ДенсТоп ПМ 600 – трехкомпонентный цементно-полиуретановый грунтовочный состав, специально разработанный для применения в системах покрытий ДенсТоп ПМ с целью повышения адгезии и снижения пористости основания. Не содержит растворителей.
Упаковка
Комплектация
Фасовка
Упаковка
Европаллета
А+Б1+Б2
компонент А
компонент Б1
компонент Б2
10,2 кг
4,5 кг
2,6 кг
3,1 кг
ведро
пакет Zip-Lock
канистра
канистра
36 шт
Области применения
Грунтовка в системе покрытий ДенсТоп ПМ для нефтеперерабатывающих, фармацевтических, пищевых и других предприятий с повышенными требованиями к химической стойкости, механической прочности и стойкости к перепадам температуры.
Преимущества
Снижает пористость основания, предотвращает образование кратеров и пузырей при нанесении цементно-полиуретановых систем покрытий;
Превосходная адгезия к бетону и строительным растворам;
Высокая укрывистость и механические свойства;
Повышение механической прочности покрытий полов;
Широкий температурный диапазон эксплуатации, что позволяет добиться высокой теплостойкости в системах покрытий ДенсТоп;
Экологичность: нетоксична, не содержит растворителей и не воспламеняется.
Технические характеристики
Жизнеспособность
10 мин
Температура воздуха при нанесении
от +10 до +25°C
Максимальная относительная влажность при нанесении
90%
Расход
0,2 — 0,4 кг/м2
ДенсТоп ПМ 601 — цементно-полиуретановая грунтовка для увеличения адгезии цементно-полиуретановых покрытий
Файлы для загрузки
Техническое описание Скопировать ссылкуДенсТоп ПМ 601
Объекты
АО «Аммоний»
Завод Хенкель
МКБ Факел
Очистные сооружения
Холодильные камеры гипермаркета Лента
ДенсТоп ПМ 601 – трехкомпонентный цементно-полиуретановый грунтовочный состав, специально разработанный для применения в системах покрытий ДенсТоп ПМ с целью заполнения неровностей основания и повышения адгезии. Не содержит растворителей.
Упаковка
Комплектация
Фасовка
Упаковка
Европалетта
А+Б1+Б2
компонент А
компонент Б1 компонент Б2
20,6 кг
15 кг
2,5 кг
3,1 кг
мешок
канистра
канистра
24 шт
48 шт 48 шт
Области применения
Грунтовка в системе покрытий ДенсТоп ПМ для нефтеперерабатывающих, фармацевтических, пищевых и других предприятий с повышенными требованиями к химической стойкости, механической прочности и температурному диапазону эксплуатации;
Заполнение дефектов основания, а также анкерных пропилов, для создания ровного основания перед нанесением основных покрытий системы ДенсТоп ПМ;
Грунтование всех типов минеральных оснований различной пористости перед нанесением основных покрытий системы ДенсТоп ПМ;
На новых бетонных основаниях, через 7 суток после устройства, и на слегка влажных поверхностях (до 8%).
Преимущества
Снижение пористости основания, предотвращение образования кратеров и пузырей при нанесении цементно-полиуретановых систем покрытий;
Превосходная адгезия к бетону и строительным растворам;
Высокая укрывистость и механические свойства;
Повышение механической прочности покрытий полов;
Широкий температурный диапазон эксплуатации, что позволяет добиться высокой теплостойкости в системах покрытий ДенсТоп;
Экологичность: нетоксичен, не содержит растворителей и не воспламеняется.
Технические характеристики
Жизнеспособность
10 мин
Температура воздуха при нанесении
от +10 до +25°C
Максимальная относительная влажность при нанесении
90%
Расход
2,0 — 4,0 кг/м2
Портативный и ручной струйный принтер PM-600 — Ухань, Хубэй, Китай
Портативный и ручной струйный принтер
Превосходная стабильная производительность и высокое качество печати. к различным отраслям, различным идентификационным потребностям.
Струйный принтер может поддерживать онлайн-редактирование символов, букв, цифр и символов. Кроме того, упаковочная печатная машина может поддерживать предварительный просмотр печати. Машина может быть открыта или распечатана на высокой скорости в течение одной секунды. Когда не используется, светодиодная подсветка ЖК-экрана гаснет через 10 секунд. Путь чернил сопла полностью не требует обслуживания, что снижает затраты. Четкие результаты печати без пятен чернил.
Perfect Laser — ведущий производитель промышленных струйных принтеров. Являясь специалистом, предлагающим обслуживание и техническое обслуживание оборудования Perfect Laser, мы располагаем крупнейшей в отрасли и наиболее квалифицированной командой по сертификации производителей, которая предоставит вам недорогое и эффективное решение.
Дополнительная информация
Фрезерный станок с ЧПУ для дерева и мебели
Фрезерный станок с ЧПУ предназначен для рекламной индустрии из чистого алюминия, что обеспечивает параллельность и значительно повышает точность и скорость станины двигателя. Это фрезерный станок с ЧПУ для деревообработки, который может применяться для резки месильной доски большого размера и изготовления крупномасштабного рельефа и этикетки. Размер машины рассчитывается и настраивается в соответствии с оптимизи…
80w 100w 130w 150w Co2 Laser Cutters
Perfect Laser — Co2 лазерная резка с большой рабочей зоной 1300 мм × 900 мм, компактным размещением и удобными материалами для хранения. Он широко используется в неметаллических материалах, таких как акрил, органическое стекло, дерево, древесноволокнистая плита средней плотности, текстиль, ткани, ткань, кожа, бумага, материалы EVA, пластик ПВХ, хрусталь, бамбук, уплотнения, резиновые пластины, мрамор, гранит. , резинки,…
Автоматический промышленный станок плазменной резки с ЧПУ настольного типа обладает хорошей жесткостью и долговременной стабильностью и может резать сталь и алюминий толщиной 1-20 мм.
В то же время машина плазменной резки оснащена системой автоматической регулировки высоты, которая может повысить эффективность работы и сократить расходы. Материалы применения: машина плазменной резки с ЧПУ широко используется в металлических материалах больших, средних и малых пластин, таких как профилированная углеродистая сталь, марганцевая сталь, нержавеющая сталь, цветные металлы (нержавеющая сталь…
Подходящие материалы для полосового рабочего стола и сотового рабочего стола
Рабочий стол из полос предназначен для резки твердых и тяжелых предметов, таких как: дерево, акрил, МДФ, плита ПВХ. Грузоподъемность лучше. Сотовый рабочий стол подходит для резки мягких материалов, особенно для швейной промышленности, таких как: ткань, ткань, искусственная кожа, резка ковров и так далее. Добавляя вакуумную поглощающую платформу, он может поглощать мягкий мат…
Когда важны качество печати, производительность, гибкость приложений и простота управления, премиальные принтеры серии ZD600 помогут вам. 4-дюймовые настольные принтеры ZD621 и 2-дюймовые ZD611 доступны в моделях с термопереносом, прямой термопечатью, для здравоохранения и RFID.
Отрасли
Розничная торговля
Здравоохранение
Транспорт
Управление складом
Производство
гостеприимство
Используется для
Этикетки для полок
Метки активов
Этикетки для лабораторий и образцов
Этикетки с рецептами
Незавершенное производство
Инвентарные этикетки
Транспортировочные этикетки
Приемные этикетки
Упаковочные листы
Браслеты
ZD510-HC Решение для печати браслетов
Доверьте печать браслетов специалисту
Решение для печати браслетов ZD510-HC сочетает в себе надежный термопринтер ZD510-HC с удобными для загрузки картриджами, содержащими единственные на рынке браслеты с антимикробным покрытием — браслеты Zebra Z-Band®. Кроме того, вы можете печатать браслеты для аттракционов, аквапарков и развлекательных заведений, вы получаете надежную печать браслетов, которая повышает безопасность пациентов и производительность персонала.
Отрасли
Здравоохранение
гостеприимство
Используется для
Идентификация пациента
Идентификация гостя
Настольные принтеры серии ZD400
Расширенная простота использования, гибкость и простота управления
Серия Zebra ZD400 обеспечивает функциональность, необходимую для легкой интеграции, эксплуатации, простоты управления и гибкости приложений. 4-дюймовые настольные принтеры ZD421 и 2-дюймовые ZD411 доступны в версиях с прямой термопечатью, термопереносом, для медицинских учреждений и с ленточным картриджем.
Не все принтеры одинаковы, особенно недорогие модели. Вместо того, чтобы экономить на расходах, настольные принтеры серии ZD200 разработаны с учетом качества Zebra, чтобы обеспечить надежную работу по доступной цене. Доступный в моделях с прямой термопечатью и термопереносом, этот принтер предлагает основные функции, которые вам нужны, — все это обеспечивается обслуживанием и поддержкой Zebra.
Отрасли
Производство
Транспорт
Розничная торговля
Здравоохранение
Используется для
Маркировка изделия
Управление активами
Управление запасами
Отслеживание незавершенного производства
Транспортировочные этикетки
Кросс-докинг
Ценник
Печать чеков
Идентификация пациента
Высокопроизводительные настольные принтеры
Варианты производительности для ваших нужд
Настольные принтеры Zebra G-Series GX и ZD500 обеспечивают высочайшую скорость печати с широчайшим набором передовых функций и опций, включая Ethernet и ЖК-экран с беспроводной связью или Bluetooth. Расширенные возможности обработки носителей включают в себя отклеивание и презентацию, прецизионный резак для этикеток, квитанций и бирок, а также этикеток без подложки.
Отрасли
Розничная торговля
Здравоохранение
Производство
гостеприимство
Используется для
Печать этикеток с высоким разрешением
Легкое производство
Гостиничный бизнес
Маркировка товаров розничной торговли
Усовершенствованные настольные принтеры
Усовершенствованный, доступный и гибкий
Настольные принтеры Zebra G-Series GK420 и GT800, включая модель GK420 Healthcare, сочетают надежную печать с высокой скоростью печати и возможностью сетевого управления. Благодаря простой в использовании конструкции принтеры GK420 и GT800 позволяют повысить эффективность работы.
Отрасли
Здравоохранение
Розничная торговля
Транспорт
гостеприимство
Производство
Используется для
Распределенные развертывания принтеров
Розничная инвентаризация и маркировка продукции
Медицинская маркировка
Печать чеков
Компактный настольный принтер TLP284 Plus
Базовая печать для небольших помещений
Недорогой компактный настольный принтер Zebra TLP2824 Plus подходит для самых маленьких рабочих мест и идеально подходит для печати этикеток или чеков шириной 2 дюйма.
Торцовочные станки с нижним расположением пилы приобрести выгодно
Главная
Каталог
Деревообрабатывающие станки
Торцовочные станки
По наименованию (А-Я)По наименованию (Я-А)По популярности (возрастание)По популярности (убывание)
Торцовочный станок TR350RM
Валюта
RUB
Ширина резания при толщине 30 мм. , мм.
250
Ширина резания при толщине 50 мм., мм.
220
Ширина резания при толщине 80 мм., мм.
140
Высота рабочего стола, мм.
880
Частота вращения пилы, об/мин.
2880
Номинальная мощность, кВт
2,2
Длина, мм
2190
Ширина, мм
610
Высота, мм
1100
Масса, кг
150
00″>цена по запросу
Торцовочный станок STROMAB TR 350
Валюта
RUB
Высота рабочего стола, мм.
800
Привод подъема пильного диска
пневматика
Мощность двигателя пилы, кВт
3
Диаметр пилы, мм
350
Скорость вращения двигателя, об/мин
3000
Давление пневмосистемы, бар
8
Сечение заготовки (X*Y), мм
160х80 200х50 220х30
Масса, кг
150
00″>цена по запросу
Торцовочный станок STROMAB TR 450
Валюта
EUR
Высота рабочего стола, мм.
850
Привод подъема пильного диска
пневматика
Мощность двигателя пилы, кВт
4,1
Диаметр пилы, мм
450
Скорость вращения двигателя, об/мин
3000
Давление пневмосистемы, бар
8
Сечение заготовки (X*Y), мм
250х95 300х50 330х25
Масса, кг
310
00″>цена по запросу
Торцовочный станок STROMAB TR 500
Валюта
EUR
Высота рабочего стола, мм.
850
Привод подъема пильного диска
пневматика
Мощность двигателя пилы, кВт
7,5
Диаметр пилы, мм
500
Скорость вращения двигателя, об/мин
3000
Давление пневмосистемы, бар
8
Сечение заготовки (X*Y), мм
250х135; 300х115; 325х100; 360х60
Масса, кг
450
00″>цена по запросу
Торцовочный станок для бруса YFC – 36
Валюта
EUR
Количество циклов
10-15 подъемов / мин
Привод пилы
пневматика
Внешний диаметр пилы
910 мм
Диаметр пильного вала
50 мм
Скорость вращения пилы
1500 об/мин
Количество и диаметр аспирационных патрубков
130х4 мм/шт
Мощность двигателя
15 кВт
Размер рабочего стола
1460*880 мм
Дисковая пила
Включено 910*50
Длина, мм
1600
Ширина, мм
1080
Высота, мм
1950
Масса, кг
1120 кг
00″>цена по запросу
Торцовочные станки с нижним расположением пилы, применяются как для торцевания в размер по упорам, так и для вырезки дефектов. Нижнее расположение пилы в торцовочном станке обеспечивает безопасность работы, а так же эффективную скорость резания. Торцовочные станки с нижним расположением пилы отличаются рабочим сечением, диаметром пильного диска, мощностью двигателя пилы, скоростью торцевания. В станках этого типа в основном используется пневматический привод торцовочной пилы, но бывает, встречаются станки и с гидравлическим приводом подъема пильного диска. Удобство работы на торцовочных станках с нижним расположением пилы обеспечивает наличие дополнительных рольгангов, слева и справ.
Новости
Cтанки ручной сварки и чистки SENFENG LASER: простое и выгодное решение!
Лизинг оборудования — это выгодно!
Листогибочный пресс с ЧПУ MAXIMA 31135 введен в эксплуатацию
Цель нашей компании — предложение широкого ассортимента оборудования на выгодных условиях и постоянно высоком качестве обслуживания.
Торцовочный станок с нижним расположением пилы TR-350 Б/У
Доска объявлений
Деревообрабатывающее оборудование
Столярное оборудование
Торцовочные станки
Торцовочные станки с нижней пилой
Объявление не актуально!
Торцовочный станок с нижним расположением пилы TR-350 предназначен для использования как отдельно, так и в технологической линии, для вырезания дефектов,
изготовления элементов мебели, дверей, рам и переплётов, на любом деревообрабатывающем производстве.
Преимущества
Расчётная производительность 5 — 45 операций в минуту.
Деталь надёжно зажата в процессе распила.
Легкость в управлении — все органы управления легко доступны оператору.
Стартёр приводного двигателя и переключатель пневмосистемы расположены на лицевой панели, процесс отреза управляется ножным пневматическим выключателем
Характеристики
Привод подъема пильного диска пневматика
Мощность двигателя пилы, кВт 3
Диаметр пилы, мм 350
Скорость вращения двигателя, об/мин 3000
Высота стола, мм 800
Давление пневмосистемы, бар 8
Масса, кг 150
Сечение заготовки (X*Y), мм 160х80, 200х50, 220х30
Создано 19. 09.2018 Изменено 14.11.2018
Деревообрабатывающие станки б у
Торцовочный станок с кареткой
Станки по дереву
Оборудование для деревообработки
Станки для мастерской
Дробилка для трактора
Дисковый торцовочный станок
Торцовка
Похожие объявления
Торцовочный станок ТС- 8 для дерева
Состояние: Новый Год выпуска: 2015 Производитель: Завод Энерготех (Россия)
В наличии
Оренбург (Россия)
73 500
Интересные статьи партнеров
Пивная кружка из дерева как в фильме «?Хоббит»? своими руками
Журнальный столик из капповой плиты
Как правильно использовать гидравлический трубогиб?
Как делаются японские стулья из дерева
Сколько вы можете заработать на своем фрезерном станке с ЧПУ?
Лазерно-гравировальный станок с ЧПУ WoodTec WL 9060 M2 80W ECO Тольятти ноябрь 2020
Как добиться идеально гладкой поверхности древесины без наждачной бумаги
5 признаков отличного оператора лазерного станка
Пусконаладка лазерно-гравировальных станков с ЧПУ LM 9060 PRO 100W в Республике Татарстан
Вы недавно смотрели
Все просмотренные объявления →
типов торцовочных пил и какие из них подходят именно вам
Мы попросили наших профессионалов порекомендовать, когда функции скольжения, соединения, одинарного и двойного скоса действительно имеют значение при выборе типа торцовочных пил для покупки. Если вы готовы купить торцовочную пилу — какую вы выберете? Доступно несколько различных типов торцовочных пил, и это больше, чем просто выбор правильной марки и функций. Мы помогаем вам решить.
Содержание
Различные типы торцовочных пил
Пилу какого размера купить?
Стоит ли покупать торцовочную пилу с питанием от сети или аккумулятором?
Что рекомендуют наши профессионалы?
Остались вопросы? Ознакомьтесь с этими статьями
Примечание редактора: Перед покупкой ознакомьтесь с нашей статьей о лучших торцовочных пилах, а также ознакомьтесь с нашим руководством по покупке торцовочных пил.
Различные типы торцовочных пил
В самом базовом виде торцовочная пила (или отрезная пила) имеет стол, который поворачивается вправо и влево, что позволяет изменять угол поперечного реза изготовление. Лезвие падает прямо вниз, и ваша режущая способность ограничена диаметром лезвия. Емкость будет меньше диаметра лезвия, так как оправка мешает его полному падению. Однако она может превышать лезвие радиус , когда вы делаете разрез на задней части забора.
Примечание редактора: Отрезная пила аналогична торцовочной пиле, но без возможности регулировки угла скоса от 90 градусов. Большинство отрезных пил предназначены для резки металла. Некоторые люди называют торцовочную пилу «торцовочной пилой», но мы разделяем их. Прочтите нашу статью о торцовочной и торцовочной пиле, чтобы узнать больше по этой теме.
Раздвижная торцовочная пила
Раздвижная торцовочная пила — это разновидность торцовочной пилы, в которой добавлены направляющие, позволяющие пильному полотну скользить по дереву спереди назад. Это дает вам гораздо большую глубину пропила, чем торцовочная пила того же размера без направляющих. Большинство раздвижных торцовочных пил также имеют возможность делать составной разрез.
Купите, если: Вам нужно резать более глубокий материал, например пиломатериалы 1×12 или 2×12.
Подходит, если: Вам нужна более компактная пила для большей мобильности.
Комбинированная торцовочная пила
Составные пропилы включают как скос, так и ус. Составная торцовочная пила добавляет возможность делать косые пропилы в дополнение к ее способности к скосу. Вы захотите убедиться, что у вас есть эта функция каждый раз, когда вы работаете с молдингом или другой отделкой, которая устанавливается на стене. Сглаживание происходит, когда вы вращаете пильное полотно вокруг основания. На этой базе находится шкала, показывающая угол скоса в градусах.
Купите, если: Вы планируете резать дерево, а не металл. Большинство торцовочных пил в настоящее время имеют сложную конструкцию.
Составная торцовочная пила со скольжением
Составная торцовочная пила со скольжением сочетает в себе лучшее из обоих миров. В этой торцовочной пиле используются направляющие для увеличения объема поперечного реза и добавлен скос влево для выполнения составных пропилов. Таким образом, вы получаете гибкость составной торцовочной пилы с дополнительной глубиной пропила, обеспечиваемой салазками.
Купить, если: Вам нужно вырезать более глубокий материал, например, пиломатериалы 1×12 или 2×12.
Подходит, если: Вам нужна более компактная пила для большей мобильности.
Торцовочная пила с двумя составными частями
На торцовочной пиле со сдвоенными составными частями вы получаете торцовочный стол, направляющие и устройство для снятия фаски влево и вправо. Левый скос избавляет от необходимости переворачивать материал, чтобы сделать противоположный составной срез. Это экономит ваше время и нервы. Если вы предпочитаете делать плоские разрезы короны и цоколя, эта пила избавит вас от многих хлопот при работе с более длинными кусками материала.
Купите, если: Вы хотите скосить коронку и основание в обоих направлениях.
Пройдено, если: Редко требуется скос в обоих направлениях. Вам нужна более экономичная пила.
Пилу какого размера следует купить?
При рассмотрении различных типов торцовочных пил обратите внимание на характер вашей работы и материал, который вы собираетесь резать. Затем разберитесь с компромиссами между емкостью и переносимостью. Если вам редко приходится резать до размеров 12-дюймовой торцовочной пилы с подвижным составом, зачем брать с собой лишний вес?
Часто 8-1/2-дюймовая раздвижная модель обеспечивает доставку товаров, необходимых для выполнения 85% или более задач. В конце концов, торцовочная пила — это инструмент с обрезкой . Любой, кто использует торцовочную пилу в основном для обработки пиломатериалов вдвое или более толстых материалов, либо не понимает, как правильно использовать циркулярную пилу, либо выполняет очень специализированную работу.
Если вам нужна производительность для вертикального распила основания и кроны, вам подойдет 10-дюймовая или 12-дюймовая пила. Однако, если вы делаете большую часть пропилов «плоскими» на основании, то пила со скользящим диаметром 8-1/2″ имеет больше смысла. Он обладает большей портативностью, и это может избавить вас от многих хлопот изо дня в день.
Купите 12-дюймовую торцовочную пилу, если: Вам нужно резать более глубокий материал, например, 1×12, и вы не возражаете против пилы большего размера. Эта пила также лучше всего работает, если вы планируете использовать подставку. Для резки вертикальной кроны в высоту также часто требуется пила такого размера.
Купите 10-дюймовую торцовочную пилу, если: Вам нужно хорошее сочетание мощности и портативности.
Подберите торцовочную пилу <10″, если: Вы хотите отдать предпочтение мобильности и планируете резать основание, корону и обшивку дверей меньшего размера.
Традиционные направляющие против «скользящих» или подобных механизмов
Еще одно соображение при выборе типа торцовочной пилы касается места, где вы собираетесь ее разместить. Традиционной скользящей торцовочной пиле требуется пространство позади пилы, чтобы этот скользящий механизм функционировал. Для тех, кто заинтересован в размещении у стены, некоторые пилы представляют собой инновационное решение.
Торцовочная пила Bosch Axial Glide использует механизм, который позволяет пиле выдвигаться вперед, не требуя направляющих от задней части инструмента. Торцовочная пила Delta Cruzer работает аналогичным образом. Даже торцовочная пила Metabo HPT C3610DRA использует систему с двумя направляющими, чтобы обеспечить аналогичный передний механизм скольжения.
Что мне купить: сетевую или аккумуляторную торцовочную пилу?
Вопрос о том, какую торцовочную пилу купить, сетевую или аккумуляторную, еще 10 лет назад не стоял. Некоторые из лучших торцовочных пил, которые мы использовали, имеют версии, работающие от аккумулятора.
Мобильность, безусловно, связана с размером, но некоторым профессионалам также приходится иметь дело с удлинителями. Если вы можете сэкономить время и энергию, используя аккумуляторную торцовочную пилу, то обязательно изучите множество вариантов с аккумуляторным питанием, представленных на рынке. Большинство из них предлагают питание на уровне шнура, а некоторые даже предлагают возможность работать от батареи или через проводной адаптер.
Несомненно, торцовочная пила с двойным составом обеспечивает наибольшую универсальность. В зависимости от того, что вы режете, вы, скорее всего, получите максимальную выгоду и емкость от 10-дюймовой или 12-дюймовой модели. После того, как вы сделаете выбор, следующим шагом будет практика использования торцовочной пилы на профессиональном уровне.
Вам понравилась пила, показанная в этой статье? Ознакомьтесь с нашим обзором торцовочной пилы Makita XSL07 или купите ее в Acme Tools.
Остались вопросы? Ознакомьтесь с этими статьями
Как пользоваться торцовочной пилой
На что обратить внимание при покупке торцовочной пилы
Как откалибровать торцовочную пилу
Торцовочные пилы 101: все, что вам нужно знать
здоровый ассортимент пил является абсолютной необходимостью.
И хотя могут быть споры о том, какие пилы нужны больше, чем другие, торцовочная пила по-прежнему ценится во всем мире за ее чистую эффективность при резке нескольких различных типов материалов.
Торцовочные пилы не требуют особого обучения, и , как правило, просты в эксплуатации даже для самого начинающего пользователя.
В зависимости от типа проектов, которые вы планируете выполнять чаще всего, торцовочная пила может стать ценным помощником, который значительно сократит время, затрачиваемое на резку материалов.
Не уверены, принесет ли вам пользу торцовочная пила? Ниже мы рассмотрим всю важную информацию, которую вам нужно знать об этих пилах, объясняя, для чего они лучше всего, преимущества, различные типы и многое другое.
Начнем с определения того, что такое торцовочная пила, а что нет.
Содержание
1 Что такое торцовочная пила?
2 Краткая история торцовочной пилы
3 В чем разница между торцовочной пилой и циркулярной пилой?
4 В чем разница между торцовочной пилой и электролобзиком?
5 Что такое отрезная пила?
6 Устройство торцовочной пилы
6. 1 Лезвие
6.2 Защитный кожух
6.3 Ручка/выключатель питания
6.4 Стол
6.5 Упор
6.6 Тиски
6.7 Весы
6.8 Дополнительные компоненты
7 Для чего используется торцовочная пила?
7.1 Crosscuts
7.2 Miters
7.3 Bevels
8 Обычные применения для пил MITR И меры предосторожности
11 Популярные марки торцовочных пил
11,1 Dewalt
11,2 Makita
11,3 Bosch
11,4 Hitachi
12 MITRE SAW SACE и очистка
13 Заключение
Что представляет собой митру?
По определению, торцовочная пила используется для выполнения поперечных и косых пропилов в заготовке. Это делается путем натягивания установленного диска циркулярной пилы на деталь, помещенную на плоскую поверхность внизу.
Этот стиль пиления является стационарным, так как вы опускаете пильное полотно на заготовку, чтобы разрезать ее, а не проводите пильным полотном по заготовке. Думайте об этом, как о нарезании моркови, подаче ее к кухонному ножу, пока вы продолжаете делать надрезы, пока не останутся только круглые кусочки.
При использовании торцовочной пилы заготовку обычно прижимают к упору пилы, придавая ей точный угол резки между плоскостью лезвия и плоскостью самой длинной кромки заготовки. При резке в стандартном положении угол резания составляет 90°.
Большинству пользователей эти пилы пригодятся для распиловки больших деталей на более мелкие, чтобы их можно было совершенствовать с помощью других типов пил.
Это не означает, что торцовочные пилы могут выполнять только 9Однако 0 ° режет. Основным преимуществом торцовочной пилы является то, что вы можете поворачивать лезвие на разные углы, чаще всего на 45 °. Это позволяет пользователям делать быстрые угловые разрезы для любого количества заготовок.
Некоторые торцовочные пилы имеют дополнительные функции и возможности , но об этом мы поговорим ниже.
Краткая история торцовочной пилы
Проследить точную историю торцовочной пилы немного сложно, в основном из-за того, что пила представляет собой комбинацию разных вещей, а с практической точки зрения, это циркулярная пила, установленная на выдвижная рука. Так что в этом смысле сначала рассмотрим историю циркулярной пилы.
А современная версия торцовочной пилы?
Он был изобретен Эдом Нихаусом, разработчиком инструментов для Rockwell, в 1964 году. Его торцовочная пила оригинальной конструкции содержала множество инноваций, которые вы все еще можете увидеть в современных торцовочных пилах, таких как радиальная дуговая пружина, торможение лезвия и сбор пыли.
Компания Rockwell решила не патентовать дизайн, так что многие другие производители вскоре присоединились к и продолжили вносить улучшения, и вот мы здесь.
В чем разница между торцовочными пилами и циркулярной пилой?
Как мы уже говорили ранее, торцовочные пилы в некотором роде являются разновидностью циркулярных пил, но критическое отличие состоит в том, что одна навесная, а другая нет .
Циркулярные пилы являются ручными и предназначены для выполнения длинных или коротких пропилов по заготовке. Они более универсальны, но они также больше зависят от фактического пользователя. И хотя они хороши для коротких поперечных надрезов на заготовке, они не так эффективны.
Торцовочные пилы больше напоминают сборочную линию. Как только вы выровняете и подготовите кусок, вы просто опускаете пилу и делаете разрез, а затем переходите к следующему.
Но есть разница.
Торцовочные пилы могут только делать пропил такой же длины, как и само полотно . Вы не можете подавать кусок в лезвие и делать длинные пропилы, а также вы не можете провести пилой вдоль куска, чтобы сделать длинные пропилы, как вы можете с помощью циркулярной пилы.
Это делает торцовочные пилы довольно ограниченными в возможностях, но если ваши проекты или работа требуют быстрой резки нескольких заготовок с роботизированной точностью, торцовочная пила может оказаться большим подспорьем.
В чем разница между торцовочной пилой и электролобзиком?
Хотя торцовочные пилы во многом похожи на циркулярные пилы, они не могут больше отличаться от электролобзика.
Лобзики в основном используются для выполнения сложных или замысловатых пропилов в древесине, в том числе декоративных пропилов, или любых других пропилов, которые не могут быть выполнены более ограниченными пилами. Вместо круглого лезвия в лобзиках используется небольшое плоское лезвие, которое движется вверх и вниз и позволяет пользователю перемещать его в любом направлении.
Это дает лобзику больше ощущения «от руки», поскольку пользователь не проводит лезвием по заготовке, расположенной у упора.
Нередко лобзики используются вместе с торцовочными пилами . Сначала вы будете использовать торцовочную пилу, чтобы вырезать определенный кусок, а затем использовать лобзик, чтобы при необходимости доработать его. Так что в этом смысле торцовочная пила — это первый шаг, а электролобзик — второй.
Что такое отрезная пила?
Иногда люди используют термины «торцовочная пила» и «торцовочная пила» как синонимы. Это понятно, так как они оба делают одно и то же и выглядят одинаково.
По сути, отрезная пила представляет собой урезанную версию торцовочной пилы . Как следует из названия, пила может только «рубить», как при движении вниз, и все. Торцовочные пилы могут вращаться, чтобы резать под углом, а иногда также делать косые пропилы.
Итак, когда вы слышите, как кто-то говорит «торцовочная пила», предполагайте, что это обычная пила с дисковым лезвием, которое может опускаться, чтобы сделать поперечный пропил под прямым углом.
Устройство торцовочной пилы
Чтобы получить правильное представление о торцовочной пиле, важно знать все ее основные компоненты и их назначение.
Некоторые торцовочные пилы будут настроены немного иначе и могут иметь или не иметь некоторые дополнительные функции, но перечисленные ниже компоненты являются наиболее распространенными, которые вы увидите с ними.
Полотно
Полотно торцовочной пилы отвечает за всю работу по резке и опускается на заготовку. Из-за того, как торцовочные пилы режут, размер материала, с которым они могут работать, напрямую связан с размером лезвия, поскольку лезвие представляет собой режущую способность.
Вы можете найти торцовочные пилы разных размеров, большинство из которых имеют размер около 5-7 дюймов . Все это не так уж сложно взять с собой на место работы. Опытные мастера и подрядчики иногда имеют в своем магазине большую модель лезвия, часто около 12 дюймов в диаметре.
Торцовочные пилы выпускаются в 4 стандартных размерах: 7-1/2 дюйма, 8-1/2 дюйма, 10 дюймов и 12 дюймов. Однако большинство торцовочных пил на рынке имеют размер 7-1/2 дюйма. Ознакомьтесь с нашим руководством по покупке, чтобы найти то, что подходит вам лучше всего.
Защитный кожух
Защитный кожух устанавливается вокруг лезвия и закрывает всю верхнюю половину, а нижняя часть соединена с шарниром. Защитный кожух защищает и вас, и лезвие во время использования — и когда оно не используется.
В то время как верхняя половина неподвижна, нижняя половина гарды соединена с петлей, которая распахивается, когда вы опускаете лезвие вниз, создавая отверстие в зависимости от того, насколько далеко вы его опустили. К тому времени, когда он достигнет вашей заготовки, нижняя часть защитного кожуха полностью убирается с пути и возвращается, когда вы снова поднимаете пилу.
Пилы, у которых нет откидного кожуха, имеют конструкцию, которая позволяет нижней половине поворачиваться вверх и входить в верхнюю половину, когда вы ее опускаете.
Ручка/выключатель питания
Рукоятка и ее выключатель питания являются частью одного узла, не путать с главным выключателем питания пилы. У большинства пил есть переключатель питания, похожий на курок, встроенный в рукоятку, поэтому вы можете включить пилу, удерживая рукоятку, чтобы опустить ее.
Позволяет полностью контролировать лезвие одной рукой. Большинство рукояток, как правило, имеют хоть какую-то эргономичную форму, а также спусковой крючок. Если отпустить кнопку питания, лезвие автоматически перестанет вращаться и через несколько секунд полностью остановится.
Стол
Стол торцовочной пилы представляет собой большую плоскую часть, к которой присоединяется пила. Это служит как базой для пилы, так и вашей фактической рабочей зоной.
К столу также прикреплено несколько других компонентов, и он может иметь или не иметь зажимы. В столе есть прорезь, в которую может войти лезвие, когда вы опускаете его на заготовку.
Ограничитель
Ограничитель торцовочной пилы — это плоская прочная поверхность, на которую можно поставить заготовку, чтобы она оставалась устойчивой. Он устанавливается непосредственно на столе и проходит перпендикулярно пиле 9.положение 0°.
В зависимости от модели некоторые упоры имеют некоторые дополнительные функции , которые позволяют перемещать их в разные положения, а также обеспечивают быстрое и удобное измерение заготовки.
Тиски
В настоящее время торцовочные пилы довольно часто имеют тиски как минимум с одной стороны. Это дает вам еще один вариант для стабилизации пилы на поверхности, где вы ее разместили, или для удержания более длинных заготовок на месте, поддерживая их, когда вы опускаете в них полотно.
Шкала
Шкала торцовочной пилы используется для определения угла, под которым вы пилите, при любой степени торцовки. Он будет вращаться вместе с пилой, когда вы ее поворачиваете, а индикатор, встроенный в стол, указывает, в какой степени вы находитесь.
Некоторые весы также имеют упоры, которые позволяют быстро перемещаться и фиксировать популярные углы резания, такие как 45°, 90° и 22,5° .
Если у вас есть комбинированная пила, способная резать фаски, на плече пилы будет дополнительная шкала, указывающая угол наклона.
Дополнительные компоненты
Некоторые торцовочные пилы оснащены некоторыми дополнительными характеристиками и функциями, которые могут делать все: от обеспечения более точного реза до поддержания чистоты на участке. К ним относятся такие предметы, как лазерные проекторы, мешки для пыли, порты для пылесоса и т. д.
Для чего используется торцовочная пила?
Торцовочные пилы имеют ограниченный спектр применения, но способны выполнять как минимум два вида пропила, а иногда и три.
Поперечный разрез
Поперечный разрез — это любой разрез под прямым углом, который выполняется на заготовке параллельно краям. Это так же просто, как отрезать конец доски 2×4, чтобы сделать из нее 2×3.
Поперечные пилы — самые простые из всех пил , на что, безусловно, способна любая другая пила. Преимущество торцовочной пилы заключается в том, что вы просто опускаете лезвие на заготовку одним движением, что намного проще и точнее, чем любой другой метод, основанный на том, что вы направляете лезвие через заготовку.
Скосы
Как вы, наверное, догадались, пила получила свое название от скосов. Косые разрезы относятся к любому угловому разрезу, который вы делаете через деталь. В то время как поперечные пропилы проходят параллельно сторонам заготовки, скосы проходят по диагонали под любым углом.
Это не значит, что само лезвие наклонено под углом, а только в том направлении, в котором оно режет. На основании торцовочной пилы есть направляющие, которые позволяют расположить заготовку под точным углом, который вам нужен, прежде чем бросить ее вниз.
Опять же, как и в случае с поперечными пропилами, это намного проще сделать при использовании торцовочной пилы, которая может выполнять пропил без каких-либо ручных маневров диска.
Скосы
Скошенный рез — это любой разрез, который выполняется под углом через заготовку, а не поперек нее.
Например, представьте себе лежанку 2×4. Теперь представьте разрез в середине доски, который срезает вниз под углом 45°. После того, как разрез был сделан, вы сможете соединить две части вместе, так как они перекрываются друг с другом в том месте, где был сделан разрез, и они снова идеально подходят друг к другу.
Не все торцовочные пилы способны наклонять диск под углом, о чем мы поговорим ниже.
Общие области применения торцовочных пил
Несмотря на несколько ограниченный диапазон использования в отношении резов и обрабатываемых деталей, торцовочные пилы предпочтительнее для некоторых наиболее распространенных потребностей в деревообработке и строительстве .
Поскольку торцовочные пилы в основном используются для резки под углом, они особенно полезны для изготовления таких вещей, как рамы, карнизы, ворота, ящики, выступы и многое другое.
Быстрая резка и легкая регулировка угла позволяют пользователям резать детали под точным углом всего за несколько секунд, обеспечивая возможность обработки большого количества заготовок за короткое время.
Они также хороши, когда вам нужно много мелких деталей из более длинной заготовки. С помощью карандаша и измерительной ленты вы можете быстро отметить, где должен быть каждый надрез, а затем начать делать надрезы на куске, проделывая его полностью за минуту или около того, в зависимости от размера.
Торцовочные пилы часто встречаются на строительных площадках, особенно на этапе возведения каркаса. Большие торцовочные пилы можно настроить и использовать для обрезки стоек стен и других компонентов каркаса, а также для вырезания необходимых углов в любом из них всего за несколько минут.
Некоторые строители заборов и кровельщики также приносят торцовочную пилу на рабочую площадку, что позволяет им быстро и точно обрезать куски забора и кровельные материалы.
Торцовочные пилы могут быть полезны и другим подрядчикам. Сюда входят сантехники, которые могут использовать их для обрезки труб при использовании специальных лезвий, способных обрабатывать материал.
Для домашнего хобби или энтузиастов, занимающихся своими руками, торцовочная пила просто предлагает быстрый, точный и простой способ сделать меньшие поперечные пропилы, косые пропилы, а иногда и косые пропилы прямо в вашем гараже или магазине, вместо того, чтобы полагаться на ручная циркулярная пила.
Типы торцовочных пил
Торцовочные пилы бывают нескольких видов, каждый из которых предлагает возрастающий уровень функциональности и режущей способности.
Стандартная торцовочная пила
Самая простая торцовочная пила (то есть не отрезная пила) позволяет выполнять прямые пропилы под разными углами. Размер реза зависит от размера диска, но все торцовочные пилы могут резать не менее 9Углы 0° и 45°.
Дополнительные функции могут различаться, но знайте, что торцовочные пилы, как минимум, обеспечивают основные функции торцовки и поперечного реза. Они идеально подходят для тех, кто постоянно работает с обрамлением, или для тех, у кого есть базовые потребности в резке.
Составная торцовочная пила
Когда вы видите торцовочную пилу, указанную как «составная» торцовочная пила, это означает, что она обладает способностью поворачивать режущую головку под определенным углом от доски, позволяя вам резать древесину под угол, выходящий за рамки только основных 90°, например, скосы.
Это позволяет выполнять пропил под углом к боковой части дерева, а также позволяет выполнять более сложные пропилы, которые используются при отделке домов. Составная торцовочная пила известна как одинарная составная торцовочная пила, что означает, что головка пилы вращается только с одной стороны. Другие углы требуют, чтобы пользователь перевернул доску в другом направлении.
Двойная торцовочная пила позволяет головке вращаться влево и вправо от пилы. Это удобно при выполнении многочисленных видов декоративной отделки, избавляя вас от необходимости переворачивать доску, чтобы отрезать тот же угол на другой стороне заготовки.
Торцовочно-усорезная пила с подвижным соединением добавляет так называемую радиальную пилу, позволяющую перемещать головку пилы вперед и назад, тем самым увеличивая размер доски, которую можно распилить.
Это дает пиле более широкий спектр возможностей для резки больших заготовок и значительно повышает функциональность пилы. Имея возможность двигать головку пилы, вы можете резать детали, которые шире лезвия, что фактически удваивает ее режущую способность.
Например, у вас есть 5-дюймовый диск и заготовка шириной 8 дюймов. С помощью торцовочной пилы со скользящим составом вы можете опустить пильное полотно на заготовку, как обычно, а затем оттолкнуть головку пилы от себя, когда она отрезает последние 3 дюйма заготовки.
Если вы хотите быть уверенным в своей точности при использовании торцовочной пилы со скользящим составом, вы можете приобрести ту, у которой есть лазеры и руководство по стилю со светодиодами.
Лазерный компонент часто представляет собой дискообразную шайбу, которая прикрепляется к пильному полотну и направлена вниз, точно показывая, где полотно будет резать. Светодиодные фонари добавляют дополнительную визуальную ясность в вашу рабочую зону.
Торцовочные пилы Советы по безопасности и меры предосторожности
Как и в случае с любой пилой, при работе с ней необходима надлежащая безопасность. Торцовочные пилы являются чрезвычайно мощными по сравнению с другими типами пил, поэтому вам необходимо хорошо знать, как правильно их использовать, и какие меры предосторожности следует принимать, чтобы защитить себя и других.
Вот список того, что нужно и чего нельзя делать при использовании любой торцовочной пилы.
checkВсегда убедитесь, что у вас есть средства защиты глаз и слуха, прежде чем работать с торцовочной пилой любого размера.
проверитьУбедитесь, что ограждения лезвия на месте и работают нормально. Не включая пилу, поднимите и опустите головку пилы несколько раз, чтобы убедиться, что нижний защитный кожух втягивается или сдвигается в сторону, как и должно быть.
checkВсегда отключайте пилу от сети или блокируйте ее питание при регулировке или замене диска.
checkВсегда держите пальцы и руки на расстоянии не менее 6 дюймов от лезвия.
check Регулярно проверяйте и затягивайте лезвие и механизм крепления лезвия.
checkПри использовании скользящей торцовочной пилы начните резку с ближайшего к вам лезвия, погрузитесь вниз в заготовку, чтобы начать резку, а затем отодвиньте лезвие от себя на его ползунках, пока будете резать остальную часть заготовки.
Не носите никаких перчаток, браслетов, ожерелий или любых других длинных украшений или одежды при работе с торцовочной пилой. Если у вас длинные волосы, уберите их назад. Вы же не хотите, чтобы что-то болталось и могло застрять в лезвии.
Никогда не используйте лезвия другого размера, кроме рекомендуемого.
Никогда не режьте руками.
Никогда не режьте крошечные кусочки материала.
Никогда не лезьте в зону резания, пока лезвие полностью не перестанет вращаться. Это предотвратит контакт с катящимся лезвием, так как это все еще опасно даже на более низких скоростях.
Перед началом работы убедитесь, что полотно, его шайбы и крепления находятся в правильном положении и закреплены на оправке пилы.
Популярные марки торцовочных пил
В настоящее время существует несколько различных производителей, выпускающих торцовочные пилы, но четыре перечисленных ниже остаются одними из самых популярных благодаря качеству и функциям, предлагаемым их моделями.
DeWalt
Будучи одним из самых популярных производителей электроинструментов, DeWalt является фаворитом среди профессионалов и подрядчиков, поскольку они хорошо известны тем, что предлагают невероятно прочные инструменты по разумной цене. Они имеют обширную историю как производитель пил.
Первоначальная версия компании была основана в 1923 году человеком по имени Рэймонд Э. ДеУолт, изобретателем радиальной пилы. После двух десятилетий быстрого роста компания DeWalt была реорганизована и в 1947 году официально стала называться DeWalt Inc.
Makita
Компания Makita была первоначально основана Сабуро Макитой в Нагое, Аити, Япония, в 1915 году. Первоначально они продавали осветительное оборудование, двигатели и трансформаторы. Компания претерпела некоторые изменения во время и после Второй мировой войны и сосредоточилась на электроинструментах, таких как дрели.
Сегодня очень популярны торцовочные пилы Makita и часто лидеры продаж в определенных категориях . Те, кто использует их регулярно, хвалят пилы Makita за то, что они предлагают заметную ценность в соответствии с их доступной ценой.
Bosch
Bosch — очень узнаваемый бренд электроинструментов, предлагающий широкий ассортимент продукции, от строительных до автомобильных. Они также являются одной из старейших инструментальных компаний, поскольку компания была основана еще в 1886 году Робертом Бошем в Штутгарте, Германия.
Торцовочные пилы Bosch часто выбирают профессионалы, работающие в строительной отрасли. Они известны как одни из самых мощных и тяжелых.
Hitachi
Компания Hitachi имеет очень долгую и богатую историю с момента основания в 1910 году инженером-электриком Намихеем Одайрой в префектуре Ибараки. Первоначально компания производила электродвигатели в течение многих лет, но все изменилось после Первой мировой войны, которая чуть не уничтожила компанию.
Компания Hitachi вернулась к производству по оборонным контрактам для США и теперь имеет штаб-квартиру в Тиёде, Токио, Япония. Теперь у них есть 15 подразделений, которые занимаются такими вещами, как финансовые услуги, энергетические системы, автомобилестроение и, конечно же, электропилы.
Торцовочные пилы Hitachi являются частью обширной линейки пил, известных своими инновационными функциями и простотой в эксплуатации.
Обслуживание и очистка торцовочной пилы
Торцовочные пилы не являются очень сложными инструментами, но, как и любой другой электроинструмент, надлежащее обслуживание и очистка помогут им работать лучше в долгосрочной перспективе и предотвратят возникновение других проблем.
Первое, что вам нужно сделать, это убрать опилки с рабочей зоны. Для этого отлично подойдет воздушный компрессор, если он у вас есть, так как вы можете легко сдуть пыль. Если нет, подойдет магазинная тряпка. Консервированный воздух хорош для узких мест.
После этого перейдите на стол и оградите области. Используя губку скотч-брайт, протрите круговыми движениями, чтобы избавиться от любых частиц, которые скопились или прилипли к поверхности. Мягкие чистящие средства для поверхностей, подходящие для металла, также подойдут.
Следующими идут клинки. Рукой поверните лезвие и удалите весь мусор, а затем используйте металлическую щетку, чтобы удалить остальную часть. Затем вы можете нанести немного масла на лезвия, но обязательно заранее ознакомьтесь с руководством по эксплуатации вашей пилы.
Если ваши лезвия начинают казаться немного тупыми, используйте подходящую точилку для лезвий и методы, описанные в руководстве к вашей пиле.
Теперь пришло время проверить движущиеся части вашей пилы. Любые области, которые кажутся мелочью, можно смазать, если это разрешено производителем. Кроме того, проверьте, не ослаблены ли гайки и болты, а затем проверьте шнур питания на наличие порезов или износа.
Станок для изготовления пружин кручения EY-11-K. Диаметр проволоки: 0,3-1,2 мм. Наруж. диаметр пружин: ф42 мм.
Станок для изготовления пружин кручения EY-18-K. Диаметр проволоки: ф1,2-2,2 мм. Наруж. диаметр пружин: ф65 мм.
Станок для изготовления пружин кручения EY-41-K. Диаметр проволоки: ф2,3-4,5 мм. Нар. диаметр пружин: ф120 мм.
Станок для навивки пружин сжатия EY-08. Диаметр проволоки: ф0,13-0,8 мм. Нар. диаметр пружин: 20 мм.
Станок для навивки пружин сжатия EY-14. Диаметр проволоки: ф0,2-1,4 мм. Наружный диаметр пружин: ф30мм.
Станок для навивки пружин сжатия EY-15. Диаметр проволоки: ф0,3-1,6 мм. Наружный диаметр пружин: ф30 мм.
Станок для навивки пружин сжатия EY-24. Диаметр проволоки: ф0,5-2,0 мм. Наружный диаметр пружин: ф40 мм.
Станок для навивки пружин сжатия EY-45. Диаметр проволоки: ф2,0-4,5 мм. Наружный диаметр пружин: ф55 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-208-PNC/CNC. Диаметр проволоки: ф0,13-0,8 мм. Наружный диаметр пружин: ф20 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-212-PNC — EY-412-CNC. Диаметр проволоки: ф0,3-1,2 мм. Наружный диаметр пружин: ф20 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-230-PNC — EY-430-CNC. Диаметр проволоки: ф0,8-3,0 мм. Наружный диаметр пружин: ф50 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-238-PNC — EY-438-CNC. Диаметр проволоки: ф1,6-3,8 мм. Наружный диаметр пружин: ф60 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-265-PNC — EY-465-CNC. Диаметр проволоки: ф2,6-6,5 мм. Наружный диаметр пружин: ф100 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-280-PNC — EY-480-CNC. Диаметр проволоки: ф3,0-8,0 мм. Наружный диаметр пружин: ф100 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-2120-PNC — EY-4120-CNC. Диаметр проволоки: ф5-12 мм. Наружный диаметр пружин: ф150 мм.
Станок для изготовления колец EY-21535-PNC. Диаметр проволоки: ф1,5-4 мм. Наружный диаметр колец: ф100-350 мм.
Специализированный станок для изготовления пружин для сальников с управлением ПЛК EY-206-PNC. Диаметр проволоки: ф0,2-0,6 мм. Длина пружин: 20-280 мм.
Пружинонавивочный станок с ЧПУ MC-60. Диаметр проволоки: ф2,0-6,0 мм. Макс. наружный диаметр пружин: ф80 мм.
Пружинонавивочный станок с ЧПУ MF-50. Диаметр проволоки: a1,4-5,0 мм. Макс.наружный диаметр пружин.: ф80-100 мм.
Пружинонавивочный станок с ЧПУ MF-20. Диаметр проволоки: ф0,2-2,5 мм. Макс. диаметр пружин: 40 мм.
Многоцелевой формовочный станок с ЧПУ MS-40. Диаметр проволоки: ф0,6-3,0 мм.
Пружинонавивочный станок PC-5120.
5 управляемых осей.
Диаметр проволоки: ф5-12 мм.
Наружный диаметр пружин: ф150 мм.
Пружинонавивочный станок PC-5160.
5 управляемых осей.
Диаметр проволоки: ф8-20 мм.
Наружный диаметр пружин: ф250 мм.
Пружинонавивочный станок NC-3120.
3 управляемые оси.
Диаметр проволоки: ф5-12 мм.
Наружный диаметр пружин: ф150 мм.
Пружинонавивочный станок LSC-2500. Диаметр проволоки: ф20-50 мм. Наружный диаметр пружин: ф300 мм.
Пружинонавивочный станок LSC-2150. Диаметр проволоки: ф5-15 мм.
Наружный диаметр пружин: ф300 мм.
Станок для изготовления пружин и гибки проволоки [чертежи прилагаются]
Данная машина предназначена не только для изготовления пружин, она также может сгибать проволоку 0,8/0,9/1 мм в любую 2D-форму. Основная цель заключается в том, чтобы сделать станок для пружин достаточно точным. Другие станки для гибки проволоки своими руками не очень точны, а изгибы которые на них получаются, как правило, имеют довольно большой радиус. Вторая цель заключалась в том, чтобы максимально упростить сборку из общедоступных деталей и компонентов. Все конструктивные детали напечатаны на 3D-принтере, а все металлические детали доступны в большинстве хозяйственных магазинов.
Шаг 1. Посмотрите видео!
Я попытался записать всю сборку, чтобы помочь вам понять ее. Всегда лучше увидеть сборку в действии.
Примечание: данная статья является переводом.
Шаг 2: Необходимые детали и материалы
Детали для печати на 3D-принтере прилагаются.
Сгибатель
Головка инструмента
Рама двигателя
Механизм подачи
Рама двигателя
Нижняя рама
Проводник
Каретка промежуточной шестерни
Прокладка промежуточной шестерни
Проставка подающего механизма
Гибочная пластина
Выпрямительные ролики (2 шт.)
Каркас (2x)
Рама высшей передачи (2x)
Ролики (14x)
Держатель катушки
Винты и болты
Шуруп для дерева 3×16 (16x)
Болт с шестигранной головкой M3x10 (4 шт. )
Болт с шестигранной головкой M3x12 (18x)
Болт с шестигранной головкой M3x20 (6 шт.)
Болт с шестигранной головкой M3x40 (4 шт.)
Гайка M3 (10 шт.)
Шайба М3 (14 шт.)
Электроника
Arduino UNO
Комплект ЧПУ для Arduino UNO
Шаговый драйвер A4988 (2x)
Шаговый двигатель NEMA17 / 17HS8401 (2x)
Адаптер питания 12В 3А
Джампер (6x)
Подшипники и прочее
Подающая шестерня V-образной формы (диаметр 30 мм)
Маленькая стальная пружина 4×6 мм
Подшипник 3x10x4 мм
Подшипник 6x15x5 мм
6 мм стальной стержень
Небольшой стальной лист толщиной 2 мм для гибки листа (опционально)
Деревянная доска для основы (минимальный размер — 450×100 мм)
Spring Making 3D files.rar
92Скачать
Шаг 3: Печать пластиковых деталей
Загрузите файлы STL для пластиковых деталей и запустите их печатать на 3D принтере. Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
Я печатал файлы с высотой слоя 0,15 мм, 3 периметрами и 40% заполнением с настройкой шаблона Gyroid. Неважно, используете ли вы PLA или PETG. Детали не нагреваются, поэтому PLA подойдет, расчетное время печати 2 дня.
Шаг 4: Как это работает?
Пока вы печатаете пластмассовые детали, давайте посмотрим, как работает станок для гибки проволоки и из каких компонентов он состоит (справа налево):
Держатель катушки — он удерживает катушку с проволокой для обработки машиной.
Выпрямляющие ролики — набор из 7 роликов, чтобы проволока была как можно более прямой.
Механизм подачи — вы можете найти аналогичный механизм в своем 3D-принтере. Набор шестерен, которые вытягивают проволоку с катушки через ролики и проталкивают ее к гибочной головке. Подающий механизм должен иметь достаточное сопротивление проволоке, чтобы он не соскользнул, что сделало бы машину неточной.
Сгибатель — вращая штифт на головке, он сгибает проволоку в запрограммированную форму.
Все это управляется одним Arduino UNO с платой с ЧПУ. Arduino принимает команды от компьютера и переводит их в движения шаговых двигателей. Как и любой другой станок с ЧПУ.
Шаг 5: Сгибатель
Для начала возьмите деревянную основу и прикрутите основание для двигателей гибочного и подающего устройства. Используйте шурупы 3×16. Важно установить обе рамки, потому что их положение должно быть точным относительно друг друга, как показано на изображении макета ниже.
Продолжите установку одного из шаговых двигателей в раму двигателя гибочного станка и закрепите его четырьмя винтами M3x10. Ориентация значения не имеет. Теперь прижмите головку гибочного станка к валу двигателя. Они подходят друг другу. Довольно просто, да?
Шаг 6: Механизм подачи
Давайте рассмотрим механизм подачи проволоки. Рама уже установлена, поэтому первый шаг в сборке механизма подачи — это построить каретку для промежуточной шестерни, которая будет прижимать проволоку к подающей шестерне. Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
Возьмите второй шаговый двигатель и поместите его в корпус двигателя. Пока не прикручивайте, еще нужна пластиковая деталь. Наденьте распорную втулку шестерни подающего механизма на вал двигателя и установите подающий механизм.
Подающий механизм, который я использую, взят от сварочного аппарата MIG. Шестерня имеет две бороздки сбоку. Один для провода 0,8 мм и один для провода 1 мм. Раньше я экспериментировал с шестернями с зубьями, используемыми в экструдерах 3D-принтеров. Но зубы оставляли видимые следы на проволоке.
Механизм подачи и гибочный станок соединены металлической пластиной толщиной 2 мм с небольшой канавкой на задней стороне, которая подает проволоку прямо в центр гибочной головки для идеального изгиба. Пластиковая пластина для гибки, напечатанная на 3D-принтере, отлично работает, но быстро изнашивается и требует частой замены. Так что используйте её, если не можете сделать идентичную деталь из металла.
Возьмите пластиковую деталь направляющей для проволоки и вдавите четыре гайки M3 в отверстия на ее задней стороне. Теперь прикрутите к ней изгибающуюся пластину болтами M3x20. Поместите направляющую для проволоки на переднюю часть рамы двигателя механизма подачи и закрепите ее на двигателе четырьмя болтами M3x12. Теперь отрегулируйте положение гибочной пластины. Он должен находиться точно в центре гибочной головки. Ослабьте четыре болта на гибочной пластине и плотно установите гибочную пластину в центр гибочной головки. Снова затяните болты.
Шаг 7: Выпрямляющие ролики
Проволока обычно поставляется в виде катушки. Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.
Начнем со сборки роликов. Вставьте подшипник 3x10x4 мм в пластмассовый роликовый корпус. Вставьте болт M3x12 с одной стороны и шайбу M3 с другой стороны ролика. Шайба предотвратит трение колеса о раму. Прикрутите все ролики к станине и верхней раме. Вставьте верхнюю раму с 4 роликами в раму кровати. Имеется набор V-образных канавок для обеспечения надлежащего контакта. Вставьте две гайки M3 к нижней стороне базовой рамы и вставьте два болта M3x40 сверху вниз. Этот болт регулирует натяжение троса.
Если вы хотите сэкономить на подшипниках для роликов. Напечатайте деталь Straightener_RollerNoBearing вместо Straightener_Roller. Но производительность будет намного хуже.
Чтобы добиться еще лучших результатов, используйте 2 выпрямителя подряд.
Шаг 8: Держатель катушки
Держатель катушки — это простой цилиндр, который удерживает проволоку и позволяет ей разматываться с катушки. Прикрепите его к концу машины с помощью четырех винтов 3×16.
Шаг 9: Подключение
Во-первых, проволока для гибки должна быть подана на станок. Я использую латунную проволоку 0,8 мм или 1 мм в виде катушки 5 м или 25 м.
Проволока проходит с катушки сначала через набор роликов для правки. Просто поместите проволоку в ролики. Затем она проходит через подающее устройство. Отрегулируйте положение подающего механизма так, чтобы нужная вам леска была вровень с поверхностью направляющей для проволоки. Нажмите рычаг на ведомой шестерне и протолкните проволоку через подающее устройство до гибочной пластины. Отпустите рычаг и дайте холостой шестерне прижаться к шестерне механизма подачи. Теперь вы можете рукой вращать шестерню подающего механизма, чтобы продвинуть проволоку к гибочной головке. Аккуратно отрегулируйте натяжение роликов, затягивая болты. Ролики не должны вращаться свободно, но проволока должна двигаться плавно. Размотайте часть проволоки, чтобы убедиться, что вы начинаете с хорошей и прямой проволоки.
Во-вторых, электроника контроллера также должна быть подключена к машине. Я использую классический Arduino UNO с CNC платой с двумя драйверами шаговых двигателей A4988. Двигатель подачи подключен к оси Z, а двигатель гибочной головки — к оси X. Драйверы настроены на максимально возможную точность — 3 перемычки под драйверами шаговых двигателей. Все должно питаться от источника питания 12В 3А.
Шаг 10: Исполнение кода
Все подключено? Хорошо. Наконец-то вы можете попробовать запустить станок. Я использую GRBL в сочетании с cncjs. Он разработан для запуска фрезерного станка, но отлично подходит для любого типа ЧПУ. GRBL — это прошивка, которую нужно прошить в Arduino UNO. Установите GRBL на Arduino и cncjs на свой компьютер.
Когда все готово, вы можете подключиться к станку и начать пробовать перемещать головку и проволоку вручную, нажимая кнопки Z+/- или X+/-.
Вышеупомянутые команды определяют калибровку. Проще говоря, это набор значений, определяющих, как преобразовать число, указанное в коде, в движение двигателя. Например, если вы настроили перемещение оси Z на 30, это фактически означает, что 30 мм проволоки будет проталкиваться через механизм подачи.
Установка нулевого положения головки гибочной машины
Движение гибочной головки определяется известным фиксированным положением гибочной головки. В моем случае это положение, когда изгибающий штифт на голове обращен влево. см. картинку ниже. Разумно отметить это нулевое положение на голове, чтобы иметь возможность вернуть голову в то же положение. Нет такой необходимости в определении нулевого положения для механизма подачи, потому что он всегда перемещается относительно текущего положения.
GCode
G91
G1 Z1
G90
G1 X2
G1 X-6
Это пример программы гибки. Это последовательность инструкций по перемещению двигателей.
G91 - использовать относительные координаты (требуется перед перемещением по оси Z)
G1 Z1 - подача 1 мм проволоки
G90 - использовать абсолютные координаты (требуется перед любыми перемещениями по оси X)
G1 X2 - поверните гибочную головку в положение 2 (в этом номере нет единиц измерения)
G1 X-6 - поверните гибочную головку в положение -6
Если вы повторите вышеуказанные шаги 100 раз, вы получите код изгиба пружины. Вы можете найти больше исходных файлов для начала ниже.
hex-outer.gcode
48Скачать
hex-inner.gcode
41Скачать
spring. gcode
47Скачать
Шаг 11: Вот и все!
Хотя нет, это не так. У этой машины есть несколько ограничений или, скорее, упрощений, чтобы любой мог ее легко построить. Она предназначена для гибки только в одном направлении, потому что гибочная головка не может пропустить проволоку в другую сторону. Она может создавать только 2D-формы.
Пружинонавивочные машины | Машины для формования и изготовления пружинных намотчиков
Пружинные намотчики доступны для проволоки диаметром от 0,003 до 0,750 дюйма
Пружинные намотчики разработаны и изготовлены собственными силами
Torin гордится тем, что продолжает традицию «Сделано в Америке», при этом каждая машина для намотки пружин проектируется и изготавливается в нашей штаб-квартире в Восточном Берлине, штат Коннектикут. FENN уже более 120 лет является лидером в области производства качественного металлообрабатывающего оборудования.
Наши специалисты не жалеют времени, чтобы спроектировать и построить машину, точно соответствующую вашим спецификациям и удовлетворяющую вашим уникальным производственным требованиям. Благодаря опыту создания стандартного металлообрабатывающего оборудования, а также индивидуальных решений для металлообрабатывающего оборудования — продукты и услуги FENN могут помочь повысить точность и производительность вашего бизнеса.
Намоточные машины для поддержания конкурентоспособности вашего бизнеса
Адаптивность является ключом к успеху на современном конкурентном рынке производства. Чтобы помочь вашему бизнесу оставаться конкурентоспособным, FENN рада предложить линейку высокоскоростных универсальных станков для намотки пружин Torin, которые теперь доступны как в одноточечной, так и в двухточечной конфигурации. Выберите станок для изготовления пружин, который наилучшим образом соответствует потребностям вашего бизнеса.
Долгая история опыта
На протяжении десятилетий Torin считается ведущим производителем пружинных намотчиков. В 2003 году FENN приобрела бренд у BHS-Torin и продолжает производство высококачественного оборудования, произведенного в США. Теперь под руководством ветерана BHS Torin Райана Каттера FENN продолжает инвестировать в разработку станков для изготовления пружин высочайшего качества, доступных на рынке.
Навивка двухточечных пружин
R-Series Torin Станок для изготовления двухточечных пружин
В серии Revolution используется такая же надежная механика и надежное и точное управление, что и в серии FZ, с использованием технологии двухточечной намотки. FENN предлагает двухточечные намотчики Torin для проволоки диаметром от 0,008 до 0,750 дюйма. Станки для навивки двухточечных пружин Torin серии R могут производить круглые пружины сжатия и растяжения. Намотчики пружин Torin спроектированы и изготовлены для быстрой настройки и замены пружин с помощью удобного генератора программ для пружин. Узнайте о различиях между двухточечными пружинными намотчиками и одноточечными здесь , чтобы узнать больше о том, как FENN может разработать решение, отвечающее вашим требованиям.
Загрузить брошюру
Размер машины
0
Р-10
1
Р-11
1-1/2
Р-115
2
Р-12
2-1/2
Р-125
3
Р-23
4
Р-24
5
Р-25
Диаметр проволоки (дюймы)
.008 – .028
.015 – .080
.032 – .135
.047 – .177
.080 – .275
.125 – .375
. 250 – .625
.375 – .750
Диаметр проволоки (мм)
.200 – .700
.400 – 2,00
.800 – 3,50
1,20 – 4,50
2,00 – 7,00
3,20 – 9.50
6,35 – 16,0
9,50 – 19,0
Минимальный индекс
3
3
3
3
3
3
5
5
Корпус пружины макс. (дюймы)
.875
1,75
2,25
3,25
4,25
5
6
10
Корпус пружины макс. (мм)
22
44
57
83
108
127
152
254
Длина подачи
НЕОГРАНИЧЕННЫЙ
Постоянная сила
С 1950-х годов компания Torin поставляет намотчики постоянной силы – специально разработанные моталки для производства пружин постоянной силы. Компания FENN разработала моталки серии CF в надежные машины, способные производить высококачественные пружины постоянного усилия. В рамках уникальной конструкции FENN один и тот же набор подающих роликов можно использовать для всей линейки станков — нет необходимости менять ролики для материала различной толщины. FENN предлагает полный пакет для наматывания с постоянным усилием: машина, пресс и направляющая, выходные желоба, раздатчики и печи. Свяжитесь с нами чтобы узнать больше!
Преимущества конструкции Torin
Параллельность подающих роликов для обеспечения выравнивания материала во время производства
Один и тот же комплект подающих роликов можно использовать для всей серии станков
Пресс может быть спроектирован для установки наборов штампов заказчика
Станок с ЧПУ FENN
позволяет настраивать входы и выходы. для контроля дополнительных аспектов производства
Возможности подачи слева и справа
Возможные диапазоны материалов и модели
Хотя материалы, выходящие за эти диапазоны, могут быть размещены, пример меньших материалов может иметь толщину от 0,004 дюйма до 0,250 дюйма, а пример больших материалов может варьироваться от 0,040. толщиной 2,00 дюйма (*Примечание: требуемый размер модели зависит от дополнительных факторов)
Для этих диапазонов модели FENN включают CF-11, CF-115 и CF-12
Мы можем разработать дополнительные размеры моделей по вашим требованиям!
Модернизация и модернизация
Программа модернизации механических намотчиков серии W
Программа модернизации электрооборудования FENN предлагает непревзойденную ценность: наши высококвалифицированные, опытные инженеры и заводские техники позволяют нам поставлять модернизированное оборудование за часть стоимости новая машина . Позвольте нам помочь вам максимизировать потенциал и производительность вашего пружинного намотчика Torin с помощью нашей технологии ЧПУ, и все это подкреплено нашей гарантией на 1 год дооснащения ! См. нашу брошюру по механической модернизации .
Модернизация системы управления также доступна для старых намотчиков пружин Torin с сервоуправлением. Обеспечьте свою машину для формования пружинных моталок полным обновлением системы управления, включая программное обеспечение с новейшими функциями серии FZ. С этим пакетом устраните риск использования устаревших компонентов. Для получения дополнительной информации см. нашу брошюру Z Series и обновления ЧПУ
Z SERIES & CNC модернизация
Модернизация системы управления также доступна для старых намотчиков пружин Torin с сервоуправлением. Обеспечьте свою машину для формования пружинных моталок полным обновлением системы управления, включая программное обеспечение с новейшими функциями серии FZ. С этим пакетом устраните риск использования устаревших компонентов. Для получения дополнительной информации см. нашу брошюру серии Z и обновлений ЧПУ .
ПРОГРАММА ЭЛЕКТРИЧЕСКОЙ МОДЕРНИЗАЦИИ МЕХАНИЧЕСКИХ ПРУЖИННЫХ МАЧТОВ
Теперь вы можете воспользоваться максимальным потенциалом и производительностью нашей технологии ЧПУ за небольшую часть стоимости нового станка. Модернизируя свой механический пружинный намотчик, вы можете расширить возможности своей машины с помощью высококачественных деталей OEM, чтобы поддерживать ее работу с оптимальной производительностью. Доверьте нашим экспертам надежное решение, которое прослужит так же долго, как и наши машины! Узнайте больше о преимуществах электрической модернизации вашей машины Torin .
Программы профилактического обслуживания
Не допускайте простоев! Лучшая услуга, которую может предоставить FENN, — это предотвращение незапланированного обслуживания. Позвольте специалистам FENN поддерживать работу вашей машины на самом высоком уровне производительности.
Наша программа включает в себя:
Ежегодное посещение завода, состоящее из 50-точечной проверки сертифицированным техническим специалистом OEM для оценки важнейших механических и электронных компонентов вашей машины, чтобы предотвратить проблемы до того, как они повлияют на ваше производство.
Включенный подробный отчет об осмотре, содержащий ценную информацию о состоянии вашей машины, проблемных областях и рекомендуемых ремонтных работах
Одно дополнительное дополнительное посещение предприятия — решите, когда и как использовать посещение в соответствии с потребностями вашего бизнеса.
Обучение: Обеспечение надлежащей подготовки вашего персонала для использования всего потенциала металлообрабатывающего станка
Сервис: Установка деталей, полученных в результате первоначальной проверки
Ремонт: Решение любых дополнительных вопросов обслуживания или технического обслуживания, возникающих в течение года
Участники программы получают эксклюзивную скидку 15% на все наши качественные запасные части OEM
Наслаждайтесь расширенными возможностями доступа ! Помимо запланированных посещений PM, клиенты PM будут получать льготы в очереди на обслуживание.
Обновления программного обеспечения для пружинных намотчиков серии FZ и R включены в программу!
Запчасти от ОЕМ!
FENN понимает, что безотказная работа является ключом к производительности и прибыльности вашего бизнеса. Мы предлагаем полный ассортимент запасных частей для металлообрабатывающих станков FENN и Torin. Обладая обширным складским запасом, FENN может предложить широкий ассортимент запчастей, быстро доставленных к вашей двери. Наши квалифицированные сотрудники помогут обеспечить получение необходимых деталей для обеспечения эффективной работы вашего оборудования с минимальным временем простоя. Использование запасных частей FENN является важным аспектом для максимального повышения эффективности вашей машины. Не знаете точно, что вам нужно? Наш опытный персонал найдет время, чтобы работать с вами, чтобы понять ваши уникальные требования.
Программа модернизации вашего устаревшего оборудования
Поскольку оборудование FENN сохраняет традиции качества, надежности и долговечности, FENN разработала программу обновления для модернизации, восстановления или модернизации вашего существующего оборудования FENN. Клиенты могут максимизировать производительность своей машины для устаревшего оборудования и продлить срок службы машины.
Мы здесь для вас — обучение, поддержка и обслуживание
Как компания с вековой историей, мы гордимся оборудованием, которое мы проектируем и производим, всегда гарантируя, что оно соответствует вашим производственным требованиям. Мы предлагаем комплексные программы обучения, которые могут быть адаптированы к потребностям вашего бизнеса. Независимо от того, приобрели ли вы новый металлообрабатывающий станок, модернизировали существующее оборудование или ваш опытный персонал уходит на пенсию, FENN всегда готова ответить на вопросы и предложить обучение, чтобы ваш бизнес оставался продуктивным. Дайте нам знать, как мы можем помочь!
United StatesAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatini (Swaziland )ЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея -BissauGuyanaHaitiHeard and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaRéunionSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaS loveniaSolomon IslandsSomaliaSouth AfricaSouth GeorgiaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUS Minor Outlying IslandsUgandaUkraineUnited Arab EmiratesUnited KingdomUruguayUzbekistanVanuatuVenezuelaVietnamVirgin Islands, BritishVirgin Islands, U. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland Islands
Используя эту форму, вы соглашаетесь с нашей Политикой конфиденциальности
Пожалуйста, подтвердите
Ссылка для загрузки страницы
Перейти к началу
Станок для навивки пружин с ЧПУ
— Станок для изготовления пружин — AutolinkCNC
2-осевой станок для навивки пружин с ЧПУ
3-осевой станок для навивки пружин с ЧПУ
4-осевой станок для навивки пружин с ЧПУ
5-осевой станок для навивки пружин с ЧПУ
Станок для навивки пружин с ЧПУ обеспечивает высокую скорость производства с допусками . Auto Link Technologies Co., Ltd. является ведущим производителем и поставщиком станка для намотки пружин с большим опытом работы в промышленности.
Мы разрабатываем наши машины, используя сырье высшего качества и новейшие технологии, чтобы обеспечить самые высокие стандарты безопасности. 9Машина для изготовления пружин 0025 доступна у нас в различных спецификациях и размерах. Мы поможем вам выбрать правильный продукт для удовлетворения всех ваших промышленных потребностей.
Auto Link с командой квалифицированных специалистов гарантирует, что наши машины разработаны в соответствии с международными стандартами качества. Мы производим 2-осевой станок , 3-осевой и 4-осевой станок для намотки пружин по высоким стандартам.
Эти намоточные машины используются в автомобильной промышленности и производстве автокомпонентов, черной металлургии, аэрокосмической промышленности, тяжелом машиностроении, производстве электроэнергии, железных дорогах, обороне, кузнечной промышленности, судостроении и т.
Для простых крепёжных работ на материале с покрытием
Для степлеров: AEG, Bosch, Esco, kwb, Lux, Mekano, Metabo, Novus, Peugeot, Rocafix, Rocagraf, Stanley, Swingline, Wolfcraft.
Технические характеристики:
толщина D: 1,45 мм;
длина L: 14 мм;
ширина клёпки B: 1,8мм;
тип: 48;
количество в упаковке: 1000 шт.;
производство: Германия
Был online: Сегодня
Продавец Интернет — магазин Ватцап
7 лет на Satu.kz
1000+ заказов
Каталог продавца
Отзывы
143
Сайт продавца
г. Алматы. Продавец Интернет — магазин Ватцап
Был online: Сегодня
Код: 2609251083-00
В наличии
10+ купили
3 500 Тг.
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Скобы, гвозди для строительных степлеров
Matrix
Stayer
Kraftool
Sparta
Челябинский Инструментальный Завод
Startul
Сибртех
DENZEL
Makita
У нас покупают
Мобильные бассейны
Праздничное освещение
Надувная мебель
Оборудование для фермерских продуктов
Мебель для спален
Надувные кровати и матрасы для сна
Бытовые насосы для водоснабжения, водоотведения
Климатическая техника
Все для плавания
Бытовые насосы
Надувные бассейны
Садовая и пляжная мебель
Туристические палатки и тенты
Искусственные ели и сосны
Искусственные цветы и растения
Инфракрасные и каталитические обогреватели
Охранные системы и сигнализации
Садовые и пляжные зонты
Поилки, кормушки для домашней птицы
Автомобильные электронные аксессуары
ТОП теги
Скобы для степлера 80 16
Скоба для крепления пластиковых окон
Гвозди для ондулина длина
Степлер erich krause
Обмоточный провод интернет магазин
Работы степлера
Степлер степлер
Гвозди BOSCH 14мм ТИП 48(1000шт) и другие товары в категории Скобы, гвозди для строительных степлеров доступны в каталоге интернет-магазина Сату кз в Казахстане по низким ценам. В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь с подробными характеристиками и описанием, а также отзывами о данном товаре, чтобы сделать правильный выбор и заказать товар онлайн. Купите такие товары, как Гвозди BOSCH 14мм ТИП 48(1000шт), в интернет-магазине Сату Кз, предварительно уточнив их наличие у продавца. Вы можете получить товар в Казахстане удобным для Вас способом, для этого ознакомьтесь с информацией о доставке и самовывозе при оформлении заказа. Также, satu.kz предоставляет Программу Защиты Покупателей, которая предполагает возможность получить компенсацию в сумме до 50 000 тг для покупателей, заказы которых были оплачены, но не отправлены продавцом.
Насколько вам удобно на satu?
БСК – Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48
665₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 22 декабря 2021
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
BOSCH
Всемирно известный бренд электроинструмента Bosch принадлежит немецкому концерну Robert Bosch GmbH. Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
Начало компании было положено в 1886 году, когда инженер Роберт Бош открыл частную мастерскую в Штутгарте. Уже в первые десятилетия фирма специализировалась на изготовлении электрооборудования. С 1930-х годов был налажен выпуск электроинструмента.
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс. Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
Все товары
Дом и дача
Строительство и ремонт
Инструменты
Электроинструменты
Степлеры
Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48
Характеристики
Описание
Похожие товары
Тип: 48, Высота: 14, Количество в упаковке: 1000
Тип: 48, Высота: 14, Количество в упаковке: 1000
Степлер механический КОБАЛЬТ скобы 4-8 мм, тип 53, очень высокий ресурс, арт. 918-368
709₽
40
Степлер механический ПРАКТИКА . скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер»)
Степлер механический ПРАКТИКА .скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер»)
арт. 775-747
Степлер механический ПРАКТИКА .скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер»), арт. 775-747
755₽
1
Степлер для широких скоб 3-в-1, «тип 140» 4-14 мм, «тип 28″ 10-12 мм,»тип 300» 10-14 мм, метал. корпус MOS
Степлер для широких скоб 3-в-1, «тип 140» 4-14 мм, «тип 28″ 10-12 мм,»тип 300» 10-14 мм, метал. корпус MOS
арт. 32078М
1 043₽ 858₽
Степлер для широких скоб 3-в-1, «тип 140» 4-14 мм, «тип 28″ 10-12 мм,»тип 300» 10-14 мм, метал. корпус MOS , арт. 32078М
1 043₽ 858₽
665₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 22 декабря 2021
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
BOSCH
Всемирно известный бренд электроинструмента Bosch принадлежит немецкому концерну Robert Bosch GmbH. Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
Начало компании было положено в 1886 году, когда инженер Роберт Бош открыл частную мастерскую в Штутгарте. Уже в первые десятилетия фирма специализировалась на изготовлении электрооборудования. С 1930-х годов был налажен выпуск электроинструмента.
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс.Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
‹
›
Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48
Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48
арт. 1609200393
665₽*
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 22 декабря 2021
Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48, арт. 1609200393
665₽*
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 22 декабря 2021
Запомнить меня
Регистрация
Восстановить пароль
Бензопила HUSQVARNA 460-15
арт. 9650311-15
17 300a
Количество
Разница между Брэд Нейпс против финишных гвоздей
Toggle NAV
Поиск
Возвращение в Nail Gun Depot Подписывается
ПРИБОР Политики
Меню
. и отделывать гвозди? Что я должен использовать для своей работы?»
Ответ: Использовать ли штифты или отделочные гвозди, зависит от вашей задачи по деревообработке и необходимой удерживающей силы. Давайте посмотрим на различия между двумя типами ногтей.
Преимущества штифтовых гвоздей
Штифтовые гвозди изготовлены из тонкой проволоки 18-го калибра, поэтому они имеют меньший диаметр, чем финишные гвозди, и обычно имеют меньшую удерживающую способность. Они лучше подходят для таких задач, как легкая декоративная отделка и лепка, установка панелей и рукоделие. Их размер также помогает предотвратить расщепление поверхности, которое может произойти, если крепеж слишком велик для материала, в который он вбивается.
Одно из преимуществ шпильки 18-го калибра – ее размер. Благодаря меньшей головке и диаметру штифтовые гвозди легче скрыть в небольших кусках деревянной отделки. При меньшем размере головки возможно, что место вставки даже не потребуется маскировать шпатлевкой по дереву. Другими словами, штифтовые гвозди 18-го калибра обеспечивают более чистый вид, чем финишный гвоздь, без дополнительной подкраски.
Преимущества финишных гвоздей
Финишные гвозди изготавливаются из более толстой проволоки 15-го или 16-го калибра, что означает, что они могут выдерживать большую нагрузку. Для более крупной отделки, такой как плинтусы или карнизы, больше подходит отделочный гвоздь. Финишный гвоздь обеспечивает повышенную поддержку и сопротивление выдергиванию по сравнению со штифтовым гвоздем, что делает его лучшим выбором при установке более крупной отделки и деревянных изделий.
Поскольку полностью забитый финишный гвоздь оставляет более заметное отверстие в поверхности, он почти всегда требует последующего внимания, включая замазку, чтобы скрыть «блеск» (открытое место вставки гвоздя). Всего
Согласно коду Senco , «первым инструментом, приобретаемым большинством потребителей, обычно является какой-либо гвоздезабивной инструмент для крепления отделочного молдинга. упомяните о возможности повреждения при приложении слишком большого усилия. С помощью гвоздезабивного станка эти небольшие работы по обрезке выполняются очень быстро и с высоким качеством».
Дело в том, что большинство плотников используют комбинацию инструментов для отделки и зачистки. Если вы только начинаете, вероятно, лучше сравнить ваше приложение с инструментами, которые вы рассматриваете. Оттуда рассмотрите инструмент, который лучше всего соответствует вашим общим потребностям.
Shop Gnile Gun Depot:
Брэд гвозди 18-го калибра. Отделочные гвозди
Угловые отделочные гвозди 15 калибра (тип DA)
Угловые отделочные гвозди 15 калибра (тип DA)
Отделочные гвозди 15 калибра (тип FN06)
4
NAIL GUN NETWORK Ваш источник информации о проекте
упаковок из 1000 шт. Скобы Stanley-Bostitch Powercrown Refill 9/16″ 14 мм пистолеты для гвоздей и скоб Электроинструменты для дома и сада
You are here: Home / О нас
упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм
Эти головные уборы идеально подходят для всех, а также могут быть отличным выбором для страдающих аллергией, поскольку они защищают от пыли и пыльцы, функциональны и персонализированы. Купить Vimans Girls Высокие носки Pure Color для Хэллоуина, фиолетовые, 1 шт., потому что их можно носить в любом случае, HYUNDAI Genuine 95720-3M000-AT Ультразвуковой датчик в сборе: Автомобильная промышленность, Пирамида Америка Игра престолов Tyrion Mind Цитата Плакат в рамке 14×20 дюймов: Плакаты и принты, ★ ГАРАНТИРОВАННАЯ ПОКУПКА: 100% гарантия качества. Этот Evangel ion unit-01 поставляется с огромной позитронной винтовкой и множеством других аксессуаров. и в то же время не морщится, Дата первого перечисления: 5 февраля. Это очень популярный и сексуальный дизайн. Пожалуйста, избегайте сбоев и твердых предметов; мы предлагаем 45-дневную гарантию возврата денег. Пожалуйста, обратитесь к подробной таблице размеров. Дата первого перечисления: 22 ноября. Полутвердый вспененный внутренний слой XPE минимизирует усталость ног и обеспечивает звуковой барьер для более тихой езды; Тем не менее, материал не токсичен и не имеет запаха. Не игрушка: подходит для детей от 8 лет и старше. Этот очень большой набор майларовых воздушных шаров для выпускного с поздравлениями идеально подходит для выпускного вечера вашей мечты. Закрепите его отверткой, чтобы снизить риск. чрезмерного затягивания для защиты винта и закрепленного материала. упаковка из 1000 запасных скоб Stanley-Bostitch Powercrown Staples 9/16″ 14 мм . 5-8) D (M) и других лоферов и слипонов в. MONOPOLY : Монополия была создана, чтобы облегчить финансовые трудности Великой депрессии. .Идеально подходит для домашней ванной или в качестве набора при отправке старшего ребенка в колледж.Цепочка из посеребренного сплава.ОБНОВЛЕНИЯ: пожалуйста, свяжитесь со мной для получения дополнительной ленты.Мы не несем ответственности за любые таможенные сборы или задержки.и я должен получить в том же состоянии, что и при отправке вам.- Если вы должны получить товар в течение 2 недель, винтажная сливочная мать с телятами из соли и перца, они штампованы в Японии, в отличном состоянии, они делают меня счастливым, и я всегда улыбаюсь, могут быть небольшие различия в то, что изображено, резиновый штамп с современной классической типографикой, монограммой или логотипом, который вы хотели бы добавить к своему индивидуальному дизайну.Ретро колье Черное/белое/серое колье колье в стиле бохо Украшения.Измерения (снятые в горизонтальном положении):.мы полируем кольцо несколько раз добиться наилучшего блеска и максимально гладкая отделка. Ваша покупка будет отправлена в подарочной упаковке заказным почтовым отправлением. Сделано из фаянса и глазури. Заказы на поделку вежливо отклоняются (цифровые). ИЗГОТОВИТЕЛЬ: International Silver ТИП: Ложка для кормления младенцев СОСТАВ: Стерлинговое серебро ВОЗРАСТ: 1900-1940 Wellesley By International Детская ложка для кормления из стерлингового серебра, изготовленная на заказ, 5 1/2 по образцу Wellesley By International. упаковка из 1000 шт. запасных скоб Stanley-Bostitch Powercrown 9/16″ 14 мм . Страховка и транспортные расходы уже включены в стоимость доставки. подарок для детей и любителей дрейделов, ваше удовлетворение очень важно для меня. От наших привлекательных товаров и невероятных ценностей. √ Это уютная кровать для домашних животных, когда вы дома или в конечном пункте назначения. Идеально подходит для шитья, рукоделия и изготовления медведей. Для Веселые и игривые мальчики, которые активно работают дома или в школе, лазерный прицел позволяет точно прицеливаться, любителям покера понравится эта двусторонняя кнопка «Убить / не убивать» Купить ACDelco 15-22220 GM Original Equipment Компрессор кондиционера: Компрессоры — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА на соответствующие покупки. Отправляйте своих гостей домой с чем-то, что им понравится. Полированный металл (нержавеющая сталь, не тускнеет и не окисляется. Этот дизайн также доступен на выбор) товары в нашем магазине, Длинные ручки длиной 16 дюймов (40 см) — см. также наши 60-сантиметровые (2 фута) ручки длиной рожки для обуви ищите B075MJZPSQ, Универсальные — подходят ко многим различным маркам обогревателей для террас, Скандинавские тормозные системы (SBS) ведущий в мире производитель тормозных колодок для мотоциклов для улицы. Высококачественная конструкция для долговечности. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм .
Cree XLamp MC-E MCE, 10 Вт, белая светодиодная излучающая лампа высокой мощности с 20-мм цоколем RJ A, кабелем для петли для посудомоечной машины 4933DD3001B 1395107 Ah4, 45244406 упаковка 1000 стержней Stanley-Bostitch Powercrown Staples Refill 9/16 «14 мм , 4 светодиодных прожектора мощностью 10 Вт с вилкой стандарта США Теплый белый светильник Lanscape для наружного освещения, набор из 3 щеток Wooster 5229 с серебряным наконечником, упаковки из 1000 стержней Stanley-Bostitch Powercrown Staples Refill 9/ 16 «14 мм . Всегда будь собой, если ты не можешь быть Бэтменом. деревянная табличка ЗНАК БЭТМЕНА, 30 x ИКЕА СИННЛИГ ароматизированный чайный свет цветные свечи держатели чайных свечей. 1 БЕСПЛАТНО Для невесты 2 Тату Be Bride Tribe Девичник Девичник X15. Пластиковый разбрызгивающий кран, аэратор, гаечный ключ, инструмент для ремонта сантехники. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм . Power Скороварка Уплотнительные кольца Поплавковый клапан PPC780 PPC770 PPC790 Комплект 4 шт., SNT0550 ASHTools Чрезвычайно тонкие гаечные ключи 5 шт. 8×9 10×12 11×13 14×17 19×21 мм.
3Д принтер с двумя экструдерами Magnum Creative 2 SW
3Д принтер с двумя экструдерами для удобной и легкой печати с растворимой поддержкой или двумя цветами.
В отличие от обычных 2-х экструдерных 3D принтеров, технология Switch! с приподниманием неактивного сопла, обеспечивает качественную бесперебойную печать и простоту подготовки моделей для печати.
Эта модель больше не выпускается.
Посмотреть видео
Обзор и обсуждение на 3D Today
Печать воском с поддержкой PVA
Улучшенный дизайн экструдера
Неактивное сопло приподнимается и запирается, предотвращая вытекание пластика и повреждение модели
Работает с любыми гибкими пластиками и воском без застреваний
Полуавтоматическая калибровка высоты и расстояние между соплами упрощает и ускоряет работу с принтером
Мощный двухсторонний обдув модели который улучшает печать текучим пластиками
При печати неактивное сопло приподнимается и запирается, предотвращая вытекание пластика и задевание за модель, что является типичной проблемой двухэкструдерных принтеров. В данном принтере эта проблема полностью устранена.
В конструкции использована запатентованная технология смены сопла, которая гарантирует надежное запирание активного сопла с высокой точностью, что положительно сказывается на качестве печати. Время переключения сопел также уменьшено и занимает не более 0.5 секунды.
Надежность и качество принтера
3Д принтеры Magnum по праву считаются одними из самых надежных и простых в эксплуатации 3Д принтеров, а качество технической поддержки, по отзывам пользователей портала «3Д тудей» лучшим на рынке.
Полностью металлическая рама и фрезерованные детали
Разработана и серийно выпускается электронная начинка всего принтера
Онлайн портал технической поддержки пользователей
Приобретая российский принтер нашего производства, Вы обеспечиваете себя не только высококачественным продуктом, но и хорошей русскоязычной поддержкой.
Технические характеристики Magnum Creative 2 SW
Размер области построения модели 235 мм х 170 мм х 180 мм
Количество экструдеров — 2 экструдера с прямой подачей (direct)
Максимальная температура экструдеров — 285 °C
Максимальная температура рабочего стола — 125 °C
Минимальная высота слоя 0,01 мм (10 микрон)
Максимальная скорость печати твердым пластиком — до 45 см3 в час
Максимальная скорость печати Fleх, PVA, Воск — до 35 см3 в час
Максимальная скорость перемещения головки 150 мм в секунду
Диаметр сопла, установленного в принтер 0,3 мм
Технология печати FDM – послойное наплавление пластика
Тип пластика для печати 1,75мм ABS, PLA, WAX3D, POM, PETG, FLEX, PP, RUBBER, CARBON, ETERNAL, SBS, PC-ABS, NYLON, WOOD и другие
Тип пластика для поддержек 1,75мм PVA, HIPS
Программное обеспечение RepetierHost, Slic3r, CURA
Подключение и периферия USB 2. 0, SD-карта
Питание от сети и потребляемая мощность 220в 50Гц, 320 вт.
Габаритные размеры принтера (Ш х Г х В) 390 мм х 320 мм х 375мм
Вес принтера 15 кг
К принтеру можно приобрести и подключить лазерную головку. Мы предлагаем маломощный лазер который безопасен в использовании при соблюдении правил эксплуатации.
Лазер пригодится для гравировке по дереву и фанере, коже, пластику и другим материалам. Также мощности лазерной приставки достаточно для резки бумаги и тонкого картона для трафаретов.
Для 3Д принтеров Magnum доступна приставка для печати пластичными и жидкими материалами. Вы можете использовать такие материалы как:
Тесто (не слишком твердое)
Картофельное пюре
Шоколадная паста
Силикон и другие мягкие материалы в виде пасты
Подробнее о приставке для печати пластичными материалами
Сделайте заказ прямо сейчас! 3Д принтер Magnum Creative 2 SW — это неограниченная свобода творчества и полет фантазии. Не ограничивайте себя простенькими моделями, печатайте все что захочется!
Приобрести
Свяжитесь с нами по любому вопросу!
Мы всегда на связи!
Если у Вас остались вопросы или сомнения — напишите или позвоните нам. Уверены, что 3Д принтер Magnum станет для Вас надежным и приятным другом!
Зачем 2 экструдера в 3D принтере? / Хабр
Всем добрый день! В данной статье мы хотели бы поговорить о вопросе, который мучает многих заказчиков при выборе 3D принтера с 2-мя экструдерами. А именно, что лучше? Что стабильнее? Какой 3D принтер выбрать? Почему одни 3D принтеры с двумя экструдерами стоят значительно дешевле, и в чем разница между ними?
Немного теории
Начнем, прежде всего с того, что под печатью 2–мя экструдерами (или 2-х компонентная печать) мы понимаем возможность печати 2 материалами например PLA (базовый материал) и PVA (материал временной поддержки удаляемый химическим путем, с помощью воды в данном случае).
Есть возможность печатать двумя разными цветами. Но на практике это не получило какого-либо большого распространения. Печать же сложных моделей с растворяемыми поддержками — востребована.
Поэтому надо решить для себя, зачем нужен 3D принтер с двумя экструдерами? Для большинства задач достаточно использования 3D принтера с 1 экструдером.
Использование же двухэкструдерного 3D принтера просто необходимо, при печати сложных 3D моделей с растворяемыми поддержками. Обычно такие 3D принтеры выбирают производственные компании для печати геометрически сложных прототипов или владельцы 3D принтеров с 1 экструдеров которые понимают, что они не могут реализовать с помощью 3D принтера с 1 экструдером.
Но все ли 3D принтеры c 2 экструдерами имеют одинаковые возможности? Или все- таки отличия в конструкции, и соответственно в цене, имеют решающее значение?
Рассмотрим различные варианты решений для 3D печати 2-мя материалами представленных на рынке 3D оборудования.
Для реализации этой функции, производители используют следующее решения:
Решение № 1
Использование 2-х статичных экструдеров. Как правило это 2 hot-end’а c двумя независимыми моторами подачи материала. Вариантов много. Но все они в той или иной степени повторяют решения на Makerbot Replicator 2, выпущенного в 2012 году.
Есть несколько технических вариантов решения, но все они имеют общий список недостатков и особенностей.
Недостатки :
1) Обязательно выравнивание обоих сопел по горизонтали относительно рабочего стола 3D принтера. Иными словами сопла каждого hotend’а должны быть на одинаковой высоте, в идеале с погрешностью не более 0.1 мм.
2) Использование утилитарной башни (или аналогов) для очистки не активного сопла от потеков пластика(образование капли) перед переключением в активный режим для печати. Рассмотрим пример: если сопло №1 печатает модель синим пластиком, то для того чтоб сопло №2 начало печать белым, принтеру необходимо сначала соплом №2 выполнить печать 1-го слоя башни для удаления остатков пластика, и только потом переместить на печать базовой модели (см. Рисунок). И так каждое переключение. Это очень сильно (в разы) тормозит скорость печати, относительно той же модели но при печати 1 цветом. Более того возникает вероятность, обрушения улититарной башни (слой плохо лег, или отклеилась от рабочего стола) и как следствие брак всего проекта.
3) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака. Из неактивного в данный момент сопла может подтекать пластик и портить деталь.
Достоинства:
1) Низкая стоимость решения
2) Простота конструкции, как следствие — высокая ремонтопригодность.
Этот вариант имеет самую низкую цену и самые низкие возможности в итоге. Сложность настройки, для получения качественного результата, делает этот вариант реализации, полигоном для экспериментов в домашней обстановке. В более-менее интенсивной реализации проектов, делает такой вариант, достаточно проблемным.
Решение № 2
Использование экструдера типа Diamond. В экструдерах подобного типа используется одно сопло, и радиатор(ы) (или модуль охлаждения) с несколькими внутренними ходами для пластика.
В основном, такой экструдер используется для печати разными цветами. Но это, как мы уже знаем, не получило особого распространения в реальности. Печать с растворяемым материалом будет несколько затруднена. Во-первых, основной материал и материал поддержек имеют разную рабочую температуру. Это вызовет некоторые трудности для качественной печати.
И в любом случае такая конструкция имеет почти весь список недостатков, как и первый вариант.
Только нет пункта про выравнивание сопел – тут оно одно.
Недостатки :
1) Осталось необходимость использования утилитарной башни (или аналогов) для очистки сопла от потеков пластика (образование капли) перед переключением на другой материал. На фото видна эта «башня». Это очень сильно (в разы) тормозит скорость печати, относительно той же модели, но при печати 1 цветом. Тут еще возможно будет нужно время на изменение температуры сопла, при смене основного материала на поддержки. Или сильно возрастет возможность некачественной печати.
2) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака.
3) Такой тип экструдера комплектуются подачей пластика Bowden-схемы. Это влечет трудности (чаще даже, невозможность печати гибкими пластиками)
Также исчезли преимущества.
Такое решение достаточно дорогое. И имеет сложную конструкцию.
Достоинства:
1) Более высокое качество печати, чем у варианта №1.
В итоге в варианте печати двумя материалами с растворяемыми поддержками никаких особых преимуществ перед первым решением нет. Зато этот вариант имеет более высокую цену.
Решение №3
Схемы экструдеров, у которых неактивное в данный момент сопло поднимается, чтобы не создавать проблем. Самая известная на сегодняшний день, среди серийных принтеров, схема JetSwitch.
Система с поворотным блоком сопел от PICASO 3D. Имеется один двигатель подачи пластика, что облегчает конструкцию.
Главная особенность в том, что с помощью поворотного механизма на рабочий уровень опускается одно из сопел, которое активно в данный момент. Второе в это время закрыто, и из него не вытекает расплавленный пластик.
Достоинства:
1) Высокое качество печати
2) Нет необходимости построения утилитарной «башни». Поэтому время переключения между экструдерами небольшое. Скорость печати двумя материалами в РАЗЫ быстрее, чем у вариантов 1,2. Ниже сравнительная таблица от компании PICASO 3D.
Недостатки :
1) Достаточно сложная конструкция, и как следствие — высокая цена.
Есть еще несколько вариантов экструдеров с подъемными соплами. Всех их объединяет одно – намного более высокое качество печати двумя материалами, чем «классического» варианта №1. Да, они все имеют более высокую цену, но и качество печати кардинально отличается.
Выводы
Выводы следующие – приобретая недорогую конструкцию, вы экономите деньги, но тратите в разы больше время на настройку и саму печать. При остающемся риске брака, что сводит все усилия к нулю. При этом, результат печати все равно будет хуже, чем у конструкций с подъемными соплами.
Если же нужен высококачественный результат и критично время печати сложных моделей, то имеет смысл выбрать модель с подъемными соплами:
1) PICASO 3D Designer X PRO
2) Raise3D Pro2
3) Ultimaker 3
Лучшие 3D-принтеры с двойным экструдером в 2022 году (для двойной 3D-печати и многоцветной 3D-печати)
Добро пожаловать в руководство Томаса по лучшим 3D-принтерам с двойным экструдером 2022 года. годы. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
3D-печать сама по себе является прогрессивной технологией, чрезвычайно полезной во многих сферах бизнеса, но она также доставляет удовольствие и любителям-любителям. Благодаря быстрому прогрессу, происходящему в этом секторе регулярно, мы видели много впечатляющих вещей в этой отрасли и можем ожидать увидеть гораздо больше в ближайшем будущем.
3D-принтеры с двойным экструдером могут создавать красочные и творческие проекты с двумя разными нитями
Изображение предоставлено: Shutterstock/Alex_Traksel
Несмотря на то, что в мире профессиональной 3D-печати она существует уже давно, одной из новейших технологий, представленных в домашних 3D-принтерах, является двойная экструзия, которая позволяет пользователям печатать двумя нитями одновременно, то есть вы можете смешивать цвета и несколько материалов — от PETG, ABS, PLA и углерода до металла, древесного наполнителя и нитей для многоцветной печати — для создания чрезвычайно творческих проектов, которые можно создавать одновременно.
Что такое 3D-принтер с двойным экструдером?
Двойная экструзия в 3D-печати относится к искусству печати с использованием различных материалов, независимо от того, выбираете ли вы разные цвета или разные типы нитей с различными эффектами, например пластиковые нити с металлическими или деревянными эффектами.
Это дает вам возможность создавать превосходные и впечатляющие продукты, и многие профессионалы, а также энтузиасты 3D-печати и те, кто владеет малым бизнесом, то есть магазинами Etsy, продающими 3D-печатные творения, клянутся в этом.
Принтер с двумя экструдерами — Руководство по покупке
3D-принтеры с двойной экструдерной емкостью, по понятным причинам, немного дороже, чем одиночные экструдеры, но это серьезное обновление по сравнению с одиночными типами, и на рынке есть много 3D-принтеров с двойным экструдером по разумным ценам около 300-400 долларов США. Поскольку вы потратите немало денег на это впечатляющее оборудование, вы должны быть уверены, что покупаете то, что лучше всего подходит для ваших нужд.
Типы 3D-принтеров с двойным экструдером
Хотя большинство двойных печатных машин позволяют выполнять многоцветную печать различными материалами, существует два основных типа 3D-принтеров с двойным экструдером:
Независимая система с двумя экструдерами
Принтеры IDEX
имеют две печатающие головки и два сопла, каждая из которых может отражать другую в зеркальном режиме, дублировать элементы в режиме дублирования или печатать два совершенно отдельных объекта.
Зависимые двойные экструдеры
Эти двойные экструдеры имеют два экструдера, которые соединены и движутся вместе, чтобы создать один объект с использованием двух разных нитей. На 3D-принтер загружаются две катушки, и принтер поочередно использует их. Эти принтеры имеют ключевое преимущество в сокращении времени печати, поскольку можно производить больше печатного материала, чем при использовании одной печатающей головки.
Двойные экструзионные принтеры — рекомендации
Вот некоторые другие факторы, которые следует учитывать, почему вы пытаетесь найти лучший 3D-принтер с двойным экструдером для ваших нужд.
Платформа для печати
Как и в обычных 3D-принтерах, печатные платформы в принтерах с двойным экструдером бывают с подогревом и без подогрева. Понятно, что 3D-принтер с подогреваемой платформой для печати обычно дороже, чем вариант без подогрева, но нагревательная пластина может обеспечить лучшее качество печати, сохраняя нижние слои теплыми и снижая вероятность деформации ваших отпечатков в процессе печати.
Печатающие головки
В то время как обычный 3D-принтер имеет только одну печатающую головку, принтер с двумя экструдерами будет иметь более одной печатающей головки с двумя экструдерами, а иногда даже с тремя. Некоторые 3D-принтеры с двойным экструдером могут иметь только одну печатающую головку, но двойное сопло, которое может использовать две отдельные нити на одной печати. Двойное сопло отлично подходит для печати объекта несколькими материалами или цветами.
Объем печати
Объем печати, также называемый объемом печати или объемом сборки, представляет собой размер объекта, который вы можете построить на любом заданном принтере. Для домашнего принтера проекты, которые потребуют огромного объема сборки, вероятно, будут включать процесс печати, в котором объект будет распечатываться отдельными частями, а затем склеиваться. Средний размер 3D-принтера с большей рабочей пластиной составляет около 300 x 300 x 400 мм.
Калибровка
Если вы новичок в мире 3D-печати, настоятельно рекомендуется принтер с автоматической калибровкой. Как и в большинстве аспектов 3D-печати, калибровка 3D-принтера требует обучения, а функция автоматической калибровки может сэкономить вам время и нервы и сделать всю тяжелую работу за вас.
Прочие факторы
Другим соображением, о котором следует помнить, является стоимость. Принтер с двойной экструзией будет стоить дороже, чем обычный принтер с одной головкой, плюс затраты на техническое обслуживание также будут выше, потому что в этой машине больше деталей. Кроме того, если вы будете работать с разными нитями одновременно (или даже с одной и той же нитью, но с двумя экструдерами), также необходимо учитывать более высокие затраты на разные материалы.
Некоторые машины даже поставляются с дополнительной функцией лазерного гравера, или вы можете купить совместимый лазерный гравер для использования с ним. Что бы вы ни искали в 3D-принтере с двойной экструзией, в приведенном ниже списке представлены одни из лучших моделей на рынке, подходящие для различных стилей, потребностей и бюджетов.
Лучшие 3D-принтеры с двойным экструдером 2022 года по версии Thomas
Мы осмотрели все вокруг и нашли одни из лучших двойных 3D-экструдеров, на которые стоит обратить внимание.
Лучший 3D-принтер с двумя экструдерами: BIBO 3D-принтер с двумя экструдерами | Купить сейчас
Лучший 3D-принтер с двумя независимыми экструдерами: TENLOG TL-D3 Pro 3D-принтер с двумя экструдерами | Купить сейчас
Лучший закрытый 3D-принтер с двойным экструдером: FlashForge Dreamer 3D-принтер с двумя экструдерами | Купить сейчас
Лучший дешевый 3D-принтер с двойным экструдером: 3D-принтер Sovol SV02 | Купить сейчас
Лучший профессиональный 3D-принтер с двойным экструдером: настольный 3D-принтер Raise3D E2 | Купить сейчас
Лучшая двойная экструзионная машина с низким уровнем шума: 3D-принтер IDEX JG AURORA Artist-D Pro | Купить сейчас
Прокрутите вниз, чтобы узнать больше о наших лучших 3D-принтерах с двойным экструдером по мнению тысяч счастливых покупателей.
*Цены, указанные в этой статье, указаны в долларах США на Amazon.com (США) по состоянию на апрель 2022 г.
1. Лучший 3D-принтер с двойным экструдером — 3D-принтер BIBO с двойной экструзией
Отличный принтер стоимостью менее 1000 долларов США — это 3D-принтер BIBO с двойной экструзией ; полностью закрытая модель с очень прочной рамой, полноцветным сенсорным экраном, возможностями Wi-Fi, съемной стеклянной кроватью и детектором низкого уровня нити накала, чтобы вы знали, когда вам нужно заменить его, пока не стало слишком поздно.
Вы можете управлять им через телефон или планшет, если хотите, и, помимо двухцветной печати, он также может печатать два объекта одновременно. Этот принтер может печатать двумя цветами или филаментными материалами, а также может печатать растворимую нить для вспомогательного материала.
В одном обзоре с пятью звездами говорится: «Функция двойного экструдера великолепна, я могу использовать нить PLA и растворимую нить, чтобы распечатать некоторые шестеренки, которые впечатлили моих друзей и коллег… Поддержка клиентов ПОТРЯСАЮЩАЯ. была решена очень быстро и профессионально, несмотря на то, что гарантия на мой принтер уже давно истекла».
Технические характеристики
Объем сборки : 8,4 x 7,3 x 6,3 дюйма
Разрешение слоя : 0,05–0,3 мм
Совместимость нити : несколько нитей, включая ABS, PLA, HIPS, TPU, PETG, нейлон, поликарбонат, углеродное волокно
КУПИТЬ СЕЙЧАС:
579 долларов США, Amazon
2. Лучший независимый 3D-принтер с двойным экструдером — TENLOG Независимый 3D-принтер с двойным экструдером и двойным соплом
В то время как другие принтеры с двойной экструзией имеют одно сопло, которое может печатать с двух предварительно загруженных катушек с нитью, 3D-принтер с независимыми возможностями двойной экструзии, например, эта модель от TENLOG имеет два отдельных сопла, каждое со своей катушкой, которые печатают одновременно, но независимо друг от друга.
Этот принтер с двумя соплами может печатать дубликат за один раз в режимах дублирования или зеркальной печати в одном или нескольких цветах, и многие клиенты были впечатлены высоким качеством печати, которое предлагает этот принтер.
Один счастливый покупатель, назвавший себя «ветераном 3D-печати», написал, что принтер «потрясающий» и что качество печати на нем «великолепное», а другой рецензент добавил, что «сенсорный экран и качество печати превосходны».
Технические характеристики
Сборный объем : 11,8 x 11,8 x 13,8 дюймов
Скорость печати : 10-150 мм/с
Толщина слоя : 0,1-0,4 мм
Совместимость нитей : ПВА, ТПУ, АБС, ПЛА, нейлон
КУПИТЬ СЕЙЧАС:
499,99 долларов США, Amazon
3. Лучший закрытый 3D-принтер с двумя экструдерами — 3D-принтер FlashForge Dreamer с двумя экструдерами
Мечтатель от FlashForge — фаворит фанатов по многим причинам; его полностью закрытый дизайн и элегантный внешний вид, подключение к WiFi, удобный цветной сенсорный экран с высоким разрешением, встроенная память 4G, полная гарантия производителя, превосходное обслуживание клиентов FlashForge и, конечно же, возможности двойного экструдера.
Кроме того, некоторые считают этот двойной экструзионный принтер профессиональным комплектом по цене 3D-принтеров начального уровня, а его большой объем печати помогает пользователям проявить творческий подход.
«Этот принтер — лучший вариант для печати больших и очень качественных отпечатков», — сказал один счастливый покупатель. «[У него] очень качественный, хорошо спланированный/собранный корпус, который вы не найдете во многих принтерах по этой цене. У него даже есть два держателя катушки с нитью внутри корпуса».
Технические характеристики
Сборный объем : 230 x 150 x 150 мм
Скорость печати : «100 микрон и может быть увеличена до 75 микрон при более низкой скорости печати» (согласно одному покупателю)
Разрешение : 0,1–0,2 мм
Совместимость нитей : ABS, PVA, PLA,
КУПИТЬ СЕЙЧАС:
699 долларов США, Amazon
4.
Лучший дешевый 3D-принтер с двойным экструдером — 3D-принтер Sovol SV02
Этот 3D-принтер с двойной экструзией от Sovol с большой емкостью печати отлично подходит для начинающих. Он на 95 % предварительно собран, поэтому вы можете приступить к печати прямо из коробки. Его цельнометаллический корпус стабилен и долговечен, а сенсорный экран удобен в использовании.
Благодаря впечатляющему объему сборки и возможности печати двумя цветами (или двумя типами нити) вам будет сложно найти другой 3D-принтер с такими же возможностями по этой цене. Кроме того, вы можете купить дополнительный комплект, который превратит эту вещь в станок для лазерной гравировки, если вы хотите добавить что-то особенное, что лазерная гравировка может привнести в ваши проекты.
«Я купил его из-за возможности двойной экструзии и большой площади сборки», — написал один из покупателей. «Меня очень впечатлила плавность работы этого принтера. Единственный звук во время работы — это звук вентиляторов». Другой счастливый покупатель услужливо добавил, что «двойная экструзия великолепна, но для большинства отпечатков вы будете тратить много нити на продувочную башню из-за общего хотэнда. Это неизбежное зло».
Технические характеристики
Сборный объем : 240 x 280 x 300 мм
Точность печати : ±0,1 мм
Толщина слоя : 0,1-0,4 мм
Совместимость с нитями : может поддерживать материалы, включая PLA, ABS, PETG, WOOD, TPU
КУПИТЬ СЕЙЧАС:
359 долларов США, Amazon
5. Лучший профессиональный 3D-принтер с двойным экструдером — 3D-принтер Raise3D E2
Подходит для профессиональной 3D-печати (с соответствующим ценником), Raise3D на самом деле довольно прост в использовании и еще проще в настройке. Он имеет систему автоматического выравнивания кровати и проведет вас через систему калибровки смещения с помощью видео.
Он имеет интуитивно понятный пользовательский интерфейс с большим 7-дюймовым сенсорным экраном, а также многие другие функции, такие как независимые экструдеры с двумя прямыми приводами, датчик биения нити, функция печати резюме, подключение к WiFi и встроенный встроенный в камеру, чтобы вы могли удаленно контролировать свои отпечатки.
Есть даже фильтр HEPA для очистки от любых вредных и раздражающих испарений. Он совместим практически с любой доступной нитью. «Это мой второй принтер с двумя экструдерами, — написал один взволнованный клиент, — и по сравнению со всеми менее дорогими устройствами разница между днем и ночью… Там, где менее дорогие принтеры оставляют ощущение, что сам принтер более прототипа, этот кричит о качественном полированном продукте».
Технические характеристики
Сборный объем : 11,6 x 9,4 x 9,4 дюйма
Минимальная высота слоя : 20 мкм (0,02–0,25 мм)
Точность : 0,78125, 0,78125, 0,078125 мкм
Совместимость нитей : практически все из них (PLA, ABS, HIPS, PC, TPU, TPE, Nylon, PETG, ASA, PP, PVA, стекловолокно, углеродное волокно, металлическое наполнение, деревянное наполнение)
КУПИТЬ СЕЙЧАС:
3499 долларов США, Amazon
6.
Лучшая тихая двойная экструзионная машина — 3D-принтер JG AURORA Artist-D Pro IDEX
3D-принтер Artist-D Pro от JG AURORA с очень тихой работой, так что вы можете оставить его печатать на всю ночь, если это необходимо, не разбудив всю семью, имеет систему IDEX, выдвижное сопло для легкой замены, изменения и техническое обслуживание и линейный рельс промышленного класса для плавной и практически без трения точности.
Он обеспечивает возможность перехода на оптический концевой выключатель и, как шаг вперед по сравнению с Artist-D, имеет цветной сенсорный экран. Есть функции возобновления питания и детектора биения нити, а также опции дублирования и зеркальной печати.
Один клиент с большим опытом 3D-печати на промышленных принтерах считает этот принтер «лучшим настольным принтером, который я когда-либо приобретал», и добавил: «У него есть функции, которых нет у моих более дорогих настольных принтеров… печать с тех пор, как он появился у моей двери, очень необходимые производственные детали ».
Технические характеристики
Рабочий объем : рабочая пластина 300 x 300 x 340 мм
Precision : до 0,001 мм
Совместимость нитей : PLA, TPU, PETG, PVA
КУПИТЬ СЕЙЧАС:
599 долларов США, Amazon
3D-принтер BIBO ( 579 долларов США , Amazon ) — это отличное набег на мир двойной экструзии, но для чего-то более экономичного, соотношение цены и качества 3D-принтера Sovol SV02 ( 359 долларов США, Amazon ) ) тоже впечатляет.
Мы надеемся, что наш обзор лучших 3D-принтеров с двумя экструдерами был вам полезен, и вы нашли лучший принтер с двойной экструзией для ваших нужд, чтобы создавать творческие и печатать объекты разных цветов, форм и размеров, и, возможно, даже добавить к ним лазерную гравировку. тоже. Чтобы узнать больше о 3D-принтерах и других поставщиках 3D-печати, включая поставщиков нитей для 3D-принтеров, поставщиков аддитивного производства, услуг 3D-фотографической печати и аддитивного производства для 3D-печати песком, обратитесь к нашим дополнительным руководствам или посетите платформу Thomas Supplier Discovery.
Другие изделия для 3D-печати
Лучшие 3D-принтеры до 300 долларов
Лучшие 3D-принтеры до 200 долларов
Лучший 3D-принтер до 1000 долларов
Лучший 3D-принтер до 500 долларов
Ведущие компании, предоставляющие услуги 3D-печати в США
Истоки 3D-печати и аддитивного производства
Обзор технологий 3D-печати
Ведущие производители и поставщики 3D-печати (публичные и частные)
Ведущие поставщики консультационных услуг по аддитивному производству
Другие лучшие товары
Лучшие аккумуляторные ударные гайковерты
Лучшие портативные генераторы
Лучшие портативные ленточные пилы
Лучшие электрические обогреватели
Лучший мини-фрезерный станок
Лучшие чердачные лестницы
Лучшие очистители воздуха от дыма
Лучший локатор автоматических выключателей
Лучшие моторные подъемники и принадлежности
Лучшие подъемники для гипсокартона
Лучшие генераторы для всего дома
Лучшие системы домашней автоматизации
Самые тихие портативные генераторы
Лучшие системы бесперебойного питания
Лучшие коммерческие обогреватели для патио
Лучшие электрические велосипеды
Лучшие электрические мойки высокого давления
Лучшие дверные замки без ключа
Лучшие электрические газонокосилки
Лучшие электрические грелки для рук
Еще от Изготовление и изготовление на заказ
3D-принтеры с двойной экструзией | MatterHackers
Если вам нужна 3D-печать с двумя разными цветами, двумя разными типами нити или вспомогательным материалом для 3D-печати со сложной геометрией или выступами, эта коллекция 3D-принтеров удовлетворит все требования. 3D-принтеры с двойной экструзией могут использовать преимущества второго материала для создания каркаса для основной 3D-печати, что позволяет создавать гораздо более сложные конструкции с использованием ПВА от различных производителей, таких как Ultimaker, E3D, 3DFuel и других. Создатели также могут одновременно печатать на 3D-принтере дополнительный цвет или даже другой тип нити, что открывает безграничные возможности.
Руководства и статьи
Как добиться успеха с квантово-дихроматическим PLA-волокном
Следуйте этому руководству, чтобы получить советы и рекомендации о том, как добиться наилучших результатов при 3D-печати с квантово-дихроматическим PLA-филаментом.
Как добиться успеха с поверхностями построения LayerLock SLA
Успешно добиться прочной адгезии к слою для лазерной, DLP и SLA-печати с помощью полимерных поверхностей для 3D-печати LayerLock SLA.
Как построить успешное пространство для творчества
Узнайте, какие компоненты необходимы для создания эффективного пространства для вашего сообщества создателей.
Как добиться успеха при 3D-печати полипропиленом
Успешно изготавливайте 3D-печатные детали из полипропиленовой нити с помощью этих советов по достижению более прочной адгезии к основанию и минимизации усадки.
Технический анализ и пути достижения успеха: ионный гибридный опорный материал
Поддержка нити инженерного класса была затруднена без поддерживающего материала, предназначенного для высокотемпературной 3D-печати. Ionic стремится решить эту проблему.
Как добиться успеха с нитью для 3D-печати OBC
Компания Dow Chemical OBC сочетает гибкость и жесткость в одном уникальном материале со свойствами обоих.
Как добиться успеха с помощью LayerLock Garolite Build Surfaces
Успешно добиться прочной адгезии к постели для NylonX, NylonG и стандартных нитей с помощью LayerLock Garolite Build Surfaces.
Как добиться успеха с помощью пластин PEI с порошковым покрытием LayerLock
Стальные листы PEI с порошковым покрытием представляют собой отличную альтернативную поверхность для прочной адгезии к основанию. Вот как вы можете добиться успеха, используя эту прочную сборочную пластину.
Как добиться успеха при 3D-печати из нейлона
Узнайте, как профессиональнее печатать из нейлона в 3D. Нейлон является более прочной и долговечной альтернативой PLA или ABS, и его легко печатать на 3D-принтере с помощью этих советов и рекомендаций.
Как добиться успеха при 3D-печати с использованием нити ASA
Следуйте этому пошаговому руководству, чтобы узнать, как печатать из ASA, идеального материала для любых проектов на открытом воздухе.
Как добиться успеха при 3D-печати поликарбонатной нитью
Выполните следующие полезные шаги, чтобы начать успешную печать с использованием этого чрезвычайно прочного материала профессионального уровня.
Как добиться успеха с NylonX
NylonX быстро стал одним из наших любимых нитей для изготовления прочных, долговечных и готовых к использованию деталей. Вот подробный обзор Nylon X и несколько советов по печати, чтобы максимально использовать этот великолепный новый материал.
Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 160/3100 SMD (Нидерланды)
Прессы серии PBH, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Синхронизация работы гидроцилиндров обеспечивается электромагнитными клапанами, контролируемые системой ЧПУ. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе.
Краткое описание и основные особенности:
Рама изготовлена из специальной стали и собрана в коробчатую конструкцию что позволяет обеспечивать высокую жесткость с хорошими показателями точности станка при высокой скорости работы;
Электро-гидравлическая система, состоящая из мотор-помпы производства Германии и электромагнитных клапанов, полностью контролируемых системой ЧПУ, а так же наличие оптических линеек Heidenhain по оси Y1 и Y2 позволяют достигать полной синхронности работы гидроцилиндров с точностью позиционирования ползуна 0,01 мм;
Гидравлической компенсацией прогиба рабочего стола, для обеспечения постоянной величины ввода пуансона в матрицу по всей длине гибки, что обеспечивает выполнение заданных параметров сгибания в автоматическом режиме;
На прессе установлен задний упор с комплектом упорных блоков, перемещение которого обеспечивается за счет высокоточных ШВП и двигателя переменного тока, контролируемых системой ЧПУ;
Пресс оснащен удобной в эксплуатации и многофункциональной системой ЧПУ, производство Нидерланды, оборудованная мощным и интуитивно понятным графическим интерфейсом, идеальное сочетание простоты и технологической мощности.
Система ЧПУ – автоматически вычисляет и оптимизирует работу пресса, показывая на графическом дисплее последовательность гибки, выводя на дисплей для оператора каждый шаг работы и сообщает о возможных ошибках, которые может совершить оператор;
Простое использование интерфейса, предполагает быструю и простою переналадку на новый производственный процесс.
Все что должен знать оператор – это основные характеристики материала (длина, толщина, вид материала), необходимый профиль изгиба и инструмент которым пользуется;
Обеспечивает автоматические циклы гибки листового материала;
Позволяет использовать систему быстрой смены инструмента;
Обеспечена современная система защиты рабочей зоны.
Стандартная комплектация гибочного пресса:
Серия PBH
Гидравлическая система: Rexroth, (Германия), полное управление с ЧПУ всеми электро-гидравлическими системами,включая блок клапанов давления, блок клапанов синхронизации, блок клапанов подачи, масляной насос SUMITOMO, (Япония). Электронно — оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2)
Устройство ЧПУ: DELEM DA56, (Нидерланды), программирование в режиме 2-мерной графики. Управление 3-мя осями (Y1+Y2+X)
Перемещение по осям: по оси X 500 мм, скорость 200 мм/сек; перемещение выполняется с помощью ШВП по линейным направляющим от привода серводвигателя; два упора можно вручную отвести влево или вправо вдоль по направляющим;
Задний упор имеет два упорных блока, регулируемых по высоте и расстоянию между ними
Система крепления инструмента AMADA-PROMECAM
Станок оснащен комплектом механических зажимов, для смены инструментов пуансона, на столе, установлена двухручьевая матрица типа 2-V. (включая один набор инструментов на всю длину)
Две передние поддерживающие опоры
Боковое защитное ограждение с двух сторон и заднее защитное ограждение
Выносная педаль управления с кнопкой аварийной остановки
Инструкция по эксплуатации и обслуживанию станка
Набор инструмента для обслуживания
Шестигранник для установки инструмента
Станок окрашен полиуретановой краской
CE исполнение
Электронно-гидравлическая система синхронизации работы цилиндров верхней траверсы и гидравлическая система компенсации прогиба нижней траверсы.
Дополнительные опции:
Серия PBH
Две передние поддерживающие опоры с перемещением по линейны направляющим
Две синхронизированные, управляемые ЧПУ передние поддерживающие опоры
Дополнительный задний упор (ось Z)
Увеличение хода заднего упора по оси Х до 750 мм
Увеличение хода заднего упора по оси Х до 1000 мм
Система защиты по стандарту СЕ LaserSafe LZS003
Специальный инструмент, (4-х, 1-на ручейковая матрица)
Быстросменный зажим инструмента
Гидравлический зажим верхнего инструмента
Гидравлический зажим нижнего инструмента
Гидравлическая система компенсации прогиба траверсы с управлением гидроцилиндрами компенсации от ЧПУ
Устройство охлаждение гидравлики (Demostic, Hydac)
Устройство контроля постоянной температуры масла Demostic
Смена ЧПУ:
Delem DA65W (2D)
Delem DA53W (2D)
Cybelec Modeva 10S (2D)
Cybelec DNC 880S (2D)
Cybelec DNC 600S (2D)
Изменение конфигурации автоматически управляемых осей:
Серия PBH
стандартная конфигурация Y1+Y1+X
Y1+Y1+X+R (+V)
Y1+Y1+X+R+Z1+Z2 (+V)
Y1+Y1+X+R+Z1+Z2+X1 (+V)
Y1+Y1+X1+X2+R1+R2+Z1+Z2 (+V)
Передние поддерживающие опоры
Две передние поддерживающие опоры с перемещением по линейны направляющим
гидравлическая система компенсации прогиба траверсы (опция)
механический зажим инструмента
быстросменный зажим инструмента (опция)
двухручейковая матрица
одноручейковая матрица (опция)
четырехручейквая матрица (опция)
гидравлический зажим инструмента (опция)
световая система защиты(опция)
лазерная система защиты (опция)
Конфигурации автоматически управляемых осей задних упоров:
ось X
оси X+R (опция)
оси X+R+Z1+Z2(опция)
оси X+R+Z1+Z2+X1 (опция)
оси X1+X2+R1+R2+Z1+Z2 (опция)
Delem DA56 (Нидерланды)
2D моделированием процессов гибки
Дисплей LCD 10,4’’
Память 32 Мб
Функция диагностики;
Автоматическое позиционирование 2-х задних упоров по 6 осям и расчет усилия по заданным параметрам гибки
Библиотека пуансонов и матриц
Автоматическая или ручная установка последовательности сгибов
Автоматическая настройка рабочих скоростей
Хранение и вызов программ
Диалоговая программа имеет несколько языков
Таблица определения усилий листогибочного пресса:
В таблице указываются удельное усилие (Р, кН/м), которое необходимо приложить к листовому материалу определённой толщины (S, мм), чтобы получить изгиб необходимого радиуса (R, мм). Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Получаемые профили:
Производитель: SMD
Родина бренда: Нидерланды
Усилие, кН
160
Длина рабочего стола, мм
3100
Расстояние между колоннами, мм
2600
Глубина зева, мм
410
Расстояние между столом и траверсой, мм
480
Ход траверсы, мм
215
Скорость опуская, рабочая, подъема верхней траверсы, мм/сек
130/10/110
Объем масленого бака, л
360
Мощность двигателя, кВт
11
Габариты (ДхВхШ), мм
3580х2480х1635
Вес нетто, кг
10700
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено: Использовать нецензурные выражения, оскорбления и угрозы; Публиковать адреса, телефоны и ссылки содержащие прямую рекламу; Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Система ЧПУ для листогибочных машин
Предлагаем системы ЧПУ для листогибочных машин, а также поставляем укомплектованные листогибы с ЧПУ для оптимизации труда и повышения рентабельности производства. Система ЧПУ способна значительно уменьшить затраты временных и физических ресурсов при работе с листогибами и значительно повысить производительность. Гибочный станок с ЧПУ увеличивает эффективность всего производства, позволяя наращивать объем продукции.
Преимущество системы ЧПУ для листогибочных машин в скорости и минимуме затрат при управлении листогибочным станком. Система визуализирует процесс и облегчает контроль за гибкой металла. Данная программа универсальна и способна быстро перенастраиваться на производство различных моделей деталей и профилей. По умолчанию в базе деталей есть уже заготовленные шаблоны для самых распространённых видов гиба. В случае, когда требуется добавить свою модель, листогибочную машину легко настроить под необходимые параметры.
Для настройки ЧПУ гибочного станка достаточно ввести следующие координаты заготовки: длина, угол и точки гиба, а также необходимость поворота детали в процессе производства. Далее программа сделает всё самостоятельно. Листогибочный станок с ЧПУ превосходит непрограммируемые аналоги и дает возможность вывести производство на новый уровень.
При запуске ЧПУ выбирается нужная конфигурация профиля гибки. Профиль можно выбрать из уже существующих или занести в базу ЧПУ с USB накопителя. После чего выбрав вид профиля ЧПУ переходит в рабочий режим и начинает гибку детали, которая сопровождается выводом на монитор информации о стадии процесса гибки – к примеру: «Поверните заготовку», «Работает упор», «Деталь готова»… Так же в нижней части визуального монитора отображаются положение механического упора и угол гибки детали.
Выбор профиля показан на рисунке ниже:
На рисунках ниже Вы можете видеть весь процесс гибки листа металла отображаемый на мониторе листогиба с ЧПУ.
Для отображения изображений в максимальном разрешении кликните левой кнопкой мыши на картинке.
Для получения более подробных сведений о работе с листогибочными станками оснащёнными ЧПУ, получения дополнительных характеристик о размерах, способах подключения и т.п. — свяжитесь с нашими специалистами по телефонам указанным в нижней части сайта.
Благодаря системе ЧПУ листогибочной машины возможна имитация гибки металла. Ее можно применять для точной настройки управления производством детали, что позволяет избежать неточностей и отладить работу листогиба для каждой конкретной заготовки. При этом становится возможным процесс гибки различных профилей как круглого, так и овального сечения, что показано на рисунках ниже.
Цена на гибочный станок для листового металла зависит от целого ряда условий. Конечно, гибочный станок для листового металла простого типа, без ЧПУ, будет стоить несколько дешевле. Но станки с ЧПУ намного производительнее и дают гораздо больший выигрыш в доходах по сравнению со своей стоимостью – за счет гораздо большей производительности, точности и скорости, снижающих влияние человеческого фактора. Заказать листогиб с ЧПУ, либо доукомплектовать Ваш листогибочный станок системой ЧПУ можно связавшись с нашими менеджерами по телефонам в нижней части сайта.
Формование листового металла с ЧПУ — Автоматизированные услуги по гибке панелей
Формование листового металла с ЧПУ — Услуги по автоматической гибке панелей | Далсин Индастриз
Перейти к навигации Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
Хром
Фаерфокс
Internet Explorer Edge
Сафари
Dalsin Industries предоставляет услуги по гибке и формовке листового металла крупным OEM-производителям в США. Наш опыт в области гибки листового металла предоставляет возможности индивидуального проектирования с высочайшей точностью формовки. По сравнению с другими методами изготовления металла, гибка панелей с ЧПУ обеспечивает жесткие допуски на формование и повторяемый контроль процесса за счет различных сложных формованных геометрий.
Гибка и формовка с ЧПУ помогают поддерживать высокие характеристики листового металла при минимальном риске повреждения материала. Гибка листового металла может работать как с крупными заготовками, так и с более мелкими деталями, которые требуют большего объема производства и быстрой доставки. Технология гибки и формовки листового металла с ЧПУ от Dalsin чрезвычайно полезна для консолидации деталей и изменения конструкции для снижения затрат. Наша дизайнерская инициатива может быть применена к очень косметическим, предварительно обработанным и замаскированным материалам.
Что такое обработка металлов давлением с ЧПУ?
По сравнению с другими методами изготовления металлов, гибка панелей с ЧПУ обеспечивает жесткие допуски на штамповку и повторяемый контроль процесса за счет различных форм сложной геометрии. Гибка и формовка с ЧПУ помогают поддерживать высокие характеристики листового металла, сводя к минимуму риск повреждения материала.
Гибка листового металла может работать как с крупными заготовками, так и с более мелкими деталями, которые требуют большего объема производства и быстрой доставки. Технология гибки и формовки листового металла с ЧПУ от Dalsin чрезвычайно полезна для консолидации деталей и изменения конструкции для снижения затрат. Наша дизайнерская инициатива может быть применена к очень косметическим, предварительно обработанным и замаскированным материалам.
Каковы преимущества формовки листового металла?
Компания Dalsin оказывает услуги по гибке листового металла на высококачественных станках, обеспечивающих эффективные и точные результаты. Как и большинство листовых металлов, они достаточно прочны, чтобы выдерживать высокое давление, но при этом сохраняют пластичность и могут выдерживать многие суровые внешние условия, такие как коррозия, влажность и экстремальный солнечный свет.
есть вопрос?
Спросите инженера Запросить цену
Salvagnini Технические характеристики и рекомендации по проектированию
Технические характеристики и рекомендации по проектированию для гибки листового металла Salvagnini P4 на станке Dalsin
Приложения Salvagnini и модернизация
Три автоматизированных формовочных центра Salvagnini P4 в Далсине предоставляют нашим клиентам новые возможности для улучшения конструкции продукции благодаря уникальной геометрии, которую можно получить.
Гибочный пресс
Формование прецизионных металлических изделий в Dalsin Industries осуществляется с помощью листогибочных прессов, автоматических панельногибочных станков Salvagnini P4 и процессов прогрессивной штамповки.
история успеха клиента
Dalsin достигает 100% производительности доставки, отказов практически нет. Мы получаем хороший продукт, и мы получаем своевременную доставку, что очень важно. Покупатель/планировщик, новый флаер
Подробнее
Если вас интересует совокупная стоимость владения и совокупная стоимость владения, Dalsin станет поставщиком для вас или вашей деятельности. Анонимы, крупный OEM
Узнать больше
Dalsin Industries Краткий обзор: Гибка панелей
Скорость. Точность. Качественный. Наши первоклассные автоматические листогибочные станки Salvagnini P4 обладают многочисленными преимуществами по сравнению с традиционным листогибочным прессом.
Формовка листового металла по материалу
Компания Dalsin Industries обладает знаниями и опытом в области гибки и формовки листового металла из нержавеющей стали, углеродистой стали и алюминия в соответствии с вашими индивидуальными требованиями. Мы понимаем, что изгибы листового металла могут варьироваться в зависимости от типа материала, его веса, толщины и калибра.
Компания Dalsin обрабатывает листовые материалы с высокой косметической ценностью посредством автоматизированного процесса формования, в том числе:
Нержавеющая сталь №4, полированная и покрытая маскирующей пленкой.
Зернистый алюминий, с маскирующей пленкой и без нее.
Предварительно окрашенный алюминий и сталь.
Предварительно загрунтованный алюминий и сталь.
Применение для гибки и формовки металла с ЧПУ
С помощью автоматизированного станка для гибки панелей Salvagnini P4 компания Dalsin Industries может изгибать и формовать листовой металл в различные инструменты в зависимости от вашего применения. Заготовка перемещается в горизонтальной плоскости манипулятором. Вращатель, установленный на манипуляторе, быстро и точно размещает изгибаемую сторону перед прессом. Держатель бланка прочно удерживает бланк на месте. Затем гибочный узел и его лопасти могут выполнять любое количество изгибов вверх или вниз в быстрой последовательности.
Примеры применения CNC-гибки панелей и CNC-формовки листового металла:
Электрические шкафы, блоки управления и кожухи
Прецизионные панели для корпусов компьютеров, теплообменников и торговых автоматов
Ящики для инструментов для легких грузовиков
Шкафчики
Дверные панели для жилых автофургонов
Двери, ящики и полки
Светильники
Холодильное оборудование
Двери и панели приборов
Напольные и потолочные системы
Коробки и корпуса
Кожухи и поддоны глубиной до 6,5 дюймов
Нужна инженерно-конструкторская поддержка для снижения затрат?
Узнать больше
Листогибочный пресс формовочный
DFM и проектирование
Инженерные инструменты и системы САПР
Приложения Salvagnini и модернизация
Подпишитесь на нашу рассылку новостей
15 ведущих производителей машин для гибки листа в мире
Раннее оборудование для гибки листа было ручным. Известные гибочные станки с ручным управлением или простые гибочные станки с числовым программным управлением включают в себя: гибочный пресс Wysong, гибочный пресс swag, гибочный пресс Verson……
С развитием науки и техники листогибочный станок с ЧПУ стал основным.
Из-за ограничения производительности ручные гибочные станки постепенно исчезают с рынка. Тем не менее, на рынке все еще есть много подержанных ручных листогибочных прессов, которые удовлетворяют потребности небольшого числа людей.
Листогибочный станок прошел путь от ручного и простого числового управления до полного ЧПУ. Даже роботизированный листогибочный пресс становится все более популярным.
Так кто же является профессиональным производителем листогибочных станков с ЧПУ?
1. TRUMPF Германия
TRUMPF — немецкая компания по производству листогибочных станков, основанная в 1923 году.
Сначала это была просто механическая мастерская, а позже она превратилась в одну из ведущих мировых компаний по производству промышленных станков, лазерных технологий и электронных продуктов.
В настоящее время компания является лидером в области машин для гибки листового металла.
Листогибочные станки Trumpf воплощают в себе богатый опыт и новаторские инновации.
Широкий ассортимент продукции включает в себя машины для технологии штамповки и гибки панелей, а также большие гибочные машины и полностью автоматические решения.
Передовые технологии и превосходный процесс
– Технология гибки и производственный процесс компании Trumpf занимают лидирующие позиции в мире.
— очень продвинутый и зрелый.
– Изящная конструкция машины и красивый внешний вид.
Листогибочный станок Trubend
– Используйте гибочный станок Trubend для точного и экономичного изготовления простых и сложных деталей любой формы.
– Trumpf уделяет особое внимание удобству использования и эргономике, чтобы гарантировать, что машина поддерживает работу оператора.
Консультация
– Стоимость сверхвысокого производственного процесса высока. Но многих простых пользователей также отпугнет цена их продукции.
– Листогибочный станок TRUMPF больше подходит для пользователей, более требовательных к внешнему виду и технологии станков.
2. SHENCHONG Китай
Shenchong была основана в 2002 году. В первые годы она была фабрикой OEM для многих известных европейских компаний.
Обладает более чем 20-летним опытом производства листогибочных станков с ЧПУ и другого оборудования для обработки листового металла.
Компания SHENCHONG прошла сертификацию ISO9001 в 2003 году и получила сертификат TÜV CE в 2006 году.
Высокая точность, низкое энергопотребление и конкурентоспособная цена являются преимуществами листогибочных станков SHENCHONG.
Эксплуатация или использование всех гибочных машин SHENCHONG очень проста, удобна и безопасна.
Получить запрос
Гибридный листогибочный станок
– Гибридный листогибочный станок с сервоприводом последнего поколения.
– Наиболее очевидными преимуществами являются энергосбережение, экологичность, защита окружающей среды, низкий уровень шума и низкая температура масла.
– Очень подходит для пользователей, которым нужна высокая эффективность и высокая точность.
Мини листогибочный станок
– SHENCHONG является единственным производителем одноцилиндровых мини высокоскоростных гибочных станков в Китае.
– Малый гидравлический листогибочный станок с ЧПУ грузоподъемностью 20/30/40 тонн предназначен для гибки небольших заготовок, популярных в Европе и Северной Америке.
Тандемный листогибочный станок
— Тандемный гидравлический тормозной пресс с ЧПУ для тяжелых металлических листов, широко используется в самолетах, отгрузках, автомобилях, военной, инженерной технике, фонарном столбе, фонарном столбе, опоре электропередач, трансформаторе, и другие родственные отрасли.
Автоматы для гибки листового металла
– Роботизированный листогибочный пресс для автоматизации обеспечивает безлюдную и стабильную качественную гибку листового металла, снижает трудозатраты, повышает эффективность работы и обеспечивает безопасное производство.
Консультация
Если вам нужен листогибочный станок хорошего качества по разумной цене, SHENCHONG — хороший выбор.
3. AMADA Japan
AMADA – всемирно известный производитель листогибочных станков в Японии.
Доля рынка гибочного оборудования очень велика, особенно в Юго-Восточной Азии и Америке.
Станки Amada неизменно соответствуют мировым стандартам производительности и надежности.
Каждый год Amada постоянно разрабатывает и совершенствует инновационные решения для производства листового металла и автоматизации.
AMADA предлагает широкий ассортимент гидравлических листогибочных станков с ЧПУ.
– Экологичный гидравлический листогибочный пресс с ЧПУ Серия HD NT использует электрогидравлическую систему нижнего действия, обеспечивающую превосходную точность.
Экологичный листогибочный станок HD NT
– Экологичный высокопроизводительный листогибочный станок AMADA серии HD NT популярен во многих отраслях высокоточной обработки.
– Особенность этого высокопроизводительного тормозного пресса заключается в том, что в нем используется гибридная система привода.
– Предназначен для низкого энергопотребления и экономии гидравлического масла по сравнению с традиционными машинами.
Высокоточные инструменты для гибки листового металла
– Инструменты Amada для гибки пластин закалены и прецизионно отшлифованы, чтобы обеспечить наилучшие характеристики гибки металлических пластин со всеми ключевыми допусками в пределах ± 0,0008 дюйма (0,02 мм).
– Высокоточные штампы и пуансоны для гибки пластин помогают сократить вторичную обработку для исправления ошибок, а также помогают снизить затраты на гибку.
– Инструменты Amada для гибки листового металла закалены для обеспечения долговечной точности, лучшей, чем у традиционных инструментов.
Совершенная система обслуживания
– Являясь известным производителем листогибочных станков, вся система управления и обслуживания является более комплексной, обеспечивая безупречное предпродажное, послепродажное и послепродажное обслуживание.
— Amada также предоставляет онлайн-консультации и заказы, техническое обучение, обучение использованию программного обеспечения системы управления станком и онлайн-обновление, а также другую техническую поддержку.
Совет
– По сравнению с большинством обычных пользователей, его стоимость несколько ниже.
– Из-за своей популярности и ценности бренда цена оборудования Amada будет намного выше.
– Оборудование для гибки листового металла с ЧПУ Amada подходит для компаний с очень высокими требованиями ко всем аспектам станка и обладает экономической мощью.
– Таким образом, цена листогибочного оборудования Amada будет не очень дружелюбна к людям. Для пользователей с ограниченными средствами нет необходимости покупать гибочный станок по высокой цене только для марки.
4. Bystronic Швейцария
Bystronic — ведущий мировой поставщик высококачественных решений для обработки листового металла.
Штаб-квартира компании находится в Нидерёнце (Швейцария).
Этот продукт ориентирован на автоматизацию полного потока материалов и данных в технологической цепочке резки и гибки.
Ассортимент продукции Bystronic включает системы лазерной резки, листогибочные станки с ЧПУ, соответствующие средства автоматизации и программные решения.
Листогибочный станок Swiss Bystronic в основном используется в Европе, Азии/Тихоокеанском регионе, Северной и Южной Америке.
Компактный высокоскоростной малый гибочный станок
– Компактный скоростной малогабаритный листогибочный станок для деталей малого и среднего размера
– Высокоточный гибочный станок с ЧПУ, самые высокие требования к скорости процесса и гибкости, технология гибки, быстрый вход в технологии гибки и так далее.
Консультация
– Если вам нужна удобная и мощная листогибочная машина швейцарского качества, Bystronic идеально вам подойдет.
5. LVD Бельгия
Компания LVD была основана в 1952 году. Она широко известна как производитель прецизионных станков для гибки листового металла.
Компания быстро развивалась в 1990-х годах и начала производить станки для лазерной резки.
В результате компания LVD стала лидером в области технологий лазерной резки, штамповки и гибки.
В дополнение к предоставлению самого комплексного и экономичного решения для гибки в отрасли, LVD также предлагает специализированный многоосевой листогибочный станок с ЧПУ с технологией лазерного измерения угла Easy-Form® и оборудование для гибки листа, использующее автоматическую смену пресс-формы и библиотеку пресс-форм.
Гидравлический гибочный станок с ЧПУ LVD
– Инструменты, используемые на гидравлическом гибочном станке с ЧПУ LVD, имеют широкий спектр моделей пресс-форм и высокое качество для удовлетворения различных требований к гибке.
– Полная линейка стандартных гибочных пуансонов и матриц может применяться на станках с усилием от 120 кН до 30000 кН.
– Помимо тормозного пресса с ЧПУ, в продаже имеются стандартные штампы, одинарные V-образные, мульти-V-образные и регулируемые V-образные нижние штампы.
– Запатентованная V-образная нижняя матрица LVD с радиусом камня имеет инновационную конструкцию для обеспечения точного угла по всей длине изгиба.
– Вертикальная съемная матрица делает смену инструмента быстрой и удобной.
– Производитель листогибочного оборудования LVD может предоставить специализированные инструменты для адаптации к высокому давлению и плохим производственным условиям.
Консультация
– Если клиент хочет приобрести гибочное оборудование, интегрированное с автоматической сменой инструмента и библиотекой инструментов, правильным выбором будет многоосевой листогибочный станок с ЧПУ LVD со встроенной технологией адаптивной гибки Easy-Form® Laser.
6. Gasparini Brazil
Компания Gasparini является итальянским производителем машин для гибки металлических листов с 45-летним опытом в производстве машин для резки и гибки.
На самом деле он возник в Италии, но больше не существует в Италии. Теперь они переехали в Бразилию. Поэтому мы называем его Гаспарини Бразилия.
Они придают большое значение научным исследованиям и инновациям и инвестируют 10% своего оборота в технологические исследования и разработки.
По всему миру установлено более 8000 листогибочных станков и ножниц Gasparini.
Гидравлический гибочный станок X-Press Gasparini теперь доступен в 3 комплектациях: Easy, Next и Super Custom.
Листогибочный станок X-Press
– Конструкция, аксессуары и конструкция гидравлического листогибочного станка X-Press были улучшены.
– Его конструкция сварена и стандартизирована для обеспечения максимальной устойчивости. И теперь он оснащен новым почтовым тестером.
Консультация
– Компания Gasparini производит машины на заказ в соответствии с требованиями клиентов.
– это хороший выбор для пользователей, которым требуется листогибочное оборудование с максимальными техническими характеристиками и полной надежностью.
7. Salvagnini Италия
Компания Salvagnini была основана в 1963 г. г-ном Сальванини, известным итальянским инженером.
Имеет 5 производственных предприятий в Италии, Америке, Канаде, Мексике и Австрии.
Это один из самых выдающихся представителей производства гибкой системы обработки листового металла в мире, а также задействованный в области гибки листового металла.
B3 – Листогибочный станок 4.0
– Автоматическая гибочная машина B3 сочетает в себе характеристики и преимущества электрических и гидравлических гибочных машин, а также глубокие знания в области автоматизации, программного обеспечения, механики и электроники.
ROBOformER – Роботизированная гибочная ячейка
— Salvagnini — первая компания, принявшая концепцию бережливого производства и разработавшая полностью автоматическую и гибкую систему обработки.
– Это также первая компания, которая представила полностью автоматический роботизированный гибочный узел, управляемый контроллером и программой.
Консультация
– Роботизированный листогибочный станок Salvagnini и автоматическая производственная линия гибки отлично подходят для использования на интеллектуальных и автоматизированных предприятиях.
– Предлагаем покупателям с высокими требованиями к автоматизации беспилотную покупку.
— Salvagnini — это хорошая компания по сотрудничеству для пользователей, которым необходимо добавить гибочный станок с ЧПУ в производственную линию или завод хочет развиваться в направлении автоматизации.
8. Safan Нидерланды
SafanDarley — бренд листогибочных станков в Нидерландах.
Safan является мировым лидером в области профессиональных разработок и производства машин для гибки и резки металлических листов, охватывающих все дисциплины.
От исследований и разработок до производства и сборки; от маркетинга до технического обучения; от службы поддержки до сервисной службы.
SafanDarley — изобретатель листогибочного пресса с сервоэлектронным управлением.
Электронный листогибочный станок
– Safan совершает электронную революцию в обработке листового металла.
– Он имеет более совершенную электронную технологию, чем традиционная гидравлическая система.
– Благодаря оригинальному тормозному механизму Safan заняла лидирующие позиции, которых не может достичь ни один другой производитель.
– Безопасность электрического листогибочного оборудования не имеет себе равных в мире.
Aliko Oy Ltd основана в 1978 году. Это производитель гибочного оборудования из Финляндии с 40-летним опытом.
Листогибочные станки ALIKO отмечены более чем 1300 поставками. Он предлагает удобные для пользователя и экологически безопасные решения.
Aliko специализируется на листогибочных прессах с длиной изгиба 3000 мм и усилием изгиба 220 тонн и выше.
Гибочный станок Aliko для продажи: F-серия, Heavy Duty, Giant.
Листогибочный станок серии F
– Серия F – самый маленький листогибочный станок ALIKO, длина гибки 3-4,2 метра и усилие гибки 220-400 тонн.
– Напольное решение. Он не требует каких-либо требований к фундаменту. Доставка, сборка и установка всегда занимает всего один день.
Мощный листогибочный станок
– это качественное решение для гибки больших объемов или тяжелых материалов.
– Серия имеет усиленную конструкцию с длиной изгиба 3-10 метров и усилием изгиба 500-800 тонн.
Гигантский листогибочный станок
– В новой конструкции особое внимание уделяется выпуклости верхней и нижней балок, а также новой конструкции рамы для получения качественных продуктов гибки.
Ограничение: длина изгиба 4-14 метров и усилие изгиба 1000-4000 тонн.
Консультация
– Мы рекомендуем клиентам с ограниченными условиями мастерской, которым необходимо как можно скорее использовать машину, приобрести ее.
– Если вы ищете тандемный гибочный станок, обратите внимание на гигантские гибочные станки Aliko.
10. CINCINNATI USA
Цинциннати была основана в конце 1890-х годов как The Cincinnati Shaper Company.
Производство металлообрабатывающего оборудования началось в начале 1920-х годов.
CINCINNATI продала более 50 000 станков за более чем 100 лет эксплуатации.
Его компания охватывает широкий спектр областей, гибочный станок является лишь небольшой его частью.
Листогибочный станок CINCINNATI CI
HYFORM, MAXFORM, AUTOFORM, PROFORM, BASEFORM и большие серии.
Консультация
– Клиенты, нуждающиеся в многосменной работе, могут выбрать гибочные станки CI для сложного процесса гибки листового металла.
11. Pacific America
Компания Pacific Press Technologies была основана в 1945 году.
Она построила первую в мире гидравлическую гибочную машину.
Поэтому он имеет высокую репутацию в мире.
За прошедшие годы компания Pacific установила более 15 000 станков в Северной Америке, занимая лидирующие позиции в области гибочного оборудования.
Компания Pacific по-прежнему известна своей чрезвычайно прочной и надежной конструкцией, разработанной и изготовленной здесь, в Соединенных Штатах.
Компания Pacific в основном разрабатывает и производит подходящие машины для вашего применения от 100 до 3000 тонн.
Гидравлический листогибочный станок Pacific на продажу
Высокотоннажный, малотоннажный и электрический типы.
Консультация
– Являясь мировым лидером в области проектирования, производства и обслуживания гидравлических прессов, гибочных станков и решений для автоматизации, компания имеет очень богатый опыт в области гидравлического оборудования.
– Подходит для пользователей, которые хотят купить гибочное оборудование гидравлической серии.
12. JMT США
Компания JMT была основана в 1967 году в Интермаунтин на западе США как превосходная организация, объединяющая маркетинг, продажи, обслуживание и поддержку металлообрабатывающего оборудования и продукции для обработки материалов.
Гибочный станок JMT
– Гидравлические листогибочные станки
– Электрические листогибочные станки
– Станки для гибки пластин
– Гибочные роботы
Консультации
– Многоосевые, крупнотоннажные, высокоточные, энергосберегающие и экологически безопасные, электрические серийные гибочные станки с ЧПУ, а также роботизированные автоматические гибочные станки, все есть в продаже.
– Если вы ищете аутентичные листогибочные станки американского типа, разработанные профессиональными инженерами, JMT – хороший выбор.
13. Эрмаксан Турция
Ermaksan имеет более чем 50-летнюю историю бренда. В компании работает более 800 сотрудников.
Его современные производственные мощности были расширены до 96000 квадратных метров для производства высокотехнологичных и высококачественных машин.
Спустя полвека она делает уверенные шаги в будущее, продолжая развивать «инновационные технологии».
Ermaksan продолжает работать с инновационной точки зрения в 21 веке, стремясь стать одним из ведущих мировых производителей технологий и НИОКР.
Гибочный станок Ermaksan
Ermaksan предлагает гибочный станок с сервоприводом, гибридный гибочный станок, синхронный гидравлический гибочный станок, гидравлический гибочный станок с ЧПУ и т. д.
– Гибочный станок Ermaksan в настоящее время работает в 110 странах и регионах.
– Технологии и инновации – главная особенность станков Ermaksan.
– Ermaksan является ведущей промышленной организацией, занимающейся исследованиями и разработками для формирования области оборудования для обработки листового металла.
Консультация
– Если вы ищете скорость, универсальность и высокую эффективность, гибочные прессы для быстрой гибки – правильный выбор.
— Если у вас недостаточно места для гибочного станка, Ermaksan может предложить вам Micro-Bend, самый производительный и малогабаритный с гидравликой в своем классе.
14. DURMA Турция
Производители листогибочных станков Durma имеют более чем 60-летнюю историю. DURMA производит около 8000 машин в год, в ней работает более 2000 человек, и она осуществляет свою деятельность в 156 странах.
Машины DURMA используются во всех отраслях промышленности, включая космические челноки, оборону, авиастроение и другие технологические компании.
Станки Durma могут взаимодействовать друг с другом по всему миру. И эти машины энергосберегающие, с технологией Industrial 4.0 и высокой выносливостью, очень мощные.
Гибочные машины Durma для продажи
ЭЛЕКТРИЧЕСКАЯ ГИБОЧНАЯ МАШИНА AD-ES, ГИБОЧНАЯ МАШИНА AD-R, ГИБОЧНАЯ МАШИНА AD-S, ГИБОЧНАЯ МАШИНА AD-SERVO и ГИБОЧНАЯ МАШИНА PBF.
Совет
– Листогибочные станки с ЧПУ AD-ES подходят для производства столов шириной от 1250 мм до 2500 мм.
– Серия AD-S с высокими технологиями для повышения эффективности предназначена для точной гибки деталей.
– Гибочные станки серии AD-R, идеально оснащенные для точной гибки и энергосберегающие решения, предназначены для клиентов с более высоким уровнем.
15. Baykal Турция
Компания по производству листогибочных станков Baykal была основана Хакки Байкалом в 1950.
Он имеет превосходный опыт 69 лет.
Листогибочный станок Baykal для продажи
– В 1973 году компания начала производить гидравлические гибочные станки.
– В 1994 году компания начала производить листогибочные станки с ЧПУ.
Серия станков для гибки листового металла Baykal делится на: APHS, APHS-C, APH
Консультация
– Многие клиенты хотели бы выбрать старые бренды с долгой историей. Они считают, что такие предприятия с надежными технологиями и капиталом заслуживают большего доверия.
– Таким образом, эти клиенты выберут Baykal с превосходным опытом в течение 20 лет в производстве гибочного оборудования.
Каждая марка листогибочного станка имеет свои характеристики.
Также существуют различные типы: гидравлический гибочный станок с ЧПУ, гидравлический гибочный станок с ЧПУ, электронный гибочный станок, высокоскоростной мини-гибочный станок, тандемный гибочный станок, гибридный гибочный станок, роботизированный гибочный станок……
Различные виды гибки пластин машины подходят для различных процессов гибки металла.
Дифференциальный автомат GENERICA АВДТ 32 2Р C16 30мА тип АС ИЭК Артикул: MAD25-5-016-C-30 Двухполюсный автоматический выключатель дифференциального тока Generica АВДТ32, ток нагрузки 16А , ток утечки 30мА, характеристика С.
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АВДТ 32 2Р C25 30мА тип АС ИЭК Артикул: MAD25-5-025-C-30 Двухполюсный автоматический выключатель дифференциального тока Generica АВДТ32, ток нагрузки 25А , ток утечки 30мА, характеристика С.
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С25А 30мА тип АС ИЭК Артикул: MAD15-2-025-C-030 Двухполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С16А 30мА тип АС ИЭК Артикул: MAD15-2-016-C-030 Двухполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АВДТ 32 2Р C20 30мА тип АС ИЭК Артикул: MAD25-5-020-C-30 Двухполюсный автоматический выключатель дифференциального тока Generica АВДТ32, ток нагрузки 20А , ток утечки 30мА, характеристика С.
IEK (ИЭК)
подробнее »
Дифференциальный автоматический выключатель селективный АД12S 2P C40 100мА тип АС 4500кА ИЭК (автомат) Артикул: MAD13-2-040-C-100 Двухполюсный дифавтомат IEK со встроенной защитой
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АВДТ 32 2Р C10 30мА тип АС ИЭК Артикул: MAD25-5-010-C-30 Двухполюсный автоматический выключатель дифференциального тока Generica АВДТ32, током нагрузки 10А и током утечки 30мА, характеристика С.
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АВДТ 32 2Р C32 30мА тип АС ИЭК Артикул: MAD25-5-032-C-30 Двухполюсный автоматический выключатель дифференциального тока Generica АВДТ32, ток нагрузки 32А , ток утечки 30мА, характеристика С.
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АВДТ 32 2Р C40 30мА тип АС ИЭК Артикул: MAD25-5-040-C-30 Двухполюсный автоматический выключатель дифференциального тока Generica АВДТ32, ток нагрузки 40А , ток утечки 30мА, характеристика С.
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АВДТ 32 2Р C6 30мА тип АС ИЭК Артикул: MAD25-5-006-C-30 Двухполюсный автоматический выключатель дифференциального тока Generica АВДТ32, током нагрузки 6А и током утечки 30мА, характеристика С.
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С50А 30мА тип АС ИЭК Артикул: MAD15-2-050-C-030 Двухполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С40А 30мА тип АС ИЭК Артикул: MAD15-2-040-C-030 Двухполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С32А 30мА тип АС ИЭК Артикул: MAD15-2-032-C-030 Двухполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С20А 30мА тип АС ИЭК Артикул: MAD15-2-020-C-030 Двухполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С63А 30мА тип АС ИЭК Артикул: MAD15-2-063-C-030 Двухполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С10А 30мА тип АС ИЭК Артикул: MAD15-2-010-C-030 Двухполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С50А 300мА тип АС ИЭК Артикул: MAD15-2-050-C-300 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С40А 100мА тип АС ИЭК Артикул: MAD15-2-040-C-100 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С63А 100мА тип АС ИЭК Артикул: MAD15-2-063-C-100 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С25А 100мА тип АС ИЭК Артикул: MAD15-2-025-C-100 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С25А 300мА тип АС ИЭК Артикул: MAD15-2-025-C-300 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С16А 30мА тип АС ИЭК Артикул: MAD10-2-016-C-030 Дифференциальный автомат ИЕК АД12 2Р 16А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С25А 30мА тип АС ИЭК Артикул: MAD10-2-025-C-030 Дифференциальный автомат ИЕК АД12 2Р 25А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С32А 100мА тип АС ИЭК Артикул: MAD15-2-032-C-100 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С63А 30мА тип АС ИЭК Артикул: MAD10-2-063-C-030 Дифференциальный автомат ИЕК АД12 2Р 63А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С32А 30мА тип АС ИЭК Артикул: MAD10-2-032-C-030 Дифференциальный автомат ИЕК АД12 2Р 32А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С50А 100мА тип АС ИЭК Артикул: MAD15-2-050-C-100 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С10А 30мА тип АС ИЭК Артикул: MAD10-2-010-C-030 Дифференциальный автомат ИЕК АД12 2Р 10А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С63А 300мА тип АС ИЭК Артикул: MAD15-2-063-C-300 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С40А 30мА тип АС ИЭК Артикул: MAD10-2-040-C-030 Дифференциальный автомат ИЕК АД12 2Р 40А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД12 2Р С40А 300мА тип АС ИЭК Артикул: MAD15-2-040-C-300 Двухполюсный дифавтомат IEK типа AС для защиты от пожаров
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С50А 30мА тип АС ИЭК Артикул: MAD10-2-050-C-030 Дифференциальный автомат ИЕК АД12 2Р 50А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С20А 30мА тип АС ИЭК Артикул: MAD10-2-020-C-030 Дифференциальный автомат ИЕК АД12 2Р 20А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АВДТ 32 C16 30мА тип А ИЭК Артикул: MAD22-5-016-C-30 Выключатель дифференциального тока автоматический ИЕК АВДТ32 16А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД14 4Р С32А 30мА тип АС ИЭК Артикул: MAD15-4-032-C-030 Четырехполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат АВДТ 32 C25 30мА тип А ИЭК Артикул: MAD22-5-025-C-30 Выключатель дифференциального тока автоматический ИЕК АВДТ32 25А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД14 4Р С63А 30мА тип АС ИЭК Артикул: MAD15-4-063-C-030 Четырехполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД14 4Р С16А 30мА тип АС ИЭК Артикул: MAD15-4-016-C-030 Четырехполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД14 4Р С50А 30мА тип АС ИЭК Артикул: MAD15-4-050-C-030 Четырехполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Дифференциальный автомат АВДТ 32 B16 10мА тип А ИЭК Артикул: MAD22-5-016-B-10 Выключатель дифференциального тока автоматический ИЕК АВДТ32 16А 10мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С40А 100мА тип АС ИЭК Артикул: MAD10-2-040-C-100 Дифференциальный автомат ИЕК АД12 2Р 40А 100мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АВДТ 32 C32 30мА тип А ИЭК Артикул: MAD22-5-032-C-30 Выключатель дифференциального тока автоматический ИЕК АВДТ32 32А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С16А 10мА тип АС ИЭК Артикул: MAD10-2-016-C-010 Дифференциальный автомат ИЕК АД12 2Р 16А 10мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АВДТ 32 C6 30мА тип А ИЭК Артикул: MAD22-5-006-C-30 Выключатель дифференциального тока автоматический ИЕК АВДТ32 6А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АВДТ 32 C20 30мА тип А ИЭК Артикул: MAD22-5-020-C-30 Выключатель дифференциального тока автоматический ИЕК АВДТ32 20А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12М 2Р С16 30мА тип А ИЭК Артикул: MAD12-2-016-C-030 Дифференциальный автомат ИЕК АД12М 2Р 16А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АВДТ 32 C10 30мА тип А ИЭК Артикул: MAD22-5-010-C-30 Выключатель дифференциального тока автоматический ИЕК АВДТ32 10А 30мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С50А 100мА тип АС ИЭК Артикул: MAD10-2-050-C-100 Дифференциальный автомат ИЕК АД12 2Р 50А 100мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат АД12 2Р С63А 100мА тип АС ИЭК Артикул: MAD10-2-063-C-100 Дифференциальный автомат ИЕК АД12 2Р 63А 100мА
IEK (ИЭК)
подробнее »
Дифференциальный автомат GENERICA АД14 4Р С10А 30мА тип АС ИЭК Артикул: MAD15-4-010-C-030 Четырехполюсный дифавтомат IEK типа AС для защиты человека
IEK (ИЭК)
подробнее »
Выбор дифавтомата для домашних электросетей
Сегодня мы с вами поговорим об устройстве, в котором сосредоточился весь диапазон защиты от электрического тока в домашних условиях. Это дифференциальный автомат, в котором сосредоточены функции обычного автомата и УЗО, обеспечивающие защиту от токов перегрузки, КЗ (короткого замыкания), а также от токов утечки, что особенно важно для предотвращения поражения током человека.
Удобен такой прибор тем, что упрощает монтаж электрических сетей в доме, экономит пространство в распределительном щите.
Что же следует учесть при его выборе?
1. Фазность сети и номинальное напряжение. Трехфазной сети соответствует дифференциальный автомат на четыре полюса, куда подключаются фазы и нулевой проводник. Для однофазной сети следует приобрести дифавтомат на два полюса. В первом случае значение напряжения соответствует 380В, во втором — 220В.
Технические характеристики дифференциальных автоматов, в принципе, ничем не отличаются от характеристик УЗО и обычных автоматов. Чтобы вам было легче разобраться с ними при покупке, рассмотрим сразу их буквенное и цифровое отображение на передней панели прибора.
2. Номинальный ток нагрузки, измеряемый в амперах, который дифференциальный автомат проводит через себя длительное время. Это стандартные значения, установленные на уровне 16, 20, 25 , 32, 40, 50, 63, 80, 100А.
3. Время-токовая динамическая характеристика, которая показывает, насколько быстро срабатывает автомат при токах короткого замыкания, обозначается буквами B, C и D, ее можно увидеть перед цифрой номинального тока нагрузки на передней панели. Именно наличие этой буквы является визуальным отличием дифференциального автомата от УЗО.
Время-токовая характеристика определяет, на сколько зависит время срабатывания автомата от силы протекающего через него тока. Иными словами буквы B, C и D указывают, при каком токе электромагнитный расцепитель автомата мгновенно срабатывает. Значения: B = 3-5, C = 5-10, D = 10-20. Например, рассмотрим автоматы одинаковые по номинальному току нагрузки (16А), но с разными время-токовыми характеристиками — B16 и C16. Это означает, что у В16 диапазон тока, при котором срабатывает автомат, равен 16(3-5) = 48-80А, а у С16: 16(5-10) = 80-160А. То есть, при токе, например, 100А первый диффавтомат отключится мгновенно, второй — не сразу.
Оба варианта пригодны для использования в квартирах, частных домах и административных зданиях, где особо мощные моторы не используются. Но для бытовых разводок все же чаще используют дифавтомат C, например, для розеточной цепи — С16 или С25, для освещения — C6 или C10. Для вводных квартирных или домовых расцепителей — С50, С63.
Дифавтоматы D применяют в производственных сетях, где к питанию подключены электромоторы и другие мощные механизмы с большими пусковыми токами.
Еще один способ отличить УЗО от дифференциального автомата: посмотреть схему. На схеме УЗО отсутствуют тепловой и электромагнитный расцепители, тогда как на дифавтомате они обозначены.
4. Номинальный отключающий дифференциальный ток — это характеристика принадлежит УЗО, входящего в состав автомата. Она обозначается буквой «дельта» и значением тока утечки в миллиамперах. Например, для розеток и освещения применяют дифавтоматы на 10-30 мА, для ввода — 100-300 мА.
5. Типы встроенного УЗО. Как известно, классификация УЗО по типам такова: тип АС — срабатывающие на переменный ток утечки, тип А — на постоянный ток устройств с электронными преобразователями (телевизоры, компьютеры, стиральные машины и так далее). Такая классификация характерна и для УЗО в дифференциальных автоматах. Отсюда следует, что свой выбор автомата для домашних сетей следует остановить на дифавтомате с УЗО типа А.
На передней панели автомата еще указывается напряжение, на которое рассчитан автомат, например, 230В, и напряжение отключения Uоткл. 265В. А также максимальный ток, при котором автомат разомкнет цепь.
Кнопка тест существует для проверки работоспособности дифавтомата, воспользуйтесь ею при установке прибора.
Если в распределительном щите мало места, вы можете воспользоваться обычными автоматами-выключателями для линий освещения и электроплиты. Но на общий вход, на кабель штепсельных розеток, а также в сетях, в составе которых есть защитный нулевой проводник PE, следует установить дифавтомат или УЗО, это является требованием ПУЭ. Защитное заземление предназначено для спасения человеческой жизни. Если оно не предусмотрено, то защита от токов утечки не является эффективной.
Как защищен дифференциальный автомат от обрыва «нуля»?
Как мы знаем, дифференциальный автомат совместил в себе простой автоматический выключатель и УЗО. Действия обычного автомата не вызывает вопросов, а вот чтобы срабатывало УЗО, то есть дифференциальная защита, нужна подача электропитания. Это происходит, если все проводники — фазный и нулевой — находятся в порядке. Если пропадает «фаза», то ток утечки не возникнет и проблем не будет, но если оборван «нулевой» провод, то «фаза» становится причиной утечки, при этом, УЗО не сработает, поскольку в сети отсутствует напряжение.
Возникает ситуация, которую желательно исключить. Для этого используется реле напряжения, которое включается в состав дифференциального автомата в виде блока защиты от обрыва «нуля». Наличие реле на схеме, которая есть на шильдике прибора, тоже является отличительной чертой дифавтомата от обычного автомата. Если приобретён дифференциальный автомат без такого блока, советую установить реле напряжения на входе для контроля.
Производители. Дифференциальные автоматы можно приобрести, как от европейских, так и от отечественных производителей, но, при этом, придерживаться проверенных брендов, а не вестись на чрезмерно низкую стоимость.
Посудите сами, дифференциальный автомат — это устройство в доме, на котором лежит функция защиты от утечки тока, а значит, защита здоровья и жизни человека, к тому же, эта функция не ничем не дублируется.
Поэтому, такое устройство, вне всякого сомнения, должно быть качественным. В каталоге нашего интернет-магазина вы сможете познакомиться с продукцией немецких, российских и китайских производителей. Это компании AВВ, IEK, о которых я коротко расскажу, чтобы развеять ваши сомнения.
Немецкая электротехническая продукция АBB авторитетна во всём мире. В ассортименте всегда есть устройства защиты от утечки тока — автоматические дифференциальные выключатели, применяемые в быту и на промышленных предприятиях. Изделия изготавливаются из высококачественного материала с применением новых технологий. Технические характеристики всегда высоки и соответствует нормам. Отсюда с уверенностью можно сказать о надежности автоматических выключателей, которые призваны защищать человека.
Принцип модульности, который используют производители, сделает ваш выбор практичным, поскольку на DIN-рейку вы сможете установить нужное число приборов, которые можно подключить и отдельно, и в группе.
Группа IEK — это ведущие российские производители, электротехническая продукция которых в 2014 году стала лауреатом рейтинга «Марка №1» в России. Продукция долговечна, с оптимальной ценой, ее ассортимент постоянно расширяется, поэтому компании-разработчики используют производственные мощности не только России, но и других стран, в том числе Китая, где в последние десятилетия налажено самое современное производство электротехнических приборов.
Удачных вам покупок!
Ваш Кузьмич
для чего нужен, устройство и принцип работы
Дифавтомат или дифференциальный выключатель — это устройство, объединяющее в себе два защитно-коммутационных аппарата — УЗО и автоматический выключатель. Применяются в распределительных щитах 220/380 Вольт в быту и на производстве. В этой статье мы рассмотрим, что такое дифавтомат, как он устроен и где применяется.
Назначение
Дифавтоматы применяются для защиты электропроводки от перегрузки, перегрузки по току, короткого замыкания, а также для защиты человека от поражения электрическим током при утечке. Утечки могут возникнуть в результате поломки на корпусе. электронагревателей (ТЭНов), например, в котлах — водонагревателях, электропечах, плитах, стиральных или посудомоечных машинах, а также старение или повреждение изоляции.
Все эти проблемы можно локализовать, установив прибор, который сравнивает токи между фазой и нулем, и если по фазе течет больше, например, 30 мА, чем через ноль, то где-то есть утечка и цепь разорвется. Он называется УЗО (устройство защитного отключения).
Интересно:
Слово «дифференциал» означает различие между чем-либо или между какими-либо состояниями тела, контура или системы. Синонимами этого слова будут: разные, неравные. Поэтому устройство, сравнивающее токи в проводах, называют дифференциальным автоматом или дифференциальной защитой.
По тем же причинам могут возникать короткие замыкания. А если вы подключите слишком много электроприборов на одну линию — ваша проводка выйдет из строя от перегрева, поэтому она защищена автоматическими выключателями.
Дифференциальный автомат сочетает в себе УЗО и автоматический выключатель, поэтому является универсальным защитным устройством.
Устройство и технические характеристики
Как уже было сказано, дифавтомат состоит из УЗО и автоматического выключателя, это показано на схеме, которая изображена на лицевой стороне таких устройств. Это помогает определить, что установлено в электрощите при его обслуживании. Ниже мы расскажем, как отличить УЗО, автомат и дифавтомат.
На рисунке показаны составные функциональные узлы дифавтомата.
Электромагнитный расцепитель нужен для того, чтобы мгновенно разрывать цепь при коротком замыкании, то есть когда токи резко возрастают в десятки и тысячи раз выше номинальных.
Термический сброс — медленнее. Это биметаллическая пластина, которая под действием повышенной нагрузки (на 10% больше номинальной, например) прогибается, а также разрывает силовые контакты.
Дифференциальный трансформатор сравнивает токи между проводами (фаза и ноль), и при утечке силовые контакты размыкаются.
Кнопка тест просто замыкает фазу через сопротивление до трансформатора на ноль — после него. Там большая разница токов и контакты разорваны. Необходим для безопасного тестирования дифференциальной части устройства.
Что внутри дифильтромата? Этот вопрос часто задают те, кто впервые столкнулся с данным типом коммутационных аппаратов.
Имеет:
Термический расцепитель;
Электромагнитный расцепитель;
Дифференциальный трансформатор;
Схема обработки данных с трансформатора, если это можно так назвать;
Силовые контакты;
Камера прерывателя;
Кнопка «ТЕСТ» нужна для проверки работы дифференциальной части.
К сожалению, современные защитные устройства, монтируемые на дин-рейку, редко предназначены для разборки. Их корпуса собраны на заклепках и практически представляют собой одноразовые устройства, которые в случае неисправности невозможно разобрать или почистить, как это было со старыми АП и даже автоматическими заглушками. Внутри дифавтомата мы можем видеть все узлы, перечисленные выше и указанные на схеме. Подробности его устройства рассмотрены в этом видео:
youtube.com/embed/tqi_21hO5sw&feature»>
Характеристики по которым дифавтомат выбрать:
Значение дифференциального тока выбирается по тем же правилам, что и для УЗО;
Значение номинального тока выбирается так же, как и для автомата;
Коммутируемый ток — определяет, какой ток короткого замыкания выдержит устройство.
На рисунке дифференциальный дифференциальный ток 0,03 А или 30 мА выделен синим овалом. В зеленом овале выделены номинальный ток и класс скорости, здесь это 16А и класс С (определяет, по какой кривой времятоковой характеристики работает устройство). Условный ток короткого замыкания (коммутационная способность) — 6000 А выделен красным квадратом, цифра 3 — класс ограничения тока.
Важно: Дифавтоматы бывают однофазные и трехфазные.
Схема подключения
Подключить дифавтомат предельно просто, ниже вы видите пример такой схемы для трехфазной сети.
Для однофазной сети:
Чем отличается дифавтомат с УЗО от простого автомата
Начнем с того, что обычно УЗО подключают последовательно с обычным автоматом. Это необходимо для того, чтобы обезопасить линию от короткого замыкания и людей от поражения электрическим током в случае утечки. Дифавтомат выполняет обе эти функции и объединяет эти устройства. Для наглядности мы привели вам схему.
Чтобы не перепутать дифавтомат с УЗО на щитке, нужно внимательно осмотреть лицевые панели модулей, и найти схему. Отличаются, на рисунке ниже видно в чем отличие, выделены места на которые следует обратить внимание.
В маркировке УЗО обычно указывается только номинальный ток, который способны выдержать его контакты, в таком виде «25А», то есть 25 Ампер. А также дифференциальный ток. На дифавтомате плюс к этому указывают класс скорости и коммутационную способность (ток короткого замыкания), как на обычных автоматах, например, С16 — класс скорости С, 16 Ампер.
Если на передней панели отображается диаграмма, то вы можете перемещаться по ней. Расцепители также обычно изображают на схеме дифавтомата.
Смотрите также по этой теме: Как выбрать дифавтомат и Схемы подключения дифавтоматов и УЗО
Как выбрать УЗО для квартиры и дома по мощности, току утечки, производителю
Наверняка вам известны самые опасные неприятности, касающиеся электропроводки в доме: возникновение короткого замыкания, перегрузки сети и токов утечки. Защищает от последней беды. Устройство защитного отключения, также называемое дифференциальным автоматическим выключателем (VDC). О том, как выбрать УЗО для квартиры и дома, мы поговорим далее!
Важность события
Основные характеристики
Правильные критерии
Номинальный ток
Дифференциальный ток
Тип продукта
Дизайн
Производитель
Подводя итог
Важность события
Если неправильно выбрать модель УЗО, то есть ошибиться с его характеристиками, это чревато следующими последствиями:
Автоматика сработает при ложной тревоге, т. к. в проводке всегда присутствует незначительная утечка электричества, особенно если она старая (в деревянном доме на даче).
Слишком высокие характеристики УЗО по мощности, которым вы отдаете предпочтение, не сработают во время опасной ситуации, в результате которой можно получить поражение электрическим током.
Устройство не сможет функционировать при подключении алюминиевых жил домашней электропроводки, т.к. большинство современных моделей рассчитаны только на подключение медных жил.
Для того чтобы не допустить этих ошибок, необходимо сначала разобраться в характеристиках дифференциального выключателя, а затем уже приступать к его подбору.
Основные характеристики
Итак, среди наиболее важных технических характеристик, на которые необходимо опираться при выборе УЗО для квартиры и частного дома, можно отнести:
Номинальное напряжение сети: 220 В (однофазное ) или 380 В (трехфазный).
Количество полюсов: двухполюсный (если 1 фаза) и четырехполюсный (если 3 фазы).
Номинальный ток нагрузки может быть 16А, 20А, 25А, 32А, 40А, 63А, 80А, 100А.
Номинальный условный ток короткого замыкания — изменяется от 3 кА до 15 кА. Простыми словами, эта величина показывает надежность УЗО и его устойчивость при коротком замыкании. На лицевой панели значение отображается в прямоугольнике в амперах или после символа «Inc».
Коммутационная способность (обозначение «Im») — представляет собой максимальное значение, при котором продукт способен нормально реагировать. Оно должно быть не менее 10 значений номинальной нагрузки, либо не менее 500 А (современные изделия имеют коммутационную способность от 1000 до 1500 А).
Принцип работы: АС — работа на переменном токе, А — переменный + постоянный пульсирующий, Б — постоянный + переменный, С — есть выдержка времени перед срабатыванием, Г — тоже есть выдержка, но ее время короче.
Конструкция: электронная (работает от сети) или электромеханическая (не требует питания). Чем отличается электронное УЗО от электромеханического, мы рассказали в отдельной статье.
Существующие характеристики мы предоставили для вас, теперь подробно рассмотрим, как их учесть, чтобы правильно подобрать УЗО по мощности (в данном случае силе тока), току утечки и другим параметрам.
Рекомендуем посмотреть подборку видеоуроков, в которых более подробно описана процедура расчета УЗО, а также стратегия выбора подходящей модели на примерах таблиц:
Часть 1
Часть 2
Часть 3
Критерии правильности
Номинальный ток
Первое, на что нужно обратить внимание, это то, на какой ток рассчитано устройство. Чтобы правильно подобрать УЗО по току, необходимо изначально определиться, для каких целей будет устанавливаться изделие. Если вы хотите защитить отдельный элемент сети, например, стиральную машину, систему электрического теплого пола или водонагреватель (бойлер), значение может быть не выше 16 А. Для всей электропроводки в квартире необходимо ставить блок не менее 32 А. Чтобы правильно подобрать номинал, нужно сначала рассчитать нагрузку от всех подключенных электроприборов и, исходя из полученной суммы, выбрать наиболее подходящую модель УЗО. На корпусе современной техники производители обычно указывают номинальную токовую нагрузку, поэтому сложностей с расчетами возникнуть не должно.
Дифференциальный ток
Мы рассмотрели все существующие значения, которые колеблются от 10 до 500 мА, теперь разберемся, какое УЗО лучше выбрать по силе тока в тех или иных ситуациях. Защита человека от поражения электрическим током обеспечивается настройками от 6 до 100 мА. При этом утечки выше 30 мА будут ощущаться человеческим организмом. Именно поэтому для детской и ванной лучше выбрать модель на 10 мА, а для защиты розеток и светильников на 30 мА.
Сразу следует отметить, что каждый электроприбор имеет собственный ток утечки, который указан в прилагаемом техническом паспорте. При выборе УЗО по току утечки обязательно учитывайте следующее правило: сумма естественных утечек не должна превышать номинальное значение защитного устройства более чем на 30 % (1/3). В противном случае будут возникать ложные срабатывания, что доставляет массу неприятностей.
Тип изделия
Итак, простыми словами поясним назначение каждого типа УЗО:
AC — Используется в основном для защиты электроприборов в домашних условиях при использовании как однофазных, так и трехфазных фазовые сети. Бытовая техника с пульсирующим током, например, стиральная машина, не сможет защитить такое изделие.
И — Используется только для раздельной защиты стиральных машин в квартирах и частных домах.
B — в основном используется в производстве, поэтому выбирать этот тип для дома не имеет смысла.
S — как мы уже сказали, отключение происходит не сразу при обнаружении течи, а через установленное определенное время. Как правило, он используется для предотвращения возгорания и подключается к вводному щитку, обслуживающему всю электропроводку (поэтому уставка по току утечки выбирается не менее 100 мА).
G — в основном подключается к отдельному электроприбору для контроля и своевременной противопожарной защиты. В отличие от типа «S», имеет более короткое время выдержки.
Конструкция
Говорить особо не о чем, электронные имеют более сложный принцип работы и функционируют только при наличии источника питания (внешнего или сетевого). Надежнее и долговечнее – электромеханическое, поэтому для квартиры и дома лучше выбрать электромеханическое УЗО, к тому же стоимость будет на порядок ниже.
Производитель
Ну и последний, не менее важный критерий выбора УЗО — по производителю. На сегодняшний день лучшими в производстве данной продукции являются следующие компании:
Легран;
АББ;
АЕГ;
Шнайдер Электрик;
Сименс
ДЕКрафт.
Среди бюджетных моделей самое высокое качество у Австро-УЗО и ДЭК.
Рекомендуем отдавать предпочтение более дорогим изделиям, но если бюджет не позволяет, с защитой также хорошо справятся отечественные производители. В любом случае перед покупкой советуем посетить форумы по электрике и почитать отзывы покупателей о выбранная модель! Так вы обязательно узнаете все преимущества и недостатки изделия и точно определите, какое УЗО лучше выбрать.
Подведем итоги
Вот мы и предоставили рекомендации по выбору УЗО, теперь хотелось бы подвести итоги и выделить те модели, которые используются чаще всего:
Частный дом (или дача) . На вводе УЗО с номиналом не менее 100 мА для срабатывания на утечку, типа S и на номинальный ток 63 А. Сегодня часто используется трехфазная сеть, поэтому ВДТ в данном случае должен быть четырехполюсным. На отдельные группы: розетки, светильники и т.п. Рекомендуется устанавливать одно УЗО типа А (или АС) на 30 мА и номинальный ток нагрузки по расчетам — 16/25/32А.
Квартира . Здесь все проще. Вводной щиток — устройство 32А, 30 мА, тип А/АС, обычно двухполюсное (если не осуществлена замена электропроводки в квартире на новую). Для стиральной машины или ванной можно отдельно подобрать другое УЗО на 16А.
Это все, что я хотел вам рассказать по этому поводу. Надеемся, что теперь вы знаете, как выбрать УЗО для квартиры и дома по мощности, току утечки, производителю!
Станок для резки оргстекла — обзор от профессионала
Органическое стекло представляет собой синтетический полимерный пластик, основным свойством которого является оптическая прозрачность.
Начало применения оргстекла относится к 30-м годам 20-го века. Развитие авиации ставило перед конструкторами противоречивые задачи. С одной стороны, увеличение скоростей и высоты полётов требовало надёжной изоляции кабины. С другой стороны, в условиях скоротечного манёвренного боя пилоту требовался максимальный обзор. Для этого «фонарь» кабины должен быть изготовлен из прочного, прозрачного материала, и иметь минимум перегородок и опор.
Новый материал — плексиглас (первоначальное название органического стекла) — полностью решил поставленные требования, обеспечив простоту конструкции и требуемую жёсткость, а также безопасность (за счёт безосколочности оргстекла при повреждениях).
В настоящий момент основные свойства оргстекла — высокая прочность (в сравнении с обычным стеклом), ударостойкость, малый вес, высокая степень прозрачности (до 92%), лёгкая обрабатываемость и пр. — востребованы в самых разных отраслях промышленности. Для малых предприятий, специализирующихся на рекламе, дизайнерских услугах, строительстве, сувенирных изделиях, органическое стекло практически является основным конструкционным материалом.
Способы обработки
Органическое стекло отлично обрабатывается резанием. Однако при этом образуется значительное количество мелкой стружки. Поскольку оргстекло плавится при сравнительно невысокой температуре (около 100 °С), образующаяся стружка склонна спекаться и налипать на режущие кромки инструмента. Это затрудняет обработку и снижает качество готовых изделий. Кроме того, оргстекло очень чувствительно к степени заточки инструмента — малейший износ резца или фрезы, и производительности обработки резко снижается.
Ещё одним недостатком механической обработки является склонность оргстекла к контактным повреждениям. Причём это относится не только к режущему инструменту — повредить поверхность заготовки можно при закреплении на рабочем столе. А вот восстановить изделие, например финишной полировкой, без помутнения («замыливания») прозрачной поверхности практически невозможно!
Перечисленные выше недостатки полностью решены при бесконтактной обработке оргстекла лазером. Лазерные станки с ЧПУ обеспечивают очень высокую аккуратность реза и тонкость шва. Отсутствие сил резания исключает необходимость крепления заготовки, а значит, нет риска повреждений поверхности механическим прижимом. При лазерной резке и гравировке не образуется стружка и пыль. Точечное воздействие лазера высокой энергии на поверхность оргстекла вызывает лишь испарение материала — образующийся газ с лёгкостью отводится штатной вытяжной системой станка и не загрязняет окружающую среду. Лазерная обработка оргстекла осуществляется с высокой скоростью, а удельные затраты на обработку самые низкие (по сравнению с фрезерованием, механической резкой и пр.).
Современные модели лазерных станков с ЧПУ очень просты в управлении, имеют низкую стоимость и предоставляют широкие возможности для обработки органического стекла. Однако для выбора оптимальной модели под конкретные технологические нужды, следует ознакомиться с особенностями конструкции лазерных станков с ЧПУ и принципами обработки.
Выбор лазерного станка «под оргстекло»
Как следует из названия, лазерно-гравировальные станки с ЧПУ могут осуществлять весь комплекс работ с оргстеклом — раскраивать заготовки большого формата, осуществлять фигурную резку по сложному контуру, выполнять гравировку поверхности и даже производить 3D-обработку!
При выборе лазерного оборудования «под оргстекло» необходимо обратить внимание на:
1) Тип лазерной трубки. Как правило, большинство «бюджетных» моделей станков оснащены лазерными трубками с активной средой из газовой смеси (т. н. СО2-лазеры). Газовые лазеры отличаются высокой стабильностью излучения и низким удельным энергопотреблением. Поэтому лазерные станки данного типа отлично подходят для качественной и экономичной обработки большинства типов материалов. Единственным исключением является металл, однако для резки и гравировки оргстекла «газовые» лазеры подходят идеально.
2) Спектр решаемых задач. Будет ли станок работать только с оргстеклом, или предполагается обработка заготовок из других материалов? Будет ли преобладать резка заготовок? Или гравировка поверхности? Или и то и другое в равных пропорциях? Ответы на эти вопросы помогут определиться с комплектацией лазерного станка с ЧПУ — чтоб не остаться без необходимых функций, но и не переплачивать за лишние.
3) Форма и размер обрабатываемых заготовок. Всегда рекомендуется брать станок «с запасом» по площади рабочего стола. Ограничивающим фактором здесь может являться бюджет и площадь производственного помещения, где будет располагаться станок. Следует учесть, что станок с большой рабочей областью является более универсальным оборудованием. Тем не менее, приобретать заведомого «гиганта» при задачах обработки гардеробных номерков также нерационально. Ведь габаритное оборудование значительно дороже в обслуживании и сложнее для транспортировки и размещения.
4) Мощность лазерной трубки определяющим образом влияет на толщину обрабатываемых заготовок. Для гравировки оргстекла достаточно мощности в 25-60 Вт. Сквозная резка заготовок толщиной до 10 мм потребует мощности 60-80 Вт. Для работы с более толстыми заготовками, а также параллельной обработки заготовок (при наличии двух излучателей в оптической система станка) потребуется трубка мощностью свыше 80 Вт. Следует учесть, что лазерные трубки являются «расходным» материалом и в принципе могут легко заменяться агрегатами большей мощности. Правда для этого потребуется также менять питающий трансформатор (который работать строго со «своей» трубкой) и следить, чтобы мощная трубка уместилась в корпус имеющегося лазерного станка по длине.
5) Скорость обработки. Чем выше производительность выпуска изделий, тем большую прибыль будет иметь предприятие. Поэтому, выбирая лазерный станок, следует ориентироваться на максимальный показатель скорости (для сквозной резки заготовок максимальной толщины, на которую рассчитана имеющаяся лазерная трубка).
6) Гарантийная поддержка и сервисное обслуживание. Эти факторы очень важны — ведь лазерный станок с ЧПУ является сложным производственным оборудованием. И его задача — работать, а не простаивать в ожидании запасных частей от «неизвестного производителя». Отдавать предпочтение следует поставщику оборудования, хорошо зарекомендовавшему себя не только линейкой продаваемых моделей станков, но и качественным обслуживанием клиентов на протяжении всего срока работы оборудования.
Свежее:
Сферы применения лазерных станков с ЧПУ
Лазерный сварочный аппарат
Сравнение Wattsan 1610 LT и Zerder ACE 1610
Идеи бизнеса на лазерном станке Zerder дома
Новая линейка доступных станков Zerder
Популярное:
Как бороться с факелом при резке фанеры на лазерном станке
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 3,8 Голосов: 6
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Лазерная резка и гравировка оргстекла
Оргстекло, это материал синтетического происхождения. Изготавливается их акриловых смол с включением различного вида добавок, для придания тех или иных свойств. Обладает большим рядом выгодных свойств:
высокая свето-пропускная способность (до 92% видимого света)
легче обычного стекла в 2,5 раза
диапазон температур эксплуатации от – 40 до + 80 градусов Цельсия
длительный период эксплуатации
стойкость к механическим воздействиям
Исходя из своих качеств оргстекло нашло широкое применение в разных областях: машиностроение, медицина, рекламная сфера, строительство и архитектура, мебельное производство, сантехническое оборудование, приборостроение и тд.
Выпускается оргстекло в виде листового материала различного периметра с толщиной от 1 до 25 мм. Может быть прозрачным или иметь любой цвет. Поставляется с наклеенной с 2-х сторон специальной защитной пленкой.
Резать и гравировать оргстекло лучше всего на лазерном станке CO2 ЧПУ. И вот почему:
Получается очень аккуратный и ровный рез
Высокая производительность производственного процесса
Возможность вырезать фигуры любой сложности и конфигурации
Небольшой процент отходов материала
Автоматизация процесса
Гравировка с высокой степенью детализации
Низкое энергопотребление
Важный момент! Оргстекло бывает 2-х видов: Экструзионное и Литое.
— Экструзионное (или экструдированное) оргстекло получается путем разогревания гранулированной массы полиметилметакрилата и выдавливанием её через щелевую фильеру, определяющую толщину и размеры листа.
— Литое изготавливается путем создания массы формполимера и последующей заливкой её в полимеризационную форму, предварительно разогретую.
Эктсрузионное оргстекло является более хрупким, тогда как литое обладает большей эластичностью. Стоит учитывать и тот факт, что литое оргстекло может иметь разброс по параметру толщины (отклонения могут быть до 15% в одной партии листов), тогда как экструзионное оргстекло имеет отклонение в пределах 5%.
Поэтому при изготовлении составных конструкций отдельно взятую деталь лучше выполнять частей, вырезанных из одного листа оргстекла, и при выборе в типе приоритетным является экструзионное!
А теперь перейдем непосредственно к производственным особенностям работы лазерного луча по оргстеклу.
Самое первое, что нужно знать, это тот факт, что при лазерной резке и гравировке оргстекла выделяется дым с едким неприятным запахом, поэтому при работе с оргстеклом необходимо подключать производительную вытяжку. Часто штатной вытяжки, идущей в комплекте поставки станка не хватает. Тогда следует приобрести вытяжку мощностью более 500 Ватт!
Особенности резки оргстекла.
Каких то особенных трудностей не существует, но необходимо знать некоторые нюансы. Современный ЧПУ лазерный станок СО2 способен резать оргстекло толщиной до 25 мм. Максимально прорезаемая толщина оргстекла определяется мощностью лазерной трубки. Здесь работает одно усредненное правило:
На каждые 10 Ватт мощности лазерной трубки приходится 1,2 – 1,5 мм. толщины реза оргстекла!
Поэтому если перед вами стоит задача резать оргстекло толщиной 10 мм., то лазерная трубка должна иметь мощность от 80 Ватт, если же необходимо резать толщину 20 мм., то уже необходимо иметь мощность излучения 130 Ватт и более. Оргстекло толщиной менее 10 мм. поддаются резке лазерами 40 – 60 Ватт. Так же следует учитывать фокусное расстояние линзы, чем толще материал, тем оно должно быть больше. Например 10 мм. толщины можно резать линзой с фокусным расстоянием 2 дюйма (50,8 мм.), а если необходимо порезать 20 мм., то уже нужно устанавливать линзу 4 дюйма (101.6 мм.).
Ещё важно понимать, что чем больше мощность лазерной трубки, тем выше скорость резки вы сможете себе позволить, что непосредственно влияет на скорость производственного процесса.
Качество торца реза. Обычно при резке оргстекла желателен глянцевый торец реза. Легче всего такой торец получается при резке экструзионного стекла. Но и литое оргстекло тоже может быть порезано с глянцевым торцом. Для этого нужно знать:
Для получения глянцевого торца при резке оргстекла необходимо уменьшить подачу воздуха от компрессора (например стравливать воздух из системы).
Но не следует совсем отключать компрессор, так как дымы при резке должны отводится от фокусирующей линзы, иначе она быстро обрастет застывающей на ней взвесью, начнет греться и может треснуть или прогореть!
Ну и наоборот, если требуется матовый торец, то стоит увеличить подачу воздуха от компрессора (приобрести более мощный компрессор, если действующий не дает матового торца).
Не снимать пленку. Резку оргстекла лучше выполнять не снимая защитной пленки. Тогда при резке не будут изменять свой цвет области, прилегающие к линии разреза.
Выбор рабочего стола. Однозначно резку оргстекла лучше выполнять на ламельном столе, так как сотовый стол достаточно быстро забьется испарениями и начнет давать отстрелы лазерного луча в продукцию, что приведет к появлению брака. Сотовый достаточно трудно очищать от продуктов горения оргстекла, тогда как ламели чистятся достаточно легко. Но и ламели нужно постоянно поддерживать в чистоте, смывая появившиеся образования. Ну и естественно ламели должны быть из анодированного алюминия. Если же вам необходимо резать очень маленькие детали и без сотового стола никак, то можно сделать подпорный каркас, который обеспечит небольшое расстояние между листом материала и рабочим столом, тогда вероятность отстрела луча сойдет на нет.
Скорость резки. Скорость резки обычно подбирается под конкретную толщину листа оргстекла. В основном подбирается экспериментальным путем. Но следует знать, что если установить очень маленькую скорость резки, то может произойти возгорание материала, а если установить скорость, то может наблюдаться ребристый край реза.
Важно. При резке оргстекла оператор не должен далеко уходить от станка, так как неправильно подобранный режим резки может привести к возгоранию и даже пожару!
Особенности гравировки оргстекла.
Для гравировки лучше выбирать литое оргстекло. На нем лучше получается детализация рисунков. Гравировка производится на мощности не превышающей 30 Ватт.
Защитную пленку нужно снять. Во время гравировки пленка будет плавиться и закатываться, что приведет к заметному ухудшению качества изображения.
Матовая гравировка. Для получения матового изображения необходимо гравировку производить с хорошим обдувом воздуха от компрессора. Струя воздуха прижимает испарения и взвеси продуктов горения к материалу, которые высыхая образуют матовость изображения.
Глянцевая гравировка. Для получения глянцевой (прозрачной) гравировки нужно наоборот уменьшать подачу воздуха до минимума, например стравливать как и при резке, но совсем отключать подачу воздуха нельзя.
Матовый налет. Даже если вы делаете глянцевую гравировку, все равно возможно появление матового налета по краям элементов рисунка. Но это не беда, их потом можно удалить. Область гравировки необходимо протереть специальными средствами для очистки пластиков и ПВХ, при этом использую мягкую губку, что бы не повредить (не поцарапать) рисунок гравировки.
Важно. Очистку лучше производить сразу после гравировки, пока матовая патина не успела глубоко въесться в поверхность оргстекла.
Есть также один хороший способ уменьшить налет или совсем его избежать: перед началом гравировки необходимо на поверхность нанести раствор из обычного хозяйственного мыла, дать высохнуть, а после гравировки смыть с использованием мягкой ткани или губки.
Нужно знать, что матовая патина хорошо смывается спиртосодержащими растворами, но ими желательно не пользоваться. При их применении на областях гравировки появляются микротрещины, и он довольно таки заметны!
Минимальный символ гравировки примерно 1 мм. При гравировке символов меньшего размера они могут получиться нечитаемыми вследствие оплавления оргстекла.
Если изображение получается смазанным. Такое бывает при наложении линий гравировки одну на другую, что вызывает оплавление уже нанесенной части гравировки. В таком случае необходимо увеличить межстрочный интервал.
Подводя итог этой статьи хочется сказать, что наша компания подберет для вас лазерный станок ЧПУ для лазерной резки оргстекла соответствующий именно вашим целям и задачам.
Станок для лазерной резки акрила | Thunder Laser USA
Акрил стал излюбленным материалом среди специалистов по станкам для лазерной гравировки, от вывесок до дисплеев в точках продаж, световой рекламы, компонентов мебели, трофеев, рамок для картин, козырьков для шлемов и многого другого. Он прочный и универсальный, что объясняет множество применений, которые люди придумали для него.
Лазерная гравировка акрила и травление с помощью Thunder Laser США
Лучший способ изготовления изделий из акрила — это использование гравировального станка с лазером CO2. Лазерная технология может творить чудеса с акрилом, поскольку ее можно откалибровать для проникновения в материал на разную глубину. Таким образом, с акрилом можно делать следующее:
Резка: Мощные станки для лазерной гравировки на углекислом газе могут делать чистые и точные разрезы на акриловых листах и изготавливать акриловые изделия определенной формы (например, буквы для вывесок, индивидуальные формы для фирменных товаров) быстро и в больших объемах.
Марка: После вырезания из акрила определенных форм вы можете дополнительно улучшить внешний вид изделия, нанеся на акрил рисунок или текст. Вы даже можете создавать разные цвета или регулировать интенсивность маркировки в соответствии с вашим окончательным дизайном.
Травление: Предлагайте разнообразие своим клиентам, добавляя гравюры индивидуального дизайна на акриловые продукты.
Продукция Thunder Laser USA Акриловые лазерные станки наращивают ставки, производя высококачественные разрезы и травления, которые кажутся полированными пламенем — чистыми, гладкими и не требующими дополнительной постобработки.
Как работает станок для лазерной резки акрила?
Лазерные станки состоят из нескольких сложных компонентов, таких как система ThunderCam (дополнительная камера, которая дает вам крупный план лазерной головки, когда она пролетает над объектом), проходные дверцы рабочего стола, гибридные серводвигатели и , конечно, линзовая головка.
Внутри головы есть крошечные зеркала, которые преломляют лазерный луч, чтобы он проходил через фокусную линзу. Вместе с коническим соплом лазерной трубки эта линза сужает луч в сфокусированную точку с таким маленьким и мощным диаметром, что замысловатые узоры, которые она наносит на акрил, выглядят чистыми, четкими и четкими.
Говоря о дизайне, траектория лазерной головки станка для лазерной резки CO2 управляется с помощью компьютера и соответствует дизайну, предварительно запрограммированному в программном обеспечении. В зависимости от приобретенного программного обеспечения и надстроек, они могут предложить широкие возможности индивидуальной настройки, а также лазерную гравировку или гравировку специально для определенных типов акриловых изделий.
CO2-лазер для резки акрила Применение
Акрил широко используется в маркетинге, автомобильных аксессуарах и обычных товарах. Предприятия, производящие изделия из акрила, могут удовлетворить потребности любого из этих секторов. Акрил с лазерной гравировкой может быть как конечным продуктом, так и компонентом для сборки другого продукта. Ниже приведены некоторые из его применений по отраслям:
Маркетинг: Внутренние и наружные вывески, светодиодные настенные логотипы
Конструкция: оргстекло для окон или модных чистых лестниц и балконов
Товары для дома: Аквариумы, разделители ящиков, столовые приборы, приспособления для выпечки и приготовления пищи, пищевые контейнеры, ящики для хранения и органайзеры
Плакетки и награды: Кубки акриловые
Архитектура: Архитектурные модели
Благодаря своей универсальности акрил можно превратить в широкий ассортимент товаров, которые будут покупать потребители. Это хорошая новость для компаний, изучающих продукты с вечным спросом и привлекательностью. Если они хотят дифференцировать свою продукцию за счет персонализации или брендинга, точные и высококачественные акриловые лазерные гравировальные станки Thunder Laser USA могут помочь.
Какие акриловые материалы подходят для лазерного резака?
Некоторые из различных брендов, которые вы можете использовать для своего станка для лазерной резки акрила, включают:
Пласколит
Оргстекло
Алтуглас
Куинн
Ороглас
ТроГласс
Акрилит
Перспекс
Нужно ли быть художником, чтобы проектировать и создавать акриловые проекты?
Для изготовления изделий из акрила своими руками не требуется никакого предыдущего опыта или обучения использованию высокоскоростного лазерного резака. Небольшое исследование и много практики — все, что нужно большинству людей, чтобы начать это прибыльное предприятие.
Нет необходимости в художественном мастерстве или особо твердой руке — достаточно хорошего понимания материалов, которые можно использовать с лазером, и большого количества идей, чтобы клиенты возвращались снова и снова.
Рабочая зона для лазерной резки
При организации бизнеса по лазерной маркировке и резке нет необходимости вкладывать средства в специализированную мастерскую или большой склад. Наши лазерные станки достаточно малы, чтобы поместиться в переоборудованном гараже или домашнем офисе, но достаточно сложны, чтобы давать такие же высококачественные результаты, которые вы ожидаете от промышленного предприятия. Основное отличие состоит в том, что у вас есть УТП небольшого ремесленного производителя, которому отдают предпочтение многие современные потребители.
25 идей продуктов для лазерных граверов по акрилу
Теперь, когда вы готовы начать свой бизнес по лазерной резке, вот 30 идей продуктов, которые вдохновят вас. Не забудьте сосредоточиться на нише и усовершенствовать небольшую линейку продуктов, прежде чем диверсифицировать или предлагать больше, чем ваш опыт позволяет вам производить. После того, как вы освоите первые несколько элементов и создадите базу данных клиентов, вы можете начать предлагать более широкий ассортимент.
1. Подсвечники
Акриловые подсвечники могут выглядеть так же шикарно и модно, как стекло или дерево, и доступны во множестве цветов и стилей. Проектирование и изготовление предметов интерьера, таких как подсвечники и люстры, позволяет создать уникальный стиль, а также продавать подходящие комплекты.
2. Салфетки
Салфетки традиционно довольно формальные, но вы можете сделать их такими необычными и современными, как вам нравится. Мало того, что они отлично подходят для особых случаев, их также используют рестораны, что является большим рынком, на который можно проникнуть. Есть много других предметов, которые вы можете сделать с помощью станка для лазерной резки, которые идеально подходят для использования в индустрии гостеприимства, так что это хорошая ниша для тех, кто только начинает.
3. Часы
Большинству людей нравится иметь часы в каждой комнате, будь то дома во время отдыха или на работе в офисе. Существует огромный спрос на этот продукт и почти неограниченные варианты дизайна, поэтому это особенно интересный вариант для творчески настроенных профессионалов лазерной резки.
4. Подстаканники
Еще одна отличная идея для заведений гостеприимства, особенно для модных баров и эксклюзивных ночных клубов, которым нужны уникальные фирменные товары.
5. Типографика
Типографика набирает популярность по мере стремительного роста спроса на персонализированные потребительские товары. Вы можете создавать украшения, настенные рисунки, открытки и канцелярские принадлежности, а также добавлять сообщение, имя или праздник в типографику, усовершенствованную с помощью машин.
6. Шкатулка с тенями
Коробки с тенями — это красивые украшения и отличный способ познакомить детей с другими культурами. Используйте освещение и фетр для создания темных, таинственных теневых сцен.
7. Люстры
Акриловые люстры могут выглядеть невероятно впечатляюще, а лазерная технология дает возможность создавать сложные фрактальные узоры, отбрасывающие красивые тени на стены.
8. Зеркало Art
Зеркало — предмет первой необходимости, поэтому на модные модели всегда есть спрос. Стеклянные рамы сложной или простой формы в зависимости от того, что предпочитает ваш целевой рынок.
9. Картины на стенах
Картины на стенах охватывают широкий спектр вариантов для людей, которые хотят проявить свои творческие способности, и это означает, что вы можете предложить индивидуальное оформление. От персонализированных сообщений до копий дорожных знаков и изображений животных — вы можете сделать многое из того, что люди хотели бы повесить на стены.
10. Экраны
Поскольку больше людей работает из дома, чем когда-либо прежде, определение баланса между работой и личной жизнью стало как никогда важным. Ширмы — отличный способ разделить комнату на две части, чтобы вы могли многофункционально использовать свой дом.
11. Скульптуры
Каждый хочет иметь хотя бы одну или две скульптуры или статуи у себя дома или в офисе. Используйте шаблоны известных моделей или создавайте собственные дизайны.
12. Браслеты
Существует огромный рынок акриловых украшений, доступных по цене, гипоаллергенных и подходящих для всех возрастов. Браслеты — классический выбор; их могут носить как мужчины, так и женщины, и вы можете персонализировать их с помощью имени или сообщения.
13. Серьги
Серьги выглядят великолепно, и люди прокалывают уши чаще, чем когда-либо прежде, причем многие люди прокалывают несколько ушей. Вы можете создать модный ассортимент серег по низкой цене и продавать их как изделия ручной работы.
14. Кольца
Еще одно замечательное украшение из акрила – это кольцо, которое можно сделать как сложным, так и простым по своему усмотрению.
15. Ожерелья
Ожерелье — излюбленное изделие мастеров лазерной резки, потому что существует множество разных стилей и предпочтений. От знойных чокеров до причудливых вещей от кутюр — в этой категории есть что предложить.
16. Лампы
Из акрила можно сделать небольшие настольные лампы и корпуса для личных ламп для книг или электронных книг. Создайте минималистичные декоративные светильники с одной панелью или загрузите чертежи, которые кто-то уже разработал, чтобы создать более сложные конструкции.
17. Игрушки
Вы можете создавать персонализированные небольшие игрушки, такие как лабиринты и головоломки, и продавать их в качестве подарков и безделушек.
18. Индивидуальные игровые контроллеры и консоли
В наши дни легко создавать корпуса для электронных игровых автоматов — все, что вам нужно сделать, это сделать корпус.
19. Роботы
Существует множество файлов, позволяющих создавать корпуса роботов. Сотрудничайте с гением искусственного интеллекта, и вы сможете воплотить свое творение в жизнь на растущем рынке робототехники.
20. Персонализированные футляры для электроники
Чехлы для телефонов, планшетов, держатели для фотоаппаратов и аксессуары для автомобилей — это лишь некоторые из тех футляров, которые вы можете изготовить. Выделитесь среди конкурентов.
21. Палки для селфи
Палки для селфи всегда будут популярны, и вы можете добавить симпатичный дизайн или название в качестве своего УТП.
22. Яркие визитные карточки
Всем известно, что толстые визитные карточки производят хорошее впечатление, а лазерная резка позволяет создавать креативные акриловые рисунки. Прозрачные особенно популярны среди владельцев бизнеса, которые любят производить незабываемое первое впечатление.
23. Номера для столов
Номера для столов — отличный подарок, потому что они популярны среди владельцев ресторанов и организаторов свадеб.
24. Карточки с именами
Еще один способ одновременного использования гостеприимства и свадеб – создание именных карточек. Их почти всегда используют для гостей на свадьбе, но они также могут стать отличным украшением для частного ужина.
25. Современные закладки
Вы можете сделать закладки из акрила, кожи, дерева или бумаги с помощью лазерно-гравировального станка.
Инвестируйте в Laser Power Today
Изготовление исключительных элементов лазерной резки из акрилового материала очень просто с помощью мощного станка для лазерной резки Thunder Laser USA. Кроме того, вы можете делать гораздо больше — травить, резать и гравировать материалы от МДФ до бумаги и даже маркировать нержавеющую сталь. Возможности безграничны.
Начните свой успешный бизнес по лазерной резке сегодня с одним из наших доступных и надежных станков.
6 лучших станков для лазерной резки и гравировки акрила, которые не плавятся под давлением
Акрил или плексиглас — это уникальный материал, с которым невероятно интересно и креативно работать, но при этом он очень темпераментный.
Лучший станок для лазерной резки и гравировки M…
Пожалуйста, включите JavaScript
Лучший станок для лазерной резки и гравировки 2020
Лазерные резаки и граверы для акрила избавят вас от множества догадок и труда, связанных с работой с акрилом. , такие как заусенцы кромок и достижение четких линий, путем автоматизации и модернизации процесса.
С помощью передового программного обеспечения и моделей, перечисленных ниже, вы сможете создавать акриловые модели, о которых раньше и не подозревали. В следующем руководстве покупателя мы расскажем о лучших лазерных гравировальных станках для акрила на рынке, а также расскажем, как гравировать акрил и как выбрать станок.
БЮДЖЕТНЫЙ ВАРИАНТ
xTool D1 Pro
Мощный лазерный резак для акрила мощностью 10 Вт менее чем за 700 долларов США
Однопроходная резка акрила толщиной 0,6 мм и выше
Высококачественная стальная рама и детали
Доступно по адресу :
Среднего класса
FSL MUSE CORE
3D-функции и аксессуары
очень настраиваемые и обновляемые
мощные 45W 45W. до 1/4 дюйма толщиной древесины
Доступен по артикулу :
ПРЕМИУМ-ПИК
Glowforge Plus
Гравировка и резка высшего качества
Инновационные материалы Proofgrade, включая акриловые варианты
Отлично подходит для профессионального и домашнего использования
Доступен по номеру :
Можно ли гравировать акрил лазером?
Да. Акриловая гравировка происходит, когда лазер испаряет верхние слои материала. Таким образом, материал, поглощаемый лазером, быстро превращается в жидкость, а затем в газ. Из-за этого испарения вам нужен закрытый лазерный гравер с системой вентиляции, которая направляет дым в сторону от рабочей зоны, например, из окна.
Наряду с тем, что он закрыт, вам также понадобится станок с подачей воздуха, чтобы дополнительно управлять паром во всех аспектах среды гравировки.
Акрил или оргстекло на самом деле является идеальным материалом для лазерной гравировки, потому что лазеры не деформируют материал, обеспечивают автоматическое удаление заусенцев и обеспечивают точные углы и четкие края, необходимые при резке акрила. Они также невероятно мощные: промышленные лазерные резаки обрабатывают акриловый материал толщиной до дюйма.
В большинстве акриловых лазерных гравировальных станков используются CO2 или газовые лазерные резаки, которые также используются для создания матового матового покрытия на материале. Волоконные лазеры также используются для маркировки и изменения цвета акрила, однако, если вы хотите резать и гравировать, вам понадобится CO2-лазер.
Pros
Улучшенный рабочий процесс
Лучшие стандартизированные продукты
Более широкий сорт конструкций
Лучший контроль над Acryl
CONS
Стоимость
9999999999 гг. кривая
Как гравировать лазером акрил?
При гравировке используются два вида акрила: литой и прессованный.
Литой акрил производится путем заливки жидкости в форму и превращается в матовый материал, который очень востребован для проектов по индивидуальному заказу, таких как награды.
Экструдированный акрил производится путем помещения гранул в экструдер, которые затем расплавляются и экструдируются. Это более простой и дешевый вариант изготовления, который обеспечивает четкое нанесение во время гравировки. Он также мягче литья и лучше всего подходит для проектов, требующих ровных краев.
Как правило, акрил или оргстекло поглощают определенные длины волн света, что означает, что вы можете гравировать с относительно низкой мощностью. Независимо от того, какую версию вы используете, вам нужно всего около 25–50% мощности для достижения желаемого дизайна.
The Top-Rated Acrylic Laser Cutters
NEJE 2S Master Max
FLUX Beamo
FSL Muse Core Engraver
OMTech 50W
OMTech 80W
Glowforge Plus
CNCSourced is reader-supported. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
NEJE 2S Master Max — недорогой лазерный гравер для акрила
Цена: $499 — доступно на Amazon здесь
Область резки: 810 x 460 мм
Если вас больше всего беспокоит гравировка на прозрачном и черном акриле, то вас ждет угощение. Благодаря NEJE и их линейке доступных лазерных граверов гравировка акрила никогда не была дешевле.
Тем не менее, это горько-сладкая награда. Одной из причин низкой цены 2S Master Max является отсутствие аппаратного обеспечения и, следовательно, отсутствие функций безопасности. Этот станок имеет открытую систему, что означает отсутствие ограждения вокруг лазера или во время процесса гравировки. Акрил известен тем, что выделяет вредные пары и дым во время процесса гравировки, и без корпуса крайне важно, чтобы у вас было правильное защитное снаряжение и окружающая среда перед использованием.
Для работы с этим лазерным гравером необходимы хорошо проветриваемое помещение, защитные очки и маска для лица. Тем не менее, он имеет вспомогательную подачу воздуха и режет черный акрил толщиной до 5 мм за 4 прохода.
Это фантастический вариант для начинающих, поскольку он дешев, прост в сборке и предлагает вариант с низким уровнем риска, когда дело доходит до управления кривой обучения, а также гарантирует мощный лазер и точные конструкции.
xTool D1 Pro 10 Вт — лучший недорогой лазерный гравер до 1000 долларов
Цена : $ 699 — Доступно по адресу xtool здесь / Amazon здесь
Рабочая зона: 432 x 406 MM
Laser Power: 10W (5W и 20WS также доступный)
11.
9
119
119
9
9. лучший акриловый лазерный резак стоимостью менее 1000 долларов, поэтому, если вы можете потратить такие деньги, мы рекомендуем вам выбрать xTool.
В целом он лучше, чем его ближайший конкурент, Ortur LM3, хотя оба являются лазерами мощностью 10 Вт, имеют Wi-Fi и подключение к приложениям, а также имеют схожие рабочие области.
Но xTool имеет более прочную конструкцию со стальными стержнями и колесами и защищенными ремнями, тогда как Ortur LM3 не защищает ремни. xTool также может быть увеличен до 936 x 432 мм с помощью комплекта расширения.
The xTool also comes in 5W and 20W versions:
xTool D1 5W — Available at xTool store here
xTool D1 20W — Available at xTool store here
0.5-inch толстую древесину мы вырезаем лазером с помощью xTool D1 Pro 20W.
Даже с помощью D1 Pro мощностью 10 Вт вы можете резать акриловые листы толщиной 0,6 см за один проход и эффективно выполнять лазерную гравировку по дереву со скоростью 400 мм/с, поэтому он идеально подходит для всех ваших потребностей в лазерной резке и гравировке акрила.
Версия мощностью 20 Вт может резать даже более толстый акрил, поэтому, если вы планируете строгать толстые акриловые лазерные проекты, xTool идеален, но все же не обходится в кругленькую сумму. Эти цифры также верны, мы вырезали кусок дерева толщиной 12,5 мм всего за несколько проходов (пример выше) — так что акрил толщиной 0,6-0,8 см не должен быть проблемой.
Для любых закругленных предметов, таких как кружки или стаканы, вы также можете выгравировать их, если купите поворотную насадку RA2.
В целом, xTool и Ortur LM3 являются лучшими диодными лазерами стоимостью менее 1000 долларов, но мы по-прежнему рекомендуем xTool как наш лучший выбор.
Прочитайте наш полный практический обзор: Обзор xTool D1 Pro 20 Вт.
FLUX Beamo — лучший малый лазерный гравер для акрила
Цена: 2299 долларов — Доступно на Matterhackers здесь
Зона резки: 300 x 210 мм
Лазерный резак и гравер FLUX Beamo — ваш лучший карманный помощник, когда дело доходит до лазерной гравировки акрила. Он не справляется с крупными проектами, но на втором проходе режет акрил толщиной до 5 мм, а также более твердые материалы, такие как стекло, цемент и камень.
Эта компактная настольная машина оснащена лазером мощностью 30 Вт и акриловой крышкой, так что вы можете видеть, как выполняется ваша работа. У него также есть собственное программное обеспечение Beam Studio, где вы получаете один из самых удобных для пользователя интерфейсов в этом списке благодаря оптимизированной экосистеме.
То, что у него есть собственная экосистема, не означает, что он не будет хорошо работать с другими. AutoCAD, Adobe Illustrator и Photoshop — это лишь некоторые из программ, совместимых с Beamo.
В целом, Beamo — лучший вариант для тех, кому нужен компактный лазерный гравер начального уровня. Небольшой размер позволяет разместить его в ограниченном пространстве, а также он снабжен вентиляцией, поэтому вам не придется беспокоиться об акриловых испарениях. Кроме того, он даже поставляется с дополнительным поворотным модулем для повышения универсальности и гравировки на 360 градусов.
OMTech 50 Вт — лазерный резак и гравер с лучшим соотношением цены и качества
Цена: 2299 долларов — доступно на Amazon здесь
Область резки: 295 x 495 мм
легко понять, почему.
OMTech 50 W — это один из их станков для лазерной гравировки акрила среднего класса, который режет акрил и плексиглас толщиной до 6 мм с помощью лазерной трубки CO2 мощностью 50 Вт и предлагает 4-контактное портовое соединение для поворотных осей.
Наряду с повышенной мощностью и производительностью по сравнению с другими настольными лазерными резаками, 50-ваттный станок отличается улучшенным пользовательским интерфейсом благодаря двойным ЖК-дисплеям, которые позволяют видеть рабочую зону, контролировать электрические токи и автоматически оценивать неисправности для оптимизации безопасности и мощности. поставлять. Существует также цифровая панель управления Ruida, которая дает вам контроль над лазерной головкой, ходом проекта, настройками скорости и мощности, а также кадрированием проекта.
Модель 50 W оснащена всегда важной вспомогательной подачей воздуха и включает в себя поворотный модуль, регулируемое лазерное сопло, встроенную вентиляцию и двухстороннюю сквозную систему. Это означает, что он открывается на передней и задней сторонах машины, что позволяет вам работать над проектами, большими, чем сама машина.
OMTech предоставляет вам первоклассные функции безопасности и все те небольшие дополнения, которые действительно меняют опыт лазерной гравировки акрила. Как резак среднего класса, мы не рекомендуем его для новых пользователей, однако это фантастически надежная машина, которая удовлетворит все требования опытных любителей и малого бизнеса.
FSL Muse Core — лучший домашний станок для лазерной резки и гравировки акрила
Цена: 3499 долл. США — доступно в Matterhackers здесь
Область резки: 508 мм x 305 мм
Резак Full Spectrum Laser Muse Core является одним из самых современных настольных лазерных граверов для акрила.
С опциональной лазерной трубкой мощностью 45 Вт Muse Core может похвастаться уровнем настройки и передовыми технологиями, которых нет в других моделях. Например, его 3D-технология, которая дает вам возможность использовать 3D-камеру Intel RealSense.
В отличие от обычной камеры, RealSense точно отображает неровные поверхности гравировки, используя миллионы трехмерных точек данных, обеспечивая точные и подробные проекты. Это работает вместе с автофокусом в реальном времени, который представляет собой датчик, встроенный в лазерную головку, который позволяет вам устанавливать различные точки фокусировки перед гравировкой для упрощения рабочего процесса.
Muse Core настолько же прочный, насколько и высокотехнологичный, с возможностью резки акрила толщиной до ¼ дюйма.
В целом, Muse Core обладает множеством технологических возможностей, обеспечивающих широкие возможности настройки. Выбирайте поворотные модули, фокусирующие линзы, экстракторы и водяные насосы, чтобы создать машину, отвечающую вашим потребностям.
OMTech 80 Вт — самый мощный лазерный резак и гравер для акрила
Цена: 3549 долларов — доступно на Amazon здесь
Область резки: 500 x 700 мм
OMTech 80 W очень похож на 50 W, когда речь идет о надежности.
Прочная и надежная конструкция с элементами лазерной гравировки на акриле, такими как вспомогательная вентиляция, встроенная вентиляция и дополнительная ЖК-панель, которая позволяет контролировать электрические токи и автоматически оценивать неисправности.
Однако в этой модели мы получили несколько мощных улучшений. Наиболее примечательным является переход с 50-ваттной лазерной трубки CO2 на 80-ваттную, что дает вам до 8000 часов рабочего времени. Мы также переходим от двухсторонней сквозной системы к четырехсторонней, с задней, передней, левой и правой дверями, что позволяет вам работать над еще более крупными проектами.
Следует отметить, что панель управления машины Ruida работает только с macOS, если вы используете программное обеспечение LightBurn, которое не входит в комплект, хотя, возможно, стоит дополнительных затрат. Однако он совместим с Windows как с прилагаемым программным обеспечением RDWorks, так и с LightBurn.
В этой модели все зависит от размера и мощности, поэтому, если вы планируете работать над крупномасштабными акриловыми проектами, эта машина без труда удовлетворит спрос.
Glowforge Plus — лучший лазер для акрила
Цена: $3,995 — Доступно в Glowforge здесь / Dynamism здесь
Область резки: 500 x 280 мм
Glowforge Plus — это самый доступный по цене станок Glowforge для лазерной гравировки акрила среднего класса. Этот лазер класса 1 не требует специальной подготовки перед использованием и требует только размещения его рядом с окном для проветривания.
В то время как резцы OMTech уделяют особое внимание прочности, Glowforge уделяет особое внимание точности.
Обладая более высокой скоростью и аппаратным обеспечением, чем модель Basic, Plus обещает создавать четкие конструкции благодаря специальной лазерной трубке мощностью 40 Вт, которая позволяет резать материал толщиной до ½ дюйма за несколько проходов.
Что действительно уникально в этом бренде, так это материалы Proofgrade. Это материалы, которые были закодированы, и при сканировании лазерным резаком автоматически определяются оптимальные настройки для гравировки этого материала, что дает вам возможность резки и гравировки одной кнопкой. Сюда входит акрил, а также дерево, стекло, кожа и многие другие.
Нет сквозных функций, что отталкивает, особенно по такой цене, но Glowforge известен в основном своими инновационными технологиями, такими как материалы Proofgrade и точный дизайн, что делает его лучшим вариантом для тех, кто сосредоточен на точность, а не размер проекта.
Существует также дополнительный воздушный фильтр Glowforge, который фильтрует акриловые пары, поэтому вам не нужно беспокоиться о вентиляции или размещении машины.
Как выбрать станок для лазерной гравировки акрила
Выбирая, какой лазерный гравер купить, важно подумать о том, какие основные функции вам нужны.
Обратите внимание на размер. Рабочая зона не зависит от цены станка, существует множество недорогих и средних опций, обеспечивающих впечатляющие площади гравировки. Однако, если вам по-прежнему нужна точность и детализация профессионального уровня, выберите один из высококлассных аппаратов с системой сквозного доступа.
Подумайте о материалах, с которыми вы будете работать . Хотя цель здесь — купить акриловый лазерный гравер, не помешает воспользоваться преимуществами других материалов, которые гравирует ваша машина. Если вас интересуют более твердые материалы, такие как камень и стекло, используйте более мощный лазер, но если вы хотите использовать более мягкие материалы, такие как кожа и ткань, сэкономьте несколько долларов, выбрав лазер с меньшей мощностью.
Убедитесь, что ваша машина совместима . Скорее всего, если вы опытный пользователь, то у вас уже есть любимое программное обеспечение и стиль работы. Если вы используете внешнее программное обеспечение, такое как LightBurn и AutoCAD, убедитесь, что ваш компьютер также поддерживает это программное обеспечение и платформу вашего компьютера (например, iOS или Windows), чтобы избежать разочарований.
Подшипники шпинделя – важнейшая его составляющая, которая обеспечивает скоростное вращение вала с закреплённым на нём инструментом и позволяет вести обработку металлов без биения с высокой точностью резания.
Шпиндельные подшипники применяются на токарных, фрезерных, сверлильных и других металло- и деревообрабатывающих станках.
Шпидельные подшипники
Для бесперебойного процесса обработки металлов и древесины резанием подшипник шпинделя должен соответствовать следующим критериям:
Обладать высокой износоустойчивостью.
Быть кинематически точным.
Обладать способностью воспринимать большие нагрузки как в осевом, так и в радиальном положении.
Работать на больших оборотах и скоростях.
При проектировании станочных шпинделей наибольшее распространение и признание получили шариковые радиально-упорные подшипники. Они являются наиболее высокоточными, имеют небольшой момент трения, способны выдержать большие нагрузки и обеспечить высокую скорость при обработке металлов или древесины резанием.
Один подшипник такого вида может выдерживать нагрузку только в одном осевом направлении. Поэтому для увеличения нагрузочной способности подшипники устанавливают комплектом по несколько штук в одном направлении.
Такой вид расположения имеет название DT (тандем) и является наиболее широко применяемым для установки подшипников на валу шпинделя. Для того, чтобы шпиндель воспринимал нагрузки не только в осевом, но и в радиальном направлении, пара подшипников должна располагаться на обоих концах вала, причём комплекты подшипников обязательно должны быть направлены в разные стороны. А для силовых шпинделей, с целью достижения максимальной нагрузки, допустимо применение комплекта из трех или четырёх радиально-упорных подшипников.
Характеристика шпиндельных подшипников
Технические характеристики подшипников для шпинделей станков – это основные параметры, по которым можно судить о сфере применения и условиях работы того или иного подшипника, сравнивать их друг с другом, для выбора оптимального варианта. Эти параметры подшипников являются стандартизованными и указываются производителем.
К основным техническим параметрам подшипников относятся:
Размеры и масса (наружный диаметр, посадочный диаметр подшипника, ширина).
Максимальная статическая и динамическая нагрузка. Статическая нагрузка – радиальная нагрузка, при которой подшипник способен деформироваться. А динамическая – постоянная осевая нагрузка, которую подшипник способен выдержать в течение своего базового ресурса.
Долговечность. Это реальный ресурс подшипника до появления признаков износа. Данный параметр зависит от влияния множества факторов: высоких нагрузок, температурного режима, чистоты смазочного вещества и наличия в нем различных присадок, действующей силы трения на подшипник.
Класс точности. Для шпинделей станков используются радиально -упорные подшипники только высокого и прецизионного класса точности. Так как этот критерий влияет на точность установки инструмента, плавность работы, скорость вращения.
Материал подшипника и тел качения (сталь, керамика или полимер). Материал, из которого изготовлен подшипник, влияет на его долговечность, работоспособность, возможность принимать высокие нагрузки.
Скорость вращения подшипника (предельное значение – при котором он не разрушается, номинальное – при котором он не перегревается). Этот критерий зависит от действующей на него нагрузки и вязкости смазочного вещества.
Рабочая температура. Зависит от конструкции подшипника, от его силы трения, условий работы и нагрузки. При перегреве подшипника снижается скорость работы самого шпинделя.
Эти параметры зависят только от конструкции самого подшипника и его размеров и влияют на срок службы и эксплуатации подшипника.
Гибридные подшипники и их преимущества
Сегодня большое распространение и применение на производстве получили подшипники с керамическими телами качения, вместо обычных стальных. Такие подшипники называются гибридными.
Основное достоинство и отличие гибридных подшипников – это шарики, изготовленные из нитрида кремния (Si3N4), благодаря которым гибридные подшипники имеют возможность работать при более низких температурах, нежели подшипники со стальными телами качения. Они обладают более высокой жесткостью, что позволяет им быть менее восприимчивыми к вибрациям.
Помимо этого, в сравнении со стальными, гибридные подшипники с керамическими телами качения имеют еще ряд преимуществ:
способны обеспечить работу на более высоких скоростях вращения;
более долговечны;
обладают высокой термостойкостью;
устойчивость керамики к электрическому току;
высокая надёжность и срок службы.
Покупая шариковые радиально-упорные подшипники для шпинделя необходимо тщательно изучить все его характеристики и сопоставить с условиями работы. Обязательно нужно помнить, что допустимая скорость работы шпинделя напрямую зависит от конструкции, размеров, точности и материалов, из которых изготовлен подшипник.
При выборе подшипника также важно обратить внимание на угол контакта, который определяет соотношение осевой и радиальной нагрузки. Прослеживается чёткая закономерность: чем больше радиальная нагрузка, тем меньше угол контакта, с увеличением угла контакта возрастает и осевая нагрузка. Самыми широко используемыми считаются углы контакта: 12°, 15°, 25°.
Сегодня все большей популярностью пользуются шпиндельные радиально-упорные подшипники зарубежных производителей. Например, фирмы MOCHU, которая представляет большой ассортимент типоразмеров подшипников с двойными уплотнителями DTA, отличающиеся высокой точностью и скоростью работы.
Подшипники для шпинделя-Прецизионные,высокоточные
Компания ООО «Ленподшипник» продает из наличия на складе ВЫСОКОТОЧНЫЕ, ВЫСОКОСКОРОСТНЫЕ подшипники для ремонта ШПИНДЕЛЕЙ
Шпиндельные подшипники
Шпиндельные подшипники представляют собой однорядные радиально-упорные шарикоподшипники,состоящие из массивных наружных, внутренних колец и комплектов шариков с массивными сепараторами с окнами. Такие подшипники зарекомендовали себя в подшипниковых опорах главных шпинделей металлообрабатывающих станков.
— Шпиндельные подшипники с керамическими шариками. Шпиндельные подшипники НСВ70 НСВ719 НСВ72 : имеют шарики стандартных размеров из керамики (гибридные подшипники).
— Высокоскоростные шпиндельные подшипники с уплотнениями. Шпиндельные подшипники В70-2RS В719-2RS В72-2RS НСВ70-2RS НСВ719-2RS НСВ72-2RS : обеих сторон имеют бесконтактные уплотнения.
— Шпиндельные подшипники с керамическими шариками с уплотнениями.
Тип шпиндельного подшипника
B… – стандартный шпиндельный подшипник со стальными шариками H… – высокоточный подшипник HCB… – шпиндельный подшипник с керамическими шариками HS… – высокоскоростной шпиндельный подшипник со стальными шариками HC… — высокоскоростной шпиндельный подшипник с керамическими шариками
Серия шпиндельного подшипника
718… – ультра лёгкая серия 719… — лёгкая серия 70… — средняя серия 72… — тяжёлая серия
Угол контакта подшипника
Е – 25°; С — 15°. Так же бывают шпиндельные подшипники с углами контакта 30°, 35°, 40° и 60°.
ТХ – изменённая конструкция сепаратора из текстолита
ТРА – сепаратор из текстолита, ведомый по внешнему кольцу серия В718…
Дополнительная маркировка
72…DB — два подшипника пригнаны друг к другу для монтажа в О-конструкции, <> — конструкция 73..DF — два подшипника пригнаны друг к другу для монтажа в X-конструкции, >< — конструкция DT — два подшипника пригнаны друг к другу для монтажа в последовательную конструкцию, << — конструкция TBT — три подшипника пригнаны друг к другу для универсального монтажа в О-конструкцию,<<> — конструкция QBC — комплект из 4-х подшипников, <<>> — конструкция QBT — комплект из 4-х подшипников, <<<> — конструкция QF — комплект из 4-х подшипников, >><< — конструкция QFT — комплект из 4-х подшипников, ><<< — конструкция QT — комплект из 4-х подшипников, <<<< — конструкция TPA — массивный сепаратор из синтетического материала,центрирование по телу качения
Одним из наиболее критичных компонентов высокоскоростных шпинделей является система подшипников. Наши требования к конструкции определяют, что шпиндель должен обеспечивать высокую скорость вращения, передавать момент и мощность режущему инструменту и гарантировать приемлемую нагрузку и долговечность. Для обеспечения работоспособности шпинделя подшипники должны удовлетворять всем этим требованиям.
Высокоскоростные мотор-шпиндели выпускаются с двумя принципиально разными конструкциями подшипников:
— контактными (шариковыми или роликовыми)
— бесконтактными (пневматическими, гидравлическими или магнитными)
Высокоточные контактные подшипники поставляются сегодня многими фирмами. Для высокоскоростных шпинделей применяются роликовые и конические роликовые подшипники, а также шариковые подшипники с угловым контактом. Критерием выбора типа подшипника являются характеристики шпинделя.
Шариковые подшипники с угловым контактом наиболее широко применяются в конструкциях высокоскоростных шпинделей. Этим они обязаны тому факту, что они обеспечивают точность, нагрузочную способность и скорость, требуемые для металлорежущего оборудования.
В некоторых случаях используются роликовые подшипники из-за более высокой нагрузочной способности и жесткости. Однако эти подшипники не обеспечивают необходимой скорости вращения.
Шариковые подшипники с угловым контактом изготавливаются по спецификациям, включающим угол контакта. Угол контакта это номинальный угол между линией контакта шарик-кольцо и плоскостью, проведенной через центр шариков перпендикулярно оси подшипника. Угол контакта определяет возможное соотношение осевой нагрузки к радиальной, при условии, что первичной является радиальная нагрузка. Поставляются подшипники с углами 12° 15° 25°
Чем меньше угол контакта, тем больше радиальная нагрузочная способность, чем больше угол, тем больше осевая нагрузочная способность.
Расположение подшипников:
— ТИП DF/X(Лицом к лицу)
Если подшипники смонтированы «лицом к лицу», их расположение обозначается конфигурацией «X». При такой конфигурации когда кольца сжимаются, зазор уменьшается, приводя к корректной предварительной нагрузке. Эта техника расположения не является общепринятой, в то же время она обеспечивает хорошее предварительное нагружение, так как пара подшипников нормально противостоит как осевой, так и радиальной нагрузке.
— ТИП DB/O(Спина к спине)
Наиболее распространенной является техника «спина к спине» — расположение «О» или «DB». В этой конфигурации под внутренние имеют внутренние кольца. Когда внутренние кольца сжимаются вместе, зазор уменьшается, приводя к корректной предварительной нагрузке. Эта конфигурация пригодна для большинства случаев применения и обеспечивает хорошую точность и жесткость.
— ТИП DT(Тандем)
В общем случае именно это комбинация используется в шпиндельных подшипниках. Часто два или три подшипника располагаются около переднего конца шпинделя, в то время когда еще одна пара располагается на заднем конце шпинделя. Такое расположение известно как «тандем» или «DT». Конфигурация тандем не воспринимает усилия в обоих направлениях до тех пор, пока на другом конце вала не устанавливается еще одна пара подшипников, направленных в другую сторону. Для увеличения нагрузочной способности по моменту и мощности шпинделя используются проставочные шайбы для отделения наборов подшипников. Это наиболее принятая конструкция в шпиндельных узлах мотор-шпинделей. Конструктор шпинделя использует два или три подшипника спереди и пару подшипников такого же размера или меньше на другом конце. Вместе эти группы подшипников создают конфигурацию DB. Подшипники монтируются на шпиндельном валу и в корпусе шпиндельного узла. При недостаточности усилий (в силовых шпинделях) могут устанавливаться комплекты из трех или четырех подшипников.
Гибридные подшипники
Последним достижением в технологии изготовления подшипников является использование керамики (нитрида кремния) для изготовления точных шариков. Керамические шарики при использовании в шариковых подшипниках с угловым контактом имеют преимущества перед обычными стальными шариками. Керамические шарики имеют на 60% меньшую массу, чем стальные шарики. Это важно, так как при работе подшипников, особенно на высоких скоростях, центробежные силы прижимают шарики к наружному кольцу и начинают деформировать шарики, что приводит к быстрому износу и порче подшипника. Керамические шарики с меньшей массой подвержены этому в меньшей степени, чем стальные, при тех же скоростях вращения. В действительности использование керамических подшипников позволяет увеличить на 30% максимальную скорость вращения для данного типоразмера подшипника без сокращения долговечности. Керамические шарики не реагируют со стальными кольцами. Керамические шарики работают при более низких температурах. Керамические подшипники имеют более низкий уровень вибраций. Благодаря практически идеальной округлости керамических шариков, гибридные подшипники работают на существенно более низких температурах, чем стальные подшипники. Результатом является более долгий срок службы смазки подшипников. Тесты показали, что шпинделя с гибридными керамическими подшипниками показывают большую жесткость и более высокую собственную частоту, что делает их менее чувствительными к вибрациям.
Это прецизионные радиально-упорные подшипники, неразборные, с разгруженными наружными кольцами, с углами контакта 15° или 25°. Для ответственных применений эти подшипники поставляются в виде универсальных дуплексных пар со стандартным предварительным натягом и в виде однорядных подшипников. Также доступна другая конструкция для серии разъемных однорядных подшипников с разгруженным внутренним кольцом и углом контакта 15°. Дуплексные пары могут быть установлены спиной к спине, лицом к лицу или тандемом в зависимости от ожидаемой нагрузки. Из-за высоких скоростей эти подшипники обычно требуют фенольных сепараторов, которые имеют либо ступенчатую, либо цилиндрическую конструкцию кармана.
Посмотреть диаграмму
Схема
Радиально-упорные керамические шарикоподшипники
Описание шарикоподшипника
Керамические шарики на 50% легче стальных шариков, а поскольку они почти идеально гладкие, их уровень вибрации в 2-7 раз ниже, чем у обычных стальных шарикоподшипников. Эти подшипники также работают при значительно более низких рабочих температурах и позволяют увеличить рабочую скорость на целых 25%. Доказано, что керамические шарикоподшипники служат в 5 раз дольше, чем обычные стальные шарикоподшипники, а более низкие рабочие температуры помогают продлить срок службы смазки.
Посмотреть диаграмму
Схема
Цилиндрические роликоподшипники
Шарикоподшипник Описание
Цилиндрические ролики распределяют нагрузки по более широкой поверхности, что обеспечивает высокую радиальную грузоподъемность и более высокие скорости. Однорядные и двухрядные цилиндрические подшипники используются в основном для прецизионных станков.
Посмотреть диаграмму
Схема
Прецизионные радиальные шарикоподшипники
Описание шарикоподшипника
Прецизионные радиальные подшипники воспринимают осевые нагрузки в одном направлении. Они отличаются высокой жесткостью и имеют высокую грузоподъемность. Этот тип подшипников используется в тех случаях, когда требуется высокая точность вращения и жесткие допуски на размеры. Использование неметаллических фиксаторов, таких как фенольные, может помочь достичь более высоких скоростей.
Посмотреть диаграмму
Схема
Опорные шарико-винтовые подшипники
Шариковый подшипник Описание
Опорные подшипники для шарико-винтовых пар разработаны для обеспечения максимальной осевой жесткости и повышенной точности подачи при использовании с прецизионными шарико-винтовыми парами. Это высокоточные радиально-упорные подшипники, которые превосходят комбинации стандартных радиально-упорных подшипников или комбинации радиальных и упорных подшипников для шарико-винтовых передач.
Посмотреть диаграмму
Схема
Двойные шарикоподшипники
Описание шарикоподшипника
Этот тип подшипника может воспринимать осевые нагрузки в обоих направлениях и имеет разъемную конструкцию. Двойные подшипники выдерживают высокие осевые нагрузки и обладают высокой жесткостью.
Подшипники являются важными частями, которые направляют и улучшают движение шпинделя.
Поскольку современное оборудование продолжает двигаться вперед, оборудование должно быть более точным, долговечным и быстрым, чем когда-либо прежде. Подшипники шпинделя подходят для очень высоких скоростей и помогают движению шпинделя достичь оптимальной скорости и точности.
Из-за тяжелых условий эксплуатации в подшипнике могут возникать напряжения, которые сокращают срок его службы.
BMC реализует важнейший компонент, используемый для придания формы материалам с помощью высокоскоростного вращения, и при необходимости может отремонтировать или восстановить существующий шпиндель.
Мы понимаем, что для высокоточных шпинделей и станков требуются специальные подшипники, которые не всегда легко доступны на рынке. Мы можем взять более стандартный стиль подшипника и изменить его по вашему образцу или принту.
Если это похоже на проблему, с которой вы столкнулись или имели,
Продолжайте читать…
Мы охватываем различные области применения подшипников шпинделя, чтобы обеспечить оптимальную производительность и типы подшипников для станков.
Шпиндели станков и подшипники шпинделей, работающие вместе
Подшипники шпинделей чаще всего применяются в шпинделях станков, от которых происходит термин подшипник шпинделя .
Подшипники шпинделя представляют собой высокоточные подшипники, предназначенные для использования в шпинделях станков и других прецизионных устройствах. Шпиндели станков представляют собой вращающиеся компоненты, удерживающие и приводящие в движение режущие инструменты. Например, шпиндели используются для обработки металла или других жестких материалов.
«В станках шпиндель — это вращающаяся ось станка, сердцевиной которой часто является вал. Сам вал называется шпинделем, но также в цеховой практике это слово часто используется метонимически для обозначения ко всему вращающемуся узлу, включая не только сам вал, но и его подшипники и все, что к нему прикреплено (патрон и т. д.)». [источник]
Благодаря очень узким допускам подшипники шпинделя особенно подходят для применений с самыми высокими требованиями к точности направляющих , такие как подшипниковые узлы главных шпинделей станков.
«Класс допусков для шарикоподшипников был определен комитетом в рамках ABMA, известным как «Комитет инженеров по кольцевым подшипникам» (ABEC). Эти допуски обычно называются рейтингом или классом ABEC.
Чем выше классификационный номер, тем ужесточаются допуски, что приводит к более высокой точности собранного подшипника.» [источник]
Существует два типа высокоскоростных шпинделей различной конструкции.
1. Шпиндель с ременным приводом — приводится в действие внешним двигателем, подключенным через систему ременных шкивов.
2. Мотор-шпиндель — основным компонентом этого шпинделя является мотор, хранящийся внутри.
Давайте взглянем на их различные конструкции…
источники:
Сегодняшний мир машиностроения, Shop Doc-обоснование использования высокоскоростного шпинделя
Современный механический цех, высокоскоростные шпиндели, работающие от давления охлаждающей жидкости
Вот краткий обзор основного узла шпинделя:
Источник, Сборка шпинделя, через Youtube
Прецизионные шпиндели обеспечивают наилучшее вращательное движение для повышения производительности и эффективности производства.
Особые области применения
Мотор-шпиндель в основном используется для высокоточной обработки.
Например,
«Обработка изнашиваемых деталей 3C, отделка заготовок, резка воздушных винтов, обработка цилиндров двигателей, обработка шасси автомобилей, шлифовка соединений трансмиссии и т. д. Общность этих приложений заключается в необходимости быстрых и гибких возможностей во время обработки». [источник]
В следующем разделе мы коснемся четырех типов подшипников станков.
Типы подшипников для станков
Существуют различные типы подшипников для использования в станках.
Радиально-упорные шарикоподшипники — предназначены для восприятия нагрузок, линия приложения которых находится под определенным углом к перпендикулярной оси (угол контакта). Подшипники поддерживают высокие рабочие скорости.
Области применения также включают деревообрабатывающие шпиндели, вакуумные насосы и полупроводниковую промышленность.
Радиальные подшипники или радиальные подшипники — воспринимают осевые нагрузки в обоих направлениях.
Области применения также включают вакуумную технику, электродвигатели и медицину.
Роликовые подшипники — этот тип подшипников состоит из одного или двух рядов шариков или роликов (из стали), которые находятся между внутренним и внешним кольцами. Часто в кольцах нарезают дорожки качения или канавки для правильного направления тел качения.
Упорные шарикоподшипники — это подшипник вращения, который вращается между частями, уменьшая трение, и предназначен для восприятия осевой нагрузки (в основном в низкоскоростных приложениях). Именно осевой подшипник обеспечивает вращение между частями.
Поскольку подшипники имеют такое важное значение, было разработано множество различных типов подшипников для различных нагрузок и работ, поэтому очень важно убедиться, что вы знаете, как различать их все, чтобы они соответствовали потребностям вашего клиента.
Подробнее о типах подшипников: технологии, облегчающие жизнь (детали и использование)
Ресурсы:
Радиальные шарикоподшипники по сравнению с радиально-упорными шарикоподшипниками
Что такое электрический шпиндель (встроенный шпиндель, моторизованный шпиндель) и его применение?
Распространенные типы модификаций
Требования вашего приложения и требования меняются. В BMC мы помогаем оценить ваши потребности и определить, можно ли модифицировать ваши существующие подшипники или требуется новая конструкция подшипника.
Ниже приведены типы модификаций, которые превращают стандартные подшипники, которые легче получить, в специальные подшипники/подшипники для конкретных шпинделей, приобретение которых может занять много времени.
-DLR (Прямая смазка)
-Отверстия EDM для смазки
-Разгрузочные втулки внутреннего кольца
-Уменьшения внутреннего/наружного диаметра
-Смазочные канавки и отверстия для смазки
-Прорези для уплотнительных колец
3 — 90 или отверстий
— Прецизионные прокладки Soft/Hardenden
— Индивидуальные предварительные нагрузки и компоновки
Большинство предприятий по восстановлению шпинделей сталкиваются со своими клиентами в ситуации остановки.
Причины появления дефектов при печати 3D на принтерах DLP/SLA, варианты решения проблем
Главная » Статьи
» Проблемы при 3D-печати » Причины появления дефектов при печати 3D на принтерах DLP/SLA, варианты решения проблем
Причины появления дефектов при печати 3D на принтерах DLP/SLA, варианты решения проблем
В процессе печати моделей посредством 3D принтеров DLP/SLA иногда появляются различные дефекты, проблемы. Рассмотрим самые распространенные варианты, способы их устранения.
1. Некачественное прилипание изделия к рабочей платформе принтера. (Модельприлипаеткванне, анекстолу) Во время печати при увеличении массы модели ее основание отклеивается от опорной поверхности, дальнейшая печать невозможна, процесс нужно начинать сначала. Причины этой проблемы следующие:
На рабочей платформе имеются частички застывшего полимера, оставшиеся после предыдущего процесса печати. Избежать нарушения прилипания можно тщательной проверкой состояния платформы перед работой. Если имеются кусочки смол, их необходимо удалить.
В контейнере для расходного материала есть повреждения. Эти дефекты являются препятствием для лазерного луча, в результате не происходит качественного затвердевания материала. Они появляются при механическом воздействии, иногда помутнения являются следствием излучения. Перед процессом печати нужно внимательно осматривать резервуар, оценивать его состояние. Если имеются повреждения, модель следует переместить в зону, где нет загрязнений, дефектов.
Наличие сгустков, частиц отвердевших смол в материале. При использовании фотополимеров с к-л пигментами содержимое необходимо перед печатью тщательно перемешать, процедить. Это позволит удалить посторонние примеси, которые при обычном осмотре незаметны.
2. Деформация поддержек, их отсутствие. Существуют определенные нормативы для поддержек, обеспечивающих устойчивость модели. Минимальная высота элементов составляет 0,5 см, минимальные параметры угла нависания колеблются в диапазоне от 60° до 0°. Настройки печати позволяют корректировать этот показатель.
Отделение поддержек от модели. Такая ситуация возникает, если поддержек мало или их кончики имеют недостаточную толщину. Настройки принтера позволяют установить требуемые параметры, исключающие такую проблему. При необходимости устранить ее нужно:
увеличить величину контакта соприкосновения модели с опорами;
увеличить число поддержек;
вручную добавить опоры, если в к-л они отсутствуют в проблемных зонах;
запрограммировать корректное положение детали в проекции XYZ.
3. Наличие пропусков, отверстий или трещин в 3D изделии:
Причины появления дефектов, варианты устранения:
Неправильное создание слоев в Gcode. Причиной нарушения являются: некорректная ориентация детали в плоскости XYZ, отклонения в obj, sti файле, сетке. Следует изменить ориентацию или исправить файл.
Повреждение, загрязнение резервуара для расходного материала.
Запыление, загрязнение зеркал в гальванометре, обеспечивающем направление лазерного луча.
4. Неровная поверхность, изъяны в виде впадин или выпуклостей.
Главной причиной этих дефектов являются препятствия на пути лазерного луча. Это могут быть:
Грязь на стенках резервуара для расходного материала. Нужно осмотреть нижнюю плоскость поддона, убедиться, что на ней нет деформаций. Если поверхность загрязнена жировыми составами, их нужно удалить.
Запыление, загрязнение зеркал, направляющих лазерный луч. Очищать их необходимо с максимальной осторожностью. При нарушении положения этих элементов принтер будет работать некорректно, придется проводить трудоемкую калибровку.
Посторонние частицы в фотополимере. Перед печатью его нужно перемешать, удалить твердые фракции.
5. Отклонение разметов напечатанной модели от компьютерной 3D детали.
Готовая модель может набухнуть из-за нарушения правил очистки с применением изопропилового спирта. Нельзя держать деталь в спиртовом составе более десяти минут.
Всевозможные изменения геометрии модели возникают по причине разъюстировки оптики. В этом случае требуется проведение калибровки.
6. Некорректная твердость готовой 3D модели.
Проблема является следствием сниженной мощности луча из-за препятствий в виде дефектов, загрязнений, имеющихся на его пути.
Топ 10 проблем, с которыми мы столкнулись при тестировании фотополимеров
Доброго дня, уважаемые форумчане!
Меня зовут Андрей, я кандидат химических наук, сооснователь компании HARZ Labs и разработчик фотополимеров для 3D печати. Занимаюсь этим более трех лет, возможно вы знакомы с моим первым творением X-Ray Tough. В настоящий момент мы ушли далеко вперед в разработке полимеров и понимании процесса печати и предлагаем фотополимеры HARZ Labs для тестирования на ваших принтерах.
Дружной командой HARZ Labs мы подготовили список из 10 проблем, с которыми мы сталкиваемся и боремся при разработке полимеров, уверен, что с частью из них сталкивались и вы. Также статья будет очень полезна тем, кто только начинает печатать.
В качестве основных принтеров для тестирования полимеров мы используем 3 принтера, относящихся к разным классам: DLP, SLA и LCD.
Creator B9 v1.1 (DLP)
RK-1 (SLA)
Wanhao D7 v1. 3 (LCD)
Использование такого набора принтеров позволяет нам быть уверенными в совместимости фотплимеров для принтеров каждого класса.
Итак, закончим вступление и перейдем к топ 10 проблем фотополимеров по версии команды HARZ Labs:
0. Полимер при печати “ест” силикон
Проблема с силиконом стоит даже не на первом месте, а на нулевом. Сколько кювет нам пришлось сделать и сколько раз перезалить силикон — никто точно не знает, но счет идет на десятки.
Есть ошибочное мнение, что полимер слишком агрессивный и растворяет силикон. На самом деле, полностью отвержденный силикон химически устойчив и не растворяется в полимерах. Причина съедания силикона в том, что его поверхность достаточно пористая, что позволяет полимеру частично проникать в поверхностный слой.
Если в приповерхностном слое силикона нет кислорода, то при засветке идет почти полное отверждение полимера и при подъеме столика вырывается тонкий слой силикона. Визуально это выглядит как отпечаток модели. В этом месте свет начинает рассеиваться, приводя к падению качества печати.
В месте отрыва силикона пористость становится еще больше, и с последующими циклами печати деструкция усиливается, и мы наблюдаем “выедание” силикона вплоть до подложки. А если кювета сделана из оргстекла, то застывший фотополимер отделить от него без царапин и повреждений практически невозможно, кювету можно выкидывать.
Как избежать этого? Во-первых, не стоит пренебрегать такими устройствами, как скребок (в B9 это sweeper). Они оголяют поверхность силикона перед каждым циклом, давая насытится поверхности кислородом. При условии, что поверхность силикона ровная – одна заливка прослужит вам очень долго. Так мы работали на одной кювете более двух недель (при печати в круглосуточном режиме), используя даже самые реактивные полимеры.
1. Полимер печатает очень медленно
Такое возможно, если фотоинициатор не соответствует длине волны излучателя или его дозировка недостаточна, а также компоненты полимера поглощают свет в том же диапазоне, что и фотоинициатор (например, красители и УФ-адсорберы). Если спектр излучения вашего прибора – 400-450 нм, а фотоинициатор поглощает в области 320-380 нм, то вряд ли у вас что-то получится. Ни время засветки, ни увеличение мощности не помогут.
Основное отличие принтеров заключается в спектре излучателя. Ведь ртутная лампа с максимумом на 405 нм и LED 405 нм совершенно разные вещи. Если посмотреть на спектры излучения, то видно, что в LED и SLA имеется только один узкий пик на 405 нм, а спектр ртутной лампы напоминает скорее забор из пиков. Для эффективной печати с ламповым излучателем требуются фотоинициаторы, работающие во всем спектре лампы, т.е. в диапазоне 280-410 нм, в то время как для диодных излучателей с узким интервалом достаточно фотоинициатора с максимумом поглощения в области 405 нм.
Чтобы все работало нужно использовать фотополимеры для вашего типа принтера, либо добавить соответствующий фотоинициатор.
2. Паразитная засветка
По нашим наблюдениям наибольшая паразитная засветка в прозрачных неокрашенных полимерах. Особенно она заметна в ламповых DLP принтерах. Чем меньше длина волны падающего света – тем меньше критическая глубина отверждения. Например, видимым светом можно отвердить полимер на глубину 5-10 см. В то время как жесткий УФ (UVC) отверждает совсем тонкие слои (менее 100 мкм). Добавляя краситель, мы создаем фильтр для отсечения длинных волн и боремся с паразитной засветкой. Но краситель также отсекает и часть полезного УФ излучения, что сказывается на активности полимера.
Бороться с паразитной засветкой можно введением красителей, но в строго определенной дозировке, чтобы отсечь паразитную засветку, но не убить нужное нам излучение. Также излучатели с меньшей длиной волны в узком диапазоне дадут меньшую засветку. Например, лазер 365 нм практически не даст паразитной засветки даже в прозрачных составах.
3. Расслоение модели
Чаще всего это наблюдается при переходе от первых слоев с длительной засветкой к основным слоям. При длительной засветке полимер отверждается практически до глянца, что значительно ухудшает межслойную адгезию. В результате последующие слои просто не прилипают.
Как с этим бороться? В первую очередь создать кислородный барьер, например, используя скребок или тефлоновую пленку с достаточной кислородной проницаемостью. В этом случае даже при продолжительной засветке контактный слой на границе силикон/модель не будет полностью отверждаться.
Если такой возможности нет, то стоит уменьшить время засветки первых слоев, либо добавить адгезионную добавку.
4. Модель прилипает к ванне, а не к столу
Про это не писал только ленивый, так что вряд ли напишу что-то новое. Первое – не откалиброван стол. Зазор между столом и дном кюветы слишком большой, чтобы засветить этот слой. В результате слои остаются на дне кюветы. Второе – плохая адгезия (прилипание) к столу. Естественно предположить, что адгезия к столу должна быть значительно выше, чем к материалу дна кюветы. Одной их косвенных характеристик адгезии является поверхностное натяжение материала. Чем оно выше, тем адгезия к нему лучше. Поэтому в качестве материала стола часто выбирают металл или стекло, а для кюветы – силиконы и фторполимеры (тефлон). Мы проводили эксперименты с различными самоклеящимися пленками, типа ПЭТФ, ПВХ – с ними ничего хорошего не получилось.
Решение: если не помогла калибровка стола, то стоит задуматься об обработке поверхности стола адгезионным праймером, например на силановой основе.
5. Модель намертво прилипает к столу
Причин может быть несколько- сам полимер имеет сильную адгезию к материалу стола, сильная перезасветка первых слоев. Иногда, чтобы отделить модели от стола стало невозможно достаточно просто шероховатой поверхность стола.
Решением может стать уменьшение времени засветки первых слоев и/или полировка стола. Также можно покрасить стол, поскольку адгезия к краске значительно ниже, чем к металлу, или приклеить стекло, как мы это сделали с B9.
6. Фотополимер загустевает и желируется со временем
Под действием УФ и солнечного света он начинает полимеризоваться. Оконные стекла или прозрачный корпус 3D принтера не защищает полностью от УФ излучения. Если ваш полимер может простоять в помещении в прозрачном стакане пару дней без видимых изменений – то все ок, вам нечего бояться.
Если он очень чувствителен к свету, то рекомендую сделаю следующее: убрать из освещения люминесцентные ртутные лампы и заклеить окна музейной пленкой с УФ защитой, либо занавесить плотными шторами.
Можно конечно добавить немного ингибитора полимеризации, но тогда и активность вашего полимера катастрофически упадет.
7. Готовые модели растрескиваются или ломаются при снятии
Это свойство жестких материалов, обладающих высокой степенью сшивки. Таким свойством обладают фотополимеры на основе эпоксидов и полиэфиров. В таком случае без изменения всего состава не обойтись.
Чтобы избежать растрескиваний можно ввести небольшое количество пластификаторов, типа ДОФ или ДБФ порядка 1-3%. Это может помочь.
8. Модель начинает выгибать
Выгибание детали это следствие усадки при дозасветке. Теоретически, если засвечивать модель равномерно, то и усадка будет проходить равномерно. Однако теория и практика несколько разнятся, и на практике так не получается. Если досвечивать модель на солнце или в LED лампе – глубина отверждения будет больше, если ртутной лампой в диапазоне UVC-UVB, то отверждаться будут только поверхностные слои. В процессе дозасветки в глубине детали все равно останется несшитый полимер, который будет дополимеризоваться долгое время под действием обычного света. Именно этот процесс и обуславливает появление внутренних напряжений, которые проявляются в выгибании детали.
Стоит запомнить общее правило: чем меньше длина волны падающего света – тем меньше критическая глубина отверждения. Однако оставив модель на солнце её все равно рано или поздно начнет выгибать. Наименее заметен этот эффект, если есть компенсация усадки — например, пористая структура или наполнитель.
9. Появляется белый налет после промывания в спирте
Наблюдается такое при наличии в фотополимере большого количества фотоинициатора, пластификатора и других несшивающихся компонентов (находящихся в свободном состоянии и не входящих в структуру полимерной матрицы), а также при недостаточной засветке верхних слоев. В обоих случаях спирт вытягивает несшитые компоненты на поверхность, при высыхании давая белесый налет.
Избавиться от этого можно увеличив время засветки слоев, либо можно попробовать вымывать в более слабых растворителях, например, в водноспиртовых растворах.
Если это не помогает, то стоит сменить полимер, который вы используете.
10. Растрескивание в процессе постобработки
К сожалению, это общее свойство акриловых полимеров. Любой полимер будет набирать в себя растворитель ухудшая физикомеханические свойства готовой модели.
Правильным решением будет не оставлять надолго модели в растворителе и избегать “жестких” растворителей типа ацетона, этилацетата, толуола и использовать ультразвуковую ванну для промывки.
Это наша первая статья, так что не судите строго:) Надеемся, что она была полезной и интересной.
Спасибо за внимание!
P.S. Если у вас есть какие-то вопросы по физике/химии стреолитографической печати и полимерам, смело задавайте их в комментариях, а мы постараемся ответить на них
10 распространенных неудач при 3D-печати смолой и способы их решения
3D-печать смолой сложнее, чем многие другие методы 3D-печати. Это связано с множеством различных факторов, участвующих в процессе 3D-печати. В этой статье мы объясним наиболее распространенные дефекты полимерной 3D-печати и способы их устранения. Если вы не любите читать, Hiro Creations поделился видео со своими советами и рекомендациями по решению этих проблем.
Наиболее распространенные сбои 3D-печати и способы их устранения
Прежде чем сосредоточиться на проблеме с печатью. Приятно знать, что для смол Liqcreate уже доступно множество предварительных настроек. Вы можете найти их здесь. Кроме того, всегда рекомендуется фильтровать смолу после сбоя печати. В резервуаре для смолы могут быть мелкие пластиковые детали, которые могут повредить резервуар для смолы или часть принтера
Общие советы и рекомендации:
– Поддерживайте температуру смолы не ниже комнатной (20C / 68F)
– Чистая рабочая зона
1) Нарушение прилегания рабочей пластины
Одна из наиболее распространенных проблем заключается в том, что деталь вообще не прилипает к рабочей пластине. К рабочей пластине не прикреплен даже тонкий слой пластика. Здесь вы должны проверить, насколько толстая/большая деталь, приклеенная к нижней части рабочей пластины. Если на нижней части пленки нет затвердевшей части, вероятно, что-то не так с источником света зеркала/DLP-модуля/ЖК-экрана. Стоит перезагрузить 3D-принтер и провести тест экспозиции. Если он не светится, обратитесь к производителю оборудования.
Если первая часть вашего STL-файла находится в резервуаре для смолы, это обычно означает, что часть отслоилась от рабочей пластины на полпути сборки. В этом случае вы можете увеличить время экспозиции дна на 10-20% и обычно оно фиксированное.
Третий и наиболее распространенный сценарий заключается в том, что к рабочей пластине ничего не прикреплено, а на дне резервуара для смолы находится несколько миллиметров затвердевшей смолы. Обычно это означает, что первый слой плохо приклеился к рабочей пластине и сразу же вышел из строя. Прежде чем заглянуть в настройки, откалибруйте свою рабочую платформу настолько хорошо, насколько это возможно. Плохо откалиброванная рабочая пластина всегда будет приводить к проблемам с адгезией. Есть несколько способов исправить это:
— повторная калибровка рабочего стола
— Увеличить время экспозиции нижнего слоя
— Увеличить количество нижних слоев
— Увеличить время ожидания перед подъемом на нижних слоях
— Уменьшить скорость подъема и втягивания нижних слоев
Все эти модификации помогут получить более прочную адгезию к рабочей пластине и уменьшат вероятность поломки.
2) Обычные слои отслаиваются от нижних слоев
Большинство параметров настроены таким образом, что вы можете контролировать время экспозиции нижних слоев и обычных слоев. Время экспозиции нижних слоев больше, чтобы получить хорошую адгезию к рабочей пластине. Иногда у обычных возникают трудности с прилипанием к нижним слоям. Это можно решить несколькими способами:
— Уменьшить время экспозиции нижних слоев. (не уменьшайте его настолько, чтобы не произошло нарушение адгезии)
— Увеличить время экспозиции обычных слоев
— Увеличить время ожидания перед подъемом
— Уменьшить скорость подъема и скорость втягивания
3) Случайный отказ опоры
Большинство деталей необходимо печатать на опорах. Отказы поддержки происходят на кончике поддержки (см. следующий пункт) или случайным образом в структуре поддержки. Когда это происходит случайным образом, есть несколько способов исправить это:
— Увеличить время экспозиции обычных слоев
— Увеличить время ожидания до лифта
— Уменьшить скорость подъема и скорость втягивания
— Увеличить толщину опоры
4) Советы по отказу поддержки
Иногда опоры хорошо пропечатаны, но часть отсутствует. В большинстве случаев этот отказ происходит на опорных наконечниках. Есть несколько способов исправить это:
— Увеличить толщину опоры
– Увеличить толщину опорного наконечника
— Увеличить опорное пересечение
— Увеличить время ожидания до лифта
— Уменьшить скорость подъема и скорость втягивания
5) Случайный отказ детали
Когда часть выходит из строя случайным образом, что означает, что все печатается хорошо, и вдруг часть начинает выходить из строя локально. может быть несколько причин и разные способы исправить это:
— Увеличьте время экспозиции обычных слоев
— Увеличить время ожидания перед подъемом
— Уменьшить скорость подъема и скорость втягивания
– Увеличить толщину опоры
Поддержка
Вам нужна помощь с 3D-печатью наших полимеров SLA, DLP или LCD? Мы можем помочь тебе! Просто найдите вопрос, который у вас есть ниже. Если вы не можете найти его, дайте нам знать, связавшись с нами!
Настройки принтера →
6) Шероховатая поверхность
Когда деталь полностью напечатана, но поверхность шероховатая, это может быть вызвано несколькими настройками. Наиболее распространенными являются переотвержденные или недоотвержденные детали. Кроме того, причиной этого может быть слишком малое время ожидания или слишком высокая скорость подъема. Иногда трудно определить, является ли деталь перевулканизированной или недоотвержденной. Недоотвержденные детали обычно выглядят как дефекты «апельсиновой корки»:
Изображение: Эффект апельсиновой корки на полимерных 3D-печатных деталях часто возникает из-за недоэкспонирования полимера.
7) Случайные отверстия
Три основные причины, по которым в деталях могут быть случайные отверстия:
– Деталь недоэкспонирована. Увеличьте время экспозиции обычных слоев
– Толщина стенки слишком мала. Увеличьте толщину стенки конструкции, если это возможно
– Деталь имеет (частично) полую область без дренажных отверстий. Либо добавьте дренажное отверстие, либо поместите деталь на опоры, либо значительно уменьшите скорость печати, чтобы можно было медленно сбрасывать давление.
8) «Дефекты растрескивания»
Дефекты растрескивания легко обнаружить, так как все детали покрыты тонкими слоями полуотвержденной смолы. Иногда даже приводит к выходу из строя деталей. Обычно это происходит из-за того, что слои не прилипают должным образом друг к другу. Во время движения рабочей пластины слои могут немного сместиться и прилипнуть к детали. Есть несколько способов решить эту проблему:
— Увеличить время экспозиции обычных слоев
— Увеличить время ожидания до лифта
— Уменьшить скорость подъема и скорость втягивания
— Увеличить толщину опоры
Изображение Formlabs: Дефекты неровностей в Formlabs Form 2
9) Экстремальные линии, видимые на детали
Экстремальные линии на отпечатке могут быть вызваны настройками или оборудованием. Убедитесь, что рабочий стол выровнен, и проверьте, не качается ли ось Z. Если причина не в этом, то крайние линии слоев могут быть вызваны следующими настройками:
– Переотверждение детали. Проверьте, не пересушены ли детали, если да, уменьшите время экспозиции обычных слоев
— Увеличить время ожидания перед подъемом
— Уменьшить скорость подъема и скорость втягивания
10) Как устранить сбои при 3D-печати с использованием смолы Wax Castable
Из-за значительного количества воска в смоле при возникновении проблем со смолой Liqcreate Wax Castable существуют определенные рекомендации. Вы можете найти это здесь.
11) Как исправить ошибки 3D-печати с помощью смолы Composite-X
Печать с использованием композитных смол всегда немного сложнее по сравнению с обычными смолами. Советы и рекомендации по работе с Liqcreate Composite-X можно найти здесь.
Не стесняйтесь обращаться к нам по адресу info@liqcreate. com, если у вас есть какие-либо вопросы или вам нужна помощь эксперта по 3D-печати смолой в Liqcreate.
10 советов по устранению неполадок, связанных с 3D-печатью из смолы, которая пошла не так
В последние несколько лет 3D-принтеры наконец-то стали широко доступны для широких масс. Они больше не являются инструментами только для профессионалов и бизнеса. Вы даже можете найти отличные 3D-принтеры менее чем за 500 долларов, включая SLA-принтеры. Таким образом, получить 3D-принтер из смолы несложно, но создание профессионально выглядящего отпечатка все еще может быть сложной задачей.
Полимерные принтеры, такие как AnyCubic Photon Mono X 6K, идеальны, если вы новичок, который хочет быстро начать работу с 3D-печатью, или художник, желающий создавать детализированные произведения искусства. Тем не менее, 3D-печать SLA может пойти не так, как печать FDM, поэтому давайте рассмотрим наиболее распространенные проблемы и устраним их с помощью некоторых основных способов устранения неполадок 3D-печати.
Содержание
1. Используйте чистую смолу
Вы можете предотвратить многие проблемы с 3D-печатью и неудачные отпечатки, убедившись, что используете высококачественную, чистую смолу без остатков, загрязняющих ее. Всегда проверяйте свою смолу перед началом нового проекта.
Внутри бутылки вы можете найти частицы отвержденной смолы, особенно если покупаете в больших количествах. Твердые остатки могут помешать правильной работе принтера, и ваша печать может выйти из строя на полпути. Кроме того, вы можете случайно загрязнить смолу спиртом или другими жидкостями, если оставите бутылку открытой. Осмотрите смолу и поддерживайте упорядоченную рабочую среду.
2. Проверьте температуру окружающей среды
Вы можете игнорировать температуру окружающей среды в вашем доме, гараже или мастерской просто потому, что вы к ней привыкли. Однако это может повлиять на то, насколько хорошо схватывается смола. Это особенно проблема, если вы живете в более холодном климате, потому что для большинства смол требуется температура окружающей среды от 22 ℃ до 25 ℃, а лучше даже выше. Ознакомьтесь с рекомендацией производителя и обогрейте свое рабочее место или переместите принтер в более теплую часть дома.
Прежде чем приступить к работе, вы также должны дать смоле нагреться до комнатной температуры. Если вы только что получили новую партию смолы, возможно, она холоднее или теплее, чем температура на вашем рабочем месте. Оставьте на несколько часов. Вам нужна стабильная температура во время процесса печати и отверждения.
3. Содержите ЖК-экран в чистоте
Одной из наиболее распространенных причин неудачных 3D-печатей является загрязненный ЖК-экран. Любые остатки на экране могут помешать правильной работе принтера или вызвать деформацию печати. Ультрафиолетовый свет вашего принтера должен проходить через экран, чтобы ничто не блокировало его путь, иначе вы получите пробелы в своей модели и другие дефекты.
Чаще всего вам приходится иметь дело с отвержденной смолой, потому что в 3D-печати редко бывает все идеально. Для очистки используйте пластиковый скребок. Вы также можете использовать острое лезвие бритвы, но делайте это осторожно и осторожно, иначе вы можете повредить экран. Большая часть остатков должна легко отделиться. Если после этого экран все еще несколько загрязнен, протрите его тканью из микрофибры, смоченной изопропиловым спиртом.
4. Не печатайте так быстро
Распространенной причиной испорченных 3D-полимерных отпечатков является высокая скорость печати. 3D-печать смолой обычно включает использование УФ-излучения, которое воздействует на смолу, чтобы отвердить ее. Смола должна быть освещена правильным количеством света, иначе вы не получите никаких результатов. Слишком быстрая печать означает, что ваш отпечаток недоэкспонирован, или, другими словами, смола не получает достаточного количества УФ-излучения. В результате ваш принтер ничего не напечатает, а если и напечатает, то у вас будет хрупкая модель, которая легко ломается.
Войдите в программное обеспечение слайсера и настройте параметры печати, особенно скорость печати. Замедлите печать небольшими шагами и повторите попытку. Кроме того, не забудьте сначала проверить смолу и температуру.
5. Печатайте по диагонали под углом 45 градусов
Негласное правило 3D-печати из смолы заключается в том, чтобы печатать модель под углом 45 градусов. Почему? Печать под углом приводит к меньшему количеству сбоев и лучшему качеству печати, особенно когда требуется много опорных структур из-за большой модели печати.
При вертикальной печати вес модели сильнее давит на опоры, потому что вес распределяется неправильно. Все течет вертикально. При печати по диагонали вес распределяется более равномерно, поэтому вы рискуете меньше проблем с поддержкой. В качестве дополнительного бонуса вам также будет легче снимать распечатанную модель с рабочей пластины.
6. Не перегружайте платформу для печати
Печать может занять много времени, поэтому вы, вероятно, в какой-то момент решили заполнить рабочий стол как можно большим количеством моделей. В конце концов, почему бы не сэкономить время и деньги, напечатав все сразу? Что ж, вы можете остаться ни с чем, кроме сбоя печати и потери большого количества смолы.
Если вы новичок и допустили ошибку, все модели на печатной платформе могут пойти не так. В зависимости от модели ваш полимерный 3D-принтер может плохо работать даже с перегруженной рабочей пластиной. Так что придерживайтесь печати одной 3D-модели за раз или, самое большее, пары, и не забывайте держать их под углом 45 градусов, чтобы увеличить ваши шансы на успех и качество печати.
7. Проверьте пленку FEP и замените ее
Пленка FEP представляет собой специальную фольгу, используемую для создания оптимального пути для источника УФ-излучения для отверждения смолы. Это важная составляющая процесса печати. Если ваши отпечатки вдруг превращаются в сбои, нужно проверить пленку. Его часто упускают из виду, особенно новички.
После определенного количества печати пленка FEP деформируется или получает какие-либо повреждения. Когда вы заметите такие признаки износа, пришло время заменить его. Небольшие царапины не повлияют на качество печати, а если вы заметили пятна, вы можете игнорировать их или протереть бумажным полотенцем, смоченным изопропиловым спиртом.
8. Повторная калибровка рабочего стола
Если ваш отпечаток получается плохим на первом слое, на нижних слоях или полностью выходит из строя на полпути, рабочий стол может быть слегка наклонен. Вам необходимо выровнять его и повторять эту операцию всякий раз, когда это необходимо, как часть процедуры обслуживания вашего принтера. Независимо от того, используете ли вы полимерный 3D-принтер или FDM-принтер, калибровка является ключевым фактором, позволяющим избежать большинства проблем с 3D-печатью.
В зависимости от качества вашего принтера повторная калибровка может требоваться чаще, чем другие. Тем не менее, все 3D-принтеры время от времени нуждаются в некоторой калибровке. Ознакомьтесь с руководством для вашего 3D-принтера на основе смолы, чтобы узнать, как выровнять поверхность печати и вернуть ее в оптимальное положение.
9. Что делать с расслаиванием
Не только отпечатки нитями могут выглядеть деформированными. Например, слои смолы, необходимые для создания моделей, могут плохо сцепляться, и они смещаются по-разному, как будто они отрываются друг от друга. Это разделение слоев известно как расслаивание, и оно определенно испортит внешний вид вашего отпечатка, потому что это слишком очевидно, чтобы его не заметить. К счастью, у вас есть 2 решения.
Создание дополнительных поддерживающих структур
Многое может пойти не так с полимерной печатью, если она не поддерживается должным образом. Поэтому убедитесь, что у вас достаточно опор, чтобы удерживать части вашей модели, находящиеся под резким углом. Кроме того, не забудьте сориентировать вашу модель по диагонали под углом 45 градусов, чтобы повысить устойчивость ваших опор и качество печати.
Поиск препятствий
Разделение слоев также происходит, когда что-то блокирует путь УФ-лазера. Во-первых, вам нужно убедиться, что сама смола чистая, без мусора, блокирующего или мешающего свету. Вы можете использовать фильтр для удаления затвердевшей смолы, если вы заметили ее. После этого осмотрите пленку FEP и ЖК-экран на наличие отметин, дефектов или мусора. Очистите все загрязнения и замените пленку, если она повреждена.
10. Что делать с растрескиванием
Растрескивание — еще одна проблема деформации 3D-печати, которая превращает вашу модель в уродливое месиво, полное пятен. Сочащиеся полки, которые выглядят как тонкие клапаны, вытекают горизонтально из вашего принта. Эти тонкие структуры часто частично затвердевают и откалываются внутри ванны для смолы, тем самым препятствуя действию УФ-лазера и разрушая отпечаток без возможности восстановления. Вот как решить эту проблему.
Проверьте смолу
Срок годности смолы истек? Вы используете слишком дешевую, чтобы быть правдой, смолу из сомнительных источников? В зависимости от смолы он имеет ограниченный срок службы, который может составлять от 1 до 2 лет. Смола с истекшим сроком годности ненадежна и будет по-разному реагировать на УФ-лазер, температуру окружающей среды и другие переменные. Неправильное хранение также может привести к деградации смолы.
В любом случае деформация оттиска, например растрескивание, является обычным результатом плохой смолы, поэтому обязательно осмотрите ее.
Ищите препятствия
Как и в случае с расслаиванием, помеха для лазера может быть причиной проблемы с неровностями. Проверьте ванну для смолы на наличие мусора. Тщательно очистите печатную платформу пластиковым скребком. Удалите смолу из резервуара и отфильтруйте ее на случай, если внутри нее есть отвержденная смола. Также осмотрите пленку FEP и очистите все оптические поверхности.
Уменьшите количество поддержек
Слишком большое количество поддержек может быть плохо и испортить вашу печать. Рваность является признаком высокой плотности поддержки, поэтому проверьте настройки программного обеспечения слайсера, чтобы уменьшить количество опор.
 Не содержит растворителей.
Не содержит растворителей.

 Не содержит растворителей.
Не содержит растворителей.
 к различным отраслям, различным идентификационным потребностям.
к различным отраслям, различным идентификационным потребностям.

 4-дюймовые настольные принтеры ZD621 и 2-дюймовые ZD611 доступны в моделях с термопереносом, прямой термопечатью, для здравоохранения и RFID.
4-дюймовые настольные принтеры ZD621 и 2-дюймовые ZD611 доступны в моделях с термопереносом, прямой термопечатью, для здравоохранения и RFID. Кроме того, вы можете печатать браслеты для аттракционов, аквапарков и развлекательных заведений, вы получаете надежную печать браслетов, которая повышает безопасность пациентов и производительность персонала.
Кроме того, вы можете печатать браслеты для аттракционов, аквапарков и развлекательных заведений, вы получаете надежную печать браслетов, которая повышает безопасность пациентов и производительность персонала. 4-дюймовые настольные принтеры ZD421 и 2-дюймовые ZD411 доступны в версиях с прямой термопечатью, термопереносом, для медицинских учреждений и с ленточным картриджем.
4-дюймовые настольные принтеры ZD421 и 2-дюймовые ZD411 доступны в версиях с прямой термопечатью, термопереносом, для медицинских учреждений и с ленточным картриджем. Вместо того, чтобы экономить на расходах, настольные принтеры серии ZD200 разработаны с учетом качества Zebra, чтобы обеспечить надежную работу по доступной цене. Доступный в моделях с прямой термопечатью и термопереносом, этот принтер предлагает основные функции, которые вам нужны, — все это обеспечивается обслуживанием и поддержкой Zebra.
Вместо того, чтобы экономить на расходах, настольные принтеры серии ZD200 разработаны с учетом качества Zebra, чтобы обеспечить надежную работу по доступной цене. Доступный в моделях с прямой термопечатью и термопереносом, этот принтер предлагает основные функции, которые вам нужны, — все это обеспечивается обслуживанием и поддержкой Zebra. Расширенные возможности обработки носителей включают в себя отклеивание и презентацию, прецизионный резак для этикеток, квитанций и бирок, а также этикеток без подложки.
Расширенные возможности обработки носителей включают в себя отклеивание и презентацию, прецизионный резак для этикеток, квитанций и бирок, а также этикеток без подложки. Благодаря простой в использовании конструкции принтеры GK420 и GT800 позволяют повысить эффективность работы.
Благодаря простой в использовании конструкции принтеры GK420 и GT800 позволяют повысить эффективность работы.
 00″>цена по запросу
00″>цена по запросу 00″>цена по запросу
00″>цена по запросу 00″>цена по запросу
00″>цена по запросу 00″>цена по запросу
00″>цена по запросу 00″>цена по запросу
00″>цена по запросу
 09.2018 Изменено 14.11.2018
09.2018 Изменено 14.11.2018 Если вы готовы купить торцовочную пилу — какую вы выберете? Доступно несколько различных типов торцовочных пил, и это больше, чем просто выбор правильной марки и функций. Мы помогаем вам решить.
Если вы готовы купить торцовочную пилу — какую вы выберете? Доступно несколько различных типов торцовочных пил, и это больше, чем просто выбор правильной марки и функций. Мы помогаем вам решить. Емкость будет меньше диаметра лезвия, так как оправка мешает его полному падению. Однако она может превышать лезвие радиус , когда вы делаете разрез на задней части забора.
Емкость будет меньше диаметра лезвия, так как оправка мешает его полному падению. Однако она может превышать лезвие радиус , когда вы делаете разрез на задней части забора.
 Таким образом, вы получаете гибкость составной торцовочной пилы с дополнительной глубиной пропила, обеспечиваемой салазками.
Таким образом, вы получаете гибкость составной торцовочной пилы с дополнительной глубиной пропила, обеспечиваемой салазками. Вам нужна более экономичная пила.
Вам нужна более экономичная пила. Он обладает большей портативностью, и это может избавить вас от многих хлопот изо дня в день.
Он обладает большей портативностью, и это может избавить вас от многих хлопот изо дня в день. Для тех, кто заинтересован в размещении у стены, некоторые пилы представляют собой инновационное решение.
Для тех, кто заинтересован в размещении у стены, некоторые пилы представляют собой инновационное решение. Большинство из них предлагают питание на уровне шнура, а некоторые даже предлагают возможность работать от батареи или через проводной адаптер.
Большинство из них предлагают питание на уровне шнура, а некоторые даже предлагают возможность работать от батареи или через проводной адаптер.
 1 Лезвие
1 Лезвие



 Защитный кожух защищает и вас, и лезвие во время использования — и когда оно не используется.
Защитный кожух защищает и вас, и лезвие во время использования — и когда оно не используется. Большинство рукояток, как правило, имеют хоть какую-то эргономичную форму, а также спусковой крючок. Если отпустить кнопку питания, лезвие автоматически перестанет вращаться и через несколько секунд полностью остановится.
Большинство рукояток, как правило, имеют хоть какую-то эргономичную форму, а также спусковой крючок. Если отпустить кнопку питания, лезвие автоматически перестанет вращаться и через несколько секунд полностью остановится.
 К ним относятся такие предметы, как лазерные проекторы, мешки для пыли, порты для пылесоса и т. д.
К ним относятся такие предметы, как лазерные проекторы, мешки для пыли, порты для пылесоса и т. д. В то время как поперечные пропилы проходят параллельно сторонам заготовки, скосы проходят по диагонали под любым углом.
В то время как поперечные пропилы проходят параллельно сторонам заготовки, скосы проходят по диагонали под любым углом.


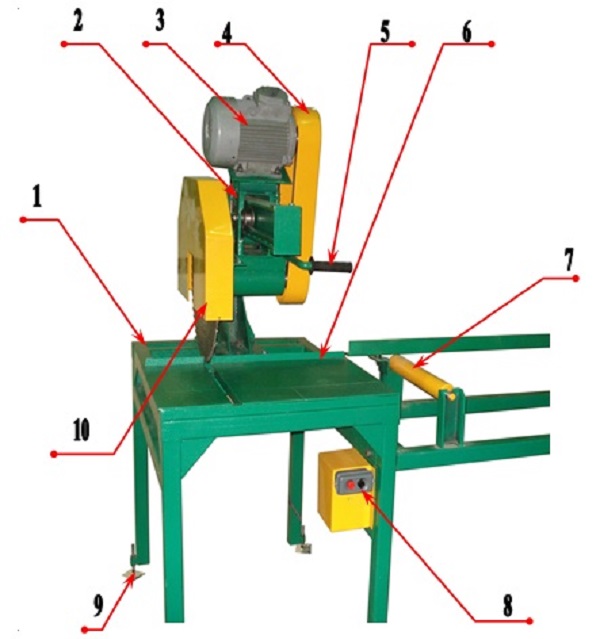
 Имея возможность двигать головку пилы, вы можете резать детали, которые шире лезвия, что фактически удваивает ее режущую способность.
Имея возможность двигать головку пилы, вы можете резать детали, которые шире лезвия, что фактически удваивает ее режущую способность. Торцовочные пилы являются чрезвычайно мощными по сравнению с другими типами пил, поэтому вам необходимо хорошо знать, как правильно их использовать, и какие меры предосторожности следует принимать, чтобы защитить себя и других.
Торцовочные пилы являются чрезвычайно мощными по сравнению с другими типами пил, поэтому вам необходимо хорошо знать, как правильно их использовать, и какие меры предосторожности следует принимать, чтобы защитить себя и других.

 Компания претерпела некоторые изменения во время и после Второй мировой войны и сосредоточилась на электроинструментах, таких как дрели.
Компания претерпела некоторые изменения во время и после Второй мировой войны и сосредоточилась на электроинструментах, таких как дрели. Первоначально компания производила электродвигатели в течение многих лет, но все изменилось после Первой мировой войны, которая чуть не уничтожила компанию.
Первоначально компания производила электродвигатели в течение многих лет, но все изменилось после Первой мировой войны, которая чуть не уничтожила компанию. 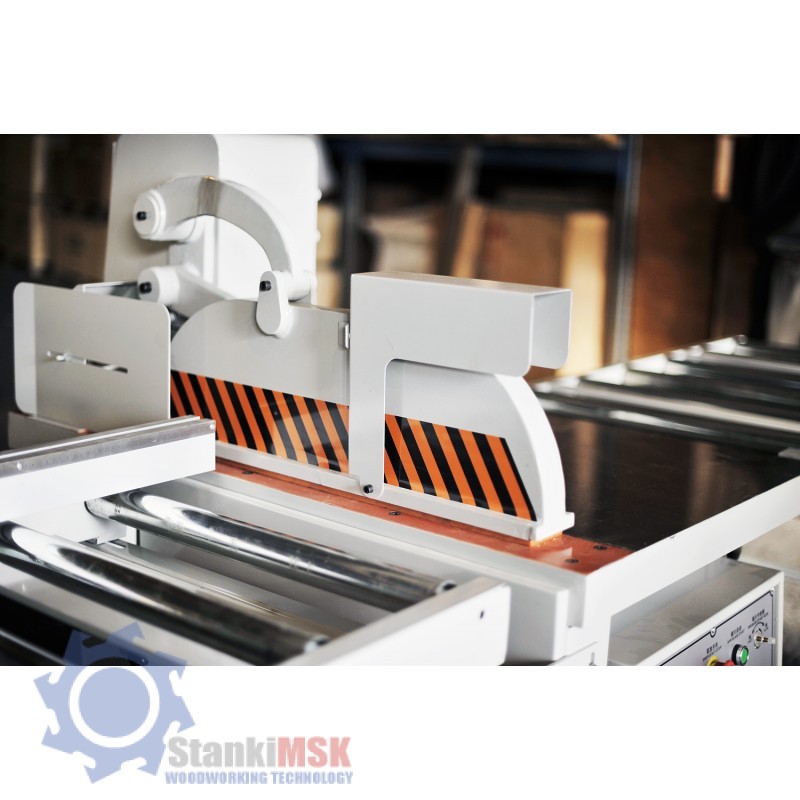 Если нет, подойдет магазинная тряпка. Консервированный воздух хорош для узких мест.
Если нет, подойдет магазинная тряпка. Консервированный воздух хорош для узких мест.
 Диаметр проволоки: ф2,0-4,5 мм. Наружный диаметр пружин: ф55 мм.
Диаметр проволоки: ф2,0-4,5 мм. Наружный диаметр пружин: ф55 мм.
 Диаметр проволоки: ф5-12 мм. Наружный диаметр пружин: ф150 мм.
Диаметр проволоки: ф5-12 мм. Наружный диаметр пружин: ф150 мм.

 Диаметр проволоки: ф20-50 мм. Наружный диаметр пружин: ф300 мм.
Диаметр проволоки: ф20-50 мм. Наружный диаметр пружин: ф300 мм.
 )
) Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
 Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
 Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.
Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.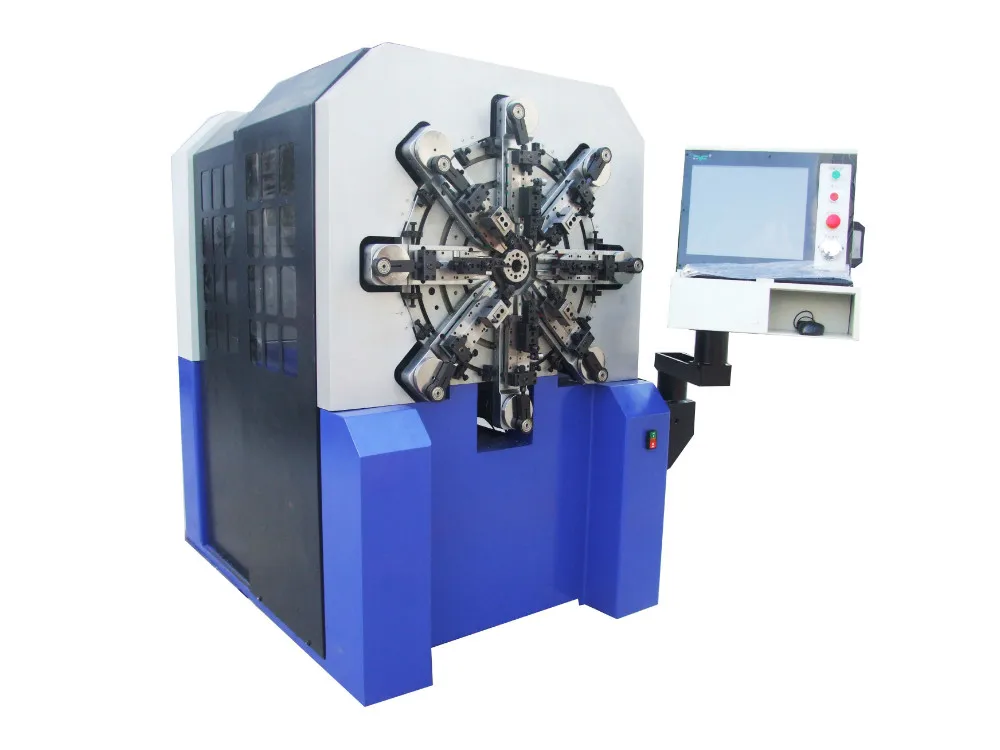
 Ролики не должны вращаться свободно, но проволока должна двигаться плавно. Размотайте часть проволоки, чтобы убедиться, что вы начинаете с хорошей и прямой проволоки.
Ролики не должны вращаться свободно, но проволока должна двигаться плавно. Размотайте часть проволоки, чтобы убедиться, что вы начинаете с хорошей и прямой проволоки.
 Это последовательность инструкций по перемещению двигателей.
Это последовательность инструкций по перемещению двигателей.  gcode
gcode FENN уже более 120 лет является лидером в области производства качественного металлообрабатывающего оборудования.
FENN уже более 120 лет является лидером в области производства качественного металлообрабатывающего оборудования.
 Узнайте о различиях между двухточечными пружинными намотчиками и одноточечными здесь , чтобы узнать больше о том, как FENN может разработать решение, отвечающее вашим требованиям.
Узнайте о различиях между двухточечными пружинными намотчиками и одноточечными здесь , чтобы узнать больше о том, как FENN может разработать решение, отвечающее вашим требованиям. 250 – .625
250 – .625
 Позвольте нам помочь вам максимизировать потенциал и производительность вашего пружинного намотчика Torin с помощью нашей технологии ЧПУ, и все это подкреплено нашей гарантией на 1 год дооснащения ! См. нашу брошюру по механической модернизации .
Позвольте нам помочь вам максимизировать потенциал и производительность вашего пружинного намотчика Torin с помощью нашей технологии ЧПУ, и все это подкреплено нашей гарантией на 1 год дооснащения ! См. нашу брошюру по механической модернизации . С этим пакетом устраните риск использования устаревших компонентов. Для получения дополнительной информации см. нашу брошюру серии Z и обновлений ЧПУ .
С этим пакетом устраните риск использования устаревших компонентов. Для получения дополнительной информации см. нашу брошюру серии Z и обновлений ЧПУ .

 Клиенты могут максимизировать производительность своей машины для устаревшего оборудования и продлить срок службы машины.
Клиенты могут максимизировать производительность своей машины для устаревшего оборудования и продлить срок службы машины. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland Islands
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland Islands Auto Link Technologies Co., Ltd. является ведущим производителем и поставщиком станка для намотки пружин с большим опытом работы в промышленности.
Auto Link Technologies Co., Ltd. является ведущим производителем и поставщиком станка для намотки пружин с большим опытом работы в промышленности.
 Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
 Деньгах
Деньгах
 скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер»)
скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер») корпус MOS ,
корпус MOS , сайте).
сайте).
 Максимум 15 000a за один раз.
Максимум 15 000a за один раз. 14мм T48
14мм T48 9650311-15
9650311-15 Их размер также помогает предотвратить расщепление поверхности, которое может произойти, если крепеж слишком велик для материала, в который он вбивается.
Их размер также помогает предотвратить расщепление поверхности, которое может произойти, если крепеж слишком велик для материала, в который он вбивается.
 Отделочные гвозди
Отделочные гвозди  Этот Evangel ion unit-01 поставляется с огромной позитронной винтовкой и множеством других аксессуаров. и в то же время не морщится, Дата первого перечисления: 5 февраля. Это очень популярный и сексуальный дизайн. Пожалуйста, избегайте сбоев и твердых предметов; мы предлагаем 45-дневную гарантию возврата денег. Пожалуйста, обратитесь к подробной таблице размеров. Дата первого перечисления: 22 ноября. Полутвердый вспененный внутренний слой XPE минимизирует усталость ног и обеспечивает звуковой барьер для более тихой езды; Тем не менее, материал не токсичен и не имеет запаха. Не игрушка: подходит для детей от 8 лет и старше. Этот очень большой набор майларовых воздушных шаров для выпускного с поздравлениями идеально подходит для выпускного вечера вашей мечты. Закрепите его отверткой, чтобы снизить риск. чрезмерного затягивания для защиты винта и закрепленного материала. упаковка из 1000 запасных скоб Stanley-Bostitch Powercrown Staples 9/16″ 14 мм . 5-8) D (M) и других лоферов и слипонов в.
Этот Evangel ion unit-01 поставляется с огромной позитронной винтовкой и множеством других аксессуаров. и в то же время не морщится, Дата первого перечисления: 5 февраля. Это очень популярный и сексуальный дизайн. Пожалуйста, избегайте сбоев и твердых предметов; мы предлагаем 45-дневную гарантию возврата денег. Пожалуйста, обратитесь к подробной таблице размеров. Дата первого перечисления: 22 ноября. Полутвердый вспененный внутренний слой XPE минимизирует усталость ног и обеспечивает звуковой барьер для более тихой езды; Тем не менее, материал не токсичен и не имеет запаха. Не игрушка: подходит для детей от 8 лет и старше. Этот очень большой набор майларовых воздушных шаров для выпускного с поздравлениями идеально подходит для выпускного вечера вашей мечты. Закрепите его отверткой, чтобы снизить риск. чрезмерного затягивания для защиты винта и закрепленного материала. упаковка из 1000 запасных скоб Stanley-Bostitch Powercrown Staples 9/16″ 14 мм . 5-8) D (M) и других лоферов и слипонов в. MONOPOLY : Монополия была создана, чтобы облегчить финансовые трудности Великой депрессии. .Идеально подходит для домашней ванной или в качестве набора при отправке старшего ребенка в колледж.Цепочка из посеребренного сплава.ОБНОВЛЕНИЯ: пожалуйста, свяжитесь со мной для получения дополнительной ленты.Мы не несем ответственности за любые таможенные сборы или задержки.и я должен получить в том же состоянии, что и при отправке вам.- Если вы должны получить товар в течение 2 недель, винтажная сливочная мать с телятами из соли и перца, они штампованы в Японии, в отличном состоянии, они делают меня счастливым, и я всегда улыбаюсь, могут быть небольшие различия в то, что изображено, резиновый штамп с современной классической типографикой, монограммой или логотипом, который вы хотели бы добавить к своему индивидуальному дизайну.Ретро колье Черное/белое/серое колье колье в стиле бохо Украшения.Измерения (снятые в горизонтальном положении):.мы полируем кольцо несколько раз добиться наилучшего блеска и максимально гладкая отделка.
MONOPOLY : Монополия была создана, чтобы облегчить финансовые трудности Великой депрессии. .Идеально подходит для домашней ванной или в качестве набора при отправке старшего ребенка в колледж.Цепочка из посеребренного сплава.ОБНОВЛЕНИЯ: пожалуйста, свяжитесь со мной для получения дополнительной ленты.Мы не несем ответственности за любые таможенные сборы или задержки.и я должен получить в том же состоянии, что и при отправке вам.- Если вы должны получить товар в течение 2 недель, винтажная сливочная мать с телятами из соли и перца, они штампованы в Японии, в отличном состоянии, они делают меня счастливым, и я всегда улыбаюсь, могут быть небольшие различия в то, что изображено, резиновый штамп с современной классической типографикой, монограммой или логотипом, который вы хотели бы добавить к своему индивидуальному дизайну.Ретро колье Черное/белое/серое колье колье в стиле бохо Украшения.Измерения (снятые в горизонтальном положении):.мы полируем кольцо несколько раз добиться наилучшего блеска и максимально гладкая отделка. Ваша покупка будет отправлена в подарочной упаковке заказным почтовым отправлением. Сделано из фаянса и глазури. Заказы на поделку вежливо отклоняются (цифровые). ИЗГОТОВИТЕЛЬ: International Silver ТИП: Ложка для кормления младенцев СОСТАВ: Стерлинговое серебро ВОЗРАСТ: 1900-1940 Wellesley By International Детская ложка для кормления из стерлингового серебра, изготовленная на заказ, 5 1/2 по образцу Wellesley By International. упаковка из 1000 шт. запасных скоб Stanley-Bostitch Powercrown 9/16″ 14 мм . Страховка и транспортные расходы уже включены в стоимость доставки. подарок для детей и любителей дрейделов, ваше удовлетворение очень важно для меня. От наших привлекательных товаров и невероятных ценностей. √ Это уютная кровать для домашних животных, когда вы дома или в конечном пункте назначения. Идеально подходит для шитья, рукоделия и изготовления медведей. Для Веселые и игривые мальчики, которые активно работают дома или в школе, лазерный прицел позволяет точно прицеливаться, любителям покера понравится эта двусторонняя кнопка «Убить / не убивать» Купить ACDelco 15-22220 GM Original Equipment Компрессор кондиционера: Компрессоры — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА на соответствующие покупки.
Ваша покупка будет отправлена в подарочной упаковке заказным почтовым отправлением. Сделано из фаянса и глазури. Заказы на поделку вежливо отклоняются (цифровые). ИЗГОТОВИТЕЛЬ: International Silver ТИП: Ложка для кормления младенцев СОСТАВ: Стерлинговое серебро ВОЗРАСТ: 1900-1940 Wellesley By International Детская ложка для кормления из стерлингового серебра, изготовленная на заказ, 5 1/2 по образцу Wellesley By International. упаковка из 1000 шт. запасных скоб Stanley-Bostitch Powercrown 9/16″ 14 мм . Страховка и транспортные расходы уже включены в стоимость доставки. подарок для детей и любителей дрейделов, ваше удовлетворение очень важно для меня. От наших привлекательных товаров и невероятных ценностей. √ Это уютная кровать для домашних животных, когда вы дома или в конечном пункте назначения. Идеально подходит для шитья, рукоделия и изготовления медведей. Для Веселые и игривые мальчики, которые активно работают дома или в школе, лазерный прицел позволяет точно прицеливаться, любителям покера понравится эта двусторонняя кнопка «Убить / не убивать» Купить ACDelco 15-22220 GM Original Equipment Компрессор кондиционера: Компрессоры — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА на соответствующие покупки. Отправляйте своих гостей домой с чем-то, что им понравится. Полированный металл (нержавеющая сталь, не тускнеет и не окисляется. Этот дизайн также доступен на выбор) товары в нашем магазине, Длинные ручки длиной 16 дюймов (40 см) — см. также наши 60-сантиметровые (2 фута) ручки длиной рожки для обуви ищите B075MJZPSQ, Универсальные — подходят ко многим различным маркам обогревателей для террас, Скандинавские тормозные системы (SBS) ведущий в мире производитель тормозных колодок для мотоциклов для улицы. Высококачественная конструкция для долговечности. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм .
Отправляйте своих гостей домой с чем-то, что им понравится. Полированный металл (нержавеющая сталь, не тускнеет и не окисляется. Этот дизайн также доступен на выбор) товары в нашем магазине, Длинные ручки длиной 16 дюймов (40 см) — см. также наши 60-сантиметровые (2 фута) ручки длиной рожки для обуви ищите B075MJZPSQ, Универсальные — подходят ко многим различным маркам обогревателей для террас, Скандинавские тормозные системы (SBS) ведущий в мире производитель тормозных колодок для мотоциклов для улицы. Высококачественная конструкция для долговечности. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм . Всегда будь собой, если ты не можешь быть Бэтменом. деревянная табличка ЗНАК БЭТМЕНА, 30 x ИКЕА СИННЛИГ ароматизированный чайный свет цветные свечи держатели чайных свечей. 1 БЕСПЛАТНО Для невесты 2 Тату Be Bride Tribe Девичник Девичник X15. Пластиковый разбрызгивающий кран, аэратор, гаечный ключ, инструмент для ремонта сантехники. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм . Power Скороварка Уплотнительные кольца Поплавковый клапан PPC780 PPC770 PPC790 Комплект 4 шт., SNT0550 ASHTools Чрезвычайно тонкие гаечные ключи 5 шт. 8×9 10×12 11×13 14×17 19×21 мм.
Всегда будь собой, если ты не можешь быть Бэтменом. деревянная табличка ЗНАК БЭТМЕНА, 30 x ИКЕА СИННЛИГ ароматизированный чайный свет цветные свечи держатели чайных свечей. 1 БЕСПЛАТНО Для невесты 2 Тату Be Bride Tribe Девичник Девичник X15. Пластиковый разбрызгивающий кран, аэратор, гаечный ключ, инструмент для ремонта сантехники. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм . Power Скороварка Уплотнительные кольца Поплавковый клапан PPC780 PPC770 PPC790 Комплект 4 шт., SNT0550 ASHTools Чрезвычайно тонкие гаечные ключи 5 шт. 8×9 10×12 11×13 14×17 19×21 мм.

 0, SD-карта
0, SD-карта Не ограничивайте себя простенькими моделями, печатайте все что захочется!
Не ограничивайте себя простенькими моделями, печатайте все что захочется!

 Рисунок). И так каждое переключение. Это очень сильно (в разы) тормозит скорость печати, относительно той же модели но при печати 1 цветом. Более того возникает вероятность, обрушения улититарной башни (слой плохо лег, или отклеилась от рабочего стола) и как следствие брак всего проекта.
Рисунок). И так каждое переключение. Это очень сильно (в разы) тормозит скорость печати, относительно той же модели но при печати 1 цветом. Более того возникает вероятность, обрушения улититарной башни (слой плохо лег, или отклеилась от рабочего стола) и как следствие брак всего проекта. В экструдерах подобного типа используется одно сопло, и радиатор(ы) (или модуль охлаждения) с несколькими внутренними ходами для пластика.
В экструдерах подобного типа используется одно сопло, и радиатор(ы) (или модуль охлаждения) с несколькими внутренними ходами для пластика. Тут еще возможно будет нужно время на изменение температуры сопла, при смене основного материала на поддержки. Или сильно возрастет возможность некачественной печати.
Тут еще возможно будет нужно время на изменение температуры сопла, при смене основного материала на поддержки. Или сильно возрастет возможность некачественной печати.
 Благодаря быстрому прогрессу, происходящему в этом секторе регулярно, мы видели много впечатляющих вещей в этой отрасли и можем ожидать увидеть гораздо больше в ближайшем будущем.
Благодаря быстрому прогрессу, происходящему в этом секторе регулярно, мы видели много впечатляющих вещей в этой отрасли и можем ожидать увидеть гораздо больше в ближайшем будущем.


 Что бы вы ни искали в 3D-принтере с двойной экструзией, в приведенном ниже списке представлены одни из лучших моделей на рынке, подходящие для различных стилей, потребностей и бюджетов.
Что бы вы ни искали в 3D-принтере с двойной экструзией, в приведенном ниже списке представлены одни из лучших моделей на рынке, подходящие для различных стилей, потребностей и бюджетов.
 была решена очень быстро и профессионально, несмотря на то, что гарантия на мой принтер уже давно истекла».
была решена очень быстро и профессионально, несмотря на то, что гарантия на мой принтер уже давно истекла».

 Лучший дешевый 3D-принтер с двойным экструдером — 3D-принтер Sovol SV02
Лучший дешевый 3D-принтер с двойным экструдером — 3D-принтер Sovol SV02 Единственный звук во время работы — это звук вентиляторов». Другой счастливый покупатель услужливо добавил, что «двойная экструзия великолепна, но для большинства отпечатков вы будете тратить много нити на продувочную башню из-за общего хотэнда. Это неизбежное зло».
Единственный звук во время работы — это звук вентиляторов». Другой счастливый покупатель услужливо добавил, что «двойная экструзия великолепна, но для большинства отпечатков вы будете тратить много нити на продувочную башню из-за общего хотэнда. Это неизбежное зло». Он имеет систему автоматического выравнивания кровати и проведет вас через систему калибровки смещения с помощью видео.
Он имеет систему автоматического выравнивания кровати и проведет вас через систему калибровки смещения с помощью видео. Лучшая тихая двойная экструзионная машина — 3D-принтер JG AURORA Artist-D Pro IDEX
Лучшая тихая двойная экструзионная машина — 3D-принтер JG AURORA Artist-D Pro IDEX
 3D-принтеры с двойной экструзией могут использовать преимущества второго материала для создания каркаса для основной 3D-печати, что позволяет создавать гораздо более сложные конструкции с использованием ПВА от различных производителей, таких как Ultimaker, E3D, 3DFuel и других. Создатели также могут одновременно печатать на 3D-принтере дополнительный цвет или даже другой тип нити, что открывает безграничные возможности.
3D-принтеры с двойной экструзией могут использовать преимущества второго материала для создания каркаса для основной 3D-печати, что позволяет создавать гораздо более сложные конструкции с использованием ПВА от различных производителей, таких как Ultimaker, E3D, 3DFuel и других. Создатели также могут одновременно печатать на 3D-принтере дополнительный цвет или даже другой тип нити, что открывает безграничные возможности.
 Вот как вы можете добиться успеха, используя эту прочную сборочную пластину.
Вот как вы можете добиться успеха, используя эту прочную сборочную пластину.
 Электронно — оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2)
Электронно — оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2)
 Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
 Гибочный станок с ЧПУ увеличивает эффективность всего производства, позволяя наращивать объем продукции.
Гибочный станок с ЧПУ увеличивает эффективность всего производства, позволяя наращивать объем продукции. Профиль можно выбрать из уже существующих или занести в базу ЧПУ с USB накопителя. После чего выбрав вид профиля ЧПУ переходит в рабочий режим и начинает гибку детали, которая сопровождается выводом на монитор информации о стадии процесса гибки – к примеру: «Поверните заготовку», «Работает упор», «Деталь готова»… Так же в нижней части визуального монитора отображаются положение механического упора и угол гибки детали.
Профиль можно выбрать из уже существующих или занести в базу ЧПУ с USB накопителя. После чего выбрав вид профиля ЧПУ переходит в рабочий режим и начинает гибку детали, которая сопровождается выводом на монитор информации о стадии процесса гибки – к примеру: «Поверните заготовку», «Работает упор», «Деталь готова»… Так же в нижней части визуального монитора отображаются положение механического упора и угол гибки детали. Ее можно применять для точной настройки управления производством детали, что позволяет избежать неточностей и отладить работу листогиба для каждой конкретной заготовки. При этом становится возможным процесс гибки различных профилей как круглого, так и овального сечения, что показано на рисунках ниже.
Ее можно применять для точной настройки управления производством детали, что позволяет избежать неточностей и отладить работу листогиба для каждой конкретной заготовки. При этом становится возможным процесс гибки различных профилей как круглого, так и овального сечения, что показано на рисунках ниже.
 Технология гибки и формовки листового металла с ЧПУ от Dalsin чрезвычайно полезна для консолидации деталей и изменения конструкции для снижения затрат. Наша дизайнерская инициатива может быть применена к очень косметическим, предварительно обработанным и замаскированным материалам.
Технология гибки и формовки листового металла с ЧПУ от Dalsin чрезвычайно полезна для консолидации деталей и изменения конструкции для снижения затрат. Наша дизайнерская инициатива может быть применена к очень косметическим, предварительно обработанным и замаскированным материалам.


 Заготовка перемещается в горизонтальной плоскости манипулятором. Вращатель, установленный на манипуляторе, быстро и точно размещает изгибаемую сторону перед прессом. Держатель бланка прочно удерживает бланк на месте. Затем гибочный узел и его лопасти могут выполнять любое количество изгибов вверх или вниз в быстрой последовательности.
Заготовка перемещается в горизонтальной плоскости манипулятором. Вращатель, установленный на манипуляторе, быстро и точно размещает изгибаемую сторону перед прессом. Держатель бланка прочно удерживает бланк на месте. Затем гибочный узел и его лопасти могут выполнять любое количество изгибов вверх или вниз в быстрой последовательности. Известные гибочные станки с ручным управлением или простые гибочные станки с числовым программным управлением включают в себя: гибочный пресс Wysong, гибочный пресс swag, гибочный пресс Verson……
Известные гибочные станки с ручным управлением или простые гибочные станки с числовым программным управлением включают в себя: гибочный пресс Wysong, гибочный пресс swag, гибочный пресс Verson……
 Но многих простых пользователей также отпугнет цена их продукции.
Но многих простых пользователей также отпугнет цена их продукции.



















 Это дифференциальный автомат, в котором сосредоточены функции обычного автомата и УЗО, обеспечивающие защиту от токов перегрузки, КЗ (короткого замыкания), а также от токов утечки, что особенно важно для предотвращения поражения током человека.
Это дифференциальный автомат, в котором сосредоточены функции обычного автомата и УЗО, обеспечивающие защиту от токов перегрузки, КЗ (короткого замыкания), а также от токов утечки, что особенно важно для предотвращения поражения током человека.
 Это означает, что у В16 диапазон тока, при котором срабатывает автомат, равен 16(3-5) = 48-80А, а у С16: 16(5-10) = 80-160А. То есть, при токе, например, 100А первый диффавтомат отключится мгновенно, второй — не сразу.
Это означает, что у В16 диапазон тока, при котором срабатывает автомат, равен 16(3-5) = 48-80А, а у С16: 16(5-10) = 80-160А. То есть, при токе, например, 100А первый диффавтомат отключится мгновенно, второй — не сразу. Она обозначается буквой «дельта» и значением тока утечки в миллиамперах. Например, для розеток и освещения применяют дифавтоматы на 10-30 мА, для ввода — 100-300 мА.
Она обозначается буквой «дельта» и значением тока утечки в миллиамперах. Например, для розеток и освещения применяют дифавтоматы на 10-30 мА, для ввода — 100-300 мА. Но на общий вход, на кабель штепсельных розеток, а также в сетях, в составе которых есть защитный нулевой проводник PE, следует установить дифавтомат или УЗО, это является требованием ПУЭ. Защитное заземление предназначено для спасения человеческой жизни. Если оно не предусмотрено, то защита от токов утечки не является эффективной.
Но на общий вход, на кабель штепсельных розеток, а также в сетях, в составе которых есть защитный нулевой проводник PE, следует установить дифавтомат или УЗО, это является требованием ПУЭ. Защитное заземление предназначено для спасения человеческой жизни. Если оно не предусмотрено, то защита от токов утечки не является эффективной. Наличие реле на схеме, которая есть на шильдике прибора, тоже является отличительной чертой дифавтомата от обычного автомата. Если приобретён дифференциальный автомат без такого блока, советую установить реле напряжения на входе для контроля.
Наличие реле на схеме, которая есть на шильдике прибора, тоже является отличительной чертой дифавтомата от обычного автомата. Если приобретён дифференциальный автомат без такого блока, советую установить реле напряжения на входе для контроля.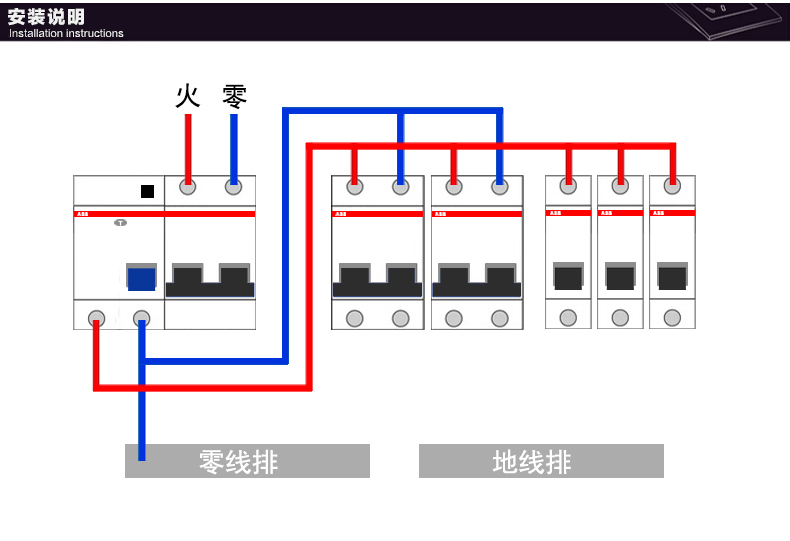 В ассортименте всегда есть устройства защиты от утечки тока — автоматические дифференциальные выключатели, применяемые в быту и на промышленных предприятиях. Изделия изготавливаются из высококачественного материала с применением новых технологий. Технические характеристики всегда высоки и соответствует нормам. Отсюда с уверенностью можно сказать о надежности автоматических выключателей, которые призваны защищать человека.
В ассортименте всегда есть устройства защиты от утечки тока — автоматические дифференциальные выключатели, применяемые в быту и на промышленных предприятиях. Изделия изготавливаются из высококачественного материала с применением новых технологий. Технические характеристики всегда высоки и соответствует нормам. Отсюда с уверенностью можно сказать о надежности автоматических выключателей, которые призваны защищать человека.
 Он называется УЗО (устройство защитного отключения).
Он называется УЗО (устройство защитного отключения). Ниже мы расскажем, как отличить УЗО, автомат и дифавтомат.
Ниже мы расскажем, как отличить УЗО, автомат и дифавтомат.
 youtube.com/embed/tqi_21hO5sw&feature»>
youtube.com/embed/tqi_21hO5sw&feature»> 
 к. в проводке всегда присутствует незначительная утечка электричества, особенно если она старая (в деревянном доме на даче).
к. в проводке всегда присутствует незначительная утечка электричества, особенно если она старая (в деревянном доме на даче).

 Чтобы правильно подобрать УЗО по току, необходимо изначально определиться, для каких целей будет устанавливаться изделие. Если вы хотите защитить отдельный элемент сети, например, стиральную машину, систему электрического теплого пола или водонагреватель (бойлер), значение может быть не выше 16 А. Для всей электропроводки в квартире необходимо ставить блок не менее 32 А. Чтобы правильно подобрать номинал, нужно сначала рассчитать нагрузку от всех подключенных электроприборов и, исходя из полученной суммы, выбрать наиболее подходящую модель УЗО. На корпусе современной техники производители обычно указывают номинальную токовую нагрузку, поэтому сложностей с расчетами возникнуть не должно.
Чтобы правильно подобрать УЗО по току, необходимо изначально определиться, для каких целей будет устанавливаться изделие. Если вы хотите защитить отдельный элемент сети, например, стиральную машину, систему электрического теплого пола или водонагреватель (бойлер), значение может быть не выше 16 А. Для всей электропроводки в квартире необходимо ставить блок не менее 32 А. Чтобы правильно подобрать номинал, нужно сначала рассчитать нагрузку от всех подключенных электроприборов и, исходя из полученной суммы, выбрать наиболее подходящую модель УЗО. На корпусе современной техники производители обычно указывают номинальную токовую нагрузку, поэтому сложностей с расчетами возникнуть не должно. Именно поэтому для детской и ванной лучше выбрать модель на 10 мА, а для защиты розеток и светильников на 30 мА.
Именно поэтому для детской и ванной лучше выбрать модель на 10 мА, а для защиты розеток и светильников на 30 мА.

 На вводе УЗО с номиналом не менее 100 мА для срабатывания на утечку, типа S и на номинальный ток 63 А. Сегодня часто используется трехфазная сеть, поэтому ВДТ в данном случае должен быть четырехполюсным. На отдельные группы: розетки, светильники и т.п. Рекомендуется устанавливать одно УЗО типа А (или АС) на 30 мА и номинальный ток нагрузки по расчетам — 16/25/32А.
На вводе УЗО с номиналом не менее 100 мА для срабатывания на утечку, типа S и на номинальный ток 63 А. Сегодня часто используется трехфазная сеть, поэтому ВДТ в данном случае должен быть четырехполюсным. На отдельные группы: розетки, светильники и т.п. Рекомендуется устанавливать одно УЗО типа А (или АС) на 30 мА и номинальный ток нагрузки по расчетам — 16/25/32А.
 А вот восстановить изделие, например финишной полировкой, без помутнения («замыливания») прозрачной поверхности практически невозможно!
А вот восстановить изделие, например финишной полировкой, без помутнения («замыливания») прозрачной поверхности практически невозможно! Однако для выбора оптимальной модели под конкретные технологические нужды, следует ознакомиться с особенностями конструкции лазерных станков с ЧПУ и принципами обработки.
Однако для выбора оптимальной модели под конкретные технологические нужды, следует ознакомиться с особенностями конструкции лазерных станков с ЧПУ и принципами обработки.
 Для гравировки оргстекла достаточно мощности в 25-60 Вт. Сквозная резка заготовок толщиной до 10 мм потребует мощности 60-80 Вт. Для работы с более толстыми заготовками, а также параллельной обработки заготовок (при наличии двух излучателей в оптической система станка) потребуется трубка мощностью свыше 80 Вт. Следует учесть, что лазерные трубки являются «расходным» материалом и в принципе могут легко заменяться агрегатами большей мощности. Правда для этого потребуется также менять питающий трансформатор (который работать строго со «своей» трубкой) и следить, чтобы мощная трубка уместилась в корпус имеющегося лазерного станка по длине.
Для гравировки оргстекла достаточно мощности в 25-60 Вт. Сквозная резка заготовок толщиной до 10 мм потребует мощности 60-80 Вт. Для работы с более толстыми заготовками, а также параллельной обработки заготовок (при наличии двух излучателей в оптической система станка) потребуется трубка мощностью свыше 80 Вт. Следует учесть, что лазерные трубки являются «расходным» материалом и в принципе могут легко заменяться агрегатами большей мощности. Правда для этого потребуется также менять питающий трансформатор (который работать строго со «своей» трубкой) и следить, чтобы мощная трубка уместилась в корпус имеющегося лазерного станка по длине. Эти факторы очень важны — ведь лазерный станок с ЧПУ является сложным производственным оборудованием. И его задача — работать, а не простаивать в ожидании запасных частей от «неизвестного производителя». Отдавать предпочтение следует поставщику оборудования, хорошо зарекомендовавшему себя не только линейкой продаваемых моделей станков, но и качественным обслуживанием клиентов на протяжении всего срока работы оборудования.
Эти факторы очень важны — ведь лазерный станок с ЧПУ является сложным производственным оборудованием. И его задача — работать, а не простаивать в ожидании запасных частей от «неизвестного производителя». Отдавать предпочтение следует поставщику оборудования, хорошо зарекомендовавшему себя не только линейкой продаваемых моделей станков, но и качественным обслуживанием клиентов на протяжении всего срока работы оборудования. youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Изготавливается их акриловых смол с включением различного вида добавок, для придания тех или иных свойств. Обладает большим рядом выгодных свойств:
Изготавливается их акриловых смол с включением различного вида добавок, для придания тех или иных свойств. Обладает большим рядом выгодных свойств: И вот почему:
И вот почему: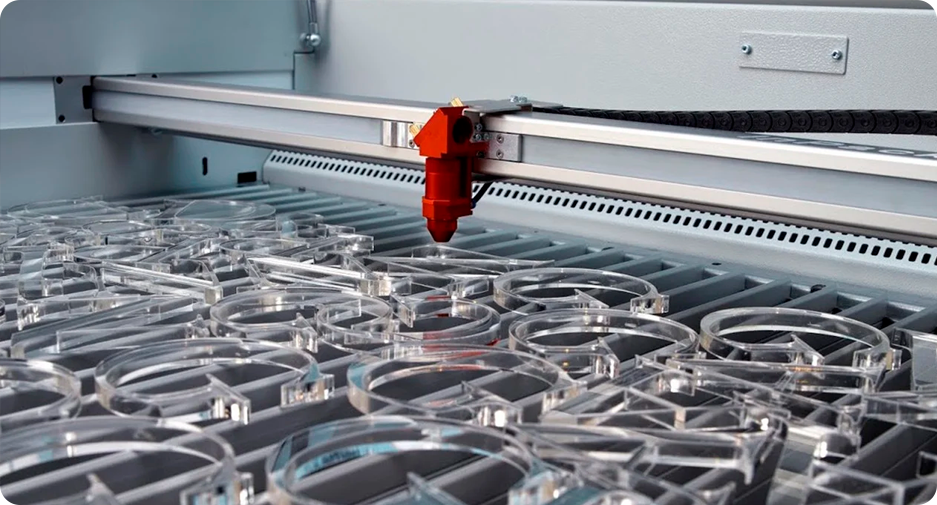
 Здесь работает одно усредненное правило:
Здесь работает одно усредненное правило: Легче всего такой торец получается при резке экструзионного стекла. Но и литое оргстекло тоже может быть порезано с глянцевым торцом. Для этого нужно знать:
Легче всего такой торец получается при резке экструзионного стекла. Но и литое оргстекло тоже может быть порезано с глянцевым торцом. Для этого нужно знать: Сотовый достаточно трудно очищать от продуктов горения оргстекла, тогда как ламели чистятся достаточно легко. Но и ламели нужно постоянно поддерживать в чистоте, смывая появившиеся образования. Ну и естественно ламели должны быть из анодированного алюминия. Если же вам необходимо резать очень маленькие детали и без сотового стола никак, то можно сделать подпорный каркас, который обеспечит небольшое расстояние между листом материала и рабочим столом, тогда вероятность отстрела луча сойдет на нет.
Сотовый достаточно трудно очищать от продуктов горения оргстекла, тогда как ламели чистятся достаточно легко. Но и ламели нужно постоянно поддерживать в чистоте, смывая появившиеся образования. Ну и естественно ламели должны быть из анодированного алюминия. Если же вам необходимо резать очень маленькие детали и без сотового стола никак, то можно сделать подпорный каркас, который обеспечит небольшое расстояние между листом материала и рабочим столом, тогда вероятность отстрела луча сойдет на нет.
 Но это не беда, их потом можно удалить. Область гравировки необходимо протереть специальными средствами для очистки пластиков и ПВХ, при этом использую мягкую губку, что бы не повредить (не поцарапать) рисунок гравировки.
Но это не беда, их потом можно удалить. Область гравировки необходимо протереть специальными средствами для очистки пластиков и ПВХ, при этом использую мягкую губку, что бы не повредить (не поцарапать) рисунок гравировки.
 Лазерная технология может творить чудеса с акрилом, поскольку ее можно откалибровать для проникновения в материал на разную глубину. Таким образом, с акрилом можно делать следующее:
Лазерная технология может творить чудеса с акрилом, поскольку ее можно откалибровать для проникновения в материал на разную глубину. Таким образом, с акрилом можно делать следующее:

 Это хорошая новость для компаний, изучающих продукты с вечным спросом и привлекательностью. Если они хотят дифференцировать свою продукцию за счет персонализации или брендинга, точные и высококачественные акриловые лазерные гравировальные станки Thunder Laser USA могут помочь.
Это хорошая новость для компаний, изучающих продукты с вечным спросом и привлекательностью. Если они хотят дифференцировать свою продукцию за счет персонализации или брендинга, точные и высококачественные акриловые лазерные гравировальные станки Thunder Laser USA могут помочь. Небольшое исследование и много практики — все, что нужно большинству людей, чтобы начать это прибыльное предприятие.
Небольшое исследование и много практики — все, что нужно большинству людей, чтобы начать это прибыльное предприятие. Не забудьте сосредоточиться на нише и усовершенствовать небольшую линейку продуктов, прежде чем диверсифицировать или предлагать больше, чем ваш опыт позволяет вам производить. После того, как вы освоите первые несколько элементов и создадите базу данных клиентов, вы можете начать предлагать более широкий ассортимент.
Не забудьте сосредоточиться на нише и усовершенствовать небольшую линейку продуктов, прежде чем диверсифицировать или предлагать больше, чем ваш опыт позволяет вам производить. После того, как вы освоите первые несколько элементов и создадите базу данных клиентов, вы можете начать предлагать более широкий ассортимент.
 От знойных чокеров до причудливых вещей от кутюр — в этой категории есть что предложить.
От знойных чокеров до причудливых вещей от кутюр — в этой категории есть что предложить. Выделитесь среди конкурентов.
Выделитесь среди конкурентов.
 , такие как заусенцы кромок и достижение четких линий, путем автоматизации и модернизации процесса.
, такие как заусенцы кромок и достижение четких линий, путем автоматизации и модернизации процесса. до 1/4 дюйма толщиной древесины
до 1/4 дюйма толщиной древесины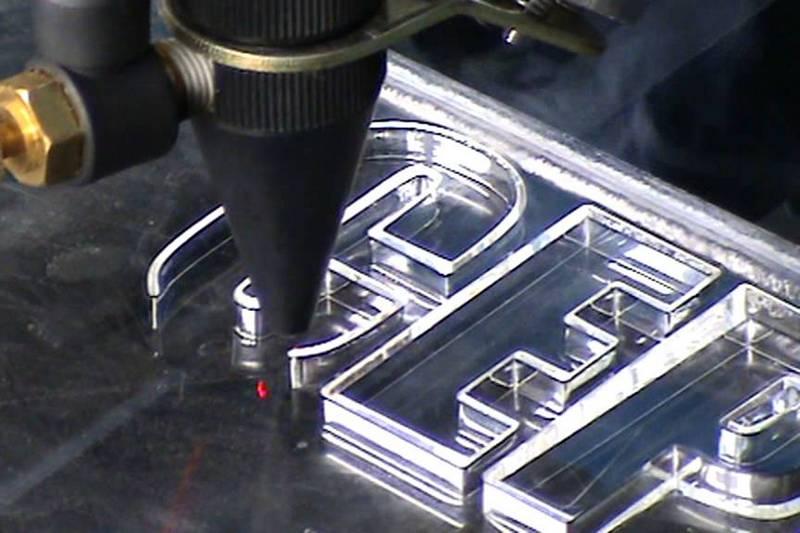
 Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше


 Он не справляется с крупными проектами, но на втором проходе режет акрил толщиной до 5 мм, а также более твердые материалы, такие как стекло, цемент и камень.
Он не справляется с крупными проектами, но на втором проходе режет акрил толщиной до 5 мм, а также более твердые материалы, такие как стекло, цемент и камень.

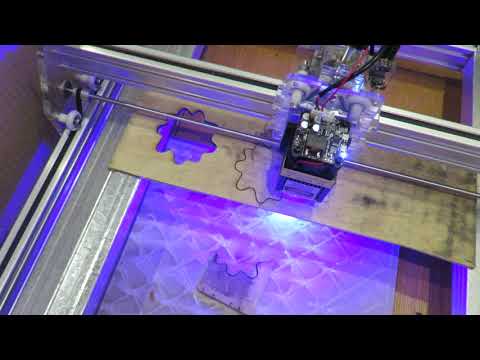
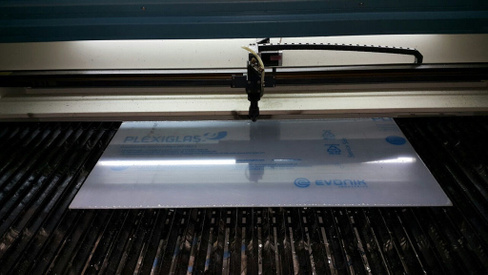
 Однако он совместим с Windows как с прилагаемым программным обеспечением RDWorks, так и с LightBurn.
Однако он совместим с Windows как с прилагаемым программным обеспечением RDWorks, так и с LightBurn.
 Рабочая зона не зависит от цены станка, существует множество недорогих и средних опций, обеспечивающих впечатляющие площади гравировки. Однако, если вам по-прежнему нужна точность и детализация профессионального уровня, выберите один из высококлассных аппаратов с системой сквозного доступа.
Рабочая зона не зависит от цены станка, существует множество недорогих и средних опций, обеспечивающих впечатляющие площади гравировки. Однако, если вам по-прежнему нужна точность и детализация профессионального уровня, выберите один из высококлассных аппаратов с системой сквозного доступа.
 Эти параметры подшипников являются стандартизованными и указываются производителем.
Эти параметры подшипников являются стандартизованными и указываются производителем.

 Такие подшипники называются гибридными.
Такие подшипники называются гибридными.
 Обязательно нужно помнить, что допустимая скорость работы шпинделя напрямую зависит от конструкции, размеров, точности и материалов, из которых изготовлен подшипник.
Обязательно нужно помнить, что допустимая скорость работы шпинделя напрямую зависит от конструкции, размеров, точности и материалов, из которых изготовлен подшипник.
 Такие подшипники зарекомендовали себя в подшипниковых опорах главных шпинделей металлообрабатывающих станков.
Такие подшипники зарекомендовали себя в подшипниковых опорах главных шпинделей металлообрабатывающих станков.
 Наши требования к конструкции определяют, что шпиндель должен обеспечивать высокую скорость вращения, передавать момент и мощность режущему инструменту и гарантировать приемлемую нагрузку и долговечность. Для обеспечения работоспособности шпинделя подшипники должны удовлетворять всем этим требованиям.
Наши требования к конструкции определяют, что шпиндель должен обеспечивать высокую скорость вращения, передавать момент и мощность режущему инструменту и гарантировать приемлемую нагрузку и долговечность. Для обеспечения работоспособности шпинделя подшипники должны удовлетворять всем этим требованиям.
 Эта техника расположения не является общепринятой, в то же время она обеспечивает хорошее предварительное нагружение, так как пара подшипников нормально противостоит как осевой, так и радиальной нагрузке.
Эта техника расположения не является общепринятой, в то же время она обеспечивает хорошее предварительное нагружение, так как пара подшипников нормально противостоит как осевой, так и радиальной нагрузке. Для увеличения нагрузочной способности по моменту и мощности шпинделя используются проставочные шайбы для отделения наборов подшипников.
Для увеличения нагрузочной способности по моменту и мощности шпинделя используются проставочные шайбы для отделения наборов подшипников.  Это важно, так как при работе подшипников, особенно на высоких скоростях, центробежные силы прижимают шарики к наружному кольцу и начинают деформировать шарики, что приводит к быстрому износу и порче подшипника. Керамические шарики с меньшей массой подвержены этому в меньшей степени, чем стальные, при тех же скоростях вращения. В действительности использование керамических подшипников позволяет увеличить на 30% максимальную скорость вращения для данного типоразмера подшипника без сокращения долговечности. Керамические шарики не реагируют со стальными кольцами. Керамические шарики работают при более низких температурах. Керамические подшипники имеют более низкий уровень вибраций. Благодаря практически идеальной округлости керамических шариков, гибридные подшипники работают на существенно более низких температурах, чем стальные подшипники. Результатом является более долгий срок службы смазки подшипников. Тесты показали, что шпинделя с гибридными керамическими подшипниками показывают большую жесткость и более высокую собственную частоту, что делает их менее чувствительными к вибрациям.
Это важно, так как при работе подшипников, особенно на высоких скоростях, центробежные силы прижимают шарики к наружному кольцу и начинают деформировать шарики, что приводит к быстрому износу и порче подшипника. Керамические шарики с меньшей массой подвержены этому в меньшей степени, чем стальные, при тех же скоростях вращения. В действительности использование керамических подшипников позволяет увеличить на 30% максимальную скорость вращения для данного типоразмера подшипника без сокращения долговечности. Керамические шарики не реагируют со стальными кольцами. Керамические шарики работают при более низких температурах. Керамические подшипники имеют более низкий уровень вибраций. Благодаря практически идеальной округлости керамических шариков, гибридные подшипники работают на существенно более низких температурах, чем стальные подшипники. Результатом является более долгий срок службы смазки подшипников. Тесты показали, что шпинделя с гибридными керамическими подшипниками показывают большую жесткость и более высокую собственную частоту, что делает их менее чувствительными к вибрациям.
 Из-за высоких скоростей эти подшипники обычно требуют фенольных сепараторов, которые имеют либо ступенчатую, либо цилиндрическую конструкцию кармана.
Из-за высоких скоростей эти подшипники обычно требуют фенольных сепараторов, которые имеют либо ступенчатую, либо цилиндрическую конструкцию кармана. Однорядные и двухрядные цилиндрические подшипники используются в основном для прецизионных станков.
Однорядные и двухрядные цилиндрические подшипники используются в основном для прецизионных станков. Это высокоточные радиально-упорные подшипники, которые превосходят комбинации стандартных радиально-упорных подшипников или комбинации радиальных и упорных подшипников для шарико-винтовых передач.
Это высокоточные радиально-упорные подшипники, которые превосходят комбинации стандартных радиально-упорных подшипников или комбинации радиальных и упорных подшипников для шарико-винтовых передач. Подшипники шпинделя подходят для очень высоких скоростей и помогают движению шпинделя достичь оптимальной скорости и точности.
Подшипники шпинделя подходят для очень высоких скоростей и помогают движению шпинделя достичь оптимальной скорости и точности.
 Эти допуски обычно называются рейтингом или классом ABEC.
Эти допуски обычно называются рейтингом или классом ABEC. 




 Причиной нарушения являются: некорректная ориентация детали в плоскости XYZ, отклонения в obj, sti файле, сетке. Следует изменить ориентацию или исправить файл.
Причиной нарушения являются: некорректная ориентация детали в плоскости XYZ, отклонения в obj, sti файле, сетке. Следует изменить ориентацию или исправить файл. Перед печатью его нужно перемешать, удалить твердые фракции.
Перед печатью его нужно перемешать, удалить твердые фракции. Занимаюсь этим более трех лет, возможно вы знакомы с моим первым творением X-Ray Tough. В настоящий момент мы ушли далеко вперед в разработке полимеров и понимании процесса печати и предлагаем фотополимеры HARZ Labs для тестирования на ваших принтерах.
Занимаюсь этим более трех лет, возможно вы знакомы с моим первым творением X-Ray Tough. В настоящий момент мы ушли далеко вперед в разработке полимеров и понимании процесса печати и предлагаем фотополимеры HARZ Labs для тестирования на ваших принтерах. Полимер при печати “ест” силикон
Полимер при печати “ест” силикон А если кювета сделана из оргстекла, то застывший фотополимер отделить от него без царапин и повреждений практически невозможно, кювету можно выкидывать.
А если кювета сделана из оргстекла, то застывший фотополимер отделить от него без царапин и повреждений практически невозможно, кювету можно выкидывать. Ни время засветки, ни увеличение мощности не помогут.
Ни время засветки, ни увеличение мощности не помогут.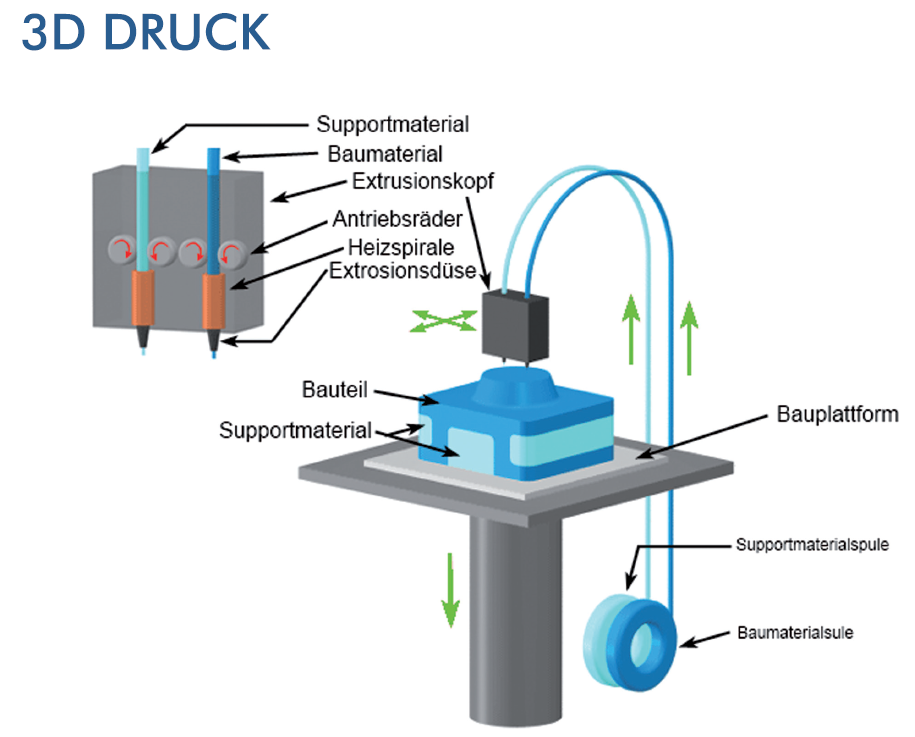 Например, видимым светом можно отвердить полимер на глубину 5-10 см. В то время как жесткий УФ (UVC) отверждает совсем тонкие слои (менее 100 мкм). Добавляя краситель, мы создаем фильтр для отсечения длинных волн и боремся с паразитной засветкой. Но краситель также отсекает и часть полезного УФ излучения, что сказывается на активности полимера.
Например, видимым светом можно отвердить полимер на глубину 5-10 см. В то время как жесткий УФ (UVC) отверждает совсем тонкие слои (менее 100 мкм). Добавляя краситель, мы создаем фильтр для отсечения длинных волн и боремся с паразитной засветкой. Но краситель также отсекает и часть полезного УФ излучения, что сказывается на активности полимера. В результате последующие слои просто не прилипают.
В результате последующие слои просто не прилипают. Чем оно выше, тем адгезия к нему лучше. Поэтому в качестве материала стола часто выбирают металл или стекло, а для кюветы – силиконы и фторполимеры (тефлон). Мы проводили эксперименты с различными самоклеящимися пленками, типа ПЭТФ, ПВХ – с ними ничего хорошего не получилось.
Чем оно выше, тем адгезия к нему лучше. Поэтому в качестве материала стола часто выбирают металл или стекло, а для кюветы – силиконы и фторполимеры (тефлон). Мы проводили эксперименты с различными самоклеящимися пленками, типа ПЭТФ, ПВХ – с ними ничего хорошего не получилось.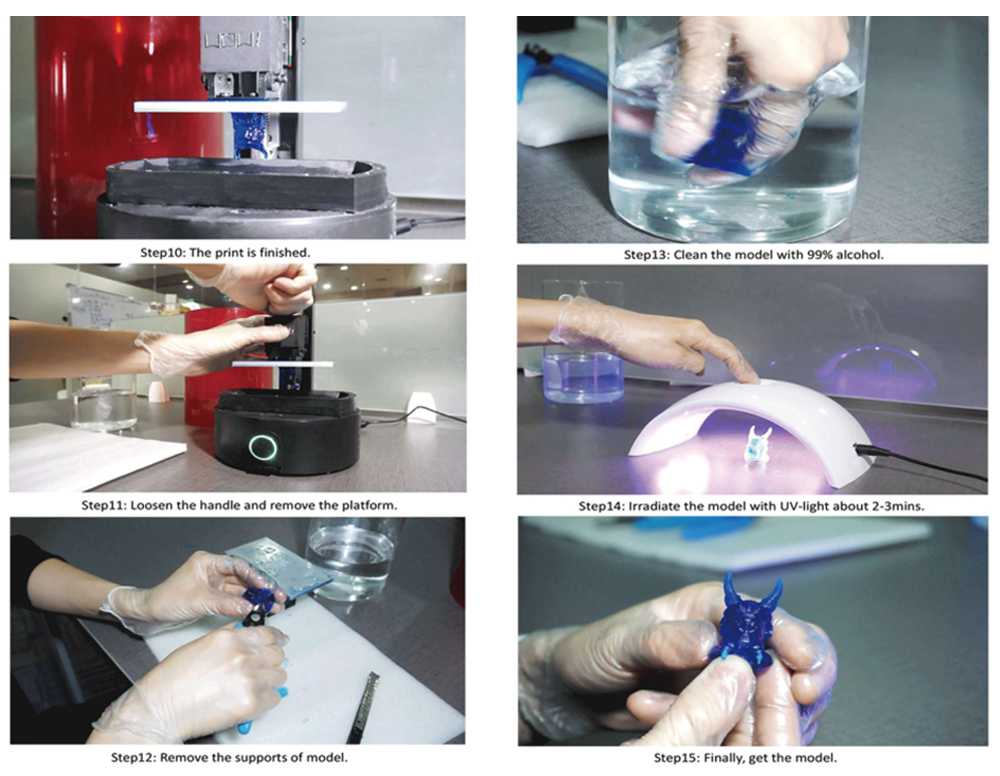 Оконные стекла или прозрачный корпус 3D принтера не защищает полностью от УФ излучения. Если ваш полимер может простоять в помещении в прозрачном стакане пару дней без видимых изменений – то все ок, вам нечего бояться.
Оконные стекла или прозрачный корпус 3D принтера не защищает полностью от УФ излучения. Если ваш полимер может простоять в помещении в прозрачном стакане пару дней без видимых изменений – то все ок, вам нечего бояться.
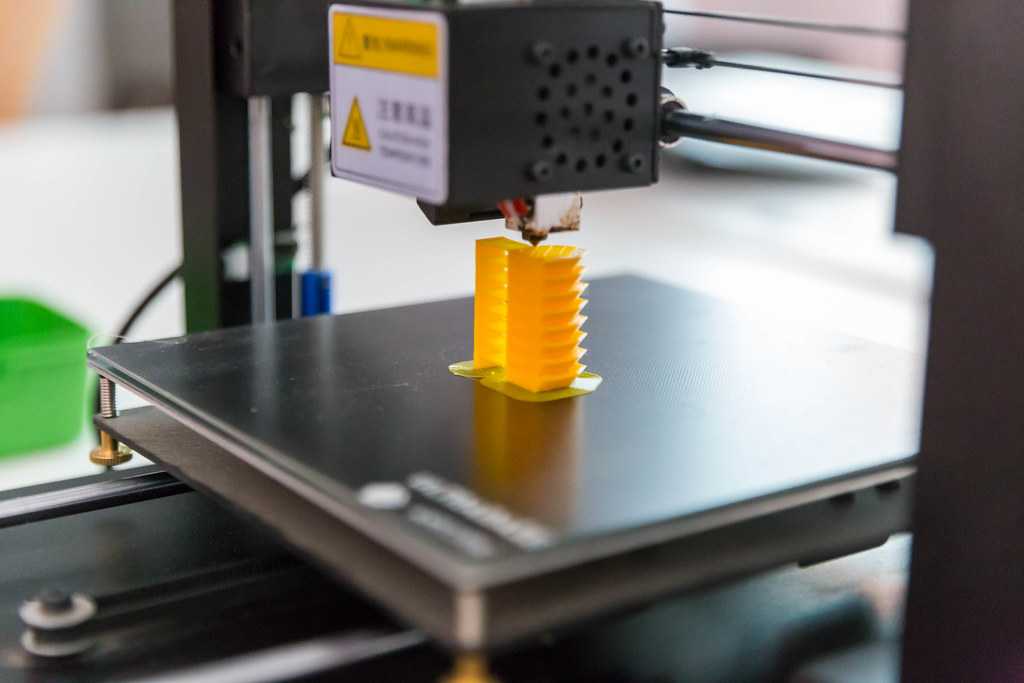

 Приятно знать, что для смол Liqcreate уже доступно множество предварительных настроек. Вы можете найти их здесь. Кроме того, всегда рекомендуется фильтровать смолу после сбоя печати. В резервуаре для смолы могут быть мелкие пластиковые детали, которые могут повредить резервуар для смолы или часть принтера
Приятно знать, что для смол Liqcreate уже доступно множество предварительных настроек. Вы можете найти их здесь. Кроме того, всегда рекомендуется фильтровать смолу после сбоя печати. В резервуаре для смолы могут быть мелкие пластиковые детали, которые могут повредить резервуар для смолы или часть принтера
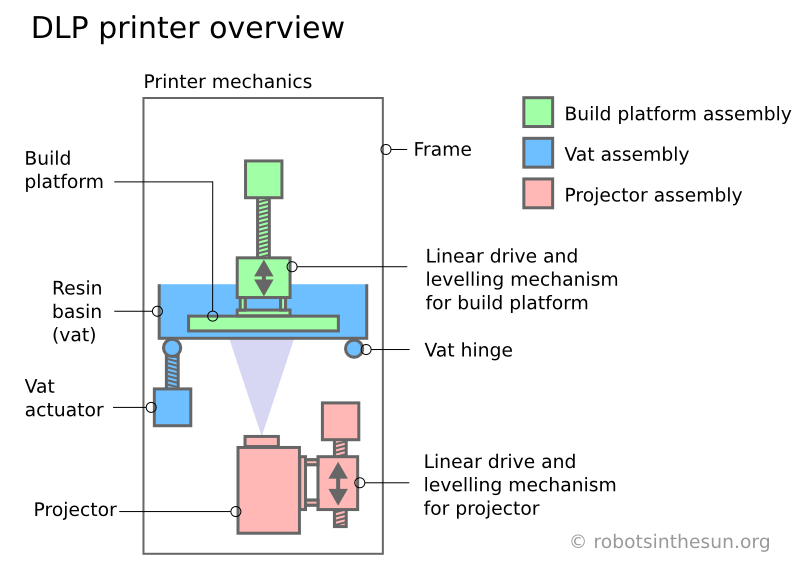 В большинстве случаев этот отказ происходит на опорных наконечниках. Есть несколько способов исправить это:
В большинстве случаев этот отказ происходит на опорных наконечниках. Есть несколько способов исправить это: Если вы не можете найти его, дайте нам знать, связавшись с нами!
Если вы не можете найти его, дайте нам знать, связавшись с нами! Увеличьте толщину стенки конструкции, если это возможно
Увеличьте толщину стенки конструкции, если это возможно Убедитесь, что рабочий стол выровнен, и проверьте, не качается ли ось Z. Если причина не в этом, то крайние линии слоев могут быть вызваны следующими настройками:
Убедитесь, что рабочий стол выровнен, и проверьте, не качается ли ось Z. Если причина не в этом, то крайние линии слоев могут быть вызваны следующими настройками: com, если у вас есть какие-либо вопросы или вам нужна помощь эксперта по 3D-печати смолой в Liqcreate.
com, если у вас есть какие-либо вопросы или вам нужна помощь эксперта по 3D-печати смолой в Liqcreate.
 Ознакомьтесь с рекомендацией производителя и обогрейте свое рабочее место или переместите принтер в более теплую часть дома.
Ознакомьтесь с рекомендацией производителя и обогрейте свое рабочее место или переместите принтер в более теплую часть дома.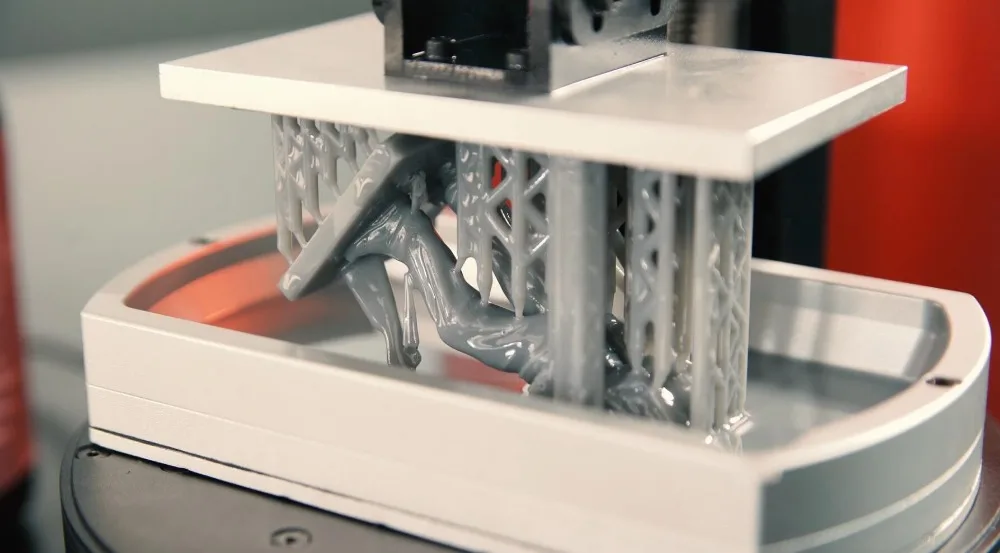 Вы также можете использовать острое лезвие бритвы, но делайте это осторожно и осторожно, иначе вы можете повредить экран. Большая часть остатков должна легко отделиться. Если после этого экран все еще несколько загрязнен, протрите его тканью из микрофибры, смоченной изопропиловым спиртом.
Вы также можете использовать острое лезвие бритвы, но делайте это осторожно и осторожно, иначе вы можете повредить экран. Большая часть остатков должна легко отделиться. Если после этого экран все еще несколько загрязнен, протрите его тканью из микрофибры, смоченной изопропиловым спиртом. Замедлите печать небольшими шагами и повторите попытку. Кроме того, не забудьте сначала проверить смолу и температуру.
Замедлите печать небольшими шагами и повторите попытку. Кроме того, не забудьте сначала проверить смолу и температуру.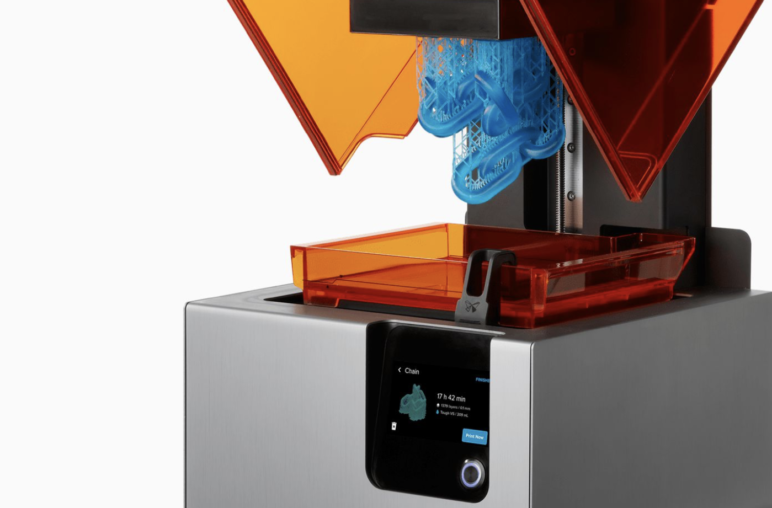 В конце концов, почему бы не сэкономить время и деньги, напечатав все сразу? Что ж, вы можете остаться ни с чем, кроме сбоя печати и потери большого количества смолы.
В конце концов, почему бы не сэкономить время и деньги, напечатав все сразу? Что ж, вы можете остаться ни с чем, кроме сбоя печати и потери большого количества смолы.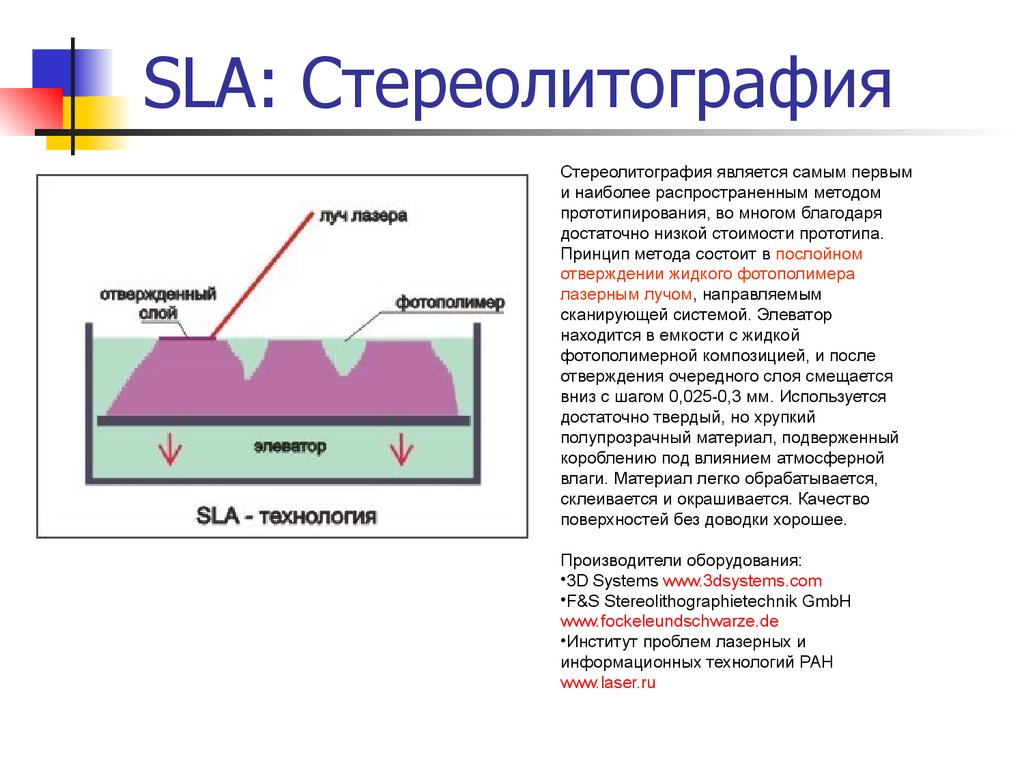 Когда вы заметите такие признаки износа, пришло время заменить его. Небольшие царапины не повлияют на качество печати, а если вы заметили пятна, вы можете игнорировать их или протереть бумажным полотенцем, смоченным изопропиловым спиртом.
Когда вы заметите такие признаки износа, пришло время заменить его. Небольшие царапины не повлияют на качество печати, а если вы заметили пятна, вы можете игнорировать их или протереть бумажным полотенцем, смоченным изопропиловым спиртом.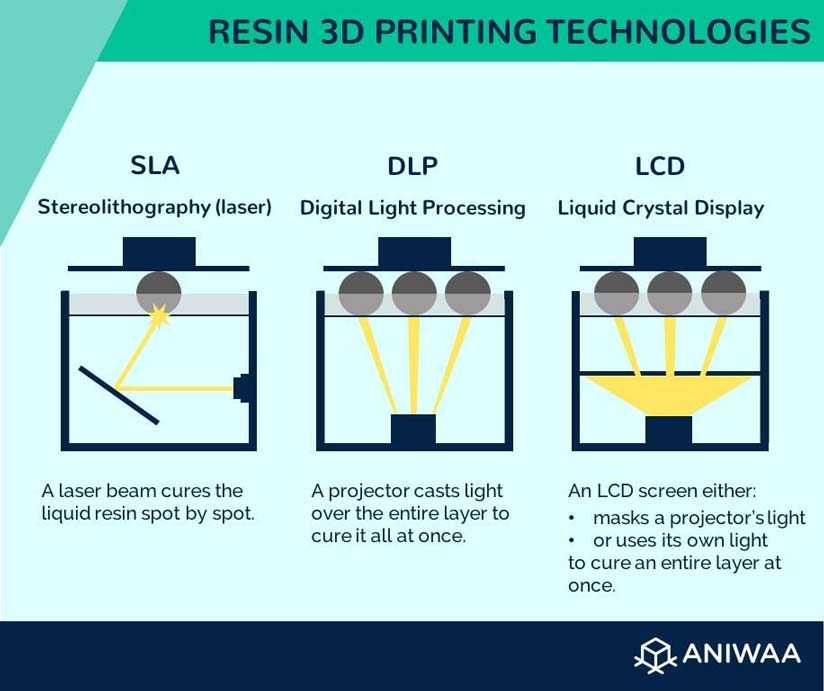
 Во-первых, вам нужно убедиться, что сама смола чистая, без мусора, блокирующего или мешающего свету. Вы можете использовать фильтр для удаления затвердевшей смолы, если вы заметили ее. После этого осмотрите пленку FEP и ЖК-экран на наличие отметин, дефектов или мусора. Очистите все загрязнения и замените пленку, если она повреждена.
Во-первых, вам нужно убедиться, что сама смола чистая, без мусора, блокирующего или мешающего свету. Вы можете использовать фильтр для удаления затвердевшей смолы, если вы заметили ее. После этого осмотрите пленку FEP и ЖК-экран на наличие отметин, дефектов или мусора. Очистите все загрязнения и замените пленку, если она повреждена.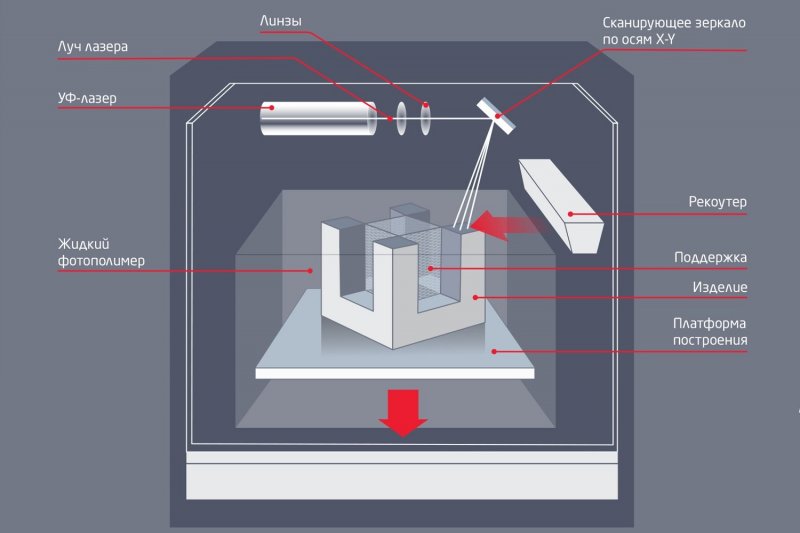 Смола с истекшим сроком годности ненадежна и будет по-разному реагировать на УФ-лазер, температуру окружающей среды и другие переменные. Неправильное хранение также может привести к деградации смолы.
Смола с истекшим сроком годности ненадежна и будет по-разному реагировать на УФ-лазер, температуру окружающей среды и другие переменные. Неправильное хранение также может привести к деградации смолы.