Доброго времени суток. Компания ООО СИС рада приветствовать Вас на страницах нашего сайта.
Отводы бесшовные крутоизогнутые — фасонная часть стального трубопровода, благодаря своей конструкции, позволяют соединить трубы под нужным углом (15, 30, 45, 60, 90 градусов). Этот тип стальных отводов предназначен для изменения направления трубопровода либо чтобы обогнуть какое-либо препятствие.
Перейти в раздел Фасонные части трубопровода и фитинги
Таблица типоразмеров отводов по ГОСТ 17375-2001 Исполнение 1.
Таблица типоразмеров отводов по ГОСТ 17375-2001 Исполнение 2.
Компания «СИС» поставляет стальные отводы 90, 60, 45, 30 градусов, а также отводы разного изгиба и с любой толщиной стенки. Отводы 90,60, 45, 30 градусов стальные крутоизогнутые ГОСТ 17375 — отводы с коротким радиусом. Они пришли на замену гнутым отводам. Область применения у них одинаковая. Для изготовления крутоизогнутых отводов расходуется меньше сырья и по этому они несколько дешевле гнутых. А также они более компактные, что упрощает монтаж трубопровода в помещении.
Отвод к/з R-1,5D нержавеющие исполнение 2 ГОСТ 17375-0112х18н10т / 12х18н9
Отводы КЗ ст. 09Г2С
Отвод крутоизогнутый ГОСТ 30753-01 исполнение 2
Отводы ТС-583-13 в. 1
Отвод гнутый бесшовный ОШК, ТУ, ОСТ, ГОСТ
Отводы ОСТ 34.10.752-97
Отвод ОСТ 34.10.418-90
Технические параметры и требования к отводам крутоизогнутым стальным по ГОСТ 17375-2001
диаметры отводов: от 32 до 426 мм
направления трубопровода под углами: 45, 60 и 90 градусов
температурные нагрузки: от -70°С до +450°С
рабочее давление: до 16 МПа
марки стали: 10х17н13м2т, 12х18н10т, 15х5м, 10Г2, 20, 09Г2С (зависит от среды трубопровода)
Примеры условного обозачения:
отвод с 0=90°, исполнения 1,D=139,7мм, Т=4,0мм из стали TS4: Отвод 90-1-139,7, 704-TS4 ГОСТ 17375-2001
отвод с 0=45°, исполнения 2,D=159мм, Т=4,0мм,Тв=6,0мм из стали марки 20: Отвод 45-159°4/6 ГОСТ 17375-2001
отвод с 0=90°, исполнения 2,D=57мм, Т=5,0мм из стали 09Г2С: Отвод 90-57х5,0-09Г2С ГОСТ 17375-2001
то, же для трубопроводов подконтрольных органам недзора: Отвод П90-57х5,0-09Г2С ГОСТ 17375-2001
Вернуться в раздел фасонные части По согласованию между изготовителем и потребителем (заказчиком) допускается изготовление отводов исполнения 2 с другими размерами и углами 0. ГОСТом допускается изготовление отводов исполнения 2 с увеличенной толщиной стенки в не торцевых сечениях.
ГОСТ 17375-2001 — радиус изгиба R равен 1,5 диаметра отвода R=1,5Д. (технические требования ГОСТ 17380-2001). Настоящий стандарт распространяется на бесшовные приварные отводы из углеродистой и низколегированной стали типа 3D с R 1,5 DN и 0 = 45°, 0 = 60°, 0 = 90° и 0 = 180°, изготавливаемые из труб методами штамповки или протяжки по рогообразному сердечнику. Область применения отводов — в соответствии с разделом 1 ГОСТ 17380.В настоящем стандарте использована ссылка на ГОСТ 17380-2001. Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия. Стальные бесшовные крутозагнутые отводы изготавливают методами горячей протяжки или штамповки. Вместе с отводами стальными бесшовными приварными покупают стальные трубы бесшовные, электросварные, водогазопроводные, нержавеющие и оцинкованные, материалы изоляции, арматуру трубопровода. Всю поставляемую нами продукцию можно посмотреть в каталоге ООО СИС. За годы успешной работы предприятие ООО Системы Инженерного Снабжения приобрела бесценный опыт, о чем свидетельствуют лестные отзывы наших клиентов. Посмотреть фото компании ООО СИС можно в разделе «Фотогалерея». Стальные отводы поставляются высокого качества, что соответствует сертификату завода изготовителя. Скачать прайс-лист на отводы стальные гнутые или узнать цену крутоизогнутых отводов можно на нашем сайте ООО СИС в разделе ПРАЙС-ЛИСТ. По желанию заказчика наша компания доставит в минимальные сроки и по низкой цене стальные бесшовные крутоизогнутые отводы по Санкт-Петербургу, Ленинградской области или в любую точку России, Казахстана, Белоруссии и ближнего зарубежья. При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих.
В случае, если у Вас возникли вопросы при оформлении заказа, Вы всегда можете обратиться к нашим специалистам по тел. 8(921)391-4842, 8(911)114-2936 Елена или воспользовавшись онлайн-консультантом на сайте на E-mail: [email protected].
Наш опыт — ваше преимущество! Опыт. Качество. Надежность. Выбор профессионалов.
Отводы КЗ исполнение 1 ГОСТ 17375-2001
Отводы КЗ исполнение 2 ГОСТ 17375-2001
Отводы к/з бш черные ГОСТ 17375
Отводы кз бш оцинкованные ГОСТ 17375
Отводы бш низколегированные ст. 09Г2С
Отводы бш нержавеющие
Отводы кз ГОСТ 30753-2001 ст.20, 09Г2С, 12х18н10т 90 и 45гр.
Отводы гнутые стальные ОГ ГОСТ, ТУ, ОСТ
ОТВОДЫ ОКШ стальные
Отводы сварные ТС-583 серия 5.903-13 выпуск 1
Отводы сварные секторные ОСТ 34.10.752-97
Отводы крутоизогнутые ОСТ 34-10-418-90
Фасонные детали трубопроводов | Завод ТЭК
Фасонные детали трубопроводов с катушками
Фасонные детали трубопроводов, называемые также фитинги, служат для соединения труб, чаще всего они используются в тех местах, где трубы разветвляются, поворачивают, меняют угол наклона. Проще говоря, именно благодаря данным элементам становится возможным построить трубопровод необходимой конфигурации, оснастить его запорной, измерительной и прочей арматурой.
Завод ТЭК имеет собственный цех по производству высококачественных фитингов, отвечающих всем нормам и стандартам качества. Сфера их использования – газо-, водо- и нефтепроводы, канализации и т.п. системы.
Свойства фасонных деталей производства завода ТЭК
Учитывая необходимость прочного и надежного соединения деталей трубопровода между собой, арматурой и компенсирующими элементами, мы наделили наши фитинги следующими свойствами:
Полное соответствие эксплуатационным характеристикам труб, для соединения которых они используются;
Не нарушают герметичность трубопровода при превышении нормативного показателя внутреннего давления или образовании вакуума;
Вне зависимости от химических свойств транспортируемого вещества они остаются целыми и не поврежденными;
Используются только гигиеничные и физиологически индифферентные материалы изготовления;
Полное соответствие гидравлическим параметрам;
Просты и удобны в установке.
По методу соединения наша продукция подразделяется на:
Разъемную
Неразъемную
Могут быть разобраны и вновь собраны при необходимости. Соединяются с прочими элементами трубопровода фланцевым, ниппельным или раструбным способом
Не демонтируются без повреждения деталей трубопровода. Соединяются сварным или клеевым способом.
Для уточнения технических деталей, параметров заказа и прочих интересующих вас вопросов свяжитесь с нашими менеджерами любым удобным способом.
Связаться с нами
Преимущества приобретения фасонных деталей трубопроводов с катушками на заводе ТЭК
Все изготавливаемые детали проходят строжайший контроль качества, необходимую сертификацию, имеют антикоррозийное покрытие;
Возможность покупки у прямого производителя, исключив множественные посреднические цепочки;
Удешевление продукции за счет массовости ее производства;
Выбор необходимых разновидностей фасонных деталей из широко ассортимента продукции.
Что такое деталь в форме сетки и почему для ее получения следует использовать порошковый металл?
Многие люди, работающие с небольшими компонентами, слышали термин «почти чистая форма». Этот термин относится к ситуации, когда поставщик может с помощью своего основного процесса произвести результат, близкий к окончательному размеру, и сформировать требуемые планы. Это означает, что после этого деталь требует минимальной механической обработки или других вторичных процессов.
Но что, если бы вы могли отказаться от «почти» и создать компонент действительно чистой формы из порошкового металла ? Вы можете!
Возможно, некоторые из потенциальных преимуществ уже всплыли в вашей голове. Вот некоторые из самых больших, а также определение того, что эксперты по порошковым металлам считают способностью формировать сетку.
Что такое деталь формы сетки?
При использовании порошковой металлургии вы выбираете нужный вам порошок, и ваш поставщик засыпает его в форму, имеющую форму зеркального отражения вашей конструкции. Начиная с вы можете контролировать, куда вы насыпаете порошок и сколько , когда он уплотняется, получается именно так, как вы хотите, чтобы финальная версия выглядела.
Деталь по-прежнему нуждается в спекании, а иногда и в некоторых других тонкостях, таких как сверление отверстий. Тем не менее, вы можете — с минимальной механической обработкой или без нее — извлечь выгоду из процесса, который идет непосредственно от спекания/прессования до конечного использования!
К этим преимуществам:
Преимущества возможности формирования сети
1. Отходы
Чем больше необработанных ресурсов требуется вашему поставщику, тем больше это повлияет на ваш счет.
Если инженер начинает со стального стержня и изготавливает из него шестерню, шестерня может использовать только 60% исходного стержня. Остальное лежит на полу в виде отходов (так называемая стружка в производстве порошковых металлов).
Порошковая металлургия может сделать вам ту же шестерню с нулевыми отходами (или максимум несколько процентных пунктов).
Изготовление современных носителей трансмиссии — яркий пример расточительного процесса. Даже при литье вашему производителю приходится выбрасывать много материала для достижения конечного результата.
Только не при точном порошковом металлургическом процессе, таком как пайка спеканием!
2. Срок выполнения работ
Вы не только тратите впустую материал, удаляя излишки материала, но и теряете время. Способность порошкового металла формировать сеть может ускорить ваша цепочка поставок и время выполнения заказов .
3. Затраты на производство и оплату труда
Чем короче время обработки, тем меньше вы будете платить за производство и оплату труда. Когда ваши компоненты практически готовы к продаже после первого процесса , вы избавляетесь от дорогостоящей окончательной обработки вашего производственного цикла . Вам не придется платить за то, чтобы кто-то запустил все эти второстепенные процессы, а также за машины, которые ему в этом помогут.
4. Комбинированные формы
Существует определенных геометрий, которые можно получить с помощью одной сетчатой детали из порошкового металла , что потребовало бы нескольких операций, если бы вместо этого использовалась механическая обработка.
Нужна большая шестеренка сверху и маленькая шестеренка снизу. Порошковая металлургия может справиться с этим в рамках одного процесса благодаря своей способности комбинировать формы.
С помощью порошкового металла вы можете добавить к своей детали ступицу или другие элементы — это не обязательно должна быть простая круглая форма или шестерня. Составные сборки могут быть изготовлены как единая деталь без необходимости сварки, пайки или крепления дополнительных деталей. Такое же уменьшение количества деталей очень заметно в деталях из магнитомягких композитов, где вы часто можете уменьшить количество компонентов с 1300 до менее 10 штук9.0003
Хотя это и менее драматично, носители трансмиссии снова являются хорошим примером продукта, который можно оптимизировать с помощью спекания или пайки сетчатых деталей. Ваш производитель может изготовить верхнюю и нижнюю секции по отдельности, а затем спаять их вместе.
В компании Horizon для сборки трубы, показанной выше, нержавеющая трубка и две детали из порошкового металла с пропиткой медью спаиваются вместе. Когда мы говорим инфильтрация, мы имеем в виду вплавление меди в деталь для заполнения пористости.
Новые возможности с PM
Нет необходимости начинать свой проект с удручающей мысли «Сколько я плачу за материалы, которые будут выброшены?» Вместо этого, используя правильный процесс порошковой металлургии, вы можете думать о бесконечных возможностях дизайна и сокращения затрат, которые вы открыли .
Есть причина, по которой 65-70% выпуска порошковой металлургии составляют необработанные детали. Это просто более рентабельно. Вот почему почти все, что производит Horizon, не подвергается механической обработке — более 90%!
Кроме того, сочетая формообразование с улучшенным уплотнением и сверхвысокотемпературным спеканием, вы можете открыть множество дверей, особенно в автомобильной промышленности:
Чтобы ознакомиться с дополнительными преимуществами порошкового металла, ознакомьтесь со следующими ресурсами:
Что такое магнитомягкий композит?
Магнитомягкий композит по сравнению с магнитно-мягким композитом. Ламинированная сталь: использование и ограничения
Представляем 1P, 3P и 5P: наконец-то оптимизированные материалы из порошкового металла
Лоток для хранения мелких деталей в форме гитары на заказ
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сэкономьте £-23,95 фунтов стерлингов
Поделитесь этим продуктом
Лоток для хранения мелких деталей гитары, выполненный по индивидуальному заказу
Удобный и удобный способ хранить все мелкие детали или инструменты для гитары в одном месте. Вам больше не придется беспокоиться о потере этих маленьких деталей на верстаке во время сборки или ремонта гитары.
И не только для верстака. Используйте его как аккуратное место для хранения ключей, плектра или лего. №
Изготовлено из различных пород дерева (мы стремимся найти интересную фигуру, обожженную или обожженную) и обработано маслом Crimson’s Guitar Finishing Oil. Обратите внимание, что, хотя мы стараемся выбирать самые интересные и красивые куски дерева для изготовления этих подносов для деталей, мы не всегда можем гарантировать, что вы получите продукт, который точно соответствует фотографиям в этом списке. Каждый лоток для деталей изготавливается на станке с ЧПУ, а затем обрабатывается вручную.
Выберите между формами PAF и Descendant.
Размеры: (прибл.)
PAF
260 мм x 157 мм (в самом широком месте)
Глубина 35 мм, стенки 6 мм.
Потомок
215 мм x 160 мм (в самом широком месте)
Глубина 33 мм, стенки 6 мм.
Следите за обновлениями на нашем канале YouTube, где вы найдете обучающие видео о том, как эффективно использовать этот инструмент. Скоро будет.
Мы отправляем наши гитарные инструменты по всему миру.
American ExpressApple PayDiners ClubDiscoverGoogle PayMaestroMastercardPayPalShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Country
United KingdomUnited StatesGermanyFrance—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГватемалаГернсиГвинеяГвинея-БисауГайанаГаитиH ondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
У нас есть 14-дневная политика возврата, что означает, что у вас есть 14 дней после получения товара, чтобы запросить возврат. В связи с текущей ситуацией с Covid-19 эта политика возврата будет временно увеличена до 30 дней.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также потребуется подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу shop@crimsonguitars. com. Если ваше возвращение будет принято, последуют инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, будут , а не .
Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее. Мы должны быть уведомлены о любом товаре, признанном поврежденным или неисправным, при получении в течение 7 дней с момента получения, и этот товар должен быть возвращен нам в течение 14 дней с момента получения.
Пожалуйста, свяжитесь с нами по адресу [email protected] и мы вышлем вам этикетки для доставки. Мы предоставим этикетку бесплатной почты для возврата неисправных товаров в пределах Великобритании. Для возвратов, поступающих из-за пределов Великобритании, мы найдем разумное предложение по стоимости доставки товара обратно к нам и возместим эту цену. Если почтовые расходы превышают эту цену, в качестве доказательства необходимо будет представить квитанцию, после чего мы оценим уплаченную цену и решим, будет ли возмещена эта стоимость.
Любые возвраты дефектных товаров, которые были получены более 7 дней назад, принимаются в каждом конкретном случае с оплатой покупателем почтовых расходов.
Возврат без повреждений Мы принимаем возврат исправных товаров для обмена или возврата денег. Эти предметы должны быть возвращены нам с оплатой перевозки в оригинальной упаковке и в товарном состоянии В ТЕЧЕНИЕ 14 ДНЕЙ с момента получения. P&P или перевозка при обмене/замене товара является платной. Пожалуйста, свяжитесь с нами перед возвратом товара для получения адреса возврата и приложите копию первоначального заказа.
Исключения / товары, не подлежащие возврату Курсы, изготовленные на заказ гитары, индивидуальные заказы комплектов гитарных корпусов и грифов подлежат 50% невозмещаемому депозиту. Любые проблемы или неисправности с таким заказом будут решаться в каждом конкретном случае.
Мы не принимаем возврат красителей на спиртовой основе, масел и лаков для отделки гитар, а также любых опасных и легковоспламеняющихся продуктов. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
К сожалению, мы не принимаем возврат товаров со скидкой или подарочных карт.
Отмена заказов Вы сможете отменить свой заказ до отправки без каких-либо штрафных санкций и полного кредита на вашем счете, если деньги уже были получены (это явно не относится к курсам или заказным заказам на гитару). где отмена означает потерю депозита или полной суммы, выплаченной на сегодняшний день, если работа над гитарой началась каким-либо образом).
Вы можете отменить заказ, перейдя по ссылкам на веб-сайте Crimson Guitars или позвонив нам по телефону +44 (0) 1300 348863. возвращаются в течение 14 дней с момента получения в оригинальной упаковке и в исходном товарном состоянии.
Ширина штыковой лопаты — как ее правильно определить? Ведь штыковая лопата – один из самых популярных и часто используемых инструментов на любом садовом участке. Без этого инструмента не обходится ни один вид работ на огороде.
Можно сказать, что лопата является одним из самых старых изобретений человечества. В древности это был инструмент, изготовленный из цельного куска дерева, но впоследствии его усовершенствовали. О том, какова должна быть длина и ширина штыковой лопаты для удобной работы и хорошего результата, поговорим в статье.
Содержание:
1 Какую штыковую лопату выбрать
2 Из какого материала изготавливаются лопаты
3 Ширина штыковой лопаты и другие параметры
4 Правила ухода за штыковой лопатой
Какую штыковую лопату выбрать
От вида штыковой лопаты и от того, из какого материала она сделана, во многом зависит вид выполняемых работ, потраченное время и силы, а также результат.
Штыковая лопата для сада
Несмотря на то, что конструкция одна, она имеет некоторые разновидности.
В зависимости от вида работ, для которых предназначена лопата, можно выделить некоторые разновидности:
Садово-огородные. Применяются для работ на садовых и дачных участках. Отличается от остальных штыковой формой. Она имеет клиновидную форму для более удобной работы с землей.
Специальные. Это инструменты для туристических целей и военных. Военные имеют более длинный черенок, позволяющий работать ею длительное время. Разновидностью военных является саперная лопата, обладающая небольшим размерами, ее удобно брать с собой.
Туристические лопаты часто дополняют специальными полезными функциями, она может быть складной, иметь зазубренные края или дополнительные насадки.
Универсальные. Могут использоваться в любом виде работ.
Форму штыка также лучше выбирать в зависимости от места ее применения и использования. Так, клиновидная форма штыка позволит наиболее эффективно применять лопату для работ на садово-огородном участке.
Округлая штыковая часть подойдет для освоения новой территории и новых посадок, а немного прямоугольная поможет с уборкой большого количества снега.
Для каких бы целей не планировалось использование описанного инструмента, его выбор должен быть обусловлен критерием практичности, долговечности и удобства.
Мнение эксперта
Юлия Юрьевна
Имею большой сад и огород, несколько теплиц. Люблю современные методики культивирования растений и мульчирования почвы, делюсь опытом.
Задать вопрос
Кроме штыковой лопаты, что считается универсальной, различают еще несколько разновидностей подобных инструментов. Их можно использовать для других работ.
Так, если нужно работать с большим объемом рыхлого грунта, можно использовать лопату с закругленным лезвием. Ширина лопаты с таким краем может быть довольно большой.
Также, существуют варианты, что имеют изогнутые контуры как черенка так и лезвия. Этот инструмент считается улучшенным вариантом распространенной штыковой формы. Преимущество — форма, что слегка напоминает ложку, позволяет тратить меньше усилий при работе. Такую лопату называют «американка».
Согласно отзывам садоводов, описанный инструмент снижает нагрузку на спину, ведь наклонятся в процессе работы приходиться меньше.
Если грунт, с которым предстоит работать твердый, каменистый, при этом нужно выкапывать глубокие ямы или траншеи рекомендуем использовать вариант, что специально предназначен для земляных работ. Характеризуется удлиненным, заостренным лезвием.
В процессе работ по перекидыванию перегноя, песка или других легких, сыпучих материалов лучше всего применять совковые разновидности.
Еще, бывают виды, что специально предназначены для запущенных участков и целины. Их лезвие напоминает пилу.
Существует несколько производителей описанных инструментов, товары которых разнятся качеством, шириной штыка лопаты, используемыми материалами.
Центроинструмент — это российский производитель, что выпускает инвентарь применяя новые технологии и разработки. Master Amaz — еще одна российская фирма, отличается невысокими ценами, широким ассортиментом изделий.
Зубр — находиться в той же стране, что и предыдущие бренды. Согласно отзывам товары отличаются надежностью, качеством.
FIT — считается, что этот производитель выпускает наиболее качественные инструменты для садовых или других работ. Центр находиться в Канаде.
Fiskars — признанный лидер в производстве не только лопат, но и других схожих материалов. Это финская фирма. Большинство образцов отличаются прочностью, удобством и хорошим дизайном.
Из какого материала изготавливаются лопаты
Качество во многом зависит от материала, из которого изготавливается ее штыковая часть. Кстати, от этого зависит и ее цена.
При изготовлении обычно используют следующие материалы:
Сталь. Является самым популярным и доступным металлом. Такое орудие труда выполнит все поставленные перед ним задачи. Неоспоримым достоинством будет ее низкая стоимость. Конечно, есть и недостатки: недолговечность, достаточно большой вес, ржавчина.
Такая лопата подойдет любому садоводу
Нержавеющая сталь. Лопата из нее будет более прочной и долговечной. Плюсом является также тот факт, что она не будет ржаветь. Стоит она, конечно, дороже обычной стальной лопаты, но срок ее службы окупит ее стоимость.
Рельсовая сталь. Отличается особой прочностью, прослужит она очень долгое время. Недостатком можно считать ее высокую цену и сложный процесс затачивания.
Титан. Титановая лопата считается самой прочной из всех существующих инструментов.
Отличный вариант для любого дачника, но и очень дорогой, поэтому каждый решает для себя, переплачивать ли за садовый инвентарь или нет. Чаще всего используют ее там, где тяжелые и глинистые почвы.
Алюминий. Алюминиевая лопата подойдет для использования только для работ с очень легкими материалами, например, листва, опилки. Для более тяжелых материалов она не годится.
Черенок обычно изготавливается из дерева, но возможны разные варианты. Можно встретить подобные инструменты с пластиковыми, прорезиненными или алюминиевыми черенками.
Выбор материала зависит от финансовых возможностей человека, который ее покупает и целей ее использования. Если предполагается частое применение, но нужно сэкономить, то лопата из нержавейки станет оптимальным вариантом.
Ширина штыковой лопаты и другие параметры
При выборе удобной лопаты для работы ее размер может иметь важное значение. Если рассматривать черенок, то от его длины зависит удобство использования инвентаря.
Обычно длина черенковой части колеблется в пределах от девяноста до ста десяти сантиметров. Выбирая лопату нужно ориентироваться на свой рост. Оптимальной длиной будет — на десять сантиметров ниже плеча.
Рукоятка лопаты
Сколько см штык лопаты? Размеры штыковой части обычно варьируются в пределах сорока см длиной и около тридцати см шириной.
Оптимальная длина составляет от 30 до 32 см, но не должна превышать 40 см. Наиболее подходящей считается ширина описанного инструмента не более двадцати восьми сантиметров.
Лучше всего, если ширина составляет двадцать пять сантиметров. Слишком большая площадь штыка лопаты будет захватывать много земли, поэтому из-за чрезмерной нагрузки она может сломаться.
Огороднику будет трудно поднять такой большой вес, он быстро устанет. Маленькая рабочая площадь штыка вынудит совершить больше лишних движений, что также приведет к преждевременной усталости.
Мнение эксперта
Юлия Юрьевна
Имею большой сад и огород, несколько теплиц. Люблю современные методики культивирования растений и мульчирования почвы, делюсь опытом.
Задать вопрос
Правила ухода за штыковой лопатой
По окончании работ рекомендуем проверить крепежи на разных частях инструмента. Если они начали разбалтываться, лучше сразу принять меры. Важно заменять элементы по мере износа. Особенно внимательно стоит следить за саморезами. Они, как правило, служат не долго.
Лезвие нужно регулярно затачивать. Если инструмент изготовлен из нержавеющей стали или алюминия можно использовать болгарку или напильник.
Место, где хранятся средства для садовых работ не должно промерзать. Также, лучше оснастить его вентиляцией. Еще, рекомендуем следить за влажностью. Этот фактор, как правило, больше других вредит садовому инвентарю. Как механическому, так и электрическому.
Еще, такие вещи стоит содержать в чистоте. Всю ширину штыка лопаты нужно очищать от грязи и вытирать насухо.
Во время просмотра видео вы узнаете о лопате для сада.
К выбору штыковой лопаты следует подойти с умом. Неудачно подобранная лопата может нанести серьезный вред здоровью. Правильно подобранный инструмент позволит облегчить труд садовода, сэкономить время и быстрее увидеть результат.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Это меня удивило
Садовый инструмент
Лопата штыковая, 210 х 270 мм, ребра жесткости, без черенка, Россия, Сибртех
Штыковая лопата – самый популярный инструмент в стране. Именно он позволяет решать самые глобальные задачи по посадке, сбору урожая, а также широко применяется в строительстве и хозяйственных работах. Но лопаты различаются по своему назначению и задачам. Они могут иметь различные формы и размеры рабочей металлической части. Таким образом, найти хорошую лопату для конкретной цели – задача не из легких.
Характеристики штыковой лопаты садовой
Характеристики и условия использования штыковых лопат в первую очередь зависят от материала, из которого они изготовлены.
Основным материалом для изготовления лопат является сталь. Высокоуглеродистая инструментальная сталь отлично подходит для садовых инструментов с точки зрения износостойкости и прочности. Как правило, такие лопаты работают очень долго и могут использоваться в очень экстремальных условиях. Ширина стальной лопаты может быть разнообразной, все будет зависеть только от целей, которые необходимо решить потребителю.
Следующий материал, из которого можно сделать штык лопаты, это титан. Инструменты из титана не уступают стальным по прочностным свойствам и износостойкости, но значительно легче. Его также можно эксплуатировать в очень суровых условиях, не беспокоясь о поломке. Пожалуй, единственным и очень серьезным недостатком титанового штыка является его высокая стоимость.
Алюминий для некоторых видов лопат тоже неплохо подходит для изготовления. Такие лопаты в сборе имеют малый вес, что позволяет очень эффективно маневрировать ими в течение длительного времени без усталости. Серьезным недостатком алюминиевых лопат является их низкая прочность и износостойкость. Это делает алюминиевый инструмент подходящим для очень легких работ, таких как загрузка/разгрузка кормовых смесей, опилок, легких заполнителей и т. д.
Штыковая лопата
В качестве черенка для штыковой лопаты принято использовать древесину. Он дешев, достаточно прочен, легок, то есть отлично подходит в качестве материала для рукояти. Но сегодня все чаще можно встретить на штыковом садовом инструменте стальную или алюминиевую рукоятку. Использование металлов в качестве рукоятки инструмента обусловлено тем, что металлическая рукоятка выдерживает более высокие нагрузки по сравнению с деревянной и, следовательно, более долговечна.
Важно! Многие автовладельцы предпочитают брать с собой штыковые лопаты с телескопической рукоятью. Он не занимает много места в багажнике, однако при необходимости его важность очень сложно недооценить.
По форме черенки могут быть прямыми и изогнутыми. Самый распространенный вариант – прямой черенок. Однако изогнутый, с точки зрения эксплуатации, более выгоден, так как нагрузка на руки пользователя меньше.
Стандартная ширина штыковой лопаты от 230 до 280 мм, длина от 300 до 320 мм. Все, что меньше этих размеров, относится к садовому или саперному инструменту. Лопаты большего размера очень тяжелые, а это, в свою очередь, вряд ли ускорит работу.
Типы штыковых лопат и особенности их эксплуатации
Лопата в машину
Классический вариант штыковой лопаты — лопата ЛКО (остроконечная лопата). Этот тип инструмента имеет закругленное лезвие и стандартную геометрию, указанную выше. В качестве черенка традиционно используется прямая рукоятка с тупым концом. Такой лопатой можно легко копать траншеи или копать землю.
Классическая лопата с прямой ручкой и дополнительной ручкой на конце рукояти. Конструктивно инструмент ничем не отличается от предыдущей версии, так как на конце его рукояти установлена только пластиковая рукоятка, что позволяет эффективно и удобно маневрировать при рытье траншей. Однако такая конструкция уже очень удобна для обычной перекопки почвы. Кроме того, пожарная штыковая лопата – это классический вариант, который может иметь лишь незначительные отличия от бытового типа по размеру и форме лопасти.
Лопата штыковая
Классическая лопата с укороченной ручкой и пластиковой ручкой на конце. Этот вариант сделан специально для работы в стесненных условиях, то есть для рытья любых узких траншей или ям. Также отлично подходит для переноски в багажнике автомобиля, так как короткая ручка инструмента позволяет хранить его в багажнике.
Штык с загнутым хвостовиком под рукоять. На самом деле это универсальный вариант, сочетающий в себе высокую эффективность проникновения, так как остроугольный штык позволяет легко копать твердые и сыпучие материалы, но при этом захват этого материала будет намного выше, чем у обычной штыковой лопаты. . Это достигается углублением основного корпуса штыка. Таким образом, этот вариант орудия напоминает нечто среднее между штыком и лопатой. Это решение в устройстве лопат пришло из Северной Америки, поэтому за ним и закрепилось прозвище «американская лопата».
Штык с прямоугольным лезвием. Этот тип отличается от предыдущих только тем, что кромка клинка почти прямая, а сам штык прямоугольный. Такой лопатой удобно и эффективно копать мягкие породы. Прямоугольный штык лопаты справляется с плотным грунтом или достаточно твердой глиной за счет большой площади одновременного контакта.
Внимание! Также есть лопаты повышенной прочности и жесткости. Имеют дополнительные ребра жесткости возле стекла, в которых фиксируется ручка. Усиленная версия орудия пригодится для плотного и каменистого грунта.
Рейтинг лучших моделей
Советская лопата
Рейтинг самых надежных и уже проверенных штыковых лопат. Он был составлен на основе репутации производителя и отзывов пользователей.
Как выбрать штыковую лопату
Выбор инструмента зависит от вида выполняемой деятельности. При необходимости обычной перекопки почвы, которая нужна, например, дачному участку, будет достаточно варианта классической лопаты. Для таких нужд имеет смысл брать более надежный и дорогой инструмент, чтобы следующая покупка была не очень скоро, например, можно купить отличные по сочетанию цены и качества лопаты фирмы Fiskars или Gardena.
Многофункциональная лопата
Непрерывная работа с твердыми породами требует соответствующего инструмента. В связи с этим следует обратить внимание на усиленные варианты лопат, прочностные характеристики которых значительно превосходят классические. Чтобы извлечь большое количество почвы за один заход, обратите внимание на американскую штыковую лопату.
Внимание! Для полевых условий или постоянной перевозки в багажнике автомобиля выгодным вариантом будет облегченная штыковая лопата или с телескопической рукоятью. Размеры этих лопат очень маленькие, поэтому они могут поместиться как в машине, так и в рюкзаке.
Уход и хранение
Для длительного срока службы инструмента за ним необходимы надлежащий уход и хранение. Средства ухода:
после каждого использования режущий инструмент необходимо очищать от грязи и ржавчины;
рекомендуется вовремя затачивать лезвие;
На штык можно нанести слой технического масла для защиты от коррозии.
Склад:
складское помещение должно быть сухим;
в хозблоке не должно быть слишком жарко, чтобы черенки не засыхали;
сарай для инструментов должен вентилироваться.
С выбором штыковой лопаты проблем быть не должно. Главное правильно определить цель покупки и ее тип!
Тнёк лопата своими руками. Изготовление деревянной лопаты. Изготовление деревянной лопаты
Наверное, даже если и захотят найти хозяйство, в котором отсутствует этот садовый инструмент, вряд ли это удастся сделать. Лопата стала неотъемлемым атрибутом нашей жизни, без которого невозможно выполнение строительных или садовых работ. Этим инструментом люди научились пользоваться довольно давно, и с тех пор лопата постоянно совершенствовалась, дойдя до нас в современном виде. Если основным орудием труда наших предков был известен всем со школьной скамьи «палка-заклинание», изготовленная мастерами из подружки, то современные лопаты изготавливаются на специализированных предприятиях из специальных марок стали. Сейчас модели делают из сплавов с добавлением титана, что позволяет такому инструменту без поломок работать с твердыми грунтами. Современные изделия выпускаются с эргономичными ручками, снижающими необходимое усилие при работе.
Типы лопат
В зависимости от вида выполняемых работ лопаты делятся на несколько основных видов:
Штыковые лопаты. Этот тип инструмента получил свое название благодаря форме его рабочей части. Она, как штык, с заточкой на конце. Такая форма лопаты позволяет ей с минимальными усилиями глубоко проникать в слои почвы. Для удобства надавливания на лопатку стопы ее верхние края отогнуты назад под прямым углом. Этот инструмент незаменим при работе в саду или на строительстве, так как позволяет легко вырыть необходимое углубление.
Садовые лопаты. Принципиально садовая лопата ничем не отличается от штыковой, и служит тем же целям. Отличие в форме штыка и черенка. Садовая лопата имеет прямоугольный наконечник и специальную ручку на столовом приборе, облегчающую работу. Несмотря на свое название, садовые лопаты используются повсеместно.
Военный тип. Эти лопаты были разработаны для использования в армии. Они имеют немного другую форму, а также гораздо меньший размер нарезки. Сам стебель тоньше, чем у гражданских моделей, утолщающийся внизу. Такая форма сделана для удобства их перемещения. Самая известная складная модель военной лопаты, более известная как сперная. За счет складного резака его легко транспортировать, и с ним удобно комфортно работать даже в лежачем положении, что очень важно при противостоянии в боевых условиях. Но в мирное время такая лопата получила распространение. Туристические модели лопат штыковых укороченных даже снабжены пилами, топористами и другими полезными опциями.
Полицейский вид или «американец». Такое название эта модификация лопаты получила за то, что имеет признаки штыковой лопаты — заостренный наконечник, а советский — угол между котлетой и лопатой. Этот вид появился за океаном. Его удобство заключается в удобстве подметания почвы копанием.
Советская лопата. Предназначен в основном для погрузки и разгрузки. Имеет тупой наконечник и большую площадь рабочей поверхности с загнутыми боковыми концами. Это позволяет набирать в него большое количество сыпучих материалов, что ускоряет работу. Синяя лопата прямоугольная — отдельный вид лопаты, сочетающий в себе свойства обоих видов.
Выбор штыковой лопаты
К подбору штыковых лопат нужно подходить очень ответственно. Неудачный вариант может не только снизить продуктивность при работе, но и подорвать здоровье. Перед походом в магазин необходимо оценить масштаб земляных работ и тип грунта на участке.
Обычная штыковая лопата подходит для работы на участке с мягким грунтом. Такие модели обычно изготавливаются из обычной стали. Это самый дешевый вид штыковой лопаты, который прослужит долго при правильном уходе. Дело в том, что обычная сталь со временем может тускнеть и поддаваться коррозии. Поэтому такие лопаты необходимо вовремя затачивать и проводить антикоррозийную обработку.
Под тяжелыми грунтами, содержащими горные породы, лучше использовать штыковую усиленную лопату. Такие модели имеют специальные ребра жесткости (стакан, в который вставляется ножка). Они не позволяют лезвию изгибаться при работе в сложных условиях.
Легкая лопата из титана. За счет использования этого материала вес изделия становится намного меньше, что снижает усилия человека в процессе работы. Кроме того, такая лопата не гнется и не нуждается в дополнительной заточке. Еще одним несомненным преимуществом титановых моделей является то, что они не липнут к мокрой земле, что облегчает работу при повышенной влажности. Однако цена на лопаты штыковые из этого материала достаточно высока, что является препятствием для многих хозяйств при ее покупке. Лопаты из титана подходят для любых работ.
Лопата из нержавеющей стали. При большом количестве преимуществ такая лопата намного дешевле титановых моделей, однако вес ее будет, несомненно, больше. Основное преимущество такой лопаты в том, что она не нуждается в антикоррозийной обработке, что увеличивает срок ее службы. Часто из нержавейки делают американки, которые станут идеальным выбором для насыпных грунтов.
Телескопическая штыковая лопата. В таких моделях регулируемая длина котлет, что позволяет людям с разным ростом наиболее оптимально распределять нагрузку, чтобы не подтачивать спину. Очень удобен при транспортировке, особенно в багажнике малолитражки. Однако алюминиевые или пластмассовые телескопы, а именно изготовленные из их материалов, значительно проигрывают в прочности цельным черенкам из этих материалов, не говоря уже о деревянных. Да и стоят такие модели лопат намного дороже. Такие лопаты станут отличным выбором, для тех рабочих, которые часто перемещают инструмент в машине и работают на легких грунтах.
В зависимости от условий работы необходимо выбрать наиболее оптимальный вариант. Конечно, для разных видов работ лучше иметь различные пикельные лопаты, но тут нужно смотреть на возможность их приобретения.
Оптимальный размер для штыковой лопаты
Хотя многие рабочие считают, что размеры рабочей части и черенка лопаты принципиального значения не имеют. Однако, это не так. От правильного подбора размера штыковой лопаты зависит усилие, которое будет приложено при производстве работ.
Слишком большая рабочая часть (отвал) лопаты будет переворачивать большой автомобиль грунта, который имеет большой вес. Поработав несколько минут такой лопатой, средний набор человека гарантированно устанет. Наоборот, слишком маленькое лезвие потребует большего количества операций для переключения той же площади. Отдельного внимания стоит уделить столовым приборам. Она должна быть оптимальной длины. В вертикальном положении стебель, установленный на лопатах, не должен доходить до плеча работника на 10 см. Хотя, это довольно средний показатель, и есть люди, которые хорошо работают с короткими обрезками.
Уход за лопатой
Чтобы лопата служила долго и продуктивно, с ней нужно обращаться бережно. После остатки нагрудного грунта необходимо считать, а сам инструмент убрать в хорошо проветриваемое место. Пустые лопаты хранятся. Исключением являются модели, которые оснащены герметичным стеклом. При этом для удаления из него влаги, чтобы она не повредила древесину котлет и само стекло, лопату ставили ребром вверх.
Зачарованный инструмент необходимо обработать наждачным кругом, либо точильным камнем. Если на ручке появились сучки или сколы, их зачищают с помощью наждачной бумаги. При бережной эксплуатации и хранении штыковая лопата даже самая дешевая служит долго.
Штыковая лопата своими руками
Изготовлением лопат, как правило, занимаются специализированные предприятия с промышленным оборудованием. В домашних условиях штыковые лопаты не выгодны. Обычно домашние «Кулибины» лишь модернизируют заводской вариант, облегчая им работу.
Один из таких проектов предложил один садовод-любитель. По его словам, такая модернизация позволит значительно сэкономить силы при производстве садовых работ. В качестве донора был взят обычный лопатный байруг, размеры по ГОСТу, изготовленный в заводских условиях. Суть модернизации заключалась в смещении точки приложения усилий для достижения наибольшей эффективности при работе.
1616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1616
Производителем токарно-винторезных универсальных станков 1616 является Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели — 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
Samat 400 станок токарно-винторезный повышенной точности, Ø 400
Умелец станок токарный настольный, Ø 175
1616 станок токарно-винторезный универсальный.
Назначение и область применения
Универсальный токарно-винторезный станок 1616 заменил в производстве устаревшую модель 1615 и был заменен на более совершенную модель этой же серии 1А616.
С 1949 года Средневолжский станкостроительный завод начал выпускать токарно-винторезный станок 1616 в двух исполнениях: нормальной точности (модель 1616) и повышенной точности (модель 1616П).
Токарно-винторезный станок 1616 предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Токарный станок модели 1616 обладает достаточной быстроходностью для своего времени (наибольшее число оборотов шпинделя в минуту 1415) и электродвигатель мощностью 2,8 кВт. В дальнейшем станок 1616 был усовершенствован: мощность двигателя увеличилась до 4,5 кВт, скорость шпинделя возросла до 44. .1980 об/мин, продольные — 0,06..3,6 мм/об.
Наибольший диаметр детали типа Диск, обрабатываемой над станиной, составляет 320 мм, а максимальный диаметр детали типа Вал, закрепляемой в центрах над верхней частью суппорта — 175 мм. Расстояние между центрами 750 мм.
Наибольшая длина обтачивания детали с механической подачей суппорта равна 700 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
Шпиндель станка 1616 получает 24 скорости вращения (19..1415 об/мин) в прямом и обратном направлении (142..580) от коробки скоростей через переборные шестерни. Для управления перебором служат рукоятки на передней бабке.
Две фрикционные муфты в коробке скоростей управляют пуском, остановом и реверсированием шпинделя при включенном двигателе.
Передний конец шпинделя станка 1616 имеет внешний конус, шпонку и гайку М115х4 для крепления промежуточного фланца с патроном.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
Резьба метрическая с шагом от 0,5 до 9 мм
Резьба дюймовая с числом ниток на 1 дюйм от 2 до 38
От шпинделя движение передается на гитару, и от нее на входной вал коробки подач.
Обрабатываемая деталь устанавливается в центрах или патроне. Привод станка осуществляется от одного электродвигателя через два клиноременных ремня и редуктор, расположенный в левой тумбе станка.
Наличие клиноременной передачи предохраняет механизмы коробки скоростей и шпиндельной бабки от динамических ударов при пуске, реверсировании и торможении.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Двигатель для привода быстрого хода не предусмотрен.
В станке предусмотрена возможность установки гидрокопировального устройства и гидропневмоцилиндров для зажима изделий в патроне или цанге.
Станина жесткой конструкции установлена на общей массивной тумбе. Привод станка разделенный. Коробка скоростей смонтирована в левой части тумбы.
Коробка подач закрытого типа имеет удобное управление. К станку прилагаются копирная линейка и механизм четырехпозиционных продольных упоров. Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Габарит рабочего пространства станка 1616. Эскиз суппорта
Габарит рабочего пространства станка 1616
Присоединительные и посадочные базы станка 1616. Эскиз шпинделя.
Шпиндель токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
Размещение органов управления токарно-винторезным станком 1616
Размещение органов управления токарным станком 1616
Спецификация органов управления токарным станком 1616
рычаг управления коробкой скоростей;
рукоятка управления коробкой подач;
рукоятка управления трензелем;
рукоятка управления коробкой подач;
рукоятка управления перебором;
рукоятка включения ходового винта;
маховичок продольной ручной подачи;
рукоятка включения продольного самохода;
маховичок поперечной ручной подачи;
рукоятка поперечного самохода;
рукоятка поворота и зажима резцовой головки;
масляный насос;
маховичок подачи верхней части суппорта;
рукоятка включения маточной гайки;
рукоятка включения, выключения и реверсирования станка;
масляный бак
рычаг закрепления задней бабки
маховичок подачи пиноли задней бабки
основание
бак для охлаждающей жидкости
масляный фильтр
рукоятка включения предохранительной муфты
Кинематическая схема токарного станка 1616
Кинематическая схема токарного станка 1616
1. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Конструкция и описание основных узлов токарно-винторезного станка 1616
Коробка скоростей (редуктор) токарного станка 1616. Смотреть в увеличенном масштабе
Основанием станка 1616 является сплошная тумба. В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В корпусе редуктора на радиальных шариковых подшипниках смонтированы три валика. На первом шлицевом валике перемещается тройной блок шестерен, а на втором — двойной блок шестерен. Управление обоими блоками осуществляется от одной рукоятки и может производиться на ходу станка 1616. Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
При поворачивании рычага станка 1616 с барабаном по часовой стрелке (в) или против часовой стрелки (г) относительно оси 6 производится выбор нужного числа оборотов, которые указываются стрелкой 4, закрепленной на барабане 5. Числа оборотов нанесены на табличке, установленной на неподвижном кронштейне 3. При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем — включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
Каждой скорости редуктора соответствует свое расположение отверстий. Как уже указывалось выше, при повороте диска с барабаном происходит выбор нужной скорости, при этом против круглых реек 10 и 11 на диске располагается необходимая для данной скорости комбинация отверстий При перемещении переключающего диска в направлении стрелки б вдоль вала 6 он упирается в конец рейки 10 или 11 и перемещает ее. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616. Смотреть в увеличенном масштабе
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616. Смотреть в увеличенном масштабе
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
технические характеристики, область применения, отзывы, паспорт
Обработка металлов резанием применяется не только на промышленных предприятиях, но и в частных цехах. Для резки используются металлообрабатывающие токарные станки. Один из них – универсальный токарно-винторезный станок 1616 стал выпускаться в серийном варианте начиная с 1949 года на заводе СВСЗ (Средне-волжский станкостроительный завод).
Содержание:
1 История создания
2 Детальное описание корпуса
2.1 Габариты рабочего пространства
2.2 Расположение органов управления
3 Передняя бабка
4 Схема смазки
5 Технические характеристики
5.1 Электрическая схема
5.2 Кинематическая схема
6 Сферы применения
7 Документация
7.1 Паспорт
8 Видео обзор токарного станка 1616
9 Отзывы пользователей
История создания
Это – образец удачного и надежного оборудования для спецобработки металла, который востребован не только в нашей стране, но и за рубежом. Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
Нормальной точности (непосредственно1616).
Повышенной точности – 1616 П.
В дальнейшем модель была усовершенствована до серии 16Б16. С 90-х годов завод выпускает токарное оборудование «SAMAT» на основе модели 1616. Сейчас токарный станок 1616 снят с производства, выпускаются более современные модели. Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Детальное описание корпуса
Основные узлы токарного станка 1616:
Чугунная станина с диагональными ребрами жесткости и двумя направляющими. Передняя, усиленная направляющая предназначена для перемещения суппорта, задняя – для перемещения задней бабки. Станина болтовыми соединениями укреплена на чугунных тумбах.
Коробка скоростей (передняя шпиндельная бабка с блоком повышения шага и переборным устройством).
Задняя бабка с перемещаемой пинолю и рукояткой закрепления положения.
Коробка подач, обеспечивающая перемещение резца на суппорте относительно вращающейся заготовки.
Фартук закрытого типа с блоком шестерен передачи момента.
Подвижной суппорт для перемещения резца вдоль, поперек и под углом к оси шпинделя.
Люнеты – специальные приспособления для облегчения работы токаря с длинными заготовками и повышения точности обработки детали.
Электрический шкаф,.
Два трехфазных электродвигателя на 380 Вольт.
Электронасос для обеспечения подачи охлаждающей жидкостью (мощность 4,0 кВт, 1430 об/мин, 220/380 В).
Лампа освещения 36 В.
Две опорные тумбы (задняя и передняя).
Система охлаждения, повышающая прочностные характеристики режущего инструмента и качества обрабатываемой поверхности.
Коробка переключения скоростей, заключенная в чугунный корпус с герметично закрывающейся крышкой. Устанавливается на станине слева и крепится болтами.
В комплектацию входит поддон, находящийся между станиной и тумбами (для сбора стружки и жидкости, идущей из контура охлаждения).
Габариты рабочего пространства
Расположение органов управления
К органам управления токарного станка 1616 относятся:
Рукоятки.
Маховики.
Суппорт
Гайка крепления задней бабки, винт для ее поперечного перемещения.
Трехфазный асинхронный электродвигатель.
Функции рукояток и маховиков как органов управления:
Включение и выключение фрикционных муфт.
Регулирование скорости движения шпинделя, установка его оборотов, кратных множителей для каждого режима.
Изменение направления рабочей подачи.
Регулирование характеристик резьбы (скорость, величина подачи и шаг).
Изменение направления подач.
Включение и выключение перебора.
Включение ходового винта.
Запуск поперечной и продольной подачи суппорта.
Закрепление пиноли задней бабки.
Пуск станка с реверсирования шпинделя.
Передняя бабка
Схема смазки
Технические характеристики
Электрическая схема
Кинематическая схема
Сферы применения
Токарный станок 1616 и его модификации разработаны для обработки небольших деталей. Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Основные виды работ на токарном станке 1616:
Вытачивание наружных и внутренних цилиндрических и конических поверхностей различной сложности и конфигурации.
Нарезание метрической, дюймовой резьбы метчиком и плашкой.
Рифление поверхностей.
Прорезание канавок.
Сверление, зенкерования и развертывание отверстий.
Также можно выполнять обработку деталей посредством вращения заготовки относительно режущего инструмента. На токарном станке 1616 можно обрабатывать не только металлические, но и заготовки из других материалов.
Операции выполняются твердосплавными насадками и приспособлениями из быстрорежущих инструментальных металлов.
Принцип работы токарного станка 1616 можно представить в виде следующего алгоритма:
Фиксация заготовки в патроне станка или между его центрами.
Закрепление резцов в резцедержателе на суппорте.
Закрепление соответствующего инструмента (для сверления, расточки, нарезания внутренней резьбы) в пиноли задней бабки.
Обработка заготовки за счет комбинирования двух движений – поступательного перемещения режущего инструмента и вращения детали. За счет этих движений можно обрабатывать детали цилиндрической, конической и фасонной конфигурации, винтовых поверхностей и торцов.
Документация
В документацию на токарный станок 1616 входят:
Паспорт.
Назначение и область применения.
Распаковка и транспортировка.
Фундамент станка, монтаж и установка.
Подготовка к первоначальному пуску.
Описание основных узлов.
Смазка.
Первоначальный пуск.
Указания по технике безопасности.
Настройка.
Регулирование.
Ведомость комплектации.
К работе на токарном станке 1616не допускается персонал без соответствующей квалификации. Правила эксплуатации необходимо соблюдать как во время пусконаладочных работ, так и во время постоянно проводимых операций:
Проверяется уровень масла, при необходимости производится его долив.
Во время проведения постоянных работ с охлаждением, в систему заливается соответствующий состав и проверяется наличие накопительного поддона.
Производится контрольный осмотр силовых ка кабелей, соединение с источником питания.
Во время работы соблюдаются правила техники безопасности:
Нельзя во время работы токарного станка 1616 касаться рукоятей, находящихся на КП и задней бабке.
Во время обработки деталей следует обязательно использовать защитную экранную сетку.
При обработке центрированных деталей с хомутами надо использовать специальный патрон с защитным ободом.
Дверцы станка во время обработки заготовки должны быть плотно прикрыты.
Паспорт
Паспорт универсального токарно-винторезного станка 1616 или Руководство по уходу и обслуживанию можно бесплатно скачать
Формат файла DjVu
Видео обзор токарного станка 1616
Отзывы пользователей
Роман, Москва: Работаю на токарном станке 1616 более 10 лет. Отмечаю высокую точность обработки, больших проблем с ним не возникало. Василий, Екатеринбург: Справляется вполне с большими объемами. На токарном станке 1616 работаем вдвоем. Оба прошли обучение, нареканий к станку нет. Можно выполнять сложные задания по обточке, не только гайки и болты. Александр, Волгоград: Токарный станок 1616 заслуживает уважения как ветеран металлообрабатывающего оборудования. Я его купил далеко не новым, пришлось восстанавливать. Сейчас работает как часы, служит отлично, нареканий нет.
Универсальность для всех видов производства! Модернизация станков внедряется на основе отзывов клиентов с различными задачами, от обработки алюминия до обработки камня. Обширная клиентская база по всему миру позволяет это сделать.
Все машины имеют ряд конструктивных особенностей, протестированных отделом развития Wattsan и заказчиками.
Жесткая рама станка и чугунные боковые стойки позволяют увеличить просвет портала до 450 мм, а планетарные редукторы Shimpo обрабатывают даже твердые металлы с высокой постоянной точностью.
Завод Wattsan проектирует и производит машины различных модификаций с разным числом степеней свободы от трех до пяти осевых.
Долговечность машины обусловлена конфигурацией рамы, толщиной металлической стенки и термической обработкой, поэтому мы гарантируем надежность и долгий срок службы машины.
Продлевает срок службы двигателей, компенсирует неточности, очень прост в замене и обслуживании, бесшумный. Оптимальное решение для обработки мягкой древесины и пластмасс
В наших станках используются шаговые двигатели, проверенные нашим отделом разработок и испытанные нашими клиентами по всему миру в течение многих лет. Мы стремимся, чтобы наши машины работали не только с надежными элементами, но и с элементами, доступными каждому.
Усиленный шариковый винт оси Z позволяет оснастить фрезерные станки усиленными шпинделями, что делает станки Wattsan более универсальными для всех отраслей промышленности.
Мы используем рельсы и винтовые стойки от всемирно известных производителей, монтаж производится в предварительно выфрезерованные углубления, а все процессы сборки роботизированы.
Шаговый двигатель
Во фрезерных станках Wattsan используются проверенные шаговые двигатели; при необходимости станок оснащается шаговыми двигателями с обратной связью или серводвигателями.
Шарико-винтовой узел
Станки Wattsan оснащены шарико-винтовыми узлами большего диаметра для облегчения перехода на более тяжелые инструменты.
Рельсы HIWIN
Рельсы крепятся к фрезерованной платформе, все процессы полностью роботизированы.
Шпиндель ГДЗ рассчитан на непрерывную работу во времени; по желанию станок может быть оснащен шпинделем другого производителя.
Автоматическая смена инструмента
Для экономии времени на смену инструмента рекомендуем рассмотреть вариант автоматической смены инструмента, которым оснащены станки с автоматической сменой инструмента.
Конструкция рамы делает машины Wattsan уникальными
Рама для обжига в печи
Толщина металла
Термическая обработка каркаса снимает напряжение с металла. Это обеспечивает длительную эксплуатацию при сохранении точности и жесткости конструкции.
Все станки Wattsan изготовлены из толстостенного металла, вместе с правильной конструкцией это улучшает виброустойчивость станка и сохраняет его точность
Высокоскоростное фрезерование на высоких скоростях в течение десятилетий
Рельсы и винтовые рейки
Зубчатые ремни
Углубления для винтовых реек и рельсов фрезеруются и шлифуются перед их креплением к раме или станочному порталу с последующей роботизированной сборкой. Каждый элемент проверяется на точность и прямолинейность лазерными приборами.
Ленточный редуктор — оптимальное решение для работы с мягкими металлами, деревом, пластмассами. Оптимальное соотношение точности и доступности!
Станки WATTSAN работают по всему миру
Это обязывает нас вносить усовершенствования в конструкцию фрезерных станков, не только повышая их надежность и долговечность, но и модернизируя, направленные на различные области применения.
Станок серии М4 экономит до 45% времени за счет функции автоматической смены инструмента и позволяет высвободить сотрудников для другой работы.
Станок серии Wattsan M3 может заменить производственную линию в дверной промышленности, а также обеспечить уникальный дизайн.
Станок с рабочей площадью 600 на 900 мм является основным в цехе заказчика, относительно него строятся производственные процессы. Это возможно благодаря бесперебойной работе 24/7.
Изготовление форм на фрезерном станке в небольшом объеме требует постоянной точности станка, что исключает накопление погрешностей, создаваемых шаговыми двигателями. С этой целью Wattsan 1325 был дооснащен портальной системой выравнивания, что позволяет заказчику сэкономить на стоимости машины без ущерба для качества продукции.
WATTSAN – становимся сильнее с каждым новым клиентом!
Все о машине за 60 секунд
Сохранение геометрии портала гарантируется за счет правильной формы и толщины стенки металла даже при увеличении длины портала. Порталы на станках Wattsan спроектированы с большим запасом и легко могут обрабатывать несколько шпинделей.
Боковые клети изготовлены из высокопрочного чугуна, в сочетании с жесткостью портала это сильно влияет на сохранение точности станка и исключает появление перекосов.
Более 50 улучшений было сделано в проектировании машин Wattsan
машинная рамка
Планетарные шестерни
Столки портала
Механическая защита
Восхищенные шар в Zaxis
9
8188188188881888818 гг.
Автоматическая смена различных типов инструмента
и т.д.
Конфигурация рамы, термообработка, тип стали толщины металла — все это направлено на увеличение жесткости станка.
Они облегчают станкам Wattsan обработку твердых материалов на высоких скоростях, что особенно важно для массового производства и раскроя.
Изготовлен из толстостенного чугуна для обеспечения жесткости при работе на высоких скоростях или при работе с твердыми материалами.
Защищает подвижные части подъемно-опускного стола от попадания мелких остатков
На всех станках используем ШВП большего диаметра, это позволяет использовать более мощный шпиндель для повышения производительности.
Рельсовые выемки и крепление рельсов станка управляются роботом, что обеспечивает высокую точность станка.
Специальная конфигурация портала и толстостенный профиль портала предназначены для работы с инструментами большого веса, что позволяет одновременно использовать до 8 шпинделей.
Для конвейерных линий мы оснащаем станки револьверным устройством смены инструмента, а отдельные станки — линейным устройством смены инструмента.
Принимаем комплекс мер для безотказной работы машин Wattsan
Запуск и обучение
Запуск и обучение
Все инженеры Wattsan проходят обязательное ежегодное обучение для быстрого решения любых вопросов.
Wattsan ежегодно проводит обучение по эксплуатации и обслуживанию машин для всех партнеров по всему миру. Ежемесячно запускаем и обучаем более 100 клиентов.
Вероятно, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
. 02.01.2023
— ВОЗВРАТ – ВТОРНИК – 03. 01.2023 .
ЛЮБЫЕ ОНЛАЙН-ЗАКАЗЫ, ПОЛУЧЕННЫЕ В ЭТО ВРЕМЯ, БУДУТ ЗАПОЛНЯТЬСЯ И ОБРАБОТЫВАТЬСЯ КОГДА МЫ ВОЗВРАЩАЕМСЯ В ОФИС.
ЖЕЛАЕМ ВАМ ОТЛИЧНЫХ ПРАЗДНИКОВ И ДО ВСТРЕЧИ В НОВОМ ГОДУ.
МЫ РЕКОМЕНДУЕМ ЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ НА ЛЮБЫЕ ЗАПЧАСТИ, прежде чем размещать заказ онлайн в текущей среде, поскольку цепочка поставок все еще нарушена, поскольку ЦЕНЫ НА ЗАПЧАСТИ у ВСЕХ OEM-производителей меняются ежедневно.
Happy Holidays
Знаете ли вы, что …. MPT АРЕНДУЕТ термоусадочное оборудование ??? Спросите нас о краткосрочной аренде. Старую машину нельзя починить?
Смотрите наш отдел НОВЫХ машин и оборудования
«ОБЪЯВЛЕНИЕ ЦЕН» LANTECH & LOVESHAW — НЕОБЪЯВЛЕННОЕ ПОВЫШЕНИЕ ЦЕН
….. По состоянию на 1 апреля 2022 г. компания Lantech и 1 августа 2022 г. компания Loveshaw приняла решение о повышении цен на 51 PARTS на ВСЕ. Это увеличение не является стандартным фиксированным процентным увеличением.
Каждая часть может иметь разное процентное увеличение, связанное с ней. К сожалению, для ВСЕХ перечисленных деталей Lantech и Loveshaw потребуется новая указанная цена ,
, так как каждая часть может сильно отличаться. Цены на ВСЕ ЗАПЧАСТИ LANTECH & LOVESHAW указаны в Интернете: «МОГУТ ИЗМЕНЯТЬСЯ» . Пожалуйста, запросите расценки
перед любой покупкой.
Любые онлайн-заказы, размещенные на LANTECH & LOVESHAW Parts БЕЗ НОВОЙ ЦЕНЫ, НЕ будут выполнены , поскольку у нас даже нет информации
с завода, пока мы не получим от них новые предложения наша команда работает над предоставить вам точные цены и информацию как можно быстрее.
МЫ РЕКОМЕНДУЕМ ЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ НА ЛЮБЫЕ ЗАПЧАСТИ, прежде чем размещать заказ онлайн в текущей среде, поскольку цепочка поставок все еще нарушена, поскольку ЦЕНЫ НА ЗАПЧАСТИ ВСЕХ OEM-производителей меняются ежедневно.
Приносим извинения за неудобства!
Описание продукта
Информация о производителе
Метки товаров
Описание продукта
Детали
Loveshaw — ШАРИКОВЫЙ ПОДШИПНИК 1616 DSTN — # 1601
Пользовательские уведомления:
Цены могут меняться в зависимости от производителя.
Столовый набор Дипломат 24 шт. Продавец:YAĞMURLAR CEHİZLİK397.99 ₼
22.12 ₼ x 18 мес
Набор Schafer Hamburg 78 предмета, серебристыйПродавец:Umico Market
17 ₼Набор вилок Schafer Atlanta на 6 персон, 6 предметов, 160x20x10 мм, нержавеющая сталь, мытье в посудомоечной машине, серебристыйПродавец:Umico Market
3.30 ₼Нож десертный Korkmaz Elite A2325-6Продавец:Hobby Life
2.60 ₼Вилка десертная Korkmaz Elite A2325-5Продавец:Hobby Life
2 ₼Ложка чайная Korkmaz Elite A2325-7Продавец:Hobby Life
2.50 ₼Ложка десертная Korkmaz Elite A2325-4Продавец:Hobby Life
3.20 ₼Вилка столовая Korkmaz Elite A2325-2Продавец:Hobby Life
-50 %
100 ₼200 ₼
5.56 ₼ x 18 мес
Набор столовых приборов Gipfel Rivoli 51044 на 4 персон 16 предметов, нержавеющая сталь, серебристыйПродавец:Gipfel
Избранное, цветные метки и изменения в избранных закупках
доступны на тарифах Стандарт и Эксперт.
Выбрать тариф
Закрыть
×
Требуется оплата
Подробные результаты доступны на тарифах Стандарт и Эксперт
Выбрать тариф
Закрыть
×
Произошла ошибка, последние действия не сохранились
Попробуйте снова или обновите страницу
Начальная цена контракта
419 769,80 ₽
Обеспечение контракта (от цены контракта)
≈ 41 976,98 ₽
10 %
Контактные данные
Порядок размещения
Указано московское время
44-ФЗ, Электронный аукцион
Перейти на РТС-тендер
Подача заявки
04. 10.2021 14:53
12.10.2021 09:00
Рассмотрение заявок
13.10.2021
Проведение аукциона
14.10.2021
Документы
Скачать одним архивом
Заказчик
Федеральное государственное бюджетное учреждение «Национальный Медицинский Исследовательский Центр Сердечно-Сосудистой Хирургии Имени А.Н. Бакулева» Министерства Здравоохранения Российской Федерации
ИНН 7706137673
КПП 770601001
Анализ заказчика
Все закупки заказчика
Объекты закупки
Условия участия
Преимущества
Участникам, заявки или окончательные предложения которых содержат предложения о поставке товаров в соответствии с приказом Минфина России от 04. 06.2018 № 126н
Единые требования к участникам закупок в соответствии с ч. 1 ст. 31 Закона № 44-ФЗ
Требования к участникам закупок в соответствии с частью 1.1 статьи 31 Федерального закона № 44-ФЗ
Ограничения и запреты
Запрет на допуск товаров, работ, услуг при осуществлении закупок, а также ограничения и условия допуска в соответствии с требованиями, установленными ст. 14 Закона № 44-ФЗ
Закупка у субъектов малого предпринимательства и социально ориентированных некоммерческих организаций
Участники и результаты
12.10.2021
Электронный аукцион признан несостоявшимся.
Более подробная информация доступна, если войти или зарегистрироваться
Участник
Результаты
░░░ ░░░ ░░░░░░░
░░░░░
Протоколы
Протокол рассмотрения единственной заявки на участие в электронном аукционе от 12.10.2021 10:24 (мск)
Электронный документ, полученный из внешней системы
ЭА № 9963-18 «На право поставки лекарственных препаратов (Ацикловир) для нужд. ..
Поставка лекарственных препаратов (Афатиниб)
Поставка гепатопротекторов для нужд ГУ РК «Кардиологический диспансер» во 2 п…
×
Бесплатный период истек
Напоминания доступны на тарифах Стандарт и Эксперт
Выбрать тариф
Закрыть
Часы для пилотов Torgoen T1 Titanium T01105
Touch & Go Pilot Supply предлагает принадлежности для пилотов и инструменты для авиационного обучения по сниженным ценам от ведущих производителей, включая авиационные гарнитуры, приемопередатчики, летные сумки, авиационные книги, наколенники для пилотов, комплекты для обучения пилотов, справочники аэропортов, карты, подарки для пилотов и многое другое.
Часы Torgoen T1 Titanium Flight Computer Pilot T01105 имеют белый циферблат, ремешок из итальянской черной кожи и титановый корпус.
Torgoen T1 Титановые часы для пилотов T01105
Модель
Torgoen была основана группой энтузиастов авиации, чтобы обеспечить пилотов и энтузиастов часами бескомпромиссного качества. Каждые часы проходят испытания в условиях экстремальных температур, пыли, влажности, ударов и вибрации для обеспечения точности, водонепроницаемости и долговечности.
Бортовой компьютер Torgoen T1 Titanium Pilot Watch T01105 вычисляет время, расстояние и скорость. Он также может выполнять различные вычисления от конвертации валют до задач умножения и деления. С помощью этих часов вы можете рассчитать любые преобразования линейного характера с постоянным соотношением, такие как унции в граммы, килограммы в фунты, мили в километры и т. д.
Часы с бортовым компьютером TORGOEN T1 T01105 включают в себя:
Диаметр корпуса (без заводных головок и кнопок) 42 мм
Толщина корпуса 14,6 мм
Диаметр кристалла 38 мм
Для получения дополнительной информации см. инструкции к бортовому компьютеру Torgoen T1. Для получения дополнительной информации о настройке бортовых компьютерных часов см. раздел «Настройка компьютерных часов». (формат Adobe PDF)
Для получения общей информации о различных коллекциях авиационных часов Torgoen посетите нашу информационную страницу Torgoen Aviation Watches.
Цена : 425,00 долларов США
Купить продукт онлайн | Посетите магазин Главная
Производитель Торгоен
Сопутствующие товары
Часы Torgoen T1 Titanium Pilot T01104 — Torgoen T1 Titanium Часы Pilot T01104 с бортовым компьютером имеют белый циферблат, черный кожаный ремешок и титановый корпус.
Часы Torgoen T1 Titanium Pilot T01204 — Torgoen T1 Titanium Pilot Watch T01204 имеют белый циферблат, цельный титановый браслет и корпус.
Часы Torgoen T1 Titanium Pilot T01205 — Torgoen T1 Titanium Часы Pilot T01205 с бортовым компьютером имеют белый циферблат, цельный браслет из титановых звеньев и корпус.
Другие товары от Часы — авиация
Часы Torgoen T5 Zulu Time Pilot — унисекс — Эти часы Torgoen T5 Zulu Time Pilot для женщин и мужчин имеют серебряный циферблат, коричневый кожаный ремешок и корпус из нержавеющей стали.
Часы с бортовым компьютером Torgoen T2 — Авиационные часы с бортовым компьютером Torgoen T2 имеют серебристый циферблат, красно-коричневый кожаный ремешок и двухцветный (серебро/золото) корпус из нержавеющей стали.
Часы с бортовым компьютером Torgoen T2 — Часы-авиаторы с бортовым компьютером Torgoen T2 имеют черный циферблат, черный кожаный ремешок и серебристый корпус из нержавеющей стали.
Часы с бортовым компьютером Torgoen T2 — Авиационные часы с бортовым компьютером Torgoen T2 имеют серебристый циферблат, черный кожаный ремешок и серебристый корпус из нержавеющей стали.
Часы для пилотов Torgoen T5 Zulu Time T05201 — Эти часы Torgoen T5 Zulu Time Pilot T05201 (T5.01.02.B01) имеют черный циферблат, ремешок из нержавеющей стали с цельными звеньями и корпус из нержавеющей стали.
Комбинированные часы для пилотов Torgoen T6 Zulu и E6B – Комбинированные часы для пилотов Torgoen T6 Zulu и E6B с бортовым компьютером имеют черный циферблат, ремешок и корпус из нержавеющей стали.
Комбинированные часы для пилотов Torgoen T6 Zulu и E6B T06102 — Комбинированные часы для пилотов Torgoen T6 Zulu и E6B T06102 (T6. 01.05.S02) с желто-оранжевым циферблатом, черным кожаным ремешком и корпусом из нержавеющей стали.
Комбинация часов для пилотов Torgoen T6 Zulu и E6B T06101 — Комбинация часов для пилотов Torgoen T6 Zulu и E6B T06101 (T6.01.02.S02) с черным циферблатом, черным кожаным ремешком и корпусом из нержавеющей стали.
Комбинированные часы для пилотов Torgoen T6 Zulu и E6B — Комбинированные часы для пилотов Torgoen T6 Zulu и E6B с желто-оранжевым циферблатом, ремешком из нержавеющей стали с цельными звеньями и корпусом из нержавеющей стали.
Часы Torgoen T5 Zulu Time — унисекс — Часы Torgoen Zulu Time Pilot для женщин и мужчин с серебристым циферблатом, браслетом из нержавеющей стали и корпусом из нержавеющей стали.
Часы Torgoen T5 Zulu Time — унисекс T05501 — Эти часы Torgoen T5 Zulu Time Pilot T05501 (T5. 11.02.S02) для женщин и мужчин имеют меньший черный циферблат, черный кожаный ремешок и корпус из нержавеющей стали.
Вернуться к Принадлежности для пилотов — Принадлежности для пилотов Touch and Go — Летные сумки — Авиационные гарнитуры — Принадлежности для авиации
902:30
Электронная коммерция на базе покупательских тележек MonsterCommerce.
FVII (G1238A) Экран SNP | T01105
Сопутствующие товары
Выберите параметры
Быстрый просмотр
ITGB3 (T176C) SNP-Экран | T01106
Сейчас: 964,60 € — 1 302,60 €
ITGB3 (T176C) Экран SNP | T01106 от Sacace Biotechnologies доступен для доставки Описание: ОТ-ПЦР-тест для выявления мутации гена интегрина бета-3 (Leu33Pro; rs5918) для. ..
441-T01106
Выберите параметры
Быстрый просмотр
FTO (A23525T) SNP-экран | T01329
Сейчас: €964,60 — €1,302,60
FTO (A23525T) Экран SNP | T01329 от Sacace Biotechnologies доступен для доставки Описание: ОТ-ПЦР-тест для выявления мутации гена FTO (rs9939609) при диабете и ожирении. В наличии…
441-T01329
Выберите параметры
Быстрый просмотр
NOS3 (C786T) SNP-Экран | T01182
Сейчас: 964,60 € — 1 302,60 €
NOS3 (C786T) Экран SNP | T01182 от Sacace Biotechnologies доступен для доставки Описание: ОТ-ПЦР-тест для обнаружения мутации синтазы оксида азота 3 (rs2070744) при гипертонии …
441-T01182
Выберите параметры
Быстрый просмотр
FABP2 (A163G) SNP-Экран | T01361
Сейчас: 964,60 € — 1 302,60 €
FABP2 (A163G) Экран SNP | T01361 от Sacace Biotechnologies доступен для доставки. ОТ-ПЦР-тест для обнаружения гена белка 2, связывающего жирные кислоты (Ala54Thr, rs1799883) Доступные форматы: -…
441-T01361
Выберите параметры
Быстрый просмотр
PPARG2 (C34G) SNP-экран | T01359
Сейчас: €964,60 — €1,302,60
PPARG2 (C34G) SNP-экран | T01359 от Sacace Biotechnologies доступен для доставки. ПЦР в реальном времени для обнаружения мутации гена гамма-2 рецептора, активируемого пролифератором пероксисом (Pro12Ala,…
441-T01359
Клиенты также просмотрели
Выберите параметры
Быстрый просмотр
PPARG2 (C34G) SNP-экран | T01359
Сейчас: €964,60 — 1 302,60 €
PPARG2 (C34G) SNP-экран | T01359 от Sacace Biotechnologies доступен для доставки. ПЦР в реальном времени для обнаружения мутации гена гамма-2 рецептора, активируемого пролифератором пероксисом (Pro12Ala,. ..
441-T01359
Выберите параметры
Быстрый просмотр
FABP2 (A163G) SNP-Экран | T01361
Сейчас: 964,60 € — 1 302,60 €
FABP2 (A163G) Экран SNP | T01361 от Sacace Biotechnologies доступен для доставки. ОТ-ПЦР-тест для обнаружения гена белка 2, связывающего жирные кислоты (Ala54Thr, rs1799883) Доступные форматы: -…
441-T01361
Выберите параметры
Быстрый просмотр
NOS3 (C786T) SNP-Экран | T01182
Сейчас: 964,60 € — 1 302,60 €
NOS3 (C786T) Экран SNP | T01182 от Sacace Biotechnologies доступен для доставки Описание: ОТ-ПЦР-тест для обнаружения мутации синтазы оксида азота 3 (rs2070744) при гипертонии …
441-T01182
Выберите параметры
Быстрый просмотр
FTO (A23525T) SNP-экран | T01329
Сейчас: €964,60 — €1,302,60
FTO (A23525T) Экран SNP | T01329 от Sacace Biotechnologies доступен для доставки Описание: ОТ-ПЦР-тест для выявления мутации гена FTO (rs9939609) при диабете и ожирении.
Производство упаковки из картона: технология и этапы
Главная » Статьи » Производство упаковки из картона: технология и этапы
Объем производства бумаги и картона в масштабах всего мира приближается 500 миллионов тонн в год. Эти цифры с каждым годом растут за счет все более активного задействования вторсырья. Кроме того, в отрасли все шире применяют химические реагенты и совершенствуют бумагоделательное оборудование. Поговорим о тонкостях изготовления картонной упаковки и специфике производственного процесса.
Оборудование
Производство изделий из картона ведется на специальных автоматизированных линиях. В состав таких линий входят высекальные прессы, клеенаносящие агрегаты и размоточные станки. Также следует вспомнить о гидроразбивателях, турбосепараторах, пульсационных мельницах и остальных установках для подготовки целлюлозной массы.
Коробки, контейнеры и прочую тару изготавливают с помощью строго определенных типов машин. Выбор того или иного устройства зависит от требуемой формы и габаритов изделия. Так, стандартные прямоугольные коробки, которые после склеивания передаются заказчику в сложенном виде, выполняются на фальцевально-склеивающих линиях. А для выпуска объемной упаковки нестандартной формы не обойтись без автоматических станков для формования и проклейки тары.
Сырье
Для производства бумаги и картона берется несколько ингредиентов:
целлюлоза;
наполнители минерального происхождения;
химические волокна;
клей;
красители.
Иначе обстоят дела с гофрокартоном – упаковочным материалом, который пользуется самым высоким спросом. Сырьем для производства гофрированного картона, наряду с древесными волокнами, служит вторсырье из старого гофрокартона. Иногда в композицию добавляется остальная макулатура, но строго в пределах 10-15%.
При использовании макулатуры покровный слой заготовки покрывается беленой или небеленой целлюлозой. Это делается для улучшения цвета готового продукта и повышения его прочности.
Этапы производства картонной упаковки
Упаковочные изделия изготавливают в три этапа:
подготовка массы;
формование картонного полотна;
изготовление упаковки.
Опишем каждый этап подробнее.
Подготовка массы
Итак, если используется вторсырье, производство упаковки из картона начинается с подготовки смеси размолотых волокнистых материалов – эту смесь называют бумажной массой. В свою очередь, этот процесс стартует с роспуска макулатуры или целлюлозы в особом устройстве – гидроразбивателе (турбосепараторе).
После предварительного размалывания масса с помощью насоса перекачивается в массный бассейн, оттуда поступает на вихревой конический очиститель, где проводится ее грубая очистка, а далее – на сортирующий гидроразбиватель и на пульсационную мельницу. Следующий по маршруту – композиционный бассейн, где в очищенную массу добавляют глинозем, крахмал и клей.
Однако окончательный размол еще впереди. Его выполняют дисковые мельницы, на которые масса подается из композиционного бассейна. После размола снова следует бассейн – теперь уже машинный. Затем массу ожидает смесительный насос, а после – система вихревых очистителей для удаления мелких неволокнистых включений.
Как делают картон и гофрокартон?
В число оборудования для производства картона входят так называемые картоноделательные машины. Тщательно измельченная картонная субстанция поступает в напорный ящик такого устройства, чтобы повергнуться обезвоживанию, прессованию и просушиванию. Результатом этих операций становится сформированное картонное полотно.
Готовый картон проходит сквозь тамбурные валы, где разглаживается, а затем поступает на продольно-резательный станок для раскроя по заданным параметрам.
В отличие от обычного картона (его называют монокартон) гофрированный картон представляет собой конструкцию из склеенных между собой нескольких картонных листов. При этом плоские листы чередуются с волнистыми слоями картона.
Производство гофрированного картона традиционно начинается с подготовительного этапа. Суть подготовки заключается в кондиционировании листов картона, предназначенных для гофрирования. Для этого материал укладывают в теплое помещение, где оставляют на 24 часа.
Следующий шаг – операции на размоточном станке. Проходя между цилиндрами этого агрегата, картон подогревается и увлажняется, что в дальнейшем улучшает проникновение клея вглубь его структуры.
Далее наступает очередь гофрирования. Эта технологическая операция осуществляется с помощью, пожалуй, самого важного оборудования для производства гофрированного картона – гофрировального пресса. Картон проходит между горячими гофрирующими валами, принимая в результате обработки волнистую форму.
Затем на гофрированные картонные листы с помощью клеенаносящей машины накладывается клеевая пленка, после чего поверх проклеенного гофрированного листа кладется плоский картон. Пройдя через прижимной вал, оба слоя плотно соединяются друг с другом, и на выходе получается двухслойный гофрокартон.
Если цель – производство трехслойного гофрокартона, понадобится еще пара операций. Двухслойный гофрокартон снова подается на клеенаносящую машину, которая наносит клей уже на другую сторону гофрированного листа. И напоследок к двухслойному гофрокартону приклеивается дополнительный плоский лист.
Финальный этап технологического процесса – сушка в сушильном устройстве. Эта операция необходима для удаления влаги и надежного затвердевания клея.
Несколько слов о кашированном монокартоне
Для производства изделий из картона часто используется кашированный монокартон. Он также представляет собой многослойную конструкцию, но в отличие от гофрокартона для изготовления кашированного монокартона берутся только плоские листы. В качестве основы такого материала берется толстый картон, а поверх него наклеивается тонкий картон, винил или дизайнерская бумага. Соответственно, из цепочки производственных процессов в данном случае выпадает гофрирование.
Изготовление упаковки
Из листов готового картона изготавливают непосредственно упаковку: коробы, ящики, лотки и контейнеры. Для этого, как уже говорилось, сначала используется продольно-резательный станок.
После раскроя по заданным параметрам приходит очередь создания разверток для будущих изделий с помощью автоматизированного оборудования – слоттера. Этот агрегат выполняет две операции: просечку – создание сквозных отверстий и рилевку – формирование углубленных рилевочных линий. При изготовлении коробов сложной конфигурации развертки выполняются с применением ротационных станков.
Затем на картонные листы наносится маркировка с указанием условий безопасной транспортировки и хранения продукции. Кроме того, на картон может наноситься логотип и название компании производителя, а также другие данные, для чего используется метод печати. Для придания упаковке максимально презентабельного вида нередко применяется лакирование, ламинирование и даже тиснение фольгой.
На заключительном этапе подготовленные развертки сгибаются по углубленным рилевочным линиям и склеиваются на автоматизированных фальцевально-склеивающих станках. Производство упаковки из картона закончено – теперь остается лишь отгрузить товар заказчику.
Машина для изготовления картонной упаковки
Интересный факт, ежедневно по всему миру отправляется около 240 млн. товаров по заказу клиентов, еще больше производится. Излишне говорить о том, что у нас есть проблемы с отходами упаковки. Большая часть этих отходов попадает в нашу пищу, воду и даже в наш воздух. Почему так много компаний придерживаются статус-кво с расточительной упаковкой, неэффективными цепочками поставок, поврежденными товарами, недовольными клиентами?
Ответ кроется в подходе к созданию и выпуске картонной упаковки. Сегодня компании выбирают для себя один из дхву имеющихся путей решения такой задачи. Заказывают картонную упаковку у фабрики по выпуску таковой или приобретают станок-машину для самостоятельного проектирования и производства картонной упаковки. В этом выпуске мы рассмотрим второй вариант решения в сфере упаковки товаров.
Факторы-побудители
Широкий ассортимент выпускаемой продукции (фурнитура, комплектующие и акссесуары) требует индивидуальный подход при упаковке. Такой подход увеличивает себестоимость упаковываемых товаров, другими словами, влечет за собой затраты, а именно:
оптовая цена
Чтобы получить оптовую (низкую, выгодную) цену нужно заказать большой объем.
оснастка
Для изготовления самосборных конструкций упаковки требуются штанцформы, которые оплачивает заказчик.
Мобильные машины по производству картонной упаковки избавляют своего потребителя от этих проблем. Их основное преимущество — упаковка (ящики, коробки, обечайки, прокладки, и перегородки) нужного размера тогда, когда она нужна.
Оптимизация складских площадей — еще один метод сократить издержки. Закупка готовой тары требует её хранения, а самостоятельное производство упаковки избавляет от такой нужды. Вы можете делать такое количество, которое требуется в данный момент времени.
Резонность
Принятое решение о покупке таких машин должно быть аргументировано и просчитано с экономической точки зрения. И на это есть несколько причин: стоимость и обслуживание таких машин. Если с первым аспектом более-менее понятно, то для второго требуется больше усилий, ведь кроме самого технического обслуживания машины, ею должен управлять обученный человек.
Но, не стоит пугаться, ведь любое новшество это — не только трудности в эксплуатации, но и развитие самого предприятия, а также повышение квалификации работников. Кроме того, производители таких станков обещают, что переход на их оборудование будет максимально безболезненным. Во-первых, к каждой такой машине прилагается инструкция и методичное пособие, во-вторых — поддержка изготовителя (консультирование).
Топ производителей-брендов
На рынке имеются и другие предложения, но мы решили включить в этот обзор только тех производителей, которые дают четкую и развернутую информацию о своём продукте.
Packsize International, Inc.
Компания занимается выпуском оборудования — линий для производства упаковки из гофрированного картона, а также производством автоматических линий для упаковки товаров.
Zemat Technology Group (Boxmat)
Бренд Boxmat был создан группой компаний Zemat Technology. Под этим брендов выпускают машины по производству картонной упаковки, в том числе, оборудование, позволяющие наносить печать на готовую тару.
Картонные упаковочные машины | SACMI
Машины для упаковки в картонные коробки
Машины для вторичной упаковки в коробки (трехслойные и однослойные), лотки, дисплеи, обертки, флоупак, конверты, коробки, лотки, капсулы, пралине
Active S222
КОМПАКТНАЯ ТРЕХФУНКЦИОНАЛЬНАЯ КАМЕРА
Ячейка для формирования коробки с тремя клапанами, заполнение с помощью Fast Picker и запайка коробки.
Информационный запрос
Active S114
ПОДДОН И КРЫШКА
Wrap Around машина для упаковки из плоских заготовок в коробки с крышками. В комплектацию входят две линии подачи продукта, который вкладывается в упаковку на ребро.
Информационный запрос
Performance S233
ЯЩИКИ С ТРЕМЯ, ОДНОЙ И БЕЗ ОТВЕРСТИЯ, СПЕЦИАЛЬНЫЕ ЯЩИКИ С ЗАКРЫВАЮЩЕЙСЯ КРЫШКОЙ
Трехфункциональная ячейка со встроенной электронной формовочной машиной, наполнение роботами с сортировкой продуктов и запайкой трехстворчатых коробок с помощью 2-х осевых роботов. Конфигурируется для различных коробок и продуктов.
Информационный запрос
Performance S334
ПОДДОН С КРЫШКОЙ, ДИСПЛЕЯ С КРЫШКОЙ
Трехфункциональная ячейка с роботизированным формованием, наполнением роботами с сортировкой продуктов и заклеиванием крышек с помощью 2-х осевых роботов. Конфигурируется для различных коробок и продуктов.
Информационный запрос
Performance S232
КОРОБКА С ТРЕМЯ ОТКЛАДКАМИ
Трехфункциональная ячейка со встроенной электронной формовочной машиной, наполнение роботами с сортировкой продуктов и заклейкой трехстворчатых коробок, интегрированное регулируемое оборудование (дымоход).
Информационный запрос
Performance S111 WRAP
ОБЕРТЫВАНИЕ С ВСТАВКОЙ
Оберните, чтобы заполнить и закрыть коробки, начиная с одной плоской заготовки. Подготовка пачки полностью настраивается по размерам, вставка в коробку осуществляется толкателем.
Информационный запрос
Advance S1004
МНОГОФУНКЦИОНАЛЬНАЯ ЯЧЕЙКА ДЛЯ КОРОБОК И ЯЩИКОВ
Многофункциональная ячейка для формирования, наполнения и закрывания трехстворчатых коробок, которые затем упаковываются в крейты на ребре, или укладки продуктов флоупаками непосредственно в американские коробки, управляемые внешними машинами.
Информационный запрос
Active S200
СТАНОК ДЛЯ ФОРМУЛИРОВАНИЯ КОРОБОК С СЕРВОУПРАВЛЕНИЕМ
Высокоскоростная вертикальная электронная формовочная машина для коробок/лотков, гарантирующая высокий уровень надежности, эффективности и доступности. Смена размера без использования инструментов и сокращение времени обслуживания сводят к минимуму время простоя.
Информационный запрос
Active S005
МАШИНА ДЛЯ ЗАКРЫТИЯ КОРОБОК
Машина для закрывания коробок с тремя и одним клапаном с помощью клея. Расположение машины в линию или под углом 90°, полное оснащение серводвигателями для непрерывной работы и гарантированной высокой производительности.
Информационный запрос
Машины для наполнения, укупорки и упаковки картонных коробок от OPTIMA Consumer
Машины для наполнения, укупорки и упаковки картонных коробок от OPTIMA Consumer
Домашний
Потребительский
Решения для
Картонные коробки
Ваш продукт в маленьких или больших коробках и складных коробках
Создайте новые рыночные возможности. Концепция InlineCan предлагает идеальное решение для этого. Картонные банки изготавливаются из рулонного материала и затем заполняются. Воспользуйтесь преимуществами более эффективных процессов на вашем производстве, более высокой степенью добавленной стоимости и оптимизированной логистикой.
Кроме того, картонная упаковка предлагает дополнительные возможности для первичной и вторичной упаковки. Инновационная торговая упаковка для вашего продукта, от коробок для стиральных порошков до складных коробок.
Свойства
Области продукции
Сотрудничество с Hörauf
Корпуса из картона или переработанного картона с алюминием и пластиком
Днища из жести или картона с крышками из алюминия или пластика 702082 80nee Мембрана по выбору пластик
Индивидуальные формы
Узнайте больше о соответствующих областях продукции: Косметика Продукты питания Порционные упаковки
Hörauf и Optima . Воспользуйтесь преимуществами сотрудничества этих двух специалистов и их совместного решения. Получите доступ к опытной команде экспертов, которые удовлетворят ваши конкретные потребности и предоставят вам новейшие технологии.
Откройте для себя преимущества этой гениальной концепции упаковки для вашего продукта и используйте потенциал новых рыночных возможностей. Концепция встроенной банки — идеальное решение.
www.inlinecan.com
Машинные решения Optima Фасовочно-укупорочная машина InlineCan OPTIMA CFS
Машинные решения для InlineCans, картонных коробок и складных коробок
Картонажная машина OPTIMA CBF
Высокопроизводительная картонажная машина OPTIMA CBF
Производительность: до 150 шт./мин
Время смены формата: макс. 40 минут
Диапазон форматов: макс. 200 мм x 200 мм x 200 мм
Детали машины
Фасовочно-укупорочная машина InlineCan OPTIMA CFS
Поточное производство банок/контейнеров в процессе наполнения и укупорки
Производительность: до 150 контейнеров/мин
Ширина контейнера: от 40 мм до 165 мм
Высота контейнера: от 40 мм до 250 мм
909050 Детали машины 5
Машина для наполнения и укупорки OPTIMA CFL-40
Капсулы или подушечки
Производительность: до 1500 шт. /мин
Диаметр контейнера: от 20 мм до 67 мм
Диапазон дозирования: от 9 1 г до 18 г
0125 Информация о машине
Машина для наполнения и укупорки OPTIMA CFL-10
Капсулы или подушечки
Производительность: до 840 шт./мин
Диаметр емкости: от 20 мм до 67 мм
Диапазон дозирования 1 г.
Детали машины
Машина для наполнения и укупорки OPTIMA CFL-1
Капсулы или подушечки
Производительность: до 420 шт./мин
Диаметр контейнера: от 15 мм до 100 мм
Диапазон дозирования: 10,7 9010
Детали машины
Машина для розлива и укупорки OPTIMA FC2
Порошкообразные, гранулированные и зернистые продукты
С 14 по 17 мая проходила ведущая международная выставка текстиля и нетканых материалов Texprocess 2019 во Франкфуртском Международном выставочном центре (Франкфурт-на-Майне) во Франкфурте, Германия. Наибольший интерес делегации компании «ПромЭксперт» вызвали передовые технологии для швейной и текстильной промышленности, а также новейшие модели промышленных швейных машин для производства одежды, текстиля и нетканых материалов, представленные на стенде JUKI.
Являясь ведущим мировым производителем швейного оборудования компания Juki представила на выставке Texprocess 2019 семьдесят моделей (в том числе 31 новую модель) промышленных швейных машин.
Также были представлены промышленные швейные машин с концепцией «JUKI Smart Solutions — инновации с лучшей глобальной поддержкой — решения для общих производственных линий. Представленные модели включали в себя автоматические швейные машины для повышения производительности и качества, а также самые современные промышленные швейные машины, в которых используются передовые технологии автоматизации, дополняющие ручную работу. Кроме того, были предложены различные решения с использованием технологий IoT, требующиеся в настоящее время для решения проблем на швейных производствах.
На выставочном стенде было представлено несколько секций основных промышленных швейных машин.
1.Секция «умной» производственной линии (JaNets), демонстрирующая соединение цифровых, швейных и сетевых системы. Линия шитья и сборки деталей была представлена с помощью использования технологий IoT для «визуализации производства».
AMS-251 — 1-игольная швейная машина с ЧПУ.
Благодаря механизму поворота головки эта швейная машина обеспечивает улучшенное и равномерное качество шва независимо от направления шитья. Благодаря этой возможности машина лучше всего подходит для шитья декоративных стежков на автомобильных сиденьях и школьных сумках, а также для шитья крупных изделий, таких как подушки безопасности, которые не допускают нерегулярных стежков, тем самым удовлетворяя потребности различных отраслей промышленности. Кроме того, эта швейная машина производит прекрасно обработанные швы на перфорированных материалах, выполняя шитье, одновременно корректируя положение входа иглы с помощью уникальной технологии распознавания изображений JUKI.
PLC-2760V-7 — 2-игольная швейная машина челночного стежка с горизонтальным челноком, автоматической обрезкой нити и полусухой головой.
Эта швейная машина оцифровывает значения регулировки, которые будут использоваться для шитья, и может легко передавать данные значения регулировки в другие швейные машины с использованием IoT. Эти функции позволяют существенно сократить время подготовки к пошиву и стабилизировать качество за счет обмена данными. Швейная машина поставляется с активным механизмом давления прижимной лапки, который контролирует давление прижимной лапки в цифровом виде, чтобы обеспечить числовое управление. Кроме того, машина оснащена функцией обнаружения многослойной части (автоматическое изменение данных шитья), которая обнаруживает многослойные части материала во время шитья и автоматически изменяет значения регулировки шитья (длину стежка, натяжение игольной нити, давление прижимной лапки, количество изменяющегося вертикального движения шагающей лапки и прижимной лапки) в соответствии с изменением толщины материала, при условии, что эти значения регулировки зарегистрированы до начала шитья.
2. Секция для производства рубашек. В этой секции были представлены различные промышленные швейные машины с автоматическими функциями, способствующими повышению производительности и качества готовых изделий при производстве изделий в промышленных масштабах.
DLU – 5494N-7/X73202/TN10 — 1-игольная машина челночного стежка c нижним и верхним дифференциальным продвижением, автоматической обрезкой нити и программируемым устройством контроля сборки
Эта машина предназначена для пошива воротников. Циклическое шитье верхних стежков может быть выполнено с повторением, необходимо только предварительно установить ширину кромки, угол воротника, положение отделки кромки материала на панели управления. Кроме того, швейная машина установлена вместе с TN10 (поворотным устройством) и укладчиком, что позволяет оператору полностью автоматически прошивать хомуты, устанавливая хомуты на швейную машину и нажимая кнопку запуска.
3.Секция для производства рубашек поло. В этой секции были представлены последние модели, используемые на линии шитья рубашки поло. Все модели, представленные в этой секции, обеспечивают максимальную производительность и экономичность производства.
DDL-8000A — высокоскоростная прямострочная машина с автоматической обрезкой нити.
Благодаря высокооцененному качеству JUKI и упрощенным функциям, DDL-8000A представляет собой прямострочную машину челночного стежка с автоматической обрезкой нити. Панель управления со звуковым указателем встроена в переднюю часть рычага машины для облегчения работы и улучшения видимости. Панель управления снабжена на заводе простыми функциями по умолчанию, которые позволяют оператору интуитивно знать «скорость работы швейной машины» и «ход работы». Когда количество масла в швейной машине уменьшается во время шитья, голосовое сопровождение предупреждает об этом.
4. Секция для производства джинсов. В данной секции демонстрировалась линия по пошиву изделий из джинсового материала, повышающая производительность и качество готовых изделий даже на тяжелых материалах.
AMS-221ENTS3020/X90004 — швейная машина с постоянным рабочим циклом, предназначенная для шитья джинсовых тканей с использованием ниток двух цветов.
Данная машина для выполнения двухцветной строчки была рассчитана на применение ниток двух различных типов (отличающихся по цвету) для изделий из джинсовых тканей. В случае выполнения шитья с помощью ниток двух разных цветов обычно требуется заменить нить, используемую в настоящее время ниткой другого цвета.. С помощью данной модели оператор может непрерывно шить материал с помощью двухцветных нитей (двух разных типов нитей), как только оператор помещает материал на швейную машину, тем самым существенно экономя его рабочее время. AMS-221ENTS3020 выполняет стабильную строчку независимо от квалификации оператора, исключая даже незначительное изменение положения материала, тем самым улучшая качество готового изделия.
5 Секция для производства спортивной одежды и нижнего белья. Данная секция представляла собой производственную линию пошива спортивной одежды и нижнего белья с использованием новейших технологий компании JUKI.
LZ-2290CF-7 — швейная машина с компьютерным управлением зигзагообразного стежка (полный цифровой тип) и полусухой головой.
На данной машине можно установить качество шва (мягкое, стандартное, жесткое), которое соответствует предполагаемому процессу. Кроме того, место подачи может быть изменено, чтобы предотвратить проскальзывание материала. Данная швейная машина является первой в мире роторной швейной машиной с активным натяжением. Стабилизация натяжения нити обычно затруднена, когда количество шпульной нити, остающейся в челноке, недостаточно. Однако активное натяжение служит для коррекции и стабилизации натяжения нити, даже когда оставшееся количество шпульной нити уменьшилось. Кроме того, натяжение нити, используемое при шитье плоских участков и многослойных частей материала, может быть соответственно установлено с помощью устройства обнаружения многослойных частей. С этими настройками устройство обнаружения многослойной части помогает швейной машине решить такие проблемы, как сжатый шаг стежка или незакрепленные стежки, которые могут возникать на многослойных частях материала.
Заключение новых контрактов с зарубежными поставщиками, а также тесное и плодотворное сотрудничество компании «ПромЭксперт» с мировыми лидерами в области швейного оборудования позволяют нам предоставлять своим клиентам эксклюзивные цены и условия поставки.
Являясь официальным представителем мирового производителя швейного оборудования компании Juki, компания «ПромЭксперт» всегда рада поделиться с Вами своими знаниями и опытом, полученными на выставке Texprocess 2019, для развития Вашего бизнеса и выхода его на принципиально новый и качественный уровень.
Shishkin Tailor Manufacture
«В одной одежде была полная перемена: все платье было другое, сшитое в Москве и хорошим портным. Но и в платье был недостаток: слишком уж сшито было по моде (как и всегда шьют добросовестные, но не очень талантливые портные) и сверх того на человека, нисколько этим не интересующегося»
Ф. М. Достоевский. Произведение “Идиот”
Группа компаний «Портновская Мануфактура SHISHKIN» – многопрофильное предприятие, которое реализует свою деятельность в различных производственных направлениях более пятнадцати лет.
Ключевая цель деятельности компании – изменить общее восприятие Легкой промышленности России.
Следование этой идее определяет всю профессиональную деятельность компании:
– Комплексная система управления качеством продукции
– «Эволюционирование» профессии: качественное развитие компетенций специалистов
– Внедрение передовых систем цифровизации, оборудования, технических разработок и программного обеспечения
Оптимальный баланс между ценой, качеством и сроком реализации проекта.
Качество в данном контексте занимает первостепенное значение как с точки зрения уровня сервиса, так и с точки зрения функциональных и технологических характеристик готовой продукции.
«Портновская Мануфактура SHISHKIN» соблюдает баланс между высокими традициями портновского ремесла и передовыми технологиями.
В состав холдинга входит три предприятия, каждое из которых осуществляет комплексные услуги по разработке, производству и поставке коллекций одежды и аксессуаров под заказ. Все фабрики располагаются в городе Екатеринбург – являются производствами полного цикла.
Bespoke Atelier – индивидуальный пошив
Ремесленный синдикат по индивидуальному пошиву элитной мужской классической одежды.
Мастера Bespoke Atelier в своей работе следуют традиционной бесклеевой технологии «Bespoke tailoring», которая культивируется на протяжении последних двухсот лет самыми квалифицированными портными во всем мире.
Uniform atelier – корпоративный пошив
Инновационная швейная фабрика, которая осуществляет комплексную разработку, производство и поставку спортивных коллекций одежды и аксессуаров.
Фабрика Uniform atelier использует передовые достижения в области автоматизации швейной промышленности и разрабатывает уникальное программное обеспечение для модной индустрии, в сотрудничестве с ведущими научно-производственными центрами страны.
Результатом столь многоплановой профессиональной деятельности компании являются широкие возможности по разработке и созданию абсолютно любых видов одежды и аксессуаров как в мелкосерийных партиях, так и в промышленных коллекциях.
Качественное динамичное развитие в отрасли легкой промышленности, а также внедрение инновационных технических решений на всех этапах производства обеспечило компании прочный фундамент конкурентоспособности и экспертное признание.
МТМ atelier – кастомизированный пошив
Швейная фабрика полного цикла, осуществляющая кастомизированное производство мужской одежды и аксессуаров в повседневном и классическом стиле.
Производство MTM Atelier – это цифровизация управленческих и производственных процессов. Внедрение специализированного ПО на всех стадиях производства: разработка концепции и дизайна, отработка технологий, подбор материалов, конструирование, создание лекал, раскрой нанесение изображений, пошив, контроль качества и упаковка, маркировка и логистика.
Благодаря ответственному и вовлеченному подходу к каждому заказу, мы предлагаем беспрецедентный уровень качества продукции, не уступающий ведущим мировым фабрикам.
Достижения
Победа сразу в трех номинациях главной национальной Премии в области моды «Золотое веретено-2016»
Член «Союза предпринимателей текстильной и лёгкой промышленности»
Партнер наукограда «Сколково» – активное развивитие собственных технологий трехмерного моделирования, сканирования и проекции мужской одежды.
Предприятие представляет российский легпром на ведущих мировых выставках и масштабных государственных мероприятиях и проектах – ИННОПРОМ, EXPO, ISPO Munich.
Открытие первой в России цифровой швейной фабрики «SHISHKIN uniform atelier».
Динамичная перенастройка производственных мощностей группы компаний в период пандемии 2020 год с целью массового выпуска средств индивидуальной защиты. Мобилизация производств всей отрасли на для решения социально значимой задачи.
Запуск масштабных розничных продаж коллекции PUTIN TEAM и выход на международный рынок.
Получение сертификата соответствия высшей категории А++ International Apparel Federation (IAF).
Присвоение государственного Знака качества цифровой швейной фабрике SHISHKIN uniform atelier.
Продукция фабрики сертифицирована на российском и международном рынках, имеет право использовать маркировку «Made in Russia».
ГК «Портновская мануфактура SHISHKIN» стала лауреатом Премии Правительства РФ в области качества.
King Size Большая программируемая швейная машина с ЧПУ
Большая швейная машина с ЧПУ King Size
Выкройная швейная машина FOXSEW для применения: кожаный диван, кожаная и тканевая обивка, автомобильные сиденья, аэродинамические сиденья, ботинки, обувь, верх обуви, обувь, сумки, мебель, автомобильная обивка, седла, багаж, чемодан, рюкзаки, кожаные куртки, одежда для отдыха , спортивная одежда, пуховая одежда, теплая одежда, джинсы, диван и прикрепленные этикетки, широко используемые во многих отраслях промышленности.
Максимум. Скорость шитья до 2500 об/мин, максимальная скорость перемещения по оси XY 10 м/мин, используемый японский крючок Hirose/Koban, крючок двойного или тройного размера дополнительно, используйте новейший процессор A8, диск/USB-память данных, серводвигатель XYZ, высокая точность: 0,001 мм. Все шаблоны работают с Интеллектуальным суждением. Проверка на обрыв резьбы, проверка количества нижней нити опционально. Максимум. Область шитья до 2500 мм X 900 мм, любой другой размер доступен по индивидуальному заказу. Тип иглы: DPx5/DPx17, Толщина шитья: 0,1-10 мм, Прижимная лапка: Пневматическая/Электронная Опция. Применение: палатки, спальные коврики, сборные контейнеры, стеганые одеяла и т. д…
Рабочее видео 1: www.foxsew.com/company-video/programmable-pattern-sewing-machine-for-leather-and-fabric-upholstry-122.html
Рабочее видео 2: www.foxsew.com/company-video/extra-large-programmable-template-sewing-machine-with-2000x900mm-sewing-area-698.html
Рабочее видео 3: www. foxsew.com/company-video/large-cnc-programmable-pattern-sewing-machine-for-seat-cushion-699.html
Рабочее видео 4: www.foxsew.com/company-video/programmable-pattern-sewing-machine-for-leather-upholstery-700.html
Рабочее видео 5: www.foxsew.com/company-video/programmable-pattern-sewing-machine-for-seats-heavy-duty-materials-156.html
Используется для: одежды, автомобилей и самолетов, кожгалантереи и обуви, военной формы, оборудования для обеспечения безопасности, промышленного оборудования, медицины, вышивки и декоративной строчки, предметов домашнего обихода. Пришивание карманов, Прикрепление этикеток, значков, Аппликация, Липучка и декоративная строчка, Любая операция, требующая частых остановок и смены угла строчки.
Подходит для одежды, кожаных сумок, верха обуви, чехлов для автомобильных сидений и т. д.
Электронное управление шитьем любого конкретного шаблона шитья, простота программирования конкретного шаблона шитья, оснащенная шагающей прижимной лапкой и устройством ввода шаблона.
Преимущества швейной машины для выкройки: не требует навыков, экономит время и трудозатраты, равномерное сшивание определенной детали во всех деталях, экономично, повышает производительность.
Технические характеристики:
Модель
FX25090
Тип стежка
Одноигольный челночный стежок
Швейная зона
2500 мм Х 900 мм
Максимум. Скорость шитья
2500 об/мин
Система подачи
Прерывистый или непрерывный
Длина стежка
0,1-12,7 мм
Игла
DPX17 #9-#26
Крюк
Челночный крюк большого размера
Максимум. Узоры
10000
Максимум. Швы
50000 игла/1 узор
Подъемник прижимной лапки
20-32 мм
Привод прижимной лапки
Пневматический
Носитель для хранения данных шаблона
Компьютер и USB-драйвер
Двигатель шпинделя
Серводвигатель 750 Вт
Ход прижимной лапки
4-10 мм
Панель управления
7-дюймовый светодиодный сенсорный экран
ЧПУ + Автоматизация — Английский
Список станков (по алфавиту, классы машин по возрастанию)
Швейный агрегат с ЧПУ, вращающейся головкой и полностью автоматической системой смены шаблонов
Типичная область применения: Сложные защитные, функциональные и декоративные швы. Специальная версия: Обработка подушек безопасности, шторок безопасности, боковых подушек безопасности
Швейный агрегат с ЧПУ для крепления нагревательных проводов (трубок или кабелей) к поверхностным системам отопления
Typischer Einsatzbereich: Для бесконечного сшивания нагревательных проводников (трубок или кабелей) с криволинейной прокладкой для систем теплого пола и индивидуальных систем поверхностного отопления, напр. топливные баки, контейнеры, трубы, шины и т. д.
Швейный агрегат с ЧПУ для закрытия подушек безопасности
Typischer Einsatzbereich: Закрытие внешнего шва на пассажирских, боковых и коленных подушках безопасности, а также других приложений подушек безопасности3
(асимметричная форма)
Швейный агрегат с ЧПУ и вращающейся швейной головкой для закрывания подушек безопасности
Типичная область применения: Окружные швы с очень малым радиусом радиуса на пассажирских, боковых и коленных подушках безопасности, а также для других применений подушек безопасности (асимметричных) форма)
Швейный агрегат с ЧПУ для нанесения силикона на ткань подушки безопасности
Типичная область применения: Силикон наносится на подушки-шторки длиной до 3500 мм. Крышка подвижна в осевом направлении. Вакуум поднимет верхний срез и расположит срез точно после нанесения силикона
Швейная установка с ЧПУ со стационарной или вращающейся швейной головкой
Типичная область применения: Сложные защитные, функциональные и декоративные швы (в основном для тяжелых условий эксплуатации)
Швейная установка с ЧПУ и стационарной швейной головкой
Типичная область применения: декоративные швы
Швейный агрегат с ЧПУ и вращающейся швейной головкой
Типичная область применения: Сложные защитные, функциональные и декоративные швы
Швейный блок, контролируемый с ЧПУ с вращающейся швейной головкой (портал)
Типичное поле применения: . головка с горизонтальным крючком
Типичная область применения: Сложные защитные, функциональные и декоративные швы
Швейный агрегат с ЧПУ, вращающейся швейной головкой и большой площадью шитья (Портал)
Типичная область применения: Сложные защитные, функциональные и декоративные швы
Швейный агрегат с ЧПУ с вращающимся
Типичная область применения: Сложные защитные, функциональные и декоративные швы
Укладчик с ЧПУ (обмотка) для крепления нагревательных проводников (трубок или тросы) на сетчатых тканях
Типовая область применения: Для бесконечного крепления (обвязки) нагревательных проводов (трубок или кабелей) с криволинейной укладкой на сетчатых тканях для использования в системах теплого пола для метода работы внахлест, область шитья 500 x 300 мм
Типичная область применения: Автоматизированное шитье в области автомобильного, технического текстиля и кожгалантереи
Программируемой большой площадь компьютерного стежка 1200 x 700 мм, 1200 x 1000 мм, 1200 x 1400 мм, 1200 x 1700 мм, 1200 x 2000 мм
Типичное поле. в областях салон автомобиля, автокресла, производство подушек безопасности, кожгалантерея, сумки, салон самолета, складной верх (автомобиль). Параллельные швы (двойная игла) в направлении Y с шагом иглы от 6 до 10 мм
Программируемая швейная машина большой площади
Типичная область применения: Производство обуви: Классические модели обуви и особенно обувь для отдыха, ковбойские сапоги, спортивная обувь, рабочая и военная обувь Аксессуары для автомобильной промышленности: Подушки безопасности , ремни, обивка и подкладки Гостиная/офис: Диваны, кушетки, кресла + офисные стулья Изделия из кожи и пластика: Конверты для документов, сумки, ремешки для часов и т. д. Технический текстиль: Тактические жилеты, защитная одежда, козырьки, тенты, фильтры
Программируемая швейная машина для большой площади с зигзагообразной строчкой
закрепки для пошива
Полностью автоматическая линия для производства масок
Типичная область применения: Производство многослойных одноразовых масок
Изготовление РТИ без прессформ. (Технология «Силиконовый 3d принтер»).
На нашем предприятии применяется самая современная технология изготовления изделий формовых рти и резинового профиля при помощи разработанной нами технологии «Силиконового 3d принтера»
Что дает эта технология: Прежде всего выигрыш в цене. Больше нет необходимости изготавливать прессформу. Изделия изготавливаются в кратчайший причем значительно дешевле чем при стандартных методах формовки и литья. Конечные изделия полностью работоспособные. Могут быть изготовлены из силикона, ЕПДМ, МБС, ТМКЩ и других видов резины.
ЗАКАЗАТЬ НЕСТАНДАРТ
Для заказа нестандартного изделия присылайте ваши чертежи, эскизы, 3d модели на наш е-mail или по тел/факсу (495) 103-41-70
Всем желающим наша компания предлагает получить бесплатный образец рти изготовленных по технологии «Силиконового 3d принтера» для испытаний.
Примечание:Изделия полученные по технологии силиконового 3d принтера имеют сравнительно высокую шероховатость поверхности Rz(x)16 (т. е. сеточка с перепадами высоты до 0.16мм)
Для заказа изготовления нестандартного изделия по технологии «Силиконового 3d принтера» от Вас нужен чертеж, образец или 3d модель, а так же сообщить необходимое количество изделий, после чего мы сможем определить срок и стоимость выполнения работ по изготовлению нужного Вам изделия.
Контакты
Файл STL Пирожное «Персик и резина・Дизайн 3D принтера для загрузки・Cults
Держатель спиральной улитки
2,77 €
Caketopper Peach & Goma2
1,71 €
Персиковый и резиновый брелок
0,74 €
Персиковый и резиновый брелок
0,74 €
Персиковый и резиновый брелок
0,74 €
Брелок для ключей Voge
0,74 €
Лучшие файлы для 3D-принтеров в категории Арт
Перелистывание текста: Числа 0-20
2,50 €
Coronavirus Covid-19
Бесплатно
Black lives matter
Бесплатно
Serpentine Merchant — Multiple Pieces
Бесплатно
Sigmund Freud — Bust portrait 3D print model
4,71 €
ШАРНИРНАЯ ОБЕЗЬЯНА
3,40 €
Salvador Dali 2D wall sculpture
1,50 €
Мех Мозазавр
2,36 €
Бестселлеры категории Арт
Симпатичный скелет с флекси-принтом
2,78 €
☃️ Снеговик-монстр — XMAS TREE ORNAMENT☃️
2,50 €
Stitch Love (легкая печать без поддержки)
1,50 €
Archaeopteryx nibbler
3 €
Flexi PRINT-IN-PLACE Hand
1,84 €
Шарнирная игрушка «Змея питон», тело с отпечатками, голова с защелками, симпатичный флекси
3,72 €
Вещь
7 €
-50%
3,50 €
Флекси принт-ин-плейс Феникс
3,72 €
Кенгуру и Джоуи на флекси-принтере
2,78 €
ПРИЗРАК ЗУ — ПРИЗРАК С НОГАМИ
2,79 €
Хрустальный дракон, артикулирующее животное Flexi Wiggle Pet, печать на месте, фантазия
3,77 €
Милый слоненок из цирка с флекси-принтом
2,78 €
Эльф на полке в карбоните
3,77 €
-50%
1,88 €
Астронавт на флекси-принтере
2,78 €
РОЖДЕСТВЕНСКАЯ ЕЛКА С НОЖКАМИ
2,97 €
Симпатичная лягушка с флекси-принтом
1,84 €
Вы хотите поддержать Cults?
Вам нравятся Cults и вы хотите помочь нам продолжить наш путь самостоятельно? Обратите внимание, что мы — маленькая команда из 3 человек, поэтому поддержать нас в поддержании деятельности и создании будущих разработок очень просто. Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключайте блокировщик баннеров AdBlock и кликайте на наши рекламные баннеры.
АФФИЛИАЦИЯ: Совершайте покупки онлайн, переходя по нашим партнерским ссылкам здесь Amazon.
ДОНАТЫ: Если хотите, то можно сделать пожертвование через PayPal здесь.
*ПРИГЛАШЕНИЕ ДРУЗЕЙ: * Приглашайте своих друзей, откройте для себя платформу и великолепные 3D-файлы, которыми делится сообщество!
Что можно, а что нельзя
Натуральный каучук, получаемый из каучукового дерева, — очень востребованный эластомер, используемый во всем, от водонепроницаемых ботинок до электроизоляции. Но с резиной трудно манипулировать и формировать. После затвердевания клейкий материал нельзя снова расплавить до жидкого состояния, подходящего для экструзии.
К счастью, желаемые свойства резины — гибкость, стойкость к истиранию, гашение вибрации — можно приблизить к другим типам материалов для 3D-печати, используя различные технологии 3D-печати.
В этой статье подробно рассматриваются все тонкости 3D-печатной «резины», рассматриваются такие варианты, как 3D-печатные нити и смолы, а также новые возможности, такие как 3D-печать силикона.
Натуральный каучук собирают с деревьев и не могут быть напечатаны в 3D
Когда люди говорят о каучуках, они могут иметь в виду только натуральный каучук, иногда называемый индийским каучуком или латексом, который представляет собой органический материал, получаемый из каучукового дерева, или может использовать этот термин в несколько более широком смысле для описания эластомеров, которые представляют собой большую и разнообразную группу эластичных полимеров.
Итак, если мы хотим спросить, можно ли 3D-печатать каучуком, нам нужно различать натуральный каучук (конкретный) и эластомеры (широкий). Короче говоря, 3D-печать натурального каучука невозможна, потому что материал нельзя расплавить, отвердить или манипулировать таким образом, чтобы это было полезно для любого признанного в настоящее время процесса 3D-печати. Однако при наличии необходимых знаний и оборудования можно напечатать эластомеры на 3D-принтере.
Эластомеры, пригодные для 3D-печати, включают гибкие нити, такие как термопластичный полиуретан (ТПУ) для моделирования методом наплавления, и гибкие смолы для фотополимеризации в ванне. Во многих случаях поставщики материалов предлагают эти материалы с различными уровнями гибкости, поскольку уровень твердости можно изменить химически.[2]
В последние годы несколько компаний даже нашли способы 3D-печати силиконовой резины — материала, более ценного, чем типичные эластомеры для 3D-печати, благодаря его биосовместимости.
Моделирование методом наплавления (FDM) является наиболее распространенным процессом 3D-печати, поскольку он совместим с рядом доступных термопластичных материалов, таких как PLA, ABS и PETG.
Хотя эти материалы обладают разным уровнем жесткости, ни один из них не является особенно гибким. Исключением в каталоге материалов FDM является категория термопластов, называемых термопластичными эластомерами (TPE), наиболее известным из которых является термопластичный полиуретан (TPU). Печатные характеристики ТПУ и других эластомеров сильно отличаются от характеристик таких жестких материалов, как ПЛА: хотя они имеют очень низкую прочность на растяжение, эти материалы обладают такими свойствами, как гибкость, ударопрочность, высокое удлинение при разрыве и хорошее поглощение ударов.
Но есть одна загвоздка. На гибких материалах гораздо труднее печатать, чем на жестких, из-за них часто образуются капли и полосы, а возможности перекрытия невелики. Чтобы смягчить эти проблемы, требуется экструдер с прямым приводом, а принтер должен быть сконфигурирован с низкой скоростью подачи и минимальным втягиванием.
Обычные резиноподобные нити включают:
нить TPE
нить TPU
нить Soft PLA
Гибкие нити подходят для 3D-печатных деталей, таких как гибкие прототипы, уплотнения, мягкие ручки, чехлы для смартфонов, шлепанцы, подошвы для обуви и гасители вибрации.
Гибкие нити, такие как TPU, обладают резиноподобными свойствами.
FDM подходит не для всех проектов 3D-печати, поскольку дает некачественную поверхность и ограниченный уровень детализации. К счастью, также можно использовать гибкие материалы для процессов фотополимеризации в ваннах — например, стереолитографии (SLA) и цифровой обработки света (DLP), которые обычно обеспечивают превосходную гладкость и разрешение деталей. Хотя эти технологии менее распространены, чем FDM, их можно найти во многих настольных компьютерах потребительского уровня.
Преимущество использования гибких полимеров заключается в том, что они гораздо более удобны для печати, чем гибкие нити, так как процесс светоотверждения не подвержен таким проблемам, как капли и натяжение. Однако фотополимерные принтеры и смолы дороже, чем оборудование и нити FDM. Гибкие смолы нелегко классифицировать, поскольку каждая формула уникальна для конкретного разработчика материала.
Гибкие смолы подходят для 3D-печатных деталей, таких как гибкие прототипы, прокладки, уплотнения, мягкие ручки, носимые устройства и растягивающиеся корпуса.
Еще один процесс 3D-печати пластиком, подходящий для производства высококачественных резиноподобных деталей, — селективное лазерное спекание (SLS). Хотя SLS обычно ограничивается профессиональными и промышленными применениями, он дает хорошие результаты при использовании таких материалов, как TPE и TPU. Качество печати выше, чем у FDM, и можно изготавливать более крупные детали по сравнению с фотополимеризацией в ванне.
Частные лица и небольшие компании по-прежнему могут получать детали из TPE/TPU, изготовленные с использованием процесса аддитивного производства SLS, используя услугу 3D-печати.
Другими процессами аддитивного производства профессионального уровня, в которых используются гибкие материалы, являются традиционная струйная обработка материалов и Multi Jet Fusion от HP.
Широко доступные технологии 3D-печати, такие как FDM и SLA, не позволяют 3D-печать силиконового каучука — высококачественного эластомера с такими полезными характеристиками, как биосовместимость, термическая стабильность и устойчивость к ультрафиолетовому излучению. Однако некоторые компании разработали новые технологии печати силиконом с многообещающими результатами.
Силиконовый каучук изначально находится в жидкой форме и может стать твердым только путем отверждения, вулканизации или катализа. Для печати силиконом жидкость должна быть выборочно нанесена (например, каплей по требованию), а затем затвердевать с использованием одного из трех процессов. Затем обычно требуется дополнительная стадия отверждения для достижения полной прочности.
Силиконовая 3D-печать не особенно доступна, а некоторые технологии все еще находятся на ранней стадии разработки. Тем не менее, это перспективно в таких областях, как медицинская 3D-печать.
Свойства каучука, которые делают его непригодным для 3D-печати FDM, также применимы — в ограниченной степени — к литью под давлением, поскольку обе технологии основаны на нагревании пластика до точки плавления, а затем на охлаждении и повторном затвердевании.
Как и 3D-печать, литье под давлением позволяет изготавливать гибкие детали из таких материалов, как ТПУ, которые можно обрабатывать как жесткий термопластик (т. е. плавить, формовать, затем охлаждать), сохраняя при этом гибкость и другие характеристики, близкие к резине.
При этом литье жидкого силикона под давлением, особый вариант процесса литья под давлением, который не требует высоких уровней нагрева, имеет дополнительное преимущество, заключающееся в возможности обработки жидкого силиконового каучука (LSR) для таких предметов, как медицинские устройства.
3D-принтеры FDM не могут выдавливать LSR, потому что материал имеет вязкость, аналогичную воде. Однако при литье под давлением жидкого силикона два компонента LSR можно смешать вместе, а затем отвердить в форме для литья под давлением. Несмотря на то, что силикон изначально находится в жидком состоянии, он будет сохранять свою форму, потому что он со всех сторон заключен в форму (в отличие от 3D-печати, где деталь должна поддерживать себя во время сборки). [3]
Литье жидкого силикона под давлением предлагает даже большую свободу дизайна, чем литье пластмасс под давлением, поскольку силиконовые детали достаточно гибки, чтобы их можно было извлечь из формы без использования углов уклона. Однако высокая вязкость силикона приводит к высокой степени облоя — просачиванию материала через линию разъема.
3D-печать и литье под давлением имеют свои преимущества и недостатки при изготовлении гибких деталей, как показано ниже.
3D printing
Injection molding
Advantages
Disadvantages
Advantages
Disadvantages
Доступно даже в небольших количествах
Ограниченный ассортимент материалов
Высокая масштабируемость
Высокая стоимость инструментов
Высокий уровень геометрической свободы
Качество поверхности и детальные ограничения
Подходящие для жидкого силоседа является хорошей альтернативой 3D-печати при изготовлении гибких деталей
Альтернативой прямой печати гибких деталей или литью под давлением гибких материалов является 3D-печать жестких форм — с использованием термостойкого материала, такого как ABS, — которые затем могут быть заполнены таким материалом, как жидкость силикон. Этот процесс сочетает в себе некоторые преимущества 3D-печати и литья и является недорогим.
Пресс-формы могут быть спроектированы с использованием программного обеспечения САПР и изготовлены как любая 3D-печатная деталь. Полость покрывается спреем для снятия формы, затем заполняется двумя частями жидкого силикона, отверждение занимает около 90 минут. Вакуумную камеру можно использовать для дегазации силикона, предотвращая образование пузырьков воздуха.
Этот метод медленнее, чем прямая 3D-печать эластомеров, но силикон гораздо более гибок, чем материалы для печати, такие как ТПУ, в дополнение к уникальным преимуществам, таким как биосовместимость. Отпечатанные формы также можно использовать повторно.
Если ваши детали должны быть изготовлены из резины любой ценой, то 3D-печать, вероятно, не лучший вариант. Такие методы, как компрессионное формование резины, больше подходят для изготовления деталей из натурального каучука, поскольку материал не требует плавления.
Однако 3D-печать предлагает несколько жизнеспособных вариантов печати высокопроизводительных резиноподобных деталей с требуемыми характеристиками, такими как гибкость, ударопрочность и амортизация. Гибкие нити FDM, такие как TPU, отлично подходят для прочных прототипов и простых предметов, таких как ручки с мягким прикосновением, а гибкие смолы подходят для более сложных компонентов. Жесткие 3D-печатные формы также являются отличным средством для быстрого литья силиконовых деталей.
[1] Дроссель В.Г., Ихлеманн Дж., Ландграф Р., Эльш Э., Шмидт М. Фундаментальные исследования в области аддитивного производства резины. Полимеры. 2020 Окт;12(10):2266.
[2] Что такое ТПУ? [Интернет]. Лубризол. [цитировано 19 октября 2021 г.]. Доступно по адресу: https://www.lubrizol.com/Engineered-Polymers/About/What-is-TPU
[3] Bont M, Barry C, Johnston S. Обзор литья под давлением жидкого силиконового каучука: параметры процесса и моделирование процессов. Полимерная инженерия и наука. 2021 фев; 61 (2): 331-47.
[4] Фаллахи Д., Мирзаде Х., Хорасани МТ. Оценка физической, механической и биосовместимости трех различных типов силиконового каучука. Журнал прикладной науки о полимерах. 2003 6 июня; 88 (10): 2522-9.
Струйная печать на резиновых деталях и изделиях
Резина
— один из самых важных материалов, используемых во всем мире. Каучук, используемый для производства всего, от небольших резиновых лент и ковриков до шин, шлангов, прокладок и другого важного автомобильного и аэрокосмического оборудования, вплетается в ткань нашей повседневной жизни. Прочная, эластичная и универсальная резина обычно используется в различных областях, от химического производства до строительства и производства товаров народного потребления. Из-за прочности каучука и разнообразия его применения этот материал все чаще используется во всем мире, а годовой объем производства каучука увеличился примерно на 6 миллионов тонн за последние 20 лет.
Наряду с этим ростом производства каучука все более сложной становится сеть цепочки поставок, используемая для его распределения. Часто пересекая международные границы, эти сети полагаются на отслеживаемые коды и маркировку, чтобы обеспечить учет и отправку всех продуктов и веществ в нужные места. Принимая форму штрих-кодов / QR-кодов, серийных номеров, кодов партий и т. Д., Эти маркировки необходимы как для функционирования цепочки поставок, так и для контроля качества. Таким образом, компании должны применять эти коды ко всем своим продуктам и деталям, чтобы соответствовать отраслевым стандартам и государственным нормам. Для предприятий, которые производят тысячи деталей в день, это может показаться сложной задачей.
К счастью, кодирование резиновых изделий в промышленных масштабах не составляет труда при наличии правильной технологии. В InkJet, Inc. мы помогаем компаниям выполнять эти приложения, предоставляя оборудование и чернила, необходимые для быстрого и надежного кодирования продуктов. Вот как предприятия могут соблюдать строгие правила без ущерба для общей эффективности за счет струйной печати на резиновых деталях.
Важность промышленного кодирования на резиновых изделиях
Как один из наиболее часто используемых сегодня промышленных материалов, резиновые детали используются в различных областях производства. Например, медицинские кровати установлены на резиновых колесах, строительные машины оснащены резиновыми гусеницами и шинами, а в полиграфической/бумажной промышленности обычно используются резиновые валики для создания графических изображений. В этих и других отраслях промышленности резиновое оборудование абсолютно необходимо, и поломка каких-либо отдельных частей может привести к катастрофическим последствиям.
Следовательно, существуют строгие правила кодирования для обеспечения качества деталей и облегчения любых отзывов, если доказано, что деталь неэффективна. Аэрокосмическая промышленность, например, поддерживает множество руководств, которые определяют:
Какие коды необходимы для поступления детали в цепочку поставок
Где эти коды должны быть расположены на определенных деталях
Параметры, по которым оцениваются эти коды (т. е. как определить, являются ли коды достаточно разборчивыми/машиночитаемыми)
Если какое-либо из этих правил не соблюдается, компании подвергаются высоким штрафам, отзывам и другим дорогостоящим проблемам, мешающим партнерству. К счастью, создание долговечных кодов, соответствующих нормативным требованиям, не составляет труда, если у вас есть высококачественный струйный принтер.
Найдите струйный принтер, соответствующий потребностям вашей производственной линии
Чтобы соответствовать требованиям цепочки поставок и правительственным постановлениям, производителям необходимо использовать надежное оборудование для маркировки, способное противостоять трудностям маркировки промышленного каучука. Эти проблемы принимают различные формы, в том числе:
Скорость: Современные производственные линии движутся со скоростью сотни футов в минуту. Линейным операторам необходимо использовать оборудование с высокоскоростными возможностями, чтобы размещать коды без ущерба для эффективности работы.
Нагрев: На многих рабочих местах используется высокая температура для придания резине необходимой формы. Это повышает общую температуру в помещении, что может повлиять на работу оборудования для маркировки. Чтобы создавать долговечные коды и избегать простоев, компании должны использовать оборудование для кодирования, которое рассчитано на рабочую температуру, соответствующую их потребностям.
Пыль: Подобно теплу, резиновые изделия часто являются домом для летающих частиц пыли. Эти частицы могут в конечном итоге попасть в незащищенные принтеры в ущерб находящемуся внутри оборудованию. Без аппаратных укреплений это может значительно снизить качество кода и повредить общую систему маркировки.
Компания InkJet, Inc. предлагает различные варианты маркировки, отвечающие этим и многим другим требованиям. Чаще всего мы рекомендуем непрерывный струйный принтер, такой как сенсорный экран DuraCode, или, совсем недавно, инновационный Anser X1, ультрасовременный термоструйный принтер.
DuraCode — это большой принтер, способный маркировать подложки в режиме 24/7 и обеспечивающий:
Высокую скорость маркировки, свыше 1000 футов в минуту.
Подходит для изогнутых поверхностей, идеально подходит для маркировки таких продуктов, как шины и гусеницы.
Защита от пыли благодаря прочной промышленной конструкции со степенью защиты IP.
Рабочая температура 41-113°F, отвечает потребностям многих объектов.
Промежуточная замена фильтра и жидкости для минимальных перерывов в работе.
По сравнению с DuraCode, Anser X1 намного компактнее, так как весит всего около пяти фунтов. Тем не менее, он по-прежнему обладает большой мощностью, предоставляя операторам:
скорость печати на уровне CIJ, — чуть менее 1000 футов в минуту.
Широкий диапазон рабочих температур, в диапазоне от 32° до 104° по Фаренгейту.
Полная защита контроллера от пыли, , обеспечиваемая корпусом со степенью защиты IP66.
Кодирование больших изображений, максимальная высота печати 2 дюйма.
Двухлинейные возможности, , так как X1 может одновременно управлять двумя разными производственными линиями.
Используйте чернила, подходящие для ваших поверхностей
При эксплуатации линии промышленной маркировки выбор чернил так же важен, как и выбор оборудования. Все формулы чернил имеют разные свойства, влияющие на то, насколько хорошо они прилипают к поверхностям. Струйная печать на резине может быть особенно сложной из-за цвета и эластичности материала. Если вы не используете совместимые чернила для своих резиновых подложек, коды могут быть либо неразборчивыми, либо уязвимыми для прикосновения, тепла и других факторов окружающей среды.
Чтобы помочь компаниям избежать этих проблем, InkJet, Inc. предлагает ряд формул, совместимых с каучуком, в том числе со специальными свойствами, такими как:
Устойчивость к высоким температурам
Стойкость к алкоголю
Непередаваемость
Различные цвета
Если у нас еще нет формулы, отвечающей всем вашим потребностям, мы также предлагаем услуги по созданию индивидуальных чернил.
Промышленная очистка от пыли, способы и системы аспирации выбросов от производителя — ПЗГО
Завод по изготовлению скрубберов, абсорберов и пылеуловителей ООО «ПЗГО» с участием встречает всех представителей обрабатывающих, пищевых, химических, текстильных и металлургических производств, заинтересованных в таком процессе как промышленная очистка от пыли.
Предлагаем проектирование, расчет, изготовление и монтаж систем аспирации сухих пылей, а также комплексных загрязнений аэрозольного и газового характера. Изготовим лабораторные системы тонкой очистки.
Быстро доставим и введем в эксплуатацию пылеулавливающие агрегаты с функциональным коэффициентом задержания твердых аспирационных выбросов до 99.99%.
Пылью – в общем понимании – именуются любые твёрдые частицы, диапазон размеров которых лежит в пределах до 0,1 мм.
Запыление – процесс, свойственный многим отраслям промышленности, использующим в технологических циклах механические операции: шлифовка, сверление, абразивная чистка, элевация и перемещение зерна, сухих смесей, цемента, рудное, шахтное дело, пищевые фабрики, стекольные заводы, металлургия.
Уязвимая дыхательная система человека не предназначена для эффективного выведения значительных количеств пыли, и часто накопление в легких даже, казалось бы, безобидных веществ, приводит к серьезным заболеваниям.
Пылеудаляющая система в паяльном цеху. Хорошо видны конусообразные отсосы для газовых и вредных тонкопылевых выбросов
Именно поэтому все производственные участки, имеющие повышенный уровень запыления, обязаны быть оборудованными пылеулавливающими установками.
Пылеуловительные аппараты и способы реализации захвата пылевых взвесей
Захват и утилизация пыли могут быть осуществлены множеством способов. Рассмотрим наиболее часто используемые.
Сухое пылеулавливание
Реализуется таким устройством как пылеуловитель ротационного типа (циклон сухого действия). Улавливание происходит за счет вихревого инерционного соударения твердых частиц с внутренними стенками очистной колонны, которые под силой тяжести скатываются в бункер-пылесборник. Простая, надежная и производительная конструкция, не рассчитанная, впрочем, на нейтрализацию частиц особо мелкой дисперсности. Отлично проявляет себя в качестве первой ступени («грубой») пылеочистки.
Производство газоочистного оборудования
Мокрый орошаемый циклон
Повторяет конструкцию центробежного сухого циклона с той разницей, что внутренняя колонна дополнительно орошается форсуночным блоком, что позволяет увеличить производительность и диапазон размеров захватываемых частиц путем их коагуляции (жидкостного слипания). Крайне результативный аппарат для утилизации пылей практически любой природы, (в том числе, горячих, взрыво- и пожароопасных). Одной из разновидностей мокрых безнасадочных пылеулавливателей является скруббер Вентури.
Схема работы мокрого скруббера. Второй ступенью очистки в данном случае выступает блок угольных фильтров
Электростатические фильтры
Газоочистная пылеулавливающая установка действует по принципу электрического захвата твердых частиц. Известно, что все микроскопические частицы, циркулирующие в воздухе или газе, имеют положительный заряд, поэтому, подав отрицательный потенциал на пластины электрического осадителя, можно осуществить электромагнитный захват дисперсного вещества. Недостатки данной конструкции заключаются в необходимости частой очистки пластин и их относительно быстрой «забивке» частичками выбросов. Иногда эта проблема решается установкой специальных «встряхивателей», но это приводит к удорожанию и снижению надежности прибора.
Электростатический фильтр. Основные элементы конструкции
Акустические ультразвуковые пылеуловители
Используются автономно или в качестве дополнительных ступеней в рукавных или циклонных фильтрах. Источником акустического ультразвука выступают разного рода электромагнитные звуковые мембраны (сирены). Ультразвуковые фильтры целесообразны только для потоков с очень высокой концентрацией пылевых включений. Используются очень узконаправленно.
Компактный ультразвуковой промышленный кондиционер с функцией нейтрализации и утилизации пыли
Биологические абсорберы
Ограниченная группа оборудования, специфичная для улавливания, в основном, органической пыли, в небольших – чаще экспериментальных – масштабах. Биоабсорбер представляет собой камеру с тонким внутренним климатом, которая заселена определенными микроорганизмами. Строго определенные бактерии, грибы или простейшие «поедают» подающуюся в них органическую (редко – синтетическую) пылевую смесь строго определенного состава, а на выходе выдают, как правило, элементарную органику и газы: водород, кислород, азотистые соединения, воду, уксусную кислоту, и т. д.
Волоконные фильтры из органического или синтетического волокна
К таким аппаратам относятся, например, рукавные фильтры. Новые органические, синтетические (и комбинированные) волокна изобретаются на регулярном базисе, и многие из них тестируются в качестве фильтров для нейтрализации пыли. Завод «ПЗГО» предлагает к продаже рукавные фильтры, выполненные с использованием уникальных технологий перфорирования волоконного материала. Аппараты показывают один из высочайших коэффициентов незабивания – нейтрализации поддается до 99.99% выбросов.
Одно из исполнений рукавного фильтра кассетного типа
Пылеуловитель пенный (насадочный скруббер)
При использовании данного метода промышленная очистка от пыли основана на захвате частиц, которые проходят через пенный (кипящий) псевдоожиженный слой реагента или технической воды. Межфазный слой (жидкость-газ) образуется на т.н. насадках – телах высокой удельной площади, уложенных на колосковых решетках ярусов пенного пылеуловителя, которые орошаются форсуночными блоками. Помимо прочего, происходит значительное охлаждение потока.
Данная конструкция является наиболее экономически и технически выгодным аппаратом для промышленной пылеочистки больших объемов (до 100 000 м3/час) любых типов выбросов, в особенности, когда речь идет о комплексно запыленных струях высокой температуры (выбросы котельных, ТЭЦ, ТЭС, АБЗ, сжигание ТБО). Пенные скрубберы относятся к аппаратам тонкой очистки газов и нередко нуждаются в установке первой ступени грубой пылеочистки.
Способ мокрого пылеулавливания незаменим при очистке воздуха от пожаро- и взрывоопасной пыли. Охлаждение и жидкостная коагуляция на 100% предотвращает возможность объемного взрыва на мукомольных, фармацевтических, текстильных, химических и горнодобывающих производствах.
Изготовление, продажа и доставка систем аспирации пыли
Индивидуально просчитаем и спроектируем систему, которая полностью будет учитывать не только технические требования по утилизации выбросов, но и экономическую сторону Заказа.
Изготавливаем все детали аппаратов и сопутствующей оснастки на собственных производственных линиях, что исключает любые сборы посредников и формирует исключительно приятную цену.
Быстро доставим оборудование по России, СНГ или Зарубежью средствами собственного заводского транспорта или удобной Вам транспортной компанией. При необходимости проведем быстрый монтаж или шефмонтаж и внедрим пылеуловитель с минимальным вмешательством в производственный цикл предприятия. Гарантия. Полный пакет документов. Обучение Вашего персонала.
По любым вопросам, касающимся проектирования, покупки, доставки, наладки, ремонта или иных аспектов сотрудничества, пожалуйста, связывайтесь с Клиентским отделом завода любым удобным способом или заполняйте опросный лист. Мы свяжемся с Вами в этот же день.
ООО «ПЗГО» – дышите легко!
Удаление пыли из производственных помещений, оборудование, принципы, методы и схемы промышленного обеспыливания — ПЗГО
Пылеобразование в промышленных помещениях
Циклонные пылеосадители
Очистка воздуха от угольной и графитовой пыли / пудры
Системы очистки производственной атмосферы от стекольной пыли, волокон и нитей стекловолокна, стеклопластика, частиц минеральной ваты
Аспирация и пылеулавливание на хлебозаводах, мукомольных и комбикормовых производствах
Фильтрация металлической пыли / стружки
Преимущества продукции ООО «ПЗГО»
Разработка, расчет, изготовление, доставка и монтаж воздухоочистных аппаратов и комплексов
Приволжский завод газоочистной аппаратуры тепло приветствует Посетителей своего официального сайта, профессионально заинтересованных в такой технологической процедуре как удаление пыли из производственных помещений, а также в современных принципах и методах индустриального обеспыливания.
Мы более 30 лет проектируем, производим и поставляем на Российские и зарубежные предприятия высокоэффективные, надежные и компактные улавливатели пыли, которые демонстрируют ≈ 100% КПД в захвате и нейтрализации воздушных взвесей широкого спектра природ и дисперсностей.
Задайте вопрос или запросите расчет стоимости оборудования
Все без исключения производственные процессы, задействующие нагрев (плавку, электросварку), механическую обработку или перемещение крупных объемов сырья, (особенно – сухого), имеют в качестве побочного продукта органические и неорганические пылевые включения, многие из которых представляют биологическую или технологическую опасность.
Таблица 1. Типы пыли и вызываемые им негативные эффекты.
Тип пылевой взвеси
Неприемлемое или вредное воздействие
Древесная пыль, стружка
Дерматиты, конъюнктивит, астма, аллергические реакции. Твердые породы деревьев (бук, дуб, красная древесина) обладают выраженными канцерогенными свойствами
Тонкодисперсный уголь, графит, сажа, кокс
Отравление двуокисью кремния, потеря работоспособности, усталость, зуд, одышка, эмфизема, бронхиты, силикоз, антракоз, пневмокониоз. Высокая взрывоопасность углеродной пыли в воздухе. Сухой графитовый конденсат очень опасен для чувствительной промышленной электроники
Стекло и стеклопластик
Экстремальная опасность для организма – мельчайшие острые стеклянные волокна с легкостью проникают в кожу, легкие, глаза, уши. Стеклянные нити обладают высокой парусностью, что позволяет им уноситься на сотни метров от зоны стеклообработки
Мартеновская (плавильная) пыль
Высокое содержание оксида кальция и маслянистых веществ, щелочное воздействие на металлические газоочистные тракты и системы промышленных стоков
Бетон, цемент, камень, кирпич
Минеральная пыль, содержащая каолин, асбест, кремний, вызывает поражение глаз, кожи, легких
Отходы зернового, мукомольного производства
Тонкодисперсные отходы мукомольной, льняной и хлопковой промышленности при хронической ингаляции приводят к множественным заболеваниям легких, забиванию легочного сурфактанта, деградации ресничной выстилки
Абразивные материалы
Ускоренный механический износ воздухоочистного оборудования и вентиляционно-аспирационных трактов
Угроза пожара или разрушительного взрыва на предприятии, что выливается в драматические экономические потери и / или человеческие жертвы
Как видно, практически все твердые тонкодисперсные аэрозоли, неизбежно порождаемые самыми распространенными техоперациями, являют собой серьезную угрозу – прежде всего для здоровья промышленного персонала.
Это на законодательном уровне обязывает производственников заботиться о своевременной установке высокоэффективных фильтров для очистки воздуха от пыли, а также систем промышленной аспирации и вентиляции.
Циклонный очиститель воздуха от древесной пыли
Деревообработка – один из древнейших процессов механического процессинга. Конечно же, на заре человечества древесина обрабатывалась в масштабах на порядки меньших и зачастую на открытом воздухе – фильтрация воздуха от древесной пыли попросту не требовалась, а до изобретения циклонных улавливателей было еще очень далеко.
Сегодня же крупные мебельные фабрики и пилорамы генерируют тонны пылевых частиц и стружки в день, причем эти отходы также эффективно утилизируются в рамках производства ДВП, ДСП, плит OSB (oriented strand board), СИП (структурно-изолированных панелей).
Особенностью улавливания древесно-воздушных взвесей является относительная мягкость дерева, и – как результат – отсутствие в промышленной атмосфере ультратонкодисперсных включений.
Инерционный пылеосадитель циклонного типа, установленный на крыше помещения
Тяжелая пыль и деревянная стружка с высокой эффективностью улавливается ротационно-вихревыми циклонными очистителями с гравитационным осаждением.
Если же аспирируемая древесная масса имеет высокую влажность или клеевые примеси, (в количестве достаточном для автоцементации), циклон быстро забивается, а его эффективность заметно падает.
Для результативной фильтрации слипающихся, вязких и густых пылевзвесей, рационально использовать скоростной пылеулавливатель Вентури.
Аспирационные установки для очистки воздуха от угольной пыли, графита, сажи
Поскольку кремний является одним из распространенных элементов земной коры, логично, что большое его количество содержится в природной органике, «топливных» полезных ископаемых. Индуцирующий силикоз Si высвобождается в виде кремниевого оксида SiO2 при сжигании любой органической материи, диссипируясь в форме тонкодисперсной угольной и графитовой пыли и сажи.
Графитовая пудра иногда используется в качестве смазочного агента
Угольно-графитные конденсаты также в больших количествах образуются при:
Погрузке, разгрузке и конвейерной транспортировке каменного угля.
В виде сажи и копоти уголь присутствует во всех дымовых выбросах после сжигания кокса, мазута, дров и другого угольного и углеводородного топлива.
Особую опасность графитовые волокна представляют для электроники – потому что они обладают высокой электрической проводимостью и быстро вызывают короткие замыкания в любых электросистемах. Графитовые боеприпасы впервые были испытаны при бомбардировке Ирака во время Войны в Заливе (1990-1991). Это вывело из строя 85% энергетической инфраструктуры страны.
Эффективным аппаратом для сбора угольной и графитовой пыли является пенный абсорбер тарельчатого типа. Этот же тип агрегата демонстрирует высочайший КПД задержания углеродных включений, идущих в составе горячих дымовых выбросов (сажа, пепел, зола).
Вдобавок, при надлежащем обустройстве вытяжно-аспирационной системы, пенный обеспыливающий фильтр полностью нейтрализует угрозу детонации пылевоздушных смесей в забое, в конвейерной зоне или на транспортировочном узле.
Пенный абсорбер производства «ПЗГО» – презентационное видео
Системы очистки воздуха от стекольной пыли, стеклопластиковых нитей и волосков
Серьезный вред для здоровья представляет пыль и микронити стекла, стеклопластика, кварца и других стеклообразных, кристаллических минералов и полимеров.
Несмотря на относительно высокий вес, неприятной особенностью стекольной пыли является ее «летучесть», которая позволяет кристаллам парить в воздухе, уносясь от зоны обработки на значительные расстояния, сохраняя высокую ингаляционную, офтальмологическую и кожную опасность.
Стеклянная пыль образуется на участках резки, шлифовки, пескоструйной обработки, дробления стеклоотходов, при обличении труб в изоляционный стеклохолст.
Внутренний изоляционный кожух труб горячего водоснабжения часто изготавливается из стекло- или минеральной / каменной ваты
Наряду с корундом, наждаком, карбидом бора, стеклянная крошка используется в процессах механической притирки металлических и неметаллических деталей.
Системы очистки от стеклопыли, построенные на базе мокрых скрубберов и абсорберов ООО «ПЗГО», показывают ≈ 100% КПД задержания стекловолокон и мелкодисперсных кристаллических отвердителей. Главным преимуществом, которое демонстрируют скрубберные аппараты перед волоконными и инерционными фильтрами – это отсутствие вторичного источника загрязнения. Загрязнитель плотно связан в жидкой среде, что предотвращает его возвращение в производственную атмосферу.
В зависимости от концентрации загрязнителя и скорости аспирации потока, рационально использовать полые скрубберы, пенные абсорберы, Вентури или скрубберы с подвижной шаровой насадкой.
Учитывая высокую абразивность стеклопорошка, мы футеруем подводы и рабочие камеры стеклоулавливающих аппаратов механостойкими композитами.
Скруббер для мартеновской пыли
Плавильная мартеновская пыль отличается от других пыльных взвесей высокой концентрацией щелочного оксида кальция (CaO) и маслянистых веществ, что определяет мокрый способ очистки мартеновской пыли как наиболее рациональный.
В зависимости от конкретных условий производства, твердые плавильные / мартеновские выбросы могут быть нейтрализованы как через сорбцию обычной технической водой или через хемосорбцию слабым кислым раствором.
CaO + H2O → Ca (OH)2
При водной схеме очистки в шламовой пульпе скруббера образуется щелочной раствор гидроксида кальция, который, в свою очередь, должен быть деактивирован перед сбросом промышленного стока.
Мартеновская печь в работе
Являясь производителем полного цикла, ООО «ПЗГО» предлагает к приобретению линейку компактных и высокопроизводительных систем очистки кислых и щелочных промстоков, образующихся в результате работы химических скрубберов и абсорберов.
CaO + 2HCl → CaCl2 + H2O
Кислый метод мартеновской пылеочистки – мокрый химический скруббинг – подразумевает химическую нейтрализацию оксида кальция через хемосорбцию в растворе соляной кислоты. В результате такой реакции образуется вода и безвредный хлорид кальция, не требующий дальнейшего обезвреживания.
Промышленный пылеуловитель цементной пыли, клинкерной, каменной, бетонной и кирпичной крошки
Цемент (лат. caementum – битый, растертый камень) является одной из важнейших строительных смесей. Несмотря на это, он биологически небезопасен. Клинкерная и цементная пыль содержит многочисленные биоцидные вещества – оксид кальция, оксид кремния, окислы алюминия, алюмоферрит, активные ионы железа, марганца, магния, алюминия. В меньшей степени эти соединения и элементы содержатся и в воздушнодисперсных бетонных и кирпичных аэрозолях.
Камнедробильный участок генерирует плотный минеральный туман
Наличие биоактивных компонент накладывает строгие требования на улавливание цементной пыли, которое может быть эффективно осуществлено в мокрых пылегазоуловителях Вентури.
Особенностью скрубберов Вентури является их способность разгонять запыленный поток до десятков и сотен метров в секунду. Разогнанная струя попадает в зону турбулентного орошения, где в микрокапельной завесе происходит результативное удаление пыли, в том числе цементирующейся природы.
Если пылеконденсат содержит элементы крупной дисперсности, целесообразно включение в качестве предварительного фильтра сухого инерционного циклона.
Системы Вентури демонстрируют высочайшие показатели эффективности в отношении улавливания каменной (минеральной), кирпичной, гипсовой, асбестовой и других пылей.
Пожалуйста, читайте подробнее о промышленных пылеуловителях цементной, клинкерной, каменной, бетонной и кирпичной крошки на базе скрубберов Вентури.
Агрегат Вентури также находит широкое применение в энергетической, нефтехимической, металлургической и пищевой промышленности
Очистка воздуха от пыли на мукомольном производстве, аспирация мучной пыльцы на хлебозаводах и в комбикормовых цехах
Все любят свежий, румяный и хрустящий хлеб, но не все знают, через какие стадии проходит зерно, прежде чем попасть на наш стол.
Сначала зерно обеспыливают, затем стерилизуют на энтолейторах, измельчают на рифленых вальцах, полученная крупка шлифуется (для удаления остатков оболочки), идет сепарация крупки, далее – просеивание на т.н. рассевах, дисперсная сортировка (т.н. обогащение), размол и вымол в скоростных бичевых и щеточных машинах.
Все эти процессы связаны с повышенным пылеобразованием, причем на разных этапах в производственных помещениях образуются взвеси с разными размерами частиц. Вдобавок, сортировка по крупности нередко проводится аэродинамическим способом, что приводит к еще большему выделению сухого мучного аэрозоля.
Обработка зерна
При очистке воздушной среды на мукомольных участках следует иметь в виду ценность зерновых, крупяных и мучных остатков, которые не считаются отходами, а – изъятые на определенных этапах мукомольного процесса – формируют различные типы продукции: отруби, макаронные крупки, манная крупа, хлебопекарная мука, комбикорма и т. д.
Аспирированный воздух, содержащий полезный органический материал, выгодно направлять в сухие фильтры, опорожняя которые, можно быстро вернуть сырье в производственный цикл, не проводя дегидратацию шлама, которая потребовалась бы в случае мокрого скруббинга муки.
Таким образом, мукомольные помещения в подавляющем большинстве случаев рационально обеспыливать с помощью инерционных циклонов и рукавных волоконных фильтров, предлагаемых к индивидуальному проектированию, изготовлению и монтажу компанией ООО «ПЗГО».
Фильтрация воздуха от зерновых пылевидных компонентов на хлебозаводах, в целом, методически соотносится с подходами, реализуемыми на мукомольных и комбикормовых фабриках, но взрывоопасность и высокая гигроскопичность муки налагает требования по гидрофобности и антиэлектростатике фильтрующих волокон / рукавов.
Индивидуальные расчеты, проведенные в отношении конкретных цехов, показывают, что в некоторых производственных условиях зерновую пыль и сопутствующие компоненты экономически целесообразно сорбировать жидкостным способом – через циклон с водяным фильтром или пылеосадитель Вентури.
Таблица 2. Преимущества и недостатки сухого и мокрого метода в части захвата мучного и крупяного партикулята
Сухая циклонная и волоконная очистка
Мокрый скруббинг
Сохранение зернового материала в неизменном виде с возможностью быстрого возращения в цикл
Снижение до ≈ 0% пожаро- и взрывоопасности производственной атмосферы, сверхтонкая очистка воздуха
Повышенная взрывоопасность среды, высокие требования к фильтрующим волокнам
Необходимость дегидратации шламов для извлечения полезных продуктов или разработка новых технологических стратегий утилизации мучно-зерновой пульпы
Пожалуйста, свяжитесь с нами для получения исчерпывающей консультации и выбора максимально рационального метода аспирации и обеспыливания атмосферы.
Фильтр для металлической пыли и стружки
Мы уже детально рассматривали темы газоочистки на металлургических предприятиях и воздухоочистку на алюминиевых заводах, но в рамках данной страницы мы затронем подходы к улавливанию тонкодисперсных пылевидных металлических взвесей, в значительных объемах образующихся на некоторых этапах металлообработки.
Механический и электромеханический процессинг металлов (резка, нагревание, скоростное фрезерование, шлифование, сварка) закономерно загрязняют индустриальную атмосферу ощутимыми количествами металлической пыли, (иногда – химически активной, Sr, Ca, Zn, Be, Al, Mg, Mn), приводящей к неприятным недугам у персонала (см. таблицу 1).
Операция шлифовки
Удаление металлов и тонкодисперсных комплексных пылеметаллических конденсатов из производственного воздуха оптимально производить циклонно-скрубберными системами, в которых предфильтром выступает ротационный уловитель крупной стружки и компонентов средне-крупной дисперсности, а мелкий партикулят – в зависимости от индивидуальных условий – сорбируется в кипящем скруббере, пенном абсорбере или пылепромывателе Вентури.
Мокрое пылеулавливание, помимо всего, делает возможной тонкую химическую нейтрализацию биоактивного металлического партикулята, а также приводит к быстрому охлаждению загрязненного потока, результативно извлекая механические и газовые поллютанты из выбросов с температурой до 900 градусов Цельсия.
Работа абсорбера при поглощении микродисперсного металлического аэрозоля приводит к сильному уплотнению и затвердению металловзвеси в циркуляционной камере и шламовом бункере (почти до твердости исходного металла).
Кипение шаровой насадки: демонстрация процессов, идущих в рабочей камере улавливателя
ООО «ПЗГО» заблаговременно оснащает циркуляционные емкости и шламоприемники сорбционных уловителей металлической пыли скребковыми транспортерами – для беспрепятственного отвода пульпы из очистного аппарата.
Преимущества продукции завода ООО «ПЗГО»
Заказывая пылеулавливатель на нашем заводе, Вы можете быть уверены в нижеследующих преимуществах продукции.
Полное соответствие индустриальной атмосферы ПДК по ГОСТ, СанПин, ГН, ISO.
Сухие, водные и хемосорбционные пылегазоуловители, идеально отрабатывающие в любой отрасли современной промышленности.
Широкий выбор ориентаций и параметров производительности: от десятков кубометров до десятков тысяч кубометров среды в час.
Низкое пневмогидравлическое сопротивление, простота имплементации оборудования в новый или существующий воздухоочистной тракт.
Тяжелонагруженные режимы работы: обработка кислых, щелочных, металлических, полимерных, минеральных, органических пылей. Процессинг выбросов с температурой до 900 °C без потери производительности.
Беспрепятственная обработка пожароопасных и взрывоопасных пылевых составов.
Простота, неприхотливость и абсолютная безотказность агрегатов. Полная автоматизация работы.
Высочайшая экономическая рациональность внедрения даже на промпредприятиях среднего и малого звена.
Преимущества сотрудничества с ООО «ПЗГО» – наш приветственный ролик с официального Youtube-канала
Заказ на расчет, изготовление, доставку и ввод в эксплуатацию
По вопросам индивидуального расчета, изготовления и приобретения агрегатов и многоступенчатых комплексов для ≈100% удаления пыли из производственных помещений любой направленности, пожалуйста, связывайтесь с нами удобным способом или заполняйте Анкету Заказчика.
Быстро доставим и профессионально введем установки в эксплуатацию в России, СНГ, Азии, Европе. Обучим персонал. Полный комплект документации. Гарантия.
ООО «ПЗГО» – дышите легко!
Пыль в производственной среде [Решения + контрольный список]
Как не дать маленькому врагу нанести вред вашему производству
Крошечный и невинный он танцует в воздухе. Настолько мал, что обычно мы не осознаем, что он повсюду вокруг нас. Речь идет о пыли, побочном продукте жизни и иногда настолько мелкой, что ее не видно невооруженным глазом.
Поскольку он почти невидим, большинство из нас не видят в нем особого вреда. Конечно, мы принимаем меры, когда он накапливается и становится видимым. Но гораздо опаснее пыль, когда она свободно бродит или оседает незаметно, после чего приступает к разрушительной миссии.
В этой статье мы сосредоточимся на:
Риски и последствия пыли в производственной среде
Когда пыль становится проблемой
Какие существуют меры для снижения воздействия пыли?
Эффективные способы устранения пыли
Решения для удаления пыли: контрольный список
Как проверить, работает ли решение
Награды за устранение пыли в производственной среде
Риски и последствия пыли в производственной среде
Знаете ли вы, что пыль и микрочастицы являются причиной высоких затрат в мировой промышленности и здравоохранении * ? При производстве повседневных товаров, таких как стекло, бумага, упаковочный картон или печатные материалы, пыль приводит к:
Проблемы со здоровьем, вызванные вдыханием пыли и микрочастиц.
Плохое качество продукта.
Несоответствие требованиям качества и безопасности, например, OSHA, FDA или EHS.
Отходы в виде бракованных материалов.
Абразивный износ машин мелкими частицами (часто тверже стали).
Время простоя машины для очистки.
Вы все еще испытываете те же чувства к этой невинной на вид пылинке, пойманной в луче солнечного света? Или вы переживаете, что пыль уже съедает ваше производство, имидж бренда и здоровье?
Когда пыль становится проблемой
Пыль является обычным явлением в повседневной жизни, а также в работе. Но некоторые производственные процессы производят больше пыли, чем другие. Это может быть связано с производимым или преобразуемым субстратом или с самим производственным процессом.
Например, бумага содержит много волокон и выделяет много пыли и обрезков при преобразовании в конечный продукт. Между тем статическое электричество, возникающее при движении подложки, притягивает эти частицы, как магнит. (Подробнее о влиянии пыли на производство бумаги.)
В результате пыль и частицы прилипают к конечному продукту. И это приводит к проблемам, упомянутым ранее, таким как низкое качество печати, жалобы клиентов и проблемы со здоровьем.
Какие существуют меры по уменьшению воздействия пыли?
Компании, осведомленные о проблемах пыли, используют системы обнаружения и контроля качества. Это позволяет им удалять некачественные продукты, что является эффективным способом предотвращения жалоб на качество. Однако обнаружение не очищает воздух, поэтому пыль продолжает кружиться, нанося вред материалу, оборудованию и здоровью.
Способы удаления пыли – это очистка щетками или липкими валиками, так называемые контактные чистящие средства. При правильном применении они очень эффективны для предотвращения включений пыли и частиц. Тем не менее, этот метод применим не во всех случаях. Хрупкие материалы, например, ткани, легко повреждаются им.
Другой проблемой может быть потребность в расходных материалах. Кроме того, этот метод очистки полотна не удаляет пыль из производственной среды. Следовательно, это не решит проблемы с пылью, которые вызывают износ машины и проблемы со здоровьем.
Эффективные способы устранения пыли и загрязнений
Очевидно, что обнаружение и проверка сами по себе не решат проблему пыли. Это не только удаление пыли, которая уже пристала к поверхности вашего продукта на заключительных этапах производства.
Но, конечно же, эта статья не предназначена для того, чтобы вызвать у вас кошмары о гигантских частицах пыли, нападающих на вас и оставляющих в отчаянии. Имеются эффективные решения. Давайте сначала обсудим, что является правильным решением, а что определенно нет.
Эффективный метод удаления пыли — это не только прибыльное производство. Наряду с превосходными возможностями очистки он способствует созданию безопасной и здоровой рабочей среды, предотвращает отходы и износ. Однако методы удаления пыли, которые обменивают пыль и загрязнения на новые проблемы, — это не то, что вам нужно!
Решения по удалению пыли: контрольный список
Чтобы помочь вам сделать выбор между доступными методами устранения пыли в производственных условиях, мы составили контрольный список требований к качеству.
С одной стороны, идеальное решение для удаления пыли должно:
Обеспечить чистые и здоровые условия труда
Защитите свое оборудование от преждевременного износа
Предотвращение отходов в виде бракованных изделий
Помочь вам производить чистые и безопасные материалы, используемые в повседневной жизни
Свести к минимуму потребность в дорогостоящих или вредных химических чистящих средствах
С другой стороны, не менее важно, чтобы выбранный вами метод очистки не вызывал новых проблем со здоровьем и окружающей средой. Итак, прежде чем выбрать решение для удаления пыли, рассмотрите следующие качества:
Очищаемый носитель: Эффективен ли метод очистки для носителя, процесса конвертирования и ширины полотна? Не повредит ли это поверхность и не нарушит ли натяжение полотна?
Энергопотребление: Каково годовое потребление энергии методом удаления пыли?
Уровни шума: Соответствует ли уровень шума метода очистки правовым нормам трудового законодательства? Минимизируя воздействие шума, вы предотвращаете стресс, потерю слуха или шум в ушах со всеми вытекающими отсюда последствиями.
Повторное загрязнение: Предотвращает ли система очистки полотна повторное загрязнение (возврат извлеченной пыли в производственную среду)?
Запасные части/расходные материалы/обслуживание: Каковы ежегодные затраты на техническое обслуживание, запасные части и расходные материалы системы пылеудаления? Можно ли избежать отходов и затрат, связанных с трудно перерабатываемыми расходными материалами?
Удобство использования: Какое техническое обслуживание требует система очистки? Не допускайте, чтобы метод очистки полотна вызывал дополнительные остановки производства и ненужную нагрузку на ваших сотрудников.
Как проверить, работает ли решение [результаты]
Если вы ищете эффективное решение проблемы пыли, один из самых важных вопросов: что показывают результаты?
Измерить удаляемую пыль и загрязнения часто несложно. В некоторых производственных условиях счетчики частиц или датчики обнаруживают загрязнение. В этих случаях отсутствие предупреждений доказывает, что метод очистки работает. Но даже без оборудования для обнаружения или датчиков можно проверить результаты очистки. Четкие индикаторы:
Улучшено качество печати.
Увеличение расстояния омывания.
Объем пыли, собранной в фильтре (См. этот отчет.)
Чтобы получить максимальную отдачу от ваших инвестиций, важно проверить, принесет ли метод очистки полотна желаемые результаты. Мы будем рады помочь вам в этом. Также обязательно ознакомьтесь с опытом применения недавнего решения по удалению пыли на крупном предприятии по производству картона/твердого картона.
Чтобы соответствовать строгим требованиям современных технологий производства и печати, мы разработали линию очистки полотна HE. Основанный на почти 40-летнем опыте разработки решений для очистки полотна и устранения статического электричества, он отвечает всем нашим требованиям.
Используя полученные знания и новейшие технологии, линейка очистителей HE-web эффективно удаляет пыль из вашей производственной среды. В результате вы можете производить чистую, красивую и безопасную продукцию, готовую к печати, упаковке или дальнейшей переработке.
Узнайте больше о том, что делает линейку пылеудаляющих аппаратов HE такой эффективной. Чтобы узнать о преимуществах удаления пыли для вашего конкретного производства или носителя, найдите свое приложение.
Награды за устранение пыли в производственной среде
В заключение, выбор метода очистки, подходящего для вашего производства, требует тщательной подготовки. Но все это будет стоить того, потому что тщательное решение, которое устраняет пыль до того, как она причинит вред, сэкономит вам массу времени и денег!
Если у вас есть вопросы или вы хотите обсудить свой производственный процесс или мысли, не стесняйтесь обращаться к нам, мы будем рады услышать от вас.
Как избавиться от пыли — 20 простых советов по удалению пыли
Как избавиться от пыли
1/22
Каким бы чистым ни был ваш дом, в нем все равно может быть немного пыльно. Это повсеместная проблема, с которой каждый сталкивается каждый день. Однако это больше, чем раздражение. Все те частицы, которые составляют пыль, складываются: грязь, пыльца, споры плесени, мертвые клетки кожи, волосы и волокна ткани, а также переносимые по воздуху загрязнители, такие как древесная зола, химикаты и выхлопы автомобилей. Для людей, страдающих астмой, аллергией или другими проблемами с дыханием, жизненно важно научиться избавляться от пыли, поскольку в противном случае это может поставить под угрозу их здоровье и качество жизни.
Минимизация количества пыли в вашем доме значительно улучшает качество воздуха и может помочь продлить срок службы мебели, бытовой техники и бытовой электроники. Для того, чтобы в вашем доме было как можно меньше пыли, требуется бдительность и последовательность. Все начинается с регулярной еженедельной уборки: стирка и химчистка подушек, чтобы избавить их от пылевых клещей, регулярная чистка пылесосом мебели и штор, а также ежемесячная замена новых фильтров в вашей системе HVAC могут иметь большое значение для борьбы с пылью. Нажмите, чтобы ознакомиться с некоторыми простыми советами о том, как содержать свой дом в чистоте, комфорте и без пыли.
istockphoto.com
Инвестируйте в коврики
22/2
Каждый раз, когда посетители приходят с улицы, они заносят в дом грязь, а мелкие частицы грязи являются основным компонентом пыли. Используйте как наружные, так и внутренние дверные коврики, особенно с ворсистым верхом, чтобы задерживать грязь и не давать ей проникать дальше в дом. Регулярно мойте или пылесосьте коврики, чтобы предотвратить накопление.
istockphoto.com
Улучшение ухода за домашними животными
3/22
Мертвые клетки кожи и мертвые волосы являются основным источником пыли, и, к сожалению, наши пушистые друзья производят много волос! Регулярно ухаживайте за домашними животными, чтобы не допустить накопления омертвевшей кожи и шерсти. В качестве бонуса вы и ваши питомцы тоже почувствуете себя лучше. Закрытие кошачьего туалета также поможет удерживать пыль.
istockphoto.com
Реклама
Оставить окна закрытыми
4/22
Это может показаться нелогичным, но открытие окон для свежего воздуха на самом деле увеличивает количество пыли в вашем доме. Пыль проникает через двери и окна в виде пыльцы, спор плесени и переносимых по воздуху загрязнителей, которые создают значительные скопления, которые вы можете увидеть на подоконниках. Держите окна закрытыми, особенно в ветреные дни, проблема минимизируется.
istockphoto.com
Ковролин Forgo
5/22
Избавление от ковра может показаться радикальной мерой, но ковровое покрытие удерживает огромное количество пыли и выбрасывает ее в воздух каждый раз, когда вы делаете шаг. Если вы думаете о косметическом ремонте, рассмотрите возможность установки твердого напольного покрытия: дерево, плитка, камень или винил — все это хорошая альтернатива ковровому покрытию, и их гораздо легче защитить от пыли!
istockphoto.com
Почисти подушки
6/22
Даже если вы стираете простыни и наволочки каждую неделю, внутри подушек все равно могут жить пылевые клещи. Используя мягкое моющее средство, постирайте их вручную или в стиральной машине, затем высушите и распушите. Как вариант, отдайте их в химчистку. Какой бы маршрут вы ни выбрали, вам будет легче дышать перед сном.
istockphoto.com
Реклама
Расслабься
22.07
Никогда не недооценивайте силу воды. Хорошая влажная уборка и вытирание пыли помогут избавиться от 90 процентов пыли в вашем доме, а обычная вода — самое безвредное для окружающей среды моющее средство, какое только можно найти. Влажная тряпка или швабра собирают и удерживают пыль, которую затем можно просто смыть в канализацию.
istockphoto.com
Дайте ему старомодное избиение
22.08.
Иногда старые способы оказываются лучшими. Показательный пример: один из лучших способов избавиться от пыли и грязи на ковриках — это вынести их на улицу и выбить, как в старые времена. Выбивалки для ковриков, которые бывают из ротанга, проволоки или пластика, обычно удаляют больше пыли, чем пылесос, и в то же время могут служить хорошей кардиотренировкой!
istockphoto. com
Избавьтесь от статики
9/22
Статическое электричество, которое накапливается в вашем доме, когда комнаты сухие, на самом деле притягивает пыль и заставляет ее упрямо прилипать к поверхностям. Решение? Установите увлажнитель, либо модель для всего дома, либо версию для комнаты. В идеале вы должны стремиться к уровню относительной влажности от 40 до 50 процентов по всему дому, чтобы устранить статическое электричество и снизить уровень пыли.
istockphoto.com
Реклама
Пылезащитная обивка
22.10
Пылесосить можно не только полы. Как часто вы чистите шторы? Или пропылесосить диван? Твой абажур? Мягкие волокна в этих местах притягивают много пыли. Независимо от того, выбираете ли вы очистку паром или сухой пылесос, регулярная чистка вашего текстиля является обязательным условием для дома без пыли.
Не думайте, что вы решили проблему пыли только потому, что заменили тканевые шторы на окна. Пыль прилетает на жалюзи, как мотыльки на пламя, поэтому их следует регулярно чистить.
istockphoto.com
Установите очиститель воздуха
22/12
Очистители воздуха бывают разных форм и размеров: от устройств для всего дома до небольших портативных моделей для одной комнаты. Наиболее распространенные типы состоят из вентилятора, который обеспечивает циркуляцию воздуха, и фильтра, улавливающего пыль и другие загрязняющие вещества.
istockphoto.com
Реклама
Пылесос справа (и регулярно)
13/22
Хороший пылесос — лучшее оружие в домашнем арсенале для уборки пыли. Тщательная уборка пылесосом раз в неделю или даже раз в день поможет избавиться от пыли. Многие новые стили без мешков снабжены встроенными фильтрами HEPA, которые улавливают еще более мелкие частицы грязи и помогают освежить воздух.
istockphoto.com
Сумка
14/22
Волокна хлопка и полиэстера с одежды, постельного белья и подушек могут быть основным источником пыли. Решение как беспорядка в шкафу, так и дрейфующих частиц пыли – складывать вещи в пакеты. В специализированных магазинах для дома продается множество компактных вакуумных пакетов, но даже старые добрые пакеты для одежды помогут сократить количество пыли с одежды и тканей.
istockphoto.com
Замена фильтров печи
15/22
Один из наиболее важных способов свести к минимуму накопление пыли в зимнее время — это ежемесячная замена фильтра топки. Фильтры для печи — недорогое средство очистки воздуха и предотвращения разноса пыли по всему дому. На рынке существует множество типов печных фильтров, от недорогих гофрированных бумажных фильтров до многоразовых электростатических фильтров.
istockphoto.com
Реклама
Убрать беспорядок
16/22
Если они останутся нетронутыми, то даже самые красиво выставленные предметы на полках и в шкафчиках просто будут пылиться. Отредактируйте, если можете, или будьте бдительны, часто протирая пыль с книг, книжных шкафов и других красивых предметов.
istockphoto.com
Еженедельная смена постельного белья
17/22
Волокна постельного белья создают пыль. Но большая проблема с постельным бельем заключается в том, что оно захватывает все частицы омертвевшей кожи с вашего тела, пока вы спите. Стирайте простыни раз в неделю, а одеяла, одеяла и наматрасник — раз в месяц или два, чтобы уменьшить количество пыли в спальне.
istockphoto.com
Лимит Текстиль
18/22
Текстиль не только собирает пыль и удерживает ее, но и создает ее. Ограничьте количество декоративных подушек, одеял и другого текстиля на кровати и другой мебели только тем, что вам нужно. Что касается оконных покрытий, откажитесь от штор и выберите что-то менее пылепритягивающее, например, рулонные шторы или римские шторы, которые легко вытираются или вытираются.
istockphoto. com
Реклама
Держите шкафы в чистоте
19/22
В шкафу много тканей, а текстиль сбрасывает волокна, что способствует запылению дома. Наведите порядок в шкафу и оставьте в нем только то, что вам нужно в течение сезона. Убедитесь, что между предметами и полками достаточно места, чтобы регулярно вытирать пыль в шкафу вместе с остальной частью вашего дома.
istockphoto.com
Сними обувь
20/22
Всякий мусор застревает на подошвах ваших ботинок. Вы избежите попадания пыли и грязи извне в свой дом, если вы и ваши гости будете парковать обувь у двери, входя в дом. Приятно предлагать тапочки всем, кому может быть неловко ходить босиком в вашем доме, поэтому держите у двери несколько «гостевых» домашних туфель для друзей и семьи.
istockphoto.com
Очистите свои растения
21/22
Комнатные растения являются главными собирателями пыли. Это не только вредно для вашего здоровья, но и пыль на листьях растений затрудняет поглощение солнечного света.
Бур ручной к грунту T-образный Ø= 110 мм FLO 35667 (Польша)
На складе
Доставка по Украине
963.05 — 1 008.37 грн
от 5 продавцов
1 133 грн
963.05 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Бур ручной к грунту T-образный Ø= 140 мм FLO 35668 (Польша)
На складе
Доставка по Украине
1 019. 15 — 1 067.11 грн
от 5 продавцов
1 199 грн
1 019.15 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Бур ручной к грунту T-образный Ø= 200 мм FLO 35669 (Польша)
На складе
Доставка по Украине
1 267.35 — 1 491 грн
от 5 продавцов
1 491 грн
1 267.35 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Бур ручной к грунту T-образный Ø= 230 мм FLO 35672 (Польша)
На складе
Доставка по Украине
1 309 — 1 370.6 грн
от 5 продавцов
1 540 грн
1 309 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Буры ручные по дереву VOREL, O = 2, 3, 4, 5 мм, l = 100-140 мм, 4 шт.
На складе
Доставка по Украине
по 109 грн
от 2 продавцов
109 грн
Купить
ООО «ВЕГА КОМФОРТ»
Буры ручные по дереву VOREL, O = 1. 5, 2, 3 мм, l = 100 мм, 3 шт.
На складе
Доставка по Украине
по 50 грн
от 2 продавцов
50 грн
Купить
ООО «ВЕГА КОМФОРТ»
Ручной бур Aquatec 80 см для установки Тензиометра
Доставка по Украине
1 190 грн
Купить
АГРОКОМОРА — Піклуємося про врожай разом
Ручной бур Aquatec 110 см для установки Тензиометра
Доставка по Украине
1 190 грн
Купить
АГРОКОМОРА — Піклуємося про врожай разом
Бур ручний до грунту T-подібний FLO, Ø= 200 мм
Услуга
1 491 грн
1 267.35 грн
Весь инструмент
Бур ручной Т-образный FLO 35670 (Польша)
Доставка по Украине
1 210 грн
1 028.50 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Смотрите также
Ручной бур-шнек 150×1000 мм, Sturm EAh250-1000P
Доставка из г. Днепр
1 803 грн
Купить
Интернет-магазин инструмента «РЕЗЕРВ»
Бур ручной Vorel 35671 для грунта Т-образный 250*250 мм
На складе
Доставка по Украине
1 576 грн
Купить
АРС — Строительный интернет-гипермаркет
Бур ручной Т-образный FLO 35670 (Польша)
Доставка по Украине
по 1 028. 5 грн
от 4 продавцов
1 210 грн
1 028.50 грн
Купить
X-Tool — тот самый инструмент
Бур ручной в почву T-образный VOREL, d = 170 мм, V-35670
Доставка по Украине
1 210 грн
1 089 грн
Купить
РАДИО SHOP
Бур ручной в почву T-образный VOREL, d = 250 мм, V-35671
Доставка по Украине
1 595 грн
1 435.50 грн
Купить
РАДИО SHOP
Ручной экстрактор для сорняков Fiskars Xact (1027046)
На складе
Доставка по Украине
599 грн
Купить
«Comfortno» интернет-магазин комфортного шоппинга
Ручной бур-шнек 150мм, 100см professional Sturm EAh250-1000P
Доставка по Украине
1 803 грн
Купить
ВАКУЛА ИНСТРУМЕНТ
БУР РУЧНОЙ T-ОБРАЗНЫЙ FLO 220/170 ММ
Доставка по Украине
по 1 028.5 грн
от 2 продавцов
1 210 грн
1 028.50 грн
Купить
Весь инструмент
БУР РУЧНОЙ T-ОБРАЗНЫЙ FLO 250/250 ММ
Доставка по Украине
по 1 355. 75 грн
от 2 продавцов
1 595 грн
1 355.75 грн
Купить
Весь инструмент
Бур для пляжного зонта 43х9.5 см (Серый), бур ручной для пляжного зонта, для парасольки (NT)
Доставка из г. Днепр
56.25 грн
45 грн
Купить
💙💛👉Інтернет-маркет «НашТорг»🎁%🚚 ⤵
Бур ручной для пляжного зонта Stenson Jo-1273 30см Желтый, подставка для пляжного зонта, для парасольки (NT)
Доставка из г. Днепр
56.25 грн
45 грн
Купить
💙💛👉Інтернет-маркет «НашТорг»🎁%🚚 ⤵
Бур для пляжного зонта 43х9.5 см (Серый), бур ручной для пляжного зонта, для парасольки (TO)
Доставка из г. Винница
56.25 грн
45 грн
Купить
💙💛Интернет-магазин Игрушки ТойСамий
Бур ручной для пляжного зонта Stenson Jo-1273 30см Желтый, подставка для пляжного зонта, для парасольки (TO)
Доставка из г. Винница
56.25 грн
45 грн
Купить
💙💛Интернет-магазин Игрушки ТойСамий
Бур ручной для пляжного зонта Stenson Jo-1273 30см Желтый, GN, бур, бур для, бур для зонта
Доставка из г. Львов
196.50 грн
131 грн
Купить
Интернет магазин Gipo-net
Бур садовый ручной, диаметр 200 мм
Бур садовый ручной, диаметр 200 мм | 39491-200 РОССИЯ цена, купить
Показать каталог ↑Скрыть каталог ↓
Уважаемые Клиенты! В связи со сложившейся ситуацией, просим Вас актуальные цены на продукцию уточнять у персональных менеджеров. Благодарим за взаимопонимание и сотрудничество!
Найти
Kорзинa
(пуста)
Общая рубрика
Электрооборудование
Кабель-Провод
Светотехника
Низковольтное оборудование
Электроустановочные изделия
Отделка и декор
Инженерные системы
Инструмент и крепеж
Общестроительные материалы
Популярные категории
БПВЛ
СИП-4
ВБШвнг(А)-LS
АС
МКЭШвнг
ПТПЖ
ТППэпБбШп
КГН
АПвБбШв
Коаксиальный кабель
Главная
>Общая рубрика
>РОССИЯ
>Бур садовый ручной, диаметр 200 мм | 39491-200 РОССИЯ (#1460421)
Наименование
Наличие
Цена
опт с НДС
Дата обновления
Добавить в корзину
Срок поставки
org/Offer»>
Бур садовый ручной, диаметр 200 мм | 39491-200 | РОССИЯ
Под заказ
2 250.93
р.
19.11.2022
От 30 дней
Бур садовый ручной, диаметр 200 мм | 39491-200 РОССИЯ поставляется под заказ,
срок изготовления уточняется по запросу.
Цена бура садового ручной, диаметр 200 мм | 39491-200 РОССИЯ зависит от общего объема заказа,
для формирования максимально выгодного предложения, рекомендуем высылать полный перечень требуемого товара.
9 лучших ручных ручных дрелей (ноябрь 2022 г.)
Они могут показаться неуместными в мире электрических дрелей, но ручные дрели по-прежнему находят множество применений в современных рабочих ситуациях и используются во всем, от строительства до обслуживания ювелирных изделий. Они обеспечивают точность, недостижимую для электроинструментов, и позволяют пользователю работать с более контролируемой скоростью для тех работ, которые требуют большей элегантности и утонченности.
Ручная ручная дрель бывает нескольких видов, но по большей части они состоят из патрона, который удерживает сверло определенного размера, закрепленного на месте с помощью ручного ключа и прикрепленного к рукоятке шпинделя. На обратной стороне дрели находится ручка для толкания. Пользователь может оказывать столько давления, сколько необходимо, просто перемещая свой вес.
Ручные дрели часто используются при возведении деревянных зданий в более традиционном стиле. Они эффективны тем, что их никогда не нужно подключать к сети и у них нет батареи. В этих обзорах мы покажем вам несколько стилей ручных дрелей, которые до сих пор используются во многих повседневных ситуациях.
Быстрое сравнение наших любимых
Рейтинг
Изображение
Продукт
Детали
Лучший в целом
Ручная дрель Schroeder 538-3010
Гладкая
Патрон из закаленной стали
Используются биты ¼ дюйма
ПРОВЕРИТЬ ЦЕНУ
Ручная дрель WindCloud со штифтовыми тисками
Компактный
Качественная сталь
Биты до 3 мм
ПРОВЕРИТЬ ЦЕНУ
Ручная дрель Stanley 03-105
Хороший бренд
Одинарная шестерня
Чугунный стальной патрон
ПРОВЕРИТЬ ЦЕНУ
Swpeet HDR-1 Мощная скоростная ручная дрель
Ключевой патрон
Биты из титана
Двойная шестерня
ПРОВЕРИТЬ ЦЕНУ
AUTOTOOLHOME Прецизионная ручная дрель с тисками
Алюминий
Компактный
Чемодан
ПРОВЕРИТЬ ЦЕНУ
9 лучших ручных дрелей – обзоры 2022
1.
Ручная дрель Schroeder 538-3010 – лучшая в целом
Проверить последнюю цену
Schroeder 538-3010, способный работать с битами размером до ¼ дюйма, отличается знакомым вам стилем и необходимой вам эффективностью. Благодаря плавной передаче и деревянной рукоятке он обеспечивает максимальный контроль для всех ваших потребностей в сверлении, а его длина чуть более 9 дюймов поможет вам с легкостью сверлить в труднодоступных местах.
Он оснащен трехкулачковым патроном из закаленной стали, который надежно удерживает сверла, и вам никогда не придется беспокоиться о том, что вы застрянете во время сверления. Его зубья патрона обладают достаточной мощностью, чтобы надежно удерживать даже самую гладкую насадку. И если этого было недостаточно, он чрезвычайно легкий.
Были жалобы на рукоятку. В то время как основная рукоятка деревянная, рукоятка пластиковая и кажется болтающейся. Он приклепан и не может быть затянут. А иногда они приходят бракованными, с шестернями, не зацепляющимися так хорошо, как предпочел бы серьезный плотник.
Плюсы
Гладкая
Патрон из закаленной стали
Используются биты ¼ дюйма
Простота использования
Минусы
Свободная кривошипная рукоятка
2. Ручная дрель WindCloud со штифтовыми тисками
Узнать последнюю цену
Ручная дрель WindCloud со штифтовыми тисками не длиннее стандартной перьевой ручки. Он имеет головку тисков, которую очень легко отрегулировать, и прецизионные захваты патрона, чтобы прочно удерживать биту. Благодаря этой функции WindCloud легко носить с собой и еще проще хранить.
Полностью изготовлен из высококачественной стали, а рукоятка имеет ребристую поверхность для дополнительного контроля и рычага при выполнении этих точных работ. Он может обрабатывать сверла диаметром до 3 мм и идеально подходит для хобби, но особенно полезен при работе с ювелирными изделиями. Это определенно входит в список лучших ручных дрелей за эти деньги.
Прецизионный патрон этой модели не был таким точным, как хотелось бы моим пользователям. Им было трудно затягивать, и при приложении давления для сверления патрон проскальзывал, и сверло утапливалось в корпус инструмента. Кроме того, качество бит было указано как сомнительное.
Профи
Компактный
Качественная сталь
Биты до 3 мм
Точный
Минусы
Недостатки конструкции
3. Ручная дрель Stanley 03-105
Узнать последнюю цену
Ручная дрель Stanley 03-105 от бренда, известного своим качеством изготовления, меняет правила игры. Они изменили стиль передачи, чтобы он работал более плавно, чем его конкуренты, что упрощает работу оператора. Он также использует систему с одной шестерней. Меньшее количество движущихся частей означает меньшую вероятность отказа.
Он очень привлекателен благодаря никелированной отделке цельнометаллической рамы, но что отличает его, так это стальной патрон. Железная сталь тверже и долговечнее, чем сталь, используемая большинством производителей ручных дрелей. Это означает, что он может удерживать сверло диаметром до ¼ дюйма в своем 3-кулачковом механизме с более прочным захватом, чем другие версии.
Опять же, мы обнаружили проблемы с неправильным зацеплением шестерен и ослаблением пластины, защищающей их. Мы надеялись, что изделие из Великобритании будет иметь более эффективную конструкцию, но нам было трудно просверлить даже самое маленькое отверстие сверлом диаметром ⅛ дюйма, потому что шестерни постоянно проскальзывали.
Плюсы
Хороший бренд
Одинарная шестерня
Стальной патрон
Минусы
Плохой дизайн
Шестерни скольжения
4. Мощная скоростная ручная дрель Swpeet HDR-1
Проверить последнюю цену
Swpeet HDR-1 поставляется с функцией патрона, которая напоминает старую школу, а конструкция обеспечивает более эффективное удержание бит. Патрон затягивается ключом, как и во многих перфораторах, которые до сих пор представлены на рынке. Это позволяет патрону удерживать долото размером до ¼ дюйма с прочным нескользящим захватом.
Он изготовлен из быстрорежущей стали и покрыт литой сталью для увеличения срока службы. Он имеет конструкцию с двумя шестернями и гладкую пластиковую рукоятку для лучшего захвата. Эта модель поставляется с набором сверл из 13 предметов, которые также изготовлены из стали и покрыты титаном для максимальной эффективности.
Эта ручная дрель поставляется в разобранном виде и должна быть собрана. Изначально она поставляется в виде 4 отдельных частей. Детали соединяются правильно, но их часто трудно держать плотно и заподлицо друг с другом. И действие не такое гладкое, как хотелось бы многим пользователям. Они обнаружили, что использование инструмента несколько отрывистое.
Pros
Ключевой патрон
Биты из титана
Двойная шестерня
Минусы
Необходимо собрать
Рывок
5. Прецизионная ручная дрель AUTOTOOLHOME с тисками
Узнать последнюю цену
Вместо обычной стальной конструкции ручная дрель AUTOTOOLHOME состоит в основном из алюминиевого сплава, что делает ее простой в использовании, удобной в хранении и универсальный мощный инструмент. Он очень компактный, не длиннее ручки, и отлично подходит для хобби и ювелирных целей. Он может легко просверлить все, от ПВХ до кости.
Его регулируемый 3-х кулачковый патрон из закаленной стали подходит практически для любого сверла. Тем не менее, эта модель поставляется с собственным набором бит, специально разработанным для обеспечения максимальной производительности и надежности ручной дрели AUTOTOOLHOME. Кроме того, он поставляется с пинцетом и прозрачным футляром для вашего удобства.
Похоже, что челюсти этой модели для некоторых пользователей были неправильно выровнены и не держали биты или метчики прямо, что усложняло даже самые простые задачи.
Проблема, похоже, в цанге, удерживающей губки. В дизайне они постоянно смещены от центра.
Профи
Алюминий
Компактный
Чемодан для переноски
Минусы
Недостаток конструкции
Фальшивая цанга
Губки неровные
6.
Fiskars 132420-1001 Прецизионная ручная дрель для рукоделия
Проверить последнюю цену Ваши пожелания по бурению. Пробейте отверстие в гипсокартоне, дереве, пластике или во всем, что вы выберете; ручная дрель Fiskars готова к работе.
Пистолетная рукоятка покрыта мягким материалом для устойчивости и контроля. Она легко складывается для удобства хранения. Гладкая рукоятка дает пользователю точное действие и скорость, а стальной патрон без ключа позволяет легко менять биты по желанию. Вишенкой на торте является полная пожизненная гарантия, стандартная для большинства продуктов Fiskars.
Проблема с большинством быстрозажимных патронов заключается в недостаточном сцеплении кулачков с битами при затяжке с использованием только собственной силы захвата. Но в защиту инструмента некоторые пользователи забыли, что для сверления определенных предметов, которые нужно удерживать на месте, требуется три руки.
Профи
Модель крафтового класса
Быстрозажимной патрон
Минусы
Патрон не держит биты
Мелкие недостатки конструкции
7.
Ручная дрель Housolution
Проверить последнюю цену
Благодаря большему размеру патрона, чем у большинства конкурентов, ручная дрель Housolution может работать с битами диаметром до ⅜ дюйма. Он работает плавно благодаря конструкции с двумя шестернями и двунаправленным движением для легкого извлечения бит, если они застряли.
Если вы установите биты правильно, комбинация стержня патрона и кулачков будет крепко их удерживать, уменьшая вероятность того, что бита защелкнется под нагрузкой. И эта модель поставляется с ключом для патрона, чтобы обеспечить безопасность ваших бит. Благодаря двойным пластиковым ручкам и прочной конструкции этот инструмент готов к широкому спектру применений.
Большинство жалоб касаются качества инструмента в целом. Кривошипная рукоятка часто застревает на месте, не позволяя патрону совершить полный оборот. Это может быть связано с возможностью использовать его в двух направлениях, но, как и в большинстве других случаев, вполне вероятно, что виноваты шестерни, которые не зацепляются должным образом.
Pros
Большой размер патрона
Двойная шестерня
Минусы
Плохая конструкция
Рукоятки
8. Инструмент Fuller Tool 890-1072 Ручная дрель
Узнать последнюю цену
Инструмент Fuller Tool 890-1072 представляет собой профессиональную модернизацию традиционной ручной дрели. и 4-х кулачковый патрон в сборе. Он полностью двусторонний, а головка и ручка отлиты из жесткого промышленного пластика.
Он имеет рабочий захват 10 дюймов и может работать с битами до 7/16 дюйма, а также с коническими хвостовиками. Это похоже на ручную дрель, о которой думает большинство людей, когда кто-то упоминает ручные дрели в разговоре; простой в использовании и умный инструмент для деревообработки всех типов.
Зубья патрона этой модели слабые и могут сломаться под нагрузкой. И храповой механизм также подвержен выходу из строя, когда на инструмент оказывается слишком большое давление при сверлении с усилием. Кажется, что он изготовлен из дешевой стали и легко повреждается.
Pros
Четырёхзубые бранши
Закаленные ручки
Минусы
Слабые зубья
Храповой механизм неисправен
Дешевые материалы
9. Ручная дрель AB Tools-Toolzone TE138
Проверить последнюю цену
AB Tools-Toolzone TE 138 с тремя деревянными ручками и конструкцией с двумя шестернями представляет собой простой инструмент, готовый решать сложные задачи по сверлению. Он может обрабатывать долота размером до ¼ дюйма и работать в двух направлениях, обеспечивая скорость и удобство бурения и извлечения долота во время использования.
Он имеет трехзубый кулачковый патрон без инструмента, передаточное число 3:6:1 и общую длину 11,2 дюйма. Эта ручная дрель с плавным ходом и стальной конструкцией не оставит равнодушным никого. Его базовая конструкция обеспечивает меньше сложностей, чем его более сложные конкуренты, а его качество в целом не имеет себе равных.
Имеются различные сообщения о том, что шестерни не работают должным образом с шестерней шпинделя, что может быть связано с отсутствием подшипников или смазки. И, казалось, в металле, из которого он был сделан, были дефекты, как будто он был сделан из дешевой стали и окрашен для продажи.
Профи
Простой дизайн
Двойная шестерня
Минусы
Дешевая сталь
Плохо задумано
Не поворачивается
Руководство покупателя. Выбор лучшей ручной дрели
Выбор ручной дрели, соответствующей вашим потребностям, не является сложной задачей. Некоторые из них предназначены для точных работ, таких как обслуживание ювелирных изделий, а другие предназначены для возведения деревянных зданий. Все ручные дрели имеют свое применение, и очень важно выбрать правильную. Эта таблица даст вам конкретные варианты использования каждой ручной дрели в этом обзоре.
Ручная дрель
Использование
Шредер 538-3010
Плотницкие и столярные изделия средней грузоподъемности
Облако ветра
Ремесла, украшения, лепка
Стэнли 03-105
Плотницкие и столярные изделия средней грузоподъемности
Swpeet HDR-1
Изделия из дерева средней грузоподъемности
АВТОТУЛДОМ
Ремесла, украшения, лепка
Фискарс
Ремесла, легкие изделия из дерева
Жилье
Изделия из дерева средней грузоподъемности
Инструмент Фуллера 890-1072
Более тяжелые столярные и деревянные изделия
Инструменты AB TE138
Плотницкие и столярные изделия средней грузоподъемности
Столярные или столярные изделия средней тяжести предназначены для небольших строительных проектов или изготовления деревянной мебели. Тяжелые столярные изделия больше ориентированы на более крупные деревянные строительные проекты, такие как сараи.
Знание каждого из них и их наилучших функций позволит значительно упростить выбор одного из них для ваших нужд.
Выбор ручной дрели
Качественная ручная дрель определяется тремя основными параметрами:
Материалы
Универсальность
Эффективность
Каждая ручная дрель имеет свой стиль, даже если они выглядят почти одинаково. Когда все сводится к выбору одного над другим, эти три фактора являются решающими.
Материалы
В большинстве случаев ручные дрели изготавливаются из различных марок стали. Некоторые из них сделаны из алюминия, но они преимущественно легкие и очень необычные. Используемая сталь называется «скоростной сталью» и специально выкована для напряжения и давления при использовании ручной дрели.
На сталь можно нанести несколько покрытий, но ни одно из них не упрочняет сталь. Однако патрон традиционно представляет собой предварительно закаленную сталь гораздо более внушительного сорта. Это важно, потому что, как только покрытие отрывается, оно подвержено ржавчине, поэтому вы должны по возможности держать ручную дрель сухой.
Универсальность
Ручные дрели по своей природе компактны и удобны в использовании. Настоящая универсальность проявляется в дизайне рукояток и размерах патрона. Например, ручная дрель с патроном большего размера способна выполнять больше задач и, следовательно, более универсальна. Та же логика применяется, если это патрон с 3 кулачками или патрон с 4 зубьями.
Физические размеры также играют роль в этом уравнении. Большинство ручных дрелей чуть меньше 10 дюймов, в то время как другие едва достигают длины ручки. Модели большего размера предназначены для больших работ, а меньшие — для сложной и точной работы. Даже в этом случае они оба используют одну и ту же серию размеров сверл.
Еще один аспект полезности ручной дрели в повседневных ситуациях заключается в ее конструкции. Ручные дрели имеют рукоятки, обычно две, иногда три. Модели с тремя ручками предлагают увеличенный рычаг, но встречаются редко. Традиционно ручные дрели имеют ручку сзади и одну на рукоятке, и эти ручки могут быть деревянными или из закаленного пластика.
Эффективность
Эффективность ручной дрели заключается в ее характеристиках. Одинарная и двойная шестерни — это обычное различие, которое может облегчить или усложнить работу, если шестерни и шестерни не выровнены должным образом. Вот где иногда одиночная шестерня является лучшим вариантом. Меньше движущихся частей означает меньше проблем в целом.
Еще одна особенность, о которой стоит упомянуть, это патрон. Практически на каждой дрели есть два основных типа: патроны без ключа или патроны с ключом. Быстрозажимные патроны удобны, но редко захватывают сверло так сильно, как следует. Патроны с ключом требуют, чтобы вы держали ключ при себе во время работы, но они крепко держат биту.
Сверла для тяжелых условий эксплуатации часто ломаются из-за вибрации и давления. Для небольших задач более чем достаточно модели без ключа с минимальным усилием.
Почему стоит выбрать ручную дрель?
При работе вдали от источника питания любой инструмент, требующий электричества, бесполезен. Ручным инструментам нужна только рабочая сила, чтобы работать по назначению, что исключает потребность в электричестве. Это отличный инструмент для работы в лесу. Кроме того, они легкие, поэтому не будут утяжелять вас, как дрель с электроприводом.
Преимущество относительной неэффективности ручного сверления заключается в том, что вы можете контролировать работу, не мешая чрезмерной мощности. Представьте, что вы вставляете бриллиант в кольцо с помощью беспроводной дрели. Затем сделайте это компактной ручной дрелью. Увидеть разницу? Ручные дрели предлагают утонченность и элегантность, давая вам силу только тогда, когда вы диктуете необходимость.
Заключение
Благодаря дизайну, составу и функциям, которые мы хотели получить от ручной дрели, ручная дрель Schroeder 538-3010 стала нашим явным победителем. Пользователи аплодировали его плавному ходу, а функция бесключевого патрона повысила его общую эффективность. Проще говоря, это превосходная ручная дрель для повседневного использования.
Что касается цены, то нашим бюджетным победителем стала ручная дрель WindCloud Pin Vise. Фаворит среди ювелиров и любителей, он достаточно компактен, чтобы его можно было носить с собой куда угодно, но изготовлен из материалов подходящего качества, которые мы ищем в миниатюрной ручной дрели. Из двух этих компактных ручных дрелей она является фаворитом как по цене, так и по материалам.
Никогда не знаешь, когда может пригодиться ручная дрель. Есть еще много сфер жизни, которые используют их регулярно. Мы надеемся, что если вы ищете ручную дрель, чтобы получить больше удовольствия от нестандартной или сложной работы, эти обзоры помогли вам в процессе выбора.
Вот некоторые другие дрели, которые мы рассмотрели ранее:
Аккумуляторные дрели 18 В
Сетевые дрели
Обзор литий-ионной дрели Ryobi P208
Содержание
1 Краткое сравнение наших любимых дрелей
2 9 лучших ручных дрелей – обзоры 2022
2. 1 1. Ручная дрель Schroeder 538-3010 – лучшая в целом
3 Руководство покупателя – Выбор лучшей ручной дрели
3.1 Ваши ручные дрели
3.2 Почему стоит выбрать ручную дрель?
4 Заключение
Лучшая аккумуляторная дрель 2022 года
В этой статье:
12 В или 18 В?
Щеточный или бесщеточный? , вам обязательно нужна аккумуляторная дрель. Дрель является ключевым инструментом для любого проекта по благоустройству дома и неотъемлемой частью надлежащего набора инструментов. Если у вас есть какие-то проекты, о которых нужно позаботиться по дому, хорошей идеей будет приобрести аккумуляторную дрель.
На рынке представлено множество аккумуляторных дрелей-шуруповертов, но из-за такого большого разнообразия различных вариантов бывает сложно определить, какие дрели на самом деле стоят денег, а какие заставят вас просить одолжить соседский.
Вот почему я протестировал 16 самых популярных дрелей на рынке и собрал здесь то, что нашел. Выбор лучшей аккумуляторной дрели для вашей коллекции, вероятно, будет зависеть от типов функций, которые вы хотите, и вашего бюджета.
Пока я отложу в сторону несколько категорий упражнений.
Несмотря на то, что ударные, ударные, комбинированные и перфорационные дрели имеют свое применение, в этом обзоре я сосредоточился на типичном шуруповерте, который поможет вам выполнить большинство работ по дому или ремонту дома, будь то сверление отверстий в шпильках или забивка гипсокартона. анкеры или сборка домашнего проекта.
Особое внимание уделю беспроводным дрелям-шуруповертам с щеточными двигателями. Я займусь бесщеточными двигателями в будущем обновлении.
С помощью правильной дрели вы сможете собирать мебель, сверлить отверстия, вешать картины и полки, выполнять легкое техническое обслуживание, а также ремонтировать или даже повесить новый телевизор.
Многие современные дрели оснащены такими функциями, как эргономичная рукоятка и зажим для ремня, что делает их использование очень удобным.
Аккумуляторные щеточные дрели, 18 В.
Стив Конэвей/CNET
12-вольтовый или 18-вольтовый?
Если вы не знаете, какую дрель купить, ответ может быть сложным. Для начала, если у вас есть другие беспроводные инструменты, лучшая беспроводная дрель для вас — это та, с которой вы можете использовать общие батареи. Это отличная причина, чтобы придерживаться бренда и напряжения, которые у вас уже есть, если только вам не нужны другие функции или вы не хотите сменить бренд. В противном случае, если это ваш первый беспроводной инструмент, все сводится к двум основным факторам: ожиданиям по производительности и цене. Если вы только собираете мебель Ikea и навешиваете полки, вам понадобится дрель на 12 вольт. Если вы планируете заняться более серьезной работой, более длительным использованием или легкой конструкцией, вам лучше выбрать 18-вольтовый аккумулятор.
Что касается цены, то обычно вы платите больше за электроинструменты на 18 или 12 В, а также за бесщеточные версии вместо щеточных. Но ценовой разрыв между 12- и 18-вольтовыми, а также между щеточными и бесщеточными двигателями продолжает сокращаться. Вскоре, если вам не понадобится меньше, легче или менее мощный инструмент, скорее всего, не будет причин выбирать 12-вольтовое вместо 18-вольтового. Надеюсь, у вас все еще будет возможность выбрать облегченную модель дрели.
Щеточный или бесщеточный?
Этот список охватывает только дрели на 12 или 18 В со щеточными двигателями. Коллекторные двигатели — это традиционная конструкция электроинструмента с физическими угольными щетками, поддерживающими контакт с вращающейся частью двигателя. Это означает, что щетки испытывают постоянное трение во время использования дрели и со временем изнашиваются. Это трение генерирует значительное количество тепла, что приводит к потере эффективности крутящего момента (энергия, которая преобразуется во вращательное усилие) на целых 20% по сравнению с бесщеточными двигателями. Бесщеточные двигатели работают в основном с помощью магнитов и не имеют физических деталей, вызывающих трение. Этот прирост эффективности обеспечивает более высокую производительность и мощность сверления в течение всего периода заряда аккумулятора по сравнению с той же дрелью в модели с щетками.
Хитрость в том, что вам, возможно, придется доплатить за дрель с бесщеточным двигателем. Например, я протестировал коллекторный двигатель Milwaukee Model 2606-22CT, который стоит 179 долларов. Бесщеточная версия модели 2801-22CT обычно стоит на 20 долларов дороже. Праздничные предложения могут сократить этот разрыв (или даже сделать некоторые 18-вольтовые дрели дешевле, чем их 12-вольтовые аналоги), поэтому следите за ними, если вы видите хорошую сделку с электроинструментом. Я обновлю этот список тестами бесщеточных сверл при следующем проходе.
Тем не менее, в редких случаях некоторые тренировки могут не выполнять некоторые основные функции, которые вы могли бы ожидать. Продолжайте читать, и вы обязательно избежите этих ловушек и в конечном итоге приобретете аккумуляторную дрель, которая наилучшим образом соответствует вашим потребностям. Я взял 16 самых популярных щеточных аккумуляторных дрелей, просверлил более 200 отверстий и закрутил более 4000 шурупов за несколько дней, чтобы зафиксировать ожидаемую производительность.
Лучшие аккумуляторные дрели-шуруповерты
Стив Конэвей/CNET
Milwaukee M18 2606-22CT
Лучшая в целом 18-вольтовая
Хотя это самая дорогая 18-вольтовая дрель, эта дрель Milwaukee обладает огромной мощностью сверления. Он сокрушил конкурентов в наших тестах с высоким крутящим моментом, просверлив на 20% больше отверстий, чем занявший второе место. При 500 дюйм-фунтах никакая другая дрель не имеет более высокого максимального крутящего момента. У него одна из лучших гарантий: пять лет на сам инструмент и два года на аккумулятор. Этот комплект беспроводной дрели включает в себя компактную полудюймовую дрель M18 и два литий-ионных аккумулятора M18.
Включает жесткий футляр для переноски и две батареи емкостью 1,5 Ач. Его зарядное устройство поддерживает аккумуляторы M18 и M12.
199 долларов США в International Tool
Стив Конэвей/CNET
Bosch PS31 2A
Лучший в целом 12-вольтовый
Эта дрель Bosch просто динамит — взрывная мощность в маленьком корпусе. Он возглавил показатели производительности по всем направлениям и занял второе место в наших измерениях по попаданию в самые трудные места. В ней есть все навороты, которые вы найдете среди 12-вольтовых щеточных дрелей, но вы заплатите за все это удобство, так как эта дрель занимает второе место среди самых дорогих в категории. Этот комбинированный набор сверл включает двухскоростной шуруповерт, насадку для отвертки, настройки сцепления и точные настройки крутящего момента для точного завинчивания и сверления.
В комплекте мягкий футляр для переноски и две батареи емкостью 2 а·ч — самая большая емкость в этой категории.
89 долларов на Amazon
Вы получаете уведомления о ценах на Bosch PS31 2A
Стив Конэвей/CNET
Makita XFD10SY
Самая компактная 18-вольтовая дрель
Это вторая самая дорогая 18-вольтовая дрель в списке, но если вам нужно попасть в труднодоступное место, эта дрель для вас . Эта компактная дрель центрируется на 1-33/64 дюйма, что может быть далеко от 12-вольтовой модели Black & Decker на 1-18/64 дюймах, но она все же превосходит следующий лучший 18-вольтовый вариант на 7/. 64 дюйма.
Включает две батареи емкостью 1,5 А·ч и мягкий футляр для переноски.
243 доллара в Зоро
Стив Конэвей/CNET
Black & Decker BDCDD12C
Самый компактный 12-вольтовый
Эта компактная дрель B&D поможет вам сверлить в труднодоступных местах.
Обладая общей производительностью среднего уровня, быстрозажимным патроном для простой замены сверл и самой низкой ценой в списке, эта аккумуляторная дрель является надежным выбором. Я измеряю до 64 дюйма для зазора в узких местах. При боковом зазоре 1-18/64 дюйма эта дрель проникает в более узкие места, чем любая другая, которую я тестировал, хотя стоит отметить, что наш общий выбор, Bosch PS31-2A, был чуть позади с 1-19./ 64 дюйма.
Включает одну батарею емкостью 1,5 А·ч, без футляра для переноски.
30 долларов США на Amazon
Стив Конэвей/CNET
Ryobi P215K1
Лучшее соотношение цены и качества 18-вольтовый
Эта категория была почти слишком близка к вызову. Производительность, мощность сверления и технические характеристики Ryobi были почти идентичны Bosch. Таким образом, все сводилось к тому, как каждое упражнение ощущалось во время тестов производительности. Этот Ryobi чувствовал, что он может быть самой мощной дрелью во всем списке, в то время как Bosch просто чувствовал себя слабым и с трудом пробивал два на четыре во время испытания отверстия с высоким крутящим моментом. Хотя Bosch занял второе место в общем зачете в тесте на низкий крутящий момент и третье место в тесте на высокий крутящий момент, Ryobi занял первое место в тесте на низкий крутящий момент. В сочетании с общим ощущением двух сверл это делает комплект сверл Ryobi лучшим выбором.
Ryobi включает в себя две батареи емкостью 1,5 ач и мягкий чехол.
$79 в Home Depot
Стив Конэвей/CNET
Tacklife PCD01B
Лучшее соотношение цены и качества, 12 В
Tacklife — это относительно новый бренд инструментов, который вы найдете в результатах поиска Amazon по инструментам.
Для 12-вольтовых аккумуляторных дрелей-шуруповертов с регулируемой частотой вращения Tacklife показала почти оптимальную производительность всего на 0,5 единицы на ампер-час, уступив первое место в наших тестах аккумуляторов для легких условий эксплуатации. Его размер корпуса является одним из самых громоздких вариантов, но у него есть светодиодный индикатор времени автономной работы, переменная скорость и цена в нижней части упаковки, чтобы быть названным лучшим соотношением цены и качества.
Включает одну батарею емкостью 2 Ач и жесткий пластиковый футляр для переноски с дополнительными битами и аксессуарами.
50 долларов США в Walmart
Вы получаете уведомления о ценах на Tacklife PCD01B
Почетные упоминания
Все протестированные мною дрели представляют собой модели с щетками, в которых используется 12- или 18-вольтовая батарея. Вы можете найти различные комплекты в Интернете и у местного розничного продавца, некоторые с дополнительными батареями, некоторые только с одной батареей, а некоторые даже упакованы с другими электроинструментами или только без инструментов. Чтобы сравнение цен было как можно более равномерным, каждый из них включает в себя дрель, зарядное устройство, один (или два) аккумулятора и, в большинстве случаев, какой-либо аксессуар, чтобы носить все с собой.
Наряду с шестью упражнениями выше, вот список других 10 упражнений, которые я тестировал, а также некоторый контекст о том, почему они не были признаны лучшими в своем классе.
Bauer 1791C-B1: это вторая самая дешевая 18-вольтовая дрель в списке, и она не заняла последнее место ни в одном из наших тестов. Тем не менее, отстающая производительность и небольшая 90-дневная гарантия не позволяют этой дрели оставаться в центре внимания. В комплекте одна батарея 1,5 Ач и мягкий чехол.
Bosch GSR18V-190B22: см. значение 18 В для получения дополнительной информации. Хорошая дрель. Хорошая цена. Включает две батареи 1,5 Ач и мягкий чехол.
Ridgid R860052K: Ridgid занял второе место в тестах с малым крутящим моментом и имеет пожизненную гарантию на инструмент. Недостаточная отдача от затраченных средств, как третья самая дорогая 18-вольтовая дрель. Включает две батареи 1,5 Ач и мягкий чехол.
DeWalt DCD771C2: 18-вольт. В настоящее время за 99 долларов это не составляет труда, если вы пытаетесь выбрать между 12- или 18-вольтовой дрелью DeWalt в этом списке. В противном случае, если вы не приверженец бренда, вы можете найти варианты получше. Включает две батареи 1,3 Ач и мягкий чехол для переноски.
Craftsman CMCD700C1: самая дешевая 18-вольтовая дрель в списке, занявшая третье место в тесте на высокий крутящий момент. Также имеет самые низкие заявленные характеристики мощности и скорости. Включает в себя одну батарею 1,3 Ач, и это единственная 18-вольтовая опция без корпуса.
DeWalt DCD710S2: 12 В. DeWalt работал лучше среднего, но это также была самая дорогая дрель в этом обзоре — около 120 долларов. Без производительности на высшем уровне я не могу рекомендовать его по этой цене. Включает две батареи 1,3 Ач и мягкий чехол для переноски.
Milwaukee 2407-22 M12: 12 вольт. Практически та же история, что и с аккумуляторной дрелью DeWalt. С почти идентичными характеристиками и ценой в 99 долларов эта дрель была хороша, но не могла превзойти Bosch по той же цене. Включает в себя две батареи 1,5 Ач и мягкий чехол для переноски.
Ridgid R82005K: 12 В. У меня есть несколько инструментов Ridgid, которыми я очень доволен. Эта сверлильная пила имеет среднюю производительность по цене немного ниже средней, которая составляет 59 долларов. Хороший выбор, просто не выдающийся. Включает две батареи 1,5 Ач и мягкий чехол.
Makita FD09R1: 12 вольт. При производительности, сравнимой с дрелями Bosch и Tacklife, Makita за 99 долларов была хороша, но не попала в список из-за более высокой цены, чем у дрели Tacklife, и немного меньшей производительности по сравнению с Bosch. Включает в себя две батареи по 2 Ач и жесткий пластиковый кейс.
Genesis GLCD122P: 12 вольт. Очень низкие показатели производительности с высоким крутящим моментом, но привлекательная цена в 50 долларов. Тонкая дрель для легких работ по дому. Включает в себя одну батарею 1,3 Ач, но без чехла для переноски.
Как мы тестируем
Помимо общего использования и впечатлений, у меня есть три основных способа тестирования сверл. Есть тест на зазор, во время которого я определяю самое тесное пространство, в которое может попасть дрель, и продолжаю двигаться или сверлить под идеальным углом 90 градусов, перпендикулярным поверхности сверления. Кроме того, есть два разных типа тестов мощности/долговечности; один с высокой нагрузкой крутящего момента и один с более низкой нагрузкой.
Примеры процесса проверки аккумулятора/крутящего момента для 12-вольтовых аккумуляторных дрелей-шуруповертов со щеткой.
Стив Конэвей/CNET
Для испытания с высоким крутящим моментом я использую новую 1-дюймовую лопатку для дерева для каждого сверла. Я использую сверло, чтобы просверлить серию отверстий в стандартной строительной древесине из желтой сосны. После этого я делю количество просверленных отверстий на емкость аккумулятора, что дает точку данных «отверстий на ампер-час» для сравнения. Мне нравится именно этот метрический метод, потому что он сводит на нет способность дрели выигрывать только за счет большей батареи.
В этом тесте показатели для 12-вольтовых дрелей довольно низкие, поэтому, если вы хотите просверлить много отверстий, вероятно, лучше использовать 18-вольтовые сверла. По большей части все 18-вольтовые дрели чувствовали себя сильными, начиная этот тест с новой батареей, и, хотя он действительно набрал здесь предпоследнее место, Ryobi чувствовал себя самым сильным из ворот. Есть также ощущение прорыва — насколько хорошо лопатки могут выходить с противоположной стороны пиломатериала, не зацепляясь и не зацепляясь. Здесь Милуоки действительно отличился. Мало того, что Милуоки полностью победил конкурентов, так еще и лопата переместилась с одной стороны бревна на другую почти без заеданий. На противоположном конце шкалы у Bosch и Ridgid, казалось, почти каждый раз возникали проблемы с выходом из доски.
Количество отверстий, просверленных на 1 ампер-час для щеточных сверл на 18 В.
Стив Конэвей/CNET
Количество отверстий, просверленных на 1 ампер-час для 12-вольтовых щеточных дрелей.
Стив Конэвей/CNET
В тестах с малым крутящим моментом я взял несколько шурупов — тонны шурупов — и вкрутил их в стандартную строительную древесину размером четыре на четыре. Вверните как можно больше, пока сверло не сможет полностью посадить винт; то есть на одном уровне или чуть ниже на одном уровне с пиломатериалом, затем посчитайте. Я использую тот же ранее описанный метод здесь, разделив на ампер-час, чтобы получить нашу окончательную метрику. В исходных тестах для 12-вольтовых дрелей использовались винты № 8 размером 2 1/2 дюйма, а в тестах на 18 В — № 9.3-дюймовые винты.
Количество закручиваемых шурупов на 1 ампер-час для щеточных сверл на 18 В.
Стив Конэвей/CNET
Количество закручиваемых шурупов на 1 ампер-час для щеточных сверл на 12 В.
Стив Конэвей/CNET
Тесты с низким крутящим моментом занимают больше времени, чем тесты с высоким крутящим моментом, поэтому у вас будет больше времени, чтобы ощутить работу самих инструментов. Вообще говоря, все упражнения выглядят так, как и следовало ожидать, но было несколько особенностей, которые выделялись. На 18-вольтовом DeWalt рукоятка кажется маленькой. Для кого-то это может быть преимуществом, но меня это немного смущало. Я также не был поклонником триггера на 18-вольтовом Ridgid. Мне казалось, что мне нужно нажать на спусковой крючок дальше, чтобы достичь максимальной мощности, чем на других тренажёрах. Это со временем приводит к дополнительным спазмам рук. Не идеально, если вы планируете использовать его часами.
Для проверки зазора я измерил расстояние от центра отверстия сверлильного патрона до верхней части сверла и отдельно до края сверла. Наименьшее значение для каждого упражнения вы увидите в таблице ниже. Я преобразовал измерения в десятичные числа для целей диаграммы, но я измерил их с шагом 1/64 дюйма. Чем ниже значение, тем меньше общий размер сверла, что позволяет использовать его в более узких местах, чем сверла с большими значениями.
Результаты проверки щеточных сверл на 18 В.
Стив Конэвей/CNET
Результаты очистки для щеточных сверл на 12 В.
Стив Конэвей/CNET
Стоит отметить еще несколько функций, которые могут помочь, если вы еще не определились. Большинство дрелей теперь оснащены светодиодным освещением, чтобы улучшить видимость при более низких настройках освещения. Обычно они активируются, когда вы нажимаете на курок, и срабатывают либо при отпускании курка, либо с небольшой задержкой. Размещение светодиода либо в основании инструмента рядом с аккумулятором, либо над спусковым крючком на основном стволе инструмента. Я предпочитаю размещение рядом с батареей. Светодиод на корпусе создает жесткую теневую линию над средней точкой патрона, в то время как расположенный ниже светодиод дает больше доступного света над инструментом — идеально, если вы находитесь в положении, когда вы смотрите на инструмент сверху вниз. и не держать его выше линии взгляда. В 18-вольтовых дрелях Bauer, Ryobi и Bosch светодиод расположен ниже, а Ridgid — единственная модель без светодиода.
Индикаторы заряда батареи могут выручить, когда вы окажетесь в местах, где замена батарей неудобна, например, на лестнице, крыше или в любом другом менее доступном месте. Одно нажатие кнопки, и вы получите оценку оставшегося заряда батареи — обычно с шагом 25%. Все 18-вольтовые дрели Bauer, Ridgid, Milwaukee и Craftsman имеют эту функцию.
Индикаторы заряда 18-вольтовой дрели.
Стив Конэвей/CNET
Еще одна функция, которая может не иметь решающего значения для вас, — это механизм высвобождения батареи. Передняя вкладка стала стандартной и работает лучше на некоторых моделях, чем на других. Все инструменты с батарейным питанием, которыми я лично владею, имеют передние лапки. Однако мне действительно нравится выпуск боковой вкладки.
Фрезерный станок с ЧПУ Beaver 24 AVT5 – ЛТТ-Поволжье
Назначение
Фрезерный станок с ЧПУ предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование), а также для токарно-фрезерной обработки в 4х осях.
Виды обрабатываемых материалов:
Древесина любых пород, композитные материалы (ДСП, ДВП, МДФ, фанера и т.д.), «Alucobond», «Dibond», любые полистиролы (в том числе ПВХ и полистиролы с поликарбонатом), гетинакс, искусственный камень, акриловое стекло и оргстекло, модельный пластик и т.п
Схема обработки
Комплектация
№
Наименование
Кол-во, шт.
Примечание
1
Ящик для инструмента
1
2
Набор фрез для обработки дерева/МДФ/ДСП
1
3
Набор цанг
1
ER32
4
Набор ключей
1
5
Прижим для крепления деталей
8
6
Вакуумный насос
1
5. 5 кВт; 130 м3/ч
7
Программное обеспечение «Type 3 (Router-8)»
1
8
Аспирационный кожух на шпиндель
1
Пылеулавливающий агрегат в комплекте со станком не поставляется.
9
Руководство пользователя
1
Область применения
Отделка интерьеров
Элементы каминов и бильярдных столов, барельефы и многое другое, все это с резьбой любой сложности;
Отделка экстерьеров
Декоративные элементы для украшения деревянных домов, бань, ресторанов и гостиниц;
Эксклюзивные изделия
Художественная резьба (изображения людей и зверей), сувенирная продукция, шкатулки, письменные наборы, часы и т.д.
Производство дверей
Изготовление инкрустация для дверей из ценных пород дерева.
Модельное производство
Изготовление небольших мастер моделей, литьевых моделей, прототипов изделий, форм для вакуумной формовки, штампов и клише из различных материалов, включая алюминий, латунь, бронзу, «CEBATOOL» и модельный пластик.
Реклама
Криволинейный раскрой листовых пластиков, ПВХ, акрила и других материалов. Вырезка букв, логотипов, подставок, эмблем и т.д.
Конструктивные особенности
Цельносварная массивная стальная станина
Выполнена из толстостенных стальных труб прямоугольного сечения толщиной 6-8 мм, что обеспечивает высокую степень жесткости конструкции станка, устойчивость к статическим и динамическим нагрузкам, поглощает вибрацию при работе. Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки станин за одну установку на металлообрабатывающих центрах с ЧПУ. Это дает возможность получить гарантированно высокую точность и качество при обработке заготовок любых размеров.
Массивный стальной портал
Изготовлен из толстостенных стальных труб прямоугольного сечения толщиной 8 мм (усиленных до 16 мм в местах сопряжений), что обеспечивает высокую степень жесткости портала станка, устойчивость к статическим и динамическим нагрузках. Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки порталов за одну установку на металлообрабатывающих центрах с ЧПУ. Данная конструкция возможность получить гарантированно высокую точность и качество при обработке заготовок практически из любых материалов на предельно возможных максимальных скоростях обработки.
Усиленная конструкция опор портала
Портал установлен на литые чугунные опоры, увеличивающие жесткость конструкции портала, а также повышающие устойчивость к деформациям. Увеличенная базовая опорная площадка имеет «Т» образную форму с шестью крепежными отверстиям, что позволяет значительно увеличить нагрузочные показатели станка, без потери качества обработки.
За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала, суппорта и высокооборотного шпинделя по осям X, Y и Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. Станки beaver – единственные станки для деревообработки, на которые устанавливаются направляющие premium класса «THK».
Система картриджной смазки направляющих «THK-LACS» (Япония)
Позволяет обеспечить необходимую смазку направляющих по осям перемещения X, Y, Z, при этом количество смазочного материала четко дозировано и расходуется в минимальном количестве. Данная картриджная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. Самосмазывающиеся подшипники THK способны работать до 5000 км без обслуживания. Превосходная защита от пыли, особенно в производстве мебели и деревообработке.
Кожухи для защиты направляющих
Имеют специальный форму и изгиб предотвращающий попадание обрезков и пыли на направляющие в процессе обработки.
Усиленная конструкция шпиндельной площадки
В целях снижения уровня вибраций во время обработки проведена модернизация шпиндельной площадки. Увеличено сечение литой конструкции, добавлены дополнительные ребра жесткости, а также установлены усиленные направляющие и ШВП. Данная модернизация повысила скоростные характеристики особенно во время обработки с трехосевой интерполяцией.
В основу конструкции шпинделя положены лучшие конструктивные решения ведущего мирового производителя шпинделей – компании HSD (Италия). Высокая частота вращения (18 000 об/мин) и достаточная мощность (5,5 кВт) дает возможность осуществлять обработку деталей из древесины, а также ДСП, МДФ, пластика, акрилового стекла и других материалов для изготовления мебели, дверей, рекламной и сувенирной продукции с высоким качеством.
Охлаждение двигателя воздушное от вентилятора, установленного на валу шпинделя.
Датчик измерения и калибровки длины инструмента
Осуществляет автоматический контроль длины инструмента и позволяет, начиная работу, быстро ввести данные о поверхности стола (Z=0) и о высоте материала. Обеспечивает быстрый ввод параметров, защиту поверхности стола, что повышает производительность станка и уровень безопасной работы.
Косозубые передачи шестерня – рейка по осям X –Y «WMH-Herion» (Германия)
В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине. Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.
Установленные на каждом узле для перемещения по осям X, Y и Z, обеспечивают точное позиционирование портала и шпинделя в соответствии с заданной программой при высокой скорости перемещения. Данные шаговые двигатели хорошо зарекомендовали себя высокой степенью надежности. Шаговый электродвигатель – это электромеханическое устройство, преобразующее сигнал управления в угловое перемещение ротора с фиксацией его в заданном положении. Современные шаговые двигатели являются, по сути, синхронными двигателями без пусковой обмотки на роторе, что объясняется частотным пуском шагового двигателя. Последовательная активация обмоток двигателя вызывает дискретные угловые перемещения (шаги) ротора. Преимущества шаговых двигателей по сравнению с синхронными двигателями:
Экономичная цена шаговых двигателей, в среднем в 1,5-2 раза ниже синхронных аналогов;
Более высокий момент в удержании и на низких оборотах при одинаковой массе;
Возможность осуществлять позиционирование без датчика обратной связи.
Недостатки шаговых двигателей:
Падение момента на больших скоростях;
Пропуск шагов при управлении без датчика обратной связи.
Пропуск шагов обычно наблюдается на больших скоростях или при резких изменениях нагрузки. Опционально станок можно оснастить серводвигателями японской компании «Panasonic», которые на сегодняшний день являются одними из самых лучших серводвигателями для данного типа станков, сочетая в себе не только высокие скоростные и точностные показатели, но высокую степень надежности даже при работе в тяжелых производственных условиях.
Планетарные редукторы «SHIMPO-Nidec» (Япония) по осям X, Y
Изменение конструкции узла передачи крутящего момента с ременной передачи на планетарные редукторы «SHIMPO-NIDEC» позволили значительно улучшить показатели оборудования, а именно:
Реализовать большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода;
Получить гораздо более высокий КПД;
Облегчить конструкцию, т. к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики;
Уменьшить время на техническое обслуживание оборудования, т.к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации.
Комбинированный вакуумный стол с «Т» – пазами.
Рабочий стол станка представляет собой синтез вакуумного стола и алюминиевого стола с «Т» – пазами. Такая конструкция дает максимальную гибкость и широчайшие возможности при выборе способа фиксации заготовки. Вакуумный стол разбит на четыре зоны для удобства фиксации заготовок различных габаритов. Все модели станков Beaver с возможность вакуумного крепления заготовок имеют специальную конструкцию стола, который позволяет крепить заготовку, как при помощи вакуума, так и при помощи механических зажимов. Это позволяет отключить вакуумный насос и экономить электроэнергию в случае обработки не требующей частой смены заготовок или обгонке по периметру заготовки. Вакуумный стол изготавливается из цельного листового материала, в котором фрезеруются пазы под алюминиевый профиль для крепления механических зажимов (струбцин). В данной конструкции отсутствуют какие-либо переклейки, что гарантирует стабильность работы вакуумного стола на протяжении всего срока службы оборудования.
Промышленный вакуумный насос
Производительный пластинчато-роторный безмасляный насос, входящий в комплектацию, обеспечивает надежную фиксацию деталей. Вакуумные насосы подобного типа используют многие ведущие производители оборудования.
Шкаф управления
Шкаф управления – самый основной элемент станка и от его надежности зависит дальнейшая стабильная работа станка. Шкаф управления станком beaver 2513AVT6 оснащен комплектующими ведущих мировых производителей (Delta, Schneider, Omron, Telemecanique, Siemens) скомпонована в отдельный блок, изолированный от вибраций, перегрева и других внешних воздействий. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания.
Промышленные системы запуска
Промышленные системы запуска и выключения электросистем станка надежно защищены от внешних воздействий и имеют класс защиты соответствующий работе на промышленных предприятиях. Гарантирована исправная работа во время всего срока службы оборудования.
Компактные промышленные контроллеры «Omron» для управления оборудованием обладают всеми функциями, которые необходимы для управления станками и другим оборудованием, включая прекрасно реализованную функцию позиционирования. С успехом используются на всех станках Beaver и отлично зарекомендовали себя как высоконадежное и стабильное электрооборудование.
Частотный преобразователь фирмы «DeLTA» (Тайвань)
Предназначен для управления приводами, где требуется высокая точность регулирования скорости и широкий диапазон управления. Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом.
Электрокомпоненты стойки «SCHNEIDER» (Германия)
Все ответственные электрокомпоненты органов управления станка изготовлены известным мировым лидером в данной отрасли компанией Schneider Electric.
Система принудительного охлаждения стойки ЧПУ
Система принудительного охлаждения в передней и задней части стойки позволяет всем управляющим компонентам работать в нормальном режиме, даже в условиях повышенных температур.
Пульт управления (NC-studio handle control system NK105 version)
Удобный и эргономичный пульт управления, предназначен для управления станком в ручном режиме. Значительно облегчает работу оператора во время настройки станка, а также снижает риск повреждения оборудования в процессе обработки. Позволяет загружать программы обработки непосредственно с флэш-носителей не используя специально установленный компьютер.
Лицензионное программное обеспечение «ROUTER 8»
Основное назначение системы:
Построение или импорт математической модели изделия
Создание управляющих программ для изготовления изделия на станках с ЧПУ
Данная система полностью адаптирована ко всей линейке станков Beaver и имеет ряд удобных инструментариев, а это:
Геометрический редактор, дающий возможность построения 2D и 3D геометрических объектов различной сложности
Импорт данных из многочисленных CAD систем, таких как CATIA, PowerShape, CorelDraw,T-Flex и многих других.
Обработка растровых и STL объектов
Контроль и визуализация 2D фрезерной обработки
Защитные кабелеукладчики по осям X и Y
Обеспечивают защиту кабелей от внешних повреждений (защищает от механических повреждений при падении габаритных обрезков), что увеличивает ресурс работы станка и повышает уровень безопасности на производстве.
Ящик для инструмента (ЗИП)
Эргономичный инструментальный ящик включающий набор фрез и цанг, смазочный комплект, набор ключей и т.д.
Кто производит станки Beaver? — Отзывы и сравнение
#1
OFFLINE
yohooo
Отправлено 05 Ноябрь 2010 — 22:05
Здравствуйте уважаемые! Приобрели мы тут чудо (чудо ли) техники Beaver 1212 АТ3. Так вот, хотелось бы знать, кто их производит то в действительности, ибо никаких ссылок на сайты производителя мы не обнаружили, как бы не гуглили. Все концы ведут в Kami, и на том заканчиваются. Быть может и нет Биверов никаких, а это ребята из Ками сами придумали названице? Если кто владеет инфой, отпишитесь пожалуйста. Элементарно интересно!
Похожие темы: Контакты по станку Beaver Станок фрезерный с ЧПУ Beaver 24
Наверх
#2
OFFLINE
Buzl
Отправлено 05 Ноябрь 2010 — 22:57
Элементарно Ватсон! Китай! а лайбу штампуют. фотки кидани. прикольно.
Наверх
#3
OFFLINE
MiG
Отправлено 05 Ноябрь 2010 — 23:22
взято отсюда «Станки серии 25А компании Excitech поставляются в Россию под маркой Beaver…»
Сообщение отредактировал MiG: 05 Ноябрь 2010 — 23:25
Наверх
#4
OFFLINE
Buzl
Отправлено 05 Ноябрь 2010 — 23:26
чота всё так запутано китай — екзилтеч-бивер… так кто родитель?
Наверх
#5
OFFLINE
MiG
Отправлено 05 Ноябрь 2010 — 23:37
обычно на биверах еще и victor написано. ..а на этих нет…может тут причина марка другая а слышится как знакомый бивер виктор вот viccam сайт «…Viccam специализируется на разработке, производстве и продаже «Виктор» (Viccam) машин…»
Сообщение отредактировал MiG: 05 Ноябрь 2010 — 23:43
Наверх
#6
OFFLINE
Buzl
Отправлено 05 Ноябрь 2010 — 23:45
фотки в студию!
Наверх
#7
OFFLINE
MiG
Отправлено 05 Ноябрь 2010 — 23:55
Прикрепленные изображения
Наверх
#8
OFFLINE
Buzl
Отправлено 05 Ноябрь 2010 — 23:56
китаец. .. а так хотелось верить в светлое будущее.. эххх
Наверх
#9
OFFLINE
Marius
Отправлено 06 Ноябрь 2010 — 00:50
Хм… получается, чтобы обратиться при желании к разработчику, надо детектива нанять?
А раскрученность и известность биверов, да, и в прнципе неплохая репутация, как мне кажется одна из самых высоких в стране по ЧПУ, хотя спорный вопрос
Наверх
#10
OFFLINE
Buzl
Отправлено 06 Ноябрь 2010 — 00:52
просто кинь клич — «у кого китайцы» или просто тут на форуме поговори. они все на одну електронику плюс минус пару проводов.
Наверх
#11
OFFLINE
halkru
Отправлено 06 Ноябрь 2010 — 12:10
Производитель.. несколько неблагозвучное название по русски — «Синхуй», завод в Дзинане .. торгует под несколькими брэндами … основной Excitech, остальное ОЕМ, Ками — их дилер в России..
Наверх
#12
OFFLINE
MiG
Отправлено 06 Ноябрь 2010 — 16:46
получается что биверов два производителя Beaver Victor — Viccam —> Beaver — Excitech —>
недавно 25-ый подключал просто бивер -сделано все капитально, отличие от виктора заметно в основном формой кожухов и концевиками (на Excitech блоки по два мех. концевика а на ответной части салазки ,тыркается дважды(так наверное больше точность ) мне даже показалось что 26AVST который виктор как то хлипче сделан и стойка lnc менее удобна чем синтек
Наверх
#13
OFFLINE
yohooo
Отправлено 06 Ноябрь 2010 — 17:52
Всем пасибо огромное, хоть прояснили немного про этот «Синхуй»! А то в Ками молчат как рыбы, наверное думают что мы потенциальные конкуренты)) Это так же как с душевыми кабинами китайскими. У всех продавцов есть маркировка, но нигде не значится фирма производитель. На все вопросы об изготовителе молчат тотально, а в одном месте сказали мол это не телефонный разговор, только при встрече лично… Мда, с Китаем видимо всегда не просто…
Касательно машины У нас Бивер. Т.е бивер без всяких там викторов. Вроде бы выглядит внушительно, и насколько мы поглядели, все достаточно добротно, без люфтов и недокрученных гаек.
У нас единственное NC-Studio комплектное только на китайском пришло (PCIMC плата Naiky 6a).
Версия NC в комплекте 8.224.0. Нашли в сети 8.115 инглиш, но задаюсь вопросом, можно ли использовать? Там я насколько понимаю уже конфиг под конкретно наш станок должен быть в комплекте заложен? Или я неправ? Пробывал в 2.115 закинуть конфиги от комплектного 2.224 на дурняка, конечно же не пошло, заругалась NC на разницу версий. Пробывал русифицировать программу, разобрав dll ки Restorator’ом, но опять же не прокатило, NC заругалась, на пересобранные дллки, мол не оригинальные. Я на форуме читал, что ребята переводили с инглиша 5ую версию, ресторатором, как интересно? Почему у них не заругалось? Контрольные суммы правили или как?
Наверх
#14
OFFLINE
MiG
Отправлено 06 Ноябрь 2010 — 19:41
главное чтоб драйвер подошел к вашей плате ,а конфиг и сами настроите ,предварительно подсмотрев в старой версии. Вот такую не пробовали?Ncstudio System V8.215.0.0 (English setup)
Сообщение отредактировал MiG: 06 Ноябрь 2010 — 19:42
Наверх
#15
OFFLINE
yohooo
Отправлено 06 Ноябрь 2010 — 20:33
Вот такую не пробовали?Ncstudio System V8.215.0.0 (English setup)
Да, да, ее и скачал) Поставил, PCI’ка определилась нормально, дрова встали, даже в диспечере виндовс теперь значится корректное «Naiky 6a CNC adapter» вместо «ОшлHydklw@@2*(0-dedc:;’Jhds»
Наверх
Фрезерные станки Beaver Mk.1, Mk.2, V, VB, VBRP и PAL
Хотя в последние годы жизни компании Beaver выпустила ряд фрезерных станков с компьютерным управлением (среди прочих Slo-Syn, VC35, NC5, NC5-S, NC5-ATC, NC15, NC25, NC35 и др. ), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание. Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь. Когда Balding Engineering представила свою новую машину, подобную Bridgeport, в 1957 году, семейная фирма имела завод площадью 14 000 кв. футов и всего 40 сотрудников, но благодаря успеху новой машины , площадка в конечном итоге выросла до 90 000 кв. Футов с 320 штатными сотрудниками. В течение 1966 известно, что Болдинг отправил более 700 машин только в Америку (что сделало их крупнейшим экспортером мукомольных станков из Англии в США) с прогнозируемыми продажами более 1000 на следующий год. 8-ступенчатая (позже опционально 10-ступенчатая) Mk. 1 был почти идентичен Mk. 2 (проиллюстрировано на этих страницах), за исключением того, что его головка сначала была оснащена устаревшим 30 I.S.T. конусность с International 40 (INT40) доступна за дополнительную плату. Более поздние модели (включая очень распространенный Mk. 2) встречаются с различными фитингами, включая INT30, INT40 или даже тип Bridgeport R8, а также были небольшие различия в механизмах пиноли и подачи. Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции. Мк. 1 страдал досадным недостатком: направляющие седла располагались на центральной линии колена, что требовало установки подающего винта сбоку, где он создавал небольшую боковую тягу. Эта ошибка была исправлена на Mk. 2 дизайнера Ричарда Прайма, новая модель указана как VBRP с VB для Виктора Болдинга, владельца компании) и RP для Ричарда Прайма (сообщается, что PAL был назван в честь золотистого ретривера VB, некоторые машины имеют изображение собака, Prince Hunter , включенный в логотип. Стандартные машины обычно поставлялись с двигателем мощностью 2 или 3 л.с., хотя при необходимости за дополнительную плату можно было установить двухскоростной двигатель мощностью 1 и 2 л. с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице. Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь Продолжение ниже:
Бивер Мк. 2 и Мк. 2 Револьверно-фрезерный станок VBPR
Продолжение: В стандартную комплектацию входил конус 30 International, но большинство заказчиков выбирали опциональный 40 Int. как более соответствующий весу, размеру и способности удаления металла станка. Головка была соединена с концом тяжелого ползуна коробчатого сечения составным шарниром, что позволяло ему поворачиваться на центральной оси основной колонны, наклоняться на 180 градусов в продольной плоскости и «кивать» на 45 градусов от оси. вертикально как вперед, так и назад — последние два движения контролировались червячной передачей — в то время как для возврата головки в центральное положение были предусмотрены два закаленных и привинченных дюбеля, по одному для каждой главной оси наклона. Головка была надежно закреплена шестью болтами, проходящими через нее в продольном направлении (по три с каждой стороны) и четырьмя в поперечном. ход с приводом от шестерни и располагался либо непосредственно на вершине колонны, либо крепился к подъемному блоку толщиной 4, 6 или 8 дюймов. За прошедшие годы было предложено четыре различных стола, все шириной 10 дюймов, но с длиной 36 дюймов, 44 дюймов, 48 дюймов или 56 дюймов и продольным ходом 16 дюймов, 24 дюймов, 28 дюймов и 36 дюймов соответственно, однако при оснащении с дополнительным механизмом быстрого возврата длина подачи была уменьшена на 2 дюйма. Поперечный траверс на Mk. 1 был полезным 12-дюймовым, но в более поздних версиях Mk. 2 он был увеличен до 14,5 и 18 дюймов за дополнительную плату, конечно; вертикальный ход составлял 19 дюймов со стандартным одинарным подъемным винтом и 19 дюймов.дюймов с дополнительным двухвинтовым блоком. Там, где они установлены, то, что кажется пластиковыми ручками, на самом деле эбонитовые. Максимальный зазор между носиком шпинделя и столом 17 дюймов. Шнеки подачи стола с чистовой шлифовкой (которые также могут поставляться закаленными) были изготовлены на собственном заводе компании (многие производители фрезерных станков покупали их у специализированных поставщиков), а продольные винт проходил через хорошо расположенные двойные гайки Оба винта были оснащены компенсаторами люфта, которые позволяли использовать станок для техники «попутного фрезерования», которой обычно следует избегать, когда заготовка проходит под фрезой в том же направлении, что и подача стола, а не против него. Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена на правую сторону. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны. «Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…) A для подшипников шпинделя и заднего редуктора требуется специальный шприц для смазки с конической насадкой; может быть, что Adams Lube Tech в Ковентри может поставить. Точки смазки подшипников шпинделя находятся сбоку на пиноли и доступны через крышку с правой стороны путем подъема и опускания пиноли (указана смазка). Для регулировки высоты сустава головы и колена необходимо использовать 16-гранные 90-шлицевые рукоятки или гаечные ключи двух размеров. Если имеется коленная рукоятка, убедитесь, что другая тоже. Трансмиссионное масло ISO320 используется в заднем редукторе, о котором часто забывают (редуктор). Пренебрежение может привести к износу или поломке шестерни. Несмотря на то, что силовая подача вниз по производительности аналогична мощности Bridgeport, она не может справиться со сверлом 3/8 дюйма и работает только в направлении вниз. Возвратные пружины пиноли можно восстановить путем правки, повторного сверления, повторная закалка с последующей перемоткой..
Стандартная головка была соединена с концом ползуна составным шарниром, что позволяло качаться головке на центральной оси колонны, наклоняться на 180 градусов в продольной плоскости и «кивать» на 90 градусов в траверсе. Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200
Голову можно было «кивать» на 45 градусов вперед или на назад и одновременно поворачивать на колонне.
Полезный аксессуар, «Угловая насадка» в сочетании с комплектом деталей для преобразования машины в горизонтальную фрезу
Штанга, которая могла нести долбежную головку на конце, противоположном фрезерной головке, имела ход 15 дюймов и располагалась либо непосредственно на вершине колонны, либо крепилась к подъемному блоку 4, 6 или, как показано, 8 дюймов. толстый.
Когда головка установлена на девяносто градусов (влево или вправо), фрезу можно было использовать в качестве горизонтального бура.
Шнеки подачи стола с чистовой шлифовкой (которые могут поставляться закаленными) были изготовлены на собственном заводе компании. Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов.
Установленное на противоположном от фрезерной головки конце ползуна автономное приспособление для прорезания пазов с ходом 4 дюйма приводилось в действие двигателем мощностью 0,33 л. с.
Специальная фреза с тремя головками (средняя оснащена приводом с регулируемой скоростью и тахометром, используемым в модели VBRP) и предназначена для использования с гидравлическим управлением для работы в 3D.
Шлифовка винтов подачи стола. Все винты были изготовлены собственными силами и отшлифованы. Там, где предполагалось использование в тяжелых условиях, предлагался вариант с закаленными винтами.
Ранний Mk. 2 с приподнятой направляющей в верхней части колена и простой системой измерения «стержень» или «палка» на месте — этот узел состоял из каналов, прикрученных болтами к сторонам столов, в которых сидели точно изготовленные стержни, ударяющиеся о микрометрические цилиндры. и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
Еще одна прецизионная измерительная система докомпьютерной эпохи «Stanmatic» O.P.L. Оптический с точностью позиционирования до 0,0001 дюйма
Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика с точной подачей, быстрой подачи с рычажным приводом и усилием в обоих направлениях вверх и вниз с тремя скоростями подачи: 0,0021″, 0,0045″ и 0,0086″; автоматическая подделка устанавливалась только на подачу вниз.
Вверху и слева: для возврата головки в центральное положение были предусмотрены два закаленных и привинченных дюбеля, по одному для каждой главной оси наклона.
Движения стола и головы — вид спереди
Движения стола и головы — боковой подъем
Маятниковые движения в плане
Общий | Фрезерный станок Beaver | Практик-механик
Бретт Джонс
Пластик
#1
В субботу пойду смотреть мельницу Beaver (модель не знаю). Хотелось бы услышать мнение людей знающих эту машину. Мне любопытно, на что я должен обращать внимание при осмотре, на что-нибудь особенное или уникальное для этой мельницы.
Спасибо.
9100
Алмаз
#2
У меня более дешевая модель с двойными ремнями и коническими шкивами вместо задней передачи, как у Bridgeport. Это было довольно точно, когда я купил его новым, 40 лет назад. У него квадратные направляющие на колене, что очень плохо, потому что вам нужно блокировать с двух сторон. Система понижения мощности ужасна и часто проскальзывает. У меня он проработал только два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько я знаю, они появились в США только в тот период, когда Бриджпорт настолько отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Билл
Капюшон
Нержавеющая сталь
#3
У меня есть ЧПУ NC5, и, на мой взгляд, он намного превосходит мой ЧПУ Bridgeport серии 1 по качеству и жесткости. Это более крупная машина, поэтому, возможно, было бы не совсем справедливо сравнивать ее с Bridgeport. У него 4-дюймовая пиноль, у него настоящий редуктор, что означает, что шпиндель работает одинаково, будь то в главном или заднем редукторе, имеет коробчатые направляющие, а не ласточкины хвосты, и, на мой взгляд, его инженерия намного превосходит Бриджпорт, один маленький Например, в шкивах установлены правильные латунные втулки вместо пластиковых в Бриджпорте.
Капюшон
Питер Нил
Горячекатаный
#4
Много информации здесь: http://www.lathes.co.uk/beaver/index. html.
Несмотря на неудачный опыт использования 9100-х, общее мнение таково, что они намного прочнее и лучше построены, чем Bridgy, и способны выполнять более тяжелую работу. Однако компания Beaver Machine Tools прекратила свою деятельность несколько лет назад, поэтому запасные части могут быть труднодоступны. 902:00 У меня самого его нет, так как даже здесь, в Великобритании, было проще купить Bridgeport.
Питер
Капюшон
Нержавеющая сталь
#5
Запасные части довольно легко достать в Великобритании, насколько я понимаю, хотя единственное, что мне нужно было достать, — это ремень, и в конце концов он даже не понадобился, поскольку я установил сервопривод переменного тока на шпиндель. Место, откуда я взял ремень, — www.machinesupportservices.com, и парень там, кажется, знает о них все, если я правильно помню, он раньше работал на Beaver и, возможно, даже покупал запасные части.
Капюшон
томкеннед
Пластик
#6
Возможный владелец NC5
Худ сказал:
У меня есть ЧПУ NC5, и, на мой взгляд, он намного превосходит мой ЧПУ Bridgeport серии 1 по качеству и жесткости. Это более крупный станок, поэтому, возможно, было бы не совсем справедливо сравнивать его с Bridgeport. У него 4-дюймовая пиноль, у него настоящий редуктор, что означает, что шпиндель работает одинаково, будь то в главном или заднем редукторе, имеет коробчатые направляющие, а не ласточкины хвосты, и, на мой взгляд, его инженерия намного превосходит Бриджпорт, один маленький Например, в шкивах установлены правильные латунные втулки вместо пластиковых в Бриджпорте.
Капюшон
Нажмите, чтобы развернуть…
Здравствуйте, Приятно слышать такие теплые слова о NC5, надеюсь, он у меня появится. Я прочитал, что у вас может быть руководство/информация по NC5, и задался вопросом, можно ли им поделиться. Впервые на этом форуме, поэтому приносим извинения, если это неправильный маршрут для этого запроса. Спасибо Том
 Для изготовления крутоизогнутых отводов расходуется меньше сырья и по этому они несколько дешевле гнутых. А также они более компактные, что упрощает монтаж трубопровода в помещении.
Для изготовления крутоизогнутых отводов расходуется меньше сырья и по этому они несколько дешевле гнутых. А также они более компактные, что упрощает монтаж трубопровода в помещении.  1
1 ГОСТом допускается изготовление отводов исполнения 2 с увеличенной толщиной стенки в не торцевых сечениях.
ГОСТом допускается изготовление отводов исполнения 2 с увеличенной толщиной стенки в не торцевых сечениях. Всю поставляемую нами продукцию можно посмотреть в каталоге ООО СИС. За годы успешной работы предприятие ООО Системы Инженерного Снабжения приобрела бесценный опыт, о чем свидетельствуют лестные отзывы наших клиентов. Посмотреть фото компании ООО СИС можно в разделе «Фотогалерея». Стальные отводы поставляются высокого качества, что соответствует сертификату завода изготовителя. Скачать прайс-лист на отводы стальные гнутые или узнать цену крутоизогнутых отводов можно на нашем сайте ООО СИС в разделе ПРАЙС-ЛИСТ. По желанию заказчика наша компания доставит в минимальные сроки и по низкой цене стальные бесшовные крутоизогнутые отводы по Санкт-Петербургу, Ленинградской области или в любую точку России, Казахстана, Белоруссии и ближнего зарубежья. При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих.
Всю поставляемую нами продукцию можно посмотреть в каталоге ООО СИС. За годы успешной работы предприятие ООО Системы Инженерного Снабжения приобрела бесценный опыт, о чем свидетельствуют лестные отзывы наших клиентов. Посмотреть фото компании ООО СИС можно в разделе «Фотогалерея». Стальные отводы поставляются высокого качества, что соответствует сертификату завода изготовителя. Скачать прайс-лист на отводы стальные гнутые или узнать цену крутоизогнутых отводов можно на нашем сайте ООО СИС в разделе ПРАЙС-ЛИСТ. По желанию заказчика наша компания доставит в минимальные сроки и по низкой цене стальные бесшовные крутоизогнутые отводы по Санкт-Петербургу, Ленинградской области или в любую точку России, Казахстана, Белоруссии и ближнего зарубежья. При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих. 8(921)391-4842, 8(911)114-2936 Елена или воспользовавшись онлайн-консультантом на сайте на E-mail: [email protected].
8(921)391-4842, 8(911)114-2936 Елена или воспользовавшись онлайн-консультантом на сайте на E-mail: [email protected]. Проще говоря, именно благодаря данным элементам становится возможным построить трубопровод необходимой конфигурации, оснастить его запорной, измерительной и прочей арматурой.
Проще говоря, именно благодаря данным элементам становится возможным построить трубопровод необходимой конфигурации, оснастить его запорной, измерительной и прочей арматурой.
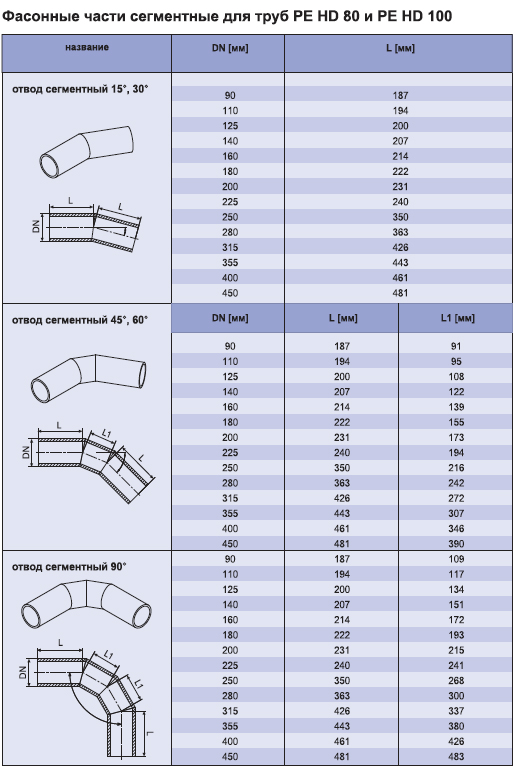

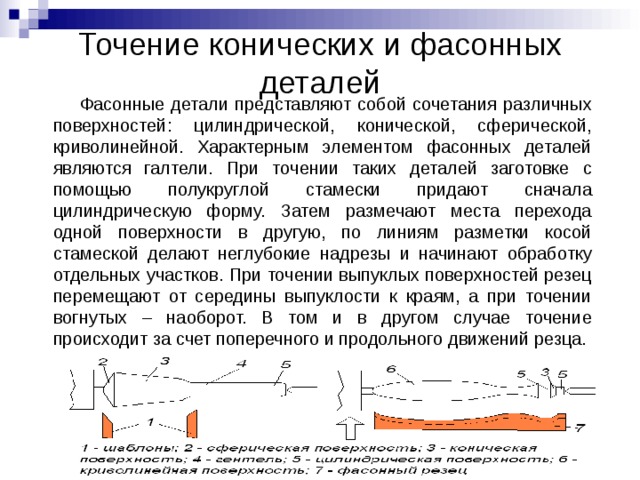 Начиная с вы можете контролировать, куда вы насыпаете порошок и сколько , когда он уплотняется, получается именно так, как вы хотите, чтобы финальная версия выглядела.
Начиная с вы можете контролировать, куда вы насыпаете порошок и сколько , когда он уплотняется, получается именно так, как вы хотите, чтобы финальная версия выглядела.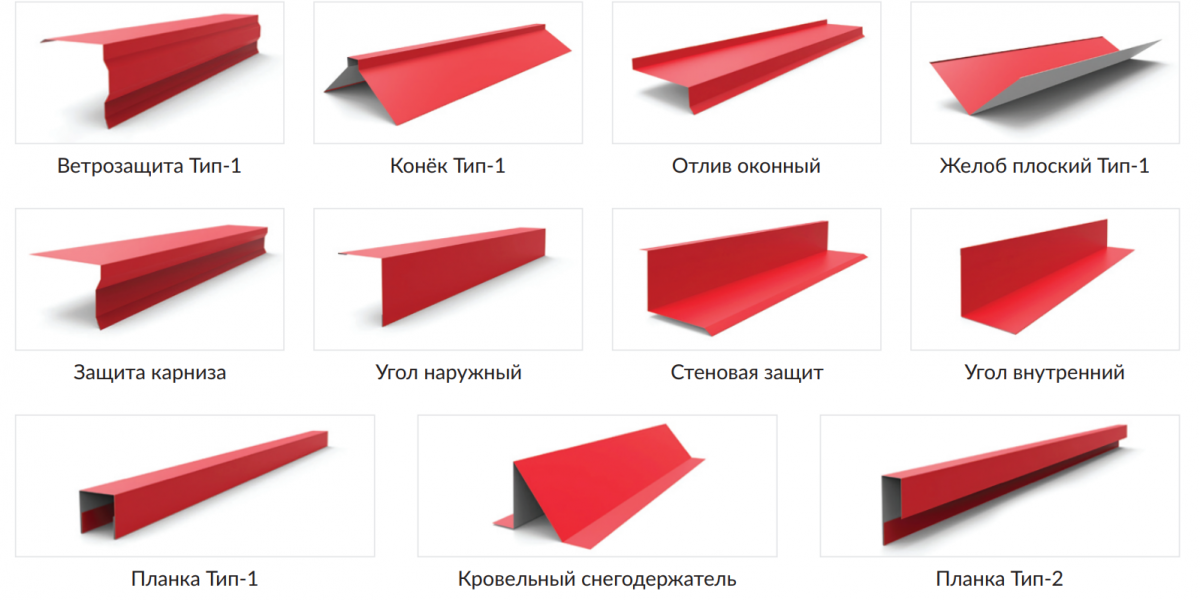

 Ваш производитель может изготовить верхнюю и нижнюю секции по отдельности, а затем спаять их вместе.
Ваш производитель может изготовить верхнюю и нижнюю секции по отдельности, а затем спаять их вместе. youtube.com/embed/9Sd75ZVEocA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/9Sd75ZVEocA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 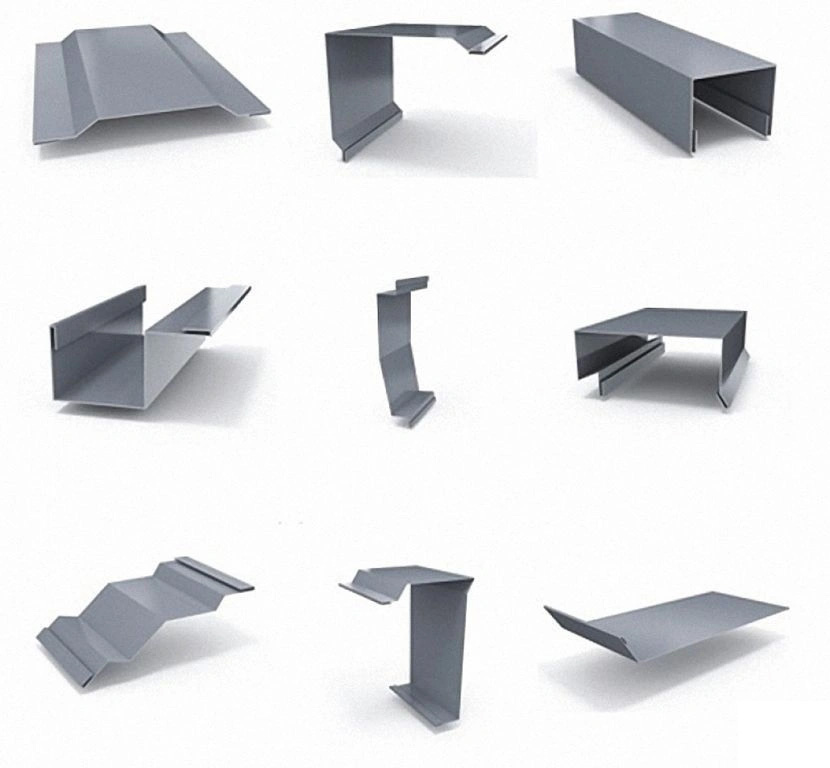 Вам больше не придется беспокоиться о потере этих маленьких деталей на верстаке во время сборки или ремонта гитары.
Вам больше не придется беспокоиться о потере этих маленьких деталей на верстаке во время сборки или ремонта гитары.
 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве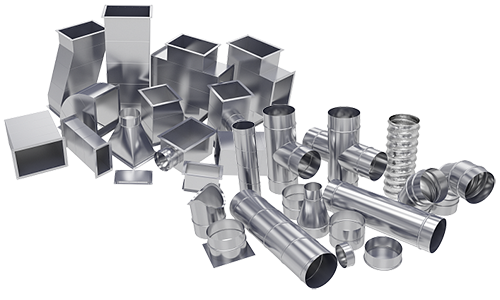 com. Если ваше возвращение будет принято, последуют инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, будут , а не .
com. Если ваше возвращение будет принято, последуют инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, будут , а не . Если почтовые расходы превышают эту цену, в качестве доказательства необходимо будет представить квитанцию, после чего мы оценим уплаченную цену и решим, будет ли возмещена эта стоимость.
Если почтовые расходы превышают эту цену, в качестве доказательства необходимо будет представить квитанцию, после чего мы оценим уплаченную цену и решим, будет ли возмещена эта стоимость. Любые проблемы или неисправности с таким заказом будут решаться в каждом конкретном случае.
Любые проблемы или неисправности с таким заказом будут решаться в каждом конкретном случае.

 Преимущество — форма, что слегка напоминает ложку, позволяет тратить меньше усилий при работе. Такую лопату называют «американка».
Преимущество — форма, что слегка напоминает ложку, позволяет тратить меньше усилий при работе. Такую лопату называют «американка». Master Amaz — еще одна российская фирма, отличается невысокими ценами, широким ассортиментом изделий.
Master Amaz — еще одна российская фирма, отличается невысокими ценами, широким ассортиментом изделий.

 Слишком большая площадь штыка лопаты будет захватывать много земли, поэтому из-за чрезмерной нагрузки она может сломаться.
Слишком большая площадь штыка лопаты будет захватывать много земли, поэтому из-за чрезмерной нагрузки она может сломаться.
 org/BreadcrumbList» data-v-5466daea=»» data-v-5dabe3ea=»»>
org/BreadcrumbList» data-v-5466daea=»» data-v-5dabe3ea=»»> Именно он позволяет решать самые глобальные задачи по посадке, сбору урожая, а также широко применяется в строительстве и хозяйственных работах. Но лопаты различаются по своему назначению и задачам. Они могут иметь различные формы и размеры рабочей металлической части. Таким образом, найти хорошую лопату для конкретной цели – задача не из легких.
Именно он позволяет решать самые глобальные задачи по посадке, сбору урожая, а также широко применяется в строительстве и хозяйственных работах. Но лопаты различаются по своему назначению и задачам. Они могут иметь различные формы и размеры рабочей металлической части. Таким образом, найти хорошую лопату для конкретной цели – задача не из легких. Инструменты из титана не уступают стальным по прочностным свойствам и износостойкости, но значительно легче. Его также можно эксплуатировать в очень суровых условиях, не беспокоясь о поломке. Пожалуй, единственным и очень серьезным недостатком титанового штыка является его высокая стоимость.
Инструменты из титана не уступают стальным по прочностным свойствам и износостойкости, но значительно легче. Его также можно эксплуатировать в очень суровых условиях, не беспокоясь о поломке. Пожалуй, единственным и очень серьезным недостатком титанового штыка является его высокая стоимость. Использование металлов в качестве рукоятки инструмента обусловлено тем, что металлическая рукоятка выдерживает более высокие нагрузки по сравнению с деревянной и, следовательно, более долговечна.
Использование металлов в качестве рукоятки инструмента обусловлено тем, что металлическая рукоятка выдерживает более высокие нагрузки по сравнению с деревянной и, следовательно, более долговечна. Этот тип инструмента имеет закругленное лезвие и стандартную геометрию, указанную выше. В качестве черенка традиционно используется прямая рукоятка с тупым концом. Такой лопатой можно легко копать траншеи или копать землю.
Этот тип инструмента имеет закругленное лезвие и стандартную геометрию, указанную выше. В качестве черенка традиционно используется прямая рукоятка с тупым концом. Такой лопатой можно легко копать траншеи или копать землю.
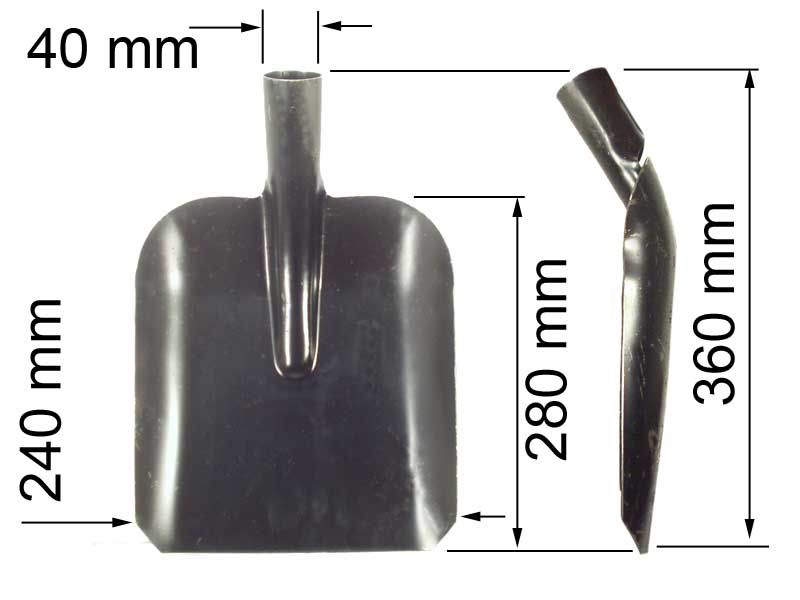 Имеют дополнительные ребра жесткости возле стекла, в которых фиксируется ручка. Усиленная версия орудия пригодится для плотного и каменистого грунта.
Имеют дополнительные ребра жесткости возле стекла, в которых фиксируется ручка. Усиленная версия орудия пригодится для плотного и каменистого грунта.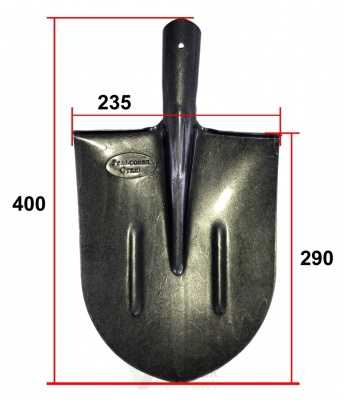 Чтобы извлечь большое количество почвы за один заход, обратите внимание на американскую штыковую лопату.
Чтобы извлечь большое количество почвы за один заход, обратите внимание на американскую штыковую лопату. Главное правильно определить цель покупки и ее тип!
Главное правильно определить цель покупки и ее тип! Современные изделия выпускаются с эргономичными ручками, снижающими необходимое усилие при работе.
Современные изделия выпускаются с эргономичными ручками, снижающими необходимое усилие при работе. Эти лопаты были разработаны для использования в армии. Они имеют немного другую форму, а также гораздо меньший размер нарезки. Сам стебель тоньше, чем у гражданских моделей, утолщающийся внизу. Такая форма сделана для удобства их перемещения. Самая известная складная модель военной лопаты, более известная как сперная. За счет складного резака его легко транспортировать, и с ним удобно комфортно работать даже в лежачем положении, что очень важно при противостоянии в боевых условиях. Но в мирное время такая лопата получила распространение. Туристические модели лопат штыковых укороченных даже снабжены пилами, топористами и другими полезными опциями.
Эти лопаты были разработаны для использования в армии. Они имеют немного другую форму, а также гораздо меньший размер нарезки. Сам стебель тоньше, чем у гражданских моделей, утолщающийся внизу. Такая форма сделана для удобства их перемещения. Самая известная складная модель военной лопаты, более известная как сперная. За счет складного резака его легко транспортировать, и с ним удобно комфортно работать даже в лежачем положении, что очень важно при противостоянии в боевых условиях. Но в мирное время такая лопата получила распространение. Туристические модели лопат штыковых укороченных даже снабжены пилами, топористами и другими полезными опциями. Предназначен в основном для погрузки и разгрузки. Имеет тупой наконечник и большую площадь рабочей поверхности с загнутыми боковыми концами. Это позволяет набирать в него большое количество сыпучих материалов, что ускоряет работу. Синяя лопата прямоугольная — отдельный вид лопаты, сочетающий в себе свойства обоих видов.
Предназначен в основном для погрузки и разгрузки. Имеет тупой наконечник и большую площадь рабочей поверхности с загнутыми боковыми концами. Это позволяет набирать в него большое количество сыпучих материалов, что ускоряет работу. Синяя лопата прямоугольная — отдельный вид лопаты, сочетающий в себе свойства обоих видов.
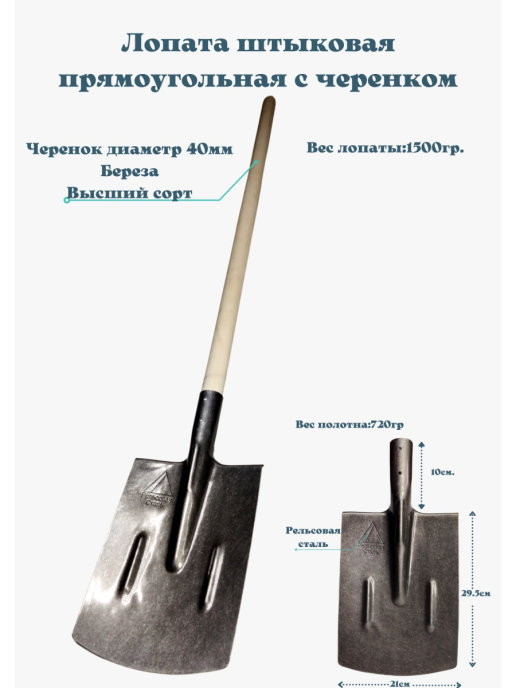 Часто из нержавейки делают американки, которые станут идеальным выбором для насыпных грунтов.
Часто из нержавейки делают американки, которые станут идеальным выбором для насыпных грунтов. Однако, это не так. От правильного подбора размера штыковой лопаты зависит усилие, которое будет приложено при производстве работ.
Однако, это не так. От правильного подбора размера штыковой лопаты зависит усилие, которое будет приложено при производстве работ. При этом для удаления из него влаги, чтобы она не повредила древесину котлет и само стекло, лопату ставили ребром вверх.
При этом для удаления из него влаги, чтобы она не повредила древесину котлет и само стекло, лопату ставили ребром вверх.
 Назначение и область применения
Назначение и область применения .1980 об/мин, продольные — 0,06..3,6 мм/об.
.1980 об/мин, продольные — 0,06..3,6 мм/об. Наибольший диаметр прутка — Ø 29 мм
Наибольший диаметр прутка — Ø 29 мм
 Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
 .1415
.1415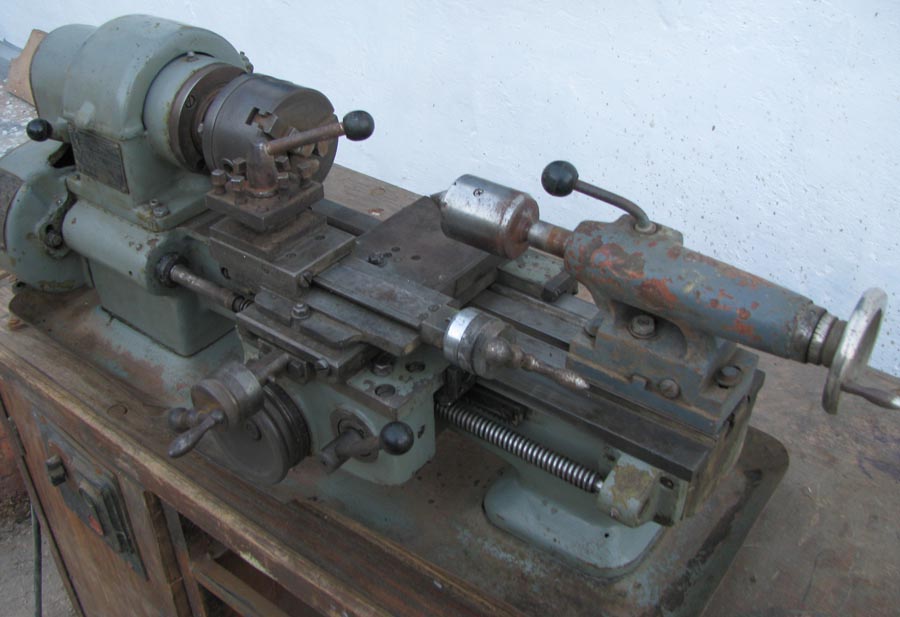 .1,67
.1,67 .56
.56 Руководство, 1954
Руководство, 1954 Дополнительная информация
Дополнительная информация Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах: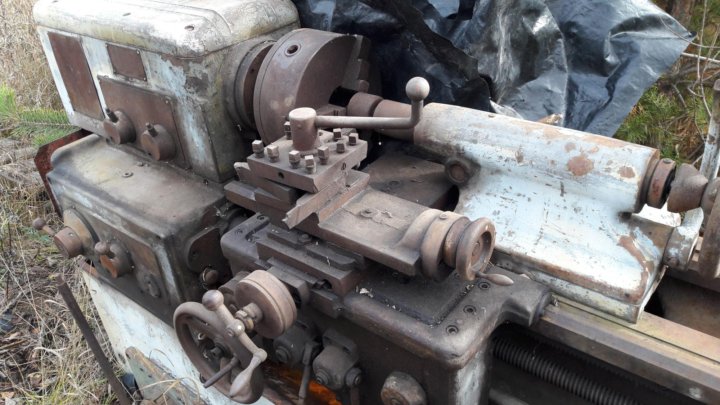

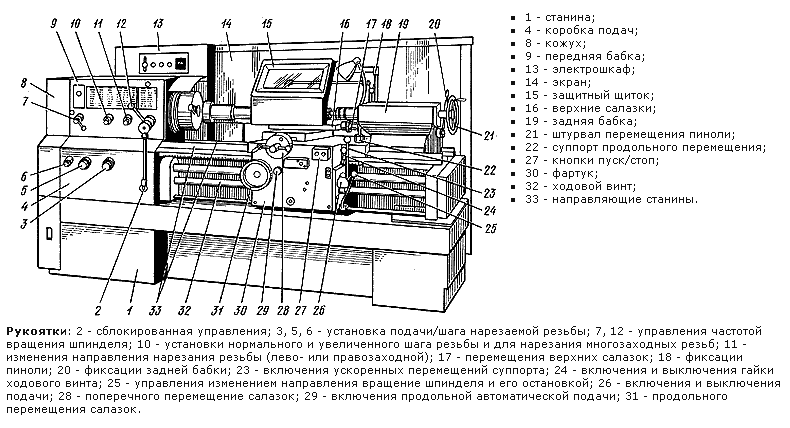 Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.



 M
M






 Ежемесячно запускаем и обучаем более 100 клиентов.
Ежемесячно запускаем и обучаем более 100 клиентов. , CDR, DXF, AI, SVG
, CDR, DXF, AI, SVG 01.2023 .
01.2023 . компания Lantech и 1 августа 2022 г. компания Loveshaw приняла решение о повышении цен на 51 PARTS на ВСЕ. Это увеличение не является стандартным фиксированным процентным увеличением.
компания Lantech и 1 августа 2022 г. компания Loveshaw приняла решение о повышении цен на 51 PARTS на ВСЕ. Это увеличение не является стандартным фиксированным процентным увеличением.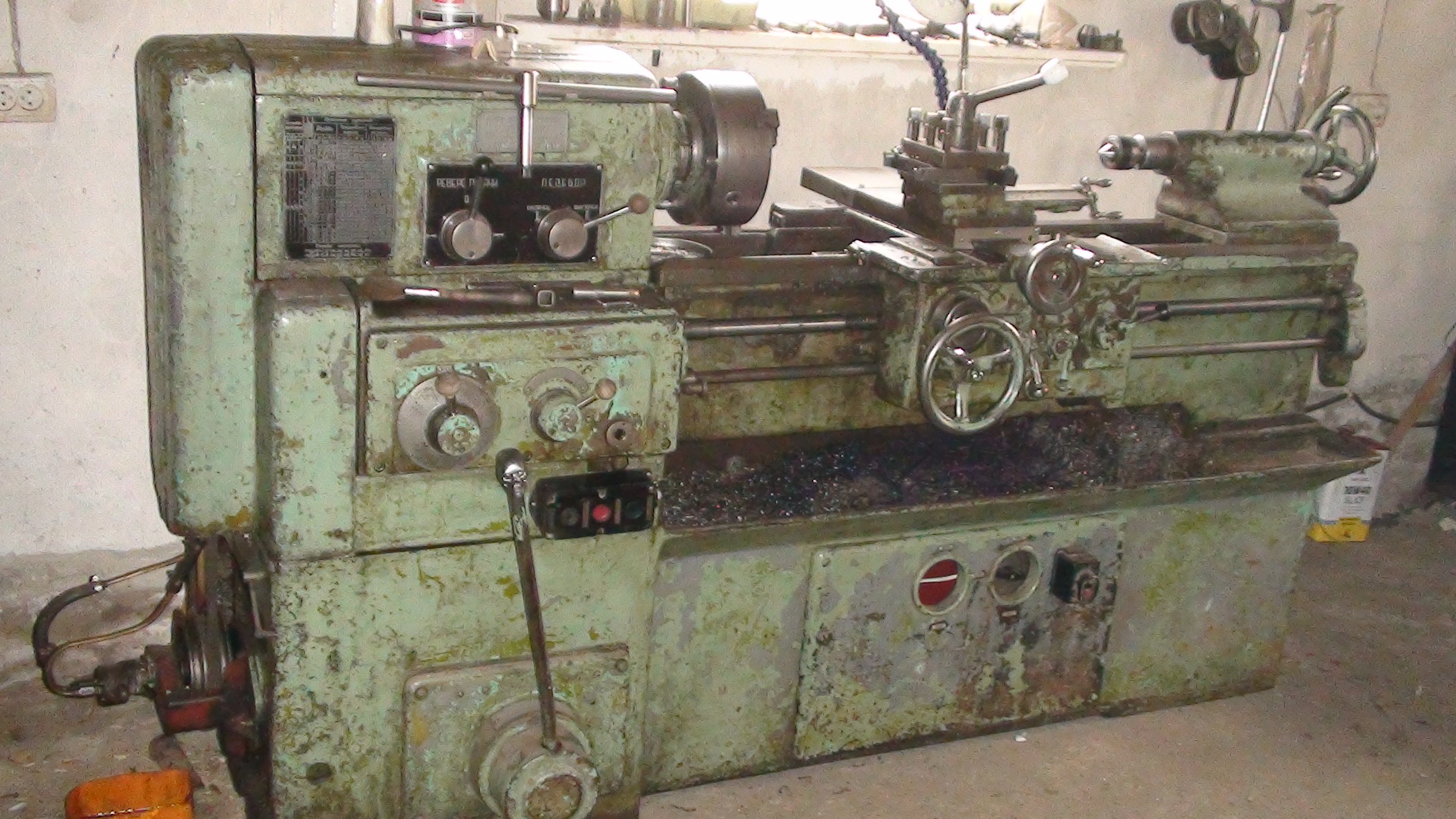

 Продавец:YAĞMURLAR CEHİZLİK397.99 ₼
Продавец:YAĞMURLAR CEHİZLİK397.99 ₼
 10.2021 14:53
10.2021 14:53
 06.2018 № 126н
06.2018 № 126н 14 Закона № 44-ФЗ
14 Закона № 44-ФЗ
 xml)
xml)
 ..
..

 Он также может выполнять различные вычисления от конвертации валют до задач умножения и деления. С помощью этих часов вы можете рассчитать любые преобразования линейного характера с постоянным соотношением, такие как унции в граммы, килограммы в фунты, мили в километры и т. д.
Он также может выполнять различные вычисления от конвертации валют до задач умножения и деления. С помощью этих часов вы можете рассчитать любые преобразования линейного характера с постоянным соотношением, такие как унции в граммы, килограммы в фунты, мили в километры и т. д. инструкции к бортовому компьютеру Torgoen T1. Для получения дополнительной информации о настройке бортовых компьютерных часов см. раздел «Настройка компьютерных часов». (формат Adobe PDF)
инструкции к бортовому компьютеру Torgoen T1. Для получения дополнительной информации о настройке бортовых компьютерных часов см. раздел «Настройка компьютерных часов». (формат Adobe PDF)
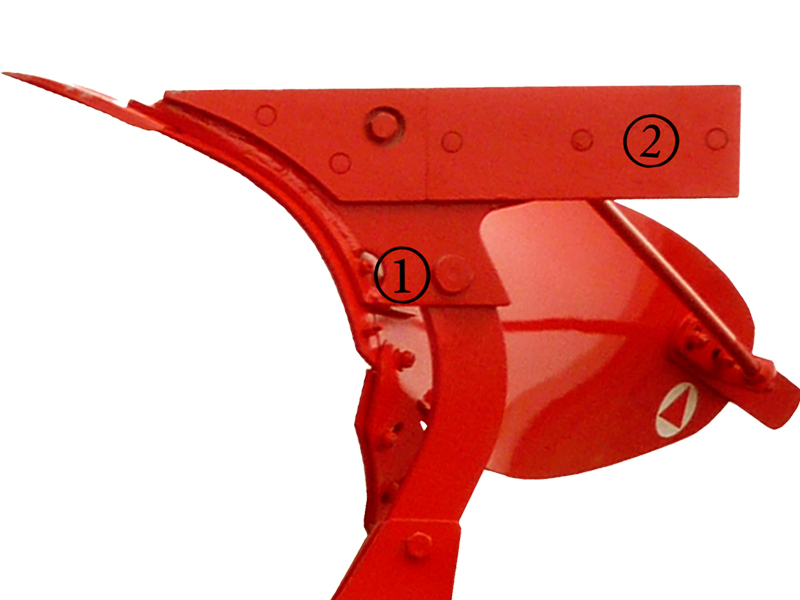
 01.05.S02) с желто-оранжевым циферблатом, черным кожаным ремешком и корпусом из нержавеющей стали.
01.05.S02) с желто-оранжевым циферблатом, черным кожаным ремешком и корпусом из нержавеющей стали. 11.02.S02) для женщин и мужчин имеют меньший черный циферблат, черный кожаный ремешок и корпус из нержавеющей стали.
11.02.S02) для женщин и мужчин имеют меньший черный циферблат, черный кожаный ремешок и корпус из нержавеющей стали. ..
..
 ..
..

 После размола снова следует бассейн – теперь уже машинный. Затем массу ожидает смесительный насос, а после – система вихревых очистителей для удаления мелких неволокнистых включений.
После размола снова следует бассейн – теперь уже машинный. Затем массу ожидает смесительный насос, а после – система вихревых очистителей для удаления мелких неволокнистых включений. Суть подготовки заключается в кондиционировании листов картона, предназначенных для гофрирования. Для этого материал укладывают в теплое помещение, где оставляют на 24 часа.
Суть подготовки заключается в кондиционировании листов картона, предназначенных для гофрирования. Для этого материал укладывают в теплое помещение, где оставляют на 24 часа.
 Для этого, как уже говорилось, сначала используется продольно-резательный станок.
Для этого, как уже говорилось, сначала используется продольно-резательный станок. Производство упаковки из картона закончено – теперь остается лишь отгрузить товар заказчику.
Производство упаковки из картона закончено – теперь остается лишь отгрузить товар заказчику. Такой подход увеличивает себестоимость упаковываемых товаров, другими словами, влечет за собой затраты, а именно:
Такой подход увеличивает себестоимость упаковываемых товаров, другими словами, влечет за собой затраты, а именно: И на это есть несколько причин: стоимость и обслуживание таких машин. Если с первым аспектом более-менее понятно, то для второго требуется больше усилий, ведь кроме самого технического обслуживания машины, ею должен управлять обученный человек.
И на это есть несколько причин: стоимость и обслуживание таких машин. Если с первым аспектом более-менее понятно, то для второго требуется больше усилий, ведь кроме самого технического обслуживания машины, ею должен управлять обученный человек.

 Конфигурируется для различных коробок и продуктов.
Конфигурируется для различных коробок и продуктов.

 Расположение машины в линию или под углом 90°, полное оснащение серводвигателями для непрерывной работы и гарантированной высокой производительности.
Расположение машины в линию или под углом 90°, полное оснащение серводвигателями для непрерывной работы и гарантированной высокой производительности. Воспользуйтесь преимуществами более эффективных процессов на вашем производстве, более высокой степенью добавленной стоимости и оптимизированной логистикой.
Воспользуйтесь преимуществами более эффективных процессов на вашем производстве, более высокой степенью добавленной стоимости и оптимизированной логистикой. Воспользуйтесь преимуществами сотрудничества этих двух специалистов и их совместного решения. Получите доступ к опытной команде экспертов, которые удовлетворят ваши конкретные потребности и предоставят вам новейшие технологии.
Воспользуйтесь преимуществами сотрудничества этих двух специалистов и их совместного решения. Получите доступ к опытной команде экспертов, которые удовлетворят ваши конкретные потребности и предоставят вам новейшие технологии. /мин
/мин
 Кроме того, эта швейная машина производит прекрасно обработанные швы на перфорированных материалах, выполняя шитье, одновременно корректируя положение входа иглы с помощью уникальной технологии распознавания изображений JUKI.
Кроме того, эта швейная машина производит прекрасно обработанные швы на перфорированных материалах, выполняя шитье, одновременно корректируя положение входа иглы с помощью уникальной технологии распознавания изображений JUKI.


 Секция для производства джинсов. В данной секции демонстрировалась линия по пошиву изделий из джинсового материала, повышающая производительность и качество готовых изделий даже на тяжелых материалах.
Секция для производства джинсов. В данной секции демонстрировалась линия по пошиву изделий из джинсового материала, повышающая производительность и качество готовых изделий даже на тяжелых материалах.
 С этими настройками устройство обнаружения многослойной части помогает швейной машине решить такие проблемы, как сжатый шаг стежка или незакрепленные стежки, которые могут возникать на многослойных частях материала.
С этими настройками устройство обнаружения многослойной части помогает швейной машине решить такие проблемы, как сжатый шаг стежка или незакрепленные стежки, которые могут возникать на многослойных частях материала.




 foxsew.com/company-video/large-cnc-programmable-pattern-sewing-machine-for-seat-cushion-699.html
foxsew.com/company-video/large-cnc-programmable-pattern-sewing-machine-for-seat-cushion-699.html
 Узоры
Узоры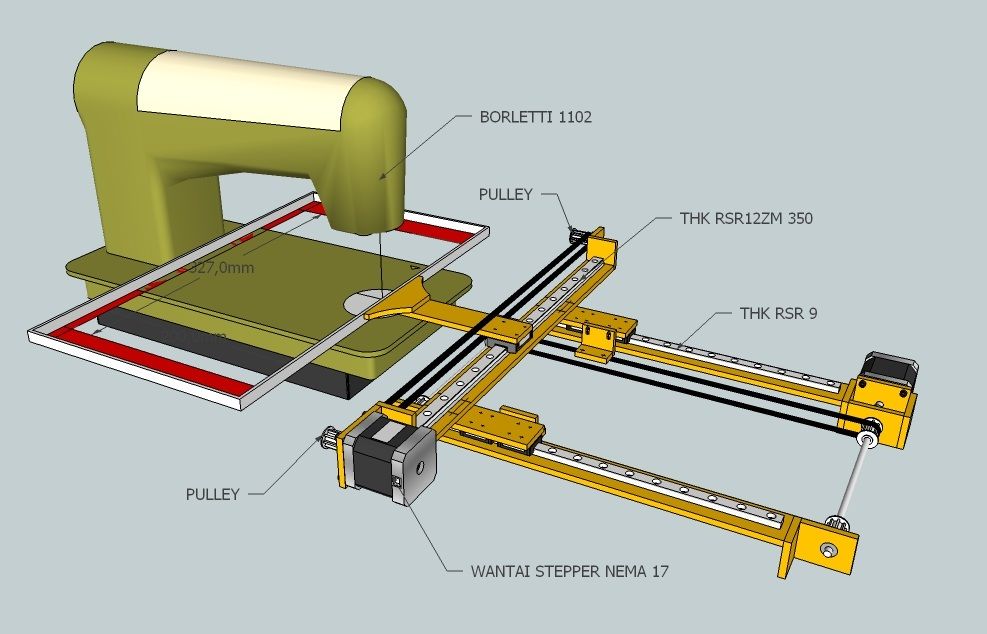 Специальная версия: Обработка подушек безопасности, шторок безопасности, боковых подушек безопасности
Специальная версия: Обработка подушек безопасности, шторок безопасности, боковых подушек безопасности Крышка подвижна в осевом направлении. Вакуум поднимет верхний срез и расположит срез точно после нанесения силикона
Крышка подвижна в осевом направлении. Вакуум поднимет верхний срез и расположит срез точно после нанесения силикона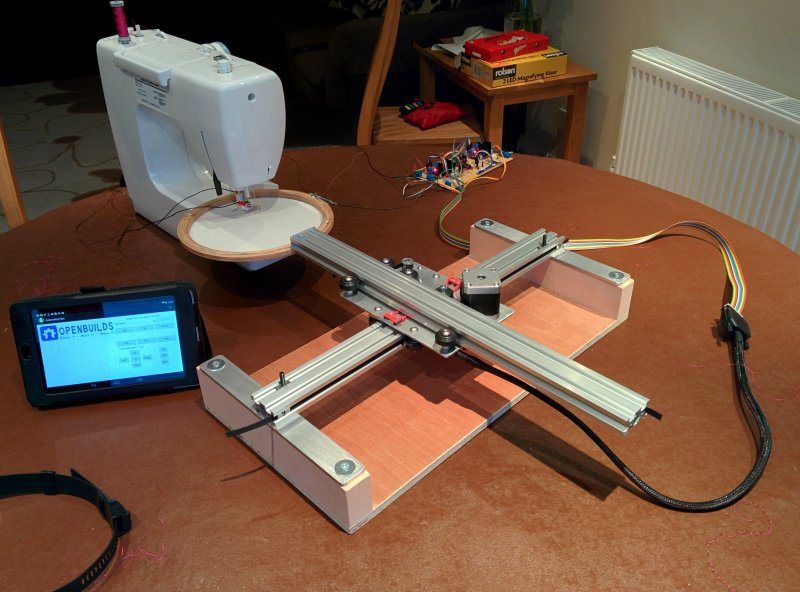 в областях салон автомобиля, автокресла, производство подушек безопасности, кожгалантерея, сумки, салон самолета, складной верх (автомобиль). Параллельные швы (двойная игла) в направлении Y с шагом иглы от 6 до 10 мм
в областях салон автомобиля, автокресла, производство подушек безопасности, кожгалантерея, сумки, салон самолета, складной верх (автомобиль). Параллельные швы (двойная игла) в направлении Y с шагом иглы от 6 до 10 мм
 е.
е. Вот 4 решения, доступные для всех:
Вот 4 решения, доступные для всех:
 Однако при наличии необходимых знаний и оборудования можно напечатать эластомеры на 3D-принтере.
Однако при наличии необходимых знаний и оборудования можно напечатать эластомеры на 3D-принтере. Печатные характеристики ТПУ и других эластомеров сильно отличаются от характеристик таких жестких материалов, как ПЛА: хотя они имеют очень низкую прочность на растяжение, эти материалы обладают такими свойствами, как гибкость, ударопрочность, высокое удлинение при разрыве и хорошее поглощение ударов.
Печатные характеристики ТПУ и других эластомеров сильно отличаются от характеристик таких жестких материалов, как ПЛА: хотя они имеют очень низкую прочность на растяжение, эти материалы обладают такими свойствами, как гибкость, ударопрочность, высокое удлинение при разрыве и хорошее поглощение ударов.


 [3]
[3] Этот процесс сочетает в себе некоторые преимущества 3D-печати и литья и является недорогим.
Этот процесс сочетает в себе некоторые преимущества 3D-печати и литья и является недорогим.
 Полимерная инженерия и наука. 2021 фев; 61 (2): 331-47.
Полимерная инженерия и наука. 2021 фев; 61 (2): 331-47.
 Вот как предприятия могут соблюдать строгие правила без ущерба для общей эффективности за счет струйной печати на резиновых деталях.
Вот как предприятия могут соблюдать строгие правила без ущерба для общей эффективности за счет струйной печати на резиновых деталях. е. как определить, являются ли коды достаточно разборчивыми/машиночитаемыми)
е. как определить, являются ли коды достаточно разборчивыми/машиночитаемыми)



 Простая, надежная и производительная конструкция, не рассчитанная, впрочем, на нейтрализацию частиц особо мелкой дисперсности. Отлично проявляет себя в качестве первой ступени («грубой») пылеочистки.
Простая, надежная и производительная конструкция, не рассчитанная, впрочем, на нейтрализацию частиц особо мелкой дисперсности. Отлично проявляет себя в качестве первой ступени («грубой») пылеочистки. Известно, что все микроскопические частицы, циркулирующие в воздухе или газе, имеют положительный заряд, поэтому, подав отрицательный потенциал на пластины электрического осадителя, можно осуществить электромагнитный захват дисперсного вещества. Недостатки данной конструкции заключаются в необходимости частой очистки пластин и их относительно быстрой «забивке» частичками выбросов. Иногда эта проблема решается установкой специальных «встряхивателей», но это приводит к удорожанию и снижению надежности прибора.
Известно, что все микроскопические частицы, циркулирующие в воздухе или газе, имеют положительный заряд, поэтому, подав отрицательный потенциал на пластины электрического осадителя, можно осуществить электромагнитный захват дисперсного вещества. Недостатки данной конструкции заключаются в необходимости частой очистки пластин и их относительно быстрой «забивке» частичками выбросов. Иногда эта проблема решается установкой специальных «встряхивателей», но это приводит к удорожанию и снижению надежности прибора..png) Биоабсорбер представляет собой камеру с тонким внутренним климатом, которая заселена определенными микроорганизмами. Строго определенные бактерии, грибы или простейшие «поедают» подающуюся в них органическую (редко – синтетическую) пылевую смесь строго определенного состава, а на выходе выдают, как правило, элементарную органику и газы: водород, кислород, азотистые соединения, воду, уксусную кислоту, и т. д.
Биоабсорбер представляет собой камеру с тонким внутренним климатом, которая заселена определенными микроорганизмами. Строго определенные бактерии, грибы или простейшие «поедают» подающуюся в них органическую (редко – синтетическую) пылевую смесь строго определенного состава, а на выходе выдают, как правило, элементарную органику и газы: водород, кислород, азотистые соединения, воду, уксусную кислоту, и т. д. Межфазный слой (жидкость-газ) образуется на т.н. насадках – телах высокой удельной площади, уложенных на колосковых решетках ярусов пенного пылеуловителя, которые орошаются форсуночными блоками. Помимо прочего, происходит значительное охлаждение потока.
Межфазный слой (жидкость-газ) образуется на т.н. насадках – телах высокой удельной площади, уложенных на колосковых решетках ярусов пенного пылеуловителя, которые орошаются форсуночными блоками. Помимо прочего, происходит значительное охлаждение потока.
 Мы свяжемся с Вами в этот же день.
Мы свяжемся с Вами в этот же день.
 Твердые породы деревьев (бук, дуб, красная древесина) обладают выраженными канцерогенными свойствами
Твердые породы деревьев (бук, дуб, красная древесина) обладают выраженными канцерогенными свойствами
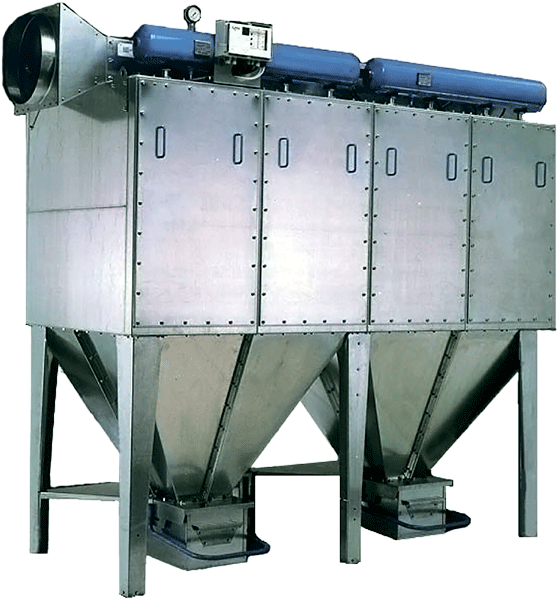

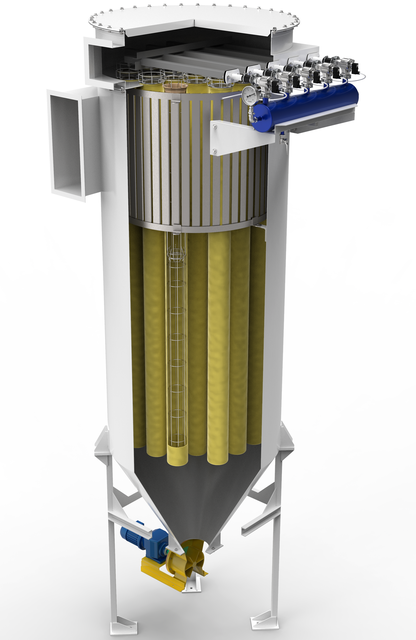 Этот же тип агрегата демонстрирует высочайший КПД задержания углеродных включений, идущих в составе горячих дымовых выбросов (сажа, пепел, зола).
Этот же тип агрегата демонстрирует высочайший КПД задержания углеродных включений, идущих в составе горячих дымовых выбросов (сажа, пепел, зола).




 д.
д.





 (Подробнее о влиянии пыли на производство бумаги.)
(Подробнее о влиянии пыли на производство бумаги.) Кроме того, этот метод очистки полотна не удаляет пыль из производственной среды. Следовательно, это не решит проблемы с пылью, которые вызывают износ машины и проблемы со здоровьем.
Кроме того, этот метод очистки полотна не удаляет пыль из производственной среды. Следовательно, это не решит проблемы с пылью, которые вызывают износ машины и проблемы со здоровьем.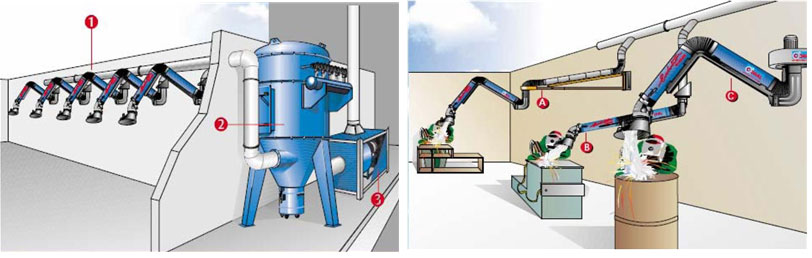


 В результате вы можете производить чистую, красивую и безопасную продукцию, готовую к печати, упаковке или дальнейшей переработке.
В результате вы можете производить чистую, красивую и безопасную продукцию, готовую к печати, упаковке или дальнейшей переработке. Это повсеместная проблема, с которой каждый сталкивается каждый день. Однако это больше, чем раздражение. Все те частицы, которые составляют пыль, складываются: грязь, пыльца, споры плесени, мертвые клетки кожи, волосы и волокна ткани, а также переносимые по воздуху загрязнители, такие как древесная зола, химикаты и выхлопы автомобилей. Для людей, страдающих астмой, аллергией или другими проблемами с дыханием, жизненно важно научиться избавляться от пыли, поскольку в противном случае это может поставить под угрозу их здоровье и качество жизни.
Это повсеместная проблема, с которой каждый сталкивается каждый день. Однако это больше, чем раздражение. Все те частицы, которые составляют пыль, складываются: грязь, пыльца, споры плесени, мертвые клетки кожи, волосы и волокна ткани, а также переносимые по воздуху загрязнители, такие как древесная зола, химикаты и выхлопы автомобилей. Для людей, страдающих астмой, аллергией или другими проблемами с дыханием, жизненно важно научиться избавляться от пыли, поскольку в противном случае это может поставить под угрозу их здоровье и качество жизни. Нажмите, чтобы ознакомиться с некоторыми простыми советами о том, как содержать свой дом в чистоте, комфорте и без пыли.
Нажмите, чтобы ознакомиться с некоторыми простыми советами о том, как содержать свой дом в чистоте, комфорте и без пыли.
 Используя мягкое моющее средство, постирайте их вручную или в стиральной машине, затем высушите и распушите. Как вариант, отдайте их в химчистку. Какой бы маршрут вы ни выбрали, вам будет легче дышать перед сном.
Используя мягкое моющее средство, постирайте их вручную или в стиральной машине, затем высушите и распушите. Как вариант, отдайте их в химчистку. Какой бы маршрут вы ни выбрали, вам будет легче дышать перед сном. com
com com
com
 Отредактируйте, если можете, или будьте бдительны, часто протирая пыль с книг, книжных шкафов и других красивых предметов.
Отредактируйте, если можете, или будьте бдительны, часто протирая пыль с книг, книжных шкафов и других красивых предметов.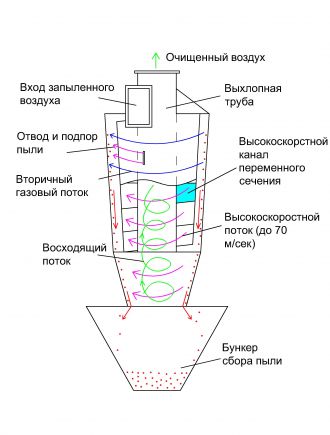 com
com
 5, 2, 3 мм, l = 100 мм, 3 шт.
5, 2, 3 мм, l = 100 мм, 3 шт. 5 грн
5 грн 75 грн
75 грн Львов
Львов org/Offer»>
org/Offer»> Они обеспечивают точность, недостижимую для электроинструментов, и позволяют пользователю работать с более контролируемой скоростью для тех работ, которые требуют большей элегантности и утонченности.
Они обеспечивают точность, недостижимую для электроинструментов, и позволяют пользователю работать с более контролируемой скоростью для тех работ, которые требуют большей элегантности и утонченности. Ручная дрель Schroeder 538-3010 – лучшая в целом
Ручная дрель Schroeder 538-3010 – лучшая в целом
 Им было трудно затягивать, и при приложении давления для сверления патрон проскальзывал, и сверло утапливалось в корпус инструмента. Кроме того, качество бит было указано как сомнительное.
Им было трудно затягивать, и при приложении давления для сверления патрон проскальзывал, и сверло утапливалось в корпус инструмента. Кроме того, качество бит было указано как сомнительное. Это означает, что он может удерживать сверло диаметром до ¼ дюйма в своем 3-кулачковом механизме с более прочным захватом, чем другие версии.
Это означает, что он может удерживать сверло диаметром до ¼ дюйма в своем 3-кулачковом механизме с более прочным захватом, чем другие версии. Это позволяет патрону удерживать долото размером до ¼ дюйма с прочным нескользящим захватом.
Это позволяет патрону удерживать долото размером до ¼ дюйма с прочным нескользящим захватом. Он очень компактный, не длиннее ручки, и отлично подходит для хобби и ювелирных целей. Он может легко просверлить все, от ПВХ до кости.
Он очень компактный, не длиннее ручки, и отлично подходит для хобби и ювелирных целей. Он может легко просверлить все, от ПВХ до кости. Fiskars 132420-1001 Прецизионная ручная дрель для рукоделия
Fiskars 132420-1001 Прецизионная ручная дрель для рукоделия Ручная дрель Housolution
Ручная дрель Housolution
 Кажется, что он изготовлен из дешевой стали и легко повреждается.
Кажется, что он изготовлен из дешевой стали и легко повреждается.
 Тяжелые столярные изделия больше ориентированы на более крупные деревянные строительные проекты, такие как сараи.
Тяжелые столярные изделия больше ориентированы на более крупные деревянные строительные проекты, такие как сараи. Однако патрон традиционно представляет собой предварительно закаленную сталь гораздо более внушительного сорта. Это важно, потому что, как только покрытие отрывается, оно подвержено ржавчине, поэтому вы должны по возможности держать ручную дрель сухой.
Однако патрон традиционно представляет собой предварительно закаленную сталь гораздо более внушительного сорта. Это важно, потому что, как только покрытие отрывается, оно подвержено ржавчине, поэтому вы должны по возможности держать ручную дрель сухой. Ручные дрели имеют рукоятки, обычно две, иногда три. Модели с тремя ручками предлагают увеличенный рычаг, но встречаются редко. Традиционно ручные дрели имеют ручку сзади и одну на рукоятке, и эти ручки могут быть деревянными или из закаленного пластика.
Ручные дрели имеют рукоятки, обычно две, иногда три. Модели с тремя ручками предлагают увеличенный рычаг, но встречаются редко. Традиционно ручные дрели имеют ручку сзади и одну на рукоятке, и эти ручки могут быть деревянными или из закаленного пластика. Для небольших задач более чем достаточно модели без ключа с минимальным усилием.
Для небольших задач более чем достаточно модели без ключа с минимальным усилием. Пользователи аплодировали его плавному ходу, а функция бесключевого патрона повысила его общую эффективность. Проще говоря, это превосходная ручная дрель для повседневного использования.
Пользователи аплодировали его плавному ходу, а функция бесключевого патрона повысила его общую эффективность. Проще говоря, это превосходная ручная дрель для повседневного использования. 1 1. Ручная дрель Schroeder 538-3010 – лучшая в целом
1 1. Ручная дрель Schroeder 538-3010 – лучшая в целом

 Но ценовой разрыв между 12- и 18-вольтовыми, а также между щеточными и бесщеточными двигателями продолжает сокращаться. Вскоре, если вам не понадобится меньше, легче или менее мощный инструмент, скорее всего, не будет причин выбирать 12-вольтовое вместо 18-вольтового. Надеюсь, у вас все еще будет возможность выбрать облегченную модель дрели.
Но ценовой разрыв между 12- и 18-вольтовыми, а также между щеточными и бесщеточными двигателями продолжает сокращаться. Вскоре, если вам не понадобится меньше, легче или менее мощный инструмент, скорее всего, не будет причин выбирать 12-вольтовое вместо 18-вольтового. Надеюсь, у вас все еще будет возможность выбрать облегченную модель дрели. Этот прирост эффективности обеспечивает более высокую производительность и мощность сверления в течение всего периода заряда аккумулятора по сравнению с той же дрелью в модели с щетками.
Этот прирост эффективности обеспечивает более высокую производительность и мощность сверления в течение всего периода заряда аккумулятора по сравнению с той же дрелью в модели с щетками. Я взял 16 самых популярных щеточных аккумуляторных дрелей, просверлил более 200 отверстий и закрутил более 4000 шурупов за несколько дней, чтобы зафиксировать ожидаемую производительность.
Я взял 16 самых популярных щеточных аккумуляторных дрелей, просверлил более 200 отверстий и закрутил более 4000 шурупов за несколько дней, чтобы зафиксировать ожидаемую производительность.

 Этот Ryobi чувствовал, что он может быть самой мощной дрелью во всем списке, в то время как Bosch просто чувствовал себя слабым и с трудом пробивал два на четыре во время испытания отверстия с высоким крутящим моментом. Хотя Bosch занял второе место в общем зачете в тесте на низкий крутящий момент и третье место в тесте на высокий крутящий момент, Ryobi занял первое место в тесте на низкий крутящий момент. В сочетании с общим ощущением двух сверл это делает комплект сверл Ryobi лучшим выбором.
Этот Ryobi чувствовал, что он может быть самой мощной дрелью во всем списке, в то время как Bosch просто чувствовал себя слабым и с трудом пробивал два на четыре во время испытания отверстия с высоким крутящим моментом. Хотя Bosch занял второе место в общем зачете в тесте на низкий крутящий момент и третье место в тесте на высокий крутящий момент, Ryobi занял первое место в тесте на низкий крутящий момент. В сочетании с общим ощущением двух сверл это делает комплект сверл Ryobi лучшим выбором. Его размер корпуса является одним из самых громоздких вариантов, но у него есть светодиодный индикатор времени автономной работы, переменная скорость и цена в нижней части упаковки, чтобы быть названным лучшим соотношением цены и качества.
Его размер корпуса является одним из самых громоздких вариантов, но у него есть светодиодный индикатор времени автономной работы, переменная скорость и цена в нижней части упаковки, чтобы быть названным лучшим соотношением цены и качества.
 В противном случае, если вы не приверженец бренда, вы можете найти варианты получше. Включает две батареи 1,3 Ач и мягкий чехол для переноски.
В противном случае, если вы не приверженец бренда, вы можете найти варианты получше. Включает две батареи 1,3 Ач и мягкий чехол для переноски.
 Есть тест на зазор, во время которого я определяю самое тесное пространство, в которое может попасть дрель, и продолжаю двигаться или сверлить под идеальным углом 90 градусов, перпендикулярным поверхности сверления. Кроме того, есть два разных типа тестов мощности/долговечности; один с высокой нагрузкой крутящего момента и один с более низкой нагрузкой.
Есть тест на зазор, во время которого я определяю самое тесное пространство, в которое может попасть дрель, и продолжаю двигаться или сверлить под идеальным углом 90 градусов, перпендикулярным поверхности сверления. Кроме того, есть два разных типа тестов мощности/долговечности; один с высокой нагрузкой крутящего момента и один с более низкой нагрузкой.

 Вообще говоря, все упражнения выглядят так, как и следовало ожидать, но было несколько особенностей, которые выделялись. На 18-вольтовом DeWalt рукоятка кажется маленькой. Для кого-то это может быть преимуществом, но меня это немного смущало. Я также не был поклонником триггера на 18-вольтовом Ridgid. Мне казалось, что мне нужно нажать на спусковой крючок дальше, чтобы достичь максимальной мощности, чем на других тренажёрах. Это со временем приводит к дополнительным спазмам рук. Не идеально, если вы планируете использовать его часами.
Вообще говоря, все упражнения выглядят так, как и следовало ожидать, но было несколько особенностей, которые выделялись. На 18-вольтовом DeWalt рукоятка кажется маленькой. Для кого-то это может быть преимуществом, но меня это немного смущало. Я также не был поклонником триггера на 18-вольтовом Ridgid. Мне казалось, что мне нужно нажать на спусковой крючок дальше, чтобы достичь максимальной мощности, чем на других тренажёрах. Это со временем приводит к дополнительным спазмам рук. Не идеально, если вы планируете использовать его часами.
 и не держать его выше линии взгляда. В 18-вольтовых дрелях Bauer, Ryobi и Bosch светодиод расположен ниже, а Ridgid — единственная модель без светодиода.
и не держать его выше линии взгляда. В 18-вольтовых дрелях Bauer, Ryobi и Bosch светодиод расположен ниже, а Ridgid — единственная модель без светодиода.

 Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки порталов за одну установку на металлообрабатывающих центрах с ЧПУ. Данная конструкция возможность получить гарантированно высокую точность и качество при обработке заготовок практически из любых материалов на предельно возможных максимальных скоростях обработки.
Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки порталов за одну установку на металлообрабатывающих центрах с ЧПУ. Данная конструкция возможность получить гарантированно высокую точность и качество при обработке заготовок практически из любых материалов на предельно возможных максимальных скоростях обработки. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.

 Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.
Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели. Преимущества шаговых двигателей по сравнению с синхронными двигателями:
Преимущества шаговых двигателей по сравнению с синхронными двигателями: к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики;
к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики; Вакуумный стол изготавливается из цельного листового материала, в котором фрезеруются пазы под алюминиевый профиль для крепления механических зажимов (струбцин). В данной конструкции отсутствуют какие-либо переклейки, что гарантирует стабильность работы вакуумного стола на протяжении всего срока службы оборудования.
Вакуумный стол изготавливается из цельного листового материала, в котором фрезеруются пазы под алюминиевый профиль для крепления механических зажимов (струбцин). В данной конструкции отсутствуют какие-либо переклейки, что гарантирует стабильность работы вакуумного стола на протяжении всего срока службы оборудования. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания.
Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания. Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом.
Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом. Позволяет загружать программы обработки непосредственно с флэш-носителей не используя специально установленный компьютер.
Позволяет загружать программы обработки непосредственно с флэш-носителей не используя специально установленный компьютер.

 ..а на этих нет…может тут причина марка другая а слышится как знакомый бивер виктор
..а на этих нет…может тут причина марка другая а слышится как знакомый бивер виктор .. а так хотелось верить в светлое будущее.. эххх
.. а так хотелось верить в светлое будущее.. эххх они все на одну електронику плюс минус пару проводов.
они все на одну електронику плюс минус пару проводов. концевика а на ответной части салазки ,тыркается дважды(так наверное больше точность ) мне даже показалось что 26AVST который виктор как то хлипче сделан и стойка lnc менее удобна чем синтек
концевика а на ответной части салазки ,тыркается дважды(так наверное больше точность ) мне даже показалось что 26AVST который виктор как то хлипче сделан и стойка lnc менее удобна чем синтек Т.е бивер без всяких там викторов.
Т.е бивер без всяких там викторов.
 ), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание.
), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание. Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.
Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.  Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.
Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.  с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице.
с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице. Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь
Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь  2 и Мк. 2 Револьверно-фрезерный станок VBPR
2 и Мк. 2 Револьверно-фрезерный станок VBPR 
 Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена на правую сторону. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны.
Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена на правую сторону. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны. «Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…)
«Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…)  Пренебрежение может привести к износу или поломке шестерни.
Пренебрежение может привести к износу или поломке шестерни.  Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200
Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200 толстый.
толстый. Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов.
Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов. с.
с. 
 и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
 Система понижения мощности ужасна и часто проскальзывает. У меня он проработал только два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько я знаю, они появились в США только в тот период, когда Бриджпорт настолько отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Система понижения мощности ужасна и часто проскальзывает. У меня он проработал только два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько я знаю, они появились в США только в тот период, когда Бриджпорт настолько отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.