Основні правила друку пластиком АБС (частина 1). Статті компанії «3Dplast
АБС пластик самий популярний матеріал для 3D друку, так як володіє наступними очевидними перевагами.
1. Він ДОСТУПНИЙ — завдяки відносно низькій вартості.
2. Він РОЗЧИННИЙ в ацетоні і етилацетаті. Ці матеріали застосовуються для згладжування ефекту «сходинок» при друку, розтріскуванні і результатів механічної пост-обробки. Етилацетат при тій же ефективності, більш безпечний у використанні. Має помірний фруктовий запах і безпечний навіть після тривалого використання в закритому приміщенні.
3. Він ЛЕГКОЗАБАРВЛЮЄТЬСЯ — як безпечними акриловими фарбами, так і бюджетними нітро-емалями у балончиках.
4. Він ПІДДАЄТЬСЯ МЕХАНІЧНІЙ ПОСТОБРОБЦІ – різання, шліфування, фарбування.
5. Він ПЛАВИТЬСЯ У ВЕЛИКОМУ ДІАПАЗОНІ ТЕМПЕРАТУР.
Але при всіх очевидних перевагах 3D друк з використанням АБС пластику у багатьох початківців користувачів волає складності. У цій статті ми постараємося розповісти про те, як підвищити якість друку, використовуючи АБС пластик.
Етапи підготовки до успішної 3D друку і сама друк
Модернізація і техобслуговування 3D принтера.
Підготовка платформи 3D принтера.
Підготовка G-коду або слайсинг з потрібними параметрами друку.
Контроль і управління печаткою.
Етап №1 Модернізація і техобслуживание3D принтера.
1.1. Платформа.
Я рекомендую один раз модернізувати платформу вашого принтера і назавжди забути про клеї, скотчі та інші недешеві витратні матеріали, поліпшують адгезію АБС пластику з платформою.
а) Платформа повинна бути нагрівається або з товстого оргскла (акрилу). АБС пластик добре прилипає до холодного акрилу, покритому легким розчином АБС пластика та етилацетату (далі «розчин АБС»). Концентрацію розчину підбирайте дослідним шляхом, виходячи з матовості вашій поверхні. Але недоліком акрилу (на відміну від звичайного скла) є те, що він має меншу жорсткість і може деформуватися внаслідок нагрівання від наплавленого АБС пластику. Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи.
б) Платформа із звичайного скла повинна бути обов’язково нагрівається і матовою. Матове скло продається в будь скляної лавці. Розмір скляній накладки (по довжині та ширині) бажано підбирати таким чином, щоб вона була не більше 5 -10 мм нагрівається платформи. Таким чином, скло можна буде притиснути до накладці канцелярськими прищіпками.
Для невеликої площі платформи (типу MakerBot Replicator) можна використовувати не гартоване скло 4-5 мм. Ми, наприклад, взяли звичайне скло 260х150х4 мм використовуємо його вже багато місяців без проблем. Якщо у вас є можливість, використовуйте загартоване матове скло. У випадку падіння, воно безпечно розсипається і не так боїться перепадів температури. Але це не обов’язкова вимога.
1.2. Контакти, термопара 3D принтера
Для якісного друку будь пластиком, в т. ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості.
Причинами великих коливань температури можуть бути:
а) погані контакти екструдера і платформи. Як не дивно, але при зникненні контакту на платформі часто контролер може неправильно утримувати температуру на екструдері. При виявленні стрибків/провалів температури – перевірте всі контакти, підібгайте їх, і змастіть злегка машинним маслом, а краще мастилом для контактів.
б) термопара погано прилягає до нагрівального блоку або розташована на протилежній стороні нагрівального блоку від самого нагрівача. Це призводить до пауз в реакції термопари на нагрівач. Якщо термопара не ізольована від потоків повітря навколо екструдера, вона теж буде вимірювати температуру з великою похибкою. Для цього перенесіть термопару максимально близько до нагрівника і примотати її стрічкою ФУМ до нагрівального блоку. Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.
1.3. Обдув і камера
На мою думку, необхідність обдування виникає тоді, коли час друку кожного шару менше 20-30 сек. Я рекомендую використовувати вертикальний сферичний (навколо сопла) обдув (малюнок вище), а не фронтальний. При такому охолодженні шари охолоджуються більш рівномірно, і деталь не перекошує із-за нерівномірної усадки по сторонах моделі. Вентилятор повинен мати плавне регулювання обертів, щоб не тільки усунути розплавлення, але і не допустити переохолодження нижнього шару, погіршивши, таким чином, склеюваність шарів.
Однак обдув НЕ є необхідним атрибутом якісного друку. В основному необхідність обдування виникає тоді, коли необхідно значно підвищити швидкість друку, тобто час друку периметра менше 20-30 сек., в інших випадках можна підібрати температуру сопла і швидкість друку таким чином, щоб стінки вироби були рівними без розтікання пластику.
Камера має ряд незаперечних переваг при друку АБС пластиком, вона дозволяє остигати виробу більш рівномірно, що зменшує ризик деформації моделі. Тому, якщо є можливість організувати її в комплексі з іншими переліченими у цій статті заходами, робіть — гірше не буде. Але не забувайте про підвищеному нагріванні крокових двигунів та іншої електроніки всередині камери.
Етап №2: Підготовка G-коду або слайсинг з потрібними параметрами друку
Перш ніж створити остаточний G-код нашій моделі ми повинні правильно відкалібрувати платформу. А саме: швидкість екструзії, висоту першого шару та визначити оптимальну температуру плавлення нашого АБС пластику. Почнемо по порядку.
2.1. Регулюємо швидкість подачі матеріалу
Калібруючи поверхню щодо сопла з невеликим зазором (товщина листа офісного паперу). Змащуємо поверхню платформи розчином АБС. Розчин краще розтирати тонким папером, а не тканинними і тим більше ватними тампонами, щоб ворс не залишався на платформі. Якщо платформа без нагріву (акрил тощо), даємо пару хвилин висохнути. Якщо з нагріванням, то можна не чекати. Створюємо G-код калібрувального кубика із 100% заповненням. Друкуємо на швидкості до 30 мм/с. Регулюємо подачу матеріалу, поки заливка і периметр вище 4-5 шари не стануть ідеально красивим. Шари нижче цього значення не показник, так як можуть спотворюватися з-за неправильної висоти першого шару.
2.2. Регулюємо висоту першого шару
Створюємо G-код тестової моделі без заливки, з одним тільки периметром (можна з великою кількістю горизонтальних шарів периметра). З максимальною швидкістю першого шару -10-15 мм/с. Обов’язково з параметром «Brim», з максимальною кількістю кілець (10-15) навколо моделі, з температурою 250°С. Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару.
2.3. Знаходимо оптимальну температуру першого шару
Якщо пластик лягає рівно, як описано в попередньому п. але відстає від платформи (відшаровується), значить потрібно підвищувати температуру – в першу чергу платформи та/або зменшувати швидкість. Збільшуйте температуру екструдера до тих пір, поки пластик не почне окислюватися – з’явиться легкий димок і/або запах і/або пластик почне кипіти, зрідка почнуть з’являтися бульбашки. Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає.
Пластик повинен лягати на платформу приблизно так.
2.4. Знаходимо оптимальну температуру другого і вище шарів
Оптимальну температуру екструдера можна визначити за розтіканню шарів пластика під час друку, знижуйте температуру (від «робочої температури») з мінімальним кроком рівно до того моменту, поки стінки виробу не будуть мати ідеальну поверхню.
На інших швидкостях і висоті шару швидше за все температуру потрібно буде міняти. За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
Як я вже писав раніше в цій статті, перепади температури і швидкості погано впливають на якість друку АБС пластиком. Тому, я б не рекомендував різко підвищувати/знижувати швидкість і температуру в процесі друку АБС пластиком. Краще знайти оптимальні значення для кожного пластику заздалегідь, на маленьких детальках, а потім відправляти на друк великі моделі.
Основні правила друку пластиком АБС
1. Температура сопла підбирається індивідуально для певної швидкості і шару. Як правило вона нижчі на кілька градусів тієї, при якій ще відбуваються оплавлення нижніх шарів.
2. Температура нагрівається платформи для нашого пластику: перший шар — 115-120°С, інші 100-105°С.
3. Швидкість першого шару 10-15 мм/с. Чим менше тим краще, але дивіться по ситуації, якщо пластик добре пристає до платформи можна трохи підвищити швидкість.
4. Щоб уникнути розшарування моделі:
а) Робіть кількість горизонтальних шарів периметра 3 і більше.
б) Використовуйте обдув тільки у разі друку невеликих виробів з малою площею шару (менше 15-30 сек/шар), в інших випадках оптимальніше знизити швидкість друку але дозволити остигати виробу рівномірно.
в) Захистіть платформу 3D принтера від протягів або організуйте для нього камеру.
5. Не допускається обдув для 1 шару і не рекомендується для 2.
6. Скляна платформа повинна бути матовою і покритою розчином АБС.
7. Охолодження повинен бути зверху, а не з боку моделі. Бажано кільцевої навколо сопла.
8. Інтенсивність обдування залежить від швидкості друку всього шару. А саме від того встигає охолонути нижній шар, перед початком друку наступного, пройшовши температуру склування не більше ніж на 5-10°С. При більшій різниці температур склеюваність шарів буде гірше.
9.Друкувати бажано з параметром Brim, чим ширше, тим краще. Завдяки цим кілець виріб міцно утримується на платформі і не відшаровується на кутах.
REC Wiki » 3D-печать пластиком АБС: настройки, советы и лайфхаки
АБС (акрилонитрилбутадиенстирол) — прочный, недорогой и легко обрабатываемый, но в то же время довольно привередливый пластик для 3D-печати, требующий правильно подобранной температуры и адгезионных средств. В этой статье поделимся советами по работе с АБС.
АБС — один из самых распространенных полимеров в современной промышленности. Шансы таковы, что корпус вашего ноутбука или клавиатура сделаны именно из этого полимера, как и кубики LEGO, многие пластиковые элементы автомобильных интерьеров, и прочая, и прочая.
У АБС, например нашего филамента REC ABS, хорошая прочность и неплохая теплостойкость, так что это весьма практичный полимер, к тому же он отлично поддается механической обработке и сглаживанию ацетоном. Главная же проблема при работе с этим пластиком заключается в высокой усадке, нередко приводящей к деформациям или растрескиванию моделей, а иногда и вообще к преждевременному отрыву от столиков 3D-принтеров.
Давайте разберемся как возникают подобные проблемы и как их решать.
Усадка
Термоусадка — это процесс, обратный тепловому расширению: при нагревании любой материал увеличивается в объеме, а при остывании возвращается в начальное состояние — это и есть усадка. Проблема в том, что экструзионные 3D-принтеры (FDM/FFF) печатают расплавами, то есть от нагревания, а затем и усадки никуда не деться. Если же линейная усадка (то есть изменение в размерах по любой из координатных осей) будет слишком высокой, модель может просто отклеиться от столика прямо во время 3D-печати.
3D-принтер с подогреваемой платформой
Чтобы этого не происходило, абсолютное большинство современных FDM 3D-принтеров за исключением самых бюджетных вариантов комплектуется подогреваемыми платформами. Их задача как раз в том, чтобы нижние слои модели оставались теплыми до окончания 3D-печати, тем самым препятствуя усадке и помогая предотвращать отрывы. Работать с АБС на 3D-принтере без подогреваемой платформы мы не рекомендуем — игра просто не стоит свеч, если только вы не собираетесь печатать миниатюрные детали.
Подогреваемые столики полностью проблему не решают: нагреваемых платформ хватает для нагрева нижних слоев, но усадка может проявить себя на более высоких участках, и это приводит к закручиванию краев, особенно нижних углов. Представьте, что у вас на столе лежит мягкая губка, и вы сдавили пальцами ее верхнюю поверхность где-то ближе к центру. Что произойдет? Сжимаемый материал потянет за собой верхние края губки, а те начнут подниматься вверх и тащить за собой нижнюю часть, пока и нижние края не оторвутся от поверхности. При 3D-печати многими материалами, например АБС или нейлоном, это усилие может быть достаточно высоким для того, чтобы оторвать пластик даже от столика, смазанного клеем. Типичный результат показан на иллюстрации ниже.
Оптимальный вариант в таких случаях — использование термокамер, то есть закрытых рабочих объемов, где весь нанесенный пластик удерживается в теплом состоянии до окончания 3D-печати. Процесс стабилизации температуры внутри камеры называется термостатированием. Термостатирование, в свою очередь, бывает пассивным и активным. Если речь идет о пассивной термокамере, значит воздух внутри нагревается от хотэнда и/или столика. Если же камера активная, значит у нее есть собственные нагреватели.
3D-принтер PICASO 3D Designer X Pro Series 2, оснащенный активной термокамерой
Второй вариант лучше, так как он обычно предполагает наличие датчиков для точной регулировки фоновой температуры, но и дороже, а потому встречается в основном на 3D-принтерах профессионального и промышленного класса. Но ничего страшного: при работе с АБС в большинстве случаев достаточно и пассивной камеры, особенно если подобрать оптимальные температуры и правильное адгезионное средство, а заодно добавить вспомогательную 3D-печатную структуру, называемую «рафтом».
Настройки температуры
REC ABS следует печатать при температурах в диапазоне 240-270°С. Начинать следует со среднего значения, то есть порядка 250-255°С, а при необходимости температуру можно немного повысить или понизить. Здесь необходимо иметь в виду, что датчики 3D-принтера показывают температуру хотэнда, а не расплава внутри, так что значения могут быть несколько неточными, а потому может потребоваться небольшая корректировка. Только будьте осторожны: температура экструзии не должна быть слишком высокой, иначе расплав будет «жидким», и пластик будет растекаться, не успевая вовремя застывать даже при включенном обдуве. К тому же, чрезмерно высокие температуры могут привести к деградации самого полимера и даже образованию нагара. Если же температура будет слишком низкой, усилия подающего механизма может не хватить для выдавливания расплава из сопла. Верные признаки слишком низкой температуры — характерные щелчки, издаваемые пробуксовывающими шестернями в экструдере, а также пропуски в наносимых слоях, как на иллюстрации ниже.
Что касается столика, рекомендуемый диапазон подогрева — 90-110°C. Сразу возьмите на заметку: при 3D-печати любым полимером на подогреваемом столике поверхность обычно прогревается до температуры стеклования или размягчения (смотря какой это полимер — кристаллический или аморфный), либо чуть-чуть выше. В случае с АБС температура размягчения составляет 93°C, отсюда и рекомендуемый диапазон в 90-110°C.
Обойтись без нагреваемого столика удастся только при 3D-печати очень маленьких изделий — чем меньше габариты, тем ниже линейная усадка, а следовательно и риск деформации или отрыва от столика. В общем и целом следует печатать на подогреваемых платформах. Даже если у вашего 3D-принтера нет «грелки», шансы таковы, что нагрев столика поддерживается платой, а значит подогреваемую платформу можно установить опционально. Не поскупитесь — это недорого и сэкономит массу времени и нервов.
Сквозняки
Да, пластиковые модели тоже могут простудиться: если изделие будет продувать условно холодным воздухом во время 3D-печати, задача усложнится на порядок, так как неравномерное охлаждение приведет не просто к усадке, а к неравномерной усадке. Это, в свою очередь, может привести к кособокости или даже растрескиванию моделей.
Если у вас 3D-принтер с закрытой камерой, то вам повезло, и этот пункт вас не касается. Если же рабочий объем открыт, то есть один полезный лайфхак: вокруг 3D-модели можно возвести защитный барьер — этакую оболочку, окружающую модель на небольшом расстоянии и защищающую изделие от тех самых сквозняков в процессе 3D-печати. Например, в слайсере Cura эту функцию можно найти в экспериментальных настройках под обозначением Draft Shield. Имейте в виду, что этот вариант чреват повышенным расходом материала, ведь после 3D-печати оболочка отправится в мусор.
Бримы и рафты
Это те самые вспомогательные структуры, о которых мы упоминали выше. Задача бримов и рафтов состоит в повышении адгезии со столиком, то есть схватывания модели с рабочей поверхностью. Достигается это за счет увеличения площади соприкосновения, но с определенными отличиями.
Модель с бримами
Слово Brim по-английски означает «поля» — как в полях шляпы. Бримы можно добавить к модели, чтобы увеличить ее отпечаток, то есть площадь контакта нижнего слоя. Чем выше площадь, тем крепче модель будет держаться на рабочей поверхности. По завершении 3D-печати бримы обычно отламываются или обрезаются острым ножом.
Модель на рафте
Raft же означает «плот». Идея та же самая — увеличить площадь контакта, однако если бримы соединяются с периметром модели и, по сути, служат расширением нижних слоев, то «плотики» служат, собственно, плотиками или подложками. Другими словами, модели печатаются внутри бримов, или поверх рафтов. Преимущество и одновременно недостаток рафтов в том, что это относительно толстые структуры, а значит на них будет расходоваться больше жертвенного пластика, но зато при усадке закручиваться будут края рафтов, а не самой модели. После 3D-печати придется повозиться с удалением рафта, так как в отличие от брима эта структура соприкасается с моделью по всей нижней поверхности, а не только по краям.
В общем и целом, выбирайте по обстоятельствам: если речь идет об относительно небольшой модели, да к тому же у вас 3D-принтер с закрытой камерой, брима должно хватить. Если же закрытой камеры нет и/или необходимо напечатать большое изделие, возможно стоит потратить немого больше пластика и времени на рафт. Выбрать необходимую структуру можно в настройках слайсера.
Обдув
При 3D-печати АБС зачастую используется обдув укладываемых слоев, однако это необходимо только при 3D-печати на высоких скоростях. Включать обдув или нет — зависит от конкретных настроек, но постарайтесь взять за правило отключение обдува как минимум при укладке первых нескольких слоев. Это будет способствовать лучшему схватыванию с поверхностью столика.
Адгезионные средства
Перед 3D-печатью не поленитесь почистить поверхность столика, а затем нанесите слой адгезионного средства. Варианты бывают разные: можно использовать раствор самого АБС в ацетоне, либо лак для волос, либо клей-карандаш, либо раствор клея БФ-2. Самый простой вариант — приобрести специальное средство The3D, доступное в нашем магазине.
3D-печать ABS — все, что вам нужно знать
Изображение предоставлено: Alan Chia через Wikimedia Commons
Вы, вероятно, видели больше деталей из ABS, чем из любого другого вида пластика. ABS или акрилонитрил-бутадиен-стирол — это пластик, используемый в производстве. Из него давно делают игрушки, шлемы, кухонные принадлежности и другие вещи.
Его долговечность и простота постобработки делают его популярным материалом для 3D-печати как среди профессионалов, так и среди любителей.
В этой статье мы углубимся в мир 3D-печати ABS. Мы узнаем все, что нужно знать о материале — преимуществах, проблемах и областях применения. Мы также включили несколько советов и приемов, которые помогут вам уверенно печатать ABS.
Так что продолжайте читать и помогите добавить ABS в свой 3D-принтер.
Изображение предоставлено Adafruit Industries через Flickr
ABS означает акрилонитрилбутадиенстирол. Это термопластичный полимер, который популярен, потому что он прочен, имеет высокую температуру плавления и дешев. Этот материал обычно используется в индустрии 3D-печати для изготовления практичных деталей, экспонатов и игрушек.
АБС уже давно используется в промышленности для изготовления всевозможных вещей. Лего, музыкальные инструменты, автомобильные компоненты, такие как ручки, спинки сидений, детали ремней безопасности и футляры для продуктов, изготовлены из АБС-пластика.
ABS был одним из первых пластиков, используемых в 3D-печати еще в начале 1990-х годов из-за его высокой прочности и универсальности. Это был первый пластик, который использовался в FDM-принтерах для 3D-печати, и он до сих пор широко используется во многих проектах.
3D-печать немного утомительна, но простота постобработки и долговечность детали с лихвой компенсируют это. С помощью сглаживания паром поверхность деталей из АБС можно сделать блестящей и гладкой. При этом прочность компонента сравнима с PETG и выше, чем у PLA.
Следующие разделы познакомят вас с тонкостями 3D-печати из материала ABS. Цель состоит в том, чтобы рассказать вам все, что нужно знать об АБС-пластике, и помочь вам печатать с его помощью детали более высокого качества.
Изображение предоставлено: Creative Tools через Flickr
Мы знаем несколько основных вещей о материале ABS. Большой! Но почему вы хотите использовать его для 3D-печати? Как это может помочь вашим проектам 3D-печати и каковы его преимущества? В этом разделе мы поговорим о некоторых плюсах.
Отличные механические свойства
ABS — один из самых прочных материалов для 3D-печати. Он обеспечивает превосходную ударопрочность и прочность для ваших деталей, напечатанных на 3D-принтере. Вместо того, чтобы разбиваться на мелкие кусочки, они будут постепенно удлиняться, пока, наконец, не треснут.
ABS также известен тем, что его трудно поцарапать и он имеет блестящую поверхность. Детали не будут легко царапаться и сохранят хороший внешний вид в течение длительного времени.
Благодаря этим качествам ABS является хорошим материалом для печати функциональных деталей. Зубчатые колеса, несущие модели и детали, находящиеся под постоянным напряжением, выигрывают от ударной вязкости и прочностных характеристик материала.
Высокая термостойкость
По сравнению с материалами PLA и PETG, ABS имеет более высокую температуру стеклования. Он начинает деформироваться при 105 °C , что намного выше, чем при 60 °C для PLA и 85 °C для PETG.
Высокая термостойкость позволяет печатать изделия, сохраняющие свою форму при более высоких температурах, чем PLA и PETG. Это полезно для отпечатков, которые будут подвергаться постоянному трению (шестерни) и находиться на открытом воздухе.
Простая постобработка
Внешняя отделка деталей, напечатанных на 3D-принтере, является одним из их недостатков. Тем не менее, ABS позволяет получить гладкую поверхность, сравнимую с компонентами, изготовленными методом литья под давлением.
ABS быстро реагирует с ацетоном. Он растворяется в присутствии этого химического вещества. Используя сглаживание ацетоном, вы можете быстро избавиться от линий слоев на 3D-печатных деталях и придать им гладкую поверхность. Ацетоновый сглаживатель делает его популярным материалом для печати экспонатов и статуэток.
ABS также легко шлифуется и полируется, потому что он не плавится. Линии слоев легко отшлифовать и придать деталям гладкую поверхность. В этом аспекте он более податлив, чем PLA, и хорошо реагирует на постобработку.
Доступный
ABS — один из самых дешевых материалов для 3D-печати, которые вы можете купить прямо сейчас. Поскольку АБС-пластик уже давно используется в промышленности, его очень легко достать.
Вам не придется платить более 20 долларов США за 1 кг (2,2 фунта) нити ABS. Эта ставка означает, что каждый грамм материала стоит всего 0,02 доллара.
Низкая цена позволяет новичкам легко понять процесс печати. Это имеет смысл и для предприятий, которые предлагают услуги 3D-печати. В результате низкой стоимости сырья предприятия могут увеличить свою прибыль, по-прежнему предоставляя клиентам высококачественные компоненты, напечатанные на 3D-принтере.
Изображение предоставлено: tlalexander через Reddit
Легко деформируется и трескается
АБС-пластик является очень чувствительным к температуре материалом. Он быстро реагирует на изменение температуры области печати.
Если в вашей области печати большие перепады температур, ваши детали, вероятно, начнут гнуться снизу. Это связано с тем, что платформа для печати обычно горячая, а верхняя часть отпечатка холодная. Если эта разница температур слишком велика, АБС-пластик сожмется на более холодном конце. В результате углы деформируются, а отпечатки отслаиваются от печатной платформы.
Точно так же, если слои слишком толстые или деталь имеет разное поперечное сечение, высока вероятность разделения слоев при 3D-печати из АБС-пластика. Во время печати деталей в них образуются трещины, что часто приводит к сбою печати.
Гигроскопичный материал
ABS — это гигроскопичный (влагопоглощающий) материал, такой как PLA и PETG. Он легко впитывает влагу из воздуха, что может вызвать проблемы при печати.
Влажная нить вызывает просачивание и проблемы с втягиванием при 3D-печати. Кроме того, в процессе печати материал становится слабым и ломким, поэтому его легко сломать.
Из-за своей гигроскопичности необходимо инвестировать в специализированные решения для хранения, такие как сухие ящики и дегидраторы. Это увеличивает первоначальную стоимость установки и требует от вас предусмотреть дополнительное пространство в области печати.
Выделяет токсичные пары
Когда вы расплавляете нить из АБС-пластика, она выделяет вредные для здоровья пары. Эти пары содержат токсичные летучие органические соединения (ЛОС) и ультратонкие частицы (УФЧ). Эти летучие органические соединения и UFP токсичны для человека и оказывают пагубное воздействие на ваше здоровье.
Исследование, проведенное в 2016 году, показало, что при 3D-печати ABS и других материалов выделяются летучие органические соединения. В нем утверждается, что ABS производит большое количество стирола, который, вероятно, является канцерогеном для человека.
Те, кто подвергается воздействию этих паров в течение длительного периода времени, могут испытывать тошноту, головные боли и истощение. Это делает ABS непригодным материалом для 3D-печати в домах без надлежащей вентиляции.
Изображение предоставлено: Dikkon через Reddit
ABS — довольно сложный материал для 3D-печати. Учитывая его чувствительность к изменениям температуры и немного более высокую температуру плавления, при 3D-печати ABS нужно помнить о нескольких вещах.
В этом разделе будут освещены основные настройки слайсера и другие положения, которые помогут вам получить наилучшее качество печати из нити ABS.
Температура печати
Рекомендуемый диапазон температур для печати ABS: 220–250 °C . Он плавится при более высоких температурах, чем PLA, и ему может быть полезен цельнометаллический горячий конец.
Как правило, вы получаете лучшую адгезию слоев и прочность деталей при более высоких температурах печати. Однако, если температура печати слишком высока, вы рискуете просочиться нитью, каплями и натяжениями в ваших деталях.
Лучший способ узнать, какой температуры должна быть ваша нить из АБС-пластика, — это использовать термометр. Это поможет вам найти правильную температуру печати для наилучшего качества печати.
Температура стола
Если вы хотите 3D-печать с нитью ABS, у вас должна быть платформа с подогревом. Он поддерживает температуру области печати и позволяет изделию постепенно остывать. Это снижает вероятность того, что слои будут разделяться или деформироваться.
Большинство нитей АБС должны хорошо работать при температуре слоя 95–110 °С . Если кровать слишком горячая, ваши первые слои отпечатков могут получить слоновью ногу. Если это не идеально, у вас могут возникнуть проблемы с деформацией.
Трудно добиться нужной температуры в постели. Но почти все производители АБС-филаментов пишут температуру слоя на филаментах. Используйте более низкую температуру в качестве отправной точки и работайте вверх, пока не найдете идеальную точку.
Корпус
Корпус — это еще одна вещь, необходимая для печати из ABS. Без корпуса почти невозможно 3D-печатать из ABS, даже если у вас есть нагревательная платформа.
Корпус поддерживает температуру печати достаточно высокой, чтобы детали, напечатанные АБС-пластиком, могли медленно остывать. Это также предотвращает быстрое охлаждение отпечатков любыми внезапными сквозняками холодного воздуха из окружения вашего отпечатка. Если вашей основной целью является 3D-печать ABS на 3D-принтере, попробуйте приобрести машину с корпусом.
Клей для постельного белья
Шлам АБС – это обычный клей для постельного белья, который используется для печати АБС. Это раствор АБС-пластика в ацетоне. Он обеспечивает превосходную клейкую поверхность для деталей из АБС-пластика, позволяя им хорошо прилипать к поверхности для печати.
АБС также можно приклеивать к платформе с помощью клеевых стержней, изготовленных из ПВА. Клей Элмера и Magigoo — хорошо известные клеи, которые используются в 3D-печати. Их проще использовать, и они хорошо работают.
Использование краев и подложек также подходит для деталей с большой площадью поверхности. Поля помогают предотвратить деформацию углов и снижают вероятность отрыва первого слоя от поверхности печати.
Подложка, с другой стороны, может способствовать адгезии отпечатков и уменьшить подъем углов. Рафты требуют слишком много материала и времени, но они могут быть полезны, если ваши отпечатки имеют длинные прямые края и большую площадь поверхности.
Скорость печати
Детали из АБС-пластика должны быть напечатаны на 3D-принтере на низкой скорости. Это дает нижнему слою время остыть, прежде чем будет добавлен следующий. Это снижает вероятность того, что слои ваших деталей будут расщепляться и трескаться.
Для печати АБС хорошим диапазоном является скорость 30–50 мм/с . Такой темп позволяет каждому слою постепенно остыть. Держите скорость печати для первого слоя ниже 30 мм/с, чтобы отпечаток лучше держался.
Частичный вентилятор охлаждения
ABS не любит вентиляторы охлаждения деталей. Печать на низких скоростях теряет смысл, если для охлаждения отдельных деталей используется вентилятор. Слишком быстро охлаждает слои. Это приводит к тому, что верхний и нижний слои имеют разную температуру, что облегчает их разделение.
Во время 3D-печати с нитью ABS всегда выключайте вентилятор охлаждения детали. Это остановит любые принудительные воздушные потоки в области печати и повысит вероятность того, что ваша печать получится хорошей.
Постобработка деталей PLA
Изображение предоставлено: Джон Льюис через Wikimedia Commons
ABS — один из самых простых материалов для последующей обработки в 3D-печати. Шлифование и сглаживание ацетоном — распространенные способы отделки деталей из АБС-пластика. В этом разделе вы получите обзор этих методов.
Шлифовка и полировка
В отличие от PLA, термостойкость нити ABS облегчает процесс шлифовки ваших изделий. Отпечатки не деформируются легко, а видимые линии слоев на отпечатках из АБС-пластика легче зашлифовать.
Для грубого шлифования лучше всего начать с наждачной бумаги с зернистостью 100-200. Затем, для более гладкой поверхности, используйте бумагу с зернистостью 600-1000. Используйте легкое прикосновение и старайтесь не слишком сильно шлифовать детали.
Вы можете использовать полироль для металла Brasso, чтобы поверхность отпечатка выглядела гладкой и блестящей. Он скроет любые царапины на поверхности и сделает ваши детали из АБС-пластика красивыми.
Сглаживание ацетоном
Сглаживание ацетоном на сегодняшний день является самым популярным и простым методом постобработки 3D-печатных деталей. Он отлично работает с материалом ABS и придает вашим деталям, напечатанным на 3D-принтере, профессиональный вид.
Проще всего нанести кистью ровный тонкий слой ацетона на поверхность. Он сотрет любые очевидные линии слоев, придав вашим отпечаткам гладкую поверхность. Но это требует предельной точности и контроля, а нанесение ацетона с помощью кисти может быть сложным для отпечатков со сложной геометрией.
Второй способ — использование ванны с ацетоном. Вы кладете свои детали из АБС-пластика в контейнер с салфетками, пропитанными ацетоном. Ацетон в салфетках будет выделять пары, которые расплавят верхний слой ваших отпечатков и сделают их гладкими и блестящими. Эффект сглаживания равномерен по всему телу, и им намного проще управлять.
Изображение предоставлено: John Biehler через Flickr
Просушите нить
Гигроскопичные материалы, такие как ABS, легко поглощают влагу из окружающей среды. Если нить впитывает слишком много влаги, она может сочиться, стягиваться и образовывать капли на поверхности отпечатка.
Если вы планируете печатать ABS в течение длительного времени, купите хороший дегидратор для нити или сделайте коробку для сушки нити своими руками. Если у вас нет этих инструментов, вы можете высушить рулон нити ABS перед печатью в духовке или сушилке для пищевых продуктов.
Поддерживайте температуру печи около 80°C и оставьте катушку с нитью примерно на четыре-пять часов. Это позволит избавиться от всей влаги в материале и облегчить печать.
Наберите в настройках печати
ABS — сложный материал для 3D-печати. Обратите внимание на температуру сопла и слоя. Эти два будут иметь большое влияние на качество печати. При оптимизации параметров печати следует также подумать о параметрах втягивания и прилегания к кровати (краев).
Используйте температурные башни, тесты на втягивание и калибровочные кубы для точной настройки параметров печати для получения стабильных результатов и хорошего качества печати.
Ограждение области печати
Используйте ограждение, чтобы область печати оставалась теплой. Корпус удерживает тепло печатной платформы внутри области печати. Это убережет ваш 3D-принтер от больших перепадов температур и позволит ему медленно остывать.
Вы можете купить вольер, такой как вольер Creality, или собрать его самостоятельно. Есть также много корпусов DIY, которые вы можете построить в рамках бюджета.
Проветривание области печати
Как уже говорилось ранее, во время печати ABS выделяет токсичные пары и пары. Длительное воздействие этих паров может нанести вред вашему здоровью. Корпус помогает уменьшить воздействие этих паров, но это не надежное решение.
Вы должны печатать ABS в помещении с хорошей циркуляцией воздуха. Держите принтер рядом с окном или используйте фильтры HEPA внутри корпуса. При печати из ABS старайтесь не находиться в одной комнате с принтером. Эти шаги гарантируют, что 3D-печать ABS не будет угрожать вашему здоровью и безопасности.
Использование платформы с адгезией и подогревом
Подогреваемая платформа поддерживает температуру области печати и помогает отпечатку прилипать к поверхности. Когда вы печатаете из ABS, вы всегда должны использовать платформу с подогревом. Это поможет предотвратить отрыв ваших отпечатков от печатной платформы и уменьшит вероятность растрескивания слоя.
Кроме того, поля и плоты — отличный способ убедиться, что ваши отпечатки прилипают к поверхности, на которой вы печатаете. Используйте это в сочетании с соком ABS и клеями, чтобы получить хороший начальный слой и повысить шансы на успех вашей печати.
Заключительные мысли
Поначалу ABS может показаться слишком сложным для 3D-печати. Есть проблемы с короблением, ядовитыми испарениями, корпусом, подогревом печатной платформы и всем остальным. Но как только вы начнете печатать и поймете, как установить параметры печати, нетрудно увидеть магию нити ABS.
Некоторые пользователи по-прежнему предпочитают АБС из-за его превосходных механических свойств, простоты последующей обработки и низкой стоимости. Это по-прежнему популярный материал для 3D-печати деталей, которые полезны и приятны на вид.
Не беспокойтесь об этом слишком сильно, попробуйте этот материал. Используйте это руководство в качестве руководства, чтобы узнать, как печатать из ABS и получать отличные результаты. Не стесняйтесь оставлять комментарии и дайте нам знать, если вы считаете, что в статье чего-то не хватает.
Получайте удовольствие от печати ABS и удачи!
Безопасно ли печатать ABS в помещении? – 3dprintscape.com
ABS – одна из самых популярных нитей для 3D-печати на рынке. Он прочный, долговечный и относительно легко поддается 3D-печати. Однако у ABS есть некоторые свойства, которые делают его токсичным в некоторых обстоятельствах, что может сделать его небезопасным для печати в помещении.
Печатать АБС-пластиком в помещении безопасно, если у вас есть надлежащая вентиляция. Когда ABS нагревается, он выделяет пары, называемые летучими органическими соединениями, которые могут быть вредными при вдыхании в больших количествах. Поэтому очень важно иметь хорошую вентиляцию, чтобы предотвратить накопление паров до опасного уровня.
Прочтите дополнительную информацию о вентиляции для печати на АБС-пластике и советы по безопасной печати в помещении. Я научу вас, как сделать идеальную настройку для печати с использованием АБС-пластика, и помогу вам понять, как защитить себя от паров.
Опасности печати с использованием АБС-пластика
АБС-пластик, или акрилонитрил-бутадиен-стирол, представляет собой тип пластика, широко используемый в 3D-печати. В твердом состоянии ABS не представляет опасности для здоровья, в отличие от некоторых других пластиков.
Однако, как показывает исследование 2017 года, пары АБС (летучие органические соединения или летучие органические соединения) могут быть опасны при вдыхании, особенно в течение длительного времени.
Вот некоторые из побочных эффектов воздействия паров АБС:
Раздражение глаз, носа и горла
Головокружение
Тошнота
Головные боли
Аллергические реакции
В следующем видео описаны некоторые вредные газы и частицы, содержащиеся в парах АБС: .
Совет: Если вы испытываете какие-либо из перечисленных симптомов во время печати из ABS, немедленно прекратите печать и откройте окно или дверь для проветривания.
Как вы вентилируете для печати ABS?
Как я уже упоминал, вентиляция имеет решающее значение для предотвращения скопления вредных паров АБС. Но как это сделать?
Вот несколько практических способов вентиляции для печати ABS:
Используйте 3D-принтер с закрытой рабочей камерой.
Используйте вентилятор для создания воздушного потока вокруг платформы печати.
Установите блок фильтрации.
Откройте окна.
Используйте комнатный вытяжной вентилятор.
Вот более подробная информация об упомянутых методах:
1. Использование 3D-принтера с закрытой камерой построения
Один из способов обеспечить надлежащую вентиляцию при печати из АБС-пластика — использовать 3D-принтер с закрытой камерой построения. Герметизация рабочей камеры помогает удерживать пары, выделяющиеся в процессе печати, а также помогает регулировать температуру.
Предостережение: Есть несколько недостатков использования закрытой рабочей камеры. Во-первых, это может быть дороже, чем печать на открытом принтере. Во-вторых, корпус может затруднить отслеживание процесса печати и любые необходимые корректировки. Однако, если вы печатаете из АБС-пластика в помещении, стоит подумать о закрытой рабочей камере.
2. Используйте вентилятор для создания воздушного потока вокруг печатной платформы
Еще один способ улучшить вентиляцию при печати из АБС-пластика — использовать вентилятор для создания воздушного потока вокруг печатной платформы. Это может помочь предотвратить скопление паров, выделяемых в процессе печати, в этой области. Кроме того, использование вентилятора также поможет охладить печатную платформу, что необходимо для предотвращения деформации АБС-пластика.
3. Установите блок фильтрации
Если у вас нет закрытой рабочей камеры, другим вариантом является установка блока фильтрации. Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям.
Если вам нужна качественная система фильтрации, я рекомендую эту систему очистки воздуха / дыма для 3D-принтера Makergadgets (от Amazon.com). Использование такого фильтра — доступный и эффективный способ удаления вредных частиц из воздуха в зоне 3D-печати, что делает печать в помещении более безопасной. В качестве бонуса он сделает ваш воздух чище, даже если вы не печатаете на 3D-принтере.
Совет для профессионалов: Не забывайте регулярно заменять фильтры на фильтрующем устройстве, чтобы обеспечить его правильную работу.
4. Откройте окна
Если у вас нет закрытой рабочей камеры или блока фильтрации, другой вариант — открыть окна. Увеличение потока воздуха поможет проветрить помещение и позволит свежему воздуху проникнуть в комнату. Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
Примечание: Если вы открываете окна, включите вентилятор, чтобы обеспечить циркуляцию воздуха.
5. Используйте комнатный вытяжной вентилятор
Вы также можете использовать комнатный вытяжной вентилятор при печати из ABS. Этот тип вентилятора помогает удалять пары и другие частицы из воздуха, что делает его хорошим выбором для улучшения вентиляции.
В частности, это помогает устранить испарения в источнике, которым является платформа для печати. Комнатные вытяжные вентиляторы бывают разных размеров и стилей, поэтому выберите тот, который соответствует вашим потребностям.
Советы по безопасности при 3D-печати
Как я уже упоминал, надлежащая вентиляция является важной мерой безопасности, которую необходимо соблюдать при 3D-печати. Однако это еще не все! Вы должны соблюдать дополнительные правила техники безопасности, чтобы защитить себя, своих близких и принтер.
Вот еще несколько советов, которые помогут вам оставаться в безопасности во время 3D-печати:
Наденьте респиратор, перчатки и защитные очки
Перед запуском 3D-принтера обязательно наденьте соответствующие средства защиты, в том числе перчатки, респиратор, и защита глаз. Эти предметы защитят вас от любых вредных частиц, выделяющихся во время печати.
Например, респиратор защищает вас от вдыхания вредных паров, а перчатки и защитные очки помогают защитить кожу и глаза от контакта с горячими деталями принтера, нитями накала или химическими веществами.
Купите огнетушитель
Еще один совет по безопасности — купите огнетушитель. Хранение противопожарных инструментов поблизости особенно важно при использовании легковоспламеняющихся нитей, таких как АБС. Наличие огнетушителя под рукой поможет быстро потушить возгорание.
Кроме того, неплохо иметь дома огнетушитель, даже если у вас нет 3D-принтера.
Никогда не оставляйте принтер без присмотра
Важно никогда не оставлять работающий 3D-принтер без присмотра. Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.
Кроме того, маленькие дети или домашние животные могут прикасаться к работающему принтеру или играть с ним, поэтому очень важно выключать его и хранить в безопасном месте, когда вы им не пользуетесь.
Не прикасайтесь к горячим частям принтера
Еще один совет по безопасности – не прикасайтесь к горячим частям принтера. Платформа сборки и сопло экструдера могут сильно нагреваться во время печати, поэтому важно дать им полностью остыть, прежде чем прикасаться к ним.
Также обязательно надевайте перчатки при работе с любыми горячими частями принтера. В противном случае вы можете обжечься.
Держите принтер в чистоте
Также важно содержать ваш 3D-принтер в чистоте. Со временем пыль и другие частицы могут скапливаться внутри принтера, что может вызвать проблемы с процессом печати.
Для очистки принтера можно использовать сжатый воздух, чтобы выдуть пыль и мусор. Вы также можете использовать влажную ткань, чтобы протереть внешние поверхности принтера.
Кроме того, полезно регулярно очищать рабочую платформу и сопло экструдера. Это поможет предотвратить накопление остатков, которые могут вызвать проблемы в процессе печати.
Не подпускайте детей и домашних животных к принтеру
Еще один совет по безопасности — не подпускайте детей и домашних животных к принтеру. 3D-принтеры могут быть опасны, поэтому важно держать их в недоступном для маленьких детей или домашних животных месте.
Если в вашем доме есть маленькие дети, рекомендуется хранить принтер в безопасном месте, например, в запирающемся шкафу.
Соблюдайте осторожность при обращении с только что напечатанными объектами
Наконец, очень важно соблюдать осторожность при обращении с недавно напечатанными объектами. Некоторые материалы, такие как ABS, при охлаждении могут выделять вредные пары.
Чтобы избежать воздействия этих паров, дайте объекту полностью остыть, прежде чем обращаться с ним. Кроме того, недавно напечатанные модели обычно горячие на ощупь, поэтому при обращении с ними необходимо соблюдать осторожность.
Следуйте указаниям производителя по технике безопасности
В дополнение к приведенным выше советам по безопасности строго соблюдайте правила техники безопасности производителя. Каждый 3D-принтер уникален, поэтому вы должны прочитать руководство и ознакомиться с функциями безопасности вашей конкретной модели.
Кроме того, помните, что каждая нить имеет свои особенности безопасности. Итак, обратите внимание, какие нити вы используете, и проверьте возможные пары, которые они могут выделять, прежде чем начинать процесс печати.
Следуя рекомендациям производителя, вы сделаете процесс 3D-печати безопасным и приятным.
Статьи по теме
Безопасна ли 3D-печать в помещении?
Является ли PLA токсичным при сжигании? Факты и информация о безопасности
Создает ли 3D-печать PETG токсичные пары?
Все о 3D-принтере Пластик
Заключительные мысли
Несмотря на то, что печатать из АБС-пластика в помещении безопасно, необходимо обеспечить надлежащую вентиляцию помещения.
Сейчас мы уже не можем представить мир без пластика. Это и компьютеры, и телевизоры, и кредитные карты, и даже автомобили, на которых мы передвигаемся. Если не использовать в них пластмассу, то они будут гораздо больше весить и, возможно, даже хуже работать. Пластик составляет большую часть нашего интерьера. Он стал неотъемлемой частью технической жизни современного человека. Но если где-то и можно обойтись без пластика, то в медицине он действительно очень важен. Его используют в медицинских устройствах.
Человечество стало использовать медицинские устройства на протяжении тысячелетий. Первым материалом, из которого они изготавливались, был металл. Он обеспечивал их неоднократное использование. Из металла делали хирургические инструменты, зубные протезы.
Стальные пластины тоже устанавливали внутрь организма. Но с началом XX века всё больше начал расти спрос на медицинское обслуживание. В связи с этим стали появляться и новые медицинские устройства, требующие новых материалов. В ортопедии стали использовать прочную термостойкую керамику, делая из неё зубные и костные имплантаты. Это началось ещё в 30-х годах прошлого века. Особое термостойкое стекло использовалось в изготовлении посуды для медицинских препаратов.
Человечество всё время стремилось к совершенствованию, поэтому совершенствовались и технологии в здравоохранении. С пластиком учёные стали проводить эксперименты с конца XVIII века. А в 50-х годах прошлого века началась настоящая революция в медицине – в большинство медицинских изделий стало изготавливаться из пластика. Началось настоящее господство пластмассы. И это не было случайностью. Пластик в значительной степени превосходит все другие материалы по техническим свойствам. Он очень выгоден по сравнению со стеклом, металлом, керамикой. Очень важным в этом аспекте является гибкость пластика. Его можно отливать и формировать в различные формы и изделия. Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
Пластик не очень устойчив к химическим веществам и липидам. Но и металл тоже подвергается коррозии при взаимодействии с кислотами и щелочами. Стекло же в этом отношении является очень хрупким материалом. Сейчас разрабатываются технологии производства пластика, способного противостоять липидам, спиртам и другим химическим элементам. Такие новые виды пластика повышают безопасность пациентов. Также массовый переход к пластику был стимулирован необходимостью стерилизовать инструменты.
Таким образом, появились одноразовые недорогие устройства. Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
Сейчас в мире появилось очень много новых мутированных микробов и вирусов, способных противостоять химической и термической обработке. Это вызвало ещё больший спрос в одноразовых инструментах и устройствах. Пластик помогает решить эту проблему с необходимостью. Инструменты из пластика обеспечивают надлежащую медицинскую помощь больным во всём мире.
Население планеты с каждым годом стареет, поэтому многие пожилые люди нуждаются в гериатрической помощи. Одноразовые медицинские устройства из пластика обеспечивают более короткие сроки пребывания пациентов в стационарах, переводя их на домашнее лечение. Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
Хотя металл, керамика, стекло всё ещё применяются в медицине, проходя традиционные методы стерилизации: этилен оксид, автоклавирование паром и так далее, пластмассовые изделия более совместимы с новейшими методами стерилизации. Они выдерживают гамма-излучения. Приборы и инструменты на основе пластика легко герметизируются и стерилизуются, и готовы к применению их в любых условиях. Это было подтверждено во время эпидемии лихорадки Эбола, произошедшей на территории Западной Африки совсем недавно. Одноразовые стерильные устройства ещё раз хорошо там себя зарекомендовали.
Также важным аспектом является и то, что устройства на основе пластмассы производятся серийно при небольших затратах. Они очень экономичны. Ещё выгода таких инструментов в том, что они весят гораздо меньше, чем аналогичные устройства из металла, керамики и стекла. Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.
Из всех пластмасс чаще всего в изготовлении медицинских инструментов используется ПВХ (поливинилхлорид). Он занимает около 40% среди всех изделий. Впервые он появился в 1913 году. Им стали заменять стекло и металл при упаковывании продуктов фармацевтики, нужных для госпиталей. Это было во времена Первой мировой войны. С тех пор этот материал только начал набирать свою популярность. ПВХ – очень универсален. Из него можно изготовить широкий спектр продукции. Это и жёсткие контейнеры, и гибкие листы. Он прозрачен и не скручивается. Его используют для изготовления медицинских трубок, пакетов для крови и внутривенных вливаний, печатки для осмотров и многое другое. ПВХ низок по цене, и пока ему нет лучших альтернатив, если речь идёт о медицине.
Благодаря своим свойствам, этот вид пластика обеспечивает гигиеническое и химически стойкое покрытие. Полы из него обеспечивают шумопоглощение, тем самым улучшая душевное состояние больных. Он хорошо сочетается с другими типами материалов.
Теги: пластик, история пластика в медицине, история, истоки, полимеры, полимеры в медицине, наука, новость, преимущество пластика, история полимеров, преимущество полимеров, преимущество материала над другими
История пластика в медицине
Сейчас мы уже не можем представить мир без пластика. Это и компьютеры, и телевизоры, и кредитные карты, и даже автомобили, на которых мы передвигаемся. Если не использовать в них пластмассу, то они будут гораздо больше весить и, возможно, даже хуже работать. Пластик составляет большую часть нашего интерьера. Он стал неотъемлемой частью технической жизни современного человека. Но если где-то и можно обойтись без пластика, то в медицине он действительно очень важен. Его используют в медицинских устройствах.
Человечество стало использовать медицинские устройства на протяжении тысячелетий. Первым материалом, из которого они изготавливались, был металл. Он обеспечивал их неоднократное использование. Из металла делали хирургические инструменты, зубные протезы.
Стальные пластины тоже устанавливали внутрь организма. Но с началом XX века всё больше начал расти спрос на медицинское обслуживание. В связи с этим стали появляться и новые медицинские устройства, требующие новых материалов. В ортопедии стали использовать прочную термостойкую керамику, делая из неё зубные и костные имплантаты. Это началось ещё в 30-х годах прошлого века. Особое термостойкое стекло использовалось в изготовлении посуды для медицинских препаратов.
Человечество всё время стремилось к совершенствованию, поэтому совершенствовались и технологии в здравоохранении. С пластиком учёные стали проводить эксперименты с конца XVIII века. А в 50-х годах прошлого века началась настоящая революция в медицине – в большинство медицинских изделий стало изготавливаться из пластика. Началось настоящее господство пластмассы.
И это не было случайностью. Пластик в значительной степени превосходит все другие материалы по техническим свойствам. Он очень выгоден по сравнению со стеклом, металлом, керамикой. Очень важным в этом аспекте является гибкость пластика. Его можно отливать и формировать в различные формы и изделия. Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
Пластик очень не очень устойчив к химическим веществам и липидам. Но и металл тоже подвергается коррозии при взаимодействии с кислотами и щелочами. Стекло же в этом отношении является очень хрупким материалом. Сейчас разрабатываются технологии производства пластика, способного противостоять липидам, спиртам и другим химическим элементам. Такие новые виды пластика повышают безопасность пациентов. Также массовый переход к пластику был стимулирован необходимостью стерилизовать инструменты.
Таким образом, появились одноразовые недорогие устройства. Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
Сейчас в мире появилось очень много новых мутированных микробов и вирусов, способных противостоять химической и термической обработке. Это вызвало ещё больший спрос в одноразовых инструментах и устройствах. Пластик помогает решить эту проблему с необходимостью. Инструменты из пластика обеспечивают надлежащую медицинскую помощь больным во всём мире.
Население планеты с каждым годом стареет, поэтому многие пожилые люди нуждаются в гериатрической помощи. Одноразовые медицинские устройства из пластика обеспечивают более короткие сроки пребывания пациентов в стационарах, переводя их на домашнее лечение. Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
Хотя металл, керамика, стекло всё ещё применяются в медицине, проходя традиционные методы стерилизации: этилен оксид, автоклавирование паром и так далее, пластмассовые изделия более совместимы с новейшими методами стерилизации. Они выдерживают гамма-излучения. Приборы и инструменты на основе пластика легко герметизируются и стерилизуются, и готовы к применению их в любых условиях. Это было подтверждено во время эпидемии лихорадки Эбола, произошедшей на территории Западной Африки совсем недавно. Одноразовые стерильные устройства ещё раз хорошо там себя зарекомендовали.
Также важным аспектом является и то, что устройства на основе пластмассы производятся серийно при небольших затратах. Они очень экономичны. Ещё выгода таких инструментов в том, что они весят гораздо меньше, чем аналогичные устройства из металла, керамики и стекла. Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.
Из всех пластмасс чаще всего в изготовлении медицинских инструментов используется ПВХ (поливинилхлорид). Он занимает около 40% среди всех изделий. Впервые он появился в 1913 году. Им стали заменять стекло и металл при упаковывании продуктов фармацевтики, нужных для госпиталей. Это было во времена Первой мировой войны. С тех пор этот материал только начал набирать свою популярность. ПВХ – очень универсален. Из него можно изготовить широкий спектр продукции. Это и жёсткие контейнеры, и гибкие листы. Он прозрачен и не скручивается. Его используют для изготовления медицинских трубок, пакетов для крови и внутривенных вливаний, печатки для осмотров и многое другое. ПВХ низок по цене, и пока ему нет лучших альтернатив, если речь идёт о медицине.
Благодаря своим свойствам, этот вид пластика обеспечивает гигиеническое и химически стойкое покрытие. Полы из него обеспечивают шумопоглощение, тем самым улучшая душевное состояние больных. Он хорошо сочетается с другими типами материалов.
Медицинский пластик | Узнайте о пластмассах, используемых в медицинских устройствах и процедурах
Категории статей
Запрос дополнительной информации
Вы найдете много одноразовых пластиковых предметов, таких как шприцы и трубки, поскольку медицинский пластик долговечен и чаще всего подлежит вторичной переработке. Тем не менее, существует широкий спектр применения пластмасс, например, в протезировании.
Пластик — универсальный, устойчивый и доступный материал. Мы наблюдаем некоторые захватывающие инновации в использовании пластика, и некоторые области применения пластика всегда будут оставаться основными в области медицины.
Какие медицинские пластмассы наиболее распространены?
В сфере здравоохранения используются различные типы медицинского пластика. Это один из секторов, который стимулирует исследования в области создания полимеров и других новых материалов.
Вот некоторые из наиболее распространенных пластиков, используемых в медицинских устройствах:
Поликарбонат. Поликарбонат — это медицинский пластик, который легко дезинфицировать. Этот материал обеспечивает хорошую защиту от ультрафиолета и не деформируется от воздействия высоких температур или пара. Листы поликарбоната распространены для вывесок и панелей.
Полипропилен. Этот пластик устойчив к ударам и коррозии. Он более долговечен, чем другие пластмассы, и вы найдете его в ортопедии и протезировании. Полипропилен является оптимальным вариантом для протезов, несущих нагрузку, благодаря своим устойчивым свойствам.
Акрилонитрилбутадиенстирол (АБС). Листы из АБС-пластика долговечны и прочны, имеют чистый эстетический вид, который идеально подходит для использования в медицинских учреждениях.
Полиэтилентерефталатгликоль (PETG). PETG — это материал, который безопасен при контакте с пищевыми продуктами. Это обычный пластик, используемый в местах приготовления пищи в клиниках и больницах, но вы также найдете лотки для стерилизации PETG.
Полиэтилен. Полезность пластмасс в области медицины включает производство имплантатов. Полиэтилен — это пластик, который медицинские работники могут стерилизовать. Это также материал, который не разрушается со временем, что делает его идеальным для имплантатов.
Полиметилметакрилат. Этот материал по своим свойствам подобен стеклу. Он может пропускать свет и отражать луч света, что делает его хорошим вариантом для эндоскопических имплантатов.
Поливинилхлорид (или ПВХ). В медицине вы найдете ПВХ в различных формах. Один тип представляет собой жесткий материал с превосходной прочностью на растяжение, а другой вид представляет собой альтернативу резине. Когда дело доходит до ПВХ, использование пластика включает катетеры и пакеты для внутривенных вливаний.
Различные варианты использования пластика в здравоохранении
Применение пластика в медицине практически безгранично. Вы не найдете медицинской процедуры, которая не требует использования нескольких предметов из пластика.
Вот некоторые из распространенных применений пластика в медицинских учреждениях.
Упаковка
Крайне важно защитить такие предметы, как иглы или лекарства, от возможного перекрестного загрязнения. Медицинский пластик идеально подходит для упаковки.
Можно запечатать пластиковые пакеты, чтобы защитить одноразовые предметы и исключить необходимость их стерилизации перед использованием. Вы также найдете пластиковые бутылки и контейнеры, которые защищают рецепты от ультрафиолетовых лучей, влажности и других элементов, которые могут их повредить.
Одноразовые изделия
Одноразовые изделия являются одним из наиболее распространенных видов использования пластика в медицинской сфере. В широком ассортименте одноразовых предметов используется пластик, потому что он недорогой и потому что выбрасывать эти предметы безопаснее, чем дезинфицировать оборудование.
Например, повторное использование катетера небезопасно, так как бактерии кишечной палочки могут развиваться независимо от используемого метода санитарии. Вы можете найти пластиковые одноразовые трубки, шприцы, катетеры, ланцеты, бинты, перчатки и многое другое.
В области исследований также используется медицинский пластик для изготовления одноразовых предметов, таких как флаконы и пакеты для образцов.
Швы
Медицинские работники используют швы, скобы, бинты или клей для закрытия ран. В этих изделиях часто используется пластик.
Пластик является хорошим вариантом из-за его прочности на растяжение. Также маловероятно развитие бактерий.
Пакеты
Медицинский пластик является обычным материалом для таких предметов, как пакеты для внутривенной крови. Другие виды использования пластика включают пакеты для внутривенных вливаний и контейнеры для медицинских отходов.
Пластик — безопасный материал для хранения жидкостей. Он сохраняет кровь и другие растворы в стабильном состоянии, и это недорогое решение для предмета, который медицинские работники выбрасывают после использования.
Трубка
Медицинская трубка необходима для отведения жидкости и дренажа. Вы найдете пластиковые трубки для респираторного оборудования, насосов, катетеров, фармацевтического оборудования и многого другого.
Гибкие свойства пластмасс делают эти материалы идеальными для изготовления прочных трубок. Некоторые трубки предназначены для одноразового использования, и большинство трубок через некоторое время заменяются, а это означает, что важно найти недорогой материал для этих предметов.
Имплантаты
Полиэтилен — это обычный медицинский пластик для имплантатов. Полиэтилен сверхвысокой молекулярной массы — это прочный материал медицинского назначения, который не разрушается со временем. Это легкий и экономичный способ изготовления имплантатов.
Пластиковые имплантаты позволяют больше двигаться и чувствовать себя более комфортно, чем другие материалы. Медицинские пластмассы распространены для медицинских устройств, таких как сердечные клапаны, протезы коленного и тазобедренного суставов, а также для хирургических изделий, таких как имплантаты для увеличения лица.
Полиуретан уже некоторое время существует в форме пены, но у этого материала есть новые применения. Исследователи нашли способ использовать пенополиуретан для создания структуры, на которой могут развиваться новые костные ткани.
Протезы
Искусственные конечности должны быть легкими и удобными. Полипропилен является идеальным кандидатом, так как с ним легко работать, и в результате получается протез, позволяющий выполнять широкий диапазон движений.
Ортодонтия
Пластик является гибким и позволяет ортодонтам создавать брекеты, ретейнеры или элайнеры, адаптированные к уникальным потребностям каждого пациента.
Какова будущая польза пластмасс в области медицины?
Сфера здравоохранения подверглась тщательной проверке из-за использования пластика. Одноразовые предметы, в которых используется медицинский пластик, приводят к значительному количеству отходов.
Производители ищут решения для сокращения медицинских отходов и создания одноразовых предметов, которые было бы легче перерабатывать. Например, новые материалы, такие как полиолефин, могут заменить ПВХ, который труднее перерабатывать.
Новые технологии, такие как 3D-печать, могут открыть новые возможности использования пластика. 3D-принтер может дать поставщикам медицинских услуг доступ к производственным возможностям в отдаленных районах. Это также открывает возможность разработки уникальных инструментов для конкретной процедуры.
Эта технология может открыть новые возможности использования пластика в тренировочных условиях с возможностью воссоздания костей или органов для изучения или подготовки к операции. Это также может позволить поставщикам медицинских услуг разрабатывать и изготавливать индивидуальные имплантаты.
Заключительные мысли о медицинском пластике
Пластик используется во многих областях медицины. Это очень важный материал, потому что медицинские работники нуждаются в одноразовых предметах, чтобы избежать распространения болезней и бактерий. Сейчас в медицинских устройствах используется больше пластика, чем когда-либо прежде, и исследователи постоянно разрабатывают новые материалы. Если вы ищете медицинские пластиковые материалы для своего применения, запросите предложение у A&C Plastics сегодня.
Запросить цену
Может ли медицина существовать без пластика?
Фотография Ханны Уитакер, National Geographic
В отличие от отказа от соломинки в ресторане, трудно отказаться от пластика, будучи привязанным без сознания к операционному столу. Одноразовый пластик подвергается большему контролю, чем когда-либо, и медицинская промышленность может оказаться той областью, где отдельные потребители имеют меньше всего права голоса.
Практика Greenhealth, некоммерческая организация, которая работает над тем, чтобы сделать больницы более устойчивыми, подсчитала, что 25 процентов отходов, производимых больницей, составляют пластик. Исследование одной гистерэктомии показало, что в результате процедуры может образоваться до 20 фунтов отходов, большая часть которых — пластик.
Одноразовый пластик может быть привлекательным вариантом для больниц — дешевый, прочный и легко выбрасываемый — и каждый новый новый пластиковый контейнер или покрытие создает новую стерильную среду. Вот почему клиницисты покрывают себя и все, что они используют, пластиком.
Несмотря на то, что пластик произвел революцию в медицинской промышленности за последнее столетие, теперь его внимательно изучают на предмет того, что происходит после того, как он выполнил свою работу. Пластик может легко попасть в морскую среду, где он распадается на крошечные частицы, называемые микропластиком, последствия для здоровья которых еще предстоит определить. А ископаемое топливо, необходимое для производства этих пластмасс, может загрязнять воздух и воду.
Все чаще, по словам медицинских работников, беспрепятственное использование пластика противоречит обещанию врача не причинять вреда, но в учреждениях, залитых кровью и патогенами, возможно ли вообще отказаться от пластика?
Свежий, чистый пластик
«Пластмассы для биомедицинских применений обладают многими желательными свойствами, включая низкую стоимость, простоту обработки и [способность] легко стерилизоваться», — говорит Бриджит Будхалл, инженер из Массачусетского университета в Лоуэлле.
Она отмечает, что пластмассы можно даже модифицировать с помощью покрытий, которые делают их особенно устойчивыми к микробам.
В информационном бюллетене, опубликованном Американским химическим советом, группой по торговле пластиком, говорится: «Одноразовый пластик — это самый чистый и эффективный способ» обеспечить здоровье и гигиену в больницах.
Но те, кто работает над тем, чтобы сделать больницы более устойчивыми, говорят, что пластик используется слишком часто.
В ходе опроса 332 больниц, результаты которого еще не опубликованы, организация Practice Greenhealth изучила распространенные одноразовые пластиковые предметы в операционных, которые были успешно заменены предметами многоразового использования. Такие инструменты, как хирургические тазы и стерилизационные обертки, можно было бы использовать повторно, что уменьшило бы количество отходов на несколько тонн в год. По словам Практики Greenhealth, в зависимости от того, где они сокращают расходы, больницы также могут сэкономить тысячи долларов в год.
Кошмар переработки
«Некоторое время это работало, когда Китай забрал это», — говорит Джанет Ховард, директор по работе с медицинскими пластиковыми отходами в Practice Greenhealth. Но теперь, говорит она об усилиях по утилизации в больницах, «мы идем назад».
В 2018 году Китай объявил, что больше не будет покупать две трети мировых отходов. Это не оставляет предприятиям иного выбора, кроме как выбрасывать смешанные пластиковые отходы на свалки или мусоросжигательные заводы. ПВХ, попадающий в мусоросжигательные заводы, может выделять токсичные химические вещества.
«Конечно, существуют различные виды пластика, которые можно было бы восстановить, но которые сегодня не перерабатываются по ряду причин», — говорит Ким Холмс, вице-президент по устойчивому развитию в Ассоциации производителей пластмасс.
«Есть предметы, используемые в уходе за пациентами, которые не вступают в контакт с пациентами, поэтому они не представляют биологической опасности, и их можно переработать», — добавляет она, имея в виду такие вещи, как упаковка и контейнеры для хранения.
В больницах, которые пытаются сортировать свой пластик для переработки, Холмс говорит, что производство достаточного количества материала, чтобы быть привлекательным для переработчиков, является проблемой для любой отдельной больницы и более эффективно, когда мусор собирается из нескольких мест. Healthcare Plastics Recycling Council предлагает набор инструментов для больниц, желающих присоединиться к сети по переработке.
«Фактор отвращения»
Одним из наиболее распространенных пластиковых предметов, выбрасываемых из операционных, является «синяя пленка», лист полипропилена, покрывающий стерилизованные инструменты, который снимают и выбрасывают перед операцией.
Его одноразовый характер устраняет то, что Ховард называл раздражающим фактором, но также оставляет после себя небольшую гору мусора.
«Это как после праздника, когда на полу лежит куча оберточной бумаги», — говорит она. «Это синяя пленка в операционной каждый день».
Некоторые больницы, по ее словам, экспериментируют с заменой синей упаковки многоразовыми контейнерами для стерилизации, которые можно очистить так же, как и содержащиеся в них инструменты.
Другим широко распространенным предметом в медицинских учреждениях является пакет для стерилизации — небольшой закрывающийся пакет, используемый для защиты стерилизованного оборудования от микробов.
Желание убедиться, что их инструменты не содержат патогенов, побудило двух братьев и сестер-стоматологов, Дэвида и Джеймса Стоддардов, создать мешочек из плотной ткани для хранения своих стерилизованных инструментов стоматолога. Их компания EnviroPouch была создана в 1993 и куплена Барбарой Найт в 2001 году.
Центры по контролю за заболеваниями устанавливают строгие стандарты дезинфекции медицинских инструментов, и пакеты, которые их содержат, должны быть зарегистрированы в Федеральном управлении по лекарственным средствам, которым является EnviroPouch.
Найт говорит, что продукт, который она продает, более эффективен, чем пластиковые пакеты, потому что он образует более толстый барьер вокруг острых инструментов. По ее словам, каждый пакет заменяет примерно 200 одноразовых пластиковых пакетов.
«Тканевое переплетение делает путь проникновения острого [медицинский термин для любого инструмента с острым краем] очень мучительным», — говорит она, в отличие от пленки в пластиковом пакете.
Найт говорит, что дантисты, создавшие пакет, были вдохновлены историей Кимберли Энн Бергалис, женщины, которая умерла в 1991 году, будучи одной из шести американских пациентов, инфицированных ВИЧ у дантиста.
Одно исследование связывает раннее воздействие поливинилхлорида в отделениях интенсивной терапии с нейрокогнитивными нарушениями в более позднем возрасте.
Изображение Ханны Уитакер, National Geographic
Пожалуйста, соблюдайте авторские права. Несанкционированное использование запрещено.
Гэри Коэн, президент организации «Практика зеленого здоровья» и некоммерческой организации «Здравоохранение без вреда», считает, что ту же озабоченность по поводу распространения ВИЧ вызывает широкое распространение одноразовой упаковки в масштабах всей отрасли.
«Это был один из факторов, который подстегнул использование одноразовых устройств и чрезмерной упаковки в секторе здравоохранения, потому что была глубокая озабоченность по поводу распространения», — говорит Коэн о паранойе во время кризиса СПИДа. «Это была чрезмерная реакция».
Коэн отмечает, что в дополнение к своему изобилию некоторые виды пластика, такие как поливинилхлорид (ПВХ), могут сами содержать токсичные химические вещества. Одно исследование, проведенное в 2016 году, показало, что у молодых пациентов, подвергшихся воздействию распространенной добавки к ПВХ, называемой ДЭГФ (разновидность фталата), во время интенсивной терапии в более позднем возрасте наблюдались признаки снижения нейрокогнитивных функций.
На своем веб-сайте Ассоциация производителей пластмасс утверждает, что ПВХ является эффективным материалом, поскольку он устойчив к микробам и легко дезинфицируется.
Заглядывая вперед
По оценкам экологической некоммерческой организации «Здравоохранение без вреда», на мировую индустрию здравоохранения приходится чуть более четырех процентов мировых выбросов, большая часть которых приходится на круглосуточное отопление и охлаждение.
Разрешение — Точноть измерения. мкм — микрометр, микрон
международное обозначение : µm или um
К примеру 5 мкм = 0, 005 мм
5
Масса
Вверх
Устройства цифровой индикации Sino — Обзор моделей
Обзор
Модельный ряд
Фото
Документация
УЦИ — Устройства Цифровой Индикации (DRO) идеальны для оснащения универсальных станков. Они дешевле и проще комплексов с ЧПУ, но позволяют пользоваться современными технологиями при модернизации станков. УЦИ (Дисплей/Позиционер) вместе с линейными датчиками чаще всего устанавливают на металлообрабатывающие токарные, фрезерные и расточные станки. Установив цифровую индикацию на станок, Вы повышаете производительность оператора и точность изготавливаемых изделий.
Возможно осуществление монтажа и проверки устройств цифровой индикации и преобразователями перемещений силами наших специалистов на Вашем оборудовании. Мы оказываем квалифицированные консультации по выбору необходимого оборудования.
Часто задаваемые вопросы — FAQ по УЦИ и оптическим линейкам:
1. Может ли УЦИ управлять перемещением.
Ответ: УЦИ серии SDS6 не может осуществлять управление перемещением по осям, только отображение координат
2. Можно ли УЦИ и оптические линейки устанавливать самостоятельно?
Ответ: Можно, соблюдая требования инструкций на УЦИ и оптические линейки.
3. Можете осуществить установку на нашем предприятии
Ответ: Да можем, для осуществления данной работы необходимо сообщить адрес нахождения станка, прислать его фотографии для определения мест установки. После этого будет скалькулирована стоимость работ и выезда специалиста
4. Срок гарантии на оборудование
Ответ: Стандартный срок гарантии составляет 12 месяцев с даты продажи. При условии отсутствия механических повреждений, загрязнений и квалифицированной установки
5. Осуществляете подбор аналогов вышедших из строя устройств и оптических линеек?
Ответ: Да осуществляем. От Вас требуется предоставить максимум информации с имеющихся на оборудовании шильдиков.
6. Могут ли на разных осях одного станка установлены оптические линейки с различной дискретностью?
Ответ: — да Могут. Дискретность каждой оси настраивается индивидуально.
7. Может ли оптическая линейка работать в условиях сильной вибрации
Ответ: Оптическая измерительная линейка является прецизионным измерительным устройством. Для обеспечения надежности ее работы следует избегать использования линейки в условиях вибрации и ударов.
8. Оптические линейки могут быть подключены к станку с ЧПУ для контроля позиции?
Ответ: Нет, в интерфейсе «по умолчанию» не предусмотрены реверсивные сигналы фаз А и B
9. Если от места установки оптической линейки до устройства индикации расстояние превышает 3 метра, что делать?
Ответ: Использовать удлинитель необходимой длины. Стандартно предлагается – Кабель в защитной металлической оплетке с разъемами длиной 3м, 10м
10. Наличие RS232
Ответ: RS232 порт есть только у УЦИ с маркировкой F, например SDS6-3vF
11. Возможно ли подключение инкрементного энкодера (например датчика угла поворота стола)
Ответ: Да возможно. Работает с датчиками определенной дискретности. см. руководство по эксплуатации на УЦИ
Серия
UQi | Электрический скутер NIU
01
Более миллиарда километров данных о езде
Различные манеры вождения, режимы ускорения и потребление энергии — все это влияет на нашу езду. Собрав почти один миллиард километров данных о поездках пользователей, NIU успешно выявил факторы реального города, которые влияют на наши повседневные привычки вождения. Используя 150 000 водителей в нашем исследовании, мы создали умный скутер, специально созданный для города.
92,6%
Скорость преобразования двигателя
02
Двигатель Bosch
Благодаря обширным исследованиям и анализу мы с гордостью представляем наш передовой бесщеточный магнитный двигатель. Каждый компонент электрической трансмиссии серии UQi был точно разработан для достижения идеального баланса между мощностью и энергоэффективностью, гарантируя, что двигатель обеспечивает достаточную мощность при снижении потерь мощности.
03
Поле-ориентированное управление (FOC)
NIU разработала векторный контроллер FOC для связи с двигателем серии UQi. После настройки сложного алгоритма, тщательных тестов двигателя и регулировки потребляемой мощности мы добились плавного ускорения 10% на входе ≈ 10% на выходе. FOC — это новейшая оригинальная современная технология.
04
Электронная тормозная система (EBS) и система рекуперативного торможения
Когда вы нажимаете на тормоз на обычном скутере, кинетическая энергия вырабатывается, а затем тратится впустую. С нашей EBS кинетическая энергия, вырабатываемая во время торможения, улавливается и возвращается обратно в аккумулятор, увеличивая запас хода до 6%.
05
Cloud ECU
Являясь интеллектуальным ядром серии UQi, Cloud ECU действует как частный аналитик скутера, помогая выполнять сбор, диагностику и обработку данных о вождении. Используя облачное соединение после каждой поездки, анализ данных оптимизирует интеллектуальный опыт вождения, узнавая о ваших привычках вождения.
3 метра
Противоугонный диапазон точности
06
Новый шестиосевой датчик движения
Диапазон точности противоугонной сигнализации серии UQi был сокращен до 3 метров благодаря новому шестиосевому датчику движения MEMS. Используя бортовой гироскоп для измерения ускорения транспортного средства и GPS-позиционирования, мы можем более точно определить несанкционированное движение вашего скутера.
Шестиосевой MEMS — это не просто средство защиты от кражи. Он обнаруживает все виды движений вашего скутера. Вы даже можете получить уведомление на свой телефон, если ваш скутер перевернется.
10Point
Защита аккумулятора
07
Система управления батареями (BMS)
Мы спроектировали и разработали BMS нового поколения. BMS делает больше, чем обеспечивает точный расчет заряда и разряда. Он анализирует ток, напряжение, температуру, связь и 10 других механизмов электрической защиты, чтобы гарантировать, что каждая секция батареи защищена и работает эффективно.
08
Зажигание без ключа
Серия UQi — это наш первый скутер, в котором используется зажигание без ключа. Ключ серии UQi позволяет удаленно разблокировать скутер на расстоянии до 50 метров. Когда вы будете готовы к поездке, просто нажмите кнопку «Niu logo» на ключе, чтобы повернуть скутер и отправиться в путь.
09
Абсолютно новая «голая» рама
Когда вы впервые знакомитесь с серией UQi, ваше внимание привлекает внешний стальной каркас толщиной 38 мм. Он не только великолепно выглядит, но и сталь Q235 обладает отличной жесткостью на кручение и низкой продольной жесткостью, обеспечивая правильный баланс между грузоподъемностью и маневренностью.
10
Дневные ходовые огни
В NIU безопасность является нашим главным приоритетом. Серия UQi оснащена дневными ходовыми огнями и системой светодиодного освещения на 360 градусов. Пешеходы и водители без проблем заметят вас на дороге, что снижает вероятность несчастных случаев. Серия UQi оснащена совершенно новой внешней фарой Halo, которая в первую очередь предназначена для обеспечения безопасности, но при этом немного необычна; позволяя скутеру U выделяться как своей формой, так и функциональностью.
11
Замок двигателя NIU
Мы добавили один новый уровень защиты от кражи — замок двигателя Niu. Блокировку мотора можно активировать в случае несанкционированного движения вашего скутера. Вы можете быть уверены, что блокировку можно активировать только тогда, когда скутер находится в режиме «парковки».
Спецификации
Узнать о дизайне
01
Более миллиарда километров данных о езде
Различные манеры вождения, режимы ускорения и потребление энергии — все это влияет на нашу езду. Собрав почти один миллиард километров данных о поездках пользователей, NIU успешно выявил факторы реального города, которые влияют на наши повседневные привычки вождения. Используя 150 000 водителей в нашем исследовании, мы создали умный скутер, специально созданный для города.
92,6%
Скорость преобразования двигателя
02
Двигатель Bosch
Благодаря обширным исследованиям и анализу мы с гордостью представляем наш передовой бесщеточный магнитный двигатель. Каждый компонент электрической трансмиссии серии UQi был точно разработан для достижения идеального баланса между мощностью и энергоэффективностью, гарантируя, что двигатель обеспечивает достаточную мощность при снижении потерь мощности.
03
Поле-ориентированное управление (FOC)
NIU разработала векторный контроллер FOC для связи с двигателем серии UQi. После настройки сложного алгоритма, тщательных тестов двигателя и регулировки потребляемой мощности мы добились плавного ускорения 10% на входе ≈ 10% на выходе. FOC — это новейшая оригинальная современная технология.
04
Электронная тормозная система (EBS) и система рекуперативного торможения
Когда вы нажимаете на тормоз на обычном скутере, кинетическая энергия вырабатывается, а затем тратится впустую. С нашей EBS кинетическая энергия, вырабатываемая во время торможения, улавливается и возвращается обратно в аккумулятор, увеличивая запас хода до 6%.
05
Cloud ECU
Являясь интеллектуальным ядром серии UQi, Cloud ECU действует как частный аналитик скутера, помогая выполнять сбор, диагностику и обработку данных о вождении. Используя облачное соединение после каждой поездки, анализ данных оптимизирует интеллектуальный опыт вождения, узнавая о ваших привычках вождения.
3 метра
Противоугонный диапазон точности
06
Новый шестиосевой датчик движения
Диапазон точности противоугонной сигнализации серии UQi был сокращен до 3 метров благодаря новому шестиосевому датчику движения MEMS. Используя бортовой гироскоп для измерения ускорения транспортного средства и GPS-позиционирования, мы можем более точно определить несанкционированное движение вашего скутера.
Шестиосевой MEMS — это не просто средство защиты от кражи. Он обнаруживает все виды движений вашего скутера. Вы даже можете получить уведомление на свой телефон, если ваш скутер перевернется.
10Point
Защита аккумулятора
07
Система управления батареями (BMS)
Мы спроектировали и разработали BMS нового поколения. BMS делает больше, чем обеспечивает точный расчет заряда и разряда. Он анализирует ток, напряжение, температуру, связь и 10 других механизмов электрической защиты, чтобы гарантировать, что каждая секция батареи защищена и работает эффективно.
08
Зажигание без ключа
Серия UQi — это наш первый скутер, в котором используется зажигание без ключа. Ключ серии UQi позволяет удаленно разблокировать скутер на расстоянии до 50 метров. Когда вы будете готовы к поездке, просто нажмите кнопку «Niu logo» на ключе, чтобы повернуть скутер и отправиться в путь.
09
Абсолютно новая «голая» рама
Когда вы впервые знакомитесь с серией UQi, ваше внимание привлекает внешний стальной каркас толщиной 38 мм. Он не только великолепно выглядит, но и сталь Q235 обладает отличной жесткостью на кручение и низкой продольной жесткостью, обеспечивая правильный баланс между грузоподъемностью и маневренностью.
10
Дневные ходовые огни
В NIU безопасность является нашим главным приоритетом. Серия UQi оснащена дневными ходовыми огнями и системой светодиодного освещения на 360 градусов. Пешеходы и водители без проблем заметят вас на дороге, что снижает вероятность несчастных случаев. Серия UQi оснащена совершенно новой внешней фарой Halo, которая в первую очередь предназначена для обеспечения безопасности, но при этом немного необычна; позволяя скутеру U выделяться как своей формой, так и функциональностью.
11
Замок двигателя NIU
Мы добавили один новый уровень защиты от кражи — замок двигателя Niu. Блокировку мотора можно активировать в случае несанкционированного движения вашего скутера. Вы можете быть уверены, что блокировку можно активировать только тогда, когда скутер находится в режиме «парковки».
UQi GT | Электрический самокат NIU
01
АККУМУЛЯТОР
Литиевый аккумулятор мирового класса
Теперь оснащен технологией литиевых батарей NIU Energy ™ 4-го поколения.
Используя интеллектуальные большие данные, наша аккумуляторная технология раскрывает еще больший потенциал благодаря постоянному повышению производительности и эффективности. Информация, извлеченная из миллиардов данных, лежит в основе исследований и разработок продуктов в Niu.
Одной рукой, технология, которую можно взять в руки
Легче, чем когда-либо, с легкостью возьмите аккумулятор
02
Технологии
Интеллект, который умнее
Модернизированный электронный блок управления обеспечивает еще большую связь с вашим автомобилем.
Увеличение количества точек данных о транспортном средстве, оптимизированные алгоритмы данных, повышенная стабильность для обновлений OTA и интуитивно понятное приложение, которые вместе обеспечивают превосходный контроль над вашим транспортным средством.
Недавно обновленный контроллер ECU, установленный на всех новых автомобилях UQi GT.
Двухпроцессорная производительность
20 различных датчиков. Данные обновляются 300 раз в минуту. Более 600 точек анализа данных.
Беспроводное обновление OTA
ПРИЛОЖЕНИЕ NIU
Сделать езду легкой и увлекательной
Просмотр состояния 22 точек данных транспортного средства в режиме реального времени.
ПРИЛОЖЕНИЕ NIU
Сделать езду легкой и увлекательной
Несколько пультов дистанционного управления, точные напоминания и надежная защита от кражи
ПРИЛОЖЕНИЕ NIU
Сделать езду легкой и увлекательной
Послепродажная поддержка в один клик, удобная и эффективная.
ПРИЛОЖЕНИЕ NIU
Сделать езду легкой и увлекательной
Отслеживайте, сколько загрязнений вы предотвратили от попадания в окружающую среду
03
БЕЗОПАСНОСТЬ
Надежная защита от кражи
Благодаря новейшему ЭБУ V35 с расширенными возможностями UQi GT предлагает еще более надежную защиту от кражи.
Просмотр местоположения автомобиля в режиме реального времени с помощью спутникового позиционирования
GPS/ГЛОНАСС Спутниковое позиционирование
Smarter Alert System
Шестиосевой датчик движения измеряет ускорение автомобиля и GPS-позиционирование, что означает, что вы можете более точно идентифицировать несанкционированные движения вашего скутера.
Шестиосевой датчик движения имеет повышенную точность и может обнаруживать все виды движений вашего скутера. Оповещения будут отправляться прямо на ваш телефон, что означает, что вы всегда будете уведомлены.
Несколько пультов дистанционного управления
Удаленная проверка состояния автомобиля через приложение NIU
Удаленно запускайте и заряжайте свой автомобиль
Дистанционное укрепление автомобиля
Дистанционное включение и выключение сигнализации
Дистанционное запирание автомобиля
*В ближайшее время будет доступна функция удаленного управления
04
ПРОИЗВОДИТЕЛЬНОСТЬ
Выдающаяся производительность и контроль
Векторный контроллер FOC оснащен самоадаптирующимся двигателем NIU, обеспечивающим плавное и мощное ускорение каждый раз, когда вы нажимаете на педаль газа.
Мощный самоадаптирующийся двигатель NIU
Улучшенная производительность с сильным и мощным ускорением.
Векторный контроллер FOC
Наш анализ больших объемов данных о поездках означает, что самонастраиваемый FOC постоянно оптимизирует производительность двигателя и, следовательно, ваш опыт вождения.
СТЕПЕНЬ ПОВОРОТА РУКОЯТКИ ОБЫЧНАЯ ПРЯМОУГОЛЬНАЯ УПРАВЛЕНИЕ ВЕКТОРНЫМ КОНТРОЛЛЕРОМ FOC ВЫХОДНОЙ МОМЕНТ
Чувствительное торможение
При экстренном торможении тормозная система CBS распределяет тормозное усилие между передними и задними тормозными дисками, сокращая тормозной путь и обеспечивая безопасное торможение на высоких скоростях.
Система рекуперации энергии EBS
Эта интеллектуальная система использует рекуперативное торможение для восстановления энергии батареи, что увеличивает время работы от батареи и запас хода.
05
ДИЗАЙН
За пределами нормы
Технология, которая раскрасит вашу жизнь
Белый/красный/синий/серый/матовый черный
Плавное обращение, дополнительный комфорт
Комфортная езда с эргономикой в центре дизайна.
Автомобиль был спроектирован таким образом, чтобы во время езды тело всегда находилось в расслабленном и естественном состоянии.
Разумный вес
Трехточечная устойчивость
Низкий центр тяжести
Высота посадки
Угол наклона ног
Угол наклона рук
Внутреннее и внешнее совершенство
Под его красивым внешним видом скрываются все внутренние конструкции, выполненные из высококачественных материалов и с изысканным мастерством.
Каждая деталь учтена
Каждая деталь была тщательно продумана, чтобы обеспечить приятную и комфортную езду.
Каждая деталь была тщательно продумана, чтобы обеспечить приятную и комфортную езду.
06
БЕЗОПАСНОСТЬ
Яркое легендарное освещение
Система освещения UQi GT на 360° включает в себя автоматические светочувствительные фары, дневное освещение, полузакрытые задние фонари на 270° и автоматически отключающиеся индикаторы.
Каждая часть дизайна освещения была тщательно продумана, чтобы обеспечить безопасность как вас, пешеходов, так и других пассажиров, снижая вероятность несчастных случаев.
Дневные ходовые огни
Система светодиодного освещения сочетает в себе низкое энергопотребление с высокой интенсивностью света.
Аккумулятор достигает максимальной емкости заряда через 3-4 цикла
Makita с 1915 года производит электрические и бензиновые инструменты высокого и среднего уровня качества, преднозначенных для домашнего и профессионального использования. Makita постоянно расширяет ассортимент своей продукции, который теперь состоит больше чем из 2000 различных инструментов. Помимо этого, Makita предлогает очень широкий ассортимент разных аксессуаров.
Штаб-квартира Makita находится в Японии, но заводы производителя расположены и в других странах мира: США, Китай, Германия, Великобритания, Румыния, Бразилия…
Maktec является вторым брендом Makita, созданным в 2002 году. Этот бренд был создан специально для азиатского рынка. Как и Makita, инструменты Maktec предназначены для домашнего и профессионального использования. Инструменты Maktec очень похожи на качественные продукты Makita, но они ниже по цене. Это связано с тем, что Maktec – это самые популярные инструменты Makita, производство которых было прекращено.
В ассортименте Makita есть много инструментов, которые продаются без батарей и зарядных устройств, по зтому они дешевле. Аккумуляторы одинакого напряжения легко адаптируются к различным инструментам Makita. Это экономит ваши деньги, потому что одни и те же батареи можно использовать с различными инструментами. Такая возможность предоставляет пользователям огромный выбор инструментов и свободу действий. Это особенно удобно для тех, кто имеет много разных инструментов Makita, но одновременно изпользует только некоторые из них.
Инструменты Makita из других конкурентов отличаются очень хорошим соотношением цена / качество. Цены на эти инструменты зависят от дизайна, выполняемых функций и состава комплекта.
Алфавит Макиты — что означают разные буквы в обозначениях моделей Макиты?
J = Makpac T = Аккумулятор 5,0Ah Li-Ion M = Аккумулятор 4,0Ah Li-Ion F = Аккумулятор 3,0Ah Li-Ion A = Аккумулятор 2,0Ah Li-Ion Y = Аккумулятор 1,5Ah Li-Ion H = Аккумулятор 1,3Ah Li-Ion E = 2 аккумулятора 3 = 3 аккумулятора Z = Нет аккумулятора, нет зарядного устройства! R = Зарядное устройство DC18RA,DC18RC; время зарядки 15/22 min (1,3Ah/3,0Ah) S = Зарядное устройство DC18SD, время зарядки 30/60 min (1,3Ah/3,0Ah) V = DX01/02/03/04 Система пылеудаления.
BL1430, 194066-1, 194065-3), 3.0Ah 14.4V
Аккумулятор PITATEL для MAKITA (p/n: BL1430, 194066-1, 194065-3), 3.0Ah 14.4V
Каталог товаров
Спецпредложения
Маска в подарок
Распродажа
Аккумуляторный инструмент
Измерительный инструмент
Зарядные и пусковые устройства,стабилизаторы
Садовая техника
Электроинструмент
Снегоуборщики
Тепловое оборудование
Электроинструмент
УШМ (болгарки)
Шуруповерты сетевые
Перфораторы
Дрели
Пилы
Лобзики
Точила
Фрезеры
Шлифовальные машины
Отбойные молотки
Рубанки
Резаки
Штроборезы
Полировальные машины
Гайковерты
Граверы
Строительные миксеры
Клеевые пистолеты (термопистолеты)
Краскопульты электрические
Ножницы по металлу
Пароочистители, стеклоочистители
Пылесосы строительные
Степлеры электрические
Термофены (промышленные фены)
Аккумуляторный инструмент
Аккумуляторные шуруповерты
Аккумуляторные гайковерты
Аккумуляторные отвертки
Аккумуляторные рубанки
Аккумуляторные лобзики
Аккумуляторные перфораторы
Аккумуляторные дисковые пилы
Аккумуляторные УШМ (болгарки)
Аккумуляторные сабельные пилы
Аккумуляторные граверы
Аккумуляторные ножницы
Аккумуляторные пилы
Аккумуляторные резаки
Аккумуляторные фонари
Аккумуляторные шлифмашины
Генераторы (электростанции)
Бензиновые
Газовые
Дизельные
Сварочные
Садовая техника и инвентарь
Все для полива
Садовый инвентарь
Бензопилы
Высоторезы
Газонокосилки
Измельчители
Аккумуляторная техника
Навесное оборудование для культиваторов и мотоблоков
Навесное оборудование для тракторов и райдеров
Товары для фермеров
Культиваторы и мотоблоки
Мойки высокого давления
Мотобуры
Навесное оборудование для подметальных машин
Мотопомпы
Насосы и насосные станции
Снегоуборщики
Триммеры бензиновые
Дровоколы
Цепные электрические пилы
Барбекю и грили
Подметальные устройства
Сувенирная продукция, игрушки
Триммеры аккумуляторные
Воздуходувки и садовые пылесосы
Кусторезы
Триммеры электрические
Опрыскиватели
Скарификаторы и аэраторы
Тракторы и райдеры
Ручной инструмент
Заклепочники и заклепки
Крепеж
Электромонтажный инструмент
Ключи головки и воротки
Малярный и штукатурный инструмент
Ножницы
Отвертки
Столярно-слесарный инструмент
Наборы инструмента
Паяльники и паяльная химия
Пистолеты для герметика и монтажной пены
Плиткорезы и стеклорезы ручные
Струбцины и зажимы
Сумки, чехлы, кейсы
Инструмент для снятия изоляции
Инструменты с креплением для страховки от падения с высоты
Инструменты электроизолированные
Мультиинструменты
Специальные клещи
Клещи
Садовый инструмент
Степлеры
Пинцеты
Слесарно-монтажный инструмент
Столярный инструмент
Ударно-рычажный инструмент
Шарнирно-губцевый инструмент
Инструмент для работы с гипроком
Щётки
Измерительный инструмент
Колеса дорожные
Лазерные дальномеры
Линейки
Металлодетекторы
Штативы и рейки
Мультиметры
Толщиномеры
Нивелиры лазерные
Нивелиры оптические
Рулетки и ленты
Угломеры и уклономеры
Угольники
Уровни
Штангенциркули
Щупы и резьбовые шаблоны
Приемники лазерного излучения
Влагомеры
Индикаторы
Манометры
Микрометры
Пирометры
Тестеры
Сварочное оборудование
Дуговая сварка (ММА)
Полуавтоматическая сварка (MIG-MAG)
Аргонно дуговая сварка (TIG)
Маски сварочные
Точечная сварка
Лампы паяльные
Горелки
Трубосварочное оборудование
Газосварочные аппараты
Плазморезы
Строительное оборудование
Бетономешалки
Лестницы и стремянки
Бензорезы
Вибраторы глубинные
Виброплиты
Оборудование для бурения
Стропы
Тепловое оборудование
Радиаторы секционные
Газовое
Дизельное
Инфракрасное
Электрическое
Зарядные и пусковые устройства,стабилизаторы
Станки
Камнеобрабатывающие станки
Металлообрабатывающие станки
Компрессорное оборудование
Компрессоры безмасляные
Компрессоры масляные
Компрессоры автомобильные
Компрессоры аккумуляторные
Компрессоры коаксиальные
Компрессоры ременные
Компрессорные наборы
Пневматический инструмент
Гайковерты
Дрели
Наборы пневмоинструмента
Пистолеты
Степлеры
УШМ (болгарки)
Шлифовальные машины
Шуруповерты
Долото
Заклепочники
Краскораспылители и аэрографы
Оснастка и расходные материалы
Алмазный инструмент
Абразивный инструмент
Режущий инструмент
Для сварки
Масла и смазки
Для измерительной техники
Зачистные насадки для инструмента
Патроны для электроинструмента
Для инструмента
Аккумуляторы и зарядные устройства
Для бензоинструмента
Для садовой техники
Приспособления и принадлежности для станочного оборудования
Новгородская обл., г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл. , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Введите информацию о доставке ниже, чтобы получить расчет стоимости доставки. Примечание. Стоимость доставки рассчитывается для одного из этих продуктов. Чтобы рассчитать доставку для более чем одного, добавьте желаемое количество в корзину.
Вопросы клиентов
Нет вопросов
Вы нашли то, что искали?
Аккумулятор для электроинструмента Makita BL1430
Аккумулятор для электроинструмента Makita BL1430
14,4 В, 43,2 Вт·ч, 3,0 А·ч
Замените изношенный аккумулятор для электроинструмента Makita новым аккумулятором Makita BL1430.
Этот аккумулятор Makita BL1430 совместим со многими электроинструментами Makita на 14 В, включая дрели, шлифовальные машины, пилы, шлифовальные машины и фонари. Полный список совместимых моделей аккумуляторных электроинструментов и номера аккумуляторов см. ниже.
Мы используем литий-ионные аккумуляторы высочайшего качества, которые заряжаются быстрее и служат дольше, чем более дешевые аккумуляторы более низкого качества. Батареи более низкого качества могут изнашиваться всего за 6 месяцев. Наши батареи могут работать до 5 лет.
Наш семейный бизнес находится в США. Пожалуйста, свяжитесь с нами, если у вас есть какие-либо вопросы о совместимости аккумуляторов для электроинструментов Makita или вопросы по питанию.
Торговая марка : Расширение
Напряжение : 14,4 вольта
Емкость аккумулятора : 43,2 Втч, 3,0 Ач
Батарея Тип : 4-элементная литий-ионная
Цвет : Черный
Гарантия : 2 года
Гарантия : Возврат денег в течение 30 дней
Срок службы : 300-500 циклов перезарядки
Совместим с этими номерами моделей электродрелей Makita:
Лазерные системы, излучающие в ультрафиолетовой области спектра
Данные лазеры твердотельные (DPSS) с диодной (полупроводниковой) накачкой, излучают в ультрафиолетовом (УФ) диапазоне спектра. Технология производства УФ лазеров связана с множеством трудностей, но, несмотря на это, существуют некоторые источники УФ лазерного излучения. Изготовить Ультрафиолетовые лазеры можно двумя способами. Во-первых, используют твердотельные кристаллы на основе церия (Ce+3:LiCAF или Ce+3:LiLuF4), излучающие в УФ диапазоне, в большинстве случаев кристаллы церия накачивают наносекундными импульсами. Во-вторых, используются твердотельные кристаллы, излучающие в видимом или ближнем ИК диапазонах (Nd:YAG или Nd:YVO4), с последующим преобразованием частоты излучения на нелинейных кристаллах. Например, для генерации длины волны 355 нм используют ИК твердотельный кристалл (1064 нм) с последующим утроением частоты на нелинейном кристалле, а для 266 нм используют ИК твердотельный кристалл (1064 нм) с двумя последующими удвоениями частоты. Немалый интерес представляют собой УФ лазерные диоды на основе GaN и AlGaN, но применение их ограниченно из-за крайней нестабильности. При взаимодействии УФ излучения со следами углеводородов в воздухе на близлежащие поверхности (например, твердотельный и нелинейный кристаллы) оседают органические пленки, что приводит к ухудшению качества излучения, поэтому для более эффективной работы (особенно с длинами волн ≤200 нм) рекомендуют использовать вакуум. УФ излучение может привести к изменению химической структуры вещества (например, к разрыву связей), это свойство используют при производстве брэгговских решеток, а также для стерилизации воды и медицинских инструментов, отверждения компаундных составов (клей, эпоксидная смола). Мощные УФ лазеры эффективно используют для резки и прожигания небольших отверстий в различных материалах, в том числе, материалах, которые являются прозрачными для лазерного излучения видимого диапазона. УФ излучение вызывает флюоресценцию на поверхности некоторых материалов, это явление используют для аналитических исследований (например, контроль качества). Ультрафиолетовые лазеры могут быть непрерывные (CW) или импульсные (Q-switched pulsed). УФ диапазон достаточно перспективен для построения высокоточных информационных лазеров для связи. Использование лазеров для связи оказало большое влияние на развитие телекоммуникационных информационных систем контроля характеристик атмосферы. Повышенный интерес к лазерам для связи обусловлен их отличной пропускной способностью и эффективностью передачи информации.
1 – Лазер поставляется в комплекте с лазерным драйвером. 2 – В таблице указана максимальная мощность, которая выбирается при заказе. В конструкции лазерного драйвера предусмотрена плавная регулировка выходной мощности по току.
Модовый состав NearTEM00, шум по амплитуде < 1% / < 0,5%
Одночастотные
MSL-F-360/1~50mW
360±1 нм
> 1, 2, 3, …, 50 мВт
< 3%, < 5%
~1,5 мм (1/e2)
< 1 мрад
Модовый состав NearTEM00, SLM
Диодные 375 нм
Высокостабильные
MDL-XS-375/1~50mW
375±5 нм
> 1, 2, 3, …, 50 мВт
< 1%, < 2%, < 3%
~1,2 мм (1/e2)
< 1 мрад
Модовый состав NearTEM00, М2 < 1,5, встроенная электроника
MDL-III-375L/1~50mW
375±5 нм
10, 20, …, 50 мВт
< 1%, < 2%, < 3%
~3 мм (1/e2)
< 0,5 мрад
Модовый состав NearTEM00, М2 < 1,5
MDL-III-380/1~150mW
380±5 нм
10, 50, …, 150 мВт
< 1%, < 2% (< 0,5% по запросу)
1,5×3,5 мм (1/e2)
2,3×0,2 мрад
Модовый состав Multimode
MDL-SD-380/150-300mW
380±5 нм
150, 200, …, 300 мВт
< 1%, < 2%
4×4,5 мм
1,5 мрад
Поляризация Вертикальная + Горизонтальная
MDL-III-375/50~400mW
375±5 нм
60, …, 150, 200, …, 400 мВт
< 1%, < 2%, < 3%
< 1,5×3,5 мм
~2,3×0,2 мрад
Модовый состав Multimode
MDL-SD-375/400-800mW
375±5 нм
> 400, 500, …, 800 мВт
< 1%, < 2%, < 3%
~4×4,5 мм
~1,5 мрад
Поляризация Горизонтальная + Вертикальная
С узкой спектральной линией
MDL-E-375/1~20mW
375±0,5 нм
> 1, 2, 3, …, 20 мВт
< 1%, < 2%, < 3%
~3 мм (1/e2)
< 0,5 мрад
Модовый состав NearTEM00, М2 < 1,5, ширина спектральной линии < 0,06нм / < 0,03нм
С пониженным шумом
MLL-III-375L/1~50mW
375±5 нм
> 1, 10, 20, …, 50 мВт
< 1%, < 2%, < 3%
~3 мм (1/e2)
< 0,5 мрад
Модовый состав NearTEM00, шум по амплитуде < 1%
MLL-III-380/1~150mW
380±5 нм
> 1, 10, 20, …, 150 мВт
< 1%, < 2% (< 0,5% по запросу)
< 1,5×3,5 мм
~2,3×0,2 мрад
Модовый состав Multimode, шум по амплитуде < 1%
MLL-III-375/50~400mW
375±5 нм
60, …, 150, 200, …, 400 мВт
< 1%, < 2%, < 3%
< 1,5×3,5 мм
~2,3×0,2 мрад
Модовый состав Multimode, шум по амплитуде < 1%
1 – Лазер поставляется в комплекте с лазерным драйвером.
Данные в таблицах не являются публичной офертой и носят информационный характер.
Если у Вас появились вопросы, Вы желаете купить ультрафиолетовый лазер (УФ), хотите узнать о возможности продажи других моделей лазеров, не представленных на сайте, звоните по телефонам: 8 (800) 555-80-53 и +7 (812) 448-08-13 или пишите на электронную почту [email protected]
С ассортиментом УФ лазеров российского производства Вы можете ознакомиться на странице сайта.
Ультрафиолетовый лазерный маркиратор с излучателем IPG
Первый в России УФ-излучатель IPG. Уникальная технология, которая отличается от СО2 и оптоволоконных лазеров.
Первое, что хочется написать, что на начало двадцать первого года УФ маркеры— уникальная для России технология, которую презентует компания IPG и нам тоже посчастливилось стать первопроходцами вместе с ними, поэтому спасибо им за доверие.
Как 5 лет назад для большинства людей иттербиевые волоконные лазеры производили вау эффект, а сейчас являются обыденностью, так уф лазеры сейчас — это будущее лазерных технологий!
В чем отличие УФ маркера от оптоволоконных и СО2 лазеров?
Обычно на рынке вы можете увидеть оптоволоконные и СО2 лазерные маркираторы. Они могут как резать, так и гравировать и маркировать, все это вы можете подробнее посмотреть на нашем канале Youtube.
И все эти станки имеют инфракрасное излучение. У иттербиевого лазера это 1 микрометр у, так называемое ближнее инфракрасное излучение, а у СО2 — это 9,4 или 10,6 микрометров — дальнее инфракрасное излучение. Один микрометр — это тысяча нанометров.
Ультрафиолетовые же источники дают излучение с другой длиной волны. И конкретно этот лазерный маркиратор — триста пятьдесят пять нанометров.
Для получения ультрафиолета нужна более сложная технология, там тоже используется диодная накачка и с помощью системы из двух нелинейных кристаллов титанил-фосфата калия, длина волны из 1064 нанометров преобразуется сначала в 532 нанометра, а потом уже в 355. В дебри мы сейчас углубляться не будем.
Нам важно, что эта технология позволяет получить более короткую длину волны и меньший диаметр пятна, так как они, кстати, напрямую связаны между собой. То есть УФ лазер с длиной волны в 355 нанометров потенциально имеет в тридцать раз меньший диаметр пятна, чем СО2 лазер.
Кроме того мы получаем лазерное излучение с высокой энергией квантов, а это повышает энергоемкость потока лазерного излучения.
Все это в совокупности в свою очередь позволяет очень эффективно обрабатывать огромный спектр как органических, так и неорганических материалов — от дерева и стекла до металлов и пластиков. Причём полный список материалов действительно впечатляет.
Материалы на которых способен гравировать UF маркер
Пластики
АБС, ПВХ, ПБТ, полистирол и другие пластики, по сути практически все, в том числе прозрачные, которые широко используются во множестве индустрий, в том числе в производстве техники, упаковке и рекламе.
С этим маркиратором вы можете наносить изображение или текст даже на полиэтиленовые пакеты.
Помимо всего вышеперечисленного УФ-маркер отлично работает по различным видам резины и силиконовыми материалами.
Стекло
Если продолжить тему с прозрачными материалами, то это стекло. От недорогих натриево-кальциевых до высококачественных боросиликатных стекол.
В том числе это закаленное стекло, стекло оптических приборов, а также некоторые усиленные типы стекла с противоударным эффектом.
Преимущество УФ-лазера в том, что благодаря небольшому диаметру пятна мы получаем маленькую зону теплового воздействия, а это снижает тепловую нагрузку, что снижает образование микротрещин.
Также УФ-лазер позволяет работать с другими хрупкими материалами, такими, например, как керамика и сапфир.
Органические материалы
Следующее преимущество этого лазера в том, что он способен работать с органическими материалами, такими как дерево, кожа и камень.
Некоторые особо предприимчивые люди используют его даже для маркировки на фруктах.
Также благодаря низкой мощности можно гравировать некоторые ткани и бумагу. По бумаге можно достичь как отлично читаемой довольно тёмной маркировки, так и даже вырезать кружева или любые другие узоры.
Ультрафиолетовый лазер в отличие от СО2 не карбонизирует бумагу, то есть не обжигает её.
Металлы
Длина волны УФ лазера отлично поглощается металлами (Cu, Ni, Au, Ag), что позволяет выполнять прецизионную обработку таких материалов, как, например, фольга. Можно прошивать отверстия, диаметр которых будет измеряться в микрометрах. Нержавейка, чернина, медь.
Способы применения
Благодаря своей прецизионности, высокой точности и значительно меньшему диаметру лазерного излучения, чем у других лазерных технологий, ультрафиолетовые лазеры часто используют для микрообработки, а также для работы с металлами, неметаллами и хрупкими материалами.
Давайте в первую очередь поговорим о печатных платах.
Подходит для прецизионной обработки электронных компонентов, маркировки печатных плат и микрочипов, солнечных батарей, точной маркировки медицинских инструментов, а также всех видов стекла, керамики, LED панелей, пластиков, бумаги, активно применяются на производстве кабелей, позволяя наносить контрастную маркировку с высоким разрешением на изоляцию кабеля любого диаметра, а также идентификационную информацию (серийные номера, QR-коды, штрих-коды и т. д.) на поверхности материалов широкого спектра, в том числе на «трудные материалы»: сшитый полиэтилен, полиэтилен, ПВХ и др.
Изготовление печатных плат
УФ лазеры отлично подходят для работы с печатными платами. По сути плата — это непроводящая электрический ток пластинка текстолита с нанесённым на неё слоем меди.
С подобным оборудованием вы можете прошивать отверстия, резать платы, выделять готовые элементы из микросхем, создавать контуры цепей, карманы для встраивания микросхем и делать фотолитографию.
Кроме того ультрафиолетовый лазер работает с широким спектром материалов, которые используются в этой сфере: начиная от FR-4 и подобных подложек на основе смол и керамики (FR‑1, FR‑2, FR‑4, CEM‑3) с высокой скоростью и без расслоения, заканчивая высокочастотными керамическими композитами и материалами для гибких печатных плат, в том числе полиамид.
УФ лазеры также отлично подходят для работы с гибкими платами.
Абляция
Лазерный маркиратор при правильных настройках может испарять верхний слой материала, не повреждая и не деформируя его. Это называется абляция.
Гравировка и маркировка
Стоит обратить внимание, что благодаря низкой мощности УФ лазер маркирует поверхность так, что вы совершенно не чувствуете никакого рельефа, но зато это оборудование не делает глубокую гравировку.
Даже если сделать много проходов, то есть повторить маркировку по одному и тому же месту несколько раз, то мы всё равно не сможем добиться такого результата, как например с иттербиевым лазером.
Преимущества ультрафиолетового маркиратора
В комплектацию конечно же входит оригинальный сканатор от IPG, которые обеспечивают высокую скорость и точность работы. К отличительным преимуществам УФ маркера относят:
Перманентное изображение, устойчивое к механическому воздействию, кислотным и щелочным средам, высоким и низким температурам
Безостановочная маркировка
Маркировка серийных номеров, штрих-кодов, QR-кодов, логотипов, графических рисунков любой сложности
24 – часовая непрерывная работа Программное обеспечение практически полностью исключает брак Не требует обслуживания Не нуждается в создании специальных рабочих условий Может быть встроена в любую производственную линию
Высокое разрешение ≥500 DPI
Экологически безопасно
Есть две возможных комплектации — с интегрированным управлением от IPG и без него со сторонним контроллером.
Есть две возможных комплектации — с интегрированным управлением от IPG и без него со сторонним контроллером.
Не требует никаких дополнительных расходных материалов. Мы даём гарантию 1 год на этот УФ маркер, но предположительный срок жизни подобного оборудования от 10 лет и, как показывает практика, IPG можно доверять в плане долговечности оборудования. То есть вы можете купить этот маркер и в следующие 10 лет он будет работать без каких-либо дополнительных расходников. Вам не нужно будет к нему ничего докупать.
Если вам понадобится пусконаладка или обучение, наши штатные инженеры всегда готовы вам помочь, мы выезжаем по всей России и странам СНГ.
Видео «Лазерный УФ маркиратор Wattsan c излучателем IPG. Маркировка продукции, цветная маркировка металлов»
Ультрафиолетовые лазеры | УФ-лазеры, диоды и модули
Обзор
Поиск продукта
Ряд
Часто задаваемые вопросы
Техническая документация/блоги
Что такое ультрафиолетовые лазеры?
Ультрафиолетовые лазеры (УФ-лазеры) излучают УФ-лазерный свет, обычно в диапазоне от 200 до 389 нм. УФ-лазеры обладают чрезвычайно высокой энергией фотонов, что открывает широкий спектр применений, недоступных для лазеров видимого и инфракрасного диапазона. Наиболее распространенными источниками УФ-лазеров являются третья и четвертая гармоники на Nd: YAG, обеспечивающие длины волн 355 нм и 266 нм соответственно. Важно отметить, что в то время как 355 нм и 266 нм являются наиболее распространенными длинами волн УФ-лазеров, несколько других линий Nd: YAG могут иметь удвоенную и утроенную частоту, создавая большой выбор альтернативных длин волн УФ-излучения. Чтобы получить эти гармоники более высокого порядка, плотность электрического поля лазера должна быть чрезвычайно высокой. В результате эти лазеры в основном доступны с возможностью модуляции добротности. Лазерные УФ-диоды непрерывного действия (CW) также доступны с длиной волны 375 нм, с одномодовыми и многомодовыми профилями луча и выходами в свободном пространстве или с оптоволоконным соединением.
Наша УФ-лазерная продукция
Мы предлагаем множество различных типов лазеров с УФ-излучением, в том числе лазерные диоды с одним излучателем, модули лазерных диодов, непрерывные лазеры DPSS, импульсные лазеры DPSS, лазеры с микросхемами, лазеры MIL-Spec и системы микрообработки. Наши УФ-изделия доступны со средней мощностью до 20 Вт, вариантами для одномодового или многомодового, свободного пространства или оптоволоконного выхода, а также различными вариантами компоновки и уровнями интеграции от компонентов до OEM и систем «под ключ».
Подробное изучение ультрафиолетовых лазеров
Некоторые области применения УФ-лазеров
Некоторые популярные области применения УФ-излучения включают микрообработку, спектроскопию лазерно-индуцированного пробоя (LIBS), флуоресценцию, рамановскую спектроскопию и многие другие.
Проточная цитометрия: основы применения, исходные требования и решения
Существует множество различных приложений, основанных на проточной цитометрии. Имея в вашем распоряжении несколько длин волн, допускающих такие разнообразные комбинации, как упомянуто выше, все эти приложения становятся более доступными. Некоторые из этих приложений включают сортировку клеток, фенотипирование иммунных клеток (иммунофенотипирование), анализ функции иммунных клеток, анализ окрашивания внутриклеточных цитокинов, анализ занятости рецепторов, генную терапию, анализ клеточного цикла, пролиферацию клеток, мембранный потенциал, различение живых и мертвых бактерий, супрессоры опухолей. экспрессия генов/белков, антиген-специфические клеточные ответы и многие другие.
Так же, как и при традиционном подсчете частиц, эти лазеры должны демонстрировать превосходное наведение и стабильность мощности, а также работать в одномодовом режиме с низким уровнем шума (обычно в свободном пространстве). Однако, в отличие от обычных систем подсчета частиц, длины волн необходимо выбирать так, чтобы они соответствовали спектрам возбуждения доступных флуорофоров. Типичные длины волн включают 355 нм, 405 нм, 473 нм, 488 нм, 532 нм, 553 нм, 561 нм, 594 нм, 640 нм и БИК с выходной мощностью в диапазоне 25-500 мВт. Кроме того, поскольку несколько лазеров интегрируются в единую систему, размер, стоимость и простота интеграции становятся важными факторами при выборе лазера. Здесь, в RPMC Lasers, мы предлагаем уникальный сверхкомпактный лазерный источник, способный обеспечить малошумящий (обычно 0,4%) одномодовый (типичный M 2 из 1.3) выходной луч с размерами корпуса лазера всего 50 мм x 30 мм x 18 мм. Эти лазеры доступны с длиной волны от 405 нм до 1064 нм и способны производить выходную мощность до 500 мВт.
Полный текст статьи читайте здесь.
Лазерные диоды из нитрида галлия (GaN): зеленые, синие и ультрафиолетовые длины волн
Полупроводниковые устройства могут быть спроектированы так, чтобы они имели определенную ширину запрещенной зоны, путем объединения различных элементов в бинарные, тройные и четверные сплавы. Эти полупроводники могут иметь дополнительную ширину запрещенной зоны, изменяя стехиометрию в тройных и четверных полупроводниках. В нашем конкретном случае видимые лазерные диоды могут быть изготовлены из комбинации нитридных материалов, таких как нитрид алюминия (AlN), GaN и нитрид индия (InN), создавая, например, лазерные диоды AlGaN и InGaN. Полученный сплав, который обычно называют просто GaN, теоретически может быть объединен с использованием следующих формул Al x Ga 1-x N и Al x In y Ga 1-x-y N для формирования любой запрещенной зоны, которая попадает в «банан», показанный на рисунке ниже.
Революция зеленых, синих и ультрафиолетовых лазерных диодов
На практике материаловедение, связанное с стабильным производством структур лазерных диодов любой произвольной стехиометрии, является гораздо более сложной задачей. Как указывалось ранее, в течение многих лет считалось, что эти проблемы никогда не будут преодолены, до 19 века.96, когда Сюдзи Накамура изобрел первый лазерный диод AlGaN. Работа Накамуры с полупроводниковыми лазерами и светодиодами на основе GaN была настолько революционной, что позже он был удостоен Нобелевской премии по физике. За последние 20 лет технология изготовления лазерных диодов на основе нитрида галлия (GaN) превратилась в отдельную область оптоэлектроники. Эти лазерные диоды теперь доступны с длиной волны от 375 нм до 521 нм, с выходной мощностью более 100 Вт…
Прочитайте полную статью здесь.
Высокоэнергетические лазеры с модуляцией добротности для генерации гармоник – часть 1
Ранее мы обсуждали физику генерации гармоник. Самый важный вывод из этих обсуждений заключается в том, что, как правило, есть два способа повысить эффективность генерации гармоник: увеличение пиковой мощности и уменьшение размера пятна. Поскольку Quantas-Q2HE имеет колоколообразный профиль луча с более чем 75-процентной гауссовской аппроксимацией сверх чрезвычайно высокой пиковой мощности, о которой говорилось ранее, он полезен не только для генерации второй гармоники, но и для генерации третьей, четвертой и пятой гармоник. хорошо. В результате Q2HE может производить ультрафиолетовые лазеры с длиной волны всего 211 нм. Quantas-Q2HE доступен в семи различных конфигурациях, каждая из которых может генерировать свет пятой гармоники, как показано в таблице ниже…
Полный текст статьи читайте здесь.
Microchip Laser Гармоники вплоть до УФ-диапазона
Удивительно, но такая геометрия резонатора позволяет генерировать лазер с короткой шириной импульса (субнаносекундный) с высокой пиковой мощностью, часто превышающей десятки киловатт. Это делает эти лазеры идеальными как для внешней, так и для внутрирезонаторной генерации гармоник. Генерация второй гармоники во внешнем резонаторе была впервые достигнута в 1996 году путем приклеивания тонкого кристалла KTP, который имеет покрытие, обладающее высокой отражающей способностью при 1064 нм и антиотражающим при 532 нм, а затем приклеен к передней части микрочипового лазера Nd: YVO4. В течение двух лет были также продемонстрированы микрочиповые лазеры третьей и четвертой гармоник с использованием внешнего кристалла для производства ультрафиолетовых лазеров с длиной волны 355 и 266 нм. Чтобы полностью понять, почему эти лазеры идеально подходят для генерации гармоник, важно рассмотреть фундаментальную физику, лежащую в основе этого нелинейного процесса.0015
Чем мы можем помочь?
Благодаря более чем 25-летнему опыту предоставления ультрафиолетовых лазеров исследователям и OEM-интеграторам, работающим на различных рынках и в различных областях применения, а также более 1000 поступивших на вооружение единиц, мы можем гарантировать, что вы получите правильный продукт для приложения. Сотрудничество с RPMC гарантирует, что вы получите надежные рекомендации от нашего знающего и технического персонала по широкому спектру лазерной продукции. RPMC и наши производители готовы и могут предоставить индивидуальные решения для вашего уникального приложения.
Если у вас есть какие-либо вопросы или вам нужна помощь, свяжитесь с нами здесь. Кроме того, вы можете написать нам по адресу [email protected] , чтобы поговорить со знающим менеджером по продукту.
В качестве альтернативы можно использовать фильтры на этой странице, чтобы сузить выбор ультрафиолетовых лазеров для продажи. Наконец, загляните в наш Центр знаний, где вы найдете нашу страницу Lasers 101, а также страницы блогов, технических документов и часто задаваемых вопросов для более подробного изучения.
Наконец, загляните на нашу страницу «Ограниченное предложение — в наличии — купить сейчас». На этой странице представлен постоянно меняющийся ассортимент различных типов новых лазеров по сниженным ценам.
Показать больше
Показать меньше
Фильтры Перезагрузить
более более
10203040
более более
10203040
Серия жаворонков
Серия сверхнадежных высокопроизводительных одночастотных лазеров Skylark доступна для различных длин волн с высокой средней мощностью, что делает их хорошо подходящими для различных узкоспециализированных научных и промышленных приложений. Технология BRaMMS® обеспечивает превосходную производительность, высокую выходную мощность и выдающиеся характеристики луча при общем компактном размере. Лазеры серии Skylark используются в ряде приложений, включая голографию, метрологию, спектроскопию и квантовые технологии.
Аэро серия
Серия Aero — это высокоэнергетический DPSS-лазер, время работы которого составляет менее 15 наносекунд с несколькими вариантами длины волны, включая 266, 355, 532 и 1064 нм. Эта серия обеспечивает непревзойденную точность даже в самых сложных условиях. Все модели поставляются в чрезвычайно компактном и прочном едином блоке с радиатором с кондуктивным охлаждением, а также с водяным охлаждением. Он поставляется с доступными опциями для расширения луча и коллимационной оптики. Эта серия лазеров идеально подходит для таких приложений, как LIBS, спектроскопия и атмосферный лидар.
Серия CEUV
Серия CEUV представляет собой коммерческую линейку компактных и эффективных лазерных источников DPSS, способных работать в широком диапазоне импульсных условий (скважность и ЧПИ), в корпусе с низким значением SWaP, со средней мощностью до ≈5 Вт при 266 нм. , 10 Вт при 355 нм или 532 нм, 20 Вт при 1064 нм. Эта серия лазеров DPSS обеспечивает сочетание компактных, эффективных и мощных характеристик в прочной конструкции, подходящей для суровых условий и бортовых приложений. Конструкция прошла испытания в латунной фурнитуре и разрабатывается прототип.
Серия ХЛ
Серия HL предлагает универсальные и высококачественные лазерные диоды с различными длинами волн и высокой мощностью, идеально подходящие для прямой визуализации, промышленных и биомедицинских приложений. Эти надежные, эффективные и компактные диоды поставляются в корпусах TO-Can, что делает их идеальными для OEM-интеграции. Кроме того, они работают с колебаниями в режиме TE и соответствуют требованиям RoHS, что обеспечивает безопасное использование. Выберите серию HL из-за качества, надежности и производительности лазерных диодов.
Серия LaserBoxx HPE
Серия LaserBoxx HPE — это универсальная и настраиваемая серия лазерных модулей, которая обеспечивает превосходную производительность и надежность в компактной лазерной головке со встроенным драйвером. Обладая широким диапазоном длин волн от УФ до БИК, эта серия предлагает мощные лазерные диодные модули, которые идеально подходят для различных приложений. Серия LaserBoxx HPE также включает съемные многомодовые оптоволоконные разъемы и специальное управляющее программное обеспечение с интерфейсами USB и RS232, а также внешний контроллер с индикатором мощности, что обеспечивает простую интеграцию и точное управление мощностью и модуляцией.
Серия LaserBoxx с низким уровнем шума
Серия низкошумных диодных лазерных модулей LaserBoxx с низким уровнем шума с различными длинами волн от 375 до 785 нм и выходной мощностью до 350 мВт предлагает настраиваемые лазерные решения для OEM-модулей и модулей plug & play. Благодаря расширенным характеристикам, таким как превосходное качество луча, стабильность и возможности модуляции, наши лазеры обеспечивают сверхнизкий уровень шума и широкий спектр опций для подключения оптоволокна SM, MM и PM. Наше специальное программное обеспечение для управления, интерфейсы USB и RS232, а также внешний контроллер с индикатором мощности упрощают интеграцию, эксплуатацию и удаленную диагностику. Кроме того, наша прочная и компактная конструкция и широкий выбор стандартных длин волн гарантируют, что наши лазеры могут удовлетворить ваши конкретные потребности.
Серия Онда
Серия Onda представляет собой наносекундную OEM-лазерную платформу DPSS, предназначенную для высокотехнологичных приложений, требующих превосходного качества луча и высокой пиковой мощности в таких материалах, как металлы, стекло, пластмассы и различные хрупкие и твердые материалы. Эта компактная и простая в использовании серия лазеров доступна с длинами волн 266, 355, 532 и 1064 нм, с расширенным диапазоном рабочих температур и превосходным соотношением производительности и стоимости. Внутренняя оптическая схема серии Onda и точное управление температурой обеспечивают высокую выходную энергию без ущерба для срока службы каскадов THG и FHG.
Серия Q-TUNE
Серия Q-TUNE — это высокоэффективные лазеры с перестраиваемой длиной волны, предназначенные для исследователей, работающих в области спектроскопии с временным разрешением, метрологии, фотоакустической визуализации и дистанционного зондирования. Этот лазер использует оптический параметрический генератор (OPO) для создания перестраиваемого диапазона длин волн 410-2300 нм с шириной линии менее 6 см-1, которая может быть расширена до 210-410 нм с помощью дополнительного генератора второй гармоники. Имея длительность импульса менее 5 нс и максимальную частоту повторения 100 Гц, серия Q-TUNE обеспечивает идеальный когерентный источник света для точных научных измерений.
Серия Q-SHIFT
Серия Q-SHIFT DPSS-лазеров с модуляцией добротности предназначена для исследователей и специалистов по применению, работающих в области микрообработки, дерматологии, LIDAR, лазерной спектроскопии с временным разрешением и LIBS. Благодаря встроенному каскаду нелинейного преобразования длины волны эта серия позволяет производить нетрадиционные фундаментальные длины волн DPSS, включая варианты 1163, 1177, 1300, 1317, 1551 и 1571 нм, что делает ее идеальным выбором для тех, кто ищет длины волн, недоступные для обычные твердотельные лазерные источники. С дополнительным генератором гармоник можно генерировать до 4-й гармоники для каждой основной длины волны, обеспечивая еще большую универсальность.
Q-искра
Серия Q-SPARK представляет собой лазер с диодной накачкой и модуляцией добротности с воздушным охлаждением, предназначенный для исследователей и специалистов, работающих с абляцией, лидарами, дистанционным зондированием и LIBS. Лазер генерирует субнаносекундные или наносекундные импульсы с пиковой мощностью до 20 МВт и энергией импульса до 10 мДж, что делает его идеальным для широкого спектра применений. Благодаря короткому импульсу <1,5 нс, компактному корпусу с воздушным охлаждением и инновационной безводной технологии торцевой накачки лазерного кристалла серия Q-SPARK обеспечивает высококачественные лазерные лучи с малой расходимостью, подобные Гауссу.
Серия Q1
Серия Q1 представляет собой компактный, энергоэффективный лазер с диодной накачкой, воздушным охлаждением и модуляцией добротности, работающий на длинах волн 1064 и 1053 нм, с энергией импульса до 45 мДж и частотой повторения до 50 Гц. Высокая пиковая мощность и низкая расходимость серии Q1 обеспечивают эффективное преобразование гармоник через 5-ю гармонику (213 или 211 нм). Инновационная конструкция позволяет создать удобную систему «под ключ», которая требует минимального обслуживания, а переменная частота повторения импульсов лазера и встроенный генератор синхроимпульсов обеспечивают гибкость запуска пользовательского оборудования.
Серия Q2
Серия Q2 представляет собой лазер с диодной накачкой, полностью воздушным охлаждением и модуляцией добротности, предназначенный для широкого спектра применений, требующих импульсов высокой пиковой мощности. Его инновационная технология торцевой накачки безводного лазерного кристалла создает гауссовые лазерные лучи с малой расходимостью и высокой пиковой мощностью, что позволяет эффективно преобразовывать гармоники через 5-ю гармонику. Эта универсальная платформа может быть сконфигурирована различными способами, включая энергию импульса до 80 мДж при частоте повторения импульсов 10 Гц или до 20 мДж при частоте повторения импульсов 100 Гц. Лазер может излучать с длиной волны 1053 нм или 1064 нм, а в конфигурации с коротким резонатором длительность импульса может быть уменьшена на 50% по сравнению со стандартной конфигурацией.
Серия Q2HE
Серия Q2HE представляет собой серию высокоэнергетических твердотельных (DPSS) лазеров с модуляцией добротности и диодной накачкой, доступных с основной длиной волны 1053 нм или 1064 нм, с дополнительной генерацией 2-й, 3-й, 4-й или 5-й гармоники. . Эта серия лазеров с воздушным охлаждением предназначена для широкого спектра применений, требующих импульсов высокой пиковой мощности. Благодаря короткому лазерному резонатору, превосходным тепловым свойствам кристалла и инновационной технологии безводного охлаждения кристалла серия Q2HE может обеспечивать энергию импульса до 120 мДж и/или среднюю выходную мощность до 4 Вт. Эта усовершенствованная конструкция лазера позволяет создать компактную, удобную в использовании систему «под ключ», которая требует минимального обслуживания.
Серия РВЛП
Серия RWLP предлагает доступное и универсальное решение для ваших задач лазерного применения с одномодовыми и многомодовыми опциями и длинами волн от 405 нм до ИК-диапазона. Благодаря настраиваемым параметрам наша команда может помочь вам решить любые проблемы, с которыми вы можете столкнуться. Серия RWLP, прошедшая строгие испытания на надежность в течение длительного времени, обеспечивает стабильную производительность и высокое качество луча. Эта серия идеально подходит для интеграции и поддерживает множество приложений, включая биологические и аналитические приборы.
Серия микросхем
Серия Microchip представляет собой линейку сверхкомпактных лазеров с пассивной модуляцией добротности, однопродольной моды (SLM), узкой ширины линии, DPSS-лазеров, которые обеспечивают исключительную производительность в компактном форм-факторе. Лазеры имеют длительность импульса от 400 пс до 2 нс, уровень энергии до 80 мкДж и частоту следования до 100 кГц. Доступные в диапазоне длин волн от УФ до БИК, эта серия предназначена для OEM-интеграторов и исследователей, работающих с LIDAR, 3D-сканированием, LIBS, приборами ночного видения и т. д. Лазеры предлагают как наносекундные, так и пикосекундные варианты и взаимозаменяемы с одинаковым форм-фактором и электрическими и программными интерфейсами для разных длин волн, что делает их гибким и универсальным решением.
Серия СОЛ
Серия SOL представляет собой самый компактный наносекундный лазер DPSS с воздушным охлаждением и модуляцией добротности в диапазоне мощностей от 4 Вт до 40 Вт при 1064 нм. Лазеры серии SOL, доступные на длинах волн 1064 нм, 532 нм и 355 нм, обеспечивают превосходное качество луча и высокую пиковую мощность до 10 Вт и 650 мкДж на длине волны 532 нм и 4 Вт на длине волны 355 нм, что делает их идеальным источником для самых требовательных промышленных и научных приложений. Благодаря прочной, компактной, легкой и простой в использовании конструкции лазер SOL легко интегрируется в приложения микрообработки и маркировки, обеспечивая превосходную эксплуатационную гибкость и соотношение производительности и стоимости.
Клин серии
Серия Wedge представляет собой линейку лазеров DPSS, разработанных специально для OEM-применений, таких как микрообработка твердых и мягких материалов, специальная маркировка, гравировка стекла и кристаллов, LIDAR, LIBS, спектроскопия и медицинская диагностика. Эти лазеры с диодной накачкой, основанные на запатентованной технологии быстрой модуляции добротности, компактны, герметичны и монолитны, что делает их нечувствительными к вибрациям и неблагоприятным условиям окружающей среды. Обладая высокой пиковой мощностью и относительно низким выделением энергии и тепла, они обеспечивают эффективную абляцию и нелинейное взаимодействие с большинством материалов. Компактный и легкий корпус является большим преимуществом в лидарах и других аэрокосмических приложениях, а короткие импульсы обеспечивают чрезвычайно точные измерения времени пролета.
Ультрафиолетовые лазеры, объяснение в энциклопедии RP Photonics; цериевый лазер
Технология лазеров для генерации ультрафиолетового излучения связана с рядом проблем:
Для коротких длин волн сильное спонтанное излучение приводит к высокой пороговой мощности накачки (за исключением случаев, когда ширина полосы усиления узкая).
Для длин волн ниже ≈ 200 нм выбор прозрачных и устойчивых к УФ-излучению оптических материалов довольно ограничен (см. статью об ультрафиолетовом свете).
Даже незначительная шероховатость поверхности или содержание пузырьков в оптических компонентах могут привести к сильным искажениям волнового фронта и потерям на рассеяние.
Тем не менее, существуют различные виды лазеров, которые могут непосредственно генерировать ультрафиолетовый свет:
Существуют лазерные диоды , обычно на основе нитрида галлия (GaN), излучающие в ближней ультрафиолетовой области. Однако доступные уровни мощности ограничены.
Некоторые объемные твердотельные лазеры , например на основе кристаллов, легированных церием, таких как Ce 3+ : LiCAF или Ce 3+ : LiLuF 4 , могут излучать ультрафиолетовый свет. Лазеры на церии в большинстве случаев накачиваются наносекундными импульсами от лазера с четырехкратной модуляцией добротности и, таким образом, сами излучают наносекундные импульсы. С микрочиповыми лазерами с модуляцией добротности возможна даже длительность импульса менее наносекунды. Также была продемонстрирована работа с синхронизацией мод [14].
Немногие волоконные лазеры могут генерировать ультрафиолетовый свет [10]. Например, некоторые фторидные волокна, легированные неодимом, можно использовать для лазеров с длиной волны около 380 нм, но только при низких уровнях мощности.
Хотя большинство лазеров на красителях излучают видимый свет, некоторые лазерные красители подходят для ультрафиолетового излучения.
Эксимерные лазеры являются очень мощными источниками УФ-излучения, также испускающими наносекундные импульсы, но со средней выходной мощностью от нескольких ватт до сотен ватт. Типичные длины волн составляют от 157 нм (F 2 ) до 351 нм (XeF).
Аргоновые ионные лазеры могут непрерывно излучать на длинах волн 334 и 351 нм, хотя и с меньшей мощностью, чем на обычной линии 514 нм. Некоторые другие ультрафиолетовые линии доступны с криптоновыми ионными лазерами.
Существуют также ионные лазеры , излучающие в крайней ультрафиолетовой области спектра. Они могут быть основаны, например, на аргоне, но в отличие от обычных аргоновых ионных лазеров они работают на ионах Ar 8+ , генерируемых в гораздо более горячей плазме. Затем эмиссия происходит при 46,9 нм. Такие лазеры могут накачиваться либо капиллярным разрядом, либо интенсивным лазерным импульсом.
Азотные лазеры представляют собой молекулярные газовые лазеры, излучающие в ультрафиолетовом диапазоне. Самая сильная эмиссионная линия находится на 337,1 нм.
Лазеры на свободных электронах могут излучать ультрафиолетовый свет практически любой длины волны и с высокой средней мощностью. Однако они являются очень дорогими и громоздкими источниками и поэтому не очень широко используются.
Помимо реальных ультрафиолетовых лазеров существуют ультрафиолетовые лазерные источники на основе лазера с большей длиной волны (в видимой или ближней инфракрасной области спектра) и одного или нескольких нелинейных кристаллов для нелинейного преобразования частоты . Некоторые примеры:
Длина волны 355 нм может быть получена за счет утроения частоты лазера Nd:YAG или Nd:YVO 4 с длиной волны 1064 нм.
266-нм свет получается с двумя последовательными удвоителями частоты, которые фактически увеличивают частоту лазера в четыре раза.
213-нм свет соответствует 5-й -й -й гармонике 1064 нм, полученной путем утроения или учетверения частоты плюс генерация суммарной частоты. В целом такое преобразование может быть не очень эффективным, но для некоторых приложений достаточно относительно низкой выходной мощности.
Диодные лазеры могут быть оснащены каскадами нелинейного преобразования частоты для получения УФ-излучения. Например, можно использовать непрерывный лазер ближнего инфракрасного диапазона и дважды применить удвоение резонансной частоты, достигнув длин волн около 300 нм. Основная привлекательность этого подхода заключается в том, что доступен широкий диапазон длин волн без ограничений для определенных лазерных линий.
Ультрафиолетовые лазеры должны изготавливаться со специальной ультрафиолетовой оптикой, обладающей высоким оптическим качеством и (особенно для импульсных лазеров) высокой устойчивостью к УФ-излучению. В некоторых случаях срок службы УФ-лазера ограничивается сроком службы используемых оптических элементов, таких как лазерные зеркала.
Для крайнего ультрафиолетового диапазона существуют источники на основе генерации высоких гармоник . Такие источники могут достигать длин волн до нескольких нанометров, но при этом иметь настольный формат. Однако средняя выходная мощность довольно низкая.
Волоконная муфта
Доставка ультрафиолетового излучения по оптическим волокнам возможна даже на относительно коротких длинах волн, но имеет более серьезные ограничения по сравнению с источниками для видимой или инфракрасной области спектра. Например, кварцевые волокна могут подвергаться существенной деградации (называемой соляризацией) при воздействии коротковолнового света, но эта тенденция сильно зависит от химического состава плавленого кварца. Также предпринимаются попытки использовать полые волокна для пропускания УФ-излучения; Основная идея состоит в том, чтобы большая часть УФ-излучения находилась в воздушном ядре, лишь немного перекрываясь с кварцевым материалом, обеспечивающим направление. Этот принцип можно использовать даже в тех областях длин волн, где поглощение плавленого кварца существенно.
Области применения
Ультрафиолетовые лазеры находят различные применения:
Импульсные мощные ультрафиолетовые лазеры могут использоваться для эффективной резки и сверления небольших отверстий в различных материалах, включая материалы, прозрачные для видимого света. Они занимают значительную долю рынка в области лазерной микрообработки, несмотря на более высокую стоимость по сравнению с инфракрасными лазерными источниками.
Высокоэнергетические УФ-импульсы используются для метода спектроскопии лазерного пробоя.
При гораздо более низкой энергии импульса в точно сфокусированном луче один, например. сделать микродиссекцию биологических материалов под микроскопом или провести фотолюминесцентный анализ (измерение времени жизни флуоресценции).
Непрерывные УФ-источники необходимы для микролитографии и для контроля пластин, например. в контексте производства полупроводниковых микросхем. Еще одним приложением является УФ-спектроскопия комбинационного рассеяния.
Для изготовления волоконных брэгговских решеток используются как непрерывные, так и импульсные УФ-лазеры.
Некоторые методы глазной хирургии, в частности рефракционная лазерная хирургия роговицы глаза в форме LASIK, требуют УФ (иногда даже глубокого УФ) лазерных источников.
Ультрафиолетовые лазерные источники связаны с некоторыми особыми опасностями, в основном связанными с риском повреждения глаз и раком кожи. В статье о лазерной безопасности приводятся некоторые подробности.
Проблемы со сроком службы
По сравнению с инфракрасными и видимыми лазерными источниками, ультрафиолетовые лазерные источники предположительно имеют больше проблем с ограниченным сроком службы устройства. В основном это связано с тем, что различные оптические материалы (например, лазерные кристаллы, нелинейные кристаллы и оптические элементы) демонстрируют эффекты деградации, вызванные поглощением ультрафиолетового света. Еще одна проблема, с которой иногда приходится сталкиваться, заключается в том, что углеводороды, возникающие, например, в результате от газовыделения смазочных материалов оправ зеркал, разлагаются под действием ультрафиолета, что может привести к отложению черного нагара на оптических элементах. Такие вопросы необходимо тщательно рассматривать при разработке продукта, чтобы реализовать основной потенциал длительного срока службы конкретного типа лазера.
Поставщики
В Руководстве покупателя RP Photonics указаны 89 поставщиков ультрафиолетовых лазеров. Среди них:
LightMachinery
Эксимерные лазеры LightMachinery являются мощными и надежными источниками ультрафиолетового излучения. Теперь они оснащены технологией exciPure™, представленной в 2016 году; exiPure обеспечивает максимальное увеличение срока службы эксимерного газа и снижение эксплуатационных расходов за одно поколение.
IPEX-700 Seris предназначен для работы со средним рабочим циклом в промышленных и научно-исследовательских средах. Эти лазеры обеспечивают обработку ультрафиолетовым лазером высокой мощности в сочетании с самой современной производительностью. Они идеально подходят для таких приложений, как импульсное лазерное напыление.
Серия IPEX-800 предназначена для работы в условиях высокой нагрузки в производственных условиях. Эти лазеры обеспечивают обработку ультрафиолетовым лазером высокой мощности в сочетании с самой современной производительностью. Они обеспечивают длительный срок службы газа, превосходную оптическую стабильность и точный контроль рабочих параметров лазера. Простые в использовании, простые в обслуживании и экономичные в эксплуатации, они сочетают в себе преимущества высокоточной эксимерной обработки с самой низкой совокупной стоимостью владения и самым высоким временем безотказной работы на современном рынке.
TOPTICA Photonics
TOPTICA предлагает лазеры в УФ-диапазоне от 190 нм до 390 нм. Запатентованная технология и высокотехнологичные производственные возможности для чистых помещений обеспечивают стабильную долгосрочную работу на всех длинах волн.
Sacher Lasertechnik
Sacher Lasertechnik разработала лазерную систему с удвоением частоты, в которой резонансный резонатор, включающий кристалл удвоителя частоты, накачивается перестраиваемым диодным лазером. В зависимости от требуемой мощности ГВГ перестраиваемый диодный лазер представляет собой либо мощный лазер с внешним резонатором, либо двухкаскадную систему усилителя мощности задающего генератора. Охватываемый диапазон длин волн составляет от 365 нм до 540 нм.
Sacher Lasertechnik также предлагает УФ-лазер Jaguar, систему MOPA с генерацией четвертой гармоники для выходных длин волн от 205 нм до 270 нм.
Активные волоконно-оптические системы
Многие приложения выигрывают от центральных длин волн в видимом или ультрафиолетовом диапазоне. AFS предлагает полностью интегрированные модули преобразования частоты от 1030 нм до 515 нм, 343 нм или даже 258 нм. Эффективность преобразования зависит от длительности импульса возбуждающего лазера. По запросу мы предлагаем генерацию четвертой гармоники.
GWU-Lasertechnik
GWU-Lasertechnik имеет более чем 30-летний опыт работы с лазерами и нелинейной оптикой. Мы пионеры коммерческой технологии BBO OPO. Наши широко настраиваемые лазерные источники охватывают, в частности, УФ- и глубокий УФ-диапазоны вплоть до длины волны <190 нм. Мы предлагаем импульсные решения для нано-, пико- и фемтосекундных импульсов с лучшими характеристиками и высочайшей надежностью. Наша прочная и тщательно протестированная полностью твердотельная лазерная технология не требует расходных материалов и, таким образом, обеспечивает максимальное удобство использования, максимально длительный срок службы и превосходную совокупную стоимость владения. Обладая огромной гибкостью и огромной универсальностью, лазерные продукты GWU могут удовлетворить потребности даже самых требовательных научных и промышленных приложений.
Kapteyn-Murnane Laboratories
KMLabs Hyperion VUV обеспечивает яркие фемтосекундные импульсы на различных длинах волн в области вакуумного ультрафиолета (VUV), от 6,0 эВ (205 нм) до 10,8 эВ (115 нм). Дискретная перестраиваемость вакуумного источника ультрафиолетового излучения KMLabs Hyperion VUV позволяет исследователям изучать широкий спектр материалов и свойств материалов. Простое, выбранное компьютером изменение энергии фотона обеспечивает мощную возможность, ранее доступную только на синхротроне; эта способность легко изменять длину волны лазера может улучшить многие эксперименты. Например, в экспериментах по фотоэмиссии с угловым разрешением (ARPES) эта возможность настройки позволяет исследователям отличать поверхностные эффекты от объемных. При изучении молекул методом времени пролета (ToF) перестраиваемость позволяет различать идентичные в остальном изомеры. Hyperion VUV также хорошо фокусируется, и с помощью соответствующей оптики можно получить пятно размером менее 10 микрон.
HÜBNER Photonics
HÜBNER Photonics предлагает УФ-лазеры серий Cobolt 05-01 и 06-01 с длиной волны 355 нм (одночастотный или с модуляцией добротности)) или 375 нм (непрерывный диодный лазер).
NKT Photonics
У нас есть различные УФ-лазеры. Мощные волоконные УФ-лазеры Koheras HARMONIK обычно используются для работы с длинами волн атомов стронция и иттербия. Высокоэнергетический фемтосекундный лазер ORIGAMI XP поставляется с УФ-опцией. Он обеспечивает чистую ультракороткую длительность импульса, превосходное качество луча и беспрецедентную направленность луча. А импульсный диодный лазер PILAS PiL037 с переключаемым коэффициентом усиления предлагает триггерные импульсы длительностью до 20 пс на длине волны 375 нм.
DRS Daylight Solutions
Наши ультрафиолетовые лазерные модули H-Model представляют собой универсальные и компактные источники УФ-излучения:
оптоволоконный выход
Уровни мощности непрерывного излучения до 4 Вт на 405 нм или 1 Вт на 375 нм
Непрерывное излучение или импульсный режим работы
повышенной прочности для суровых условий
Применяется для обнаружения химических и биологических веществ, очистки воды, дезинфекции, обработки кожи и флуоресцентной визуализации.
Франкфуртская лазерная компания
Франкфуртская лазерная компания предлагает ультрафиолетовые и фиолетовые лазерные диоды с длиной волны излучения от 370 нм до 420 нм.
Teem Photonics
Субнаносекундные микрочип-лазеры с пассивной модуляцией добротности доступны с длинами волн излучения 355 нм и 266 нм.
Для более высокой пиковой мощности мы предлагаем лазеры PNU-M01210-1×0 с длиной волны 266 нм, входящие в серию Powerchip, которые также доступны с различными длинами волн, включая 355 нм, 266 нм и 213 нм. Генерируются пиковые мощности в десятки киловатт (или даже 160 кВт на длине волны 1064 нм), а длительность импульса всегда намного меньше наносекунды. В этих лазерах используется особый процесс длительного срока службы для увеличения срока службы между ремонтами.
CNI Laser
CNI предлагает различные ультрафиолетовые лазеры (диодные лазеры и твердотельные лазеры с диодной накачкой) с различными длинами волн от 213 нм до 349 нм. Выходная мощность до 3 Вт, энергия в импульсе до 10 мДж. Лазерные продукты включают 5 серий: высокая энергия, высокая мощность, высокая стабильность, низкий уровень шума и лазер с одной продольной модой.
ALPHALAS
Большинство импульсных лазеров, предлагаемых ALPHALAS, опционально доступны с гармониками в УФ-диапазоне:
третья гармоника (315, 343, 349, 351, 355 нм)
четвертая гармоника (236, 257, 262, 263, 266 нм)
с длительностью импульса от пикосекунд (серия PICOnoPOWER) до субсекунд наносекунда (серия PULSELAS-A/P). В то время как субнаносекундные микрочиповые УФ-лазеры с пассивной модуляцией добротности являются лучшей альтернативой для недорогой и не требующей технического обслуживания работы, пикосекундные лазеры с регенеративным усилением с гармоническим тройным и учетверенным усилением обеспечивают очень высокую пиковую мощность для обработки материалов и нелинейно-оптических приложений.
Photonics Industries
«Photonics Industries предлагает УФ-наносекундные лазеры, пикосекундные лазеры, субнаносекундные лазеры и фемтосекундные лазеры. Также доступны многомодовые УФ-лазеры с высокой энергией импульса.
RPMC Lasers
RPMC Lasers предлагает широкий спектр ультрафиолетовых лазеров диоды и лазеры DPSS от 200 нм до 389 нм. Мы предлагаем импульсные и непрерывные лазеры и модули, доступные с выходной мощностью от 1 мВт до 20 Вт, энергией импульса от 200 нДж до 35 мДж, а также в свободном пространстве и с волоконной связью варианты вывода, а также варианты упаковки на всех уровнях интеграции от ТО может до систем «под ключ».
Вопросы и комментарии от пользователей
Здесь вы можете задать вопросы и комментарии. Если они будут приняты автором, они появятся над этим абзацем вместе с ответом автора. Автор принимает решение о принятии на основе определенных критериев. По существу, вопрос должен представлять достаточно широкий интерес.
Пожалуйста, не вводите здесь личные данные; в противном случае мы бы удалили его в ближайшее время. (См. также нашу декларацию о конфиденциальности.) Если вы хотите получить личную обратную связь или консультацию от автора, свяжитесь с ним, например. по электронной почте.
Ваш вопрос или комментарий:
Проверка на спам:
(Пожалуйста, введите сумму тринадцати и трех в виде цифр!)
Отправляя информацию, вы даете свое согласие на возможную публикацию ваших материалов на нашем веб-сайте в соответствии с нашими правилами. (Если вы позже отзовете свое согласие, мы удалим эти материалы.) Поскольку ваши материалы сначала просматриваются автором, они могут быть опубликованы с некоторой задержкой.
Библиография
[1]
П. К. Чео и Х. Г. Купер, «Ультрафиолетовый ионный лазер, переходы между 2300 и 4000 Å», J. Appl. физ. 36 (6), 1862 (1965), doi:10.1063/1.1714367
[2]
H. Furumoto and H. Ceccon, «Ультрафиолетовые лазеры на органических жидкостях», IEEE J. Quantum Electron. 6 (5), 262 (1970), doi:10.1109/JQE.1970.1076451
[3]
C. Rhodes, «Обзор ультрафиолетовых лазеров», IEEE J. Quantum Electron. 9 (6), 647 (1973), doi: 10.1109/JQE.1973.1077652
[4]
Д. Дж. Эрлих и др. , «Лазер Ce:LaF 3 с оптической накачкой на длине волны 286 нм», Опт. лат. 5 (8), 339 (1980), doi:10.1364/OL.5.000339
Y. Taira, «Мощная непрерывная ультрафиолетовая генерация за счет удвоения частоты аргонового лазера», Jpn. Дж. Заявл. физ. 31, Л682 (1992), doi:10.1143/JJAP.31.L682
[7]
S. C. Tidwell et al. , «Эффективное мощное УФ-генерирование с использованием резонансного кольца, приводимого в действие ИК-лазером непрерывной синхронизации с синхронизацией мод», Опт. лат. 18 (18), 1517 (1993), doi:10.1364/OL.18.001517
[8]
J. F. Pinto et al. , «Перестраиваемый твердотельный лазер на Ce 3+ : LiSrAlF 6 », Электрон. лат. 30, 240 (1994), doi:10.1049/el:19940158
[9]
С. М. Хукер и К. Э. Уэбб, «Прогресс в вакуумных ультрафиолетовых лазерах», Prog. Квантовый электрон. 18 (3), 227 (1994), doi:10.1016/0079-6727(94)
-7
[10]
Функ Д.С., Иден Дж.Г. Стекловолоконные лазеры в ультрафиолетовом и видимом диапазоне, Дж. Сел. Вершина. Квантовый электрон. 1 (3), 784 (1995), doi:10.1109/2944.473660
[11]
T. Kojima et al. , «Генерация ультрафиолетового луча мощностью 20 Вт с помощью генерации четвертой гармоники полностью твердотельным лазером», Опт. лат. 25 (1), 58 (2000), doi:10.1364/OL.25.000058
[12]
C. Gohle и др. , «Грабенка частот в крайнем ультрафиолете», Nature 436, 234 (2005), doi:10.1038/nature03851
[13]
H. Liu et al. , «Миниатюрные ультрафиолетовые лазеры LiLuF, легированные церием, с широкой перестройкой», Опт. Express 16 (3), 2226 (2008), doi:10.1364/OE.16.002226
[14]
E. Granados et al. , «Глубокий ультрафиолетовый лазер Ce:LiCAF с синхронизацией мод», Opt. лат. 34 (11), 1660 (2009 г.)), doi:10.1364/OL.34.001660
[15]
J. Rothhardt et al. , «Фемтосекундный лазер средней мощности 100 Вт на длине волны 343 нм», Opt. лат. 41 (8), 1885 (2016), doi:10.1364/OL.41.001885
[16]
U. Eismann et al. , «Активная и пассивная стабилизация мощного УФ-диодного лазера с удвоенной частотой», arXiv:1606. 07670v1 (2016)
[17]
Q. Fu et al. , «Мощный, высокоэффективный лазер глубокого УФ излучения с длиной волны 260 нм и лазерной накачкой для дезактивации бактерий», Opt. Экспресс 29(26), 42485 (2021), doi:10.1364/OE.441248
[18]
Y. Orii et al. , «Стабильная работа лазера глубокого ультрафиолетового излучения мощностью 20 Вт на длине волны 266 нм в течение 10 000 часов», Опт. Express 30 (7), 11797 (2022), doi:10.1364/OE.454643
(Предложите дополнительную литературу!)
См. также: ультрафиолетовое излучение, лазеры, эксимерные лазеры, лазеры на свободных электронах, синие лазеры, лазерная безопасность и другие статьи в категории Лазерные устройства и лазерная физика
Если вы хотите разместить ссылку на эту статью на каком-либо другом ресурсе (например, на своем сайте, в социальных сетях, на дискуссионном форуме, в Википедии), вы можете получить необходимый код здесь.
RF5083TF Набор ключей TORX T9-T40 складной с отверстием 8 предметов ROCKFORCE — RF-5083TF
Распечатать
Главная Инструмент и ключи, оборудование
5
1
Код для заказа: 544308
Добавить фото
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении VISA, MasterCard, МИР Долями Оплата через банк
Производитель: ROCKFORCE
Получить информацию о товаре или оформить заказ вы можете по телефону 8 800 6006 966.
Есть в наличии
Самовывоз
Уточняем
Доставка
Уточняем
Доступно для заказа — 5 шт.
Данные обновлены: 30.04.2023 в 16:30
Все характеристики
Отзывы о товаре
Вопрос-ответ
Статьи о товаре
Характеристики
Сообщить о неточности в описании товара
Код для заказа
544308
Артикулы
RF-5083TF
Производитель
ROCKFORCE
Каталожная группа:
. .Инструмент шоферский и принадлежности Принадлежности
Ширина, м:
0.035
Высота, м:
0.03
Длина, м:
0.11
Вес, кг:
0.247
Отзывы о товаре
Вопрос-ответ
Задавайте вопросы и эксперты помогут вам найти ответ
Чтобы задать вопрос, необоходимо авторизоваться/зарегистрироваться на сайте
Чтобы добавить отзыв, необходимо авторизоваться/зарегистрироваться на сайте
Чтобы подписаться на товар, необходимо авторизоваться/зарегистрироваться на сайте
Сертификаты
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
Для этого товара еще нет обзоров.
Написать обзор
Статьи о товаре
Наличие товара на складах и в магазинах, а также цена товара указана на 30.04.2023 16:30.
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час.
При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
Набор Г-образных экстра-удлиненных ключей TORX с отверстием, TT10-TT50, 9 шт, HOEGERT HT1W831
Особенности:
ключи изготовлены из легированной стали S2 высокого качества;
выдерживают повышенные нагрузки, обладают стойкостью к деформациям и сколам;
Г-образная форма и экстра-длинные стержни позволяют приложить к крепежу различное плечо силы или работать с крепежом в труднодоступных местах;
соответствуют стандарту DIN 911;
рабочие размеры ключей в наборе – TT10, TT15, TT20, TT25, TT27, TT30, TT40, TT45, TT50;
поставляются на пластиковом держателе с маркировкой размеров.
СвернутьРазвернуть описание
Любые вопросы о покупке HOEGERT HT1W831 и его характеристиках вы можете задать по телефону, электронной почте или в чате на сайте, мы обязательно ответим.
Характеристики
Тип ключей
Torx с отверстием
Система измерений
Torx
Г-образные
да
Удлиненный
да
Изогнутый
нет
Масса, кг
0,5
размеры ключей, Torx
T10; T15; T20; T25; T27; T30; T40; T45; T50
Количество предметов, шт
9
Вид упаковки
пластиковый держатель
Комплект поставки
ключи — 9 пр.
держатель
Сертификация
Отзывы (0)
отзывов пока нет, можете оставить первый
Ваш отзыв
Ваше имя
E-mail
Отзыв
Достоинства
Недостатки
Поставьте оценку от 1 до 5 —
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27.07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Вопросы (0)
вопросов пока нет, можете оставить первый
Ваш вопрос
Ваше имя
E-mail
Вопрос
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27. 07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Просто купите набор Г-образных ключей Torx® с центральным отверстием 8
Хоффманн Груп Домашняя страница
Количество
Информация о продукте
Технические данные
Количество отверток
8
Профиль привода
Отвертка для винтов TORX® с отверстием
Материал
Хромованадиевая сталь
Отверстие в профиле Torx®
да
Тип продукта
Отвертка
Артикул №
625065 8
EAN / GTIN
4062406570293
Описание
Исполнение:
Г-образный хвостовик; через закаленные (твердые и жесткие). В стальном сером цвете.
Преимущество:
С центральным отверстием во внутреннем профиле Torx® для винтов с защищенным от несанкционированного доступа штифтом.
Бесплатная доставка: Для заказов из США на сумму более 100 долларов США
Посетите другие наши веб-сайты
Сокеты Apex Dotco Tool Omega Technologies Инструменты MRO Инструменты MRO Mobile Инструменты MRO Mexico 90 221 Инструменты для технического обслуживания, Великобритания
Купить Биты Apex — Инструменты для крепления
1/4-дюймовый шестигранный силовой привод Torx — защита от несанкционированного доступа с отверстием для отверток с центральной стойкой от Apex® Fastener Tools, формально Cooper Tools. Крепления Torx становятся все более и более распространенными в автомобильной и бытовой технике. Apex® предлагает полный набор насадок для винтов Torx. По своей конструкции винты с головкой Torx лучше противостоят выворачиванию, чем винты с головкой Phillips или со шлицем. В то время как головки Phillips были разработаны для того, чтобы заставить привод отвернуться, чтобы предотвратить чрезмерное затягивание, головки Torx были разработаны для предотвращения кулачка. Причиной этого была разработка лучших автоматических отверток с ограничением крутящего момента для использования на заводах.
Вместо того, чтобы полагаться на выскальзывание инструмента из головки винта при достижении уровня крутящего момента, что может привести к повреждению наконечника отвертки, головки винта и/или обрабатываемой детали, новая конструкция отвертки стабильно обеспечивает желаемый крутящий момент. Качество Apex® начинается с выбора сырья, используется только тщательно отобранная высококачественная инструментальная сталь. Каждое долото Apex® изготавливается с соблюдением самых строгих допусков в отрасли, большинство из них даже жестче, чем требования лицензионного соглашения, и все долота Apex® соответствуют самым строгим правительственным и военным спецификациям.
Отображаются продукты 1 — 12 из 12 результатов
Показать: 30
36
60
90
200
Сортировка: По умолчанию
Цена от низкой до высокой
Цена от высокой к низкой
Имя (А-Я)
Имя (Я-А)
Новейшие
49-TX-10-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $25,05
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 1 15/16 »/49 мм
49-A-TX-10-H Вершина 1/4» Torx Hex Power Drive Bits, с защитой от несанкционированного доступа
Цена: $27,21
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
49-B-TX-10-H Вершина 1/4» Torx Hex Power Drive Bits, с защитой от несанкционированного доступа
Цена: цена по запросу
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 3 1/2 дюйма/89 мм
49-TX-15-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $25,05
Количество: * Только целый номер
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 1 15/16 »/49 мм
49-A-TX-15-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $27,21
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
49-B-TX-15-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $29,31
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 3 1/2 дюйма/89 мм
49-C-TX-15-H Вершина 1/4» Torx Hex Power Drive, защищенная от несанкционированного доступа
Цена: $32,55
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 6 дюймов/152 мм
49-TX-20-H Вершина 1/4» Torx Hex Power Drive Bits, с защитой от несанкционированного доступа
Цена: $31,24
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 1 15/16 » 49 мм
49-A-TX-20-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $27,21
Количество: * Целое число только
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
49-B-TX-20-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $29,31
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 3 1/2 дюйма/89мм
49-C-TX-20-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $33,69
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки.
Сушильная камера для дерева древесины проходного типа muhlbock 200мкуб
Состояние: Б/У Год выпуска: 2000 Производитель: Muhlbock (Австрия)
В отличном рабочем состоянии. Полностью исправна. Новая такая стоит сейчас минимум 174 000 евро без учёта допоборудования на заводе изготовителе + её надо привезти, в общем около 20 млн….
21.04.2022
Нарофоминск (Россия)
4 500 000
Сушильные камеры
Состояние: Новый Год выпуска: 2015
В наличии
Производство и установка сушильных камерКомпания Негоциант-инжиниринг предлагает сушильные камеры конвекционного типа для сушки пиломатериалов и древесины. Все элементы камеры выполнены из алюминия…
17.10.2016
Москва (Россия)
Сушильная камера ПВСК-Т для термической обработки древесины
Состояние: Новый Год выпуска: 2015
В наличии
Мобильные пресс вакуумные пропиточно-сушильные камеры ПВСК-Т, для получения улучшенных параметров древесины, быстрой, высокоэффективной и качественной сушки пиломатериалов, получения…
04.04.2016
Уфа (Россия)
1 800 000
Сушильные камеры для древесины
Состояние: Новый Год выпуска: 2015
В наличии
ООО «М-Импульс», является разработчиком и предлагает мобильные пресс вакуумные пропиточно-сушильные камеры ПВСК, для качественной пропитки, сушки, получения термически. ..
04.04.2016
Уфа (Россия)
1 600 000
Сушильные камеры
Состояние: Новый
В наличии
Сушильные камеры.
Организация производит сушильные агрегаты для сушки древесины любых размеров стандартные и по чертежам заказчика (Термопрессы сушильные вакуумные, конвективные сушильные камеры,…
04.03.2014
Старый Оскол (Россия)
1 100 000
Пресс-вакуумные пропитачно-сушильные камеры ПВСК
Состояние: Новый Год выпуска: 2014
В наличии
Вам нужен сухой пиломатериал? У Вас гибкое производство? У Вас высокое качество продукции? Вам не обойтись без пресс-вакуумной сушильной камеры ПВСК-Т, которая позволяет в короткие сроки 1-2 дня,…
04.04.2016
Уфа (Россия)
1 200 000
Сушильные камеры и комплектующие к ним
Состояние: Новый
В наличии
Предлагаем качественное деревообрабатывающее оборудование. В том числе: сушильные камеры и комплектующие к ним; алюминиевый профильный лист, механизм для съема и установки ворот, уплотнитель для…
27.03.2014
Ухта (Россия)
800 000
Сушильные камеры Универсал
Состояние: Новый
В наличии
Малогабаритная сушильная камера предназначена для сушки пиломатериалов любых пород и сечений до требуемой конечной влажности. В сравнении с другими сушильными камерами предлагаемые камеры не…
27.03.2014
Ухта (Россия)
Сушильная камера
Состояние: Новый
В наличии
Сушильная камера для мяса, рыбы, морепродуктов.
Термошкаф для производства сушеных шнеков; мяса, рыбы, морепродуктов. Конвекционный метод сушки за счет продуманной циркуляции воздушных потоков…
11. 05.2017
Старый Оскол (Россия)
Комплектующие для сушильных камер
Состояние: Новый
В наличии
Предлагаем весь спектр комплектующих, запасных частей для сушильных камер древесины. Двигатели, вентиляторы, контроллеры, калориферы.Двигатели в тропическом исполнении итальянского производителя…
19.01.2015
Санкт-Петербург (Россия)
Пресс вакуумные сушильные камеры
Состояние: Новый Год выпуска: 2015 Производитель: ООО М-Импульс (Россия)
В наличии
ООО М-Импульс, является разработчиком и изготовителем многофункциональных, экономичных, мобильных, пресс- вакуумных пропиточно-сушильных камер ПВСК-Т, ТП, ТКТ. Предлагает вакуумные…
Состояние: Б/У Год выпуска: 2014 Производитель: Термопроцесс (Россия)
Продается сушильная камера ЛСК-30У + Котёл водогрейный твердотопливный КВР РТ-120В связи с перепрофилированием производства продам сушильную камеру ЛСК-30У + Котёл водогрейный твердотопливный. ..
09.02.2016
Соликамск (Россия)
950 000
сушильную камеру АСКМ-15
Состояние: Б/У Производитель: Россия
Организация реализует сушильную камеру АСКМ-15. Состояние — рабочее, мало б/у. Находится в Курске.Общая характеристика:Аэродинамическая сушильная камера АСКМ-15А — это высоконадежное…
08.12.2016
Курск (Россия)
500 000
Сушильные камеры конвективного типа от 25 до 150 м
Состояние: Новый Производитель: ООО»Дулан» (Россия)
Компания Dulan предлагает качественное деревообрабатывающее оборудование, в том числе: сушильные камеры от 25 до 150 к.м. и комплектующие к ним.Компания Dulan предлагает качественное…
01. 11.2022
Санкт-Петербург (Россия)
Окрасочно сушильные камеры ОСК и кабины
Состояние: Новый Год выпуска: 2017 Производитель: Россия
В наличии
Проектирование, производство и монтаж окрасочно-сушильных камер и покрасочных кабин любой сложности для порошковые и аэрозольные. Проектирование и монтаж промышленной вентиляции и…
10.01.2017
Щелково (Россия)
Вентилятор для сушильных камер
Состояние: Новый Производитель: Германия
Для сушильных камер мы предлагаем абсолютно новые реверсивные серпообразные лопатки типа R, благодаря этому повышается коэффициент полезного действия по сравнению с традиционными реверсивными…
01. 11.2022
Санкт-Петербург (Россия)
63 000
Пресс-Вакуумная сушильная камера ПВСК-6
Состояние: Новый Производитель: ООО М-Импульс (Россия)
В наличии
.Здравствуйте! Продается Пресс-Вакуумная сушильная камера ПВСК-6 для любых видов дерева, и пиломатериалов, объем загрузки 5.5 м3 весь процесс сушки автоматизирован,габариты сушилки 7000*2200*1100,…
16.01.2020
Нижневартовск (Россия)
1 275 000
Сушильные камеры IMG
Состояние: Новый
В наличии
Качественные сушильные камеры.Компания IMG занимается проектированием, производством, поставкой и запуском современных сушильных камер собственного и итальянского производства. Наша компания…
04.06.2018
Санкт-Петербург (Россия)
Пресс-вакуумные сушильные камеры ПВСК-6
Состояние: Новый Год выпуска: 2012
В наличии
Производство оборудования для качественной сушки пиломатериалов. ООО «МВ-Импульс», является
разработчиком и предлагает
многофункциональные, экономичные, мобильные пресс-вакуумные…
04.04.2016
Уфа (Россия)
1 500 000
конвективные сушильные камеры
Состояние: Новый Производитель: ТЕРМОЛЕС (Россия)
В наличии
мобильные сушильные камеры конвективного типа. Не требуют общестроительных работ по устройству фундамента. Цена-самая низкая в РФ! Доставка по всей России.
19.03.2019
Великий Новгород (Новгород) (Россия)
620 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по сушильной камере для дерева почти как на Авито и TIU
Видео сушильной камеры для дерева
Почти как у Шишкина: медвежонок, взбирающийся на дерево, попал на камеру в ЕАО
Комсомольская правда
Результаты поиска
Дом. СемьяЖивой уголокИнтересное
Оксана ШЕМЕТОВА
3 ноября 2022 4:30
Взбирающийся на дерево медвежонок попал на фотоловушку в ЕАО[видео]
Косолапый усердно карабкался к своей цели Фото: скриншот с видео
История, напоминающая сюжет с картины русского художника Ивана Шишкина, произошла в Еврейской автономии. Камера фотоловушки запечатлела карабкающегося на заваленное дерево медвежонка. Косолапый так усердно взбирался, как будто там, наверху, его ждал самый настоящий горшочек меда.
Медвежонок попал в объектив фотоловушки в ЕАО
Автор видео: Центр «Амурский тигр»
— В Еврейской автономной области фотоловушка запечатлела медвежонка, который вскарабкивается вверх по дереву и, судя по его целеустремленному взгляду, он не намерен останавливаться на достигнутом, — рассказали в Центре «Амурский тигр».
Пока маленький хищник развлекался, мама-медведица кружила вокруг дерева. Что происходило дальше, чем закончились восхождения медвежонка, камера не засняла. Как он спустился — неизвестно, в «Амурском тигре» предположили, что справиться со спуском без помощи матери косолапому вряд ли удалось.
Специалисты выезжали на место, где гуляла семья медведей, к моменту визита людей хищников там уже не было, а значит, медвежонок смог справиться со своим восхождением, и они с мамой благополучно отправились дальше обходить леса Еврейской автономии.
Совсем недавно в той же области на камеры попал еще один медведь, он увлеченно чесал спину о кору дерева, на кадрах было видно, что хищник получает от своего занятия небывалое удовольствие.
ЧИТАЙТЕ ТАКЖЕ:
Сегодня в белом танце кружимся: медведь обтерся об дерево в ЕАО
Медведь у маркировочного дерева попал на фотоловушку в ЕАО(подробнее)
Фыр-фыр носиком: любопытный мишка обнюхал фотоловушку в Хабаровском крае
Медведь обнюхал фотоловушку в лесоохотхозяйстве «Дурминское» Хабаровского края (подробнее)
Читайте также
Возрастная категория сайта 18+
Сетевое издание (сайт) зарегистрировано Роскомнадзором, свидетельство Эл № ФС77-80505 от 15 марта 2021 г.
ГЛАВНЫЙ РЕДАКТОР — НОСОВА ОЛЕСЯ ВЯЧЕСЛАВОВНА.
ШЕФ-РЕДАКТОР САЙТА — КАНСКИЙ ВИКТОР ФЕДОРОВИЧ.
АВТОР СОВРЕМЕННОЙ ВЕРСИИ ИЗДАНИЯ — СУНГОРКИН ВЛАДИМИР НИКОЛАЕВИЧ.
Сообщения и комментарии читателей сайта размещаются без предварительного редактирования. Редакция оставляет за собой право удалить их с сайта или отредактировать, если указанные сообщения и комментарии являются злоупотреблением свободой массовой информации или нарушением иных требований закона.
Исключительные права на материалы, размещённые на интернет-сайте www.kp.ru, в соответствии с законодательством Российской Федерации об охране результатов интеллектуальной деятельности принадлежат АО «Издательский дом «Комсомольская правда», и не подлежат использованию другими лицами в какой бы то ни было форме без письменного разрешения правообладателя.
Это то, что мы все ищем в легком кронштейне для камеры, и то, что мы стремимся предоставить рынку и отрасли. Кульминация опыта Modern Assassins и опыта Out On A Limb Manufacturing позволила создать то, что, по нашему мнению, является наиболее полной системой мобильной камеры, доступной на сегодняшний день в «Reach».
Вылет 24″ от крепления на дереве
Рука весит 16 унций
Tree Mount весит 20 унций
2-дюймовый кулачковый ремешок весом 10 унций
ЛЕГКИЙ кронштейн для камеры
Вес всего 46 унций (это основание, ремень и кронштейн)
УНИВЕРСАЛЬНОСТЬ
«Reach» устанавливает новые стандарты совместимости и функциональности. Кронштейн камеры снимается с основания. Разделение системы на два компонента, которые легко поместятся в рюкзаке или даже в кармане. Ремешок в стиле Cam Over Buckle для надежного крепления основания к любому стволу или ветке дерева независимо от типа коры. Установите его вертикально, горизонтально и почти в любом промежуточном положении. Регулировка крепления на плече без помощи инструментов. Потянув за рычаг, вы уменьшите трение о плечевой шар, что позволит отрегулировать уровень руки, а нажатие на рычаг надежно зафиксирует его на месте после регулировки.
3-секционный рычаг не только уменьшает занимаемую площадь для совместимости, но и помогает в работе. Кронштейн, состоящий из трех частей, помещает камеру на конец кронштейна, когда он полностью сжат, в отличие от складывания двух частей, которые вдавливают вашу камеру обратно в дерево. Трехкомпонентный «Reach» также позволяет пользователю «обернуть» руку вокруг своего тела или дерева, чтобы протянуть руку и захватить практически любой угол. А для Saddle Hunter это позволяет руке проходить между ними и деревом, чтобы получить максимальную отдачу от вашей руки.
ПРОСТОЙ
Без инструментов. Работа с однорычажным замком. Простая в использовании кулачковая пряжка. «Досягаемость» обеспечивает адаптацию к съемке с любого дерева, на которое вы можете забраться, чтобы вы могли сосредоточиться на охоте.
SILENT & SMOOTH
Цилиндрическая втулка обеспечивает буфер между кронштейном и креплением для бесшумного крепления и плавной работы. Тефлоновые шайбы между сегментами рычага обеспечивают плавное движение для стабильной пленки.
ПРОЧНЫЙ
Вырезан, фрезерован и обработан из алюминия. «Reach» может выдерживать 10 фунтов и при этом обеспечивать плавную работу и удержание при полном выдвижении для качественной съемки. Не позволяйте камере отягощать вашу охоту или ваш успех. Хватайте «Assassin Reach» и посмотрите, что вы сможете захватить.
Наиболее сбалансированная система камер для Mobile Hunter, Self Filmer или Saddle Hunter на рынке.
ДОСТАВКА В КАНАДУ?
Все заказы по Канаде будут отправлены через USPS, и взимается предоплата в размере 75 долларов США для покрытия меняющихся расходов на доставку. Как только ваш заказ будет отправлен, мы вернем вам разницу! Поэтому, если стоимость доставки вашего заказа составляет 55 долларов США, мы вернем вам 20 долларов США! Свяжитесь с нами, если вы предпочитаете другой способ доставки!
Информация о гарантии
Out On A Limb MFG гарантирует отсутствие производственных дефектов на всю продукцию. На изделия NOT производства Out On A Limb MFG и ремни NOT распространяется гарантия Out On A Limb MFG. Если у вас есть какие-либо проблемы с вашими продуктами, пожалуйста, заполните нашу форму претензии по гарантии, и мы свяжемся с вами в ближайшее время.
Дополнительная информация
9 отзывов
5
Отличный продукт
Опубликовано Ремингтоном Кармайклом 3 октября 2021 г.
Отличный легкий кронштейн для камеры
4
Досягаемость
Опубликовано Tread Lightly 8 августа 2021 г.
Я еще не пробовал. Мне нравится его дизайн, и после того, как я раздену его, я возьму его и попробую. Тогда вы можете добавить еще одну звезду в рейтинг. Когда прибудет мое новое седло, я сделаю это в то же время. С нетерпением жду запуска камеры с обеих сторон
5
Предел
Опубликовано Дереком Глосом 30 января 2021 г.
Предел превзошел мои ожидания. Это как раз то, что мне было нужно, чтобы завершить настройку седла. Очень легкий, устойчивый и компактный.
5
Предел
Опубликовано Тимом Дж. Уайтом 29 сентября 2020 г.
Продукты
OOAL хорошо сконструированы и просты в использовании. С Мэттом приятно работать, и обслуживание клиентов отличное.
5
Предел
Опубликовано Майком Исбеллом 28 мая 2020 г.
Это потрясающая штука. Сверхлегкий, прочный, компактный и по отличной цене
5
Большая рука
Опубликовано Сетом Дюфреном 11 марта 2020 г.
Отличная система крепления камеры. База намного меньше и легче, чем у конкурентов.
5
Потрясающий продукт
Опубликовано Марком Дорингом 19 декабря 2019 г.
Кажется, это отличный продукт… такой легкий по сравнению с моей 4-й стрелкой с камерой. Буду тестировать в лесу. Мэтт так быстро отправил его мне… заказал и отправил в тот же день…
5
Удобно
Опубликовано Энтони Гузеком 28 ноября 2019 г.
Очень удобно
5
Отличный продукт
Опубликовано Кеннетом Холифилдом 13 ноября 2019 г.
Единственное, что я бы сделал, это сделал примечание, чтобы клиенты прикрепляли тросик к винту, чтобы они его не потеряли. Все, что не прикреплено, вы потеряете. Улыбнись
Клиенты также просмотрели
Out On A Limb Mfg.
MSRP:
124,99 $
Было:
Ваша цена: $109,99 — $249,97
Выберите параметры
Out On A Limb Mfg.
MSRP:
Было:
$159,99
Out On A Limb Mfg.
Рекомендуемая производителем розничная цена:
Было:
259,99–389,98 долларов США
Out On A Limb Mfg.
MSRP:
202,99 $
Было:
Ваша цена:
181,99 $
Добавить в корзину
Out On A Limb Mfg.
MSRP:
Было:
Ваша цена:
$289,99
Out On A Limb Mfg.
MSRP:
Было:
$289,99
Out On A Limb Mfg.
MSRP:
188,99 $
Было:
Ваша цена:
169,99 долларов США
Out On A Limb Mfg.
MSRP:
95,99 $
Было:
Ваша цена:
85,99 $
Выберите параметры
Out On A Limb Mfg.
MSRP:
224,99 $
Было:
Ваша цена:
19 долларов9.99
Добавить в корзину
Out On A Limb Mfg.
MSRP:
Было:
24,99 $
Выберите параметры
Blink Cam: Tree & Post Mount
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
В 10 тележках
Цена: 27,14 €
Загрузка
Включая НДС (где применимо), плюс стоимость доставки
4538 продаж
|
5 из 5 звезд
Основной цвет
Выберите цвет
Черный
Темно-зеленый
Белый
Светло-серый
Темно-синий
Космический серый
Земля Браун
Выберите цвет
Вы можете сделать предложение только при покупке одного товара
Исследуйте другие похожие поисковые запросы
Внесен в список 19 апреля 2023 г.
70 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
2). Рычаг силовой головки опускается вниз, создавая усилие Р, действующее на рычаг 5. Рычаг 5 передает усилие через шток 4 на качающийся конус 3. Конус, перемещаясь вправо, раздвигает плунжеры 16, и детали закрепляются качающимися прихватами 12. Для освобождения обработанных деталей сжатый воздух подводят к другой полости пневматической силовой головки. Рычаг ее поднимается вверх. Шток 4 с конусом 3 перемещается влево. Прихваты 12 под действием пружин 10 повертываются и освобождают деталь. Регулировочные винты 14 применяются для настройки приспособления. Приспособление крепят на столе станка четырьмя болтами М16.
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 15255075100
И00.38.00.03 — Конус
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.03 — Конус. cdwФайл модели:..
$2.00
И00.38.00.03 — Конус — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.03 — Конус — чертеж.cdw..
$1.00
И00.38.00.04 — Шток
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.04 — Шток.cdwФайл модели:И..
$2.00
И00.38.00.04 — Шток — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.04 — Шток — чертеж.cdw..
$1.00
И00.38.00.05 — Рычаг
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.05 — Рычаг.cdwФайл модели:..
$2.00
И00.38.00.05 — Рычаг — чертеж
В архиве находится файл чертежа. Версия программы Компас 16. И00.38.00.05 — Рычаг — чертеж.cdw..
$1.00
И00.38.00.07 — Головка
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.07 — Головка.cdwФайл модел..
$2.00
И00.38.00.07 — Головка — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.07 — Головка — чертеж.cdw..
$1.00
И00.38.00.08 — Установ угловой
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.08 — Установ угловой.cdwФа..
$2.00
И00.38.00.08 — Установ угловой — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.08 — Установ угловой — чертеж…
$1.00
И00.38.00.09 — Толкатель
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
$2.00
И00.38.00.09 — Толкатель — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.09 — Толкатель — чертеж.cdw..
$1.00
И00.38.00.10 — Пружина
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.10 — Пружина.cdwФайл модел..
$2.00
И00.38.00.10 — Пружина — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.10 — Пружина — чертеж.cdw..
$1.00
И00.38.00.11 — Винт пружины
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.11 — Винт пружины.cdwФайл ..
$2.00
Показано с 1 по 15 из 36 (всего 3 страниц)
Классификация приспособлений — Токарное дело
Классификация приспособлений
Категория:
Токарное дело
Классификация приспособлений
В зависимости от типа производства, формы и размеров заготовок, технических требований и условий применения станочные приспособления подразделяются на несколько групп: универсальные общего назначения (УП), специальные (СП),универсально-сборные (УСП), сборно-разборные (СРП) и некоторые другие.
Универсальные приспособления используются в единичном и серийном производстве для установки и закрепления заготовок, различных по форме и размерам. К ним относятся токарные патроны, станочные тиски, кондукторы, делительные устройства, столы и др.
Универсальные приспособления разделяют на безналадочные и наладочные. Наладочные приспособления состоят из двух частей — универсальной и сменной. У ниверсальная часть, состоящая из корпуса, привода и Других деталей, является постоянной и в соответствии со стандартами изготовляется заранее. Наладочная часть приспособления состоит из сменных наладок, которые изготовляются в соответствии с формой и размерами группы деталей, обрабатываемых в данном при-споеоблении.
Специальные приспособления предназначены для обработки определенной детали или группы однотипных деталей. Такие приспособления обеспечивают высокую точность установки и быстрое закрепление.
Универсально-сборные приспособления используются в единичном и мелкосерийном производстве. Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
Универсальные приспособления. Рассмотрим наиболее распространенные в машиностроении конструкции универсальных безналадочных приспособлений.
Кулачковые патроны. Для установки и закрепления заготовок на токарных и шлифовальных станках применяют кулачковые патроны. Они бывают двух-, трех- и четырехкулачковые, с ручным и механизированным приводом, самоцентрирующие с независимым перемещением кулачков. По ГОСТу 1654—71 патроны делятся на четыре класса точности: Н — нормальной, П — повышенной, В — высокой, А — особо высокой.
Двухкулачковые патроны служат для закрепления небольших по размерам заготовок, имеющих сложную форму, — арматуры, фасонного литья, штамповок, поковок и т. п. Их изготовляют с ручным приводом, со спирально-реечным и винтовым механизмами (ГОСТ 14903—69), с клиновым центрирующим (ГОСТ 16866— 71) и клинорычажным (ГОСТ 16682—71) механизмами.
Двухкулачковый самоцентрирующий клинорычаж-ный механизированный патрон показан на рис. 1. Он закрепляется на шпинделе станка с помощью переходного фланца. От самоотвинчивания патрон во время работы предохраняется пружинным стопором. Он установлен в гайке, которая закреплена на винте стопором. Винт, соединенный с тягой штока пневмопривода, служит для регулирования радиального перемещения кулачков.
Рис. 1. Универсальные патроны: а — двухкулачковый; б — трехкулачковый.
Наибольшее применение находят универсальные трехкулачковые спирально-реечные патроны с ручным зажимом (рис. 1). Диск, расположенный в корпусе патрона, на одной торцевой поверхности имеет коническое зубчатое колесо, а на другой — спиральные реечные пазы, которые находятся в зацеплении с рейками.
Универсальные четырехкулачковые патроны служат для закрепления деталей сложной формы, для которых требуется высокая точность выверки оси, и тяжелых деталей. По ГОСТу 3890—72 четырехкулачковые , патроны с независимым перемещением кулачков ключом изготовляются четырех классов точности—Н, П, В, А— и двух типов: А — для крепления на фланцевые концы шпинделей и Б — для крепления на резьбовые концы шпинделей через промежуточные фланцы. В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки.
Универсальный четырехкулачковый патрон с механизированным приводом для перемещения кулачков приведен на рис. 2. В этом патроне каждая пара противоположно установленных кулачков перемещается последовательно.
Рис. 2. Универсальный четырехкулачковый патрон..
При перемещении штока вправо происходит раскрепление детали.
Машинные тиски относятся к группе универсальных приспособлений, в которых обрабатываются различные по форме и размерам заготовки. Тиски имеют постоянные детали — корпус, салазки, механизм закрепления — и сменные губки для обработки различных по форме и размерам заготовок. Тиски изготовляют с одной или двумя подвижными, а также плавающими губками. Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
По ГОСТу 14904—69 машинные тиски изготовляют трех типов: А — с ручным приводом, Б — с гидроприводом, В — с пневмоприводом. Конструкции машинных тисков должны быть жесткими, быстродействующими и удобными в работе.
Универсальные поворотные тиски с встроенным пневмоприводом показаны на рис. 3. В основание тисков встроен пневмоцилиндр, с которым соединен поворотный корпус. К корпусу прикреплен распределительный кран с рукояткой. На верхней части корпуса закреплена плита. В плите и подвижной губке имеются Т-образные пазы под головки болтов для крепления к тискам сменных наладок. Регулируемая гуока, которую можно перемещать винтом, закреплена на плите. Губку можно снять, когда обрабатывают крупногабаритные заготовки.
Закрепление заготовки происходит следующим образом. Сжатый воздух, поступая в верхнюю полость пневмоцилиндра, перемещает поршень со штоком при этом длинное плечо рычага опускается, а короткое перемещает губку вправо, и заготовка закрегь ляется.
Делительные головки применяют для установки, закрепления и периодического поворота или непрерывного вращения небольших заготовок, обрабатываемых на фрезерных станках. В инструментальных цехах используются оптические делительные головки для угловых измерений, делительных работ и угловой разметки при обработке сложных и точных деталей технологической оснастки.
Рис. 3. Машинные тиски..
Стандартом предусмотрен выпуск четырех типов головок: ОДГ-2, ОДГ-5, ОДГ-Ю и ОДГ-бО с ценой деления 2”, 5”, 10” и 60”. Конструктивно оптические делительные головки различаются только оформлением оптической системы.
Универсальная делительная головка с пневматичесмкие цанговым зажимом изображена на рис. 4.
Рис. 4. Делительная головка..
Закрепление заготовки в головке происходит следующим образом. Сжатый воздух через штуцер по каналу распределительного клапана попадает в полость Б и перемещает поршень со штоком и втулкой влево. Втулка, перемещаясь по конической поверхности цанги, сжимает ее и закрепляет заготовку. Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.
С помощью рукоятки шпиндель головки с заготовкой можно повернуть на заданный угол.
Универсально-наладочные приспособления состоят из двух частей — универсальной и сменной. В универ. сальную часть входят корпусные детали и привод, а в сменную — наладки, изготовленные в соответствии с формой и размерами обрабатываемых деталей. В состав УНП входят кулачковые и цанговые патроны, тиски, скальчатые кондукторы, столы и др.
Скальчатые кондукторы широко используются при обработке различных деталей на сверлильных станках. | Выпускаются кондукторы скальчатые консольные с пневматическим закреплением (ГОСТ 16889—71), портальные с пневматическим закреплением (ГОСТ 16892—71) и портальные с конусным зажимом (ГОСТ 16891—71).
В конструкцию любого скальчатого кондуктора входят постоянные и сменные узлы (наладки). Постоянными узлами и деталями являются корпус, две или три скалки, несущие кондукторную плиту, и механизм для перемещения скалок и закрепления обрабатываемых деталей.
Сменные наладки проектируют в соответствии с конфигурацией обрабатываемых деталей. Они состоят из установочно-зажимных узлов и сменной кондукторной плиты с комплектом кондукторных втулок. Для базирования и фиксации сменных наладок в корпусе и кондукторной плите предусматриваются установочные поверхности (центрирующие отверстия, установочные пальцы, Т-образные пазы и т. п.).
С помощью скальчатых кондукторов можно обрабатывать самые разнообразные по форме и размерам детали, начиная от валиков и кончая плоскостными деталями.
Устройство и принцип действия скальчатого кондуктора несложны. На основании (рис. 5, а) кр„епят сменную наладку, на которой устанавливают обрабатываемую деталь. Одно целое с основанием составляют стойки, в отверстия которых входят скалки, присоединенные к сменной кондукторной плите.
Несмотря на то что для каждой детали требуются особая наладка и кондукторная плита, проектирование и изготовление их занимают меньше времени и обходятся дешевле, нежели создание всего кондуктора.
Рис. 5. Скальчатые кондукторы..
В тех случаях, когда закрепление детали должно быть произведено в направлении, перпендикулярном сверлению, применяют скальчатые кондукторы консольного типа (рис. 5,б).
Портальный скальчатый кондуктор (рис. 5, в) имеет две отдельные стойки. Расстояние между ними можно изменить, для чего основание, на котором устанавливают наладку для крепления детали, делают выдвижным. В нужном положении основание закрепляют поворотом рукоятки.
Пневматический скальчатый кондуктор изображен на рис. 6. В корпус (рис. 6, а) кондуктора встроен цилиндр, где перемещается поршень со штоком, заменяющим собой одну из трех скалок.
Рис. 6. Пневматический скальчатый кондуктор..
Пример базирования и закрепления сменных элементов для сверления четырех отверстий в детали с цилиндрическим хвостовиком и прямоугольным фланцем приведен на рис. 6.
Сборка УСП должна производиться опытным слесарем-сборщиком по карте технологического процесса механической обработки детали или по схематическому чертежу. После использования УСП оно разбирается на составные элементы, которые хранятся в специальных кладовых.
Рис. 8. Жесткие и разжимные оправки..
Применение универсально-сборных приспособлений дает возможность резко сократить сроки изготовления технологической оснастки.
Специальные приспособления используются для механической обработки конкретной детали, имеют одно-целевое назначение и поэтому наиболее трудоемки и дорогостоящи. Они широко применяются в крупносерийном и массовом производстве.
Специальные приспособления различают по видам обработки, для которых они предназначены.
Токарные приспособления. В зависимости от способа установки обрабатываемой детали специальные токарные приспособления могут быть выполнены в виде оправки или патрона.
Рис. 9. Оправка с гидропластом..
Для чистовой обработки деталей типа колес и втулок можно применять разжимную оправку, показанную на рис. 8. Деталь надевается на правую часть оправки с тремя продольными прорезями. Коническая пробка вгоняется в корпус оправки легкими ударами молотка, разжимает ее и тем самым закрепляет деталь.
Оправка с гидропластом для чистовой обработки деталей изображена на рис. 9. Корпус оправки крепится к планшайбе, На корпусе напрессована в нагретом состоянии разжимная втулка, на которой для лучшего уплотнения в местах посадки сделаны кольцевые углубления. Рабочая (тонкая) часть втулки—-Мембрана — должна быть изготовлена весьма точно, разностенности, которая может привести к смещ’ени3 оси обрабатываемой детали.
В крупносерийном и массовом производстве широко распространены специальные самоцентрирующие двух-и трехкулачковые патроны с механическим приводом (пневматическим, гидравлическим или от электродвигателя). По конструкции специальные кулачковые патроны мало чем отличаются от универсальных патронов.
Сверлильные приспособления. Для обработки отверстий на вертикальных одношпиндельных, радиально-сверлильных и многошпиндельных станках применяются различного типа кондукторы — накладные, стационарные, поворотные, ящичные и др.
Накладные кондукторы — наиболее простые по конструкции и наиболее дешевые приспособления для сверлильных станков. Накладными их называют потому, что их надевают (накладывают) на обрабатываемую деталь, а после обработки отверстий снимают. Накладной кондуктор для обработки отверстий в корпусе накатной головки показан на рис. 10. Деталь устанавливается на оправку и базируется на ней своим отверстием, а торцевым пазом фиксируется по выступу на торце детали. Опоры, запрессованные в корпус кондуктора, обеспечивают правильное его положение относительно детали. К детали кондуктор крепится откидной шайбой и гайкой. Винт предотвращает поворот оправки при закреплении детали.
Для сверления отверстия, расположенного на наружной цилиндрической поверхности детали, имеется установочная площадка на корпусе кондуктора, перпендикулярная оси кондукторной втулки 8. Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости.
Для закрепления детали необходимо отвернуть гайку и подвернуть шайбу, после чего корпус кондуктора и деталь свободно снимаются с оправки.
Рис. 10. Накладной кондуктор..
Рис. 11. Поворотный (а) и опрокидываемый (б) кондукторы..
Опрокидываемые кондукторы применяют в тех слу-чаях, когда в одной детали необходимо обработать несколько отверстий, расположенных под некоторым углом друг к другу. Такой кондуктор для сверления во втулке трех отверстий под углом 120° изображен на рис. 11.
Корпус кондуктора выполнен в виде шестигранной призмы. Деталь надевается на правый цилиндрический конец фиксатора и поджимается втулкой при вращении винта, пропущенного через откидной кронштейн 8. При сверлении первого отверстия через втулку кондуктор устанавливается на столе станка поверхностями А. При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В.
После обработки трех отверстий отвертывают винт, отводят в сторону кронштейн и выталкивают деталь из кондуктора нажатием на кнопку фиксатора, который проходит сквозь фланец. Когда кнопку отпускают, пружина возвращает фиксатор в исходное положение.
Фрезерные приспособления. Основным назначением фрезерных приспособлений является правильное базирование и жесткое закрепление детали. Так как при фрезеровании усилия резания обычно бывают весьма значительными и направлены иначе, чем при сверлении, то и применяемые приспособления должны быть более жесткими по конструкции. Приспособления устанавливаются на станках в строго определенном положении по отношению к режущему инструменту с помощью направляющих шпонок, установов (габаритов) и установочных шаблонов.
Рис. 12. Приспособление для фрезерования квадратов. .
После обработки и вывода заготовки из-под фрезы ее раскрепляют и поворачивают на 90° таким образом, чтобы цилиндрический хвостовик хомутика лег на правую опорную шпильку. Затем, закрепив заготовку, фрезеруют две другие стороны квадрата. Опорные шпильки 6 располагают симметрично относительно оси угла
призмы таким образом, чтобы ось хвостовика хомути лежащего на шпильках, составляла с вертикальнее осью угла призмы угол 45±0,5°.
Приспособление с гидравлическим зажимом детал предназначенное для фрезерования лапок на хвостовиках концевого инструмента, показано на рис. 12. Сменные угловые призмы крепятся к корпусу приспособления винтами. Угол наклона боковых плоскостей призм зависит от угла конуса хвостовика де. тали.
Хвостовик укладывается в паз призмы до упора на стержне, который фиксируется в корпусе винтом. Сверху хвостовик прижимается рычагом, вращающимся на оси шпильки, в отверстии стойки. В нерабочем положении левый конец рычага поднят пружиной, а в рабочем — опущен и закрепляет в угловом пазу призмы с помощью болта со сферической головкой, ввернутой в шток поршня гидроцилиндра.
При подаче масла в нижнюю полость гидроцилиндра через гидропанель, установленную на кронштейне станка, поршень, поднимаясь вверх, поднимает правый конец рычага и прижимает левым концом деталь. Для раскрепления детали производят переключение гидропанели, чтобы масло из нижней полости гидроцилиндра перетекало в резервуар и одновременно подавалось в его верхнюю полость. При этом поршень опустится вниз под действием пружины 10 и вместе с ним опустится правый конец рычага, а левый освободит деталь.
Мембранные патроны просты в изготовлении и обеспечивают высокую точность (0,004…0,005 мм) фиксации детали относительно оси вращения шпинделя.
Винтовой мембранный патрон показан на рис. 13. Мембрана изготовлена из пружинной стали 65Г за одно целое с рожками Б. С помощью винтов мембрана крепится к планшайбе станка. В рожки мембраны ввернуты винты, которые фиксируются в нужном положении гайками. Положение детали в осевом направлении определяется упорами. Когда мембрана собрана, винты и упоры шлифуют. Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали.
Рис. 13. Винтовой мембранный патрон.
—
Различают приспособления (оснастку) для получения заготовок, механической обработки, сборки, контроля, захвата, транспортирования предмета производства и т. д. Самыми многочисленными из указанных являются станочные приспособления, предназначенные для установки (базирования и закрепления) заготовок в целях их обработки на металлорежущих станках. Ряд станочных приспосблений, кроме этого, обеспечивает направление режущего инструмента, облегчает наладку технологической системы для размерной обработки. В зависимости от метода обработки и типа применяемого станка различают токарные, сверлильные, фрезерные, протяжные, шлифовальные и другие станочные приспособления.
Оправки, переходные втулки, резцедержатели и другие устройства, обеспечивающие требуемое положение и закрепление режущего инструмента на станке, называют вспомогательным инструментом. Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы.
Станочное приспособление, режущий и вспомогательный инструменты, а также станок, устройство управления станком, заготовка являются элементами технологической системы, которая создается и может быть использована при выпуске конкретной детали, если она включает все перечисленные выше элементы и если она подготовлена к выполнению данной операции.
Каждый раз, когда возникает необходимость организовать выпуск новых или модернизированных изделий, проводят технологическую подготовку производства (ТПП). Как правило, затраты на проектирование и изготовление технологической оснастки значительны и составляют 80—90% затрат на ТПП и 15—40% стоимости оборудования, для которого эта оснастка предназначается. Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.
Универсальные безналадочные приспособления представляют собой неразборные станочные приспособления, предназначенные для многократного применения без какой-либо доработки. Такие приспособления (например, центры, токарные патроны, поворотные столы и т. п.) широко применяют в единичном и серийном производстве.
Универсальн о-н аладочные приспособления состоят из универсальной базовой части (применяемой многократно) и сменных или регулируемых установочных элементов (называемых наладкой). Такие приспособления (например, универсальные наладочные тиски, угольники и т. д.) используют в единичном и серийном производстве. В условиях серийного и крупносерийного производства применяют специализированные наладочные приспособления, в которых базовая часть является специализированной.
Из всех видов технологической оснастки многократного применения наибольшее распространение получила система универсальн о-с борных приспособлений (УСП). Эти приспособления широко используют в единичном и серийном производстве при обработке заготовок как на универсальных станках, так и на станках с ЧПУ. Эти приспособления собирают из заранее изготовленных стандартных деталей и узлов высокой точности и износостойкости. Обычно приспособления собирают слесари 3—6-го разряда за 1—20 ч в зависимости от его сложности и размера. Чертеж приспособления не изготовляют.
Элементы УСП по назначению делят на базовые, опорные, направляющие, прижимные, крепежные и разные. Отдельную группу составляют сборочные единицы (узлы): поворотные головки; фиксаторы; делительные диски; центровые бабки и т. д. В качестве примера на рис. 13.1 показан кондуктор для сверления вала, созданный на базе гидроблока, предназначенного для механизации закрепления заготовки. Обрабатываемый вал устанавливают на две призмы, смонтированные на гидроблоке. Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
Основные элементы УСП имеют срок службы 10— 15 лет, их изготовляют из высококачественных материалов и подвергают термической обработке. Так, базовые и опорные элементы изготовляют из легированной стали 12ХНЗА; их цементируют на глубину 0,7—1,6 мм и закаливают до твердости 58—62 HRC,. К точности деталей УСП предъявляют высокие требования. Например, допустимые отклонения высоты базовых плит находятся в пределах от 0 до 0,04 мм.
Для высокоточной обработки используют специализированные комплекты УСП (например, УСП-ЧПУ для станков с ЧПУ) повышенной жесткости и точности.
В серийном производстве изделий с ограниченным периодом изготовления (до 1,5 лет) применяют сборно-разборные приспособления, собираемые из стандартных деталей и узлов. После сборки таких приспособлений возможна доработка поверхностей их деталей, контактирующих с заготовкой.
Рис. 1. Кондуктор для сверления вала
Неразбираемые специальные приспособления предназначены для серийного и крупносерийного производства определенных изделий. Детали этих приспособлений повторно не используют.
Опыт эксплуатации станочных приспособлений показывает, что во всех случаях, где это оправдано технико-экономическим расчетом, применение переналаживаемой оснастки вместо специальной позволяет в среднем в 2—5 раз сократить цикл технологической подготовки производства, сократить объем ручных слесарно-сборочных работ, снизить затраты на материалы и т. д.
Реклама:
Читать далее:
Способы и погрешности установки заготовок в приспособлениях
Статьи по теме:
Основные направления модернизации токарных станков
Применение группового метода обработки деталей
Рационализация технологического процесса
Уменьшение времени на управление станком
Уменьшение времени на измерение детали
Главная → Справочник → Статьи → Блог → Форум
Глава 5.
Планарные связи
Йи Чжан с Сьюзан Фингер Стефанни Беренс
Содержание
5.1 Введение
5.1.1 Что такое механизмы связи?
Задумывались ли вы когда-нибудь, какой механизм вызывает появление ветрового стекла? стеклоочиститель на лобовом стекле автомобиля колебаться ( рис. 5-1а)? Механизм, показанный на рис. 5-1b, преобразует вращательное движение двигателя в колебательное стеклоочистителя.
Рисунок 5-1 Стеклоочиститель
Давайте сделаем простой механизм с аналогичным поведением. Возьми немного картона и сделайте четыре полоски, как показано на рисунке 5-2а.
Возьмите 4 штифта и соберите их, как показано на рисунке. 5-2б.
Теперь держите 6 дюймов. полоса, чтобы он не мог двигаться и поворачивать 3 дюйма полоска. Вы увидите, что 4in. полоса колеблется.
Рисунок 5-2 Четырехрычажный механизм своими руками
Четырехрычажная связь является самым простым и часто наиболее полезным механизмом. Как мы упоминали ранее, механизм, состоящий из твердых тел и младшие пары называется связью (Охота 78). В планарных механизмах существует только два вида нижние пары — оборотные пары и призматические пары.
Простейшая замкнутая связь — это четырехзвенниковая связь. четыре элемента, три подвижных звена, одно фиксированное звено и четыре штифта суставы. Связь, имеющая хотя бы одно фиксированное звено, является механизмом. Следующий пример четырехзвенной связи был создан в SimDesign в simdesign/fourbar.sim
.
Рисунок 5-3 Соединение с четырьмя стержнями в SimDesign
Этот механизм имеет три подвижных звена. Две ссылки закреплены на кадр, который не показан на этой картинке. В SimDesign ссылки могут быть прибиты к фону, тем самым превращая их в рамку.
Сколько степеней свободы у этого механизма? Если мы хотим, чтобы он был только один, мы можем наложить одно ограничение на связь, и она будет иметь определенное движение. Четырехзвенная связь самый простой и удобный механизм.
Напоминание: Механизм состоит из твердых тел и нижних пар называются связями (Hunt 78). В плоские механизмы бывают только двух видов нижних пар: поворотные пары и призматические пары.
5.1.2 Функции соединений
Функция рычажного механизма состоит в том, чтобы производить вращательные, колебательные, или возвратно-поступательное движение от вращения кривошипа или порок наоборот (Ham и др. 58). Определенные более конкретно связи могут быть использованы для преобразования:
непрерывного вращения в непрерывное вращение с постоянной или переменное отношение угловых скоростей.
Непрерывное вращение в колебательное или возвратно-поступательное движение (или реверс), с постоянным или переменным передаточным числом.
Колебание в колебание или возвратно-поступательное движение в возвратно-поступательное движение, с постоянным или переменным отношением скоростей.
Связи выполняют множество различных функций, которые можно классифицировать в соответствии с основной целью механизма:
Генерация функции : относительное движение между звеньями соединенный с рамой,
Генерация пути : путь точки трассировки или
Генерация движения : движение соединительного звена.
5.2 Четырехрычажные механизмы
Одним из простейших примеров связи с ограничениями является четырехзвенный механизм . Различные полезные механизмы могут формироваться из четырехзвенного механизма с небольшими вариациями, такими как изменение характера пар, пропорций звеньев, и т. д. . Кроме того, многие механизмы сложных ссылок представляют собой комбинации двух или более таких механизмов. Большинство четырехзвенных механизмов относятся к одному из следующих двух классов:
четырехзвенный рычажный механизм и
кривошипно-кривошипный механизм.
5.2.1 Примеры
Параллелограммный механизм
В параллелограммном четырехзвенном соединении ориентация муфты не меняется в процессе движения. На рисунке показан загрузчик. Очевидно, поведение поддержания параллелизма важно в погрузчик. Ковш не должен вращаться при подъеме и опускании. Соответствующий файл SimDesign — simdesign/loader. sim.
Рисунок 5-4 Механизм фронтального погрузчика
Кривошипно-ползунковый механизм
Четырехзвенный механизм имеет некоторые специальные конфигурации, созданные сделать одну или несколько ссылок бесконечной по длине. Кривошипная рукоятка (или кривошипно-ползунковый) механизм, показанный ниже, представляет собой четырехзвенниковую связь с ползунок, заменяющий бесконечно длинную выходную ссылку. Соответствующий Файл SimDesign — simdesign/slider.crank.sim.
Рисунок 5-5 Кривошипно-ползунковый механизм
Эта конфигурация переводит вращательное движение в поступательное. один. Большинство механизмов приводятся в движение двигателями, а кривошипы часто используется для преобразования вращательного движения в линейное движение.
Кривошип и поршень
Вы также можете использовать ползунок в качестве входной ссылки и рукоятку в качестве выходная ссылка. В этом случае механизм передает поступательное движение во вращательное движение. Поршни и кривошип во внутреннем двигатель внутреннего сгорания является примером механизма этого типа. соответствующий файл SimDesign — simdesign/combustion.sim.
Рисунок 5-6 Кривошип и поршень
Вы можете задаться вопросом, почему слева есть еще один слайдер и ссылка. Этот механизм имеет две мертвые точки. Ползунок и ссылка слева помогите механизму преодолеть эти мертвые точки.
Устройство подачи блоков
Одним из интересных применений кривошипа является устройство подачи блоков. Файл SimDesign можно найти в simdesign/block-feeder.sim
.
Рисунок 5-7 Устройство подачи блоков
5.2.2 Определения
В ряду планарных механизмов простейшая группа нижней пары механизмы четырехзвенные. A Четырехрычажный механизм состоит из четырех стержневых звеньев и четырех поворотных пар, как показано на рис. 5-8.
Рисунок 5-8 Четырехрычажный механизм
Звено напротив фрейма называется соединительное звено и звенья шарнирно прикреплены к раме называются боковыми ссылками . Ссылка, которую можно свободно вращать 360 градусов по отношению ко второму звену будет называться вращать относительно второго звена (не обязательно рамка). Если возможно, чтобы все четыре бара стали одновременно выровнены, такое состояние называется точкой изменения .
Вот некоторые важные концепции механизмов ссылок:
Кривошип : Боковая тяга, вращающаяся относительно рамы, называется кривошип .
Кулиса : любое звено , которое не вращается , называется коромыслом .
Кривошипно-коромысловый механизм : В четырехзвенном рычажном механизме, если более короткая боковая тяга вращается, а другая качается ( т.е. , колеблется), он называется кривошипно-коромысловым механизмом .
Двухкривошипный механизм : В четырехзвенном рычажном механизме, если обе боковые звенья вращаются, он называется двухкривошипным механизмом .
Двойной кулисный механизм : В четырехрычажном механизме, если оба боковые звенья качаются, он называется двухрычажным механизмом .
5.2.3 Классификация
Перед классификацией четырехзвенников нам необходимо ввести некоторые основная номенклатура.
В четырехзвенном соединении мы имеем в виду сегмент линии между петли на заданном звене в виде стержня , где:
с = длина кратчайшего стержня
l = длина самого длинного стержня
p, q = длина промежуточного стержня
Теорема Грасгофа утверждает, что четырехзвенный механизм имеет в точке не менее одно вращающееся звено, если
с + л
(5-1)
и все три мобильные ссылки будут качаться, если
с + л > р + q
(5-2)
Неравенство 5-1 равно критерию Грасгофа .
Все четырехзвенные механизмы попадают в одну из четырех категорий, перечисленных в Таблица 5-1:
Из таблицы 5-1 видно, что для механизма, имеющего кривошип, сумма длин его самого короткого и самого длинного звеньев должна быть меньше или равной сумме длин двух других звеньев. Однако, это условие необходимое, но недостаточное. Механизмы удовлетворения это состояние подразделяется на следующие три категории:
Если самая короткая ссылка является боковой, механизм представляет собой кривошипно-кулисный механизм. Кратчайший звено – это кривошип в механизме.
Когда кратчайшее звено является рамкой механизм, механизм двухкривошипный.
Когда самая короткая ссылка звено сцепки, механизм двухкоромысловый.
5.2.4 Угол передачи
На рисунке 5-11, если AB является входной ссылкой, сила, приложенная к выходному звену, CD , передается через соединительное звено BC . (То есть, нажав на ссылку CD накладывает силу на ссылку AB , которая передается по ссылке BC .) Для достаточно медленных движений (незначительные силы инерции), сила в соединительном звене чистая растяжение или сжатие (незначительное изгибающее действие) и направлено по г. до н.э. г. . При заданной силе в соединительном звене крутящий момент передается на выходной бар (примерно пункт D ) максимально, когда угол между соединительная шина BC и выходная шина CD имеют размер /2. Следовательно, угол BCD равен называется угол передачи .
(5-3)
Рисунок 5-11 Угол передачи
Когда угол передачи значительно отклоняется от /2, крутящий момент на выходном стержне уменьшается и может оказаться недостаточным для преодоления трения в система. По этой причине угол отклонения =|/2-| не должно быть слишком большим. В практике, нет определенного верхнего предела для , потому что существование силы инерции могут устранить нежелательные силовые соотношения которая присутствует в статических условиях. Тем не менее, следующие Критерий можно соблюдать.
5.2.5 Мертвая точка
Когда боковое звено, такое как AB на рис. 5-10, выравнивается с соединительным звеном BC , его можно только сжать или удлиняется муфтой. В этой конфигурации крутящий момент приложен к ссылка на другой стороне, CD , не может вызвать вращение в ссылке АБ . Поэтому говорят, что эта ссылка находится в мертвой точке (иногда называется точкой переключения ).
Рисунок 5-10 Мертвая точка
На рис. 5-11, если AB является кривошипом, он может быть выровнен с BC в полное выдвижение по линии AB 1 C 1 или в сгибание с AB 2 в сложенном виде Б 2 С 2 . Обозначим угол ADC через и угол DAB на . Мы используем индекс 1 для обозначают расширенное состояние и 2 для обозначения изогнутого состояния ссылок AB и BC . В расширенном состоянии ссылка CD не может вращать по часовой стрелке, не растягивая и не сжимая теоретически жесткая леска AC 1 . Поэтому ссылка CD не может перейти в запретную зону ниже C 1 D , и должен быть в одном из двух крайние положения; другими словами, ссылка CD находится в экстремуме. А второй экстремум звена CD приходится на = 1 .
Обратите внимание, что крайние положения бокового звена происходят одновременно с мертвыми точками противоположного звена.
В некоторых случаях мертвая точка может быть полезна для таких задач, как работа крепления (Рисунок 5-11).
Рисунок 5-11 Рабочее крепление
В других случаях мертвая точка должна быть и может быть преодолена с помощью момента инерции звеньев или с несимметричным развертыванием механизм (Рисунок 5-12).
Рисунок 5-12 Преодоление мертвой точки асимметричным развертывание (двигатель V)
5.2.6 Кривошипно-ползунковый механизм
Кривошипно-ползунковый механизм, широко известный в двигателей, является частным случаем кривошипа-коромысла механизм. Обратите внимание, что если качелька 3 на рис. 5-13а очень длинный, его можно заменить блоком, скользящим в криволинейной прорези или направляющей, как показано на рисунке. Если длина коромысла бесконечны, направляющая и блок больше не изогнутый. Скорее, они кажутся прямыми, как показано на рис. 5-13b, а соединение принимает форму обычный кривошипно-ползунковый механизм .
Рисунок 5-13 Кривошипно-ползунковый механизм
5.2.7 Инверсия кривошипно-ползункового механизма
Инверсия — это термин, используемый в кинематике для обозначения разворота или взаимозаменяемость формы или функции применительно к кинематическим цепям и механизмам. Для например, взяв другую ссылку в качестве фиксированной, ползунковая рукоятка механизм, показанный на рис. 5-14а, можно инвертировать в механизмы, показанные на рис. 5-14b, c и d. Другой примеры можно найти в применении этих механизмов. Для например, механизм насосного устройства на рис. 5-15 такой же, как на рис. 5-14b.
Типы механических штифтов – Руководство покупателя Томаса
Шплинт фиксирует вал шестерни на месте.
Изображение предоставлено Дэном Логаном/Shutterstock.com
Машинные штифты, также называемые крепежными штифтами или крепежными штифтами, представляют собой тип специального крепежа, используемого для надлежащего выравнивания и соединения двух деталей или компонентов. Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).
В дополнение к вышеперечисленным характеристикам эти компоненты доступны в различных размерах и материалах, включая металл, пластик и дерево, с различными конструкциями, подходящими для множества применений. Определение оптимального типа машинного штифта для использования во многом зависит от требований приложения, поскольку каждый тип штифта используется для выполнения различных функций и операций.
Крепежи с машинными штифтами, обычно используемые в промышленности и торговле, можно разделить на несколько общих категорий, которые включают:
Шплинты
Установочные штифты
Сцепные и шплинтовые пальцы
Фиксирующие штифты
Пружинные штифты
В следующих разделах описывается каждая из вышеупомянутых категорий машинных штифтов, а также приводятся примеры их соответствующих подтипов.
Шплинты
Шплинты, также называемые шплинтами или проволочными зажимами, представляют собой проволочные крепежные детали с двумя зубцами, используемые при сборке машин для фиксации деталей или других крепежных элементов (например, штифтов со шпильками или гаек с прорезями) на месте и предотвращения их ослабления с течением времени. Используя быстросъемную, полукруглую или круглую конструкцию, эти крепежные детали обычно требуют предварительно просверленного отверстия или оборачивают компонент вала во время установки.
Самый распространенный тип шплинтов — разрезные — имеет закругленную головку и гибкие зубцы. Эти характеристики делают его пригодным для вставки и крепления предварительно просверленных компонентов, а также для блокировки других крепежных элементов.
Некоторые из доступных типов шплинтов включают шплинты-бабочки, шплинты, шпильки, кольцевые шплинты и поворотные шплинты.
Установочные штифты
Установочные штифты представляют собой короткие, прямые и цилиндрические стержни, используемые для выравнивания компонентов машины перед их скреплением друг с другом с помощью других крепежных элементов, таких как винты или болты. Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
В основном используемые в машиностроении, конические штифты представляют собой распространенный тип установочных штифтов, которые имеют больший диаметр на одном конце, который постепенно сужается к меньшему концу. Эти штифты доступны в моделях без резьбы, а также с одинарной и двусторонней резьбой и подходят для позиционирования и крепления компонентов в узлах, таких как колеса и рычаги, к валам.
Ведущие штифты, штифты с канавками и штифты с накаткой — это некоторые из других доступных типов штифтов.
Пальцы сцепки и шпингалета
Штифты сцепки и шплинты аналогичны крепежным элементам как по форме, так и по функциям; оба этих быстросъемных, цилиндрических и (как правило) прямых штифта вставляются в предварительно просверленные ответные отверстия для временной фиксации или соединения компонентов.
Чем эти два типа штифтов отличаются, так это механизмами блокировки; в то время как сцепные штифты требуют дополнительного крепежного компонента (обычно шплинта) для фиксации в нужном положении, шплинтовые шплинты (также стилизованные под шплинты или шплинты) имеют встроенный фиксирующий механизм.
Например, шплинт представляет собой тип сцепного пальца, который фиксируется с помощью шплинта. Как правило, они используются как часть системы крепления с вилкой, чтобы можно было присоединить штифт к другому устройству, например, к крану или пахотному оборудованию. Шплинты, с другой стороны, обычно используются для узлов осей или колес и содержат кольцевой компонент, который защелкивается на месте и предотвращает ослабление крепления и развал узла.
Другими примерами сцепных и шплинтовых пальцев являются стопорные штифты, стопорные штифты и рычажные штифты.
Установочные штифты
Установочные штифты используются для позиционирования, выравнивания и фиксации двух заготовок вместе с жесткими допусками. Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.
Некоторые из подтипов этих двух категорий штифтов включают штифты с круглой головкой, зажимные штифты, конусные установочные штифты, пробойники, Г-образные штифты и Т-образные штифты.
Пружинные штифты
Пружинные штифты представляют собой штифты с дюбелями, которые имеют полую цилиндрическую конструкцию без головки и доступны как в спиральных, так и в скрученных моделях. Как следует из названия, спиральные пружинные штифты изготавливаются из металлического материала, обычно из стали, который скручивается в цилиндрическую форму, а катанные штифты (также называемые пружинными штифтами с прорезями) скручиваются в форму.
Экономичные и не требующие практически никакой подготовки перед использованием, эти типы крепежа могут применяться во многих областях, начиная от электрических соединителей и заканчивая металлическими изделиями.
Дополнительные типы контактов
В дополнение к упомянутым выше типам доступны и другие штифты для более специализированного промышленного и коммерческого применения. К таким штифтам относятся штифты выталкивателя, шарнирные штифты, срезные штифты и штифты для сварки.
Резюме
Это руководство дает общее представление о типах машинных штифтов, доступных для использования в промышленных и коммерческих целях.
Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим руководствам Thomas или посетите платформу поиска поставщиков Thomas, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Токарный станок с ЧПУ своими руками: чертежы самодельного аппарата
Для производства простых деталей в небольшой мастерской, выгодно иметь настольный токарный станок с ЧПУ.
Сделать его можно своими руками, используя шпиндельный блок от старого оборудования и шаговые двигатели с ручного электроинструмента. Часть деталей, включая станину, придется готовить самостоятельно.
Содержание:
1 Необходимые инструменты и материалы
2 Как сделать самодельный аппарат по дереву и металлу?
2.1 Делаем опоры
2.2 Собираем аппарат
2.3 Изготавливаем 3-кулачковый патрон
2.4 Делаем регулятор скорости вращения
2.5 Выбираем источник питания
2.6 Конструируем двухосевой держатель инструмента
2.7 Настраиваем и регулируем
2.8 Доработка
3 Советы и рекомендации
4 Чертежы
5 Возможные ошибки
Необходимые инструменты и материалы
Для создания токарного станка понадобятся обычные инструменты, имеющиеся у каждого любителя мастерить.
дрель;
болгарка с отрезным и зачистным кругом;
сварочный аппарат;
набор ключей;
ручной слесарный инструмент.
Наличие фрезера значительно упростит работу. Если нет гладких валов и винтов из ненужного оборудования, то понадобится доступ к токарному станку.
Материалы подбираются из отходов:
листовой прокат разной толщины;
швеллера;
ручки и лимбы;
подшипники;
крепеж.
Для станины токарного станка по дереву используют листы ДВП, ДСП, многослойную толстую фанеру. Электродвигатели подойдут от старой стиральной машины, пылесоса, непригодного электроинструмента.
Читайте также: токарный по дереву своими руками
Как сделать самодельный аппарат по дереву и металлу?
Начинать создание токарного станка с ЧПУ следует с разработки сборочного чертежа и деталировки. Затем выбираются из «хлама» подходящие куски проката для изготовления конкретных элементов станины и других узлов.
Основные узлы токарного станка с ЧПУ:
станина с направляющими;
передняя бабка;
шпиндель;
патрон;
суппорт;
салазки с резцедержателем;
задняя бабка с центром;
привод;
компьютер и шкаф управления.
Корпуса выполняются из тонкого листа. Опорные конструкции и основания свариваются из проката толщиной от 8 мм.
Важно!
При проектировании следует учитывать материалы, которые будут обрабатываться на станке и величину напряжений, возникающих при этом.
Делаем опоры
На станине крепятся все основные узлы. Одновременно основание:
обеспечивает соосность вращающегося и неподвижного центров;
параллельность расположения направляющих и оси вращения;гасит вибрацию.
Для токарного станка по дереву достаточно взять плиту ДСП толщиной 30–40 мм. Снизу к ней прикрепить деревянные брусья вдоль торцов на расстоянии 10 мм от края. Они заменят ножки при установке станка на столе. отдельно стоящему оборудованию потребуются прочные опоры в виде трапецеидальных конструкций из бруса с наклонными поперечинами.
Важно!
Для станка, обрабатывающего металл, основание и стойки выполняются из металла: лист S 20 мм и швеллера 80–120.
Лист размечается под установку бабки, направляющих и двигателя. Делаются отверстия и крепится все к опорам. Можно собрать все основание совместно с опорами и после этого по подметке делать отверстия под крепеж.
Собираем аппарат
Передняя, задняя бабка и суппорт предварительно устанавливаются на опорную плиту. Проверяется их соосность и параллельность. После этого узлы закрепляются на станине.
Крепится к основанию передняя бабка.
Устанавливаются направляющие.
Монтируется ходовой винт.
На направляющие устанавливается суппорт, через него пропускается винт и крепится в муфте.
Выставляется задняя бабка – неподвижный центр.
Для обработки деталей разной длины, задняя бабка закрепляется через втулки на круглых направляющих или в основании опоры делаются продольные пазы, чтобы перемещать ее вдоль оси и зажимать болтами. Читайте также: самодельный токарный станок по металлу, изготовление, чертежи.
Изготавливаем 3-кулачковый патрон
Крепление планшайбы патрона к шпинделю осуществляется через резьбовую или коническую втулку. Ее можно выточить самостоятельно из дерева, желательно твердой породы. Для этого на место шпинделя закрепляется электродрель.
Сверло заменяется зенкером или зубчатой фрезой для ручного фрезера. Торец заготовки прижимается к инструменту и вращается вместе с ним. Резец подводится суппортом и перемещается поперечно салазками. Обработка производится в ручном режиме управления.
Для соединения с планшайбой, втулка изготавливается с фланцем по размеру отверстия в диске. Разметить 3 паза на планшайбе от центра строго под 120⁰. Они не должны до края 12–15 мм и от втулки быть на расстоянии 8–10 мм.
Вырезать фрезером пазы. Использовать режущий инструмент диаметром 8 мм – ширина паза. Если фреза тоньше, использовать шаблон.
Важно!
При отсутствии фрезы диаметром 8 мм, ровные закругленные края паза выполняются сверлом соответствующего диаметра, затем паз между ними вырезается другим инструментом.
Кулачки изготавливаются из металлического уголка. К торцу привариваются сегменты кольца, разрезанного из толстостенной трубы. В одной полке уголка сверлится 2 отверстия по размеру паза и через них болтами кулачки фиксируются в нужном положении на планшайбе.
Важно!
При обработке стали и чугуна возникают большие напряжения. Деревянный патрон не выдержит нагрузок и разрушится. Необходимо изготавливать стальную: втулку и планшайбу.
Делаем регулятор скорости вращения
Скорость вращения электродвигателя не регулируется и не соответствует количеству оборотов детали для качественной обработки. Изменять ее можно, используя:
зубчатое зацепление;
ременную передачу;
цепную передачу.
Изготовление звездочек в домашних условиях невозможно. Проще всего сделать шкивы разных диаметров, и вращать шпиндель от электромотора через ремень. В этом случае изготовив несколько деталей разного диаметра, перекидывая ремень, можно получать разую частоту вращения детали.
Справка! Ремень одновременно является защитой от перегрузок, он проскальзывает.
Выбираем источник питания
Токарному станку с ЧПУ оптимально подойдут шаговые двигатели. Ими проще, чем другими, управлять в автоматическом режиме через компьютер или электронный блок.
Можно на вращения шпинделя установить мотор со стиралки или другого поломанного домашнего оборудования. На привод суппорта подойдет менее мощный с дрели. Важно, чтобы они работали от сети 220 В.
Важно!
Коллекторный двигатель не подходит для настольных станков. При падении напряжения в сети у него увеличивается скорость – количество оборотов.
Конструируем двухосевой держатель инструмента
Резец вдоль оси вращения перемещается вместе с суппортом. Для поперечного движения на салазках делаются поперечные направляющие. Между ними устанавливается винт с ручкой на торце. Управление ручное.
Механическое перемещение при обрезке и обработке торцов можно осуществить, подключив винт к маленькому отдельному двигателю.
Настраиваем и регулируем
Устранить все люфты, качение деталей. Подтянуть подшипники. На шпинделе закрепить патрон в него вставить оправку. Электродвигатель переместить по направляющим в основании до полного натяжения ремня. Подвести неподвижный центр к детали. Включить обороты и проверить радиальное и осевое биение. Отрегулировать регулировкой задней бабки.
Проехать суппортом, с закрепленным к нему индикатором, по верхней и боковой поверхности оправки. Выставить с помощью клиньев, убрать перекос.
Доработка
Самодельный токарный станок подключается к блоку управления ЧПУ. Программа задается через включение и выключение двигателя, прямых и обратных оборотов.
Для изготовления деталей в полностью автоматическом режиме, устанавливается третий двигатель на поперечную подачу салазок.
Советы и рекомендации
Управление токарными станками ЧПУ осуществляется через запуск и остановку двигателей. На подачу каждого направления следует ставить шаговый электродвигатель:
вращение шпинделя;
продольное перемещение суппорта;
поперечное перемещение резцедержателя.
При наличии других автоматических подач, каждая из них подключается к своему двигателю.
Станку с ЧПУ, даже самодельному, необходимы определенные условия эксплуатации и хранения:
температура в помещении от +10 до +25 градусов;
влажность ниже 80%;
стабильное напряжение.
Электроника и электрооборудование чувствительны к перепадам напряжения. Для стабильной работы станка с ЧПУ, необходимо устанавливать стабилизатор напряжения.
Чертежы
Чертежи можно бесплатно скачать по ссылке — Чертежи
Возможные ошибки
Подключение к станку программы с числовым управлением сложный и материально затратный процесс. ЧПУ окупит себя только в случае производства больших партий деталей. Точность изготовления низкая. Самодельное оборудование будет востребовано при обработке дерева в мастерских по изготовлению мебели и других изделий. Металлические детали, требующие точности размеров и чистоты обработки, можно изготавливать в ручном режиме.
При монтаже основных узлов на станине сваркой получается монолитная жесткая конструкция. Но она имеет свои недостатки. При неподвижном соединении невозможно регулировать соосность центров и их параллельное расположение относительно движения суппорта. Приваривать можно только направляющие. Передняя и задняя бабка должны прикручиваться болтами с возможностью регулировки прокладками.
Центр задней бабки должен свободно вращаться. Если нет опорного подшипника, следует ставить шлифованную втулку из чугуна или бронзы. Токарный станок своими руками обойдется значительно дешевле покупного. Проектировать и изготавливать его интересно для умельцев.
Самодельный ЧПУ станок своими руками быстро
Неожиданно много читателей, прочитавших мою статью, посвященную некоторым аспектам проектирования механики самодельного гравировально-фрезерного станка ЧПУ, высказали в своих откликах, как бы это помягче…, недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.
Я по-прежнему считаю, что небольшой станок, например, с рабочим полем 500х300 мм, проще, технологичнее и дешевле сделать, применив круглые направляющие с бронзовыми втулками скольжения. Однако, чем больше по размеру рабочее поле, тем сложнее обеспечить заданную точность за приемлемые деньги. Наконец, наступает момент, когда технологические трудности изготовления и монтажа направляющих скольжения, а значит и их стоимость оказывается сопоставимой со стоимостью блоков шариковых линейных подшипников на рельсах.
Вот и получается, что небольшой гравировально-фрезерный станок дешевле сделать на круглых направляющих скольжения с обычной винтовой передачей. Но, если рабочий ход хотя бы по одной из осей превысит некоторое значение, при котором выгодней купить шариковые направляющие, то конечно, проще купить. Само собой, упомянутое «некоторое значение» — вещь относительная. Стоимость изготовления механики в Москве и, например, на Урале отличается в разы. По моим оценкам, для Москвы размер рабочего хода, при котором стоит подумать о шариковых линейных направляющих, составляет 1000…1200 мм и более.
Статья планировалась из двух частей. Первая часть должна была быть посвящена выбору направляющих, особенностям проектирования и конструирования механики с использованием шариковых линейных направляющих, а вторая — практической реализации станка. Известно, теорию читать никто не любит, все сами «теоретики». Поэтому предвосхищая возгласы: «Все, что вы пишете, давно известно из книжек! К практике поближе!!», я решил ограничиться практической реализацией. Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
Задача
Вообще говоря, «на скорую руку» делаются бутерброды и салаты, романтический ужин можно соорудить на скорую руку, но не станок. Тем не менее, я вынес это словосочетание в заголовок статьи. Почему? Попробую объяснить.
«На скорую руку» это значит технологично для домашнего производства. Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Кое-кто скажет: «Ну, ты загнул, товарищ! Так не бывает», и будет прав. Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Ставя перед собой такую задачу, надо хорошо понимать, что осуществить задуманное можно только при условии широкого применения покупных комплектующих и стандартных алюминиевых профилей. Направляющие – этакие краеугольные камни портального гравировально-фрезерного станка — тоже придется купить, а они дорогие. Так что, «на скорую руку» не значит дешево!
И последнее соображение. «На скорую руку» ассоциируется с понятиями просто и быстро. Если с определением «просто» можно согласиться, то быстро вряд ли получится. Изготовление даже простых деталей может затянуться на неопределенный срок, но как говорится, «терпение и труд – все перетрут».
Подытожим:
Для фрезерования бальзы, фанеры, дерева, пластиков и тонких (до 2 мм) алюминиевых сплавов.
На линейных шариковых направляющих и зубчатых ремнях.
Рабочее поле не менее 1000х300х90.
Разрешение позиционирования не хуже 0,1 мм.
Скорость позиционирования не менее 2 м/мин.
Икс
Начнем с простого – со стола-основания. Элементарный геометрический расчет показывает, что при ходе по Х равному 1000 мм длина стола должна быть 1300 мм. По крайней мере, у меня так получилось. При ходе по Y больше 300 мм ширина стола должна быть не менее 460 мм.
Изучив сортамент стандартных прессованных прямоугольных труб (боксов) из алюминиевого сплава АД31 (других промышленность, к сожалению, не выпускает) выбираем бокс 80х40х4 мм. Нарезаем из него несколько балок (1300 мм — 2 шт. и 460 мм -4шт.). Еще нам понадобятся два швеллера 50х30х4 длиной 1300 мм. В них отлично вписываются шариковые направляющие SBS15SL, которые я решил применить. В качестве ножек используем подходящие круглые ножки от дивана, купленные в магазине ОБИ. Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
Получилось весьма крепко. Под нагрузкой швеллеры, в которые буду уложены рельсы слегка прогибаются, но ничего, поставим столешницу – будет совсем другое дело, основание по прочности и жесткости приобретет исключительную «дубовость».
Привинчиваем рельсы.
Они располагаются под столом и, как видите, относительно хорошо защищены от пыли и стружек. Не смотря на то, что шариковые блоки SBS снабжены скребками, предусмотреть дополнительную (пассивную) защиту рельс и блоков от прямого попадания стружек никогда не вредно.
Привинчиваем к шариковым блокам площадки, на которые впоследствии будет ставиться портал. Площадки эти — просто прямоугольные пластинки из сплава Д16Т с отверстиями для крепления портала и кронштейна под шаговый мотор.
О кронштейне шагового мотора, и вообще о проводке зубчатого ремня поговорим отдельно.
Проводка зубчатого ремня
Да, шаговые моторы для перемещения портала по оси Х будут крепиться на самом портале! Почему-то когда говорят о приводе зубчатым ремнем, в мозгах рисуется ремень в виде кольца с мотором, установленным на раму, а натяжение ремня организуется на портале или каретке. Так делать можно, но лучший ли это способ? Не уверен. Мы пойдем другим путем. Устроим из ремня псевдо зубчатую рейку.
Концы ремня закрепим на раме. Одну прижимную планку зафиксируем жестко, а другая будет иметь возможность перемещаться для натяжения ремня в пределах расстояния между соседними зубьями, т.е. в пределах 5 мм. Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.
Чем же такой способ лучше кольцевого ремня? Да, хотя бы тем, что расход ремня в два раза меньше, натягивать проще, экономия на зубчатых колесах, которые дорогие и их надо покупать вместе с ремнем. Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
Ремень надо брать с относительно мелким зубом. Я выбрал любезный моему сердцу ремень от хвостовой балки модели вертолета «Раптор 50». Он имеет шаг зубьев 5 мм. Зубчатое колесо тоже от этого вертолета. Его диаметр (по средней линии зубьев) 14 мм. Значит при включении двигателя в полушаговом режиме (400 шагов на оборот) перемещение каретки на один шаг будет 3,14*16/400 = 0,11 мм. Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
Что касается кронштейна шагового мотора, то это, как видите, простая пластина с дырками. Ничего особенного, выпиливаем точно так же, как и основание. Пока за рамки ножовки, дрели и напильника мы не вышли. Будем продолжать в том же духе.
Устанавливаем все это дело на раму и проверяем, как ездит. Ездит хорошо!
Собственно, это почти все с рамой. Осталось «причесать», придать изделию «товарный вид» и установить столешницу.
Товарный вид
«Made in дома» — не обязательно сикось-накось, коряво и неаккуратно. Меня удручают, закрепленные на уродских «курьих ножках» и торчащие во все стороны двигатели, пучки неубранных проводов, вывороченные наизнанку контроллеры и тому подобные «прелести» самодельных конструкций. Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
Проложим пару дохленьких швеллеров, в которых будут размещаться петли кабелей от двигателей и концевых выключателей. Если контроллер большой и не лезет в подстольное пространство, то сделаем кронштейны для выходных соединителей. И, наконец, установим заглушки на торцы несущих профилей, чтобы в них не скапливалась грязь.
Затраты труда на эти на первый взгляд необязательные мероприятия окупаются с лихвой.
Столешница
Станок планируется в основном для пиления бальзы, фанеры, пластиков, поэтому столешница может быть сделана из ламинированной панели для кухонной мебели толщиной 40 мм, т.е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
Некоторым «продвинутым» специалистам может понравиться наборная столешница из алюминиевого станочного профиля. Пожалуйста, принципиально ничего не изменится. Однако станок на зубчатых ремнях может пилить только то, на что рассчитан, а именно — фанеру, пластики и тонкий алюминий, и не более того, поэтому ужесточать столешницу – бессмысленно.
Игрек
Пошли дальше.
Поперечная балка, на которую будут устанавливаться рельсы оси Y, получается длиной 510 мм. В целях унификации сделаем ее из того же алюминиевого бокса 80х40х4 мм. Рельсы поставим прямо на торцы балки.
В большое прямоугольное отверстие на широкой грани профиля будет входить ось двигателя с насаженным на него зубчатым колесом. С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
Проводку зубчатого ремня выполним точно так же, как и по оси Х, только устройства для крепления и натяжения ремня сделаем на уголках.
Ремень оказывается хорошо защищен от стружек и грязи. В нижней части профиля (внутри) будет размещена петля кабеля от двигателей Y и Z. Осталось поставить заглушки на торцы балки и все.
С лицевой стороны (со стороны каретки Z) балка не имеет отверстий, что очень хорошо, т.к. именно тут летит стружка. Как видите, балка с кареткой Y получилась очень простой.
Зет
Ход по Z планируется сделать 90 мм. Почему 90? Потому что мне достаточно 90, а можно сделать и 150 мм. Это не принципиально.
Каретка Z и все, что с ней связано, самая многодельная и трудоемкая часть нашего станка. Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Ходовой винт
Начнем с винта. Я уже писал подробно о ходовых винтах и гайках в статье «Механика самодельного станка ЧПУ», не буду повторяться. НО. Так ли уж необходим в данном случае на оси Z ходовой винт с гайкой, выполненный по всем правилам точной механики? Вряд ли. Станок предназначен для плоского фрезерования, по сути, это просто лобзик с ЧПУ – опустил фрезу на нужную глубину и – погнали выпиливать. Тут сгодится катаный винт. Да, чего там катаный, простой винт с метрической резьбой сгодится! И гайка капроновая сгодится! Другое дело, если планируется 3D фрезерование, например барельефов и медалей…, но такая задача плохо согласуется с ременным приводом остальных осей. Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
Кстати, ходовой винт, переходная втулка для двигателя и опорные кольца подшипников – единственные детали, для изготовления которых нам потребуется токарный станок. Даже если вы купили резьбовую шпильку на рынке, концы такого винта нужно разделать.
Конструкция подшипникового узла ходового винта описана в вышеупомянутой статье. Она оказалась удачной, поэтому в новом станке сделаем точно также.
Отверстие в стенке под подшипники растачивать по посадке не обязательно, достаточно просто просверлить. Рабочие нагрузки направлены по оси винта, и если радиально-упорные подшипники будут слегка елозить в поперечном направлении, то ничего страшного, на точности работы оси это практически не скажется.
Сборка
Устанавливаем ходовой винт внутрь основания-швеллера, сделанного из профиля 60х40х5 мм, какого же, как и тот, который мы использовали для каретки Y. К торцам основания привинчиваем рельсы.
Внимательный читатель скажет: «Ага! Деталь, на которую ставится двигатель, фрезерованная!!!». Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Устанавливаем уголки на шариковые блоки. Уголки сделаны из профиля 50х50х5 мм. Это единственный доступный профиль из сплава Д16Т.
Спереди на уголки ставится панель, которая, по сути, и есть каретка Z. Но перед этим установим перемычку, которая свяжет уголки с ходовой гайкой.
На первый взгляд эта деталь лишняя. Ходовую гайку можно закрепить сразу на передней панели. Но в этом случае, существенно возрастают требования к точности изготовления деталей, и монтаж гайки придется производить вслепую. Т.к. станок у нас «на скорую руку» и делаем мы его на кухне, то в данном случае такая переходная деталька может оказаться полезной. Впрочем, кто в себе уверен, может ее и не ставить.
Последний штрих. Устанавливаем переднюю панель и кронштейн для шпинделя.
Кронштейн может быть фрезерованный, а может быть и просто плоский. Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
X-Y-Z
Устанавливаем Z на Y.
Устанавливаем боковые стенки портала и клеммную коробочку для кабелей.
Устанавливаем портал на раму.
Вот и все. Станок получился удобный, стройный, я бы даже сказал поджарый, ничего не торчит, к рабочему полю хороший доступ со всех сторон, никаких кожухов, которые чего-то там прикрывают, нет «гусениц» для проводов, все провода спрятаны. Кстати, в моем экземпляре контроллер тоже спрятан под стол, к станку подходит только шнур питания и кабель LPT порта от компьютера.
Даже если вы все кривовато выпилили и не очень точно просверлили отверстия, вы все равно сможете доработать станок, довести его до ума и заставить нормально работать. Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
А можно…?
Отвечаю сразу — МОЖНО! Все можно! Только нужно ли?
«А можно вместо четырех шариковых блоков поставить на каретку два? Будет почти в два раза дешевле» — Можно! Но я поставил четыре, и вам советую.
«А можно заменить обычные профили станочными? Будет лучше» — Можно! В каком-то смысле действительно будет лучше. Скажем так, будет лучше ровно на столько, на сколько, к примеру, станут лучше «Жигули», если поставить на них семнадцатидюймовые колеса от «Мерседеса», Но дороже будет, это точно!
«А можно для увеличения прочности заменить не внушающие доверия алюминиевые профили хорошими стальными?» — Можно! Если удастся подобрать подходящие по размеру, и при условии замены шариковых направляющих на 20-й типоразмер. Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
«А можно такой станок сделать размером 2х3 метра, и чтобы 10 мм фанеру пилил со скоростью 600 мм/мин.?» — Можно! Только профили нужно брать станочные и крепить их к стальным сварным рамам, и ремни заменить зубчатыми рейками и моторы брать с редукторами, и прочее по мелочам.
«А можно вместо дорогих шариковых направляющих применить обычные шарикоподшипники, чтобы все так же ездило?» — Можно! Ездить будет! Но я все-таки разорился на рельсы и дорогие линейные подшипники, сами догадайтесь почему.
«А можно вместо импортных шариковых линейных направляющих использовать наши, отечественные, мебельные, или компьютерные?» — Можно! См. ответ на предыдущий вопрос.
«А вот у меня нет ни дрели, ни ножовки по металлу. Как быть?» — Займите у соседа или купите… лучше сразу готовый станок.
«Хочу построить такой же станок как у вас. Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Такие, вот, дела.
ЧПУ своими руками: 4 потрясающих станка, которые вы можете построить уже сегодня
Итак, вы хотите построить станок с ЧПУ, но не совсем уверены, какой именно станок построить — например, фрезерный станок с ЧПУ своими руками? Или, может быть, вы новичок в ЧПУ и хотите быстро освоиться. Тогда это руководство откроет вам двери в хобби с ЧПУ. Мы начнем с создания основы, которую вы можете использовать, чтобы решить, каким должно быть ваше первое ЧПУ Hobby.
Глава 1
Какой станок с ЧПУ своими руками?
Глава 2
Что изучать дальше?
Глава 3
Устройство станка с ЧПУ
Глава 4/b>
Контроллеры ЧПУ и электроника
Глава 5
Преобразование ЧПУ и механика
Глава 6
3D-принтеры
Глава 7
Принадлежности и методы
Глава 8
Вдохновение
4 потрясающих станка с ЧПУ своими руками, которые можно собрать уже сегодня
Автор Bob Warfield
Введение
Итак, вы хотите построить станок с ЧПУ, но не совсем уверены, какой именно? Тогда эта статья для вас. Мы постараемся создать структуру, которую вы сможете использовать, чтобы решить, каким должен быть ваш первый проект с ЧПУ. Вы будете активны в Hobby CNC, прежде чем узнаете об этом.
Первое, что вам нужно сделать, это сделать несколько заметок о некоторых вопросах, которые вы хотите понять заранее. Попробуйте этот вопросник :
Стоимость: Сколько вы можете позволить себе потратить на свой станок с ЧПУ? Некоторые станки с ЧПУ стоят дороже, чем другие. Некоторым потребуется больше программного обеспечения или инструментов, чем другим, что увеличивает расходы. Получите реальную честную оценку уровня затрат, с которыми вы готовы иметь дело для вашего проекта Hobby CNC.
Сложность: Рядом со стоимостью будет реалистичная оценка навыков, которые вы можете применить при создании своей машины. Некоторые машины построить будет намного проще, чем другие. Некоторым больше понравятся допуски, которые немного свободнее и их легче достичь. Сильные навыки работы с деревом по сравнению с сильными навыками работы с металлом также повлияют на ваш выбор.
Время: Если у вас будет достаточно времени, вы сможете построить почти что угодно. Но сколько времени вы реально можете посвятить проекту? Насколько ваш интерес связан с созданием самой машины по сравнению с использованием машины после того, как она будет готова? Учтите, что может быть хорошей идеей пройти весь путь, наладив работу более простого станка, прежде чем перейти к окончательному проекту ЧПУ. Вы многому научитесь на более простой машине и будете намного лучше подготовлены к работе со сложной машиной.
Проекты: Что вы хотите сделать на своем станке с ЧПУ? Ваша основная цель того, что вы хотите сделать, сильно повлияет на тип машины, которую вы строите, а также на требуемые характеристики для этой машины.
Давайте пробежимся по доступным типам машин и немного прокомментируем, как они соотносятся с различными вопросами, которые я попросил вас рассмотреть. Я собираюсь заняться ими в грубом порядке по стоимости и сложности.
Но сначала, если у вас уже есть машина, пожалуйста, пройдите наш обзор машин для хобби, чтобы вы могли увидеть результаты того, какие машины есть у других любителей.
1. Самодельный фрезерный станок с ЧПУ
Фрезерные станки с ЧПУ — это предпочтительные станки с ЧПУ для столяров, и они прекрасно дополняют любой деревообрабатывающий цех. Типичный фрезерный станок с ЧПУ имеет довольно большие допуски по сравнению с фрезерным станком или токарным станком, но допускает гораздо более жесткие допуски, чем большинство других деревообрабатывающих станков. Например, становится возможной тонкая инкрустация.
Фрезерно-фрезерные станки с ЧПУ могут быть изготовлены из материалов, начиная от древесностружечных плит и заканчивая цельнометаллической конструкцией с прецизионными направляющими, что обеспечивает станок профессионального качества. Существует множество наборов планов и комплектов, а также компаний, которые специализируются на продаже деталей для изготовления фрезерного станка с ЧПУ. Доступны даже 4Axis CNC Router.
Станки с ЧПУ по дереву — главные! Комплект фрезерного станка с ЧПУ
: Shapeoko
Простой в сборке набор: Carbide3D Shapeoko…
Я должен передать это людям Carbide3D — Shapeoko — это отличный набор для фрезерного станка с ЧПУ.
Этот мощный маленький деревообрабатывающий станок с ЧПУ прошел два года наших обзоров фрезерных станков с ЧПУ и получил сверхвысокие оценки удовлетворенности клиентов. Если этого было недостаточно, они полностью убили обзор Desktop Fabrication от MAKE Magazine за 2017 год:
Вот что Make: Magazine должен был сказать о Shapeoko XXL в своем выпуске Digital Fabrication Shootout 2017:
«Этот настольный мощный двигатель иллюстрирует, почему вы становитесь больше или идете домой».
«XXL — это просто потрясающее сочетание возможностей и полезной площади резания».
Когда я был готов поставить фрезерный станок с ЧПУ в мастерскую CNCCookbook, я знал, что мне нужно несколько вещей:
— Это должно было быть сделано своими руками. Я хотел написать об этом и видео пошаговой сборки.
— Это должно было быть мощно. Я слишком долго работал в CNC, чтобы играть с игрушками, которые в конечном итоге не могут многого добиться. Конечно, это не полноразмерный станок, но в моем магазине нет места для полноразмерного фрезерного станка с ЧПУ.
– Это должно было быть бюджетно и экономно по времени. Потому что ты знаешь, почему это так!
— Требовались линейные направляющие для повышения точности, жесткости и снижения затрат на техническое обслуживание. Никаких сборных систем V-образных канавок.
– Мне нужно столько перемещений по осям X, Y и Z, сколько поместится в моем пространстве.
Восторженные отзывы, которые я читал в ходе наших опросов, обзор Make и многочисленные возможности встретиться и пообщаться с людьми из Carbide3D, сделали мой выбор в пользу CNCCookbook несложным делом.
Мы получили Shapeoko XXL, и я задокументировал сборку!
Другие фрезерные станки с ЧПУ
Нет предела возможностям проектов фрезерных станков с ЧПУ. Использование линейных направляющих профессионального качества, жесткой конструкции и высококачественного шпинделя может дать результаты, аналогичные коммерческим столам, которые стоят намного дороже.
Чтобы узнать больше о различных частях фрезерного станка с ЧПУ и о том, как выбрать лучшие детали для фрезерного станка с ЧПУ, ознакомьтесь с нашим руководством:
Полное руководство по деталям для фрезерного станка с ЧПУ
Примеры проектов фрезерного станка с ЧПУ своими руками
Типичный фрезерный станок с ЧПУ У стола будет относительно ограниченное перемещение по оси Z, поэтому он больше подходит для деталей, вырезанных из листовых материалов, таких как плазменный стол. С учетом сказанного, фрезерный станок с ЧПУ может изготавливать гораздо более разнообразные детали, чем плазменный стол. Вот некоторые образцы:
Здесь я показал несколько довольно сложных проектов, чтобы дать представление о том огромном потенциале, который может дать собственный станок с ЧПУ. Более простые проекты также легко реализовать. Вот гоночный знак, сделанный из кориана на фрезерном станке с ЧПУ Джо:
Для меня это удивительная работа, выполненная на относительно скромном станке.
Чтобы узнать больше о проектах фрезерных станков с ЧПУ, ознакомьтесь с нашей статьей.
Профиль фрезерного станка с ЧПУ своими руками
Самодельный фрезерный станок с ЧПУ
Стоимость
Средний : Стол должен быть немного более точным, чем плазменный резак. Если вы хотите резать алюминий и другие мягкие металлы, вам понадобится изрядная жесткость. И есть 3 оси, а также шпиндель (часто просто ручной фрезер в скобе). Еще одним фактором, влияющим на увеличение стоимости, является то, что вам нужно будет приобрести программное обеспечение CAM определенного типа, чтобы в полной мере воспользоваться преимуществами фрезерного станка с ЧПУ.
Сложность
От среднего (с нуля) до простого (комплект) . С этими машинами будет больше работы, чем с плазменным столом. Считайте, что один из них эквивалентен довольно глубокому проекту по деревообработке. Тем не менее, вы можете сэкономить много времени и усилий при очень небольших дополнительных затратах, попробовав комплект фрезерного станка с ЧПУ, такой как Shapeoko.
Время
От короткого к длинному . Это более крупный проект, чем плазменный стол, и его выполнение займет больше времени. Вы можете компенсировать это, купив комплекты деталей и чертежи. Набор можно сделать довольно быстро.
Дополнительные детали
Эти опции могут улучшить работу машины. Подумайте о них на этапе планирования: — линейные направляющие вместо шкивов с V-образными канавками. – шарико-винтовые пары и блоки подшипников для большей точности и жесткости, а также для уменьшения люфта. – Шпиндель с водяным охлаждением. Начните с обрезного фрезера, но со временем вам понадобится шпиндель получше. — алюминиевые профили: они довольно типичны для создания более жестких рам на машине.
Недостатки
Эти станки предназначены для обработки дерева, пластика и, если у вас есть хорошо сделанный жесткий станок, мягких металлов, таких как алюминий. Большой занимает довольно много места в вашем магазине, но, с другой стороны, вы могли бы жить без некоторых других ваших деревообрабатывающих станков, если бы они у вас были.
Проекты
Почти все, что вы хотите сделать из дерева (твердой, мягкой древесины, березовой фанеры и т. д.), пластмассы или, если вам удобно, из мягкого металла. Большинство из них имеют ограниченный диапазон оси Z, поэтому большая часть того, что вы делаете, не может быть очень высокой или толстой. Диапазон OTOH, оси x и оси y превосходен.
Что бы вы сделали на собственном станке с ЧПУ?
Готовы узнать больше о фрезерных станках с ЧПУ?
Вам понадобится наш Руководство покупателя фрезерного станка с ЧПУ. Это ваш полный путеводитель по всем лучшим фрезерным станкам с ЧПУ на рынке.
Я готов, давай сделаем это!
2. Самодельный 3D-принтер
По всей вероятности, самым простым и недорогим устройством для начала работы является 3D-принтер. Они могут выглядеть как игрушки-мастера, но они способны на удивительно сложную работу. Мы сделали серию из нескольких частей, которая представляет собой отличное введение в 3D-печать и многое вам о ней расскажет. Мы также сделали полную серию по сборке Rostock Max v2.
3D-принтеры выполняют так называемую аддитивную обработку, потому что они добавляют материал, а не вырезают его. У аддитивной обработки есть несколько явных преимуществ, заключающихся в том, что вы можете изготавливать детали, которые было бы чрезвычайно сложно изготовить с помощью субтрактивной или традиционной обработки. Например, вы можете создать свисток, как показано ниже, и выдавить маленький шарик внутри свистка как часть процесса. Полые детали просты, и важно воспользоваться этим, чтобы уменьшить использование пластиковых смол при изготовлении деталей.
Большинство 3D-принтеров используют технологию экструзии пластиковых нитей. Они строят детали слой за слоем. Этот подход дешев и сердитен, но имеет тот недостаток, что детали могут иметь относительно низкое разрешение. Вот типичная экструдированная деталь:
Свисток работает, но есть линии экструзии, которые вам придется либо принять, либо отшлифовать после завершения детали…
А вот та же деталь, изготовленная с помощью оптического процесса высокого разрешения :
Какая разница: деталь гладкая и имеет более жесткие допуски…
Образец деталей для 3D-принтера
Профиль для 3D-принтера
Самодельный 3D-принтер
Стоимость
Низкий : Вы можете купить готовый 3D-принтер менее чем за 2000 долларов, и если вы будете осторожны, вы, вероятно, сможете построить его менее чем за 1000 долларов. Программное обеспечение, необходимое для его запуска, доступно как бесплатное с открытым исходным кодом. 3D-принтер с высоким разрешением можно сделать где-то в диапазоне от 2000 до 3000 долларов, используя DLP-проектор в качестве источника света. Но светочувствительные смолы могут быть довольно дорогими.
Сложность
Низкий . Эти машины имеют довольно легкие допуски, и вы можете приобрести комплекты деталей, которые еще больше упрощают процесс. Хороший комплект почти собран.
Время
Низкий
Недостатки
Только пластик. Низкое разрешение для экструдеров. Изготовление детали может занять несколько часов. Пластик может быть дорогим.
Проекты
Все, что вы хотите сделать из пластика. Вашим основным ограничением будет разрешение принтера и общий размер деталей, которые вы можете сделать в одном принтере. Некоторые модели вмещают гораздо большие размеры, и есть машины с высоким разрешением, в которых используются светочувствительные смолы, которые могут обеспечивать гораздо более жесткие допуски, чем принтеры на основе экструзии.
Готовы узнать больше о ЧПУ?
Вам понадобится наша кулинарная книга для начинающих с ЧПУ и DIY. Это ваш путеводитель по всем бесплатным ресурсам, учебным пособиям и руководствам, которые помогут вам освоить ЧПУ.
Я готов, давай сделаем это!
3. Фрезерный станок с ЧПУ «Сделай сам»
В зависимости от того, сколько углов вы вырезаете с помощью фрезерного станка с ЧПУ «Сделай сам» и насколько сложен ваш проект фрезерного станка с ЧПУ, фрезерный станок с ЧПУ, вероятно, будет самым дорогим, трудным в исполнении, но наиболее гибким. Станок с ЧПУ своими руками. Мы сравниваем фрезерный станок с ЧПУ и фрезерный станок в отдельной статье.
Несмотря на то, что было создано несколько фрезерных станков с ЧПУ, собранных с нуля, вам лучше всего преобразовать ручной фрезерный станок в ЧПУ, пока у вас не будет большого опыта работы с ЧПУ. Под «преобразованием» я подразумеваю, что вы в основном собираетесь поставить оси x, y и z под контроль компьютера. Это означает добавление шарико-винтовых пар с подшипниковыми узлами к каждой оси. Скорее всего, вы будете использовать шаговый двигатель или сервопривод для вращения шариковых винтов. Вам также понадобится источник питания для запуска двигателей. Учитывая эти движущиеся части и хороший интерфейс для преобразования g-кода в сигналы, необходимые для запуска ваших осей, у вас будет ЧПУ для хобби, готовое к работе.
Таким образом, одно из первых решений, которое вам придется принять и которое определит множество других решений для вас в будущем, — какой ручной фрезерный станок переоборудовать.
Есть много возможностей. Некоторые из них, которые следует рассмотреть в порядке от самого тяжелого/самого дорогого до самого легкого/дешевого, включают:
– Коленная фреза в стиле Бриджпорт: они дороги, и тяжелое колено не особенно хорошо подходит для ЧПУ. OTOH, есть много коленчатых станков с ЧПУ, и ничто не говорит «Фрезерный станок», как Bridgeport. Я бы не выбрал его, если бы хотел с самого начала заняться ЧПУ, но если он у вас уже есть, нет необходимости рассматривать что-либо еще.
— RF-45 и клоны: это изготовленные в Китае мельницы для кроватей, которые можно приобрести в самых разных местах и во всевозможных вариациях. У них есть рабочая зона и жесткость, как у Bridgeport, но без тяжелого колена, поэтому они лучше подходят для проектов с ЧПУ. Их самым большим недостатком является их шпиндель, который ограничен 1600 об/мин. Запланируйте переоборудование с ременным приводом в какой-то момент, прежде чем вы полностью реализуете потенциал одной из этих мельниц.
— Grizzly G0704: эти фрезерные станки немного меньше, чем RF-45, но являются идеальной платформой ЧПУ. Такие люди, как Хосс из Hossmachine, могут предоставить полную информацию, включая планы и часто комплекты, помогающие с конверсиями. Если стол и ход достаточно велики для ваших проектов, это будет более дешевый и быстрый проект, чем RF-45.
— Sieg X2: Это аккуратные маленькие машины, очень популярные. Я не думаю, что стал бы меньше, чем X2, но вы можете делать с ним удивительные вещи, как продемонстрировала Hossmachine (полностью автоматическое устройство смены инструмента и корпус в стиле VMC).
Вот отличная статья о выборе станка-донора для вашего проекта фрезерного станка с ЧПУ «Сделай сам».
Важное примечание:
Некоторые новички задумываются о переделке сверлильного станка во фрезерный станок. Даже не начинайте идти по этому пути. Для получения посредственного результата потребуется столько усилий, что оно того не стоит.
Вот некоторые типичные станки:
Мое преобразование фрезерного станка RF-45 своими руками…
Преобразование Хосса G0704 с ЧПУ на довольно ранней стадии: он добавил гораздо больше!
Имея в своем магазине фрезерный станок с ЧПУ, нет предела возможностям. Лучше всего то, что станок можно использовать для изготовления еще большего количества инструментов. Как только вы заработаете основные 3 оси, вы сможете создавать приводные дышла, автоматические смены инструмента и всевозможные другие аксессуары.
Образец деталей для фрезерных станков с ЧПУ
У меня есть страница интересных деталей, сделанных в домашних мастерских с ЧПУ. Вот некоторые основные моменты для фрезерных станков с ЧПУ DIY:
Профиль фрезерного станка с ЧПУ
Самодельный фрезерный станок с ЧПУ
Стоимость
От среднего до высокого : Этот проект лучше всего подходит для преобразования ручного фрезерного станка в ЧПУ. Таким образом, у вас будет стоимость ручного станка, а также всех дополнительных деталей с ЧПУ. Еще один фактор, влияющий на увеличение стоимости, заключается в том, что вам нужно будет приобрести программное обеспечение CAM определенного типа, чтобы в полной мере воспользоваться преимуществами фрезерного станка с ЧПУ.
Сложность
От среднего до высокого . Хотя вы могли бы взяться за такой проект, если вы никогда раньше не работали на станке, вам будет легче, если у вас есть немного ручной обработки под вашим поясом. См. наше Полное руководство по деталям фрезерных станков с ЧПУ для подробного ознакомления с тем, что входит в состав одного из этих станков.
Время
От среднего до длинного . Вы можете компенсировать это, купив комплекты деталей и чертежи.
Недостатки
Во многом расход и сложность.
Проекты
Почти все, что вы хотели бы сделать из любого материала, поддающегося обработке. Единственным реальным ограничением, вероятно, будет способность вашей машины перемещаться по размеру ваших деталей. Фрезерные станки с ЧПУ обычно имеют больший ход по оси Z, чем фрезерные станки с ЧПУ.
4. Самодельный плазменный стол с ЧПУ
Следующим по сложности будет самодельный плазменный стол с ЧПУ. Эти столы перемещают плазменную горелку, чтобы вырезать формы из листового металла. В CNCCookbook есть галерея идей для плазменных столов, сделанных своими руками, которые показывают многие из проектов, которые сделали другие. Вот хорошо законченный плазменный стол:
Красиво оформленный плазменный стол…
По сути, вам нужен XY-стол с возможностью управления высотой по оси Z. Стол не требует особенно жестких допусков, но полезно, если он может двигаться довольно быстро. Многое из того, что входит в плазменный стол с ЧПУ DIY, очень похоже на фрезерный станок с ЧПУ DIY.
Используемые механизмы могут быть довольно простыми:
Механизм скольжения на подшипниках качения
Реечная рейка и шестерня с пружинным натяжением для уменьшения люфта…
Если вы сварщик и занимаетесь изготовлением деталей и, возможно, небольшими работами с листовым металлом, плазменный стол покажется вам довольно простым проектом. .
Образцы деталей стола для плазменной резки
Столы для плазменной резки предназначены для резки деталей из листового материала:
Профиль стола для плазменной резки
Плазменный стол «Сделай сам»
Стоимость
От низкого до среднего : Сам стол может быть относительно дешевым — всего лишь стальной запас. Вам понадобятся 3 шаговых двигателя или серводвигателя, какая-то рельсовая система (может быть изготовлена дешево) и реечный привод, который также довольно дешев. Расходы на плазменный резак, если он у вас уже есть. Можно использовать относительно простое программное обеспечение, поскольку вы будете вырезать точный контур чертежа DXF.
Сложность
Низкий . Эти машины имеют довольно легкие допуски. Если вы выполняли проекты по сварке и изготовлению, вы можете заняться плазменным столом.
Время
Средний . Это более крупный проект, чем 3D-принтер.
Недостатки
Только листовой материал. Относительно низкое разрешение, и детали потребуют очистки, чтобы удалить шлак и сгладить края. Этот процесс может упрочнять материалы, что делает плазменную резку менее желательной, чем водоструйная, если деталь необходимо будет обрабатывать после плазменной резки.
Проекты
Все, что вы хотите сделать из листового металла. Стандартный размер плазменного стола составляет 4 фута на 8 футов, что позволяет выполнять довольно большие проекты.
Улучшить подачу и скорость для
Ваш путеводитель по лучшим самодельным обучающим материалам с ЧПУ для начинающих
Вот наш полный набор ресурсов ЧПУ для хобби и начинающих :
ЧПУ с Хайме : Начать с кто-то, кто ничего не знает о ЧПУ и оглядывается через плечо, когда она становится опытным специалистом по ЧПУ.
Для начинающих: Мы создали для вас специальную страницу, на которой есть все, что вам нужно, чтобы получить прочную основу и изучить ЧПУ.
Блог для начинающих Категория: Все наши лучшие посты в блогах для новичков в области ЧПУ и ЧПУ.
CNC Feeds and Speeds Cookbook: Овладение подачами и скоростями имеет решающее значение для вашего успеха в CNC. Это бесплатное онлайн-обучение быстро поможет вам в этом. Вы улучшите время цикла, стойкость инструмента и чистоту поверхности.
Курс G-кода CNCCookbook: Используйте интерактивный инструмент обучения и онлайн-курсы, чтобы изучить G-код или отточить свои навыки.
CNC Dictionary: Сбиты с толку новой терминологией? Наш CNC Dictionary — это ваш секретный декодер терминологии CNC, облегчающий работу.
Покажите мне, как повысить скорость для
Полное руководство по деталям ЧПУ для самостоятельного изготовления
Мы проведем вас шаг за шагом на визуальной интерактивной карте по всем частям, из которых состоит станок с ЧПУ:
Что это такое
Как они работают
Как выбрать лучшее для вашего проекта
Где их взять
Вы узнаете все о линейных рельсах, шаговых двигателях, шарикоподшипниках, шарико-винтовых передачах, подшипниковых блоках и других полезных вещах, необходимых для создания собственного станка с ЧПУ.
Покажите мне, как повысить скорость для
Контроллер — это программное обеспечение, работающее на компьютере. В зависимости от контроллера это может быть ПК или Mac, или это может быть выделенный небольшой компьютер в случае таких вещей, как GRBL.
В дополнение к какому-либо компьютеру обычно имеется коммутационная плата, один или несколько приводов и источник питания, который генерирует напряжение постоянного тока, необходимое двигателям для перемещения осей. Многие из этих компонентов, таких как блок питания и диски, можно приобрести в собранном виде, так что вы, по сути, просто соединяете строительные блоки вместе.
Эти статьи помогут вам в этом:
Панели управления ЧПУ: Что должно быть на вашей панели управления?
Точность и производительность: Какие факторы влияют на точность и производительность моего станка с ЧПУ?
Breakout Boards: Как мой компьютер взаимодействует с моей машиной?
Проблемы с шумом: Диагностика и устранение проблем с шумом в системах ЧПУ.
Блоки для электроники: Как собрать аккуратно подключенный корпус для электроники с ЧПУ.
Галерея ограждений: Ищете идеи для защиты от наводнений?
Покажите мне, как улучшить скорость для
Покажите мне, как увеличить скорость для
Покажите мне, как улучшить скорость для
CNC Software: Digital Tooling for C NC: Обзор различных видов программного обеспечения, связанного с ЧПУ, и как они работают вместе
Секреты перехода от CAD, Image, DXF или STL к GCode
Стратегии CAM Toolpath: Где объясняются черновая обработка с погружением, трохоидальная обработка и другие странные звери.
Траектории 3D CAM: Узнайте, какие 3D траектории использовать в каких ситуациях.
Hot Rodding Your CNC: Полное руководство по взлому, модификациям и обновлениям
Самодельная система подачи СОЖ: Создайте систему подачи СОЖ с фильтрацией по дешевке.
Муфты для охлаждающей жидкости: Удобный способ подачи охлаждающей жидкости, которая крепится к шпинделю.
Фиксирующая пластина для фрезерных станков : Упрощает модульное крепление и настройку.
Дышло с электроприводом: быстрая и простая смена инструмента.
Дополнение для высокоскоростного шпинделя: прикрепите высокоскоростной шпиндель к имеющемуся шпинделю.
One Shot Oiler : Сделайте вашу машину более плавной, надежной и с меньшим износом.
Перемещение мельницы: пошаговое руководство по перемещению и подгонке мельницы.
Шпиндели ЧПУ для строительства и хот-роддинга: подшипники, ременные передачи, частотно-регулируемые приводы, АТС и многое другое.
Покажите мне, как повысить скорость для
Зал славы домашних мастерских: посетите некоторые другие мастерские любителей ЧПУ своими руками.
Абсолютный мастер-класс, вдохновленный Тони Старком: стал бы супергерой-миллиардер иметь в своей мастерской с ЧПУ?
На что способен станок с ЧПУ начального уровня: Гораздо больше, чем вы думаете!
Существует больше машин, чем мы рассмотрели здесь, таких как лазер, токарный станок, гибочные станки и многое другое. Но постарайтесь придерживаться вариантов, которые мы рассмотрели для вашего первого проекта Hobby CNC.
Готовы узнать больше о ЧПУ?
Вам понадобится наша кулинарная книга для начинающих с ЧПУ и DIY. Это ваш путеводитель по всем бесплатным ресурсам, учебным пособиям и руководствам, которые помогут вам освоить ЧПУ.
Я готов, давай сделаем это!
КАК СОЗДАТЬ СТАНОК С ЧПУ (для любителя)
КАК СОБИРАТЬ СТАНОК С ЧПУ (любителю) — советы и практические советы
Изначально фрезерный станок с ЧПУ представлял собой инструмент, предлагающий множество различных возможностей фрезерования. С помощью станка с ЧПУ мы можем работать с различными материалами, такими как пенопласт, полистирол, пластик, дерево, алюминий и даже сталь. Польская группа энтузиастов DIY продолжает расти (что нас очень радует) и в результате мы решили создать серию руководств, в которых опишем процесс сборки простого 3-х осевого фрезерного станка с ЧПУ. Станок, который станет идеальным началом вашего приключения с ЧПУ.
Как собрать самодельный фрезерный станок с ЧПУ на базе системы V-SLOT OpenBuilds.
В наших руководствах мы сосредоточимся на создании станка с ЧПУ, в котором используются системные компоненты OpenBuilds V-SLOT. Мы будем использовать проект фрезерования C-BEAM. Наша конструкция будет состоять из алюминиевых профилей V-SLOT 2060 и C-BEAM, пластин и роликов V-SLOT, совместимых с V-образными профилями.
ВНИМАНИЕ! ВЛОГ ЕЩЕ СОЗДАЕТСЯ, ПОТОМУ К СТАТЬЕ БУДУТ ПРИЛОЖЕНЫ ГРАФИКА И ДРУГИЕ МАТЕРИАЛЫ, КОТОРЫЕ БУДУТ ПОЛЕЗНЫ В ПРОЦЕССЕ СТРОИТЕЛЬСТВА
Фрезерный станок C-BEAM в двух словах
В начале несколько слов о возможностях фрезерного станка C-BEAM. Как мы упоминали ранее, модель фрезерного станка с ЧПУ C-BEAM представляет собой интересную конструкцию, которая идеально подходит в качестве первого станка с ЧПУ для многих людей. Фрезерный станок с ЧПУ C-BEAM позволяет изучить основы конструкции станков с ЧПУ и процесс фрезерования. Эта модель в большей части состоит из алюминиевых компонентов, благодаря чему мы можем получить хорошую, прочную и стабильную конструкцию, которую можно улучшить в будущем. В устройстве используются шаговые двигатели NEMA 23, перемещение по осям X/Y/Z возможно благодаря использованию пропеллеров ACME 8 мм. Вся система может управляться контроллером BlackBox или электронными устройствами на базе Arduino. Рабочее поле в плоскости X/Y 350х280мм. Возможность обработки материалов толщиной примерно 35 мм позволяет работать со многими материалами, создавать множество проектов и при этом вся конструкция не очень велика.
Фрезерный станок отлично подойдет для обработки пенопласта, пластика, электронных плат, печатных плат. Подходит также для работы с МДФ, мягкой и твердой древесиной и даже позволяет легко работать с алюминием!
Для кого предназначен фрезерный станок C-BEAM?
Фрезерный станок C-BEAM подойдет любителю, энтузиасту DIY, предпринимателю, художнику или ученому. Многие люди задаются вопросом, как построить фрезерный станок с ЧПУ или как построить фрезерный станок по дереву. Еще одно распространенное сомнение заключается в том, какой фрезерный станок выбрать для учебных целей. Модель фрезерного станка C-BEAM предназначена для энтузиастов DIY, любителей, людей, которые хотели бы узнать об эксплуатации и конструкции станков с ЧПУ. Идеально подходит в качестве фрезерного станка для изучения всего процесса фрезерования, что делает его хорошим выбором для использования в университетах. Однако этот фрезерный станок с ЧПУ не следует рассматривать только как образовательный станок. Фрезерный станок C-BEAM уже нашел множество применений на малых, средних и крупных предприятиях. Это идеальная поддержка для компаний, которые предоставляют различные прототипы моделей, а также для компаний, которые производят небольшие серии деталей или создают свои собственные (часто уникальные) продукты.
Эта модель также очень популярна среди людей, которые задаются вопросом, какой фрезерный станок купить для дома и ищут «настольный» фрезерный станок или иначе — фрезерный станок для стола. Итак, если вы ищете небольшой фрезерный станок с ЧПУ или руководство, которое ответит на все ваши вопросы, такие как «как построить фрезерный станок с ЧПУ или как начать фрезерование различных материалов», мы можем пройти все этапы строительства вместе!
Мы создадим фрезерный станок на основе системы V-SLOT. По этой причине мы составили для вас список деталей, которые вам понадобятся.
НАЖМИТЕ НА ССЫЛКУ: СПИСОК ЧАСТЕЙ
Кроме компонентов, необходимых для сборки фрезерного станка с ЧПУ, вам потребуются основные инструменты для мастерских.
Вам могут понадобиться такие инструменты, как:
Нож для обоев
Ножницы
Отвертка / набор отверток
Шестигранные ключи
Отвертка
Метчик
Торцевой ключ (8)
Паяльник (с оловом и т. д.)
Прутковый зажим0
Около дюжины часов терпения и (вероятно) больший стол.
К этой статье мы подготовили для вас видеоматериалы, опубликованные на нашем YouTube-канале. Материал, где можно посмотреть весь процесс строительства и познакомиться с ним. К сожалению, мы не профессиональные кинорежиссеры и иногда (в монтажной части) оказывается, что мы видим, сколько этапов и деталей представлено в видеоматериале не так хорошо, как хотелось бы. Поэтому просим вас понять, если в фильме иногда не все показано так, как вы того хотите, или представлены не все желаемые этапы. Мы стараемся улучшать качество представленного в видео контента с каждым последующим фильмом, и при необходимости не стесняйтесь обращаться к нам, мы можем записать дополнительные материалы.
Весь процесс сборки фрезерного станка мы разобьем на несколько постов и видео материалов. В первой части этой серии мы покажем вам, как построить механическую структуру фрезерного станка с ЧПУ.
Чтобы построить эту конструкцию, вам понадобятся элементы, которые можно найти в списке механических компонентов.
Время строительства примерно 4-8 часов. Сложность: 2.5/5
Процесс сборки представлен в прикрепленном видео материале, где можно посмотреть:
Как собрать раму для фрезерного станка с ЧПУ C-BEAM
Как построить направляющие осей X / Y / Z
В видеоматериале показана конструкция всей фрезерной рамы, и отдельных тележек, установка шпиндельного держателя и пропеллеров для осей X/Y/Z и некоторые другие.
Покрытие дверей лаком — как лакировать деревянную межкомнатную дверь в домашних условиях своими руками
Покрытие деревянных дверей лаком – эффективный, простой и бюджетный способ обновления обветшалых полотен из массива дерева. Если они устарели, и внешний вид оставляет желать лучшего, это еще не повод приобретать и устанавливать новые. Порой достаточно всего лишь покрыть двери лаком. Более того, именно деревянные изделия часто представляют художественную ценность, и их реставрация оказывается предпочтительнее замены на современные аналоги.
Поговорим о том, как покрыть лаком деревянные двери. В отличие от тонирующих пропиток этот материал создает на поверхности древесины пленку различной степени блеска – матовую, полуматовую, полуглянцевую или глянцевую. На российском рынке представлены лаки на алкидной, полиуретановой и акриловой основе, а также нитросоставы. Для материалов на алкидных смолах и полиуретановом связующем характерны сильный запах и короткое время полимеризации. Нитролаки лидируют и по количеству ЛОС и скорости высыхания. Акриловые материалы приятны в работе, обладают слабым запахом, а высыхают, в среднем, за 4 ч. Именно последняя группа лаков является самой большой, разнообразной и популярной среди покупателей. Стоит обратить внимание, что лакировать межкомнатные двери рекомендуется дважды, а то и трижды с промежуточным шлифованием поднимающегося ворса.
Каким лаком покрыть межкомнатные двери
В нашем ассортименте есть огромное количество лаков для обработки деревянных дверей в домашних условиях. Представим только некоторые из них.
Лак для дерева на водной основе Dulux Celco Aqua 70 глянцевый. Имеет 20 различных оттенков. Высыхает за 2-4 часа. Связующее в основе – акриловый полимер. Применяется исключительно для внутренних работ. Можно покрыть лаком в домашних условиях различные деревянные изделия – карнизы, стены, потолки, и, конечно, двери. В качестве защитного покрытия материал выступает и для минеральных оснований – бетона, кирпича, штукатурки и пр. Рекомендуемое количество слоев – от 2 до 3.
Pinotex Lacker Aqua 70 колеруемый лак (глянцевый и матовый) на водной основе для обработки деревянных изделий и поверхностей, в том числе, детской мебели и игрушек. В основе идет акриловая эмульсия. Подходит даже для обработки деревянной посуды, безопасен при контакте с пищей. И конечно, этим материалом можно покрасить старую деревянную дверь. Время полного высыхания слоя составляет 4 часа. При условии нанесения 2-3 слоев малярные работы можно закончить за 1 день. Доступно 50 оттенков для колеровки из каталога “Древесная гармония”. Не желтеет и не темнеет со временем, надежно защищает от грязи и влаги.
Быстро Ремонт универсальный быстро лак для наружных и внутренних работ – атмосферостойкий бюджетный материал на алкидной основе российского производителя “Ярославские краски”. Подходит для защитной обработки и декоративной отделки деревянных оснований. Также можно обновить поверхность старой двери. Время высыхания составляет около 5 часов. Покрасить лаком можно в 1-2 слоя.
Tikkurila Kiva 30 лак для мебели полуматовый на водной основе с акрилатным связующим в составе. Предназначен для лакировки деревянных поверхностей внутри сухих помещений – дверей, мебели, детских игрушек, стен и потолков. Шлифовку или нанесение следующего слоя можно производить через 2-3 часа. Поверхность готова к эксплуатации спустя сутки.
VGT Premium лак мебельный полиуретановый на водной основе. Имеет 2 степени блеска – матовую и глянцевую. В составе есть уретан-акрилатное связующее, антисептические добавки и специальные компоненты для матового покрытия. Время высыхания – на отлип 2 часа, до шлифовки 4 часа. Эксплуатация возможна через сутки, а полная полимеризация наступает спустя 5 дней. Можно ходить через 24 часа, полное отверждение – спустя 5 дней. Обладает превосходными декоративными и защитными свойствами. Отличается высокой твёрдостью, стойкостью к истиранию, бытовым пятнам и мытью с использованием моющих средств.
Как подготовить дверное полотно к покрытию лаком
Чтобы правильно покрасить дверь лаком, следует должным образом подготовить поверхность. Если вы собираетесь покрыть лаком новое изделие, то необходимо очистить основание от грязи и пыли. Желательно слегка увлажнить поверхность пульверизатором, чтобы дать подняться ворсу для шлифовки. После шлифовки пыль удалить мягкой ветошью или пылесосом. Если дверь ранее была окрашена, то желательно перед лакировкой старое покрытие удалить шлифовальной бумагой или губкой.
Если на поверхности есть заметные трещины и сколы, их придется заделать шпатлевкой по дереву. Это увеличит продолжительность работ (потребуется дождаться полного высыхания материала, затем отшлифовать отремонтированный участок), но позволит выполнить реставрацию качественно. Порекомендуем такие шпатлевки по дереву, как Текс профи универсальная.
Современные материалы, как правило, не дают подтеков при нанесении, ложатся ровно на поверхность и не растекаются, если вы не берете чрезмерное количество лака на кисть. Поэтому покраска лаком своими руками может производиться прямо в вертикальном положении. Тем не менее, в соответствии с традиционной технологией желательно снять дверное полотно с петель. Мастера считают, что правильно лакировать, – значит привести полотно в горизонтальное положение.
Подробную информацию о том, как правильно покрыть лаком дерево, можно найти в технической документации, прилагаемой к продукту.
Как покрывать лаком дверь
На примере Tikkurila Kiva 30 разберем, как лакировать в домашних условиях двери. Лак перед началом малярных работ необходимо тщательно перемешать и периодически повторять эту процедуру во избежание образования осадка. Рабочими инструментами для покрытия дверей лаком могут выступать кисть, губка, аппликатор Tikkurila. Также можно наносить лак путем распыления. Если вы планируете работать колерованным лаком, имейте в виду, что окончательный цвет дверного полотна будет зависеть от типа древесины и количества нанесенных слоев (обычно это 2 подхода, но можно и 3 слоя нанести). Во избежание разницы оттенков покрытие дерева лаком на одном полотне следует производить за один подход.
Заключение
Если вы захотели привести в порядок межкомнатные деревянный двери на даче или в квартире, обновить их внешний вид, то можно выполнить все этапы работ своими руками и без использования шлифовальных машин, строительных фенов. Важно подобрать подходящий материал, определиться с его оттенком, учитывать, что при работе с некоторыми составами (нитролаками, алкидными эмалями) будет присутствовать сильный запах, и потребуется качественная вентиляции помещения или транспортировка полотен в другое (нежилое) место. В целом, привести в порядок можно любое полотно из массива. Правильная лакировка старых дверей продлит им жизнь и сделает украшением интерьера. Исключение – полотна, утратившие свою конструктивную прочность или подвергшиеся сильному биопоражению.
Обращайтесь в “Мир Красок”, мы поможем подобрать материал. Пусть лакированные межкомнатные двери украшают ваш дом
Как правильно выбрать лак для дверей?
Для окрашивания разных типов поверхностей внутри помещения используются интерьерные лаки с различными показателями механической прочности, влагостойкости. Такого строго специфического продукта, как лак для дверей, вы в каталоге лаков не найдете.
Любой лак по дереву может подойти для двери, если она изготовлена из древесины. Двери, оконные, рамы, перила лестниц покрывают обычными интерьерными лаками, прочность которых не такая высокая, как у составов для пола, но и не такая низкая, как у лаков для стен.
Лак для дверей и его особенности в ряду интерьерных лаков
Tikkurila лаки для мебели, дверей и окон
Лак для дверей – это интерьерный лак, который создан для защиты изделия от влаги, ударов, царапин, загрязнений. Хороший лак по дереву должен обладать следующими особенностями:
покрытие не должно быть склонно к растрескиванию, состав хорошо впитывается в волокна и не создает плотную и объемную пленку;
лак для деревянных дверей обязательно должен содержать в своем составе антиплесневые и антигрибковые добавки, УФ-фильтры;
качественный лак по дереву для дверей должен иметь достаточно высокие показатели механической прочности, так как на двери приходятся постоянные нагрузки, как минимум, много тактильного контакта;
в идеале средство должно быть безопасным, экологичным и нетоксичным;
интерьерные лаки лучше всего выбирать с хорошими показателями негорючести;
для дверей не слишком хорошо подходят высокоглянцевые лаки, просто потому что на них очень заметны следы пальцев.
При необходимости вы можете покрыть двери лаками для пола. А вот обычные легкие лаки для стен лучше не использовать. Многое зависит от породы и конструкции изделия. На деревянных дверях отлично смотрятся заколерованные лаки.
Как правильно выбрать лак для дверей?
Если вы ищете хороший лак для дверей, прямо в нашем каталоге вы найдете продукты из данной категории после указания приоритетов в фильтрах. Цена на лак для дверей зависит от бренда и его свойств.
Мы рекомендуем брать для дверей ударопрочный лак по дереву с высокой прочностью и износостойкостью. На стандартной древесине хорошо выглядят полуглянцевые составы: с их помощью вы подчеркнете торжественность интерьера. Это неплохой вариант для залов, гостиных. Для небольших помещений двери лучше всего покрывать матовыми лаками. Колеровка придаст им необходимый характер и подчеркнет достоинства древесины.
Для дверей всегда имеет смысл брать моющиеся влагостойкие лаки. Двери часто и сильно загрязняются, и вы должны быть способны выполнять влажную очистку регулярно без ущерба для качества и стойкости покрытия.
Обязательно проверьте наличие УФ-фильтра, чтобы древесина была надежно защищена от солнца, которое очень быстро способно разрушить волокна материала без барьера. Если в интерьере есть источники влаги и даже небольшая опасность размножения грибка и плесени, берите лаки со свойствами антисептика. Деревянные двери в ванных часто покрывают лаками для бань и саун хотя бы с одной стороны.
Лаки для дверей в каталоге интернет-магазина «Лидер ЛКМ»
Как правильно выбрать лак для дверей
У нас вы можете купить лак для дверей для любых условий эксплуатации, включая влажные помещения, двери, которые выходят на улицу, двери детских комнат. Каждый лак для дверей из нашего каталога снабжен подробным описанием и документами. Если у вас нет времени изучать ассортимент самостоятельно, просто обратитесь к нашим консультантам.
Они помогут выбрать лак по дереву, рассчитать необходимый объем средства, подобрать оттенок для колеровки. Из самых качественных и распространенных лаков мы рекомендуем обратить внимание на следующие продукты:
Паркетти Ясся – лак для любых пород древесины, который подходит для пола, стен, мебели и дверей;
Панели Ясся – достаточно легкий лак, который не отличается слишком высокой механической прочностью, но неплохо защищает дерево от грязи, влаги, солнца;
Кива – отличный лак для дверей с высокой прочностью и экологичностью;
Тайка Глоу – светящийся лак для оригинальных дизайнерских решений;
Петсилакка – один из самых любимых среди наших клиентов лаков, отличается супервысокой глянцевостью и приятными визуальными данными.
Если вы планируете полную отделку помещений, лучше сразу брать универсальный лак. Вам потребуется один лак для полов повышенной прочности и универсальный лак для мебели, стен, дверей, оконных проемов.
шагов по нанесению лака на двери | Домашние руководства
Автор Chris Deziel Обновлено 27 июня 2022 г.
Вы можете подойти к лакировке двери как к дневному проекту или как к проекту, который стоит двух или более дней вашего времени, и разница сразу заметна. Быстрый слой лака, несомненно, улучшит внешний вид двери, но правильная отделка обычно требует тщательной подготовки и нанесения нескольких слоев. Потрудившись снять дверь и положить ее ровно, вы облегчите подготовку и позволите лаку выровняться более равномерно.
Подготовка к повторному лакированию наружных дверей
Предпочтительнее снимать фурнитуру, чем заклеивать ее малярной лентой, и это легче всего сделать после того, как вы ровно положите дверь на козлы. Если дверь имеет предыдущую отделку, вы можете снять ее химическим растворителем, но возможно повторное покрытие отделки в хорошем состоянии.
Если вы решите оставить старую отделку нетронутой, важно тщательно вымыть все стороны двери моющим средством и водой, сообщает Door Superstore. Независимо от того, удаляете ли вы отделку или нет, дверь необходимо отшлифовать, но сначала вы должны нанести шпатлевку по дереву на все участки, которые в этом нуждаются.
Шлифование после удаления покрытия
Процесс шлифования неизбежно усложняется, если вы удаляете покрытие. Чтобы сделать это правильно, вам нужно будет сделать несколько проходов шлифовальной машиной и все более тонкой наждачной бумагой. Вращающийся инструмент, оснащенный шлифовальным барабаном, быстро обрабатывает углы и щели внутри молдинга.
Если вы покрываете старую отделку лаком, шлифовальная машина не нужна, поскольку все, что нужно, это отшлифовать поверхность и отшлифовать нанесенный вами наполнитель. Вы можете шлифовать наждачной бумагой с зернистостью 150, но вам может понадобиться бумага с зернистостью 120, чтобы выровнять наполнитель.
Окрашивание двери
Окрашивание двери уместно, если вы удалили старую отделку или покрыли лаком новую необработанную дверь, и это дает дополнительную защиту от ультрафиолета наружной двери, на которую попадает солнце. Большинство пятен можно наносить кистью или тряпкой, и вы должны дать им впитаться в течение нескольких минут, прежде чем вытереть излишки сухой тряпкой.
Всегда используйте мазки, соответствующие текстуре дерева, независимо от того, наносите ли вы морилку или вытираете ее. Большинству пятен требуется до 24 часов, чтобы высохнуть и впитаться, прежде чем покрыть их лаком, предупреждает Vintage Doors.
Покрытие двери лаком
Вам может быть интересно, как покрыть дверь лаком кистью. Собственно, лак можно наносить кистью или распылять. В любом случае несколько легких слоев лучше, чем один или два тяжелых. Нанеся слой на одну сторону, дайте ему высохнуть, затем нанесите на другую сторону. После того, как эта сторона высохнет, обе стороны следует слегка отшлифовать мелкой наждачной бумагой перед повторным покрытием.
Некоторым лакам, особенно продуктам для морского применения, требуется несколько часов для высыхания, поэтому следует ожидать, что процесс лакирования займет два дня или более, в зависимости от того, сколько слоев вы нанесете. Отшлифуйте перед нанесением каждого слоя, но не шлифуйте последний слой.
Каталожные номера
Винтажные двери: как покрасить и покрыть дверь лаком
Магазин дверей: пошаговая инструкция, как покрасить или покрыть дверь лаком
Writer Bio
Крис Дезиэль — подрядчик, строитель и генеральный директор fix-it pro, работающий в сфере строительства уже 40 лет. Он имеет ученые степени в области естественных и гуманитарных наук и многолетний опыт преподавания. Заядлый ремесленник и музыкант, Дезиэль начал писать на темы обустройства дома в 2010 году. Он работал экспертом-консультантом в eHow Now и Pro Referral — сайте Home Depot. По натуре Дезиэль любит делать все своими руками, и он регулярно делится советами и рекомендациями по улучшению дома и сада на таких сайтах, как Family Handyman, Hunker.com и SFGate Home Guides.
Пошаговая инструкция: Как обработать, покрасить или покрыть дверь лаком
Покупая двери для вашего последнего проекта, многие люди выбирают незавершенные двери. Покупка незавершенной двери дает вам свободу выбора цвета отделки, лака или морилки на досуге и особенно выгодна, если вы еще не определились с цветами и стилями внутренней отделки вашего дома в момент покупки. Здесь, в Door Superstore, мы создали краткое руководство о том, как покрыть вашу дверь краской, лаком или морилкой.
Если вы перекрашиваете или покрываете лаком имеющуюся внутреннюю дверь, перед нанесением краски или лака сначала нужно снять с двери дверь. Если ваша дверь новая и незаконченная, вы можете сразу перейти к тому, как покрасить дверь или как окрасить и покрыть дверь лаком.
Содержание:
Демонтаж двери
Покраска двери
Окрашивание и лакировка двери
Зачистка двери
Существует несколько различных способов зачистки двери, но в наиболее распространенном методе используется химический растворитель. При использовании химического смывки очень важно внимательно прочитать инструкции производителя и надеть защитные очки и перчатки — химические вещества могут быть абразивными и вызывать реакцию на вашей коже.
Используйте старую кисть, чтобы нанести химический растворитель на дверь.
Убедитесь, что он точно попал во все щели, углы и щели. После того, как вы равномерно нанесете раствор на всю дверь, оставьте его на рекомендуемое время — когда химические вещества начнут реагировать, вы увидите образование пузырьков на поверхности двери.
Проверьте секцию двери с помощью скребка с плоским лезвием
По истечении рекомендуемого времени краска должна легко слезть с двери, обнажив древесину под ней. Если он не отрывается очень легко, возможно, вам придется оставить его на дольше. Начните с удаления краски с плоских участков двери, а затем используйте крючок для бритья, чтобы соскрести краску с углов, щелей и молдингов.
Нейтрализация поверхности двери
Когда вся краска будет удалена, используйте воду или уайт-спирит, чтобы нейтрализовать поверхность двери – инструкция производителя сообщит вам о наиболее подходящем веществе для вашего проекта. Если вы не нейтрализуете поверхность двери, краска, морилка или лак могут с трудом приклеиться к поверхности, а химический растворитель может вымыться из двери в ближайшие месяцы или годы.
Покраска двери
При покраске двери рекомендуется красить дверь до ее установки. Однако, если дверь уже установлена, снимите ее с петель, если это возможно, чтобы убедиться, что вы можете создать ровный слой краски со всех сторон двери.
Заделка трещин, щелей и щелей
Перед покраской двери необходимо заполнить любые трещины, выбоины или щели. Это можно сделать с помощью шпаклевки для дерева. После того, как вы нанесли шпаклевку на все трещины, дайте ей высохнуть, а затем отшлифуйте все шероховатые или выступающие края. Затем отшлифуйте всю дверь — при желании это можно сделать с помощью электрической шлифовальной машины, но убедитесь, что вы не повредили декоративные молдинги.
Покраска двери заподлицо
Если вы красите дверь с гладкой поверхностью или дверь заподлицо, важно обеспечить равномерное распределение краски по поверхности. Любые пятна или участки тонкой или толстой краски более заметны на ровной плоской поверхности, поэтому, если возможно, может быть полезно использовать небольшой валик. Мы рекомендуем начать с разделения передней и задней двери на секции, обычно мы делим их на 8 секций. Затем раскрасьте каждую секцию по отдельности, слева направо вертикальными штрихами, и постарайтесь смешать каждую секцию вместе, прежде чем краска высохнет. Оставьте красить края до конца, чтобы закончить дверь.
Покраска филенчатой двери
Если вы красите филенчатую дверь, мы рекомендуем сначала покрасить панели, а затем окружающие их молдинги. Затем перейдите к центральной вертикальной части двери, а затем к поперечным перекладинам — сначала нарисуйте верхнюю, затем среднюю, а затем нижнюю перекладину. Как только это будет сделано, покрасьте внешние вертикальные части двери, а затем края двери.
Покраска застекленной двери
При покраске застекленной двери важно использовать малярную ленту или аналогичный материал для защиты стекла от краски. Наклейте малярную ленту вокруг каждой панели остекления, чтобы можно было покрасить край двери, не стирая краску со стекла. Затем начните с окраски молдингов вокруг стекла, затем верхней перекладины, затем средней и нижней перекладин. Как и в случае с филенчатой дверью, покрасьте внешние вертикальные части двери и, наконец, покрасьте края двери.
Когда вы равномерно покрасите все поверхности, оставьте дверь сохнуть в проветриваемом помещении и не прикрепляйте дверную фурнитуру, такую как ручки и петли, до полного высыхания краски.
Окрашивание и покрытие лаком двери
Нанесение морилки на дверь придает древесине усиленный, но естественный цвет, проникая в древесину и обеспечивая долговременный эффект. В зависимости от выбранной вами морилки, она может улучшить текстуру древесины, придать вид определенной породы дерева, а в некоторых случаях защитить древесину.
Проба морилки перед нанесением
Важно протестировать морилку на куске дерева, похожем на дверь, прежде чем наносить ее на всю дверь – морилка может немного отличаться от вида на банке, в зависимости от порода дерева, на которой он используется.
Удалите потерянную пыль и мусор
Перед нанесением морилки обязательно очистите дверь щеткой, удалив отслоившийся материал или пыль. Затем используйте кисть, чтобы нанести пятно. При окрашивании филенчатой двери мы рекомендуем начинать окрашивать панели, затем молдинги, а затем остальную часть двери. Для достижения наилучшего эффекта старайтесь следовать кистью по текстуре дерева, где это возможно, и избегайте наложения мазков».
Удаление излишков морилки
После нанесения морилки, но до того, как она высохнет, используйте безворсовую ткань и протрите ею дверь, чтобы удалить излишки морилки и выровнять слой морилки.
Убедитесь, что вы находитесь в хорошо проветриваемом помещении.
После того, как морилка высохнет, следующим шагом будет нанесение лака. Убедитесь, что вы находитесь в хорошо проветриваемом помещении, чтобы не только ускорить процесс сушки, но и избежать каких-либо проблем со здоровьем, которые могут быть вызваны испарениями лака.
Нанесение первого слоя лака
При нанесении лака рекомендуется надевать защитные перчатки. Как правило, двери требуется два или три слоя или лак для создания достаточного уровня защиты. При лакировке двери начинайте сверху и лакируйте поэтапно вниз до нижней части двери, если только вы не лакируете филенчатую дверь, в этом случае сначала лакируйте панели по отдельности, сверху слева вниз справа, а затем лакируйте центральную вертикаль.
 У цій статті ми постараємося розповісти про те, як підвищити якість друку, використовуючи АБС пластик.
У цій статті ми постараємося розповісти про те, як підвищити якість друку, використовуючи АБС пластик.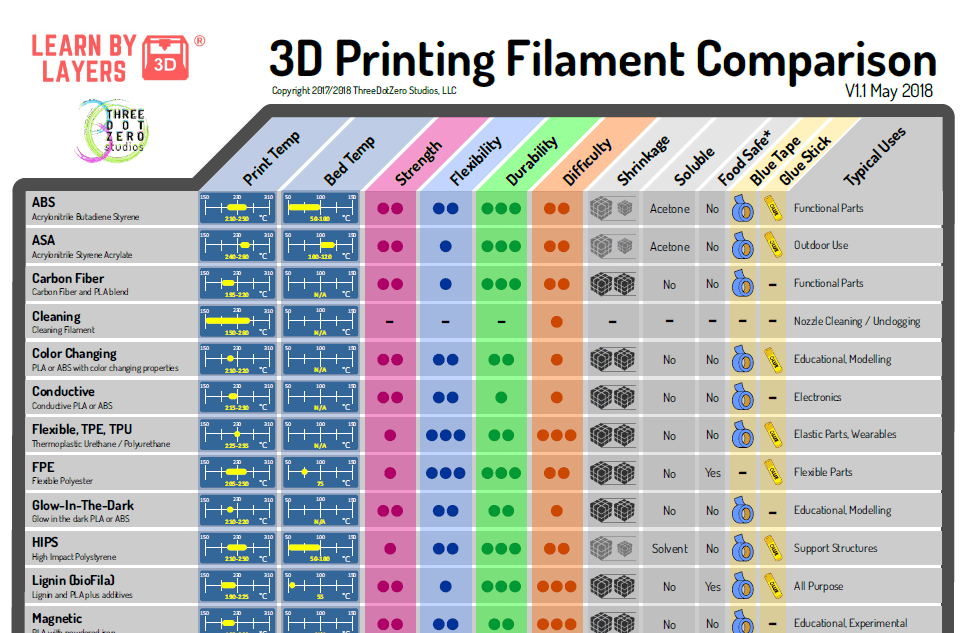 Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи.
Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи. ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості.
ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості. Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.
Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.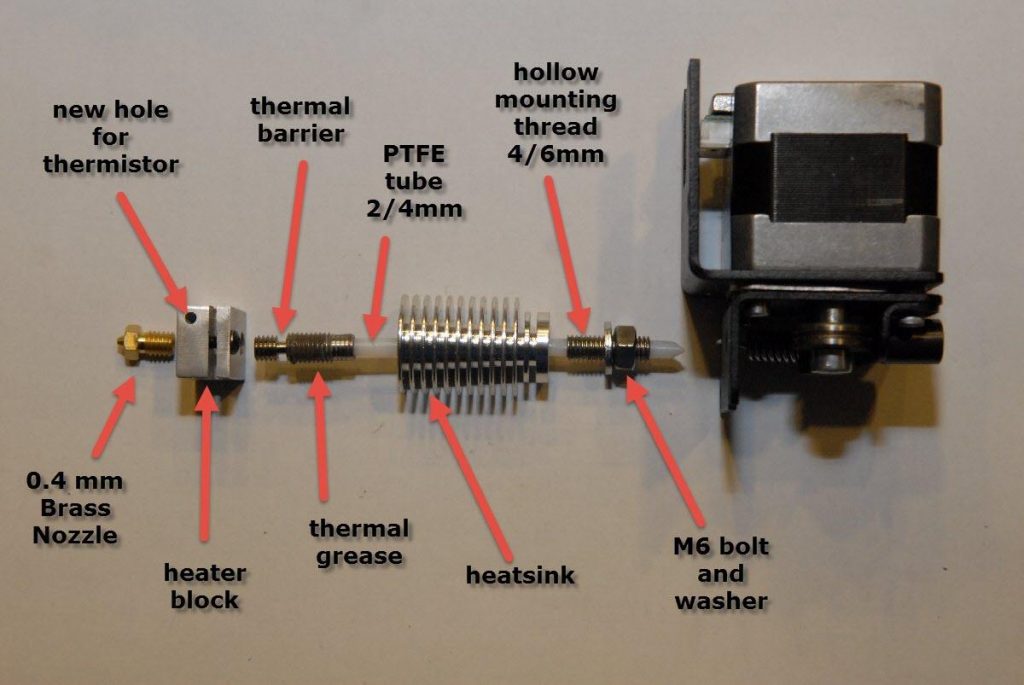
 Почнемо по порядку.
Почнемо по порядку.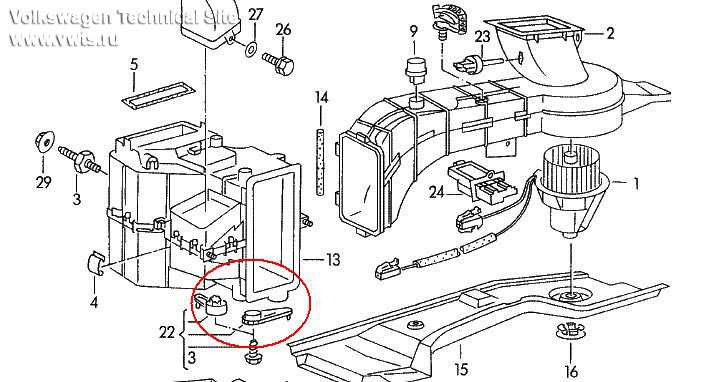 Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару.
Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару.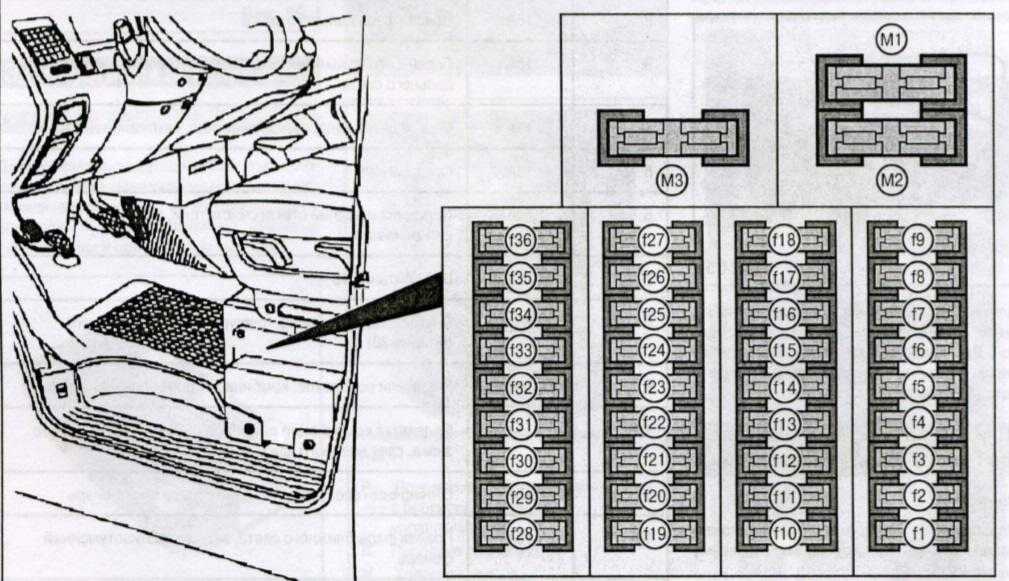 Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає.
Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає. За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
 Скляна платформа повинна бути матовою і покритою розчином АБС.
Скляна платформа повинна бути матовою і покритою розчином АБС.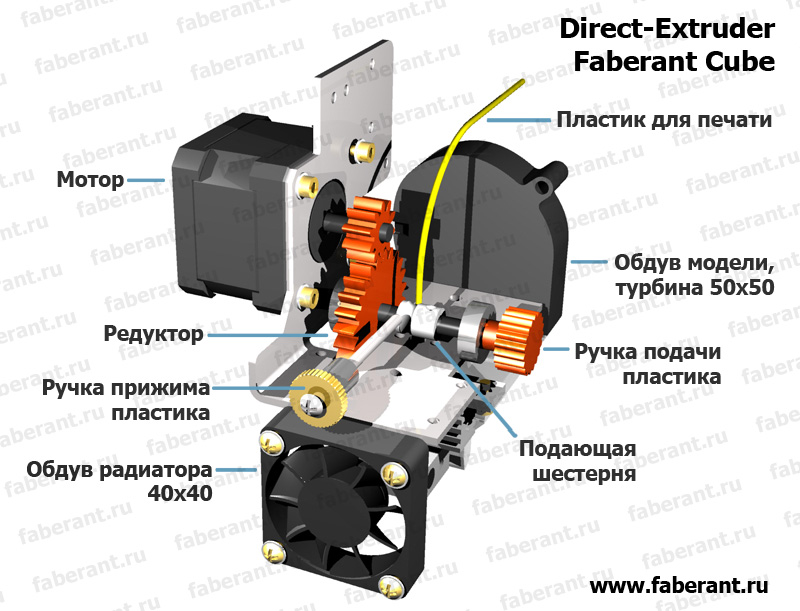 Шансы таковы, что корпус вашего ноутбука или клавиатура сделаны именно из этого полимера, как и кубики LEGO, многие пластиковые элементы автомобильных интерьеров, и прочая, и прочая.
Шансы таковы, что корпус вашего ноутбука или клавиатура сделаны именно из этого полимера, как и кубики LEGO, многие пластиковые элементы автомобильных интерьеров, и прочая, и прочая. Если же линейная усадка (то есть изменение в размерах по любой из координатных осей) будет слишком высокой, модель может просто отклеиться от столика прямо во время 3D-печати.
Если же линейная усадка (то есть изменение в размерах по любой из координатных осей) будет слишком высокой, модель может просто отклеиться от столика прямо во время 3D-печати. Что произойдет? Сжимаемый материал потянет за собой верхние края губки, а те начнут подниматься вверх и тащить за собой нижнюю часть, пока и нижние края не оторвутся от поверхности. При 3D-печати многими материалами, например АБС или нейлоном, это усилие может быть достаточно высоким для того, чтобы оторвать пластик даже от столика, смазанного клеем. Типичный результат показан на иллюстрации ниже.
Что произойдет? Сжимаемый материал потянет за собой верхние края губки, а те начнут подниматься вверх и тащить за собой нижнюю часть, пока и нижние края не оторвутся от поверхности. При 3D-печати многими материалами, например АБС или нейлоном, это усилие может быть достаточно высоким для того, чтобы оторвать пластик даже от столика, смазанного клеем. Типичный результат показан на иллюстрации ниже. Но ничего страшного: при работе с АБС в большинстве случаев достаточно и пассивной камеры, особенно если подобрать оптимальные температуры и правильное адгезионное средство, а заодно добавить вспомогательную 3D-печатную структуру, называемую «рафтом».
Но ничего страшного: при работе с АБС в большинстве случаев достаточно и пассивной камеры, особенно если подобрать оптимальные температуры и правильное адгезионное средство, а заодно добавить вспомогательную 3D-печатную структуру, называемую «рафтом». Если же температура будет слишком низкой, усилия подающего механизма может не хватить для выдавливания расплава из сопла. Верные признаки слишком низкой температуры — характерные щелчки, издаваемые пробуксовывающими шестернями в экструдере, а также пропуски в наносимых слоях, как на иллюстрации ниже.
Если же температура будет слишком низкой, усилия подающего механизма может не хватить для выдавливания расплава из сопла. Верные признаки слишком низкой температуры — характерные щелчки, издаваемые пробуксовывающими шестернями в экструдере, а также пропуски в наносимых слоях, как на иллюстрации ниже. Не поскупитесь — это недорого и сэкономит массу времени и нервов.
Не поскупитесь — это недорого и сэкономит массу времени и нервов. Задача бримов и рафтов состоит в повышении адгезии со столиком, то есть схватывания модели с рабочей поверхностью. Достигается это за счет увеличения площади соприкосновения, но с определенными отличиями.
Задача бримов и рафтов состоит в повышении адгезии со столиком, то есть схватывания модели с рабочей поверхностью. Достигается это за счет увеличения площади соприкосновения, но с определенными отличиями. После 3D-печати придется повозиться с удалением рафта, так как в отличие от брима эта структура соприкасается с моделью по всей нижней поверхности, а не только по краям.
После 3D-печати придется повозиться с удалением рафта, так как в отличие от брима эта структура соприкасается с моделью по всей нижней поверхности, а не только по краям. Варианты бывают разные: можно использовать раствор самого АБС в ацетоне, либо лак для волос, либо клей-карандаш, либо раствор клея БФ-2. Самый простой вариант — приобрести специальное средство The3D, доступное в нашем магазине.
Варианты бывают разные: можно использовать раствор самого АБС в ацетоне, либо лак для волос, либо клей-карандаш, либо раствор клея БФ-2. Самый простой вариант — приобрести специальное средство The3D, доступное в нашем магазине.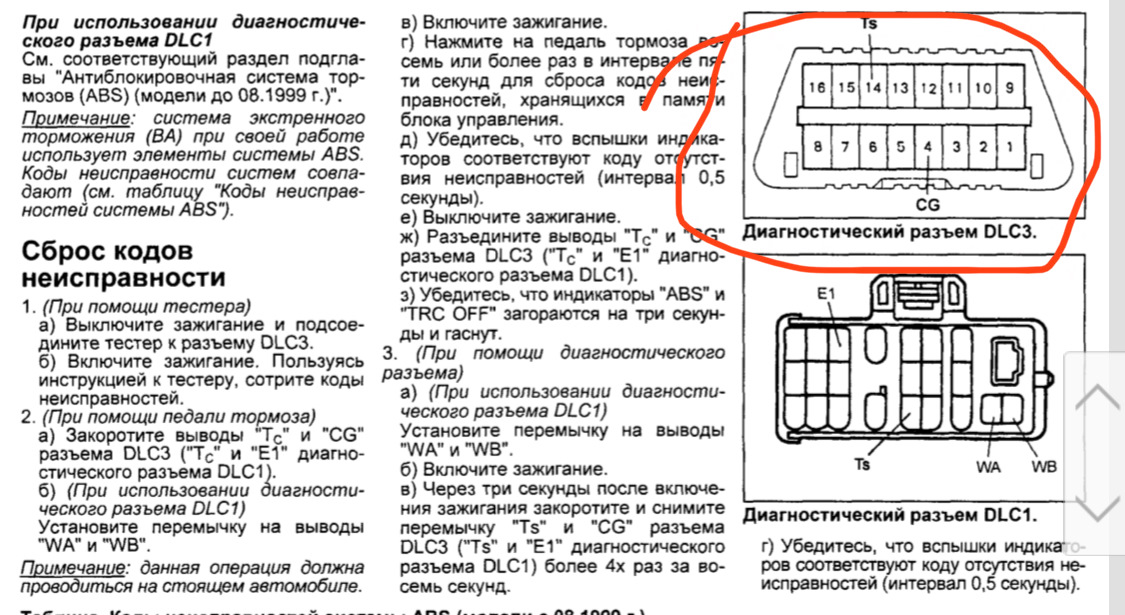
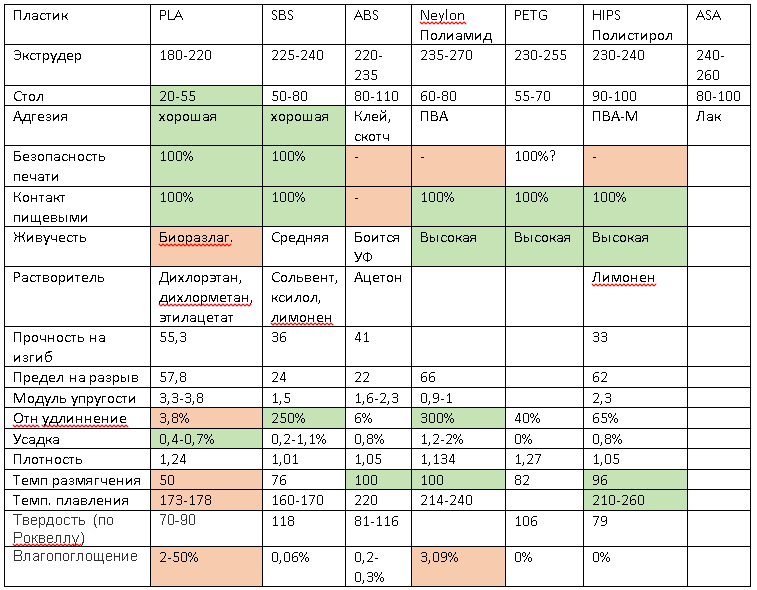 С помощью сглаживания паром поверхность деталей из АБС можно сделать блестящей и гладкой. При этом прочность компонента сравнима с PETG и выше, чем у PLA.
С помощью сглаживания паром поверхность деталей из АБС можно сделать блестящей и гладкой. При этом прочность компонента сравнима с PETG и выше, чем у PLA.
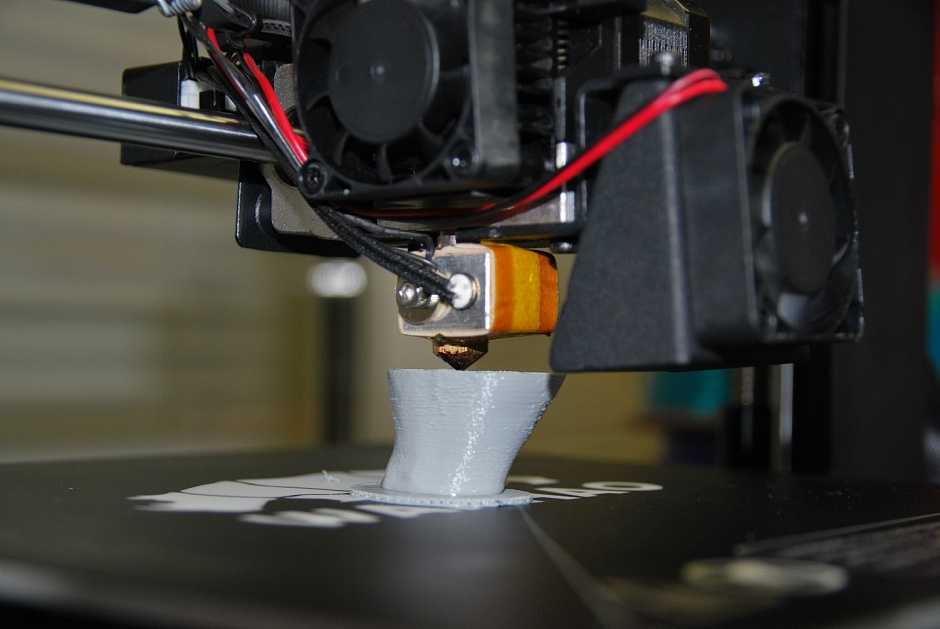 Тем не менее, ABS позволяет получить гладкую поверхность, сравнимую с компонентами, изготовленными методом литья под давлением.
Тем не менее, ABS позволяет получить гладкую поверхность, сравнимую с компонентами, изготовленными методом литья под давлением. Эта ставка означает, что каждый грамм материала стоит всего 0,02 доллара.
Эта ставка означает, что каждый грамм материала стоит всего 0,02 доллара.
 Эти пары содержат токсичные летучие органические соединения (ЛОС) и ультратонкие частицы (УФЧ). Эти летучие органические соединения и UFP токсичны для человека и оказывают пагубное воздействие на ваше здоровье.
Эти пары содержат токсичные летучие органические соединения (ЛОС) и ультратонкие частицы (УФЧ). Эти летучие органические соединения и UFP токсичны для человека и оказывают пагубное воздействие на ваше здоровье.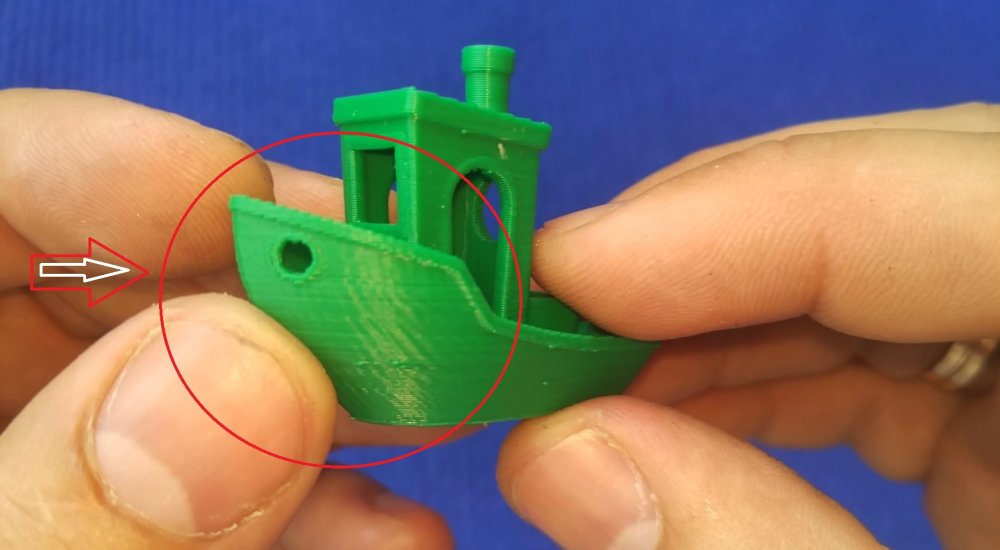
 Если кровать слишком горячая, ваши первые слои отпечатков могут получить слоновью ногу. Если это не идеально, у вас могут возникнуть проблемы с деформацией.
Если кровать слишком горячая, ваши первые слои отпечатков могут получить слоновью ногу. Если это не идеально, у вас могут возникнуть проблемы с деформацией. Это раствор АБС-пластика в ацетоне. Он обеспечивает превосходную клейкую поверхность для деталей из АБС-пластика, позволяя им хорошо прилипать к поверхности для печати.
Это раствор АБС-пластика в ацетоне. Он обеспечивает превосходную клейкую поверхность для деталей из АБС-пластика, позволяя им хорошо прилипать к поверхности для печати.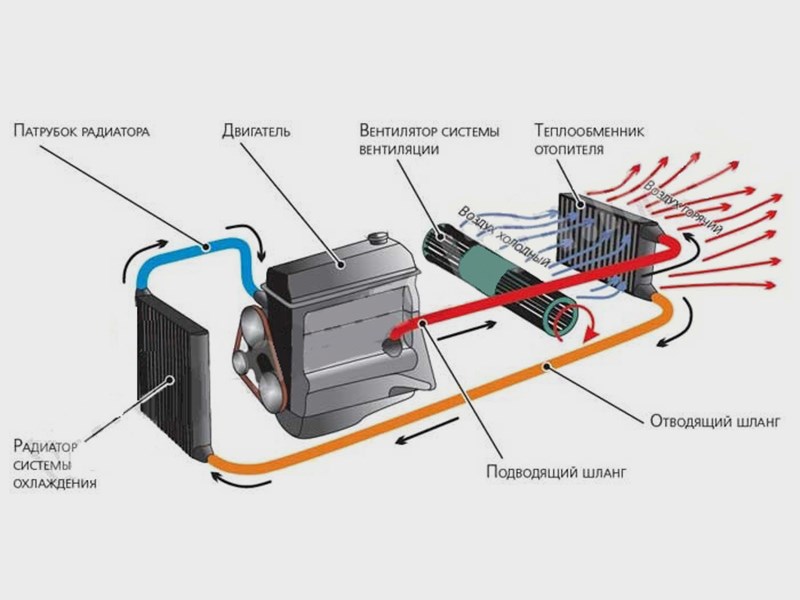 Это снижает вероятность того, что слои ваших деталей будут расщепляться и трескаться.
Это снижает вероятность того, что слои ваших деталей будут расщепляться и трескаться. Шлифование и сглаживание ацетоном — распространенные способы отделки деталей из АБС-пластика. В этом разделе вы получите обзор этих методов.
Шлифование и сглаживание ацетоном — распространенные способы отделки деталей из АБС-пластика. В этом разделе вы получите обзор этих методов.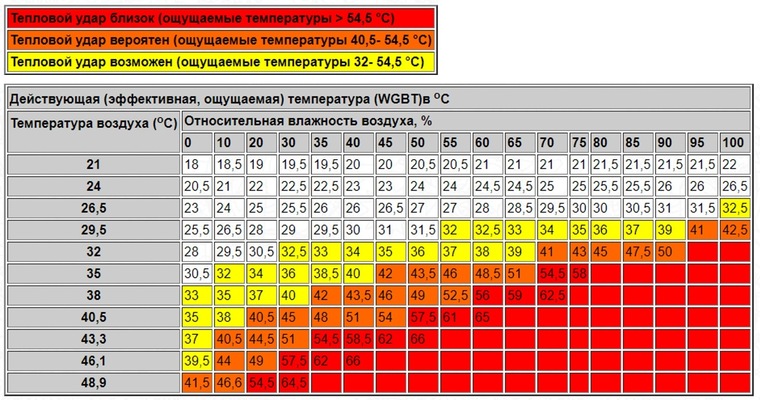 Он отлично работает с материалом ABS и придает вашим деталям, напечатанным на 3D-принтере, профессиональный вид.
Он отлично работает с материалом ABS и придает вашим деталям, напечатанным на 3D-принтере, профессиональный вид.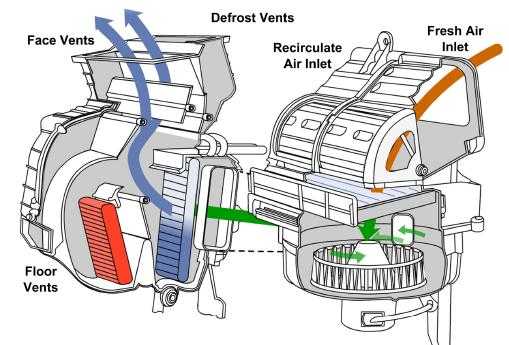
 Корпус удерживает тепло печатной платформы внутри области печати. Это убережет ваш 3D-принтер от больших перепадов температур и позволит ему медленно остывать.
Корпус удерживает тепло печатной платформы внутри области печати. Это убережет ваш 3D-принтер от больших перепадов температур и позволит ему медленно остывать.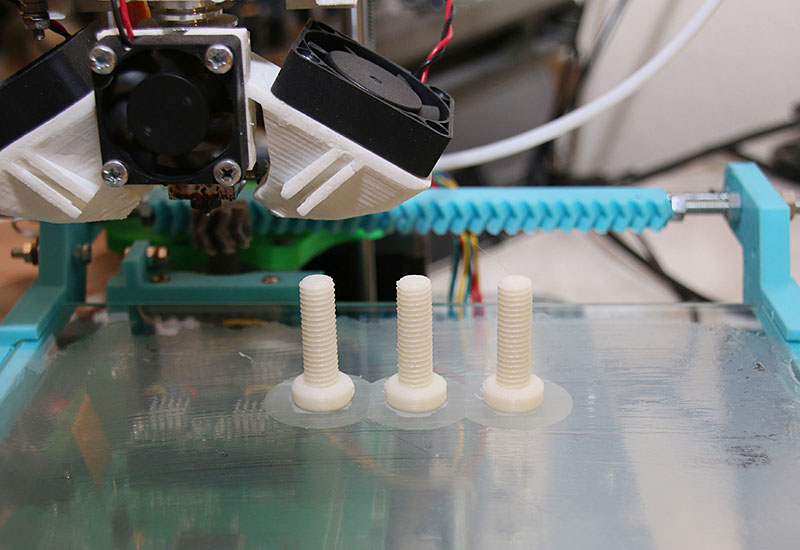 Когда вы печатаете из ABS, вы всегда должны использовать платформу с подогревом. Это поможет предотвратить отрыв ваших отпечатков от печатной платформы и уменьшит вероятность растрескивания слоя.
Когда вы печатаете из ABS, вы всегда должны использовать платформу с подогревом. Это поможет предотвратить отрыв ваших отпечатков от печатной платформы и уменьшит вероятность растрескивания слоя.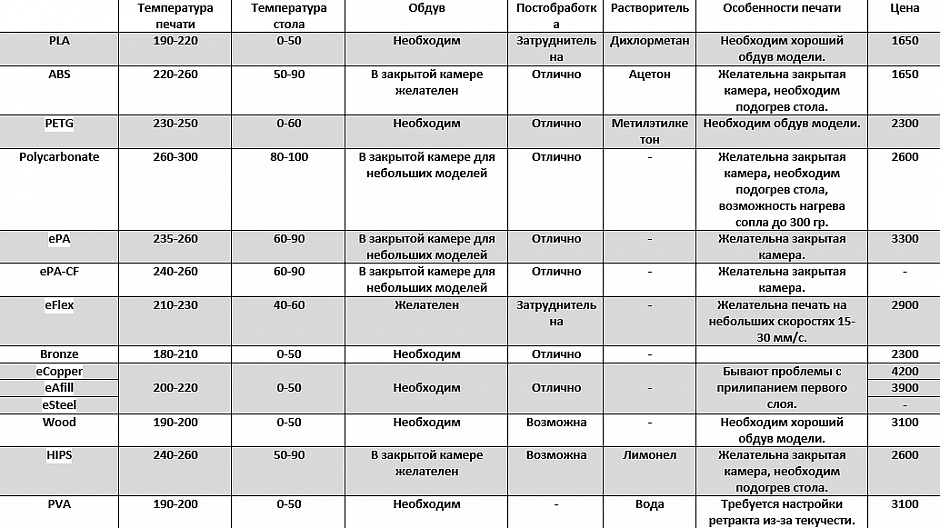

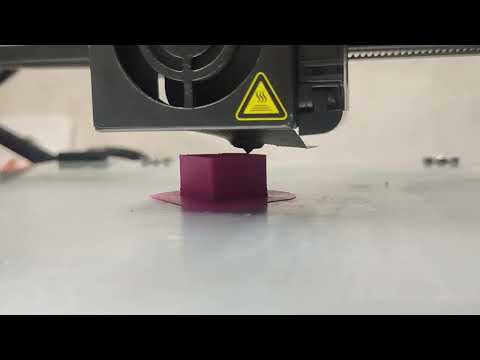
 Герметизация рабочей камеры помогает удерживать пары, выделяющиеся в процессе печати, а также помогает регулировать температуру.
Герметизация рабочей камеры помогает удерживать пары, выделяющиеся в процессе печати, а также помогает регулировать температуру.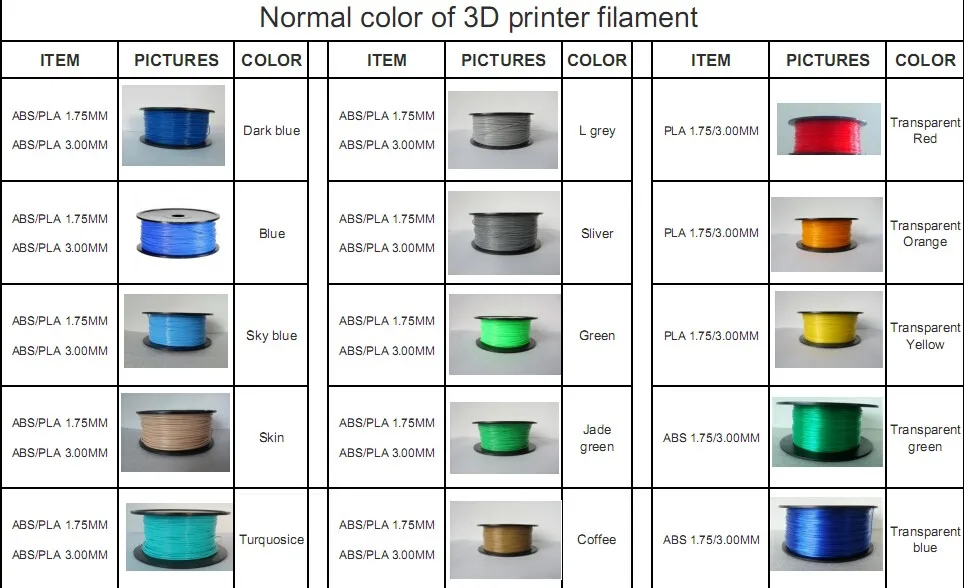 Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям.
Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям.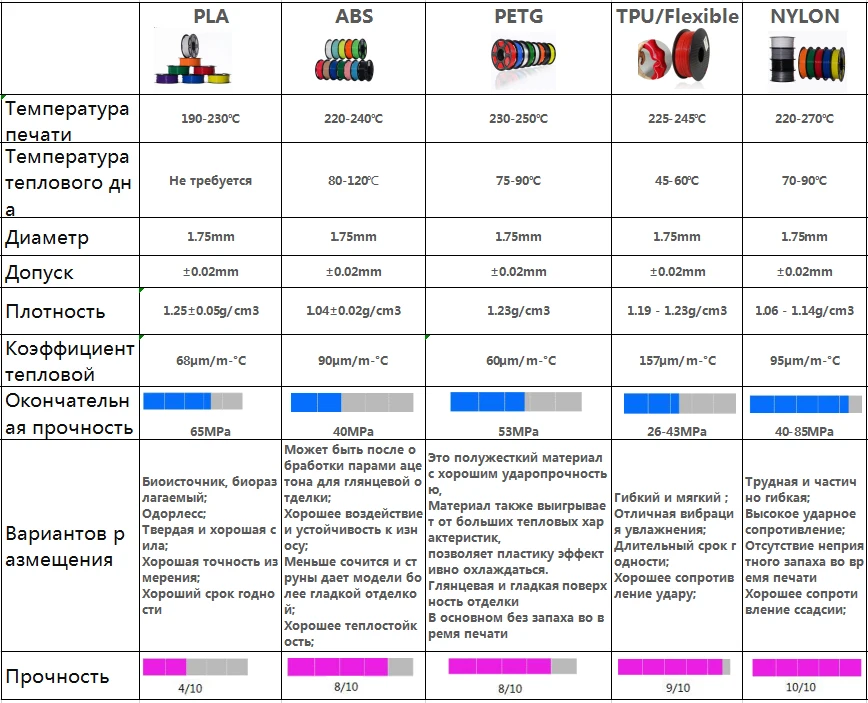 Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
 Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.
Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.

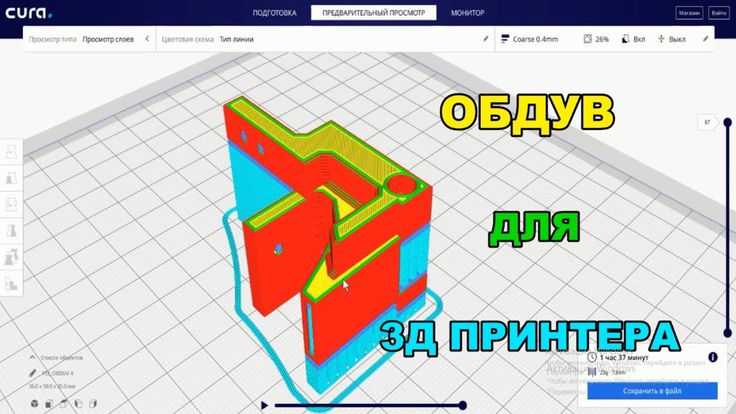
 Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
 Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
 Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
 Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.
Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.

 Это и компьютеры, и телевизоры, и кредитные карты, и даже автомобили, на которых мы передвигаемся. Если не использовать в них пластмассу, то они будут гораздо больше весить и, возможно, даже хуже работать. Пластик составляет большую часть нашего интерьера. Он стал неотъемлемой частью технической жизни современного человека. Но если где-то и можно обойтись без пластика, то в медицине он действительно очень важен. Его используют в медицинских устройствах.
Это и компьютеры, и телевизоры, и кредитные карты, и даже автомобили, на которых мы передвигаемся. Если не использовать в них пластмассу, то они будут гораздо больше весить и, возможно, даже хуже работать. Пластик составляет большую часть нашего интерьера. Он стал неотъемлемой частью технической жизни современного человека. Но если где-то и можно обойтись без пластика, то в медицине он действительно очень важен. Его используют в медицинских устройствах.
 Это началось ещё в 30-х годах прошлого века. Особое термостойкое стекло использовалось в изготовлении посуды для медицинских препаратов.
Это началось ещё в 30-х годах прошлого века. Особое термостойкое стекло использовалось в изготовлении посуды для медицинских препаратов.
 Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
 Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
 Они выдерживают гамма-излучения. Приборы и инструменты на основе пластика легко герметизируются и стерилизуются, и готовы к применению их в любых условиях. Это было подтверждено во время эпидемии лихорадки Эбола, произошедшей на территории Западной Африки совсем недавно. Одноразовые стерильные устройства ещё раз хорошо там себя зарекомендовали.
Они выдерживают гамма-излучения. Приборы и инструменты на основе пластика легко герметизируются и стерилизуются, и готовы к применению их в любых условиях. Это было подтверждено во время эпидемии лихорадки Эбола, произошедшей на территории Западной Африки совсем недавно. Одноразовые стерильные устройства ещё раз хорошо там себя зарекомендовали.
 Впервые он появился в 1913 году. Им стали заменять стекло и металл при упаковывании продуктов фармацевтики, нужных для госпиталей. Это было во времена Первой мировой войны. С тех пор этот материал только начал набирать свою популярность. ПВХ – очень универсален. Из него можно изготовить широкий спектр продукции. Это и жёсткие контейнеры, и гибкие листы. Он прозрачен и не скручивается. Его используют для изготовления медицинских трубок, пакетов для крови и внутривенных вливаний, печатки для осмотров и многое другое. ПВХ низок по цене, и пока ему нет лучших альтернатив, если речь идёт о медицине.
Впервые он появился в 1913 году. Им стали заменять стекло и металл при упаковывании продуктов фармацевтики, нужных для госпиталей. Это было во времена Первой мировой войны. С тех пор этот материал только начал набирать свою популярность. ПВХ – очень универсален. Из него можно изготовить широкий спектр продукции. Это и жёсткие контейнеры, и гибкие листы. Он прозрачен и не скручивается. Его используют для изготовления медицинских трубок, пакетов для крови и внутривенных вливаний, печатки для осмотров и многое другое. ПВХ низок по цене, и пока ему нет лучших альтернатив, если речь идёт о медицине.
 Тем не менее, существует широкий спектр применения пластмасс, например, в протезировании.
Тем не менее, существует широкий спектр применения пластмасс, например, в протезировании. Этот пластик устойчив к ударам и коррозии. Он более долговечен, чем другие пластмассы, и вы найдете его в ортопедии и протезировании. Полипропилен является оптимальным вариантом для протезов, несущих нагрузку, благодаря своим устойчивым свойствам.
Этот пластик устойчив к ударам и коррозии. Он более долговечен, чем другие пластмассы, и вы найдете его в ортопедии и протезировании. Полипропилен является оптимальным вариантом для протезов, несущих нагрузку, благодаря своим устойчивым свойствам.
 Медицинский пластик идеально подходит для упаковки.
Медицинский пластик идеально подходит для упаковки.
 Некоторые трубки предназначены для одноразового использования, и большинство трубок через некоторое время заменяются, а это означает, что важно найти недорогой материал для этих предметов.
Некоторые трубки предназначены для одноразового использования, и большинство трубок через некоторое время заменяются, а это означает, что важно найти недорогой материал для этих предметов.
 3D-принтер может дать поставщикам медицинских услуг доступ к производственным возможностям в отдаленных районах. Это также открывает возможность разработки уникальных инструментов для конкретной процедуры.
3D-принтер может дать поставщикам медицинских услуг доступ к производственным возможностям в отдаленных районах. Это также открывает возможность разработки уникальных инструментов для конкретной процедуры.
 Вот почему клиницисты покрывают себя и все, что они используют, пластиком.
Вот почему клиницисты покрывают себя и все, что они используют, пластиком.









 От Вас требуется предоставить максимум информации с имеющихся на оборудовании шильдиков.
От Вас требуется предоставить максимум информации с имеющихся на оборудовании шильдиков. Наличие RS232
Наличие RS232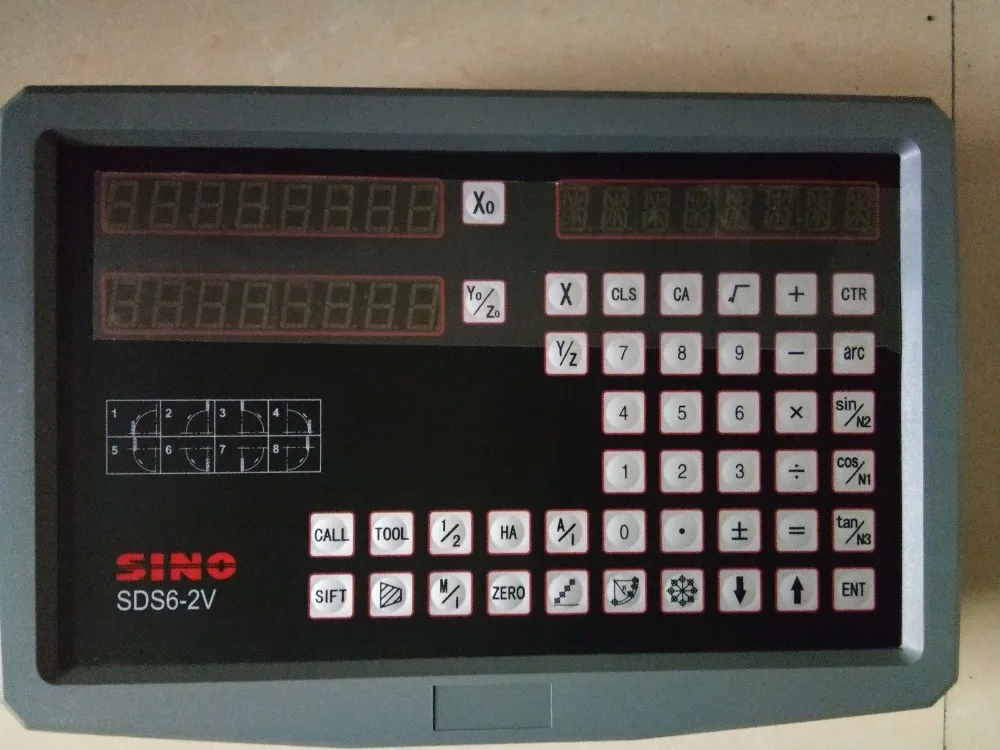 Каждый компонент электрической трансмиссии серии UQi был точно разработан для достижения идеального баланса между мощностью и энергоэффективностью, гарантируя, что двигатель обеспечивает достаточную мощность при снижении потерь мощности.
Каждый компонент электрической трансмиссии серии UQi был точно разработан для достижения идеального баланса между мощностью и энергоэффективностью, гарантируя, что двигатель обеспечивает достаточную мощность при снижении потерь мощности. С нашей EBS кинетическая энергия, вырабатываемая во время торможения, улавливается и возвращается обратно в аккумулятор, увеличивая запас хода до 6%.
С нашей EBS кинетическая энергия, вырабатываемая во время торможения, улавливается и возвращается обратно в аккумулятор, увеличивая запас хода до 6%.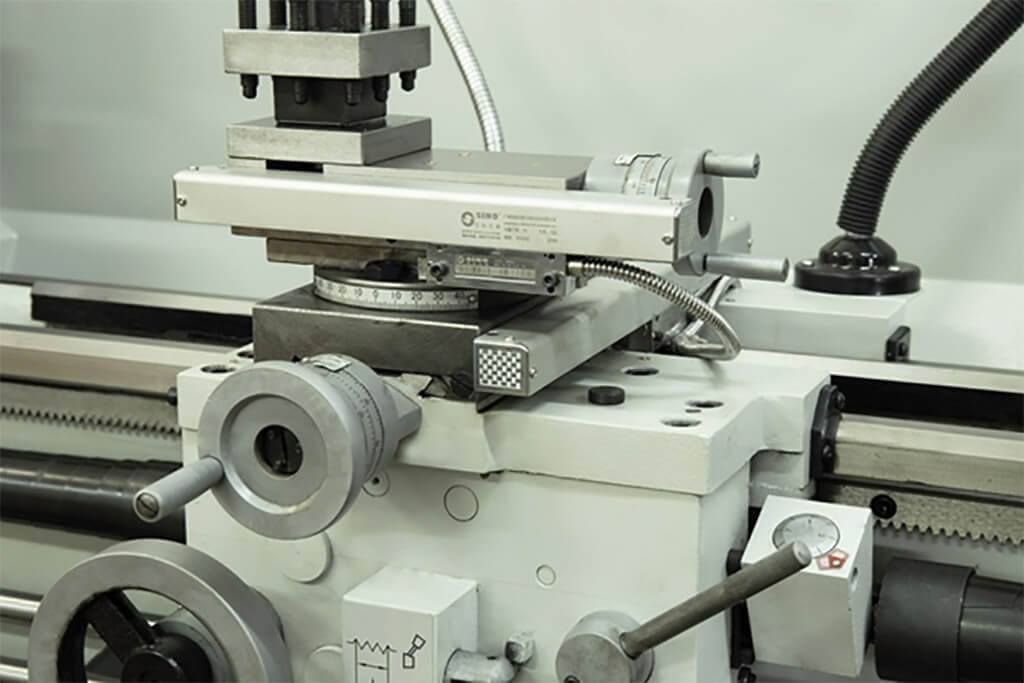
 Когда вы будете готовы к поездке, просто нажмите кнопку «Niu logo» на ключе, чтобы повернуть скутер и отправиться в путь.
Когда вы будете готовы к поездке, просто нажмите кнопку «Niu logo» на ключе, чтобы повернуть скутер и отправиться в путь.
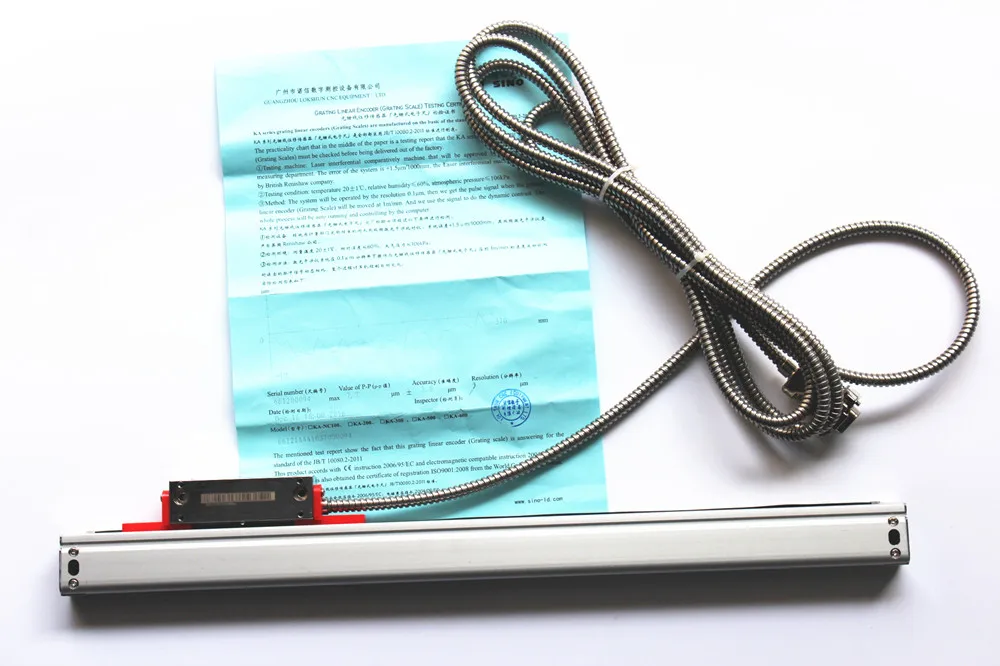 Используя 150 000 водителей в нашем исследовании, мы создали умный скутер, специально созданный для города.
Используя 150 000 водителей в нашем исследовании, мы создали умный скутер, специально созданный для города. FOC — это новейшая оригинальная современная технология.
FOC — это новейшая оригинальная современная технология. Используя бортовой гироскоп для измерения ускорения транспортного средства и GPS-позиционирования, мы можем более точно определить несанкционированное движение вашего скутера.
Используя бортовой гироскоп для измерения ускорения транспортного средства и GPS-позиционирования, мы можем более точно определить несанкционированное движение вашего скутера. Ключ серии UQi позволяет удаленно разблокировать скутер на расстоянии до 50 метров. Когда вы будете готовы к поездке, просто нажмите кнопку «Niu logo» на ключе, чтобы повернуть скутер и отправиться в путь.
Ключ серии UQi позволяет удаленно разблокировать скутер на расстоянии до 50 метров. Когда вы будете готовы к поездке, просто нажмите кнопку «Niu logo» на ключе, чтобы повернуть скутер и отправиться в путь. Серия UQi оснащена совершенно новой внешней фарой Halo, которая в первую очередь предназначена для обеспечения безопасности, но при этом немного необычна; позволяя скутеру U выделяться как своей формой, так и функциональностью.
Серия UQi оснащена совершенно новой внешней фарой Halo, которая в первую очередь предназначена для обеспечения безопасности, но при этом немного необычна; позволяя скутеру U выделяться как своей формой, так и функциональностью.






 Это экономит ваши деньги, потому что одни и те же батареи можно использовать с различными инструментами. Такая возможность предоставляет пользователям огромный выбор инструментов и свободу действий. Это особенно удобно для тех, кто имеет много разных инструментов Makita, но одновременно изпользует только некоторые из них.
Это экономит ваши деньги, потому что одни и те же батареи можно использовать с различными инструментами. Такая возможность предоставляет пользователям огромный выбор инструментов и свободу действий. Это особенно удобно для тех, кто имеет много разных инструментов Makita, но одновременно изпользует только некоторые из них.
 0Ah 14.4V
0Ah 14.4V С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4
обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
, г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3


 Наши батареи могут работать до 5 лет.
Наши батареи могут работать до 5 лет.
 Ультрафиолетовые лазеры могут быть непрерывные (CW) или импульсные (Q-switched pulsed). УФ диапазон достаточно перспективен для построения высокоточных информационных лазеров для связи. Использование лазеров для связи оказало большое влияние на развитие телекоммуникационных информационных систем контроля характеристик атмосферы. Повышенный интерес к лазерам для связи обусловлен их отличной пропускной способностью и эффективностью передачи информации.
Ультрафиолетовые лазеры могут быть непрерывные (CW) или импульсные (Q-switched pulsed). УФ диапазон достаточно перспективен для построения высокоточных информационных лазеров для связи. Использование лазеров для связи оказало большое влияние на развитие телекоммуникационных информационных систем контроля характеристик атмосферы. Повышенный интерес к лазерам для связи обусловлен их отличной пропускной способностью и эффективностью передачи информации.
 1~4uJ/1~15mW
1~4uJ/1~15mW 1~3uJ/1~10mW
1~3uJ/1~10mW 1~10µJ/1~30mW
1~10µJ/1~30mW 1~4µJ/1~10mW
1~4µJ/1~10mW 1~15uJ/1~100mW
1~15uJ/1~100mW ~6нс
~6нс
 Они могут как резать, так и гравировать и маркировать, все это вы можете подробнее посмотреть на нашем канале Youtube.
Они могут как резать, так и гравировать и маркировать, все это вы можете подробнее посмотреть на нашем канале Youtube. 
 От недорогих натриево-кальциевых до высококачественных боросиликатных стекол.
От недорогих натриево-кальциевых до высококачественных боросиликатных стекол.
 д.) на поверхности материалов широкого спектра, в том числе на «трудные материалы»: сшитый полиэтилен, полиэтилен, ПВХ и др.
д.) на поверхности материалов широкого спектра, в том числе на «трудные материалы»: сшитый полиэтилен, полиэтилен, ПВХ и др.
 УФ-лазеры обладают чрезвычайно высокой энергией фотонов, что открывает широкий спектр применений, недоступных для лазеров видимого и инфракрасного диапазона. Наиболее распространенными источниками УФ-лазеров являются третья и четвертая гармоники на Nd: YAG, обеспечивающие длины волн 355 нм и 266 нм соответственно. Важно отметить, что в то время как 355 нм и 266 нм являются наиболее распространенными длинами волн УФ-лазеров, несколько других линий Nd: YAG могут иметь удвоенную и утроенную частоту, создавая большой выбор альтернативных длин волн УФ-излучения. Чтобы получить эти гармоники более высокого порядка, плотность электрического поля лазера должна быть чрезвычайно высокой. В результате эти лазеры в основном доступны с возможностью модуляции добротности. Лазерные УФ-диоды непрерывного действия (CW) также доступны с длиной волны 375 нм, с одномодовыми и многомодовыми профилями луча и выходами в свободном пространстве или с оптоволоконным соединением.
УФ-лазеры обладают чрезвычайно высокой энергией фотонов, что открывает широкий спектр применений, недоступных для лазеров видимого и инфракрасного диапазона. Наиболее распространенными источниками УФ-лазеров являются третья и четвертая гармоники на Nd: YAG, обеспечивающие длины волн 355 нм и 266 нм соответственно. Важно отметить, что в то время как 355 нм и 266 нм являются наиболее распространенными длинами волн УФ-лазеров, несколько других линий Nd: YAG могут иметь удвоенную и утроенную частоту, создавая большой выбор альтернативных длин волн УФ-излучения. Чтобы получить эти гармоники более высокого порядка, плотность электрического поля лазера должна быть чрезвычайно высокой. В результате эти лазеры в основном доступны с возможностью модуляции добротности. Лазерные УФ-диоды непрерывного действия (CW) также доступны с длиной волны 375 нм, с одномодовыми и многомодовыми профилями луча и выходами в свободном пространстве или с оптоволоконным соединением. Наши УФ-изделия доступны со средней мощностью до 20 Вт, вариантами для одномодового или многомодового, свободного пространства или оптоволоконного выхода, а также различными вариантами компоновки и уровнями интеграции от компонентов до OEM и систем «под ключ».
Наши УФ-изделия доступны со средней мощностью до 20 Вт, вариантами для одномодового или многомодового, свободного пространства или оптоволоконного выхода, а также различными вариантами компоновки и уровнями интеграции от компонентов до OEM и систем «под ключ». экспрессия генов/белков, антиген-специфические клеточные ответы и многие другие.
экспрессия генов/белков, антиген-специфические клеточные ответы и многие другие. Эти лазеры доступны с длиной волны от 405 нм до 1064 нм и способны производить выходную мощность до 500 мВт.
Эти лазеры доступны с длиной волны от 405 нм до 1064 нм и способны производить выходную мощность до 500 мВт.
 Самый важный вывод из этих обсуждений заключается в том, что, как правило, есть два способа повысить эффективность генерации гармоник: увеличение пиковой мощности и уменьшение размера пятна. Поскольку Quantas-Q2HE имеет колоколообразный профиль луча с более чем 75-процентной гауссовской аппроксимацией сверх чрезвычайно высокой пиковой мощности, о которой говорилось ранее, он полезен не только для генерации второй гармоники, но и для генерации третьей, четвертой и пятой гармоник. хорошо. В результате Q2HE может производить ультрафиолетовые лазеры с длиной волны всего 211 нм. Quantas-Q2HE доступен в семи различных конфигурациях, каждая из которых может генерировать свет пятой гармоники, как показано в таблице ниже…
Самый важный вывод из этих обсуждений заключается в том, что, как правило, есть два способа повысить эффективность генерации гармоник: увеличение пиковой мощности и уменьшение размера пятна. Поскольку Quantas-Q2HE имеет колоколообразный профиль луча с более чем 75-процентной гауссовской аппроксимацией сверх чрезвычайно высокой пиковой мощности, о которой говорилось ранее, он полезен не только для генерации второй гармоники, но и для генерации третьей, четвертой и пятой гармоник. хорошо. В результате Q2HE может производить ультрафиолетовые лазеры с длиной волны всего 211 нм. Quantas-Q2HE доступен в семи различных конфигурациях, каждая из которых может генерировать свет пятой гармоники, как показано в таблице ниже… Это делает эти лазеры идеальными как для внешней, так и для внутрирезонаторной генерации гармоник. Генерация второй гармоники во внешнем резонаторе была впервые достигнута в 1996 году путем приклеивания тонкого кристалла KTP, который имеет покрытие, обладающее высокой отражающей способностью при 1064 нм и антиотражающим при 532 нм, а затем приклеен к передней части микрочипового лазера Nd: YVO4. В течение двух лет были также продемонстрированы микрочиповые лазеры третьей и четвертой гармоник с использованием внешнего кристалла для производства ультрафиолетовых лазеров с длиной волны 355 и 266 нм. Чтобы полностью понять, почему эти лазеры идеально подходят для генерации гармоник, важно рассмотреть фундаментальную физику, лежащую в основе этого нелинейного процесса.0015
Это делает эти лазеры идеальными как для внешней, так и для внутрирезонаторной генерации гармоник. Генерация второй гармоники во внешнем резонаторе была впервые достигнута в 1996 году путем приклеивания тонкого кристалла KTP, который имеет покрытие, обладающее высокой отражающей способностью при 1064 нм и антиотражающим при 532 нм, а затем приклеен к передней части микрочипового лазера Nd: YVO4. В течение двух лет были также продемонстрированы микрочиповые лазеры третьей и четвертой гармоник с использованием внешнего кристалла для производства ультрафиолетовых лазеров с длиной волны 355 и 266 нм. Чтобы полностью понять, почему эти лазеры идеально подходят для генерации гармоник, важно рассмотреть фундаментальную физику, лежащую в основе этого нелинейного процесса.0015 Сотрудничество с RPMC гарантирует, что вы получите надежные рекомендации от нашего знающего и технического персонала по широкому спектру лазерной продукции. RPMC и наши производители готовы и могут предоставить индивидуальные решения для вашего уникального приложения.
Сотрудничество с RPMC гарантирует, что вы получите надежные рекомендации от нашего знающего и технического персонала по широкому спектру лазерной продукции. RPMC и наши производители готовы и могут предоставить индивидуальные решения для вашего уникального приложения.
 , 10 Вт при 355 нм или 532 нм, 20 Вт при 1064 нм. Эта серия лазеров DPSS обеспечивает сочетание компактных, эффективных и мощных характеристик в прочной конструкции, подходящей для суровых условий и бортовых приложений. Конструкция прошла испытания в латунной фурнитуре и разрабатывается прототип.
, 10 Вт при 355 нм или 532 нм, 20 Вт при 1064 нм. Эта серия лазеров DPSS обеспечивает сочетание компактных, эффективных и мощных характеристик в прочной конструкции, подходящей для суровых условий и бортовых приложений. Конструкция прошла испытания в латунной фурнитуре и разрабатывается прототип.
 Благодаря расширенным характеристикам, таким как превосходное качество луча, стабильность и возможности модуляции, наши лазеры обеспечивают сверхнизкий уровень шума и широкий спектр опций для подключения оптоволокна SM, MM и PM. Наше специальное программное обеспечение для управления, интерфейсы USB и RS232, а также внешний контроллер с индикатором мощности упрощают интеграцию, эксплуатацию и удаленную диагностику. Кроме того, наша прочная и компактная конструкция и широкий выбор стандартных длин волн гарантируют, что наши лазеры могут удовлетворить ваши конкретные потребности.
Благодаря расширенным характеристикам, таким как превосходное качество луча, стабильность и возможности модуляции, наши лазеры обеспечивают сверхнизкий уровень шума и широкий спектр опций для подключения оптоволокна SM, MM и PM. Наше специальное программное обеспечение для управления, интерфейсы USB и RS232, а также внешний контроллер с индикатором мощности упрощают интеграцию, эксплуатацию и удаленную диагностику. Кроме того, наша прочная и компактная конструкция и широкий выбор стандартных длин волн гарантируют, что наши лазеры могут удовлетворить ваши конкретные потребности. Имея длительность импульса менее 5 нс и максимальную частоту повторения 100 Гц, серия Q-TUNE обеспечивает идеальный когерентный источник света для точных научных измерений.
Имея длительность импульса менее 5 нс и максимальную частоту повторения 100 Гц, серия Q-TUNE обеспечивает идеальный когерентный источник света для точных научных измерений.
 Высокая пиковая мощность и низкая расходимость серии Q1 обеспечивают эффективное преобразование гармоник через 5-ю гармонику (213 или 211 нм). Инновационная конструкция позволяет создать удобную систему «под ключ», которая требует минимального обслуживания, а переменная частота повторения импульсов лазера и встроенный генератор синхроимпульсов обеспечивают гибкость запуска пользовательского оборудования.
Высокая пиковая мощность и низкая расходимость серии Q1 обеспечивают эффективное преобразование гармоник через 5-ю гармонику (213 или 211 нм). Инновационная конструкция позволяет создать удобную систему «под ключ», которая требует минимального обслуживания, а переменная частота повторения импульсов лазера и встроенный генератор синхроимпульсов обеспечивают гибкость запуска пользовательского оборудования. Эта универсальная платформа может быть сконфигурирована различными способами, включая энергию импульса до 80 мДж при частоте повторения импульсов 10 Гц или до 20 мДж при частоте повторения импульсов 100 Гц. Лазер может излучать с длиной волны 1053 нм или 1064 нм, а в конфигурации с коротким резонатором длительность импульса может быть уменьшена на 50% по сравнению со стандартной конфигурацией.
Эта универсальная платформа может быть сконфигурирована различными способами, включая энергию импульса до 80 мДж при частоте повторения импульсов 10 Гц или до 20 мДж при частоте повторения импульсов 100 Гц. Лазер может излучать с длиной волны 1053 нм или 1064 нм, а в конфигурации с коротким резонатором длительность импульса может быть уменьшена на 50% по сравнению со стандартной конфигурацией. Эта усовершенствованная конструкция лазера позволяет создать компактную, удобную в использовании систему «под ключ», которая требует минимального обслуживания.
Эта усовершенствованная конструкция лазера позволяет создать компактную, удобную в использовании систему «под ключ», которая требует минимального обслуживания. Лазеры имеют длительность импульса от 400 пс до 2 нс, уровень энергии до 80 мкДж и частоту следования до 100 кГц. Доступные в диапазоне длин волн от УФ до БИК, эта серия предназначена для OEM-интеграторов и исследователей, работающих с LIDAR, 3D-сканированием, LIBS, приборами ночного видения и т. д. Лазеры предлагают как наносекундные, так и пикосекундные варианты и взаимозаменяемы с одинаковым форм-фактором и электрическими и программными интерфейсами для разных длин волн, что делает их гибким и универсальным решением.
Лазеры имеют длительность импульса от 400 пс до 2 нс, уровень энергии до 80 мкДж и частоту следования до 100 кГц. Доступные в диапазоне длин волн от УФ до БИК, эта серия предназначена для OEM-интеграторов и исследователей, работающих с LIDAR, 3D-сканированием, LIBS, приборами ночного видения и т. д. Лазеры предлагают как наносекундные, так и пикосекундные варианты и взаимозаменяемы с одинаковым форм-фактором и электрическими и программными интерфейсами для разных длин волн, что делает их гибким и универсальным решением. Благодаря прочной, компактной, легкой и простой в использовании конструкции лазер SOL легко интегрируется в приложения микрообработки и маркировки, обеспечивая превосходную эксплуатационную гибкость и соотношение производительности и стоимости.
Благодаря прочной, компактной, легкой и простой в использовании конструкции лазер SOL легко интегрируется в приложения микрообработки и маркировки, обеспечивая превосходную эксплуатационную гибкость и соотношение производительности и стоимости. Компактный и легкий корпус является большим преимуществом в лидарах и других аэрокосмических приложениях, а короткие импульсы обеспечивают чрезвычайно точные измерения времени пролета.
Компактный и легкий корпус является большим преимуществом в лидарах и других аэрокосмических приложениях, а короткие импульсы обеспечивают чрезвычайно точные измерения времени пролета.
 Они обеспечивают длительный срок службы газа, превосходную оптическую стабильность и точный контроль рабочих параметров лазера. Простые в использовании, простые в обслуживании и экономичные в эксплуатации, они сочетают в себе преимущества высокоточной эксимерной обработки с самой низкой совокупной стоимостью владения и самым высоким временем безотказной работы на современном рынке.
Они обеспечивают длительный срок службы газа, превосходную оптическую стабильность и точный контроль рабочих параметров лазера. Простые в использовании, простые в обслуживании и экономичные в эксплуатации, они сочетают в себе преимущества высокоточной эксимерной обработки с самой низкой совокупной стоимостью владения и самым высоким временем безотказной работы на современном рынке. Охватываемый диапазон длин волн составляет от 365 нм до 540 нм.
Охватываемый диапазон длин волн составляет от 365 нм до 540 нм./cdn.vox-cdn.com/uploads/chorus_asset/file/14025857/lasertargeting.1419972068.png) Наша прочная и тщательно протестированная полностью твердотельная лазерная технология не требует расходных материалов и, таким образом, обеспечивает максимальное удобство использования, максимально длительный срок службы и превосходную совокупную стоимость владения. Обладая огромной гибкостью и огромной универсальностью, лазерные продукты GWU могут удовлетворить потребности даже самых требовательных научных и промышленных приложений.
Наша прочная и тщательно протестированная полностью твердотельная лазерная технология не требует расходных материалов и, таким образом, обеспечивает максимальное удобство использования, максимально длительный срок службы и превосходную совокупную стоимость владения. Обладая огромной гибкостью и огромной универсальностью, лазерные продукты GWU могут удовлетворить потребности даже самых требовательных научных и промышленных приложений. Например, в экспериментах по фотоэмиссии с угловым разрешением (ARPES) эта возможность настройки позволяет исследователям отличать поверхностные эффекты от объемных. При изучении молекул методом времени пролета (ToF) перестраиваемость позволяет различать идентичные в остальном изомеры. Hyperion VUV также хорошо фокусируется, и с помощью соответствующей оптики можно получить пятно размером менее 10 микрон.
Например, в экспериментах по фотоэмиссии с угловым разрешением (ARPES) эта возможность настройки позволяет исследователям отличать поверхностные эффекты от объемных. При изучении молекул методом времени пролета (ToF) перестраиваемость позволяет различать идентичные в остальном изомеры. Hyperion VUV также хорошо фокусируется, и с помощью соответствующей оптики можно получить пятно размером менее 10 микрон. А импульсный диодный лазер PILAS PiL037 с переключаемым коэффициентом усиления предлагает триггерные импульсы длительностью до 20 пс на длине волны 375 нм.
А импульсный диодный лазер PILAS PiL037 с переключаемым коэффициентом усиления предлагает триггерные импульсы длительностью до 20 пс на длине волны 375 нм.
 В то время как субнаносекундные микрочиповые УФ-лазеры с пассивной модуляцией добротности являются лучшей альтернативой для недорогой и не требующей технического обслуживания работы, пикосекундные лазеры с регенеративным усилением с гармоническим тройным и учетверенным усилением обеспечивают очень высокую пиковую мощность для обработки материалов и нелинейно-оптических приложений.
В то время как субнаносекундные микрочиповые УФ-лазеры с пассивной модуляцией добротности являются лучшей альтернативой для недорогой и не требующей технического обслуживания работы, пикосекундные лазеры с регенеративным усилением с гармоническим тройным и учетверенным усилением обеспечивают очень высокую пиковую мощность для обработки материалов и нелинейно-оптических приложений.

 Дж. Заявл. физ. 31, Л682 (1992), doi:10.1143/JJAP.31.L682
Дж. Заявл. физ. 31, Л682 (1992), doi:10.1143/JJAP.31.L682 , «Генерация ультрафиолетового луча мощностью 20 Вт с помощью генерации четвертой гармоники полностью твердотельным лазером», Опт. лат. 25 (1), 58 (2000), doi:10.1364/OL.25.000058
, «Генерация ультрафиолетового луча мощностью 20 Вт с помощью генерации четвертой гармоники полностью твердотельным лазером», Опт. лат. 25 (1), 58 (2000), doi:10.1364/OL.25.000058 07670v1 (2016)
07670v1 (2016)
 .Инструмент шоферский и принадлежности
.Инструмент шоферский и принадлежности


 07.2006 г. №152-ФЗ
07.2006 г. №152-ФЗ В стальном сером цвете.
В стальном сером цвете.
 Крепления Torx становятся все более и более распространенными в автомобильной и бытовой технике. Apex® предлагает полный набор насадок для винтов Torx. По своей конструкции винты с головкой Torx лучше противостоят выворачиванию, чем винты с головкой Phillips или со шлицем. В то время как головки Phillips были разработаны для того, чтобы заставить привод отвернуться, чтобы предотвратить чрезмерное затягивание, головки Torx были разработаны для предотвращения кулачка. Причиной этого была разработка лучших автоматических отверток с ограничением крутящего момента для использования на заводах.
Крепления Torx становятся все более и более распространенными в автомобильной и бытовой технике. Apex® предлагает полный набор насадок для винтов Torx. По своей конструкции винты с головкой Torx лучше противостоят выворачиванию, чем винты с головкой Phillips или со шлицем. В то время как головки Phillips были разработаны для того, чтобы заставить привод отвернуться, чтобы предотвратить чрезмерное затягивание, головки Torx были разработаны для предотвращения кулачка. Причиной этого была разработка лучших автоматических отверток с ограничением крутящего момента для использования на заводах. Каждое долото Apex® изготавливается с соблюдением самых строгих допусков в отрасли, большинство из них даже жестче, чем требования лицензионного соглашения, и все долота Apex® соответствуют самым строгим правительственным и военным спецификациям.
Каждое долото Apex® изготавливается с соблюдением самых строгих допусков в отрасли, большинство из них даже жестче, чем требования лицензионного соглашения, и все долота Apex® соответствуют самым строгим правительственным и военным спецификациям. Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм Размер драйвера: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 1 15/16 » 49 мм
Размер драйвера: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 1 15/16 » 49 мм
 Все элементы камеры выполнены из алюминия…
Все элементы камеры выполнены из алюминия… ..
.. В том числе: сушильные камеры и комплектующие к ним; алюминиевый профильный лист, механизм для съема и установки ворот, уплотнитель для…
В том числе: сушильные камеры и комплектующие к ним; алюминиевый профильный лист, механизм для съема и установки ворот, уплотнитель для… 05.2017
05.2017 ..
.. 11.2022
11.2022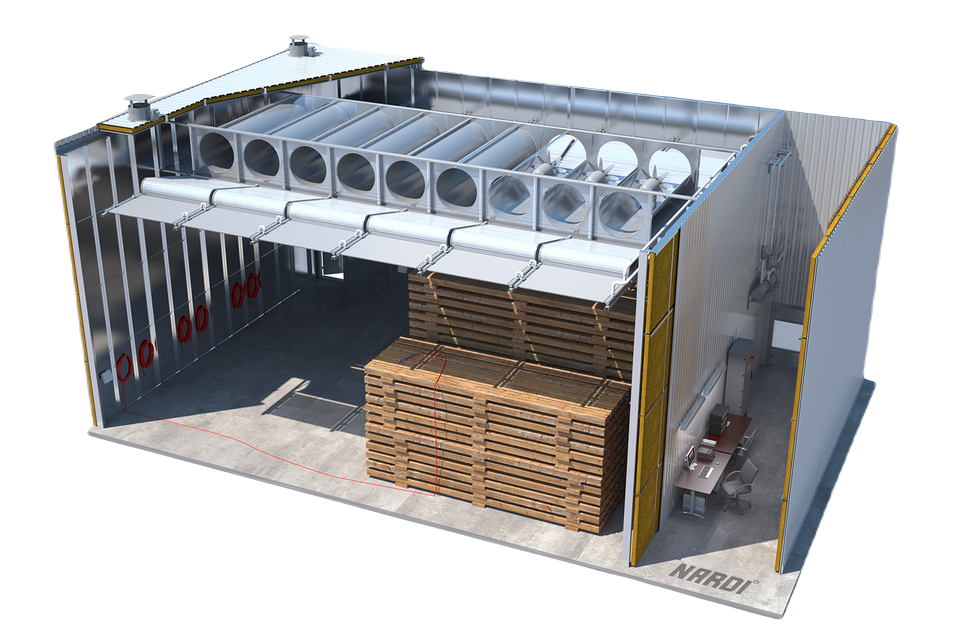 11.2022
11.2022 ООО «МВ-Импульс», является
ООО «МВ-Импульс», является
 СемьяЖивой уголокИнтересное
СемьяЖивой уголокИнтересное Как он спустился — неизвестно, в «Амурском тигре» предположили, что справиться со спуском без помощи матери косолапому вряд ли удалось.
Как он спустился — неизвестно, в «Амурском тигре» предположили, что справиться со спуском без помощи матери косолапому вряд ли удалось.


 Ремешок в стиле Cam Over Buckle для надежного крепления основания к любому стволу или ветке дерева независимо от типа коры. Установите его вертикально, горизонтально и почти в любом промежуточном положении. Регулировка крепления на плече без помощи инструментов. Потянув за рычаг, вы уменьшите трение о плечевой шар, что позволит отрегулировать уровень руки, а нажатие на рычаг надежно зафиксирует его на месте после регулировки.
Ремешок в стиле Cam Over Buckle для надежного крепления основания к любому стволу или ветке дерева независимо от типа коры. Установите его вертикально, горизонтально и почти в любом промежуточном положении. Регулировка крепления на плече без помощи инструментов. Потянув за рычаг, вы уменьшите трение о плечевой шар, что позволит отрегулировать уровень руки, а нажатие на рычаг надежно зафиксирует его на месте после регулировки.
 Как только ваш заказ будет отправлен, мы вернем вам разницу! Поэтому, если стоимость доставки вашего заказа составляет 55 долларов США, мы вернем вам 20 долларов США! Свяжитесь с нами, если вы предпочитаете другой способ доставки!
Как только ваш заказ будет отправлен, мы вернем вам разницу! Поэтому, если стоимость доставки вашего заказа составляет 55 долларов США, мы вернем вам 20 долларов США! Свяжитесь с нами, если вы предпочитаете другой способ доставки!









 И00.38.00.05 — Рычаг — чертеж.cdw..
И00.38.00.05 — Рычаг — чертеж.cdw.. Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
 Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
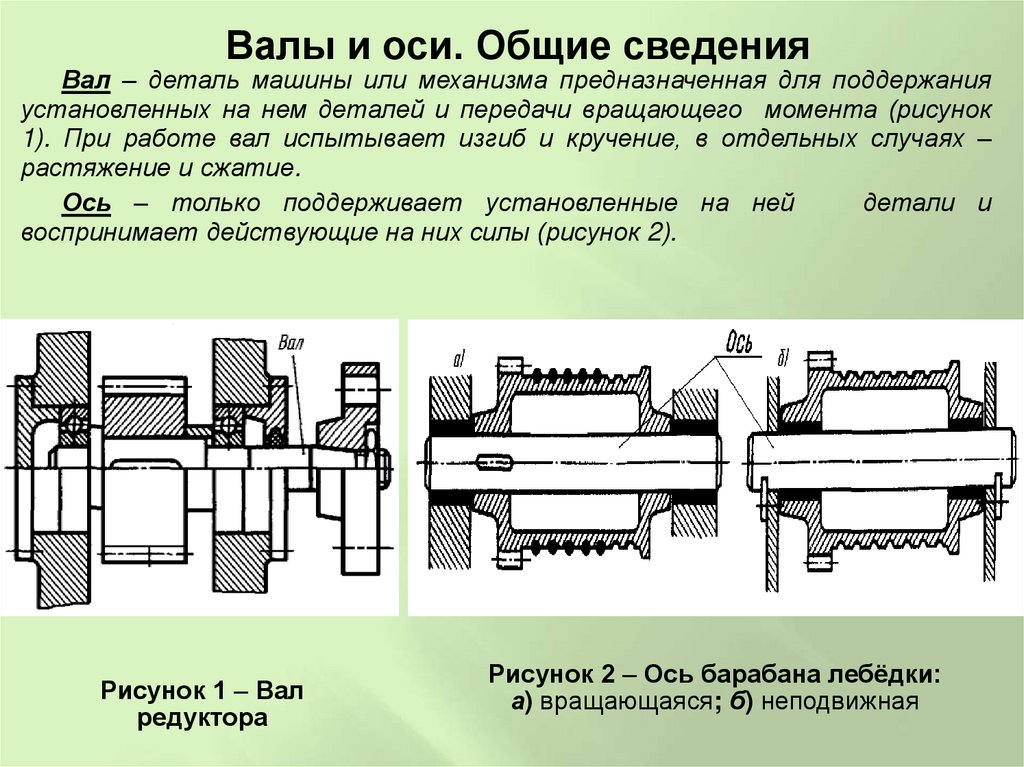 В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки.
В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки. Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
 Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.
Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.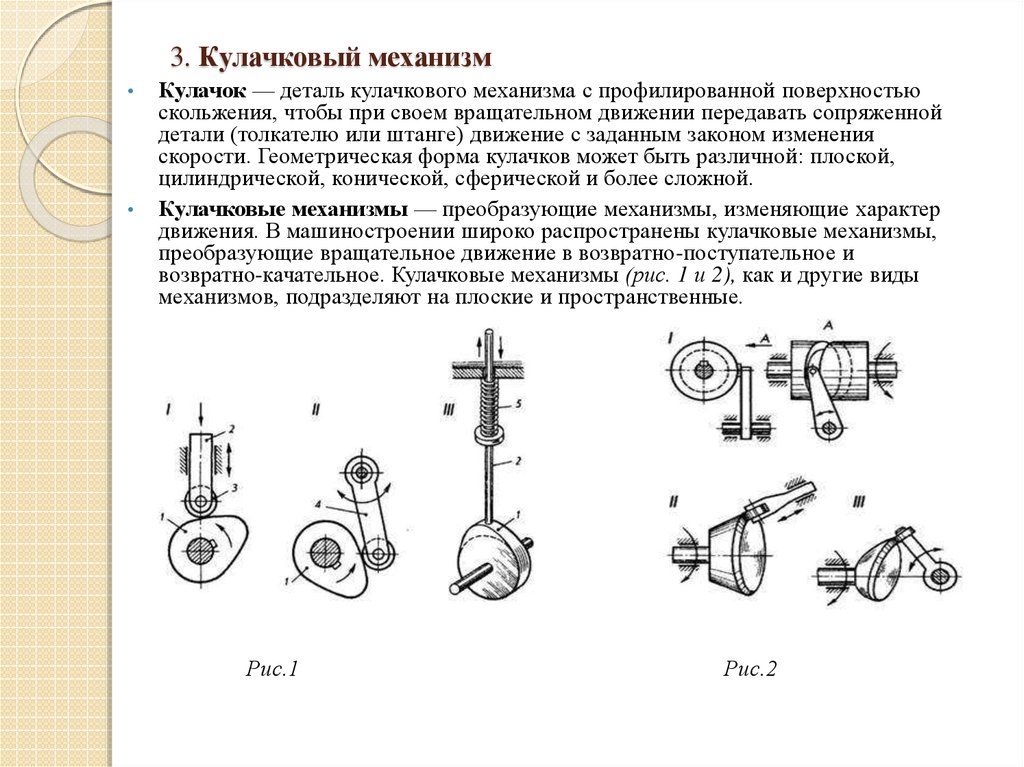

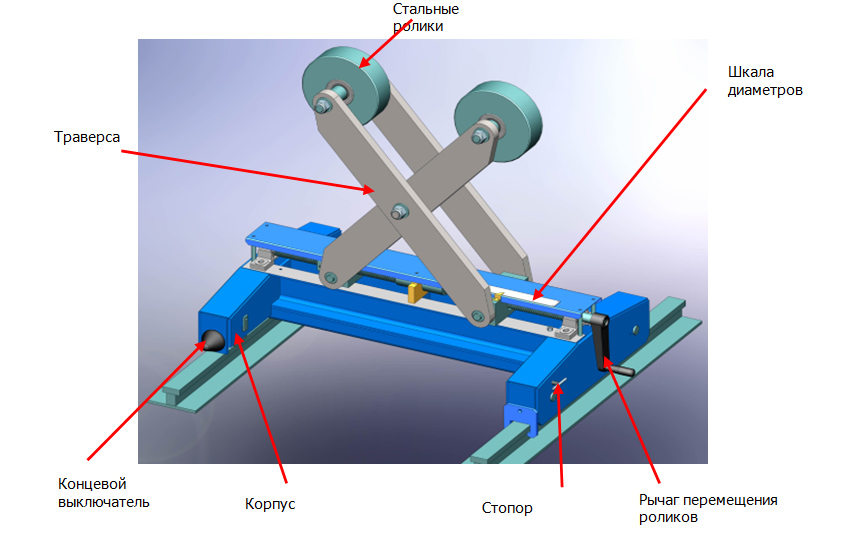 6.
6.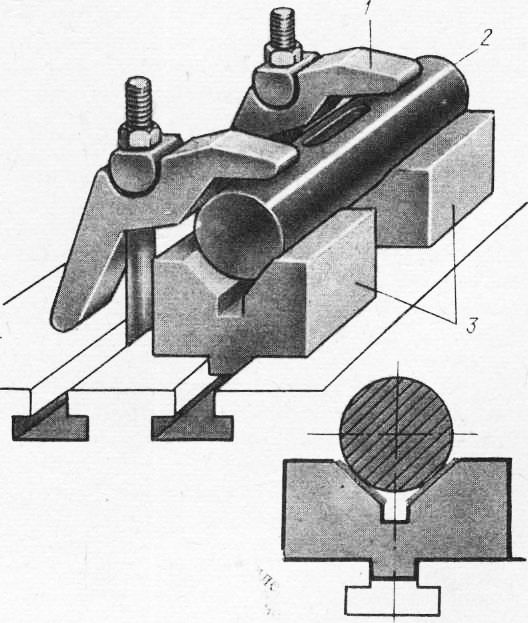
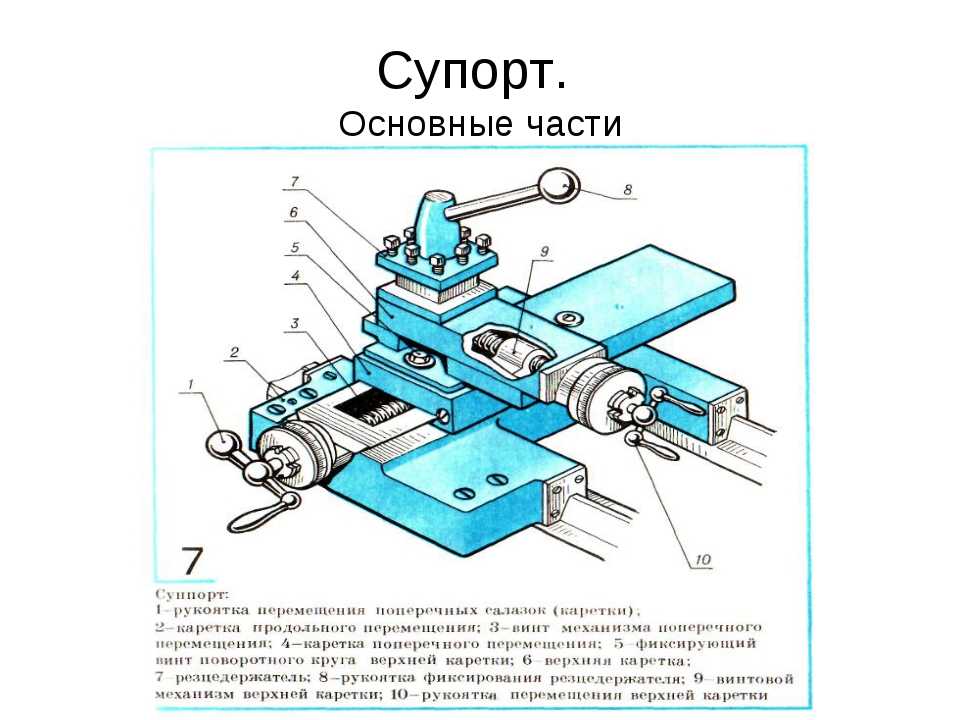
 Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости.
Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости. При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В.
При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В. .
.
 Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали.
Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали. Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы.
Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы. Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.
Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.
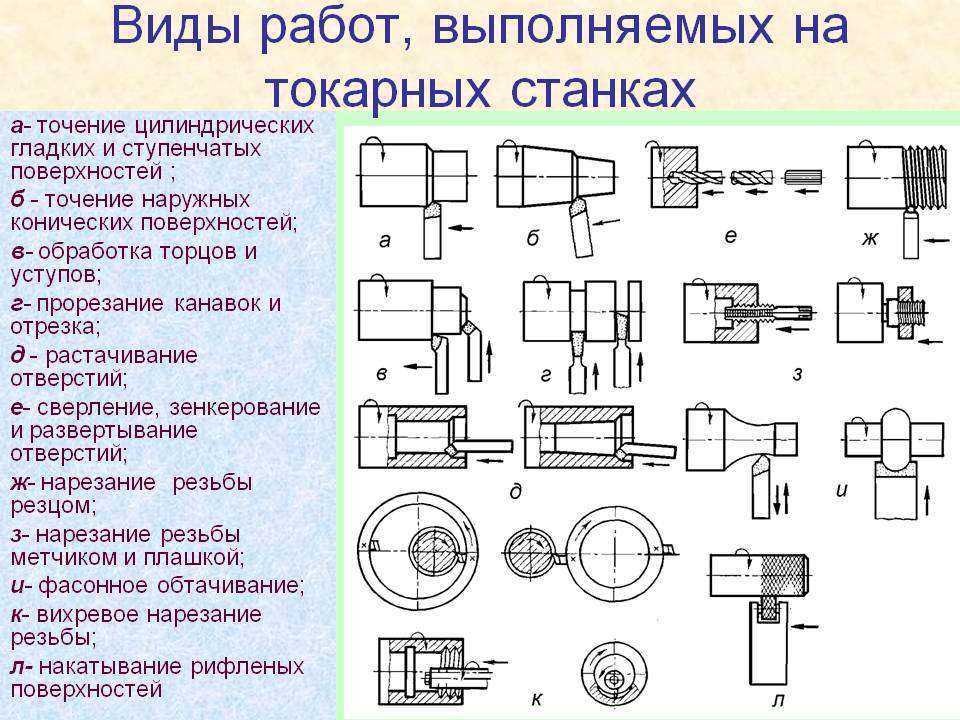 Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
 Планарные связи
Планарные связи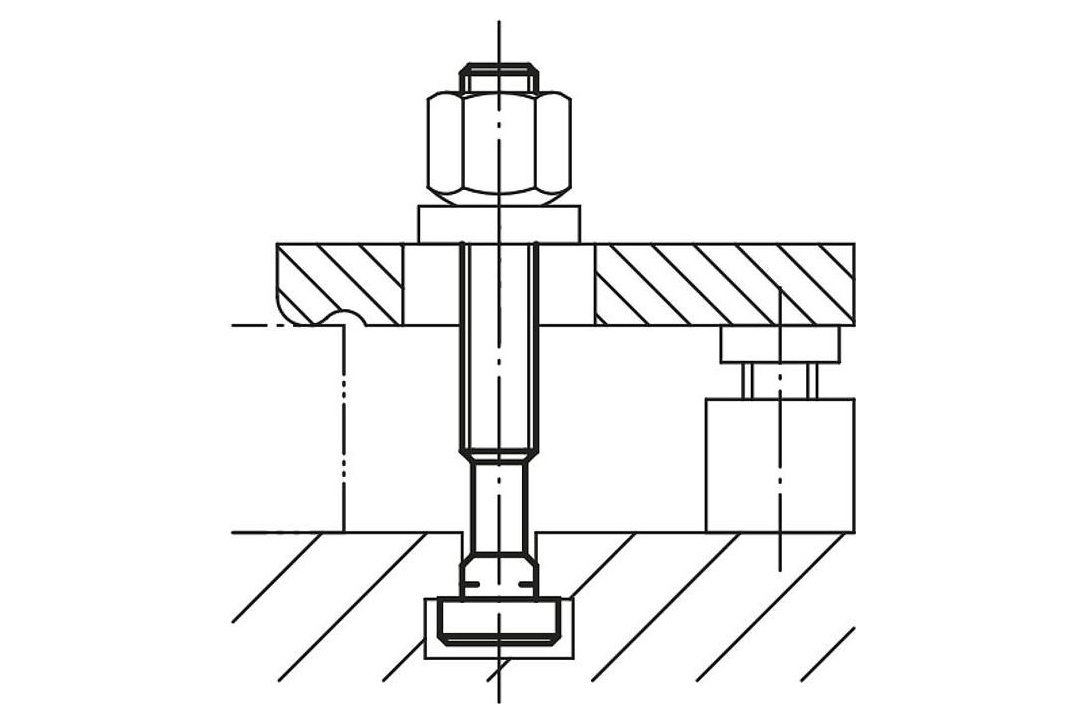


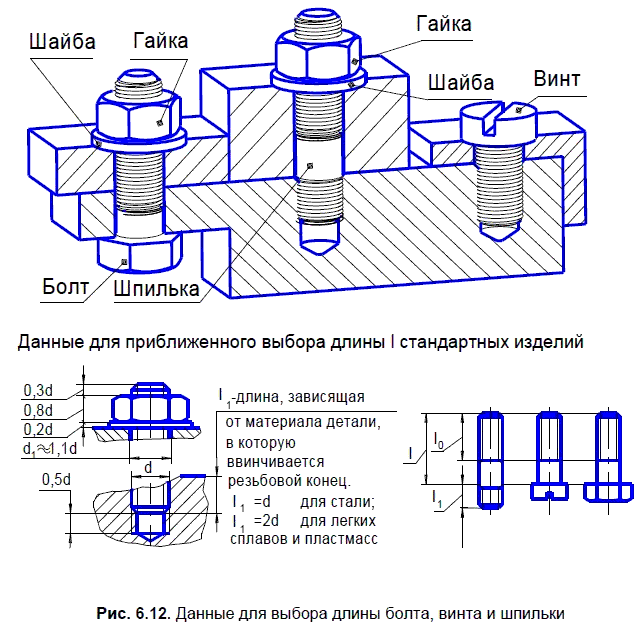 sim.
sim. Поршни и кривошип во внутреннем
Поршни и кривошип во внутреннем Ссылка, которую можно свободно вращать
Ссылка, которую можно свободно вращать
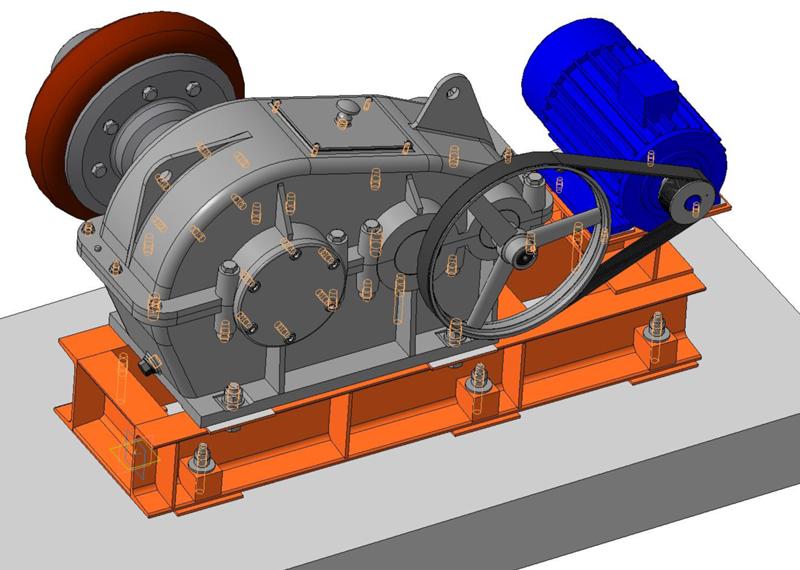 р + д
р + д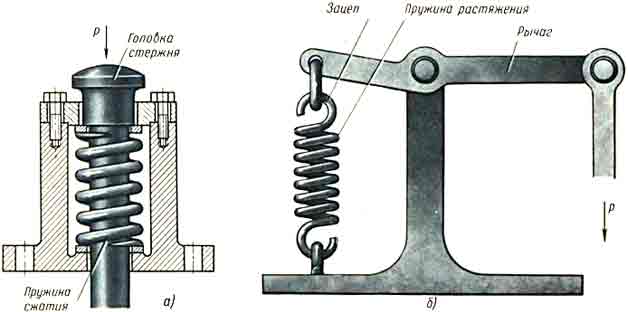 Кратчайший
Кратчайший


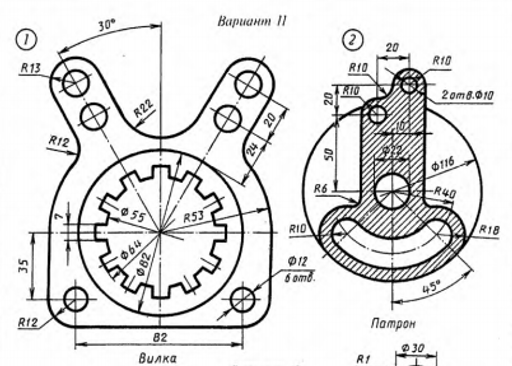
 1 Введение
1 Введение Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).
Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).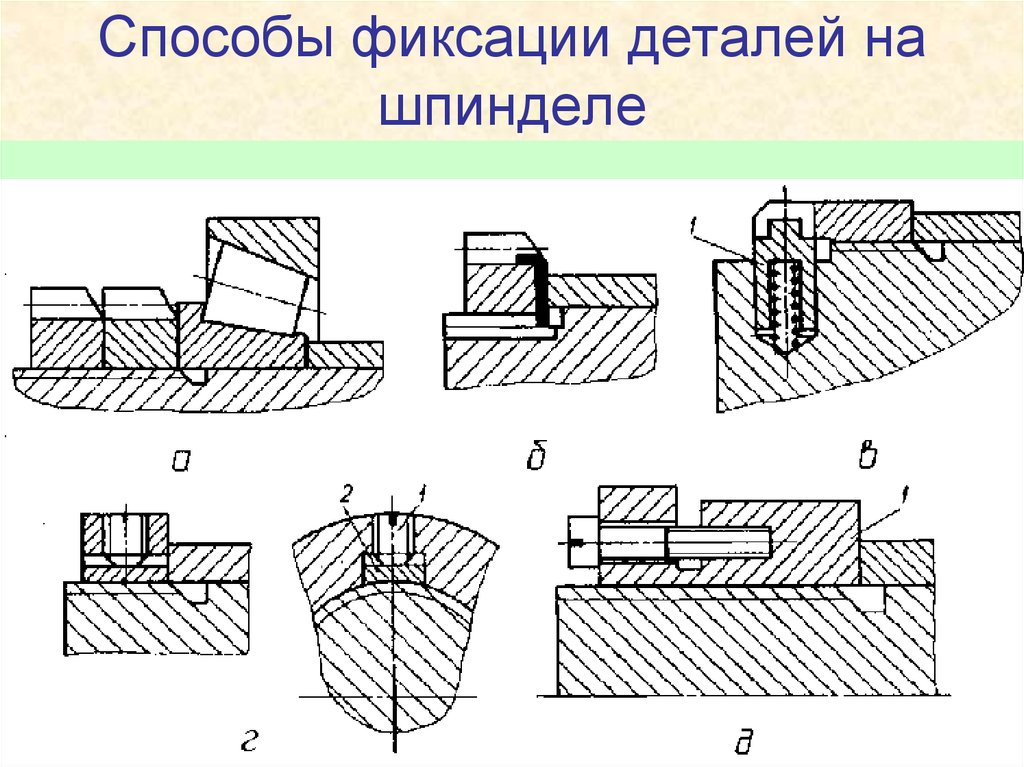
 Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
 Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.
Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.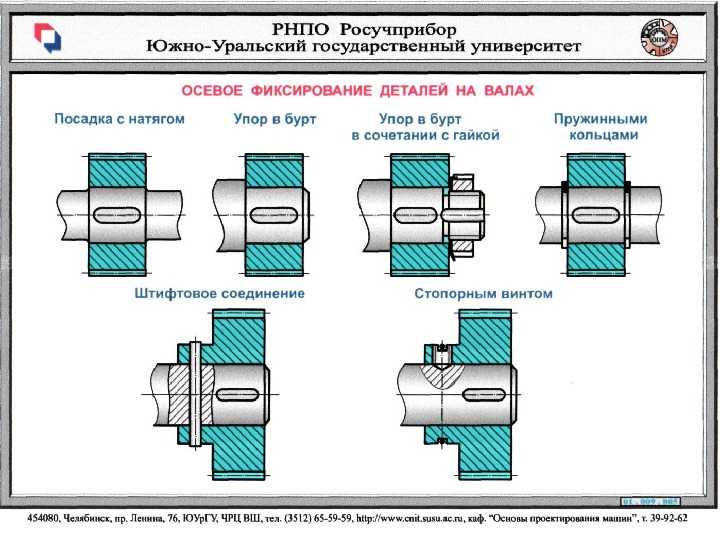


 Снизу к ней прикрепить деревянные брусья вдоль торцов на расстоянии 10 мм от края. Они заменят ножки при установке станка на столе. отдельно стоящему оборудованию потребуются прочные опоры в виде трапецеидальных конструкций из бруса с наклонными поперечинами.
Снизу к ней прикрепить деревянные брусья вдоль торцов на расстоянии 10 мм от края. Они заменят ножки при установке станка на столе. отдельно стоящему оборудованию потребуются прочные опоры в виде трапецеидальных конструкций из бруса с наклонными поперечинами.
 Разметить 3 паза на планшайбе от центра строго под 120⁰. Они не должны до края 12–15 мм и от втулки быть на расстоянии 8–10 мм.
Разметить 3 паза на планшайбе от центра строго под 120⁰. Они не должны до края 12–15 мм и от втулки быть на расстоянии 8–10 мм. Изменять ее можно, используя:
Изменять ее можно, используя:
 Программа задается через включение и выключение двигателя, прямых и обратных оборотов.
Программа задается через включение и выключение двигателя, прямых и обратных оборотов. Для стабильной работы станка с ЧПУ, необходимо устанавливать стабилизатор напряжения.
Для стабильной работы станка с ЧПУ, необходимо устанавливать стабилизатор напряжения.


 Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
 Так что, «на скорую руку» не значит дешево!
Так что, «на скорую руку» не значит дешево!


 Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.
Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.

 Будем продолжать в том же духе.
Будем продолжать в том же духе.
 Проверено, и не раз. Но это так, к слову….
Проверено, и не раз. Но это так, к слову….

 Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
 Конструкция позволяет.
Конструкция позволяет.
 Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
 Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
 Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
 Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
 Мы постараемся создать структуру, которую вы сможете использовать, чтобы решить, каким должен быть ваш первый проект с ЧПУ. Вы будете активны в Hobby CNC, прежде чем узнаете об этом.
Мы постараемся создать структуру, которую вы сможете использовать, чтобы решить, каким должен быть ваш первый проект с ЧПУ. Вы будете активны в Hobby CNC, прежде чем узнаете об этом.

 Конечно, это не полноразмерный станок, но в моем магазине нет места для полноразмерного фрезерного станка с ЧПУ.
Конечно, это не полноразмерный станок, но в моем магазине нет места для полноразмерного фрезерного станка с ЧПУ.

 Считайте, что один из них эквивалентен довольно глубокому проекту по деревообработке. Тем не менее, вы можете сэкономить много времени и усилий при очень небольших дополнительных затратах, попробовав комплект фрезерного станка с ЧПУ, такой как Shapeoko.
Считайте, что один из них эквивалентен довольно глубокому проекту по деревообработке. Тем не менее, вы можете сэкономить много времени и усилий при очень небольших дополнительных затратах, попробовав комплект фрезерного станка с ЧПУ, такой как Shapeoko.
 Это ваш полный путеводитель по всем лучшим фрезерным станкам с ЧПУ на рынке.
Это ваш полный путеводитель по всем лучшим фрезерным станкам с ЧПУ на рынке. Полые детали просты, и важно воспользоваться этим, чтобы уменьшить использование пластиковых смол при изготовлении деталей.
Полые детали просты, и важно воспользоваться этим, чтобы уменьшить использование пластиковых смол при изготовлении деталей. Программное обеспечение, необходимое для его запуска, доступно как бесплатное с открытым исходным кодом. 3D-принтер с высоким разрешением можно сделать где-то в диапазоне от 2000 до 3000 долларов, используя DLP-проектор в качестве источника света. Но светочувствительные смолы могут быть довольно дорогими.
Программное обеспечение, необходимое для его запуска, доступно как бесплатное с открытым исходным кодом. 3D-принтер с высоким разрешением можно сделать где-то в диапазоне от 2000 до 3000 долларов, используя DLP-проектор в качестве источника света. Но светочувствительные смолы могут быть довольно дорогими. Некоторые модели вмещают гораздо большие размеры, и есть машины с высоким разрешением, в которых используются светочувствительные смолы, которые могут обеспечивать гораздо более жесткие допуски, чем принтеры на основе экструзии.
Некоторые модели вмещают гораздо большие размеры, и есть машины с высоким разрешением, в которых используются светочувствительные смолы, которые могут обеспечивать гораздо более жесткие допуски, чем принтеры на основе экструзии. Под «преобразованием» я подразумеваю, что вы в основном собираетесь поставить оси x, y и z под контроль компьютера. Это означает добавление шарико-винтовых пар с подшипниковыми узлами к каждой оси. Скорее всего, вы будете использовать шаговый двигатель или сервопривод для вращения шариковых винтов. Вам также понадобится источник питания для запуска двигателей. Учитывая эти движущиеся части и хороший интерфейс для преобразования g-кода в сигналы, необходимые для запуска ваших осей, у вас будет ЧПУ для хобби, готовое к работе.
Под «преобразованием» я подразумеваю, что вы в основном собираетесь поставить оси x, y и z под контроль компьютера. Это означает добавление шарико-винтовых пар с подшипниковыми узлами к каждой оси. Скорее всего, вы будете использовать шаговый двигатель или сервопривод для вращения шариковых винтов. Вам также понадобится источник питания для запуска двигателей. Учитывая эти движущиеся части и хороший интерфейс для преобразования g-кода в сигналы, необходимые для запуска ваших осей, у вас будет ЧПУ для хобби, готовое к работе. Я бы не выбрал его, если бы хотел с самого начала заняться ЧПУ, но если он у вас уже есть, нет необходимости рассматривать что-либо еще.
Я бы не выбрал его, если бы хотел с самого начала заняться ЧПУ, но если он у вас уже есть, нет необходимости рассматривать что-либо еще. Я не думаю, что стал бы меньше, чем X2, но вы можете делать с ним удивительные вещи, как продемонстрировала Hossmachine (полностью автоматическое устройство смены инструмента и корпус в стиле VMC).
Я не думаю, что стал бы меньше, чем X2, но вы можете делать с ним удивительные вещи, как продемонстрировала Hossmachine (полностью автоматическое устройство смены инструмента и корпус в стиле VMC).
 Хотя вы могли бы взяться за такой проект, если вы никогда раньше не работали на станке, вам будет легче, если у вас есть немного ручной обработки под вашим поясом. См. наше Полное руководство по деталям фрезерных станков с ЧПУ для подробного ознакомления с тем, что входит в состав одного из этих станков.
Хотя вы могли бы взяться за такой проект, если вы никогда раньше не работали на станке, вам будет легче, если у вас есть немного ручной обработки под вашим поясом. См. наше Полное руководство по деталям фрезерных станков с ЧПУ для подробного ознакомления с тем, что входит в состав одного из этих станков. Эти столы перемещают плазменную горелку, чтобы вырезать формы из листового металла. В CNCCookbook есть галерея идей для плазменных столов, сделанных своими руками, которые показывают многие из проектов, которые сделали другие. Вот хорошо законченный плазменный стол:
Эти столы перемещают плазменную горелку, чтобы вырезать формы из листового металла. В CNCCookbook есть галерея идей для плазменных столов, сделанных своими руками, которые показывают многие из проектов, которые сделали другие. Вот хорошо законченный плазменный стол: .
. Если вы выполняли проекты по сварке и изготовлению, вы можете заняться плазменным столом.
Если вы выполняли проекты по сварке и изготовлению, вы можете заняться плазменным столом.



 С помощью станка с ЧПУ мы можем работать с различными материалами, такими как пенопласт, полистирол, пластик, дерево, алюминий и даже сталь. Польская группа энтузиастов DIY продолжает расти (что нас очень радует) и в результате мы решили создать серию руководств, в которых опишем процесс сборки простого 3-х осевого фрезерного станка с ЧПУ. Станок, который станет идеальным началом вашего приключения с ЧПУ.
С помощью станка с ЧПУ мы можем работать с различными материалами, такими как пенопласт, полистирол, пластик, дерево, алюминий и даже сталь. Польская группа энтузиастов DIY продолжает расти (что нас очень радует) и в результате мы решили создать серию руководств, в которых опишем процесс сборки простого 3-х осевого фрезерного станка с ЧПУ. Станок, который станет идеальным началом вашего приключения с ЧПУ. Как мы упоминали ранее, модель фрезерного станка с ЧПУ C-BEAM представляет собой интересную конструкцию, которая идеально подходит в качестве первого станка с ЧПУ для многих людей. Фрезерный станок с ЧПУ C-BEAM позволяет изучить основы конструкции станков с ЧПУ и процесс фрезерования. Эта модель в большей части состоит из алюминиевых компонентов, благодаря чему мы можем получить хорошую, прочную и стабильную конструкцию, которую можно улучшить в будущем. В устройстве используются шаговые двигатели NEMA 23, перемещение по осям X/Y/Z возможно благодаря использованию пропеллеров ACME 8 мм. Вся система может управляться контроллером BlackBox или электронными устройствами на базе Arduino. Рабочее поле в плоскости X/Y 350х280мм. Возможность обработки материалов толщиной примерно 35 мм позволяет работать со многими материалами, создавать множество проектов и при этом вся конструкция не очень велика.
Как мы упоминали ранее, модель фрезерного станка с ЧПУ C-BEAM представляет собой интересную конструкцию, которая идеально подходит в качестве первого станка с ЧПУ для многих людей. Фрезерный станок с ЧПУ C-BEAM позволяет изучить основы конструкции станков с ЧПУ и процесс фрезерования. Эта модель в большей части состоит из алюминиевых компонентов, благодаря чему мы можем получить хорошую, прочную и стабильную конструкцию, которую можно улучшить в будущем. В устройстве используются шаговые двигатели NEMA 23, перемещение по осям X/Y/Z возможно благодаря использованию пропеллеров ACME 8 мм. Вся система может управляться контроллером BlackBox или электронными устройствами на базе Arduino. Рабочее поле в плоскости X/Y 350х280мм. Возможность обработки материалов толщиной примерно 35 мм позволяет работать со многими материалами, создавать множество проектов и при этом вся конструкция не очень велика. Подходит также для работы с МДФ, мягкой и твердой древесиной и даже позволяет легко работать с алюминием!
Подходит также для работы с МДФ, мягкой и твердой древесиной и даже позволяет легко работать с алюминием! Это идеальная поддержка для компаний, которые предоставляют различные прототипы моделей, а также для компаний, которые производят небольшие серии деталей или создают свои собственные (часто уникальные) продукты.
Это идеальная поддержка для компаний, которые предоставляют различные прототипы моделей, а также для компаний, которые производят небольшие серии деталей или создают свои собственные (часто уникальные) продукты.
 Рекомендуемое количество слоев – от 2 до 3.
Рекомендуемое количество слоев – от 2 до 3.
 Покрасить лаком можно в 1-2 слоя.
Покрасить лаком можно в 1-2 слоя.

 Поэтому покраска лаком своими руками может производиться прямо в вертикальном положении. Тем не менее, в соответствии с традиционной технологией желательно снять дверное полотно с петель. Мастера считают, что правильно лакировать, – значит привести полотно в горизонтальное положение.
Поэтому покраска лаком своими руками может производиться прямо в вертикальном положении. Тем не менее, в соответствии с традиционной технологией желательно снять дверное полотно с петель. Мастера считают, что правильно лакировать, – значит привести полотно в горизонтальное положение.
 Во избежание разницы оттенков покрытие дерева лаком на одном полотне следует производить за один подход.
Во избежание разницы оттенков покрытие дерева лаком на одном полотне следует производить за один подход.
 Пусть лакированные межкомнатные двери украшают ваш дом
Пусть лакированные межкомнатные двери украшают ваш дом



 Если дверь имеет предыдущую отделку, вы можете снять ее химическим растворителем, но возможно повторное покрытие отделки в хорошем состоянии.
Если дверь имеет предыдущую отделку, вы можете снять ее химическим растворителем, но возможно повторное покрытие отделки в хорошем состоянии. Вы можете шлифовать наждачной бумагой с зернистостью 150, но вам может понадобиться бумага с зернистостью 120, чтобы выровнять наполнитель.
Вы можете шлифовать наждачной бумагой с зернистостью 150, но вам может понадобиться бумага с зернистостью 120, чтобы выровнять наполнитель. Нанеся слой на одну сторону, дайте ему высохнуть, затем нанесите на другую сторону. После того, как эта сторона высохнет, обе стороны следует слегка отшлифовать мелкой наждачной бумагой перед повторным покрытием.
Нанеся слой на одну сторону, дайте ему высохнуть, затем нанесите на другую сторону. После того, как эта сторона высохнет, обе стороны следует слегка отшлифовать мелкой наждачной бумагой перед повторным покрытием. Он работал экспертом-консультантом в eHow Now и Pro Referral — сайте Home Depot. По натуре Дезиэль любит делать все своими руками, и он регулярно делится советами и рекомендациями по улучшению дома и сада на таких сайтах, как Family Handyman, Hunker.com и SFGate Home Guides.
Он работал экспертом-консультантом в eHow Now и Pro Referral — сайте Home Depot. По натуре Дезиэль любит делать все своими руками, и он регулярно делится советами и рекомендациями по улучшению дома и сада на таких сайтах, как Family Handyman, Hunker.com и SFGate Home Guides.
 Если он не отрывается очень легко, возможно, вам придется оставить его на дольше. Начните с удаления краски с плоских участков двери, а затем используйте крючок для бритья, чтобы соскрести краску с углов, щелей и молдингов.
Если он не отрывается очень легко, возможно, вам придется оставить его на дольше. Начните с удаления краски с плоских участков двери, а затем используйте крючок для бритья, чтобы соскрести краску с углов, щелей и молдингов. Это можно сделать с помощью шпаклевки для дерева. После того, как вы нанесли шпаклевку на все трещины, дайте ей высохнуть, а затем отшлифуйте все шероховатые или выступающие края. Затем отшлифуйте всю дверь — при желании это можно сделать с помощью электрической шлифовальной машины, но убедитесь, что вы не повредили декоративные молдинги.
Это можно сделать с помощью шпаклевки для дерева. После того, как вы нанесли шпаклевку на все трещины, дайте ей высохнуть, а затем отшлифуйте все шероховатые или выступающие края. Затем отшлифуйте всю дверь — при желании это можно сделать с помощью электрической шлифовальной машины, но убедитесь, что вы не повредили декоративные молдинги.
.jpg)

