Инструкция Перфоратора Интерскол П-45/1000Э на русском
В представленном списке руководства для конкретной модели Перфоратора — Интерскол П-45/1000Э. Вы можете скачать инструкции к себе на компьютер или просмотреть онлайн на страницах сайта бесплатно или распечатать.
В случае если инструкция на русском не полная или нужна дополнительная информация по этому устройству, если вам нужны дополнительные файлы: драйвера, дополнительное руководство пользователя (производители зачастую для каждого продукта делают несколько различных документов технической помощи и руководств), свежая версия прошивки, то вы можете задать вопрос администраторам или всем пользователям сайта, все постараются оперативно отреагировать на ваш запрос и как можно быстрее помочь. Ваше устройство имеет характеристики:Тип крепления бура/сверла: SDS-Max, Количество скоростей работы: 1, Потребляемая мощность: 1005 Вт, Макс. число оборотов холостого хода: 285 об/мин, Макс. частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке.
interskol-p-451000e-guide.pdf
Руководство пользователя
interskol-p-451000e-certificate.doc
Скачать сертификат соответствия
Скачать
Для многих товаров, для работы с Интерскол П-45/1000Э могут понадобиться различные дополнительные файлы: драйвера, патчи, обновления, программы установки. Вы можете скачать онлайн эти файлы для конкретнй модели Интерскол П-45/1000Э или добавить свои для бесплатного скачивания другим посетителями.
Файлов не найдено
Если вы не нашли файлов и документов для этой модели то можете посмотреть интсрукции для похожих товаров и моделей, так как они зачастую отличаются небольшим изменениями и взаимодополняемы.
Обязательно напишите несколько слов о преобретенном вами товаре, чтобы каждый мог ознакомиться с вашим отзывом или вопросом. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э.
Основные и самые важные характеристики модели собраны из надежных источников и по характеристикам можно найти похожие модели.
Здесь представлен список самых частых и распространенных поломок и неисправностей у Перфораторов. Если у вас такая поломка то вам повезло, это типовая неисправность для Интерскол П-45/1000Э и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже.
Название поломки
Описание поломки
Действие
Появление Трещин На Стволах
Разлом Бойка Ударного Механизма
Катастрофический Износ Внутренней Поверхности Ствола
Заміна Боцка На Даний Момент Є Сильний Удар Бойка І Відчувається Сильний Храп
Застряло Сверло. Не Вынимается.
В Патроне Застряло Сверло. Как Его Можно Безболезненно Вынуть?
Нет Вращения По Часовой Стрелке,Против Часовой Работает Нормально
Замена Щеток
Слабая Энергия Удара
Перфоратор Работает Но Не Сверлит Бетон-Кирпич
Не Крутит
Не Крутит, При Проворачивании Патрона Начинает Схватывать
Поломка Ротора
Смазка
Сильный Запах При Работе
Не Держится Гайка
Не Работает Переключатель Режимов
Не Включает Ни Один Режим
Перелом Растровой Трубки
Перелом Растровой Трубки Т Е Ствола От Какого Перфоратора Может Подойти
Двигатель Работает , Сверло Не Не Крутит А Отбойник Работает
Вечером Отдолбил Широты Отбойщиком , Включил Утром На Сверление И К Моему Удевлению Перфоратор Не Сверлит Но Двигатель Работает. В Чем Причина Не Знаю!!!
Перфоратор Ferm Ebf-850K
Сломан Поршневой Палец
Стопорное Кольцо
Развалилось
Слабый Удар
Как Снимается Нижний Переключатель?
Не Работает Режим Удар
Не Переключается Режим Удар,Режим Удар-Сверление Работает
В нашей базе сейчас зарегестрированно 18 353 сервиса в 513 города России, Беларусии, Казахстана и Украины.
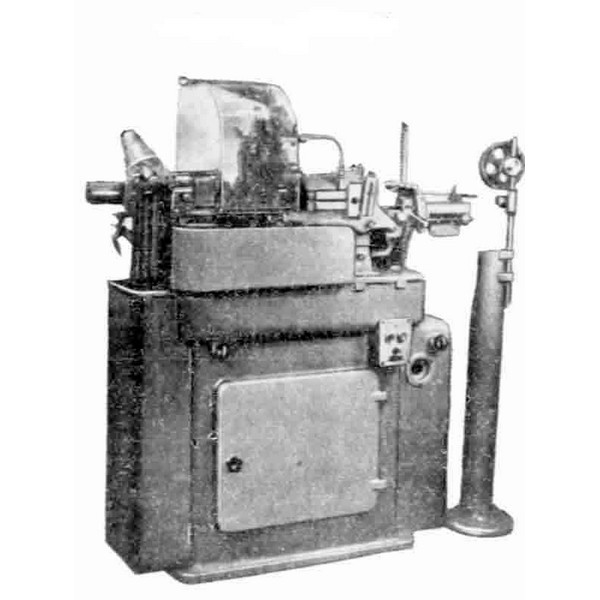
На сегодняшний день на производстве активно используются самые различные виды промышленного оборудования. При этом многие виды такой технике обладают значительными размерами, весом, производят высокий уровень шума в помещении, а также дают достаточно высокие нагрузки на опорную поверхность. Для того чтобы применение такого промышленного оборудования было максимально безопасным, длительным и бесшумным сегодня используются специализированные регулируемые опоры.
Наша компания «Инокс Групп» предлагает вашему вниманию высококачественные опоры для оборудования регулируемые, созданные с использованием самых современных и передовых технологий. У нас представлена исключительно оригинальная продукция от известного итальянского производителя «Martin». Без всяких сомнений, регулируемые опоры этой компании пользуются огромной популярностью во всем мире, в частности благодаря оптимальному соотношению цены и качества, высокой надежности, прочности и долговечности.
Что представляют собой регулируемые (шарнирные) опоры?
Промышленные регулируемые опоры для оборудования – это комплекс специальных крепежных элементов, которые применяются для правильной и безопасной установки различных видов производственного оборудования. Такие крепежи обладают невероятно высокой прочностью и способны выдерживать даже самые габаритные и тяжелые виды оборудования, а также все нагрузки, связанные с его работой.
Сейчас чаще всего регулируемые опоры создаются с использованием крепких и надежных металлов, в том числе и нержавейки. Как показывает практика, регулируемые опоры из нержавеющей стали с легкостью выдерживают даже самые сильные нагрузки. При этом они не боятся влаги, не поддаются коррозии и могут служить своим владельцам десятилетиями без потери качества работы.
Регулируемые опоры из нержавеющей стали могут менять свое положение и высоту, благодаря наличию специальных механизмов регуляции. Эта особенность делает их более функциональными и эффективными при их совмещении с самыми различными видами промышленного оборудования и техники.
Что такое антивибрационные опоры?
Сегодня большую популярность обрели так называемые антивибрационные опоры. По сути это практически те же регулируемые опоры, но имеющие некоторые конструкционные отличия. Их нижняя часть оснащена специальной прокладкой из упругого материала, благодаря чему они способны максимально эффективно понизить негативные последствия от вибрации. В частности, при работе крупной промышленной техники ее вибрация может передаваться на конструкционные элементы строительного сооружения. Это не только создает определенный дискомфорт для работников предприятия, но и может нанести непоправимый урон самому зданию.
Антивибрационные опоры снижают влияние вибрации на опорное основание и делают рабочий процесс максимально комфортным для всех рабочих. Также их использование позволяет существенно снизить уровень шума при осуществлении различных манипуляций на производственной технике. Именно поэтому антивибрационные опоры используются на большинстве производственных предприятий в странах Европы.
Вы можете купить опоры для оборудования регулируемые прямо сейчас
Наша компания предлагает вам приобрести регулируемые опоры из нержавеющей стали по доступным ценам. Если вас интересуют регулируемые опоры, Вы можете их приобрести позвонив или отправив запрос по электронной почте. Мы являемся официальным поставщиком продукции известной на весь мир компании-производителя «Martin». Это высококачественные и надежные регулируемые шарнирные опоры, а также антивибрационные опоры, предназначенные для применения на производстве.
Преимущества регулируемых опор от Компании Martin это: • Надежность и долговечность. Наши регулируемые опоры из нержавеющей стали способны выдерживать даже самые сильные производственные нагрузки. Они обладают превосходной стойкостью к воздействию окружающей среды, в том числе не боятся сильных перепадов температур или агрессивных веществ; • Функциональность и универсальность. Опоры регулируемые шарнирные можно использовать в самых различных направлениях производства, в том числе в пищевой и химической промышленности. В независимости от того, что именно вы ищите, будь то опора конвейера или что-то другое они идеально подойдут для этой цели; • Стильный внешний вид. Опоры регулируемые шарнирные выглядят очень стильно и современно; • Доступная стоимость. Мы предлагаем для всех своих клиентов привлекательные цены на промышленные шарнирные (регулируемые) опоры для оборудования.
Наша компания предлагает несколько видов продукции, а именно: 1. С пластиковым основанием. Это может быть опора конвейера или для другого оборудования, рабочего стола или же конструкции из алюминия. Такая опора конвейера оснащена основанием, сделанным из стойкого и высокопрочного промышленного пластика; 2. Опора регулируемая для мебели. Оснащенная прорезиненным основанием, такая опора регулируемая для мебели применяется в основном для поддержки легких конструкций, в том числе и в мебельной промышленности; 3. Регулируемые опоры из нержавеющей стали. Могут использоваться в тех направлениях промышленности, где есть потребность в соблюдении гигиенических норм. Регулируемые опоры из нержавеющей стали не поддаются коррозии и применяются в химической, фармацевтической и пищевой промышленности; 4. Стальные опоры для оборудования регулируемые. Созданы с использованием крепкой оцинкованной стали и предназначены для крупных станков. Такая опора конвейера или другой техники идеально подходит для тяжелой промышленности; 5. Антивибрационные регулируемые опоры. Благодаря своей особой конструкции они успешно гасят вибрацию, создаваемую различными механизмами при их работе.
Если вас заинтересовало данное оборудование, то специалисты нашей компании смогут профессионально проконсультировать вас по всем интересующим Вас вопросам и дать полезные рекомендации. Звоните нам прямо сейчас, мы с нетерпением ждем вашего звонка!
Регулируемые опоры для станков в категории «Дом и сад»
Опора DC для стола мебельная с креплением регулируемая 60/710 Хром
Полка для верстака TOPTUL 1560*200*603мм + 20 держателей TAAD1602
На складе в г. Львов
Доставка по Украине
23 782 — 24 971 грн
от 33 продавцов
23 782 грн
Купить
Ходунки-опоры для пожилых, регулируемые по высоте , складные
На складе
Доставка по Украине
1 699. 55 грн
1 789 грн
Купить
Нога для кухонного стола,опора,стойка мебельная регулируемая 60/710 хром
Доставка из г. Харьков
152.26 грн
Купить
Харьков
Угловой соединитель регулируемый для садовых опор 11мм, 3 шт., TYLS11.
На складе
Доставка по Украине
188.48 — 198 грн
от 2 продавцов
198 грн
Купить
Зажимной стол и стол для станков (верстак) регулируемый по высоте Wolfcraft MASTER 700 (6908000)
Доставка по Украине
8 586 грн
Купить
Станок для бритья The Shave Factory Safety Razor регулируемый
На складе
Доставка по Украине
от 975 грн
Купить
Ходунки опоры для взрослых с колесами, регулируемый KJT905
Заканчивается
Доставка по Украине
1 949 грн
2 199 грн
Купить
Опора регулируемая для строительных лесов d 38 (усиленная)
Доставка по Украине
400 грн
Купить
Каркас парты регулируемой по высоте (3-5 ростовые группы). Металлические опоры, ножки для ученических столов
Доставка по Украине
820 грн
Купить
Смотрите также
Каркас парты регулируемой по высоте (4-6 ростовые группы). Металлические опоры, ножки для ученических столов
Доставка по Украине
900 грн
Купить
Каркас парты регулируемой по высоте (4-6 ростовые группы). Металлические опоры, ножки для ученических столов
Доставка по Украине
890 грн
Купить
Каркас для парты ученической двухместной регулируемой «Монолит». Металлические ножки и опоры школьной мебели
Доставка по Украине
1 780 грн
Купить
Опора (Подпятник) для деревяного бруса 150х150 регулирующая
На складе в г. Мукачево
Доставка по Украине
269 грн
Купить
Мукачево
Опора (Подпятник) для деревяного бруса 120х120 регулирующая
На складе в г. Мукачево
Доставка по Украине
259 грн
Купить
Мукачево
Опора (Подпятник) для деревяного бруса 100х100 регулирующая
На складе в г. Мукачево
Доставка по Украине
249 грн
Купить
Мукачево
Опора (Подпятник) для деревянного бруса 200х200 (4мм) регулирующая
На складе в г. Мукачево
Доставка по Украине
629 грн
Купить
Мукачево
Опора (Подпятник) для деревянного бруса 200х200 (5мм) регулирующая
На складе в г. Мукачево
Доставка по Украине
799 грн
Купить
Мукачево
Полка для верстака TOPTUL 1560*200*603мм + 20 держателей TAAD1602
Доставка по Украине
по 23 782 грн
от 5 продавцов
23 782 грн
Купить
Скамья для жима регулируемая, с отрицательным углом до 300 кг / Опоры для пресса
Доставка по Украине
4 330 грн
Купить
Регулируемая опора, заглушка для ножек
На складе
Доставка по Украине
20 грн
Купить
Регулируемый эспандер для груди с 5 канатами Тренажер сопротивления, Силовой тренажер для тренировки мышц, Б/У
Заканчивается
Доставка по Украине
по 1 124. 25 грн
от 2 продавцов
1 124.25 грн
1 499 грн
Купить
Т — образный бритвенный станок для обычных лезвий. С регулируемой головой.
Доставка из г. Киев
550 грн
Купить
Гиперэкстензия профессиональная регулируемая реабилитационная тренажер для спины ягодиц пресса станок
На складе в г. Дрогобыч
Доставка по Украине
3 905 грн
4 905 грн
Купить
Дрогобыч
регулируемых ножек — магазин деталей OpenBuilds
OpenBuilds®
(пока отзывов нет)
Написать обзор
OpenBuilds®
Регулируемые ножки
Рейтинг Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Требуется
Тема обзора Требуется
Комментарии Требуется
Артикул:
3190-набор
Сейчас:
$7,99
Часто покупают вместе:
Описание
Описание
Эти регулируемые выравнивающие ножки станут прекрасным дополнением к любому столу при использовании вместе с нашей опорной пластиной V-Slot 40×40
Характеристики продукта
Большой диапазон регулировки
Шаровая головка с вращением на 360 градусов
Совместим с нашей опорной пластиной с центральной резьбой V-Slot 40×40
Что включено
(4) Регулируемые ножки M8 / D50 / L50
Технические характеристики изделия
M8
Длина винта 50 мм
Ножки диаметром 50 мм
Макс. грузоподъемность 150 кг (300 фунтов) каждый
Все зарегистрированные товарные знаки, логотипы и другая интеллектуальная собственность, найденная на Сайте или упомянутая здесь, принадлежат их соответствующим владельцам.
Добавьте мобильности своим пользовательским столам с помощью подножки OpenBuilds. Эта пластина соединяется непосредственно с нашим V-образным пазом 40×40 с помощью прилагаемых винтов и позволяет использовать ролик размера M8 на ножке. ..
Клиенты также просмотрели
Оптические лазеры
Преимущества OpenBuilds LEAD CNC Laser Upgrade с лазерной головкой XF+ Простая ориентированная на пользователя установка на все OpenBuild…
Блокирующий ролик
Gearish
Сейчас:
24,99 $
Добавьте гибкости своим столам в мастерской с помощью этого набора колесиков с фиксаторами. Вам понравится возможность легко и быстро изменить свое пространство. Соедините с нашей опорной пластиной V-Slot 40×40 для…
Что такое регулируемые выравнивающие ножки?
Дом // Новости отрасли // Что такое регулируемые выравнивающие ножки?
Типы регулируемых ножек
Регулируемые ножки бывают разных форм и конструкций в зависимости от области применения. Некоторые из них идеально подходят для проектов по благоустройству дома своими руками, в то время как другие необходимы для тяжелых условий эксплуатации. Итак, прежде чем решить, какой тип нивелира купить, давайте сначала пройдемся по списку продуктов и аксессуаров:
Регулируемые ножки без шипов
Регулировочные ножки без шипов идеально подходят для большинства статических задач. Они могут служить в качестве выравнивателей ножек мебели или выравнивателей верстака. Большой диаметр основания обеспечивает жесткую опору, а противоскользящие накладки из резины или неопрена предотвращают скольжение. Кроме того, этот тип выравнивающей опоры может выдерживать большие нагрузки и обеспечивает регулируемый угол от 15 до 20 градусов.
Регулируемые ножки
Также идеально подходят для мебели и полок, Регулировочные ножки с креплением на шпильке предназначены для установки более крупного оборудования, такого как токарные станки, конвейеры и фрезерные станки. Этот тип продукта включает в себя вариант крепления гнезда, который обеспечивает поворот от 5 до 20 градусов. Изготовленные из стали или нержавеющей стали, регулировочные ножки со шпильками состоят из основания и встроенной шпильки, а некоторые конструкции способны выдерживать нагрузку 30 000 фунтов.
Выравнивающие ножки приспособления
Операции приспособления, такие как нарезание резьбы и контурирование, требуют ровной поверхности. Здесь на помощь приходят регулировочные ножки приспособления. Изготовленные из высококачественной стали, ножки идеально подходят для работы в средних условиях. Они часто имеют съемную подкладку и удобную розетку, которую можно легко отрегулировать с помощью шестигранного ключа. В зависимости от области применения вы, возможно, захотите поискать сборочные ножки, которые уже поставляются с пластиной и шестигранной гайкой.
Резьбовые регулировочные ножки
Некоторые типы выравнивающих опор имеют резьбовой вал. Они известны как выравнивающие ножки с резьбой. В отличие от крепления на шпильке, в котором болт встроен, этот тип решения для выравнивания идеально подходит для установки и стабилизации машин, которые уже имеют болты с резьбой. Они также могут поставляться в антивибрационном и малошумном исполнении.
С метрической резьбой
Регулировочные ножки с метрической резьбой состоят из шарика и шестигранника. Так же, как и регулировочные ножки с резьбой, этот тип изделия имеет резьбовой вал. Разница лишь в том, что у него метрическая резьба. Он обеспечивает поворот на 15 градусов и поставляется с широким спектром отделки, включая оцинкованный хром и черный оксид.
Резьбовой
Этот тип изделия состоит из шпинделя. Как следует из названия, ножки имеют резьбу сверху по направлению к шпинделю. Это создает жесткое и надежное основание, способное выдерживать различные степени вибрации.
С метрической резьбой
Метрический правильный станок незаменим в ряде отраслей, включая металлообработку и производство. Этот тип регулируемых ножек, состоящий из стержня с метрической резьбой, может иметь нужный размер резьбы. Выберите от 50 мм до 200 мм, в зависимости от технических характеристик машины.
Материалы для выравнивающих ножек
Помимо проверки конструкции и конструкции регулируемой выравнивающей ножки, вам также необходимо проверить материал, из которого она изготовлена. Не все материалы подходят для вашей промышленной среды. Кроме того, вам нужно будет выбрать продукты в зависимости от веса, который они могут нести. Также следует учитывать устойчивость к нагреву, коррозии и длительному износу.
Крайне важно знать, какой из них прослужит долго и принесет наибольшую пользу производственной линии. В этом разделе мы рассмотрим некоторые материалы, из которых изготавливаются высококачественные выравнивающие ножки:
Сталь и нержавеющая сталь
Если говорить о долговечности и надежности, крепления из стали и нержавеющей стали занимают первое место в списке; на самом деле, эти материалы идеально подходят для широкого спектра типов выравнивания. Если вам нужно, чтобы ножки скользили или ножки стула выдерживали высокие нагрузки, обратите внимание на изделия из стали или нержавейки. Для промышленного применения часто используются выравнивающие ножки из нержавеющей стали с желтым хромированным покрытием.
Утюг
Регулируемые ножки из железа, используемые в основном на мебели, офисном оборудовании и бытовой технике, рассчитаны на длительный срок службы. Для более тяжелых применений обратите внимание на чугунные направляющие и ножки.
Алюминий
Легкий и универсальный алюминий — хороший выбор для легких применений. Он обеспечивает отличную коррозионную стойкость и долговечность. Кроме того, он также устойчив к магнитам и дешевле по сравнению с нержавеющей сталью.
Пластик
Несмотря на то, что пластиковые выравнивающие ножки не так прочны, как другие материалы в этом списке, они могут обеспечить хорошую опору для легких условий эксплуатации. Они обеспечивают превосходную защиту деревянных, бетонных и ковровых полов. Пластик также отлично подходит для роликов, поскольку он устойчив к растворителям, жирам и другим жидкостям. Для достижения наилучших результатов ищите выравниватели из полиэтилена.
Грузоподъемность выравнивающих ножек
Поиск подходящих выравнивающих ножек — непростая задача. Во-первых, вам нужно будет учитывать грузоподъемность, требуемую приложением.
Имейте в виду, что не все решения для выравнивания предназначены для заготовок и машин весом более 100 фунтов. На всякий случай обратите внимание на размер и конструкцию основания. Имеет ли он достаточно большой диаметр, чтобы обеспечить оптимальное распределение веса? Достаточно ли она жесткая, чтобы обеспечить стабильную работу 9?0152 Приспособление с ЧПУ ?
Очевидно, что недостаточно выбрать регулируемые регулируемые ножки определенного типа. Вам нужно сузить область поиска, проверив, какие из них могут нести требуемый вес. Некоторые конструкции могут нести максимум 50 фунтов. в то время как другие хорошо подходят для более крупных машин весом около 15 тонн.
В любом случае, допустимая нагрузка на регулируемые опоры зависит от конструкции и материала, из которого они изготовлены. Более легкие грузы хорошо справляются с пластиковыми креплениями, поэтому вы также можете подумать о пластиковых выравнивателях ножек стола и напольных протекторах для столов. Углеродистая сталь также отлично подходит для столов для переговоров благодаря своей прочности и коррозионной стойкости.
Для более тяжелых нагрузок рассмотрите материалы из стали и стальных сплавов. Бронза и оцинкованный алюминий также являются лучшим выбором для выравнивающих ножек. Выбор правильных выравнивающих ножек важен не только с точки зрения эффективности, но и безопасности. Установка тяжелой техники на неправильные опоры приведет к дорогостоящим травмам со смертельным исходом. Таким образом, чтобы обеспечить более безопасную рабочую среду, вам потребуются подходящие выравнивающие ножки.
Регулируемые ножки Области применения
Регулируемые регулируемые ножки имеют решающее значение для производства, автомобилестроения, пищевой промышленности и других отраслей, где используется тяжелое оборудование. Они повышают ценность производственных линий за счет следующего:
Создание ровной поверхности
Производственные полы не всегда идеально ровные. Вы можете этого не замечать, но можете стоять на неровной поверхности. Это становится очевидным, когда вы измеряете работу и определяете, что она не соответствует стандартам продукта.
Если вы производите детали машин, ровная поверхность помогает обеспечить точность и предотвратить ошибки, которые невозможно исправить. Следовательно, использование регулируемых выравнивающих ножек может решить проблему неровного пола и уменьшить количество отходов из-за неаккуратной работы.
Уменьшение вибрации
Влага, тепло и все остальное может повлиять на исправность и производительность вашей машины. Опять же, вибрация часто является основной причиной ремонта. От токарных станков до фрезерных станков почти все промышленное оборудование подвержено вибрационным повреждениям.
Как правило, такие машины не следует устанавливать непосредственно на бетонный пол. Вместо этого было бы лучше держать их поднятыми на нужной высоте. Для этого идеально подходят регулируемые выравнивающие ножки.
Когда дело доходит до подавления вибрации, важно выбирать регулируемые ножки с аксессуарами для изоляции от вибрации. Например, резиновые антивибрационные прокладки могут помочь уменьшить движение и шум во время работы.
Сокращение расходов на техническое обслуживание
Поскольку регулируемые ножки создают жесткое основание и снижают вибрации и удары, они могут помочь предотвратить повреждения и замедлить износ. Это, в свою очередь, снижает затраты на техническое обслуживание и ремонт оборудования, которое склонно к чрезмерному использованию.
Выбор правильных выравнивателей кажется несущественным, но в долгосрочной перспективе это может привести к значительной экономии средств. Итак, если ваша цель — снизить эксплуатационные расходы и сохранить производительность, используйте устойчивые регулировочные ножки, чтобы ваши машины работали в соответствии со спецификациями.
Увеличение срока службы оборудования
Помимо экономии средств, регулируемые выравнивающие ножки могут предотвратить опрокидывание оборудования. Учитывая, как они предотвращают повреждение вашего оборудования, эти инструменты могут замедлить амортизацию.
Независимо от того, используются ли они в течение длительного времени или подвергаются воздействию жидкостей, машины с регулируемыми опорами рассчитаны на длительный срок службы. По сути, вам не придется приобретать новые машины в течение короткого периода времени. Увеличенный срок службы помогает вам получать максимальную отдачу от вашего оборудования до тех пор, пока не возникнет необходимость в обновлении или замене.
Хотите найти выравнивающие ножки, которые прослужат вам долго? Убедитесь, что вы нашли его для типа машины или оборудования, которое вы используете. Затем, выбрав правильные решения для выравнивания, вы сможете получить доступ к этим и другим преимуществам!
Процедура выравнивания
Выравнивание машины — простой процесс, но он требует знакомства с определенными инструментами и подходами. Мы почти можем сказать, что процесс выравнивания сам по себе является искусством. Вот несколько важных приемов, о которых следует помнить, когда вы используете регулируемые опоры для нивелирных станков и верстаков, чтобы начать работу.
Обеспечение равномерного распределения веса
Основной принцип, которому необходимо следовать, — это распределение веса. Каждый угол машины должен обеспечивать равную поддержку. Поверхность становится неустойчивой, если один угол не такой жесткий, как другие. Чтобы исправить это, вы можете подложить прокладки под каждую ногу. Однако это может быть утомительно, так как вам потребуются прокладки различной толщины для оптимального распределения веса.
Использование регулируемых выравнивающих ножек упрощается, поскольку каждый угол можно отрегулировать в соответствии с требуемой нагрузкой. Для более тяжелых машин рекомендуется установить выравнивающие клинья на полу перед установкой машины. В любом случае вам нужно будет проверить, равномерно ли распределяется вес по всем углам. Просто установите машину и проверьте каждый угол, воспринимает ли он нагрузку.
Используйте максимальную настройку
Если машина весит около 1000 фунтов или более, опустите ее на крепление и вместо того, чтобы поднимать ее и просовывать ножки под нее. После установки проверьте, есть ли у вас ровная плоскость. Если вы удовлетворены, поверните регулировочный винт по часовой стрелке, чтобы зафиксировать уровни.
Проверьте свои уровни по расписанию
Установка машины — это еще не все. Уровни могут меняться со временем в зависимости от того, как часто вы используете оборудование, среди прочих факторов. Таким образом, чтобы убедиться, что ваши машины правильно выровнены, сделайте частью профилактического обслуживания проверку уровней и внесение корректировок. Делайте это каждые полгода или раз в год.
Ознакомьтесь с техническими характеристиками машины
Для различных машин и областей применения требуются специальные решения для выравнивания. Одно можно сказать наверняка; некоторые измерительные приборы могут не работать. Рассмотрим, какие инструменты вам потребуются для проверки уровней. Использование неправильных не обеспечит точных измерений. Чтобы обеспечить точность, используйте только те инструменты и методы выравнивания, которые подходят для данной машины.
Такой материал, как алюминий и сплавы на его основе широко востребован в различных отраслях промышленности. Это обусловлено эко свойствами и эксплуатационными характеристиками.
Существует ошибочное мнение, что данный металл легко обрабатывать. Однако подобная «лёгкость» требует применения высокоточного современного оборудования и соответствующих профессиональных навыков оператора.
Минусы и плюсы обработки алюминия
на фрезерном станке
Данный материал отличается высокой пластичностью. Это хорошее качество. Но, при выполнении фрезеровки, именно оно является серьёзной предпосылкой к повреждению заготовки. Появлению на ней вмятин, рисок, иных дефектов, которые весьма заметны на продукции.
Испортить металлическую заготовку возможно даже на этапе её фиксации к рабочему столу последнего.
Именно поэтому рекомендовано все алюминиевые заготовки фиксировать не механическими прижимами, а с использованием специальных вакуумных столов.
Подобное решение является безальтернативным при выполнении гравировальных работ, нанесении различных изображений на тонкую и сверхтонкую фольгу. Механически закрепить её невозможно чисто физически.
Из-за высокой вероятности возникновения дефектов на заготовке, в процессе её обработки, алюминий весьма чувствителен к воздействиям малейших вибраций станка и обрабатывающего инструмента. Это обязательно требуется учитывать. Так как, при ошибочном подборе режима фрезерования, либо применении неправильно закрепленных (разбалансированных) цанги, фрезы, готовая поверхность выполненного реза может получиться замятой. Деталь пойдет в брак.
Тонкости режимов фрезерования
Податливость Al, вопреки бытующему мнению, вовсе не означает, что обрабатывать его просто и легко на любых выбранных режимах реза, включая предельные.
Высока вероятность возникновения, даже при умеренных скоростях фрезерования, ситуаций, когда металлическая стружка наглухо забивает имеющиеся у фрезы канавки. Инструмент выходит из строя.
С целью исключения вероятности возникновения подобных ситуаций требуется:
выполнять работы «правильными» фрезами, с необходимым числом зубьев и канавок;
использовать СОЖ;
грамотно выбирать требуемые режимы фрезерования.
Все это достигается, в первую очередь, строгим выполнением рекомендаций изготовителей станков и фрез.
Ещё одна особенность. По умолчанию определение «алюминий» является собирательным. Оно распространяется на все сплавы, производимые на основе данного металла. Специфика их обработки может различаться весьма существенно.
Пример. «Мягкий» АМГ и дюралюминий требуют собственных режимов обработки. Последние подбираются с учётом существ3ующих требований к финишному качеству выпускаемой детали и параметров станка.
Высокоскоростная обработка алюминия (ВСО)
Фрезерование алюминия, востребованная и одна из наиболее простых технологий его обработки. Установленная фреза, снимая слой металла заданной толщины, придаёт обрабатываемой заготовке необходимую форму, размеры.
Применение современных моделей с ЧПУ обеспечивает гарантированное выполнение обработки с max точной реализацией самых мелких элементов, получить 2D или 3D рельеф любой степени сложности. Все изображения прорабатываются детально и чётко.
Экономическая эффективность различных технологий может различаться достаточно существенно. ВСО является, на данный момент, наиболее действенным способом обработки алюминиевых заготовок. Объясняется это тем, что высокое число оборотов шпинделя органично сочетается с возможностью увеличения (на таких режимах) глубины реза. Пример. Для стали этот показатель не меняется.
В целом ряде ситуаций экономически более целесообразным является вариант изготовления одной детали (со значительным процентом отходов обработки), чем выкраивание нескольких деталей из того же объёма материала. именно этим объясняется востребованность при обработке режимов ВСО.
«Гладко было на бумаге…»
Безусловная привлекательность тандемной технологии, ВСО + увеличенная глубина реза, содержит свою «ложку дёгтя». Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
Требуется обязательный учёт гармонического закона, согласно которому колеблется фреза, шпиндель. Проще говоря, требуется учитывать, кроме статической, также динамические характеристики возникающих вибраций.
Пример. Теоретические выкладки, подтвержденные практикой, показывают – ВСО обработку Al деталей лучше всего выполнять концевой фрезой, имеющей 3 спиральных канавки. Увеличение их количества снижает эффективность удаления стружки в силу сокращения сечения каждой канавки пропорционально росту их количества.
Обратный вариант, уменьшить их число до 2, тоже не проходит. Он приведёт к росту нежелательных гармоник. Это обусловлено следующим. Частота, с которой колеблется фреза, перестаёт совпадать с числом ударов, которые совершает по детали пара режущих кромок (при частоте вращения шпинделя, достигающих 20000 об/мин).
Оценить оптимальную скорость его вращения позволяют специальные программные продукты. Они позволяют оценить тональность собственных колебаний устройства. Для этого проводится «прослушивание» системы станок – инструмент. Задачу решает подключенный к ПК микрофон специальной конструкции.
Тонкости фрезерования алюминия
на станке с ЧПУ
Приступая к фрезерованию алюминия на фрезерном станке с ЧПУ, следует помнить — предельные значения режимов реза, являющиеся оптимальными, для него, существенно уже, чем для пластика, дерева. Выход за них приводит к ускоренному изнашиванию режущего инструмента, существенному снижению качества обработки.
Следует помнить о высокой вероятности забивания каналов стружкой, что приводит к браку.
Руководствуясь рядом несложных рекомендаций, можно избежать подобного результата.
Не спешите при выполнении работ.
Все основные характеристики: величина подачи, глубина реза и скорость его выполнения должны соответствовать параметрам, заданным для вашего станка производителем. Не гонитесь за скоростью. Это обязательно скажется на качестве.
Для получения максимально точных значений считайте требуемую скорость подачи с применением калькулятора.
Это специальный программный продукт. Оптимальным решением будет наличие в нём следующих значений:
установка min значений числа оборотов;
адаптация под фрезы разной конфигурации (цилиндрические, концевые, иные).
Чем больше диапазон, тем лучше калькулятор.
учет прочность материала заготовки на изгиб;
вывод информацию о скорости, с которой идёт износ инструмента;
учет возможного истончения стружки;
возможность расчёта (с учётом мощности станка) нескольких режимов обработки.
Оптимальное решение — фрезы тех марок, которые изначально предназначены для эксплуатации в режиме ВСО, имеющие износостойкие покрытия. Пример, диборид титана (TiB2).
При работе фрезами с d<6 мм возможно подобраться к скоростям 20000 об/мин максимально близко.
Своевременно удаляйте стружку из рабочих областей.
Несвоевременное выполнение данной процедуры, кратчайший путь к поломке фрезы.
Контролируйте глубину реза.
Чем глубже рез, тем сложнее удалять стружку. Оптимальное решение, выбрать нужную глубину, совершив несколько проходов.
Обеспечьте бесперебойную смазку.
Использование СОЖ минимизирует вероятность налипания стружки, перегрева инструмента. Делает работу комфортной.
Если допустимая скорость перемещения шпинделя по двум осям (X, Y) недостаточно высокая, требуется применять фрезы с минимальным числом зубьев (два или один, с обязательным наличием широких канавок для удаления стружки)
Нельзя допускать работы станка на предельных мощностях.
Вывод
Прекрасным выбором для предприятия, планирующего фрезерную обработку алюминиевых заготовок, является покупка ЧПУ станка линейки WATTSAN. С их подробными характеристиками можно ознакомиться на нашем сайте LASERCUT.
10 полезных советов по резке алюминия на станках с ЧПУ
Демонстрация и консультация
Оплата любым способом
Доставка по всей территории РФ
Гарантия и сервисное обслуживание
10 полезных советов по резке алюминия на станках с ЧПУ
Чаще всего в интернете можно встретить статьи о работе на станках с ЧПУ по дереву или пластику, тем не менее хорошему станку по зубам и алюминий. Главное знать, как правильно с ним работать.
Есть несколько принципиально важных отличий в работе по алюминию от работ по дереву или пластмассам, о которых необходимо помнить. Во-первых, пределы оптимального режима резки у алюминия гораздо у?же. При выходе за пределы оптимального режима фрезы начинают изнашиваться гораздо быстрее, а поверхность оставляет желать лучшего. Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Фрезерование алюминия
1. Не торопиться.
Несмотря на то, что станок с ЧПУ может обрабатывать различные металлы, это не самый подходящий инструмент для производства крупногабаритных изделий, например, больших запчастей для автомобиля. Для качественной резки нужно работать не спеша, просто разрешив машине выполнять своё дело – а в таком случае деталь большого размера будет обрабатываться неоправданно долго. Вообще обработка металла является весьма серьёзной нагрузкой для станка, поэтому необходимо правильно рассчитывать скорость и глубину резания, величину подачи — согласно характеристикам вашего станка.
2. Использовать калькулятор для расчёта скорости подачи шпинделя.
Возьмите на вооружение калькулятор скорости резания и подачи для оптимизации настроек. Не стоит резать «на слух», ни к чему хорошему это не приведёт. Лучше воспользоваться калькуляторами, которые в наше время нетрудно найти на просторах интернета как в виде сайтов с необходимыми полями для заполнения и расчёта в онлайн-режиме, так и отдельных профессионально разработанных программных продуктов. В идеале следует использовать такой калькулятор, который будет выводить следующие показатели:
— Установка нижнего предела минимально возможных оборотов в минуту. Толку от калькулятора, если он продолжает предлагать вам заниженные обороты чем позволяет ваш станок?
— Поддерживать как можно больше типов режущего инструмента: цилиндрические фрезы, торцевые, червячные, концевые, конические, и многие другие;
— Учитывать прочность материала на изгиб;
— Выводить предупреждения о скорости износа. При работе на низких оборотах и повышенной температуре она значительно возрастает.
— Учитывать утончение стружки: когда вы делаете небольшие надрезы, шириной менее половины диаметра вашего инструмента, это также приводит к повышению износа инструмента.
— Возможность по мере необходимости рассчитать сразу несколько режимов работы станка по мощности.
После расчёта режима работы, у вас скорее всего всё же возникнет проблема несоответствия рекомендуемого числа оборотов, так как обычно калькуляторы выдают очень низкие значения. Минимальная скорость большинства станков ограничена, и она зачастую гораздо выше необходимой для резки алюминия, но тем не менее есть способы решить эту проблему иными путями. Следующая пара советов покажет возможные пути решения этой проблемы.
3. Использование фрез с износостойким покрытием.
Хорошим вариантом будет использовать фрезы, которые изначально рассчитаны на работу по металлам на высоких скоростях. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
4. Работайте фрезами меньшего диаметра
Еще один способ увеличить число оборотов в минуту – работать фрезой малого диаметра. Старайтесь работать фрезами диаметром менее 6 мм. Важно помнить, что в этом случае следует выбирать фрезы из наиболее жестких материалов, с высокой прочностью на изгиб. Чем меньше диаметр, тем ближе мы можем подобраться к 20.000 об/мин. Главный принцип – комбинируя различные размеры и режимы работы подобраться как можно ближе к штатным возможностям вашего станка.
5. Уделяйте внимание своевременной очистке рабочей области от стружки
Уделите особенное внимание удалению стружки. Наличие стружки в обрабатываемых отверстиях и пазах – верный путь к поломке инструмента. И здесь не стоит сильно надеяться, что встроенная система удаления стружки достаточно хороша, и повышенное внимание не нужно.
6. Следите за глубиной резания – глубокие отверстия очистить тяжелее
Сложность извлечения стружки увеличивается с глубиной резания, поэтому лучше сделайте больше проходов, освобождая больше пространства и работая не очень глубоко, чем пытаться сэкономить немного времени.
7. Не забывайте о смазке
Хорошей идеей будет использование смазочно-охлаждающей жидкости, подаваемой под давлением через распылитель — это позволит избежать как прилипания стружки к фрезе, так и перегрева режущего инструмента. Крайне полезное и, в целом, недорогое решение позволит сделать работу гораздо более комфортной.
8. Не уменьшайте скорость подачи слишком сильно!
Если вы идете слишком медленно, то вы рискуете перейти в такой режим, где инструмент
будет больше изнашиваться, чем резать. Подача завязана на обороты шпинделя. Мало просто соблюдать оптимальную скорость резания, нужно еще держать в оптимальных пределах подачу на зуб.
Зоны оптимальных режимов у металлов гораздо уже, чем у дерева или пластика
9. Если станок не может перемещать шпиндель по XY c достаточно большой скоростью, используйте фрезы с меньшим числом зубьев.
При недостаточной скорости подачи для работы с алюминием рекомендуется использовать однозубые и двузубые фрезы
с широкими канавками для стружки. А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
10. Не работайте на полной мощности
Теперь, когда усвоено 9 предыдущих советов, можно поговорить о мощности. Машина, работающая на пределе, скорее разрушит режущий инструмент, оставит неудовлетворительное качество поверхности, а точность обработки заготовки будет желать лучшего. Не всегда доступны данные о мощности и жесткости того или иного станка. Жесткость несущей системы оценивается по величине относительных смещений инструмента и заготовки под действием сил резания. Всё это зависят от величины силы резания, собственной жесткости отдельных узлов станка, контактной жесткости между узлами станка и от порядка расположения этих узлов в пространстве. При высокоточных работах необходимо оценивать погрешности под действием упругих деформаций, а также необходимо учитывать деформации инструментальной оснастки, приспособления и заготовки. Элементы технологической системы могут деформироваться по-разному при различном их расположении и разном направлении сил резания, и, если не принимать во внимание этот фактор, могут возникнуть недопустимые погрешности при обработке. Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Вывод
Обработка алюминия на станках с ЧПУ
является абсолютно выполнимой на большинстве станков. Стоит лишь грамотно решить вопрос выбора оптимального режима, учесть все требования подачи и скоростей, а также мудрого выбора инструмента и параметров резки. И, само собой, воспользоваться каким-нибудь калькулятором чтобы это всё рассчитать, не забывая про особенности стружкообразования при обработке алюминия. Успешных проектов!
Назад в раздел
Резка алюминия на фрезерном станке с ЧПУ: 11 простых советов
Может ли фрезерный станок резать алюминий?
Люди часто спрашивают: «Может ли фрезерный станок с ЧПУ резать алюминий?» Они привыкли видеть, что они в основном режут дерево и пластик. Я всегда отвечаю на этот вопрос: «Да, любой фрезерный станок с ЧПУ может резать алюминий, если вы сделаете это правильно». Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов.
Как только вы узнаете секреты, вы обнаружите, что обработка алюминия на фрезерном станке с ЧПУ не только проста, но и очень продуктивна. Использование фрезерного станка с ЧПУ для алюминиевых деталей может быть очень успешным занятием при небольшой осторожности и подготовке. Это не значит, что фрезерный станок с ЧПУ не подойдет для вашей задачи, поэтому обязательно прочитайте нашу статью «Фрезерный станок с ЧПУ и фрезерный станок», чтобы узнать больше.
Резка алюминия с помощью фрезерного станка Основы
Следует помнить несколько моментов о том, чем алюминий (и другие металлы) отличается от дерева или пластика. Во-первых, они имеют гораздо меньшую «золотую середину» для оптимальных подач и скоростей. Если вы выходите из зоны наилучшего качества, фрезы начинают ломаться, они изнашиваются намного быстрее, а чистота поверхности в лучшем случае оставляет желать лучшего. На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь:
У металлов гораздо меньшие «сладкие точки» (более узкий диапазон допустимых подач и скоростей), чем у дерева или пластика…
Во-вторых, для алюминия (и некоторых других металлов) существует фактор «липкости». Алюминий хочет прилипнуть к инструменту. На самом деле, он будет делать это до такой степени, что приварится к инструменту. Как только на режущих кромках появятся клейкие алюминиевые отложения, этот инструмент недолго прослужит, особенно при скорости вращения 20 000 об/мин и выше.
Лучший фрезерный станок с ЧПУ для алюминия
Итак, учитывая, что мы можем резать алюминий практически на любом фрезерном станке с ЧПУ, какой фрезерный станок с ЧПУ лучше всего подходит для алюминия?
Есть два особенно важных качества. Во-первых, это жесткость. Любой изгиб станка приведет к тому, что инструмент будет резаться с отклонением, что радикально увеличит износ инструмента. Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.
11 советов по резке алюминия на фрезерном станке с ЧПУ
Несмотря на эти трудности, вы можете успешно резать алюминий практически на любом фрезерном станке. Вот 11 советов по успешной резке алюминия на фрезерном станке с ЧПУ:
1. Не спешите
Фрезерный станок с ЧПУ может резать алюминий, но он не является идеальным инструментом для вырезания крупных аэрокосмических деталей, таких как лонжероны крыльев. Цена, которую вы заплатите за успех, — замедление процесса. Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.
2. Подачи и скорости фрезерного станка с ЧПУ по алюминию
Послушайте, вы, по всей вероятности, приблизитесь к пределу возможностей вашего станка. Резать алюминий на фрезерном станке с ЧПУ не так уж и легко, поэтому давайте сделаем это правильно. Ни о какой «нарезке на слух», о которой так любят говорить старожилы. Ухо не успевает за вами достаточно быстро, когда ваша машина скользит по углам и сквозь карманы. В одну минуту все в порядке, а в следующую вы уворачиваетесь от кончика резака, который отломился и разлетелся по магазину. Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).
Убедитесь, что тот, который вы получаете, имеет необходимые функции для фрезерных станков с ЧПУ. Очень важные функции для фрезерных станков с ЧПУ, которые мы включаем в калькулятор G-Wizard, включают:
— установка минимальной скорости вращения. Калькулятор не поможет, если он постоянно говорит вам двигаться медленнее, чем вы можете.
— Типы фрезерных станков с ЧПУ: биты V, компрессионные и понижающие биты важны для пользователей фрезерных станков с ЧПУ. Убедитесь, что ваш новый калькулятор обрабатывает их так же, как G-Wizard.
— Отклонение: Отклонение инструмента является фактом жизни и является причиной многих поломок инструментов. Убедитесь, что ваш калькулятор вычисляет отклонение и что у него есть такие возможности, как оптимизатор резки и мастера CADCAM, помогающие найти решения, позволяющие избежать чрезмерного отклонения.
– Предупреждение о трении: Если вы слишком сильно замедлите скорость подачи, фреза перестанет срезать хорошую чистую стружку и начнет пахать по поверхности. Это называется «трением» и действительно сокращает срок службы инструмента из-за выделяемого тепла. Получите калькулятор с предупреждением о натирании.
– Утончение стружки: Когда вы делаете легкие пропилы, ширина которых меньше половины диаметра фрезы, вы получаете утончение стружки. Ваш калькулятор должен компенсировать это, иначе вы преждевременно изнашиваете инструменты.
— Возможность снижать мощность для менее жестких машин: см. № 10 ниже, чтобы узнать больше. Также хорошо, если калькулятор имеет несколько профилей машины, чтобы вы могли легко переключаться между профилями с полной оценкой и профилями со сниженной номинальной стоимостью по мере необходимости.
Как только у вас появится калькулятор, вашей первой проблемой будет слишком низкая рекомендуемая частота вращения. Одна из проблем для большинства фрезерных станков с ЧПУ заключается в том, что шпиндель работает быстрее, чем на многих фрезерных станках с ЧПУ. Ваш средний новый фрезерный станок с ЧПУ максимально достигает при 10 000 об/мин, а многие фрезерные станки с ЧПУ не могут работать с такой скоростью медленный . Жизнь для них начинается примерно при 20 000 об/мин. Следующие несколько советов посвящены решениям этой проблемы.
3. Используйте алюминиевые фрезы для резки алюминия (карбидные концевые фрезы)
В фрезерных станках с ЧПУ используются различные специальные фрезы, которые не следует использовать с алюминием. Спирали с продольной резкой, компрессионные фрезы и тому подобное не подходят для работы с алюминием.
Вам нужны алюминиевые фрезы, специально предназначенные для алюминия. В большинстве станков с ЧПУ для этой цели используются концевые фрезы с 2 или 3 канавками. Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок.
Это помогает увеличить рекомендуемую скорость вращения, чтобы убедиться, что ваши фрезы работают на высоких оборотах, на которых работают шпиндели фрезерного станка с ЧПУ. Измерение, которое определяет это, называется поверхностной скоростью (для получения дополнительной информации об этом и многих других подсказках и советах по каналам и скоростям ознакомьтесь с нашей кулинарной книгой по каналам и скоростям). Твердосплавные фрезы могут работать намного быстрее, чем фрезы из быстрорежущей стали. Забудьте о фрезах из быстрорежущей стали и кобальта для алюминия.
Например, мне нужно вырезать паз с помощью концевой фрезы 1/4″. Если я выберу концевую фрезу из быстрорежущей стали, G-Wizard скажет мне, что она хочет работать со скоростью 5877 об/мин, и мой фрезерный шпиндель со скоростью 20 000 об/мин не будет работать так медленно. Поэтому я перешел на твердосплавную концевую фрезу. Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя.
Алюминиевые фрезы?
Вы начали задаваться вопросом, почему большая часть мира называет «алюминий» «алюминием»? Если вы думаете, что это просто странный маленький британизм в английском языке, то на самом деле это не так. Долгое время все, включая американцев, называли его «алюминий». Затем американская алюминиевая компания ALCOA допустила опечатку во многих своих печатных материалах. Они отказались от «i» и назвали его алюминием. И они были настолько влиятельны, что это закрепилось, по крайней мере, в США.
4. Используйте фрезы меньшего диаметра
Другой способ увеличить число оборотов – использовать фрезы меньшего диаметра. Забудьте о концевых фрезах 1/2″. Опустите до 1/4″ максимум и, как правило, меньше. Поскольку вы собираетесь использовать меньшие диаметры, вам нужны более жесткие фрезы, чтобы отклонение инструмента не стало проблемой — помните, вам нужен калькулятор подачи и скорости, который учитывает отклонение инструмента. Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду.
Глядя на наш пример №3 с твердосплавными фрезами, предположим, что вместо концевой фрезы 1/4″ мы используем фрезу 3/16″. Это, казалось бы, небольшое изменение теперь увеличило рекомендуемую скорость вращения до 23226 об/мин — основная территория шпинделя фрезерного станка. Нам легко снизить скорость до 20 000 об/мин и немного увеличить срок службы инструмента.
Мораль этой истории заключается в том, чтобы тщательно подбирать инструменты к возможностям вашей машины.
5. Будьте параноиком в отношении очистки стружки
Я не могу не подчеркнуть этого, особенно когда материал имеет свойство связываться с резаком.
Повторная нарезка стружки ломает больше фрез, чем любая другая вещь, которую я вижу. Будьте параноиком по поводу очистки фишек. Не рассчитывайте на близлежащую вакуумную систему сбора пыли, если вы лично не убедились, что она высасывает стружку даже из самых глубоких порезов. Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.
6. Следите за глубиной резания и прорезями — они затрудняют удаление стружки =”text-align:>
Чем глубже вы режете и чем ближе к прорези проходит фреза, тем труднее удалить стружку дна отверстия. Сделайте больше проходов, чтобы вырезать до необходимой глубины и открыть меньшие глубины для лучшего доступа.
Вот совет. При работе с материалом, к которому приклеен тонкий лист алюминия, устанавливайте лист алюминиевой стороной вверх. Это позволяет как можно быстрее убрать алюминий с резака.
7. Смазать туманом
Предполагая, что вы достаточно параноидально относитесь к этой стружке, следующая проблема заключается в том, чтобы обеспечить смазку, чтобы уменьшить склонность стружки прилипать к режущим кромкам.
Многие пользователи фрезерных станков с ЧПУ ненавидят возиться с охлаждающей жидкостью любого типа, но для надежной резки чего-либо, кроме самого тонкого алюминия, вам в значительной степени необходимо использовать какую-либо смазку. Поскольку вы, по-видимому, уже соорудили подачу сжатого воздуха, вы можете также запустить туман охлаждающей жидкости через тот же механизм. На самом деле, купите господина, чтобы обеспечить воздушный поток и туман охлаждающей жидкости. Это просто и недорого.
Можно настроить распыление так, чтобы оседало очень мало жидкости, чтобы уменьшить беспорядок, и это нормально, пока то, что распыляется, попадает на резак.
Иногда просто невозможно использовать туман, но вам все равно нужно вырезать алюминий. Если вы режете очень тонкий алюминий или делаете очень мелкие проходы, вы можете обойтись без смазки. Сделайте несколько тестов и посмотрите.
8. Не замедляйте скорость подачи слишком сильно!
Если вы уменьшите скорость подачи, вы рискуете заставить инструмент тереться, а не резать. Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.
Наша фреза 3/16″ со скоростью 21 тыс. об/мин, например, хочет подавать со скоростью 91 дюйм/мин. Если вы слишком сильно замедлитесь, скажем, на 1/4 от этого, многие подумают, что они нянчатся с машиной и инструментом. Нет ничего более далекого от правды. Если вы начнете работать настолько медленно, что фреза начнет тереться при 20 000 об/мин, вы нагреете все детали и резко сократите срок службы инструмента. Подробнее об этом явлении трения см. в нашей статье о нагрузке на стружку и скорости резания.
Быть в курсе проблем с трением легко, если вы используете калькулятор подачи и скорости, такой как G-Wizard, который предупреждает вас о трении.
9. Если ваша машина не может подавать достаточно быстро, используйте меньше зубьев и увеличьте ширину резания
Концевая фреза с одним зубом…
Обычно мы все равно используем 3 или меньше зубьев с алюминием – просто не пытайтесь использовать четыре или более фреза из алюминия!
Причина в том, что алюминий дает особенно крупную стружку. Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза.
Предположим, вы используете калькулятор подачи и скорости и столкнулись с ситуацией, когда ваш станок просто не может перемещать фрезу достаточно быстро. Например, возьмем наш пример 3/16″ при 21 тыс. об/мин, предположим, что мы вырезаем пропил шириной 0,040″. G-Wizard предлагает подавать на концевую фрезу с 3 зубьями со скоростью 166 дюймов в минуту, но ваш фрезерный станок с ЧПУ может выполнять точную и надежную резку только со скоростью 100 дюймов в минуту. Что делать?
Ответ: попробуйте меньше флейт. Фрезу с 2 зубьями требуется только скорость подачи 110 дюймов в минуту. Замедление до 100 IPM не приведет к риску трения — это всего на 10% медленнее.
Кстати, мы говорили о резке алюминия, но с древесиной эта проблема усугубляется, потому что более мягкий материал можно резать гораздо быстрее. Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!
Вот подсказка: именно по этой причине делают фрезы с 1 канавкой. Datron — одна из компаний, которая продает концевые фрезы с одной канавкой.
Если мы рассмотрим сценарий с одной канавкой при 20000 об/мин, GW теперь рекомендует 294 дюйма в минуту. Если вы сжигаете дрова, это, вероятно, потому, что вы подаете слишком медленно, и фреза трется. Кстати, я люблю смотреть, как быстро движущийся промышленный фрезерный станок с ЧПУ пробивает дерево и поднимает метель из стружки и пыли. Холодные бобы!
Еще одна вещь, о которой следует знать, это то, что называется «Радиальное утончение стружки». Если ширина резания меньше 1/2 диаметра фрезы, вам необходимо увеличить скорость подачи, поскольку ваш станок производит неестественно тонкую стружку из-за радиального утончения стружки. И здесь вы снова думаете об этом, делая сверхтонкие резы и резко снижая скорость подачи. Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.
10. Используйте предел мощности для уменьшения жесткости
Хорошо, вы освоили остальные 9 советов, и все идет хорошо, но теперь вы столкнулись с ограничениями жесткости вашей машины. Если пахать на полную мощность, случаются плохие вещи. Станок вибрирует и разрушает фрезу, чистота поверхности оставляет желать лучшего, или станок отклоняется и режет очень неточно.
Силы резания для металла, вероятно, будут намного выше, чем для дерева, а фрезерные станки с ЧПУ (иногда называемые портальными фрезерными станками) значительно менее жесткие, чем аналогичные фрезерные станки с ЧПУ. Это просто факт жизни. По крайней мере, сравните рабочую зону фрезерного станка (намного меньше, чем у фрезера) и его вес (намного выше, чем у фрезера) с фрезерным станком с ЧПУ. За исключением самых больших промышленных портальных мельниц, нет никакого сравнения. И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать.
Мы не знаем точную жесткость данной машины. Нет опубликованной спецификации, которую мы могли бы использовать для сравнения или расчета. Но мы можем использовать мощность шпинделя в качестве прокси. Именно с этой силой, «давящей» на заготовку при резке, должна бороться жесткость. G-Wizard имеет возможность рассчитать мощность шпинделя со сниженной номинальной мощностью, которая соответствует рабочему диапазону и весу вашего станка до мощности шпинделя, подходящей для этого уровня жесткости. Результаты могут вас удивить, но они основаны на реальных эмпирических измерениях.
Например, предположим, что у вас есть фрезерный станок размером 4 х 8 футов с ходом по оси Z 20 дюймов, который весит 1000 фунтов. Обратите внимание, что даже довольно легкий коммерческий фрезерный станок с ЧПУ, такой как Haas TM-1, будет иметь ход 30 ″ x 12 ″ x 16 ″ и общий вес 3240 фунтов — гораздо меньший корпус и намного больший вес. Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
Снижение номинальных характеристик значительно снизит наши цифры — 22 тыс. об/мин и 79IPM для полного паза с 3/16″ дюйма и 2 канавками. Но мы выполним работу с лучшим качеством поверхности, точностью и меньшей склонностью к отклонению рамы машины или вибрации.
Не запускайте все время с пониженными характеристиками, сохраняйте профиль машины со сниженными характеристиками, а другой — без. Используйте заниженный для более тонкой обработки поверхности или в случаях, когда фреза продолжает ломаться.
11. Фрезерный станок с ЧПУ обрабатывает алюминиевый лист иначе, чем фрезерный станок с ЧПУ, разрезающий алюминиевый лист
Существует огромная разница между фрезерным станком с ЧПУ, который режет тонкий алюминиевый лист, и фрезерным станком с ЧПУ, который режет более толстый алюминиевый лист. Чем толще материал и чем больше глубина реза, тем важнее следовать этим советам.
Заключение
Обработка алюминия на фрезерном станке с ЧПУ абсолютно выполнима практически на любом фрезерном станке. Это всего лишь вопрос согласования возможностей вашего станка с требованиями к подаче и скорости материала «наилучшего результата» за счет разумного выбора инструментов и параметров резки. Хороший калькулятор подачи и скорости, такой как наш G-Wizard, может помочь вам в этом. Добавьте к этому потребность в смазке и паранойю по поводу скопления стружки, и вы готовы заняться алюминиевым проектом.
Часто задаваемые вопросы по резке алюминия на фрезерном станке с ЧПУ
Может ли фрезерный станок с ЧПУ резать алюминий?
Абсолютно! Это вопрос использования правильной фрезы или долота, правильной подачи и скорости, а также избегания различных других ошибок, описанных в этой статье.
По какой причине фрезерные станки с ЧПУ не режут алюминий?
Отсутствие смазки – причина №1, по которой фрезерные станки с ЧПУ не могут резать алюминий. Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.
Как получить хорошую скорость и подачу фрезерного станка с ЧПУ для алюминия?
Используйте высококачественный калькулятор подачи и скорости, созданный для фрезерных станков с ЧПУ. Есть много проблем, характерных для фрезерных станков с ЧПУ, которые необходимо учитывать для правильной подачи и скорости.
Какие фрезы с ЧПУ лучше всего подходят для алюминия?
Используйте качественные твердосплавные концевые фрезы с числом канавок не более 3.
Резка алюминия на фрезерном станке с ЧПУ: Руководство для экспертов
Можно ли эффективно резать алюминий на фрезерном станке с ЧПУ?
Хотя фрезерные станки с ЧПУ чаще всего используются для резки неметаллов, фрезерование алюминия стало довольно популярным из-за повышенной жесткости, обеспечиваемой бюджетными фрезерными станками с ЧПУ.
Хотя резка алюминия на фрезерном станке с ЧПУ может оказаться сложной задачей, существует несколько стратегий, позволяющих получить хорошие результаты даже на небольших станках с ЧПУ.
В этой статье обсуждаются все проблемы, которые могут возникнуть при резке алюминия на фрезерном станке с ЧПУ. Несколько важных советов и стратегий обсуждаются в следующих разделах.
Что в этом обзоре ?
Как обрабатывать алюминий с ЧПУ?
Алюминий и его сплавы
Заключительные мысли
Часто задаваемые вопросы (FAQ)
Как резать алюминий на фрезерном станке с ЧПУ
Фрезерование алюминия на станке с ЧПУ
температура, которая может вызвать некоторые проблемы при обработке на фрезерном станке с ЧПУ. Как правило, для преодоления трудностей и получения резания с хорошим качеством поверхности рекомендуется использовать концевую фрезу с 3 зубьями, большим углом подъема винтовой линии (35°–40°) и адаптивной траекторией движения инструмента.
Будучи мягким металлом, он требует сравнительно меньшего усилия резания, чем другие твердые металлы, такие как сталь, титан и т. д. алюминий.
Оптимальные скорости и подачи для фрезерования алюминия
Инструментальный материал
Тип резания
Скорость (об/мин)
Скорость подачи (дюйм/мин) глубина резания
чес)
HSS
Черновая обработка
2500
30
0,06
8
HSS 247
3500
10
0,015
Твердый сплав
Черновая обработка
12000
50
0,06
Карбид
Финишная обработка
20000
35
0,015
Параметры s для обработки алюминия концевыми фрезами 1/4″ с 3 зубьями
Хорошее соотношение между скоростью режущего инструмента и скоростью подачи известно как «зона наилучшего восприятия».
Металлы имеют меньшие точки наилучшего восприятия, чем дерево и пластмассы, что означает меньше возможностей для ошибки при настройке параметров для обработки металлов с ЧПУ.
Обработка алюминия с подачей ниже оптимальной может привести к повышению температуры поверхности, что приведет к расплавлению алюминия и повреждению инструмента.
Установка скорости подачи выше оптимальной приведет к сильным вибрациям и плохому качеству поверхности.
Кроме того, оптимальные параметры обработки материала варьируются от одного ЧПУ к другому.
Крупногабаритный промышленный ЧПУ создает более высокий крутящий момент и обеспечивает большую жесткость по сравнению с настольным ЧПУ небольшого размера.
Это позволяет промышленному ЧПУ работать с более высокими скоростями и подачами и удалять больший объем материала, чем настольное ЧПУ.
Таким образом, в зависимости от типа используемого ЧПУ идеальный баланс скорости и скорости подачи режущего инструмента чрезвычайно необходим для поддержания хорошего управления процессом.
Скорость фрезерования алюминия
Скорость режущего инструмента зависит от различных факторов, таких как тип материала, режущий инструмент, станок с ЧПУ и т. д.
Концевые фрезы со специальным покрытием необходимо вращать в определенном диапазоне оборотов для активации покрытие.
Различные концевые фрезы могут выполнять определенный процесс обработки на разных скоростях.
Например, оптимальная скорость для сверления алюминия 1/4-дюймовой концевой фрезой из быстрорежущей стали с 3 зубьями составляет 2139–4584 об/мин.
Расчет подачи и скорости концевой фрезы из быстрорежущей стали с использованием онлайн-калькулятора
С другой стороны, концевые фрезы из твердого сплава более жесткие, чем концевые фрезы из быстрорежущей стали, и способны выдерживать большее усилие резания без защелкивания.
Таким образом, рекомендуемая скорость возрастает примерно до 9 000–19 000 об/мин при использовании твердосплавной концевой фрезы с такими же характеристиками.
Эта высокая скорость позволяет концевым фрезам из твердого сплава быстрее резать алюминий и обеспечивает более высокую скорость подачи, чем концевые фрезы из быстрорежущей стали.
Расчет подачи и скорости для концевой фрезы из твердого сплава с помощью онлайн-калькулятора
Кроме того, жесткость твердого сплава позволяет использовать концевые фрезы малого диаметра для выполнения сложных резов.
По мере уменьшения диаметра концевой фрезы рекомендуемое число оборотов увеличивается.
Одним из больших преимуществ выбора твердосплавных концевых фрез является их жесткость. Следовательно, вы можете выбрать концевые фрезы малого диаметра.
Например, вместо 1/4 дюйма, если вы выберете твердосплавную концевую фрезу 3/16 дюйма, рекомендуемое число оборотов подскочит с 17 420 до 23 230. Вы можете оставить его на уровне около 20 000 оборотов в минуту, чтобы оно работало хорошо и сохраняло длительный срок службы инструмента.
Подача для фрезерования алюминия
Скорость, с которой режущий инструмент входит в материал
Скорость подачи зависит от скорости шпинделя, количества канавок, количества стружки и типа обрабатываемого материала.
Например, 0,5-дюймовая концевая фреза из быстрорежущей стали с 2 зубьями и средней толщиной стружки 0,004 дюйма может иметь оптимальную скорость подачи около 47 дюймов в минуту при скорости вращения шпинделя 6000 об/мин.
Слишком низкая скорость подачи может привести к трение, явление, при котором инструмент начинает врезаться в поверхность материала, выделяя избыточное тепло и сокращая срок службы инструмента. 10 000 об/мин и скорость подачи около 40 дюймов в минуту при сохранении малой глубины резания.
Алюминий — пластичный металл с низкой температурой плавления, который иногда может образовывать клейкую массу при резке на станке с ЧПУ.
Пластичная природа приводит к образованию наростов на кромках, которые подвергаются наклепу и сокращают срок службы инструмента.
Кроме того, сильное тепло, выделяющееся при резке алюминия, может привести к привариванию стружки к инструменту, что приведет к ухудшению чистоты поверхности заготовки и даже к поломке инструмента.
Поэтому необходимо задать оптимальные параметры и поддерживать хороший контроль процесса при обработке алюминия на ЧПУ.
Стружкообразование
Прерывистое стружкообразование наиболее желательно при обработке металлов на ЧПУ.
Эта прерывистая стружка отрывается от основного металла, забирая часть тепла, образующегося в процессе.
Защищает инструмент от перегрева и исключает возможность приваривания стружки к инструменту.
Однако чрезвычайно прерывистое образование стружки может испортить чистоту поверхности, вызывая следы вибрации на обработанной поверхности.
При обработке алюминия образование стружки зависит от скорости и подачи процесса.
Установлено, что наилучшее стружкообразование для алюминия с хорошим качеством поверхности достигается при обработке на высокой скорости и низкой подаче.
Обработка поверхности
Обработка поверхности алюминия, обработанного на станках с ЧПУ (Источник: E3journals)
Резка алюминия на станках с ЧПУ с высокой скоростью и низкой скоростью подачи обеспечивает гладкий рез с хорошим качеством поверхности.
Для улучшения чистоты поверхности алюминия рекомендуется использовать многопроходную технику с малой глубиной резания.
Кроме того, использование подъемного пропила вместо обычного пропила также улучшает чистоту поверхности пропила, выполняемого на алюминии.
Однако, если требуется хорошо отполированная поверхность, могут потребоваться дополнительные процессы механической обработки, такие как пескоструйная обработка, шлифовка и т. д.
Выбор инструмента
Когда дело доходит до выбора правильной концевой фрезы для процесса, фрезерные станки с ЧПУ предлагают различные варианты.
Правильный выбор инструмента для обработки улучшает качество поверхности и сокращает время цикла процесса.
Выбор подходящей концевой фрезы для резки алюминия на станке с ЧПУ зависит от различных факторов.
В зависимости от материала инструмента
Материал, используемый для изготовления инструмента, определяет его способность выдерживать экстремальные условия обработки без потери остроты.
Концевые фрезы с порошковым покрытием и твердосплавные концевые фрезы являются двумя наиболее популярными типами концевых фрез, используемых для обработки алюминия.
Мягкость алюминия приводит к забиванию стружкой канавок концевой фрезы. 9№ 0005
Порошковое покрытие концевой фрезы помогает уменьшить количество липкой стружки, образующейся при резке алюминия.
Концевые фрезы с покрытием из нитрида титана-алюминия (TiAlN) или карбонитрида титана (TiCN) используются для фрезерования алюминия, так как это делает канавки скользкими, что препятствует перемещению стружки.
2-зубая концевая фреза с покрытием TiAiN
Фрезы с твердосплавным покрытием могут работать на высоких оборотах и поэтому рекомендуются для обработки алюминия.
Эти концевые фрезы, как правило, дороже, чем концевые фрезы из быстрорежущей стали, но они обеспечивают большую жесткость при длительном сроке службы и могут резать алюминий, как масло.
Концевые фрезы с твердосплавным покрытием рекомендуются для малых предприятий, поскольку они обеспечивают высокую прочность твердого сплава по разумной цене.
Для крупных производств рекомендуется использовать цельные твердосплавные концевые фрезы, поскольку они сравнительно более жесткие, способны обеспечивать более высокое усилие резания и обеспечивают длительный срок службы инструмента при минимальном техническом обслуживании.
Твердосплавная концевая фреза с тремя зубьями
Тем не менее, концевая фреза из быстрорежущей стали иногда также может использоваться для резки алюминия, и поэтому она рекомендуется для любителей и мастеров-любителей.
В зависимости от количества канавок
Режущая кромка концевой фрезы известна как канавка, и чем больше число канавок, тем больше материала удаляется за один оборот.
Однако по мере увеличения количества канавок способность стружки соскальзывать с инструмента снижается.
Это приводит к накоплению стружки в концевой фрезе, что приводит к износу инструмента и даже к его поломке.
С другой стороны, меньшее количество канавок обеспечивает хороший отвод стружки и позволяет ей легко соскальзывать с зоны резания.
Поэтому при обработке пластичных материалов с низкой температурой плавления, таких как алюминий, рекомендуется использовать концевые фрезы с 2 или 3 зубьями, которые облегчают удаление стружки.
На основе угла подъема
Угол подъема — это угол между центральной осью и касательной к режущей кромке инструмента.
Для облегчения удаления стружки рекомендуется использовать больший угол наклона спирали, поскольку он позволяет струже скользить по ней и удаляться из зоны резания.
Однако большой угол наклона спирали увеличивает трение стружки, скользящей по инструменту, что приводит к повышению температуры и может привести к привариванию стружки к поверхности инструмента.
Поэтому рекомендуется использовать концевую фрезу с углом наклона спирали от 35° до 40° для черновой обработки и концевую фрезу с углом наклона спирали 45° для чистовой обработки.
Управление сроком службы инструмента
При резке алюминия необходимо обеспечить остроту инструмента для достижения наилучших результатов.
Хотя алюминий является пластичным металлом, он существенно влияет на срок службы инструмента и затупляет режущую кромку концевой фрезы.
Это можно минимизировать, следуя оптимизированной траектории движения инструмента.
Вращающий момент обычно рекомендуется для обработки внутренних контуров, таких как отверстия и пазы.
Линейное движение режущего инструмента
В этой технике вместо погружения в заготовку инструмент движется по траектории с постепенно увеличивающейся глубиной.
Это снижает усилие, действующее на режущую кромку, и увеличивает срок службы инструмента.
Кроме того, при выполнении резов по внешним контурам рекомендуется использовать метод адаптивной траектории инструмента.
Адаптивная траектория инструмента использует дуговое движение (криволинейная траектория инструмента) на входе и выходе инструмента из заготовки.
Адаптивная траектория движения инструмента (Источник: Sapience-group)
Это увеличивает срок службы инструмента, поддерживая постоянную нагрузку на концевую фрезу на протяжении всего резания.
Смазка
Тепло, выделяемое в процессе резки, также может повредить режущий инструмент.
Таким образом, хорошая система смазки необходима для сохранения остроты инструмента при длительной обработке алюминия без перегрева.
Периодические мелкие резы и другие кратковременные процессы механической обработки могут выполняться без смазки за счет качества поверхности и срока службы инструмента.
Однако при выполнении операций с высокой производительностью съема материала рекомендуется использовать систему смазки распылением или смазку потоком.
Система смазки струей сравнительно дешевле, чем смазка туманом, но создает больше беспорядка.
Дешевая и эффективная альтернатива дорогостоящей смазке распылением и грязной смазке струей — аэрозольный баллончик WD-40.
Удаление стружки
Фрезерование металла с ЧПУ с подачей воздуха для удаления стружки
Высокая температура, выделяемая при обработке алюминия, может привести к прилипанию стружки к инструменту.
Это влияет на чистоту поверхности выреза в заготовке и резко снижает срок службы инструмента.
Чтобы избежать этих уничижительных условий, необходимо удалять стружку с инструмента и заготовки.
Для этой цели можно использовать магазинный пылесос или воздушный бластер.
Однако при использовании строительного пылесоса стружка, как правило, застревает в пылеулавливающем башмаке и царапает заготовку, когда пылезащитный башмак скользит по поверхности.
С другой стороны, сопло струи воздуха, направленное на головку режущего инструмента, более надежно, поскольку струя сжатого воздуха выталкивает стружку из зоны резания.
Улучшает чистоту поверхности реза и помогает регулировать температуру режущего инструмента.
Жесткость фрезерного станка с ЧПУ
Шарико-винтовой привод в фрезерном станке с ЧПУ Shapeoko HDM
Обработка алюминия требует гораздо большей жесткости, чем резка дерева или пластика.
Хороший фрезерный станок с ЧПУ для фрезерования алюминия должен быть достаточно жестким, чтобы обеспечивать высокое усилие резания без ущерба для качества реза.
Фрезерный станок с ЧПУ с шарико-винтовой передачей или реечной передачей обычно рекомендуется для обработки алюминия.
Это связано с тем, что они обеспечивают лучшую жесткость, чем ходовые винты и ременный привод, и, следовательно, сводят к минимуму проблемы изгиба и вибрации.
При обработке алюминия на малогабаритном настольном ЧПУ с меньшей жесткостью рекомендуется выполнять неглубокие резы и использовать концевые фрезы с укороченной длиной для гашения вибраций.
Зажим
Так как это мягкий металл, зажим алюминия иногда может быть сложным, особенно при работе с тонкостенными алюминиевыми деталями.
Вакуумная присоска обеспечивает равномерное удерживающее усилие по всей поверхности и рекомендуется для удерживания тонких пластин из алюминия.
Вакуумные присоски для удержания работы (Источник: Amastone)
Кроме того, перед зажимом рекомендуется заполнить полости тонкостенной алюминиевой заготовки, так как это обеспечивает дополнительную жесткость.
Лучшие алюминиевые сплавы для механической обработки
Алюминий — пластичный металл с хорошей электро- и теплопроводностью и низкой температурой плавления.
Чистый алюминий пластичен по своей природе и редко используется в производстве с ЧПУ.
Добавление некоторых легирующих элементов к алюминию приводит к получению различных марок алюминия, которые обладают большей прочностью, сохраняя при этом свойства чистого алюминия.
В зависимости от легирующих элементов, добавляемых в алюминий, существуют различные алюминиевые сплавы, которые используются в различных отраслях промышленности, таких как аэрокосмическая промышленность, транспорт и электроника.
Эти алюминиевые сплавы можно разделить на категории в зависимости от их состава и термической обработки.
Термообрабатываемые алюминиевые сплавы
Эти сплавы производятся путем смешивания материала сплава с чистым алюминием при высоких температурах (900–1050 ℉) для повышения растворимости в твердом состоянии.
Эта высокотемпературная обработка повышает прочность алюминиевого сплава.
Алюминий 6061
Алюминий 6061 обрабатываемая деталь
Это самый популярный алюминиевый сплав для станков с ЧПУ, который обеспечивает превосходное соотношение прочности к весу и естественную коррозионную стойкость.
Это делает алюминий 6061 предпочтительным выбором для аэрокосмической промышленности, товаров народного потребления и общего производства.
Хотя он обладает хорошей устойчивостью к растрескиванию под нагрузкой, он не рекомендуется для применения в условиях высоких нагрузок.
Обладает отличной обрабатываемостью и обрабатываемостью, что делает его идеальным для обработки на станках с ЧПУ.
Алюминий MIC-6
Алюминий MIC-6
MIC-6 является вторым наиболее широко используемым алюминиевым сплавом в проектах обработки с ЧПУ.
Это алюминиевый сплав серии 7000, содержащий цинк в качестве основного легирующего элемента.
MIC-6 выпускается в виде литых пластин, невосприимчивых к изменению температуры и устойчивых к деформации при обработке на станках с ЧПУ.
Если ваш проект требует точного контроля размеров и допусков, например, при изготовлении инструментов, измерительного оборудования и медицинских инструментов, вам следует рассмотреть алюминий MIC-6.
Однако его свариваемость ограничена по сравнению с 6061, поскольку сварные соединения могут растрескиваться из-за коррозии.
Алюминий 6082
Уголки и швеллеры из алюминия 6082
Алюминий 6082 обладает более высокой прочностью на растяжение, чем 6061, при меньшей стоимости, чем серия 7000.
Обладает свойствами, подобными алюминию 6061, и обеспечивает самую высокую прочность на растяжение среди сплавов серии 6000 с исключительной стойкостью к коррозии.
Благодаря своей высокой прочности на растяжение этот сплав обычно используется для изготовления несущих конструкций, таких как опоры, рамы и т. д.
Алюминий 7075
Шасси самолета из алюминия 7075
Этот сплав также известен как алюминий аэрокосмического качества из-за его превосходного отношения прочности к весу.
Это легкий металл, обеспечивающий прочность и твердость, сравнимые со сталью.
Это делает его пригодным для применения в условиях высоких нагрузок в аэрокосмической, военной и транспортной отраслях для изготовления крупных компонентов с минимальным увеличением веса продукта.
Алюминий 7075 хорошо выдерживает усталость и является хорошим выбором для изготовления деталей, подвергающихся повторяющимся циклам нагрузки и разгрузки.
Однако он имеет меньшую обрабатываемость и свариваемость по сравнению с другими сплавами и имеет наименьшую коррозионную стойкость среди алюминиевых сплавов из-за присутствия меди.
Алюминий 2024
Фюзеляж самолета из алюминия 2024
Алюминий 2024 представляет собой алюминий средней и высокой прочности, основным легирующим элементом которого является медь.
Обладает отличным соотношением прочности и веса с хорошей усталостной прочностью, но не такой прочный, как алюминий 7075.
В аэрокосмической отрасли алюминий 2024 используется для изготовления фюзеляжа самолета и натяжных элементов крыла.
Однако он подвержен термическому удару и имеет низкую коррозионную стойкость.
Нетермообрабатываемые алюминиевые сплавы
Эти сплавы производятся путем смешивания чистого алюминия с легирующим материалом посредством холодной обработки, такой как прокатка или растяжение, при которых происходит уменьшение площади.
Это уменьшение стабилизирует свойства алюминиевого сплава и контролирует его прочность.
Алюминий 3003
Алюминий 3003 CNC-обработка
Алюминий 3003 производится путем добавления марганца в качестве основного легирующего элемента.
Это сплав общего назначения с умеренной прочностью и хорошей коррозионной стойкостью.
Кроме того, он обладает хорошей свариваемостью и формуемостью, что делает его подходящим для деталей, требующих изменения формы после механической обработки.
Этот сплав обычно используется в производстве товаров для дома и изделий из листового металла, таких как кухонное оборудование, кровля, водосточные желоба, сайдинг и отделка.
Алюминий 5052
Лодка из алюминия 5052
Алюминий 5052 – это самый прочный нетермообрабатываемый сплав, основными легирующими компонентами которого являются магний и хром.
Исключительно устойчив к коррозии даже под действием морской воды и солевых брызг.
Это делает его пригодным для использования на судах и в кухонном оборудовании, которое регулярно подвергается воздействию соленой воды.
Алюминий 5083
Деталь кузова из алюминия 5083
Алюминий 5083 имеет хорошее соотношение веса и прочности и обладает устойчивостью к коррозии.
Кроме того, сварные соединения алюминия 5083 демонстрируют замечательную прочность, что делает его идеальным для изготовления компонентов тяжелых транспортных средств, таких как грузовики, корабли, железнодорожные вагоны и т. д.
Заключительные мысли
Обработка алюминия на ЧПУ может привести некоторые проблемы, которые можно решить, поддерживая хороший контроль процесса и устанавливая оптимальные параметры.
Хотя резка алюминия на небольшом настольном станке с ЧПУ (например, Shapeoko) может быть немного сложной задачей, это, безусловно, достижимо.
При обработке алюминия на малогабаритных фрезерных станках с ЧПУ всегда рекомендуется начинать с наименьшей рекомендуемой настройки и постепенно увеличивать параметры, чтобы найти оптимальную настройку.
Наконец, оптимальные параметры для резки алюминия варьируются от одной установки к другой, поэтому перед обработкой фактической заготовки рекомендуется выполнить пробные прогоны на обрезках материала.
Часто задаваемые вопросы (FAQ)
Могу ли я использовать цеховой пылесос для удаления стружки при обработке алюминия?
Да, вы можете использовать цеховой пылесос для удаления стружки при обработке алюминия.
Объемная уф печать – Уф печать на цилиндрах и других вещах
Нашу объёмную печать лучше один раз ощутить, чем много раз увидеть
Благодаря нашей технологии мы делаем объемное изображение с высокой детализацией и точной цветопередачей на любых носителях — чехлах для телефона, современных гаджетах, блокнотах и многом другом.
Запросить образец
Оставить контакты
Объемная уф печать — специальный инновационный режим печати оборудования, который позволяет нанести на изделие рельефную картинку с разной высотой подъема от 0,2 до 1 мм. за один проход. Уф печать тактильно ощутима и очень приятна на ощупь.
Объемная уф печать,
как произведение искусства
Благодаря нашей объёмной уф печати, мы превращаем обычные предметы и аксессуары в произведения искусства.
Наша уф печать позволяет в буквальном смысле зацепиться за картинку не только взглядом, но и прикосновением. Печать заставляет обратить на себя внимание, и её уже невозможно будет забыть.
Параметры изделия,
доступные для объемной уф печати
Максимальное поле запечатки 600х1100 мм
Перепад высоты поверхности до 1 мм
Высота изделия 300 мм
Твердые материалы, а также бумага и картон
А какую кнопку выберете Вы?
Запросить образец
Оставить контакты
Свежий взгляд
на нанесение логотипов
Мы брэндируем любые сувениры в разном ценовом диапазоне — от бюджетных аксессуаров до дорогих и качественных изделий из кожи, дерева, металла и др. Мы профессионалы своего дела, умеем решать нестандартные задачи и всегда готовы помочь с решением любого вопроса.
Мы та компания, о которой говорят: «У этих ребят точно все получится»; «Гуру печати»; «Ну вы-то как обычно впереди планеты всей со своей печатью».
Каталог изделий
для нанесения объемной уф печати
Чехлы для телефонов и планшетов
Для всех моделей iPhone, а также от Samsung s6 до Samsung s8 plus
Чехлы для телефонов по-прежнему очень модный и востребованный аксессуар среди компаний. Мы осуществляем нанесение логотипов на чехлы методом объемной УФ-печати. В наличии чехлы разных ценовых категорий.
Ежедневники и блокноты
Доступны различные форматы от А6 до А4 с мягкой или твердой обложкой
Материал: кожа, эко-кожа, пластик
Это — традиционный материал для брендирования. Мы работаем с крупными поставщиками всех видов и типов блокнотов и ежедневников. Объемная печать отлично смотрится на любой обложке.
Гаджеты
Доп. аккумуляторы разной мощности и формы, портативные колонки, флешки
Материал: софт-тач, пластик, металл
Гаджеты все более популярны как маркетинговый инструмент. Доп. аккумулятор с нанесением логотипа — незаменимый аксессуар в современном мире. А эксклюзивное нанесение только подчеркивает новые модные гаджеты.
Материал: дизайнерская бумага, офсетная бумага от 150 г/м
Благодаря объемной печати возможно изготовление эксклюзивных визиток, запоминающихся флаеров и пригласительных, которые привлекут к себе внимание. А выпуклый шпигель календаря будет на виду весь год.
Упаковка
Готовые коробки различных размеров — от ювелирных до больших и шуберы
Материал: дизайнерская бумага, эфалин
Наносим логотипы и брендинг на любую упаковку, как уже собранную, так и в разборе. Кроме того, возможно сделать нанесение на различную упаковку из бумаги, такую как шуберы и конверты из различной дизайнерской бумаги.
Наградная продукция
Награды разного вида — от дипломов и деревянных плакеток до акриловых наград и металлических медалей и кубков
Материал: акрил, стекло, металл
Печатаем качественные наградные дипломы, плакетки любой сложности, нанося на них объемную печать. Также уф-печатью мы делаем медали с дополнительной лакировкой для защиты поверхности.
Керамическая плитка
Уф-печать на плитке и керамограните
Материал: керамика
Делаем долговечное нанесение на керамическую плитку любых размеров, и керамогранит. Наше нанесение устойчиво к любым погодным условиям, а также доступно для использования в отделке ванных комнат и прихожих.
Изделия для слабовидящих
Производство тактильных табличек и мнемосхем, нанесение шрифта Брайля на любую поверхность, в т. ч. наклейки
Материал: пластик, винил, металл
Печать объемных пиктограмм и шрифта Брайля по специальной запатентованной технологии позволяет добиться максимально качественного изготовления продукции для слабовидящих и слепых. Уровень подъема от 0,7 мм до 1,5 мм.
Другие изделия
Нанесение плоской и объемной УФ-печати на любые изделия
Материал: дерево, металл, пластик, керамика
Нанесение объемной УФ-печати возможно на широкий спектр изделий и сувениров. Мы работаем как со своими изделиями, указанными выше, так и можем печатать на изделиях заказчика.
3D печать из бумаги – Создание изделий методом ламинирования
LOM – 3D печать из бумаги
3D печать из бумаги – не самое точное название методики LOM, которая расшифровывается как Laminated Object Manufacturing. На самом деле в качестве расходных материалов для этой методики доступны также пластик, металлическая фольга и некоторые другие виды сырья. Однако наиболее распространенными являются именно листы или рулоны бумаги, причем в некоторых приборах используется даже обыкновенная бумага A4.
Даже для тех, кто уже немного знаком с методиками аддитивного производства, сама идея использования бумаги в качестве расходного материала для 3D принтеров может показаться странной и нелепой. Однако зачастую на первый взгляд необычные идеи могут вылиться в нечто весьма перспективное. Именно таковой является 3D печать из бумаги, и в этой статье мы расскажем все о необычной методике и ее особенностях.
Как происходит 3D печать из бумаги?
Суть технологии заключается в последовательном склеивании листов расходного материала (бумаги, фольги и т.д.) между собой. Для того чтобы каждый слой материала соответствовал слою заданной 3D модели он обрезается по необходимому контуру лазером или ножом. Ниже мы приведем изображение и пошагово распишем все этапы 3D печати. Но для начала следует сказать несколько слов о 3D моделях для 3D печати. Они создаются по определенным правилам, прочитать о которых можно здесь. Готовая модель загружается в программу-слайсер (к примеру, Cura), где происходит ее разделение на слои и выставление необходимых настроек 3D печати. Полученный в итоге файл, обычно в формате STL, и загружается в 3Д принтер.
После запуска модели в печать на рабочую платформу 3D принтера подается расходный материал (отдельный лист, либо из рулона), разогревается до нужной температуры и распределяется под определенным давлением. После этого при помощи специального ножа либо лазера на листе вырезается контур первого слоя, причем участки, требующие удаления по завершению 3D печати, надрезаются по определенному узору. Далее платформа опускается вниз на высоту одного слоя. В случае применения материала в рулоне, рулон проворачивается, подавая новый материал и убирая остатки. Если же используются листы, с каждым новым слоем подается новый лист.
При этом перед нанесением каждого последующего слоя расходный материал покрывается снизу специальным клеем. За счет нагрева и укладки под давлением формируется цельное изделие. Процесс вырезания слоев и нанесения новых листов материала повторяется вплоть до полного построения объекта, после чего 3D печать из бумаги можно считать завершенной. Готовое изделие извлекается из 3D принтера и при необходимости подвергается постобработке.
Особенности методики
3D печать из бумаги отличается от других методик аддитивного производства и имеет некоторые интересные особенности. Так, точность этого вида 3Д печати напрямую зависит от вида используемого материала, толщина которого будет соответствовать высоте слоя формируемого объекта. Также изделия, изготовленные этим методом, неплохо поддаются постобработке поскольку по фактуре напоминают древесину. Причем готовые объекты требуют покрытия лаком.
Преимущества:
Невысокая стоимость производства. Хотя 3D печать из бумаги и не является самой дешевой методикой, себестоимость воспроизведения изделий с ее помощью гораздо ниже, чем у других профессиональных методик (SLS, SLM и т.д.). Также в этом играет роль и цена оборудования;
Применение распространенных расходных материалов. Согласитесь, металлическая фольга или бумага А4 найдутся дома у большинства из нас. Даже пластик и фотополимерная смола для бюджетных методик FDM и SLA обойдутся дороже;
Возможность создания полноцветных изделий. Некоторые LOM 3D принтеры ориентированы на изготовления объектов в заданных цветах, что позволит ускорить и упростить их постобработку.
Недостатки:
Точность печати ниже чем, у других промышленных методик. Увы, по качеству получаемых изделий 3D печать из бумаги слегка уступает другим технологиям. Средняя высота слоя, предлагаемая принтерами LOM, составляет 300 микрон;
Опасность расслоения. Очевидно, что высокой прочностью получаемые модели похвастаться не могут, но при отсутствии должного ухода (а иногда и без видимых причин), изделия расходятся по сечению слоев;
Бумага хорошо впитывает влагу. Для защиты напечатанных моделей рекомендуется покрывать их лаком или специальными красками. Это продлит жизнь изделиям и поможет избежать расслоений.
Где применяется 3D печать из бумаги?
Теперь, когда нам понятны технические аспекты методики, пришло время поговорить о сферах применения технологии LOM. Ввиду ее особенностей о промышленном использовании методики говорить не имеет смысла. Хотя в некоторых случаях 3D печать из бумаги все же применяется для создания прототипов в различных сферах производства. В остальном, технология востребована в таких отраслях:
Макетирование. Речь идет не только о профессиональном (скажем, архитектурном) макетировании, но и о применении технологии LOM для создания любительских макетов. В числе оборудования для этой методики 3Д печати есть и бюджетные модели;
Дизайн. А также все виды искусства. Те же бюджетность и доступность материалов делают эту методику привлекательной для творческих людей, предметных и промышленных дизайнеров. Дополняют картину простота в постобработке и возможность создания цветных изделий;
Образование. В целом эту категорию можно отнести к макетированию, ведь именно медицинские, географические и прочие макеты интересуют деятелей в сфере образования;
Сувенирная продукция. Невысокая стоимость, цветные изделия, неплохая детализация – все это прекрасно подходит для создания прелестных сувениров.
Но не стоит думать, что этим 3D печать из бумаги и ограничена. В будущем планируется значительное усовершенствование технологии. Так, уже в 2019 году миру увидит профессиональный 3D принтер для создания серьезных изделий, в том числе и мебели.
Всех заинтересовавшихся в 3D печати приглашаем почитать о других технологиях, а также заглянуть в наш интернет-магазин. По вопросам заказа услуг 3D печати, 3D моделирования, 3D сканирования и покупке соответствующего оборудования обращайтесь к нам по телефонам или электронной почте, указанным в разделе «Наши контакты».
Вернуться на главную
3D-печать на бумаге: полное руководство
3D-печать на бумаге, возможно, не изменит мир, но может стать интересной и доступной технологией, благодаря которой 3D-печать станет массовым явлением.
Производство настраиваемых красочных игрушек и моделей — это один из способов, с помощью которого 3D-печать на бумаге может обогатить нашу жизнь, но бумагу также можно использовать для создания полноцветных прототипов и моделей для архитектуры и других целей.
Наука, стоящая за 3D-печатью бумаги
3D-печать бумагой теоретически может показаться странной. Поскольку материал легко горит, более распространенные методы 3D-печати, такие как FDM или SLS, невозможны. Более того, если вы не умеете обращаться с руками, работать с бумагой чрезвычайно сложно. Формирование бумаги в сложные структуры почти невозможно.
Здесь мы представляем голландского инженера Бера Холтуиса. Выпускник Эйндховенской академии дизайна, Бир заметил две вещи: огромное количество бумажных отходов и отсутствие перерабатываемых материалов, используемых в 3D-печати.
Во всем мире ежегодно используется около 80 кг бумаги и картона на человека. Кроме того, развитие 3D-печати еще не достигло стадии, когда экологически чистые материалы получили широкое распространение. Бар PLA, большинство пластиковых нитей не поддаются биологическому разложению и редко изготавливаются из переработанных источников.
На самых ранних этапах бумажной 3D-печати многоразовые формы изготавливались из пластика для производства 3D-деталей из бумажной массы. Бир, однако, является одним из первых, кто стал пионером новых методов 3D-печати, полностью используя бумагу, среди которых есть ряд похожих, но разных методов.
Технологии 3D-печати на бумаге
Производство ламинированных объектов (LOM)
LOM — это основная технология, ведущая к массовому внедрению 3D-печати на бумаге, и это технология, которую использует Beer Holthuis.
Однако LOM был впервые изобретен компанией Cubic Technologies (тогда она называлась Helisys Inc). Процесс включает в себя нанесение отдельных слоев обработанного клеем бумажного материала на рабочий стол принтера, который затем ламинируется с помощью нагревательного валика. Затем все слои склеиваются, прежде чем лазер или лезвие вырезают нужную геометрию формы для получения готовой детали.
Хотя этот метод также можно использовать для пластика и металла, здесь бумага пропитывается клеем, что позволяет сформироваться слоям и облегчить процесс склеивания. Пиво улучшило технологию, используя переработанную бумажную массу, взвешенную в смоле, которая осаждается для формирования слоев. Это не только делает бумажную 3D-печать более экологичной, но и значительно ускоряет процесс.
Процесс LOM для 3D-печати бумажных прототипов.
Ламинирование с селективным напылением
Хотя SDL также использует лазер для вырезания фигур на бумаге, этот метод немного отличается. В то время как LOM склеивает все слои вместе и вырезает формы из этого блока, SDL режет во время производства каждого слоя, а затем ламинирует их. Он был изобретен в 2003 году братьями Конором и Финтаном МакКормак и был разработан, чтобы резко снизить эксплуатационные расходы по сравнению с дорогими конкурентами того времени.
Техника, используемая сегодня такими компаниями, как Clean Green 3D, не только снижает потери энергии за счет оптимизации этапа ламинирования, но и позволяет производить не только полноцветную, но и многоцветную печать, что является одним из самых больших преимуществ работы с бумагой. Польза 3D-печати.
Эти сложности увеличивают время производства; Clean Green 3D заявляет, что их принтеры CG-1 способны создавать 3D-модели, пригодные для вторичной переработки, тактильные и биоразлагаемые, что делает этот сектор самым чистым в отрасли.
Если вы ищете бумажный 3D-принтер для быстрого прототипирования, мы можем помочь:
Узнать цену*
*Один из наших надежных партнеров свяжется с вами после запроса цены.
Применение бумаги для 3D-печати
Прототипы и архитектурные модели
Хотя 3D-печать в целом является технологией прототипирования, LOM и SDL являются одними из наиболее эффективных в этом отношении. Бумажная 3D-печать позволяет компаниям из самых разных отраслей быстро, чисто, дешево и многократно создавать прототипы продуктов, чтобы визуализировать окончательный дизайн в физической форме. Традиционные методы производства просто не могут конкурировать.
В отличие от того, что можно было бы ожидать, эти бумажные модели удивительно прочны. Хотя бумажная 3D-печать имеет мало практических промышленных применений, прототипы могут выдерживать значительные нагрузки, а бумажные 3D-печати использовались в качестве инструментов, мебели или даже архитектурных моделей.
Бумажные 3D-модели являются значительно более дешевой альтернативой пластиковым или металлическим моделям, использовавшимся ранее, и позволяют архитекторам представить своим клиентам более существенное и тактильное изображение, в отличие от широко распространенного в настоящее время использования виртуальной реальности. Возможно все, от домов до небоскребов.
Поскольку разработка продукта является основным фактором затрат для компаний, 3D-печать на бумаге заявляет о себе как о полезной технологии для сокращения связанных с этим дорогостоящих отходов. Бумажные прототипы, напечатанные на 3D-принтере, — самый чистый и экономичный выбор для работы.
Геологические модели
Бумажная 3D-печать имеет ряд преимуществ, которые делают геологическое картографирование и охрану дикой природы проще, чем когда-либо прежде. С помощью этих методов можно точно создавать 3D-модели местности, которые гораздо легче понять, чем 2D-карту или даже компьютерную модель.
Кроме того, с возможностью добавления цвета защитники природы могут отображать не только высоту, но и перемещение видов, погоду, листву и топографию, упрощая планирование маршрута и подготовку оборудования, а также сокращая транспортные расходы и ненужный багаж.
Игрушки и минифигурки
Если говорить более забавно, бумажная 3D-печать — это идеальный способ изготовления различных игрушек, фигурок и игровых компонентов, которые могут придать индивидуальность любому игровому сеансу.
Будь то фигурки или аксессуары для детей, безопасные игрушки, которые не разобьются, как пластиковые банки, или даже миниатюры для использования в настольных играх, бумажная 3D-печать может создать что-то уникальное и яркое.
Это также имеет дополнительное преимущество, заключающееся в расширении возможностей индивидуальной настройки цвета и дизайна. Создание аватара, похожего на Dungeons and Dragons, но с волнистыми мышцами и гигантским мечом — мечта любого геймера, и он может добавить немного реальности, чтобы погрузиться в нее.
См. также: Наш список лучших 3D-принтеров для миниатюр.
Часть 3: Плюсы и минусы 3D-печати на бумаге
Плюсы
Дешевизна
Почти каждый аспект 3D-печати на бумаге дешевле, чем любая другая альтернатива, которую вы найдете, примерно на 5% дешевле стандартных 3D-принтеров. . Бумажный материал дешевле, чем пластиковые или металлические нити, а затраты энергии ниже из-за снижения нагрева при использовании только нагревательного ролика и лазера, а не плавления пластика или металла. Это делает ее одной из самых экономичных технологий 3D-печати на современном рынке.
Настройка цвета
Пожалуй, самым уникальным аспектом 3D-печати на бумаге является то, что существует бесконечная возможность настройки цвета. Никакой другой метод 3D-печати не имеет сопоставимого уровня гибкости дизайна.
Бумага может быть не только окрашена для изготовления деталей по индивидуальному заказу в зависимости от предпочтений, но и с помощью SDL цвета могут быть изменены между слоями с полноцветными моделями, которые оживят любой дизайн. В зависимости от продукта LOM или SDL удовлетворят ваши потребности.
Экологичность
Опять же, в отличие от других нитей, пригодных для 3D-печати, 3D-печать на бумаге поддерживает использование перерабатываемых и биоразлагаемых материалов. Бумажная 3D-печать также не требует сильного нагрева, экономит энергию и делает ее одним из самых чистых методов.
Минусы
Недостаточное применение
Несмотря на то, что бумажные изделия, напечатанные на 3D-принтере, удивительно прочны и ударопрочны, самым большим недостатком является то, что существует мало практических приложений, в которых бумага является хорошим выбором.
Он является биоразлагаемым, что полезно для окружающей среды, но также означает, что бумажные части разлагаются быстрее, чем другие материалы, что делает его менее полезным в таких отраслях, как строительство. Его слабые части легко сминаются и поэтому больше подходят для эстетических прототипов, чем для практических инструментов.
Отсутствие точности
Характер использования лезвий и лазеров для придания формы слоям означает, что уровень сложности, возможный при использовании этих методов, резко снижается. Это означает, что прототипы или модели со сложным дизайном и кромками изготовить гораздо сложнее. Для создания более сложных прототипов использование пластика или металла даст гораздо лучшие результаты.
Вывод: насколько полезной может быть бумажная 3D-печать?
Бумага 3D-печать уже доказала свою полезность в определенных ситуациях, но проблемы с бумагой препятствуют развитию. Если бы структурные проблемы были устранены, бумага могла бы использоваться гораздо шире в промышленности.
Если ограничения сложности конструкции можно уменьшить, многие внутренние механические компоненты, такие как шестерни и шкивы, можно будет производить в качестве замены намного быстрее и дешевле. Эти части испытывают очень небольшое напряжение, и поэтому бумажная альтернатива не требуется, чтобы выдерживать большие нагрузки. Главным сдерживающим фактором является то, что эти детали часто могут быть маленькими, с замысловатыми краями, что на бумаге на данный момент невозможно.
Кроме того, хотя бумага разлагается быстрее, чем пластик или металл, затраты на замену будут достаточно низкими, так что эта проблема не будет иметь никаких реальных последствий.
Недостаток силы — тоже помеха, но с ней можно справиться, а не искоренить. Бумага не является прочной, и хотя постобработка может помочь, она никогда не будет достаточно прочной для промышленного применения.
Одним из интересных направлений, в котором бумага находит применение, является мода. Были проведены исследования для изучения технологии 3D-печати в целом как средства достижения нулевых выбросов в индустрии моды и ювелирных изделий, и другие эксперты утверждают, что использование 3D-печати на бумаге принесет пользу за счет быстрого и чистого производства прототипов одежды.
Смотрите также: наше глубокое погружение в мир 3D-печати моды.
Учитывая, что 3D-печать на бумаге продолжает развиваться, возможно, скоро мы увидим ее забавный и красочный потенциал в наших домах.
Принтер для производства бумажной массы заменяет пластик бумажными отходами
Опубликовано 9 ноября 2018 г. автором: Мишель Дж.
Рынок аддитивного производства постоянно растет во всем, от автомобильной промышленности до керамики. Однако большая часть по-прежнему приходится на более традиционные области, такие как прототипирование с использованием пластмасс. В то время как 3D-печать имеет такие преимущества, как более быстрая и менее расточительная, чем традиционное производство, а также упрощает производство по запросу. Проблема в том, что большая часть используемого печатного материала по-прежнему состоит из пластика, который является одним из самых вредных материалов для окружающей среды.
Это стало очевидным и для дизайнера Бира Холтуиса, который задался вопросом, почему нет более экологичных материалов для 3D-печати. Это привело его к разработке метода печати на мокрой бумаге. Paper Pulp Printer — первый в мире 3D-принтер, использующий бумажную массу вместо пластика. Как правило, рынок материалов растет, и есть другие альтернативные материалы, которые вы можете выбрать для своих отпечатков. Однако большинство других по-прежнему представляют собой гибридные материалы, использующие PLA в качестве основы.
Beer Holthuis 3D-печать из бумажных отходов
Beer Holthuis из Нидерландов работает дизайнером. В связи с этим он пересекся с 3D-моделированием и аддитивным производством. Благодаря этому процессу он заметил тревожное количество пластика, используемого в процессе, и начал искать более экологичный материал для его замены.
Поскольку количество отходов бумаги на человека составляет около 80 кг в год, он решил работать с этим расточительным и широко используемым материалом. В отличие от более ранних методов печати на бумаге, таких как технология 3D-печати от Mcor, Бир хотел печатать непосредственно из самих отходов. Предоставление нам первого в мире 3D-принтера для печати целлюлозы.
Динамик, напечатанный на бумажной массе
Как работает принтер бумажной массы
Сам принтер в настоящее время довольно прост и работает в целом аналогично другим 3D-принтерам. В качестве материала он берет обычную бумажную массу в сочетании с натуральным связующим, чтобы скрепить ее. То, что само связующее также является натуральным материалом, означает, что изделия, напечатанные на 3D-принтере, можно постоянно перерабатывать. Это создает замкнутую систему, что делает ее очень устойчивой в долгосрочной перспективе. Затем он в основном выдавливает бумажный материал через экструдер шприцевого типа из сосуда высокого давления. Основная проблема заключается в том, когда принтер останавливается, и в возможных проблемах, связанных с тем, как предотвратить его засорение.
Эстетика печати на бумажной массе
Общий вид, создаваемый принтером на бумажной массе, и текстура, которую он производит, выделяются сами по себе. Как поясняет сам Бир Холтиус: « В дизайне печатных объектов используются возможности и красота этой техники, ». И он продолжает: « Тактильные ощущения, жирные линии и скорость печати приводят к появлению отличительных форм. Предметы также долговечны: печатная бумага удивительно прочна». Особый вид принта придает дизайну немного индивидуальности, привнося в стол что-то особенное.
Начнём с азов, и для начала ответим на простой вопрос: что такое цанга. Цанга – элемент станочной оснастки, который используют для закрепления металлообрабатывающего инструмента в станке. Чаще всего такие устройства используются у фрезера, токарного или фрезерных станков.
Конструктивно цанга представляет собой разрезную пружинную втулку с усечённым конусом и посадочным отверстием для хвостовой части инструмента. Изготавливается из калёного или упругого металла, на корпусе имеются пропилы, образующие лепестки с пружинящим эффектом, которые обеспечивают крепление или снятие инструмента.
Главная задача такой оснастки – обеспечить надёжное крепление инструмента, не допуская при этом биения во время работы. Фактически, цанги не только повышают качество обработки, но и обеспечивают безопасность оператора станка. Благодаря лепесткам, цанга гарантирует равномерный обжим хвостовика инструмента. Изделия хорошо переносят температурные перепады, поэтому могут использоваться для высокоскоростной обработки заготовок.
Комментарий: Самые популярные цанги — типа ER
Цанги для метчиков
Цанги ER
Прецизионные цанги ER
Цанги
Цанги для токарных цанговых патронов
Типы цанг
На производстве используют разные виды цанг для фрезерного станка. Изделия различаются формой, например, могут быть цилиндрическими или коническими. В зависимости от типа оснастка подходит для различных производственных процессов.
«ТКТ» предлагает разобраться в разных видах цанг, как они работают и для чего применяются.
Цанги типа ER
Наиболее массовый тип, который используют в большинстве цанговых патронов. Выпускается в двух вариантах: стандартная и высокоточная, могут оснащаться квадратом для крепления метчиков и приспособлениями для подачи смазочно-охлаждающих жидкостей. Угол цанги составляет 8 градусов.
Цанги типа OZ
Цанга типа OZ длиннее цанг ER, имеет угол 2.5 градуса. Оснастка предназначается для крепления инструмента с цилиндрическими хвостовиками, хорошо выдерживает осевые и радиальные нагрузки. Применяется в сверлильном и фрезерном оборудовании, а также обрабатывающих центрах.
Цанги типа TG
Редкий вариант. Это прецизионные цанги с углом в 4 градуса. Изготавливается оснастка из легированной пружинной стали, может использоваться для высокоточных и высокоскоростных инструментов. По геометрии, цанги TG напоминают изделия серии OZ, но оснастка не является взаимозаменяемой или совместимой.
Зажимные цанги
Зажимную оснастку можно разделить на следующие подкатегории:
Сквозные – обеспечивают крепление инструмента, длина хвостовика которого превышает глубину патрона;
Глухие – один конец инструмента запаивается;
С двумя и более прижимными зонами – обеспечивают фиксацию в нескольких точках оси;
С пазом квадратной формы – применяются при работе с резьбонарезным инструментом;
Цанги ER – со проходным отверстием и двумя зажимными зонами.
Обычные и прецизионные
Обозначение цанги «прецизионная» указывает на то, что такая оснастка используется для технологических операций, требующих высокой точности. Оснастка снижает биение, что обеспечивает максимальную точность сверления или фрезеровки. В отличие от обычных цанг, в прецизионной оснастке предусматривается дополнительный механизм балансировки биения.
Переходные цанги
Своеобразный переходник, который обеспечивает фиксацию и соединение неподходящих друг другу инструментов и патронов. Оснастка незаменима в ситуациях, когда приёмный блок станка не совпадает по диаметру или иным параметрам с рабочим агрегатом.
Цанги для метчиков
Такие цанги обладают квадратным посадочным диаметром, подбираются для резьбонарезного инструмента с аналогичным сечением квадрата. Оснастка используется для работы на малых скоростях, что обеспечивает плавное и точное нарезание резьбы.
Комментарий: Цанги обеспечивают надежную фиксацию инструмента в станке
Сферы использования цанг
Станочную оснастку широко используют в работе любого металлообрабатывающего оборудования: токарные, сверлильные, фрезерные и шлифовальные станки. Цанги для токарно-винторезных станков могут быть подающими и зажимными. Первые работают вместе с зажимной оснасткой, обеспечивая перемещение в направлении оси. Вторые просто фиксируют заготовку в зажимном патроне.
В сверлильных центрах и фрезерных станках оснастка используется для крепления фрез, свёрл и метчиков подходящего сечения и диаметра.
ГОСТы
Производство и характеристики регулируются следующими стандартами:
Зажимные под цилиндрический хвостовик – ГОСТ 17201-71 и 2876-80;
Подающие – ГОСТ 2877-80.
Среди международных стандартов качества можно выделить DIN 6499 и ISO 15488, в соответствии с которыми выпускаются цанги типа ER.
Особенности выбора
При подборе оснастки нужно обращать внимание на следующие параметры:
Соответствие зажимного приспособления диаметру обрабатываемого изделия или хвостовику инструмента;
Для фрезеров лучше использовать стандартные или уменьшенные цанги;
Не приобретать оснастку, которая отличается от стандартных типоразмеров.
Если требуется консультация специалиста, обратитесь к менеджерам компании «ТКТ».
что это, конструкция, применение, виды, характеристики
Главная
/ Реестр
/ Что такое цанга, конструкция, где применяется?
Цанги представляют собой приспособления для крепления заготовок, деталей и инструмента с хвостовиками. Фиксация с их помощью имеет важное преимущество. Данный элемент дает возможность в короткие сроки устанавливать и снимать инструменты и заготовки. Это существенно экономит рабочее время и способствует повышению производительности труда. Недостатком цанг считается необходимость подбирать фиксирующее устройство в строгом соответствии с типоразмером патрона.
Особенности конструкции
Корпус цанги – это разрезная пружинящая гильза в форме усеченного конуса, выполненная из эластичной стали с отверстием определенного диаметра. Благодаря специальным осевым пропилам сформированы лепестки, которые разжимаются и сжимаются при установке и снятии заготовки или инструмента. Фиксирующие лепестки плотно прижимаются к вставленному элементу, а гайка зажимного патрона обеспечивает сжимающее усилие. Цангу устанавливают в цанговый патрон, который является одним из элементов оснастки станков для обработки металла и иных материалов (токарных, фрезерных, сверлильных). Конструкция может крепиться на посадочном месте при помощи конуса Морзе или служить составной частью станка. Для изготовления цанг используются высокоуглеродистые стали. Изделия термически обрабатываются до твердости HRC 58–62 в зажимной части и HRC 42–48 в хвостовой. Чтобы фиксатор не заклинивало, угол конуса разрезной втулки составляет 30–40 градусов.
Разновидности цанг
Существует несколько видов цанг. Они различаются по конструктивному исполнению, размеру и специфике применения. Выпускаются следующие виды фиксирующих элементов общего назначения:
глухие и сквозные. Сквозные подходят для фиксации деталей неограниченной длины (например, металлического прутка при обработке на токарном станке). В глухих цангах возможна обработка изделий ограниченной длины;
с одной или двумя зонами зажима. В первом случае фиксация не очень жесткая. Во втором случае крепление более прочное. Исключается отклонение рабочего инструмента от оси шпинделя, отсутствует биение, минимизируются вибрации;
с отверстием под круглый, квадратный или шестигранный хвостовик. Наиболее часто используются изделия с круглым отверстием. Но есть цанги, которые подходят для фиксации специального инструмента.
Особенности применения в зависимости от вида
Цанговые патроны для обрабатывающего оборудования подразделяются на патроны с выдвижной, втягиваемой или неподвижной цангами. Сами фиксаторы бывают подающими и зажимными.
Подающие фиксаторы
У цанги, выполненной в виде стальной втулки, есть три неполных разреза, которые образуют пружинящие лепестки с поджатыми друг к другу концами. При выборе изделия учитывается профиль прутка, который требуется закрепить для обработки (отверстие в фиксаторе должно иметь ту же конфигурацию). Фиксатор закрепляют на подающей трубе. Подача изделия осуществляется посредством гидромеханического привода или кулачкового механизма. Пруток раздвигает лепестки, проталкиваясь через них. Сила упругости заставляет их плотно прижаться к поверхности прутка. Перемещение подающей трубы заставляет лепестки цанги плотнее сжаться за счет трения, что увеличивает сцепление в ходе подачи прутка.
Зажимные фиксаторы
Зажимные цельные цанги имеют разное число пружинящих лепестков. Фиксаторы с тремя лепестками используют для установки заготовок диаметром до 3 мм, с четырьмя – до 80 мм, с шестью – свыше 80 мм. Существуют зажимные фиксаторы, кулачки которых разводятся пружинами. Они применяются для заготовок малого диаметра. Зажимные разъемные фиксаторы оснащаются сменными вкладышами под крепление прутка разной формы и размера. Такие цанги также используются для фиксации концевого режущего инструмента с хвостовиками небольшого диаметра. К такому инструменту относятся фрезы, сверла, оправки, метчики и т. д. В патрон станка при помощи гайки устанавливают сменную цангу, в которую вставлен хвостовик инструмента. Закручивание гайки заставляет фиксатор вдавиться вглубь патрона, при этом лепестки, упруго деформируясь, плотно обжимают инструмент.
Достоинства и недостатки
Цанговый патрон широко используется для комплектации обрабатывающего оборудования, в первую очередь сверлильно-расточных и фрезерных станков. Он позволяет крепить инструменты на горизонтальных и вертикальных станках, в том числе для фрезерования и сверления заготовок в труднодоступных местах. Цанговые патроны активно используются на всех видах универсальных сверлильных и токарных станков радиального и вертикального направления, фрезерном и фрезерно-гравировальном оборудовании с ЧПУ. Цанги дают возможность быстро менять инструменты для выполнения различных видов работ (сверления, снятия фаски, нарезки резьбы и т. д.) в рамках одной операции по обработке заготовки.
Недостатком такого принципа фиксации является необходимость подбирать цанги в соответствии с формой и размером хвостовиков инструментов. Достоинством является простота и надежность системы фиксации. Наибольшей популярностью пользуются патроны, рассчитанные на установку цанг типа ER.
Твитнуть
Поделиться
Поделиться
Плюсануть
Класснуть
Описание цанг
— Hyfore
Ключевым элементом современного семейства рабочих держателей являются цанги. Они используются в самых разных отраслях промышленности и ремеслах и обеспечивают идеальное решение для различных требований к зажиму.
В этой статье блога мы углубимся в тему цанг и рассмотрим их использование, плюсы и минусы, а также какие цанги доступны, в частности, для металлообрабатывающей промышленности.
Что такое цанга?
Цанга — это тип патрона, который используется для образования кольца вокруг объекта и для надежного зажима объекта при его затягивании. Они в основном используются в промышленности для защиты режущих инструментов и заготовок при высоких скоростях и давлениях.
В первую очередь цанги можно разделить на две категории; внешние и внутренние цанги.
Внешняя цанга представляет собой, по существу, втулку, обычно с цилиндрической внутренней поверхностью и конической внешней поверхностью.
Цанга внутренняя представлена в виде усеченного конуса, просверленного и нарезанного по центральной линии. Они расширяются внутри нужных объектов, закрепляя их на месте или удерживая два отдельных предмета, например телескопические трубы, вместе.
Для чего используются цанги?
Цанги имеют более узкий диапазон зажима по сравнению с патронами, но позволяют высокоэффективно многократно зажимать объекты одинакового размера с более высокой скоростью зажима и освобождения, чем патроны.
Это делает их идеально подходящими для многократного производства высокоточных компонентов и изделий.
Преимущества и недостатки
Цанги находят широкое применение по целому ряду причин, но, как и все варианты крепления, они имеют свои преимущества и недостатки по сравнению с патронами.
Преимущества:
Малый вес
Они могут разгоняться до более высокой скорости, чем вращающиеся патроны, благодаря тому, что они относительно легче
Менее подвержены влиянию центробежной силы 037 Быстрее время наладки
Они могут зажимать детали очень малого диаметра
Недостатки:
Ограниченный диапазон размеров обрабатываемых деталей.
Большой осевой размер
Лучше подходит для заготовок с одинаковыми диаметрами
Где используются цанги?
В то время как в металлообработке используется широчайший ассортимент цанг, цанги используются в удивительно широком диапазоне применений:
Деревообработка – используется для крепления инструмента
Металлообработка – используется для крепления инструмента и заготовок
Хобби – используется безопасные лезвия в канцелярских ножах
Двигатели внутреннего сгорания — используются для регулирования клапанов двигателя
Полупроводники — используются в полупроводниковой промышленности для захвата матрицы с пластины после процесса высечки
Какие варианты цанг может предложить Hyfore?
Компания Hyfore Workholding предлагает широкий выбор цанг. В то время как доступные варианты в основном предназначены для металлообрабатывающей промышленности, применение цанги, как указано здесь, имеет далеко идущие перспективы.
Мы поставляем следующие цанговые зажимы:
Цанги типа C
Блоки цанг
Цанговые патроны
Разжимные цанги
HQC (уникальная система Hardinge)
Цанги Swiss S-типа 9 07 цанговые патроны3 9003 38
Через наших надежных партнеров , мы можем предоставить непревзойденный выбор цанговых зажимов, а также различные патроны, зажимы и тиски. Свяжитесь с нами сегодня, чтобы узнать больше о наших передовых решениях, или зайдите в наш интернет-магазин, чтобы ознакомиться с нашим ассортиментом зажимных приспособлений.
Типы цанг и их применение — деревообработка и металлообработка
19 февраля 2019 г. | импульс | Статьи
Многие люди, если бы к ним подошли на улице и спросили, что такое цанга, скорее всего, посмотрели бы на них с отсутствующим выражением лица. Цанги являются неотъемлемыми частями механической обработки, и тем не менее многие не знают, что они собой представляют, или неверно представляют их как патроны. Как Т.М. Smith Tool известен своими быстросменными инструментальными держателями, они кое-что знают о типах цанг, их возможностях и значении этих неправильно понятых и часто недооцененных устройств.
Что такое цанга?
Цанга — это форма патрона, но она не идентична. В то время как патрон затягивается вокруг объекта, цанга использует зажимное давление, образуя кольцо вокруг удерживаемого объекта, надежно удерживая его на месте. Это зажимное усилие обычно применяется за счет конической конструкции, в которой используется втулка и внутренняя цилиндрическая поверхность. Несмотря на то, что существуют различные конструкции, все типы цанг работают, прижимаясь к удерживаемому элементу, что приводит как к точному выравниванию, так и к статическому трению. Хотя цанга подходит не для каждого инструмента и операции, она обеспечивает самоцентрирование, сопротивление ослаблению, быстрое зажимание и стабильное усилие зажима.
Типы цанг для деревообработки и металлообработки
Как и для любого инструмента или патрона, существует множество цанг, что делает их универсальными зажимными устройствами. Однако, как правило, разные типы цанг используются в двух конкретных областях строительства и производства.
Деревообработка
Неудивительно, что цанга полезна в деревообработке, так как она используется в сверлильных станках и другом оборудовании. Тем не менее, цанга чаще всего используется в фрезерах для удержания режущих фрез на месте. Цанга крепится к инструменту с помощью шестигранной гайки, что позволяет затягивать или ослаблять ее на оправке двигателя.
Металлообработка
В то время как деревообработка может иметь только несколько разновидностей цанг, в металлообработке используется множество типов с различной удерживающей способностью. Конечно, стандартная металлообрабатывающая цанга используется для удержания круглого прутка или инструментов, но есть также цанги шестигранной, квадратной и другой формы для конкретных задач и инструментов. В дополнение к различным формам и стилям существуют также электронные цанги и ступенчатые цанги. Электронные или мягкие цанги обычно обрабатываются для конкретной работы, а ступенчатые цанги предназначены для удержания более крупных деталей.
Цанги ER
Несмотря на то, что существует несколько типов цанг, цанги ER являются золотым стандартом, когда речь идет о зажимных системах. Цанга ER, разработанная Rego-Fix и запатентованная в 1973 году, производится и используется во всем мире как одна из самых надежных зажимных систем. Цанговый патрон er получил свое название, объединив уже зарекомендовавшую себя цангу E с первой буквой торговой марки Rego-Fix. Эти цанги входят в стандартную серию от ER-8 до ER-50, где каждый номер серии относится к размеру конического диаметра гнезд в миллиметрах.
В то время как модернизированная конструкция позволила расширить область применения и удобство зажима, геометрия и конструкция пружины делают цангу ER применимой только для цилиндрических деталей, а это означает, что для квадратных и шестигранных деталей по-прежнему требуются специальные цанги, такие как 5C. Однако, несмотря на недостатки цилиндрической конструкции, эта цанговая система по-прежнему считается наиболее универсальной системой цанговых патронов.
Если вы не уверены в своих цангах или патронах, возможно, стоит обратиться в компанию T.M. Smith Tool, позвонив представителю по телефону 1-800-521-489.4. Они являются экспертами во всех ваших потребностях в держании инструмента и имеют различные конструкции цанг, патронов и быстросменных инструментов, которые могут удовлетворить ваши производственные потребности. Не тратьте ни минуты на обсуждение различий между патронами и цангами или на ценность модернизации или обновления старого сверлильного станка или фрезерного станка. Позвоните и найдите решение, которое подходит для нужд вашего бизнеса уже сегодня.
Для чего используется цанга?
Для чего используется цанга? Цанга представляет собой цилиндрическую втулку, которая…
Как установить цанговый патрон на токарный станок
Использование цангового патрона на токарном станке позволяет станку удерживать деталь…
Как узнать, когда нужно заменить держатель метчика
Компания TM Smith Tool была признана пионером в области быстрой меняйте инструмент на протяжении 60 лет. ..
Где купить специальные держатели и решения для держателей инструментов
Держатель инструмента является важным узлом между инструментом и станком, удерживая…
Продлите срок службы ваших цанг – полезные советы ‘ts
Т.М. Smith предлагает широкий выбор цанг, цанговых гаек и принадлежностей. Наши высококачественные…
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Bestfilament Иркутск — пластик для 3д-принтера
org/Product»>
Новинка
Флуоресцентный PLA пластик Bestfilament для 3D-принтеров, цвет желтый, 1 кг (1,75 мм)
Подробнее
Новинка
Белый Bflex пластик Bestfilament для 3D-принтеров 0.5 кг (2,85 мм)
Подробнее
Новинка
Желтый Bflex пластик Bestfilament для 3D-принтеров 0.5 кг (2,85 мм)
Подробнее
Новинка
Зеленый Bflex пластик Bestfilament для 3D-принтеров 0.
5 кг (2,85 мм)
Подробнее
Новинка
3D принтер Designer XL PRO
Подробнее
Новинка
PICASO 3D Designer XL
Подробнее
Новинка
MINI PACK (PLA+PETG+Watson)
Подробнее
Новинка
Флуоресцентный PLA пластик Bestfilament для 3D-принтеров, цвет голубой, 0.
5 кг (1,75 мм)
Подробнее
Новинка
Латунный PETG пластик Bestfilament для 3D-принтеров 1 кг (1,75 мм)
Подробнее
Новинка
Медный PETG пластик Bestfilament для 3D-принтеров 1 кг (1,75 мм)
Подробнее
Специальные предложения
MINI PACK (PLA+PETG+Watson)
3 770
2 750 ₽
Подробнее
org/Product»>
Переходный PLA пластик Bestfilament для 3D-принтеров 1 кг…
2 190
1 550 ₽
Подробнее
Переходный Watson Bestfilament для 3D-принтеров 1 кг…
2 050
1 500 ₽
Подробнее
Клей для FDM печати Picaso 350 мл
850 ₽
Подробнее
Металлическая нить ColorFabb BronzeFill — 1,75 мм (0,75 кг)
Главная
Магазин
Нить для 3D-принтера
Металлическая нить для 3D-печати
Металлическая композитная нить
Начните 3D-печать из настоящего металла уже сегодня с бронзовым наполнителем ColorFabb. Bronzefill сделан из сорока процентов бронзы и шестидесяти процентов PLA, поэтому он работает с настольными 3D-принтерами!
Ищете аутентичный металлический вид? Дальнейшее расследование не требуется! Нить бронзового наполнителя colorFabb идеально подходит для отделки в деревенском стиле. Чтобы получить красивую, гладкую деталь, все, что вам нужно сделать, это распечатать, отшлифовать и отполировать!
Компания MatterHackers рада стать авторизованным дистрибьютором BronzeFill в США. Эта нить лучше всего печатается с нашими цельнометаллическими хотэндами E3D.
Удалить из списка желаний Добавить в список желаний
loading…
Номер продукта M-1K5-FLJH
Старая цена:
54,95 $
Цена:
54,95 $
Цена:
$…
Заказать сейчас:
Корабли рассчитывают… MatterHackers Shipping Truck Бесплатная доставка по США
Иногда здесь, в MatterHackers, печать пластиком наскучивает. Благодаря бронзовому наполнителю ColorFabb мы можем немного встряхнуться, печатая настоящей бронзой! На первый взгляд, бронзовый наполнитель кажется матовым с лазерным спеканием — не бойтесь, небольшая шлифовка и полировка позволяют залитым частицам бронзы сверкать в отличие от любой нити, которую вы видели раньше!
Еще одной замечательной характеристикой бронзового наполнителя является его вес: он примерно в три раза тяжелее стандартного PLA, что делает ваши отпечатки более аутентичными. Это идеально, если вы печатаете такие предметы, как украшения или другие художественные произведения.
Мы рекомендуем использовать наши E3D All-Metal HotEnds для печати с бронзовой заливкой.
До и после полировки
Во время производства ColorFabbbronzeFill использует системы лазерного измерения для подтверждения постоянного диаметра нити — это гарантирует, что ваш принтер экструдирует точное количество нити, которое должно быть.
Это древний артефакт или вы его просто напечатали?
Советы и рекомендации по печати из бронзыFill:
Температура печати: 195-220C
Скорость печати: 40–100 мм/с
Приклеивание к кровати: используйте синюю малярную ленту без нагрева или голое стекло при 50-60°C
Повышенная скорость потока работает лучше всего
При полировке начните шлифование с зернистостью 120–180 и доведите до зернистости 240–320, а затем завершите шлифованием с зернистостью 600
Легко шлифуется, поэтому будьте осторожны при полировке сложных деталей
После шлифовки протрите мягкой тканью и полиролью для меди, чтобы добиться максимального блеска
Спецификация:
Материал — цветная бронза FabbНаполнитель PLA/PHA и мелкий бронзовый порошок
Допуск на диаметр — 0,05 мм
Плотность — 3,9 г/см3
Температура стеклования — 55°C
бронзаFill исполнит более трех желаний!
ColorFabb Bronzefill SDS
ColorFabb Bronzefill TDS
ColorFabb бронзаЗаливка | Металлическая нить для 3D-принтеров
ColorFabbbronzeFill | Металлическая нить для 3D-принтеров
Вам необходимо включить Javascript.
Касса
Дом / ColorFabbbronzeFill Metal Filament
Этот продукт доставляется бесплатно в США!
77,00 $
Размер: — выберите размер —1,75 мм3,00 мм
Вес: 0,75 кг1,5 кг
Количество:
Добавить в корзину
Начните 3D-печать из настоящего металла уже сегодня с бронзовым наполнителем ColorFabb. Bronzefill сделан из восьмидесяти процентов бронзы и двадцати процентов PLA, поэтому он работает с настольными 3D-принтерами! Ищете аутентичный металлический вид? Дальнейшее расследование не требуется! Бронзовый наполнитель colorFabb полностью отличается от обычного пластика для 3D-принтеров. Используйте эту настоящую металлическую нить для красивой деревенской отделки.
Чтобы получить красивый, гладкий предмет, все, что вам нужно сделать, это распечатать, отшлифовать и отполировать! Printer Playground рада предложить сказочную бронзовую заливку нашим любимым создателям. Эта нить лучше всего печатается с нашими цельнометаллическими хотэндами E3D. Это размер катушки 1,5 кг, так что вы можете печатать тонны бронзы!
Хотите создавать красивые 3D-принты из металла? Купите нить BronzeFill и не оглядывайтесь назад!
Посмотреть все наши металлические нити
Советы и рекомендации по печати из бронзыЗаполнить:
Температура печати: 195–220 °C
Скорость печати: 40–100 мм/с
Приклеивание к кровати: используйте синюю малярную ленту без нагрева или голое стекло при 50–60 °C
Повышенная скорость потока работает лучше всего
Начинайте шлифование с зернистостью 120-180 при полировке, постепенно доводя до зернистости 240-320, затем заканчивая зернистостью 600
Легко шлифуется, поэтому будьте осторожны при полировке сложных деталей
После шлифовки протрите мягкой тканью и полиролью для меди, чтобы добиться максимального блеска
Спецификация:
Материал — цветная бронза FabbНаполнитель PLA/PHA и мелкий бронзовый порошок
Допуск на диаметр — 0,05 мм
Плотность — 3,9 г/см3
Температура стеклования — 55 °C
Марка: ColorFabb
Включите JavaScript для просмотра комментариев с помощью Disqus.
Служба поддержки клиентов
О нас
Свяжитесь с нами
Отслеживание вашего заказа
Доставка и возврат
Часто задаваемые вопросы
Политика конфиденциальности
Правила и условия
Моя учетная запись
Моя корзина
Оформление заказа
Мои заказы 900 04
Моя личная информация
Моя посылка
Привет
Printer Playground — это интернет-магазин, ориентированный на одну цель — предоставление вам лучших 3D-принтеров, материалов и аксессуаров.
Мы специализируемся на высококачественном PLA, ABS, специальной нити и полимере для вашего 3D-принтера. Будь то цветная, гибкая, металлическая или деревянная нить, мы обеспечим вас. Мы хотим увидеть, что вы можете создать, так что напрягите свое воображение и СОЗДАЙТЕ ЧТО-ТО УДИВИТЕЛЬНОЕ™!
Наш веб-сайт использует файлы cookie, чтобы сделать ваш просмотр более удобным. Используя наш сайт, вы соглашаетесь на использование нами файлов cookie. Узнать больше Я согласен
×
Что такое файлы cookie Как это принято почти на всех профессиональных веб-сайтах, этот сайт использует файлы cookie, представляющие собой крошечные файлы, которые загружаются на ваш компьютер для улучшения вашего опыта. На этой странице описывается, какую информацию они собирают, как мы ее используем и почему нам иногда нужно хранить эти файлы cookie. Мы также расскажем, как вы можете предотвратить сохранение этих файлов cookie, однако это может привести к понижению или «нарушению» определенных элементов функциональности сайтов. Для получения более общей информации о файлах cookie см. статью Википедии о файлах cookie HTTP.
Как мы используем файлы cookie Мы используем файлы cookie по целому ряду причин, описанных ниже. К сожалению, в большинстве случаев не существует стандартных вариантов отключения файлов cookie без полного отключения функций и функций, которые они добавляют на этот сайт. Рекомендуется оставить все файлы cookie, если вы не уверены, нужны они вам или нет, в случае, если они используются для предоставления услуги, которую вы используете.
Отключение файлов cookie Вы можете запретить установку файлов cookie, изменив настройки своего браузера (как это сделать, см. Справку браузера). Имейте в виду, что отключение файлов cookie повлияет на функциональность этого и многих других веб-сайтов, которые вы посещаете. Отключение файлов cookie обычно приводит к отключению определенных функций и функций этого сайта. Поэтому рекомендуется не отключать файлы cookie.
Файлы cookie, которые мы устанавливаем
Файлы cookie, связанные с учетной записью Если вы создадите у нас учетную запись, мы будем использовать файлы cookie для управления процессом регистрации и общего администрирования. Эти файлы cookie обычно удаляются, когда вы выходите из системы, однако в некоторых случаях они могут сохраняться впоследствии, чтобы запомнить ваши настройки сайта при выходе из системы.
Файлы cookie, связанные с входом в систему Мы используем файлы cookie, когда вы входите в систему, чтобы мы могли запомнить этот факт. Это избавляет вас от необходимости входить в систему каждый раз, когда вы посещаете новую страницу. Эти файлы cookie обычно удаляются или очищаются, когда вы выходите из системы, чтобы обеспечить доступ к ограниченным функциям и областям только при входе в систему.
Файлы cookie, связанные с формами Когда вы отправляете данные через форму, такую как те, которые находятся на контактных страницах или в формах комментариев, файлы cookie могут быть установлены для запоминания ваших данных пользователя для будущей переписки.
Файлы cookie предпочтений сайта Чтобы обеспечить вам максимальное удобство на этом сайте, мы предоставляем функциональные возможности для установки ваших предпочтений в отношении того, как этот сайт работает, когда вы его используете. Чтобы запомнить ваши предпочтения, нам необходимо установить файлы cookie, чтобы эта информация могла вызываться всякий раз, когда вы взаимодействуете со страницей, на которую влияют ваши предпочтения.
Файлы cookie третьих лиц В некоторых особых случаях мы также используем файлы cookie, предоставленные доверенными третьими лицами. В следующем разделе подробно описано, с какими сторонними файлами cookie вы можете столкнуться на этом сайте.
Этот сайт использует Google Analytics, который является одним из самых распространенных и надежных аналитических решений в Интернете, помогая нам понять, как вы используете сайт, и способы, которыми мы можем улучшить ваш опыт. Эти файлы cookie могут отслеживать такие вещи, как время, которое вы проводите на сайте, и страницы, которые вы посещаете, чтобы мы могли продолжать создавать привлекательный контент. Для получения дополнительной информации о файлах cookie Google Analytics посетите официальную страницу Google Analytics.
Мы также используем кнопки социальных сетей и/или плагины на этом сайте, которые позволяют вам подключаться к социальной сети различными способами. Чтобы они работали, социальные сети могут устанавливать файлы cookie через наш сайт, которые могут использоваться для улучшения вашего профиля на их сайте или для достижения других целей, изложенных в их соответствующих политиках конфиденциальности.
Данный товар больше не продаётся, но есть аналогичные и похожие
Цена снизилась на 1143 ₽
Дешевле средней, значительно
-23
%
Продавец надежный – 89%
Выше среднего, можно покупать, C TX Good Goods Store
На площадке более 7 лет
Высокий общий рейтинг (53460)
Покупатели довольны общением
Товары соответствуют описанию
Быстро отправляет товары
2.7% покупателей остались недовольны за последние 3 месяца
Отзывы покупателей
A
A***r
Доставка: Special Line-YW
все згідно опису , рекомендую
13 января 2022
Цены у других продавцов от 2971.
15 ₽
4 548 ₽
Набор столярных инструментов «сделай сам», набор высокоточных приспособлений для дюбелей, 3 в 1, сверлильный локатор, комплект направляющих для сверления 08450
0оценок
1заказ
Надежность – 72%
Продавец Emerald Forest Store
В магазинПерейти в магазин
5 343 ₽
Сверлильный локатор 3 в 1, деревообрабатывающий инструмент «сделай сам», столярные изделия, высокоточные приспособления для дюбелей, набор направляющих для сверления, набор ручных инструментов
0оценок
0заказов
Надежность – 100%
Продавец Shop4638013 Store
В магазинПерейти в магазин
5 628 ₽
Набор направляющих для сверления 3 в 1, столярные инструменты «сделай сам» для деревообработки, набор высокоточных приспособлений для дюбелей, деревообрабатывающий инструмент «сделай сам» 08450
0оценок
0заказов
Надежность – 100%
Продавец ToohR Tool Store
В магазинПерейти в магазин
Найдено 35 похожих товаров
8 139 ₽
Высокая точность 3 в 1 сверлильный локатор сверлильный направляющий комплект деревообрабатывающий столярный дюбель джиг дюбеля комплект для деревообработки diy инструменты
0
0
Надёжность продавца 100%
4 092 – 4 917 ₽
8/10/15 мм 3 в 1 сверлильный локатор набор направляющих для сверления 2 в 1 перфоратор для сверления отверстий деревообрабатывающие столярные изделия набор высокоточных приспособлений для дюбелей
0
0
Надёжность продавца 89%
6 028 ₽
Сверлильный локатор 3 в 1, набор направляющих для сверления 08450, деревообрабатывающий инструмент diy, столярные изделия, высокоточный набор дюбелей
0
0
Надёжность продавца 89%
4 908 ₽
Набор направляющих для сверления 3 в 1, локатор для деревообработки, локатор для сверления дюбеля высокой точности, набор джиг для дюбеля diy, деревообработка
0
0
Надёжность продавца 100%
2 279 ₽
Многофункциональный дюбель локатор сверлильные инструменты 3 в 1 перфоратор столярный набор инструментов
0
0
Надёжность продавца 89%
271. 27 – 2 160 ₽
Направляющая для сверления, набор для сверления отверстий 3 в 1, для деревообработки
2
5
Надёжность продавца 89%
-5
%
5 139 ₽
Деревообрабатывающий 3 в 1 буровые установки высокой точности дюбель джиг комплект, состоящий из шаблона для отверстий под косой шуруп руководство локатор джиг для мебели быстрое соединение
1
0
Надёжность продавца 100%
-2
%
5 425 ₽
Направляющая для сверления 3 в 1, кондуктор с косым отверстием для деревообработки, кондуктор для отверстий, высокоточный набор дюбеля для деревообработки
0
0
Надёжность продавца 89%
-6
%
1 637 ₽
1/4 "дюбель, сверлильный кондуктор, набор инструментов, деревообрабатывающий инструмент для сверления дерева
0
0
Надёжность продавца 61%
-1
%
2 279 ₽
Многофункциональный инструмент для сверления дюбелей 3 в 1, набор инструментов для столярных изделий
0
0
Надёжность продавца 89%
-0. 3
%
4 740 ₽
3 в 1 набор для сверления и отверстий по дереву
0
0
Надёжность продавца 100%
4 808 ₽
Мульти-функция ultimate само центрирующий дюбель джиг отверстие локатор буровой инструмент 3 в 1 перфоратор локатор деревообрабатывающий столярных набор инструментов
0
0
Надёжность продавца 89%
6 391 ₽
3 в 1 направляющая для сверления древесины, 6/8/10 мм
0
1
Надёжность продавца 100%
6 016 ₽
3 в 1, набор инструментов для деревообработки, из алюминиевого сплава
0
0
Надёжность продавца 89%
-3
%
5 005 ₽
3 в 1, набор направляющих для сверления, 3 в 1
0
0
Надёжность продавца 100%
-11
%
7 028 – 7 289 ₽
3 в 1 дюбель джиг 6/8/10/15 мм направляющий локатор для сверления дерева регулируемый дюбель джиг набор для diy деревообрабатывающий инструмент
0
0
Надёжность продавца 89%
-3
%
7 412 – 7 878 ₽
3 в 1, набор направляющих для сверления, 3 в 1
1
2
Надёжность продавца 100%
-1
%
7 646 ₽
Набор сверлильных направляющих 3 в 1, комплект высокоточных приспособлений для установки дюбелей
0
0
Надёжность продавца 100%
5 753 ₽
Деревообрабатывающий инструмент, 3 в 1, сверлильный локатор, набор направляющих для сверления 08450
0
0
Надёжность продавца 100%
3 105 – 4 018 ₽
3 в 1 деревообрабатывающий сверлильный локатор, направляющая для сверления отверстий под дерево, направляющая для сверления, направляющая для сверления, самоцентрирующий дюбель, деревообрабатывающий инструмент
0
0
Надёжность продавца 55%
-2
%
333. 37 – 5 083 ₽
Набор направляющих для сверления дюбелей 3 в 1, набор направляющих для сверления с зажимом для позиционирования, локатор столярной системы, столярные инструменты diy
0
0
Надёжность продавца 100%
4 228 ₽
3 в 1, направляющий локатор для сверления отверстий
0
0
Надёжность продавца 100%
-1
%
2 694 ₽
3 в 1 деревообрабатывающий карманный набор для бурения, набор для бурения дюбелей, набор для столярных деревянных дюбелей, направляющая для бурения, инструмент для локатора
0
0
Надёжность продавца 66%
1 407 ₽
3 мм сверлильный рукав 3 в 1 сверлильный локатор сверлильный направляющий комплект бревенчатый тенон дырокол дюбель для деревообработки diy инструмент
3 в 1 деревообрабатывающее карманное отверстие джиг комплект шаг бурения дюбеля джиг набор столярных деревянных дюбелей сверлильный инструмент
0
0
Надёжность продавца 51%
-0. 4
%
4 835 ₽
3 в 1 деревообработка направитель сверла комплект круглый лес шип пробивка отверстий сверлильный набор деревообрабатывающий столярных локатор устройство doweling перфоратор локатор
0
0
Надёжность продавца 89%
-4
%
3 653 – 4 931 ₽
3 в 1, направляющая для сверления дюбелей
0
0
Надёжность продавца 89%
-1
%
3 427 – 4 348 ₽
Деревообрабатывающий карман отверстие джиг комплект 3 в 1 устройство doweling 8/15 мм сверление дерева руководство локатор регулируемый дюбель джиг деревообрабатывающий инструмент
0
1
Надёжность продавца 89%
5 226 ₽
X400 3 в 1 линг лобзик 10 мм дерево сверления руководство локатор luminium сплава регулируемый дюбель джиг комплект для diy инструмент фреза для деревообработки
0
0
Надёжность продавца 89%
-0. 6
%
6 277 ₽
3 в 1 деревообработка локатор тонкий пояс, который крепится на деревянный дырокол локатор буровой инструмент деревообрабатывающий столярных набор инструментов с губкой коробка
0
0
Надёжность продавца 89%
-0.2
%
2 875 ₽
3 в 1 сверлильный локатор, направляющий дюбель, сверлильный станок, набор сверл для деревообработки, столярный позиционер, дырокол для тенона
0
0
Надёжность продавца 89%
-10
%
1 343 – 6 399 ₽
3 в 1 деревообрабатывающий перфоратор локатор высокоточный кувшин с метрическими дюбельными отверстиями деревообрабатывающий столярный станок
1
1
Надёжность продавца 87%
-4
%
2 850 ₽
3 в 1 деревообрабатывающий карманный зажим для отверстий набор для ступенчатого сверления дюбелей зажим для столярных работ деревянное дюбель направляющая для сверления инструмент для определения местоположения
0
0
Надёжность продавца 100%
-11
%
4 271 – 4 442 ₽
Направляющая 3 в 1 для сверления дюбелей, из алюминиевого сплава, 6/8/10/15 мм
0
0
Надёжность продавца 89%
1оценка
0заказов
Фото от покупателей
Характеристики товара
Сертификация: NONE
Происхождение: Китай
Показать все
Купить Наборы ручных инструментов | Woodcraft
Найти магазин
Моя учетная запись
Моя корзина
Моя корзина
Доставка в тот же день Найти магазин
1-800-225-1153 Служба поддержки клиентов
Категории
Бренд
Инструменты Аполлона
Динамический
Веритас
Доставка из
Инструменты Аполлона
Динамический
Вудкрафт
Цена
$10,00 — $25,00
25,00–50,00 долл. США
$50,00 — $75,00
$75,00 — $100,00
$100,00 — $150,00
150,00–200,00 долларов
1000,00 — 3000,00 долларов
К началу страницы
Сравнить товары:
удалить
удалить
удалить
удалить
удалить
Комплект ручной резки «ласточкин хвост»
Набор из 5 ключей SAE с трещоткой
Набор бытовых инструментов из 71 предмета
Инструменты Набор из 8 перфораторов и зубил
135 шт. Набор бытовых инструментов, модель DT0773
170 предметов Набор бытовых инструментов с ящиком для инструментов Розовый
Набор из 5 ключей с трещоткой, метрических размеров
135 шт. Набор инструментов для дома, розовый, модель DT0773N1
Мой первый набор инструментов — 14 предметов
3 плоскогубца — розовый
39 шт. Общий набор инструментов, модель DT9706
53 шт. Набор бытовых инструментов, модель DT9408
Набор бытовых инструментов из 63 предметов в футляре на молнии — розовый
4 шт. Комплект Stubby, модель DT0240P
2 разводных ключа — розовые
79 шт. Многоцелевой набор инструментов, модель DT9411
Набор инструментов для дома, розовый, 201 предмет, модель DT0020P
53 шт. Набор инструментов для дома, розовый, модель DT9773P
39 шт. Общий набор инструментов, розовый, модель DT9706P
Инструменты Набор из 16 пробойников и зубил
Набор бытовых инструментов из 71 предмета Розовый
Инструменты Расширенный мастер-набор, 367 шт.
Инструменты Стартовый набор из 198 предметов
Инструменты Промежуточный мастер-набор, 283 шт.
Сортировать по:
Лидеры продажСамая новая цена, от низкой до высокой цены, от высокой до низкойНаивысший рейтинг
К началу страницы
Доставка и возврат
Узнайте больше о политике и международной доставке. Узнать больше
Служба поддержки клиентов
Поговорите с дружелюбным представителем службы поддержки, чтобы помочь с покупкой. 1-800-225-1153
Поговорите со специалистом
Получайте советы по новейшим продуктам и помогайте с вашими проектами. 1-800-535-4486
Присоединяйтесь к нашей программе электронной почты!
ПОДАРИТЕ ПОДАРОЧНУЮ КАРТУ WOODCRAFT
Не можете решить, что подарить плотнику?
К началу страницы
20 Ручной инструмент для деревообработки Список для начинающих
Перейти к содержимому
Руководство по покупке ручных инструментов для деревообработкиДжошуа Фарнсворт3022-02-28T17:07:02-05:00
20 ручных деревообрабатывающих инструментов для начала работы с традиционными ручными инструментами для деревообработки
By Joshua Farnsworth | Обновлено 8 февраля 2022 г.
.
| Обновлено 8 февраля 2022 г.
Поделиться этой статьей:
Содержание (перейти к разделу)
Введение
Категории ручных деревообрабатывающих инструментов
Какие 20 ручных инструментов для деревообработки стоит купить в первую очередь?
1. Соберите или купите массивный деревянный верстак
2. Купить домкрат
3. Купить блочный рубанок
4. Купить 2 панельные пилы: продольная и поперечная резка
5. Купите 1-3 дисковые пилы
6. Купите стусло и торцовочную пилу
7. Купить копировальную пилу
8. Купите набор стамесок
9. Купить врезное долото
10. Купите 6-дюймовый комбинированный квадрат
11. Купите или постройте пробную площадку
12. Купите угольник с подвижной кромкой
13. Купить разделитель (компас)
14. Купите или соберите разметочный прибор
15. Купите складную линейку и/или рулетку
16. Купить нож для разметки
17. Купить приспособления для заточки
18. Изготовьте или купите деревянный столярный молоток
19. Купить шпунтованный рубанок
20. Купите несколько струбцин для деревообработки
Оставить комментарий или задать вопрос?
«Вы не знаете, какой ручной инструмент купить для деревообработки? Ниже вы увидите ссылки на каждую из моих статей в Руководстве покупателя ручного инструмента. А внизу этой страницы вы можете прочитать мою статью о том, какие 20 ручных инструментов для деревообработки вы должны купить в первую очередь. Спасибо, что заглянули, и наслаждайтесь!»
– Джошуа Фарнсворт
МАРКИРОВКА И ИЗМЕРЕНИЕ
Вид
СТАНОС
Вид
ИНСТРУМЕНТ ДЛЯ ЗАТОЧКИ
Вид
900 14 МОЛОТКИ И МОЛОТКИ
Смотреть
РУЧНЫЕ ДРЕЛИ И СКОБЫ
Смотреть
ИЗОГНУТЫЕ ИНСТРУМЕНТЫ
Вид
ОБРАБОТКА ЗЕЛЕНОЙ ДРЕВЕСИНЫ
Вид
ЗАЖИМ И КРЕПЛЕНИЕ
Вид
9001 4 ИНСТРУМЕНТ ДЛЯ РЕЗЬБЫ ПО ДЕРЕВУ
Посмотреть
ПРОДУКТЫ ДЛЯ ОБРАБОТКИ ДЕРЕВА
Посмотреть
ИНСТРУМЕНТ ДЛЯ ТОЧКИ ДЕРЕВА
Посмотреть
90 002
ЭЛЕКТРОИНСТРУМЕНТЫ И ПРИНАДЛЕЖНОСТИ
Посмотреть
Какие 20 ручных деревообрабатывающих инструментов следует купить в первую очередь?
Джошуа Фарнсворт
Я создал приведенные выше руководства для покупателей ручных инструментов, чтобы помочь новичкам, которые чувствуют себя подавленными, пытаясь понять, какие ручные инструменты им нужны в первую очередь. Это расстраивает! Ниже вы увидите мой сводный список из 20 основных профессиональных ручных инструментов для деревообработки, которые вы должны начать накапливать, чтобы начать создавать самые простые проекты по деревообработке. Когда вы будете готовы, вы можете нажать на желтые кнопки, чтобы посетить каждое из руководств по покупке для каждого типа ручного инструмента, чтобы получить помощь в понимании функций, брендов и моделей ручного инструмента. Внизу этой страницы находится удобный полный список инструментов, отсортированных по категориям «срочно», «полусрочно» и «несрочно» для покупки.
1. Соберите или купите верстак из цельного дерева
Деревянный верстак всегда был в центре традиционной столярной мастерской. Если у вас действительно ограниченный бюджет, вы можете обойтись почти всем, что позволяет вам закрепить древесину на месте для ручного строгания и пиления, а также использовать зажимы для фиксации заготовки.
Тем не менее, я бы порекомендовал вам либо построить деревянный верстак, либо купить его, если вы чувствуете, что сборка верстака слишком сложна для вас прямо сейчас. Тем не менее, я создал DVD (и потоковую версию) «Создание портативного верстака Moravian с Уиллом Майерсом», чтобы даже новички могли собрать прочный, портативный и очень доступный верстак, который подойдет практически где угодно, используя в основном или только ручные инструменты. Вы можете купить его в моем магазине здесь. Вы можете найти бесплатные чертежи верстака Уилла для Моравского верстака здесь. Какой бы путь вы ни выбрали, убедитесь, что вы решили либо построить, либо купить тяжелый и крепкий деревянный верстак, по крайней мере, с 3-дюймовой сплошной столешницей, прочными опорными ножками и, по крайней мере, одними прочными тисками. В моем руководстве по верстаку подробно рассказывается о том, как выбрать деревянный верстак.
Прочитайте Руководство покупателя верстака >>>
2. Купите рубанок Jack Pla
ne
Рубанок Jack Hand — это «настольный рубанок» среднего размера (т. верстак). Если у вас ограниченный бюджет, рубанок с домкратом можно временно использовать вместо других рубанков, выполняющих специальные функции: (1) грубое удаление припуска (если вы покупаете второй утюг/лезвие и формируете его изогнутым «изгибом») ), (2) краев соединительной доски (при условии, что длина доски не превышает трехкратную длину плоскости домкрата) и (3) выравнивание досок.
Со временем вы захотите приобрести специальный рубанок для сглаживания и фуганка, но рубанок Jack позволит вам приступить к работе! Новый остроугольный джек-план с малым углом идеально подойдет новичкам и профессионалам, которые не готовы переделывать ручные рубанки.
ПРОЧИТАЙТЕ РУКОВОДСТВО ДЛЯ ПОКУПАТЕЛЯ РУБАЛКА >>>
3. Купите рубанок по дереву
Рубанок по дереву стал одним из наиболее часто используемых инструментов в столярной мастерской. Некоторые традиционные столяры даже держат их в фартуках! Эти маленькие рубанки можно использовать для обрезки стыков, снятия фасок на краях доски, обрезки торцевых волокон и т. д. Я бы порекомендовал найти рубанок с малым углом, потому что малый угол позволяет легче срезать сложные волокна. В моем руководстве по покупке ручного рубанка более подробно рассказывается об особенностях и брендах, на которые следует обращать внимание при покупке рубанка хорошего качества.
ПРОЧИТАЙТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ РУЧНОГО РУБАШКА >>>
4.
Купите 2 панельные пилы: продольную и поперечную резку
Ручные пилы (часто называемые «панельными пилами») представляют собой длинные тонкие пилы с удобной деревянной ручкой. Они используются для приблизительного определения размеров вашего пиломатериала. Хотя «панельная пила» технически представляет собой ручную пилу меньшего размера, которая помещается в панель ящика для инструментов, в дальнейшем я буду называть этот тип пилы «панельной пилой», чтобы отличать их от широкой категории, именуемой «ручные пилы». ». Панельные пилы бывают с двумя конфигурациями зубьев: «Рип» (режет поперек волокон… как долото) и «Поперечный рез» (режет поперек волокон… как нож). Вам понадобятся оба.
Панельные пилы могут быть довольно доступными (часто всего 5 долларов за штуку), но вам нужно знать, что вы ищете, и быть готовым потратить некоторое время на обучение заточке ручных пил. Мое руководство по покупке ручной пилы поможет вам узнать, какие бренды и модели следует искать на местных блошиных рынках или на eBay.
ПРОЧИТАЙТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ РУЧНОЙ ПИЛЫ >>>
5. Купите 1-3 пилы для распиловки
В отличие от пил по дереву, «пилы для распиловки» используются для тонкой точной работы при выполнении деревянных соединений (таких как соединения типа «ласточкин хвост»). Тонкие металлические пластины пилы сделаны жесткими со стальными или латунными «задними частями», которые проходят вдоль верхней части пластины пилы.
Если у вас ограниченный бюджет, вы можете какое-то время обойтись пилой типа «ласточкин хвост». Но если у вас есть средства, то я бы порекомендовал вам приобрести три пилы: (1) пила типа «ласточкин хвост» с мелкими зубьями, используемая для резки столярных изделий вдоль волокон (например, ласточкины хвосты), (2) a «торцовая пила», используемая для резки поперек волокон (мелкие поперечные зубья), и (3) шипорезная пила большего размера, используемая для выполнения более глубоких надрезов, таких как щеки шипа, вдоль волокон (разрывные зубья). Все три пилы используются в моей мастерской очень и очень часто. Как упоминалось выше, поначалу вы, безусловно, могли бы обойтись простой пилой типа «ласточкин хвост», так как маленькие зубья не так уж плохо справляются с работой по резанию поперек волокон. Покупка пилы с обратной пилой может быть очень запутанной, потому что большинство продавцов не знают, какая пила у них есть, а конфигурация зубьев может изменить работу пилы. Большинство людей, которые продают антикварные пилы, путают названия, так что не волнуйтесь. Мое руководство для покупателя действительно проясняет эту путаницу и поможет вам узнать, что искать.
ПРОЧТИТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ РУЧНОЙ ПИЛЫ >>>
6. Купите стусло и торцовочную пилу. точные углы. Это особенно сэкономит вам много времени при попытках выровнять концы доски. Длинная торцовочная пила скользит вперед и назад по жесткой раме пилы.
Углы рамы можно изменить, чтобы вы могли выполнять идеальное соединение под углом (соединение, используемое для рам для картин) и многие другие соединения. Я использую торцовочную пилу довольно часто. Я купил их подержанными всего за 15 долларов, но рассчитываю заплатить больше.
ПРОЧТИТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ РУЧНОЙ ПИЛЫ >>>
7. Купите копировальную пилу
Очень доступная копировальная пила (обычно менее 20 долларов США) регулярно используется для грубой резки доски, но особенно для удаления отходов из соединений типа «ласточкин хвост». (одно из самых распространенных соединений древесины). Недорогая копировальная пила отлично подойдет вместе с набором доступных сменных полотен. Прочтите мое руководство по покупке ручной пилы для получения более подробной информации о брендах и характеристиках, на которые следует обращать внимание при покупке копировальной пилы.
ПРОЧИТАЙТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ РУЧНОЙ ПИЛЫ >>>
8. Купите набор стамесок
Я использую стамески в своей мастерской чаще, чем какой-либо другой инструмент, поэтому лучше не экономить здесь. Высококачественный набор стамесок со скошенной кромкой (новых или винтажных) прослужит вам много лет (вероятно, всю вашу жизнь) и будет использоваться практически в каждом проекте. Я использовал несколько недорогих стамесок с пластиковой ручкой, но предпочитаю более легкие стамески с деревянной ручкой и отличной сталью.
Хороший набор из 5-7 стамесок (они не обязательно должны совпадать) поможет вам сразу приступить к работе. Со временем вы добавите специальные долота (например, долота для обрезки, долота «рыбий хвост» и т. д.), но стамески-стамески подойдут практически для всего. Я часто плачу всего 10 долларов за высококачественные винтажные долота, поэтому собранный набор, безусловно, может быть доступным и более качественным, чем новые наборы низкого качества. Прочтите руководство по покупке стамесок, чтобы узнать, каких стамесок следует избегать, а какие отлично подойдут.
ПРОЧТИТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ ПО ДОЛОТУ >>>
10. Купите врезное долото
Для начала вам понадобится только врезное долото на 1/4 дюйма или 3/8 дюйма (или размер, близкий к этому) . Я предпочитаю 3/8 дюйма. Вам не нужен целый набор врезных стамесок. Врезные долота (также называемые «врезными долотами») используются для проделывания пазов (прямоугольных отверстий) в боковой части доски, чтобы можно было вставить шип. «Врезка и шип» — это очень распространенное и очень прочное соединение, о котором слышало большинство людей.
Я предпочитаю врезные стамески в английском стиле «свинья-наклейка» из-за их прочности, веса и ощущения овальной ручки. В моем руководстве по покупке долота показано, где найти эти долота и на что обратить внимание при их покупке.
ПРОЧИТАЙТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ ДОЛОТО >>>
10. Купите 6-дюймовый комбинированный угольник
Комбинированный угольник — это очень полезный и точный регулируемый угольник, который позволяет проверять доски на прямоугольность, выполнять точные измерения и измерять глубину регулировка пазов и других деревянных соединений. Это один из самых часто используемых ручных инструментов в моей мастерской. Особенно маленький 6-дюймовый комбинированный квадрат.
Так в чем же разница между квадратом комбинации $10 и квадратом комбинации $100? Я подробно расскажу об этом в своей статье о покупке угольников и других калибров:
ПРОЧИТАЙТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ ПО МАРКИРОВКЕ И ИЗМЕРЕНИЮ >>>
11. Купите или соберите пробный угольник
заготовки для точной посадки соединений. Если вы еще недостаточно уверены, чтобы построить свой собственный пробный квадрат, вам следует приобрести хороший металлический пробный квадрат (где-то между 9и 12 дюймов). Он будет использоваться для начертания квадратных линий вокруг поверхностей и краев ваших досок, например, линии, по которой следует резать пилой.
Большинство пробных угольников, которые я нашел (бывшие в употреблении или новые), на самом деле не имеют идеальных 90 градусов или «квадрата». Но вы можете использовать напильник, чтобы вернуть его в исходное состояние. В моем руководстве по маркировке и измерению объясняется, как проверить квадрат, а также как починить тот, который «не соответствует квадрату».
ПРОЧТИТЕ РУКОВОДСТВО ПО МАРКИРОВКЕ И ИЗМЕРЕНИЯМ >>>
12. Купите угольник для снятия фаски
Угольник для снятия фаски (или «измеритель угла») используется для разметки углов на заготовке. После установки хороший скользящий угольник должен иметь возможность повторять этот угол снова и снова, например, когда вы выкладываете ласточкины хвосты на лицевой стороне доски.
Не все угольники со скользящим скосом хорошо удерживают этот угол, поэтому обязательно прочтите дополнительную информацию в моем руководстве по маркировке и измерению перед покупкой измерителя угла наклона.
ПРОЧТИТЕ РУКОВОДСТВО ПО МАРКИРОВКЕ И ИЗМЕРЕНИЯМ >>>
13. Купите разделитель (циркуль)
Разделитель (или циркуль) используется для многократного выполнения и повторения измерений на заготовке. Традиционные столяры редко проводят измерения с помощью рулетки при выполнении тонких столярных работ, а скорее проводят измерения с помощью делителей, а затем переносят эти произвольные (но точные) измерения на другую заготовку. Это устраняет некоторую степень неточности.
Разделители также используются для разметки дуг и многого другого. У вас обязательно должна быть хотя бы одна «пара» делителей (один циркуль), где-то между 6 и 9 дюймами.-дюймовый размер. Также полезно иметь пару небольших разделителей (например, 3 дюйма), поэтому я могу хранить более одного измерения за раз.
ПРОЧИТАЙТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ ПО РАЗМЕТКЕ И ИЗМЕРЕНИЮ >>>
14. Купите или соберите разметочный калибр
Как и разделители, разметочные калибры используются для переноса измерений и повторения их снова и снова. Механизм блокировки предотвращает скольжение датчика и потерю измерения. Вы не сможете успешно построить мебель, не имея хотя бы одного хорошего прочного шаблона для разметки.
Мне очень нравятся разметочные калибры, которые режут (или нарезают), особенно более современные колесные разметочные калибры. Наличие врезного калибра (с двумя резцами или штифтами) очень удобно, но вы определенно можете обойтись и выкладыванием пазов всего одним разметочным калибром.
Но остерегайтесь дешевых разметочных калибров, о которых я упоминаю в своем руководстве по покупке. Они будут бесполезными и пустой тратой денег.
ПРОЧТИТЕ РУКОВОДСТВО ДЛЯ ПОКУПАТЕЛЯ ПО МАРКИРОВКЕ И ИЗМЕРЕНИЯМ >>>
15. Купите складную линейку и/или рулетку
«Складная линейка» (не «линейка») является предшественником рулетки и позволяет снимать мерки при резке досок и т. д. Если у вас ограниченный бюджет, можно использовать маленькую рулетку. используется для одной и той же работы, обычно для грубого измерения (например, склад пиломатериалов). Я использую оба.
Хорошая винтажная 24-дюймовая деревянная линейка очень удобна, потому что она помещается в карман или фартук и позволяет быстро выполнять измерения. Они довольно доступны по цене, но вам нужно знать, что искать, чтобы не ошибиться.
ПРОЧТИТЕ РУКОВОДСТВО ДЛЯ ПОКУПАТЕЛЯ ПО МАРКИРОВКЕ И ИЗМЕРЕНИЮ >>>
16. Купите нож для разметки
Нож для разметки используется для разметки мест, где вы будете резать пилой и долотом. Для того, чтобы проникнуть в узкие места (например, ласточкины хвосты) и сделать очень точные линии (что очень важно для плотных соединений), вам нужен правильный нож для разметки. Вы думаете, что подойдет любой старый нож, но ошибаетесь. Несколько лет назад я купил несколько, которые не работали должным образом.
Маркировочные ножи могут быть очень дорогими, но, к счастью, я нашел очень доступный нож (15 долларов), который отлично работает. Ознакомьтесь с моим руководством по маркировке и измерению, чтобы узнать, на что обращать внимание (и чего следует избегать) при покупке маркировочного ножа.
ПРОЧИТАЙТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ ПО МАРКИРОВКЕ И ИЗМЕРЕНИЮ >>>
17. Купить приспособления для заточки ручных инструментов
Наличие очень острых инструментов является одним из наиболее важных аспектов правильной традиционной деревообработки ручными инструментами. Многие новички думают, что в деревообработке пахнут, но обычно они просто используют тупые (или неправильно заточенные) ручные инструменты. Для начала я рекомендую купить качественные точильные принадлежности для заточки и заточки стамесок, ручных рубанков и ручных пил. И я помогу вам сэкономить деньги, избегая систем, которые не работают.
ПРОЧИТАЙТЕ РУКОВОДСТВО ПО ЗАТОЧКЕ >>>
18. Изготовьте или купите деревянный столярный молоток
Хороший деревянный молоток жизненно важен для традиционных работ по дереву. Я предпочитаю столярные молотки английского типа. Более легкие резные молотки не будут достаточно мощными для большинства задач, особенно для рубки врезным зубилом.
Деревянные молотки в основном используются для ударов по зубилам при разрезании соединений (таких как соединения типа «ласточкин хвост» или вырезание пазов). Ни в коем случае нельзя бить по долоту металлическим молотком. Изготовьте или купите молоток из довольно твердого дерева (например, клена, дуба, бука и т. д.), который будет хорошо сбалансирован в вашей руке и даст вам достаточный вес, чтобы колоть зубилами.
ПРОЧИТАЙТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ ДЛЯ МОЛОТКА И МОЛОТКА >>>
19.
Купите рубанок для шпунта
Шпунт — одно из наиболее распространенных соединений в производстве мебели, поэтому ручной рубанок, который прорезает шпунт, должен быть в начале вашего списка. инструментов купить. Да, шпунты можно вырезать без рубанка, но с большим трудом. У меня есть много ручных рубанков, которые вырезают шпунты, в том числе деревянные рубанки, металлические рубанки, плечевые рубанки и подвижные филенчатые рубанки. Хотя я использую их все для специальных задач, я считаю, что металлическая или деревянная подвижная плоскость (на фото выше) является наиболее полезной, так как она позволяет мне вырезать шпунты вдоль волокон, поперек волокон и позволяет мне легко вырезать панели (как показано выше). А подвижный упор сильно помогает с точностью. Я очень подробно рассказываю о рубанках со шпунтом в руководстве покупателя ручного рубанка.
ПРОЧТИТЕ РУКОВОДСТВО ПОКУПАТЕЛЯ РУЛЕТНИКА >>>
20. Купите несколько зажимов для деревообработки
Зажимы для деревообработки удерживают свежесклеенные соединения вместе, пока клей не затвердеет.
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
Цепи и шины
—
По запросу
По запросу
По запросу
—
По запросу
По запросу
По запросу
—
По запросу
По запросу
По запросу
—
По запросу
По запросу
—
По запросу
По запросу
По запросу
—
По запросу
По запросу
По запросу
—
По запросу
—
По запросу
По запросу
—
По запросу
По запросу
—
По запросу
—
По запросу
—
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
6
По запросу
7
По запросу
8
По запросу
9
По запросу
10
По запросу
11
По запросу
12
По запросу
13
По запросу
14
По запросу
15
По запросу
16
По запросу
17
По запросу
18
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
По запросу
2
По запросу
3
По запросу
4
660 р.
5
По запросу
6
По запросу
7
По запросу
8
По запросу
9
По запросу
10
По запросу
11
По запросу
12
По запросу
13
По запросу
14
По запросу
15
По запросу
16
По запросу
17
По запросу
18
По запросу
19
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
По запросу
6
По запросу
7
По запросу
8
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
3
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
6
По запросу
По запросу
7
По запросу
8
По запросу
9
По запросу
10
По запросу
11
По запросу
12
По запросу
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
6
По запросу
7
По запросу
8
По запросу
9
По запросу
10
По запросу
11
По запросу
12
По запросу
13
По запросу
14
По запросу
15
По запросу
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
6
По запросу
7
По запросу
По запросу
8
По запросу
9
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
По запросу
3
По запросу
4
По запросу
По запросу
5
По запросу
6
По запросу
7
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
3
По запросу
По запросу
4
По запросу
5
По запросу
6
По запросу
7
По запросу
8
По запросу
По запросу
9
По запросу
10
590 р.
11
По запросу
12
По запросу
13
По запросу
14
По запросу
14
По запросу
15
По запросу
16
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
По запросу
2
По запросу
По запросу
3
По запросу
4
По запросу
5
По запросу
По запросу
6
По запросу
7
По запросу
8
По запросу
9
По запросу
10
По запросу
530 р.
11
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
По запросу
3
По запросу
4
По запросу
5
По запросу
По запросу
6
По запросу
7
По запросу
8
По запросу
9
По запросу
10
По запросу
530 р.
11
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
6
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
6
По запросу
7
По запросу
8
По запросу
9
По запросу
10
По запросу
11
По запросу
12
По запросу
По запросу
13
По запросу
По запросу
14
По запросу
15
По запросу
16
По запросу
17
По запросу
18
По запросу
19
По запросу
20
По запросу
21
По запросу
22
По запросу
23
По запросу
24
По запросу
25
По запросу
26
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
6
По запросу
По запросу
7
По запросу
8
По запросу
9
730 р.
10
По запросу
По запросу
11
По запросу
По запросу
12
По запросу
По запросу
13
По запросу
14
По запросу
15
По запросу
16
По запросу
17
По запросу
18
По запросу
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
3
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
3
По запросу
4
По запросу
5
По запросу
6
По запросу
По запросу
7
По запросу
8
По запросу
9
По запросу
10
По запросу
11
По запросу
12
По запросу
13
По запросу
14
По запросу
15
По запросу
16
По запросу
17
По запросу
18
По запросу
19
По запросу
20
По запросу
21
По запросу
22
По запросу
23
По запросу
24
По запросу
25
По запросу
26
По запросу
27
По запросу
28
По запросу
29
По запросу
30
По запросу
По запросу
31
По запросу
32
По запросу
33
По запросу
34
По запросу
35
По запросу
36
По запросу
37
По запросу
38
По запросу
39
По запросу
40
По запросу
41
По запросу
42
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
По запросу
В наличии
Товар есть на складе поставщика. Отгрузка с нашего склада через 3-6 рабочих дней
Нет в наличии. Ожидается поступление на склад поставщика через 10-30 дней
Нет в наличии на складах в России. Возможность и срок поставки уточняйте
Товар более не поставляется
Наличие уточняйте
1
По запросу
2
По запросу
3
По запросу
435e 440e
4
По запросу
5
По запросу
6
По запросу
Бензопила Husqvarna 435 | Мощность Москва 2.
2 л.с.
Главная
Бензопилы
18415 шт.
ТОВАРЫ В СРАВНЕНИИ
очистить
Для того, чтобы начать сравнение, добавьте еще хотя бы один товар
Перейти к сравнению
Версия для печати
Швеция
2.2 л.с.
Артикул:
9671554-45
Мощность (л.с):
2.2 л.с.
Вес:
4.4 кг
Размеры (ШxДxВ):
470x250x340
Класс:
Полупроф.
Длина шины:
38 см
Количество звеньев цепи:
64
Шаг и толщина цепи:
0. 325 дюймов
Бак:
0.37 л
Все характеристики
Описание
Подробные характеристики
Отзывы 0
Расходные материалы 50
Бензопила Husqvarna 435 — инструмент из нового модельного ряда. Пила для универсального применения: валки небольших деревьев, строительства, обрезки веток и пр. Основной отличительной чертой бензопилы является новейшая технология X-TORQ. Её использование позволяет снизить расход топлива на 20% и увеличить крутящий момент, даже на малых оборотах. Пила легко запускается, просто обслуживается. Предусмотрена система защиты от вибрации.
Произведено
Швеция — родина бренда
Габаритные размеры и масса
Размеры: мм.
Масса: 4.4 кг.
Мощность (л.с):
2.2 л.с.
Вес:
4.4 кг
Размеры (ШxДxВ):
470x250x340
Класс:
Полупроф.
Длина шины:
38 см
Количество звеньев цепи:
64
Шаг и толщина цепи:
0. 325 дюймов
Бак:
0.37 л
Бак для масла:
0.25 л
Легкий запуск:
есть
Система гашения вибрации:
есть
Оставьте свой отзыв о товаре:
Бензопила Husqvarna 435
Оставить отзыв
Отзывов о товаре пока нет, вы можете стать первым
Шины
Цепи
Бензиновые газонокосилки
Бухты цепи
Масла, смазки
Husqvarna 15″, 0. 325 SN, 1.3 мм, 64 Pixel
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 15″, 0.325 SN, 1.5 мм, 64
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 18″, 3/8″ SN, 1.5 мм, 68
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 14″/35 3/8 SN .050/1.3, 52, для бензопилы Husqvarna 135/140/236/240
Шина
959,-
Добавить к покупкеДобавлено к покупке
Husqvarna 16″/40 3/8 SN .050/1.3, 56, для бензопилы Husqvarna 135/140/236/240
Шина
1 019,-
Добавить к покупкеДобавлено к покупке
Husqvarna 13/33 . 325 SN .058/1.5 56 (узкий хвостовик)
Шина
1 245,-
Добавить к покупкеДобавлено к покупке
Husqvarna 16/40 .325 SN .058/1.5 66 (узкий хвостовик)
Шина
1 409,-
Добавить к покупкеДобавлено к покупке
Husqvarna 18/44 .325 SN .058/1.5 72 (узкий хвостовик)
Шина
1 439,-
Добавить к покупкеДобавлено к покупке
Husqvarna 20/50 .325 SN 0.58/1.5 80 (узкий хвостовик) для 254XP, 257, 262XP
Шина
1 899,-
Добавить к покупкеДобавлено к покупке
Husqvarna 15/38 3/8 SN .058/1.5 56 (узкий хвостовик) для 262
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 18/40 3/8 SN . 058/1.5 68 (узкий хвостовик) для 262
Шина
1 599,-
Добавить к покупкеДобавлено к покупке
Husqvarna 15/38 3/8 SN .058/1.5 56 (широкий хвостовик)
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 16/40 3/8 SN .058/1.5 60 (широкий хвостовик)
Husqvarna 12″/30 3/8 SN .050/1.3мм, для 335XPT до сер.номера 994500387 и 325Р5х
Шина
919,-
Добавить к покупкеДобавлено к покупке
Husqvarna 14″/34 3/8 SN .050/1.3, для 335XPT c сер.номера 994500387
Шина
1 719,-
Добавить к покупкеДобавлено к покупке
Husqvarna 16″/39 3/8 SN .050/1.3, для 335XPT c сер.номера 994500387
Шина
1 349,-
Добавить к покупкеДобавлено к покупке
Husqvarna 14″/34 3/8 mini SN .050/1.3, A041 (Jonsered)
Шина
929,-
Добавить к покупкеДобавлено к покупке
Husqvarna 12″/30 3/8 SN . 043/1.1 45, для 325P4x, 323 P4, 325 P5x
Шина
919,-
Добавить к покупкеДобавлено к покупке
Husqvarna 20″/51 .325″ для 372ХР. Для соревнований вальщиков (валка)
Шина
19 385,-
Добавить к покупкеДобавлено к покупке
Husqvarna 20″/51 3/8″ для 372ХР. Для соревнований вальщиков (валка)
Шина
19 385,-
Добавить к покупкеДобавлено к покупке
Husqvarna 20″/51 3/8″ для 576ХР. Для соревнований вальщиков (валка)
Шина
19 385,-
Добавить к покупкеДобавлено к покупке
Husqvarna 15″/38 .325″ для 372ХР. Для соревнований вальщиков (обрезка сучьев)
Шина
19 385,-
Добавить к покупкеДобавлено к покупке
Перейти в категорию
Husqvarna Н30, 15″, 0. 325″, 1.3 мм, 64 звена, Пиксель
Цепь для пилы
805,-
Добавить к покупкеДобавлено к покупке
Husqvarna h35, 15″, 0.325″, 1.5 мм, 64 звена, ЛоуВиб
Цепь для пилы
805,-
Добавить к покупкеДобавлено к покупке
Husqvarna h35, 16″, 0.325″, 1.5 мм, 66 звеньев, ЛоуВиб
Цепь для пилы
869,-
Добавить к покупкеДобавлено к покупке
Husqvarna h35, 18″, 0.325″, 1.5 мм, 72 звена, ЛоуВиб
Цепь для пилы
939,-
Добавить к покупкеДобавлено к покупке
Husqvarna h35, 20″, 0.325″, 1.5 мм, 80 звеньев, ЛоуВиб
Цепь для пилы
1 139,-
Добавить к покупкеДобавлено к покупке
Husqvarna Н30, 16″, 0. 325″, 1.3 мм, 66 звеньев, Пиксель
Цепь для пилы
885,-
Добавить к покупкеДобавлено к покупке
Husqvarna Н30, 18″, 0.325″, 1.3 мм, 72 звена, Пиксель
Цепь для пилы
939,-
Добавить к покупкеДобавлено к покупке
Перейти в категорию
Parton PA625Y22RHP
Газонокосилка бензиновая
38 000,-
Добавить к покупкеДобавлено к покупке
Перейти в категорию
Husqvarna h40 Pixel, 0.325″, 1.3 мм (100 футов/30 метров)
Бухта цепи
19 939,-
Добавить к покупкеДобавлено к покупке
Husqvarna h35, 0. 325″, 1.5 мм (100 футов/30 метров)
Бухта цепи
18 989,-
Добавить к покупкеДобавлено к покупке
Husqvarna h33, 0.325″, 1.3 мм (100 футов/30 метров)
Бухта цепи
18 989,-
Добавить к покупкеДобавлено к покупке
Перейти в категорию
Husqvarna Bio Advanced бутылка 1 л
Масло для смазки цепи
419,-
Добавить к покупкеДобавлено к покупке
Husqvarna VegOil канистра 5 л
Масло для смазки цепи
1 649,-
Добавить к покупкеДобавлено к покупке
Husqvarna Bio Advanced канистра 5 л
Масло для смазки цепи
1 649,-
Добавить к покупкеДобавлено к покупке
Husqvarna для смазки тормоза цепи, подшипника сцепления и ведомой звёздочки
Шприц-масленка
349,-
Добавить к покупкеДобавлено к покупке
Перейти в категорию
Похожие товары
Echo CS-3700ES
Бензопила цепная
бесплатная доставка
18 990,-
2,04л. с.
Добавить к сравнению
Перейти к сравнению
Makita EA3503S40B
Бензопила
бесплатная доставка
на заказ
2.3л.с.
Добавить к сравнению
Перейти к сравнению
Makita EA3502S40B
Бензопила
бесплатная доставка
на заказ
2.3л.с.
Добавить к сравнению
Перейти к сравнению
Husqvarna 445 E
Бензопила
бесплатная доставка
19 941,-
2.8л.с.
Добавить к сравнению
Перейти к сравнению
Husqvarna 440 E доп. цепь + перчатки
Бензопила
бесплатная доставка
18 991,-
2.4л.с.
Добавить к сравнению
Перейти к сравнению
Husqvarna 531307186 — Цепи противоскольжения 22 X 9 5 X 12
ХУСКВАРНА
131,99 $
121,77 $
— Вы экономите
$10,22
Текущий запас:
Количество:
Специальный заказ Товар отсутствует на складе. У него есть Заводской Заказ более чем на 21 день с момента запроса заказа.
Способы оплаты
Артикул:
531307186
СКП:
042228078294
MPN:
531307186
Состояние:
Новый
Наличие:
Отгружается (поставляется с нашего склада) в течение следующего рабочего дня при наличии на складе
Часто покупают вместе:
Описание
Информация о гарантии
Дополнительная информация
Описание
531307186 HUSQVARNA Цепи противоскольжения Husqvarna 22 X 9 5 X 12
Цепи противоскольжения Husqvarna 531307186 — идеальный выбор для ваших зимних погодных условий. Эти цепи противоскольжения предназначены для обеспечения максимального сцепления и устойчивости на дорогах, покрытых снегом и льдом. 22 х 9Размер 5 X 12 идеально подходит для большинства транспортных средств, а цепи легко устанавливаются и снимаются. Прочная конструкция гарантирует, что эти цепи прослужат долгие годы. Независимо от того, едете ли вы в условиях гололеда или просто нуждаетесь в дополнительной безопасности на снегу, цепи противоскольжения Husqvarna 531307186 — идеальный выбор для вас. Получите свой комплект сегодня и оставайтесь в безопасности на дорогах этой зимой.
Газонокосилки HUSQVARNA — идеальный выбор как для домовладельцев, так и для профессионалов. Благодаря широкому выбору моделей и размеров HUSQVARNA найдет идеальную газонокосилку для любой работы. Благодаря таким функциям, как SmartSwitch, интуитивно понятная клавиатура и мощный процессор, вы можете быть уверены, что ваш газон будет выглядеть наилучшим образом. Кроме того, благодаря широкому ассортименту запчастей для бензопил HUSQVARNA вы сможете обеспечить бесперебойную работу своей газонокосилки долгие годы. От свечей зажигания до воздушных фильтров — HUSQVARNA предлагает идеальные запасные части, чтобы ваша газонокосилка работала как новая. С HUSQVARNA вы можете быть уверены, что ваш газон будет выглядеть наилучшим образом, независимо от выполняемой работы.
Оригинальные детали необходимы для работы ваших цепей противоскольжения Husqvarna 531307186 — 22 X 9 5 X 12. Husqvarna предлагает оригинальные высококачественные детали, которые идеально подходят для вашей машины и обеспечивают ее оптимальную производительность. Оригинальные детали разработаны с учетом конкретных требований машины, что означает, что они более долговечны и надежны, чем обычные детали. Кроме того, они проходят испытания на соответствие самым высоким стандартам безопасности. Покупая оригинальные запчасти, вы можете быть уверены, что ваш Husqvarna 531307186 — 22 X 9Цепи противоскольжения 5 X 12 выдержат самые тяжелые условия и прослужат вам долгие годы.
В Husqv Parts мы являемся основным поставщиком оригинальных запчастей для ваших цепей противоскольжения Husqvarna 531307186 — 22 X 9 5 X 12. Квалифицированный персонал поможет найти нужную деталь для вашего проекта и ответит на все интересующие вас вопросы. Мы предлагаем конкурентоспособные цены, а наши запчасти поставляются напрямую от производителя, гарантируя, что вы всегда получите детали самого высокого качества. Мы также предлагаем 30-дневную политику возврата, так что вы можете делать покупки с уверенностью. Благодаря нашей быстрой доставке и отличному обслуживанию клиентов вы можете доверять Husqv Parts, чтобы быстро и без проблем получить нужные вам детали.
С 1971 года мы поставляем клиентам лучшие запасные части HUSQVARNA. Благодаря многолетнему опыту работы в отрасли у нас есть знания, которые помогут вам найти идеальную деталь для ваших нужд. Мы предлагаем широкий выбор запчастей и аксессуаров, которые обязательно удовлетворят ваши требования. Наши сотрудники хорошо обучены и хорошо осведомлены, поэтому вы можете быть уверены, что получите лучший совет и обслуживание. Мы стремимся предоставить клиентам наилучшие условия для совершения покупок, поэтому вы можете быть уверены, что получаете лучшие детали по лучшим ценам.
Husqvarna husqvarna 22 x 9 5 x 12 Цепочек шин. Цепи противоскольжения Husqvarna 22 X 9 5 X 12 разработаны для обеспечения максимальной тяги и сцепления в условиях снега и льда. Они имеют прочную конструкцию и уникальный рисунок поперечной цепи для превосходной производительности. Цепи легко устанавливаются и снимаются, что делает их идеальными для использования на различных транспортных средствах.
531307186 Цепи противоскольжения Husqvarna 22 X 9 5 X 12 Руководство и дополнительная информация
Если вы не уверены, что у вас есть деталь, которая соответствует вашим потребностям, вы можете обратиться к разделу руководств по запчастям на нашем веб-сайте, где представлена подробная информация обо всех наших запчастях. Кроме того, вы можете обратиться в нашу компетентную службу поддержки клиентов, которая может предоставить вам дополнительную информацию и совет. Наши сотрудники службы поддержки клиентов обладают обширными знаниями и опытом в отрасли и могут помочь вам найти нужную деталь для ваших нужд.
Если вы ищете запчасти для своего оборудования HUSQVARNA, вы можете найти их в разделе запчастей. Здесь вы найдете широкий ассортимент запчастей, необходимых для бесперебойной работы вашего оборудования. Кроме того, вы также можете искать запчасти для определенных моделей оборудования в разделе поиска запчастей. Это позволяет быстро и легко найти именно ту деталь, которая вам нужна для вашего оборудования.
Просмотреть всеЗакрыть
Информация о гарантии
В соответствии с политикой группы Husqvarna
Просмотреть всеЗакрыть
Дополнительная информация
Категория:
Цепь
ИМГ:
НВМ
Просмотреть всеЗакрыть
Amazon.
com : Газовая бензопила Husqvarna 435, 40-кубовый двигатель 2,2 л.с., 2-тактный двигатель X-Torq, 16-дюймовая бензопила с интеллектуальным запуском, для резки древесины и обрезки деревьев: патио, газон и сад
4,3 из 5 звезд 166 оценок
Amazon’s Choice выделяет высоко оцененные товары по выгодным ценам, доступные для немедленной отправки.
Выбор Amazon в цепных пилах с электроприводом от Husqvarna
Временно отсутствует на складе. Мы прилагаем все усилия, чтобы как можно скорее вернуться на склад.
Видно краткое содержание, дважды нажмите, чтобы прочитать полное содержание.
Виден полный контент, дважды нажмите, чтобы прочитать краткий контент.
435 Газовая бензопила Старая
435 Газовая бензопила Новая
Updated other options based on this selection
See all 2 options
Brand
Husqvarna
Power Source
Gas Powered
Horsepower
2. 2
Item Вес
11,68 фунтов
Размеры продукта
31,9 «L x 10» W x 10,78 «H
Длина цепи
16-дюймовые
Husqvarna 435 16-дюймовый звел-это лучше, что все-то в целом, что вы смояли, что это лучше всего, чтобы это было лучше всего, что вы смояли, что для них лучше всего, чтобы это было завоевано для того, что для них является легким, это все, что вызывает лидеры. бензиновая бензопила, которую исключительно легко заводить и маневрировать — рекомендуется для использования с шинами длиной от 13 дюймов (мин.) до 18 дюймов (макс.)
Легкий запуск: Продувка воздухом и интеллектуальный запуск запуск с минимальными усилиями, а бензопила с лезвием 16 дюймов имеет инерционный цепной тормоз для снижения вероятности получения травмы из-за отдачи
Превосходная производительность: бензопила обеспечивает превосходную производительность благодаря эффективному 40-кубовому двигателю X-Torq мощностью 2,2 л. с., который снижает выбросы (до 60%) и повышает эффективность использования топлива (до 20%)
Технология впрыска воздуха: Бензопила оснащена центробежной системой очистки воздуха, которая выбрасывает более крупные частицы пыли и мусора до того, как они достигнут воздушного фильтра, что увеличивает срок службы двигателя. и технология LowVib, в которой используются демпферы для снижения вибраций для облегчения работы с рекомендуемыми шинами цепной пилы от 13 до 18 дюймов
См. Подробнее о продукте
Maneuverability
3,9 3.9
Светлый вес
3.9 3.9
Простые в использовании
3,5 3,5
. См. All Reviews
3,5 3,5
. для использования в США. Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
SigmaFast 278 двухкомпонентный цинкфосфатный эпоксидный грунт / промежуточный слой с высоким содержанием сухого остатка
Арт. Цена Уточняйте при заказе Фасовка л На складе — Под Заказ
л
Цвет
Добавить к сравнению
ФОТО
ВИДЕО
Краткие характеристики
Области применения — Трубопроводы / Станкостроение / Судостроение и судоремонт / Строительные и другие металлоконструкции / Нефте-, газо-, химическое оборудование / Мосты / Машиностроение / Железных дорог конструкции / Железнодорожные цистерны и вагоны / Гражданское строительство / Вышки связи /
Тип подложки/конструкции — сталь /
Коррозионная активность среды — С5-1 – очень высокая (промышленная) / С5-М – очень высока (морская) /
Сроки эксплуатации покрытия — от 15 лет и более (H) высокий /
Тип лакокрасочного покрытия по связующему — Эпоксидные /
Вид ЛКМ — грунтовка /
Средний расход на 1 слой, ед. изм./м2 — 0,203 /
Средняя толщина 1 слоя сухого покрытия, мкм — 162,5 /
Время сушки «на отлип», мин, при +20 0С — 60 /
Способы нанесения — кисть / валик / пневматика / безвоздушное с высоким коэф сжатия /
Производитель — PPG /
Сопутствующие материалы и оборудование
GRACO MARK V MAX Platinum окрасочная установка Фасовка: 1комплект АРТ. 24L993,24L994
Двухкомпонентный цинкфосфатный эпоксидный грунт / промежуточный слой с высоким содержанием сухого остатка
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ • Используется в качестве эпоксидного грунта или промежуточного слоя в системах защитных покрытий • Отличные антикоррозионные свойства при атмосферной эксплуатации • Отверждается при температурах до -5°С • Быстрое отверждение при нанесении в заводских условиях • Легкое нанесение безвоздушным распылением • Широкая область применения
ЦВЕТ И ГЛЯНЕЦ • Красно-коричневый, серый и оттенки (MIO) цветов • Матовый
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПРИ 20°C (68°F)
Данные для смешанного продукта
Количество компонентов
Два
Плотность
1,5 кг/л. (тест) (12,5 lb/US gal)
Сухой остаток по объему
80 ± 2%
Летучие Органические Соединения (при поставке)
макс. — ТЕСТ 153,0 г/кг ТЕСТ ( TEST Directive 1999/13/EC, SED) макс. 230,0 г/л. (прибл. 1,9 lb/gal)| (UK PG 6/23(92) Appendix 3)
Рекомендуемая толщина сухой пленки
75 — 250 мкм (3,0 — 10,0 mils)
Теоретическая укрывистость
6,4 м²/л для 125 мкм (257 ft²/US gal for 5,0 mils)
Высыхание на отлип
1 ч
Интервал перекрытия
Минимум: 2 ч Максимум: Неограничен
Полное отверждение
3 дн
Срок хранения (прохладное и сухое помещение)
Основа: не менее 24 мес. при хранении в сухом и прохладном помещении Отвердитель: не менее 24 мес. при хранении в сухом и прохладном помещении
Подробное описание содержится в технологической инструкции
Техническая документация
Техническое описание SigmaFast 278
Эпоксидное покрытие Sigmafast 278 — ПРОФКРАСКИ
Описание
Назначение Sigmafast 278
Эпоксидное покрытие Sigmafast 278 может быть применено в качестве грунта, промежуточного слоя или как самостоятельное толстослойное покрытие. Используется для защиты от коррозии стальных конструкций, эксплуатируемых в агрессивных средах.
Антикоррозионное покрытие Sigmafast 278 представляет собой двухкомпонентный цинкосфатный эпоксидный состав. После высыхания образует на поверхности защитную пленку красно-коричневого или серого цвета с высоким сухим остатком, атмосферо-, влагостойкостью, устойчивостью к кислоте и щелочи.
Быстро отверждается при низких температурах.
Тара — 20 литров.
Хранение и нанесение Sigmafast 278
Стальную поверхность перед нанесением необходимо очистить от загрязнений, жира, ржавчины, окалины.
Изделия из гальванизированной стали очищают, обезжиривают, придают шероховатость и удаляют пыль.
Поверхности покрытие грунтовкой очищают от солей цинка, грязи, придают шероховатость, для обработки цинксиликатных покрытий на поверхность сначала наносят припыляющий слой.
Температура компонентов должна составлять +15°С. Основу перемешивают электромиксером, добавляют отвердитель в пропорции 3:1 по объему.
При необходимости добавляют растворитель Thinner 91-92 не более 10%. Жизнеспособность готовой смеси — 1 час при температуре +20°С. Состав Sigmafast 278 наносят при температуре -5°С/+40°С
Способы нанесения:
■ безвоздушное распыление; ■ кисть, валик.
Толщина слоя после высыхания — 75 — 250 мкм.
Время выдержки перед нанесением следующего слоя при температуре +20°С составляет 2 часа, полное отверждение — 2 дня.
Теоретический расход при толщине сухой пленки 125 мкм составляет ,4 л/м2
Эпоксидный грунт Sigmafast 278 хранят вдали от солнечного света и источников воды, в плотно закрытой упаковке.
Срок годности — один год с даты изготовления.
Технические характеристики Sigmafast 278
Цвет
Красно-коричневый, серый, оттенки (MIO) цветов
Внешний вид
Однородное матовое покрытие
Сухой остаток
80%
Плотность
1,5 кг/л
Толщина пленки
75-250 мкм
Расход при ТСП 125 мкм
4 л/м2
Межслойная сушка при +20°С
2 часа
Полное отверждение при +20°С
2 дня
Соотношение компонентов
75:25
Жизнеспособность при +20°С
1 час
Разбавитель
Thinner 91-92
Количество разбавителя
до 10%
Температура нанесения
-5°С/+40°С
________________________________________
Компания ПРОФКРАСКИ поставляет антикоррозионные материалы по цене производителя. Продукция имеет необходимые сертификаты качества. Чтобы купить, узнать цену или получить консультацию свяжитесь с нашим менеджером. Ознакомьтесь с полным перечнем продукции в каталоге.
brochure—norsok-ppg-coating-systems — Sigma Coatings PPG PMC — Каталоги в формате PDF | Документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Системы покрытий NORSOK PPG Морские покрытия Инновации на поверхность™ морские покрытия. Целью стандарта NORSOK M-501 является получение системы покрытия, которая гарантирует: Наши глобальные возможности и уважаемые бренды защитных покрытий позволяют нам предоставлять нашим клиентам исключительные продукты, производительность и обслуживание. Наши проверенные и проверенные продукты защищают широкий спектр активов для самых требовательных рынков и сред, в том числе: • оптимальная защита установки с минимальной потребностью в обслуживании • система покрытия. ..
NORSOK Стандартные системы покрытий M-501 Предварительное испытание требуется только для систем, прошедших предварительную проверку Углеродистая сталь с максимальной рабочей температурой < 120°C (248°F) • Конструкционная сталь • Наружные поверхности оборудования, резервуаров, трубопроводов и клапанов (без изоляции) Углерод стальные поверхности, подвергающиеся воздействию рабочих температур > 120°C (248°F) Система 3A-3G (предварительно сертифицированная система 3B) Внутренние поверхности резервуаров из углеродистой стали Проходы, пути эвакуации и складские помещения Противопожарная защита на основе эпоксидной смолы Противопожарная защита на цементной основе Неизолированная нержавеющая сталь, когда требуется покраска. Алюминий, когда требуется покраска Горячее погружение,…
NORSOK, Система 1 (предварительно одобренная) Углеродистая сталь с максимальной рабочей температурой < 120°C (248°F) Цинк-эпоксидная система Система # SIGMAZINC 68 SP SIGMAFAST 278 SIGMADUR 540 или SIGMADUR 550 SIGMADUR 520 или SIGMADUR 540 или SIGMADUR 550 SIGMAZINC 9 SIGMACOVER 410 SIGMADUR 520 или SIGMADUR 540 или SIGMADUR 550 SIGMAZINC 9 SIGMACOVER 410 SIGMADUR 550 H или PSX 700 SIGMAZINC 9 SIGMAFAST 278 SIGMADUR 540 или SIGMADUR 550 SIGMAZINC 9 AMERCO 6 HGMAFAST 8GMAFAST 278 278 SIGMAZINC 9 AMERCOAT 370 AMERCOAT 450 H NORSOK PPG Системы покрытий M- Руководство по системе 501
NORSOK Система 2A Поверхности из углеродистой стали Термически напыленный алюминий или алюминиевые сплавы < 120°C (248°F) Система № ТЕРМИЧЕСКИ НАПЫЛЕННЫЙ АЛЮМИНИЙ ТЕРМИЧЕСКИ НАПЫЛЕННЫЙ АЛЮМИНИЙ SIGMATHERM 540 NORSOK Система 2B Поверхности из углеродистой стали Термически напыленный цинк или цинковые сплавы < 120° C (248°F) - Не для использования под изоляцией Система # ТЕРМАЛЬНО НАПЫЛЕННЫЙ ЦИНК SIGMADUR 520 или SIGMADUR 540 или SIGMADUR 550 или SIGMADUR 550 H ТЕРМИЧЕСКИ НАПРЯЖЕННЫЙ ЦИНК SIGMACOVER 522 SIGMAFAST 278 SIGMADUR 540 или SIGMADUR 550 или SIGMADUR 55
Резервуары для питьевой воды NORSOK System 3A За дополнительными советами и рекомендациями по нанесению обращайтесь к представителю PPG Protective Coatings. NORSOK 3B (предварительно квалифицированный) Танки для балластной воды/внутренние отсеки, заполненные забортной водой, на основе испытаний IMO-PSPC Все системы были испытаны с шоппраймером и без него. NORSOK System 3C Резервуары для стабилизированной сырой нефти, дизельного топлива и конденсата < 60°C (140°F) Система # Пожалуйста, проконсультируйтесь с представителем PPG Protective Coatings, чтобы получить полную информацию о грузе и условиях эксплуатации, чтобы убедиться, что используются правильные спецификации. NORSOK PPG Системы покрытий Система M-501
Технологические сосуды NORSOK System 3D < 0,3 МПа < 75°C (167°F) Пожалуйста, проконсультируйтесь с представителем PPG Protective Coatings, чтобы получить полную информацию о грузе и условиях эксплуатации, чтобы убедиться, что используется правильная спецификация. Технологические сосуды NORSOK System 3E < 7,0 МПа < 80°C (176°F) Пожалуйста, проконсультируйтесь с представителем PPG Protective Coatings, чтобы получить полную информацию о грузе и условиях эксплуатации, чтобы убедиться, что используется правильная спецификация. NORSOK System 3F Технологические сосуды < 3,0 МПа < 130°C (266°F) Пожалуйста, проконсультируйтесь с представителем PPG Protective Coatings для получения полной информации о грузе и...
NORSOK, Система 4 (предварительная квалификация) Проходы, пути эвакуации и зоны отдыха Система для средних и тяжелых условий эксплуатации # SIGMADUR 520 или SIGMADUR 540 или SIGMADUR 550 или PSX 700 ПРОТИВОСКОЛЬЗЯЩИЙ ЗАПОЛНИТЕЛЬ SIGMADUR 520 или SIGMADUR 540 или SIGMADUR 550 или PSX 700 ПРОТИВОСКОЛЬЗЯЩИЙ НАПОЛНИТЕЛЬ Система для тяжелых условий эксплуатации # ПРОТИВОСКОЛЬЗЯЩИЙ НАПОЛНИТЕЛЬ DFT не включает противоскользящий заполнитель. NORSOK System 5A, 5B (оба прошли предварительную проверку) Противопожарная защита на основе эпоксидной смолы (Система 5A) Для получения более подробной информации о противопожарной защите на основе эпоксидной смолы обратитесь к местному представителю PPG. NORSOK System 6A Неизолированная нержавеющая сталь, когда требуется покраска Система # SIGMACOVER…
NORSOK Система 6B Горячеоцинкованная сталь, если требуется покраска* Система № SIGMACOVER 280 SIGMAFAST 278 SIGMADUR 540 или SIGMADUR 550 или SIGMADUR 550 H или PSX 700 SIGMADUR 520 или SIGMADUR 540 или SIGMADUR 550 или 70 H Перед нанесением требуется струйная очистка основания. NORSOK System 6C Изолированные трубопроводы и сосуды из нержавеющей стали при температуре < 150°C (302°F) Система №
NORSOK System 7A (предварительно одобренная) Углеродистая и нержавеющая сталь в зоне брызг NORSOK System 7B (предварительно одобренная) Погружной углерод и нержавеющая сталь ≤ 50°C (122°F) Система # * Сертификаты основаны на пересмотре 5. NORSOK Система 7C (предварительно одобренная) Погружная углеродистая и нержавеющая сталь > 50°C (122°F) 150°C (302°F) ) Система # 7C.1 PHENGUARD SUBSEA 780 (SIGMALINE 780) NORSOK PPG Системы покрытий М-501 система
NORSOK System 8A Конструкционная углеродистая сталь с максимальной рабочей температурой ≤ 80°C (176°F) в полностью сухих и вентилируемых помещениях NORSOK System 8B Конструкционная углеродистая сталь с максимальной рабочей температурой ≤ 80°C (176°F) в полностью сухих и вентилируемые помещения SIGMAZINC 68 SP SIGMACOVER 522 или SIGMACOVER 577 NORSOK System 9 Клапаны из углеродистой стали, поставляемые оптом, с максимальной рабочей температурой до 150°C (302°F) Доступны другие системы покрытий PPG Для получения дополнительной информации обратитесь к местному представителю PPG
Какие краски и покрытия самые популярные в 2019 году? Итоги 2019 года от PCE-Paints and Coatings Expert – КРАСКИ И ПОКРЫТИЯ EXPERT
В 2019 году многие компании по всему миру разработали новые лакокрасочные материалы. Мы подготовили для вас сводку сырья, запущенного в 2019 году. Наслаждаться!
Примечание для читателей:
Пожалуйста, следите за нами в LinkedIn и Twitter, подписывайтесь на наш сайт и получайте уведомления о новых сообщениях по электронной почте.
Нажмите кнопку «Поделиться» ниже и оставьте комментарий.
Поддержите нас!
1,00 долл. США
Axalta (NYSE: AXTA), ведущий мировой поставщик жидких и порошковых покрытий, сегодня объявила о расширении своего глобального ассортимента Tufcote
Подробнее
25-летняя надежная защита от брызг и подводных зон морских стальных конструкций Полная система наносится всего за один день,
Подробнее
Axalta Coating Systems (NYSE: AXTA), ведущий мировой поставщик жидких и порошковых покрытий, представит свои промышленные покрытия на 9-й0004
Подробнее
Строители и специалисты по нанесению суперяхт теперь могут извлечь выгоду из революционной технологии распыления, разработанной AkzoNobel.
Противопожарное покрытие нового поколения от Hempel — Hempafire Optima 500, ведущего мирового производителя покрытий — специально разработано для улучшения
Подробнее
Компания MetaShield, производитель передовых материалов, объявила о выпуске NANOPRINT, покрытия на основе нанотехнологий, которое уменьшает появление отпечатков пальцев
Подробнее
PPG (NYSE:PPG) объявила о том, что представит две передовые технологии порошкового покрытия PPG ENVIROCRON™ и запустит новый сайт электронной коммерции для
Подробнее
Axalta (NYSE: AXTA), ведущий мировой поставщик жидких и порошковых покрытий, добавила Tufcote NISO 2K в свой портфель продуктов Tufcote.
Подробнее
Устойчивое развитие — задача для всей упаковочной отрасли, независимо от места в цепочке создания стоимости. Как лидер
Подробнее
Axalta, (NYSE: AXTA), ведущий мировой поставщик жидких и порошковых покрытий, сегодня представила Spies Hecker® Permahyd® 2K Sealer 5650 на севере
Подробнее
Сложные проблемы с коррозией стали решаться без особых усилий после запуска глобальной линейки высокоэффективных грунтовок
Подробнее
Компания PPG (NYSE:PPG) объявила о выпуске новой серии цветов для металлических покрытий PPG DURANAR™ MXL и PPG DURABRITE™ 9. 0004
Подробнее
AkzoNobel стала первым крупным производителем, выпустившим переработанную краску благодаря новаторскому партнерству в Великобритании с
Подробнее
После запуска Awlgrip HDT навигация по уходу и обслуживанию яхт стала намного проще
Подробнее
Компания Hempel объявила о запуске в Северной Америке продукта Hempatop Direct 460. Разработанное для обеспечения превосходной защиты от коррозии однослойное покрытие, наносимое непосредственно на металл (DTM)
Подробнее
Jotun, один из мировых лидеров в производстве красок и покрытий, запускает TankFast, линейку покрытий для резервуаров, формула которых соответствует
Подробнее
Ведущий мировой производитель покрытий Hempel выпустил новую инновационную систему защиты от обрастания — Hempaguard MaX. Эта уникальная трехслойная система
Подробнее
Непреодолимое стремление к инновациям привело к тому, что компания AkzoNobel разработала устойчивое к царапинам порошковое покрытие для архитектурного рынка как в
Подробнее
Компания PPG (NYSE:PPG) сегодня объявила о выпуске серии PPG AQUACRON™ 270 акриловой шлифуемой грунтовки на водной основе, быстросохнущей однокомпонентной грунтовки/герметика для дерева внутри помещений,
Подробнее
Бесхроматная грунтовка для наружных работ, разработанная подразделением AkzoNobel Aerospace Coatings, прошла новую квалификацию производителя самолетов Boeing с подчеркиванием
Подробнее
PPG (NYSE: PPG) сегодня объявила о выпуске эпоксидного покрытия на водной основе PPG AQUAPON® WB EP с быстросохнущим, сверхнизколетучим
Подробнее
Компания PPG (NYSE: PPG) сегодня объявила о выпуске своей автоматизированной системы смешивания красок PPG MOONWALK™ для Европы и Ближнего Востока
Подробнее
Компания Applied Graphene Materials, производитель специальных графеновых материалов, рада сообщить о значительном технологическом прогрессе (патент
Подробнее
PG (NYSE: PPG) объявила о расширении своей системы УФ-праймеров PPG OneChoice™, включив в нее ручной ультрафиолетовый (УФ)
Подробнее
Центр коррозионной науки и техники Лаборатории военно-морских исследований США разработал более безопасное и удобное в использовании верхнее покрытие, которое недавно было названо
Подробнее
Framatome недавно выпустила набор новых защитных покрытий, одобренных для использования на предприятиях, которые снижают затраты на техническое обслуживание и
Подробнее
PPG (NYSE:PPG) объявила о разработке революционной технологии для иллюминаторов самолетов, которая значительно блокирует вредное ультрафиолетовое (УФ) излучение и
Подробнее
Компания PPG (NYSE: PPG) сегодня объявила о выпуске системы окраски PPG DELFLEET ONE™ на рынки США и Канады. Этот
Подробнее
Предоставлено: Akzonobel Недавно сертифицированный Airbus и теперь включенный в спецификации производителя самолетов, Aerodur HS 2121 является частью
Подробнее
Для больших стеклянных фасадов требуется высокоселективное остекление, которое пропускает в здание как можно больше дневного света, сводя к минимуму
Подробнее
Interpon Structura Flex — это первая и единственная серия порошков на рынке, сочетающая в себе устойчивость к атмосферным воздействиям сверхпрочного порошка
Подробнее
Порошковые покрытия всегда приносили клиентам множество экологических преимуществ — теперь они стали еще более устойчивыми после запуска
Подробнее
Сегодня ведущий мировой производитель покрытий Hempel запускает Globic 7000, новое необрастающее покрытие с повышенной эксплуатационной гибкостью для всех
Подробнее
Компания Carboline рада объявить о выпуске Carbothane 134 UV Ultra. Carbotane 134 UV Ultra имеет непревзойденный цвет и
Подробнее
Всемирный производитель покрытий Hempel выпускает новую эпоксидную грунтовку для тяжелой техники и грузовых автомобилей — Hempaprime Shield 700
Подробнее
Компания Carboline рада сообщить о выпуске Plasite 4550 HT. Plasite 4550 HT представляет собой армированный 9 химически стойкий материал.0004
Подробнее
Компания PPG (NYSE:PPG) сегодня объявила о выпуске водоотталкивающей пропитки PPG MACHINECOAT™ WB (водоразбавляемой) для новой коммерческой черепицы из кедра.
Подробнее
Защитить фасады деревянных зданий от пожара стало проще и эффективнее после запуска нового
Подробнее
Новая система покрытий Solvay Halar® ECTFE на водной основе расширяет возможности применения защиты металлов от коррозии в химической промышленности. Система покрытия состоит из
Подробнее
Компания PPG (NYSE:PPG) сегодня объявила о том, что представит новую линейку покрытий PPG ENVIROCRON™ Extreme Protection Edge на выставке Powder
Подробнее
HMG Paints Ltd, крупнейший независимый производитель красок в Великобритании, объявила о выпуске революционного коммерческого приложения
Подробнее
PPG (NYSE:PPG) сегодня объявила о запуске в Северной Америке электропокрытия PPG POWERCRON® 160 (e-coat), анионного эпоксидного покрытия следующего поколения, которое
Подробнее
PPG (NYSE:PPG) сегодня объявила о выпуске покрытий PPG ENVIROCRON™ Extreme Protection Edge, в которых используется запатентованная передовая технология порошковых покрытий, которая
Подробнее
Компания PPG (NYSE:PPG) сегодня объявила о том, что аэрокосмическое конверсионное покрытие PPG RECC 3007 соответствует военным спецификациям США MIL-C-81706, тип
Подробнее
PPG (NYSE: PPG) сегодня объявила о выпуске на рынок США эпоксидного грунта PPG SIGMAFAST™ 278, который дает производителям столь необходимые
Подробнее
Сегодня мировой производитель покрытий Hempel выпускает новое мощное противообрастающее покрытие Atlantic+, обеспечивающее гибкие и надежные характеристики. Доставка
Подробнее
FSI Coating Technologies, Inc., лидер в области высокоэффективных противотуманных покрытий, сегодня объявила о выпуске Visgard® Premium SE (Special
Подробнее
Сегодня мировой производитель покрытий Hempel выпускает два новых решения для покрытий для тяжелой техники и грузовых автомобилей — Hempaprime Shield 700
Подробнее
ООО «МетаШилд», новатор в области передовых материалов, сегодня объявила о выпуске полностью прозрачного нанотехнологического продукта MetaShieldCLEANTM
Подробнее
Разработчики рецептур, стремящиеся улучшить защиту от коррозии все более популярных систем покрытий на водной основе, теперь могут использовать Cortec M-120, покрытие на водной основе
Подробнее
PPG (NYSE: PPG) сегодня объявила, что представит свои последние разработки в области технологий покрытий для автономных, подключенных, электрических и
Подробнее
HMG Paints, крупнейший независимый производитель покрытий в Великобритании, продвигает инновационные покрытия в сельскохозяйственных секторах Великобритании и
Подробнее и подпишитесь на наш сайт и получайте уведомления о новых сообщениях по электронной почте.
Токарные одношпиндельные полуавтоматы подразделяются на центровые и патронные, в зависимости от способа крепления обрабатываемой заготовки. Для обработки длинных заготовок, например, длинных ступенчатых валиков, применяют центровые полуавтоматы, на которых обрабатываемая заготовка крепится в центрах передней и задней бабок. Короткие заготовки большого диаметра обрабатываются на патронных полуавтоматах с закреплением заготовки в патроне. Такое подразделение является условным, иногда на центровых полуавтоматах может быть установлен патрон, а на патронных — задняя бабка с центром. Наиболее распространена горизонтальная компоновка одношпиндельных токарных полуавтоматов.
Заготовки деталей сложной конфигурации могут обрабатываться несколькими резцами одновременно (рис. 1) или одним резцом, перемещающимся по копиру (рис. 2). По этому признаку различают одношпиндельные полуавтоматы многорезцовые и копировальные.
Рис. 1. Многорезцовая обработка на одношпиндельном полуавтомате.
Для обработки заготовок деталей, имеющих центральное отверстие, применяют токарно револьверные полуавтоматы, имеющие продольный суппорт с многогранной револьверной головкой. Цикл работы полуавтомата может быть автоматизирован на механической или на гидроэлектрической базе.
Рис. 2. Копировальная обработка на токарном полуавтомате.
Конструкции современных полуавтоматов предусматривают возможность оснащения их устройствами для автоматической загрузки заготовок и выгрузки деталей, что превращает полуавтомат в станок с полностью автоматизированным циклом, т. е. в автомат.
Основные размеры одношпиндельного токарного полуавтомата — наибольший диаметр обработки над суппортом и наибольшая длина обрабатываемой заготовки.
На рис. 3, показан одношпиндельный токарный полуавтомат 1730 с механической базой автоматизации. Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Шпиндель приводится от электродвигателя (N = 10 кВт, n = 1455 об/мин) через клиновые ремни и зубчатую передачу (α/б)*(18/80). Сменные шестерни α и б служат для настройки скорости главного движения.
Рабочая подача продольного суппорта (S1) осуществляется по схеме: шпиндель — зубчатая передача 76/76 * 22/68 * 68/73 * в/г — зубчатая пара 28/20 (при включенной кулачковой муфте 1) — муфта обгона 2 — зубчатая пара 20/78 — ходовой винт (t = 12 мм). Сменными шестернями в и г настраивают величину подачи.
Поперечный суппорт получает движение только при перемещении продольного суппорта. Закрепленная на продольном суппорте рейка (m = 4) поворачивает шестерню z = 15 и далее движение передается через зубчатую передачу 25/25 * 28/22 * д/е цилиндрическому кулачку 3, в пазу которого скользит ролик 4, закрепленный на поперечном суппорте. Сменные шестерни д и е предназначены для настройки рабочей поперечной подачи (S2).
Для быстрого перемещения обоих суппортов одношпиндельный токарный полуавтомат 1730, имеет отдельный электродвигатель (N = 1 кВт, n = 1450 об/мин). Муфта обгона 2 позволяет передавать быстрое вращение по цепи 34/64 — муфта обгона — 20/78 без выключения муфты 1.
Муфта 5 предохраняет механизмы от перегрузок. С помощью маховичков 6, 7 и 8 производятся перемещения суппортов при наладке вручную.
Автоматический цикл работы станка состоит из быстрого подвода, рабочей подачи, быстрого отвода суппортов в исходное положение и остановки шпинделя, Затем рабочий снимает готовую деталь, устанавливает новую заготовку и пускает станок.
Управление автоматическим циклом производится с помощью специального механизма электроавтоматики 6 (см. рис. 3), удобно расположенного спереди станка.
Установка длин рабочих и холостых ходов обоих суппортов сводится к установке упоров на рейке механизма электроавтоматики. В СССР был налажен выпуск двух моделей одношпиндельных многорезцовых автоматов с механической базой автоматизации, их основные технические параметры приведены ниже.
Одношпиндельный многорезцовый автомат 1A720
Максимальный диаметр обрабатываемой поверхности над суппортом 200 мм;
Длина обрабатываемой заготовки 320 мм;
Диапазон скоростей станка 146-1400 об/мин;
Мощность приводного электродвигателя 7 кВт;
Масса 20 кН.
Одношпиндельный многорезцовый автомат 1A730
Максимальный диаметр обрабатываемой поверхности над суппортом 320 мм;
Длина обрабатываемой заготовки 800 мм;
Диапазон скоростей станка 56-710 об/мин;
Мощность приводного электродвигателя 14 кВт;
Масса 34 кН.
Широкое распространение получили одношпиндельные токарные полуавтоматы с гидравлической базой автоматизации. Использование гидравлики в приводе подач облегчает автоматизацию цикла и упрощает наладку, снижая тем самым вспомогательное время наладки токарного станка. Отечественное станкостроение выпускает гидрофицированные токарные полуавтоматы, работающие по многорезцовому принципу и по принципу копирования.
На рис. 5 показан общий вид гидрофицированного многорезцового центрового полуавтомата. На тумбах 1 и 3 установлена станина 7, на которой располагаются основные узлы станка. На левой части станины смонтирована шпиндельная бабка 8 с коробкой скоростей, сообщающей шпинделю 14 ступеней скорости. Переключение скоростей у одношпиндельного автомата производится с помощью двух двухвенцовых блоков и сменных шестерен.
На правой части станины на отдельных направляющих установлена задняя бабка 5 с вращающимся центром. Пиноль задней бабки перемещается посредством гидроцилиндра. Для управления перемещениями пиноли служит рычаг с рукояткой 4.
По наклонным направляющим станины (угол наклона 15° к вертикали) перемещаются с помощью гидроцилиндров, расположенных в левой части станины, верхний 6 и нижний 2 суппорты. Каждый суппорт имеет продольное рабочее (S1) и быстрое холостое перемещение, поперечное перемещение (S2), коcое и прямое врезание. В конце рабочего хода может быть произведен быстрый отвод резцов от детали, называемый «отскок».
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Одношпиндельный токарный автомат с ЧПУ и револьверной головой HCP-42 по цене производителя с доставкой – «TopStanok»
Описание
Характеристики
Хар-ки
Комплектация
Описание
Greenway HCP-42 представляет собой токарный автомат, произведенный в Тайване, который оснащен револьверной головой, что позволяет осуществлять не только токарные, но и фрезерные и сверлильные операции без переустановки заготовок.
Максимальный диаметр обработки составляет 250 мм (прутка — 42 мм), при мощности главного шпинделя 3,75 кВт и частоте вращения 6000 об/мин. Доступно опциональное увеличение мощности двигателя до 5,5 кВт.
Ось C как дополнительная опция служит для произвольного позиционирования угла шпинделя и контроля контура. Cтанина станка Greenway HCP-42 цельнолитая и минимизирует вибрации во время работы, что обеспечивает высокую надежность и точность при длительной обработке деталей. Более того, широкий диапазон и большой ход по осям X и Z гарантируют стабильную обработку и упрощают установку инструмента. Эргономичные габариты токарного автомата Greenway HCP-42 позволяют организовать рабочее пространство, и расположить оборудование не только на крупном предприятии, но и в небольшом цеху или мастерской.
Большое количество дополнительных опций, таких как Ось Y, дают возможность установить на токарном автомате Greenway HCP-42 приводные инструментальные блоки, расширив функционал обработки заготовок.
Наличие системы ЧПУ сводит к минимуму участие человека в процессе обработки и производства деталей, тем самым налаживает автоматизацию рабочего процесса и повышает производственную мощность.
Видео
Общие характеристики
Характеристика
HCP-42
Диапазон обработки
Максимальный диаметр обрабатываемого прутка
42 мм
Максимальная длина точения
150 мм
Главный шпиндель/ противошпиндель
Частота вращения главного шпинделя
50 — 6 000 об/мин
Мощность главного шпинделя
3,75 кВт (5,5 опция)
Макс. диаметр сквозного отверстия главного шпинделя /противошпинделя
45 мм
Наличие контршпинделя
Нет
Общие
Длина
2450 мм
Ширина
1600 мм
Высота
2100 мм
Масса
2300 кг
Система ЧПУ/ Контроллера
SYNTEC 11TA
Наличие ЧПУ
с ЧПУ
Размер инструмента для обработки внутреннего диаметра
Ø20
Размер инструмента для обработки наружного диаметра
口20
Цанговый патрон
173E
Вращающийся инструмент с фасонным профилем для противошпинделя
Мощность насоса подачи СОЖ
0,74 кВт
Стандартная комплектация
Развернуть все
Свернуть все
Многорезцовая инструментальная плита
Держатель инструмента для обработки внутреннего диаметра (IDØ20)
Гидравлический 3-кулачковый патрон или цанговый патрон
Кулачковый патрон из мягкого металла или цанговый патрон 173E
Дополнительные опции
Стабилизатор напряжения
Электрический конвейерный транспортер стружки
Сертификация СЕ
Приемник обработанных деталей
Инструментальная база для обработки внутреннего диаметра (IDØ20)
Трансформатор
Трансформатор постоянного напряжения
Фильтр масляного тумана
Закрытый воздухоохладитель
Бар-съемник
Приемник обработанных деталей и конвейерная лента
Радиальный приводной инструмент на 4 позиции (ER-16) Ось Y
Трехвальное сверлильно-нарезное устройство (Ось B)
Ось C с тормозным диском для контурной обработки
Радиальный приводной инструмент, Верх (ER-25)
Приводной инструмент вертикального типа (ER-20)
8-ми позиционная револьверная головка
Распорка для инструмента
Радиальный приводной инструмент, Низ (ER-20)
Маслоотделитель
Контроллер Fanuc Oi Mate TC
Особенности
ЧПУ Syntec
Контроллер Syntec является полноценным административным центром, позволяющим осуществлять управление станком без подключения к персональному компьютеру. ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
Уловитель деталей
Автоматический рабочий режим с уловителем деталей позволяет экономить производственные расходы.
Цельнолитая высокопрочная станина
Цельнолитая станина из чугуна спроектирована таким образом, что позволяет свести к минимуму вибрации, достигая при этом высокой точности и жесткости. Компактная компановка, позволяет установить станок в ограниченном пространстве.
С одношпиндельными обрабатывающими центрами с ЧПУ от SW вы можете достичь высоты точность обработки и чрезвычайная гибкость в вашем производстве. Машины поставляются со всем необходимым для реализации этого. Запатентованный моноблок и 3-х осевой блок box-in-box обеспечивают оптимальную передачу усилия и идеальное качество поверхности . С помощью 4- и 5-осевой обработки вы часто можете выполнить сложных геометрических форм всего за одного установа . Это экономит время, позволяя быстро и точно работать с малыми и средними сериями.
Все материалы и большие рабочие пространства
На наших одношпиндельных обрабатывающих центрах с ЧПУ можно обрабатывать необработанные детали из 9стали 0010 и чугуна , а также алюминия , титана и сплавов . Эти станки также имеют очень больших рабочих мест , что позволяет обрабатывать большие заготовки с высокой точностью. Это особенно интересно для обработки крупных структурных компонентов, таких как аккумуляторные отсеки для электромобилей.
Одношпиндельные обрабатывающие центры с ЧПУ являются идеальным дополнением к производственным линиям
Наши одношпиндельные станки идеально подходят для дополнения уже установленных производственных линий и многошпиндельных станков. Они могут, например, взять на себя специальные процессы или вариант производства . Одношпиндельные станки SW следуют той же философии управления, что и многошпиндельные станки, что снижает объем необходимого обучения и различия в техническом обслуживании. Кроме того, их использование уменьшает количество вариантов запасных частей.
Использование одношпиндельных станков SW означает быстрый процесс ввода в эксплуатацию и согласованное решение . Мы подключаем новый станок к существующей автоматизации и переносим любые существующие программы ЧПУ с других станков с программным обеспечением. А сетевое подключение простое, потому что одношпиндельные станки SW имеют те же интерфейсы и параметры обслуживания на основе данных , что и у многошпиндельных станков.
поиск станков
Узнайте больше о наших обрабатывающих центрах и широком ассортименте продукции или свяжитесь напрямую с нашим техническим специалистом по любым вопросам.
Свяжитесь с нами
Продукция
Ссылка для загрузки страницы
Настройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Принять все
Сохранять
Принимать только необходимые файлы cookie
Возвращаться
Настройки конфиденциальности
Основные (2)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильного функционирования веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Имя
Печенье Борлабс
Провайдер
Владелец этого сайта, Выходные данные
Назначение
Сохраняет настройки посетителей, выбранных в окне cookie Borlabs Cookie.
Имя файла cookie
borlabs-cookie
Срок действия файла cookie
1 Яр
Имя
Google Шрифты
Провайдер
Гугл
Назначение
Используется для разблокировки шрифтов Google.
Политика конфиденциальности
https://policies.google.com/privacy
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Принять
Гугл Аналитика
Имя
Гугл Аналитика
Провайдер
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия
Назначение
Cookie от Google для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт.
Политика конфиденциальности
https://policies.google.com/privacy?hl=de
Имя файла cookie
_ga,_gat,_gid
Срок действия файла cookie
2 года
Внешние носители (1)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Принять
YouTube
Имя
YouTube
Провайдер
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия
Назначение
Используется для разблокировки контента YouTube.
Политика конфиденциальности
https://policies.google.com/privacy
Хост(ы)
google.com
Имя файла cookie
НИД
Срок действия файла cookie
6 Монат
Политика конфиденциальности
Выходные данные
Перейти к началу
Одношпиндельные автоматы | Ролл быстро
Дом
Возможности
Одношпиндельные автоматы
У нас есть собственный 35 одношпиндельный автомат / станок Traub.
Автоматы с одним шпинделем: они обрабатывают отдельные детали за один раз, включая обычные станки, такие как автоматические отрезные станки, автоматические винтовые станки швейцарского типа и т. д. . Многошпиндельные автоматы: имеют от 2 до 8 шпинделей. Шпиндели расположены в держателе, который периодически индексируется из положения в положение.
Что такое одношпиндельный токарный станок?
Одношпиндельный токарный автомат является модифицированной формой револьверного станка . Эти машины имеют в дополнение к 6-позиционной башне максимум 4 поперечных суппорта. Эти поперечные салазки приводятся в действие дисковыми кулачками.
Имеет скользящую переднюю бабку, перемещаемую кулачком колоколообразного или пластинчатого типа. Кронштейн инструмента, поддерживающий пять инструментальных салазок , каждый салазок приводится в действие отдельным кулачком, установлен в центре.
Какие детали мы можем изготовить?
Мы обычно производим вес Tliger, заклепки, цилиндр, плоский, шестигранный, XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX.
Наименование машины
Категория
Вместимость
Сделать
Год основания
Общее количество машин
Машины Трауба А-25
Машины Трауба А-25
шпиндель ø 25
Машины PMT, Пуна
2003, 2021
48
Настольный шлифовальный станок
2-я операция
6 дюймов
Пиначо
1989
6
Сверлильные станки
2-я операция
ø 65
Кирлоскар
2003
4
Шлифовальный станок
2-я операция
6 дюймов
Хардаял Энгг
2003
2
Ленточная шлифовальная машина
2-я операция
4 дюйма
Хардаял Энгг
2003
1
Плоскошлифовальный станок
2-я операция
800×1200
Инструменты Praga, HMT
2003
1
Вертикально-фрезерные станки
2-я операция
600×1000
Машины LMW, Коимбатур
2003
6
Бесцентрово-шлифовальный станок
2-я операция
ø 100
Инструменты Praga, HMT
2003
1
Горизонтальные резьбонарезные станки
2-я операция
ø 32
Кирлоскар
2003
6
Конструкция станка
Основание: Основание (основание станка) представляет собой жесткую сборную конструкцию с надлежащим образом снятым напряжением для обеспечения точности и отсутствия вибрации при обработке компонентов с превосходной отделкой.
Шпиндель: Шпиндель изготовлен из легированной стали, тщательно обработан, тщательно закален и прецизионно отшлифован, включая резьбу. Шпиндель установлен в прецизионных импортных подшипниках в передней части и прецизионной глубокой канавке. шаровая опора сзади.
Стандартное оборудование: • Передний и задний поперечные салазки • Задняя бабка • Упор прутка • Барабан-кулачок • Электрические приводные двигатели • Передние и задние брызговики из листового металла • Электрический насос охлаждающей жидкости • Приспособление для подачи прутка • Ручная рукоятка • Набор Замена передач • Набор инструментов.
Преимущество токарного станка с одним шпинделем
Используется для прецизионной токарной обработки мелких деталей.
Имеет много направляющих для инструментов.
Доступен широкий диапазон скоростей.
Жесткая конструкция.
Достаточно простой конструкции банки.
Доступно много рабочих станций.
Возможна настройка микрометрического инструмента.
Классификация токарных автоматов
В зависимости от типа обрабатываемой работы эти станки классифицируются как:
1. Магазинная автоматика:
Станки для изготовления деталей из отдельных заготовок.
Также называются автоматическими проверочными машинами.
2. Автоматические прутковые станки:
предназначены для обработки деталей из пруткового/трубного проката.
М/с
используются для изготовления высококачественных крепежных изделий (винты, гайки), втулок, валов, колец, роликов, ручек, которые обычно изготавливаются из пруткового/трубного проката.

















 частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке.
частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э.
Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э. 3 кг
3 кг Не Вынимается.
Не Вынимается. В Чем Причина Не Знаю!!!
В Чем Причина Не Знаю!!!
 Их нижняя часть оснащена специальной прокладкой из упругого материала, благодаря чему они способны максимально эффективно понизить негативные последствия от вибрации. В частности, при работе крупной промышленной техники ее вибрация может передаваться на конструкционные элементы строительного сооружения. Это не только создает определенный дискомфорт для работников предприятия, но и может нанести непоправимый урон самому зданию.
Их нижняя часть оснащена специальной прокладкой из упругого материала, благодаря чему они способны максимально эффективно понизить негативные последствия от вибрации. В частности, при работе крупной промышленной техники ее вибрация может передаваться на конструкционные элементы строительного сооружения. Это не только создает определенный дискомфорт для работников предприятия, но и может нанести непоправимый урон самому зданию. Мы являемся официальным поставщиком продукции известной на весь мир компании-производителя «Martin». Это высококачественные и надежные регулируемые шарнирные опоры, а также антивибрационные опоры, предназначенные для применения на производстве.
Мы являемся официальным поставщиком продукции известной на весь мир компании-производителя «Martin». Это высококачественные и надежные регулируемые шарнирные опоры, а также антивибрационные опоры, предназначенные для применения на производстве. Мы предлагаем для всех своих клиентов привлекательные цены на промышленные шарнирные (регулируемые) опоры для оборудования.
Мы предлагаем для всех своих клиентов привлекательные цены на промышленные шарнирные (регулируемые) опоры для оборудования. Такая опора конвейера или другой техники идеально подходит для тяжелой промышленности;
Такая опора конвейера или другой техники идеально подходит для тяжелой промышленности;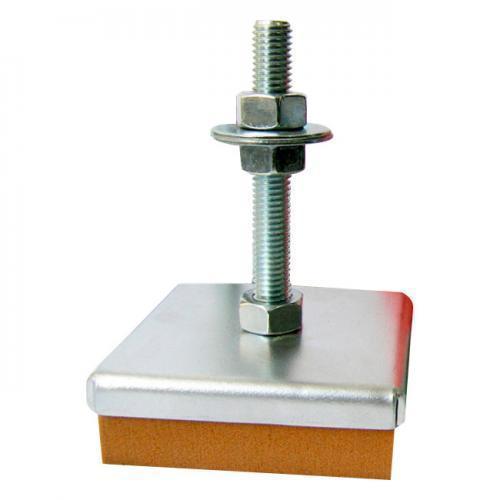 Ровно
Ровно 55 грн
55 грн Металлические опоры, ножки для ученических столов
Металлические опоры, ножки для ученических столов Мукачево
Мукачево 25 грн
25 грн грузоподъемность 150 кг (300 фунтов) каждый
грузоподъемность 150 кг (300 фунтов) каждый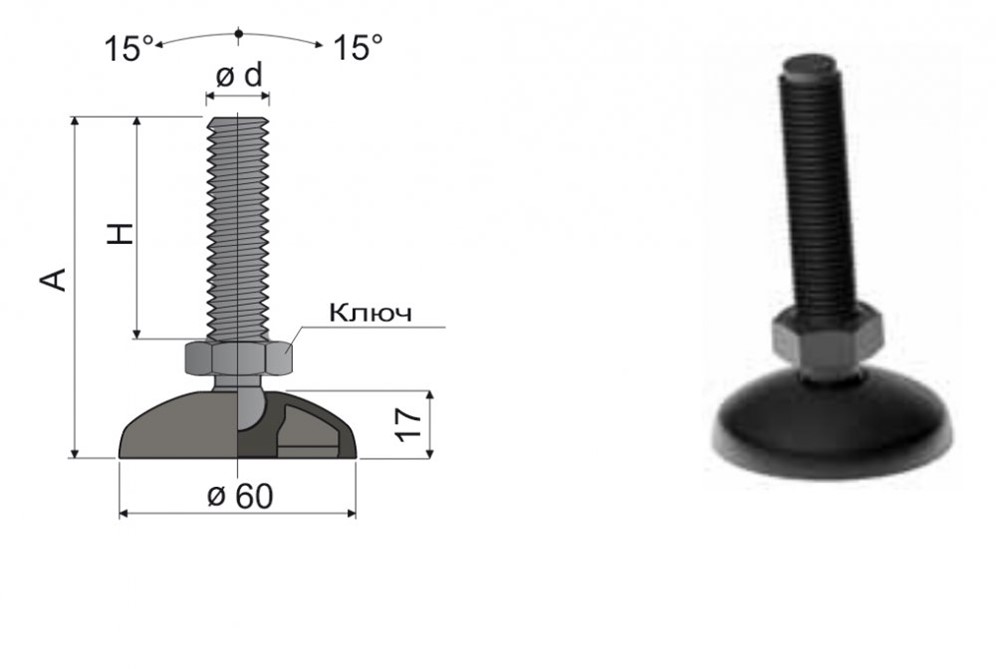 ..
.. Итак, прежде чем решить, какой тип нивелира купить, давайте сначала пройдемся по списку продуктов и аксессуаров:
Итак, прежде чем решить, какой тип нивелира купить, давайте сначала пройдемся по списку продуктов и аксессуаров:
 Так же, как и регулировочные ножки с резьбой, этот тип изделия имеет резьбовой вал. Разница лишь в том, что у него метрическая резьба. Он обеспечивает поворот на 15 градусов и поставляется с широким спектром отделки, включая оцинкованный хром и черный оксид.
Так же, как и регулировочные ножки с резьбой, этот тип изделия имеет резьбовой вал. Разница лишь в том, что у него метрическая резьба. Он обеспечивает поворот на 15 градусов и поставляется с широким спектром отделки, включая оцинкованный хром и черный оксид. Не все материалы подходят для вашей промышленной среды. Кроме того, вам нужно будет выбрать продукты в зависимости от веса, который они могут нести. Также следует учитывать устойчивость к нагреву, коррозии и длительному износу.
Не все материалы подходят для вашей промышленной среды. Кроме того, вам нужно будет выбрать продукты в зависимости от веса, который они могут нести. Также следует учитывать устойчивость к нагреву, коррозии и длительному износу. Для более тяжелых применений обратите внимание на чугунные направляющие и ножки.
Для более тяжелых применений обратите внимание на чугунные направляющие и ножки. На всякий случай обратите внимание на размер и конструкцию основания. Имеет ли он достаточно большой диаметр, чтобы обеспечить оптимальное распределение веса? Достаточно ли она жесткая, чтобы обеспечить стабильную работу 9?0152 Приспособление с ЧПУ ?
На всякий случай обратите внимание на размер и конструкцию основания. Имеет ли он достаточно большой диаметр, чтобы обеспечить оптимальное распределение веса? Достаточно ли она жесткая, чтобы обеспечить стабильную работу 9?0152 Приспособление с ЧПУ ?


 По сути, вам не придется приобретать новые машины в течение короткого периода времени. Увеличенный срок службы помогает вам получать максимальную отдачу от вашего оборудования до тех пор, пока не возникнет необходимость в обновлении или замене.
По сути, вам не придется приобретать новые машины в течение короткого периода времени. Увеличенный срок службы помогает вам получать максимальную отдачу от вашего оборудования до тех пор, пока не возникнет необходимость в обновлении или замене. Каждый угол машины должен обеспечивать равную поддержку. Поверхность становится неустойчивой, если один угол не такой жесткий, как другие. Чтобы исправить это, вы можете подложить прокладки под каждую ногу. Однако это может быть утомительно, так как вам потребуются прокладки различной толщины для оптимального распределения веса.
Каждый угол машины должен обеспечивать равную поддержку. Поверхность становится неустойчивой, если один угол не такой жесткий, как другие. Чтобы исправить это, вы можете подложить прокладки под каждую ногу. Однако это может быть утомительно, так как вам потребуются прокладки различной толщины для оптимального распределения веса. Если вы удовлетворены, поверните регулировочный винт по часовой стрелке, чтобы зафиксировать уровни.
Если вы удовлетворены, поверните регулировочный винт по часовой стрелке, чтобы зафиксировать уровни.
 Инструмент выходит из строя.
Инструмент выходит из строя.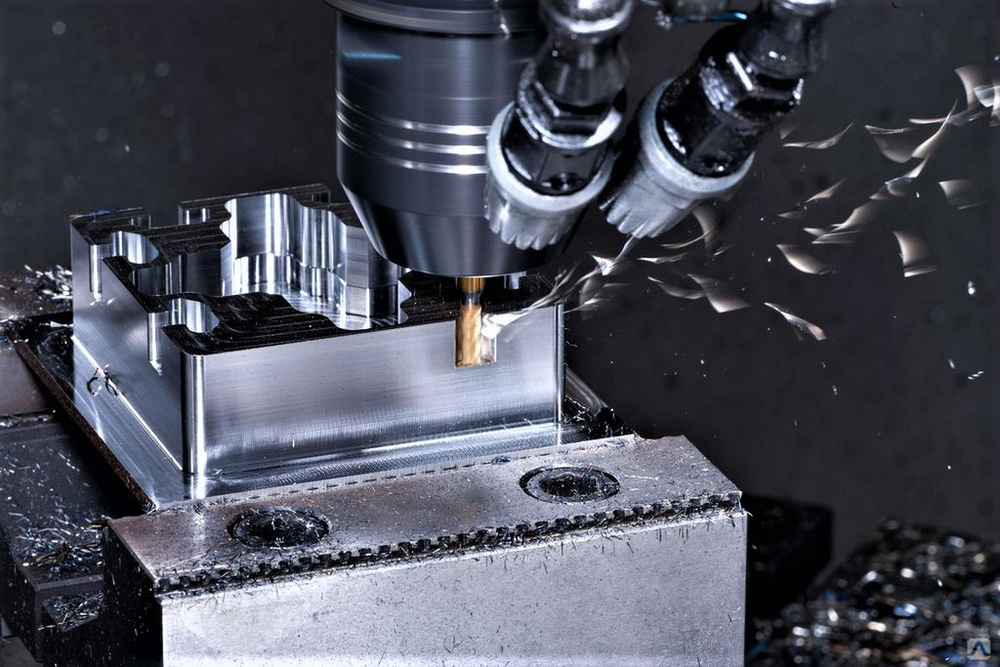
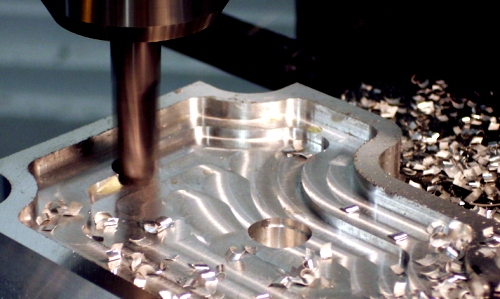 Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
 Не гонитесь за скоростью. Это обязательно скажется на качестве.
Не гонитесь за скоростью. Это обязательно скажется на качестве.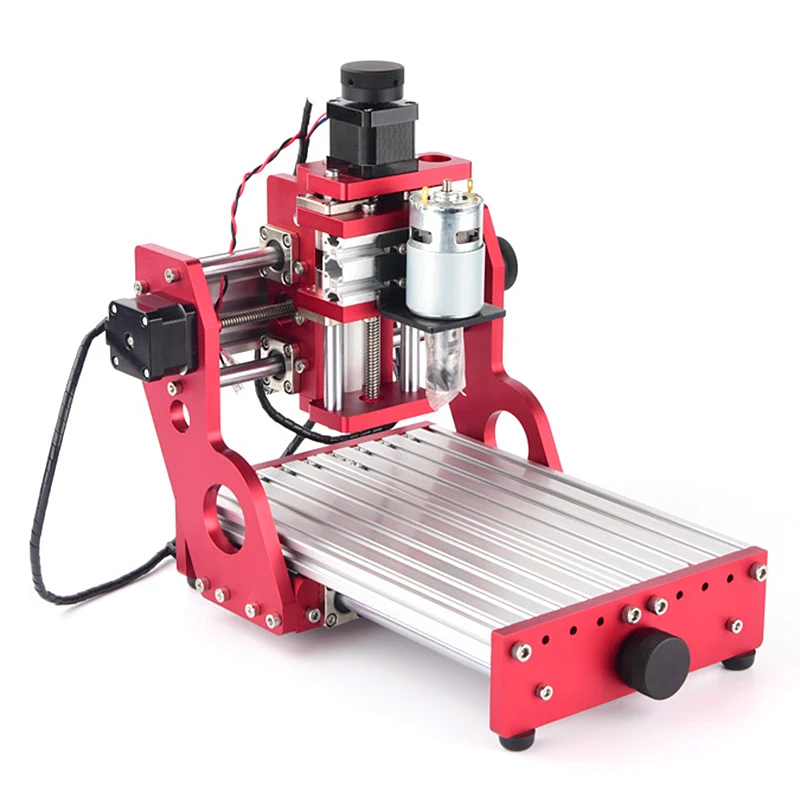 Пример, диборид титана (TiB2).
Пример, диборид титана (TiB2).
 Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.

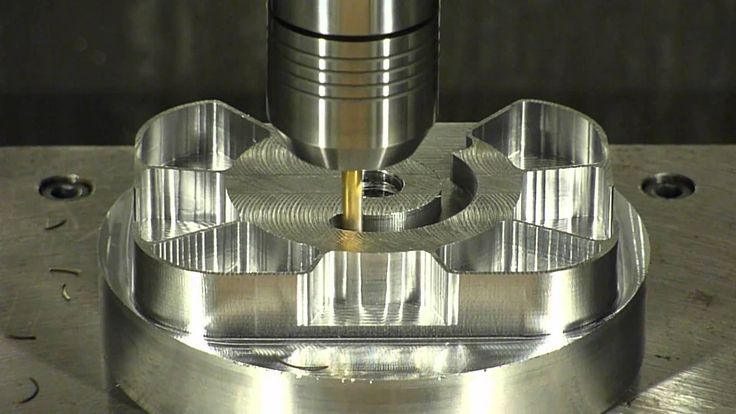 При работе на низких оборотах и повышенной температуре она значительно возрастает.
При работе на низких оборотах и повышенной температуре она значительно возрастает. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.

 А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.-500x500.jpg)
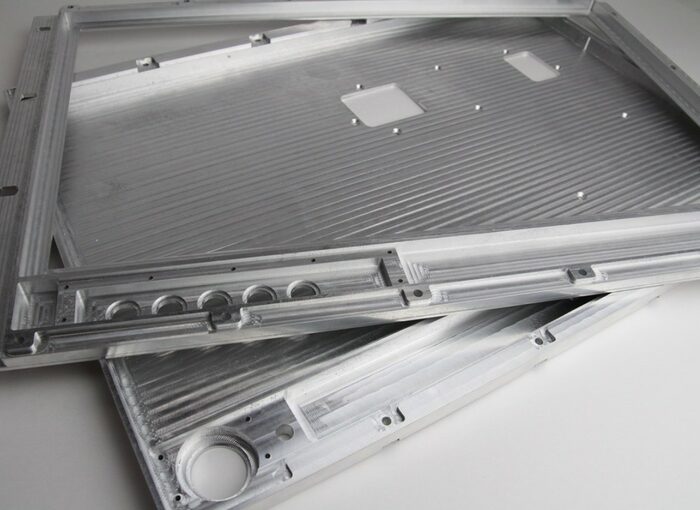 Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы. Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов.
Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов. На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь:
На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь: Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.
Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.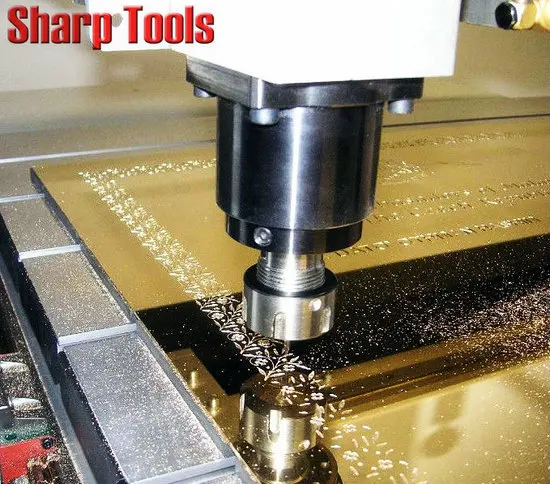 Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.
Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите. Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).
Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).

 Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок.
Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок. Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя.
Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя. Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду.
Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду. Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.
Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.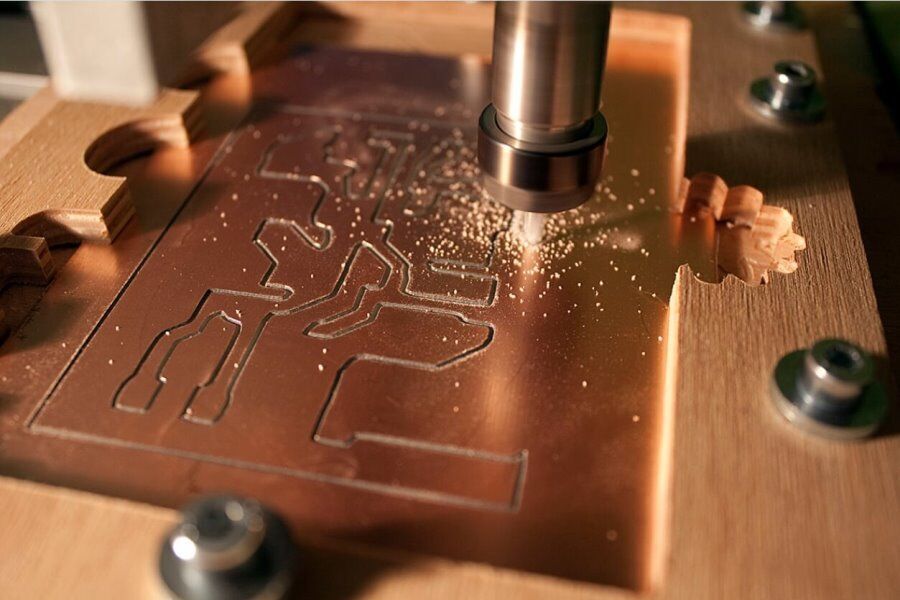
 Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.
Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.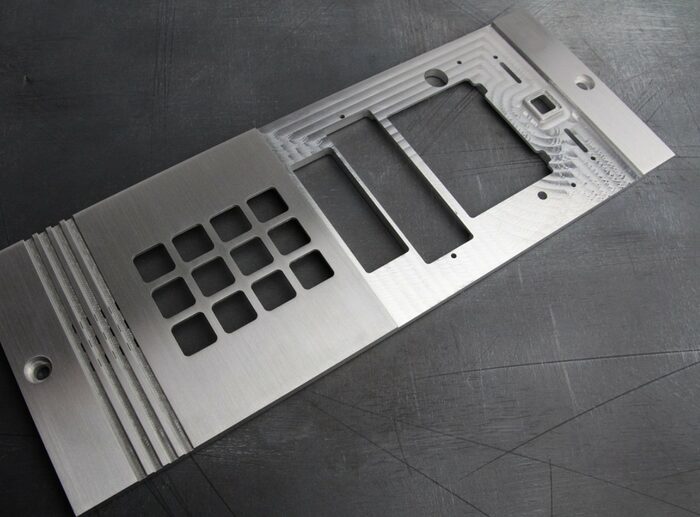 Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза.
Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза. Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!
Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!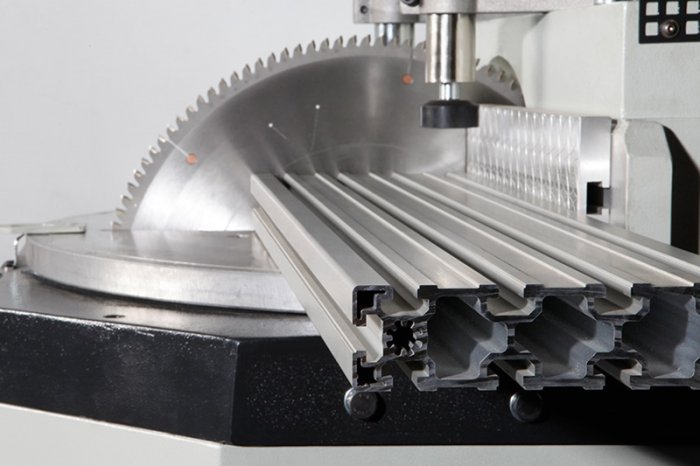 Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.
Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.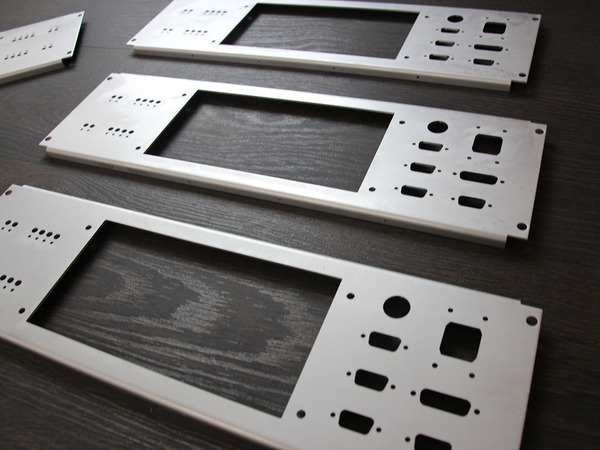 И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать.
И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать. Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
 Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.
Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.




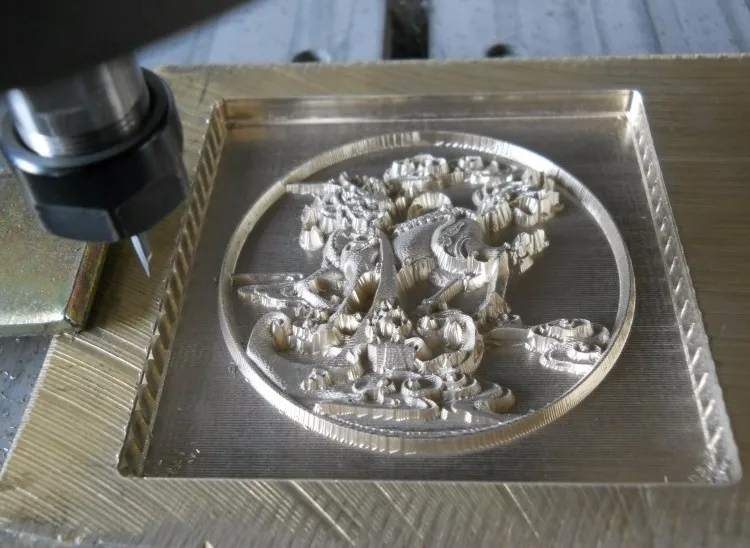


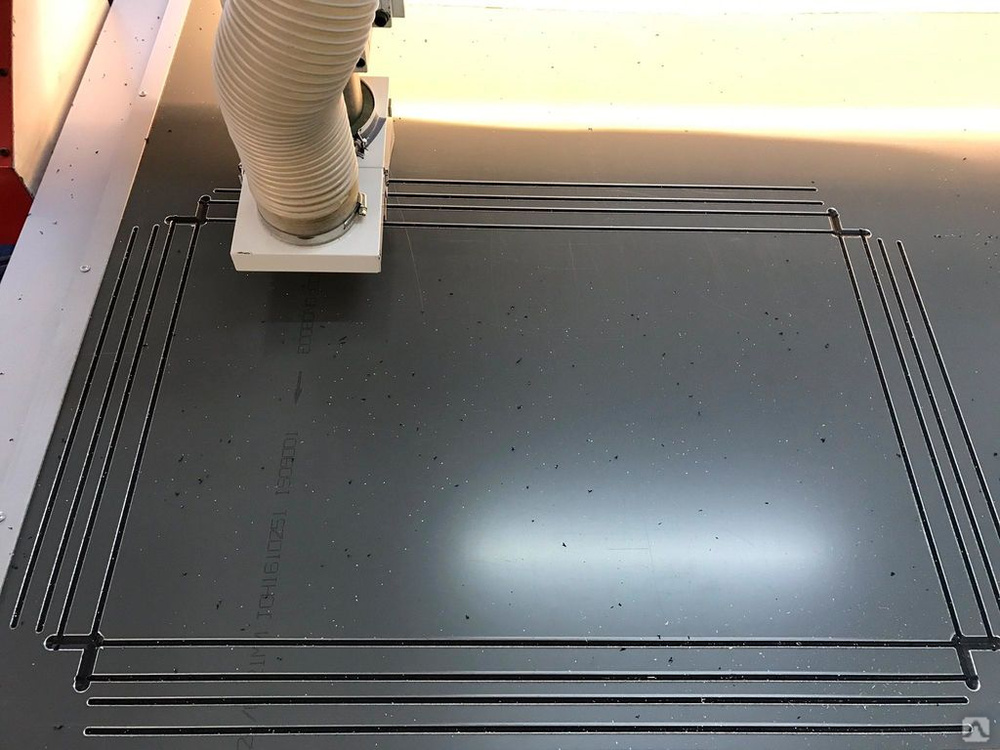

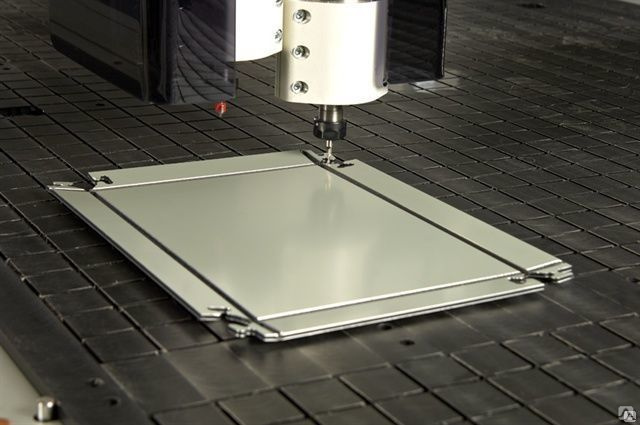
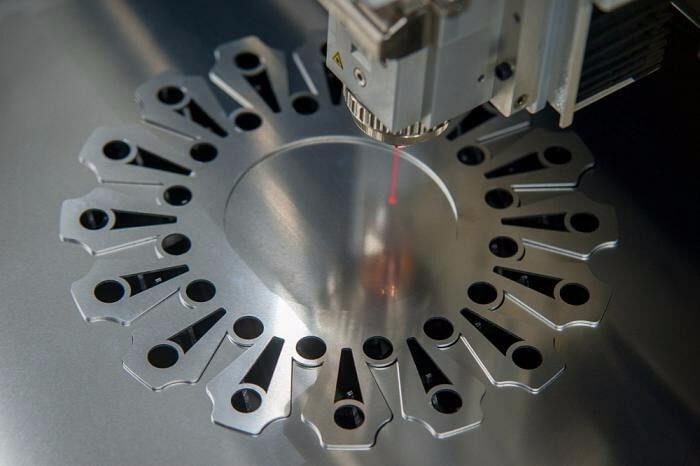

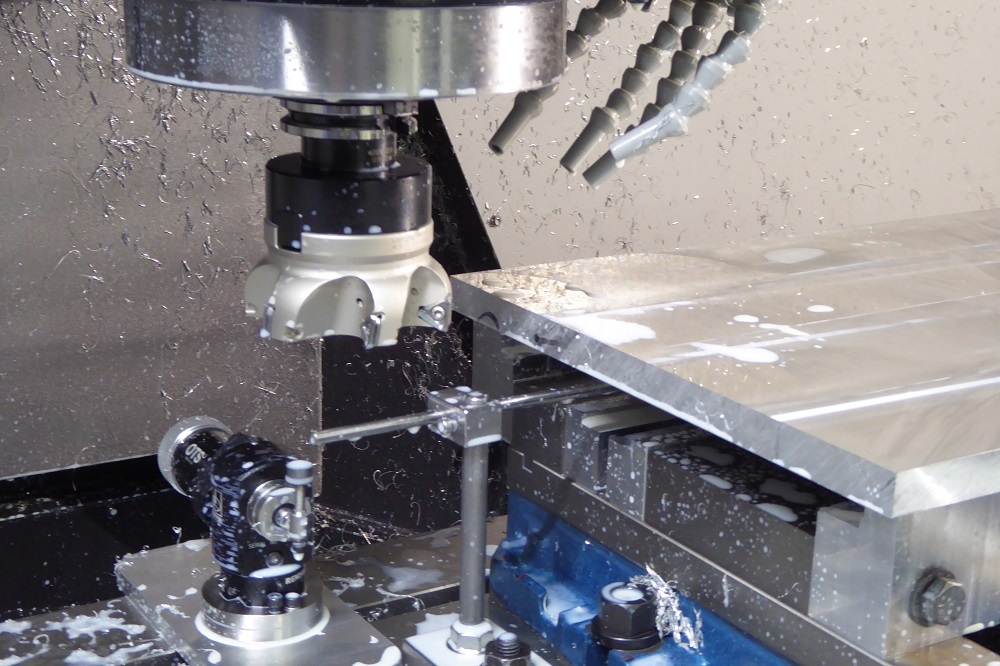



 д.
д.
 д.
д.
 Мы осуществляем нанесение логотипов на чехлы методом объемной УФ-печати. В наличии чехлы разных ценовых категорий.
Мы осуществляем нанесение логотипов на чехлы методом объемной УФ-печати. В наличии чехлы разных ценовых категорий. А выпуклый шпигель календаря будет на виду весь год.
А выпуклый шпигель календаря будет на виду весь год. Наше нанесение устойчиво к любым погодным условиям,
Наше нанесение устойчиво к любым погодным условиям, На самом деле в качестве расходных материалов для этой методики доступны также пластик, металлическая фольга и некоторые другие виды сырья. Однако наиболее распространенными являются именно листы или рулоны бумаги, причем в некоторых приборах используется даже обыкновенная бумага A4.
На самом деле в качестве расходных материалов для этой методики доступны также пластик, металлическая фольга и некоторые другие виды сырья. Однако наиболее распространенными являются именно листы или рулоны бумаги, причем в некоторых приборах используется даже обыкновенная бумага A4. Ниже мы приведем изображение и пошагово распишем все этапы 3D печати. Но для начала следует сказать несколько слов о 3D моделях для 3D печати. Они создаются по определенным правилам, прочитать о которых можно здесь. Готовая модель загружается в программу-слайсер (к примеру, Cura), где происходит ее разделение на слои и выставление необходимых настроек 3D печати. Полученный в итоге файл, обычно в формате STL, и загружается в 3Д принтер.
Ниже мы приведем изображение и пошагово распишем все этапы 3D печати. Но для начала следует сказать несколько слов о 3D моделях для 3D печати. Они создаются по определенным правилам, прочитать о которых можно здесь. Готовая модель загружается в программу-слайсер (к примеру, Cura), где происходит ее разделение на слои и выставление необходимых настроек 3D печати. Полученный в итоге файл, обычно в формате STL, и загружается в 3Д принтер. Если же используются листы, с каждым новым слоем подается новый лист.
Если же используются листы, с каждым новым слоем подается новый лист. Хотя 3D печать из бумаги и не является самой дешевой методикой, себестоимость воспроизведения изделий с ее помощью гораздо ниже, чем у других профессиональных методик (SLS, SLM и т.д.). Также в этом играет роль и цена оборудования;
Хотя 3D печать из бумаги и не является самой дешевой методикой, себестоимость воспроизведения изделий с ее помощью гораздо ниже, чем у других профессиональных методик (SLS, SLM и т.д.). Также в этом играет роль и цена оборудования; Очевидно, что высокой прочностью получаемые модели похвастаться не могут, но при отсутствии должного ухода (а иногда и без видимых причин), изделия расходятся по сечению слоев;
Очевидно, что высокой прочностью получаемые модели похвастаться не могут, но при отсутствии должного ухода (а иногда и без видимых причин), изделия расходятся по сечению слоев; В числе оборудования для этой методики 3Д печати есть и бюджетные модели;
В числе оборудования для этой методики 3Д печати есть и бюджетные модели;
 Более того, если вы не умеете обращаться с руками, работать с бумагой чрезвычайно сложно. Формирование бумаги в сложные структуры почти невозможно.
Более того, если вы не умеете обращаться с руками, работать с бумагой чрезвычайно сложно. Формирование бумаги в сложные структуры почти невозможно.



 . Бумажный материал дешевле, чем пластиковые или металлические нити, а затраты энергии ниже из-за снижения нагрева при использовании только нагревательного ролика и лазера, а не плавления пластика или металла. Это делает ее одной из самых экономичных технологий 3D-печати на современном рынке.
. Бумажный материал дешевле, чем пластиковые или металлические нити, а затраты энергии ниже из-за снижения нагрева при использовании только нагревательного ролика и лазера, а не плавления пластика или металла. Это делает ее одной из самых экономичных технологий 3D-печати на современном рынке. Бумажная 3D-печать также не требует сильного нагрева, экономит энергию и делает ее одним из самых чистых методов.
Бумажная 3D-печать также не требует сильного нагрева, экономит энергию и делает ее одним из самых чистых методов. Для создания более сложных прототипов использование пластика или металла даст гораздо лучшие результаты.
Для создания более сложных прототипов использование пластика или металла даст гораздо лучшие результаты.
 Однако большая часть по-прежнему приходится на более традиционные области, такие как прототипирование с использованием пластмасс. В то время как 3D-печать имеет такие преимущества, как более быстрая и менее расточительная, чем традиционное производство, а также упрощает производство по запросу. Проблема в том, что большая часть используемого печатного материала по-прежнему состоит из пластика, который является одним из самых вредных материалов для окружающей среды.
Однако большая часть по-прежнему приходится на более традиционные области, такие как прототипирование с использованием пластмасс. В то время как 3D-печать имеет такие преимущества, как более быстрая и менее расточительная, чем традиционное производство, а также упрощает производство по запросу. Проблема в том, что большая часть используемого печатного материала по-прежнему состоит из пластика, который является одним из самых вредных материалов для окружающей среды.
 То, что само связующее также является натуральным материалом, означает, что изделия, напечатанные на 3D-принтере, можно постоянно перерабатывать. Это создает замкнутую систему, что делает ее очень устойчивой в долгосрочной перспективе. Затем он в основном выдавливает бумажный материал через экструдер шприцевого типа из сосуда высокого давления. Основная проблема заключается в том, когда принтер останавливается, и в возможных проблемах, связанных с тем, как предотвратить его засорение.
То, что само связующее также является натуральным материалом, означает, что изделия, напечатанные на 3D-принтере, можно постоянно перерабатывать. Это создает замкнутую систему, что делает ее очень устойчивой в долгосрочной перспективе. Затем он в основном выдавливает бумажный материал через экструдер шприцевого типа из сосуда высокого давления. Основная проблема заключается в том, когда принтер останавливается, и в возможных проблемах, связанных с тем, как предотвратить его засорение.
 Изделия различаются формой, например, могут быть цилиндрическими или коническими. В зависимости от типа оснастка подходит для различных производственных процессов.
Изделия различаются формой, например, могут быть цилиндрическими или коническими. В зависимости от типа оснастка подходит для различных производственных процессов. По геометрии, цанги TG напоминают изделия серии OZ, но оснастка не является взаимозаменяемой или совместимой.
По геометрии, цанги TG напоминают изделия серии OZ, но оснастка не является взаимозаменяемой или совместимой.

 Фиксация с их помощью имеет важное преимущество. Данный элемент дает возможность в короткие сроки устанавливать и снимать инструменты и заготовки. Это существенно экономит рабочее время и способствует повышению производительности труда. Недостатком цанг считается необходимость подбирать фиксирующее устройство в строгом соответствии с типоразмером патрона.
Фиксация с их помощью имеет важное преимущество. Данный элемент дает возможность в короткие сроки устанавливать и снимать инструменты и заготовки. Это существенно экономит рабочее время и способствует повышению производительности труда. Недостатком цанг считается необходимость подбирать фиксирующее устройство в строгом соответствии с типоразмером патрона. Для изготовления цанг используются высокоуглеродистые стали. Изделия термически обрабатываются до твердости HRC 58–62 в зажимной части и HRC 42–48 в хвостовой. Чтобы фиксатор не заклинивало, угол конуса разрезной втулки составляет 30–40 градусов.
Для изготовления цанг используются высокоуглеродистые стали. Изделия термически обрабатываются до твердости HRC 58–62 в зажимной части и HRC 42–48 в хвостовой. Чтобы фиксатор не заклинивало, угол конуса разрезной втулки составляет 30–40 градусов. Наиболее часто используются изделия с круглым отверстием. Но есть цанги, которые подходят для фиксации специального инструмента.
Наиболее часто используются изделия с круглым отверстием. Но есть цанги, которые подходят для фиксации специального инструмента.
 Он позволяет крепить инструменты на горизонтальных и вертикальных станках, в том числе для фрезерования и сверления заготовок в труднодоступных местах. Цанговые патроны активно используются на всех видах универсальных сверлильных и токарных станков радиального и вертикального направления, фрезерном и фрезерно-гравировальном оборудовании с ЧПУ. Цанги дают возможность быстро менять инструменты для выполнения различных видов работ (сверления, снятия фаски, нарезки резьбы и т. д.) в рамках одной операции по обработке заготовки.
Он позволяет крепить инструменты на горизонтальных и вертикальных станках, в том числе для фрезерования и сверления заготовок в труднодоступных местах. Цанговые патроны активно используются на всех видах универсальных сверлильных и токарных станков радиального и вертикального направления, фрезерном и фрезерно-гравировальном оборудовании с ЧПУ. Цанги дают возможность быстро менять инструменты для выполнения различных видов работ (сверления, снятия фаски, нарезки резьбы и т. д.) в рамках одной операции по обработке заготовки. Они используются в самых разных отраслях промышленности и ремеслах и обеспечивают идеальное решение для различных требований к зажиму.
Они используются в самых разных отраслях промышленности и ремеслах и обеспечивают идеальное решение для различных требований к зажиму.


 Как Т.М. Smith Tool известен своими быстросменными инструментальными держателями, они кое-что знают о типах цанг, их возможностях и значении этих неправильно понятых и часто недооцененных устройств.
Как Т.М. Smith Tool известен своими быстросменными инструментальными держателями, они кое-что знают о типах цанг, их возможностях и значении этих неправильно понятых и часто недооцененных устройств.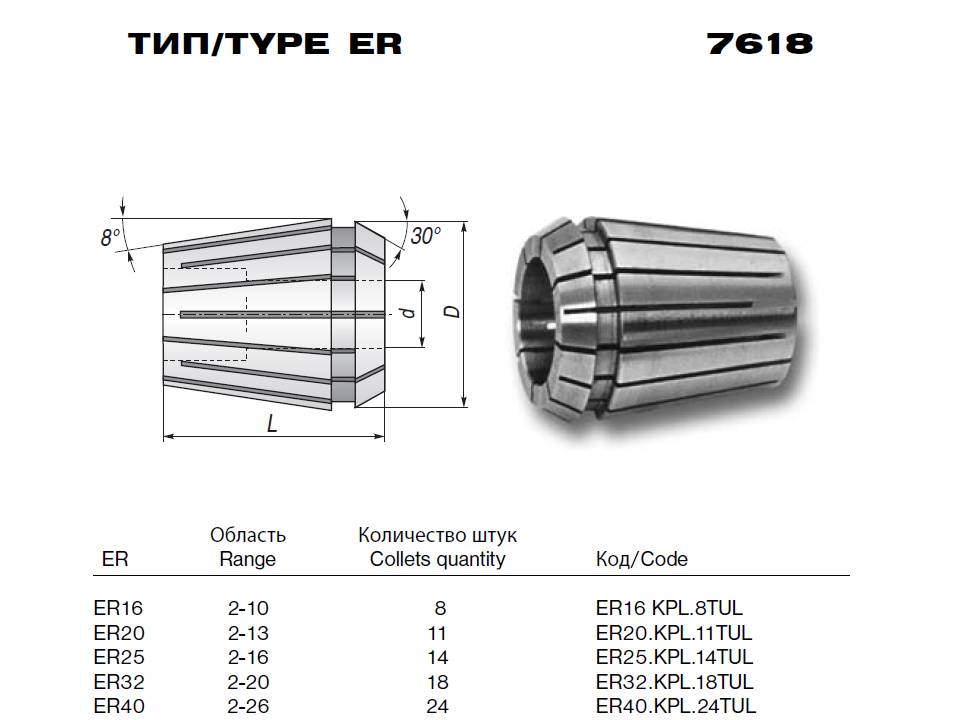 Однако, как правило, разные типы цанг используются в двух конкретных областях строительства и производства.
Однако, как правило, разные типы цанг используются в двух конкретных областях строительства и производства.

 ..
.. …
…
 Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.  org/Product»>
org/Product»>
 5 кг (2,85 мм)
5 кг (2,85 мм) 5 кг (1,75 мм)
5 кг (1,75 мм) org/Product»>
org/Product»>
 Bronzefill сделан из сорока процентов бронзы и шестидесяти процентов PLA, поэтому он работает с настольными 3D-принтерами!
Bronzefill сделан из сорока процентов бронзы и шестидесяти процентов PLA, поэтому он работает с настольными 3D-принтерами! Благодаря бронзовому наполнителю ColorFabb мы можем немного встряхнуться, печатая настоящей бронзой! На первый взгляд, бронзовый наполнитель кажется матовым с лазерным спеканием — не бойтесь, небольшая шлифовка и полировка позволяют залитым частицам бронзы сверкать в отличие от любой нити, которую вы видели раньше!
Благодаря бронзовому наполнителю ColorFabb мы можем немного встряхнуться, печатая настоящей бронзой! На первый взгляд, бронзовый наполнитель кажется матовым с лазерным спеканием — не бойтесь, небольшая шлифовка и полировка позволяют залитым частицам бронзы сверкать в отличие от любой нити, которую вы видели раньше!
 Это размер катушки 1,5 кг, так что вы можете печатать тонны бронзы!
Это размер катушки 1,5 кг, так что вы можете печатать тонны бронзы!

 Рекомендуется оставить все файлы cookie, если вы не уверены, нужны они вам или нет, в случае, если они используются для предоставления услуги, которую вы используете.
Рекомендуется оставить все файлы cookie, если вы не уверены, нужны они вам или нет, в случае, если они используются для предоставления услуги, которую вы используете.


 27 – 2 160 ₽
27 – 2 160 ₽ 3
3 37 – 5 083 ₽
37 – 5 083 ₽ 4
4 6
6 США
США Набор инструментов для дома, розовый, модель DT0773N1
Набор инструментов для дома, розовый, модель DT0773N1

 Купите складную линейку и/или рулетку
Купите складную линейку и/или рулетку Это расстраивает! Ниже вы увидите мой сводный список из 20 основных профессиональных ручных инструментов для деревообработки, которые вы должны начать накапливать, чтобы начать создавать самые простые проекты по деревообработке. Когда вы будете готовы, вы можете нажать на желтые кнопки, чтобы посетить каждое из руководств по покупке для каждого типа ручного инструмента, чтобы получить помощь в понимании функций, брендов и моделей ручного инструмента. Внизу этой страницы находится удобный полный список инструментов, отсортированных по категориям «срочно», «полусрочно» и «несрочно» для покупки.
Это расстраивает! Ниже вы увидите мой сводный список из 20 основных профессиональных ручных инструментов для деревообработки, которые вы должны начать накапливать, чтобы начать создавать самые простые проекты по деревообработке. Когда вы будете готовы, вы можете нажать на желтые кнопки, чтобы посетить каждое из руководств по покупке для каждого типа ручного инструмента, чтобы получить помощь в понимании функций, брендов и моделей ручного инструмента. Внизу этой страницы находится удобный полный список инструментов, отсортированных по категориям «срочно», «полусрочно» и «несрочно» для покупки. Тем не менее, я создал DVD (и потоковую версию) «Создание портативного верстака Moravian с Уиллом Майерсом», чтобы даже новички могли собрать прочный, портативный и очень доступный верстак, который подойдет практически где угодно, используя в основном или только ручные инструменты. Вы можете купить его в моем магазине здесь. Вы можете найти бесплатные чертежи верстака Уилла для Моравского верстака здесь. Какой бы путь вы ни выбрали, убедитесь, что вы решили либо построить, либо купить тяжелый и крепкий деревянный верстак, по крайней мере, с 3-дюймовой сплошной столешницей, прочными опорными ножками и, по крайней мере, одними прочными тисками. В моем руководстве по верстаку подробно рассказывается о том, как выбрать деревянный верстак.
Тем не менее, я создал DVD (и потоковую версию) «Создание портативного верстака Moravian с Уиллом Майерсом», чтобы даже новички могли собрать прочный, портативный и очень доступный верстак, который подойдет практически где угодно, используя в основном или только ручные инструменты. Вы можете купить его в моем магазине здесь. Вы можете найти бесплатные чертежи верстака Уилла для Моравского верстака здесь. Какой бы путь вы ни выбрали, убедитесь, что вы решили либо построить, либо купить тяжелый и крепкий деревянный верстак, по крайней мере, с 3-дюймовой сплошной столешницей, прочными опорными ножками и, по крайней мере, одними прочными тисками. В моем руководстве по верстаку подробно рассказывается о том, как выбрать деревянный верстак.
 Купите 2 панельные пилы: продольную и поперечную резку
Купите 2 панельные пилы: продольную и поперечную резку
 Все три пилы используются в моей мастерской очень и очень часто. Как упоминалось выше, поначалу вы, безусловно, могли бы обойтись простой пилой типа «ласточкин хвост», так как маленькие зубья не так уж плохо справляются с работой по резанию поперек волокон. Покупка пилы с обратной пилой может быть очень запутанной, потому что большинство продавцов не знают, какая пила у них есть, а конфигурация зубьев может изменить работу пилы. Большинство людей, которые продают антикварные пилы, путают названия, так что не волнуйтесь. Мое руководство для покупателя действительно проясняет эту путаницу и поможет вам узнать, что искать.
Все три пилы используются в моей мастерской очень и очень часто. Как упоминалось выше, поначалу вы, безусловно, могли бы обойтись простой пилой типа «ласточкин хвост», так как маленькие зубья не так уж плохо справляются с работой по резанию поперек волокон. Покупка пилы с обратной пилой может быть очень запутанной, потому что большинство продавцов не знают, какая пила у них есть, а конфигурация зубьев может изменить работу пилы. Большинство людей, которые продают антикварные пилы, путают названия, так что не волнуйтесь. Мое руководство для покупателя действительно проясняет эту путаницу и поможет вам узнать, что искать. Я использую торцовочную пилу довольно часто. Я купил их подержанными всего за 15 долларов, но рассчитываю заплатить больше.
Я использую торцовочную пилу довольно часто. Я купил их подержанными всего за 15 долларов, но рассчитываю заплатить больше. Я использовал несколько недорогих стамесок с пластиковой ручкой, но предпочитаю более легкие стамески с деревянной ручкой и отличной сталью.
Я использовал несколько недорогих стамесок с пластиковой ручкой, но предпочитаю более легкие стамески с деревянной ручкой и отличной сталью. Врезные долота (также называемые «врезными долотами») используются для проделывания пазов (прямоугольных отверстий) в боковой части доски, чтобы можно было вставить шип. «Врезка и шип» — это очень распространенное и очень прочное соединение, о котором слышало большинство людей.
Врезные долота (также называемые «врезными долотами») используются для проделывания пазов (прямоугольных отверстий) в боковой части доски, чтобы можно было вставить шип. «Врезка и шип» — это очень распространенное и очень прочное соединение, о котором слышало большинство людей.

 Это устраняет некоторую степень неточности.
Это устраняет некоторую степень неточности.
 Для того, чтобы проникнуть в узкие места (например, ласточкины хвосты) и сделать очень точные линии (что очень важно для плотных соединений), вам нужен правильный нож для разметки. Вы думаете, что подойдет любой старый нож, но ошибаетесь. Несколько лет назад я купил несколько, которые не работали должным образом.
Для того, чтобы проникнуть в узкие места (например, ласточкины хвосты) и сделать очень точные линии (что очень важно для плотных соединений), вам нужен правильный нож для разметки. Вы думаете, что подойдет любой старый нож, но ошибаетесь. Несколько лет назад я купил несколько, которые не работали должным образом. Для начала я рекомендую купить качественные точильные принадлежности для заточки и заточки стамесок, ручных рубанков и ручных пил. И я помогу вам сэкономить деньги, избегая систем, которые не работают.
Для начала я рекомендую купить качественные точильные принадлежности для заточки и заточки стамесок, ручных рубанков и ручных пил. И я помогу вам сэкономить деньги, избегая систем, которые не работают. Купите рубанок для шпунта
Купите рубанок для шпунта
 Отгрузка с нашего склада через 3-6 рабочих дней
Отгрузка с нашего склада через 3-6 рабочих дней Отгрузка с нашего склада через 3-6 рабочих дней
Отгрузка с нашего склада через 3-6 рабочих дней Возможность и срок поставки уточняйте
Возможность и срок поставки уточняйте Отгрузка с нашего склада через 3-6 рабочих дней
Отгрузка с нашего склада через 3-6 рабочих дней Ожидается поступление на склад поставщика через 10-30 дней
Ожидается поступление на склад поставщика через 10-30 дней Отгрузка с нашего склада через 3-6 рабочих дней
Отгрузка с нашего склада через 3-6 рабочих дней Отгрузка с нашего склада через 3-6 рабочих дней
Отгрузка с нашего склада через 3-6 рабочих дней Ожидается поступление на склад поставщика через 10-30 дней
Ожидается поступление на склад поставщика через 10-30 дней Возможность и срок поставки уточняйте
Возможность и срок поставки уточняйте Отгрузка с нашего склада через 3-6 рабочих дней
Отгрузка с нашего склада через 3-6 рабочих дней Отгрузка с нашего склада через 3-6 рабочих дней
Отгрузка с нашего склада через 3-6 рабочих дней Отгрузка с нашего склада через 3-6 рабочих дней
Отгрузка с нашего склада через 3-6 рабочих дней 2 л.с.
2 л.с. 325 дюймов
325 дюймов Пила для универсального применения: валки небольших деревьев, строительства, обрезки веток и пр. Основной отличительной чертой бензопилы является новейшая технология X-TORQ. Её использование позволяет снизить расход топлива на 20% и увеличить крутящий момент, даже на малых оборотах. Пила легко запускается, просто обслуживается. Предусмотрена система защиты от вибрации.
Пила для универсального применения: валки небольших деревьев, строительства, обрезки веток и пр. Основной отличительной чертой бензопилы является новейшая технология X-TORQ. Её использование позволяет снизить расход топлива на 20% и увеличить крутящий момент, даже на малых оборотах. Пила легко запускается, просто обслуживается. Предусмотрена система защиты от вибрации. 325 дюймов
325 дюймов 325 SN, 1.3 мм, 64 Pixel
325 SN, 1.3 мм, 64 Pixel 325 SN .058/1.5 56 (узкий хвостовик)
325 SN .058/1.5 56 (узкий хвостовик) 058/1.5 68 (узкий хвостовик) для 262
058/1.5 68 (узкий хвостовик) для 262 058/1.5 72 (широкий хвостовик)
058/1.5 72 (широкий хвостовик) 058/1.5 92 (широкий хвостовик)
058/1.5 92 (широкий хвостовик) 325 SN 0.50/1.3 80 Pixel
325 SN 0.50/1.3 80 Pixel 043/1.1 45, для 325P4x, 323 P4, 325 P5x
043/1.1 45, для 325P4x, 323 P4, 325 P5x 325″, 1.3 мм, 64 звена, Пиксель
325″, 1.3 мм, 64 звена, Пиксель 325″, 1.3 мм, 66 звеньев, Пиксель
325″, 1.3 мм, 66 звеньев, Пиксель 325″, 1.5 мм (100 футов/30 метров)
325″, 1.5 мм (100 футов/30 метров) с.
с. цепь + перчатки
цепь + перчатки У него есть Заводской Заказ более чем на 21 день с момента запроса заказа.
У него есть Заводской Заказ более чем на 21 день с момента запроса заказа. Эти цепи противоскольжения предназначены для обеспечения максимального сцепления и устойчивости на дорогах, покрытых снегом и льдом. 22 х 9Размер 5 X 12 идеально подходит для большинства транспортных средств, а цепи легко устанавливаются и снимаются. Прочная конструкция гарантирует, что эти цепи прослужат долгие годы. Независимо от того, едете ли вы в условиях гололеда или просто нуждаетесь в дополнительной безопасности на снегу, цепи противоскольжения Husqvarna 531307186 — идеальный выбор для вас. Получите свой комплект сегодня и оставайтесь в безопасности на дорогах этой зимой.
Эти цепи противоскольжения предназначены для обеспечения максимального сцепления и устойчивости на дорогах, покрытых снегом и льдом. 22 х 9Размер 5 X 12 идеально подходит для большинства транспортных средств, а цепи легко устанавливаются и снимаются. Прочная конструкция гарантирует, что эти цепи прослужат долгие годы. Независимо от того, едете ли вы в условиях гололеда или просто нуждаетесь в дополнительной безопасности на снегу, цепи противоскольжения Husqvarna 531307186 — идеальный выбор для вас. Получите свой комплект сегодня и оставайтесь в безопасности на дорогах этой зимой. От свечей зажигания до воздушных фильтров — HUSQVARNA предлагает идеальные запасные части, чтобы ваша газонокосилка работала как новая. С HUSQVARNA вы можете быть уверены, что ваш газон будет выглядеть наилучшим образом, независимо от выполняемой работы.
От свечей зажигания до воздушных фильтров — HUSQVARNA предлагает идеальные запасные части, чтобы ваша газонокосилка работала как новая. С HUSQVARNA вы можете быть уверены, что ваш газон будет выглядеть наилучшим образом, независимо от выполняемой работы. Квалифицированный персонал поможет найти нужную деталь для вашего проекта и ответит на все интересующие вас вопросы. Мы предлагаем конкурентоспособные цены, а наши запчасти поставляются напрямую от производителя, гарантируя, что вы всегда получите детали самого высокого качества. Мы также предлагаем 30-дневную политику возврата, так что вы можете делать покупки с уверенностью. Благодаря нашей быстрой доставке и отличному обслуживанию клиентов вы можете доверять Husqv Parts, чтобы быстро и без проблем получить нужные вам детали.
Квалифицированный персонал поможет найти нужную деталь для вашего проекта и ответит на все интересующие вас вопросы. Мы предлагаем конкурентоспособные цены, а наши запчасти поставляются напрямую от производителя, гарантируя, что вы всегда получите детали самого высокого качества. Мы также предлагаем 30-дневную политику возврата, так что вы можете делать покупки с уверенностью. Благодаря нашей быстрой доставке и отличному обслуживанию клиентов вы можете доверять Husqv Parts, чтобы быстро и без проблем получить нужные вам детали.

 com : Газовая бензопила Husqvarna 435, 40-кубовый двигатель 2,2 л.с., 2-тактный двигатель X-Torq, 16-дюймовая бензопила с интеллектуальным запуском, для резки древесины и обрезки деревьев: патио, газон и сад
com : Газовая бензопила Husqvarna 435, 40-кубовый двигатель 2,2 л.с., 2-тактный двигатель X-Torq, 16-дюймовая бензопила с интеллектуальным запуском, для резки древесины и обрезки деревьев: патио, газон и сад 2
2 с., который снижает выбросы (до 60%) и повышает эффективность использования топлива (до 20%)
с., который снижает выбросы (до 60%) и повышает эффективность использования топлива (до 20%)
 G48W07, G48W08, G48W13-G48W16, G48C07-G48C09, G48C11-G48C14
G48W07, G48W08, G48W13-G48W16, G48C07-G48C09, G48C11-G48C14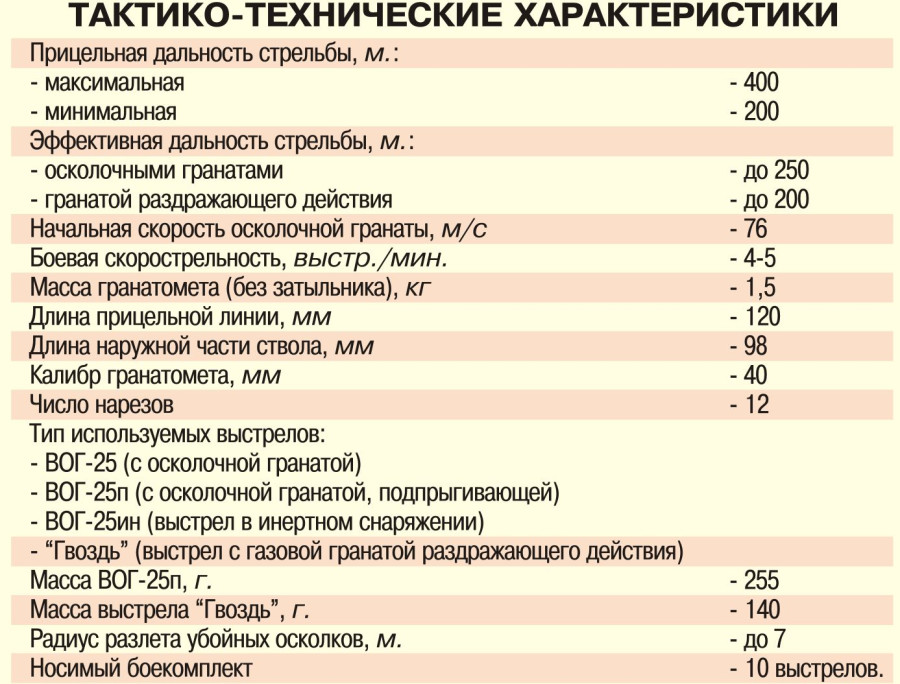 (тест) (12,5 lb/US gal)
(тест) (12,5 lb/US gal)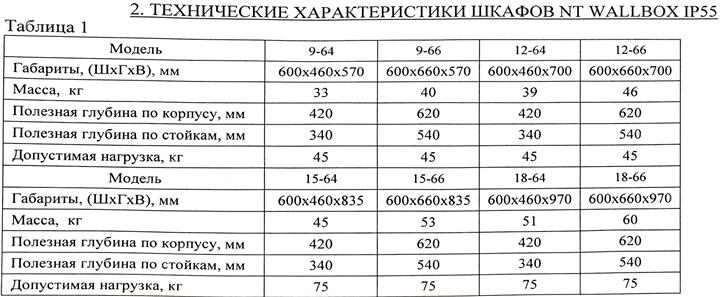 Используется для защиты от коррозии стальных конструкций, эксплуатируемых в агрессивных средах.
Используется для защиты от коррозии стальных конструкций, эксплуатируемых в агрессивных средах.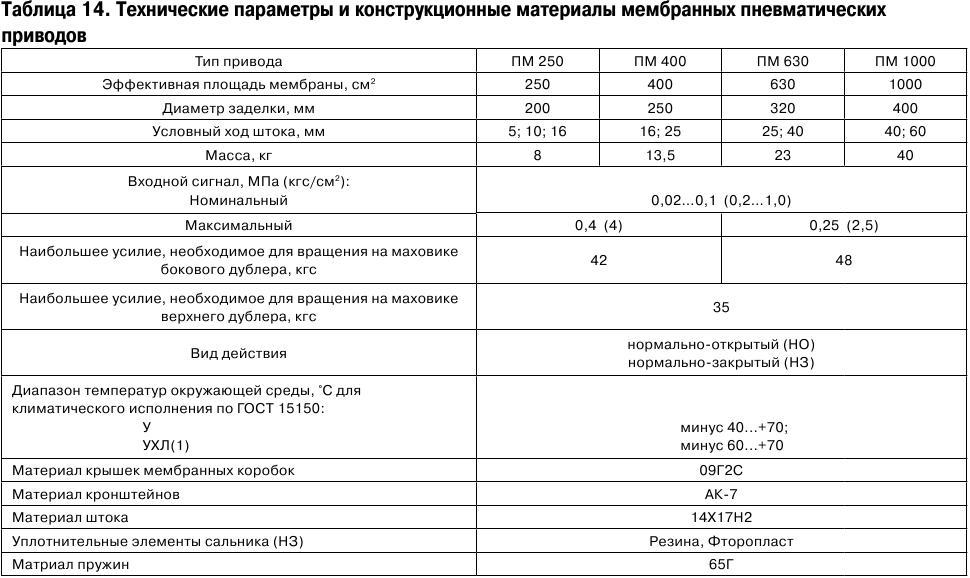
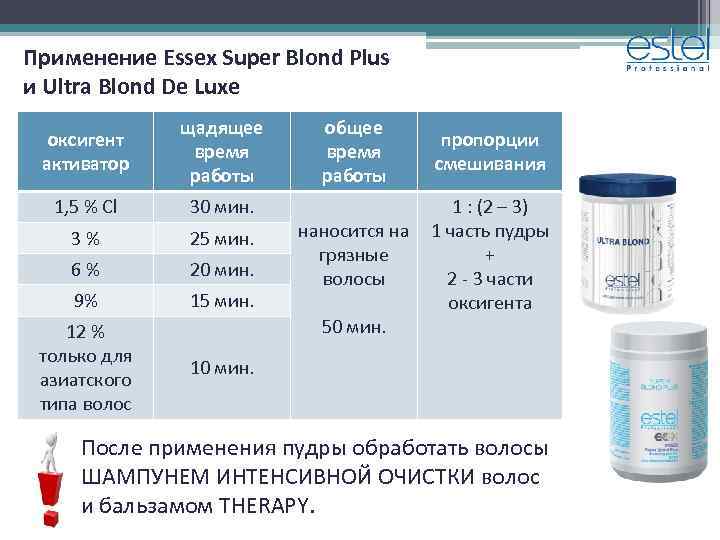 Продукция имеет необходимые сертификаты качества. Чтобы купить, узнать цену или получить консультацию свяжитесь с нашим менеджером. Ознакомьтесь с полным перечнем продукции в каталоге.
Продукция имеет необходимые сертификаты качества. Чтобы купить, узнать цену или получить консультацию свяжитесь с нашим менеджером. Ознакомьтесь с полным перечнем продукции в каталоге. ..
.. NORSOK 3B (предварительно квалифицированный) Танки для балластной воды/внутренние отсеки, заполненные забортной водой, на основе испытаний IMO-PSPC Все системы были испытаны с шоппраймером и без него. NORSOK System 3C Резервуары для стабилизированной сырой нефти, дизельного топлива и конденсата < 60°C (140°F) Система # Пожалуйста, проконсультируйтесь с представителем PPG Protective Coatings, чтобы получить полную информацию о грузе и условиях эксплуатации, чтобы убедиться, что используются правильные спецификации. NORSOK PPG Системы покрытий Система M-501
NORSOK 3B (предварительно квалифицированный) Танки для балластной воды/внутренние отсеки, заполненные забортной водой, на основе испытаний IMO-PSPC Все системы были испытаны с шоппраймером и без него. NORSOK System 3C Резервуары для стабилизированной сырой нефти, дизельного топлива и конденсата < 60°C (140°F) Система # Пожалуйста, проконсультируйтесь с представителем PPG Protective Coatings, чтобы получить полную информацию о грузе и условиях эксплуатации, чтобы убедиться, что используются правильные спецификации. NORSOK PPG Системы покрытий Система M-501 NORSOK System 3F Технологические сосуды < 3,0 МПа < 130°C (266°F) Пожалуйста, проконсультируйтесь с представителем PPG Protective Coatings для получения полной информации о грузе и...
NORSOK System 3F Технологические сосуды < 3,0 МПа < 130°C (266°F) Пожалуйста, проконсультируйтесь с представителем PPG Protective Coatings для получения полной информации о грузе и...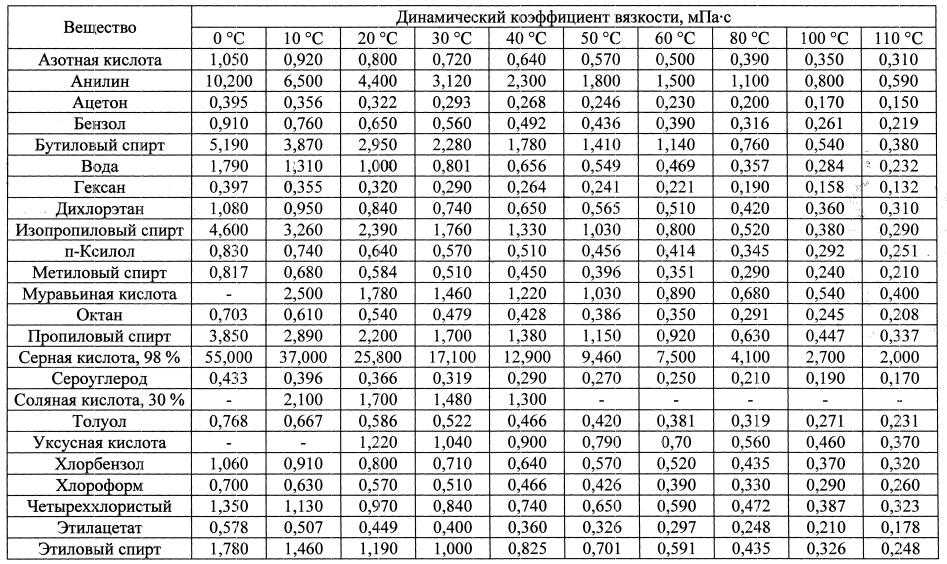 NORSOK System 6C Изолированные трубопроводы и сосуды из нержавеющей стали при температуре < 150°C (302°F) Система №
NORSOK System 6C Изолированные трубопроводы и сосуды из нержавеющей стали при температуре < 150°C (302°F) Система № com
com 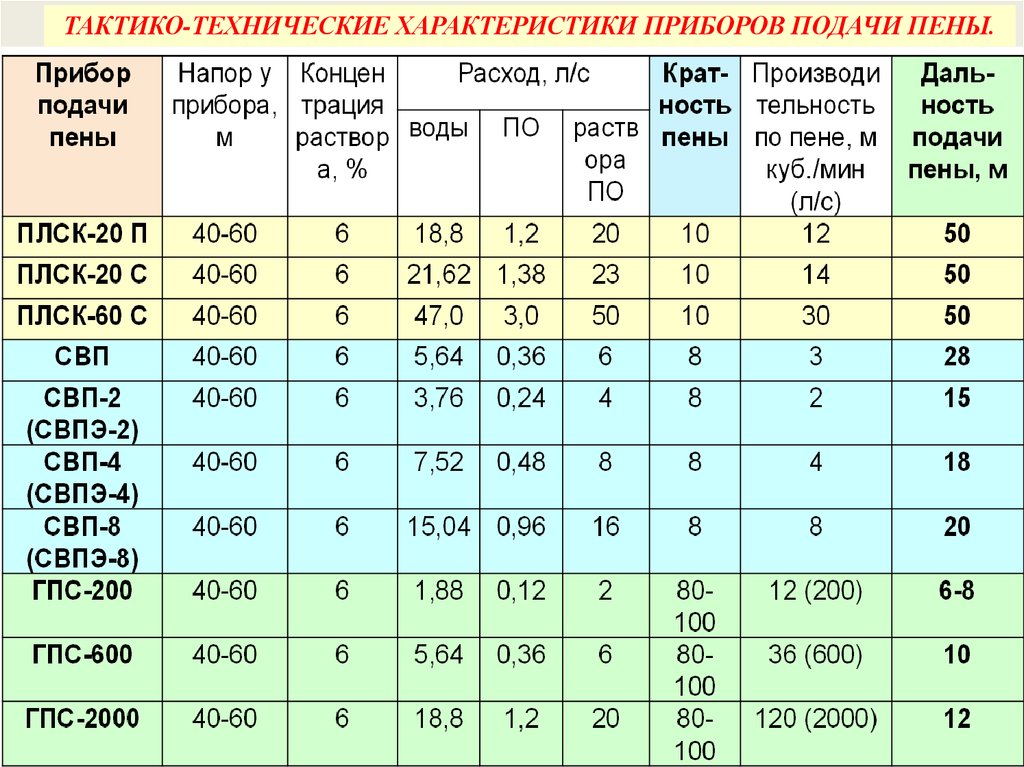 Мы подготовили для вас сводку сырья, запущенного в 2019 году. Наслаждаться!
Мы подготовили для вас сводку сырья, запущенного в 2019 году. Наслаждаться! 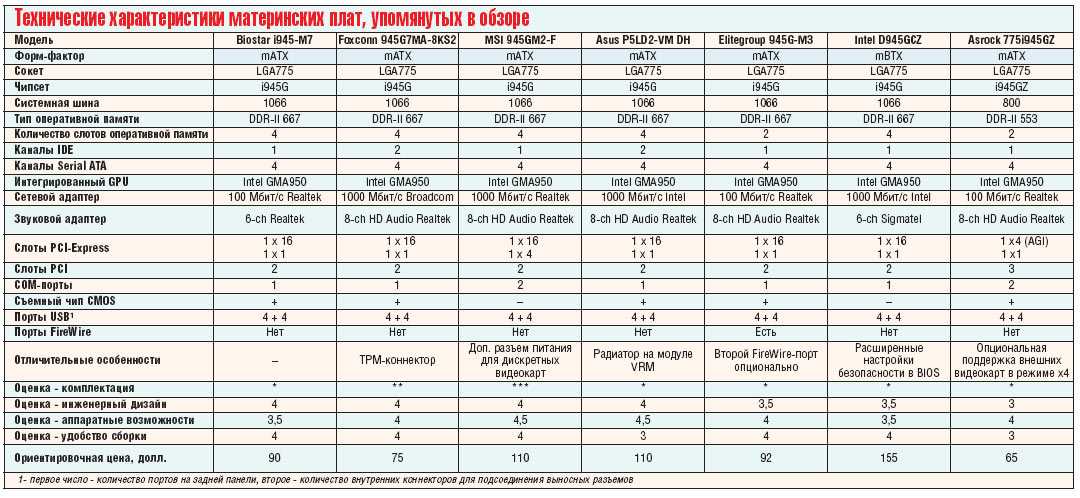
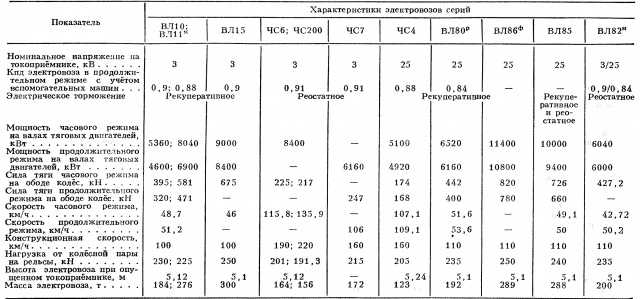 0004
0004 Этот
Этот Carbotane 134 UV Ultra имеет непревзойденный цвет и
Carbotane 134 UV Ultra имеет непревзойденный цвет и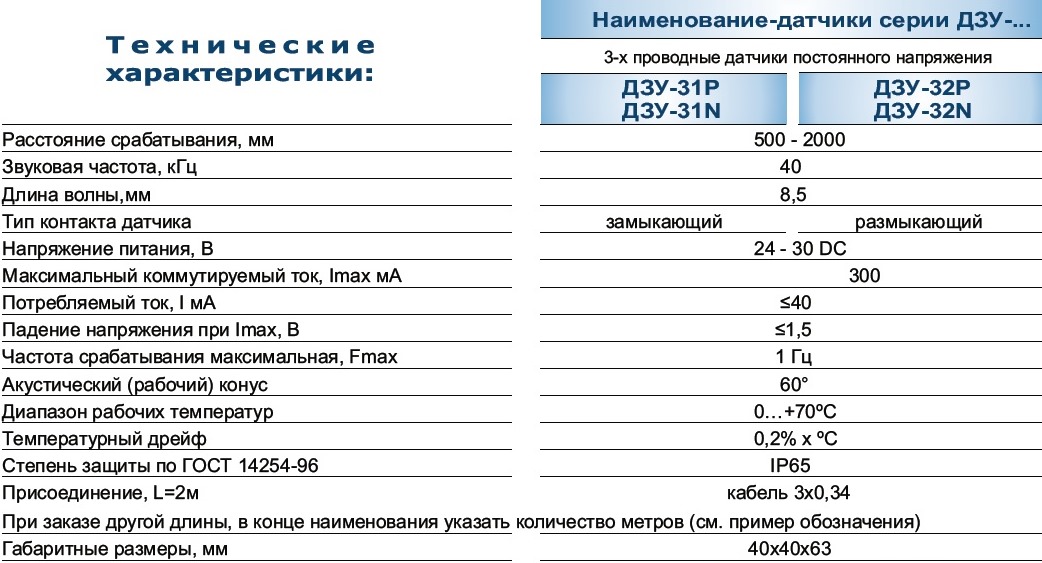 Доставка
Доставка
 Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4. Сменными шестернями в и г настраивают величину подачи.
Сменными шестернями в и г настраивают величину подачи.
 Для управления перемещениями пиноли служит рычаг с рукояткой 4.
Для управления перемещениями пиноли служит рычаг с рукояткой 4.

 диаметр сквозного отверстия главного шпинделя /противошпинделя
диаметр сквозного отверстия главного шпинделя /противошпинделя D.Ø6,8,10,12,16 / O.D.Ø20)
D.Ø6,8,10,12,16 / O.D.Ø20) ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами. Машины поставляются со всем необходимым для реализации этого. Запатентованный моноблок и 3-х осевой блок box-in-box обеспечивают оптимальную передачу усилия и идеальное качество поверхности . С помощью 4- и 5-осевой обработки вы часто можете выполнить сложных геометрических форм всего за одного установа . Это экономит время, позволяя быстро и точно работать с малыми и средними сериями.
Машины поставляются со всем необходимым для реализации этого. Запатентованный моноблок и 3-х осевой блок box-in-box обеспечивают оптимальную передачу усилия и идеальное качество поверхности . С помощью 4- и 5-осевой обработки вы часто можете выполнить сложных геометрических форм всего за одного установа . Это экономит время, позволяя быстро и точно работать с малыми и средними сериями.

 Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.



 Генерирует статистические данные о том, как посетитель использует веб-сайт.
Генерирует статистические данные о том, как посетитель использует веб-сайт. Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.
Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.