Почему мощность диодного лазера не показатель эффективности? Расширенная теория селективного фототермолиза
На что вы смотрите в первую очередь при выборе аппарата? Как правило, это выходная мощность диодного лазера, верно? Но давайте мы объясним вам, почему это не критерий для выбора оборудования.
Выходная мощность не является показателем эффективности диодного лазера. Китайские производители диодных лазеров, чтобы заявить свое преимущество, ввели бессмысленную гонку, постоянно увеличивая мощность излучателей не только на словах, но иногда даже на деле. Эту идею подхватили маркетологи, чтобы хоть как-то привлечь клиентов на невзрачный товар. Обычно эти параметры рисуются такими, какими их хочет видеть продавец или покупатель и в 90% случаев не соответствуют действительности.
То есть, если вы видите перед собой лазер мощностью 1000 W и 400 W, то вы не сможете определить какой из этих лазеров лучше справится со своей задачей.
Так на что же нужно обращать внимание?
Основные параметры для результативного удаления волос:
плотность энергии
длительность импульса.
Плотность энергии
Плотностью энергии показывает какое количество энергии поступает на единицу площади (Дж/см2). Это основной параметр, на который нужно смотреть при выборе аппарата для эпиляции. Плотность энергии должна распределяться равномерно по всей поверхности рабочего окна и соответствовать выдаваемой. Если в программе установлено значение 20 Дж/см2, то на выходе должно быть тоже самое значение.
Высокий показатель плотности коррелирует с более выраженным эффектом удаления волос. Но при этом и вероятность появления нежелательных побочных эффектов тоже выше.
Рекомендуемая плотность энергии воздействия указываются на лазерных устройствах, но она скорее предназначена для неопытных операторов. Более правильный метод определения оптимальной плотности потока для конкретного пациента – это оценить достижение требуемого клинического результата по перифолликулярной эритеме и отеку.
Таким образом, наилучший эффект воздействия покажет самая высокая плотность потока энергии, которая будет переносима для пациента. Клинический результат должен быть без неприятных эффектов.
Оптимальной рабочей плотностью энергии будет показатель 20-40 Дж/см2.
Длительность импульса
Этот параметр определяется как время облучения лазером в миллисекундах.
Теория селективного фототермолиза позволяет специалисту выбирать оптимальную длительность импульса, исходя из времени тепловой релаксации.
Например, терминальный волос, имеющий диаметр около 300 мкм, имеет расчетное время тепловой релаксации примерно 100 мс.
Однако, в отличие от многих других областей применения лазеров, волосяной фолликул характеризуется пространственным разделением хромофора (меланина) в волосяном стержне и биологической «мишени» — стволовых клеток в области уширения фолликула и в волосяной луковице. Расширенная теория селективного фототермолиза учитывает это пространственное разделение и вводит время теплового повреждения, которое считается более длительным, чем время тепловой релаксации.
Более короткие импульсы также могут служить удалению волос, но не так эффективны для долгосрочного результата. Более длинные импульсы более избирательны по отношению к меланину внутри волосяного фолликула и могут минимизировать повреждения кожи. Потому как продолжительность импульса дольше, чем время тепловой релаксации меланосом и меланоцитов в эпидермисе.
Как выбрать эффективный лазерный аппарат?
Плотность энергии формируется выходной мощностью излучателя, длительностью импульса (воздействия) и размером рабочего окна.
Чем меньше выходная мощность излучателя, тем больше будет длительность импульса для получения необходимой плотности энергии и наоборот.
Для примера возьмем 2 аппарата. У одного устройства фактическая мощность 1000 Вт, у второго 4000 Вт.
Аппарат №1, с фактической мощностью 1000 Вт имеет размер светового окна 10*10мм.
Рассчитываем его плотность энергии:
1000 (Вт) * 0,04 сек / 1 см2 = 40 Дж/см2
Аппарат №2 с заявленной выходной мощностью 4000 Вт, имеющий тот же размер окна 10*10мм имеет такую же плотность энергии:
(4000Вт*0,01 сек) / 1см2 = 40 Дж/см2
В обоих случаях плотность энергии получилась одинаковая. Полученная плотность энергии укладывается в стандарты. Процедура при таких параметрах должна показать одинаковый результат.
Но! Мы упустили такой параметр, как длительность импульса!
При выходной мощности 4000 Вт, чтобы достичь необходимой плотности энергии импульса, длительность импульса нужно сократить до 10 мсек.
Короткий и мощный импульс, согласно расширенной теории селективного фототермолиза, будет недостаточным для достижения долгосрочных результатов.
Вам также может быть интересно: «Лучший диодный лазер и его технические параметры«.
Автор статьи:
Яценко Максим Руководитель сервисной службы
Редактор блога:
Гюзель Баталова
Авторские права принадлежат ООО «ТД Бьюти Системс». Копирование материалов запрещено!
Почему мощность диодного лазера не показатель эффективности?
Леон Назаров
1 июля 2022
1 175
Диодные лазеры для удаления волос приобретают все большую популярность, а количество предложений аппаратов на рынке косметологического оборудования растет с каждым днем. В погоне за клиентом производители диодных лазеров прибегают к разного рода уловкам. Самый распространенный маркетинговый ход – акцент на мощности лазера, которая, по заверению продавцов, напрямую влияет на эффективность процедуры.
Интересный факт
Еще несколько лет назад рекордным показателем была мощность 1200 Вт, сегодня можно встретить аппараты с очень мощной матрицей на 2500 Вт и даже 4000 Вт.
Заявляя о повышенной мощности, производитель вправе установить более высокую цену на лазер, мотивируя это его повышенной результативностью. Соответствует ли этот аргумент реальности? Стоит ли платить высокую цену за более мощный лазер? Разбираемся вместе с экспертами компании AP-Cosmetics.
Критерии выбора диодного лазера
На вопрос, стоит ли переплачивать деньги за более мощный лазер, сразу же дадим ответ. Мощность аппарата – не показатель его эффективности, поэтому не должен служить основным критерием при выборе модели.
На самом деле на результативность удаления волос лазером оказывают влияние три физических параметра:
плотность энергии;
длительность импульса;
размер рабочего пятна.
Рассмотрим подробнее каждый из критериев.
Плотность энергии
Определяется в физике как количество энергии, поступающей на единицу площади – измеряется в джоулях на квадратный сантиметр (Дж/см2). Именно плотность энергии считается основным техническим параметром, на который следует обращать внимание при выборе диодного лазера.
Плотность энергии – регулируемый параметр аппарата с оптимальными значениями от 20 до 40 Дж/см2. Количество энергии на единицу площади должно быть таким, чтобы максимально нагреть целевую зону (фолликул волоса), но в то же время не вызвать ожог и не доставить клиенту неприятных ощущений. Также нужно учитывать, что энергия должна быть не только оптимальной по плотности, но и равномерно распределяться по рабочей поверхности.
Ширина импульса
Под длительностью или шириной импульса подразумевается время воздействия лазера в миллисекундах на целевую область. Продолжительность облучения так же, как и плотность энергии – вариабельный параметр с оптимальными средними значениями 80-100 мс. Более короткие вспышки тоже способны разрушать нежелательные волосы, но действуют менее избирательно и не позволяют добиться долговременного эффекта.
Размер рабочего пятна
Напрямую влияет на скорость обработки целевого участка кожи. Чем шире рабочее пятно, тем больше площадь воздействия, и тем быстрее будет проходить процедура при прочих равных условиях. И если в первых коммерческих лазерах для эпиляции площадь рабочего пятна едва достигала 1 см2, то в современных моделях опционно площадь обработки можно повышать до 2 см2, что можно рассматривать как преимущество. Важно, чтобы с увеличением площади рабочего окна сохранялась плотность энергии, иначе эпиляция окажется менее эффективной и потребует больше подходов.
На что же влияет мощность диодного лазера?
Наряду с длительностью импульса и размером рабочего пятна мощность излучателя – одна из составляющих, определяющих плотность энергии лазерного луча. В свою очередь, мощность лазера зависит от показателей напряжения, которое подается на матрицу от блока питания. Мощность матрицы не является константой – показатель настраивают вручную на дисплее на этапе подготовки к процедуре эпиляции.
Важно!
При работе со сверхмощными лазерами мастер никогда не будет настраивать аппарат на максимальные значения. С повышением мощности прямо пропорционально возрастает плотность энергии и достигает таких значений, которые становятся небезопасными для биологических тканей. Даже снижая длительность импульса, при работе на таких параметрах можно легко получить ожог.
Докажем это на примере диодного лазера Atenea с очень мощной матрицей 4000 Вт. При настройке аппарата на максимальную мощность с длительностью импульса 100 мс программа не позволяет установить плотность энергии выше 40 Дж/см2, поскольку более высокие значения уже будут опасны для кожи. На такой же плотности способен работать и менее мощный лазер, например, популярный аппарат Wingderm с матрицей 600 Вт. Так что оба устройства, несмотря на огромную разницу в мощности, будут работать с одинаковой эффективностью.
Стоит ли переплачивать за супер-мощность?
Мощность диодного лазера оказывает влияние на плотность энергии лазерного луча, но не определяет эффективность эпиляции. Оптимальные значения, которые требуются для удаления волос (20–40 Дж/см2), успешно обеспечивает как сверхмощный аппарат на 4000 Вт, так и стандартный диодный лазер мощностью 600 Вт. А вот в стоимости оборудования различия будут существенными, что критически важно для студий эпиляции с небольшим бюджетом.
Вывод
Повышенная мощность по сути не имеет практического значения, поскольку небезопасна для кожи. Поэтому платить больше за очень мощный диодный лазер, на наш взгляд, нецелесообразно. При выборе модели рекомендуем обращать внимание на плотность энергии, длительность импульса и размер рабочего пятна – это основные критерии, определяющие успех процедуры.
Оставить комментарий
Наблюдение за электростанциями «Суперэмиттер» с помощью космических наблюдений в реальном времени
ТЕМЫ:Изменение климатаEnergyFrontiersПарниковый газ
By Frontiers 5 ноября 2022 г.
Миссия Copernicus по мониторингу углекислого газа, или сокращенно CO2M, является одной из европейских миссий Copernicus Sentinel Expansion и станет первой, которая измерит, сколько углекислого газа выбрасывается в атмосферу именно в результате деятельности человека. Предоставлено: OHB
Возможности по мониторингу выбросов вырастут в сто раз в следующие три года.
Страны, подписавшие Парижское соглашение 2015 г., взяли на себя обязательство удерживать повышение средней глобальной температуры «намного ниже» 2 °C. Каждые пять лет они должны публиковать так называемые «определяемые на национальном уровне вклады» (NDC), в которых описываются их действия по сокращению выбросов парниковых газов (ПГ) и адаптации к последствиям изменения климата.
Таким образом, странам необходимо будет отслеживать свои выбросы углерода не только на национальном уровне, но и в масштабе отдельных «сверхэмитентов», таких как электростанции, мегаполисы, нефтеперерабатывающие заводы и гигантские фабрики. Эти «суперэмиттеры» вместе ответственны за почти половину общего объема выбросов парниковых газов человечеством.
В конце 2025 или 2026 года ЕС планирует запустить свою пару спутников «CO2M» (Copernicus Anthropogenic CO 2 Monitoring Mission), чья работа будет заключаться в том, чтобы помочь в этом.
Важное доказательство принципа действия для CO2M
Но теперь ученые показали, что такое отслеживание у источника уже возможно, даже с помощью существующих спутников, для таких «суперизлучателей», как Белхатувская электростанция в Польше. Для этого доказательства принципа они использовали пятилетние измерения NASA 9.0003
Основанное в 1958 году Национальное управление по аэронавтике и исследованию космического пространства (НАСА) является независимым агентством федерального правительства США, которое пришло на смену Национальному консультативному комитету по аэронавтике (НАКА). Он отвечает за гражданскую космическую программу, а также за аэронавтику и аэрокосмические исследования. Его видение заключается в том, чтобы «открывать и расширять знания на благо человечества». Его основными ценностями являются «безопасность, добросовестность, командная работа, превосходство и инклюзивность».
» data-gt-translate-attributes='[{«attribute»:»data-cmtooltip», «format»:»html»}]’>Спутник НАСА «Orbiting Carbon Observatory 2» (OCO-2; запущен в 2014 г. ) и прибор OCO-3, прикрепленный с 2019 года к Международной космической станции (МКС).
Этот успех является важным достижением, поскольку миссии OCO были разработаны для измерения выбросов углерода в гораздо больших пространственных масштабах.
«Здесь мы показываем впервые стало возможным измерять изменения CO 2 9Выбросы 0018 от крупной электростанции с наблюдениями с существующих спутников слежения CO 2 », — сказал д-р Рэй Нассар, атмосферный ученый из Министерства окружающей среды и изменения климата Канады, Торонто. Он является первым автором исследования, опубликованного в журнале Frontiers in Remote Sensing.
Крупнейшая электростанция в Европе
Белхатувская электростанция, работающая на буром угле, является крупнейшей теплоэлектростанцией в Европе и пятой по величине в мире. Здесь блоки иногда выводятся из эксплуатации и вводятся новые, а чаще блоки временно останавливаются на техническое обслуживание. Чтобы быть полезными, спутники и инструменты, такие как OCO-2 и OCO-3, должны немедленно обнаруживать изменения в CO 2 выбросов из-за этих изменений в работе — и здесь Нассар и его коллеги впервые показывают, что могут.
CO 2 испускается дымовыми трубами высотой 300 метров (1000 футов) в Белхатуве и переносится ветром в виде невидимого шлейфа длиной примерно 10–50 км (6–31 миля). и 550 метров (1800 футов) над Землей. OCO-2, который вращается вокруг Земли на высоте 705 км (438 миль), проходит каждые 16 дней рядом или непосредственно над Белхатувом. ОСО-3 вращается на высоте 420 км и чаще пролетает над Белхатувом или рядом с ним. OCO-3 имеет дополнительную возможность сканирования вперед и назад по региону, обеспечивая лучшее локальное покрытие или более широкий обзор.
Подходит не каждый пролет или эстакада
Спутники могут оценить СО 2 «усиление» — дополнительный СО 2 испускаемый источником — только при отсутствии облаков и когда шлейф не проходит над большой водой тела или горы. Они измеряют «XCO2», среднюю концентрацию CO 2 в столбце непосредственно под ним, вычитая текущее фоновое значение (локально, в среднем 415 частей на миллион) вокруг шлейфа.
Вместе OCO-2 и OCO-3 дали 10 подходящих наборов данных о CO 2 шлейф над Белхатувом в период с 2017 по 2022 год.
Отличное соответствие между данными наблюдений и прогнозами
Исследователи сравнили измерения из космоса с оценками выбросов Белхатува, основанными на его известной ежедневной выработке электроэнергии. Оказалось, что измерения точно отслеживают ежедневные прогнозы. Это доказывает, что даже сегодня существующие спутники могут отслеживать выбросы в режиме, близком к реальному времени, для таких установок, как Белхатув. Например, OCO-2 зафиксировал выраженное, но временное снижение выбросов из Белхатува в период с июня по сентябрь 2021 года из-за остановок на техническое обслуживание.
Все ясно для CO2M
Результаты многообещающие: они показывают, что CO2M с общим пространственным охватом примерно в сто раз большим, чем OCO-2 и OCO-3, сможет удовлетворить будущие потребности.
«Возможность получать самую точную информацию о выбросах CO 2 от «сверхэмитентов», таких как Белхатувская электростанция, по всему миру повысит прозрачность в учете выбросов углерода и, надеюсь, в конечном итоге поможет сократить эти выбросы. выбросов», — сказал Нассар.
«Эта будущая мощность приведет к улучшению информации о выбросах CO 2 в масштабе стран, городов или отдельных объектов, повышению прозрачности в рамках Парижского соглашения и поддержке усилий по сокращению выбросов, вызывающих изменение климата».
Ссылка: «Отслеживание сокращения выбросов CO 2 из космоса: тематическое исследование крупнейшей в Европе электростанции, работающей на ископаемом топливе», Рэй Нассар, Омид Моейни, Джон-Пол Мастроджакомо, Кристофер В. О’Делл, Роберт Р. Нельсон, Маттеус Киль, Абхишек Чаттерджи, Аннмари Элдеринг и Дэвид Крисп, 28 октября 2022 г., стр. Границы дистанционного зондирования . DOI: 10.3389/frsen.2022.1028240
Финансирование: Лаборатория реактивного движения, штаб-квартира НАСА
Нажмите, чтобы увеличить
2113 продаж |
5 из 5 звезд
€4,80
Загрузка
Мало на складе
Включая НДС (где применимо), плюс стоимость доставки
Количество
12
Покупайте со скидкой! Осталось всего 2 по этой цене.
Исследуйте другие похожие поисковые запросы
ХенгЛонг
Внесен в список 11 октября 2022 г.
8 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами.
дизельный 4-тактный двигатель 1005 куб. см, цилиндров: 3
мощность: 17.65 кВт / 24 л.с.
бесступенчатая автоматическая трансмиссия
круиз-контроль
гидроусилитель руля
гидравлический выход
поддержка навесного оборудования сзади
Средний рейтинг Shibaura SX24 HST — 5
Всего известно о 1 отзывах о Shibaura SX24 HST
Ищете положительные и негативные отзывы о Shibaura SX24 HST?
Из 11 источников мы собрали 1 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Shibaura SX24 HST выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Shibaura SX24 HST, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Shibaura SX24 HST
Отзывы про Shibaura SX24 HST
Информация об отзывах обновлена на 22. 11.2022
Написать отзыв
Яромеев Антон, 29.06.2017
Комментарий: Приобрел себе такой трактор когда мне перестало хватать мощности моего 500 кубового, и не пожалел. Из этого мощь так и прет! Но зато благодаря гидроусилке управляется он прекрасно даже на зыбком грунте. Хоть и мощность 24 л.с. это не очень много, но для мини трактора весом менее 700кг этого достаточно.
Ищете положительные и негативные отзывы о Shibaura ST333 HST?
Из 11 источников мы собрали 1 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Shibaura ST333 HST выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Shibaura ST333 HST, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Shibaura ST333 HST
Отзывы про Shibaura ST333 HST
Информация об отзывах обновлена на 22. 11.2022
Написать отзыв
Решетилов Василий, 05.08.2017
Комментарий: Пo paботе встал вопрос с выбором многофункционального трактора. Облазил весь интернет, перечитал кучу описаний и отзывов. Я выбирал между 3 моделями. Остановился на этом тракторе. Нравится в управлении. не шумит. Очень легко маневрировать на участке, гидроусилитель руля работает как положено. Опробован на нескольких объектах серьезной нагрузкой, могу сказать что серьезных проблем не увидел.
Подробные характеристики
Общие характеристики
Тип
мини-трактор
Фары и огни
передние, задние и габаритные
Двигатель
Тип двигателя
дизельный, четырехтактный, цилиндров: 3
Производитель и модель двигателя
Shibaura N843
Объем двигателя
1496 куб. см
Мощность двигателя
33 л.с.
Тип охлаждения двигателя
водяное
Электростартер
есть
Трансмиссия и привод
Тип привода
полный
Тип трансмиссии
бесступенчатая автоматическая
Минимальный радиус поворота
276 см
Максимальная скорость движения
25.5 км/ч вперед
Дополнительное оснащение
Круиз-контроль
есть
Гидроусилитель руля
есть
Регулировка сиденья
есть
Индикатор топлива или заряда аккумулятора
есть
Навесное и прицепное оборудование
Гидравлический выход
есть
Поддержка прицепного оборудования
есть
Поддержка навесного оборудования (вал отбора мощности)
есть
Тип крепления навесного оборудования
трехточечное
Максимальная грузоподъемность навесного механизма
0. 873 кг
Габариты и масса
Размер задних колес
25×14″
Размер передних колес
14×7″
Колесная база
1100 мм
Габариты, ДхШхВ
2825х1345х2490 мм
Масса
1100 кг
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
Производители
Cub Cadet18
Скаут17
MTD14
Rossel6
McCULLOCH5
Беларус5
Husqvarna5
Файтер4
Кентавр3
STIGA3
TYM Тractors2
Weed Eater2
Xingtai2
Profi2
Shibaura2
Митракс2
MasterYard2
Jinma2
Gianni Ferrari1
SNAPPER1
Чувашпиллер1
Honda1
Уралец1
AL-KO1
Показать еще
Обзоры
Shibaura — TractorByNet.
com Обзоры
Shibaura — TractorByNet.com
Главная >
Шибаура
В нашей базе 77 моделей Shibaura. Выберите модель ниже, чтобы просмотреть подробные обзоры, характеристики, фотографии и информация.
Фильтр:
Все модели (77)
|
Текущие модели (11)
|
Модели, снятые с производства (66)
Садовые и садовые тракторы
SPX2146
SPX2452
Subcompact Tractors
Under 25 HP Tractors
D23F
SD1400A
SD1500A0
SD1643
SD1800
2
4 SD10031
SD1840
SD1843
SD2000
SD2003
SD2043
SD2203
SD2240
SD2243
SD2403
SE2540
SL1603
9 SL0031
ST318
ST321
ST324
SU1100
SU1140
SU1301
SU1341
SU1500
SU1540
SX21
Тракторы 25-50 л. с.
9
0022
D28F
S435
S445
SD2200
SD2600
SD2603
SD2604
SD2640
SD2643
SD2803
SD2843
SD3000
6 SD33203 9003
024
SD3243
SD3903
SD3943
SD4000
SD4003
SD4043
SD4603
SD4643
SD 5040T
SE4000
SE5306
SE5346
SE6300
44440026 SE6340
SE7300
SE7300T
SE7340
SE7340T
SE7900
SE7940
SE8300
SE8305
SE8340
ST330
ST329
ST333
6 ST40031
ST445
50-100 HP Tractors
100-200 HP Tractors
SF1000T
SF1040T
Не нашли нужную модель?
Нажмите здесь, чтобы предложить новую модель в нашу базу данных.
Вернуться к началу
сообщить об этом объявлении
Шибаура
Дом
Ферма
Шибаура
Shibaura была основана в 1950 году как совместное предприятие компаний Toshiba и Ishikawajima Harima Industries (IHI). Компания начала с производства двигателей и садовых тракторов, а в 1961 году начала производство компактных тракторов. Шибаура построил несколько моделей компактных тракторов для Ford-New Holland.
Сортировка по модели Сортировать по году Сортировать по мощности Сортировать по фабрике
Ящик инструментальный 40 x 18,4 x 18,4 см ESSENTIAL TB пластиковый замок Stanley STST1-75517
Доставка по Украине
532. 43 грн
Купить
Vizborn
Ящик Для Инструментов (406 x 205 x 195 мм) «Essential» STANLEY STST1-75517
На складе
Доставка по Украине
по 574 грн
от 2 продавцов
574 грн
Купить
ООО «ВЕГА КОМФОРТ»
Ящик Для Инструментов (320 х 188 х 132 мм) «Essential» STANLEY STST1-75515
На складе
Доставка по Украине
по 436 грн
от 2 продавцов
436 грн
Купить
ООО «ВЕГА КОМФОРТ»
Смотрите также
Ящик большого объема ESSENTIAL CHEST, размеры 665x404x344 мм, с колесами STANLEY STST1-80150
Доставка по Украине
3 102 — 3 341.84 грн
от 3 продавцов
3 199 грн
Купить
Интернет-магазин VolynTools
Ящик ESSENTIAL, размеры 480х250х250 мм STANLEY STST1-75520
Доставка по Украине
791 — 870.24 грн
от 4 продавцов
849 грн
Купить
Интернет-магазин VolynTools
Ящик ESSENTIAL, размеры 320x188x132 мм (12. 5) STANLEY STST1-75514
Доставка по Украине
443 грн
Купить
Интернет-магазин VolynTools
Ящик ESSENTIAL, размеры 400x184x184 мм STANLEY STST1-75517
Доставка по Украине
532 грн
Купить
Интернет-магазин VolynTools
Ящик ESSENTIAL, размеры 406x205x195 мм STANLEY STST1-75518
Доставка по Украине
708 грн
Купить
Интернет-магазин VolynTools
Ящик для інструментів Stanley ESSENTIAL CHEST 665x404x344 мм (STST1-80150)
Доставка из г. Киев
3 342 грн
Купить
Santel
Ящик для інструментів STANLEY ESSENTIAL пластиковий 16″ STST1-75518
Доставка из г. Киев
708 грн
Купить
Santel
Ящик для інструментів STANLEY ESSENTIAL пластиковий 16″ STST1-75517
Доставка из г. Киев
532 грн
Купить
Santel
Ящик инструментальный 19″ Jumbo Stanley 1-92-906
Доставка по Украине
1 155.14 грн
924.11 грн
Купить
Vizborn
Ящик для інструментів STANLEY ESSENTIAL 316x156x128 мм, 12. 5″ STST1-75514
Доставка из г. Киев
443 грн
Купить
Santel
Ящик для інструменту Stanley «Jumbo», 19 д, 48,6 см, арт. 1-92-906
Доставка по Украине
930 грн
Купить
Stanley-ua
Ящик ESSENTIAL, размеры 406x205x195 мм STANLEY STST1-75518
Доставка по Украине
708 грн
Купить
KITKEY
Ящик большого объема ESSENTIAL CHEST, с колесами STANLEY STST1-80150
Доставка по Украине
3 342 грн
Купить
KITKEY
Ящик инструментальный 19″ Stanley 1-79-217
На складе в г. Киев
Доставка по Украине
1 434.70 грн
1 219.50 грн
Купить
ZEtool строительный инструмент
Ящик для инструментов STANLEY: общая ширина 19 1/4 дюйма, общая ширина 10 1/4 дюйма, общая высота 9 3/4 дюйма, запирается на замок — 19YU44|019151M
СТЭНЛИ
Вещь # 19Ю44
производитель Модель #
019151М
UNSPSC #
24112401
№ страницы каталога
750
750
Страна происхождения
США.
Страна происхождения может быть изменена.
Пластиковые ящики для инструментов имеют глубокий корпус для хранения инструментов и верхнюю ручку для переноски ящика между местами. Их откидная верхняя часть открывается для доступа к инструментам для загрузки и выгрузки. Они весят меньше, чем металлические ящики аналогичного размера, что упрощает транспортировку. Они не вмятины и не ржавеют, и у них нет острых углов, которые могли бы выдолбить или поцарапать поверхность.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
СТЭНЛИ
Вещь # 19Ю44
производитель Модель #
019151М
UNSPSC #
24112401
№ страницы каталога
750
750
Страна происхождения
США.
Страна происхождения может быть изменена.
Пластиковые ящики для инструментов имеют глубокий корпус для хранения инструментов и верхнюю ручку для переноски ящика между местами. Их откидная верхняя часть открывается для доступа к инструментам для загрузки и выгрузки. Они весят меньше, чем металлические ящики аналогичного размера, что упрощает транспортировку. Они не вмятины и не ржавеют, и у них нет острых углов, которые могли бы выдолбить или поцарапать поверхность.
Стэнли 19-1500 | Вакуумные фильтры
Рассчитывайте на отличные цены, быструю доставку и вежливое обслуживание каждый раз, когда вы заказываете Stanley 19-1500 в Zoro.
Рекомендуемый продукт
Многоразовый фильтр из синей ткани, с зажимным кольцом
Посмотреть полную информацию о продукте
Многоразовый фильтр из синей ткани, с зажимным кольцом
Посмотреть полную информацию о продукте
Магазин Стэнли 19-1500
Одноразовый фильтр-мешок, 3 шт. , влажный пылесос
Посмотреть полную информацию о продукте
$18,78
Одноразовый фильтр-мешок, 3 шт., влажный пылесос
Посмотреть полную информацию о продукте
Многоразовый фильтр из синей ткани, с зажимным кольцом
Посмотреть полную информацию о продукте
Многоразовый фильтр из синей ткани, с зажимным кольцом
Посмотреть полную информацию о продукте
Поролоновый фильтр для Stanley, влажный/сухой пылесос
Посмотреть полную информацию о продукте
$11,44
Поролоновый фильтр для Stanley, влажный/сухой пылесос
Портативный вакуумный магазин, Источник питания вакуума Проводной, Стандартный тип вакуумной фильтрации, Тип вакуумного захвата влажный/сухой, Вакуумный воздушный поток 50 куб. Сухая емкость 1 1/2 галлона, тип вакуумного сбора без мешка, тип эффективности двигателя бесщеточный, количество ступеней двигателя 1, мощность воздуха 90 Вт, пиковая мощность 2 л.с., мощность 940 Вт, ток 7,8 А, частота 60 Гц, напряжение 120 В, высота 11 дюймов, длина 10 дюймов, ширина 11 дюймов, вес 6 фунтов
Посмотреть полную информацию о продукте
$116,81
Портативный вакуумный магазин, Источник питания вакуума Проводной, Стандартный тип вакуумной фильтрации, Тип вакуумного захвата влажный/сухой, Вакуумный воздушный поток 50 куб. Сухая емкость 1 1/2 галлона, тип вакуумного сбора без мешка, тип эффективности двигателя бесщеточный, количество ступеней двигателя 1, мощность воздуха 90 Вт, пиковая мощность 2 л.с., мощность 940 Вт, ток 7,8 А, частота 60 Гц, напряжение 120 В, высота 11 дюймов, длина 10 дюймов, ширина 11 дюймов, вес 6 фунтов
Дальномер ДЛ-60 Ресанта | Инструмент и оборудование
В наличии 55 шт
Введите Ваш адрес
×Тюмень,
Пермякова, 2 ст1, Тюмень
7:00 — 21:00
В наличии 3 шт
Мельникайте, 123 ст1, Тюмень
Круглосуточно
В наличии 2 шт
Ставропольская, 120 к2, Тюмень
Круглосуточно
В наличии 2 шт
Бурлаки, 2а к1, п. Московский
8:00 — 21:03
В наличии 2 шт
Заводоуковская, 12а, п. Березняки
8:00 — 21:03
В наличии 2 шт
Садовая, 3а, д. Ожогина
Круглосуточно
В наличии 1 шт
Щербакова, 99а, Тюмень
Круглосуточно
В наличии 1 шт
Дамбовская, 10 ст19, Тюмень
Круглосуточно
В наличии 1 шт
Федюнинского, 79, Тюмень
7:00 — 21:00
В наличии 1 шт
50 лет Октября, 109б, Тюмень
7:00 — 21:00
В наличии 1 шт
Жуковского, 84 ст1, Тюмень
7:00 — 0:00
В наличии 1 шт
Московский тракт, 130, Тюмень
7:00 — 21:00
В наличии 1 шт
Профсоюзная, 63, Тюмень
8:00 — 21:03
В наличии 1 шт
Щербакова, 172, Тюмень
8:00 — 21:03
В наличии 1 шт
Газовиков, 65, Тюмень
8:00 — 21:03
В наличии 1 шт
Губернская, 42, мкр. Комарово
8:00 — 21:03
В наличии 1 шт
Максима Горького, 31, Тюмень
8:00 — 21:03
В наличии 1 шт
Монтажников, 57, Тюмень
8:00 — 21:03
В наличии 1 шт
Интернациональная, 199 к7, Тюмень
8:00 — 21:03
В наличии 1 шт
Федюнинского, 60, Тюмень
8:00 — 21:03
В наличии 1 шт
Тимофея Чаркова, 81, Тюмень
8:00 — 21:03
В наличии 1 шт
Широтная, 100 к5, Тюмень
8:00 — 21:03
В наличии 1 шт
Константина Посьета, 16, Тюмень
8:00 — 21:03
В наличии 1 шт
Михаила Сперанского, 17, Тюмень
8:00 — 21:03
В наличии 1 шт
Интернациональная, 117, Тюмень
8:00 — 21:03
В наличии 1 шт
Полевая, 109, Тюмень
8:00 — 21:03
В наличии 1 шт
Салманова, 12, Тюмень
8:00 — 21:03
В наличии 1 шт
50 лет Октября, 57в, Тюмень
8:00 — 21:03
В наличии 1 шт
Пермякова, 83 к2, Тюмень
8:00 — 21:03
В наличии 1 шт
Широтная, 193, Тюмень
8:00 — 21:03
В наличии 1 шт
Малыгина, 57, Тюмень
8:00 — 21:03
В наличии 1 шт
Строителей, 6б, с. Червишево
8:00 — 21:03
В наличии 1 шт
Старый Тобольский тракт 4 км, 48, Тюмень
8:00 — 21:03
В наличии 1 шт
Федорова, 12 к4, Тюмень
8:00 — 21:03
В наличии 1 шт
Минская, 11, Тюмень
8:00 — 21:03
В наличии 1 шт
Мельникайте, 2 к2, Тюмень
8:00 — 21:03
В наличии 1 шт
2-я Дачная, 80, Тюмень
8:00 — 21:03
В наличии 1 шт
Кремлевская, 112 к4, Тюмень
8:00 — 21:03
В наличии 1 шт
Ямская, 92, Тюмень
8:00 — 21:03
В наличии 1 шт
Магистральная, 14, Тюмень
8:00 — 21:03
В наличии 1 шт
Моторостроителей, 5, Тюмень
8:00 — 21:03
В наличии 1 шт
Ватутина, 12/1, Тюмень
8:00 — 21:03
В наличии 1 шт
Титова, 5, п. Богандинский
8:00 — 21:03
В наличии 1 шт
Московский тракт, 125б, с. Успенка
8:00 — 21:03
В наличии 1 шт
Виктора Тимофеева, 9, Тюмень
8:00 — 21:03
В наличии 1 шт
Сергея Джанбровского, 4, д. Дударева
8:00 — 21:03
В наличии 1 шт
Согласия, 4, д. Субботина
8:00 — 21:03
В наличии 1 шт
Трактовая, 15, с.Ембаево
8:00 — 21:03
В наличии 1 шт
Республики, 204 к4, Тюмень
8:00 — 21:03
В наличии 1 шт
Батарейка для сварочной маски хамелеон
Приветствую автолюбителей и просто посетителей моего блога. Сегодня я хочу рассказать о том, какая батарейка для сварочной маски хамелеон необходима при ее замене, а так же сделаю небольшую модернизацию маски.
Не так давно случилось так, что возникла необходимость приварить одну детальку к другой.
В моем распоряжении была сварочная маска Ресанта МС 2, в которой находился светофильтр хамелеон.
Все было готово к сварке, но как только я начал приваривать детальку тут же был пойман «Зайчик».
Работу прекратил и решил проверить светофильтр.
Когда я поднес зажигалку к стеклу светофильтра и зажег её, светофильтр не затемнился, а только проявились, какие то слабые мерцания.
Стало понятно, что светофильтр неисправен.
Но детальки, которые надо было приварить друг к другу ждать не хотели и пришлось их приваривать в неисправной маске.
Сварочная маска хамелеон не дешевое удовольствие, и поэтому стало конечно обидно, так как маске был всего 1 год.
Разборка светофильтра маски
Сняв с маски светофильтр я приступил к разборке его корпуса, так ка подозревал, что замена батарейки в сварочной маске просто необходима.
Занятие оказалось не из легких по той причине, что автоматический светофильтр оказался не разборный.
Пришлось при помощи китайских отверток аккуратно разъединять на две половины корпус светофильтра.
В итоге все же удалось, ни чего не поломать и разобрать на две половины светофильтр.
На электронной схеме находилась китайская батарейка для сварочной маски хамелеон.
Батарейка должна иметь напряжение не менее 3 вольт.
При замере напряжения мультиметром оно оказалось равно 1,3 вольта.
Солнечная батарейка, которая расположена с лицевой стороны светофильтра не способна полностью компенсировать напряжение для устойчивой работы светофильтра, а служит лишь для частичной зарядки батарейки, когда сварочная маска находится в работе.
Батарейка оказалась приварена точечной сваркой, и как заменить батарейку в сварочной маске хамелеон на первый взгляд стало непонятно.
Затем аккуратно она была вырвана от туда.
Потом я решил сделать, так что бы больше не вскрывать светофильтр, при очередной замене батарейки в сварочной маске.
Идея заключалась в использовании внешней батарейки, что бы больше не думать, о том как заменить батарейку в сварочной маске хамелеон.
Но так, как обычная батарейка имеет напряжение 1,5 вольта, а мне было необходимо 3 вольта то пришлось придумывать конструкцию для того, что бы использовать две батарейки.
Установка батареек на новое место в маске
Для этого мне понадобились: мультиметр, немного провода, паяльник с припоем и канифолью, блок для батареек (я использовал размер батареек «АА»), кнопка с фиксацией (нажал — включилось, еще раз нажал — выключилось) — для того, что бы батарейки постоянно не вытягивать из блока, кусачки, пинцет, ну и конечно сам светофильтр.
Отрезок провода 2-х жильного я припаял на то место, где раньше было крепление плоской батарейки, предварительно выпаяв само крепление.
Ведь после модернизации в сварочной маске хамелеон замена батарейки внутри больше не потребуется.
Провод решил пустить в туже сторону, куда выходит провод на регулятор затемнения, а батарейный блок разместить с внутренней стороны маски возле регулятора затемнения.
В итоге получилось достаточно не плохо. Кнопку «влк — выкл» разместил там же возле батарейного блока, получилось удобно. Теперь не возникнет вопроса, как поменять батарейку на сварочной маске хамелеон.
Склеенный корпус светофильтра я промазал жидкими гвоздями для того, что бы туда не попадала пыль, но можно использовать и силикон.
При испытании сварочной маски после модернизации все работало, как в новой маске, ни каких сбоев не было. Так что, о том, как поменять батарейку в сварочной маске теперь можно забыть.
Кнопкой очень удобно пользоваться нет необходимости вынимать батарейки.
Практически весь процесс по замене батарейки для сварочной маски хамелеон снят на видео, поэтому обязательно посмотрите этот материал тоже.
Теперь батарейка для сварочной маски хамелеон заменена на две внешних батарейки и имеет доступность для их последующей замены, без всякой разборки маски.
На этом все, всем удачи на дорогах.
C уважением автор блога: Doctor Shmi
Замена батареи должна быть «легко» обеспечена потребителями — ЕС
о замене батареи.
Предлагаемый новый закон потребует от компаний, производящих электронику, таких как Apple, обеспечить, чтобы потребители могли «легко» самостоятельно извлекать и заменять батареи… разрабатывает свои продукты и предоставляет свои услуги.
Одним из недавних примеров является обязательное использование портов USB-C для проводной зарядки к 2024 году, чтобы сократить потребление электроэнергии за счет использования одних и тех же зарядных устройств для всех небольших устройств бытовой электроники. Это вступит в силу в 2024 году, и Apple, как ожидается, выполнит требования на год раньше, заменив порт Lightning на iPhone на USB-C с iPhone 15 следующего года. iPad и MacBook уже можно заряжать через USB-C (хотя текущие модели MacBook и предлагают новую опцию MagSafe).
Другие примеры включают доступ к NFC-чипу iPhone сторонними банковскими приложениями и сторонними магазинами приложений.
Предлагаемый закон о замене батарей
Еще один предлагаемый закон Европейского Союза, обнаруженный PocketNow , требует от производителей электронных устройств разрешить потребителям «легко» выполнять замену батарей своими руками. Однако компании получат много уведомлений, поскольку требование вступит в силу только через 3,5 года после вступления закона в силу.
Через три с половиной года после вступления в силу законодательства переносные батареи в электроприборах должны быть сконструированы таким образом, чтобы потребители могли легко их вынимать и заменять самостоятельно.
По закону компании также будут обязаны принимать и перерабатывать старые батареи.
Все отходы аккумуляторов LMT, EV, SLI и промышленных батарей должны собираться бесплатно для конечных пользователей, независимо от их природы, химического состава, состояния, марки или происхождения
Как и в случае с законом о зарядных устройствах, цель состоит в том, чтобы уменьшить электрические отходы.
Чтобы лучше информировать потребителей, батареи будут иметь этикетки и QR-коды с информацией, касающейся их емкости, производительности, долговечности, химического состава, а также символ «отдельный сбор». […]
В соответствии с соглашением все экономические операторы, размещающие батареи на рынке ЕС, за исключением МСП, должны будут разработать и внедрить так называемую «политику должной осмотрительности», соответствующую международным стандартам, для устранения социальных и экологических рисков, связанных с на поиск, переработку и торговлю сырьем и вторичным сырьем.
Ожидается, что будут установлены конкретные цели по сбору и переработке.
Целевые показатели сбора составляют 45 % к 2023 г., 63 % к 2027 г. и 73 % к 2030 г. для портативных аккумуляторов, 51 % к 2028 г. и 61 % к 2031 г. для аккумуляторов LMT
Минимальные уровни восстановленного кобальта (16%), свинца (85%), лития (6%) и никеля (6%) из производственных и потребительских отходов должны повторно использоваться в новых батареях
Кроме того, ожидается, что Европейская комиссия, которая предлагает законы Европейскому парламенту, рассмотрит вопрос о запрещении использования неперезаряжаемых портативных батарей. Этот более радикальный шаг, несомненно, будет сопровождаться многими исключениями, и нет никаких планов даже полностью рассмотреть эту возможность до конца десятилетия.
Apple, вероятно, будет ссылаться на программу самостоятельного ремонта
Если закон все же вступит в силу, Apple, вероятно, будет утверждать, что ее программа самостоятельного ремонта будет соответствовать требованиям.
Компании потребуется расширить программу на все 27 стран ЕС, а также весь ассортимент продукции, но Apple уже занимается расширением географического охвата и ассортимента продукции. С учетом временных рамок полное соответствие представляется возможным — при условии, что программа считается соответствующей требованию «простоты».
FTC: Мы используем автоматические партнерские ссылки, приносящие доход. Подробнее.
Посетите 9to5Mac на YouTube, чтобы узнать больше новостей Apple:
Вы читаете 9to5Mac — экспертов, которые день за днем сообщают новости об Apple и окружающей ее экосистеме. Обязательно заходите на нашу домашнюю страницу, чтобы быть в курсе всех последних новостей, и следите за новостями 9to5Mac в Twitter, Facebook и LinkedIn, чтобы оставаться в курсе событий. Не знаете, с чего начать? Ознакомьтесь с нашими эксклюзивными историями, обзорами, практическими рекомендациями и подпишитесь на наш канал YouTube
Rivian удаляет батарею Max Pack + опцию Quad-Motor из R1T
Участники форума сообщают о письме, недавно отправленном Rivian, в котором подробно излагаются планы по удалению батареи Max Pack в качестве выбираемой опции в конфигураторе R1T при сопряжении с приводом Quad Motor система. На сегодняшний день пара уже не может быть выбрана для новых заказов, но нынешним владельцам Rivian R1T вскоре придется перейти либо на меньшую батарею, либо на меньшее количество двигателей.
Когда Rivian вступила в последний финансовый квартал этого года, она рекламировала расширение производства двух своих флагманских моделей на 67%, чтобы достичь своей цели по выпуску 25 000 единиц. За этим последовали новости об увеличенном запасе хода для конфигурации пикапа Rivian R1T, которая состояла из батареи Large Pack и конфигурации с четырьмя двигателями.
В то время Rivian сообщила нам, что она все еще работает над предполагаемым диапазоном двухмоторной трансмиссии для своих электромобилей, в то время как ее четырехмоторный вариант R1T по-прежнему обещает дальность более 400 миль в сочетании с Rivian. Аккумулятор Max Pack.
Однако, если вы сегодня посетите веб-сайт Rivian, вы заметите, что больше не можете настраивать R1T, который включает в себя как Quad Motor, так и Max Pack. Кроме того, нынешним обладателям бронирования Rivian с такой конфигурацией предлагается выбирать между запасом хода и мощностью.
Вот рассылаемое письмо:
Источник: Rivian Forums / Member – pathfinder2
Rivian Max Pack будет доступен только на Dual Motor R1T
Как видно из письма Rivian, отправленного на Rivian Forums от pathfinder2, Текущим держателям бронирования предлагается изменить конфигурацию своих заказов R1T либо на двухмоторный электромобиль с пакетом Max Pack и запасом хода в 400 миль, либо на пикап Quad Motor с пакетом Large Pack и диапазоном EPA на 328 миль.
С другой стороны, те держатели резерваций, которые выбирают последний вариант, могут ускорить свое окно доставки до начала 2023 года. Кроме того, Rivian говорит, что держатели резерваций Quad Motor + Max Pack R1T сэкономят 4500 долларов, если они перейдут на Dual Motor Max. Пакетный вариант. Эта версия R1T по-прежнему должна обеспечивать запас хода около 400 миль и мощность 600 лошадиных сил.
Компания Rivian сообщила, что также предложит «улучшенную версию» Dual Motor Max Pack R1T с таким же запасом хода и тяговым усилием, но большей мощностью (700 л. . Это похоже на разблокировку программного обеспечения с оплатой за игру, но все равно сэкономит текущим держателям бронирования, которые внесли до 01.03.2022, 2000 долларов по сравнению с их первоначальным заказом Quad Motor.
Ривиан обязательно заметил, что, хотя набор Quad Motor Max Pack сейчас отсутствует, это может быть не навсегда. Американский автопроизводитель заявляет, что Quad-Motor R1T с дополнительными возможностями появится позже и будет воссоединен с аккумуляторной батареей Max. Цена на этот вариант появится ближе к его запуску.
На данный момент держателям брони Rivian R1T не нужно ничего делать… Ну, кроме как решить, на какую реконфигурацию своего электрического пикапа они хотят переключиться, или вообще отказаться от реззи. К сожалению, пакет Max Pack никогда не предлагался для внедорожника R1S, так что, извините, это тоже не вариант Quad Motor.
Rivian заявляет, что начнет связываться с клиентами R1T в начале 2023 года, чтобы поделиться следующими шагами и помочь им выбрать их (вторую) наиболее предпочтительную конфигурацию, чтобы получить новые цены и обновленные оценки доставки.
FTC: Мы используем автоматические партнерские ссылки, приносящие доход. Подробнее.
Будьте в курсе последних новостей, подписавшись на Electrek в Google Новостях.
Вы читаете Electrek — экспертов, которые день за днем сообщают новости о Tesla, электромобилях и экологически чистой энергии. Обязательно заходите на нашу домашнюю страницу, чтобы быть в курсе всех последних новостей, и подписывайтесь на Electrek в Twitter, Facebook и LinkedIn, чтобы оставаться в курсе событий.
Поиск правильной модели приводной техники начинается с изучения особенностей маркировки приводной продукции – серии обозначений, которые описывают характеристики червячных редукторов, конических редукторов и других видов изделий.
Наша компания готова оказать клиентам экспертную помощь в выборе нужной модели изделия. Для решения нестандартных задач, ООО ПТЦ «ПРИВОД» по согласованию с заказчиком можем подготовить техническую документацию и изготовить механизмы, соответствующие требованиям и условиям потребителя. Для вашего удобства мы создали краткое описание видов условных обозначений редукторов и мотор-редукторов с примерами.
Обозначение редуктора идет по ГОСТ 12971, где на редукторе должны быть указаны следующие данные:
товарный знак изготовителя
условное обозначение редуктора, включающие: модель редуктора, габарит (типоразмер), номинальное передаточное отношение, номинальный крутящий момент на тихоходном валу в Н·м
масса редуктора в кг
порядковый номер редуктора (по системе нумерации изготовителя)
год выпуска.
Каждый производитель может добавлять информацию о редукторе и его характеристики.
Пример обозначения
Модель редуктора
UD-RV — с присоединительным фланцем под электродвигатель
Фланец на выходном валу редуктора (FA;FB;FC;FD;FE).
Исполнение с выходным валом (SS1;SS2;DS).
Исполнение с реактивной штангой (А1;А2).
Монтажное положение (В3;В6;В7;В8;V5;V6).
Модель редуктора.
Габарит редуктора.
Передаточное число.
Вариант сборки.
Исполнение валов, Цвх/Квых (вх- входной вал, вых- выходной вал),
Ц — цилиндрический вал,
К — конический вал,
М- вал в виде части зубчатой муфты.
Обозначение мотор-редукторов
Мотор-редуктор — это механизм, состоящий из двух основных агрегатов: редуктора и электродвигателя. Мотор-редуктор обозначается двумя способами: раздельным, имеет обозначение на редукторе и на электродвигателе, и общим, информация об агрегате указывается на одном шильде.
Обозначение мотор-редуктора идет по ГОСТ 12971, где на редукторе должны быть указаны следующие данные:
товарный знак изготовителя
условное обозначение редуктора, включающие: модель редуктора, габарит (типоразмер), номинальное передаточное отношение, номинальный крутящий момент на тихоходном валу в Н·м
масса редуктора в кг
порядковый номер редуктора (по системе нумерации изготовителя)
год выпуска.
Каждый производитель может добавлять информацию о редукторе и его характеристики.
Пример обозначения
Модель мотор-редуктора
К-исполнение на лапах со сквозными отверстиями и цельным валом,
KAB — исполнение лап со сквозными отверстиями и полым валом,
KA — исполнение лап с резьбовыми отверстиями и полым валом,
Наличие электромагнитного тормоза у электродвигателя,
(Е- одинарный тормоз, ЕЕ- двойной тормоз,
Е(МШ)- одинарный малошумный тормоз,
ЕЕ(МШ)- двойной малошумный тормоз).
Тип фланца электродвигателя (В5;В14).
Монтажная позиция редуктора (M1, M2, M3, M4, M5, M6).
Сторона расположение
выходного цельнометаллического вала и фланца (A, B, AB)
выходного полого вала со стяжной муфтой сторона (A, B).
Дополнительные опции.
Модель редуктора и мотор-редуктора один из основных критериев при подборе, который: задает его назначение, может включать тип передачи, количество ступеней и передач, межосевое расстояние, индивидуальные зашифрованные обозначения производителя.
В современных редукторах используются различные виды маркировок:
Червячные — Ч, МЧ, RV, NMRV, NMRW, …
Планетарные — П, МП, SPN…
Конические — К, SK…
Цилиндрические — Ц, РМ, TRC, R, F…
Волновые — МВз…
Комбинированные механические передачи одно-, двух-, трех- и четырехступенчатой модификации- КЦ, DRV, МКЦ…
С различными видами зубьев и применением термообработки (термоулучшение, закалка, азотирование, отпуск)
Габарит (типоразмер) редуктора и мотор-редуктора
Обозначение зависит от размеров механизма может содержать осевое расстояние, линейные размеры и индивидуальные обозначения производителя.
Передаточное число
Передаточное число редуктора — характеристика, которую обязательно нужно учитывать при выборе оборудования. Показатель рассматривают как отношение количества зубьев большого колеса, либо шестерни к количеству зубьев малой шестерни, либо колеса, вне зависимости от того какое из колес ведущее, а какое — ведомое.
Суть передаточных чисел — в соотношении частоты (скорости) вращения входного вала и тихоходного (на выходе). Характеристика определяет количество полных оборотов, которые должен совершить входной вал, пока тихоходный совершает 1 оборот.
Число оборотов выходного вала
PAM — обозначение присоединительных размеров под электродвигатель с указанием диаметра входного вала и наружного диаметра присоединительного фланца.
Индустриальные редукторы MAXXDRIVE — ООО «ЕВРОПРОМТЕХ»
Крутящий момент до 282 Нм
Мощность до 4000 кВт
варианты с увеличенным межосевым для кранов
Крутящий момент до 260 Нм
Мощность до 4000 кВт
исполнения в 2-х ступенчатом варианте для конвейеров
Перейти в каталог
Скачать опросный лист
Индустриальные редукторы для механизмов подъёма и перемещения грузов
Крановые установки, применяемые для подъёма и транспортировки различных грузов или оборудования, востребованы в разнообразных условиях – на строительных площадках, железнодорожных станциях, в морских портах, производственных цехах и складских помещениях. Для функционирования грузоподъёмных механизмов используются крановые редукторы, существенно увеличивающие вращающий момент и уменьшающие начальную скорость, с которой вращается вал электродвигателя.
Разновидности индустриальных редукторов
В отличии от стандартных, индустриальные редукторы рассчитаны на увеличенные моменты и оснащены большим числом специфических опций, таких как вентилятор охлаждения, маслостанция с принудительной подачей масла, блокиратор обратного хода, вспомогательный привод и прочее. По разновидности зубчатых передач выделяют следующие типы редукторов:
коническо-цилиндрические;
цилиндрические;
Модель редуктора подбирается согласно техническим особенностям погрузочной машины, при этом учитывается её назначение, тип, размеры, мощность, производительность и режим работы. С редукторным оборудованием функционируют следующие типы подъёмных устройств:
портовые;
козловые;
мостовые;
контейнерные.
Редукторы подъёма
Для привода барабана лебёдок кранов различных типов чаще всего применяются цилиндрические трёх- и двухступенчатые или конические редукторы. Благодаря большому типоразмерному ряду можно подобрать оптимальную модель под определённые условия эксплуатации и грузоподъёмность. Для подъёма грузов обычно используются модели с выходным валом, с установленной зубчатой муфтой, что обеспечивает надёжность сцепления с барабаном.
Также есть возможность изготовить шлицевой полый и целый выходной вал или вал нестандартного размера.
Редукторы перемещения
Для комплектации больших мостовых, козловых и контейнерных кранов часто применяются модели редукторов по компактной схеме – мотор-редукторы, где на корпус механической части крепится приводной двигатель. Для перемещения кранов, обладающих большой грузоподъёмностью, может применяться либо центральный, либо независимый привод. В первом случае задействуется редуктор с увеличенным крутящим моментом, мощный электродвигатель и тормозной механизм, а во втором комплект «двигатель-редуктор-тормоз» или мотор-редуктор монтируется на каждое колесо.
Редуктор перемещения может иметь горизонтальное или вертикальное исполнение. Модель выбирается в зависимости от условий её будущего применения. Индустриальный редуктор функционирует в четырёх нагрузочных режимах:
реверсивное движение;
однонаправленное вращение;
работа с регулярными остановками;
постоянная нагрузка.
Особенности выбора редукторов
Индустриальные редукторы используются для спускоподъёмных операций, транспортировки грузов и перемещения крановой установки. При любом устройства при выборе привода для конкретных условий эксплуатации следует учитывать следующие ключевые параметры:
Режим работы. Для некоторых механизмов, например, металлургических кранов часто используется режим работы А7-А8. Режим работы подразумевает длительность эксплуатации оборудования в течение суток.
Рабочая частота вращения. Привод должен обеспечивать плавный ход системы во время работы с нагрузкой с номинальной скоростью. Чем ниже способность редуктора к резкому наращиванию момента вращения, тем менее плавно будет двигаться рабочий орган.
Число пусков-остановок, перегрузок и продолжительность работы под нагрузкой на протяжении суток. Также учитывается возможность функционирования в режиме кратковременных и постоянных нагрузок, а также ударных (шоковых) нагрузок.
Направление вращательного движения. В наклонных конвейерах часто необходима односторонняя передача вращения с блокировкой вращения в обратную сторону. В крановых машинах используется реверсивный режим работы.
Способ установки и климатическое исполнение модели. Тип крепления и расположение изделия в пространстве важны для количества заливаемого масла и расположения резьбовых пробок. Температура окружающего воздуха необходима, чтобы определить потребуется ли агрегату дополнительное охлаждение или подогрев, манжетные уплотнения из специальных материалов и какой сорт масла лучше подойдет.
Нагрузки на выходной вал. Во многом определяют срок службы подшипников и габарит изделия. Очень важно получить точные данные по прилагаемым нагрузкам и точку приложения силы. Имея эти данные, мы сможем подобрать оптимальное решение.
Обслуживание редуктора
Стабильная, безостановочная, долгосрочная и безремонтная работа индустриального редуктора достигается за счёт:
грамотного выбора модели;
соблюдения рекомендаций по эксплуатации оборудования и подключённых к нему механизмов;
периодического проведения работ по техническому обслуживанию системы ( замена масла согласно инструкции, контроль осмотр и визуальная диагностика).
Несоблюдение этих условий приводит к раннему износу различных узлов редуктора и поломкам, требующим дорогостоящего восстановления. Вы также можете обратиться к нам за консультацией и услуги по ремонту и обслуживанию механической приводной техники.
STEM LAB — Комплект модели механической коробки передач
ПОМОГИТЕ украинцам покупать у нас! 10% всей прибыли идет в Украину
2022 ПОКУПКИ СРОКИ ДОСТАВКИ 25/12
Главная
Коробка передач UGears STEM LAB
Описание продукта
Название по умолчанию — 27,99 долларов США
$ 27,99
Откройте для себя механику механической коробки передач с моделью коробки передач UGears STEM LAB. Этот набор представляет собой полностью функционирующую интерактивную головоломку, которая поможет вам изучить коробку передач — новаторское изобретение немецкого инженера Карла Бенца, широко используемое сегодня в автомобилях.
Механическая коробка передач передает крутящий момент от вала двигателя к колесам. В собранном виде эта модель поможет вам узнать, как работает 4-ступенчатая механическая коробка передач, дав практический опыт работы с задействованной физикой. Выберите скорость с помощью мини-рычага переключения передач, затем поверните ручку привода, чтобы прокрутить шестерни. Включите задний ход, чтобы увидеть, как муфта передает вращение на более низкие передачи, которые толкают их в противоположном направлении.
+ Подробнее
В комплект поставки этой модели входит карманное учебное пособие, в котором подробно описана история создания и конструкция механизма коробки передач. В нем также есть идеи для увлекательных занятий и другие интересные факты о вашей модели. Чтобы получить более захватывающий опыт, используйте наше специальное приложение дополненной реальности UGears, чтобы узнать, как коробка передач используется в транспортных средствах. Вы можете взаимодействовать с рычагом переключения передач и рукояткой привода в виртуальном трехмерном пространстве и даже поместить коробку в автомобиль, чтобы увидеть реальное применение этого устройства.
Комплект модели коробки передач UGears STEM LAB состоит из 120 деталей, каждая из которых предварительно вырезана из легкого древесного материала и готова к сборке без клея или специальных инструментов. Для нас важна устойчивость, поэтому мы используем возобновляемые ресурсы для всех наших моделей. Когда закончите, размер модели составит приблизительно 5 x 4 x 4 дюйма. Чтобы добавить цвет готовому изделию, при желании можно слегка нанести акварельный оттенок. Поставьте его на полку или на журнальный столик, чтобы мгновенно начать разговор.
Чтобы увеличить время разработки, соберите эту головоломку без руководства. Для более быстрой сборки или помощи малышам просто следуйте пошаговым инструкциям.
Эта модель имеет печать STEM.org Authenticated, которая помогает родителям и педагогам быстро определять продукты, соответствующие стандартам STEM. Этот продукт легко интегрируется в учебную программу на основе STEM.
Как известно любому инженеру, иногда случаются аварии, и запасные части доступны по запросу. Мы будем рады помочь вернуть вашу модель в первоклассный вид — просто воспользуйтесь контактной формой на нашем веб-сайте, чтобы задать нам свои вопросы.
Хотите ли вы быструю головоломку или сложную механическую головоломку, у нас есть модель, которая подойдет именно вам. Ознакомьтесь с другими моделями и играми STEM в нашем онлайн-каталоге и загляните в наш блог, чтобы узнать больше о головоломках.
Сборка этого комплекта занимает около двух часов, после чего вы можете без ограничений участвовать в приложении UGears Augmented Reality для телефона. Наша миссия — объединить детей и родителей — семейные игры приветствуются! Мы рекомендуем этот набор для детей от 8 лет.
Технические характеристики: Размер модели: 5,1 x 3,9 x 4,3 дюйма Размер упаковки: 8,1 x 7,4 x 2,5 дюйма Количество деталей: 120 Уровень: легкий Время сборки: 2 часа Рекомендуемый возраст: 8+ Вес комплекта : 1,09фунтов Производитель: UGears
Поставщик : UGears
Отзывы
Поддержка
Если у вас есть вопросы по сборке, в комплект деревянной модели входят недостающие детали или трехмерный пазл просто не соответствует вашим ожиданиям, мы рекомендуем вам обратиться за помощью в нашу службу поддержки. Хотя мы решаем как можно больше вопросов и опасений в нашем разделе часто задаваемых вопросов, видеороликах по сборке и руководствах по эксплуатации в формате PDF, мы понимаем, что не все проблемы являются шаблонными. Чтобы обеспечить вам быструю помощь, мы предоставляем наш номер телефона, адрес электронной почты и контактную форму на нашей странице контактов.
Часто задаваемые вопросы
Инструкции в формате PDF по сборке модели
Информация о замене деталей
Видео сборки
Политика соответствия цен
Свяжитесь с нами
В UGears мы стремимся обеспечить превосходное обслуживание клиентов и поддержку в каждой точке взаимодействия. От оснащения каждой страницы продукта подробным описанием продукта до реализации программы лояльности для наших самых преданных клиентов, мы всегда стремимся улучшить качество обслуживания клиентов. Если у вас есть предложения по нашей коллекции механических передач или если вы столкнулись с проблемой, которую мы не обнаружили, мы хотели бы услышать об этом. Ваш вклад только поможет нам продолжать совершенствоваться.
Сопутствующие товары
Подробнее
Аэрочасы UGears
89,99 $
Подробнее
UGears Ветряной шторм Дракон
56,99 $
Подробнее
UGears Глобус
47,99 $
Подробнее
Янтарная коробка UGears
69 долларов. 99
Подробнее
Старинная шкатулка UGears
54,99 $
Подробнее
Часы UGears в стиле стимпанк
13,99 $
Подробнее
Бабочка UGears
49,99 $
Подробнее
Тримаран UGears Merihobus
$ 59.99
Подробнее
Велосипед UGears VM-02
37,99 $
Подробнее
Пистолет UGears Wolf-01
29,99 $
Подробнее
Сундук с сокровищами UGears
54,99 $
Подробнее
UGears Hurdy-Gurdy
$ 89.99
Главная — Amarillo Gear Company
Новый продукт: Amarillo Endurance
Компания Amarillo Gear разрабатывает и производит одну из самых обширных линеек продукции для целого ряда отраслей, включая энергетику, сельское хозяйство, ОВКВ, и нефтехим.
CoolingPumpingGearing
Прямоугольный привод насоса
Эта линейка редукторов была создана, чтобы обеспечить решение по более конкурентоспособной цене с повышенной удельной мощностью, обеспечивая при этом такой же высокий уровень производительности и надежности, который Amarillo Gear предлагает уже более 80 лет. .
Преимущества
Более низкая цена.
Нулевое тяговое усилие в сочетании с мощным тяговым усилием в одном редукторе. Упорные подшипники «Е» предназначены для работы без усилия вниз. (0 фунтов f минимальное усилие вниз). Но, в отличие от систем типа SL, их номинальная тяга в непрерывном режиме аналогична мощностям типа S.
Улучшенная стандартизация. Независимо от минимальной тяги насоса требуется только одно решение!
Взаимное одобрение завода. Все редукторы Endurance внесены в список FM для использования в системах пожарных насосов.
Рейтинги Национальной ассоциации противопожарной защиты. Номинальные значения FM для шестерен и подшипников соответствуют или превышают требования к сроку службы NFPA-20.
Большая гибкость установки. Редукторы Endurance могут работать при наклоне до 30 o без каких-либо модификаций редукторов. Дополнительный угол наклона позволяет использовать эти модели на водных судах (перечисление), в качестве наклонных приводов для орошения и других приложений, требующих наклона, без дополнительных затрат на модификацию редуктора.
Повышенная доступность. Наша цель — сделать 1:1 доступным в течение нескольких дней для поломок и в течение 6-8 недель ARO для новых заказов. (Текущие проблемы с поставками могут потребовать больше времени, прежде чем цель времени выполнения заказа будет достигнута.)
Каталог продукции
Компания Amarillo Gear Company разрабатывает и производит специализированные линии продуктов для различных отраслей промышленности.
Градирня
ПРИВОДЫ ВЕНТИЛЯТОРОВ И ПРИВОДНЫЕ ВАЛЫ
Редукторы и приводные валы градирен Amarillo Gear имеют конструктивные особенности и характеристики, обеспечивающие надежность и долгий срок службы в сложных условиях градирни.
Орошение
ПРИВОД НАСОСА
Приводы ирригационных насосов компании Amarillo Gear Company уже несколько поколений служат источником энергии для фермеров по всему миру. Наши приводы насосов производятся в США с использованием материалов и компонентов только самого высокого качества.
Противопожарная защита от воды
ПРИВОД НАСОСА
Жизни и собственность во всем мире зависят от приводов водяных насосов для пожаротушения компании Amarillo Gear. Приводы пожарных насосов Amarillo Gear внесены в список Factory Mutual (FM) для использования в системах противопожарной защиты и соответствуют стандартам противопожарной защиты NFPA.
Конденсаторы с воздушным охлаждением
ЗУБЧАТЫЕ ПЕРЕДАЧИ С ПАРАЛЛЕЛЬНЫМИ ВАЛАМИ
Amarillo Gear предлагает самую передовую с технологической точки зрения конструкцию приводов вентиляторов с параллельными валами, обеспечивающую непревзойденную надежность, снижение затрат на техническое обслуживание и минимальную стоимость владения. Если у вас есть конденсатор с воздушным охлаждением, вы не узнаете о надежности, пока не узнаете Amarillo.
Системы перекачивающих насосов для барж
ПРИВОДЫ НАСОСОВ
Надежные приводы насосов для барж компании Amarillo Gear играют ключевую роль в транспортировке жидкостей по прибрежным водным путям и рекам Америки. Как и баржи, которые они обслуживают, приводы насосов для барж Amarillo Gear производятся в США.0003
Промышленная защита и защита от наводнений
ПРИВОД НАСОСА
Специально разработанные редукторы Amarillo Gear Company предназначены для работы, когда Мать-природа находится в наихудшем состоянии. Приводы промышленных насосов Amarillo Gear доступны в размерах, способных передавать значительное количество энергии, необходимой для перемещения больших объемов воды.
Amarillo Open Gearing
Мы разрабатываем и производим самый большой в мире ассортимент промышленных спирально-конических зубчатых колес.
Узнайте больше об открытых передачах
Спирально-конические зубчатые колеса
Amarillo Gear уже более 80 лет производит спирально-конические зубчатые колеса со стандартным делительным диаметром от 3,5 дюймов (110 мм) до 24 дюймов (610 мм). Все процессы зубчатых передач выполняются «внутри компании» и контролируются внутренними процессами качества, которые сертифицированы LRQA в соответствии со стандартами ISO 9001:2015. Многие размеры и пропорции есть на складе для немедленной доставки.
Спиральные конические шестерни большого диаметра
Если вам нужны спиральные конические шестерни большого диаметра, Amarillo Gear — ваш выбор. Мы производим спирально-конические зубчатые колеса с делительным диаметром до 100 дюймов (2540 мм). Мы либо изготовим по вашему дизайну, либо реконструируем, либо создадим новый дизайн, соответствующий вашему применению спирального конического зубчатого колеса большого диаметра.
Косозубые шестерни
Косозубые шестерни поставляются компанией Amarillo Gear с делительным диаметром до 31,5 дюйма (800 мм), шириной передней поверхности до 15,75 дюйма (400 мм) и диаметром шага от 1,588 дюйма (40 мм). Все косозубые зубчатые колеса подвергаются механической обработке, фрезерованию, науглероживанию и шлифовке профилей компанией Amarillo Gear с уровнем качества AGMA Q12 и выше.
Служим вам с 1917 года
Признаны во всем мире за качество, надежность и сервис
Наши клиенты продолжают полагаться на нас в отношении своих редукторов и обслуживания, потому что они знают, что работа с Amarillo Gear Company удовлетворяет их потребности на пять основные уровни:
Станок распиловочный ЗУБР СРЦ-254 предназначен для большинства работ по дереву: продольного, наклонного, косого и комбинированного распила. Применяется в деревообрабатывающей промышленности, мебельном производстве. Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения. Защитный кожух диска автоматически откидывается при подаче заготовки и защищает оператора от травм. Восстанавливаемая защита от перегрузки. Планетарный механизм регулировки положения диска по углу и высоте. Система пылеотвода, с дополнительным патрубком в верхнем кожухе диска, позволяет удалять стружку непосредственно из зоны резания.
Преимущества
Мощный двигатель обеспечивает производительный рез высокого качества
Прочный пластиковый корпус
Эффективный отвод стружки из зоны резания, за счёт заборного патрубка в верхнем кожухе диска
Безопасное хранение всех принадлежностей прямо на корпусе
Регулируемая продольная направляющая с надёжной системой фиксации
Электромагнитный выключатель с защитой от случайного включения
Восстанавливаемый термопредохранитель
Стальной рабочий стол
Справочная информация
Всего в остатке по складам:
1 шт.
Доступно к заказу в интернет магазине:
1 шт.
Минимальная партия:
1 шт.
Внешний вид представлен на фото. Просим обращать Ваше внимание на то, что производитель оставляет за собой право менять внешний вид без уведомлений. Фотографии представляются производителем, если они есть в открытых источниках или мы их делаем сами.
Станок распиловочный ЗУБР СРЦ-254 предназначен для большинства работ по дереву: продольного, наклонного, косого и комбинированного распила. Применяется в деревообрабатывающей промышленности, мебельном производстве. Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения. Защитный кожух диска автоматически откидывается при подаче заготовки и защищает оператора от травм. Восстанавливаемая защита от перегрузки. Планетарный механизм регулировки положения диска по углу и высоте. Система пылеотвода, с дополнительным патрубком в верхнем кожухе диска, позволяет удалять стружку непосредственно из зоны резания.
Преимущества
Мощный двигатель обеспечивает производительный рез высокого качества
Прочный пластиковый корпус
Эффективный отвод стружки из зоны резания, за счёт заборного патрубка в верхнем кожухе диска
Безопасное хранение всех принадлежностей прямо на корпусе
Регулируемая продольная направляющая с надёжной системой фиксации
Электромагнитный выключатель с защитой от случайного включения
Восстанавливаемый термопредохранитель
Стальной рабочий стол
Характеристики станка распиловочного Зубр СРЦ-254
Измерено в Шукур в упаковке
Вес, брутто
22 кг
Длина
74. 00 см
Ширина
62.00 см
Высота
33.00 см
Где купить станке распиловочном СРЦ-254
Наличие станка распиловочного Зубр СРЦ-254 приведено в списке ниже. Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
Магазин
Количество, шт
Основной склад Склад-магазин на Рыбинской 25Ц
0 шт
Склад-магазин на 1-й пр. Рождественского 3Б
0 шт
Магазин на Рыбинской 25М
0 шт
Магазин с. Солянка, ул. Каспийская, д. 2А
0 шт
Магазин на Рыбинской 19в
0 шт
Магазин на Аксакова 7 Б
0 шт
Магазин с. Карагали, ул. Зеленая д.22/4
0 шт
Магазин на Соликамской 74
1 шт
Остаток всего
1
В резерве
0
ссылка на страницу с контактами, адресами и схемой расположения магазинов
Доставка
Мы осуществляем доставку по территории РФ силами различных транспортных компаний. Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Как купить станке распиловочном СРЦ-254
Чтобы купить станке распиловочном Зубр СРЦ-254 необходимо нажать на кнопку . Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров.
Оплата
Если вы хотите сэкономить на стоимости доставки, рекомендуем выбрать сразу несколько понравившихся или необходимых товаров в корзине и указать их количество. Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.
Оплатить можно только уже оформленный (сохраненный) заказ. Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Оформленный заказ будет виден в вашем личном кабинет (если вы регистрировались) и продублирован на электронную почту (если указали свою). В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
Ошибка № 922369: javamail: FTBFS на Buster/Sid
Источник: javamail
Серьезность: серьезный
Теги не указаны
Обоснование: не удается собрать из исходников
Вы также можете увидеть тот же сбой сборки из воспроизводимых сборок.
усилия проектов.
https://tests.reproducible-builds.org/debian/rb-pkg/unstable/amd64/javamail.html
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/index-all.html...
[ 254s] Строительный индекс для всех классов...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses-index. html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allpackages-index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/deprecated-list.html...
[ 254s] Строительный индекс для всех классов...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Создание /usr/src/packages/BUILD/mail/target/apidocs/index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/overview-summary.html...
[ 254s] Генерация /usr/src/packages/BUILD/mail/target/apidocs/help-doc.html...
[ 254 с] 1 ошибка
[ 254 с] 1 предупреждение
[ 254с] [[1;34минИНФО[м]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mПропуск распространения JavaMail API[m
[ 254s] [[1;34mINFO[m] Этот проект был забанен в сборке из-за
предыдущие неудачи.
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mReactor Сводка для распространения JavaMail API
1. 6.2:[м
[ 254с] [[1;34минИНФО[м]
[ 254s] [[1;34mINFO[m] Распределение JavaMail API ......................
[1;32 м УСПЕХ [м [ 2,080 с]
[ 254s] [[1;34mINFO[m] JavaMail API ...................................... ..
[1;31mFAILURE[м [ 21,766 с]
[ 254s] [[1;34mINFO[m] JavaMail API (без провайдеров) ........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JAR JavaMail API ......................................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] smtp-провайдер JavaMail API .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поставщик imap API JavaMail .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API Gmail IMAP-провайдер ...................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API pop3-поставщик ......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поддержка dsn API JavaMail .......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Обработчик протоколирования JavaMail API .......................
[1;33мПРОПУСК[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1;31mBUILD FAILURE[m]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254 с] [[1;34 мИНФО[м] Общее время: 24,522 с
[ 254s] [[1;34mINFO[m] Завершено в: 2019-02-15T04:59:59Z
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;31mERROR[m] Не удалось выполнить цель
[32morg. apache.maven.plugins:maven-javadoc-plugin:3.0.1:jar[m
[1m(default-cli)[m в проекте [36mjavax.mail[m: [1;31mMavenReportException:
Ошибка при создании Javadoc: [m
[ 254s] [[1;31mERROR[m] [1;31mКод выхода: 1 - javadoc: ошибка - код
в документации используются модули, но пакеты, определенные в
https://docs.oracle.com/javase/7/docs/api/ находятся в безымянном модуле.[m
[ 254с] [[1;31мОШИБКА[м]
[1;31m/usr/src/packages/BUILD/mail/src/main/java/com/sun/mail/util/package.html:60:
предупреждение - Тег @link: ссылка не найдена: java.util.logging[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mКомандная строка была:
/usr/lib/jvm/java-11-openjdk-amd64/bin/javadoc @options @argfile[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mОбращайтесь к сгенерированным файлам Javadoc в
'/usr/src/packages/BUILD/mail/target/apidocs' каталог [m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] -> [1m[Справка 1][m
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Чтобы увидеть полную трассировку стека ошибок, перезапустите
Maven с переключателем [1m-e[m].
[ 254s] [[1;31mERROR[m] Перезапустите Maven, используя переключатель [1m-X[m], чтобы включить полный
журнала отладки.
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Для получения дополнительной информации об ошибках и возможных
решения, пожалуйста, прочитайте следующие статьи:
[ 254s] [[1;31mERROR[m] [1m[Справка 1][m
http://cwiki.apache.org/confluence/display/MAVEN/MojoExecutionException
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] После устранения проблем можно возобновить
построить с помощью команды
[ 254s] [[1;31mERROR[m] [1mmvn <цели> -rf :javax.mail[m
[ 255s] dh_auto_build: /usr/lib/jvm/default-java/bin/java -noverify -cp
/usr/share/maven/boot/plexus-classworlds-2.x.jar -Dmaven.home=/usr/share/maven
-Dmaven.multiModuleProjectDirectory=/usr/src/packages/BUILD
-Dclassworlds.conf=/etc/maven/m2-debian.conf
-Dproperties.file.manual=/usr/src/packages/BUILD/debian/maven.properties
org.codehaus.plexus.classworlds.launcher.Launcher
-s/etc/maven/settings-debian.xml -Ddebian.dir=/usr/src/packages/BUILD/debian
-Dmaven. repo.local=/usr/src/packages/BUILD/debian/maven-repo пакет
javadoc:jar javadoc:aggregate -DskipTests -Dnotimestamp=true -Dlocale=en_US
вернул код выхода 1
[ 255s] make: *** [debian/rules:6: build] Ошибка 1
[ 255s] dpkg-buildpackage: ошибка: подпроцесс сборки debian/rules вернул выход
статус 2
[ 255 с]
-- Системная информация:
Выпуск Debian: buster/sid
APT предпочитает тестирование
Политика APT: (900, «тестирование»), (500, «нестабильный»), (1, «экспериментальный»)
Архитектура: amd64 (x86_64)
Зарубежные архитектуры: i386
Ядро: Linux 4.19.0-3-amd64 (SMP с 8 ядрами ЦП)
Флаги заражения ядра: TAINT_USER, TAINT_WARN.
Регион: LANG=en_US.UTF-8, LC_CTYPE=en_US.UTF-8 (charmap=UTF-8), LANGUAGE=en_US
(charmap=UTF-8)
Оболочка: /bin/sh связана с /bin/dash
Инициализация: systemd (через /run/systemd/system)
LSM: AppArmor: включен
Не удалось собрать авогадролибы на openSUSE E: lto-no-text-in-archive — Support
andythe_great
#1
Здравствуйте,
Я пытаюсь получить авогадролибы для сборки на openSUSE Tumbleweed. Гитхаб
OpenChemistry/авогадролибс
Библиотеки
Avogadro обеспечивают 3D-рендеринг, визуализацию, анализ и обработку данных, полезных в вычислительной химии, молекулярном моделировании, биоинформатике, материаловедении и смежных областях. — О…
Я столкнулся с проблемой при сборке с помощью cmake с компилятором gcc.
Я сталкиваюсь с несколькими ошибками, говорящими E: lto-no-text-in-archive cmake, дайте подсказку: этот архив не содержит непустой секции .text. Архив не был создан с параметром -ffat-lto-objects.
Я добавил %global _lto_cflags %%{_lto_cflags} -ffat-lto-objects в cmake, которые исправляют ошибку. Однако сопровождающий пакета не примет это, поскольку на самом деле это не исправление.
Я смотрю на какой-то другой проект с похожей проблемой, такой как github. com
# --*- Автоконф --*-
# Обработайте этот файл с помощью autoconf для создания скрипта конфигурации.
AC_PREREQ(2.61)
#
# Номер версии 0MQ извлекается из include/zmq.h с помощью
# скрипт version.sh. Следовательно, он должен быть обновлен там.
# Версия в git должна отражать *следующую* запланированную версию.
#
AC_INIT([zeromq],[m4_esyscmd([./version.sh])],[[email protected]])
AC_CONFIG_AUX_DIR(конфигурация)
AC_CONFIG_MACRO_DIR (конфигурация)
AC_CONFIG_HEADERS([источник/платформа.hpp])
AM_INIT_AUTOMAKE (внешние подпапки-объекты tar-ustar dist-zip)
# Разрешить «configure --disable-maintainer-mode», чтобы отключить проверку временных меток
AM_MAINTAINER_MODE([включить])
m4_pattern_allow([AC_PROG_CC_C99])
m4_include([m4/ax_check_compile_flag.m4])
m4_include([m4/ax_cxx_compile_stdcxx_11.m4])
Этот файл был усечен. показать оригинал
К которому они добавляют флаг -ffat-lto-objects. Возможно, придется добавить -ffat-lto-objects и в авогадролибы.
Производство и изготовление пеллет (древесных гранул). Премиум пеллеты от производителя.
Компания ФРП производит пеллеты Премиум класса. В качестве сырья производители пеллет используют древесную стружку или опилки, то есть отходы лесопильного или строгального цехов.
При производстве пеллет Премиум класса компании «ФРП» применяется экологически чистая окоренная древесина хвойных пород, вследствие чего достигается уровень содержания золы не более 0,37%, а древесные гранулы получаются светлыми.
Готовая продукция производится путем измельчения, сушки и грануляции исходного сырья.
Завод по производству пеллет состоит из полностью автоматизированных линий немецкого оборудования Muncher.
Качество пеллет «ФРП»
Компания «FRP» производит только Премиальный вид древесных гранул. Это светлые пеллеты диаметром 6 мм и 8 мм, соответствующие стандарту «ENplus A1». (см. стандарты пеллет)
На копии сертификатов, представленных ниже, Вы можете ознакомиться с характеристиками наших пеллет.
Технология изготовления пеллет
Подготовка сырья
Производство пеллет включает в себя сортировку исходного сырья по влажности, размерам, принадлежности к определенному сорту древесины. Подготовленное сырье поступает в дробилку и доводится до состояния муки.
Сушка
Измельченная масса высушивается при проходе через теплоноситель. В качестве теплоносителя применяются отходы, полученные при подготовке сырья или при отсеве готовой продукции, благодаря чему издержки производства топливных пеллет сводятся к минимуму.
Грануляция
Высушенный материал поступает в гранулятор. При необходимости дополнительного увлажнения используют генерируемый пар. Полученная смесь продавливается через отверстия в матрице. При воздействии высокого давления и температуры лигнин, полученный в результате расщепления древесины, обволакивает целлюлозу и на выходе образуется гранула. Полученные пеллеты из опилок обрезаются «в размер» с помощью ножей.
Охлаждение
В процессе охлаждения пеллеты приобретают необходимую прочность.
Упаковка и транспортировка
С помощью дозатора и автоматических весов продукция упаковывается в мешки Big Bag или фасуется по 15 кг.
Готовая продукция на предприятии проходит обязательный контроль качества. Допустимый уровень влажности соответствует международному сертификату. Размеры гранул 6 мм и 8 мм. Использование современных технологий обеспечивает соответствие всей продукции стандарту «ENplus A1». В стандартах также определено наличие пыли и других посторонних примесей. Стоимость 1 тонны пеллет зависит от объема заказа. Выгодно заказывать продукцию большим оптом, так как действует гибкая система скидок.
Преимущества отопления пеллетами:
экологически чистое топливо, обладающее высокой теплотворностью;
низкий уровень золы;
не вызывает аллергию, так как отсутствуют споры грибка и пыль;
при хранении занимают в несколько раз меньше места, чем традиционные дрова.
Главным достоинством использования пеллет в качестве топлива является то, что это возобновляемый источник энергии. При планомерном истощении природных ресурсов применение альтернативных видов топлива обеспечит дальнейшее существование техногенной цивилизации.
Линия по производству пеллет из опилок в Кирове
Окупаемость 1 год
Купить линию пеллет из опилок
Построим под ключ пеллетную линию из опилок за 30 дней
Доступное недооценённое сырьё из опилок
Древесные отходы безусловно выгодны тем, что это практически бесплатное сырье, которое предприниматель производит сам либо берет на утилизацию с лесопилок.
Линия пеллетирования работает на видах сырья: опил, стружка, обрезь, горбыль, тонкомер
Подробнее о сырье и сбыте
Линия на сухом сырье
Линия гранулирования позволяет перерабатывать в гранулы сухое сырье с влажностью до 14%.
Качество гранул, получаемых на линии, соответствует европейскому стандарту ENplus.
В комплект оборудования входит:
пресс-гранулятор
смеситель
дозатор
бункер-ворошитель
дробилку
два ленточных конвейера и колонну охлаждения
Подробнее о линии
Линия на сырье естественной влажности
В качестве сырья для линии пеллет используются отходы естественной влажности.
Допускается использование крупногабаритных отходов, которые предварительно измельчаются до необходимых размеров.
В комплект оборудования входит:
сушильный комплекс барабанного типа, участок дробления с молотковыми дробилками
участок прессования с прессом-гранулятором
участок упаковки в мягкие контейнеры
Подробнее о линии
Пример деревообрабатывающего предприятия
с рентабельностью 160%
Лес перерабатывается круглый год. Состав сырья, необходимого для производства: 50% сырья – деловая древесина и доска Рентабельность – 40%
Общая рентабельность от переработки сырья: 40% с доски + 120% с отходов = 160%
01
Переработка отходов
Перед переработкой крупные отходы измельчаются в щепу длиной до 50 мм с помощью рубильной машины
02
Дробление
Далее происходит дробление в молотковой дробилке с последующей просушкой в сушильном барабане
03
Подготовка сырья
При повторном дроблении в мельничной дробилке материал доводится до состояния пыли
04
Готовый продукт
Из полученной муки в пресс-грануляторе производятся пеллеты цилиндрической формы
Линии гранулирования делятся по выпуску тоннажа готовой продукции:
1 тонна/час
2 тонны/час
3 тонны/час
4 тонны/час
Получить консультацию
Поставка оборудования для производства пеллет по всей России
Готовы привезти и смонтировать пеллетный комплекс в любом регионе России. Мы отправляем на объект опытных специалистов, наладчиков и инженеров, которые не только установят оборудование, но и обучат ваш персонал пользоваться техникой.
Легкость использования оборудования для гранул
Для работы на нашем оборудовании достаточно двух сотрудников, которых мы сами обучаем управлению и тестируем их навыки в процессе деятельности. Передаем весь необходимый опыт и проводим аттестацию будущих работников.
Короткие сроки запуска
Пеллетную линию вы сможете запустить с нашей помощью и полным сопровождением уже через 30 дней с момента подписания договора. При этом вы получаете постоянную техническую поддержку и доступ к нужной информации от наших специалистов, которые на связи с вами каждый день.
Обслуживание и поставка запчастей
Организуем работу пеллетных линий под ключ благодаря собственным производственным мощностям и разработанным нами технологиям гранулирования. Сами выпускаем высококачественное оборудование и производим его постоянное обслуживание, поэтому у нас всегда есть необходимые запчасти и решения для непрерывного рабочего процесса.
Продукция европейского стандарта
Производим оборудование для интенсивных нагрузок по европейскому стандарту. Продукция, полученная на наших пеллетных линиях, имеет высокие показатели качества: гладкая поверхность, сверхпрочность, устойчивость к крошению. Благодаря соблюдению технологии вы получите гранулы, идеально подходящие для экспорта на европейский рынок.
Подстройка под сырье и мощности
Адаптируем пеллетный комплекс в зависимости от способа гранулирования различных видов сырья. Гарантируем, что линия будет выдавать заявленную производительность при использовании конкретно вашего материала. В наши услуги входят изготовление линии с посадкой под выбранное помещение, монтажные работы, установка линии на предприятии, пусконаладочные работы и техническое сопровождение в течение всего срока эксплуатации линии.
Особенности покупки пеллетной линии у Pellet-Park
Нам важно, чтобы малый бизнес приносил прибыль. Мы не просто поставщик товара, а надежный партнер вашего бизнеса.
Сроки наладки линии: от 1 месяца.
Гарантия на пеллетный комплекс: от 1 года.
Спрос на сырье: высокий спрос в России и за рубежом.
Выгода: пеллеты – стабильная валюта. Спрос на них увеличивается ежегодно.
Линия по производству топливных гранул из древесных отходов с рентабельностью 120%
Ваше имя
Номер телефона
Ваш вопрос
Я даю свое согласие на обработку персональных данных и соглашаюсь с политикой конфиденциальности
Журнал Biomass – последние новости об энергии, топливе и химикатах на биомассе
Местоположение
Сырье
Емкость
Алабама Пеллетс-Элисвилл
АЛ
260 000
American Wood Fibers-Circleville
ОХ
45 400
American Wood Fibers-Marion
ВА
45 400
Amite BioEnergy
MS
484 900
Древесные гранулы из Аппалачей
WV
45 400
ООО «Эпплинг Каунти Пеллетс»
Г. А.
181 400
Таблетки для босых ног
ПА
63 500
Пеллеты Blackstone
КТ
13 600
Изделия из пиломатериалов Blue Mountain
ИЛИ
20 000
Завод по производству пиломатериалов C&C Smith
МО
15 000
ООО «Карран Возобновляемая Энергия»
Нью-Йорк
108 900
Компания Дейно
Висконсин
45 400
Древесные гранулы Dry Creek
Нью-Йорк
77 100
Древесные пеллеты Easy Heat – Индианаполис
В
21 800
Древесные пеллеты Easy Heat-S. Чарльстон
ОХ
27 200
Продукты EasyPellet
ВА
90 700
Energex American Inc.
ПА
113 400
Enviva Bond
MS
750 000
Enviva Partners LP
Г. А.
750 000
Гранулы Enviva Ahoskie
НЗ
349 700
Гранулы Enviva Amory
MS
107 500
ООО «Энвива Пеллетс Коттондейл»
Флорида
750 000
Enviva Pellets Greenwood LLC
СК
500 000
Гранулы Enviva Hamlet
НЗ
544 300
Enviva Pellets Northampton LLC
НЗ
750 000
Гранулы Enviva Sampson
НЗ
500 000
ООО «Энвива Пеллетс Саутгемптон»
ВА
760 000
Округ Энвива Самтер
АЛ
1 000 000
Эквусток
СК
43 500
Эквусток-Честер
ВА
72 600
Эквусток-Монтебрук
Флорида
36 300
Эквусток-Рапид Сити
SD
35 300
Эквусток-Трой
ВА
36 300
Essex Pallet & Pellet
Нью-Йорк
800
Корпорация «Файбер Субпродуктс»
МИ
103 400
Волоконные энергетические продукты AR
АР
31 800
ООО «Форест Энерджи Мендосино»
КА
34 900
ООО «Форест Энерджи Орегон»
ИЛИ
43 500
Лесная энергетическая выставка Низкая
AZ
54 400
Дистрибьюторы лесной продукции
SD
22 600
ООО «Фрэнк Пеллетс»
ИЛИ
21 300
Great Lakes Renewable Energy Inc.
Висконсин
31 800
Greene Team Pellet Fuel Co.
ПА
45 400
Пеллеты Hamer
WV
66 000
Hassell & Hughes Lumber Co.
ТН
13 600
Hazlehurst Wood Pellets LLC
Г. А.
317 500
Древесные пеллеты для очага
Нью-Йорк
1 800
Компания Henry County Hardwoods Inc.
ТН
33 100
ООО «Хайленд Пеллетс» — Пайн Блафф
АР
607 800
Горизонт Биофьюэлз Инк.
СВ
2000
ООО «Индек Энерджи Ледисмит»
Висконсин
81 600
Ironstone Mills
ПА
1 800
Jensen Lumber Co.
ID
13 600
Биотопливо Королевства
ПА
9 100
ООО «Киртланд Продактс»
МИ
27 200
LaSalle BioEnergy
ЛА
578 300
Гранулы долины Лемхи
ID
2 800
Лигнетикс оф Айдахо Инк.
ID
59 000
Лигнетикс оф Мэн Инк.
МЭ
72 600
Lignetics of New England-Allegheny
ПА
54 400
Lignetics of New England-Deposit
Нью-Йорк
80 000
Lignetics of New England-Jaffrey
НХ
77 100
Lignetics of New England-Schuyler
Нью-Йорк
70 000
Lignetics of Oregon-Brownsville
ИЛИ
109 000
Lignetics of Oregon-Cascade Locks
ИЛИ
36 300
Лигнетикс оф Вирджиния Инк.
ВА
79 800
Lignetics of West Virginia Inc.
WV
111 500
Lignetics of Wisconsin-Marathon
Висконсин
27 200
Lignetics of Wisconsin-Peshtigo
Висконсин
27 200
LJR Forest Products
Г. А.
181 400
Компания Maeder Brothers Quality Wood Pellets Inc.
МИ
13 600
Мэн Вудс Пеллет Ко
МЭ
99 800
Маллард Крик Инк.
КА
90 700
Manke Lumber Co.
WA
31 800
Компания Мичиган Вуд Топливс
МИ
54 400
Морхаус БиоЭнерджи
ЛА
614 400
MRE-Кроссвилл
АЛ
99 800
MRE-Джаспер
ТН
98 800
MRE-Квитман
MS
120 000
Mt. Taylor Machine Pellet Fuel-Albuquerque
НМ
4 100
Mt. Taylor Machine Pellet Fuel-Milan
НМ
4 100
Компания Nature’s Earth Pellets NC LLC, Лауринбург
НЗ
51 700
Северный Айдахо Energy Logs-Hauser
ID
54 400
North Idaho Energy Logs-Moyie Springs
ID
45 400
ООО «Норт Ист Пеллетс»
МЭ
7 300
Northland Pallet Inc.
МН
13 600
Древесные гранулы O’Malley
ВА
36 300
Изделия из твердой древесины Озарк
МО
127 000
Пеллеты из полиамида
ПА
44 300
Пеллеты Тихоокеанского побережья
WA
49 900
ООО «Пасифик Пеллет»
ИЛИ
49 900
Паттерсон Вуд Продактс Инк.
ТХ
36 300
Pellheat Inc.
ПА
3 200
Пенн Вуд Продактс Инк.
ПА
5 400
Pennington Seed Inc.
МО
4 500
Компания «Роки Каньон Пеллет»
ID
7 300
Смит Крик Инк.
В
1 700
ООО «Снежные лесные пеллеты»
Висконсин
4 500
Пеллеты Somerset
КН
49 900
Лиственные породы Южной Индианы
В
4 500
Южный Кентукки Пеллет Милл Инк.
КН
7 700
Компания по производству пеллет для подводной рыбы
SD
52 600
Шугар-Крик Стружка
ОХ
4 500
ООО «Супериор Пеллет Фьюэлз»
Ак
31 800
T&D Wood Energy
МЭ
33 600
ООО «Телфэйр Форест Продактс»
Г. А.
136 100
Пеллеты Timberland — Ленуар
НЗ
30 000
Пеллеты Timberland-Fruitland
ID
30 000
Пеллеты из твердой древесины Turman
30 000
Древесные пеллеты Varn
Г. А.
81 600
ООО «Вермонт Вуд Пеллет Ко.»
ВТ
15 100
Вулкан Вуд Продактс Инк.
МИ
8 200
Вестерн Вуд Продактс Инк.
НМ
23 600
ООО «ВестВинд Логистикс»
ИА
13 600
Древесные гранулы C&C Smith Lumber
ПА
22 700
Лесной пейзаж Юты
UT
8 200
ООО «Вудвилл Пеллетс»
ТХ
500 000
Маломасштабный проект по производству гранул из биомассы – Farm Energy
Партнер-спонсор :
Финансируется Министерством сельского хозяйства США, Министерством энергетики США и Министерством энергетики США
Исследования определяют процессы и факторы для производства лучших гранул из биомассы.
Содержание
О процессе гранулирования
Цель исследования
Исследовательская деятельность
Чему мы научились
Почему это важно?
Для получения дополнительной информации
Авторы этого резюме
О процессе гранулирования
Гранулирование биомассы представляет собой многоэтапный процесс. Каждый из этих шагов должен быть выполнен правильно, если вы хотите получить высококачественный конечный продукт:
Подготовка сырья
Контроль влажности
Экструзия
Охлаждение
Упаковка
Цель исследования
В настоящее время на рынке доступны малогабаритные грануляторы, предназначенные для производства «пеллет из биомассы», готовых к использованию. Эти гранулы можно использовать в качестве топлива для сжигания или в качестве сырья для преобразования в биотопливо. Однако успешная эксплуатация этих машин-грануляторов оказалась несколько проблематичной, т. е. операции характеризовались плохим качеством гранул и/или хроническим закупориванием экструзионной головки устройства.
Исследовательская деятельность
Создание высококачественных пеллет на данный момент является скорее искусством, чем точной наукой. В Penn State мы работаем, чтобы помочь фермерам и мелким операторам понять, как успешно производить высококачественные пеллеты из растительных остатков, многолетних трав и другого легкодоступного сырья биомассы. Мы делаем это, тестируя небольшие грануляторы, используя различные виды сырья и условия эксплуатации, и ищем ключевые характеристики, определяющие качество гранул. Таким образом, мы сможем исключить некоторые догадки из процесса и сделать его немного более «наукой», чем искусством. Мы также работаем над оценкой трудовых и энергетических бюджетов для запуска гранулятора для этих небольших операций.
Что мы узнали
Летний отчет за 2012 г. – Цель: определить наиболее эффективные условия работы небольшого гранулятора, который производит гранулы, изготовленные в основном из проса проса. Двумя отслеживаемыми характеристиками были общее качество окатышей и тенденция к закупорке матрицы. Исследованы следующие факторы на предмет их влияния на качество пеллет и текучесть матрицы: температура матрицы, скорость машины, содержание влаги, скорость подачи и добавки, такие как дистиллированное сухое зерно, масло канолы и кукурузный крахмал. Эти факторы менялись в ходе испытаний, и оценивались полученные в результате качество окатышей и склонность к закупорке.
Результаты показывают, что гранулы более высокого качества получаются, если вы запускаете машину на половинной скорости и используете две отдельные смеси; исходная смесь, содержащая просо, смешанное с DDG в соотношении 3:7; испытательная смесь, содержащая просо просо с содержанием влаги от 11 до 16 процентов и 1-4 процента масла канолы.
Осенний отчет 2012 г. – Цель: определить оптимальные условия для сырья, состоящего в основном из проса проса, для использования на небольшом грануляторном заводе. Учитывались такие переменные, как содержание влаги в сырье, концентрация масла канолы и концентрация высушенной после перегонки барды (DDG). Каждая из этих переменных была протестирована для двух размолов базового материала проса разного размера. Качество полученных гранул, а также склонность матрицы к закупорке измеряли по субъективной шкале.
Результаты показывают, что гранулы получаются наиболее эффективно при использовании двухфазного подхода, включающего использование закупоривающей смеси с последующим вводом гранулируемого материала. Лучшие пеллеты были изготовлены из материала более тонкого помола при содержании влаги от 15 до 20 процентов с добавлением примерно 1-3 процентов масла канолы.
Весенний отчет за 2013 г. – Цель: исследовать влияние свойств сырья на эффективность уплотнения небольшого гранулятора. Изучаемыми переменными были два размера помола основного материала проса и влажность исходного сырья. Качество пеллет оценивали субъективно, используя эталонную числовую шкалу, как и склонность матрицы к засорению. Энергопотребление измерялось для сырья с разным содержанием влаги.
Было подтверждено, что содержание влаги в исходном сырье является переменной величиной, оказывающей наиболее существенное влияние на образование окатышей, и что влажность в диапазоне 15-25% приводит к получению окатышей самого высокого качества и наименьшей склонности к засорению мундштука. Предварительные результаты показывают, что качество гранул положительно коррелирует с энергопотреблением.
Почему это важно?
Многие фермеры и предприниматели заинтересованы в производстве топливных гранул из биомассы из таких культур, как просо, мискантус или другая биомасса. Это не только ценная рыночная возможность, но и позволяет производителям быть более независимыми от энергии, выращивая и перерабатывая собственное пеллетное топливо.
Наши результаты помогут сделать гранулирование доступным для тех, кто хочет переключиться и стать экологичным, используя альтернативные и возобновляемые источники энергии для эффективного обогрева своих домов и других нужд. Этот проект поддерживается грантом от Northeast Sun Grant Initiative
. Для получения дополнительной информации
Поскольку мы продолжаем тестировать и разрабатывать рекомендации по созданию идеальных гранул, мы будем публиковать их на веб-сайте проекта: Penn State Pelletizing Biomass.
Авторы этого обзора
Ученые Департамента сельскохозяйственной и биологической инженерии штата Пенсильвания: Клэй Свакхамер, Брайан Райт, Райан Хилтон, Дрю Свомли, Брайан Грей и Дэвид Руни.
MinD — технология интеллектуального строительного проектирования
Технология MinD совмещает преимущества трехмерного проектирования с простотой двухмерного.Позволяет избежать принципиальных ошибок на ранних стадиях проектирования.
Подробнее
Архитектура: АС/АР
Приложение предназначено для автоматизации выпуска проектной документации комплектов АС и АР в среде КОМПАС-3D.
Подробнее
Технология: ТХ
Основное назначение приложения — автоматизация выпуска проектной документации раздела «Технология производства».
Подробнее
Металлоконструкции: КМ
Приложение предназначено для автоматизации процесса проектирования и выпуска проектной документации марки КМ. Важной особенностью является реализация в приложении требований ГОСТ 21.502-2007 «Система проектной документации для строительства. Правила выполнения проектной и рабочей документации металлических конструкций».
Подробнее
Железобетонные конструкции: КЖ
Приложение предназначено для автоматизации процесса проектирования и выпуска проектной документации марки КЖ/КЖИ.
Подробнее
Жизнеобеспечение: ОВ
Приложение предназначено для автоматизации выпуска проектной документации разделов Отопление и Вентиляция и реализует требования ГОСТ 21.602-2003 «СПДС. Правила выполнения рабочей документации отопления, вентиляции и кондиционирования». Инструменты приложения функционально поделены на две части — отопление и вентиляция, а также общую часть для работы с сегментами участков трубопроводов и воздуховодов, формирования аксонометрических схем и разрезов, спецификаций и генерации 3D-модели.
Подробнее
Жизнеобеспечение: ВК
Приложение реализует требования ГОСТ 21.601-79 «СПДС. Водопровод и канализация. Рабочие чертежи» и предназначено для строительного проектирования при разработке комплектов рабочих чертежей разделов Водоснабжение и Канализация.
Подробнее
Электроснабжение: ЭС/ЭМ
Приложение предназначено для автоматизации выполнения проектной и рабочей документации для силового оборудования (ЭМ), внутреннего электрического освещения (ЭО) и электроснабжения (ЭС) промышленных объектов.
Подробнее
Artisan Rendering, система фотореалистичного рендеринга для КОМПАС-3D
Как будет выглядеть здание или сооружение, проектирование которого еще не завершено? Узнать это не только интересно — это еще и крайне полезно как для самого процесса проектирования, та и для бизнеса компании в целом. Не дожидаясь создания конструкции или окончания строительства, можно оценить его внешний вид, эффектно продемонстрировать проект заказчику, разместить изображения в каталогах и на сайтах.
Подробнее
Rubius Electric Suite: ЛЭП 0,4-10 кВ
Приложение предназначено для автоматизации процесса проектирования воздушных линий электропередачи напряжением 0,4-10кВ по плану в части комплекта чертежей марки ЭВ.
Подробнее
Rubius Electric Suite: МЗ
Приложение предназначено для проектирования систем молниезащиты зданий и сооружений различного назначения и выпуска проектной документации марки МЗ.
Подробнее
Газоснабжение: ГСН
Система предназначена для автоматизации процесса подготовки и выпуска рабочей документации для прокладки газопроводов. Выпуск чертежей осуществляется в соответствии с требованиями ГОСТ 21.610-85 «Газоснабжение. Наружные газопроводы».
Подробнее
Наружные сети: НВК
Приложение предназначено для решения задач автоматизации подготовки и выпуска рабочей документации для прокладки трубопроводов наружных сетей водоснабжения и канализации.
Подробнее
Тепловые сети: ТС
Приложение предназначено для решения задач автоматизации подготовки и выпуска рабочей документации для прокладки тепловых сетей.
Подробнее
СПДС-Помощник
Приложение к системе КОМПАС-График, предназначенное для оформления чертежей в соответствии со стандартами системы проектной документации для строительства (СПДС). Соблюдение стандартов СПДС позволяет унифицировать правила оформления различной проектной документации.
Подробнее
Каталог: Металлопрокат
Каталог предназначен для ускорения процесса проектирования при создании чертежей марок КМ/КМД.
Подробнее
Каталог: СКС
Каталог предназначен для автоматизированного проектирования структурированных кабельных систем (СКС) зданий и сооружений.
Подробнее
Каталог: ОПС
Каталог предназначен для автоматизированного проектирования охранно-пожарной сигнализации (ОПС) зданий и сооружений.
Подробнее
Каталог: Генплан и ландшафт
Каталог предназначена для выполнения проектной документации раздела «Генеральный план» в соответствии с требованиями ГОСТ.
Подробнее
План эвакуации
Каталог предназначен для разработки и оформления планов эвакуации в соответствии с требованиями ГОСТ Р 12.2.143-2002.
Подробнее
Каталог: Строительные машины
Каталог предназначен для формирования графических, текстовых и табличных документов, необходимых при разработке проектов организации строительства и производства работ (ПОС и ППР).
Подробнее
Каталог: ПОС и ППР
Каталог автоматизирует разработку чертежей по разделам «Проект организации строительства» (ПОС) и «Проект производства работ» (ППР).
Подробнее
КОМПАС-Электрик
На сегодняшний день сотни предприятий России и стран ближнего зарубежья успешно проектируют электрооборудование с помощью системы КОМПАС-Электрик. Существует два варианта системы: КОМПАС-Электрик и КОМПАС-Электрик Express.
Подробнее
КОМПАС-Электрик Express
КОМПАС-Электрик Express предназначен для пользователей, которые занимаются разработкой принципиальных электрических схем и перечней элементов к ним. Этот вариант значительно упрощен по отношению к КОМПАС-Электрик.
Подробнее
3d-моделирование конструкции системы кондиционирования самолета | Боев
1. Еловенко Д. А., Мироненко В. В. Рациональные методы редактирования CAD-моделей на этапе их подготовки к анализу в CAE-системах // Вестник Байкальского союза стипендиатов DAAD. 2013. № 1. С. 26–34.
2. Стрекоз А. В., Сидоренко В. В., Ледовских И. В. Анализ напряженно-деформированного состояния (НДС) элерона из полимерных композиционных материалов (ПКМ) с применением метода конечных элементов (МКЭ) // Известия Южного федерального университета. Технические науки. 2019. № 6. С. 122–133. https://doi.org/10.23683/2311-3103-2019-6-122-133.
3. Пронин А. И., Щелкунов Е. Б., Султангареева А. С., Латышев К. А., Иваненко А. А. Исследование и разработка конструкции детали кронштейна с использованием CAD/CAE систем // Ученые записки Комсомольского-на-Амуре государственного технического университета. Серия: Науки о природе и технике. 2017. № I-1(29). С. 27–32. https://doi.org/10.17084/2017.I-1(29).
4. Protasov A. V., Nikolaychuk O. A. Applying the finiteelement method for evaluating the reliability of mechanical systems // Journal of Machinery Manufacture and Reliability. 2011. Vol. 40. No. 1. P. 27–30. https://doi.org/10.3103/S105261881101016X.
5. Klochkov Y. V., Nikolaev A. P., Vakhnina O. V., Kiseleva T. A. Stress-strain analysis of a thin-shell part of fuselage using a triangular finite element with Lagrange multipliers // Russian Aeronautics. 2016. Vol. 59. Nо. 3. P. 316–323. https://doi.org/10.3103/S1068799816030041.
6. Рыжиков И. Н., Нгуен Тьен Кует. Использование пружинно-массово-демпферных моделей при анализе колебаний и долговечности рабочих колес турбомашин с расстройкой параметров // Вестник Иркутского государственного технического университета. 2020. Т. 24. № 4. С. 756–767. https://doi.org/10.21285/1814-35202020-4-756-767.
7. Иващенко А. П. Исследование статической прочности шестерни, входящей в состав вала-шестерни // Современные наукоемкие технологии. 2020. № 11-1. С. 31–36. https://doi.org/10.17513/snt.38334.
8. Лашков В. А., Калимуллин Ф. А., Каратаев О. Р., Усманов Р. А. Трехмерное проектирование и инженерный анализ элементов конического редуктора в системе Autodesk Inventor // Вестник Казанского технологического университета. 2020. Т. 23. № 5. С. 94–97.
9. Zenkov E. V. Update of the equations of the limit state of the structural material with the realization of their deformation // Journal of Physics Conference Series. 2017. Vol. 944. Iss. 1. Р. 012128. https://doi. org/10.1088/17426596/944/1/012128.
10. Распопина В. Б., Бодров Е. А., Ковалѐв А. А. Оценка параметров прочности шатуна ДВС в автоматизированной среде модуля APM Structure 3D системы APM WinMachine // Известия вузов. Инвестиции. Строительство. Недвижимость. 2011. № 01. С. 125–137.
11. Марков С. П., Распопина В. Б. Система Femap with NX Nastran как инструмент для оценки достоверности результатов численного эксперимента в среде программы APM FEM в КОМПАС-3D // Авиамашиностроение и транспорт Сибири: сб. статей XIV Междунар. науч.-практ. конф. (г. Иркутск, 22 декабря 2020 г.). Иркутск: Изд-во ИРНИТУ, 2020. С. 45–52.
12. Жильцов Ю. В., Ёлшин В. В. Использование программного комплекса ANSYS CFX при разработке модели комбинированного котла // Вестник Иркутского государственного технического университета. 2017. Т. 21. № 3. С. 81–90. https://doi.org/10.21285/1814-35202017-3-81-90.
13. Leonovich D. S., Zhuravlev D. A., Karlina Yu. I., Govorkov A. S. Automated assessment of the low-rigid composite parts influence on the product assimilability in the GePARD system // Materials Science and Engineering: IOP Conference Series. 2020. Vol. 760. Iss. 1. Р. 012038. https://doi.org/10.1088/1757-899X/760/1/012038.
14. Dizon J. R. C., Espera A. H., Chen Qiyi, Advincula R. C. Mechanical characterization of 3D-printed polymers // Additive Manufacturing. 2017. Vol. 20. P. 44–67. https://doi.org/10.1016/j.addma.2017.12.002.
15. Novikov A. D., Reznik S. V., Denisov O. V. An experimental study to determine mechanical and thermophysical characteristics of thin-walled carbon plastic antenna reflectors // BMSTU Journal of Mechanical Engineering. 2020. No. 3. P. 84–91. https://doi.org/10.18698/05361044-2020-3-84-91.
16. Гайдаржи Ю., Коляда Е. Цифровой подход для подготовки к сертификации авиационной техники // САПР и графика. 2021. № 1. С. 12–15.
17. Глушков Т. Д. Исследования компактных вентиляторных установок с переменной циркуляцией по длине лопаток рабочего колеса // Вестник Московского авиационного института. 2020. Т. 27. № 1. С. 30–42. https://doi.org/10.34759/vst-2020-1-30-42.
18. Leggett J. , Priebe S., Shabbir A., Michelassi V., Sandberg R., Richardson E. Loss prediction in an axial compressor cascade at off-design incidences with free stream disturbances using large eddy simulation // Journal of Turbomachinery. 2018. Vol. 140. No. 7. P. 071005. https://doi.org/10.1115/1.4039807.
19. Рыжиков И. Н. Использование пружинно-массоводемпферных моделей при анализе колебаний рабочих колес энергетических турбомашин с расстройкой параметров // Системы. Методы. Технологии. 2020. № 4. С. 20–25. https://doi.org/10.18324/2077-5415-20204-20-25.
20. Юргенсон А. А. Учебно-боевой самолет Як-130 // Приложение журнала «Моделист-конструктор». 2006. № 9. 32 с. 21. Данилов Ю., Артамонов И. Практическое использование NX. М.: ДМК Пресс, 2011. 332 с.
Загрузите лучшие файлы STL для 3D-принтера и 3D-печати・Cults
перейти к содержанию
Cute Flexi Print-In-Place-Crocodile
Бесплатно
СОСИСКА
€3,36
-50%
€1,68
Гоночный грузовик Rally Dakar — распечатать на месте
1,79 €
Pocket Dungeon (настольная игра)
5,94 €
Аватар Икран Летающий мобильный
€2,82
-50%
€1,41
БТР Alien для печати на месте
2 €
Санта-Экспресс — версия HotRod
€3,44
-20%
€2,75
Рубен 🎅🎄 Новогоднее украшение
Бесплатно
Сундук с сокровищами Печать на месте
1,25 €
РЕНО БЭБИ
1,21 €
коробки Lego x 48 вариантов!
€1
MobyBook
€7
-50%
€3,50
Среда Аддамс
€12
-30%
€8,40
Морской дракон
1,50 €
Модульные штабелируемые коробки
3,20 €
Рождественская елка с декоративными колышками
€2,45
-25%
€1,84
Носок ракеты
2,82 €
Карандаши, ящики для хранения, баночки для карандашей
1,50 €
Имитация подарочной коробки (печать на месте, сочлененная, опоры не требуются)
Бесплатно
🦌 Шарнирный бешеный северный олень🦌
€2,50
-10%
€2,25
Набор спиральных шахмат (с доской)
Бесплатно
Складной футбольный рожок
Бесплатно
ПОДСТАВКА ДЛЯ ПИВА С ГИРОСКОПОМ 2
2,14 €
Поле для мини-гольфа
Бесплатно
Анимационный скребок «Трансформеры»
13,76 €
Коробочные горшки Nike
3,79 €
Цилиндрические часы
1,50 €
Плавающая полка для грибов
€1,87
-50%
0,93 €
Подставка для комнатных растений
Бесплатно
Кот Кот Обжора
1,88 €
Мыльница
3,44 €
Полая версия светящегося дерева
€2,35
-15%
€2
ГИБКАЯ БАЛАНСНАЯ КУКЛА KRUSTY THE SIMPSON — IN — PLA
2,80 €
Регулируемая по высоте подставка для монитора
€2,82
-30%
€1,98
Держатель для телефона Moai, составной, без опор
€2,81
-50%
€1,40
Bro Saw Shark Печать на месте
2,35 €
Wacky Flame Frisbee
Бесплатно
🎅НАСТЕННАЯ ВЕШАЛКА ДЛЯ КЛЮЧЕЙ NOEL🎅
Бесплатно
5 гномов (без поддержки)
€2,49
-10%
€2,24
𝐒𝐔𝐏𝐑𝐈𝐒𝐄 𝐆𝐈𝐅𝐓
1,99 €
База завода
0,70 €
ПЕРСОНАЛИЗИРОВАННАЯ РОЖДЕСТВЕНСКАЯ КАРТА
Бесплатно
Коробка для сигарет (тонкий размер)
0,95 €
Арбалет Бэтмена / Печать на месте
2,50 €
Рождественская елка
Бесплатно
Flexi Santa
1,88 €
Подставка для карандашей «Пингвин»
€3,76
-25%
€2,81
Голова кошки
20 €
Home Design 3D — лучшее приложение для дизайна на iOS, Android, ПК и Mac!
Home Design 3D — лучшее приложение для дизайна на iOS, Android, ПК и Mac!
Войти
ЕН
Франция
Дом
Презентация
Сообщество
Наши предложения
Поддерживать
Соединитель Se
Скачать
Приложение Home Design 3D, доступное для всех, от энтузиастов домашнего декора до студентов и профессионалов, представляет собой эталонное приложение для дизайна интерьера, позволяющее получить профессиональный результат прямо у вас под рукой!
Наши предложения
Самое простое
приложение для украшения
Постройте дом своей мечты за несколько шагов!
От построения плана этажа до украшения комнат — воплотите дом своей мечты в несколько кликов!
Наши предложения
Самое простое
приложение для украшения
Постройте дом своей мечты за несколько шагов!
От построения плана этажа до украшения комнат — воплотите дом своей мечты в несколько кликов!
Вы можете легко нарисовать свои комнаты и отрегулировать высоту стен
2 • Меблируйте и украшайте
Персонализируйте свой проект по своему вкусу благодаря библиотеке из более чем 2500 полностью настраиваемых предметов мебели, аксессуаров и материалов
3 • Посетите свой проект
Просмотрите результаты и посетите свой проект, как если бы вы были там
4 • Поделитесь с сообществом
Вдохновляйтесь проектами нашего сообщества, насчитывающего более 90 миллионов пользователей, и делитесь своими творениями!
*Доступно только для iOS
Откройте для себя
наш ассортимент продукции
iOS Андроид ПК Mac
Домашний дизайн 3D Freemium
Домашний дизайн 3D Золото
2D/3D версия
3D-посещение в реальном времени
Объект доступен
Сохранить функцию
Экспорт/импорт проекта
дополненная реальность (iOS)
Удаление рекламы
Неограниченное количество этажей
Откройте для себя
наш ассортимент продукции
iOS Андроид ПК Mac
Домашний дизайн 3D Freemium
2D/3D версия
3D-посещение в реальном времени
200
Объект доступен
Сохранить функцию
Экспорт/импорт проекта
дополненная реальность (iOS)
Удаление рекламы
Неограниченное количество этажей
Домашний дизайн 3D Золото
2D/3D версия
3D-посещение в реальном времени
2033+
Объект доступен
Сохранить функцию
Удаление рекламы
дополненная реальность (iOS)
Экспорт/импорт проекта
Неограниченное количество этажей
Вдохновите себя
проектов, созданных нашими пользователями
Зимняя страна чудес
14
11
104
Maison de Maître на французском языке
30
17
217
КАСА ПУЭБЛО
15
13
64
Французский загородный дом
48
43
263
Черная роза — Бар и ресторан
60
57
237
Дом Тюдоров
31
28
203
Особняк Ридженси
40
40
230
Голландский фермерский дом2
20
19
85
домики — Копия
135
128
0
Семейный дом мечты
128
127
1492
Поделитесь своими проектами, чтобы стать Дизайнер недели
Найдите вдохновение или новые идеи для ваших проектов в сообществе!
Присоединяйтесь к нашей группе в Facebook!
Войти Посмотреть больше проектов
Отзывы
Узнайте, что наши пользователи думают о Home Design 3D!
5/5
Хорошо продуманное приложение
После тестирования нескольких приложений, вот наконец то, что мне нужно: Home Design идеален и хорошо продуман. Воссоздать его дом очень просто. После этого мы можем создать множество симуляций, чтобы изменить его интерьер. Хорошо, интуитивно понятно и практично, что еще?
Джеймс
4/5
Рекомендовано
Желаю разработчикам долго продолжать этот проект. Я рекомендую его всем любителям декора и детям, которые начинают проектировать, а позже станут архитекторами. Новый интерфейс очень удобен и прост в освоении!
Габби
5/5
Очень весело!
Для дизайнера-любителя, просто заинтересованного в планировке пространства и размещении в нем мебели, я очень рад не только тому, что я освоил программу за считанные минуты, но и тому, что она сделала все, на что я мог надеяться.
Как производят конструктор «Lego». — Как это сделано, как это работает, как это устроено — LiveJournal
Сегодня мы отправимся в город Биллунд в Дании, чтобы посетить завод который производит всемирно известный конструктор LEGO. Посмотрим процесс производства изнутри, и проследим за ходом обработки и упаковки известного конструктора.
Такие кирпичики лежат перед штаб-квартирой компании Lego Group в Биллунде.
Компания появилась на свет в 1932 году. Её основателем стал датчанин Оле Кирк Кристиансен, который был бригадиром команды плотников и столяров. В 1947 году компания расширила производство и начала выпуск пластиковых игрушек.Начиная с момента своего появления в 1949 году, элементы LEGO во всех своих вариантах остаются совместимы друг с другом. Так, например, элементы, созданные в 1958 году, по-прежнему соединяются с элементами, выпущенными в 2010, несмотря на радикальные изменения в дизайне и форме элементов за эти годы.
Все детали конструкторов LEGO изготавливаются по определённому стандарту с высокой степенью точности , которая позволяет соединять их без значительных усилий. Кроме того, после соединения детали должны надёжно крепиться друг к другу. Для обеспечения этих условий элементы конструктора производятся с точностью в 2 микрометра.
С 1991 года, с началом эры компьютерных видеоигр, компания Лего 11 лет несла убытки, исправив это положение только с выходом новых роботизированных наборов.
Процесс создания лего кирпичиков на самом деле не так уж сложен. Производство элементов конструктора состоит из заливки жидкого пластика в форму и помещение ее под пресс. Форма охлаждается, открывается – и в руках у вас готовый кирпичик конструктора Lego. Затем следует вторая, более сложная часть процесса — обработка, добавление художественных деталей таких как костюмы, галстуки и т.п.
Это приемная в штаб-квартире Lego. Обратите внимание на потолок и стулья – кажется, что они изготовлены из кирпичиков конструктора.
Все конструктора Lego производятся из одинакового пластика на основе акрилонитрила, бутадиена и стирола. Он поступает к Lego напрямую от поставщиков и хранится потом в гигантских бункерах. Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.
Это формовочная машина. Сначала очень горячий пластик заливают в формы на правой стороне. Затем он распространяется через маленькие каналы, и попадает в прессовочную область через очень маленькие разрезы. Когда холодная вода заливается в формовочную машину, она способствует остыванию пластика, и форма открывается, позволяя кирпичам беспрепятственно выпасть на ленту конвейера.
В настоящее время существует около 7 тыс. активных форм, которые используются при производстве Lego. Однако в целом в распоряжении компании находится больше 9 тыс. таких форм, многие из которых ждут своего часа на полках, как эта, например. Средняя форма стоит около 72 тыс. долларов, стоимость самой сложной и дорогой — 360 тыс. долларов.
Здесь можно видеть как пластик заливается в прессовочную область формовочной машины.
На этой фотографии мы видим две части эллипсоидной формы, которые только что побывали в пресс-форме. Через несколько секунд они упадут на ленту конвейера.
На этой фотографии форма для изготовления частей эллипсоидной формы с верхнего фото.
Произведенные кирпичики и другие элементы могут быть впоследствии использованы по-разному. Эти синие детальки могут быть использованы как в качестве голов для крошечных фигурок так и в качестве украшения для других элементов.
Тысячи фиолетовых кирпичиков Lego, которые еще несколько минут назад были под прессом.
Это один из двенадцати формовочных модулей, расположенных в Биллунде. В каждом модуле, или специальной производственной комнате, расположено до 64 рабочих формовочных машин, разделенных на два блока по 32 машины в каждом.
Роботизированная рука, убирающая отходы от процесса плавки и изготовления деталей из формовочной машины. Пластик будет вновь отправлен на переплавку и ему найдут применение уже в очень скором времени.
Корзина для отходов производства.
Производство на фабрике Lego является практически безотходным, так как пластику находят применение. Однако некоторая часть образовавшихся в процессе производства отходов все-таки отправляется в мусорную корзину.
Трубы, по которым гранулы пластика поступают в формовочные машины. Шум, который при этом образуется, напоминает шум, который вызывали бы миллиарды зернышек риса, двигаясь по пластиковым трубам.
Формовочные машины используются на протяжение четырех недель, а потом их вынимают и проводят полную тщательную очистку. На фотографии мы видим работника компании за этой процедурой.
На этом этапе производства фигурок к ним приделают руки, ноги, головы и другие дополнительные детали и элементы.
Робот приделывает руки фигурке.
Здесь можно видеть, как машина штампует на фигурках лица и рубашки.
Этот дисплей показывает вес небольшого мешка фрагментов Lego, известного как предварительная тара. Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
Предварительные тары фрагментов Lego на конвейере, в конце которого они проходят взвешивание.
Это отдел упаковки, большинство деталей находится в пакетах, которые попадают в тару автоматически. Но некоторые пакеты слишком большие, и их приходится трясти вручную, чтобы детали равномерно распределились и пакеты стали более плоскими и тонкими.
Сотни картонных заготовок, из которых сделают коробки для наборов Lego на тему «Звездных войн».
Эта машина контролирует высоту коробок, чтобы они могли плотно закрываться и фрагменты не выпали при транспортировке.
Коробки с наборами Lego на тему «Звездных войн» на конвейере.
Эта машина автоматически закрывает коробки и запечатывает их.
Коробки с наборами Lego на тему «Звездных войн» полностью упакованы и готовы к отправке.
Эта машина берет по две готовые коробки с ноборами «Звездных войн» и размещает их в ящиках по шесть штук.
Работник подбирает две коробки, случайно упавшие с конвейера.
В каждом из этих ящиков по шесть коробок с наборами Lego на тему «Звездных войн».
Теперь эти ящики отправятся в Чехию, где попадут в официальный дистрибьюторский центр Lego, на склад завода в городе Кладно, который кстати выпускает 35-40 % (свыше миллиона деталей) всей продукции компании. Там расположен гигантский роботизированный склад, один из самых больших в Европе, где производится оформление заказов и рассылка продукции по торговым точкам во всём мире.
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану ([email protected]) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Еще раз напомню, что посты теперь можно читать на канале в Телеграме
и как обычно в инстаграме. Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Жми на кнопку, чтобы подписаться на «Как это сделано»!
Оригинал взят отсюда.
Tags: Дания, завод, конструктор, производство
Как производят конструктор «Lego» — Как это сделано
Сегодня мы отправимся в город Биллунд в Дании, чтобы посетить завод который производит всемирно известный конструктор LEGO. Посмотрим процесс производства изнутри, и проследим за ходом обработки и упаковки известного конструктора.
Такие кирпичики лежат перед штаб-квартирой компании Lego Group в Биллунде.
Компания появилась на свет в 1932 году. Её основателем стал датчанин Оле Кирк Кристиансен, который был бригадиром команды плотников и столяров. В 1947 году компания расширила производство и начала выпуск пластиковых игрушек.Начиная с момента своего появления в 1949 году, элементы LEGO во всех своих вариантах остаются совместимы друг с другом. Так, например, элементы, созданные в 1958 году, по-прежнему соединяются с элементами, выпущенными в 2010, несмотря на радикальные изменения в дизайне и форме элементов за эти годы.
Все детали конструкторов LEGO изготавливаются по определённому стандарту с высокой степенью точности , которая позволяет соединять их без значительных усилий. Кроме того, после соединения детали должны надёжно крепиться друг к другу. Для обеспечения этих условий элементы конструктора производятся с точностью в 2 микрометра.
С 1991 года, с началом эры компьютерных видеоигр, компания Лего 11 лет несла убытки, исправив это положение только с выходом новых роботизированных наборов.
Процесс создания лего кирпичиков на самом деле не так уж сложен. Производство элементов конструктора состоит из заливки жидкого пластика в форму и помещение ее под пресс. Форма охлаждается, открывается – и в руках у вас готовый кирпичик конструктора Lego. Затем следует вторая, более сложная часть процесса — обработка, добавление художественных деталей таких как костюмы, галстуки и т. п.
Это приемная в штаб-квартире Lego. Обратите внимание на потолок и стулья – кажется, что они изготовлены из кирпичиков конструктора.
Все конструктора Lego производятся из одинакового пластика на основе акрилонитрила, бутадиена и стирола. Он поступает к Lego напрямую от поставщиков и хранится потом в гигантских бункерах. Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.
Это формовочная машина. Сначала очень горячий пластик заливают в формы на правой стороне. Затем он распространяется через маленькие каналы, и попадает в прессовочную область через очень маленькие разрезы. Когда холодная вода заливается в формовочную машину, она способствует остыванию пластика, и форма открывается, позволяя кирпичам беспрепятственно выпасть на ленту конвейера.
В настоящее время существует около 7 тыс. активных форм, которые используются при производстве Lego. Однако в целом в распоряжении компании находится больше 9 тыс. таких форм, многие из которых ждут своего часа на полках, как эта, например. Средняя форма стоит около 72 тыс. долларов, стоимость самой сложной и дорогой — 360 тыс. долларов.
Здесь можно видеть как пластик заливается в прессовочную область формовочной машины.
На этой фотографии мы видим две части эллипсоидной формы, которые только что побывали в пресс-форме. Через несколько секунд они упадут на ленту конвейера.
На этой фотографии форма для изготовления частей эллипсоидной формы с верхнего фото.
Произведенные кирпичики и другие элементы могут быть впоследствии использованы по-разному. Эти синие детальки могут быть использованы как в качестве голов для крошечных фигурок так и в качестве украшения для других элементов.
Тысячи фиолетовых кирпичиков Lego, которые еще несколько минут назад были под прессом.
Это один из двенадцати формовочных модулей, расположенных в Биллунде. В каждом модуле, или специальной производственной комнате, расположено до 64 рабочих формовочных машин, разделенных на два блока по 32 машины в каждом.
Роботизированная рука, убирающая отходы от процесса плавки и изготовления деталей из формовочной машины. Пластик будет вновь отправлен на переплавку и ему найдут применение уже в очень скором времени.
Корзина для отходов производства.
Производство на фабрике Lego является практически безотходным, так как пластику находят применение. Однако некоторая часть образовавшихся в процессе производства отходов все-таки отправляется в мусорную корзину.
Трубы, по которым гранулы пластика поступают в формовочные машины. Шум, который при этом образуется, напоминает шум, который вызывали бы миллиарды зернышек риса, двигаясь по пластиковым трубам.
Формовочные машины используются на протяжение четырех недель, а потом их вынимают и проводят полную тщательную очистку. На фотографии мы видим работника компании за этой процедурой.
На этом этапе производства фигурок к ним приделают руки, ноги, головы и другие дополнительные детали и элементы.
Робот приделывает руки фигурке.
Здесь можно видеть, как машина штампует на фигурках лица и рубашки.
Этот дисплей показывает вес небольшого мешка фрагментов Lego, известного как предварительная тара. Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
Предварительные тары фрагментов Lego на конвейере, в конце которого они проходят взвешивание.
Это отдел упаковки, большинство деталей находится в пакетах, которые попадают в тару автоматически. Но некоторые пакеты слишком большие, и их приходится трясти вручную, чтобы детали равномерно распределились и пакеты стали более плоскими и тонкими.
Сотни картонных заготовок, из которых сделают коробки для наборов Lego на тему «Звездных войн».
Эта машина контролирует высоту коробок, чтобы они могли плотно закрываться и фрагменты не выпали при транспортировке.
Коробки с наборами Lego на тему «Звездных войн» на конвейере.
Эта машина автоматически закрывает коробки и запечатывает их.
Коробки с наборами Lego на тему «Звездных войн» полностью упакованы и готовы к отправке.
Эта машина берет по две готовые коробки с ноборами «Звездных войн» и размещает их в ящиках по шесть штук.
Работник подбирает две коробки, случайно упавшие с конвейера.
В каждом из этих ящиков по шесть коробок с наборами Lego на тему «Звездных войн».
Теперь эти ящики отправятся в Чехию, где попадут в официальный дистрибьюторский центр Lego, на склад завода в городе Кладно, который кстати выпускает 35-40 % (свыше миллиона деталей) всей продукции компании. Там расположен гигантский роботизированный склад, один из самых больших в Европе, где производится оформление заказов и рассылка продукции по торговым точкам во всём мире.
Про производство конструктора можно посмотреть здесь. Первое видео — короткая версия, на втором показан полный производственный процесс. Рекомендую оба.
Источник
Вы когда-нибудь задумывались, как делаются блоки Lego? [Видео]
Мэри Малкольм Обновлено
Ваши любимые детали и блоки LEGO были изготовлены особым образом, и мы подумали, что было бы интересно поближе познакомиться с процессом изготовления LEGO. Играли ли вы с LEGO или наборами LEGO или даже просто наслаждались фильмом LEGO, задумывались ли вы когда-нибудь, как они были сделаны?
Как делаются кубики LEGO?
Кубики LEGO
Скорее всего, в какой-то момент вашей жизни у вас были блоки Lego. По крайней мере, вы их видели и знаете, что они из себя представляют. Или, может быть, ваши дети, но мы редко задумываемся о процессе производства маленьких блоков LEGO.
Но когда вы это делаете, это действительно вызывает некоторые вопросы.
Как делают Лего?
Где делают Лего?
Когда был сделан первый Лего?
Как давно существует Лего?
Как изготавливаются кубики Lego?
Теперь, если вы похожи на меня, вы думаете, что имеете общее представление о том, как они сделаны, но вы ошибаетесь.
Они сделаны на такой машине? {хихикает}
Несмотря на то, что Lego существует всего около пятидесяти лет, они уже были признаны «игрушкой века»… дважды.
Есть Лего фильмы.
Лего еда.
Тематический парк Lego, в который можно сводить детей!
Кино смотрим!
Лего захватывает наше воображение, потому что мы можем построить из них ВСЁ.
И компания Lego доказала это, выпуская удивительные наборы за наборами, которые просто потрясают нас (и заставляют хотеть большего!). И они всегда приносят нам отличные новые продукты.
Интересно, сколько времени ушло на сборку…
Но… как делаются эти продукты Lego?
Я представил сборочную линию с пластиковым прессом и сортировочными бункерами.
И хотя это часть всего этого, я и близко не был близок к тому, что происходит на самом деле!
Взгляните! Это обязательно понравится всем любителям Lego.
Видео: Как делают LEGO Видео
Видео: Как делают минифигурки LEGO?
Не забыли о минифигурках LEGO? Теперь они тоже часть мультивселенной LEGO!
Где делают Лего?
Знаете ли вы, что конструкторы Lego производятся в нескольких странах? США не входит в их число!
На самом деле они производятся на 4 разных предприятиях по всему миру!
Дания
Венгрия
Мексика
Китай
Чехия
Первоначальная компания Lego, которая начала производить игрушки Lego, на самом деле находилась в Дании.
Первоначальным названием Lego были датские слова LEg GOdt. Это значит хорошо играть. Как круто?
Когда были изобретены лего?
Итак, мы видели, как делали лего, но когда они были сделаны? Первые лего были изготовлены в Биллунде, Дания. Компания была основана в 1932 году, и это так мило, потому что датскому мастеру игрушек помогал его 12-летний сын!
Сначала они были не пластиковыми, а деревянными. Они не будут сделаны из новых материалов и форм Lego до более позднего времени. Почти десятилетие спустя они станут пластиковыми игрушками, которые мы знаем и любим.
Когда началось массовое производство Лего?
Несмотря на то, что компания LEGO начала производить их в 1932 году, они не стали нарицательным и не были пластиковыми и массово производились на формовочных машинах до 1947 года. гораздо позже в других странах, но они быстро стали игрушкой века.
Еще больше развлечений LEGO из блога о мероприятиях для детей
Нужна помощь с организацией LEGO и хранением LEGO? Мы тебя прикрыли.
Собери космический корабль LEGO… это так весело.
У нас есть несколько идей для сборки LEGO, которые вам понравятся.
Возьмите несколько забавных распечаток LEGO здесь.
Вы видели этот крутой улей LEGO?
Ознакомьтесь с имеющейся у нас информацией о кубиках LEGO Costco и обо всем этом.
Как собрать стол LEGO из мебели Ikea. <— мы используем наш уже более 6 лет, и он ИДЕАЛЬНЫЙ.
Разве это не круто, как делают Лего? Ваше мнение? Дайте нам знать в комментариях, мы будем рады услышать от вас.
Мэри Малкольм
Из чего сделаны кубики Lego и почему наступать на них так больно? – Сложные проценты
Категории
Химия материалов
нажмите, чтобы увеличить Нажмите, чтобы увеличить
Lego — одна из самых популярных и узнаваемых детских игрушек. Вы когда-нибудь задумывались, из чего сделаны эти кирпичи или как они сделаны? Или, если на то пошло, почему так больно, если ты наступаешь на него? Эта графика берет взгляд!
Кубики Lego всегда изготавливались из пластика, но это не всегда был один и тот же вид пластика. С 1949 по 1963 год в качестве полимера использовался ацетат целлюлозы. Это то же самое вещество, которое когда-то использовалось в киноиндустрии для фильмов. Он и по сей день используется в пластиковых оправах некоторых очков.
В 1963 году компания Lego сменила пластик, из которого были сделаны их кубики, на другой полимер, акрилонитрил-бутадиен-стирол (сокращенно АБС). ABS имеет несколько преимуществ перед ацетатом целлюлозы: он прочнее, меньше деформируется со временем и более устойчив к выцветанию. Единственным недостатком было то, что, в отличие от ацетата целлюлозы, ABS непрозрачен, поэтому из него нельзя сделать прозрачные детали Lego. В этих случаях вместо него теперь используется поликарбонатный пластик. Чтобы получить различные цвета деталей Lego, в ABS добавляют красители Macrolex.
Производственный процесс Lego начинается с крошечных гранул АБС, доставляемых грузовиками на фабрики. Здесь их сбрасывают в гигантские металлические бункеры, а затем загружают в формовочные машины, где они нагреваются до 230°C (450°F). Это плавит гранулы, образуя пластиковую слизь, которая автоматически подается в формы для деталей Lego. Формовочная машина прикладывает давление, чтобы обеспечить идеальную форму деталей Lego, затем они охлаждаются и выталкиваются. После этого добавляются все необходимые украшения и собираются детали, которые нужно собрать, например, минифигурки.
В 2014 году Lego произвела 60 миллиардов деталей. Из этих деталей не менее 318 миллионов составляют миниатюрные шины для автомобилей Lego, что делает Lego крупнейшим производителем шин в мире! Эти шины изготовлены из полимера, немного отличающегося от АБС, а именно из стирола, бутадиена и стирола (СБС).
Когда дело доходит до боли, возникающей при наступлении на деталь Lego, виноват ABS. Тестовые образцы Lego в процессе производства в рамках мер контроля качества Lego. Тесты включают сжатие между дисками с силой 15 кг и бросание предметов на кирпичи, чтобы убедиться, что они не разобьются при ударе. Один тест даже имитирует 50-килограммового ребенка, наступающего на деталь Lego, чтобы убедиться, что она причиняет максимум боль не ломается и не расщепляется. Средняя сила, которую может выдержать элемент Lego 2×2, составляет 4240 ньютонов, что эквивалентно силе, которую может выдержать человек весом около 430 килограммов. Короче говоря, кубики Lego созданы для того, чтобы на них было больно наступать.
В Lego есть и другие риски, кроме того, что на него можно наступить. В более старых кирпичах Lego 1970-х и 80-х годов содержался кадмий, помогающий окрашивать красные и желтые кирпичи. Те, у кого есть некоторые познания в химии, знают, что кадмий и его соединения ядовиты и могут оказывать токсическое действие. Исследования показали, что уровни кадмия в этих старых кирпичах превышают текущие ограничения ЕС. Важно рассматривать это в контексте количества, которое находится на уровне микрограммов. Обращение с этими старыми кирпичами сопряжено с минимальным риском заражения, но вы, возможно, захотите воздержаться от их попадания в рот! Lego постепенно отказалась от кадмия, поскольку его токсичность стала очевидной, и новые кирпичи Lego не содержат его.
У всех деталей Lego есть еще одна проблема: они сделаны из пластика, полученного из нефти. Нефть — исчерпаемый ресурс, и производство Lego из нефти оказывает значительное воздействие на окружающую среду. В 2012 году группа Lego поставила перед собой цель найти и использовать более экологичное сырье для своей продукции к 2030 году. Ранее в этом году они сделали небольшой шаг к этой цели, объявив, что с этого года зеленые листья, кусты и деревья их продукция будет производиться из полиэтилена, полученного из экологически чистых источников сахарного тростника. Однако этот полиэтилен далеко не настолько прочен или долговечен, чтобы заменить АБС, поэтому поиски его замены продолжаются.
Понравился этот пост? Поддержите графику Compound Interest на Patreon!
Изображение в этой статье находится под лицензией Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License. Ознакомьтесь с рекомендациями по использованию контента сайта.
Патроны токарные трёхкулачковые клиновые механизированные полые предназначены для обработки пруткового материала и штучных заготовок при токарной обработке в условиях серийного и массового производства.
Патрон работает от механизированного привода, устанавливаемого на заднем конце шпинделя станка. Настройка на необходимый диаметр зажима осуществляется переустановкой накладных закалённых или незакалённых кулачков по рифлениям основных кулачков с обеспечением выходной точности патрона.
Точность патрона с незакаленными кулачками достигается путём расточки накладных кулачков после их переустановки на необходимый диаметр зажима.
По требованию заказчика возможны изменения присоединительных размеров патрона и комплектация необходимым количеством комплектов незакалённых и закалённых кулачков.
Наше предложение лучшее в Москве. Узнать цену на 17.11.2022
Я согласен на обработку персональных данных
Технические характеристики
Фото / Видео
Параметр
Значение
Наружный диметр патрона А, мм
200
Условный размер присоединительного конуса:
ГОСТ 12593 (Исполнение «J»)
6
ГОСТ 12595 (Исполнение «К»)
6
Диаметр присоединительного пояска D, мм (Исполнение «С»)
165
Глубина присоединительного пояска I, мм
5
Диаметр проходного отверстия D0, мм
40
Высота патрона, мм:
Н
90
Н1
107
Н2
107
Высота до основного кулачка, мм:
C
95
C1
112
C2
112
Ход штока К, мм
20
Ход кулачка h, мм
5,3
Размер резьбы тяги, М
М52х1,5
Длина резьбы L, мм
35
Ширина кулачка В, мм
40
Ширина сухаря b, мм
17
Размер резьбы крепления накладных кулачков m
М12
Максимальная частота вращения, минˉ¹
4 000
Максимальное усилие, передаваемое приводом, даН
3 000
Суммарная сила зажима в кулачках, даН
5 500
Масса патрона (мах), кг
20
Параметр
Значение
Наружный диметр патрона А, мм
200
Условный размер присоединительного конуса:
ГОСТ 12593 (Исполнение «J»)
6
ГОСТ 12595 (Исполнение «К»)
6
Диаметр присоединительного пояска D, мм (Исполнение «С»)
165
Глубина присоединительного пояска I, мм
5
Диаметр проходного отверстия D0, мм
40
Высота патрона, мм:
Н
90
Н1
107
Н2
107
Высота до основного кулачка, мм:
C
95
C1
112
C2
112
Ход штока К, мм
20
Ход кулачка h, мм
5,3
Размер резьбы тяги, М
М52х1,5
Длина резьбы L, мм
35
Ширина кулачка В, мм
40
Ширина сухаря b, мм
17
Размер резьбы крепления накладных кулачков m
М12
Максимальная частота вращения, минˉ¹
4 000
Максимальное усилие, передаваемое приводом, даН
3 000
Суммарная сила зажима в кулачках, даН
5 500
Масса патрона (мах), кг
20
Также посетители сайта смотрят
Патрон полый для обработки труб со встроенным пневмоприводом ППТ-410. 140.J11
Патрон токарный трёхкулачковый механизированный для обработки труб ППТ 3Н-450.160.J11
патрон трёхкулачковый клиновой механизированный полый пп-200.*.* возможно приобрести в лизинг. А также мы доставим патрон трёхкулачковый клиновой механизированный полый пп-200.*.* в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
Трехкулачковый самоцентрирующийся патрон, характеристики и нюансы
Трехкулачковый патрон является одной из разновидностей кулачков для токарных станков. Они предназначаются для зажима заготовок различной формы, будь то цилиндрические, прямоугольные или другие варианты. Используются на мелкосерийных, единичных и серийных производствах. Трехкулачковый самоцентрирующийся патрон не требует времени на переналадку при смене заготовки на другой диаметр.
Технические характеристики
Точностные особенности
Устройство и принцип работы
Некоторые нюансы
Технические характеристики
Корпус патронного устройства выполняется из высококачественного чугуна специального изготовления. Технические характеристики стандартного трехкулачкового патронного изделия самоцентрирующегося типа:
крепежные отверстия имеют диаметр расположения 224 миллиметра;
наибольший наружный диаметр изделия, зажимаемого в прямых и обратных кулачках составляет соответственно 120 и 266 миллиметров;
Наибольшая допустимая частота вращения составляет 2000 оборотов в минуту;
Масса устройства составляет 29 килограммов;
Крепится патронный элемент при помощи 6 болтов вида М12.
Применяя прямые и обратные кулачки, с помощью него можно фиксировать установки различных размеров и диаметров. Прямой кулачок применяют, чтобы закрепить обрабатываемую заготовку за наружную поверхность для вала или внутреннюю поверхность отверстия в заготовке.
Точностные особенности
Что касается точностных характеристик, то они зависят от диаметра и общих размеров заготовок, а также схем установки. В различных случаях будут такие характеристики:
При токарном виде изделия на холостом ходу радиальное биение составит 0,045 миллиметра, а торцевое биение составит порядка 0,025 миллиметра;
Первая схема закрепления подходит для заготовок диаметром от 5 до 118 миллиметров, здесь присутствует только радиальное биение в 0,040 миллиметров на длине 80 миллиметров;
Второй вариант закрепления для заготовок диаметром от 77 до 188 миллиметров и от 160 до 250 миллиметров имеет биение торцевое и радиальное величиной 0,025 и 0,045 миллиметра соответственно;
Имеется также и вариант закрепления заготовки за внутреннюю поверхность с прямыми кулачками. Параметры и виды биений аналогичны предыдущему варианту, но диаметр заготовок здесь находится в диапазоне от 62 до 174 миллиметров и от 145 до 256 миллиметров.
Так рассматривают и находят точностные характеристики трехкулачковых патронов. При этом для каждой заготовки и каждого диаметра могут быть свои параметры биения, подходящие способы крепления в кулачках.
Устройство и принцип работы
Кулачки устройства плавно и одновременно перемещаются при помощи диска. На одной стороне этого диска выполняются пазы в форме архимедовой спирали, в которых располагаются нижние выступы кулачков. Другая сторона имеет коническое зубчатое колесо, которое сопряжено с тремя другими зубчатыми колесами.
Когда совершается поворот ключом одного из трех колес, диск также поворачивается за счет зубчатого сцепления. Благодаря спирали он перемещает одновременно и последовательно все три кулачка по пазам корпуса патронного механизма. В зависимости от того, в каком направлении происходит вращение диска, кулачки приближаются или удаляются от центра устройства, освобождая или зажимая деталь. Также трехкулачковое устройство нужно еще и для того, чтобы повысить износостойкость с помощью закалки.
Некоторые нюансы
Патрон трехкулачковый имеет некоторые нюансы в обслуживании и работе. Вначале необходимо расконсервировать патрон и ознакомиться с его паспортом. После этого закрепить патрон с помощью болтов и проверить надежность крепления.
Когда предыдущие действия произведены, необходимо запустить станок на малых оборотах, проверить значения радиального и торцевого биения патрона на холостом ходу с помощью вспомогательного инструмента. Лишь после этого можно приступать к полноценной работе на станке. В комплектацию входят непосредственно патрон трехкулачковый с обратными и прямыми кулачками, крепежные элементы, шестигранный и четырехгранный ключи, а также технический паспорт патрона.
Гарантийный срок эксплуатации такого устройства составляет 1 год со дня продажи или покупки, при условии соблюдения потребителем правил хранения и эксплуатации патрона.
Трехкулачковые патроны самоцентрирующегося вида обладают простой конструкцией и очень хорошим функционалом. Они надежны и способны служить достаточно долго без дополнительного ремонта. При покупке всегда требуйте у продавца паспорт устройства и лицензию. это поможет избежать некачественных товаров и проблем с эксплуатацией в будущем. Удачной работы с трехкулачковыми патронами на станках различной конструкции!
3-ЗАПЧАСТИ ИЗ 2-Х ЧАСТЕЙ ОБРАТНЫЕ; Американские стандартные челюсти с языком и канавками; ISO3442
ВЫСОКАЯ ПРОЧНОСТЬ; Стальные внутренние механизмы закалены для повышения прочности.
PLAIN BACK; Требуется опорная пластина для крепления к шпинделю токарного станка; Доступны полностью обработанные опорные пластины CME
РАЗМЕРЫ; Диаметр патрона: 9,842″, Диаметр сквозного отверстия: 3,150″, Общая толщина: 5,354″, Толщина корпуса патрона: 3,150″, Диапазон зажима внутренних кулачков: 0,236″ — 4,331″, Диапазон зажима внешних кулачков: 3,543″ — 9.843″
ЧТО ВКЛЮЧЕНО; Токарный патрон, ключ для регулировки патрона, крепежные болты M12
См. дополнительные сведения о продукте
Примечание. Изделия с электрическими вилками предназначены для использования в США. Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Патроны – Производственные процессы 4-5
После завершения этого задания вы сможете:
• Опишите патроны различных типов.
Патроны:
Некоторые заготовки из-за их размера и формы не могут удерживаться и обрабатываться между центрами токарных станков. Пластинчатые патроны широко используются для удержания деталей при операциях механической обработки. Наиболее часто используемые токарные патроны: трехкулачковый универсальный, четырехкулачковый независимый и сборный патрон.
Трехкулачковый универсальный патрон:
Патрон универсальный трехкулачковый предназначен для удержания круглых и шестигранных заготовок. Он схватывает работу быстро и с точностью до нескольких сотых долей миллиметра или тысячных долей дюйма, потому что три губки двигаются одновременно при регулировке патронным ключом. Это одновременное движение вызывается спиральной пластиной, в которую помещаются все челюсти. Трехкулачковые патроны изготавливаются различных размеров от 1/8 до 16 дюймов в диаметре. Обычно они снабжены двумя наборами кулачков, один для наружного зажима, а другой для внутреннего зажима.
Рис. 1: Трехкулачковый универсальный патрон
Четырехкулачковый независимый патрон:
Этот четырехкулачковый независимый патрон имеет четыре кулачка; каждый из которых можно отрегулировать независимо с помощью случайного ключа. Они используются для удержания намотанных, квадратных, шестиугольных и неправильных заготовок. Челюсти можно перевернуть, чтобы удерживать работу по внутреннему диаметру.
Рис. 2: Четырехкулачковый независимый патрон
Сборный патрон:
Зажимной патрон является наиболее точным патроном и используется для высокоточных работ и небольших инструментов. Пружинные сборы доступны для удержания круглых, квадратных или шестигранных заготовок. В конус шпинделя передней бабки вставлен переходник, а вместо него на противоположном конце шпинделя передней бабки находится полая тяга с внутренней резьбой. При вращении маховика и тяги цанга втягивается в конический адаптер, в результате чего цанга затягивается на заготовках.
Рисунок 3: Соберите патрон
Зажимной патрон Jacob имеет более широкий ассортимент, чем пружинный зажимной патрон. Вместо тягового стержня он включает в себя маховик с ударной затяжкой, чтобы закрыть сборку на заготовке. Набор II резиновых гибких колец, каждая из которых рассчитана на диапазон почти 1/8 дюйма, позволяет удерживать широкий диапазон рабочего диаметра. При вращении маховика по часовой стрелке резиновая гибкая сборка сужается, заставляя ее затягиваться на заготовке. При вращении маховика против часовой стрелки сбор открывается и освобождает заготовку.
Магнитные патроны:
Магнитные патроны A используются для удержания слишком тонких железных или стальных деталей или деталей, которые могут быть повреждены при удерживании в обычном патроне.


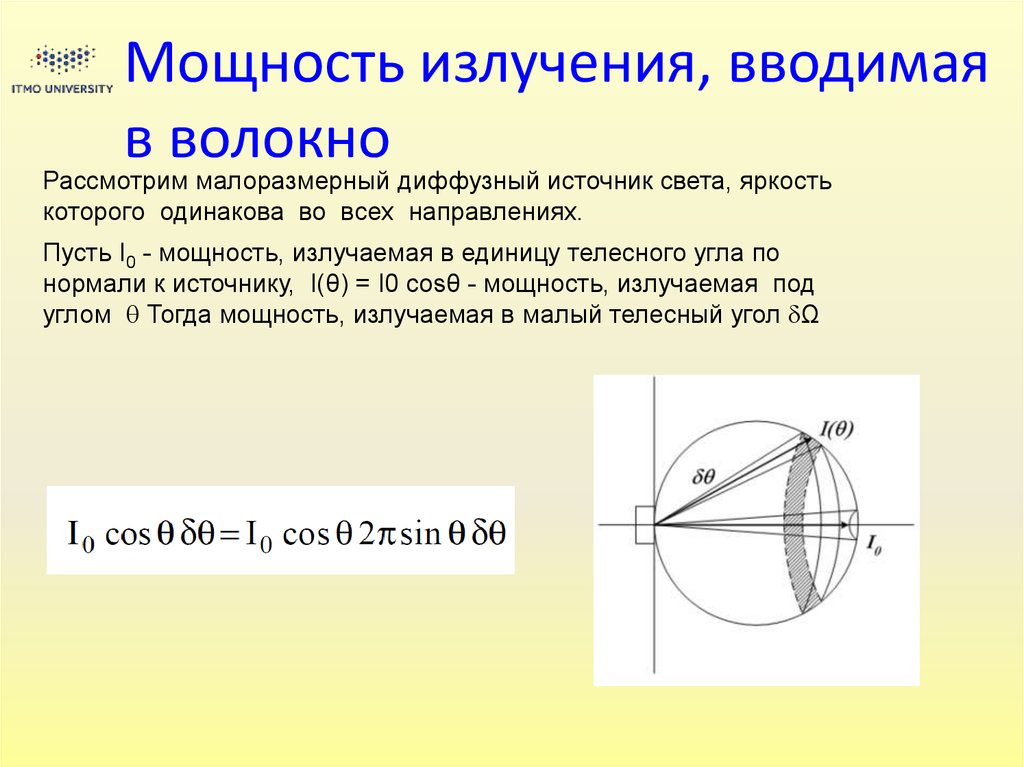 Клинический результат должен быть без неприятных эффектов.
Клинический результат должен быть без неприятных эффектов.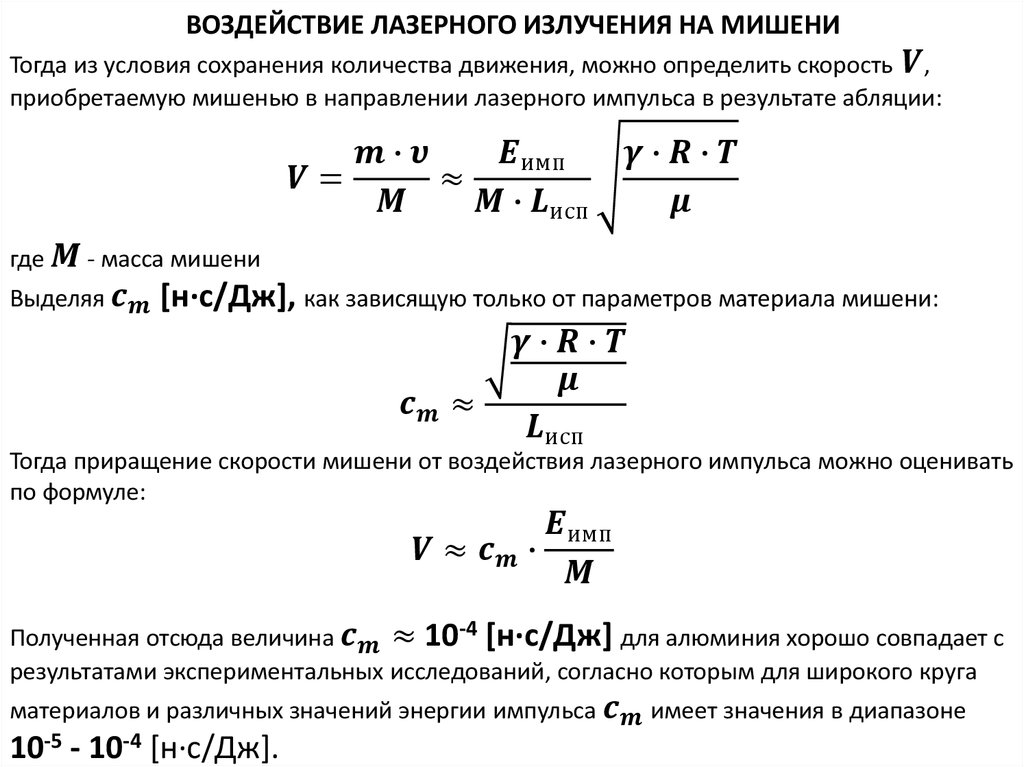 Более длинные импульсы более избирательны по отношению к меланину внутри волосяного фолликула и могут минимизировать повреждения кожи. Потому как продолжительность импульса дольше, чем время тепловой релаксации меланосом и меланоцитов в эпидермисе.
Более длинные импульсы более избирательны по отношению к меланину внутри волосяного фолликула и могут минимизировать повреждения кожи. Потому как продолжительность импульса дольше, чем время тепловой релаксации меланосом и меланоцитов в эпидермисе.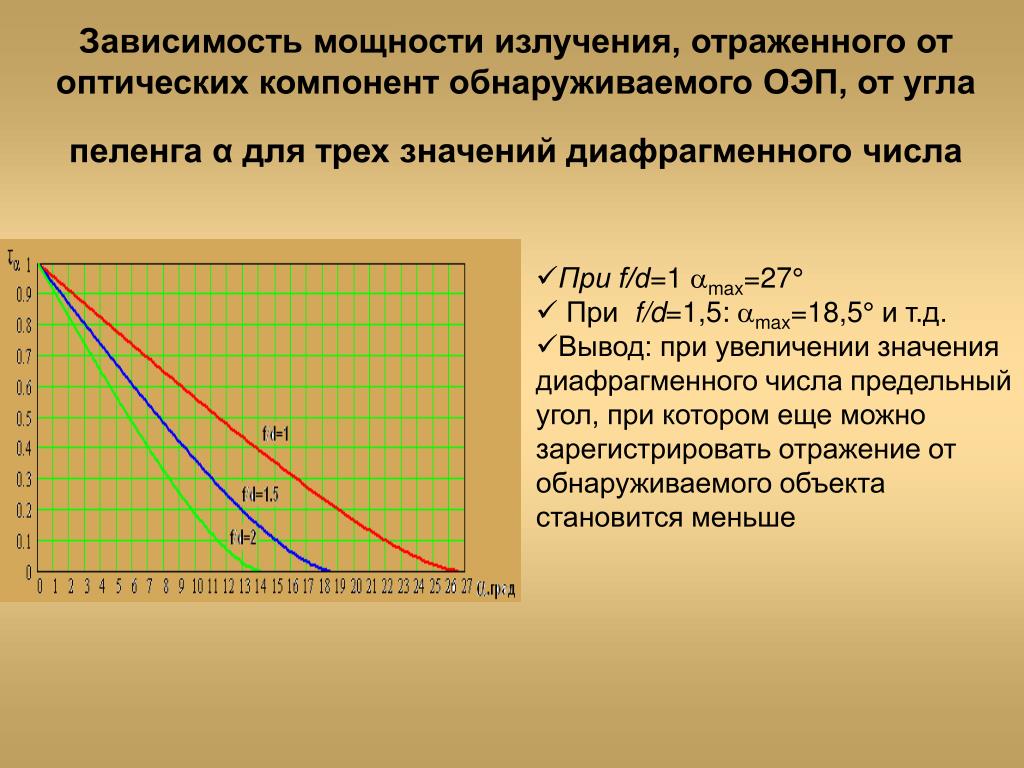 Полученная плотность энергии укладывается в стандарты. Процедура при таких параметрах должна показать одинаковый результат.
Полученная плотность энергии укладывается в стандарты. Процедура при таких параметрах должна показать одинаковый результат.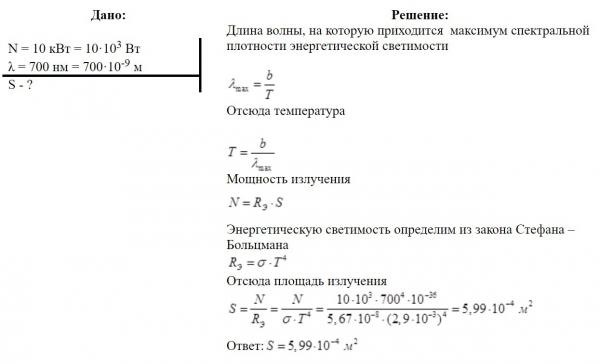 В погоне за клиентом производители диодных лазеров прибегают к разного рода уловкам. Самый распространенный маркетинговый ход – акцент на мощности лазера, которая, по заверению продавцов, напрямую влияет на эффективность процедуры.
В погоне за клиентом производители диодных лазеров прибегают к разного рода уловкам. Самый распространенный маркетинговый ход – акцент на мощности лазера, которая, по заверению продавцов, напрямую влияет на эффективность процедуры.
 Более короткие вспышки тоже способны разрушать нежелательные волосы, но действуют менее избирательно и не позволяют добиться долговременного эффекта.
Более короткие вспышки тоже способны разрушать нежелательные волосы, но действуют менее избирательно и не позволяют добиться долговременного эффекта. Мощность матрицы не является константой – показатель настраивают вручную на дисплее на этапе подготовки к процедуре эпиляции.
Мощность матрицы не является константой – показатель настраивают вручную на дисплее на этапе подготовки к процедуре эпиляции.
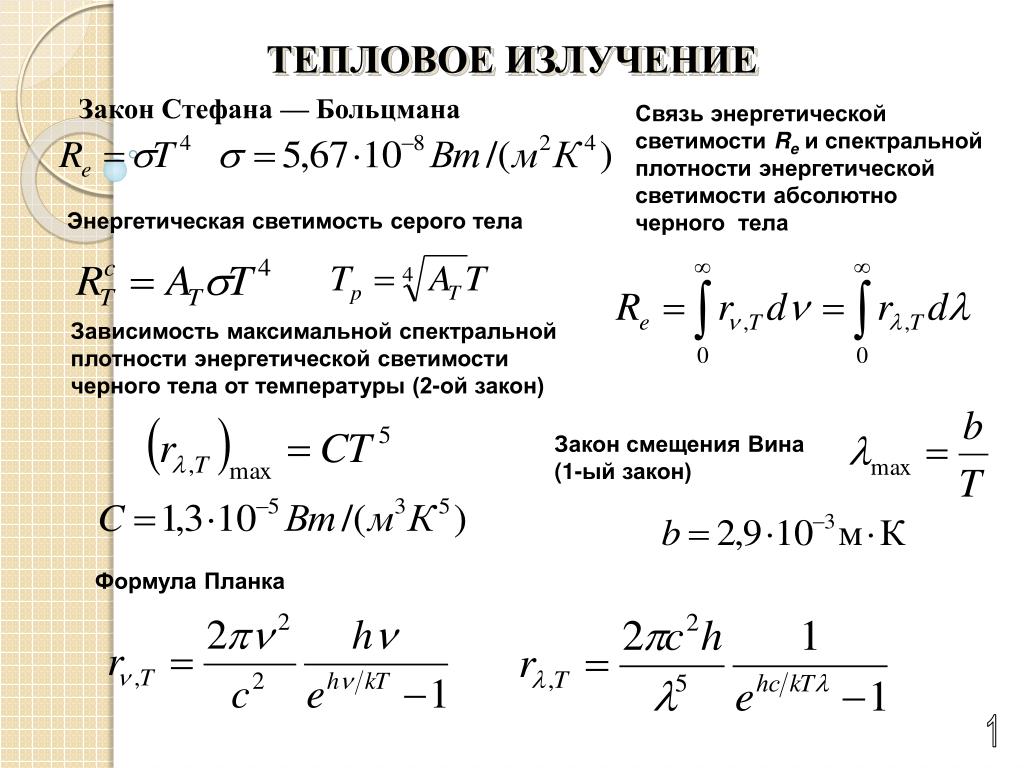
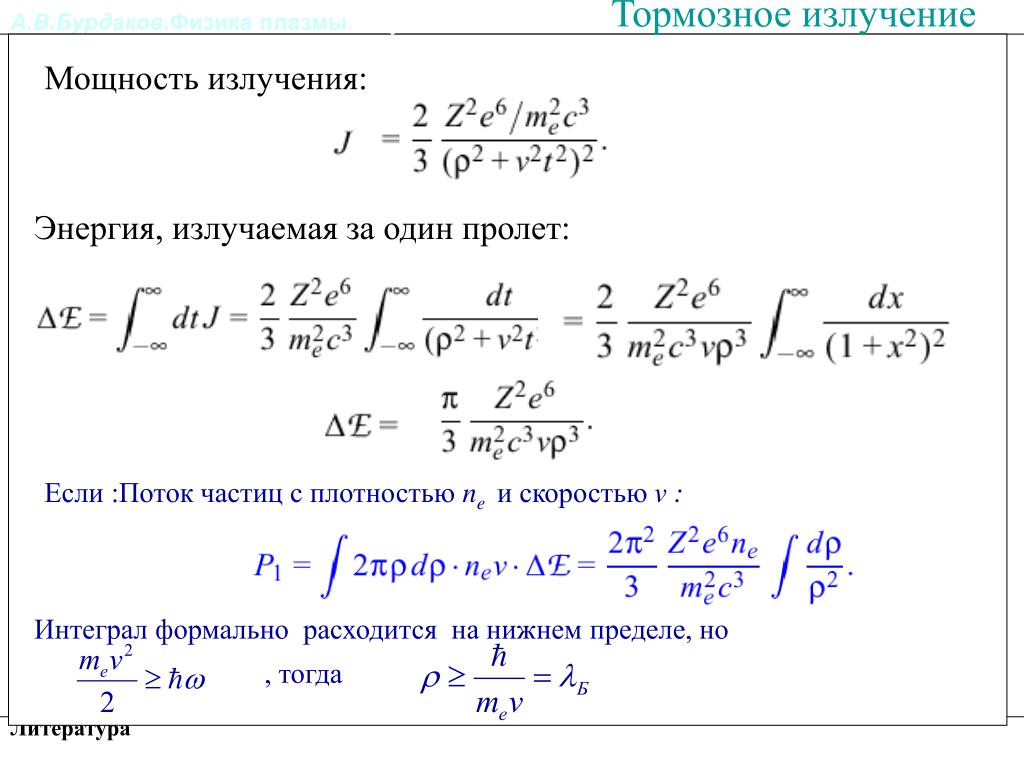 Эти «суперэмиттеры» вместе ответственны за почти половину общего объема выбросов парниковых газов человечеством.
Эти «суперэмиттеры» вместе ответственны за почти половину общего объема выбросов парниковых газов человечеством.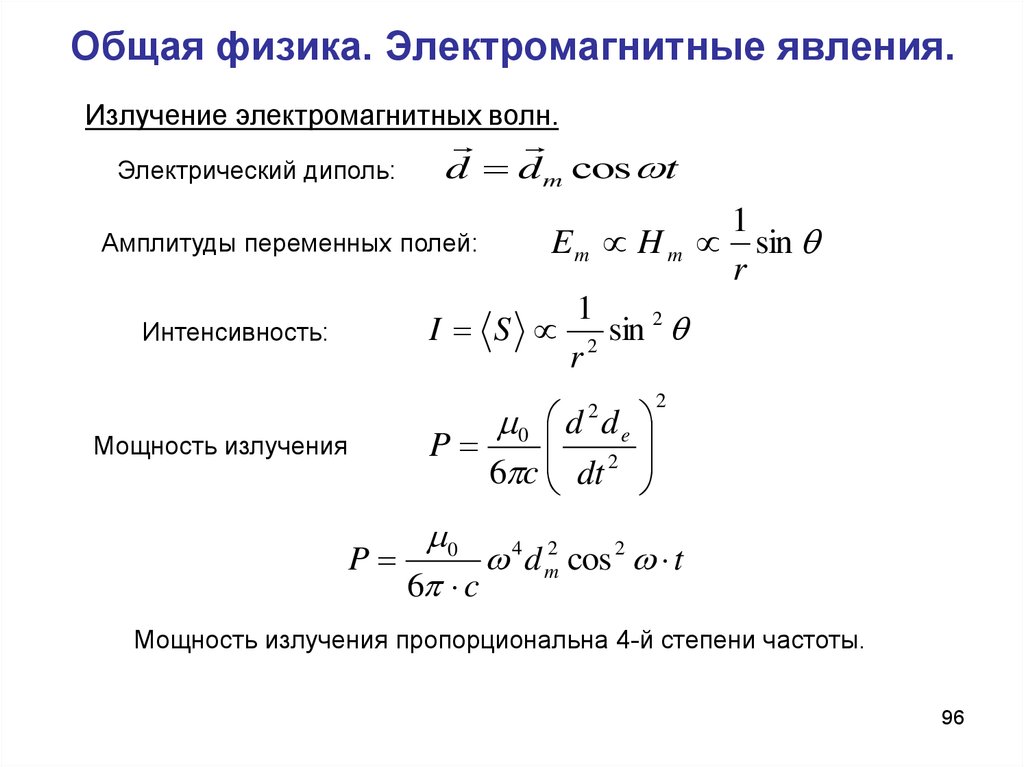 Его видение заключается в том, чтобы «открывать и расширять знания на благо человечества». Его основными ценностями являются «безопасность, добросовестность, командная работа, превосходство и инклюзивность».
Его видение заключается в том, чтобы «открывать и расширять знания на благо человечества». Его основными ценностями являются «безопасность, добросовестность, командная работа, превосходство и инклюзивность».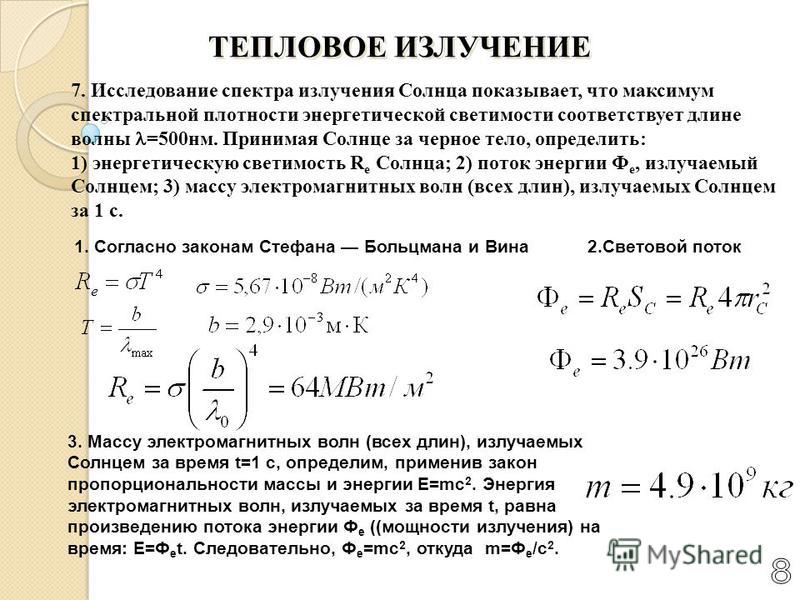
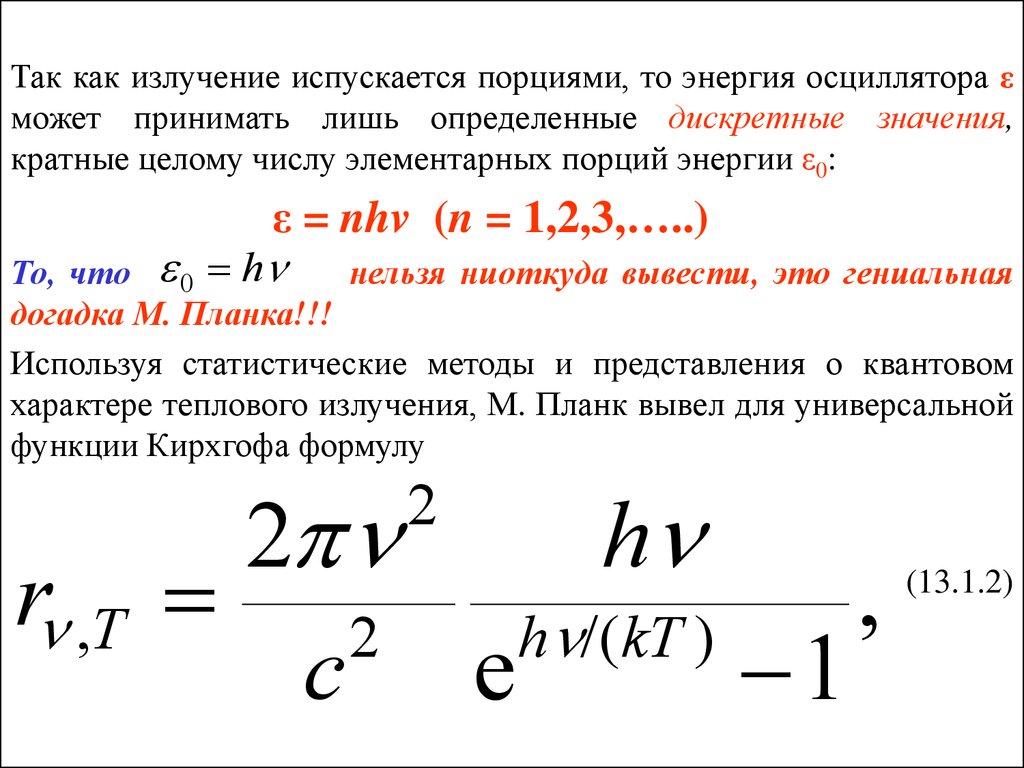
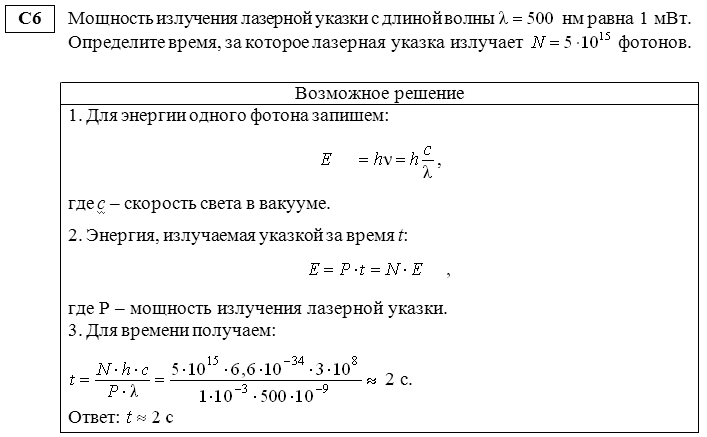 Например, OCO-2 зафиксировал выраженное, но временное снижение выбросов из Белхатува в период с июня по сентябрь 2021 года из-за остановок на техническое обслуживание.
Например, OCO-2 зафиксировал выраженное, но временное снижение выбросов из Белхатува в период с июня по сентябрь 2021 года из-за остановок на техническое обслуживание.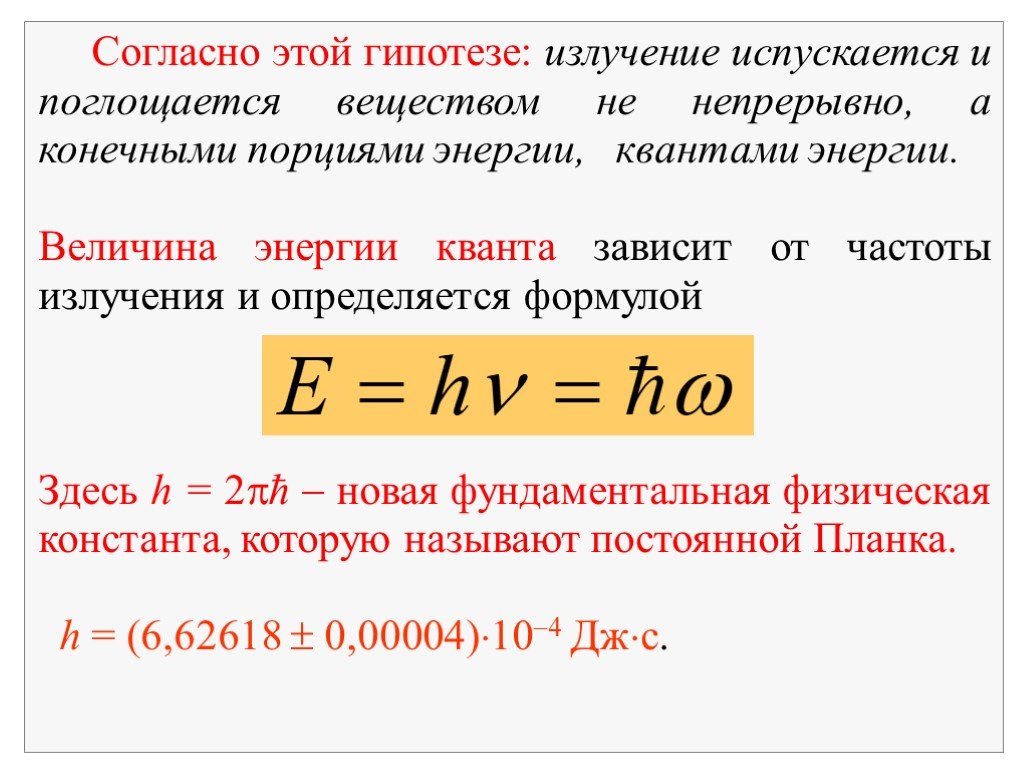 О’Делл, Роберт Р. Нельсон, Маттеус Киль, Абхишек Чаттерджи, Аннмари Элдеринг и Дэвид Крисп, 28 октября 2022 г., стр. Границы дистанционного зондирования .
О’Делл, Роберт Р. Нельсон, Маттеус Киль, Абхишек Чаттерджи, Аннмари Элдеринг и Дэвид Крисп, 28 октября 2022 г., стр. Границы дистанционного зондирования . 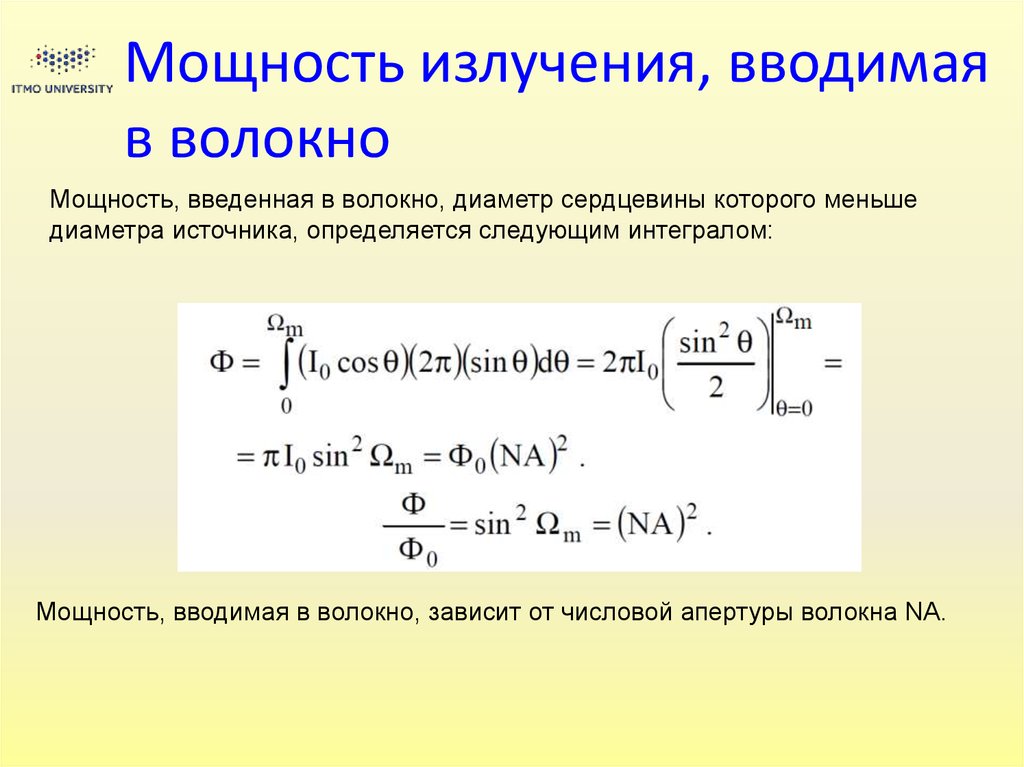
 11.2022
11.2022 см
см
 11.2022
11.2022 см
см 873 кг
873 кг com Обзоры
com Обзоры с.
с.
 с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с.
 1-95-612
1-95-612 2939B
2939B C24 FACOM
C24 FACOM 1-95-613
1-95-613 C19 FACOM
C19 FACOM STST1-79231
STST1-79231 STST1-75517
STST1-75517 C2T FACOM
C2T FACOM 1-79-206
1-79-206 1-95-614
1-95-614 DWST1-70706
DWST1-70706 BT.C4TA
BT.C4TA 1-79-217
1-79-217 BT.11A
BT.11A 30 грн
30 грн Киев
Киев 43 грн
43 грн 5) STANLEY STST1-75514
5) STANLEY STST1-75514 5″ STST1-75514
5″ STST1-75514

 , влажный пылесос
, влажный пылесос , влажный/сухой пылесос
, влажный/сухой пылесос 00
00 Сухая емкость 1 1/2 галлона, тип вакуумного сбора без мешка, тип эффективности двигателя бесщеточный, количество ступеней двигателя 1, мощность воздуха 90 Вт, пиковая мощность 2 л.с., мощность 940 Вт, ток 7,8 А, частота 60 Гц, напряжение 120 В, высота 11 дюймов, длина 10 дюймов, ширина 11 дюймов, вес 6 фунтов
Сухая емкость 1 1/2 галлона, тип вакуумного сбора без мешка, тип эффективности двигателя бесщеточный, количество ступеней двигателя 1, мощность воздуха 90 Вт, пиковая мощность 2 л.с., мощность 940 Вт, ток 7,8 А, частота 60 Гц, напряжение 120 В, высота 11 дюймов, длина 10 дюймов, ширина 11 дюймов, вес 6 фунтов
 Червишево
Червишево Дударева
Дударева



 Это вступит в силу в 2024 году, и Apple, как ожидается, выполнит требования на год раньше, заменив порт Lightning на iPhone на USB-C с iPhone 15 следующего года. iPad и MacBook уже можно заряжать через USB-C (хотя текущие модели MacBook и предлагают новую опцию MagSafe).
Это вступит в силу в 2024 году, и Apple, как ожидается, выполнит требования на год раньше, заменив порт Lightning на iPhone на USB-C с iPhone 15 следующего года. iPad и MacBook уже можно заряжать через USB-C (хотя текущие модели MacBook и предлагают новую опцию MagSafe).


 Не знаете, с чего начать? Ознакомьтесь с нашими эксклюзивными историями, обзорами, практическими рекомендациями и подпишитесь на наш канал YouTube
Не знаете, с чего начать? Ознакомьтесь с нашими эксклюзивными историями, обзорами, практическими рекомендациями и подпишитесь на наш канал YouTube

 Цена на этот вариант появится ближе к его запуску.
Цена на этот вариант появится ближе к его запуску.



 Для функционирования грузоподъёмных механизмов используются крановые редукторы, существенно увеличивающие вращающий момент и уменьшающие начальную скорость, с которой вращается вал электродвигателя.
Для функционирования грузоподъёмных механизмов используются крановые редукторы, существенно увеличивающие вращающий момент и уменьшающие начальную скорость, с которой вращается вал электродвигателя.
 Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения. Защитный кожух диска автоматически откидывается при подаче заготовки и защищает оператора от травм. Восстанавливаемая защита от перегрузки. Планетарный механизм регулировки положения диска по углу и высоте. Система пылеотвода, с дополнительным патрубком в верхнем кожухе диска, позволяет удалять стружку непосредственно из зоны резания.
Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения. Защитный кожух диска автоматически откидывается при подаче заготовки и защищает оператора от травм. Восстанавливаемая защита от перегрузки. Планетарный механизм регулировки положения диска по углу и высоте. Система пылеотвода, с дополнительным патрубком в верхнем кожухе диска, позволяет удалять стружку непосредственно из зоны резания. 00 см
00 см Солянка, ул. Каспийская, д. 2А
Солянка, ул. Каспийская, д. 2А Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа. html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allpackages-index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/deprecated-list.html...
[ 254s] Строительный индекс для всех классов...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Создание /usr/src/packages/BUILD/mail/target/apidocs/index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/overview-summary.html...
[ 254s] Генерация /usr/src/packages/BUILD/mail/target/apidocs/help-doc.html...
[ 254 с] 1 ошибка
[ 254 с] 1 предупреждение
[ 254с] [[1;34минИНФО[м]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mПропуск распространения JavaMail API[m
[ 254s] [[1;34mINFO[m] Этот проект был забанен в сборке из-за
предыдущие неудачи.
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mReactor Сводка для распространения JavaMail API
1.
html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allpackages-index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/deprecated-list.html...
[ 254s] Строительный индекс для всех классов...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Создание /usr/src/packages/BUILD/mail/target/apidocs/index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/overview-summary.html...
[ 254s] Генерация /usr/src/packages/BUILD/mail/target/apidocs/help-doc.html...
[ 254 с] 1 ошибка
[ 254 с] 1 предупреждение
[ 254с] [[1;34минИНФО[м]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mПропуск распространения JavaMail API[m
[ 254s] [[1;34mINFO[m] Этот проект был забанен в сборке из-за
предыдущие неудачи.
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mReactor Сводка для распространения JavaMail API
1. 6.2:[м
[ 254с] [[1;34минИНФО[м]
[ 254s] [[1;34mINFO[m] Распределение JavaMail API ......................
[1;32 м УСПЕХ [м [ 2,080 с]
[ 254s] [[1;34mINFO[m] JavaMail API ...................................... ..
[1;31mFAILURE[м [ 21,766 с]
[ 254s] [[1;34mINFO[m] JavaMail API (без провайдеров) ........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JAR JavaMail API ......................................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] smtp-провайдер JavaMail API .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поставщик imap API JavaMail .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API Gmail IMAP-провайдер ...................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API pop3-поставщик ......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поддержка dsn API JavaMail .......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Обработчик протоколирования JavaMail API .......................
[1;33мПРОПУСК[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1;31mBUILD FAILURE[m]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254 с] [[1;34 мИНФО[м] Общее время: 24,522 с
[ 254s] [[1;34mINFO[m] Завершено в: 2019-02-15T04:59:59Z
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;31mERROR[m] Не удалось выполнить цель
[32morg.
6.2:[м
[ 254с] [[1;34минИНФО[м]
[ 254s] [[1;34mINFO[m] Распределение JavaMail API ......................
[1;32 м УСПЕХ [м [ 2,080 с]
[ 254s] [[1;34mINFO[m] JavaMail API ...................................... ..
[1;31mFAILURE[м [ 21,766 с]
[ 254s] [[1;34mINFO[m] JavaMail API (без провайдеров) ........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JAR JavaMail API ......................................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] smtp-провайдер JavaMail API .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поставщик imap API JavaMail .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API Gmail IMAP-провайдер ...................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API pop3-поставщик ......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поддержка dsn API JavaMail .......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Обработчик протоколирования JavaMail API .......................
[1;33мПРОПУСК[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1;31mBUILD FAILURE[m]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254 с] [[1;34 мИНФО[м] Общее время: 24,522 с
[ 254s] [[1;34mINFO[m] Завершено в: 2019-02-15T04:59:59Z
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;31mERROR[m] Не удалось выполнить цель
[32morg. apache.maven.plugins:maven-javadoc-plugin:3.0.1:jar[m
[1m(default-cli)[m в проекте [36mjavax.mail[m: [1;31mMavenReportException:
Ошибка при создании Javadoc: [m
[ 254s] [[1;31mERROR[m] [1;31mКод выхода: 1 - javadoc: ошибка - код
в документации используются модули, но пакеты, определенные в
https://docs.oracle.com/javase/7/docs/api/ находятся в безымянном модуле.[m
[ 254с] [[1;31мОШИБКА[м]
[1;31m/usr/src/packages/BUILD/mail/src/main/java/com/sun/mail/util/package.html:60:
предупреждение - Тег @link: ссылка не найдена: java.util.logging[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mКомандная строка была:
/usr/lib/jvm/java-11-openjdk-amd64/bin/javadoc @options @argfile[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mОбращайтесь к сгенерированным файлам Javadoc в
'/usr/src/packages/BUILD/mail/target/apidocs' каталог [m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] -> [1m[Справка 1][m
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Чтобы увидеть полную трассировку стека ошибок, перезапустите
Maven с переключателем [1m-e[m].
apache.maven.plugins:maven-javadoc-plugin:3.0.1:jar[m
[1m(default-cli)[m в проекте [36mjavax.mail[m: [1;31mMavenReportException:
Ошибка при создании Javadoc: [m
[ 254s] [[1;31mERROR[m] [1;31mКод выхода: 1 - javadoc: ошибка - код
в документации используются модули, но пакеты, определенные в
https://docs.oracle.com/javase/7/docs/api/ находятся в безымянном модуле.[m
[ 254с] [[1;31мОШИБКА[м]
[1;31m/usr/src/packages/BUILD/mail/src/main/java/com/sun/mail/util/package.html:60:
предупреждение - Тег @link: ссылка не найдена: java.util.logging[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mКомандная строка была:
/usr/lib/jvm/java-11-openjdk-amd64/bin/javadoc @options @argfile[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mОбращайтесь к сгенерированным файлам Javadoc в
'/usr/src/packages/BUILD/mail/target/apidocs' каталог [m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] -> [1m[Справка 1][m
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Чтобы увидеть полную трассировку стека ошибок, перезапустите
Maven с переключателем [1m-e[m]. [ 254s] [[1;31mERROR[m] Перезапустите Maven, используя переключатель [1m-X[m], чтобы включить полный
журнала отладки.
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Для получения дополнительной информации об ошибках и возможных
решения, пожалуйста, прочитайте следующие статьи:
[ 254s] [[1;31mERROR[m] [1m[Справка 1][m
http://cwiki.apache.org/confluence/display/MAVEN/MojoExecutionException
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] После устранения проблем можно возобновить
построить с помощью команды
[ 254s] [[1;31mERROR[m] [1mmvn <цели> -rf :javax.mail[m
[ 255s] dh_auto_build: /usr/lib/jvm/default-java/bin/java -noverify -cp
/usr/share/maven/boot/plexus-classworlds-2.x.jar -Dmaven.home=/usr/share/maven
-Dmaven.multiModuleProjectDirectory=/usr/src/packages/BUILD
-Dclassworlds.conf=/etc/maven/m2-debian.conf
-Dproperties.file.manual=/usr/src/packages/BUILD/debian/maven.properties
org.codehaus.plexus.classworlds.launcher.Launcher
-s/etc/maven/settings-debian.xml -Ddebian.dir=/usr/src/packages/BUILD/debian
-Dmaven.
[ 254s] [[1;31mERROR[m] Перезапустите Maven, используя переключатель [1m-X[m], чтобы включить полный
журнала отладки.
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Для получения дополнительной информации об ошибках и возможных
решения, пожалуйста, прочитайте следующие статьи:
[ 254s] [[1;31mERROR[m] [1m[Справка 1][m
http://cwiki.apache.org/confluence/display/MAVEN/MojoExecutionException
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] После устранения проблем можно возобновить
построить с помощью команды
[ 254s] [[1;31mERROR[m] [1mmvn <цели> -rf :javax.mail[m
[ 255s] dh_auto_build: /usr/lib/jvm/default-java/bin/java -noverify -cp
/usr/share/maven/boot/plexus-classworlds-2.x.jar -Dmaven.home=/usr/share/maven
-Dmaven.multiModuleProjectDirectory=/usr/src/packages/BUILD
-Dclassworlds.conf=/etc/maven/m2-debian.conf
-Dproperties.file.manual=/usr/src/packages/BUILD/debian/maven.properties
org.codehaus.plexus.classworlds.launcher.Launcher
-s/etc/maven/settings-debian.xml -Ddebian.dir=/usr/src/packages/BUILD/debian
-Dmaven. repo.local=/usr/src/packages/BUILD/debian/maven-repo пакет
javadoc:jar javadoc:aggregate -DskipTests -Dnotimestamp=true -Dlocale=en_US
вернул код выхода 1
[ 255s] make: *** [debian/rules:6: build] Ошибка 1
[ 255s] dpkg-buildpackage: ошибка: подпроцесс сборки debian/rules вернул выход
статус 2
[ 255 с]
-- Системная информация:
Выпуск Debian: buster/sid
APT предпочитает тестирование
Политика APT: (900, «тестирование»), (500, «нестабильный»), (1, «экспериментальный»)
Архитектура: amd64 (x86_64)
Зарубежные архитектуры: i386
Ядро: Linux 4.19.0-3-amd64 (SMP с 8 ядрами ЦП)
Флаги заражения ядра: TAINT_USER, TAINT_WARN.
Регион: LANG=en_US.UTF-8, LC_CTYPE=en_US.UTF-8 (charmap=UTF-8), LANGUAGE=en_US
(charmap=UTF-8)
Оболочка: /bin/sh связана с /bin/dash
Инициализация: systemd (через /run/systemd/system)
LSM: AppArmor: включен
repo.local=/usr/src/packages/BUILD/debian/maven-repo пакет
javadoc:jar javadoc:aggregate -DskipTests -Dnotimestamp=true -Dlocale=en_US
вернул код выхода 1
[ 255s] make: *** [debian/rules:6: build] Ошибка 1
[ 255s] dpkg-buildpackage: ошибка: подпроцесс сборки debian/rules вернул выход
статус 2
[ 255 с]
-- Системная информация:
Выпуск Debian: buster/sid
APT предпочитает тестирование
Политика APT: (900, «тестирование»), (500, «нестабильный»), (1, «экспериментальный»)
Архитектура: amd64 (x86_64)
Зарубежные архитектуры: i386
Ядро: Linux 4.19.0-3-amd64 (SMP с 8 ядрами ЦП)
Флаги заражения ядра: TAINT_USER, TAINT_WARN.
Регион: LANG=en_US.UTF-8, LC_CTYPE=en_US.UTF-8 (charmap=UTF-8), LANGUAGE=en_US
(charmap=UTF-8)
Оболочка: /bin/sh связана с /bin/dash
Инициализация: systemd (через /run/systemd/system)
LSM: AppArmor: включен
 com
com Возможно, придется добавить -ffat-lto-objects и в авогадролибы.
Возможно, придется добавить -ffat-lto-objects и в авогадролибы. a
a a
a a
a a
a

 При планомерном истощении природных ресурсов применение альтернативных видов топлива обеспечит дальнейшее существование техногенной цивилизации.
При планомерном истощении природных ресурсов применение альтернативных видов топлива обеспечит дальнейшее существование техногенной цивилизации.
 Мы отправляем на объект опытных специалистов, наладчиков и инженеров, которые не только установят оборудование, но и обучат ваш персонал пользоваться техникой.
Мы отправляем на объект опытных специалистов, наладчиков и инженеров, которые не только установят оборудование, но и обучат ваш персонал пользоваться техникой.

 А.
А.



 Taylor Machine Pellet Fuel-Albuquerque
Taylor Machine Pellet Fuel-Albuquerque 
 А.
А.
 е. операции характеризовались плохим качеством гранул и/или хроническим закупориванием экструзионной головки устройства.
е. операции характеризовались плохим качеством гранул и/или хроническим закупориванием экструзионной головки устройства. Двумя отслеживаемыми характеристиками были общее качество окатышей и тенденция к закупорке матрицы. Исследованы следующие факторы на предмет их влияния на качество пеллет и текучесть матрицы: температура матрицы, скорость машины, содержание влаги, скорость подачи и добавки, такие как дистиллированное сухое зерно, масло канолы и кукурузный крахмал. Эти факторы менялись в ходе испытаний, и оценивались полученные в результате качество окатышей и склонность к закупорке.
Двумя отслеживаемыми характеристиками были общее качество окатышей и тенденция к закупорке матрицы. Исследованы следующие факторы на предмет их влияния на качество пеллет и текучесть матрицы: температура матрицы, скорость машины, содержание влаги, скорость подачи и добавки, такие как дистиллированное сухое зерно, масло канолы и кукурузный крахмал. Эти факторы менялись в ходе испытаний, и оценивались полученные в результате качество окатышей и склонность к закупорке. Каждая из этих переменных была протестирована для двух размолов базового материала проса разного размера. Качество полученных гранул, а также склонность матрицы к закупорке измеряли по субъективной шкале.
Каждая из этих переменных была протестирована для двух размолов базового материала проса разного размера. Качество полученных гранул, а также склонность матрицы к закупорке измеряли по субъективной шкале. Предварительные результаты показывают, что качество гранул положительно коррелирует с энергопотреблением.
Предварительные результаты показывают, что качество гранул положительно коррелирует с энергопотреблением.
 Не дожидаясь создания конструкции или окончания строительства, можно оценить его внешний вид, эффектно продемонстрировать проект заказчику, разместить изображения в каталогах и на сайтах.
Не дожидаясь создания конструкции или окончания строительства, можно оценить его внешний вид, эффектно продемонстрировать проект заказчику, разместить изображения в каталогах и на сайтах. Выпуск чертежей осуществляется в соответствии с требованиями ГОСТ 21.610-85 «Газоснабжение. Наружные газопроводы».
Выпуск чертежей осуществляется в соответствии с требованиями ГОСТ 21.610-85 «Газоснабжение. Наружные газопроводы». Соблюдение стандартов СПДС позволяет унифицировать правила оформления различной проектной документации.
Соблюдение стандартов СПДС позволяет унифицировать правила оформления различной проектной документации.
 Существует два варианта системы: КОМПАС-Электрик и КОМПАС-Электрик Express.
Существует два варианта системы: КОМПАС-Электрик и КОМПАС-Электрик Express. Технические науки. 2019. № 6. С. 122–133. https://doi.org/10.23683/2311-3103-2019-6-122-133.
Технические науки. 2019. № 6. С. 122–133. https://doi.org/10.23683/2311-3103-2019-6-122-133.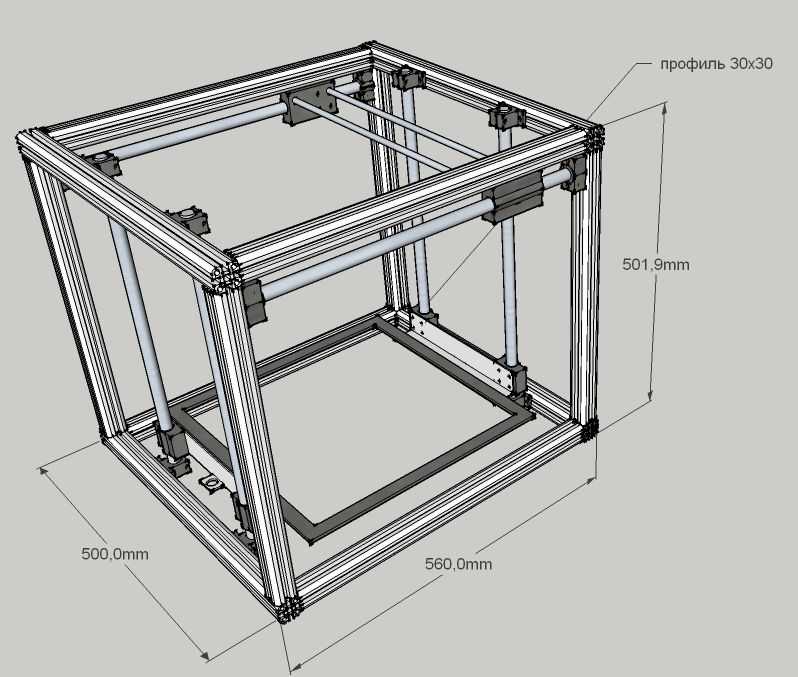
 org/10.1088/17426596/944/1/012128.
org/10.1088/17426596/944/1/012128.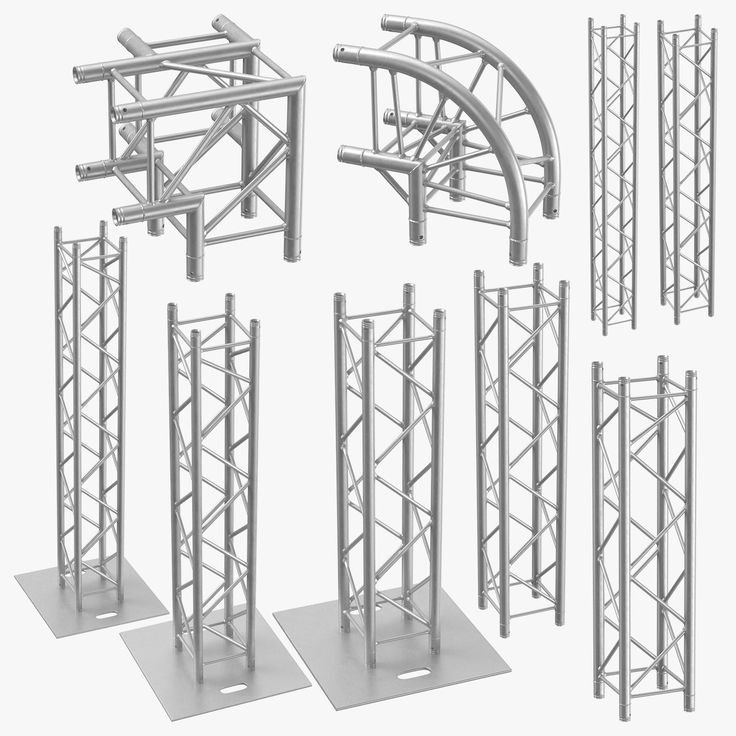 2020. Vol. 760. Iss. 1. Р. 012038. https://doi.org/10.1088/1757-899X/760/1/012038.
2020. Vol. 760. Iss. 1. Р. 012038. https://doi.org/10.1088/1757-899X/760/1/012038. , Priebe S., Shabbir A., Michelassi V., Sandberg R., Richardson E. Loss prediction in an axial compressor cascade at off-design incidences with free stream disturbances using large eddy simulation // Journal of Turbomachinery. 2018. Vol. 140. No. 7. P. 071005. https://doi.org/10.1115/1.4039807.
, Priebe S., Shabbir A., Michelassi V., Sandberg R., Richardson E. Loss prediction in an axial compressor cascade at off-design incidences with free stream disturbances using large eddy simulation // Journal of Turbomachinery. 2018. Vol. 140. No. 7. P. 071005. https://doi.org/10.1115/1.4039807. youtube.com/embed/9VArlkLfDsM» title=»YouTube video player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/9VArlkLfDsM» title=»YouTube video player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 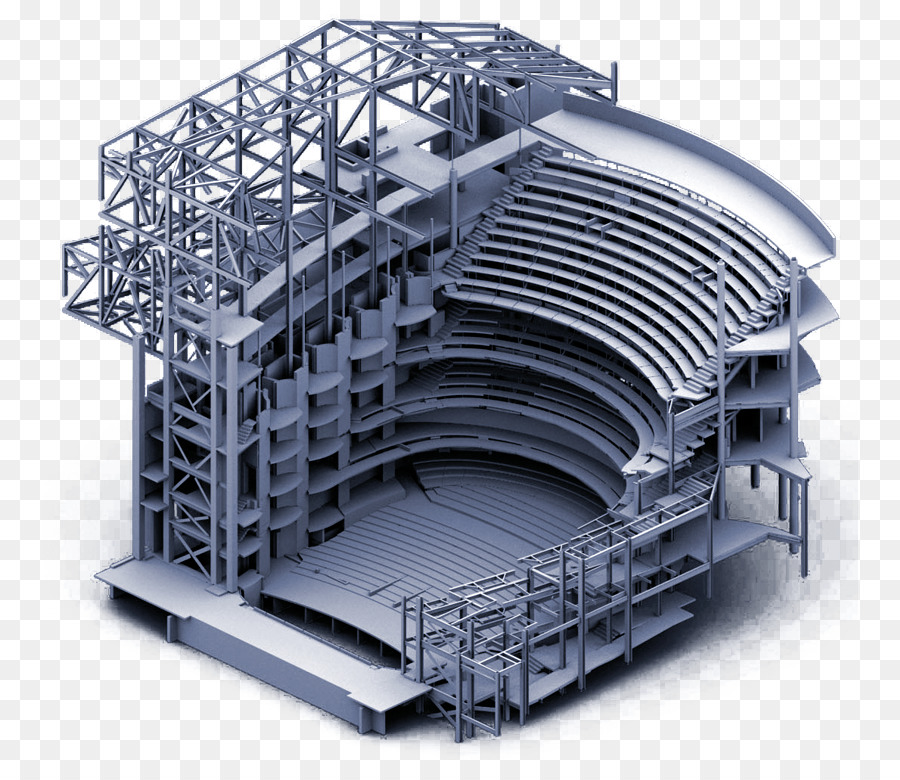 Воссоздать его дом очень просто. После этого мы можем создать множество симуляций, чтобы изменить его интерьер. Хорошо, интуитивно понятно и практично, что еще?
Воссоздать его дом очень просто. После этого мы можем создать множество симуляций, чтобы изменить его интерьер. Хорошо, интуитивно понятно и практично, что еще?
 Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.
Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.

 Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
 Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю. Так, например, элементы, созданные в 1958 году, по-прежнему соединяются с элементами, выпущенными в 2010, несмотря на радикальные изменения в дизайне и форме элементов за эти годы.
Так, например, элементы, созданные в 1958 году, по-прежнему соединяются с элементами, выпущенными в 2010, несмотря на радикальные изменения в дизайне и форме элементов за эти годы. п.
п. активных форм, которые используются при производстве Lego. Однако в целом в распоряжении компании находится больше 9 тыс. таких форм, многие из которых ждут своего часа на полках, как эта, например. Средняя форма стоит около 72 тыс. долларов, стоимость самой сложной и дорогой — 360 тыс. долларов.
активных форм, которые используются при производстве Lego. Однако в целом в распоряжении компании находится больше 9 тыс. таких форм, многие из которых ждут своего часа на полках, как эта, например. Средняя форма стоит около 72 тыс. долларов, стоимость самой сложной и дорогой — 360 тыс. долларов.
 На фотографии мы видим работника компании за этой процедурой.
На фотографии мы видим работника компании за этой процедурой.
 Там расположен гигантский роботизированный склад, один из самых больших в Европе, где производится оформление заказов и рассылка продукции по торговым точкам во всём мире.
Там расположен гигантский роботизированный склад, один из самых больших в Европе, где производится оформление заказов и рассылка продукции по торговым точкам во всём мире. По крайней мере, вы их видели и знаете, что они из себя представляют. Или, может быть, ваши дети, но мы редко задумываемся о процессе производства маленьких блоков LEGO.
По крайней мере, вы их видели и знаете, что они из себя представляют. Или, может быть, ваши дети, но мы редко задумываемся о процессе производства маленьких блоков LEGO. И они всегда приносят нам отличные новые продукты.
И они всегда приносят нам отличные новые продукты.

 С 1949 по 1963 год в качестве полимера использовался ацетат целлюлозы. Это то же самое вещество, которое когда-то использовалось в киноиндустрии для фильмов. Он и по сей день используется в пластиковых оправах некоторых очков.
С 1949 по 1963 год в качестве полимера использовался ацетат целлюлозы. Это то же самое вещество, которое когда-то использовалось в киноиндустрии для фильмов. Он и по сей день используется в пластиковых оправах некоторых очков. Это плавит гранулы, образуя пластиковую слизь, которая автоматически подается в формы для деталей Lego. Формовочная машина прикладывает давление, чтобы обеспечить идеальную форму деталей Lego, затем они охлаждаются и выталкиваются. После этого добавляются все необходимые украшения и собираются детали, которые нужно собрать, например, минифигурки.
Это плавит гранулы, образуя пластиковую слизь, которая автоматически подается в формы для деталей Lego. Формовочная машина прикладывает давление, чтобы обеспечить идеальную форму деталей Lego, затем они охлаждаются и выталкиваются. После этого добавляются все необходимые украшения и собираются детали, которые нужно собрать, например, минифигурки. Средняя сила, которую может выдержать элемент Lego 2×2, составляет 4240 ньютонов, что эквивалентно силе, которую может выдержать человек весом около 430 килограммов. Короче говоря, кубики Lego созданы для того, чтобы на них было больно наступать.
Средняя сила, которую может выдержать элемент Lego 2×2, составляет 4240 ньютонов, что эквивалентно силе, которую может выдержать человек весом около 430 килограммов. Короче говоря, кубики Lego созданы для того, чтобы на них было больно наступать.
 140.J11
140.J11
 Они предназначаются для зажима заготовок различной формы, будь то цилиндрические, прямоугольные или другие варианты. Используются на мелкосерийных, единичных и серийных производствах. Трехкулачковый самоцентрирующийся патрон не требует времени на переналадку при смене заготовки на другой диаметр.
Они предназначаются для зажима заготовок различной формы, будь то цилиндрические, прямоугольные или другие варианты. Используются на мелкосерийных, единичных и серийных производствах. Трехкулачковый самоцентрирующийся патрон не требует времени на переналадку при смене заготовки на другой диаметр.
 Параметры и виды биений аналогичны предыдущему варианту, но диаметр заготовок здесь находится в диапазоне от 62 до 174 миллиметров и от 145 до 256 миллиметров.
Параметры и виды биений аналогичны предыдущему варианту, но диаметр заготовок здесь находится в диапазоне от 62 до 174 миллиметров и от 145 до 256 миллиметров. В зависимости от того, в каком направлении происходит вращение диска, кулачки приближаются или удаляются от центра устройства, освобождая или зажимая деталь. Также трехкулачковое устройство нужно еще и для того, чтобы повысить износостойкость с помощью закалки.
В зависимости от того, в каком направлении происходит вращение диска, кулачки приближаются или удаляются от центра устройства, освобождая или зажимая деталь. Также трехкулачковое устройство нужно еще и для того, чтобы повысить износостойкость с помощью закалки.

 Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой. Это одновременное движение вызывается спиральной пластиной, в которую помещаются все челюсти. Трехкулачковые патроны изготавливаются различных размеров от 1/8 до 16 дюймов в диаметре. Обычно они снабжены двумя наборами кулачков, один для наружного зажима, а другой для внутреннего зажима.
Это одновременное движение вызывается спиральной пластиной, в которую помещаются все челюсти. Трехкулачковые патроны изготавливаются различных размеров от 1/8 до 16 дюймов в диаметре. Обычно они снабжены двумя наборами кулачков, один для наружного зажима, а другой для внутреннего зажима. В конус шпинделя передней бабки вставлен переходник, а вместо него на противоположном конце шпинделя передней бабки находится полая тяга с внутренней резьбой. При вращении маховика и тяги цанга втягивается в конический адаптер, в результате чего цанга затягивается на заготовках.
В конус шпинделя передней бабки вставлен переходник, а вместо него на противоположном конце шпинделя передней бабки находится полая тяга с внутренней резьбой. При вращении маховика и тяги цанга втягивается в конический адаптер, в результате чего цанга затягивается на заготовках.