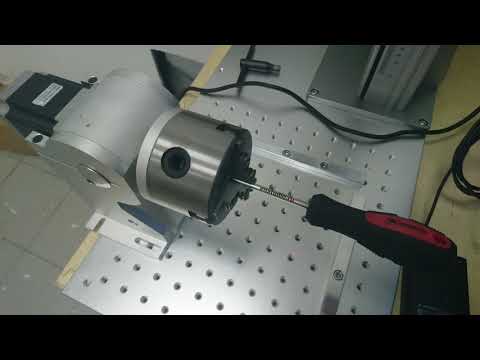
Датчик скорости бесколлекторного двигателя: Датчик частоты вращения Futaba бесколлекторного двигателя FUSBS-01RB
возвращение квадратурных энкодеров / Хабр
Это уже третья статья, рассказывающая о квадратурных декодерах, на сей раз с применением к управлению бесколлекторными двигателями.
- Статья первая: принцип работы квадратурного декодера + код для ардуино.
- Статья вторая: квадратурный декодер на stm32.
Задача: есть обычный китайский бесколлекторник, нужно его подключить к контроллеру Copley Controls 503. В отличие от копеечных коптерных контроллеров, 503й хочет сигнал с датчиков холла, которых на движке нет. Давайте разбираться, для чего нужны датчики и как их ставить.
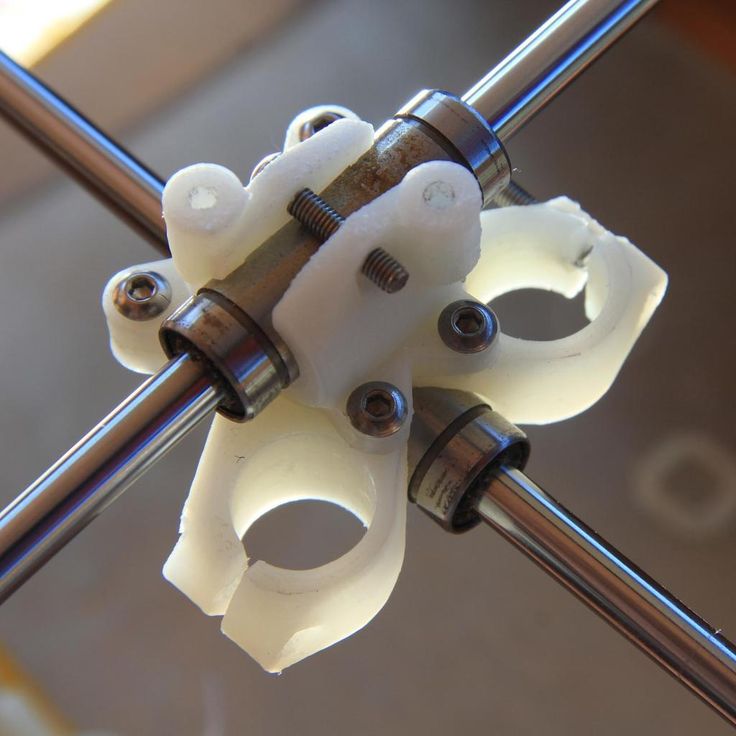
В качестве иллюстрации я возьму очень распространённый двигатель с двенадцатью катушками в статоре и четырнадцатью магнитами в роторе. Вариантов намотки и количества катушек/магнитов довольно много, но суть всегда остаётся одной и той же. Вот фотография моего экземпляра с двух сторон, отлично видны и катушки, и магниты в роторе:
Чтобы было ещё понятнее, я нарисовал его схему, полюса магнитов ротора обозначены цветом, красный для северного и синий для южного:
На датчики холла пока не обращайте внимания, их всё равно нет 🙂
Что будет, если подать плюс на вывод V, а минус на вывод W (вывод U не подключаем ни к чему)? Очевидно, будет течь ток в катушках, намотанных зелёным проводом. Катушки намотаны в разном направлении, поэтому верхние две катушки будут притягиваться к магнитам 1 и 2, а нижние две к магнитам 8 и 9. Остальные катушки и магниты в такой конфигурации роли практически не играют, поэтому я выделил именно магниты 1,2,8 и 9. При такой запитке мотора он очевидно крутиться не будет, и будет иметь семь устойчивых положений ротора, равномерно распределённых по всей окружности (левая верхняя зелёная катушка статора может притягивать магниты 1, 3, 5, 7, 9, 11, 13).
Катушки намотаны в разном направлении, поэтому верхние две катушки будут притягиваться к магнитам 1 и 2, а нижние две к магнитам 8 и 9. Остальные катушки и магниты в такой конфигурации роли практически не играют, поэтому я выделил именно магниты 1,2,8 и 9. При такой запитке мотора он очевидно крутиться не будет, и будет иметь семь устойчивых положений ротора, равномерно распределённых по всей окружности (левая верхняя зелёная катушка статора может притягивать магниты 1, 3, 5, 7, 9, 11, 13).
Давайте записывать наши действия вот в такую табличку:
| Угол поворота ротора | U | V | W |
| 0° | n.c. | + | — |
А что будет, если теперь подать плюс на U и минус на W? Красные катушки притянут к себе магниты 3,4,10 и 11, таким образом чуть-чуть повернув ротор (я по-прежнему выделяю магниты, за которые ротор тянет):
Давайте посчитаем, на сколько повернётся ротор: между щелями магнитов 1-2 и 3-4 у нас 51. 43° (=360°*2/7), а между соответствующими щелями в статоре 60° (=360°/12*2). Таким образом, ротор провернётся на 8.57°. Обновим нашу табличку:
43° (=360°*2/7), а между соответствующими щелями в статоре 60° (=360°/12*2). Таким образом, ротор провернётся на 8.57°. Обновим нашу табличку:
| Угол поворота ротора | U | V | W |
| 8.57° | + | n.c. | — |
Теперь сам бог велел подать + на U и — на V!
| Угол поворота ротора | U | V | W |
| 17.14° | + | — | n.c. |
Теперь опять пора выровнять магниты с зелёными катушками, поэтому подаём напряжение на них, но красный и синий магниты поменялись местами, поэтому теперь нужно подать обратное напряжение:
| Угол поворота ротора | U | V | W |
| 25.71° | n.c.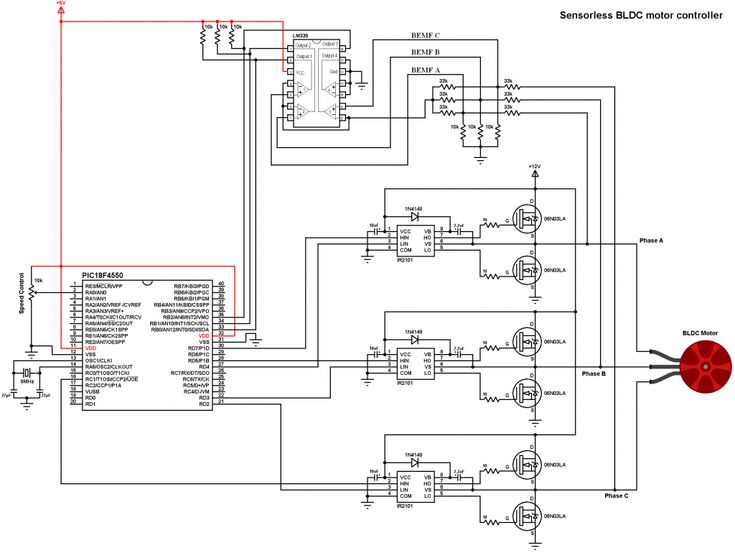 | — | + |
C оставшимися двумя конфигурациями всё ровно так же:
| Угол поворота ротора | U | V | W |
| 34.29° | — | n.c. | + |
| Угол поворота ротора | U | V | W |
| 42.85° | — | + | n.c. |
Если мы снова повторим самый первый шаг, то наш ротор провернётся ровно на одну седьмую оборота. Итак, всего у нашего мотора три вывода, мы можем подать напряжение на два из них шестью разными способами 6 = 2*C23, причём мы их все уже перебрали. Если подавать напряжение не хаотично, а в строгом порядке, который зависит от положения ротора, то двигатель будет вращаться.
Запишем ещё раз всю последовательность для нашего двигателя:
| Угол поворота ротора | U | V | W |
| 0° | n.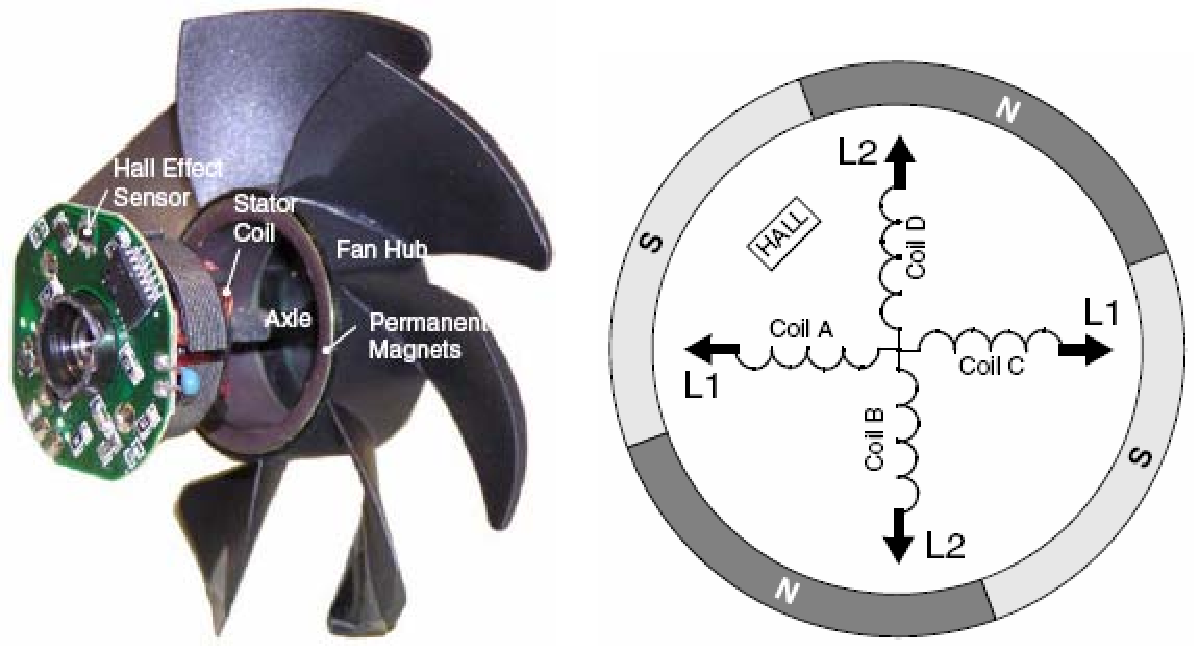 c. c. | + | — |
| 8.57° | + | n.c. | — |
| 17.14° | + | — | n.c. |
| 25.71° | n.c. | — | + |
| 34.29° | — | n.c. | + |
| 42.86° | — | + | n.c. |
Есть один нюанс: у обычного коллекторного двигателя за переключение обмоток отвечают щётки, а тут нам надо определять положение ротора самим.
Теперь давайте поставим три датчика холла в те чёрные точки, обозначенные на схеме. Давайте договоримся, что датчик выдаёт логическую единицу, когда он находится напротив красного магнита. Всего существует шесть (сюрприз!) возможных состояний трёх датчиков: 23 — 2. Всего возможных состояний 8, но в силу расстояния между датчиками они не могут все втроём быть в логическом нуле или в логической единице:
Обратите внимание, что они генерируют три сигнала, сдвинутые друг относительно друга на 1/3 периода.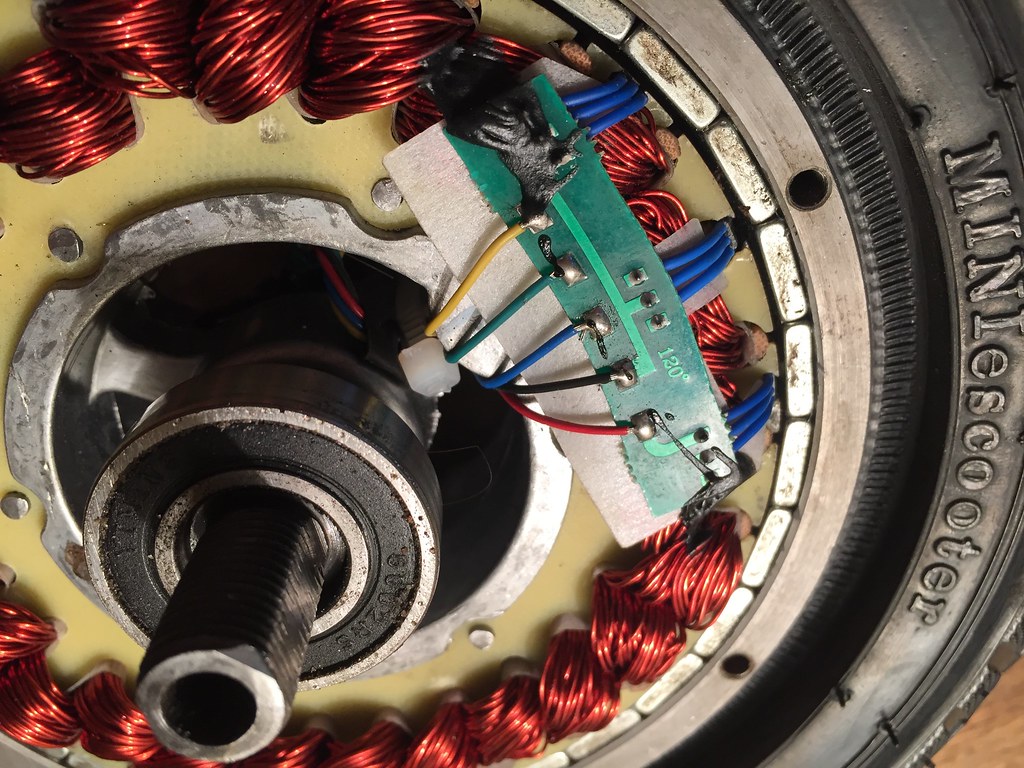 Кстати, электрики используют слово градусы, говоря про 120°, чем окончательно запутывают нубов типа меня. Если мы хотим сделать свой контроллер двигателя, то достаточно читать сигнал с датчиков, и соответственно переключать напряжение на обмотках.
Кстати, электрики используют слово градусы, говоря про 120°, чем окончательно запутывают нубов типа меня. Если мы хотим сделать свой контроллер двигателя, то достаточно читать сигнал с датчиков, и соответственно переключать напряжение на обмотках.
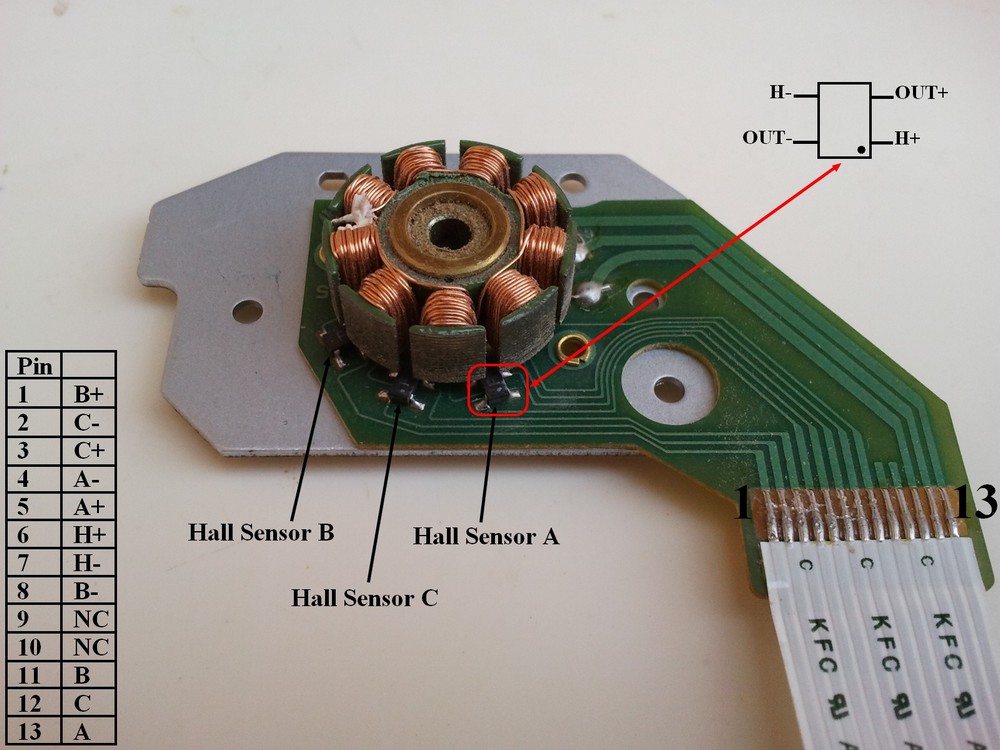
Для размещения датчиков я использовал вот такую платку, дизайн которой взял тут. По ссылке лежит проект eagle, так что я просто заказал у китайцев сразу много подобных платок:
Эти платки несут на себе только три датчика холла, больше ничего. Ну, по вкусу можно поставить конденсаторы, я не стал заморачиваться. Очень удобно сделаны длинные прорези для регулировки положения датчиков относительно статора.
Ещё бы! Единственная разница, что инкрементальные энкодеры дают два сигнала, сдвинутые друг относительно друга на 90°, а у нас три сигнала, сдвинутые на 120°. Что будет, если завести любые два из них на обычный квадратурный декодер, например, той же самой синей таблетки? Мы получим возможность определять положение вала с точностью до четырёх отсчётов на одну седьмую оборота, или 28 отсчётов на оборот.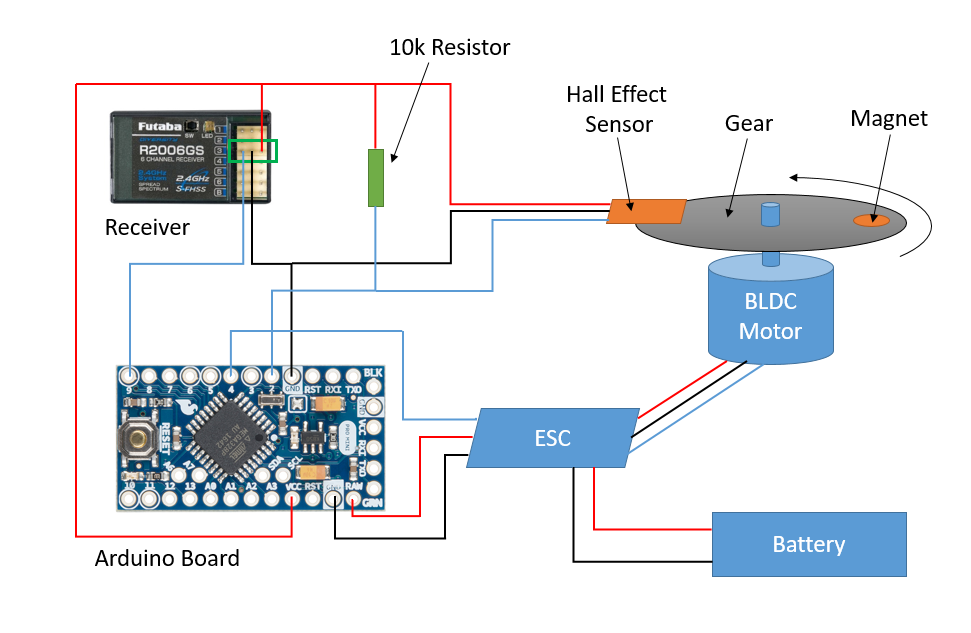 Если вы не поняли, о чём я, прочтите принцип работы квадратурного декодера в первой статье.
Если вы не поняли, о чём я, прочтите принцип работы квадратурного декодера в первой статье.
Я долго думал, как же мне использовать все три сигнала, ведь у нас происходит шесть событий на одну седьмую оборота, мы должны иметь возможность получить 42 отсчёта на оборот. В итоге решил пойти грубой силой, так как синяя таблетка имеет кучу аппаратных квадратурных декодеров, поэтому я решил в ней завести три счётчика:
Видно, что при каждом событии у нас увеличиваются два из них, поэтому сложив три счётчика, и поделив на два, мы получим равномерно тикающий определитель положения вала, с точностью до 6*7 = 42 отсчёта на оборот!
Вот так выглядит макет подключения датчиков Холла к синей таблетке:
В некоторых приложениях (например, для коптеров) все эти заморочки не нужны. Контроллеры пытаются угадать происходящее с ротором по току в катушках. С одной стороны, это меньше заморочек, но с другой стороны, иногда приводит к проблемам с моментом старта двигателя, поэтому слабоприменимо, например, в робототехнике, где нужны околонулевые скорости.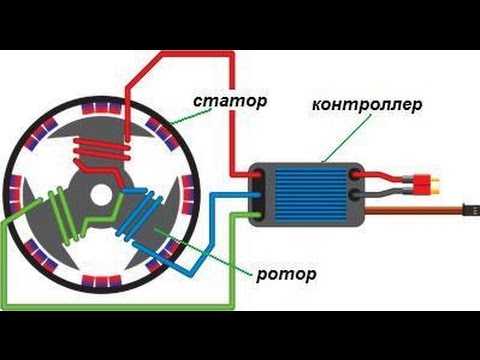 Давайте попробуем запитать наш движок от обычного китайского коптерного ESC (electronic speed controller).
Давайте попробуем запитать наш движок от обычного китайского коптерного ESC (electronic speed controller).
Мой контроллер хочет на вход PPM сигнал: это импульс с частотой 50Гц, длина импульса задаёт обороты: 1мс — останов, 2мс — максимально возможные обороты (считается как KV двигателя * напряжение).
Вот здесь я выложил исходный код и кубовские файлы для синей таблетки. Таймер 1 генерирует PWM для ESC, таймеры 2,3,4 считают соответствующие квадратурные сигналы. Поскольку в прошлой статье я крайне подробно расписал, где и что кликать, то здесь только даю ссылку на исходный код.
На вход моему ESC я даю пилообразное задание скорости, посмотрим, как он его отработает. Вывод синей таблетки лежит тут, а код, который рисует график, тут.
Поскольку у меня двигатель имеет номинал 400KV, а питание я подал 10В, то максимальные обороты должны быть в районе 4000 об/мин = 419 рад/с. Ну а вот и график подоспел:
Видно, что реальные обороты соответствуют заданию весьма приблизительно, что терпимо для коптеров, но совершенно неприменимо во многих других ситуациях, почему, собственно, я и хочу использовать более совершенные контроллеры, которым нужны сигналы с датчиков холла.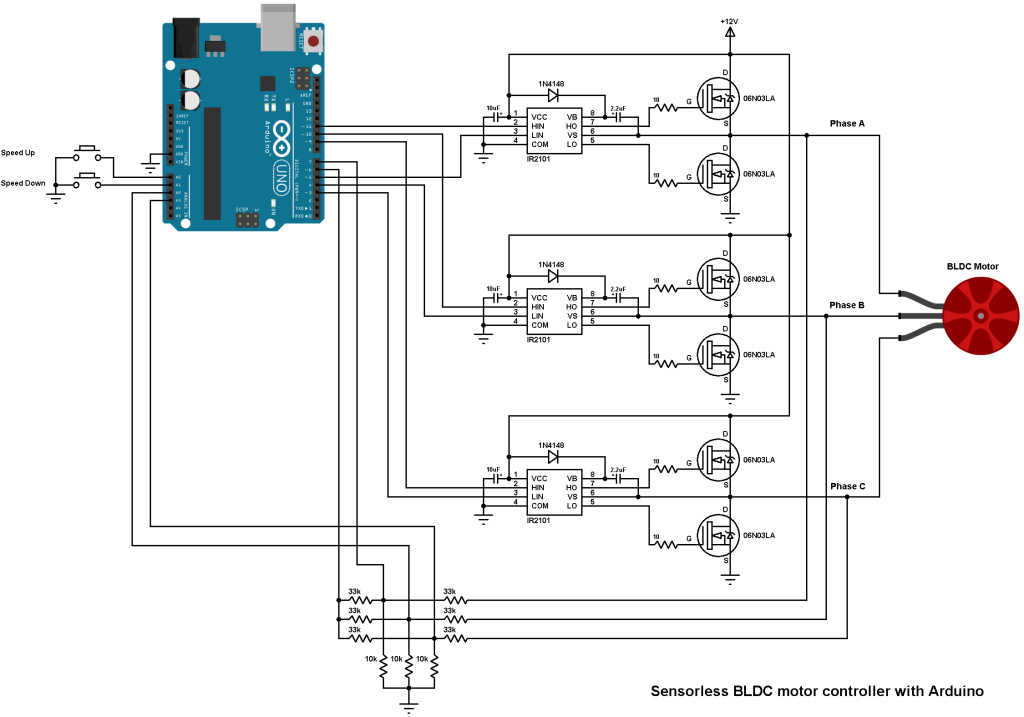 Ну и бонусом я получаю угол поворота ротора, что бывает крайне полезно.
Ну и бонусом я получаю угол поворота ротора, что бывает крайне полезно.
Я провёл детство в обнимку с этой книжкой, но раскурить принципы работы бесколлекторников довелось только сейчас.
Оказывается, что шаговые моторы и вот такое коптерные моторчики — это (концептуально) одно и то же. Разница лишь в количестве фаз: шаговики (обычно, бывают исключения) управляются двумя фазами, сдвинутыми на 90°, а бесколлекторники (опять же, обычно) тремя фазами, сдвинутыми на 120°.
Разумеется, есть и другие, чисто практические отличия: шаговики рассчитаны на увеличение удерживающего момента и повторяемость шагов, в то время как коптерные движки на скорость и плавность вращения, что сказывается на количестве обмоток, подшипниках и т.п. Но в итоге обычный бесколлекторник можно использовать в шаговом режиме, а шаговик в постоянном вращении, управление у них будет одинаковым.
Update: красивая анимация от Arastas:
Как работает бесколлекторный мотор — HPI Racing
HPI предлагает для всех типов
радиоуправляемых электроавтомоделей великолепную бесколлекторную
систему Flux Brushless
System! Бесколлекторная система Flux идеально подходит
для шоссейных автомоделей, моделей багги и внедорожников в
масштабе 1/10 и позволяет разогнать эти машины до скорости
почти 100 километров в час!
Flux Brushless System состоит из
электронного регулятора скорости и бесколлекторного
двигателя.
Бесколлекторный двигатель — это лучший выбор почти для всех
электроавтомоделей в масштабе 1/10. С таким мотором ваша модель
станет сверхбыстрой на трассе и сможет развивать бешенную скорость!
Со стандартным никель-металлогидридным аккумулятором, состоящим из
6-и элементов, или с 2S LiPo (7,4 вольт) аккумулятором вы можете
получить до 60 км/ч даже со стандартным редуктором! Мощность
бесколлекторного мотора Flux эквивалентна высокофорсированным
коллекторным 9 – 10 витковым двигателям,
работающих от шести элементных NiMH батарей, а это огромная
мощность!
Особенности
бесколлекторных двигателей
Flux:
- Мощный, высокоскоростной бесколлекторныый
мотор – эквивалент
коллекторного 9,5 виткового
двигателя. - Отлично сочетание
огромной мощности и
необычайной эффективности. - Такой же размер, как у стандартного
мотора 540-го типа. - Необслуживаемая конструкция.
- Внешние контакты для
легкой перепайки проводов.
- Крупногабаритные
шарикоподшипники. - Высокий крутящий момент, термостойкий
неодимовый ротор. - Специальная конструкция статора обеспечивает
плавное линейное увеличение крутящего
момента. - Простой и удобный монтаж через 4
точки. - Ресурс в разы больше, чем
в сопоставимых коллекторных моторах. - Легко заменяемые подшипники и
ротор. - Совместим с любым бездатчиковым регулятором
скорости для бесколлекторных двигателей.

Электронный регулятор скорости —
«мозг» системы Flux.
Регулятор скорости серии Fluxимеет разъемы для
подключения мотора, разъем типа Dean для подключения и трехжильный
кабель с разъемом для соединения с приемником, так что вы
сможете легко установить регулятор в любом удобном
месте на вашей модели. Регулятор способен работать с
бесколлекторными двигателями разных размеров и мощности, а так же
совместим как с NiMH аккумуляторами, так
и LiPo батареями, что позволяет
получить максимальную мощность от вашей
системы Flux Brushless System!
Регулятор Flux —
небольшой по размеру, но огромный по
допустимой мощности! На сайте
HPI вы можете получить рекомендации по
программированию регулятора скорости с помощью
компьютера!
Особенности
регулятора скорости Flux:
- Программируемый электронный регулятор скорости с функцией
заднего хода для бесколлекторных / коллекторных
электродвигателей. - Отсечка при низком напряжении для
LiPo аккумуляторов** - Эффективный алюминиевый
радиатор. - Пропорциональный тормоз с контролем
усилия. - Огромная рабочая мощность (70A *
непрерывно / 380A в
пике). - Плавный старт бездатчиковых двигателей
(патенты находятся на рассмотрении) - Dean’s разъем для подключения батареи.
- Надежный выключатель.
- Просто программируется.
- Возможность легко настроить параметры
с помощью кабеля HPI link (в комплект не
входит). - Работает с бесколлекторными и
стандартными коллекторными двигателями.
Система Flux Brushless
System, разработанная HPI,
предназначена для любителей и
спортсменов, которые хотят иметь мощную,
универсальную и доступную бесколлекторную
систему. Двигатели Flux
чрезвычайно мощные, очень надежные и
эффективные, а это самой легкий путь к победе!
У бездатчиковых двигателей HPI гораздо меньше
проводов, которые можно повредить во время гонки, и это избавляет
вас от лишних забот.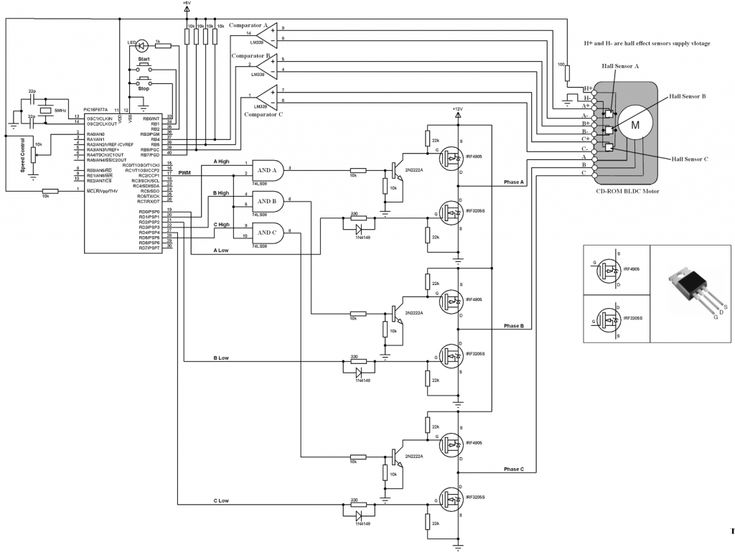 Вы можете приобрести
Вы можете приобрести
двигатель в комплекте с регулятором скорости или
купить их по отдельности!
Перспективы
модернизации
Владельцы
Flux Motiv могут обновлять параметры регулятора
с помощью компьютера и
бесплатного программного обеспечения!
Программисты постоянно делают
обновления программного обеспечения
Flux Motive и вы можете
загружать их, используя набор HPI PC USB programming
kit. Этот комплект позволяет
подключить регулятор скорости прямо
к компьютеру, работающему под Windows, и сохранить
настройки профиля, внести изменения в
настройки, обновить прошивку и многое
другое!
Давайте сначала узнаем, как
работает коллекторный
двигатель.
Чтобы узнать, почему бесколлекторные
двигатели настолько эффективны и имеют высокую
мощность, необходимо знать, как работает
стандартный коллекторный мотор.
Обычные коллекторные
электродвигатели, которые вы можете найти в
машинахSprint 2 или E-Firestorm имеют
всего два провода (положительный и
отрицательный), которыми двигатель подключается к регулятору
скорости.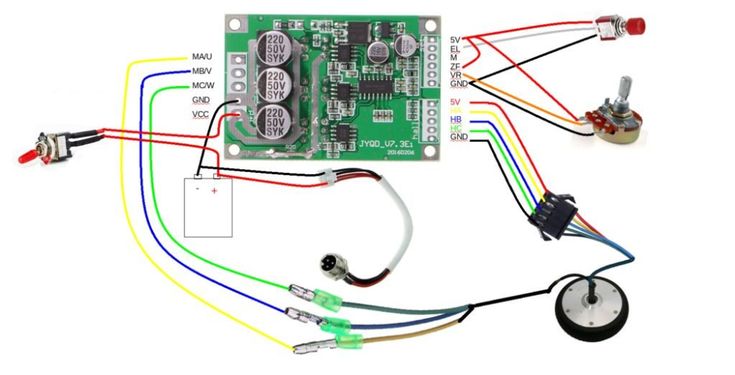 Внутри корпуса двигателя можно увидеть
Внутри корпуса двигателя можно увидеть
два изогнутых постоянных магнита, а по центру
установлен вал с якорем, на котором намотаны обмотки
из медной проволоки. С одной стороны вала якоря
устанавливается моторная шестерня, с другой стороны вала расположен
так называемый коллектор из медных пластин, через который с помощью
угольных щеток ток подается к обмоткам якоря.
Две угольные щетки постоянно скользят по вращающемуся медному
коллектору. Как вы можете видеть на рисунке выше, напряжение по
проводам через щетки и коллектор поступает к обмоткам якоря,
возникает электромагнитное поле, которое взаимодействует с
постоянными магнитами статора и заставляет якорь вращаться.
Как начинает вращаться стандартный коллекторный
двигатель.
Когда на обмотки якоря поочередно поступает постоянный
электрический ток, в них возникает электромагнитное поле,
которое с одной стороны имеет «северный» а с другой
«южный» полюс. Поскольку «северный» полюс
любого магнита автоматически отталкиваются от
«северного» полюса другого магнита,
электромагнитное поле одной из обмоток якоря, взаимодействуя с
полюсами постоянных магнитов статора, заставляет якорь вращаться.
Через коллектор и щетки ток поступает на следующую обмотку якоря,
что заставляет якорь вместе с валом мотора продолжать вращение, и
так до тех пор, пока к мотору подается напряжение. Как
правило, якорь коллекторного мотора имеет три обмотки (три полюса)
— это не позволяет двигателю застревать в одном положении.
Недостатки
стандартных коллекторных
двигателей
Недостатки коллекторных двигателей выявляются, когда
нужно получить огромное количество
оборотов от них. Поскольку
щетки должны постоянно находиться в контакте с
коллектором, в месте их соприкосновения возникает трение,
которое значительно увеличивается, особенно на высоких
оборотах. Любой дефект коллектора
приводит к значительному износу щеток и нарушению контакта, что в
свою очередь снижает эффективность мотора.
Именно поэтому серьезные гонщики
протачивают и полируют коллектор двигателя и меняют
щетки почти после каждого
заезда. Коллекторный узел стандартного
мотора так же является источником радиопомех и требует особого
внимания и обслуживания.
Теперь посмотрим, как работает бесколлекторный
двигатель.
Основной особенностью
конструкции бесколлекторного двигателя является то, что он по
принципу работы похож на коллекторный мотор, но все устроено как
бы «наизнанку», и в нем отсутствуют коллектор и щетки.
Постоянные магниты, которые в коллекторном моторе установлены на
неподвижном статоре, у бесколлекторного мотора расположены вокруг
вала, и этот узел называется ротор. Проволочные обмотки
бесколлекторного мотора размещены вокруг ротора и имеют несколько
различных магнитных полюсов. Датчиковые бесколлекторные моторы
имеют на роторе сенсор, который посылает сигналы о положении ротора
в процессор электронного регулятора скорости.
Почему бесколлекторный двигатель эффективней, чем
коллекторный мотор
Из-за отсутствия коллектора и щеток в бесколлекторном моторе нет
изнашивающихся деталей, кроме шарикоподшипников ротора, а это
автоматически делает его более эффективным и надежным.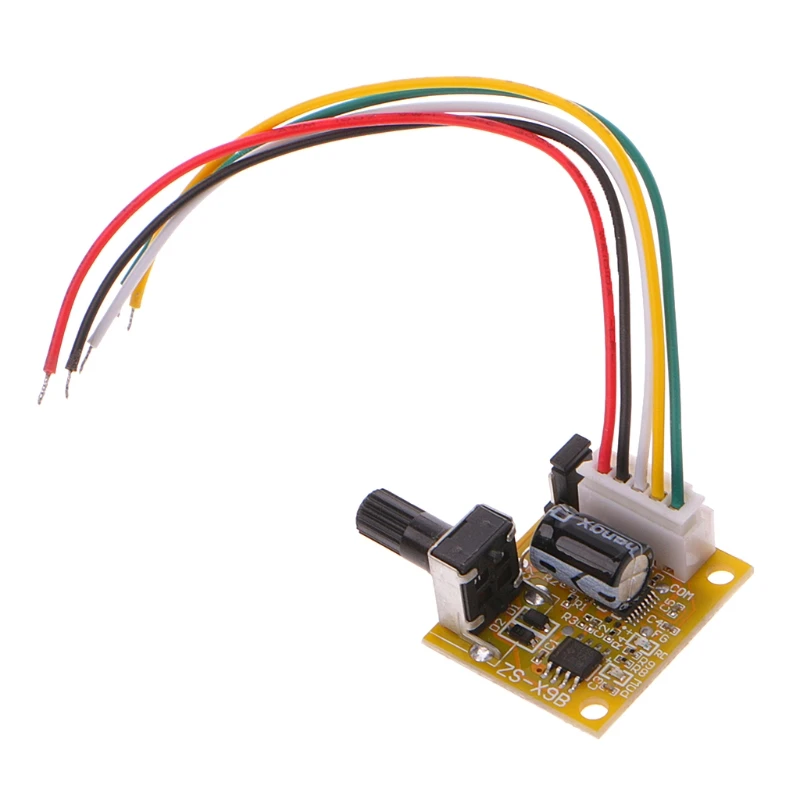 Наличие
Наличие
сенсора контроля вращения ротора также значительно повышает
эффективность. У коллекторных двигателей не возникает искрения
щеток, что резко снижает возникновение помех, а отсутствие узлов с
повышенным трением благоприятно сказывается на температуре
работающего мотора, что так же повышает его эффективность.
Существуют ли недостатки у бесколлекторных
двигателей?
Единственный возможный недостаток бесколлекторной системы –
это несколько более высокая стоимость, однако каждый, кто испытал
высокую мощность бесколлекторной системы, почувствовал прелесть
отсутствия необходимости периодической замены щеток, пружин,
коллекторов и якорей, тот быстро оценит общую экономию и не
вернется к коллекторным моторам … никогда!
Действительно ли бесколлекторный двигатель не требует
«никакого обслуживания?
Да! Они таковы, экономят время, поэтому гонщики всего мира теперь с
удовольствием могут передохнуть между заездами. Вам больше не
придется после каждой гонки демонтировать двигатель, разбирать его,
шлифовать коллектор, менять щетки, вновь собирать и заново
устанавливать . .. отсутствие этих забот — это огромное
.. отсутствие этих забот — это огромное
удовольствие!
Единственное, что вам возможно потребуется делать, это содержать
двигатель в чистоте, и при необходимости менять подшипники. Эти
процедуры выполняются редко, так что их нельзя классифицировать как
регулярное техническое обслуживание.
Почему без датчика?
Помимо базовых размеров и различных параметров, бесколлекторные
двигатели могут подразделяться по типу: с датчиком и без датчика.
Двигатель с датчиком используют очень маленький сенсор на роторе и
кроме трех толстых кабелей, по которому мотор получает питание,
имеют дополнительный шлейф из тонких проводов, которые соединяют
двигатель с регулятором скорости. Дополнительные провода передают
информацию с датчика о положении ротора сотни раз в секунду. Эта
информация обрабатывается электронным регулятором скорости, что
позволяет мотору работать плавно и эффективно, насколько это
возможно. Такие моторы используют профессиональные гонщики, однако
такие двигатели намного дороже и сложнее в использовании.
Бездатчиковая бесколлекторная система, как можно догадаться, не
имеет датчиков и дополнительных проводов, а ротор таких двигателей
вращается без точной регистрации его положения и оборотов
регулятором скорости. Это позволяет сделать двигатель и регулятор
скорости проще в изготовлении, проще в установке и в целом дешевле.
Бездатчиковые системы способны обеспечить такую же мощность, как
датчиковые, просто с чуть-чуть меньшей точностью, а это идеальное
решение для любителей и начинающих спортсменов.
В HPI пришли к выводу, что нашим клиентам не нужна точность,
которая доступна для датчиковых систем, для них важнее надежность,
и мы решили использовать популярную бездатчиковую систему для
комплектов серии Flux.
Мы надеемся, что данная
статья объяснит все, что вам нужно
знать о системе HPI Flux Brushless.
Как работает электронный регулятор скорости бесколлекторного двигателя постоянного тока? И что нужно учитывать при выборе подходящего?
При управлении скоростью вращения бесщеточного двигателя постоянного тока (BLDC) существует несколько методов, которые можно применять в зависимости от решаемых задач. Проблемы управления скоростью двигателя BLDC различаются в зависимости от конкретного применения. В этой статье обсуждается, как регуляторы скорости для бесщеточных двигателей постоянного тока регулируют скорость вращения, их типичные методы, преимущества и основные области применения.
Проблемы управления скоростью двигателя BLDC различаются в зависимости от конкретного применения. В этой статье обсуждается, как регуляторы скорости для бесщеточных двигателей постоянного тока регулируют скорость вращения, их типичные методы, преимущества и основные области применения.
Основы управления скоростью бесщеточного двигателя постоянного тока
В бесщеточном двигателе постоянного тока соотношение между приложенным напряжением и крутящим моментом нагрузки определяет скорость вращения. Это означает, что при использовании двигателя вы можете управлять скоростью вращения двигателя, изменяя приложенное напряжение.
Каждый бесщеточный двигатель постоянного тока имеет приводную цепь для вращения двигателя, а скорость бесщеточного двигателя постоянного тока изменяется путем управления приводной цепью.
Управление напряжением с обратной связью — типичный метод управления скоростью двигателей постоянного тока
Метод управления напряжением широко используется для управления скоростью двигателей постоянного тока.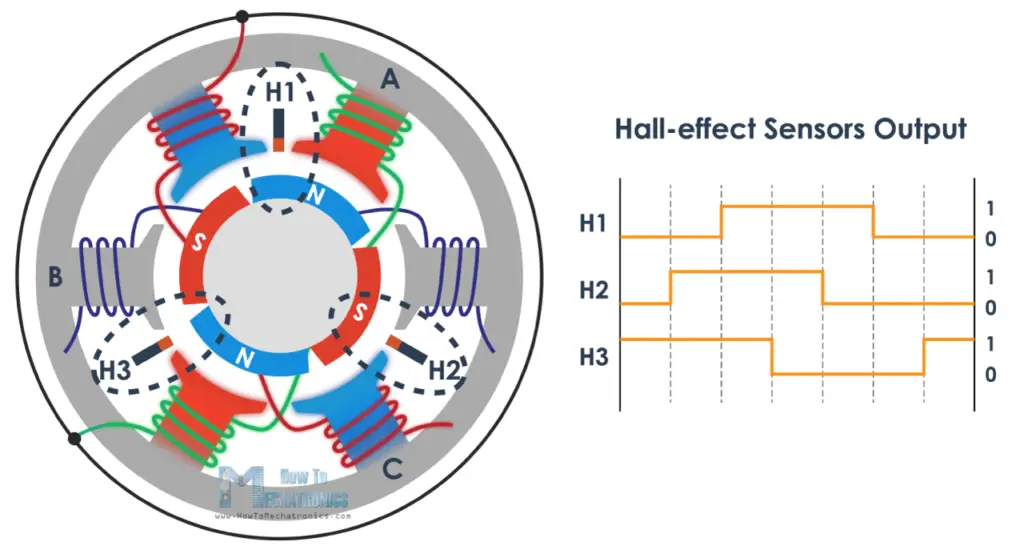
Схематически управление напряжением двигателя постоянного тока состоит из цепи привода двигателя, контроллера и датчика скорости. Сигнал от датчика скорости возвращается к контроллеру для управления скоростью двигателя на уровне заданной (опорной) скорости или близкой к ней.
Принципиальная схема управления скоростью двигателя постоянного тока с помощью управления напряжением
Два типа управления напряжением привода двигателей постоянного тока
Существует несколько методов изменения напряжения привода двигателя постоянного тока — PWM и PAM.
Метод ШИМ
ШИМ означает широтно-импульсную модуляцию. Этот метод подает напряжение на двигатель постоянного тока в виде импульсов. Путем модуляции ширины импульса (величины нагрузки) изменяется напряжение (среднее напряжение), управляющее двигателем.
ШИМ реализуется с относительно простой конфигурацией схемы и обычно используется в двигателях постоянного тока.
Метод PAM
PAM расшифровывается как амплитудно-импульсная модуляция.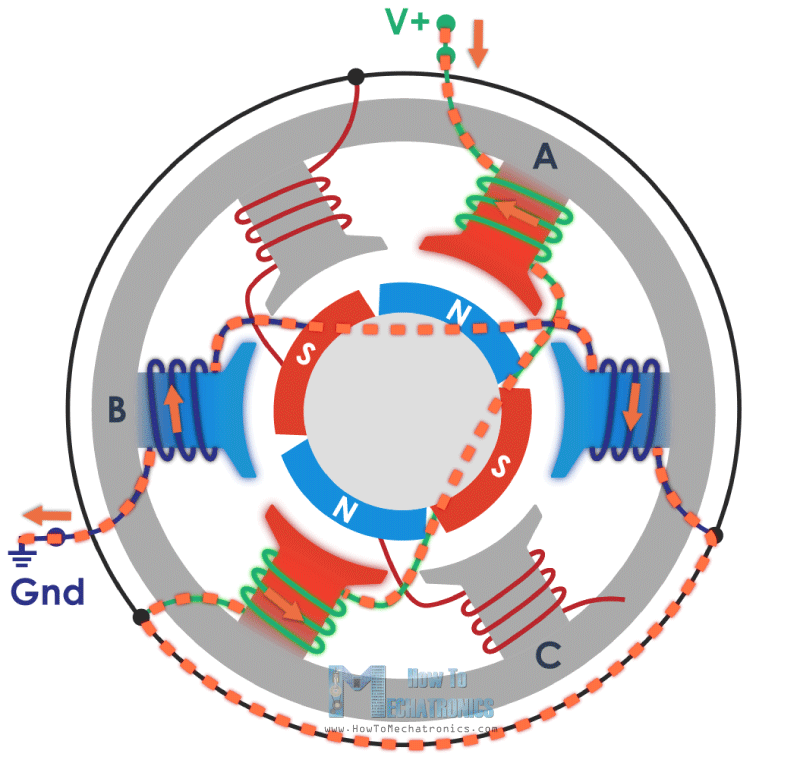 Этот метод изменяет напряжение, подаваемое на двигатель, путем модуляции уровня напряжения импульсов.
Этот метод изменяет напряжение, подаваемое на двигатель, путем модуляции уровня напряжения импульсов.
Метод PAM имеет более сложную конфигурацию схемы, чем метод PWM. Он часто используется в двигателях постоянного тока большого размера, которые приводятся в действие высоковольтными двигателями или двигателями постоянного тока со скоростью 100 000 об/мин или выше, чтобы повысить эффективность этих двигателей.
Вопросы, о которых следует помнить при выполнении управления скоростью двигателей постоянного тока
Проблема при проектировании устройства или продукта с двигателем постоянного тока заключается в том, насколько близко вы можете достичь и поддерживать заданную скорость во время работы устройства или продукта.
Вот примеры проблем с регулированием скорости двигателей постоянного тока.
Изменения крутящего момента нагрузки
Момент нагрузки изменяется при изменении состояния нагрузки или внешних/внутренних условий (температура, влажность, старение двигателя). Эти изменения повлияют на фактическую скорость двигателя.
Эти изменения повлияют на фактическую скорость двигателя.
Остаточное отклонение
Остаточное отклонение — это разница между заданной скоростью и фактической скоростью, которая может возникнуть, даже если скорость постоянно контролируется.
Это становится проблемой, когда требуется высокая точность скорости.
Реакция (латентность)
Момент инерции двигателя вызывает разность фаз, при которой скорость вращения реагирует на крутящий момент привода с задержкой. Когда вы увеличиваете входное напряжение, чтобы получить более высокую скорость вращения, скорость изменяется с задержкой из-за этой характеристики.
Это становится проблемой, когда фактическая скорость должна быстрее достичь целевой скорости.
Высокоточные методы управления для решения проблем управления скоростью двигателей постоянного тока
Ниже приведены методы более точного контроля напряжения, их преимущества, соображения и области применения. Какой метод применить, зависит от проблемы, которую вы должны решить.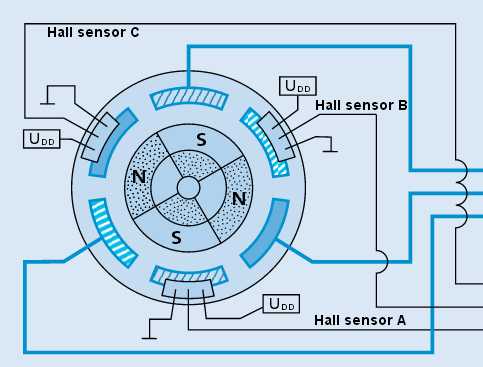
Аппаратное управление скоростью
Аппаратное управление скоростью двигателей постоянного тока реализовано в конфигурации схемы с использованием ИС и использует два типа обратной связи: обратную связь по скорости и обратную связь по фазе.
Обратная связь по скорости применяет сервопривод FG или дискриминатор скорости. Оба выполняют управление с обратной связью, вычисляя разницу между скоростью, измеренной датчиком, и заданной скоростью.
PLL — это типичный метод управления фазовой обратной связью. PLL расшифровывается как Phase Locked Loop. Он определяет приложенное напряжение путем оценки разности фаз между импульсным сигналом положения, обнаруженным датчиком, и импульсным сигналом целевого положения.
Причина, по которой аппаратное управление использует как обратную связь по скорости, так и обратную связь по фазе, заключается в том, что остаточное отклонение все еще слишком велико при использовании только обратной связи по скорости. Поэтому фазовая обратная связь включена для уменьшения остаточного отклонения.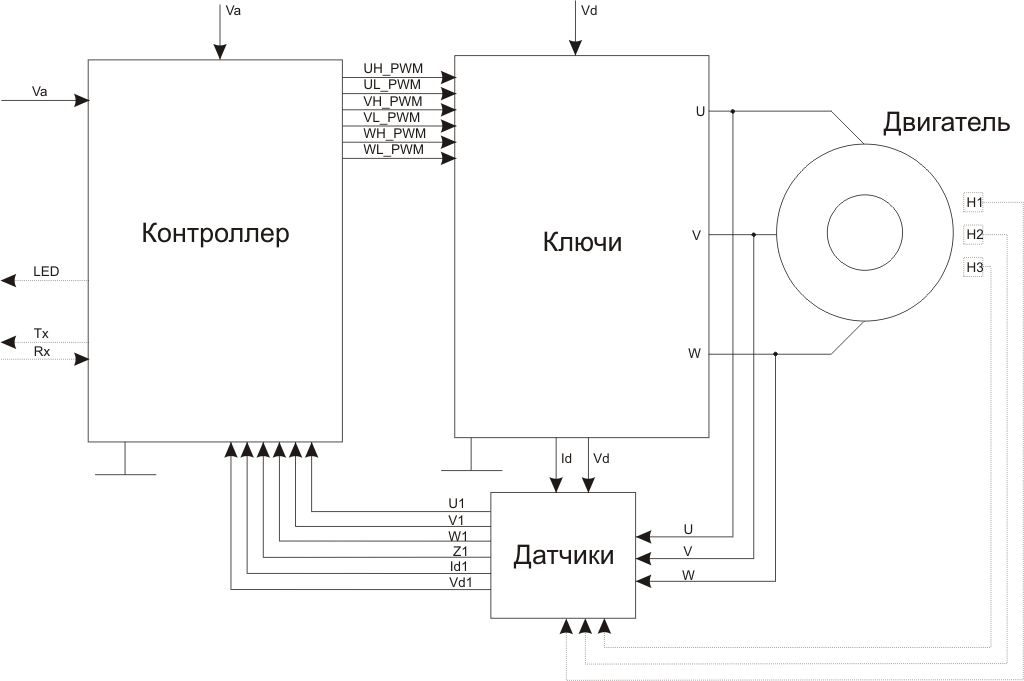
Сигналы обратной связи по скорости/фазе преобразуются в аналоговое напряжение с помощью контурного фильтра, и напряжение подается на двигатель методом ШИМ или PAM. Контурный фильтр также отвечает за определение характеристик управления, а характеристики регулируются аппаратными компонентами, составляющими схему фильтра, такими как резисторы и конденсаторы. Таким образом, характеристики управления являются фиксированными и должны быть заранее правильно отрегулированы для продукта, в котором используется двигатель.
Этот метод управления можно использовать только в приложениях, где регулируемая переменная задана заранее. Поскольку этот метод можно реализовать при относительно низких затратах, он используется в большинстве продуктов на рынке, которые не регулируют регулируемую переменную индивидуально.
- Приложения
- Устройства, работающие с постоянной скоростью, такие как копировальные аппараты и т. д.
Блок-схема управления PLL с сервоприводом FG или дискриминатором скорости
Программное управление скоростью
При программном управлении скоростью контроллер, сконфигурированный с микрокомпьютером, выполняет ПИД-регулирование. ПИД — это аббревиатура от «Пропорциональный, интегральный и дифференциальный». Он возвращает три управляющих элемента — разницу между фактической скоростью и заданной скоростью, ее интеграл и дифференциал. Интеграл соответствует разности положений (разнице фаз) и играет роль в уменьшении остаточного отклонения. Дифференциал соответствует разнице ускорений и работает на улучшение реакции. Использование микрокомпьютера означает, что характеристики управления являются переменными. Поэтому вы можете настроить их на каждом отдельном устройстве, использующем двигатель.
ПИД — это аббревиатура от «Пропорциональный, интегральный и дифференциальный». Он возвращает три управляющих элемента — разницу между фактической скоростью и заданной скоростью, ее интеграл и дифференциал. Интеграл соответствует разности положений (разнице фаз) и играет роль в уменьшении остаточного отклонения. Дифференциал соответствует разнице ускорений и работает на улучшение реакции. Использование микрокомпьютера означает, что характеристики управления являются переменными. Поэтому вы можете настроить их на каждом отдельном устройстве, использующем двигатель.
Двигатель с этим методом стоит относительно дорого, потому что в нем используется микрокомпьютер. Однако в последние годы стали широко доступны недорогие микрокомпьютеры, и многие двигатели используют этот метод.
- Приложения
- Устройства, требующие дополнительной настройки параметров. Роботы и т. д.
Блок-схема ПИД-регулятора
Выберите бесколлекторный двигатель постоянного тока с методами управления скоростью, подходящими для вашей задачи и области применения
Как уже говорилось, существует множество методов управления скоростью бесщеточных двигателей постоянного тока.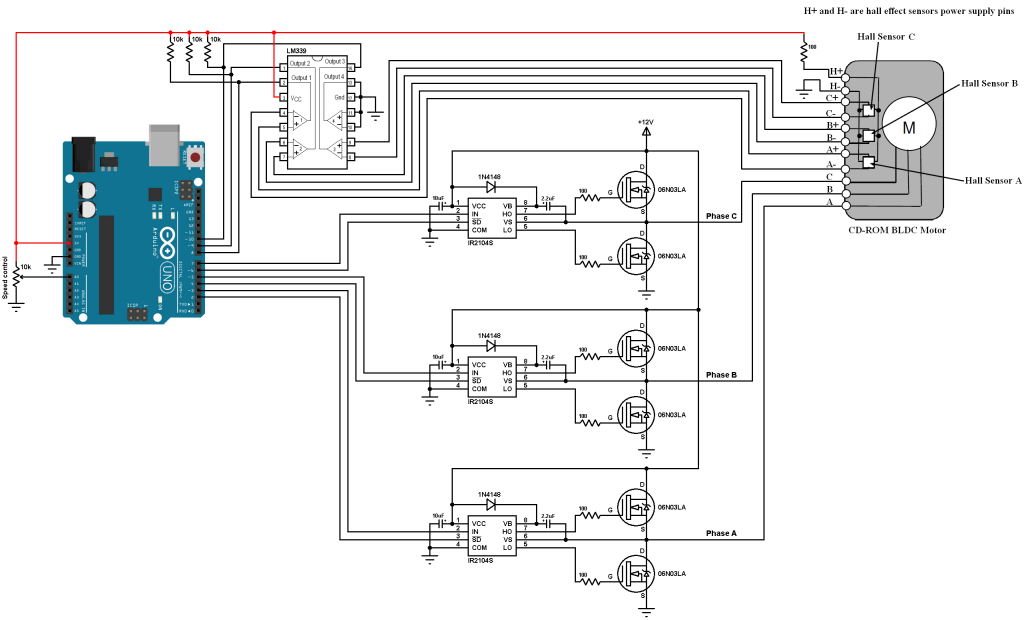 Выберите двигатель с соответствующими методами управления скоростью, учитывая требования к скорости (максимальная/минимальная, изменения, точность и т. д.), нагрузки, условия окружающей среды и стоимость двигателя.
Выберите двигатель с соответствующими методами управления скоростью, учитывая требования к скорости (максимальная/минимальная, изменения, точность и т. д.), нагрузки, условия окружающей среды и стоимость двигателя.
Что такое двигатель BLDC с датчиком и как он лучше всего работает?
Итак, что такое двигатель BLDC с датчиком?
Бесколлекторный двигатель постоянного тока с датчиком представляет собой бесщеточный двигатель постоянного тока со встроенными датчиками положения (называемыми датчиками Холла). Эти датчики могут использоваться контроллером бесщеточного двигателя (бесщеточный ESC) для контроля точного положения ротора и, следовательно, являются полезным методом поддержания скорости бесщеточного двигателя. Эти датчики также особенно полезны на этапе запуска, поскольку они позволяют применять оптимизированную последовательность в зависимости от точного положения ротора.
Бесщеточный двигатель постоянного тока с датчиком работает в замкнутом контуре в качестве стандартного метода работы
Преимущества использования бесщеточного двигателя постоянного тока с датчиком
Существует несколько основных преимуществ использования бесщеточного двигателя постоянного тока с датчиком. Основное преимущество сенсорной системы по сравнению с другими подобными системами заключается в том, что они могут развивать гораздо более высокие скорости и работать намного дольше, чем большинство других типов двигателей (за исключением бесщеточных двигателей без датчиков).
Основное преимущество сенсорной системы по сравнению с другими подобными системами заключается в том, что они могут развивать гораздо более высокие скорости и работать намного дольше, чем большинство других типов двигателей (за исключением бесщеточных двигателей без датчиков).
Второе из этих преимуществ заключается в том, что их, как правило, легче настраивать и эксплуатировать, чем бесщеточные двигатели без датчиков. Во многом это связано с тем, что датчики позволяют контроллеру точно знать, где находится ротор, и, следовательно, иметь возможность действовать соответствующим образом. Это начальное знание положения ротора устраняет многие потенциальные препятствия, связанные с бесщеточными системами без датчиков, такие как проблемы при запуске, а также при необходимости может использоваться в качестве меры безопасности
Недостатки использования бесщеточных двигателей с датчиками
Однако у таких двигателей есть недостатки.
Во-первых, они (вообще говоря) дороже бессенсорных двигателей постоянного тока из-за дополнительных компонентов и дополнительной сложности конструкции. В результате дополнительной сложности они также более подвержены проблемам, особенно в приложениях, где есть потенциальные проблемы с влажностью или грязью, поскольку любое вмешательство в работу датчика в конечном итоге поставит под угрозу все управление двигателем.
В результате дополнительной сложности они также более подвержены проблемам, особенно в приложениях, где есть потенциальные проблемы с влажностью или грязью, поскольку любое вмешательство в работу датчика в конечном итоге поставит под угрозу все управление двигателем.
Какой контроллер лучше всего использовать с бесщеточным двигателем с датчиком?
Неудивительно – сенсорный контроллер двигателя BLDC! Чтобы просмотреть наш существующий ассортимент, пожалуйста, ознакомьтесь с нашими бесщеточными контроллерами двигателей постоянного тока с датчиками здесь. У нас есть несколько моделей, которые варьируются в зависимости от ваших требований к мощности, но также имеют такие функции, как управление двигателем в четырех квадрантах в качестве дополнительных опций.
В зависимости от области применения также можно управлять двигателем с помощью бессенсорного контроллера бесщеточного двигателя.
У меня есть бесщеточный двигатель постоянного тока с датчиком, могу ли я использовать контроллер бесщеточного двигателя без датчика?
Простой ответ – да, хотя контроллер бесщеточного двигателя без датчиков явно не сможет использовать датчики Холла.
 Оно становится хрупкой.
Оно становится хрупкой.
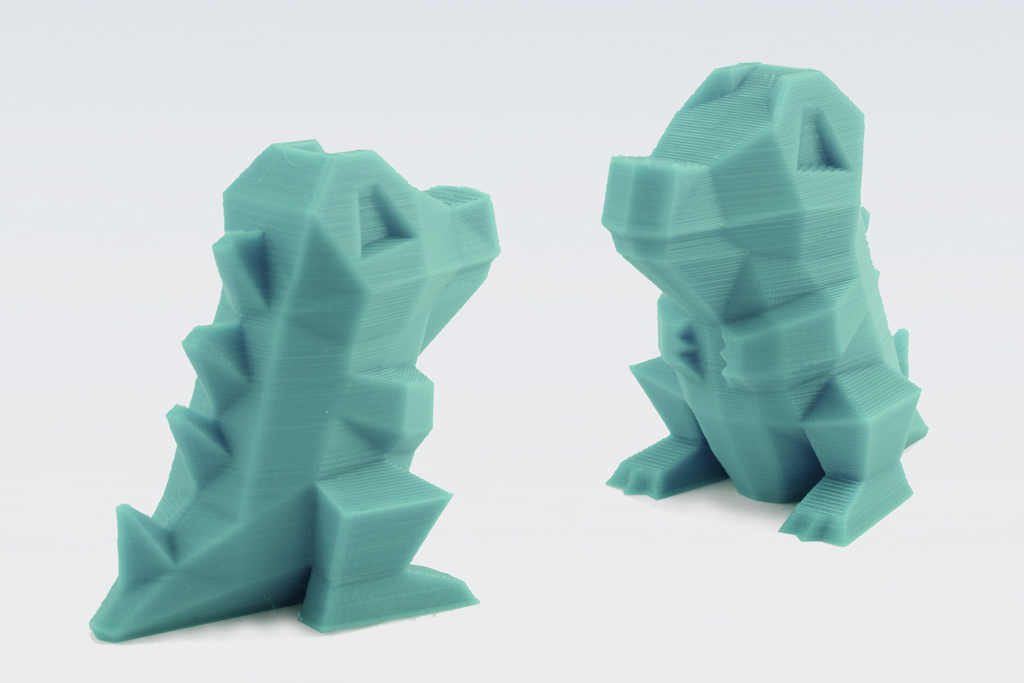
 Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C.
Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C. Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.
Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.

 Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна.
Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна. Дюйм]
Дюйм] | 50-60 Гц
| 50-60 Гц С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации.
С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации. Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.
Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.

 Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.
Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.


 Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати.
Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати. Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати.
Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати. дюйм
дюйм
 com/method.
com/method.
 Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере.
Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере.



 1mm(L ≤ 100mm) or ±0.1% *L(L>100mm)
1mm(L ≤ 100mm) or ±0.1% *L(L>100mm)
 Памирская, д.11н
Памирская, д.11н Домостроительная, д. 1, Литера B
Домостроительная, д. 1, Литера B  Декабристов, д. 156
Декабристов, д. 156  org/ItemList»>
org/ItemList»> org/BreadcrumbList»>
org/BreadcrumbList»> Аббревиатура SLA относится собственно к оборудованию, но сейчас она повсеместно употребляется в значении именно технологии.
Аббревиатура SLA относится собственно к оборудованию, но сейчас она повсеместно употребляется в значении именно технологии.
 05 ~ 0.2
05 ~ 0.2
 Памирская, д.11н
Памирская, д.11н Домостроительная, д. 1, Литера B
Домостроительная, д. 1, Литера B  Декабристов, д. 156
Декабристов, д. 156  org/ItemList»>
org/ItemList»> Наша платформа охватывает широкий спектр приложений — от гибких и эластичных до прочных и жестких.
Наша платформа охватывает широкий спектр приложений — от гибких и эластичных до прочных и жестких.
 I. du Pont de Nemours and Company
I. du Pont de Nemours and Company Наш самый популярный пластик для печати, Onyx™, дает вам отличное начало свойств материала с превосходной отделкой поверхности. Наш выбор непрерывных волокон значительно превосходит механические и термические свойства повседневных печатных пластиков FFF, Smooth TPU 95A обеспечивает эффективный способ изготовления высококачественных гибких деталей в малых и средних объемах, а Precise PLA позволяет создавать эффективные и надежные прототипы по доступной цене. Независимо от того, какие свойства вы ищете, у наших настольных 3D-принтеров есть подходящий материал для работы.
Наш самый популярный пластик для печати, Onyx™, дает вам отличное начало свойств материала с превосходной отделкой поверхности. Наш выбор непрерывных волокон значительно превосходит механические и термические свойства повседневных печатных пластиков FFF, Smooth TPU 95A обеспечивает эффективный способ изготовления высококачественных гибких деталей в малых и средних объемах, а Precise PLA позволяет создавать эффективные и надежные прототипы по доступной цене. Независимо от того, какие свойства вы ищете, у наших настольных 3D-принтеров есть подходящий материал для работы. youtube.com/embed/QRm6c-n1p78?feature=oembed&autoplay=0&loop=0&controls=1&autohide=1&mute=0&iv_load_policy=3&fs=1&modestbranding=1″ data-src=»https://www.youtube.com/embed/QRm6c-n1p78?feature=oembed&autoplay=0&loop=0&controls=1&autohide=1&mute=0&iv_load_policy=3&fs=1&modestbranding=1″ frameborder=»0″ allowfullscreen=»» allowtransparency=»» allow=»autoplay»>
youtube.com/embed/QRm6c-n1p78?feature=oembed&autoplay=0&loop=0&controls=1&autohide=1&mute=0&iv_load_policy=3&fs=1&modestbranding=1″ data-src=»https://www.youtube.com/embed/QRm6c-n1p78?feature=oembed&autoplay=0&loop=0&controls=1&autohide=1&mute=0&iv_load_policy=3&fs=1&modestbranding=1″ frameborder=»0″ allowfullscreen=»» allowtransparency=»» allow=»autoplay»>  youtube.com/embed/gTRbM5AP9e4?feature=oembed&autoplay=0&loop=0&controls=1&autohide=1&mute=0&iv_load_policy=3&fs=1&modestbranding=1″ data-src=»https://www.youtube.com/embed/gTRbM5AP9e4?feature=oembed&autoplay=0&loop=0&controls=1&autohide=1&mute=0&iv_load_policy=3&fs=1&modestbranding=1″ frameborder=»0″ allowfullscreen=»» allowtransparency=»» allow=»autoplay»>
youtube.com/embed/gTRbM5AP9e4?feature=oembed&autoplay=0&loop=0&controls=1&autohide=1&mute=0&iv_load_policy=3&fs=1&modestbranding=1″ data-src=»https://www.youtube.com/embed/gTRbM5AP9e4?feature=oembed&autoplay=0&loop=0&controls=1&autohide=1&mute=0&iv_load_policy=3&fs=1&modestbranding=1″ frameborder=»0″ allowfullscreen=»» allowtransparency=»» allow=»autoplay»> 

 org/RadioBroadcastService»>
org/RadioBroadcastService»> Дискотека СССР
Дискотека СССР org/RadioBroadcastService»>
org/RadioBroadcastService»> org/MusicRecording»>
org/MusicRecording»> org/MusicRecording»>
org/MusicRecording»> org/MusicRecording»>
org/MusicRecording»> И тут — такое… Несмотря на то, что в чарты попадало много всякой попсы, я не пропускала ни одного выпуска. А теперь и поп-музыку того времени слушаю с радостью…
И тут — такое… Несмотря на то, что в чарты попадало много всякой попсы, я не пропускала ни одного выпуска. А теперь и поп-музыку того времени слушаю с радостью… Мы готовим увлекательные рассказы о самых ярких…
Мы готовим увлекательные рассказы о самых ярких…

 08.2022
08.2022

 Не рекомендуется использовать с хрупкими материалами, поскольку деревянный боёк может легко их расколоть.
Не рекомендуется использовать с хрупкими материалами, поскольку деревянный боёк может легко их расколоть.
 Киянки из пластика обычно весят больше деревянных и не издают шума.
Киянки из пластика обычно весят больше деревянных и не издают шума.

 org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Каталог
org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Каталог Эти молотки имеют диаметр от 1 1/2 дюйма до 3 1/2 дюйма и весят от 11 унций. до 2 1/2 фунтов. Большинство резиновых молотков можно заказать с нестандартной длиной ручки.
Эти молотки имеют диаметр от 1 1/2 дюйма до 3 1/2 дюйма и весят от 11 унций. до 2 1/2 фунтов. Большинство резиновых молотков можно заказать с нестандартной длиной ручки.


 ..
.. 0 Шор А
0 Шор А

 90 Shore A (сопоставимо с твердостью композитной резиновой вставки в 3202…
90 Shore A (сопоставимо с твердостью композитной резиновой вставки в 3202…
 Используется для помощи в…
Используется для помощи в…

 Резиновый молоток, 1 белый и 1 черный Сменный наконечник, деревянная ручка.
Резиновый молоток, 1 белый и 1 черный Сменный наконечник, деревянная ручка. Серый резиновый молоток с деревянной ручкой. RM2W Молоток Качественная резина специального состава для высокой ударопрочности и длительного срока службы. Головка надежно закреплена на деревянной рукоятке. Доступны в черном и белом цветах. СДЕЛАНО В США.
Серый резиновый молоток с деревянной ручкой. RM2W Молоток Качественная резина специального состава для высокой ударопрочности и длительного срока службы. Головка надежно закреплена на деревянной рукоятке. Доступны в черном и белом цветах. СДЕЛАНО В США.

 Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.  Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить. .. вид на внутренности проигрывателей (если это разрешено)… любые советы или идеи.
.. вид на внутренности проигрывателей (если это разрешено)… любые советы или идеи. .. Я уверен, что они продаются в Австралии.
.. Я уверен, что они продаются в Австралии. До сих пор работает нормально! Если вы нажмете «строитель», вы перейдете к другим проектам. Довольно причудливая штука…
До сих пор работает нормально! Если вы нажмете «строитель», вы перейдете к другим проектам. Довольно причудливая штука… 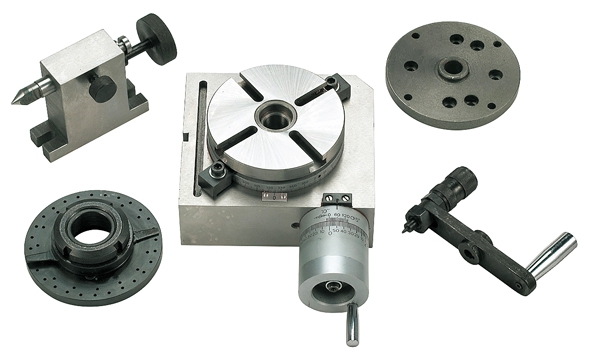
 Они отлично подходят для увеличения веса, чтобы стабилизировать мое оборудование). 9» диски из фанеры и прикрутил подшипник к одной стороне. Это здорово, но я не могу опустить его достаточно низко, чтобы использовать свои шаровые тиски. Другим недостатком является то, что эти три ноги делают мое место немного тесным. Сейчас я просматриваю огромное количество оборудования для тренировок в этих магазинах, чтобы посмотреть, смогу ли я сделать регулируемую одностоечную стойку следующей. Если вы используете подшипник Lazy Susan, нанесите на подшипник большое количество вазелина с помощью ватной палочки, и это действительно сгладит вращение.
Они отлично подходят для увеличения веса, чтобы стабилизировать мое оборудование). 9» диски из фанеры и прикрутил подшипник к одной стороне. Это здорово, но я не могу опустить его достаточно низко, чтобы использовать свои шаровые тиски. Другим недостатком является то, что эти три ноги делают мое место немного тесным. Сейчас я просматриваю огромное количество оборудования для тренировок в этих магазинах, чтобы посмотреть, смогу ли я сделать регулируемую одностоечную стойку следующей. Если вы используете подшипник Lazy Susan, нанесите на подшипник большое количество вазелина с помощью ватной палочки, и это действительно сгладит вращение. Примерно на 5-й минуте этого видео Майк показывает, как он построил свой собственный поворотный стол для гравировки. Лично я использую проигрыватель Стива Линдсея и очень им доволен, но, должен признаться, немного завидую Майку.
Примерно на 5-й минуте этого видео Майк показывает, как он построил свой собственный поворотный стол для гравировки. Лично я использую проигрыватель Стива Линдсея и очень им доволен, но, должен признаться, немного завидую Майку.  Затем добавьте лицевую панель токарного станка по дереву с соответствующей резьбой. Кроме того, вы можете добавить все, что захотите, в том числе снять лицевую панель и добавить токарный патрон.
Затем добавьте лицевую панель токарного станка по дереву с соответствующей резьбой. Кроме того, вы можете добавить все, что захотите, в том числе снять лицевую панель и добавить токарный патрон.
 Я смотрю на предметы, чтобы перепрофилировать их во что-то полезное для себя. Мой проигрыватель сделан из старого штатива для камеры, который я купил за 15 долларов и 9 долларов.Ленивый подшипник стола Сьюзен, который я купил на Ebay. Я использовал штангу одного из моих сыновей для верхней части (они очень удобны для использования вокруг моего гравировального стола. Они отлично подходят для увеличения веса, чтобы стабилизировать мое оборудование). 9» диски из фанеры и прикрутил подшипник к одной стороне. Это здорово, но я не могу опустить его достаточно низко, чтобы использовать свои шаровые тиски. Другим недостатком является то, что эти три ноги делают мое место немного тесным. Сейчас я просматриваю огромное количество оборудования для тренировок в этих магазинах, чтобы посмотреть, смогу ли я сделать регулируемую одностоечную стойку следующей. Если вы используете подшипник Lazy Susan, нанесите на подшипник большое количество вазелина с помощью ватной палочки, и это действительно сгладит вращение.
Я смотрю на предметы, чтобы перепрофилировать их во что-то полезное для себя. Мой проигрыватель сделан из старого штатива для камеры, который я купил за 15 долларов и 9 долларов.Ленивый подшипник стола Сьюзен, который я купил на Ebay. Я использовал штангу одного из моих сыновей для верхней части (они очень удобны для использования вокруг моего гравировального стола. Они отлично подходят для увеличения веса, чтобы стабилизировать мое оборудование). 9» диски из фанеры и прикрутил подшипник к одной стороне. Это здорово, но я не могу опустить его достаточно низко, чтобы использовать свои шаровые тиски. Другим недостатком является то, что эти три ноги делают мое место немного тесным. Сейчас я просматриваю огромное количество оборудования для тренировок в этих магазинах, чтобы посмотреть, смогу ли я сделать регулируемую одностоечную стойку следующей. Если вы используете подшипник Lazy Susan, нанесите на подшипник большое количество вазелина с помощью ватной палочки, и это действительно сгладит вращение.
 banding как более экономичный выбор. Я использовал один, и они очень гладкие. У меня есть Линдси, и я использую его каждый день.
banding как более экономичный выбор. Я использовал один, и они очень гладкие. У меня есть Линдси, и я использую его каждый день. 
 д.………….или у вас есть друг, у которого есть эти вещи и который готов сделать их бесплатно, или близко к этому, то вам лучше просто стиснуть зубы и купить правильную вещь с самого начала. Кроме того, в долгосрочной перспективе это обходится дешевле,
д.………….или у вас есть друг, у которого есть эти вещи и который готов сделать их бесплатно, или близко к этому, то вам лучше просто стиснуть зубы и купить правильную вещь с самого начала. Кроме того, в долгосрочной перспективе это обходится дешевле, Да, это стоит денег. Всегда хорошее оборудование!!!!
Да, это стоит денег. Всегда хорошее оборудование!!!!
 .. спасибо, Эндрю. Я согласен со всем, что вы говорите. Брайан, ты попал в самую точку… фрахт для группы в Австралию был бы о том, что сказал Брайан. Я не говорю, что оно того не стоило бы. Это хорошее снаряжение.
.. спасибо, Эндрю. Я согласен со всем, что вы говорите. Брайан, ты попал в самую точку… фрахт для группы в Австралию был бы о том, что сказал Брайан. Я не говорю, что оно того не стоило бы. Это хорошее снаряжение.
 Я задумал сделать проигрыватель, и это именно то, что мне нужно.
Я задумал сделать проигрыватель, и это именно то, что мне нужно.
 Моим первым был один из тех металлических оснований, вырезанный из красивого круглого куска дерева для верхней части, в течение одного месяца я заказал GRS. Если вы режете более длинную тонкую леску, то вдруг поворотный стол застревает, это очень расстраивает. Когда я получил свой, Сэм дал мне совет, чтобы сделать его еще лучше. Он сказал отполировать направляющие подшипника тонкой наждачной бумагой, и она стала гладкой. Вероятно, вы могли бы найти такой же гладкий, может быть, даже более гладкий, но низкий профиль для меня также важен.
Моим первым был один из тех металлических оснований, вырезанный из красивого круглого куска дерева для верхней части, в течение одного месяца я заказал GRS. Если вы режете более длинную тонкую леску, то вдруг поворотный стол застревает, это очень расстраивает. Когда я получил свой, Сэм дал мне совет, чтобы сделать его еще лучше. Он сказал отполировать направляющие подшипника тонкой наждачной бумагой, и она стала гладкой. Вероятно, вы могли бы найти такой же гладкий, может быть, даже более гладкий, но низкий профиль для меня также важен. Твердая обработанная нержавеющая сталь толщиной всего около дюйма становится гладкой, как стекло, но дорого
Твердая обработанная нержавеющая сталь толщиной всего около дюйма становится гладкой, как стекло, но дорого
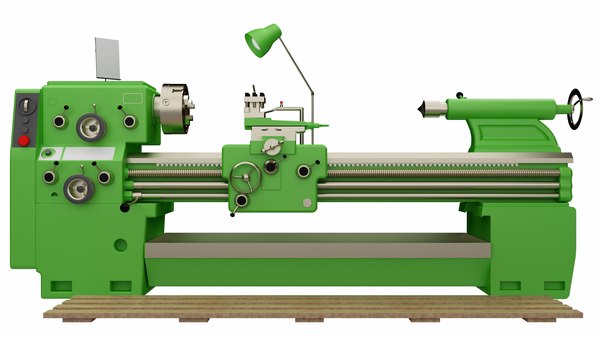
 диаметр обработки над станиной, мм
диаметр обработки над станиной, мм




 Панель оператора из магниевого литья под давлением, а также высокая степень защиты, позволяют использовать системы ЧПУ SINUMERIK 808D и в жестких условиях окружающей среды.
Панель оператора из магниевого литья под давлением, а также высокая степень защиты, позволяют использовать системы ЧПУ SINUMERIK 808D и в жестких условиях окружающей среды.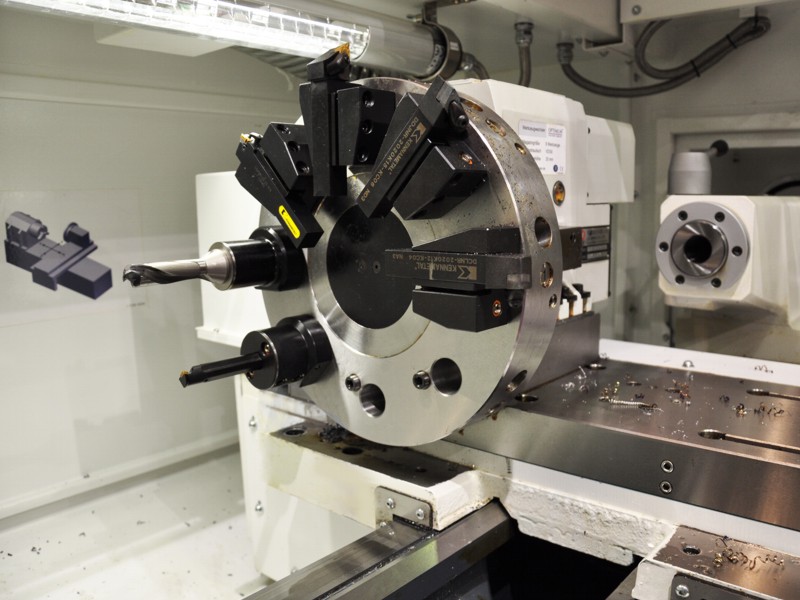 Отсутствие вибраций при обработке, жесткость и стабильность конструкции. Для снятия напряжения станины проходят термическую обработку. Внутренние части станины усилены ребрами жесткости, благодаря чему конструкция имеет практически неограниченный запас прочности.
Отсутствие вибраций при обработке, жесткость и стабильность конструкции. Для снятия напряжения станины проходят термическую обработку. Внутренние части станины усилены ребрами жесткости, благодаря чему конструкция имеет практически неограниченный запас прочности. Данная модель револьверной головки оснащается инструментальными блоками для обработки внешнего диаметра, с размером инструмента 25х25 мм и расточными блоками диаметром 25 мм.
Данная модель револьверной головки оснащается инструментальными блоками для обработки внешнего диаметра, с размером инструмента 25х25 мм и расточными блоками диаметром 25 мм.
 ) Точность центрирования обеспечивается за счет упруго деформируемых зажимных элементов (кулачков), перемещающимися в рабочем пространстве одновременно. За счет этого обеспечивается самоцентрирование прутка или детали в патроне. Погрешность точности центрирование детали не превышает 0.05 – 0.08 мм.
) Точность центрирования обеспечивается за счет упруго деформируемых зажимных элементов (кулачков), перемещающимися в рабочем пространстве одновременно. За счет этого обеспечивается самоцентрирование прутка или детали в патроне. Погрешность точности центрирование детали не превышает 0.05 – 0.08 мм.



 0003
0003


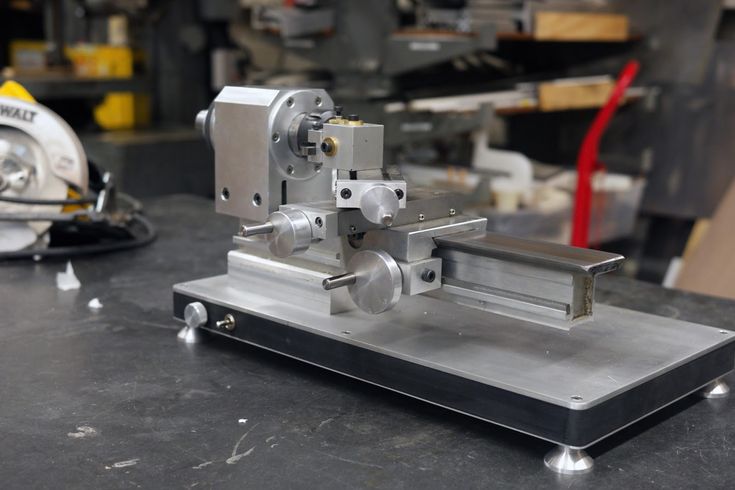
 Они также используются в качестве первых токарных станков с ЧПУ в небольших обрабатывающих цехах.
Они также используются в качестве первых токарных станков с ЧПУ в небольших обрабатывающих цехах.
 США. , токарный станок с ЧПУ Tormach 8L — хороший выбор.0003
США. , токарный станок с ЧПУ Tormach 8L — хороший выбор.0003

 Все это вместе составляет систему токарного станка APSX-NANO Swiss.
Все это вместе составляет систему токарного станка APSX-NANO Swiss. Он также поддерживает пять (5) инструментов внутреннего диаметра (ID), и вы получаете три в комплекте.
Он также поддерживает пять (5) инструментов внутреннего диаметра (ID), и вы получаете три в комплекте.
 Кроме того, такие функции, как автоматическая смена инструмента, позволяют сократить время цикла.
Кроме того, такие функции, как автоматическая смена инструмента, позволяют сократить время цикла.
 Кроме того, они обеспечивают высокий уровень оцифровки для улучшения управления производством.
Кроме того, они обеспечивают высокий уровень оцифровки для улучшения управления производством. Как и другие токарные станки с ЧПУ в этом списке, вы можете ожидать, что Hardinge будет иметь аналогичные функции.
Как и другие токарные станки с ЧПУ в этом списке, вы можете ожидать, что Hardinge будет иметь аналогичные функции. Подумайте, где вы собираетесь разместить машину, будь то в вашей личной мастерской или на промышленной установке.
Подумайте, где вы собираетесь разместить машину, будь то в вашей личной мастерской или на промышленной установке. Например, токарные станки с ЧПУ промышленного класса могут изготавливать детали с допуском ±0,00005 дюйма.
Например, токарные станки с ЧПУ промышленного класса могут изготавливать детали с допуском ±0,00005 дюйма.
 Это также определяет тип работы, которую вы можете выполнять, например, токарную обработку или нарезание резьбы.
Это также определяет тип работы, которую вы можете выполнять, например, токарную обработку или нарезание резьбы.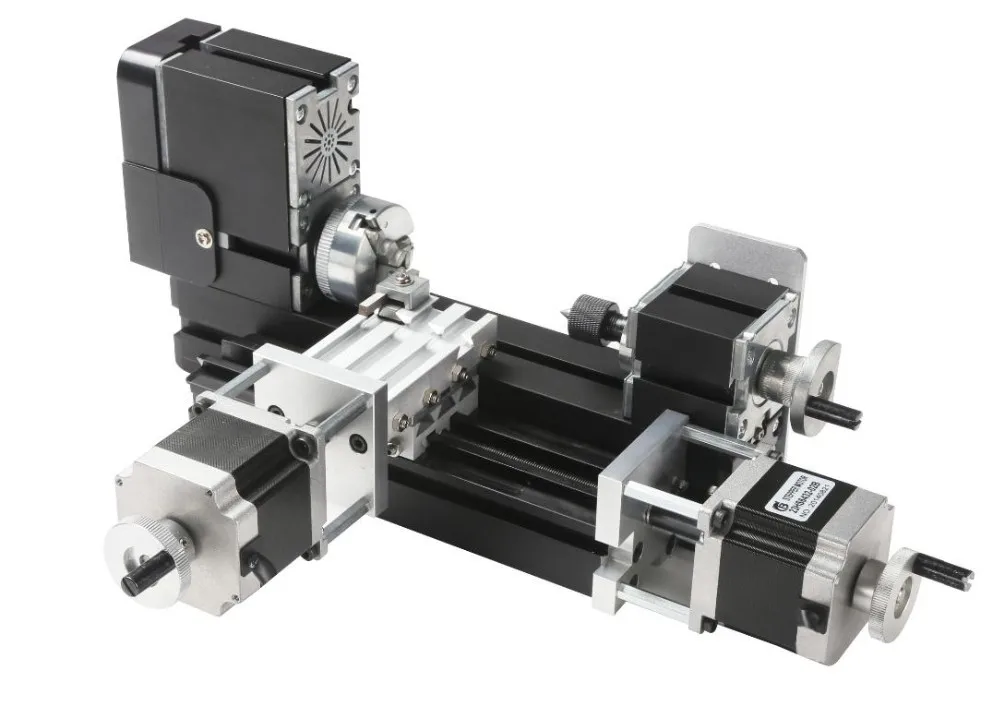
 2 линейные оси могут использоваться для выполнения различных токарных операций. Однако традиционный 2-осевой токарный станок обрабатывает только диаметр заготовки и, следовательно, не подходит для фрезерных операций.
2 линейные оси могут использоваться для выполнения различных токарных операций. Однако традиционный 2-осевой токарный станок обрабатывает только диаметр заготовки и, следовательно, не подходит для фрезерных операций. Он лучше всего подходит для производства сложных и замысловатых компонентов. 5-осевые токарные станки с ЧПУ позволяют производить продукцию с очень высокой точностью и в короткие сроки.
Он лучше всего подходит для производства сложных и замысловатых компонентов. 5-осевые токарные станки с ЧПУ позволяют производить продукцию с очень высокой точностью и в короткие сроки. Цена токарного станка с ЧПУ может варьироваться от 2000 долларов (токарные станки с ЧПУ) до 250 000 долларов (токарные станки).
Цена токарного станка с ЧПУ может варьироваться от 2000 долларов (токарные станки с ЧПУ) до 250 000 долларов (токарные станки).
 18″
18″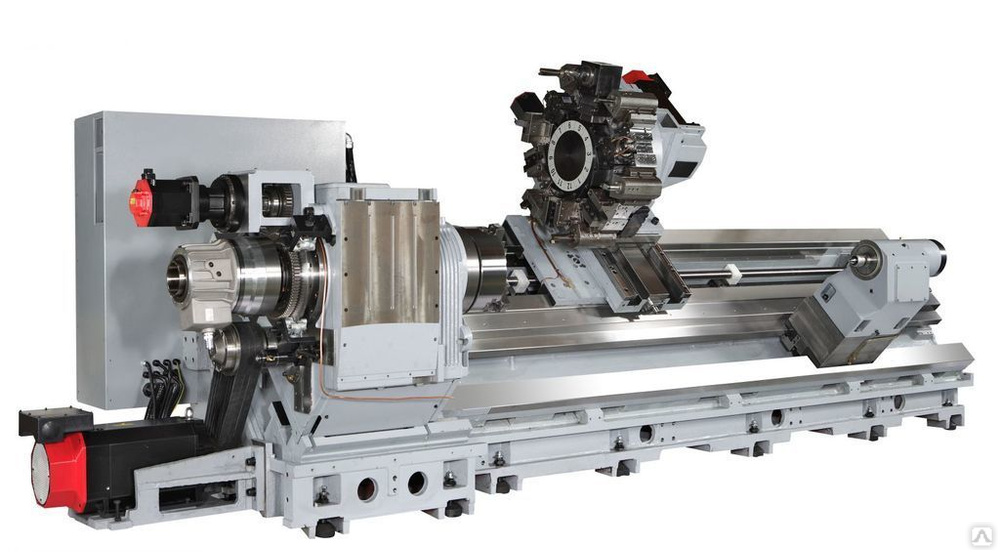

 Thingiverse поддерживается компанией MakerBot Industries — создателями популярной серии 3D принтеров Replicator. Сайт хорошо обслуживается, на нем сформировано огромное сообщество дизайнеров и инженеров, предлагающих собственные STL файлы для бесплатного скачивания в различных категориях и разного уровня сложности. Если вы ищете крутые модели для 3D печати — это отличное место для начала поисков.
Thingiverse поддерживается компанией MakerBot Industries — создателями популярной серии 3D принтеров Replicator. Сайт хорошо обслуживается, на нем сформировано огромное сообщество дизайнеров и инженеров, предлагающих собственные STL файлы для бесплатного скачивания в различных категориях и разного уровня сложности. Если вы ищете крутые модели для 3D печати — это отличное место для начала поисков. Файлы для 3D печати, которые можно у них скачать являются подкатегорией большей коллекции, которую можно отфильтровать по типу файла — STO или OBJ (разница в том, что OBJ файлы содержат информацию о цвете для продвинутой 3D печати). Если вы ищите что-то необычное — этот сайт для вас.
Файлы для 3D печати, которые можно у них скачать являются подкатегорией большей коллекции, которую можно отфильтровать по типу файла — STO или OBJ (разница в том, что OBJ файлы содержат информацию о цвете для продвинутой 3D печати). Если вы ищите что-то необычное — этот сайт для вас. На сайте представлен интересный механизм оценки популярности поисковых запросов, благодаря которым вы можете узнать самые последние тренды, в которых заинтересовано сообщество. Интерфейс сайта не очень примечателен, но это однозначно эффективный инструмент для поиска бесплатных STL файлов для 3D печати.
На сайте представлен интересный механизм оценки популярности поисковых запросов, благодаря которым вы можете узнать самые последние тренды, в которых заинтересовано сообщество. Интерфейс сайта не очень примечателен, но это однозначно эффективный инструмент для поиска бесплатных STL файлов для 3D печати. Но при этом в них предусмотрены репозитории для стерелитографии (SLA) и dual-extrusion 3D printing. Кстати, именно эта компания выпускает популярный детский 3D принтер da Vinci miniMaker.
Но при этом в них предусмотрены репозитории для стерелитографии (SLA) и dual-extrusion 3D printing. Кстати, именно эта компания выпускает популярный детский 3D принтер da Vinci miniMaker.
 Но со временем копания отделила библиотеку от программного обеспечения и теперь она доступна онлайн. Теперь любой может перейти на сайт, бесплатно скачать STL файлы и распечатать их на любом 3D принтере. Стоит отметить, что большинство моделей оптимизированы для печати ABS пластиком.
Но со временем копания отделила библиотеку от программного обеспечения и теперь она доступна онлайн. Теперь любой может перейти на сайт, бесплатно скачать STL файлы и распечатать их на любом 3D принтере. Стоит отметить, что большинство моделей оптимизированы для печати ABS пластиком.

 Вы можете отфильтровать базу бесплатных моделей, выбрав ‘Only Show Printable Models’ в дополнительных опциях поиска на сайте.
Вы можете отфильтровать базу бесплатных моделей, выбрав ‘Only Show Printable Models’ в дополнительных опциях поиска на сайте. п.
п.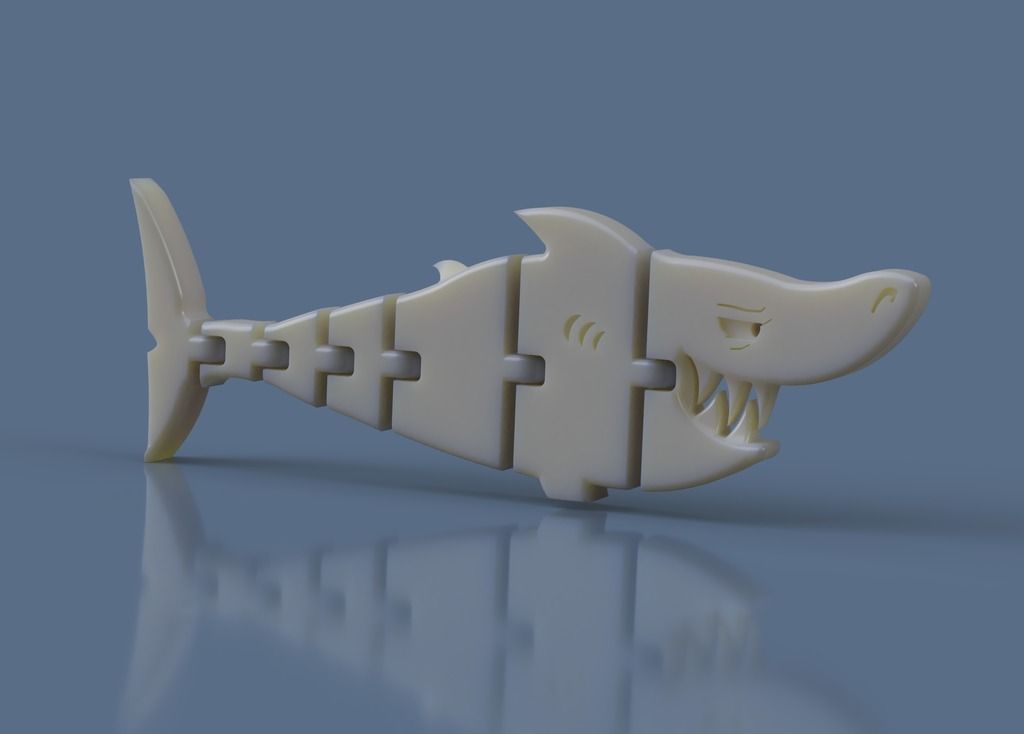 Ниже приведен список некоторых отличных сайтов, которые мы используем для поиска бесплатных моделей STL. Наслаждаться!
Ниже приведен список некоторых отличных сайтов, которые мы используем для поиска бесплатных моделей STL. Наслаждаться! Область Ресурсы отлична, она дает вам доступ к учебным пособиям, примерам из практики и даже к полезным электронным книгам. Он также содержит полезный инструмент GrabCAD Workbench . Это очень популярный сайт со множеством интересных моделей и доступных ресурсов, так что загляните на него в ближайшее время.
Область Ресурсы отлична, она дает вам доступ к учебным пособиям, примерам из практики и даже к полезным электронным книгам. Он также содержит полезный инструмент GrabCAD Workbench . Это очень популярный сайт со множеством интересных моделей и доступных ресурсов, так что загляните на него в ближайшее время.
 Просто введите «бесплатно» в поле поиска, и вы получите мгновенный доступ к некоторым довольно впечатляющим проектам. MyMiniFactory по-прежнему набирает силу с момента своего запуска в 2013 году и стремится стать YouTube для 3D-файлов.
Просто введите «бесплатно» в поле поиска, и вы получите мгновенный доступ к некоторым довольно впечатляющим проектам. MyMiniFactory по-прежнему набирает силу с момента своего запуска в 2013 году и стремится стать YouTube для 3D-файлов. Многие каталоги предлагают более 150 различных нейтральных и исходных форматов, таких как Autodesk Revit, Autodesk Inventor, SOLIDWORKS и другие!
Многие каталоги предлагают более 150 различных нейтральных и исходных форматов, таких как Autodesk Revit, Autodesk Inventor, SOLIDWORKS и другие!

 Вот четыре лучших веб-сайта для загрузки моделей для 3D-печати.
Вот четыре лучших веб-сайта для загрузки моделей для 3D-печати.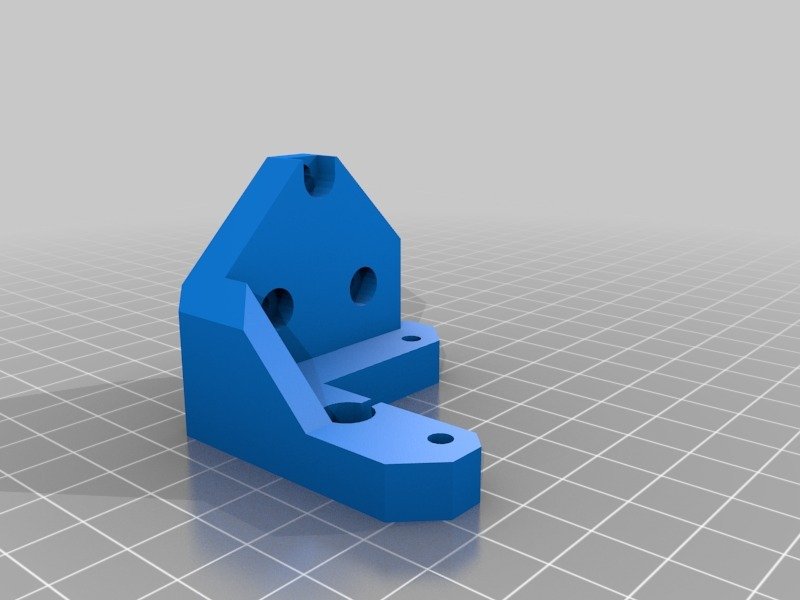

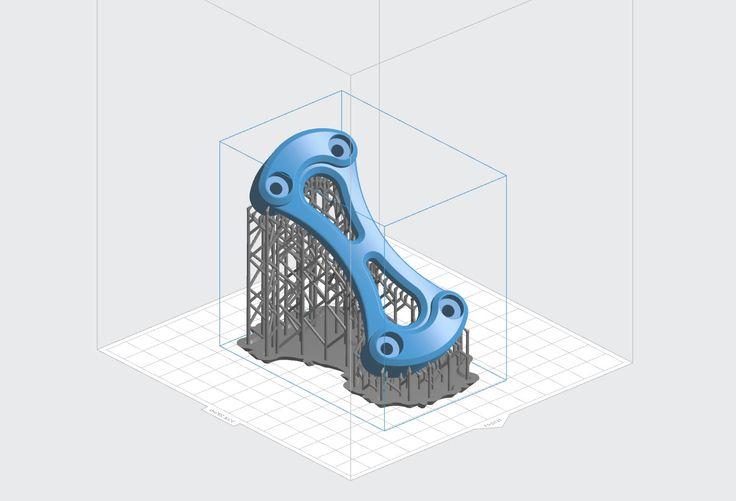
 Он хорошо подходит для изготовления базовых экспериментальных моделей, а также для быстрого и недорогого создания прототипов простых деталей, например деталей, которые обычно подвергаются механической обработке.
Он хорошо подходит для изготовления базовых экспериментальных моделей, а также для быстрого и недорогого создания прототипов простых деталей, например деталей, которые обычно подвергаются механической обработке.
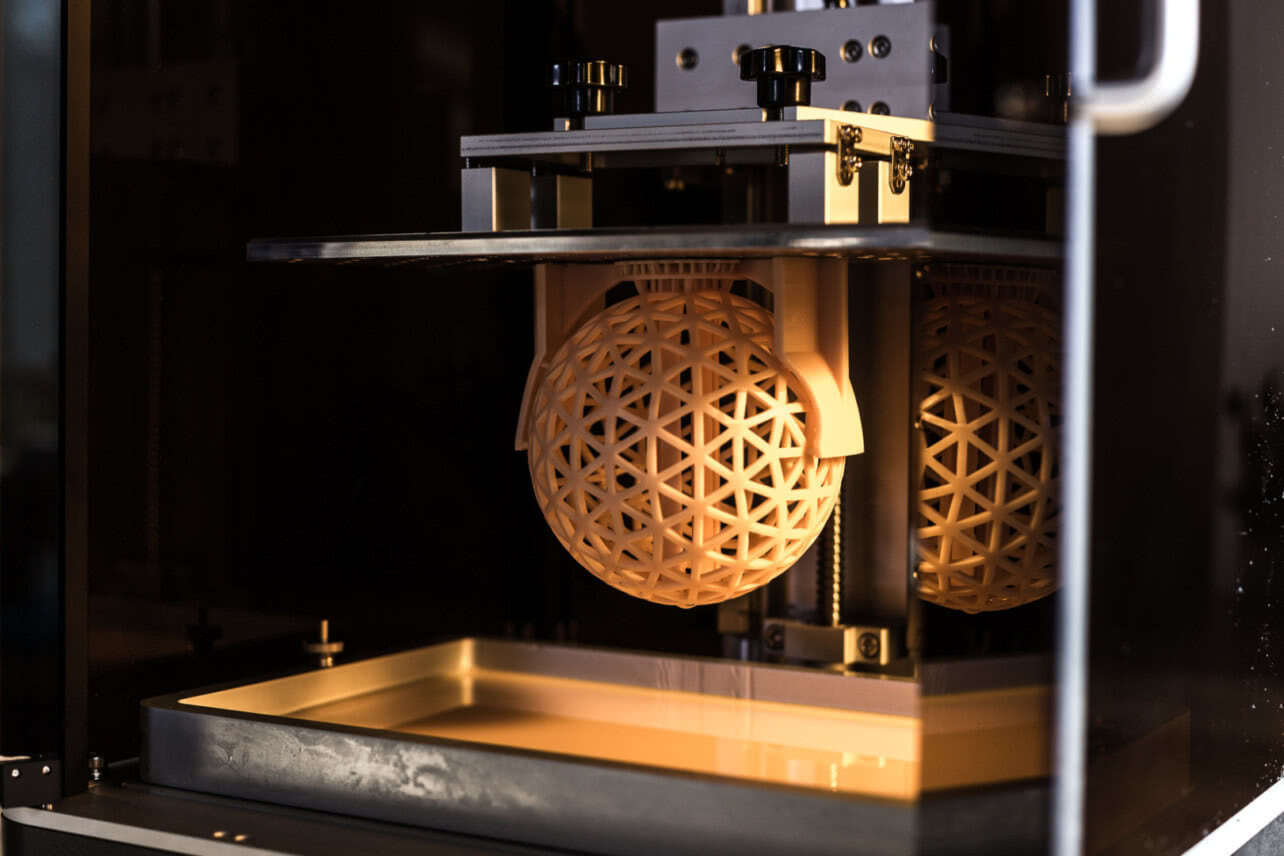
 Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Благодаря этому технология SLS идеальна подходит для изготовления деталей со сложной геометрией, в том числе с внутренними элементами, канавками, тонкими стенками и отрицательным уклоном. Модели, изготовленные с использованием SLS-печати, имеют превосходные механические характеристики: их прочность можно сравнить с прочностью деталей, отлитых под давлением.
Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Благодаря этому технология SLS идеальна подходит для изготовления деталей со сложной геометрией, в том числе с внутренними элементами, канавками, тонкими стенками и отрицательным уклоном. Модели, изготовленные с использованием SLS-печати, имеют превосходные механические характеристики: их прочность можно сравнить с прочностью деталей, отлитых под давлением.

 Мгновенные котировки и анализ DFM за секунды, качественные запчасти за дни.
Мгновенные котировки и анализ DFM за секунды, качественные запчасти за дни. Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага.
Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага. Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
 Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.
Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.

 Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.
Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.

 За последние несколько десятилетий 3D-печать превратилась в хорошо зарекомендовавшую себя группу производственных технологий с множеством уникальных применений.
За последние несколько десятилетий 3D-печать превратилась в хорошо зарекомендовавшую себя группу производственных технологий с множеством уникальных применений. Преимущества 3D-печати Polyjet
Преимущества 3D-печати Polyjet Преимущества 3D-печати FDM
Преимущества 3D-печати FDM Преимущества SLA 3D-печати
Преимущества SLA 3D-печати Преимущества 3D-печати SLS
Преимущества 3D-печати SLS 1 мм
1 мм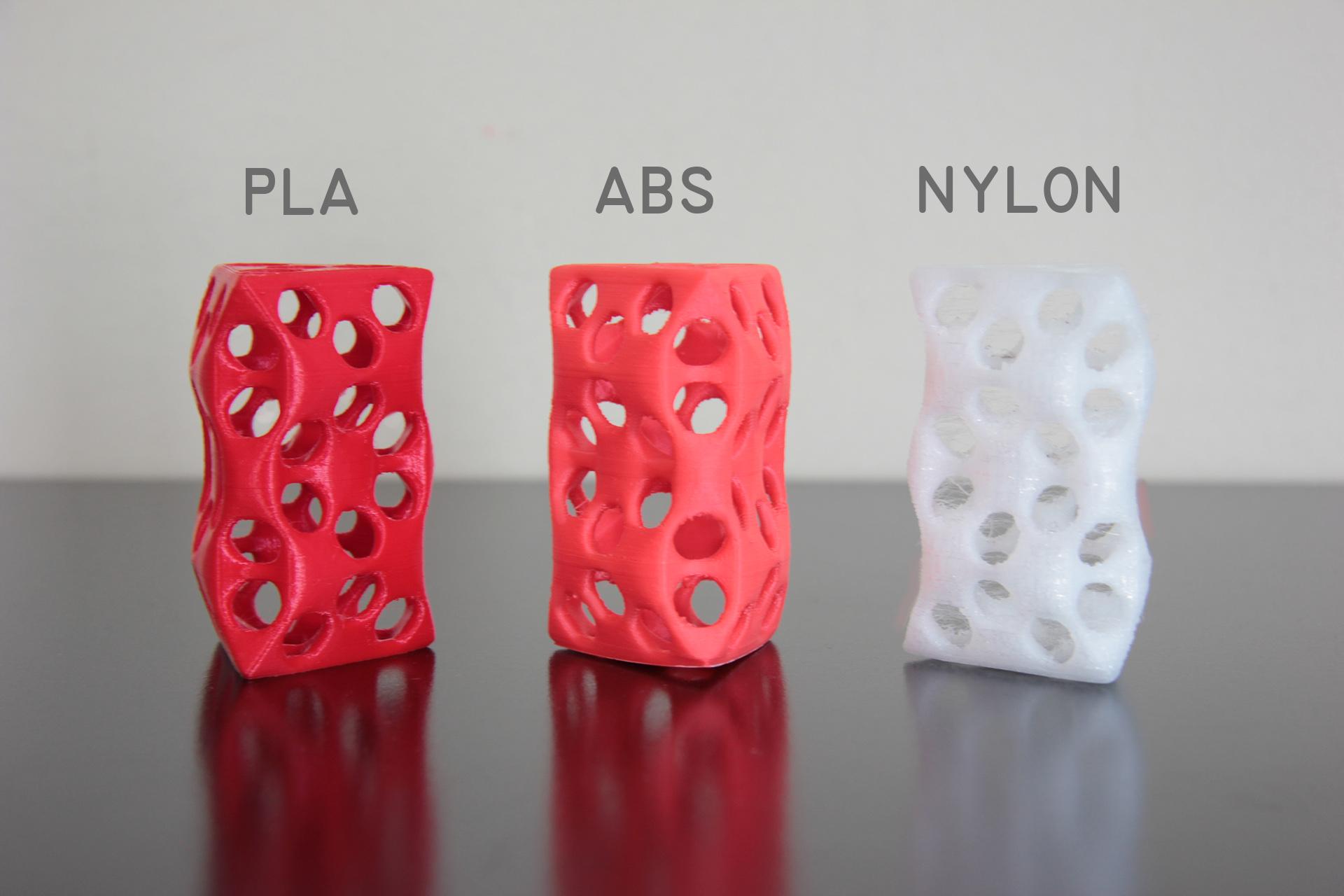 Преимущества 3D-печати EBM
Преимущества 3D-печати EBM Принимая во внимание, что SLA-принтеры должны отслеживать поперечное сечение с помощью лазера. На изображении ниже показан DLP-принтер:
Принимая во внимание, что SLA-принтеры должны отслеживать поперечное сечение с помощью лазера. На изображении ниже показан DLP-принтер: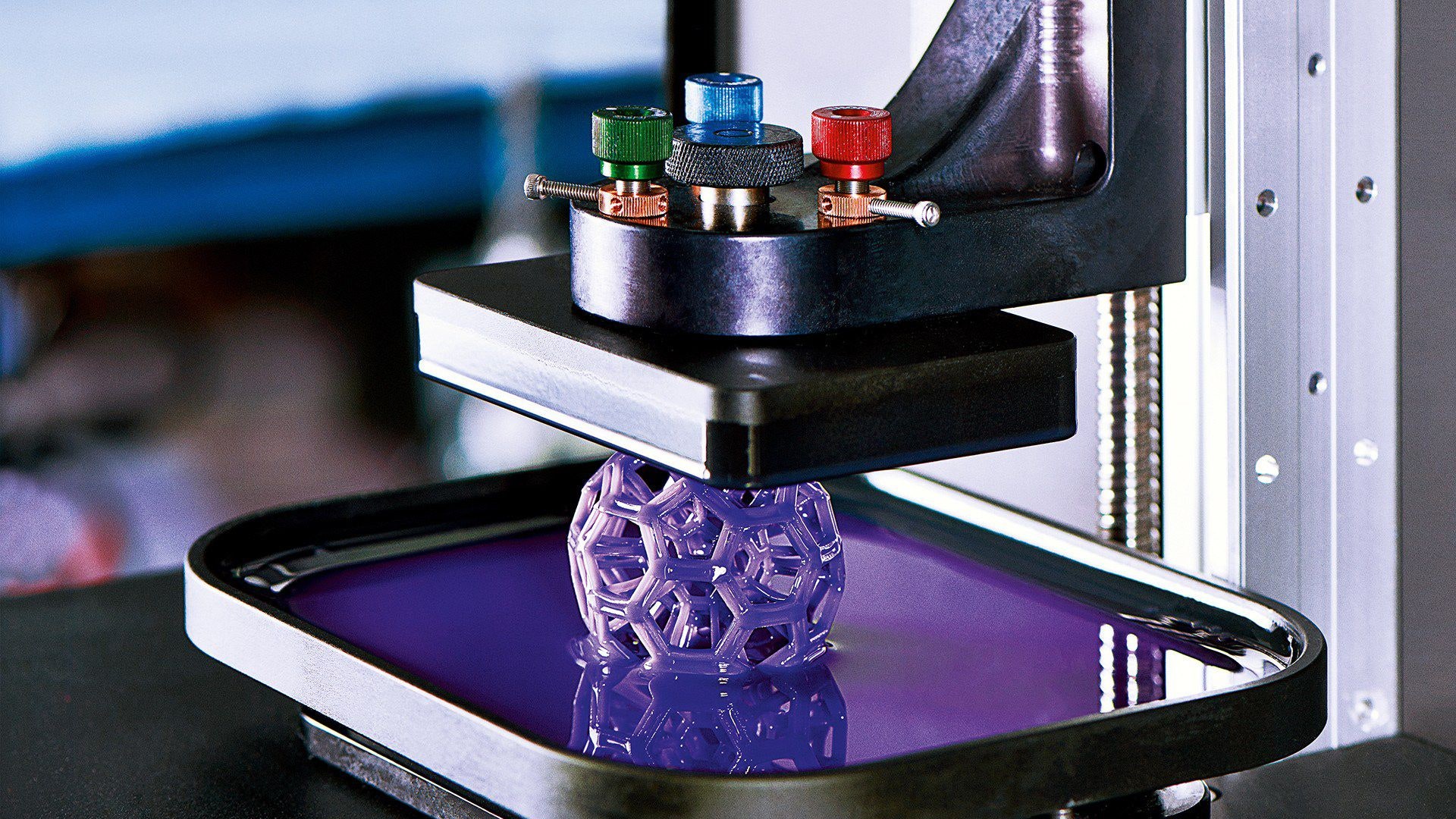 Наконец, печатная матрица струйного типа перемещается по порошку и выборочно наносит на порошок фьюзер и агенты для детализации. Затем нагревательные элементы сплавляют слой. Эта технология позволяет использовать многоцветные и многокомпонентные компоненты. На изображении ниже показан принтер MJF:
Наконец, печатная матрица струйного типа перемещается по порошку и выборочно наносит на порошок фьюзер и агенты для детализации. Затем нагревательные элементы сплавляют слой. Эта технология позволяет использовать многоцветные и многокомпонентные компоненты. На изображении ниже показан принтер MJF: Если печатается простое одноразовое приспособление, то наиболее целесообразным будет использование FDM-принтера. Точность FDM хорошая, а машины и сырье, как правило, очень дешевые. Однако при печати конечного металлического продукта, который необходимо использовать в экстремальных аэрокосмических условиях, лучше подходит такая технология, как EBM.
Если печатается простое одноразовое приспособление, то наиболее целесообразным будет использование FDM-принтера. Точность FDM хорошая, а машины и сырье, как правило, очень дешевые. Однако при печати конечного металлического продукта, который необходимо использовать в экстремальных аэрокосмических условиях, лучше подходит такая технология, как EBM. DLP-печать также является хорошей отправной точкой, но требует более глубокого понимания методов 3D-печати. DLP также в среднем дороже, чем FDM.
DLP-печать также является хорошей отправной точкой, но требует более глубокого понимания методов 3D-печати. DLP также в среднем дороже, чем FDM.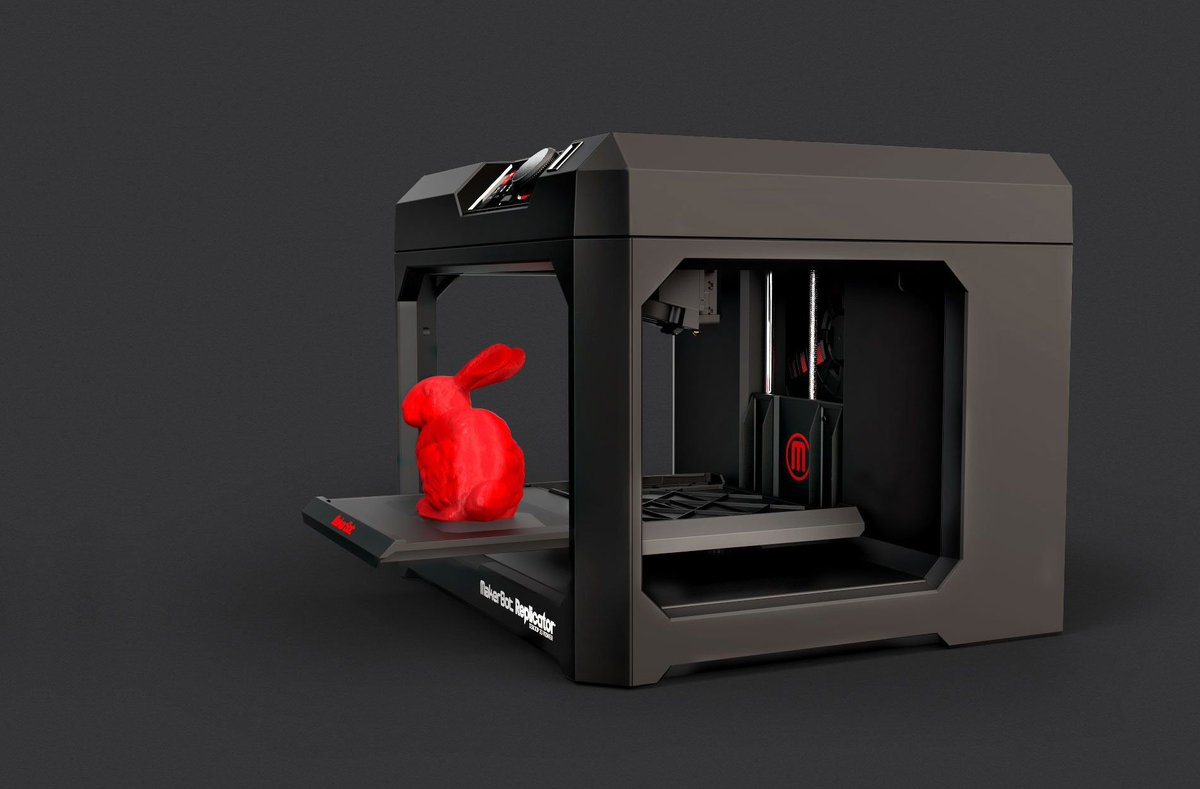 Это работает путем печати слоев бетона друг над другом, чтобы построить структуру с нуля.
Это работает путем печати слоев бетона друг над другом, чтобы построить структуру с нуля.
 Однако начальные затраты на оснащение предприятия необходимыми машинами и материалами также могут быть выше.
Однако начальные затраты на оснащение предприятия необходимыми машинами и материалами также могут быть выше. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации. 
 Сначала печатающая головка выбрасывает связующее вещество, а вторая печатающая головка выбрасывает краску, что позволяет печатать полноцветные модели.
Сначала печатающая головка выбрасывает связующее вещество, а вторая печатающая головка выбрасывает краску, что позволяет печатать полноцветные модели.
 Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан.
Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан.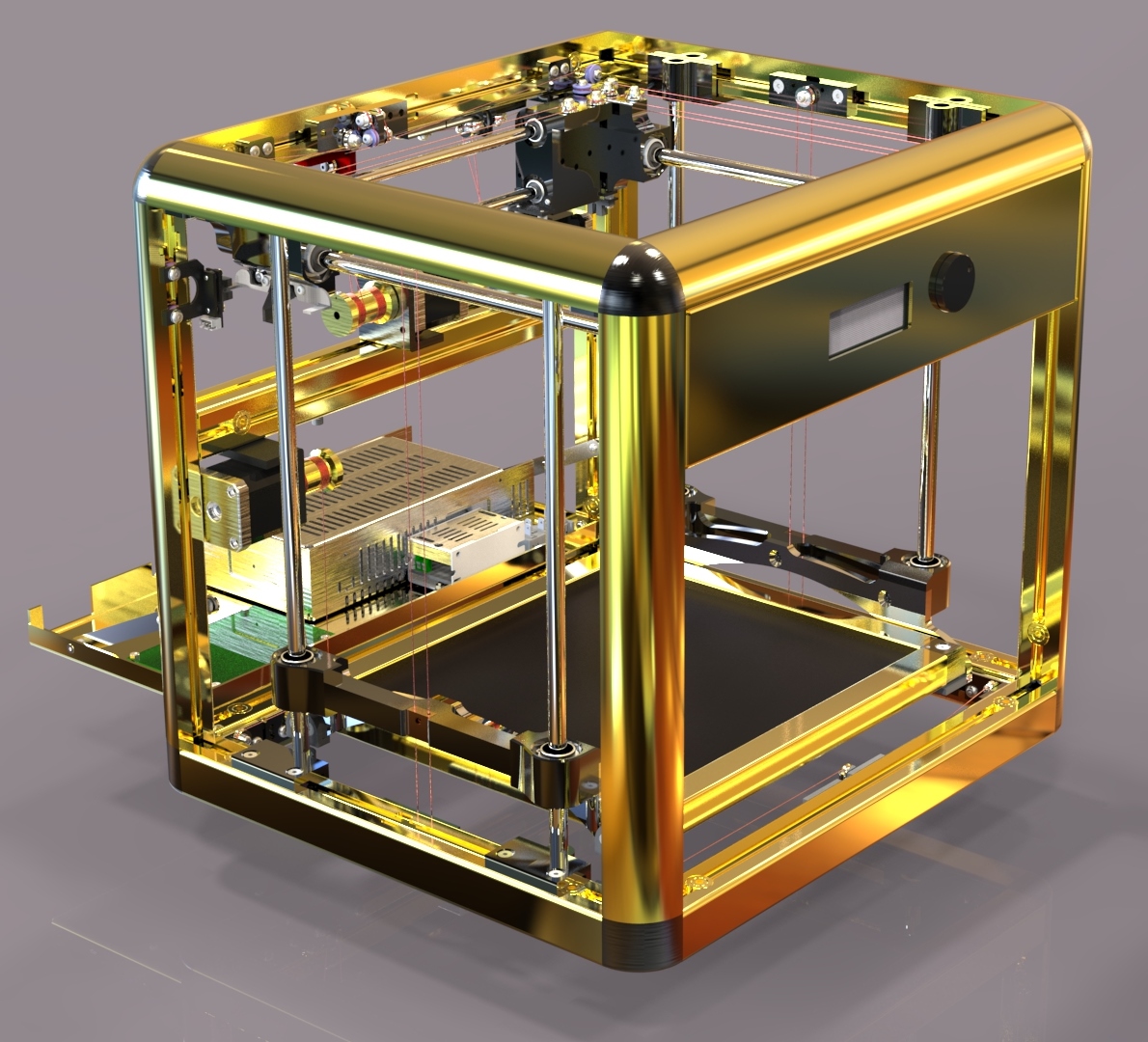 Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан.
Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан. В отличие от DMLS и SLM, вместо лазера он использует пучок электронов высокой энергии для индукции сплавления металлических частиц в порошке.
В отличие от DMLS и SLM, вместо лазера он использует пучок электронов высокой энергии для индукции сплавления металлических частиц в порошке.

 Длина рабочей части — 101 мм. Марка металла — Р6М5К5. Производство Россия. Применяется для сверления заготовок из металлических …
Длина рабочей части — 101 мм. Марка металла — Р6М5К5. Производство Россия. Применяется для сверления заготовок из металлических … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …