Под револьвером понимается заемщик – физическое или юридическое лицо, – у которого из месяца в месяц имеется остаток средств через возобновляемую кредитную линию. Заемщики обязаны производить только минимальные ежемесячные платежи, которые идут на выплату процентов и уменьшение основной суммы долга. Револьверы используются в финансах корпорациями для финансирования потребностей в оборотном капитале, которые являются расходами на повседневные операции, такие как расчет заработной платы.
Револьвер иногда называют револьверной ссудой или возобновляемым долгом. Однако револьверные ссуды обычно представляют собой кредитные продукты с фиксированной процентной ставкой и являются синонимом бизнес-ссуд. Возобновляемая кредитная линия обычно предоставляется с переменной процентной ставкой, устанавливаемой банком, что означает, что она может колебаться в зависимости от рыночных условий.
Ключевые моменты
Револьвер – это заемщик, физическое или юридическое лицо, у которого ежемесячно сохраняется баланс через возобновляемую кредитную линию.
Этот термин происходит от возобновляемого кредита, типа финансирования, который позволяет заемщику поддерживать открытую кредитную линию до определенного лимита и производить минимальные ежемесячные платежи на основе баланса и процентной ставки в соответствии с кредитным соглашением.
Невозобновляемое финансирование включает в себя ссуду, по которой заемщику выплачивается единовременная выплата, который, в свою очередь, должен производить фиксированные платежи по графику.
Предложения с низкими начальными ставками и вознаграждения делают возобновляемые кредитные линии привлекательными для потребителей и малого бизнеса.
Понимание револьверов
Термин «револьвер» происходит от возобновляемого кредита , категории финансирования или заимствования. Револьвер позволяет индивидуальному потребителю или предприятию открыть кредитную линию с помощью кредитной карты или кредитной линии банковского счета, когда эмитент кредита предлагает определенный уровень кредита с течением времени. Кредитные эмитенты, как правило, получают значительную прибыль от револьверов, потому что открытая кредитная линия означает, что компании используют их часто и используют в течение длительных периодов времени.
Оборотный долг против невозобновляемого долга
Каждая из возобновляемых и невозобновляемых кредитных линий имеет определенные преимущества. Возобновляемое финансирование позволяет заемщику поддерживать открытую кредитную линию до определенного лимита. Невозобновляемое финансирование включает в себя ссуду, при которой заемщику выплачивается единовременная выплата, который, в свою очередь, должен производить фиксированные платежи в соответствии с графиком. Револьверное финансирование не предполагает фиксированных выплат или купонных выплат. Вместо этого взимается минимальный ежемесячный платеж, основанный на балансе и процентной ставке в соответствии с условиями кредитного соглашения .
1,065 триллиона долларов
Общая сумма непогашенной возобновляемой задолженности в Соединенных Штатах по состоянию на январь 2020 года, согласно отчету Федеральной резервной системы.
Источник: Федеральная резервная система.1
Невозобновляемые кредитные ссуды часто получают как предприятия, ищущие капитал для финансирования новых проектов, так и потребители, желающие купить дома, автомобили и другие дорогостоящие товары. Хотя стандарты утверждения андеррайтинга обычно одинаковы как для возобновляемого, так и для невозобновляемого кредита, возобновляемые кредитные линии обычно предполагают более упрощенный процесс подачи заявки.
Появление финтех- технологий резко увеличило доступность как возобновляемых, так и невозобновляемых кредитных продуктов, обеспечивая более широкий доступ к кредитам для населения, не имеющего доступа к банковским услугам. Потребители на рынке невозобновляемых кредитов теперь могут выбирать среди независимых кредиторов, таких как Lending Club или Prosper.
Особые соображения: платежи по возобновляемым кредитам
Потребители и малый бизнес привлекают возобновляемые кредиты из-за низких начальных ставок и поощрительных льгот. Кроме того, когда заемщики производят платеж, это уменьшает остаток непогашенной задолженности и предоставляет больше денег для будущих займов. Заемщик, получивший разрешение на возобновляемую кредитную линию, может держать кредитную линию открытой в течение неопределенного периода времени, пока он остается в хорошем состоянии у эмитента кредита.
Финансовая энциклопедия – Финансовые понятия и термины
Последние новости
Форекс
Metatrader 4 (MT4) является самой популярной торговой платформой Forex в мире и поддерживается большинством брокеров Forex….
Торговля / Финансы
Торговля – это базовая экономическая концепция, включающая покупку и продажу товаров и услуг с компенсацией, выплачиваемой…
Обучение
Форекс – это просто иностранная валюта. Только развитые страны могли рассчитывать на использование писем, документов или…
Экономика
Финансовые регуляторы: кто они и чем занимаются Федеральное правительство располагает огромным количеством агентств, которые регулируют и…
Law / Новости криптовалют
В течение последнего года Coinbase столкнулась с резким ростом запросов информации от правоохранительных органов, сообщила криптовалютная…
Congress / Новости криптовалют
Джон Рэй, занявший пост генерального директора криптобиржи FTX на фоне процедуры банкротства, представил подробные письменные показания…
Blockchain / Новости криптовалют
После краха биржи FTX и подачи заявления о ее банкротстве 11 ноября, пожертвования на политические цели. ..
Bitcoin / Новости криптовалют
Около 13% американского населения – или 43 миллиона человек – в какой-то момент своей жизни держали…
Sam Bankman-Fried / Новости криптовалют
Сэм Банкман-Фрид был арестован властями Багамских островов по запросу правительства США, всего за день до того,…
Blockchain / Новости криптовалют
Слухи о том, что судебное разбирательство между Ripple Labs и Комиссией по ценным бумагам и биржам…
Twitter / Новости криптовалют
Крипто Twitter взорвался шокирующей новостью об аресте Сэма Бэнкмана-Фрида на Багамах, и многие удивились, что это…
SEC / Новости криптовалют
Юридические проблемы Сэма Бэнкмана-Фрида, опального основателя криптовалютной биржи FTX, становятся все более серьезными. Комиссия по ценным…
Fraud / Новости криптовалют
Всего за несколько часов до того, как стало известно о его аресте полицией Багамских островов, Сэм…
Business / Новости криптовалют
Сенатор Соединенных Штатов Синтия Ламмис, выступающая за криптовалюты, остается непреклонной в своей поддержке биткоина (BTC) как…
Law / Новости криптовалют
Федеральный судья США обязал Комиссию по фьючерсной торговле сырьевыми товарами (CFTC) вручить свой иск двум первоначальным…
Bitcoin / Новости криптовалют
Сеть Lightning Network продолжает шокировать сообщество Биткойна (BTC). Швейцарский IT-специалист по имени F418 (это не настоящее…
Law / Новости криптовалют
Крах FTX подстегнул действия глобального финансового надзорного органа, который должен дать рекомендации по регулированию криптоиндустрии в…
Cryptocurrencies / Новости криптовалют
Таиланд присоединяется к растущему списку стран, которые стремятся пересмотреть свое крипторегулирование после краха FTX. И, как…
Bitcoin / Новости криптовалют
Модель “золотой крест” на графиках привлекает внимание криптотрейдеров своими обещаниями прибыльных возможностей в будущем, в основном…
Business / Новости криптовалют
Попытка Microsoft приобрести Activision Blizzard – шаг, первоначально направленный на создание инициатив Metaverse, – столкнулась с…
Наш партнер
Finanzielle Begriffe auf Deutsch: KamilTaylan.blog
Объяснение возобновляемой кредитной линии
: как это работает?
По
Юлия Каган
Полная биография
Юлия Каган пишет о личных финансах более 25 лет, а для Investopedia с 2014 года. Бывший редактор Consumer Reports , она является экспертом в области кредитов и долгов, пенсионного планирования, домовладения, вопросов занятости, и страхование. Она окончила Брин-Мор-колледж (бакалавр истории) и имеет степень магистра искусств в области документальной литературы в Беннингтон-колледже.
Узнайте о нашем редакционная политика
Обновлено 12 февраля 2021 г.
Рассмотрено
Томас Дж. Каталано
Рассмотрено Томас Дж. Каталано
Полная биография
Томас Дж. Каталано является CFP и зарегистрированным консультантом по инвестициям в штате Южная Каролина, где в 2018 году он основал свою собственную финансовую консультационную фирму. Опыт Томаса дает ему знания в различных областях, включая инвестиции, выход на пенсию, страхование и финансовое планирование.
Узнайте о нашем Совет финансового контроля
Факт проверен
Маркус Ривз
Факт проверен Маркус Ривз
Полная биография
Маркус Ривз — писатель, издатель и журналист, чьи статьи о бизнесе и поп-культуре публиковались в нескольких известных изданиях, включая The New York Times, The Washington Post, Rolling Stone, и San Хроника Франсиско. Он работает адъюнкт-преподавателем письма в Нью-Йоркском университете.
Узнайте о нашем редакционная политика
Что такое возобновляемая кредитная линия?
Револьверная кредитная линия — это форма кредита, выдаваемая финансовым учреждением, которая предоставляет заемщику возможность использовать или отозвать, погасить и снова снять. Револьверный кредит считается гибким инструментом финансирования из-за возможности его погашения и повторного заимствования. Это не считается срочным кредитом, потому что в течение отведенного периода времени кредит позволяет заемщику погасить кредит или взять его снова. Напротив, срочный кредит предоставляет заемщику средства, за которыми следует фиксированный график платежей.
Ключевые выводы
Револьверная кредитная линия предоставляет заемщикам кредиты с большой гибкостью в отношении погашения и повторного заимствования.
Процентная ставка по возобновляемой кредитной линии, как правило, является переменной кредитной линией, а не фиксированной ставкой.
Возобновляемый кредит или линейная кредитная линия позволяют бизнесу занимать деньги по мере необходимости для финансирования потребностей в оборотном капитале и продолжения операций, таких как выплата заработной платы и кредиторская задолженность.
Как работает возобновляемая кредитная линия
Возобновляемая кредитная линия обычно представляет собой переменную кредитную линию, используемую государственными и частными предприятиями. Линия является переменной, поскольку процентная ставка по кредитной линии может колебаться. Другими словами, если процентные ставки на кредитных рынках растут, банк может увеличить ставку по кредиту с плавающей процентной ставкой. Ставка часто выше, чем ставки, взимаемые по другим кредитам, и меняется в зависимости от основной ставки или другого рыночного индикатора. Финансовое учреждение обычно взимает комиссию за продление кредита.
Критерии одобрения кредита зависят от стадии, размера и отрасли, в которой работает бизнес. Финансовое учреждение обычно изучает финансовую отчетность компании, включая отчет о прибылях и убытках, отчет о движении денежных средств и балансовый отчет, при принятии решения о том, может ли бизнес погасить долг. Шансы на одобрение кредита увеличиваются, если компания может продемонстрировать стабильный доход, сильные денежные резервы и хороший кредитный рейтинг. Остаток по возобновляемой кредитной линии может варьироваться от нуля до максимально утвержденной суммы.
Как предприятия используют возобновляемую кредитную линию?
Возобновляемый кредит или линейная кредитная линия позволяет бизнесу занимать деньги по мере необходимости для финансирования потребностей в оборотном капитале и продолжения операций. Вращающаяся линия особенно полезна во время колебаний доходов, поскольку счета и непредвиденные расходы могут быть оплачены за счет кредита. Использование кредита снижает доступный баланс, в то время как платежи по долгу увеличивают доступный баланс.
Финансовое учреждение может ежегодно пересматривать возобновляемую кредитную линию. Если выручка компании сокращается, учреждение может принять решение о снижении максимальной суммы кредита. Поэтому владельцу бизнеса важно обсудить обстоятельства компании с финансовым учреждением, чтобы избежать сокращения или прекращения кредита.
Возобновляемая кредитная линия предоставляет переменную кредитную линию, которая дает людям или предприятиям большую гибкость в отношении средств, которые они занимают.
Пример возобновляемой кредитной линии
Supreme Packaging обеспечивает возобновляемую кредитную линию на сумму 500 000 долларов США. Компания использует кредитную линию для покрытия заработной платы в ожидании платежей по дебиторской задолженности. Хотя бизнес ежемесячно использует до 250 000 долларов возобновляемой кредитной линии, он погашает большую часть остатка и отслеживает, сколько осталось доступного кредита. Поскольку другая компания подписала с Supreme Packaging контракт на 500 000 долларов на упаковку своей продукции в течение следующих пяти лет, упаковочная компания использует возобновляемую кредитную линию в размере 200 000 долларов для покупки необходимого оборудования.
Что такое возобновляемый кредит и как он работает (с примерами)?
Что такое возобновляемый кредит?
Возобновляемый кредит — это соглашение, которое позволяет владельцу счета многократно занимать деньги до установленного лимита в долларах, при этом выплачивая часть текущего остатка, причитающегося регулярными платежами. Каждый платеж за вычетом взимаемых процентов и сборов пополняет сумму, доступную владельцу счета.
Кредитные карты и кредитные линии работают по принципу возобновляемого кредита.
Key Takeaways
Возобновляемый кредит позволяет клиентам гибко получать доступ к деньгам до заранее установленной суммы, известной как кредитный лимит.
Когда клиент погашает открытый остаток по возобновляемому кредиту, эти деньги снова становятся доступными для использования за вычетом процентов и любых сборов.
Клиент ежемесячно выплачивает проценты на текущий остаток задолженности.
Возобновляемые кредитные линии могут быть обеспеченными или необеспеченными.
Как работает возобновляемая кредитная линия?
Когда заемщик получает одобрение на возобновляемый кредит, банк или финансовое учреждение устанавливает установленный кредитный лимит, который может использоваться снова и снова, полностью или частично. Кредитный лимит — это максимальная сумма денег, которую финансовое учреждение готово предоставить клиенту, ищущему средства.
Возобновляемый кредит обычно утверждается без даты истечения срока действия. Банк разрешит действие соглашения до тех пор, пока счет остается в хорошем состоянии. Со временем банк может увеличить кредитный лимит, чтобы побудить своих самых надежных клиентов тратить больше.
Заемщики ежемесячно выплачивают проценты на текущий остаток задолженности. Из-за удобства и гибкости возобновляемого кредита по нему обычно взимается более высокая процентная ставка по сравнению с традиционными кредитами в рассрочку. Возобновляемый кредит может предоставляться с переменной процентной ставкой, которая может быть скорректирована. Стоимость возобновляемого кредита сильно различается:
Кредитная линия под залог жилья (HELOC) может быть получена с процентной ставкой менее 5% клиентами с отличным кредитным рейтингом по состоянию на май 2021 года. залог.
На другом конце шкалы средняя процентная ставка по кредитным картам составляет почти 15% для клиентов с отличным кредитным рейтингом, а для «стартовых карт» для молодых потребителей она приближается к 18%. И это без учета каких-либо комиссий, связанных со счетом.
Кредиторы учитывают несколько факторов платежеспособности заемщика, прежде чем устанавливать кредитный лимит. Для человека факторы включают кредитный рейтинг, текущий доход и стабильность занятости. Для организации или компании банк проверяет баланс, отчет о прибылях и убытках и отчет о движении денежных средств.
Примеры возобновляемых кредитов
Типичные примеры возобновляемого кредита включают кредитные карты, кредитные линии собственного капитала (HELOC), а также личные и деловые кредитные линии. Кредитные карты — самый известный вид возобновляемого кредита. Однако существует множество различий между возобновляемой кредитной линией и потребительской или деловой кредитной картой.
Во-первых, при использовании кредитной линии не используется физическая карта, как в случае с кредитной картой; Доступ к кредитным линиям обычно осуществляется через чеки, выданные кредитором.
Во-вторых, кредитная линия не требует от клиента совершения покупки. Это позволяет переводить деньги на банковский счет клиента по любой причине, не требуя фактической транзакции с использованием этих денег. Это похоже на выдачу наличных по кредитной карте, но обычно не сопровождается высокими комиссиями и более высокими процентными платежами, которые может вызвать выдача наличных.
Возобновляемая кредитная линия
Виды возобновляемых кредитов
Револьверный кредит может быть обеспеченным или необеспеченным. Между ними есть серьезные различия. Обеспеченная кредитная линия гарантируется залогом, например, домом в случае HELOC. Необеспеченный возобновляемый кредит не гарантируется залогом или активом — например, кредитной картой (если только это не обеспеченная кредитная карта, которая требует от потребителя внесения денежного залога в качестве залога).
Компания может иметь свою возобновляемую кредитную линию, обеспеченную активами, принадлежащими компании. В этом случае общий кредит, предоставленный клиенту, может быть ограничен определенным процентом от обеспеченного актива. Например, финансовое учреждение может установить кредитный лимит в размере 80% от остатка запасов компании. Если компания не выполняет свои обязательства по погашению долга, финансовое учреждение может обратить взыскание на обеспеченные активы и продать их, чтобы погасить долг.
Поскольку необеспеченный кредит более рискован для кредиторов, он всегда сопровождается более высокими процентными ставками.
Преимущества и недостатки возобновляемого кредита
Основное преимущество возобновляемого кредита заключается в том, что он позволяет заемщикам гибко получать доступ к деньгам, когда они в них нуждаются. Многие малые и крупные предприятия зависят от возобновляемого кредита, чтобы поддерживать постоянный доступ к наличным деньгам в условиях сезонных колебаний их затрат и продаж.
Как и в случае с потребителями, ставки по кредитным линиям для бизнеса сильно различаются в зависимости от кредитной истории бизнеса и от того, обеспечена ли кредитная линия залогом. И, как и потребители, предприятия могут минимизировать свои расходы по займам, ежемесячно выплачивая свои остатки до нуля.
Возобновляемый кредит может быть рискованным способом заимствования, если им не разумно управлять. Значительная часть вашего кредитного рейтинга (30%) — это коэффициент использования кредита. Высокий уровень использования кредита может иметь негативное влияние на ваш кредитный рейтинг. Большинство кредитных экспертов рекомендуют сохранять эту ставку на уровне 30% или ниже.
Соглашение о возобновляемом кредите часто включает пункт, который позволяет кредитору закрыть или значительно сократить кредитную линию по разным причинам, включая серьезный экономический спад.
Легкая и в то же время прочная переносная монтажная подставка из 2-х, 3-х,4-х или 5-и cтупеней. Монтажная подставка предназначена для обеспечения комфортного труда на небольшой высоте при выполнении монтажных, сервисных и т.п. работах. Удобные ступени шириной 240 мм из рифленого алюминиевого листа для безопасного подъема и удобства в работе. Верхняя рабочая площадка – 305*520 мм. Укомплектована резиновыми противоскользящими башмаками. […]
Подробнее »
Назначение и применение: Лестница-подмости разборная предназначена обеспечения комфортного труда на небольшой высоте при выполнении монтажных, сервисных и т.п. работах. Может применяться в помещениях и на открытых площадках при температуре от минус 40 до плюс 50 градусов и относительной влажности до 100%. Характеристики: Широкие ступени (160 мм) из рифленого алюминиевого листа для безопасности подъема и комфорта в работе. […]
Подробнее »
Компактный столик-лестница успешно используется для внутренних отделочных работ в помещениях. Удобная рабочая площадка позволяет наиболее комфортно разместиться рабочему. Площадка регулируется по высоте, что позволяет использовать одно изделие при необходимости проведения работ на различных уровнях. Подъем осуществляется по рифленым ступеням, предотвращающим скольжение ноги, что позволяет использовать столики даже на открытых площадях в дождливую погоду. Для удобства […]
Подробнее »
Назначение и применение: Монтажная подставка предназначена для обеспечения комфортного труда на небольшой высоте при выполнении монтажных, сервисных и т.п. работах. Может применяться в помещениях и на открытых площадках при температуре от минус 40 до плюс 50 градусов и относительной влажности до 100%. Информация: Монтажная подставка (алюминиевая, переносная). Ступени шириной 240 мм из рифленого алюминиевого листа для […]
Подробнее »
Назначение и применение: ПРА-600 это облегченные подмости, не наращиваемые. Подмости разборные алюминиевые предназначены для проведения различных работ на высоте до 3 метров. Конструкция собирается из специальных секций высотой 1 метр, раскрепленных перилами ограждения и рабочей площадкой без люка. Крепление — замковое. Конструкционные элементы подмостей компактны при хранении, и позволяют проносить их в помещения, независимо от размеров дверных […]
Подробнее »
Назначение и применение: Складные рабочие подмости с двухсторонним подъемом предназначены для обеспечения комфортного труда на небольшой высоте при выполнении монтажных, сервисных и т.п. работах. Может применяться в помещениях и на открытых площадках при температуре от минус 40 до плюс 50 градусов и относительной влажности до 100%. Информация: Надежные, практичные, быстро раскладывающиеся рабочие подмости с двухсторонним подъёмом. […]
Подробнее »
Назначение и применение: Лестница-подмости разборная предназначена для обеспечения комфортного труда на небольшой высоте при выполнении монтажных, сервисных и т.п. работах. Может применяться в помещениях и на открытых площадках при температуре от минус 40 до плюс 50 градусов и относительной влажности до 100%. Характеристики: Широкие ступени (160 мм) из рифленого алюминиевого листа для безопасности подъема и комфорта в […]
Подробнее »
Удобные раскладные алюминиевые подмости идеально подходят для всех видов работ,требующих обширной площадки для ног. Двусторонний подъем Прочная алюминиевая площадка с противоскользящими насечками Обрезиненные наконечники,щадящие пол Компактность при хранении и транспортировке Наименование Высота рабочей площадки,(м) Рабочая площадка,(м) Масса,(кг) ПРА-0,9(1,2х0,5) 0,9 1,2 х 0,5 20 ПРА-0,9(2,0х0,5) 0,9 2,0 х 0,5 25
Подробнее »
Подмости ПШО используются для внутренних отделочных работ. Широкая полочка помогает удобно разместить валики и другие инструменты. Рабочий размещается на удобных рифленых ступенях шириной 600мм и глубиной 135 мм. Подмости очень легкие и компактные, могут храниться в небольших углублениях от 150мм. Высота до полочки, м. 1,7 Размер полочки, м 0,4 х 0,6 Количество широких ступеней, шт […]
Подробнее »
Компактный столик-лестница успешно используется для внутренних отделочных работ в помещениях. Удобная рабочая площадка позволяет наиболее комфортно разместиться рабочему. Площадка регулируется по высоте, что позволяет использовать одно изделие при необходимости проведения работ на различных уровнях. Подъем осуществляется по рифленым ступеням, предотвращающим скольжение ноги, что позволяет использовать столики даже на открытых площадях в дождливую погоду. Для удобства […]
Подробнее »
Монтажная подставка (тип2) (алюминиевая, переносная) предназначена для обеспечения комфортного труда на небольшой высоте при выполнении монтажных, сервисных и т.п. работах. Укомплектована резиновыми противоскользящими башмаками. Ступени 600 х 250мм выполнены из рифленого алюминиевого листа. Для безопасности подъема ступени имеет загнутую внутреннюю кромку, которая предотвращает проскальзывание ноги внутрь. Верхняя рабочая площадка – 600*400 мм. По бокам установлены защитные ограждения, предотвращающие […]
Подробнее »
ООО » Мегал» предлагает вышки-стремянки алюминиевые разборные на колесах торговой марки MEGAL. Передвижные вышки-стремянки отличаются надежными и удобными конструкциями и обладают широкой сферой применения: могут использоваться не только в строительстве, но и на складах, в гипермаркетах, при обслуживании и осмотре различной техники и оборудования. Для удобства перемещения вышка-стремянка оснащена поворотными колесами с фиксаторами. Может применяться в помещениях и на открытых площадках […]
Главная Каталог оборудования Строительное оборудование
Лестницы, стремянки, подставки
Продажа строительного оборудования со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах и поставки. Прайс-листы с ценами на лестницы, стремянки, подставки запрашивайте в отделе строительного оборудования.
На нашем сайте представлен большой выбор подставок, лестниц и стремянок, высотой от 1 м до 15 м, алюминиевые, стальные, диэлектрические (ЛСПД).
У нас Вы можете приобрести следующее оборудование: подставки складные и монтажные, лестницы, стремянки, приставные (одно секционные) и раздвижные (двухсекционные, трех-секционные) лестницы, лестницы-трансформеры (четырех секционные), шарнирные трансформеры с перекладинами, которые могут быть использованы как стремянки, и как приставные лестницы, и как рабочие платформы, свободностоящие лестницы-стремянки, лестницы для стеллажей. Отдельную группу составляют лестницы стеклопластиковые диэлектрические, незаменимые для электромонтажных работ. Поставляются различные специальные лестницы: для крыш, для чистки дымовых труб, для мытья стёкол. Лестницы с платформой, односторонние и двухсторонние, в том числе передвижные.
Отдельную группу составляет продукция для речного и морского флота, большой ассортимент продукции для воздушного флота, алюминиевое оборудование для производств. Для портов и судов — все необходимое оборудование для схода людей на берег, безопасной посадки и высадки пассажиров на рейде, для аварийного выхода людей из воды на судно, для работы водолазов: трапы-сходни, полутрапы, трапы забортные, площадка поворотно-откидная, аварийно-спасательные шлюпочные трапы, трапы водолазные, трапы для пирса. Оборудование для аэропортов и самолетостроительных заводов – для обеспечения доступа к высоко расположенным местам при обслуживании самолетов, для ремонта и обслуживания самолетов и вертолетов, для произведения топливораздаточных работ: алюминиевые передвижные стремянки, стремянки авиационные для осуществления заправки топливом, стремянки авиационные для самолетов “SUPERJET”, ИЛ, лестницы авиационные для самолетов АН-24, лестницы бортовые для ИЛ-76, стремянки авиационные для вертолетов «МИ-8», для самолетов “SUPERJET”. Разнообразное оборудование для производств из алюминия: подмости (подставки) алюминиевые, стремянки алюминиевые передвижные, площадки рабочие передвижные, лестницы-платформы, подмости раскладные.
У нас вы сможете подобрать себе лестницу, стремянку в соответствии с нужной вам задачей, необходимой высоты, соответствующего материала, подходящей цены.
Выбирайте интересующее Вас оборудование изапрашивайте счет или договор на поставку. Наверх
Комплекты косоуров Fast-Stairs® | Простота использования менее 1 часа
Fast-Stairs ® — это модульные регулируемые стальные косоуры; просто привинтите ступени/проступи и перила (не входят в комплект) к косоурам лестницы из инженерной стали, чтобы построить прочную, квадратную и отвесную, отдельно стоящую внутреннюю или наружную лестницу. Наши 32 модели, разработанные для отказоустойчивых лестничных конструкций для всех , могут создавать лестницы высотой от 2 ½ до 13 футов и более. С перфорированными стальными стрингерами вы можете крепить любые материалы для отделки ступеней, которые вы можете найти на месте. В отличие от дерева, размерно стабильные стальные стрингеры не деформируются, не трескаются, не раскалываются, не гниют и не дают усадку. Калькулятор косоуров не требуется.
Содержимое
Все стартовые комплекты (4 ступени и 10 ступеней) содержат левый и правый 16 калибр, двойной С-образный профиль, сварные верхние и нижние секции лестничных косоуров из переработанной стали со средними скользящими соединителями, 11″ регулируемые по высоте стальные верхние крюки ¼″. (все с порошковым покрытием) и все оцинкованные соединительные элементы. Двухступенчатые удлинители также включены во многие наши комплекты Fast-Stairs ® (пример: комплект A6 включает A4 и A2; комплект B14 включает B10 и два B2, см. обучающее видео по сборке).
Преимущества
Ничего особенного; только основные, функциональные, универсальные, надежные продукты, которые позволяют вам быстро собрать лестницу с выбранными вами деталями, от 2x до лучших лиственных пород и других высококачественных продуктов для отделки лестниц (не включенных), которые вы найдете на месте и экономично. Все стрингеры Fast-Stairs ® имеют размеры 6 ½ x 1 ¼ дюйма (не включая приваренные/с предварительно просверленными отверстиями внутренние опоры ступеней, которые будут закрываться ступенями/ступенями). Быстрая лестница ® позволит вам позже настроить, даже переместить лестницу. Новые меньшие модели теперь позволяют вам строить минимум 4 ступенчатые секции лестницы к любой промежуточной площадке (которую вы будете обрамлять) и от нее.
Лестницы Fast-Stairs ® являются постоянными и многоразовыми, а также легко настраиваются. Fast-Stairs ® предлагает самодельные лестницы для потребителей, ремонтников, строителей и подрядчиков. Нет более простого, быстрого или лучшего способа построить сверхпрочную и экономичную лестницу. Безопасные, нержавеющие стрингеры с порошковым покрытием легко устанавливаются и регулируются для всех лестниц, включая подвалы, чердаки, чердаки, многоквартирные дома, каркасы, хранилища, гаражи, склады, сараи, каюты и наружное использование, включая крыши, палубы, ландшафтные и строительные работы. места.
Простое измерение
Просто измерьте от пола до пола (не от пола до потолка) вертикальную высоту вашего проекта лестницы, а затем выберите из 32 моделей и цен. регулируемая модель, которая соответствует желаемой высоте вашей лестницы. Убедитесь, что у вас есть необходимый нижний этаж горизонтальный участок и что ваш верхний этаж достаточно большой (75% от вашего горизонтального участка) для зазора головы 80″.
Опция для экономии места
Многолетний опыт работы в этой области показал нам, что многие клиенты ищут вариант с немного более крутыми лестницами для всех видов применения, жилых или нежилых, внутри и снаружи, или просто там, где мало места. проблема (дополнительные ½ дюйма к высоте ваших подступенков сэкономят вам около 4 футов в нижнем горизонтальном беге на 13+ ступенчатых лестницах). Только мы предлагаем этот вариант с готовыми, сборными изделиями.
Предназначен для безотказного лестничного строительства Fast-Stairs ® — это регулируемые стальные косоуры, на которые можно добавить ступени и отделочные материалы по вашему выбору.
Easy carrying / shipping
Adjustable
Quick and easy assembly
Rust proof
Solid
CODE or OSHA compliant
Low price
Limited warranty
Learn more
Height и ширина Регулируемая лестница / Информация о коде:
Высота: top ступенька/проступь любой лестницы может быть на одном уровне с верхним этажом/уровнем, если ее ширина равна проему верхнего этажа/уровня. Все модели Fast-Stairs ® для начинающих с 4 и 10 ступенями поставляются с регулируемыми по высоте (каждые ¼ дюйма) стальными верхними крюками, которые позволяют установить один дополнительный подступенок . Большинство строительных норм и правил допускают уклон в 2° И отклонение в ¼ дюйма между любыми высотами подступенка, что позволяет комбинировать от 2 ½” до 3″ с дополнительной регулировкой вверх или вниз на полноразмерных лестницах. Использование входящих в комплект дополнительных ремней с крючками на верхней стойке делает , а не изменить горизонтальный ход. Таким образом, два набора достижимых размеров высоты для каждой модели с одним и тем же горизонтальным участком показаны на странице нашего каталога моделей и цен. См. наш выбор косоуров.
Ширина: измерьте и/или определите ширину вашей лестницы и отрежьте ступени/проступи того же размера, который вы выберете (от 2x до лучшего дерева твердых пород и других высококачественных материалов для отделки лестниц, которые вы найдете на месте), чтобы прикрутить их к перфорированным опорам ступеней. Все материалы для ступеней/проступей, которые вы добавляете в свою лестницу Fast-Stairs ® стрингеры должны соответствовать грузоподъемности материалов. 2×10 или стандартные (1 1/16″) ступени из твердой древесины: ширина до 36 дюймов 2×12 или 1¼ дюйма ступени из твердой древесины: ширина до 48 дюймов.
Информация о коде США (*)
Модели P : 6 7/8″ высота подступенка, 11″ ступенька, угол 32° , коммерческий/общедоступный код. Модели A : 7 7/16″ высота подступенка, 10 1/4″ шаговая дорожка, 36,5° угол Жилой код соответствует требованиям. Модели B : 7 3/4″ высота подступенка, 10″ ступенька, 38° угол Соответствует нормам жилого фонда. Модели C : 8 1/4″ высота подступенка, 7 1/2″ ступенька, 48° угол, Экономия пространства, соответствие OSHA. (*) строительные нормы и правила в основном относятся к муниципальным юрисдикциям.
Сегодня только компания Fast-Stairs ® предлагает экономичную прямую покупку и доставку косоуров из конструкционной стали, гарантируя отказоустойчивое быстрое строительство лестниц клиентам из континентальной Америки во всем мире.
7 типов косоуров {и лучшие материалы для использования}
Строительство лестниц требует принятия множества решений. Какая лестница строится? Какие материалы лучше всего использовать для различных компонентов? Какие стили лучше всего использовать для различных частей лестницы? В этой статье мы рассмотрим лучший материал для косоуров и различные типы косоуров.
Сколько типов косоуров существует?
Говоря о лестницах, большинство людей знакомы с ступенями (на которые вы наступаете) и подступенками (вертикальная часть лестницы между ступенями). Но что такое стрингеры?
Стрингер – это вертикальная опорная доска или конструктивный элемент, который проходит вдоль каждой стороны или в центре лестницы. Проступи и подступенки закреплены в косоуре. Различные косоуры могут комбинироваться с различными типами ступеней лестницы, обеспечивая почти бесконечные комбинации конструкций лестниц.
При расположении по обеим сторонам лестницы внутренний косоур располагается у стены, а внешний косоур находится на открытой для обзора стороне лестницы. В некоторых случаях лестница может находиться в центре помещения с двумя крайними косоурами.
Лестничные косоуры изготавливаются из различных материалов, стилей и отделок, которые могут улучшить внешний вид и функциональность лестницы.
Какой материал лучше всего подходит для лестничных косоуров?
Лучший материал для косоура лестницы зависит как от функциональности лестницы, так и от желаемого внешнего вида. Сталь, алюминий и различные породы дерева являются распространенными материалами, используемыми для косоуров лестниц.
Сталь
Сталь представляет собой сплав, состоящий из железа, углерода и других материалов, которые могут ржаветь. Для предотвращения ржавчины часто используется оцинкованная или нержавеющая сталь. Оцинкованная сталь имеет долговечное цинковое покрытие, предотвращающее попадание коррозионно-активных веществ на сталь под ней. В нержавеющую сталь добавляют хром, никель, азот и молибден, чтобы сталь могла противостоять коррозии.
Применение стальных косоуров
Стальные косоуры обычно используются на лестницах в домах, офисах и промышленных зонах. Стальные стрингеры также можно использовать на открытом воздухе, особенно если они изготовлены из оцинкованной или нержавеющей стали. Сборные металлические лестницы со стальными косоурами являются хорошим вариантом, если лестница должна выдерживать большие нагрузки, например, в промышленных условиях. В металлических лестницах, соединенных болтами, используются формованные стальные косоуры для функциональной и легкой металлической лестничной системы. Стрингеры лестниц из конструкционной стали используются при проектировании и производстве коммерческих лестниц.
Преимущества и недостатки стальных косоуров
Плюсы
Основным преимуществом использования стальных косоуров является их прочность и долговечность, что позволяет им выдерживать высокие весовые нагрузки и интенсивное движение.
Стальные косоуры могут иметь практически любую форму, что позволяет создавать нестандартные варианты лестниц, например изогнутые и спиральные, а также придавать им современный вид.
Когда желательны металлические лестницы, стальные косоуры дешевле, чем алюминиевые.
Стальные стрингеры легче устанавливать, чем деревянные, поскольку их можно просто скрепить болтами.
Поскольку их проще установить, чем деревянные стрингеры, сборные стальные стрингеры также дешевле в установке — независимо от того, выполняете ли вы проект своими руками или нанимаете профессионала.
Стальные лестничные косоуры не требуют особого ухода как внутри, так и снаружи помещений. Они устойчивы к экстремальным погодным условиям, гнили и вредителям.
Одним из самых больших недостатков металлических косоуров является шум при ходьбе вверх и вниз по ступенькам.
Несмотря на то, что стальные косоуры дешевле алюминиевых, они дороже деревянных.
Неквалифицированные сварные швы могут выглядеть неровно и даже испортить внешний вид косоуров. Если вы делаете проект своими руками, обязательно купите готовые стрингеры и убедитесь, что сварные швы высокого качества.
Алюминий
В отличие от стали, алюминий является естественным элементом, устойчивым к коррозии без какой-либо обработки. Алюминий также легче стали.
Применение алюминиевых косоуров
Алюминиевые косоуры могут использоваться в различных промышленных, коммерческих и жилых лестницах.
Преимущества и недостатки алюминиевых косоуров
Плюсы
Благодаря меньшему весу алюминий дешевле в транспортировке и установке, чем сталь, поэтому его удобно использовать, когда лестница должна быть переносной
Монтаж алюминиевых косоуров прост, что экономит время и трудозатраты.
Алюминий
очень податлив и гибок, поэтому может быть изготовлен в различных формах, включая винтовые лестницы.
Благодаря естественному коррозионностойкому слою алюминиевые косоуры долговечны и не требуют особого ухода.
Минусы
Алюминиевые косоуры дороже стальных.
Из-за меньшего веса алюминиевые косоуры менее прочны, чем стальные.
Алюминиевые косоуры
более подвержены вмятинам и царапинам, чем стальные косоуры.
Оксидный слой алюминия притупляет его металлический блеск, придавая материалу сероватый вид.
Дерево
Деревянные лестничные косоуры изготавливаются из различных пород натурального дерева, включая дуб, клен и орех. Лестничные косоуры также могут быть изготовлены из обработанной под давлением или инженерной древесины. Деревянные лестничные косоуры могут быть предварительно обрезаны для облегчения установки или необрезаны, если предпочтительна индивидуальная установка.
Применение деревянных косоуров
Деревянные косоуры обычно используются в жилых или коммерческих зданиях. В дополнение к их использованию в качестве опорной конструкции для лестницы, деревянные лестничные косоуры придают помещению или окружающей среде теплый и естественный вид.
Деревянные косоуры, преимущества и недостатки
Плюсы
Деревянные косоуры долговечны и легко чистятся.
Благодаря разнообразию доступных вариантов, древесина универсальна и может дополнять как классический, так и современный вид.
Деревянные лестничные косоуры, обработанные под давлением, обычно используются для наружных палубных лестниц. Обработка давлением защищает от гнили и вредителей в течение многих лет и имеет тенденцию быть экономичной.
Инженерная древесина изготавливается из тонкого слоя твердой древесины, соединенного с высококачественной фанерой. Инженерная древесина обеспечивает стабильность, сопротивляется изгибу и усадке, а также более устойчива к теплу и воде, чем твердая древесина. Кроме того, как правило, он дешевле и проще в установке.
Минусы
Если не используется очень качественная древесина, у вас могут возникнуть проблемы с ее прямолинейностью и наличием чрезмерного количества сучков.
Массив лиственных пород может быть дороже, чем другие варианты, но в целом увеличивает стоимость вашего дома или здания.
В отличие от цельной древесины лиственных пород, инженерная древесина лиственных пород может быть обработана только один или два раза до того, как поверхностный слой твердой древесины будет истощен.
Какие существуют типы косоуров для лестниц?
Лестничные косоуры могут быть изготовлены из разных материалов, они также могут быть изготовлены в разных стилях и типах. Разница в стилях зависит от типа конструкции лестницы, функции и использования лестницы, а также материала, из которого изготовлена лестница.
Типы косоуров коммерческих и промышленных лестниц
Косоуры коммерческих и промышленных лестниц обычно изготавливаются из стали, алюминия или нержавеющей стали. Общие стили для этих материалов лестничных косоуров включают:
Двойные косоуры (два косоура снаружи ступеней)
Стрингер центральной балки (один стрингер под протектором)
Двойной косоур
Двойной косоур состоит из двух косоуров, каждый снаружи каждой ступени лестницы. Двойной стрингер является наиболее распространенным типом косоуров для коммерческих и промышленных лестниц. Конструкция используется для сборных лестничных систем и может работать со многими типами лестничных ограждений. Стальные лестницы с двойными косоурами часто используют профили из конструкционной стали:
Швеллеры
Трубчатые стрингеры из быстрорежущей стали
Пластины стрингера
Двойные косоуры лестниц
Двойные косоуры обычно используются для эвакуационных лестниц в коммерческих зданиях, для промышленных лестниц и для жилых металлических лестниц. Конструкция с двумя стрингерами обеспечивает дополнительную поддержку, отвечающую техническим требованиям, и обеспечивает безопасную и долговечную конструкцию.
Преимущества и недостатки двойного косоура
Pros
Отличный дизайн для сборных лестниц, облегчающий установку
Гибкая и функциональная конструкция для пожарных и промышленных лестниц
Двойные косоурные опоры повышают прочность лестницы в соответствии с техническими требованиями
Минусы
Требуются два стрингера, что может увеличить стоимость
Стрингер центральной балки
Стрингер центральной балки — это тип монострингера, который используется в элитных лестницах в офисах, отелях и других хорошо заметных местах. В этом типе косоура используется одинарная балка, обычно из стали или нержавеющей стали, которая находится под ступенями лестницы и обеспечивает поддержку лестницы. Двутавровые балки из стали и нержавеющей стали или трубы из быстрорежущей стали являются распространенными формами, используемыми для изготовления стрингеров центральной балки.
Применение стрингеров центральной балки
Стрингеры центральной балки — распространенный тип косоуров в монументальных и декоративных лестницах. Стрингер крепится к нижней стороне косоура лестницы и проходит по центру марша.
Преимущества и недостатки стрингера центральной балки
Плюсы
Придает эстетичный вид декоративным и декоративным лестницам
Минусы
Обычно дороже в строительстве и установке
Типы косоуров жилых лестниц
Закрытые косоуры (маршрутизированные, с кожухом, коробчатые или боковые)
Закрытые косоуры лестниц имеют множество различных названий, включая фрезерованные, замкнутые, боковые и коробчатые косоуры. Этот тип косоуров расположен снаружи ступеней и подступенков, так что лестница находится между двумя косоурами. Закрытые лестничные косоуры имеют выемки, в которые можно вставлять проступи и подступенки. В этом типе косоура край проступи не виден, а вертикальные части поручня (состоящие из балясин и нобелей) обычно прикрепляются к верхней части косоура.
Закрытые (фрезерованные, коробчатые или боковые) лестничные косоуры
Закрытые лестничные косоуры можно использовать практически в любом месте – в домах, коммерческих зданиях и промышленных объектах. Закрытые лестничные косоуры обычно используются для наружных лестниц.
Закрытые косоуры (профилированные, коробчатые или боковые), преимущества и недостатки
Плюсы
Закрытые косоуры могут быть изготовлены с открытыми или закрытыми подступенками в зависимости от необходимости и желаемого внешнего вида.
Лестницы с закрытыми косоурами, как правило, проще и дешевле построить. Во многих случаях доступны предварительно нарезанные стрингеры.
Минусы
Лестницы с закрытыми косоурами, как правило, имеют более простой и функциональный вид, чем лестницы с другими типами косоуров.
Открытый косоур (зубчатый или пилообразный)
Открытые косоуры также называются косоурами или пилообразными. При взгляде сбоку ступени видны. При использовании в конструкции лестницы открытых косоуров балюстрада, поддерживающая перила, устанавливается непосредственно поверх ступеней.
Открытые косоуры (пилообразные)
Открытые косоуры используются в местах, где лестница должна быть привлекательной, в том числе в жилых домах и коммерческих зданиях. Они обычно не встречаются в промышленных условиях.
Преимущества и недостатки открытых косоуров (режущих или пилообразных)
Плюсы
Лестницы с открытыми косоурами обычно выглядят более изысканно и привлекательно, чем закрытые косоуры.
Открытые косоуры также могут иметь открытые или закрытые подступенки в зависимости от желаемой функции и стиля.
Минусы
Лестницу с открытыми косоурами построить сложнее и обычно она дороже, чем лестницу с закрытыми косоурами.
Поскольку стороны протектора открыты, их необходимо обработать, чтобы придать им привлекательный вид.
Монострингер
Как следует из названия, в монострингерной лестнице используется одиночный, но прочный стрингер под центром ступеней для поддержки лестницы. Монолитные жала обычно металлические и привариваются к каждой гусенице с помощью кронштейна. Все лестницы с монокосоурами имеют открытые подступенки. 9№ 0007
Применение монолитных косоуров
Моноарочные косоуры в основном используются в современных домах и офисных зданиях для придания им современного вида и обычно используются на винтовых лестницах.
Преимущества и недостатки монолитных косоуров
Плюсы
Лестницы с монолонжеронными косоурами выглядят максимально открытыми среди всех типов лестниц.
Лестницы различных стилей, например, прямые, U-образные или винтовые, могут быть изготовлены с использованием одного косоура.
Лестничные косоуры Mono чрезвычайно прочны и долговечны, и их легко спроектировать в соответствии с большинством строительных норм и правил.
Минусы
Лестницы с одним концом нуждаются в изготовленном по индивидуальному заказу конструкционном косоуре, который не всегда доступен, как предварительно вырезанные закрытые концы лестницы.
Поскольку и ступени, и косоур, скорее всего, будут изготовлены по индивидуальному заказу, эта конструкция лестницы обычно дороже.
Лестницы с монострингером обычно не используются на больших расстояниях.
Двойной косоур
Разновидностью монолитного косоура является двойной косоур. В этом случае вместо монострингера используются два тонких стрингера. Их обычно размещают на расстоянии около 6 дюймов друг от друга посередине лестницы. Их также можно разместить не по центру, чтобы создать более эффектный вид.
Применение двойных косоуров
Подобно монолитным косоурам, двойные косоуры в основном используются в современных жилых и офисных помещениях для придания им открытого и современного вида.
Преимущества и недостатки двойных косоуров
Плюсы
Косоуры, как правило, более скрыты за ступенями лестницы, чем в случае конструкции с одним косоуром.
Минусы
Как и лестницы с одним косоуром, двойные косоура обычно не используются на больших расстояниях, поскольку лестница может искривляться.
Консольный косоур
Лестница с консольным косоуром имеет один боковой косоур, который монтируется внутри стены и армируется. Ступени, поддерживаемые стингером, выступают из стены, и лестница обычно открыта с другой стороны.
Применение консольных косоуров
Консольные косоуры используются в домах и офисах для создания потрясающего архитектурного эффекта.
Консольные косоуры: преимущества и недостатки
Плюсы
Благодаря своему парящему виду консольные лестницы создают в помещении более открытый и просторный вид.
Плавающие лестницы с консольными косоурами имеют один из самых современных, уникальных и визуально интересных образов.
Поскольку косоур лестницы установлен в стене, консольные лестницы могут обеспечить больше пространства над головой.
Минусы
Для консольных лестниц необходимо принять во внимание конструкцию опорной конструкции и установить ее в стену до ее завершения.
Из-за дополнительных конструктивных требований строительство консольных лестниц может быть дороже, чем лестниц других типов.
Если ступени консольных ступеней не усилены должным образом, они могут провиснуть с открытой стороны.
Часто консольные лестницы не имеют перил для усиления эффекта парения, что также может сделать их более опасными.
Конечные точки на различных типах косоуров
Косоуты — это часть лестницы, обеспечивающая поддержку и вмещающую ступени и подступенки. Тип материалов, используемых для косоуров, а также их стиль будут влиять на внешний вид лестницы. Лестница с закрытым косоуром из стали или дерева может использоваться больше для функциональности в этом стиле. Другие типы лестничных косоуров, такие как открытые, монолитные и консольные, позволяют создать более драматичный и современный вид.
Часто задаваемые вопросы
Сколько стрингеров необходимо для лестницы?
По крайней мере, один косоур необходим для лестницы с центральной или монокосоурой под ступенями лестницы. Два косоура используются с двойными или двойными косоурами, расположенными снаружи ступеней лестницы.
Нужна ли опора для косоуров?
Косоура лестницы может нуждаться в дополнительной опоре в зависимости от длины косоура и ширины лестницы.
Работа в компании Вулкан Пумпен Рус в Санкт-Петербурге, вакансии Вулкан Пумпен Рус на Superjob
Работа в компании Вулкан Пумпен Рус в Санкт-Петербурге, вакансии Вулкан Пумпен Рус на Superjob»»»»»»»»»»»»»»»»»»»»»»»»»»
Ваш браузер устарел. Сайт может отображаться некорректно
Обновить браузер
Санкт-Петербург
Ваш город Санкт-Петербург?
+7 495 790 72 77
Вход
Регистрация
Клиент SuperJob с 2010 года
Поделиться
До 50 сотрудников
В компании нет открытых вакансий
Описание
Вакансии
Оптовые продажи промышленного насосного оборудования. Компания является официальным дилером иностранных компаний, занимающийся производством и продажей насосов. ООО Вулкан Пумпен Рус занимается продажей и обслуживанием промышленного насосного оборудования на территории РФ.
Заявите о желании работать в компании
Сайт и соцсети
www. vpumpen.ru
Подпишитесь на вакансии компанииКак только в компании появятся вакансии, мы пришлем вам письмо на почту
Подходящие вакансии
Сегодня в 22:12
Администратор магазина (г Киров, ул Романа Ердякова, д 18)
28 000 — 35 000 ₽/месяц
Добавить в избранное
Пятёрочка
Киров (Кировская область)
Отклик без резюме
Организация работы магазина. Контроль работы сотрудников. Выполнение плана по товарообороту, минимизация потерь. Взаимодействие… Образование не ниже среднего профессионального. Управленческий опыт работы от 0,5 года (желательно). Опыт работы в ритейле…
Смотрят
1
человек
Скрыть
Сегодня в 22:11
Пеший курьер
50 000 — 70 000 ₽/месяц
Добавить в избранное
Курьер- служба доставки
Йошкар-Ола
Отклик без резюме
Доступно студентам
Используя мобильное приложение быстро осуществлять доставку документов, писем, забытых ключей и электроники. Граждане иных… В ПОДАРОК ДЛЯ КУРЬЕРОВ: денежный сертификат, самокат, смартфон в зависимости от того, что для Вас в приоритете. Опыт не является…
Смотрят
2
человека
Скрыть
Сегодня в 22:10
Yandex Go корпоративтік клиенттеріне қолдау көрсету қызметінің маманы (қазақ тілін білетін)
По договорённости
Добавить в избранное
Яндекс
Астрахань
Удаленная работа
Клиент шағымданған кезде қандай әрекет жасау керектігін білесіз. Жұмысқа ресми түрде орналасу — еңбек өтілі, еңбек демалысы… Клиенттерге әртүрлі мәселелерді шешуге көмектесу. Бұрын келіссөздер жүргізіп, клиенттермен туындаған жанжалдыжағдайларды…
Смотрят
1
человек
Скрыть
Сегодня в 22:10
Специалист контакт-центра
от 24 000 ₽/месяц
Добавить в избранное
Ростелеком
6. 5
Отклик без резюме
Опыт не нужен
Удаленная работа
Прием входящих обращений от клиентов компании. Поиск, диагностика и предложения решений технических проблем на стороне клиента Грамотная устная и письменная речь. Уверенный пользователь ПК. Желание обучаться новому и развиваться. Наличие ПК (Windows…
Смотрят
4
человека
Скрыть
Сегодня в 22:10
Товаровед
35 300 — 40 500 ₽/месяц
Добавить в избранное
Магнит, Розничная сеть
Кулешовка
Отклик без резюме
Организация и контроль приемки товара. Контроль качества, количества и сроков реализации товара, наличия сопроводительных… Образование не ниже средне-специального. Базовый уровень владения ПК и стандартными офисными программами. Опыт работы в аналогичной…
Смотрят
1
человек
Скрыть
Сегодня в 22:09
Повар производства-обвальщик Москва, Планерная, 7
40 000 — 56 000 ₽/месяц
Добавить в избранное
Перекрёсток
6. 4
Москва
Разделка и обвалка туш скота всех видов. Предпродажная обработка вручную или на механических пилах туш, полутуш, четвертин Уровень образования: не ниже среднего профессионального (повар) при отсутствии опыта работы. Опыт работы не менее 6 месяцев…
Смотрят
3
человека
Скрыть
Сегодня в 22:09
Заместитель управляющего магазином
69 000 — 111 000 ₽/месяц
Добавить в избранное
Фреш Маркет
Управление персоналом. Создавать и поддерживать дружелюбную атмосферу. Обучать и быть наставником, обеспечивать успешную… Опыт успешного управления командами от 1 года. Организаторские и лидерские навыки. Умение правильно ставить задачи и контролировать…
Смотрят
4
человека
Скрыть
Сегодня в 22:08
Продавец-консультант (гипермаркет Ашан Лето)
от 28 840 ₽/месяц
Добавить в избранное
Ашан
6. 7
Санкт-Петербург
Выкладка товара на полки. Контроль цен. Контроль сроков годности. Поддержание чистоты в отделе. Работа с клиентами Готовность к физической нагрузке. Активность, доброжелательность, ответственность. Опыт работы не обязателен — проводим обучение
Смотрят
39
человек
Скрыть
Сегодня в 22:05
Оператор наполнения начинкой
59 000 — 63 000 ₽/месяц
Добавить в избранное
ГК АКМЭ
Санкт-Петербург
Проспект Ветеранов
Московская
Отклик без резюме
Работа на конвейерной линии наполнения начинки. Осуществлять непрерывный процесс на участке наполнения начинки. Контроль… Опыт работы на пищевом производстве от 1 года. Средне-специальное образование. Внимательность, ответственность. Умение работать…
Смотрят
3
человека
Скрыть
Сегодня в 22:05
Старший менеджер по обслуживанию
от 5000 ₽/месяц
Добавить в избранное
Сбербанк России
Кшенский
Отклик без резюме
Опыт не нужен
Работать в отделении офиса Сбера. Проводить кассовые операции: прием, выдача, обмен денег. Предлагать продукты и сервисы Сбера Хочешь построить карьеру в банковской сфере. Специалист со средним профессиональным, неполным высшим или высшим образованием
Смотрят
44
человека
Скрыть
Сегодня в 22:05
Менеджер по аренде коммерческой недвижимости
от 80 000 ₽/месяц
Добавить в избранное
ЗАМОСКВОРЕЧЬЕ
Москва
Тверская
и ещё 9 станций
Отклик без резюме
Опыт не нужен
Переговоры с клиентами. Показы объектов недвижимости. Заключением договоров Энергичность. Целеустремлённость. Общительность. Порядочность
Смотрят
50
человек
Скрыть
Сегодня в 22:04
Охранник (м. Белорусская, Баррикадная)
40 000 — 47 000 ₽/месяц
Добавить в избранное
Азбука вкуса
6.9
Москва
9 минутБелорусская
11 минутБаррикадная
Отклик без резюме
Контроль внутреннего порядка на объекте (в магазине или на складе). Предотвращение хищений имущества на объекте Опыт работы в аналогичной должности является преимуществом. Для работы вам понадобится мед. книжка (можно оформить в компании)
Смотрят
3
человека
Скрыть
Сегодня в 22:03
Повар-кондитер
от 30 000 ₽/месяц
Добавить в избранное
Морская техническая академия им. адмирала Д. Н. Сенявина
Санкт-Петербург
Обеспечение приготовления блюд в строгом соответствии с рецептами. Обслуживание гостей в соответствии с нормами и инструкциями Повар 4 -5 разряда. Наличие на момент трудоустройства. Сертификат о прививках (Корь, Дифтерия, COVID-19, Анализ-Диз.Группа)
Смотрят
3
человека
Скрыть
Сегодня в 22:03
Бухгалтер в единственном лице
100 000 — 120 000 ₽/месяц
Добавить в избранное
Алиев Руслан Чингизович (Jobers)
Москва
Формирование, оптимизация и сдача налоговой отчетности. Учет всех доходов и расходов. Контроль правильности оформления и… Опыт работы не менее 5 лет, из них бухгалтером в единственном лице не менее 2 лет. Знание 1С Бухгалтерии и 1С управление торговлей
Смотрят
2
человека
Скрыть
Сегодня в 22:02
Уборщик / Сотрудник по зачистке вагонов / Разнорабочий / Зачистщик
30 000 — 50 000 ₽/месяц
Добавить в избранное
Транс-Сервис
Донецк (Донецкая область)
Очистка вагонов после выгрузки от остатков груза: промывка, пропарка, проветривание, дезинфекция вагонов и ветеринарно-санитарная… Выносливость и физическое здоровье — активная работа весь день, много перемещений. Аккуратность. Готовность к переработкам
Мы используем cookies, чтобы улучшить сайт для вас. Подробнее
Набор стальных ножей HuoHou HU0095 RUS Stainless Steel Kitchen Knife Set (3 ножа + ножницы + подставка) в категории Приборы для кухни
8 800 511-31-83
Главная
Каталог товаров
Товары для дома и офиса
Приборы для кухни
Набор стальных ножей HuoHou HU0095 RUS Stainless Steel Kitchen Knife Set (3 ножа + ножницы + подставка)
получить оптовый прайс
Штрихкод: 6970960062315
Артикул: HU0095 Silver RUS
Производитель: HUOHOU
Набор стальных ножей (3 ножа + ножницы + подставка из нержавеющей стали) HUOHOU HU0095 – полезная вещь для любой кухни! ОФИЦИАЛЬНАЯ РУССКАЯ ВЕРСИЯ:
— полностью русифицированная упаковка, отсутствие китайского языка/иероглифов
— подробная и понятная инструкция на русском языке
— оригинальная продукция: наличие декларации или сертификата соответствия по всем необходимым регламентам
Все это позволит Вам преподнести действительно достойный подарок, который будет как приятно дарить, так и самому получить в знак внимания.
Запросите цену
Описание
Характеристики
HUOHOU представляет набор стальных ножей (3 ножа + ножницы + подставка из нержавеющей стали) HUOHOU HU0095. Набор HUOHOU HU0095, в котором сочетаются функциональность, эргономика и высокое качество материалов, будет по-настоящему незаменимым на Вашей кухне.
Лезвия ножей и ножниц, входящих в набор HUOHOU HU0095, сделаны из мартенситной нержавеющей стали 30Cr13, а потому не боятся коррозии и царапин. Рукоятки ножей также сделаны из нержавеющей стали: повредить ножи каким-либо образом, не желая того, едва ли получится, с таким лезвием и такими рукоятями ножи прослужат очень долго. Рукоятки же ножниц сделаны из полипропилена – прочного материала, не содержащего токсинов, не имеющего неприятного запаха, а также сохраняющего форму даже при температуре в 100 С. Корпус подставки для ножей тоже сделан из нержавеющей стали: едва ли подставка прослужит меньше самих ножей. Конструкция же подставки создана так, чтобы можно было сушить ножи прямо в ней: помыв нож, не обязательно сначала класть его на сушилку, а уже позже убирать в подставку. Прочность ножей составляет HRC54+-2, что более достаточно для всех кухонных задач. Преимуществом набора HUOHOU HU0095 является использование нержавеющей стали не только для лезвий, но и для рукояток ножей и даже подставки, что создает особый стиль, а также делает входящие в набор HUOHOU HU0095 изделия исключительно прочными.
Набор HUOHOU HU0095 позволит решить практически любые предназначенные для кухонных ножей задачи максимально удобно и быстро. Нож-слайсер предназначен для нарезки продуктов тонкими и аккуратными ломтиками, с прочими задачами справятся либо классический универсальный нож, либо универсальный нож в японском стиле — нож сантоку.
Если придет время после длительного использования заточить ножи, обратите внимание на точилки Huohou HU0045 и HU0066. Кухонные аксессуары HUOHOU – изысканность во всем, комфорт и наслаждение для Вас.
Технические характеристики и внешний вид товара могут отличаться, приоритетную силу имеет реальный продукт.
Пожалуйста, если вы увидели, что в описании товара есть ошибка, или просто опечатка, то дайте нам знать. Мы быстро исправим.
Уважаемые блогеры, редакторы и писатели.
Мы готовы безвозмездно предоставить наши товары для обзоров на ваших каналах и сайтах. Для принятия решения, присылайте информацию о вашем блоге на [email protected]. Условия предоставления товара(ов) зависят от конкретного канала, сайта.
Технические характеристики и внешний вид товара могут отличаться, приоритетную силу имеет реальный продукт.
Пожалуйста, если вы увидели, что в описании товара есть ошибка, или просто опечатка, то дайте нам знать. Мы быстро исправим.
Уважаемые блогеры, редакторы и писатели.
Мы готовы безвозмездно предоставить наши товары для обзоров на ваших каналах и сайтах. Для принятия решения, присылайте информацию о вашем блоге на [email protected]. Условия предоставления товара(ов) зависят от конкретного канала, сайта.
Набор стальных ножей HuoHou HU0014 RUS 6-Piece Stainless Steel Kitchen Knife Set (4 ножа + ножницы + подставка)Набор стальных ножей HuoHou HU0033 RUS Composite Steel Kitchen Knife Set (4 ножа + подставка)
CHITUBOX Pro V1.2.0 Разблокируйте Super Pre-support Power
Проверьте это!
24 апреля 2022 г., CHITUBOX Pro V1.2.0 официально выпущен! На этот раз мы добавили не только более 10 новых функций и 19 принтеров, но также оптимизировали некоторые функции и алгоритмы, чтобы повысить эффективность предварительной обработки и добиться прогресса в препроцессоре SLA/DLP/LCD для 3D-печати. Есть несколько творческих способов нарезки, которые полностью поразят ваше воображение. Хотите узнать больше? Пойдём разбираться вместе.
1. S Upport S S Усеивание На этот раз CHITUBOX Pro V1.2.0. Это помогает вам сохранить опоры, когда вы хотите изменить масштаб модели, и опоры могут оставаться того же диаметра при масштабировании. Это весьма полезно для большинства дизайнеров, что помогает им решить проблему редактирования опор для моделей разных размеров. А для профессионалов и энтузиастов 3D-печати масштабирование поддержек может помочь им легко печатать, поскольку им нужно только один раз добавить подставки, которые могут печатать разные размеры. Маленький или большой.
2. Модель A фильтрация —— Взаимозаменяемый
Вы когда-нибудь сталкивались с ситуацией, что после того, как вы закончите редактирование опор, все еще нужно изменить некоторые детали, но выясните, .Должны ли вы снова добавить опоры?
Конечно нет! Pro V1. 2.0 добавлена функция изменения модели, вы можете заменить модель без изменений или удалить опоры. Напоминание: модель по-прежнему должна оставаться прежней, но изменены только детали.
3. Малый Автоматическая привязка к опоре — просто и легко
А еще мы добавили функцию автоматической привязки к небольшой опоре в CHITUBOX Pro V1.2.0, вы можете найти ее на опорах панель редактирования, и есть сочетания клавиш, чтобы открывать и закрывать ее. Вы можете свободно задать радиус привязки, и слайсер рассчитает подходящую небольшую опору для опор по определенному алгоритму и значительно повысит эффективность добавления опор.
4. Auto-supporting Function Enhancement ——Always B e Y our B ack U p
Compare to в предыдущей версии мы также обновляем функцию автоматической поддержки. Когда вы активируете эту функцию, слайсер автоматически создаст вспомогательные опоры, чтобы помочь укрепить основной стебель и улучшить стабильность и вероятность успеха при печати.
5. Поддерживает слияние — не только для красоты возможность объединять опоры со всей или частью выбранной области.
При этом положение, направление и размер точек соединения не будут затронуты, только средняя и нижняя часть будут объединены по определенному алгоритму. Эта функция способна предоставить вам больше места для редактирования поддержек.
6. Компенсация времени печати слоя —— Высокая точность
CHITUBOX Pro V1.2.0 также добавлена компенсация времени печати слоя. Эта функция позволяет точно прогнозировать время печати.
7. Оставить одну основную полость—— Меньше значит больше
Иногда внутреннюю часть модели можно разделить на несколько частей после выдолбления, а некоторые части маленькие и их трудно найти, что усложняет задачу. рытье ямы. Это может привести к сбоям при печати или растрескиванию модели.
Тем не менее, новая функция способна управлять внутренней структурой, чтобы она прошла через всю модель, оставив только основную полость, что значительно повышает вероятность успеха печати.
8. Ремонт Обновление модуля
(1) Функция Добавление и оптимизация
В ремонтном модуле, Chitubox Pro V1.2.0. Отверстия, удаление избыточных оболочек, а также добавление треугольника вручную, удаление треугольника и перевернутого треугольника и т. д.
В CHITUBOX Pro V1.2.0 функция удаления избыточных оболочек добавила информационное окно оболочек модели и выбираемую опцию, которая позволяет работать с одной или несколькими оболочками.
(2)Обновление пользовательского интерфейса
Настройка строки меню
Вариант восстановления строки меню был обновлен на основе оптимизации функций, сохранены общие клавиши и добавлены кнопки «Добавить треугольник», «Удалить треугольник» и «Обратный треугольник».
Добавлена панель инструментов слева
В левой части режима восстановления в Pro версии 1.2.0 добавлен ярлык для панели инструментов, который значительно упрощает управление и ремонт модели, если вы хотите выбрать определенную область модели.
9. Более гибкий подход к редактированию поддержек и оптимизации обнаружения островков — «поддерживает» бесплатно, а также точно подход к редактированию поддержек для получения бесплатных «поддержек». Это помогает снизить риск повреждения поверхности модели.
Оптимизированное обнаружение островков позволяет более точно определять количество островков, что помогает улучшить проверку качества файла модели.
Added 19 New Printers—— A n A bundance o f C hoices
CHITUBOX Pro V1. 2.0, это обновление добавило в систему 9 популярных принтеров, чтобы удовлетворить спрос клиентов на отличные принтеры. Давайте проверим все эти новые обновления вместе.
Новые добавленные принтеры:
Добавленный ELEGOO JUPITER
Добавлен ELEGOO MARS 3 PRO
Добавлен ЭЛЕГО САТУРН 2
Добавлен Phrozen Sonic Mini 8K
Добавлен Phrozen Sonic Mighty 8K
Добавлен EPAX X1-4KS
Добавлен EPAX DX10 PRO 8K
Добавлен EPAX E10 8K
Добавлен EPAX X10 8K
Добавлен EPAX X133 6K
Добавлен AnyCubic_Photon_Mono_4K
Добавлен AnyCubic_Photon_Mono X_6K
Добавлен AnyCubic_Photon_SQ
Добавлен HALO-LITE
Добавлен HALO-ONE
Добавлен HALOT-ONE PLUS
Добавлен HALO-ONE PRO
Добавлен HITRY-Ракета 1
Добавлен HITRY-Rocket 1 Pro
Исправление ошибок
В CHITUBOX Pro V1. 2.0 также исправлены некоторые серьезные ошибки, которые мы обнаружили в предыдущей версии, это может повысить скорость и стабильность слайсера:
Исправлена ошибка, связанная с конфигурацией по умолчанию. изменения файла при предварительном просмотре файла конфигурации в многопараметрическом интерфейсе
Исправлена ошибка изменения плотности и цены смолы
Исправлены некоторые ошибки несовместимости программного обеспечения
Исправлена ошибка, из-за которой опоры проходили через модель при добавлении опор в некоторых случаях
Исправлена ошибка slicercrash в определенных случаях
Исправлена ошибка, из-за которой окно снимка экрана не отображалось вверху при создании полноэкранного снимка экрана
Исправлена ошибка нажатия кнопки сворачивания при перетаскивании боковой панели с правой стороны основного интерфейса, и боковая панель с правой стороны сворачивалась неправильно
CHITUBOX Pro V1. 2.0 официально выпущен, вы можете бесплатно скачать его с нашего сайта. Если у вас есть какие-либо вопросы или вам нужна помощь, присоединяйтесь к нашей группе Facebook:
Как предотвратить растрескивание и растрескивание помидоров
Как сотрудник Amazon я зарабатываю на соответствующих покупках. Вы можете прочитать мое полное заявление о раскрытии информации здесь.
Помидоры растрескиваются или трескаются — это распространенная проблема, которая, безусловно, вызывает разочарование. Но есть несколько простых решений этой распространенной проблемы с помидорами!
Как неприятно идти в сад, чтобы схватить тот помидор, который, как вы знаете, был почти созревшим, и хорошо, что он треснул по боку с большой уродливой трещиной! Фу! Давайте посмотрим, как мы можем предотвратить эту распространенную проблему.
Причина, по которой ваши помидоры лопаются и трескаются, довольно проста. Это происходит, когда растение получает слишком много воды сразу, либо из-за сильного дождя, либо из-за хорошего полива. Плод растет быстрее, чем кожура, поэтому кожура трескается, а плод раскалывается.
Трещины могут располагаться поперек нижней части помидора или по вертикали сбоку, или же они могут представлять собой концентрические круги вокруг верхней части помидора.
Это часто случается при непостоянном поливе. Растение сухое до костей, а затем вы идете и даете ему хороший лонг-дринк, и вот как оно окупается! Или у вас действительно жаркая сухая погода, из-за которой растение испытывает сильную жажду, а затем идет сильный сильный дождь с дневной грозой.
Как предотвратить растрескивание и растрескивание помидоров?
Самый простой способ предотвратить расщепление и растрескивание помидоров — убедиться, что они постоянно поливаются и не допускают высыхания настолько, чтобы они начали увядать. Один из способов сделать это — поставить помидоры на систему полива по времени. Еще один совет — мульчируйте помидоры, так как это предотвратит их быстрое высыхание на поверхности.
Системы капельного полива идеальны, потому что они не тратят воду на испарение и стекание, а если оставить их работать в течение достаточно долгого времени, они дают очень глубокое замачивание, которое позволяет корням растений расти глубже. Если растения не поливают глубоко, у них развиваются только поверхностные корни. Поверхностные корни очень быстро высыхают только от дневной жары.
В идеале они должны получать как минимум 1-2 дюйма воды каждую неделю и не позволять им пересыхать между поливами. Если у вас очень жаркая температура или они растут в горшках, им может потребоваться больше воды, чем указано.
Обратите внимание на капельное орошение на фотографии выше, а также сильно обрезанные растения томатов.
Большинство людей не поливают достаточно глубоко. В следующий раз, когда вы решите, что обеспечили достаточный полив, когда закончите, выкопайте 6-8 дюймов. Там даже влажно? Держу пари, что этого не будет. Честное слово , Попробуйте и посмотрите, как у вас дела.
В идеале она должна быть хорошей и влажной даже глубже 6-8 дюймов. Чем глубже уходит вода, тем глубже уходят корни. Вот почему так важен капельный полив.
Съедобны ли расщепленные помидоры? Если оставить их в саду после расщепления, и они заживут, то их можно есть. Если они не заживут, вы обнаружите, что плесень быстро появится из-за этой теплой влажной среды внутри помидора, который греется в теплое солнце, и оно начнет гнить, так что это будет несъедобно.0003
Это может произойти даже внутри помещения, если расколотый помидор слишком долго лежит на прилавке из-за теплых летних температур. Поэтому внимательно осмотрите его перед едой и удалите любые подозрительные открытые участки.
Удобрение рассады томатов
Правильная подкормка и полив рассады томатов также может помочь предотвратить расщепление/растрескивание и другие проблемы, такие как вершинная гниль цветков. Мне нравится использовать Tomato Tone для моих помидоров, используя его для первоначальной посадки, а также подкормку им каждые несколько недель.
Я также раз в месяц опрыскиваю рыбной эмульсией/раствором английской соли вечером или в пасмурный день, чтобы не сжечь растения. Я использую одну столовую ложку каждого из них, смешанную с одним галлоном воды, в качестве раствора.
Сорвите помидоры перед поливом
Мало того, что помидоры могут растрескаться после хорошего полива, полив также может ослабить их вкус. Перед тем, как полить или перед тем, как начнется буря, я выхожу и срываю любые спелые помидоры или любые помидоры, которые покраснели от цвета. Зеленые незрелые помидоры обычно не трескаются, так как кожица более жесткая, чем кожица спелых помидоров.
Собирая их перед поливом, вы также получите лучший вкус томатов. Так что собирайте чаще, но особенно перед поливом!
Выбор сортов томатов, устойчивых к растрескиванию
Если вы перепробовали все вышеперечисленное и все еще недовольны расщепленными или треснувшими помидорами, рассмотрите возможность выращивания только сортов томатов, устойчивых к растрескиванию.
Проблемы, дефекты, ошибки 3D печати и варианты их решения
Часто во время работы 3D принтера могут возникнуть проблемы из-за которых на готовой модели возникают дефекты. Или вместо аккуратного изделия, на столе внезапно оказывается пластиковая лапша.
По сути, причины возникновения дефектов, можно условно разделить на 2 вида — это физические и программные.
Физические — это те которые возникают из-за проблем с механикой или любых других причин которые можно устранить физически. К ним относятся проблемы с механизмами принтера (натяжение ремней, люфты), забитое или деформированное сопло, неправильная геометрия стола и т.д.
Программные — это дефекты которые возникают из-за неправильных настроек слайсера или реже ошибками в прошивке принтера. Например неправильно подобранная скорость печати, настройка ретрактов, неправильно выбранная температура для пластика и т.д.
Очень редко проблема может крыться в неправильной или “слетевшей” прошивке принтера (хотя обычно принтер тогда просто не запустится), перегреве некоторых плат в процессе печати т. д. Это скорее частные случаи, поэтому их мы рассматривать не будем.
Модель отклеивается от печатного стола или не липнет к нему
Это самая распространенная проблема 3D печати. У каждого 3D печатника был случай когда первый слой предательски скатывается цепляясь за экструдер или самое обидное — когда отрывает от стола частично напечатанную модель. Первый слой должен прилипнуть намертво иначе ничего не напечатается.
Слишком большой зазор между столом и соплом
Это самая распространенная причина. Нужно просто выставить правильный зазор между столом и соплом.
В современных принтерах часто используется система автокалибровки (автовыравнивания) стола или вспомогательная программа выравнивания стола. Для калибровки таких принтеров воспользуйтесь инструкцией. Если инструкции нет, ее можно скачать на сайте производителя.
Если у вас простой принтер без автокалибровки, самосборный или KIT набор, для калибровки используйте щуп или сложенный пополам кусочек бумажки. Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Если у вас не получается идеально выровнять поверхность стола попробуйте печатать на рафте. Рафт — это толстая подложка в несколько слоев которая печатается под моделью. Она поможет сгладить небольшую кривизну стола.
Небольшая шпаргалка для определения правильности зазора по первому слою
Пластик с плохой адгезией
Некоторые виды пластика из-за разных причин, например большая усадка, плохо прилипают к поверхности печатной платформы. В этом случае попробуйте использовать наклейки или специальные 3D клеи для улучшения адгезии между столом и первым слоем пластика.
На заре 3D печати проводились эксперименты с разными домашними рецептами 3D клеев. ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
Некоторые виды высокотемпературных пластиков с большим процентом усадки (ABS, Нейлон и т.д) могут отклеиваться от стола во время печати. Это происходит из-за неравномерного остывания и “сжимания” модели (нижние слои уже остыли, а верхние еще нет). Для таких пластиков нужно обязательно использовать 3D принтер с подогреваемым столом и закрытым корпусом.
Слишком низкая температура пластика
Чем сильнее разогрет пластик при выходе из сопла тем лучше он прилипнет к печатной платформе. Первые 5-10 слоев лучше печатать на более высокой температуре (+ 5-10 градусов) и отключить вентилятор обдува.
Неправильные настройки первого слоя (скорость и толщина)
Более толстый слой прилипает проще, поэтому стандартно первый слой имеет толщину 0,3мм. При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
От того как 3D принтер напечатает первый слой зависит очень многое. Старайтесь контролировать печать первого слоя и только потом оставлять принтер работать в одиночестве.
Пластик не давится из сопла
Принтер уже вроде начал печатать, но печатный стол остается пустым. Или часть модели не напечаталась.
Забитое сопло
В 3D печати сопло — это расходник. Сопла забиваются или изнашиваются (частота зависит от типа пластика). Самое простое — это заменить сопло. Но если под рукой не оказалось запасного — можно попробовать почистить старое. Для этого существует целый набор тонких иголок. Или можно разогреть забитое сопло выше температуры плавления пластика и “выжечь” засор. Но впоследствии все равно сопло лучше заменить.
Низкая температура сопла
Нужно повысить температуру экструдера в настройках слайсера или проверить исправность термистора и нагревательного блока. Иногда термистор может некорректно считать температуру из-за неисправности или неправильных настроек прошивки 3D принтера.
Если проблема возникла после замены термистора — обратитесь к производителю или почитайте статьи про PID тюнинг.
Пустой экструдер
При нагревании экструдера из сопла начинает сочится пластик. Из-за этого печатать экструдер может начинать полупустым. Из-за этого часть первого слоя не печатается. Можно продавить пластик вручную, просто протолкнув пруток в сопло. Или решить эту проблему программно — в слайсере добавить печать контура вокруг модели (одна линия).
Некоторые производители и 3D энтузиасты в начало каждого GCode добавляют печать линии на краю стола. Это сделано для того чтобы в сопле был пластик к началу печати модели.
Механизм подачи не проталкивает пластик
Пластик проталкивает к экструдеру механизм подачи — мотор с надетой на вал специальным шкивом. Если пластик по какой то причине не проталкивается (забито сопло, низкая температура экструдера и т.д) то шкив “прогрызает” пруток. Нужно протолкнуть пластиковый пруток руками или отрезать поврежденный кусок.
Слоновья нога
Первые слои модели получаются более широкими выступают за границы модели. Это происходит из-за того что верхние слои давят на первые, еще не остывшие и расплющивают их.
Высокая температура стола
Из за слишком высокой температуры стола нижние слои долго остаются мягкими. Попробуйте снизить температуру стола. Снижать лучше постепенно (с шагом в 5 градусов). Можно попробовать включить обдув при печати первых слоев.
Маленький зазор между соплом и печатным столом
Если, при печати первого слоя, сопло находится слишком близко к столу то лишний пластик будет вытесняться. После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
Переэкструзия пластика
Когда материала выдавливается из сопла слишком много стенки модели получаются не гладкими, а бугристыми, с наплывами.
Решение программное — в настройках слайсера нужно выставить коэффициент подачи материала (текучесть) на меньшее значение. Среднее значение — 95-98%.
Стоит проверить диаметр прутка. Если его размер больше 1,75 то пластика будет выдавливаться больше чем нужно.
Недоэкструзия пластика
Пластика выдавливается слишком мало, из-за этого между слоем могут появляться щели. Готовая модель получится непрочной и хрупкой.
Неправильный диаметр нити
Проверьте в настройках слайсера диаметр нити. Иногда вместо популярного 1,75 по умолчанию установлен 2,85.
Неправильные настройки коэффициента подачи
Проверьте настройки текучести в слайсере. Среднее значение должно быть 95-98%.
Забитое сопло
Что то могло попасть в сопло и частично перекрыть выход пластику. Визуально пластик будет давиться из сопла, но в меньшем количестве чем нужно для печати.
Волосатость или паутинка на готовой модели
Из внешней стенки модели (чаще всего с одной стороны) торчат тоненькие ниточки пластика. Дефект появляется из за вытекания пластика из сопла при холостом перемещении.
Недостаточный ретракт
Ретракт — это небольшое вытягивание пластиковой нити из экструдера. Благодаря ретракту при холостом перемещении экструдера (от слоя к слою или от модели к модели) нагретый пластик не капает из сопла. Для некоторых текучих видов пластика (например PETG) скорость и величину ретракта нужно увеличить.
«Волосатость» легко можно удалить шлифовкой или срезать ниточки острым скальпелем.
Высокая температура экструдера
Чем выше температура экструдера, тем более жидким становится пластик. Важно найти баланс что бы пластик не был слишком жидким и хорошо «слипался» по слоям.
В подборе оптимальной температуры экструдера хорошо помогает тестовая модель — башня. На ней наглядно видно как ведет себя пластик при печати на разной температуре.
.
Температурный тест
Верх модели «дырчатый» или неровный
Верх модели получается бугристый или с отверстиями. Проблема может возникнуть если верхняя часть модели плоская. Например как у кубика.
Недостаточный обдув
При печати верхней плоскости (крышки) пластик не успевает остывать и остаётся слишком жидким. Из-за этого нити рвутся и образуются дыры. Увеличьте скорость вращения вентиляторов обдува на последних слоях.
Мало верхних слоев
Верх отпечатка может получится слишком тонким и из за этого деформироваться. Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Маленький процент заполнения
Если процент заполнения слишком маленький, то верхнему слою будет просто не на что опереться. Увеличьте процент заполнения в настройках слайсера.
Деформация модели
Некоторые части модели как будто оплавились в некоторых местах или с одной стороны. Проблема чаще всего возникает при печати PLA пластиком. Дефект появляется из-за того что пластик не успевает остывать и деформируется.
Недостаточный обдув модели
Включите вентиляторы обдува на максимум. Если их мощности не хватает (в некоторых принтерах вентилятор расположен только с одной стороны) можно поставить обычный настольный вентилятор и направить его на стол 3D принтера.
Маленькая модель
Маленькие модели сложно хорошо обдувать. Старайтесь печатать небольшие изделия вместе с большими или разместите несколько одинаковых моделей в разных углах стола. Так у пластика будет больше времени на остывание.
Смещение слоев
Во время печати слои смещаются по оси x или y.
Заедание печатной головы
Выключите принтер и руками попробуйте подвигать экструдер по оси х и y. Экструдер должен перемещаться свободно. Если есть заедания — проверьте механику принтера.Возможно виноват износ подшипников или кривизна валов.
Перегрев электроники
Иногда в смещении слоев могут быть виноваты проблемы с электроникой. Самая частая причина это перегрев драйверов или слишком низкий ток выставленный на них.
Поверхность стола плохо закреплена
Чаще всего это встречается у 3D принтеров со стеклом. Во время печати сопло может задеть модель и немного сдвинуть стекло. Перед печатью проверяйте хорошо ли закреплено стекло или другая печатная поверхность на нагревательном столе..
Пропуск слоев
На отпечатке видны небольшие дыры или оболочка модели получается не сплошная.
Тефлоновая трубка деформировалась
Термобарьеры существуют 2 видов — цельнометаллические и с тефлоновой трубкой. При перегреве тефлоновая трубка может деформироваться. Пластик будет проходить через нее, но в меньшем количестве.
Низкая температура экструдера или высокая скорость печати
Если экструдер недостаточно нагрет, то пластик будет недостаточно жидким и просто не будет успевать продавливаться через сопло. Чем выше скорость печати тем выше выше должна быть температура экструдера.
Иногда внешние стенки печатаются хорошо, а заполнение получается “рваным”. В этом случае снизьте скорость печати заполнения в слайсере.
Расслоение модели
На поверхности отпечатка во время или после печати образуются трещины. Трещины могут быть значительные или совсем небольшие. Чаще всего такая проблема возникает у пластиков с большим процентом усадки — ABS или Нейлон.
Резкий перепад температур (если модель расслаивается во время печати)
При резком перепаде температур (например сквозняк) часть модели остывает быстрее. Это приводит к неравномерности усадки и неправильному распределению внутреннего напряжения. Для пластиков с низкой усадкой это не критично. Но если процент усадки больше нескольких процентов модель может лопнуть по слоям.
Для печати такими пластиками рекомендуется использовать принтер с закрытым корпусом. Если такой возможности нет — постарайтесь максимально исключить сквозняки и резкие перепады температур в комнате где печатает 3D принтер.
Температура печати
Из-за слишком низкой температуры печати слои могут плохо “склеиваться” друг с другом. Повысьте температуру печати в настройках слайсера.
Закалка (если модель трескается после печати)
Иногда трещины на модели появляются через несколько дней после печати. Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Для закалки модель помещают, например в духовку, и нагревают до температуры размягчения пластика. После этого нагрев выключают и оставляют медленно остывать духовку с моделью внутри. Благодаря этому напряжение внутри отпечатка распределится более равномерно. Но в этом методе очень важна точность — стоит немного ошибиться с температурой и готовое изделие может “поплыть”.
Звон
В местах где экструдер менял направление видна рябь. Чаще всего это выглядит как тень вокруг “остро” выступающих элементов модели.
Проблемы с механикой
Иногда проблема возникает из-за люфта экструдера. Проверьте не разболталось ли крепление экструдера к направляющим. Обязательно проверьте натяжку всех ремней.
Высокая скорость печати или большие ускорения
Слишком быстрое перемещение экструдера может привести к вибрациям из-за которых и возникает рябь на стенке модели. Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Щели у тонкостенных моделей (не сплошная оболочка)
Тонкая стенка модели получается не сплошная, а состоящая из двух тонких стенок с узкой щелью между ними. С этой проблемой часто сталкиваются любители печатать “вырубки” для выпечки.
Левая модель с дефектом стенки, правая без
Несоответствие толщины стенки и диаметра сопла
Если толщина стенки 1мм, а диаметр сопла 0,4 получается что для сплошной стенки 2 проходов сопла мало, а 3 уже много. Результат будет зависеть от алгоритма слайсера, но чаще всего получится 2 стенки с тонкой щелью посередине (слайсер не может изменить толщину стенки). Решением проблемы может быть небольшая доработка 3D модели или использование другого слайсера.
Алгоритмы расчета 3D моделей постоянно совершенствуются и дорабатываются и сейчас эта проблема встречается уже реже.
При моделировании учитывайте не только толщину сопла, но и процент “наложения” линий друг на друга. Если у вас стоит сопло диаметром 0,4 — сделайте стенку в вашей модели не 0,8, а 0,7 — 0,75.
Неправильная геометрия модели
Когда вместо круга получается овал, а у вместо квадрата получается подобие ромба.
Основная причина — неисправности в механике принтера. Обязательно проверьте:
Ремни
Проверьте натяжение ремней по оси x и y. Со временем ремни растягиваются и может потребоваться их подтянуть или заменить. В каждом 3D принтере свой способ натяжки ремня. Если ремни растянуты незначительно можно донатянуть их при помощи «пружинки».
Незатянутые шкивы и т.д
Проверьте все ли болты и гайки затянуты. Нет ли люфтов. Особое внимание уделите затяжке шкивов расположенных на моторах по осям x и y.
Провисание некоторых частей модели
Некоторые части не напечатались, сломались или вместо аккуратной поверхности получается оплывшая сопля из пластика.
Нет поддержки для нависающих элементов
3D принтер не умеет печатать в воздухе, поэтому если в модели есть нависающие элементы нужно выставлять опоры — поддержки. Слайсер может сам выставить необходимые поддержки, нужно в настройках поставить соответствующую галочку.
При печати с растворимой поддержкой можно выставить зазор между моделью и поддержкой — 0. Так поверхность получится более гладкой. Если материал поддержки и модели одинаковый — нужно добавить небольшой зазор. Иначе будет сложно отделить поддержку от модели.
Разделить модель
Иногда на поддержки может уйти больше пластика чем на модель. В таком случае для экономии материала и времени будет удобнее модель порезать. Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
При резке модели можно оставлять пазы или закладные, что бы кусочки модели соединялись без смещения.
Итоги
В этой статье мы рассказали о самых популярных дефектах 3D печати и вариантах их решения. Не стоит пугаться такого длинного списка. Некоторые проблемы встречаются редко и вряд ли вы с ними столкнетесь.
Есть перечень проблем возникающих из-за конструктивных особенностей 3D принтера, поэтому старайтесь выбрать принтер который подойдет для ваших задач. Для этого нужно понимать какие изделия и каким материалом нужны именно вам.
Проблемы связанные с алгоритмами печати быстро устраняются разработчиками ПО.
Пусть вас не пугают возможные трудности и каждая печать будет удачной.
Дефекты 3D печати — Попробуем ввести классификацию
Добрый день, уважаемые посетители портала.
Сегодня я решил уходить не в художественную часть нашей работы, а снова в научную.
В силу стечения обстоятельств, я закончил университет по специальности инженер-литейщик. К чему я это упоминаю: во-первых, уже последние лет 10 литейке грозятся, что она умрет из-за штамповки и 3D печати. Во-вторых, в литейном деле используется очень много своей собственной терминологии. Сегодня я хочу попробовать описать основные дефекты 3D печати, возможные названия и способы борьбы с ними (дефектами, не названиями). Конечно, в рамках одной статьи на одном портале мы собственную терминологию не введем, но, как минимум, будет чего обсудить. Приглашаю вас к прочтению и адекватному комментированию.
Дефект : Коробление
Часто используемое описание: Отклеивается от платформы, изгибается
Описание : Искажение геометрии. Из-за перехода пластика из одного состояния в другое ( жидкое — твердо-жидкое — твердое ) и изменения температур, пластик начинает уменьшаться в объеме. Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь.
Теперь немного физики и пояснений. НЕВОЗМОЖНО избавиться от термического сжатия или усадки. Это физический процесс — вы можете только его скомпенсировать. Кроме этого, помните — везде упоминают усадку 0.5 -0.9%. Но это только линейная, а значит объемная у вас будет больше.
Как бороться:
Уменьшить заполняемость — меньше пластика, меньше чему сжиматься — меньше усилие отрыва.
Использовать горячий стол — вы прогреваете нижние слои, что дает равномерное распределение напряжений внутри детали.
Делать внешний контур — вы можете печатать внешний слой вокруг детали. Это создает что-то вроде термобарьера вокруг детали, тем самым поддерживая температуру по объему, что приводит к равномерному распределению напряжений по детали. Альтернатива — закрытая камера печати, служит аналогичным образом
Использовать конструктивные элементы — Во-первых, проверьте чтобы ваша деталь хорошо лежала на столе — если ваша плоская грань детали вовсе не плоская ( в художке это легко — пару полигонов или вертексов переместить не туда на пару мм), то она легко оторвется. Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
Увеличьте силу сцепления — вы можете не бороться с напряжениями, а просто обеспечить необходимую силу сцепления. Однако, этот вариант мне кажется не очень хорошим — эти напряжения останутся и вашу деталь потом можно легко сломать в этом месте.
Дефект : Перекос
Часто используемое описание: Слои поплыли, Вертикаль не соблюдается, слои не ложатся ровно друг на друга
Описание : Возможно несколько вариантов данного дефекта. Либо слои просто неровно ложатся, либо модель печатается как-то кусками, либо просто легкий перекос. Данный дефект, как правило, связан с механической частью принтера. В следствие трения путь фактический путь печатающей головы не сходится с тем, что был заложен в машину.
Как бороться:
Проверьте ремни. Так как конструкций много, универсальный ответ тут дать сложно. Проверьте, чтобы они нормально лежали в местах контакта и нигде не перетирались. Посмотрите инструкцию принтера или какие-нибудь советы в интернете — вполне возможно проблему уже разобрали до вас.
Если принтер просто смещает слои друг относительно друга, то вполне возможно, что не обеспечена фиксация шкивов должным образом. С помощью черного маркера можете пометить положение, а после печати сравнить и подкрутить это место в случае необходимости.
Подвигайте печатающую голову без питания — она должна двигаться без существенных проблем. Если это не так — то может стоит наконец смазать валы ?
Не обеспечивается перпендикулярность — опять-таки из-за плохого крепления может не обеспечиваться перпендикулярность осей X и Y. Это может привести к данному дефекту, а значит пора снова лезть в принтер и крутить.
Проверьте печатающую платформу — стекло может начать елозить на вашем принтере. Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию.
Проблема с электроникой. Редкий случай, но возможный.
Дефект : Вскип, Подутость (?)
Часто используемое описание: Дырки на верхнем слое, проблема с внешним слоем.
Описание : Выступы на верхнем слое детали — могут быть как открытого, так и закрытого типа. По сути — это связано с провисанием пластика, который не успевает охлаждаться будучи напечатанным в воздухе без поддержек. Учитывая, что таких слоев может быть несколько и все они некачественные — получаем данный дефект.
Как бороться:
Обеспечьте охлаждение — ваш пластик должен хорошо остывать на верхнем слое. По рекомендациям, на этом этапе охлаждение должно идти максимально.
Обеспечьте достаточную толщину слоя и стенки — Кроме достаточного охлаждения, у вас должно быть необходимое количество слоев. Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои.
Попробуйте изменить заполняемость — некоторые слайсеры изменяют конфигурацию заполняемости на определенном проценте заполнения, то есть разница может быть уже даже между 24% и 25%. Кроме этого, при большей заполняемости расстояние, которое печатается в воздухе меньше, что тоже может убрать данный дефект.
Дефект : Неслойность (?)
Часто используемое описание: Круглые вещи выходят не круглые, параллельные прямые выходят не параллельными
Описание : Иногда геометрия слоев не соблюдается — это может проявляться в окружностях, когда окружность получается не идеальном, а так же в параллельных прямых. Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся.
Как бороться:
Подтяните ремни около печатающей головы — как это сделать, лучше всего посмотреть на портале 3dtoday или у запросить у вашего поставщика 3d принтера.
Проверьте, чтобы все крепежи были плотно затянуты — для этого воспользуйтесь инструментом, который скорее всего шел у вас в комплекте
Смажьте направляющие — добавить буквально по одной капле легкой смазки на ваши направляющие.
Дефект : Слоновья нога
Часто используемое описание: Толстые нижние слои, неодинаковые слои в основании.
Описание : Эффект, когда нижние слои вашей детали по площади больше, чем должны быть. Из-за того, что сопло в начале печати плотно прижимается к печатающему столу в начале печати, слой начинается немного размазываться, тем самым уменьшаясь в толщину, но увеличиваясь по площади. Потом печатать выравнивается, потому что плотного прижатия уже не происходит
Как бороться:
Отрегулируйте стол — ваше сопло не должно упираться в печатающую платформу — должен оставаться незначительный, но все-таки зазор.
Уменьшите температуру стола — небольшое уменьшение температуры стола тоже может сказаться на уменьшении данного дефекта. Не увлекайтесь данными способами слишком сильно — это может ухудшить общее качество печати.
Конструкционные улучшения модели — добавьте маленькие фаски или сопряжения. Вам придется немного поиграться с настройками, но благодаря такому конструктивному улучшению в модели ваша модель будет ровно и красивой. Однако, определить какой делать фаску сказать точно невозможно. Начните с фаски 0.5 x 45 , а дальше находите эмпирическим путем оптимальный вариант.
Дефект : Внешние провисания (?)
Часто используемое описание: Сопли, пластик между двумя деталями
Описание : Во время перехода печатающей головы от одной детали до другой или какого-то крупного элемента большой детали до другого, возникает длинный тонкий слой пластика, который портит внешнюю форму детали (деталей). Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект.
Как бороться:
Используйте функцию retract — благодаря ей, печатающая голова чуть-чуть вернет назад пластик, так образом убирая его с кончика сопла. Данная настройка активируется непосредственно в слайсере (если он поддерживает ее). В слайсере Cura ретракт рисуется тонкими синими линиями и вы можете на уровне готового задания проверить данный момент.
Увеличьте скорость печати — физика проста — увеличив скорость печати, вы уменьшили время, когда пластик может зацепиться за вашу деталь. Однако, увеличение скорости печати не всегда возможно и может вызвать другие дефекты.
Измените температуру печати — температура печати напрямую влияет на жидкотекучесть, особенно в случае с PLA пластиком. Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.
Дефект : Волнистость
Часто используемое описание: Изменение цвета у краев детали, дефекты по краям
Описание : Данный дефект проявляется в виде потемнений и легкой волнистости вокруг острых концов. Если вы начнете печатать текст, то на нем это будет выглядеть, как легкий эффект тени. Это происходит из-за инерции, которая сообщается жидкому пластику во время печати. Относительно пластика, печатающая голова обладает большой массой и во время резкой смены направления жидкий пластик не способен резко повторить траекторию, что вызывает легкую волнистость по углам.
Как бороться:
Уменьшить скорость печати — уменьшение скорости печати, уменьшает резкость на поворотах ,тем самым сглаживая эффект.
Уменьшить ускорение печатающей головы — эти настройки доступны не во всех слайсерах, однако, это позволит избавить от дефекта без уменьшения скорости печати.
Измените температуру печати — как мы упоминали ранее, температура влияет на жидкотекучесть, так что уменьшение температуры печати может помочь избавиться от дефекта.
Дефект : Рыхлота, Провисания (?)
Часто используемое описание: Сопли на детали, провисание пластик на детали
Описание : Один из самых распространенных и базовых дефектов — из-за печати в воздухе пластик провисает вместо получения ровной горизонтальной поверхности. Связано это с тем, что пластик не успевает остывать и печатается без поддержки там, где они необходимы. Провисания могут возникать много по каким причинам, хотя физическая природа дефекта практически неизменна. Из-за этого устранение этого дефекта может быть не очевидным.
Как бороться:
Охлаждение — в зависимости от пластика, вам может понадобится охлаждение или нет. Если это необходимо — обеспечьте его максимально, насколько возможно.
Печатайте больше одной детали — в случае мелких деталей, существенно поможет печать больше одной детали. Таким образом вы отведете источник тепла и дадите время вашей детали остыть.
Поработайте с толщиной слоя — невозможно дать рекомендацию, лучше ли увеличить слой или его уменьшить. В каждой ситуации надо решать, однако, изменение толщины слоя может улучшить или ухудшить эффект от провисаний.
Уменьшите скорость печати — очень часто уменьшение скорости печати может улучшить качество вашей детали.
Уменьшить температуру — если вы уменьшите температуру, пластик будет быстрее охлаждаться до твердого состояния. Однако, нельзя понижать температуру слишком низко, иначе качество печати может упасть.
Измените позицию детали — если это возможно без потери качества, постарайтесь по-другому расположить деталь. Остановитесь, подумайте или воспользуйтесь автопозиционированием (например, Meshmixer). Вместо того, чтобы бороться с дефектом часто можно его просто исключить.
Дефект : Слоистость нижнего слоя
Часто используемое описание: Четко выраженный нижний слой, толстые линии нижнего слоя
Описание : Печать нижнего слоя — один из самых ответственных моментов в печати. Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя.
Как бороться:
Уменьшить толщину первого слоя — во многих слайсерах есть возможность изменения первых слоев печати. Попробуйте сделать ее меньше для достижения результата, который вас устроит.
Повторная калибровка — очень многие проблемы с нижними слоями может решиться калибровкой стола. Установите расстояние немного меньше и возможно вы получите необходимый результат.
Дефект : Недоэкструзия
Часто используемое описание: Дырки в печати, проблемы со слоями, дефекты на поверхности
Описание : Недоэкструзия — это дефект, достойный отдельной статьи с описанием. Она может возникать в следствии огромного количества факторов, как связанных с принтером, так и с пластиком. Наблюдать ее очень легко — поверхность детали выходит не ровной, а со всякими вкраплениями, либо наоборот отсутствием пластика там, где он необходим. Для устранения данного дефекта может потребоваться комплексный подход.
Как бороться:
Измените скорость — возможно ваш принтер технически не может печатать на такой скорости. Может потребоваться его смазать или сменить пластик, но для начала попробуйте печатать на меньшей скорости. Кроме этого не все детали и не всеми пластиками, принтер может печатать на максимальной скорости
Смените температуру — у всех пластиков есть рекомендованные температуры для печати. Если вы печатаете не той температурой, то не обеспечиваете требуемые параметры по жидкотекучести по работе с данным пластиком и печатать вы будете им не корректно.
Проверьте пластик — пластик может отсыреть, быть грязным или быть некачественным. Все это может привести к недоэкструзии, либо что вы вообще не будете печатать. Кроме этого, пластик может сломаться из-за подающего механизма и его прочностных свойств. Возможно, вы не сможете печатать данным пластиком. А может у него диаметр гуляет.. Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.
Проверьте подающий механизм — в случае работы с мягким пластиком, пластик может переминаться слишком сильно, что не позволит вам им нормально печатать. Тогда скорее всего будет необходимо ослабить захват прутка, однако, делать это стоит лишь предварительно связавшись с тех. поддержкой, если вы делаете это впервые.
Проверьте пруток — в ходе печати иногда ваш пруток может завязаться узлом или что-то мешает ему поступать в экструдер. Обязательно проверьте данный момент.
Сменить или прочистить сопло — ваше сопло не будет служить бесконечно. В ходе работы, оно будет загрязняться — как от нагара пластика, так от пыли, которую вы допустили. Всегда имейте пару сменных сопел, чтобы понять данную проблему. Кроме этого, когда вы заправляете пластик с меньшем температурой печати, пропечатайте на высокой температуре, чтобы полностью вышли остатки старого пластика и они не мешали работе.
Проверьте настройки слайсера — некоторые слайсеры могут использовать отвод сопла и его очистку для избавления от внешних провисаний. Из-за этого, когда вы возвращаете печатающую голову, вы не сразу начинаете подавать пластик. Это может привести к недоэкструзии в некоторых кускам модели.
Проверьте тефлоновую трубку — из-за грязи допущенной в зоне печати, тефлоновая трубка может загрязнится. Из-за этого пруток будет испытывать трение, что будет приводить к недоэкструзии.
Проверьте шестерни — если шестерни захватывающие пруток будут работать неправильно, то и выходить из сопла он будет проблемно. В случае, если более простые меры вам не подошли — проверьте, чтобы этот механизм работал корректно.
Дефект : Просечки (?)
Часто используемое описание: Стенки не спекаются между собой. Пустоты в стенках.
Описание : Механическая проблема. Из-за ограниченного пути печатающей части, возникают пустоты и нестыковка между стенками . Контакт может быть частичным, либо отсутствовать полностью.
Как бороться:
Подтяните ремни около печатающей головы — как это сделать, лучше всего посмотреть на портале 3dtoday или у запросить у вашего поставщика 3d принтера. Этот вариант лучше использовать в случае частичного контакта.
Уменьшите скорость печати — возможно на такой скорости пластик плохо укладывается. Так же легкое увеличение температуры может помочь.
Измените настройки стенки — такая проблема может возникнуть из-за принципа укладывания этой самой стенки. Если у вас стоит сопло 0.3, то это невозможно уложить идеальными слоями по 0.3 мм стенку в 1 мм. Таким образом программа может либо представить стенку, как 0.9 мм и уложить 3 слоя, либо как-то это скомпенсировать. Попробуйте изменить толщину стенки и возможно вы сможете избавиться от дефекта.
Дефект : Царапины
Часто используемое описание: Царапины на поверхности и неравномерность по цвету
Описание : Во время перемещения печатающая головка оставляем за собой след на пластике в следствие близкого контакта с поверхностью. Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта.
Как бороться:
Увеличение скорости и уменьшение температуры — как в других подобных дефектах, когда пластик оставляет след, увеличение скорости и уменьшение температуры могут снизить эффект от данной проблемы.
Изменение настройки слайсера — В большой степени данный дефект можно контролировать слайсером. На примере Cura’ы можно использовать функцию z-hop (приподнимает сопло). Кроме этого можно поработать над ретрактом.
Изменение геометрии — данный дефект может еще проявляться на сложных поверхностях. Попробуйте добавить ровный слой на модели или в целом упростить геометрию, если вы сталкиваетесь с такой проблемой и она сильно портит вам жизнь.
Дефект : Недозаполнение
Часто используемое описание: Деталь странно печатается. Неправильное заполнение детали. Печать поддержек где их быть не должно
Описание : Вид дефектов связанный с электронной моделью — может быть связан много с чем. Если у полигонов неправильно направлены нормали, если модель не до конца сшита ( есть дырки) или состоит из нескольких элементов — все это может привести к данному виду дефектов, когда слайсер будет понимать неправильно, что от него хотят.
Как бороться:
Проверьте модель в Netfabb/Meshmixer — с помощью специализированных продуктов вы можете проверить модель и посмотреть, какие есть в ней ошибки. Данные программы устраняют многие проблемы, которые были допущены перед печатью. Однако, данные программы могут исказить вашу геометрию.
Исправьте электронную модель — если у вас есть навыки и возможность воспользуется функционалом 3д программ для исправления сетки. Сшейте сетки, закройте пустоты, обратите нормали , после чего проверьте получившийся g-code. В нем вы увидите, как будет печататься ваша модель и все ли вас устраивает.
Дефект : Пушистость
Часто используемое описание: Модель, как в волосах. Сопли. Провисания.
Описание : Уменьшенный вариант внешнего провисания. На модели торчат маленькие волосики, которые остаются от печатающего сопла. Физика явления такая же, но количество пластика существенно меньше. Однако, данный дефект может появляться даже если сопло не переходит от одного объекта к другому.
Как бороться:
Проверьте пластик — возможно, ваш пластик загрязнен или сделан не качественно. Попробуйте другой пластик и возможно получится избавиться от модели
Проверьте сопло — такая пушистость может быть первым признаком, что с соплом что-то не так. Проверьте внешнюю часть сопла, чтобы на ней ничего не торчало или попробуйте другое сопло
Удалить дефект после работы — этот тот редкий вид дефекта, от которого довольно легко избавиться пост обработкой. Используйте шкурку, надфиль или другой удобный инструмент.
Дефект: Пропущенный слой
Часто используемое описание: Слой отличается от остальных слоев модели. Модель слоится на куски
Описание:Случай, когда один или несколько слоев отличаются от других. Затем идет стабильная печать и дефект может повторится. Может возникать из-за недоэкструзии или проблем механизма.
Как бороться:
Ознакомьтесь с недоэкструзией — возможно, что вы увидите еще похожие дефекты и будете знать, как вам тогда действовать.
Смазать Z-направляющую — поскольку стол перемещается по Z направлению, то возможно на каких-то участках у вас скопилась грязь или не хватает смазки. Смажьте направляющую по рекомендации от производителя и проверьте работу.
Проблема с подшипниками — возможно, что проблема не в направляющей, а в другом элементе подъемного механизма. В этом случае вам надо проверить регулировку подшипников или отдать принтер в сервис. Дополнительную информацию ищите на портале 3dtoday
Излишняя смазка — слишком много смазывающего материала -не значит лучше. Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.
Проблема с электроникой — возможно, что проблема связана не с механической, а электронной частью механизма. Если другие способы не помогают, то скорее всего принтер может понадобится отдать на ремонт.
Дефектные детали — к сожалению, такое бывает. Возможно, что все сделано хорошо, но какая-то деталь механизма вышла из строя. Опять-таки без разбора принтера это не решить.
Дефект: Несоблюдение осей
Часто используемое описание: Не соблюдается прямой угол.
Описание: Случаи, когда ответные части от механизма не встают в пазы из-за перекоса. Другой способ определить возникшую проблему — голова принтера перемещается с усилием.
Как бороться:
Редактирование осей — дефект устраняется только механически. Запросите у поставщика или производителя информацию о том, как скорректировать оси и после чего произведите донастройку принтера.
P.S.
Я не претендую на окончательную инстанцию. С моей стороны хочется адекватного обсуждения и предложений, чтобы эту статью дополнить и развивать и сформулировать в законченный вариант. Значки ? значат, что данное название я еще не считаю конечным и жду от вас других предложений по названиям. Только названия должны быть толковые, чтобы человек представлял, что это и использовал короткое слово для определения. Грамматические и лексические ошибки лучше отмечать мне в личку — надеюсь с редакцией договоримся, чтобы дали возможность исправить статью. Материал сформулирован по данному источнику . Специально не добавлял некоторые дефекты, которые не связаны с пластиком, принтером и печатающим механизмом (такие как отрыв детали от стола обычный и плохая работа электроники), хотя возможно вы скажите, что логичнее добавить. Короче готов к обсуждению.
С уважением, Панин Сергей
Blobs and Zits
Blobs and Zits
Во время 3D-печати экструдер должен постоянно останавливаться и начинать выдавливание, перемещаясь к различным частям платформы сборки. Большинство экструдеров очень хорошо производят равномерную экструзию во время работы, однако каждый раз, когда экструдер выключается и снова включается, это может создавать дополнительные вариации. Например, если вы посмотрите на внешнюю оболочку вашего 3D-принтера, вы можете заметить небольшую отметку на поверхности, которая представляет собой место, где экструдер начал печатать этот участок пластика. Экструдер должен был начать печатать внешнюю оболочку вашей 3D-модели в этом конкретном месте, а затем он в конце концов вернулся в это место, когда вся оболочка была напечатана. Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов.
Общие решения
Настройки отвода и выбега
Если вы начинаете замечать небольшие дефекты на поверхности отпечатка, лучший способ диагностировать их причину — внимательно следить за каждым периметром печати вашей детали. Дефект проявляется в тот момент, когда экструдер начинает печатать периметр? Или это появляется только позже, когда периметр завершен и экструдер останавливается? Если дефект появляется сразу в начале цикла, возможно, вам нужно немного изменить настройки ретракции. Нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдеры». Прямо под расстоянием отвода находится параметр «Дополнительное расстояние перезапуска». Этот параметр определяет разницу между расстоянием втягивания при остановке экструдера и расстоянием заправки, используемым при перезапуске экструдера. Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика. Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр.
Если дефект не возникает до конца периметра, когда экструдер останавливается, необходимо настроить другую настройку. Эта настройка называется выбегом. Вы можете найти его прямо под настройками отвода на вкладке «Экструдер». Выбег выключит ваш экструдер за короткое время до конца периметра, чтобы сбросить давление, которое создается внутри сопла. Включите эту опцию и увеличивайте значение до тех пор, пока не перестанете замечать дефект, появляющийся в конце каждого периметра, когда экструдер останавливается. Как правило, расстояния выбега в пределах 0,2-0,5 мм достаточно, чтобы оказать заметное влияние.
Избегайте ненужных втягиваний
Упомянутые выше настройки втягивания и выбега могут помочь избежать дефектов каждый раз, когда сопло втягивается, однако в некоторых случаях лучше вообще избегать втягивания. Таким образом, экструдер никогда не должен менять направление и может продолжать равномерную экструзию. Это особенно важно для машин, использующих экструдер Боудена, так как большое расстояние между двигателем экструдера и соплом затрудняет втягивание. Чтобы настроить параметры, контролирующие отвод, перейдите на вкладку «Дополнительно» и найдите раздел «Поведение управления слизью». Этот раздел содержит множество полезных настроек, которые могут изменить поведение вашего 3D-принтера. Как упоминалось в разделе «Натяжение или просачивание», отводы в основном используются для предотвращения просачивания сопла, когда оно перемещается между различными частями вашего отпечатка. Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания.
Другой связанный параметр можно найти в разделе «Поведение движения». Если ваш принтер собирается втягиваться только при пересечении открытых пространств, то было бы полезно избегать этих открытых пространств, насколько это возможно. Simplify3D включает чрезвычайно полезную функцию, которая может отклонить траекторию движения экструдера, чтобы избежать пересечения периметра контура. Если экструдер может избежать пересечения контура, изменив траекторию перемещения, то втягивание не потребуется. Чтобы использовать эту функцию, просто включите опцию «Избегать пересечения контура при перемещении».
Нестационарные отводы
Еще одна чрезвычайно полезная функция Simplify3D — возможность выполнять нестационарные отводы. Это особенно полезно для экструдеров Боудена, которые создают большое давление внутри сопла во время печати. Обычно, когда эти типы машин прекращают экструзию, избыточное давление все еще может создать каплю, если экструдер стоит на месте. Поэтому в Simplify3D добавлена уникальная опция, позволяющая сохранять движение сопла во время его втягивания. Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается. Это очень мощная функция, которую можно попробовать, если у вас все еще возникают проблемы с удалением этих дефектов с поверхности вашего отпечатка.
Выберите расположение ваших начальных точек
Если вы все еще видите небольшие дефекты на поверхности вашего отпечатка, Simplify3D также предоставляет параметр, который может управлять расположением этих точек. Нажмите «Изменить параметры процесса» и выберите вкладку «Слой». В большинстве случаев расположение этих начальных точек выбрано для оптимизации скорости печати. Однако у вас также есть возможность рандомизировать размещение начальных точек или выровнять их по определенному местоположению. Например, если вы печатаете статую, вы можете выровнять все начальные точки так, чтобы они находились на задней стороне модели, чтобы их не было видно спереди. Для этого включите опцию «Выбрать начальную точку, ближайшую к определенному местоположению», а затем введите координату XY, где вы хотите разместить начальные точки.
Связанные темы
Натяжение или просачивание
Натяжение или просачивание
Натяжение (иначе известное как просачивание, усы или «волосатые» отпечатки) возникает, когда на 3D-печатной модели остаются небольшие нити пластика. Обычно это происходит из-за того, что пластик вытекает из сопла, когда экструдер перемещается в новое место. К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
Общие решения
Расстояние отвода
Наиболее важной настройкой отвода является расстояние отвода. Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Скорость отвода
Следующей настройкой отвода, которую следует проверить, является скорость отвода. Это определяет, насколько быстро нить вытягивается из сопла. Если вы втягиваете экструдер слишком медленно, пластик будет медленно просачиваться через сопло и может начать протекать до того, как экструдер переместится к новому месту назначения. Если вы втянете слишком быстро, нить может отделиться от горячего пластика внутри сопла, или быстрое движение ведущей шестерни может даже стереть кусочки вашей нити. Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
Слишком высокая температура
После того, как вы проверили настройки отвода, следующей наиболее распространенной причиной чрезмерного натяжения является температура экструдера. Если температура слишком высока, пластик внутри сопла станет менее вязким и будет легче вытекать из сопла. Однако, если температура слишком низкая, пластик все еще будет твердым, и его будет трудно выдавливать из сопла. Если вы считаете, что у вас правильные настройки втягивания, но вы все еще сталкиваетесь с этими проблемами, попробуйте уменьшить температуру экструдера на 5-10 градусов. Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить.
Длительные перемещения по открытому пространству
Как мы уже говорили выше, натяжение происходит, когда экструдер перемещается между двумя разными точками, и во время этого движения пластик начинает вытекать из сопла. Продолжительность этого движения может иметь большое влияние на то, насколько сильно происходит просачивание. Короткие движения могут быть достаточно быстрыми, чтобы пластик не успевал вытекать из сопла. Тем не менее, длинные движения, скорее всего, создадут струны. К счастью, Simplify3D включает чрезвычайно полезную функцию, которая может помочь минимизировать длину этих движений. Программное обеспечение достаточно умно, чтобы автоматически регулировать траекторию движения, чтобы убедиться, что сопло имеет очень короткое расстояние для перемещения по открытому пространству. Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
Скорость движения
Наконец, вы также можете обнаружить, что увеличение скорости движения вашей машины также может сократить время, в течение которого экструдер может просачиваться при перемещении между частями. Вы можете проверить, какие скорости движения использует ваша машина, щелкнув вкладку «Скорости» в настройках процесса. Скорость движения по осям X/Y представляет собой скорость перемещения из стороны в сторону и часто напрямую связана с количеством времени, которое ваш экструдер тратит на перемещение на открытом воздухе. Если ваша машина может обрабатывать перемещение на более высоких скоростях, вы можете обнаружить, что увеличение этих параметров также может уменьшить натяжение между деталями.
Инструкция Перфоратора Интерскол П-45/1000Э на русском
В представленном списке руководства для конкретной модели Перфоратора — Интерскол П-45/1000Э. Вы можете скачать инструкции к себе на компьютер или просмотреть онлайн на страницах сайта бесплатно или распечатать.
В случае если инструкция на русском не полная или нужна дополнительная информация по этому устройству, если вам нужны дополнительные файлы: драйвера, дополнительное руководство пользователя (производители зачастую для каждого продукта делают несколько различных документов технической помощи и руководств), свежая версия прошивки, то вы можете задать вопрос администраторам или всем пользователям сайта, все постараются оперативно отреагировать на ваш запрос и как можно быстрее помочь. Ваше устройство имеет характеристики:Тип крепления бура/сверла: SDS-Max, Количество скоростей работы: 1, Потребляемая мощность: 1005 Вт, Макс. число оборотов холостого хода: 285 об/мин, Макс. частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке.
interskol-p-451000e-guide.pdf
Руководство пользователя
interskol-p-451000e-certificate.doc
Скачать сертификат соответствия
Скачать
Для многих товаров, для работы с Интерскол П-45/1000Э могут понадобиться различные дополнительные файлы: драйвера, патчи, обновления, программы установки. Вы можете скачать онлайн эти файлы для конкретнй модели Интерскол П-45/1000Э или добавить свои для бесплатного скачивания другим посетителями.
Файлов не найдено
Если вы не нашли файлов и документов для этой модели то можете посмотреть интсрукции для похожих товаров и моделей, так как они зачастую отличаются небольшим изменениями и взаимодополняемы.
Обязательно напишите несколько слов о преобретенном вами товаре, чтобы каждый мог ознакомиться с вашим отзывом или вопросом. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э.
Основные и самые важные характеристики модели собраны из надежных источников и по характеристикам можно найти похожие модели.
Здесь представлен список самых частых и распространенных поломок и неисправностей у Перфораторов. Если у вас такая поломка то вам повезло, это типовая неисправность для Интерскол П-45/1000Э и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже.
Название поломки
Описание поломки
Действие
Появление Трещин На Стволах
Разлом Бойка Ударного Механизма
Катастрофический Износ Внутренней Поверхности Ствола
Заміна Боцка На Даний Момент Є Сильний Удар Бойка І Відчувається Сильний Храп
Застряло Сверло. Не Вынимается.
В Патроне Застряло Сверло. Как Его Можно Безболезненно Вынуть?
Нет Вращения По Часовой Стрелке,Против Часовой Работает Нормально
Замена Щеток
Слабая Энергия Удара
Перфоратор Работает Но Не Сверлит Бетон-Кирпич
Не Крутит
Не Крутит, При Проворачивании Патрона Начинает Схватывать
Поломка Ротора
Смазка
Сильный Запах При Работе
Не Держится Гайка
Не Работает Переключатель Режимов
Не Включает Ни Один Режим
Перелом Растровой Трубки
Перелом Растровой Трубки Т Е Ствола От Какого Перфоратора Может Подойти
Двигатель Работает , Сверло Не Не Крутит А Отбойник Работает
Вечером Отдолбил Широты Отбойщиком , Включил Утром На Сверление И К Моему Удевлению Перфоратор Не Сверлит Но Двигатель Работает. В Чем Причина Не Знаю!!!
Перфоратор Ferm Ebf-850K
Сломан Поршневой Палец
Стопорное Кольцо
Развалилось
Слабый Удар
Как Снимается Нижний Переключатель?
Не Работает Режим Удар
Не Переключается Режим Удар,Режим Удар-Сверление Работает
В нашей базе сейчас зарегестрированно 18 353 сервиса в 513 города России, Беларусии, Казахстана и Украины.
МИР И СЕРВИС — ПРОФ
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
шоссе Варшавское, д. 143а стр 2
Телефон:
74957440014
Сайт:
n/a
Время работы Время работы не указано
НИМАЛ
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
ул. Иркутская, д.17, стр.8
Телефон:
74957307777
Сайт:
n/a
Время работы Время работы не указано
АЛКИОНА
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Дмитровское шоссе, дом 139
Телефон:
74959133939
Сайт:
n/a
Время работы Время работы не указано
ЭЛЕКТРОРЕМКОМПЛЕКТ
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Измайловского зверинца 1-я. ул., д.8
Телефон:
79175711271
Сайт:
n/a
Время работы Будни: с 1100 до 2000 Суббота: выходной Воскресенье: выходной
ОЛИМП
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Краснобоготырская д.2
Телефон:
74993902898
Сайт:
n/a
Время работы Будни: с 1000 до 1900 Суббота: с 1000 до 1700 Воскресенье: выходной
1000E — Панели управления маршрутизатором
Руководство по эксплуатации CP-1000E
Загрузить спецификацию (96,3 КБ)
Свяжитесь с нами по поводу этого продукта
Панель управления CP-1000E оснащена технологией назначаемых и динамических ЖК-кнопок. Каждая из ЖК-кнопок может отображать текстовые строки из нескольких символов. CP-1000E имеет 16 кнопок с 256 виртуальными кнопками.
Панель CP-1000E идеальна для приложений, где необходимо регулярно менять источники и адресаты, например, ПТС или другие приложения, где вам необходимо предварительно настроить панели для выполнения различных или повторяющихся задач.
Структура меню панели может быть настроена для быстрой навигации по системе. При нажатии кнопки меню некоторые или все кнопки изменяют свою функцию и легенду. Затем их работа определяется настройкой конфигурации для этого меню.
Панель представляет собой радикальное изменение в конструкции панели управления, в результате чего она стала самой гибкой панелью управления на современном рынке.
Функции
Гибкие настройки функций или меню, обеспечивающие быстрый и простой доступ
Легко реконфигурируется для регулярно меняющихся условий
Каждый ЖК-дисплей имеет матрицу 32×24 точек, способную отображать три строки по пять символов текста или графики
Подсветка каждого ЖК-дисплея может быть красной, зеленой или желтой с двухуровневой программируемой интенсивностью, обеспечивающей визуальную индикацию состояния кнопки
Полностью программируемая кнопка
Выбор кнопки для каждого источника с помощью кнопок NEXT и LAST в режиме страницы для выбора большего количества источников
Кнопка LOCK или ENABLE для защиты от несанкционированного или случайного выбора
Кнопки могут быть запрограммированы на отрыв или для придания панели структуры меню
Отмена джойстика камеры на любых восьми входах с мгновенным или фиксирующим действием
Поддерживает Qlink для управления устаревшим маршрутизатором. Напрямую подключается к большинству маршрутизаторов Evertz для простого управления маршрутизатором. Обратитесь на завод для обеспечения поддержки.
Поддерживает Ethernet для подключения к системе управления маршрутизатором MAGNUM. (Пожалуйста, свяжитесь с заводом, чтобы получить список маршрутизаторов, которые могут напрямую поддерживать панели Ethernet)
Технические характеристики
Управление
Джойстик
8 Параллельное замыкание контактов, уровни TTL (GPI). D9 мужской
Qlink
Коаксиальное соединение 75 Ом для прямого подключения к маршрутизаторам. Требуется переходник BNC, «T» и заделка.
Ethernet
Стандартный интерфейс Ethernet для подключения к системе управления маршрутизатором MAGNUM. RJ45. (Пожалуйста, свяжитесь с заводом, чтобы получить список маршрутизаторов, которые могут напрямую поддерживать панели Ethernet)
Электрика
Напряжение
Автоматический выбор диапазона 100–240 В перем. тока, 50/60 Гц или 12 В пост. тока, 3 А
Мощность
15 Вт
Номинал предохранителя
250В, 2А, выдержка времени
Физический
Высота
Стандартная высота стойки 1,75 дюйма (45 мм) 1RU
Ширина
Монтаж в 19-дюймовую (483 мм) стойку
Глубина
3,5 дюйма (89 мм), без разъемов
Вес
3 фунта (1,36 кг)
Рабочая температура
0-40°С
Соответствие
Безопасность
Внесен в список ETL, соответствует директивам ЕС по безопасности
ЭМИ/РЧП
Соответствует требованиям FCC, часть 15, класс A Соответствует директиве ЕС по электромагнитной совместимости
Информация для заказа
Примечания
• Эти номера деталей относятся только к оборудованию. Точность работы определяется конфигурацией панели управления.
CP-1000E
Интеллектуальная удаленная панель, 1RU, 16 кнопок
Аксессуары
CP-1000E-DMK
Комплект для настольного монтажа CP-1000E
Пожалуйста, предоставьте следующую информацию с вашим запросом. Все поля обязательны к заполнению.
У вас есть этот продукт? Да: Нет:
Пожалуйста, подождите.
..
Экспоненциальные и логарифмические модели
Экспоненциальные и логарифмические модели
Графер
Калькулятор
Возврат
Справка
Точечная диаграмма
Содержание: Эта страница соответствует § 4.5 (стр. 359) текста.
Предлагаемые проблемы из текста:
р. 366 #7,9,15,17,25,33,35,69
Экспоненциальный рост и упадок
Другие модели
Экспоненциальный рост и упадок
Два распространенных типа математических моделей:
Экспоненциальный рост: y = a e bx , b > 0,
Экспоненциальное затухание: y = a e -bx , b > 0,
Пример 1.
В течение 1980-х годов население одного города увеличилось со 100 000 до 205 000 человек. Население по годам указано в таблице ниже.
Год
1980
1981
1982 г.
1983 г.
1984
1985 г.
1986 г.
1987 г.
1988 г.
1989 г.
Население в тысячах
100
108
117
127
138
149
162
175
190
205
Эти данные хорошо аппроксимируются моделью экспоненциального роста P = 100 e 0,08t , где t — число лет, начиная с 1980 г. Другими словами, 1980 г. соответствует t = 0, 1981 г. соответствует t = 1 и т. д. Данные точки и модель представлены на графике ниже.
Точки данных о населении и модель P = 100 e 0,08t
, где t — количество лет с 1980 года.
Задача 1: Используйте модель, чтобы предсказать численность населения города в 1994.
1991 соответствует t = 11, поэтому наша модель предсказывает, что население составит
человек.
P = 100 e 0,08*11 = 241 тысяча.
Задача 2: Согласно нашей модели, когда численность населения достигнет 300 тысяч?
Чтобы решить эту задачу, приравняем 100 e 0,08t к 300 и найдем t.
100 е 0,08 т = 300
e 0,08t = 3 Возьмем натуральный логарифм обеих частей.
ln e 0,08 т = ln 3
0,08t = пер 3
t = (ln 3)/0,08 = 13,73, приблизительно.
Таким образом, ожидается, что население достигнет 300 тысяч примерно на три четверти пути в течение года. 1993.
Важно понимать ограничения этой модели. Хотя из графика видно, что для t между 0 и 9, значения модели очень близки к фактическим значениям населения, мы не должны предполагать, что наша модель будет дать точный прогноз численности населения для значений t, намного превышающих 9. Например, модель предсказывает что в 2080 году (t = 100) население города будет почти 300 миллионов человек! Это маловероятно.
Предположим, мы знаем, что переменная y может быть выражена в форме ae bx , но мы не знаем значений а и б. Если нам даны любые две точки на графике y, то можно найти числа a и b. простейший случай, который часто встречается в приложениях, когда мы знаем значение y, когда x = 0 и еще одна точка на графике y.
Пример 2.
Предположим, что население P растет экспоненциально, поэтому P = ae bt , где t измеряется в годах.
Если P = 15000 в 1990 г., а P выросло до 17000 в 1993 г., найдите формулу для P.
Пусть t будет количеством лет с 1990 года. Тогда a = 15000 , значение P при t = 0,
Обратите внимание, что t можно было выбрать по-другому. Например, мы могли бы позволить t быть количеством лет с 1900. Но тогда мы не знали бы значения P при t = 0, поэтому мы не знали бы значения a сразу.
Нам еще нужно найти b. Все, что мы знаем о b, это то, что оно положительно, поскольку население растет. С использованием значение, которое мы нашли для a, у нас есть
P = 15000 e bt .
1993 год соответствует t = 3, поэтому мы подставляем P = 17000 и t = 3 в приведенное выше уравнение и находим б.
17000 = 15000 е 3б
Мы решали уравнения этой формы несколько раз. Первым шагом является выделение экспоненциального члена. затем возьмем натуральный логарифм обеих частей.
17/15 = е 3b
пер. (17/15) = пер. е 3b
лн (17/15) = 3б
б = (ln(17/15))/3 = 0,0417 (приблизительно)
Следовательно, P = 15000 e 0,0417 т
Основываясь на этой модели, когда население достигнет 20000 человек?
Примем P равным 20000 и найдем t.
20000 = 15000 е 0,0417 т
4/3 = е 0,0417 т
ln (4/3) = ln e 0,0417 т
лн (4/3) = 0,0417 т
t = (ln (4/3))/0,0417 = 6,9 года
Итак, мы ожидаем, что население достигнет 20000 к концу 19 века.96.
Упражнение 1 :
Найдите модель вида P = ae bt , где t — количество лет с 1970 г., если P = 30000 в 1970 г. и P = 36000 в 1977 г. Используйте эту модель, чтобы предсказать значение P в 1980 г.
Ответить
Когда коэффициент x (или как там называется независимая переменная) равен отрицательному значению , значит лепим убывающая переменная . Это называется экспоненциальным распадом. Мы проиллюстрируем экспоненциальное затухание, рассматривая радиоактивное вещество. Образец радиоактивного вещества со временем распадается.
Пример 3.
Масса (в граммах) радиоактивного материала в образце определяется выражением N = 100e -0,0017t , где t измеряется годами.
Найдите период полураспада этого радиоактивного вещества.
Период полураспада радиоактивного вещества – это время, необходимое для распада половины данного образца. Обратите внимание, что период полураспада не зависит от размера образца. Если период полураспада определенного радиоактивного материала составляет 700 лет, то если начальная масса образца 1000 грамм, то через 700 лет будет 500 грамм. Если начальная масса образца всего 8 грамм, через 700 лет будет 4 грамма.
В этом примере масса радиоактивного материала составляет 100 граммов в момент времени t = 0. Следовательно, период полураспада равен количество времени, необходимое для распада образца до 50 граммов. Таким образом, мы можем найти период полураспада, приравняв N до 50 и решение для t.
100e -0,0017t = 50
e -0,0017t = 0,5
Примечание. Если бы начальное количество было 800 граммов, то нам пришлось бы решить уравнение 800e -0,0017т =400, и после деления обеих частей на 800 мы получим e -0,0017t = 0,5, что совпадает с уравнением выше. Вот почему период полураспада не зависит от исходного количества.
ln e -0,0017t = ln 0,5
-0,0017t = ln 0,5
t = (ln 0,5)/-0,0017 = 408 лет (приблизительно)
Вопрос : Почему (ln 0,5)/-0,0017 равно (ln 2)/0,0017?
В предыдущем разделе мы обсудили важный пример экспоненциального роста, а именно непрерывный начисление процентов. Вычисление периода полураспада радиоактивного вещества очень похоже на вычисление удвоение времени для инвестиций.
Пример 4.
Если 1000 долларов инвестируются под 9% годовых с постоянным начислением сложных процентов, сколько времени потребуется для инвестиций? удвоить? Используя формулу сложных процентов A = Pe рт , у нас
А = 1000e 0,09t
Мы хотим найти время, за которое инвестиции удвоятся, то есть до 2000 долларов, поэтому устанавливаем А равно 2000 и найти t.
1000e 0,09t = 2000 Разделите обе части на 1000.
е 0,09 т = 2
Примечание : Как и период полураспада, время удвоения не зависит от первоначальных инвестиций P. Если бы мы начали с 50 долларами и спросили, сколько времени пройдет, прежде чем у нас будет 100 долларов, тогда мы бы решили уравнение
50e 0,09t = 100, и после деления обеих частей на 50 мы снова получим e 0,09t = 2,
.
ln e 0,09 т = ln 2
0,09 т = ln 2
t = (ln 2)/0,09 = 7,7 года (приблизительно).
Вопрос: Если вы инвестируете 3000 долларов под 9% годовых, сколько вы будете иметь через 15 с половиной лет?
Ответ: Около 12000 долларов. Это легко аппроксимировать, потому что время удвоения составляет 7,7 года, поэтому 15,5 лет соответствует до чуть более двух удвоений. 3000 -> 6000 -> 12000.
Упражнение 2 :
Сколько времени требуется инвестициям, чтобы утроить при непрерывном начислении процентов 11? Ответ
Бензиновый генератор Hyundai HY 7000 SE-3 известной корейской марки, номинальной мощностью 5 кВт предназначен для питания трёхфазных потребителей в частном доме, на даче, строительной площадке, корпоративном мероприятии или в торговом паильоне.
Мощность основная (номинальная), кВт
5
Мощность резервная (максимальная), кВт
5.5
Напряжение, В
230/400
Число фаз
3
Частота, Гц
50
Вид топлива
Бензин
Инверторная модель
Нет
Тип запуска
Электростарт
Наличие АВР
Опционально
Исполнение
Открытое
Объём бака, л
25
Расход топлива (при 75% нагрузке), л/ч
1. 7
Двигатель
Hyundai
Модель двигателя
IC 390
Альтернатор
Hyundai
Охлаждение
Воздушное
Количество оборотов, об/мин
3000
Длина, мм
830
Ширина, мм
560
Высота, мм
600
Вес, кг
96
Производство/сборка
Китай
Гарантия
12 месяцев
Производитель
Hyundai (Корея)
Hyundai — марка, очаровавшая весь автомобильный рынок России своими изящными формами и привлекательной ценой, представляет свою серию поративных генераторов, работающих на бензине. Признанное качество корейского бренда и доступная цена делают электрогенераторы с инверторной технологией Хёндэ ещё более заманчивыми.
Подходят ли эти генераторы для частного дома и дачи, стройки и выездных мероприятий?
Да, подходят, их мошность 5 кВт, но нужно учитывать, что он предназначен для обеспечения электроэнергией трёхфазную технику. Так же, желательно не нагружать электроустановку более чем на 80% от номинальной мощности — в таком режиме электрогенератору будет работать максимально комфортно и он прослужит Вам долгие годы.
Можно ли установить на него автозапуск?
Да, в комплектацию входит электростартер, а значит установка автопуска возможна и даже желательна, если электрогенератор будет использоваться в качестве резервного источника питания.
Есть ли гарантия?
На всю продукцию Хёндэ распространяется ЧЕСТНАЯ гарантия 1 год. Сервисные центры (всего их 125) есть во всех крупных городах, пять из них находятся в Москве.
Можно ли заказать доставку или забрать самовывозом?
Возможны любые варианты. Доставка в пределах Москвы или до транспортной компании осуществляется БЕСПЛАТНО. Стоимость доставки по Московской области согласовывается с менеджером исходя из удаленности от МКАД, а в регионы РФ осуществляется по тарифам ТК. Самовывоз так же возможен в любое рабочее время в будние дни.
Как можно оплатить генератор?
Мы работаем с юридическими и физическими лицами по всей России. При доставке частным заказчикам по Москве и области можно оплатить товар при получении. При заказе из регионов России, сперва производится оплата (через банк, переводом с карты на карту или другим удобным Вам способом по согласованию с менеджером), а отгрузка осуществляется через 1-2 дня. Работа с юридическими лицами по безналичному расчету осуществляет только по предоплате.
Я сомневаюсь в качестве. Стоит ли, всё таки, покупать?
Спешим Вас успокоить – покупать стоит! Качество техники Hyundai выше большинства аналогов, а сервис за более семи лет присутствия бренда в России отработан до мелочей.
Почему стоит купить именно у Вас?
Генераторы и электростанции – это наш профиль, а техника Hyundai является одним из наших ключевых направлений. Мы не просто продаем, чтобы продать, а реализуем продукт, в котором мы уверены. Наши инженеры знают эту технику вдоль и поперёк, а менеджеры проходят постоянное повышение квалификации. Всё это делается для того, чтобы мы могли предложить Вам именно то, что оптимально подойдёт под Ваши задачи.
Надеемся, что мы смогли дать ответы на все основные вопросы. Если же требуется более подробная консультация или помощь в выборе, наши менеджеры уже ждут Вашего звонка.
Внимание! Приоритетом нашей компании является отзывчивое и доброжелательное отношение к каждому клиенту. Мы ценим Вас и уверяем, чтоб общение с менеджером оставит только тёплые и приятные воспоминания от полученной консультации.
Если Вы уже купили Hyundai HY 7000 SE-3 в нашей компании или просто являетесь его владельцем и имеете опыт эксплуатации, оставьте, пожалуйста, Ваш отзыв (вверху страницы под фото генератора). Это поможет другим людям более подробно узнать об этом товаре и сделать правильный выбор при покупке.
Генератор Hyundai HY7000SE-3 в категории «Электрооборудование»
Эта щетка является универсальной деталью, поэтому это наиболее распространенная угольная щетка, используемая в генераторах щеточного типа. Если ваша угольная щетка выглядит так, она заменит ее и будет работать как надо. Щетка имеет 2 угольных стержня и 2 лепестковых соединения. Клеммы представляют собой типичные положительные и отрицательные соединения. Если ваш генератор потерял выходную мощность, эта часть является одной из наиболее распространенных проблем, но может быть не единственной. Поскольку во время ремонта может возникнуть несколько проблем, тестирование всегда предлагается. Однако во многих случаях тестирование можно проводить визуально.
Угольную щетку можно найти в головке генератора, и ее легко снять. Два одиночных провода на AVR подключаются к положительному и отрицательному контакту на щетке. Чтобы найти щетку, просто снимите крышку с конца головки генератора и найдите АРН. Угольная щетка подключена к проводам на AVR и расположена рядом с центральным валом в головке.
После обнаружения убедитесь, что ваша угольная щетка соприкасается, и убедитесь, что провода подключены правильно. Если щетки не соприкасаются и все провода подсоединены правильно, возможно, щетки необходимо заменить. Щетка должна быть отмечена, какие клеммы положительные и отрицательные. Большинство регуляторов напряжения также имеют маркировку, но некоторые нет. Вы не причините вреда, пересекая положительное и отрицательное соединение. Однако мы рекомендуем искать маркировку во время ремонта.
Эти щетки имеют 2 отверстия диаметром 1/4″ на расстоянии 1″ друг от друга. Первая угольная палочка находится на расстоянии 5/8 дюйма от задней стороны щетки. Карбоновые палочки расположены на расстоянии 5/8 дюйма от центра и на той же длине от корпуса. Иногда для правильной посадки необходимы прокладки, но чаще всего это не так. Эта угольная щетка является очень простой и прямой заменой. Для получения точных сведений и измерений щелкните вкладку «Дополнительная информация» выше.
Эта кисть будет доставлена БЕСПЛАТНО с нашего склада в США.
Ваш заказ будет отправлен на следующий рабочий день с отслеживанием, загруженным в PayPal в дополнение к нашему веб-сайту. В большинстве случаев ваша посылка будет отправлена через USPS, но мы можем использовать и другие услуги. Обычно время доставки в США составляет от 1 до 4 дней с момента оплаты. Тем не менее, мы предлагаем более быструю доставку в дополнение к бесплатной доставке. Например, USPS Express и Priority предлагают более быстрые сроки доставки. Однако доставка этих более быстрых услуг не бесплатна.
Ищете лучшие оптовые цены на угольные щетки и другие товары? Нажмите на ссылку ниже, чтобы просмотреть наши оптовые цены и варианты!
Запчасти для генераторов оптом
Хотите купить этот товар на eBay? Используйте ссылку ниже, чтобы просмотреть этот товар на eBay!
Все детали являются универсальными и не предназначены для использования в качестве OEM-запчастей. Все перечисленные марки и модели сделаны так, чтобы упростить поиск запасных частей.
Для каких работ используются магнитные сверлильные станки
Сверлильный станок на магнитном основании представляет собой мощное мобильное устройство, при помощи которого можно просверливать в металле различного рода отверстия. Такие станки стали широко применяться там, где неудобно применять стационарное оборудование, и где нужна мобильность и удобство в работе — для сверления, зенкования, развертывания, нарезания резьбы. Сверлильный станок на магнитном основании легко переносится и очень удобен для сверления металлических конструкций.
Главное отличие такого станка является метод его крепления, его можно установить на любой плоскости, которая взаимодействует с магнитной подошвой, при этом образуя прижимную силу. Магнитные станки надёжно фиксируются на металлической поверхности, при помощи мощного электромагнита. Такая конструктивная особенность позволяет надёжно закрепить такое оборудование на любой металлической поверхности, да и еще и под различным наклоном. Также существуют специальные адаптеры, которые предназначены для крепления магнитного станка на трубу.
Где использование стационарных станков невозможно или нецелесообразно. Например, когда детали слишком велики, чтобы их фиксировать в стационарном станке (Промышленность, судостроение, стационарное производство металлоконструкций).
В полевых условиях, где использование таких станков стало просто незаменимым благодаря их мобильности (строительство, мосты, автодороги).
Использование на больших высотах и в ограниченном пространстве, благодаря своему небольшому весу и компактным размерам (опоры ЛЭП, при строительстве высотных объектов)
Если требуется сверление в экстремальной или нештатной ситуации (например, при ремонте опорных конструкций, морских судов, железнодорожных путей, трубопроводов).
При ремонте крупногабаритной строительной техники.
Там, где важна высокая точность и производительность.
Наиболее частая и важная операция при монтаже и механической обработке металла является сверление отверстий. При появлении магнитных сверлильных станков стало возможным решать абсолютно любые задачи, где необходимо сверление. При этом очень сильно выросла эффективность таких работ, теперь попросту не нужно тратить массу времени и средств, чтобы выполнять те же задачи, что и раньше.
Сверлильные станки на магнитном основании уже доказали свою высокую эффективность во многих сферах и при любых объемах производства. Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки. Крайне проблематично переносить крупногабаритные детали к стационарному станку, в то время как при работе со станком на магнитном основании, это не составляет никакого труда.
Рабоче режущей частью магнитных станков являются корончатые сверла (фрезы) , благодаря своей конструкции с помощью их можно делать отверстия до 200 мм в диаметре и на глубину 200 мм за короткий промежуток времени. Через систему переходников можно работать и обычными спиральными сверлами. Особенно когда нужно изготовить отверстия до 12 мм в диаметре.
типы станков на магнитной подошве
Для чего и где используется сверлильное оборудование на магнитной подошве
Конструкция и типы сверлильных установок на магнитном основании
Что следует учитывать при выборе магнитного сверлильного станка
Фиксация оборудования на поверхности детали
Популярные бренды сверлильных станков с магнитным основанием
Как выбрать бюджетный магнитный станок для сверления
Профессиональное оборудование
Такое уникальное оборудование, каким является магнитный сверлильный станок, находит все большее применение у специалистов. Причины популярности такого оборудования кроются в функциональных возможностях, которыми оно обладает.
Компактный магнитный станок KBB-30, используемые для сверления корончатыми сверлами диаметром до 30 мм
На современном рынке представлено большое разнообразие подобных установок, которые отличаются как конструктивными особенностями, так и функциональными возможностями. Чтобы использование таких станков было максимально эффективным, следует правильно подбирать их для решения определенных технологических задач.
Для чего и где используется сверлильное оборудование на магнитной подошве
Обычные сверлильные станки, хотя и отличаются универсальностью, не могут быть использованы в определенных ситуациях. Так, это оборудование из-за его конструктивных особенностей применяют только для сверления отверстий в негабаритных деталях, которые размещаются непосредственно на рабочем столе устройства. Даже у самых больших сверлильных станков максимальная высота подъема сверла над поверхностью рабочего стола ограничена, что определяет жесткие требования к высоте обрабатываемой детали.
Модели магнитных станков с «плоской» компоновкой могут работать в ограниченном по высоте пространстве
Использование такого станка накладывает ограничения и на расположение высверливаемых отверстий относительно края детали. Это связано с тем, что опорная стойка устройства располагается на незначительном расстоянии от оси сверла.
Всех вышеперечисленных ограничений лишен магнитный сверлильный станок – переносное компактное устройство, позволяющее эффективно выполнять различные технологические операции. Такой станок за счет наличия в его конструкции специальной магнитной подушки может надежно фиксироваться на любых металлических поверхностях, которые необходимо обработать. Используя такую установку, можно эффективно выполнять целый перечень технологических операций:
сверление отверстий различного диаметра;
нарезание внутренней резьбы;
фрезерование;
развертывание;
зенкерование.
Сверлильный станок на магнитной подошве в зависимости от функциональных возможностей конкретной модели может использоваться в комплекте с инструментами различного типа. Так, для формирования отверстий диаметром до 32 мм в деталях небольшой толщины применяют спиральные сверла и корончатые фрезы. А для создания отверстий значительного диаметра (до 150 мм) в деталях большой толщины на магнитный сверлильный станок устанавливают корончатые сверла и фрезы усиленной конструкции.
Кольцевые фрезы из быстрорежущей стали
В основании стойки станков данного типа размещаются магниты мощностью до 26 кН, что позволяет надежно фиксировать такие установки на горизонтальных, наклонных и даже вертикальных металлических поверхностях. Если поверхность, на которой необходимо закрепить сверлильную установку на магнитном основании, не отличается требуемой плоскостностью и устойчивостью, то надежность крепления станка обеспечивают за счет использования вакуумных или цепных фиксаторов.
Наибольшее распространение сверлильные станки, оснащенные магнитной подушкой, получили в тех отраслях, где необходимо выполнять сверление отверстий в крупногабаритных конструкциях. Сюда относится судостроение, строительство высотных конструкций и мостов, возведение плотин и других металлических конструкций. Компактные размеры и небольшой вес, которыми обладает сверлильный станок на магнитном основании, позволяют эффективно использовать его в труднодоступных местах, где применение обычного оборудования просто невозможно.
Сверление магнитным станком технологических отверстий в металлических балках эстакады
Конструкция и типы сверлильных установок на магнитном основании
Сверлильные станки, оснащенные стойкой с магнитным основанием, в зависимости от типа используемого привода основного движения, подразделяются на несколько категорий:
электрические;
пневматические;
гидравлические.
Электрические станки с магнитным основанием относятся к наиболее распространенным. Используются такие установки в тех местах, где есть доступ к электрической сети и отсутствует взрывоопасная среда. Приводом такого станка, обеспечивающим вращение режущего инструмента, является электродвигатель, от мощности которого напрямую зависят функциональные возможности оборудования. Среди станков данного типа наибольшей популярностью пользуются компактные модели, вес которых не превышает 16 кг, а мощность двигателя составляет 0,75–1,4 кВт.
Сверлильный магнитный станок EBM-360 с питанием от встроенного аккумулятора
Пневматический сверлильный станок на магнитной плите – это оборудование, в котором режущий инструмент вращается за счет энергии сжатого воздуха. Работают с такими установками в тех местах, где нет доступа к электричеству, а также в тех случаях, где использование последнего просто недопустимо по требованиям безопасности (например, во взрывоопасной среде).
Элементы конструкции таких станков могут быть изготовлены из специальных сплавов, которые не дают искру, что значительно повышает безопасность данного оборудования.
Приводом магнитных станков гидравлического типа является гидромотор, который приводится в действие за счет давления специального масла. Такие станки, конструктивные элементы которых изготовлены из сплавов, не подверженных коррозии, используются при выполнении работ в условиях повышенной влажности или под водой.
Поскольку станки на магнитном основании применяют преимущественно для сверления отверстий в габаритных деталях значительной толщины, рабочий инструмент сильно нагревается в процессе работы. Для нейтрализации последствий сильного нагрева, который может привести к поломке инструмента, практически все модели магнитных станков оснащены эффективной системой охлаждения. В качестве рабочей жидкости в таких системах охлаждения чаще всего используется вода, которую заливают в специальную емкость. Подача воды в зону обработки осуществляется в автоматическом режиме, для чего в конструкции станка предусмотрены специальная трубка и компактный насос.
Устройство сверлильного станка на магнитном основании
Для защиты инструмента от поломки в экстренных ситуациях, а также для обеспечения безопасности оператора установки современные модели магнитных станков оснащаются предохранительными механизмами. Многие производители в качестве такого механизма используют проскальзывающие муфты, которые устанавливаются на редуктор оборудования. В тот момент, когда сверло или корончатая фреза застревают в обрабатываемой детали, разъединяются привод установки и узел, в котором зафиксирован инструмент.
Что следует учитывать при выборе магнитного сверлильного станка
Поскольку сверлильные станки, оснащенные магнитным основанием, должны отличаться исключительной мобильностью, основной характеристикой такого оборудования является его вес. Именно поэтому современные производители оснащают эти станки легкими электродвигателями коллекторного типа.
Мощность электродвигателя, который устанавливается на магнитный станок для сверления в качестве привода, может варьироваться в пределах 0,6–3 кВт. На большинстве моделей таких станков стоят электродвигатели, частота вращения вала которых не превышает 1100 об/мин. Это объясняется тем, что на более высоких оборотах инструмента практически невозможно обеспечить его эффективное охлаждение. Исключение составляют лишь станки японского производства, в которых в качестве режущего инструмента используются конические сверла, изготовленные из твердосплавной стали.
На бюджетные модели сверлильных станков с магнитным основанием устанавливаются двигатели, обеспечивающие частоту вращения в пределах 250–600 об/мин. Таких оборотов вполне достаточно для того, чтобы эффективно сверлить отверстия диаметром 18–38 мм.
Фиксация оборудования на поверхности детали
Сверлильные станки, которые оснащены стойкой с магнитным основанием, будут надежно зафиксированы на поверхности обрабатываемой детали только в том случае, если соблюдены все необходимые требования.
Наиболее важным из таких требований является достаточная массивность детали (ее толщина не должна быть меньше 6 мм). При сверлении и фрезеровании (особенно с использованием инструментов корончатого типа) создаются значительные вибрационные нагрузки, которые могут сдвинуть станок с поверхности негабаритной детали.
Следует также учитывать и площадь поверхности детали, на которую будет устанавливаться станок. Чтобы сверлильная установка надежно примагнитилась к поверхности детали, площадь последней должна быть не меньше площади установленного в основании магнита. Силу примагничивания уменьшает и слой краски на поверхности детали.
Если нет уверенности в том, что сверлильная машина с магнитным основанием надежно зафиксирована на детали, лучше усилить крепление при помощи специальных ремней, идущих в комплекте с оборудованием. Дополнительные крепежные приспособления необходимы и в том случае, когда станок с магнитным основанием применяется для сверления отверстий в трубопроводах. При этом используют цепную фиксирующую платформу. Ее верхняя часть, на которой закрепляют магнитную сверлильную установку, представляет собой плоскую металлическую поверхность, надежно фиксируемую на трубе при помощи двух цепей.
Специальное фиксирующее устройство для сверления труб большого диаметра
На современном рынке можно приобрести мобильные сверлильные станки, которые устанавливаются на поверхности неметаллических конструкций. Фиксация такого оборудования на поверхности обрабатываемой детали обеспечивается не за счет магнита, а при помощи вакуума, создаваемого посредством поставляемого в комплекте со станком насоса. Использование таких станков, которые своим основанием фактически присасываются к детали, возможно только в том случае, если обрабатываемая поверхность отличается исключительной плоскостностью.
Популярные бренды сверлильных станков с магнитным основанием
Лидерами в производстве сверлильного оборудования, оснащенного магнитным основанием, являются компании BDS, ALFRA, Eibenstock, DeWalt, RUKO, Magrtron, Metabo, Nitto Kohki. Станки перечисленных торговых марок отличаются высокой функциональностью и исключительной надежностью эксплуатации, что, естественно, отражается на их стоимости, которая значительно выше цен на аналоги китайского и отечественного производства.
Если говорить о бюджетных моделях магнитных сверлильных установок, можно выделить российские станки, выпускаемые под торговыми марками «Витязь» и «Хайтек». Оборудование данных торговых марок оптимально сочетает в себе достойные эксплуатационные характеристики и надежность с доступной для потребителей ценой.
Как выбрать бюджетный магнитный станок для сверления
Если рассматривать вариант приобретения бюджетного сверлильного станка, оснащенного магнитным основанием, то стоит обратить внимание на две модели, представленные на отечественном рынке: Mab 100 от компании BDS и Витязь 40Р. Оба этих станка находятся в одной ценовой категории, обладают достойной функциональностью, надежностью и удобны в использовании.
Две популярные модели магнитных сверлильных станков
Двигатель, которым оснащен станок Mab 100, имеет мощность 0,8 кВт, вращение инструменту он передает через одноступенчатый редуктор. Шпиндель станка может совершать рабочий ход на глубину до 80 мм. Магнитное основание установки имеет размеры 80х160 см. На станок могут устанавливаться инструменты спирального и корончатого типа, хвостовики которых выполнены в распространенном размере ¾ дюйма.
Технические параметры сверлильного станка BDS MAB 100
За счет использования в оснащении станка Витязь 40Р редуктора с возможностью реверсного хода функциональность данной модели несколько выше, чем у Mab 100. Использование такого редуктора позволяет применять данное оборудование для нарезания резьбы в отверстиях диаметром до 16 мм.
Реверсный редуктор – не единственное преимущество такого станка, на нем установлен более мощный двигатель (1,05 кВт), а его шпиндель может совершать рабочий ход на глубину до 150 мм. При использовании инструмента с коронками на данном станке можно сверлить отверстия диаметром 12–40 мм, а при применении спиральных сверл – 1–16 мм.
Технические характеристики магнитного сверлильного станка «Витязь-40Р»
Профессиональное оборудование
Всем, кого интересует профессиональное сверлильное оборудование на магнитном основании, можно порекомендовать станок модели Mab 825 от компании BDS, который считается признанным лидером среди устройств данной категории. Высокая мощность привода такой установки (1,8 кВт) и ее оснащение четырехступенчатым редуктором позволяют эффективно использовать ее для сверления практически любых металлических конструкций.
Внешний вид и габаритные размеры профессионального сверлильного станка BDS MAB-825
Это профессиональное оборудование обладает следующими техническими характеристиками.
Мощность электродвигателя, используемого в качестве привода станка, – 1,8 кВт.
Oil bottle integrated within frame of drill to retain compact design
Special application features include:
Swivel Base Models
Auto-Feed Models
Поворотные основания позволяют изменять положение резака влево/вправо и вперед/назад после того, как магнит приклеится к поверхности.
МАБ 455 СБ MAB 485 SB MAB 525 SB MAB 825 KTS MAB 845 MAB 845 V
Auto-feed controls the pressure into and out резки для поддержания оптимальных оборотов и скорости подачи, что продлевает срок службы фрезы. Эта возможность идеальна для производственных приложений, где один пользователь может одновременно запускать несколько сверлений.
АвтоМАБ 350 AutoMAB 450 MAB 825 V MAB 845 V MAB 1300 V
MAB 155 – Ultra Compact Portable Magnetic Drill
Ideal for tight spaces с ограниченным зазором
Сверло диаметром до 1-1/2 дюйма
Сверхкомпактное сверло, высота 7-1/8 дюйма
Легкий вес — 24 фунта.
MAB 100 K
Легкий вес 21,8 фунта
Режущая способность 1–3/8 дюйма
Быстросменный патрон
MAB 455 Портативная магнитная дрель
Высокая мощность с быстросменным патроном без ключа
Прорезка отверстий диаметром до 2-1/16 дюйма .
Спиральное сверло диаметром до 7/8″
Высокоскоростной двухскоростной редуктор
Дополнительное поворотное основание для поворота на 20˚ влево/вправо и на 5/8″ вперед/назад
Переносная магнитная дрель MAB 465
Реверсивный двигатель для спирального сверления
Вырезать отверстия диаметром до 2 дюймов.
Спиральное сверло диаметром до 5/8 дюйма.
Метчик диаметром до 5/8″.
Механическая подача автоматически регулирует давление сверления
Механизм автоматической подачи с автоматической остановкой и автоматическим реверсом
AutoMAB 450
Автоматическая подача – вперед и назад
Вырезание отверстий диаметром до 2 дюймов
Двухскоростной редуктор: 250 / 450 об/мин
Спиральное сверление диаметром до 3/4 дюйма.
MAB 485 Портативные магнитные дрели
Мощные, реверсивные, с быстросменным патроном без ключа
Высверливание отверстий диаметром до 2-1/16 дюйма
Спиральное сверло диаметром до 7/8 дюйма.
Метчик диаметром до 15/16″.
Высокоскоростной двухскоростной редуктор
Дополнительное поворотное основание
MAB 525 Портативные магнитные дрели
Высокая мощность, идеальна для производства
Вырезка отверстий диаметром до 2-1/2″.
Спиральное сверло диаметром до 1″.
Метчик до 15/16″
Высокоскоростной двухскоростной редуктор
Опциональное поворотное основание
MAB 825 и MAB 845 Переносные магнитные дрели
Идеальны для производства стали, производства заводов и многого другого
Резка отверстия диаметром до 4-1/16 дюйма.
Спиральное сверло диаметром до 1-1/4″; Метчик до 1-1/8″
Автоматическая подача по выбору
Дополнительное поворотное основание
Портативная магнитная дрель MAB 825 В и 845 В
Автоматическая подача — идеально подходит для производственных применений
Вырезание отверстий диаметром до 4-1/16″ /4 дюйма в диаметре; Метчик до 1-1/8″
MAB 825 KTS Переносная магнитная фрезерная дрель
Лауреат премии REDDOT 2021
Регулируемое позиционирование по осям X и Y
Вырезка отверстий диаметром до 3-1/8″.
Диаметр фрезы до 5/8 дюйма
Метчик диаметром до 1-3/16″.
Идеально подходит для широкого спектра операций сверления, растачивания и прорезания пазов.
Включает набор держателей цанговых патронов. диам.*, нарезание резьбы диаметром до 1-5/8″
Вырезание отверстий диам. до 6″*
Спиральное сверло диам. до 1-3/4″; нарезание резьбы до 1-5/8″ »
Глубина резания до 10 дюймов
Сила магнитного удержания 23 600 фунтов
Дополнительная автоматическая подача
MAB 1300 В Портативная магнитная дрель с автоматической подачей
Отверстия диаметром до 6″, нарезание резьбы диаметром до 1-5/8″.
Вырезание отверстий диаметром до 6 дюймов*
Спиральное сверло диаметром до 1-3/4 дюйма; Метчик до 1-5/8″
3D печать в Иркутске на заказ. Услуги печати на 3Д принтере. Расчет стоимости.
Почему выбирают нас?
Собственное производство пластика
Большой парк, более 50 ед. 3D-принтеров
Более 25 городов-филлиалов
Мгновенный расчет сроков и стоимости
Онлайн форма заявки для расчета стоимости услуги 3D печати
Город * БийскВладивостокВоронежИжевскКраснодарНовосибирскРостов-на-ДонуСаратовТомскЧебоксарыАбаканАнгарскАрзамасАрмавирАртёмАрхангельскАстраханьАчинскБалаковоБалашихаБарнаулБатайскБелгородБеловоБелогорскБердскБерезникиБиробиджанБлаговещенскБратскБрянскВеликий НовгородВладикавказВладимирВолгоградВолгодонскВолжскийВологдаГорно-АлтайскГрозныйДербентДзержинскДимитровградДомодедовоЕвпаторияЕкатеринбургЕлецЕссентукиЖелезногорскЗеленодольскИвановоИркутскЙошкар-ОлаКазаньКалиниградКалугаКемеровоКерчьКировКисловодскКовровКоломнаКомсомольск-на-АмуреКопейскКоролёвКостромаКрасногорскКрасноярскКурганКурскКызылЛипецкМагаданМагнитогорскМайкопМахачкалаМеждуреченскМиассМинусинскМоскваМурманскМуромМытищиНабережные ЧелныНазраньНальчикНаходкаНефтекамскНефтеюганскНижневартвоскНижнекамскНижний НовгородНижний ТагилНовокузнецкНовомосковскНовороссийскНовотроицкНовочебоксарскНовочеркасскНовошахтинскНовый УренгойНогинскНорильскНоябрьскОбнинскОдинцовоОмскОрелОренбургОрехово-ЗуевоОрскПензаПервоуральскПермьПетрозаводскПетропавловск-КамчатскийПодольскПрокопьевскПсковПятигорскРаменскоеРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСевастопольСеверодвинскСеверскСергиев ПосадСерпуховСимферопольСмоленскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТамбовТверьТобольскТольяттиТулаТындаТюменьУлан-УдэУльяновскУссурийскУсть-ИлимскУфаХабаровскХасавюртХимкиЧелябинскЧереповецЧеркесскЧитаШахтыЩелковоЭлектростальЭлистаЭнгельсЮжно-СахалинскЯкутскЯрославль
Имя *
Телефон *
E-mail *
Желаемый бюджет
Срок выполнения
Количество изделий *
Возможность доставки * ДопустимоНе допустимо
Описание задачи и требование к изделиям *
Разрешить публичную публикация объявлени
Оплата на расчётный счет ( для юр. лиц )
Примеры наших работы
3D печать в Иркутске
Группа компаний VolPrint изготавливает качественные 3D-фигуры и формы в соответствии с современными стандартами. 3D-печать – перспективное направление в области быстрого изготовления прототипов из пластмасс и другого сырья.
Преимущества. Использование аддитивных технологий в современном производстве, макетировании, моделировании и прочих областях обладает преимуществами, которые позволяют выделить эту методику среди других. Среди основных достоинств отметим:
Широкий вектор эксплуатации. Печать даёт возможность клиентам создать изделие почти для каждой отрасли деятельности – пробные образцы, модели или детали для презентаций, практически функционирующие изделия.
Быстрая скорость производства. В отличие от распространенных методов получения первичных образцов, 3D печать сокращает процесс их производства до нескольких часов .
Обширные возможности. С помощью современного оборудования вы можете воссоздавать всевозможные объекты, вы ничем не ограничены.
Разнообразие материалов. Мы выполняем печать не только из пластика, например из другого сырья: резиноподобный материалы, фотополимеры и др.
Услуги компании VolPrint
Наша фирма осуществляет печать 3D изделий более 5 лет. Удачная комбинация опыта, хорошее сырье, личного оборудования и высокого мастерства сотрудников, позволяет нам предоставлять нашим клиентам услуги 3D-печати не жертвуя качеством. Высокая точно изготавливаемых изделий, высокая скорость изготовления, собственные расходные материалы – более 5000 лояльных клиентов.
Направления услуг 3Д печати и моделирования
Штучное производство изделий
3Д печать мелких серий
3Д печать составных конструкций
3Д печать макетов
3Д печать интерьерных изделий
3Д печать крупногабаритных изделий
3Д печать масок
3Д печать применимых шестеренок
3Д печать сувенирных и декоративных изделий
3Д печать корпусов
3Д печать форм для литья
Услуги 3D печати Новосибирске | 3d-печать
Создание любых предметов стало доступным и быстрым
3D печать — это ваше преимущество.
Нет времени, чтобы ждать первых образов, пока конкуренты уже запустят серию
Тратите сотни тысяч на испытания
Инвестор хочет видеть продукт, а не записки на бумаге
Не удовлетворяют стандартные решения
Используйте 3D печать, чтобы решить проблемы разом
С удовольствием работаем как с производственными предприятиями так и с частными клиентами.
Список доступных вам технологий 3д печати:
DMLS — прямое лазерное спекание металлов или просто 3д-печать металлом
Мелкодисперсный порошок спекается по воздействием лазера, слой за слоем. Технология позволяет решать широкий спектр задач и обходить ряд ограничений присущим традиционным методам обработки металла. Материалами служат различные композиции металлов, кобальт-хром нержавеющая сталь, титан.
FDM (ФДМ) – послойное нанесение
Технология быстрого прототипирования позволяющая в короткие сроки и по минимальной цене создавать объекты из различных материалов. Самый распространенный материал для работы на FDM 3д- принтере это пластик, а именно промышленный ABS и PLA. Метод печати FDM часто используется для производства конечного продукта в единичном экземпляре или малыми партиями.
MJM – данная технологи 3д-печати похожа на предыдущую, но имеет ряд преимуществ
Во первых предметы изготовленные по данной технологии имеют более гладкую поверхность, точность построения также намного выше чем у FDM-оборудования. Материалом для печати служит пластик-фотополимер в различных вариантах исполнения. Например возможна печать из прозрачного пластика или же материала со свойствами ABS.Получаемые модели способны нести механические нагрузки, поэтому возможно изготовление малых партий и единичных экземпляров функциональных изделий. Также в нашем арсенале есть принтер, который может печатать воском. Такой возможностью часто пользуются ювелиры, для создания моделей украшений и предприятия, которые производят высокоточные изделия из металла. Воск нужен чтобы сделать форму для литья.
CJP – полноцветная печать. Позволяет изготавливать цветные предметы из гипсового полимера
Порошковый материал послойно склеивается специальным составом одновременно нанося красящий пигмент. Модели имеют высокое разрешения. Данная технология получила наибольшее распространение в индустрии развлечений для печати копий людей и животных. Также широко применяется в профессиональных целях для визуализации планируемых к выпуску продуктов и выполнения макетов зданий и оборудования.
SLA – стереолитография
Материалом для печати служит жидкий фотополимер, который в процессе печати затвердевает под лучами УФ-лазера, послойно создавая объект. Данная технология позволяет печатать геометрически сложные изделия в очень хорошем качестве. SLA 3D-принтеры используются для печати не больших изделий, таких как формы для изготовления ювелирных украшений, прототипирование элементов электронного оборудования, формовки протезов и т.д. Также возможна печать более объемных изделий, с последующей склейкой.
SLS – селективное лазерное спекание
Метод построения схож с другими, где материалом служит специальный порошок. В основе лазер, который слой за слоем спекает материал, подаваемый валиком на печатную платформу. При печати нет необходимости в поддерживающих структурах, так как данную функцию исполнят не закрепленый лазером порошок, модель как бы погружена в него и нависающие части не прогибаются. Этот способ 3д-печати хорош тем, что дает возможность использования большого количества различных материалов, будь то нейлон, полистирол или полиамид. Применяется для прототипирования и мелкосерийного производства функциональных изделий.
Возможности 3D печати расширяются с каждым днем. Благодаря внедрению новых материалов и освоению различных технологий, мы ускоряем производство и совершенствуем свое мастерство.
Специально для вас мы подберем материал и способ изготовления изделий. Расскажем об особенностях и предоставим образцы.
Мы работаем с государственными компаниями и частным заказчиком, любой клиент важен для нас.
Отправьте письмо с описанием задачи или позвоните нам. Мы предложим варианты и сообщим их стоимость.
В Галерее вы можете посмотреть примеры наших работ.
Как пользоваться 3D-принтером
Дэвид Роберсон14 сентября 2021 г.
Руководство
Пошаговые инструкции по использованию 3D-принтера? Во многих различных технологиях используются одни и те же основные шаги, которые мы рассмотрим далее, но каждый 3D-принтер также может быть проще или сложнее в использовании в зависимости от его функций.
Шаг 1. Подготовьте проект к 3D-печати
К этому моменту важно, чтобы деталь была готова к печати, и вы выбрали материал. Эта часть может быть разработана вами самостоятельно с помощью CAD (автоматизированного проектирования), взята из 3D-сканирования или взята из перечня существующих проектов.
Прежде чем приступить к печати, вам необходимо перевести свой дизайн в «координаты», понятные 3D-принтеру, а также сообщить ему важные параметры, такие как материал, из которого вы печатаете.
Это известно как «нарезка», потому что включает в себя нарезку 3D-проекта на, как вы уже догадались, слои. Обычно это делается в программе, известной как программное обеспечение для нарезки или подготовки к печати. Наше программное обеспечение для нарезки Ultimaker Cura поставляется с множеством предварительно настроенных параметров, поэтому подготовка к печати обычно занимает всего несколько секунд. Или, если вы предпочитаете детальный контроль над процессом печати, вы также можете использовать сотни пользовательских настроек. После того, как нарезка будет завершена, ваш файл готов к печати.
Подготовка 3D-печати с помощью программного обеспечения Ultimaker Cura
Шаг 2. Настройка принтера
Вы также можете выполнить этот шаг первым, если хотите. Или вам может вообще не понадобиться, например, если вы регулярно печатаете однотипные детали.
Но прежде чем приступить к печати, убедитесь, что загружен правильный материал. 3D-принтеры FFF, такие как Ultimaker, также позволяют выбирать различные размеры сопла: меньшее сопло дает более детализированные отпечатки, а большее сопло сокращает время печати. Если вы используете программное обеспечение Ultimaker вместе с 3D-принтером Ultimaker, оно проверит конфигурацию вашего принтера и предложит вам изменить что-либо.
Шаг 3. Отправьте файл на принтер
Когда вы будете готовы к работе, вам нужно отправить файл на 3D-принтер. Есть два основных способа сделать это. Один из них — загрузить файл на устройство хранения данных (например, на USB-накопитель), поместить его в принтер и запустить задание на печать через интерфейс принтера. Другой вариант — отправить задание удаленно на сетевой принтер через локальную сеть или облако. Удаленная печать особенно полезна, если вы не находитесь в том же месте, что и ваш 3D-принтер.
Шаг 4 – 3D-печать
Теперь можно сесть и расслабиться! Или, если вы на работе, займитесь чем-нибудь другим, пока принтер выполняет свою работу.
Время печати зависит от размера и уровня детализации напечатанного объекта, а также от типа 3D-принтера. На 3D-принтере FFF, таком как Ultimaker, изготовление небольшого компонента или грубого прототипа может занять всего несколько часов. Большинство деталей будут готовы на следующий день, если вы оставите принтер включенным на ночь. А если вам нужен очень крупный и детализированный отпечаток, возможно, вам придется подождать пару дней.
Некоторые платформы 3D-печати позволяют вам контролировать задание на печать. Вы можете сделать это с помощью цифровой фабрики Ultimaker, а с принтером Ultimaker S3 или Ultimaker S5 даже просматривать ход работы через веб-камеру.
После завершения печати извлеките из принтера. В зависимости от выбранного вами материала и процесса печати могут потребоваться некоторые заключительные шаги вручную, прежде чем он будет готов к использованию. С 3D-принтером FFF эта «постобработка» часто представляет собой не более чем отслаивание небольшого края материала вокруг детали. Другие методы, такие как SLA или SLS, обычно требуют более сложной постобработки, например, удаления рассыпчатого порошка из камеры SLS-принтера.
С помощью платформы Ultimaker вы можете подготовить печать, выбрать принтер с требуемой настройкой, а затем отправить задание на печать — и все это дистанционно. Просто соберите его, когда закончите
Легко ли пользоваться 3D-принтерами?
Это может зависеть от многих факторов, но в целом 3D-печать является одним из самых доступных производственных процессов. По сравнению с литьем под давлением или обработкой с ЧПУ, 3D-принтеры — это гораздо более простой способ изготовления деталей и моделей, поэтому они работают как настольная технология везде, от школ до офисов.
Но есть несколько моментов, о которых следует знать, чтобы сделать процесс 3D-печати беспроблемным:
Выбор материала . Возможно, это ключевая область, в которой все 3D-принтеры не созданы одинаковыми. Проверьте, какие материалы может печатать 3D-принтер, иначе вы можете удивиться, обнаружив, что у вас есть только один или два материала. Хуже того, некоторые производители принтеров разрешают вам печатать только из своих материалов, так что вы привязаны к их использованию навсегда. Ищите 3D-принтер, совместимый с широким спектром материалов, в том числе изготовленных сторонними производителями, чтобы вы могли использовать почти безграничные возможности на рынке и получать выгоду от открытых инноваций
Автоматизация . Каждый раз при 3D-печати задействованы сотни параметров и конфигураций, таких как температура принтера или направление перемещения сопла при создании отпечатка. Но мы в Ultimaker не считаем, что это должно усложнять работу пользователя. Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Цифровая фабрика
Поддержка и обслуживание . Если что-то пойдет не так, это может вызвать разочарование и повлиять на вашу производительность. Поэтому убедитесь, что ваш 3D-принтер поставляется с комплексной поддержкой и гарантией. Просмотрите информацию об устранении неполадок, ответы на часто задаваемые вопросы и другие ресурсы, чтобы легко решать проблемы самостоятельно и оставаться продуктивным.
Что вам нужно для 3D-печати?
Ваш 3D-принтер должен поставляться со всем необходимым для начала работы прямо из коробки. Ниже мы перечисляем основные функции, а также дополнительные функции, о которых полезно знать:
3D-принтер — ОК, это очевидно
Материал — часть вашего принтера должна быть в комплекте или его можно купить у поставщиков 3D-принтеров
— Программное обеспечение для принтеров
90 бренды поставляют свои собственные, или вам, возможно, придется найти совместимую программу. Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать)
Расходные материалы . В дополнение к материалам для вашего 3D-принтера могут потребоваться другие расходные материалы. Например, масло или консистентная смазка для технического обслуживания или вспомогательные клеящие вещества для поверхности сборки. Все, что вам нужно для начала работы с Ultimaker, поставляется в комплекте.
Инструменты (большинство дополнительных) . Для некоторых 3D-принтеров может потребоваться один или два основных инструмента для изменения конфигурации или обслуживания. (Опять же, с Ultimaker все необходимое поставляется в комплекте.) В противном случае, если вы собираетесь часто использовать свои 3D-принтеры и вам нужно будет выполнять некоторую постобработку отпечатков, полезно иметь несколько инструментов под рукой. Мы создали руководство по инструментам для 3D-принтеров FFF
Периферийные устройства (дополнительно) — они могут расширить функциональные возможности вашего 3D-принтера. Например, для некоторых наших принтеров вы также можете добавить Air Manager, который закрывает 3D-принтер и фильтрует до 95 % UFP (сверхмелких частиц), или Material Station, которая хранит филамент в оптимальной среде и автоматически загружает материал, когда катушка закончилась
Кроме того, все, что вам нужно, это источник питания и чистое и безопасное рабочее место для вашего 3D-принтера. Дополнительные советы по этим темам можно найти в наших бесплатных подробных технических документах.
Как вы используете 3D-принтер дома?
Любители и предприниматели годами используют дома настольные 3D-принтеры, но в то время, когда удаленная работа стала более распространенной, чем когда-либо, это важный вопрос.
Как правило, для рабочего места рекомендуются те же рекомендации по настройке, что и выше. Но тщательно подумайте о двух ключевых моментах — безопасности и пространстве. Принтеры SLS и SLA требуют тщательной обработки опасными химическими веществами, прежде чем неиспользованную смолу или порошок можно будет утилизировать вместе с бытовыми отходами. А поскольку дома, вероятно, не хватает места, выбор широкоформатного принтера, такого как Ultimaker S5 Pro Bundle, может оказаться непрактичным по сравнению с меньшим устройством, таким как Ultimaker 2+ Connect или Ultimaker S3.
3D-принтеры различаются по размеру. Проверьте размеры, прежде чем устанавливать его в выбранном вами месте
Это еще не все…
Откройте для себя более широкий мир 3D-печати, ознакомившись с нашими ответами на эти распространенные вопросы:
Что такое 3D-печать?
Что можно напечатать в 3D?
Сколько стоит 3D-печать?
Можете ли вы напечатать 3D-принтер? Как на самом деле это сделать — 3D Printerly
Возможность напечатать принтер на 3D-принтере в этой области является ходячей шуткой, но возможно ли это на самом деле? Эта статья поможет ответить на этот вопрос, а также предоставит вам дополнительные сведения.
Напечатать на 3D-принтере 3D-принтер не совсем возможно, потому что существует много электроники и специализированных деталей, которые нельзя изготовить на 3D-принтере, но большинство из них определенно можно напечатать на 3D-принтере.
Многие проекты 3D-печати сосредоточены на печати большей части 3D-принтера, прежде чем добавлять другие детали для его завершения.
Обучение самовоспроизведению таких машин может изменить способ функционирования мира. Он может открыть так много дверей в разных секторах, не говоря уже о самоисследовании и свободе дизайна, которые он предлагает.
В этой статье подробно рассказывается, как именно люди печатают принтер на 3D-принтере.
Может ли 3D-принтер печатать на другом 3D-принтере?
Создание 3D-принтера с помощью 3D-принтера на первый взгляд может показаться невероятно захватывающим и непостижимым. Но это не совсем невозможно. Да, вы можете распечатать 3D-принтер с нуля.
Однако вы должны распечатать каждую часть 3D-принтера отдельно, а затем собрать их вместе. Тем не менее, не все сегменты 3D-принтера можно напечатать в 3D.
Есть несколько компонентов, таких как электроника и металлические детали, которые нужно добавить при сборке 3D-принтера.
Первые попытки 3D-печати на 3D-принтере были предприняты около пятнадцати лет назад доктором Адрианом Бойером. Работая старшим преподавателем в Университете Бата в Англии, он начал свои исследования в 2005 г.
Его проект был известен как RepRap Project (RepRap, сокращение от репликации быстрого прототипа). После долгой череды проб, ошибок и всего, что между ними, он придумал свою первую функциональную машину — RepRap «Darwin».
Этот 3D-принтер на 50% состоял из самовоспроизводящихся деталей и был выпущен в 2008 году.
Вы можете посмотреть замедленное видео, на котором доктор Адриан Бойер собирает RepRap Darwin ниже.
После выпуска 3D-принтера Darwin появилось несколько других улучшенных вариантов. Сейчас их существует более сотни. В этот технологически развитый век можно сделать 3D-принтер с помощью 3D-принтера.
Кроме того, идея построить свой 3D-принтер с нуля звучит довольно увлекательно, не так ли? Это захватывающая возможность узнать и понять нюансы 3D-печати. Вы не только получите знания, но и разгадаете тайну, окружающую 3D-печать.
3D-печать 3D-принтер дает вам свободу настраивать его по своему усмотрению. Ни одна другая технология не позволяет вам это сделать, что дает вам еще больше причин попробовать ее.
Кто знает, может быть, у вас даже есть к этому способности!
Как напечатать 3D-принтер?
Поскольку теперь мы знаем, что вы можете на самом деле 3D-печатать 3D-принтер. Следующий шаг — научиться это делать. Приготовьтесь: мы предлагаем вам подробное, но простое руководство по печати на 3D-принтере.
В этой статье мы обсудим 3D-принтер Mulbot, где вы можете ознакомиться с инструкцией, перейдя по ссылке.
Если вам нужна история и подробная информация о Mulbot, посетите страницу Mulbot RepRap.
Mulbot — это широко печатный 3D-принтер с открытым исходным кодом, оснащенный напечатанной на 3D-принтере рамой, подшипниковыми блоками и приводными системами.
Основной мотив этого проекта — вывести концепцию RepRap на новый уровень и 3D-печать компонентов, отличных от рамы. Как следствие этого, в этот принтер не включены приобретенные подшипники или приводные системы.
В 3D-принтере Mulbot используются корпуса с квадратными направляющими для печати линейных подшипников. Поскольку подшипники и рельсы напечатаны на 3D-принтере, они интегрированы в сам каркас. Все три системы привода Mulbot также напечатаны на 3D-принтере.
На оси X используется распечатанный на 3D-принтере зубчатый ремень двойной ширины из термопластичного полиуретана в сочетании с печатным приводным и промежуточным шкивами, приводящими в движение каретку горячего конца. Ось Y приводится в движение напечатанной на 3D-принтере зубчатой рейкой и шестерней.
Наконец, ось Z приводится в движение двумя большими напечатанными на 3D-принтере трапециевидными винтами и гайками.
3D-принтер Mulbot использует технологию изготовления плавленых нитей (FFF) и может быть построен менее чем за 300 долларов.
Ниже приведены инструкции, которые помогут вам начать работу.
Требования к печати
— Размер печати — 175 мм x 200 мм x 150 мм (кожух с двумя вентиляторами)
145 мм x 200 мм x 150 мм (окружающий кожух)
— Объем печати — 250 мм x 210 мм x 2103 мм оригинальная Prusa MK3.
Поверхность для печати
8-1 ½ дюйма Квадратная плавающая стеклянная платформа
Стандартная литая алюминиевая платформа Prusa MK3 с гибкой пластиной PEI использовалась в качестве поверхности для печати при изготовлении 3D-принтера Mulbot. Тем не менее, стеклянная кровать предпочтительнее.
Выбор нити
Все компоненты Mulbot изготовлены из PLA, за исключением ремня и монтажных ножек. Предполагается, что они будут напечатаны из ТПУ. Бренд Solutech рекомендуется для печатных деталей из PLA, а Sainsmart — для печатных деталей из TPU.
Лучше всего подходит PLA, так как он очень стабилен, не деформируется и не дает усадки. Кроме того, ТПУ обладает отличной межслойной адгезией и не скручивается в процессе печати.
Вам будет приятно узнать, что для изготовления 3D-принтера Mulbot требуется менее 2 кг нити.
Сначала подшипники
Для вас очень важно сначала распечатать подшипники и рельсы. Таким образом, если подшипники не работают, вы избавите себя от необходимости печатать остальную часть принтера.
Вы должны начать с печати подшипника оси X, так как он самый маленький и требует минимального количества нити для печати. Убедитесь, что подшипники установлены точно, иначе шарики не будут циркулировать точно.
Когда вы закончите с подшипниками, вы можете приступить к сборке остальной части принтера.
Детали без печати
Для изготовления 3D-принтера Mulbot вам потребуются следующие детали без печати –
Экструдер SeeMeCNC EZR
E3D V6 Lite Hotend
Рампы 1,4 Мега -контроллер
Capricorn XC 1. 75 Bowden Tubing
5630 Светодиодные лампы
150W 12 В питания
IEC320 ВНУТРИ .
Вы можете просмотреть это видео на YouTube, чтобы лучше понять, как печатать на 3D-принтере Mulbot.
Лучшие самовоспроизводящиеся 3D-принтеры
3D-принтер Snappy и 3D-принтер Dollo — два самых популярных самовоспроизводящихся принтера в индустрии 3D-печати. Основной целью проекта RepRap является разработка полнофункционального самовоспроизводящегося 3D-принтера. Эти два 3D-принтера сделали замечательные шаги к достижению этой цели.
Snappy 3D Printer
Snappy 3D Printer от RevarBat — это 3D-принтер RepRap с открытым исходным кодом. Технология, используемая при создании этого самовоспроизводящегося 3D-принтера, представляет собой технологию изготовления плавленых нитей (FFF), иногда называемую технологией моделирования методом наплавления (FDM).
Snappy занимает известное место в Книге рекордов Гиннеса как самый 3D-принтер в мире, напечатанный на 3D-принтере.
Как следует из названия, 3D-принтер Snappy состоит из частей, которые соединяются друг с другом, что в значительной степени исключает использование деталей, не напечатанных на 3D-принтере. После печати отдельных компонентов 3D-принтера на их сборку у вас вряд ли уйдет пара часов.
3D-принтер Snappy на 73% подходит для 3D-печати, за исключением двигателей, электроники, стеклянной рабочей пластины и подшипника. Несколько необходимых деталей, не предназначенных для печати, легко доступны в различных магазинах расходных материалов.
Что еще более интересно, так это то, что общая стоимость сборки 3D-принтера Snappy составляет менее 300 долларов, что делает его одним из самых дешевых и лучших самовоспроизводящихся 3D-принтеров в индустрии 3D-печати.
3D-принтер Dollo
3D-принтер Dollo — это 3D-принтер с открытым исходным кодом, разработанный дуэтом отца и сына — Беном и Бенджамином Энгель.
Это результат того, что по сути начиналось как проект. Бен и Бенджамин уже много лет являются активными членами сообщества RepRap.
После печати нескольких принтеров с открытым исходным кодом они пришли к выводу, что способность к самовоспроизведению может быть увеличена путем замены металлических стержней напечатанными частями.
Dollo имеет просторный кубический дизайн; его стороны сконструированы таким образом, что вы можете масштабировать размер печати, добавляя или удаляя блоки по бокам.
Благодаря многочисленным деталям для 3D-печати, распространенным исключениям и простоте сборки без дополнительной поддержки 3D-принтер Dollo приближается к 3D-принтеру Snappy.
Насос дренажный Вихрь ДН-250 68/2/11 — подходит для перекачивания чистой воды или воды, в которой встречаются естественные загрязнения. Отличается высокой производительностью — 7200 л/ч. Оснащен поплавковым механизмом для исключения поломки и автоматического включения/выключения. В конструкции насоса предусмотрена ручка для удобной переноски.
Преимущества:
Пластиковый корпус не подвержен коррозии
Поплавковый механизм служит для автоматического включения/выключения
Максимальная глубина всасывания — 7 м
Ручка для удобной переноски
Тип воды
чистый
Напряжение сети, В/Гц
220/50
Макс. производительность, л/мин
120
Макс. мощность, Вт
250
Макс. давление, атм
0.7
Макс. высота подъема (напор), м
7
Макс. глубина погружения, м
7
Макс. температура воды, °C
35
Забор воды
нижний
Материал корпуса
пластик
Защита от сухого хода
да
Класс защиты
IP68
Трубное соединение, дюйм
внутренняя G1 1/2
Конструкция
центробежный
Макс. размер пропускаемых частиц, мм
5
Длина кабеля, м
7
Габариты без упаковки (ДxШxВ), мм
160x160x280
Вес нетто, кг
3. 1
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Дренажный насос ВИХРЬ ДН-250
Мощность, кВт 250
Высота напора, м: 7
Дренажный насос ВИХРЬ ДН-250 предназначен для откачивания и отведении воды и стоков с инородными примесями из различных водоёмов и резервуаров (котлованов, шахт, сливных ям и т.д). С их помощью можно выкачивать воду в случае подтопления жилых помещений и подвалов. Электродвигатель насоса асинхронный, однофазный с короткозамкнутым ротором. Корпус изготовлен из прочного пластика. Удобный компактный размер. Максимальная глубина всасывания составляет не более 8 метров. Температура перекачиваемой жидкости должна быть от +1°С до +35°С. Не допускается работа дренажного насоса «в сухую» (без воды), попадание воздуха во всасывающую магистраль. От перегрузки насос защищает термопротектор, отключение происходит автоматически. При временной установке рекомендуются гибкие трубы, для постоянной установки рекомендуются жесткие трубы.
При использовании данной модели допускается только чистая вода с минимальным загрязнением, наибольший размер твёрдых частиц не должен превышать 5 мм.
Насос оснащён внешним поплавковым выключателем, который отрегулирован на определённый уровень включения и отключения насоса. Необходимо удостовериться, что при минимальном уровне воды выключатель отключает насос. Убедитесь, что объем воды в пределах max и min поля регулирования по отношению к количеству перекачиваемой воды и не требует от насоса более 20 включений в час.
Документация
Инструкция по применению: Дренажный насос ВИХРЬ ДН-250
Сертификат: Дренажные насосы ВИХРЬ
Дренажные насосы
Размеры в упаковке
0.211 × 0.211 × 0.211
Бренд
Вихрь
Страна бренда
Россия
Страна производства
Китай
Мощность, кВт
250
Тип
Центробежный, Погружной, Вертикальный
Высота напора, м
7
Макс. производительность, л/ч
7200
Макс. температура воды, °C
35
Частота, Гц
50
Материал
Пластик
Качество воды
Чистая
Тип двигателя
асинхронный, однофазный с короткозамкнутым ротором
Поплавковый выключатель
Внешний
Класс товара
Бытовой
Питание
От электросети
Диаметр пропускаемых частиц, мм
5
SHM VORTEX-TP РАСХОДОМЕРЫ DN250 (10 ДЮЙМОВ)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер
Ду250
Ассортимент жидкости
120-950 м3/ч
Газовая плита
970-5500 м3/ч
Размер
Д = 115 мм
Д = 300 мм
В = 540 мм
Ш = 600 мм
Вес
68 кг
Артикул: 0183
Категория: РАСХОДОМЕРЫ SHM VORTEX-TP
Описание
РАСХОДОМЕРЫ SHM VORTEX-TP DN250 (10 ДЮЙМОВ): Цифровой расходомер для газа, жидкости и пара, корпус, водоотвод и сенсор изготовлены из нержавеющей стали SUS 316L. Корпус преобразователя изготовлен из алюминия с эпоксидным покрытием, способного работать в жестких условиях технологического процесса.
ПРИМЕНЕНИЕ:
Серия расходомеров SHM Vortex-TP подходит для нефтяной, химической промышленности, металлургии, теплоэнергетики, прядения, производства бумаги и т. д. Измерение перегрева/насыщенного пара, сжатого/обычного воздуха (кислорода, азот, водород, природный/угольный газ и т. д.), вода и жидкости (бензин, спирт, бензол и т. д.)
ХАРАКТЕРИСТИКИ SHM VORTEX-TP РАСХОДОМЕРЫ DN250 (10 ДЮЙМОВ):
DN25-200 = 4,0 МПа , DN250-300 = 1,6 МПа
Температура среды: -40-250°C, -40-320°C
Рабочее напряжение: датчик и преобразователь: +12 В постоянного тока, +24 В, питание от батареи: батарея 3,6 В.
Степень защиты: IP 65 (требуется IP 68)
Условия окружающей среды: Темп. -20-55°C, относительная влажность: 5-90%, атмосферное давление: 86-106 кПа.
Часы работы: с понедельника по пятницу; 09:00 – 17:00 Суббота – Воскресенье ; Закрыто
По. PT Путра Сидуасаудара Индонезия
LUGB Трубопроводный вихревой расходомер DN250 с зажимом
Подробная информация
Описание продукта
LUGB Вихревой расходомер DN250
Описание продукта
Вихревые расходомеры в основном используются для измерения расхода промышленных трубопроводных жидкостей, таких как газ, жидкость, пар и другие среды. Он характеризуется малой потерей давления, большим диапазоном измерения и высокой точностью. На него почти не влияют плотность жидкости, давление, температура, вязкость и другие параметры при измерении объемного расхода в рабочих условиях. Нет подвижных механических частей, поэтому надежность высока, а техническое обслуживание невелико. Параметры прибора могут быть стабильными в течение длительного времени. [1] Используя пьезоэлектрический датчик напряжения, высокая надежность, может работать в диапазоне рабочих температур -20 ~ + 250 ℃. Он имеет аналоговый стандартный сигнал и цифровой импульсный сигнал. Его легко использовать с компьютером и другими цифровыми системами. Это относительно продвинутый и идеальный расходомер.
Основная функция 1. В корпус расходомера встроена функция компенсации температуры и давления, которая может измерять стандартный объемный расход или стандартный массовый расход жидкости. 2. Полностью интеллектуальная и цифровая схема, которая может автоматически компенсировать плотность измеряемой жидкости или вычислять объем при стандартных условиях. 3. Новые функции цифровой фильтрации и коррекции делают измерение расхода более точным и надежным. 4. Тип с батарейным питанием может непрерывно работать более двух лет без внешнего источника питания. 5. Новый матричный ЖК-дисплей с китайскими иероглифами делает его более удобным в использовании и эксплуатации.
Технические параметры
Название продукта
Интеллектуальный вихревой расходомер
Измеряемая среда
Пар, газ, жидкость (вода, масло)
Калибр изделия
DN15-DN300 трубопроводного типа, DN250-1500 вставного типа
В конце прошлого столетия в Россию из Европы «эмигрировал» новый «стандарт» подключения – гибкая подводка. Подключение газовых плит и колонок водонагревателя к газовому стояку, стиральных и посудомоечных машин, смывных бачков и смесителей к водопроводу – в наши дни в каждом современном доме существуют соединения, выполненные с помощью гибкой подводки. Надежность, безопасность и комфорт – основные характеристики качественной гибкой подводки от добросовестных производителей.
Автомобильные запасные части Bosch
Уже более 100 лет Bosch является лидером в производстве автомобильных запчастей и компонентов. Признанное высокое качество стеклоочистителей Bosch проявляется в отличной очистке стекла и долговечности использования. Надежность и долговечность – это те качества, которые ставят аккумуляторные батареи компании на первое место. Фирма Bosch является новатором в области разработки осветительных технологий, а ее свечи зажигания играют важную роль в обеспечении надежной работы двигателя автомобиля.
Профессиональный электроинструмент
Требования к профессиональной работе постоянно растут. Чтобы отвечать столь жестким запросам времени, необходимы определенные навыки, полная самоотдача мастера и профессиональный инструмент. Все профессиональные инструменты от Bosch, оснащенные электронными системами защиты и прочным корпусом, разработаны для первоклассной и неутомительной работы. По своей производительности, точности и надежности они отвечают самым высоким требованиям и гарантируют достижения хороших результатов работы.
Электроинструмент для домашних мастеров
Что может быть лучше, чем воплощение собственных идей в реальность! И, в первую очередь, с надежным инструментом, который поможет наилучшим образом реализовать любой замысел. Продукция компании Bosch позволит вам придать неповторимость и комфорт своему дому так же легко, как и выполнить ремонтные и восстановительные работы. Инновационные технические решения, высокое качество и надежность электроинструмента Bosch сочетаются с простотой и удобством его использования.
Садовая электрическая техника Bosch
Кто любит свой сад, у того всегда полно работы. Чтобы работа на садовом участке была для вас комфортной, Bosch разрабатывает все новые инструменты и принадлежности с максимальной производительностью и инновационными функциями. Компания предлагает новинки с мощным литиево-ионным аккумулятором для большей свободы движения, экономии времени и комфорта в работе. И все это для того, чтобы вы могли быстрее закончить работу и насладиться окружающей вас природой. Иначе зачем еще нужен сад?
Многофункциональный инструмент Dremel
Dremel — это универсальный инструмент с уникальным эргономичным дизайном, удобной рукояткой и легким корпусом. Он идеально подходит для всех: будь то опытный мастер, внимательный к мелким деталям, или новичок, увлеченный своим хобби. Высококачественные насадки и приставки Dremel открывают безграничные возможности для аккуратного шлифования, точного фрезерования, окончательной полировки и резки многих материалов. Ваши возможности ограничивает только ваше воображение!
Принадлежности для электроинструмента
Оригинальные принадлежности Bosch – с ними вы всегда сможете добиться превосходных результатов при обработке любых материалов во время сверления, заворачивания шурупов, пиления, отрезания, обдирания, фрезерования, строгания и соединения степлером. Универсальный ассортимент принадлежностей от компании Bosch подходит ко всем стандартным маркам электроинструментов. Компания уделяет особое внимание исключительному качеству своей продукции и ее пользовательским преимуществам.
Каталог интернет-магазина→Автомобильные запасные части Bosch→Профессиональный электроинструмент→Аккумуляторные инструменты→Аккумуляторные ножовки
Запчасти на Bosсh GSA 36 V-LI (3601F45R00) в г.
№
▼
Наименование
Артикул
Изоб.
Цена
1
Motor Housing
1619P02472
2788р.
2
Pole housing144-24V
2610942109
2614р.
3
Armature
2610944295
7841р.
4
Electronics Module
1607233545
14113р.
13
Ball Bearing
1619P01511
871р.
14
groove ball bearing6000-2RS DIN 625
1900905173
697р.
19
ScrewST3,9×19
2610315386
262р.
21
Spiral Spring
2610907388
437р.
22
Rubber Ring
1619P01127
174р.
23
Label
2610944085
348р.
27
Set Of Handles
2610942115
2614р.
28
Protective Washer
2610908804
348р.
29
mat seal
2610934995
697р.
31
Front Housing
2610935103
3311р.
35
Sintered-Metal Bushing
2610934999
697р.
36
Spindle Assembly
2610944393
5575р.
37
Spring Retaining Plate
2610935431
348р.
39
Felt WasherSP 14,0
2610030004
348р.
40
Shaft Seal
2610995815
1742р.
41
Plastic Collar
2610935004
348р.
42
Bearing Shell
2610908698
871р.
43
Conversion Gear
2610942118
2962р.
45
Supporting foot
2610935005
1219р.
47
Compression Spring
2610937437
262р.
48
Insulating Sleeve
2610935008
4879р.
50
Wobble Plate
2610938887
8364р.
53
Retaining Plate
2610935010
348р.
61
groove ball bearing15x32x9
1900905162
2266р.
62
Trunnion
2610918051
262р.
76
Push-Button
2610942123
348р.
77
Compression Spring
1614610015
523р.
82
Baffle
2610935014
871р.
85
Switch Slide
2610942122
348р.
86
Leaf Spring
2610942782
174р.
88
Screw
1619P01446
174р.
89
Torx Oval-Head Screw
1619P06252
174р.
90
Thread-forming tap. ScrewDIN 7500, M4x10, SR10.2
1603435068
262р.
91
ScrewBLACK
1619P01932
174р.
92
Screw
1619P01447
174р.
93
ScrewBLACK
1619P01931
174р.
94
Fastener
2610944271
262р.
651
Battery Pack36V, 1,3Ah, LI
2607336001
23348р.
651
Battery Pack36V, 2,0Ah, LI
2607336003
46697р.
653
Fast ChargerAUS 240/18-36V, 1h
2607225103
16379р.
653
Fast ChargerEU 230/18-36V, 1h
2607225099
32060р.
653
Fast ChargerGB 230/18-36V, 1h
2607225101
21780р.
804
Contact retainer
1609280425
2090р.
808
Nameplate
1619P02643
348р.
810
Carbon-Brush Set
2610943623
1568р.
830
Bearing Plate
2610945335
4879р.
857
Toolholder
2610920684
4530р.
870
Hook
2610945336
1394р.
883
Rubber-Inter Calation
3602391503
262р.
Решения для управления записями
| GSA
Следующие ресурсы помогут вам приобрести необходимое решение для управления электронными записями (ERM). Мы здесь, чтобы помочь! Напишите нам по адресу [email protected] в начале процесса, если вам нужна поддержка.
Обеспечение соблюдения политик и мандатов
Администрация общих служб (GSA) и Национальное управление архивов и документации (NARA) совместно разработали стандарты универсального управления электронными записями (ERM). Одновременно GSA включила эти требования в Список множественных наград (MAS) под специальным номером позиции (SIN) 518210ERM (ранее SIN 51 600 GSA MAS 36).
Прочтите меморандум OMB/NARA M-19-21: Переход к электронным записям, в котором описаны шаги, которые правительство предпримет для достижения целей NARA и установленных здесь сроков.
Загрузите самую последнюю версию требований NARA%u2019 к универсальному управлению электронными записями (ERM). GSA включает последнюю версию посредством обновлений запросов и соответствующих модификаций существующих контрактов MAS; Все подрядчики, получившие контракты в соответствии с GSA MAS SIN 518210ERM, должны выбрать, какие из элементов ERM они способны предоставить, и самостоятельно подтвердить свое понимание и способность выполнять соответствующие требования/стандарты для этих элементов. Завершенная сертификация публикуется в электронной библиотеке GSA как часть их Положений и условий.
Загрузите последнюю версию универсальных вариантов использования. Универсальные варианты использования служат инструментом, который агентства могут использовать при приобретении услуг или решений для управления электронными записями. Они могут использоваться агентствами для демонстрации того, как поставщики выполняют описанные требования и рабочие процессы. Они построены непосредственно на федеральном жизненном цикле бизнеса и бизнес-возможностях. Они рассказывают «истории» о том, как управлять электронными записями.
Свяжитесь с командой GSA/NARA на ранней стадии процесса, чтобы узнать о мероприятиях рабочей группы ERM и воспользоваться передовым опытом, отправив электронное письмо по адресу [email protected].
Приобретение оценки потребностей в ведении документации
Проведение оценки потребностей в качестве первого шага к процессу закупок для управления электронными записями поможет агентству избежать покупки решения, которое не соответствует их уникальной ситуации должным образом или не будет эффективно управлять их записями. Подрядчики GSA MAS предлагают услуги и персонал с необходимыми навыками и опытом работы с электронными записями для завершения оценки потребностей программы управления электронными записями, которая может включать проведение обследований и оценок объектов и/или систем; определение потребностей бизнеса в управлении записями; определение технических новостей для управления записями, которые соответствуют универсальным требованиям к управлению электронными записями NARA, и многое другое. Загрузите образец Заявления о целях оценки потребностей (SOO) [DOCX, 26 КБ] от NARA, чтобы получить представление о том, как вы можете приобрести эту услугу, которая поможет вам разработать требования к управлению записями и стратегию приобретения.
Бесплатная поддержка исследования рынка
Воспользуйтесь преимуществами бесплатного исследования рынка как услуги (MRAS) от GSA, в рамках которого GSA проведет дополнительное исследование рынка от вашего имени, чтобы определить подходящих поставщиков и помочь вам в разработке стратегии приобретения.
Разместите запрос на информацию (RFI) или запрос на получение информации об источниках в категории решений для управления электронными записями 518210ERM, используя GSA eBuy, наш онлайн-инструмент запроса цен (RFQ).
В дополнение к короткому списку поставщиков, которые могут удовлетворить ваши требования, мы рекомендуем вам подумать о том, чтобы включить открытые вопросы и/или приложить проекты требований, чтобы лучше понять доступные решения и улучшить свой SOW/SOO, прежде чем публиковать RFQ.
Также предлагается включать любую информацию, которая поможет поставщикам понять объем требования, например. предполагаемое количество записей и типов записей, оценка того, сколько документов может потребовать обслуживания файлов, предпочитаемое вами программное обеспечение и/или платформы, где находятся записи, требуется ли оцифровка (SIN 518210DC), есть ли какие-либо требования к безопасности или разрешению, и т. д.
Директора по обслуживанию клиентов GSA могут помочь вам с навигацией по системе eBuy или с отправкой вашего запроса в GSA, чтобы опубликовать его от вашего имени.
Образцы и шаблоны для сбора данных
Дополнительные образцы документов по приобретению, шаблоны и руководства, которые помогут вам подготовить пакет для приобретения и выполнить контракт, доступны для загрузки в пакете планирования приобретения для управления электронными записями GSA.
Новые сервисные коды продуктов (PSC)
Используйте новые коды продуктов и услуг (PSC), установленные в 2019 году, чтобы правильно сообщать о расходах на управление записями в Федеральной системе данных о закупках (FPDS).
R616 — Управление физической документацией (SIN 493110RM)
R617 — Управление электронными записями (SIN 518210ERM)
Быстрый доступ к этой странице: gsa.gov/recordsmanagementssolutions.
GSA Schedule 36 — Office Imaging and Document Solutions
GSA Schedule 36 Справочная информация
GSA Schedule 36 относится к разделу программы, который позволяет малым предприятиям снабжать федеральное правительство и его агентства офисными продуктами, связанными с визуализацией документов. Именно по этой причине этот раздел также известен как График обработки изображений GSA Office. Поставщик, который успешно подаст заявку и получит возможность поставлять товары в соответствии с этим графиком, будет поставлять государственным учреждениям такие продукты, как принтеры, стандартные копировальные аппараты, а также факсимильные аппараты.
Другие продукты, которые могут поставлять поставщики, включают офисные шкафы и системы для хранения документов, проекторы, транскрипционные и диктовочные машины, метки даты и времени, электронные доски и приложения для обеспечения безопасности для офисного оборудования. Кроме того, поставщиков, вероятно, также попросят поставить кассовые аппараты, счетчики бумажных денег, сортировщики монет, почтовые машины и соответствующее программное обеспечение, системы идентификации документов, цифровые дубликаторы, оптические системы обработки изображений и планы аренды копировальных аппаратов среди многих других продуктов и услуг.
Преимущества программы GSA Schedule 36
Являясь ведущим средством приобретения для правительства, эта программа стоит очень дорого. В рамках программ закупаются продукты и услуги на сумму около 50 миллиардов долларов в год, что составляет около 10% от общего бюджета на закупки федерального правительства. Малым предприятиям присуждается до 80% от общего числа контрактов в рамках программы. На долю мелких поставщиков приходится до 36% стоимости заключенных контрактов. Графики составлены таким образом, чтобы предложить государственным учреждениям и поставщикам быстрые и эффективные варианты заключения контрактов. Успех предприятия очевиден: многие малые предприятия растут и приносят достойную прибыль своим владельцам.
Хотя у программы есть много преимуществ, поставщики должны быть готовы пройти строгий процесс отбора, прежде чем они смогут претендовать на статус утвержденных подрядчиков. Самая сложная часть связана с вопросами ценообразования. Потенциальный поставщик должен согласовать справедливую ставку с государственными органами. Таким образом, это означает, что некоторым предприятиям приходится нанимать консультанта, который поможет им разобраться в подробном процессе. Однако стоит отметить, что предприятия считают, что результаты стоят затраченных усилий. Утвержденные предприятия обнаруживают, что конкуренция за контракты меньше, чем в обычных процессах государственных закупок. Кроме того, они экономят значительные суммы денег, которые были бы потрачены на участие в торгах по различным контрактам. Еще одним огромным преимуществом GSA Schedule 36 является то, что поставщики могут закрывать сделки в течение пары недель, а не месяцы, которые требуются для подачи заявок и начала поставок продуктов. После утверждения бизнес не должен просто сидеть и ждать контрактов. От них требуется активно продвигать свои услуги и продукты в различные федеральные агентства, чтобы получить контракты.
Как и все остальное, у программы есть несколько недостатков. Как только поставщик соглашается с ценами во время присуждения контрактов, их трудно изменить. Если стоимость товаров, продаваемых продавцом, резко возрастает, он обязан продолжать поставки по той же цене до тех пор, пока не будет заключена новая сделка. Процесс изменения цены требует времени. Таким образом, это означает, что поставщик может понести некоторые убытки, если он не определил правильную цену с первого раза.


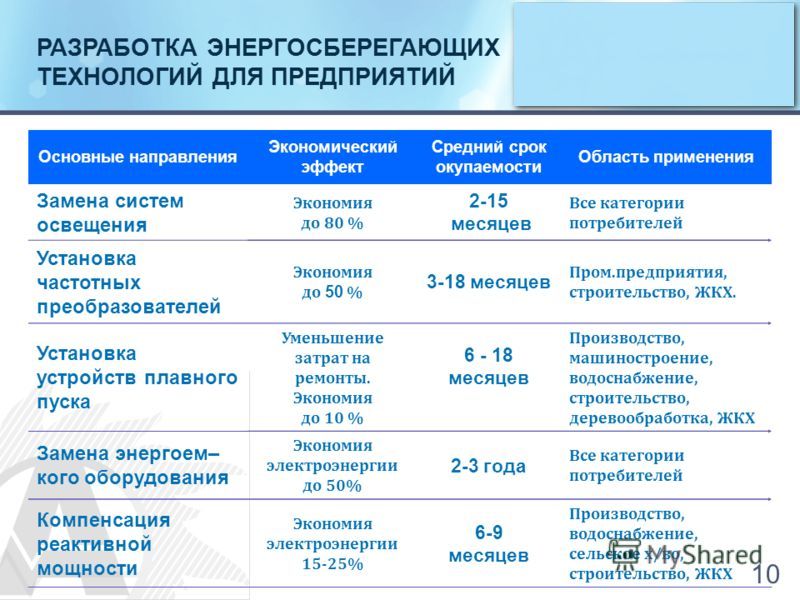 Кредитные эмитенты, как правило, получают значительную прибыль от револьверов, потому что открытая кредитная линия означает, что компании используют их часто и используют в течение длительных периодов времени.
Кредитные эмитенты, как правило, получают значительную прибыль от револьверов, потому что открытая кредитная линия означает, что компании используют их часто и используют в течение длительных периодов времени.
 Кроме того, когда заемщики производят платеж, это уменьшает остаток непогашенной задолженности и предоставляет больше денег для будущих займов. Заемщик, получивший разрешение на возобновляемую кредитную линию, может держать кредитную линию открытой в течение неопределенного периода времени, пока он остается в хорошем состоянии у эмитента кредита.
Кроме того, когда заемщики производят платеж, это уменьшает остаток непогашенной задолженности и предоставляет больше денег для будущих займов. Заемщик, получивший разрешение на возобновляемую кредитную линию, может держать кредитную линию открытой в течение неопределенного периода времени, пока он остается в хорошем состоянии у эмитента кредита.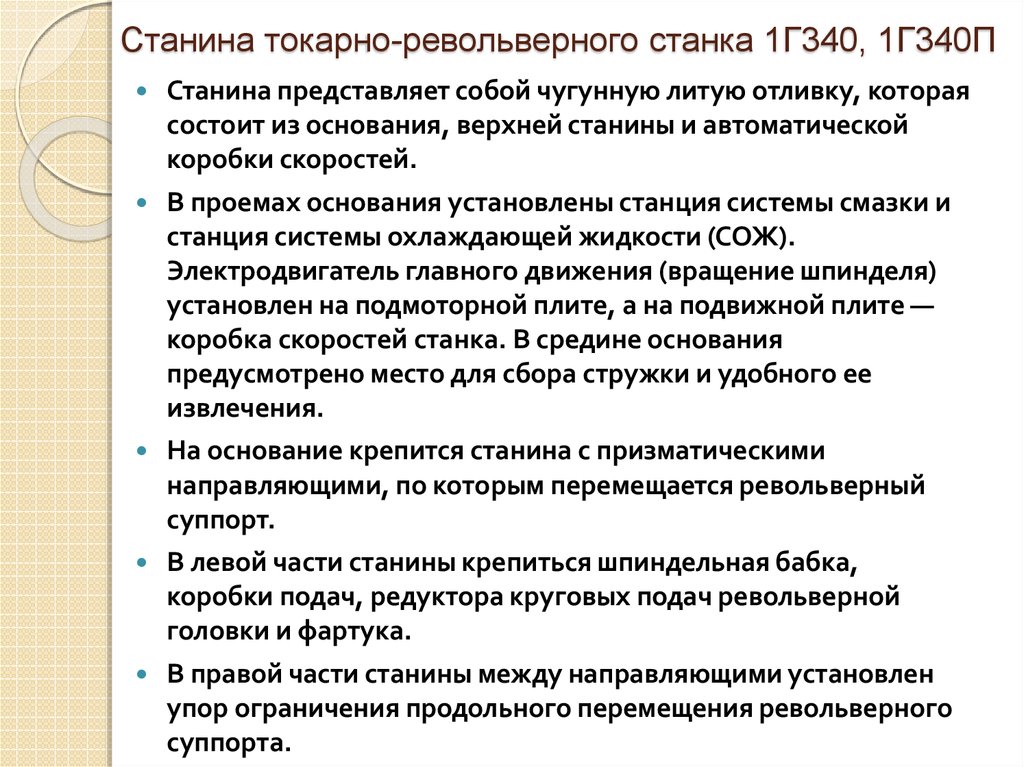 Только развитые страны могли рассчитывать на использование писем, документов или…
Только развитые страны могли рассчитывать на использование писем, документов или…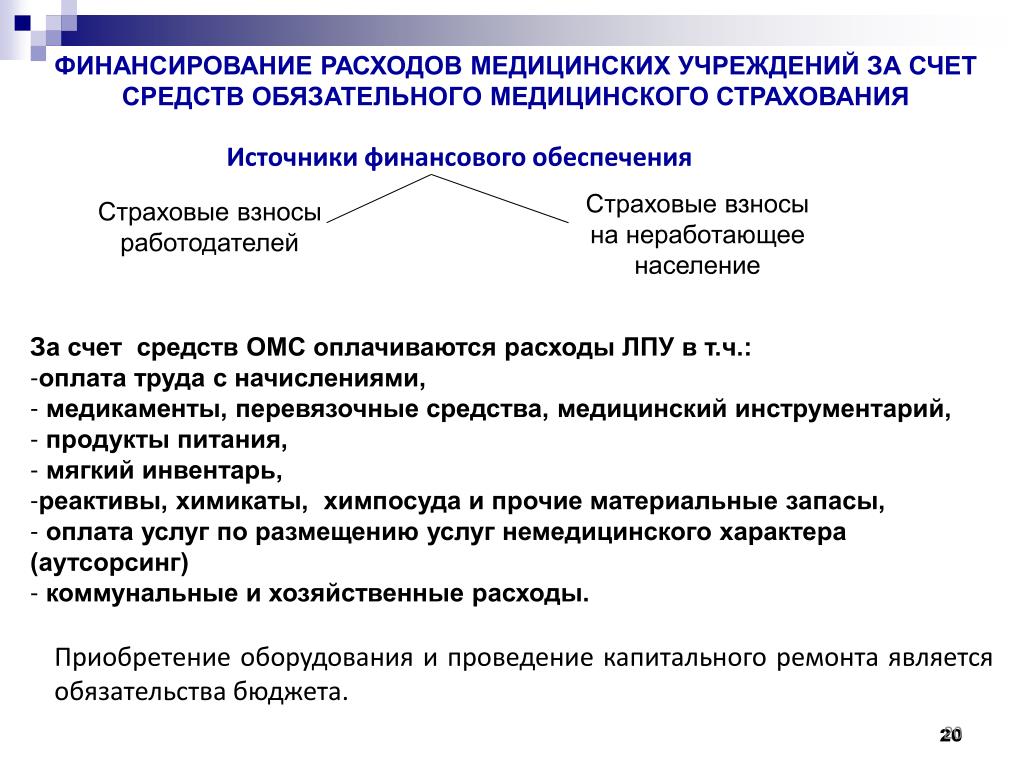 ..
..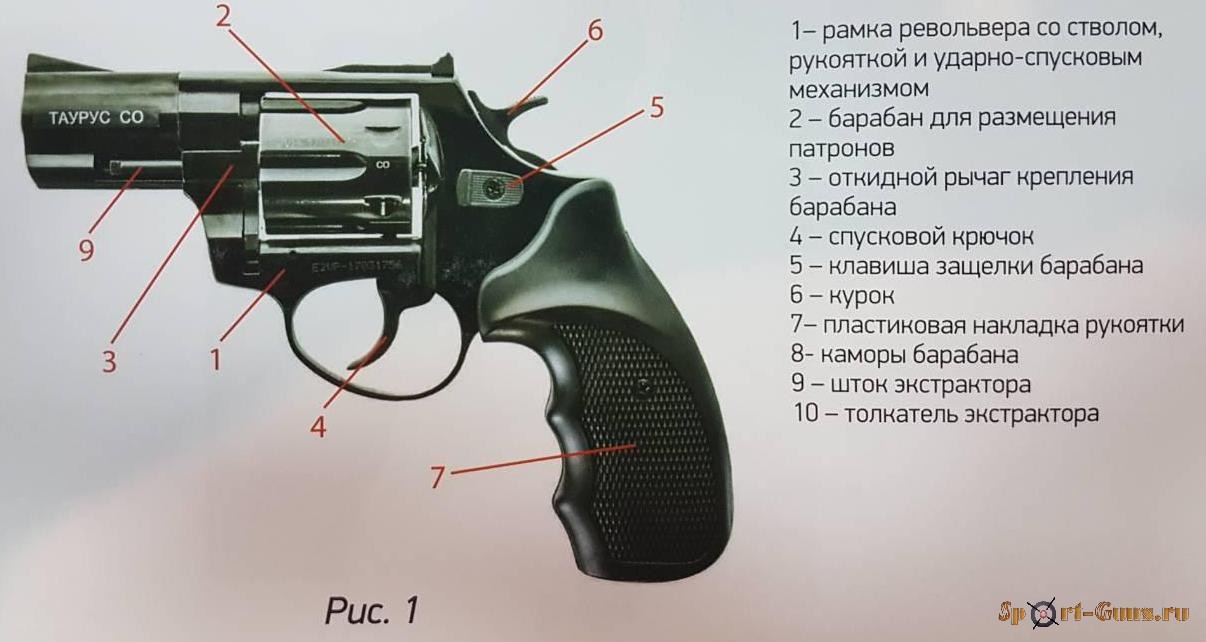 Комиссия по ценным…
Комиссия по ценным… Бывший редактор Consumer Reports , она является экспертом в области кредитов и долгов, пенсионного планирования, домовладения, вопросов занятости, и страхование. Она окончила Брин-Мор-колледж (бакалавр истории) и имеет степень магистра искусств в области документальной литературы в Беннингтон-колледже.
Бывший редактор Consumer Reports , она является экспертом в области кредитов и долгов, пенсионного планирования, домовладения, вопросов занятости, и страхование. Она окончила Брин-Мор-колледж (бакалавр истории) и имеет степень магистра искусств в области документальной литературы в Беннингтон-колледже. Он работает адъюнкт-преподавателем письма в Нью-Йоркском университете.
Он работает адъюнкт-преподавателем письма в Нью-Йоркском университете.
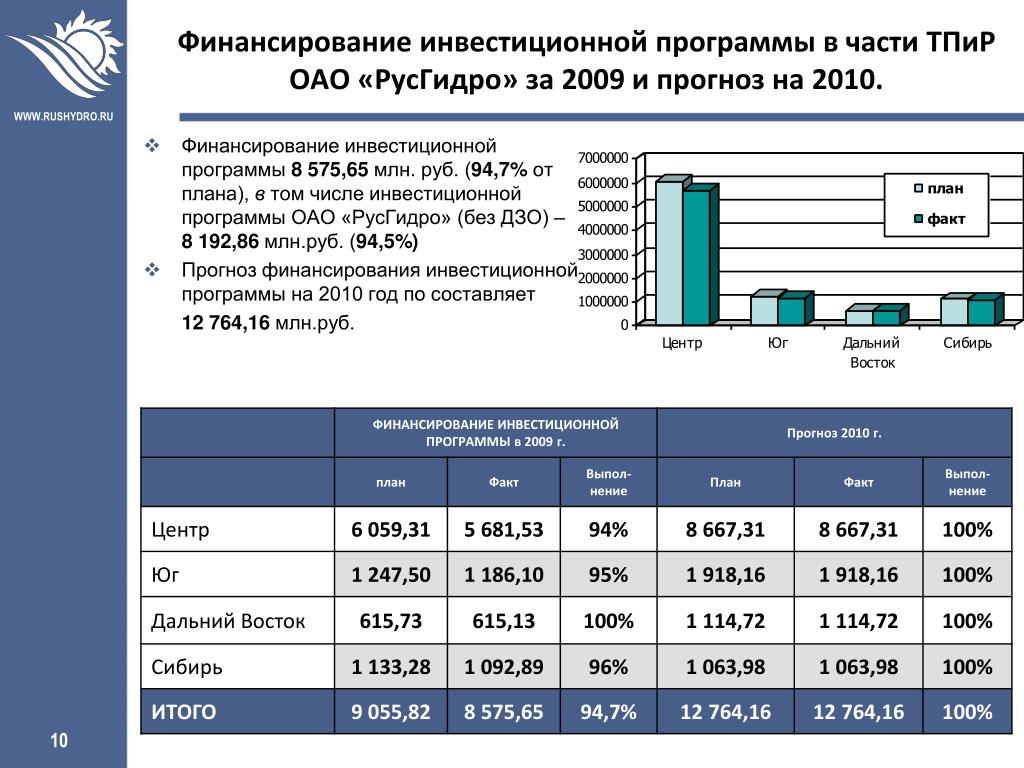 Финансовое учреждение обычно изучает финансовую отчетность компании, включая отчет о прибылях и убытках, отчет о движении денежных средств и балансовый отчет, при принятии решения о том, может ли бизнес погасить долг. Шансы на одобрение кредита увеличиваются, если компания может продемонстрировать стабильный доход, сильные денежные резервы и хороший кредитный рейтинг. Остаток по возобновляемой кредитной линии может варьироваться от нуля до максимально утвержденной суммы.
Финансовое учреждение обычно изучает финансовую отчетность компании, включая отчет о прибылях и убытках, отчет о движении денежных средств и балансовый отчет, при принятии решения о том, может ли бизнес погасить долг. Шансы на одобрение кредита увеличиваются, если компания может продемонстрировать стабильный доход, сильные денежные резервы и хороший кредитный рейтинг. Остаток по возобновляемой кредитной линии может варьироваться от нуля до максимально утвержденной суммы. Если выручка компании сокращается, учреждение может принять решение о снижении максимальной суммы кредита. Поэтому владельцу бизнеса важно обсудить обстоятельства компании с финансовым учреждением, чтобы избежать сокращения или прекращения кредита.
Если выручка компании сокращается, учреждение может принять решение о снижении максимальной суммы кредита. Поэтому владельцу бизнеса важно обсудить обстоятельства компании с финансовым учреждением, чтобы избежать сокращения или прекращения кредита.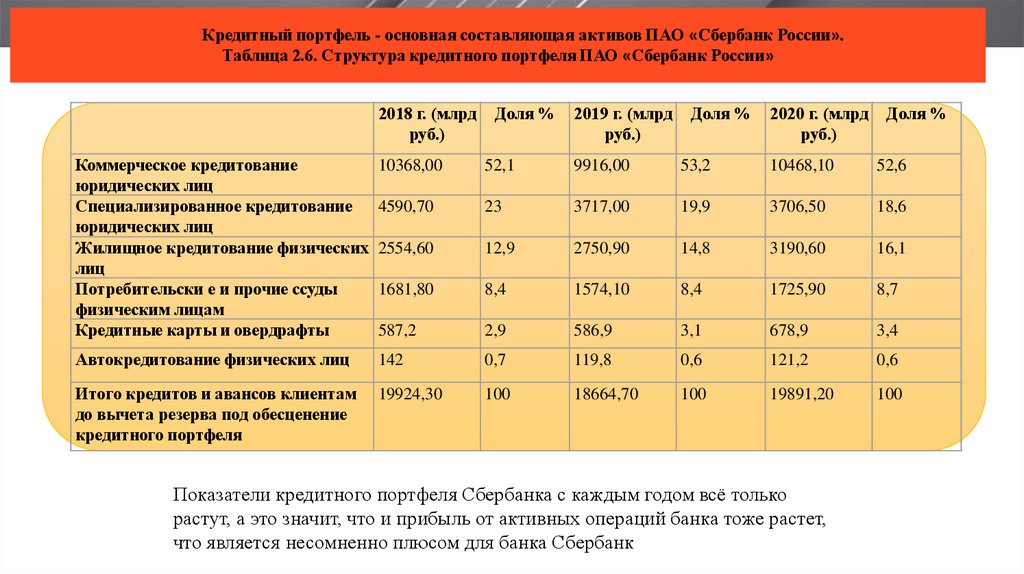

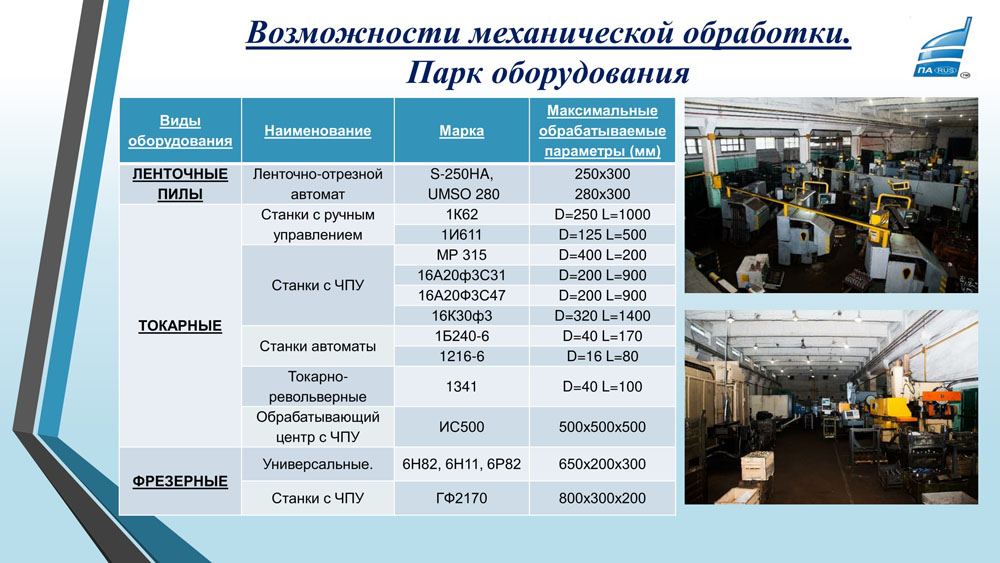 Стоимость возобновляемого кредита сильно различается:
Стоимость возобновляемого кредита сильно различается: Кредитные карты — самый известный вид возобновляемого кредита. Однако существует множество различий между возобновляемой кредитной линией и потребительской или деловой кредитной картой.
Кредитные карты — самый известный вид возобновляемого кредита. Однако существует множество различий между возобновляемой кредитной линией и потребительской или деловой кредитной картой. Необеспеченный возобновляемый кредит не гарантируется залогом или активом — например, кредитной картой (если только это не обеспеченная кредитная карта, которая требует от потребителя внесения денежного залога в качестве залога).
Необеспеченный возобновляемый кредит не гарантируется залогом или активом — например, кредитной картой (если только это не обеспеченная кредитная карта, которая требует от потребителя внесения денежного залога в качестве залога). Многие малые и крупные предприятия зависят от возобновляемого кредита, чтобы поддерживать постоянный доступ к наличным деньгам в условиях сезонных колебаний их затрат и продаж.
Многие малые и крупные предприятия зависят от возобновляемого кредита, чтобы поддерживать постоянный доступ к наличным деньгам в условиях сезонных колебаний их затрат и продаж.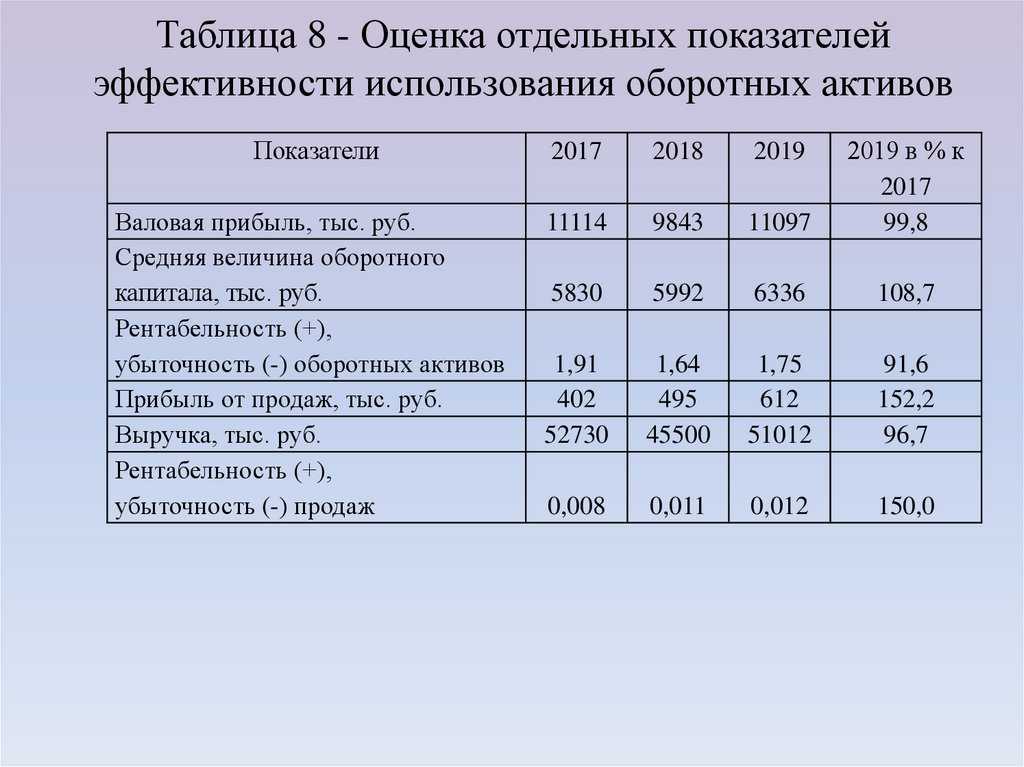
 Конструкция собирается из специальных секций высотой 1 метр, раскрепленных перилами ограждения и рабочей площадкой без люка. Крепление — замковое. Конструкционные элементы подмостей компактны при хранении, и позволяют проносить их в помещения, независимо от размеров дверных […]
Конструкция собирается из специальных секций высотой 1 метр, раскрепленных перилами ограждения и рабочей площадкой без люка. Крепление — замковое. Конструкционные элементы подмостей компактны при хранении, и позволяют проносить их в помещения, независимо от размеров дверных […] Характеристики: Широкие ступени (160 мм) из рифленого алюминиевого листа для безопасности подъема и комфорта в […]
Характеристики: Широкие ступени (160 мм) из рифленого алюминиевого листа для безопасности подъема и комфорта в […] Удобная рабочая площадка позволяет наиболее комфортно разместиться рабочему. Площадка регулируется по высоте, что позволяет использовать одно изделие при необходимости проведения работ на различных уровнях. Подъем осуществляется по рифленым ступеням, предотвращающим скольжение ноги, что позволяет использовать столики даже на открытых площадях в дождливую погоду. Для удобства […]
Удобная рабочая площадка позволяет наиболее комфортно разместиться рабочему. Площадка регулируется по высоте, что позволяет использовать одно изделие при необходимости проведения работ на различных уровнях. Подъем осуществляется по рифленым ступеням, предотвращающим скольжение ноги, что позволяет использовать столики даже на открытых площадях в дождливую погоду. Для удобства […] Передвижные вышки-стремянки отличаются надежными и удобными конструкциями и обладают широкой сферой применения: могут использоваться не только в строительстве, но и на складах, в гипермаркетах, при обслуживании и осмотре различной техники и оборудования. Для удобства перемещения вышка-стремянка оснащена поворотными колесами с фиксаторами. Может применяться в помещениях и на открытых площадках […]
Передвижные вышки-стремянки отличаются надежными и удобными конструкциями и обладают широкой сферой применения: могут использоваться не только в строительстве, но и на складах, в гипермаркетах, при обслуживании и осмотре различной техники и оборудования. Для удобства перемещения вышка-стремянка оснащена поворотными колесами с фиксаторами. Может применяться в помещениях и на открытых площадках […]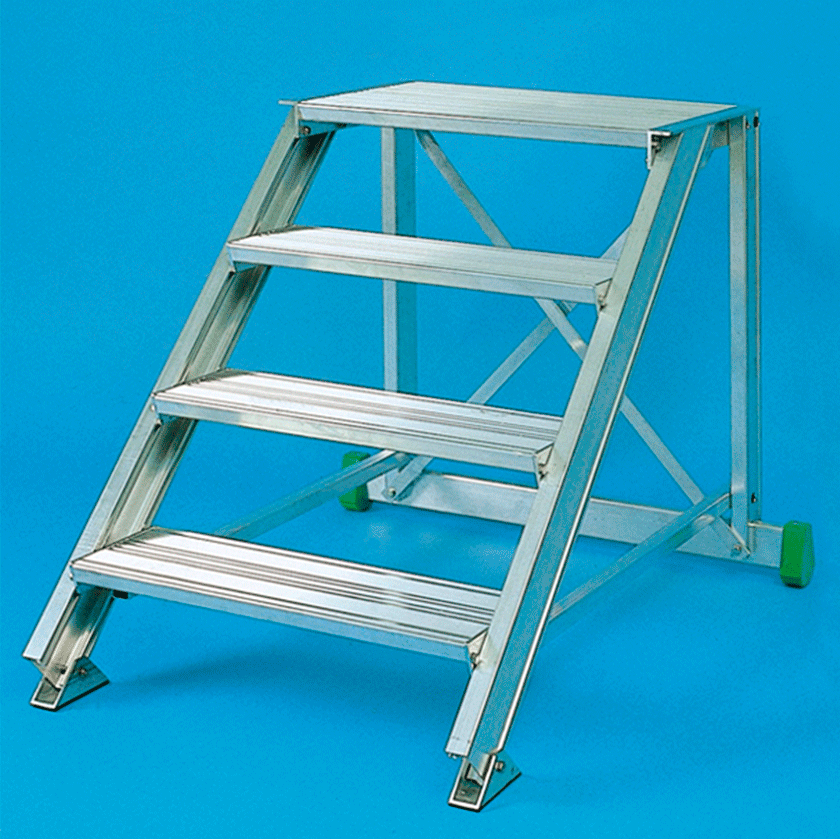
 Наверх
Наверх (все с порошковым покрытием) и все оцинкованные соединительные элементы. Двухступенчатые удлинители также включены во многие наши комплекты Fast-Stairs ® (пример: комплект A6 включает A4 и A2; комплект B14 включает B10 и два B2, см. обучающее видео по сборке).
(все с порошковым покрытием) и все оцинкованные соединительные элементы. Двухступенчатые удлинители также включены во многие наши комплекты Fast-Stairs ® (пример: комплект A6 включает A4 и A2; комплект B14 включает B10 и два B2, см. обучающее видео по сборке).

 Все модели Fast-Stairs ® для начинающих с 4 и 10 ступенями поставляются с регулируемыми по высоте (каждые ¼ дюйма) стальными верхними крюками, которые позволяют установить один дополнительный подступенок . Большинство строительных норм и правил допускают уклон в 2° И отклонение в ¼ дюйма между любыми высотами подступенка, что позволяет комбинировать от 2 ½” до 3″ с дополнительной регулировкой вверх или вниз на полноразмерных лестницах. Использование входящих в комплект дополнительных ремней с крючками на верхней стойке делает , а не изменить горизонтальный ход. Таким образом, два набора достижимых размеров высоты для каждой модели с одним и тем же горизонтальным участком показаны на странице нашего каталога моделей и цен. См. наш выбор косоуров.
Все модели Fast-Stairs ® для начинающих с 4 и 10 ступенями поставляются с регулируемыми по высоте (каждые ¼ дюйма) стальными верхними крюками, которые позволяют установить один дополнительный подступенок . Большинство строительных норм и правил допускают уклон в 2° И отклонение в ¼ дюйма между любыми высотами подступенка, что позволяет комбинировать от 2 ½” до 3″ с дополнительной регулировкой вверх или вниз на полноразмерных лестницах. Использование входящих в комплект дополнительных ремней с крючками на верхней стойке делает , а не изменить горизонтальный ход. Таким образом, два набора достижимых размеров высоты для каждой модели с одним и тем же горизонтальным участком показаны на странице нашего каталога моделей и цен. См. наш выбор косоуров. Все материалы для ступеней/проступей, которые вы добавляете в свою лестницу Fast-Stairs ® стрингеры должны соответствовать грузоподъемности материалов.
Все материалы для ступеней/проступей, которые вы добавляете в свою лестницу Fast-Stairs ® стрингеры должны соответствовать грузоподъемности материалов. 
 Различные косоуры могут комбинироваться с различными типами ступеней лестницы, обеспечивая почти бесконечные комбинации конструкций лестниц.
Различные косоуры могут комбинироваться с различными типами ступеней лестницы, обеспечивая почти бесконечные комбинации конструкций лестниц. Оцинкованная сталь имеет долговечное цинковое покрытие, предотвращающее попадание коррозионно-активных веществ на сталь под ней. В нержавеющую сталь добавляют хром, никель, азот и молибден, чтобы сталь могла противостоять коррозии.
Оцинкованная сталь имеет долговечное цинковое покрытие, предотвращающее попадание коррозионно-активных веществ на сталь под ней. В нержавеющую сталь добавляют хром, никель, азот и молибден, чтобы сталь могла противостоять коррозии.


 В дополнение к их использованию в качестве опорной конструкции для лестницы, деревянные лестничные косоуры придают помещению или окружающей среде теплый и естественный вид.
В дополнение к их использованию в качестве опорной конструкции для лестницы, деревянные лестничные косоуры придают помещению или окружающей среде теплый и естественный вид.
 Общие стили для этих материалов лестничных косоуров включают:
Общие стили для этих материалов лестничных косоуров включают:
 Стрингер крепится к нижней стороне косоура лестницы и проходит по центру марша.
Стрингер крепится к нижней стороне косоура лестницы и проходит по центру марша. Закрытые лестничные косоуры обычно используются для наружных лестниц.
Закрытые лестничные косоуры обычно используются для наружных лестниц. Они обычно не встречаются в промышленных условиях.
Они обычно не встречаются в промышленных условиях.
 В этом случае вместо монострингера используются два тонких стрингера. Их обычно размещают на расстоянии около 6 дюймов друг от друга посередине лестницы. Их также можно разместить не по центру, чтобы создать более эффектный вид.
В этом случае вместо монострингера используются два тонких стрингера. Их обычно размещают на расстоянии около 6 дюймов друг от друга посередине лестницы. Их также можно разместить не по центру, чтобы создать более эффектный вид.


 Граждане иных…
Граждане иных… 5
5 4
4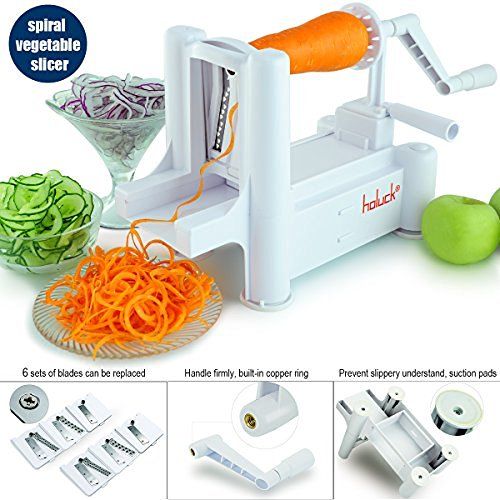 7
7 Проводить кассовые операции: прием, выдача, обмен денег. Предлагать продукты и сервисы Сбера
Проводить кассовые операции: прием, выдача, обмен денег. Предлагать продукты и сервисы Сбера Белорусская, Баррикадная)
Белорусская, Баррикадная)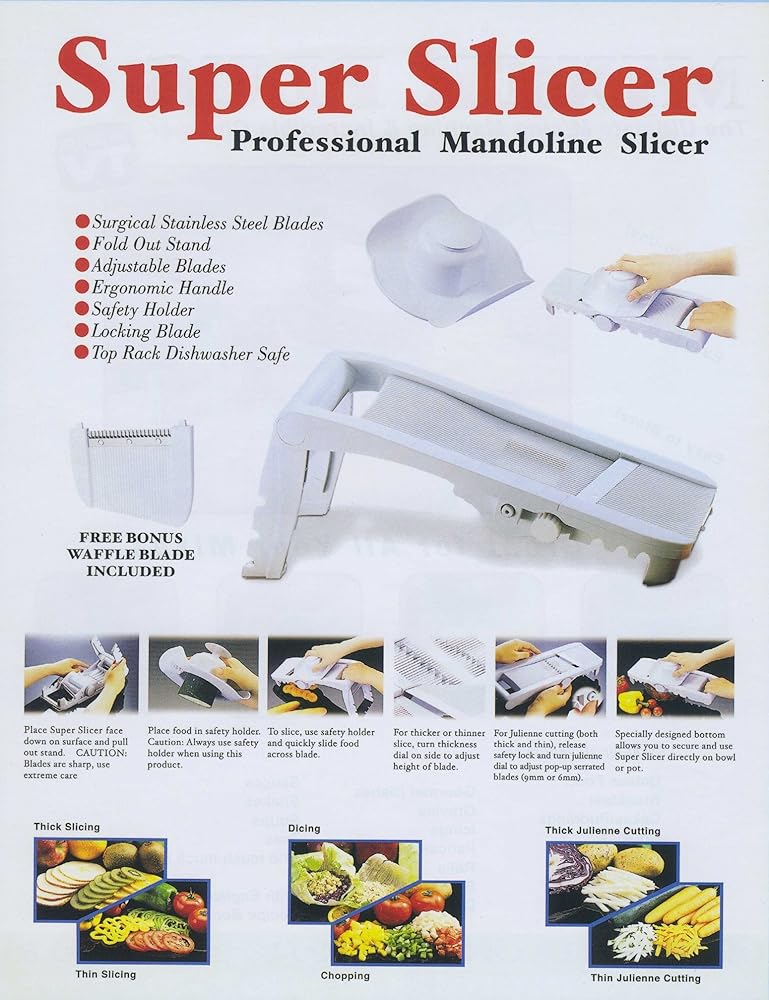 Наличие на момент трудоустройства. Сертификат о прививках (Корь, Дифтерия, COVID-19, Анализ-Диз.Группа)
Наличие на момент трудоустройства. Сертификат о прививках (Корь, Дифтерия, COVID-19, Анализ-Диз.Группа) Аккуратность. Готовность к переработкам
Аккуратность. Готовность к переработкам Подробнее
Подробнее
 Конструкция же подставки создана так, чтобы можно было сушить ножи прямо в ней: помыв нож, не обязательно сначала класть его на сушилку, а уже позже убирать в подставку. Прочность ножей составляет HRC54+-2, что более достаточно для всех кухонных задач. Преимуществом набора HUOHOU HU0095 является использование нержавеющей стали не только для лезвий, но и для рукояток ножей и даже подставки, что создает особый стиль, а также делает входящие в набор HUOHOU HU0095 изделия исключительно прочными.
Конструкция же подставки создана так, чтобы можно было сушить ножи прямо в ней: помыв нож, не обязательно сначала класть его на сушилку, а уже позже убирать в подставку. Прочность ножей составляет HRC54+-2, что более достаточно для всех кухонных задач. Преимуществом набора HUOHOU HU0095 является использование нержавеющей стали не только для лезвий, но и для рукояток ножей и даже подставки, что создает особый стиль, а также делает входящие в набор HUOHOU HU0095 изделия исключительно прочными.
 Для принятия решения, присылайте информацию о вашем блоге на
Для принятия решения, присылайте информацию о вашем блоге на  S Upport S S Усеивание На этот раз CHITUBOX Pro V1.2.0. Это помогает вам сохранить опоры, когда вы хотите изменить масштаб модели, и опоры могут оставаться того же диаметра при масштабировании. Это весьма полезно для большинства дизайнеров, что помогает им решить проблему редактирования опор для моделей разных размеров. А для профессионалов и энтузиастов 3D-печати масштабирование поддержек может помочь им легко печатать, поскольку им нужно только один раз добавить подставки, которые могут печатать разные размеры. Маленький или большой.
S Upport S S Усеивание На этот раз CHITUBOX Pro V1.2.0. Это помогает вам сохранить опоры, когда вы хотите изменить масштаб модели, и опоры могут оставаться того же диаметра при масштабировании. Это весьма полезно для большинства дизайнеров, что помогает им решить проблему редактирования опор для моделей разных размеров. А для профессионалов и энтузиастов 3D-печати масштабирование поддержек может помочь им легко печатать, поскольку им нужно только один раз добавить подставки, которые могут печатать разные размеры. Маленький или большой. 2.0 добавлена функция изменения модели, вы можете заменить модель без изменений или удалить опоры. Напоминание: модель по-прежнему должна оставаться прежней, но изменены только детали.
2.0 добавлена функция изменения модели, вы можете заменить модель без изменений или удалить опоры. Напоминание: модель по-прежнему должна оставаться прежней, но изменены только детали. Когда вы активируете эту функцию, слайсер автоматически создаст вспомогательные опоры, чтобы помочь укрепить основной стебель и улучшить стабильность и вероятность успеха при печати.
Когда вы активируете эту функцию, слайсер автоматически создаст вспомогательные опоры, чтобы помочь укрепить основной стебель и улучшить стабильность и вероятность успеха при печати. рытье ямы. Это может привести к сбоям при печати или растрескиванию модели.
рытье ямы. Это может привести к сбоям при печати или растрескиванию модели.
 2.0, это обновление добавило в систему 9 популярных принтеров, чтобы удовлетворить спрос клиентов на отличные принтеры. Давайте проверим все эти новые обновления вместе.
2.0, это обновление добавило в систему 9 популярных принтеров, чтобы удовлетворить спрос клиентов на отличные принтеры. Давайте проверим все эти новые обновления вместе. 2.0 также исправлены некоторые серьезные ошибки, которые мы обнаружили в предыдущей версии, это может повысить скорость и стабильность слайсера:
2.0 также исправлены некоторые серьезные ошибки, которые мы обнаружили в предыдущей версии, это может повысить скорость и стабильность слайсера: 2.0 официально выпущен, вы можете бесплатно скачать его с нашего сайта. Если у вас есть какие-либо вопросы или вам нужна помощь, присоединяйтесь к нашей группе Facebook:
2.0 официально выпущен, вы можете бесплатно скачать его с нашего сайта. Если у вас есть какие-либо вопросы или вам нужна помощь, присоединяйтесь к нашей группе Facebook:
 Один из способов сделать это — поставить помидоры на систему полива по времени. Еще один совет — мульчируйте помидоры, так как это предотвратит их быстрое высыхание на поверхности.
Один из способов сделать это — поставить помидоры на систему полива по времени. Еще один совет — мульчируйте помидоры, так как это предотвратит их быстрое высыхание на поверхности. Там даже влажно? Держу пари, что этого не будет. Честное слово , Попробуйте и посмотрите, как у вас дела.
Там даже влажно? Держу пари, что этого не будет. Честное слово , Попробуйте и посмотрите, как у вас дела. Мне нравится использовать Tomato Tone для моих помидоров, используя его для первоначальной посадки, а также подкормку им каждые несколько недель.
Мне нравится использовать Tomato Tone для моих помидоров, используя его для первоначальной посадки, а также подкормку им каждые несколько недель.
 Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
 ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
 При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
 Но впоследствии все равно сопло лучше заменить.
Но впоследствии все равно сопло лучше заменить.
 Это сделано для того чтобы в сопле был пластик к началу печати модели.
Это сделано для того чтобы в сопле был пластик к началу печати модели.
 После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
 Среднее значение должно быть 95-98%.
Среднее значение должно быть 95-98%.
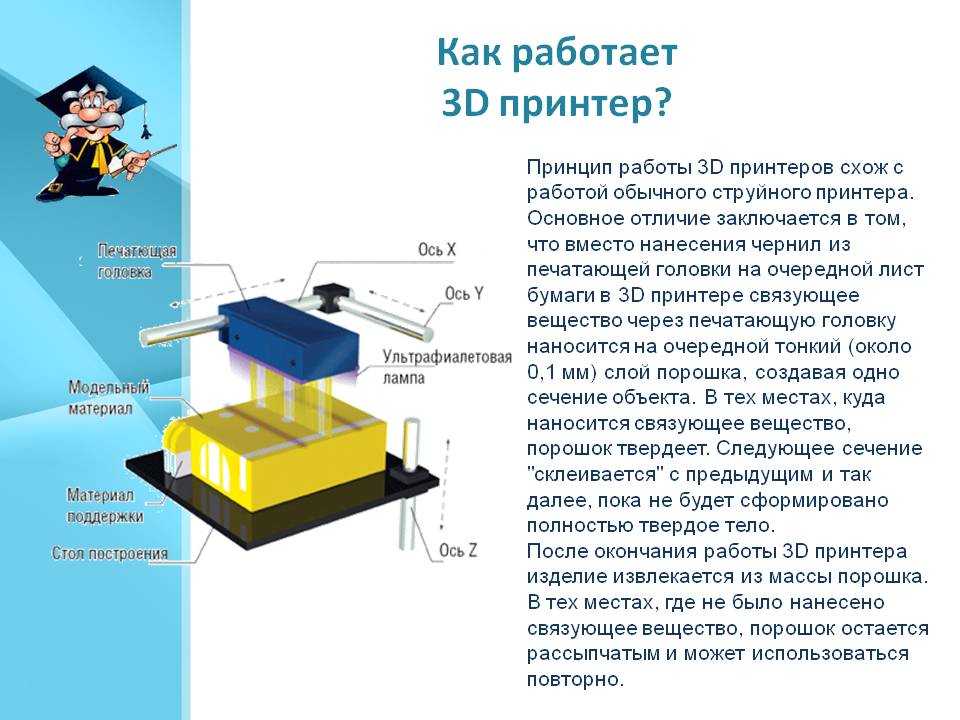
 Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
 Так у пластика будет больше времени на остывание.
Так у пластика будет больше времени на остывание.


 Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
 Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.


 Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
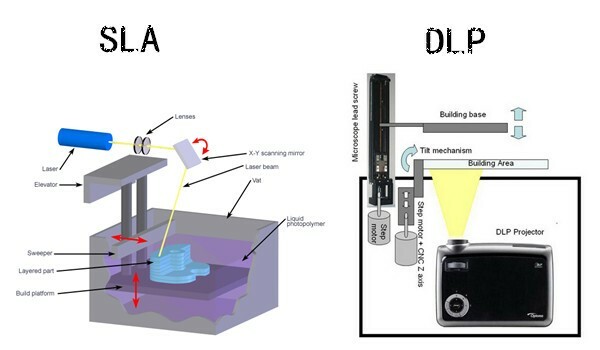
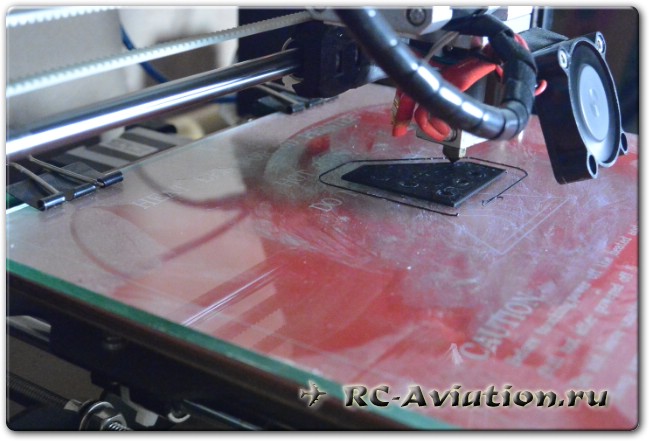 Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь.
Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь. Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
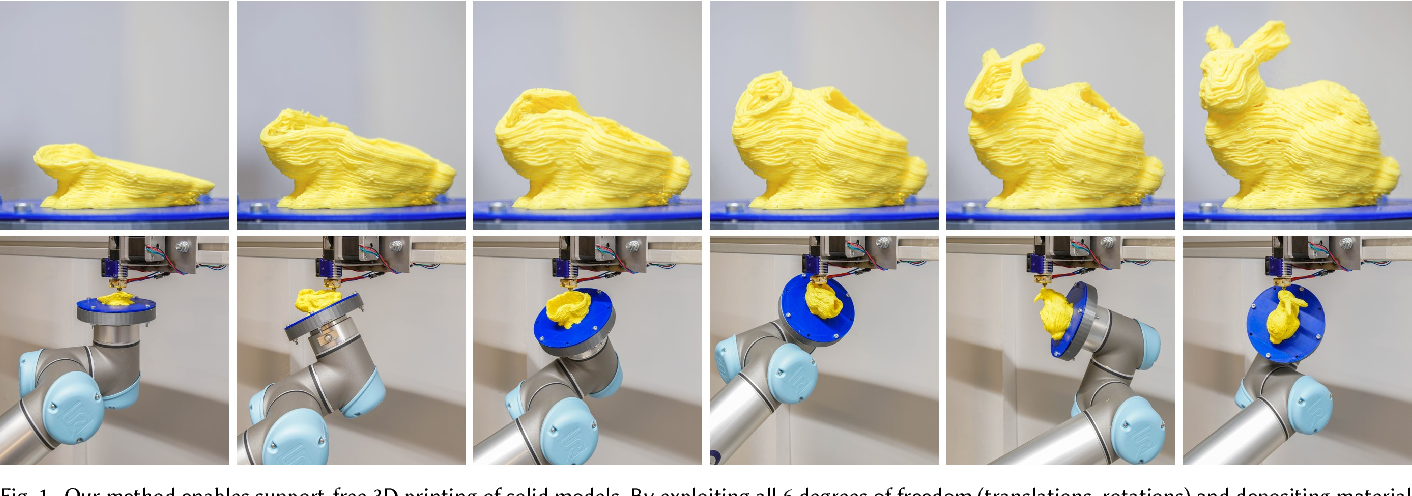 Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию.
Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию. Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои.
Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои. Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся.
Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся.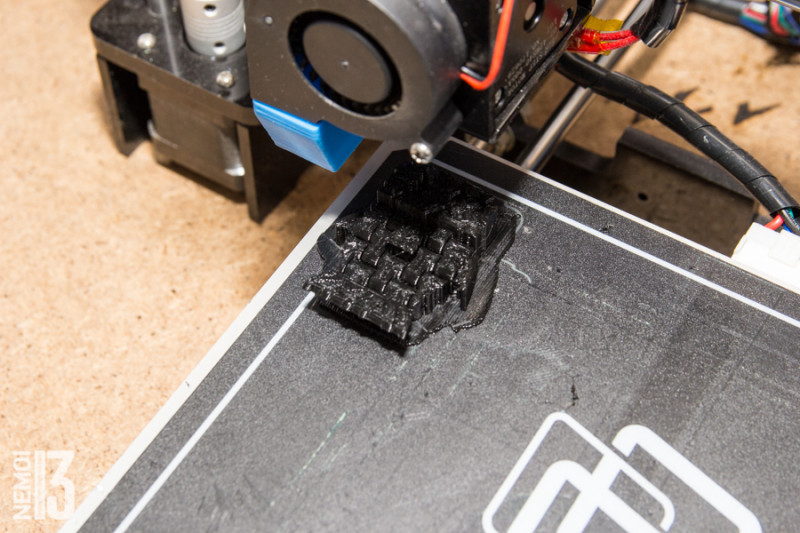 Потом печатать выравнивается, потому что плотного прижатия уже не происходит
Потом печатать выравнивается, потому что плотного прижатия уже не происходит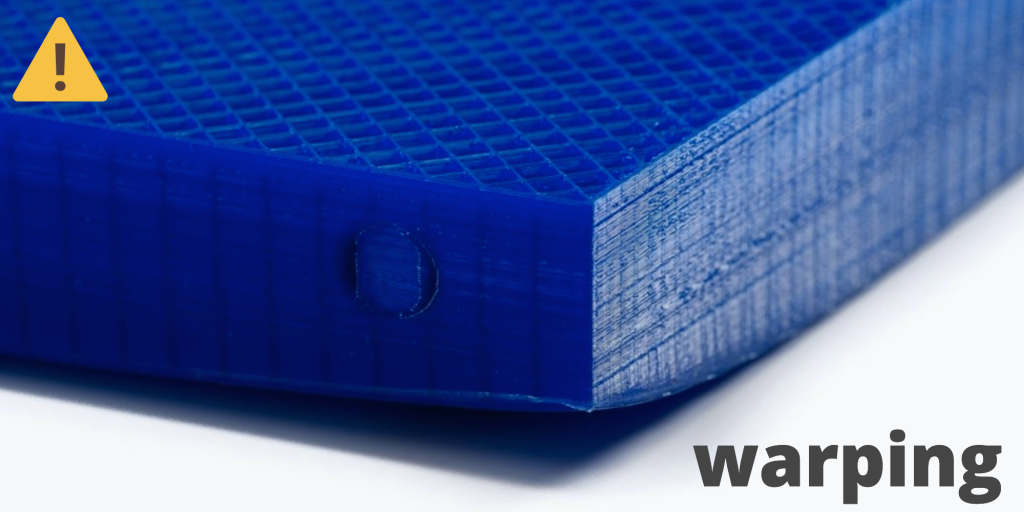 Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект.
Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект. Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.
Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.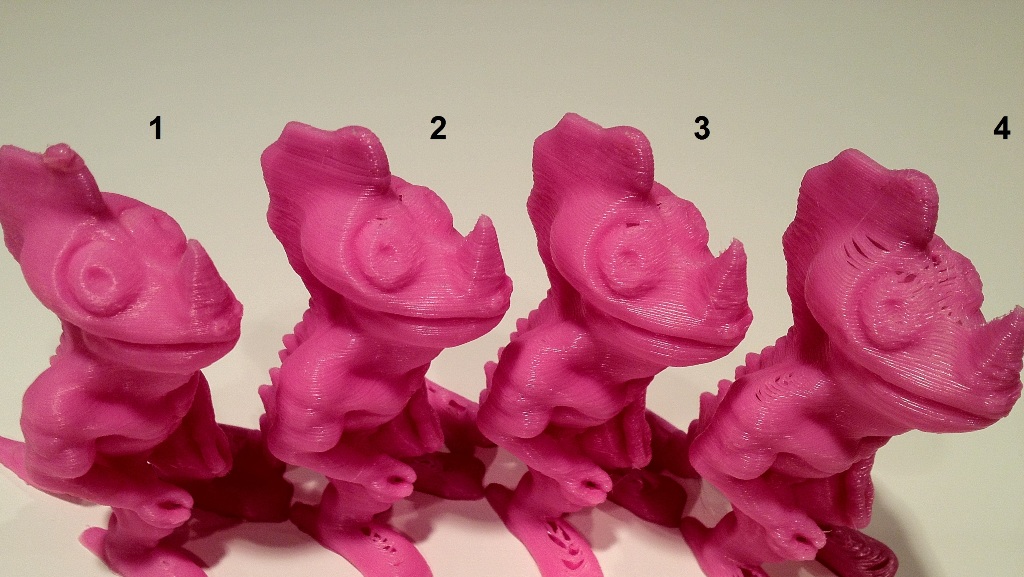
 Таким образом вы отведете источник тепла и дадите время вашей детали остыть.
Таким образом вы отведете источник тепла и дадите время вашей детали остыть.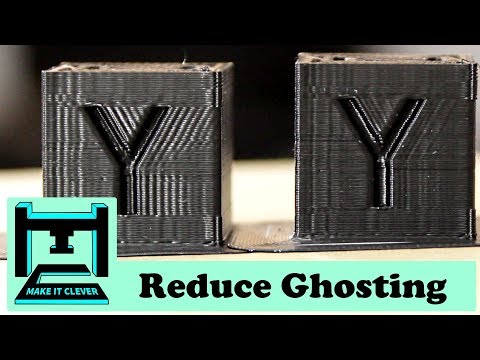 Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя.
Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя. Для устранения данного дефекта может потребоваться комплексный подход.
Для устранения данного дефекта может потребоваться комплексный подход.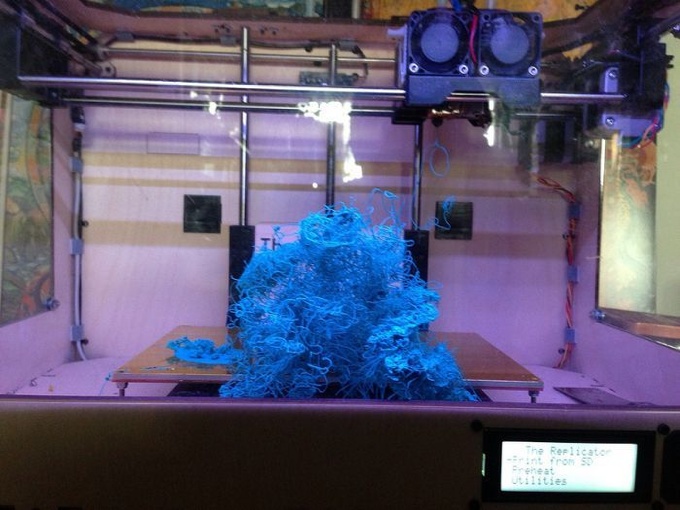 Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.
Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.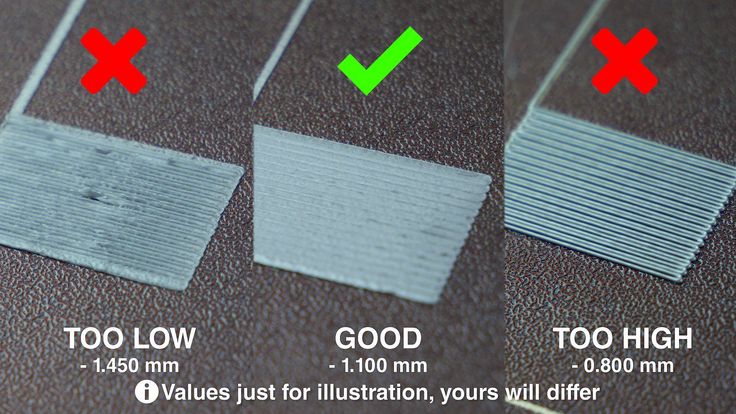
 Контакт может быть частичным, либо отсутствовать полностью.
Контакт может быть частичным, либо отсутствовать полностью. Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта.
Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта.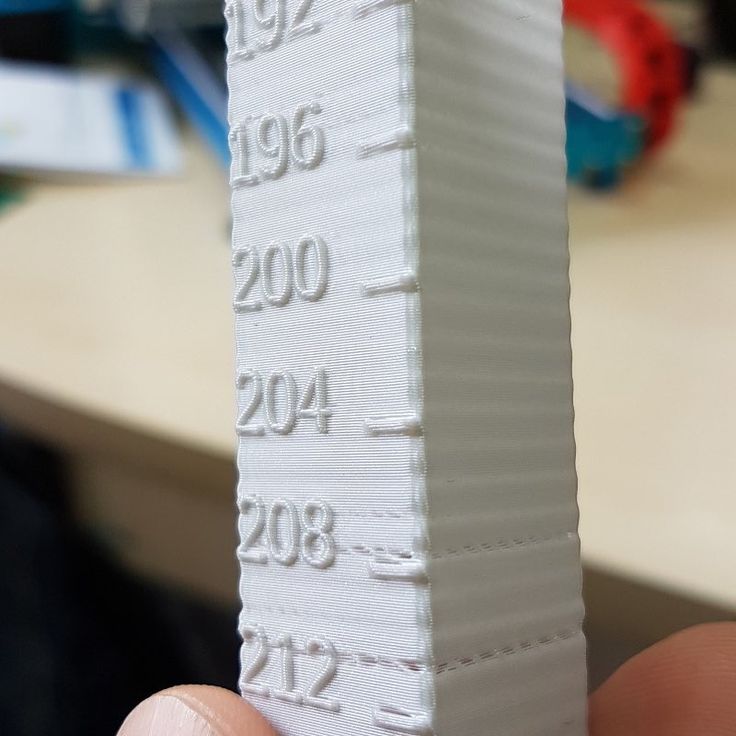 Печать поддержек где их быть не должно
Печать поддержек где их быть не должно

 Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.
Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.
 Большинство экструдеров очень хорошо производят равномерную экструзию во время работы, однако каждый раз, когда экструдер выключается и снова включается, это может создавать дополнительные вариации. Например, если вы посмотрите на внешнюю оболочку вашего 3D-принтера, вы можете заметить небольшую отметку на поверхности, которая представляет собой место, где экструдер начал печатать этот участок пластика. Экструдер должен был начать печатать внешнюю оболочку вашей 3D-модели в этом конкретном месте, а затем он в конце концов вернулся в это место, когда вся оболочка была напечатана. Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов.
Большинство экструдеров очень хорошо производят равномерную экструзию во время работы, однако каждый раз, когда экструдер выключается и снова включается, это может создавать дополнительные вариации. Например, если вы посмотрите на внешнюю оболочку вашего 3D-принтера, вы можете заметить небольшую отметку на поверхности, которая представляет собой место, где экструдер начал печатать этот участок пластика. Экструдер должен был начать печатать внешнюю оболочку вашей 3D-модели в этом конкретном месте, а затем он в конце концов вернулся в это место, когда вся оболочка была напечатана. Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов. Дефект проявляется в тот момент, когда экструдер начинает печатать периметр? Или это появляется только позже, когда периметр завершен и экструдер останавливается? Если дефект появляется сразу в начале цикла, возможно, вам нужно немного изменить настройки ретракции. Нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдеры». Прямо под расстоянием отвода находится параметр «Дополнительное расстояние перезапуска». Этот параметр определяет разницу между расстоянием втягивания при остановке экструдера и расстоянием заправки, используемым при перезапуске экструдера. Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика.
Дефект проявляется в тот момент, когда экструдер начинает печатать периметр? Или это появляется только позже, когда периметр завершен и экструдер останавливается? Если дефект появляется сразу в начале цикла, возможно, вам нужно немного изменить настройки ретракции. Нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдеры». Прямо под расстоянием отвода находится параметр «Дополнительное расстояние перезапуска». Этот параметр определяет разницу между расстоянием втягивания при остановке экструдера и расстоянием заправки, используемым при перезапуске экструдера. Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика.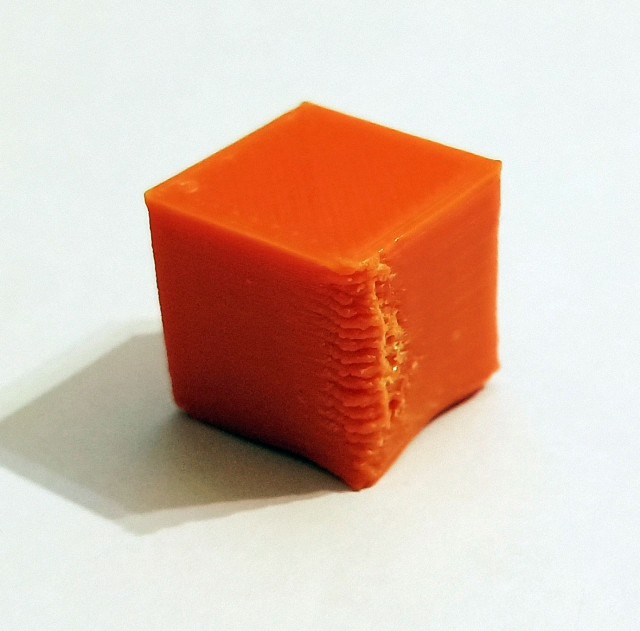 Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр.
Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр.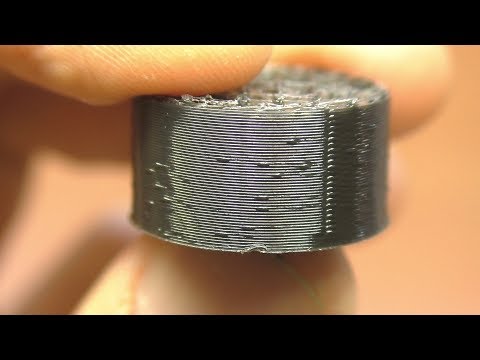 Таким образом, экструдер никогда не должен менять направление и может продолжать равномерную экструзию. Это особенно важно для машин, использующих экструдер Боудена, так как большое расстояние между двигателем экструдера и соплом затрудняет втягивание. Чтобы настроить параметры, контролирующие отвод, перейдите на вкладку «Дополнительно» и найдите раздел «Поведение управления слизью». Этот раздел содержит множество полезных настроек, которые могут изменить поведение вашего 3D-принтера. Как упоминалось в разделе «Натяжение или просачивание», отводы в основном используются для предотвращения просачивания сопла, когда оно перемещается между различными частями вашего отпечатка. Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания.
Таким образом, экструдер никогда не должен менять направление и может продолжать равномерную экструзию. Это особенно важно для машин, использующих экструдер Боудена, так как большое расстояние между двигателем экструдера и соплом затрудняет втягивание. Чтобы настроить параметры, контролирующие отвод, перейдите на вкладку «Дополнительно» и найдите раздел «Поведение управления слизью». Этот раздел содержит множество полезных настроек, которые могут изменить поведение вашего 3D-принтера. Как упоминалось в разделе «Натяжение или просачивание», отводы в основном используются для предотвращения просачивания сопла, когда оно перемещается между различными частями вашего отпечатка. Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания. Если ваш принтер собирается втягиваться только при пересечении открытых пространств, то было бы полезно избегать этих открытых пространств, насколько это возможно. Simplify3D включает чрезвычайно полезную функцию, которая может отклонить траекторию движения экструдера, чтобы избежать пересечения периметра контура. Если экструдер может избежать пересечения контура, изменив траекторию перемещения, то втягивание не потребуется. Чтобы использовать эту функцию, просто включите опцию «Избегать пересечения контура при перемещении».
Если ваш принтер собирается втягиваться только при пересечении открытых пространств, то было бы полезно избегать этих открытых пространств, насколько это возможно. Simplify3D включает чрезвычайно полезную функцию, которая может отклонить траекторию движения экструдера, чтобы избежать пересечения периметра контура. Если экструдер может избежать пересечения контура, изменив траекторию перемещения, то втягивание не потребуется. Чтобы использовать эту функцию, просто включите опцию «Избегать пересечения контура при перемещении». Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается. Это очень мощная функция, которую можно попробовать, если у вас все еще возникают проблемы с удалением этих дефектов с поверхности вашего отпечатка.
Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается. Это очень мощная функция, которую можно попробовать, если у вас все еще возникают проблемы с удалением этих дефектов с поверхности вашего отпечатка. Нажмите «Изменить параметры процесса» и выберите вкладку «Слой». В большинстве случаев расположение этих начальных точек выбрано для оптимизации скорости печати. Однако у вас также есть возможность рандомизировать размещение начальных точек или выровнять их по определенному местоположению. Например, если вы печатаете статую, вы можете выровнять все начальные точки так, чтобы они находились на задней стороне модели, чтобы их не было видно спереди. Для этого включите опцию «Выбрать начальную точку, ближайшую к определенному местоположению», а затем введите координату XY, где вы хотите разместить начальные точки.
Нажмите «Изменить параметры процесса» и выберите вкладку «Слой». В большинстве случаев расположение этих начальных точек выбрано для оптимизации скорости печати. Однако у вас также есть возможность рандомизировать размещение начальных точек или выровнять их по определенному местоположению. Например, если вы печатаете статую, вы можете выровнять все начальные точки так, чтобы они находились на задней стороне модели, чтобы их не было видно спереди. Для этого включите опцию «Выбрать начальную точку, ближайшую к определенному местоположению», а затем введите координату XY, где вы хотите разместить начальные точки.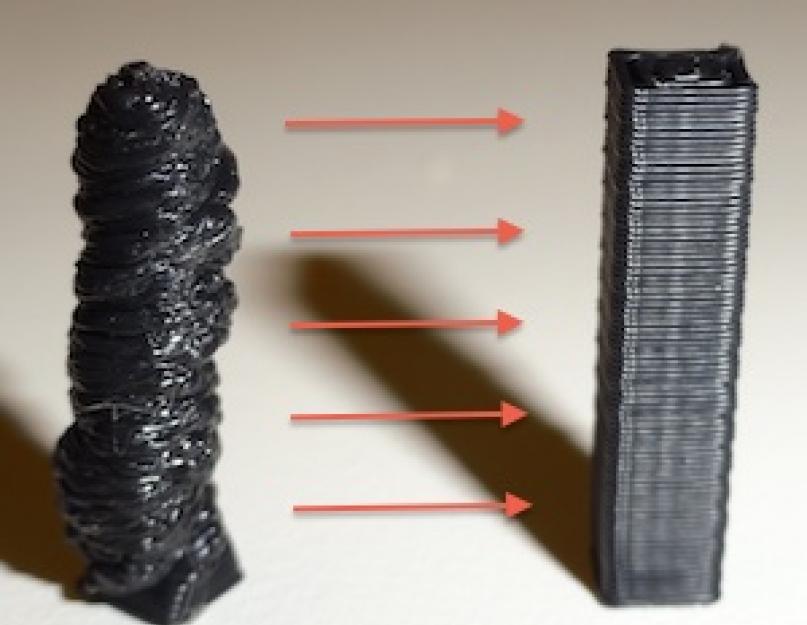 Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.















 частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке.
частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э.
Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э. 3 кг
3 кг Не Вынимается.
Не Вынимается. В Чем Причина Не Знаю!!!
В Чем Причина Не Знаю!!! ул., д.8
ул., д.8
 Напрямую подключается к большинству маршрутизаторов Evertz для простого управления маршрутизатором. Обратитесь на завод для обеспечения поддержки.
Напрямую подключается к большинству маршрутизаторов Evertz для простого управления маршрутизатором. Обратитесь на завод для обеспечения поддержки. тока, 50/60 Гц
тока, 50/60 Гц  Точность работы определяется конфигурацией панели управления.
Точность работы определяется конфигурацией панели управления.  ..
..
 Другими словами, 1980 г. соответствует t = 0, 1981 г. соответствует t = 1 и т. д. Данные
Другими словами, 1980 г. соответствует t = 0, 1981 г. соответствует t = 1 и т. д. Данные


 Это называется экспоненциальным распадом. Мы проиллюстрируем экспоненциальное затухание, рассматривая
Это называется экспоненциальным распадом. Мы проиллюстрируем экспоненциальное затухание, рассматривая Следовательно, период полураспада равен
Следовательно, период полураспада равен Вычисление периода полураспада радиоактивного вещества очень похоже на вычисление
Вычисление периода полураспада радиоактивного вещества очень похоже на вычисление

 Признанное качество корейского бренда и доступная цена делают электрогенераторы с инверторной технологией Хёндэ ещё более заманчивыми.
Признанное качество корейского бренда и доступная цена делают электрогенераторы с инверторной технологией Хёндэ ещё более заманчивыми.

 Это поможет другим людям более подробно узнать об этом товаре и сделать правильный выбор при покупке.
Это поможет другим людям более подробно узнать об этом товаре и сделать правильный выбор при покупке. 6,3 кВт) с автозапуском
6,3 кВт) с автозапуском 50 грн
50 грн ru!
ru! Эта щетка является универсальной деталью, поэтому это наиболее распространенная угольная щетка, используемая в генераторах щеточного типа. Если ваша угольная щетка выглядит так, она заменит ее и будет работать как надо. Щетка имеет 2 угольных стержня и 2 лепестковых соединения. Клеммы представляют собой типичные положительные и отрицательные соединения. Если ваш генератор потерял выходную мощность, эта часть является одной из наиболее распространенных проблем, но может быть не единственной. Поскольку во время ремонта может возникнуть несколько проблем, тестирование всегда предлагается. Однако во многих случаях тестирование можно проводить визуально.
Эта щетка является универсальной деталью, поэтому это наиболее распространенная угольная щетка, используемая в генераторах щеточного типа. Если ваша угольная щетка выглядит так, она заменит ее и будет работать как надо. Щетка имеет 2 угольных стержня и 2 лепестковых соединения. Клеммы представляют собой типичные положительные и отрицательные соединения. Если ваш генератор потерял выходную мощность, эта часть является одной из наиболее распространенных проблем, но может быть не единственной. Поскольку во время ремонта может возникнуть несколько проблем, тестирование всегда предлагается. Однако во многих случаях тестирование можно проводить визуально. После обнаружения убедитесь, что ваша угольная щетка соприкасается, и убедитесь, что провода подключены правильно. Если щетки не соприкасаются и все провода подсоединены правильно, возможно, щетки необходимо заменить. Щетка должна быть отмечена, какие клеммы положительные и отрицательные. Большинство регуляторов напряжения также имеют маркировку, но некоторые нет. Вы не причините вреда, пересекая положительное и отрицательное соединение. Однако мы рекомендуем искать маркировку во время ремонта.
После обнаружения убедитесь, что ваша угольная щетка соприкасается, и убедитесь, что провода подключены правильно. Если щетки не соприкасаются и все провода подсоединены правильно, возможно, щетки необходимо заменить. Щетка должна быть отмечена, какие клеммы положительные и отрицательные. Большинство регуляторов напряжения также имеют маркировку, но некоторые нет. Вы не причините вреда, пересекая положительное и отрицательное соединение. Однако мы рекомендуем искать маркировку во время ремонта.


 Причины популярности такого оборудования кроются в функциональных возможностях, которыми оно обладает.
Причины популярности такого оборудования кроются в функциональных возможностях, которыми оно обладает.




 В качестве рабочей жидкости в таких системах охлаждения чаще всего используется вода, которую заливают в специальную емкость. Подача воды в зону обработки осуществляется в автоматическом режиме, для чего в конструкции станка предусмотрены специальная трубка и компактный насос.
В качестве рабочей жидкости в таких системах охлаждения чаще всего используется вода, которую заливают в специальную емкость. Подача воды в зону обработки осуществляется в автоматическом режиме, для чего в конструкции станка предусмотрены специальная трубка и компактный насос. Именно поэтому современные производители оснащают эти станки легкими электродвигателями коллекторного типа.
Именно поэтому современные производители оснащают эти станки легкими электродвигателями коллекторного типа.

 Использование таких станков, которые своим основанием фактически присасываются к детали, возможно только в том случае, если обрабатываемая поверхность отличается исключительной плоскостностью.
Использование таких станков, которые своим основанием фактически присасываются к детали, возможно только в том случае, если обрабатываемая поверхность отличается исключительной плоскостностью. Оборудование данных торговых марок оптимально сочетает в себе достойные эксплуатационные характеристики и надежность с доступной для потребителей ценой.
Оборудование данных торговых марок оптимально сочетает в себе достойные эксплуатационные характеристики и надежность с доступной для потребителей ценой.
 Высокая мощность привода такой установки (1,8 кВт) и ее оснащение четырехступенчатым редуктором позволяют эффективно использовать ее для сверления практически любых металлических конструкций.
Высокая мощность привода такой установки (1,8 кВт) и ее оснащение четырехступенчатым редуктором позволяют эффективно использовать ее для сверления практически любых металлических конструкций.





 (18kg)
(18kg)
 С помощью современного оборудования вы можете воссоздавать всевозможные объекты, вы ничем не ограничены.
С помощью современного оборудования вы можете воссоздавать всевозможные объекты, вы ничем не ограничены.

 Самый распространенный материал для работы на FDM 3д- принтере это пластик, а именно промышленный ABS и PLA. Метод печати FDM часто используется для производства конечного продукта в единичном экземпляре или малыми партиями.
Самый распространенный материал для работы на FDM 3д- принтере это пластик, а именно промышленный ABS и PLA. Метод печати FDM часто используется для производства конечного продукта в единичном экземпляре или малыми партиями. Воск нужен чтобы сделать форму для литья.
Воск нужен чтобы сделать форму для литья. SLA 3D-принтеры используются для печати не больших изделий, таких как формы для изготовления ювелирных украшений, прототипирование элементов электронного оборудования, формовки протезов и т.д. Также возможна печать более объемных изделий, с последующей склейкой.
SLA 3D-принтеры используются для печати не больших изделий, таких как формы для изготовления ювелирных украшений, прототипирование элементов электронного оборудования, формовки протезов и т.д. Также возможна печать более объемных изделий, с последующей склейкой.
 После того, как нарезка будет завершена, ваш файл готов к печати.
После того, как нарезка будет завершена, ваш файл готов к печати. Другой вариант — отправить задание удаленно на сетевой принтер через локальную сеть или облако. Удаленная печать особенно полезна, если вы не находитесь в том же месте, что и ваш 3D-принтер.
Другой вариант — отправить задание удаленно на сетевой принтер через локальную сеть или облако. Удаленная печать особенно полезна, если вы не находитесь в том же месте, что и ваш 3D-принтер.

 Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Цифровая фабрика
Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Цифровая фабрика Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать)
Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать) Мы создали руководство по инструментам для 3D-принтеров FFF
Мы создали руководство по инструментам для 3D-принтеров FFF Но тщательно подумайте о двух ключевых моментах — безопасности и пространстве. Принтеры SLS и SLA требуют тщательной обработки опасными химическими веществами, прежде чем неиспользованную смолу или порошок можно будет утилизировать вместе с бытовыми отходами. А поскольку дома, вероятно, не хватает места, выбор широкоформатного принтера, такого как Ultimaker S5 Pro Bundle, может оказаться непрактичным по сравнению с меньшим устройством, таким как Ultimaker 2+ Connect или Ultimaker S3.
Но тщательно подумайте о двух ключевых моментах — безопасности и пространстве. Принтеры SLS и SLA требуют тщательной обработки опасными химическими веществами, прежде чем неиспользованную смолу или порошок можно будет утилизировать вместе с бытовыми отходами. А поскольку дома, вероятно, не хватает места, выбор широкоформатного принтера, такого как Ultimaker S5 Pro Bundle, может оказаться непрактичным по сравнению с меньшим устройством, таким как Ultimaker 2+ Connect или Ultimaker S3.
 Тем не менее, не все сегменты 3D-принтера можно напечатать в 3D.
Тем не менее, не все сегменты 3D-принтера можно напечатать в 3D. Сейчас их существует более сотни. В этот технологически развитый век можно сделать 3D-принтер с помощью 3D-принтера.
Сейчас их существует более сотни. В этот технологически развитый век можно сделать 3D-принтер с помощью 3D-принтера.

 75 Bowden Tubing
75 Bowden Tubing Технология, используемая при создании этого самовоспроизводящегося 3D-принтера, представляет собой технологию изготовления плавленых нитей (FFF), иногда называемую технологией моделирования методом наплавления (FDM).
Технология, используемая при создании этого самовоспроизводящегося 3D-принтера, представляет собой технологию изготовления плавленых нитей (FFF), иногда называемую технологией моделирования методом наплавления (FDM).
 высота подъема (напор), м
высота подъема (напор), м размер пропускаемых частиц, мм
размер пропускаемых частиц, мм 1
1


 производительность, л/ч
производительность, л/ч Корпус преобразователя изготовлен из алюминия с эпоксидным покрытием, способного работать в жестких условиях технологического процесса.
Корпус преобразователя изготовлен из алюминия с эпоксидным покрытием, способного работать в жестких условиях технологического процесса.

 Он характеризуется малой потерей давления, большим диапазоном измерения и высокой точностью. На него почти не влияют плотность жидкости, давление, температура, вязкость и другие параметры при измерении объемного расхода в рабочих условиях. Нет подвижных механических частей, поэтому надежность высока, а техническое обслуживание невелико. Параметры прибора могут быть стабильными в течение длительного времени. [1] Используя пьезоэлектрический датчик напряжения, высокая надежность, может работать в диапазоне рабочих температур -20 ~ + 250 ℃. Он имеет аналоговый стандартный сигнал и цифровой импульсный сигнал. Его легко использовать с компьютером и другими цифровыми системами. Это относительно продвинутый и идеальный расходомер.
Он характеризуется малой потерей давления, большим диапазоном измерения и высокой точностью. На него почти не влияют плотность жидкости, давление, температура, вязкость и другие параметры при измерении объемного расхода в рабочих условиях. Нет подвижных механических частей, поэтому надежность высока, а техническое обслуживание невелико. Параметры прибора могут быть стабильными в течение длительного времени. [1] Используя пьезоэлектрический датчик напряжения, высокая надежность, может работать в диапазоне рабочих температур -20 ~ + 250 ℃. Он имеет аналоговый стандартный сигнал и цифровой импульсный сигнал. Его легко использовать с компьютером и другими цифровыми системами. Это относительно продвинутый и идеальный расходомер.

 По своей производительности, точности и надежности они отвечают самым высоким требованиям и гарантируют достижения хороших результатов работы.
По своей производительности, точности и надежности они отвечают самым высоким требованиям и гарантируют достижения хороших результатов работы. И все это для того, чтобы вы могли быстрее закончить работу и насладиться окружающей вас природой. Иначе зачем еще нужен сад?
И все это для того, чтобы вы могли быстрее закончить работу и насладиться окружающей вас природой. Иначе зачем еще нужен сад? Универсальный ассортимент принадлежностей от компании Bosch подходит ко всем стандартным маркам электроинструментов. Компания уделяет особое внимание исключительному качеству своей продукции и ее пользовательским преимуществам.
Универсальный ассортимент принадлежностей от компании Bosch подходит ко всем стандартным маркам электроинструментов. Компания уделяет особое внимание исключительному качеству своей продукции и ее пользовательским преимуществам.








 Они могут использоваться агентствами для демонстрации того, как поставщики выполняют описанные требования и рабочие процессы. Они построены непосредственно на федеральном жизненном цикле бизнеса и бизнес-возможностях. Они рассказывают «истории» о том, как управлять электронными записями.
Они могут использоваться агентствами для демонстрации того, как поставщики выполняют описанные требования и рабочие процессы. Они построены непосредственно на федеральном жизненном цикле бизнеса и бизнес-возможностях. Они рассказывают «истории» о том, как управлять электронными записями. Загрузите образец Заявления о целях оценки потребностей (SOO) [DOCX, 26 КБ] от NARA, чтобы получить представление о том, как вы можете приобрести эту услугу, которая поможет вам разработать требования к управлению записями и стратегию приобретения.
Загрузите образец Заявления о целях оценки потребностей (SOO) [DOCX, 26 КБ] от NARA, чтобы получить представление о том, как вы можете приобрести эту услугу, которая поможет вам разработать требования к управлению записями и стратегию приобретения.


 На долю мелких поставщиков приходится до 36% стоимости заключенных контрактов. Графики составлены таким образом, чтобы предложить государственным учреждениям и поставщикам быстрые и эффективные варианты заключения контрактов. Успех предприятия очевиден: многие малые предприятия растут и приносят достойную прибыль своим владельцам.
На долю мелких поставщиков приходится до 36% стоимости заключенных контрактов. Графики составлены таким образом, чтобы предложить государственным учреждениям и поставщикам быстрые и эффективные варианты заключения контрактов. Успех предприятия очевиден: многие малые предприятия растут и приносят достойную прибыль своим владельцам. Кроме того, они экономят значительные суммы денег, которые были бы потрачены на участие в торгах по различным контрактам. Еще одним огромным преимуществом GSA Schedule 36 является то, что поставщики могут закрывать сделки в течение пары недель, а не месяцы, которые требуются для подачи заявок и начала поставок продуктов. После утверждения бизнес не должен просто сидеть и ждать контрактов. От них требуется активно продвигать свои услуги и продукты в различные федеральные агентства, чтобы получить контракты.
Кроме того, они экономят значительные суммы денег, которые были бы потрачены на участие в торгах по различным контрактам. Еще одним огромным преимуществом GSA Schedule 36 является то, что поставщики могут закрывать сделки в течение пары недель, а не месяцы, которые требуются для подачи заявок и начала поставок продуктов. После утверждения бизнес не должен просто сидеть и ждать контрактов. От них требуется активно продвигать свои услуги и продукты в различные федеральные агентства, чтобы получить контракты.