Крюк подъемный: Крюк подъемный с вертлюгом и предохранителем (до 500кг) «Chapuis»
Крюк подъемный — Такелаж
Каталог товаровПоиск по разделамПоиск по параметрамЛичный кабинет
Главная страница
→
Навигатор по разделу
Алфавитный поиск:
Поиск по этому разделу:
Сбросить результаты поиска
скачать прайс-лист
выбранных товаров
Найдено товаров: 4
| Код | Название | Артикул | Цена | ||
|---|---|---|---|---|---|
|
|
201330 |
Крюк подъемный 1000кг | DIN689 |
|
Товар в Корзине
|
|
|
201331 |
Крюк подъемный 250кг | DIN689 |
|
Товар в Корзине
|
|
|
201332 |
Крюк подъемный 2500кг | DIN689 |
|
Товар в Корзине
|
|
|
201333 |
Крюк подъемный 500кг | DIN689 |
Товар в Корзине
|

 org/Product»>
org/Product»> org/Offer»>
org/Offer»>
- О компании
- Автокаталоги
- Услуги
Меню
Поиск по всем разделам
Схема проезда
Корзина
пока пусто. ..
..
Личный кабинет
- Мои заказы
- Гараж
- Блокнот
x
Крюк чалочный 320А
Крюк чалочный тип 320А используется в качестве грузозахватного органа строп, траверс, и прочих грузоподъемных приспособлений. Именно данный тип крюка чаще всего используется на производстве грузозахватных приспособлений. Широкую популярность крюк получил за высокие потребительские качества и запас прочности, что позволяет ему составить конкуренцию отечественному крюку Кч (ГОСТ 25573-82).
Крюк изготовлен из легированной стали, коэффициент запаса прочности не менее 4. Для предотвращения случайной расстроповки груза комплектуется пластинчатым замком-предохранителем.
| Г/п, т | Размеры, мм | Масса, кг | |||||
| a | b | c | d | g | h | ||
| 0,75 | 19,1 | 70,7 | 16,7 | 8 | 19,2 | 18,5 | 0,16 |
| 1 | 21,8 | 82,2 | 19 | 9 | 20,8 | 20 | 0,25 |
| 1,5 | 23,1 | 93,7 | 22,5 | 11 | 24 | 21,6 | 0,34 |
| 2 | 24,6 | 112,7 | 27 | 12,5 | 28,9 | 26,8 | 0,57 |
| 3,2 | 26,5 | 117,9 | 31 | 15,4 | 33 | 32,8 | 0,77 |
| 5 | 32,4 | 147 | 38,6 | 18 | 42,2 | 37,1 | 1,63 |
| 7 | 37,7 | 187 | 51,7 | 22,6 | 52,6 | 47,1 | 3,2 |
| 11 | 47,5 | 230 | 61,6 | 29 | 66 | 60,5 | 5,9 |
| 15 | 56 | 260 | 72 | 33 | 78 | 72 | 9,8 |
| 22 | 77 | 315 | 87 | 39 | 90 | 84 | 15,6 |
| 30 | 85 | 355 | 90 | 45 | 115 | 105 | 19 |
Тяжелые подъемные крюки | Крановые крюки
Крюки для подъема и такелажа
Такелажные и подъемные крюки, в том числе подъемные крюки, строповые крюки и т. д., необходимы для многих применений, но могут сильно различаться по конструкции, прочности и грузоподъемности.
д., необходимы для многих применений, но могут сильно различаться по конструкции, прочности и грузоподъемности.
От небольших моделей из нержавеющей стали с поворотной проушиной до тяжелых строповочных крюков с пределом рабочей нагрузки более 8000 фунтов — в US Cargo Control вы найдете подходящие подъемные крюки для работы.
Эти крючки выпускаются во многих вариантах, но есть общие понятия, которые применимы к большинству из них. Ниже мы изложили некоторые из основ и предлагаем обращаться к нашим специалистам по продажам с любыми другими вопросами, которые могут у вас возникнуть.
Варианты крепления подъемных крюков
Существует два основных типа крепления: проушина и скоба. Популярное подмножество этих крючков также включает возможность поворота.
Крюк с проушиной
Крюк с проушиной является наиболее распространенным выбором. Круглое соединение обеспечивает постоянное крепление и большую гибкость по сравнению с крюком с вилкой. Недостатком, однако, является то, что если крюк поврежден, всю стропу придется снять.
Крюк с вилкой
Крюки с вилкой и болтом или штифтом в основании обеспечивают надежный способ крепления крюка к кронштейну или цепи, но не являются постоянными. У них меньший диапазон движения, чем у крючков с проушиной, но их можно легко заменить.
Поворотный крюк
Поворотные крюки позволяют поворачивать крюк, чтобы упростить процесс погрузки и предотвратить перекручивание цепи или другого такелажа. Большинство из них предназначены для вращения только перед добавлением нагрузки и не могут поворачиваться под нагрузкой.
Если вам нужен крюк, который может свободно вращаться с грузом, потребуется поворотный крюк с подшипником, например, Crosby L-3322B или S-3322B.
Типы такелажных крюков
После того, как вы выбрали тип крепления, который лучше всего подходит для вас, вы захотите еще больше сузить свой выбор, просмотрев стили крючков. Вариантов масса, но мы коснемся самых популярных.
Крюк-захват
Крюк-захват предназначен для «захвата» и предотвращения соскальзывания цепи с крюка. У них узкое горло, которое особенно эффективно удерживает цепь.
У них узкое горло, которое особенно эффективно удерживает цепь.
Скользящий крюк
У них обычно более широкое горлышко, чем у захватных крюков. Скользящие крючки иногда имеют защелку, чтобы удерживать прикрепленный объект на своем месте.
Самоблокирующийся крюк
При использовании в пределах допустимой рабочей нагрузки самоблокирующаяся конструкция гарантирует, что крюк не раскроется под большой нагрузкой.
Сортировочный крюк
Сортировочные крюки лучше всего подходят для работы с такими грузами, как трубы или плоские плиты, благодаря их глубокому прямому зеву.
Важная терминология для подъемных крюков
С такелажными крюками связано много жаргона — узнайте больше о наиболее часто используемых, прежде чем начать поиск.
Крючок Марка
Это обозначение относится к прочности металла на растяжение. К классам, одобренным для подъема над головой, относятся марки 80, 100 и 120. Все они изготовлены из легированной стали и обладают разным уровнем прочности. Например, крюк класса 100 обеспечивает предельную рабочую нагрузку примерно на 25 % выше, чем крюк класса 80.
Например, крюк класса 100 обеспечивает предельную рабочую нагрузку примерно на 25 % выше, чем крюк класса 80.
Узнайте больше о различных классах цепей и их предельных рабочих нагрузках.
Нержавеющая сталь типа 316
Этот металл «морского класса» обладает лучшей коррозионной стойкостью к солям, химическим веществам и кислотам, особенно в морской среде, связанной с погружением или разбрызгиванием морской воды.
Отделка
Различные отделки крючков дают разные преимущества.
Если подъемный крюк оцинкован, металл имеет тонкое цинковое покрытие для защиты от ржавчины и обеспечения устойчивости к коррозии.
Порошковое покрытие также обеспечивает устойчивость к коррозии и, как правило, идеально подходит для легкой идентификации различных марок. Наш основной набор крючков класса 80 — все ярко-желтые, а наш основной набор крючков класса 120 — ярко-синий.
Предельная рабочая нагрузка (WLL)
Иногда также называемая номинальной грузоподъемностью, предельная рабочая нагрузка — это максимальный вес, который должен прилагаться к предмету во время использования.
Этот номер основан на идеальных условиях работы и окружающей среды, поэтому, если вы используете оборудование в нестандартных условиях (экстремально высокие или низкие температуры, контакт с химическим паром или раствором, длительное погружение в соленую воду, кислоты и т. ), этот предел может быть неправильным, и следует принять особые меры предосторожности.
*Предельная рабочая нагрузка никогда не должна превышаться*
Прочность на разрыв
Прочность на разрыв — это сила, приложенная, когда во время испытаний на заводе-изготовителе было обнаружено, что оборудование ломается. Важно помнить, что тестирование проводится в контролируемой среде с идеальными условиями. В реальных приложениях будут задействованы различные факторы, силы и условия окружающей среды, поэтому рекомендуется следовать рекомендациям WLL, которые обычно составляют 1/3 прочности на разрыв для подъемных крюков.
Подъемный крюк подвергается сильному давлению, поэтому важно тщательно и часто осматривать его на наличие повреждений, трещин, изгибов и выпрямления. Крюки часто проштампованы цифрами, чтобы указать информацию о нагрузке и рейтинге устройства, что позволяет легко проверить крюк на предмет целостности и любых повреждений, которые могли произойти.
Крюки часто проштампованы цифрами, чтобы указать информацию о нагрузке и рейтинге устройства, что позволяет легко проверить крюк на предмет целостности и любых повреждений, которые могли произойти.
Вопросы?
Крюки бывают разных стилей и мощностей для различных целей, и вы можете рассчитывать на то, что US Cargo Control предложит именно то, что вам нужно, будь то небольшой скользящий крюк или прочный крюк с вилкой.
Не видите нужный вам подъемный крюк или не знаете, какой крюк лучше всего подходит для вас? Свяжитесь с одним из наших обученных специалистов по продажам. Они с радостью ответят на ваши вопросы и даже помогут оформить заказ.
Обязательно ознакомьтесь с другими нашими грузоподъемными и такелажными принадлежностями, включая скобы, шкивы, соединительные и соединительные звенья, цепные стропы, талрепы и тросы.
Тяжелые подъемные крюки | Крановые и подъемные крюки
Купить крюк для подъема глаз
Купить подъемный крюк Clevis
Купить поворотный крановый крюк
Купить крюк для сортировки
Купить литейный подъемный крюк
Купить крюк для захвата
J-крюк
Крюк для барабана и бочки
Подъемный крюк крана
Такелажные и подъемные крюки для кранов, лебедок и строп являются неотъемлемой частью почти любого такелажного применения. Выбор правильного такелажного крюка для вашего подъемного оборудования так же важен, как выбор правильного стропа или лебедки. Подъемные крюки бывают самых разных конструкций, материалов и размеров, и все они подходят для различных подъемных работ. Некоторые из наиболее популярных типов крюков, используемых в такелажной и грузоподъемной промышленности:
Выбор правильного такелажного крюка для вашего подъемного оборудования так же важен, как выбор правильного стропа или лебедки. Подъемные крюки бывают самых разных конструкций, материалов и размеров, и все они подходят для различных подъемных работ. Некоторые из наиболее популярных типов крюков, используемых в такелажной и грузоподъемной промышленности:
- Крючки с проушиной
- Крюки с вилкой
- Поворотные крюки
- Сортировочные крючки
- Литейные крюки
- J-образные крючки
- Захватные крюки
- Крючки для бочки/бочки
Некоторые из вышеупомянутых такелажных крюков обычно используются с предохранительными защелками, а некоторые нет. Далее мы поговорим о том, когда такелажникам нужно и не нужно использовать предохранительную защелку крюка.
Большинство типов промышленных подъемных крюков различаются по двум признакам:
- Механизм верхнего крепления
- Тип корпуса подъемного крюка
В компании Tri-State Rigging Equipment мы гордимся тем, что поставляем нашим клиентам только высококачественные подъемные и такелажные крюки для тяжелых условий эксплуатации. Если вы не можете найти то, что ищете, или если вы не знаете точно, что вам нужно, позвоните или напишите в наш отдел продаж, чтобы поговорить со специалистом по такелажным изделиям.
Если вы не можете найти то, что ищете, или если вы не знаете точно, что вам нужно, позвоните или напишите в наш отдел продаж, чтобы поговорить со специалистом по такелажным изделиям.
Крюки с проушиной, крюки с вилкой и поворотные крюки
Существует два основных метода крепления такелажного крюка к крану, подъемнику или подъемному стропу с проушиной или скобой в верхней части крюка. Кроме того, подъемные крюки могут быть оснащены поворотной верхней частью, которая может вращаться либо для облегчения соединения с грузом, либо для вращения под грузом.
Крюки с проушиной
Крюки с проушиной — отличное постоянное решение для соединения подъемного крюка со стропой. Крюки с проушиной также обеспечивают большую гибкость в том, как вы перемещаете и позиционируете крюк для соединения с точкой подъема. Однако постоянная природа крючков для глаз может быть недостатком. Если крюк стропы погнулся, треснул или растянулся, весь строп должен быть выведен из эксплуатации, так как крюк является постоянной частью стропа.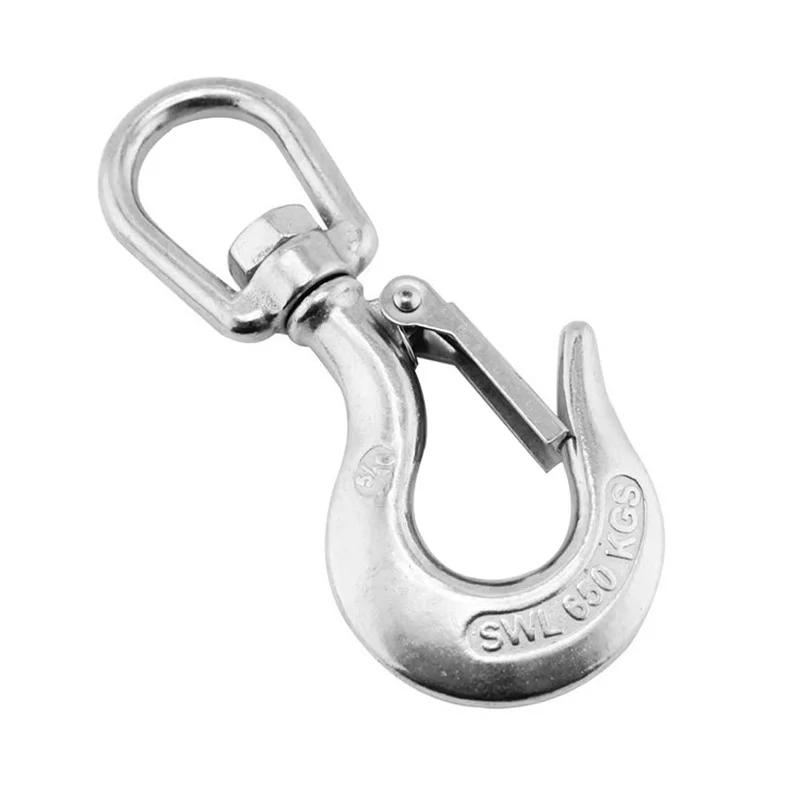
Крючки с вилкой
Крючки с вилкой представляют собой прекрасную временную альтернативу крюкам с проушиной. Крюки с вилкой поставляются с верхней частью вилки в форме буквы «U», которая крепится болтом или штифтом. Они обычно используются в качестве альтернативы крюку с проушиной в такелажных мастерских и конечных пользователях, не сертифицированных для сварки цепных строп из сплава. Крюки Clevis предлагают этим конечным пользователям механическое соединение с цепными стропами, для производства которых не требуется специальных сертификатов. Непостоянный характер крюков с вилкой также позволяет такелажникам быстро и легко заменить крюк, если он каким-либо образом поврежден. Имейте в виду, что стропы, в которых были заменены крюки, считаются отремонтированными и должны пройти контрольные испытания перед повторным вводом в эксплуатацию. Кроме того, хотя крюки с вилкой не имеют такой же свободной артикуляции, как крюки с проушиной, их можно поворачивать из стороны в сторону, чтобы облегчить соединение крюка с точкой подъема.
Поворотные крюки
Как упоминалось выше, поворотные крюки позволяют крюку поворачиваться на 360°. Существует два разных типа вертлюжных крюков, и очень важно убедиться, что вертлюжный крюк, который вы используете, соответствует вашему подъемному устройству. Два типа поворотных крюков:
- Позиционирующий поворотный крюк: Эти поворотные крюки используются, чтобы такелажник мог повернуть крюк, чтобы правильно выровнять и надежно закрепить груз. Чрезвычайно важно знать, что позиционирующие поворотные крюки не предназначены для поворота под нагрузкой, они предназначены только для поворота, когда вашему такелажнику необходимо выровнять и/или установить крюк на точку захвата.
- Поворотный крюк True с подшипником: Эти поворотные крюки содержат подшипник, который позволяет крюку поворачиваться на 360° под нагрузкой. Настоящие поворотные крюки — идеальное решение для такелажа, где важно, чтобы такелажное оборудование не скручивалось под нагрузкой.
 Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
 Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.
Как и позиционирующие поворотные крюки, настоящие поворотные крюки позволяют такелажнику вращать крюк при соединении с грузом.Сортировочные крюки
Сортировочные крюки, часто называемые «крюками для вытряхивания» или «крюками для раскладки», чаще всего используются для раскладки и сортировки таких предметов, как плоские металлические пластины, трубы и всевозможные трубчатые предметы. Сортировочные крюки можно использовать в любом одноветвевом или многоветвевом стропе, где нагрузка полностью захватывает всю глубину крюка. Уникальная конструкция сортировочных крюков требует, чтобы они использовались под углом от 30° до 45°, чтобы полностью зацепить крюк. Подъем груза, который не полностью захватывает всю глубину сортировочного крюка, может значительно снизить предел рабочей нагрузки этого крюка.
Как и некоторые другие типы крюков, сортировочные крюки не предназначены для использования с предохранительной защелкой. Поскольку для безопасного подъема требуется полное зацепление сортировочного крюка, защелка сильно затруднит практическое использование сортировочных крюков для подъема пластин и цилиндров.
Несмотря на то, что они похожи и термины часто используются взаимозаменяемо, сортировочные крюки — это не то же самое, что крюки-пеликаны. В отличие от сортировочных крюков, крюки типа «пеликан» используются в судостроении и судоходстве и не предназначены для подъема груза над головой.
Литейные крюки
Как следует из названия, литейные крюки обычно используются в литейных цехах. Их уникальная конструкция позволяет устанавливать цапфы и ручки на отливки или формы, используемые в литейных работах. Зев литейных крюков шире и глубже, чем у других такелажных крюков, и является одним из немногих крюков, предназначенных для использования без предохранительной защелки. Это связано с опасной высокой температурой окружающей среды, в которой используются литейные крюки, что делает небезопасным для рабочих дотягиваться до защелки и разблокировки груза.
Загрузка наконечника очень распространена в среде, где встречаются литейные крюки. Несмотря на то, что литейные крюки в большинстве случаев безопасны для опрокидывающей нагрузки, происходит снижение предела рабочей нагрузки, и такелажники должны связаться со своим производителем, чтобы должным образом уменьшить номинальную грузоподъемность литейных крюков, когда они используются для опрокидывающей нагрузки.
J-образные крюки
J-образные крюки имеют более тонкий и низкий профиль, чем другие подъемные крюки. Эта уникальная конструкция позволяет использовать J-образные крюки в подъемных и такелажных приложениях, где стропы, грейферы и литейные крюки слишком велики и толсты, чтобы выполнять свою работу должным образом. Следует иметь в виду, что тонкая, низкопрофильная конструкция J-образных крюков также означает, что они будут иметь более низкий предел рабочей нагрузки, чем большинство других подъемных крюков.
J-образные крюки наиболее популярны в промышленности и производстве и чаще всего используются с рым-болтами или специальной точкой подъема. Как правило, J-образные крюки изготавливаются по индивидуальному заказу, чтобы соответствовать конкретным приложениям такелажа, и могут быть разработаны с тремя различными ориентациями проушин:
Стиль А
Стиль Б
Стиль С
Оба типа A и B имеют ушко, параллельное корпусу J-образного крючка, а тип C имеет ушко, перпендикулярное корпусу J-образного крючка.
Захватные крюки
Захватные крюки специально разработаны с узким горлышком, которое захватывает и укорачивает цепь. Захватные крюки чаще всего встречаются в регулируемых узлах цепных стропов и позволяют такелажникам независимо регулировать длину каждой ноги цепного стропа. Захватный крюк работает, зацепляя звенья цепи, чтобы надежно укоротить такелажную цепь. Существует два основных типа крюков, и очень важно знать разницу:
- Стандартный крюк: Эти захватные крюки являются наиболее популярными и наиболее экономичными вариантами захватных крюков на рынке. Единственным недостатком, однако, является то, что вы должны уменьшить предел рабочей нагрузки на 20% при использовании стандартного захватного крюка для сокращения длины цепи.
- Крюк для захвата люльки: Эти крюки для захвата имеют ложемент, в который укладывается цепь при зацеплении с крюком. Хотя захватные крюки с люлькой стоят дороже, чем стандартные захватные крюки, они, как правило, не требуют снижения предела рабочей нагрузки при использовании для сокращения длины цепи.

Крюки для бочек и бочек
Как следует из названия, крюки для бочек и бочек используются для подъема бочек и бочек. Эти крюки имеют очень широкую точку подъема, которая проходит под кромкой любого барабана и/или бочки, которую вы пытаетесь поднять. Барабанные и бочкообразные крюки предназначены для использования в многоветвевых стропах при углах стропа 30°-45°. Это связано с тем, что по большей части невозможно поднять бочку или бочку в одной точке захвата с помощью крюка для бочки или бочки.
Предохранительные защелки для подъемных крюков
Использование крюковых защелок или их отсутствие является весьма спорным вопросом в такелажной и грузоподъемной отрасли. Некоторые люди говорят, что вы всегда должны использовать предохранительную защелку, в то время как другие говорят, что вам не нужно использовать предохранительные защелки. Для этого спора есть веская причина, так как мало объяснений и толкований в отношении стандартов, регулирующих использование предохранительных защелок с крюками при потолочном подъеме.
Здесь, в Tri-State Rigging Equipment, мы предлагаем использовать крюковые защелки, когда это возможно и когда для этого есть условия. Чтобы прийти к этому заключению, мы полагаемся на следующие выдержки и толкования стандартов OSHA и ASME:
- В разделе 5(a)(1) Закона о безопасности и гигиене труда от 1970 г. OSHA излагает Положение об общих обязанностях, в котором говорится, что в отсутствие конкретных стандартов OSHA в отношении опасности каждый работодатель должен «предоставить каждому занятости его работников и место работы, которые свободны от признанных опасностей, которые вызывают или могут причинить смерть или серьезный физический вред его работникам». Это означает, что работодатели несут ответственность за защиту своих сотрудников от признанных серьезных опасностей. В соответствии с Положением об общих обязанностях OSHA часто учитывает руководящие принципы отраслевых согласованных стандартов, таких как стандарты, опубликованные Американским национальным институтом стандартов (ANSI) и Американским обществом инженеров-механиков (ASME), при оценке того, имело ли место нарушение OSHA. Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка:
- Раздел 2-1.14.5, Крюки, ASME B30.2-2001, Мостовые и козловые краны: «Должны использоваться крюки с защелками, если приложение не делает использование защелки нецелесообразным или ненужным».
- : Требование к предохранительным защелкам указано только в OSHA 1910.181(j)(2)(ii), в котором говорится, что «Крюки с предохранительными защелками должны использоваться везде, где это возможно».
- OSHA: требования OSHA к предохранительным защелкам на крюках для строп различаются в зависимости от вида деятельности, для которой используется строп.
Интерпретация стандартов OSHA
Интерпретация стандартов
 Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка:
Ниже приведены положения и толкования, которые могут быть уместны в соответствии с Положением об общих обязанностях в отношении предохранительных защелок крюка: Независимо от того, как вы интерпретируете стандарты, регулирующие использование горловых защелок, важно оценивать каждое подъемное устройство отдельно, чтобы определить, является ли использование предохранительной защелки крюком ненужным, нецелесообразным и/или делает подъем более опасным; или требуется ли это для вашего конкретного приложения такелажа.
Комплекты самозакрывающихся защелок
Комплекты самозакрывающихся защелок представляют собой подпружиненные предохранительные защелки, которые могут поставляться в стандартной комплектации на крючке или добавляться после продажи. Эти комплекты защелок не так прочны, как крюки для строп, к которым они прикреплены, и поэтому могут сократить срок службы подъемного крюка. Поврежденную защелку такелажного крюка можно заменить, но в зависимости от того, отечественные или импортные у вас подъемный крюк и защелка, может оказаться более экономичным заменить весь крюк, чем только защелку крюка. Тем не менее, комплекты самозакрывающихся защелок являются идеальным решением для большинства видов такелажных работ, требующих предохранительной защелки, за исключением более прочных и тяжелых такелажных работ, где целостность предохранительной защелки крюка может быть подвергнута испытанию.
Крюки с принудительной фиксацией
Крюк с принудительной фиксацией — это крюк, защелка которого защелкивается только под нагрузкой.


 д) или латинскими HSS (High Speed Steel) + дополнительные буквы, свидетельствует о включенных элементах в составе или об определенных манипуляциях в производстве инструмента, которые усиливают его свойства. Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.
д) или латинскими HSS (High Speed Steel) + дополнительные буквы, свидетельствует о включенных элементах в составе или об определенных манипуляциях в производстве инструмента, которые усиливают его свойства. Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.  д). Производительность увеличится, но и цена фрезы возрастёт: приблизится к стоимости твёрдого сплава. А так как скорость обработки и цены наших фрез увеличиваются, то пришло время обсудить твердый сплав.
д). Производительность увеличится, но и цена фрезы возрастёт: приблизится к стоимости твёрдого сплава. А так как скорость обработки и цены наших фрез увеличиваются, то пришло время обсудить твердый сплав. Такие фрезы способны обрабатывать со скоростью до 500 м/мин., так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин.
Такие фрезы способны обрабатывать со скоростью до 500 м/мин., так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин. 
 Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало осознание того, что «золотое пятно» высокоскоростного процесса резки варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом:
Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало осознание того, что «золотое пятно» высокоскоростного процесса резки варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом: режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки.
режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки. Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно спроектированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, производит рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.
Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно спроектированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, производит рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.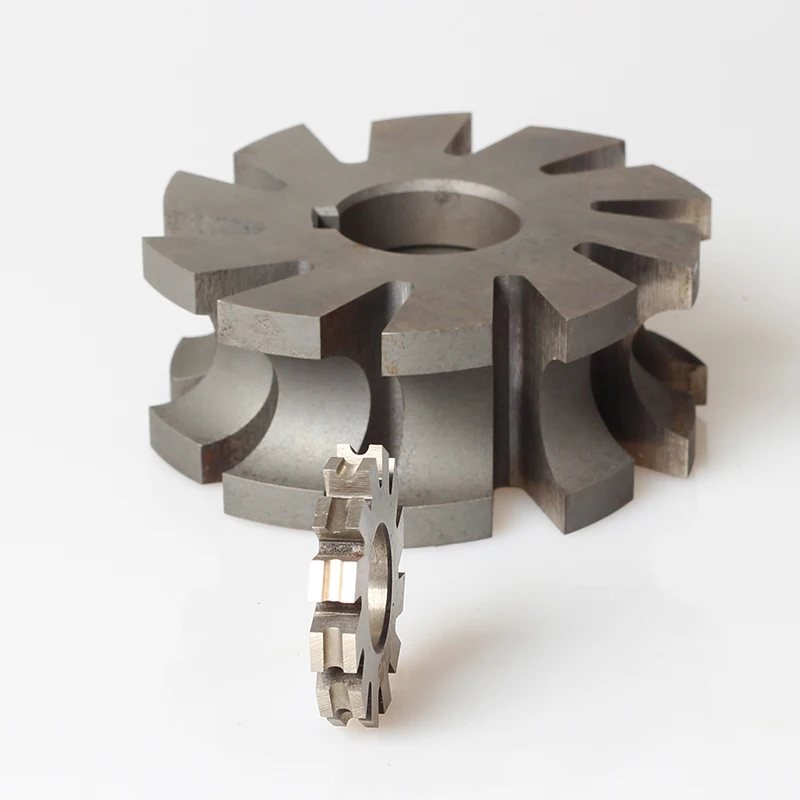 Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0021 от 25 000 до 50 000 об/мин или больше. С учетом потребности в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» благодаря использованию фрезерной системы с ЧПУ, где синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0021 от 25 000 до 50 000 об/мин или больше. С учетом потребности в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» благодаря использованию фрезерной системы с ЧПУ, где синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
 с. | 14 000 об/мин | Диаметр колеса 4 дюйма
с. | 14 000 об/мин | Диаметр колеса 4 дюйма Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях.
Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях. футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
 фут/мин):
фут/мин): США
США
 1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.
1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.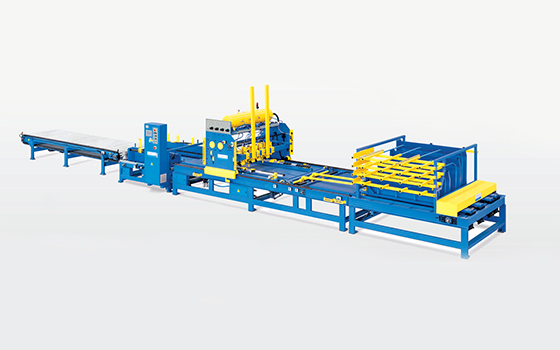
 В его конструкции предусмотрены пустоты для входа вил вилочного погрузчика, что позволяет быстро перемещать поддон при погрузочно-разгрузочных работах (рис. 1).
В его конструкции предусмотрены пустоты для входа вил вилочного погрузчика, что позволяет быстро перемещать поддон при погрузочно-разгрузочных работах (рис. 1). бруса; загрузочный стол с автоматической подачей для формирования пакета заготовок.
бруса; загрузочный стол с автоматической подачей для формирования пакета заготовок. 5)
5)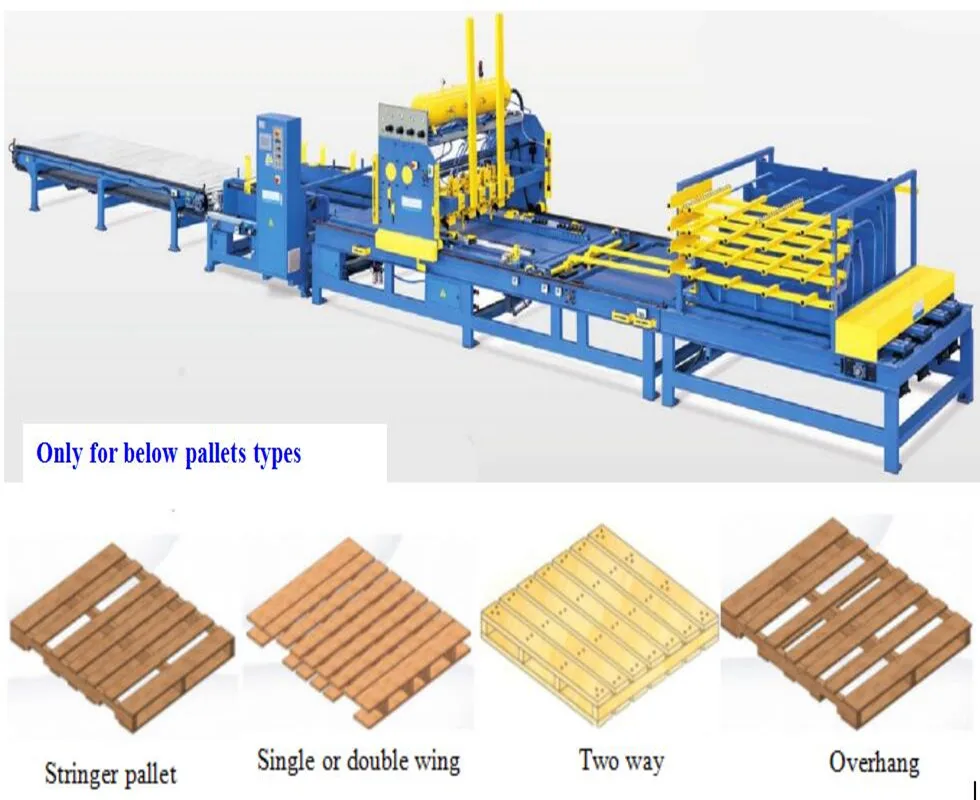 По траковым направляющим поддон автоматически подается на вход узла для обрезки углов. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция одновременной обрезки углов со всех четырех сторон поддона.
По траковым направляющим поддон автоматически подается на вход узла для обрезки углов. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция одновременной обрезки углов со всех четырех сторон поддона. com
com Этот непрерывный процесс, состоящий из двух частей, перемещает материалы для поддонов под каждую гвоздевую станцию, обеспечивая высокую производительность от 4 до 6 поддонов в минуту и более. Регуляторы скорости позволяют операторам устанавливать ежедневную производительность.
Этот непрерывный процесс, состоящий из двух частей, перемещает материалы для поддонов под каждую гвоздевую станцию, обеспечивая высокую производительность от 4 до 6 поддонов в минуту и более. Регуляторы скорости позволяют операторам устанавливать ежедневную производительность.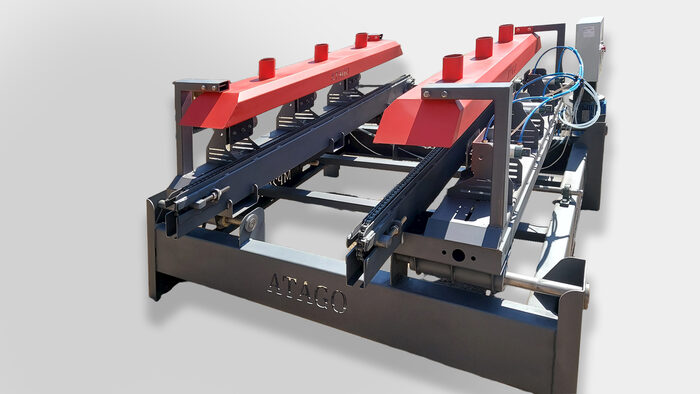 Прямолинейные системы могут быть доступны по запросу.
Прямолинейные системы могут быть доступны по запросу. Рекомендуемые гвозди для поддонов: 2 дюйма x 0,99 дюймов, высокая нагрузка для производства стандартных поддонов.
Рекомендуемые гвозди для поддонов: 2 дюйма x 0,99 дюймов, высокая нагрузка для производства стандартных поддонов.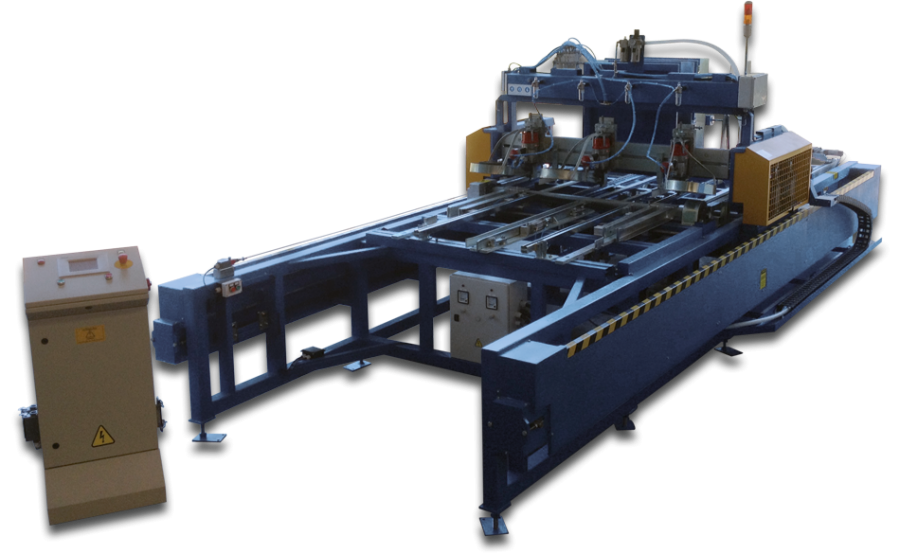 с., но они не поставляются
с., но они не поставляются youtube.com/embed/nxediEFFv9o?feature=oembed&wmode=opaque&theme=light&showinfo=1&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/nxediEFFv9o?feature=oembed&wmode=opaque&theme=light&showinfo=1&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  д.; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
д.; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
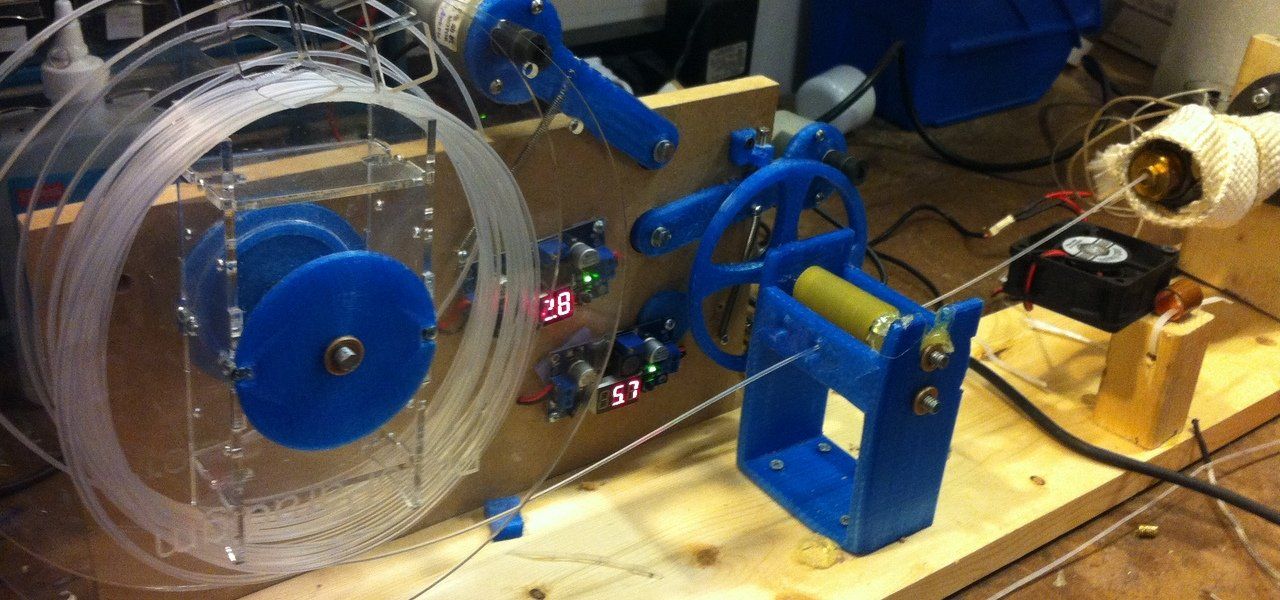 Детали для него можно напечатать на принтере. Скорость намотки делается регулируемой, чтобы лента успевала достаточно нагреваться и менять форму.
Детали для него можно напечатать на принтере. Скорость намотки делается регулируемой, чтобы лента успевала достаточно нагреваться и менять форму. html
html Приятного просмотра))\
Приятного просмотра))\
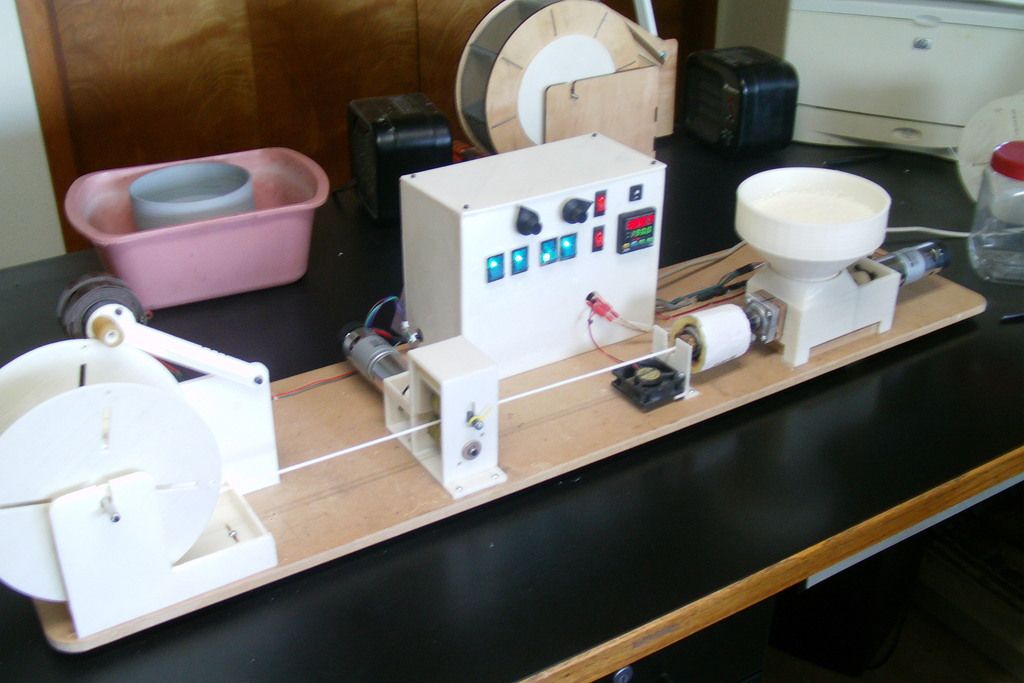
 Я опубликовал видео, в котором показано, как я делал ПЭТ-филамент из пластиковых бутылок.
Я опубликовал видео, в котором показано, как я делал ПЭТ-филамент из пластиковых бутылок.
 равнины», что процесс был «глобально описан», но не объяснен подробно. Так что этот проект здесь, чтобы дать все подробные объяснения о том, как это сделать.
равнины», что процесс был «глобально описан», но не объяснен подробно. Так что этот проект здесь, чтобы дать все подробные объяснения о том, как это сделать. . Это не входило в мои намерения, так как я хотел бесплатную, простую в сборке и максимально дешевую машину. Машины, которые я видел, были слишком сложными, ИМХО, и я думал, что смогу сделать одну почти из ничего и почти бесплатно (менее 20 долларов США): повторное использование, переработка, модернизация, как они говорили!
. Это не входило в мои намерения, так как я хотел бесплатную, простую в сборке и максимально дешевую машину. Машины, которые я видел, были слишком сложными, ИМХО, и я думал, что смогу сделать одну почти из ничего и почти бесплатно (менее 20 долларов США): повторное использование, переработка, модернизация, как они говорили! Возможно, это не лучшее решение, так как лезвие очень быстро тупится и менять его придется довольно часто.
Возможно, это не лучшее решение, так как лезвие очень быстро тупится и менять его придется довольно часто. ..
.. 10.2022 в 14:28 •
10.2022 в 14:28 •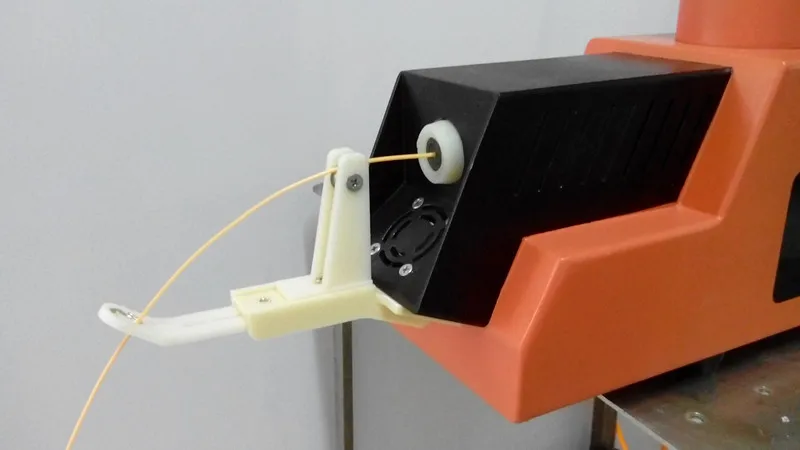 .. вечная история
.. вечная история 

 07.2022 в 09:42 •
07.2022 в 09:42 • youtube.com/embed/tWYbjAX2ZWU» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/tWYbjAX2ZWU» frameborder=»0″ allowfullscreen=»»> 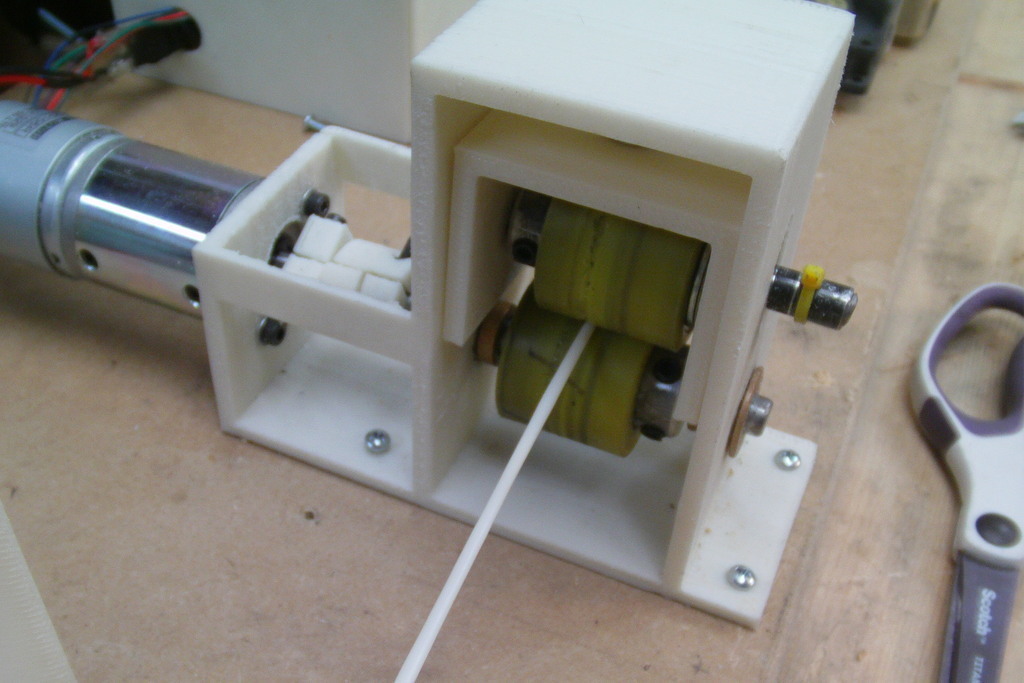 07.2022 в 14:05 •
07.2022 в 14:05 •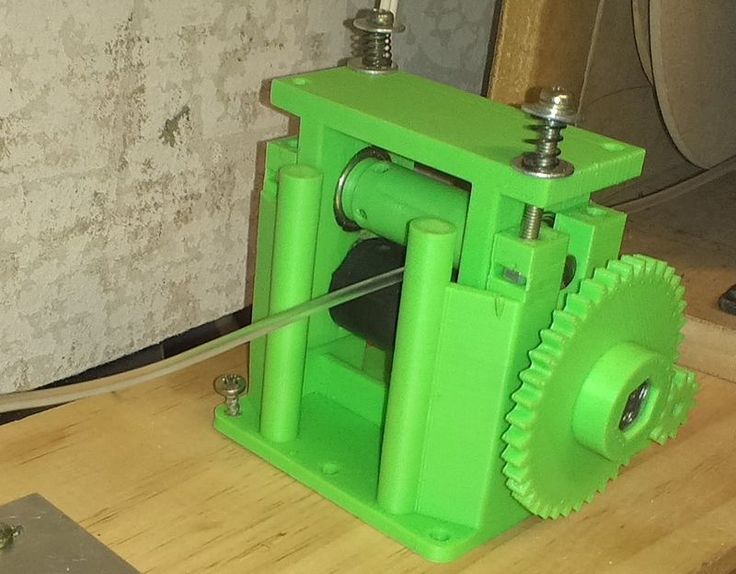
 05.2022 в 13:06 •
05.2022 в 13:06 •
 Анализируется качество нити.
Анализируется качество нити. Начнем с очистки бутылок, потому что важно, чтобы измельчение производилось из чистых ПЭТ-бутылок без каких-либо присутствующих загрязнений! Очистка производится горячей водой, скрабами и жидкостью для очистки тормозов, чтобы избавиться от всех этикеток и клея. Когда бутылки полностью очищены, с них нужно снять две последние детали: крышку и защитную пломбу. Защитную пломбу удаляют, разрезая ее и стягивая с бутылки (показано на рис. 1). После очистки бутылок их оставляют сохнуть (показано на рисунке 2).
Начнем с очистки бутылок, потому что важно, чтобы измельчение производилось из чистых ПЭТ-бутылок без каких-либо присутствующих загрязнений! Очистка производится горячей водой, скрабами и жидкостью для очистки тормозов, чтобы избавиться от всех этикеток и клея. Когда бутылки полностью очищены, с них нужно снять две последние детали: крышку и защитную пломбу. Защитную пломбу удаляют, разрезая ее и стягивая с бутылки (показано на рис. 1). После очистки бутылок их оставляют сохнуть (показано на рисунке 2). Бутылки легко сложить еще раз, сильно надавив на них, чтобы бутылка сохраняла свою сложенную форму.
Бутылки легко сложить еще раз, сильно надавив на них, чтобы бутылка сохраняла свою сложенную форму. Это приведет к плохим результатам при экструзии измельченного ПЭТ.
Это приведет к плохим результатам при экструзии измельченного ПЭТ. Поэтому ПЭТ высушивали в течение 4 часов при температуре 160 °С. Между тем, просматривая некоторые прошлые тесты с измельченным ПЭТ, были обнаружены некоторые ранее использовавшиеся настройки. Температура этих настроек была повышена на +- 10 °C и использовалась в качестве эталона для проведения первой серии испытаний.
Поэтому ПЭТ высушивали в течение 4 часов при температуре 160 °С. Между тем, просматривая некоторые прошлые тесты с измельченным ПЭТ, были обнаружены некоторые ранее использовавшиеся настройки. Температура этих настроек была повышена на +- 10 °C и использовалась в качестве эталона для проведения первой серии испытаний.
 8), он готов к экструзии. Устройство для изготовления нити использовалось для экструзии измельченного ПЭТ. Ниже приведены результаты испытаний. Здесь мы показываем настройки, используемые для каждого теста, наблюдение за некоторыми образцами нити и заключение теста, включая рекомендации по настройкам для следующего теста.
8), он готов к экструзии. Устройство для изготовления нити использовалось для экструзии измельченного ПЭТ. Ниже приведены результаты испытаний. Здесь мы показываем настройки, используемые для каждого теста, наблюдение за некоторыми образцами нити и заключение теста, включая рекомендации по настройкам для следующего теста. Экструдированный ПЭТ сильно закручивался. Это вызвано высокими температурами, используемыми для этой экструзии. Горячий материал является жидким и будет падать на вентиляторы мимо уже твердого материала. Это приведет к закручиванию материала. Большую часть времени материал дергался, когда достигал съемников. Это привело к застреванию нити в съемнике. Небольшое количество полученной нити видно на рисунке 9.. На рисунке 10 также видно, что нить содержит несколько пузырьков. Эта проблема также связана с высокими температурами.
Экструдированный ПЭТ сильно закручивался. Это вызвано высокими температурами, используемыми для этой экструзии. Горячий материал является жидким и будет падать на вентиляторы мимо уже твердого материала. Это приведет к закручиванию материала. Большую часть времени материал дергался, когда достигал съемников. Это привело к застреванию нити в съемнике. Небольшое количество полученной нити видно на рисунке 9.. На рисунке 10 также видно, что нить содержит несколько пузырьков. Эта проблема также связана с высокими температурами.
 Твердые части сопла начали работать как изолятор. Это поддерживало материал в середине достаточно теплым, чтобы сохранять его жидкое состояние. Твердый материал на краях сопла уменьшил диаметр сопла, что привело к плохим результатам испытаний. Эта проблема хорошо видна на рис. 13.9.0003
Твердые части сопла начали работать как изолятор. Это поддерживало материал в середине достаточно теплым, чтобы сохранять его жидкое состояние. Твердый материал на краях сопла уменьшил диаметр сопла, что привело к плохим результатам испытаний. Эта проблема хорошо видна на рис. 13.9.0003 Нагреватели один и два были немного увеличены, чтобы нить накала не затвердевала вокруг сопла. Мы обнаружили, что нить все еще вращалась.
Нагреватели один и два были немного увеличены, чтобы нить накала не затвердевала вокруг сопла. Мы обнаружили, что нить все еще вращалась. Настройки, использованные для этого теста, показаны в Таблице 4 ниже.
Настройки, использованные для этого теста, показаны в Таблице 4 ниже. Из-за этого в нити накала образовались твердые кусочки прямо перед охлаждением вентиляторами (показано на рис. 15).
Из-за этого в нити накала образовались твердые кусочки прямо перед охлаждением вентиляторами (показано на рис. 15). Когда температура нагревателя превышала 245°С, нить выходила слишком жидкой и снова начинала закручиваться. Нить, полученная с этими настройками, была хорошей. Как показано на рисунках 16 и 17, нить была идеально круглой и имела гладкую поверхность. На графике 1 показана толщина нити этой экструзии. Здесь видно, что диаметр нити соответствовал этим настройкам.
Когда температура нагревателя превышала 245°С, нить выходила слишком жидкой и снова начинала закручиваться. Нить, полученная с этими настройками, была хорошей. Как показано на рисунках 16 и 17, нить была идеально круглой и имела гладкую поверхность. На графике 1 показана толщина нити этой экструзии. Здесь видно, что диаметр нити соответствовал этим настройкам.
 Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…

 Makita постоянно расширяет ассортимент своей продукции, который теперь состоит больше чем из 2000 различных инструментов. Помимо этого, Makita предлогает очень широкий ассортимент разных аксессуаров.
Makita постоянно расширяет ассортимент своей продукции, который теперь состоит больше чем из 2000 различных инструментов. Помимо этого, Makita предлогает очень широкий ассортимент разных аксессуаров. Это экономит ваши деньги, потому что одни и те же батареи можно использовать с различными инструментами. Такая возможность предоставляет пользователям огромный выбор инструментов и свободу действий. Это особенно удобно для тех, кто имеет много разных инструментов Makita, но одновременно изпользует только некоторые из них.
Это экономит ваши деньги, потому что одни и те же батареи можно использовать с различными инструментами. Такая возможность предоставляет пользователям огромный выбор инструментов и свободу действий. Это особенно удобно для тех, кто имеет много разных инструментов Makita, но одновременно изпользует только некоторые из них.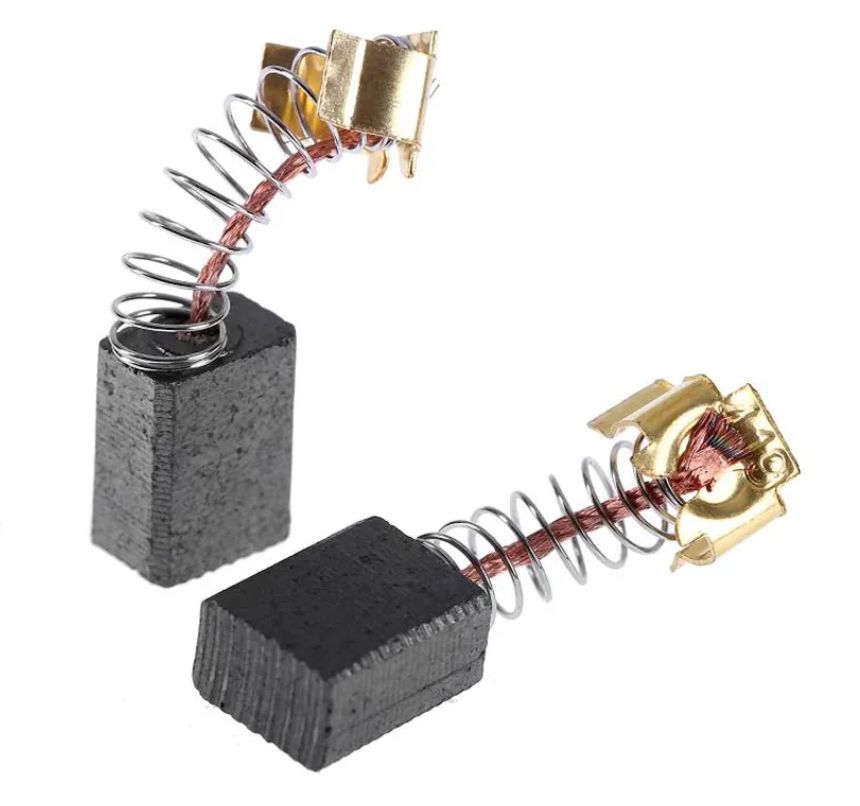
 Эти биты, которые можно использовать с ударными шуруповертами, пригодятся при выполнении определенных задач, например, при работе с мебелью или…
Эти биты, которые можно использовать с ударными шуруповертами, пригодятся при выполнении определенных задач, например, при работе с мебелью или…

 w3.org/1999/xhtml» border=»1″ dir=»ltr» cellpadding=»0″ cellspacing=»0″>
w3.org/1999/xhtml» border=»1″ dir=»ltr» cellpadding=»0″ cellspacing=»0″>
 От этого пошло и название этой категории машинок.
От этого пошло и название этой категории машинок.

 Четырехугольная подошва может быть прямоугольной или квадратной. Использование той или другой актуально в определенных случаях.
Четырехугольная подошва может быть прямоугольной или квадратной. Использование той или другой актуально в определенных случаях. Они могут быть произведены теми же фирмами, но уровень надежности будет сильно отличаться от профессиональной. Лучше заплатить в 2 раза больше, но пользоваться техникой долго и получать качественный результат.
Они могут быть произведены теми же фирмами, но уровень надежности будет сильно отличаться от профессиональной. Лучше заплатить в 2 раза больше, но пользоваться техникой долго и получать качественный результат. Чтобы не потратить деньги на ненужные функции, стоит разобраться с его особенностями и характеристиками. Как грамотно осуществить подбор в соответствии со своими потребностями, описано далее в обзоре.
Чтобы не потратить деньги на ненужные функции, стоит разобраться с его особенностями и характеристиками. Как грамотно осуществить подбор в соответствии со своими потребностями, описано далее в обзоре. Такие машины, как Bosch PSM 10.8 Li, лучше подходят для деликатной, завершающей шлифовки.
Такие машины, как Bosch PSM 10.8 Li, лучше подходят для деликатной, завершающей шлифовки.  Если нужно обработать углы, небольшие углубления, выемки, то лучше воспользоваться чем-то другим.
Если нужно обработать углы, небольшие углубления, выемки, то лучше воспользоваться чем-то другим. Такие устройства также предназначены для твердых деревянных изделий.
Такие устройства также предназначены для твердых деревянных изделий. 


 Оснащение инструмента адаптером, через который можно подсоединить пылесос, значительно облегчает процесс отвода пыли. Работать с устройством становится намного комфортней.
Оснащение инструмента адаптером, через который можно подсоединить пылесос, значительно облегчает процесс отвода пыли. Работать с устройством становится намного комфортней.  д;
д;


 Лучше всего оказывать равномерное давление на площадку орбитальной шлифовальной машины. Это гарантирует, что на плоской поверхности, над которой вы работаете, не будет выбоин и завихрений.
Лучше всего оказывать равномерное давление на площадку орбитальной шлифовальной машины. Это гарантирует, что на плоской поверхности, над которой вы работаете, не будет выбоин и завихрений. Вы можете использовать эту наждачную бумагу для шлифовки между слоями отделки.
Вы можете использовать эту наждачную бумагу для шлифовки между слоями отделки.
 После использования шлифовальной машины вы должны увидеть гладкую и чистую поверхность.
После использования шлифовальной машины вы должны увидеть гладкую и чистую поверхность.

 Нет необходимости наклоняться вокруг вашего проекта или постоянно перемещать поверхность в пределах досягаемости короткого кабеля. Многие удаленные строительные площадки выигрывают от беспроводных инструментов, потому что нет необходимости подключаться к ограниченному источнику питания, например к генератору.
Нет необходимости наклоняться вокруг вашего проекта или постоянно перемещать поверхность в пределах досягаемости короткого кабеля. Многие удаленные строительные площадки выигрывают от беспроводных инструментов, потому что нет необходимости подключаться к ограниченному источнику питания, например к генератору.
 Используйте квадратную орбитальную шлифовальную машину для обработки краев и углов, создавая гладкую поверхность по всей поверхности. Если вы используете ленточный шлифовальный станок или решите шлифовать вручную, вы рискуете оставить заметные поперечные следы. С орбитальной шлифовальной машиной у вас не будет этой проблемы.
Используйте квадратную орбитальную шлифовальную машину для обработки краев и углов, создавая гладкую поверхность по всей поверхности. Если вы используете ленточный шлифовальный станок или решите шлифовать вручную, вы рискуете оставить заметные поперечные следы. С орбитальной шлифовальной машиной у вас не будет этой проблемы. Ознакомьтесь с некоторыми особенностями различных орбитальных шлифовальных машин.
Ознакомьтесь с некоторыми особенностями различных орбитальных шлифовальных машин. Результатом является отделка без видимых завитков, даже при шлифовании поперек волокон. При выборе эксцентриковой шлифовальной машины учитывайте следующие особенности:
Результатом является отделка без видимых завитков, даже при шлифовании поперек волокон. При выборе эксцентриковой шлифовальной машины учитывайте следующие особенности: Ниже приведены преимущества, на которые вы можете рассчитывать при работе с нами:
Ниже приведены преимущества, на которые вы можете рассчитывать при работе с нами: Мы можем получать комиссию от ваших покупок.
Мы можем получать комиссию от ваших покупок.
 Их компактный размер делает их идеальными для легких финишных работ, а их квадратные тарелки подходят для труднодоступных мест и углов, что недоступно для случайных орбитальных шлифовальных машин.
Их компактный размер делает их идеальными для легких финишных работ, а их квадратные тарелки подходят для труднодоступных мест и углов, что недоступно для случайных орбитальных шлифовальных машин. Их более мощные двигатели завершат шлифовку быстрее, что делает их намного более эффективными, чем шлифовальные машины для ладоней, которые лучше подходят для точных задач на небольших деталях.
Их более мощные двигатели завершат шлифовку быстрее, что делает их намного более эффективными, чем шлифовальные машины для ладоней, которые лучше подходят для точных задач на небольших деталях. По нашему опыту, если вы хотите разориться, продукты Festool почти всегда оправдывают высокую цену.
По нашему опыту, если вы хотите разориться, продукты Festool почти всегда оправдывают высокую цену.



 Данные композиты являются самыми востребованными на сегодняшний день. Они практичны, износостойки, отлично заполняют полости, которые остаются после препарирования поврежденных тканей стоматологом. Учитывая то, что затвердевают материалы только под воздействием ультрафиолета, специалисту можно работать с ними, придавая нужную форму, тщательно заполняя полость зуба, не опасаясь преждевременного их затвердения.
Данные композиты являются самыми востребованными на сегодняшний день. Они практичны, износостойки, отлично заполняют полости, которые остаются после препарирования поврежденных тканей стоматологом. Учитывая то, что затвердевают материалы только под воздействием ультрафиолета, специалисту можно работать с ними, придавая нужную форму, тщательно заполняя полость зуба, не опасаясь преждевременного их затвердения. Тем не менее каждый случай индивидуален, поэтому стратегия лечения определяется врачом.
Тем не менее каждый случай индивидуален, поэтому стратегия лечения определяется врачом. Для этого нет необходимости снимать не поврежденные заболеванием ткани;
Для этого нет необходимости снимать не поврежденные заболеванием ткани; Данные композиты не применяются для зубов с перфорациями, они не способствуют рассасыванию гранулем;
Данные композиты не применяются для зубов с перфорациями, они не способствуют рассасыванию гранулем;

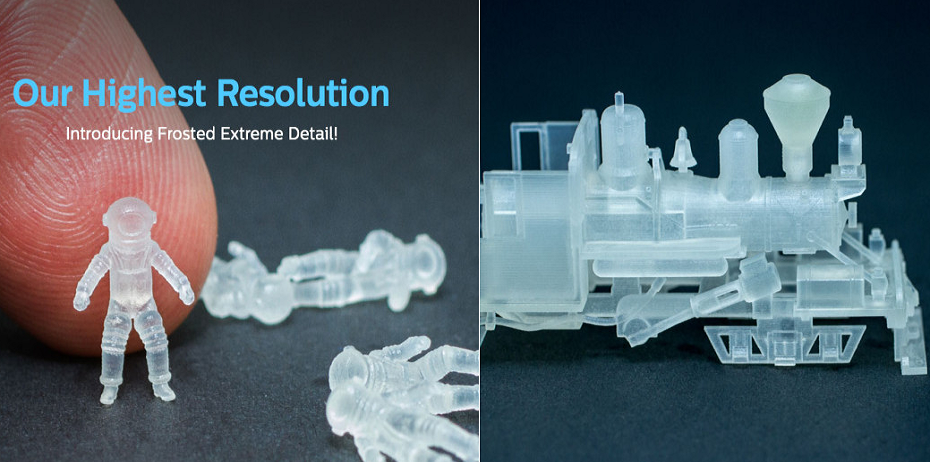
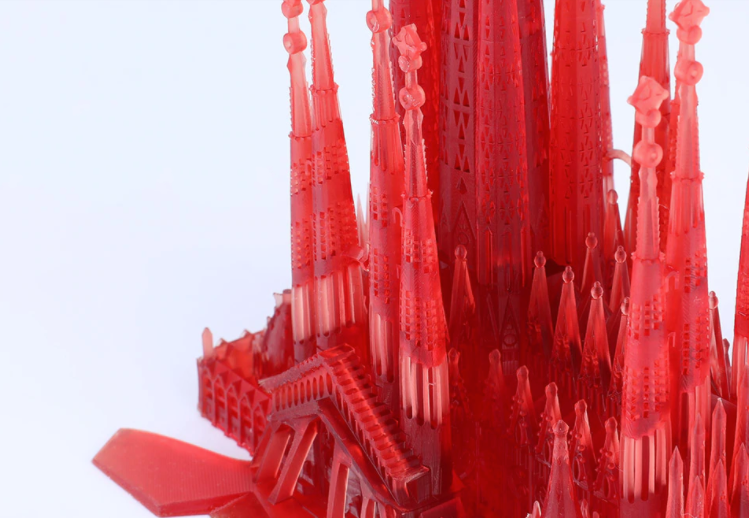
 Во время печати лазер выпускает высококонцентрированные лучи ультрафиолетового света (подобно лазеру) на поверхность ванны с фотополимерной смолой.
Во время печати лазер выпускает высококонцентрированные лучи ультрафиолетового света (подобно лазеру) на поверхность ванны с фотополимерной смолой.
 PolyJet — это предпочтительный процесс 3D-печати для изготовления эстетически привлекательных деталей с непревзойденной обработкой поверхности.
PolyJet — это предпочтительный процесс 3D-печати для изготовления эстетически привлекательных деталей с непревзойденной обработкой поверхности. А по мере развития технологий фотополимеры будут развиваться, позволяя производителям и группам разработчиков извлекать выгоду из преимуществ материала без ущерба для долговечности или качества отделки поверхности.
А по мере развития технологий фотополимеры будут развиваться, позволяя производителям и группам разработчиков извлекать выгоду из преимуществ материала без ущерба для долговечности или качества отделки поверхности. Для конечного использования они изготавливаются в различных формах, включая пленку/лист, жидкость, раствор и т. д., которые находят применение в печатных формах, фоторезистах, стереолитографии/3D-печати и визуализации. Популярное использование жидких фотополимеров — изготовление резиновых штампов. Фоторезисты используются для изготовления интегральных схем, плоских дисплеев, печатных схем, деталей, полученных химическим фрезерованием, МЭМС (микроэлектромеханических систем) и т. д. Подобные жидкие композиции также можно использовать для приложений, не связанных с созданием изображений, таких как клеи, покрытия и чернила. Фотополимерный продукт можно наносить в виде очень тонкого покрытия, как в случае с жидкими фоторезистами, или формировать большую модель, как в стереолитографическом/3D-печатном оборудовании.
Для конечного использования они изготавливаются в различных формах, включая пленку/лист, жидкость, раствор и т. д., которые находят применение в печатных формах, фоторезистах, стереолитографии/3D-печати и визуализации. Популярное использование жидких фотополимеров — изготовление резиновых штампов. Фоторезисты используются для изготовления интегральных схем, плоских дисплеев, печатных схем, деталей, полученных химическим фрезерованием, МЭМС (микроэлектромеханических систем) и т. д. Подобные жидкие композиции также можно использовать для приложений, не связанных с созданием изображений, таких как клеи, покрытия и чернила. Фотополимерный продукт можно наносить в виде очень тонкого покрытия, как в случае с жидкими фоторезистами, или формировать большую модель, как в стереолитографическом/3D-печатном оборудовании. д. Они могут использоваться вместе с олигомерами, мономерами и добавками. Полимеры обычно действуют как связующие и определяют технологические характеристики, а также конечные физические свойства отвержденных фотополимерных композиций. Жидкие композиции, такие как композиции, используемые для печатных форм и стереолитографических смол, обычно не включают полимеры в качестве существенного компонента. Однако жидкие фоторезисты могут содержать полимер, растворенный в растворителе-носителе. Первые фотополимеры, разработанные и выпущенные на рынок, были основаны на поливинилциннаматах и сенсибилизаторах, растворенных в растворителях, и продавались компанией Eastman Kodak в виде фоторезистов.
д. Они могут использоваться вместе с олигомерами, мономерами и добавками. Полимеры обычно действуют как связующие и определяют технологические характеристики, а также конечные физические свойства отвержденных фотополимерных композиций. Жидкие композиции, такие как композиции, используемые для печатных форм и стереолитографических смол, обычно не включают полимеры в качестве существенного компонента. Однако жидкие фоторезисты могут содержать полимер, растворенный в растворителе-носителе. Первые фотополимеры, разработанные и выпущенные на рынок, были основаны на поливинилциннаматах и сенсибилизаторах, растворенных в растворителях, и продавались компанией Eastman Kodak в виде фоторезистов. Носителем изображения является печатная форма в традиционных процессах печати. Процессы, в которых фотополимерные пластины используются для переноса чернил и переноса их на подложку, — это литография, флексография, высокая печать и глубокая печать. Читать далее
Носителем изображения является печатная форма в традиционных процессах печати. Процессы, в которых фотополимерные пластины используются для переноса чернил и переноса их на подложку, — это литография, флексография, высокая печать и глубокая печать. Читать далее
 е.
е. На нее укладывается лист шпона, обработанный клеевым составом. После включения машины начинается облицовка: деталь зажимается между верхней и нижней плитой. В результате температурного и гидравлического воздействия получается готовая шпонированная продукция. При использовании качественного клеевого состава и подходящего режима работы станка удается получить изделие, которое невосприимчиво к активной эксплуатации и повышенной влажности.
На нее укладывается лист шпона, обработанный клеевым составом. После включения машины начинается облицовка: деталь зажимается между верхней и нижней плитой. В результате температурного и гидравлического воздействия получается готовая шпонированная продукция. При использовании качественного клеевого состава и подходящего режима работы станка удается получить изделие, которое невосприимчиво к активной эксплуатации и повышенной влажности. Одновременно на данном оборудовании можно обрабатывать лишь одно изделие.
Одновременно на данном оборудовании можно обрабатывать лишь одно изделие. е.
е.



 Этот тип машин используется в столярных цехах, которые специализируются на изготовлении элементов внутренней отделки помещений или мебели. Многопролётные, или многоуровневые, прессы используются для последовательной обработки древесностружечных плит. Этот тип машин имеет несколько пластин с подогревом, которые расположены одна поверх другой таким образом, что это позволяет обрабатывать соответствующее число древесно-стружечных плит одновременно. Прессы непрерывного действия включают в себя конвейерную ленту и ряд роликов, которые помогают соединять вместе шпон и материал основы. Прессы непрерывного действия идеально подходят для массового производства.
Этот тип машин используется в столярных цехах, которые специализируются на изготовлении элементов внутренней отделки помещений или мебели. Многопролётные, или многоуровневые, прессы используются для последовательной обработки древесностружечных плит. Этот тип машин имеет несколько пластин с подогревом, которые расположены одна поверх другой таким образом, что это позволяет обрабатывать соответствующее число древесно-стружечных плит одновременно. Прессы непрерывного действия включают в себя конвейерную ленту и ряд роликов, которые помогают соединять вместе шпон и материал основы. Прессы непрерывного действия идеально подходят для массового производства. Работу на облицовке древесных материалов шпоном как в массовом, так и мелкосерийном производстве следует поручать обученным работникам.
Работу на облицовке древесных материалов шпоном как в массовом, так и мелкосерийном производстве следует поручать обученным работникам. Нагревательные элементы, гидравлическое оборудование и электронная аппаратура управления подвержены естественному износу, но эта проблема решается посредством регулярного технического обслуживания. Таким образом, прессы для облицовки шпоном – это нетребовательные машины, которые имеют большой срок службы, и на подержанный пресс всегда можно положиться.
Нагревательные элементы, гидравлическое оборудование и электронная аппаратура управления подвержены естественному износу, но эта проблема решается посредством регулярного технического обслуживания. Таким образом, прессы для облицовки шпоном – это нетребовательные машины, которые имеют большой срок службы, и на подержанный пресс всегда можно положиться. До этого момента ценовое предложение клиента считается обязательным к исполнению.
До этого момента ценовое предложение клиента считается обязательным к исполнению. Joos Junior особенно подходит для компаний, которые хотят ламинировать древесный шпон и пластиковый ламинат на подложку с помощью клея ПВА, тем самым устраняя выбросы летучих органических соединений от контактных клеев.
Joos Junior особенно подходит для компаний, которые хотят ламинировать древесный шпон и пластиковый ламинат на подложку с помощью клея ПВА, тем самым устраняя выбросы летучих органических соединений от контактных клеев. Ökotherm оснащен жесткими, высококачественными анодированными нагревательными плитами для горячей воды. Система золотого анодирования делает поверхность ценной нагревательной плиты чрезвычайно твердой и обеспечивает долговременную защиту.
Ökotherm оснащен жесткими, высококачественными анодированными нагревательными плитами для горячей воды. Система золотого анодирования делает поверхность ценной нагревательной плиты чрезвычайно твердой и обеспечивает долговременную защиту. Мы производим эти машины на заказ, а также можем быть готовы добавить дополнительные отверстия в будущем на местах. Выбор плиты нагрева может быть электрическим, водяным или термомасляным. Алюминиевые или стальные плиты в зависимости от вашего применения. Некоторые примеры перечислены по ссылке ниже.
Мы производим эти машины на заказ, а также можем быть готовы добавить дополнительные отверстия в будущем на местах. Выбор плиты нагрева может быть электрическим, водяным или термомасляным. Алюминиевые или стальные плиты в зависимости от вашего применения. Некоторые примеры перечислены по ссылке ниже.
 В этой машине используются нагревательные плиты Elkom Ökotherm Plus для достижения температуры 150 градусов по Цельсию. Большинство деталей можно обработать всего за 45 секунд. Наши многочисленные патенты делают эту машину единственной в своем роде. Диапазон рабочих размеров до 5′ x 10′. DLP можно настроить для боковой и конечной загрузки. Они также изготавливаются на заказ для любой операции, которую вы желаете или требуете.
В этой машине используются нагревательные плиты Elkom Ökotherm Plus для достижения температуры 150 градусов по Цельсию. Большинство деталей можно обработать всего за 45 секунд. Наши многочисленные патенты делают эту машину единственной в своем роде. Диапазон рабочих размеров до 5′ x 10′. DLP можно настроить для боковой и конечной загрузки. Они также изготавливаются на заказ для любой операции, которую вы желаете или требуете. Диапазон рабочих размеров до 5′ x 10′. DLP можно настроить для боковой и конечной загрузки. Они также изготавливаются на заказ для любой операции, которую вы желаете или требуете.
Диапазон рабочих размеров до 5′ x 10′. DLP можно настроить для боковой и конечной загрузки. Они также изготавливаются на заказ для любой операции, которую вы желаете или требуете.
 . В дополнение к самолетам во время холодной войны космические гонки, производство ракет, спутников и космических кораблей и даже компьютеров использовали более сложную и обширную проводку, а установка и управление кабелями стали более важными и широко распространенными.
. В дополнение к самолетам во время холодной войны космические гонки, производство ракет, спутников и космических кораблей и даже компьютеров использовали более сложную и обширную проводку, а установка и управление кабелями стали более важными и широко распространенными. д. и может сломаться или устать в этих условиях. специальные среды. Поэтому, если вам нужно решение, устойчивое к ультрафиолетовому излучению, вы можете выбрать атмосферостойкий материал Nylon 6,6 или материал Nylon 12, который будет лучше работать на открытом воздухе, даже в условиях пустыни и солнечных полей. Кроме того, кабельные стяжки с металлическим содержанием предназначены для пищевой и фармацевтической промышленности для поддержки обеспечения качества, такого как HACCP, а металлические пигменты могут быть обнаружены с помощью стандартного оборудования. помогает снизить риск заражения. Для визуального обнаружения эти кабельные стяжки обычно имеют синий цвет.
д. и может сломаться или устать в этих условиях. специальные среды. Поэтому, если вам нужно решение, устойчивое к ультрафиолетовому излучению, вы можете выбрать атмосферостойкий материал Nylon 6,6 или материал Nylon 12, который будет лучше работать на открытом воздухе, даже в условиях пустыни и солнечных полей. Кроме того, кабельные стяжки с металлическим содержанием предназначены для пищевой и фармацевтической промышленности для поддержки обеспечения качества, такого как HACCP, а металлические пигменты могут быть обнаружены с помощью стандартного оборудования. помогает снизить риск заражения. Для визуального обнаружения эти кабельные стяжки обычно имеют синий цвет. д.
д.


 В связи с этим хранить нейлоновую нить необходимо в герметичном контейнере с силикагелем для поглощения влаги.
В связи с этим хранить нейлоновую нить необходимо в герметичном контейнере с силикагелем для поглощения влаги.


 Этот материал был разработан для производства функциональных деталей в различных отраслях промышленности, например, водонепроницаемых, без какой-либо дополнительной обработки.
Этот материал был разработан для производства функциональных деталей в различных отраслях промышленности, например, водонепроницаемых, без какой-либо дополнительной обработки. HP 3D High Reusability PA 12 обеспечивает хорошую химическую стойкость к маслам, смазкам, алифатическим углеводородам и щелочам и является оптимальным материалом для сложных узлов, корпусов, кожухов и водонепроницаемых устройств. Благодаря возможности повторного использования избыточного порошка вы можете свести к минимуму отходы, тем самым достигнув низкой стоимости одной детали.
HP 3D High Reusability PA 12 обеспечивает хорошую химическую стойкость к маслам, смазкам, алифатическим углеводородам и щелочам и является оптимальным материалом для сложных узлов, корпусов, кожухов и водонепроницаемых устройств. Благодаря возможности повторного использования избыточного порошка вы можете свести к минимуму отходы, тем самым достигнув низкой стоимости одной детали. Этот материал, разработанный для технологии Multi Jet Fusion, проверяет пределы создания функциональных деталей, оптимизирует стоимость и качество деталей, а также обеспечивает высокую и, во многих случаях, лучшую в отрасли возможность повторного использования при низкой стоимости одной детали.
Этот материал, разработанный для технологии Multi Jet Fusion, проверяет пределы создания функциональных деталей, оптимизирует стоимость и качество деталей, а также обеспечивает высокую и, во многих случаях, лучшую в отрасли возможность повторного использования при низкой стоимости одной детали.
 нагрузка 1 XY
нагрузка 1 XY дюйм
дюйм
 Процесс разложения карбида кальция регулируется следующим образом. По мере разложения карбида кальция корзина опускается в воду вертикальным движением под действием вытеснителя. Когда давление ацетилена повышается, корзина с карбидом поднимается вверх под действием пружины и мембраны. При этом уровень погружения карбида в воду снижается и, как следствие, снижается количество вырабатываемого ацетилена, что, в свою очередь, приводит к снижению давления. Если давление падает ниже допустимого, усилием пружины корзина опускается в воду, и автоматически увеличивается количество вырабатываемого ацетилена и давление начинает повышаться.
Процесс разложения карбида кальция регулируется следующим образом. По мере разложения карбида кальция корзина опускается в воду вертикальным движением под действием вытеснителя. Когда давление ацетилена повышается, корзина с карбидом поднимается вверх под действием пружины и мембраны. При этом уровень погружения карбида в воду снижается и, как следствие, снижается количество вырабатываемого ацетилена, что, в свою очередь, приводит к снижению давления. Если давление падает ниже допустимого, усилием пружины корзина опускается в воду, и автоматически увеличивается количество вырабатываемого ацетилена и давление начинает повышаться. Таким образом, при помощи указанных двух механизмов поддерживается необходимое количество вырабатываемого ацетилена и его рабочее давление.
Таким образом, при помощи указанных двух механизмов поддерживается необходимое количество вырабатываемого ацетилена и его рабочее давление. Если в жидкости присутствуют различные примеси (даже в небольшом количестве), то точность результата снижается. Именно поэтому спиртомером измерить концентрацию спирта в браге не получится – в ней содержится слишком много примесей и результат будет не слишком достоверный.
Если в жидкости присутствуют различные примеси (даже в небольшом количестве), то точность результата снижается. Именно поэтому спиртомером измерить концентрацию спирта в браге не получится – в ней содержится слишком много примесей и результат будет не слишком достоверный.
 Благодаря доступной цене ареометра АСП-3, купить его может каждый, поэтому данный спиртомер пользуется большой популярностью. При аккуратном использовании прибор будет служить долго, а измерения проводить быстро и точно.
Благодаря доступной цене ареометра АСП-3, купить его может каждый, поэтому данный спиртомер пользуется большой популярностью. При аккуратном использовании прибор будет служить долго, а измерения проводить быстро и точно. Ваш врач может регулярно контролировать функцию почек, функцию печени и уровни компонентов крови, если вы принимаете это лекарство для длительного лечения. Длительное употребление может привести к серьезным осложнениям, таким как желудочное кровотечение и проблемы с почками. ASP 100 мг/325 мг/15 мг таблетки не рекомендуется, если вы беременны или кормите грудью.
Ваш врач может регулярно контролировать функцию почек, функцию печени и уровни компонентов крови, если вы принимаете это лекарство для длительного лечения. Длительное употребление может привести к серьезным осложнениям, таким как желудочное кровотечение и проблемы с почками. ASP 100 мг/325 мг/15 мг таблетки не рекомендуется, если вы беременны или кормите грудью. Не принимайте больше или дольше, чем необходимо, так как это может быть опасно. Как правило, вы должны принимать наименьшую дозу, которая работает, в течение как можно более короткого времени. Это поможет вам легче заниматься повседневными делами и вести более активную и качественную жизнь.
Не принимайте больше или дольше, чем необходимо, так как это может быть опасно. Как правило, вы должны принимать наименьшую дозу, которая работает, в течение как можно более короткого времени. Это поможет вам легче заниматься повседневными делами и вести более активную и качественную жизнь. Они работают, блокируя высвобождение определенных химических мессенджеров в мозгу, которые вызывают боль и лихорадку. Серратиопептидаза — это фермент, который расщепляет аномальные белки в месте воспаления и способствует заживлению.
Они работают, блокируя высвобождение определенных химических мессенджеров в мозгу, которые вызывают боль и лихорадку. Серратиопептидаза — это фермент, который расщепляет аномальные белки в месте воспаления и способствует заживлению. Пожалуйста, проконсультируйтесь с врачом.
Пожалуйста, проконсультируйтесь с врачом.

 ЛОР-специалист прописал мне IBUGESIC ASP, MPX CV 625 и назальный спрей NOSIKING, но у меня не было такого облегчения, пожалуйста, помогите мне. Спасибо
ЛОР-специалист прописал мне IBUGESIC ASP, MPX CV 625 и назальный спрей NOSIKING, но у меня не было такого облегчения, пожалуйста, помогите мне. Спасибо E дал
E дал Если вы испытываете какие-либо постоянные проблемы из-за лекарства, сообщите об этом своему врачу как можно скорее.
Если вы испытываете какие-либо постоянные проблемы из-за лекарства, сообщите об этом своему врачу как можно скорее. Не принимайте никаких других лекарств, не посоветовавшись с врачом.
Не принимайте никаких других лекарств, не посоветовавшись с врачом.
 Если вы испытываете усиление боли или боль не снимается при рекомендуемых дозах, обратитесь к врачу для повторной оценки.
Если вы испытываете усиление боли или боль не снимается при рекомендуемых дозах, обратитесь к врачу для повторной оценки. Это может не охватывать все о конкретных состояниях здоровья, лабораторных тестах, лекарствах, всех возможных побочных эффектах, взаимодействиях с лекарствами, предупреждениях, предупреждениях и т. д. Пожалуйста, проконсультируйтесь со своим врачом и обсудите все ваши вопросы, связанные с любым заболеванием или лекарством. Мы намерены поддерживать, а не заменять отношения между врачом и пациентом.
Это может не охватывать все о конкретных состояниях здоровья, лабораторных тестах, лекарствах, всех возможных побочных эффектах, взаимодействиях с лекарствами, предупреждениях, предупреждениях и т. д. Пожалуйста, проконсультируйтесь со своим врачом и обсудите все ваши вопросы, связанные с любым заболеванием или лекарством. Мы намерены поддерживать, а не заменять отношения между врачом и пациентом. Int J Surg. 2013;11(3):209-17. [По состоянию на 19 апреля 2019 г.] (в сети). Дорога Mauja Jharmajri, Baddi, Distt — Solan H.P. — 173205
Int J Surg. 2013;11(3):209-17. [По состоянию на 19 апреля 2019 г.] (в сети). Дорога Mauja Jharmajri, Baddi, Distt — Solan H.P. — 173205 Примените купон ЗДОРОВЬЕ на корзину. Макс. скидка по купону 300р. Условия применимы.
Примените купон ЗДОРОВЬЕ на корзину. Макс. скидка по купону 300р. Условия применимы. 04.2023
04.2023 12.201911/24/201911/10/201910/27/201910/13/201909/29/201909/15/201909/01/201908/18/201908/04/201907/21/201907/07/201906/ 23/201906/09/201905/26/201905/12/201904/28/201904/14/201903/31/201903/17/201903/03/201902/17/201902/03/201901/20/201901/06/ 201912/23/201812/09/201811/25/201811/11/201810/28/201810/14/201809/30/201809/16/201809/02/201808/19/201808/05/201807/22/201807 08/201806/24/201806/10/201805/27/201805/13/201804/29/201804/15/201804/01/201803/18/201803/04/201802/18/201802/04/201801/21/ 201801/07/201812/24/201712/10/201711/26/201711/12/201710/29/201710/15/201707/09/201706/25/201706/11/201705/28/201705/14/201704 /30/201704/16/201704/02/201703/19/201703/05/201702/19/201702/05/201701/22/201701/08/201712/25/201612/11/201611/27/201611/13 /201610/30/201610/16/201610/02/201609/18/201609/04/201608/21/201608/07/201607/24/201607/10/201606/26/201606/12/201605/29/201605 /15/201605/01/201604/17/201604/03/201603/20/201603/06/201602/21/201602/07/201601/24/201601/10/201612/27/201512/13/201511/29 /201511/15/201511/01/201510/18/201510/04/201509/20/201509/06/201508/23/201508/09/201507/26/201507/12/201506/28/201506/14/201505/31/201505/17/201505/03/201504/19/201504/05 /201503/22/201503/08/201502/22/201502/08/201501/25/201501/11/201512/28/201412/14/201411/30/201411/16/201411/02/201410/19/201410 /05/201409/21/201409/07/201408/24/201408/10/201407/27/201407/13/201406/29/201406/15/201406/01/201405/18/201405/04/201404/20 /201404/06/201403/23/201403/09/201402/23/201402/09/201401/26/201401/12/201412/29/201312/15/201312/01/201311/17/201311/03/201310 /20/201310/06/201309/22/201309/08/201308/25/201308/11/201307/28/201307/14/201306/30/201306/16/201306/02/201305/19/201305/05/201304/21/201304/07 /201303/24/201303/10/201302/24/201302/10/201301/27/201301/13/201312/30/201212/16/201212/02/201211/18/201211/04/201210/21/201210 /07/201209/23/201209/09/201208/26/201208/12/201207/29/201207/15/201207/01/201206/17/201206/03/201205/20/201205/06/201204/22 /201204/08/201203/25/201203/11/201202/26/201202/12/201201/29/201201/15/201201/01/201212/18/201112/04/201111/20/201111/06/201110 /23/201110/09/201109/25/201109/11/201108/28/201108/14/201107/31/201107/17/201107/03/201106/19/201106/05/201105/22/201105/08/201104/24/201104 /10/201103/27/201103/13/201102/27/201102/13/201101/30/201101/16/201101/02/201112/19/201012/05/201011/21/201011/07/201010/24 /201010/10/201009/26/201009/12/201008/29/201008/15/201008/01/201007/18/201007/04/201006/20/201006/06/201005/23/201005/09/201004 /25/201004/11/201003/28/201003/14/201002/28/201002/14/201001/31/201001/17/201001/03/201012/20/200912/06/200911/22/200911/08 /200925.
12.201911/24/201911/10/201910/27/201910/13/201909/29/201909/15/201909/01/201908/18/201908/04/201907/21/201907/07/201906/ 23/201906/09/201905/26/201905/12/201904/28/201904/14/201903/31/201903/17/201903/03/201902/17/201902/03/201901/20/201901/06/ 201912/23/201812/09/201811/25/201811/11/201810/28/201810/14/201809/30/201809/16/201809/02/201808/19/201808/05/201807/22/201807 08/201806/24/201806/10/201805/27/201805/13/201804/29/201804/15/201804/01/201803/18/201803/04/201802/18/201802/04/201801/21/ 201801/07/201812/24/201712/10/201711/26/201711/12/201710/29/201710/15/201707/09/201706/25/201706/11/201705/28/201705/14/201704 /30/201704/16/201704/02/201703/19/201703/05/201702/19/201702/05/201701/22/201701/08/201712/25/201612/11/201611/27/201611/13 /201610/30/201610/16/201610/02/201609/18/201609/04/201608/21/201608/07/201607/24/201607/10/201606/26/201606/12/201605/29/201605 /15/201605/01/201604/17/201604/03/201603/20/201603/06/201602/21/201602/07/201601/24/201601/10/201612/27/201512/13/201511/29 /201511/15/201511/01/201510/18/201510/04/201509/20/201509/06/201508/23/201508/09/201507/26/201507/12/201506/28/201506/14/201505/31/201505/17/201505/03/201504/19/201504/05 /201503/22/201503/08/201502/22/201502/08/201501/25/201501/11/201512/28/201412/14/201411/30/201411/16/201411/02/201410/19/201410 /05/201409/21/201409/07/201408/24/201408/10/201407/27/201407/13/201406/29/201406/15/201406/01/201405/18/201405/04/201404/20 /201404/06/201403/23/201403/09/201402/23/201402/09/201401/26/201401/12/201412/29/201312/15/201312/01/201311/17/201311/03/201310 /20/201310/06/201309/22/201309/08/201308/25/201308/11/201307/28/201307/14/201306/30/201306/16/201306/02/201305/19/201305/05/201304/21/201304/07 /201303/24/201303/10/201302/24/201302/10/201301/27/201301/13/201312/30/201212/16/201212/02/201211/18/201211/04/201210/21/201210 /07/201209/23/201209/09/201208/26/201208/12/201207/29/201207/15/201207/01/201206/17/201206/03/201205/20/201205/06/201204/22 /201204/08/201203/25/201203/11/201202/26/201202/12/201201/29/201201/15/201201/01/201212/18/201112/04/201111/20/201111/06/201110 /23/201110/09/201109/25/201109/11/201108/28/201108/14/201107/31/201107/17/201107/03/201106/19/201106/05/201105/22/201105/08/201104/24/201104 /10/201103/27/201103/13/201102/27/201102/13/201101/30/201101/16/201101/02/201112/19/201012/05/201011/21/201011/07/201010/24 /201010/10/201009/26/201009/12/201008/29/201008/15/201008/01/201007/18/201007/04/201006/20/201006/06/201005/23/201005/09/201004 /25/201004/11/201003/28/201003/14/201002/28/201002/14/201001/31/201001/17/201001/03/201012/20/200912/06/200911/22/200911/08 /200925. 10.200910/11/200909/27/200909/13/200908/30/200908/16/200908/02/200907/19/200907/05/200906/21/200906/07/200905/24/200905/ 200904/26/200904/12/200903/29/200903/15/200903/01/200902/15/200902/01/200901/18/200901/04/200912/21/200812/07/200811/23/ 200811/09/200810/26/200810/12/200809/28/200809/14/200808/31/200808/17/200808/03/200807/20/200807/06/200806/22/200806/08/200805 25/200805/11/200804/27/200804/13/200803/30/200803/16/200803/02/200802/17/200802/03/200801/20/200801/06/200812/23/200712/09/ 200711/25/200711/11/200710/28/200710/14/200709/30/200709/16/200709/02/200708/19/200708/05/200707/22/200707/08/200706/24/200706/10/200705/27/200705/13/200704/29/200704/15 /200704/01/200703/18/200703/04/200702/18/200702/04/200701/21/200701/07/200712/24/200612/10/200611/26/200611/12/200610/29/200610 /15/200610/01/200609/17/200609/03/200608/20/200608/06/200607/23/200607/09/200606/25/200606/11/200605/28/200605/14/200604/30 /200604/16/200604/02/200603/19/200603/05/200602/19/200602/05/200601/22/200601/08/200612/25/200512/11/200511/27/200511/13/200510 /30/200510/16/200510/02/200509/18/200509/04/200508/21/200508/07/200507/24/200507/10/200506/26/200506/12/200505/29/200505/15/200505/01/200504/17/200504/03 /200503/20/200503/06/200502/20/200502/06/200501/23/200501/09/200512/26/200412/12/200411/28/200411/14/200410/31/200410/17/200410 /03/200409/19/200409/05/200408/22/200408/08/200407/25/200407/11/200406/27/200406/13/200405/30/200405/16/200405/02/200404/18 /200404/04/200403/21/200403/07/200402/22/200402/08/200401/25/200401/11/200412/28/200312/14/200311/30/200311/16/200311/02/200310 /19/200310/05/200309/21/200309/07/200308/24/200308/10/200307/27/200307/13/200306/29/200306/15/200306/01/200305/18/200305/04/200304 /20/200304/06/200303/23/200303/09/200302/23/200302/09/200301/26/200301/12/200312/29/200212/15/200212/01/200211/17/200211/03 /200210/20/200210/06/200209/22/200209/08/200208/25/200208/11/200207/28/200207/14/200206/30/200206/16/200206/02/200205/19/200205 /05/200204/21/200204/07/200203/24/200203/10/200202/24/200202/10/200201/27/200201/13/200212/30/200112/16/200112/02/200111/18 /200111/04/200110/21/200110/07/200109/23/200109/09/200108/26/200108/12/200107/29/200107/15/200107/01/200106/17/200106/03/200105/20/200105/06/200104/22/200104/08 /200103/25/200103/11/200102/25/200102/11/200101/28/200101/14/200112/31/200012/17/200012/03/200011/19/200011/05/200010/22/200010 /08/200009/24/200009/10/200008/27/200008/13/200007/30/200007/16/200007/02/200006/18/200006/04/200005/21/200005/07/200004/23 /200004/09/200003/26/200003/12/200002/27/200002/13/200001/30/200001/16/200001/02/200012/19/199912/05/199911/21/199911/07/199910 /24/199910/10/199909/26/199909/12/199908/29/199908/15/199908/01/199907/18/199907/04/199906/20/199906/06/199905/23/199905/09/199904/ 25/199904/11/199903/28/199903/14/199902/28/199902/14/199901/31/199901/17/199901/03/199912/20/199812/06/199811/22/199811/08/ 199810/25/199807/19/199807/05/199806/21/199806/07/199805/24/199805 10/199804/26/199804/12/199803/29/199803/15/199803/01/199802/15/199802/01/199801/18/199801/04/199804/27/199704/13/199703/30/ 199703/16/199703/02/199702/16/199702/02/199701/19/199701/05/1997
10.200910/11/200909/27/200909/13/200908/30/200908/16/200908/02/200907/19/200907/05/200906/21/200906/07/200905/24/200905/ 200904/26/200904/12/200903/29/200903/15/200903/01/200902/15/200902/01/200901/18/200901/04/200912/21/200812/07/200811/23/ 200811/09/200810/26/200810/12/200809/28/200809/14/200808/31/200808/17/200808/03/200807/20/200807/06/200806/22/200806/08/200805 25/200805/11/200804/27/200804/13/200803/30/200803/16/200803/02/200802/17/200802/03/200801/20/200801/06/200812/23/200712/09/ 200711/25/200711/11/200710/28/200710/14/200709/30/200709/16/200709/02/200708/19/200708/05/200707/22/200707/08/200706/24/200706/10/200705/27/200705/13/200704/29/200704/15 /200704/01/200703/18/200703/04/200702/18/200702/04/200701/21/200701/07/200712/24/200612/10/200611/26/200611/12/200610/29/200610 /15/200610/01/200609/17/200609/03/200608/20/200608/06/200607/23/200607/09/200606/25/200606/11/200605/28/200605/14/200604/30 /200604/16/200604/02/200603/19/200603/05/200602/19/200602/05/200601/22/200601/08/200612/25/200512/11/200511/27/200511/13/200510 /30/200510/16/200510/02/200509/18/200509/04/200508/21/200508/07/200507/24/200507/10/200506/26/200506/12/200505/29/200505/15/200505/01/200504/17/200504/03 /200503/20/200503/06/200502/20/200502/06/200501/23/200501/09/200512/26/200412/12/200411/28/200411/14/200410/31/200410/17/200410 /03/200409/19/200409/05/200408/22/200408/08/200407/25/200407/11/200406/27/200406/13/200405/30/200405/16/200405/02/200404/18 /200404/04/200403/21/200403/07/200402/22/200402/08/200401/25/200401/11/200412/28/200312/14/200311/30/200311/16/200311/02/200310 /19/200310/05/200309/21/200309/07/200308/24/200308/10/200307/27/200307/13/200306/29/200306/15/200306/01/200305/18/200305/04/200304 /20/200304/06/200303/23/200303/09/200302/23/200302/09/200301/26/200301/12/200312/29/200212/15/200212/01/200211/17/200211/03 /200210/20/200210/06/200209/22/200209/08/200208/25/200208/11/200207/28/200207/14/200206/30/200206/16/200206/02/200205/19/200205 /05/200204/21/200204/07/200203/24/200203/10/200202/24/200202/10/200201/27/200201/13/200212/30/200112/16/200112/02/200111/18 /200111/04/200110/21/200110/07/200109/23/200109/09/200108/26/200108/12/200107/29/200107/15/200107/01/200106/17/200106/03/200105/20/200105/06/200104/22/200104/08 /200103/25/200103/11/200102/25/200102/11/200101/28/200101/14/200112/31/200012/17/200012/03/200011/19/200011/05/200010/22/200010 /08/200009/24/200009/10/200008/27/200008/13/200007/30/200007/16/200007/02/200006/18/200006/04/200005/21/200005/07/200004/23 /200004/09/200003/26/200003/12/200002/27/200002/13/200001/30/200001/16/200001/02/200012/19/199912/05/199911/21/199911/07/199910 /24/199910/10/199909/26/199909/12/199908/29/199908/15/199908/01/199907/18/199907/04/199906/20/199906/06/199905/23/199905/09/199904/ 25/199904/11/199903/28/199903/14/199902/28/199902/14/199901/31/199901/17/199901/03/199912/20/199812/06/199811/22/199811/08/ 199810/25/199807/19/199807/05/199806/21/199806/07/199805/24/199805 10/199804/26/199804/12/199803/29/199803/15/199803/01/199802/15/199802/01/199801/18/199801/04/199804/27/199704/13/199703/30/ 199703/16/199703/02/199702/16/199702/02/199701/19/199701/05/1997 04.2006
04.2006
