Токарное дело с чпу: Токарная обработка с ЧПУ — процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ — процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ – это современный способ обработки металла, позволяющий изготавливать различные металлоизделия с высокой точностью и в полном соответствии с государственными стандартами, нормативами, а также чертежами заказчика.
Это вторая часть статьи про токарную обработку, процессы оборудования и операции с ней связанные, перед прочтением советуем ознакомится с первой
частью данной статьи в нашем блоге.
Типы токарных станков:
Широкий ассортимент токарных станков с ЧПУ предлагает широкий спектр возможностей. Каждый из них имеет уникальный набор функций, при этом некоторые из них более автоматизированы, чем другие. Таким образом, все находят своё применение, будь это небольшая мастерская с парой рабочих мест или серийное производство для больших количеств.
Настольный токарный станок
Название предполагает, что он достаточно мал, чтобы поставить его на верстак. Они все же больше, чем микро-или мини-токарные станки.
Они все же больше, чем микро-или мини-токарные станки.
Отличный выбор, чтобы выполнить общую механическую обработку или специальный инструмент для любителя, он может выполнять большую часть необходимых операций. Настольный токарный станок по металлу требует умелого мастера, так как в нём практически отсутствует автоматизация, что накладывает большую ответственность на оператора.
Токарно-винторезный станок (он же токарный станок с механическим приводом)
Самый распространенный вид токарного станка. Токарно-винторезный станок предназначен для выполнения разнообразных токарных работ по чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Название токарный станок с механическим приводом закрепилось за рубежом с 19 века, когда паровая машина выделила этот образец среди других ручных токарных станков. С начала 20 века начался переход на электродвигатели. Использование редукторов в передней бабке упростило выбор скорости шпинделя, а высокоскоростные станки стали нормой. Выросшая мощь станков подтолкнула отрасль к изобретению новых способов увеличения срока службы инструмента. Сменные твердосплавные пластины как раз позволили это сделать.
Выросшая мощь станков подтолкнула отрасль к изобретению новых способов увеличения срока службы инструмента. Сменные твердосплавные пластины как раз позволили это сделать.
В результате токарные станки с ЧПУ могут выполнять обработку с ЧПУ на высоких скоростях, что приводит к сокращению сроков производства и снижению затрат. Хотя они все еще распространены в мастерских токарно-винторезные станки заложили основу для повышения производительности и автоматизации обработки.
Инструментальный токарный станок
Инструментальный токарный станок похож на токарно-винторезный станок, но у него есть несколько отличий. Обычно они меньше по размеру, и могут поместиться в более тесных помещениях. В то же время доступны некоторые дополнительные возможности, что делает его скорее машиной более высокого уровня, чем той которая подойдет новичку.
Инструментальные токарные станки для цехов включают в себя патроны и цанги, конические приспособления, среди прочего, чего нет, например, в более простых станках.
Токарные станки с револьверной головкой и цапфой
Эти типы токарных станков в значительной степени взаимозаменяемы в зависимости от операций, которые они могут выполнять. Как вы узнали ранее, использование револьверной головки открывает широкий спектр возможностей для автоматизации. Кроме того, на одном рабочем месте можно выполнять гораздо больше операций.
От точения и растачивания до сверления, нарезания резьбы и изготовления шпоночных пазов — все возможно без смены инструмента. Револьверная головка вмещает в себя всю необходимую оснастку сразу, так что вы можете легко переходить от одного процесса к другому.
Сочетание ЧПУ с меньшим количеством ручных операций, производство почти идентичных обрабатываемых деталей партиями — сильная сторона токарных станков этого типа.
Многошпиндельный токарный станок
Многошпиндельный токарный станок, имеет более одного шпинделя. Дополнительная мощность особенно подходит для крупносерийного производства.
Настройка машины требует довольно много времени, поэтому сочетание этого и высокой стоимости самой машины требует больших объемов производства, чтобы окупиться. Учитывая это, они могут создавать аналогичные детали с высокой точностью, малым временем цикла и очень небольшим объемом ручной работы, помимо начальной настройки.
Таким образом, крупносерийное производство может значительно снизить стоимость обработки с ЧПУ.
Токарный станок с ЧПУ
Хотя некоторые из вышеупомянутых типов станков также поддерживают систему ЧПУ, полноценный токарный станок с ЧПУ заслуживает отдельного упоминания.
ЧПУ относится к компьютерному числовому контролю, который в некоторой степени заботится об управлении станком. Это зависит от конкретного оборудования, так как они могут быть полностью автоматическими или полуавтоматическими.
Полуавтоматические токарные станки с ЧПУ требуют немного больше работы от оператора станка, тогда как полностью автоматические центры могут делать все, от монтажа заготовок до смены инструментов.
Высокоточные станки с ЧПУ — лучшее, что может предложить современная промышленность. Возможна оцифровка всего процесса от создания САПР до полностью готовой детали. Кроме того, кожухи значительно снижают риск во время обработки, поскольку рабочие фактически не подвергаются воздействию каких-либо движущихся компонентов, контролируя все необходимое с экрана компьютера.
Идентификация оси на токарном станке с ЧПУ:
Самый распространенный способ идентификации осей на традиционном токарном станке с ЧПУ выглядит так:
Ось Z проходит параллельно оси заготовки. Таким образом, инструмент может перемещаться вдоль боковой поверхности материала, в то время как деталь вращается вокруг оси Z (C). Движение по оси Z определяет длину задания.
Как видите, ось X перпендикулярна оси Z. Следовательно, инструмент может перемещаться к детали и от нее по оси X для определения диаметра детали.
Различные операции:
Токарная обработка с ЧПУ подходит для выполнения широкого круга операций. Некоторые из них мы уже назвали, но давайте рассмотрим их подробнее, чтобы внести ясность в возможности токарных станков.
Некоторые из них мы уже назвали, но давайте рассмотрим их подробнее, чтобы внести ясность в возможности токарных станков.
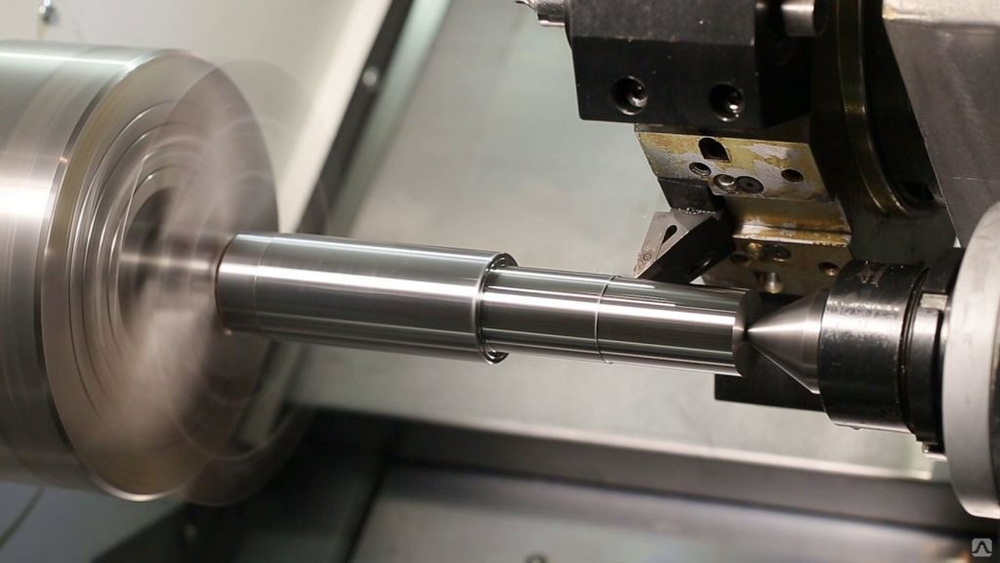
Точение:
Точение — самая распространенная операция. Одноточечный инструмент перемещается вдоль оси заготовки для удаления материала с поверхности детали. Он может создавать различные контуры, такие как ступеньки, конусы и т. Д. Обычно для достижения конечного результата необходимо несколько проходов.
Из-за высокой точности, достигаемой при точении, пределы и посадки обычно выбираются для системы отверстий. Достичь жестких допусков с помощью токарного станка с ЧПУ проще, чем делать то же самое при сверлении отверстия.
Торцовка:
Торцовка — удаляет слой материала с торца заготовки. Обычно цель состоит в том, чтобы достичь желаемой отделки поверхности. Поскольку глубина резания не должна быть очень большой, это можно сделать за один проход. Движение режущего инструмента перпендикулярно оси вращения.
Поскольку глубина резания не должна быть очень большой, это можно сделать за один проход. Движение режущего инструмента перпендикулярно оси вращения.
Прорезание канавок на токарном станке:
Прорезание канавок. Как и при торцевании, инструмент движется перпендикулярно оси вращения. Вместо того, чтобы обрезать конец заготовки, где-то по бокам выполняется прорезание канавки. Инструмент для одноточечной токарной обработки может выполнять резку за один проход, если ширина пропила равна ширине инструмента. В противном случае потребуется несколько разрезов.
Отрезка на токарном станке:
Отрезка — название описывает эту операцию точения очень точно. Сам процесс выглядит как нарезание канавок, но режущий инструмент будет доходить до оси детали. Это означает, что он отрезает часть детали.
Нарезка резьбы на токарном станке:
Нарезка резьба. Здесь мы по-прежнему говорим о внешней операции. Таким образом, нарезание резьбы используется для нарезания резьбы на поверхности детали. Специфика потока может быть настроена, и для достижения конечного результата может потребоваться несколько проходов.
Сверление на токарном станке:
Сверление — первая внутренняя операция в этом списке. Говоря о традиционном точении, сверление может выполняться на конце заготовки, прямо по оси. Поскольку деталь все равно вращается, резец инструмента может оставаться неподвижным. Новые токарные центры с ЧПУ могут использовать подвижную оснастку для изготовления перпендикулярных отверстий по бокам или в других местах.
Расточная операция:
 youtube.com/embed/GRp2Jy2plBg» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/GRp2Jy2plBg» frameborder=»0″ allowfullscreen=»»>
Расточная операция — противоположность точению. Все те же функции можно выполнять, только на внутренней поверхности. Расточка требует сначала некоторого сверления, чтобы освободить место для вставки инструментов в заготовку. Оттуда можно увеличить отверстие с помощью одноточечных резцов, а также добавить ступени, фаски и т. д.
Операция развертка на токарном станке:
Развертка — это процесс обработки, при котором инструмент с несколькими зубьями входит в существующее отверстие, чтобы увеличить его. Результат имеет очень гладкую поверхность с жесткими инженерными допусками. Сама операция изначально похожа на сверление.
Нарезание резьбы внутри заготовки на токарном станке:
Нарезание резьбы внутри заготовки — аналогично развертке, для данной операции требуется предварительно просверленное отверстие.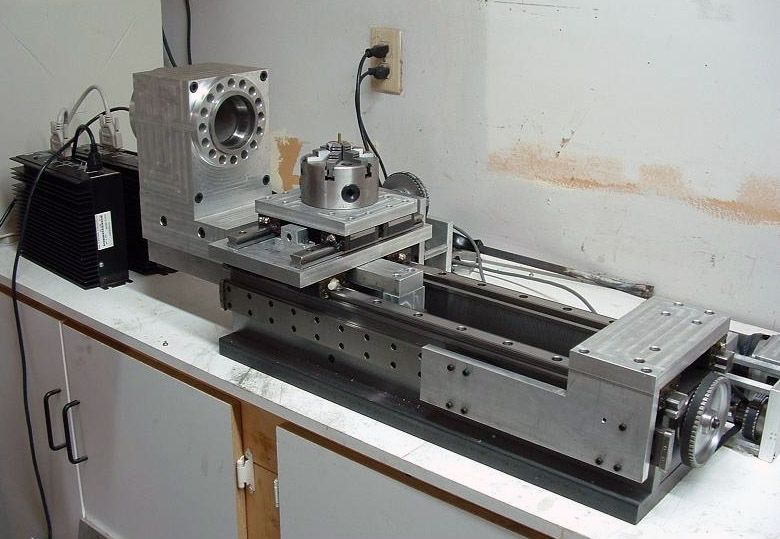 Метчик входит в имеющееся отверстие, чтобы нарезать внутреннюю резьбу. Требования к имеющемуся отверстию связаны с размером резьбы – она должна быть близка к кончику зубьев резьбы.
Метчик входит в имеющееся отверстие, чтобы нарезать внутреннюю резьбу. Требования к имеющемуся отверстию связаны с размером резьбы – она должна быть близка к кончику зубьев резьбы.
Подходящие материалы для токарной обработки:
Помимо типов токарных станков, которые мы описали ранее, есть другие категории, основанные на подходящих материалах для токарного станка. Для дерева, металла и стекла используются разные токарные станки, потому что все они требуют определенных качеств, а также скорости резки.
Когда дело доходит до профиля материала, то приветствуются квадратные, круглые, шестиугольные заготовки и т. д. Следует учесть, наличие профиля, отличного от круглого, может пригодиться, если заключительная часть не является круглой на всех участках.
Подходящие материалы для токарной обработки включают:
- Металл;
- Дерево;
- Стекло;
- Пластик;
- Воск и др.
Вывод:
Токарная обработка является одним из столпов обрабатывающей промышленности. Получение точных результатов для осесимметричных деталей лучше всего делать с помощью этого метода изготовления. Гибкость и производственные мощности позволяют производить крупносерийное производство практически с одинаковыми результатами.
Получение точных результатов для осесимметричных деталей лучше всего делать с помощью этого метода изготовления. Гибкость и производственные мощности позволяют производить крупносерийное производство практически с одинаковыми результатами.
Сегодня большие обрабатывающие центры с ЧПУ могут включать в себя как фрезерование с ЧПУ, так и токарную обработку. Фрезерование добавляют дополнительный уровень возможностей, делая эти станки действительно мощными для создания сложных деталей.
Токарная обработка металла на станках с ЧПУ в Москве
У нас современнные станки с ЧПУ
Для того, чтобы обработанная деталь стала качественной — важны два составляющих:
В цехах металлообрабатывающей компании «Оптима» оба этих условия соблюдены, мы приглашаем в штат только опытных и знающих своё дело специалистов — токарей, регулярно обновляем оборудование, неустанно следя за его исправной работой.
Предлагаем заказчикам токарную обработку высокой точности, принимаем заказы любого объёма и сложности.
Можем работать по готовым чертежам клиента или оказать услугу по разработке их нашими специалистами.
Разновидности токарной обработки
Виды обработки на токарных станках с ЧПУ, которые мы выполняем:
Обработка выступов и торцов;
Нарезание резьбы;
Обработка цилиндрических и конических отверстий;
Накатка рифлений;
Фасонное точение;
Торцевание;
Обработка галтелей;
Сверление и развёртывание отверстий.
На заводе «Оптима» можно оформить заказ по любому из перечисленных выше направлений, мы готовы рассмотреть, как небольшие индивидуальные проекты, так и принять участие в изготовлении больших объёмов продукции.
Обработка метала на токарных станках – одно из приоритетных направлений деятельности нашего предприятия. Для того, чтобы достигать лучших результатов в работе, мы используем современное оборудование, отвечающие потребностям заказчиков. Мы внимательно относимся к соблюдению сроков, так как понимаем, что задержка может поставить клиента в сложную ситуацию, а что может быть важнее довольного качественно выполненной работой заказчика? Правильно, ничего!
Мы внимательно относимся к соблюдению сроков, так как понимаем, что задержка может поставить клиента в сложную ситуацию, а что может быть важнее довольного качественно выполненной работой заказчика? Правильно, ничего!
Автоматизация процесса обработки деталей на станках с ЧПУ
Главным плюсом токарной обработки на станках с ЧПУ, является автоматизация рабочего процесса и почти полное отсутствие человеческого фактора. Человек не может быть в работе столь же точным как машина, поэтому в этом процессе ему отводится роль оператора, который следит за процессом.
Работа по выпуску деталей с ЧПУ становится гораздо быстрее и точнее. Оборудование может работать автономно на протяжении продолжительного времени. Оператор же может следить за несколькими станками одновременно, обеспечивая подготовительный этап и обеспечивая их стабильную работу.
Ещё одним неоспоримым преимуществом является простота в переключении между задачами во время токарной обработки металла на станках с ЧПУ.
Для того, чтобы приступить к работе над следующей деталью другого вида не нужно выполнять перенастройку оборудования. Оператору достаточно изменить программу и продолжить производство без задержек.
Пока программа станка запущена, он будет беспрерывно изготовлять детали нужных параметров.
Токарная обработка металла на станках с ЧПУ, позволяет эффективно использовать рабочее время, повысить в разы эффективность всего производственного процесса.
Мы можем заранее узнать, сколько времени займёт производство той или иной партии, поэтому грамотно планируем работу, чтобы поспеть к сдаче готовой продукции в срок.
Станки с ЧПУ в отличии от обычных, оснащены двумя важными системами, которые не только увеличивают их срок эксплуатации, но и снижают себестоимость выпускаемой продукции:
Предлагаемые услуги:
Нарезка резьбы;
Фрезеровка;
Обработка внутренних, фасонных, конических поверхностей;
Винторезная обработка;
Работа с деталями больших размеров;
Расточка;
Подрезка выступов, проточка канавок и др.


Все работы по токарной обработке в компании «Оптима», производятся на современно оборудовании, которое регулярно проходит техническое обслуживание для обеспечения высокой точности, качества продукции и её безопасности.
Стоимость работ
Стоимость токарной обработки деталей зависит от множества переменных, среди них:
Обрабатываемый металл;
Размер заказанной партии;
Сложность работ;
Наличие или отсутствие готового проекта;
Сроки работ;
Количества часов работы ЧПУ станков и пр.
ПГ «Оптима» примет заказы на токарную обработку любой сложности и объёма. Мы работаем в Москве и области, но также можем рассмотреть заявки из других регионов.
Чтобы узнать точную стоимость Вам нужно отправить заявку, так же приблизительные рамки стоимости Вы можете узнать позвонив по указанным телефонам на сайте.
Применяемое нами оборудование
Takisawa LA-200 ML
Токарные обрабатывающие центры TAKISAWA серии LA предназначены для силовой и точной токарной обработки деталей типа тел вращения: валов, осей, фланцев, колец и т. д., при “тяжелых” режимах.
д., при “тяжелых” режимах.
Сочетание высокой жесткости наклонной конструкции станины, мощного привода шпинделя 380 Нм и направляющих скольжения увеличенного сечения 80 мм позволяют успешно сочетать силовое резание с чистовой обработкой стальных деталей в закалённом состоянии с твердостью до 58 HRC, при этом обеспечивая высокую точность по 7-му квалитету и шероховатость по 8-9 классам.
Spinner tc 32
Токарный станок с ЧПУ
Рабочий стол , перемещение по осям:
Х-96 мм / мм / Z-245 мм
Диаметр обработки 120 мм
Длина точения 245 мм
Диаметр отверстия шпинделя 32 мм
Число оборотов шпинделя 6000 об/мин
Привод шпинделя 5.5 кВт
Schaublin 150
Токарный станок
Диаметр обработки 300 мм
Длина точения 630 мм
Диаметр отверстия шпинделя 40 мм
Число оборотов шпинделя 3000 об/мин
Привод шпинделя 4.45 кВт
Spinner tc 67 mc
Токарный станок ЧПУ
Рабочий стол , перемещение по осям:
Х-221 мм / мм / Z-590 мм
Диаметр обработки 302 мм
Длина точения 600 мм
Диаметр отверстия шпинделя 67 мм
Число оборотов шпинделя 3500 об/мин
Привод шпинделя 2. 3 кВт
3 кВт
Примеры наших работ
Что такое токарная обработка с ЧПУ? | Пионер Сервис Инк
перейти к содержанию
Предыдущий Следующий
Посмотреть увеличенное изображение
Токарная обработка с ЧПУ — это производственный процесс, при котором бруски материала удерживаются в патроне и вращаются, в то время как инструмент подается к детали для удаления материала для придания желаемой формы. Револьверная головка (показана в центре) с прикрепленными инструментами запрограммирована на перемещение к стержню сырья и удаление материала для создания запрограммированного результата. Это также называется «вычитающей обработкой», поскольку она включает удаление материала. Если центр имеет возможности как настройки, так и фрезерования, как показано выше, вращение можно остановить, чтобы можно было фрезеровать другие формы.
- Исходный материал, обычно круглый, может иметь и другие формы, такие как квадраты или шестиугольники.
- В зависимости от устройства подачи прутка длина прутка может варьироваться. Это влияет на то, сколько обработки требуется для объемных заданий.
- или токарные центры имеют инструменты, установленные на револьверной головке, которая управляется компьютером. Чем больше инструментов может вместить револьверная головка, тем больше вариантов сложности доступно для детали.
- с «живыми» инструментами может остановить вращение стержня и добавить дополнительные функции, такие как просверленные отверстия, пазы и фрезерованные поверхности.
- Некоторые токарные центры с ЧПУ имеют один шпиндель, что позволяет выполнять всю работу с одной стороны, в то время как другие токарные центры, такие как показанный выше, имеют два шпинделя, главный и дополнительный шпиндель. Деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и выполнена дополнительная работа с другой стороны этой конфигурации.
- Существует множество различных видов токарных станков с ЧПУ с различными типами инструментов, вариантами шпинделя, ограничениями по внешнему диаметру, а также возможностями мощности и скорости, которые влияют на типы деталей, которые можно экономично изготавливать на нем.
 Это влияет на то, сколько обработки требуется для объемных заданий.
Это влияет на то, сколько обработки требуется для объемных заданий.Токарные станки с ЧПУ
ЧПУ

Запросить цену
Подходит ли моя деталь для токарной обработки с ЧПУ?
Несмотря на то, что для определения того, можно ли изготовить деталь с наибольшей рентабельностью на конкретном токарном станке с ЧПУ, учитывается множество факторов, мы обращаем внимание на следующие моменты:
- Сколько деталей требуется в краткосрочной и долгосрочной перспективе? Токарные станки с ЧПУ, как правило, хороши для изготовления прототипов и мелкосерийного производства.
- Какой самый большой наружный диаметр детали? Для токарных станков с ЧПУ в Pioneer Service максимальный наружный диаметр цанговых деталей (с возможностью подачи прутка) составляет 2,5».
- Детали с наружным диаметром более 2,5 дюймов зажимаются отдельно, что в зависимости от объема может влиять на цену.
- Детали с наружным диаметром менее 1,25 дюйма и объемом от среднего до большого могут лучше подходить для швейцарских винтовых станков.
- Если деталь может быть изготовлена как на токарном станке с ЧПУ, так и на 32-миллиметровом станке со швейцарским винтом, такие факторы, как прогнозируемый объем и время выполнения заказа, имеют решающее значение для выбора оптимального варианта использования.

Когда дело доходит до обработки деталей, существует множество переменных. Pioneer Service может помочь вам определить наилучший способ изготовления деталей. Свяжитесь с нами для помощи с вашими требованиями.
Ссылка для загрузки страницы
Основы токарной обработки с ЧПУ: Введение в токарную обработку с ЧПУ
Время прочтения: 5 мин.
Ранее мы обсуждали, как ЧПУ (компьютерное числовое управление) поддерживает производственные процессы и уменьшает количество человеческих ошибок. Мы также описали фрезерование с ЧПУ, при котором режущий инструмент перемещается, а заготовка фиксируется на месте. В этой статье мы рассмотрим токарную обработку с ЧПУ, при которой заготовка вращается, а режущий инструмент остается неподвижным.
Токарная обработка и фрезерная обработка
Токарные станки с ЧПУ и токарные центры с ЧПУ
Если вы давно работаете в механических мастерских, вы, вероятно, слышали как о токарных центрах с ЧПУ, так и о токарных станках с ЧПУ. Вы, вероятно, слышали, что они взаимозаменяемо используются для описания того, что может показаться одним и тем же производственным процессом, выполняемым подобными машинами.
Вы, вероятно, слышали, что они взаимозаменяемо используются для описания того, что может показаться одним и тем же производственным процессом, выполняемым подобными машинами.
Горизонтальный токарный станок
Первые станки, предназначенные для резки вращающейся заготовки, назывались токарными станками, а токарная обработка относилась к процессу резания в целом. До появления технологии ЧПУ токарные станки были похожи и их было легко идентифицировать. Однако с развитием технологий были добавлены новые функции. Таким образом, необходимо проводить различие между более простыми станками, которые выполняют такие операции, как оригинальные токарные станки, и усовершенствованными станками, которые могут выполнять токарную обработку дополнительными способами.
Некоторые компании различаются по количеству осей траектории, которые может выполнять станок. Траектории ЧПУ могут быть классифицированы как 2D, 3D, 4-осевые или 5-осевые (это относится как к фрезерным, так и к токарным процессам резания).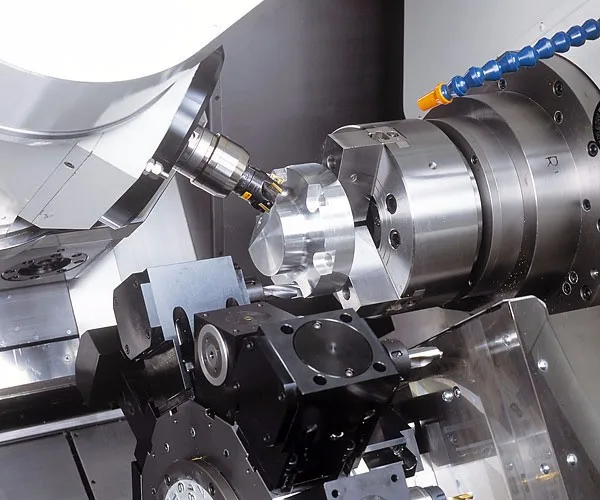 Токарные станки обычно представляют собой 2-осевые станки, а токарные центры обычно представляют собой 3-осевые, 4-осевые или 5-осевые станки.
Токарные станки обычно представляют собой 2-осевые станки, а токарные центры обычно представляют собой 3-осевые, 4-осевые или 5-осевые станки.
Вертикальный токарный центр
Другие компании называют токарными центрами станки, которые могут выполнять токарные операции, а также фрезерные и сверлильные операции. В какой-то степени токарные станки и токарные центры взаимозаменяемы, поэтому не нужно беспокоиться, называете ли вы станок токарным центром или токарным станком.
Основы токарной обработки
Токарная обработка с ЧПУ начинается с вращающейся заготовки, которая обычно имеет цилиндрическую форму, но с правильным адаптером в качестве исходного материала можно использовать различные формы. Станок вращает заготовку, в то время как инструмент перемещается, захватывая и удаляя материал, пока не будет достигнута желаемая форма.
Токарные станки могут быть вертикальными или горизонтальными, и на рисунке выше показано соглашение осей для вертикальных и горизонтальных станков (показаны 6 осей).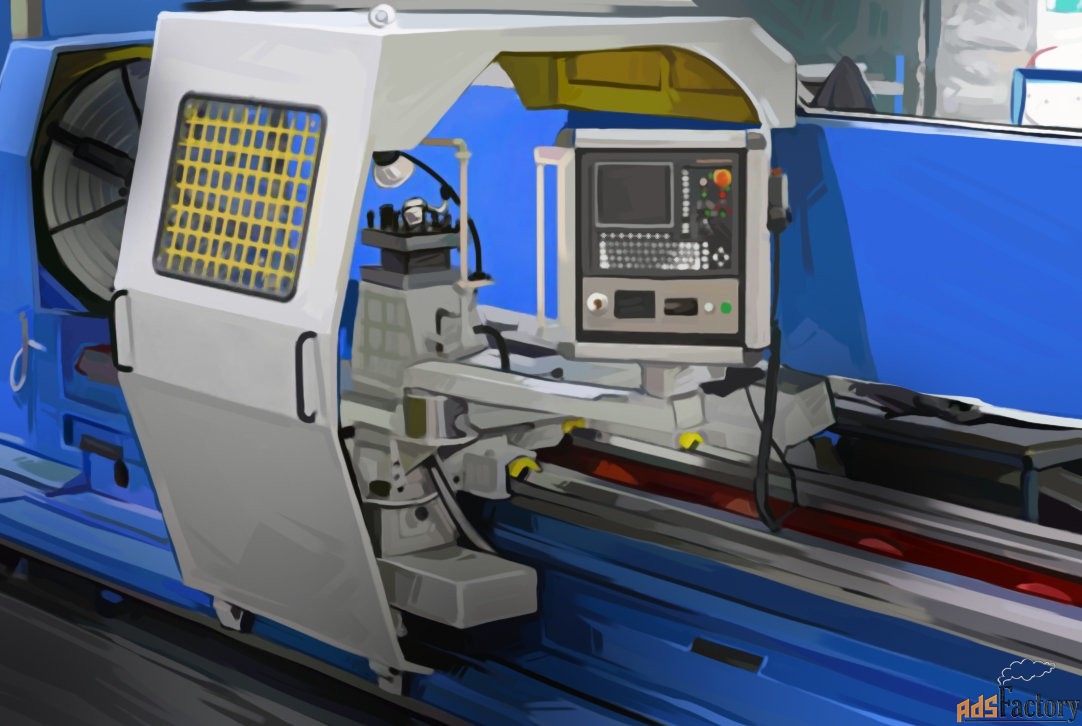 Вертикальное точение обычно используется для обработки больших и тяжелых конструкций, поскольку горизонтальное точение поддерживает заготовку только с одного конца. Эта консольная установка вызывает вибрацию в больших и тяжелых деталях, что влияет на качество обработки и может повредить токарный станок и оснастку.
Вертикальное точение обычно используется для обработки больших и тяжелых конструкций, поскольку горизонтальное точение поддерживает заготовку только с одного конца. Эта консольная установка вызывает вибрацию в больших и тяжелых деталях, что влияет на качество обработки и может повредить токарный станок и оснастку.
Однако вертикальное точение имеет свои недостатки, особенно при обработке вогнутых деталей — стружка, падающая с заготовки, может попасть внутрь станка или попасть в шпиндель и вызвать проблемы. У горизонтальных машин такой проблемы нет, отчасти поэтому горизонтальные машины более распространены, а их широкое использование облегчает поиск обученных операторов.
Оси токарного станка. Источник изображения: Autodesk
На некоторых машинах револьверная головка (содержащая набор инструментов и подробно описанная в следующем разделе) установлена на наклонной плоскости. Эта конфигурация предотвращает накопление сформированной стружки внутри токарного станка в процессе резки.
Оси поворота наклонной плоскости. Источник изображения: Autodesk Пример токарного станка с наклонной станиной. Источник изображения: Kent CNC
Компоненты токарного станка с ЧПУ
Токарные станки состоят из шпинделя, прикрепленного одним концом к системе привода станка, а на другом конце крепится патрон, который захватывает обрабатываемую заготовку.
Шпиндель (1), патрон (2), кулачки (3) и заготовка (4). Источник изображения: Autodesk
Режущие инструменты часто изготавливаются из твердосплавных пластин. Эти вставки зажимаются в держателях инструментов, которые крепятся болтами к револьверной головке с помощью различных специальных держателей, в зависимости от типа инструмента. Затем инструменты индексируются как часть подготовки перед началом обработки.
Пример настройки револьверной головки: Инструментальная станция (1), Инструментальный блок (2), Инструмент для торцевой/токарной обработки (3), Инструмент для торцевой канавки (4), Револьверная головка (5), Инструмент для расточной оправки (6), Приводной инструмент (Радиальная установка ) (7), приводной инструмент (осевое крепление) (8). Источник изображения: Autodesk Пример держателя инструмента. Источник изображения: Sandvik Компоненты держателя инструмента. Источник изображения: Autodesk
Источник изображения: Autodesk Пример держателя инструмента. Источник изображения: Sandvik Компоненты держателя инструмента. Источник изображения: Autodesk
Несколько компаний посвящают значительные исследования разработке лучших пластин, покрытий и новых сплавов для увеличения срока службы и производительности инструмента. Поскольку существует множество конструкций пластин, выбор пластины, подходящей для материала заготовки, которую вы планируете обрабатывать, имеет решающее значение. Если вы попытаетесь обработать твердый материал инструментом, предназначенным для обработки более мягких материалов, и используете те же значения скорости и подачи, вы можете сломать инструмент или повредить заготовку.
Различные токарные пластины и сплавы зависят от материала заготовки. Источник изображения: Sandvik
Одной из ключевых частей разработки материалов для вставок инструмента является ориентация кристаллов, поэтому вот краткий обзор концепций микроструктуры. Используя увеличенные фотографии или цифровые изображения, полученные с помощью микроскопа, вы можете анализировать отдельные кристаллические области, известные как «зерна» в материале. Структура, размер и ориентация этих зерен зависят от состава материала (сплава) и способа изготовления или модификации материала путем обработки и процессов. Эти размеры и ориентация зерен связаны с механическими свойствами.
Используя увеличенные фотографии или цифровые изображения, полученные с помощью микроскопа, вы можете анализировать отдельные кристаллические области, известные как «зерна» в материале. Структура, размер и ориентация этих зерен зависят от состава материала (сплава) и способа изготовления или модификации материала путем обработки и процессов. Эти размеры и ориентация зерен связаны с механическими свойствами.
Ниже вы можете увидеть сравнение между микроструктурой типичного покрытия из оксида алюминия для токарных пластин с ЧПУ и микроструктурой, полученной с помощью технологии Sandvik под названием Inveio®. Типичное покрытие имеет случайную кристаллическую структуру, тогда как технология Sandvik позволяет получить однонаправленные кристаллы. Это изменение в микроструктуре улучшает лункообразование и сопротивление износу по задней поверхности, а также улучшает теплопередачу во время обработки. Это помогает режущей кромке дольше оставаться в форме и значительно повышает износостойкость и срок службы инструмента, что снижает затраты на обработку.
Пример материаловедения на вкладышах для инструментов (кристаллическая ориентация Inveio®). Источник изображения: Sandvik
Типы токарных инструментов
В зависимости от выполняемых вами операций токарной обработки лучше всего подходят разные инструменты. Ниже вы найдете описания некоторых из наиболее часто используемых токарных инструментов:
Торцевой/токарный инструмент s
Они используются для резки плоской поверхности перпендикулярно оси вращения детали. Инструмент устанавливается в резцедержатель, который опирается на каретку токарного станка, при этом торцовочный инструмент будет подаваться перпендикулярно оси вращения детали. Этот тип инструмента также используется при черновой токарной обработке (либо для деталей с гибкими допусками, либо для деталей с жесткими допусками, требующих первого прохода для удаления большого количества материала перед резкой с большей точностью).
Торцевой/токарный инструмент. Источник изображения: Autodesk
Источник изображения: Autodesk
Расточные оправки
Расточная оправка используется для увеличения диаметра существующего отверстия.
Инструмент для расточной оправки. Источник изображения: Autodesk
Резьбонарезные станки
Резьбонарезные станки используются для нарезания как внутренней, так и наружной резьбы на заготовке.
Резьбонарезной инструмент. Источник изображения: Autodesk
Нарезка канавок Инструменты
Инструмент для нарезки канавок обычно используется для создания таких элементов, как уплотнительные кольца, и контурных операций.
Инструмент для нарезки канавок. Источник изображения: Autodesk
Накатка Инструменты
Инструменты для накатки разработаны с особым рисунком для захвата рукояток путем прижатия рисунка к круглой части детали.
Инструмент для накатки. Источник изображения: Freertool (Dorian)
Конечно, эти пять инструментов — лишь немногие из инструментов, используемых на токарных станках с ЧПУ, но их гораздо больше, предназначенных для различных операций.
 В бесплатной версии также можно получать рекламу, которая связана с вопросами 3Д печати.
В бесплатной версии также можно получать рекламу, которая связана с вопросами 3Д печати. Далее вы можете импортировать или создать свой профиль смолы.
Далее вы можете импортировать или создать свой профиль смолы. Например, «Симулятор», «В масштабе». Первый позволяет визуализировать ход печати, а режим «В масштабе» помещает модель с некоторыми объектами, чтобы можно сравнить форму и размер.
Например, «Симулятор», «В масштабе». Первый позволяет визуализировать ход печати, а режим «В масштабе» помещает модель с некоторыми объектами, чтобы можно сравнить форму и размер. Поэтому готовый объект вместе с поддержками и всем необходимым, что будет сформировано в Lychee нужно будет экспортировать в слайсер, который поставляется с вашим оборудованием.
Поэтому готовый объект вместе с поддержками и всем необходимым, что будет сформировано в Lychee нужно будет экспортировать в слайсер, который поставляется с вашим оборудованием.
 В бесплатной версии этот режим недоступен, в ней реализовано сканирование выступов.
В бесплатной версии этот режим недоступен, в ней реализовано сканирование выступов.
 В профессиональной версии усовершенствован алгоритм построения опорных структур с ручным распределением: с помощью функции Support Painting пользователь задает дистанцию между поддержками и очерчивает необходимый участок модели, после чего программа автоматически заполняет указанную площадь опорами.
В профессиональной версии усовершенствован алгоритм построения опорных структур с ручным распределением: с помощью функции Support Painting пользователь задает дистанцию между поддержками и очерчивает необходимый участок модели, после чего программа автоматически заполняет указанную площадь опорами. com/embed/ITfv0hQ1HjE» allowfullscreen=»1″>
com/embed/ITfv0hQ1HjE» allowfullscreen=»1″>  ..
.. Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.
Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.



 д.)
д.) Обновление 3D-моделей с сохранением опор
Обновление 3D-моделей с сохранением опор Д.
Д. Д.)
Д.)
 Поддержка Mirror
Поддержка Mirror

 Они обязательно должны иметь высокую масличность и быть хорошо высушены, поскольку семена с излишками влаги могут начать преть на складах. Сама технология производства растительного масла является сложным и кропотливым процессом, который выстраивался столетиями и теперь остается неизменным.
Они обязательно должны иметь высокую масличность и быть хорошо высушены, поскольку семена с излишками влаги могут начать преть на складах. Сама технология производства растительного масла является сложным и кропотливым процессом, который выстраивался столетиями и теперь остается неизменным. Удалить все примеси и шелуху окончательно поможет воздушный поток.
Удалить все примеси и шелуху окончательно поможет воздушный поток.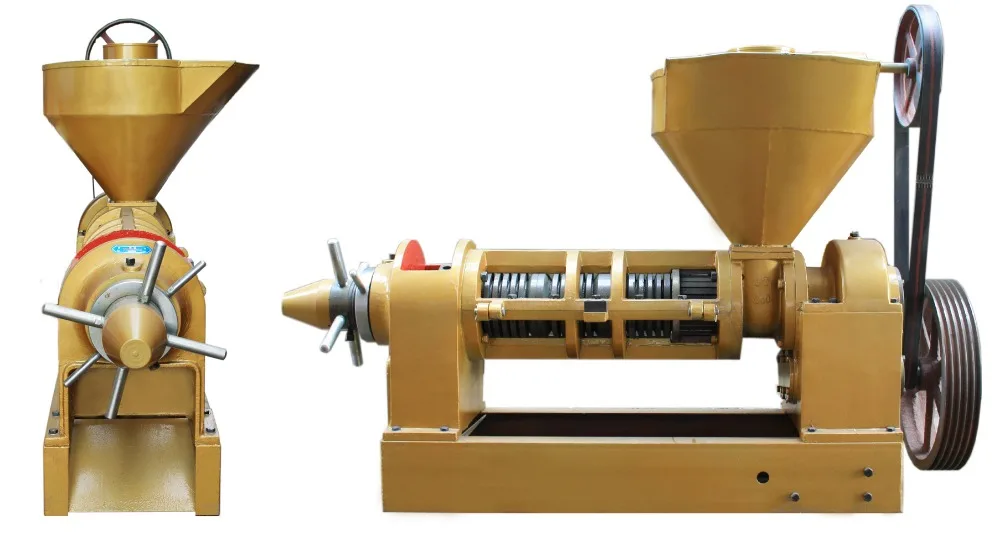
 Рафинированное масло хоть и лишается многих вкусовых свойств, зато сохраняет весь спектр витаминов и дольше хранится, нежели нерафинированное. Чтобы получить высокоочищенное рафинированное масло следует провести ряд ступеней дополнительной очистки.
Рафинированное масло хоть и лишается многих вкусовых свойств, зато сохраняет весь спектр витаминов и дольше хранится, нежели нерафинированное. Чтобы получить высокоочищенное рафинированное масло следует провести ряд ступеней дополнительной очистки. Следует тщательно подходить к выбору техники, чтобы избежать ошибок и сделать бизнес максимально выгодным. Для обеспечения полного технологического процесса необходимо иметь в арсенале оборудование, о котором расскажем ниже.
Следует тщательно подходить к выбору техники, чтобы избежать ошибок и сделать бизнес максимально выгодным. Для обеспечения полного технологического процесса необходимо иметь в арсенале оборудование, о котором расскажем ниже. Производительность семенорушки НРХ-4 составляет до 70 т/сутки, а НРХ-4-01 — до 100.
Производительность семенорушки НРХ-4 составляет до 70 т/сутки, а НРХ-4-01 — до 100.



 Поскольку сам процесс рафинации является сложным и многоступенчатым, такое оборудование будет стоить недешево.
Поскольку сам процесс рафинации является сложным и многоступенчатым, такое оборудование будет стоить недешево.


 После этого игрокам потребуется 50 слаймов, 20 Stardew Valley твердая древесина и золотой слиток для изготовления самой маслобойни. Затем маслогенераторы можно использовать, как и любое другое оборудование, используя только ингредиенты масла и немного терпения.
После этого игрокам потребуется 50 слаймов, 20 Stardew Valley твердая древесина и золотой слиток для изготовления самой маслобойни. Затем маслогенераторы можно использовать, как и любое другое оборудование, используя только ингредиенты масла и немного терпения.

 д. Устройство поддерживает как холодное, так и горячее прессование. Степень извлечения составляет до 50% в зависимости от вида сырья.
д. Устройство поддерживает как холодное, так и горячее прессование. Степень извлечения составляет до 50% в зависимости от вида сырья.
 ..
.. .. В принципе при запуске станков обучаю работе в ArtCAM-е на уровне, достаточном для дальнейшего самообучения. И не только со станками — иногда езжу для просто обучения, как это например было с рядом контор…
.. В принципе при запуске станков обучаю работе в ArtCAM-е на уровне, достаточном для дальнейшего самообучения. И не только со станками — иногда езжу для просто обучения, как это например было с рядом контор… ..» не устраивает.
..» не устраивает.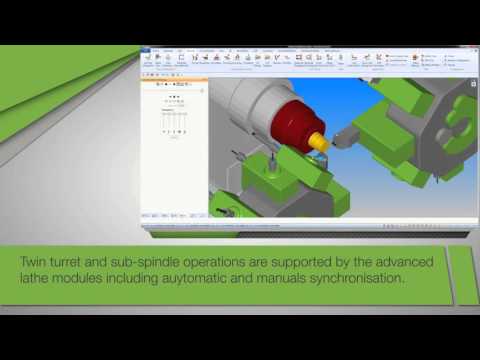 .. Или я ничего из вашего поста не понял — вы же делаете в АртСАМ-е?
.. Или я ничего из вашего поста не понял — вы же делаете в АртСАМ-е? com/embed/YkDi8jz-XkA?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»/>
com/embed/YkDi8jz-XkA?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»/>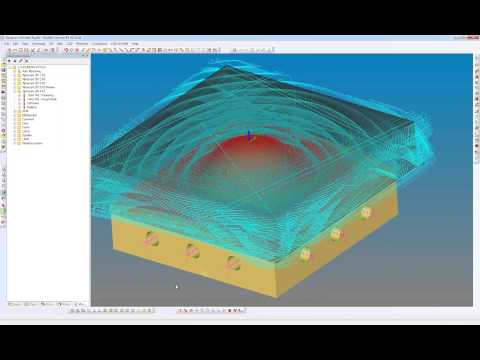


 Файлы с расширением ANC классифицируются как Другие файлы файлы. Подмножество Другие файлы содержит #NUMEXTENSIONS # различных форматов файлов. Alphacam является наиболее используемой программой для работы с ANC файлами. На официальном сайте разработчика Planit Solutions Inc. вы найдете не только подробную информацию о программном обеспечении Alphacam, но также о ANC и других поддерживаемых форматах файлов.
Файлы с расширением ANC классифицируются как Другие файлы файлы. Подмножество Другие файлы содержит #NUMEXTENSIONS # различных форматов файлов. Alphacam является наиболее используемой программой для работы с ANC файлами. На официальном сайте разработчика Planit Solutions Inc. вы найдете не только подробную информацию о программном обеспечении Alphacam, но также о ANC и других поддерживаемых форматах файлов. К счастью, наиболее распространенные проблемы с файлами ANC могут быть решены без глубоких знаний в области ИТ, а главное, за считанные минуты. Ниже приведен список рекомендаций, которые помогут вам выявить и решить проблемы, связанные с файлами.
К счастью, наиболее распространенные проблемы с файлами ANC могут быть решены без глубоких знаний в области ИТ, а главное, за считанные минуты. Ниже приведен список рекомендаций, которые помогут вам выявить и решить проблемы, связанные с файлами. Разработчики программного обеспечения могут реализовать поддержку более современных форматов файлов в обновленных версиях своих продуктов. Это может быть одной из причин, по которой ANC файлы не совместимы с Alphacam. Последняя версия Alphacam должна поддерживать все форматы файлов, которые совместимы со старыми версиями программного обеспечения.
Разработчики программного обеспечения могут реализовать поддержку более современных форматов файлов в обновленных версиях своих продуктов. Это может быть одной из причин, по которой ANC файлы не совместимы с Alphacam. Последняя версия Alphacam должна поддерживать все форматы файлов, которые совместимы со старыми версиями программного обеспечения.
 Отсутствие доступа к файлу может быть связано с различными проблемами.
Отсутствие доступа к файлу может быть связано с различными проблемами. Войдите в систему, используя учетную запись администратора, и посмотрите, решит ли это проблему.
Войдите в систему, используя учетную запись администратора, и посмотрите, решит ли это проблему.
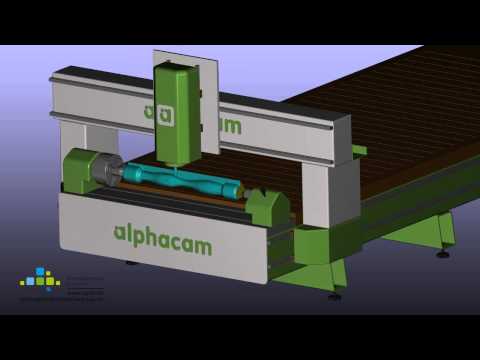
 Безопасные быстрые перемещения между плоскостями автоматически контролируются и проверяются с помощью расширенного твердотельного моделирования. Мощные возможности постобработки ALPHACAM означают, что используются расширенные функции всех контроллеров ЧПУ, включая вращение плоскости.
Безопасные быстрые перемещения между плоскостями автоматически контролируются и проверяются с помощью расширенного твердотельного моделирования. Мощные возможности постобработки ALPHACAM означают, что используются расширенные функции всех контроллеров ЧПУ, включая вращение плоскости.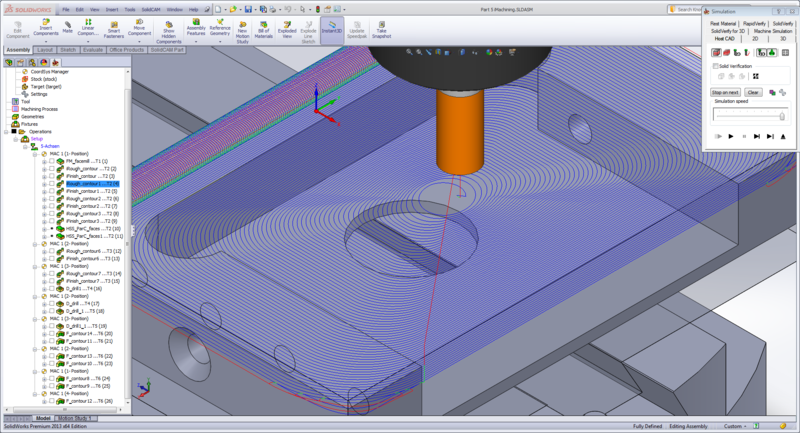
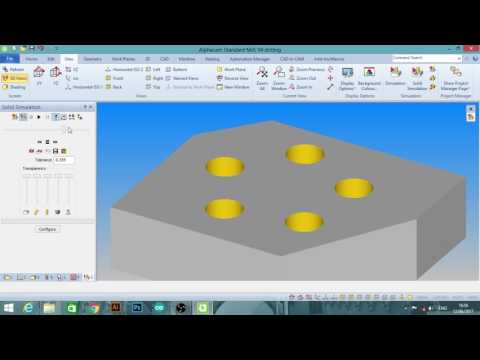
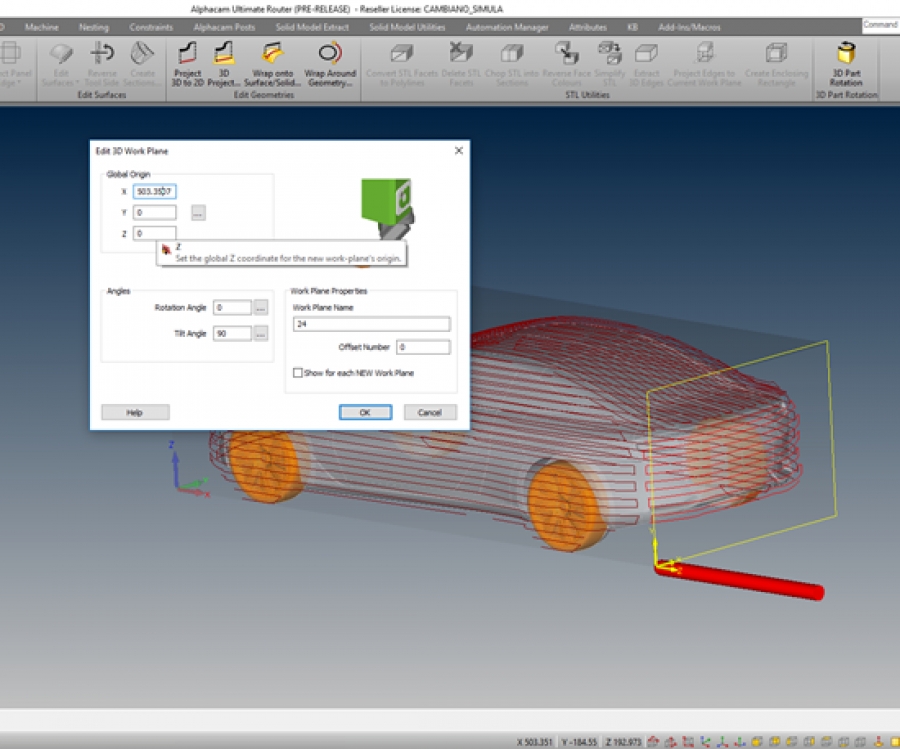 Отверстия подбираются под диаметр сверла и обрабатываются автоматически; несколько сверл выбираются одновременно, когда соответствует стандартный шаг 32 мм.
Отверстия подбираются под диаметр сверла и обрабатываются автоматически; несколько сверл выбираются одновременно, когда соответствует стандартный шаг 32 мм. изделия, индивидуальные подарки и награды. Плюс множество других приложений.
изделия, индивидуальные подарки и награды. Плюс множество других приложений.
 Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM. Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко контролируются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени. ALPHACAM является лидирующим программным обеспечением CAM для фрезерной обработки от 2 до 5 осей. Акцент при разработке ALPHACAM делается на то, чтобы предоставить нашим клиентам производительность, надежность и гибкость. ALPHACAM является одним из ведущих и наиболее авторитетных поставщиков программного обеспечения CAD CAM для каменной промышленности. ALPHACAM Stone был специально разработан для решения уникальных задач, возникающих при обработке мрамора и камня.
Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM. Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко контролируются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени. ALPHACAM является лидирующим программным обеспечением CAM для фрезерной обработки от 2 до 5 осей. Акцент при разработке ALPHACAM делается на то, чтобы предоставить нашим клиентам производительность, надежность и гибкость. ALPHACAM является одним из ведущих и наиболее авторитетных поставщиков программного обеспечения CAD CAM для каменной промышленности. ALPHACAM Stone был специально разработан для решения уникальных задач, возникающих при обработке мрамора и камня. Интеграции
Интеграции
 Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно. Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам. к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее. Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!

 В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением.
В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением. Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
 1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
 При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.
При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.
 Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
 com
com  Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот.
Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот. Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.
Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием. В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.
В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду. Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения.
Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения. Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.
Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки. Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.
Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги. Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера. Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.

 zip
zip




 Станок великолепно режет пластики, акрил, МДФ и другие материалы для рекламной индустрии. Гладкий и ровный срез, идеальное соответствие макету, быстрая скорость обработки – именно этим станок с ЧПУ покоряет производителей рекламных конструкций.
Станок великолепно режет пластики, акрил, МДФ и другие материалы для рекламной индустрии. Гладкий и ровный срез, идеальное соответствие макету, быстрая скорость обработки – именно этим станок с ЧПУ покоряет производителей рекламных конструкций. Достаточно небольшого, и всё получится.
Достаточно небольшого, и всё получится.
 Делаете ли вы таблички. резные знаки, украшения или даже автомобильные детали; как только программа установлена, вы можете просто сохранить ее и использовать повторно, когда захотите.
Делаете ли вы таблички. резные знаки, украшения или даже автомобильные детали; как только программа установлена, вы можете просто сохранить ее и использовать повторно, когда захотите.
 Некоторые из которых вы можете не ожидать.
Некоторые из которых вы можете не ожидать.


 Существуют тысячи продуктов, которые вы можете проектировать, создавать и продавать!
Существуют тысячи продуктов, которые вы можете проектировать, создавать и продавать! Наиболее распространенные станки с ЧПУ, с которыми вы столкнетесь, относятся к следующим категориям:
Наиболее распространенные станки с ЧПУ, с которыми вы столкнетесь, относятся к следующим категориям: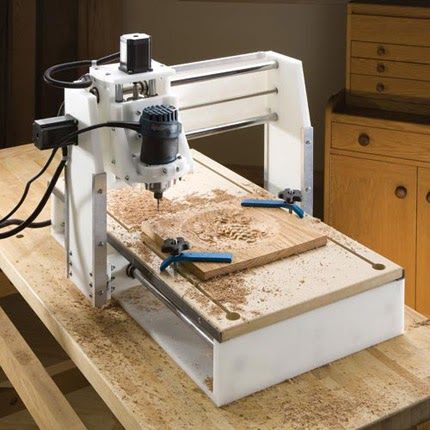 Знаки
Знаки 
 Точно так же вам нужно использовать телефон на кухне, в гараже или ванной, но подходящего места для его хранения просто нет. С держателем для телефона все эти заморочки позади. Просто положите свой телефон и делайте все, что хотите. Вы можете внести изменения в свой дизайн, в зависимости от размера телефона, который вы имеете в виду.
Точно так же вам нужно использовать телефон на кухне, в гараже или ванной, но подходящего места для его хранения просто нет. С держателем для телефона все эти заморочки позади. Просто положите свой телефон и делайте все, что хотите. Вы можете внести изменения в свой дизайн, в зависимости от размера телефона, который вы имеете в виду.
 Кроме того, есть автовладельцы, чьи оригинальные логотипы оторвались и пропали, и они ищут замену.
Кроме того, есть автовладельцы, чьи оригинальные логотипы оторвались и пропали, и они ищут замену. От мебели до посуды и канцтоваров.
От мебели до посуды и канцтоваров.
 Приложив немного инженерных усилий, вы сможете быстро расколоть орехи.
Приложив немного инженерных усилий, вы сможете быстро расколоть орехи. Настенная плитка дает вам больше вариантов стиля с формами и узорами. У вас также есть возможность сделать взаимосвязанные плитки, которые вы можете удалить и заменить в любое время.
Настенная плитка дает вам больше вариантов стиля с формами и узорами. У вас также есть возможность сделать взаимосвязанные плитки, которые вы можете удалить и заменить в любое время. Один из способов решить эту проблему — использовать внешние динамики. Тем не менее, экологически безопасный, простой, неэлектронный и красивый способ усилить динамик вашего телефона — это телефонные усилители с ЧПУ. Обладая базовыми знаниями физики и дизайна, вы легко сможете удвоить громкость своего телефона. Усилитель телефона также можно использовать как подставку для телефона.
Один из способов решить эту проблему — использовать внешние динамики. Тем не менее, экологически безопасный, простой, неэлектронный и красивый способ усилить динамик вашего телефона — это телефонные усилители с ЧПУ. Обладая базовыми знаниями физики и дизайна, вы легко сможете удвоить громкость своего телефона. Усилитель телефона также можно использовать как подставку для телефона. С помощью станка с ЧПУ вы можете создавать чрезвычайно прочные велосипедные педали, способные выдерживать безумные нагрузки.
С помощью станка с ЧПУ вы можете создавать чрезвычайно прочные велосипедные педали, способные выдерживать безумные нагрузки. Мы, очевидно, не можем вдаваться в список того, что вы можете сделать в качестве декора интерьера, поэтому не стесняйтесь дать волю своему воображению.
Мы, очевидно, не можем вдаваться в список того, что вы можете сделать в качестве декора интерьера, поэтому не стесняйтесь дать волю своему воображению. С помощью станка с ЧПУ, если вы правильно понимаете принципы работы, вы можете сделать зажигалку в форме чего угодно и с любыми декоративными элементами, которые вам нравятся.
С помощью станка с ЧПУ, если вы правильно понимаете принципы работы, вы можете сделать зажигалку в форме чего угодно и с любыми декоративными элементами, которые вам нравятся. С помощью станка с ЧПУ вы можете создавать качественные инструменты или коллекции инструментов, которые наверняка привлекут внимание покупателей. Опять же, не стесняйтесь проявлять творческий подход к своим проектам. Мы видели удостоверения личности, которые складываются в ножи, и линейку, которая подпиливает, завинчивает, открывает бутылки и удаляет гвозди.
С помощью станка с ЧПУ вы можете создавать качественные инструменты или коллекции инструментов, которые наверняка привлекут внимание покупателей. Опять же, не стесняйтесь проявлять творческий подход к своим проектам. Мы видели удостоверения личности, которые складываются в ножи, и линейку, которая подпиливает, завинчивает, открывает бутылки и удаляет гвозди. Проявив немного творчества, солонки и перечницы можно превратить в украшение.
Проявив немного творчества, солонки и перечницы можно превратить в украшение. С помощью станка с ЧПУ и небольшого количества дерева вы можете создать корпус гитары с потрясающим дизайном.
С помощью станка с ЧПУ и небольшого количества дерева вы можете создать корпус гитары с потрясающим дизайном.






 Каменск-Шахтинский, пер. Полевой 43 (координаты для навигатора 48.292474, 40.275522). Для крупногабаритных заказов воспользуйтесь транспортным средством.
Каменск-Шахтинский, пер. Полевой 43 (координаты для навигатора 48.292474, 40.275522). Для крупногабаритных заказов воспользуйтесь транспортным средством. Расчёт допустимой длины проводится в зависимости от диаметра изделия: вал не может быть длиннее чем в 20 раз от диаметра изделия.
Расчёт допустимой длины проводится в зависимости от диаметра изделия: вал не может быть длиннее чем в 20 раз от диаметра изделия.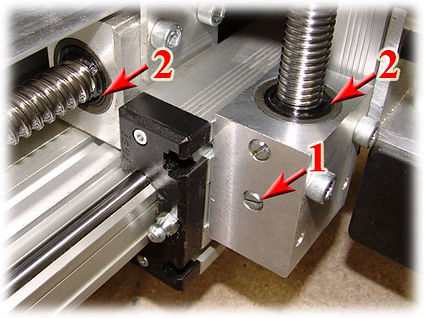

 Ни один меч не был так отточен, как слова Иисуса; и все же как Он был нежен, как внимателен! Но, вы говорите, у нас есть все свои природные особенности, и мы должны оставаться такими, какими нас сделала природа. Не так, мой дорогой брат. Ты должен совершенствоваться по благодати, а не по природе. Отрежьте от живой изгороди грубую палку: если она будет довольно прямой и на ее конце воткнут шип, то она может служить в случае крайней необходимости вместо стрелы с близкого расстояния. Но каждая зазубрина, каждая отличительная черта этой грубой палки препятствует ее полету. Нам не нужно бояться мастерства Великого Лучника, который держит Своих святых в Своем колчане; но мы должны помнить, что, когда мы утверждаем наши природные особенности характера, вместо того, чтобы отдать себя Ему, чтобы он был отшлифован согласно Его воле, вина лежит на нас, а не на Нем, если мы ошибаемся. Мы не имеем права довольствоваться выполнением работы Господа «грубо и с готовностью», неуклюже, неуклюже, принося, возможно, мало пользы и много вреда.
Ни один меч не был так отточен, как слова Иисуса; и все же как Он был нежен, как внимателен! Но, вы говорите, у нас есть все свои природные особенности, и мы должны оставаться такими, какими нас сделала природа. Не так, мой дорогой брат. Ты должен совершенствоваться по благодати, а не по природе. Отрежьте от живой изгороди грубую палку: если она будет довольно прямой и на ее конце воткнут шип, то она может служить в случае крайней необходимости вместо стрелы с близкого расстояния. Но каждая зазубрина, каждая отличительная черта этой грубой палки препятствует ее полету. Нам не нужно бояться мастерства Великого Лучника, который держит Своих святых в Своем колчане; но мы должны помнить, что, когда мы утверждаем наши природные особенности характера, вместо того, чтобы отдать себя Ему, чтобы он был отшлифован согласно Его воле, вина лежит на нас, а не на Нем, если мы ошибаемся. Мы не имеем права довольствоваться выполнением работы Господа «грубо и с готовностью», неуклюже, неуклюже, принося, возможно, мало пользы и много вреда. «Мудр тот, кто завоевывает души»; тот, кто стремится просто облегчить свою совесть, может позволить себе сделать что-то небрежно. Какое ему дело до того, как это сделано? Но, конечно же, чтобы работа произвела должный эффект, нам нужно много такта, много деликатности чувств, много нежности сочувствия; нам нужно научиться, когда держать язык за зубами, а когда говорить. Совершенно верно, что Бог может благословить самые наши промахи, когда Он видит, что они совершаются с истинной искренностью намерений и происходят скорее от невежества и дурного вкуса, чем от преднамеренной небрежности; но это не дает нам права продолжать ошибаться, тем более считать наши ошибки почти похвальными и самодовольно размышлять о том, что это «наш способ работы». Мы уклоняемся от процесса полировки; но Тот, кто желает видеть нас настолько отшлифованными, чтобы мы отражали Его собственную славу, а не выставляли напоказ наши собственные особенности, позаботится о том, чтобы были средства для нашего полирования.
«Мудр тот, кто завоевывает души»; тот, кто стремится просто облегчить свою совесть, может позволить себе сделать что-то небрежно. Какое ему дело до того, как это сделано? Но, конечно же, чтобы работа произвела должный эффект, нам нужно много такта, много деликатности чувств, много нежности сочувствия; нам нужно научиться, когда держать язык за зубами, а когда говорить. Совершенно верно, что Бог может благословить самые наши промахи, когда Он видит, что они совершаются с истинной искренностью намерений и происходят скорее от невежества и дурного вкуса, чем от преднамеренной небрежности; но это не дает нам права продолжать ошибаться, тем более считать наши ошибки почти похвальными и самодовольно размышлять о том, что это «наш способ работы». Мы уклоняемся от процесса полировки; но Тот, кто желает видеть нас настолько отшлифованными, чтобы мы отражали Его собственную славу, а не выставляли напоказ наши собственные особенности, позаботится о том, чтобы были средства для нашего полирования. Именно трением полируется стрела, и именно трением стираются наши индивидуальные особенности. Это трение обеспечивается по-разному. Возможно, оно будет восполнено неудачами и разочарованиями, пока мы, как Гедеон в древности, не будем готовы сказать: «Если Господь с нами, то почему с нами так?» Возможно, оно будет восполнено сильным и горьким антагонизмом, который наша необдуманная грубость и неразумие разожгли в сердцах тех, кому мы стремимся принести пользу. Иногда она проявляется в нашем общем общении с другими, нередко в нашем общении с собратьями-христианами. Возможно, Он подвергнет нас самым суровым дисциплинарным испытаниям, прежде чем работа по полировке будет завершена; но так или иначе должны быть отшлифованы древки, которыми Он будет пользоваться для Своей славы.
Именно трением полируется стрела, и именно трением стираются наши индивидуальные особенности. Это трение обеспечивается по-разному. Возможно, оно будет восполнено неудачами и разочарованиями, пока мы, как Гедеон в древности, не будем готовы сказать: «Если Господь с нами, то почему с нами так?» Возможно, оно будет восполнено сильным и горьким антагонизмом, который наша необдуманная грубость и неразумие разожгли в сердцах тех, кому мы стремимся принести пользу. Иногда она проявляется в нашем общем общении с другими, нередко в нашем общении с собратьями-христианами. Возможно, Он подвергнет нас самым суровым дисциплинарным испытаниям, прежде чем работа по полировке будет завершена; но так или иначе должны быть отшлифованы древки, которыми Он будет пользоваться для Своей славы. Некоторых из Его служителей настолько запечатлела красота Господа, что люди не могут сдержать своего восхищения. Христиане щедры на свою любовь, и под этим благосклонным уважением скрываются скрытые опасности. Заточенные и отполированные, как способны мы показать себя, подобно тому, как ассирийский топор древности «хвастался против того, кто рубил там». «Но, — говорит великий апостол (сам начищенная и наточенная стрела), — мы не себя проповедуем, но Христа Иисуса Господа». И поэтому полированный вал приходится прятать. Ваше внимание не направлено на стрелу, пока она ожидает использования; он спрятан в колчане. Оно не бросается в глаза, когда оно в руке; он скрыт под тенью руки. Еще мгновение, он опирается на лук; еще мгновение, и он ускоряется до отметки. Ни в колчане, ни в руке, ни на луке, ни в полете стрела не бросается в глаза. Чем быстрее он летит, тем он незаметнее. Таким образом, лучник получает все аплодисменты, а стрела — ничто; однако именно стрелой он совершил свое дело. И хотя человека влечет не стрела, а Сам великий Лучник.
Некоторых из Его служителей настолько запечатлела красота Господа, что люди не могут сдержать своего восхищения. Христиане щедры на свою любовь, и под этим благосклонным уважением скрываются скрытые опасности. Заточенные и отполированные, как способны мы показать себя, подобно тому, как ассирийский топор древности «хвастался против того, кто рубил там». «Но, — говорит великий апостол (сам начищенная и наточенная стрела), — мы не себя проповедуем, но Христа Иисуса Господа». И поэтому полированный вал приходится прятать. Ваше внимание не направлено на стрелу, пока она ожидает использования; он спрятан в колчане. Оно не бросается в глаза, когда оно в руке; он скрыт под тенью руки. Еще мгновение, он опирается на лук; еще мгновение, и он ускоряется до отметки. Ни в колчане, ни в руке, ни на луке, ни в полете стрела не бросается в глаза. Чем быстрее он летит, тем он незаметнее. Таким образом, лучник получает все аплодисменты, а стрела — ничто; однако именно стрелой он совершил свое дело. И хотя человека влечет не стрела, а Сам великий Лучник. Именно на него Он обращает Свой взор. Именно ему Он приписывает победу: «Ты раб Мой, Израиль, в котором Я прославлюсь». Да, в Его сердце есть особая радость, когда Он действительно может сказать о нас: «Ты Мой слуга». Как близки мы к Его святой Личности, когда мы таким образом сокрыты в руке Бога, сокрыты в Его колчане! И насколько истиннее и глубже радость такого служения, чем сиюминутное волнение человеческих аплодисментов! И тогда мысль о том, что возможно, чтобы Бог прославлялся в нас, как лучник, прославляется в стреле, что небесные разумы будут смотреть вниз и восхищаться работой, которую Бог совершил орудиями, когда-то столь бесперспективными, и восхвалят Его. для этого; что люди на земле будут вынуждены признать, что это перст Божий, и узнать о нас, что мы были с Иисусом; что черти в аду узнают в нашей жизни присутствие Всемогущего и затрепещут, увидев, как могучий Лучник вытаскивает нас из тайника внутри колчана! «Сокрыты в руке Бога!» Сокрытые от власти сатаны. Он был бы рад вырвать нас из-под контроля Бога; но его враждебная рука никогда не сможет коснуться тех, кто сокрыт в божьем колчане.
Именно на него Он обращает Свой взор. Именно ему Он приписывает победу: «Ты раб Мой, Израиль, в котором Я прославлюсь». Да, в Его сердце есть особая радость, когда Он действительно может сказать о нас: «Ты Мой слуга». Как близки мы к Его святой Личности, когда мы таким образом сокрыты в руке Бога, сокрыты в Его колчане! И насколько истиннее и глубже радость такого служения, чем сиюминутное волнение человеческих аплодисментов! И тогда мысль о том, что возможно, чтобы Бог прославлялся в нас, как лучник, прославляется в стреле, что небесные разумы будут смотреть вниз и восхищаться работой, которую Бог совершил орудиями, когда-то столь бесперспективными, и восхвалят Его. для этого; что люди на земле будут вынуждены признать, что это перст Божий, и узнать о нас, что мы были с Иисусом; что черти в аду узнают в нашей жизни присутствие Всемогущего и затрепещут, увидев, как могучий Лучник вытаскивает нас из тайника внутри колчана! «Сокрыты в руке Бога!» Сокрытые от власти сатаны. Он был бы рад вырвать нас из-под контроля Бога; но его враждебная рука никогда не сможет коснуться тех, кто сокрыт в божьем колчане. По своей производительности, точности и надежности они отвечают самым высоким требованиям и гарантируют достижения хороших результатов работы.
По своей производительности, точности и надежности они отвечают самым высоким требованиям и гарантируют достижения хороших результатов работы. И все это для того, чтобы вы могли быстрее закончить работу и насладиться окружающей вас природой. Иначе зачем еще нужен сад?
И все это для того, чтобы вы могли быстрее закончить работу и насладиться окружающей вас природой. Иначе зачем еще нужен сад? Универсальный ассортимент принадлежностей от компании Bosch подходит ко всем стандартным маркам электроинструментов. Компания уделяет особое внимание исключительному качеству своей продукции и ее пользовательским преимуществам.
Универсальный ассортимент принадлежностей от компании Bosch подходит ко всем стандартным маркам электроинструментов. Компания уделяет особое внимание исключительному качеству своей продукции и ее пользовательским преимуществам. 99 грн
99 грн 50 грн
50 грн 99 грн
99 грн 17 грн
17 грн 6-10.8 В) (2607225513)
6-10.8 В) (2607225513) 8-2 GSA10,8 В GWI10,8 В TSR120 BAT411 BAT412A
8-2 GSA10,8 В GWI10,8 В TSR120 BAT411 BAT412A , Ltd
, Ltd 03.2025
03.2025 , Ltd
, Ltd Смотри ниже.
Смотри ниже. 
 .. BOSCH Rotak 34 fűnyíró. Rövid hibaleírás: kommutátorból letört 2-3 szegmens, ez vitte a szénkefét valamint a szénkefe tartó műanyag házat is eltörte. (умкеттёт).
.. BOSCH Rotak 34 fűnyíró. Rövid hibaleírás: kommutátorból letört 2-3 szegmens, ez vitte a szénkefét valamint a szénkefe tartó műanyag házat is eltörte. (умкеттёт). 
 75 для 3D принтера 1 кг
75 для 3D принтера 1 кг 4 мм,
4 мм, 1 мм
1 мм Коробчатая конструкция с верхним порталом. 3D-принтер Creality Ender-5 Plus — это увеличенная версия 3D-принтера Creality Ender 5 Series с такой же кубической конструкцией и прочной кубической рамой.
Коробчатая конструкция с верхним порталом. 3D-принтер Creality Ender-5 Plus — это увеличенная версия 3D-принтера Creality Ender 5 Series с такой же кубической конструкцией и прочной кубической рамой.  youtube.com/embed/PujVuFZwVJg» frameborder=»0″ scrolling=»no» allowfullscreen=»allowfullscreen»>
youtube.com/embed/PujVuFZwVJg» frameborder=»0″ scrolling=»no» allowfullscreen=»allowfullscreen»>  25А, макс. 550 Вт
25А, макс. 550 Вт
 Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи.
Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи. ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості.
ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості. Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.
Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.
 Почнемо по порядку.
Почнемо по порядку. Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару.
Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару. Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає.
Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає. За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
 Скляна платформа повинна бути матовою і покритою розчином АБС.
Скляна платформа повинна бути матовою і покритою розчином АБС.
 Благодаря такому «апу», чемодан стал настоящим вездеходом и, даже будучи весьма нагруженным, легко едет – толкаемый вперёд даже «одним пальчиком». И даже по снегу, в 5-6 см толщиной. Танк, а не чемодан получился! К слову – крутящиеся колёсные «юниты» брал в леруа. Потом снял и выкинул оттуда родные пластиковые колёса, вставив от роликовых коньков:
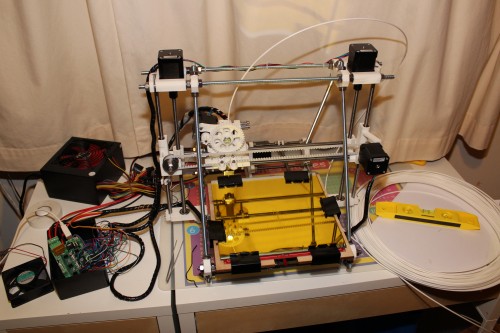
Благодаря такому «апу», чемодан стал настоящим вездеходом и, даже будучи весьма нагруженным, легко едет – толкаемый вперёд даже «одним пальчиком». И даже по снегу, в 5-6 см толщиной. Танк, а не чемодан получился! К слову – крутящиеся колёсные «юниты» брал в леруа. Потом снял и выкинул оттуда родные пластиковые колёса, вставив от роликовых коньков: Катушка с прутком установлена наверху, на раме. Ось, на которую надета катушка — выточена на токарном станке из алюминия и в неё вставлен подшипник от ГРМ ВАЗ. В итоге катушка — «вращается даже от пролёта мухи рядом»:
Катушка с прутком установлена наверху, на раме. Ось, на которую надета катушка — выточена на токарном станке из алюминия и в неё вставлен подшипник от ГРМ ВАЗ. В итоге катушка — «вращается даже от пролёта мухи рядом»:
 Данное решение представляло собой аппаратно-программный комплекс, позволяющий достаточно быстро и легко откалибровать печатный стол, — то есть дать принтеру понять его геометрию. На современных принтерах указанная проблема отсутствует, так как они комплектуются встроенным решением для калибровки. Стоит отметить, что эту проблему я решил, прикрепив концевик на печатающую головку, и использовав прошивку Marlin-1.1.9.
Данное решение представляло собой аппаратно-программный комплекс, позволяющий достаточно быстро и легко откалибровать печатный стол, — то есть дать принтеру понять его геометрию. На современных принтерах указанная проблема отсутствует, так как они комплектуются встроенным решением для калибровки. Стоит отметить, что эту проблему я решил, прикрепив концевик на печатающую головку, и использовав прошивку Marlin-1.1.9. Конечно, это очень сильно зависит от того, каким соплом вы печатаете. Но, несмотря на это, сложно не согласиться с тем фактом, что большая часть печатаемых деталей будет достаточно утилитарной и малого размера.
Конечно, это очень сильно зависит от того, каким соплом вы печатаете. Но, несмотря на это, сложно не согласиться с тем фактом, что большая часть печатаемых деталей будет достаточно утилитарной и малого размера. Кроме того, с его помощью вы сможете освоиться с процессом печати и, при необходимости, приобрести аппарат большего размера, уже чётко понимая его возможности и способность решить ваш комплекс задач.
Кроме того, с его помощью вы сможете освоиться с процессом печати и, при необходимости, приобрести аппарат большего размера, уже чётко понимая его возможности и способность решить ваш комплекс задач. com
com То есть, в первом случае Вы можете использовать любые PLA, SBS пластики, и другие, подобные им по свойствам.
То есть, в первом случае Вы можете использовать любые PLA, SBS пластики, и другие, подобные им по свойствам. ..»
..» Несмотря на то, что казалось бы, «ацетон он и в Африке ацетон», — тем не менее, один вид ацетона может существенно отличаться друг от друга. Например, обычный ацетон, который может быть куплен в любых хозмагах, типа «1000 мелочей», «магазин около дома» и тому подобных, — является ацетоном очень низкого качества, отвратительно пахнет ( хотя кому как, может быть, кому-то и нравится его приятный строительный аромат и «послевкусие»:-)) ).
Несмотря на то, что казалось бы, «ацетон он и в Африке ацетон», — тем не менее, один вид ацетона может существенно отличаться друг от друга. Например, обычный ацетон, который может быть куплен в любых хозмагах, типа «1000 мелочей», «магазин около дома» и тому подобных, — является ацетоном очень низкого качества, отвратительно пахнет ( хотя кому как, может быть, кому-то и нравится его приятный строительный аромат и «послевкусие»:-)) ).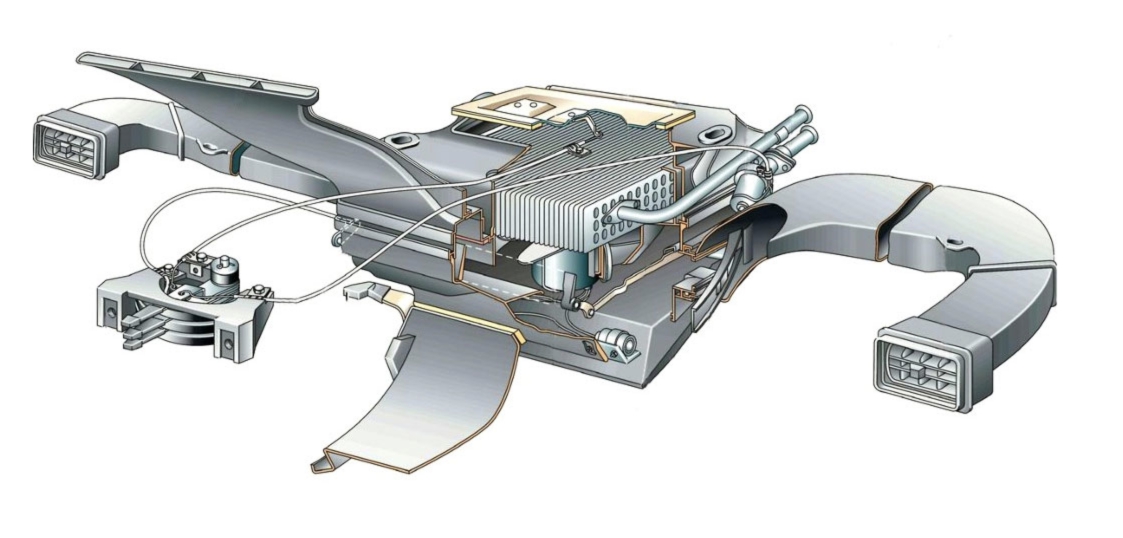

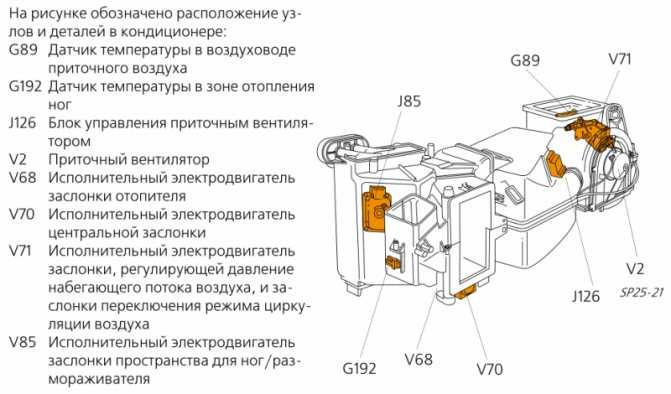 Вода прокачивается с использованием маленького перистальтического насоса. Двигатель с металлическим редуктором, который использован в создании данного насоса, позволяет развивать усилие в 3 кг, что является даже избыточным для этой самоделки. Питание двигателя осуществляется от элементов Пельтье, укрепленных рядом с каталитической грелкой. Проект в данный момент находится в работе.
Вода прокачивается с использованием маленького перистальтического насоса. Двигатель с металлическим редуктором, который использован в создании данного насоса, позволяет развивать усилие в 3 кг, что является даже избыточным для этой самоделки. Питание двигателя осуществляется от элементов Пельтье, укрепленных рядом с каталитической грелкой. Проект в данный момент находится в работе. Один — тягловый. Второй — модифицирован и превращён в компрессор высокого давления:
Один — тягловый. Второй — модифицирован и превращён в компрессор высокого давления: Здесь я имею в виду следующее: опытным путём мною совершенно случайно было выявлено, что при осуществлении печати разнообразных статуй (в чём я, совершенно неожиданно для себя, — обнаружил ещё одну свою страсть), — статуи желательно размещать под углом к печатному столу.
Здесь я имею в виду следующее: опытным путём мною совершенно случайно было выявлено, что при осуществлении печати разнообразных статуй (в чём я, совершенно неожиданно для себя, — обнаружил ещё одну свою страсть), — статуи желательно размещать под углом к печатному столу.
 Значит её надо моделировать в CAD-программе как 9,8х9,8 мм (если хотим, чтобы сидело плотно) или 9,7х9,7 мм (чтобы сидело свободно). Ну или расширить отверстие в зелёной детали, а синюю оставить как есть.
Значит её надо моделировать в CAD-программе как 9,8х9,8 мм (если хотим, чтобы сидело плотно) или 9,7х9,7 мм (чтобы сидело свободно). Ну или расширить отверстие в зелёной детали, а синюю оставить как есть.
 А как быть с резьбой?
А как быть с резьбой?
 Я научу вас, как сделать идеальную настройку для печати с использованием АБС-пластика, и помогу вам понять, как защитить себя от паров.
Я научу вас, как сделать идеальную настройку для печати с использованием АБС-пластика, и помогу вам понять, как защитить себя от паров.
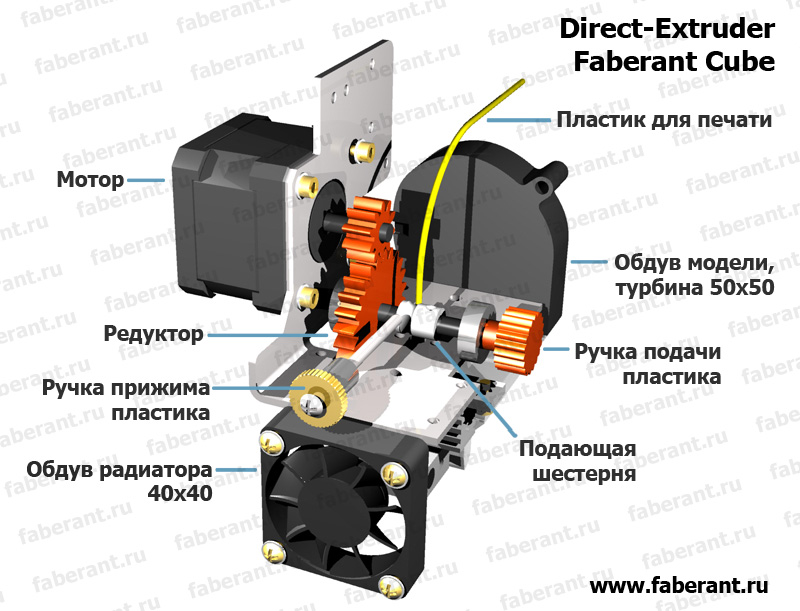
 Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям.
Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям. Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
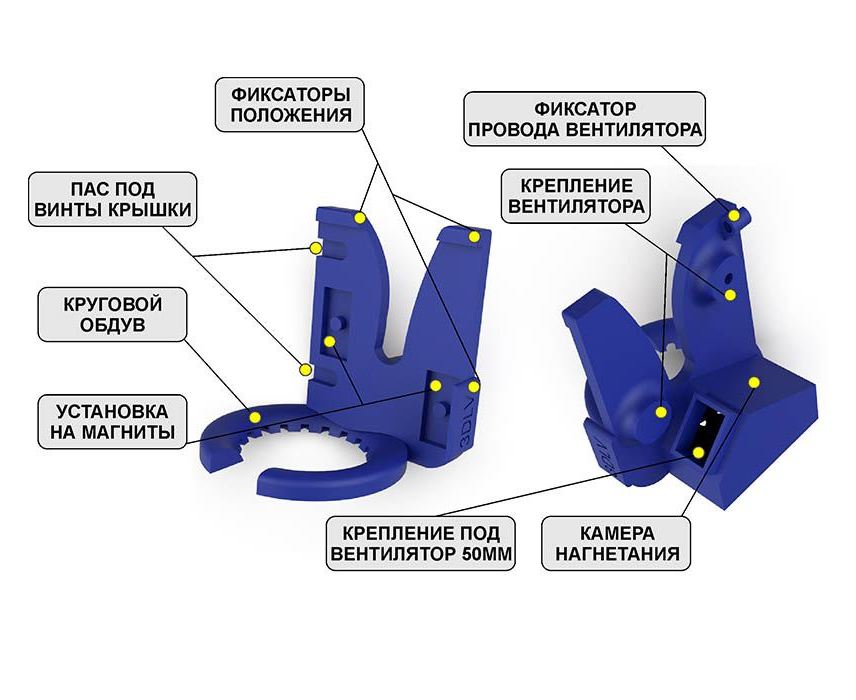 Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.
Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.

 Вдыхание паров принтера из АБС-пластика представляет несколько рисков для здоровья, включая раздражение глаз, носа и горла. Это также может вызвать головокружение, головные боли и аллергические реакции.
Вдыхание паров принтера из АБС-пластика представляет несколько рисков для здоровья, включая раздражение глаз, носа и горла. Это также может вызвать головокружение, головные боли и аллергические реакции.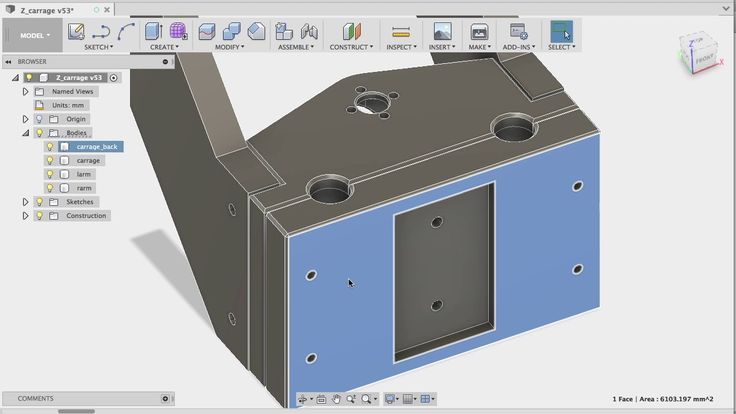
 При включенных вентиляторах мы определяем внутреннюю температуру от 38°C до 42°C для 3D-принтеров, использующих горячие концы E3D, поскольку E3D рекомендует использовать этот диапазон температур во избежание засорения. Поддержание температуры в этом диапазоне оказывает наименьшее воздействие на оборудование и соответствует рекомендациям производителя.
При включенных вентиляторах мы определяем внутреннюю температуру от 38°C до 42°C для 3D-принтеров, использующих горячие концы E3D, поскольку E3D рекомендует использовать этот диапазон температур во избежание засорения. Поддержание температуры в этом диапазоне оказывает наименьшее воздействие на оборудование и соответствует рекомендациям производителя. Они работают так годами, ни одна нить не забивается. Даже без вентиляции блоков питания у нас никогда не было отказов блоков питания. Очевидно, что ваш пробег может варьироваться, так как он зависит от множества переменных, таких как качество нити накала и качество блока питания в этом конкретном принтере.
Они работают так годами, ни одна нить не забивается. Даже без вентиляции блоков питания у нас никогда не было отказов блоков питания. Очевидно, что ваш пробег может варьироваться, так как он зависит от множества переменных, таких как качество нити накала и качество блока питания в этом конкретном принтере. Но разве это не выпустит все летучие органические соединения, выходящие из горячего конца? Ключевым моментом является отрицательное давление в сочетании с тем фактом, что частицы чрезвычайно малы и легки.
Но разве это не выпустит все летучие органические соединения, выходящие из горячего конца? Ключевым моментом является отрицательное давление в сочетании с тем фактом, что частицы чрезвычайно малы и легки.