Клеевые пистолеты стали находкой для умельцев. Соединение деталей, фиксация, герметизация — таково применение инструмента. Расскажем, как пользоваться сетевым термопистолетом, что с его помощью можно склеивать.
Статья поможет воплощать в жизнь самые оригинальные идеи в хендмейде и других сферах деятельности.
Как пользоваться термопистолетом
Краткая инструкция как пользоваться сетевым клеевым пистолетом:
Нужно зарядить клеевый пистолет, то есть вставить в него стержень. Без расходника дешевый инструмент может выйти из строя из-за перегрева. Одни модели начинают работать сразу после получения 220 В, другие имеют кнопку включения.
Ждем, пока пистолет наберет температуру. ТЭН начнет плавить клей через 3-7 минут. Время нагрева зависит от его мощности и диаметра стержней. На некоторых инструментах есть индикация нагрева.
Наносим клей на заранее подготовленную поверхность (обезжиренную, обеспыленную и т. п.). Для этого нажимаем на курок. Когда стержень заканчивается, его не удается проталкивать курком. Это значит, что необходимо вставить новый расходник.
После нанесения клея на первую деталь сразу прижимаем к ней вторую. Держим 2-3 секунды, отпускаем. Через несколько минут клей остынет, и готово.
Интересная статья: Как правильно работать болгаркой, чтобы избежать травм: 3 способа использования и 10 советов по безопасности
Какие материалы можно клеить
Термопистолет — довольно универсальный инструмент. Его преимущество — соединение деталей горячим расплавом. Высокая температура позволяет крепко соединять широкий спектр материалов. Хороший спрос на мощные модели обусловлен тем, что клеевым пистолетом можно клеить:
картон, дерево и ковролин;
линолеум, кожу, пластмассу и кабель;
плитку, керамику, ткань, стекло, ПВХ-пластик, металл и проч.
Можно делать однородные и разнородные соединения. Кроме того, стержни используют для герметизации, а также для фиксации, например, проводков при изготовлении электротехники. Выбрать оптимальный расходник помогает его цвет, который, впрочем, может иметь чисто декоративное значение.
Инфа для креативщиков: Нетрадиционное использование дрели — 4 интересных лайфхака
Распространенные неисправности и способы их устранения
Термопистолеты, особенно дешевые, имеют свойство ломаться. Суть проблем обычно заключается в механике или электрике.
Приведем типичные неисправности, и что можно сделать, чтобы клей из пистолета пошел снова.
Дешевый термопистолет часто нет смысла нести в ремонт, поскольку за устранение неисправности могут запросить больше его стоимости.
Особенности работы тяжелым инструментом: Как работать перфоратором: 7 нюансов, которые важно знать
Как почистить клеевой пистолет
Некоторые инструменты имеют гендерную принадлежность. Редко встретишь девушку, работающую перфоратором или отбойным молотком. Термопистолет — другое дело, им пользуются как мужчины-ремонтники, так и женщины, которые занимаются рукоделием. А слабый пол не любит работать клеевым пистолетом, выглядящим как замарашка.
Если не ставить в перерывах между этапами работы инструмент на скобу, а класть его на стол, клей может попасть под корпус. Поэтому чистка может быть:
Разогреваем пистолет и убираем размягченный клей с корпуса сухой тряпочкой.
На заметку: Как правильно выбрать краскопульт: 6 ответов на вопрос «какой лучше»
Правила безопасности
Основное правило — не прикасаться к горячему соплу, чтобы не обжечь руку. Контакт с расплавленным клеем не так опасен, как с нагретым металлом.
Производители термопистолетов запрещают давать инструмент детям. Однако, если подросток умеет правильно работать клеевым пистолетом, ему вполне можно доверить мастерить поделки.
Не забывайте термопистолет включенным.
Не разбирайте его во включенном состоянии.
Если нужно склеивать опасные для здоровья материалы, которые содержат асбест, используйте респиратор.
В остальном правила безопасности аналогичны предписаниям, которые включают в инструкции производители других электроинструментов. Нельзя работать мокрым, неисправным термопистолетом и т.п. Запрещено использовать его не по назначению.
В целом, с использованием термопистолетов редко возникают проблемы. Конструкция клеящего инструмента проста и безопасна. Дешевые модели порой довольно быстро ломаются из-за использования производителями некачественных материалов, но всегда можно заменить такой пистолет на аналогичное устройство. Альтернативный подход — выбирать продукцию известных брендов, и пользоваться ей годами в свое удовольствие. При наличии прокачанных навыков, из термоклея можно сделать что угодно, склеить любую конструкцию.
Нюансы использования легкого инструмента: Как пользоваться шуруповертом? 5 основных правил
что и как можно клеить?
ПОСЛЕДНИЕ ЗАПИСИ
Поиск обрыва провода в стене быстро и безошибочно
Что такое гидроаккумулятор и как его подключить?
Как выбрать фрезер: советы домашнему мастеру
Как почистить кулер для воды своими руками
РУБРИКИ
Автоматическое открывание, проветривание и полив теплиц
Акриловые краски
Балкон
Блоки арболитовые
Бурение скважин на воду
Вода из скважины
Водосток кровельный
Воздух в квартире
Выращивание дома
Гидроизоляция
Гидрофобизация материалов
Дорожки садовые
Камин своими руками
Каркасный дом
Кладка печи своими руками
Крыша из металлочерепицы
МДФ
Монтаж кровли
Монтаж ламината
Монтаж линолеума
Монтаж подложки под ламинат
Натяжные потолки
Опилкобетон
ОСБ плита
Отделка откосов
Оштукатуривание
Полипропиленовые трубы
Расход материалов
Тротуарная плитка
Устройство отмостки
Утепление
Утепляем баню самостоятельно
Фасад
Фундамент из свай
Шлакоблок
Эмаль для ванны
Клеевой пистолет представляет собой современную альтернативу обычному ПВА. Инструмент, который нередко называют «горячий клей», подает состав в расплавленном виде, то есть буквально «выстреливает» жидкими капельками. Скорость и быстрота склеивания сделали устройство востребованным во многих сферах, поэтому, сталкиваясь с необходимостью приклеить какие-либо элементы и детали, многих интересует вопрос относительно того, а можно ли задействовать в данных целях клеевой пистолет.
Устройство клеевого пистолета
Внешнее исполнение инструмента действительно напоминает оружие. Корпус, снабженный соплом для подачи расплавленного состава, плавно переходит в удобную рукоять с большой кнопка в виде пускового курка. Последний приводит в действие устройство, подключен к толкателю, продвигающему стержни к нагревательному элементу. Чтобы обеспечить длительный срок эксплуатации, для производства корпуса чаще всего применяют тугоплавкий пластик, который не портится при постоянном воздействии высоких температур ТЭНа. Вредные испарения полностью отсутствуют. Это обусловлено тем, что в стержнях используется полиуретан.
Расходники имеют вариативный диаметр. Конкретный размер обусловлен моделью клеевого пистолета. Минимальный составляет 7, а максимальный — 11 миллиметров. Для расходника в инструменте предусмотрено специальное отверстие. Оно расположено в задней части. Нагревательный элемент, как правило, находится в стволе и имеет форму, позволяющую расходнику полностью заходить внутрь. Подогрев осуществляется снизу и равномерно распределяется по всей площади.
Профессиональные и бытовые термоклеевые пистолеты
Отличаются размерами. В производстве задействованы исключительно громоздкие устройства. Рядовому пользователю осваивать основы работы с профессиональными моделями нет никакого смысла, поскольку для решения многих задач по склеиванию отдельных элементов достаточно обычного компактного аппарата. Однако, независимо от того, какую модель клеевого пистолета используют, результат получается неизменно высокоэффективным. И бытовые, и профессиональные термоклеевые пистолеты обладают следующими характеристиками:
способствуют более экономному расходу горячего клея;
соединяют между собой поверхности и элементы недоступных для щеток и кистей мест;
склеивают разнородные по составу материалы.
Клеить можно и керамику, и стекло, и дерево, а также другие элементы. Благодаря дополнительным соплам, отличающимся между собой по конфигурации, можно делать как «грубые», так и «тонкие» работы.
Область применения
Клеевым пистолетом, как утверждают профессионалы, можно клеить абсолютно все. Фиксируемый материал обусловлен составом конкретного раствора, используемого в инструменте. Применять можно не только обычный клей, но и даже монтажную пену и герметики. Это делает аппарат универсальным. Подогретый жидкий герметик либо клей, если использовать клеевой пистолет, можно заливать в труднодоступные места, а также обрабатывать зоны либо пустоты любого размера. Расход состава происходит довольно экономично. Нет необходимости разводить клей большими или малыми порциями. Достаточно взять либо длинный, либо короткий стержень.
Герметизация и изоляция швов
Клеевой пистолет просто незаменим в быту. Он позволяет подготовить квартиру или дом к зимнему периоду. Старые деревянные оконные конструкции нередко пропускают холодные потоки воздуха, а применение утеплителей не всегда себя оправдывает. И здесь на помощь приходит клеевой пистолет. Горячим клеем можно заделывать абсолютно любые, в том числе и мелкие щели, как в самой конструкции, так и между рамой и проемом. Аналогично можно поступать и с дверным полотном, порогом, а также прочими поверхностями для подготовки к зимними холодам. Никаких ограничений здесь не существует. Можно применять и клей, и герметик. Конденсата на таких швах не образуется, поскольку составы обладают водоотталкивающими свойствами. Сажать на горячий клей можно даже напольные и потолочные плинтуса, что делает инструмент незаменимым при проведении ремонта.
Кафельная плитка
Применение термоклеевого пистолета для оклеивания плиткой санузла либо кухни нецелесообразно и дорого. Однако, если одна или несколько плиток отклеятся, нет необходимости вновь замешивать раствор. Элементы можно посадить на горячий клей. Это минимизирует временные затраты и прилагаемые усилия. Ремонту подлежат и отколовшиеся кусочки плитки. Элемент просто можно соединить с целой частью. Главное, предварительно почистить и обезжирить поверхность стыкуемых элементов. Аналогично можно склеить и разбитую керамику, к примеру, вазу и так далее.
Мебель
Еще сравнительно недавно некоторые мебельные детали склеивали посредством ПВА клея. Недостатком этого подхода было не низкое качество, а скорость с которой состав набирал прочность. Иными словами, приходилось долго ждать, пока соединяемые элементы надежно зафиксируются. Сегодня, вместо обычного, наносят горячей клей. Расплавленный до нужной консистенции стержень быстро заполняет необходимые отверстия, соединяет и фиксирует требуемые детали.
Что можно клеить термоклеевым пистолетом?
Инструмент, используемый в быту, ремонте, строительстве, прекрасно справляется с соединением практически всех материалов, но не может создать соединение с некоторыми из них. Список склеиваемых поверхностей довольно внушителен и включает в себя:
дерево;
стекло;
сплавы;
керамику;
полимеры;
пластик;
резину.
Это не полный перечень, поэтому гораздо проще сразу определить то, что невозможно приклеить посредством клеевого пистолета:
бетон;
штукатурку.
В этот список можно включить и некоторые виды бумаги, имеющие глянцевую поверхность. Отсутствие шероховатой не позволяет обеспечить хорошей адгезии.
Применение горячего клея в рукоделии
Соединение элементов и деталей в подделках нуждаются в быстрой и надежной фиксации составляющих и заготовок. Добиться этого позволяют клеевой пистолет, который есть у каждой современной рукодельницы. Его использование дает возможность создавать узоры и фигуры замысловатых форм, которые не держатся тогда, когда задействован традиционный клей. Расплавленный клеевой стержень позволяет надежно склеивать между собой следующие материалы:
Ткани. Инструмент прекрасно справляется и с искусственными, и с натуральными материями. Можно клеить даже прозрачную органзу и более тяжелый бархат.
Камешки. Жемчужины искусственного происхождения, стразы, бусины, ракушки и многое другое с легкостью фиксируются как между собой, так и на поверхности различных заготовок.
Основным преимуществом использования клеевого пистолета для творчества и рукоделия является возможность выбора различных оттенков красителя. Подбирая соответствующий цвет, мастерица может создавать поделки, в которых соединения и склейка становятся практически незаметными даже при детальном и доскональном осмотре готового изделия.
Особенности выбора инструмента
Чтобы клеевой пистолет был максимально удобным и эффективным в эксплуатации, нужно обращать внимание на три основных момента:
Отсутствие или наличие аккумулятора. Последний вариант позволяет применять прибор абсолютно в любом месте. Модель с аккумулятором работает даже в условиях отсутствия возможности подключения к электрической сети.
Тип подающего механизма. Бывает ползунковым и карусельным. Последний вариант предполагает поворот, а не нажатие курка, что не всегда является удобным.
Количество нагревателей. Чем их больше, тем лучше. Они могут дублировать друг друга или подключаться тогда, когда один выходит из строя. Модели с несколькими нагревателями гораздо дороже обычных устройств.
Ориентироваться всегда следует не только на функциональность, но и на бренд. Топовые производители дают гарантию на свои устройства, а также используют в производстве исключительно лучшие материалы и конструкционные решения.
Важность автомобильного термостата в системе охлаждения автомобиля
Перейти к содержимому
Предыдущий Следующий
Посмотреть увеличенное изображение
Когда вы управляете транспортным средством, важно знать некоторые его основные детали , такие как термостат и принцип его работы.
Температура двигателя регулируется охлаждающей жидкостью и термостатом. Это один из ключевых компонентов оптимальной рабочей температуры двигателя. Термостат двигателя — механизм простой, но очень практичный, а также полезный и нужный. Эта часть автомобиля выполняет функцию регулирования температуры двигателя и, через свой радиатор контролирует перегрев двигателя , то есть используется для охлаждения и прогрева двигателя автомобиля.
Это клапан с пружиной, который отвечает за регулирование количества охлаждающей жидкости, проходящей от блока цилиндров к охлаждающему радиатору того же, чтобы обеспечить правильную работу двигателя.
Имеет два положения: закрытое и открытое. Когда он закрыт, поток охлаждающей жидкости предотвращается, что приводит к повышению температуры двигателя.
Наоборот, при его открытии охлаждающая жидкость может поступать к радиатору, где тепло рассеивается, а сама охлаждающая жидкость охлаждается. Этот компонент можно рассматривать как заслонку, которая позволяет или предотвращает поток охлаждающей жидкости от двигателя к радиатору.
При нормальном использовании термостат никогда не находится в полностью закрытом или полностью открытом положении , так как это зависит от состояния двигателя и постепенно приближается к тому или иному состоянию для управления потоком охлаждающей жидкости. В свою очередь, водяной насос выталкивает охлаждающую жидкость с более низкой температурой из радиатора в двигатель.
Подробнее: Откройте для себя наши новые термостаты, устанавливаемые на водяные насосы
Типы автомобильных термостатов
На рынке можно найти различные типы автомобильных термостатов:
Обычные термостаты получили дальнейшее развитие. Традиционные термостаты не содержат какой-либо электронной системы и работают благодаря расширению инкапсулированного воска. При повышении температуры парафин расширяется, и таким образом смещается заслонка, открывающая канал. Наоборот, при остывании воск снова сжимается, закрывая люк.
В корпусе Термостаты представляют собой встроенные термостаты с корпусом оптимальной конструкции. И еще один вариант — термостаты с картографическим управлением : безопасный выбор для большей эффективности. Термостат с электрическим управлением (также называемый управляемым по карте) обеспечивает более широкую и быструю работу, чем традиционные термостаты. Они регулируются через систему управления двигателем.
Как проверить исправность автомобильного термостата
Неисправный или заблокированный термостат может привести к перегреву двигателя. Это может привести к значительному повреждению двигателя. Вот некоторые из проблем и симптомов неисправного автомобильного термостата и его повреждения:
Перегрев двигателя или слишком холодный двигатель. Если термостат не работает, манометр выйдет за пределы допустимого диапазона. Поэтому рекомендуется следить за датчиком температуры на приборной панели.
Изменение температуры двигателя. Неустойчивые колебания температуры также могут быть индикатором его неисправности и плохой работы двигателя.
Утечка охлаждающей жидкости вокруг корпуса термостата или под автомобилем указывает также на утечку охлаждающей жидкости, которая может быть вызвана тем, что термостат не пропускает охлаждающую жидкость, когда он застрял в закрытом положении.
Надлежащее техническое обслуживание системы охлаждения нашего автомобиля с использованием антифриза хорошего качества, без смешивания и заливки воды в контур, повысит долговечность нашего двигателя и снизит расход топлива и выбросы загрязняющих веществ. Таким образом, важность термостата нельзя недооценивать.
Термостаты DOLZ имеют все, чего вы заслуживаете t o поддерживать температуру двигателя в пределах спецификаций оригинального оборудования (OE). Для получения дополнительной информации о нашей новой линейке термостатов свяжитесь с нами.
Поиск
Поиск:
Последние записи
Комплект цепи привода ГРМ KCSPA001: детальный обзор 27 апреля 2023 г.
Руководство по обслуживанию ремня ГРМ: советы, методы и передовой опыт 18 апреля 2023 г.
Натяжной ролик: что это такое и для чего он используется? 31 марта 2023 г.
Понимание и проверка термостата охлаждающей жидкости двигателя 28 марта 2023 г.
Как работают водяные насосы с модулем терморегулирования? 27 марта 2023 г.
Архив по дате
Архивировать по датеВыберите месяц Апрель 2023 г. (2) Март 2023 г. (7) Февраль 2023 г. (4) Январь 2023 г. (5) Декабрь 2022 г. (6) Ноябрь 2022 г. (6) Октябрь 2022 г. (3) Сентябрь 2022 г. (7) Август 2022 г. (8) Июль 2022 г. (5) Июнь 2022 г. (5) Май 2022 г. (7) Апрель 2022 г. (5) Март 2022 г. (5) Февраль 2022 г. (7) Январь 2022 г. (2) Декабрь 2021 г. (5) Ноябрь 2021 г. (5) Октябрь 2021 г. (4) Сентябрь 2021 г. (6) Август 2021 г. (5) Июль 2021 г. (6) Июнь 2021 г. (4) Май 2021 г. (7) Апрель 2021 г. (3) Март 2021 г. (5) Февраль 2021 г. (1) Декабрь 2020 г. (1) Июнь 2020 г. (1) март 2020 г. (1) апрель 2019 г.(1) февраль 2019 г. (1) декабрь 2018 г. (1) август 2018 г. (1) июль 2018 г. (1) декабрь 2017 г. (1) сентябрь 2017 г. (1) июль 2017 г. (1) ноябрь 2016 г. (1) август 2016 г. (2) март 2016 г. (1) Сентябрь 2015 г. (2)
Возможно, у вас были разные мнения о том, следует ли ездить без термостата. У термостата есть удивительная функция, позволяющая охлаждать двигатель каждый раз, когда он нагревается. Так эксплуатация автомобиля без термостата имеет свои последствия, о которых должен знать каждый водитель. Давайте узнаем, что произойдет!
Прежде чем мы ответим на вопрос « можно ли снять термостат с моей машины », давайте немного узнаем об автомобильных термостатах.
Что такое автомобильные термостаты?
Автомобильные термостаты — это небольшие устройства, которые устанавливаются между радиатором и двигателем автомобиля с жидкостным охлаждением. Термостат в большинстве автомобилей имеет диаметр около 2 дюймов (5 см) и играет важную роль в автомобиле, регулируя поток охлаждающей жидкости двигателя от двигателя к радиатору. Когда он закрыт, охлаждающая жидкость не может поступать в радиатор, что может привести к быстрому повышению температуры двигателя. И когда он открывается примерно при 200 градусах по Фаренгейту, охлаждающая жидкость двигателя течет в радиатор, где рассеивает тепло и охлаждает уже горячую охлаждающую жидкость. Позволяя двигателю прогреться как можно быстрее, термостат снижает износ двигателя, отложения и выбросы.
Как мы упоминали выше, принцип работы автомобильного термостата очень прост, но это впечатляющий компонент автомобиля. Если у вас есть возможность проверить это, вы скоро поймете, что это кажется невозможным. Вы можете положить один в кастрюлю с кипящей водой на плите. Когда он нагревается, его клапан открывается примерно на дюйм, по-видимому, по волшебству! Если вы хотите попробовать это сами, зайдите в магазин автозапчастей и купите один за пару долларов.
Это просто введение в автомобильный термостат, теперь давайте перейдем к последствиям эксплуатации автомобиля без термостата.
Что нужно знать при эксплуатации автомобиля без термостата?
Заводить машину без термостата не лучшая идея, так как это может привести к многочисленным последствиям. Кроме того, отсоединение термостата влияет на общую производительность автомобиля:
1. Охлаждающая жидкость
Термостат представляет собой простой клапан, расположенный между радиатором и двигателем.
Как мы уже знаем, основная задача термостата — поддерживать нужную температуру двигателя. Радиатор проходит ко всему двигателю и охлаждает его с помощью охлаждающих жидкостей. Когда термостат отсоединен, двигатель остается холодным, так как радиатор быстро перемещается к нему в систему. Обычный автомобильный двигатель предназначен для работы при температуре от восьмидесяти до ста градусов по Цельсию. При работе автомобиля без термостата он работает при температуре 50°С. При этой температуре влага уплотняется и конденсируется, что смешивается с маслом и приводит к образованию слякоти. Это приводит к тому, что слякоть блокирует смазку и изнашивается вся система. По этой причине работа автомобиля без термостата снижает производительность автомобиля.
2. Детали двигателя
Водителям необходимо сначала прогреть двигатель, так как запуск холодного двигателя приводит к износу деталей. Срок службы двигателя быстро сокращается, так как неисправные компоненты не изолированы от масла. Двигатель подвергается процедуре замкнутого контура, когда двигатель выходит за определенную температуру. Если температура не повысится, двигатель захлебнется и в конце концов остановится.
На самом деле обогреватель будет производить и холодный воздух. Во-вторых, есть вероятность того, что вода будет течь через радиатор так быстро, что не будет оставаться в радиаторе достаточно долго, чтобы остыть, что приведет к перегреву вашего двигателя.
ПОДРОБНЕЕ:
Почему двигатель глохнет каждый раз при ускорении?
Как заглушить двигатель, который не выключается?
Однако, в зависимости от возраста автомобиля, работа автомобиля без термостата может привести к сжиганию большего количества топлива, так как ECM (модуль управления двигателем) будет считать, что двигатель еще не остыл и его необходимо запустить. ЭБУ настраивает параметры производительности на основе показаний впуска, камеры сгорания, выхлопа и каталитических нейтрализаторов в реальном времени.
Таким образом, для того, чтобы ECU контролировал топливно-воздушную смесь, синхронизацию, момент переключения и т. д., все датчики должны работать в заданном диапазоне. Диапазон варьируется в зависимости от производителя, и вам придется искать их для вашего автомобиля. Если вы запускаете свой автомобиль без термостата, некоторые из требуемых температур не достигаются, что вынуждает ЭБУ все время балансировать выбросы на «холодном двигателе», даже если он работает весь день.
3. Замена термостата
Неисправный термостат может испортить весь автомобиль. Регулярная замена термостата поможет вам сохранить работоспособность автомобиля в целом. Двигатель прогреется до оптимальной температуры, и вся система будет работать правильно.
Поэтому снятие термостата всячески вредит вашему автомобилю и его узлам.
>> Поиск недорогой подержанной машины в хорошем состоянии здесь <<
Решение проблемы нехватки тепла
Недостаток тепла можно устранить, положив перед радиатором большой картон. Он должен располагаться где-то между решеткой автомобиля и радиатором. Этот метод предотвращает охлаждение всей системы радиатором за счет уменьшения обдува холодным воздухом. Это может даже решить проблему с холодным воздухом от обогревателя. Но, следуя этому методу, следите за температурной сеткой, чтобы двигатель не перегревался. Если температура подскочит слишком сильно, прервите операцию и снимите плату. Итак, используйте этот метод всякий раз, когда вы думаете- может ли машина работать без термостата ?
Так можно ли далеко проехать без отопления в машине – Стоит ли?
Как водить машину без термостата
Вы никогда не должны водить машину без термостата, но что, если придется? Есть ли безопасный способ помочь вам? Вот способ запуска автомобиля без термостата.
Если вы едете без термостата, ваш двигатель никогда не достигнет оптимальной рабочей температуры, и ваш обогреватель может дуть холодным воздухом. Если вы живете в теплом климате, это не должно быть проблемой. Поэтому, когда вашему автомобилю не хватает тепла, вы можете положить большой кусок картона перед радиатором и между радиатором и решеткой автомобиля. Это поможет предотвратить попадание холодного воздуха на радиатор и дальнейшее охлаждение автомобиля. При использовании картонного метода обязательно следите за датчиком температуры, чтобы убедиться, что двигатель вашего автомобиля не перегревается. Если указатель температуры начинает ползти слишком высоко, просто остановитесь и снимите картон.
Обычно наблюдается снижение расхода топлива или производительности, так что не паникуйте! Это происходит потому, что вождение без термостата обманывает ваш двигатель, заставляя его думать, что на улице холодно, заставляя его регулировать клапан смешивания газов и подавать больше топлива в двигатель.
Асинхронные двигатели с редуктором и регулировкой скорости 9SDGE-180F2
Асинхронные двигатели с редуктором и регулировкой скорости 9SDGE‑180F2
Асинхронные двигатели с редуктором и регулировкой скорости 9SDGE‑180F2
Мощность, Вт
180
Напряжение, В
220
Частота, Гц
50
Пусковой крутящий момент (для двигателя без редуктора), мН*м
710
Номинальный крутящий момент(для двигателя без редуктора), мН*м
при скорости 1200 об./мин.
при скорости 90 об./мин.
1200
750
Номинальная скорость (для двигателя без редуктора), об/мин
90-1400
Ёмкость конденсатора, μF
6,5
Скачать описание
Заказать
Описание асинхронного двигателя с редуктором и тахогенератором 9SDGE‑180F2
Однофазные асинхронные двигатели 9SDGE‑180F2 конденсаторного типа предназначены для эксплуатации в продолжительном режиме S1 с длительностью работы до 24 ч/сут.
Двигатели разработаны для использования совместно с блоками регулировки скорости FX3000 и имеют встроенный тахогенератор, позволяющий отслеживать скорость вращения на индикаторной панели блока. Диапазон регулировки скорости при применении блока FX3000 90-1400 об./мин.
Охлаждающий вентилятор с независимым питанием обеспечивает постоянное равномерное охлаждение двигателя при любой скорости вращения. Дополнительно двигатели 9SDGE-180F2 имеют встроенную защиту от перегрева. В случае нагрева двигателей до максимально допустимой температуры происходит автоматическое отключение питания. После охлаждения двигателей питание автоматически восстанавливается.
Сопротивление изоляции, не менее 100 МОм при напряжении 500В постоянного тока.
Диэлектрическая прочность изоляции: не менее 1 минуты при напряжении 1000 В.
Класс изоляции B (130ºС ).
Температурный диапазон эксплуатации: от -20ºС до +40ºС.
Температура срабатывания тепловой защиты: отключение при нагреве до 130ºС; восстановление при охлаждении до 82ºС.
Все двигатели 9SDGE‑180F2 поставляются в сборе с цилиндрическим редуктором, имеющим металлические колеса.
Технические характеристики
Передаточное отношение
3
3,6
6
9
12,5
15
18
20
25
30
36
50
60
75
90
100
120
150
180
Крутящий момент, Н*м при скорости 90 об. /мин.
1,83
2,2
3,66
5,49
6,89
8,27
9,92
10
12,5
14,99
17,99
24,99
29,4
29,4
29,4
29,4
29,4
29,4
29,4
Крутящий момент, Н*м при скорости 1200 об./мин.
2,93
3,51
5,86
8,78
12,20
14,64
17,57
19,52
24,4
29,28
29,4
29,4
29,4
29,4
29,4
29,4
29,4
29,4
29,4
Габаритные размеры асинхронного двигателя 9SDGE‑180F2
Схема подключения с использованием стандартного разъёма
Схема подключения с использованием клемм блока управления
Блок регулировки скорости FX3000
Связаться с нами
Хотите узнать дополнительную информацию о продукции — задайте вопрос. Наш специалист свяжется с вами в ближайшее время.
Асинхронный двигатель с редуктором с регулируемой скоростью 8SDGE-25
ГЛАВНАЯ
ПРОДУКЦИЯ
ПУБЛИКАЦИИ
КОНТАКТЫ
(812) 703-09-81
(499) 642-60-67
Главная » Продукция » Мотор-редукторы 220В и 380В переменного тока тока » 8SDGE-25
< Вернуться к выбору мотор-редукторов
цилиндрический мотор-редуктор переменного тока с регулируемой скоростью
8SDGE-25
Параметр
Значение
Мощность
25Вт
Скорость
90…1400 об/мин
Крутящий момент
0,12…7,84 Н*м
Напряжение
220В 50Гц
Ток
0,30А
Емкость конденсатора
1,3µF
Тип
с регулируемой скоростью DKM
Асинхронный двигатель 8SDGE-25
реверсивный однофазный конденсаторного типа
со встроенным тахогенератором.
Предназначены для эксплуатации в режиме работы S1 (продолжительный).
Диапазон регулировки скорости 90-1400 об./мин.
Регулировка скорости двигателя осуществляется с помощью блока управления FX1000A. Блок управления в комплект не входит
Выбег ротора после выключения питания
5-6 оборотов.
Время реверса 0,5 с.
В двигатель встроена защита от перегрева. При перегреве выше 130º двигатель автоматически выключается.
Сопротивление изоляции, не менее 100 МОм при 500VDC
Диэлектрическая прочность, в 1000 в течение 1 минуты
Класс изоляции B (130º )
Температурный диапазон эксплуатации (-20º — +40º )
Температура срабатывания тепловой защиты выключение — 130 /включение — 82º .
resource(20) of type (mysql result)
Передат. число
1/3
1/3.6
1/5
1/6
1/7.5
1/9
1/12.5
1/15
1/18
1/25
1/30
1/36
1/40
1/50
1/60
1/75
1/90
1/100
1/120
1/150
1/180
1/250
1/300
1/360
Момент, Н*м при 90 об/мин
0.12
0.15
0.2
0.24
0.31
0.37
0.51
0.61
0.73
0.92
1.1
1.2
1.33
1.67
2
2.5
3
3.33
4
5
6
7.47
7.84
7.84
Момент, Н*м при 1200 об/мин
0.44
0.53
0.73
0.88
1.1
1.32
1.83
2.2
2.64
3.31
3.97
4.32
4.8
6
7.2
7.84
7.84
7.84
7.84
7.84
7. 84
7.84
7.84
7.84
Габаритные и присоединительные размеры:
Передаточное отношение
L1
L2
1/3 — 1/18
164
30
1/25 — 1/180
174
40
С этим мотор-редуктором рекомендуем использовать:
соединительная муфта:
упругая Ø 10×10 мм 6200 об/мин 9 Н*м
SJC-25C RD
Асинхронные и мотор-редукторы переменного тока
Информация о продукте Решения Техническая информация Размер двигателя Загрузки Виртуальный выставочный зал Свяжитесь с нами
Бесплатная доставка для онлайн-заказов. Принять условия.
Асинхронные двигатели и мотор-редукторы > Асинхронные двигатели с постоянной скоростью > Асинхронные двигатели
Однофазные асинхронные двигатели переменного тока и мотор-редукторы
Асинхронные двигатели переменного тока оптимальны для однонаправленной и непрерывной работы, такой как конвейерная система. Все, что вам нужно, это подключить конденсатор и подключить двигатель к сети переменного тока, и двигатель можно будет легко использовать.
1 Вт (1/750 л.с.) до 400 Вт (1/2 л.с.)
Мотор-редукторы с параллельным валом, прямоугольным сплошным валом, прямоугольным полым валом
Доступны выходные валы из нержавеющей стали
Круглый вал (без шестерни) Типы
Доступен электромагнитный тормоз
Однофазный 110/115 В переменного тока или однофазный 220-230 В переменного тока
Трехфазные асинхронные двигатели переменного тока и мотор-редукторы
Асинхронные двигатели переменного тока оптимальны для однонаправленной и непрерывной работы, такой как конвейерная система. Все, что вам нужно, это подключить двигатель к сети переменного тока, и двигатель можно легко использовать.
6 Вт (1/125 л.с.) до 3 л.с.
Мотор-редукторы с параллельным валом, прямоугольным сплошным валом, прямоугольным полым валом
Круглый вал (без шестерни) Типы
Доступен электромагнитный тормоз
Трехфазный 200–230 В переменного тока или трехфазный 208/230/460 В переменного тока
Инверторы продаются отдельно
Асинхронные двигатели переменного тока и мотор-редукторы
На следующем рисунке показана конструкция асинхронного двигателя переменного тока.
1. Фланцевый кронштейн Литой алюминиевый кронштейн с механической обработкой, запрессованный в корпус двигателя
2. Статор Состоит из сердечника статора из пластин электромагнитной стали и медной катушки с полиэфирным покрытием. и изоляционная пленка
3. Корпус двигателя Литой под давлением алюминий с механической обработкой внутри
4. Ротор Электромагнитные стальные пластины с литым под давлением алюминием
5. Выходной вал Доступны модели с круглым валом и с валом-шестерней. Металл, используемый в валу, — S45C. Тип круглого вала имеет плоский вал (выходная мощность 25 Вт 1/30 л.с. или более), а тип вала-шестерни подвергается прецизионной чистовой обработке.
6. Шариковый подшипник
7. Токопроводы Токоподводы с термостойким полиэтиленовым покрытием
8. Окраска Запекание из акриловой смолы или меламиновой смолы
Характеристики индукционных двигателей0018
На приведенном ниже рисунке показаны характеристики скорости и момента асинхронных двигателей.
Двигатель без нагрузки вращается со скоростью, близкой к синхронной. По мере увеличения нагрузки скорость двигателя падает до уровня (P), при котором достигается баланс между нагрузкой и крутящим моментом двигателя (Tp). Если нагрузка увеличивается дальше и достигает точки М, двигатель не может генерировать больший крутящий момент и останавливается в точке R. Другими словами, двигатель может работать в стабильном диапазоне между M и O, в то время как диапазон между R и M подвержен нестабильности.
Асинхронные двигатели доступны двух типов: однофазные (с конденсатором) и трехфазные асинхронные двигатели. У однофазного двигателя пусковой момент обычно меньше рабочего момента, тогда как трехфазный двигатель имеет относительно больший пусковой момент.
Крутящий момент двигателя изменяется пропорционально примерно удвоенному напряжению питания. Например, если 110 В подается на двигатель с номинальным напряжением 100 В, крутящий момент, создаваемый двигателем, увеличивается примерно до 120 %. В этом случае температура двигателя повысится и может превысить допустимый диапазон. Если 90 В подается на тот же двигатель, крутящий момент, создаваемый двигателем, уменьшается примерно до 80%. В этом случае двигатель может не работать с автоматическим оборудованием должным образом. По вышеуказанным причинам напряжение источника питания должно поддерживаться в пределах ±10% от номинального напряжения. В противном случае, когда напряжение питания колеблется за пределами указанного выше диапазона, температура двигателя может подняться выше допустимого диапазона или крутящий момент двигателя может упасть, что приведет к нестабильной работе оборудования.
STÖBER»Продукция и решения»Асинхронные цилиндрические мотор-редукторы
Стильная классика, любимая на все времена.
Вы ищете компактный, экономичный цилиндрический мотор-редуктор для суровых промышленных условий? Вы все еще хотите что-то красивое? С косозубой передачей? А асинхронный двигатель с классом энергоэффективности IE3?
У нас есть!
Преимущества
Технические данные
Особенности
Приложения
Документы
Службы
Преимущества
Asynchronous Heared Motors: Stober Heelical Gearing Unit — это, что у меняет, что на них у меня есть, что на них у меня есть, что на них ослабляет, что на них ослабляет, что на них ослабляют, что на них ослабляют, что они могут ослаблять. Они являются абсолютным преимуществом с точки зрения жесткости и герметичности!
Характерной особенностью этих редукторов являются коаксиальные оси. Идеальная конструкция винтовых зубьев и подшипников с низким коэффициентом трения делает их эффективность впечатляюще высокой.
Классическая проверенная механика косозубых редукторов в сочетании с прочным энергоэффективным двигателем IE3D представляет собой чрезвычайно экономичное универсальное решение, идеально подходящее для непрерывной работы в конвейерных системах или приводах насосов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Асинхронные мотор-редукторы с цилиндрическим редуктором – удельная мощность
Connection plan asynchronous motors with connector box
06
441431
2018 01
EN
265. 30 KB
Схема подключения быстродействующего выпрямителя POWERBOX в клеммной коробке
04
441647
2011 04
EN
278.87 KB
Connection plan asynchronous motors
09
441599
2018 01
EN
186. 36 KB
Название
Версия
ID
Дата
9
666666666666666666666666666666666666666666666666666666666666666666666666666666669н0260 Size / Type
Replacement parts list MGS gears with pre-stage in mounting position 5
01
441491
2009 11
EN
50. 87 KB
Replacement parts list helical gear units C602 C612 C702 C712 C802 C812 C902 C912 NG NF
02
440823
2009 11
EN
79.16 KB
Replacement parts list helical gear units C1003 NG NF
01
440832
2009 11
EN
89. 44 KB
Replacement parts list helical gear units C1003 G F
01
440831
2009 11
EN
86.91 KB
Перечень запасных частей цилиндрических редукторов C1003 N
47
01 7
2009 11
EN
82. 84 KB
Replacement parts list helical gear units C1002 NG NF
01
440829
2009 11
EN
85.91 KB
Replacement parts list helical gear units C1002 G F
01
440828
2009 11
EN
83. 31 KB
Replacement parts list helical gear units C1002 N
01
440827
2009 11
EN
78.97 KB
Replacement parts list helical gear units C603 C613 C703 C713 C803 C813 C903 C913 NG NF
02
440826
2009 11
EN
86. 95 KB
Replacement parts list helical gear units C603 C613 C703 C713 C803 C813 C903 C913 G F
02
440825
2009 11
EN
86.68 KB
Replacement parts list helical gear units C603 C613 C703 C713 C803 C813 C903 C913 N
02
440824
2009 11
EN
83. 03 KB
Replacement parts list helical gear units C602 C612 C702 C712 C802 C812 C902 C912 G F
02
440822
2009 11
EN
78.12 KB
Replacement parts list helical gear units C1013 NG NF
01
441588
2009 11
EN
97. 33 KB
Replacement parts list helical gear units C602 C612 C702 C712 C802 C812 C902 C912 N
02
440821
2009 11
EN
75.77 KB
Replacement parts list helical gear units C103 C203 C303 C403 C503 NG NF
02
440820
2009 11
EN
80. 38 KB
Replacement parts list helical gear units C103 C203 C303 C403 C503 Q
02
440819
2009 11
EN
77.52 KB
Replacement parts list helical gear units C103 C203 C303 C403 C503 G F
02
440818
2009 11
EN
79. 63 KB
Replacement parts list helical gear units C103 C203 C303 C403 C503 N
02
440817
2009 11
EN
77.80 KB
Replacement parts list helical gear units C002 C102 C202 C302 C402 C502 NG NF
02
440816
2009 11
EN
73. 14 KB
Replacement parts list helical gear units C002 C102 C202 C302 C402 C502 Q
02
440815
2009 11
EN
69.95 KB
Replacement parts list helical gear units C002 C102 C202 C302 C402 C502 G F
02
440814
2009 11
EN
72. 75 KB
natempsion unnials.0288
02
440813
2009 11
EN
69.74 KB
Replacement parts list helical gear units C1014 NG NF
01
441589
2009 11
EN
106. 69 KB
Lubricant fill volume
16
441871
2021 08
EN
1.23 MB
Title
Version
ID
Date
Language
Size / Type
EU declaration of conformity asynchronous motors and asynchronous geared motors
12
441454
2020 11
EN
118,90 КБ
УСЛУГИ
Консультации по технологиям
Воспользуйтесь опытом наших инженеров по применению в центрах продаж или обратитесь в нашу службу поддержки первого уровня.
ОТКРЫТО
Свяжитесь с нами!
SERVOsoft®
С SERVOsoft® у вас всегда под рукой инструмент, который позволяет проектировать приводные системы и асинхронные цилиндрические мотор-редукторы с точным масштабированием всего за несколько шагов. Просто и быстро одновременно.
ОТКРЫТЬ
Конфигуратор STOBER
С помощью интуитивно понятного конфигуратора продукции STOBER вы можете с легкостью фильтровать, сравнивать, сохранять и обмениваться нужными приводными решениями.
ОТКРЫТЬ
STOBER CAD
Вы ищете данные САПР? С инструментом STOBER CAD необходимые вам чертежи готовы к загрузке всего за несколько кликов.
OPEN
Сервисная сеть
Компания STOBER представлена более чем в 40 странах мира, имеет 12 офисов и 80 сервисных партнеров.
Предлагается шлифовальная головка, предназначенная для перешлифовки упорных центров вальцешлифовальных станков. Головка включает в себя поворотный шлифовальный механизм с электрошпинделем, вращающий конический шлифовальный круг. Ось вращения поворотного шлифовального механизма совпадает с осью перешлифовываемого центра. Вращение электрошпинделя обеспечивает главное движение обработки, вращение поворотного шлифовального механизма — окружную подачу. Головка снабжена двумя зеркально расположенными поворотными шлифовальными механизмами и электродвигателем, попеременно вращающим оба механизма. Включение того или иного механизма в работу происходит с помощью электромагнитных муфт и переключения муфт и элементов управления электрошпинделями с помощью двухполюсного перекидного переключателя. Технический результат заключается в повышении надежности шлифовальной головки, которая позволяет без её переустановки перешлифовать передний и задний центры вальцешлифовального станка, что повышает точность обработки. Повышение точности, выражается в более точном обеспечении соосности центров. 1 ил.
Предлагаемое изобретение относится к области станкостроения и может быть использовано в вальцеобрабатывающих, в частности, в тяжелых вальцешлифовальных станках, предназначенных для обработки деталей в упорных центрах.
При обработке крупногабаритных, имеющих массу 20-50 тонн, деталей (например, прокатных валков) на вальцешлифовальных станках, деталь обычно закрепляют в упорных (невращающихся) центрах. В процессе вращения детали во время обработки происходит постепенное изнашивание центров, и точность обработки становится неприемлемой. Центры нужно периодически снимать со станка и перешлифовывать на обычных круглошлифовальных станках, закрепляя в патроне станка.
Для перешлифовки, чаще всего, используют штатные шлифовальные бабки круглошлифовальных станков, описанные, в частности, в книге «Металлорежущие станки в 2 т. Т.2 /В.В. Бушуев, А.В. Еремин, А.А. Какайло и др. Под ред. В.В. Бушуева. Т.2 — Машиностроение, 2011» на стр. 284-285.
Указанные шлифовальные бабки, являющиеся аналогами предлагаемой, содержат шпиндельный узел (шпиндель, закрепленный в корпусе на подшипниках), шлифовальный круг, установленный на выходном конце шпинделя, шкив, установленный на хвостовике шпинделя, электродвигатель, соединенный со шкивом с помощью ременной передачи, и основание, на котором монтируется корпус шпиндельного узла и электродвигатель.
При использовании такой шлифовальной бабки-аналога, шлифовальный круг выполняют коническим, а бабку устанавливают на направляющих круглошлифовального станка так, чтобы ось вращения ее шпинделя была параллельна оси вращения, подлежащего перешлифовке центра, закрепленного в патроне станка. Далее двигатель бабки и двигатель вращения патрона круглошлифовального станка приводят в движение и, перемещая бабку по направляющим, производят перешлифовку. Завершив ее, упорный центр из патрона круглошлифовального станка извлекают, устанавливают на вальцешлифовальный станок, где он работал до перешлифовки, и эксплуатируют дальше.
В процессе перешлифовки упорного центра на круглошлифовальном станке с помощью шлифовальной бабки-аналога качество перешлифовки не всегда оказывается удовлетворительным. Это вызвано, во-первых, погрешностями установки и вращения перешлифовываемого центра на круглошлифовальном станке и, во-вторых, вибрациями шпинделя бабки, обусловленными работой ременной передачи (такая передача имеет принципиальную особенность — упругое скольжение ремней по шкиву, что влечет за собой скачкообразное трение).
Повысить качество перешлифовки можно, исключив ременную передачу. Это сделано путем изменения конструкции шпиндельной бабки-аналога и превращения ее в шлифовальную головку, описанную в той же книге («Металлорежущие станки в 2 т. Т.2. Под ред. В.В. Бушуева»), на стр. 112.
Эта шлифовальная головка включает в себя основание и установленный на нем корпус, электрошпиндель (мотор-шпиндель), размещенный внутри корпуса, и шлифовальный круг, закрепленный на выходном конце электрошпинделя.
Применяют подобную головку точно так же, как предыдущую бабку-аналог: шлифовальный круг делают коническим, головку устанавливают на круглошлифовальном станке, перешлифовываемый упорный центр закрепляют в патроне станка, а затем, вращая круг, осуществляют главное движение, требуемое для обработки, а вращая шпиндель станка производят окружную подачу обрабатываемого центра. Качество перешлифовки упорного центра с помощью описанной головки оказывается выше, чем при ранее рассмотренной бабки, поскольку исключена ременная передача. Вместе с тем остаются погрешности обработки, обусловленные установкой центра на круглошлифовальном станке. Это и погрешность базирования центра в патроне, и биение шпинделя круглошлифовального станка, и др. Повысить точность перешлифовки, однако, можно, если обрабатывать упорный центр, не снимая его с вальцешлифовального станка, где он обычно эксплуатируется. Но в таком случае шлифовальная головка, используемая при перешлифовке, должна быть усовершенствована — она должна обеспечивать и главное движение, требуемое для обработки (вращения круга относительно своей оси), и движение окружной подачи круга относительно оси перешлифовываемого центра, поскольку на вальцешлифовальном станке упорный центр не вращается. Перечисленному удовлетворяет планетарная шлифовальная головка («Я.Л. Либерман. Шлифовальная головка»), защищенная Патентом РФ на полезную модель №146910 от 22. 09.2014. Эта головка аналогична предлагаемой.
Она содержит основание и установленный на нем корпус, электрошпиндель, размещенный внутри корпуса, и шлифовальный круг, закрепленный на выходном конце электрошпинделя. Она дополнительно снабжена установленным внутри корпуса первым червяком и находящимся с ним в зацеплении первым червячным колесом, вторым червяком и находящимся с ним в зацеплении вторым червячным колесом, первым валом, на котором закреплено первое червячное колесо и второй червяк, вторым валом, на котором закреплено второе червячное колесо. Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса.
При использовании последней шлифовальной головки-аналога ее основание устанавливают на направляющих вальцешлифовального станка так, чтобы второй вал и упорный центр вальцешлифовального станка, подлежащий перешлифовке, были соосны. Затем включают электрошпиндель и вращение круга и перемещают головку (основание вместе с корпусом) вдоль оси второго вала до получения нужной при перешлифовке упора глубины резания. При вращении электрошпинделя, движение от него передается на первый червяк. Он, в свою очередь, вращает первое колесо и первый вал. Вращение первого вала влечет за собой вращение второго червяка, а поскольку второе червячное колесо и его вал жестко соединены с основанием головки, второй червяк начинает обкатываться по второму колесу и вращать корпус головки. Круг при этом будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а перемещение корпуса головки вместе с кругом будет являться движением подачи. Когда перешлифовка будет завершена, точность ее окажется выше, чем при использовании других головок-аналогов, поскольку перешлифовываемый упорный центр не пришлось переставлять на обычный круглошлифовальный станок и приводить во вращение.
Несмотря, однако, на то, что рассматриваемая головка-аналог обеспечивает более высокую точность перешлифовки центров, чем другие, она имеет существенный недостаток — недостаточную жесткость. Он обусловлен тем, что головка в процессе работы вращается вокруг второго вала, который закреплен на основании консольно. Но недостаточная жесткость — причина не всегда достаточной точности обработки. В связи с этим возникает задача дальнейшего повышения точности головки.
Эта задача решена в конструкции головки, защищенной Патентом РФ №154589 на полезную модель «Планетарная шлифовальная головка». Указанная планетарная головка содержит, подобно последней из описанных, основание и установленный на нем корпус, электрошпиндель, размещенный внутри корпуса, и шлифовальный круг, закрепленный на выходном конце электрошпинделя, установленные внутри корпуса первый червяк и находящееся с ним в зацеплении первое червячное колесо, второй червяк и находящееся с ним в зацеплении второе червячное колесо, первый вал, на котором закреплены первое червячное колесо и второй червяк, второй вал, на котором закреплено второе червячное колесо. Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса. Вместе с тем, ее особенностью является то, что ее основание снабжено кольцевой направляющей, соосной со вторым валом, на корпусе соосно с направляющей установлена втулка с радиально закрепленными на ней спицами, размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, на свободных концах спиц во взаимодействии с направляющей закреплены ролики, при этом одна из спиц снабжена соосным с электрошпинделем сквозным поперечным отверстием, в котором размещен выходной конец электрошпинделя.
Все перечисленные элементы головок по Патентам №146910 и №154589 образуют, по сути, два механизма: поворотный шлифовальный механизм (следуя терминологии, принятой в станкостроении, — это механизм главного движения) и механизм окружной подачи круга.
Поворотный шлифовальный механизм включает в себя установленный на валу корпус, электрошпиндель, размещенный параллельно валу внутри корпуса, шлифовальный круг, закрепленный на выходном конце электрошпинделя, основание с кольцевой направляющей, соосной с валом, втулку, установленную на корпусе соосно с направляющей, спицы, радиально закрепленные на втулке и размещенные с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, и ролики, закрепленные на свободных концах спиц с возможностью взаимодействия с направляющей, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя. Механизм окружной подачи образован первым червяком и находящимся с ним в зацеплении первым червячным колесом, вторым червяком и находящимся с ним в зацеплении вторым червячным колесом, хвостовиком электрошпинделя, с которым связан первый червяк, и валом, на котором закреплены первое червячное колесо и второй червяк.
При использовании головки по Патенту №154589, ее основание устанавливают на направляющих вальцешлифовального станка так, чтобы вал второго червячного колеса и упорный центр вальцешлифовального станка, подлежащий перешлифовке, были соосны. Затем включают электрошпиндель и вращение круга (поворотный шлифовальный механизм) и перемещают головку (основание вместе с корпусом) вдоль оси указанного вала до получения нужной при перешлифовке центра глубины резания. При вращении электрошпинделя, движение от него передается на червяк. Он, в свою очередь, вращает колесо и другой вал. Вращение этого другого вала влечет за собой вращение второго червяка, а поскольку червячное колесо и вал жестко соединены с основанием головки, червяк начинает обкатываться по колесу и вращать корпус головки по валу. Корпус, входящий в поворотный механизм шлифования, начнет поворачиваться, и круг будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а окружное перемещение корпуса вместе с кругом будет являться движением подачи. В процессе этих движений возникает сила резания, стремящаяся отжать круг от шлифуемого центра. Однако эта сила через спицу, снабженную отверстием, в котором размещен конец электрошпинделя, будет передаваться соответствующему ролику. Направляющая будет воспринимать ее от ролика и противодействовать отжиму круга. Поскольку в процессе шлифования центра могут происходить вибрации круга, последний может не только стремиться отжаться от центра, но может и периодически приближаться к нему. Этому будут противодействовать остальные спицы, закрепленные на втулке, и через остальные ролики, опирающиеся на направляющую.
Точность обработки упорных центров вальцешлифовального станка с помощью планетарной головки, защищенной Патентом №154589, оказывается выше, чем с помощью других головок. Но и она бывает не всегда удовлетворительной. Причина этого в том, что, перешлифовывая упорные центры вальцешлифовального станка, нужно обеспечить соосность переднего и заднего центров станка. Применяя эту головку, после перешлифовки одного центра головку со станка нужно снять, повернуть на 180° и снова установить на станок. Теперь другой центр можно перешлифовывать подобно первому. Но, снимая головку, поворачивая ее и вновь устанавливая на станок, мы создаем новые погрешности установки головки, которые могут привести к несоосности переднего и заднего центров вальцешлифовального станка после перешлифовки. Исключить их, однако, можно, если головку после перешлифовки переднего центра не переустанавливать.
Это обеспечивает шлифовальная головка, защищенная Патентом на полезную модель №167532 от 22.12.15. Данная шлифовальная головка, содержащая первый поворотный шлифовальный механизм, образованный установленным на валу корпусом, электрошпинделем, размещенным параллельно валу внутри корпуса, шлифовальным кругом, закрепленным на выходном конце электрошпинделя, основанием с кольцевой направляющей, соосной с валом, втулкой, установленной на корпусе соосно с направляющей, спицами, радиально закрепленными на втулке с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, и роликами, закрепленными на свободных концах спиц с возможностью взаимодействия с направляющей, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя, является прототипом предлагаемой. Она снабжена вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальным механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно с корпусами первого и второго механизмов и с валом электродвигателя, основания механизмов соединены между собой и с корпусом двигателя.
Головка-прототип не нуждается в переустановке для перешлифовки второго упорного центра вальцешлифовального станка. После обработки первого (например, переднего) центра ее достаточно сместить по направляющим станка в сторону заднего центра. Поскольку переустановка не производится, то и погрешностей, связанных с ней, не возникает, и соосность перешлифовываемых центров обеспечивается с высокой точностью. Но есть у головки-прототипа и отрицательное качество: недостаточно высокая надежность. Оно является следствием того, что при работе малооборотного электродвигателя, осуществляющего окружную подачу, одновременно вращаются оба шлифовальных механизма, хотя перешлифовка центров производится попеременно. Это приводит к дополнительному износу подшипников шлифовальных механизмов и других элементов головки.
Проблемой, решаемой предполагаемым изобретением, является устранение отмеченного недостатка, а именно, создание шлифовальной головки с попеременно работающими шлифовальными механизмами, что снижает износ элементов головки и повышает ее надежность.
Технически решение сформулированной проблемы осуществляется за счет того, что предлагаемая шлифовальная головка, содержащая первый поворотный шлифовальный механизм, образованный установленным на валу корпусом, электрошпинделем, размещенным параллельно валу внутри корпуса, шлифовальным кругом, закрепленным на выходном конце электрошпинделя, основанием с кольцевой направляющей, соосной с валом, втулкой, установленной на корпусе соосно с направляющей, спицами, радиально закрепленными на втулке и размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, и роликами, закрепленными на свободных концах спиц с возможностью взаимодействия с направляющей, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя, снабженная вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны, противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальными механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно, с корпусами первого и второго механизмов, а основания механизмов соединены между собой и с корпусом двигателя, отличается от прототипа тем, что она дополнительно снабжена двумя электромагнитными муфтами, первая из которых установлена между валом электродвигателя и валом первого шлифовального механизма, а вторая — между валом электродвигателя и валом второго шлифовального механизма, задатчиком скорости вращения электрошпинделя и задатчиком скорости вращения малооборотного электродвигателя, блоком управления скоростью вращения электрошпинделя и блоком управления скоростью вращения электродвигателя, входы которых соединены с соответствующими задатчиками скорости, блоком питания муфт и двухполюсным перекидным переключателем с четырьмя выходами, причем блок управления скоростью вращения малооборотного электродвигателя соединен с последним напрямую, блок питания муфт соединен с первым полюсом переключателя, блок управления скоростью вращения электрошпинделя соединен со вторым полюсом переключателя, первый выход переключателя соединен с первой электромагнитной муфтой, второй выход переключателя соединен со второй электромагнитной муфтой, третий выход переключателя соединен с электрошпинделем первого шлифовального механизма, а четвертый выход переключателя — с электрошпинделем второго шлифовального механизма.
Предлагаемая шлифовальная головка показана на фиг. 1. Она включает в себя установленный на валу 1 корпус 2, электрошпиндель 3, размещенный параллельно валу 1 внутри корпуса 2, шлифовальный круг 4, закрепленный на выходном конце электрошпинделя 3, основание 5 с кольцевой направляющей 6, соосной с валом 1, втулку 7, установленную на корпусе 2 соосно с направляющей 6, спицы 8, радиально закрепленные на втулке 7 и размещенные с равномерным угловым шагом в плоскости, расположенной между электрошпинделем 3 и шлифовальным кругом 4 перпендикулярно оси втулки 7, и ролики 9, закрепленные на свободных концах спиц 8 с возможностью взаимодействия с направляющей 6, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя 3. Все перечисленные элементы образуют первый поворотный шлифовальный механизм 10. Но кроме него планетарная шлифовальная головка снабжена еще одним, вторым поворотным шлифовальным механизмом 11, идентичным механизму 10, установленным зеркально ему относительно плоскости, перпендикулярной оси его электрошпинделя и расположенный со стороны, противоположной его шлифовальному кругу, малооборотным электродвигателем 12, размещенным между первым 10 и вторым 11 шлифовальными механизмами, при этом валы первого 10 и второго 11 шлифовальных механизмов жестко соединены, соответственно, с корпусами первого 10 и второго 11 механизмов, основания механизмов соединены между собой и с корпусом двигателя 12.
Наряду с описанным, головка дополнительно снабжена двумя электромагнитными муфтами, первая из которых 13 установлена между валом электродвигателя 12 и валом первого шлифовального механизма 10, а вторая 14 — между валом электродвигателя 12 и валом второго шлифовального механизма 11, задатчиком скорости 15 вращения электрошпинделя и задатчиком скорости 16 вращения малооборотного электродвигателя 12, блоком управления 17 скоростью вращения электрошпинделя и блоком управления 18 скоростью вращения электродвигателя 12, входы которых соединены с соответствующими задатчиками скорости 15 и 16, блоком питания 19 муфт и двухполюсным перекидным переключателем с четырьмя выходами (например, типа 2ПП — 45 или 2ППН — 45), причем блок управления 18 скоростью вращения малооборотного электродвигателя 12 соединен с последним (12) напрямую, блок питания 19 муфт 13 и 14 соединен с первым полюсом 20 переключателя, блок управления 17 скоростью вращения электрошпинделя соединен со вторым полюсом 21 переключателя, первый выход 22 переключателя соединен с первой электромагнитной муфтой 13, второй выход 23 переключателя соединен со второй электромагнитной муфтой 14, третий выход 24 переключателя соединен с электрошпинделем первого шлифовального механизма, а четвертый выход 25 переключателя — с электрошпинделем второго шлифовального механизма 11.
Следует отметить, что в зависимости от типа примененных в головках электромагнитных муфт, предлагаемая шлифовальная головка при необходимости может быть еще оснащена дополнительными стойками-опорами 26 корпусов муфт 13 и 14, соединяющими эти корпуса с основанием 5.
При использовании предлагаемой шлифовальной головки ее устанавливают на направляющих вальцешлифовального станка так, чтобы ось вала 1 двигателя 12 находилась на оси подлежащих перешлифовке центров. Затем задатчиком 16 вводят в блок управления 18 сигнал, заставляющий двигатель 12 начать вращаться с соответствующей сигналу скоростью. После этого задатчиком 15 вводят в блок 17 сигнал, задающий требуемую скорость вращения электрошпинделя. Далее перекидной двухполюсный переключатель устанавливают в положение, при котором его полюс 20 соединяется с выходом 22, а полюс 21 — с выходом 24. Муфта 13 получает питание от блока 19 и включается, кинематически связывая двигатель 12 с корпусом шлифовального механизма 10. Одновременно с этим электрошпиндель 3 этого механизма начинает вращаться с заданной скоростью. После этого перемещают головку вдоль оси центров станка до взаимодействия с передним перешлифовываемым центром. Круг 4 при этом осуществляет главное движение, а двигатель 12, вращая механизм 10, — движение окружной подачи. Завершив перешлифовку переднего центра вальцешлифовального станка, головку отводят по направляющим назад, двухполюсный переключатель переводят в положение, при котором полюс 20 соединяется с выходом 23 переключателя, а полюс 21 — с выходом 25. Муфта 13 выключается, электрошпиндель механизма 10 тоже, но включается муфта 14 и начинает работать электрошпиндель шлифовального механизма 11. Головку перемещают по направляющим станка, вводя круг механизма 11 во взаимодействие с задним центром станка и перешлифовывая задний центр аналогично переднему.
Таким образом, предлагаемая головка позволяет производить перешлифовку упорных центров станка поочередно. Когда перешлифовывается один центр, работает один шлифовальный механизм, когда перешлифовывается другой центр, работает другой механизм. Работа того и другого шлифовальных механизмов происходит при минимальном количестве элементов электроуправления, механизмы работают существенно меньшее время, чем в прототипе, что влечет за собой минимизацию отказов предложенной шлифовальной головки и более высокую ее надежность, чем у прототипа.
Повышение надежности головки является техническим результатом предполагаемого изобретения.
Шлифовальная головка, содержащая первый поворотный шлифовальный механизм, образованный установленным на валу корпусом, электрошпинделем, размещенным параллельно валу внутри корпуса, шлифовальным кругом, закрепленным на выходном конце электрошпинделя, основанием с кольцевой направляющей, соосной с валом, втулкой, установленной на корпусе соосно с направляющей, спицами, радиально закрепленными на втулке и размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, и роликами, закрепленными на свободных концах спиц с возможностью взаимодействия с направляющей, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя, снабженная вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны, противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальными механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно, с корпусами первого и второго механизмов, а основания механизмов соединены между собой и с корпусом двигателя, отличающаяся тем, что она дополнительно снабжена двумя электромагнитными муфтами, первая из которых установлена между валом электродвигателя и валом первого шлифовального механизма, а вторая – между валом электродвигателя и валом второго шлифовального механизма, задатчиком скорости вращения электрошпинделя и задатчиком скорости вращения малооборотного электродвигателя, блоком управления скоростью вращения электрошпинделя и блоком управления скоростью вращения электродвигателя, входы которых соединены с соответствующими задатчиками скорости, блоком питания муфт и двухполюсным перекидным переключателем с четырьмя выходами, причем блок управления скоростью вращения малооборотного электродвигателя соединен с последним напрямую, блок питания муфт соединен с первым полюсом переключателя, блок управления скоростью вращения электрошпинделя соединен со вторым полюсом переключателя, первый выход переключателя соединен с первой электромагнитной муфтой, второй выход переключателя соединен со второй электромагнитной муфтой, третий выход переключателя соединен с электрошпинделем первого шлифовального механизма, а четвертый выход переключателя – с электрошпинделем второго шлифовального механизма.
Лепестковые головки шлифовальные
Сравнение товаров (0)
Сортировка:
По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать:
15255075100
Показано с 1 по 5 из 5 (всего 1 страниц)
По сути, абразивная лепестковая головка – это лепестковый шлифовальный круг, но более толстый и лепестки шкурки крепятся на хвостовик. Подобная конструкция обеспечивает лучшее прилегание к поверхности, большую площадь контакта и позволяет использовать шлифовальную головку для обработки изделий сложных форм, труб изнутри, труднодоступных мест.
Виды абразивных зерен
Абразив крепится на тканевую основу с помощью полимера. Самые распространенные варианты – оксид алюминия, диоксид циркония, скотч-брайт.
Оксид алюминия (электрокорунд) предназначен для шлифовки дерева, черных металлов, пластика. Он ценится за высокую режущую способность. В процессе шлифовки зерна не стачиваются, а вылетают. Это позволяет избежать преждевременного забивания абразивного материала.
Лепестковой головкой с диоксидом циркония обрабатывают нержавейку и углеродистую сталь. Это самозатачивающийся абразив, который прочнее и долговечнее электрокорунда, обладает большей теплопроводностью.
Нетканый материал скотч-брайт используется для деликатной шлифовки. Такая лепестковая головка снимает минимальное количество материала, допускается применение полировальной пасты. Скотч-брайт отличается долгим сроком службы, высокой производительностью, обеспечивает превосходный результат без повреждения обрабатываемой поверхности. Он имеет отличную от остальных абразивов градацию зернистости: corse — грубая, medium – средняя, fine – деликатная, very fine – очень деликатная.
Также на рынке встречаются комбинированные лепестковые головки, в которых сочетаются лепестки нетканого материала и шлифовальной шкурки. Они используются в основном для сатинирования изделий из нержавеющей стали. Такой расходник производительный и в меру эластичный.
Как выбрать лепестковую головку
Благодаря широкому выбору абразивных зерен шлифовальная головка используется для всех этапов обработки: от черновой шлифовки до сатинирования и матирования. Выбирая зернистость лепестковой головки, нужно учитывать, что с ее помощью удается добиться результата гораздо быстрее, чем при использовании шлифленты. Поэтому абразивная головка должна иметь зерно на несколько шагов выше, чем при работе гриндером.
Качественная ленточная головка обеспечивает однородный результат шлифования. При ее выборе важно обратить внимание на максимально допустимую скорость вращения. Если она подобрана правильно, то под действием центробежной силы лепестки головки размещаются четко вокруг сердечника. Таким образом достигается максимальная эффективность. Если скорость слишком низкая, то абразив изнашивается слишком быстро. Превышение допустимой скорости приводит к увеличению жесткости лепестковой головки.
В нашем интнернет-магазине можно купить легкие и долговечные лепестковые головки. Для оформления заказа и уточнения деталей свяжитесь с нашими менеджерами.
Уникальный процесс алмазного соединения Glastar устраняет отслаивание, создавая однородную поверхность, которая позволяет этим шлифовальным головкам превосходить все другие головки!
Эта стандартная алмазная шлифовальная головка с зернистостью 100 входит в комплект всех новых шлифовальных машин Super Star II (модель G12) и Diamond Star (модель G14).
Вам также могут понравиться:
Производитель:
Гластар Корп
Гластар Продукт#
30306
Корзина для покупок
Товар:
0
Итого:
$0,00
Поиск
Продукты
Бутылкорез
Шлифовальные станки для стекла
Гранильные шлифовальные станки
Насадки для заточки
Принадлежности для кофемолки
Ремни для шлифовальных машин — колодки и диски
Стеклорезы
Пилы Came
Лапидарные пилы
Плиткорезы
Пилы
Детали пилы
Печи
Производители
Ааранку ДВА
Даймонд Тех Интернэшнл
Компания «Джемини Пила»
Корпорация Гластар
Корпорация Грифон
Внутренние ремесленные изделия
Стекольный завод Мортон
Примечание: Все цены указаны в долларах США
Virginia Abrasives — 10-сегментная шлифовальная головка
Применение: Герметики, тонкие покрытия, легкое выравнивание или ремонт поверхности. Используйте инструменты с мягкой связкой для более твердого бетона и инструменты с твердой связкой для более мягкого бетона. Снятие легкого поверхностного покрытия; ремонт неровного, изношенного или поврежденного бетона; выравнивание высоких или неровных швов.
МотопомпадлягрязнойводыAuroraАМР80D Вес: 36 кг, Высота подъема: 32 м, Габариты: 590х430х420
ПОДРОБНЕЕ
26 200
МотопомпадлягрязнойводыАМР80D Производитель: Aurora, Качество воды: среднезагрязная,
ПОДРОБНЕЕ
27 360
МотопомпадлягрязнойводыАМР80D Качество воды: среднезагрязная
ПОДРОБНЕЕ
27 940
МотопомпадлягрязнойводыАМР80D Качество воды: среднезагрязная
ПОДРОБНЕЕ
26 200
МотопомпадлягрязнойводыАМР80D Производитель: Aurora, Качество воды: среднезагрязная,
ПОДРОБНЕЕ
62 252
Мотопомпадлягрязнойводы ЗУБР МПГ-1300-80, 4Т, 9. 6 кВт, 1300 л/мин, d=80 мм, подъем 27 м
ПОДРОБНЕЕ
29 506
Мотопомпа Huter MPD-80, бенз., длягрязнойводы, 7 л.с., d=80 мм, гл. 8 м, 900 л/мин, 3.6 л 423789
ПОДРОБНЕЕ
41 976
Мотопомпадлягрязнойводы ЗУБР МПГ-1000-80, 4Т, 4.8 кВт, 1000 л/мин, d=80 мм, подъем 26 м
ПОДРОБНЕЕ
26 300
МотопомпадлягрязнойводыAurora AMP 50 D Вес: 32 кг, Высота подъема: 30 м, Габариты: 520х430х420
ПОДРОБНЕЕ
25 440
МотопомпадлягрязнойводыAurora AMP 50 D Производитель: Aurora, Качество воды: среднезагрязная
ПОДРОБНЕЕ
24 100
МотопомпадлягрязнойводыAurora AMP 50 D Производитель: Aurora
ПОДРОБНЕЕ
19 800
Мотопомпадля чистой водыAuroraАМР80 С Тип двигателя: бензиновый, Мощность: 4200,
ПОДРОБНЕЕ
17 875
AURORAАМР80 С Мотопомпадля чистой воды Производитель: Aurora, Тип двигателя: бензиновый,
ПОДРОБНЕЕ
19 220
Мотопомпадля чистой водыAuroraАМР80 С Производитель: Aurora, Тип двигателя: бензиновый,
ПОДРОБНЕЕ
22 000
МотопомпадлягрязнойводыAurora AMP 50 D
ПОДРОБНЕЕ
24 680
МотопомпадлягрязнойводыАМР 50 D Качество воды: среднезагрязная
ПОДРОБНЕЕ
24 170
МотопомпадлягрязнойводыАМР 50 D Качество воды: среднезагрязная
ПОДРОБНЕЕ
19 800
Мотопомпадля чистой водыAuroraАМР80 С Вес: 26 кг, Высота подъема: 20 м, Габариты: 560х440х485 мм
ПОДРОБНЕЕ
25 440
МотопомпадлягрязнойводыАМР 50 D Производитель: Aurora, Качество воды: среднезагрязная,
ПОДРОБНЕЕ
26 300
МотопомпадлягрязнойводыAurora AMP 50 D Тип двигателя: бензиновый, Мощность: 3800,
ПОДРОБНЕЕ
22 000
МотопомпадлягрязнойводыАМР 50 D Производитель: Aurora, Качество воды: среднезагрязная,
ПОДРОБНЕЕ
2 страница из 18
Мотопомпа aurora амр 80 d для грязной воды
Аренда мотопомпы для грязной воды
Водоудаление, осушение участка от залива канализационными стоками, водопонижение котлованов и траншей – задачи, требующие срочных и радикальных мер. И значительную помощь в данном процессе можем оказать мы, предложив профессиональные услуги. Аренда мотопомпы для грязной воды по доступной цене. Европейское оборудование повышенной мощности, чтобы осушить участок за сутки или двое!
Дизельная мотопомпа 6-250 G10 FVM0
Производительность
50 — 360 м3/ч
Размер фракций
76 мм
Производитель
Varisco (Италия)
Гарантия
1 год
Наличие
На складе
Вакуумная насосная установка Борей 350 ВУ
Производительность
360 м3/ч
Производительность вакуумного насоса
70 м3/ч
Размер фракций
76 мм
Гарантия
1 год
Наличие
На складе
Доставка
По России и СНГ
Электрическая мотопомпа Varisco JE 6-250
Наименование
Varisco JE 6-250
Производительность
320 м3/ч
Размер фракций
76 мм
Производитель
Varisco (Италия)
Гарантия
1 год
Наличие
На складе
Электрическая иглофильтровая установка Борей 300 ВУ
Наименование
Борей 300 ВУ
Производительность
300 м3/ч
Производительность вакуумного насоса
70 м3/ч
Размер фракций
76 мм
Гарантия
1 год
Наличие
На складе
Доставка
По России и СНГ
Электрическая мотопомпа Борей 300
Наименование
Борей 300
Производительность
300 м3/ч
Размер фракций
76 мм
Гарантия
1 год
Наличие
На складе
Доставка
По России и СНГ
Электрическая мотопомпа Varisco JE 6-250
Наименование
Varisco JE 6-250
Производительность
320 м3/ч
Размер фракций
76 мм
Производитель
Varisco (Италия)
Гарантия
1 год
Наличие
На складе
Дизельная мотопомпа Varisco JD 6-250 G10 FVM0
Наименование
Varisco JD 6-250 G10 FVM06 TRAILER
Производительность
50 — 360 м3/ч
Размер фракций
76 мм
Производитель
Varisco (Италия)
Гарантия
1 год
Наличие
На складе
Вакуумная насосная установка Борей 350 ВУ
Наименование
Борей 350 ВУ
Производительность
360 м3/ч
Производительность вакуумного насоса
70 м3/ч
Размер фракций
76 мм
Гарантия
1 год
Наличие
На складе
Доставка
По России и СНГ
Дизельная мотопомпа Борей 350
Наименование
Борей 350
Производительность
360 м3/ч
Размер фракций
76 мм
Гарантия
1 год
Наличие
На складе
Доставка
По России и СНГ
Иглофильтры для водопонижения
Наименование
Иглофильтры
Материал
Пластик
Артикул
10044478
Диаметр
50 мм
Длина
2, 4, 6 и 8 м
Тип грунта
Песок, гравий, супесь, суглинки
Совместимость
Varisco BBA Борей УВВ ЛИУ
Тип соединения
БРС
Наличие
На складе
Доставка
По России и СНГ
Аренда мотопомпы
Взять в аренду мотопомпу или получить консультацию можно
Также Вы можете скачать и заполнить опросник, посвященный откачке и перекачке воды – и отправить его на электронную почту.
Стоимость услуг
Расчет стоимости аренды оборудования выполняется индивидуально для каждого клиента – с учетом поставленных задач.
Мы рассчитаем необходимое количество мотопомп и их модификацию абсолютно БЕСПЛАТНО.
Для связи с консультантом, позвоните по номеру 8 (495) 648-88-91, отправьте сообщение на электронный адрес [email protected] или через форму обратной связи.
Внимание! В стоимость аренды уже включены услуги оператора мотопомпы и топливо!
Доставка
Мы обслуживаем объекты в Москве и Московской области, а также выезжаем в регионы в пределах 500 км от столицы.
Работаем под ключ: не только доставляем мотопомпы, но и выполняем их шеф-монтаж.
Преимущества
Производительность Мотопомпы имеют очень высокую производительность: от 320 до 1400 м3 в час.
Автономность Работают автономно, на дизельном топливе. Могут использоваться на любых объектах.
Мобильность Являются мобильными (насосы устанавливаются на тележку).
Отличное состояние Всегда своевременно обслуживаются, поэтому находятся в превосходном состоянии.
Рыночная стоимость хорошего насосного оборудования и комплектующих очень высокая – и покупать его просто нецелесообразно
Оборудование нуждается в установке и в качественном техобслуживании. Взяв мотопомпу в аренду, вы сможете воспользоваться опытом наших специалистов – и Вам не придется переплачивать за данные услуги, подыскивая профессионалов со стороны
Бесплатный расчет заявки
Расчет стоимости всегда выполняется индивидуально, с учетом объема и сложности предстоящих работ. Чтобы узнать точную цену,
позвоните по тел.8 (495) 648-88-91
Наши специалисты выполнят бесплатный расчет и ознакомят вас с калькуляцией.
Область применения промышленных мотопомп
В зависимости от мощности, силы всасывания, высоты подъема воды и ее общего количества, длины труб для перекачки жидкостей, а также других многочисленных факторов, которые устанавливаются во время беседы с консультантами нашей компании, вам может быть рекомендовано оборудование разного класса. Необходимо учитывать и номинальные области применения, которые установлены предварительно:
Осушение канав, земляных разработок и котлованов в строительстве;
Тушение очагов возгорания и пылеподавление;
Сельскохозяйственный полив и орошение, полив парковых и садовых участков;
Откачка воды в процессе проведения аварийно-восстановительных работ коммерческими, спасательными и обычными коммунальными предприятиями;
Перекачка воды для создания необходимого для противопожарных или технологических целей запаса воды!
С некоторыми из данных задач могут справиться стандартные, бытовые маломощные электрические насосы. Поэтому задачи стоит рассматривать не номинально, а с учетом расчетов основных значений и получением рекомендаций специалистов. Для этого мы советуем обратиться к менеджерам компании, подать необходимую информацию и получить консультацию по выбору оборудования в прокат. Возможно, для полива или перекачки воды из бассейна достаточно небольшого насоса, но для аварийно-восстановительных работ, как и водоудаления в строительной сфере, может понадобиться аренда мотопомпы для грязной воды! Оптимизированным предложением нашего предприятия является качественное итальянское оборудование, которое сочетает высокую мощность и производительность, возможности работы в сложных условиях и перекачку больших объемов загрязненных жидкостей. Дизельная мотопомпа Varisco JD 6-250 G10 FVM0 обладает улучшенными характеристиками:
Производительность промышленной установки – до 360 кубических метров в час;
Диаметр входного и выводного патрубка – 150 мм;
Максимальный размер посторонних включений и фракций – до 76 мм;
Напор из отводного шланга – до 28 м;
Мощность дизельного двигателя агрегата – 22 кВт;
Увеличенная емкость бака для бесперебойной работы – 130 л!
Среди дополнительных особенностей и преимущественных характеристик – качественное воздушное охлаждение системы, а также улучшенная мобильность, обеспеченная весом в 750 кг и колесной базой! Обратите внимание на условия сотрудничества и выгодные предложения компании. Доступная аренда мотопомпы для грязной воды в Москве на любой необходимый период, с доставкой и установкой на объекте. При необходимости, установим несколько единиц техники, выполнив предварительные расчеты, а также обеспечим объект профессиональным оператором, который будет сопровождать процесс и поддерживать его бесперебойность!
Аврора | бренды | Pentair
Аврора
Доля
Поделиться по электронной почте
Поделиться через Twitter
Поделиться через Facebook
Поделиться через Linkedin
Распечатать
Aurora является ведущим поставщиком насосов и насосных систем, используемых на различных рынках и в различных областях по всему миру. Наши насосы известны стабильным, качественным производством и производительностью, превосходящей конкурентов. Компания Aurora опирается на вековой опыт, чтобы предоставить вам необходимые насосные решения. Стремление Aurora к совершенству выходит за рамки продуктовой линейки. Мы стремимся внедрять новейшие технологии в производство насосов. Наши онлайн программы помогут вам выбрать лучшие насосы и системы вместе с чертежами и спецификациями насосов, экономя драгоценное время при выборе и оценке насосов и систем. Эти компоненты, наряду с нашей выдающейся программой обслуживания клиентов, обеспечат максимальную производительность вашей системы на долгие годы. Вы можете положиться на Aurora и нашу квалифицированную дистрибьюторскую сеть, чтобы предоставить вам комплексные решения для потоков жидкости.
Найдите все, что вам нужно
Товары
Ознакомьтесь с полным ассортиментом продукции для пожаротушения, коммунального хозяйства и ОВК в линейке Aurora.
Ресурсы
Доступ к локатору дистрибьюторов, порталу Encompass, а также быстрый доступ к важным файлам.
История бренда Aurora
Узнайте больше о наследии бренда Aurora.
Поиск запасных частей и обслуживание OEM
Получите поддержку для вашей помпы Aurora, включая оригинальные запасные части OEM, или обратитесь в сервисный отдел.
Насосы пожаротушения
Мировой лидер в области пожаротушения, компания Aurora предлагает полную линейку пожарных насосов UL/FM для коммерческого и промышленного использования. Будь то новое здание, небольшое пространство, модернизация или применение пены/водяного тумана, Aurora предлагает эффективное и экономичное решение.
Насосы с разъемным корпусом
Шестеренчатые насосы
Концевые аспирационные насосы
Системы
Насосы систем отопления, вентиляции и кондиционирования и водоснабжения
Нужен ли вам насос для рециркуляции воды в контуре отопления, вентиляции и кондиционирования воздуха, повышения давления воды для озеленения, раковин и душевых, осушения строительных площадок или для подачи воды на поля для гольфа, аквапарки, и фонтаны, Аврора регулярно удовлетворяет.
10 станков для открытия малого бизнеса в гараже / Подборки товаров с Aliexpress и не только / iXBT Live
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики. Продолжая посещать сайты проектов вы соглашаетесь с нашей Политикой в отношении файлов cookie
Если у вас есть желание заняться дополнительной деятельностью, но вы еще не определились чем хотите заниматься, возможно, вам поможет данная подборка. В данной публикации собраны популярные станки и другое оборудование для организации разнообразного малого бизнеса. Я в свое время занимался сублимационной печатью, поэтому если у вас возникнут вопросы на данную тематику, я с радостью постараюсь ответить на них в комментариях.
Лазерный резак
Купить на Aliexpress
Данный станок изготовлен на основе режущей головки с герметичной газовой трубкой, что позволяет легко резать фанеру и заготовки из других материалов. Мощность лазера составляет 50 W. Данный станок идеально подойдет для производства деревянного конструктора, рабочее поле станка составляет 400*400 миллиметров. А в стоимость товара уже включен таможенный сбор и доставка. Также станок можно применять и в других сферах, к примеру, для нанесения рисунков и логотипов на металлические поверхности.
Пресс для сублимации
Купить на Aliexpress
Этот пресс позволяет легко и быстро переносить любые изображения на чашки. К данному прессу необходимо докупить струйный принтер, специальные чернила и бумагу. После чего можно организовать собственное дело по продаже оригинальных чашек. Также на сайте Aliexpress есть много различного сублимационного оборудования для переноса рисунков на футболки, кепки и другую одежду.
Станок для изготовления ключей
Купить на Aliexpress
Изготовление ключей было и остается очень прибыльным занятием, на которое постоянно имеется спрос. Данный станок позволяет быстро и качественно изготовить определенный тип ключей, однако если вы хотите полноценно заняться данным видом деятельности, у продавца имеются и другие станки для изготовления разных типов ключей. Станки включают бесплатную доставку для жителей РФ и многих других стран.
ЧПУ фрезер
Купить на Aliexpress
А у данного продавца можно приобрести отличный ЧПУ станок, который подойдет для фрезеровки дерева. Рабочая зона станка составляет 300*180 миллиметров, при заказе важно указать, что вы хотите приобрести станок со шпинделем для обработки дерева, поскольку у продавца также есть варианты поставок станков с лазерами для гравировки. Плюсом данного предложение является возможность отправки товара со склада в РФ. В отзывах о товаре можно ознакомиться с реальными примерами работы станка.
Лазерный ЧПУ гравер
Купить на Aliexpress
Данный гравер имеет широкую сферу применения, его можно использовать для гравировки дерева, а также многих других материалов в зависимости от выбора мощности лазерной головки. Продавец предлагает три варианта мощности, от 7 до 20 W, при этом рабочее поле составляет 400*430 миллиметров. Такой гравер можно использовать для нанесения рисунков и логотипов на кожаные изделия, а также создавать деревянные картины с популярными цитатами. В отзывах о товаре есть много реальных примеров работы устройства.
Циркулярная пила
Купить на Aliexpress
Если вы любите работать с деревом, возможно вас заинтересует данная циркулярная пила. Устройство достаточно компактное и подойдет для изготовления и обработки небольших изделий, также устройство имеет патрон для сверл, при помощи которого можно сверлить отверстия. Продавец может отправить товар со склада из Китая, РФ и Украины, а также со складов из других стран.
3D-принтер
Купить на Aliexpress
Еще одним неплохим вариантом для дополнительного заработка может стать проектирование и производство различных моделей на 3D-принтере. А это одна из самых популярных моделей с небольшой ценой, высокой производительностью и рабочим полем 300*300*400 миллиметров. Данная модель очень проста в эксплуатации и имеет удобное программное обеспечение для ПК. Товар можно заказать с доставкой из РФ.
Бюджетный лазерный гравер
Купить на Aliexpress
Это одна из бюджетных моделей станка для нанесения лазерной гравировки. Также стоит отметить, что это практически самый популярный лазерный гравер на Aliexpress. Станок имеет компактные размеры, и небольшое рабочее поле. Однако его можно полноценно использовать для ряда различных задач. Устройство часто применяют для нанесения гравировки на кожаные и деревянные изделия. Рисунки получаются четкими и качественными. Стоит отметить простое и понятное программное обеспечение, а в интернете можно найти много примеров работы станка.
Токарный станок
Купить на Aliexpress
Данный станок может обрабатывать различные материалы, включая металл и дерево, его можно использовать для производства абсолютно любых деталей с длиной не более 350 миллиметров и диаметром не более 100 мм. Станок имеет высокие обороты и достаточно большую точность. Для жителей РФ цена указана с доставкой на ваше местное отделение почты. В комплекте со станком имеется все необходимое для быстрого начала работ.
Резьбонарезной станок
Купить на Aliexpress
И последний в данной подборке станок — это станок для быстрой нарезки резьбы. Устройство позволяет быстро и качественно нарезать резьбу диаметром до 16 миллиметров. Если вы занимаетесь производством металлических изделий, деталей, в которых необходимо изготовить много резьбовых соединений, то данный станок сможет значительно ускорить производство, а также поднимет качество производимых деталей. Стоит добавить, что станок оснащен удобной станиной для фиксации деталей в нужной плоскости.
На этом все дорогие читатели, надеюсь, данная подборка была полезна для вас. Хороших вам покупок.
Новости
Публикации
На рынке компьютерных комплектующих есть определённый спрос на персональные компьютеры в формате SFX, так как они не занимают много места. Данные ПК ограничены в размерах и найти подходящие…
Какие наушники лучше выбрать: адаптированные для игр или музыки, с выносным микрофоном или без него, с подключением по mini jack или USB, с Bluetooth или встроенным плеером, с подсветкой или…
Хорошие беспроводные наушники с картой памяти и автономной работой до 8 часов. Содержание Технические характеристики Вывод Технические характеристики…
Про RAID информации в сети много, но, почему-то, очень мало конкретики с абсолютными и относительными цифровыми значениями по этой теме. Пришлось проводить эксперимент самостоятельно. Для…
Свитчи (или переключатели) – основные элементы механических клавиатур, которые отвечают за передачу информации при нажатии на клавишу. Выбор свитчей крайне важен, поскольку это влияет не только на…
Линейка бюджетных аппаратов Samsung совсем скоро пополнится еще одной моделью — Galaxy A24. Уже сейчас на вьетнамской версии официального сайта можно изучить параметры и оценить дизайн. По слухам,…
Оборудование для малого бизнеса: производство, лизинг, кредит, покупка
Желая построить собственный бизнес и заработать, начинающему предпринимателю необходимо иметь уникальную идею, которая поможет ему конкурировать с другими. На данный момент существует множество путей развития. Чтобы открыть свое дело и начать производство, следует арендовать помещение и приобрести качественное оборудование.
Промышленное оборудование для малого и среднего бизнеса
Формирование крупного производства требует значительных вложений, которыми располагают не все. Именно поэтому рекомендуется начинать с малого бизнеса. В этом случае траты будут минимальные. Для начала можно приобрести недорогое оборудование из Китая.
Прежде чем заняться закупкой, следует определиться с направлением в бизнесе. От этого будет зависеть, какой тип оборудования необходимо приобрести, и какую денежную сумму потребуется вложить. Начинающих предпринимателей в большей степени интересует стоимость оборудования.
Одной из самых покупаемых является техника из Китая. Подобное оборудование стоит дешевле, но не всегда отличается высоким качеством, поэтому выбирать технику нужно весьма скрупулезно. Главное преимущество приобретения оборудования для малого бизнеса в том, что большинство компаний не только доставляют технику, но и осуществляют ее установку.
Станки и оборудование для малого бизнеса в домашних условиях и на малых площадях
Выбор оборудования для применения в домашних условиях достаточно широк. Можно приобрести удобные станки или обойтись недорогими инструментами. Подобное оборудование легко устанавливается, имеет небольшие габарита и занимает минимум места, что идеально подходит для домашнего производства.
Для малого бизнеса можно приобрести:
мини-завод;
печь или котел;
специализированный миксер;
станки для производства мебели;
аппараты для изготовления искусственного камня, плитки;
оборудования для производства одноразовой посуды и пакетов;
аппараты, изготавливающие лакокрасочные материалы, шпатлевку и грунтовку.
Производство оборудования для малого бизнеса
В домашних условиях можно производить самую разнообразную продукция: колбасы, туалетная бумага, плитка, плитка, бетон, асфальт, молочные продукты. Можно встретить настоящие мини-заводы, при помощи которых можно производить нефтяные продукты, алкогольные напитки.
Оборудование для малого бизнеса обладает следующими преимуществами:
Оптимальная стоимость.
Компактность. Нет необходимости арендовать большое помещение, что помогает существенно сэкономить. Некоторые разновидности оборудования можно расположить дома.
Доступность сырья для мини-завода. Обычно его размещают рядом с сырьем, поэтому не нужно тратить ресурсы на их транспортировку.
Быстрая подготовка к производству. Оборудование легко устанавливается, не возникает проблем с наладкой производственного процесса. Вовсе не обязательно привлекать для этого специалиста, все мероприятия можно осуществить самостоятельно.
Минимальные затраты энергии. Большинство подобной техники не нуждается в дополнительной вентиляции и позволяет сэкономить на тепловой энергии.
Чтобы управлять оборудованием не требуется опыт работы. Научиться работать с техникой может каждый, при этом понадобится нанять минимальное количество персонала. В некоторых случаях предприниматель может сам управлять техникой, привлечь в процесс свою семью. В этом случае нет необходимости нанимать рабочих, что опять-таки помогает предпринимателю сэкономить.
Быстрая окупаемость. Оборудование стоит недорого, работает эффективно и помогает в максимально короткие сроки вернуть средства, потраченные на технику. Мини-завод можно приобрести в кредит, благодаря быстрой окупаемости заметно сокращаются сроки погашения долга, что помогает быстро выйти на чистый доход.
Легкий контроль качества производства.
Оборудование из Китая для малого бизнеса
На данный момент техника из Китая – это лучший выбор по соотношению «цена-качество». Большой популярностью пользуется оборудование для производства необжигового кирпича. Спорка техники и налаживание работы проходит быстро.
Данная техника состоит их нескольких элементов:
линий, которые подготавливают сырье;
установки, которая придает изделию форму;
склада.
Китайское мини оборудование для малого бизнеса
Мини оборудование, по производству комбикорма отвечает всем необходимым потребностям. Они производят:
корма, богатые питательными веществами;
различные добавки;
концентраты для комбикорма.
Такой мини-завод производит качественную продукцию, которая по своим характеристикам ничем не уступает товару, производимому на фабриках или заводах. Одно из главных ее преимуществ – это низкая себестоимость.
При помощи мини оборудования можно производить кондитерские, коптильные, молочные продукты. Вне зависимости от региона, такой бизнес быстро окупается и отличается высоким уровнем рентабельности. Не менее выгодно производить туалетную бумагу.
Для этого можно перерабатывать мусор и макулатуру, производя товар, который всегда будет пользоваться спросом. Для этого достаточно оборудовать небольшой гараж и установить станок. Для работы понадобится всего два человека.
Оборудование для малого бизнеса в РФ
Российский рынок богат качественным и недорогим оборудованием, которое помогает наладить выпуск продукции. Например, вибростанок «Марс» производит керамзитоблоки и шлакоблоки. Цена установки около 250 $. В час производится около 60 блоков.
Станок М-310 стоит намного дешевле, но его производительность значительно ниже, всего 25 блоков в течение часа. Главное положительное качество агрегата – это низкое потребление электрической энергии.
Станок РПБ-1500 предназначен для изготовления тротуарной плитки. Оборудование стоит около 600 $, но за один час можно произвести примерно 170 единиц продукции. Агрегат «Фирст» помогает изготовить пластиковые окна. За одну смену предприниматель может изготовить 20 пластиковых окон. Оборудование обойдется покупателю около 2300$.
Где купить оборудование для малого бизнеса в Москве
Оборудование можно купить непосредственно у производителя, в специализированном магазине. Предприниматели, которые хотят сэкономить, могут приобрести технику, бывшую в употреблении.
В интернете можно найти множество собственников, которые располагают нужным агрегатом. Множество привлекательных предложений находится на популярном сайте Avito. Можно попросить совета у другого предпринимателя, который активно занимается производством. На сайте miltor.ru можно найти большое количество недорогого оборудования.
Идеи для малого и среднего бизнеса
Одной из популярных идей для малого и среднего бизнеса является создание клининговой компании. Эти организации занимаются уборкой частых домов и офисных помещений. Стартовый капитал минимальный.
Для работы может понадобиться следующее оборудование:
моющие машины;
пылесос;
швабры;
машина для чистки ковров;
стиральная машина.
Другая идея для бизнеса – это производство биокаминов, которые сейчас набирают популярность. В домашних условиях можно изготавливать свечи, изделия из жидкого фарфора.
Наиболее рентабельно пищевое производство. Молочные, мясные и кондитерские изделия всегда будут пользоваться спросом. Они ежедневно реализуются в супермаркетах в большом количестве.
Кондитерское оборудование для малого бизнеса
Оборудование выбирают после того, как предприниматель определится с ассортиментом. Можно приобретать необходимую технику поэтапно, или купить готовый комплект.
Обычно в мини-пекарню входит:
стеллажная тележка;
печь;
расстоечный шкаф;
машина для замеса теста;
просеиватель;
дополнительное оборудование.
Пекарня считается одним из самых прибыльных видов бизнеса. Совсем необязательно арендовать помещение, можно изготавливать продукцию самостоятельно дома. Чтобы повысить рентабельность производства, необходимо изготавливать массовую продукцию, такую как хлеб, лаваш, пироги, баранки, кексы, пончики.
Коптильное оборудование для малого бизнеса
Оборудовать коптильню дома проблематично, если это не загородный дом. Лучше всего использовать для этого гараж. Современные коптильные установки компактные и легкие. В комнате площадью 40 кв.м. можно без труда разместить 4 установки. Для начала вполне достаточно всего одной коптильни.
Такое оборудование может работать на дровах, газу и при помощи электрической энергии. Последний вариант самый удобный, но такое оборудование производит небольшое количество продукции. Для организации коптильни достаточно установить оборудование и организовать рабочее место. Дополнительно понадобится установить холодильник, для хранения продукция, стол, весы и различные емкости.
Пищевое оборудование и аппараты
Аппараты, для производства пищевых продуктов настолько разнообразное, что перечислить все их разновидности практически невозможно.
Пищевое оборудование может выполнять следующие цели:
очищать, измельчать, сортировать и мыть зерно и плоды;
сортирование и очищение сыпучей продукции;
разделение, формование и смешивание жидкообразных сред;
тепловые процессы;
сушка сырья;
замораживание и охлаждение;
копчение, жарка, варка, выпечка;
созревание молока и мяса;
посол рыбы и мяса;
брожение;
герметизация и фасовка.
Лизинг оборудования и станков для малого бизнеса
С помощью лизинга можно быстро и выгодно приобрести необходимое оборудование.
Понадобится подготовить минимальный пакет документов, к которым относиться:
паспорт;
документы, подтверждающие финансовый и юридический статус.
Лизинг помогает приобрести производственное оборудование без привлечения собственных финансовых средств. Долг возвращается по долям. Все расходы быстро оправдываются, чаще всего в течение года. После того, как будет внесен последний платеж, оборудование переходит в собственность предпринимателя.
Кредит на производственное оборудование малому бизнесу
Многие компании предоставляют выгодные условия кредитования. Совсем необязательно долгое время копить деньги. Если бизнес будет эффективно развиваться, приносить начинающему бизнесмену хорошую прибыль, появится возможность погасить кредит досрочно.
Чтобы улучшить условия по кредиту, предприниматель должен предоставить:
качественный бизнес-план;
залог в виде транспорта или недвижимости;
справка о доходах.
Кроме этого, бизнесмен должен обладать положительной кредитной историей. Чтобы быстрее получить кредит, необходимо найти хорошего гаранта, который имеет стабильный доход и может стать поручителем по кредиту.
Стоит подготовиться к тому, что банк может посчитать проект неперспективным, и откажет в кредите. Именно поэтому не стоит останавливаться лишь на одной кредитной организации. Если один банк счел бизнес-проект нерентабельным, другой может поступить иначе. Для начала нужно внимательно изучить предложения организаций, выбрать несколько самых привлекательных, и стараться получить согласие на предоставление кредита.
Оборудование для бизнеса на выставках
Если определиться с выбором оборудования проблематично, можно посетить специальные выставки. Для демонстрации техники используют специальные стенды и площадки. На выставке можно более детально ознакомиться с последними новинками, принципом работы оборудования, уровнем его безопасности и эффективности.
После посещения выставки начинающий предприниматель будет иметь более-менее четкое представление, какое оборудование необходимо купить, где лучше всего его приобрести. На выставках, которые проводит ЦВК «Экспоцентр» всегда можно познакомиться с опытными предпринимателями, которые могут дать новичку грамотный совет по выбору аппарата.
Современное оборудование для малого бизнеса открывает перед предпринимателями большие возможности. Наладить бесперебойное, качественное и рентабельное производство можно в домашних условиях. Для этих целей совсем необязательно приобретать или арендовать отдельное помещение. Можно найти достаточно бюджетный аппарат, быстро окупить его стоимость и получать хорошую прибыль, которая поможет выйти бизнесмену на новый уровень развития.
Ещё интересные ссылки на статьи
Отечественный малый и средний бизнес Идеи для малого бизнеса: поддержка, примеры, инновационные решения Малый бизнес в России проблемы и перспективы
Посещайте и участвуйте в интересных мероприятиях и выставках в удобный для Вас месяц!
Читайте интересную подборку статей и полезной информации.
Устройство для изготовления кроссворда из ткани
100%
СТАКАЦ
Аппарат для изготовления ткани
Категория Кроссворд (Спорт II)
89%
СТАКАТ
Аппарат для ткачества тканей
Категория Кроссворд (Спорт VII)
80%
СТАНКИЙ
Рама для изготовления ткани
Лестница слов: Вселенная Стивена
78%
LOOM
Инструмент для изготовления ткани
Big Time Word Ladder 2
77%
LOOM
Аппарат для изготовления ткани путем переплетения пряжи
Воскресный кроссворд
76%
СЕТЬ
Приспособление для ловли рыбы.
Кубок _ _T!
76%
ГИРОСКОП
прибор для измерения весов
Сложная лексика #1
75%
СТАКАЦ
Аппарат для ткачества
Словесная лестница: Лента Мёбиуса
74%
СТАТКАЦ
Машина для изготовления ткани
All Gaming Word Ladder
73%
LOOM
Аппарат для изготовления пряжи или ткачества
Word Ladder: Minecraft
71%
ВЕЛОЦИМЕТР
Прибор для измерения скорости
А _ _ _ _ _ _ _ _ R до Z _ _ _ _ _ _ _ _ _ R
71%
ИСПЕЛИТЕЛЬ ЖУК
Аппарат для сжигания
Полное наименование: Жук
69%
МЕЛЬНИЦА
Аппарат для измельчения
Word Ladder: Green Phrases
65%
KART
2. Гоночный снаряд для Марио и его друзей
Word Ladder: Utah Jazz
63%
ИНКУБАТОР
Аппарат для недоношенных детей
А _ _ _ _ _ _ _ Р до Я _ _ _ _ _ _ _ Р
63%
БАТУТ
Устройство для выполнения акробатической акробатической акробатики
На Ram-Page
62%
УСТАНОВКИ
Аппараты для бурения нефтяных скважин
Словесная лестница: Страны и столицы Евразии
60%
БАТАРЕЯ
Аппарат для получения электрического тока
Другими словами, бейсбольные термины
60%
BUNTING
Ткань для изготовления флагов.
Также птица
58%
ПРИБОР BRANNOCK
Прибор для измерения размера обуви человека
Как это называется? (кликабельно)
58%
УСТАНОВКИ
Аппараты промышленного назначения
Города и страны Word Ladder
58%
КИНЕТОГРАФ
Аппарат для фотосъемки движущихся изображений
А _ _ _ _ _ _ _ _ H до Z _ _ _ _ _ _ _ _ _ H
57%
ткацкий станок
ткацкий станок с ручным или механическим приводом
Словарное определение: «Леди из Шалотта» (1842 г.)
57%
STILL
аппарат для конденсации жидких смесей
Это делает меня больным!
56%
РАМКА EPSTEIN
Прибор, используемый для испытания магнитных материалов.
Алфавитный жаргон: электротехника
Сообщить об этом пользователе за поведение, нарушающее наши Принципы сообщества.
Детали:
Перейти на мобильный сайт Sporcle.com →
Как называется аппарат для изготовления ткани путем ткачества пряжи или нити?
ответил
уклончивый уклончивый
Ответ:
Ткацкий станок: Устройство для изготовления ткани путем переплетения пряжи или нити. Ткацкий станок — это устройство, используемое для ткачества ткани.
Объяснение:
нет проблем
Спасибо
Новые вопросы в статье
Вы считаете себя художником? (Мне нужен ответ, минимум 100 слов)
1. Паганини стал самым известным в мире игроком на этом инструменте A. Виолончель C. Фортепиано B. Гитара D. Скрипка 2. Этот композитор был известен как … «Поэт фортепиано», поскольку он писал почти исключительно для фортепиано и широко использовал педаль фортепиано в большинстве своих произведений. A. Камиль Сен-Санс C. Гектор Берлиоз D. Роберт Шуман B. Фредерик Шопен 3. Это пример композиции Фредерика Шопена, танцевальной композиции для фортепиано, известной в Польше до сегодняшнего дня, которая показывает, что национализм также был включен в Романтический период А. Баллада. C. Полонез D. Вальс B. Карнавал 4. Это инструментальная композиция, которая передает образы или сцены, чтобы рассказать короткий рассказ без текста или слов A. Фортепианная музыка B. Программная музыка 5. Темп первой части или вступления музыка Фантастическая симфония это А. Аллегретто С. Умеренная D. Медленная Б. Быстрая С. Струнная музыка Г. Скрипичная музыка 6. Помимо того, что он был композитором, Роберт Шуман был также известен своими. A. Балетная музыка C. Музыкальная критика B. Кампанелла D. Фантастическая симфония 7. Этот композитор-романтик был известен как органист и один из лучших пианистов своего времени, который неподвижно сидел за фортепиано, играя изящно и хладнокровно A. Камилла Сен-Санс C. Никколо Паганини B. Людвиг Ван Бетховен D. Петр Ильич Чайковский 8. Это описывается как культурное движение, описывает напряженные эмоции, воображение, индивидуализм и свободу выражения A. Период барокко B. Средневековый период 9. Это относится к событиям на пике карьеры Камиля Сен-Санса A. Многим студентам бесплатно преподавали музыку B. Много красивых зданий было построено в Польше C. Много красивых зданий и церквей было построено во Франции D. Много красивых зданий и церкви были построены во Франции, включая Эйфелеву башню C. Период Возрождения D. Романтический период 10. Это произведение для одного или нескольких сольных инструментов, обычно состоящее из трех или четырех независимых частей, различающихся по тональности, настроению и темпу. A. Классическая B. Финал B. Гектор Берлиоз 14. Входит в произведения Николло Паганини A. Мазурка C. Скерцо D. Соната 11. Ноктюрн Фредерика Шопена – инструментальное сочинение задумчивого, мечтательного настроения для произведения А. Виолончель C. Оркестр B. Фортепиано D. Скрипка 12. Это период музыки, связанный Людвигом Ван Бетховеном с эпохой романтизма A. Период барокко C. Средневековый период B. Классический период D. Период Возрождения 13. Он Русский композитор, известный своей балетной музыкой и большой поклонник Моцарта. A. Ференц Лист C..Питер Чайковский D. Роберт Шуман A. Спящая красавица B. Ромео и Джульетта C. Лебединое озеро B. Кампанелла D. Карнавал животных Паганини и прославился своей симфонией, в которой он перевел великие литературные произведения в музыкальные сочинения А.
Набор сверл по металлу ЗУБР «МЕТ-ВП», парооксидированные, Р9М3, 170 шт. , в металлическом боксе / 4-29605-h270-M
Описание
Характеристики
Отзывы (0)
Описание
Характеристики
Сверла по металлу «МЕТ-ВП» предназначены для сверления заготовок из конструкционных сталей, цветных металлов и других материалов. Сверла нормальной точности класса B1, изготовлены в соответствии с требованиями ГОСТ 10902-77.
• Сверла парооксидированные
• Изготовлены из быстрорежущей стали Р9М3
• Угол заточки при вершине 118°
• 170 шт. в наборе: Ø от 1,0 до 8,0 по 10 шт., от 8,5 до 10,0 по 5 шт. (шаг 0,5 мм)
• В металлическом боксе
Производство ЗУБР.
Напишите свой отзыв о «Набор сверл по металлу ЗУБР «МЕТ-ВП», парооксидированные, Р9М3, 170 шт.
, в металлическом боксе / 4-29605-h270-M»
Имя / Псевдоним
Минусы
Комментарий
Оценка товара
ЗУБР МЕТ-ВП 4-29605-h23 в Белгороде: 19-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Белгород
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Здоровье и красота
Здоровье и красота
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Электротехника
Электротехника
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Набор сверл по металлу для дрелей, шуруповертов Зубр 4-29605-h23-M
ПОДРОБНЕЕ
Сверло по металлу ЗУБРМЕТ-ВП Тип: спиральный, Сверло левого вращения: нет, Диаметр: 17. 000
ПОДРОБНЕЕ
Сверло ЗУБР «МЕТ-ВП» по металлу, цилиндрический хвостовик, 6,7х101мм, 10шт {4-29622-101-067-10}
Сверло по металлу ЗУБРМЕТ-ВП 4-29605-H5 Тип: по металлу, Производитель: ЗУБР, Тип хвостовика:
ПОДРОБНЕЕ
Вп-4
Сверло по металлу, винтовое ЗУБРМЕТ-ВП 4-29605-h270-M Тип: винтовое, по металлу, Производитель:
ПОДРОБНЕЕ
Зубр Переплет: Твердый
ПОДРОБНЕЕ
2 страница из 18
ЗУБР МЕТ-ВП 4-29605-h23
h270M-PLUS|Материнские платы|ASUS Global
Надежная стабильность
USB Type C
UEFI BIOS
Звук для игр
Easy PC DIY
1 Порт VGA
2 Порт DVI-D
3 HDMI
4 5 Гбит/с USB тип C
5 Порт USB 3. 0
7 Аудио
8
Поддержка PCI Express 3.0(GEN3)CFX
9
Звук для игр
Экранирование звука
Выделенные слои звуковой платы
Аудиоконденсаторы премиум-класса японского производства
10 DIGI+VRM и ЭПУ
11 Поддержка DDR4 2133
12 Поддержка 14-нанометрового процессора Intel® LGA 1151 Socket
13 4 порта USB 3. 0 на передней панели
14 Поддержка M.2 X4, 32 Гбит/с
15 Порт SATA Express
16 Набор микросхем Intel® h270
17 Порты SATA 6 Гбит/с
Надежная стабильность
Сеть с защитой от перенапряжения
Защита от перенапряжения
Стабильный источник питания
Защита от сверхтока
Ввод/вывод из нержавеющей стали
Advanced Hardware Safeguards
Ведущая в отрасли технология 5X Protection II использует лучшие компоненты, превосходную схему и строгие стандарты, чтобы гарантировать качество и долговечность вашей материнской платы с всесторонней защитой. Для вас это означает исключительную защиту и стабильность вашей сборки — результат многолетнего инженерного опыта ведущего мирового производителя материнских плат.
LANGuard
Повышенная производительность. В 2,5 раза выше устойчивость к перенапряжениям.
ASUS LANGuard — это защита сети на аппаратном уровне, в которой используется технология связи сигналов и конденсаторы поверхностного монтажа премиум-класса с защитой от электромагнитных помех, обеспечивающие более надежное соединение и лучшую пропускную способность, а также компоненты с защитой от электростатического разряда и перенапряжения для большей устойчивости к статическому электричеству и улучшенной защиты. против скачков.
* Результат ESD выполняется отдельным LANGaurd
Защита от электромагнитных помех
Накладной конденсаторы
Защита от перенапряжения
Конструкция питания мирового класса с защитой цепей
Эксклюзивная схема со встроенными стабилизаторами напряжения для защиты вашего набора микросхем, портов подключения и аудиокодеков от повреждений, вызванных неожиданным высоким напряжением из-за нестабильности или низкой мощности запасы.
Защита DRAM от перегрузки по току
Защита от короткого замыкания
Встроенные самовосстанавливающиеся предохранители предотвращают повреждения от перегрузки по току и короткого замыкания. Это распространяется не только на порты ввода-вывода, но и на DRAM, чтобы обеспечить срок службы как вашей системы, так и подключенных устройств.
DIGI+ VRM
Точное управление для стабильного питания
Эксклюзивное решение ASUS DIGI+ VRM интеллектуально подает питание на процессор в соответствии с потребностями в реальном времени, сокращая потери энергии и повышая стабильность системы.
Задняя панель ввода-вывода из нержавеющей стали
3-кратная коррозионная стойкость для большей долговечности
Задние панели ввода-вывода из коррозионно-стойкой стали, соединенные оксидом хрома, имеют срок службы, который в три раза (в 3 раза) больше, чем у обычных панелей.
Защита от электростатического разряда
Электростатический разряд (ЭСР) может произойти внезапно, и его вредное воздействие легко недооценить. Защита от электростатических разрядов ASUS протестирована в соответствии с очень высокими стандартами и способна выдерживать напряжение до +/- 10 кВ при воздушном разряде и +/- 6 кВ при контактном разряде. Мы используем активную защитную схему для защиты вашей системы от электростатических помех и повреждений, обеспечивая более длительный срок службы компонентов.
1
Порт локальной сети
Диодная защита TVS от электростатического разряда в цепи LAN.
2
Разъемы USB
Диоды TVS для поверхностного монтажа и двухрядных корпусов.
3
Разъемы VGA
Дополнительные диоды ESD TVS для защиты функций D-Sub.
4
Разъемы для клавиатуры и мыши
Дополнительные диоды для подавления переходного напряжения (TVS) в цепи.
Превосходная производительность
Признанный СМИ UEFI BIOS
Самая плавная и гладкая графическая система BIOS, управляемая мышью, была улучшена, чтобы сделать ее еще более привлекательной. Независимо от того, являетесь ли вы новичком в ПК или опытным оверклокером, режимы EZ и Advanced Mode помогут вам быстро и легко сориентироваться.
EZ Flash 3
Обновите последнюю версию BIOS через Интернет и из самой BIOS.
S.M.A.R.T
Проверьте журналы технологии самоконтроля, анализа и отчетности (S.M.A.R.T) ваших устройств хранения, чтобы оценить надежность и даже определить, могут ли они выйти из строя.
Q-Fan Control
Вы можете настроить скорость вращения вентилятора вручную или использовать предварительно настроенные профили вентилятора, чтобы выбрать режимы Standard, Silent, Turbo или Full Speed!
Избранное
Быстрый поиск параметров настройки и добавление предпочтительных инструментов в список.
Режим EZ
Интуитивное графическое управление вентилятором: Точно настройте отдельные вентиляторы, просто перетащив кривую с помощью мыши.
ЭЗ XMP: Улучшите производительность DRAM одним щелчком мыши.
SATA Информация: Просмотр сведений о порте SATA для легкого распознавания устройства.
Быстрая настройка часов: Используйте элементы управления мышью, чтобы изменить время и дату.
Расширенный режим
Журнал последних изменений: Отслеживайте последние изменения и сохраняйте предпочтительные профили на USB-накопителе.
Переименование порта SATA: Переименуйте порты SATA для легкой идентификации.
Сверхбыстрая скорость передачи
SATA Express
Современные твердотельные накопители потребляют до 550 МБ/с, что близко к точке насыщения для соединений SATA 6 Гбит/с. SATA Express, обратно совместимый с двумя дисками SATA, является стандартом подключения нового поколения и гарантирует, что вы и ваша система не останетесь позади.
М.2
Благодаря пропускной способности x4 PCI Express 3.0/2.0 M.2 поддерживает скорость передачи данных до 32 Гбит/с. Это идеальный выбор для операционной системы или диска приложений, благодаря которому весь ПК или профессиональные приложения будут работать максимально быстро.
Мгновенный интерфейс USB 3.0 Experience на передней панели
Мы разместили USB 3.0 именно там, где он вам нужен — четыре сверхскоростных порта на передней панели. Испытайте скорость передачи данных до 10 раз быстрее, чем USB 2.0, с мгновенным подключением plug-and-play, поэтому больше не нужно изнуряющих конвульсий в поисках труднодоступных задних портов!
USB Type-C для удобного подключения
Игровое аудио
Готовься! Выиграйте поле битвы
1
Шумоизоляция
Звуковое экранирование обеспечивает точное аналогово-цифровое разделение и значительно снижает многосторонние помехи.
2 Отдельные слои для левой и правой дорожек обеспечивают одинаковое качество обоих каналов.
3
Наслаждение звуком
Японские аудиоконденсаторы премиум-класса обеспечивают теплый, естественный и захватывающий звук с исключительной четкостью и точностью.
Легкий ПК своими руками
Безопасный монтаж материнской платы
Свободные от компонентов зоны для минимизации риска повреждения
Установка материнской платы ASUS теперь безопаснее, чем когда-либо. Обширные «безопасные зоны» без компонентов вокруг каждого монтажного отверстия корпуса сводят к минимуму риск повреждения и короткого замыкания, вызванного контактом, поэтому вы будете собирать свой ПК с полной уверенностью!
Q-Slot
Легкое извлечение компонентов PCI Express
Большой зажим с крыльями легко доступен и прост в эксплуатации. Просто слегка нажмите на зажим Q-Slot, и видеокарта выскочит. Установка или удаление даже самых больших видеокарт не составляет труда!
Q-DIMM
Легкое извлечение модулей памяти
Даже если вы работаете с корпусом меньшего размера, просто нажмите на односторонний зажим и вставьте или вытащите модули оперативной памяти — проще не бывает!
Оптимизированное охлаждение
Fan Xpert 2+
Расширенные средства управления вентилятором
Универсальное управление
Push-уведомление
Медиа-стример
Медиа-стример
Мобо Коннект
Очиститель ПК
Push-уведомление
Медиа-стример
AI Suite III
Мобо Коннект
Очиститель ПК
Push-уведомление
Следите за состоянием своего ПК на ходу.
Если вы когда-нибудь задумывались о том, как работает ваш компьютер, когда вас нет рядом, Push-уведомление будет держать вас в курсе — в режиме реального времени! Когда статус вашего ПК меняется, Push Note мгновенно отправляет предупреждение на ваш планшет или смартфон. Вы также можете отправить просматриваемую веб-страницу или заметку на свое смарт-устройство. Все под контролем, где бы вы ни находились.
Медиа-стример
Ваш цифровой центр ПК для совместного использования и домашнего кинотеатра
Наслаждайтесь мультимедийным контентом вашего ПК — где угодно! Слушайте музыку со своего ПК или из облачных хранилищ, включая ASUS WebStorage, Dropbox, Google Drive и OneDrive, потягивая кофе в кафе, или расслабьтесь с друзьями и транслируйте любимый фильм на смарт-телевизор. С ASUS Media Streamer вы сможете развлекаться везде, где бы вы ни находились.
AI Suite 3
Единый доступ к инновационным функциям ASUS
ASUS AI Suite 3 предлагает совершенно новый пользовательский интерфейс благодаря более четкому и привлекательному интерфейсу с поддержкой больших мониторов. Он объединяет все эксклюзивные функции ASUS в один простой в использовании пакет, позволяющий контролировать разгон, энергопотребление, скорость вращения вентилятора, напряжение и многое другое. Это универсальное приложение предлагает разнообразные и простые в использовании функции без необходимости переключаться между различными утилитами.
Mobo Connect
Универсальное управление между вашим ПК и смарт-устройством
Одновременная работа с ПК и смарт-устройством с помощью одного набора клавиатуры и мыши. Простая горячая клавиша позволяет быстро переключаться между ПК и смарт-устройством. Он даже заряжает ваше мобильное устройство одновременно.
Очиститель ПК
Работайте быстрее, начинайте быстрее и плавнее
Ваш компьютер работает медленно? PC Cleaner очищает неиспользуемые и нежелательные файлы и программы, которые занимают место на ваших накопителях, устраняя засор. Он также ускоряет запуск ПК одним щелчком мыши!
Особенности ЦП и набора микросхем Intel
Набор микросхем Intel® h270
Intel® h270 — это конструкция с одним набором микросхем, которая поддерживает процессоры Intel LGA1151 Core™ i7 / Core i5 / Core i3 / Pentium® / Celeron® 6-го поколения. Он обеспечивает улучшенную производительность за счет использования последовательных каналов связи «точка-точка», что позволяет повысить пропускную способность и стабильность. Кроме того, h270 обеспечивает до восьми портов USB 3.0, шесть портов SATA 6 Гбит/с, 32 Гбит/с M.2 и поддержку линии PCIe 3.0 для более быстрого извлечения данных. Intel h270 также поддерживает функции интегрированной графики (iGPU), так что вы сможете насладиться новейшей производительностью встроенной графики Intel.
Готова для процессоров Intel LGA1151 Core i7/Core i5/Core i3/Pentium/Celeron 6-го поколения
Эта материнская плата поддерживает процессоры Intel Core i7/i5/i3/Pentium/Celeron 6-го поколения в корпусе LGA1151, с графикой, памятью и встроенные контроллеры PCI Express для поддержки встроенного графического вывода с выделенными наборами микросхем, двухканальной (4-DIMM) памятью DDR4 и 16 линиями PCI Express 3.0/2.0 для отличной графической производительности.
Продолжаем знакомиться с технологиями обработки на фрезерных станках с ЧПУ посредством выдержек из книги Ловыгина А.А., Васильева А.В. и Кривцова С.Ю. — переходим к описанию CAD CAM систем и принципов моделирования и работы.
Сегодня для достижения успеха на рынке промышленное предприятие вынуждено работать над сокращением срока выпуска продукции, снижением ее себестоимости и повышением качества. Стремительное развитие компьютерных и информационных технологий привело к появлению CAD/CAM/CAE систем, которые являются наиболее продуктивными инструментами для решения этих задач.
Что такое CAD и САМ?
Под CAD системами (computer-aided design — компьютерная поддержка проектирования) понимают программное обеспечение, которое автоматизирует труд инженера-конструктора и позволяет решать задачи проектирования изделий и оформления технической документации при помощи персонального компьютера.
САМ системы (computer-aided manufacturing — компьютерная поддержка изготовления) автоматизируют расчеты траекторий перемещения инструмента для обработки на станках с ЧПУ, и обеспечивают выдачу управляющих программ с помощью компьютера.
САЕ системы (computer-aided engineering — компьютерная поддержка инженерных расчетов) предназначены для решения различных инженерных задач, например, для расчетов конструктивной прочности, анализа тепловых процессов, расчетов гидравлических систем и механизмов.
Развитие CAD/CAM/CAE систем продолжается уже несколько десятилетий. За это время произошло некоторое разделение или точнее “ранжирование” систем на уровни. Появились системы верхнего, среднего и нижнего уровней. Системы верхнего уровня обладают огромным набором функций и возможностей, но с ними тяжелее работать. Системы нижнего уровня имеют довольно ограниченные функции, но очень просты в изучении. Системы среднего уровня — это “золотая середина”. Они обеспечивают пользователя достаточными для решения большинства задач инструментами, при этом не сложны для изучения и работы.
Уровни САМ системы
САМ система предназначена для автоматического создания управляющих программ на основе геометрической информации, подготовленной в CAD системе. Главные преимущества, которые получает технолог при взаимодействии с системой, заключаются в наглядности работы, удобстве выбора геометрии, высокой скорости расчетов, возможности проверки и редактирования созданных траекторий.
Различные САМ системы могут отличаться друг от друга областью применения и возможностями. К примеру, существуют системы для токарной, фрезерной, электроэрозионной обработки, деревообработки и гравировки. Не смотря на то, что большинство современных CAD/CAM систем умеют создавать УП для любого типа производства, такое разделение по областям применения остается актуальным. Если предприятию нужна фрезерная обработка, то оно приобретает модуль фрезерования. Если же нужна только токарная обработка, то достаточно приобрести токарный модуль этой же системы. Модульность построения САМ систем является частью маркетинговой политики разработчиков и позволяет предприятию-пользователю экономить значительные средства для приобретения только необходимых конструкторско-технологических возможностей.
В свою очередь, модули системы отличаются определенным уровнем возможностей. Обычно для фрезерной обработки разработчики вводят следующие уровни:
• 2.5-й осевая обработка
На этом уровне система позволяет рассчитывать траектории для простого 2-х координатного фрезерования и обработки отверстий.
• 3-х осевая обработка с позиционированием 4-ой оси
На этом уровне вы сможете работать с 3D моделями. Система способна генерировать УП для объемной обработки.
• Многоосевая обработка
В этом случае система предназначена для работы с самым современным оборудованием и способна создавать УП для 5-ти осевого фрезерования самых сложных деталей.
Чем выше уровень модуля, тем большими возможностями он обладает. Естественно, что для разработки алгоритмов 5-ти координатной обработки требуются большие инвестиции (как финансовые, так и интеллектуальные), чем для разработки алгоритмов 3-х координатной обработки. Следовательно, и стоимость модулей будет разной. Если у вашего предприятия нет оборудования для 5-ти координатной обработки, то нет смысла приобретать самый дорогостоящий модуль.
Геометрия и траектория
Прежде чем начать работу с CAD/CAM системой вы должны понять, что геометрия детали изготовленной на станке с ЧПУ может отличаться от истинной геометрии CAD модели. Несомненно, что 3D модель служит базой для расчета траекторий, но готовая деталь является результатом работы САМ системы и станка с ЧПУ, которые по-своему интерпретируют исходную геометрическую информацию.
Возьмем эллипс, который может быть создан в любой CAD системе очень просто — достаточно одного клика мышкой. Однако станок с ЧПУ не способен напрямую описать эллипс, ведь он умеет перемещать инструмент только по прямой или дуге. САМ система знает это и решает возникшую проблему при помощи аппроксимации эллипса прямыми линиями с определенной точностью. В результате, траекторию эллипса можно получить и на станке с ЧПУ, но уже при помощи линейной интерполяции.
Программист сам устанавливает ограничивающую зону для аппроксимации, то есть определяет с какой точностью нужно “приблизиться” к исход¬ной геометрии. Чем выше задана точность, тем больше будет произведено отдельных сегментов, и тем больший размер будет иметь программа обработки. Особенно ярко этот эффект проявляется при обработке 3D моделей.
Рис. 12.10. Линейная аппроксимация эллипса в САМ системе выполняется с заданной точностью.
Общая схема работы с CAD/CAM системой
Этап 1. В CAD системе создается электронный чертеж или 3D модель детали. На рисунке 12.1 изображена трехмерная модель детали с карманом сложной формы.
Этап 2. Электронный чертеж или 3D модель детали импортируется в САМ систему. Технолог-программист определяет поверхности и геометрические элементы, которые необходимо обработать, выбирает стратегию обработки, режущий инструмент и назначает режимы резания. Система производит расчеты траекторий перемещения инструмента.
Рис. 12.2. САМ система рассчитала траекторию для обработки кармана.
Этап 3. В САМ системе производится верификация (визуальная проверка) созданных траекторий. Если на этом этапе обнаруживаются какие либо ошибки, то программист может легко их исправить, вернувшись к предыдущему этапу.
Рис. 12.3. Результат верификации.
Этап 4. Финальным продуктом САМ системы является код управляю¬щей программы. Этот код формируется при помощи постпроцессора который форматирует УП под требования конкретного станка и системы ЧПУ.
Виды моделирования
Существует несколько вариантов геометрического представления детали в CAD системе. Выбор того или иного варианта зависит от возможностей системы и от необходимости его применения для создания управляющей программы.
Еще не так давно основными инструментами инженера-конструктора были карандаши, линейка и ватман. С появлением первых персональных компьютеров началась настоящая революция в области автоматизации проектирования. Инженеры-конструкторы сразу же оценили преимущества “плоских чертилок”. Даже самая простая CAD система для двумерного проектирования позволяет быстро создавать различные геометрические элементы, копировать фрагменты, автоматически наносить штриховку и проставлять размеры.
Основными инструментами при плоском проектировании являются линии, дуги и кривые. При помощи операций продления, обрезки и соединения геометрических элементов происходит создание “электронного чертежа”. Для полноценной работы с плоской графикой в САМ системе необходима дополнительная информация о глубине геометрии.
Каркасная модель представляет геометрию детали в трехмерном пространстве, описывая положение ее контуров и граней. Каркасная модель в отличие от плоского электронного чертежа предоставляет САМ системе частичную информацию о глубине геометрии.
С развитием автомобильной и авиационной промышленности и необходимостью аналитического описания деталей сложной формы на ПК, сформировались основные предпосылки для перехода от плоского к объемному моделированию Объемная или 3D модель предназначена для однозначного определения геометрии всей детали.
Рис. 12.5. 2D геометрия.
Рис. 12.6. Каркасная модель.
Рис. 12.7. Поверхностная модель.
Системы объемного моделирования базируются на методах построения поверхностей и твердотельных моделей на основе плоских и неплоских эскизов. Эскиз, в свою очередь, состоит из простых геометрических элементов — линий, дуг и кривых. Инженер-конструктор принимает в качестве эскизов сечения, виды и осевые линии деталей.
Поверхностная модель очень похожа на каркасную. Представьте себе, что между гранями каркасной модели натянута тонкая ткань. Это и будет поверхностной моделью. Таким образом, любое изделие может быть представлено в виде набора ограничивающих поверхностей.
В настоящее время поверхностные модели широко используются для работы с САМ системами, особенно когда речь идет об инструментальном производстве.
При твердотельном способе моделирования основными инструментами являются тела, созданные на основе эскизов. Для построения твердого тела используются такие операции как выдавливание, вырезание и вращение эскиза. Булевы операции позволяют складывать, вычитать и объединять раз¬личные твердые тела для создания 3D модели изделия. В отличие от поверхностных моделей, твердотельная модель не является пустой внутри. Она обладает некоторой математической плотностью и массой. На сегодняшний день твердотельные модели — это самое популярная основа для расчета траекторий в САМ системе.
Одним из главных преимуществ этого способа является так называемая параметризация. Параметризация означает, что в любой момент вы можете изменить размеры и характеристики твердого тела, просто изменив числовые значения соответствующих параметров.
Современная CAD/CAM система должна обладать инструментами для создания как поверхностных, так и твердотельных моделей.
Рис. 12.8 Выдавливание (Extrude) плоского эскиза для создания твердотельной модели.
CAM-системы для станков с ЧПУ
Содержание:
Самое слабое звено — человек?
Знакомьтесь: CAM-CAD системы
Зачем все это нужно
Как это работает
Сколько стоит CAM-система и как не ошибиться при покупке ПО
Основные CAM-системы, которые используются на российских предприятиях
Образ типичного станочника середины XX века — замасленный халат, кепка и традиционный карандаш за ухом, безвозвратно ушел в прошлое. Хотя многие специалисты тех лет были настоящими виртуозами, и достигали в своей работе порога невозможного. И все же… Современные фрезерные, токарные, сверлильные и многие другие типы станков, часть из которых совмещает в себе множество функций и поэтому носит горделивое название «обрабатывающий центр», — почти все они теперь управляются электроникой и компьютерами.
Конечно, помощь человека нужна и этим «умникам». Но только для того, чтобы поменять содержимое их инструментального магазина, установить необходимую оснастку, произвести ряд настроек и привязку инструмента. А самое главное – обеспечить наличие соответствующей компьютерной программы. В ней должен содержаться набор последовательных команд с описанием всех необходимых операций, которые должен выполнить станок, график и траектории перемещения его подвижных органов, указания по геометрии и параметрам обработки детали.
Самое слабое звено — человек?
Оказалось, что человек для создания программ изготовления деталей на станках с числовым программным управлением (ЧПУ) подходит плохо. Современный обрабатывающий центр тратит на изготовление детали, в зависимости от ее сложности, от нескольких минут до нескольких часов. А создание управляющей программы (УП) для этой задачи, если программирование ведется традиционным способом, может потребовать от нескольких суток до нескольких недель напряженного труда квалифицированного программиста.
Так как во второй половине прошлого века начали активно развиваться системы автоматизированного проектирования (САПР) инженерных работ, при помощи которых, среди всего прочего, можно создать трехмерную графическую компьютерную модель любой детали, человек как создатель управляющих программ оказался лишним звеном. Его как слишком медленную прослойку между умными и исполнительными станками с ЧПУ, с одной стороны, и почти неограниченными возможностями программного комплекса САПР с другой, также заменило специализированное программное обеспечение.
Знакомьтесь: CAM-CAD системы
По-английски новый программный комплекс получил название CAM — ComputerAidedManufacturing (компьютеризированная подготовка производства), и вошел на правах одной из самых важных составляющих в систему программ САПР. Учитывая, что английское название последней — «Computer Aided Design System», сокращенно — CAD System, родился новый термин: CAD-CAM системы. Именно этот программный комплекс помог освободить человека от рутинного программирования станков с ЧПУ.
Использование CAM-систем позволяет проектировать технологические процессы, быстро синтезировать программы для станков с ЧПУ, моделировать процессы станочной обработки и многое другое. Однако все эти важные подзадачи чаще всего решаются на основе объемных геометрических моделей, которые являются продуктом работы CAD-системы. Поэтому в обиходе, справочной литературе и технической документации чаще встречается название CAD/CAM-системы, что указывает на тесную взаимосвязь этих двух понятий.
Зачем все это нужно?
Процессы подготовки управляющей программы при помощи компьютера и изготовление нужной детали на станке с ЧПУ происходят значительно быстрее, чем при выполнении этой работы традиционном способом. И это первое преимущество данного метода. Вторым главным преимуществом совместного использования САМ-системы и станка с ЧПУ является точность изготовления деталей. Без такого подхода в нынешних условиях было бы невозможным производство многих изделий, требующих максимально точной подгонки деталей друг к другу.
Кроме того, возможность создания и анализа виртуальной трехмерной модели сложнопрофильной детали до начала работ по ее изготовлению, во многих случаях позволяет избежать конструкторских и технологических ошибок еще на этапе подготовки производства. Специалисты считают, что современное машиностроительное предприятие может быть конкурентоспособным и успешно занимать свою нишу на рынке, если будет соответствовать трем условиям:
● сократит до минимума срок подготовки производства и вывода продукции на рынок;
● добьется меньшей себестоимости продукции, чем основные конкуренты;
● обеспечит наилучшее качество продукции.
Всего этого можно добиться только за счет использования современного оборудования, достижений науки и развития компьютерных технологий. Важнейшей из которых является использование в процессе производства станков с ЧПУ и мощной программной среды – CAM/CAD систем.
Как это работает?
В качестве исходных данных при создании программы управления станком, используются результаты проектирования из CAD-системы. Хотя программирование даже на этом этапе может быть осуществлено при наличии только исходного чертежа или эскиза, а также описания технологического процесса. Результатом программирования будет ввод в станок данных о размерах заготовки, параметрах ее обработки, траекториях движения детали и режущего инструмента, команд управления подачей и другими движущимися системами станка.Современные CAM-программы могут использоваться при разработке сложных технологических процессов, а в металлообработке применяются, в основном, как средство синтеза программ для управления станками с ЧПУ и моделирования процессов обработки. Система рассчитывает траектории и относительное движение инструмента и заготовки. Благодаря наличию специального программного модуля, называемого постпроцессором, при построении управляющей траектории CAM-система учитывает особенности кинематики конкретного станка, на котором ведется обработка.
На практике обычная последовательность действий при изготовлении какой-либо детали на заказ, например, на 4-координатном фрезерном станке с ЧПУ, такова:
1.Создание 3D-модели по эскизу или чертежу.
2.Создание управляющей программы на основе 3D-модели.
3.Передача программы в станок с ЧПУ.
4.Закрепление заготовки, выполнение операций 3-х осевой фрезеровки.
5. Выполнение операций 4-х осевой фрезеровки. Контроль размеров готовой детали.
Сколько стоит
CAM-программа и как не ошибиться при покупке ПО?
Приобретение лицензионного программного обеспечения до сих пор не стало привычкой наших компьютеризированных сограждан. Хорошо, если стоимость хотя бы операционной системы входит в цену купленного ноутбука или персонального компьютера. Но вот в случае использования сложного специализированного программного обеспечения в производственной деятельности, о своей чрезмерной «экономности» следует забыть.
Во-первых, найденное в сети или переписанное у кого-то по случаю «вскрытое» ПО, скорее всего, нормально работать не будет. Во-вторых, если использование нелицензионного программного обеспечения обнаружится, штрафы и судебные санкции могут финансово «подрубить» даже достаточно крепкое предприятие. Поэтому лицензию на использование одной из CAM/CAD систем, которые в избытке представлены на рынке промышленного ПО, придется купить. Стоимость – от нескольких тысяч долларов.
Основные CAM-системы, которые используются на российских предприятиях
● PowerMill. Разработчик – компания Delcam. Преимущества: 2,3 и 5-осевая высокоскоростная обработка 3D-поверхностей. Согласно одного из статистических исследований, имеет наибольшее количество пользователей в мире.
● MasterCam. Популярная CAD/CAM-программа для многоосевой обработки. Последняя версия – MasterCam-X7. Разработчик – компания CNC Software. Почти 170 тысяч инсталляций в мире. Имеет модуль русификации.
● SprutCAM. Разработчик – компания СПРУТТехнология (Россия). В отличие от многих существующих в мире систем, программа поддерживает разработку управляющего программного обеспечения для многокоординатных фрезерных станков, а также станков электроэрозионного типа, учитывая 3D-модель кинематики станка. Создает достоверную 3D-модель станка, что позволяет виртуально просмотреть будущий процесс обработки детали. Все преимущества российского разработчика: удобный интерфейс, обновление версий, поддержка, приемлемая цена, наличие справочной литературы.
● ADEM.Разработчик – компания «Омега АДЕМ Технолоджиз» (г. Москва, Россия). Многокоординатная обработка, доступная цена, поддержка, возможность обучения персонала.
● ESPRIT. Разработчик – компания DP Technology (США). Высокопроизводительная, многофункциональная, обучающаяся система среднего класса. Русифицированный интерфейс и справочная система. Лучше остальных программных комплексов поддерживает электроэрозионные станки.
● CAMWorks. Разработчик — Geometric Technologies Inc. (Индия-США). Программа работает в среде и по модели программного комплекса SolidWorks. Поддерживается работа с 2-х и 5-координатными фрезерными станками.
Перечисленные CAM-программы – наиболее популярны, изучены и активно используются на российских предприятиях. При выборе конкретного продукта и его версии, кроме возможностей программного комплекса и его цены, следует учитывать возможности своего станочного парка, наличие «горячей» линии или других видов поддержки русскоязычных пользователей, возможность бесплатного или более дешевого обновления до новых версий.
Автор статьи: ведущий технолог АО «КоСПАС» М.В. Ягупов
Что такое CAM для фрезерования?
Перейти к содержимому
30 августа 2021 г.
Мишель Немет
Опубликовано в Продукт
CAM для фрезерования является одним из наиболее часто используемых методов в мире производства для изготовления деталей чрезвычайно точных форм и размеров, поскольку он сочетает в себе два мощных инструмента: фрезерование и программное обеспечение CAM. Фрезерование — это тип процесса субтрактивной обработки, означающий удаление материала с заготовки. Он делает это с помощью вращающегося инструмента, такого как концевая фреза, для резки материала заготовки. Автоматизированное производство (CAM) относится к использованию специализированного программного обеспечения для автоматизации производства на совместимом оборудовании. Программное обеспечение CAM использует файлы деталей, созданные в программном обеспечении автоматизированного проектирования (САПР), и создает код для управления станками с ЧПУ для резки детали. Mastercam, например, представляет собой программное обеспечение CAM со встроенным CAD, но вы также можете импортировать файлы CAD практически из любого программного обеспечения CAD для подготовки к обработке на фрезерном станке с ЧПУ. CAM для фрезерования — это использование программного обеспечения CAM для автоматизации фрезерных станков с ЧПУ для эффективного производства.
Каковы преимущества CAM для фрезерования?
Альтернативой использованию программного обеспечения CAM для автоматизации процесса фрезерования на станке с ЧПУ является использование ручного фрезерного станка или создание G-кода станка с ЧПУ вручную. Оба варианта отнимают много времени и оставляют возможность для человеческой ошибки. Почти всегда лучше оставить этот процесс на усмотрение сложного программного обеспечения, которое предназначено для поиска наиболее эффективного возможного процесса обработки. С помощью этой опции магазины также могут сохранять файлы на случай, если в будущем они снова будут производить те же детали. Мало того, что магазины могут соответствовать строгим стандартам, автоматизация также приводит к значительному увеличению скорости производства и эффективности по сравнению с альтернативным процессом измельчения.
В чем разница между 2D и 3D фрезерованием?
Разница между 2D-фрезерованием и 3D-фрезерованием в основном заключается в количестве осей станка, которые могут быть заданы в каждой строке кода ЧПУ. Как правило, при 2D-фрезеровании только оси X и Y будут использоваться для любого движения станка. Напротив, при 3D-фрезеровании можно использовать одновременное перемещение по осям X, Y и Z. Например, при фрезеровании в 2D можно перемещаться только из стороны в сторону, по направлению к окну и от него. В 3D-фрезеровании можно было перемещаться из стороны в сторону, вперед-назад и вверх-вниз одновременно. При обработке сложных поверхностей, например при изготовлении компонентов пресс-форм и штампов, Mastercam Mill 3D можно использовать для программирования любой свободной сложной поверхности или набора поверхностей.
Решения для фрезерных станков Mastercam
От методов общего назначения, таких как оптимизированная обработка карманов, до узкоспециализированных траекторий, таких как 5-осевая турбинная резка, с помощью Mastercam Mill детали изготавливаются быстрее, с большей точностью, качеством и повторяемостью.
Многие продукты, которые мы используем каждый день, производятся с помощью Mastercam Mill. Это программное обеспечение CAM предоставляет полный набор стратегий обработки. Фрезерные решения Mastercam можно настроить в соответствии с потребностями вашего цеха сегодня и легко масштабировать для удовлетворения ваших будущих производственных потребностей:
Комплексный пакет проектирования с каркасным проектированием, проектированием поверхностей и твердых тел с полным трехмерным моделированием в САПР.
Широкий выбор модулей траекторий, от лучших в отрасли 2D/3D динамических стратегий фрезерования до многоосевых.
Специализированные опции, такие как Port Expert и Blade Expert.
Контекстная справка, доступная из диалоговых окон.
Интеллектуальные траектории с учетом запасов.
Полная библиотека инструментов и поддержка пользовательских инструментов.
Расширенное моделирование механической обработки.
Узнайте больше на сайте Mastercam Mill Solutions.
BobCAD-CAM Mill — BobCAD-CAM
BobCAD-CAM Mill — BobCAD-CAM
Вопросы? Позвоните по телефону 877-262-2231, чтобы поговорить с CAD CAM Pro!
ХАРАКТЕРИСТИКИ: Copy with Geometry
Сократите время программирования, исключив выбор геометрии для копируемых операций обработки. Новая функция CAM ускоряет итерации траектории при копировании и вставке элементов обработки.
для фрезерной обработки предоставляет функциональные возможности, необходимые для программирования всего: от простых циклов гравировки, обработки профилей, карманов и отверстий до сложных одновременных программ фрезерования по 4 и 5 осям. Он включает в себя полный спектр сложных, эффективных и современных стратегий обработки с помощью простого интерфейса, управляемого мастером, который делает программирование быстрее и проще даже для новых и случайных пользователей. Dynamic Machining Strategies™ сводит к минимуму объем программирования, в то время как расширенное твердотельное моделирование позволяет тестировать и подтверждать свою работу, вселяя уверенность в правильности программирования деталей.
Обработка портов (новая функция)
Обработка сложной внутренней геометрии с легкостью и точностью. Обработка портов обеспечивает специализированную операцию траектории с оптимизированным рабочим процессом. Тратьте меньше времени на настройку параметров и больше времени на обрезку стружки.
Multiblade (новая функция)
Операция Multiblade имеет четыре шаблона специально для обработки определенного аспекта детали. Черновая обработка, чистовая обработка лезвия, чистовая обработка втулки и чистовая обработка скругления создают оптимальную траекторию движения инструмента с минимальным вмешательством пользователя.
Индексная черновая обработка по 5 осям теперь автоматически добавляется к 3-осевой расширенной черновой, индексной и черновой обработке с использованием автоматического режима 3 + 2. Тратьте меньше времени на создание индексных систем, сохранение операционного запаса и т. д. время нарезки стружки.
Формат APT (новая функция)
Теперь вы можете легко установить расширение файла ЧПУ на «.apt» в диалоговом окне «Текущие настройки» для вывода в этом формате, который обычно используется сторонним программным обеспечением для постобработки.
Усовершенствования дерева CAM (новая функция)
Новый рабочий процесс повышает производительность, обеспечивая лучший пользовательский интерфейс для оптимизации циклов обработки с ЧПУ и создания траекторий. Публикуйте и запускайте быстрее с новой и улучшенной навигацией по дереву CAM V34 и рабочим процессом. Редактирование двойным щелчком, автоматическое закрытие, расширенное дерево CAM, размещение шрифтов, видимость бэкплота, размещение одной операции, примечания дерева CAM с системными настройками по умолчанию для пользователя.
Обнаружение открытых краев (новая функция)
2 Осевой выбор «открытых карманов» стал проще благодаря автоматическому обнаружению открытых краев, реализованному в версии V34. Сокращение или исключение создания геометрии, которая ранее требовалась для создания усовершенствованных шаблонов обработки карманов, используемых для обработки открытых карманов.
Удаление заусенцев (новая функция)
Новая траектория разрушения кромок для удаления заусенцев в настройке. Траектория без столкновений, поддерживающая разрушение кромки поднутрения, находится на расстоянии нескольких щелчков мыши. Выберите свою модель и инструмент, V34 сделает все остальное. Доступны для удаления заусенцев по 3, 4 и 5 осям.
Токарное фрезерование (новая функция)
Новая траектория предоставляет 4- и 5-осевым программистам дополнительные возможности для черновой обработки. Достигайте более высоких скоростей съема материала, устраняя при этом волокнистую стружку птичьего гнезда с помощью новой многоосевой траектории токарно-фрезерного станка.
Новая опция траектории упрощает программирование 5-осевой обработки за счет автоматического преобразования 5-осевой обработки. Используйте 3-осевые траектории для программирования 5-осевых заданий и позвольте V34 автоматически предотвращать столкновения.
Многоосевая чистовая обработка (новая функция)
Чистовая обработка стен и полов с помощью новых специализированных траекторий, оптимизирующих рабочий процесс. 5 шаблонов осевой обработки, которые предлагают мощность и скорость многоосевой черновой обработки в чистовой обработке! Минимум вложений с максимальным результатом! Инструменты для бочек поддерживаются 5 Axis Premium.
ВЫБЕРИТЕ семейство программного обеспечения BobCAD-CAM
САПР
Дерево проектирования САПР
Динамическое рисование
Вспомогательные линии
Библиотека форм
2D/3D каркасы
2D логические значения
Пересечение 3-х плоскостей Z
Инструменты для создания 2D- и 3D-геометрии
Поверхностная конструкция
Сплошное моделирование
Сплошные логические операции и редактирование поверхности
Утилиты CAD, перевод, зеркалирование, стечкой и рассеяние
Gear, Cams & Sprocket Design Wizard
Очистка и оптимизация геометрии с удалением двойных объектов
Перевод данных САПР и взаимодействие
САМ
Библиотека инструментов
Набор инструментов
Библиотека держателей инструментов
Мастер обработки материалов
Лист настройки
Список инструментов
Программирование на основе элементов
Функции сохранения и загрузки
Несколько мест установки машины
Библиотека материалов
Стратегии динамической обработки
Фон траектории
Редактор траектории
Solid 3D Simulation
Статистика траектории
Отображение скорости подачи
Универсальный постпроцессор
Вывод подпрограммы
)
Ассоциативное дерево CAM
Группы траекторий
Шаблоны траекторий (преобразование / вращение)
Доминирующий порядок обработки инструмента
Доминирующий порядок обработки элемента
Диспетчер выбора геометрии элемента
Мастер траекторий
Оптимизация порядка сортировки последовательности обработки
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Концевой датчик Omron TL-W5MC1
Все характеристики
Цена
из наличия
3 145 ₽
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей. 80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
Подключение
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
Теги: OMRON,
Датчик: индуктивный,
Дальность:0÷5мм,
Конф.выхода: NPN / NO,
IP67
TL-W5MC1 2M | Промышленная автоматизация OMRON
Изображение
Неэкранированный, квадратного типа, трехпроводные модели постоянного тока, расстояние срабатывания 5 мм ±10%, NO, NPN с открытым коллектором, модели с предварительно подключенным кабелем
Размер сенсорной головки
18 мм x 10 мм x 30,5 мм
Тип
Квадратный тип, неэкранированный
Источник питания
Трехпроводные модели постоянного тока
Расстояние срабатывания
5 мм ±10 %
Расстояние установки
от 0 до 4 мм
Режим работы
№
Список предметов TL-W
Ratings/Performance
Dimensions
Output circuit
Mutual interference
Effects of surrounding metals
Characteristic chart
Ratings/Performance
As of October 5, 2020
Чувствительная головка, размер
18 mm x 10 mm x 30. 5 mm
Type
Square type, Unshielded
Power source
DC Three-wires models
Sensing distance
5 mm ±10%
Установочное расстояние
от 0 до 4 мм
Дифференциальное расстояние
10% макс. расстояния обнаружения
Объект обнаружения
Черный металл (Чувствительность снижается с цветными металлами.)
Стандартный объект для чувствительности
Железо 18 x 18 x 1 мм
Частота отклика
500 Гц (среднее значение)
Пластко .
Диапазон рабочего напряжения
от 10 до 30 В пост. тока
Потребляемый ток
10 мА макс.
Управляющий выход (тип выхода)
NPN с открытым коллектором
Управляющий выход (переключающая способность)
при 12 В пост. тока: макс. 50 мА. (макс. 30 В пост. тока) при 24 В пост. тока: макс. 100 мА. (макс. 30 В пост. тока)
Управляющий выход (остаточное напряжение)
1 В макс. (Ток нагрузки 100 мА с длиной кабеля 2 м)
Индикатор
Индикатор обнаружения (красный)
Режим работы
NO
Protective Circuit
Обратный Pelarith Grafture
.0015
Температура окружающей среды (эксплуатация)
-25 до 70 ℃
Температура окружающей среды (хранение)
-25 до 70 ℃
Окружающая среда (Операция)
.
Влажность окружающей среды (хранение)
От 35 до 95 % относительной влажности
Влияние температуры
±10 % макс. расстояния срабатывания при 23 ℃ в диапазоне температур от -25 до 70 ℃
Влияние напряжения
±2,5% макс. расстояния срабатывания при номинальном напряжении в диапазоне номинального напряжения ±20 %
Сопротивление изоляции
Между заряженными частями и корпусом: 5 МОм мин. при 500 В пост. тока
Диэлектрическая прочность
Между заряженными частями и корпусом: 1000 В перем. тока, 50/60 Гц, 1 мин
Вибростойкость
Разрушение: 10 мм по оси Y, амплитуда 1,55 Гц, 1 мин. , и направления Z за 2 часа
Фотополимерная печать: 10 настроек слайсера для достижения наилучших результатов
Для получения качественного результата фотополимерной печати необходимы точные настройки. Читайте нашу статью, чтобы узнать больше о лучших настройках слайсера для фотополимерной 3D-печати!
3D-печать на фотополимерных принтерах стала более доступной в связи со снижением цен. Новые модели принтеров выпускаются все чаще, и многие рассматривают возможность использования фотополимерного принтера для своих проектов.
Печать на основе смол обеспечивает лучшее качество поверхности, чем печать FDM, и отлично подходит для миниатюр и статуэток, где мельчайшие детали имеют большое значение. Но если вы хотите воспользоваться всеми преимуществами фотополимерной печати, вам необходимо знать правильные настройки слайсера для получения наилучших результатов.
В этой статье мы обсудим некоторые из наиболее важных настроек слайсера, которые вы должны знать. Хотя существуют и другие технологии печати на основе смолы, а также другие слайсеры и подходы, мы рассмотрим тему конкретно на LCD-технологии и настройках печати доступных в слайсере CHITUBOX. Однако, прежде чем перейти к настройкам, давайте рассмотрим, как печать на основе жидкокристаллических экранов отличается от других технологий фотополимерной печати.
СРАВНЕНИЕ ТЕХНОЛОГИЙ
3D-печать на смоле выполняется путем воздействия на фотополимерный материал источника света для его отверждения. Кроме фотополимерных принтеров на основе жидкокристаллических дисплеев существуют два других основных типа: стереолитографические (SLA) и 3D-принтеры с цифровой обработкой света (DLP). Все три технологии различаются между собой способами засветки смолы.
SLA
SLA-печать использует лазер в качестве источника света для отверждения смолы, последовательно засвечивая каждый пиксель в слое. Это был первый изобретенный тип печати смолой, а также первый в истории способ 3D-печати. Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
DLP
DLP-принтеры используют УФ-проектор вместо лазера в качестве источника света для отверждения смолы. Направленный через сложную систему зеркал, проектор одновременно засвечивает целый слой, что делает это быстрее, чем лазер SLA-принтера.
LCD
3D-принтеры на основе жидкокристаллических дисплеев чем-то похожи на DLP-принтеры в том смысле, что они также засвечивают сразу весь слой. Они отличаются тем, что свет проходит через жидкокристаллический экран, который маскирует определенные области, избирательно позволяя свету проходить через определенные области экрана. Следовательно, эти принтеры также называются принтерами с «замаскированным SLA» (mSLA). LCD-принтеры сравнительно дешевы, и большинство 3D-принтеров для хобби, таких как Anycubic Photon и серия Elegoo Mars, используют жидкокристаллическую технологию засветки слоя.
ВЫСОТА СЛОЯ
Высота слоя – это параметр, который указывает высоту каждого отдельного слоя в вашей детали. Меньшая высота слоя означает более детализированную 3D-печать, поскольку это обеспечит более гладкую поверхность.
Стандартная высота слоя
При печати на смоле высота слоя уже составляет от четверти до одной десятой от того, что было бы при FDM-печати. При использовании FDM стандартная высота слоя колеблется в пределах 0,2 мм, в то время как принтеры на основе смолы работают в диапазоне от 0,035 до 0,05 мм или от 35 до 50 микрон.
Низкая высота слоя
Сразу стоит отметить, что не все принтеры способны печатать с высотой слоя 10 микрон. Независимо от того, что вы задаете в слайсере, фактическая высота слоя будет ограничена тем, насколько точно ось Z вашего принтера может перемещаться вверх или вниз. Также ограничивающим фактором может быть смола.
Учитывая все обстоятельства, спорно, стоит ли очень мелкая детализация дополнительного времени печати. Ниже 35 микрон становится трудно увидеть различия в качестве.
ВРЕМЯ ЗАСВЕТКИ СЛОЯ
3D-принтеры отверждают смолу, подвергая ее воздействию источника ультрафиолетового света. Таким образом, время выдержки – это время, в течение которого жидкая смола на дне ванны подвергается воздействию ультрафиолетового излучения. Очень важно правильно настроить этот параметр, поскольку он напрямую влияет на качество фотополимерной печати.
Если вы сохраняете низкое время выдержки, смола может отвердеть неправильно, и следующие слои могут не иметь прочной основы для спекания. Напротив, длительное время экспозиции может привести к хрупкости и появлению трещин на моделях. Получается, что весь фокус в том, чтобы найти подходящее время засветки.
Каждая смола имеет свой состав, поэтому не так просто подобрать настройки времени выдержки. Обычно производители смолы указывают время выдержки на своих бутылках со смолой, и лучше придерживаться этого времени.
НИЖНИЕ СЛОИ
Нижние слои (первые слои) образуют основание будущей детали. Эти слои придают модели прочную основу и помогают ей прикрепиться к печатному столу. Из-за того, насколько они важны для успешной печати, некоторые параметры имеют специальные значения только для нижних слоев. Одним из таких параметров является время экспозиции нижних слоев, которое мы рассмотрим далее.
В слайсере, таком как CHITUBOX, количество нижних слоев – это количество слоев, к которым применяются эти специальные значения. Как правило, для успешной печати требуется от 5 до 10 слоев. Если вы не уверены в выборе количества слоев, то начните со значения, указанного для вашего профиля принтера, а затем вы можете уменьшить его по мере того, как будете более уверенно понимать и использовать другие настройки.
ВРЕМЯ ЭКСПОЗИЦИИ НИЖНИХ СЛОЕВ
Как упоминалось выше, время экспозиции нижнего слоя – это время экспозиции, используемое только для нижних слоев, количество которых задается с помощью параметра «количество нижних слоев».
Причина наличия специальных настроек времени экспозиции заключается в том, что успех печати в значительной степени зависит от этих первых слоев. Если нижние слои правильно засвечены, они лучше прилипнут к поверхности стола и не отсоединятся от остальной части детали. На практике это означает, что время экспозиции нижних слоев значительно превышает обычное время экспозиции, чтобы «перезасветить» нижние слои.
Как правило, время экспозиции нижнего слоя должно быть в 8-12 раз больше обычного времени экспозиции. Таким образом, если ваше обычное время экспозиции составляет около 1,5-3 секунд на слой, время экспозиции нижнего слоя должно составлять от 12 до 36 секунд на слой.
Технически установка этого значения выше увеличит общее время печати, но, учитывая, что это относится только к первым нескольким слоям, увеличение незначительно. Поэтому не рекомендуется снижать это значение или количество нижних слоев, чтобы сократить время печати. Хорошая основа стоит дополнительных нескольких минут печати.
СКОРОСТЬ ПОДЪЕМА
Каждый слой смолы отверждается рядом с FEP-пленкой на дне ванны для смолы. Для отверждения последовательных слоев под них необходимо подать новую жидкую смолу. Таким образом, печатный стол необходимо приподнять, чтобы отделить отвержденную смолу от пленки FEP и создать пространство для следующего слоя.
Достаточно просто, не так ли? Но в последней версии CHITUBOX (и подобных слайсеров) это, на самом деле, немного сложнее. Это связано с тем, что весь процесс промежуточного отверждения на самом деле состоит из нескольких подпроцессов, каждый из которых можно регулировать. И корректировать их стоит, так как этот процесс обычно занимает больше времени, чем засветка слоя!
Подъем, втягивание и отдых
В CHITUBOX есть три основные группы настроек, о которых следует знать: одна для подъема, одна для отдыха (или паузы) и одна для отвода (Обратите внимание, что, если они присутствуют, они могут быть помечены по-другому в других слайсерах. ) В этой статье мы в основном сосредоточимся на подъеме.
Подъем – это когда печатный стол отходит от FEP-пленки ванны, тем самым отделяя засвеченный слой и создавая зазор для затекания жидкой смолы. Здесь необходимо учитывать четыре параметра: скорость подъема, расстояние подъема и паузы до и после засветки слоя.
Настройки скорости
Как правило, скорость подъема обычных слоев и скорость подъема нижних слоев можно регулировать, чтобы сократить общее время печати. Просто имейте в виду, что, когда модель отделяется от FEP-пленки, создается «эффект присоски». Таким образом, при слишком высокой скорости могут быть повреждены более тонкие элементы и более слабые области модели. В худшем случае модель может оторваться от поверхности печатного стола.
Хорошая скорость подъема должна находиться в диапазоне 60-150 мм/мин. Попробуйте отрегулировать настройки, пока не получите хороший баланс между временем печати и скоростью. Для больших моделей или больших объемов печати избегайте слишком быстрой печати; дополнительный вес печати или печатной пластины способствует более медленному перемещению для успешной печати.
Скорость подъема первых слоев не следует увеличивать слишком сильно, так как вы рискуете создать нестабильные нижние слои, что может привести к проблемам с печатью. Кроме того, этот параметр применяется только к нескольким слоям, так что вы не сможете сильно сократить время печати, изменив его.
ВЫСОТА ПОДЪЕМА
Высота подъема – это то, на какую высоту поднимается стол принтера после засветки каждого слоя. Данная функция напрямую связана со скоростью подъема и не менее важна для минимизации повреждений слабых участков модели во время ее подъема.
Расстояние подъема должно быть достаточно большим, чтобы позволить необходимому количеству жидкой смолы затечь в образовавшийся зазор, но не настолько большим, чтобы это неоправданно увеличивало время печати. В CHITUBOX расстояние подъема устанавливается в соответствии с текущим профилем принтера, но это значение обычно колеблется в пределах 5 мм.
Это значение может быть уменьшено, возможно, до 4 мм, если площадь слоя невелика, потому что для заполнения зазора требуется не так много смолы. Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
СОЗДАНИЕ ПОЛОСТЕЙ
Регулировка параметров подъема помогает добиться качественной печати, но еще один отличный способ – это создание полостей в моделях. Когда отвержденная слой отделяется от FEP-пленки, создается «эффект присоски». Сила всасывания больше, когда площадь поверхности слоя больше. Помимо других преимуществ, создание полостей может уменьшить площадь поверхности слоя, тем самым уменьшая «эффект присоски».
Кроме того, смола – дорогой материал, и, если вы печатаете много моделей, вы можете израсходовать всю бутылку быстрее, чем ожидали. Создание полостей решает эту проблему довольно просто: пустая модель расходует меньше смолы.
В CHITUBOX вы можете найти опцию «Пустотелый» в верхней строке меню. Вы можете выбрать толщину стенки, а также при необходимости добавить перекрытия в образовавшейся полости. Для достижения наилучших результатов выбирайте не слишком тонкую толщину стенок. В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
Толщина стенки 1,2-2 мм должна обеспечивать хороший баланс между прочностью, качеством печати и расходом смолы, особенно для небольших моделей. Большие модели из смолы могут быть слишком хрупкими для таких тонких стенок.
Каждый раз, когда вы создаете полости в моделях, вы также должны создавать по крайней мере одно отверстие на каждую полость. Это позволяет смоле и воздуху вытекать из модели во время печати. Полая модель без дренажного отверстия только усиливает прилипание модели к FEP-пленке во время печати.
СГЛАЖИВАНИЕ
Сглаживание уменьшает «эффект лестницы», создаваемый по углам и закругленным краям модели. Оно уменьшает вертикальные артефакты и направлено на сглаживание общего вида поверхности вашей модели.
Для многих принтеров значение сглаживания CHITUBOX скрыто. Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.
Существует три уровня сглаживания: 2, 4 и 8. Значение по умолчанию равно 4, тогда как 8 эффективно включает сглаживание, а 2 делает пиксели немного темнее. Вот тут-то и пригодятся эти другие настройки. «Уровень серого» управляет яркостью этих сглаживающих пикселей, в то время как «размытие изображения» определяет, сколько пикселей попадает внутрь или за пределы внешней границы слоя (в соответствии с исходной моделью).
Все эти параметры следует регулировать в зависимости от используемой смолы, но многие считают, что результаты получаются неоднозначными. Тем не менее, это параметр, которой вы, возможно, захотите применить, если захотите улучшить качество печати.
На данную тему есть подробная статья CHITUBOX, и она служит исчерпывающим руководством по точной настройке сглаживания.
ПОЗИЦИОНИРОВАНИЕ
Позиционирование модели играет решающую роль в успехе или неудаче вашей печати. Деталь должна быть позиционирована таким образом, чтобы она требовала меньшего количества поддержек, не имела больших поперечных сечений и занимала меньше времени на печать.
В случае большинства видов фотополимерной печати время печати прямо пропорционально высоте объекта. Это означает, что для 3D-печати фигуры, ориентированной под углом, так что ее горизонтальная площадь увеличивается, а вертикальная высота уменьшается, потребуется меньше времени. Например, цилиндр, напечатанный под углом 45°, займет меньше времени, чем тот же цилиндр, напечатанный под углом 90°.
Просто помните, что большее поперечное сечение увеличит усилия при подъеме стола. Точно так же, если модель имеет слишком много опор, для нее потребуется больше материала и увеличатся шансы на отрыв модели со стола.
ПОДДЕРЖКИ
Поддержки при фотополимерной печати сильно отличаются от поддержек при 3D-печати FDM. Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
В CHITUBOX есть отдельный раздел для настройки поддержек. Вы можете добавлять вручную поддержки или даже автоматически создавать их для ваших моделей. Это отличный способ, если вы хотите быстро создавать поддержки и не хотите тратить слишком много времени.
3D печать полимерами-термопластами: 12 отечественных проектов
Истории внедрения
Быстрое прототипирование
Эксперты рекомендуют
Автор: Семен Попадюк
Автор: Семен Попадюк
Термопласты и композиты – что это такое? | Как получаются композиты? | Кто основные потребители полимеров для 3D-печати? | Какие пластики самые популярные? | Как применяется 3D-печать термопластами и композитами? Примеры готовых изделий
Нам часто задают вопрос: делают ли в России качественные, надежные и безопасные материалы для 3D-печати? Безусловно, такие производители есть, более того, в этой сфере накоплен весомый опыт и ноу-хау. Одним из пионеров на отечественном рынке производства пластиков для аддитивной отрасли была компания REC. Она занимается непосредственно производством филаментов, а ее подразделение 3D Solutions проводит НИОКР по созданию композиционных материалов.
REC и 3D Solutions в цифрах и фактах:
8 лет работы с термопластами в области аддитивных технологий;
серийно выпускается 22 различных типов материала в виде нити для FFF-печати;
за 2020 и 2021 год произведено и испытано более 130 различных композиций на основе термопластов;
собственное производственное оборудование и лабораторные комплексы для производства и тестирования термопластичных композиций как в литье, так и в 3D-печати;
самый узнаваемый бренд в области материалов для FDM-печати.
Сегодня в нашем блоге исполнительный директор REC и 3D Solutions Дмитрий Миллер делится своим опытом разработки и применения термопластов и композитных материалов и рассказывает о самых интересных проектах внедрения FDM-технологии.
Проверьте, решит ли 3D-принтер ваши задачи, – закажите услугу бесплатной тестовой 3D‑печати в iQB Technologies!
Термопласты и композиты – что это такое?
Термопласт – это полимер, который может стать пластичным при воздействии температуры. На основе термопластов производятся композиты – чистые пластики в сочетании с другими материалами, к примеру, ABS с поликарбонатом или армированный углеродным волокном. Таких вариаций может быть огромное количество.
За восемь лет на рынке мы успели поработать с большинством существующих пластиков, включая ABS, ASA, SBS, SEBS, PA, PP, PSU, PPSU, PEEK, PC, TPU, TPEE, PET, PETG, PEI, PLA, PS, PTFE, PVA, PMMA, PBT. И это не полный список – некоторые материалы, такие как ПВХ, не удалось довести до адекватно применимого состояния, поскольку возникают разного рода сложности с переработкой.
Как получаются композиты?
Мы берем необходимую полимерную основу и, в зависимости от поставленной задачи и требуемых свойств материала, модифицируем ее определенными компонентами. К ним относятся:
Также используется широкий ассортимент наполнителей, имеющих различные свойства. Это и самые привычные углеродные волокна, и стекловолокно, и базальтовое волокно, и кевларовые волокна. Для получения определенных свойств можно наполнять полимер пустотелыми стеклянными сферами и углеродными нанотрубками.
В нашем арсенале есть и металлонаполненные полимеры, применяемые в технологии формовки MIM (Metal Injection Molding). Правильнее называть их металлополимерными композициями, поскольку в их составе более 93% металла и не менее 7% связующего. Из такого композиционного материала с помощью литья или 3D-печати формуется изделие, затем химически вытравляется связующее, полученная модель запекается в печи, и конечном итоге мы получаем цельнометаллическую деталь.
Кроме того, можно получить композиции, проявляющие ферромагнитные свойства. Они востребованы в задачах, связанных с рентгенографией и радиоэлектроникой.
Эксперты iQB Technologies рекомендуют статью: Аддитивное производство формовочной оснастки из полимерных и композитных материалов
Кто основные потребители полимеров для 3D-печати?
Самый главный наш потребитель – производство, поскольку аддитивными методами создают либо конечный продукт, либо какую-то его часть, либо оснастку для его производства. Большое количество заказов объясняется регулярностью, систематическим повторением и стабильностью производственного процесса.
Чуть больше четверти объема от производства – это инжиниринговые компании, которые занимаются 3D-печатью прототипов для проверки на собираемость, наглядных моделей и тому подобного.
Большой пласт, составляющий 25%, – сфера образования. Благодаря федеральным программам, таким как «Точка роста», 3D-принтеры поставлены в очень многие образовательные учреждения, и аддитивные технологии являются учебным предметом. Преподавание основ 3D-печати имеет огромное значение, поскольку помогает учащимся изменить образ мышления. Когда мы используем классические субтрактивные технологии – обтачиваем болванку или режем лазером, что-то вырезаем из плоского листа, – это одно мышление. Аддитивное производство снимает многие ограничения, мышление идет совершенно по-другому, и последующее поколение будет мыслить в техническом плане гораздо свободней.
Следующий сегмент занимает персональное потребление, которое может затрагивать абсолютно любые сферы. Это люди, а также малый бизнес, использующие 3D-принтеры для собственных целей, хобби.
И, наконец, медицина. Пока что объемы работ у нас в этой области небольшие, но прецеденты применения есть. Полимеры используется для аддитивного производства ортезов (приспособлений для фиксирования конечностей), протезирования и, совместно с образовательными учреждениями, для изготовления анатомических макетов под разные медицинские нужды.
Какие пластики самые популярные?
У клиентов REC и 3D Solutions первое место по объему потребления занимает PLA. Это вполне заслуженно, так как печатать им легче, чем каким-либо другим пластиком, и он наименее требователен к оборудованию. Любой самый простой персональный 3D-принтер будет прекрасно работать с этим материалом, и никаких сложностей не возникнет.
Второе место примерно поровну делят материалы ABS и PETG. Они используются в функциональном прототипировании, где PLA далеко не всегда применим из-за крайне низкой термостойкости: при 50 градусах он уже мягкий.
Далее идут различные композиционные материалы, и этот сегмент из года в год растет. В перспективе ближайших пяти лет они, вероятно, выйдут на первое место за счет возможности добиться любых необходимых свойств.
И совсем небольшой сегмент (4%) составляют полиуретаны, эфирные эластомеры – любые гибкие и эластичные полимеры. Их применяют заказчики всех остальных материалов, но для определенных задач, требующих эластичности и гибкости.
Как применяется 3D-печать термопластами и композитами? Примеры готовых изделий
1. Прототип беспилотного такси и его компоненты, напечатанные по FDM-технологии
Перед вами (рис. 1) функциональный прототип беспилотного такси, содержащий в себе огромное количество деталей. Изготавливать каждую из них классическими заводскими методами достаточно сложно, накладно и долго. Благодаря 3D-печати компания-производитель оптимизировала процесс создания многих деталей – отражателей для передней оптики, кронштейнов, держателей, декоративных элементов и пр. Модели, нарисованные на компьютере, тут же на месте распечатывались и устанавливались – так, максимально быстро и просто, был реализован проект полнофункционального рабочего прототипа транспортного средства.
2. Захват для робота-манипулятора
Интересный пример, когда комбинируют материалы для 3D-печати. На фото выше вы видите захват для руки робота-манипулятора. Сами клешни напечатаны из твердого пластика PETG, а внутренние накладки – из эластичного материала. Он гарантирует, что предметы не будут выскальзывать из руки манипулятора.
3. Макет топливной системы ракеты «Ангара». Напечатан из ABS-пластика, служит для тестирования собираемости сложного устройства
Перейдем к сложным системам. На рисунке 3 – реальный макет системы питания космической ракеты «Ангара», напечатанный из ABS-пластика, на нем проверяли собираемость. Необходимо было протестировать, можно ли разработанное устройство с большим количеством компонентов собрать без повреждений.
4. Элементы светодиодных светильников (средние тиражи)
А здесь вы видите, как можно производить конечные изделия целиком при помощи 3D-печати. Компания занимается изготовлением светодиодных светильников небольшими сериями. В некоторых моделях есть пластиковые элементы – заглушки, рассеиватели света. Вся продукция дизайнерская, оригинальная, изготавливать тысячу штук методом литья в силикон получается дороже, не говоря уже о классическом литье пресс-форм: на таком тираже пресс-форма совсем не окупится, детали получатся «золотые». В данном случае 3D-печать – исключительно выгодное решение. В отличие от литья в силикон, аддитивные технологии дают больше свободы в геометрии, и партию можно произвести очень дешево и быстро.
Скорость производства определяется мощностью фермы 3D-принтеров. Как правило, когда мы интегрируем 3D-печать в производство, мы не ограничиваемся одной машиной и создаем ферму. Это целый парк идентичных аддитивных установок, на которые отправляется задание, и они сразу все вместе начинают печатать. Таким образом мы можем значительно увеличить производительность. Это легко масштабируется и стоит достаточно дешево, особенно если применяется FDM – самая доступная из всех технологий 3D-печати.
5. Кашпо для левитирующих растений (малые тиражи)
Любопытный проект стартапа, который специализируется на левитирующих растениях (рис. 5). Дерево в горшочке летает над деревянным бруском, работает приспособление на магнитах. Итак, задача была изготовить кашпо. Оно должно быть легким, не глиняным, чтобы было проще сделать магнит, и не бояться такой среды, как земля, удобрения и вода. Сначала были попытки выпускать деревянные горшочки, но дерево даже с защитными покрытиями в конечном итоге портилось от внутренней среды. Поэтому было решено внедрить 3D-печать пластиками. Компания заказывала 3D-печать у нас, но когда стало понятно, что производство рентабельно, закупила оборудование и материалы и стала производить кашпо различных дизайнов самостоятельно.
6. Макет стопы, выполненный по КТ
Нельзя обойти вниманием медицину. На фото – макет стопы, напечатанный из белого пластика по результатам компьютерной томографии. 3D-модель была получена на основе КТ и отправлена на 3D-принтер. У изделия есть два варианта применения:
студенты с помощью подобных реалистичных макетов могут практиковаться, выявлять патологии, поскольку использование реальных костей весьма ограничено;
хирургам по такой модели гораздо проще спланировать стратегию операции, сделать ее точнее на пациенте.
7. Прототип эндопротеза
Еще одно медицинское изделие – прототип эндопротеза (рис. 7). Это предварительная модель, изготовленная из пластика, по которой проверяют точность и правильность протеза. Конечное изделие создают также на 3D-принтере, но уже из металла, по SLM-технологии, с первой попытки получая высокоточную модель индивидуального эндопротеза. Медицинский металл имеет высокую себестоимость и, чтобы исключить ошибки, протезы изначально печатают из пластика.
Читайте по теме: Пластик творит чудеса: как 3D-принтер имитирует органы человека
8. Фигуры в Олимпийском музее в Сочи, напечатанные на 3D-принтере
Теперь посмотрим, какие выгоды вы можете получить, используя крупноформатную 3D-печать полимерами. Одна из распространенных сегодня сфер применения – производство малых архитектурных форм: скульптур, статуй, декоративных элементов, архитектурных украшений (рис. 8). При помощи 3D-принтера такие модели создаются легко и быстро, и это один из самых дешевых способов изготовления. Кроме того, есть возможность широкого выбора материалов, добавления оптических эффектов, полупрозрачности (например, чтобы встроить внутрь скульптуры светящийся элемент для большего эффекта).
9. Пример фактуры напечатанного изделия больших габаритов
Как вы знаете, FDM-печать имеет одну особенность: из-за послойного построения детали получаются «полосатые». Однако этот недостаток можно обернуть в преимущество и при помощи крупноформатного 3D-принтера создавать интересные фактуры, как на рис. 9. Конечно же, в первую очередь это производство дизайнерской мебели и различных декоративных элементов и архитектурных форм.
10. 3D-печать вспенивающимся композитом
Для 3D-печати больших объектов по технологии FGF, использующей гранулы полимеров, есть отдельный пласт композиционных материалов. На рис. 10 показан процесс печати материалом, напоминающим монтажную пену. Схожесть не случайна – здесь применен вспенивающийся композит. Один кубометр сырья дает на выходе 25 кубометров вспененного материала. И, как видите, такая технология позволяет достичь очень большой высоты слоя, а чем толще слой, тем быстрее выполняется 3D-печать. А некоторое снижение плотности облегчает всю конструкцию в целом.
Подробнее о крупноформатной 3D-печати пластиком: решения, задачи, примеры внедрения
FDM/FGF-печать имеет весьма низкую точность. Тем более материалы имеют разную усадку, а в случае различной геометрии деталей усадка будет нелинейной, неодинаковой просто из-за особенности самой технологии – из-за того, как укладывается материал, какие температурные нагрузки применяются. В случае производства оснастки, как правило, используют гибридные технологии – модель печатают, а затем рабочую поверхность фрезеруют. Таким образом мы получаем нужную шероховатость и прецизионную точность.
Разная оснастка требует разных материалов. Где-то нужна высокая термостойкость, где-то высокая прочность, а где-то в приоритете максимально низкая цена. Под каждую задачу есть свой оптимальный материал.
И есть огромное поле для оптимизации производства, чтобы изготавливать достаточно большие объекты дешево и за невероятно короткие сроки – буквально за считаные часы.
Статья опубликована 12.11.2021 , обновлена 23. 03.2023
2023 Руководство по 3D-печати с использованием полимеров
С момента появления технологий 3D-печати в 1980-х годах интерес к использованию полимеров и их композитов растет из-за их высокой эффективности, разрешения и возможностей настройки. 3D-печать полимерами происходит путем нанесения полимеров слой за слоем для формирования готовой детали.
Полимерная 3D-печать продолжает развиваться, позволяя 3D-специалистам использовать технологию аддитивного производства для создания конечных деталей, функциональных прототипов и сложных геометрических форм.
В этом руководстве вы найдете все, что вам нужно знать о 3D-печати полимерными материалами, включая технологии полимерной 3D-печати, а также преимущества и проблемы этого типа 3D-печати.
Содержание
Что такое полимерная 3D-печать?
Технология полимерной 3D-печати — это тип аддитивного производства (АП), который позволяет создавать трехмерные объекты путем нанесения материалов слой за слоем. Вместо использования металлов или керамики полимерная 3D-печать использует полимеры — длинноцепочечные молекулы, состоящие из повторяющихся звеньев — в качестве основного материала.
Полимерная печать использует процессы экструзии, смолы и порошковой 3D-печати, чтобы обеспечить универсальность при выборе материалов и поддерживать проекты с разнообразной архитектурой, откликами и макетами, которые невозможны с другими технологиями. Эта технология позволяет печатать с использованием широкого спектра коммерчески доступных полимеров, включая акрилонитрилбутадиенстирол (ABS), полимолочную кислоту (PLA), поликарбонат (PC), полиэфирэфиркетон (PEEK), полиэфиримид (ULTEM) и термопластичные эластомеры (TPE). .
PLA является наиболее распространенным материалом из-за простоты использования; он подвергается минимальному расширению и сжатию при нагревании и охлаждении. В то время как другие материалы обеспечивают превосходные эксплуатационные характеристики, они дороже и труднее печатать.
Технологии и процессы полимерной 3D-печати
Технологии полимерной 3D-печати доминируют в индустрии аддитивного производства как предпочтительная технология для производства деталей конечного использования, функциональных прототипов и сложных геометрических форм.
Технологии и процессы полимерной 3D-печати включают:
Частная полимеризация со смолой
Частная фотополимеризация — это технология аддитивного производства, которая позволяет создавать трехмерные объекты путем селективного отверждения фотополимерной жидкой смолы посредством полимеризации, активируемой светом. Платформа сборки опускается в ванну с жидкой фотополимерной смолой или поднимается из нее.
Объект создается путем проецирования света или лазера на платформу сборки. Это заставляет фотополимер затвердевать и прилипать к платформе. После отверждения каждого слоя платформа для сборки немного опускается или поднимается и наносится новый фотополимерный слой. Этот процесс повторяется до тех пор, пока объект не будет завершен.
Полимерные 3D-принтеры теперь доступны в трех поколениях. Первое поколение, стереолитография (SLA), использует лазер для вытягивания каждого слоя, второе, цифровая обработка света (DLP), использует чип проектора для проецирования полного слоя полимеризирующего света, а третье, маскированная стереолитография (mSLA). , использует ЖК-панель для проецирования полного слоя полимеризирующего света.
Маскированная стереолитография (mSLA), последняя разработка SLA, использует светодиодную матрицу, а не лазер или одну точку проецирования. Светодиодная матрица направляет свет через ЖК-панель, маскирует необходимые пиксели во время печати и позволяет пропускать свет только нужным пикселям. В результате лечится только незамаскированная часть.
В лучших полимерных 3D-принтерах с маскированной стереолитографией (mSLA) используется технология фотоотверждения подслоя смазки Nexa3D (LSPc). Запатентованный вариант 3D-принтера из смолы mSLA сочетает в себе матрицу УФ-излучения и слой оптических линз LSPc, чтобы обеспечить однородность света в этом процессе 3D-печати, что имеет решающее значение для оптимального использования высококонтрастной маски LCPc.
Например, профессиональный настольный 3D-принтер Nexa3D XiP сочетает в себе компактность, большой объем сборки и высокую скорость печати, что позволяет создавать высококачественные прототипы для любого рабочего стола. Запатентованная в рамках технологии Nexa3D LSPc, она решает общие проблемы, связанные с полезной мощностью, однородностью изображения, накоплением тепла, разделением слоев и циклами пополнения смолы в процессе сборки.
Высококонтрастная маска LSPc отвечает за проецирование срезов 3D-изображения на чан, где процесс фотополимеризации происходит слой за слоем. Эта комбинация обеспечивает высокую производительность от края до края без искажений.
Плавка в порошковом слое
При плавке в порошковом слое лазер или электронный луч выборочно расплавляют порошковый материал слой за слоем. Процесс начинается со слоя порошка, равномерно распределенного по рабочей платформе, а затем лазерный или электронный луч расплавляет порошок, придавая ему желаемую форму. Платформа сборки опускается, и на нее наносится еще один слой порошка.
Наиболее распространенным типом сплавления в порошковом слое является селективное лазерное спекание (SLS). При спекании порошок нагревают ниже точки его плавления. Это заставляет частицы соединяться без изменения общей формы объекта. При плавлении порошок нагревается выше температуры плавления, что позволяет ему течь и принимать желаемую форму.
Благодаря технологии квантового лазерного спекания Nexa3D QLS 820 обеспечивает первоклассные производственные возможности с невероятной скоростью, сквозной прослеживаемостью, централизованным управлением принтером, мониторингом данных в реальном времени и самой высокой производительностью в своем классе.
QLS 820 примерно на 60 % быстрее, чем существующий отраслевой стандарт, с удвоенной средней плотностью упаковки. Обладая в четыре раза большей мощностью и производительностью по сравнению с моделями конкурентов, этот термопластичный 3D-принтер может производить в четыре раза больше производительности, чем традиционные 3D-принтеры с лазерным спеканием и другие технологии полимерного порошкового слоя.
Экструзия материалов
Экструзия материалов — это технология 3D-печати, в которой для создания объектов используется непрерывная нить материала. Процесс начинается с подачи материала, обычно пластиковой нити, через нагретое сопло. Форсунка плавит материал и помещает его на строительную платформу.
Процесс осаждения контролируется файлом автоматизированного проектирования (САПР), который определяет путь экструдируемой нити. Затем объект строится слой за слоем, пока не будет завершен.
Экструзия материала широко известна как моделирование наплавления (FDM) или изготовление плавленых нитей (FFF). Технология FDM лучше всего подходит для создания крупных деталей простой геометрии из различных материалов.
Струйное напыление материалов смолами
Струйное нанесение материалов с использованием смол включает процесс печати объектов фотополимерными смолами. Этот процесс печати работает так же, как 2D-принтер: печатающая головка (похожая на печатающие головки, используемые в обычной струйной печати) распределяет капли светочувствительного полимерного материала, который затвердевает под действием ультрафиолетового света. Эта технология дозирует вязкие жидкости для создания восковых деталей, которые применяются в литье по выплавляемым моделям.
Детали для струйной обработки материала имеют высокую точность размеров и гладкую поверхность. Возможна печать несколькими материалами, и она совместима с широким спектром материалов, включая материалы, подобные АБС, каучуку и полностью прозрачные материалы.
Применение полимерной 3D-печати
Полимерная 3D-печать — это универсальная технология, используемая для различных применений в различных отраслях промышленности.
1. Медицинские устройства
Медицинская промышленность была одной из первых, кто внедрил аддитивное производство из-за необходимости изготовления имплантатов и протезов на заказ. Полимерная 3D-печать стимулирует инновационные решения и влияет на эволюцию медицинских устройств.
С помощью полимерной 3D-печати медицинские работники могут производить имплантаты, идеально подходящие для конкретного пациента. Технология полимерной 3D-печати обеспечивает более гибкую разработку продуктов, новые детали для конечного использования и изготовление индивидуальных медицинских устройств, которые было бы сложно создать с помощью существующих инструментов и технологий.
Сочетание скорости, точности и доступности делает полимерную 3D-печать идеальной технологией для производства небольших партий медицинских изделий. Например, быстрое прототипирование — это группа методов, используемых для изготовления полномасштабной модели физических деталей или сборок с использованием данных трехмерного автоматизированного проектирования (САПР). В медицинской промышленности это позволяет создавать прототипы новых устройств, которые можно тестировать перед массовым производством.
Стоматология — еще одна область, которая получила огромную выгоду от технологии полимерной 3D-печати. С помощью полимерной 3D-печати стоматологи могут создавать коронки, мосты и имплантаты по индивидуальному заказу за считанные часы. То, на что обычно уходят дни или недели, теперь можно сделать за долю времени, что позволяет оказывать пациентам услуги в тот же день.
Nexa3D NXD 200Pro доказывает, как технология стоматологической 3D-печати используется для быстрой печати индивидуальных зубных имплантатов в офисе. NXD 200Pro имеет беспрецедентный объем сборки 8,5 л с размерами 275 x 155 x 200 мм (10,8 x 6,1 x 7,8 дюйма) и запатентованную технологию LSPc. Это делает стоматологический 3D-принтер идеальным для стоматологических моделей, шин, оттискных ложек, окклюзионных ночных кап и многого другого. Превосходная скорость и рабочий процесс дополняются интуитивно понятными интерфейсами и простотой использования, что идеально подходит для зуботехнических лабораторий.
Полимерная 3D-печать также помогает в предварительном хирургическом планировании. Профессионалы печатают модели анатомии пациента, чтобы помочь хирургу понять проблемную область и спланировать операцию. Модели могут быть созданы из медицинских изображений, таких как компьютерная томография или магнитно-резонансная томография.
2. Промышленное производство и строительство
В строительной отрасли технология 3D-печати используется для быстрого и легкого изготовления деталей и прототипов, подходящих по индивидуальному заказу. Строители применяют полимерную 3D-печать для строительства офисных зданий, домов и других сооружений. Здания, напечатанные на 3D-принтере, могут иметь площадь в несколько тысяч квадратных футов и несколько этажей и более доступны по цене, чем традиционные методы строительства.
Для инженеров-строителей полимерная 3D-печать предлагает способ быстрого изготовления прототипов мостов, дорог и других конструкций. Технология также используется для создания натурных моделей предполагаемых зданий и сооружений. В настоящее время сложные устройства могут печатать здания за считанные дни с использованием технологии полимерной 3D-печати.
Прекрасным примером является первое в мире коммерческое здание, напечатанное на 3D-принтере, Dubai Future Foundation (DFF). Офисное здание площадью 250 кв. м было напечатано на бетонном принтере размером 20 х 40 м всего за 17 дней и обошлось менее чем в 100 000 долларов.
3. Инжиниринг, проектирование и создание прототипов
Инженеры и дизайнеры могут использовать полимерную 3D-печать для создания прототипов деталей и изделий. Эта технология предлагает быстрый и эффективный способ создания прототипов, которые можно использовать для тестирования и оценки. Дизайнеры продуктов также могут использовать технологию 3D-визуализации, чтобы выйти за рамки ограничений изображений и создавать полноцветные движущиеся изображения своих продуктов.
Nexa3D NXE 400Pro предлагает исключительную доступность для дизайнеров, инженеров и производителей, которым нужны быстрые, точные и экономичные решения для прототипирования и производства.
XiP — лучший в своем классе настольный полимерный 3D-принтер, обеспечивающий максимальную гибкость. Пользователи могут создавать согласованные, высококачественные детали и прототипы с надежностью и повторяемостью, используя как одобренную Nexa3D смолу, так и сторонние материалы.
4. Потребительские товары
Потребительские товары, изготовленные с использованием технологии полимерной 3D-печати, становятся все более распространенными. Эти товары включают игрушки, очки, чехлы для телефонов и предметы домашнего декора.
Поскольку технология полимерной 3D-печати продолжает развиваться, она окажет глубокое влияние на то, как работает больше отраслей. Эта технология предназначена для того, чтобы изменить дизайн, производство и распространение продуктов благодаря универсальному и доступному способу создания деталей и продуктов.
Преимущества полимерной 3D-печати
Вот некоторые из основных преимуществ использования технологии полимерной 3D-печати:
Снижение затрат
сборка. Поскольку полимерная 3D-печать выполняется быстро и эффективно, предприятия могут экономить на стоимости запасов, производя детали и продукты только тогда, когда они необходимы.
Кроме того, 3D-печать — это аддитивный процесс. В субтрактивном производстве детали создаются путем вырезания материалов из блока до тех пор, пока не будет достигнута желаемая форма. Аддитивное производство создает объекты слой за слоем, что приводит к меньшему количеству отходов и снижению потребности в материалах.
Быстрое прототипирование
Технологии mSLA значительно сократили время производства за счет использования световых ЖК-модулей для проецирования УФ-излучения на платформу сборки для одновременного отверждения полного слоя отпечатка.
И хотя mSLA сама по себе является одной из самых быстрых технологий, технология Nexa3D LSPc делает шаг вперед благодаря использованию запатентованного смазываемого подслоя, называемого мембраной Everlast 2. Эта мембрана значительно снижает «силу отрыва», возникающую при отрыве каждого слоя от дна ванны.
В результате получается световой двигатель с открытой архитектурой на основе отражателя. Он оснащен светодиодной матрицей из 200 диодов для максимальной светогенерации, 13-дюймовой ЖК-маской с высоким разрешением 4K, расположенной между мембраной и светодиодами, а также конструкцией воздуховода и вентилятора, которая эффективно охлаждает область проектора. Это обеспечивает самый быстрый принтер на рынке с самой большой площадью сборки в своем классе без ущерба для качества изображения.
С полимерными принтерами Nexa3D вы можете сократить время печати с недель и дней до часов и минут.
Узнайте больше обо всех принтерах Nexa3D.
Повышенная сложность
3D-печать обеспечивает лучшее качество печати сложных конструкций. Эта технология позволяет создавать детали сложной конструкции, которые было бы невозможно создать с помощью традиционных методов производства. 3D-принтеры на основе смолы могут печатать с разрешением до 10 микрон, создавая продукты с очень тонкими характеристиками и меньшей потребностью в постобработке.
Повышенная экологичность
Полимерная 3D-печать снижает потребность в массовом производстве пластиковых компонентов, которые могут быстро устареть и пойти в отходы. Это также позволяет печатать по требованию именно то количество, которое вам нужно, когда вам это нужно, поэтому производителям больше не нужны огромные запасы неиспользуемых деталей.
Кроме того, 3D-печать может снизить транспортные и логистические затраты, тем самым уменьшив общий углеродный след организации.
Проблемы полимерной 3D-печати
Несмотря на множество преимуществ 3D-печати, некоторые проблемы все еще требуют решения. Вот некоторые ограничения использования технологии полимерной 3D-печати:
Компромисс между качеством и скоростью
В традиционном производстве и даже при 3D-печати с использованием других материалов часто приходится жертвовать скоростью ради качества. Однако с лучшими полимерными 3D-принтерами можно получить как высококачественную продукцию, так и короткие сроки изготовления.
Технология LSPc от Nexa3D решает общие проблемы, связанные с полезной мощностью, однородностью изображения, разделением слоев, циклами пополнения смолы и накоплением тепла в процессе сборки, что делает ее наиболее успешной в решении исторической проблемы соотношения скорости и качества.
Управление производством тепла
Процесс нагрева и охлаждения полимерной 3D-печати может привести к нежелательным результатам, таким как деформация и растрескивание. Эти проблемы можно предотвратить, используя 3D-принтер с активным контролем температуры.
В технологии LSPc от Nexa3D используется нагреватель внутренней камеры и система охлаждения внешней рабочей пластины, чтобы поддерживать постоянную температуру в области сборки. Это приводит к меньшему короблению и растрескиванию и, в конечном итоге, к более высокому качеству деталей.
Работайте с лучшей технологией полимерной 3D-печати
Полимерная 3D-печать обеспечивает более универсальную, эффективную и настраиваемую 3D-печать. А с правильными инструментами для полимерной 3D-печати и опытной командой любой бизнес может использовать возможности 3D-печати для создания высококачественных деталей и продуктов.
Nexa3D производит сверхбыстрые 3D-принтеры для дизайнеров, инженеров и производителей, которым необходимо разрабатывать и производить превосходные продукты. Он предлагает самые быстрые 3D-принтеры на рынке с самой большой площадью сборки в своем классе без ущерба для качества изображения — и все это при использовании доступных, долговечных и легкодоступных компонентов.
Если вы готовы перейти от дней или даже недель прототипирования и разработки к часам или минутам, Nexa3D — это решение.
Испытайте технологию полимерной 3D-печати на запрос на бесплатный образец детали.
Или продолжайте учиться с нашим руководством по материалам для сверхбыстрой 3D-печати 2023 года.
Загрузите его здесь.
Полимерные 3D-принтеры ETEC | Высокоточная 3D-печать больших объемов DLP
Перейти к содержимому
3D-печать конечных деталей в производственных масштабах с помощью силы света
Поговорите с экспертом
Полимерные 3D-принтеры
Полимерные 3D-принтеры ETEC
производят детали с исключительной точностью, мелкими деталями, гладкой поверхностью и превосходными механическими свойствами в масштабе и стоимости, которые могут конкурировать с традиционными производственными процессами.
ETEC D4K
Настольное производство небольших 3D-печатных деталей с высоким разрешением
Полное описание
Простое в использовании настольное производство деталей профессионального качества с высоким разрешением и заменой материалов менее чем за 2 минуты и легко создание рабочих мест.
Точность до 25 микрон и превосходное качество поверхности — все это в корпусе размером с настольный компьютер.
Самое высокое разрешение среди всех настольных 3D-принтеров с разрешением 4K на рынке.
Доступно для всех — профессиональная 3D-печать за одну треть эксплуатационных расходов по сравнению с сопоставимыми системами
Долгий срок годности материала – неотвержденная смола может храниться и повторно использоваться в течение нескольких месяцев, что обеспечивает экономичное использование материала.
Характеристики
КОНВЕРТ ПОСТРОЙКИ (МАКС. РАЗМЕР ЧАСТИ) 148 x 83 x 110 мм
МОДЕЛИ Стандартное разрешение по осям XY 25 мкм с запатентованной настройкой пикселей
РАЗРЕШЕНИЕ ПО Z 8 25–150 мкм
Технология/процесс
Цифровая обработка света (DLP)
Узнать больше
ETEC P4K
24/7 Производство небольших деталей сверхвысокого разрешения для конечного использования
Полное описание
Доступно в Pro или Flex
Универсальный подход P4K Flex позволяет получать высокоточные, высококачественные детали с одним стандартным объемом сборки и разрешением XY. Обладая очень доступной ценой, это идеальный принтер для пользователей с самыми разными вариантами использования.
P4K Pro обеспечивает высокоточные, высококачественные детали и имеет различные размеры сборки и разрешения XY, что позволяет пользователям выбирать оптимальную конфигурацию для своего конкретного приложения.
Разработан для производства в режиме 24/7, предлагает возможность запуска без отключения света практически без вмешательства пользователя.
Простота использования — интуитивно понятное программное обеспечение и замена материала менее чем за две минуты.
Автоматизированный рабочий процесс — автоматическая организация очереди заданий и оповещения о завершении заданий помогают свести к минимуму время простоя принтера
Спецификации
СБОРНАЯ КОНВЕРСИЯ (МАКСИМАЛЬНЫЙ РАЗМЕР ДЕТАЛИ) Flex – 249 x 140 x 180 мм Pro — от 90 x 56 x 180 до 233 x 141,5 x 180 мм
XY РАЗРЕШЕНИЕ Flex — исходное разрешение 92 мкм (до 45 мкм с запатентованным смещением пикселей) Pro — исходное разрешение 35, 62, 75, 90 мкм (до 23 мкм с запатентованной технологией Pixel Tuning) РАЗРЕШЕНИЕ Z (ЗАВИСИТ ОТ МАТЕРИАЛА) Flex -25–150 мкм Pro -25–150 мкм
Технология/процесс
Цифровая обработка света (DLP)
Узнать больше
ETEC Envision One
Быстрое производство прочных, полностью изотропных деталей конечного назначения
Полное описание
Высокоскоростная непрерывная печать. Завершите создание всего объема сборки объемом 3 л всего за 4,5 часов — на 30 % быстрее, чем у конкурирующих систем, и в 10 раз быстрее, чем у настольных компьютеров Соглашение об уровне обслуживания.
Исключительная прочность и качество детали. Envision One использует химию длинноцепочечного полимера для производства прочных и стабильных деталей. Результатом являются изотропные детали , подходящие для конечного применения и способные выдерживать в самых сложных условиях.
Повышенная точность и разрешение. Благодаря запатентованной технологии «безкупольной» печати Envision One устраняет любые опасения по поводу того, как «выпуклость» может повлиять на точность по оси Z. Печать с высоким разрешением (60 мкм XY) и 9Запатентованная технология настройки пикселей 0015 позволяет легко создавать мелкие детали и гладкую поверхность , подходящую для деталей конечного использования.
Интуитивно понятное программное обеспечение автоматизирует создание опор и ориентацию деталей, а встроенный инструмент восстановления файлов заделывает отверстия и подготавливает детали к печати.
Технические характеристики
СБОРНАЯ КОНВЕРСИЯ (МАКСИМАЛЬНЫЙ РАЗМЕР ДЕТАЛИ) Envision One — 180 x 101 x 175 мм Envision One XL — 180 x 101 x 330 мм
РАЗРЕШЕНИЕ XY Envision One – 60 мкм с запатентованной технологией Pixel Tuning Envision One XL – 60 мкм с запатентованной технологией Pixel Tuning
РАЗРЕШЕНИЕ Z (ЗАВИСИТ ОТ МАТЕРИАЛА) 90 µm 10–15 Envision One – Один XL – 50–150 мкм
Технология/процесс
Непрерывное цифровое производство света (CDLM)
Узнать больше
ETEC Xtreme 8K
Крупносерийное производство деталей для конечного использования
Полное описание
Самый большой в мире серийный 3D-принтер DLP — 450 x 6 x 4,71 x 7,79 мм 15,7 дюйма)
Производство в режиме 24/7 – печать более 150 литров деталей в день.
Изгиб и провисание оси X на Ender-3. Как устранить?
Важные первые шаги (частичная разборка принтера). Выпрямите обе оси Z. Отрегулируйте эксцентриковые гайки. Затяните болты, которыми крепятся узлы роликов. Вывод.
В огромном сообществе пользователей принтеров Ender-3 нередко возникают вопросы по сборке, настройке и эксплуатации этого популярного 3D-принтера для начинающих.
Мы решили написать пост-ответ на один из распространенных вопросов: Провисание оси X на Ender 3. Как исправить?
Итак, начнем!
Проблема:
Я купил свой Ender 3 всего несколько недель назад, и после сборки он, вроде бы, работал нормально, но я заметил, что у меня были проблемы при калибровке стола.
Я запускал печать после калибровки, но почему-то сопло всегда зарывалось в поверхность стола с правой стороны.
Я решил повторно откалибровать платформу, и оказалось, что с правой стороны принтер не откалиброван, хотя до запуска печати все было нормально.
Я заметил, что после запуска печати что-то кардинально менялось и сопло меняло свое положение: то слишком близко к столу, то слишком далеко.
Я понял, что это произошло из-за провисания оси X, но иногда она провисала, а иногда нет, поэтому выровнять стол было практически невозможно.
На просторах интернета возможно найти немалое количество советов по устранению этой неполадки. Мы выбрали тот, который действует лучше всего.
Важные первые шаги (частичная разборка принтера).
Снимите катушку с пластиком, иначе она будет запутываться и доставлять неудобства.
С помощью большого шестигранного ключа, входящего в комплект для сборки 3D-принтера, открутите винты на верхней направляющей.
Затем обязательно отсоедините кабели, подключенные к двигателю экструдера E, двигателю и концевому выключателю оси X.
Используя шестигранный ключ меньшего размера, ослабьте винт на муфте, который держит трапецеидальный винт оси Z, а затем полностью снимите его, повернув против часовой стрелки, и пока отставьте его в сторону.
Выпрямите обе оси Z.
Убедитесь, что оси не повернуты или смещены относительно рамы принтера.
Смещение осей оказывает давление на ролики, и они не могут свободно перемещаться вверх и вниз по профилям, что со временем приводит к их повреждению.
Итак, вот как решить обе эти проблемы:
Положите принтер на левый бок (дисплеем вверх, чтобы не давить на него всем весом принтера).
Слегка ослабьте винты в нижней части принтера, удерживающие ось Z на месте. Нет необходимости полностью выкручивать их, просто ослабьте их таким образом, чтобы вы могли повернуть или покачать ось Z.
Вращайте ось Z до тех пор, пока она не будет правильно выровнена и, удерживая ее на месте одной рукой, второй рукой затяните винты с помощью шестигранного ключа.
Если вы предварительно отсоедините блок питания, то выровнять ось вам будет значительно проще, потому что он не будет вам мешать.
Сделайте то же самое с другой осью Z, убедившись, что рама выровнена и максимально квадратная.
Теперь пришло время вернуть ось X на место, чтобы проверить, исчезло ли провисание и могут ли ролики свободно перемещаться вверх и вниз по профилям. Чтобы проверить, решена ли проблема, прикрутите верхнюю направляющую так, чтобы потайные отверстия были обращены вверх, а затем подвигайте ось X вверх и вниз.
В некоторых случаях приведенных выше манипуляций достаточно и ролики не нуждаются в калибровке. К сожалению, так происходит не всегда, поэтому переходим к следующему шагу.
Отрегулируйте эксцентриковые гайки.
Эксцентриковая гайка отличается от обычной тем, что отверстие в гайке смещено в одну сторону и при повороте она двигает колесо/ролик ближе или дальше от оси, и это позволяет регулировать насколько плотно весь узел будет цепляться за ось.
Если гайка затянута слишком туго, то он не сможет свободно двигаться вверх и вниз. С другой стороны, если слишком свободно, то весь узел ролика будет трястись и колебаться.
Для регулировки эксцентриков вам понадобится ключ, входящий в комплект сборки.
Используя большую сторону ключа, ослабьте гайку так, чтобы вы могли свободно перемещать весь узел ролика.
Затем начните затягивать гайку, пока не почувствуете, что узел ролика плотно прилегает к оси. Он должен прилегать плотно, но не слишком (это не так просто объяснить, но довольно легко почувствовать, когда вы будете это делать). Вы должны приложить некоторое усилие, чтобы прокрутить ролик двумя пальцами.
Как только вы закончите с одной стороной, проделайте те же действия со второй стороны.
Перемещайте X-ось вверх и вниз, чтобы убедиться, что она двигается плавно, а затем опустите до упора, пока не услышите «щелчок» концевика оси Z, после чего снова переместите ось вверх, но поднимайте ее не посередине, а с правой стороны.
Если вся конструкция движется плавно, и правая сторона движется одинаково с левой, то вы все сделали правильно!
Возможно, вам придется предпринять еще один шаг, чтобы полностью решить эту проблему, и это будет затяжка болтов, которые крепят узлы роликов.
Затяните болты, которыми крепятся узлы роликов.
Если вы посмотрите на раму, к которой прикреплен экструдер, в середине должны быть два винта, которые крепят его к оси X.
Проверьте, возможно они слегка ослаблены, либо вы не выровняли конструкцию в процессе сборки.
Вот как это исправить:
С помощью одного из шестигранных ключей, прилагаемых к принтеру, ослабьте два винта, которыми каретка крепится к оси X. Винт, который ближе к центру принтера, ослабьте совсем чуть-чуть.
Используя этот внутренний винт в качестве опорной точки, слегка отрегулируйте ось X, пока она не выровняется правильно.
Затяните оба винта до полного исчезновения люфта.
Имейте в виду, что в целом, это не главный виновник провисания оси X, поэтому вам следует сначала сосредоточиться на регулировке эксцентриковых гаек и смещении оси.
Вывод.
Провисание оси X создаст массу проблем, и исправить это просто необходимо. К счастью, это не так уж сложно, и вам потребуется около 10 минут, чтобы принтер смог нормально функционировать.
Вы можете начать с регулировки эксцентриковых гаек, даже не разбирая принтер, но мы настоятельно рекомендую выполнить шаги, которые мы описали, поскольку это очень простой и эффективный метод.
Надеемся, эта информация была полезной!
Удачной печати!
Едем вниз — растём вверх, или ось Z за недорого / Хабр
Доброго вам времени суток, уважаемые гики и сочувствующие! Эта публикация — продолжение описания конструкции моего самодельного 3D принтера. Ось Z — один из самых противоречивых узлов принтера. Что выбрать — ультимативную точность или хорошее масштабирование? Перемещать ось Х или рабочий стол принтера? Два подхода — два решения.
На первые 3D принтеры я не мог смотреть без содрогания: конструкции были незрелые, многие узлы использовались с нарушением ТУ, из-за общей зыбкости требовалась постоянная подстройка, мелкий ремонт, размеры рабочего поля были малыми. Я реши решить проблему внутренних противоречий, просто скрестив ежа с ужом конструкции портального фрезерного станка и 3D принтера.
Был спроектирован и скручен воедино остов 3D монстра:
Он состоит из сорокамиллиметровых алюминиевых конструкционных профилей, соединяемых толстыми уголками 45х45 и болтами М8. Эта конструкция имеет размеры 60х40х40 см и абсолютно непоколебима при нормальной работе принтера. Размер рабочей площадки составлял 45х22 см, при максимальной высоте объекта 28 см.
Ось Z образована двумя вертикально расположенными двадцатимиллиметровыми линейными шинами с прецизионными каретками. Каретки приводятся в движение прецизионными трапецевидными винтами, установленными на радиально-упорные подшипники. Каждый винт имеет привод от шагового мотора через ременную передачу 3:1. Верхние концы винтов обточены и вставлены в игольчатые втулки так, чтобы осевое смещение винта во втулке предотвращало его подклинивание при тепловом расширении. Я использовал полимерную гайку для винтов: больших скоростей/нагрузок нет, а полимерная гайка не так требовательна к смазке и значительно проще в монтаже. В данной конструкции рост высоты модели обеспечивается поднятием оси Х над столом, а ось Z используется как подвижная опора для оси X.
Видео работы:
Эта ось работала без каких-либо проблем вплоть до разборки этого принтера на запчасти.
Недостатки данного решения:
1. Цена. Прецизионные компоненты стоят дорого.
2. Сложность конструкции
3. Плохая масштабируемость.
Когда я начал строить второй принтер, опыт и скаредность участвовали в создании конструкции наравне с врождённым желанием идти своим путём, не ожидая милостей от природы.
Соответственно, новый принтер должен был стать не только более простым, быстрым, универсальным, надёжным и ремонтопригодным, но и значительно более дешёвым.
Для оси Z нового принтера был выбран не винтовой привод, а сходная с лебёдкой грузовых кранов тросовая конструкция. Она состоит из собственно приводного механизма с ремённым понижающим редуктором и двух блоков, на которые и ложится вся масса по оси Z.
Здесь фото принтера в целом:
За стабильность пространственной ориентации отвечают две круглые десятимиллиметровые стальные шины, по которым перемещаются парные подшипники скольжения из синтерной бронзы.
На следующих двух видео можно рассмотреть конструкцию лебёдки, там ничего сложного:
Остов оси Z: простая и лёгкая конструкция.
Расчёты по мощности: Приводной барабан имеет радиус 10 мм. Соответственно, крутящий момент 0,3 Нм (обычный мотор Nema 17) на рычаге в 10 мм составит 30 Н. Ременный редуктор с передаточным числом 2:1 удваивает это число.
Вследствие этого максимальное усилие, которое может развить эта лебёдка, составляет около 60 Ньютон, соответственно максимальная масса оси Z вместе с массами стола и объекта не должна превышать 6 кг в покое.
Теперь определим потери на разгон и торможение оси Z: для разгона 1кг массы с ускорением 1 м/с², необходимо приложить силу в 1 Ньютон. На самом деле, ускорения 1 м/с² для оси Z вполне достаточно, и каждый разгоняемый килограмм обойдётся нам в 1 Н приложенной силы.
Самый тяжёлый элемент в конструкции — подогреваемый стол, это дюралюминиевая пластина 350х350х3 мм весом 980 грамм с приклеенными нагревательными элементами общим весом 150 грамм.
Остальные элементы конструкции, включая теплоизоляцию из Basotect, весят около 900 грамм.
Общий вес конструкции составляет около 2030 грамм, что при округлении в большую сторону потребует 21 Н для удержания и ещё 2,1 Н для ускорения. Итого, ещё раз округляя в сторону больших значений, 24 Н.
Если же к массе оси Z добавить килограммовую модель, то понадобится уже 34 Н, что составляет
чуть более половины расчётной мощности лебёдки. Казалось бы, конструкция избыточна по мощности. Но дьявол, как всегда, кроется в деталях. Дело в том, что для достижения максимального крутящего момента через обмотки мотора должны течь максимальные токи, что неизбежно вызовет его перегрев и преждевременный выход из строя.
По этой причине я и спроектировал конструкцию с условием большого запаса по мощности, а ток мотора установил опытным путём чуть больше минимально необходимого. Мотор при этом нагревался до 50-60°С, что вполне допустимо по ТУ.
На этом видео лебёдка легко жонглирует осью Z без рабочего стола, но с двумя катушками филамента весом по 1300 грамм:
Итак, вопрос мощности решён. Теперь поговорим о точности. Учитывая параметры компонентов лебёдки и мотора, при микростеппинге 1/16 возможно перемещение оси Z с шагом 0,02 мм. Теперь рассмотрим проблему точности у лебёдки с однослойной намоткой троса. Радиус приводного барабана в моей конструкции составляет 10 мм, соответственно, длина окружности при намотке будет 62,8 мм. Для того, чтобы поднять ось Z на 44 см, необходимо примерно семь оборотов. При использовании троса толщиной 1 мм осевое смещение намотки составит 7 мм. При этом происходит изменение расстояния от точки соприкосновения троса с барабаном до нижнего опорного блока.
Посчитаем, насколько всё плохо: ведущий барабан находится в центре одной из диагоналей квадрата, образованного нижней частью корпуса принтера. Соответственно, барабан удалён от каждого из нижних опорных блоков на 320 мм. Путём нехитрых расчётов выясняется, что при перемещении стола на 440 мм произойдёт изменение геометрии привода на 0,077 мм.
Качественные винты с трапецевидной резьбой обеспечивают точность от 0,07 до 0,4 мм на таких расстояниях. Проще говоря, не обеспечивают никакого значимого выигрыша по точности. Если же по каким-то причинам Вам необходимо напечатать модели высотой большей, чем 44 см, нужно просто пропорционально увеличить диаметр приводного барабана (для сохранения малого количества оборотов, потребных для перемещения оси) и передаточное число редуктора (для сохранения номинальной нагрузки на мотор). При этом стоимость механизма растёт незначительно, в отличие от конструкции с винтовым приводом.
Один из тестовых объектов:
В заключение могу сказать: хотя опыт и является производной от преодолённых трудностей и совершённых ошибок, но иногда процесс его приобретения доставляет больше удовольствия, чем достигнутые результаты.
3D моделей не будет, ибо я их никак не могу отыскать на диске.
Публикуется под лицензией WTFPL.
Ну, и традиционное: Have fun!
3D-печать по осям Theta и R
0Акций
Сотрудник Hackaday Тайлер Андерсон разработал новый тип системы 3D-печати, которая отказывается от типичных осей XY в пользу вращающейся печатной платформы и нескольких независимо управляемых головок экструдера. По его словам, этот 3D-принтер Theta может одновременно использовать разные материалы для печати на одном и том же объекте без уменьшения объема сборки или негативного влияния на производительность.
Базовый декартовый 3D-принтер использует наиболее распространенную конфигурацию оси, потому что ее проще всего программировать, и большинство инструментов для обработки уже используют одну и ту же систему. Но для декартовых принтеров требуется перемещение более тяжелых печатающих головок, что может замедлить работу машины и снизить ее производительность. Использование нескольких экструдеров также требует уменьшения объема сборки, и они часто теряют разрешение ближе к центру сборки. Дельта-3D-принтеры быстрее, однако они также жертвуют объемом сборки, а использование нескольких экструдеров по-прежнему необычно для этого типа принтера.
Однако 3D-принтер, использующий тета-ось или ось вращения в сочетании с осью R, имеет меньшую массу, поэтому не жертвует скоростью, поддерживает разрешение печати даже вблизи центра отпечатков и может легко использовать несколько экструдеров. без уменьшения площади застройки. Принтер Anderson Theta оптимизирован для работы с четырьмя независимыми экструдерами, которые позволяют пользователям печатать объекты разными цветами и материалами. Принтер может работать с любым типом экструдера, который использует любой тип материала, поэтому он может создавать объекты из пластика. Он может даже 3D-печатать что-то с несколькими цветами или шоколадом, не беспокоясь о том, что головы врезаются в объект или разные цвета смазываются и сливаются.
Тета-ось — это направление вращения платформы сборки, а ось R — это расстояние от центра платформы до экструдера. Благодаря этой уникальной конфигурации четыре экструдера полностью автономны и могут печатать одновременно без потери скорости или качества печати. Хотя дополнительные экструдеры и моторы потенциально делают принтер более дорогим, он имеет модульную конструкцию, поэтому окончательная версия может включать легко заменяемые детали. Кроме того, его можно было очень легко преобразовать в 3D-сканер, а головки можно было заменить фрезерными головками, что делает эту конфигурацию принтера идеальной для легко адаптируемой системы 3D-печати «все в одном».
Вы можете посмотреть видео о принтере Theta в действии с использованием двух независимых печатающих головок:
Тета-принтер Anderson включает в себя четыре экструдера и вращающуюся платформу с подогревом, приводимую в движение десятью независимыми шаговыми двигателями. Вращающаяся платформа имеет рабочий объем диаметром 304 мм (12 дюймов) с осью Z 150 мм (6 дюймов). Принтер имеет полностью открытый исходный код, и список деталей можно найти на GitHub. Вы также можете прочитать все о сборке на Hackaday.io.
Скотт Дж. Грюнвальд
Скотт Дж. Грюнвальд часто пишет о комиксах, поп-культуре, технологиях и социальных проблемах и проявляет большой интерес к тому, что происходит, когда потребности коммерции, искусства и науки неизбежно пересекаются. Он также любит писать о беконе. Это не лучшая биография в мире. Это просто дань уважения.
Трехмерный пятиосевой 3D-принтер?
ВОЗМОЖЕН ЛИ ПЯТИОСЕВОЙ 3D-ПРИНТЕР?
По сравнению с любым другим способом создания вещей, 3D-печать удивительно универсальна. Можно создавать формы, которые не могут быть созданы никаким другим способом. Однако это не значит, что ограничений нет. Некоторые формы сложны даже для 3D-принтера. Что касается поддержки, это слово гарантированно заставит любого энтузиаста печати стонать.
Большинство существующих ограничений связаны с тем, как работают 3D-принтеры, особенно с филаментной подачей. Они печатают по трем осям — по две горизонтальные в каждом слое, а стопка слитых слоев образует третий — и это означает, что есть некоторые вещи, которые вы не можете сделать легко. Самая большая проблема заключается в том, что все, что печатается, должно быть напечатано поверх чего-либо — либо на печатной платформе, либо на следующем слое ниже — поэтому выступы требуют поддержки. Это выполнимо на внешней поверхности объекта, но на внутренних поверхностях это может быстро стать очень сложным.
Это похоже на проблему, которую вы не можете решить. Ограничения накладываются трехосевой конструкцией, но пространство является трехмерным, и принтеры уже имеют оси для каждого из этих измерений. Кажется очевидным, что нет возможности добавить больше осей, не так ли?
Как это работает?
Вообще-то есть. Экструдер на FDM-принтере движется по трем осям, но вы также можете заставить его вращаться на и по ним на . Если вы сделаете это, откроется целый ряд новых возможностей. Хотите создать навес? Поверните голову вертикально и печатайте сверху вниз. Добавьте неподдерживаемые детали сбоку отпечатка, повернув экструдер на бок. Внезапно становится возможным делать что-то совсем по-другому.
Принтер с вращающимся экструдером может работать с шестью осями, хотя на практике с пятью можно делать почти все. Дополнительные оси добавляются, начиная с существующих, по которым перемещается экструдер, и давая ему возможность вращаться вокруг них.
Итак, можете ли вы получить пятиосевой 3D-принтер дома? Ну не по карману. Прямо сейчас они есть на рынке, но они намного выше уровня любителей. Самый дешевый, который вы найдете, — это 5AxisMaker британского производства, стоимость которого начинается от 5000 фунтов стерлингов. Конечно, за эти деньги вы получаете много. Он имеет рабочий объем 400x400x400 мм, и это не просто принтер — у него также есть фрезерная головка, так что вы можете либо создавать объекты с помощью нити, либо резать их с помощью вращающихся инструментов со скоростью вращения 15 000 об/мин.
 п.). Для этого нажимаем на курок. Когда стержень заканчивается, его не удается проталкивать курком. Это значит, что необходимо вставить новый расходник.
п.). Для этого нажимаем на курок. Когда стержень заканчивается, его не удается проталкивать курком. Это значит, что необходимо вставить новый расходник. п.). Для этого нажимаем на курок. Когда стержень заканчивается, его не удается проталкивать курком. Это значит, что необходимо вставить новый расходник.
п.). Для этого нажимаем на курок. Когда стержень заканчивается, его не удается проталкивать курком. Это значит, что необходимо вставить новый расходник. Кроме того, стержни используют для герметизации, а также для фиксации, например, проводков при изготовлении электротехники. Выбрать оптимальный расходник помогает его цвет, который, впрочем, может иметь чисто декоративное значение.
Кроме того, стержни используют для герметизации, а также для фиксации, например, проводков при изготовлении электротехники. Выбрать оптимальный расходник помогает его цвет, который, впрочем, может иметь чисто декоративное значение. Термопистолет — другое дело, им пользуются как мужчины-ремонтники, так и женщины, которые занимаются рукоделием. А слабый пол не любит работать клеевым пистолетом, выглядящим как замарашка.
Термопистолет — другое дело, им пользуются как мужчины-ремонтники, так и женщины, которые занимаются рукоделием. А слабый пол не любит работать клеевым пистолетом, выглядящим как замарашка. 
 При наличии прокачанных навыков, из термоклея можно сделать что угодно, склеить любую конструкцию.
При наличии прокачанных навыков, из термоклея можно сделать что угодно, склеить любую конструкцию. Инструмент, который нередко называют «горячий клей», подает состав в расплавленном виде, то есть буквально «выстреливает» жидкими капельками. Скорость и быстрота склеивания сделали устройство востребованным во многих сферах, поэтому, сталкиваясь с необходимостью приклеить какие-либо элементы и детали, многих интересует вопрос относительно того, а можно ли задействовать в данных целях клеевой пистолет.
Инструмент, который нередко называют «горячий клей», подает состав в расплавленном виде, то есть буквально «выстреливает» жидкими капельками. Скорость и быстрота склеивания сделали устройство востребованным во многих сферах, поэтому, сталкиваясь с необходимостью приклеить какие-либо элементы и детали, многих интересует вопрос относительно того, а можно ли задействовать в данных целях клеевой пистолет.
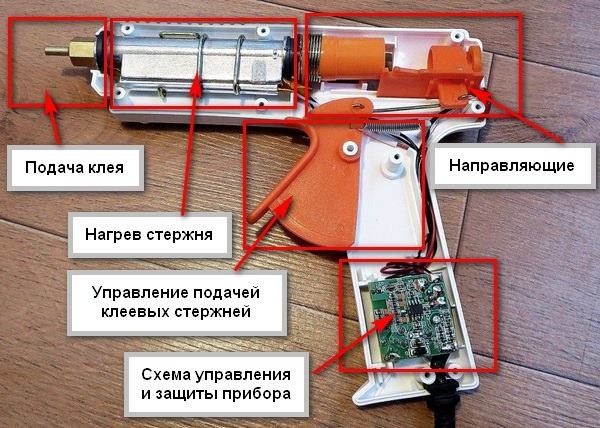
 Старые деревянные оконные конструкции нередко пропускают холодные потоки воздуха, а применение утеплителей не всегда себя оправдывает. И здесь на помощь приходит клеевой пистолет. Горячим клеем можно заделывать абсолютно любые, в том числе и мелкие щели, как в самой конструкции, так и между рамой и проемом. Аналогично можно поступать и с дверным полотном, порогом, а также прочими поверхностями для подготовки к зимними холодам. Никаких ограничений здесь не существует. Можно применять и клей, и герметик. Конденсата на таких швах не образуется, поскольку составы обладают водоотталкивающими свойствами. Сажать на горячий клей можно даже напольные и потолочные плинтуса, что делает инструмент незаменимым при проведении ремонта.
Старые деревянные оконные конструкции нередко пропускают холодные потоки воздуха, а применение утеплителей не всегда себя оправдывает. И здесь на помощь приходит клеевой пистолет. Горячим клеем можно заделывать абсолютно любые, в том числе и мелкие щели, как в самой конструкции, так и между рамой и проемом. Аналогично можно поступать и с дверным полотном, порогом, а также прочими поверхностями для подготовки к зимними холодам. Никаких ограничений здесь не существует. Можно применять и клей, и герметик. Конденсата на таких швах не образуется, поскольку составы обладают водоотталкивающими свойствами. Сажать на горячий клей можно даже напольные и потолочные плинтуса, что делает инструмент незаменимым при проведении ремонта. Ремонту подлежат и отколовшиеся кусочки плитки. Элемент просто можно соединить с целой частью. Главное, предварительно почистить и обезжирить поверхность стыкуемых элементов. Аналогично можно склеить и разбитую керамику, к примеру, вазу и так далее.
Ремонту подлежат и отколовшиеся кусочки плитки. Элемент просто можно соединить с целой частью. Главное, предварительно почистить и обезжирить поверхность стыкуемых элементов. Аналогично можно склеить и разбитую керамику, к примеру, вазу и так далее.

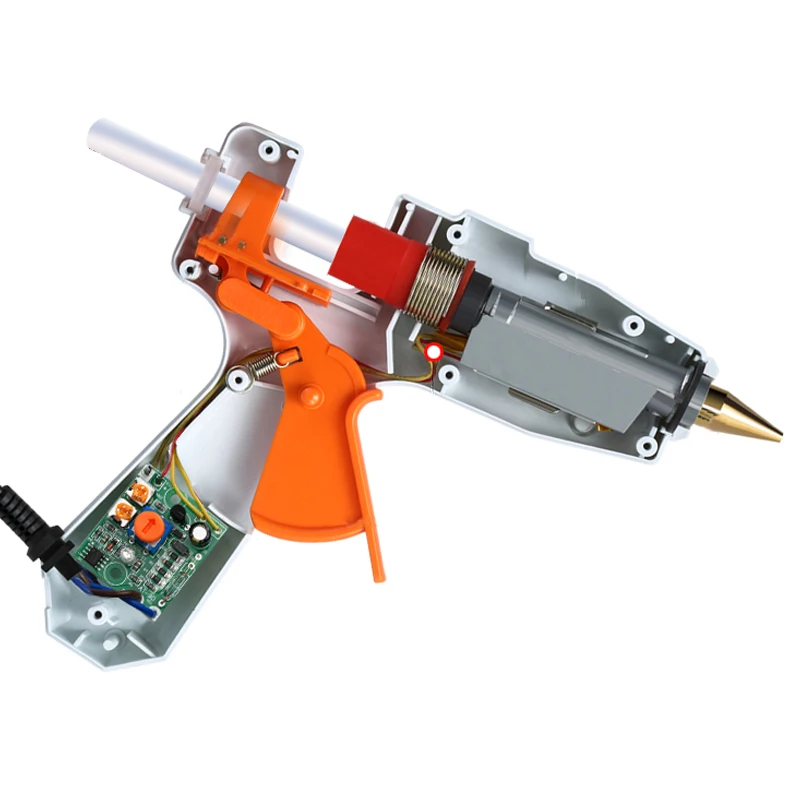 Последний вариант предполагает поворот, а не нажатие курка, что не всегда является удобным.
Последний вариант предполагает поворот, а не нажатие курка, что не всегда является удобным. Термостат двигателя — механизм простой, но очень практичный, а также полезный и нужный. Эта часть автомобиля выполняет функцию регулирования температуры двигателя и, через свой радиатор контролирует перегрев двигателя , то есть используется для охлаждения и прогрева двигателя автомобиля.
Термостат двигателя — механизм простой, но очень практичный, а также полезный и нужный. Эта часть автомобиля выполняет функцию регулирования температуры двигателя и, через свой радиатор контролирует перегрев двигателя , то есть используется для охлаждения и прогрева двигателя автомобиля. В свою очередь, водяной насос выталкивает охлаждающую жидкость с более низкой температурой из радиатора в двигатель.
В свою очередь, водяной насос выталкивает охлаждающую жидкость с более низкой температурой из радиатора в двигатель. Термостат с электрическим управлением (также называемый управляемым по карте) обеспечивает более широкую и быструю работу, чем традиционные термостаты. Они регулируются через систему управления двигателем.
Термостат с электрическим управлением (также называемый управляемым по карте) обеспечивает более широкую и быструю работу, чем традиционные термостаты. Они регулируются через систему управления двигателем.

 У термостата есть удивительная функция, позволяющая охлаждать двигатель каждый раз, когда он нагревается. Так эксплуатация автомобиля без термостата имеет свои последствия, о которых должен знать каждый водитель. Давайте узнаем, что произойдет!
У термостата есть удивительная функция, позволяющая охлаждать двигатель каждый раз, когда он нагревается. Так эксплуатация автомобиля без термостата имеет свои последствия, о которых должен знать каждый водитель. Давайте узнаем, что произойдет! Позволяя двигателю прогреться как можно быстрее, термостат снижает износ двигателя, отложения и выбросы.
Позволяя двигателю прогреться как можно быстрее, термостат снижает износ двигателя, отложения и выбросы.
 Двигатель подвергается процедуре замкнутого контура, когда двигатель выходит за определенную температуру. Если температура не повысится, двигатель захлебнется и в конце концов остановится.
Двигатель подвергается процедуре замкнутого контура, когда двигатель выходит за определенную температуру. Если температура не повысится, двигатель захлебнется и в конце концов остановится.
 Он должен располагаться где-то между решеткой автомобиля и радиатором. Этот метод предотвращает охлаждение всей системы радиатором за счет уменьшения обдува холодным воздухом. Это может даже решить проблему с холодным воздухом от обогревателя. Но, следуя этому методу, следите за температурной сеткой, чтобы двигатель не перегревался. Если температура подскочит слишком сильно, прервите операцию и снимите плату. Итак, используйте этот метод всякий раз, когда вы думаете- может ли машина работать без термостата ?
Он должен располагаться где-то между решеткой автомобиля и радиатором. Этот метод предотвращает охлаждение всей системы радиатором за счет уменьшения обдува холодным воздухом. Это может даже решить проблему с холодным воздухом от обогревателя. Но, следуя этому методу, следите за температурной сеткой, чтобы двигатель не перегревался. Если температура подскочит слишком сильно, прервите операцию и снимите плату. Итак, используйте этот метод всякий раз, когда вы думаете- может ли машина работать без термостата ?


 /мин.
/мин. Наш специалист свяжется с вами в ближайшее время.
Наш специалист свяжется с вами в ближайшее время.

 84
84 Принять условия.
Принять условия. Все, что вам нужно, это подключить двигатель к сети переменного тока, и двигатель можно легко использовать.
Все, что вам нужно, это подключить двигатель к сети переменного тока, и двигатель можно легко использовать. Корпус двигателя Литой под давлением алюминий с механической обработкой внутри
Корпус двигателя Литой под давлением алюминий с механической обработкой внутри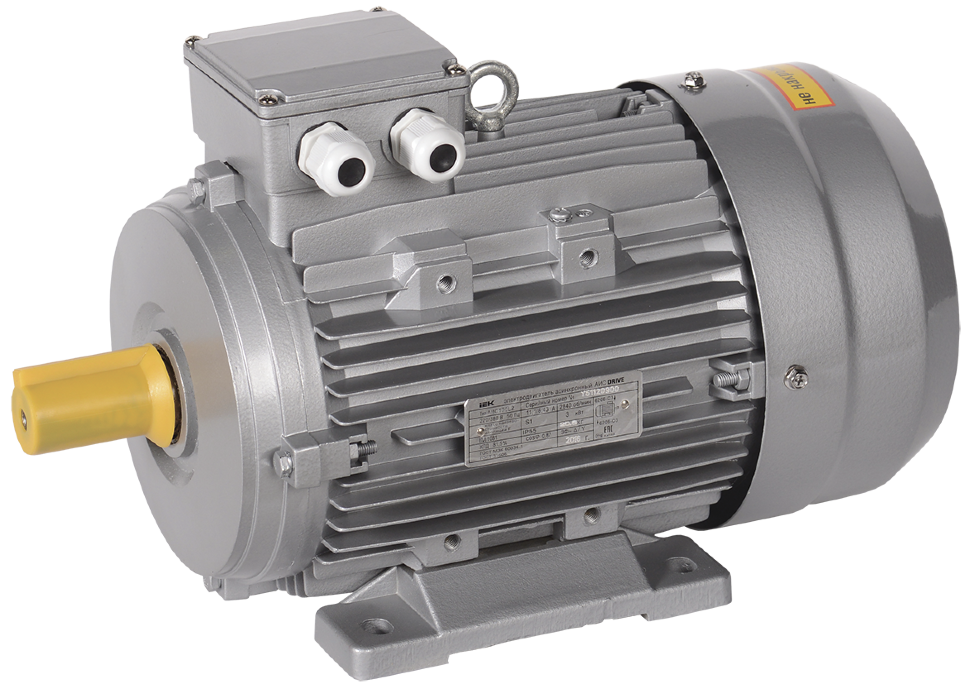 Если нагрузка увеличивается дальше и достигает точки М, двигатель не может генерировать больший крутящий момент и останавливается в точке R.
Если нагрузка увеличивается дальше и достигает точки М, двигатель не может генерировать больший крутящий момент и останавливается в точке R.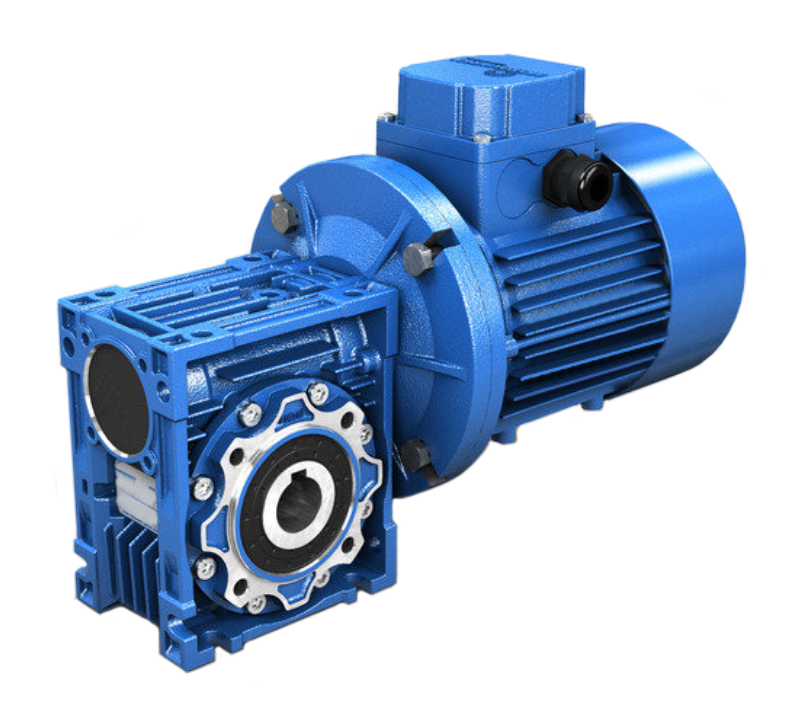 В этом случае двигатель может не работать с автоматическим оборудованием должным образом.
В этом случае двигатель может не работать с автоматическим оборудованием должным образом. Они являются абсолютным преимуществом с точки зрения жесткости и герметичности!
Они являются абсолютным преимуществом с точки зрения жесткости и герметичности! ИЭ3Д мотор…
ИЭ3Д мотор…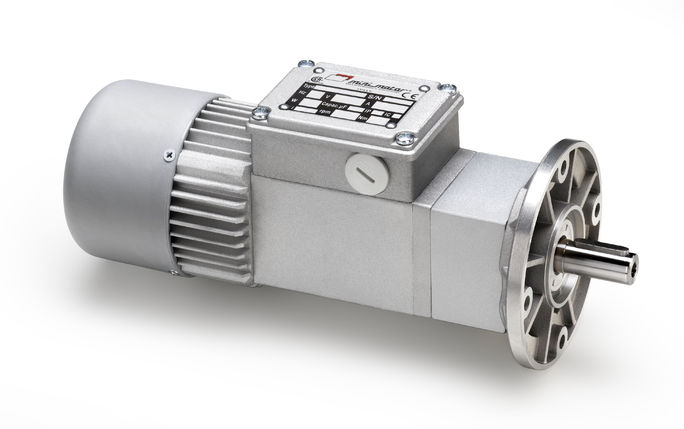
 5″ data-directory-id=»1009″>
5″ data-directory-id=»1009″>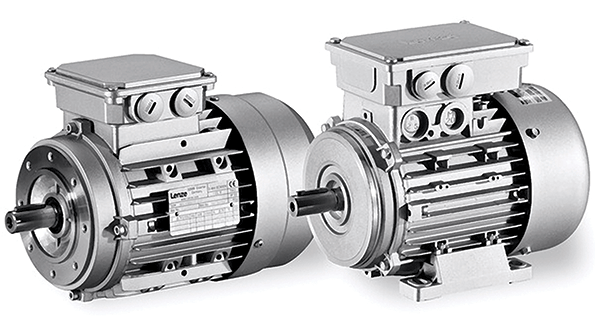 Generation,Zubehör,PHQK,Antriebsregler,PELM,Planetengetriebe,Encoderkabel,ZVKL,Leistungskabel,FIE3D,V_05,Zahnstangentrieb,PHQKEZ,Anschlusstechnik,LM,Planetenwinkelgetriebe,Asynchrongetriebemotor,SC6,FEZ,Zweigang-Schaltgetriebe,FDS 5000,Stirnradgetriebe,Lean-Motor,Generation 3,IED3,CLM,PS6,Synchron-Servomotor,Kegelradgetriebe,442655_en,KEZ,ZVKS,Umrichter,Lean-Planetenwinkelgetriebemotor,PHKX,Kabel,Synchron-Servogetriebemotor,KLEZ,SD6,Flachgetriebe,PKEZ,PH,Planetengetriebemotor,ZVPE,KS,PHEZ,PHVEZ,Asynchron-Getriebemotor,Flachgetriebemotor,KIE3D,PS,K,Servoumrichter,CEZ,SDS5000,PEZ,Lean-Stirnradgetriebemotor,Catalog STOBER compact_EN,Frequenzumrichter,Lean-Planetengetriebemotor,CIE3D,Planetenwinkelgetriebemotor,Stirnradgetriebemotor,Hohlwelle,PLM,Lean-Flachgetriebemotor,SDS 5000,20_03_2023,PE,FDS5000,ZTRSPHQ,6. Generation,ZTRPH,Lean-Getriebemotor,PHQ,Elektronik,PHV,Asynchronmotor,ZTRSPHV,KSEZ,F,ZRPH,SI6,FLM,PHKEZ,Generation 2,PEEZ,ZTRPHV,PK,PKXEZ,KLLM,P,C,PHK,Industriegetriebe,EnDat 3,KLM,PHKXEZ» data-orgtitle=»442655_en_05_KAT_STOBER_kompakt» data-mamid=»15973″ data-relevance=»2″ data-directory-id=»1010″>
Generation,Zubehör,PHQK,Antriebsregler,PELM,Planetengetriebe,Encoderkabel,ZVKL,Leistungskabel,FIE3D,V_05,Zahnstangentrieb,PHQKEZ,Anschlusstechnik,LM,Planetenwinkelgetriebe,Asynchrongetriebemotor,SC6,FEZ,Zweigang-Schaltgetriebe,FDS 5000,Stirnradgetriebe,Lean-Motor,Generation 3,IED3,CLM,PS6,Synchron-Servomotor,Kegelradgetriebe,442655_en,KEZ,ZVKS,Umrichter,Lean-Planetenwinkelgetriebemotor,PHKX,Kabel,Synchron-Servogetriebemotor,KLEZ,SD6,Flachgetriebe,PKEZ,PH,Planetengetriebemotor,ZVPE,KS,PHEZ,PHVEZ,Asynchron-Getriebemotor,Flachgetriebemotor,KIE3D,PS,K,Servoumrichter,CEZ,SDS5000,PEZ,Lean-Stirnradgetriebemotor,Catalog STOBER compact_EN,Frequenzumrichter,Lean-Planetengetriebemotor,CIE3D,Planetenwinkelgetriebemotor,Stirnradgetriebemotor,Hohlwelle,PLM,Lean-Flachgetriebemotor,SDS 5000,20_03_2023,PE,FDS5000,ZTRSPHQ,6. Generation,ZTRPH,Lean-Getriebemotor,PHQ,Elektronik,PHV,Asynchronmotor,ZTRSPHV,KSEZ,F,ZRPH,SI6,FLM,PHKEZ,Generation 2,PEEZ,ZTRPHV,PK,PKXEZ,KLLM,P,C,PHK,Industriegetriebe,EnDat 3,KLM,PHKXEZ» data-orgtitle=»442655_en_05_KAT_STOBER_kompakt» data-mamid=»15973″ data-relevance=»2″ data-directory-id=»1010″> 30 KB
30 KB 36 KB
36 KB 87 KB
87 KB 44 KB
44 KB 84 KB
84 KB 31 KB
31 KB 95 KB
95 KB 03 KB
03 KB 33 KB
33 KB 38 KB
38 KB 63 KB
63 KB 14 KB
14 KB 75 KB
75 KB 69 KB
69 KB

 Т.2 — Машиностроение, 2011» на стр. 284-285.
Т.2 — Машиностроение, 2011» на стр. 284-285.
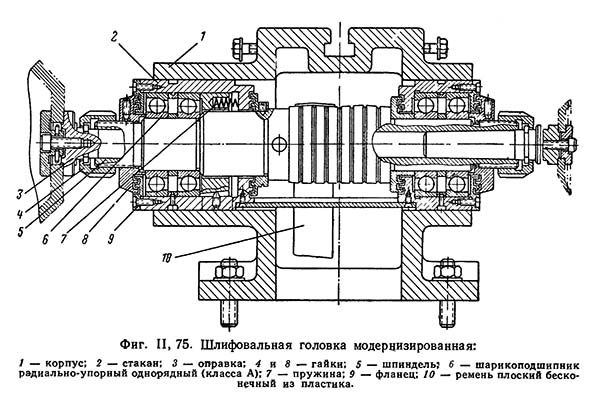 Качество перешлифовки упорного центра с помощью описанной головки оказывается выше, чем при ранее рассмотренной бабки, поскольку исключена ременная передача. Вместе с тем остаются погрешности обработки, обусловленные установкой центра на круглошлифовальном станке. Это и погрешность базирования центра в патроне, и биение шпинделя круглошлифовального станка, и др. Повысить точность перешлифовки, однако, можно, если обрабатывать упорный центр, не снимая его с вальцешлифовального станка, где он обычно эксплуатируется. Но в таком случае шлифовальная головка, используемая при перешлифовке, должна быть усовершенствована — она должна обеспечивать и главное движение, требуемое для обработки (вращения круга относительно своей оси), и движение окружной подачи круга относительно оси перешлифовываемого центра, поскольку на вальцешлифовальном станке упорный центр не вращается. Перечисленному удовлетворяет планетарная шлифовальная головка («Я.Л. Либерман. Шлифовальная головка»), защищенная Патентом РФ на полезную модель №146910 от 22.
Качество перешлифовки упорного центра с помощью описанной головки оказывается выше, чем при ранее рассмотренной бабки, поскольку исключена ременная передача. Вместе с тем остаются погрешности обработки, обусловленные установкой центра на круглошлифовальном станке. Это и погрешность базирования центра в патроне, и биение шпинделя круглошлифовального станка, и др. Повысить точность перешлифовки, однако, можно, если обрабатывать упорный центр, не снимая его с вальцешлифовального станка, где он обычно эксплуатируется. Но в таком случае шлифовальная головка, используемая при перешлифовке, должна быть усовершенствована — она должна обеспечивать и главное движение, требуемое для обработки (вращения круга относительно своей оси), и движение окружной подачи круга относительно оси перешлифовываемого центра, поскольку на вальцешлифовальном станке упорный центр не вращается. Перечисленному удовлетворяет планетарная шлифовальная головка («Я.Л. Либерман. Шлифовальная головка»), защищенная Патентом РФ на полезную модель №146910 от 22. 09.2014. Эта головка аналогична предлагаемой.
09.2014. Эта головка аналогична предлагаемой. Затем включают электрошпиндель и вращение круга и перемещают головку (основание вместе с корпусом) вдоль оси второго вала до получения нужной при перешлифовке упора глубины резания. При вращении электрошпинделя, движение от него передается на первый червяк. Он, в свою очередь, вращает первое колесо и первый вал. Вращение первого вала влечет за собой вращение второго червяка, а поскольку второе червячное колесо и его вал жестко соединены с основанием головки, второй червяк начинает обкатываться по второму колесу и вращать корпус головки. Круг при этом будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а перемещение корпуса головки вместе с кругом будет являться движением подачи. Когда перешлифовка будет завершена, точность ее окажется выше, чем при использовании других головок-аналогов, поскольку перешлифовываемый упорный центр не пришлось переставлять на обычный круглошлифовальный станок и приводить во вращение.
Затем включают электрошпиндель и вращение круга и перемещают головку (основание вместе с корпусом) вдоль оси второго вала до получения нужной при перешлифовке упора глубины резания. При вращении электрошпинделя, движение от него передается на первый червяк. Он, в свою очередь, вращает первое колесо и первый вал. Вращение первого вала влечет за собой вращение второго червяка, а поскольку второе червячное колесо и его вал жестко соединены с основанием головки, второй червяк начинает обкатываться по второму колесу и вращать корпус головки. Круг при этом будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а перемещение корпуса головки вместе с кругом будет являться движением подачи. Когда перешлифовка будет завершена, точность ее окажется выше, чем при использовании других головок-аналогов, поскольку перешлифовываемый упорный центр не пришлось переставлять на обычный круглошлифовальный станок и приводить во вращение.
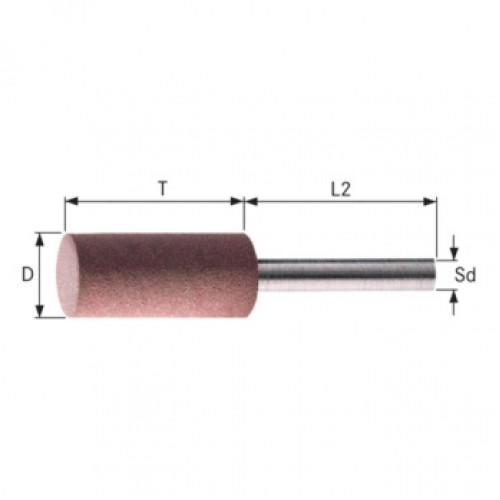 Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса. Вместе с тем, ее особенностью является то, что ее основание снабжено кольцевой направляющей, соосной со вторым валом, на корпусе соосно с направляющей установлена втулка с радиально закрепленными на ней спицами, размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, на свободных концах спиц во взаимодействии с направляющей закреплены ролики, при этом одна из спиц снабжена соосным с электрошпинделем сквозным поперечным отверстием, в котором размещен выходной конец электрошпинделя.
Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса. Вместе с тем, ее особенностью является то, что ее основание снабжено кольцевой направляющей, соосной со вторым валом, на корпусе соосно с направляющей установлена втулка с радиально закрепленными на ней спицами, размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, на свободных концах спиц во взаимодействии с направляющей закреплены ролики, при этом одна из спиц снабжена соосным с электрошпинделем сквозным поперечным отверстием, в котором размещен выходной конец электрошпинделя.

 В процессе этих движений возникает сила резания, стремящаяся отжать круг от шлифуемого центра. Однако эта сила через спицу, снабженную отверстием, в котором размещен конец электрошпинделя, будет передаваться соответствующему ролику. Направляющая будет воспринимать ее от ролика и противодействовать отжиму круга. Поскольку в процессе шлифования центра могут происходить вибрации круга, последний может не только стремиться отжаться от центра, но может и периодически приближаться к нему. Этому будут противодействовать остальные спицы, закрепленные на втулке, и через остальные ролики, опирающиеся на направляющую.
В процессе этих движений возникает сила резания, стремящаяся отжать круг от шлифуемого центра. Однако эта сила через спицу, снабженную отверстием, в котором размещен конец электрошпинделя, будет передаваться соответствующему ролику. Направляющая будет воспринимать ее от ролика и противодействовать отжиму круга. Поскольку в процессе шлифования центра могут происходить вибрации круга, последний может не только стремиться отжаться от центра, но может и периодически приближаться к нему. Этому будут противодействовать остальные спицы, закрепленные на втулке, и через остальные ролики, опирающиеся на направляющую.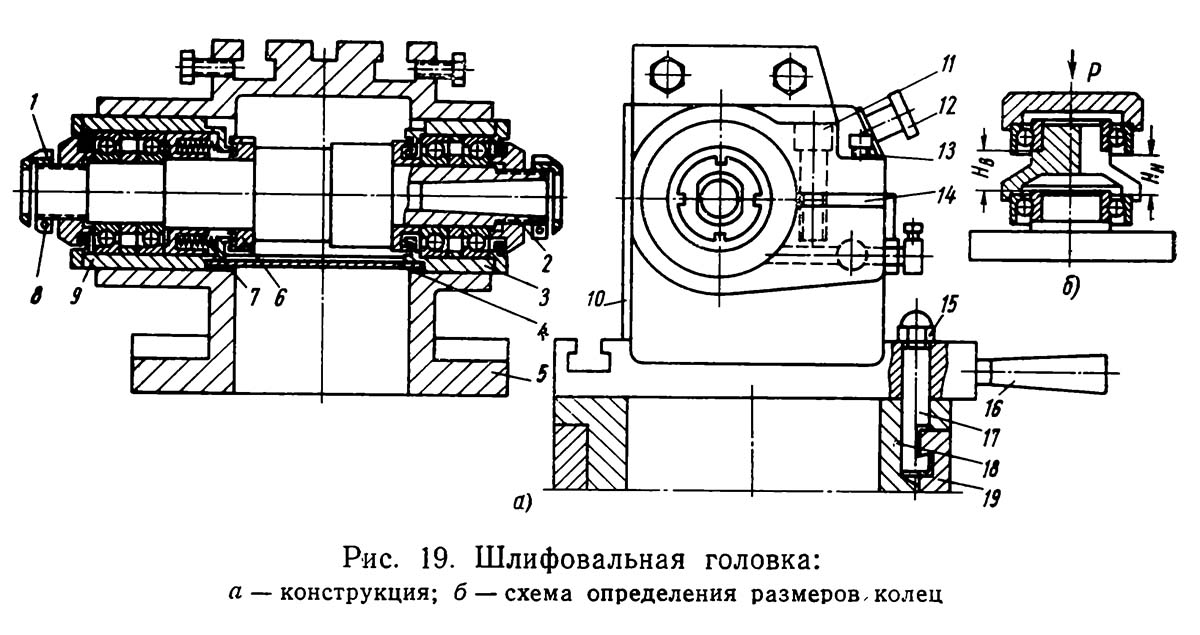 Теперь другой центр можно перешлифовывать подобно первому. Но, снимая головку, поворачивая ее и вновь устанавливая на станок, мы создаем новые погрешности установки головки, которые могут привести к несоосности переднего и заднего центров вальцешлифовального станка после перешлифовки. Исключить их, однако, можно, если головку после перешлифовки переднего центра не переустанавливать.
Теперь другой центр можно перешлифовывать подобно первому. Но, снимая головку, поворачивая ее и вновь устанавливая на станок, мы создаем новые погрешности установки головки, которые могут привести к несоосности переднего и заднего центров вальцешлифовального станка после перешлифовки. Исключить их, однако, можно, если головку после перешлифовки переднего центра не переустанавливать. Она снабжена вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальным механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно с корпусами первого и второго механизмов и с валом электродвигателя, основания механизмов соединены между собой и с корпусом двигателя.
Она снабжена вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальным механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно с корпусами первого и второго механизмов и с валом электродвигателя, основания механизмов соединены между собой и с корпусом двигателя. Оно является следствием того, что при работе малооборотного электродвигателя, осуществляющего окружную подачу, одновременно вращаются оба шлифовальных механизма, хотя перешлифовка центров производится попеременно. Это приводит к дополнительному износу подшипников шлифовальных механизмов и других элементов головки.
Оно является следствием того, что при работе малооборотного электродвигателя, осуществляющего окружную подачу, одновременно вращаются оба шлифовальных механизма, хотя перешлифовка центров производится попеременно. Это приводит к дополнительному износу подшипников шлифовальных механизмов и других элементов головки.


 После этого перемещают головку вдоль оси центров станка до взаимодействия с передним перешлифовываемым центром. Круг 4 при этом осуществляет главное движение, а двигатель 12, вращая механизм 10, — движение окружной подачи. Завершив перешлифовку переднего центра вальцешлифовального станка, головку отводят по направляющим назад, двухполюсный переключатель переводят в положение, при котором полюс 20 соединяется с выходом 23 переключателя, а полюс 21 — с выходом 25. Муфта 13 выключается, электрошпиндель механизма 10 тоже, но включается муфта 14 и начинает работать электрошпиндель шлифовального механизма 11. Головку перемещают по направляющим станка, вводя круг механизма 11 во взаимодействие с задним центром станка и перешлифовывая задний центр аналогично переднему.
После этого перемещают головку вдоль оси центров станка до взаимодействия с передним перешлифовываемым центром. Круг 4 при этом осуществляет главное движение, а двигатель 12, вращая механизм 10, — движение окружной подачи. Завершив перешлифовку переднего центра вальцешлифовального станка, головку отводят по направляющим назад, двухполюсный переключатель переводят в положение, при котором полюс 20 соединяется с выходом 23 переключателя, а полюс 21 — с выходом 25. Муфта 13 выключается, электрошпиндель механизма 10 тоже, но включается муфта 14 и начинает работать электрошпиндель шлифовального механизма 11. Головку перемещают по направляющим станка, вводя круг механизма 11 во взаимодействие с задним центром станка и перешлифовывая задний центр аналогично переднему.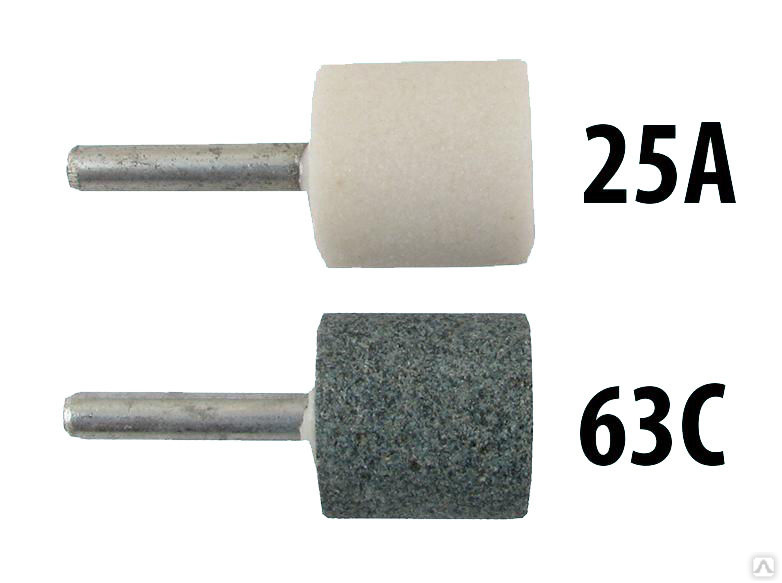 Работа того и другого шлифовальных механизмов происходит при минимальном количестве элементов электроуправления, механизмы работают существенно меньшее время, чем в прототипе, что влечет за собой минимизацию отказов предложенной шлифовальной головки и более высокую ее надежность, чем у прототипа.
Работа того и другого шлифовальных механизмов происходит при минимальном количестве элементов электроуправления, механизмы работают существенно меньшее время, чем в прототипе, что влечет за собой минимизацию отказов предложенной шлифовальной головки и более высокую ее надежность, чем у прототипа.
 В процессе шлифовки зерна не стачиваются, а вылетают. Это позволяет избежать преждевременного забивания абразивного материала.
В процессе шлифовки зерна не стачиваются, а вылетают. Это позволяет избежать преждевременного забивания абразивного материала. Такой расходник производительный и в меру эластичный.
Такой расходник производительный и в меру эластичный.

 Используйте инструменты с мягкой связкой для более твердого бетона и инструменты с твердой связкой для более мягкого бетона. Снятие легкого поверхностного покрытия; ремонт неровного, изношенного или поврежденного бетона; выравнивание высоких или неровных швов.
Используйте инструменты с мягкой связкой для более твердого бетона и инструменты с твердой связкой для более мягкого бетона. Снятие легкого поверхностного покрытия; ремонт неровного, изношенного или поврежденного бетона; выравнивание высоких или неровных швов.

 6 кВт, 1300 л/мин, d=80 мм, подъем 27 м
6 кВт, 1300 л/мин, d=80 мм, подъем 27 м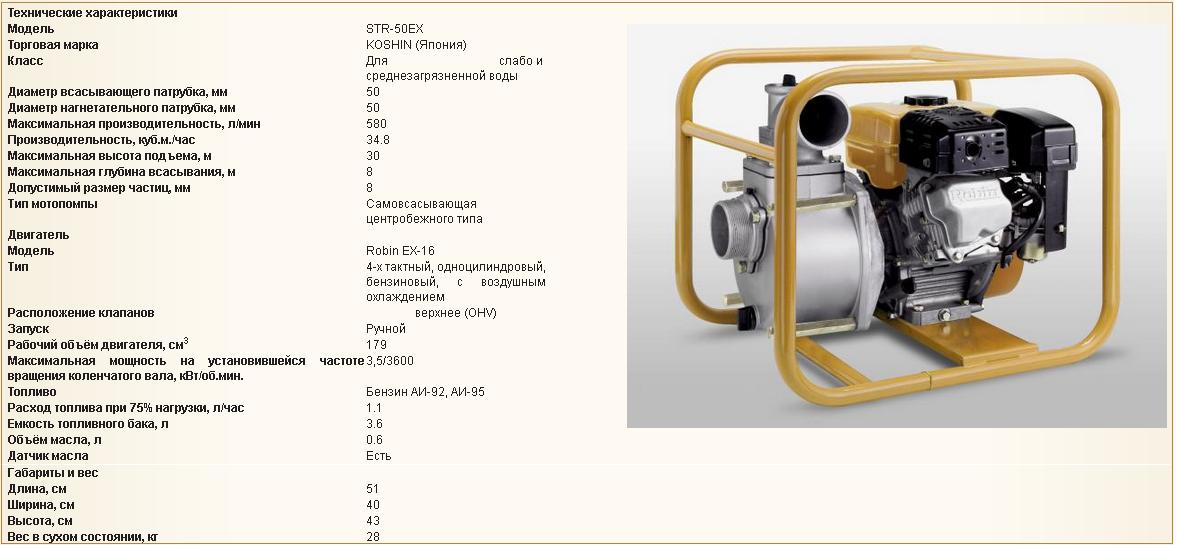 И значительную помощь в данном процессе можем оказать мы, предложив профессиональные услуги. Аренда мотопомпы для грязной воды по доступной цене. Европейское оборудование повышенной мощности, чтобы осушить участок за сутки или двое!
И значительную помощь в данном процессе можем оказать мы, предложив профессиональные услуги. Аренда мотопомпы для грязной воды по доступной цене. Европейское оборудование повышенной мощности, чтобы осушить участок за сутки или двое! 8 (495) 648-88-91
8 (495) 648-88-91
 8 (495) 648-88-91
8 (495) 648-88-91
 Поэтому задачи стоит рассматривать не номинально, а с учетом расчетов основных значений и получением рекомендаций специалистов. Для этого мы советуем обратиться к менеджерам компании, подать необходимую информацию и получить консультацию по выбору оборудования в прокат. Возможно, для полива или перекачки воды из бассейна достаточно небольшого насоса, но для аварийно-восстановительных работ, как и водоудаления в строительной сфере, может понадобиться аренда мотопомпы для грязной воды!
Поэтому задачи стоит рассматривать не номинально, а с учетом расчетов основных значений и получением рекомендаций специалистов. Для этого мы советуем обратиться к менеджерам компании, подать необходимую информацию и получить консультацию по выбору оборудования в прокат. Возможно, для полива или перекачки воды из бассейна достаточно небольшого насоса, но для аварийно-восстановительных работ, как и водоудаления в строительной сфере, может понадобиться аренда мотопомпы для грязной воды! Доступная аренда мотопомпы для грязной воды в Москве на любой необходимый период, с доставкой и установкой на объекте. При необходимости, установим несколько единиц техники, выполнив предварительные расчеты, а также обеспечим объект профессиональным оператором, который будет сопровождать процесс и поддерживать его бесперебойность!
Доступная аренда мотопомпы для грязной воды в Москве на любой необходимый период, с доставкой и установкой на объекте. При необходимости, установим несколько единиц техники, выполнив предварительные расчеты, а также обеспечим объект профессиональным оператором, который будет сопровождать процесс и поддерживать его бесперебойность! Наши насосы известны стабильным, качественным производством и производительностью, превосходящей конкурентов. Компания Aurora опирается на вековой опыт, чтобы предоставить вам необходимые насосные решения. Стремление Aurora к совершенству выходит за рамки продуктовой линейки. Мы стремимся внедрять новейшие технологии в производство насосов. Наши онлайн программы помогут вам выбрать лучшие насосы и системы вместе с чертежами и спецификациями насосов, экономя драгоценное время при выборе и оценке насосов и систем. Эти компоненты, наряду с нашей выдающейся программой обслуживания клиентов, обеспечат максимальную производительность вашей системы на долгие годы. Вы можете положиться на Aurora и нашу квалифицированную дистрибьюторскую сеть, чтобы предоставить вам комплексные решения для потоков жидкости.
Наши насосы известны стабильным, качественным производством и производительностью, превосходящей конкурентов. Компания Aurora опирается на вековой опыт, чтобы предоставить вам необходимые насосные решения. Стремление Aurora к совершенству выходит за рамки продуктовой линейки. Мы стремимся внедрять новейшие технологии в производство насосов. Наши онлайн программы помогут вам выбрать лучшие насосы и системы вместе с чертежами и спецификациями насосов, экономя драгоценное время при выборе и оценке насосов и систем. Эти компоненты, наряду с нашей выдающейся программой обслуживания клиентов, обеспечат максимальную производительность вашей системы на долгие годы. Вы можете положиться на Aurora и нашу квалифицированную дистрибьюторскую сеть, чтобы предоставить вам комплексные решения для потоков жидкости.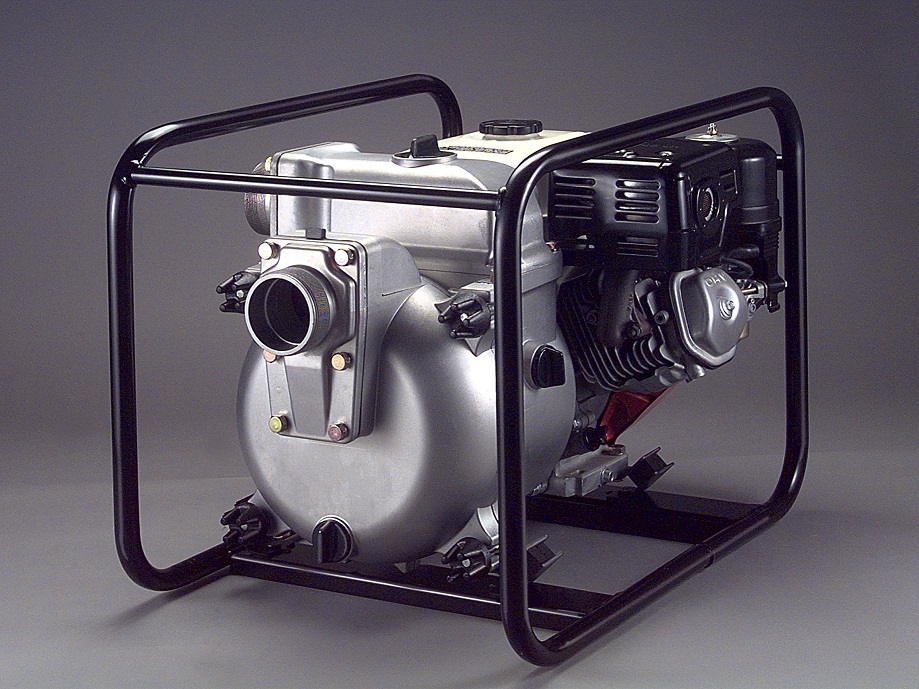
 Будь то новое здание, небольшое пространство, модернизация или применение пены/водяного тумана, Aurora предлагает эффективное и экономичное решение.
Будь то новое здание, небольшое пространство, модернизация или применение пены/водяного тумана, Aurora предлагает эффективное и экономичное решение.
 Станки включают бесплатную доставку для жителей РФ и многих других стран.
Станки включают бесплатную доставку для жителей РФ и многих других стран.  В отзывах о товаре есть много реальных примеров работы устройства.
В отзывах о товаре есть много реальных примеров работы устройства.  Также стоит отметить, что это практически самый популярный лазерный гравер на Aliexpress. Станок имеет компактные размеры, и небольшое рабочее поле. Однако его можно полноценно использовать для ряда различных задач. Устройство часто применяют для нанесения гравировки на кожаные и деревянные изделия. Рисунки получаются четкими и качественными. Стоит отметить простое и понятное программное обеспечение, а в интернете можно найти много примеров работы станка.
Также стоит отметить, что это практически самый популярный лазерный гравер на Aliexpress. Станок имеет компактные размеры, и небольшое рабочее поле. Однако его можно полноценно использовать для ряда различных задач. Устройство часто применяют для нанесения гравировки на кожаные и деревянные изделия. Рисунки получаются четкими и качественными. Стоит отметить простое и понятное программное обеспечение, а в интернете можно найти много примеров работы станка. Устройство позволяет быстро и качественно нарезать резьбу диаметром до 16 миллиметров. Если вы занимаетесь производством металлических изделий, деталей, в которых необходимо изготовить много резьбовых соединений, то данный станок сможет значительно ускорить производство, а также поднимет качество производимых деталей. Стоит добавить, что станок оснащен удобной станиной для фиксации деталей в нужной плоскости.
Устройство позволяет быстро и качественно нарезать резьбу диаметром до 16 миллиметров. Если вы занимаетесь производством металлических изделий, деталей, в которых необходимо изготовить много резьбовых соединений, то данный станок сможет значительно ускорить производство, а также поднимет качество производимых деталей. Стоит добавить, что станок оснащен удобной станиной для фиксации деталей в нужной плоскости.  Содержание Технические характеристики Вывод
Содержание Технические характеристики Вывод Чтобы открыть свое дело и начать производство, следует арендовать помещение и приобрести качественное оборудование.
Чтобы открыть свое дело и начать производство, следует арендовать помещение и приобрести качественное оборудование.
 Можно встретить настоящие мини-заводы, при помощи которых можно производить нефтяные продукты, алкогольные напитки.
Можно встретить настоящие мини-заводы, при помощи которых можно производить нефтяные продукты, алкогольные напитки.
 Научиться работать с техникой может каждый, при этом понадобится нанять минимальное количество персонала. В некоторых случаях предприниматель может сам управлять техникой, привлечь в процесс свою семью. В этом случае нет необходимости нанимать рабочих, что опять-таки помогает предпринимателю сэкономить.
Научиться работать с техникой может каждый, при этом понадобится нанять минимальное количество персонала. В некоторых случаях предприниматель может сам управлять техникой, привлечь в процесс свою семью. В этом случае нет необходимости нанимать рабочих, что опять-таки помогает предпринимателю сэкономить.
 Для работы понадобится всего два человека.
Для работы понадобится всего два человека.
 Предприниматели, которые хотят сэкономить, могут приобрести технику, бывшую в употреблении.
Предприниматели, которые хотят сэкономить, могут приобрести технику, бывшую в употреблении.
 В домашних условиях можно изготавливать свечи, изделия из жидкого фарфора.
В домашних условиях можно изготавливать свечи, изделия из жидкого фарфора.


 Для демонстрации техники используют специальные стенды и площадки. На выставке можно более детально ознакомиться с последними новинками, принципом работы оборудования, уровнем его безопасности и эффективности.
Для демонстрации техники используют специальные стенды и площадки. На выставке можно более детально ознакомиться с последними новинками, принципом работы оборудования, уровнем его безопасности и эффективности.



 Ткацкий станок — это устройство, используемое для ткачества ткани.
Ткацкий станок — это устройство, используемое для ткачества ткани. Фортепианная музыка B. Программная музыка 5. Темп первой части или вступления музыка Фантастическая симфония это А. Аллегретто С. Умеренная D. Медленная Б. Быстрая С. Струнная музыка Г. Скрипичная музыка 6. Помимо того, что он был композитором, Роберт Шуман был также известен своими. A. Балетная музыка C. Музыкальная критика B. Кампанелла D. Фантастическая симфония 7. Этот композитор-романтик был известен как органист и один из лучших пианистов своего времени, который неподвижно сидел за фортепиано, играя изящно и хладнокровно A. Камилла Сен-Санс C. Никколо Паганини B. Людвиг Ван Бетховен D. Петр Ильич Чайковский 8. Это описывается как культурное движение, описывает напряженные эмоции, воображение, индивидуализм и свободу выражения A. Период барокко B. Средневековый период 9. Это относится к событиям на пике карьеры Камиля Сен-Санса A. Многим студентам бесплатно преподавали музыку B. Много красивых зданий было построено в Польше C. Много красивых зданий и церквей было построено во Франции D.
Фортепианная музыка B. Программная музыка 5. Темп первой части или вступления музыка Фантастическая симфония это А. Аллегретто С. Умеренная D. Медленная Б. Быстрая С. Струнная музыка Г. Скрипичная музыка 6. Помимо того, что он был композитором, Роберт Шуман был также известен своими. A. Балетная музыка C. Музыкальная критика B. Кампанелла D. Фантастическая симфония 7. Этот композитор-романтик был известен как органист и один из лучших пианистов своего времени, который неподвижно сидел за фортепиано, играя изящно и хладнокровно A. Камилла Сен-Санс C. Никколо Паганини B. Людвиг Ван Бетховен D. Петр Ильич Чайковский 8. Это описывается как культурное движение, описывает напряженные эмоции, воображение, индивидуализм и свободу выражения A. Период барокко B. Средневековый период 9. Это относится к событиям на пике карьеры Камиля Сен-Санса A. Многим студентам бесплатно преподавали музыку B. Много красивых зданий было построено в Польше C. Много красивых зданий и церквей было построено во Франции D. Много красивых зданий и церкви были построены во Франции, включая Эйфелеву башню C. Период Возрождения D. Романтический период 10. Это произведение для одного или нескольких сольных инструментов, обычно состоящее из трех или четырех независимых частей, различающихся по тональности, настроению и темпу. A. Классическая B. Финал B. Гектор Берлиоз 14. Входит в произведения Николло Паганини A. Мазурка C. Скерцо D. Соната 11. Ноктюрн Фредерика Шопена – инструментальное сочинение задумчивого, мечтательного настроения для произведения А. Виолончель C. Оркестр B. Фортепиано D. Скрипка 12. Это период музыки, связанный Людвигом Ван Бетховеном с эпохой романтизма A. Период барокко C. Средневековый период B. Классический период D. Период Возрождения 13. Он Русский композитор, известный своей балетной музыкой и большой поклонник Моцарта. A. Ференц Лист C..Питер Чайковский D. Роберт Шуман A. Спящая красавица B. Ромео и Джульетта C. Лебединое озеро B. Кампанелла D. Карнавал животных Паганини и прославился своей симфонией, в которой он перевел великие литературные произведения в музыкальные сочинения А.
Много красивых зданий и церкви были построены во Франции, включая Эйфелеву башню C. Период Возрождения D. Романтический период 10. Это произведение для одного или нескольких сольных инструментов, обычно состоящее из трех или четырех независимых частей, различающихся по тональности, настроению и темпу. A. Классическая B. Финал B. Гектор Берлиоз 14. Входит в произведения Николло Паганини A. Мазурка C. Скерцо D. Соната 11. Ноктюрн Фредерика Шопена – инструментальное сочинение задумчивого, мечтательного настроения для произведения А. Виолончель C. Оркестр B. Фортепиано D. Скрипка 12. Это период музыки, связанный Людвигом Ван Бетховеном с эпохой романтизма A. Период барокко C. Средневековый период B. Классический период D. Период Возрождения 13. Он Русский композитор, известный своей балетной музыкой и большой поклонник Моцарта. A. Ференц Лист C..Питер Чайковский D. Роберт Шуман A. Спящая красавица B. Ромео и Джульетта C. Лебединое озеро B. Кампанелла D. Карнавал животных Паганини и прославился своей симфонией, в которой он перевел великие литературные произведения в музыкальные сочинения А.
 , в металлическом боксе / 4-29605-h270-M»
, в металлическом боксе / 4-29605-h270-M» 000
000 5-k5 )
5-k5 ) 0
0 0 на передней панели
0 на передней панели Для вас это означает исключительную защиту и стабильность вашей сборки — результат многолетнего инженерного опыта ведущего мирового производителя материнских плат.
Для вас это означает исключительную защиту и стабильность вашей сборки — результат многолетнего инженерного опыта ведущего мирового производителя материнских плат.
 Защита от электростатических разрядов ASUS протестирована в соответствии с очень высокими стандартами и способна выдерживать напряжение до +/- 10 кВ при воздушном разряде и +/- 6 кВ при контактном разряде. Мы используем активную защитную схему для защиты вашей системы от электростатических помех и повреждений, обеспечивая более длительный срок службы компонентов.
Защита от электростатических разрядов ASUS протестирована в соответствии с очень высокими стандартами и способна выдерживать напряжение до +/- 10 кВ при воздушном разряде и +/- 6 кВ при контактном разряде. Мы используем активную защитную схему для защиты вашей системы от электростатических помех и повреждений, обеспечивая более длительный срок службы компонентов.


 SATA Express, обратно совместимый с двумя дисками SATA, является стандартом подключения нового поколения и гарантирует, что вы и ваша система не останетесь позади.
SATA Express, обратно совместимый с двумя дисками SATA, является стандартом подключения нового поколения и гарантирует, что вы и ваша система не останетесь позади.
 Обширные «безопасные зоны» без компонентов вокруг каждого монтажного отверстия корпуса сводят к минимуму риск повреждения и короткого замыкания, вызванного контактом, поэтому вы будете собирать свой ПК с полной уверенностью!
Обширные «безопасные зоны» без компонентов вокруг каждого монтажного отверстия корпуса сводят к минимуму риск повреждения и короткого замыкания, вызванного контактом, поэтому вы будете собирать свой ПК с полной уверенностью!
 С ASUS Media Streamer вы сможете развлекаться везде, где бы вы ни находились.
С ASUS Media Streamer вы сможете развлекаться везде, где бы вы ни находились. Простая горячая клавиша позволяет быстро переключаться между ПК и смарт-устройством. Он даже заряжает ваше мобильное устройство одновременно.
Простая горячая клавиша позволяет быстро переключаться между ПК и смарт-устройством. Он даже заряжает ваше мобильное устройство одновременно. Он обеспечивает улучшенную производительность за счет использования последовательных каналов связи «точка-точка», что позволяет повысить пропускную способность и стабильность. Кроме того, h270 обеспечивает до восьми портов USB 3.0, шесть портов SATA 6 Гбит/с, 32 Гбит/с M.2 и поддержку линии PCIe 3.0 для более быстрого извлечения данных. Intel h270 также поддерживает функции интегрированной графики (iGPU), так что вы сможете насладиться новейшей производительностью встроенной графики Intel.
Он обеспечивает улучшенную производительность за счет использования последовательных каналов связи «точка-точка», что позволяет повысить пропускную способность и стабильность. Кроме того, h270 обеспечивает до восьми портов USB 3.0, шесть портов SATA 6 Гбит/с, 32 Гбит/с M.2 и поддержку линии PCIe 3.0 для более быстрого извлечения данных. Intel h270 также поддерживает функции интегрированной графики (iGPU), так что вы сможете насладиться новейшей производительностью встроенной графики Intel.
 Главные преимущества, которые получает технолог при взаимодействии с системой, заключаются в наглядности работы, удобстве выбора геометрии, высокой скорости расчетов, возможности проверки и редактирования созданных траекторий.
Главные преимущества, которые получает технолог при взаимодействии с системой, заключаются в наглядности работы, удобстве выбора геометрии, высокой скорости расчетов, возможности проверки и редактирования созданных траекторий.
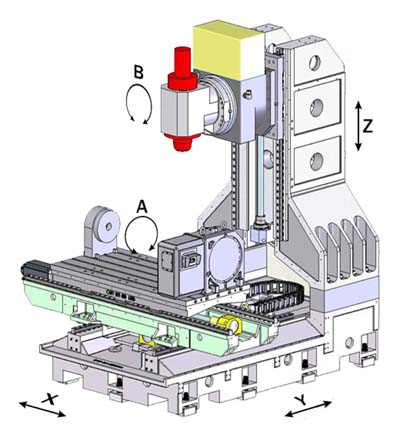
 Если у вашего предприятия нет оборудования для 5-ти координатной обработки, то нет смысла приобретать самый дорогостоящий модуль.
Если у вашего предприятия нет оборудования для 5-ти координатной обработки, то нет смысла приобретать самый дорогостоящий модуль.

 Инженеры-конструкторы сразу же оценили преимущества “плоских чертилок”. Даже самая простая CAD система для двумерного проектирования позволяет быстро создавать различные геометрические элементы, копировать фрагменты, автоматически наносить штриховку и проставлять размеры.
Инженеры-конструкторы сразу же оценили преимущества “плоских чертилок”. Даже самая простая CAD система для двумерного проектирования позволяет быстро создавать различные геометрические элементы, копировать фрагменты, автоматически наносить штриховку и проставлять размеры.
 Для построения твердого тела используются такие операции как выдавливание, вырезание и вращение эскиза. Булевы операции позволяют складывать, вычитать и объединять раз¬личные твердые тела для создания 3D модели изделия. В отличие от поверхностных моделей, твердотельная модель не является пустой внутри. Она обладает некоторой математической плотностью и массой. На сегодняшний день твердотельные модели — это самое популярная основа для расчета траекторий в САМ системе.
Для построения твердого тела используются такие операции как выдавливание, вырезание и вращение эскиза. Булевы операции позволяют складывать, вычитать и объединять раз¬личные твердые тела для создания 3D модели изделия. В отличие от поверхностных моделей, твердотельная модель не является пустой внутри. Она обладает некоторой математической плотностью и массой. На сегодняшний день твердотельные модели — это самое популярная основа для расчета траекторий в САМ системе.
 Хотя многие специалисты тех лет были настоящими виртуозами, и достигали в своей работе порога невозможного. И все же… Современные фрезерные, токарные, сверлильные и многие другие типы станков, часть из которых совмещает в себе множество функций и поэтому носит горделивое название «обрабатывающий центр», — почти все они теперь управляются электроникой и компьютерами.
Хотя многие специалисты тех лет были настоящими виртуозами, и достигали в своей работе порога невозможного. И все же… Современные фрезерные, токарные, сверлильные и многие другие типы станков, часть из которых совмещает в себе множество функций и поэтому носит горделивое название «обрабатывающий центр», — почти все они теперь управляются электроникой и компьютерами.  Современный обрабатывающий центр тратит на изготовление детали, в зависимости от ее сложности, от нескольких минут до нескольких часов. А создание управляющей программы (УП) для этой задачи, если программирование ведется традиционным способом, может потребовать от нескольких суток до нескольких недель напряженного труда квалифицированного программиста.
Современный обрабатывающий центр тратит на изготовление детали, в зависимости от ее сложности, от нескольких минут до нескольких часов. А создание управляющей программы (УП) для этой задачи, если программирование ведется традиционным способом, может потребовать от нескольких суток до нескольких недель напряженного труда квалифицированного программиста.  Учитывая, что английское название последней — «Computer Aided Design System», сокращенно — CAD System, родился новый термин: CAD-CAM системы. Именно этот программный комплекс помог освободить человека от рутинного программирования станков с ЧПУ.
Учитывая, что английское название последней — «Computer Aided Design System», сокращенно — CAD System, родился новый термин: CAD-CAM системы. Именно этот программный комплекс помог освободить человека от рутинного программирования станков с ЧПУ. И это первое преимущество данного метода. Вторым главным преимуществом совместного использования САМ-системы и станка с ЧПУ является точность изготовления деталей. Без такого подхода в нынешних условиях было бы невозможным производство многих изделий, требующих максимально точной подгонки деталей друг к другу.
И это первое преимущество данного метода. Вторым главным преимуществом совместного использования САМ-системы и станка с ЧПУ является точность изготовления деталей. Без такого подхода в нынешних условиях было бы невозможным производство многих изделий, требующих максимально точной подгонки деталей друг к другу.
 Система рассчитывает траектории и относительное движение инструмента и заготовки. Благодаря наличию специального программного модуля, называемого постпроцессором, при построении управляющей траектории CAM-система учитывает особенности кинематики конкретного станка, на котором ведется обработка.
Система рассчитывает траектории и относительное движение инструмента и заготовки. Благодаря наличию специального программного модуля, называемого постпроцессором, при построении управляющей траектории CAM-система учитывает особенности кинематики конкретного станка, на котором ведется обработка.  Хорошо, если стоимость хотя бы операционной системы входит в цену купленного ноутбука или персонального компьютера. Но вот в случае использования сложного специализированного программного обеспечения в производственной деятельности, о своей чрезмерной «экономности» следует забыть.
Хорошо, если стоимость хотя бы операционной системы входит в цену купленного ноутбука или персонального компьютера. Но вот в случае использования сложного специализированного программного обеспечения в производственной деятельности, о своей чрезмерной «экономности» следует забыть. Согласно одного из статистических исследований, имеет наибольшее количество пользователей в мире.
Согласно одного из статистических исследований, имеет наибольшее количество пользователей в мире. Разработчик – компания «Омега АДЕМ Технолоджиз» (г. Москва, Россия). Многокоординатная обработка, доступная цена, поддержка, возможность обучения персонала.
Разработчик – компания «Омега АДЕМ Технолоджиз» (г. Москва, Россия). Многокоординатная обработка, доступная цена, поддержка, возможность обучения персонала.
 Mastercam, например, представляет собой программное обеспечение CAM со встроенным CAD, но вы также можете импортировать файлы CAD практически из любого программного обеспечения CAD для подготовки к обработке на фрезерном станке с ЧПУ. CAM для фрезерования — это использование программного обеспечения CAM для автоматизации фрезерных станков с ЧПУ для эффективного производства.
Mastercam, например, представляет собой программное обеспечение CAM со встроенным CAD, но вы также можете импортировать файлы CAD практически из любого программного обеспечения CAD для подготовки к обработке на фрезерном станке с ЧПУ. CAM для фрезерования — это использование программного обеспечения CAM для автоматизации фрезерных станков с ЧПУ для эффективного производства. Мало того, что магазины могут соответствовать строгим стандартам, автоматизация также приводит к значительному увеличению скорости производства и эффективности по сравнению с альтернативным процессом измельчения.
Мало того, что магазины могут соответствовать строгим стандартам, автоматизация также приводит к значительному увеличению скорости производства и эффективности по сравнению с альтернативным процессом измельчения.
 Он включает в себя полный спектр сложных, эффективных и современных стратегий обработки с помощью простого интерфейса, управляемого мастером, который делает программирование быстрее и проще даже для новых и случайных пользователей. Dynamic Machining Strategies™ сводит к минимуму объем программирования, в то время как расширенное твердотельное моделирование позволяет тестировать и подтверждать свою работу, вселяя уверенность в правильности программирования деталей.
Он включает в себя полный спектр сложных, эффективных и современных стратегий обработки с помощью простого интерфейса, управляемого мастером, который делает программирование быстрее и проще даже для новых и случайных пользователей. Dynamic Machining Strategies™ сводит к минимуму объем программирования, в то время как расширенное твердотельное моделирование позволяет тестировать и подтверждать свою работу, вселяя уверенность в правильности программирования деталей.



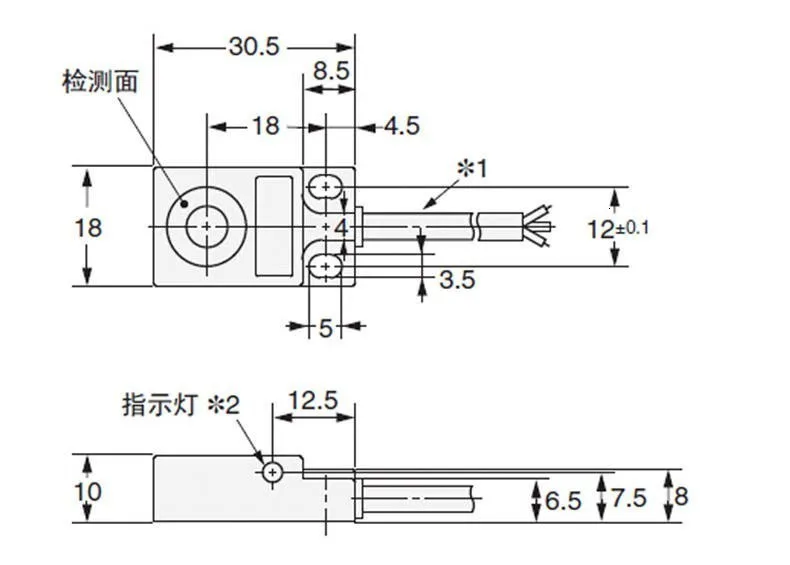
 5мм;
5мм;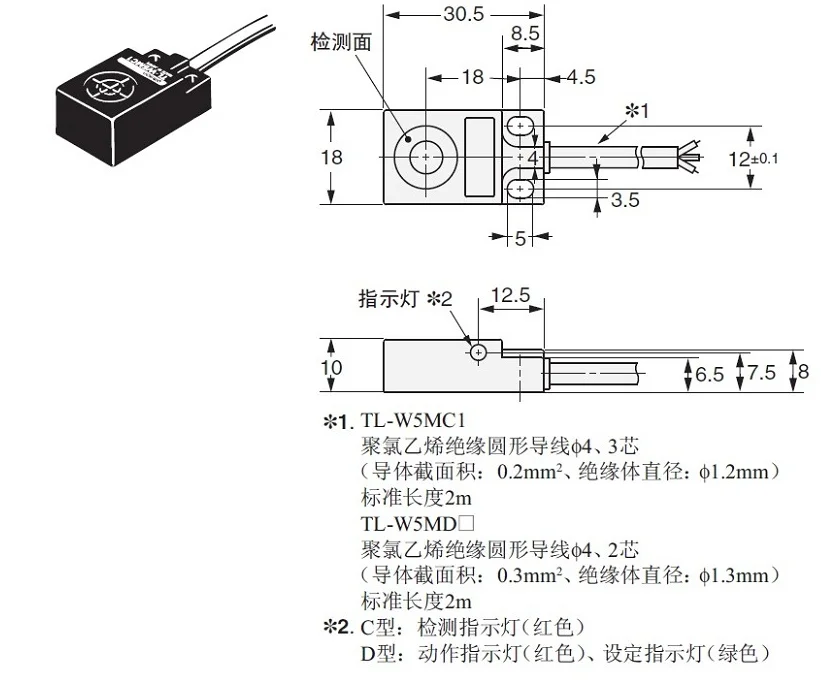 ..30В DC
..30В DC :
:
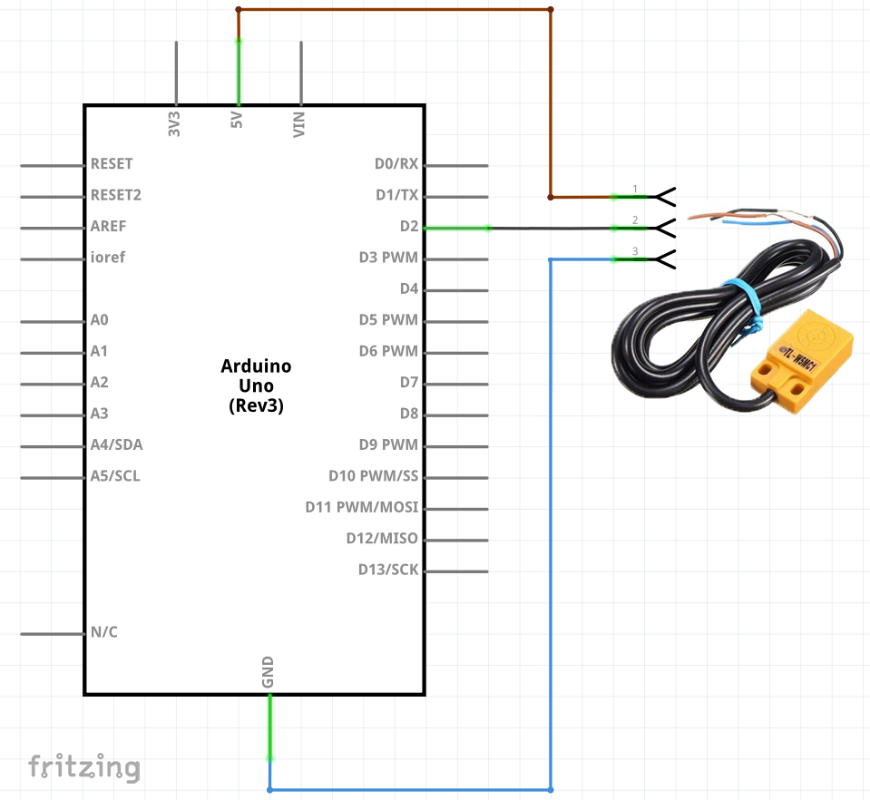 5 mm
5 mm расстояния срабатывания при номинальном напряжении в диапазоне номинального напряжения ±20 %
расстояния срабатывания при номинальном напряжении в диапазоне номинального напряжения ±20 % 10.2020
10.2020 5
5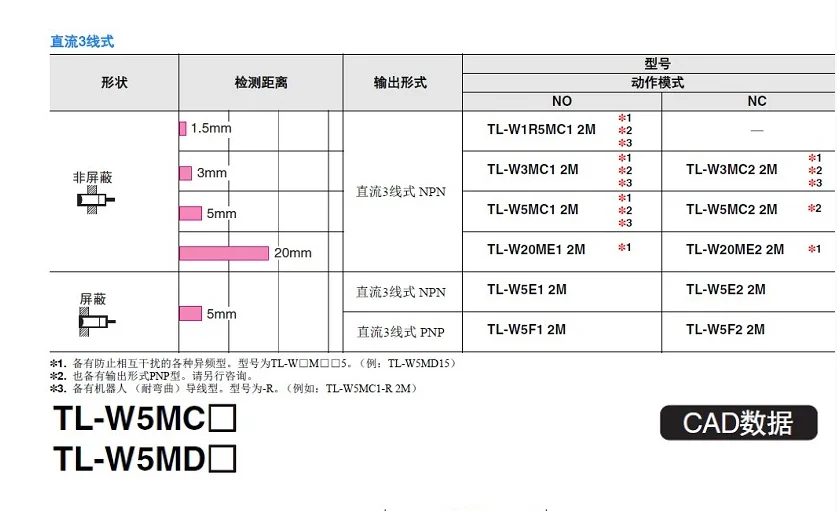 0013 5 — 10
0013 5 — 10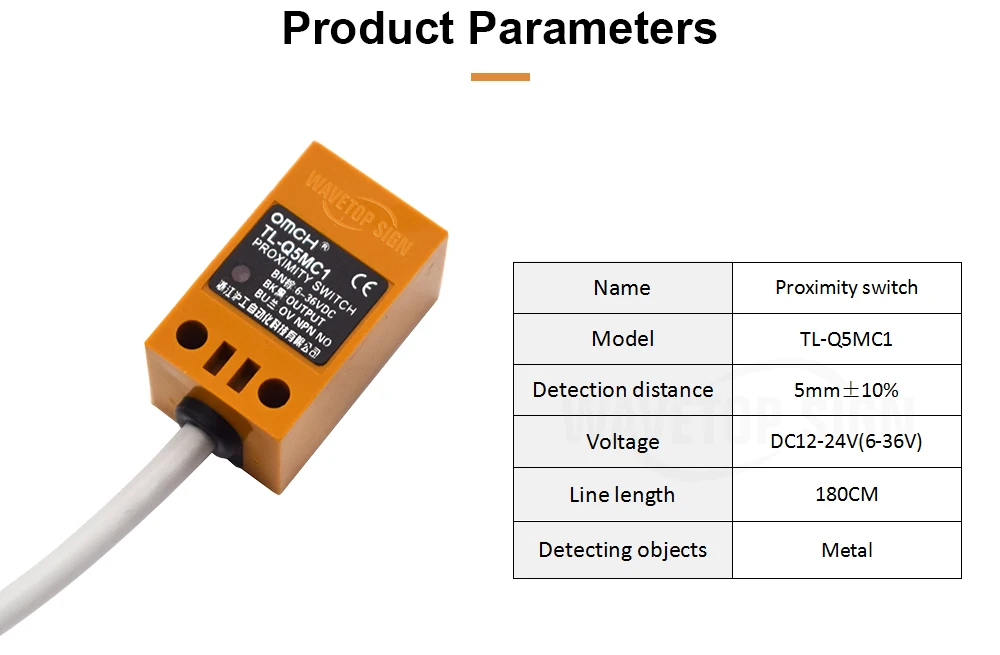 9, 3-core
9, 3-core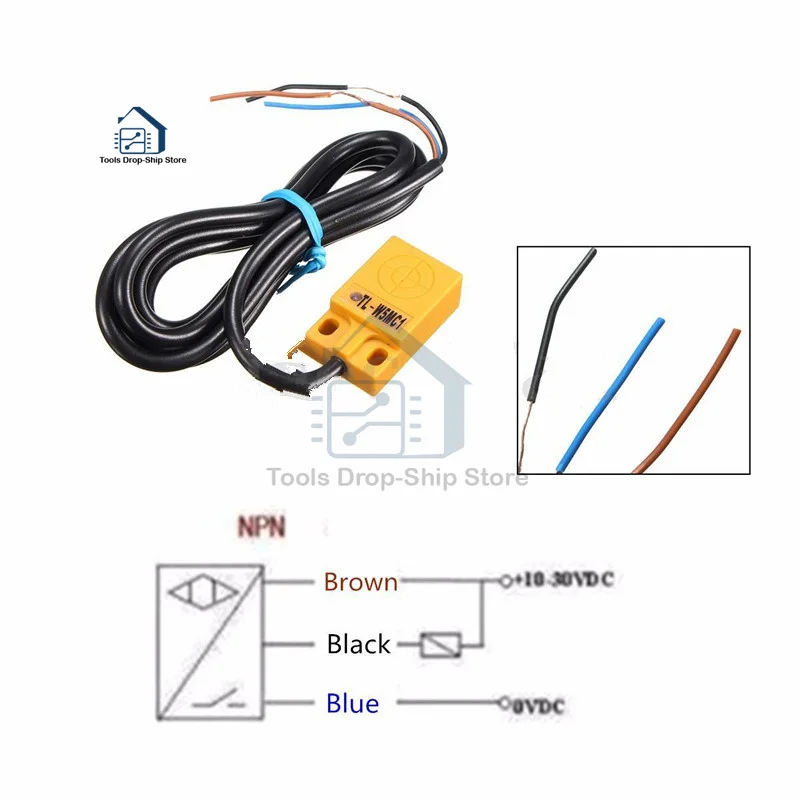 шнур, φ2,9, 3-жильный
шнур, φ2,9, 3-жильный 9
9 Нормально открытая (NORALLY
Нормально открытая (NORALLY 5
5 0013 15 — 20
0013 15 — 20 5
5 5
5

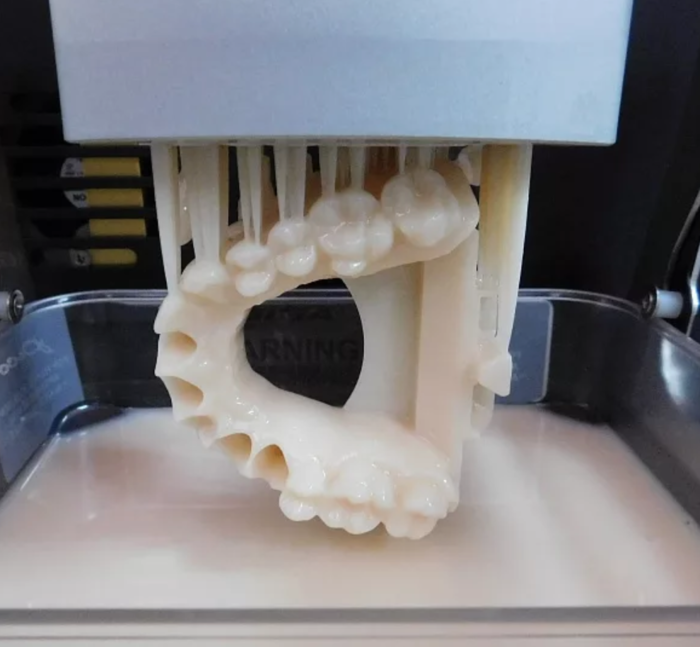 Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
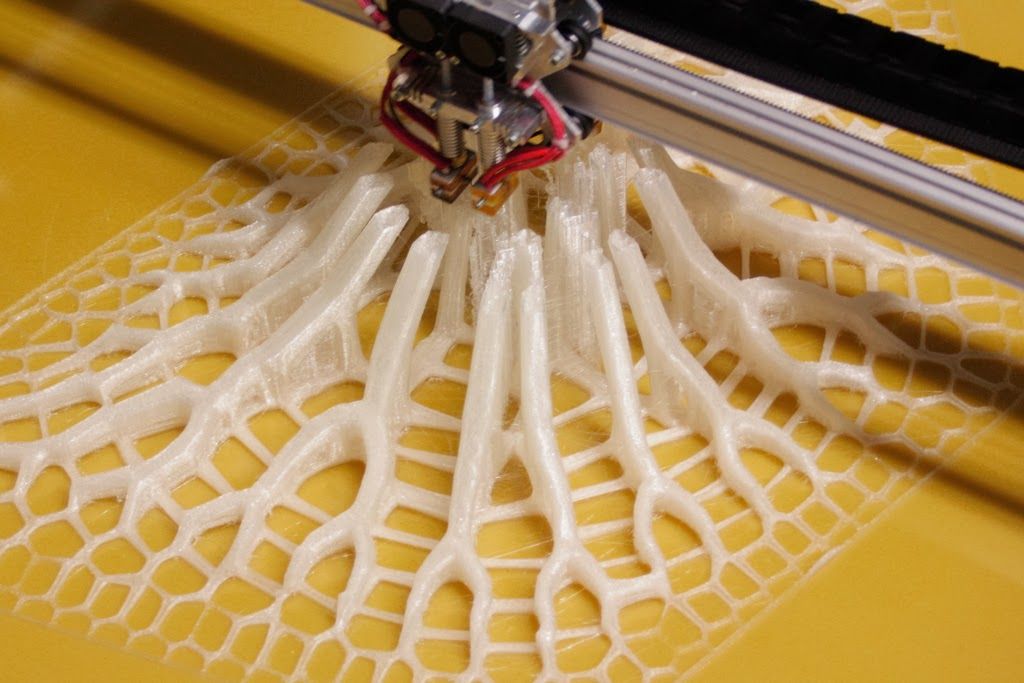
 Ниже 35 микрон становится трудно увидеть различия в качестве.
Ниже 35 микрон становится трудно увидеть различия в качестве.

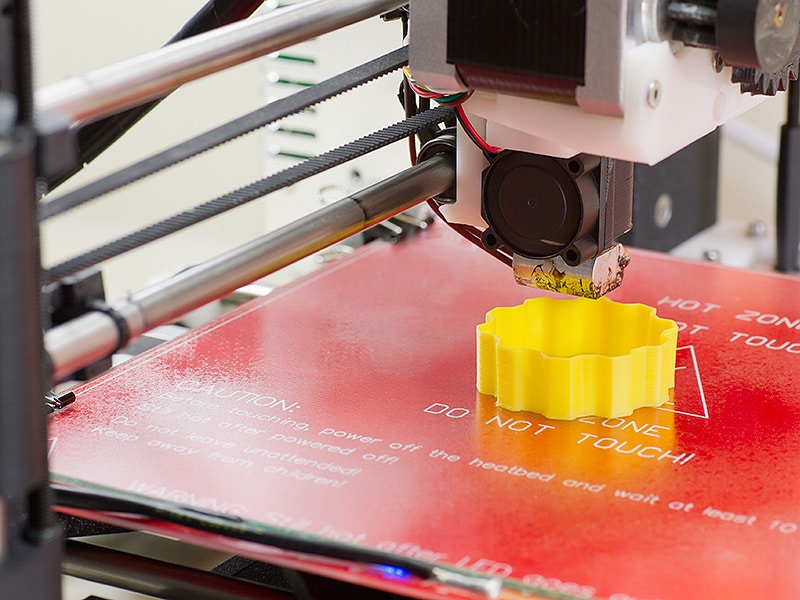
 Хорошая основа стоит дополнительных нескольких минут печати.
Хорошая основа стоит дополнительных нескольких минут печати.
 ) В этой статье мы в основном сосредоточимся на подъеме.
) В этой статье мы в основном сосредоточимся на подъеме.
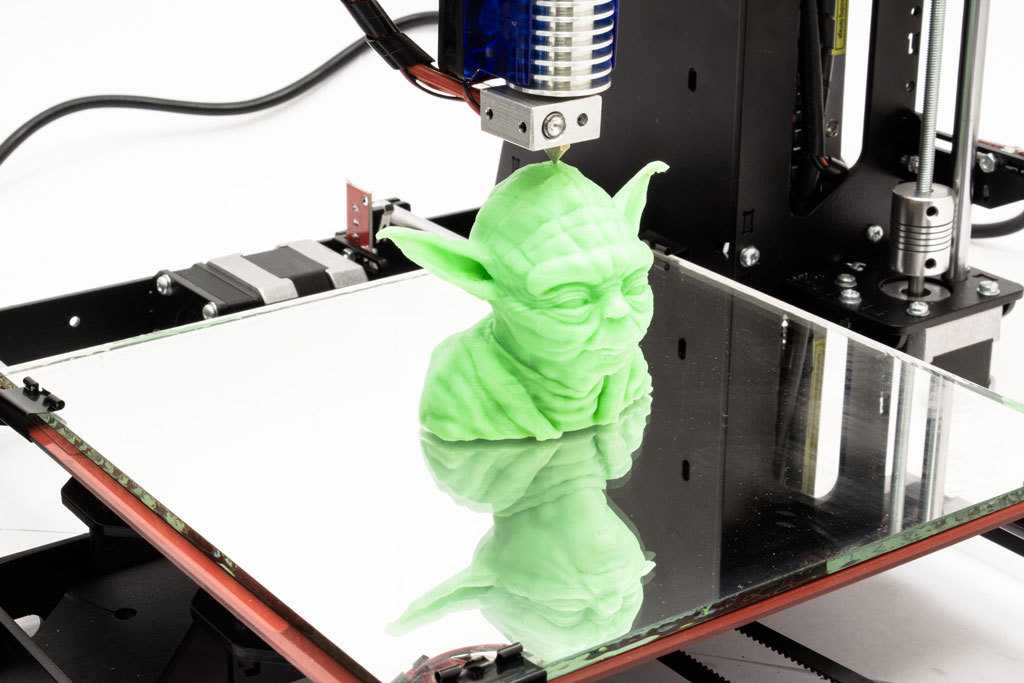
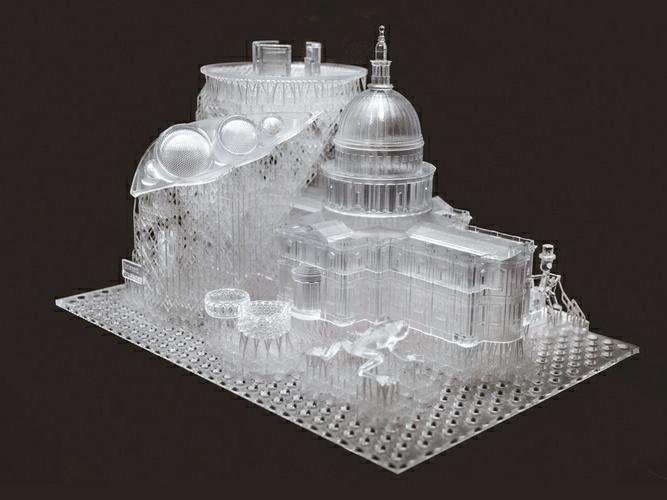 Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
 В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
 Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.
Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.

 Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
 Одним из пионеров на отечественном рынке производства пластиков для аддитивной отрасли была компания REC. Она занимается непосредственно производством филаментов, а ее подразделение 3D Solutions проводит НИОКР по созданию композиционных материалов.
Одним из пионеров на отечественном рынке производства пластиков для аддитивной отрасли была компания REC. Она занимается непосредственно производством филаментов, а ее подразделение 3D Solutions проводит НИОКР по созданию композиционных материалов.

 И это не полный список – некоторые материалы, такие как ПВХ, не удалось довести до адекватно применимого состояния, поскольку возникают разного рода сложности с переработкой.
И это не полный список – некоторые материалы, такие как ПВХ, не удалось довести до адекватно применимого состояния, поскольку возникают разного рода сложности с переработкой.
 Из такого композиционного материала с помощью литья или 3D-печати формуется изделие, затем химически вытравляется связующее, полученная модель запекается в печи, и конечном итоге мы получаем цельнометаллическую деталь.
Из такого композиционного материала с помощью литья или 3D-печати формуется изделие, затем химически вытравляется связующее, полученная модель запекается в печи, и конечном итоге мы получаем цельнометаллическую деталь.
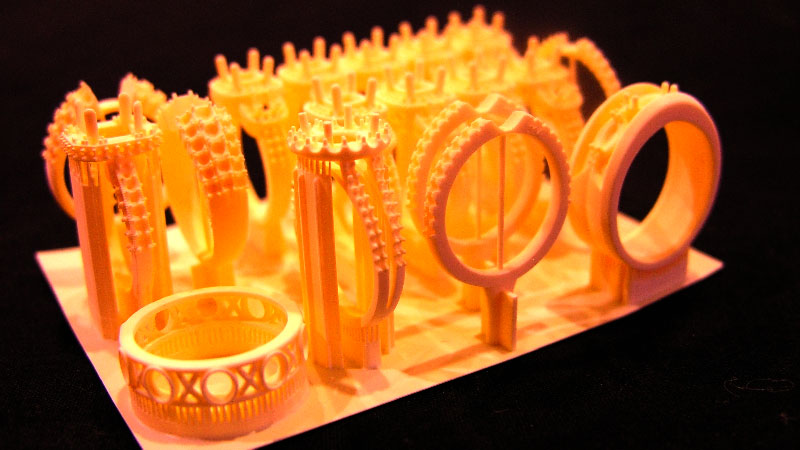
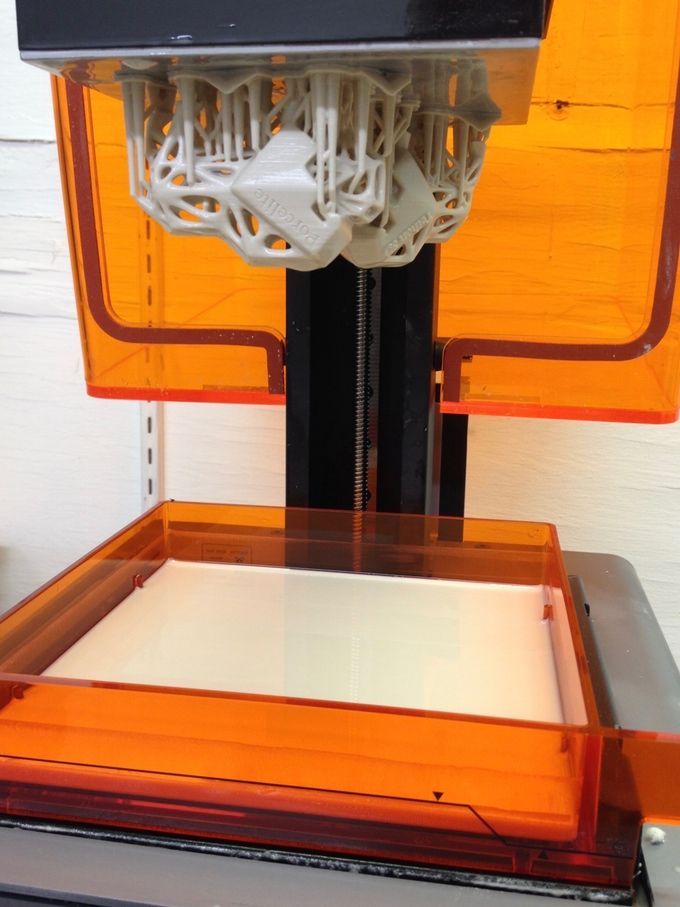 Полимеры используется для аддитивного производства ортезов (приспособлений для фиксирования конечностей), протезирования и, совместно с образовательными учреждениями, для изготовления анатомических макетов под разные медицинские нужды.
Полимеры используется для аддитивного производства ортезов (приспособлений для фиксирования конечностей), протезирования и, совместно с образовательными учреждениями, для изготовления анатомических макетов под разные медицинские нужды.
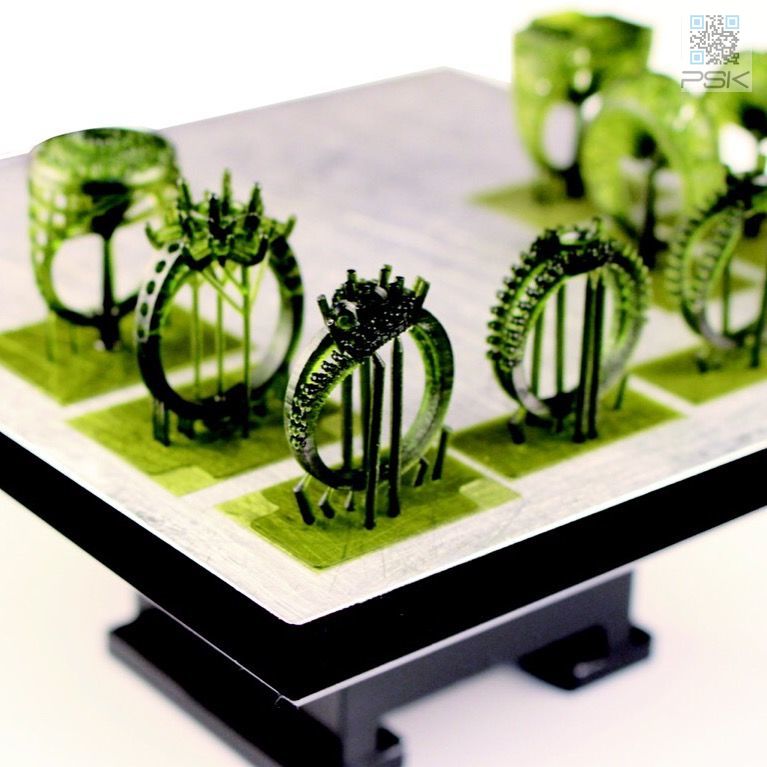

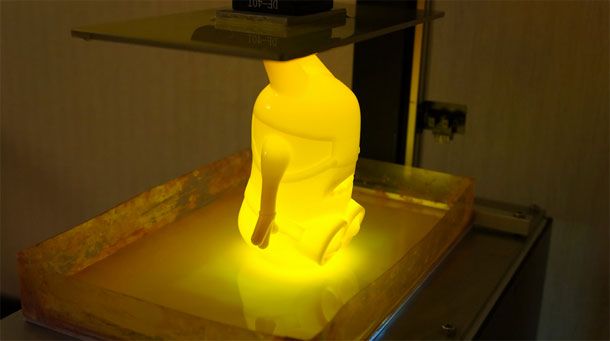 Компания занимается изготовлением светодиодных светильников небольшими сериями. В некоторых моделях есть пластиковые элементы – заглушки, рассеиватели света. Вся продукция дизайнерская, оригинальная, изготавливать тысячу штук методом литья в силикон получается дороже, не говоря уже о классическом литье пресс-форм: на таком тираже пресс-форма совсем не окупится, детали получатся «золотые». В данном случае 3D-печать – исключительно выгодное решение. В отличие от литья в силикон, аддитивные технологии дают больше свободы в геометрии, и партию можно произвести очень дешево и быстро.
Компания занимается изготовлением светодиодных светильников небольшими сериями. В некоторых моделях есть пластиковые элементы – заглушки, рассеиватели света. Вся продукция дизайнерская, оригинальная, изготавливать тысячу штук методом литья в силикон получается дороже, не говоря уже о классическом литье пресс-форм: на таком тираже пресс-форма совсем не окупится, детали получатся «золотые». В данном случае 3D-печать – исключительно выгодное решение. В отличие от литья в силикон, аддитивные технологии дают больше свободы в геометрии, и партию можно произвести очень дешево и быстро.

 3D-модель была получена на основе КТ и отправлена на 3D-принтер. У изделия есть два варианта применения:
3D-модель была получена на основе КТ и отправлена на 3D-принтер. У изделия есть два варианта применения:

 Однако этот недостаток можно обернуть в преимущество и при помощи крупноформатного 3D-принтера создавать интересные фактуры, как на рис. 9. Конечно же, в первую очередь это производство дизайнерской мебели и различных декоративных элементов и архитектурных форм.
Однако этот недостаток можно обернуть в преимущество и при помощи крупноформатного 3D-принтера создавать интересные фактуры, как на рис. 9. Конечно же, в первую очередь это производство дизайнерской мебели и различных декоративных элементов и архитектурных форм.
 Тем более материалы имеют разную усадку, а в случае различной геометрии деталей усадка будет нелинейной, неодинаковой просто из-за особенности самой технологии – из-за того, как укладывается материал, какие температурные нагрузки применяются. В случае производства оснастки, как правило, используют гибридные технологии – модель печатают, а затем рабочую поверхность фрезеруют. Таким образом мы получаем нужную шероховатость и прецизионную точность.
Тем более материалы имеют разную усадку, а в случае различной геометрии деталей усадка будет нелинейной, неодинаковой просто из-за особенности самой технологии – из-за того, как укладывается материал, какие температурные нагрузки применяются. В случае производства оснастки, как правило, используют гибридные технологии – модель печатают, а затем рабочую поверхность фрезеруют. Таким образом мы получаем нужную шероховатость и прецизионную точность.
 03.2023
03.2023 Вместо использования металлов или керамики полимерная 3D-печать использует полимеры — длинноцепочечные молекулы, состоящие из повторяющихся звеньев — в качестве основного материала.
Вместо использования металлов или керамики полимерная 3D-печать использует полимеры — длинноцепочечные молекулы, состоящие из повторяющихся звеньев — в качестве основного материала.

 Платформа сборки опускается, и на нее наносится еще один слой порошка.
Платформа сборки опускается, и на нее наносится еще один слой порошка.
 Эта технология дозирует вязкие жидкости для создания восковых деталей, которые применяются в литье по выплавляемым моделям.
Эта технология дозирует вязкие жидкости для создания восковых деталей, которые применяются в литье по выплавляемым моделям. Технология полимерной 3D-печати обеспечивает более гибкую разработку продуктов, новые детали для конечного использования и изготовление индивидуальных медицинских устройств, которые было бы сложно создать с помощью существующих инструментов и технологий.
Технология полимерной 3D-печати обеспечивает более гибкую разработку продуктов, новые детали для конечного использования и изготовление индивидуальных медицинских устройств, которые было бы сложно создать с помощью существующих инструментов и технологий.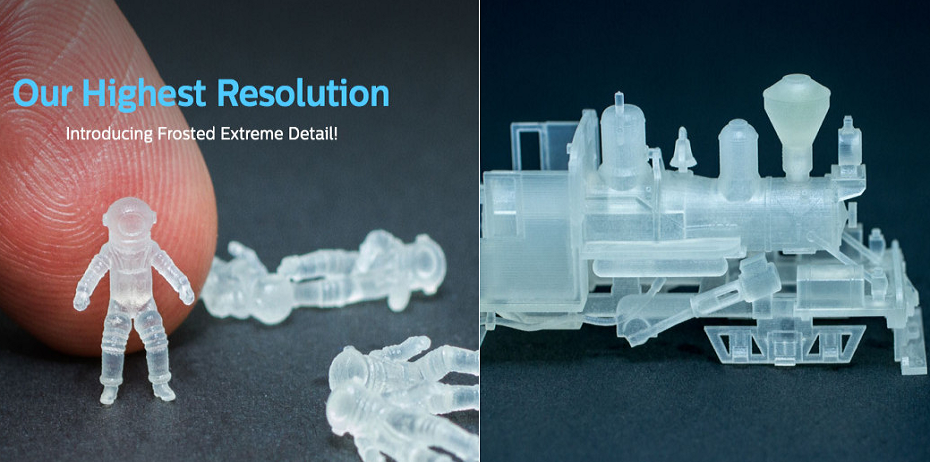 То, на что обычно уходят дни или недели, теперь можно сделать за долю времени, что позволяет оказывать пациентам услуги в тот же день.
То, на что обычно уходят дни или недели, теперь можно сделать за долю времени, что позволяет оказывать пациентам услуги в тот же день.
 м было напечатано на бетонном принтере размером 20 х 40 м всего за 17 дней и обошлось менее чем в 100 000 долларов.
м было напечатано на бетонном принтере размером 20 х 40 м всего за 17 дней и обошлось менее чем в 100 000 долларов.
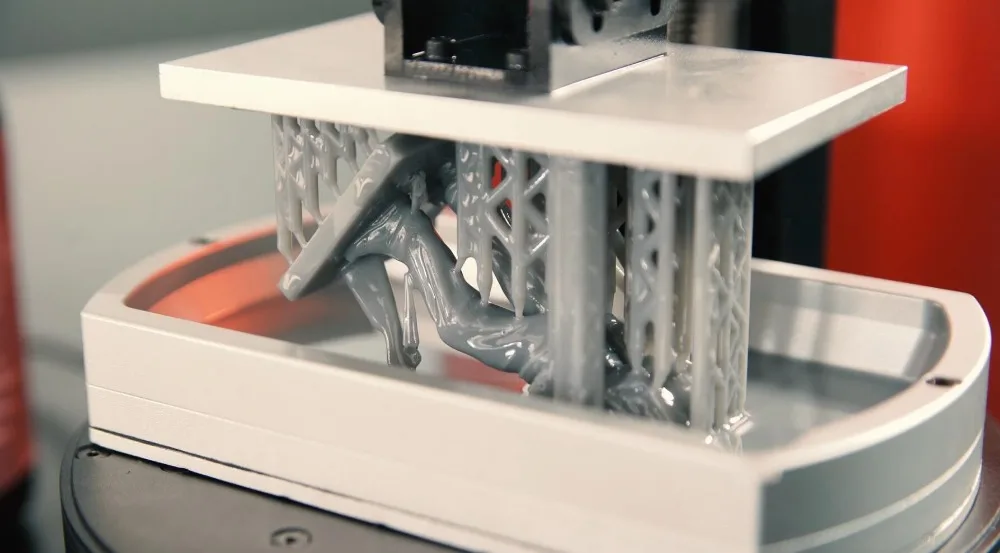 В субтрактивном производстве детали создаются путем вырезания материалов из блока до тех пор, пока не будет достигнута желаемая форма. Аддитивное производство создает объекты слой за слоем, что приводит к меньшему количеству отходов и снижению потребности в материалах.
В субтрактивном производстве детали создаются путем вырезания материалов из блока до тех пор, пока не будет достигнута желаемая форма. Аддитивное производство создает объекты слой за слоем, что приводит к меньшему количеству отходов и снижению потребности в материалах.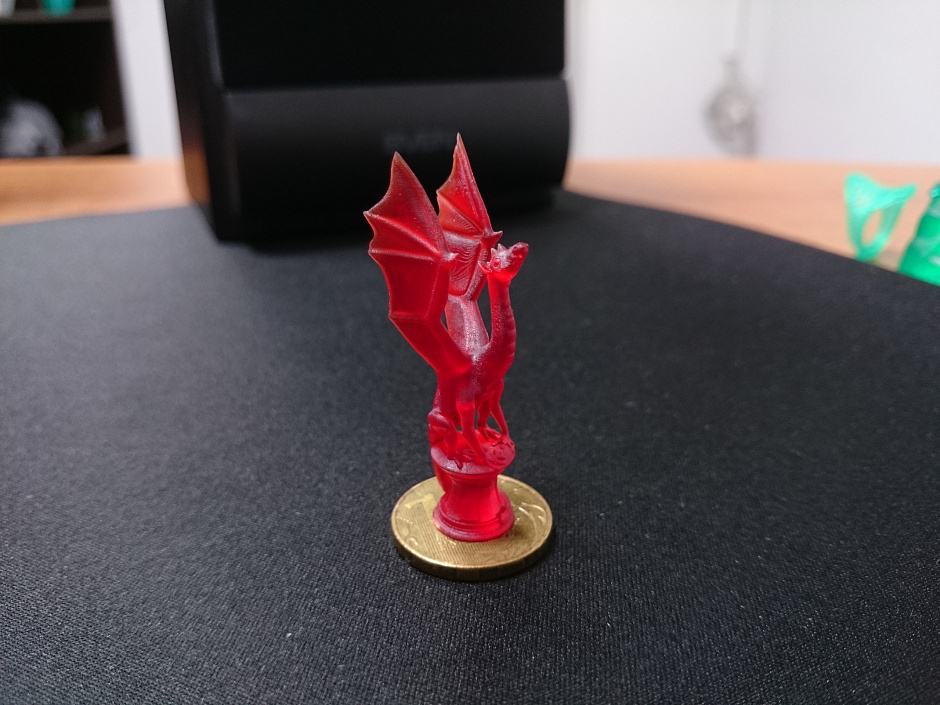 Это обеспечивает самый быстрый принтер на рынке с самой большой площадью сборки в своем классе без ущерба для качества изображения.
Это обеспечивает самый быстрый принтер на рынке с самой большой площадью сборки в своем классе без ущерба для качества изображения.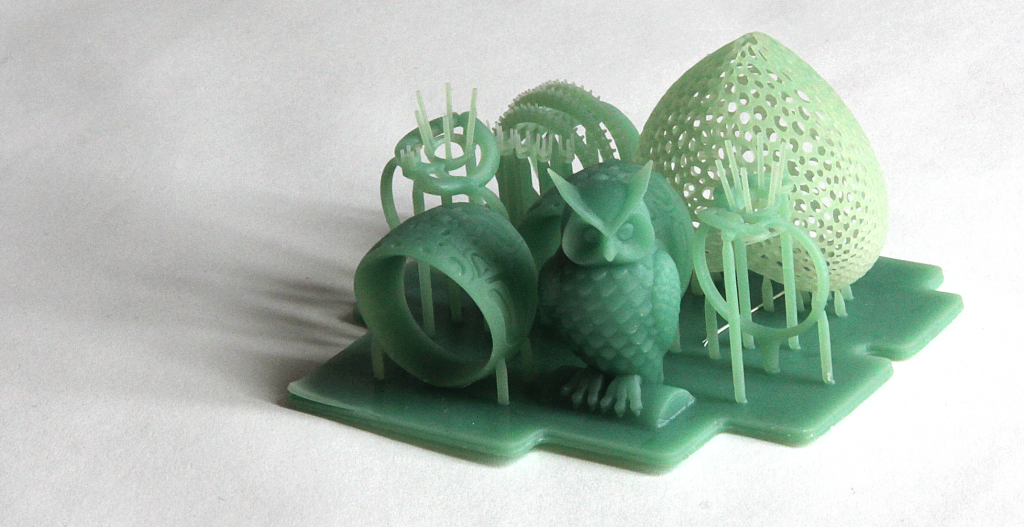
 Эти проблемы можно предотвратить, используя 3D-принтер с активным контролем температуры.
Эти проблемы можно предотвратить, используя 3D-принтер с активным контролем температуры.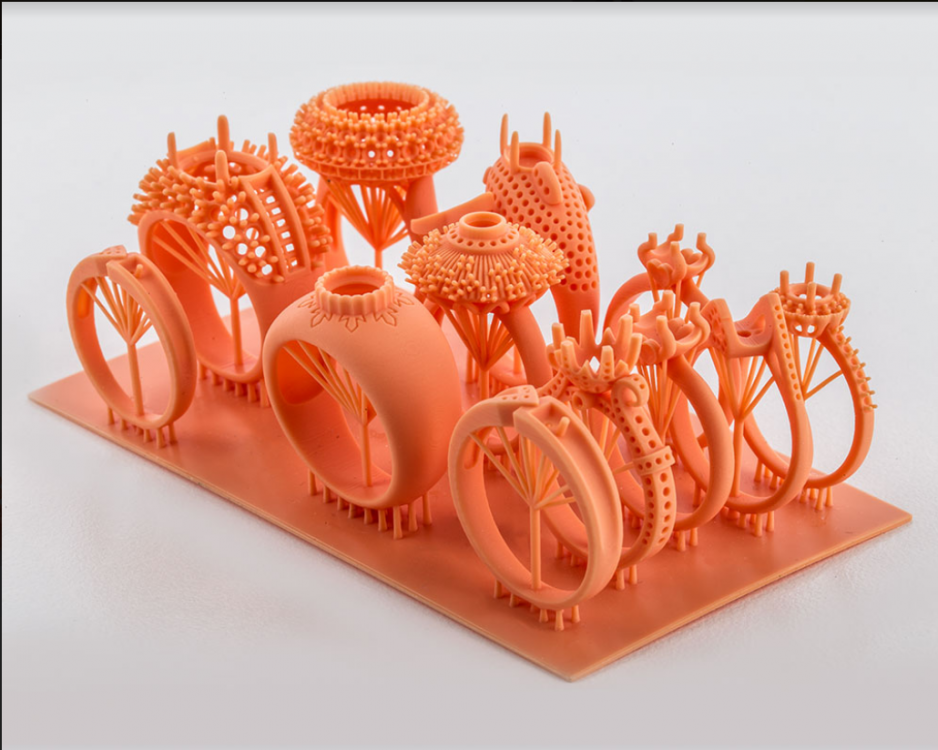
 Обладая очень доступной ценой, это идеальный принтер для пользователей с самыми разными вариантами использования.
Обладая очень доступной ценой, это идеальный принтер для пользователей с самыми разными вариантами использования. Завершите создание всего объема сборки объемом 3 л всего за 4,5
Завершите создание всего объема сборки объемом 3 л всего за 4,5 



 В данной конструкции рост высоты модели обеспечивается поднятием оси Х над столом, а ось Z используется как подвижная опора для оси X.
В данной конструкции рост высоты модели обеспечивается поднятием оси Х над столом, а ось Z используется как подвижная опора для оси X.

 Мотор при этом нагревался до 50-60°С, что вполне допустимо по ТУ.
Мотор при этом нагревался до 50-60°С, что вполне допустимо по ТУ. Путём нехитрых расчётов выясняется, что при перемещении стола на 440 мм произойдёт изменение геометрии привода на 0,077 мм.
Путём нехитрых расчётов выясняется, что при перемещении стола на 440 мм произойдёт изменение геометрии привода на 0,077 мм.
 Дельта-3D-принтеры быстрее, однако они также жертвуют объемом сборки, а использование нескольких экструдеров по-прежнему необычно для этого типа принтера.
Дельта-3D-принтеры быстрее, однако они также жертвуют объемом сборки, а использование нескольких экструдеров по-прежнему необычно для этого типа принтера.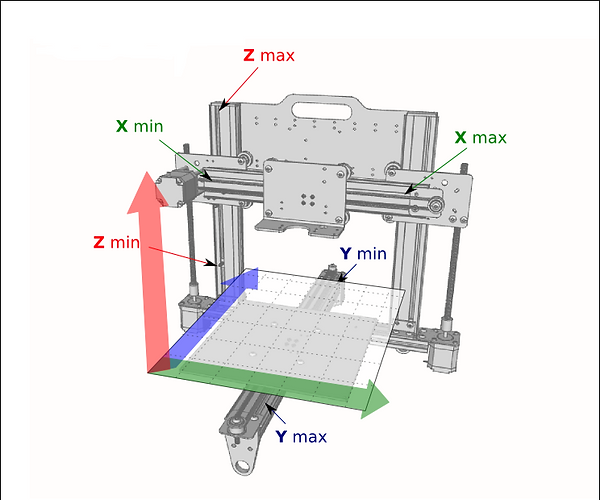 Благодаря этой уникальной конфигурации четыре экструдера полностью автономны и могут печатать одновременно без потери скорости или качества печати. Хотя дополнительные экструдеры и моторы потенциально делают принтер более дорогим, он имеет модульную конструкцию, поэтому окончательная версия может включать легко заменяемые детали. Кроме того, его можно было очень легко преобразовать в 3D-сканер, а головки можно было заменить фрезерными головками, что делает эту конфигурацию принтера идеальной для легко адаптируемой системы 3D-печати «все в одном».
Благодаря этой уникальной конфигурации четыре экструдера полностью автономны и могут печатать одновременно без потери скорости или качества печати. Хотя дополнительные экструдеры и моторы потенциально делают принтер более дорогим, он имеет модульную конструкцию, поэтому окончательная версия может включать легко заменяемые детали. Кроме того, его можно было очень легко преобразовать в 3D-сканер, а головки можно было заменить фрезерными головками, что делает эту конфигурацию принтера идеальной для легко адаптируемой системы 3D-печати «все в одном». Принтер имеет полностью открытый исходный код, и список деталей можно найти на GitHub. Вы также можете прочитать все о сборке на Hackaday.io.
Принтер имеет полностью открытый исходный код, и список деталей можно найти на GitHub. Вы также можете прочитать все о сборке на Hackaday.io. Они печатают по трем осям — по две горизонтальные в каждом слое, а стопка слитых слоев образует третий — и это означает, что есть некоторые вещи, которые вы не можете сделать легко. Самая большая проблема заключается в том, что все, что печатается, должно быть напечатано поверх чего-либо — либо на печатной платформе, либо на следующем слое ниже — поэтому выступы требуют поддержки. Это выполнимо на внешней поверхности объекта, но на внутренних поверхностях это может быстро стать очень сложным.
Они печатают по трем осям — по две горизонтальные в каждом слое, а стопка слитых слоев образует третий — и это означает, что есть некоторые вещи, которые вы не можете сделать легко. Самая большая проблема заключается в том, что все, что печатается, должно быть напечатано поверх чего-либо — либо на печатной платформе, либо на следующем слое ниже — поэтому выступы требуют поддержки. Это выполнимо на внешней поверхности объекта, но на внутренних поверхностях это может быстро стать очень сложным. Хотите создать навес? Поверните голову вертикально и печатайте сверху вниз. Добавьте неподдерживаемые детали сбоку отпечатка, повернув экструдер на бок. Внезапно становится возможным делать что-то совсем по-другому.
Хотите создать навес? Поверните голову вертикально и печатайте сверху вниз. Добавьте неподдерживаемые детали сбоку отпечатка, повернув экструдер на бок. Внезапно становится возможным делать что-то совсем по-другому.