Обзор высокотемпературных FDM-пластиков для промышленной 3D-печати
Сфера применений аддитивных технологий широка: на одном полюсе — настольные принтеры «только PLA», для декоративного применения, на другом — установки для прямой печати металлами, между ними — оборудование и материалы в ассортименте. Чтобы понять, какие материалы необходимы для получения прочной и легкой детали, двигаемся от персональной печати к промышленной. PLA, ABS, SBS — расходники, которые знакомы всем печатникам. PETG, нейлон, поликарбонат — скорее экзотика. Но это далеко не самые серьезные материалы.
Где нужны суперпластики?
Пластики с выдающимися свойствами очень полезны в космосе. Нет, распечатать из пластика ракетный двигатель пока не получится, термостойкость даже близко не та, но для различных деталей вокруг он подойдет идеально. Пример — Stratasys и «климат-контроль» ракет Atlas V. 16 печатных деталей вместо 140 металлических — быстрее, легче, дешевле. И это не теоретический проект, это уже летало в космос.
Другой пример — авиация. Высота полета ниже, но применение более массовое. Здесь тоже есть резон снижать массу деталей, переходить на пластик там, где это возможно. Применяется в авиастроении и прямая печать металлами, когда речь идет уже о компонентах двигателей или деталях каркаса фюзеляжа, но менее нагруженные конструктивные элементы, такие как вентиляция салона и элементы интерьера, лучше делать из пластика. Это направление развивает, например, компания Airbus.
Спускаемся с небес на землю: здесь масса уже не так критична, интересны другие свойства инженерных пластиков. Стойкость к агрессивной химии и повышенной температуре, возможность создания недоступных для классических методов структур. При этом — более низкая цена, в сравнении с металлической печатью. Напечатанные изделия используются в медицине, нефтегазовой отрасли, химической промышленности. Как пример — выполненный для иллюстрации в разрезе смешивающий блок со сложной канальной структурой.
Отличие от привычных пластиков
Почему не запускать в космос PLA и не делать вентиляционные решетки салона самолета из ABS? К инженерным пластикам применяется ряд требований связанных с устойчивостью к высоким и низким температурам, огнестойкостью, механической прочностью. Как правило, все сразу. Так что, «плывущий» при взаимодействии с окружающей средой PLA или отлично горящий ABS в небо запускать нежелательно. Теперь — к тому, какие, собственно, пластики используются в промышленной печати по технологии FDM/FFF.
Филаменты с поликарбонатом
Поликарбонат — распространенный в промышленности пластик с высокой ударопрочностью и прозрачностью, производится в том числе и для нужд FDM-печати. Материал лучше держит температуру, чем ABS, устойчив к кислотам, но чувствителен к УФ-излучению и разрушается под воздействием нефтепродуктов.
Чистый поликарбонат, PC
Предельная рабочая температура для изделий из поликарбоната — 130 °C. Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
Stratasys PC, PC-ISO для принтеров Fortus. Первый — общего назначения, второй — сертифицированный на биосовместимость, для медицинского применения.
Intamsys PC;
Esun ePC;
SEM PC;
PrintProduct PC;
ABS/PC
Сплав поликарбоната и ABS сочетает возможность шлифовки и окраски, свойственную ABS, с более высокой ударопрочностью и рабочей температурой. Сохраняет прочность при низких температурах — до -50 °C. В отличие от чистого PC, лучше применим в тех случаях, когда необходимо ликвидировать слоистую структуру детали шлифовкой или пескоструйной обработкой. Применение: производство корпусов и элементов органов управления для штучного и мелкосерийного выпуска, замена серийных пластиковых деталей в оборудовании, детали к которому перестали выпускать.
Stratasys PC/ABS;
Roboze PC-ABS;
SEM ABS/PC;
BestFilament ABS/PC.
Филаменты на основе полиамида
Полиамиды используются в производстве синтетического волокна, это популярный материал для печати методом выборочного лазерного спекания (SLS). Для печати по технологии FDM/FFF в основном используются полиамид-6 (капрон), полиамид-66 (нейлон) и полиамид-12. К общим чертам филаментов на основе полиамида относятся химическая инертность и антифрикционные свойства. Полиамид-12 более гибок и упруг, по сравнению с PA6 и PA66. Рабочая температура — около 100 °C, отдельные модификации — до 120.
Прежде всего, из полиамида печатают шестерни. Лучший материал для этой цели, с которым можно работать на обычном 3D-принтере с закрытой камерой. Стойкость к истиранию позволяет делать тяги, кулачки, втулки скольжения. В линейке многих производителей присутствуют композитные филаменты на основе полиамида, с еще большей механической прочностью.
Stratasys Nylon 6, Nylon 12, Nylon 12CF. Последний — с наполнителем в виде углеволокна.
Intamsys Nylon, PA6.
Taulman Nylon 618, Nylon 645 — на основе PA66 и PA6 соответственно. Nylon 680 — разрешенный к применению в пищевой промышленности. Alloy 910 — сплав на основе полиамида, с пониженной усадкой.
PrintProduct Nylon, Nylon Mod, Nylon Strong;
REC Friction;
BestFilament BFNylon.
Переходим к самому интересному
Работать с поликарбонатом или полиамидом можно на обычном 3D-принтере. С описанными далее филаментами сложнее, они требуют других экструдеров и поддержания температурного режима в рабочей камере, то есть, нужно специальное оборудование для печати высокотемпературными пластиками. Исключения бывают — например, в NASA, ради эксперимента, модернизировали популярный в США Lulzbot TAZ для работы с высокотемпературными филаментами.
Полиэфирэфиркетон, PEEK
Рабочая температура изделий из PEEK достигает 250 °C, возможен кратковременный нагрев до 300 — показатели для армированных филаментов. Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов.
Intamsys PEEK;
Apium PEEK;
Roboze PEEK, Carbon PEEK. Второй — армированный углеволокном.
Полиэфиримид, PEI
Он же — Ultem. Семейство пластиков, разработанных компанией SABIC. Характеристики PEI скромнее показателей PEEK, но стоимость заметно ниже. Ultem 1010 и 9085 — основные материалы Stratasys для печати функциональных деталей. PEI востребован в аэрокосмической отрасли — масса значительно меньше, в сравнении с алюминиевыми сплавами. Рабочие температуры изделий, в зависимости от модификации материала, достигают 217 °C по информации производителя и 213 — по результатам испытаний Stratasys.
Преимущества у PEI те же, что и у PEEK — химическая и температурная стойкость, механическая прочность. Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
Компоненты системы охлаждения ракеты Atlas V и пластиковые детали для лайнеров Airbus, приведенные в качестве примера в начале обзора, выполнены из Ultem 9085.
Stratasys Ultem 1010 и 9085, для принтеров Fortus 450mc и 900mc.
Intamsys Ultem 1010 и 9085;
Roboze Ultem AM9085F;
Apium PEI 9085.
Полифенилсульфон, PPSF/PPSU
Еще один материал, который сочетает в своих свойствах температурную стойкость, механическую прочность и устойчивость к химическим воздействиям. PPSF от Stratasys сертифицирован для аэрокосмического и медицинского применения. Позиционируется как сырье для производства вспомогательных медицинских приспособлений, может быть стерилизован в паровых автоклавах. Применяется в производстве деталей для лабораторных установок в химической промышленности.
Stratasys PPSF;
3DXTech Firewire PPSU.
Полисульфон, PSU
Менее распространен по сравнению с PPSU, обладает схожими физическими характеристиками, химически инертный, самозатухающий. Рабочая температура — 175 °C, до 33% дешевле по сравнению с PPSU.
3DXTech Firewire PSU
Сравнение характеристик филаментов
* прокаливание в течение 2 часов при 140 °C.
** Apium PEEK 450 natural, результаты испытаний ударной вязкости аналогичными методами отсутствуют. Термостойкость указана для ненаполненного PEEK.
Данные приведены для филаментов Stratasys, за исключением PEEK. Если указан диапазон значений, значит испытания проводились вдоль и поперек слоев детали.
О композитных филаментах
Большинство материалов для FDM-печати имеют композитные версии. Если говорить о PLA, то в него добавляют порошки металлов или дерева, для изменения эстетических свойств. Инженерные филаменты армируются углеволокном, для увеличения жесткости детали. Влияние таких добавок на свойства пластика зависит не только от их количества, но и от размера волокон. Если мелкодисперсный порошок можно считать декоративной присадкой, то волокна уже значительно изменяют характеристики пластика. Само по себе слово Carbon в названии материала еще не означает выдающихся свойств, нужно смотреть результаты испытаний. Для примера: Stratasys Nylon12CF обладает почти вдвое большей прочностью на разрыв, при испытании вдоль слоев, чем Nylon12.
Экзотический вариант — реализация непрерывного армирования от Markforged. Компания предлагает армирующий филамент для совместной FDM-печати с другими пластиками.
Другие специфические свойства
Инженерные пластики — это не только стойкость к высоким температурам и механическая прочность. Для корпусов или боксов для хранения электронных устройств, а также в условиях работы с легковоспламеняющимися летучими жидкостями необходимы материалы с антистатическими свойствами. В линейке Stratasys это, например, ABS-ESD7.
Stratasys ABS-ESD7;
Roboze ABS-ESD.
Обычный ABS не обладает стойкостью к ультрафиолетовому излучению, что ограничивает его использование без защитного покрытия на открытом воздухе. В качестве альтернативы предлагается ASA, характеристики которого близки к ABS, за исключением наличия УФ-стойкости.
REC Eternal;
SEM ASA;
BestFilament ASA.
Оригинальная альтернатива
Пластик может заменить металл во многих областях, так как превосходит его в легкости, тепло- и электроизоляции, стойкости к реагентам. Но до физических показателей металлических изделий распечатки из лучших FDM-филаментов не дотягивают.
Химический гигант BASF предлагает FDM-филамент Ultrafuse 316LX, с массовой долей нержавеющей стали в 80%. Деталь печатается на FDM-принтере, а затем помещается в печь, где связующий пластик выжигается, а металл спекается. Получаемая таким образом деталь выходит значительно дешевле изготовленной методом прямой печати металлом. При наличии FDM-принтера и подходящей печи, нового оборудования вообще не понадобится.
Отметим, что похожее решение предлагает компания Virtual Foundry — ее Filamet, с порошком бронзы или меди, запекается аналогичным образом. Выбор металла намекает скорее на декоративное, чем на инженерное применение.
У AIM3D своя реализация подобного принципа — принтер ExAM 255 работает не с филаментом, а с гранулами. Это позволяет использовать для FDM-печати сырье, которое обычно применяется в установках MIM, Metal Injection Molding. Для спекания детали компания предлагает печь ExSO 90. Можно печатать и пластиковыми гранулами, что обычно дешевле, чем использование традиционного филамента.
Специальная техника для инженерных пластиков
Подытожим. Если совсем в двух словах: рассмотренные расходники отличаются от привычных материалов высокой температурой печати, что требует применения специального оборудования, и серьезной термостойкостью и механической прочностью изготовленных деталей. Для работы с такими филаментами нужны 3D-принтеры с рабочей температурой экструдера от 350 °C и термостабилизированной рабочей камерой. Специалисты Top 3D Shop помогут вам с подбором промышленного 3D-принтера и пластиков для решения самых интересных задач.
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц. сетях:
Facebook
Vk
Instagram
Youtube
Top 3D Shop — Ваш эксперт на рынке 3D-техники
Краски для металла, дисков и пластика — Для автомобиля
Что вы ищете?
Предотвращение коррозии
Грунтовка
Краска
Лак
Автомобильные цвета CarColor
Жаростойкие краски
Защитные средства
Шпаклевка / Герметик
Смазка
Спец. продукция
Очистка и уход
Категории
Жаростойкие краски
Предотвращение коррозии
Шпаклевка
Грунтовка
Автомобильные цвета CarColor 12 ml
Автомобильные цвета CarColor 400ml
Краски для металла, дисков и пластика
Краски для тракторов
Защитные средства
Обслуживание и очистка
Автохимия
Предохранение
Очистка
Смазка
Ограничить выбор
Структурная краска 400ml
Структурная краска Maston создает глубокую и интенсивную текстуру и идеально подходит для декоративной отделки практически любой металлической поверхности. Производится на основе натурального акрила с добавлением высококачественных цветных паст. Чрезвычайно высокая кроющая способность. Покрытие очень твердое и дает отличную защиту. Стойкость к выцветанию, смазке, стойкость к обезжиривающему составу, ржавчине, износостойкость. Термостойкость до 120 °С. Примеры применения: крышка клапанного механизма, металлические приборная доска, стартер, панели двери, рычаг переключения передач, генератор переменного тока, теплоизоляционная перегородка. Пластиковые поверхности необходимо предварительно загрунтовать грунтовкой Maston plastic primer Инструкция по применению: чем больше дистанция напыления, тем выраженный структурный эффект. Начните распыление с расстояния 40 см от объекта и при необходимости переместите ближе. Наносите тонкими слоями и давайте высохнуть в течение примерно 5 минут, прежде чем распылять новый слой. Слишком толстые и влажные слои краски создают слабо выраженный структурный эффект.
Подробнее
Auto ACRYL Белый матовый 500ml
Maston AUTO ACRYL высококачественная акриловая краска для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
Auto ACRYL Белый 500ml
Maston AUTO ACRYL высококачественная акриловая краска для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
Auto ACRYL Глянцевый лак 500ml
Лак Maston AUTO ACRYL — высококачественный акриловый лак для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
Auto ACRYL Грунтовка Серая 500ml
Грунтовка Maston AUTO ACRYL — высококачественная акриловая грунтовка для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
Auto ACRYL Грунтовка красная 500ml
Грунтовка Maston AUTO ACRYL — высококачественная акриловая грунтовка для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
Auto ACRYL Красный 500ml
Maston AUTO ACRYL высококачественная акриловая краска для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
Auto ACRYL Черный глянцевый 500ml
Maston AUTO ACRYL высококачественная акриловая краска для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
Auto ACRYL Черный матовый 500ml
Maston AUTO ACRYL высококачественная акриловая краска для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
Auto ACRYL Черный полуматовый 500ml
Maston AUTO ACRYL высококачественная акриловая краска для металлических деталей, твердых пластмассовых деталей и колесных дисков. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Подробнее
< Назад Вперёд >
1
2
Лучшие термостойкие пластмассы | Различия и классификации
Время прочтения: 6 мин.
Пластмассы широко используются в различных областях благодаря их низкой стоимости, малому весу, простоте обработки и большому разнообразию свойств материала. Однако большинство товарных и инженерных пластиков не очень хорошо справляются с высокими температурами. Тем не менее, существует группа пластиков, которые обладают не только отличной термостойкостью, но и отличными механическими свойствами, что делает их идеальными для широкого спектра современных применений.
В этой статье объясняется, как классифицируются термостойкие пластики, чем отличаются аморфные и полукристаллические пластики, а также некоторые распространенные термостойкие пластики.
Аморфные и полукристаллические пластмассы
Термопласты обычно подпадают под две категории, которые определяют, как они реагируют при нагревании. Вот различия между аморфными и полукристаллическими пластиками:
Полукристаллические: Полукристаллические пластики имеют полуупорядоченную молекулярную структуру с упорядоченными кристаллическими областями, расположенными между неупорядоченными аморфными областями (случайно упорядоченная молекулярная структура). Эти пластики имеют резкий переход от твердого состояния к жидкому. Таким образом, полукристаллические пластики имеют определенную температуру плавления. Полукристаллические пластмассы являются наиболее широко используемыми пластмассами для производства волокон, пленок, смесей и композитов. Примеры включают PE, PET, PTFE и PP.
Аморфный: Аморфный пластик имеет неупорядоченную молекулярную структуру и не имеет кристаллических областей. Эти пластмассы постепенно размягчаются при воздействии высоких температур. Таким образом, аморфные пластмассы не имеют определенной температуры плавления, как полукристаллические термопласты. Примеры включают PS, PC, PSU и PVC.
Термические свойства термостойких пластиков
Определение применимых свойств термостойких пластиков является сложной темой из-за множества различных способов классификации термостойкости пластика. Вот некоторые общие параметры, используемые для описания термостойкости пластмасс:
Точка плавления: Точка плавления определяется как точка, при которой пластический переход от упорядоченной молекулярной структуры к неупорядоченной. Полукристаллические пластмассы имеют точную точку, в которой происходит это изменение, тогда как аморфные пластмассы постепенно размягчаются при нагревании.
Температура теплового прогиба: Температура теплового прогиба определяется испытанием, во время которого к образцу прикладывается определенная нагрузка при определенной температуре. Температура теплового прогиба является мерой того, насколько хорошо материал сохраняет свою жесткость под приложенной нагрузкой, и также известна как температура теплового прогиба под нагрузкой (HDTUL).
Непрерывная рабочая температура: Относится к максимальной безопасной рабочей температуре пластика при длительном использовании (но не навсегда – она ограничивается моментом, при котором материал изнашивается). Это значение обычно измеряется, когда пластик подвергается воздействию воздуха, и обратите внимание, что вода и химические растворы могут значительно снизить максимальную непрерывную рабочую температуру пластика.
Температура стеклования: Температура стеклования (Tg) относится к точке, при которой материал переходит из пластичного в хрупкий материал. Для некоторых пластиков это значение значительно ниже нуля градусов Цельсия. Таким образом, это не всегда полезная мера термостойкости. Это также известно как температура, при которой аморфный пластиковый полимер переходит из твердого материала (иногда называемого стекловидным состоянием) в мягкое (резиноподобное состояние). При дальнейшем нагревании пластик превращается в вязкую жидкость.
Огнестойкость: Сопротивление пластмассы горению измеряется в соответствии с UL 94 (Испытания на воспламеняемость пластмасс для деталей устройств и приборов). Этот стандарт используется для определения устойчивости пластика к воспламенению — независимо от того, образует ли он легковоспламеняющиеся пластиковые капли — и того, как он ведет себя при постоянном воздействии повышенных температур. Воспламеняемость пластика оценивается по шкале, и пластики с рейтингами V-0, V-1 и V-2 допускаются для использования в потребительских товарах.
Термостойкие пластики
Некоторые из наиболее популярных термостойких пластиков: PEI, PEEK, PTFE, PAI и PPS. Все это термопласты, а это значит, что они плавятся или размягчаются при нагревании, но вновь затвердевают и восстанавливают свои свойства, если их не нагревать до точки возгорания. Термореактивные пластмассы, с другой стороны, представляют собой тип пластика, который химически разрушается при нагревании выше максимальной рабочей температуры и не восстанавливает свои свойства после охлаждения.
Полиэфиримид – PEI – ULTEM®
Полиэфиримид (PEI) – это высокоэффективный аморфный термопласт с высокой прочностью на растяжение и хорошей химической и температурной стойкостью. Он также обладает высокой диэлектрической прочностью, что означает, что он ведет себя как электрический изолятор. Этот материал часто называют его торговой маркой Ultem®.
Типичные области применения включают электрические печатные платы, стерилизуемое медицинское оборудование, оборудование для пищевой промышленности и компоненты самолетов. Однако Ultem® является очень дорогим материалом. В таблице ниже перечислены некоторые ключевые свойства Ultem 1000, распространенного сорта этого пластика:
Property
Value
Tensile Strength (MPa)
117
Hardness (Rockwell R)
R125
Density (g/cm3)
1.28
Температура размягчения (°C)
200
Температура теплового изгиба (@264 PSI) (°C)
204,4
900 Температура на воздухе (°C
900)0072
171.1
Short-term Service Temperature (°C)
182.2
Glass Transition Temperature (°C)
210
Flammability (UL 94)
V-0
Таблица 1: Свойства Ultem® 1000
Полиэфирэфиркетон – PEEK
Полиэфирэфиркетон представляет собой высокоэффективный полукристаллический термопласт с превосходной термической и химической стойкостью. PEEK также обладает отличной стойкостью к гидролизу и пару, но имеет плохую стойкость к ультрафиолетовому излучению и является дорогостоящим материалом.
Типичные области применения включают детали для нефтегазовой отрасли, подшипники скольжения, кабельную изоляцию и катетеры. В таблице ниже перечислены некоторые ключевые свойства незаполненных, Virgin Peek:
.
Плотность (г/см3)
1,31
Температура теплового изгиба (@264 PSI) (°C)
160
Continuous Service Temperature in Air (°C)
248.8
Plastic Melting Temperature (°C)
340
Flammability (UL 94)
V-0
Таблица 2: Свойства PEEK
Политетрафторэтилен – ПТФЭ – Тефлон®
ПТФЭ представляет собой полукристаллический термопласт с высокими эксплуатационными характеристиками, который химически инертен, то есть не подвержен влиянию большинства химических веществ. ПТФЭ, часто называемый торговым названием Teflon®, также обладает очень низким коэффициентом трения и износостойкостью. ПТФЭ широко используется в качестве антипригарного покрытия для сковородок и кухонной посуды, а также для контейнеров для хранения химикатов. Это относительно низкая стоимость по сравнению с другими высокотемпературными конструкционными пластиками, но при этом он очень неэластичен. Кроме того, большинство клеев не работают с ПТФЭ. В приведенной ниже таблице перечислены некоторые ключевые свойства ненаполненного первичного ПТФЭ:
Property
Value
Tensile Strength (MPa)
20.7
Hardness (Rockwell R)
60
Density (g/cm3)
2.22
Температура теплового изгиба (при 66 PSI) (°C)
121,1
Температура непрерывной работы на воздухе (°C)
287,8
8°C Температура плавления пластика
880072
325–335
Воспламеняемость (UL 94)
V-0
сохраняет свои механические свойства при повышенных температурах в течение длительного времени. PAI, иногда называемый Torlon®, считается термопластом с самыми высокими эксплуатационными характеристиками, обладающим превосходной механической прочностью, радиационной стойкостью и коррозионной стойкостью. Однако Torlon® является дорогостоящим материалом.
Типичные области применения включают зажимные гайки в аэрокосмической промышленности и в качестве замены металла в высокотемпературных зонах в автомобильной промышленности. The table below lists some key properties of PAI:
Property
Value
Tensile Strength (MPa)
138
Hardness (Shore D)
90
Плотность (г/см3)
1,41
Heat Deflection Temperature (@264 PSI) (°C)
278
Continuous Service Temperature (°C)
200–220
Plastic Melting Temperature (°C)
275
Воспламеняемость (UL 94)
V-0
Таблица 4: Свойства PAI
Полифениленсульфид – ПФС
ПФС представляет собой полукристаллический термопласт, обладающий хорошим балансом механических и термических свойств. PPS по своей природе огнестойкий и обладает хорошей химической стойкостью, но имеет плохую диэлектрическую прочность. ПФС не является чрезмерно дорогим материалом и поэтому идеально подходит для менее сложных применений, таких как ручки сковородок, компоненты центробежных насосов и направляющие стержней. В таблице ниже перечислены некоторые ключевые свойства PPS:
Property
Value
Tensile Strength (MPa)
50–80
Hardness (Shore D)
90–95
Density (g/cm3 )
1,35
Температура стекла (° C)
85–95
Температура отклонения тепла (@264 PSI) (° C)
100–135
9007 7007
. В)
200–220
Температура пластикового плавления (° C)
275–285
Плаволисность (UL 94)
V-0
3333333333333333333.
Несмотря на базовые характеристики перечисленных материалов, существуют способы дальнейшего улучшения тепловых характеристик пластика. Двумя распространенными методами являются использование добавок и наполнителей:
Добавки: Термостабилизаторы с антиоксидантами используются для улучшения тепловых характеристик пластика. Огнезащитные добавки также используются для повышения огнестойкости материалов.
Наполнители: Наполнители можно добавлять в пластик, чтобы значительно улучшить его термостойкость. Типичные наполнители включают измельченные нити стекловолокна или керамический порошок. Обратите внимание, что термическое сопротивление часто увеличивается за счет механической прочности при добавлении наполнителей.
Какой термостойкий материал является лучшим
При выборе высокотемпературного пластика важно учитывать не только его температуру плавления. Также необходимо учитывать окружающую среду, случай нагрузки и экономические факторы. Если требуется термостойкость и высокая коррозионная стойкость, правильным выбором может быть ПТФЭ. Однако, если требуется длительное воздействие высоких температур в критически важных аэрокосмических приложениях, то может подойти специальный полимер, такой как Torlon®. Короче говоря, лучший термостойкий пластик полностью зависит от области применения.
Упрощенный поиск — начните свой следующий проект с Fictiv
Если вы хотите узнать больше о том, какой высокотемпературный пластик идеально подходит для вашего конкретного применения, мы здесь, чтобы помочь! Fictiv — это ваша операционная система для индивидуального производства, которая может помочь вам со всеми вашими потребностями в выборе материалов для литья под давлением, производстве деталей и чистовой обработке. Мы являемся экспертами в производстве нестандартных механических деталей из различных материалов и упрощаем поиск нестандартных деталей с помощью интеллектуальных, оптимизированных, автоматизированных рабочих процессов.
Наша платформа предназначена для того, чтобы сделать закупку деталей для литья под давлением быстрее, проще и эффективнее.
Создайте учетную запись и загрузите свою деталь, чтобы узнать, что может сделать для вас наш процесс мгновенного расчета стоимости, дизайн с обратной связью по технологичности и интеллектуальная платформа. Наша служба литья под давлением поставляет образцы деталей T1 всего за 2 недели!
Топ 5 термостойких пластиков | Быстрый радиус
Производители, как правило, используют такие металлы, как никель и нержавеющая сталь, для высокопроизводительных приложений, поскольку они обладают высокой термостойкостью. Сплавы на основе никеля, например, сохраняют свою прочность в условиях высоких температур, циклического термического воздействия и высокого уровня углерода. Несмотря на то, что металл имеет тенденцию быть более термостойким, чем пластик, во многих случаях инженерам было бы выгодно использовать термостойкие пластики вместо этого для своих высокопроизводительных приложений.
Термостойкие пластики делятся на две большие категории — термореактивные и термопласты. Термореактивные пластмассы — это пластмассы, которые затвердевают под воздействием тепла и не могут быть изменены после отверждения. Термопласты с высокими эксплуатационными характеристиками — это пластмассы, которые при нагревании плавятся, при охлаждении затвердевают и могут быть переплавлены после охлаждения. На структурную целостность термопластов влияют такие факторы, как температура стеклования (Tg) и температура плавления, присущая каждому материалу. Существуют варианты высокоэффективных термопластов, которые сохраняют свои структурные свойства при температурах выше 150°C и кратковременно при температурах выше 250°C.
Помимо термостойкости, эти материалы обладают химической стойкостью, коррозионной стойкостью и превосходными электрическими и тепловыми изоляторами. Общие высокопроизводительные применения включают поршневые компоненты в автомобильной промышленности, кабельные каналы в аэрокосмической промышленности, подводные соединители в полупроводниковой промышленности и многое другое. При разработке деталей, которые будут контактировать с чрезвычайно высокими температурами, командам разработчиков следует рассмотреть возможность производства с использованием этих пяти лучших термостойких пластиков.
Топ-5 термостойких пластиков
Термопласты обладают термостойкостью благодаря своей молекулярной структуре. Когда к смоле добавляются жесткие ароматические кольца вместо алифатических групп, основная цепь молекулярной цепи ограничивается и укрепляется таким образом, что для разрыва цепи необходимо разорвать два химических звена. С этой новой структурой химическая и термостойкость термопласта может быть такой же или лучше, чем у термореактивного материала.
Вот пять пластиков, которые могут выдерживать высокую температуру.
1. Полиэфиримид (ПЭИ)
ULTEM®, торговая марка полиэфиримида (PEI), является одним из немногих коммерчески доступных аморфных термопластов на современном рынке. Он прочный, химически стойкий и огнестойкий и уже более 35 лет является основным продуктом в обрабатывающей промышленности. ULTEM выделяется тем, что обладает самой высокой диэлектрической прочностью среди всех термопластов с высокими эксплуатационными характеристиками.
Этот материал имеет чрезвычайно высокую температуру плавления 219°C и максимальную температуру непрерывной эксплуатации 170°C, что делает его идеальным для изготовления печатных плат, оборудования для стерилизации пищевых продуктов и особенно деталей самолетов. ULTEM — одна из немногих смол для использования в коммерческой аэрокосмической промышленности — она превосходит другие термопласты по сопротивлению ползучести и хорошо выдерживает воздействие различных видов топлива и охлаждающих жидкостей. Однако он имеет тенденцию к растрескиванию в присутствии полярных хлорированных растворителей. Этот материал можно найти в противопожарных материалах и чехлах для сидений самолетов.
Пример детали, изготовленной с помощью ULTEM, которая несовместима с настольными принтерами.
ULTEM довольно дорог, как и многие другие пластмассы в этом списке. Кроме того, он имеет более низкую ударную вязкость и температуру использования, чем PEEK.
Преимущества ULTEM:
Лучшее сопротивление ползучести, чем у термопластов
Выдерживает воздействие топлива и охлаждающих жидкостей
Недостатки ULTEM:
Склонен к растрескиванию в присутствии полярных хлорированных растворителей
Довольно дорого
2. Полиэфиркетон (PEEK)
PEEK, сокращение от полиэфирэфиркетон, представляет собой полукристаллический высокоэффективный конструкционный термопластик, устойчивый к химическим веществам, износу, усталости, ползучести и нагреву. Этот материал настолько прочен и адаптируется к суровым условиям, что производители используют его в качестве замены металла во многих приложениях, независимо от температуры. PEEK может выдерживать кратковременные температуры до 310°C и имеет температуру плавления более 371°C. Более того, он обладает самой высокой прочностью на растяжение и изгиб среди всех высокоэффективных полимеров.
Благодаря своей металлической прочности PEEK широко используется для различных медицинских устройств, активных компонентов автомобильных трансмиссий и внешних деталей самолетов. Его дополнительное преимущество заключается в том, что его легко обрабатывать с помощью литья под давлением или экструзии, а твердый PEEK совместим с обработкой на станках с ЧПУ.
У этого популярного термопластика есть несколько небольших недостатков, в том числе его восприимчивость к ультрафиолетовому излучению и некоторым кислотам. Тем не менее, PEEK по-прежнему является очень универсальным термопластом, который должен быть в арсенале всех инженеров.
Преимущества PEEK:
Прочный и адаптируемый к суровым условиям окружающей среды
Высочайшая прочность на растяжение и изгиб
Простота обработки при литье под давлением
Совместимость с ЧПУ
Недостатки PEEK:
Восприимчивость к ультрафиолетовому излучению и некоторым кислотам
3.
Политетрафторэтилен (ПТФЭ)
ПТФЭ, широко известный как тефлон, представляет собой мягкий, термостойкий пластик с низким коэффициентом трения и исключительной химической стойкостью. Он обладает высокой прочностью на изгиб, адекватной устойчивостью к атмосферным воздействиям и хорошими электроизоляционными свойствами как в жарких, так и во влажных условиях.
PTFE уникален тем, что он почти полностью химически инертен и плохо растворяется в большинстве растворителей, что делает его идеальным для применения при высоких температурах. ПТФЭ имеет одну из самых высоких температур плавления среди всех термопластов (327°C) и очень широкий диапазон рабочих температур. Он достаточно термически стабилен, чтобы его можно было использовать при температуре от -200°C до +260°C.
Кастрюли и сковороды с антипригарным покрытием часто покрывают ПТФЭ из-за его низкого трения и сильных антиадгезионных свойств.
ПТФЭ широко известен благодаря своему коммерческому применению. Он также используется для защиты труб от коррозионно-активных материалов, покрытия теплообменников и изоляции электрических компонентов.
ПТФЭ превосходен при экстремально высоких и низких температурах, но его механические свойства обычно уступают сопоставимым пластикам при комнатной температуре. Он чувствителен к ползучести, истиранию и излучению, а его пары могут быть токсичными. Кроме того, стоит отметить, что обработка ПТФЭ довольно дорога.
Преимущества ПТФЭ:
Высокая прочность на изгиб
Достаточная устойчивость к атмосферным воздействиям
Хорошая электроизоляционная способность как в жарких, так и во влажных средах
Недостатки ПТФЭ:
Уступает сопоставимым пластикам при комнатной температуре
Чувствителен к ползучести, истиранию и излучению
Fes может быть токсичным
Довольно дорого перерабатывать
4. Полибензимидазол (ПБИ)
Полибензимидазол
(PBI) обладает самой высокой термостойкостью и износостойкостью, прочностью и стабильностью механических свойств среди всех конструкционных термопластов, представленных сегодня на рынке. Волокна PBI не имеют известной температуры плавления, не горят и не прилипают к другим пластикам. Этот материал имеет максимальную температуру непрерывной эксплуатации 398°C в инертной среде, 343°C на воздухе и возможность кратковременного воздействия до 537°C.
Из-за своей высокой стабильности и чрезвычайной термостойкости PBI используется только для самых важных приложений, таких как скафандры космонавтов, защитная одежда пожарных и костюмы гонщиков.
При всех своих достоинствах PBI невероятно дорог и сложен в производстве. Инженерам часто приходится использовать алмазные инструменты для обработки этого материала, что еще больше увеличивает затраты. С точки зрения дизайна, одним из основных недостатков PBI является его чувствительность к вырезу. Разработчики продукта должны быть осторожны, чтобы избежать любых острых краев или углов и сгладить все поверхности.
Преимущества PBI:
Высокая стабильность
Чрезвычайная термостойкость – самая высокая из всех термопластов, представленных сегодня на рынке
Волокна не имеют точки плавления – они не горят и не прилипают к другим пластикам
Недостатки PBI:
Дорогой и сложный в производстве
Высокая чувствительность надреза
5.
Полидициклопентадиен (pDCPD)
Полидициклопентадиен
(pDCPD) представляет собой специально разработанный термореактивный полимер, разработанный для обеспечения превосходного сочетания химической, коррозионной и термостойкости, а также жесткости и ударной прочности. Этот материал сочетает в себе пластичность термореактивных материалов при формовании с высокими эксплуатационными характеристиками лучших инженерных термопластов. Он имеет температуру теплового изгиба до 120°C.
pDCPD уникален тем, что практически не имеет ограничений по размеру или весу деталей — детали с переменной толщиной стенок, формованными ребрами жесткости и т. д. не замедляют производство. pDCPD является относительно новым материалом, и его применение пока ограничено, но он показал себя многообещающим в коррозионно-стойком химическом технологическом оборудовании, септиктенках и оборудовании для очистки воды.
Преимущества pDCPD:
Сочетает в себе химическую, коррозионную и термостойкость
Нет ограничений по размеру или весу детали – не замедляет производство
Гибкость формования сочетается с высокой производительностью
Недостатки pDCPD:
Новый материал: применение ограничено
Могут ли производители улучшить термостойкость?
Инженеры и производители могут нагревать и улучшать характеристики большинства видов пластмасс с помощью добавок и/или термостабилизаторов. Тремя наиболее распространенными типами добавок являются антиоксиданты, антипирены и технологические добавки. Каждая добавка обеспечивает различные характеристики и способствует долговечности полимера.
Термостабилизаторы
защищают полимер от теплового повреждения во время производства или во время нормального использования готовой детали, и сегодня они добавляются в большинство полимеров. Термостабилизаторы также могут сохранить внешний вид, прочность и эластичность полимера.
Выберите опытного производителя, который поможет с выбором материала
Для высокотемпературных применений любой из этих высокоэффективных пластиков действительно может выдерживать тепло. Однако подойдет не любой материал. Инженеры должны провести исследование, чтобы убедиться, что они выбирают термостойкий пластик, который лучше всего подходит для их конкретного применения. Если инженеры выбирают неправильный материал, они рискуют поставить под угрозу функциональность своей детали, и им придется начинать с нуля.
Монитор HP 32f из раздела архив — описание и характеристики на сайте hp-rus.com
К сравнению добавлено 0 устройств Сравнить
Оценка покупателей
5 из 5
Отзывов: 0
Оставить отзыв
31.5”
IPS
1920 x 1080
Перейти к актуальным моделям
Архив
Да
Статус
Нет в наличии
По акции
Нет
Бесплатная доставка
Нет
Последняя цена
24289.00
Цена
24289
Артикул
6XJ00AA
Тип
Монитор
Вид
Домашние
Цвет корпуса
Серебристый
Серия
HP Display
Экран, Диагональ, дюймов
32
Экран, Разрешение
1920 x 1080
Экран, Тип матрицы
IPS
Экран, Яркость, кд/м2
300
Размер устройства (Ш x Г x В), мм
719 x 429 x 67
Размер упаковки (Ш x Г x В), мм
810 x 520 x 132
Диагональ, дюймов
31. 5
Время отклика
5 мс
VGA
Да
DVI-D
Нет
HDMI
Да
MHL/HDMI
Нет
DisplayPort
Нет
Mini-DisplayPort
Нет
USB 3.0
Нет
USB Type-C™
Нет
Соотношение сторон
16:9
Угол обзора
178° по горизонтали; 178° по вертикали
Вес устройства, кг
5. 14
Вес в упаковке, кг
7.7
Гарантия
24 месяца
Key specs
panel type
IPS technology
Ratings and Reviews Not reviewed yet
Product Overview
С этим сверхтонким монитором в эффектном алюминиевом корпусе с невероятно тонкими рамками и широчайшим углом обзора вы получите четкое изображение потрясающего качества, о котором давно мечтали. От просмотра веб-контента до развлечений в режиме реального времени — вы сможете увидеть мир совершенно по-новому.
Привлекательный сверхтонкий дизайн
Этот современный сверхтонкий монитор украсит любой интерьер, не шокируя своей ценой.
Исключительное качество от края до края
Благодаря яркой панели IPS этот монитор со сверхтонкими рамками обеспечивает широчайший угол обзора и четкое изображение потрясающего качества.
Создан для вашего контента
Получайте удовольствие от любимых развлечений на большом экране с чистым и четким изображением, с диагональю 80,01 см (31,5″) и разрешением Full HDh2 , который позволяет сразу увидеть весь ваш контент.
Key FeaturesСделайте шаг навстречу большим возможностям
Изображение на экране монитора HP IPS отлично видно практически из любой точки комнаты. Технология IPS обеспечивает высокую четкость и качество изображения, а также сверхширокий угол обзора. Благодаря ультратонким рамкам монитор напоминает экраны планшетов или мобильных устройств.
Новые впечатления от панорамного обзора
Отличная детализация с любого угла благодаря высокой точности цветопередачи, четкости изображения и расширенному углу обзора — 178° по горизонтали и вертикали.
Монитор с разрешением Full HD/1080p
Этот великолепный монитор Full HD поразит вас невероятным качеством, яркостью и четкостью изображения.
Дисплей с ультратонкими рамками
Рамка вокруг дисплея почти незаметна, что обеспечивает невероятно широкий угол обзора и позволяет беспрепятственно объединять несколько мониторов в один большой экран.
Рамки монитора настолько тонкие, что их практически не видно
Стильный сверхширокий экран монитора, полностью покрытый стеклом, обеспечивает максимальную площадь изображения — от края до края.
Антибликовое покрытие
Не отказывайтесь от возможности погреться на солнышке, взяв ноутбук с собой. Благодаря антибликовому неотражающему покрытию экран не будет сильно засвечен.
Два разъема HDMI
Используйте два разъема HDMI, чтобы подключить дополнительные устройства к большому экрану с разрешением HD.
Компактный, стильный дизайн
Все необходимое для работы в одном компактном устройстве Избавьтесь от спутанных проводов. Для подключения монитора понадобится всего один шнур. Это компактное устройство не займет много места. Оно очень удобно в работе.
Безупречное качество изображения
Оцените высокое качество и реалистичность видео и игр без размытости и задержек благодаря времени отклика 5 мс при переключении оттенков серого.
Современный дизайн
Благодаря изящному дизайну этот стильный монитор отлично дополняет новейшие устройства и прекрасно смотрится в современном интерьере.
Отсутствие вреда для окружающей среды
Полное соответствие стандарту EPEAT Silver: энергоэффективные лампы подсветки, не содержащие ртути, детали с низким содержанием галогенов, стекло без мышьяка и перерабатываемая упаковка.
Low Blue Light
Режим Low Blue Light меняет цвета монитора на более теплые, снижая нагрузку на глаза.
Detailed SpecificationsDatasheet
HP 32f Display
1,4 MB
Disclaimers
h2 Для просмотра изображений Full HD (высокой четкости) необходимо, чтобы они были записаны в соответствующем формате.
Данный контент использует Cookies для улучшения Вашего пользовательского опыта. Продолжая, Вы соглашаетесь с данным условием. Подробнее на https://www.flixmedia.com/privacy-notice
Станок сверлильный STALEX DP-32F/T — цена, отзывы, характеристики с фото, инструкция, видео
Станок сверлильный STALEX DP-32F/T предназначен для сверления металлических и деревянных заготовок, зенкерования, а также обработки цветных металлов и расщепляемых пластмасс.
Особенности STALEX DP-32F/T
Станок напольного исполнения, что позволяет его устанавливать в любом удобном месте
Мощный асинхронный двигатель 1. 5 кВт, рассчитанный на продолжительную работу
Массивная опора из серого чугуна гарантирует работу без вибраций
Регулируемый упор глубины сверления
Увеличенный ход пиноли шпинделя
Большой рабочий стол с Т-образными пазами
Наклон стола ±45°
Удобные эргономичные рукоятки из маслостойкой резины
Регулируемый защитный экран патрона
Освещение рабочей зоны (Светодиодная лампочка Е27 в комплект не входит.).
Защитный кожух ременной передачи с концевиком
Рабочий стол перемещается вверх/вниз при помощи зубчатой рейки
Масса брутто: 125 кг. Габариты в упаковке ДхШхВ, мм: 1450x653x333
Станок сверлильный STALEX DP-32F/T с доставкой в г. Москва: подробные условия и стоимость
Магазин Размер 32F Бюстгальтеры | ThirdLove
Магазин Размер 32F Бюстгальтеры | Третья любовь
Фильтры (0)
Размер
Цвет
Стиль
Ткань
Коллекция
sort-icon
Сортировка по РекомендуемымЛучшим продажамПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к низкойДата, от старой к новойДата, от новой к старой
Фильтры
Лента для бюстгальтера
Чашка для бюстгальтера
черный
черный
синий
синий
коричневый
коричневый
зеленый
зеленый
серый
серый
мульти
мульти
обнаженный
обнаженная
апельсин
оранжевый
розовый
розовый
фиолетовый
фиолетовый
красный
красный
белый
белый
желтый
желтый
Бралетт
Застежка спереди
Бюстгальтер с полным покрытием
Multi-Way
Для кормления
Глубокое погружение
Спинка-борцовка
Бесшовная
909018 Разглаживание0018 Спортивные бра
Без бретелек
Бюстгальтер-майка
Без подкладки
Uplift
Без бретелек
хлопок
микрофибра
бесшовная ткань
бесшовная ткань
24/7®
Deco Lace
Everyday
Form Seamless
Kinetic
Купить бюстгальтер 32F
Если у вас чашка F, вы хотите, чтобы бюстгальтер поддерживал вас и вам было комфортно. Но многие бюстгальтеры отстой. Здесь, в ThirdLove, мы делаем лучшие бюстгальтеры для женщин всех размеров чашки, включая полные и половинчатые (если вы находитесь между размерами). Важно носить бюстгальтер, который идеально сидит на вас и обеспечивает необходимую дополнительную поддержку, особенно при большом бюсте. Бюстгальтеры 32F в ThirdLove идеально подходят для вашего тела. Они будут обнимать и сглаживать ваши изгибы так, как вам нравится, чтобы вы выглядели и чувствовали себя прекрасно каждый день.
Найти идеальный размер бюстгальтера может быть непросто. Вот почему мы создали онлайн-викторину для примерочной ! Не нужно уступать плохим бюстгальтерам или путать себя с сестринскими размерами. Пройдите наш быстрый тест, чтобы за считанные минуты найти ремешок и размер чашки, которые лучше всего подходят для вашего тела. Мы также дадим вам множество предложений, основанных на стилях, которые вам нравятся, так что вам будет легко купить ваш следующий любимый бюстгальтер . Пройдите нашу викторину для примерочной , чтобы попрощаться с плохими бюстгальтерами и попрощаться с лучшими бюстгальтерами, которые обеспечат вам поддержку и внешний вид, которого вы жаждете.
Исследуйте все размеры F Cup: 30F , 32F , 34F , 36F , 38F , 40F , 42F , 444F
Какой именно размер бюстгальтера 32F? Во-первых, это сочетание размера ремешка и размера чашки. «32» относится к ремешку, а «F» — к размеру чашки. Читать далее… Но в таких американских брендах, как Wacoal, Vanity Fair или Natori, размера 32F нет. Американские бренды называют размер 32F 32DDD. А у британских брендов, таких как Panache и Freya, размер 32F на один размер больше, чем у американских и европейских брендов. Если вам нужен европейский размер бюстгальтера 32F в британских брендах, вам нужно выбрать 32E. Иными словами, размер чашки F может быть таким же, как размер чашки E и размер чашки DDD. Это может сбивать с толку женщин, пытающихся найти свой размер чашки 32F в брендах США и Великобритании. Но, проблема решена! У HerRoom есть решение с нашим эксклюзивным универсальным размером чашки (UCS®). Размеры чашек DDD, E и F вместе взятые равны размеру чашки UCS® D3. Итак, все, что вам нужно сделать, это найти 32D3 в HerRoom, и вы найдете все бюстгальтеры, купальники, корректирующее белье и многое другое, которые подходят для вашего размера. Если ваш размер 32F в британских брендах, вы бы искали 32D4.
У каждого размера бюстгальтера есть набор родственных размеров. Это размеры бюстгальтеров, в которых либо полоса, либо чашка, либо и то, и другое всего на один размер больше или меньше 32F. Например, размер бюстгальтера 32F имеет родственные размеры 30G (D4) и 34DD. Итак, эти три размера бюстгальтеров — 30G (D4), 32F и 34DD — все представляют собой бюстгальтеры с одинаковым размером чашки (когда вы увеличиваете размер ремешка, вам нужно уменьшить размер чашки, чтобы сохранить объем чашки), но с разными размерами ремешка. . У 30G (D4) полоса меньше, чем у 32F, а у 34DD полоса больше, чем у бюстгальтера 32F. ЕСЛИ вам подходят размеры бюстгальтера 32F и UK 32E и 32DDD US, это обычно означает, что ваш размер под грудью составляет от 27 до 28 дюймов, а размер поверх бюста составляет около 38 дюймов.
Размер бюстгальтера 32F соответствует 70F в Европе и Японии, 85F во Франции и 10DDD или F в Австралии. Показывай меньше
ПОДЕЛИТЬСЯ Очистить все
ВИД: 50 100 150
ПОЛУЧЕННЫЕ РЕЗУЛЬТАТЫ:
ИКС:
Делиться
Электронная почта
Копировать ссылку
Пожалуйста, очистите фильтры или измените выбор фильтров!
Комплектация – строительный инструмент и оборудование в Санкт-Петербурге по выгодным ценам
Вас приветствует интернет-магазин «Комплектация». Более 12 лет мы выполняем комплексные поставки строительного оборудования, инструментов и расходных материалов.
Ассортимент магазина «Комплектация»
Наша компания продает клиентам товары для хозяйственных и строительных работ. В каталоге вы найдете инструменты, виброоборудование, электроприборы, метизы, спецодежду, расходные материалы и средства механизации. Компания «Комплектация» также осуществляет производство строп всех видов: текстильные, стальные канатные и цепные стропы, а также стяжные и крепежные ремни, фундаментные болты разных типов.
Популярные категории
Виброоборудование
Глубинные вибраторы для бетона
Глубинные вибраторы Enar
Глубинные вибраторы ИВ
Вибраторы портативные
Вибраторы навесные
Вибраторы площадочные
Инверторы для высокочастотных вибраторов
Трансформаторы ТСЗИ
Пневмоинструмент
Бетоноломы
Отбойные молотки пневматические
Молотки МО
Молотки МОП
Запчасти к отбойным молоткам и бетоноломам
Стропы грузовые
Универсальные стропы
Канатные петлевые стропы УСК1
Канатные кольцевые стропы УСК2
Ветви канатные ВК
Стальные канатные стропы
Стропы канатные одноветвевые 1СК
Стропы канатные двухветвевые 2СК
Стропы канатные четырехветвевые 4СК
Текстильные стропы
Капроновые стропы СТ ветвевые
Цепные стропы
Грузовые захваты
Захваты для труб
Захваты для бревен
Захваты для камня, плит и кирпича
Захваты для кабельных барабанов и катушек
Захваты для бетонных колец
Захваты для древесных и пластиковых плит, панелей
Захваты для контейнеров
Наши преимущества
ТЕХНИЧЕСКИЕ КОНСУЛЬТАЦИИ
Квалифицированные специалисты ответят на ваши вопросы и помогут подобрать наиболее приемлемый вариант в сочетании критериев: Цена – Качество.
ТРАНСПОРТНЫЕ УСЛУГИ
Доставку заказов по Санкт-Петербургу и Ленинградской Области осуществляем своим персоналом и автомобильным транспортом. А отправку продукции в любую точку России обеспечиваем только через надёжных и проверенных временем перевозчиков.
УДОБНОЕ РАСПОЛОЖЕНИЕ
Офис, склад и розничный магазин находятся по одному адресу недалеко от исторического центра Санкт-Петербурга.
ШИРОКИЙ АССОРТИМЕНТ
Наша компания предлагает широкий ассортимент продукции строительного назначения актуальной как для юридических, так и для физических лиц. Гибкая ценовая политика на ряд товарных групп обусловлена тем, что мы являемся производителями ряда товаров, а также работаем исключительно только с производителями предлагаемой продукции.
Сопровождение на всех этапах сотрудничества
Гибкая система скидок доступна как юридическим, так и физическим лицам. Мы избегаем поставщиков с сомнительной репутацией: все инструменты и материалы в нашем каталоге имеют сертификат качества. Продукция наших партнеров поставляется напрямую, поэтому большинство позиций доступно по заводским и дилерским ценам. Офис нашей фирмы, складские помещения и магазин строительных инструментов находится в Санкт-Петербурге, недалеко от бесплатной парковочной зоны. Доставку заказа выполняют наши сотрудники на собственном транспорте по всей территории Ленинградской области. Мы открыли для вас сервисный центр, где можно провести комплексную диагностику и ремонт пороховых пистолетов и пневматического оборудования. Осуществить покупку можно по телефону, через онлайн-магазин или в розничном отделении. Наши сотрудники помогут найти нужный инструмент и подскажут, как оформить покупку. Для получения дополнительной информации воспользуйтесь онлайн консультантом, телефоном, электронной почтой или формой на странице контактов. Ждем ваших звонков!
Стоматологическое оборудование: самые необходимые инструменты
Главная
Медицинский кабинет
Стоматологическое оборудование: самые необходимые инструменты
Медицинский кабинет
Квалифицированный стоматолог выполняет множество манипуляций, связанных с обследованием и лечением ротовой полости. Каждая стоматологическая процедура подразумевает применение самых разных инструментов и оборудования, которые обладают уникальными характеристиками. Описание стоматологического инструментария существует не только для специалистов, но и для любознательных пациентов.
Если быть в курсе происходящего во время процедуры, понимать предназначение инструментов, то это позволит чувствовать себя комфортнее и увереннее в кабинете у стоматолога.
11 апреля 2021
Стоматологическое оборудование основной группы
Инструменты и аппараты, которыми пользуются специалисты, обладают уникальными характеристиками и делятся на категории в соответствии с их предназначением:
Диагностика;
Лечение десен и зубов, соблюдение гигиены, пломбирование;
Лечение корневых каналов;
Удаление зубов, лечение твердых и мягких тканей;
Протезирование;
Установка брекет-систем;
В группу основных инструментов для работы врача-стоматолога входят:
Зеркало стоматологическое – инструмент для диагностики ротовой полости, который предоставляет доступ ко всем труднодоступным зонам;
Пинцет стоматологический предназначен для работы с другим оборудованием. Его используют для помещения ватных тампонов в рот, проверки подвижности зубов;
Зонд стоматологический предназначен для обследования полости рта. С его помощью специалист проверяет зубы на наличие повреждений, исследует твердую ткань зубов и находит зоны, вызывающие болевые ощущения;
Ротационный инструмент для препарирования применяется практически во всех лечебных процедурах, где необходима обработка твердых тканей;
Лоток для хранения инструментов;
Инструменты терапевтической группы
Для этих манипуляций были разработаны специальные инструменты:
Боры разных форм. Инструменты, которые предназначены для механического вмешательства в ротовую полость для удаления кариеса и обработки пломб.
Эксплорер. Инструмент для выявления очагов кариеса и большого скопления зубного налета в труднодоступных местах.
Пародонтологический зонд. Инструмент для обследования, помогающий выявить каналы, образовавшиеся между деснами и корнями зубов.
Кюреты разной формы. Инструменты, предназначенные для удаления налета в узких щелях между зубами и в каналах десен.
Экскаваторы стоматологические. Специальные инструменты для удаления остатков пищи, старых пломб и налета на эмали зубов.
Скейлеры. Приспособления для очистки зубных отложений, как мягких, так и твердых.
Эмалевый нож. Инструмент для корректировки поверхности корня после удаления зубных камней.
Стоматологический напильник. Еще один инструмент для удаления каменных образований вокруг корней.
Полирующий инструмент. Используется на финальном этапе очистки зубов для полировки эмали.
Для проведения таких сложных операций применяется специальное оборудование:
Штопфер обычный. Инструмент, предназначенный для нанесения амальгамы.
Штопфер для реставрации. Этот инструмент используют при моделировании старой амальгамы.
Вспомогательное оборудование. В эту категорию включены всевозможные инструменты для помощи в работе: шпатели, зажимы, отсосы, матрицы, вериферы, эндо файлы, риммеры, спредеры, плагеры, каналонаполнители.
Игла Миллера. Диагностический инструмент для исследования проходимости канала корня.
При некачественном лечении зубов могут возникнуть необратимые осложнения. Вот почему профессионалы со всей ответственностью относятся к данной процедуре. При лечении зубов уже не отделаешься инструментами основной группы. Особенно, если речь идет о работе в узких проходах корня, имеющих не типичное строение.
Инструменты для хирургического вмешательства
В хирургической стоматологии предусмотрен особый инструментарий для проведения операций в ротовой полости:
Скальпель, стоматологические ножницы. Используются для разрезания тканей;
Люксаторы, щипцы. Применяются при удалении зубов и их корней;
Вспомогательные инструменты. В эту группу входят: пинцет, зажим, крючки, держатели для игл и т.д.;
Инструменты для протезирования
Для проведения качественного протезирования необходимо лучшее оборудование. В эту категорию включены следующие инструменты:
Режущие инструменты для препарирования (механические). Используются в работе с твердыми тканями;
Инструменты для моделирования (зуботехнические). Применяются при обработке ортопедических приспособлений;
Ложки для слепков. Материалы для снятия слепка всей челюсти или отдельных ее рядов;
Демонтажный инструмент. Необходим для удаления старых коронок;
Микрометр. Предназначен для определения толщины коронки;
Вспомогательное оборудование. Инструменты для замешивания раствора при установке коронок;
Инструменты для исправления прикуса
Инструментарий ортодонта сильно отличается от предыдущих видов оборудования. В кабинете этого специалиста должны быть следующие инструменты:
Оборудование для рассечения наросшей ткани. Используется для освобождения плохо прорезавшихся зубов. Как правило, применимы в детской стоматологии, но бывают случаи, когда без них не обойтись при патологии прорезывания зубов у взрослых;
Дистальные и лигатурные кусачки. Используются при укорачивании дистальной дуги и обрезании металлической лигатуры;
Демонтажные щипцы. Используются для удаления коронок и брекет-систем;
Пинцет обратного захвата. Инструмент, без которого установка замков для брекетов просто невозможна;
Позиционер. Инструмент для регулировки и установки брекетов;
Вспомогательное оборудование. В эту группу входят щипцы-зажимы Смаха, Мэтью и Хилгерса. Они предназначены для захвата, закручивания лигатуры и нанесения изгибов на лигатурную дугу;
Особенности стоматологического оборудования от «Леванта»
Почему стоит заказывать оборудование для стоматологических процедур на сайте «Леванты»:
Все инструменты изготовлены из высококачественных материалов. Наша стоматологическая продукция сертифицирована;
Инструменты соответствуют современным международным стандартам;
Широкий ассортимент;
Доступные цены, оптовая и розничная торговля;
Доставка товаров в любой регион России;
Специалисты «Леванты» подберут подходящее медицинское оборудование для ваших клиник и частных кабинетов. Абсолютно на все товары стоматологической группы распространяется гарантия.
А если кратко?
Стоматологи применяют разные инструменты для осмотра и лечения зубов. Чаще всего используются стоматологические зеркала, пинцеты, зонды, ротационные инструменты, лотки для хранения инструментов, дезинфицирующие растворы. Именно на них можно немного сэкономить при оптовой закупке. Но точно не стоит пренебрегать качеством при выборе терапевтических инструментов, для исправления прикуса, для протезирования, для лечения зубов. Качественные инструменты и расходники для кабинета стоматолога можно приобрести на сайте «Леванта».
Более 300 предметов домашнего обихода, устройств и инструментов • 7ESL
Pin
Инструменты и оборудование! Список из 300+ инструментов и приспособлений, предметов быта, приспособлений, приспособлений и приборов с картинками и примерами. Независимо от того, выполняете ли вы работу на работе или по дому, знание названий часто используемых инструментов и оборудования принесет вам большую пользу и расширит ваш словарный запас. Это может быть чрезвычайно полезно при работе с англоговорящими людьми в ситуации, когда вам может понадобиться запросить определенное оборудование или когда вы находитесь вне дома и вам нужно что-то использовать.
В этом разделе вы сможете узнать названия различных инструментов и оборудования на английском языке, что придаст вам уверенности в разговоре и ваших способностях слушать.
Содержание
Инструменты и оборудование | Предметы домашнего обихода
Инструменты и оборудование для ванной
Предметы для ванной
Мерный кувшин
Зубная паста
Зубная щетка
Мыло
Прищепка (Великобритания)/ Прищепка (США)
Вешалка
Фен
Шампунь
польский
Щетка
Туалетная бумага
Полотенце
Бельевая веревка
Душ
Ванна
Стиральный порошок
Ведро
Швабра
Мыльная вода
Стиральный порошок (Великобритания)/ Моющее средство (США)
Мешок для мусора
Корзина для мусора
Раковина
Туалет
Стиральная машина
Корзина для белья
Бритва
Электробритва
Крем для бритья
Жидкость для полоскания рта
Ватная палочка
Щетка для волос
Гребень
Очищающее средство
Весы
Ткань
Игрушки для купания
Кран
Зеркало
Коврик для ванной
Выучите эти названия инструментов и оборудования, чтобы расширить свой словарный запас на английском языке.
SD-карта с WiFi на ESP8266 для 3D-принтера (plug-and-play)
Техничка
Подпишитесь на автора
Подписаться
Не хочу
49
Данная разработка предназначена для тех, кому надоело после создания файла с g-кодом на PC, вынимать SD-карту из 3D-принтера, вставлять её в PC, записывать g-код, а после снова совать её в 3D-принтер. И, кроме того, для тех, кому не хочется разбираться с ардуино и всякими библиотеками. Фактически, это аналог FlashAir, но более громоздкий. Всё, что нужно, это сделать печатную плату, спаять, загрузить двоичный код в ESP8266 при помощи любой программы-программатора, на SD-карту записать настройки вашей WiFi-сети, вставить плату в SD-разъём 3D-принтера, и работать по WiFi с файлами на SD-карте принтера на своём PC, как с сетевыми.За основу взяты разработкиhttps://github.com/ardyesp/ESPWebDAVhttps://3dtoday.ru/blogs/jeka-tm/sd-card-with-wifi-with-your-own-hands/и доведены до логического конца.Итак:Схема принципиальная:Плата в Layout6Залуженная плата:Запаянная плата 1 сторона:Запаянная плата 2 сторона:Какие элементы использовались:
* — только для программирования (если у вас модуль TTL-USB выдает 3.3v уровни TTL, то преобразователь не нужен)Для заливки использовалась бесплатная программа ESP8266Flasher.exe, но можно заливать и любой другой, заливка осуществляется по адресу 0x00000Настройка.- На собранной плате установить перемычку S1- На SD-карту записать в корневой каталог файл setup.ini с тремя строчками:Wifi=Имя wifi-сети, к которой подключаемсяPassword=Пароль сетиТретья строка — пустая- SD-карту вставить в разъём SD2- Подключить к преобразователю уровней RX,TX,Gnd,+3.3v с jmp1 (если у вас модуль TTL-USB на 3.3v, то преобразователь уровней не нужен, и +3.3v никуда подсоединять не надо)(Примечание: я так и не понял: RX-TX,TX-RX или RX-RX,TX-TX, если одно не идёт, попробуйте другое.)- Вставить модуль TTL-USB в компьютер, установить драйвера- Подключить внешнее питание к плате- Для программирования переключатель S2 ставим в положение «замкнуто», затем кратковременно нажимаем кнопку S3- На PC запустить программу-программатор, настроить порт, скорость, указать бинарный файл загрузки, адрес загрузки и запустить программирование. Синий светодиод будет мигать. После окончания программирования переключатель S2 ставим в положение «разомкнуто» и нажимаем кнопку S3. Теперь устройство примерно через 1 минуту должно появиться в беспроводной домашней сети. Чтобы пользоваться им постоянно, можно назначить SD-диск сетевым диском PC. После того, как убедились, что всё работает, берем устройство, удаляем перемычку S1, вставляем его в SD-разъём на плате дисплея и подсоединяем питание с платы +5v:В приложенном архиве находится печатная плата в формате lay6, бинарный файл прошивки, и, кроме того, для тех, кто хочет повозиться с Arduino и что-нибудь подправить, исходник скетча.https://cloud.mail.ru/public/3zqi/3ecDR82hgСкорость передачи файлов — около 280 кб/с, т.о. файл 42Мб записывается ~ 2м 30с.Первая деталь, напечатанная после установки данного устройства, время печати — около 8 часов.
Надеюсь, что ничего не упустил, всем удачи!
wifi
ESP8266
SD-card
Подпишитесь на автора
Подписаться
Не хочу
49
Лучшие STL-файлы для 3D-принтера Esp8266・Cults
Фильтровать по:
Без возрастных ограничений
Бесплатные
Лучшее
В продаже
С makes
Сортировка по:
ДатаНаградыЗагрузкиНравится
💡
Вот помощь в поиске
Слишком много результатов? Вы можете попробовать еще раз:
написав ваши ключевые слова между кавычками "…", чтобы уточнить поиск
написав тире - перед термином, чтобы удалить конкретный термин из поиска
написав by: и имя дизайнера, чтобы отфильтровать поиск по имени дизайнера
написав номер дизайна для поиска конкретного дизайна
Вы заметили среди этих результатов один или несколько дизайнов, которые несочетаемы или не имеют отношения к вашему поиску? Пожалуйста, свяжитесь с нами, чтобы сообщить нам об этой проблеме, чтобы мы могли вмешаться.
Fix SD не монтируется автоматически на принтер после доступа
Fix rmdir не удаляет не пустой каталог
Удалить поддержку SPIFFS esp8266, поскольку теперь она удалена из ядра
Время
Используйте iso-8601, чтобы установить время, но часовой пояс, как предложено @terjeio для [ESP800/140]
Упростить синтаксический анализ строки для установки даты/времени с помощью strptime
Веб-сокет
Добавить поддержку подпротокола WebSocket согласно предложению @terjeio
Wi-Fi
Изменить SSID STA по умолчанию, если он не определен, на NETWORK_SSID по предложению @atsju
Bluetooth
Добавить отсутствующие инициализации в BT
Библиотеки
Обновление библиотеки TFT_eSpi для лучшей поддержки ESP32 S3
Удалить поддержку SDFat V1, так как она не нужна, теперь есть SDFat 2. x
Обновите библиотеку WebSocket, чтобы избежать предупреждения
PlatformIO
Добавьте [ESP999]QUIETBOOT для установки efuse на ESP32: S2/S3/C3
Обновление платформы IO до версии 5.1.0
Исправьте отсутствующий флаг для S2/S3/C3 на PlatformIO Примечание. Для камеры на MCU S2/S3 не определено окружение platformIO, поскольку я не могу их протестировать
Ограничения
Работает с ESP3D-WEBUI 3.0-alpha-3 — без обратной совместимости
Полный журнал изменений : v3.0-alpha2…v3.0.0-alpha3
V3.0-альфа 2 ESP3D для ESP8266/ESP32
01 июн 07:02
luc-github
v3.0-альфа2
39e0697 Сравнить
V3.0-alpha 2 ESP3D для ESP8266/ESP32 Предварительный выпуск
Предварительная версия
Что изменилось
Страница обслуживания
Добавить цвет вкладки добавления для просмотра на мобильных устройствах
Добавить отключение проверки орфографии / автозамены во вводе
Добавить кнопку отключения при включенной аутентификации
Добавить сообщение о неверном пользователе или пароле при сбое аутентификации
Поддержка платы
Добавить поддержку ESP32 S2
Добавить поддержку ESP32 S3
Добавить поддержку ESP32 C3
Команды ESP
Добавить команду 701 для управления потоковой передачей GCODE
Удалить команду 901 как дубликат
Команда обновления 420 для добавления дополнительных сведений
Использовать текст как вывод по умолчанию
Все json для всех команд для форматированного вывода
Core
Добавить функцию тестирования для проверки скорости передачи (только для тестирования, а не для производства)
Код слияния для поддержки ESP3DLib
Добавлена улучшенная поддержка дисплея принтера (M117 / Serial TFT)
Использовать аналог записи ESP32 вместо эмулируемого
Модули
Дисплей
Код рефакторинга
Удалить SPI ИЛИ 9поддержка 341/9488 как не подходит
Добавить поддержку ST7789 (135×240 / 240×240)
Файловая система
Исправление ошибок из-за обновлений ядра esp
Улучшенный механизм совместного использования SD
Лучшее глобальное управление FS
FTP
Добавить поддержку совместного использования SD
Лучшее глобальное управление FS
Хост GCODE
Добавлена базовая поддержка файлов макросов
Добавить поддержку команды ESP
Использовать неблокирующий метод для потоковой передачи команд/обработки ответа
Уведомления
Добавить службу уведомлений IFTTT
Добавить уведомление WebUI
Добавить уведомление дисплея ESP3D
ВебДав
Добавить поддержку совместного использования SD
Добавить исправление ошибки с https://github. com/d-a-v/ESPWebDAV
Лучшее глобальное управление FS
Веб-сокет
Добавить функцию для обработки подключений зомби
Wi-Fi
Исправление ошибки подключения к точке доступа
Исправьте низкий уровень сигнала, который не отображается в ESP420, даже если он подключен
Добавить режим настройки точки доступа
Библиотеки
Обновление SDFat-2.0.6 до версии 2.1.2
Обновление ESP32SSDP с 1.1.1 до 1.2.0
Обновление TFT_eSPI-1.4.11 до версии 2.4.61
Обновление arduinoWebSockets-2.3.5 до версии 2.3.6
Обновление esp8266-oled-ssd1306-4.0.0 до 4.3.0
Удалить поддержку 9 лвгл0023
Инструменты
Добавить скрипт сканера I2C
Добавить скрипт Python для имитации/усиления последовательной связи принтера
PlatformIO
Использовать последнюю версию 4. 4.0 Espressif32 (ESP32-arduino core 2.0.3)
Добавлено исправление для флэш-памяти более 4 МБ на ESP32
Добавить Esp32 S2/S3/C3 env
Добавить ESP32-ST7789/esp32-TTGO_T_Display env
Ограничения
** Работает с ESP3D-WEBUI 3.0-alpha-2 — без обратной совместимости
Обсуждение/статус
Обсуждение
Полный журнал изменений : v3.0-alpha1…v3.0-alpha2
v2.1.2
16 мая 05:17
люк-гитхаб
v2.1.2
c222cda Сравнить
v2.1.2Последняя
Последняя
Что изменилось
Обновить CI для использования github-actions вместо Travis
Обновите файл platformio.ini для поддержки дополнительных функций
Создать исходный каталог вики и github-action для синхронизации с вики
Исправить проблемы компиляции с ядром esp32 1. 0.5
Исправить неправильное обнаружение команды [ESPXXX], если она используется в макросе или веб-команде и отправляется на принтер с помощью M118
Исправить предупреждения только в режиме обновления
Исправлено несколько предупреждений в коде и библиотеках
Исправить опечатку в функции pushError (неправильный тип)
Добавить схему подключения для weedo tina2 спасибо @atsju
Добавьте рекомендуемые расширения для облегчения проверки, спасибо @atsju
Обновите шаблон запроса функции, спасибо @atsju
Обновление Wiki / Readme спасибо @atsju
Обновите файл Readme, спасибо @jschwalbe
Обновление методов финансирования
Обновить чат с Gitter на Discord
Обновить index.html.gz (использовать английский монофонический язык)
Полный журнал изменений : v2.1.1…v2.1.2
V3.0-альфа 1 ESP3D для ESP8266/ESP32
01 июн 05:50
luc-github
v3. 0-альфа1
b3f2e46 Сравнить
V3.0-alpha 1 ESP3D для ESP8266/ESP32 Предварительный выпуск
Предварительная версия
Что изменилось
Полная переработка прошивки ESP3D
Более модульный код для лучшего обслуживания
Улучшенная поддержка чипа ESP32
Добавить поддержку датчиков DHT
Добавить поддержку LittleFS
Добавить FatFS для ESP32
Добавить дату и время на FS
Добавить поддержку камеры ESP32
Добавить серийный Bluetooth ESP32
Добавить уведомление Telegram
Добавить поддержку SDFat
Добавить прямую поддержку SD
Добавить поддержку совместного использования SD
Добавить поддержку FTP
Добавить поддержку WebDav
Добавить поддержку Websocket для команды (без передачи файлов)
Добавить поддержку Ethernet для ESP32
Добавить протокол связи MKS — совместим с WiFi-модулем MKS
Новая страница техобслуживания
Удалить передачу файлов M28/M29
Опора MarlinKimbra
Ограничения
** Работает с ESP3D-WEBUI 3. 0-alpha-1 — обратной совместимости нет u9226 внесли свой первый вклад в #497
@MarSoft сделал свой первый вклад в #652
Полный список изменений : 1.0…v3.0-alpha1
2.1.1 ESP3D для ESP8266/ESP32
18 сен 08:08
luc-github
v2.1.1
3ff58b0 Сравнить
2.1.1 ESP3D для ESP8266/ESP32
Исправить обновление mdns для esp8266 (@dmonty2)
Лучшая платформаIO.ini (@sl1pkn07)
Исправить сбой случайного веб-обновления на ESP01 из-за неправильного размера скетча
Исправлен максимальный лимит данных со 128 до 127 из-за просчета и возможного перекрытия ( @TheMaskedDeveloper)
Тип исправления для параметров [ESP110] спасибо (@Patronics)
Исправить мусор, отправленный в веб-сокет при использовании в качестве отладки
Исправить тайм-аут в веб-команде
Добавить параметр для отключения контрольной суммы серийного номера
v2.
1 ESP3D для ESP8266/ESP32
19 сен 10:30
люк-гитхаб
а877д61 Сравните
v2.1 ESP3D для ESP8266/ESP32
вернуться к обычному проекту — больше не библиотека
добавить уведомления: pushover / электронная почта / линия
добавить поддержку MKS TFT — имейте в виду, что использование ограничено из-за того, что прошивка MKS TFT блокирует множество команд вывода
добавить базовую настройку platformIO
новая команда задержки [ESP290]<задержка в мс>
новая команда для отключения серийного номера ESP3D, чтобы освободить его от принтера, если он используется совместно с USB [ESP900]<ВКЛЮЧИТЬ/ОТКЛЮЧИТЬ>
повышена скорость отклика при загрузке (sd/webupdate/FS)
множество исправлений ошибок
⚠️ Внимание: из-за кода уведомлений и других улучшений, теперь FW превышает 500K ⚠️
что это значит ?
для флэш-плат 4 МБ, необходимо использовать 2 МБ для SPIFFS вместо 3 МБ, 2 других будут использоваться для FW.
для флэш-плат емкостью 1 МБ. нужно отключить уведомления, чтобы уменьшить место и/или следовать : #331
v2.1 ESP3D для ESP8266/ESP32
08 сен 09:21
luc-github
2.1RC1
7b2d461 Сравнить
v2.1 ESP3D для ESP8266/ESP32 Предварительный выпуск
Предварительная версия
вернуться к обычному проекту — больше не библиотека
добавить уведомления: pushover / электронная почта / линия
добавить поддержку MKS TFT — имейте в виду, что использование ограничено из-за того, что прошивка MKS TFT блокирует множество команд вывода
добавить базовую настройку platformIO
новая команда задержки [ESP290]<задержка в мс>
новая команда для отключения серийного номера ESP3D, чтобы освободить его от принтера, если он используется совместно с USB [ESP900]
повышена скорость отклика при загрузке (sd/webupdate/FS)
множество исправлений ошибок
⚠️ Внимание: из-за кода уведомлений и других улучшений, теперь FW превышает 500K ⚠️
что это значит ?
для флэш-плат 4 МБ необходимо использовать 2 МБ для SPIFFS вместо 3 МБ, 2 других будут использоваться для FW.
для флэш-плат емкостью 1 МБ. необходимо отключить уведомления, чтобы уменьшить пространство и/или подписаться: #331
ESP3D для ESP8266/ESP32
19 мар 13:32
люк-гитхаб
df51e02 Сравнить
ESP3D для ESP8266/ESP32
Можно использовать как библиотеку
Полная поддержка ESP8266/ESP32
Улучшенная поддержка Marlin (из-за большого количества изменений в коде Marlin)
Управление соединением
Поддержка DHT
Олед Поддержка
Только последовательная связь SD -> не для Azteeg X5 mini WiFi или клона
Доступен даже асинхронный веб-сервер — лучше использовать синхронизирующий веб-сервер
ESP3D для ESP8266/ESP32
26 апр 01:11
luc-github
e362a77 Сравнить
ESP3D для ESP8266/ESP32
Эта прошивка позволяет настроить ESP в качестве точки доступа или клиента, а также контролировать и управлять вашим 3D-принтером. Для ядра esp8266 2.4.1
Полная поддержка Marlin/Marlinkimbra/Repetier/Smoothieware
Бета-поддержка EP32 (некоторые библиотеки все еще отсутствуют или не оптимизированы: веб-сервер, SSDP, NetBIOS), проверьте ветку asyncwebserver на наличие полной поддержки esp32
Только последовательная связь SD -> не для Azteeg X5 mini WiFi
Для плат ESP
04 янв 09:26
luc-github
V0.9.99
7а5с3а9 Сравнить
Для плат ESP
Эта прошивка позволяет настроить ESP в качестве точки доступа или клиента, а также осуществлять мониторинг и управление вашим 3D-принтером. Для ядра 2. 4.0 (http://arduino.esp8266.com/versions/2.4.0/package_esp8266com_index.json)
Меньшая площадь основания
Встроенный SPIFFS и загрузчик прошивки
Новый веб-интерфейс (https://github.com/luc-github/ESP3D-WEBUI)
Теперь полная поддержка Marlin / Marlinkimbra / Repetier / Smoothieware
Бета-поддержка EP32 (некоторые библиотеки все еще отсутствуют или не оптимизированы: веб-сервер, SSDP, NetBIOS)
Ограничение: платы размером 16 МБ не распознаются должным образом в соответствии с #198
выпусков · luc-github/ESP3D · GitHub
[Важно!!] Пользователи, использующие автоответчик, будут заблокированы для…
#787 от luc-github
был закрыт 14 августа 2022 г.
Закрыто
1
Новый выпуск
Есть вопрос по этому проекту? Зарегистрируйте бесплатную учетную запись GitHub, чтобы открыть задачу и связаться с ее сопровождающими и сообществом.
Зарегистрируйтесь на GitHub
Нажимая «Зарегистрироваться на GitHub», вы соглашаетесь с нашими условиями обслуживания и Заявление о конфиденциальности. Время от времени мы будем отправлять вам электронные письма, связанные с учетной записью.
Уже на GitHub? Войти на ваш счет
Использовать более 1 датчика температуры/влажности ESP X.X.
Неопределенная будущая версия
Запрос функции
Помощь Добро пожаловать
#902 открыт 6 марта 2023 г. автором Stephano2000
[ЗАПРОС ФУНКЦИИ]Добавить уведомление о разногласиях ЭСП-3.Х
Запрос функции
#891 открыт 22 февраля 2023 г. автором luc-github
[ЗАПРОС ФУНКЦИИ]Уведомление WhatsApp ЭСП-3.Х
Запрос функции
#888 открыт 20 февраля 2023 г. автором luc-github
[ЗАПРОС ФУНКЦИИ] Поддержка последовательного порта USB на ESP32-S2/ESP32-S3 для систем, использующих CP210x, FTDI FT23x или CP34x ESP32-S2
ESP32-S3
ЭСП-3.Х
Запрос функции
#851 открыт 20 января 2023 г. автором luc-github
[ЗАПРОС ФУНКЦИИ] План рефакторинга кода Упрощение кода
ЭСП-3.Х
Запрос функции
Помощь Добро пожаловать
Планируется
#795 открыт 28 июля 2022 г. автором luc-github
[тест V3] Матрица конфигурации Совместимость
ЭСП-3.Х
Тестирование
#741 открыт 23 апр. 2022 г. автором luc-github
[ЗАПРОС ФУНКЦИИ] Поддержка M28/M29 на BTT TFF FW БТТ ТФТ
ЭСП-2. Х
Запрос функции
#731 открыт 21 марта 2022 г. автором дигант73
[ЗАПРОС ФУНКЦИИ]Уведомление с использованием пользовательского веб-перехватчика Запрос функции
#726 открыт 28 февраля 2022 г. автором luc-github
[BenchMark] Веб-загрузка / Веб-загрузка на разных ФС и платформах Совместимость
Документация
ESP32
ESP8266
Помощь Добро пожаловать
Планируется
Тестирование
#576 открыт 3 февраля 2021 г. автором luc-github
[ЗАПРОС ФУНКЦИИ]Используйте улучшенную связь по последовательному протоколу ЭСП-3.Х
Запрос функции
Обратная связь Добро пожаловать
#575 открыт 1 февраля 2021 г. автором luc-github
21
[ЗАПРОС ФУНКЦИИ] Поддержка USB-диска с использованием чипа Ch476S ЭСП-3.Х
Запрос функции
Планируется
USB
#568 открыт 24 янв. 2021 г. автором luc-github
[ЗАПРОС ФУНКЦИИ] Поддержка сопряжения контактов для ESP32 BT ЭСП-3.Х
Запрос функции
Планируется
#555 открыт 12 янв. 2021 г. автором luc-github
[ЗАПРОС ФУНКЦИИ] разрешить добавлять изображение в уведомление Запрос функции
Планируется
#525 открыт 14 ноября 2020 г. автором luc-github
[ЗАПРОС ФУНКЦИИ]Добавить поддержку альтернативной библиотеки веб-сервера ESP32
Пластики или пластмассы – это материалы, в основе которых лежат синтетические высокомолекулярные соединения. Широчайшее применение в производстве получили пластики на основе синтетических полимеров. Обработка пластика является важным элементом, без которого не может обойтись ни одно современное производство.
Основные методы обработки
Методы обработки пластика определяются его свойствами и структурой. Основными являются:
Литье
Литьё – это особый процесс переработки пластика. Технология заключается в впрыске под давлением смеси полимера в литьевую форму, за чем следует его охлаждением. С помощью данного метода изготовляется треть общего объема деталей и изделий из полимерных материалов. Применяется чаще всего в крупносерийном и массовом производстве из пластмасс из-за высокой производительности и относительно высокой стоимости оснастки. Основное сырье для литья обладает широким диапазоном механических и физических свойств. Обычно для этого используют гранулы термопластов, термоэластопластов и термореактивные порошки.
После формовки почти все термопластичные материалы могут быть повторно переработаны. Термореактивные материалы же подвергаются необратимым химическим изменениям после переработки, что приводит к образованию нерастворимого и неплавкого пластика.
Экструзия
Экструзия – это технологический процесс переработки и обработки пластика, который заключается в продавливании высоковязкого материала на основе расплава, пастообразной многофазной дисперсной системы или металла через формующий инструмент. Это действие позволяет получить изделия с поперечным сечением желаемой формы. Методом экструзии в промышленности изготавливают различные погонажные изделия (плёнки, листы, оболочки кабелей, трубы, элементы оптических систем светильников). Многочервячные, одночервячные, поршневые и дисковые экструдеры являются основным технологическим оборудованием для переработки полимеров методом экструзии в готовое изделие или деталь.
Технология экструзии заключается в выдавливании расплава пластика через калиброванное отверстие мундштука. Поперечная форма изделия определяется сечением отверстия. Этим методом производят трубы, стержни разного профиля, пленки и листы.
Способ литьевого прессования заключается в то, что композицию из пластика в расплавленном жидком состоянии выжимают в ручей пресс-формы и устаивают до затвердевания. Этот метод дает возможность производить сложные изделия из высоковязких термопластов и термореактивных смол с выступами, выемками, ребрами и резьбами.
Вальцевание
Вальцевание – это технологический процесс переработки пластиков, который состоит в неоднократном пропускании материала сквозь зазор между вращающимися навстречу друг другу нагретыми металлическими валками. Материал переходит из твердого стеклообразного состояния в вязкотекучее под воздействием температуры и механических усилий в зазоре между вальцами. При этом процессе пластик подвергается деформации, размягчается, смешивается и становится однородным. От вальцевания материала сжимается, что сопровождается деформацией сдвига. Большие сдвиговые напряжения в рабочем зазоре приводят к необратимой механодеструкции или уменьшению молекулярной массы макромолекул.
Технология вальцевания применяется для смешивания ингредиентов с полимерами, для получения листов и пленок, совмещения полимеров с пластификатором, для получения блок и привитых сополимеров и для подогрева и размягчения уже готовых полимеров.
Вакуумная формовка – это технологический процесс производства из листовых полимерных материалов единичных или серийных изделий и деталей, который осуществляется путем придания пластику формы матрицы под воздействием вакуума и температуры. Процессе производства заключается в следующем: лист пластика нагревают до температуры размягчения, и он плотно облегает поверхность матрицы за счет создания отрицательного давления. Стандартизированный метод вакуумной формовки состоит из нескольких этапов, которые включают в себя фиксацию заготовки на матрице, нагрев полимерного листа, предварительное растяжение листа, откачку воздуха из матрицы и вдавливание заготовки, охлаждение материала, извлечение изделия из матрицы и заключительную доработку изделия.
Сварка
Сварка пластика – это технологический процесс производства неразъемных соединений элементов конструкции при помощи диффузионно-реологического или химического воздействия макромолекул полимера, в следствии которого между поверхностями конструкции пропадает граница раздела и возникает структурный переход от одного полимера к другому.
Наиболее эффективно диффузионно-реологический процесс взаимодействия поверхностей сварки деталей осуществляется в стадии вязкотекучего состояния материала, когда молекулы полимера имеют наименьшую плотность упаковки и наибольшую подвижность. С помощью действия растворителя в некоторых случаях становится возможным достичь разрыхлений структуры полимера. Скорость и степень диффузии находятся в зависимости от полярности звеньев полимеров и их молекулярной массы. Скорость протекания диффузии увеличивается с их снижением.
Выбор метода сварки пластмасс зависит от свойств материала. Сварка может осуществляться разнообразными методами – термическим (экструдируемой присадкой или нагретым газом), механическим (вибротрением, трением или ультразвуком) или термомеханическом (контактная тепловая сварка с использованием ТВЧ или ИК-лучей).
Вспенивание
Вспенивание – это технологический процесс производства пластика, который заключается в введении газообразующих наполнителей в пластик. Этот метод используется в производстве изделий с высокими шумо-, тепло- и виброизоляционными свойствами. Для вспенивания используют полистирол, мочевиноальдегидные и фенолформальдегидные смолы, ацетат целлюлозы, поливинилхлорид и каучуки. Вспенивание применяют для создания ячеистых конструкций с очень низкой объемной массой.
Горячее напыление
Также полимеры используют для нанесения покрытий на пластмассу с целью защиты от коррозии и эрозии, на бумагу, ткань, дерево, металл и в декоративных целях. Например, можно наносить на поверхность обработки жидкую композицию, высыхающую при испарении растворителя. Такие покрытия наносят способом горячего напыления пластика, который предварительно прошел через воздушно-ацетиленовое пламя.
Пластики можно резать при помощи ленточной или циркулярной пилы. Выбор инструмента зависит с формой заготовки.
Следует быть очень внимательными к теплу, которое при работе выделяется от инструмента во время механической обработке. Рекомендуется использовать только подходящие лезвия пил для каждой формы и вида материала для того, чтобы пластик не нагревался и не повреждал оборудование. Это необходимо потому, что выделенное тепло рассеивается по всей площади лезвия.
Обработка пластика при помощи ленточных пил позволяет получать качественные края обрабатываемой детали. Этот инструмент дает возможность создавать универсальные прямые, непрерывные и нерегулярные типы разрезов.
Для фрезеровки необходим специальный станок. Для полного удаления отходов производства и уменьшения вероятности перегрева оборудования необходимо использовать инструмент с местом для отвода стружки. Технологию пошагового фрезерования рекомендуется применять при обработке пластика, который не терпит чрезмерного накопления тепла. В целом фрезерную обработку следует проводить на высокой скорости при средней скорости подачи.
Для получения наилучшего результата в обработке пластика на токарных станках следует использовать специальные фрезы для различного обрабатываемого материала. Токарные работы предпочтительно производить при высокой скорости резания. Минимальная глубина резки должна насчитывать 0,5 мм. Для охлаждения изделия необходим сжатый воздух. Поддерживающая подставка позволит стабилизировать деталь и не допустить образование деформаций. Это помогает уменьшать жесткость пластика.
Прессование
Прессование – это технологический процесс формообразование изделий в закрытой полости (ручье) металлической пресс-формы. При горячем прессовании нагретую композицию из гранул ткани, пропитанных смолой, помещают в специальную нагретую емкость. Расплав заполняет всю полость ручья при смыкании половинок пресс-формы. Затем изделие выдерживают в пресс-форме до затвердения.
При холодном прессовании операцию проводят при давлении 14-120 мегапаскалей и комнатной температуре. Для отверждения полученное изделие нагревают до 80-260 градусов. Такой метод применяется для получения неглубоких корпусных деталей. Этим способом модифицируют композиции на основе фенолформальдегидных смол и асфальтопековые пластмассы.
Подогрев пресс-формы и пластика осуществляется паром, токами высокой частоты, перегретой водой и т.п. Материалы на основе армированных полиэфирных пластиков, фенолформальдегидных смол и аминопластов чаще всего перерабатываются горячим прессованием. Этот метод используют для получения мелких и корпусных деталей.
Производство из пластика: технические возможности
Техническое оснащение позволяет нам работать практически с любыми видами пластика, изготавливать пластиковые детали, обрабатывать капролон и нейлон, высокомодульный пластик.
Обработка пластика производится на современном оборудовании, станках с ЧПУ, что позволяет производить изделия с высоким качеством, любых размером любых форм.
Пластик, капролон – размер деталей: от 1 мм до метра.
Мы принимаем заказы на обработку или изготовление изделий из пластика от 1 штуки, до серийного выпуска.
Все работы проводятся по ГОСТ 11710-66.
Обработка пластика: сроки, цена, гарантии
Мы выполняем заказы минимальным сроком от 1 дня.
Цена изготовления изделий из пластика и капролона зависит от вида материала, сложности и скорости изготовления.
Гарантия – 1 год.
Сроки эксплуатации – до 5 лет.
На выходе вы получаете изделие в индивидуальной упаковке и сертификат соответствия.
Заказать услугу
Как обрабатывают пластмассу
Обработке может подвергаться любой твердый материал, сохраняющий свои свойства при обычных условиях и при незначительном нагревании. Металлы, естественно, могут обрабатываться при намного более высоких температурах относительно древесины, стекла и пластмассы. Поэтому способов металлообработки может быть больше. При этом пластмассу можно обрабатывать большинством методов, которые применимы для металлов. Здесь главное следить за температурой нагрева полимера и своевременно предотвращать оплавление, так как для пластмасс она довольно низкая. Пластмассу можно пилить, сверлить, резать, точить, шлифовать и гравировать к тому же, в том числе лазером. Резать можно в том числе и вручную. Для этого существуют специальные резаки.
В материале статьи кратко обозначим, какие технологии обработки пластмассы существуют, и какие для этого используются инструменты.
Пластмасса или пластик представляет собой длиннозвенное органическое соединение, называемое полимером. При обычных условиях это достаточно твердый, легко пластичный материал. В повседневной жизни это бутылки, ручки, корпуса телефонов, упаковка, украшения и т.д. Самое главное свойство пластмассы – это переход в текучее состояние при повышенных температурах. Причем она может быть не очень значительной. Пластик бутылки оплавляется уже при 100°С, если налить в нее кипяток. Поэтому при обработке пластмасс нужно следить за нагреванием заготовки, чтобы предотвратить ее оплавление. Для промышленных нужд резать и шлифовать бутылку никто не будет, а вот оргстекло – да. Температура плавления оргстекла – около 1600С. Это считается очень маленькой температурой в масштабах промышленности, потому что по оргстеклу чаще всего делают лазерную гравировку. Лазер режет материал за счет испарения.
Лазерная гравировка по оргстеклу
Художественная гравировка и резка по оргстеклу достаточно востребованы в сувенирном бизнесе, так как такие изделия получаются эстетичными.
На самом деле методов обработки пластмасс существует достаточно много. Помимо механического воздействия на предприятиях существуют также способы переработки пластика, которые тоже можно принимать как обработку. Выделим основные методы обработки пластика на предприятиях:
экструзия;
литье;
прессование;
вальцовка;
пайка;
резка;
полировка;
горячее напыление;
вспенивание.
Способ обработки пластмассы определяется ее индивидуальными характеристиками, либо типа изделия, которое необходимо получить.
Экструзией получают пластмассовые трубы, прутки, листы. Сначала полимер плавят, а далее выдавливают через узкое сопло.
Пластмассовое литье похоже на металлическое, здесь также расплавленный материал вливают в подготовленную форму. Таким образом можно получить практически любые изделия простых и сложных форм.
Прессование может быть горячим и холодным. При горячем сырьевой порошок со смолой помещают в металлическую форму, наполняют под завязку, далее дают остыть и отвердеть. При холодном форму наполняют под высоким давлением.
Вальцевание пластмасс, как и вальцевание металла, осуществляется на специальном станке, оснащенном несколькими валками, которые вращаются навстречу друг к другу. Нагретые валки влияют на листы пластмассы и делают их текучими. Таким образом листы получаются более однородными. Данный способ подходит для смешивания полимеров с пластификаторами и другими составляющими.
Пайка или сварка предполагает процесс соединения нескольких полимерных листов между собой с целью образовать одно целое. Наилучшее склеивание происходит, когда полимер находится в состоянии повышенной диффузии, то есть когда его молекулы очень подвижны и легко перетекают с одного места на другое. Спаивание осуществляют газосваркой, трением, ультразвуком, либо инфракрасным излучением.
Резка пластмасс может осуществлять на токарных, фрезерных и ленточнопильных станках. Выбор оборудования зависит от индивидуальных характеристик сырья. Здесь важно использовать острый инструмент по металлу и никакой другой, потому что пила для обработки древесины будет сильнее разогревать поверхность полимера. Ленточнопильные станки позволяют добиться быстрого и точного реза.
Полировка и шлифовка применяется для обрабатывания пластмассы после основного процесса обработки, например, резки. Существует механический, термический и химический способ полировки. При механической полировке также важно следить за температурой нагрева. Можно осуществлять вручную с помощью наждачки. При термической шлифовке гретый газ оплавляет неровности пластмассы, таким образом делая поверхность гладкой. При химической полировке поверхность полимера выравнивается при поглощении им растворителя. Но растворители вредны и могут изменять структуру материала.
Горячее напыление используется, если необходимо защитить какой-либо материал – древесина, металл, стекло, пластмасса – от коррозии, а также в декоративных целях. На поверхность наносят жидкий полимер, смешанный с растворителем, а далее дают высохнуть.
Вспениванием получают полимерные материалы, состоящие из ячеек. Эти материалы имеют высокие шумо- и теплоизоляционную особенности и при этом мало весят. Для вспенивания используют формальдегидные смолы, полистирол, каучук и т.д.
Как делают пластик? Простое пошаговое объяснение
Автор: Dr Payal Baheti
Пластик может быть «синтетическим» или «биологическим». Синтетические пластмассы получают из сырой нефти, природного газа или угля. В то время как пластмассы на биологической основе получают из возобновляемых продуктов, таких как углеводы, крахмал, растительные жиры и масла, бактерии и другие биологические вещества.
Подавляющее большинство пластика, используемого сегодня, является синтетическим из-за простоты методов производства, связанных с переработкой сырой нефти. Однако растущий спрос на ограниченные запасы нефти вызывает потребность в новых пластмассах из возобновляемых ресурсов, таких как отходы биомассы или отходы животноводства в промышленности.
В Европе лишь небольшая часть (около 4-6%) наших запасов нефти и газа идет на производство пластмасс, а остальная часть используется для транспорта, электричества, отопления и других целей (Ref)
Большая часть Используемый сегодня пластик получают в результате следующих этапов:
1. Добыча сырья (в основном сырая нефть и природный газ, но также и уголь) — это сложная смесь тысяч соединений, которые затем необходимо перерабатывать.
2. Процесс переработки превращает сырую нефть в различные нефтепродукты – они превращаются в полезные химические вещества, включая «мономеры» (молекулы, являющиеся основными строительными блоками полимеров). В процессе переработки сырая нефть нагревается в печи, которая затем направляется в дистилляционную установку, где тяжелая сырая нефть разделяется на более легкие компоненты, называемые фракциями. Одно из них, называемое нафтой, является ключевым соединением для производства большого количества пластика. Однако есть и другие средства, например, использование газа.
Рисунок 1. Графическое изображение производства пластмасс (рисунок адаптирован из ссылки)
3. Полимеризация — это процесс в нефтяной промышленности, в котором легкие олефиновые газы (бензин), такие как этилен, пропилен, бутилен (т.е. мономеры) превращаются в более высокомолекулярные углеводороды (полимеры). Это происходит, когда мономеры химически связаны в цепочки. Существует два различных механизма полимеризации:
Аддитивная полимеризация
Реакция аддитивной полимеризации – это когда один мономер соединяется со следующим (димером), а димер со следующим (тримером) и так далее. Это достигается введением катализатора, обычно пероксида. Этот процесс известен как полимеры с ростом цепи, поскольку он добавляет по одному мономерному звену за раз. Типичными примерами аддитивных полимеров являются полиэтилен, полистирол и поливинилхлорид.
Конденсационная полимеризация
Конденсационная полимеризация включает соединение двух или более различных мономеров путем удаления небольших молекул, таких как вода. Также требуется катализатор для реакции между соседними мономерами. Это называется ступенчатым ростом, поскольку вы можете, например, добавить существующую цепочку к другой цепочке. Типичными примерами конденсационных полимеров являются полиэстер и нейлон.
4. Компаундирование/обработка
При компаундировании различные смеси материалов смешиваются в расплаве (смешиваются плавлением) для получения составов для пластмасс. Обычно для этой цели используют экструдер того или иного типа, за которым следует гранулирование смеси. Экструзия или другой процесс формования затем превращает эти гранулы в готовый продукт или полуфабрикат. Компаундирование часто происходит на двухшнековом экструдере, где гранулы затем перерабатываются в пластиковые предметы уникального дизайна, различного размера, формы, цвета с точными свойствами в соответствии с заранее заданными условиями, заданными в обрабатывающей машине.
…
Более подробная информация о том, как производится пластик, представлена в следующих разделах:
Полимер и пластик
Что такое углеводороды?
Как синтетический пластик создается из сырой нефти?
Как из нафты получают пластик?
Что является основным ингредиентом пластика?
Какой пластик был сделан человеком первым?
Что использовали до пластика?
Можно ли сделать пластик без масла?
Все пластмассы по существу являются полимерами, но не все полимеры являются пластмассами.
Термин «полимер » и «мономер » произошли от греческих слов: где «поли» означает «много», «мер» означает «повторяющееся звено», а слово «моно» означает «один». Это буквально означает, что полимер состоит из множества повторяющихся мономерных звеньев. Полимеры представляют собой более крупные молекулы, образованные путем ковалентного соединения многих мономерных звеньев вместе в виде цепочек, подобных жемчужинам на нитке жемчуга.
Слово пластмасса происходит от слов «пластик» (лат. «способный к формованию») и «пластикос» (греч. «подходящий для формования»). Когда мы говорим о пластмассах, мы имеем в виду органические полимеры (синтетические или натуральные) с высокой молекулярной массой, смешанные с другими веществами.
Пластмассы представляют собой высокомолекулярные органические полимеры, состоящие из различных элементов, таких как углерод, водород, кислород, азот, сера и хлор. Они также могут быть получены из атома кремния (известного как силикон) вместе с углеродом; типичным примером являются силиконовые имплантаты груди или силикон-гидрогель для оптических линз. Пластмассы состоят из полимерной смолы, часто смешанной с другими веществами, называемыми добавками.
«Пластичность» — это термин, используемый для описания свойства, характеристики и атрибута материала, который может необратимо деформироваться без разрушения. Пластичность описывает, выдержит ли полимер воздействие температуры и давления в процессе формования.
Химия позволяет нам изменять различные параметры для настройки свойств полимеров. Мы можем использовать различные элементы, изменять тип мономеров и перестраивать их по разным схемам, чтобы изменить форму полимера, его молекулярную массу или другие химические/физические свойства. Это позволяет разрабатывать пластики с правильными свойствами для конкретного применения.
Большая часть используемого сегодня пластика производится из углеводородов, получаемых из сырой нефти, природного газа и угля – ископаемого топлива.
Что такое углеводород?
Углеводороды представляют собой органические соединения (могут быть алифатическими или ароматическими), состоящие из углерода и водорода . Алифатические углеводороды не имеют циклических бензольных колец, тогда как ароматические углеводороды имеют бензольные кольца.
Углерод ( C , атомный номер = 6) имеет валентность четыре, что означает наличие четырех электронов на внешней оболочке. Он способен соединяться с четырьмя другими электронами любого элемента периодической таблицы, образуя химические связи (в случае углеводорода он образует пару с водородом). С другой стороны, водород ( H с атомным номером = 1) имеет только один электрон на валентной оболочке, поэтому четыре из этих атомов H готовы соединиться с атомом C, образуя одинарную связь, чтобы получить молекулу C-H 4 . Молекула CH 4 называется метаном, который является простейшим углеводородом и первым членом семейства алканов. Точно так же, если два атома углерода будут связаны вместе, они могут соединиться с шестью атомами водорода, по три на каждый атом углерода, чтобы получить химическую формулу CH 3 -CH . 3 (или C 2 H 6 ), известный как этан, и ряд продолжается следующим образом.
Семейство алканов : метан (CH 4 ), этан (CH 3 -CH 3 или C 2 H 6 ), пропан (CH 3 -СН 2 -СН 3 ), бутан (CH 3 -CH 2 -CH 2 -CH 3 ), пентан (CH 3 -CH 2 -CH 2 — Ч 2 — CH 3 ), гексан, гептан, октан, нонан, додекан, ундекан и так далее.
Обратите внимание, что этот тип связи с углеродом и водородом представляет собой насыщенную связь (сигма-связь, обозначаемую как σ-связь). Также может быть ненасыщенная связь , где присутствует пи-связь (π-связь) вместе с сигма-связью, дающей углерод-углеродные двойные связи ( алкены ), или иметь две π-связи с сигма, дающей тройную углерод-углеродную связь ( алкины ), что очень сильно зависит от типа гибридизации между элементами.
Семейство алкенов : Этилен (CH 2 =CH 2 или C 2 H 4 ), пропилен (CH 2 =CH-CH 2 ), 1-бутилен (CH 2 9012 0 =СН-СН 2 — СН 3 ), 2-бутилен (СН 3 -СН=СН-СН 3 ) и так далее. (Обратите внимание, что 1-бутилен и 2-бутилен являются изомерами бутилена).
Алкиновые углеводороды : Этин (CH≡CH или C 2 H 2 ), пропин (CH≡C-CH 3 ), 1-бутин (CH≡C-CH 2 -СН 3 ), 2-бутин (CH 3 -CH≡CH-CH 3 ) и так далее.
Что такое ископаемое топливо и откуда оно берется?
Ископаемое топливо – это в основном сырая нефть, природный газ и уголь, состоящие из углерода, водорода, азота, серы, кислорода и других минералов (рис. 1, ссылка). Общепринятая теория состоит в том, что эти углеводороды образуются из остатков живых организмов, называемых планктонами (крошечными растениями и животными), которые существовали в юрскую эпоху. Планктоны были погребены глубже под тяжелыми слоями отложений в мантии Земли из-за сжатия из-за огромного количества тепла и давления. Мертвые организмы разлагались без доступа кислорода, что превращало их в крошечные очаги нефти и газа. Затем сырая нефть и газ проникают в породы, которые в конечном итоге накапливаются в резервуарах. Нефтяные и газовые скважины находятся на дне наших океанов и под ними. Уголь в основном происходит из мертвых растений (ссылка).
Рис. 2. Элементный состав ископаемого топлива (ссылка).
Ученые также поставили под сомнение эту теорию. Недавнее исследование Nature Geoscience , проведенное Институтом Карнеги в сотрудничестве с российскими и шведскими коллегами, показало, что органическое вещество может не быть источником тяжелых углеводородов и что они могут уже существовать глубоко в недрах Земли. Эксперты обнаружили, что этан и другие тяжелые углеводороды могут быть получены, если условия давления и температуры можно сымитировать с теми, которые существуют глубоко внутри ядра Земли. Это означает, что углеводороды могут образовываться в верхней мантии, то есть в слое Земли между корой и ядром. Они демонстрируют это, подвергая метан лазерной термообработке в верхнем слое Земли, который затем превращается в молекулу водорода, этан, пропан, петролейный эфир и графит. Затем ученые подвергли этан тем же условиям, в которых обратимость произвела метан. Приведенные выше результаты показывают, что эти углеводороды могут быть созданы естественным путем без остатков растений и животных (ссылка).
3. Как из сырой нефти получают синтетический пластик?
Синтетический пластик производится в нефтехимической промышленности. Когда источник нефти под поверхностью Земли идентифицирован, в породах в земле бурятся отверстия для извлечения нефти.
Добыча нефти — Нефть перекачивается из-под земли на поверхность, где используются танкеры для транспортировки нефти на берег. Бурение нефтяных скважин также может осуществляться под океаном при поддержке платформ. Насосы разных размеров могут производить от 5 до 40 литров масла за ход (рис. 1).
Переработка нефти — Нефть перекачивается по трубопроводу, длина которого может составлять тысячи миль, и транспортируется на нефтеперерабатывающий завод (рис. 1). Разлив нефти из трубопровода во время перекачки может иметь как немедленные, так и долгосрочные последствия для окружающей среды, но для предотвращения и сведения к минимуму этого риска принимаются меры безопасности.
Рисунок 3: Фракционная перегонка сырой нефти
Перегонка сырой нефти и производство нефтехимической продукции — Сырая нефть представляет собой смесь сотен углеводородов, которая также содержит некоторое количество растворенных в ней твердых и некоторых газообразных углеводородов из семейства алканов (в основном это CH 4 и C 2 H 6 , но это может быть C 3 H 8 или C 4 H 10 ). Сырая нефть сначала нагревается в печи, затем полученная смесь в виде пара подается в колонну фракционной перегонки. Колонна фракционной перегонки разделяет смесь на разные отсеки, называемые фракциями. В дистилляционной колонне существует температурный градиент, когда верх холоднее основания. Смесь жидкой и паровой фракций разделяется в колонне в зависимости от их веса и температуры кипения (температура кипения – это температура, при которой жидкая фаза переходит в газообразную). Когда пары испаряются и встречаются с жидкой фракцией, температура которой ниже точки кипения пара, она частично конденсируется. Эти пары испаряющейся сырой нефти конденсируются при различной температуре в колонне. Пары (газы) наиболее легких фракций (бензин и нефтяной газ) стекают в верх колонны, жидкие фракции средней массы (керосиновые и дизельные дистилляты) задерживаются в середине, более тяжелые жидкости (называемые газойлями) отделяются ниже вниз , а самые тяжелые фракции (твердые вещества) с наиболее высокими температурами кипения остаются в основании колонны. Каждая фракция в колонке содержит углеводороды с одинаковым числом атомов углерода, молекулы меньшего размера находятся вверху, а молекулы большей длины ближе к низу колонки (ссылка). Таким образом, нефть разлагается на нефтяной газ, бензин, парафин (керосин), нафту, светлую нефть, тяжелую нефть и т. д.
После этапа дистилляции полученные углеводороды с длинной цепью превращаются в углеводороды, которые затем могут быть превращены во многие важные химические вещества, которые мы используем для получения широкого спектра продуктов, от пластика до фармацевтических препаратов.
Крекинг углеводородов является основным процессом, который расщепляет смесь сложных углеводородов на более простые низкомолекулярные алкены/алканы (плюс побочные продукты) с помощью высокой температуры и давления.
Крекинг может осуществляться двумя способами: паровой крекинг и каталитический крекинг.
Паровой крекинг использует высокую температуру и давление для разрыва длинных цепей углеводородов без катализатора, в то время как каталитический крекинг добавляет катализатор, что позволяет процессу происходить при более низких температурах и давлениях.
Сырье, используемое в нефтехимической промышленности, в основном представляет собой нафту и природный газ, получаемые в результате нефтепереработки в нефтехимическом сырье. Паровой крекинг использует сырье из смеси углеводородов различных фракций, таких как газы-реагенты (этан, пропан или бутан) из природный газ или жидкости ( нафта или газойль ) (рис. 4).
Рисунок 4: Различные химические вещества, полученные из ископаемого топлива после переработки нефти.
(Нафта представляет собой смесь углеводородов C 5 и C 10 , полученную при перегонке сырой нефти).
Например, декановый углеводород расщепляется на такие продукты, как пропилен и гептан, где первый затем используется для производства поли(пропилена) (рис. 5).
Рис. 5. Схема крекинга декана с превращением в пропилен и гептан.
Молекулы сырья превращаются в мономеры, такие как этилен, пропилен, бутен и другие. Все эти мономеры содержат двойные связи, так что атомы углерода могут впоследствии реагировать с образованием полимеров.
Полимеризация — углеводородные мономеры затем соединяются друг с другом по механизму химической полимеризации для получения полимеров. В процессе полимеризации образуются густые вязкие вещества в виде смол, которые используются для изготовления пластмассовых изделий. Если мы посмотрим здесь на случай мономера этилена; этилен — газообразный углеводород. Когда он подвергается воздействию тепла, давления и определенного катализатора, он объединяется в длинные повторяющиеся углеродные цепи. Эти соединенные молекулы (полимер) представляют собой пластиковую смолу, известную как полиэтилен (ПЭ).
Производство пластика на основе полиэтилена – полиэтилен перерабатывается на заводе для производства пластиковых гранул. Гранулы засыпают в реактор, расплавляют в густую жидкость и отливают в форму. Жидкость остывает, затвердевает и превращается в твердый пластик, из которого получается готовый продукт. Переработка полимера также включает в себя добавление пластификаторов, красителей и антипиренов.
Типы полимеризации
Синтетический пластик производится в результате реакции, известной как полимеризация, которая может осуществляться двумя различными способами:
Полимеризация присоединением : Синтез включает соединение мономеров в длинную цепь. Один мономер соединяется со следующим и так далее, когда вводится катализатор, в процессе, известном как полимеры с ростом цепи, добавляя по одному мономерному звену за раз. Считается, что некоторые реакции аддитивной полимеризации не создают побочных продуктов, и реакцию можно проводить в паровой фазе (т.е. в газовой фазе), диспергированной в жидкости. Примеры: полиэтилен, полипропилен, поливинилхлорид и полистирол.
Конденсационная полимеризация : В этом случае два мономера объединяются в димер (две единицы) с выделением побочного продукта. Затем димеры могут соединяться, образуя тетрамеры (четыре единицы) и так далее. Эти побочные продукты необходимо удалить для успеха реакции. Наиболее распространенным побочным продуктом является вода, которая легко обрабатывается и утилизируется. Побочные продукты также могут быть ценным сырьем, которое возвращается обратно в поток сырья.
Примеры: нейлон (полиамид), полиэстер и полиуретан.
Пластик часто изготавливают из лигроина. Этилен и пропилен, например, являются основным сырьем для пластика на нефтяной основе, получаемым из нафты.
Что такое нафта?
Существуют различные типы нафты. Это термин, используемый для описания группы летучих смесей жидких углеводородов, полученных путем перегонки сырой нефти. Это смесь углеводородов от C 5 до C 10 .
Нафта подвергается термическому разложению при высокой температуре (~800 °C) в установке парового крекинга в присутствии паров воды, где она расщепляется на легкие углеводороды, известные как основные промежуточные продукты. Это олефины и ароматические соединения. Среди олефинов С 2 (этилен), С 3 (пропилен), С 4 (бутан и бутадиен). Ароматические соединения состоят из бензола, толуола и ксилола. Эти маленькие молекулы связаны друг с другом в длинные молекулярные цепи, называемые полимерами. Когда полимер выходит из химической фабрики, он все еще не в виде пластика — он в виде гранул или порошков (или жидкостей). Прежде чем они смогут стать пластиком для повседневного использования, они должны пройти ряд преобразований. Их месят, нагревают, плавят и охлаждают в объекты различной формы, размера, цвета с точными свойствами в соответствии с обрабатывающими трубками.
Например, для полимеризации этилена в полиэтилен (ПЭ) добавляют инициаторы для запуска цепной реакции, и только после образования ПЭ его направляют на переработку путем добавления некоторых химикатов (антиоксидантов и стабилизаторов). После этого экструдер превращает ПЭ в нити, после чего измельчители превращают его в гранулы ПЭ. Затем фабрики переплавляют их в конечные продукты.
Основным ингредиентом большинства пластиковых материалов является производное сырой нефти и природного газа.
Существует множество различных типов пластмасс: прозрачные, мутные, однотонные, гибкие, жесткие, мягкие и т. д.
Изделия из пластика часто представляют собой полимерную смолу, которая затем смешивается со смесью добавок (см. ). Добавки важны, поскольку каждая из них используется для придания пластику целевых оптимальных свойств, таких как прочность, гибкость, эластичность, цвет, или для того, чтобы сделать его более безопасным и гигиеничным для использования в конкретном случае (ссылка).
Тип пластика, из которого изготовлен продукт, иногда можно определить по номеру на дне пластикового контейнера. Некоторые из основных типов пластика и исходный мономер приведены ниже (таблица 1). В этой таблице показаны типы пластика и мономеры, входящие в его состав.
Таблица 1. Основные типы полимеров, мономеры и их химические структуры
Идентификационный код смолы
Полимеры
Мономеры
♳
ПИТ
Полиэтилентерефталат (ПЭТФ)
Этиленгликоль и диметилтерефталат
♴
ПЭВП
Полиэтилен высокой плотности
(ПЭВП)
Этилен (СН 2 =СН 2 )
*(меньшее разветвление между полимерными цепями)
♵
ПВХ
Поливинилхлорид
(ПВХ)
Винилхлорид (CH 2 = CH-Cl)
♶
ПЭНП
Полиэтилен низкой плотности
(ПЭНП)
Этилен (СН 2 =СН 2 )
*(чрезмерное разветвление)
♷
ПП
Полипропилен
(ПП)
Пропилен (CH 3 -CH=CH 2 )
♸
ПС
Полистирол
(ПС)
Стирол
♹
Другие
Другие пластмассы, включая акрил, поликарбонаты, полимолочную кислоту (PLA), волокна, нейлон
Для конкретного полимера используются разные мономеры.
Например, PLA из молочной кислоты
*Мономер, используемый в ПЭНП и ПЭВП, представляет собой этилен, но существует разница в степени разветвления.
Мезоамериканские культуры (ольмеки, майя, ацтеки, 1500 г. до н. э.) использовали натуральный латекс и каучук, чтобы сделать контейнеры и одежду водонепроницаемыми.
Александр Паркес (Великобритания, 1856 г.) запатентовал первый искусственный биопластик, названный паркезин, сделанный из нитрата целлюлозы. Паркезин был твердым, гибким и прозрачным пластиком. Джон Уэсли Хаятт (США, 1860-е гг.) разбогател на изобретении Паркса. Братья Хаятт улучшили пластичность пластика нитрата целлюлозы, добавив камфору, и переименовали пластик в Celluloid. Цель состояла в том, чтобы производить бильярдные шары, которые до этого делались из слоновой кости. Многие считают изобретение самым ранним примером искусственного биопластика (ссылка).
Первым по-настоящему синтетическим пластиком был бакелит, изготовленный из фенола и формальдегидной смолы. Лео Бэкеланд (Бельгия, 1906 г.) изобрел бакелит, который был назван «Национальным историческим химическим памятником», поскольку он полностью произвел революцию во всех отраслях, присутствующих в современной жизни. Он обладает свойством высокой устойчивости к электричеству, теплу и химическим веществам. Обладает непроводящими свойствами, что крайне важно при конструировании электронных устройств, таких как корпуса радиоприемников и телефонов. (ссылка).
До рождения пластика мы использовали дерево, металл, стекло и керамику, а также материалы животного происхождения, такие как рог, кость и кожа.
Для хранения использовались формовочные глины (гончарные изделия), смешанные со стеклом, что означало, что контейнеры часто были тяжелыми и хрупкими.
Появились натуральные материалы из коры каучукового дерева — камедь (латексная смола), смесь была липкой и пластичной, но непригодной для хранения.
В 18 веке Чарльз Гудиер случайно открыл каучук — он добавил свойство, чтобы вернуться к исходной форме (ссылка).
Да, можно создать пластик из источников, отличных от нефти.
Хотя сырая нефть является основным источником углерода для современного пластика, множество вариантов производятся из возобновляемых материалов. Пластик, изготовленный без масла, продается как пластик на биологической основе или биопластик. Они сделаны из возобновляемой биомассы, такой как:
Лигнин, целлюлоза и гемицеллюлоза,
Терпены,
Растительные жиры и масла,
Углеводы (сахар из сахарного тростника и т.д.)
Переработанные пищевые отходы
Бактерии
Однако следует отметить, что биопластик не всегда автоматически является более устойчивой альтернативой. Биопластики различаются по способу их распада, и биопластики, как и любой другой материал, требуют ресурсов для своего производства.
Биопластики, такие как PLA, например, представляют собой биоразлагаемый материал, который будет разлагаться в определенных условиях окружающей среды, но может не разлагаться в любых климатических условиях. Поэтому требуется поток отходов пластика на основе PLA. В случае PLA это чувствительный полиэстер, который начинает разлагаться во время процедуры переработки и может в конечном итоге загрязнить существующий поток переработки пластика (ссылка).
Но биопластики могут иметь множество применений, если они разработаны с учетом надлежащего потока отходов.
Биопластики являются потенциальными материалами для изготовления одноразового пластика, необходимого для изготовления биоразлагаемых бутылок и упаковочных пленок. Например, в 2019 году исследователь из Университета Сассекса создал прозрачную пластиковую пленку из отходов рыбьей кожи и водорослей; под названием MarinaTex (Ref). Биополимеры также исследовались для медицинских применений, таких как контролируемое высвобождение лекарств, упаковка лекарств и рассасывающиеся хирургические нити (ссылка, ссылка).
Морис Лемуань (Франция, 19 лет)26) открыл первый биопластик, изготовленный из бактерий, полигидроксибутират (ПГБ) из бактерии Bacillus megaterium. Поскольку бактерии потребляют сахар, они будут производить полимеры (ссылка). Важность изобретения Лемуана игнорировалась до тех пор, пока разразившийся в середине 1970-х годов нефтяной кризис не подстегнул интерес к поиску заменителей нефтепродуктов.
Генри Форд (США, 1940 г.) использовал биопластик из соевых бобов для изготовления некоторых автомобильных деталей. Ford прекратил использование соевого пластика после Второй мировой войны из-за избытка дешевой нефти (ссылка).
Разработки в области метаболической и генной инженерии расширили исследования биопластиков, и стало известно о применении многочисленных типов биопластиков, особенно ПГБ и полигидроксиалканоатов (ПГА), хотя постоянно происходит много других интересных разработок.
Как делают пластик? Пошаговое объяснение
Как делают пластик? В этой статье рассматривается весь процесс изготовления пластика с подробным объяснением всех его этапов.
В 1950-х годах производилось около 2 миллионов тонн пластика в год. К 2015 году это число увеличилось в 200 раз, а к 2021 году в мире насчитывалось примерно 8,3 миллиарда тонн пластика. Благодаря своей универсальности, простоте изготовления и низкой стоимости этот материал используется в самых разных областях: от одноразовых очков до мебели для дома, автомобильных запчастей, самолетов и оборудования связи. Но сначала:
Что такое пластик?
Пластмасса представляет собой синтетический или природный полимер, который благодаря своей структуре легко формуется и формуется под воздействием тепла и давления. Это свойство известно как пластичность, отсюда и название этого материала. Кроме того, пластик химически устойчив, легок, водо- и ударопрочен, имеет низкую теплопроводность, обладает хорошими изоляционными свойствами.
Полимеры — это большие молекулы, образованные химическим соединением ряда более простых единиц, называемых мономерами, что создает цепочечную структуру. Эти вещества, помимо того, что служат основой для пластика, являются основным компонентом многих других материалов, таких как стекло, бумага и резина. Кроме того, полимеры являются основой таких минералов, как алмаз, кварц и полевой шпат, а также материалов живых организмов, таких как белки, целлюлоза и нуклеиновые кислоты. В зависимости от назначения полимеры могут обладать многочисленными свойствами, такими как отражательная способность, ударопрочность, хрупкость, прозрачность, пластичность и эластичность.
Схема полимерной структуры поликарбоната, состоящего из кислорода, углерода и водорода.
Изображение предоставлено: petrroudny43/Shutterstock
Чаще всего пластик подразделяется на две отдельные группы; термопласты и реактопласты. Между этими двумя группами существует несколько основных различий, главное из которых заключается в том, что термопласты можно многократно нагревать и изменять форму, в то время как термореактивные материалы затвердевают до постоянной формы под воздействием тепла. Более того, молекулярная масса термопластов колеблется от 20 000 до 500 000 AMU (атомная единица массы), тогда как считается, что термореактивные материалы имеют бесконечную молекулярную массу.
Из чего сделан пластик?
Большинство используемого сегодня пластика производится из углеводородов — органических молекул, полностью состоящих из углерода и водорода. Эти углеводороды получены из материалов биологического происхождения, встречающихся в земной коре, известных как ископаемое топливо. Ископаемое топливо создается из окаменевших, погребенных останков растений и животных, существовавших миллионы лет назад. Некоторые примеры ископаемого топлива:
Сырая нефть – также известная как жидкая нефть. Его можно найти в нефтеносных песках (битуминозных песках), подземных резервуарах, а также в щелях и порах осадочных пород. Его можно получить путем бурения на суше или в море, либо путем добычи полезных ископаемых.
Природный газ – также известный как газ метан. В зависимости от того, где он находится под землей, природный газ классифицируется как традиционный или нетрадиционный. Обычный тип можно найти в проницаемых коренных породах или смешать с нефтяными резервуарами и его можно извлечь с помощью обычных методов бурения. С другой стороны, нетрадиционная добыча природного газа требует специальных методов, таких как фрекинг, поскольку обычная технология бурения может быть слишком дорогостоящей и сложной.
Уголь — это твердая, богатая углеродом горная порода, которая подразделяется на четыре типа в зависимости от содержания углерода: лигнит, полубитуминозный, битуминозный и антрацит. Добыча угля осуществляется либо подземным способом, при котором используются машины для добычи угля из глубоких подземных пластов, либо открытым способом, при котором соскребают слои почвы, чтобы добраться до угольных залежей.
Важно отметить, что пластик можно производить из других, более экологически чистых источников, которые заменяют ископаемое топливо. Этот пластик, известный как возобновляемый пластик или биопластик, создается из возобновляемой биомассы, такой как терпены, лигнин, целлюлоза, растительный жир, бактерии, древесные волокна, углеводы, переработанные пищевые отходы и т. д. Биоразлагаемый пластик не содержит потенциально опасного химического вещества BPA. и, скорее всего, рассосется через пару месяцев. Кроме того, в течение своего срока службы биопластик выделяет гораздо меньше парниковых газов по сравнению с обычным пластиком.
Как делают пластик?
В этом разделе будет рассказано все, что вам нужно знать обо всем процессе производства пластика, начиная с добычи сырья и заканчивая его изготовлением.
Извлечение сырья M Материалы
Как упоминалось выше, подавляющее большинство производимого пластика производится из ископаемого топлива. Поэтому добыча сырой нефти, природного газа, а иногда и угля из-под земли является первым шагом.
Уточнение
Ископаемые виды топлива отправляются на нефтеперерабатывающие заводы, где они перерабатываются в различные нефтепродукты, такие как бензин, асфальт, топливо для реактивных двигателей, воски и смазочные масла. Здесь также создаются строительные блоки из пластика, этана и пропана. Как это работает?
Сырая нефть нагревается в печи перед испарением и подается в колонну фракционной перегонки. Дистилляционная колонна имеет температурный градиент, причем верх холоднее, чем низ. В зависимости от температуры кипения (температуры, при которой происходит фазовый переход от жидкости к газу) и веса жидкости и газы в колонне разделяются. Пары более легких фракций, таких как бензин и нефтяной газ, дрейфуют наверх колонны, а более тяжелые, такие как мазут, остаются внизу. Все эти фракции в башне содержат углеводороды с сопоставимым количеством атомов углерода, при этом более мелкие молекулы находятся вверху. Сжиженный природный газ (ШФЛУ), такой как этан и пропан, а также нафта являются наиболее важным сырьем для производства пластика. Однако, чтобы быть полезными, эти углеводороды должны быть отправлены на установку крекинга и подвергнуты процедуре, называемой крекингом.
Схема дистилляционной колонны, используемой для сортировки углеводородов, используемых при производстве пластика.
Изображение предоставлено Стивом Симро/Shutterstock
Растрескивание
При использовании высокой температуры, давления и иногда катализаторов сложные углеводороды расщепляются на более простые низкомолекулярные алкены/алканы. Этот процесс важен, потому что он превращает упомянутый выше этан в этилен, а пропан в пропилен. Существует два типа крекинга: паровой крекинг и каталитический крекинг.
Процесс парового крекинга осуществляется в установках парового крекинга, которые являются чрезвычайно сложными и энергоемкими установками. Здесь химикаты сначала смешиваются с паром, а затем нагреваются до 1430-1610 градусов по Фаренгейту внутри трубчатого реактора. Чтобы сырье не образовывало нагар, что может произойти при таких температурах, его подают по трубам печи очень быстро и при очень низком давлении. Поток здесь играет две роли; во-первых, предотвращает коксование, а во-вторых, предотвращает возможные утечки, которые могут привести к попаданию воздуха в исходное сырье и созданию взрывоопасной смеси. В конце концов, крекинг-сырье быстро охлаждают с использованием ряда методов, таких как сжатие, абсорбция, сушка, охлаждение, фракционирование и селективное гидрирование.
Процесс каталитического крекинга не требует таких высоких температур или давления благодаря присутствию катализатора. Во-первых, в фазе реакции сырье контактирует с катализатором при температуре около 900 градусов по Фаренгейту, и происходит реакция крекинга. Пропорции продукта определяются температурой, временем пребывания и катализатором. На этапе регенерации катализатор удаляется из продуктов, регенерируется на воздухе путем сжигания накопленного углерода, а затем перерабатывается. В конце концов, для разделения крекинг-углеводородов используется фракционирующее оборудование – процедура, известная как фракционирование. Этилен и пропилен превращаются таким образом в мономеры, а затем перерабатываются в полимеры.
Полимеризация
При полимеризации мономеры соединяются в результате химической реакции с образованием полимеров. Это может быть достигнуто либо добавлением, в результате которого все атомы мономера присутствуют в полимере, либо конденсацией, что приводит к образованию побочного продукта в виде крошечной молекулы. Рассмотрим подробнее оба метода полимеризации:
Аддитивная полимеризация – мономеры просто «добавляются» вместе, и в ходе этого процесса атомы не теряются и не приобретаются. Мономеры с двойными связями представляют собой простейшую химическую структуру, в которой может происходить полимеризация. Для запуска процесса полимеризации можно использовать тепло и давление, ультрафиолетовый свет или другое более реактивное химическое вещество, такое как перекись. В результате реакции двойная связь разрывается и высвобождаются высокореакционноспособные неспаренные электроны, известные как свободные радикалы. Полимерная цепь начинает формироваться, когда эти радикалы реагируют с другими радикалами или с другими двойными связями. Примерами аддитивных полимеров являются полиэтилен, полипропилен, ПТФЭ, акрил и каучук.
Конденсационная полимеризация – большинство природных полимеров образуются в результате конденсационной полимеризации. Этот тип полимеризации более сложен, чем предыдущий. Помимо полимеров, эта реакция приводит к образованию еще одной небольшой молекулы. Эта небольшая молекула, известная как побочный продукт, часто представляет собой воду. Иногда побочные продукты могут быть сырьем, которое перерабатывается в исходное сырье. Некоторые примеры конденсационных полимеров включают нейлон и ПЭТ.
После этой стадии этилен превращается в полиэтилен, а пропилен — в полипропилен.
Полиэтилен — наиболее часто используемый пластик в мире. Он очень пластичен и устойчив; области применения варьируются от газопроводных и водопроводных сетей до изоляции кабелей передачи данных. Полипропилен даже тверже полиэтилена и более термостойкий. Его можно найти в автомобильных деталях и медицинских шприцах.
Производство пластмасс
Изготовление — это последний этап, на котором пластик приобретает окончательную форму. Для облегчения транспортировки пластиковые смолы чаще всего перерабатываются в гранулы. Затем эти гранулы превращаются в различные пластиковые изделия. Существуют различные методы изготовления пластика; некоторые из наиболее часто используемых:
Экструзия – расплавленный полимер выдавливается через отверстие определенного поперечного сечения (фильеру) для формирования непрерывной формы с поперечным сечением, сравнимым с сечением отверстия. Экструзия может производить различные изделия, в том числе пленку, лист, трубы, трубы, изоляцию и обшивку дома. Профиль в каждом случае определяется геометрией штампа, а затвердевание достигается за счет охлаждения. Дополнительную информацию можно найти в нашем руководстве по экструзии пластика.
Литье – жидкий пластик заливают в определенную емкость или форму и затвердевают в определенной форме. Существуют различные типы формования: литье под давлением, выдувное формование, ротационное формование, реактивное литье под давлением, компрессионное формование и формование в мешках. Если вы хотите приобрести формовочное оборудование, но у вас все еще есть вопросы, возможно, вам стоит прочитать это руководство по закупкам Томаса о типах формовочного оборудования и его поставщиках.
Сварка – две или более заготовок соединяются вместе путем их плавления при высокой температуре. Сварку можно выполнять различными способами, включая выбросы горячих газов, высокочастотную вибрацию, вращение и контактную сварку. Оборудование для сварки пластика различается в зависимости от метода и вида используемого пластика.
Если вы хотите узнать больше о различных производственных процессах, ознакомьтесь с нашим руководством, в котором рассматриваются методы изготовления пластика.
Вывод
Пластик может быть искусственным полимером, но в основном он создается из ископаемого топлива, такого как сырая нефть, природный газ и уголь. В этой статье дается подробное объяснение всего процесса производства пластика, включая его этапы от добычи сырья, переработки ископаемого топлива и крекинга углеводородов до полимеризации и изготовления. Теперь вы должны лучше знать, что такое пластик, его основные ингредиенты и то, как ископаемое топливо превращается в один из наиболее часто производимых материалов на Земле. Если вы хотите узнать больше о других темах, связанных с пластмассами, не стесняйтесь обращаться к нашей библиотеке технических руководств, чтобы узнать больше.
PrusaSlicer — это мощный слайсер для 3D печати от Prusa Research. Первоначально основанный базе на Slic3r, в 2016 году Prusa представила собственную версию под названием Slic3r PE (Prusa Edition), которая была выпущена через GitHub.
Поскольку Slic3r PE все больше и больше ответвлялся от исходного программного обеспечения, Prusa, чтобы избежать путаницы, официально переименовали его в мае 2019 года. С тех пор PrusaSlicer продолжал развиваться и развиваться, обновляясь каждые несколько месяцев.
Вам не обязательно иметь принтер Prusa, чтобы пользоваться этой бесплатной программой с открытым исходным кодом. Благодаря обширному сообществу, Prusa теперь включает профили печати для многих других производителей. Последняя версия также имеет расширенную функциональность SLA, автоматическую переменную высоту слоя и многое другое.
В этой статье мы рассмотрим, как начать использовать этот слайсер, более детально остановимся на некоторых важных и полезных функциях, как базовых, так и расширенных, а также рассмотрим, где вы можете получить поддержку, когда она вам понадобится. В конце статьи приведем несколько хороших альтернативных слайсеров.
Краткий обзор функций PrusaSlicer
Прежде чем вдаваться в подробности, давайте кратко рассмотрим наиболее примечательные функции PrusaSlicer.
Начнем с того, что благодаря группировке похожих настроек слайсер позволяет очень легко настраивать и сохранять различные профили. Например, пользователь может переключать профили нити накала, не влияя на настройки 3D принтера. А с более чем 110 готовыми профилями легко начать создавать свои собственные.
Беспокоитесь, что вам придется вспомнить, какие профили с индивидуальными настройками вы использовали в каком проекте? Не стоит. PrusaSlicer позволяет сохранить файл 3MF, в котором хранятся все объекты, настройки, модификаторы и их параметры.
Другие примечательные особенности
MSLA и поддержка функции нескольких материалов
Регулировка плавной переменной высота слоя
Пользовательские суппорты с использованием модифицирующих сеток
Возможность правки моделей через Netfabb (только в Windows)
14 языков
Что нового?
Если вы уже знакомы с PrusaSlicer, вот некоторые из самых крутых функций, которые были добавлены в последней на данный момент версии 2. 2.0:
Автоматическая переменная высота слоя
Адаптивная компенсация «слоновьей ноги»
Возможность вставки паузы или пользовательского G-кода на определенной высоте
Эскизы 3MF при загрузке на сайт Prusa
ColorPrint для MMU
Основы PrusaSlicer
В PrusaSlicer хороший пользовательский интерфейс. Различные инструменты распределены по экрану, и большинством из них можно управлять с помощью команд с клавиатуры.
При первом запуске программы PrusaSlicer запустит помощника по настройке, который поможет вам выбрать 3D принтеры и материалы. После завершения работы помощника выбранные вами 3D принтеры и материалы будут доступны на главном экране.
Базовый рабочий процесс
Если вы никогда раньше не использовали PrusaSlicer, то вот самый быстрый способ нарезать 3D модель и подготовить ее к печати:
Главный экран представляет собой трехмерное изображение рабочего стола вашего 3D принтера. Для импорта своей модели щелкните значок добавления на верхней панели инструментов. Выбранная вами 3D модель появится на рабочей пластине. Управлять моделью на рабочем столе очень просто. Зажимаем левую клавишу мыши и перетаскиваем. Инструменты поворота и масштабирования позволяют точную настройку при вводе с клавиатуры и более грубую с помощью мыши.
В правом верхнем углу выберите свой 3D принтер, тип материала и настройки печати.
В зависимости от вашей модели вы можете активировать суппорты или добавить козырек сразу под выбранными профилями.
Нажмите кнопку предварительного просмотра, и приложение автоматически нарежет вашу модель на части с параметрами экспорта в правом нижнем углу.
Это необходимый минимум для старта. Если же вы хотите внести более сложные изменения, вам предстоит еще многое изучить, так что читайте дальше!
Чтобы лучше понять PrusaSlicer, необходимо ознакомиться с несколькими фундаментальными аспектами: два представления, три режима и способы изменения и сохранения профилей настроек.
Обратите внимание, что информация, предоставленная дальше в первую очередь относится к версии PrusaSlicer для MacOS, хотя большинство деталей этой небольшой инструкции будет таким же для версии Windows.
Просмотр модели в PrusaSlicer
После того, как вы завершите работу с помощником по настройке, PrusaSlicer откроется в режиме 3D-редактора. Здесь вы будете выполнять большую часть подготовительной работы. После импорта 3D модели у вас есть доступ к инструментам перемещения, вращения, масштабирования и слайсинга в левой части экрана.
Вверху находится ряд инструментов, которые позволяют дублировать и разделять объекты, состоящие из нескольких частей, а также выполнять другие операции. Здесь также можно получить доступ к инструменту переменной высоты слоя. Справа вы увидите основный настройки для выбора качества 3D печати, настройки материала и модель вашего 3D принтера. Вы можете изменить суппорты, а также параметры заполнения и кромки, а в окне чуть ниже показан контур импортированных объектов вместе со всеми модификаторами.
В любой момент вы можете переключиться в режим предварительного просмотра. При этом ваша модель будет автоматически разрезана и вы сможете предварительно просмотреть готовую 3D модель. Здесь вы можете изменить отображаемые детали, чтобы дать визуальное представление о таких параметрах, как объемный расход, ретракция, предварительный просмотр ColorPrint и многое другое. В правом нижнем углу также есть очень полезное окно, в котором показаны оценка стоимости, времени 3D печати и необходимое количество материала.
Режимы
PrusaSlicer имеет три различных режима, из которых вы можете выбирать, в зависимости от вашего уровня и опыта. Настройки имеют цветовую кодировку в зависимости от режима, в котором они «разблокированы»:
Простой режим, обозначенный зеленым цветом, предоставляет вам основные элементы управления, которые помогут вам начать работу.
Расширенный режим, окрашенный в желтый цвет, позволяет изменять некоторые более сложные настройки.
Экспертный режим, выделенный красным, открывает все настройки и предназначен для самых опытных пользователей.
Настройки
Параметры собраны в трех группах, каждая из которых имеет свой собственный экран: Параметры печати, Параметры материала и Параметры принтера. Доступ к каждому набору осуществляется на отдельной вкладке, он имеет собственный профиль и собирает определенные настройки в разделы (например, «Вспомогательные материалы», «Скорость» и т. д. в разделе «Параметры печати»).
Какой бы режим вы ни выбрали, все настройки сохранят цветовую маркировку, чтобы отображать их относительную сложность. Кроме того, если вы наведете курсор на параметр, появится объяснение функции, поэтому обычно нет необходимости искать в онлайн-руководстве.
После изменения настройки по умолчанию, профиль изменится на «измененный», и вы сможете сохранить профиль, чтобы снова использовать те же настройки. Вы всегда можете вернуться к настройке по умолчанию, щелкнув стрелку в обратном направлении рядом с настройкой.
Проделав всю эту работу по настройке 3D печати, было бы неплохо, если бы вы могли все это сохранить? Что ж, можно! Просто сохраните проект как файл 3MF. Он будет содержать все профили, модели и настройки, как они есть.
Специфические настройки PrusaSlicer
Теперь, когда мы понимаем основы и увидели некоторые впечатляющие функции, которыми обладает PrusaSlicer, пришло время немного глубже изучить все настройки, с которыми мы можем поиграться.
Параметры 3D печати
На этом экране есть несколько разделов, которые вам нужно определить для каждой отдельной 3D печати. Особое значение имеют следующие:
Слои и периметры: в эту группу входят основные параметры эстетической детализации и качества.
Заполнение: эта коллекция имеет прямое отношение к заполнению.
Вспомогательные материалы: настройки суппортов.
Скорость: огромное количество настроек скорости!
Настройки материала
На этом экране вы можете настроить параметры, зависящие от используемого материала для 3D печати. Наиболее очевидными из них являются температуры экструдера и слоя. Также есть возможность настроить кулер и много чего еще что не является критичным для старта, но может понадобится для более детального тюнинга процесса 3D печати.
Настройки 3D принтера
Если вы только начинаете, вам не стоит здесь особо ничего менять. Однако по мере вашего продвижения вам может потребоваться рассмотреть следующие две настройки:
Длина отвода: помогает решить ряд проблем с качеством 3D печати.
Lift Z (или Z-hop): также помогает с некоторыми проблемами 3D печати.
На экране настроек 3D принтера вы также можете вставить собственный G-код.
«Продвинутые» фичи PrusaSlicer
PrusaSlicer имеет ряд примечательных функций, помимо стандартных настроек слайсинга.
Сетка
Один из самых мощных инструментов PrusaSlicer — это возможность использовать сетки модификаторов. Это формы, созданные в приложении, которые не печатаются, но влияют на настройки печатаемых деталей. Эти модификаторы выполняют такие функции, как блокирование или принудительное использование опор, регулировка высоты слоя, изменение шаблонов заполнения или плотности и установка определенного количества периметров.
Слои
Регулируемая высота слоя позволяет сократить время 3D печати без ущерба для качества. Раньше слои можно было настраивать только вручную, но теперь вы можете выбрать автоматические параметры, которые анализируют модель и применяют оптимальные настройки высоты слоя. Инструмент по сути работает, изменяя высоту слоя в зависимости от формы модели. Еще одна функция, связанная со слоем — это адаптивная компенсация «слоновьей ноги». «Слоновья нога» — это выпуклость, которая иногда появляется на первом слое. Включив эту функцию, вы можете настроить степень сжатия первого слоя, чтобы компенсировать подобный негативный эффект.
G-код
Вставка паузы или пользовательского G-кода на определенной высоте — очень полезная функция. Пауза на определенном слое позволяет пользователю, например, вставить магнит в отверстие или заменить материал для печати.
Цветная печать
ColorPrint — это функция, которая изначально предоставляла способ приостанавливать 3D печать, чтобы вручную менять материал на запрограммированной высоте слоя и отображать предварительный просмотр в редакторе. Несмотря на то, что сейчас доступен MMU2S (Multi-Material Unit), ColorPrint по-прежнему остается очень популярным и полезным инструментом для 3D принтеров с одним экструдером без MMU. Последняя версия PrusaSlicer позволяет принтерам с MMU также получать доступ к ColorPrint.
SLA функциональность в PrusaSlicer
Теперь, когда Prusa производит собственные 3D принтеры, PrusaSlicer имеет некоторые функциональные возможности SLA. Выбор Prusa SL1 в качестве вашего принтера переключает интерфейс в режим SLA, предоставляя вам доступ к нескольким новым инструментам, таким как создание пустот и поддержки SLA.
Ориентация
Полезным инструментом является опция «оптимизировать ориентацию», которую можно найти при щелчке правой кнопкой мыши по модели и открытии контекстного меню. Эта фича анализирует 3D модель для наилучшей ориентации для печати SLA.
Hollowing
Новый инструмент для формирования отверстий дает вам возможность изменять толщину стенок и добавлять дренажные отверстия переменной ширины, экономя дорогостоящий материал, когда нет необходимости обеспечения высокой жесткости изделия.
Суппорты
Эта функция позволяет создавать автоматические и мануальные суппорты. И хотя функциональность SLA заточена только для 3D принтера Prusa SL1, существует возможность экспорта поддерживаемой модели в виде файла STL, который затем может быть импортирован в другой слайсер SLA, например ChiTuBox.
Поддержка сообщества и компании
Как и MK3S, Prusa Research обеспечивает отличную поддержку PrusaSlicer. Онлайн-база знаний обширна, от конфигурации и эксплуатации до различных настроек. А если вы не можете найти нужную информацию, то второй доступный вариант — форум поддержки пользователей. Вы можете искать и читать вопросы, комментарии и предложения других пользователей. Вы также можете задать свои вопросы после регистрации бесплатной учетной записи.
Поддержка вышла за рамки Prusa Research, поскольку теперь они предоставляют созданные сообществом профили для нескольких других сторонних принтеров. Это соответствует идеологии Prusa, заключающейся в сохранении открытого исходного кода и поддержке большего сообщества 3D-печати.
Чтобы установить сторонние профили, просто запустите помощник по настройке и выберите свой 3D принтер. Текущие модели сторонних производителей включают BIBO 2 Touch, Creality Ender 3, LulzBot Mini и LulzBot TAZ 6.
Альтернативы PrusaSlicer
Есть несколько хороших альтернатив PrusaSlicer. Все они имеют собственные преимущества и предлагают разные функции, а также поддерживают различные 3D принтеры. И хотя более ранние версии сильно отличались друг от друга, расхождение между ними становится все менее значительным, поскольку все они со временем улучшаются. Ниже приведены некоторые основные конкуренты PrusaSlicer.
Cura от Ultimaker: Cura, пожалуй, самый популярный слайсер в сообществе 3D-печати. Он бесплатный, с открытым исходным кодом и мощный.
Simplify3D: Simplify3D — это платная профессиональная универсальная платформа для слайсеров номер один.
ChiTuBox: Хороший развивающийся бесплатный инструмент для слайсинга.
3d первая печать| 3D-Reality
Программа слайсер Prusaslicer. Первая печать.
23 Октября 2022 г. | 418
В данной статье мы продолжаем рассказывать о процессе подготовки к печати 3d моделей и настройке параметров печати. Ранее мы рассмотрели немного теории, теперь начнем практиковаться.
Программа слайсер Prusaslicer
PrusaSlicer — это очень мощный слайсер для 3D печати от Prusa Research. Программа бесплатно скачивается с сайта производителя. Слайчер был основан на Slic3r, в 2016 году Prusa представила версию под названием Slic3r PE (Prusa Edition), исходные коды которой доступны на GitHub.
В связи с тем, что разработка Slic3r PE все больше и больше уходила от исходного программного обеспечения, компания Prusa переименовала его в мае 2019 года. PrusaSlicer продолжает развиваться, обновляясь каждые несколько месяцев и наряду с Ultimaker Cura, является основным бесплатным программным обеспечением для подготовки к 3d печати.
Для того чтобы пользоваться этой бесплатной программой с открытым исходным кодом не обязательно иметь принтер выпущенный Prusa. Благодаря поддержки сообщества, Prusaslicer также включает профили печати для многих других производителей. Последняя версия уже поддерживает расширенную функциональность SLA, автоматическую переменную высоту слоя и многое другое.
Опираясь на ранее изложенную теорию, мы рассмотрим, как начать использовать этот слайсер, детально остановимся на некоторых важных и полезных функциях, как базовых, так и расширенных, рассмотрим, где вы можете получить поддержку, когда она вам понадобится.
Базовые настройки Prusaslicer, первая печать
Прежде чем погружаться совсем глубоко, кратко рассмотрим наиболее важные функции PrusaSlicer.
Благодаря группировке похожих настроек слайсер позволяет легко настраивать различные профили и сохранять их. Например, можно переключать профили печати (задается качество печати), не влияя на настройки 3D принтера. На основе большого количества готовых профилей можно легко создавать свои собственные.
PrusaSlicer позволяет сохранить все объекты, настройки, модификаторы и их параметры в файл 3MF и Вы всегда можете продолжить работу с этим проектом с того места где закончили.
После установки при первом запуске программы PrusaSlicer запустит помощника по настройке, который поможет вам выбрать нужные Вам 3D принтеры и материалы. После этого выбранные вами 3D принтеры и материалы будут доступны на главном экране. Вы всегда можете запустить данного помощника если хотите добавить другие принтеры или материалы в Вашу систему.
Рис.1 Добавление своих моделей 3d принтеров в программу
Рис.2 Добавление филамента в программу
Пользовательский интерфейс в PrusaSlicer очень удобен. Инструменты распределены по экрану, и многими можно управлять с помощью команд с клавиатуры. После запуска поэксперементируйте с мышкой. Добавьте прямо функцией «drag and drop» любую деталь на стол принтера в интерфейсе Prusaslicer. Далее отработайте навигацию, для этого попробуйте перемещение мышью с зажатой левой кнопкой и зажатым колесом. Также работает в качестве масштаба колесо и различные меню по правой кнопке мыши.
Если вы никогда раньше не использовали PrusaSlicer, то вот минимум который надо сделать чтобы нарезать 3D модель и подготовить ее к печати:
Главный экран представляет собой трехмерное изображение рабочего стола вашего 3D принтера.
Импортируте свою модель через меню «File->Import->Загрузить STL/**** » или функцией «drag and drop».
Ваша 3D модель появится на рабочей столе.
В правом верхнем углу должны отображаться Ваши 3D принтер, тип материала и настройки печати.
Выберете требуемое Вам заполнение, по умолчанию 15%.
Если для вашей модели Вам нужны поддержки, Вы можете активировать их с помощью выбора из меню прямо над заполением. Если это первая Ваша модель выберете «везде».
Нажмите кнопку «Нарезать», и слайсер автоматически нарежет Вашу модель.
Нажмите кнопку «Экспорт в G-код», которая сменит кнопку «Нарезать», и сохраните файл G-code на флаш карту принтера.
Мы прошли этап быстрого старта. Далее рассмотрим как готовить сложные модели, управлять соотношениями качество скорость и использовать параметры Вашего 3d принтера по максимуму.
Рис.3 Основные шаги для первой печати в программе Prusaslicer
Для обсуждения данного материала и обмена знаниями и опытом, добро пожаловать в наш телеграм чат.
ПрусаСлайсер | База знаний Prusa
PrusaSlicer | Prusa Knowledge Base
EN
Čeština
Español
Italiano
Deutsch
Polski
Français
日本語
Login
Home
PrusaSlicer
Subcategories
About PrusaSlicer (7 )
Конфигурация и профили (6)
Пользовательский интерфейс (13)
Вход/Выход (4)
Левая панель инструментов (6)
Верхняя панель инструментов (6)
Фабрики печати (14)
93339
Фабрики печати (14)
93339
Фетра.
)
Настройки принтера (3)
Усовершенствованные функции (12)
Многообразие SLAIC0030
Другое (PrusaSlicer) (8)
Все статьи
Слои и периметры
Некоторые параметры отображаются только при выборе экспертного режима. Высота слоя Высота отдельных ломтиков/толщина каждого слоя. Высота слоя является основным фактором, влияющим на оба: время печати вертикальное разрешение Выбрав более высокий …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2.5MK2.5SMK3MK3SMMU1MMU2SSL1CW1MINIMK2SMINI+SL1S
Вспомогательный материал
3D-принтеры работают, накладывая слой на слой пластика для создания 3D-объекта. Каждый новый слой должен поддерживаться нижележащим. Если часть вашего …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2. 5MK2.5SMK3MK3SMMU1MMU2SSL1CW1MINIMK2SMK3S+MINI+SL1S
9 Скачать PrusaS0
99 Стабильные версии Последний стабильный выпуск PrusaSlicer всегда можно найти в пакете DRIVERS & APPS, и он доступен для Windows, Mac OS X и Linux. Пакет также …
PrusaSlicer >
О PrusaSlicer
MK2.5MK2.5SMK3MK3SMMU1MMU2SSL1MINIMK3S+MINI+SL1S
Шаблоны заполнения
PrusaSlicer предлагает множество вариантов заполнения. При выборе схемы заполнения следует учитывать следующие основные моменты: Скорость печати Плотность используемого материала (лучшая поддержка верхних слоев с …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2.5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMK3S+MINI+
Заполнение
Основная цель заполнения — обеспечить внутреннюю поддержку верхних слоев, которые в противном случае должны были бы перекрывать пустое пространство. Infill also affects the speed of printing, structural …
PrusaSlicer >
Print settings
Plus 1.75 mmMK2.5MK2.5SMK3MK3SMMU1MMU2SSL1CW1MINIMK2SMK3S+MINI+SL1S
Skirt and Brim
Some options will only appear when Expert mode выбран. Юбка Юбка представляет собой распечатанный контур всех моделей на печатной платформе. Он печатается перед любым из … 9Windows Автономный EXE-установщик последней стабильной версии можно загрузить с PrusaSlicer Introduction & Download или с нашего Github. При загрузке с Github убедитесь, что вы загружаете правильный файл…
PrusaSlicer >
О PrusaSlicer
MK3S+MINI+
Изменение цвета
PrusaSlicer позволяет запланировать смену нити на определенном слое. Это можно использовать для печати базовых многоцветных моделей. Принтер автоматически приостанавливает печать, как только. .. Эта опция недоступна, когда PrusaSlicer находится в простом режиме. Что такое глажение и как оно работает? Глажка разглаживает плоские верхние поверхности на …
PrusaSlicer >
Настройки печати
MK2.5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMK3S+MINI+
Опоры деревьев
. Их легко удалить, и они практически не оставляют следов…
Fusion360 открывает «Просмотр G-кода PrusaSlicer» при отправке файлов непосредственно в PrusaSlicer
обновлено 15 часов назад: Тим Уэстон
Какие опорные линии использует PrusaSlicer для создания слоев?
обновлено 19 часов назад: Roman Huante Design
Будут ли профили для MKS3.5 и 3.9 в Prusaslicer?
обновлено 2 дня назад: kevman
Сбой PrusaSlicer после обновления Windows
обновлено 3 дня назад: Skomir
Prusaslicer 2.5.2 неправильно экспортирует g-код
обновлено 4 дня назад: Dentalight
Остались вопросы?
Если у вас есть вопрос о чем-то, что здесь не рассматривается, ознакомьтесь с нашими дополнительными ресурсами. А если это не поможет, вы можете отправить запрос на [email protected] или с помощью кнопки ниже.
Связаться с нами
Настройки печати | База знаний Prusa
Настройки печати | База знаний Prusa
EN
Čeština
Español
Italiano
Deutsch
Polski
Français
日本語
Login
Home
PrusaSlicer
Print settings
All articles
Layers и периметры
Некоторые параметры отображаются только при выборе экспертного режима. Высота слоя Высота отдельных ломтиков/толщина каждого слоя. Высота слоя является основным фактором, влияющим на оба: время печати вертикальное разрешение Выбирая выше …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2.5MK2.5SMK3MK3SMMU1MMU2SSL1CW1MINIMK2SMINI+SL1S
Поддерживающий материал для печати
Каждый новый слой должен поддерживаться нижележащим. Если часть вашего …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2.5MK2.5SMK3MK3SMMU1MMU2SSL1CW1MINIMK2SMK3S+MINI+SL1S
Шаблоны заполнения
PrusaSlicer предлагает на выбор множество шаблонов заполнения. При выборе схемы заполнения следует учитывать следующие основные моменты: Скорость печати Плотность используемого материала (лучшая поддержка верхних слоев с …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2. 5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMK3S+MINI+
0 Заполнение для верхних слоев, которые в противном случае должны были бы перекрывать пустое пространство.Заполнение также влияет на скорость печати, структуру …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2.5MK2.5SMK3MK3SMMU1MMU2SSL1CW1MINIMK2SMK3S+MINI+SL1S
Некоторые параметры юбки и краев отображаются только при выборе режима «Эксперт»
Юбка Юбка представляет собой распечатанный контур всех моделей на печатной платформе. Он печатается перед любым из …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2.5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMINI+
Утюжка
Этот инструмент доступен в PrusaSlicer версии 2. 3. Эта опция недоступна, когда PrusaSlicer находится в простом режиме. Что такое глажение и как оно работает? Ironing smooths flat top surfaces by …
PrusaSlicer >
Print settings
MK2.5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMK3S+MINI+
Max volumetric speed
The Maximum volumetric speed setting (MVS) is one of the most powerful features в PrusaSlicer. Параметр MVS, по сути, создает менеджер для максимального количества нити, которое слайсер попытается обработать…
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2.5MK2.5SMK3MK3SMMU1MMU2SMK2S
Последовательная печать
Этот параметр недоступен в простом режиме PrusaSlicer. При одновременной печати нескольких объектов вы можете закончить их последовательно, по одному за раз. Это может минимизировать …
PrusaSlicer >
Настройки печати
Plus 1,75 ммMK2. 5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMINI+
Fuzzy skin
Fuzzy skin доступен только в PrusaSlicer 2.4 и более новых версиях. Некоторые параметры не будут отображаться, когда PrusaSlicer находится в простом режиме. Функция Fuzzy skin позволяет создавать грубую текстуру, похожую на волокно…
PrusaSlicer >
Настройки печати
MK2.5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMK3S+MINI+
выбрано. Если вы не печатаете в режиме спиральной вазы, каждый цикл периметра должен где-то начинаться и заканчиваться. Эта начальная/конечная точка создает …
Ручные и электрические пилы по дереву – от выбора до заточки + Видео
Содержание
1 Ручные пилы по дереву – классика жанра
2 Как заточить пилу по дереву – правила ухода
3 Ручная электрическая пила по дереву – для быстрой работы!
Многих ручных инструментов, которые были популярны каких-то полвека назад, в строительных магазинах уже не найти. Но ручные пилы по дереву были, есть и будут, в домашнем хозяйстве это один из первых инструментов по надобности, да и в мастерских не спешат от них отказываться.
Ручные пилы по дереву – классика жанра
Есть электричество или нет, а ручная пила по дереву, в отличие от своих электрических аналогов, работать будет. В плане мобильности, доступности, надежности и простоты этот инструмент на голову выше остальных пил, и ситуация вряд ли когда-то поменяется! Конструкция ножовок по дереву за многие годы практически не претерпела никаких изменений, да и что тут менять – полотно да ручка! Если к ручке нужно присматриваться, прежде всего, из соображений удобства и комфорта в работе, то ножовочное полотно так просто не подобрать.
Для начала нужно понять, в каких работах будет использоваться инструмент, ведь зубья у пилы могут быть прямой формы – такой будет легко пилить материалы поперек волокон, а вот вдоль осилит пила с зубьями под наклоном одной стороны в 30° к продольной оси инструмента. Так их и называют – поперечные и продольные. В продольном типе каждый зубец выполняет роль маленькой стамески, благодаря чему зубья как бы строгают древесину, тогда как поперечная – режет. В зависимости от размера зубьев, еще выделяют мелкозубые инструменты, которые позволяют делать более тонкий рез. Идеальный вариант – иметь в мастерской, как минимум, два инструмента с разным типом зубьев.
В отдельную категорию следует отнести выкружные пилы, которые служат для пропиливания по кривой линии. Зубья у таких инструментов могут быть как продольными, так и поперечными, а вот полотно отличается от обычных ножовок своей маленькой шириной. К выкружным относят как ножовки классической конструкции, но с более узким полотном, так и лучковые пилы, больше напоминающие по конструкции ножовки по металлу с их натянутым между рамой полотном. Присматриваясь к инструменту, помните, что изделие с большими зубьями гораздо быстрее справится с задачей, однако от этого пострадает край распила.
Лучше всего такую ножовку покупать для грубых работ, например, обрезки деревьев в саду. Мелкозубые пилы, как уже было сказано выше, делают рез более тонким, однако пилить придется дольше. В идеале, под каждый тип древесины иметь особый инструмент, например, для работы с крупноволокнистой древесиной – ножовку с крупным зубом, для точных работ или распилки пород дерева с плотным мелким волокном подойдут более “нежные” инструменты.
Как заточить пилу по дереву – правила ухода
Если в электрических инструментах ножовочное полотно после выхода из строя попросту выбрасывается, то в ручных продлевать жизнь инструмента можно очень и очень долго, нужно лишь знать элементарные правила ухода за ними. Чаще всего, проблема при работе ручным инструментом выражается в заклинивании полотна, если это повторяется часто, значит, пришло время сделать разводку и заточку зубьев.
Для начала убедитесь, что у вас есть необходимые инструменты – тиски, трехгранный или ромбический напильник с мелкой насечкой. Для начала вам нужно будет выровнять зубья по высоте – при работе многие стачиваются быстрее или в результате искривления остаются в стороне от процесса. Затем удостоверьтесь, что все элементы одинаковы по высоте, если же какие-то зубья стали короче своих “компаньонов”, то у их основания нужно сделать пропил полотна.
Важно соблюдать соотношение между шириной и высотой зубцов – ручная пила по дереву будет отлично работать, если высота зубца будет в полтора раза больше ширины.
Когда элементы приведены в порядок, нужно сделать разводку. Не стоит даже пытаться это сделать плоскогубцами – на глаз никогда не получится точно и выверено отогнуть зубец. Лучше сделайте самый простой ограничитель из металлической планки – в статье о ножовках по дереву этот процесс освещается более подробно. Благодаря приспособлению, развести зубья на одинаковое расстояние у вас получится и быстро и качественно. Повторять этот процесс необходимо через каждые пару-тройку заточек.
Теперь непосредственно начинается заточка пил по дереву. Для удобства закрепите полотно на краю рабочего стола, и, соблюдая выверенный ранее угол заточки, напильником проходимся по каждому зубчику. Сначала по одной стороне, двигая напильником в сторону острия, затем по другой стороне, уже затачивая от острия. Важно заточить обе стороны полотна. Не перестарайтесь – так и укоротить элементы можно.
Ручная электрическая пила по дереву – для быстрой работы!
Вот и подошли мы к обзору электрических аналогов электропил. Безусловно, иметь в хозяйстве хотя бы одну из разновидностей такого инструмента в наше время крайне желательно – электроинструменты ускоряют выполнение задач и упрощают работу. Помимо этого, они не требуют заправки топливом, соответственно, и не “обогащают” воздух выхлопами, да и работают гораздо тише. В совокупности эти качества позволяют использовать инструменты даже в помещении.
Электропилы – это настоящий “клан” среди инструментов! Какими только они не бывают: циркулярные или дисковые, цепные, сабельные, лобзиковые. Рассмотрим каждый тип:
Дисковая или циркулярная электропила в строительных и ремонтных работах пользуется огромной популярностью, поскольку позволяет выполнять большой объем работ с высокой точностью за короткий период времени. Конструкция такого инструмента состоит из пильного диска и электродвигателя – это если вкратце описать эту категорию. Внутри же категории имеются ручные пилы и стационарные – первые пригодны для перемещения во время распила, вторые крепятся на станине. Закрепленные на станине инструменты еще называют торцовочными – они очень удобны при распилке вагонки или плинтуса. В среднем, дисковые электропилы выпускаются с мощностью от 550 до 2200 Вт и скоростью вращения до 6000 оборотов в минуту.
Цепная электропила хорошо знакома нам в своем бензиновом варианте. Особых отличий в конструкции вы не найдете, разве что отсутствие бензинового бака. Рабочая часть состоит из длинной шины, вокруг которой закольцована цепь с зубьями. В движение цепь приводит звездочка, а вращающий момент передается посредством редуктора. В любой электропиле существует бак для масла, которым постоянно смазывается цепь. В конструкции обязательно наличие защитной скобы, которая тормозит цепь в особых случаях. Электрические модели оснащены защитой от перегрева и системой ограничения пускового тока. Цепные инструменты лучше всего зарекомендовали себя в заготовке дров и для работ в саду. Как правило, мощность электроинструментов колеблется в районе от 1000 до 2000 Вт.
Электролобзик, или лобзиковая электропила также хорошо известна каждому человеку. Распилка достигается благодаря возвратно-поступательным движениям рабочего полотна, которое устанавливается в специальный паз. Такой вид инструмента достаточно удобен для работы с деревом, металлом, ДСП, пластмассой – под каждый материал есть свои ножовочные полотна. Есть даже специальные пилочки без зубьев – вместо них распилку осуществляет абразивное напыление, что пригодится при работе со стеклом или плиткой. Главное предназначение электролобзика – работать с прямолинейными и криволинейными резами. Такие точные фигурные вырезы вы не сделаете никаким из вышеперечисленных инструментов. На рынке представлены модели мощностью до 720 Вт, с числом ходов до 3500 ход/мин.
Сабельная пила – казалось бы, после всех перечисленных инструментов, что можно еще придумать нового. Впрочем, справедливости ради, по сравнению с сабельным инструментом, электролобзик куда моложе! Между ними есть определенное сходство: как и в электролобзике, в сабельных пилах закрепляется ножовочное полотно для разных целей, и так же осуществляются возвратно-поступательные движения. Однако в остальном они разнятся – сабельная пила имеет продольную, вытянутую форму, полотно является как бы продолжением корпуса, что позволяет работать инструментом на весу. Такая отрезная пила по дереву и по металлу будет пилить с одинаковой эффективностью, кстати, именно “сабли” способны работать с деревом, в котором встречаются гвозди или шурупы. Именно у “сабель” больше всего сходства с обычной ручной ножовкой, поэтому их еще часто называют электроножовками. Главное преимущество таких инструментов – это их универсальность и способность залезть в самые труднодоступные места. Ну, каким еще инструментом можно отрезать кусок арматуры или дерева заподлицо? Либо ручной ножовкой по металлу, либо “саблей”! Инструмент нашел широкое применение среди столяров, кровельщиков, плотников, да и просто в саду им гораздо удобнее работать, чем той же цепной пилой. Скорость хода сабельных пил практически такая же, как и у электролобзиков, зато мощность в два раза выше!
Автор: Михаил Малофеев
Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Электрические пилы — Портативные электрические пилы для тяжелой промышленности и строительства
CS Unitec предлагает широкий выбор мощных промышленных пил для использования в тяжелой промышленности и строительстве. Эти электрические пилы обеспечивают быструю и точную резку стали, нержавеющей стали, инконеля, хрома, сплава Хастеллоу, алюминия, железа, пластика, кирпичной кладки, бетона и других материалов. Наши пилы можно использовать в качестве ручных электроинструментов или с набором зажимов для труб и других материалов.
Свяжитесь с нами для получения дополнительной информации.
Двухлезвийная пила по камню и пластику
Мощный двигатель 16,4 А для резки перфорированного кирпича, газобетона, поротона, пластика и дерева
Два 19-дюймовых пильных полотна с противоположным вращением
Ручка монтируется слева или справа
Встроенный вентилятор для защиты редуктора и пользователя
Алмазная пила EDS 125 5″ для влажной/сухой резки
Бесступенчатая регулировка угла наклона до 45° – инструменты не требуются
Подходит для изогнутого режущего алмазного диска для быстрой и безопасной резки радиуса
Роликовая направляющая плавно направляет пилу и защищает поверхность
Регулируемая глубина пропила до 1-3/8″
Встроенная подача воды с регулятором расхода легко регулирует объем воды для пыли -свободная работа при мокрой резке
Вакуумный патрубок для использования с вакуумными системами CS Unitec для удаления пыли
Дополнительный стол для резки: ETT 700 и ETT 1200
5-дюймовый алмазный диск в комплекте (P/N 3744B) для влажной/сухой резки
Встроенный GFCI
Алмазная пила EDS 181 7 дюймов для влажной/сухой резки
7-дюймовая строительная пила для тяжелых условий эксплуатации
Мощный двигатель 20 А
9 0016 Для натурального камня, бетона и кирпичной кладки
Встроенный подача воды и регулятор расхода
Вакуумный патрубок для сухой резки с пылеулавливанием
Электрическая ножовка
Электродвигатель с переменной скоростью
Идеально подходит для резки труб, резервуаров, конструкционной стали, профилей и другие материалы
Разработан для самых тяжелых условий эксплуатации на нефтеперерабатывающих и химических заводах, в коммунальных службах, трубопроводах, строительстве, на морских нефтяных месторождениях и при сносе зданий
Резка труб с наружным диаметром до 30 дюймов за один проход
Ход 2-3/8 дюйма для резки в тяжелых условиях
Идеально подходит для резки в ограниченном пространстве
Доступны модели с напряжением 120 В/60 Гц или 230 В/50 Гц диаметр 4″, пластик труба до 8″ диам.
Мощные двигатели на 9,5 и 12 А, 110 В/60 Гц (или 220 В/50 Гц)
Идеально подходит для сантехников и электриков, а также для работ по сносу, резке поддонов и т. д.
Ход лезвия 1-1/8″ для быстрого резка
0-2200 регулируемая скорость хода для моделей 5 6002 6000 (циферблат) и 5 6002 7000 (триггер)
а также снос и техническое обслуживание
Мощные двигатели с регулируемой скоростью работают от 110 В переменного тока; питание 220 В
Стандартные модели с алюминиевым корпусом с наружным диаметром до 4-3/4 дюйма
Модели Deep Throat™ с корпусом из нержавеющей стали и планетарным редуктором с наружным диаметром до 7 дюймов; Модели Wide Mouth™ для резки наружным диаметром до 8 дюймов
Быстрая резка на месте
Электрические штроборезы / стенодолбежные станки
Идеальны для электриков, сантехников и других подрядчиков
9 0016 Компактный с параллельными рукоятками для удобного обработка
Максимальная глубина фрезерования 2-2/5″
Диски диаметром 6″ и 7″
Работает на расстоянии 5/8″ от края или угла
Закрытый вакуумный колпак для эффективного сбора пыли, оптимального потока воздуха и легкого удаления фрагменты; замок вакуумного шланга
Защита двигателя от перегрузки с оптическим индикатором перегрузки от самого простого типа режущего инструмента до продвинутого механизма с механическим приводом . В зависимости от вашей работы или увлечений, которые вас интересуют, тип пил, которыми вы владеете или хотели бы владеть, будет сильно различаться. Любой, кто работает в строительной отрасли, вероятно, нуждается в самых разных пилах, включая те, которые оборудованы для работы в различных сценариях, а также те, которые предназначены для решения конкретной задачи. Плотникам или всем, у кого есть домашняя мастерская по дереву, понадобится совершенно другой набор пил с некоторым кроссовером.
Между тем, если вы домовладелец, стремящийся построить свои собственные полки, возвести садовый забор или подрезать высокие деревья и кустарники, вам также могут пригодиться несколько типов пил. Знать, какая пила вам нужна, может показаться сложной задачей, поэтому мы разобрали основные типы доступных пил, принципы их работы и для чего их лучше всего использовать.
Ручные пилы
Ручные пилы — это пилы любого типа, которые приводятся в действие силой пользователя, а не электричеством, аккумулятором или газом. Эти пилы распространены в самых разных профессиях, причем многие из них подходят для широкого круга задач по дому и в саду. Преимущество этих пил в том, что они легко переносятся, занимают очень мало места при хранении и дешевле, чем электрические пилы. Однако обычно им требуется больше времени для завершения работы, чем их аналогам с питанием, поэтому они могут быть наиболее подходящими для небольших задач.
Типы ручных пил
1. Ножовка по металлу
Ножовка была создана для резки металла, а благодаря тонкому лезвию она хорошо подходит для резки тонких материалов, таких как пластиковые или металлические трубы. Для очень редкого использования его также можно использовать как универсальную пилу для резки дерева, но это может повредить лезвие. Эта пила удерживает полотно с мелкими зубьями под натяжением через С-образную раму, обычно с числом зубьев от 18 до 32 на дюйм. Ножовка является одним из наиболее распространенных типов пил и незаменимым ручным инструментом для небольших работ по дому.
2. Копировальная пила
Копировальная пила, как и ножовка, имеет лезвие, которое фиксируется на месте натяжением. Он используется для выполнения криволинейных пропилов в древесине, и, по сути, отсюда он и получил свое название, так как он идеально подходит для создания стыков внахлест, а не под углом. Лезвия этих пил узкие, от 15 до 17 зубьев на дюйм полотна. Эти пилы легкие и обычно имеют диаметр около 6 дюймов.
3. Торцовочная пила
Эта пила используется для грубого пропила древесины, например, обрезки веток или пиломатериалов, и предназначена для пиления поперек волокон древесины (т. е. перпендикулярно волокнам). Эти пилы имеют большие зубья и относительно толстое лезвие, что делает их устойчивыми к грубой древесине. Торцовочные пилы могут использоваться как одним человеком, так и двумя людьми одновременно. Поперечные пилы для двух человек имеют ручки на обоих концах, и их также иногда называют пилой для лесорубов. Они отлично подходят для резки досок на заднем дворе по размеру, а также могут пригодиться в походах.
4. Луковая пила
Луковая пила представляет собой современный тип поперечной пилы. Это ручной инструмент среднего размера, который чаще всего используется на открытом воздухе для обрезки деревьев и рубки бревен. Луковая пила имеет поперечные зубья, которые могут удалять опилки при вдавливании и выталкивании. Их лезвия довольно длинные и узкие, что делает их пригодными для резки толстых срезов дерева. С их помощью также можно делать криволинейные вырезы.
5. Лобзик
Эти пилы предназначены для выполнения гораздо более сложных работ по дереву. Название «лада» происходит от французского слова «freter», которое переводится на английский как «решетка», так как эта пила была сделана для использования на решетчатых конструкциях. Его лезвия имеют около 32 зубьев на дюйм, что делает их очень точными и способными производить точную работу; однако это также делает их хрупкими. Лобзики могут производить криволинейные разрезы, как копировальная пила, но копировальная пила обеспечивает гораздо меньшую точность, чем лобзик.
6. Пила для замочной скважины
Эти пилы имеют форму кинжала с лезвием, которое заканчивается на противоположном конце одной рукоятки. Они также известны как «пилы по дереву», потому что острое острие позволяет им протыкать такие материалы, как гипсокартон, а затем пилить насквозь. Их тонкое лезвие делает их идеальными для выполнения неудобных маневров резки или проделывания небольших отверстий. Они также используются для вырезания грубых шаблонов. Эти типы пил обычно бывают двух видов; с фиксированным лезвием или с выдвижным лезвием.
7. Японская пила
Японская пила состоит из прочного и узкого лезвия, прикрепленного к ручке на одном конце. Они предназначены для резки тянущим движением, в отличие от большинства других пил, которые режут толкающим движением. Преимущество этого — более чистый и узкий срез. Говорят, что эти пилы также обеспечивают больший контроль, но предназначены для небольших и более точных работ. Нажимная пила, для сравнения, позволит весу пользователя переместиться за пилу, чтобы работать с более жесткими резами.
8. Торцовочная пила
Торцовочная пила является одним из наиболее распространенных типов пил, которыми владеют все, кто работает с древесиной, и, вероятно, эта пила используется чаще всего, поскольку она универсальна и подходит для ряд рабочих мест. Торцовочная пила предназначена для распила древесины параллельно волокнам. У него меньше зубьев на дюйм по сравнению с большинством других ручных пил, хотя каждый зуб очень острый, чтобы удалять стружку во время работы, почти как набор стамесок, работающих одновременно.
9. Обратная пила
Эти пилы также известны как пилы типа «ласточкин хвост», поскольку они идеально подходят для изготовления соединений типа «ласточкин хвост», требующих точности и аккуратности. Эти пилы имеют мелкие зубья и узкие лезвия, что делает их подходящими для выполнения точных разрезов. Задние пилы выигрывают от жесткого куска металла, такого как латунь или сталь, прикрепленного к противоположной стороне режущей кромки. Это помогает дать им больший контроль и означает, что они могут резать с меньшим усилием.
10. Обрезная пила
Эти пилы специально разработаны для использования в саду в качестве быстрого и простого средства обрезки деревьев и крупных кустарников. У них есть единственная изогнутая ручка, прикрепленная к изогнутому лезвию, и они могут легко добраться даже до труднодоступных ветвей, спрятанных среди густо растущих деревьев. Обрезные пилы имеют гораздо больше зубьев на дюйм, чем пилы аналогичного размера, что делает их отличным инструментом для небольших работ по обрезке, когда бензопила не нужна.
11. Пила для шпона
Эти пилы предназначены для резки шпона твердых пород, ламината и пластика. Это обоюдоострая пила с небольшим изогнутым лезвием, обычно длиной всего 3 или 4 дюйма. Их размер означает, что они полезны только для работы на небольших участках, но они обеспечивают быстрые и гладкие результаты. Обычно эти пилы имеют около 13 зубьев на дюйм полотна. В сочетании с прямой кромкой фанерная пила может идеально резать материалы с прямоугольными кромками, чтобы получить стыковые соединения для соответствующего шпона.
12. Стеновая пила
Эти пилы, также известные как пилы для гипсокартона, очень похожи на пилы для замочной скважины. Разница в том, что пилы для стеновых досок обычно имеют более короткие и широкие лезвия. Их лезвия также часто обоюдоострые, с острыми зубьями, проходящими как по верхней, так и по нижней стороне лезвия. Эти пилы имеют заостренный нос и используются для пробивки отверстий в гипсокартоне или панелях. У них, как правило, меньше зубьев на дюйм, чем у замочной скважины, и они идеально подходят для грубой резки.
13. Походная пила
Существует множество типов пил для кемпинга с различными характеристиками и дизайном. Для большинства людей, которым понадобится пила в походе, наиболее важными элементами являются универсальная пила, способная резать различные материалы, а также ее компактность и легкий вес для удобства переноски. Складная пила для кемпинга соответствует всем этим критериям и идеально подходит для ношения в кармане одежды или сумке. Они почти не занимают места и полезны для рубки дров, обрезки веток или выполнения ряда других работ, которые могут возникнуть в дикой местности.
14. Пила для костей
Как и следовало ожидать, пила для костей предназначена для разрезания костей. Они используются в основном при разделке мяса или охотниками для разделки оленей или другой дичи. Для этих пил лучше всего подходит лезвие из нержавеющей стали, поскольку оно не подвергается коррозии при контакте с кровью животных.
Электрические пилы
Электрические пилы — это пилы, работающие от аккумуляторных батарей, электричества или газовых двигателей для резки. Это могут быть стационарные инструменты или портативные инструменты. Они отлично подходят для эффективности и точности и помогают выполнять работы по резке намного быстрее, чем эквиваленты ручной пилы. Недостаток их в том, что они могут быть довольно дорогими, хотя, если вы купите надежный вариант, он прослужит вам много лет резки. Хотя многие из этих электропил просты в использовании, некоторые из них могут быть сложными и опасными в эксплуатации, и может потребоваться специальная подготовка, прежде чем вы приступите к работе с электропилами.
Типы электропил:
15. Циркулярная пила
Эта пила названа так из-за своего лезвия круглой формы. Дисковое лезвие вращается с высокой скоростью и направляется пользователем вниз, чтобы разрезать материал, который необходимо прочно удерживать под ним. Эти пилы пользуются огромной популярностью из-за их универсальности и портативности. В отличие от настольной пилы, эти пилы достаточно легкие, поэтому их можно легко транспортировать на строительные площадки или использовать в других местах. Они также совместимы с рядом различных типов лезвий, что позволяет им резать различные материалы, включая камень, металл, дерево, пластик и керамику.
16. Торцовочная пила
Эти пилы работают аналогично циркулярным пилам, поскольку они имеют круглое лезвие, которое тянется вниз для резки материала. Тем не менее, торцовочная пила специально разработана для выполнения точных угловых пропилов, примечательных угловыми соединениями, когда два куска дерева плавно соединяются под углом. Торцовочные пилы позволяют настроить инструмент под любым углом, который вам нужен, и они незаменимы, если вы режете обрезки или молдинги.
17. Составная торцовочная пила
Составная пила похожа на разрекламированную торцовочную пилу. У него такое же лезвие, которое работает на руке, а не на поворотном рычаге, что дает пользователю больше возможностей для регулировки при более сложной резке. Эти пилы могут производить косые, прямые и составные пропилы и отличаются высокой эффективностью и точностью.
18. Лобзик
Электролобзик — это ручной электроинструмент, который может делать как прямые, так и изогнутые пропилы. У него лезвие, направленное вниз, которое направляется верхней ручкой, и он может быть как проводным, так и беспроводным. Они легкие и простые в обращении, а также довольно тихие и лучше всего подходят для вырезания рисунков из тонких материалов, таких как фанера. Для лобзиков можно приобрести более толстые лезвия, чтобы они могли резать металл, плитку или керамику, но обычно они не входят в стандартную комплектацию. Лобзики — это универсальный инструмент, который найдет широкое применение в домашнем хозяйстве по дереву.
Ленточнопильный станок
19. Стационарный
Стационарные ленточнопильные станки стали популярны среди плотников, заботящихся о безопасности, поскольку нет опасности отдачи, как при использовании настольной пилы. Ленточные пилы имеют полосу непрерывного лезвия, которое вращается вокруг 2 или 3 колес для выполнения разрезов. Лезвия имеют мелкие зубья, что делает их пригодными для работы с целым рядом материалов. Лезвия являются частью тяжелого стола, что делает его инструментом для мастерской, а не инструментом, которым можно управлять. Он может резать дерево, трубы и пластик, но ограничивается резкой на глубину всего в несколько дюймов. Этот инструмент относительно тихий для электроинструмента, поэтому он может понравиться тем, у кого есть мастерская в жилом районе, и кто не хочет беспокоить соседей.
20. Переносные
Переносные ленточные пилы — это просто переносная версия стационарной ленточной пилы с петлевым полотном, которое вращается вокруг 2 колес для резки. Преимущество этого инструмента в том, что его можно легко взять с собой на рабочую площадку, но он подходит только для резки небольших предметов, таких как трубы. Этот инструмент, в частности, популярен среди слесарей, сантехников и сварщиков.
21. Настольная пила
Настольные пилы имеют круглые вращающиеся лезвия, которые выходят из стола вверх для резки выбранного материала. Они работают почти так же, как циркулярная пила, в которой вы опускаете лезвие на свой материал. Вместо этого с настольной пилой вы нажимаете свой материал на лезвие. Глубину лезвия можно отрегулировать в соответствии с вашими потребностями в резке, а само лезвие можно заменить на лезвие по камню или металлу, чтобы вы могли резать различные типы материалов. Эти типы пил идеально подходят для выполнения точных прямых пропилов, но перед использованием требуется обучение, так как они могут быть опасны в работе.
22. Цепная пила
Бензопилы работают с использованием связанной цепи, которая вращается вокруг куска стали, с прикрепленными зубьями специальной конструкции, которые прорезают древесину на высокой скорости. Чаще всего он используется для резки пиломатериалов и валки или обрезки деревьев. Бензопилы поставляются с различными источниками энергии, включая бензиновые двигатели, двигатели с питанием от батареи или двигатели с питанием от электросети. Бензопилы с газовыми двигателями обладают наибольшей мощностью; однако их также может быть сложнее использовать, потому что они вибрируют больше всего. Бензопилы с питанием от аккумулятора или электрического кабеля лучше подходят для длительных работ, поскольку они меньше утомляют пользователя.
23. Отрезная пила
Эти пилы похожи на циркулярные пилы и отличаются портативностью, а также больше, чем стандартная циркулярная пила. Эти пилы предназначены для резки металла или кирпичной кладки и имеют гладкие беззубчатые лезвия, специально разработанные с абразивами для разрезания выбранного материала. Иногда эти пилы подключаются к водопроводу, чтобы уменьшить количество пыли во время работы.
24. Нарезная пила для полов
Это специальный инструмент, специально разработанный для помощи в укладке напольных покрытий, включая паркет, ламинат и бамбук. Он может выполнять как прямые, так и косые пропилы, и разработан как портативная замена настольной пиле, способная выполнять любые задачи резки, с которыми вы можете столкнуться при укладке напольных покрытий.
25. Панельная пила
Эти пилы работают так же, как настольные пилы, но они режут либо вертикально, либо горизонтально, часто с подвижным столом, который позволяет подавать материалы на полотно. Эти пилы обычно используются в производстве дорожных знаков, столярном деле и других отраслях, где требуется резка больших панелей.
26. Осциллирующая пила
Этот инструмент выглядит как шлифовальный станок с насадкой-лезвием. Он колеблется так быстро, что при использовании ощущается легкая вибрация. Эти пилы обладают большой универсальностью, поскольку они могут не только резать, но также шлифовать, соскабливать или удалять герметик и цементный раствор.
27. Радиально-консольная пила
Эта пила имеет круглое вращающееся полотно, прикрепленное к рычагу, который поднимается над столом, к которому он прикреплен. Рукоятку можно перемещать под разными углами, что позволяет пользователю выполнять прямые, косые и сложные разрезы.
28. Спиральная пила
Эти портативные инструменты предназначены для выполнения сложных и точных работ, таких как узоры, спиральные линии и завитки. Лезвие может постоянно колебаться или прикреплено к ленте, а также прикреплено к небольшому столу, где вы можете удерживать материалы на месте во время резки. Этот инструмент лучше всего подходит для создания изогнутых краев.
29. Высоторез
Высоторез состоит из телескопической штанги с цепной пилой, прикрепленной к противоположному концу рукоятки. Эти пилы предназначены для обрезки и обрезки живых изгородей и высоких деревьев без использования лестницы. Высотные пилы могут работать от аккумулятора и, следовательно, от аккумулятора, от электричества или от бензинового двигателя.
30. Пила для мокрой плитки
Эти пилы предназначены специально для резки напольной и настенной плитки без сколов и трещин. Это портативное оборудование, которое можно легко транспортировать между рабочими площадками и использовать на месте в том месте, где пользователь укладывает плитку. Они работают аналогично циркулярной пиле с круглым лезвием, которое вращается с высокой скоростью и натягивается на плитку, чтобы разрезать ее. Это незаменимые инструменты для людей, работающих на кухне, в ванной комнате или занимающихся напольными покрытиями. Они обеспечивают превосходную точность и ускоряют работу.
31. Сабельная пила
Эти небольшие пилы обеспечивают превосходную универсальность на стройплощадке. Их размер делает их легко переносимыми, и их можно использовать в различных проектах, имея за собой большую мощность.
Очередная статья в нашем блоге посвящена отправлению посылок из Китая в Россию. Актуальность этой статьи очевидна: многие туристы, посещающие КНР, желают увезти с собой на родину различные товары. Однако не всегда это удобно, так как взять с собой можно только ограниченное количество груза. Вместо обычной перевозки товара такие туристы все чаще предпочитают отправлять его из Китая в Россию посылками, бандеролями. Но как это сделать? Расскажем поподробнее.
Сколько стоит отправить посылку из Китая в Россию?
Процедура отправки посылки из КНР в Россию почти ничем не отличается от привычных нам действий: сначала необходимо выбрать службу доставки. Они бывают как бесплатные, так и платные. Бесплатная служба доставки – это, конечно, весьма привлекательно для клиента, но только если вы готовы ждать. Дело в том, что груз, отправленный таким способом будет идти долго (вплоть до двух месяцев). Платную службу предпочтительнее выбирать, если свою посылку вы планируете получить быстрее, чем через 2 месяца, однако учитывайте, что стоимость зависит от веса и вида отправления, а также от способа, которым повезут груз в Россию.
Доставка грузов из Китая в Россию
Как же осуществляется транспортировка грузов? Наиболее освоенные способы следующие:
Авиадоставка. Это наиболее скоростной способ перевозки грузов и, соответственно, наиболее дорогостоящий. Она занимает от 2 до 10 дней и прекрасно подходит для доставки в том числе скоропортящегося товара.
Железнодорожные пути. Такую доставку предпочитают те, кто отправляет товар большими партиями. Занимает ж/д доставка от 10 до 25 дней.
Автодоставка. Небольшие партии товара можно доставить из КНР в Россию на автомобиле за 10-25 дней.
Доставка по морю. Грузоперевозки по морю осуществляются за 40-60 дней, таким образом являясь наиболее медленными и в то же время наиболее выгодными.
Подбирать способ доставки старайтесь исходя из веса, размеров и объемов груза, который необходимо переправить на территорию РФ.
Какие сервисы доставки существуют в Китае?
Подробнее расскажем о наиболее популярных службах доставки из КНР.
Почта Китая (China Post) – государственный почтовый сервис, который является наиболее востребованным среди самих китайцев. Однако China Post доставляет грузы медленнее, чем другие сервисы (до двух месяцев). Преимущества, тем не менее, заключаются в том, что отправлять можно посылки весом менее 2 кг, а также крупные грузы весом до 30 кг.
Express Mail Service (EMS) – платная служба доставки, которая довезет вашу посылку за 5-8 дней.
В Китае работают сервисы DHL, FedEx, UPS и другие, которые быстро и качественно (благодаря надежной упаковке и специального оснащения грузового транспорта) доставят ваше отправление.
Заполнение документации при отправке посылки из Китая в Россию
Из документации, с которой придется поработать, – специальный бланк, в котором дублируется информация, указанная на посылке, и в нем присутствуют стандартные позиции: адрес отправителя, получателя, а также действующий номер телефона для связи с отправителем. Пользуясь услугами экспресс-доставки, вы, возможно, столкнетесь с необходимостью заполнить накладную для таможни, поэтому стоит заранее выяснить, как на английском и китайском указать название и количество пересылаемого товара.
Отслеживание посылки из Китая
После оформления почтового отправления посылке присваивается индивидуальный номер. Вы можете отслеживать перемещение почтового отправления на сайтах сервисов и при помощи сервиса baidu.com. По прибытии посылки в пункт выдачи, вы получите смс с уведомлением.
Рекомендации для отправки посылки из КНР в Россию
Хотим также напомнить, что законами КНР запрещается отправка заграницу воспламеняющихся веществ, медикаментозных препаратов, контрафакта, контрабандной продукции, пропагандистских материалов, а также алкоголя. За перевозку запрещенных товаров полагается уголовное и административное наказание вплоть до конфискации имущества.
Необходимо правильно и надежно упаковать пересылаемый товар, поэтому советуем делать это после проверки сотрудниками службы доставки. Учитывайте также, что в период сезонных распродаж в Китае подобные сервисы работают медленнее из-за наплыва клиентов.
ВЫКУП И ДОСТАВКА ПОСЫЛОК ИЗ КИТАЯ
Наша транспортная компания LogiChina уже имеет широкий опыт в поставках посылок из Китая в Россию. Мы имеем поставщиков, прошедших полную юридическую проверку и проверку качества продукции! Можем предоставить своим клиентам самые выгодные и гибкие условия на рынке! Ведь цель компании LogiChina сделать логистику из Китая в Россию доступной каждому!
Работаем с юридическими и физическими лицами!
Поэтому сделать оптовый заказ или купить посылки Вы можете прямо сейчас:
Для этого просто позвоните нам по телефону: +7 (800) 551-87-20 Напишите нам на почту: [email protected] Или оставьте заявку тут
Как доставить груз из Китая в Россию с минимальными затратами — FastImport
Лучший и безопасный способ доставки грузов из Китая
Важная часть бизнеса с Китаем — выбор оптимального способа доставки товаров и грамотное таможенное оформление. От этих двух составляющих зависит конечная стоимость продукции, то есть то, насколько она будет популярна у клиентов.
Даже если вы выбрали оптимальный транспорт, то стоит помнить, что каждый способ перевозки грузов имеет свои правила таможенного декларирования. Разобраться в них довольно сложно, особенно если вы не имеете опыта во внешнеэкономической деятельности.
Для малого и среднего бизнеса самый лучший вариант — обращение к компаниям-посредникам. Они организуют весь процесс грузоперевозки.
Читайте также:
Как торговать с Китаем
Сегодня Китай по-прежнему остается одним из самых мощных и востребованных поставщиков различной продукции на территорию Российской Федерации и других зарубежных стран. Для предпринимателей, которые занимаются продажей китайских товаров, актуален вопрос, как выгодно и быстро доставить товар из Китая в РФ и растаможить его.
(Обновлено )
В услуги компаний-посредников входят:
забор товара у поставщика с проверкой целостности, количества и комплектации;
консолидация товара в собственном складе, упаковка и маркировка посылок;
подбор оптимального транспорта и маршрута доставки;
отправка товара на границу;
сбор пакета документов для таможенного оформления;
сопровождение груза на таможне;
доставка продукции до клиента в России.
Так импортер исключает все возможные проблемы во время грузоперевозок, неправильные расчеты таможенных сборов и пошлин. Вам нужно будет заплатить небольшие комиссионные за услугу компании-посредника, но в результате грузоперевозка обойдется вам сравнительно дешево, учитывая возможные штрафы на таможне или задержку продукции.
Транспортно-логистические услуги с таможенным оформлением груза — основная специализация нашей компании. Мы помогаем бизнесменам решать почти все задачи, связанные с работой с Китаем. Обращайтесь к нам со всеми вопросами. Менеджер расскажет, как зарабатывать на товарах из Китая, делать закупки, отправлять товары из КНР и доставлять их в РФ с выгодой.
Расскажем о способах доставки грузов из Китая подробнее.
Авиадоставка
Это наиболее быстрый способ доставки, но самый дорогой. Сроки получения товара в России — от 1 до 15 дней. От срочности доставки зависит и стоимость — от 5$ до 25$ за кг груза.
Авиадоставку из Китая выбирают для перевозки особо ценных и скоропортящихся товаров, некоторых видов лекарств и образцов продукции для быстрой сертификации. Срочность важна и в случаях, когда товар нужно быстро предоставить покупателю. Это касается сезонных товаров, предпраздничных сувениров или новых изделий определенных брендов, например только что появившихся моделей телефона.
Авиадоставка из Китая не подойдет для перевозки крупногабаритной и тяжелой продукции, даже если вы хотите получить ее срочно. У каждой марки самолета есть свои ограничения по габаритам и весу посылок одного заказчика. Они зависят от допустимой нагрузки на самолет и величины его грузового отсека, например багажные отделения Airbus А320-200 имеют суммарный объем 21,3 кв. м.
Автодоставка
Дороги в Китае содержат лучше, чем в России. Поэтому автомобили не всегда разгоняются до максимальной скорости, которая разрешена на трассах, и тратят много топлива. Автотранспорт сильно зависит от погодных условий. Порывистый ветер с дождем, гололед, сильный снегопад сильно затрудняют движение. Поэтому доставлять товары автомобилем экономически невыгодно в большинстве случаев.
Автомобиль выбирают для перевозок грузов в приграничные с Китаем города или используют в мультимодальных маршрутах, когда товар нужно доставить в регионы без железных дорог.
Автотранспортом можно перевозить практически любую продукцию от оптовых поставщиков из Китая, поскольку используются специализированные контейнеры, платформы, рефрижераторы и полуприцепы. Срок доставки автомобилем зависит от расстояния — от 7 до 22 дней. Стоимость автоперевозок от 2$ до 6$ за кг груза.
Читайте также:
Товары для бизнеса из Китая: как начать работу с китайскими поставщиками
Сегодня Китай по-прежнему остается одним из самых мощных и востребованных поставщиков различной продукции на территорию Российской Федерации и других зарубежных стран. Для предпринимателей, которые занимаются продажей китайских товаров, актуален вопрос, как выгодно и быстро доставить товар из Китая в РФ и растаможить его.
(Обновлено )
Ж/д доставка
Один из самых востребованных видов доставки товара из Китая. Грузоперевозки поездом сочетают умеренные цены и сроки, позволяют доставить мало- и крупногабаритный товар любой плотности от 20 кг. Срок ж/д доставки — от 12 до 18 дней, стоимость — от 1,5$ до 5$ за кг груза.
Несомненный плюс этого способа доставки — развитость железных дорог в России и независимость от погодных условий. В Китае железные дороги не так хорошо развиты, поэтому на границу товары от поставщиков часто доставляют автомобилем.
Процесс ж/д доставки от поставщика до клиента усложняет и разница в ширине железнодорожной колеи в Китае и России. По этой причине на границе вагоны переставляют на другие тележки, процесс может затянуться при скоплении вагонов, и товар задержится.
Как и любой способ доставки, перевозка железной дорогой имеет свои нюансы. Вот почему лучше обратиться в компанию, где работают опытные логисты и таможенные брокеры. Они знают расписание поездов, особенности таможенного оформления, учитывают требования транспортных компаний, даже влияние праздников на доставку и другие факторы задержки груза.
Морская доставка
Китай — лидер по морским международным перевозкам. В стране расположено множество портов, не только морских, но и речных. Многие производители предпочитают располагать фабрики и заводы в портовых городах. Это помогает оптимизировать и сократить логистический маршрут, что удобно и для бизнесменов из России.
Морские перевозки из Китая самые экономичные. Стоимость перевозки морем — от 1$ до 3$ за кг груза. Она позволяет доставлять крупногабаритную продукцию любой плотности, вес и размеры которой почти не ограничены. Минус доставки морем — длительность. Вам придется ждать товар от 30 до 45 дней.
Если у вас есть возможность “заморозить” деньги компании на 30—45 дней, мы однозначно советуем доставку морем. Вы сильно сэкономите, особенно если перевозите большие партии товаров и находитесь недалеко от морских портов.
Виды доставки в зависимости от объема груза
Ваша продукция может быть любого объема и веса. Она необязательно должна заполнять контейнер или грузовой отсек транспорта — например, вы можете купить ткани оптом в Китае. Такой вид товара легкий и малогабаритный. В этом случае нужно обращаться в компании, которые предлагают доставку в сборном контейнере. Это значит, что ваш товар будет перевозиться с грузом других заказчиков. Плюсы этого типа перевозок несомненны — вам не нужно переплачивать за место в контейнере или ждать накопления товаров для его заполнения.
Перевозка в сборном контейнере подходит для всех типов товара от 20 кг. Груз консолидируется на складе в Китае по типам и направлениям доставки. Это исключает несовместимость товаров внутри контейнера и сокращает срок их получения заказчиками.
Большие партии товаров перевозятся как генеральный груз. В этом случае контейнерное оборудование используется исключительно для продукции одного заказчика.
После загрузки контейнеры пломбируются. Это спасает продукцию от перепада температур, влаги и других внешних факторов. Пункт особенно важен при мультимодальных перевозках, когда контейнер переставляется на разные виды транспорта.
Чтобы доставить груз из Китая в Россию с минимальными затратами, обращайтесь в компанию Fastimport. Звоните нам с любыми вопросами по телефону: 8 (495) 023-12-13. Консультация бесплатная.
Грузовые перевозки из Китая в Россию
Грузовые перевозки из Китая
Китай производит огромный ассортимент товаров, охватывающий большинство, если не все, товары, пользующиеся спросом во всем мире. Многие компании-производители перенесли собственное производство в Китай. Таким образом, потребность в грузоперевозках из Китая растет год от года, как в морских, так и в мультимодальных перевозках.
Agora Freight сочетает в себе огромный опыт грузоперевозок с новейшими цифровыми технологиями. Это обеспечивает максимально оперативный сервис перевозки грузов из Китая. Наши клиенты могут выбрать онлайн вариант доставки, который соответствует их требованиям. После ввода основных параметров груза онлайн-котировка появляется через несколько секунд.
Условия доставки (CN)
Сроки перевозки груза из Китая в Российскую Федерацию зависят от маршрута и выбранного вида транспорта. Например, авиаперевозка может занять от 1 до 7 дней, железнодорожная — 18-30 дней.
Мгновенное онлайн-предложение
Платформа Agora Freight автоматически строит подходящие маршруты в режиме онлайн и рассчитывает стоимость перевозки грузов из Китая в РФ и обратно.
Транспортная инфраструктура
Транспортная инфраструктура Китая быстро расширяется в свете быстро растущего экспорта. При перевозке грузов между Китаем и Российской Федерацией может использоваться любой вид транспорта.
Персональный менеджер для каждого клиента
В рабочее время, через 15 минут после онлайн-бронирования на Agora Freight, с Вами свяжется персональный менеджер для уточнения деталей и организации перевозки в/из США.
Ваш груз в безопасности с нами
Не нужно беспокоиться о сохранности вашего груза. Наши обязательства застрахованы ведущей международной страховой компанией в сфере логистики TT Club London.
Узнайте цену прямо сейчас!
ПОЛУЧИТЬ А QUOTE IN SECONDS
GET A QUOTE IN SECONDS
Other rates
Popular rates from China
Place of Origin
Place of Destination
Cargo
Cost
Details
Nansha (CNNSA )
Москва, Россия (доставка до дверей)
Контейнер 20′, 20000 кг, 1 шт.
8 576 USD
Подробнее
Нинбо, Чжэцзян (CNNGB)
Санкт-Петербург (RULED)
Контейнер 40, 20000 кг, 1 шт.
15 104 USD
Подробнее
SVX — Кольцово (Екатеринбург, Свердловская область, Россия)
PEK — Beijing Capital (Пекин, Пекин, Китай)
кг, 80*120*120 1 шт.
758 USD
Подробнее
Гуанчжоу (Хуанпу) (CNCAN)
Санкт-Петербург, Россия (доставка до двери)
Поддон, 120*80*100, 90 кг, 2 шт.
906 USD
Подробнее
Шанхай (ЦНСХА)
Краснодар, Краснодарский край, Россия (доставка до дверей)
Контейнер 40′, 20000 кг, 1 шт.
16 453 USD
Подробнее
Yantian (CNYTN)
Москва, Россия (доставка до двери)
Контейнер 20′, 20000 кг, 1 шт.
7 242 USD
Подробнее
Доставка в Россию Из Китая
Доставка из
Китай
Создано potrace 1. 10, написано Питером Селинджером 2001-2011
Доставка в
Россия
Создано potrace 1.10
раз, написано Питером Селинджером 20109-20101-20101-2
1–3 дня по воздуху
12–18 дней по морю
Квартира с 1 спальней
Дом с 3 спальнями
Дом с 5 спальнями
Стоимость доставки зависит от того, сколько вам нужно отправить и как далеко . Узнайте все, что вам нужно знать о международной доставке в выбранную вами страну.
Обратите внимание: указанные здесь цены являются ориентировочными. Лучший способ получить комплексное индивидуальное предложение — заполнить нашу форму и связаться с поставщиком.
Стоимость доставки контейнеров в Россию
Хотите начать новую жизнь на Родине? Россия — очаровательное место огромных размеров; его площадь составляет более 17 миллионов км², что легко считается самой большой страной на Земле. Он простирается от Европы и через весь азиатский континент, охватывая красивые города (например, Москва и Санкт-Петербург) и потрясающие пейзажи (например, Алтайские горы и озеро Байкал). В России проживает более 140 миллионов человек , но большинство из них проживает в самых западных частях страны.
Морские перевозки или воздушные перевозки?
Вы можете отправить свои вещи в Россию двумя способами: авиаперевозка или морская перевозка . Для людей, передвигающихся в спешке, лучше всего подойдет авиаперевозка . Большинство грузовых самолетов могут добраться до России из любой точки мира всего за два-три дня . Тем не менее, авиаперевозки также очень дороги, поэтому их лучше избегать, если вы путешествуете с ограниченным бюджетом. С другой стороны, морской фрахт значительно дешевле, обычно стоит примерно в пять раз меньше , чем воздушный фрахт. Хотя услуга более доступна, она также намного медленнее, поэтому важно заранее спланировать свой переезд. Если вы выберете морской фрахт, один из наших поставщиков отправит ваши вещи либо 20 футов, либо 40-футовый контейнер . Для небольших объемов груза ( 15 кубических метров или меньше) существует процесс, называемый Загрузка меньшего количества контейнера (LCL), при котором несколько человек используют один контейнер совместно. Большинство наших поставщиков предлагают услугу «от двери до двери» , что означает, что они позаботятся о каждой части процесса — от вашего старого дома до вашего нового.
Основные морские порты
Если вы приближаетесь к России с запада, есть два основных контейнерных терминала: 9-й0161 Порт Санкт-Петербург (северо-запад на Балтийском море) и Порт Новороссийск (юго-запад на Черном море). Между тем, если вы едете в Россию с востока, есть Порт Владивосток (юго-восток на побережье Тихого океана). Как только ваш контейнер прибудет на территорию России, он пройдет таможню и отправится на грузовике и/или поезде в ваш новый дом.
Таможенное оформление в России
Бумаги пожалуйста! Таможенный процесс в любой стране может показаться довольно сложным, но наши опытные поставщики услуг доставки помогут вам. Вам необходимо создать опись (т.е. упаковочный лист) всего, что вы ввозите в Россию, максимально четко и конкретно. Если вы не дипломат, все ваши предметы домашнего обихода и личные вещи облагаются таможенной пошлиной , , которая составляет около 30% от стоимости груза (по оценке таможенника). Ваша посылка будет досмотрена физически, поэтому убедитесь, что вы не приносите с собой ничего ограниченного или запрещенного (дополнительную информацию см. ниже). Посетите официальный сайт российской таможни, чтобы узнать больше.
Варианты доставки варианты контейнера
коробки
16 x средние коробки
Кухня
1 x Американский холодильник, 1 х маленький холодильник, 3 x кухонные приборы
спальни
9000 1 10003
БОЛЬШЕ двуспальная кровать, 1 односпальная кровать, 2 лампы
Гостиная
1 диван, 4 стула, 1 стол, 1 кресло, 1 телевизор
Разное
1 мотоцикл, 4 x велосипеды
Обратите внимание, что это приблизительная оценка и предназначена только для приблизительного руководства.
коробки
28 x Средние коробки
Кухня
1 X Американский холодильник, 1 х маленький холодильник, 3 x кухонная техника
. односпальная кровать, 2 лампы
Гостиная
1 диван, 4 стула, 1 стол, 1 кресло, 1 телевизор
Разное
1 автомобиль, 1 мотоцикл, 4 велосипеда
Обратите внимание, что это приблизительная оценка и предназначена только для приблизительного ознакомления.
Автомобиль, перевозимый морским транспортом
Максимальные размеры: 5,75 м x 2,2 м x 2,2 м (Д x Ш x В)
Базовая цена: 2148–2374 фунтов стерлингов
Карантин и налоги: 1000–2500 фунтов стерлингов
2 Цена: 9 038–12 919 фунтов стерлингов
Узнать цену на автомобиль
Получить стоимость морских контейнеров
Необычные запрещенные предметы
Живые животные
Кошки, собаки и птицы должны иметь ветеринарный сертификат здоровья.
Сверло по металлу с цилиндрическим хвостовиком применяется для создания отверстий ручным механизированным инструментом, реже в автоматических станках. Сверло спиральное с ц/х закрепляется на станке при помощи сверлильного патрона. ГОСТ 10902-77 предусматривает выпуск спиральных сверл с цилиндрическим хвостовиком диаметром от 0,25 до 20 мм, далее используется конический хвостовик. В основном спиральные сверла с цилиндрическим хвостовиком изготавливают из быстрорежущей стали Р6М5/НSS, Р6М5К5/НSSСо. Свёрла Р6М5 с цилиндрическим хвостовиком используют для сверления серого чугуна, цветных металлов и их сплавов, коррозионно-стойких, высокопрочных и жаропрочных сталей и сплавов, титановых сплавов, а так же других твёрдых материалов на средних и малых скоростях сверления.
Нашли ошибку? Сообщите нам!
Размер
Код товара
Цена
Количество
0.3
108173
8 ₽
— +
322 в наличии
В корзину
0.45
106994
15 ₽
— +
140 в наличии
В корзину
0.5
64836
8 ₽
— +
506 в наличии
В корзину
0. 6
64837
10 ₽
— +
338 в наличии
В корзину
0.7
64838
11 ₽
— +
202 в наличии
В корзину
0.75
108176
10 ₽
— +
45 в наличии
В корзину
0.8
106430
10 ₽
— +
400 в наличии
В корзину
0.85
108177
10 ₽
— +
22 в наличии
В корзину
0. 95
108178
10 ₽
— +
10 в наличии
В корзину
1
64841
6 ₽
— +
2292 в наличии
В корзину
1.1
106431
5 ₽
— +
465 в наличии
В корзину
1.2
74299
6 ₽
— +
643 в наличии
В корзину
1.25
64845
16 ₽
— +
499 в наличии
В корзину
1. 3
64846
11 ₽
— +
2073 в наличии
В корзину
1.35
64847
7 ₽
— +
865 в наличии
В корзину
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Сверло 2,9 мм ц/х по металлу 2300-0154
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Рейтинг сверлильных станков
Как выбрать сверло
Сверление рельс
Способы заточки ступенчатых сверл
Рейтинг сверл по металлу
Как правильно подобрать сверло под метчик?
Как заточить сверло по металлу
Сверление под углом
Похожие товары
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Сверло по металлу Р6М5К5 | D=2,9 мм | Дело техники
Автомагазин СевРес представляет Вашему вниманию коммерческое предложение на поставку сверла по металлу Р6М5К5 | D=2,9 мм от фирмы Дело техники. Наши менеджеры имеют многолетний опыт торговли рубящим инструментом и подберут оптимальный тип, согласно бюджету и специфике его применения. Обратившись в нашу компанию с целью купить сверло по металлу, Вы получите конкурентное предложение. Покупка осуществляется через интернет магазин нашего сайта, а также через оптово-розничные магазины, по удобному для Вас адресу:
Автомагазин СевРес №1
г. Мурманск пр. Кирова, д.38
У нас всегда в наличие качественные сверла по металлу. Весь перечень данных товаров Вы сможете увидеть, воспользовавшись поиском, после чего выбрать интересный Вам вариант и выгодно приобрести его. Для организаций предусмотрено сотрудничество по договору и с оплатой счетов, включая НДС, в стоимость продукции. Всю дополнительную информацию Вы можете получить у сотрудников нашей фирмы, воспользовавшись функцией «Оформить заявку», посредством телефонной связи и обращению по e-mail.
Основные географические направления продаж сверл Дело техники:
Москва
Казань
Уфа
Петрозаводск
Санкт-Петербург
Самара
Красноярск
Архангельск
Новосибирск
Челябинск
Пермь
Мурманск
Екатеринбург
Омск
Волгоград
Оренбург
Нижний Новгород
Ростов-на-Дону
Воронеж
Краснодар
Общее описание товара:
Применение сплава в состав которого входит уникальный компонент Кобальт обеспечивает улучшение физических свойств сверл. Конструктивная особенность, проявленная в виде свойства самоцентрирования, позволяет применять данный инструмент в рамках высокой точности, за счёт подточенной вершины сверла и угла в 135 градусов.
Техническая характеристика:
Материал
Сталь Р6М5К5
Твёрдость
64-67 HRC
Длина L1, мм
33
Длина L2, мм
61
сверло HSS-G тип SN 2,9 мм, 1,67 €
BG Befestigungstechnik GbR
Настройки конфиденциальности данных
Указанные здесь настройки сохраняются в «локальной памяти» вашего устройства. Настройки будут запомнены при следующем посещении нашего интернет-магазина. Вы можете изменить эти настройки в любое время (значок отпечатка пальца в левом нижнем углу).
Для получения дополнительной информации о сроке действия файлов cookie и необходимых основных файлах cookie см. Уведомление о конфиденциальности.
Выбрать/Отменить все
YouTube
Дополнительная информация
Чтобы просмотреть содержимое YouTube на этом веб-сайте, вам необходимо дать согласие на передачу данных и хранение сторонних файлов cookie Ютуб (гугл). Это позволяет нам улучшить ваш пользовательский опыт и сделать нашу сайт лучше и интереснее. Без вашего согласия никакие данные не будут переданы на YouTube. Однако вы также не сможете пользоваться услугами YouTube на этом веб-сайте.
Описание:
Встраивание видео
Процессинговая компания:
Google Inc.
Условия эксплуатации: Ссылка
Vimeo
Дополнительная информация
Для просмотра содержимого Vimeo на этом веб-сайте вам необходимо согласиться с передача данных и хранение сторонних файлов cookie Vimeo. Это позволяет нам улучшить опыт и сделать наш сайт лучше и интереснее. Без вашего согласия никакие данные не будут быть перенесены на Vimeo. Однако вы также не сможете пользоваться услугами Vimdeo на этом веб-сайте.
Описание:
Встраивание видео
Процессинговая компания:
Vimeo
Условия эксплуатации: Ссылка
Отслеживание Google
Дополнительная информация
Чтобы отправить данные в Google, вам необходимо дать согласие на передачу данных и хранение сторонних файлов cookie Google. Это позволяет нам улучшить ваш пользовательский опыт и сделать наш веб-сайт лучше и интереснее.
Описание:
Отслеживание Google Analytics
Процессинговая компания:
Гугл
Условия эксплуатации: Ссылка
Выбрать/Отменить все
Настройки конфиденциальности данных
Хотите увидеть это содержимое? Активируйте желаемое содержимое только для одного сеанса или разрешите веб-сайту запомнить эти настройки. После того, как вы дали свое согласие, сторонние данные могут быть загружены. Для этого на вашем устройстве могут храниться сторонние файлы cookie. Вы можете изменить эти настройки в любое время (значок отпечатка пальца в левом нижнем углу). Дополнительные сведения см. в Уведомлении о конфиденциальности.
А100 2-9мм | Спиральное сверло из быстрорежущей стали Dormer, 2,9 мм x 61 мм
Сверло с прямым хвостовиком из быстрорежущей стали (A100)
Представляем серию высококачественных сверл из быстрорежущей стали от компании Dormer. Эти профессиональные сверла изготовлены из высококачественной стали и подвергнуты паровой закалке для повышения износостойкости и долговечности. Сверла имеют угол при вершине 118° для легкого и точного применения и серебряное кольцо с маркировкой размера для легкой идентификации. Сверла общего назначения Dormer A100 подходят как для ручного, так и для машинного использования и идеально подходят для сверления стали, стального литья, серого чугуна, ковкого чугуна, никель-латуни, алюминиевого сплава и графита.
Сверла Dormer A100 доступны в следующих размерах: 1,0 мм — 545-806 1,2 мм — 178-046 1,3 мм — 178-068 1,808 — 0 8 7 1,4 мм 1,5 мм — 545-812 х 1,6 мм — 545-828 х 1,7 мм — 178-125 х 1,8 мм — 545-834 х 1,9 мм — 178-153 х 2,0 мм 6,8 х 545-08 — 545-856 х 2,2 мм — 806-454 х 2,3 мм — 545-862 х 2,4 мм — 513-001 х 2,5 мм — 545-878 х 2,6 мм — 545-884 90 -017 2,8 мм — 513-023 2,9 мм — 513-039
Особенности и преимущества:
Сверло из быстрорежущей стали для общих операций обработки диаметром до x4 Серебряное кольцо для легкой идентификации инструмента Угол при вершине 118° сопротивление Изготовлено в соответствии со стандартами BS328/DIN338
Одобрения и сертификаты:
DIN338RN BS328 ISO235
3
8 Типовое применение0073
Эти сверла идеально подходят для быстрого сверления дюбелей, анкеров или сквозных отверстий в различных материалах, таких как сталь, пластик, дерево, металл и т. д. столярных/строительных/машиностроительных отраслях, чтобы сэкономить время и деньги за счет более эффективной работы при работе с труднопроницаемыми материалами.
Часто задаваемые вопросы:
Можно ли использовать эти сверла с любой дрелью SDS? Нет, это стандартные сверла, не подходят к патрону SDS
Что означает джоббер? Слово jobber указывает длину сверла. Обычно это означает, что длина всего бурового долота значительно больше его диаметра. Например, механическое сверло будет иметь гораздо более короткую канавку и, следовательно, иметь гораздо меньшую общую длину.
Что такое HSS? Аббревиатура для быстрорежущей стали. HSS обычно используется для изготовления сверл из-за их отличной термостойкости при высоких скоростях. Поскольку стандартная дрель может вращаться со скоростью от 500 до 700 об/мин, трение может привести к значительному нагреву.
— Трубы (полипропилен, ПВХ, ХПВХ, ПВДФ) под клеевое соединение
— Трубопроводная система из полипропилена PP-h200
Предыдущая страница 1 2 3 4 … Следующая
Трубы РР-Н изготавливаются из полипропилена — разновидности полимерного сырья. Этот материал характеризуется отличными эксплуатационными свойствами: высокой прочностью, хорошими теплофизическими параметрами, устойчивостью к механическому воздействию. Это подходящий вариант для транспортировки газов и различных жидкостей, агрессивных сред при температуре до 100 °С.
Основные характеристики и преимущества труб РР-Н
Изделия производятся из последнего поколения полипропилена — гомополимера, который обладает наилучшими параметрами для использования в промышленной сфере.
Высокие прочностные характеристики. Минимальный порог прочности труб РР-Н — 10 МPa. Это позволяет увеличить срок эксплуатации трубопроводов в сетях холодного и горячего водоснабжения, промышленных системах вентиляции. Устойчивы к механическому воздействию, не лопаются при изгибе.
Термическая стабильность. Трубы РР-Н предназначены для работы в условиях средних температур — 40–70 °С. Именно в этом диапазоне изделия из гомополимера показывают стабильность в эксплуатации.
Химическая стойкость. В процессе производства в состав полимера добавляют различные модификаторы, которые повышают устойчивость материала к агрессивным средам.
Это основные параметры, которые играют первостепенную роль при выборе труб РР-Н для обустройства трубопроводов. Кроме того, изделия удовлетворяют большинству требований, предъявляемых к производственным процессам: простота монтажа, легкость обслуживания и долговечность эксплуатации.
Область применения труб РР-Н
Основная сфера использования — обустройство систем холодного водоснабжения, канализационных и других инженерных сетей со средней температурой рабочей жидкости. Полимерные трубы также применяются и для транспортировки различных жидкостей в производственных нуждах.
Физические свойства:
Характеристика
Метод испытаний
Обозначение
Значение
Плотность
DIN 53479
g/cm³
0.9
Коэффициент текучести(190 °С, 5 кг)
ISO 1133
g/(10 min)
0.3 – 0.5
Модуль эластичности
ASTM d 790
N/mm
1300
Ударная вязкость (IZOD)
ASTM d 256
J/mm²
150
Удлинение на разрыв
ISO 527
%
> 50
Твердость по Роквеллу
ASTM D785
R
100
Сопротивление растяжению
ISO 527
N/mm²
33
Точка размягчения VICAT (10N)
ISO 306/A
°С
142
Температура изгиба (0,46 N/mm²)
ASTM D648
°С
91
Коэффициент теплопроводностипри 20 °С
DIN 5216
W
0. 22
Коэффициент линейного термического расширения
DIN 53752
m / (m °С)
16 x 15 -5
Индекс максимального содержания кислорода
ASTM D2863
%
17.5
Номенклатура продукции из PP-H(100) включает в себя полностью интегрированную систему труб, фитингов, запорной арматуры с возможностью как ручного, так и автоматического управления, диаметрами от 20 до 400 мм. Фитинги предлагаются и для стыковой, и для раструбной сварки.
HARZ Labs Industrial PP-like: Материалы для 3D принтеров HARZ Labs
от HARZ Labs
Начальная цена
0 ₽
— Начальная цена
0 ₽
Начальная цена
Цена по запросу
0 ₽ — 0 ₽
Текущая цена
Цена по запросу
| /
Доступно под заказ
HARZ Labs Industrial PP-like — смола черного цвета, с физико-механическими свойствами литьевого полипропилена.
Количество
Свойства полимера
Тип материала
LCD/DLP
Материал
Фотополимер
Применение
Инженерные
HARZ Labs Industrial PP-like
Экономия 600 ₽
Экономия 0 ₽
Ultimaker
Начальная цена
5 500 ₽
Начальная цена
5 500 ₽
— Начальная цена
5 500 ₽
Начальная цена
5 500 ₽
Текущая цена
4 900 ₽
4 900 ₽ — 4 900 ₽
Текущая цена
4 900 ₽
| /
Пластиковая PETG мононить для печати на 3D-принтере методом печать по технологии наплавления нити LPD, из полимеров этилена (полимер этилентерефтал. ..
Просмотреть всю информацию
Начальная цена
5 500 ₽
Начальная цена
5 500 ₽
— Начальная цена
5 500 ₽
Начальная цена
5 500 ₽
Текущая цена
4 900 ₽
4 900 ₽ — 4 900 ₽
Текущая цена
4 900 ₽
| /
Экономия 600 ₽
Экономия 0 ₽
Начальная цена
12 100 ₽
— Начальная цена
12 100 ₽
Начальная цена
12 100 ₽
12 100 ₽ — 12 100 ₽
Текущая цена
12 100 ₽
| /
Экономия 900 ₽
Экономия 0 ₽
Ultimaker
Начальная цена
5 500 ₽
— Начальная цена
10 500 ₽
Начальная цена
5 500 ₽
— Начальная цена
10 500 ₽
Начальная цена
5 500 ₽
4 600 ₽ — 9 800 ₽
4 600 ₽ — 9 800 ₽
Текущая цена
4 600 ₽
| /
Пластиковая PVA мононить для печати на 3D-принтере методом послойного наплавления, из продуктов гидролиза (полимер винилацетата), диаметр нити 2. 8…
Просмотреть всю информацию
Начальная цена
5 500 ₽
— Начальная цена
10 500 ₽
Начальная цена
5 500 ₽
— Начальная цена
10 500 ₽
Начальная цена
5 500 ₽
4 600 ₽ — 9 800 ₽
4 600 ₽ — 9 800 ₽
Текущая цена
4 600 ₽
| /
Экономия 900 ₽
Экономия 0 ₽
Экономия 2 200 ₽
Экономия 0 ₽
Начальная цена
33 000 ₽
Начальная цена
33 000 ₽
— Начальная цена
33 000 ₽
Начальная цена
33 000 ₽
Текущая цена
30 800 ₽
30 800 ₽ — 30 800 ₽
Текущая цена
30 800 ₽
| /
Экономия 2 200 ₽
Экономия 0 ₽
Начальная цена
36 300 ₽
— Начальная цена
36 300 ₽
Начальная цена
36 300 ₽
36 300 ₽ — 36 300 ₽
Текущая цена
36 300 ₽
| /
Оптимизированный анализ обмена АТФ/РР(i) в 96-луночном формате для скрининга доменов аденилирования для применения в комбинаторном биосинтезе
. 2007 февраль;2(2):232-40.
doi: 10.1002/биот.200600220.
Линда Г Оттен 1 , Мишель Л. Шаффер, Бенуа Р. М. Вильерс, Торстен Стахельхаус, Флориан Холлфельдер
принадлежность
1 Кафедра биохимии, Кембриджский университет, Кембридж, Великобритания.
PMID:
17294409
DOI:
10.1002/биот.200600220
Линда Г. Оттен и соавт.
Биотехнолог Дж.
2007 9 февраля0003
. 2007 февраль;2(2):232-40.
doi: 10.1002/биот.200600220.
Авторы
Линда Г Оттен 1 , Мишель Л. Шаффер, Бенуа Р. М. Вильерс, Торстен Стахельхаус, Флориан Холлфельдер
принадлежность
1 Кафедра биохимии, Кембриджский университет, Кембридж, Великобритания.
PMID:
17294409
DOI:
10.1002/биот.200600220
Абстрактный
Мы сообщаем о новом формате для измерения обмена АТФ/[(32)P]пирофосфата в высокопроизводительном анализе доменов аденилирования (A-доменов) нерибосомных пептидсинтетаз. Эти ферменты являются ключевыми детерминантами специфичности биосинтеза нерибосомных пептидов, важного класса натуральных продуктов со спектром активности от антибиотика до противоопухолевого действия. Наш анализ в 96-луночный формат позволяет быстро измерять примерно 1000 точек данных в неделю в качестве основы для точной оценки кинетики А-доменов. Анализ также позволяет проводить количественный высокопроизводительный скрининг субстратной специфичности А-доменов, выявляя альтернативные беспорядочные субстраты. Мы показываем, что наш анализ может дать данные высокого качества для мутанта T278A А-домена модуля тироцидсинтетазы TycA с 330-кратно более низким значением k(cat)/K(M). Большой динамический диапазон этого анализа будет полезен для скрининга библиотек мутантных А-доменов. Наконец, мы описываем и оцениваем процедуру высокопроизводительной очистки А-доменов в 96-луночного формата для последней цели. Наш подход будет полезен для механистического анализа, профилирования субстрата и направленной эволюции А-доменов, чтобы в конечном итоге обеспечить комбинаторный биосинтез неприродных аналогов нерибосомных пептидов, которые могут иметь потенциал в качестве кандидатов на альтернативные лекарства.
Похожие статьи
Нерадиоактивный высокопроизводительный анализ для скрининга и характеристики доменов аденилирования для комбинаторного биосинтеза нерибосомных пептидов.
Маккуэйд Т.Дж., Шеллоп А.Д., Шеоран А., Дельпропосто Дж.Е., Цодиков О.В., Гарно-Цодикова С.
Колориметрическое определение активности домена аденилирования в нерибосомных пептидсинтетазах с использованием Chrome Azurol S.
Калерт Л., Лихстрал М.С., Таунсенд, Калифорния.
Калерт Л. и соавт. Химбиохим. 2023 1 марта; 24 (5): e202200668. doi: 10.1002/cbic.202200668. Epub 2023 26 января. Химбиохим. 2023.
PMID: 36511946
Олигопептиды, нацеленные на макрофаги, из Мортиерелла альпийская .
Вурлитцер Дж.М., Станишич А., Зите С., Джордан П.М., Гюнтер К., Верц О., Крис Х., Гресслер М.
Вурлитцер Дж. М. и соавт. хим. наук. 2022 15 июля; 13 (31): 9091-9101. дои: 10.1039/d2sc00860b. Электронная коллекция 2022 10 августа. хим. наук. 2022.
PMID: 36091214 Бесплатная статья ЧВК.
Расширение химического разнообразия генетически закодированных библиотек.
Все, что вам нужно знать о полипропиленовом (ПП) пластике
Что такое полипропилен (ПП) и для чего он используется?
Полипропилен (ПП) представляет собой термопласт «аддитивный полимер», изготовленный из комбинации мономеров пропилена. Он используется в различных приложениях, включая упаковку для потребительских товаров, пластиковые детали для различных отраслей промышленности, включая автомобильную промышленность, специальные устройства, такие как живые петли и текстиль.
Полипропилен был впервые полимеризован в 1951 году парой ученых-нефтяников Phillips Полом Хоганом и Робертом Бэнксом, а затем итальянскими и немецкими учеными Наттой и Реном. Он стал известен очень быстро, так как коммерческое производство началось всего через три года после того, как итальянский химик профессор Джулио Натта впервые полимеризовал его.
Натта усовершенствовал и синтезировал первую полипропиленовую смолу в Испании в 1954 году, и способность полипропилена кристаллизоваться вызвала большой интерес. К 1957 году его популярность резко возросла, и по всей Европе началось широкое коммерческое производство. Сегодня это один из наиболее часто производимых пластиков в мире.
Прототип крышки с живой петлей из полипропилена с ЧПУ, изготовленной Creative Mechanisms
примерно 62 миллиона метрических тонн к 2020 г.
Основными конечными потребителями полипропилена являются упаковочная промышленность, которая потребляет около 30% от общего объема, за которой следует производство электротехники и оборудования, где потребляется около 13% каждая. Бытовая техника и автомобильная промышленность потребляют по 10% каждая, а строительные материалы занимают 5% рынка.
Прочие области применения вместе составляют остальную часть мирового потребления полипропилена.
Полипропилен имеет относительно скользкую поверхность, которую может делают его возможной заменой пластику, такому как ацеталь (POM), в устройствах с низким коэффициентом трения, таких как шестерни или для использования в качестве контактной точки для мебели.
Возможно, отрицательным аспектом этого качества является то, что полипропилен может быть трудно склеить с другими поверхностями (т. требуется).
Хотя полипропилен скользкий на молекулярном уровне, он имеет относительно высокий коэффициент трения, поэтому вместо него можно использовать ацеталь, нейлон или ПТФЭ. Полипропилен также имеет низкую плотность по сравнению с другими распространенными пластиками, что приводит к снижению веса для производителей и дистрибьюторов деталей из полипропилена, полученных литьем под давлением.
Обладает исключительной устойчивостью при комнатной температуре к органическим растворителям, таким как жиры, но подвержен окислению при более высоких температурах (потенциальная проблема при литье под давлением).
Одним из основных преимуществ полипропилена является то, что он может быть изготовлен (с помощью ЧПУ или литья под давлением, термоформования или опрессовки) в виде живой петли. Живые шарниры представляют собой чрезвычайно тонкие кусочки пластика, которые гнутся, не ломаясь (даже в экстремальных диапазонах движения, приближающихся к 360 градусам).
Они не особенно подходят для структурных применений, таких как поддержка тяжелой двери, но исключительно полезны для ненесущих элементов, таких как крышка на бутылке кетчупа или шампуня. Полипропилен уникально подходит для живых петель, потому что он не ломается при многократном сгибании.
Одним из других преимуществ является то, что полипропилен может быть обработан на станке с ЧПУ, чтобы включить живой шарнир, что позволяет ускорить разработку прототипа и дешевле, чем другие методы прототипирования. Creative Mechanisms уникальна тем, что может изготавливать живые петли из цельного куска полипропилена.
Другим преимуществом полипропилена является то, что он может быть легко сополимеризован (по сути, объединен в композитный пластик) с другими полимерами, такими как полиэтилен. Сополимеризация значительно изменяет свойства материала, обеспечивая более надежное инженерное применение, чем это возможно с чистым полипропиленом (сам по себе он больше похож на товарный пластик).
Характеристики, упомянутые выше и ниже, означают, что полипропилен используется в самых разных областях: тарелки, подносы, чашки и т. д., которые можно мыть в посудомоечной машине, непрозрачные контейнеры на вынос и многие игрушки.
Каковы характеристики полипропилена?
Некоторые из наиболее важных свойств полипропилена:
Химическая стойкость: Разбавленные основания и кислоты плохо реагируют с полипропиленом, что делает его хорошим выбором для емкостей с такими жидкостями, как чистящие средства, средства первой помощи и многое другое.
Эластичность и прочность: Полипропилен проявляет эластичность в определенном диапазоне отклонений (как и все материалы), но он также подвергается пластической деформации на ранних этапах процесса деформации, поэтому обычно считается «жестким» материалом. Прочность — это технический термин, который определяется как способность материала деформироваться (пластически, а не упруго) без разрушения.
Сопротивление усталости: Полипропилен сохраняет свою форму после сильного кручения, изгиба и/или изгиба. Это свойство особенно ценно для изготовления живых петель.
Изоляция: полипропилен обладает очень высокой устойчивостью к электричеству и очень полезен для электронных компонентов.
Коэффициент пропускания: Хотя полипропилен можно сделать прозрачным, обычно он имеет естественный непрозрачный цвет. Полипропилен можно использовать в тех случаях, когда важна некоторая передача света или где это имеет эстетическую ценность. Если желательна высокая светопроницаемость, лучшим выбором будут такие пластмассы, как акрил или поликарбонат.
Полипропилен классифицируется как «термопластичный» (в отличие от «термореактивного») материала, что связано с тем, как пластик реагирует на тепло. Термопластичные материалы становятся жидкими при температуре плавления (примерно 130 градусов Цельсия в случае полипропилена).
Основным полезным свойством термопластов является то, что их можно нагревать до точки плавления, охлаждать и снова нагревать без существенной деградации. Вместо сжигания термопласты, такие как полипропилен, сжижаются, что позволяет легко формовать их под давлением, а затем перерабатывать.
Термореактивные пластмассы, напротив, можно нагревать только один раз (обычно в процессе литья под давлением). Первый нагрев вызывает схватывание термореактивных материалов (аналогично двухкомпонентной эпоксидной смоле), что приводит к химическому изменению, которое невозможно обратить. Если вы попытаетесь нагреть термореактивный пластик до высокой температуры во второй раз, он просто сгорит. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку.
Почему так часто используется полипропилен?
Полипропилен используется как в быту, так и в промышленности. Его уникальные свойства и способность адаптироваться к различным технологиям изготовления делают его бесценным материалом для широкого спектра применений.
Еще одной бесценной характеристикой является способность полипропилена функционировать как в качестве пластика, так и в качестве волокна (как те рекламные сумки, которые раздаются на мероприятиях, гонках и т. д.).
Уникальная способность полипропилена производиться различными методами и для различных применений означала, что вскоре он начал бросать вызов многим из старых альтернативных материалов, особенно в производстве упаковки, волокна и литья под давлением. Его рост был устойчивым на протяжении многих лет, и он остается крупным игроком в индустрии пластмасс во всем мире.
В Creative Mechanisms мы использовали полипропилен в ряде приложений в различных отраслях промышленности. Возможно, наиболее интересным примером является наша способность обрабатывать полипропилен на станках с ЧПУ, включая живую петлю для разработки прототипа живой петли.
Полипропилен — очень гибкий, мягкий материал с относительно низкой температурой плавления. Эти факторы не позволяют большинству людей правильно обрабатывать материал. Это склеивает. Он не режет чисто. Он начинает плавиться от тепла станка с ЧПУ. Как правило, его необходимо отшлифовать, чтобы получить что-либо близкое к готовой поверхности.
Но мы смогли решить эту проблему, что позволило нам создать новые прототипы живых петель из полипропилена. Посмотрите видео ниже:
Какие существуют типы полипропилена?
Существует два основных типа полипропилена: гомополимеры и сополимеры. Сополимеры подразделяются на блок-сополимеры и статистические сополимеры.
Каждая категория подходит для определенных приложений лучше, чем другие. Полипропилен часто называют «сталью» пластмассовой промышленности из-за различных способов, которыми его можно модифицировать или настроить для наилучшего выполнения конкретной цели.
Обычно это достигается введением в него специальных добавок или особым способом изготовления. Эта приспособляемость является жизненно важным свойством.
Гомополимерный полипропилен является маркой общего назначения. Вы можете думать об этом как о состоянии полипропилена по умолчанию. Блок-сополимер полипропилена имеет сомономерные звенья, расположенные в виде блоков (то есть в регулярном порядке) и содержат от 5% до 15% этилена.
Этилен улучшает определенные свойства, такие как ударопрочность, в то время как другие добавки улучшают другие свойства.
Случайный сополимер полипропилена – в отличие от блок-сополимера полипропилена – сомономерные звенья расположены неравномерно или случайным образом вдоль молекулы полипропилена.
Они обычно включаются с содержанием этилена от 1% до 7% и выбираются для применений, где требуется более пластичный и прозрачный продукт.
Как производится полипропилен?
Полипропилен, как и другие пластмассы, обычно начинается с перегонки углеводородного топлива в более легкие группы, называемые «фракциями», некоторые из которых объединяются с другими катализаторами для производства пластмасс (обычно путем полимеризации или поликонденсации).
Полипропилен для разработки прототипа на машинах с ЧПУ, 3D -принтерами и инъекционными формованными машинами:
3D Print
Обработка полипропилена с ЧПУ:
Полипропилен широко используется в качестве листового материала для производства станков с ЧПУ. Когда мы создаем прототип небольшого количества деталей из полипропилена, мы обычно обрабатываем их на станках с ЧПУ.
Полипропилен заслужил репутацию материала, который не поддается механической обработке. Это связано с тем, что у него низкая температура отжига, а значит, он начинает деформироваться под воздействием тепла. Поскольку в целом это очень мягкий материал, для его точной резки требуется чрезвычайно высокий уровень навыков. Компания Creative Mechanisms преуспела в этом.
Наши бригады могут использовать станок с ЧПУ и резать полипропилен аккуратно и с очень высокой детализацией. Кроме того, мы можем создавать живые петли из полипропилена толщиной всего 0,010 дюйма. Изготовление живых петель само по себе является сложной задачей, что делает использование такого сложного материала, как полипропилен, еще более впечатляющим.
Полипропилен для литья под давлением:
Полипропилен является очень полезным пластиком для литья под давлением и обычно доступен для этой цели в виде гранул. Полипропилен легко формуется, несмотря на его полукристаллическую природу, и он очень хорошо течет из-за низкой вязкости расплава.
Это свойство значительно повышает скорость заполнения формы материалом. Усадка полипропилена составляет около 1-2%, но может варьироваться в зависимости от ряда факторов, включая давление выдержки, время выдержки, температуру расплава, толщину стенки формы, температуру формы, а также процентное содержание и тип добавок.
Другое:
В дополнение к обычным применениям пластмасс, полипропилен также хорошо подходит для применения в волокнах. Это дает ему еще более широкий спектр применения, выходящий за рамки простого литья под давлением. К ним относятся веревки, ковры, обивка, одежда и тому подобное.
Изображение с AnimatedKnots.com
Каковы преимущества полипропилена?
Полипропилен доступен и относительно недорог.
Полипропилен обладает высокой прочностью на изгиб благодаря своей полукристаллической природе.
Полипропилен имеет относительно скользкую поверхность.
Полипропилен очень устойчив к влаге.
Полипропилен обладает хорошей химической стойкостью к широкому спектру щелочей и кислот.
Полипропилен обладает хорошей усталостной прочностью.
Полипропилен обладает хорошей ударной вязкостью.
Полипропилен является хорошим электроизолятором.
Каковы недостатки полипропилена?
Полипропилен имеет высокий коэффициент теплового расширения, что ограничивает его применение при высоких температурах.
Полипропилен подвержен разрушению под действием УФ-излучения.
Полипропилен имеет плохую устойчивость к хлорированным растворителям и ароматическим соединениям.
Полипропилен
известен тем, что его трудно красить, так как он плохо склеивается.
Полипропилен легко воспламеняется.
Полипропилен подвержен окислению.
Несмотря на свои недостатки, полипропилен в целом является отличным материалом. Он обладает уникальным сочетанием качеств, которых нет ни у одного другого материала, что делает его идеальным выбором для многих проектов.
Каковы свойства полипропилена?
Свойство
Значение
Техническое наименование
Полипропилен (ПП)
Химическая формула
(C 3 H 6 ) n
Идентификационный код смолы (используется для переработки)
Температура плавления
130°C (266°F)
Типичная температура пресс-формы для литья под давлением
 И это не теоретический проект, это уже летало в космос.
И это не теоретический проект, это уже летало в космос.
 Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
 Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов.
Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов. Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
 Инженерные филаменты армируются углеволокном, для увеличения жесткости детали. Влияние таких добавок на свойства пластика зависит не только от их количества, но и от размера волокон. Если мелкодисперсный порошок можно считать декоративной присадкой, то волокна уже значительно изменяют характеристики пластика. Само по себе слово Carbon в названии материала еще не означает выдающихся свойств, нужно смотреть результаты испытаний. Для примера: Stratasys Nylon12CF обладает почти вдвое большей прочностью на разрыв, при испытании вдоль слоев, чем Nylon12.
Инженерные филаменты армируются углеволокном, для увеличения жесткости детали. Влияние таких добавок на свойства пластика зависит не только от их количества, но и от размера волокон. Если мелкодисперсный порошок можно считать декоративной присадкой, то волокна уже значительно изменяют характеристики пластика. Само по себе слово Carbon в названии материала еще не означает выдающихся свойств, нужно смотреть результаты испытаний. Для примера: Stratasys Nylon12CF обладает почти вдвое большей прочностью на разрыв, при испытании вдоль слоев, чем Nylon12. В линейке Stratasys это, например, ABS-ESD7.
В линейке Stratasys это, например, ABS-ESD7. Получаемая таким образом деталь выходит значительно дешевле изготовленной методом прямой печати металлом. При наличии FDM-принтера и подходящей печи, нового оборудования вообще не понадобится.
Получаемая таким образом деталь выходит значительно дешевле изготовленной методом прямой печати металлом. При наличии FDM-принтера и подходящей печи, нового оборудования вообще не понадобится. Для работы с такими филаментами нужны 3D-принтеры с рабочей температурой экструдера от 350 °C и термостабилизированной рабочей камерой. Специалисты Top 3D Shop помогут вам с подбором промышленного 3D-принтера и пластиков для решения самых интересных задач.
Для работы с такими филаментами нужны 3D-принтеры с рабочей температурой экструдера от 350 °C и термостабилизированной рабочей камерой. Специалисты Top 3D Shop помогут вам с подбором промышленного 3D-принтера и пластиков для решения самых интересных задач. Производится на основе натурального акрила с добавлением высококачественных цветных паст. Чрезвычайно высокая кроющая способность. Покрытие очень твердое и дает отличную защиту. Стойкость к выцветанию, смазке, стойкость к обезжиривающему составу, ржавчине, износостойкость. Термостойкость до 120 °С. Примеры применения: крышка клапанного механизма, металлические приборная доска, стартер, панели двери, рычаг переключения передач, генератор переменного тока, теплоизоляционная перегородка. Пластиковые поверхности необходимо предварительно загрунтовать грунтовкой Maston plastic primer Инструкция по применению: чем больше дистанция напыления, тем выраженный структурный эффект. Начните распыление с расстояния 40 см от объекта и при необходимости переместите ближе. Наносите тонкими слоями и давайте высохнуть в течение примерно 5 минут, прежде чем распылять новый слой. Слишком толстые и влажные слои краски создают слабо выраженный структурный эффект.
Производится на основе натурального акрила с добавлением высококачественных цветных паст. Чрезвычайно высокая кроющая способность. Покрытие очень твердое и дает отличную защиту. Стойкость к выцветанию, смазке, стойкость к обезжиривающему составу, ржавчине, износостойкость. Термостойкость до 120 °С. Примеры применения: крышка клапанного механизма, металлические приборная доска, стартер, панели двери, рычаг переключения передач, генератор переменного тока, теплоизоляционная перегородка. Пластиковые поверхности необходимо предварительно загрунтовать грунтовкой Maston plastic primer Инструкция по применению: чем больше дистанция напыления, тем выраженный структурный эффект. Начните распыление с расстояния 40 см от объекта и при необходимости переместите ближе. Наносите тонкими слоями и давайте высохнуть в течение примерно 5 минут, прежде чем распылять новый слой. Слишком толстые и влажные слои краски создают слабо выраженный структурный эффект. Производится на основе натурального акрила с добавлением высококачественных цветных паст. Чрезвычайно высокая кроющая способность. Покрытие очень твердое и дает отличную защиту. Стойкость к выцветанию, смазке, стойкость к обезжиривающему составу, ржавчине, износостойкость. Термостойкость до 120 °С. Примеры применения: крышка клапанного механизма, металлические приборная доска, стартер, панели двери, рычаг переключения передач, генератор переменного тока, теплоизоляционная перегородка. Пластиковые поверхности необходимо предварительно загрунтовать грунтовкой Maston plastic primer Инструкция по применению: чем больше дистанция напыления, тем выраженный структурный эффект. Начните распыление с расстояния 40 см от объекта и при необходимости переместите ближе. Наносите тонкими слоями и давайте высохнуть в течение примерно 5 минут, прежде чем распылять новый слой. Слишком толстые и влажные слои краски создают слабо выраженный структурный эффект.
Производится на основе натурального акрила с добавлением высококачественных цветных паст. Чрезвычайно высокая кроющая способность. Покрытие очень твердое и дает отличную защиту. Стойкость к выцветанию, смазке, стойкость к обезжиривающему составу, ржавчине, износостойкость. Термостойкость до 120 °С. Примеры применения: крышка клапанного механизма, металлические приборная доска, стартер, панели двери, рычаг переключения передач, генератор переменного тока, теплоизоляционная перегородка. Пластиковые поверхности необходимо предварительно загрунтовать грунтовкой Maston plastic primer Инструкция по применению: чем больше дистанция напыления, тем выраженный структурный эффект. Начните распыление с расстояния 40 см от объекта и при необходимости переместите ближе. Наносите тонкими слоями и давайте высохнуть в течение примерно 5 минут, прежде чем распылять новый слой. Слишком толстые и влажные слои краски создают слабо выраженный структурный эффект. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
 Эти пластики имеют резкий переход от твердого состояния к жидкому. Таким образом, полукристаллические пластики имеют определенную температуру плавления. Полукристаллические пластмассы являются наиболее широко используемыми пластмассами для производства волокон, пленок, смесей и композитов. Примеры включают PE, PET, PTFE и PP.
Эти пластики имеют резкий переход от твердого состояния к жидкому. Таким образом, полукристаллические пластики имеют определенную температуру плавления. Полукристаллические пластмассы являются наиболее широко используемыми пластмассами для производства волокон, пленок, смесей и композитов. Примеры включают PE, PET, PTFE и PP. Полукристаллические пластмассы имеют точную точку, в которой происходит это изменение, тогда как аморфные пластмассы постепенно размягчаются при нагревании.
Полукристаллические пластмассы имеют точную точку, в которой происходит это изменение, тогда как аморфные пластмассы постепенно размягчаются при нагревании.
 PEEK также обладает отличной стойкостью к гидролизу и пару, но имеет плохую стойкость к ультрафиолетовому излучению и является дорогостоящим материалом.
PEEK также обладает отличной стойкостью к гидролизу и пару, но имеет плохую стойкость к ультрафиолетовому излучению и является дорогостоящим материалом. ПТФЭ, часто называемый торговым названием Teflon®, также обладает очень низким коэффициентом трения и износостойкостью. ПТФЭ широко используется в качестве антипригарного покрытия для сковородок и кухонной посуды, а также для контейнеров для хранения химикатов. Это относительно низкая стоимость по сравнению с другими высокотемпературными конструкционными пластиками, но при этом он очень неэластичен. Кроме того, большинство клеев не работают с ПТФЭ. В приведенной ниже таблице перечислены некоторые ключевые свойства ненаполненного первичного ПТФЭ:
ПТФЭ, часто называемый торговым названием Teflon®, также обладает очень низким коэффициентом трения и износостойкостью. ПТФЭ широко используется в качестве антипригарного покрытия для сковородок и кухонной посуды, а также для контейнеров для хранения химикатов. Это относительно низкая стоимость по сравнению с другими высокотемпературными конструкционными пластиками, но при этом он очень неэластичен. Кроме того, большинство клеев не работают с ПТФЭ. В приведенной ниже таблице перечислены некоторые ключевые свойства ненаполненного первичного ПТФЭ: PAI, иногда называемый Torlon®, считается термопластом с самыми высокими эксплуатационными характеристиками, обладающим превосходной механической прочностью, радиационной стойкостью и коррозионной стойкостью. Однако Torlon® является дорогостоящим материалом.
PAI, иногда называемый Torlon®, считается термопластом с самыми высокими эксплуатационными характеристиками, обладающим превосходной механической прочностью, радиационной стойкостью и коррозионной стойкостью. Однако Torlon® является дорогостоящим материалом. PPS по своей природе огнестойкий и обладает хорошей химической стойкостью, но имеет плохую диэлектрическую прочность. ПФС не является чрезмерно дорогим материалом и поэтому идеально подходит для менее сложных применений, таких как ручки сковородок, компоненты центробежных насосов и направляющие стержней. В таблице ниже перечислены некоторые ключевые свойства PPS:
PPS по своей природе огнестойкий и обладает хорошей химической стойкостью, но имеет плохую диэлектрическую прочность. ПФС не является чрезмерно дорогим материалом и поэтому идеально подходит для менее сложных применений, таких как ручки сковородок, компоненты центробежных насосов и направляющие стержней. В таблице ниже перечислены некоторые ключевые свойства PPS: 
 Если требуется термостойкость и высокая коррозионная стойкость, правильным выбором может быть ПТФЭ. Однако, если требуется длительное воздействие высоких температур в критически важных аэрокосмических приложениях, то может подойти специальный полимер, такой как Torlon®. Короче говоря, лучший термостойкий пластик полностью зависит от области применения.
Если требуется термостойкость и высокая коррозионная стойкость, правильным выбором может быть ПТФЭ. Однако, если требуется длительное воздействие высоких температур в критически важных аэрокосмических приложениях, то может подойти специальный полимер, такой как Torlon®. Короче говоря, лучший термостойкий пластик полностью зависит от области применения.

 При разработке деталей, которые будут контактировать с чрезвычайно высокими температурами, командам разработчиков следует рассмотреть возможность производства с использованием этих пяти лучших термостойких пластиков.
При разработке деталей, которые будут контактировать с чрезвычайно высокими температурами, командам разработчиков следует рассмотреть возможность производства с использованием этих пяти лучших термостойких пластиков. ULTEM выделяется тем, что обладает самой высокой диэлектрической прочностью среди всех термопластов с высокими эксплуатационными характеристиками.
ULTEM выделяется тем, что обладает самой высокой диэлектрической прочностью среди всех термопластов с высокими эксплуатационными характеристиками. Кроме того, он имеет более низкую ударную вязкость и температуру использования, чем PEEK.
Кроме того, он имеет более низкую ударную вязкость и температуру использования, чем PEEK.
 Политетрафторэтилен (ПТФЭ)
Политетрафторэтилен (ПТФЭ) Он также используется для защиты труб от коррозионно-активных материалов, покрытия теплообменников и изоляции электрических компонентов.
Он также используется для защиты труб от коррозионно-активных материалов, покрытия теплообменников и изоляции электрических компонентов. Волокна PBI не имеют известной температуры плавления, не горят и не прилипают к другим пластикам. Этот материал имеет максимальную температуру непрерывной эксплуатации 398°C в инертной среде, 343°C на воздухе и возможность кратковременного воздействия до 537°C.
Волокна PBI не имеют известной температуры плавления, не горят и не прилипают к другим пластикам. Этот материал имеет максимальную температуру непрерывной эксплуатации 398°C в инертной среде, 343°C на воздухе и возможность кратковременного воздействия до 537°C. Полидициклопентадиен (pDCPD)
Полидициклопентадиен (pDCPD) Тремя наиболее распространенными типами добавок являются антиоксиданты, антипирены и технологические добавки. Каждая добавка обеспечивает различные характеристики и способствует долговечности полимера.
Тремя наиболее распространенными типами добавок являются антиоксиданты, антипирены и технологические добавки. Каждая добавка обеспечивает различные характеристики и способствует долговечности полимера.
 14
14

 5 кВт, рассчитанный на продолжительную работу
5 кВт, рассчитанный на продолжительную работу
 Но многие бюстгальтеры отстой. Здесь, в ThirdLove, мы делаем лучшие бюстгальтеры для женщин всех размеров чашки, включая полные и половинчатые (если вы находитесь между размерами). Важно носить бюстгальтер, который идеально сидит на вас и обеспечивает необходимую дополнительную поддержку, особенно при большом бюсте. Бюстгальтеры 32F в ThirdLove идеально подходят для вашего тела. Они будут обнимать и сглаживать ваши изгибы так, как вам нравится, чтобы вы выглядели и чувствовали себя прекрасно каждый день.
Но многие бюстгальтеры отстой. Здесь, в ThirdLove, мы делаем лучшие бюстгальтеры для женщин всех размеров чашки, включая полные и половинчатые (если вы находитесь между размерами). Важно носить бюстгальтер, который идеально сидит на вас и обеспечивает необходимую дополнительную поддержку, особенно при большом бюсте. Бюстгальтеры 32F в ThirdLove идеально подходят для вашего тела. Они будут обнимать и сглаживать ваши изгибы так, как вам нравится, чтобы вы выглядели и чувствовали себя прекрасно каждый день. Пройдите нашу викторину для примерочной , чтобы попрощаться с плохими бюстгальтерами и попрощаться с лучшими бюстгальтерами, которые обеспечат вам поддержку и внешний вид, которого вы жаждете.
Пройдите нашу викторину для примерочной , чтобы попрощаться с плохими бюстгальтерами и попрощаться с лучшими бюстгальтерами, которые обеспечат вам поддержку и внешний вид, которого вы жаждете.
 «32» относится к ремешку, а «F» — к размеру чашки. Читать далее…
«32» относится к ремешку, а «F» — к размеру чашки. Читать далее…

 Продукция наших партнеров поставляется напрямую, поэтому большинство позиций доступно по заводским и дилерским ценам. Офис нашей фирмы, складские помещения и магазин строительных инструментов находится в Санкт-Петербурге, недалеко от бесплатной парковочной зоны. Доставку заказа выполняют наши сотрудники на собственном транспорте по всей территории Ленинградской области.
Продукция наших партнеров поставляется напрямую, поэтому большинство позиций доступно по заводским и дилерским ценам. Офис нашей фирмы, складские помещения и магазин строительных инструментов находится в Санкт-Петербурге, недалеко от бесплатной парковочной зоны. Доставку заказа выполняют наши сотрудники на собственном транспорте по всей территории Ленинградской области. Каждая стоматологическая процедура подразумевает применение самых разных инструментов и оборудования, которые обладают уникальными характеристиками. Описание стоматологического инструментария существует не только для специалистов, но и для любознательных пациентов.
Каждая стоматологическая процедура подразумевает применение самых разных инструментов и оборудования, которые обладают уникальными характеристиками. Описание стоматологического инструментария существует не только для специалистов, но и для любознательных пациентов. Его используют для помещения ватных тампонов в рот, проверки подвижности зубов;
Его используют для помещения ватных тампонов в рот, проверки подвижности зубов;
 Инструмент, предназначенный для нанесения амальгамы.
Инструмент, предназначенный для нанесения амальгамы. Используются для разрезания тканей;
Используются для разрезания тканей; В кабинете этого специалиста должны быть следующие инструменты:
В кабинете этого специалиста должны быть следующие инструменты: Наша стоматологическая продукция сертифицирована;
Наша стоматологическая продукция сертифицирована;

 youtube.com/embed/NmFVYxr_eT0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/NmFVYxr_eT0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 Синий светодиод будет мигать. После окончания программирования переключатель S2 ставим в положение «разомкнуто» и нажимаем кнопку S3. Теперь устройство примерно через 1 минуту должно появиться в беспроводной домашней сети. Чтобы пользоваться им постоянно, можно назначить SD-диск сетевым диском PC. После того, как убедились, что всё работает, берем устройство, удаляем перемычку S1, вставляем его в SD-разъём на плате дисплея и подсоединяем питание с платы +5v:В приложенном архиве находится печатная плата в формате lay6, бинарный файл прошивки, и, кроме того, для тех, кто хочет повозиться с Arduino и что-нибудь подправить, исходник скетча.https://cloud.mail.ru/public/3zqi/3ecDR82hgСкорость передачи файлов — около 280 кб/с, т.о. файл 42Мб записывается ~ 2м 30с.Первая деталь, напечатанная после установки данного устройства, время печати — около 8 часов.
Синий светодиод будет мигать. После окончания программирования переключатель S2 ставим в положение «разомкнуто» и нажимаем кнопку S3. Теперь устройство примерно через 1 минуту должно появиться в беспроводной домашней сети. Чтобы пользоваться им постоянно, можно назначить SD-диск сетевым диском PC. После того, как убедились, что всё работает, берем устройство, удаляем перемычку S1, вставляем его в SD-разъём на плате дисплея и подсоединяем питание с платы +5v:В приложенном архиве находится печатная плата в формате lay6, бинарный файл прошивки, и, кроме того, для тех, кто хочет повозиться с Arduino и что-нибудь подправить, исходник скетча.https://cloud.mail.ru/public/3zqi/3ecDR82hgСкорость передачи файлов — около 280 кб/с, т.о. файл 42Мб записывается ~ 2м 30с.Первая деталь, напечатанная после установки данного устройства, время печати — около 8 часов.
 2″
2″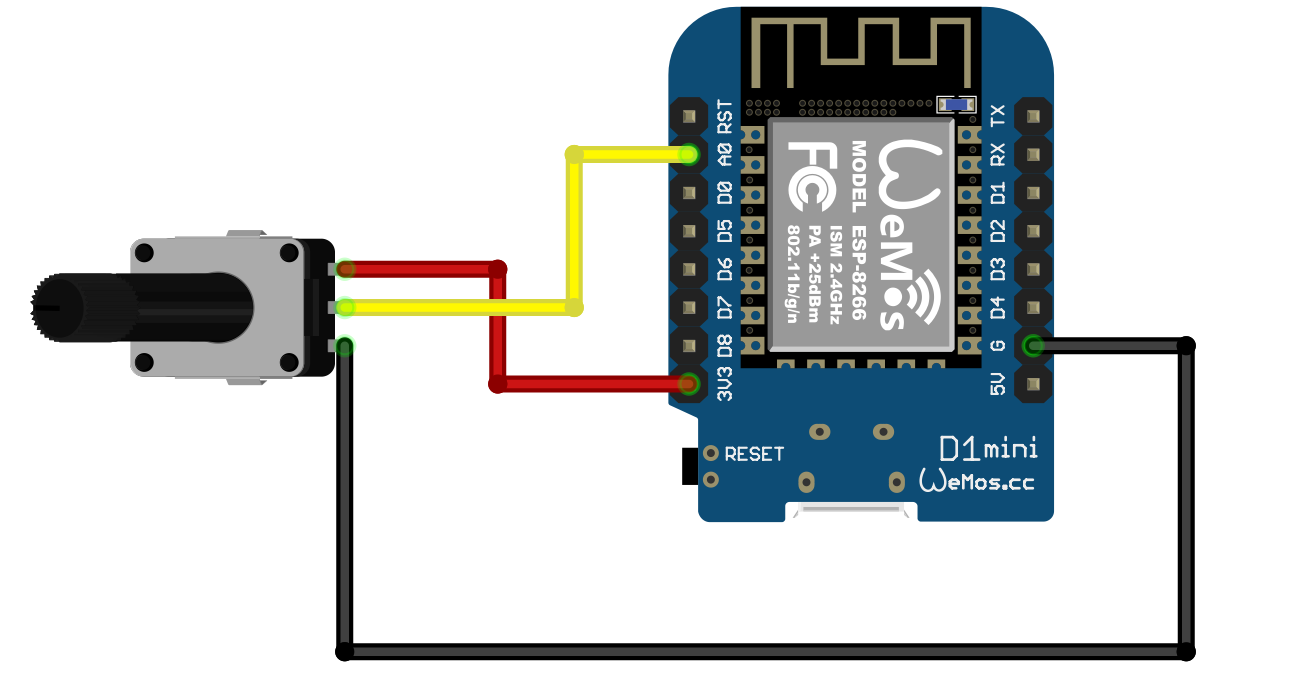 cpp
cpp x
x com/d-a-v/ESPWebDAV
com/d-a-v/ESPWebDAV 4.0 Espressif32 (ESP32-arduino core 2.0.3)
4.0 Espressif32 (ESP32-arduino core 2.0.3) 0.5
0.5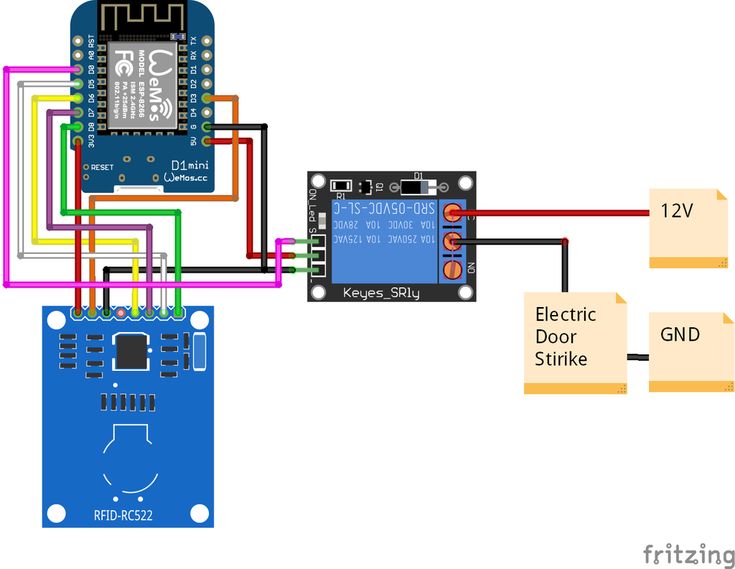 0-альфа1
0-альфа1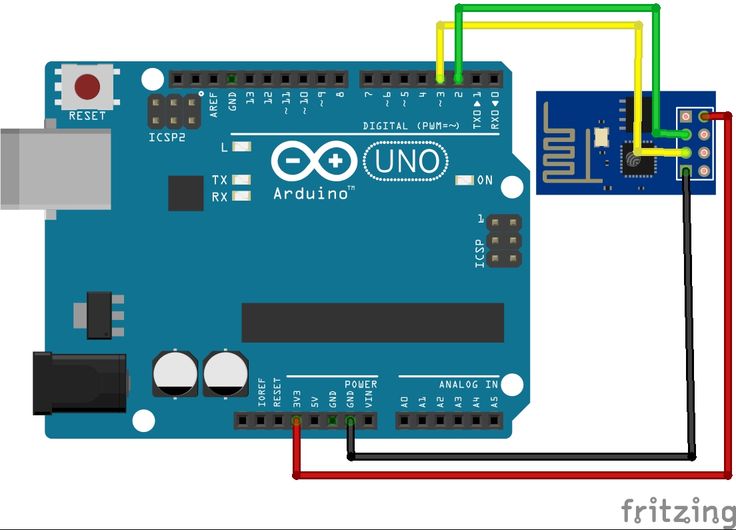 0-alpha-1 — обратной совместимости нет u9226 внесли свой первый вклад в #497
0-alpha-1 — обратной совместимости нет u9226 внесли свой первый вклад в #497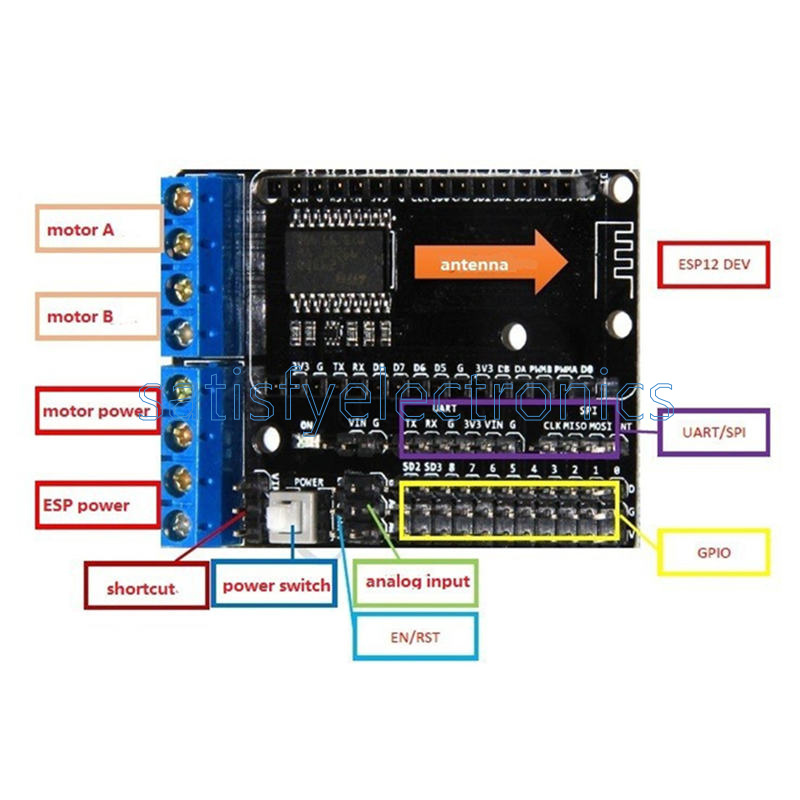 1 ESP3D для ESP8266/ESP32
1 ESP3D для ESP8266/ESP32

 4.0 (http://arduino.esp8266.com/versions/2.4.0/package_esp8266com_index.json)
4.0 (http://arduino.esp8266.com/versions/2.4.0/package_esp8266com_index.json)
 автором
автором Х
Х автором
автором
 От вальцевания материала сжимается, что сопровождается деформацией сдвига. Большие сдвиговые напряжения в рабочем зазоре приводят к необратимой механодеструкции или уменьшению молекулярной массы макромолекул.
От вальцевания материала сжимается, что сопровождается деформацией сдвига. Большие сдвиговые напряжения в рабочем зазоре приводят к необратимой механодеструкции или уменьшению молекулярной массы макромолекул.
 Выбор инструмента зависит с формой заготовки.
Выбор инструмента зависит с формой заготовки.
 Для отверждения полученное изделие нагревают до 80-260 градусов. Такой метод применяется для получения неглубоких корпусных деталей. Этим способом модифицируют композиции на основе фенолформальдегидных смол и асфальтопековые пластмассы.
Для отверждения полученное изделие нагревают до 80-260 градусов. Такой метод применяется для получения неглубоких корпусных деталей. Этим способом модифицируют композиции на основе фенолформальдегидных смол и асфальтопековые пластмассы.
 Здесь главное следить за температурой нагрева полимера и своевременно предотвращать оплавление, так как для пластмасс она довольно низкая. Пластмассу можно пилить, сверлить, резать, точить, шлифовать и гравировать к тому же, в том числе лазером. Резать можно в том числе и вручную. Для этого существуют специальные резаки.
Здесь главное следить за температурой нагрева полимера и своевременно предотвращать оплавление, так как для пластмасс она довольно низкая. Пластмассу можно пилить, сверлить, резать, точить, шлифовать и гравировать к тому же, в том числе лазером. Резать можно в том числе и вручную. Для этого существуют специальные резаки. Для промышленных нужд резать и шлифовать бутылку никто не будет, а вот оргстекло – да. Температура плавления оргстекла – около 1600С. Это считается очень маленькой температурой в масштабах промышленности, потому что по оргстеклу чаще всего делают лазерную гравировку. Лазер режет материал за счет испарения.
Для промышленных нужд резать и шлифовать бутылку никто не будет, а вот оргстекло – да. Температура плавления оргстекла – около 1600С. Это считается очень маленькой температурой в масштабах промышленности, потому что по оргстеклу чаще всего делают лазерную гравировку. Лазер режет материал за счет испарения.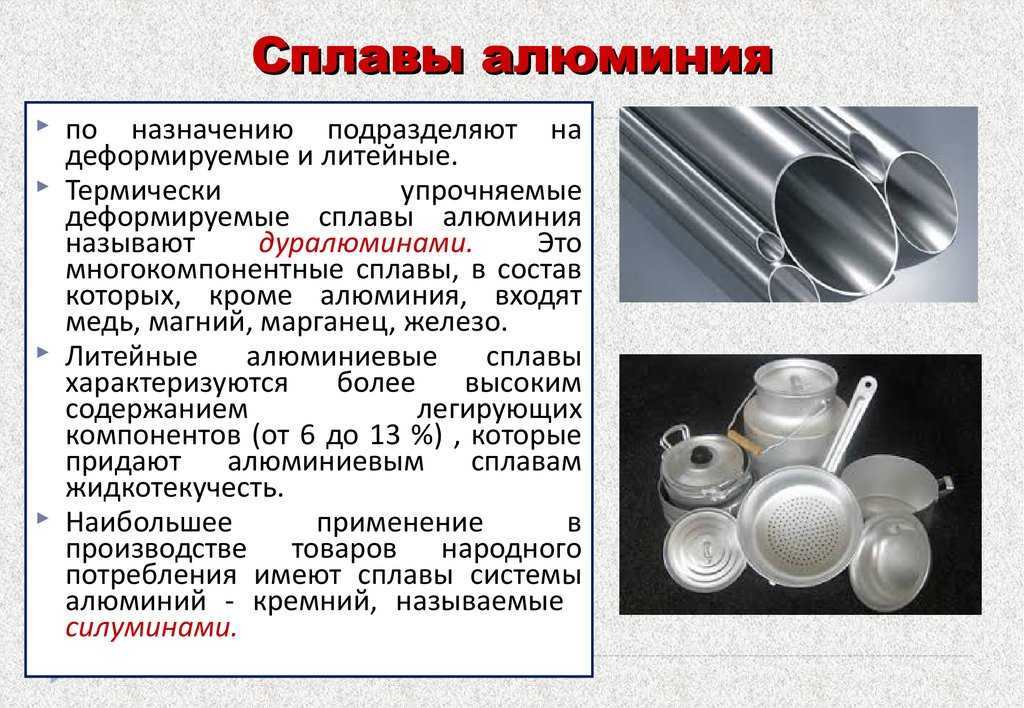

 Можно осуществлять вручную с помощью наждачки. При термической шлифовке гретый газ оплавляет неровности пластмассы, таким образом делая поверхность гладкой. При химической полировке поверхность полимера выравнивается при поглощении им растворителя. Но растворители вредны и могут изменять структуру материала.
Можно осуществлять вручную с помощью наждачки. При термической шлифовке гретый газ оплавляет неровности пластмассы, таким образом делая поверхность гладкой. При химической полировке поверхность полимера выравнивается при поглощении им растворителя. Но растворители вредны и могут изменять структуру материала. В то время как пластмассы на биологической основе получают из возобновляемых продуктов, таких как углеводы, крахмал, растительные жиры и масла, бактерии и другие биологические вещества.
В то время как пластмассы на биологической основе получают из возобновляемых продуктов, таких как углеводы, крахмал, растительные жиры и масла, бактерии и другие биологические вещества.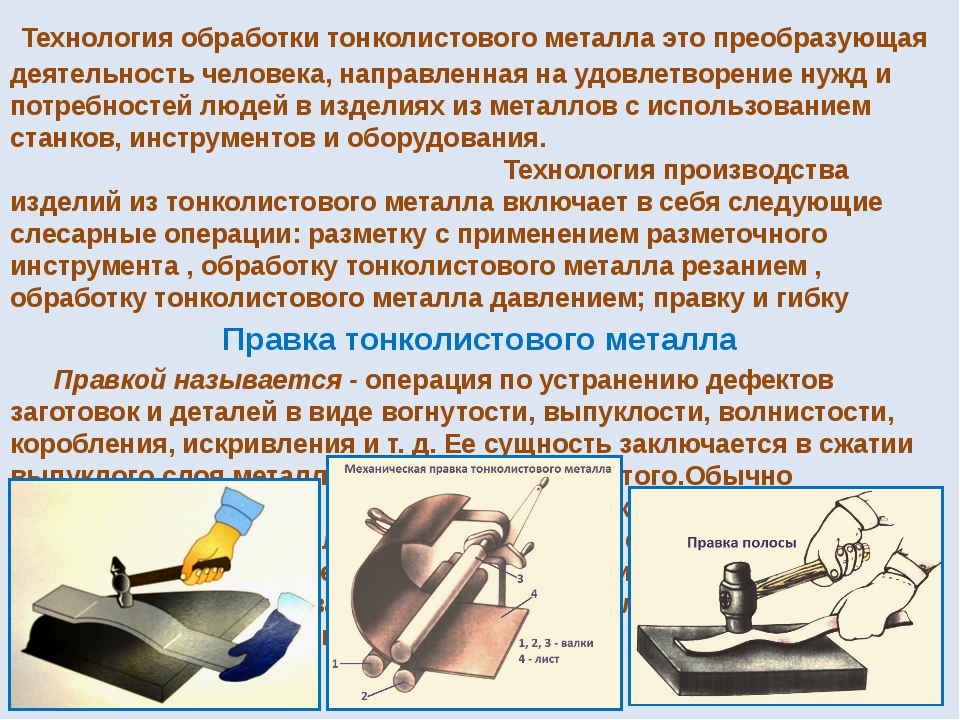
 Существует два различных механизма полимеризации:
Существует два различных механизма полимеризации: Компаундирование/обработка
Компаундирование/обработка 
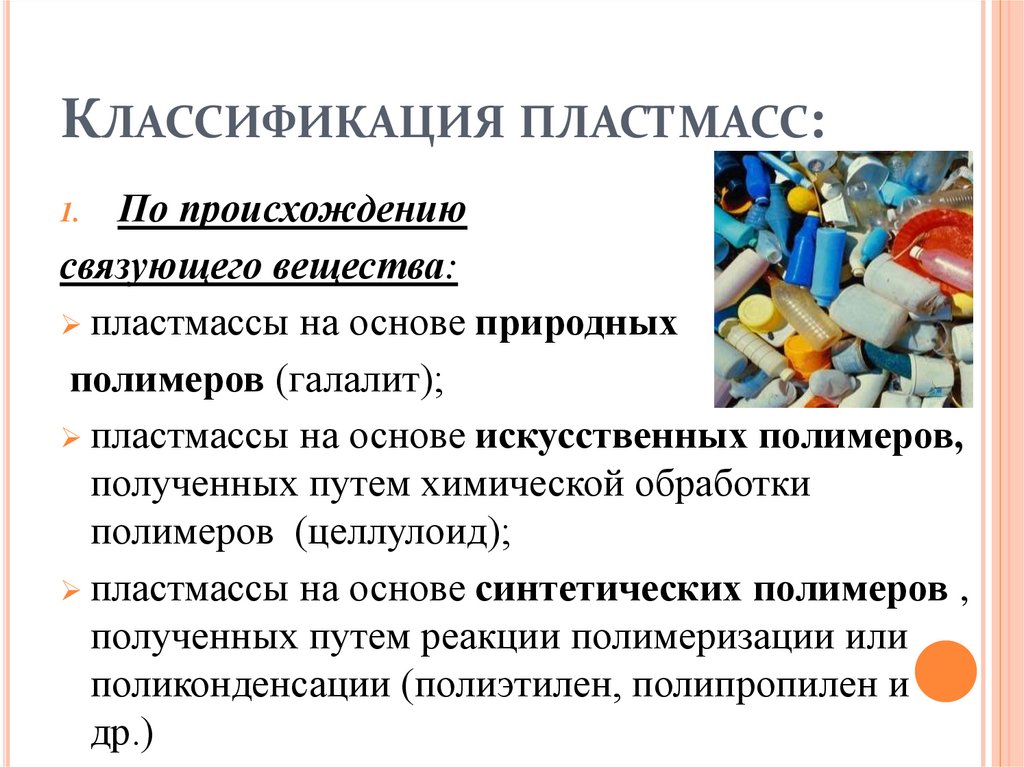 Пластмассы состоят из полимерной смолы, часто смешанной с другими веществами, называемыми добавками.
Пластмассы состоят из полимерной смолы, часто смешанной с другими веществами, называемыми добавками.
 3 (или C 2 H 6 ), известный как этан, и ряд продолжается следующим образом.
3 (или C 2 H 6 ), известный как этан, и ряд продолжается следующим образом.
 Планктоны были погребены глубже под тяжелыми слоями отложений в мантии Земли из-за сжатия из-за огромного количества тепла и давления. Мертвые организмы разлагались без доступа кислорода, что превращало их в крошечные очаги нефти и газа. Затем сырая нефть и газ проникают в породы, которые в конечном итоге накапливаются в резервуарах. Нефтяные и газовые скважины находятся на дне наших океанов и под ними. Уголь в основном происходит из мертвых растений (ссылка).
Планктоны были погребены глубже под тяжелыми слоями отложений в мантии Земли из-за сжатия из-за огромного количества тепла и давления. Мертвые организмы разлагались без доступа кислорода, что превращало их в крошечные очаги нефти и газа. Затем сырая нефть и газ проникают в породы, которые в конечном итоге накапливаются в резервуарах. Нефтяные и газовые скважины находятся на дне наших океанов и под ними. Уголь в основном происходит из мертвых растений (ссылка). Это означает, что углеводороды могут образовываться в верхней мантии, то есть в слое Земли между корой и ядром. Они демонстрируют это, подвергая метан лазерной термообработке в верхнем слое Земли, который затем превращается в молекулу водорода, этан, пропан, петролейный эфир и графит. Затем ученые подвергли этан тем же условиям, в которых обратимость произвела метан. Приведенные выше результаты показывают, что эти углеводороды могут быть созданы естественным путем без остатков растений и животных (ссылка).
Это означает, что углеводороды могут образовываться в верхней мантии, то есть в слое Земли между корой и ядром. Они демонстрируют это, подвергая метан лазерной термообработке в верхнем слое Земли, который затем превращается в молекулу водорода, этан, пропан, петролейный эфир и графит. Затем ученые подвергли этан тем же условиям, в которых обратимость произвела метан. Приведенные выше результаты показывают, что эти углеводороды могут быть созданы естественным путем без остатков растений и животных (ссылка). Насосы разных размеров могут производить от 5 до 40 литров масла за ход (рис. 1).
Насосы разных размеров могут производить от 5 до 40 литров масла за ход (рис. 1). Сырая нефть сначала нагревается в печи, затем полученная смесь в виде пара подается в колонну фракционной перегонки. Колонна фракционной перегонки разделяет смесь на разные отсеки, называемые фракциями. В дистилляционной колонне существует температурный градиент, когда верх холоднее основания. Смесь жидкой и паровой фракций разделяется в колонне в зависимости от их веса и температуры кипения (температура кипения – это температура, при которой жидкая фаза переходит в газообразную). Когда пары испаряются и встречаются с жидкой фракцией, температура которой ниже точки кипения пара, она частично конденсируется. Эти пары испаряющейся сырой нефти конденсируются при различной температуре в колонне. Пары (газы) наиболее легких фракций (бензин и нефтяной газ) стекают в верх колонны, жидкие фракции средней массы (керосиновые и дизельные дистилляты) задерживаются в середине, более тяжелые жидкости (называемые газойлями) отделяются ниже вниз , а самые тяжелые фракции (твердые вещества) с наиболее высокими температурами кипения остаются в основании колонны.
Сырая нефть сначала нагревается в печи, затем полученная смесь в виде пара подается в колонну фракционной перегонки. Колонна фракционной перегонки разделяет смесь на разные отсеки, называемые фракциями. В дистилляционной колонне существует температурный градиент, когда верх холоднее основания. Смесь жидкой и паровой фракций разделяется в колонне в зависимости от их веса и температуры кипения (температура кипения – это температура, при которой жидкая фаза переходит в газообразную). Когда пары испаряются и встречаются с жидкой фракцией, температура которой ниже точки кипения пара, она частично конденсируется. Эти пары испаряющейся сырой нефти конденсируются при различной температуре в колонне. Пары (газы) наиболее легких фракций (бензин и нефтяной газ) стекают в верх колонны, жидкие фракции средней массы (керосиновые и дизельные дистилляты) задерживаются в середине, более тяжелые жидкости (называемые газойлями) отделяются ниже вниз , а самые тяжелые фракции (твердые вещества) с наиболее высокими температурами кипения остаются в основании колонны.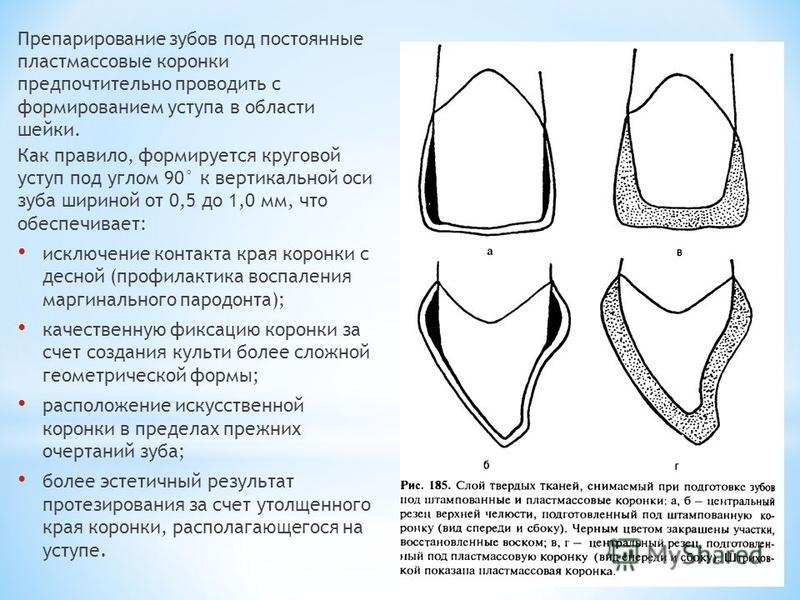 Каждая фракция в колонке содержит углеводороды с одинаковым числом атомов углерода, молекулы меньшего размера находятся вверху, а молекулы большей длины ближе к низу колонки (ссылка). Таким образом, нефть разлагается на нефтяной газ, бензин, парафин (керосин), нафту, светлую нефть, тяжелую нефть и т. д.
Каждая фракция в колонке содержит углеводороды с одинаковым числом атомов углерода, молекулы меньшего размера находятся вверху, а молекулы большей длины ближе к низу колонки (ссылка). Таким образом, нефть разлагается на нефтяной газ, бензин, парафин (керосин), нафту, светлую нефть, тяжелую нефть и т. д.

 Жидкость остывает, затвердевает и превращается в твердый пластик, из которого получается готовый продукт. Переработка полимера также включает в себя добавление пластификаторов, красителей и антипиренов.
Жидкость остывает, затвердевает и превращается в твердый пластик, из которого получается готовый продукт. Переработка полимера также включает в себя добавление пластификаторов, красителей и антипиренов. Затем димеры могут соединяться, образуя тетрамеры (четыре единицы) и так далее. Эти побочные продукты необходимо удалить для успеха реакции. Наиболее распространенным побочным продуктом является вода, которая легко обрабатывается и утилизируется. Побочные продукты также могут быть ценным сырьем, которое возвращается обратно в поток сырья.
Затем димеры могут соединяться, образуя тетрамеры (четыре единицы) и так далее. Эти побочные продукты необходимо удалить для успеха реакции. Наиболее распространенным побочным продуктом является вода, которая легко обрабатывается и утилизируется. Побочные продукты также могут быть ценным сырьем, которое возвращается обратно в поток сырья. Это олефины и ароматические соединения. Среди олефинов С 2 (этилен), С 3 (пропилен), С 4 (бутан и бутадиен). Ароматические соединения состоят из бензола, толуола и ксилола. Эти маленькие молекулы связаны друг с другом в длинные молекулярные цепи, называемые полимерами. Когда полимер выходит из химической фабрики, он все еще не в виде пластика — он в виде гранул или порошков (или жидкостей). Прежде чем они смогут стать пластиком для повседневного использования, они должны пройти ряд преобразований. Их месят, нагревают, плавят и охлаждают в объекты различной формы, размера, цвета с точными свойствами в соответствии с обрабатывающими трубками.
Это олефины и ароматические соединения. Среди олефинов С 2 (этилен), С 3 (пропилен), С 4 (бутан и бутадиен). Ароматические соединения состоят из бензола, толуола и ксилола. Эти маленькие молекулы связаны друг с другом в длинные молекулярные цепи, называемые полимерами. Когда полимер выходит из химической фабрики, он все еще не в виде пластика — он в виде гранул или порошков (или жидкостей). Прежде чем они смогут стать пластиком для повседневного использования, они должны пройти ряд преобразований. Их месят, нагревают, плавят и охлаждают в объекты различной формы, размера, цвета с точными свойствами в соответствии с обрабатывающими трубками. Затем фабрики переплавляют их в конечные продукты.
Затем фабрики переплавляют их в конечные продукты. Основные типы полимеров, мономеры и их химические структуры
Основные типы полимеров, мономеры и их химические структуры





 Эти вещества, помимо того, что служат основой для пластика, являются основным компонентом многих других материалов, таких как стекло, бумага и резина. Кроме того, полимеры являются основой таких минералов, как алмаз, кварц и полевой шпат, а также материалов живых организмов, таких как белки, целлюлоза и нуклеиновые кислоты. В зависимости от назначения полимеры могут обладать многочисленными свойствами, такими как отражательная способность, ударопрочность, хрупкость, прозрачность, пластичность и эластичность.
Эти вещества, помимо того, что служат основой для пластика, являются основным компонентом многих других материалов, таких как стекло, бумага и резина. Кроме того, полимеры являются основой таких минералов, как алмаз, кварц и полевой шпат, а также материалов живых организмов, таких как белки, целлюлоза и нуклеиновые кислоты. В зависимости от назначения полимеры могут обладать многочисленными свойствами, такими как отражательная способность, ударопрочность, хрупкость, прозрачность, пластичность и эластичность. Более того, молекулярная масса термопластов колеблется от 20 000 до 500 000 AMU (атомная единица массы), тогда как считается, что термореактивные материалы имеют бесконечную молекулярную массу.
Более того, молекулярная масса термопластов колеблется от 20 000 до 500 000 AMU (атомная единица массы), тогда как считается, что термореактивные материалы имеют бесконечную молекулярную массу. В зависимости от того, где он находится под землей, природный газ классифицируется как традиционный или нетрадиционный. Обычный тип можно найти в проницаемых коренных породах или смешать с нефтяными резервуарами и его можно извлечь с помощью обычных методов бурения. С другой стороны, нетрадиционная добыча природного газа требует специальных методов, таких как фрекинг, поскольку обычная технология бурения может быть слишком дорогостоящей и сложной.
В зависимости от того, где он находится под землей, природный газ классифицируется как традиционный или нетрадиционный. Обычный тип можно найти в проницаемых коренных породах или смешать с нефтяными резервуарами и его можно извлечь с помощью обычных методов бурения. С другой стороны, нетрадиционная добыча природного газа требует специальных методов, таких как фрекинг, поскольку обычная технология бурения может быть слишком дорогостоящей и сложной. Этот пластик, известный как возобновляемый пластик или биопластик, создается из возобновляемой биомассы, такой как терпены, лигнин, целлюлоза, растительный жир, бактерии, древесные волокна, углеводы, переработанные пищевые отходы и т. д. Биоразлагаемый пластик не содержит потенциально опасного химического вещества BPA. и, скорее всего, рассосется через пару месяцев. Кроме того, в течение своего срока службы биопластик выделяет гораздо меньше парниковых газов по сравнению с обычным пластиком.
Этот пластик, известный как возобновляемый пластик или биопластик, создается из возобновляемой биомассы, такой как терпены, лигнин, целлюлоза, растительный жир, бактерии, древесные волокна, углеводы, переработанные пищевые отходы и т. д. Биоразлагаемый пластик не содержит потенциально опасного химического вещества BPA. и, скорее всего, рассосется через пару месяцев. Кроме того, в течение своего срока службы биопластик выделяет гораздо меньше парниковых газов по сравнению с обычным пластиком. Здесь также создаются строительные блоки из пластика, этана и пропана. Как это работает?
Здесь также создаются строительные блоки из пластика, этана и пропана. Как это работает?
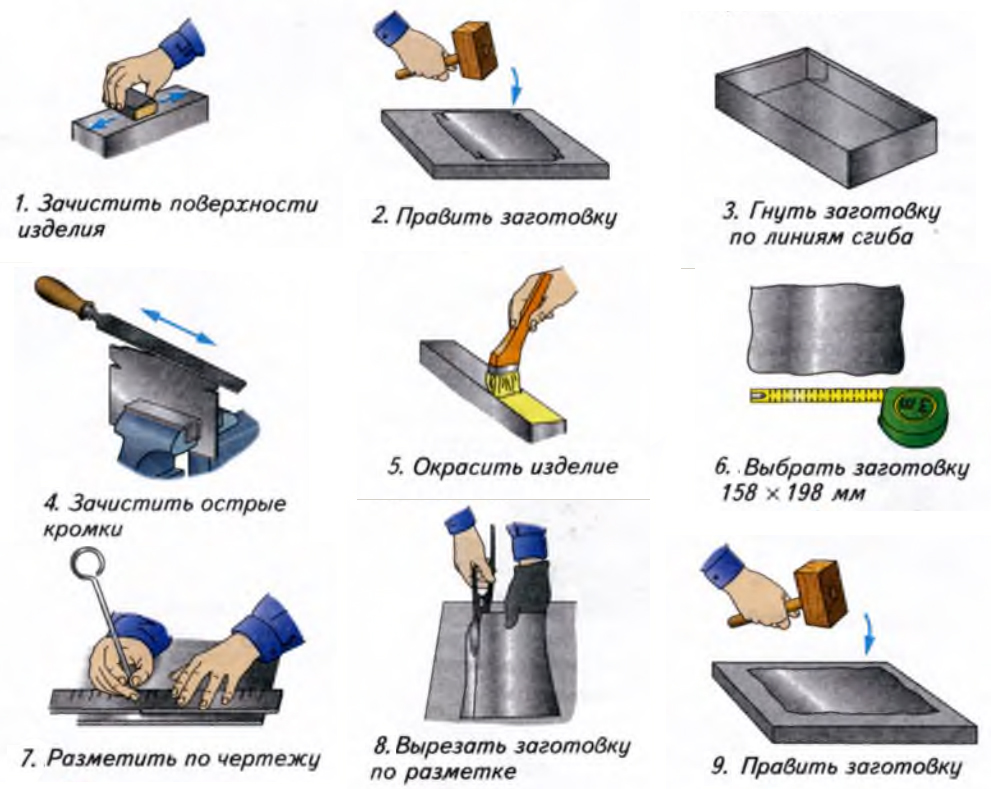 В конце концов, крекинг-сырье быстро охлаждают с использованием ряда методов, таких как сжатие, абсорбция, сушка, охлаждение, фракционирование и селективное гидрирование.
В конце концов, крекинг-сырье быстро охлаждают с использованием ряда методов, таких как сжатие, абсорбция, сушка, охлаждение, фракционирование и селективное гидрирование. Это может быть достигнуто либо добавлением, в результате которого все атомы мономера присутствуют в полимере, либо конденсацией, что приводит к образованию побочного продукта в виде крошечной молекулы. Рассмотрим подробнее оба метода полимеризации:
Это может быть достигнуто либо добавлением, в результате которого все атомы мономера присутствуют в полимере, либо конденсацией, что приводит к образованию побочного продукта в виде крошечной молекулы. Рассмотрим подробнее оба метода полимеризации:
 Для облегчения транспортировки пластиковые смолы чаще всего перерабатываются в гранулы. Затем эти гранулы превращаются в различные пластиковые изделия. Существуют различные методы изготовления пластика; некоторые из наиболее часто используемых:
Для облегчения транспортировки пластиковые смолы чаще всего перерабатываются в гранулы. Затем эти гранулы превращаются в различные пластиковые изделия. Существуют различные методы изготовления пластика; некоторые из наиболее часто используемых: Если вы хотите приобрести формовочное оборудование, но у вас все еще есть вопросы, возможно, вам стоит прочитать это руководство по закупкам Томаса о типах формовочного оборудования и его поставщиках.
Если вы хотите приобрести формовочное оборудование, но у вас все еще есть вопросы, возможно, вам стоит прочитать это руководство по закупкам Томаса о типах формовочного оборудования и его поставщиках. Теперь вы должны лучше знать, что такое пластик, его основные ингредиенты и то, как ископаемое топливо превращается в один из наиболее часто производимых материалов на Земле. Если вы хотите узнать больше о других темах, связанных с пластмассами, не стесняйтесь обращаться к нашей библиотеке технических руководств, чтобы узнать больше.
Теперь вы должны лучше знать, что такое пластик, его основные ингредиенты и то, как ископаемое топливо превращается в один из наиболее часто производимых материалов на Земле. Если вы хотите узнать больше о других темах, связанных с пластмассами, не стесняйтесь обращаться к нашей библиотеке технических руководств, чтобы узнать больше.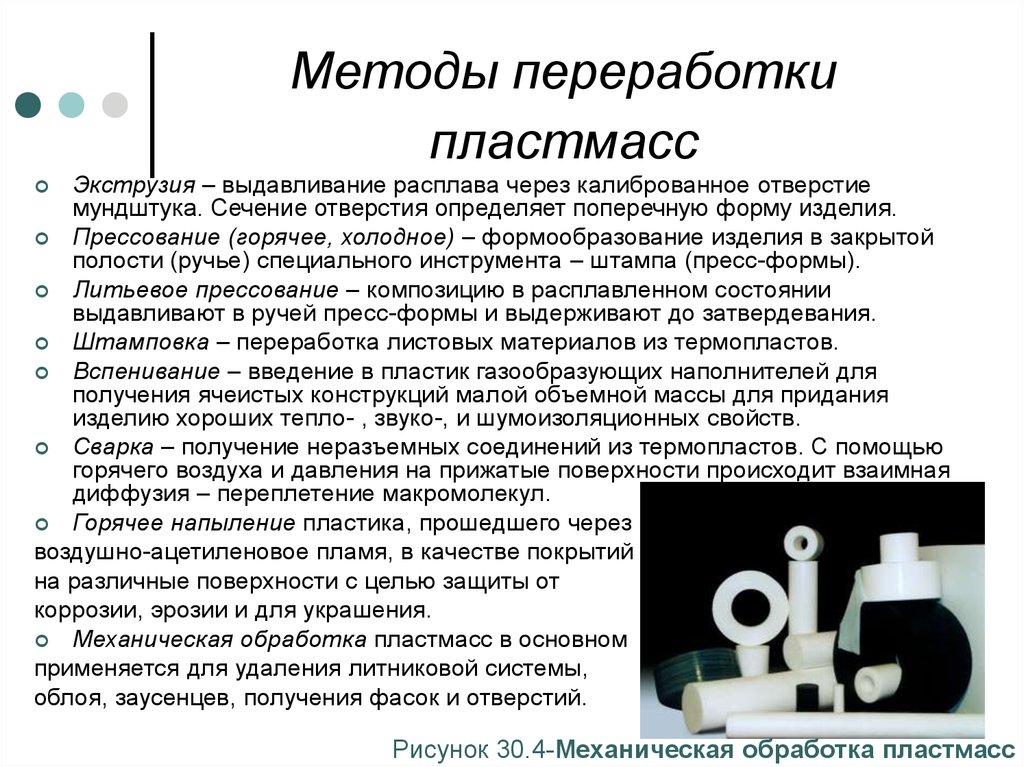
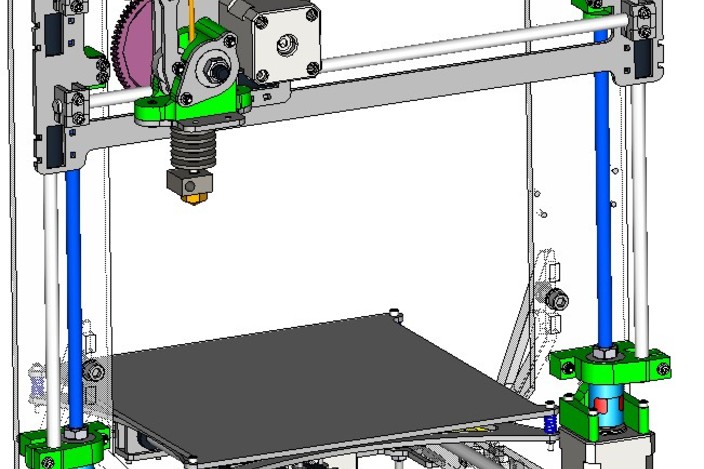 2.0:
2.0: Выбранная вами 3D модель появится на рабочей пластине. Управлять моделью на рабочем столе очень просто. Зажимаем левую клавишу мыши и перетаскиваем. Инструменты поворота и масштабирования позволяют точную настройку при вводе с клавиатуры и более грубую с помощью мыши.
Выбранная вами 3D модель появится на рабочей пластине. Управлять моделью на рабочем столе очень просто. Зажимаем левую клавишу мыши и перетаскиваем. Инструменты поворота и масштабирования позволяют точную настройку при вводе с клавиатуры и более грубую с помощью мыши.
 Здесь вы можете изменить отображаемые детали, чтобы дать визуальное представление о таких параметрах, как объемный расход, ретракция, предварительный просмотр ColorPrint и многое другое. В правом нижнем углу также есть очень полезное окно, в котором показаны оценка стоимости, времени 3D печати и необходимое количество материала.
Здесь вы можете изменить отображаемые детали, чтобы дать визуальное представление о таких параметрах, как объемный расход, ретракция, предварительный просмотр ColorPrint и многое другое. В правом нижнем углу также есть очень полезное окно, в котором показаны оценка стоимости, времени 3D печати и необходимое количество материала.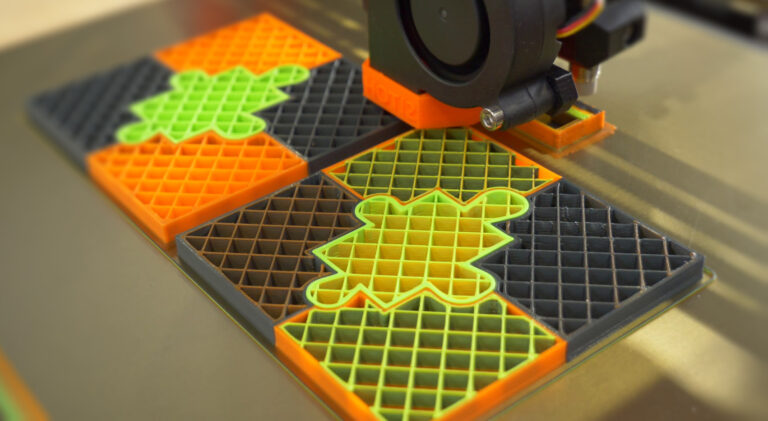 Доступ к каждому набору осуществляется на отдельной вкладке, он имеет собственный профиль и собирает определенные настройки в разделы (например, «Вспомогательные материалы», «Скорость» и т. д. в разделе «Параметры печати»).
Доступ к каждому набору осуществляется на отдельной вкладке, он имеет собственный профиль и собирает определенные настройки в разделы (например, «Вспомогательные материалы», «Скорость» и т. д. в разделе «Параметры печати»).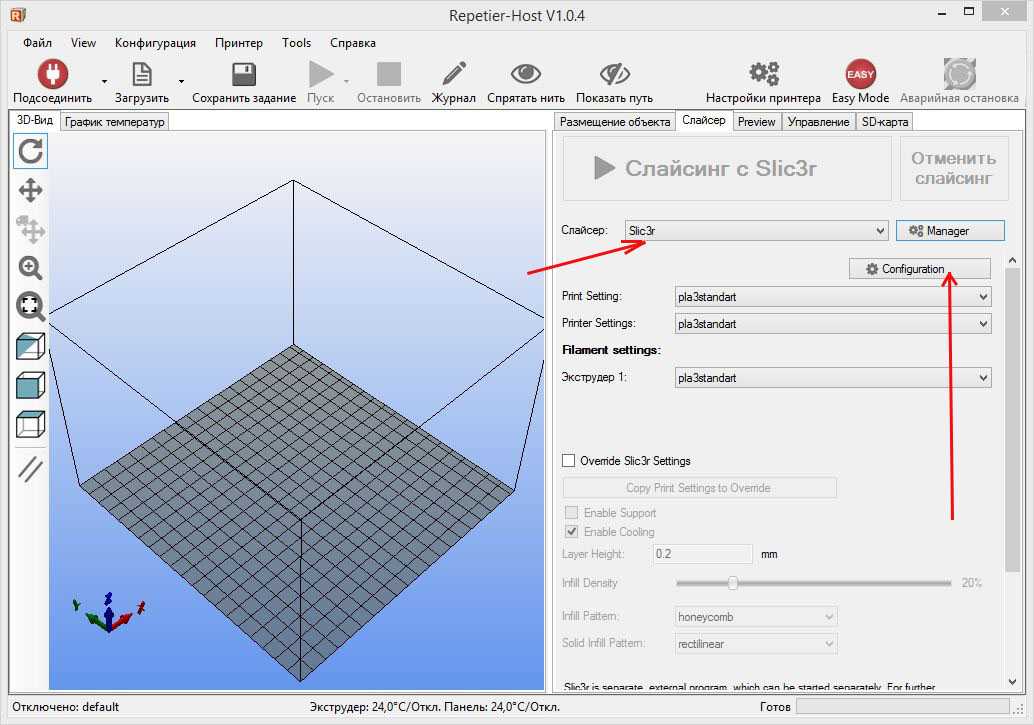
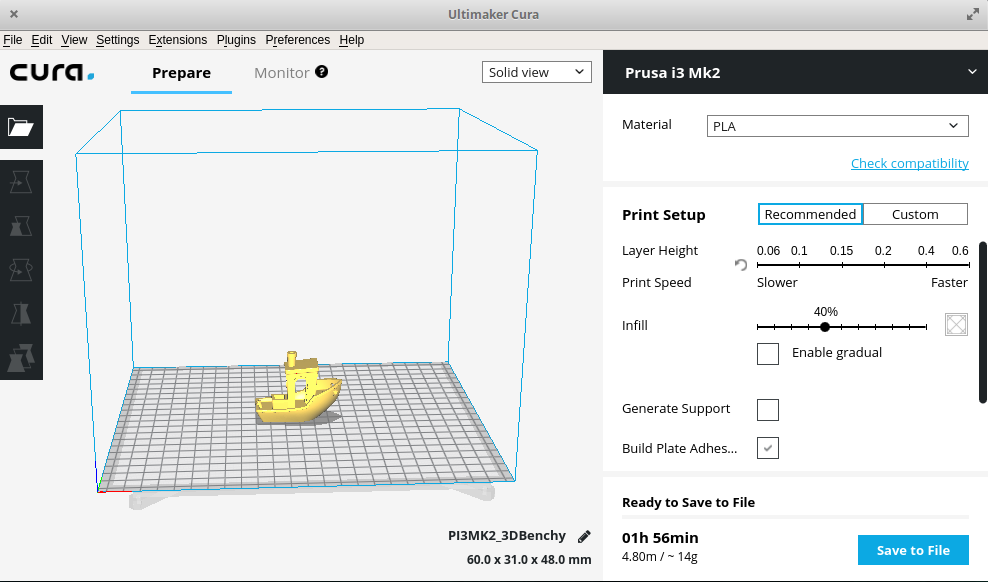
 Инструмент по сути работает, изменяя высоту слоя в зависимости от формы модели. Еще одна функция, связанная со слоем — это адаптивная компенсация «слоновьей ноги». «Слоновья нога» — это выпуклость, которая иногда появляется на первом слое. Включив эту функцию, вы можете настроить степень сжатия первого слоя, чтобы компенсировать подобный негативный эффект.
Инструмент по сути работает, изменяя высоту слоя в зависимости от формы модели. Еще одна функция, связанная со слоем — это адаптивная компенсация «слоновьей ноги». «Слоновья нога» — это выпуклость, которая иногда появляется на первом слое. Включив эту функцию, вы можете настроить степень сжатия первого слоя, чтобы компенсировать подобный негативный эффект. Последняя версия PrusaSlicer позволяет принтерам с MMU также получать доступ к ColorPrint.
Последняя версия PrusaSlicer позволяет принтерам с MMU также получать доступ к ColorPrint. И хотя функциональность SLA заточена только для 3D принтера Prusa SL1, существует возможность экспорта поддерживаемой модели в виде файла STL, который затем может быть импортирован в другой слайсер SLA, например ChiTuBox.
И хотя функциональность SLA заточена только для 3D принтера Prusa SL1, существует возможность экспорта поддерживаемой модели в виде файла STL, который затем может быть импортирован в другой слайсер SLA, например ChiTuBox. Текущие модели сторонних производителей включают BIBO 2 Touch, Creality Ender 3, LulzBot Mini и LulzBot TAZ 6.
Текущие модели сторонних производителей включают BIBO 2 Touch, Creality Ender 3, LulzBot Mini и LulzBot TAZ 6.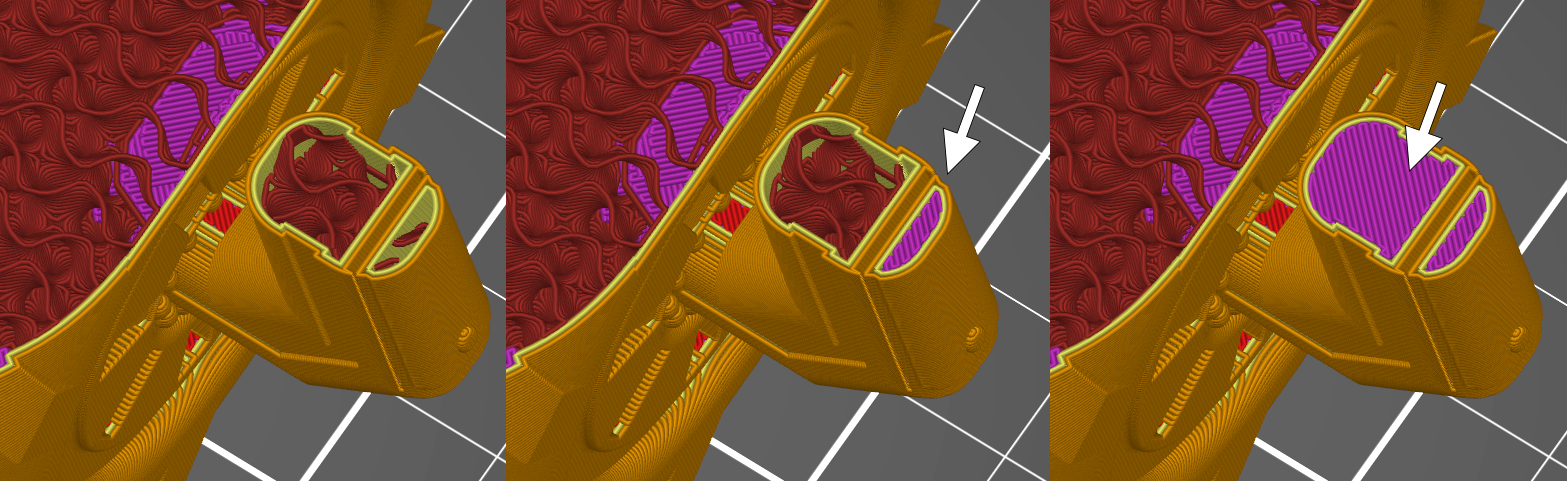 Ранее мы рассмотрели немного теории, теперь начнем практиковаться.
Ранее мы рассмотрели немного теории, теперь начнем практиковаться.
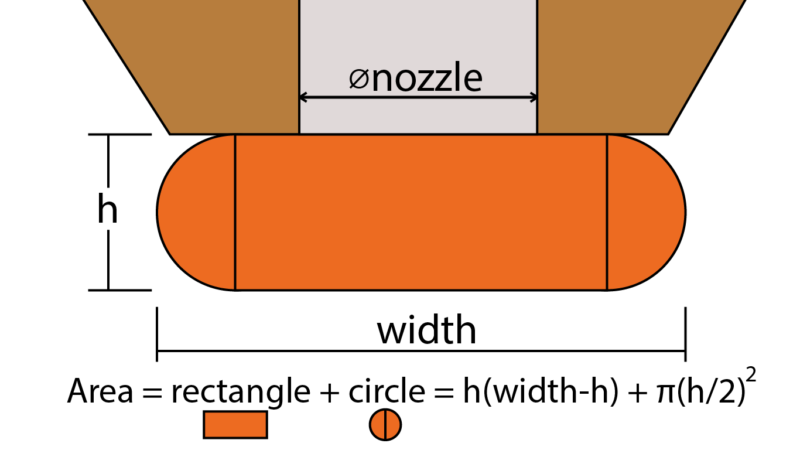 После этого выбранные вами 3D принтеры и материалы будут доступны на главном экране. Вы всегда можете запустить данного помощника если хотите добавить другие принтеры или материалы в Вашу систему.
После этого выбранные вами 3D принтеры и материалы будут доступны на главном экране. Вы всегда можете запустить данного помощника если хотите добавить другие принтеры или материалы в Вашу систему.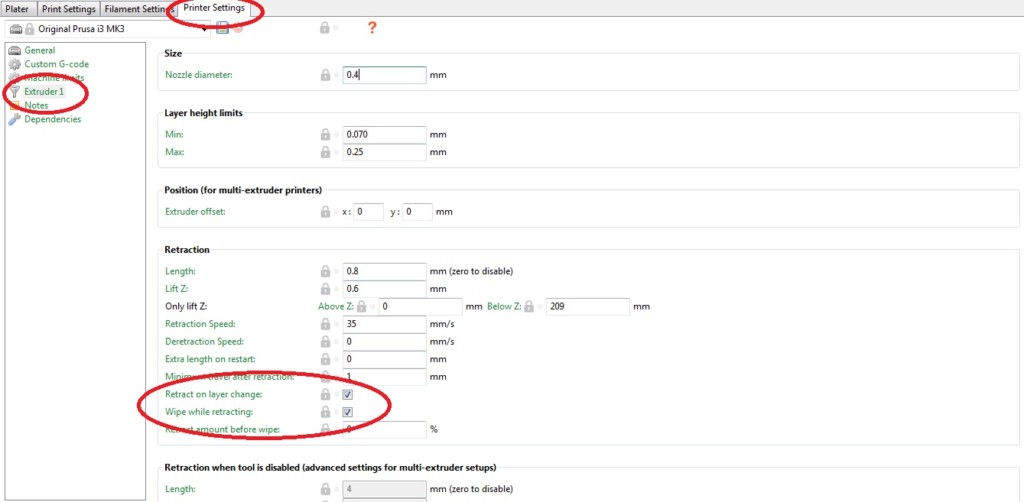

 )
)  5MK2.5SMK3MK3SMMU1MMU2SSL1CW1MINIMK2SMK3S+MINI+SL1S
5MK2.5SMK3MK3SMMU1MMU2SSL1CW1MINIMK2SMK3S+MINI+SL1S Infill also affects the speed of printing, structural …
Infill also affects the speed of printing, structural … ..
..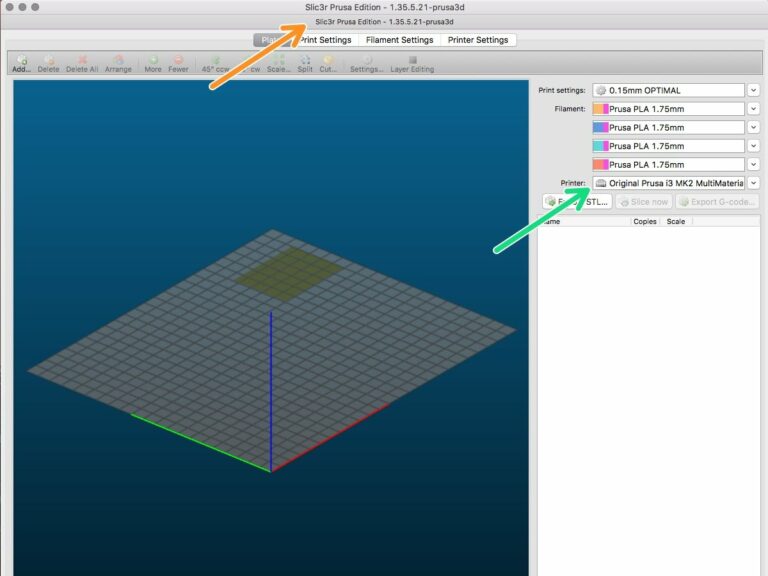

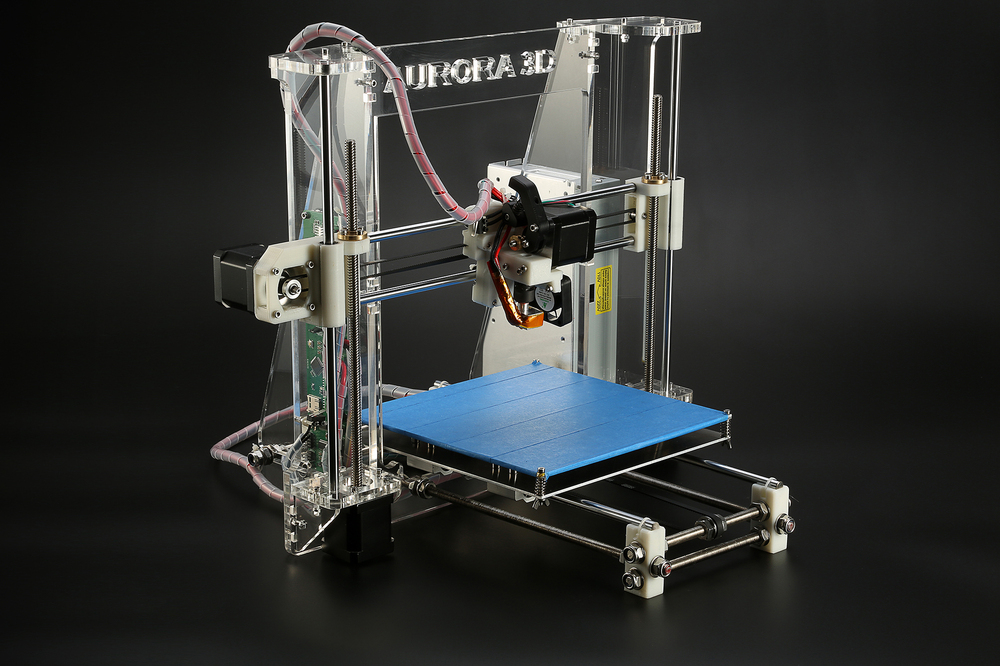 5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMK3S+MINI+
5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMK3S+MINI+ 3.
3.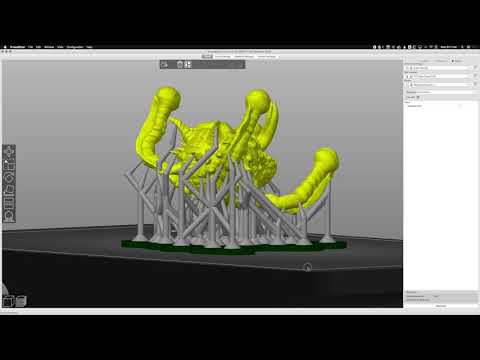 5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMINI+
5MK2.5SMK3MK3SMMU1MMU2SMINIMK2SMINI+
 Присматриваясь к инструменту, помните, что изделие с большими зубьями гораздо быстрее справится с задачей, однако от этого пострадает край распила.
Присматриваясь к инструменту, помните, что изделие с большими зубьями гораздо быстрее справится с задачей, однако от этого пострадает край распила.
 Повторять этот процесс необходимо через каждые пару-тройку заточек.
Повторять этот процесс необходимо через каждые пару-тройку заточек. В совокупности эти качества позволяют использовать инструменты даже в помещении.
В совокупности эти качества позволяют использовать инструменты даже в помещении. Особых отличий в конструкции вы не найдете, разве что отсутствие бензинового бака. Рабочая часть состоит из длинной шины, вокруг которой закольцована цепь с зубьями. В движение цепь приводит звездочка, а вращающий момент передается посредством редуктора. В любой электропиле существует бак для масла, которым постоянно смазывается цепь. В конструкции обязательно наличие защитной скобы, которая тормозит цепь в особых случаях. Электрические модели оснащены защитой от перегрева и системой ограничения пускового тока. Цепные инструменты лучше всего зарекомендовали себя в заготовке дров и для работ в саду. Как правило, мощность электроинструментов колеблется в районе от 1000 до 2000 Вт.
Особых отличий в конструкции вы не найдете, разве что отсутствие бензинового бака. Рабочая часть состоит из длинной шины, вокруг которой закольцована цепь с зубьями. В движение цепь приводит звездочка, а вращающий момент передается посредством редуктора. В любой электропиле существует бак для масла, которым постоянно смазывается цепь. В конструкции обязательно наличие защитной скобы, которая тормозит цепь в особых случаях. Электрические модели оснащены защитой от перегрева и системой ограничения пускового тока. Цепные инструменты лучше всего зарекомендовали себя в заготовке дров и для работ в саду. Как правило, мощность электроинструментов колеблется в районе от 1000 до 2000 Вт. Есть даже специальные пилочки без зубьев – вместо них распилку осуществляет абразивное напыление, что пригодится при работе со стеклом или плиткой. Главное предназначение электролобзика – работать с прямолинейными и криволинейными резами. Такие точные фигурные вырезы вы не сделаете никаким из вышеперечисленных инструментов. На рынке представлены модели мощностью до 720 Вт, с числом ходов до 3500 ход/мин.
Есть даже специальные пилочки без зубьев – вместо них распилку осуществляет абразивное напыление, что пригодится при работе со стеклом или плиткой. Главное предназначение электролобзика – работать с прямолинейными и криволинейными резами. Такие точные фигурные вырезы вы не сделаете никаким из вышеперечисленных инструментов. На рынке представлены модели мощностью до 720 Вт, с числом ходов до 3500 ход/мин. Именно у “сабель” больше всего сходства с обычной ручной ножовкой, поэтому их еще часто называют электроножовками. Главное преимущество таких инструментов – это их универсальность и способность залезть в самые труднодоступные места. Ну, каким еще инструментом можно отрезать кусок арматуры или дерева заподлицо? Либо ручной ножовкой по металлу, либо “саблей”! Инструмент нашел широкое применение среди столяров, кровельщиков, плотников, да и просто в саду им гораздо удобнее работать, чем той же цепной пилой. Скорость хода сабельных пил практически такая же, как и у электролобзиков, зато мощность в два раза выше!
Именно у “сабель” больше всего сходства с обычной ручной ножовкой, поэтому их еще часто называют электроножовками. Главное преимущество таких инструментов – это их универсальность и способность залезть в самые труднодоступные места. Ну, каким еще инструментом можно отрезать кусок арматуры или дерева заподлицо? Либо ручной ножовкой по металлу, либо “саблей”! Инструмент нашел широкое применение среди столяров, кровельщиков, плотников, да и просто в саду им гораздо удобнее работать, чем той же цепной пилой. Скорость хода сабельных пил практически такая же, как и у электролобзиков, зато мощность в два раза выше! Эти электрические пилы обеспечивают быструю и точную резку стали, нержавеющей стали, инконеля, хрома, сплава Хастеллоу, алюминия, железа, пластика, кирпичной кладки, бетона и других материалов. Наши пилы можно использовать в качестве ручных электроинструментов или с набором зажимов для труб и других материалов.
Эти электрические пилы обеспечивают быструю и точную резку стали, нержавеющей стали, инконеля, хрома, сплава Хастеллоу, алюминия, железа, пластика, кирпичной кладки, бетона и других материалов. Наши пилы можно использовать в качестве ручных электроинструментов или с набором зажимов для труб и других материалов.
 В зависимости от вашей работы или увлечений, которые вас интересуют, тип пил, которыми вы владеете или хотели бы владеть, будет сильно различаться. Любой, кто работает в строительной отрасли, вероятно, нуждается в самых разных пилах, включая те, которые оборудованы для работы в различных сценариях, а также те, которые предназначены для решения конкретной задачи. Плотникам или всем, у кого есть домашняя мастерская по дереву, понадобится совершенно другой набор пил с некоторым кроссовером.
В зависимости от вашей работы или увлечений, которые вас интересуют, тип пил, которыми вы владеете или хотели бы владеть, будет сильно различаться. Любой, кто работает в строительной отрасли, вероятно, нуждается в самых разных пилах, включая те, которые оборудованы для работы в различных сценариях, а также те, которые предназначены для решения конкретной задачи. Плотникам или всем, у кого есть домашняя мастерская по дереву, понадобится совершенно другой набор пил с некоторым кроссовером. Эти пилы распространены в самых разных профессиях, причем многие из них подходят для широкого круга задач по дому и в саду. Преимущество этих пил в том, что они легко переносятся, занимают очень мало места при хранении и дешевле, чем электрические пилы. Однако обычно им требуется больше времени для завершения работы, чем их аналогам с питанием, поэтому они могут быть наиболее подходящими для небольших задач.
Эти пилы распространены в самых разных профессиях, причем многие из них подходят для широкого круга задач по дому и в саду. Преимущество этих пил в том, что они легко переносятся, занимают очень мало места при хранении и дешевле, чем электрические пилы. Однако обычно им требуется больше времени для завершения работы, чем их аналогам с питанием, поэтому они могут быть наиболее подходящими для небольших задач.



 Это помогает дать им больший контроль и означает, что они могут резать с меньшим усилием.
Это помогает дать им больший контроль и означает, что они могут резать с меньшим усилием. В сочетании с прямой кромкой фанерная пила может идеально резать материалы с прямоугольными кромками, чтобы получить стыковые соединения для соответствующего шпона.
В сочетании с прямой кромкой фанерная пила может идеально резать материалы с прямоугольными кромками, чтобы получить стыковые соединения для соответствующего шпона. Складная пила для кемпинга соответствует всем этим критериям и идеально подходит для ношения в кармане одежды или сумке. Они почти не занимают места и полезны для рубки дров, обрезки веток или выполнения ряда других работ, которые могут возникнуть в дикой местности.
Складная пила для кемпинга соответствует всем этим критериям и идеально подходит для ношения в кармане одежды или сумке. Они почти не занимают места и полезны для рубки дров, обрезки веток или выполнения ряда других работ, которые могут возникнуть в дикой местности. Хотя многие из этих электропил просты в использовании, некоторые из них могут быть сложными и опасными в эксплуатации, и может потребоваться специальная подготовка, прежде чем вы приступите к работе с электропилами.
Хотя многие из этих электропил просты в использовании, некоторые из них могут быть сложными и опасными в эксплуатации, и может потребоваться специальная подготовка, прежде чем вы приступите к работе с электропилами. Тем не менее, торцовочная пила специально разработана для выполнения точных угловых пропилов, примечательных угловыми соединениями, когда два куска дерева плавно соединяются под углом. Торцовочные пилы позволяют настроить инструмент под любым углом, который вам нужен, и они незаменимы, если вы режете обрезки или молдинги.
Тем не менее, торцовочная пила специально разработана для выполнения точных угловых пропилов, примечательных угловыми соединениями, когда два куска дерева плавно соединяются под углом. Торцовочные пилы позволяют настроить инструмент под любым углом, который вам нужен, и они незаменимы, если вы режете обрезки или молдинги. Для лобзиков можно приобрести более толстые лезвия, чтобы они могли резать металл, плитку или керамику, но обычно они не входят в стандартную комплектацию. Лобзики — это универсальный инструмент, который найдет широкое применение в домашнем хозяйстве по дереву.
Для лобзиков можно приобрести более толстые лезвия, чтобы они могли резать металл, плитку или керамику, но обычно они не входят в стандартную комплектацию. Лобзики — это универсальный инструмент, который найдет широкое применение в домашнем хозяйстве по дереву.

 Иногда эти пилы подключаются к водопроводу, чтобы уменьшить количество пыли во время работы.
Иногда эти пилы подключаются к водопроводу, чтобы уменьшить количество пыли во время работы. Эти пилы обладают большой универсальностью, поскольку они могут не только резать, но также шлифовать, соскабливать или удалять герметик и цементный раствор.
Эти пилы обладают большой универсальностью, поскольку они могут не только резать, но также шлифовать, соскабливать или удалять герметик и цементный раствор. Эти пилы предназначены для обрезки и обрезки живых изгородей и высоких деревьев без использования лестницы. Высотные пилы могут работать от аккумулятора и, следовательно, от аккумулятора, от электричества или от бензинового двигателя.
Эти пилы предназначены для обрезки и обрезки живых изгородей и высоких деревьев без использования лестницы. Высотные пилы могут работать от аккумулятора и, следовательно, от аккумулятора, от электричества или от бензинового двигателя.

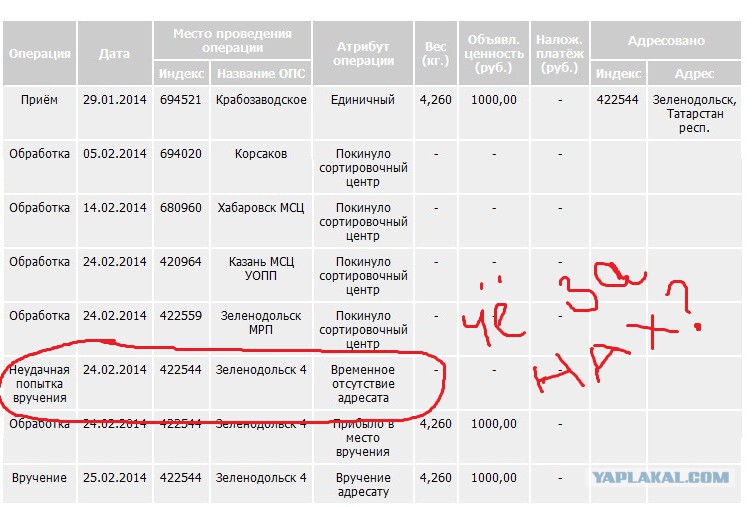 Мы имеем поставщиков, прошедших полную юридическую проверку и проверку качества продукции! Можем предоставить своим клиентам самые выгодные и гибкие условия на рынке! Ведь цель компании LogiChina сделать логистику из Китая в Россию доступной каждому!
Мы имеем поставщиков, прошедших полную юридическую проверку и проверку качества продукции! Можем предоставить своим клиентам самые выгодные и гибкие условия на рынке! Ведь цель компании LogiChina сделать логистику из Китая в Россию доступной каждому! Разобраться в них довольно сложно, особенно если вы не имеете опыта во внешнеэкономической деятельности.
Разобраться в них довольно сложно, особенно если вы не имеете опыта во внешнеэкономической деятельности.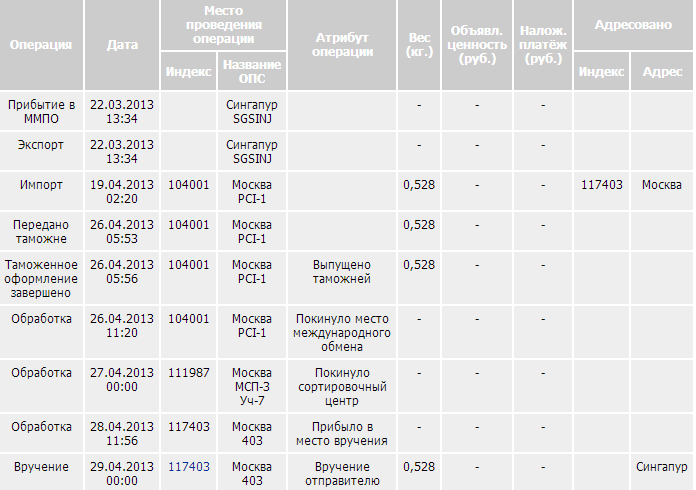
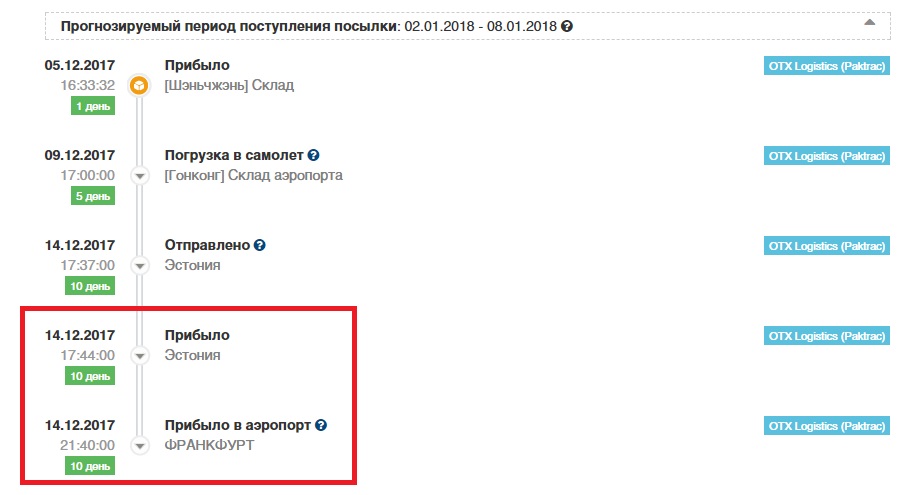 Срочность важна и в случаях, когда товар нужно быстро предоставить покупателю. Это касается сезонных товаров, предпраздничных сувениров или новых изделий определенных брендов, например только что появившихся моделей телефона.
Срочность важна и в случаях, когда товар нужно быстро предоставить покупателю. Это касается сезонных товаров, предпраздничных сувениров или новых изделий определенных брендов, например только что появившихся моделей телефона.
 Грузоперевозки поездом сочетают умеренные цены и сроки, позволяют доставить мало- и крупногабаритный товар любой плотности от 20 кг. Срок ж/д доставки — от 12 до 18 дней, стоимость — от 1,5$ до 5$ за кг груза.
Грузоперевозки поездом сочетают умеренные цены и сроки, позволяют доставить мало- и крупногабаритный товар любой плотности от 20 кг. Срок ж/д доставки — от 12 до 18 дней, стоимость — от 1,5$ до 5$ за кг груза.
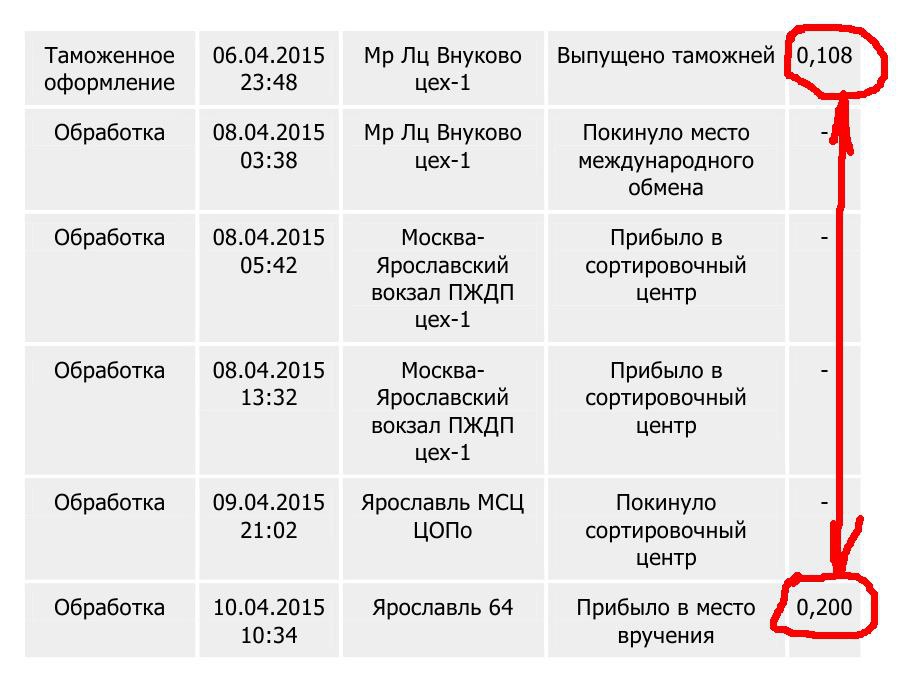 Такой вид товара легкий и малогабаритный. В этом случае нужно обращаться в компании, которые предлагают доставку в сборном контейнере. Это значит, что ваш товар будет перевозиться с грузом других заказчиков. Плюсы этого типа перевозок несомненны — вам не нужно переплачивать за место в контейнере или ждать накопления товаров для его заполнения.
Такой вид товара легкий и малогабаритный. В этом случае нужно обращаться в компании, которые предлагают доставку в сборном контейнере. Это значит, что ваш товар будет перевозиться с грузом других заказчиков. Плюсы этого типа перевозок несомненны — вам не нужно переплачивать за место в контейнере или ждать накопления товаров для его заполнения. Звоните нам с любыми вопросами по телефону: 8 (495) 023-12-13. Консультация бесплатная.
Звоните нам с любыми вопросами по телефону: 8 (495) 023-12-13. Консультация бесплатная. Например, авиаперевозка может занять от 1 до 7 дней, железнодорожная — 18-30 дней.
Например, авиаперевозка может занять от 1 до 7 дней, железнодорожная — 18-30 дней.
 10, написано Питером Селинджером 2001-2011
10, написано Питером Селинджером 2001-2011 Лучший способ получить комплексное индивидуальное предложение — заполнить нашу форму и связаться с поставщиком.
Лучший способ получить комплексное индивидуальное предложение — заполнить нашу форму и связаться с поставщиком. Между тем, если вы едете в Россию с востока, есть Порт Владивосток (юго-восток на побережье Тихого океана). Как только ваш контейнер прибудет на территорию России, он пройдет таможню и отправится на грузовике и/или поезде в ваш новый дом.
Между тем, если вы едете в Россию с востока, есть Порт Владивосток (юго-восток на побережье Тихого океана). Как только ваш контейнер прибудет на территорию России, он пройдет таможню и отправится на грузовике и/или поезде в ваш новый дом.

 6
6 95
95 3
3 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Наши менеджеры имеют многолетний опыт торговли рубящим инструментом и подберут оптимальный тип, согласно бюджету и специфике его применения. Обратившись в нашу компанию с целью купить сверло по металлу, Вы получите конкурентное предложение. Покупка осуществляется через интернет магазин нашего сайта, а также через оптово-розничные магазины, по удобному для Вас адресу:
Наши менеджеры имеют многолетний опыт торговли рубящим инструментом и подберут оптимальный тип, согласно бюджету и специфике его применения. Обратившись в нашу компанию с целью купить сверло по металлу, Вы получите конкурентное предложение. Покупка осуществляется через интернет магазин нашего сайта, а также через оптово-розничные магазины, по удобному для Вас адресу: Конструктивная особенность, проявленная в виде свойства самоцентрирования, позволяет применять данный инструмент в рамках высокой точности, за счёт подточенной вершины сверла и угла в 135 градусов.
Конструктивная особенность, проявленная в виде свойства самоцентрирования, позволяет применять данный инструмент в рамках высокой точности, за счёт подточенной вершины сверла и угла в 135 градусов. Настройки будут запомнены при следующем посещении нашего интернет-магазина. Вы можете изменить эти настройки в любое время (значок отпечатка пальца в левом нижнем углу).
Настройки будут запомнены при следующем посещении нашего интернет-магазина. Вы можете изменить эти настройки в любое время (значок отпечатка пальца в левом нижнем углу).
 Это позволяет нам улучшить ваш пользовательский опыт и сделать наш веб-сайт лучше и интереснее.
Это позволяет нам улучшить ваш пользовательский опыт и сделать наш веб-сайт лучше и интереснее. Эти профессиональные сверла изготовлены из высококачественной стали и подвергнуты паровой закалке для повышения износостойкости и долговечности. Сверла имеют угол при вершине 118° для легкого и точного применения и серебряное кольцо с маркировкой размера для легкой идентификации. Сверла общего назначения Dormer A100 подходят как для ручного, так и для машинного использования и идеально подходят для сверления стали, стального литья, серого чугуна, ковкого чугуна, никель-латуни, алюминиевого сплава и графита.
Эти профессиональные сверла изготовлены из высококачественной стали и подвергнуты паровой закалке для повышения износостойкости и долговечности. Сверла имеют угол при вершине 118° для легкого и точного применения и серебряное кольцо с маркировкой размера для легкой идентификации. Сверла общего назначения Dormer A100 подходят как для ручного, так и для машинного использования и идеально подходят для сверления стали, стального литья, серого чугуна, ковкого чугуна, никель-латуни, алюминиевого сплава и графита.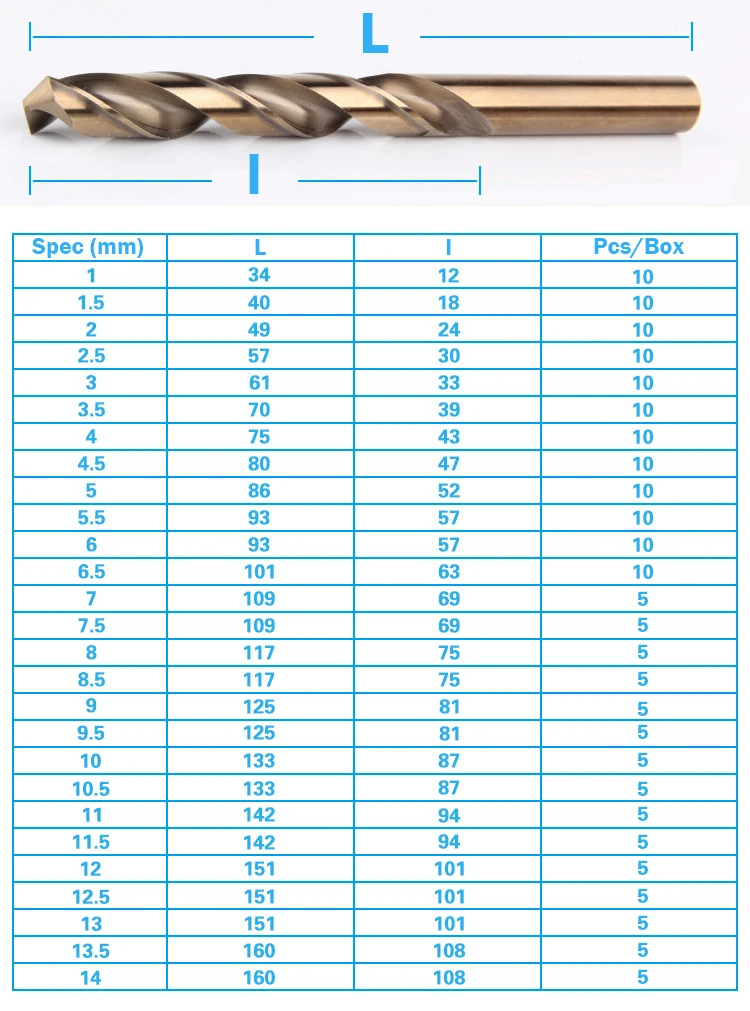 д. столярных/строительных/машиностроительных отраслях, чтобы сэкономить время и деньги за счет более эффективной работы при работе с труднопроницаемыми материалами.
д. столярных/строительных/машиностроительных отраслях, чтобы сэкономить время и деньги за счет более эффективной работы при работе с труднопроницаемыми материалами.
 Полимерные трубы также применяются и для транспортировки различных жидкостей в производственных нуждах.
Полимерные трубы также применяются и для транспортировки различных жидкостей в производственных нуждах. 22
22
 ..
.. 8…
8… 2007 февраль;2(2):232-40.
2007 февраль;2(2):232-40. 2007 февраль;2(2):232-40.
2007 февраль;2(2):232-40. Эти ферменты являются ключевыми детерминантами специфичности биосинтеза нерибосомных пептидов, важного класса натуральных продуктов со спектром активности от антибиотика до противоопухолевого действия. Наш анализ в 96-луночный формат позволяет быстро измерять примерно 1000 точек данных в неделю в качестве основы для точной оценки кинетики А-доменов. Анализ также позволяет проводить количественный высокопроизводительный скрининг субстратной специфичности А-доменов, выявляя альтернативные беспорядочные субстраты. Мы показываем, что наш анализ может дать данные высокого качества для мутанта T278A А-домена модуля тироцидсинтетазы TycA с 330-кратно более низким значением k(cat)/K(M). Большой динамический диапазон этого анализа будет полезен для скрининга библиотек мутантных А-доменов. Наконец, мы описываем и оцениваем процедуру высокопроизводительной очистки А-доменов в 96-луночного формата для последней цели. Наш подход будет полезен для механистического анализа, профилирования субстрата и направленной эволюции А-доменов, чтобы в конечном итоге обеспечить комбинаторный биосинтез неприродных аналогов нерибосомных пептидов, которые могут иметь потенциал в качестве кандидатов на альтернативные лекарства.
Эти ферменты являются ключевыми детерминантами специфичности биосинтеза нерибосомных пептидов, важного класса натуральных продуктов со спектром активности от антибиотика до противоопухолевого действия. Наш анализ в 96-луночный формат позволяет быстро измерять примерно 1000 точек данных в неделю в качестве основы для точной оценки кинетики А-доменов. Анализ также позволяет проводить количественный высокопроизводительный скрининг субстратной специфичности А-доменов, выявляя альтернативные беспорядочные субстраты. Мы показываем, что наш анализ может дать данные высокого качества для мутанта T278A А-домена модуля тироцидсинтетазы TycA с 330-кратно более низким значением k(cat)/K(M). Большой динамический диапазон этого анализа будет полезен для скрининга библиотек мутантных А-доменов. Наконец, мы описываем и оцениваем процедуру высокопроизводительной очистки А-доменов в 96-луночного формата для последней цели. Наш подход будет полезен для механистического анализа, профилирования субстрата и направленной эволюции А-доменов, чтобы в конечном итоге обеспечить комбинаторный биосинтез неприродных аналогов нерибосомных пептидов, которые могут иметь потенциал в качестве кандидатов на альтернативные лекарства.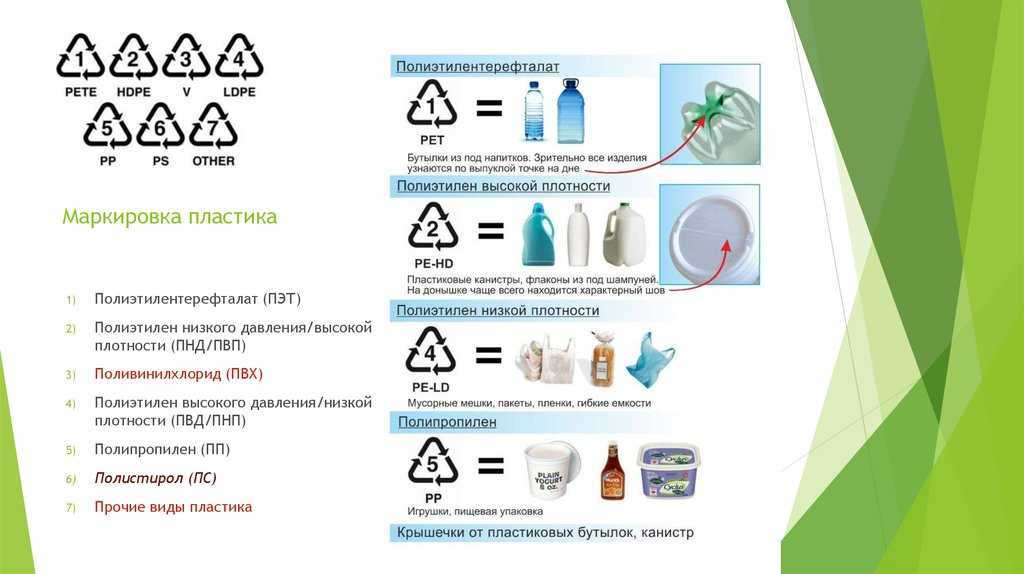




 Он используется в различных приложениях, включая упаковку для потребительских товаров, пластиковые детали для различных отраслей промышленности, включая автомобильную промышленность, специальные устройства, такие как живые петли и текстиль.
Он используется в различных приложениях, включая упаковку для потребительских товаров, пластиковые детали для различных отраслей промышленности, включая автомобильную промышленность, специальные устройства, такие как живые петли и текстиль.
 Полипропилен также имеет низкую плотность по сравнению с другими распространенными пластиками, что приводит к снижению веса для производителей и дистрибьюторов деталей из полипропилена, полученных литьем под давлением.
Полипропилен также имеет низкую плотность по сравнению с другими распространенными пластиками, что приводит к снижению веса для производителей и дистрибьюторов деталей из полипропилена, полученных литьем под давлением.

 Если желательна высокая светопроницаемость, лучшим выбором будут такие пластмассы, как акрил или поликарбонат.
Если желательна высокая светопроницаемость, лучшим выбором будут такие пластмассы, как акрил или поликарбонат. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку.
Эта характеристика делает термореактивные материалы плохими кандидатами на переработку. Возможно, наиболее интересным примером является наша способность обрабатывать полипропилен на станках с ЧПУ, включая живую петлю для разработки прототипа живой петли.
Возможно, наиболее интересным примером является наша способность обрабатывать полипропилен на станках с ЧПУ, включая живую петлю для разработки прототипа живой петли.
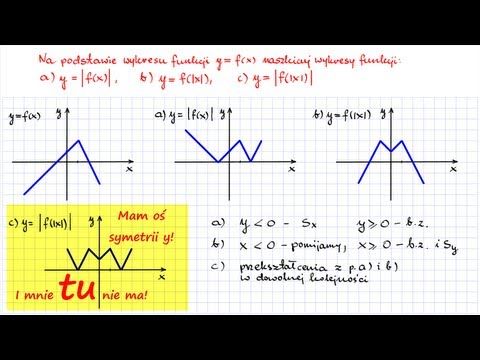
 Изготовление живых петель само по себе является сложной задачей, что делает использование такого сложного материала, как полипропилен, еще более впечатляющим.
Изготовление живых петель само по себе является сложной задачей, что делает использование такого сложного материала, как полипропилен, еще более впечатляющим. К ним относятся веревки, ковры, обивка, одежда и тому подобное.
К ним относятся веревки, ковры, обивка, одежда и тому подобное.