3D принтеры. Виды и работа. Применение и технологии. Как выбрать
3D принтеры – это станки с числовым программным управлением, предназначенные для послойной печати объемных деталей. Создание объекта осуществляется по виртуальной трехмерной модели, параметры которой передаются на процессор устройства. Моделирование для печати осуществляется на специальном программном обеспечении.
Объемная печать может осуществляться различными материалами, что зависит от параметров принтера. От этого зависят эксплуатационные характеристики получаемых моделей.
Оборудование для объемной печати работает на следующих материалах:
Порошок.
Гипс.
Фотополимер.
Воск.
Порошковые принтеры
Данные устройства исходя от параметров детали установленных на чертеже наносят по периметру подставки связующее вещество. Поверх него укладывается порошок, после чего осуществляется спекание. Далее цикл повторяется. За один проход достигается подъем заготовки на миллиметры, поэтому процесс продолжительный особенно при создании крупных моделей. Неоспоримым преимуществом является то, что такие 3D принтеры могут работать с металлической пудрой.
Гипсовые устройства
Такой 3D принтер на самом деле может работать не только с гипсом, но и различными шпаклевками, и цементом. Этим оборудованием пользуются для создания статуэток, а также интерьерных украшений. Применяя такое устройство можно получать произведения искусства или модели, необходимые для создания силиконовых форм для отливки.
Фотополимерные принтеры
Это самые распространенные разновидности печатных устройств, которые имеют наиболее доступную стоимость. В продаже встречаются различные комплектующие для их сборки. Нередко подобные 3D принтеры изготовляются самостоятельно из самодельных и заводских деталей. Для заправки такого устройства применяется полимер, сделанный в виде длинной проволоки накрученной на катушку. Принтер печатает расплавленным пластиком. В дальнейшем он застывает под воздействием ультрафиолетового луча или просто при остывании.
Такие устройства используются для создания фигурок, шестеренок и других комплектующих для механизмов. Фотополимерный принтер печатает очень медленно. Продолжительность распечатки даже простеньких моделей может занимать десятки часов. Распространенной проблемой при использовании подобных устройств является смещение заготовки при печати, что случается в результате ее плохого приклеивания к основанию. Как следствие полученные изделия отправляются в брак. Такая проблема решается путем нанесения специальных клеев на подставку, на которой осуществляется печать. В этом случае адгезия между первым слоем модели и основанием увеличивается.
Восковые устройства
3D принтеры на таком материале применяются сравнительно редко, в связи с недостаточной прочностью воска и низкой температурой его плавления. Однако столь легкие для разрушения модели являются отличным решением при создании предметов из бронзы путем литья. Восковые изделия помещаются в слой песка таким образом, чтобы осталось только отверстие для заливки. В него заливается расплавленный металл. Он сжигает воск и занимает его место. После застывания получается такая же модель, но уже из бронзы, латуни, золота или алюминия. Именно таким оборудованием пользуются современные литейные мастерские, что многократно повышает производительность труда в сравнении с ручной лепкой.
Популярные технологии 3D печати
Существует около десятка технологий, по которым могут работать 3D принтеры. Далеко не все из них отвечают требованиям дешевизны и скорости печати, поэтому самыми популярными считаются всего 4 типа:
FDM.
SLA.
SLS.
3DP.
FDM – это самая популярная технология. Это обусловлено невысокой стоимостью оборудования и сравнительно неплохим качеством печати. Такие устройства печатают пластиковой нитью. Принтер ее расплавляет, после чего формирует каплями пасты слои модели.
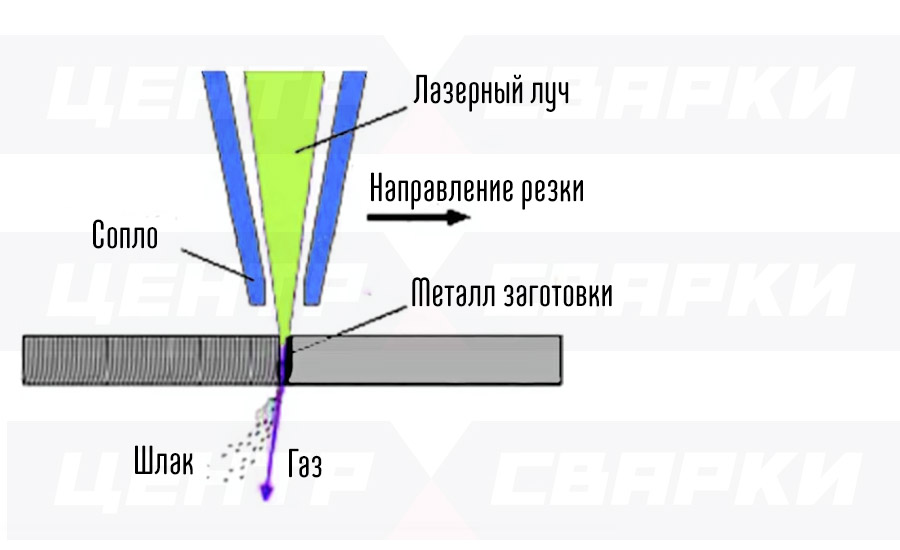
SLA принтеры вторые по популярности, и уступают только по цене, в то время как качество их работы на порядок выше. Они позволяют печатать очень точно, поэтому применяются при изготовлении моделей для производства ювелирных изделий. Их лазерный луч просвечивает ванну с жидким полимером, заставляя его точечно застывать. После извлекается полностью готовая модель без пустот.
SLS принтеры намного дороже, чем предыдущие виды. Они используют для печати порошок, который запекается лазером. Благодаря этому детали приобретают высокую степень прочности, поэтому во время печати не могут разрушиться, что исключает производство брака, конечно если программное моделирование сделано без ошибок. В качестве самого порошка могут применяться различные материалы, такие как бронза, керамика, литейный воск, стекло и так далее.
3DP оборудование подразумевает изначальное нанесение клея, после чего насыпается слой порошка. Устройство распространяет материал слоями. Полученные изделия внешне напоминают гипс. Для создания заготовок разных цветов колер добавляется в клей, а не в порошковые материалы. Такими устройствами можно печатать даже съедобные вещи. В этом случае в качестве порошка используется шоколадная крошка или сахар, а также специальный пищевой клей.
Сфера использования 3D принтеров
Подавляющее большинство печатного оборудования позволяющего создавать трехмерные модели применяется в качестве развлекательного устройства, с помощью которого изготовляют фигурки и различные предметы интерьера. 3D принтеры доступного ассортимента на большее и неспособны.
Существуют более совершенные устройства, которые применяют профессионально в различных сферах:
Архитектуре.
Дизайне.
Ювелирном деле.
Автомобильной промышленности.
Стоматологии.
Аэрокосмической промышленности и т.д.
С помощью 3D принтера осуществляется изготовление стоматологических имплантов, сложных деталей для автомобилей и даже целых домов. В мире существует несколько крупных печатных установок, которые печатают стены домов. Это большие принтеры, собираемые на строительной площадке. Их печатная головка двигается по периметру ранее созданного фундамента и тонкими слоями укладывает раствор. Благодаря наличию в составе полимерных добавок он сравнительно быстро застывает. Такая технология позволяет ускорить процесс и снизить затраты на одноэтажное строительство. Все же подобное оборудование не идеально, поскольку требует ручного изготовления фундамента, а также крыши. Получаемые стены имеют гребенчатую поверхность, на которой просматриваются все слои. Это решается использованием штукатурки или листовых отделочных материалов.
Критерии выбора 3D принтера
Подбирая устройство для объемной печати можно увидеть, что технические параметры принтеров существенно отличаются даже среди оборудования действующего по одной технологии.
Чтобы не прогадать, нужно обращать внимание в первую очередь на такие параметры:
Цена материала печати.
Скорость печати.
Область печати.
Точность.
Если принтер будет использоваться постоянно, то есть смысл выбрать более дорогое устройство, которое будет работать на дешевых расходниках, чем покупать недорогой принтер и много платить за материал. Это особенно важно, если получаемые модели будут продаваться в качестве сувениров. Выгоднее делать много изделий и реализовывать их дешево. Преследуя такую цель лучше остановиться на 3D принтерах, применяющих ABS и PLA пластики.
Очень важным параметром является скорость печати. Даже самые дорогие приборы делают это долго, но дешевые могут строить модели сутками. Если принтер будет применяться для серийного производства, то получить выгоду изготавливая одну фигурку или деталь раз в несколько дней невозможно. При выборе нужно ориентироваться не только по скорости заявленной производителем, но и смотреть на жесткость корпуса устройства. Если он сделан из металла, то действительно будет печатать быстрее и качественнее, но вот приборы с пластиковыми стойками во время работы на высокой скорости расшатываются, поэтому нарушается требуемая геометрия заготовок и приходится в настройках ставить низкую скорость.
Очень важным параметром является область печати. Именно по ней можно определить насколько крупные модели удастся распечатать. Чем выше область, тем лучше, но естественно крупное оборудование стоит дороже. Однако в определенных случаях можно распечатывать модели частями, а после их склеивать
Точность печати не менее важна, чем все предыдущие параметры. Отдельные 3D принтеры создают грубые модели, которые невозможно применить практически нигде. Если же хочется делать сложные сувениры, то лучше выбрать SLA устройства.
Следует учитывать, что более дешевые принтеры подразумевают только печать одним цветом. Загрузив изначально определенный материал сделать переключение на другой не удастся. Самые совершенные устройства подразумевают заправку материалами разных цветов, после чего они комбинируются автоматически, благодаря чему получается требуемая модель.
Средние по цене устройства работают аналогично дешевым. У них загружается рабочий материал одного цвета, но во время работы если требуется использовать другой оттенок, то принтер останавливается и сообщает об этом. Нужно убрать установленные расходники и поставить новые, после чего нажать кнопку продолжить. Принтер возобновит печатать уже новым цветом. Таким образом, поставить принтер и уйти не получится. Если на момент необходимости смены материала человека не будет рядом, то принтер так и будет оставаться в режиме ожидания для замены цвета, вне зависимости от того потребуется на это несколько минут или дней.
Похожие темы:
Промышленные роботы. Виды и устройство. Работа и применение
Кибернетика. Устройство и применение. Особенности и будущее
Системы автоматики. Виды и особенности применения
Электрография. Виды и работа. Применение и особенности
Аддитивные технологии. Применение и работа. Особенности
Классификация 3D принтеров (7 технологий 3D печати) / Хабр
На хабре уже были статьи о технологиях печати, которые используют 3D принтеры, однако в данной статье я постарался подойти к вопросу системно, чтобы в голове у читателя сложилась четкая картина о том, какие принципы заложены в технологии 3D печати, какие материалы используются и в конечном итоге какую технологию лучше использовать для получения определенного результата, будь то деталь из титана, или мастер-модель для последующего тиражирования.
Статья основана на книге Fabricated: The New World of 3D printing
I. Те которые что-то выдавливают или выливают или распыляют
1) FDM (fused deposition modeling) принтеры которые выдавливают какой-то материал слой за слоем через сопло-дозатор, не буду расписывать подробно, мы про них все знаем. Все мэйкерботоподобные принтеры + принтеры Stratasys + различные кулинарные принтеры (используют глазурь, сыр, тесто) + медицинские которые печатают “живыми чернилами” (когда какой-либо набор живых клеток помещается в специальный медицинский гель которые используется далее в биомедицине)
2) Технология Polyjet , была изобретена израильской компанией Objet в 2000 г. в 2012 их купили Stratasys. Суть технологии: фотополимер маленькими дозами выстреливается из тонких сопел, как при струйной печати, и сразу полимеризуется на поверхности изготавливаемого девайса под воздействием УФ излучения. Важная особенность, отличающая PolyJet от стереолитографии, является возможность печати различными материалами.
Преимущества технологии: а) толщина слоя до 16 микрон (клетка крови 10 микрон) б) быстро печатает, так как жидкость можно наносить очень быстро. Недостатки технологии: а) печатает только с использованием фотополимера — узко-специализированный, дорогой пластик, как правило, чувствительный к УФ и достаточно хрупкий.
Применение: промышленное прототипирование и медицина
3) LENS (LASER ENGINEERED NET SHAPING)
Материал в форме порошка выдувается из сопла и попадает на сфокусированный луч лазера. Часть порошка пролетает мимо, а та часть, которая попадает в фокус лазера мгновенно спекается и слой за слоем формирует трехмерную деталь. Именно по такой технологии печатают стальные и титановые объекты.
Поскольку до появления этой технологии печатать можно было только объекты из пластика, к 3D печати особенно серьезно никто не относился, а эта технология, открыла двери для 3D печати в “большую” промышленность. Порошки различных материалов можно смешивать и получать таким образом сплавы, на лету.
Применение: например, титановые лопатки для турбин с внутренними каналами охлаждения. Производитель оборудования: Optomec
4) LOM (laminated object manufacturing)
Тонкие ламинированные листы материала вырезаются с помощью ножа или лазера и затем спекаются или склеиваются в трехмерный объект. Т.е. укладывается тонкий лист материала, который вырезается по контуру объекта, таким образом получается один слой, на него укладывается следующий лист и так далее. После этого все листы прессуются или спекаются.
Таким образом печатают 3D модели из бумаги, пластика или из алюминия. Для печати моделей из алюминия используется тонкая алюминиевая фольга, которая вырезается по контуру слой за слоем и затем спекается с помощью ультразвуковой вибрации.
II. Те которые что-то спекают или склеивают
1) SL (Stereolithography) Стереолитография.
Есть небольшая ванна с жидким полимером. Луч лазера проходит по поверхности, и в этом месте полимер под воздействием УФ полимеризуется. После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…
После печати таким методом, требуется постобработка объекта — удаление лишнего материала и поддержки, иногда поверхность шлифуют. В зависимости от необходимых свойств конечного объекта модель запекают в т.н. ультрафиолетовых духовках.
Фотополимер зачастую бывает токсичным поэтому при работе с ним нужно пользоваться средствами защиты и респираторами. Содержать и обслуживать такой принтер дома — сложно и дорого
Преимущества: быстро и точно, точность до 10 микрон. Для спекания фотополимера достаточно лазера от Blu-ray проигрывателя, благодаря чему на рынке появляются дешевые при этом точные принтеры работающие по такой технологии (e.g. Form1).
2) LS (laser sintering)
Лазерное спекание. Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.
Преимущества: а) менее вероятно, что деталь сломается в процессе печати, так как сам порошок выступает надежной поддержкой б) материалы в порошковой форме довольно легко найти в продаже в том числе это могут быть: бронза, сталь, нейлон, титан
Недостатки: а) поверхность получается пористая б) некоторые порошки взрывоопасны, поэтому должны храниться в камерах, заполненных азотом в) спекание происходит при высоких температурах, поэтому готовые детали долго остывают, в зависимости от размера и толщины слоев, некоторые предметы могут остывать до одного дня.
3) 3DP (three dimensional printing)
Технология изобретена в 1980 году в MIT студентом Paul Williams, технология была продана в несколько коммерческих организаций, одна из которых — zCorp, в настоящее время поглощена 3D Systems.
На материал в порошковой форме наносится клей, который связывает гранулы, затем поверх склеенного слоя наносится свежий слой порошка, и так далее. На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс)
Преимущества: а) так как используется клей, в него можно добавить краску и таким образом печатать цветные объекты б) технология относительна дешевая и энергоэффективная в) можно использовать в условиях дома или офиса в) можно печатать использовать порошок стекла, костный порошок, переработанную резину, бронзу и даже древесные опилки. Используя похожу технологию можно печатать съедобные объекты например из сахара или шоколадного порошка. Порошок склеивается специальным пищевым клеем, в клей может добавляться краситель и ароматизатор. Как пример, новые 3D принтеры от компании 3D systems, которые были продемонстрированы на CES 2014 — ChefJet и ChefJet Pro
Недостатки: а) на выходе получается достаточно грубая поверхность, с невысоким разрешение ~ 100 микрон б) материал нужно подвергать постобработке (запекать), чтобы придать ему необходимые свойства.
Надеюсь материал будет для вас полезен.
Дополнения принимаются.
типов 3D-принтеров: полное руководство
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные с продаж и другими способами.
3D-печать — это новейшая разработка, которая понравится всем, кто любит простые в использовании интерактивные технологии. Инженеры и ученые работают с этим удивительным оборудованием еще с 1983 года. Именно тогда американский инженер Чарльз (Чак) Халл изобрел первый в мире 3D-принтер. Он назвал это своей машиной SLA, что означает стереолитографический аппарат.
Не пропустите: Лучшие 3D-принтеры 2018 года.
Некоторые представители отрасли называют часть процесса 3D-печати аддитивным производством (AM), но здесь мы будем использовать его практическое название — 3D-печать. Это сделает руководство последовательным и удобным для чтения.
Причины появления нескольких типов 3D-принтеров
Причины, по которым существуют разные типы 3D-принтеров, и процессы печати аналогичны 2D-принтерам, с которыми мы так хорошо знакомы. Все сводится к следующим шести соображениям:
Стоимость принтера
Качество печати
Скорость печати
Возможности принтера
Практичность
Ожидания пользователя
Некоторые принтеры печатают только текст, другие — текст и графику. Используемые технологии и материалы также различаются, как и то, как машина выдавливает чернила на бумагу. 3D-принтеры еще умнее. И, как и их 2D-аналоги, они также предлагают ряд вариантов, включая качество, материалы и цену.
Краткий обзор процесса 3D-печати
Процесс 3D-печати больше не будет сложным для домашнего пользователя, как только вы усвоите основные принципы. Итак, принтеры, материалы для печати, печатные объекты и программное обеспечение для 3D-печати могут различаться. Тем не менее, несмотря на это, процесс от проектирования до конечного продукта идет по одному и тому же пути. Мы подробно рассмотрели эти процессы в другом руководстве, но вот как это выглядит в двух словах:
Пользователь имеет доступ к приложению для 3D-моделирования или 3D-сканеру
Пользователь создает виртуальный дизайн (3D-модель) объекта, который он хочет напечатать в 3D
Пользователь обычно сохраняет свой проект в виде файла автоматизированного проектирования или сокращенно CAD
Пользователь нарезает свой файл САПР перед отправкой на принтер
Пользователь загружает нарезанный файл САПР на 3D-принтер
Принтер считывает каждый фрагмент 2D-файла для создания трехмерного объекта
Для кого предназначено это руководство?
Это простое руководство предназначено для тех, кто хочет понять разницу между различными типами 3D-печати. Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.
К концу этого руководства у вас будет хорошее базовое представление обо всех типах 3D-принтеров, доступных сегодня. Если вы думаете об инвестировании в 3D-принтер, мы вам поможем. Вы будете в гораздо лучшем положении, чтобы принять взвешенное решение, прежде чем расстаться со своими с трудом заработанными деньгами.
В центре внимания этого руководства
В этом руководстве рассматриваются наиболее распространенные типы 3D-принтеров, используемых сегодня. Сначала мы представим каждую из этих машин по их длинным именам. После этого мы будем использовать соответствующие сокращения, чтобы облегчить чтение. Например, стереолитография становится SLA. И производство ламинированных объектов становится LOM, как два примера.
Вот девять типов 3D-принтеров, о которых вы узнаете:
Стереолитография (SLA)
Цифровая обработка света (DLP)
Моделирование методом наплавления (FDM)
Селективное лазерное спекание (SLS)
Селективное лазерное плавление (SLM)
Электронно-лучевая плавка (EBM)
Производство многослойных объектов (LOM)
Струя связующего (BJ)
Струйная обработка материалов (MJ)
Основные компоненты 3D-принтера
Прежде чем мы начнем рассматривать различные типы 3D-принтеров и методы печати, уделим немного времени перечислению основных компонентов этих машин. Есть много частей, и каждая из них играет решающую роль в процессе печати. Мы не собираемся вдаваться в технические подробности. Однако все же важно знать, каковы основные компоненты. Это поможет вам лучше понять процессы печати при чтении различных разделов.
Основные компоненты и их использование в 3D-принтере:
Рама для 3D-принтера: удерживает машину вместе
Механизм движения головки 3D-принтера: перемещается относительно платформы во всех направлениях
Головка 3D-принтера: сопло, которое укладывает нить или наносит краску и жидкое связующее
Платформа для 3D-построения или платформа для построения: часть принтера, на которой печатается объект
Шаговые двигатели для 3D-принтеров (не менее 4): используются для точного позиционирования и управления скоростью
Электроника 3D-принтера: используется для привода двигателей, нагрева экструдера и многого другого
Прошивка 3D-принтера: Постоянное программное обеспечение, используемое для управления всеми аспектами 3D-принтера
Программное обеспечение для 3D-принтера: не является частью самого принтера, но все же необходимо для процесса печати.
Более подробное описание компонентов 3D-принтера можно прочитать здесь.
Вспомогательные вещества для 3D-печати
Многие 3D-принтеры используют различные вещества для поддержки сложной геометрии. Вспомогательные материалы так же важны для процесса 3D-печати, как и основные материалы. Без поддержки во время сборки не было бы успешного результата. Эти материалы предлагают лучшее решение, чем старые физические опорные конструкции прошлого. После завершения печати пользователь просто удаляет все поддерживающие вещества с готовой детали.
В некоторых 3D-технологиях используются поддерживающие материалы, которые растворяются при помещении в химическую ванну. Другие будут использовать окружающий порошок, чтобы держать все на месте. А есть те, в которых используется жидкое гелеобразное вещество. В этом руководстве вы прочтете о том, какой процесс печати использует какие вспомогательные материалы.
1) Технология стереолитографии (SLA)
SLA — это быстрый процесс прототипирования. Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов. Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y. Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.
После завершения кто-то берет 3D-объект из принтера и осторожно отсоединяет его от платформы. В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным. В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров.
Некоторые принтеры SLA включают: 3D-принтер Pegasus Touch SLA, 3D-принтер XYZprinting Nobel 1.0 SLA, настольный 3D-принтер SUNLU SLA, 3D-принтер Form 1+ SLA.
2) Технология цифровой обработки света (DLP)
DLP — старейшая из технологий 3D-печати, созданная человеком по имени Ларри Хорнбек еще в 1987 году. работает с фотополимерами. Жидкая пластиковая смола, используемая принтером, помещается в полупрозрачный контейнер для смолы. Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы. Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени.
Еще одним преимуществом технологии DLP-печати является то, что она надежна и каждый раз позволяет получать модели с высоким разрешением. Это также экономично благодаря возможности использовать более дешевые материалы даже для сложных и детализированных объектов. Это не только сокращает отходы, но и снижает затраты на печать.
Некоторые DLP-принтеры включают: Настольный DLP-принтер Makex M-one, настольный УФ-DLP, LumiPocket — Miniature DLP, Solus DLP 3D-принтер
3) Технология моделирования методом наплавления (FDM)
FDM — это процесс 3D-печати, разработанный Скоттом Крампом, а затем внедренный компанией Stratasys Ltd. в 1980-х годах. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.
Перед началом процесса FDM-печати пользователь должен разбить данные 3D CAD (3D-модель) на несколько слоев с помощью специального программного обеспечения. Нарезанные данные САПР отправляются на принтер, который затем строит объектный слой за раз на платформе сборки. Он делает это просто путем нагревания, а затем выдавливания термопластичной нити через сопло на основу. Принтер также может экструдировать различные вспомогательные материалы, а также термопласт. Например, для поддержки верхних слоев принтер может добавить под них специальный поддерживающий материал, который затем растворяется после процесса печати. Как и во всех 3D-принтерах, время, необходимое для печати, зависит от размера объекта и его сложности.
Как и многие другие 3D-технологии, готовый объект нуждается в очистке. Необработанные детали FDM могут отображать довольно заметные линии слоев на некоторых объектах. Очевидно, что после печати потребуется ручная шлифовка и отделка. Только так можно получить гладкий конечный продукт с ровной поверхностью. Готовые объекты FDM функциональны и долговечны. Это делает его популярным процессом для использования в широком спектре отраслей, в том числе для машиностроения и производителей деталей. BMW использует 3D-печать FDM, как и известная пищевая компания Nestle, и это лишь некоторые из них.
Некоторые FDM-принтеры включают: Настольный 3D-принтер JGAURORA, настольный 3D-принтер FDM с высоким разрешением ALUNAR, оригинальный Prusa i3 MK2, PowerSpec 3D Pro, Lulzbot Mini, FlashForge Creator Pro.
4) Технология селективного лазерного спекания (SLS)
Американский бизнесмен, изобретатель и преподаватель доктор Карл Декард разработал и запатентовал технологию SLS в середине 1980-х годов. Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает:
Платформа сборки, или кровать, постепенно опускается с каждым последующим лазерным сканированием. Это процесс, который повторяется по одному слою за раз, пока не достигнет высоты объекта. Во время процесса сборки существует неспеченная поддержка из других порошков, которые окружают и защищают модель. Это означает, что 3D-объектам не нужны другие опорные конструкции во время сборки. Кто-то удалит неспеченные порошки вручную после печати. SLS производит прочные, высокоточные детали и может использовать широкий спектр материалов. Это идеальная технология для полнофункциональных деталей и прототипов для конечного использования. SLS очень похож на технологию SLA по скорости и качеству. Основное различие заключается в материалах, поскольку SLS использует порошкообразные вещества, тогда как SLA использует жидкие смолы. Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов.
Некоторые SLA-принтеры включают: XYZprinting Nobel 1.0 SLA 3D Printer, SUNLU SLA Desktop 3D Printer, Formlabs Form 2, 3D Systems ProJet 1200, DWS Lab Xfab.
5) Технология селективного лазерного плавления (SLM)
Изображение из Protoshape
SLM впервые появился в 1995 году. Он был частью немецкого исследовательского проекта Института Фраунгофера ILT, расположенного в самом западном городе страны Ахене. Как и SLA (см. выше), SLM также использует мощный лазерный луч для формирования 3D-деталей. В процессе печати лазерный луч плавит и сплавляет различные металлические порошки. Простой способ взглянуть на это состоит в том, чтобы разбить основной процесс следующим образом:
Порошкообразный материал + тепло + точность + многослойная структура = идеальный трехмерный объект.
Когда лазерный луч достигает тонкого слоя материала, он выборочно соединяет или сваривает частицы вместе. После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.
SLM-печать обычно используется для трехмерных деталей со сложной структурой, геометрией и тонкими стенками. Аэрокосмическая промышленность использует 3D-печать SLM в некоторых своих новаторских проектах. Как правило, это те, которые сосредоточены на точных, прочных и легких деталях. Однако это дорогостоящая технология, поэтому она непрактична и не популярна среди домашних пользователей. SLM в настоящее время достаточно широко распространен в аэрокосмической и медицинской ортопедической промышленности. Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов.
Некоторые промышленные принтеры SLM включают: SLM Solutions SLM 125, 280 и 500, Realizer SLM 125, Optomec LENS 450 и другие.
6) Технология электронно-лучевой плавки (EBM)
Шведская компания Arcam AB основала EBM ® в 1997 году. Это технология 3D-печати, похожая на SLM (см. техника постельного слияния. Разница между ними заключается в источнике питания. В описанном выше подходе SLM используется мощный лазер в камере с благородным или инертным газом. EBM, с другой стороны, использует мощный электронный пучок в вакууме. Помимо источника питания, остальные процессы между ними очень похожи. Основное применение EBM — 3D-печать металлических деталей. Его основными характеристиками являются способность создавать сложные геометрические формы со свободой дизайна. EBM также производит невероятно прочные и плотные детали.
Вот некоторые из других впечатляющих особенностей EBM:
Не требует дополнительного вспомогательного оборудования для процесса 3D-печати
Повышенная эффективность при использовании сырья
Сокращает время выполнения заказа, что приводит к более быстрому поступлению деталей на рынок
Может создавать полностью функциональные долговечные детали по запросу для самых разных отраслей промышленности
Процесс печати начинается, как и большинство других, с того, что пользователь должен сначала создать 3D-модель или компьютерный цифровой файл.
Промышленный EBM-принтер включает в себя: Arcam Q20
7) Технология изготовления ламинированных объектов (LOM)
Калифорнийская компания Helisys Inc. Cubic Technologies) впервые разработала LOM как эффективную и доступный метод 3D-печати. Инженер-конструктор из США Майкл Фейгин — пионер технологий 3D-печати — первоначально запатентовал LOM.
LOM — это система быстрого прототипирования, которая работает путем сплавления или ламинирования слоев пластика или бумаги с использованием тепла и давления. Управляемое компьютером лезвие или лазер вырезают объект до нужной формы. После завершения печати каждого слоя платформа опускается примерно на 1/16 дюйма, готовая к следующему слою. Затем принтер протягивает новый лист материала по подложке, где он приклеивается нагретым валиком. Этот базовый процесс продолжается снова и снова, пока не будет завершена трехмерная часть.
Согласно Википедии, LOM-печать работает следующим образом:
Лист приклеивается к подложке с помощью нагретого валика.
Лазер определяет желаемые размеры прототипа.
Лазерная штриховка области, не связанной с деталями, для облегчения удаления отходов.
Платформа с готовым слоем движется вниз в сторону.
Свежий лист материала свернут на место.
Платформа опускается в новое положение для приема следующего слоя.
Процесс повторяется.
Возможно, сегодня это не самый популярный метод 3D-печати, но, тем не менее, LOM остается одним из самых быстрых. Это также, пожалуй, самый доступный метод создания 3D-прототипов. Это связано с низкой стоимостью используемых материалов (бумаги и пластика). Это также процесс, который может создавать довольно большие 3D-печатные объекты. Среди тех, кто продолжает использовать принтеры LOM сегодня, есть архитекторы, художники и разработчики продуктов.
Один из популярных принтеров LOM: The Mcor Matrix
8) Технология Binder Jetting (BJ)
Изображение от Эндрю Уолрейвена
Массачусетский технологический институт (MIT) впервые изобрел BJ 3D-печать. Вы также можете услышать, что эта технология упоминается под другими названиями, в том числе:
Печать в порошковом слое
Струйная 3D-печать
Капельный порошок
Связующее струйное (BJ). Это самое популярное имя, и мы будем использовать его для обозначения.
BJ — это процесс 3D-печати, в котором для создания объектов используются два типа материалов: материал на основе порошка (обычно гипс) и связующее вещество. Как следует из названия, «связующий» агент действует как прочный клей для соединения (скрепления) слоев порошка вместе. Сопла принтера выдавливают связующее в жидкой форме, как в обычном струйном 2D-принтере. После завершения каждого слоя рабочая пластина немного опускается, чтобы можно было разместить следующий. Этот процесс повторяется до тех пор, пока объект не достигнет необходимой высоты.
Четыре популярных материала, используемых в BJ-печати, включают:
Керамика
Металлы
Песок
Пластмасса
С помощью BJ-печати невозможно получить сверхвысокое разрешение или сверхпрочные 3D-объекты, но есть и другие преимущества. Например, эти принтеры позволяют печатать детали в полноцветном режиме. Для этого вы просто добавляете в связующее цветные пигменты, которые обычно включают черный, белый, голубой, желтый и пурпурный. Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности.
Некоторые принтеры BJ: Addwii представляет X1, ExOne R2, ZCorp Spectrum z510
02 Вы также услышите, что струйная обработка материала называется воском. Кастинг. В отличие от других технологий 3D-печати, у MJ нет ни одного изобретателя. Фактически, до недавнего времени это была скорее техника, чем реальный процесс печати. Это то, что ювелиры использовали на протяжении веков. Восковое литье было традиционным процессом, при котором пользователь производил высококачественные ювелирные изделия с индивидуальным дизайном. Причина, по которой он упоминается здесь, заключается в появлении 3D-печати. Благодаря появлению этой технологии литье воска стало автоматизированным процессом.
Сегодня 3D-принтеры MJ производят детали с высоким разрешением, в основном для стоматологической и ювелирной промышленности,
Для ювелиров, которые хотят поэкспериментировать с различными слепками, как это делает большинство ювелиров, MJ теперь является их ведущей 3D-технологией. На момент написания статьи на рынке было несколько высококачественных профессиональных восковых 3D-принтеров. Вот как они работают:
Как только 3D-модель (файл САПР) загружена на принтер, все системы работают. Принтер добавляет расплавленный (нагретый) воск на алюминиевую сборочную платформу контролируемыми слоями. Это достигается с помощью форсунок, которые равномерно перемещаются по всей площади сборки. Как только нагретый материал попадает на рабочую пластину, он начинает остывать и затвердевать (ультрафиолетовое излучение помогает отвердеть слои). По мере создания 3D-детали гелеобразный материал помогает поддерживать процесс печати более сложной геометрии. Как и все вспомогательные материалы в 3D-печати, его легко удалить впоследствии вручную или с помощью мощных водяных струй. После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется.
Существуют также 3D-принтеры Polyjet MJ, в которых вместо синтетического воска используются фотополимерные смолы. Технология Polyjet также предлагает очень хорошее разрешение. В отличие от цифровых восковых принтеров люди используют устройства Polyjet для создания деталей для самых разных отраслей.
Некоторые принтеры MJ включают: 3D-принтер ABS, 3D-принтер PLA (большой формат), HP Multi Jet Fusion
Подводя итоги
3D-принтеры и технологии печати постоянно совершенствуются. При этом цены будут продолжать падать, поскольку устройства и процессы становятся все более впечатляющими. Если вы прочитали это руководство от начала до конца, у вас теперь будет хорошее базовое представление о различных 3D-принтерах и о том, как они работают. Вы также узнаете о различных материалах, которые используют принтеры, и об отраслях, которые они поддерживают. И если вам нужно освежить в памяти, вы можете в любое время просто вернуться к любому разделу этого руководства.
Нет принтера Нет проблем
Помните также, что вам не обязательно иметь 3D-принтер, чтобы изучать технологию или печатать в 3D. Существует множество бесплатных веб-программ для 3D-печати и моделирования на выбор. Когда у вас есть 3D-дизайн, все готово. Вы должны быть в состоянии найти кого-то в вашем районе с 3D-принтером, который напечатает ваш проект за номинальную плату. Проверьте школы, библиотеки или небольшие стартапы в местных коворкинг-центрах. В противном случае отправьте свой цифровой 3D-файл онлайн и позвольте одному из 3D-сервисов напечатать вашу модель.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
6 типов 3D-печати, о которых вы не знали
3D-печать используется практически во всех отраслях, включая автомобилестроение, строительство, стоматологию и ювелирное дело. Однако качество ваших 3D-печатей может зависеть от используемой вами технологии 3D-печати.
Существует множество технологий 3D-печати, которые можно использовать для создания 3D-печатных объектов. Общие из них включают стереолитографию, селективное лазерное спекание и моделирование методом наплавления.
В этой статье рассматриваются типы технологий 3D-печати.
1. Стереолитография (SLA)
Стереолитография или SLA — одна из первых технологий 3D-печати, которая используется до сих пор. Технология использует процесс фотополимеризации в ванне для создания трехмерных объектов.
В SLA объект изготавливается путем воздействия на фотополимерную смолу света, обычно УФ-излучения. Процесс включает в себя направление лазерного луча на резервуар (чан) с жидким фотополимером, выборочное отверждение и отверждение его, а также наращивание его по одному слою за раз.
Детали, напечатанные с использованием этой технологии, обычно имеют точные размеры с гладкой поверхностью, хотя они включают в себя опорные конструкции. SLA используется в аэрокосмической, автомобильной и медицинской промышленности, и это лишь некоторые из них.
2. Селективное лазерное спекание (SLS)
Селективное лазерное спекание (SLS) — это тип технологии 3D-печати, основанный на процессе сплавления в порошковом слое. Эта технология является преимущественно промышленной и идеально подходит для сложной геометрии, включая отрицательные и внутренние элементы, поднутрения и тонкие стенки.
Спекание – это процесс изготовления твердой массы материала путем его нагревания, но не до плавления. Источником тепла является мощный лазер, используемый для спекания порошкообразных термопластов для формирования функциональных деталей. Обычно используемый материал в SLS — нейлон.
Как SLS, так и SLA основаны на процессе плавки в порошковом слое и имеют схожий метод работы. Но в отличие от SLA, для SLS не нужны опорные конструкции, поскольку заготовка окружена неспеченным порошком. Кроме того, детали SLA, как правило, прочнее, чем SLA, и имеют более грубую поверхность, чем последние.
3. Моделирование с наплавлением (FDM)
FDM, иногда называемое изготовлением наплавленных нитей (FFF), является популярной технологией 3D-печати, в которой используется процесс экструзии материала. Эта технология является одним из наиболее рентабельных методов изготовления нестандартных термопластичных деталей и прототипов.
Принтер FDM создает объекты путем наслоения экструзии расплавленного термопластика через движущееся нагретое сопло на рабочую платформу, где он охлаждается и затвердевает. Хотя готовые объекты обычно функциональны, они, как правило, имеют грубую поверхность и требуют дополнительной обработки и отделки.
FDM — одна из наиболее широко используемых технологий для моделей домашних настольных принтеров. Например, вы можете использовать принтер FDM для печати настольных миниатюр дома.
FDM — одна из немногих технологий 3D-печати, в которой для печати деталей с отличными термическими, химическими и механическими свойствами используются термопласты промышленного класса. Используемые термопластичные нити включают полиэтилентерефталат (ПЭТФ), полимолочную кислоту (ПЛА) и акрилонитрилбутадиенстирол (АБС). Общие области применения FDM включают 3D-печать зданий и изготовление 3D-десертов.
Струйная обработка металлическим связующим (MBJ) — это технология 3D-печати, использующая процесс распыления связующего для изготовления металлических объектов. Струйное распыление связующего формирует объекты путем выборочного нанесения связующего на слой порошкового материала.
В MBJ связующее вещество наносится печатающими головками на слой металлического порошка, создавая объекты сложной геометрии. Связующее вещество «склеивает» металлический порошок внутри и между слоями.
Для создания объекта слои накладываются друг на друга до тех пор, пока желаемый объект не будет завершен. Как только это будет завершено, вам нужно будет применить методы постобработки, такие как спекание или инфильтрация, для создания функциональных металлических объектов.
Данную технологию можно использовать с различными материалами (песчаными композитами, керамическими порошками, акрилом) при условии, что связующее эффективно соединяет их. Струйное распыление связующего также позволяет добавлять в связующее цветные пигменты для получения полноцветных печатных деталей.
Гидроструйная обработка металлического связующего – быстрый процесс. Однако он создает детали с зернистой поверхностью, которая не всегда подходит для конструкционных деталей. Благодаря этому технология идеально подходит для 3D-печати металлом и недорогого серийного производства функциональных металлических деталей.
5. Цифровая обработка света (DLP)
Цифровая обработка света или DLP — это метод полимеризации в ванне. Технология 3D-печати работает с полимерами и очень похожа на SLA. Обе технологии формируют детали слой за слоем, используя свет для выборочного отверждения жидкой смолы в ванне.
После того, как детали будут напечатаны, вам нужно будет очистить их от излишков смолы и подвергнуть воздействию источника света, чтобы улучшить их прочность. Как и SLA, DLP можно использовать для создания деталей с высокой точностью размеров.
Эти две технологии также имеют схожие требования к опорным конструкциям и постобработке. Их главное отличие — источник света; DLP использует более традиционные источники света, такие как дуговые лампы.
DLP также может работать с небольшим количеством смолы для производства точных деталей, что позволяет сэкономить на материалах и эксплуатационных расходах. Однако иногда 3D-печать терпит неудачу. Хорошая новость заключается в том, что вы всегда можете переработать неудачные 3D-отпечатки.
И DMLS, и SLM аналогичны SLS, за исключением того, что в этих технологиях для создания деталей используется металлический порошок вместо пластика. В процессе используется лазер для расплавления частиц металлического порошка, сплавляя их слой за слоем. Типичные используемые материалы включают медь, сплавы титана и сплавы алюминия.
В отличие от SLS, как DMLS, так и SLM нуждаются в опорных конструкциях из-за высоких температур, необходимых во время процесса. Вы можете удалить опорные структуры в постобработке.
Кроме того, конечные продукты как SLM, так и DMLS, как правило, более прочные и имеют отличное качество поверхности. Одно заметное отличие состоит в том, что DMLS только нагревает металлические частицы до точки плавления, в то время как SLM полностью их плавит. Еще одно отличие состоит в том, что DMLS может формировать детали из металлических сплавов, в то время как SLM производит детали из одного элемента, такие как титан.
Какая технология 3D-печати лучше всего подходит для вашего проекта?
При выборе технологии 3D-печати необходимо учитывать несколько факторов, в том числе требуемый материал, визуальные или физические характеристики конечного объекта и функциональность.
Каждая технология 3D-печати имеет свои сильные и слабые стороны, которые делают ее более подходящей для конкретных проектов.
Совместная покупка — это организация покупки товаров напрямую у поставщиков по оптовым ценам.
Чтобы поставщик продал вам товары по оптовой цене, нужно объединиться с другим пользователями сайта 100sp и сделать покупку вместе. Такие пользователи называются участниками покупки.
Организуют покупки тоже пользователи сайта — они называются организаторами. За небольшой процент от оптовой цены организаторы регулярно проводят покупки разных товаров. Как правило, наценка на оптовую цену со стороны организатора составляет 5–25%. Это называется оргсбор, и он уже включен в цену товаров на сайте. Эти деньги идут на покрытие расходов организатора покупки — на транспортировку товаров, организацию раздачи товаров и другие расходы.
100sp проверяет всех организаторов, когда они предлагают организовывать покупки на сайте. Также пользователи сайта сами оценивают работу организатора, когда пишут отзывы о товарах, купленных в его покупках. Это влияет на рейтинг организатора на сайте.
Как сделать заказ?
Регистрация
Чтобы сделать заказ, нужно зарегистрироваться на сайте, указав ваш номер телефона. На ваш номер мы будем отправлять SMS о доставке вашего заказа.
Ваш первый заказ
После регистрации на сайте и подтверждения вашего телефона вы сможете сделать ваш первый заказ. Некоторые покупки доступны только пользователям с высоким рейтингом.
Внимательно прочитайте правила проведения покупок на сайте 100sp. После этого вы готовы сделать ваш первый заказ. Зайдите на страницу покупки, прочитайте описание покупки, правила покупки и условия сбора денег. Если вы согласны с ними, выберите товар и нажмите «Заказать». Проверьте данные вашего заказа, выберите нужное количество и подтвердите заказ.
О рядах
Некоторые поставщики продают товары не поштучно, а более крупными единицами — упаковками, коробами, блоками. Это значит, что организатор не будет включать в заявку те позиции, по которым не наберется достаточно заказов, и их подтверждения не будет. О необходимости собирать ряды будет указано в правилах покупки или в описании товара.
Вертикальный ряд. Это обычный размерный ряд, содержащий все представленные размеры, обычно по одной штуке. Например, вы хотите заказать товар, у которого есть размеры 42–48. Вы первым сделали заказ размера 44. Чтобы собрать ряд у этого товара, нужны еще заказы остальных размеров — 42, 46, 48. Если у этого товара кто-то уже заказал размер 44 и вы также заказали размер 44, то теперь нужно, чтобы у всех остальных размеров было по два заказа.
Горизонтальный ряд. Это упаковка из нескольких штук одного размера. Так могут продаваться детская одежда, носки, канцелярия, хозяйственные товары. В этом случае вам не надо учитывать заказы других размеров, для вас важны только заказы вашего размера.
Обувные короба. Цифра в скобках у размера обуви обычно обозначает, сколько пар обуви этого размера находится в одном коробе.
Часто организаторы подтверждают неполные ряды, выкупая 1–2 размера на свои деньги — и таким образом закрывают ряд. Поэтому ваш заказ может подтвердиться, даже если ряд полностью не собрался.
Выбор способа доставки
Если организатор определил способы доставки, то после оформления заказа вам будет предложено выбрать способ доставки товаров. Если организатор пока не определил способы доставки, то вы сможете выбрать способ доставки позднее на странице вашего заказа.
На странице выбора способа доставки выберите пункт выдачи, из которого вы хотите забрать ваш заказ. В разных покупках могут быть предложены разные пункты выдачи. Также вы можете выбрать курьерскую или почтовую доставку — если они доступны для этой покупки. Подробнее о способах доставки
Подтверждение заказа организатором
После оформления заказа вам нужно подождать подтверждения вашего заказа от организатора. Подтвержденный заказ нужно будет оплатить в срок, который указал организатор, и сообщить об оплате организатору. Подробнее об оплате заказа
Отмена заказа
Отменить заказ можно на странице вашего заказа. Отменить заказ можно, если покупка находится в статусе «Сбор заявок» — при другом статусе отменить заказ уже нельзя, так как заявка на ваш заказ уже отправлена поставщику. Подробнее о статусах покупки
Какие статусы могут быть у покупки?
У покупки может быть 7 основных статусов — «Сбор заказов», «Дозаказ», «Обработка», «Сбор денег», «Ожидание товаров», «Подготовка к раздаче» и «Раздача товаров».
1. Сбор заказов
Большинство покупок, которые вы видите на сайте 100sp, — это покупки в статусе «Сбор заказов». Если у покупки этот статус, то вы можете делать заказы и отменять неподтвержденные заказы.
2. Дозаказ
Дозаказ — это статус покупки после объявления окончания сбора заказов. Организатор может перевести покупку в этот статус, если необходимо собрать еще заказы до минимального количества согласно условиям поставщика. Вы можете еще заказать товары, но отказаться от уже сделанных заказов нельзя — они, скорее всего, уже попали в заявку для поставщика.
3. Обработка
После окончания сбора заказов организатор формирует из сделанных заказов заявку и отправляет ее поставщику. Поставщик, исходя из наличия товара на складе, отправляет счет организатору, а организатор после получения этого счета подтверждает заказы участников. Если подтверждение окончательное (без дозаказа) и начат сбор денег, а заказанный вам товар не был подтвержден, то вашего товара нет в наличии у поставщика. Это значит, что покупка для вас закончена, и ее можно убирать в архив. Если предусмотрен дозаказ, то об этом организатор напишет в названии или условиях покупки.
4. Сбор денег
С момента получения счета и подтверждения заказов у организатора есть финансовые обязательства перед поставщиком, а у участника — перед организатором. Поэтому определены четкие временные рамки на сбор денег — обычно это 2–3 дня. Неоплата счета вовремя может привести к расформированию заказа у поставщика либо задержкой отправки. Подробнее об оплате
5. Ожидание товаров
После оплаты счета организатором поставщик отправляет груз. Теперь нужно подождать, пока груз придет организатору. Примерная дата доставки участнику указана на странице покупки.
6. Подготовка к раздаче
Этот статус появляется у покупки, если груз от поставщика уже пришел организатору или незадолго до этого. При этом статусе организатор разбирает и упаковывает товары, отвозит заказы в пункты выдачи.
7. Раздача товаров
Этот статус означает, что организатор отгружает заказы в пункт выдачи. Когда вам придет уведомление на почту и сообщение на сайте о готовности заказа к выдаче – вы можете забрать свой заказ. Подробнее о получении заказа в пункте выдачи
Как оплатить заказ?
Оплатить заказ вы можете разными способами — переводом денег на банковскую карту организатора, на расчетный счет организатора или онлайн банковской картой VISA/MasterCard на сайте 100sp. Способы оплаты определяет организатор покупки.
Наверху страницы покупки, в которой у вас есть подтвержденный заказ, или на странице вашего заказа в разделе «Заказы» отображается блок «Информация для участников». В нем вы найдете информацию о способах оплаты и другую важную информацию.
Неподтвержденные заказы не нужно оплачивать. Но есть исключения. Если у вас есть отрицательные отзывы, и организатор допускает прием заказов при 100%-ной предоплате, то неподтвержденный заказ нужно оплатить. Также оплатить неподтвержденный заказ нужно, если этого требуют правила покупки.
После оплаты заказа обязательно сообщите организатору о вашей оплате. Ваш заказ считается оплаченным только после подтверждения оплаты со стороны организатора.
Как получить заказ?
Получить ваш заказ вы сможете в одном из более 70 пунктов выдачи 100sp, которые расположены по всей Росcии. Также вы сможете заказать доставку в один из 370 пунктов выдачи СДЭК или же Почтой России с возможностью посылки 1го класса (Авиа).
Доставка оплачивается в пункте выдачи наличными. Ожидаемая дата доставки указана на странице покупки, а также на странице вашего заказа. Подробнее о пунктах выдачи
Как оставить отзыв
о заказе?
После получения вашего заказа уберите его в архив. Если хотите, при архивации заказа вы также можете оставить отзыв (это необязательно). Кроме того, вы можете порекомендовать организатора, оценить его работу, качество товаров и адекватность цен. Все это влияет на статистику организатора на сайте.
Пользователи сайта будут признательны вам за подробное описание процесса покупки и купленных товаров.
Начинайте покупать хорошие товары
дешевле прямо сейчас
Зарегистрироваться
* В рейтинге LiveInternet за последние 31 день
** По данным «Яндекс.Метрики» в декабре 2018 г.
Газорезательная машина CG-100 — Афалина ГК
Технические характеристики CG-100
Горючий газ
ацетилен/пропан
Назначение
выполнение прямолинейных и криволинейных резов на листовых деталях
Вид резки
газо-кислородная плазменная
Перемещение:
прямолинейное
по жёстким направляющим рельсам
круговое
при помощи циркульного устройства
криволинейное
по поверхности детали с ручным управлением
Привод перемещения
электрический
Количество режущих горелок
2
Толщина резки, мм
5-300
Типы выполняемых резов
разделительная резка резка К-, V-, Y-, X-образных скосов кромки (в зависимости от комплектации)
Скорость резки, мм/мин
50-750
Диаметр вырезаемых отверстий, мм
200-2000
Угол наклона и поворота горелки
45
Напряжение питания, В
1х220
Габаритные размеры, мм
430х260х230
Масса комплекта, кг
16
Дополнительно
В комплекте:
направляющая L=1800мм,
мундштук ацетиленовый №1(10-25мм),
мундштук пропановый №1(10-25мм).
Сверхточная
и надежная газорезательная машина cg-100 для эффективной резки!
Функциональная
газорезательная машина cg-100 становится
незаменимым оборудованием, когда необходимо сделать четкий раскрой металлических
листов, труб или произвести аккуратную нарезку фаски. Удобный агрегат позволяет
работать не только с материалами четкой конфигурации, но и V-образной формы.
Также машина может выполнять контурные и наклонные сечения, включая вырезание
технологических отверстий разного диаметра.
В
оборудовании данного типа используется газ ацетилен или пропан, поэтому
газокислотная смесь обеспечивает всегда эффективный результат. Ровная кромка не
требует дальнейшей обработки.
Современная
газорезательная машина cg-100 оснащена
регулировкой скорости движения, благодаря которой можно задать необходимый
режим раскроя в зависимости от толщины металлических конструкций. А встроенные
две направляющие всегда гарантируют сверхточную траекторию движения машины.
Газорезательная машина cg-100 относится
к профессиональному типу оборудования и имеет широкую сферу применения. Агрегат
востребован в тяжелом машиностроении, в строительной индустрии, производстве
труб, корабельном деле, на нефтехимических предприятиях и т. д.
Заводы-изготовители
создают простые и прочные конструкции, которые обеспечивают легкость управления
и хороший срок эксплуатации. Примечательно, что все детали агрегата имеют
специальную покраску и полировку, которые обеспечивают износостойкое покрытие.
Небольшие
габариты газорезательной машины cg-100 делают ее мобильной, позволяя легко
транспортировать на место проводимых работ.
Газорезательная машина cg-100 благодаря
широким функциональным возможностям может с легкостью заменить
автоматизированные комплексы, которые высоки по цене. Альтернативное
оборудование не только сэкономит денежные средства, но и гарантирует качество и
точность резки по металлу.
Российские
и иностранные производители предлагают покупателям различные модели аппаратов,
которые можно посмотреть в виртуальном каталоге.
Во
время эксплуатациигазорезательной
машины cg-100 она показывает высокую производительность, безопасность и
стабильность работы. Мастера ценят аппараты за легкость ухода.
Газорезательная машина cg-100 – гарантированное
качество по привлекательной цене!
Для резки труб
Машина термической и воздушно-плазменной резки труб CG2-11
Газорезательная машина для труб CG2-11B
Машина для газовой резки труб CG2-11G
Машина переносная газорезательная CG2-11L
Машина термической и воздушно-плазменной резки труб CG2-11S
Газорезательная машина термической и воздушно-плазменной резки труб CG2-11D
Для прямолинейной резки
Газорезательная машина на рельсах CG1-30
Машина на рельсах для газовой резки CG1-100
Газорезательная машина термической и воздушно-плазменной резки на рельсах CG1-30K
Газорезательная машина GCD4-100
Газорезательная машина GCD5-100
Для резки по шаблону
Газорезательная машина CG2-600-2
Шарнирная газорезательная машина CG2-150A
Шарнирная газорезательная машина CG2-150B
Шарнирная газорезательная машина CG2-150D
Шарнирная газорезательная машина CG2-2700
Мобильная машина термической и воздушно-плазменной резки KMQ-1
Для отверстий в трубах
Газорезательная машина для вырезания отверстий HK-600D
Для резки швеллера и балок
Мобильная машина термической и воздушно-плазменной резки CG1-2
Мобильная машина термической и воздушно-плазменной резки CG1-2A
Газорезательная машина CG2-11B, газорезательная машина птк
【В продаже】 CG100 PROG III Auto Computer Programmer стандартная версия Устройства восстановления подушек безопасности, включая все функции Renesas SRS
Инструмент подушки безопасности CG100 III предназначен исключительно для чтения микроконтроллеров Tricore по CAN-шине. Поддерживает функцию чтения/записи EEPROM для защищенные и незащищенные микроконтроллеры SAC-TC1766 SAC-TC1767 SAC-TC1796 SAC-TC1797. Поставляется с пробегом, DPF, системным временем ECU, встроенными калькуляторами ISN. Редактировать CRC Eeprom.
CG100 PROG III стандартная версия Устройства восстановления подушек безопасности, включая все функции Renesas SRS и Infineon XC236x FLASH
CG100 PROG III функции, включая ремонт подушек безопасности, калибровку приборов, ремонт кузова автомобиля, ремонт компьютера усилителя автомобиля и т. д., поддержка эксплуатации RENESAS , Инфинеон, ST, MOTOROLA, ATMEGA, NEC, AM28BL802CB и другие разные чипы. Полнофункциональная версия CG-100 с адаптером для записи ключей Land Rover и BMW. Поддержка ремонта и замены компьютера двигателя BMW, Volkswagen, Bentley, поддержка ремонта и замены компьютера двигателя отечественного производства MT80, MT60.
7 главных причин купить полную версию CG100 PROG III:
1. Включая все функции Renesas SRS . 2. Поддержка чтения и записи EEPROM, поддержка незащищенного микроконтроллера BMW DDME ECU. 3. CG100 PROG III со встроенным калькулятором, поддержкой расчета ISN, VIN и программы CRC EEPROM 4. CG100 PROG III теперь поддерживает программирование ключей CAS3 CAS3+CAS4 CAS4+ . 5. CG100 PROG III может разделить качество данных CAS . 6. С Адаптер ATMEGA CG100 в упаковке. Адаптер CG100 ATMEGA для устройств восстановления подушек безопасности CG100 PROG III с 35080 EEPROM и 8-контактным чипом для чтения и записи 7. Поддерживаемые операционные системы: Windows XP/WIN7/WIN8/32bit/64bit
Язык: только английский.
Поддержка адаптера банкомата:
35080: M35080DQ080, M35080DQ160, M35080 3/6, M35080 V6 / VP (5 секунд для корректировки пробега: прямое чтение и запись) ATMEGA Parallel: MEGA8L, MEGA48, MEGA88 (можно стереть бывшие в употреблении ATMEGA8L для повторного использования) MEGA16, MEGA32, MEGA169 Серия 24: 24C01 24C02 24C04 24C08 24C16 24C32 24C64 24C128 (чтение и запись) 93 Серия: 93c46 93c56 93c57 93C66 93c76 93c86 (чтение и запись) 25 Серия: 25010 25020 25040 25080 25160 25320 2564 0 25128 25256 (чтение и запись) 95 Серия: 95010 95020 95040 95080 95160 95320 95640 95128 95256 95512 (читать и писать)
1. Поддержка и внедрение: Re несас R5F61797, RF61725, R5F61723, R5F61721, модели в компьютере собраны следующим образом: Toyota, Honda, Subaru
2. Поддержка и принятие: СК2060Н-40Ф, КС2060М-104Ф, КС2336Б-24Ф, КС2336Б-40Ф, КС236 1A-56F, XC2361A72F, XC2361E72F, XC2363A-56F, XC2363A-72F, XC2364A-56F, XC23 64A-72F,XC2364A-104F,XC2365A-56F,XC2365A-72F,XC2365A-104F,XC2361B-24F,XC2361B-40F,XC2363B-24F,XC2361B-40F,XC2364B-24F,XC2 364Б-40Ф, СК2365Б-24Ф, СК2365Б- 40F, модели в компьютере собраны следующим образом: Nissan, Suzuki, Hyundai, Ford, Mazda, Land Rover, Jaguar, GM. 20 секунд чтения и записи. Эта поддерживаемая скорость является эксклюзивной во всем мире.
3. Поддержка и внедрение: Freescale MPC5604P(0M26V)(1M36W) модель в компе собрана следующим образом:Honda
4. Поддержка и внедрение: ST SPC560 модель в компьютере собрана следующим образом:Volkswagen
5. Поддержка и принятие: CPU АТМЕГА169, АТМЕГА32, АТМЕГА16, АТМЕГА8, АТМЕГА88, АТМЕГА48. Модель прибора тюнинг количество километров
CG100 PROG III Политика обновления:
1. Обновление онлайн бесплатно в течение одного года (со дня покупки устройства). 2. Стоимость обновления составит $87 после первого года. Пожалуйста, проверьте Годовое обслуживание обновлений для CG100 PROG III Если вы не хотите платить за обновление, ваше устройство все еще может работать со старой версией. 3. Сначала обновите устройство до V6.0.0.0, затем можно использовать более новую версию.
CG100 Информация об обновлении:
CG100 PROG III Последняя версия V6.4.1.0 (2021.04.26), скачать бесплатно Здесь
1 Добавьте 1 чип в программатор. 2 Добавьте 100 моделей на панель инструментов. 3 Добавьте 2 модели для чтения-записи.
Добавлены следующие чипы для программатора. MB91F067CS
Устройство стандартной версии CGDI CG100 Устройства восстановления подушек безопасности, включая все функции Renesas SRS и Infineon XC236x FLAS
Описание продукта:
CGDI CG100 Стандартная версия устройства Устройства восстановления подушки безопасности, включая все функции Renesas SRS и Infineon XC236x FLAS
Инструменты для программирования ключей / диагностики ЭБУ от CGDI с номером продукта: MK7322 Этот вес продукта: 820 г
CGDI CG100 Технические характеристики:
Производитель : CGDI 9 0011 Состояние : Новый
Язык : Только английский
CG100 PROG III Полная версия Устройства восстановления подушки безопасности, включая все функции Renesas SRS и Infineon XC236x FLASH ST, MOTOROLA, ATMEGA, NEC, AM28BL802CB и другие разные чипы. Полнофункциональная версия CG-100 с адаптером для записи ключей Land Rover и BMW. Поддержка ремонта и замены компьютера двигателя BMW, Volkswagen, Bentley, поддержка ремонта и замены компьютера двигателя отечественного производства MT80, MT60.
Особенности полной версии CG100 PROG III:
Включая все функции Renesas SRS
Поддержка чтения и записи EEPROM, поддержка незащищенного микроконтроллера BMW DDME ECU.
CG100 PROG III со встроенным калькулятором, поддержкой расчета ISN, VIN и программы CRC EEPROM
CG100 PROG III теперь поддерживает программирование ключей CAS3 CAS3+CAS4 CAS4+
CG100 PROG III может разделить качество для данных CAS
С адаптером CG100 ATMEGA в упаковке. Адаптер CG100 ATMEGA для устройств восстановления подушек безопасности CG100 PROG III с 35080 EEPROM и 8-контактным чипом для чтения и записи
Поддерживаемые операционные системы: Windows XP/WIN7/WIN8/32bit/64bit
R5F61797, RF61725, R5F61723, R5F61721, модель в компьютере собраны следующим образом: Toyota, Honda, Subaru
2. Поддержка и принятие:
XC2060N-40F,XC2060M-104F,XC2336B-24F,XC2336B-40F,XC236 1 А-56Ф, КС2361А72Ф, КС2361Э72Ф ,XC2363A-56F,XC2363A-72F,XC2364A-56F,XC23 64A-72F, XC2364A-104F, XC2365A-56F, XC2365A-72F, XC2365A-104F, XC2361B-24F, XC2361B-40F, XC2363B-24F, XC2361B-40F, XC2364B-24 Ф, СК2364Б-40Ф, КС2365Б-24Ф, КС2365Б -40F, модели в компьютере собраны следующим образом: Nissan, Suzuki, Hyundai, Ford, Mazda, Land Rover, Jaguar, GM. 20 секунд чтения и записи. Эта скорость поддерживается исключительно во всем мире.
3. Поддержка и принятие: Freescale
MPC5604P(0M26V)(1M36W)Модель в компьютере собрана следующим образом:Honda
4. Поддержка и принятие: ST
SPC560 модель в компьютере собрана следующим образом: Volkswagen
5. Поддержка и принятие: ЦП
ATMEGA169, ATME ГА32, АТМЕГА16, АТМЕГА8, АТМЕГА88, АТМЕГА48. Модель прибора настроите количество километров
CG100 PROG III Политика обновления:
Обновление онлайн бесплатно в течение одного года (со дня покупки устройства).
Если вы не хотите платить за обновление, ваше устройство все еще может работать со старой версией.
Сначала обновите устройство до версии 6.0.0.0, затем можно будет использовать более новую версию.
CG100 PROG III Информация об обновлении:
CG100 PROG III Последняя версия V6.5.1.0 (2022.03.03) , Скачать бесплатно
902 83 Исправлена проблема, из-за которой код неисправности не мог быть удален после того, как TMS570LS1113 читать и писать.
В программатор добавлена 141 микросхема.
Добавлено 77 моделей на панель инструментов.
Добавлена 21 модель в подушку безопасности.
Добавлено 25 моделей для чтения-записи.
Добавлено 2 модели в BCM.
Добавлены следующие чипы для Программатора.
СТМ32Ф302КБ
СТМ32Ф051Р8
СТМ32Ф303РЕ
СТМ32Ф030К6
СТМ32Ф070КБ
СТМ32Ф031К6
СТМ32Ф030Ф4
СТМ32Ф303РК
СТМ32Ф030К6
СТМ32Ф030Р8
СТМ32Ф070Ф6
СТМ32Ф031Э6
СТМ32Ф030К8
СТМ32Ф030РК
СТМ32Ф030КК
СТМ32Ф070К6
СТМ32Ф070РБ
СТМ32Ф031Ф4
СТМ32Ф031Г4
СТМ32Ф031Г6
СТМ32Ф031К4
СТМ32Ф031К6
СТМ32Ф051К4
СТМ32Ф051К6
STM32F051C8
СТМ32Ф051К4
СТМ32Ф051К6
СТМ32Ф051К8
СТМ32Ф051Р4
СТМ32Ф051Р6
СТМ32Ф051Т8
СТМ32Ф071К8
СТМ32Ф071КБ
СТМ32Ф071РБ
СТМ32Ф071В8
СТМ32Ф071ВБ
СТМ32Ф091КБ
СТМ32Ф091КК
СТМ32Ф091РБ
СТМ32Ф091РК
СТМ32Ф091ВБ
СТМ32Ф091ВК
СТМ32Ф038К6
СТМ32Ф038Э6
СТМ32Ф038Ф6
СТМ32Ф038Г6
СТМ32Ф038К6
СТМ32Ф048К6
СТМ32Ф048Г6
СТМ32Ф048Т6
СТМ32Ф058К8
СТМ32Ф058Р8
СТМ32Ф058Т8
СТМ32Ф078КБ
СТМ32Ф078РБ
СТМ32Ф078ВБ
СТМ32Ф098КК
СТМ32Ф098РК
СТМ32Ф098ВК
СТМ32Ф042К4
СТМ32Ф042К6
СТМ32Ф042Ф4
СТМ32Ф042Ф6
СТМ32Ф042Г4
СТМ32Ф042Г6
СТМ32Ф042К4
СТМ32Ф042К6
СТМ32Ф042Т6
СТМ32Ф042К8
СТМ32Ф072К8
СТМ32Ф072КБ
СТМ32Ф072Р8
СТМ32Ф072РБ
СТМ32Ф072В8
СТМ32Ф301К6
СТМ32Ф301К8
СТМ32Ф301К6
СТМ32Ф301К8
СТМ32Ф301Р6
СТМ32Ф301Р8
СТМ32Ф302К6
СТМ32Ф302К8
СТМ32Ф302КК
СТМ32Ф302К6
СТМ32Ф302К8
СТМ32Ф302Р6
СТМ32Ф302Р8
СТМ32Ф302РБ
СТМ32Ф302РК
СТМ32Ф302РД
СТМ32Ф302РЕ
СТМ32Ф302ВБ
СТМ32Ф302ВБ
СТМ32Ф302ВК
СТМ32Ф302ВД
СТМ32Ф302ВЭ
СТМ32Ф302ЗД
СТМ32Ф302ЗЭ
СТМ32Ф303К6
СТМ32Ф303К8
СТМ32Ф303КБ
СТМ32Ф303КК
СТМ32Ф303К6
СТМ32Ф303К8
СТМ32Ф303Р6
СТМ32Ф303Р8
СТМ32Ф303РБ
СТМ32Ф303РД
СТМ32Ф303ВБ
СТМ32Ф303ВД
СТМ32Ф303ВЭ
СТМ32Ф303ВЭ
СТМ32Ф303ЗД
СТМ32Ф303ЗЭ
СТМ32Ф303ВК
СТМ32Ф318К8
СТМ32Ф318К8
СТМ32Ф328К8
СТМ32Ф358КК
СТМ32Ф358РК
СТМ32Ф358ВК
СТМ32Ф378КК
СТМ32Ф378РК
СТМ32Ф378ВК
СТМ32Ф398ВЭ
СТМ32Ф373К8
СТМ32Ф373КБ
СТМ32Ф373КК
СТМ32Ф373Р8
СТМ32Ф373РБ
СТМ32Ф373РК
СТМ32Ф373В8
СТМ32Ф373ВБ
СТМ32Ф373ВК
СТМ32Ф334К4
СТМ32Ф334К6
СТМ32Ф334К8
СТМ32Ф334К4
СТМ32Ф334К6
СТМ32Ф334К8
СТМ32Ф334Р6
СТМ32Ф334Р8
СТМ32Ф031Ф6
Для приборной панели добавлены следующие модели.
Для приборной панели добавлены следующие модели.
Фотон Таймс STM8S105C6T6
Хонда Мотор 150 24C02
Делонг Х5000 95640
Космический грузовик WanShan 24C04
Сузуки ХаоДжю 24LC04
ЯМАХА ЯМАХА 93C66
Зотье Z300 2016- 9S12HY48
Чери Коуин 1 2012- 93C66
Электромобиль ChuFeng 9S12HY64
Шэньси Авто XUANDE X92021- 9S12HY128
Электромобиль Zotye 9S12HY48
Хайма Айшан EV 2020- 24C02
Двухрядная тележка JAC 2014- 24C04
Сяо Пэн G3 93C86
Форд Маверик 2007- 9С12х356
Конди К11 2015- 93LC86
CNHTC Хохан 2021- 24C64
ChangAn New Leopard T3 2021- 24C04
Весенний ветерок Z6 24C08
JMC Цилин T3 9S12HA32
JMC Транзит R5F10DSKL
Шэньси Авто Дракон M3000 2015- 93C66
СВМ Г05 24К04(24Г04)
Большая Медведица X5E 2017- 24C16
Нанджун грузовик 2018- 24C04
ФОТОН СЦЕНИКРТ 2015- 24C04
ChuFeng Van товаров EV 2018- 24C08
Дунфэн Люци Чэнлун H7 24C08
TongLiZhongGong ZiXieChe 24C08(пробег)+24C08(раз)
BAIC BeiQi Luba 2006- X5043
BAIC EX3 2019- 24C64(прибор)+95040(BCM)
ДонгФенг Фукан ES500 2019- 25040 (25LC04)
Вилочный погрузчик LonKing 2019- 95640
Форд Транзит 2008- 93C86
Кукурузоуборочный комбайн LOVOL 24C04(пробег)+24C04(раз) Центральный процессор
Волоконный лазерный станок (Лазерный 3D маркер YLP-MDF-152)
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 20/30/50
Площадь обработки станка, мм: 160 мм х 160 мм
Глубина фокуса станка, мм: 20
Качество излучения станка, M2: <1.3
Минимальная ширина линии станка, мм: 0,05
Повторяемость станка, мм: 0,003
Частота след. импульсов станка, кГц: 1<F<1000
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): 840x800x1400
Вес станка, кг: 260
Применение: Маркировка металлов и неметаллов
Тип управления станка: чпу
Тип лазера: Оптоволоконный
Волоконный лазерный станок YLP-F10/20/30/50
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 10/20/30/50
Площадь обработки станка, мм: 100х100 (160х160, 300х300)
Качество излучения станка, M2: <1,3
Частота следующих импульсов станка ,кГц: 20<F<200
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): 920x740x1415
Вес станка, кг: 260
Применение: Маркировка металлов и некоторых неметаллов
Тип управления станком: чпу
Тип лазера: Оптоволоконный
Маркировка станет намного проще с оборудованием, представленным в этом разделе сайта. Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:
ультрафиолетовые лазеры – подходят для обработки органики, требующей деликатного подхода (мягкие пластики, глазурь, стекло, зеркало), они не дают нагрева материала во время обработки и позволяют получать эффект без удаления материала за счет фото химической реакции;
волоконные лазеры – оборудование широкого спектра применения, чаще используемое для нанесения маркировки на металл и твердые пластики;
углекислотные лазеры (СО2) – хорошо себя проявляют в работе с кожей, деревом и прочими неметаллическими материалами;
лазеры инфракрасного диапазона – для прецизионно чистой маркировки металлов и пластиков.
В дополнении к маркирующему оборудованию Вам может понадобиться вспомогательный инструмент и материалы. Из них: вращательные механизмы для маркировки цилиндрических изделий, вытяжные системы для удаления продуктов горения, специальные лаки и пластики для получения нужного эффекта и другое.
Выбирая оборудование для лазерной маркировки под нужды вашего промышленного производства или завода, внимательно ознакомьтесь с описанием заинтересовавших моделей, которое дает понимание о нюансах эксплуатации, габаритах, возможностях и преимуществах. Также характеристики каждого маркера сопровождаются рекомендациями, касающимися сферы применения оборудования – это поможет выбрать аппарат, который максимально закроет поставленные задачи.
Если хотите получить больше информации о той или иной модели лазерного аппарата, а также узнать цену оборудования с учетом доставки в любой регион России, обратитесь к нашим менеджерам. Сделать это можно, позвонив по указанным здесь телефонным номерам или задав интересующие вопросы в онлайн-форме. Наш сотрудник порекомендует оптимальный вариант маркера с учетом ваших требований к его производительности, а также сферы, в которой хотите его использовать. Мы продаем только качественное оборудование, производимое с применением актуальных разработок компаний из Европы, США, Китая и России.
НОВОСТИ 2023 2022 Архив
Новостей, за даный год не обнаруженно.
Новостей, за даный год не обнаруженно.
Работаем по всем городам России: Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Казань, Нижний Новгород, Челябинск, Самара, Омск, Ростов-на-Дону, Уфа, Красноярск, Воронеж, Пермь, Волгоград, Краснодар, Саратов, Тюмень, Тольятти, Ижевск, Барнаул, Ульяновск, Иркутск, Хабаровск, Махачкала, Ярославль, Владивосток, Оренбург, Томск, Кемерово, Новокузнецк, Рязань, Набережные Челны, Астрахань, Киров, Пенза, Севастополь, Балашиха, Липецк, Чебоксары, Калининград, Тула, Ставрополь, Курск, Улан-Удэ, Сочи, Тверь, Магнитогорск, Иваново, Брянск и других.
НАШИ КЛИЕНТЫ
ПАРТНЕРЫ
Лазерная маркировка что это такое и анализ областей ее применения
В этой статье в основном анализируется применение новой технологии лазерной маркировки, представлены характеристики техники лазерной маркировки табличек и лазерной маркировки проводов, а также описаны вопросы безопасности связанные с лазерными маркерами.
Обзор технологии маркировки
В традиционном производстве технология маркировки всегда была важным звеном.
Этот процесс может непосредственно отражать информацию о продукции на промышленных изделиях, например, табличка оборудования отражает основные параметры изделия, этикетка провода отражает название компании и модель, а этикетка напитка — дату производства.
Эти коды удобны для пользователей, чтобы иметь базовое представление о продукте.
Существует несколько традиционных технологий маркировки, а именно:
струйная маркировка;
гравировка и маркировка стальной иглой;
наклейка логотипа и т.д.
Но эти методы имеют соответствующие дефекты процесса.
Например:
Для струйной маркировки необходимы расходные материалы. После распыления чернила не высыхают и могут обесцвечиваться при других процессах.
Подробнее:
Скорость гравировки и эффективность обработки стальной иглой низкая.
Новой технологией, появившейся на свет, является технология лазерной маркировки.
Рисунок 1. Система лазерной маркировки
Технология лазерной маркировки
Принцип технологии лазерной маркировки
Технология лазерной маркировки использует лазер с короткой длиной волны для изменения молекулярной структуры внешней поверхности материала, так что заданное информационное содержание отображается на соответствующей позиции маркировки, не вызывая механической деформации и тепловой деформации обрабатываемого материала.
Технология лазерной маркировки используется для изменения свойств поверхности материала. Маркировочную информацию нелегко соскоблить. Его нужно только подключить к сети без специальных расходных материалов, а эффективность обработки очень высока. Максимальная линейная скорость маркировки может достигать более 10000 мм/с.
Эта технология идеально компенсирует различные технологические недостатки традиционной технологии маркировки, и в последние годы ей отдают предпочтение различные предприятия легкой и тяжелой промышленности.
Два варианта применения технологии лазерной маркировки
Технология лазерной маркировки шильдиков
Технология лазерной маркировки шильдиков широко используется для обработки шильдиков в различных отраслях промышленности.
Для генерации лазера в основном используются углекислый газ и волоконно-оптические материалы.
Лазерные лучи используются для постоянной маркировки различных поверхностей.
Эффект маркировки заключается в обнажении глубинных веществ путем испарения поверхностных веществ, или в создании следов путем химических и физических изменений поверхностных веществ с помощью световой энергии, или в выжигании некоторых веществ с помощью световой энергии, показывая рисунок, текст, штрих-код и другую графику, подлежащую травлению.
Технические характеристики
Технология лазерной маркировки шильдиков использует лазер вместо традиционной гравировки стальной иглой, и материал поверхности шильдика из нержавеющей стали изменяется волоконным лазером для гравировки соответствующей информации о настройке.
Скорость обработки лазерной маркировки на шильдиках более чем в 10 раз превышает скорость обработки традиционным методом гравировки стальной иглой, а традиционная гравировка стальной иглой применима только для материалов с более мягкими материалами, таких как алюминиевые шильдики.
Для материалов высокой твердости, таких как нержавеющая сталь, эффект гравировки слабый, четкость почерка низкая, и его трудно определить невооруженным глазом, а лазерная маркировка решает этот недостаток процесса, и операция может быть выполнена с высокой четкостью (рис. 2).
Рисунок 2. Маркировка заводской таблички из нержавеющей стали
Характеристики станка для лазерной маркировки шильдиков сводятся к следующему:
(1) Выходная мощность лазера стабильна, а четкость маркировки высока;
(2) Высокая эффективность обработки, скорость маркировки в 10 раз или выше, чем у традиционного гравировального станка;
(3) Отсутствие ограничений операционной системы, удобное управление и программирование, полностью закрытый и стабильный оптический путь, не требуется техническое обслуживание;
(4) Необходимо только электричество, не требуются другие расходные материалы, оборудование имеет длительный срок службы. Лазерная маркировочная машина на рынке имеет срок службы более 100 000 часов, указанный производителем;
(5) Низкий уровень шума, может использоваться в офисе, а потребление энергии ниже, чем у традиционных моделей;
(6) Супер высокая точность, разрешение лазерной маркировочной машины на рынке достигает около 2500dpi;
(7) По сравнению с традиционным оборудованием, поскольку используется лазерная маркировка, нет необходимости в механическом контакте с табличкой, поэтому нет необходимости устанавливать пневматические таблички или механические приспособления для фиксации таблички;
(8) Подходит для большинства металлических материалов (рис. 3).
Технология лазерной маркировки шильдиков также имеет новую возможность применения по сравнению с традиционной технологией гравировки — маркировка штрих-кодов/двумерных кодов.
Поскольку программное обеспечение для программирования технологии лазерной маркировки может принимать файлы формата BMP, JPG, DXF, PLT, AI а также другие и автоматически генерировать различные серийные номера, даты производства, одномерные коды, двухмерные коды и т. д., возможности обработки изображений являются передовыми, поэтому добавление штрих-кодов, QR-кодов и других изображений на табличку может облегчить управление исходящими, входящими и исходящими производственными материалами, полками, оборотными транспортными средствами и т.д., так что информация на табличке улучшается от текста до комплексного отражения текста и изображений.
Программирование технологии маркировки
По сравнению с традиционным программным обеспечением для гравировки и маркировки стальной иглой, программное обеспечение для лазерной маркировки является более упрощенным и легким в управлении.
Что касается позиционирования информации, добавлен дисплей лазерной рамки. Пользователь может непосредственно открыть лазерную рамку, непосредственно наблюдать за положением запрограммированной информации на табличке и непосредственно управлять кнопками со стрелками на клавиатуре для регулировки положения информации. По сравнению с позиционированием традиционного программного обеспечения, это намного удобнее и быстрее.
В то же время, программное обеспечение также добавляет множество функций, таких как вставка изображений, преобразование штрих-кодов, двумерных кодов, а также может принимать файлы форматов BMP, JPG, DXF, PLT, AI и других.
Эти обновления программного обеспечения также дают устройству больше пространства и возможностей.
Технология лазерной маркировки проводов
Рисунок 4. Лазерная маркировка проволоки
Как показано на рисунке 4, технология лазерной маркировки проволоки в основном использует ультрафиолетовый лазер для прямого прерывания молекулярной цепочки на поверхности материала с помощью лазера с короткой длиной волны, тем самым отображая информацию на соответствующей траектории.
Кроме того, он подходит для нанесения тонкой маркировки на изогнутую поверхность проволоки, которая не повредит сердечник проволоки и не вызовет механическую и тепловую деформацию самой проволоки.
Технические характеристики
Технология лазерной маркировки проволоки использует лазер вместо традиционной струйной маркировки, и при различных сравнениях видно, что лазерная маркировка лучше, чем струйная.
Преимущества лазерной маркировки в сравнении со струйной:
(1) Четкость.
Благодаря разрешению и цветовому контрасту, лазерная маркировка имеет более высокую четкость, чем струйная маркировка, а при струйной печати необходимо выбирать разные краски для разных цветов проволоки, чтобы подчеркнуть контраст, а это более хлопотно для замены и эксплуатации;
(2) Эффективность обработки.
Скорость лазерной маркировки намного быстрее струйной, потому что максимальная линейная скорость лазерной маркировки может достигать более 10000 мм/с, а время маркировки на проволоке находится в пределах 1 с.
Для массового производства обработки проволоки преимущество скорости лазерной маркировки особенно очевидно;
(3) Адаптивность процесса.
Лазерная маркировка подходит для тонкой маркировки на поверхности проволоки или маркировки на специальных материалах, которые не могут быть наклеены чернилами для струйного кодирования, и оборудование для лазерной маркировки может быть использовано с автоматическим режущим оборудованием для формирования линии обработки проволоки.
А струйное кодирование не может быть связано с автоматическим режущим оборудованием, потому что проволока разрезается сразу после струйной резки, и должна пройти через механическую структуру направляющего колеса, выпрямляющего колеса и т.д., что сотрет чернила.
(4) Стоимость процесса.
Цена оборудования для лазерной маркировки на рынке немного выше, чем цена оборудования для струйной маркировки, но струйная маркировка требует покупки чернил.
Для таких масштабных заготовок, как обработка проволоки, годовая стоимость расходных материалов для чернил также является существенным фактором.
Во всех аспектах применимость лазерной маркировки для кодирования проволоки намного выше, чем струйной маркировки.
В последние годы крупные электротехнические компании также постоянно покупают машины лазерной маркировки для замены традиционного технологического оборудования.
Вопросы безопасности оборудования для лазерной маркировки
Обзор проблемы
Хотя технология лазерной маркировки имеет много технологических преимуществ, большая часть этой технологии применяется в промышленных лазерах.
Промышленные лазеры относятся к четвертой категории лазерных изделий, которые могут нанести определенные повреждения для глаз и кожи. Поэтому во время их использования необходимо принимать меры предосторожности, чтобы избежать воздействия излучения от прямого света, рассеянного выходным оптическим зеркалом.
В то же время необходимо принять соответствующие меры предосторожности, чтобы предотвратить прямое попадание выходного или отраженного луча на тело человека.
Как рассеянный, так и отраженный свет может привести к повреждению кожи и глаз.
Во время работы всегда надевайте соответствующие защитные щитки для глаз. Вы также можете установить экранирующие инструменты в пределах области лазерной обработки, чтобы изолировать излучаемый свет и предотвратить повреждение глаз и кожи.
Меры безопасности при работе с лазерными маркерами:
Лазерная маркировочная машина относится к мощному лазерному оборудованию класса IV.
Большинство оборудования излучает свет с длиной волны около 1060 нм мощностью более 10 Вт, 20 Вт, 30 Вт и 50 Вт.
Этот уровень света может вызвать повреждение глаз и кожи.
Этот излучаемый свет невидим, и луч может нанести непоправимый ущерб роговице глаза.
При работе с интеллектуальными лазерами всегда надевайте защитные очки.
(1) Не устанавливайте прицел во время работы оборудования для лазерной маркировки;
(2) При работе с оборудованием не смотрите прямо на выходную головку и всегда надевайте защитные очки;
(3) За исключением управления, регулировки или работы, упомянутых в оборудовании, другие операции могут вызвать опасность облучения.
Внешняя среда и профилактические меры
Меры по защите окружающей среды для оборудования лазерной маркировки могут эффективно избежать проблем безопасности во время использования.
Конкретные меры следующие:
(1) Лазерное оборудование всегда должно работать от правильно заземленного источника питания с номинальным напряжением;
(2) Данное устройство имеет выходную оптическую головку, подключенную через оптический кабель, поэтому необходимо осторожно обращаться с выходной головкой;
(3) При использовании прицела (например, когда прицел установлен на приспособлении или при использовании торцевой поверхности оптического инструмента) необходимо убедиться, что интеллектуальный лазер выключен;
(4) Не подвергайте устройство воздействию среды с высокой влажностью;
(5) Перед вскрытием оборудования убедитесь, что температура и влажность окружающей среды находятся в указанных диапазонах;
(6) Запрещается смотреть прямо на выходную головку, при работе с устройством убедитесь, что надеты лазерные очки;
(7) При маркировке на высокоотражающих материалах, используйте расфокусировку маркировки, иначе смарт-лазер будет непосредственно поврежден;
(8) Прерывание напряжения питания очень опасно для оборудования, и необходимо обеспечить непрерывное и бесперебойное питание;
(9) За исключением управления, регулировки или работы, упомянутых в руководстве по эксплуатации оборудования, другие операции могут вызвать риск облучения;
(10) Для выходной коллимирующей линзы самым главным является поддержание чистоты линзы. После использования установите защитную крышку прицела, не прикасайтесь к выходной линзе и не используйте растворитель для очистки, для очистки можно использовать папиросную бумагу для линз.
Заключительные размышления
Технология лазерной маркировки оптимизирует многие недостатки традиционных процессов маркировки.
Всестороннее расширение аппаратного и программного обеспечения делает применение технологии маркировки все более широким, но вопросы безопасности также должны быть усовершенствованы.
Советуем вам прочитать статью опубликованную в нашем блоге ранее: «Как настроить фокус лазерного станка? (3 разных способа)».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
На нашем сайте вы можете приобрести лазерный маркер:
Лазерные маркировочные машины
для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser Машины для лазерной маркировки металлов
для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser
США (английский)
США (английский)
Лазерная гравировка и нанесение штрих-кодов, серийных номеров, текста и логотипов на металл с помощью станка для маркировки металла Epilog Laser. Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика.
Волоконные лазеры Epilog Fusion Edge и Fusion Pro
Волоконные лазерные станки Fusion Edge и Fusion Pro оснащены планшетными машинами Epilog Laser, набором программного обеспечения Epilog для улучшения и повышения 7-дюймовый (18 см) светодиодный сенсорный экран на лазере и нашу систему SafeGuard™, не требующую особого обслуживания.
Планшетные волоконные лазерные граверы Epilog — универсальный выбор для маркировки металлических и инженерных пластиковых деталей. С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0016
Маркировочная машина для металла Особенности и преимущества
Глубокая гравировка металла на клапанной крышке двигателя лазерным станком Epilog.
Запросить брошюру и образцы
Часто задаваемые вопросы о лазерной маркировке и гравировке металла
ЧТО ТАКОЕ ИСТОЧНИК ЛАЗЕРА?
Источник волоконного лазера создает лазерный луч с длиной волны 1062 нм, что идеально подходит для травления металла и маркировки пластика.
МОЖЕТ ЛИ ЛАЗЕР ГРАВИРОВАТЬ НЕСКОЛЬКО ДЕТАЛЕЙ ОДНОВРЕМЕННО?
Создайте приспособление, на которое вы сможете поместить свои детали и выгравировать сотни штрих-кодов за один раз. Выделенный оператор не требуется.
программное обеспечение службы поддержки
Станки для лазерной маркировки и гравировки металлов
youtube.com/embed/wVsl3BdxmzM?rel=0″/>
Практически для любых металлов волоконные лазерные станки быстро и эффективно наносят читаемую маркировку. Они идеально подходят для гравировки всех типов металлических поверхностей. Примеры включают алюминий, анодированный алюминий, сталь, нержавеющую сталь, магний, свинец и титан.
Волоконные лазерные станки не требуют особого обслуживания, не требуют расходных материалов и создают высококонтрастные метки. Вы можете использовать их для постоянной маркировки матричных кодов данных, QR-кодов, серийных номеров, штрих-кодов, логотипов и многого другого.
Расскажите нам о своей заявке
Нам доверяют…
Гравировальные станки по металлу для производственных линий
Машины производства Laserax представляют собой решения для маркировки под ключ, готовые к интеграции в производственные линии. Загружаемые вручную или полностью автоматизированные, они включают лазерную безопасность, удаление пыли, проверку штрих-кода и удаленную поддержку.
Перейти к:
Лазерные станки Преимущества лазеров
Алюминий Сталь Нержавеющая сталь Анодированный алюминий Магний Свинец Цинк Другие материалы
Лазерная гравировка Лазерная гравировка Лазерный отжиг Глубокая лазерная гравировка Часто задаваемые вопросы
Лазерные маркировочные машины с ручной загрузкой
Рабочая станция Flex
Flex — это наша самая простая готовая машина, поскольку она включает в себя наименьший объем автоматизации, но ее можно в любое время автоматизировать с минимальным обновлением. Это идеальный вариант, когда быстрое время маркировки не является приоритетом или когда загрузка деталей составляет незначительную часть общего времени маркировки.
Просмотр машины
Рабочая станция с поворотным столом
Разработанный для минимизации влияния загрузки деталей на время цикла, этот станок использует поворотный стол для одновременного выполнения нескольких операций. Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку.
Просмотр машины
Полностью автоматизированные машины для лазерной маркировки
Машина с поворотным столом
В условиях сложных требований ключом к предотвращению узких мест является маркировка в скрытое время. Эта машина достигает этого с помощью поворотного стола. Пока манипулятор загружает деталь, одновременно гравируется другая деталь.
Просмотр машины
Машина под открытым небом
Роботы, используемые для выполнения нескольких операций, можно использовать, выбрав конструкцию под открытым небом, когда робот перемещает детали между станциями и удерживает их во время маркировки. Эта конструкция легко поддерживает несколько деталей и полостей.
Просмотр машины
Дверная машина
Благодаря гибкой конструкции дверной машины маркировку можно размещать в любом месте, а манипуляторы робота могут загружать детали с любого направления. Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.
Просмотр машины
Конвейерная машина
Конвейерные машины могут учитывать все типы изменений позиционирования, возникающие на конвейерах. Они могут маркировать детали на лету или во время остановки конвейера для других процессов, таких как контроль качества, упаковка или взвешивание.
Просмотр машины
Почему для маркировки металлов следует выбирать станки с волоконным лазером?
Улучшение прослеживаемости
С системой лазерной маркировки вы получаете высокоточные маркировки и практически идеальную читаемость. В отличие от струйной печати и точечной обработки, читаемость ваших кодов не ухудшается со временем из-за механического износа или засорения. Полученные метки являются постоянными и легко читаемыми, обеспечивая решение для отслеживания, на которое вы можете положиться.
Предотвращение узких мест
При мощности лазера от 20 Вт до 500 Вт лазерная маркировка не создаст узких мест в производственном цикле. Наша команда также оптимизирует параметры лазера для вашего конкретного применения (частота повторения, расстояние между линиями, энергия импульса, размер пятна и т. д.). Благодаря этим настройкам мы добиваемся более высокой скорости маркировки и лучшей контрастности ваших меток.
Сокращение затрат на техническое обслуживание
Лазерная технология отличается высокой надежностью и адаптирована для самых сложных промышленных применений. Поскольку оптоволоконные системы не имеют движущихся частей или расходных материалов, они требуют минимального обслуживания. Компоненты волоконного лазера также очень долговечны: лазерный источник имеет среднее время наработки на отказ 100 000 часов.
Гарантия полной безопасности
С Laserax ваша рабочая среда на 100 % безопасна для лазера. Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы можете быть уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности.
Металлы, которые можно маркировать
Каждый тип металла по-разному поглощает свет и проводит тепло. Таким образом, ваша металлическая деталь является основой выбора правильного лазерного гравера для вашего приложения.
Алюминий
Поскольку алюминиевые поверхности обладают высокой теплопроводностью, волоконные лазеры могут маркировать их при высокой температуре для высокоскоростных применений. В то время как лазерное травление является самым быстрым процессом, лазерная гравировка является наиболее стойким.
Алюминий 380 и 6061 являются наиболее распространенными сплавами с лазерной маркировкой, но маркировать можно все типы алюминия. Это включает литой под давлением, универсальный, чистый и анодированный алюминий.
Детали из алюминия : Литье под давлением, рулоны, экструзии, заготовки, слитки, прокатные плиты и т. д.
Узнать больше
Сталь
Сталь – это твердый материал, для которого требуется более длительное время маркировки, чем для других металлов. Однако скорость маркировки можно увеличить, создав белые метки вместо черных. Белые метки хорошо контрастируют с цветом голой стали для большинства типов стали.
Для высокоскоростной маркировки лучше всего подходит лазерное травление стальных поверхностей. Для получения наиболее стойких меток следует использовать лазерную гравировку. Для повышения коррозионной стойкости лазерный отжиг создает следы под поверхностью. Вы можете маркировать лазером любой стальной сплав, включая анодированную сталь, углеродистую сталь и штампованную сталь.
Стальные детали : пружины подвески, тормозные колодки, катушки, заготовки, пластины, трубы, трубы, листовая сталь и т. д.
Узнать больше
Нержавеющая сталь
Лазерная маркировка чаще всего используется для маркировки нержавеющей стали марок 304 и 316, но ее можно использовать для маркировки любой марки. Предпочтительным методом маркировки нержавеющей стали является лазерный отжиг, поскольку он защищает слой оксида хрома на поверхности металла. В результате вы получаете качественную маркировку и предотвращаете образование ржавчины на поверхности.
Нержавеющая сталь не требует мощного лазера. Это связано с тем, что лазерный отжиг работает при более низких уровнях энергии, чем другие процессы маркировки.
Детали из нержавеющей стали : Топливные баки, выхлопные трубы, подвески и другие автомобильные детали
Узнать больше
Анодированный алюминий
Маркируя анодированный алюминий, вы можете маркировать либо голый алюминий (до процесса анодирования), либо анодированный слой (после процесса). В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу.
Лазерные гравировальные станки создают глубокие метки на голом алюминии, чтобы маркировку можно было прочитать после анодирования. С другой стороны, машины для лазерной гравировки быстро вытравливают высококачественные метки на оксидном слое.
Узнать больше
Магний
Магний имеет меньшую плотность, чем другие металлы, и поэтому используется для изготовления деталей, которые должны быть легкими. Лазерные установки могут быть специально настроены для травления магния и магниевых сплавов. Часть материала удаляется с поверхности, создавая контрастные черно-белые метки.
Детали из магния : Рулевые колеса, картеры трансмиссии, кожухи двигателей, блоки двигателей, другие автозапчасти, слитки магния, связки, заготовки, редукторы, заготовки и отливки под давлением.
Узнать больше
Свинец
Свинец и свинцовые сплавы обладают низкой теплопроводностью, что означает, что большая часть тепла, выделяемого при лазерной маркировке, остается на поверхности. Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов.
Примеры свинцовых деталей : стержневые аноды с сердечником, слитки и противовесы
Узнать больше
Цинк
Цинк используется не только из-за его коррозионной стойкости, но и из-за возможности литья под давлением. Лазерное травление — это единственный процесс лазерной маркировки, который создает высокую контрастность на цинковых деталях. Его можно использовать вне зависимости от сплава цинка, в том числе и из латуни.
Примеры деталей из цинка : пакеты слитков, большие блоки, литые слитки, анодные слитки, плиты, отливки под давлением, автомобильные детали и т. д.
Узнать больше
Вам нужно выгравировать другой материал?
Свяжитесь с нами
Как это работает: Лазерные процессы для маркировки металлов
Как только вы получите машину, наши специалисты уже настроят ее на определенный процесс маркировки. Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
Конфигурация машины зависит от параметров ее лазера. Примерами параметров, которые можно изменить, являются мощность лазера, скорость движения, длительность импульса и количество проходов лазера. Вот возможные процессы маркировки, возникающие в результате этих конфигураций.
Лазерное травление
Станки для травления металлов обеспечивают максимально возможную скорость маркировки. Например, Laserax способен наносить высококачественные матричные коды данных на алюминиевые детали всего за 1,40 секунды (для DMC 16×16 и 10×10 мм; узнать больше о скорости маркировки алюминия можно здесь).
Этот процесс является лучшим выбором для большинства применений, если только вам не требуется повышенная устойчивость к обработке поверхности, коррозии или износу. В таких случаях гравировка или отжиг лучше подходят для вашего применения.
Лазерные гравировальные станки создают метки, которые достаточно глубоки, чтобы противостоять истиранию и большинству видов обработки поверхности. При гравировке металлов с помощью этого процесса вы можете реализовать прослеживаемость на более ранних этапах производственного процесса. Примерами лазерной гравировки металла являются маркировка VIN и маркировка, защищающая от дробеструйной обработки.
Возможна лазерная гравировка : сталь, алюминий, анодированный алюминий (до анодирования)
Лазерный отжиг
Лазерный отжиг используется, чтобы избежать повреждения поверхности детали, поскольку это единственный процесс, в котором не используется лазерная абляция. Вместо этого он запускает химическую реакцию, которая создает следы под поверхностью материала. Этот метод полезен для таких деталей, как выхлопные трубы из нержавеющей стали, которые должны сохранять высокую устойчивость к коррозии.
Как следует из названия, глубокая гравировка создает маркировку с гладкими краями, которая намного глубже, чем при обычной гравировке. Этот процесс обычно используется для приложений, которые имеют требования к глубине и эстетике. Некоторые примеры включают логотипы, штамповочные пластины и вставки для пресс-форм. Скорость гравировки зависит от мощности лазера, материала и ширины линии.
Можно выполнять глубокую гравировку : сталь, нержавеющая сталь, алюминий
Часто задаваемые вопросы о лазерном станке
В чем разница между CO2-лазером и волоконным лазером?
Машины для маркировки лазером CO2
имеют длину волны, отличную от длины волны волоконных лазеров. В результате волоконные лазеры достаточно эффективны для маркировки большинства металлических поверхностей, в то время как CO2-лазеры лучше маркируют неметаллические (органические) материалы, такие как дерево и пластик.
Узнайте больше по теме : CO2 или волоконный лазер — какой лучше купить?
Может ли CO2-лазер гравировать металлы?
СО2-лазеры
не могут гравировать металлы, но могут оставлять неизгладимые следы. Это связано с тем, что длины волн CO2 не реагируют с металлическими материалами. В результате поверхность необходимо покрыть специальным маркировочным спреем, образующим прочную химическую связь с металлом при попадании лазерного луча.
Операторы должны наносить спрей вручную и дать ему высохнуть перед нанесением маркировки, добавляя к операции дополнительные этапы и расходные материалы. По этим причинам производители деталей обычно предпочитают волоконные лазерные граверы — решение, предлагаемое Laserax для гравировки металла.
В чем разница между лазерной резкой и лазерной гравировкой?
Лазерная резка использует лазерную технологию для резки материалов, тогда как лазерная гравировка предназначена для маркировки. Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.
Должен ли я гравировать QR-коды или матричные коды данных?
Лазерная маркировка QR-кодом
используется во многих областях. Тем не менее, матричные коды данных имеют важное преимущество по сравнению с QR-кодами. Они способны кодировать больше символов в одном и том же пространстве, что часто означает более высокую скорость маркировки.
Узнайте больше по теме : Матричные коды данных и QR-коды — в чем разница?
Сколько стоит лазерный станок?
На ценовой диапазон лазерного станка влияет множество факторов, таких как лазерная система, лазерная головка, уровень автоматизации, опции лазера, мощность лазера и лазерное оборудование.
Винт ШВП – это продольная стальная направляющая с резьбой, которая обычно наносится накаткой. Поэтому такие направляющие еще называют катанными винтами ШВП. Как правило, для их фиксации в горизонтальной плоскости используются специальные опоры для ШВП.
Собственно, вдоль направляющего вала и перемещается гайка ШВП, шарики которой находятся в совместных дорожках качения. Благодаря такой незамысловатой, на первый взгляд, конструкции достигается высокая точность перемещения узлов. Этот вид преобразования движения «винт-гайка» называется шарико-винтовой парой.
Преимущества конструкции
При использовании шарико-винтовой передачи вместо трения скольжения действует трение качения. В результате достигается:
износостойкость узла;
увеличение КПД до 90–98%;
создание преднатяга по необходимому классу;
возможность абсолютного устранения радиального и осевого зазора – благодаря сборке шарико-винтовой пары с предварительным натягом;
способность создавать большие осевые силы;
точное позиционирование в станках с ЧПУ – благодаря отличной жесткости и повторяемости;
малые размеры в сочетании с прекрасной несущей способностью;
плавное перемещение;
тихий ход даже при быстром вращении;
надежность конструкции;
снижение коэффициента трения;
износостойкость.
Области применения
Винты и гайки ШВП востребованы в механизмах линейного перемещения и позиционирования различных систем. Изначально они предназначались для оборудования с высоким уровнем точности. Но весомые преимущества обеспечили шарико-винтовым парам повсеместное использование.
Такие передачи применяются в 90% современных станков с ЧПУ. Они решают широкий круг задач разной сложности – от выполнения транспортных функций в механизмах линейного перемещения до создания кинематических схем управляемых осей в высокоточных установках.
В частности с применением шариковинтовых передач работает следующее оборудование:
лазерные и другие станки с ЧПУ;
3D принтеры;
граверы;
обрабатывающие центры;
промышленные роботы;
медицинское оборудование;
транспортные системы перемещения;
механизмы спуска и подъема шасси;
электронные и электротехнические устройства;
оборудование в автопроме, авиастроении, пищевой, текстильной и других отраслях промышленности.
Роль направляющего винта
Винт ШВП представляет собой вал с одной или несколькими каналами полукруглого сечения. Пару ему составляет гайка с такими же винтовыми каналами. Вместе они формируют дорожку качения круглого сечения. По нему перекатываются шарики, число и величина которых зависит от параметров винта и гайки ШВП. Канал в гайке выполнен замкнутым, чтобы они в нём циркулировали по кругу.
Винт ШВП приводится во вращательное движение валом сервопривода или шагового электродвигателя и преобразовывает его в поступательное движение гайки, которая зафиксирована на столе или в шпиндельной коробке. Взаимодействие винта с гайкой происходит через шарики, размещенные на дорожках качения. Такая конструкция является очень эффективной – с минимальным трением и высоким КПД.
Особенности производства винтов ШВП
Гайки и направляющие валы ШВП производят из высокоуглеродистых сплавов. В зависимости от технологии производства различают следующие виды:
Катаные винты ШВП – с канавками, выполненными по технологии холодной накатки. Они отличаются низкой ценой и средним классом точности – до 23 мкм на 300 мм хода. Заготовка подвергается пластической деформации с помощью 2 валков. В результате получается упрочненная поверхность со сглаженным расположением волокон и незначительной шероховатостью.
Шлифованные винты ШВП – с высоким классом точности (С0–С7). Такие изделия сложнее в производстве и дороже катаных аналогов. После нарезки они проходят индукционное закаливание и обработку на резьбошлифовальных станках. В результате достигается превосходная повторяемость и точность позиционирования, возрастает плавность перемещения ШВП и срок их службы.
Элементы, изготовленные по технологии высокопрецизионной накатки PSF. Она обеспечивает высокую точность, как при шлифовке, при более низкой цене – благодаря упрощенной технологии изготовления. После накатки изделия проходят индукционную закалку и обработку для снижения остаточного напряжения в поверхностном слое. Затем поверхности дорожек качения полируются. В результате они становятся более гладкими и твердыми. Такая доводка обеспечивает катаным ШВП плавную и бесшумную работу.
Концы винтов обрабатываются под посадочное место на заводе изготовителя в соответствии с чертежами заказчика.
Размеры винтов ШВП
Основные параметры шарико-винтовых пар – это номинальный диаметр d0 (на уровне которого находятся центры шариков), шаг резьбы Р и диаметр шариков Dw. Как правило, диаметр шариков равен 0,6 шага резьбы. Предпочтительным считается шаг резьбы 2.5, 5, 10 и 20 мм. Существующие размеры винтов ШВП по ГОСТ 25329-82 приведены в таблице.
Элементы привода ШВП с мелким шагом используются в низкоскоростных станках, рассчитаны на высокие нагрузки и имеют большой срок службы. С увеличением шага резьбы возрастает скорость перемещения шарико-винтовых пар, но уменьшается их способность воспринимать большие нагрузки.
Большой выбор типоразмеров позволяет купить винты ШВП с оптимально подходящими параметрами, в зависимости от условий их использования. Такие элементы востребованы и при изготовлении нового оборудования, и при ремонте или модернизации используемых станков.
Заказывайте – доставим!
В нашей компании вы можете купить направляющие винты ШВП для ЧПУ от немецкого производителя Bosch Rexroth любых стандартных размеров, полностью соответствующие ГОСТ. Нужные размеры винта ШВП вы можете найти в таблице на странице товара. А если возникнут трудности с подбором, то оставьте заявку – мы с радостью поможем вам подобрать вал для гайки конкретно под ваше оборудование по каталогу. Доставка в любой регион России и конкурентные цены.
ШВП, винты, направляющие валы
Сравнение товаров (0)
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По рейтингу (убыванию)По рейтингу (возрастанию)По модели (A — Я)По модели (Я — A)
Показывать: 15255075100
Внутренняя Т-гайка для профиля 2020/2040 под винт М3
Поворотная внутренняя Т-гайка для профиля 2020/2040 под винт М3 с никелированной стали. Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттер..
3.00грн
Внутренняя Т-гайка для профиля 2020/2040 под винт М4
Поворотная внутренняя Т-гайка для профиля 2020/2040 под винт М4 с никелированной стали. Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттер..
3.00грн
Внутренняя Т-гайка для профиля 2020/2040 под винт М5
Поворотная внутренняя Т-гайка для профиля 2020/2040 под винт М5 с никелированной стали. Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттеров и ..
3.00грн
Концевая опора SHF10 для вала 10мм
Горизонтальная концевая опора SHF10 для крепления линейных направляющих (валов) диаметром 10мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием ви..
35.00грн
Концевая опора SHF12 для вала 12мм
Горизонтальная концевая опора SHF12 для крепления линейных направляющих (валов) диаметром 12мм.
Изготовлена из дюралюминия. Вал фиксируется затягивани..
40.00грн
Концевая опора SHF16 для вала 16мм
Горизонтальная концевая опора SHF16 для крепления линейных направляющих (валов) диаметром 16мм.
Изготовлена из дюралюминия. Вал фиксируется затягивани..
45.00грн
Концевая опора SHF8 для вала 8мм
Горизонтальная концевая опора SHF8 для крепления линейных направляющих (валов) диаметром 8мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винт..
33.00грн
Концевая опора SK10 для вала 10мм
Т-образная концевая опора SK10 для крепления линейных направляющих (валов) диаметром 10мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винта с пота..
30.00грн
Концевая опора SK12 для вала 12мм
Т-образная концевая опора SK12 для крепления линейных направляющих (валов) диаметром 12мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винта с пота..
30.00грн
Концевая опора SK16 для вала 16мм
Т-образная концевая опора SK16 для крепления линейных направляющих (валов) диаметром 16мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винта с пота. .
37.00грн
Концевая опора SK8 для вала 8мм
Т-образная концевая опора SK8 для крепления линейных направляющих (валов) диаметром 8мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винта с потайн..
1
26.00грн
Латунная безлюфтовая гайка THSL T8 8мм
Латунная безлюфтовая гайка THSL T8 8мм (антилюфт) для установки на трапецеидальный винт с резьбой Т8. Гайка состоит из двух частей , между кото..
1
55. 00грн
Латунная гайка THSL T8-8мм
Латунная гайка THSL T8-8мм для установки на винт с трапецеидальной резьбой Т8. Резьба гайки — четырехзаходная, проход за один оборот — 8мм.
Разме..
28.00грн
Линейная направляющая (вал) D-10мм, длина-300мм
Линейная направляющая (вал) диаметром 10мм. Длина вала — 300мм.
Изготовлена из углеродистой стали, поверхность закалена. Фаска на боковых поверхностях нап..
95.00грн
Линейная направляющая (вал) D-10мм, длина-400мм
Линейная направляющая (вал) диаметром 10мм. Длина вала — 400мм.
Изготовлена из углеродистой стали, поверхность закалена. Фаска на боковых поверхностях нап..
105. 00грн
Шарико-винтовая передача 25 мм с шариковой гайкой, приблизительно 5 оборотов на дюйм
Введение:
Это шарико-винтовая передача и шариковая гайка с большим диаметром чуть меньше 1 дюйма (24,86 мм). Ход составляет примерно 5 витков на дюйм (24,91 мм после 5 витков). Этот шариковый винт обеспечит плавное, легкое и точное движение к фрезерным станкам с ЧПУ и станкам. Длина резьбовой части 1900 мм.
Описание:
Шарико-винтовые пары представляют собой тип винтов с особым профилем резьбы, который обеспечивает плавную циркуляцию набора шариков в шариковой гайке. Это обеспечивает чрезвычайно плавное движение с низким коэффициентом трения.
Шарико-винтовая передача имеет обработанные концы и включает по два подшипниковых блока на каждом конце. Кроме того, обработанный конец имеет стандартную резьбу для блокировки, обеспечивающую ограничение осевого перемещения. Гайка входит в комплект. Этот конец загнут на 17 мм, поэтому вам понадобится 17-мм муфта для этого конца.
На другом конце имеется канавка для стопорного кольца (также известного как С-образный зажим или стопорное кольцо), стопорное кольцо также включено). Этот конец загнут на 20 мм.
Убедитесь, что муфта имеет отверстие диаметром 17 мм на одном конце и отверстие диаметром вала двигателя на другом конце. Эта муфта не входит в комплект поставки, так как существует множество диаметров вала для двигателей.
Задайте вопрос о шарико-винтовой передаче 25 мм с шариковой гайкой и числом оборотов около 5 на дюйм:
Ранее отвеченные вопросы:
Нажмите на вопрос, чтобы открыть ответ.
Нет предыдущих вопросов. Будьте первым, кто задаст вопрос об этом товаре.
Связанные руководства
Станок с ЧПУ John S.C. и предложения Джон С. С. сделал то, чего я еще не видел. Он применил шарико-винтовую передачу к самодельной версии станка с ЧПУ, которую можно найти в пошаговом руководстве и в книге «Создай свой собственный станок с ЧПУ». Да, вы поняли меня правильно! ШВП. Почему я звучу взволнованно? Читай дальше.
Техника минимизации люфта Жерара К. Избавление от люфта кажется самой большой проблемой для любителей ЧПУ, особенно при фрезеровании печатных плат, поскольку используются медные дорожки для устройств поверхностного монтажа. Устройства для поверхностного монтажа представляют собой очень маленькие электронные детали, которые содержат выводы, расположенные очень близко друг к другу, или выводы находятся в нижней части компонента, а часть обычно лежит плоско на печатной плате (печатной плате).
Одиночные пуски, 2 пуска, 5 пусков, TPI, Lead, HUH?!? Думаю, пришло время поговорить о ходовых винтах. Итак, что же это за ходовой винт, который всегда упоминается на этом сайте. Свинцовые винты также имеют все эти термины и эзотерический язык, которые я демистифицирую. Возможно, вы также начнете понимать математику линейного движения и то, как разные ходовые винты обеспечивают различные характеристики линейного движения.
Делриновый антилюфт для трапецеидального ходового винта 8 мм ACME — T8x8 или T8x2
(пока отзывов нет)
Написать обзор
Делриновый антилюфт для трапециевидного ходового винта 8 мм ACME — T8x8 или T8x2
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Артикул:
HW-SC-ДЕЛЬРИН-P
Описание
Делриновая противозазорная гайка для T8x8 или T8x2 8 мм трапециевидный ACME ходовой винт. Пожалуйста, укажите размер выше.
Обратите внимание: существует как минимум два распространенных типа 8-мм ходовых винтов. Один с шагом 2 мм, 4 захода (8 мм на виток), другой – с шагом 2 мм, одинарный пуск (2 мм на виток). У нас есть гайки с защитой от люфта для обоих типов; Пожалуйста, внимательно проверьте свой ходовой винт и ваш выбор выше перед покупкой.
Особенности:
Бесшумная работа — в отличие от латунных гаек, дельриновые гайки почти полностью бесшумны любое применение
Более жесткий допуск — гайки из делрина имеют более жесткий допуск, чем латунные гайки, как в радиальном, так и в осевом направлении. В некоторых случаях основная/передняя гайка может использоваться отдельно для обеспечения удовлетворительной точности.
Самокомпенсирующаяся — натяжение пружины сохраняет жесткий допуск даже после износа ходового винта или латунной гайки
Регулируемая предварительная нагрузка — регулируется от 4 Н до 8 Н со стандартной пружиной (более высокая предварительная нагрузка может быть достигнута заменой более жесткой пружины)
Удобный и надежный инструмент для полировальных работ. Большой диаметр полировального круга снижает давление на обрабатываемую поверхность, а эксцентриковое движение, имитирующее ручное полирование, улучшает качество и уменьшает время работы. Комплектные насадки обеспечивают как предварительное, так и финишное полирование Внимание! Начиная с даты производства 11.2022, инструмент поставляется в красном цвете вместо серого. Без изменения уровня качества
Применение
Для полирования поверхностей с лакокрасочными покрытиями, а также дерева, фанеры и т.д.
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Мощность, Вт
140
Число оборотов, об/мин
3200
Диаметр диска, мм
240
Эксцентриковый ход
есть
Амплитуда эксцентрикового хода, мм
3
Электронная регулировка оборотов
нет
Плавный пуск
нет
Поддержание постоянных оборотов под нагрузкой
нет
Фиксация выключателя
нет
Быстрая замена щеток
нет
Крепление полировальных насадок
завязки
Напряжение, В/Гц
230 / 50
Длина кабеля, м
3
Габариты, см
26. 5x24x22.5
Масса изделия, кг
2.2
Масса в упаковке, кг
2.6
Комплектация
Машина полировальная
1
Насадка для нанесения полироли
1
Насадка полировальная
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 1. 06 МБ)
Рекламная брошюра (скачать pdf, 1.16 МБ)
Инструкция для печати (скачать pdf, 1.12 МБ)
ЗПМ-240_Приложение к инструкции (скачать pdf, 181.33 КБ)
ЗПМ-240_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Полировальные насадки
Отзывы о ЗУБР ЗПМ-240 5797559 на CMP24
Описание Видео обзоры (3) Характеристики (55) Сравнить цены (21) Яндекс. Маркет Отзывы (12)
Отзывы (12)
Анонимно — 25 Апреля 2014
так себе, а можно довести машинку до ума!
Достоинства: цена
Недостатки: неудобный демонтаж насадок, подошва не съемная(приклеена), нет регулировки оборотов, громкая надпись на коробке «+2насадки»
Период использования: менее месяца
Никонов Сергей — 7 Октября 2016
Работаю ей в гараже долго, нареканий нет. За такие деньги советую даже не думать о других моделях.
Достоинства: Цена. Качество на уровне дорогих профессиональных.
Недостатки: Вес бы полегче.
Период использования: более года
Калуцкий Виталий — 20 Октября 2016
Достоинства: Отличный инструмент. Удобный в обращении.
Недостатки: Не обнаружены.
Период использования: менее месяца
Анонимно — 15 Августа 2019
цена
Сергей Н. — 15 Августа 2019
Цена. Качество на уровне дорогих профессиональных.
Виталий К. — 15 Августа 2019
Отличный инструмент. Удобный в обращении.
Kola P. — 15 Августа 2019
Отличная машинка,проста в использовании и цена не высокая.
Максим Викторович Куделин , — 22 Марта 2018
Подскажите а круги марки ЗМ на нее подойдут?
Владимир, — 26 Марта 2018
Большой продукт
Николай, — 1 Апреля 2018
Здравствуйте! Можно ли аппаратом полировать оргстекло
Екатерина, — 22 Июля 2018
Есть ли сменные круги для этой машинки ?
Тимур, — 27 Марта 2019
Здравствуйте. Подскажите пожалуйста. Для полировки шпаклёвки она падойдет ???
Сравнить цены (21)
Цена от 109 р. до 109 р. в 21 магазинах
Магазин
Цена
Наличие
Imarket BY
Рассрочка до 5 мес.Халва,Карта покупок до 12 мес. Кэшбэк в Imarket BY до 5.4%
12.04.2023
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Яндекс.Маркет
Купить в кредит (0)
Компания
Предложение
Описание
Полировальная машина Зубр ЗПМ-240 предназначена для полировки различных поверхностей. Полировальный круг имеет достаточно большой диаметр — 240 мм, что значительно снижает давление на обрабатываемую поверхность. Особый тип эксцентрикового механизма имитирует полирование вручную, а также улучшает качество и и уменьшает время работы. Специальный водоотталкивающий верхний слой не позволяет полироли впитываться в полировальную тарелку. Это повышает качество полировки и уменьшает расход полироли.
Компактный инструмент бытового класса для полировки лакированных и деревянных поверхностей. Характеристики модели: надежный двигатель на 140 Вт; частота хода — 3200 об/мин; эксцентриковый механизм.
Видео Обзоры (5)
Полировальная машинка Зубр ЗПМ-240, испытываем .
СУПЕР полировочная ДЕШЁВАЯ машинка КАК с ней работать
Полировальная машина ЗУБР ЗПР 240. Самая дешёвая полировальная машина
Компактный инструмент бытового класса для полировки лакированных и деревянных поверхностей. Характеристики модели
надежный двигатель на 140 Вт; частота хода 3200 об/мин; эксцентриковый механизм.
Гарантия
6
Коды товара производителя
ЗПМ-240
Крепление оснастки на липучке (VELCRO)
нет
Мощность (Вт)
140 Вт
Питание от аккумулятора
нет
Подача воды
нет
Поддержание постоянного количества оборотов
нет
Профессиональный
нет
Упакован в
коробке
Цвет
5797559
Вес брутто
2.525 кг
Высота коробки
23 см
Длина коробки
26 см
Мин. обороты
0 об/мин
Ширина коробки
24 см
Электр. регулировка оборотов
нет
Плавный пуск
нет
Поддержание постоянных оборотов под нагрузкой
нет
Габариты без упаковки
265x240x225
Длина кабеля
3.000
Число оборотов
0-3200
Вес нетто
2.200
Max число оборотов
3200.000
Класс товара
полупрофессиональный
Комплектация
две полировальных насадки для нанесения полироли и финишной полировки
Диаметр диска
240
Тип двигателя
щеточный
Крепление полировальных насадок
на завязках
Макс. частота вращения диска
3200 об/мин
Питание
от сети
Размер хода платформы
3 мм
Регулировка частоты вращения
нет
Способ крепления
липучка
Вес
2,2
Высота
22,5
Ширина
26,5
Особенности
крепление полировальных насадок завязки, эксцентриковый механизм имитирует полирование вручную
Максимальный диаметр диска
24
Блокировка кнопки включения
есть
Изготовитель
Китай
Амплитуда колебаний
3
Глубина
24
Тип машины
полировочная
Потребляемая мощность
14
Работа от аккумулятора
нет
Максимальная частота вращения диска
32
Упаковка
коробка
Полезные онлайн-сервисы
Компания
Предложение
Авиасейлс
Инновационный нанопоиск авиабилетов найдет для вас не только самый лучший вариант на конкретные даты, но и предложит другие даты, когда стоимость перелета может быть ещё ниже. Выбирайте самые «дешёвые даты» в специальном разделе сайта Цены на авиабилеты
Яндекс.Путешествия
Выбирайте из более чем 3 000 000 гостиниц, санаториев, турбаз, хостелов и апарт-отелей. Собираем в одном месте все доступные варианты номеров, которые предлагают агрегаторы и владельцы отелей. Сравните цены и условия и выберите, где бронировать выгоднее.
Онлайн-доставка мяса и морепродуктов | Ящик для подписки на мясо
Введите свой почтовый индекс
Магазин по категориям
Японский вагью
Морепродукты
Цыпленок
Shinshu Wagyu: уже в продаже!
Shinshu Wagyu официально дебютировал в Crowd Cow, и вся коллекция теперь доступна для покупки! Количество этого уникального сорта А5 с яблочной отделкой крайне ограничено, поэтому не забудьте заявить о своей доле сегодня. Глубокий, нежный вкус и гладкая, мягкая текстура — это опыт, который вы не захотите пропустить.
Купить сейчас
3 фунта БЕСПЛАТНО в течение ограниченного времени!
Органический 100% говяжий фарш травяного откорма Воспользуйтесь преимуществами членства в Crowd Cow: в течение ограниченного времени вы получите 3 фунта бесплатного говяжьего фарша в своей первой коробке подписки на сумму более 149 долларов США (плюс бесплатная доставка)!
Претензия Предложение
Показаны 6 продуктов
Скидка 30%
Kagoshima Wagyu
Kagoshima Direct
4.7
42
Рейтинг 4,7 из 5 звезд
Доставка напрямую от поставщика
Скидка 30%
Kagoshima Wagyu
Kagoshima Direct
4.7
222
Рейтинг 4,7 из 5 звезд
84 Доставка напрямую от поставщика
Скидка 30%
Kagoshima Wagyu
Kagoshima Direct
4.6
450
Рейтинг 4,6 из 5 звезд
84 Доставка напрямую от поставщика
Скидка 30%
Kagoshima Wagyu
Kagoshima Direct
4. 4
82
Рейтинг 4,4 из 5 звезд
Доставка напрямую от поставщика
Скидка 30%
Несколько ферм
4.6
4185
Рейтинг 4,6 из 5 звезд
Купить все еженедельные предложения
Показаны 6 продуктов
Shinshu Wagyu
Shinshu Wagyu
5.0
1
Рейтинг 5.0 из 5 звезд
Shinshu Wagyu
Shinshu Wagyu
5.0
1
Рейтинг 5,0 из 5 звезд
Shinshu Wagyu
Shinshu Wagyu
5,0
1
Рейтинг 5,0 из 5 звезд
Магазин Все Shinshu Wagyu
Показаны 6 продуктов
100% Fed Grass Fed
Broadleaf Farms
4,4
438
Рейтинг 4,4 из 5 звезд
100% FED травы
Farms
4,4
415
.0003
Купить все бестселлеры
Показаны 6 продуктов
Kagoshima Wagyu
Kagoshima Farms
4.6
1168
Rating of 4.6 out of 5 stars
Kagoshima Wagyu
Kagoshima Farms
4. 2
121
Rating of 4.2 out of 5 stars
Kagoshima Wagyu
Фермы Кагосима
4.6
1298
Рейтинг 4,6 из 5 звезд
Кагосима Вагью
Фермы Кагосима
4.6
1281
Rating of 4.6 out of 5 stars
Kagoshima Wagyu
Kagoshima Farms
4.5
252
Rating of 4.5 out of 5 stars
Kagoshima Wagyu
Kagoshima Farms
4.5
523
Рейтинг 4,5 из 5 звезд
Купить все японские вагю
Отмеченная наградами японская вагю
Приобретите непревзойденную японскую вагю на фермах Кагосима. Победитель «Олимпийских игр Вагю 2022 года», известный в Японии как Зенкоку Вагю Норику Кёсин-кай (全国和牛能力共進会), говядина Кагосима A5 Вагю получила главный приз за лучший общий результат. Для нас большая честь и радость представить этот отмеченный наградами деликатес в США.
Магазин Кагосима Вагю
Наши основные принципы
Восхитительный вкус
В Crowd Cow мы вручную отбираем и тестируем каждый продукт, который продаем, от 100% говядины травяного откорма до японского вагью A5 и экологически чистых морепродуктов.
Я не так давно писал про тестирование пленки «Non FEP» от Epax — https://3dtoday.ru/blogs/andybig/plenka-non-fep-ot-epox-dlya-lcd-printerov
В комментариях я там упомянул, что в планах еще попробовать пленку от Hardlight. Было сильное подозрение, что они нарезаются из одних бобин 🙂
И вот недавно я получил эту пленку и сегодня добрался до замены и тестовой печати. Надеюсь, что снятую Эпаксовскую пленку можно будет потом опять натянуть если что, а то жалко будет 🙂
По внешнему виду пленки Эпакс и Хардлайт очень похожи. Поставляются и те и другие без защитных пленок на поверхностях. У Епакса они защищаются тонким пакетиком из мягкого вспененного полиэтилена, а у Хардлайта — обычным зип-пакетиком. Этот пакетик вложен в очень плотный картонный конверт, так что шансов на залом или замятие пленки во время пересылки не много.
Однако небольшое отличие между ними все же есть. Пленка от Эпакс слегка более матовая и яркие отражения в ней едва заметно желтят. Пленка от Хардлайта тоже едва заметно матовая (по сравнению с совершенно прозрачной глянцевой пленкой Эникубиков), но в меньшей степени, чем от Эпакса.
Ну и самое интересное — проверка тем файлом, который на Эникубиковской пленке вообще не хочет печататься — повреждаются все или почти все 36 деталей. На пленке Эпакс они прекрасно напечатались, кроме одной. И не буду тянуть кота за причиндалы — на пленке Хардлайт они напечатались полностью все 🙂
К качеству так же никаких претензий — ни трещин, ни расслоений. Хотя звук отрыва от пленки на определенном участке был немного сильнее, чем на пленке Эпакс.
В общем и целом — пленка хоть и не дешевая, но на голову лучше Эникубиковской 🙂 Надо будет заказать еще одну в запас, буду печатать на этих пленках. Оставшиеся Кубиковские пленки будут теперь лежать только на крайний случай 🙂
Подпишитесь на автора
Подписаться
Не хочу
21
Комментарии к статье
Еще больше интересных статей
dedsave
Загрузка
07.04.2023
1500
14
Подпишитесь на автора
Подписаться
Не хочу
Доброго времени суток!
Время идет своим чередом и я осваиваю свой принтер. Искал ин…
Читать дальше
dtx
Загрузка
23.03.2023
2104
11
Подпишитесь на автора
Подписаться
Не хочу
Здравствуйте. Более месяца назад на стенках моей модели появился диагональный рисунок, который был в…
Читать дальше
wnn
Загрузка
06.02.2019
54815
102
Подпишитесь на автора
Подписаться
Не хочу
Моделировать толком не умею, но идея пришла давно, как смог намоделил, напечатал, поставил, работает…
Читать дальше
Читайте в блогах
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
nFEP и объяснение разницы с обычным FEP для 3D-печати
Все 3D-принтеры MSLA и некоторые DLP-принтеры используют прозрачную пленку на дне резервуара для смолы. Эта прозрачная пленка важна по некоторым причинам. Это дно резервуара для смолы, в котором хранится вся смола в резервуаре. Кроме того, он должен быть прозрачным, чтобы свет от ЖК-экрана или DLP-проектора попадал на смолу. А также он должен быть стабильным в течение длительного времени по прочности и прозрачности, чтобы его можно было использовать в течение длительного времени для замены.
Что такое пленка FEP и почему она используется в полимерной 3D-печати?
ФЭП является аббревиатурой от Фторированный этиленпропилен и представляет собой сополимер гексафторпропилена и тетрафторэтилена. Фторированный этиленпропилен был изобретен компанией DuPont и продается под торговой маркой Teflon FEP и принадлежит к тому же семейству, что и тефлон и другие фторированные полимеры.
Изображение из Википедии: Химическая структура ФЭП
FEP очень прозрачен и обладает большой силой. Он имеет хорошую химическую стойкость и широко доступен с различной толщиной пленки и сортами. Из-за своей химической стойкости он очень медленно мутнеет, когда реактивные фотополимерные смолы отверждаются на пленке. Все эти свойства делают его фантастическим применением для 3D-печати смолой и относительно дешевым решением.
Что такое nFEP и чем он отличается от обычного FEP при 3D-печати смолой?
Вначале на рынке было много шума вокруг nFEP. Было не совсем ясно, что это такое и как это может помочь 3D-печати смолой. Согласно Phrozen3D “ Пленка нФЭП представляет собой специально обработанную пленку ФЭП, имеющую более гладкую и нежную поверхность. Материал, используемый для пленки нФЭП, позволяет ей обеспечивать меньшую силу всасывания по сравнению с пленкой ФЭП во время печати. Это означает, что у вас будет более высокий уровень успеха при печати смолой, когда установлена пленка nFEP. Пленка nFEP особенно подходит для быстроотверждаемых смол».
Изображение Phrozen 3D: схематическое изображение различий между FEP и nFEP во время печати.
В наши дни люди узнали, что такое nFEP, и некоторые производители говорят об этом более честно. Химик на Reddit провел химический анализ и обнаружил, что nFEP на самом деле был PFA. А PFA — коммерчески доступный фторированный термопластик. При сопоставлении пленки Epax 3D nFEP с имеющейся в продаже пленкой PFA было обнаружено точное совпадение при измерении химических соединений в FTIR
Изображение пользователя Reddit LardCream, химический анализ коммерческого nFEP выглядит аналогично пластику PFA
Они обнаружили, что различия между FEP и PFA очень малы. «PFA имеет более высокую прочность на растяжение и относительное удлинение при разрыве. PFA имеет предел прочности при растяжении 21-31 МПа по сравнению с 14,5-28 МПа для FEP. Удлинение при разрыве PFA составляет 260-300% по сравнению с 240-300%. Таким образом, сила, необходимая для разрушения PFA, выше, И она жестче по сравнению с FEP. Это, вероятно, приводит к тому, что каждый слой легче удаляется при подъеме, потому что PFA сопротивляется больше, и более длительный срок службы пленок PFA из-за немного более высокой устойчивости к растрескиванию. сколько еще… ну, у меня есть только цифры, а не эмпирические данные».
Что такое nFEP или PFA и в чем разница с обычным FEP?
По словам специалистов по фторполимерам компании Boedeker Plastics, Inc., PerFluoroAlkoxy (PFA) обладает свойствами, аналогичными FEP, но считается более высококачественной смолой. PFA предпочтительнее, когда требуется расширенный срок службы в агрессивных средах, связанных с химическими, термическими и механическими нагрузками. PFA обеспечивает высокую прочность расплава, стабильность при высоких температурах обработки, отличную устойчивость к растрескиванию и нагрузке, низкий коэффициент трения и более чем в 10 раз больший срок службы при изгибе, чем FEP».
Изображение из Википедии: Химическая структура PFA, используемого в пленке nFEP.
Глядя на химическую структуру и различия между FEP, PFA и nFEP, PFA и nFEP могут работать лучше. Сравнивать 1 на 1 сложно. Обычные пленки FEP часто выходят из строя из-за повреждения пользователем, а не из-за проблем с жизненным циклом. Использование FEP и nFEP в течение длительного времени на двух разных машинах и запуск большого количества деталей может быть лучшим способом получить хорошее сравнение между этими тремя фильмами.
Тестирование FEP и PFA — обновление
Через несколько месяцев после написания этой статьи у нас наконец-то появилось время сравнить оба варианта в эксперименте. Вы можете найти результаты здесь.
Поддержка
Вам нужна помощь с 3D-печатью наших полимеров SLA, DLP или LCD? Мы можем помочь тебе! Просто найдите вопрос, который у вас есть ниже. Если вы не можете найти его, дайте нам знать, связавшись с нами!
Настройки принтера →
Запчасти и аксессуары для 3D-принтеров, пленка FEP для ЖК-принтеров — Kingroon 3D
$16,00
200*140 мм для Elegoo Mars 2 / Mars 2 Pro * 4 шт./склад в США — $16,00
200*140 мм для Elegoo Mars 2 / Mars 2 Pro * 4 шт./склад в ЕС — $16,00
200*140 мм для Elegoo Mars 2/Mars 2 Pro * 4 шт./склад CN — $16,00
200*280 мм * 4 шт./склад в США — $19,00
200*280 мм * 4 шт./склад в ЕС-$16,00
200*280 мм * 4 шт./склад CN — $16,00
130*190 мм для Kingroon KP6 * 4 шт./склад в США — $15,00
130*190 мм для Kingroon KP6 * 4 шт./склад в ЕС-$16,00
130*190 мм для Kingroon KP6 * 4 шт. /склад CN — $16,00
200*140 мм для Elegoo Mars 2/Mars 2 Pro * 4 шт.
200*280 мм * 4 шт.
130*190 мм для Kingroon KP6 * 4 шт.
Склад в США
Склад ЕС
Китайский склад
1
2
3
4
5
6
7
8
9
10+
Количество
Количество
Поделитесь этим: Пленка FEP
для 3D-принтеров с полимерным ЖК-дисплеем. Пленка FEP — это расходный материал для ЖК-3D-принтеров, который пользователи должны вовремя менять.
R12082 Рукоятка трещоточная 1″DR, 24 зубца, 775 мм
СПЕЦИФИКАЦИЯ
Код товара
48718
Количество в упаковке
1
Артикул
R12082
Штрих-код
4719152112825
Страна производитель
ТАЙВАНЬ (КИТАЙ)
ОПИСАНИЕ лидер продаж
Описание
Рукоятка трещоточная 1″DR, 24 зубца длинной 775 мм. Рукоятка изготовлена из хромованадиевой стали. Привод в свою очередь выполнен из хромомолибденовой стали.
Область применения
Трещоточные рукоятки серии R12 применяются при обслуживании резьбовых соединений больших размеров. Крупные элементы храповых механизмов обеспечивают передачу достаточно серьезных нагрузок.
Размеры
Артикул
Привод
Длинна, мм
Вес, кг
Код
R12082
1″DR
775
5,10
48718
ГАРАНТИЯ
Трещоточные рукоятки компании JONNESWAY® ENTERPRISECO. , LTD., являющиеся частью сборного слесарно-монтажного инструмента,по уровню исполнения относятся к изделиям класса PROFESSIONAL, применяются для производства работ по сборке, ремонту и обслуживания продукции машиностроения, персоналом, имеющим соответствующую квалификацию, знакомым с правилами техники безопасности, условиями эксплуатации и навыками работы.
На изделия сборного слесарно-монтажного инструмента JONNESWAY®, имеющие в своей конструкции кинематическую схему, распространяется понятие «ОГРАНИЧЕННАЯ ГАРАНТИЯ», что связано с повышенным износом деталей механизмов при использовании. Срок поддержания гарантийных обязательств определен производителем в 12 месяцев с начала эксплуатации. Другими словами: подлежит замене или ремонту инструмент, имеющий дефект, обнаруженный или возникший в гарантийный период, являющийся результатом нарушений при его производстве и делающий невозможным дальнейшее использование изделия.
Претензии к качеству инструмента, вышедшего из строя в течение гарантийного периода, принимаются к рассмотрению в соответствии с Законом РФ “О защите прав потребителей”.
Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате:
Нагрузок, превышающих расчетные.
Воздействий, не связанных с выполнением основных функций изделия.
Нарушений правил хранения, обслуживания и применения.
Естественного износа.
В этой связи, производитель настоятельно рекомендует:
1) Не использовать насадки для механизированного инструмента с ручным приводом.
2) Не наращивать рычаг привода.
3) Не наносить удары по телу инструмента или привода другими предметами.
4) Не допускать падения инструмента с большой высоты на твердую поверхность и не использовать изделие в качестве ударного инструмента.
5) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах.
6) Не допускать самостоятельного ремонта и регулировок инструмента в период гарантийного срока.
7) По окончании работ очищать инструмент от загрязнений.
8) Подбирать и использовать инструмент согласно производимой работе и строго по назначению.
9) Правильно и своевременно производить регламентное обслуживание.
Претензии по настоящей гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков неправильного применения и внесения изменений в конструкцию изделий.
Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественного материала, человеческого фактора или по иным причинам).
Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
ВОПРОСЫ И ОТВЕТЫ
Добрый день.
Необходима более полная информация о данном инструменте (в каталоге интересующей информации не нашел) http://www.
jonnesway.ru/product/5194/
Интересует:
1. максимальное усилие (т.е. с каким усилием можно откручивать, закручивать болты не сломав при этом ключ) в кН
2. Диаметр рукоятки
3. Материал
Прошу ответить, либо написать адрес на который следует писать…
Добрый день.
Ниже информация о интересующей Вас позиции: R1206, Трещотка 3/4″DR, 24 зубца, 500 мм:
1. ПДН (предельно допустимая нагрузка) – 1412 Nm.
2. Диаметр рукоятки 24 мм, длинна рукоятки 435 мм, общая длинна изделия 500 мм.
3. Материал рукоятки – CR-V (хромованадиевая сталь), материал головки CR-MO (хромомолибденовая сталь).
КАК ИСПОЛЬЗОВАТЬ
Шкурка на тканевой основе, зернистость № 80, 775 мм х 20 м, «БАЗ» Россия
Показать результат как NumberFraction (точное значение)
Миллиметр или миллиметр — это единица длины, равная одной тысячной метра.
Дюйм — это единица длины, равная ровно 2,54 сантиметра. В футе 12 дюймов, а в ярде 36 дюймов.
Преобразование миллиметров в дюймы
(некоторые результаты округлены)
мм
в
775,00
30,512
775,05
30,514
775,10
30,516
775,15
30,518
775,20
30,520
775,25
30,522
775,30
30,524
775,35
30,526
775,40
30,528
775,45
30,530
775,50
30,531
775,55
30,533
775,60
30,535
775,65
30,537
775,70
30,539
775,75
30,541
775,80
30,543
775,85
30,545
775,90
30,547
775,95
30,549
776,00
30,551
776,05
30,553
776,10
30,555
776,15
30,557
776,20
30. 559
мм
в
776,25
30,561
776,30
30,563
776,35
30,565
776,40
30,567
776,45
30,569
776,50
30,571
776,55
30,573
776,60
30,575
776,65
30,577
776,70
30,579
776,75
30,581
776,80
30,583
776,85
30,585
776,90
30,587
776,95
30,589
777,00
30,591
777,05
30,593
777,10
30.594
777,15
30,596
777,20
30,598
777,25
30,600
777,30
30,602
777,35
30,604
777,40
30,606
777,45
30. 608
мм
в
777,50
30,610
777,55
30,612
777,60
30,614
777,65
30,616
777,70
30,618
777,75
30,620
777,80
30,622
777,85
30,624
777,90
30,626
777,95
30,628
778,00
30,630
778,05
30,632
778,10
30,634
778,15
30,636
778,20
30,638
778,25
30,640
778,30
30,642
778,35
30,644
778. 40
30,646
778,45
30,648
778,50
30,650
778,55
30,652
778,60
30,654
778,65
30,656
778,70
30.657
мм
в
778,75
30,659
778,80
30,661
778,85
30,663
778,90
30,665
778,95
30,667
779,00
30,669
779,05
30,671
779,10
30,673
779,15
30.675
779.20
30,677
779,25
30,679
779,30
30,681
779,35
30,683
779,40
30,685
779,45
30,687
779,50
30,689
779,55
30,691
779,60
30,693
779,65
30,695
779,70
30,697
779,75
30,699
779,80
30,701
779,85
30,703
779,90
30,705
779,95
30,707
775 мм в дюймы
775 мм равняется 30,5118 дюймам
Универсальный конвертер единиц измерения
⇆
Пожалуйста, выберите физическую величину, две единицы, затем введите значение в любое из полей выше.
Чтобы перевести значение в миллиметрах в соответствующее значение в дюймах, просто умножьте количество в миллиметрах на 0,039370078740157 (коэффициент преобразования). Вот формула :
Значение в дюймах = значение в мм × 0,039370078740157
Предположим, вы хотите преобразовать 775 мм в дюймы. Используя приведенную выше формулу преобразования, вы получите:
Значение в дюймах = 775 × 0,039370078740157 = 30,5118 дюймов
Определение миллиметра
Миллиметр (мм) – десятичная дробь метра, международная стандартная единица длины, приблизительно эквивалентно 39,37 дюйма.
Определение дюйма
дюйм — это единица длины или расстояния в ряде систем измерения, в том числе в традиционных единицах США и британских имперских единицах. Один дюйм определяется как 1/12 фута и, следовательно, составляет 1/36 ярда. Согласно современному определению, один дюйм равен ровно 25,4 мм.
Этот конвертер поможет вам получить ответы на такие вопросы, как:
Сколько мм в 775 дюймах?
775 мм равны скольким дюймам?
Сколько 775 мм в дюймах?
Как преобразовать мм в дюймы?
Какой коэффициент преобразования мм в дюймы?
Как преобразовать мм в дюймы?
По какой формуле можно перевести миллиметры в дюймы? Среди прочих.
Таблица преобразования мм в дюймы около 775 мм
Таблица перевода миллиметров в дюймы 040 715 мм
=
28,1 дюйма
725 мм
=
28,5 дюйма
735 мм
=
28,9 дюйма
745 мм
=
29,3 дюйма 9 0041
755 мм
=
29,7 дюйма
765 мм
=
30,1 дюйма
775 мм
= 90 041
30,5 дюймов
Таблица преобразования мм в дюймы
775 мм
=
30,5 дюйма
785 мм
=
30,9 дюйма
795 мм
9 0040 =
31,3 дюйма
805 мм
=
31,7 дюйма
815 мм
=
32,1 дюйма
90 031
825 мм
=
32,5 дюйма
835 мм
=
32,9 дюйма
845 мм
=
33,3 дюйма
Примечание: некоторые значения могут быть округлены.
Производство гидравлических прессов по параметрам заказчика.
Производство гидравлических прессов
ООО «Зевс-Гидравлик» занимается производством долговечных, прочных и безопасных в использовании гидравлических прессов. Основное направление производства гидравлических прессов — гидравлические прессы с закрытой рамой, имеющие усилия: 10, 20, 30, 50,100,150,200 тонн и более.
Технологическое назначение пресса определяет его конструкцию: конструкцию силовой рамы, тип и количество гидроцилиндров, особенности гидравлической маслостанции.
Наша компания разрабатывает и производит как стандартные, представленные на этой странице, гидравлические прессы, так и гидравлические прессы нестандартных модификаций по индивидуальным тех. заданиям заказчика*. При проектировании и изготовлении прессов учитывается технологическая цепочка, в которой он участвует, и на основании этого, выполняется расчет.
Если необходимо разработать гидравлический пресс в соответствии со спецификой вашего производства или технологической цепочки, напишите требования к прессу или вышлите техническое задание на адрес info@zeushydro. ru
Усилие – 15 тонн
Ход штока – 250 мм
Привод — ручной
Тип — напольный
Масса – 30 кг
Описание и цена
Усилие – 100 тонн
Ход штока – 150 мм
Привод — электрический
Тип — напольный
Масса – 980 кг
Описание и цена
Гидравлический пресс, так же называемый прессом Брама, это механизм, использующий для работы давление жидкости или гидравлическое давление. Работа пресса основана на законе Паскаля, который утверждает, что давление в любой замкнутой системе оказывает одинаковое воздействие на всю ее площадь. Гидравлические прессы, безусловно, являются самым распространенным типов прессов, в первую очередь из-за того, что они являются самыми долговечными и надежными. Усилие, которое могут дать гидравлические прессы, невозможно достичь с помощью механических или пневматических прессов.
Существует множество типов гидравлических прессов, каждый из которых имеет свою сферу применения, тем не менее основная функция одинакова для всех прессов.
Гидравлические прессы спроектированы для функционирования с использованием домкрата, в сочетании с прочной конструкцией. Хорошим примером могут быть С-прессы, которые используются для различных операций и в используются в различных сферах, включая штабелевку, выпрямление, вытяжку, штамповку, гибку и рихтовку.
Прессы можно разделить на несколько категорий — гидравлические механические и пневматические.
Механические прессы создают давление с помощью использующегося механического привода, обычно червячной передачи (как тиски) или зубчатой рейки (реечный пресс). К достоинству этого типа прессов можно отнести простоту механизма, к недостаткам невысокое давление, которое он способен создать. Самыми распространёнными являются механические прессы с ручным приводом.
Гидравлические прессы обычно различаются по двум основным параметрам — конструкция и назначение. С-Образные гидравлические прессы требуют меньше площади для размещения чем другие типы гидравлических прессов. Благодаря своей уникальной, но прочной конструкции, обычно изготавливаемой из стали С-образные прессы обеспечивают небольшой прогиб. Н-образные гидравлические прессы отличаются от С-образных конструкцией а так же способностью облегчить множество операций. Оба типа гидравлических прессов могут управляться вручную или автоматически.
Пневматические прессы имеют похожие сферы применения с гидравлическими прессами, включая опрессовку, гибку, штамповку, пробивание отверстий, однако разница между ними состоит в том, то пневматические прессы для работы используют сжатый воздух, а гидравлические жидкость. Они имеют преимущество в сравнении с гидравлическими прессами в скорости работы, то есть времени выполнения цикла, количество которых может достигать 400 в минуту, однако не могут дать такое высокое давление как гидравлические прессы.
Пресс гидравлический
Гидравлический пресс, это устройство преобразующее энергию жидкости (возникающую под действием насоса) в работу исполнительных механизмов. При увеличении давления жидкости в гидроцилиндре, пропорционально площади её контакта с основанием плунжера увеличивается давление на исполнительный механизм пресса. При этом возможно как поддерживать постоянное усилие развиваемое прессом на всей протяжённости рабочего хода плунжера, так и повышать или снижать усилие в произвольной точке, сохраняя направление движения.
Гидравлические прессы производства Машиностроительного Предприятия ПромСтройМаш делятся на две группы:
Прессы гидравлические для изготовления деталей из резины и пластмасс
ДЕ2428, ДГ2428
ДЕ2430, ДГ2430
ДГ2432, ДЕ2432
ДГ2434, ДЕ2434
ДГ2436, ДЕ2436
Номинальное усилие пресса, кН
630
1000
1600
2500
4000
Наибольший ход ползуна, мм:
500
500
560
710
800
Максимальное расстояние между столом и ползуном, мм
800
800
900
1250
140
Прессы гидравлические одностоечные для правильно запрессованных работ
П6320Б
П6324Б
П6326Б
П6328Б
ПБ6330
П6332Б
ПБ6334
Номинальное усилие пресса, кН
100
250
400
630
1000
1600
2500
Наибольший ход ползуна, мм:
400
500
500
500
500
500
500
Максимальное расстояние между столом и ползуном, мм
600
710
710
710
800
750
800
Почему именно гидравлика? Основные преимущества гидропривода перед всем другими, это:
Линейное нарастание и равномерное усилие пресса.
Механические прессы, создают усилие за счёт эксцентрикового механизма, преобразующего вращательное движение в возвратно-поступательное, или рычажного механизма известного ещё со времён древней Греции. У эксцентрикового привода и рычажного пресса, часто используемого для правильно запрессованных работ на небольших предприятиях и в гаражах, имеется явно выраженное изменение усилия на всём протяжении рабочего хода. Особенно опасны рывки, когда преодолев силу трения покоя деталь смещается, сила действующая на неё падает и вновь за счёт силы трения она стопорится, что при многократном повторении сопровождается характерным скрежетом. Фактически возникает не что иное, как ударные нагрузки, которых всеми силами пытаются избежать при запрессовке подшипников и на других ответственных операциях.
Гидравлический пресс лишён этого недостатка, за счёт способности поддерживать равномерное усилие на всём протяжении рабочего хода.
Длительная экспозиция с поддержанием рабочего давления по всей площади проекции заготовки.
Для вулканизации резиновых смесей, полимеризации и активации термоэластопластов, очень важна длительность выдержки формы под давлением, с минимальным потреблением электроэнергии. Гидравлический пресс в данном случае является устройством выбора. После достижения необходимого давления и объёма масла в гидроцилиндре, за счёт обратного клапана давление будет удерживаться длительное время вообще без приложения внешнего усилия.
Долговечность и надёжность гидравлики
В гидравлических приводах поступательного движения, таких как гидроцилиндр плунжерного типа, в отличии от механических приводов, например кривошипных механизмов, при штатных условиях работы, практически не происходит износа. Можно сказать, что гидравлические системы не изнашиваются вовсе, несмотря на минимальные допуски и высокие требования к обработке поверхности плунжера. Причина в том, что усилие передаётся гидравлической жидкостью имеющей нулевой показатель твёрдости, а не равным по твёрдости узлом.
Даже сальники и прокладки из современных материалов не нуждаются в столь частой замене как было ещё несколько лет назад. Применение фторкаучуков придают уплотнительным элементам невероятную стойкость и долговечность.
К сожалению всё меняется при выходе пресса за пределы штатных режимов работы. В первую очередь страдает привод, в насосе при превышении давления выше расчётного возникает такое явление как кавитация, т.е. схлопывание пузырьков растворённого газа с выделением колоссальной энергии. Кавитация способна за несколько минут тотально вывести систему из строя. Работа на запредельных режимах всегда приводит к увеличению температуры гидравлической жидкости, жидкость окисляется и теряет свои свойства. По статистике 70% отказов гидравлических систем случаются из-за состояния масла (гидравлической жидкости).
Для надёжной работы гидравлического оборудования, всегда необходимо подбирать пресс так, чтобы его режим работы соответствовал расчётным, предусмотреным заводом изготовителем.
Машиностроительное Предприятие ПромСтройМаш выпускает всю линейку гидравлических прессов. Наши специалисты всегда готовы оказать помощь по подобру гидравлического пресса удовлетворяющего требованиям предъявляемых заказчиком.
Отчет о рынке гидравлических прессов Российской Федерации за 2023 год
Загрузка…
Магазин → Машины и оборудование
→ Металлообрабатывающее оборудование и станки
→ Гидравлические прессы для обработки металла
Последнее обновление отчета: 1 апреля 2023 г.
Российская Федерация. Гидравлические прессы для обработки металлов.0010
Российский рынок гидравлических прессов в 2021 году вырос до X долларов, увеличившись на 78% по сравнению с предыдущим годом. В целом потребление по-прежнему демонстрирует относительно ровную тенденцию. В результате потребление достигло пикового уровня $X. С 2015 по 2021 год рост рынка оставался на более низком уровне.
Производство гидравлических прессов в Российской Федерации
В стоимостном выражении производство гидравлических прессов в 2021 году составило X долларов США в экспортной цене. За рассматриваемый период в производстве произошел резкий спад. Самый заметный темп роста был зафиксирован в 2019 году.с ростом 99%. Производство гидравлических прессов достигло X долларов в 2015 году; однако с 2016 по 2021 год производство не набрало обороты.
Гидравлические прессы Экспорт
Экспорт из Российской Федерации
В 2021 году зарубежные поставки гидравлических прессов для обработки металла выросли на 28% до Х единиц, увеличившись третий год подряд после двух лет спада. В целом, экспорт по-прежнему демонстрирует заметный рост. Наиболее заметные темпы роста были зафиксированы в 2016 году, когда экспорт увеличился на 221% по сравнению с предыдущим годом. В результате экспорт достиг пика в X единиц. С 2017 по 2021 год рост экспорта оставался на более низком уровне.
В стоимостном выражении экспорт гидравлических прессов заметно увеличился до X долларов в 2021 году. Однако за рассматриваемый период экспорт несколько сократился. Темпы роста были самыми быстрыми в 2016 году с увеличением на 250%. В результате экспорт достиг пика в $X. С 2017 по 2021 год рост экспорта оставался на несколько более низком уровне.
Экспорт по странам
Казахстан (X шт.), Беларусь (X шт.) и Армения (X шт.) были основными направлениями экспорта гидравлических прессов из России, с общим объемом 89% доли от общего объема экспорта.
С 2012 по 2021 год наибольший рост наблюдался в Армении (СГТР +72,6%), в то время как поставки для других лидеров росли более скромными темпами.
В стоимостном выражении крупнейшими рынками сбыта гидравлических прессов, экспортируемых из России, были Беларусь (X долларов), Алжир (X долларов) и Казахстан (X долларов), с общей долей 69% от общего объема экспорта. Несколько отстали Бангладеш, Армения, Узбекистан, Индия и Азербайджан, на которые вместе приходится еще 20%.
Среди основных стран назначения Бангладеш со среднегодовым темпом роста +158,1% продемонстрировал самые высокие темпы роста стоимости экспорта за рассматриваемый период, в то время как поставки для других лидеров показали более скромные темпы роста.
Экспортные цены по странам
Средняя экспортная цена гидравлического пресса в 2021 году составила X долларов за единицу, снизившись на -14,4% по сравнению с предыдущим годом. В целом экспортная цена резко упала. Темпы роста оказались самыми быстрыми в 2014 году, когда средняя экспортная цена увеличилась на 13% по сравнению с предыдущим годом. В результате экспортная цена достигла пикового уровня в X долларов за единицу. С 2015 по 2021 год средние экспортные цены оставались на более низком уровне.
Существовали значительные различия в средних ценах на основных экспортных рынках. В 2021 году страной с самой высокой ценой был Алжир (X долларов за единицу), а средняя цена экспорта в Казахстан (X долларов за единицу) была одной из самых низких.
С 2012 по 2021 год наиболее заметные темпы роста цен были зафиксированы для поставок в Бангладеш (+73,8%), в то время как цены на другие основные направления росли более скромными темпами.
Гидравлический пресс Импорт
Импорт в Российскую Федерацию
В 2021 году закупки гидравлических прессов для обработки металла за рубежом наконец-то выросли и после двухлетнего спада достигли Х единиц. За рассматриваемый период импорт несколько увеличился. Темпы роста оказались самыми быстрыми в 2017 году, увеличившись на 135%. За рассматриваемый период импорт достиг максимума в X единиц в 2014 г.; однако с 2015 по 2021 год импорт не смог восстановиться.
В стоимостном выражении импорт гидравлических прессов вырос до X долларов в 2021 году. Однако в целом импорт продолжает демонстрировать заметное сокращение. Наиболее заметные темпы роста были зафиксированы в 2014 году, увеличившись на 103% по сравнению с предыдущим годом. В результате импорт достиг пика в $X. С 2015 по 2021 год рост импорта оставался на более низком уровне.
Импорт по странам
В 2021 году Китай (X единиц) был крупнейшим поставщиком гидравлических прессов в Россию с долей 87% в общем объеме импорта. За ней следует Италия (X единиц) с долей 2,6% в общем объеме импорта. Третье место в этом рейтинге заняла Беларусь (Х единиц) с долей 2,3%.
С 2012 по 2021 год среднегодовые темпы роста объемов поставок из Китая составляли +3,0%. Остальные страны-поставщики зафиксировали следующие среднегодовые темпы роста импорта: Италия (-12,7% в год) и Беларусь (+97,9% в год).
В стоимостном выражении Китай ($X) был крупнейшим поставщиком гидравлических прессов в Россию, на долю которого пришлось 44% всего импорта. Вторую позицию в рейтинге заняла Италия ($X) с долей 18% в общем объеме импорта. За ней следует Испания с долей 3,9%.
С 2012 по 2021 год среднегодовые темпы роста в стоимостном выражении из Китая составляли +8,2%. Остальные страны-поставщики зафиксировали следующие среднегодовые темпы роста импорта: Италия (-4,7% в год) и Испания (+7,2% в год).
Импортные цены по странам
Средняя цена импорта гидравлических прессов в 2021 году составила X долларов за единицу, со снижением на -13,2% по сравнению с предыдущим годом. В целом цены на импорт заметно снизились. Темпы роста оказались самыми быстрыми в 2020 году, увеличившись на 32% по сравнению с предыдущим годом. За рассматриваемый период средние импортные цены достигли пикового значения в $X за единицу в 2012 г. ; однако с 2013 по 2021 год цены на импорт были несколько ниже.
Существовали значительные различия в средних ценах между основными странами-поставщиками. В 2021 году страной с самой высокой ценой была Италия (X долларов за единицу), а цена в Китае (X долларов за единицу) была одной из самых низких.
С 2012 по 2021 год наиболее заметные темпы роста цен были достигнуты в Италии (+9,1%), в то время как цены других крупных поставщиков росли более скромными темпами.
Источник: IndexBox Market Intelligence Platform
Базовый год
Исторический период
Период прогноза
шт.
шт.
2022
2012-2022
2023-2030
долл. США, тонн
Часто задаваемые вопросы (FAQ):
Странами с самыми высокими объемами потребления в 2021 году были Финляндия, Китай и США, на долю которых в общемировом потреблении приходилось 33%.
Китай остается крупнейшим производителем гидравлических прессов в мире, на его долю приходится 49% от общего объема. Более того, производство гидравлических прессов в Китае в пять раз превысило показатели второго по величине производителя, Финляндии. Индия заняла третье место по общему объему производства с долей 5,3%.
В стоимостном выражении Китай был крупнейшим поставщиком гидравлических прессов в Россию, на долю которого пришлось 44% всего импорта. Вторую позицию в рейтинге заняла Италия с долей 18% в общем объеме импорта. За ней следует Испания с показателем 3,9.% делиться.
В стоимостном выражении Беларусь, Алжир и Казахстан составляли крупнейшие рынки сбыта гидравлических прессов, экспортируемых из России, с общей долей 69% от общего объема экспорта. Несколько отстали Бангладеш, Армения, Узбекистан, Индия и Азербайджан, на которые вместе приходится еще 20%.
В 2021 году средняя экспортная цена гидравлического пресса составила $1841 за единицу, что на -14,4% меньше, чем в предыдущем году.
Средняя цена импорта гидравлических прессов составила $1,912 на единицу в 2021 году, что на -13,2% меньше, чем в предыдущем году.
В данном отчете представлен подробный анализ рынка гидравлических прессов в Российской Федерации. В нем вы найдете последние данные о рыночных тенденциях и возможностях по странам, динамике потребления, производства и цен, а также о мировой торговле (импорт и экспорт). Прогноз показывает перспективы рынка до 2030 года.
Ассортимент продукции:
• Продком 28413350 — Прессы гидравлические для обработки металла
Охват стран:
• Россия
Охват данных:
• Объем и стоимость рынка
• Потребление на душу населения
• Прогноз динамики рынка в среднесрочной перспективе
• Торговля (экспорт и импорт) Российская Федерация
• Экспортные и импортные цены
• Тенденции рынка, движущие силы и ограничения
• Ключевые игроки рынка и их характеристики
Причины купить этот отчет:
• Воспользуйтесь последними данными
• Получите более глубокое понимание текущих событий на рынке
• Узнайте жизненно важные факторы успеха, влияющие на рынок
Этот отчет предназначен для производителей, дистрибьюторов, импортеров и оптовиков, а также для инвесторов, консультанты и советники.
В этом отчете вы найдете информацию, которая поможет вам принимать обоснованные решения по следующим вопросам:
1. Как диверсифицировать свой бизнес и извлечь выгоду из новых рыночных возможностей
2. Как загрузить простаивающие производственные мощности
3. Как увеличить продажи на зарубежных рынках
4. Как увеличить размер прибыли
5. Как сделать вашу цепочку поставок более устойчивой
6. Как снизить затраты на производство и цепочку поставок
7. Как перевести производство в другие страны
8. Как подготовить свой бизнес к глобальной экспансии
Проводя это исследование, мы объединяем накопленный опыт наших аналитиков и возможности искусственный интеллект. Платформа на основе искусственного интеллекта, разработанная нашими специалистами по данным, представляет собой ключевой рабочий инструмент для бизнес-аналитиков, позволяющий им находить глубокие идеи и идеи из маркетинговых данных.
1. ВВЕДЕНИЕ
Принятие решений на основе данных для развития вашего бизнеса
1. 1
ОПИСАНИЕ ОТЧЕТА
1.2
МЕТОДОЛОГИЯ ИССЛЕДОВАНИЯ И ПЛАТФОРМА ИИ 9 0002 9 003RM 0003
РЕШЕНИЯ ДЛЯ ВАШЕГО БИЗНЕСА НА ОСНОВЕ ДАННЫХ
1.4
ОПИСАНИЕ ОТЧЕТА
2. РЕЗЮМЕ
Краткий обзор эффективности рынка
2.1
ОСНОВНЫЕ ВЫВОДЫ
2.2
РЫНОЧНЫЕ ТЕНДЕНЦИИ
Эта глава доступна только для версии Professional.
ПРО
3. ОБЗОР РЫНКА
Понимание текущего состояния рынка и его перспектив
3.1
ОБЪЕМ РЫНКА
3.2
СТРУКТУРА РЫНКА
9003 2 ТОРГОВЫЙ БАЛАНС
3,4
ПОТРЕБЛЕНИЕ НА ДУШУ НА ДУШУ
3,5
ПРОГНОЗ РЫНКА ДО 2030 ГОДА
4. САМЫЙ ПЕРСПЕКТИВНЫЙ ПРОДУКТ
Поиск новых продуктов для диверсификации вашего бизнеса
Эта глава доступна только для версии Professional Edition ПРО
4. 1
ЛУЧШИЕ ПРОДУКТЫ ДЛЯ ДИВЕРСИФИКАЦИИ ВАШЕГО БИЗНЕСА
4.2
ЛУЧШИЕ ПРОДАЖИ
4.3
НАИБОЛЕЕ ПОТРЕБЛЯЕМЫЕ ПРОДУКТЫ 90 0 30029
9
3 0002 САМЫЙ ПРОДАВАЕМЫЙ ПРОДУКТ
4.5
САМЫЙ ПРИБЫЛЬНЫЙ ПРОДУКТ НА ЭКСПОРТ
5. НАИБОЛЕЕ ПЕРСПЕКТИВНЫЕ СТРАНЫ-ПОСТАВЩИКИ
Выбор лучших стран для создания вашей устойчивой цепочки поставок
Эта глава доступна только для Профессиональной версии ПРО
5.1
ОСНОВНЫЕ СТРАНЫ ДЛЯ ПОСТАВЩИКОВ ВАШЕЙ ПРОДУКЦИИ
5.2
ОСНОВНЫЕ СТРАНЫ-ПРОИЗВОДИТЕЛИ
5.3
ОСНОВНЫЕ СТРАНЫ-ЭКСПОРТЕРЫ 900 03
900 2 СТРАНЫ-ЭКСПОРТЕРЫ С НИЗКОЙ СТОИМОСТЬЮ
6. НАИБОЛЕЕ ПЕРСПЕКТИВНЫЕ ЗАРУБЕЖНЫЕ РЫНКИ
Выбор лучшего Страны для увеличения экспорта
Эта глава доступна только для Профессиональной версии PRO
6.1
ОСНОВНЫЕ ЗАРУБЕЖНЫЕ РЫНКИ ДЛЯ ЭКСПОРТА ВАШЕЙ ПРОДУКЦИИ
6.2
ОСНОВНЫЕ ПОТРЕБИТЕЛЬСКИЕ РЫНКИ
6. 3
НЕНАСЫЩЕННЫЕ РЫНКИ
6.4
ОСНОВНЫЕ РЫНКИ-ИМПОРТНЫЕ
0 0 PROOST 0 6.5002 0 FITABLE РЫНКИ
7. ПРОИЗВОДСТВО
Последние тенденции и понимание отрасли
7.1
ОБЪЕМ И СТОИМОСТЬ ПРОИЗВОДСТВА
8. ИМПОРТ
Крупнейшие страны-поставщики импорта
8.1
ИМПОРТ В 2012–2022 ГГ.
8.2
ИМПОРТ ПО СТРАНАМ
8.3
ИМПОРТ ЦЕНЫ ПО СТРАНАМ
9. ЭКСПОРТ
Крупнейшие направления экспорта
9.2
ЭКСПОРТ ПО СТРАНАМ
9.3
ЭКСПОРТ ЦЕНЫ ПО СТРАНАМ
10. ПРОФИЛИ ОСНОВНЫХ ПРОИЗВОДИТЕЛЕЙ
Крупнейшие производители на рынке и их характеристики
Эта глава доступна только для Профессиональной версии ПРО
СПИСОК ТАБЛИЦ
Таблица 1:
Ключевые выводы в 2022 году
Таблица 2:
Объем рынка в натуральном выражении, 2012–2022 годы
Стоимость рынка 2: 902 2
0003
Таблица 4 :
Потребление на душу населения в 2007–2022 годах
Таблица 5:
Импорт в натуральном выражении по странам, 2012–2022 годы
Таблица 6:
Импорт в стоимостном выражении по странам, 2012–2002 годы Таблица 7:
Импортные цены по странам происхождения, 2012–2022 гг.
Таблица 8:
Экспорт в натуральном выражении по странам, 2012–2022 гг.
Таблица 9:
Экспорт в стоимостном выражении по странам, 2012–2022 гг. Направления, 2012–2022
СПИСОК ЦИФРОВ
Рисунок 1:
Объем рынка в натуральном выражении, 2012–2022 годы
Рисунок 2:
Рыночная стоимость, 2012–2022 годы
0 Рисунок 3:
3
3 0002 Структура рынка – Внутреннее предложение по сравнению с импортом в натуральном выражении, 2007–2022 гг.
Рисунок 4:
Структура рынка – внутреннее предложение по сравнению с импортом в стоимостном выражении, 2007-2022 гг.
Рисунок 5:
Торговый баланс в натуральном выражении, 2007-2022 гг. В стоимостном выражении, 2007–2022 гг.
Рисунок 7:
Потребление на душу населения, 2007–2022 гг. 02 Рисунок 10:
Продукты: среднедушевое потребление, по типам
Рисунок 11:
Товары: экспорт и рост, по типам
Рисунок 12:
Товары: экспортные цены и рост, по типам
Рисунок 13:
Объем производства И рост
Рисунок 14:
Экспорт и рост
Рисунок 15:
Экспортные цены и рост
Рисунок 16:
Размер рынка и рост
Капитализация Рисунок 17:
3
Рисунок 18:
Импорт и рост
Рисунок 19:
Цены на импорт
Рисунок 20:
Производство в натуральном выражении, 2012–2022 гг. , 2012– 2022
Рисунок 22:
Импорт в натуральном выражении, 2012–2022 годы
Рисунок 23:
Импорт в стоимостном выражении, 2012–2022 годы
Рисунок 24: Импорт 2 в натуральном выражении20
Рис. 25:
Импорт в натуральном выражении по странам, 2012–2022 годы
Рисунок 26:
Импорт в стоимостном выражении по странам, 2012–2022 годы 2022
Рисунок 28:
Экспорт в натуральном выражении, 2012–2022 гг.
Рисунок 29:
Экспорт в стоимостном выражении, 2012–2022 гг.
Рисунок 31:
Экспорт в натуральном выражении по странам, 2012–2022 гг.
Рисунок 32:
Экспорт в стоимостном выражении по странам, 2012–2022 годы
Рисунок 33:
Экспортные цены по странам назначения, 2012–2022 годы
Вебинар: Декарбонизация и ваша бизнес-стратегия — шаги и практика
Вебинар: Декарбонизация и ваша бизнес-стратегия: шаги и практика
Присоединяйтесь к нам в нашей последней серии вебинаров, чтобы получить информацию от отраслевых экспертов и принять участие в продуктивном обсуждении!
вторник, 25 января 2022 г. , 16:00 по восточноевропейскому времени
Веб-семинар: глобальный рынок металлических резервуаров: статистика, тенденции и перспективы
Вебинар: Мировой рынок металлических резервуаров — статистика, тенденции и перспективы
Присоединяйтесь к нашему веб-семинару, чтобы получить представление о мировом рынке металлических резервуаров.
Четверг, 15 апреля 2021 г., 16:00 по восточноевропейскому времени
Веб-семинар: решение проблем охлаждения в нефтегазовой отрасли — технологические инновации для устойчивого развития
Веб-семинар: решение проблем охлаждения в нефтегазовой отрасли — технологические инновации для устойчивого развития
Присоединяйтесь к нашему веб-семинару в прямом эфире, чтобы узнать об инновациях в области охлаждения в нефтегазовой отрасли.
Понедельник, 2 ноября 2020 г., 16:00 по восточноевропейскому времени
• • •
Список импортеров и покупателей гидравлических прессов в России
Список импортеров и покупателей гидравлических прессов в России | Каталог импортеров гидравлических прессов в Россию
Расписание A Демонстрация
Импортер
Экспортер
Торговые данные
Тенденции рынка
Посмотреть все
Бангладеш
Ботсвана
Бразилия
Колумбия
Эквадор
Эфиопия
Казахстан
Кения
Мексика
Нигерия
Парагвай
Россия
Турция
Украина
США
Узбекистан
Вьетнам
Еще
Список импортеров гидравлических прессов в Россия
Просмотр отгрузок
ООО «Сакми Москва»
Импортер России
Маностат — регулятор давления автоматического управления гидравлическими маслопрессами, применяемыми в оборудовании для производства керамических изделий, масса брутто с частью поддона-7. 111кг:
Просмотреть Отгрузки
ООО «Тульский Сейф»
Импортер России
Инструмент для пробивки (обработки) металлов, штампы по металлу, предназначен для установки на прессы гидравлические, материал изготовления — сталь, способ изготовления — литье/фрезерование/ мех.обработка/сборка
Просмотр отгрузок
ОАО «Среднеуральский медеплавильный завод»
Импортер России
Детали фильтр-пресса модели псех-1500/16 фильтровального для пульпы (переработка жидкокислотной среды) сернокислотного завода:. комплект уплотнений главного гидроцилиндра / комплект уплотнений главного д/цилиндра — 1 шт., поддон для фильтр-пресса: 9 шт.0003
Просмотреть отгрузки
ООО «СИНТЕЖИМТРЕЙД»
Импортер России
Масла гидравлические минеральные предназначены для использования в гидравлических устройствах с гидростатическим насосом (гидронасос, гидромотор гидростроительной техники, экскаваторов, подъемников, станков, прессов), работает на
Просмотреть отгрузки
ООО «МТ1»
Импортер России
Профили из непористой резины для герметизации зазоров насосов и гидравлических прессов от пыли и влаги 180 шт. всего:
Просмотр отгрузок
«Фирма «Ренолит»
Импортер России
Стальной фланец крепления пневмоцилиндра к верхним или нижним пазовым штампам, способ изготовления — ковка с последующей доработкой на металлорежущих станках, предна. гидравлические, кривошипные прессы б/у в обработке тонколили
Посмотреть отгрузки
ООО «СТАРИОН РУС»
Импортер России
Запасные части к гидравлическому прессу. Машина для прессования передней крышки используется для гидравлических прессов. производится фрезерованием. передняя крышка
Просмотр отгрузок
ООО «ЛМТ РУС»
Импортер России
Металлоизделия резьбовые гидравлические штамповочные прессы кондукторы (не военные)
Просмотреть Отгрузки
ООО «ДЖЕТ СНАБ»
Импортер России
Рукав гидравлический из полимерного материала, не армированный фитингами для гидравлических штамповочных прессов Координата: 0349300 Рукав бф6,3 а05/а05-600-1шт, «рукав 0349297 а05/а05-58″ 1шт» 0349299 шланг бф6,3 а05/а05-550″ 1шт,
Просмотр отгрузок
ЗАО «ЛАБОРАТОРНЫЙ ОТДЕЛ»
Импортер России
Литые изделия из чугуна или стали парные стальные пластины со сквозным каналом для нагревательных элементов и каналами охлаждения для гидравлических прессов резчика
1 2 3 4 5 6 7 СледующийПоследний
Вы искали активных покупателей и импортеров гидравлических прессов в России.
Практические Гаражные Средства Для Парковки 💡 Дизайн интерьера | RU.HomeInteriorz.com
Теннисный мяч
Парковка
Знак СТОП
Поддержка парковки лазером
Настенный бампер
Сделать парковку проще
У вас есть небольшой гараж, большой автомобиль, новый водитель, или, может быть, вы хронически спешите? Если кто-то из них правдивый, возможно, вы либо наткнулись на стену, либо намотали бампер с дверью гаража, когда он упал. Оба разочаровывают и вызывают дополнительные, ненужные ремонтные работы. Эти помощники по парковке недороги и просты в установке, все это избавит вас от головной боли в будущем.
Теннисный мяч
Начните с наименее дорогостоящего варианта: теннисный мяч, который висит от потолка. Потяните свой автомобиль в безопасное место, выполните измерения (от передней части гаража до точки контакта на ветровом стекле, от боковой стенки до точки контакта на лобовом стекле) и вытащите свой автомобиль обратно. Установите крючок для глаз в потолок от ваших измерений и повесьте веревку с прикрепленным теннисным мячиком, оставьте еще немного, чтобы вы могли вносить коррективы, когда мяч находится на месте, и вуаля, помощь в парковке!
Парковка
Вероятно, одним из самых простых в установке является «Парковка». Этот продукт поставляется с двухсторонней лентой, но мы все знаем, что это обычно не долгосрочное решение для многих вещей, поэтому, если у вас есть незапечатанный бетон или действительно хотите, чтобы ваша цель не двигалась, строительный клей будет делать трюк, Потяните свой автомобиль в безопасное место, отметьте место на полу, где ваша передняя шина ударит, отступите и прикрепите ее к своему новому дому. Довольно низкотехнологичный и простой, но отлично работает.
Знак СТОП
Существует множество версий знака остановки гаража, но многие из них имеют смешанные отзывы. Поверхность этого заключается в отсутствии установки: просто отбросьте ее на место. Недостатком является то, что некоторые рецензенты говорят, что они нестабильны, и они падают, делая их бесполезными, но это может быть вызвано ошибкой пользователя. Отличный продукт, если вы находитесь в арендованном доме, который не позволяет постоянно прикрепляться к потолку или полу.
Поддержка парковки лазером
Для гаджетов-гиков есть Лазерная система парковки. Существует почти неограниченный выбор для лазерной парковки, но что удивительно в некоторых из них, так это то, что они работают с вашей системой открывания гаража. Хотя для большинства из них вам не нужно открывать автомат для гаражных ворот, это хорошая функция, если ваш открыватель гаражных ворот более новый. Системы работают, указывая лазерный луч с потолка вашего гаража на датчик, который прикреплен к вашей приборной панели или направляет яркий лазерный луч в место, которое вы определяете, — это ваше безопасное место для парковки. Большинство систем не обязательно должны быть подключены к сети, но им необходим доступ к розетке.
Настенный бампер
Настенный бампер — это меньше средств для парковки, более того, вы можете сохранить свой автомобиль или дверь на гаражной стене. Вы можете использовать его, чтобы помочь парку, если хотите оценить, позволяя вашему зеркалу выровняться по краю, но это не так точно, как некоторые другие параметры. Для тех супер гаражей, которые оставляют мало места, чтобы открыть вашу дверь и выскочить сбоку, это отличный маленький продукт. Откройте свою дверь на резиновой стойке, вместо того, чтобы делать непрерывные звонки в гипсокартоне или царапать край двери вашего автомобиля. Достаточно простые для установки, некоторые требуют винтов, у некоторых — двусторонняя лента.
Сделать парковку проще
Не всем нужна помощь в стоянке в гараже, но если у вас есть новый водитель в доме, более крупный автомобиль или ваш гараж немного затянуты на месте, почему бы не взять легкий маршрут и сделать парковку немного легче?
Видео инструкция: Парковка в гараж.
Практическое руководство.
характеристики, фото и отзывы покупателей
1 193 – 1 204 ₽
Товар сейчас не доступен, посмотрите похожие
Перейти в магазин
Товар больше не продаётся, посмотрите похожие
Ссылка скопирована, поделитесь ею
Или отправьте через соцсети
Данный товар сейчас не доступен, но есть аналогичные и похожие
Цена выросла на 206 ₽
Дороже средней, значительно
Продавец надежный – 85%
Выше среднего, можно покупать, Tool Go go go! Store
На площадке более 3 лет
Высокий общий рейтинг (1630)
Покупатели довольны общением
Товары соответствуют описанию
Быстро отправляет товары
6. 1% покупателей остались недовольны за последние 3 месяца
Цены у других продавцов от 593.78 ₽
1 455 ₽
BP-01 двухконцевой парковочный лазерный прибор для фиксации потолка гаража автомобиля
1оценка
0заказов
Надежность – 15%
Продавец Fossi Tool Store
В магазинПерейти в магазин
1 378 ₽
Двойной лазерный парковочный прибор, прибор для установки на потолок автомобиля
5оценок
5заказов
Надежность – 68%
Продавец Newswan Tool & Instrument 03 Store
В магазинПерейти в магазин
1 591 ₽
BP-01 двухконцевой парковочный лазерный прибор для фиксации потолка гаража автомобиля
0оценок
1заказ
Надежность – 0%
Продавец China Tool & Instrument Store
В магазинПерейти в магазин
Найдено 45 похожих товаров
1 547 ₽
Двойной лазерный парковочный прибор для фиксации потолка автомобильного гаража, идеальное расположение
0
0
Надёжность продавца 76%
-4
%
Неполные данные
746. 59 ₽
Zr-g88 обновление, двойная система помощи при парковке гаража, датчик парковки для обеспечения безопасности автомобилей
1
1
Надёжность продавца 0%
-0.7
%
1 582 – 1 752 ₽
Автомобильная парковочная система с двойным движением
4
7
Надёжность продавца 43%
-5
%
Неполные данные
1 441 ₽
Автомобильные датчики парковки руководство гаражный датчик парковки помочь на 2-портный dual лазерная гараж помощи автоматически направляющий упор светильник системы европейского и американского стандартов
0
0
Надёжность продавца 0%
-10
%
1 351 ₽
Laser parking meter car garage ceiling location positioning correction parking sensor aid monitor system bp-01 double-end
3
17
Надёжность продавца 15%
405. 06 ₽
Новинка, прочный фонарь для плазменной резки, направляющее колесо с роликом (два позиционирование винтов), прямая поставка
1
0
Надёжность продавца 89%
-8
%
2 458 ₽
Подъемник для велосипеда, система шкива, подвесная витрина для велосипеда, стойка для парковки для гаража, потолочное хранилище с крючком, веревка, инструмент для велоспорта
0
0
Надёжность продавца 85%
-16
%
1 455 ₽
Bp-01-d одноголовый парковочный прибор лазерный фиксирующий автомобильный стеллаж для хранения под потолком идеально подходит для позиционирования местоположения
Деформируемый потолочный светодиодный светильник для гаража, складной трехстворчатый светильник для дома, склада, мастерской, ac85-265v прямая поставка
0
0
Надёжность продавца 61%
-0.5
%
2 718 – 2 722 ₽
Автомобильный парктроник, дисплей с подсветкой, светодиодный датчик парковки, 8 обратный датчик s, резервный радар для парковки автомобиля, монитор, система детектора
2
2
Надёжность продавца 89%
-36
%
174. 91 ₽
Опт прямая поставка пульт дистанционного управления contorller замена для zgemma star s/2 s/h2/h3 спутниковый приемник комбо приемник f42d
2
2
Надёжность продавца 89%
-1
%
1 263 ₽
Mayitr 1 шт. двойной лазерный парковочный датчик, направляющая система парковки, гараж, обратный датчик, штепсельная вилка eu/us для системы автомобильной сигнализации s
1
3
Надёжность продавца 89%
-24
%
225.54 ₽
Поплавковый выключатель из нержавеющей стали с прямым углом и вертикальной головкой, датчик уровня жидкости, резервуар для воды, j6pd, оптовая продажа, прямая поставка
1
1
Надёжность продавца 85%
-5
%
636. 12 ₽
Светящиеся автомобильные наклейки для временной парковки, 1 шт., автомобильные воздушные наклейки для номера телефона, парковочные таблички, автомобильные аксессуары, прямая поставка
1
0
Надёжность продавца 61%
-8
%
1 210 ₽
Оптовая продажа, двойной аналоговый измеритель vu панель усилителя, измеритель уровня звука, дб, с подсветкой, прямая поставка
2
2
Надёжность продавца 85%
1 404 ₽
Rm660 цифровой прибор для измерения толщины покрытия краски автомобиля измеритель толщины покрытия 0-1,25 мм оптовая продажа прямая поставка
1
1
Надёжность продавца 85%
-1
%
1 379 ₽
5-дюймовый жк-экран монитор на присоске автомобильная камера заднего вида для парковки прямая поставка
0
0
Надёжность продавца 72%
1 211 ₽
Парктроник с датчиком парковки для автомобиля, 4 датчика s 22 мм с зуммером, система обратного резервного радара
0
0
Надёжность продавца 55%
Неполные данные
2 746 ₽
Транспортное средство напольный фиксатор панцирного плетения гараж автомобиля напольный фиксатор для парковки безопасность бордюры авто колесо направляющего блока для автомобиля грузовика фургона парк
0
1
Надёжность продавца 0%
3 932 ₽
Детектор утечки воды, электронный стетоскоп для диагностики уровня шума автомобиля, прямая поставка
0
1
Надёжность продавца 85%
292. 75 ₽
Автомобильный универсальный пульт дистанционного управления на рулевое колесо для автомобиля cd dvd vcd прямая поставка
2
1
Надёжность продавца 89%
-24
%
Неполные данные
717.13 ₽
Датчик давления в шинах, измеритель давления в шинах для автомобиля, велосипеда, прямая поставка
0
1
Надёжность продавца 0%
-3
%
4 142 – 5 799 ₽
Зеркало-видеорегистратор, 1080p, с двойным объективом, 24 часовым мониторингом парковки, авторегистратор с камерой внутри автомобиля
2
1
Надёжность продавца 72%
-14
%
241. 19 ₽
Набор ступенчатых сверл с шестигранным углублением, 1/4 дюйма, для карманных сверл kreg, направляющая для сверления отверстий, 3/8 дюйма, новинка, прямая поставка
0
0
Надёжность продавца 85%
1 036 ₽
Парктроник с датчиком парковки для автомобиля, 4 датчика s 22 мм с зуммером, система обратного резервного радара
0
0
Надёжность продавца 61%
-27
%
971.22 ₽
Цифровой компрессионный тестер для газового двигателя, набор инструментов, манометр для автомобиля и мотоцикла с адаптером, прямая поставка
1
1
Надёжность продавца 85%
278.02 ₽
24-контактный видеовход переключатель для камеры заднего хода для парковки автомобиля rca адаптер линия для renault прямая поставка
0
0
Надёжность продавца 72%
381. 12 ₽
Цифровой вольтметр, амперметр постоянного тока, 100 в, 10 а, измеритель тока, светодиодный блок питания красного и синего цвета с двойным дисплеем, оптовая продажа и прямая поставка
0
0
Надёжность продавца 89%
996.07 – 1 014 ₽
Автомобильное зарядное устройство с двумя usb-портами, 12 в, светодиодный вольтметр, 4,8 а, адаптер питания для смартфона nissan d21 20, прямая поставка
0
0
Надёжность продавца 68%
2 888 ₽
Тестер аккумулятора 311b 12 в, анализатор 100-2000 cca для быстрого запуска автомобиля, тестер аккумулятора, прямая поставка
1
1
Надёжность продавца 85%
-10
%
2 092 ₽
Ручной тормозной спускной аппарат, тестер, набор, вакуумный насос, инструмент для автомобиля, мотоцикла, гаража r06, оптовая продажа и прямая поставка
1
2
Надёжность продавца 89%
-8
%
69. 96 ₽
Разъем-адаптер rp sma для печатной платы с креплением на кромку, оптовая продажа, прямая поставка
1
0
Надёжность продавца 89%
-13
%
262.37 – 280.78 ₽
Прямая оптовая продажа, адаптер с водяным охлаждением для газа, быстроразъемный фитинг для сварофонарь tig + штепсельная вилка 8 мм, прямая поставка
1
1
Надёжность продавца 85%
1 013 – 1 213 ₽
Leepee авто детектор для автомобиля светодиодный парковка сенсор парктроник с 4 сенсор s универсальный автомобильный обратный резервный радар парковки мониторы системы
0
2
Надёжность продавца 89%
-11
%
Неполные данные
3 485 ₽
Профессиональный цифровой дисплей динамометрический ключ адаптер регулируемый электронный гаечный ключ для ремонта велосипеда автомобиля 2-200 нм прямая поставка
1
1
Надёжность продавца 0%
-18
%
177. 67 ₽
Оптовая продажа, прямая поставка, защитный чехол из тпу с ремешком для jbl go 2 bluetooth
1
1
Надёжность продавца 89%
1 347 ₽
Деревообрабатывающие правила сгиба 180 мм, маркировочный наконечник для рулетки с двойной поверхностью, прямая поставка
1
1
Надёжность продавца 89%
434.52 ₽
5 шт. абразивные лезвия для резки металла, шлифовальный диск с отрезным кругом, высокая производительность, оптовая продажа, прямая поставка
0
1
Надёжность продавца 85%
1 234 ₽
Закаленное стекло с закругленными краями резак бонсай для новичков инструменты филиал ручка секатор ножницы ножи 200 мм; оптовая продажа; прямая поставка;
5
6
Надёжность продавца 85%
185. 04 ₽
16 шт./компл. универсальная m8 m10 защитная крышка с резьбой против пыли и ржавчины автомобильная гайка защитная крышка аксессуары для интерьера автомобиля прямая поставка
2
1
Надёжность продавца 85%
1 246 ₽
Резервуар для унитаза с двойным сливом, подключенный сливной клапан, аксессуары для ремонта ванной комнаты, прямая поставка
2
5
Надёжность продавца 85%
102.18 ₽
Ootdty новая надувная большая банановая игрушка для бассейна, детская игрушка, детская игрушка с фруктами, оптовая продажа, прямая поставка
1
0
Надёжность продавца 19%
363.63 ₽
Набор для ремонта лобового стекла автомобиля, инструменты для самостоятельного ремонта лобового стекла, инструмент для восстановления трещин от царапин, опт, прямая поставка
1
1
Надёжность продавца 85%
-6
%
278. 02 ₽
Набор для ремонта лобового стекла автомобиля, инструменты для самостоятельного ремонта лобового стекла, инструмент для восстановления трещин от царапин, опт, прямая поставка
1
0
Надёжность продавца 85%
1оценка
0заказов
Фото от покупателей пока нет
Характеристики товара
Название бренда: OOTDTY
Сертификация: NONE
Происхождение: Китай
Показать все
Двойной гаражный лазерный парк с батарейным питанием – Поговорите с Уилсоном
31,95 $
ЗАЩИТИТЕ ВАШЕ ИМУЩЕСТВО Вы храните садовую мебель, велосипеды или лишнее имущество в своем гараже? Там есть холодильник? Больше не нужно беспокоиться о повреждении вещей при парковке автомобиля по номеру .
Количество
Двойной гаражный лазерный парк с питанием от батареи
Всегда паркуйтесь идеально!
Ваш автомобиль или гараж больше не будут повреждены.
Хватит мять и царапать машину! Перемещайтесь по узким гаражам с помощью нашего лазерного парка PARK RIGHT® Garage. Этот высокотехнологичный продукт помогает предотвратить повреждение вашего автомобиля или гаража, направляя вас в одно и то же место каждый раз, когда вы паркуетесь.
ПРОСТОЙ В ИСПОЛЬЗОВАНИИ Лазеры активируются автоматически при обнаружении движения. Когда лазеры посветят в заранее определенное место на вашем автомобиле, вы поймете, что находитесь в нужном месте. Все, что вам нужно сделать, это заехать в свой гараж! Вы всегда будете парковаться идеально!
ИДЕАЛЬНО ПОДХОДИТ ДЛЯ ГАРАЖА ЛЮБОГО РАЗМЕРА Используйте наш лазерный парк Dual Garage Laser для двух гаражей.
ЗАЩИТИТЕ СВОЕ ИМУЩЕСТВО Вы храните садовую мебель, велосипеды или лишнее имущество в своем гараже? Там есть холодильник? Больше не нужно беспокоиться о повреждении вещей при парковке автомобиля по номеру .
НЕИНТРУЗИВНЫЙ В отличие от других парковочных средств, Garage Laser Park не свисает с потолка и не выступает внутрь вашего автомобиля космос.
ПОЧЕМУ МНЕ ЭТО ПОЛЕЗНО?
Помогает предотвратить повреждение автомобиля и гаража.
Всегда уверенно паркуйтесь.
Автоматически активируется, когда ваш автомобиль въезжает в гараж.
Простота установки. Установите и подключите.
ПРОСТАЯ УСТАНОВКА
Входящий в комплект монтажный кронштейн можно прикрепить к потолку гаража с помощью винтов или двустороннего скотча.
Лазерный модуль просто вставляется в монтажный кронштейн.
Срок службы батареи составляет примерно 6 месяцев.
Используются 3 батарейки типа АА (не входят в комплект).
Можно приобрести дополнительный адаптер переменного тока.
Модель
37110-W-RS
Вес изделия
6,6 унции
Размеры упаковки
7,5 х 4,4 х 2,2 дюйма
Артикул модели
37110-W-RS
Батареи
9009Требуется 3 3 батарейки АА.
Номер детали производителя
37110-W-RS
В комплекте
Двойной лазерный датчик помощи при парковке, адаптер переменного тока, монтажный кронштейн и крепежные детали
Talk To The Wilson LLC 10105 E. Via Linda #103 – 196 Scottsdale, AZ 85258 1-866-551-1588
*Simplicity Products™ является подразделением Talk To The Wilson LLC.
/ 30 августа 2008 г. / Автомобильное снаряжение, Дом и кухня, Безопасность / 6 комментариев
Мы используем партнерские ссылки. Если вы покупаете что-то по ссылкам на этой странице, мы можем получить комиссию бесплатно для вас. Узнать больше.
Я люблю все, что помогает мне максимизировать пространство в моем доме, особенно в тех местах, где пространство несколько ограничено, как в моем гараже. По сути, у нас есть гараж на 2-1/2 машины, но с полноразмерным седаном и минивэном, а также с моими инструментами, детскими игрушками и другими разными предметами пространство может довольно быстро стать скудным.
Ну, самая большая разница в большинстве гаражей — это размещение транспортных средств. В прошлом было реализовано множество изобретений, помогающих обеспечить безопасную и последовательную парковку транспортных средств. Теннисные мячи, подвешенные на веревке к резиновым неровностям пола, стоят в бесчисленных гаражах по всей стране. Давайте протестируем лазерную парковочную систему Garage, присланную удобными гаджетами, чтобы посмотреть, как она работает.
Технические характеристики оборудования
Размеры: 4-3/4″ x 4″ Питание от батареи 9 В (не входит в комплект) или адаптера переменного/постоянного тока Красный лазерный луч Активируется при обнаружении движения Вес: 2 фунта Номер модели: JB3800 Установка не требует проводки
Комплект поставки
Адаптер переменного тока 110 В Инструкции Лента-липучка 3 винта Блок лазерной парковки
Устройство довольно маленькое и легкое, практически помещающееся в моей руке. Упаковка адекватная и упрощенная, но ничего, что привлекло бы вас, если бы устройство стояло на полке с другими продуктами.
Инструкции, которые включены, обозначены на одном листе бумаги, что подчеркивает простоту продукта.
Первое решение, которое вам нужно принять, — хотите ли вы использовать для питания батарею 9 В или адаптер переменного тока. Я думаю, вы могли бы использовать оба, используя батарею в качестве резервной. Решающим фактором при принятии этого решения может быть близость места установки и розетки. Шнур адаптера от конца до конца имеет длину примерно 5 футов, что на самом деле не так уж и много, учитывая, что устройство будет установлено на вашем потолке.
Мне повезло, что у меня есть две розетки в пределах досягаемости от желаемого места установки, но я решил начать обзор с устройства, питающегося от 9-вольтовой батареи. Лазер активируется движением, и мне любопытно посмотреть, будет ли устройство быстро разряжать батареи.
Установка довольно проста. Я выбрал место на потолке своего гаража, примерно по центру места для парковки моего фургона, отметил три места для винтов и просверлил направляющие отверстия. После того, как пилотные отверстия были готовы, я прикрутил заднюю часть устройства к потолку гаража, а затем завершил установку, надвинув устройство на заднюю часть. Вы можете использовать липкую ленту вместо винтов, но я не думаю, что это кажется очень прочным. Установив устройство, я направил лазер на приборную панель моего фургона. Установка была простой, но потребовались электроинструмент и лестница.
Используя гаражную лазерную парковочную систему в течение нескольких недель, я заметил, что лазер очень чувствителен к изменениям, потому что очень сложно каждый раз припарковать автомобиль точно так же. Теперь отклонение справа налево, вероятно, составляет 12 дюймов, максимум, но это определенно повлияло на возможность размещения лазера в постоянном положении.
Лазер также прожевал батареи, как несколько гаджетов, которые я когда-либо видел. За три недели использования я прошел две 9батареи В. Я считаю, что активация движения лазера ответственна за чрезмерное использование батареи. Каждый раз, когда я заходил в гараж за инструментом, выбрасывал мусор или вытаскивал/въезжал другой автомобиль, активировался лазер.
Теперь я понимаю, что производитель предоставляет альтернативный источник питания через адаптер переменного тока, но разрядить две 9-вольтовые батареи за три недели недопустимо. В конце концов я подключил адаптер и не заметил разницы в производительности.
Еще один минус, который я приписываю переключателю питания системы, чувствительному к движению, касается безопасности. Когда нашего фургона не было в гараже, а наши маленькие дети были в гараже, их мгновенно привлекал красный лазер на полу. Глядя, как они позволяют лучу попасть себе в руки, глядя вверх, чтобы определить точку его возникновения, я понимаю, что им слишком легко смотреть в потолок и направлять опасный лазер прямо себе в глаза.
В заключение, мне нравится идея использования недорогого и классного гаджета вместо примитивного механизма (теннисный мяч, свисающий с потолка).
Руководство по подготовке к вводу в эксплуатации AML3015 (2021 v1.7)
Руководства к установкам лазерной резки Mitsubishi Electric
Модели eX
Руководство по предпусковой подготовке ML3015eX
Блок управления серии eX. Окна экрана ЧПУ
Автоматическая система смены паллет
ML3015eX и ML3015SR. Поиск и устранение неисправностей
ML3015eX. Стандартная комплектация и запасные части, расходные материалы, детали и принадлежности для обслуживания
ML3015eX. Руководство по эксплуатации
ML3015eX. Руководство по техническому обслуживанию
ML3015eX. Обрабатывающая головка с автоматической предварительной фокусировкой (PH-XS). Руководство по эксплуатации
ML3015eX. Магнитное устройство защиты от повреждений. Руководство по эксплуатации
ML3015eX. Автоматическая система смены паллет. Руководство по эксплуатации
Блок управления. Руководство по эксплуатации. Основное
Блок управления. Руководство по программированию
Блок управления. Окна экрана ЧПУ
Руководство по эксплуатации. Применение
Блок управления. Функция загрузки данных по сети. Руководство по эксплуатации
Модели GX-F (D-Cubes Zoomhead)
Высокоимпульсный прокол (HPP). Руководство по эксплуатации
Модуль LA. Руководство по эксплуатации
Подсистема распыления масла. Руководство по эксплуатации
Поиск и устранение неисправностей. Руководство по эксплуатации
Тонкий прокол. Руководство по эксплуатации
ML-ZH ZOOM HEAD (ZH). Руководство по эксплуатации. D-CUBES
ML3015GX Сменщик паллет. Руководство по эксплуатации
ML3015GX-F Детали привода паллет. Руководство по эксплуатации
ML3015GX-F Интеллектуальная система контроля над состоянием сопел. Руководство по эксплуатации
ML3015GX-F Поиск и устранение неисправностей. Руководство по эксплуатации
ML3015GX-F. Руководство по подготовке ввода в эксплуатацию
ML3015GX-F Руководство по техническому обслуживанию
ML3015GX-F Система обработки. Руководство по эксплуатации
ML3015GX-F Система AI ASSIST. Руководство по эксплуатации
ML3015GX-F Сменщик сопел. Руководство по эксплуатации
ML3015GX-F Стандартные принадлежности, запасные части, расходные материалы и детали для технического обслуживания. Руководство по эксплуатации
ML3015GX-F AGR-eco. Руководство по эксплуатации
LC80EF. Руководство по программированию
LC80EF. Руководство по эксплуатации. Применение
LC80EF. Экран ЧПУ. Руководство по эксплуатации
Модели SR
ML3015SR. Руководство по эксплуатации
Блок управления серии eX. Окна экрана ЧПУ
Автоматическая система смены паллет
ML3015eX и ML3015SR. Поиск и устранение неисправностей
ML3015eX. Стандартная комплектация и запасные части, расходные материалы, детали и принадлежности для обслуживания
ML3015eX. Обрабатывающая головка с автоматической предварительной фокусировкой (PH-XS). Руководство по эксплуатации
ML3015eX. Магнитное устройство защиты от повреждений. Руководство по эксплуатации
ML3015eX. Автоматическая система смены паллет. Руководство по эксплуатации
Блок управления. Руководство по эксплуатации. Основное
Блок управления. Руководство по программированию
Блок управления. Окна экрана ЧПУ
Руководство по эксплуатации. Применение
Блок управления. Функция загрузки данных по сети. Руководство по эксплуатации
Модели SR-F
Автоматическая система смены паллет. Руководство по эксплуатации
Блок управления. Руководство по эксплуатации. Основное
Блок управления. Руководство по программированию
Блок управления. Окна экрана ЧПУ
Руководство по эксплуатации. Применение
Блок управления. Функция загрузки данных по сети. Руководство по эксплуатации
ML3015eX-F серия D-CUBES. Поиск и устранение неисправностей
ML3015SR-F20. Руководство по эксплуатации
ML3015SR-F20. Техническое обслуживание
Лазерная голова с автоматической фокусировкой (PH-F2). Руководство по эксплуатации
Магнитная защита от повреждений
Функция улучшения резки листов мягкой стали большой толщины
Модели eX-F (D-Cubes Zoomhead)
Руководство по предпусковой подготовке ML3015eX-F
ML3015eX-F серия D-CUBES. Подсистема распыления масла
LC80EF. Руководство по программированию
LC80EF. Руководство по эксплуатации. Применение
LC80EF. Экран ЧПУ. Руководство по эксплуатации
ML-ZH ZOOM HEAD (ZH). Руководство по эксплуатации. D-CUBES
ML3015eX-F D-CUBES. Руководство по эксплуатации
ML3015eX-F серия D-CUBES. Тонкий прокол. Руководство по эксплуатации
ML3015eX-F серия D-CUBES. Сменщик сопел
ML3015eX-F серия D-CUBES. Сменщик паллет
ML3015eX-F серия D-CUBES. Руководство по техническому обслуживанию
ML3015eX-F серия D-CUBES. Привод паллет
ML3015eX-F серия D-CUBES. Поиск и устранение неисправностей
ML3015eX-F серия D-CUBES. Высокоимпульсный прокол (HHP). Руководство по эксплуатации
ML3015eX-F серия D-CUBES ME (MEL’S EYE) функция
Руководства по резке
Руководство по резке. CO2 лазер
Руководство по резке. Опто-волоконный лазер
Руководство по лазерной резке и гравировке пластика
Пластмассы — это синтетические или полусинтетические полимерные материалы, которые можно формовать в различные сложные формы. Они доступны в различных формах, от очень тонких и гибких листов до специально разработанных пластмасс, которые обеспечивают высокую прочность и долговечность.
Лазерная резка может использоваться для резки практически всех видов пластика, за исключением некоторых, которые при испарении лазерным лучом выделяют токсичные побочные продукты.
В этой статье мы рассказываем обо всем, что вам нужно знать о лазерной резке и гравировке пластмасс. Включая типы пластиков, которые подходят для лазерной резки, и способы улучшения качества резки при работе с пластиками.
Лазерная резка пластмасс
Лазерная резка — это быстрый и экономичный процесс, позволяющий резать пластмассу с высокой точностью
Но выбор правильного лазера для конкретного процесса очень важен, чтобы процесс был экономичным и эффективным.
Хотя диодные и волоконные лазеры могут гравировать пластик, они не идеальны.
Для лазерной резки пластмасс за один проход зачастую используется CO2-лазер мощностью более 40 Вт. Он подходит для большинства типов пластмасс и различных толщин. Использование маломощных диодных и волоконных лазеров для резки толстого пластика потребует нескольких проходов, а значит, процесс не будет экономичным.
Помимо типа лазера, важную роль играет выбор подходящего типа пластика для вашего применения.
Виды пластмасс, пригодных для лазерной резки
При работе с пластиком важно знать, какие пластики безопасны для лазерной обработки.
Название
Лазерная резка
Лазерная гравировка/маркировка
Безопасность
Акрил
Отлично
Отлично/хорошо
Не выделяет вредных испарений
Фторполимеры
Хорошо
Хорошо/Средне
Не выделяет вредных испарений
Полиформальдегид
Хорошо
Средне/Средне
Производит пары формальдегида
Поликарбонат
Плохо
Средне/Хорошо
Производит сильный дым при резке
Майлар
Хорошо
Средне/Средне
Нет вредных испарений
Полиимид
Плохо
Плохо/Хорошо
Нет вредных испарений
Акрил
Акрил — это термопластичный материал с оптическими свойствами, подобными стеклу, который часто используется в качестве альтернативы стеклу.
Это безопасный для лазерной резки материал, и пары, образующиеся при резке акрила, не токсичны для здоровья, но при длительном воздействии могут вызвать раздражение легких.
При лазерной резке акрила получается чистый, отполированный край с высокой чистотой поверхности.
Для достижения наилучших результатов при работе с акрилом рекомендуется использовать мощный CO2-лазер с длиной волны 10,6 мкм и низкой скоростью резки.
В основном существует два типа акрила: литой акрил и экструдированный акрил.
Литой акрил сравнительно дороже, чем экструдированный, и позволяет получить высококачественный результат в процессе лазерной гравировки.
В то время как экструдированный акрил сравнительно дешевле и режется гладко с полированными краями.
Однако при лазерной гравировке экструдированного акрила получается результат более низкого качества с сероватым оттенком.
Фторполимеры
Фторполимеры — это класс полимеров, в основе которых лежит связь углерода с фтором.
Эти полимеры демонстрируют высокую устойчивость к неблагоприятным факторам окружающей среды и известны своим долгим сроком службы.
Для лазерной резки и гравировки фторполимеров лучше всего подходит CO2-лазер с длиной волны от 9,3 мкм до 10,6 мкм.
При лазерной резке этих полимеров получается чистый срез с хорошей отделкой поверхности и без обесцвечивания по краю.
К наиболее часто встречающимся фторполимерам относится тефлон и политрифторхлорэтилен.
Полиформальдегид
Полиформальдегид — это термопластик на основе полимера полиоксиметилена.
Это высокопрочный пластик с хорошей жесткостью и низким трением, что делает его идеальным материалом для различных применений, таких как подшипники, насосы, шестерни и т.д.
CO2-лазер с длиной волны 10,6 мкм может производить гладкие резы, не требующие дополнительных процессов отделки.
В то время как волоконный лазер с длиной волны 1,06 мкм может быть использован для лазерной маркировки.
При лазерной резке полиформальдегида образуются испарения, содержащие небольшое количество формальдегида, который хотя и не является токсичным, но может быть очень неприятным и требует хорошей системы вентиляции.
Поликарбонат
Поликарбонат — это термопластичный материал, содержащий в своей структуре карбонат.
Это прочный материал с высокой ударопрочностью, что затрудняет лазерную резку сложных конструкций.
CO2-лазер с длиной волны 10,6 мкм можно использовать для выполнения гладких разрезов в поликарбонате, но он оставляет желтоватое оттенок по краям и сильное дымообразование.
По этой причине его не рекомендуется использовать для лазерной резки, но он дает хорошие результаты при лазерной гравировке маломощным лазером.
Лазерная маркировка на поликарбонате с помощью волоконного лазера с длиной волны 1,06 мкм дает отличные результаты с высоким уровнем детализации.
Некоторые из наиболее часто встречающихся поликарбонатов — Lexan, Lupoy, Makrolon и т.д.
Майлар
Майлар — это вид прочного полиэстера с высокой прочностью на разрыв, который можно резать лазером, наносить маркировку или гравировать.
Лазерная резка майлара позволяет получить точный срез с хорошей поверхностью и используется в основном для изготовления трафаретов.
Для лазерной резки и маркировки майлара лучше всего подходит CO2-лазер с длиной волны 9,2 мкм.
Лазерная маркировка майлара позволяет получить белые матовые метки на поверхности без повреждения его структурной целостности.
Использование мощного лазерного луча для резки майлара может привести к прожогам и оплавлению краев, поэтому рекомендуется использовать маломощный лазерный луч с низкой скоростью резки.
Полиимид
Полиимиды — это термореактивные полимеры с хорошей химической и электрической стойкостью, высокой теплопроводностью и хорошими механическими свойствами.
Каптон — один из самых популярных полиимидов, который в основном используется для изготовления паяльных масок и трафаретов.
Этот материал легко поглощает энергию CO2-лазера с длиной волны 10,6 мкм и поэтому легко режется.
Однако полиимиды не рекомендуется использовать для лазерной резки, поскольку они имеют тенденцию оставлять коричневые/черные обугливания по краю разреза, что требует вторичного процесса очистки.
Для маркировки поверхности полиимида можно использовать маломощный лазерный луч без существенного повреждения его структурной целостности.
Виды пластмасс, не подходящих для лазерной резки
Хотя большинство пластмасс совместимы с лазерной обработкой, есть и такие, которые могут быть опасны при контакте с лазерным лучом.
Поэтому всегда рекомендуется убедиться, что материал, используемый для лазерной резки, не содержит ни одного из перечисленных ниже видов пластмасс.
Вы также должны быть осведомлены о рисках, опасностях и мерах контроля лазерной безопасности до начала работы с лазерным оборудованием.
ПВХ
ПВХ, также известный как поливинилхлорид, является одним из наиболее часто используемых термопластичных материалов.
Он обладает высокой прочностью и находит свое применение в различных областях, таких как здравоохранение, электроника, сантехника и т.д.
Некоторые из распространенных примеров использования ПВХ материалов в повседневной жизни — трубы, изоляция проводов, пакеты для хранения крови, напольные покрытия, некоторые виды искусственной кожи и т. д.
Несмотря на то, что ПВХ является столь широко используемым пластиковым материалом, он не подходит для лазерной резки.
При контакте с лазерным лучом винил, содержащийся в ПВХ, испаряется и выделяет вредные пары хлора и соляной кислоты.
Эти пары очень токсичны при вдыхании и могут даже повредить оборудование для лазерной резки.
АБС-пластик
ABS или акрилонитрил-бутадиен-стирол — это термопластик, который может быть пригоден для лазерной резки под воздействием маломощного лазера.
Но лазерная резка ABS требует тщательного контроля, поскольку он имеет тенденцию плавиться и оставлять после себя липкую кашицу.
Кроме того, пары, образующиеся при плавлении АБС-пластика, могут вызвать раздражение глаз, кожи и легких.
Углеродное волокно
Углеродное волокно — это легкий полимер с хорошей прочностью и жесткостью.
Оно имеет тенденцию легко поглощать энергию лазера, что делает его склонным к возгоранию во время лазерной обработки.
Большинство углеродных волокон обычно имеют слой эпоксидного покрытия, которое выделяет вредные испарения при резке лазером.
Настройка лазерного резака для резки и гравировки пластика
Для выполнения чистых резов в пластике требуется мощный лазерный резак с хорошим контролем процесса.
Мощность лазера
Необходимая мощность лазера зависит от типа материала и его толщины.
Как правило, для резки или гравировки пластмасс рекомендуется использовать CO2-лазер мощностью 30 Вт и выше.
Волоконные лазеры, с другой стороны, не могут использоваться для резки или гравировки, но могут применяться для лазерной маркировки некоторых пластмасс.
Длина волны лазера
Лучше всего подходит лазер с длиной волны в диапазоне от 9,5 мкм до 10,6 мкм, так как пластмассы обладают высоким свойством поглощения лазерной энергии в этом диапазоне.
CO2-лазер с длиной волны от 9,5 мкм до 10,6 мкм можно использовать для гравировки и резки почти всех пластиков, которые безопасны для лазерной обработки.
В то время как волоконный лазер с длиной волны 1,06 мкм подходит только для лазерной маркировки определенных пластиковых материалов.
Скорость резки
Скорость резки зависит от различных факторов, таких как мощность лазера, толщина материала и тип разрезаемого материала.
При медленной скорости резки пластмасс получается гладкий срез с хорошей отделкой поверхности.
Обычно при резке пластика толщиной 5 мм с помощью 30-ваттного CO2-лазера скорость резки 5 мм/сек дает хорошие результаты с гладкой кромкой.
Аналогично, рекомендуемая мощность лазера для гравировки составляет около 15% при скорости около 300 мм/сек.
Для лазерной гравировки пластмасс требуется маломощный лазерный гравер, для выполнения высококонтрастных гравировок с хорошей детализацией.
Диаграмма толщины и скорости лазерной резки пластмасс дает лучшее понимание параметров лазера для пластмасс различной толщины.
Рабочий стол
Лазерная резка прозрачных пластмасс иногда может привести к «вспышке».
Такие вспышки могут вызвать нежелательные дефекты на задней части заготовки, и для решения этой проблемы можно использовать сотовый стол.
Сотовый стол уменьшает площадь поверхности рабочего стола, тем самым снижая вероятность возникновения «вспышки».
Система продувки
Для лазерной резки пластика рекомендуется использовать систему продувки низкого давления, который поддерживает температуру под контролем и обеспечивает достаточное время для формирования полированной кромки.
Вытяжная система
Почти все пластмассы при испарении лазерным резаком выделяют неприятные испарения.
В зависимости от типа пластика эти испарения иногда могут быть вредны для человека, особенно при длительном воздействии.
В некоторых случаях, например, при работе с акрилом, пары, образующиеся при сжигании материала, могут воспламеняться и загораться.
Поэтому необходима хорошая вытяжная система, чтобы эти пары не попадали на людей и обрабатываемую деталь.
Часто задаваемые вопросы:
Что такое обратная вспышка?
Обратная вспышка — это явление, когда лазер проходит через разрезаемый материал, отражается от рабочего стола и прожигает нижнюю сторону заготовки. Это может привести к тому, что заготовка приварится к рабочему столу и образует дефектную поверхность.
В чем разница между лазерной гравировкой и маркировкой?
Основное различие между лазерной гравировкой и маркировкой заключается в том, что при лазерной гравировке удаляются некоторые слои материала, чтобы сделать видимый след или рисунок на поверхности материала. В то время как лазерная маркировка — это процесс, в котором затрагивается только поверхностный слой. При этом не обязательно удалять материал, в некоторых случаях лазерная маркировка происходит просто путем обесцвечивания поверхности материала.
Заключительные мысли:
Пластик, благодаря своей высокой прочности и доступности различных цветов, стал чрезвычайно популярен в индустрии лазерной резки.
Большинство пластиковых производств перешли на лазерную резку из-за ее способности быстро выполнять высокоточные и сложные разрезы.
Для безопасного выполнения лазерной резки важно знать о природе используемого пластика и его реакции на лазерный процесс.
Независимо от типа используемого пластика, при нахождении рядом с работающим лазерным станком обязательно надевайте защитные очки.
С хорошим лазерным резаком и надлежащей вытяжной установкой вы можете начать делать проекты из пластика, которые вы сможете продавать с прибылью.
Лазерная резка и проектирование: рекомендации, правила и советы по безопасности
Лазерная резка широко используется в автомобильной, аэрокосмической и обрабатывающей промышленности благодаря своей эффективности, низкой стоимости детали, скорости и универсальности. Его можно использовать для различных материалов, таких как металл, дерево и пластик. В этой статье будут перечислены некоторые общие рекомендации по проектированию, правила лазерной резки и советы по безопасности при работе с лазерным резаком. Будет предоставлен общий обзор лазерной резки, в том числе принцип работы лазерных резаков, общие области применения, их плюсы и минусы, а также советы по лучшим станкам и программному обеспечению для лазерной резки.
1. Никогда не оставляйте работающую систему без присмотра
Лазерные резаки используют мощные сфокусированные лучи света для резки и гравировки различных материалов. Плотность энергии способна воспламенить легковоспламеняющиеся материалы, такие как дерево, бумага и даже пластик. Большинство металлов не воспламеняется, но высокотемпературный шлак, образующийся при их лазерной резке, может вызвать возгорание рядом с лазерным станком, если поблизости останутся легковоспламеняющиеся материалы. Во избежание риска возгорания важно никогда не оставлять работающую систему без присмотра.
2. Всегда держите поблизости огнетушитель
Даже при соблюдении всех рекомендуемых мер предосторожности для предотвращения возгорания всегда существует некоторый риск непреднамеренного воспламенения материала, разрезаемого лазером. Всегда держите огнетушитель рядом с лазерной установкой в соответствии с местными нормами охраны труда и техники безопасности и регулярно обслуживайте его. Огнетушитель CO2 является лучшим типом для этого применения.
3. Всегда очищайте область вокруг лазерного резака от мусора, беспорядка и легковоспламеняющихся материалов
Некоторые промышленные станки для лазерной резки металла не имеют корпуса. Искры горячего металла и шлак разбросаны под лазерным резаком и в непосредственной близости от него. Мусор и беспорядок также представляют опасность для оператора лазерного станка. Всегда держите лазерный резак и окружающие поверхности в чистоте.
4. Содержите внутреннюю часть лазерного резака в чистоте и не допускайте попадания мусора
Независимо от наличия ограждения, если внутри лазерного резака есть мусор, существует вероятность того, что лазерная головка может быть заблокирована, что может привести к повреждению лазерная машина. Грязь и другие материалы внутри лазерного резака также могут создать потенциальную опасность возгорания. Пылесос можно использовать для эффективной очистки внутренней части лазерного резака.
5. Осматривайте внутреннюю часть лотка для резака после каждого использования и очищайте его, если есть мусор или остатки
Мусор внутри машины на лотке для резака может не только мешать режущей головке, но и препятствовать прохождению сырья. от того, чтобы сидеть заподлицо на подносе. Это может привести к неточным и перекошенным разрезам.
6. Никогда не изменяйте и не отключайте какие-либо функции безопасности лазерной системы
Станки для лазерной резки имеют определенные автоматические функции безопасности для защиты пользователя во время работы. К ним относятся блокировки дверей, которые отключают лазер, если дверь корпуса открыта. Это снижает риск необратимого повреждения глаз оператором из-за отраженного лазерного излучения. Отключение этой функции приведет к аннулированию гарантии на лазерный резак.
7. Никогда не используйте лазерный резак, пока не будут установлены все крышки и блокировки не будут работать должным образом
Лазерный резак необходимо регулярно проверять, чтобы убедиться, что он работает должным образом. Помимо проверки оптики и механики лазерного резака, очень важно также проверить функции безопасности. Это включает в себя функциональность блокировок машины, а также проверку того, что все крышки и дверцы закрываются должным образом и не позволяют лазерному лучу потенциально выходить из машины.
8. Никогда не смотрите прямо в лазерный луч или оптику
Даже маломощные лазеры для травления могут вызвать серьезное повреждение глаз. Хотя в обычных условиях невозможно смотреть прямо на луч, даже наблюдение за лучом сбоку может привести к повреждению глаз из-за отражения луча от обрабатываемого материала и попадания в незащищенный глаз.
Хотя лазерные резаки можно использовать для самых разных материалов, все же есть некоторые материалы, которые никогда не следует резать с помощью лазера. Если вы не уверены, просмотрите руководство по эксплуатации машины или обратитесь за указаниями к поставщику машины. Если список одобренных материалов недоступен, то, по крайней мере, убедитесь, что во время резки не разрезаются материалы, выделяющие токсичные или едкие пары. Информацию см. в Паспорте безопасности материала (MSDS).
11. Имейте в виду, что существуют материалы, которые могут выделять токсичные и едкие пары
Материалы считаются непригодными для лазерной резки, если при резке они выделяют высокотоксичные пары. Это могут быть такие материалы, как ПВХ, композиты и искусственная кожа. Такие материалы, как ПВХ, выделяют едкий хлор, который может повредить чувствительные компоненты лазера.
12. Никогда не используйте лазерный резак, если окно просмотра повреждено
Некоторые лазерные резаки имеют окно просмотра, чтобы оператор мог следить за тем, как выполняется рез, и все ли работает должным образом. Эти смотровые окна имеют специальное покрытие, предотвращающее повреждение зрения любым отраженным лазерным светом. Если окно просмотра повреждено, есть шанс, что лазерный луч может уйти без фильтрации, что может привести к необратимой слепоте.
Лазерная резка относительно проста. Вот несколько советов по обеспечению оптимальных результатов:
1. Используйте программное обеспечение, позволяющее создавать векторные файлы
При лазерной резке важно использовать формат файла с четко определенными и точными краями, например в файл векторного изображения. Края дизайна в векторном изображении определяются математическими выражениями. Это отличается от растровых файлов, изображения которых состоят из нескольких пикселей. При увеличении растрового изображения будут видны отдельные пиксели, тогда как векторное изображение не преобразуется в пиксели, но сохраняет свою форму независимо от уровня масштабирования или масштабирования. Файл растрового изображения должен быть преобразован в векторный формат, чтобы программное обеспечение для лазерной резки преобразовало его в набор машинных инструкций. Inkscape®, бесплатная программа для редактирования изображений, может использоваться для преобразования краев растрового файла в векторный файл. В векторном формате файл можно загрузить в программное обеспечение для лазерной резки.
2. Детали не могут быть меньше толщины материала
В процессах лазерной резки общее эмпирическое правило заключается в том, чтобы избегать любых деталей дизайна, размер которых меньше толщины материала. Например, если вы режете лист стали толщиной 10 мм, то не рекомендуется прорезать отверстие диаметром 8 мм. Его, конечно, еще можно сделать, но качество отверстия и его точность будут плохими.
3. Установите минимальное расстояние между линиями реза
Если вырезанный лазером материал толстый и имеет относительно низкую температуру плавления, то материал между двумя близко расположенными линиями резки может расплавиться, испариться или деформироваться, вызывая нежелательный эффект. Вот почему важно сначала протестировать материал, если требуются близко расположенные линии.
4. Никогда не забывайте о пропиле для резки
Ширина материала, снимаемого при лазерной резке, часто называется «пропилом». Ширина пропила может составлять от 0,2 до 1,2 мм. Ширина зависит от типа материала, мощности лазера, скорости резки и толщины материала. Внутренний край лазерной резки должен быть на внешнем краю предполагаемых размеров детали, чтобы весь размер детали был включен в окончательную деталь. Программное обеспечение для лазерной резки может компенсировать ширину пропила, смещая путь лазерного реза так, чтобы он полностью выходил за пределы предполагаемой формы детали. В качестве альтернативы исходный проект САПР можно изменить с учетом положения разреза.
5. Выберите правильный материал
Выбор правильного материала имеет решающее значение для успеха проекта лазерной резки. Важно понимать, какие материалы способен обрабатывать лазерный резак. Настольные лазерные резаки обычно не могут резать металл и предназначены для резки таких материалов, как дерево, бумага и пластик. Следует полностью избегать использования некоторых материалов, поскольку они могут выделять токсичные и едкие пары. Примером этого является пластик ПВХ.
Что такое лазерный резак?
Лазерный резак — это машина, использующая луч лазерной энергии для разрезания материала. Лазерный луч может быть получен с помощью ряда различных технологий, от газовых трубок с CO2 до легированных волоконно-оптических кабелей. Для получения дополнительной информации см. наше руководство по лазерной резке.
На рис. 1 показан пример лазерного резака:
Для чего используются лазерные резаки?
Лазерные резаки используются для большого количества применений в различных отраслях промышленности, включая автомобильную, аэрокосмическую и обрабатывающую промышленность. Они могут разрезать листовой или листовой материал на различные формы для дальнейшей обработки. Затем эти вырезанные лазером детали можно согнуть, сварить или скрепить болтами, чтобы сформировать конечный продукт. Узнайте больше в нашем руководстве по использованию лазерной резки.
В чем преимущество использования лазерного резака?
Лазерный резак может автоматически вырезать сложные конструкции из различных материалов. Он имеет высокий уровень точности, намного превышающий то, что может быть достигнуто с помощью ручной резки или других промышленных инструментов, таких как кислородно-ацетиленовые или плазменные горелки. Лазерная резка также лучше подходит для получения чистых кромок, особенно по сравнению с газовой горелкой и плазменной резкой.
В чем недостаток лазерного резака?
Установка лазерной резки может быть дорогостоящей из-за высоких первоначальных капиталовложений, а также текущих затрат на электроэнергию и постоянных требований к техническому обслуживанию. Чтобы лазерный резак был прибыльным, коэффициент его использования должен быть максимальным. Для небольшого оператора с ограниченными производственными циклами или для которого лазерная резка составляет лишь небольшую часть производственного процесса, аутсорсинг может быть вариантом, позволяющим избежать затрат на станок для лазерной резки.
Для получения дополнительной информации см. наше руководство «Преимущества и недостатки лазерной резки».
Как работает лазерная резка?
Лазерная резка сначала генерирует лазерную энергию, которая представляет собой просто пучок хорошо выровненных высокоэнергетических фотонов. Наиболее распространенные типы лазеров включают CO2, волоконные и прямые диодные лазеры. Энергия, генерируемая лазером, направляется либо через серию зеркал, либо через оптоволоконный кабель к линзе, которая фокусирует лазерный свет на листе материала. Затем сфокусированная энергия вычерчивает желаемый дизайн путем сжигания, плавления или абляции материала.
Необходимо ли программное обеспечение для лазерной резки?
Да, для выполнения лазерной резки требуется программное обеспечение для лазерной резки. Он используется для преобразования дизайна в набор машиночитаемых инструкций, которые сообщают оборудованию, какую мощность лазера использовать, требуемую скорость резки и направляют путь лазерного луча во время операции резки.
Какое лучшее программное обеспечение для лазерной резки?
Лучшее программное обеспечение для лазерной резки зависит от приложения. При вырезании простых художественных рисунков подойдет что-то вроде LaserGRBL. Однако для более сложных промышленных применений Lightburn® может оказаться лучшим вариантом.
Какой станок для лазерной резки самый лучший?
Лучший станок для лазерной резки зависит от характера требований приложения. Если вы просто режете дерево, бумагу или пластик, то вам достаточно Glowforge® Basic. Однако для промышленных применений, таких как резка металлических деталей, хорошим вариантом будет волоконный лазер от Trumpf. Точная выбранная модель будет зависеть от ряда факторов, которые лучше всего обсудить с производителем лазерного резака.
Подходит ли лазерная резка для промышленного использования?
Да, лазерная резка — отличный метод для промышленного использования. Он широко используется для резки металлов, дерева и пластика. Многокиловаттные волоконные, углекислотные и прямые диодные лазеры используются в промышленности. Для получения дополнительной информации см. наше руководство «Как лазерная резка используется в промышленности».
Есть ли альтернатива лазерной резке?
В зависимости от требований в качестве альтернативы лазерной резке могут использоваться такие технологии, как плазменная или гидроабразивная резка. Плазменные резаки дешевле, но при использовании для толстых материалов они обрезают кромки, требующие последующей обработки. Водоструйные резаки могут резать более толстые материалы, чем лазерные резаки или плазменные резаки. Они не нагревают основной материал и обеспечивают четкие кромки. Однако гидроабразивная резка даже дороже, чем лазерная резка.
Требуется ли регистрация лазерных резаков?
Нет, лазерные резаки не нужно регистрировать. Однако их эксплуатация должна соответствовать соответствующим требованиям охраны труда и техники безопасности. Если вы не уверены, проконсультируйтесь с местными регулирующими органами, поскольку в разных штатах или странах могут быть разные и специфические законодательные требования.
Резюме
В этой статье представлена лазерная резка и проектирование, объясняется, что это такое, и обсуждаются рекомендации, правила и советы по безопасности, которые следует учитывать при использовании этого производственного процесса. Чтобы узнать больше о лазерной резке, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая резку листов и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Уведомления об авторских правах и товарных знаках
Lightburn® является товарным знаком LightBurn Software, LLC
Glowforge® является товарным знаком Glowforge Inc.
Inkscape® является зарегистрированным товарным знаком Software Freedom Conservancy, Inc
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Team Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Руководство по лазерной резке
Руководство по лазерной резке
Учебное пособие по универсальному лазерному резцу
ПРЕДУПРЕЖДЕНИЕ
Лазерный резак потенциально опасная машина. Лазером очень легко разжечь огонь резак. Лазерный резак также может выделять опасные пары (например, хлор) при использовании с неподходящими материалами.
Люди
должен получить
обучение перед использованием лазерного резака. Резчик также должен находиться под постоянным наблюдением во время использования. Этот документ очень частично и не является обучением. Пожалуйста, свяжитесь с [email protected] для получения дополнительной информации.
Что может случиться, если оставить лазерный резак без присмотра
Особые предупреждения:
Никогда не режьте ПВХ или другие хлорированные пластмассы (лексан и печатные платы также сильно обескуражен). ПВХ, в частности, будет выделять газообразный хлор, который не только сильно разъедает машину, но и опасны для окружающих.
Постоянное наблюдение за машиной действительно необходимо. Например, на нашей собственной машине посреди разреза я заметил лазер начинает травить внутренние стенки машины, и воспламенение резиновых роликов головки лазерного резака. Оказалось что главное зеркало отвалилось, а 100-ваттный лазер луч отражался от наклонного и движущегося зеркала. Имел машина не находилась под присмотром, это могло привести к серьезный пожар.
Общие возможности:Наш 100-ваттный лазерный резак может резать акрил, дерево, бумага, пенопласт и другие материалы. Он также может вытравливайте векторные (линия/дуга) и растровые (изображение) гравюры в эти материалы, а также стекло, камень, сланец и др. Наш лазерный резак не может резать металл.
Различные скорости резания, уровни мощности и импульсы на дюйм (PPI) допускают некоторую модуляцию этого травления, делая некоторые ограниченные формы трехмерного рельефа правдоподобны. В сердце, однако, лазерный резак — это 2D резка и травление инструмент, с третьим измерением, достижимым за счет укладки или сборка нескольких элементов, вырезанных лазером, или слой
Начало работы:
Программное обеспечение
Печать
на лазерный резак в настоящее время делается через CorelDRAW программное обеспечение, установленное на аппарате (специальный драйвер принтера «X200» управляет резаком) этот драйвер также работает с Rhino и Автокад. Corel Draw может импортировать 2D-файлы DXF; файлы PostScript; общие растровые изображения; среди прочих.
Драйвер CorelDRAW сопоставляет графические линии и дуги для лазерной резки. Линии должны быть установлены на минимальную ширину линия роста волос (0,004″) должна быть сохранена как «векторные» разрезы (линии/дуги). Более широкие линии будут автоматически растеризованы, т. е. составлены из серия пиксельных лазерных прожиганий — намного медленнее, и несколько менее качественная отделка.
Цвета линий сопоставляются с разными лазерами. скорости, мощности и PPI CorelDraw
Драйвер лазерного резака
. Наверное, лучше придерживаться к «черному» цвету для начала.
После того, как вы выполнили проект САПР вашего лазерная резка детали, вы можете начать производственный процесс, перенос вашего файла на ПК для лазерной резки (либо через сеть или карту памяти). Загрузите или импортируйте свой рисунок в CorelDRAW. Измените размер бумаги на размеры лазера кровать резца. Для этого выберите «Макет…Параметры страницы», размер страницы должен быть 32″ х 18″
Включение питания
Когда ваш дизайн готов к печати, пришло время включить питание. лазерный резак Включите сам лазерный резак. Переключатель находится в задняя правая часть устройства. Резаку требуется приблизительно 30 секунд для включения/загрузки.
Печать/резка
Ваш
модель загружена, и лазер включен; давайте приступим к резка.
Выбрать
Файл/печать из CorelDRAW. Вы увидите что-то вроде:
Прежде чем мы сможем печатать, нам нужно проверить вырез. настройки мощности/скорости. Перейдите в «Свойства» во всплывающем окне печати. Мы необходимо проверить два числа, в частности, для каждого цвета рисунка: мощность и скорость. Некоторые настройки, которые
были признаны работающими, собраны ниже.
Меню свойств печати лазерного резака выглядит например:
Чтобы настроить эти параметры, нажмите на цвет вы хотите изменить. Затем измените уровни мощности/скорости, потянув ползунки или набрав прямо в
Очистка объектива
Линзу нужно снять от машины (с тремя винтами с накатанной головкой) и проверяется на скопление материала в начало каждого сеанса резки. Если объектив загрязнен (с «съемный» песок; некоторые из них постоянно затронуты), это должно быть очищается чистым наконечником кия и одной-двумя каплями чистящего средства жидкость. Пожалуйста, попросите об обучении с этим, если вы не слишком привычный.
линза лазерного резака накапливает остатки материала как нормальная часть использования лазерного резака. При выполнении «грязных порезов» или прижигании происходит, линза загрязняется гораздо быстрее. Когда резак используется с грязным объективом, частицы могут воспламениться и уничтожить объектив. Так мы потеряли 4-6 объективов. Линзы есть > 200 долларов за штуку, поэтому важно быть осторожным с этим.
Фокус
лазерный резак должен быть сфокусирован перед использованием. Это делается с помощью пластиковый инструмент фокусировки и регулировка Z лазерного резака. Пожалуйста, запросите обучение по адресу [email protected]. При неправильной фокусировке лазерный резак не будет правильно резать. Это не только приводит к плохому вырезанию детали, но и к много лишнего остатка материала и газа, что особенно проблематично с акрилом и другими пластиками.
Регистрация
происхождения
начало лазерного резака (вверху слева от разреза) настраивается через меню лазерного резака. Происхождение часто перемещается во время обычных сеансов резки, чтобы наилучшим образом использовать оставшиеся материал из штока. Обязательно проверьте происхождение перед началом резки, так как система сохраняет исходные настройки из предыдущих запусков — даже если машина была выключена тем временем.
В рамках регистрации хорошо сделать сквозной безмоторный рез (описан ниже). В противном случае, особенно с нашим текущим столом для резки можно разрезать линейки-границы самого резака, которых следует избегать.
Склад
Большинство
люди могут выбрать акрил для своего лазерного резака задание (при наличии сырья). Маленький количество полупрозрачной акриловой массы толщиной четверть дюйма должно быть доступны рядом с лазерным резаком. Бумажная пленка сверху и Нижняя часть акрила должна быть снята, чтобы свести к минимуму вероятность пылающий.
Ситуация с запасами станков для лазерной резки меняется. В то время как обрезки акрила и гофрированный картон часто доступны рядом с резаком, отдельные пользователи в основном ответственность за покупку собственных запасов (и пополнение существующий запас, который они используют). Пожалуйста, относитесь с уважением к акциям покупают другие, особенно из толстого и цветного акрила акции (которые могут быть дорогими.).
Я настоятельно рекомендую людям делать раннюю стрижку работает в гофрированном картоне. Это дешево, конструктивно прочно (для деталей среднего размера), легко помечается ручкой и шпателем ножом и экологически безопасным. Обратите внимание, что когда Гофрированный картон, вырезанный лазером, достаточно острый.
J. Freeman, Inc 65 Tenean St. Дорчестер, Массачусетс 02122 телефон: 800-841-9442) является стандартной местной поставкой для акрил. Макмастер-Карр
довольно хороший источник заказов по почте; ищите «акрил».
В J. Freeman, если вы действительно закупаетесь, лучше всего покупать листы размером 4×8 футов; вырез в задней комнате эти до размера. Учитывая размер станины нашего резака 18 x 32 дюйма, Рон предложил использовать плитки размером 16 x 32 дюйма. Это дает 9 плиток.
Обратите внимание, что акрил, картон и дерево легко воспламеняются (особенно акрил и картон). Акрил также выделяет ядовитые пары. И снова ПВХ (который фигурирует в многие формы, в том числе вспененная форма) и некоторые другие материалы являются высокотоксичными. Короче говоря, если вы не уверены в материале, просить! И если вы заметите странные зеленые газы и т. д., выходящие из вашего разреза, выключите лазерный резак немедленно и не продолжайте резку без советы опытных строителей.
Пожалуйста, оставьте акриловые детали на 30 секунд в станину лазерного резака перед открытием — больше, если требуется сильное травление или сделана резка, особенно толстого акрила (например, 1/4″).
Черновые вырезы
Лучше всего делать «сквозной» или «воздушный» рез с резак перед выполнением фактического реза (например, реза с красным трассирующий луч, а не приводной режущий луч). Это позволяет вам убедиться, что резак ведет себя так, как вы ожидаете.
сделайте воздушную резку, начните резку с поднятой крышкой лазерного резака (стараясь не мешать движущейся головке). Красный трассирующий лазер должен позволять видеть траекторию луча.
Крепление и порядок вырезов
Свет
материалы (например, картон, тонкий пластик, бумага и пергамент) как правило, необходимо приклеить к станине лазерного резака с помощью изоляционная лента. В противном случае вибрация и смещение воздуха подвижная режущая головка будет перемещать материалы во время резки.
Порядок резки является важным параметром. Когда внешняя граница детали обрезана, деталь часто «выпадать» из исходного материала (хотя бы на долю миллиметр). Деталь часто слегка перекашивается при вращении. хорошо. Если будут сделаны дальнейшие разрезы внутри детали, они часто неправильно регистрируются.
Чтобы изменить порядок резки, щелкните правой кнопкой мыши часть и Corel, и используйте подменю «заказ». Кусочки отправлены в «спина» будет резать первой; куски отправленные на «фронт» порежут последний. Внешняя граница частей обычно должна быть отправлена в перед. Однако следует отметить, что это имеет раздражающий эффект сложности выбора внутренних рисунков (как рамка детали «закрывает» эти внутренние элементы). Если у вас есть проблемы, обратитесь к опытному пользователю.
Ширина луча
Это
стоит отметить, что луч лазерного резака имеет конечную ширину, которая изменяется как в зависимости от материала, так и в зависимости от произведение его глубины в материале.
 Неоспоримым преимуществом является то, что такие 3D принтеры могут работать с металлической пудрой.
Неоспоримым преимуществом является то, что такие 3D принтеры могут работать с металлической пудрой.
 В него заливается расплавленный металл. Он сжигает воск и занимает его место. После застывания получается такая же модель, но уже из бронзы, латуни, золота или алюминия. Именно таким оборудованием пользуются современные литейные мастерские, что многократно повышает производительность труда в сравнении с ручной лепкой.
В него заливается расплавленный металл. Он сжигает воск и занимает его место. После застывания получается такая же модель, но уже из бронзы, латуни, золота или алюминия. Именно таким оборудованием пользуются современные литейные мастерские, что многократно повышает производительность труда в сравнении с ручной лепкой. Они позволяют печатать очень точно, поэтому применяются при изготовлении моделей для производства ювелирных изделий. Их лазерный луч просвечивает ванну с жидким полимером, заставляя его точечно застывать. После извлекается полностью готовая модель без пустот.
Они позволяют печатать очень точно, поэтому применяются при изготовлении моделей для производства ювелирных изделий. Их лазерный луч просвечивает ванну с жидким полимером, заставляя его точечно застывать. После извлекается полностью готовая модель без пустот.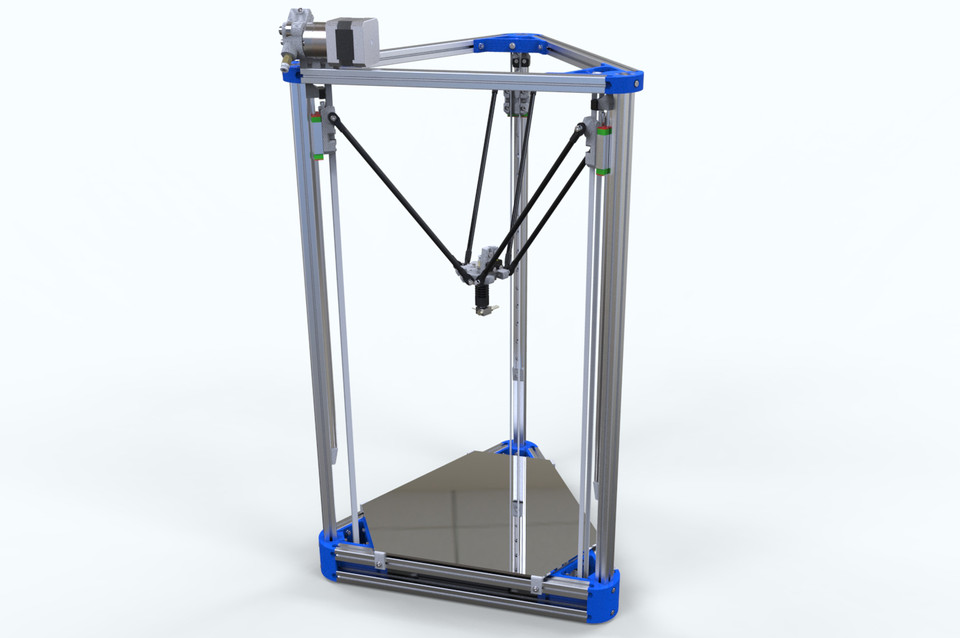 Такими устройствами можно печатать даже съедобные вещи. В этом случае в качестве порошка используется шоколадная крошка или сахар, а также специальный пищевой клей.
Такими устройствами можно печатать даже съедобные вещи. В этом случае в качестве порошка используется шоколадная крошка или сахар, а также специальный пищевой клей. Их печатная головка двигается по периметру ранее созданного фундамента и тонкими слоями укладывает раствор. Благодаря наличию в составе полимерных добавок он сравнительно быстро застывает. Такая технология позволяет ускорить процесс и снизить затраты на одноэтажное строительство. Все же подобное оборудование не идеально, поскольку требует ручного изготовления фундамента, а также крыши. Получаемые стены имеют гребенчатую поверхность, на которой просматриваются все слои. Это решается использованием штукатурки или листовых отделочных материалов.
Их печатная головка двигается по периметру ранее созданного фундамента и тонкими слоями укладывает раствор. Благодаря наличию в составе полимерных добавок он сравнительно быстро застывает. Такая технология позволяет ускорить процесс и снизить затраты на одноэтажное строительство. Все же подобное оборудование не идеально, поскольку требует ручного изготовления фундамента, а также крыши. Получаемые стены имеют гребенчатую поверхность, на которой просматриваются все слои. Это решается использованием штукатурки или листовых отделочных материалов.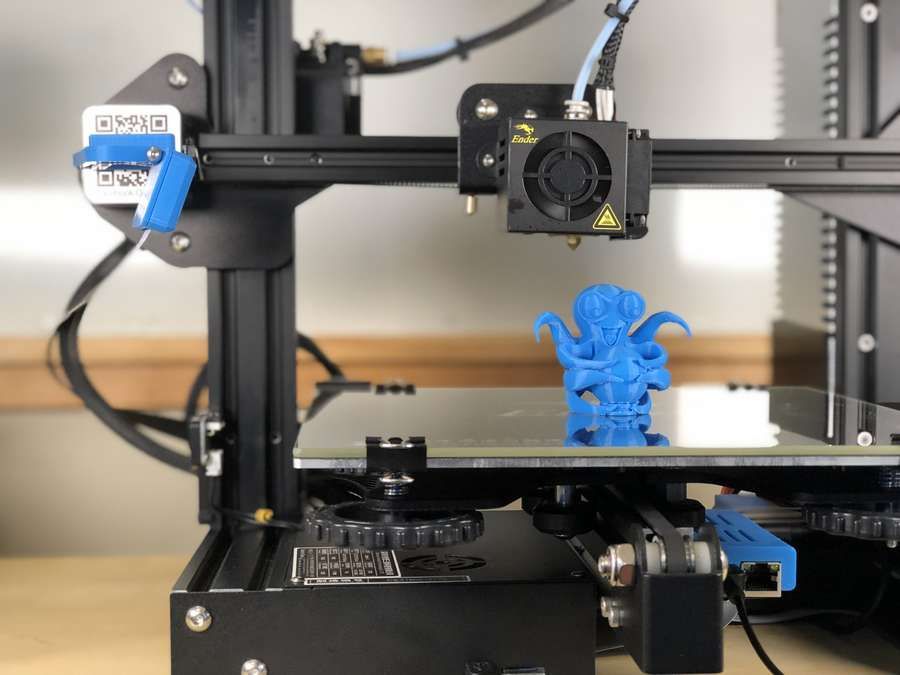 Это особенно важно, если получаемые модели будут продаваться в качестве сувениров. Выгоднее делать много изделий и реализовывать их дешево. Преследуя такую цель лучше остановиться на 3D принтерах, применяющих ABS и PLA пластики.
Это особенно важно, если получаемые модели будут продаваться в качестве сувениров. Выгоднее делать много изделий и реализовывать их дешево. Преследуя такую цель лучше остановиться на 3D принтерах, применяющих ABS и PLA пластики.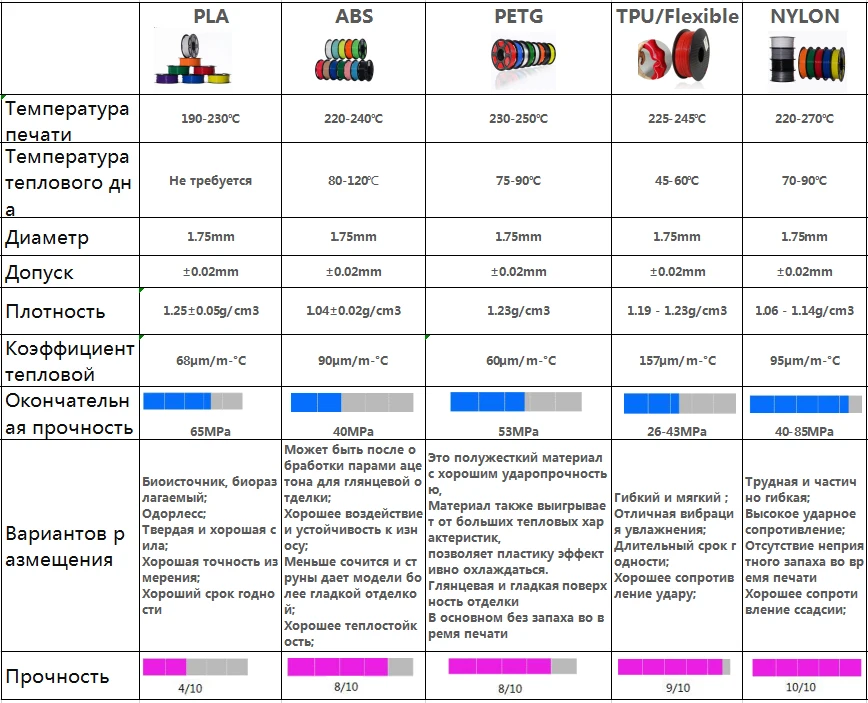 Чем выше область, тем лучше, но естественно крупное оборудование стоит дороже. Однако в определенных случаях можно распечатывать модели частями, а после их склеивать
Чем выше область, тем лучше, но естественно крупное оборудование стоит дороже. Однако в определенных случаях можно распечатывать модели частями, а после их склеивать Принтер возобновит печатать уже новым цветом. Таким образом, поставить принтер и уйти не получится. Если на момент необходимости смены материала человека не будет рядом, то принтер так и будет оставаться в режиме ожидания для замены цвета, вне зависимости от того потребуется на это несколько минут или дней.
Принтер возобновит печатать уже новым цветом. Таким образом, поставить принтер и уйти не получится. Если на момент необходимости смены материала человека не будет рядом, то принтер так и будет оставаться в режиме ожидания для замены цвета, вне зависимости от того потребуется на это несколько минут или дней.

 После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…
После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…  Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.
Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.  На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс)
На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс) 
 Все сводится к следующим шести соображениям:
Все сводится к следующим шести соображениям: Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.
Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.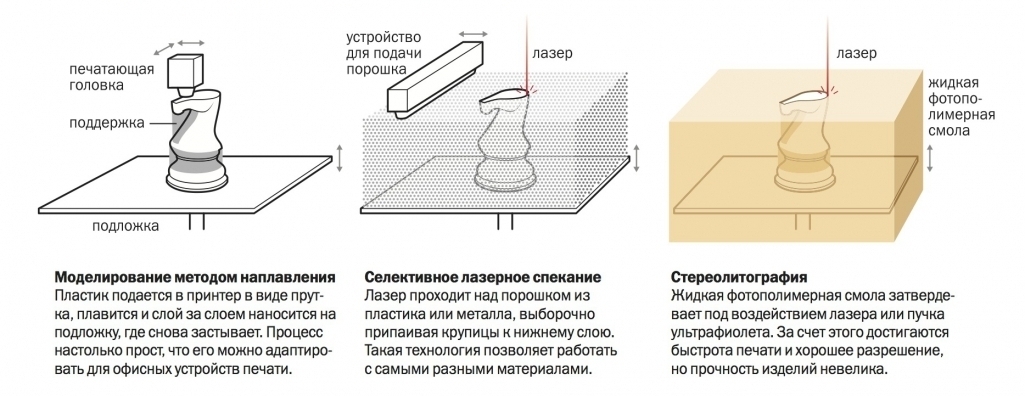


 Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов. Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y. Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.
Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов. Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y. Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх. В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным. В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров.
В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным. В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров. Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы. Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени.
Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы. Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени. в 1980-х годах. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.
в 1980-х годах. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.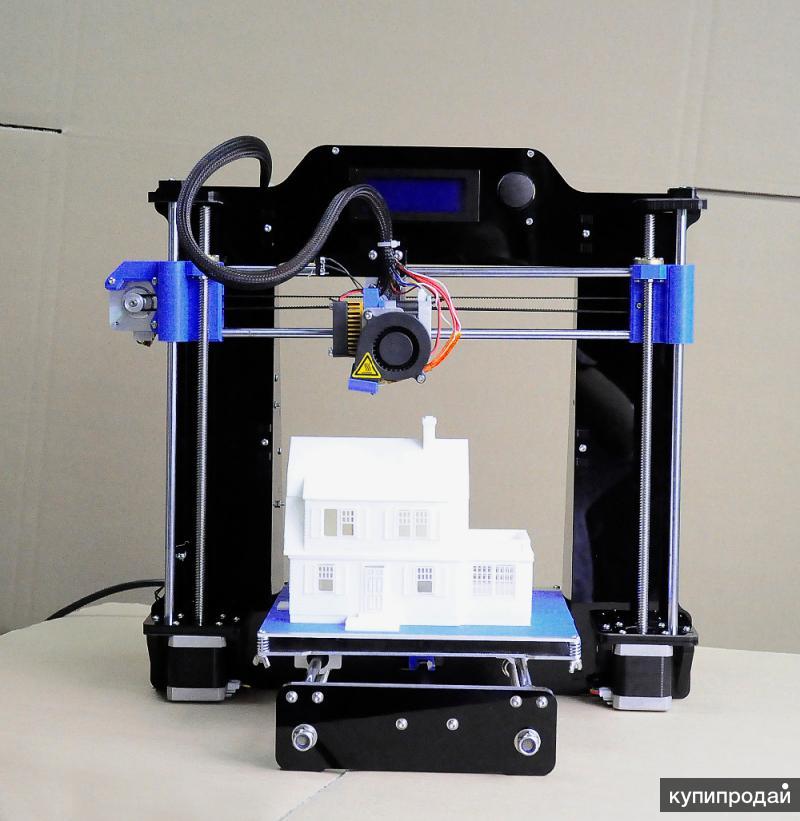
 Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает:
Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает: Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов.
Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов. После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.
После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.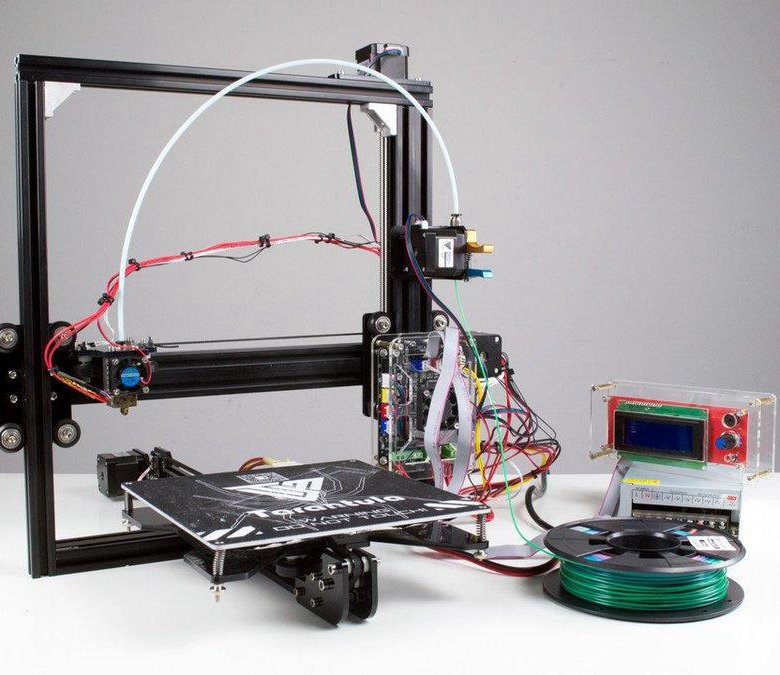 Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов.
Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов. EBM также производит невероятно прочные и плотные детали.
EBM также производит невероятно прочные и плотные детали.

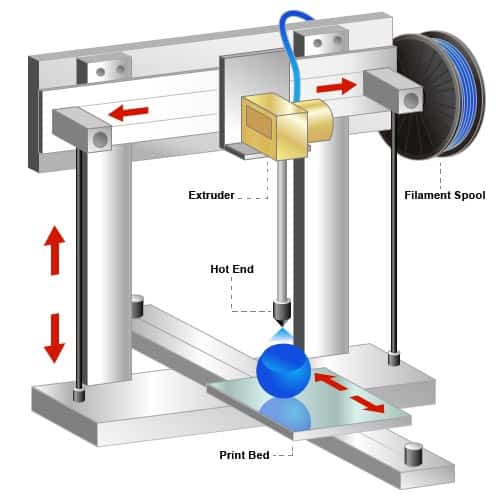
 Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности.
Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности.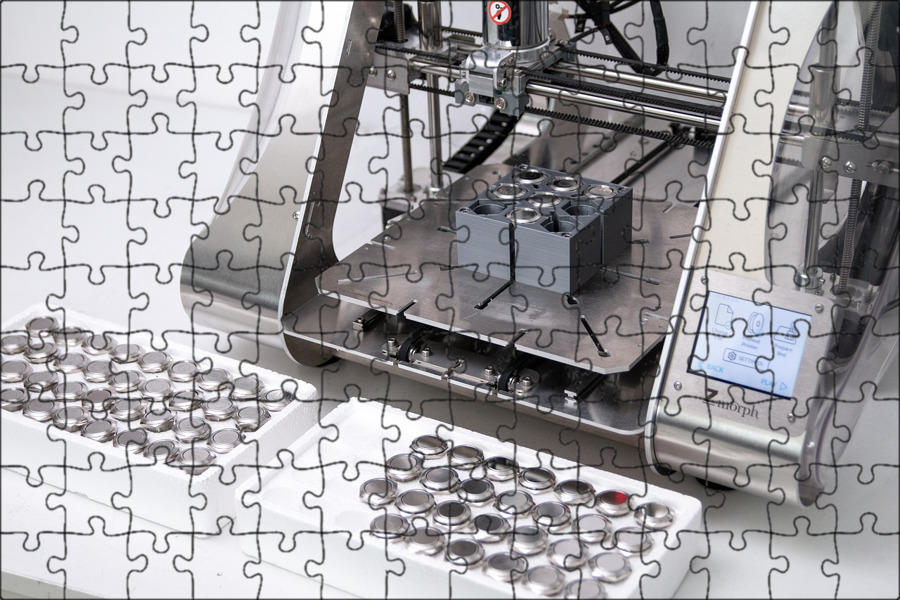 Сегодня 3D-принтеры MJ производят детали с высоким разрешением, в основном для стоматологической и ювелирной промышленности,
Сегодня 3D-принтеры MJ производят детали с высоким разрешением, в основном для стоматологической и ювелирной промышленности, После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется.
После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется. И если вам нужно освежить в памяти, вы можете в любое время просто вернуться к любому разделу этого руководства.
И если вам нужно освежить в памяти, вы можете в любое время просто вернуться к любому разделу этого руководства.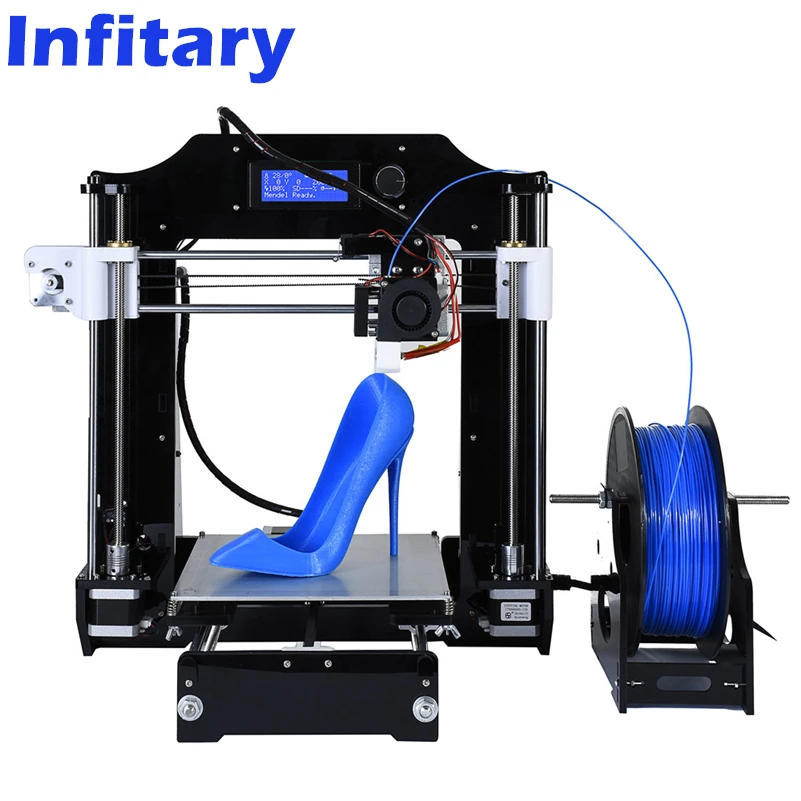 Однако качество ваших 3D-печатей может зависеть от используемой вами технологии 3D-печати.
Однако качество ваших 3D-печатей может зависеть от используемой вами технологии 3D-печати. SLA используется в аэрокосмической, автомобильной и медицинской промышленности, и это лишь некоторые из них.
SLA используется в аэрокосмической, автомобильной и медицинской промышленности, и это лишь некоторые из них.
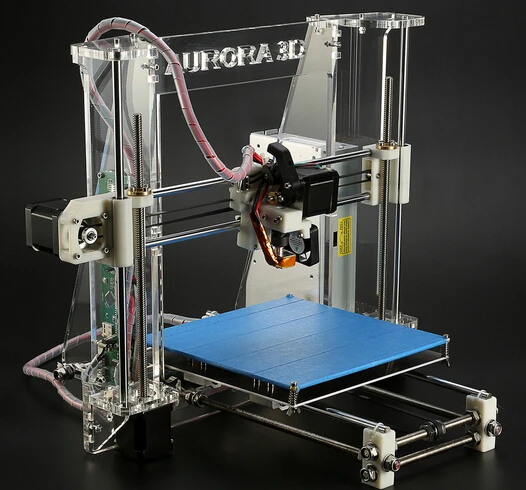 Используемые термопластичные нити включают полиэтилентерефталат (ПЭТФ), полимолочную кислоту (ПЛА) и акрилонитрилбутадиенстирол (АБС). Общие области применения FDM включают 3D-печать зданий и изготовление 3D-десертов.
Используемые термопластичные нити включают полиэтилентерефталат (ПЭТФ), полимолочную кислоту (ПЛА) и акрилонитрилбутадиенстирол (АБС). Общие области применения FDM включают 3D-печать зданий и изготовление 3D-десертов.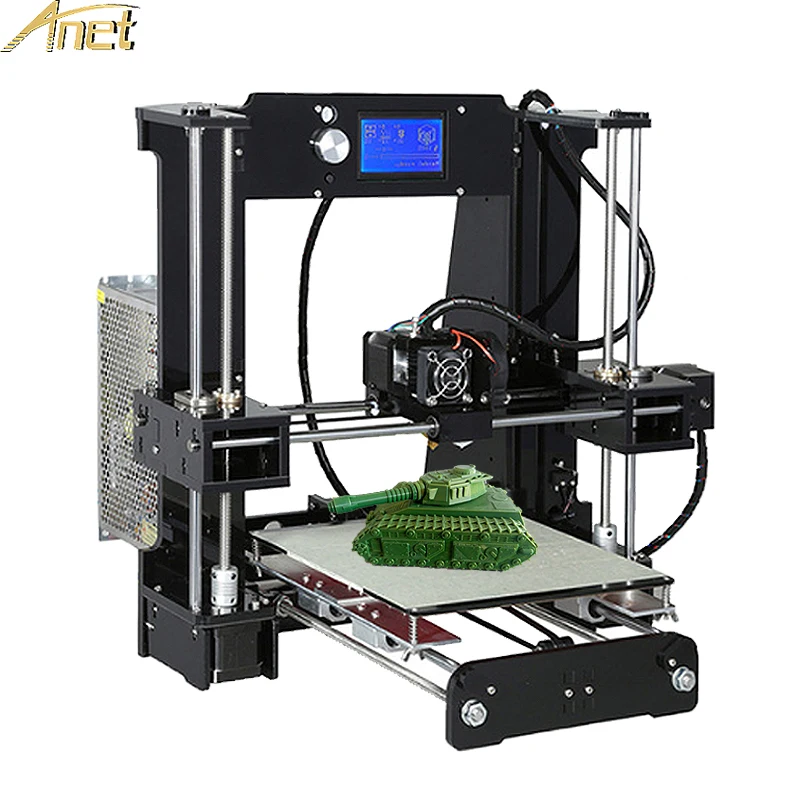
 Как и SLA, DLP можно использовать для создания деталей с высокой точностью размеров.
Как и SLA, DLP можно использовать для создания деталей с высокой точностью размеров.

 О необходимости собирать ряды будет указано в правилах покупки или в описании товара.
О необходимости собирать ряды будет указано в правилах покупки или в описании товара. Поэтому ваш заказ может подтвердиться, даже если ряд полностью не собрался.
Поэтому ваш заказ может подтвердиться, даже если ряд полностью не собрался. Отменить заказ можно, если покупка находится в статусе «Сбор заявок» — при другом статусе отменить заказ уже нельзя, так как заявка на ваш заказ уже отправлена поставщику. Подробнее о статусах покупки
Отменить заказ можно, если покупка находится в статусе «Сбор заявок» — при другом статусе отменить заказ уже нельзя, так как заявка на ваш заказ уже отправлена поставщику. Подробнее о статусах покупки
 Теперь нужно подождать, пока груз придет организатору. Примерная дата доставки участнику указана на странице покупки.
Теперь нужно подождать, пока груз придет организатору. Примерная дата доставки участнику указана на странице покупки. В нем вы найдете информацию о способах оплаты и другую важную информацию.
В нем вы найдете информацию о способах оплаты и другую важную информацию. Если хотите, при архивации заказа вы также можете оставить отзыв (это необязательно). Кроме того, вы можете порекомендовать организатора, оценить его работу, качество товаров и адекватность цен. Все это влияет на статистику организатора на сайте.
Если хотите, при архивации заказа вы также можете оставить отзыв (это необязательно). Кроме того, вы можете порекомендовать организатора, оценить его работу, качество товаров и адекватность цен. Все это влияет на статистику организатора на сайте.
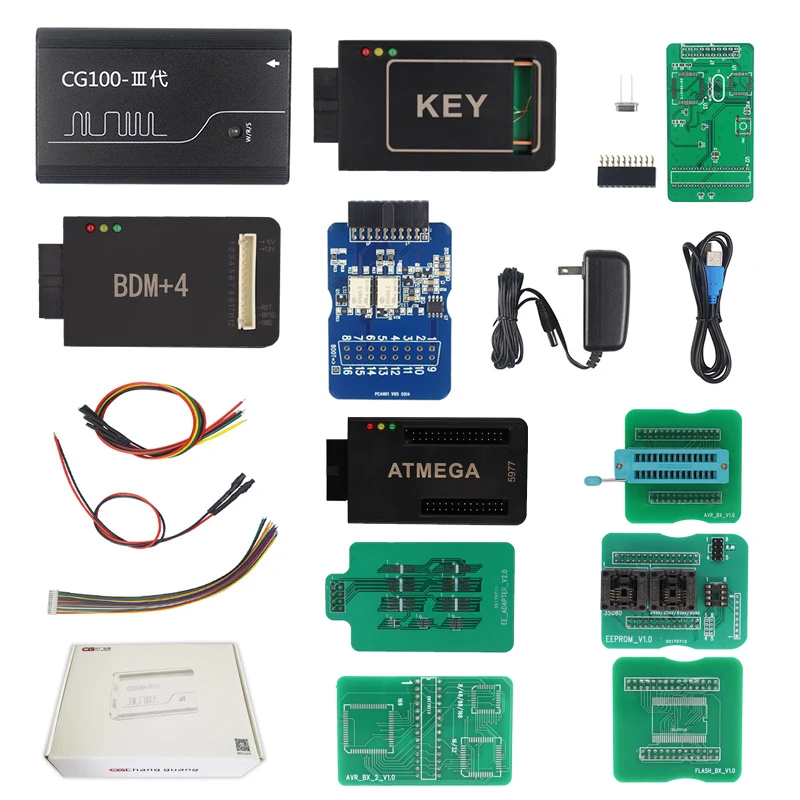 А встроенные
А встроенные
 Альтернативное
Альтернативное
 Поддерживает функцию чтения/записи EEPROM для защищенные и незащищенные микроконтроллеры SAC-TC1766 SAC-TC1767 SAC-TC1796 SAC-TC1797. Поставляется с пробегом, DPF, системным временем ECU, встроенными калькуляторами ISN. Редактировать CRC Eeprom.
Поддерживает функцию чтения/записи EEPROM для защищенные и незащищенные микроконтроллеры SAC-TC1766 SAC-TC1767 SAC-TC1796 SAC-TC1797. Поставляется с пробегом, DPF, системным временем ECU, встроенными калькуляторами ISN. Редактировать CRC Eeprom. Включая все функции Renesas SRS
Включая все функции Renesas SRS  Поддержка и внедрение: Re несас
Поддержка и внедрение: Re несас  Поддержка и принятие: CPU
Поддержка и принятие: CPU 
 Х. 2017- 24C04
Х. 2017- 24C04 
 Полнофункциональная версия CG-100 с адаптером для записи ключей Land Rover и BMW. Поддержка ремонта и замены компьютера двигателя BMW, Volkswagen, Bentley, поддержка ремонта и замены компьютера двигателя отечественного производства MT80, MT60.
Полнофункциональная версия CG-100 с адаптером для записи ключей Land Rover и BMW. Поддержка ремонта и замены компьютера двигателя BMW, Volkswagen, Bentley, поддержка ремонта и замены компьютера двигателя отечественного производства MT80, MT60.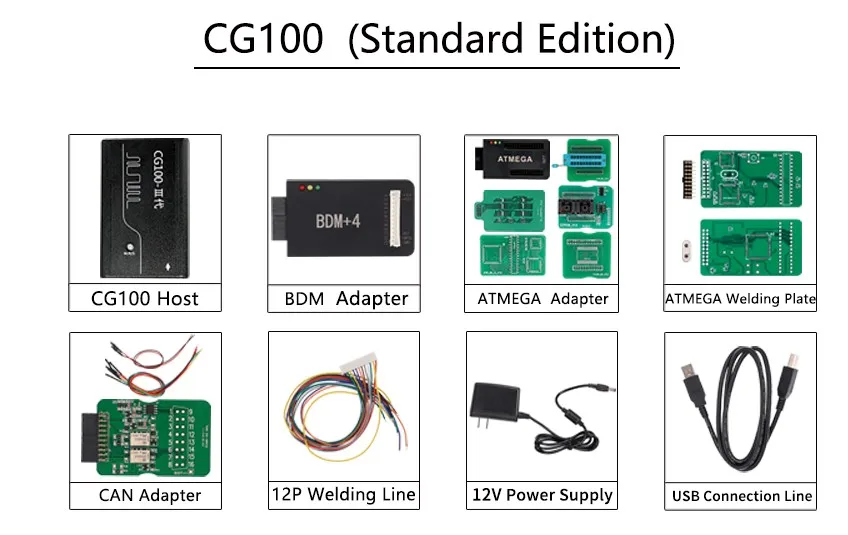 Поддержка и принятие ции: Renesas
Поддержка и принятие ции: Renesas  Поддержка и принятие: ЦП
Поддержка и принятие: ЦП 




 6
6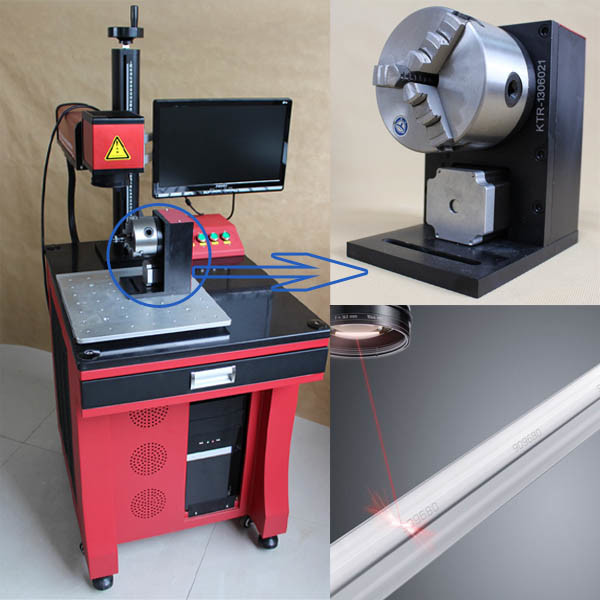 система: 55 С-ма управления: 105 С-ма охлаждения: 85
система: 55 С-ма управления: 105 С-ма охлаждения: 85 Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:
Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:





 Лазерная маркировочная машина на рынке имеет срок службы более 100 000 часов, указанный производителем;
Лазерная маркировочная машина на рынке имеет срок службы более 100 000 часов, указанный производителем; д., возможности обработки изображений являются передовыми, поэтому добавление штрих-кодов, QR-кодов и других изображений на табличку может облегчить управление исходящими, входящими и исходящими производственными материалами, полками, оборотными транспортными средствами и т.д., так что информация на табличке улучшается от текста до комплексного отражения текста и изображений.
д., возможности обработки изображений являются передовыми, поэтому добавление штрих-кодов, QR-кодов и других изображений на табличку может облегчить управление исходящими, входящими и исходящими производственными материалами, полками, оборотными транспортными средствами и т.д., так что информация на табличке улучшается от текста до комплексного отражения текста и изображений.


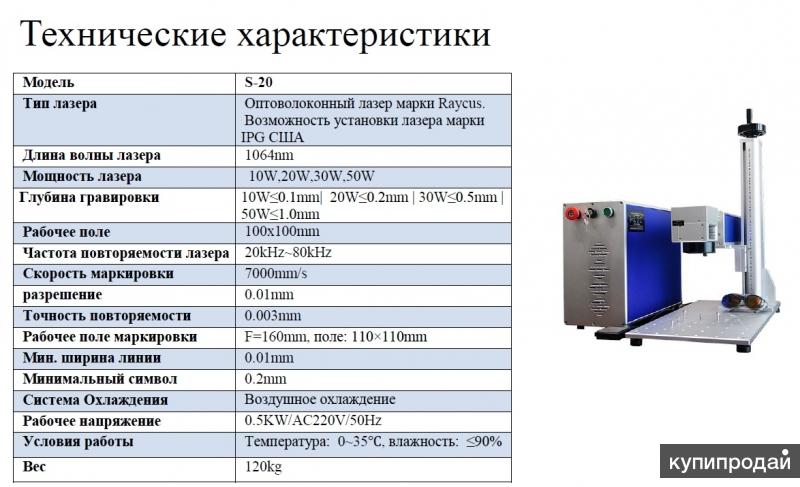

 После использования установите защитную крышку прицела, не прикасайтесь к выходной линзе и не используйте растворитель для очистки, для очистки можно использовать папиросную бумагу для линз.
После использования установите защитную крышку прицела, не прикасайтесь к выходной линзе и не используйте растворитель для очистки, для очистки можно использовать папиросную бумагу для линз.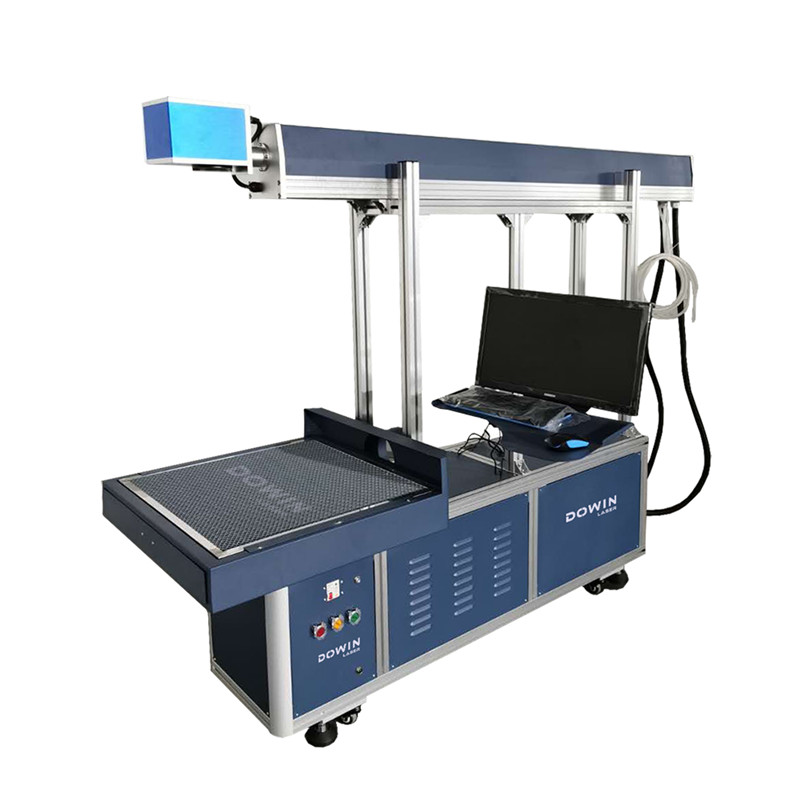 Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика.
Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика. С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0016
С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0016 youtube.com/embed/_9BR-kt_svg?rel=0&controls=0&showinfo=0&vq=hd720″ frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/_9BR-kt_svg?rel=0&controls=0&showinfo=0&vq=hd720″ frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»> 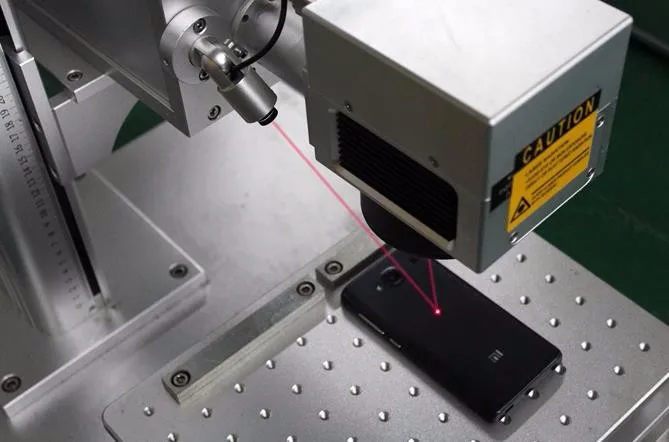 youtube.com/embed/wVsl3BdxmzM?rel=0″/>
youtube.com/embed/wVsl3BdxmzM?rel=0″/> 
 Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку.
Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку. Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.
Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.
 Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы можете быть уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности.
Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы можете быть уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности. Это включает литой под давлением, универсальный, чистый и анодированный алюминий.
Это включает литой под давлением, универсальный, чистый и анодированный алюминий. В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу.
В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу. Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов.
Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов. Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
 Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.
Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.
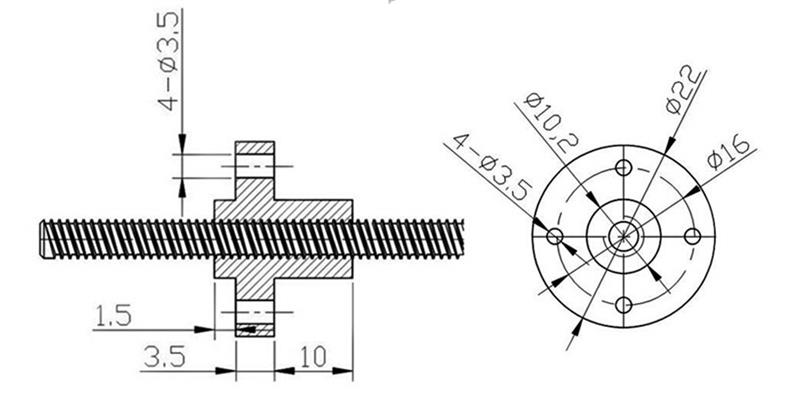
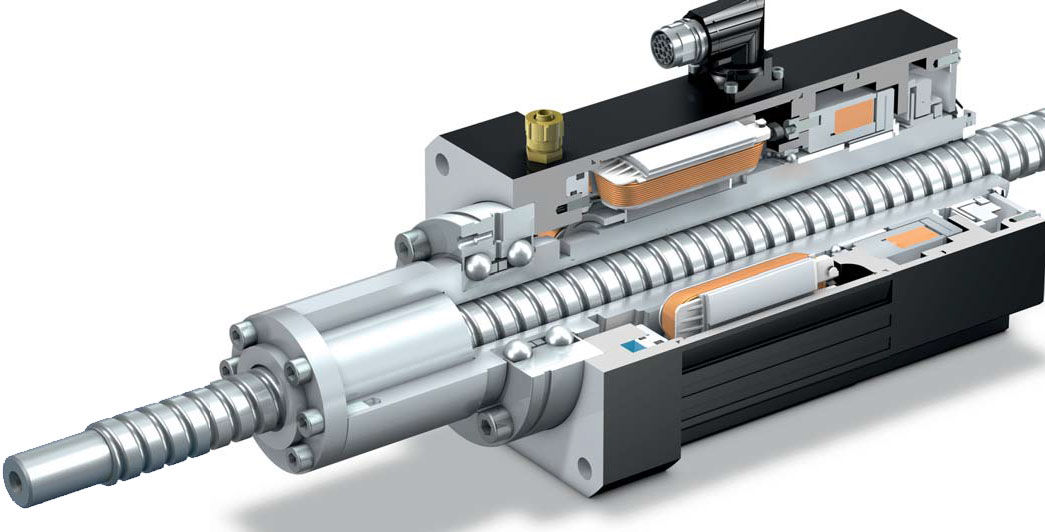
 Они отличаются низкой ценой и средним классом точности – до 23 мкм на 300 мм хода. Заготовка подвергается пластической деформации с помощью 2 валков. В результате получается упрочненная поверхность со сглаженным расположением волокон и незначительной шероховатостью.
Они отличаются низкой ценой и средним классом точности – до 23 мкм на 300 мм хода. Заготовка подвергается пластической деформации с помощью 2 валков. В результате получается упрочненная поверхность со сглаженным расположением волокон и незначительной шероховатостью.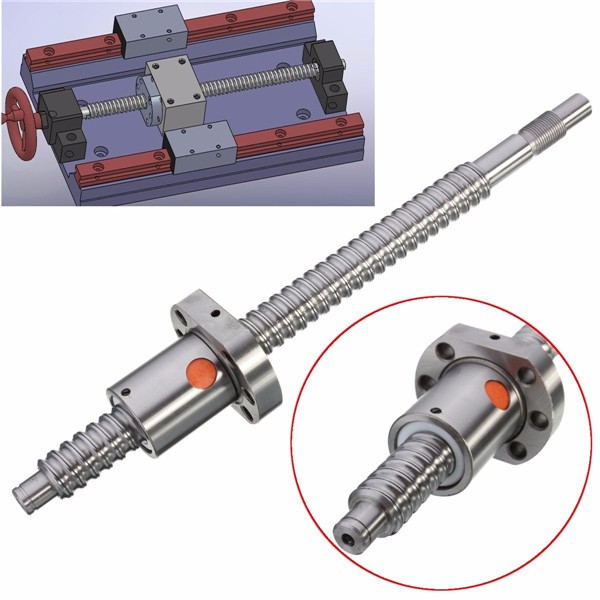 В результате они становятся более гладкими и твердыми. Такая доводка обеспечивает катаным ШВП плавную и бесшумную работу.
В результате они становятся более гладкими и твердыми. Такая доводка обеспечивает катаным ШВП плавную и бесшумную работу. Такие элементы востребованы и при изготовлении нового оборудования, и при ремонте или модернизации используемых станков.
Такие элементы востребованы и при изготовлении нового оборудования, и при ремонте или модернизации используемых станков.
 Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттер..
Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттер..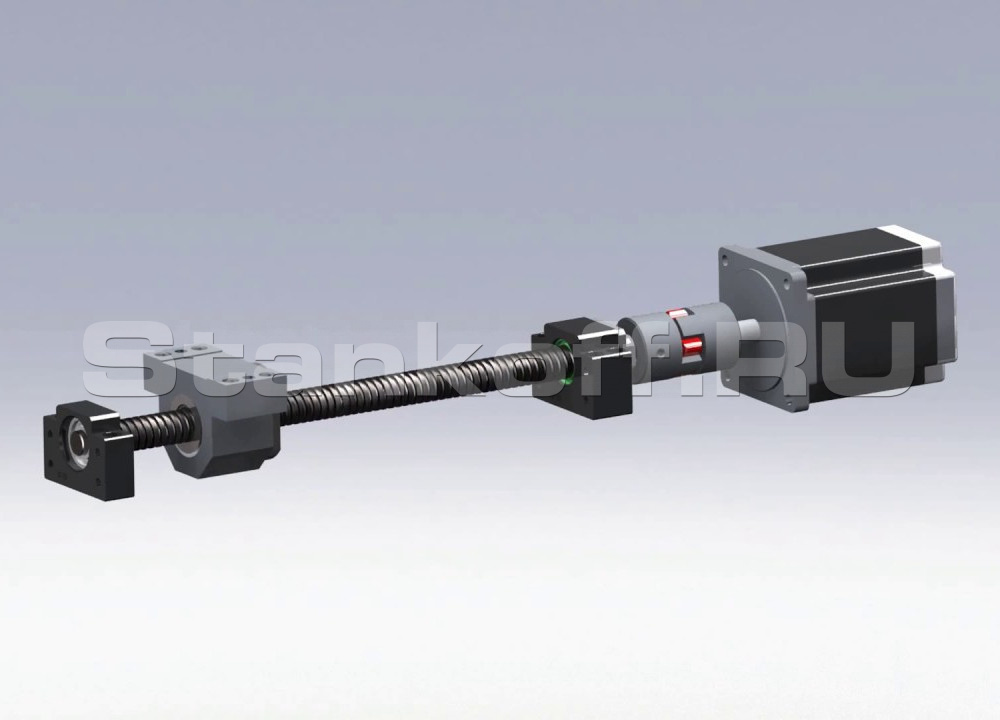
 Вал фиксируется затягиванием винт..
Вал фиксируется затягиванием винт.. .
. 00грн
00грн 00грн
00грн Этот конец загнут на 17 мм, поэтому вам понадобится 17-мм муфта для этого конца.
Этот конец загнут на 17 мм, поэтому вам понадобится 17-мм муфта для этого конца. Он применил шарико-винтовую передачу к самодельной версии станка с ЧПУ, которую можно найти в пошаговом руководстве и в книге «Создай свой собственный станок с ЧПУ». Да, вы поняли меня правильно! ШВП. Почему я звучу взволнованно? Читай дальше.
Он применил шарико-винтовую передачу к самодельной версии станка с ЧПУ, которую можно найти в пошаговом руководстве и в книге «Создай свой собственный станок с ЧПУ». Да, вы поняли меня правильно! ШВП. Почему я звучу взволнованно? Читай дальше. Свинцовые винты также имеют все эти термины и эзотерический язык, которые я демистифицирую. Возможно, вы также начнете понимать математику линейного движения и то, как разные ходовые винты обеспечивают различные характеристики линейного движения.
Свинцовые винты также имеют все эти термины и эзотерический язык, которые я демистифицирую. Возможно, вы также начнете понимать математику линейного движения и то, как разные ходовые винты обеспечивают различные характеристики линейного движения. Пожалуйста, укажите размер выше.
Пожалуйста, укажите размер выше. 
 06 МБ)
06 МБ) Маркет Отзывы (12)
Маркет Отзывы (12) — 15 Августа 2019
— 15 Августа 2019 до 109 р. в 21 магазинах
до 109 р. в 21 магазинах Особый тип эксцентрикового механизма имитирует полирование вручную, а также улучшает качество и и уменьшает время работы. Специальный водоотталкивающий верхний слой не позволяет полироли впитываться в полировальную тарелку. Это повышает качество полировки и уменьшает расход полироли.
Особый тип эксцентрикового механизма имитирует полирование вручную, а также улучшает качество и и уменьшает время работы. Специальный водоотталкивающий верхний слой не позволяет полироли впитываться в полировальную тарелку. Это повышает качество полировки и уменьшает расход полироли. обороты
обороты регулировка оборотов
регулировка оборотов Выбирайте самые «дешёвые даты» в специальном разделе сайта Цены на авиабилеты
Выбирайте самые «дешёвые даты» в специальном разделе сайта Цены на авиабилеты
 4
4 2
2
 Оставшиеся Кубиковские пленки будут теперь лежать только на крайний случай 🙂
Оставшиеся Кубиковские пленки будут теперь лежать только на крайний случай 🙂 Более месяца назад на стенках моей модели появился диагональный рисунок, который был в…
Более месяца назад на стенках моей модели появился диагональный рисунок, который был в… Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.  Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или  Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
 Фторированный этиленпропилен был изобретен компанией DuPont и продается под торговой маркой Teflon FEP и принадлежит к тому же семейству, что и тефлон и другие фторированные полимеры.
Фторированный этиленпропилен был изобретен компанией DuPont и продается под торговой маркой Teflon FEP и принадлежит к тому же семейству, что и тефлон и другие фторированные полимеры. Материал, используемый для пленки нФЭП, позволяет ей обеспечивать меньшую силу всасывания по сравнению с пленкой ФЭП во время печати. Это означает, что у вас будет более высокий уровень успеха при печати смолой, когда установлена пленка nFEP. Пленка nFEP особенно подходит для быстроотверждаемых смол».
Материал, используемый для пленки нФЭП, позволяет ей обеспечивать меньшую силу всасывания по сравнению с пленкой ФЭП во время печати. Это означает, что у вас будет более высокий уровень успеха при печати смолой, когда установлена пленка nFEP. Пленка nFEP особенно подходит для быстроотверждаемых смол».  «PFA имеет более высокую прочность на растяжение и относительное удлинение при разрыве. PFA имеет предел прочности при растяжении 21-31 МПа по сравнению с 14,5-28 МПа для FEP. Удлинение при разрыве PFA составляет 260-300% по сравнению с 240-300%. Таким образом, сила, необходимая для разрушения PFA, выше, И она жестче по сравнению с FEP. Это, вероятно, приводит к тому, что каждый слой легче удаляется при подъеме, потому что PFA сопротивляется больше, и более длительный срок службы пленок PFA из-за немного более высокой устойчивости к растрескиванию. сколько еще… ну, у меня есть только цифры, а не эмпирические данные».
«PFA имеет более высокую прочность на растяжение и относительное удлинение при разрыве. PFA имеет предел прочности при растяжении 21-31 МПа по сравнению с 14,5-28 МПа для FEP. Удлинение при разрыве PFA составляет 260-300% по сравнению с 240-300%. Таким образом, сила, необходимая для разрушения PFA, выше, И она жестче по сравнению с FEP. Это, вероятно, приводит к тому, что каждый слой легче удаляется при подъеме, потому что PFA сопротивляется больше, и более длительный срок службы пленок PFA из-за немного более высокой устойчивости к растрескиванию. сколько еще… ну, у меня есть только цифры, а не эмпирические данные».  PFA обеспечивает высокую прочность расплава, стабильность при высоких температурах обработки, отличную устойчивость к растрескиванию и нагрузке, низкий коэффициент трения и более чем в 10 раз больший срок службы при изгибе, чем FEP».
PFA обеспечивает высокую прочность расплава, стабильность при высоких температурах обработки, отличную устойчивость к растрескиванию и нагрузке, низкий коэффициент трения и более чем в 10 раз больший срок службы при изгибе, чем FEP». 
 /склад CN — $16,00
/склад CN — $16,00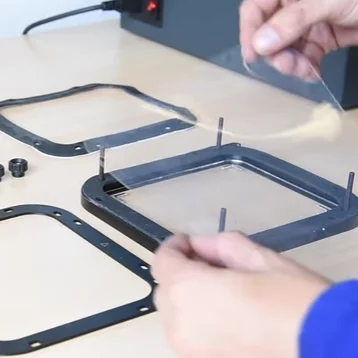 Пленка FEP — это расходный материал для ЖК-3D-принтеров, который пользователи должны вовремя менять.
Пленка FEP — это расходный материал для ЖК-3D-принтеров, который пользователи должны вовремя менять.

 jonnesway.ru/product/5194/
jonnesway.ru/product/5194/
 org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Каталог
org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Каталог 2 мм, плоская, латунированная витая проволока Matrix
2 мм, плоская, латунированная витая проволока Matrix 775 мм х 30 м, «БАЗ» Россия
775 мм х 30 м, «БАЗ» Россия
 559
559 608
608 40
40



 Благодаря своей уникальной, но прочной конструкции, обычно изготавливаемой из стали С-образные прессы обеспечивают небольшой прогиб.
Благодаря своей уникальной, но прочной конструкции, обычно изготавливаемой из стали С-образные прессы обеспечивают небольшой прогиб. При увеличении давления жидкости в гидроцилиндре, пропорционально площади её контакта с основанием плунжера увеличивается давление на исполнительный механизм пресса. При этом возможно как поддерживать постоянное усилие развиваемое прессом на всей протяжённости рабочего хода плунжера, так и повышать или снижать усилие в произвольной точке, сохраняя направление движения.
При увеличении давления жидкости в гидроцилиндре, пропорционально площади её контакта с основанием плунжера увеличивается давление на исполнительный механизм пресса. При этом возможно как поддерживать постоянное усилие развиваемое прессом на всей протяжённости рабочего хода плунжера, так и повышать или снижать усилие в произвольной точке, сохраняя направление движения. 



 За рассматриваемый период в производстве произошел резкий спад. Самый заметный темп роста был зафиксирован в 2019 году.с ростом 99%. Производство гидравлических прессов достигло X долларов в 2015 году; однако с 2016 по 2021 год производство не набрало обороты.
За рассматриваемый период в производстве произошел резкий спад. Самый заметный темп роста был зафиксирован в 2019 году.с ростом 99%. Производство гидравлических прессов достигло X долларов в 2015 году; однако с 2016 по 2021 год производство не набрало обороты. В результате экспорт достиг пика в $X. С 2017 по 2021 год рост экспорта оставался на несколько более низком уровне.
В результате экспорт достиг пика в $X. С 2017 по 2021 год рост экспорта оставался на несколько более низком уровне.
 За рассматриваемый период импорт несколько увеличился. Темпы роста оказались самыми быстрыми в 2017 году, увеличившись на 135%. За рассматриваемый период импорт достиг максимума в X единиц в 2014 г.; однако с 2015 по 2021 год импорт не смог восстановиться.
За рассматриваемый период импорт несколько увеличился. Темпы роста оказались самыми быстрыми в 2017 году, увеличившись на 135%. За рассматриваемый период импорт достиг максимума в X единиц в 2014 г.; однако с 2015 по 2021 год импорт не смог восстановиться. Остальные страны-поставщики зафиксировали следующие среднегодовые темпы роста импорта: Италия (-12,7% в год) и Беларусь (+97,9% в год).
Остальные страны-поставщики зафиксировали следующие среднегодовые темпы роста импорта: Италия (-12,7% в год) и Беларусь (+97,9% в год). ; однако с 2013 по 2021 год цены на импорт были несколько ниже.
; однако с 2013 по 2021 год цены на импорт были несколько ниже. Более того, производство гидравлических прессов в Китае в пять раз превысило показатели второго по величине производителя, Финляндии. Индия заняла третье место по общему объему производства с долей 5,3%.
Более того, производство гидравлических прессов в Китае в пять раз превысило показатели второго по величине производителя, Финляндии. Индия заняла третье место по общему объему производства с долей 5,3%.

 1
1 1
1 3
3
 , 2012– 2022
, 2012– 2022 , 16:00 по восточноевропейскому времени
, 16:00 по восточноевропейскому времени 111кг:
111кг: всего:
всего:
 Недостатком является то, что некоторые рецензенты говорят, что они нестабильны, и они падают, делая их бесполезными, но это может быть вызвано ошибкой пользователя. Отличный продукт, если вы находитесь в арендованном доме, который не позволяет постоянно прикрепляться к потолку или полу.
Недостатком является то, что некоторые рецензенты говорят, что они нестабильны, и они падают, делая их бесполезными, но это может быть вызвано ошибкой пользователя. Отличный продукт, если вы находитесь в арендованном доме, который не позволяет постоянно прикрепляться к потолку или полу.
 Практическое руководство.
Практическое руководство. 1% покупателей остались недовольны
1% покупателей остались недовольны 59 ₽
59 ₽ 06 ₽
06 ₽ 92 ₽
92 ₽ 91 ₽
91 ₽ 12 ₽
12 ₽ 75 ₽
75 ₽ 19 ₽
19 ₽ 12 ₽
12 ₽ 96 ₽
96 ₽ 67 ₽
67 ₽ 04 ₽
04 ₽ 02 ₽
02 ₽

 По сути, у нас есть гараж на 2-1/2 машины, но с полноразмерным седаном и минивэном, а также с моими инструментами, детскими игрушками и другими разными предметами пространство может довольно быстро стать скудным.
По сути, у нас есть гараж на 2-1/2 машины, но с полноразмерным седаном и минивэном, а также с моими инструментами, детскими игрушками и другими разными предметами пространство может довольно быстро стать скудным. Упаковка адекватная и упрощенная, но ничего, что привлекло бы вас, если бы устройство стояло на полке с другими продуктами.
Упаковка адекватная и упрощенная, но ничего, что привлекло бы вас, если бы устройство стояло на полке с другими продуктами.
 За три недели использования я прошел две 9батареи В. Я считаю, что активация движения лазера ответственна за чрезмерное использование батареи. Каждый раз, когда я заходил в гараж за инструментом, выбрасывал мусор или вытаскивал/въезжал другой автомобиль, активировался лазер.
За три недели использования я прошел две 9батареи В. Я считаю, что активация движения лазера ответственна за чрезмерное использование батареи. Каждый раз, когда я заходил в гараж за инструментом, выбрасывал мусор или вытаскивал/въезжал другой автомобиль, активировался лазер.
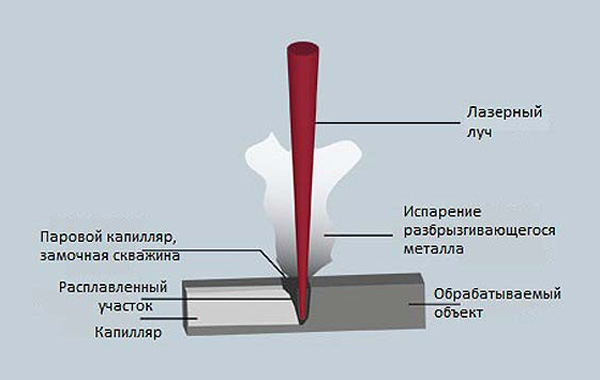 Руководство по эксплуатации
Руководство по эксплуатации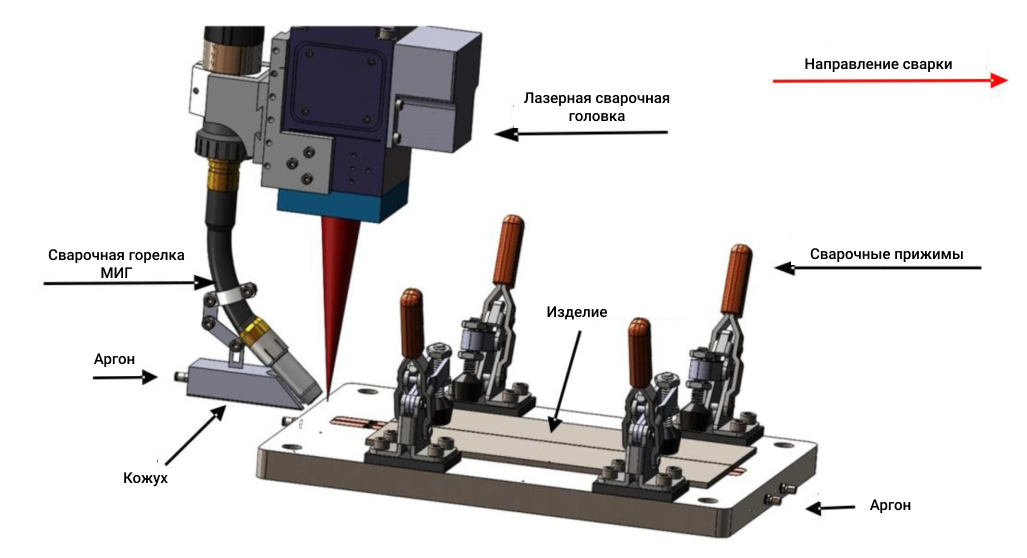 Поиск и устранение неисправностей
Поиск и устранение неисправностей Окна экрана ЧПУ
Окна экрана ЧПУ Руководство по эксплуатации
Руководство по эксплуатации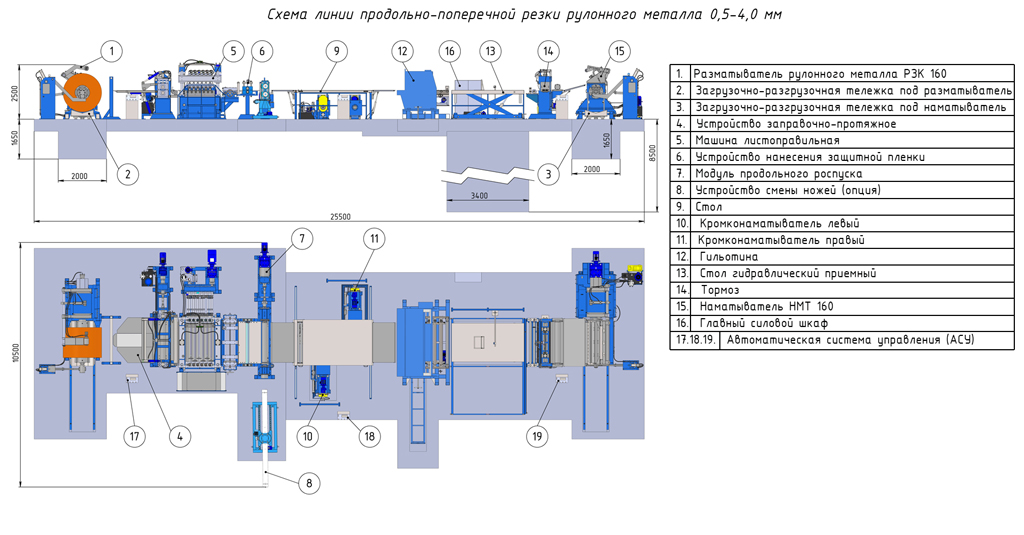
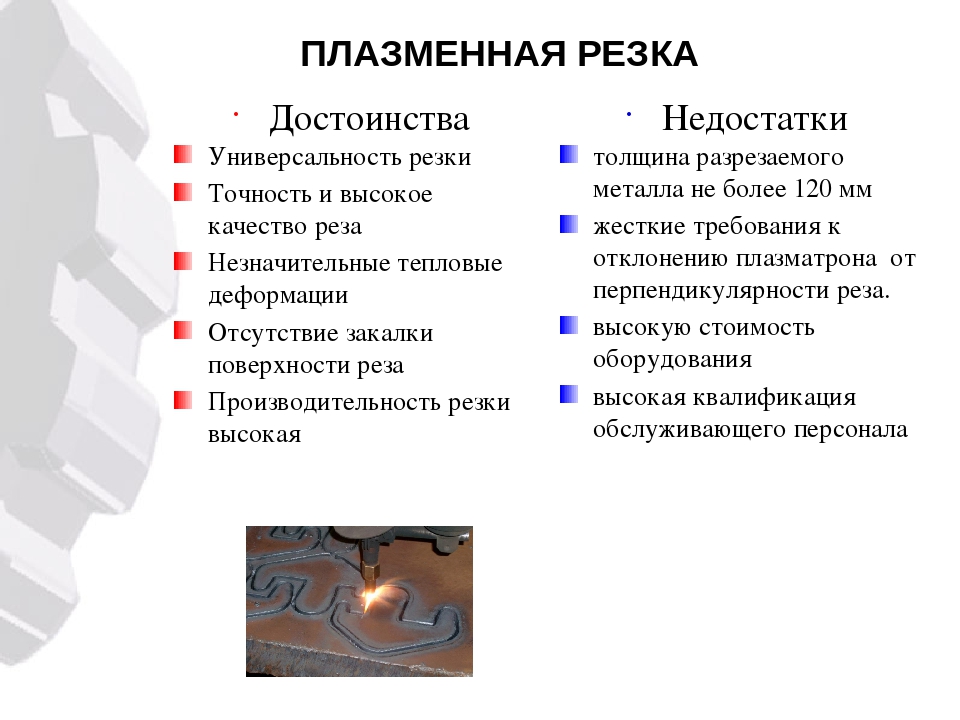
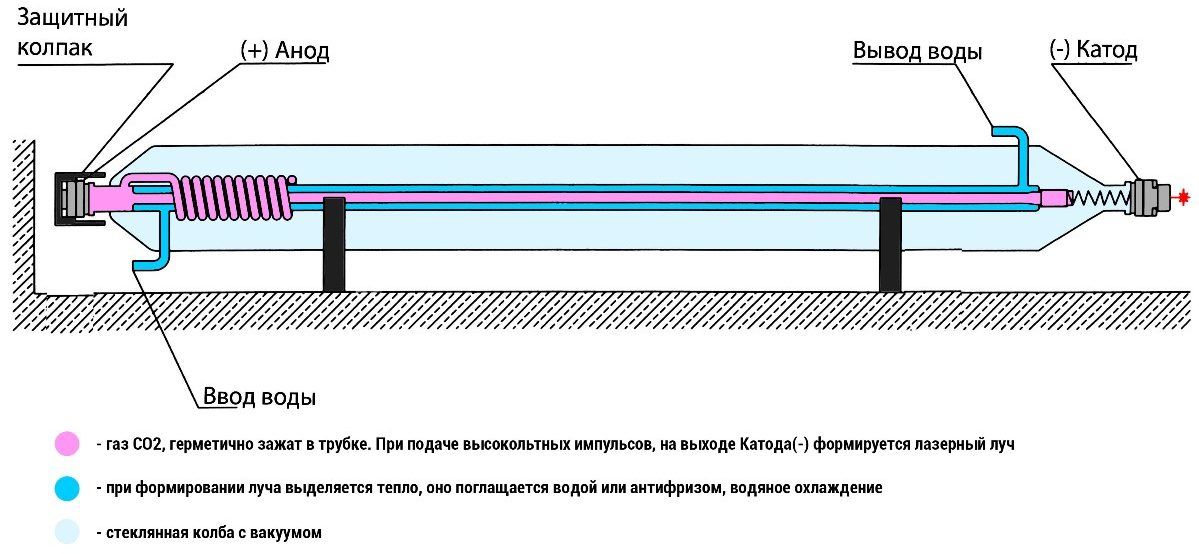
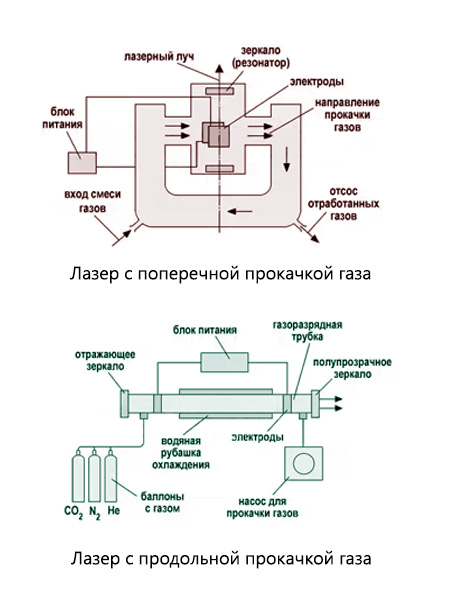

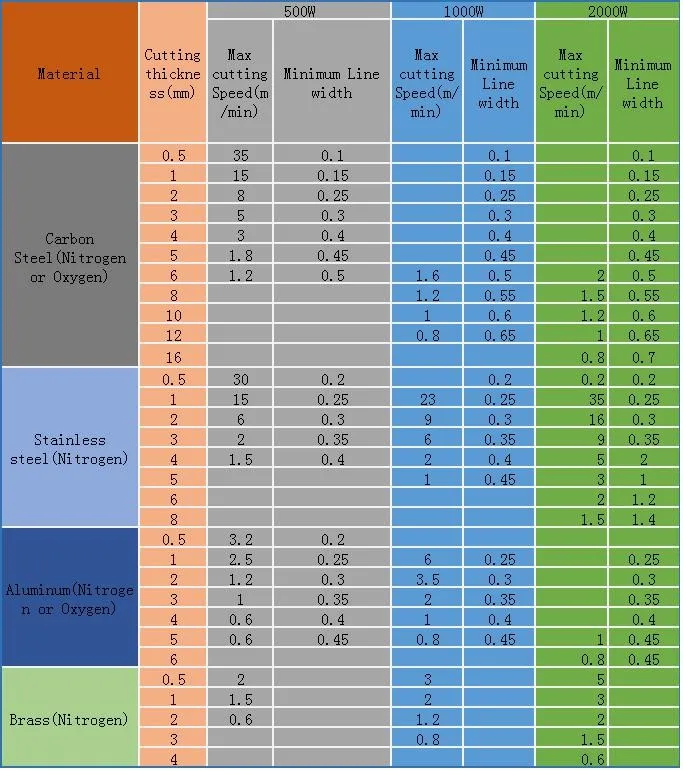
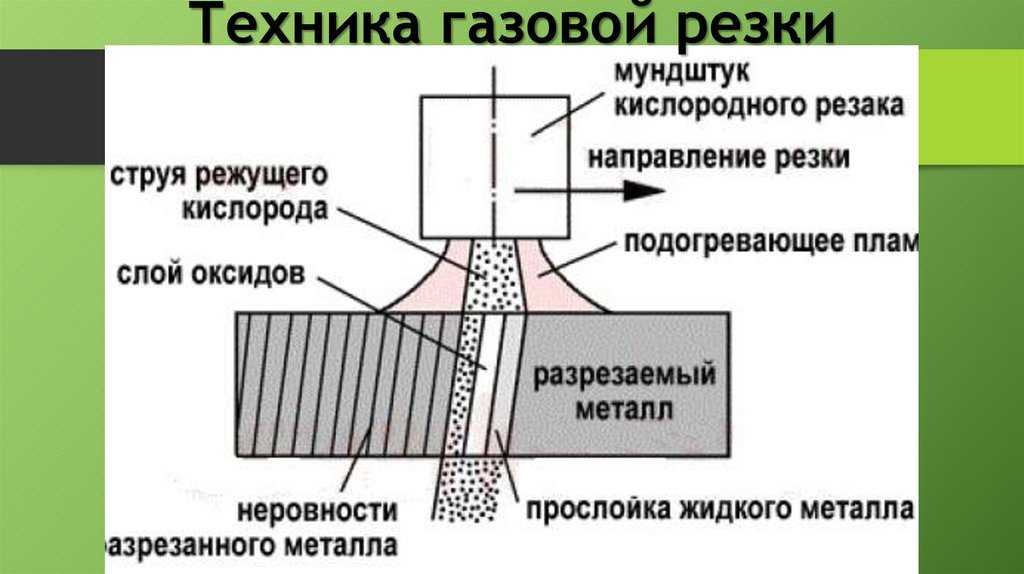
 д.
д.
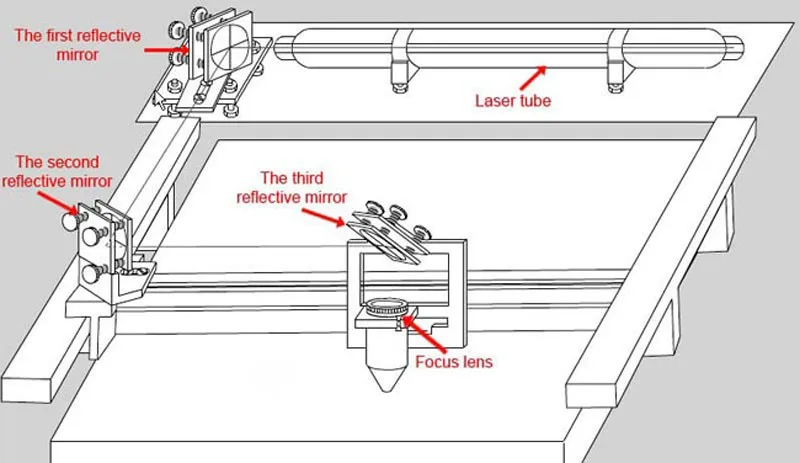
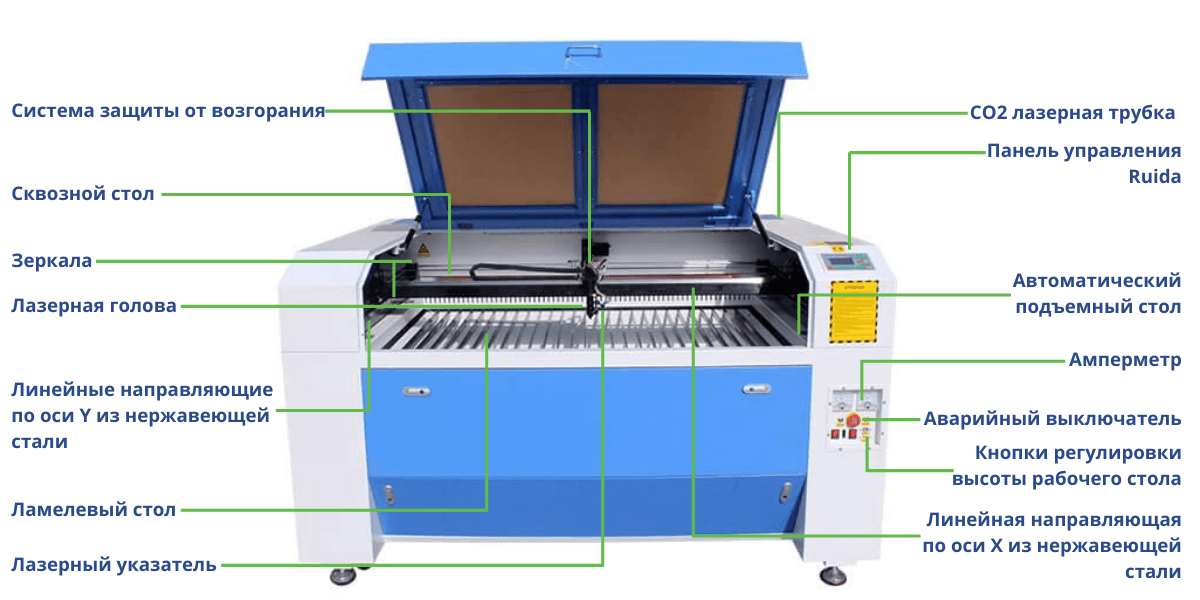 Это может привести к тому, что заготовка приварится к рабочему столу и образует дефектную поверхность.
Это может привести к тому, что заготовка приварится к рабочему столу и образует дефектную поверхность.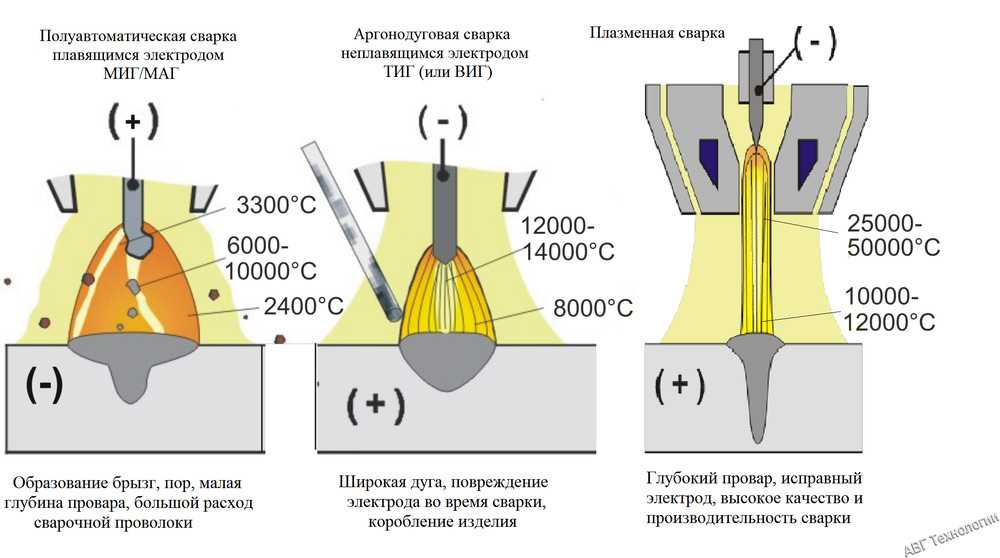
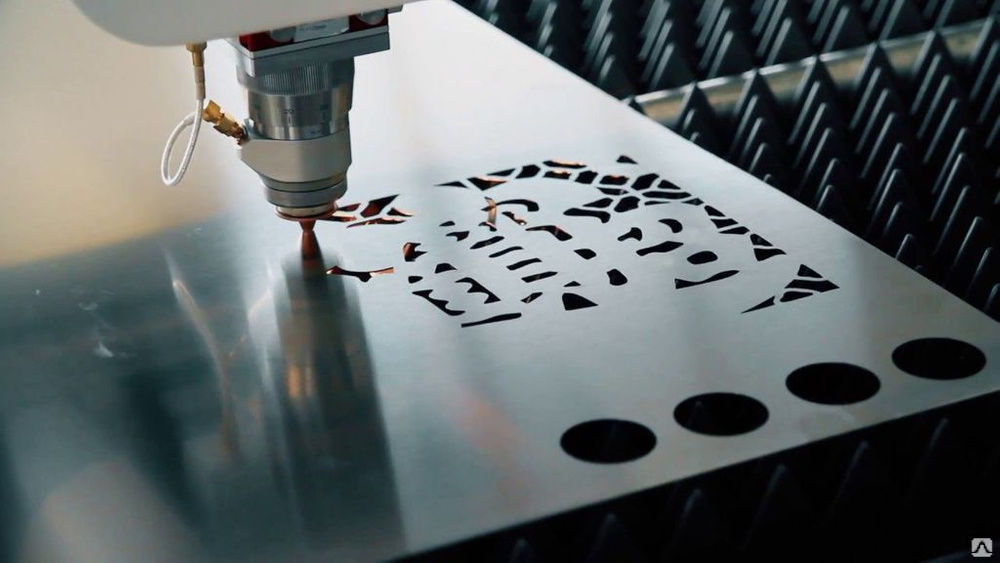
 Огнетушитель CO2 является лучшим типом для этого применения.
Огнетушитель CO2 является лучшим типом для этого применения.
 Помимо проверки оптики и механики лазерного резака, очень важно также проверить функции безопасности. Это включает в себя функциональность блокировок машины, а также проверку того, что все крышки и дверцы закрываются должным образом и не позволяют лазерному лучу потенциально выходить из машины.
Помимо проверки оптики и механики лазерного резака, очень важно также проверить функции безопасности. Это включает в себя функциональность блокировок машины, а также проверку того, что все крышки и дверцы закрываются должным образом и не позволяют лазерному лучу потенциально выходить из машины.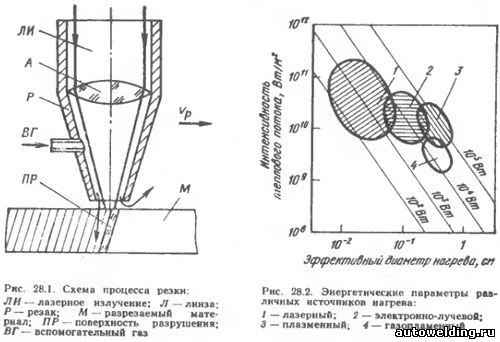 Если список одобренных материалов недоступен, то, по крайней мере, убедитесь, что во время резки не разрезаются материалы, выделяющие токсичные или едкие пары. Информацию см. в Паспорте безопасности материала (MSDS).
Если список одобренных материалов недоступен, то, по крайней мере, убедитесь, что во время резки не разрезаются материалы, выделяющие токсичные или едкие пары. Информацию см. в Паспорте безопасности материала (MSDS).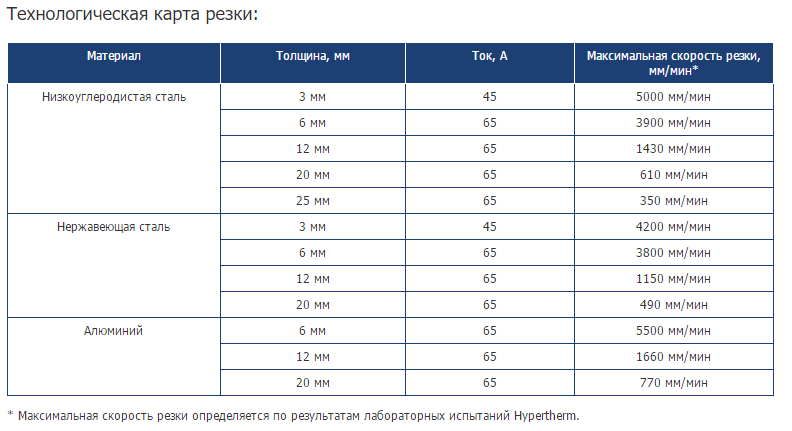
 В векторном формате файл можно загрузить в программное обеспечение для лазерной резки.
В векторном формате файл можно загрузить в программное обеспечение для лазерной резки. Ширина пропила может составлять от 0,2 до 1,2 мм. Ширина зависит от типа материала, мощности лазера, скорости резки и толщины материала. Внутренний край лазерной резки должен быть на внешнем краю предполагаемых размеров детали, чтобы весь размер детали был включен в окончательную деталь. Программное обеспечение для лазерной резки может компенсировать ширину пропила, смещая путь лазерного реза так, чтобы он полностью выходил за пределы предполагаемой формы детали. В качестве альтернативы исходный проект САПР можно изменить с учетом положения разреза.
Ширина пропила может составлять от 0,2 до 1,2 мм. Ширина зависит от типа материала, мощности лазера, скорости резки и толщины материала. Внутренний край лазерной резки должен быть на внешнем краю предполагаемых размеров детали, чтобы весь размер детали был включен в окончательную деталь. Программное обеспечение для лазерной резки может компенсировать ширину пропила, смещая путь лазерного реза так, чтобы он полностью выходил за пределы предполагаемой формы детали. В качестве альтернативы исходный проект САПР можно изменить с учетом положения разреза. Примером этого является пластик ПВХ.
Примером этого является пластик ПВХ.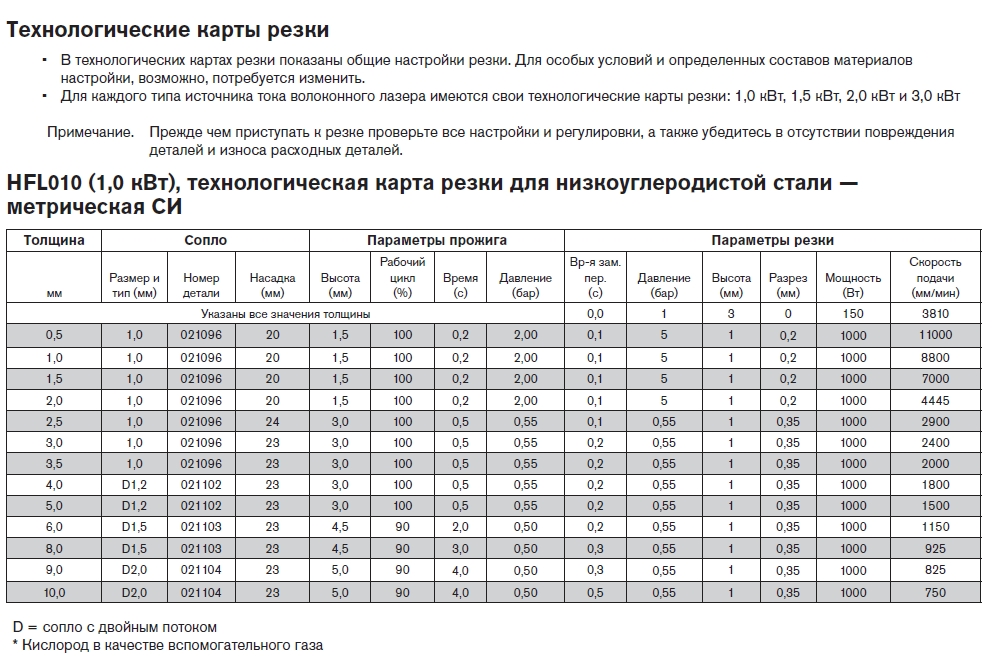 Он имеет высокий уровень точности, намного превышающий то, что может быть достигнуто с помощью ручной резки или других промышленных инструментов, таких как кислородно-ацетиленовые или плазменные горелки. Лазерная резка также лучше подходит для получения чистых кромок, особенно по сравнению с газовой горелкой и плазменной резкой.
Он имеет высокий уровень точности, намного превышающий то, что может быть достигнуто с помощью ручной резки или других промышленных инструментов, таких как кислородно-ацетиленовые или плазменные горелки. Лазерная резка также лучше подходит для получения чистых кромок, особенно по сравнению с газовой горелкой и плазменной резкой.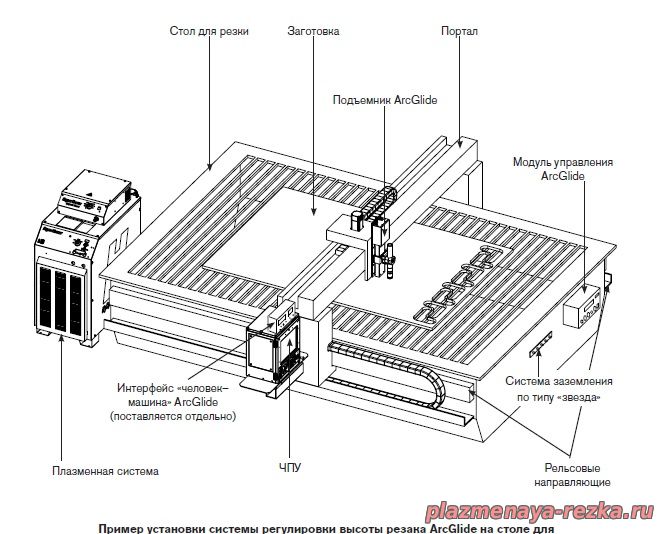
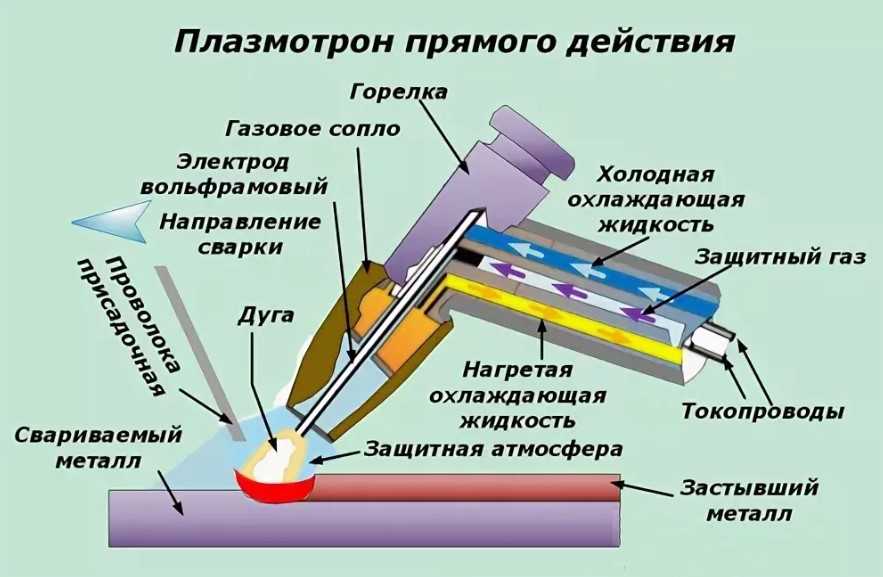 При вырезании простых художественных рисунков подойдет что-то вроде LaserGRBL. Однако для более сложных промышленных применений Lightburn® может оказаться лучшим вариантом.
При вырезании простых художественных рисунков подойдет что-то вроде LaserGRBL. Однако для более сложных промышленных применений Lightburn® может оказаться лучшим вариантом. наше руководство «Как лазерная резка используется в промышленности».
наше руководство «Как лазерная резка используется в промышленности».
 Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации. 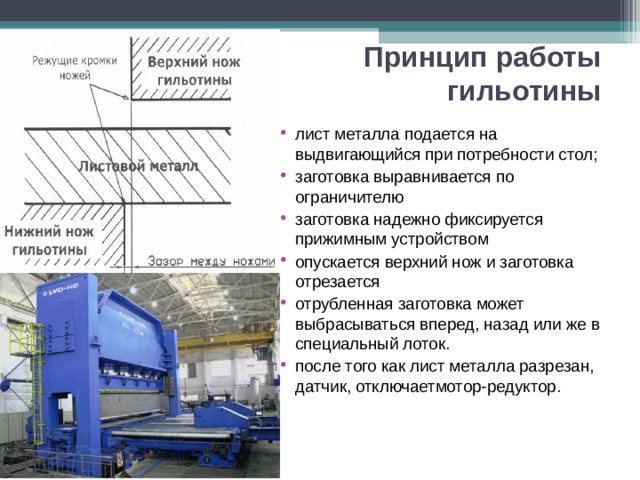 Лазером очень легко разжечь огонь
Лазером очень легко разжечь огонь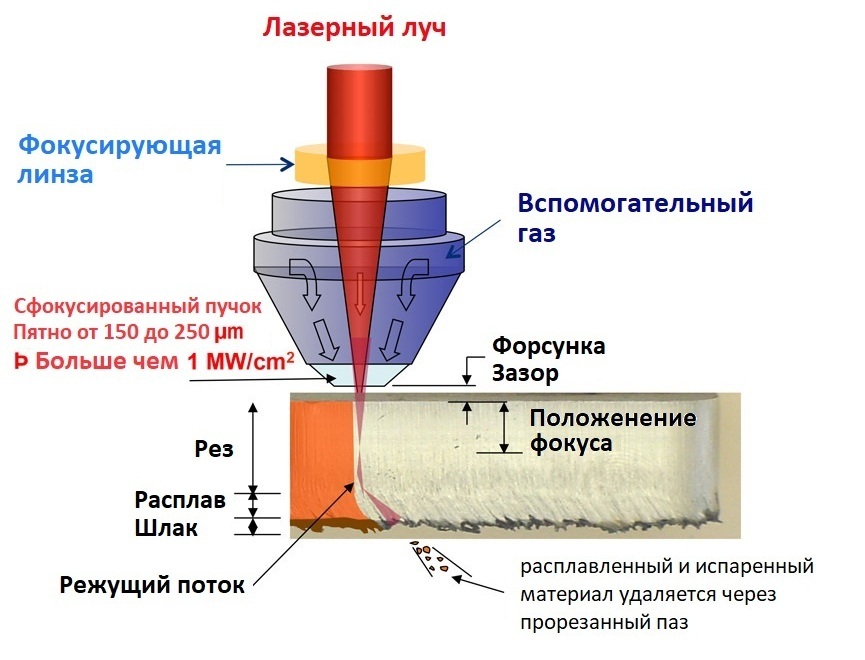
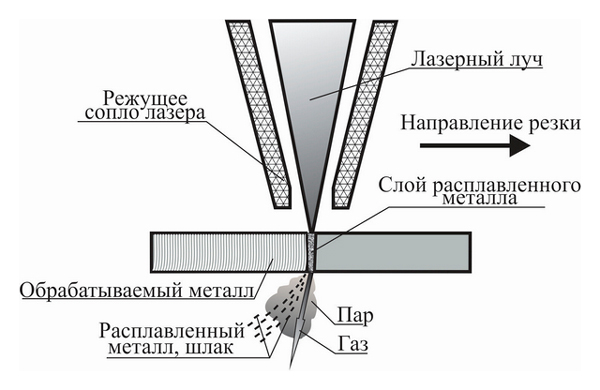 В
В е. составлены из
е. составлены из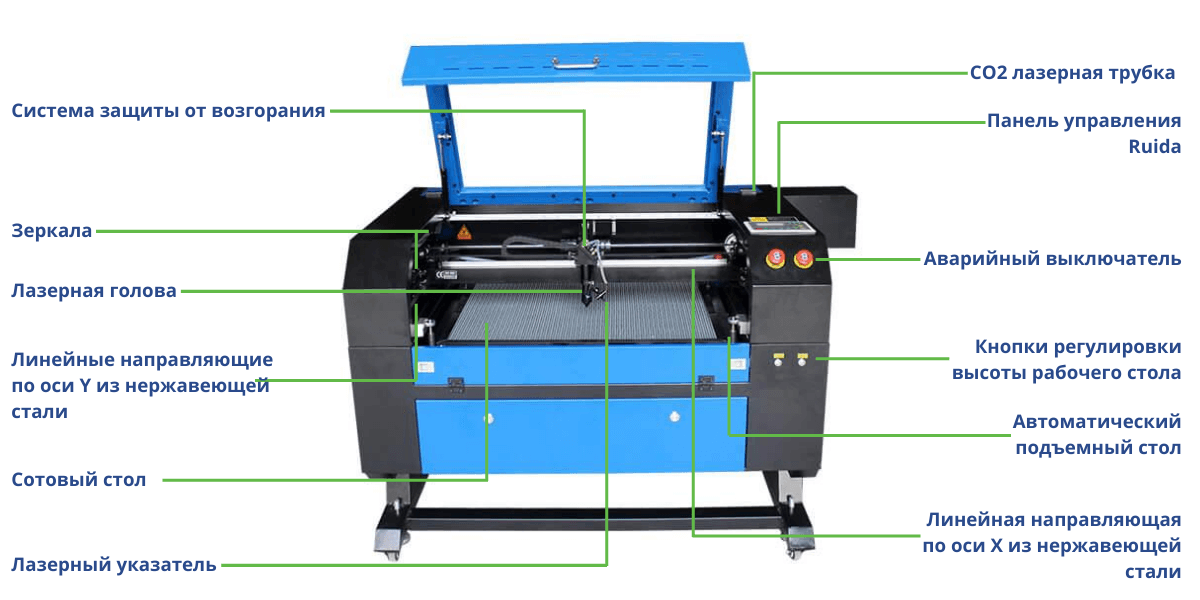
 Затем измените уровни мощности/скорости,
Затем измените уровни мощности/скорости, Линзы есть
Линзы есть Обязательно проверьте происхождение
Обязательно проверьте происхождение