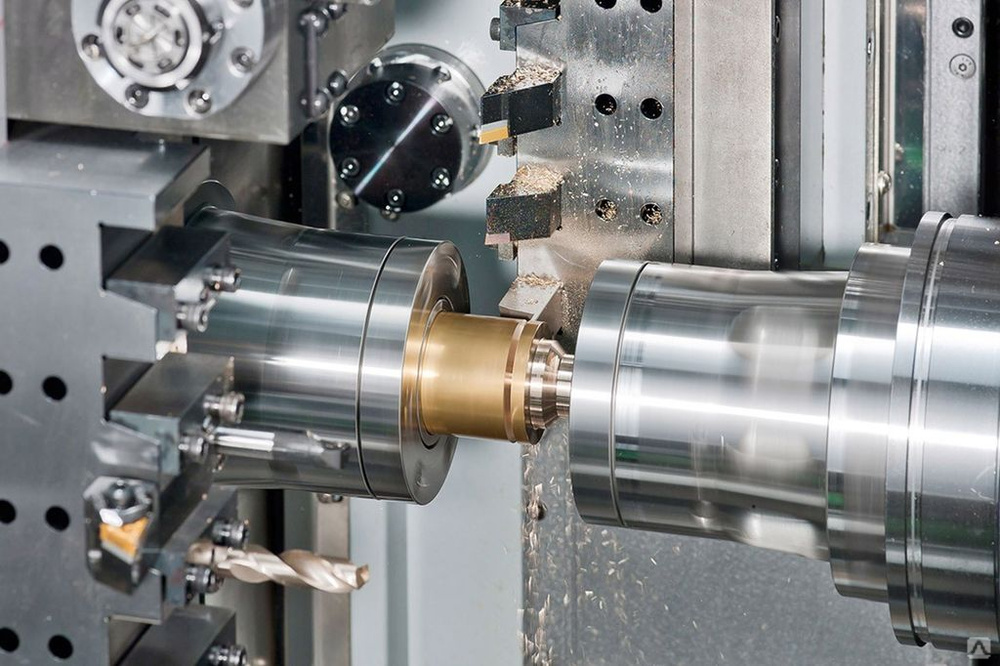 бейсбольные биты. Современные ремесленники используют станки меньшего размера для создания красивых произведений искусства, в то время как слесари используют станки большего размера для производства промышленных материалов.
бейсбольные биты. Современные ремесленники используют станки меньшего размера для создания красивых произведений искусства, в то время как слесари используют станки большего размера для производства промышленных материалов. Большинство токарных станков содержат переднюю бабку, заднюю бабку, шпиндель, двигатель, патрон и набор режущих инструментов.
Большинство токарных станков содержат переднюю бабку, заднюю бабку, шпиндель, двигатель, патрон и набор режущих инструментов.
 Эти части становятся ножками стульев или столов, или далее обрабатываются в декоративные шпиндели.
Эти части становятся ножками стульев или столов, или далее обрабатываются в декоративные шпиндели. Из-за этого некоторые токарные станки имеют специальные функции.
Из-за этого некоторые токарные станки имеют специальные функции.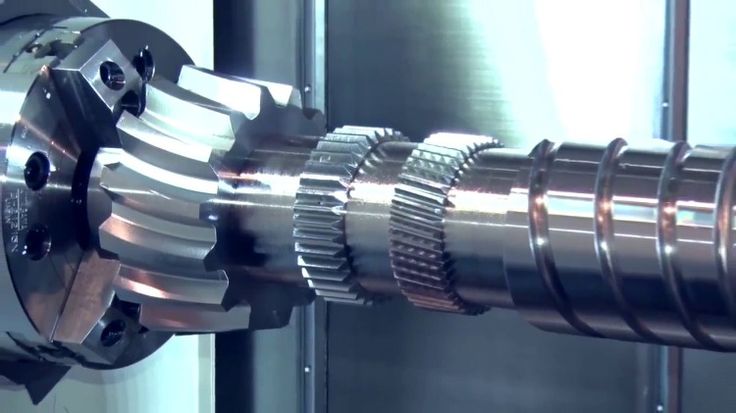 Башня способна удерживать несколько режущих инструментов, каждый из которых можно использовать последовательно. Это позволяет оператору производить идентичные заготовки на одном и том же станке, экономя время и обеспечивая идентичность каждой детали.
Башня способна удерживать несколько режущих инструментов, каждый из которых можно использовать последовательно. Это позволяет оператору производить идентичные заготовки на одном и том же станке, экономя время и обеспечивая идентичность каждой детали.
 В конструкторском бюро компании работают высококвалифицированные инженеры с большим опытом. Многие из них прошли старую школу, работая на предприятиях оборонно-промышленного комплекса. Новаторская работа ведется целенаправленно и приносит реальные результаты: инженерами создан ряд современных разработок, решения которых запатентованы.
В конструкторском бюро компании работают высококвалифицированные инженеры с большим опытом. Многие из них прошли старую школу, работая на предприятиях оборонно-промышленного комплекса. Новаторская работа ведется целенаправленно и приносит реальные результаты: инженерами создан ряд современных разработок, решения которых запатентованы. Склады компании оснащены современным оборудованием для приема, сбора и контроля продукции. Эргономичная система хранения и планшетная сборка позволяют точно отслеживать наличие инструментов на складе, а собственный автопарк — быстро доставлять их.
Склады компании оснащены современным оборудованием для приема, сбора и контроля продукции. Эргономичная система хранения и планшетная сборка позволяют точно отслеживать наличие инструментов на складе, а собственный автопарк — быстро доставлять их. Ручные и механизированные инструменты
Ручные и механизированные инструменты С тех пор он построил этот бизнес, включив в него четыре грузовика и перевозя кукурузный силос и сахарную свеклу.
С тех пор он построил этот бизнес, включив в него четыре грузовика и перевозя кукурузный силос и сахарную свеклу. «На мой взгляд, я подумал, что для количества продукта, которое мы только что упаковали, по сравнению с деньгами, которые он получил, это кажется действительно хорошей сделкой со стороны производителя. В этот момент я начал задавать вопросы и узнавать больше о бизонах».
«На мой взгляд, я подумал, что для количества продукта, которое мы только что упаковали, по сравнению с деньгами, которые он получил, это кажется действительно хорошей сделкой со стороны производителя. В этот момент я начал задавать вопросы и узнавать больше о бизонах». С зубром он нашел продукт, который может принести прибыль производителю, решая при этом экологические проблемы, часто возникающие в связи с животноводством.
С зубром он нашел продукт, который может принести прибыль производителю, решая при этом экологические проблемы, часто возникающие в связи с животноводством. «Я трачу свои деньги на маркетинг и увеличение поголовья скота».
«Я трачу свои деньги на маркетинг и увеличение поголовья скота».
 Но поскольку MoSCoW может расставлять приоритеты задач в рамках любого ограниченного по времени проекта, команды адаптировали этот метод для широкого спектра применений.
Но поскольку MoSCoW может расставлять приоритеты задач в рамках любого ограниченного по времени проекта, команды адаптировали этот метод для широкого спектра применений. Но сначала давайте разберем каждую категорию в методе MoSCoW.
Но сначала давайте разберем каждую категорию в методе MoSCoW. Если их не учитывать, продукт или проект по-прежнему работают. Однако инициативы могут принести значительную пользу.
Если их не учитывать, продукт или проект по-прежнему работают. Однако инициативы могут принести значительную пользу. Категория может управлять ожиданиями относительно того, что команда не будет включать в конкретный релиз (или другой период времени, который вы считаете приоритетным).
Категория может управлять ожиданиями относительно того, что команда не будет включать в конкретный релиз (или другой период времени, который вы считаете приоритетным).
 Команда хочет добиться прогресса в выпуске нового продукта, но исполнительный персонал установил жесткие сроки для дальнейших выпусков в те же сроки. В этом случае команда может использовать MoSCoW, чтобы определить, какие аспекты желаемого релиза являются обязательными, и временно отложить все остальное.
Команда хочет добиться прогресса в выпуске нового продукта, но исполнительный персонал установил жесткие сроки для дальнейших выпусков в те же сроки. В этом случае команда может использовать MoSCoW, чтобы определить, какие аспекты желаемого релиза являются обязательными, и временно отложить все остальное.


 Вы можете выбрать один из множества вариантов, таких как:
Вы можете выбрать один из множества вариантов, таких как:
 Впрочем, чисто немецкое паломничество в Париж и Евродиснейлэнд выглядит как двух- или трехдневное путешествие на автобусе. Очень распространен в Германии поиск попутчиков, едущих в одном направлении. Специальное агентство «Митфарцентрале» сведет вас за умеренную плату с автомобилистами, и наоборот, если машина у вас, найдет попутчиков, которые оплатят часть стоимости бензина.
Впрочем, чисто немецкое паломничество в Париж и Евродиснейлэнд выглядит как двух- или трехдневное путешествие на автобусе. Очень распространен в Германии поиск попутчиков, едущих в одном направлении. Специальное агентство «Митфарцентрале» сведет вас за умеренную плату с автомобилистами, и наоборот, если машина у вас, найдет попутчиков, которые оплатят часть стоимости бензина. Вот как выглядит, например, простая ситуация в сказке о крестьянине и крестьянке, которые на один день поменялись обязанностями. На долю крестьянина выпали все злоключения: молоко убежало, домашние животные и ребенок постоянно требуют внимания. Но на все не хватает ни времени, ни терпения. По разумению крестьянина, корова вполне может пастись на крыше, где достаточно сена. В русской сказке было бы просто сказано, что крестьянин поставил корову на крышу (каким образом это уже не имеет значения). В немецкой же сказке подробно описано, как корова попала на крышу: крестьянин вначале подставил доску к крыше, а уж потом по ней ввел корову наверх. Даже такая абсурдная ситуация, как «попадание» коровы на крышу, решается без чудес. И так во всем. Обстоятельность и рационализм немцев нашли отражение и в языке, который в своих грамматических конструкциях не допускает никакой неопределенности. Он описывает любые нюансы последовательности действий как в прошедшем, так и в будущем времени.
Вот как выглядит, например, простая ситуация в сказке о крестьянине и крестьянке, которые на один день поменялись обязанностями. На долю крестьянина выпали все злоключения: молоко убежало, домашние животные и ребенок постоянно требуют внимания. Но на все не хватает ни времени, ни терпения. По разумению крестьянина, корова вполне может пастись на крыше, где достаточно сена. В русской сказке было бы просто сказано, что крестьянин поставил корову на крышу (каким образом это уже не имеет значения). В немецкой же сказке подробно описано, как корова попала на крышу: крестьянин вначале подставил доску к крыше, а уж потом по ней ввел корову наверх. Даже такая абсурдная ситуация, как «попадание» коровы на крышу, решается без чудес. И так во всем. Обстоятельность и рационализм немцев нашли отражение и в языке, который в своих грамматических конструкциях не допускает никакой неопределенности. Он описывает любые нюансы последовательности действий как в прошедшем, так и в будущем времени. В прошлом в русле реки было много опасных участков для судоходства: сложных отмелей, подводных скал. Сейчас, разумеется, река хорошо изучена. В долине Рейна возделывают виноград. Наиболее привлекательный и живописный участок реки, который так и называется — Романтический Рейн, находится в среднем течении. В этом месте река рассекает Рейнские Сланцевые горы, и прекрасные, один лучше другого, виды открываются путешественнику. Не случайно с долиной Рейна связаны древние германские сказания (вспомните о Нибелунгах — живших на Рейне обладателей чудесного золотого клада).
В прошлом в русле реки было много опасных участков для судоходства: сложных отмелей, подводных скал. Сейчас, разумеется, река хорошо изучена. В долине Рейна возделывают виноград. Наиболее привлекательный и живописный участок реки, который так и называется — Романтический Рейн, находится в среднем течении. В этом месте река рассекает Рейнские Сланцевые горы, и прекрасные, один лучше другого, виды открываются путешественнику. Не случайно с долиной Рейна связаны древние германские сказания (вспомните о Нибелунгах — живших на Рейне обладателей чудесного золотого клада). Этот город внес огромный вклад в развитие мировой культуры. Здесь в 1448 году Иоанн Гутенберг изобрел способ книгопечатания с помощью подвижных букв, которые можно использовать бесконечно. Это существенно упростило трудоемкий процесс. Как водится, сам изобретатель не нажился на своем детище и до конца дней нуждался в средствах. В настоящее время жители Майнца гордятся таким соотечественником. Его именем назван университет. В городе открыт Музей книгопечатания, где можно увидеть много редких изданий. На противоположном берегу Рейна находится знаменитый курорт Висбаден.
Этот город внес огромный вклад в развитие мировой культуры. Здесь в 1448 году Иоанн Гутенберг изобрел способ книгопечатания с помощью подвижных букв, которые можно использовать бесконечно. Это существенно упростило трудоемкий процесс. Как водится, сам изобретатель не нажился на своем детище и до конца дней нуждался в средствах. В настоящее время жители Майнца гордятся таким соотечественником. Его именем назван университет. В городе открыт Музей книгопечатания, где можно увидеть много редких изданий. На противоположном берегу Рейна находится знаменитый курорт Висбаден.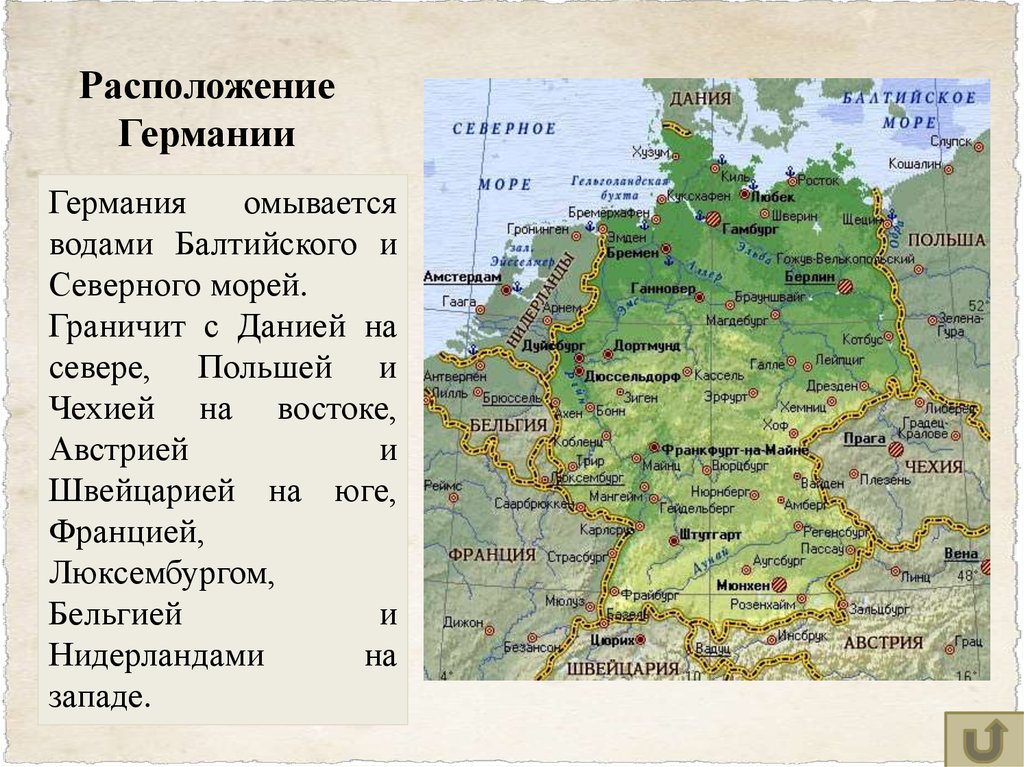 На скалистом левом берегу Рейна находится один из красивейших замков долины — Рейнштайн (Burg Reinstein), на правом берегу высятся руины замка Эренфелльс. Посередине реки находится небольшой остров Бингер, вблизи которого — самое опасное в прошлом место для судов. На острове есть маяк. Он установлен в древней башне, куда архиепископ Майнца Хатто II отправлял на съедение крысам нерадивых рабочих. Башня носит название Мойзетурм (Maeuseturm) — «мышиная».
На скалистом левом берегу Рейна находится один из красивейших замков долины — Рейнштайн (Burg Reinstein), на правом берегу высятся руины замка Эренфелльс. Посередине реки находится небольшой остров Бингер, вблизи которого — самое опасное в прошлом место для судов. На острове есть маяк. Он установлен в древней башне, куда архиепископ Майнца Хатто II отправлял на съедение крысам нерадивых рабочих. Башня носит название Мойзетурм (Maeuseturm) — «мышиная». Вскоре река делает небольшой изгиб вправо и, если повезет, можно увидеть прекрасную группу скал в русле реки, которая появляется только при низкой воде. Скалы поэтически названы Семь юных женщин (Die 7 Jungfrauen). Если верить легенде, женщины были превращены в камень из-за своих каменных сердец.
Вскоре река делает небольшой изгиб вправо и, если повезет, можно увидеть прекрасную группу скал в русле реки, которая появляется только при низкой воде. Скалы поэтически названы Семь юных женщин (Die 7 Jungfrauen). Если верить легенде, женщины были превращены в камень из-за своих каменных сердец.
 Отсюда можно добраться по интересной в геологическом отношении долины речушки Броль и большого озера Лаахер-Зее, на берегу которого расположено аббатство бенедиктинцев. Ниже на обоих берегах Рейна находятся выходы горячих источников, у которых разместились курорты Бад Хеннинген и Бад Брайзих. Ниже по течению, на правом берегу красуется огромная базальтовая скала Ерпелер Лей с плоской вершиной. Она возвышается на 153 м над рекой. Следующими покажутся вершины знаменитого рейнского Семигорья. Наилучший вид на них открывается из городка Роландсек на левом берегу. Городок обязан своим именем рыцарю Роланду из окружения Карла Великого.
Отсюда можно добраться по интересной в геологическом отношении долины речушки Броль и большого озера Лаахер-Зее, на берегу которого расположено аббатство бенедиктинцев. Ниже на обоих берегах Рейна находятся выходы горячих источников, у которых разместились курорты Бад Хеннинген и Бад Брайзих. Ниже по течению, на правом берегу красуется огромная базальтовая скала Ерпелер Лей с плоской вершиной. Она возвышается на 153 м над рекой. Следующими покажутся вершины знаменитого рейнского Семигорья. Наилучший вид на них открывается из городка Роландсек на левом берегу. Городок обязан своим именем рыцарю Роланду из окружения Карла Великого. И вот на правом берегу начинается наиболее посещаемая туристическая область Германии — знаменитое Семигорье. Семь главных высоких вершин определили название местности: Олльберг (461 м), Левенбург (455 м), Лорберг (435 м), Нонненстромберг (336 м), Петерсберг (331 м), Волькенбург (324 м), и Драхенфелльс (321 м). Непосредственно на берегу Рейна находятся упомянутая в саге о Зигфриде гора Драхенфельс и гора Петерсберг, на вершине которой стоит домик приемов правительства Германии. Справа, у подножия Семигорья, — самая северная в стране точка произрастания винограда.
И вот на правом берегу начинается наиболее посещаемая туристическая область Германии — знаменитое Семигорье. Семь главных высоких вершин определили название местности: Олльберг (461 м), Левенбург (455 м), Лорберг (435 м), Нонненстромберг (336 м), Петерсберг (331 м), Волькенбург (324 м), и Драхенфелльс (321 м). Непосредственно на берегу Рейна находятся упомянутая в саге о Зигфриде гора Драхенфельс и гора Петерсберг, на вершине которой стоит домик приемов правительства Германии. Справа, у подножия Семигорья, — самая северная в стране точка произрастания винограда.
 Вблизи берега, изобилующего бухтами, расположены острова с обрывистыми берегами — Рюген, Хиддензее, Узедом, Пель. В курортных местах на Балтийском море расположены более тысячи санаториев, домов отдыха, туристских баз. Здесь можно провести и несколько месяцев и несколько дней уикэнда. Палаточные городки возникают во всех подходящих местах побережья, что очень важно для желающих сэкономить деньги.
Вблизи берега, изобилующего бухтами, расположены острова с обрывистыми берегами — Рюген, Хиддензее, Узедом, Пель. В курортных местах на Балтийском море расположены более тысячи санаториев, домов отдыха, туристских баз. Здесь можно провести и несколько месяцев и несколько дней уикэнда. Палаточные городки возникают во всех подходящих местах побережья, что очень важно для желающих сэкономить деньги. Курорт специализируется на ревматических заболеваниях и заболеваниях органов дыхания.
Курорт специализируется на ревматических заболеваниях и заболеваниях органов дыхания. Он расположен напротив знаменитого Семигорья, имеет великолепную набережную для прогулок, что позволяет принимать также и «эстетические» ванны. В районе много иностранных представительств и посольств.
Он расположен напротив знаменитого Семигорья, имеет великолепную набережную для прогулок, что позволяет принимать также и «эстетические» ванны. В районе много иностранных представительств и посольств. Если Вы решили купить в подарок алкогольные напитки, то выберите лучше хорошее вино — более крепкие напитки приносить в гости не принято.
Если Вы решили купить в подарок алкогольные напитки, то выберите лучше хорошее вино — более крепкие напитки приносить в гости не принято. Снимая трубку телефона, также принято называть свою фамилию — это обязательное требование.
Снимая трубку телефона, также принято называть свою фамилию — это обязательное требование.
 95 «А»
95 «А»
 Входы в оба здания не являются безбарьерными. Доступ в них осуществляется по дорожкам, имеющим покрытие, сходное с брусчаткой, и отчасти сильный уклон. В универсальном корпусе располагаются актовый зал и ресторан.
Входы в оба здания не являются безбарьерными. Доступ в них осуществляется по дорожкам, имеющим покрытие, сходное с брусчаткой, и отчасти сильный уклон. В универсальном корпусе располагаются актовый зал и ресторан. Дорога от внешнего ограждения до здания Консульско-правового департамента имеет плиточное покрытие. Двери проходной временного здания Консульско-правового департамента и зала с окнами приёма посетителей не открываются автоматически. Конструктивных или технических приспособлений для слепых и слабовидящих людей не имеется.
Дорога от внешнего ограждения до здания Консульско-правового департамента имеет плиточное покрытие. Двери проходной временного здания Консульско-правового департамента и зала с окнами приёма посетителей не открываются автоматически. Конструктивных или технических приспособлений для слепых и слабовидящих людей не имеется. Но когда дело доходит до относительного размера Германии по сравнению с Соединенными Штатами, вы можете быть удивлены!
Но когда дело доходит до относительного размера Германии по сравнению с Соединенными Штатами, вы можете быть удивлены! Это примерно половина площади Техаса в США. Что касается населения, то в Германии проживает немногим более 80 миллионов человек.
Это примерно половина площади Техаса в США. Что касается населения, то в Германии проживает немногим более 80 миллионов человек. также: 9 лучших музеев автомобилей в Германии
также: 9 лучших музеев автомобилей в Германии
 Рейсы и отели
Рейсы и отели также: Государственный гимн Германии: Das Deutschlandlied
также: Государственный гимн Германии: Das Deutschlandlied






 Япония также является одним из крупнейших пользователей Интернета на Земле.
Япония также является одним из крупнейших пользователей Интернета на Земле.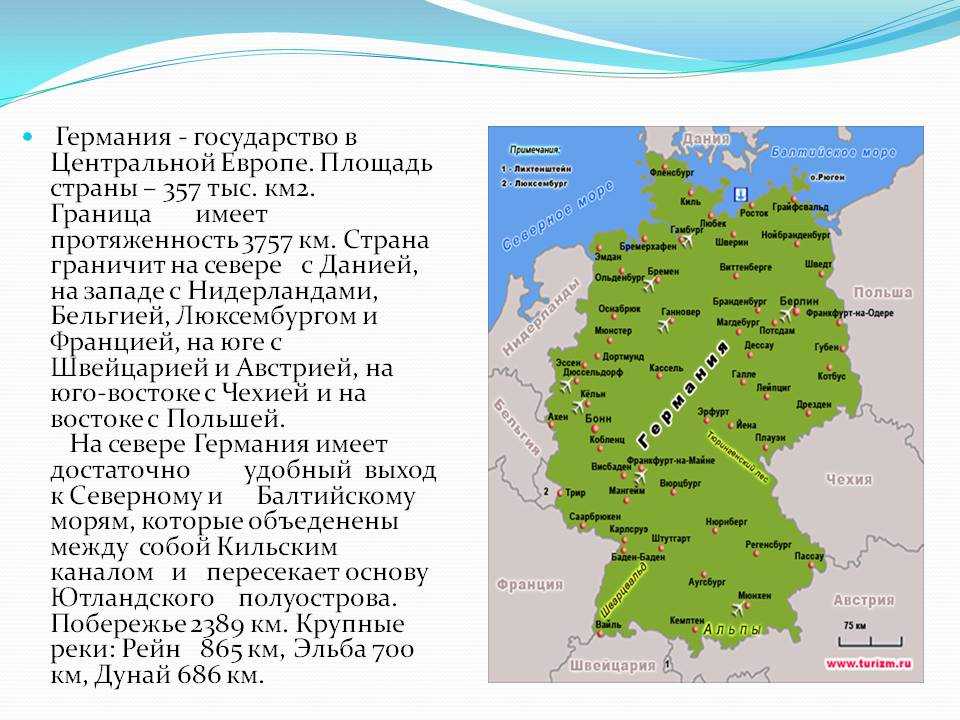 Это означает, что в Германии проживает примерно 78 миллионов (хотя по некоторым оценкам, 82) человек. Напротив, наш план американского штата Техас расположен недалеко от береговой линии Германии и имеет население более 27 миллионов человек, охватывая 6
Это означает, что в Германии проживает примерно 78 миллионов (хотя по некоторым оценкам, 82) человек. Напротив, наш план американского штата Техас расположен недалеко от береговой линии Германии и имеет население более 27 миллионов человек, охватывая 6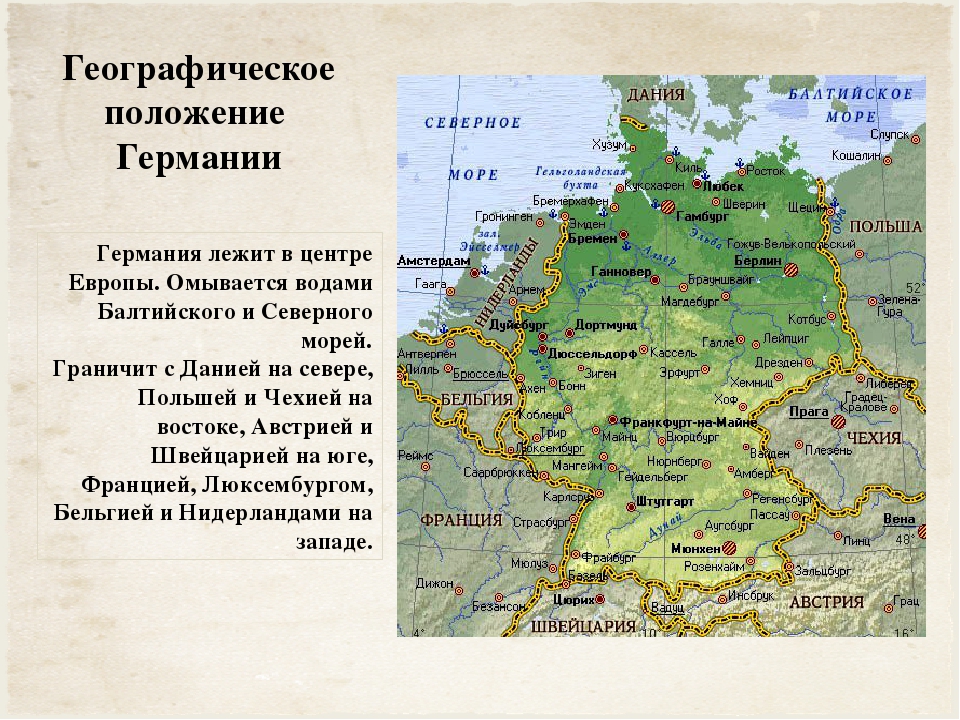 Примерно размером с Монтану и расположенной еще севернее, объединенная Германия имеет площадь 356 959 квадратных километров. Протянувшись на 853 километра от северной границы с Данией до Альп на юге, это шестая по величине страна в Европе. В самом широком месте Германия простирается примерно на 650 километров от бельгийско-немецкой границы на западе до польской границы на востоке.
Примерно размером с Монтану и расположенной еще севернее, объединенная Германия имеет площадь 356 959 квадратных километров. Протянувшись на 853 километра от северной границы с Данией до Альп на юге, это шестая по величине страна в Европе. В самом широком месте Германия простирается примерно на 650 километров от бельгийско-немецкой границы на западе до польской границы на востоке. Эти холмы ведут вверх, постепенно образуя высокие плато и лесные массивы и, в конце концов, превращаясь в живописные горные хребты.
Эти холмы ведут вверх, постепенно образуя высокие плато и лесные массивы и, в конце концов, превращаясь в живописные горные хребты. )
)
 Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включая
Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включая Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включ
Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включ
 A.F. предназначен для резания тонкостенных профилей и полнотелого проката из стали, в том числе легированной.
A.F. предназначен для резания тонкостенных профилей и полнотелого проката из стали, в том числе легированной. 00
00 20
20 20
20 00
00 20
20 A.F.
A.F. 50
50 Если вам требуется устройство, с помощью которого режут прокат, вы можете связаться с нашими специалистами. Они предоставят грамотную консультацию и помогут оформить заявку.
Если вам требуется устройство, с помощью которого режут прокат, вы можете связаться с нашими специалистами. Они предоставят грамотную консультацию и помогут оформить заявку. Исполнение (качество подтверждается нормами ГОСТа 15150-69) подойдет для тропического климата с разной влажностью.
Исполнение (качество подтверждается нормами ГОСТа 15150-69) подойдет для тропического климата с разной влажностью.
 Однако ускоряется его износ. Если устройством пользуются редко, это практически не имеет значения.
Однако ускоряется его износ. Если устройством пользуются редко, это практически не имеет значения. Например, возможность поворота на требуемый угол шлифовальной головки, регулировка глубины заточки. Это повышает качество работ, при одновременном сокращении сроков их выполнения.
Например, возможность поворота на требуемый угол шлифовальной головки, регулировка глубины заточки. Это повышает качество работ, при одновременном сокращении сроков их выполнения.

 Хотя точить цепь можно ручным напильником, но если вы работаете много, лучше приобрести хороший заточной станок для цепей. Существуют стационарные и переносные модели. Мы расскажем, на что обратить внимание при выборе подходящей модели и посоветуем лучшие станки для заточки цепей бензопил.
Хотя точить цепь можно ручным напильником, но если вы работаете много, лучше приобрести хороший заточной станок для цепей. Существуют стационарные и переносные модели. Мы расскажем, на что обратить внимание при выборе подходящей модели и посоветуем лучшие станки для заточки цепей бензопил. Подойдет, например, модель КАЛИБР ЭЗС-130М.
Подойдет, например, модель КАЛИБР ЭЗС-130М. Толщина кругов может быть от 1,5 до 5 мм — толще использовать нецелесообразно из-за небольшого шага цепи. Чем тоньше диск, тем проще с ним работать, но и износ у него гораздо выше. Хотя в этом случае стоит отметить, что при нечастом использовании износ особо и незаметен.
Толщина кругов может быть от 1,5 до 5 мм — толще использовать нецелесообразно из-за небольшого шага цепи. Чем тоньше диск, тем проще с ним работать, но и износ у него гораздо выше. Хотя в этом случае стоит отметить, что при нечастом использовании износ особо и незаметен.

 «Когда мы задумали Blade, все носили платформы, — рассказывает креативный директор марки Чезаре Казадеи. — Идея пришла, когда мы были в Лос-Анджелесе в период красных дорожек, общались со стилистами. Была эра платформ. Знаменитости, обычные женщины — все носили только платформы. И мы поняли, что нам нужны новые шпильки, настоящие классические stiletto. Не вот эти наполовину кожаные, наполовину стальные, а совершенно другие, чтобы их можно было узнать, не глядя на этикетку. Как на фотографиях Хельмута Ньютона. Мы вернулись и начали работать».
«Когда мы задумали Blade, все носили платформы, — рассказывает креативный директор марки Чезаре Казадеи. — Идея пришла, когда мы были в Лос-Анджелесе в период красных дорожек, общались со стилистами. Была эра платформ. Знаменитости, обычные женщины — все носили только платформы. И мы поняли, что нам нужны новые шпильки, настоящие классические stiletto. Не вот эти наполовину кожаные, наполовину стальные, а совершенно другие, чтобы их можно было узнать, не глядя на этикетку. Как на фотографиях Хельмута Ньютона. Мы вернулись и начали работать».  Конечно, самым правильным материалом был бы титан, но он дорогой и его сложно достать. Нержавеющая сталь не сильно дешевле, но проще для поставок». Так появились Blade.
Конечно, самым правильным материалом был бы титан, но он дорогой и его сложно достать. Нержавеющая сталь не сильно дешевле, но проще для поставок». Так появились Blade. «Я перевел на коллекцию колоссальное количество кожи, — вспоминает Чезаре. — Был грандиозный успех. Для второй коллекции я решил сделать что-то вроде ботинок в стиле Покахонтас, на шнуровке. И их никто не купил».
«Я перевел на коллекцию колоссальное количество кожи, — вспоминает Чезаре. — Был грандиозный успех. Для второй коллекции я решил сделать что-то вроде ботинок в стиле Покахонтас, на шнуровке. И их никто не купил». Для разных моделей может использоваться разная колодка. Потом — подбор материалов. Дальше кожу разрезают, и она поступает в фабричный цех. «Что изменилось сейчас? Появились полезные в нашем деле технологии, станки, — говорит Чезаре. — С их помощью я могу сделать туфли, которые мои родители никогда не смогли бы сделать». Но все равно практически на каждом этапе в процессе задействован опытный мастер.
Для разных моделей может использоваться разная колодка. Потом — подбор материалов. Дальше кожу разрезают, и она поступает в фабричный цех. «Что изменилось сейчас? Появились полезные в нашем деле технологии, станки, — говорит Чезаре. — С их помощью я могу сделать туфли, которые мои родители никогда не смогли бы сделать». Но все равно практически на каждом этапе в процессе задействован опытный мастер. И вот когда я вижу, какой уверенной и красивой она себя ощущает, надев наши туфли, я понимаю, что моя работа сделана хорошо».
И вот когда я вижу, какой уверенной и красивой она себя ощущает, надев наши туфли, я понимаю, что моя работа сделана хорошо». Она имеет степень магистра пищевых исследований Стэнфордского университета.
Она имеет степень магистра пищевых исследований Стэнфордского университета. Нам нравится слегка поджаривать мучные лепешки, потому что это улучшает вкус.
Нам нравится слегка поджаривать мучные лепешки, потому что это улучшает вкус. Предварительно натертый сыр удобен и хорошо плавится, хотя мы рекомендуем натереть собственный сыр для лучшей плавкости.
Предварительно натертый сыр удобен и хорошо плавится, хотя мы рекомендуем натереть собственный сыр для лучшей плавкости.
 Внутри лепешки должны начать образовываться воздушные карманы.
Внутри лепешки должны начать образовываться воздушные карманы.
 Они делают быструю закуску или полноценный обед с салатом или супом на гарнир.
Они делают быструю закуску или полноценный обед с салатом или супом на гарнир. Они также отлично подходят для быстрого перекуса.
Они также отлично подходят для быстрого перекуса. Вы заплатите за это немного больше, но по сравнению с вашим временем, в моей книге, это стоит на несколько копеек больше. Ингредиенты еще свежие!
Вы заплатите за это немного больше, но по сравнению с вашим временем, в моей книге, это стоит на несколько копеек больше. Ингредиенты еще свежие!
 Добавьте грибы в сковороду и готовьте, периодически помешивая, в течение 5 минут или пока они не выпустят часть влаги.
Добавьте грибы в сковороду и готовьте, периодически помешивая, в течение 5 минут или пока они не выпустят часть влаги.

 Снижается стоимость продукции за счет самостоятельной подготовки материалов, исключена их закупка.
Снижается стоимость продукции за счет самостоятельной подготовки материалов, исключена их закупка. youtube.com/embed/nxediEFFv9o?feature=oembed&wmode=opaque&theme=light&showinfo=1&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/nxediEFFv9o?feature=oembed&wmode=opaque&theme=light&showinfo=1&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  ; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета. youtube.com/embed/nejEbIwAfQQ?feature=oembed&wmode=opaque&theme=light&showinfo=1&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/nejEbIwAfQQ?feature=oembed&wmode=opaque&theme=light&showinfo=1&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 Иногда достаточно сложно купить нужную ультразвуковой увлажнитель воздуха neoclima nhl 220l в магазине без достаточного опыта. Данный товар я могу рекомендовать. ультразвуковой увлажнитель воздуха neoclima nhl 220l достаточно идеальные за свою цену. При работе важно соблюдать тонкости, чтобы достичь желаемого результата. В общем, результат меня удивил.
Иногда достаточно сложно купить нужную ультразвуковой увлажнитель воздуха neoclima nhl 220l в магазине без достаточного опыта. Данный товар я могу рекомендовать. ультразвуковой увлажнитель воздуха neoclima nhl 220l достаточно идеальные за свою цену. При работе важно соблюдать тонкости, чтобы достичь желаемого результата. В общем, результат меня удивил. Результат порадовало на протяжении года.
Результат порадовало на протяжении года. Это позволило нам закончить строительство в установленные сроки, чтобы быстрее заселиться. Надежность нам особо понравились. На ультразвуковой увлажнитель воздуха neoclima nhl 220l нет никаких жалоб, поэтому его могу порекомендовать.
Это позволило нам закончить строительство в установленные сроки, чтобы быстрее заселиться. Надежность нам особо понравились. На ультразвуковой увлажнитель воздуха neoclima nhl 220l нет никаких жалоб, поэтому его могу порекомендовать. Уже 5 лет. Радуюсь, что приобрел данный ультразвуковой увлажнитель воздуха neoclima nhl 220l. Установке мне помогал мой младший брат. Не нужно нанимать работников. Вся труд выполняется своими силами.
Уже 5 лет. Радуюсь, что приобрел данный ультразвуковой увлажнитель воздуха neoclima nhl 220l. Установке мне помогал мой младший брат. Не нужно нанимать работников. Вся труд выполняется своими силами. Для обустройства квартиры был использован ультразвуковой увлажнитель воздуха neoclima nhl 220l. Он отличается прочностью, позволяя реализовать поставленные задачи в минимальные сроки. Поехал на базар для того, чтобы забрать наш ультразвуковой увлажнитель воздуха neoclima nhl 220l. Что меня действительно порадовало, так это оптимальная стоимость. Перед покупкой мне также показали сертификаты экологической безопасности. Я доволен выбранным товаром компании. Уже более года ультразвуковой увлажнитель воздуха neoclima nhl 220l служат у нас дома. Могу рекомендовать товары каждому покупателю.
Для обустройства квартиры был использован ультразвуковой увлажнитель воздуха neoclima nhl 220l. Он отличается прочностью, позволяя реализовать поставленные задачи в минимальные сроки. Поехал на базар для того, чтобы забрать наш ультразвуковой увлажнитель воздуха neoclima nhl 220l. Что меня действительно порадовало, так это оптимальная стоимость. Перед покупкой мне также показали сертификаты экологической безопасности. Я доволен выбранным товаром компании. Уже более года ультразвуковой увлажнитель воздуха neoclima nhl 220l служат у нас дома. Могу рекомендовать товары каждому покупателю.
 Посетители нашего интернет портала сумеют скоро найти интересующую их данные о инструменте ультразвуковой увлажнитель воздуха neoclima nhl 220l с указанием цена продукта.
Посетители нашего интернет портала сумеют скоро найти интересующую их данные о инструменте ультразвуковой увлажнитель воздуха neoclima nhl 220l с указанием цена продукта. org/BreadcrumbList»>
org/BreadcrumbList»> 5
5