Создание 3д модели для принтера: Как создать модель для печати на 3D-принтере: 30 видеоуроков
КАК СОЗДАТЬ МОДЕЛЬ ДЛЯ ПЕЧАТИ НА 3D-ПРИНТЕРЕ
Всем привет, меня зовут Богдан, я концепт-художник, больше всего интересуюсь Hard Surface. Окончил несколько курсов, например, Супер Maya – видеокурс Юрия Снытко, курс Hard Surface XYZ. Сейчас изучаю курс Movie Man XYZ. Участвовал в различных конкурсах по концепт-арту:
https://www.ggac.com/v2/work/detail/169998
https://render.ru/ru/gallery/artwork/211240
На данный момент я только начинаю свой путь в игровой индустрии, поэтому я открыт для любых предложений работы.
Мое любимое хобби – настольные игры, мне очень нравится собирать и красить модели, а потом играть ими. Освоив базовые навыки дизайна и моделирования, я решил начать разработку своего собственного варгейма с модельного ряда. Первым юнитом стал БМП «Ferus» (вот он на ArtStation: https://www.artstation.com/artwork/8wo90m) потому, что Hard Surface является для меня любимым направлением и можно было протестировать сборку без клея, поворачивающиеся колёса и башню. После выбора темы я приступил к подбору референсов. Обычно я не ограничиваю себя в количестве изображений, так как их можно удобно сохранить и отсортировать в замечательной программе PureRef.
После выбора темы я приступил к подбору референсов. Обычно я не ограничиваю себя в количестве изображений, так как их можно удобно сохранить и отсортировать в замечательной программе PureRef.
Для моделирования я обычно использую ZBrush и Maya. В Maya можно очень быстро сделать Blockout и Kitbash для будущей модели, после чего в ZBrush поработать над формой, силуэтом и направляющими линиями, собрать модель воедино.
По причине отсутствия навыков лепки из глины, а также отсутствия своего 3Д принтера (но он скоро появится:)), я обратился в фирму, которая печатает на SLA принтере.
Перед тем, как отправить модель печататься я проделал несколько шагов. Далее будет приведён небольшой гайд.
1) Нужно убедиться, что модель – solid. Это можно проверить в ZBrush, используя плагин 3D Print Hub. Если детали не проходят проверку, то можно исправить геометрию используя функции в меню Geometry.
2) Потом необходимо уменьшить количество полигонов используя плагин Decimation Master, после чего повторить тест.
3) Далее убедитесь, что все детали правильного масштаба. Так как OBJ и FBX не содержат информацию о размере частей в реальных измерениях, то нужно использовать для экспорта из ZBrush плагин 3D Print Hub (внимательно следите за размерами!), либо использовать простой, но долгий способ, чтобы точно не ошибиться. Я определился с размерами и, использовав параллелепипед, отмасштабировал каждую деталь и сохранил её в формате STL.
4) После этого не забудьте сделать полости в деталях, чтобы уменьшить расход материала, ещё раз проверьте сетку.
5) Далее вам нужно расставить поддержки для печати, в этом вам может помочь множество программ, которые разместят их автоматически, вам только останется добавить в необходимых местах дополнительные поддержки либо передвинуть уже сгенерированные.
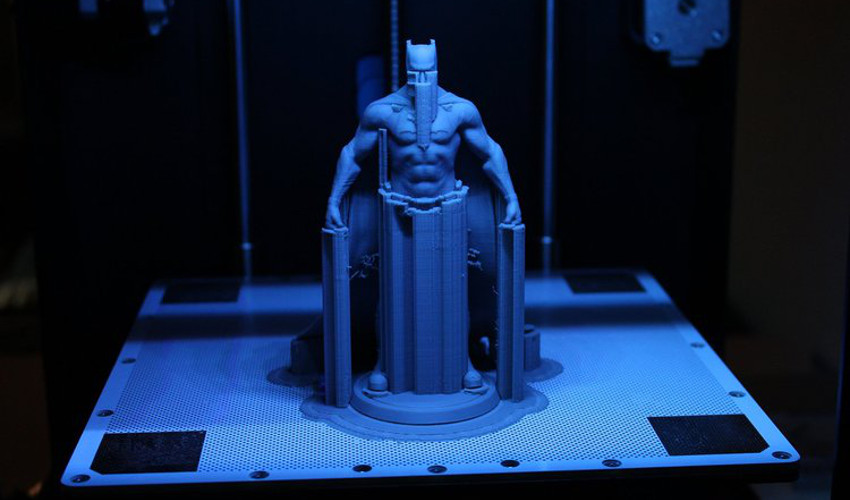
После всех этапов подготовки я отправил модель в компанию, где её напечатали, высушили в ультрафиолетовой печке и срезали поддержки. Рекомендую дополнительно чистить модель в спиртовом или мыльном растворе после производства, потому что даже небольшие остатки полимера довольно токсичные.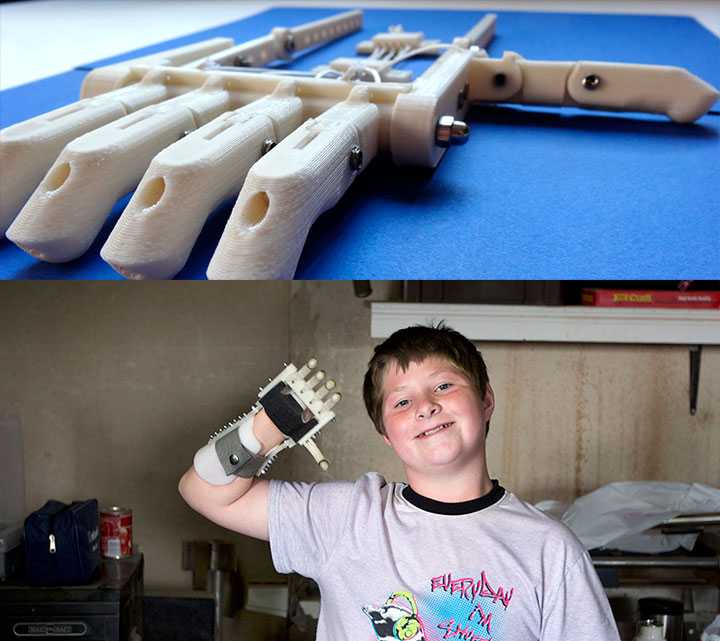 Для дополнительной защиты вы можете покрыть модель лаком или покрасить её.
Для дополнительной защиты вы можете покрыть модель лаком или покрасить её.
Всю нужную информацию для подготовки модели к печати я узнал при общении с работниками компании, либо нашёл в интернете.
Мне сильно помогли вот эти ролики:
Если вы заинтересовались новым, ещё никому не известным варгеймом и хотите принять участие в обсуждении или разработке проекта, вам что-то непонятно или вам есть что сказать о моделировании и подготовке модели для печати, пишите комментарии, буду рад общению.
Обзор программ 3D моделирования и печати на 3D принтере.
У многих пользователей 3D принтеров, рано, или поздно появляется проблема с доступностью виртуальных моделей для печати. Конечно, простые 3D модели, например: чехол для телефона, игрушки, шахматные фигуры и аксессуары для дома можно скачать на специализированных сайтах. Но не всегда удается найти подходящее, тогда и приходится осваивать специальные программы для 3D моделирования.
Благодаря революции 3D печати и доступности 3D принтеров, в настоящее время существует множество различных программ и приложений для создания 3D моделей. Ушло в прошлое то время, когда требовалось специальное образование, знание технического английского языка и много времени для создания самой простой виртуальной, объемной 3D модели. Есть много больших профессиональных программ моделирования, которые используют специалисты для создания 3D графики, сложных многослойных виртуальных моделей. Все они стоят достаточно дорого, требуют много времени на изучение, и требовательны к системным возможностям компьютера и его комплектующих.
В нашей статье мы решили описать самые популярные и заметные бесплатные и условно-бесплатные программы и веб-приложения для 3D моделирования, которые идеально подходят для бытового использования. Программы могут использоваться на недорогих компьютерах, некоторые можно установить на планшет, или смартфон.
Thingiverse
Самая большая библиотека готовых и оптимизированных для 3D печати моделей. На данном сайте вы можете найти около миллиона файлов, написать автору, а так же, загрузить свою модель, если хочется поделиться вашей работой со всеми.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | www.thingiverse.com |
Stlfinder
Еще одна популярная библиотека готовых и оптимизированных 3D моделей.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | www. |
 stlfinder.com
stlfinder.com
3D Builder
Программа 3D Builder от компании Microsoft для создания и редактирования 3D моделей для печати на 3D принтере. Программа полностью на русском языке.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | apps.microsoft.com |
SculptGL
Веб-приложение не требующее установки, работает из вашего браузера.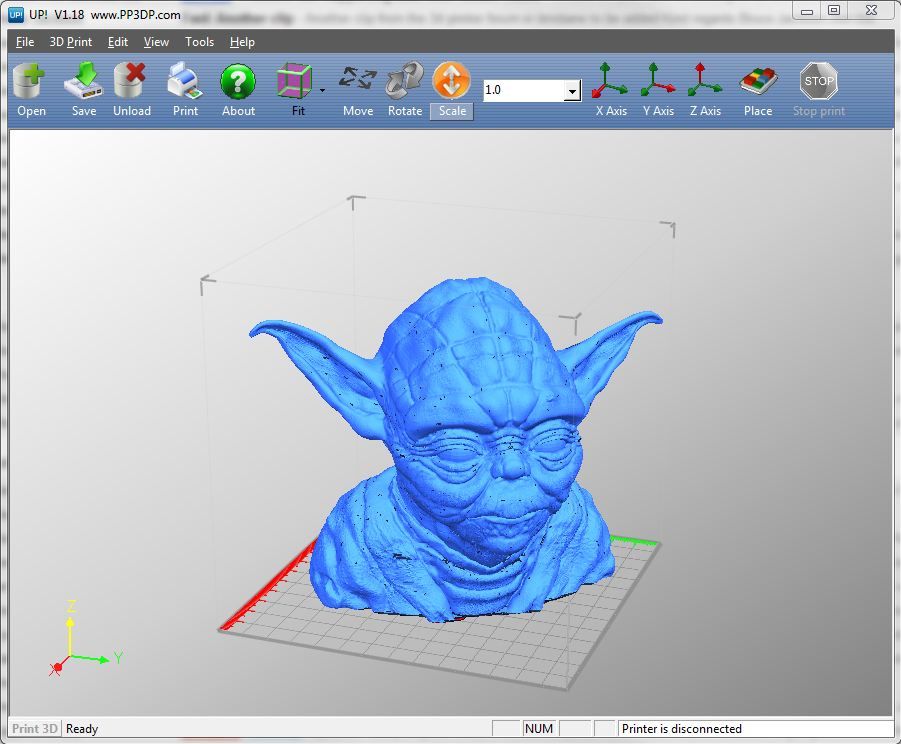 Отличительной особенностью программы является очень удобный симулятор лепки пластилином.
Отличительной особенностью программы является очень удобный симулятор лепки пластилином.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | stephaneginier.com |
123 Sculpt
Создавайте на вашем планшете, или смартфоне интересные и реалистичные 3D модели с программой 123 Sculpt от компании Autodesk, а затем печатайте на вашем принтере.
Цена | Сложность использования | Ссылка |
Условно-бесплатно | Легко | 123dapp. |
 comsculptplus
comsculptplus
Meshmixer
Meshmixer является основным инструментом для 3D приложений. Позволяет рисовать, перемешивать, лепить, и печатать свои собственные 3D проекты.
Цена | Сложность использования | Ссылка |
Бесплатно | Сложно | 123dapp.commeshmixer |
Сookie Сaster
Легкая бесплатная программа для создания 3d моделей в форме печенья. Сделайте смешную модель пряничного героя и распечатайте на своем принтере.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | www. |
 cookiecaster.com
cookiecaster.com
3D Slash
Новое веб-приложение для 3D моделирования напоминает популярный Minecraft. Это приложение имеет несколько инструментов для создания и печати 3d моделей.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | 3dslash.net |
Treebuild
Вэб-приложение для создания 3d моделей и героев в стиле Minecraft.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | lubas. |
 treebuild.com
treebuild.com
3Dponics
Программа для создания аксессуаров для гидропоники в домашних условиях (способ выращивания растений на искусственных средах без почвы)
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | www.3dponics.com |
Tinkercad
Самая простая серьезная программа для 3D дизайна и моделирования вокруг. Наиболее популярная программа моделирования для 3d печати.
Цена | Сложность использования | Ссылка |
Условно-бесплатно | Легко | tinkercad. |
 com
com
FormZ Edu
Отличная программа, чтобы начать исследовать профессиональный дизайн с возможностью 3D моделирования
Цена | Сложность использования | Ссылка |
Бесплатно | Средней сложности | www.formz.com |
Sketchup
Начните с рисования линий и фигур. Кликните и потяните линии, чтобы превратить их в 3D формы. Обрезка, копирование, поворот и множество инструментов для 3D моделирования и печати.
Цена | Сложность использования | Ссылка |
Бесплатно | Средней сложности | www.sketchup.com |
FreeCAD
FreeCAD программа для параметрического 3D моделирования с удобным интерфейсом, позволяет легко изменить дизайн, форму и размеры вашей 3D модели.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | freecadweb. |
 org
org
3DTin
3DTin является пионером в браузерном 3D моделировании. Простой пользовательский интерфейс сделал его очень доступным для использования и освоения
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | 3dtin.com |
123D Design
Простейший способ воплотить ваши идеи в 3D моделях. 123D Design бесплатный, мощный, но простой инструмент для создания и печати на 3D принтере.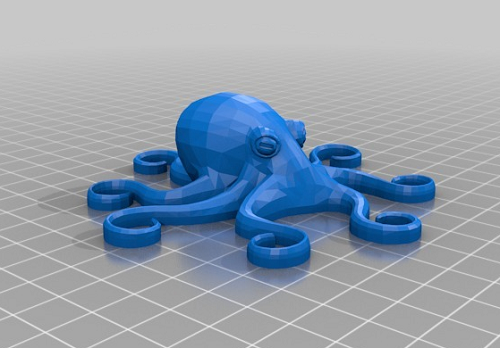
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | 123dapp.comdesign |
Tinkerplay
Tinkerplay позволяет создавать роботов и различных существ, а затем распечатать на 3d принтере.
Цена | Сложность использования | Ссылка |
Условно-бесплатно | Легко | 123dapp. |
 comtinkerplay
comtinkerplay
Robot Factory
Простое приложение, которое позволяет любому создавать великолепных мультяшных роботов для 3D печати.
Цена | Сложность использования | Ссылка |
Бесплатно | Легко | robotfactory.thinkerthing.com |
123D Catch
Превратите свои фотографии в реалистичные 3D модели, загружая серию фотографий с разных ракурсов, а затем пустите на 3D печать.
Цена | Сложность использования | Ссылка |
Условно-бесплатно | Легко | 123dapp.comcatch |
Полное руководство! – 3D Solved
Вы купили свой первый 3D-принтер и уже распечатали прилагаемые к нему файлы, а также некоторые из бесплатных 3D-моделей, доступных в Интернете.
Однако, как только вы это сделаете, пора приступить к созданию собственных отпечатков, но для этого вам придется немного изучить 3D-дизайн.
Итак, в этой статье я дам вам полное руководство о том, как начать создавать свои собственные 3D-модели для последующей печати, какое программное обеспечение использовать, где найти курсы для этих программ для 3D-дизайна и многое другое.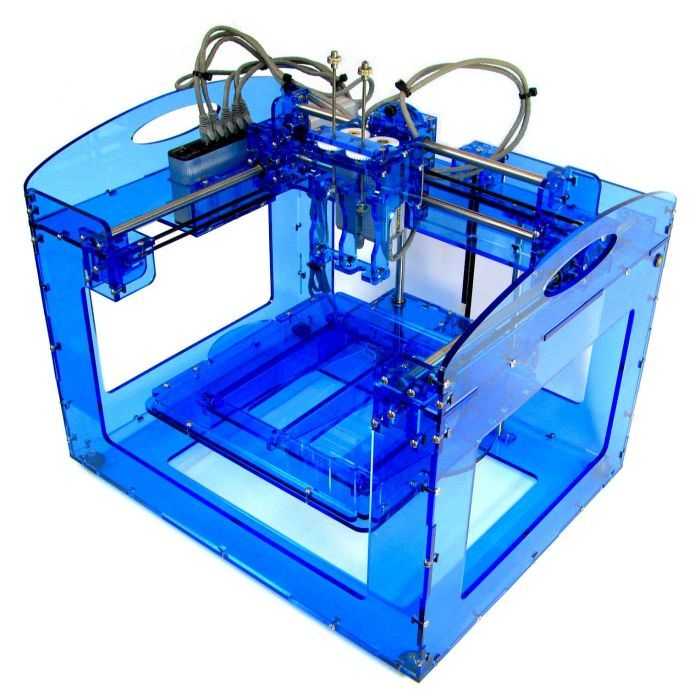
Итак, без лишних слов, приступим!
Table Of Contents
- Design your Model using a CAD software
- Free CAD Software
- Tinkercad
- Fusion 360 Personal License
- FreeCAD
- Blender
- Paid CAD Alternatives
- Free 3D Design Courses
- Некоторые советы по 3D-моделированию
- Проектируйте детали с плоским основанием
- Избегайте крутых выступов
- Учитывайте направление линии слоя (более четкие отпечатки)
- Обратите внимание на размер для точности размеров
- Free CAD Software
- SLICE Модель с использованием SLICER
- БЕСПЛАТНЫЕ SLICERS
- ULTIMAK Используйте Octoprint в качестве альтернативы
- Заключение
- Ознакомьтесь с разделом рекомендуемых продуктов
- БЕСПЛАТНЫЕ SLICERS
Создайте свою модель с помощью программного обеспечения САПР
Fusion 360CAD. Программное обеспечение CAD
или программное обеспечение для автоматизированного проектирования позволяет создавать 3D-модели на компьютере, которые затем можно распечатать на 3D-принтере. Конечно, эти типы программного обеспечения хороши не только для проектирования ваших отпечатков, но также используются для создания любых 3D-элементов, будь то видеоигры, анимация и многое другое.
Конечно, эти типы программного обеспечения хороши не только для проектирования ваших отпечатков, но также используются для создания любых 3D-элементов, будь то видеоигры, анимация и многое другое.
После того, как вы распечатаете бесплатные тестовые распечатки, которые поставляются с вашим принтером, вы обычно загружаете дизайны, созданные другими людьми (вы можете использовать нашу собственную поисковую систему, чтобы найти здесь потрясающие дизайны). Тем не менее, конечная задача состоит в том, чтобы создать их самостоятельно с помощью программного обеспечения САПР, но это определенно намного сложнее, чем может показаться, поскольку 3D-дизайн может быть довольно сложным.
Есть несколько бесплатных альтернатив САПР, которые действительно просты в освоении и использовании, а также некоторые другие, которые предлагают гораздо больше функциональных возможностей за счет более крутой кривой обучения. Конечно, если вы хотите научиться создавать свои собственные модели с помощью курса, ознакомьтесь с этим постом, в котором я написал о некоторых из лучших доступных онлайн-курсов по 3D-дизайну и 3D-печати (бесплатных и платных).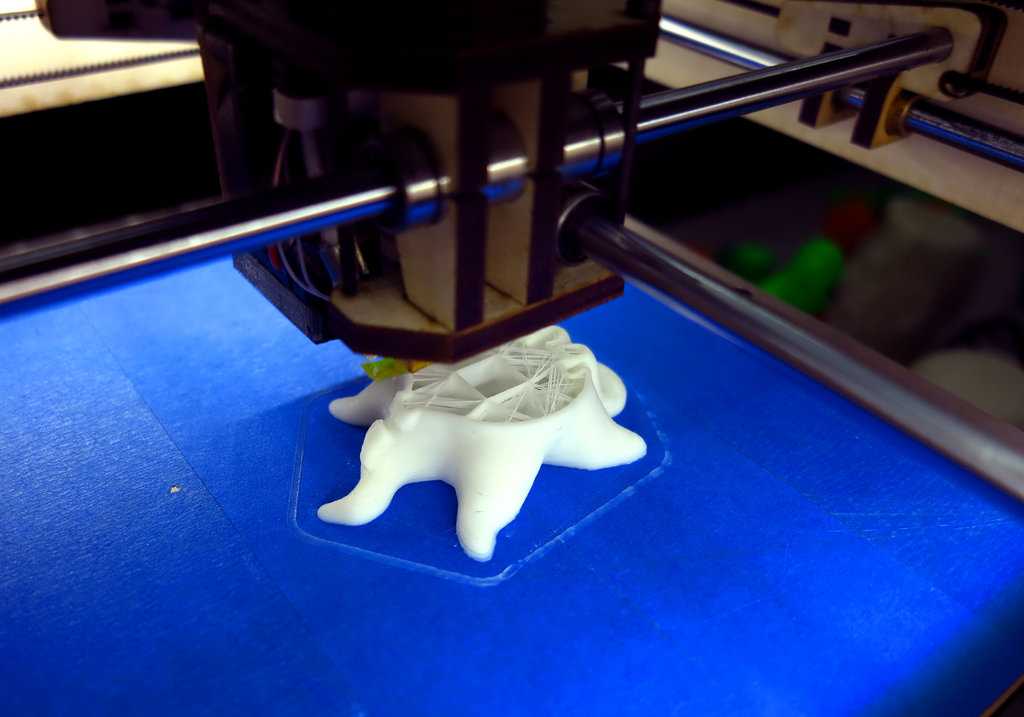
Теперь давайте познакомимся с некоторыми бесплатными программами САПР!
Бесплатное программное обеспечение САПР
Я просто хочу отметить, что бесплатное программное обеспечение не обязательно хуже своих премиальных аналогов. Фактически, Fusion 360, программное обеспечение для проектирования, используемое большинством энтузиастов 3D-печати, предлагает бесплатную лицензию для личного использования с несколькими ограничениями. Тем не менее, это не самая простая для изучения САПР.
Tinkercad
Tinkercad (ссылка на обзор) — это браузерная САПР, которая абсолютно бесплатна и идеально подходит для начинающих, поскольку использует интерфейс перетаскивания, в котором можно выбирать различные объекты, например квадраты. , круги и т. д., и используйте их для создания окончательного дизайна.
В дополнение к этому, хотя он действительно прост и понятен в использовании, он также намного мощнее, чем кажется, и удовлетворит большинство ваших потребностей в 3D-дизайне, плюс каждый созданный вами дизайн сохраняется в облаке, и вы можете всегда доступ к ним с любого устройства.
Проверьте Tinkercad здесь.
Персональная лицензия Fusion 360
Fusion 360 (ссылка на обзор), вероятно, является самой известной САПР, используемой в настоящее время энтузиастами 3D-печати, поскольку она чрезвычайно мощная и способна создавать любую вообразимую 3D-модель.
Кривая обучения намного круче, чем у Tinkercad, но это также гораздо более профессиональное программное обеспечение, способное создавать более сложные проекты.
Он предлагает несколько различных вариантов ценообразования, и позвольте мне сказать вам, что это не дешевое программное обеспечение, но они предлагают личную лицензию, которую вы можете использовать бесплатно в течение 3 лет, и которая имеет лишь некоторые незначительные ограничения по сравнению с премиум-версией. .
Если вы новичок в 3D-дизайне, Fusion 360 может быть не самой удобной САПР для начала работы, но если вы пройдете несколько курсов и потратите время на его изучение, вы сможете для создания гораздо лучших проектов, чем с чем-то вроде Tinkercad.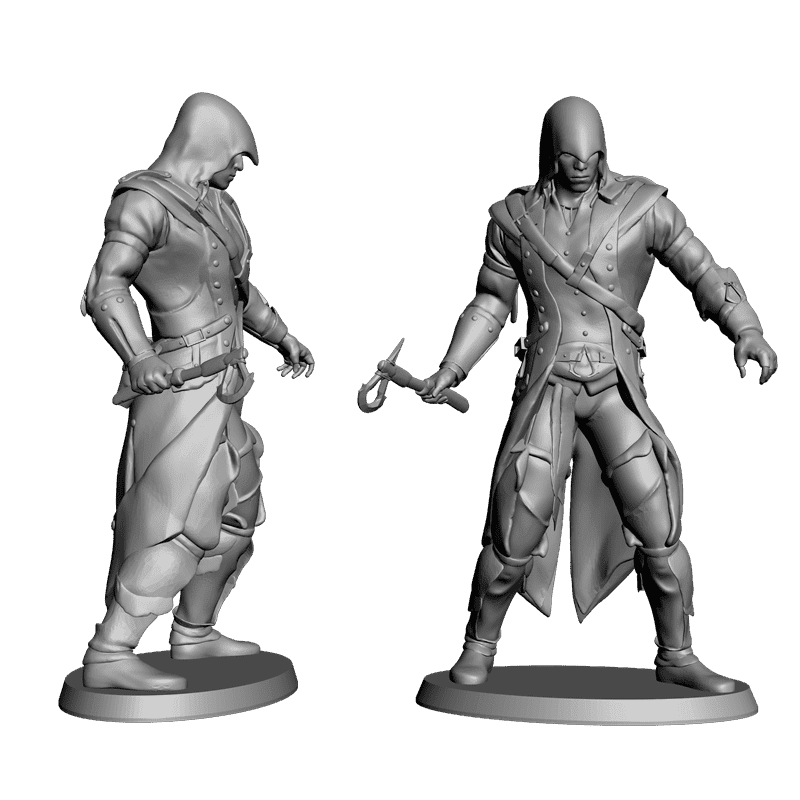
FreeCAD
FreeCAD (ссылка на обзор) — это общецелевое программное обеспечение для параметрического трехмерного проектирования с открытым исходным кодом, которое имеет широкий спектр применения. Его основное назначение – проектирование машиностроения, электротехники и архитектурных объектов.
По этой причине его лучше всего использовать для геометрических конструкций, таких как точные запасные части, детализированные технологические детали, масштабные модели и гаджеты для редактирования.
FreeCAD (ссылка на веб-сайт) можно считать промежуточным звеном между Fusion 360 и Tinkercad, поскольку он немного мощнее, чем Tinkercad, и в то же время более удобен для начинающих, чем Fusion 360, а также доступно множество онлайн-ресурсов, где вы можете учиться плюсы и минусы FreeCAD для успешного проектирования собственных 3D-моделей.
Blender
Blender (ссылка на обзор) — это абсолютно бесплатное программное обеспечение для 3D-дизайна, которое чаще всего используется для 3D-печати, когда речь идет о создании органических форм.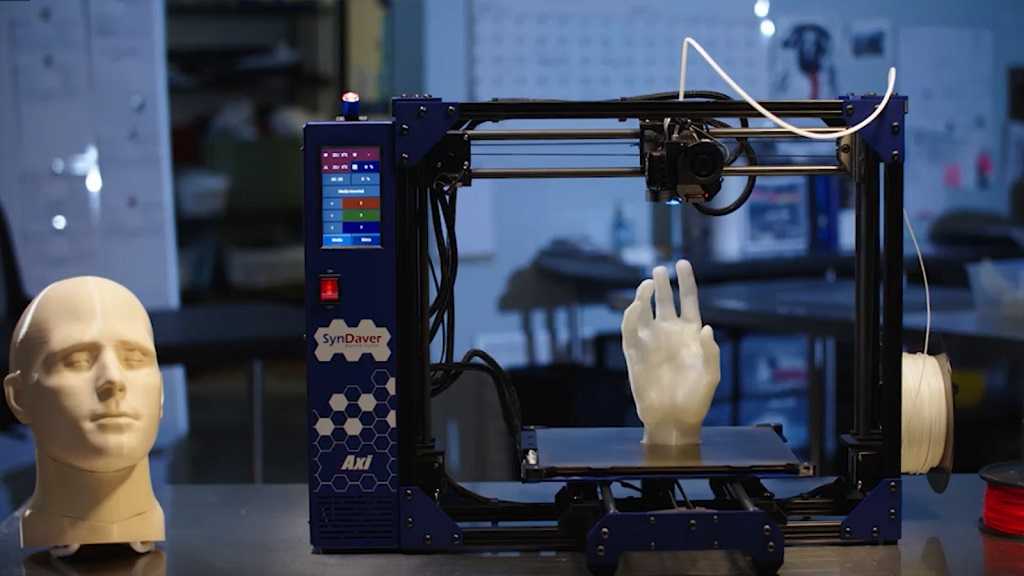 В противном случае это не самое практичное программное обеспечение для проектирования точных и технических объектов, для которых есть более подходящие программы, такие как Fusion 360.
В противном случае это не самое практичное программное обеспечение для проектирования точных и технических объектов, для которых есть более подходящие программы, такие как Fusion 360.
Если вы хотите моделировать органические формы, такие как животные, люди или монстры, Blender является одним из лучшие доступные варианты просто потому, что он бесплатный, с открытым исходным кодом, имеет мощные функции и процветающее сообщество, которое постоянно улучшает программу.
Платные альтернативы САПР
Большинство платных САПР предназначены не для дизайнеров-любителей, а скорее для профессионалов и корпораций, которые используют это программное обеспечение в коммерческих целях, поэтому их лицензии обычно очень дороги и оплачиваются ежегодно.
Для 99% людей, читающих это, ни одна из этих альтернатив не будет вам особенно полезна, поскольку вы определенно можете использовать личную лицензию Fusion 360 и добиться с ее помощью поразительных результатов.
Однако некоторые платные CAD включают: AutoCAD, Fusion 360 (не персональная лицензия), Solidworks, Sketchup Pro, Solidedge, ZBrush и многие другие.
Бесплатные курсы по 3D-дизайну
Существует несколько бесплатных онлайн-курсов по 3D-печати и дизайну, но вот некоторые из них, которые я считаю наиболее полезными:
- Серия учебных пособий по Tinkercad от Promo Ambitions.
- Fusion 360 для 3D-печати 2021 от Остин Хартли.
- Основы Blender: ювелирный дизайн в 3D (Геза Пикбреннер).
Все эти три курса совершенно бесплатны, и у вас есть один для Tinkercad, один для Fusion 360 и еще один для Blender, которые должны покрыть 99% ваших потребностей.
Примечание : Курсы Skillshare не бесплатны, но вы можете подписаться на бесплатную пробную версию, которая длится месяц, и пройти все курсы, которые вы хотите.
В статье, на которую я только что дал ссылку, есть много других бесплатных и платных курсов, но есть также множество учебных пособий на YouTube, которые предоставляют отличную информацию для каждого из этих САПР.
Несколько советов по 3D-моделированию
Вот несколько советов, которые, по моему мнению, должны повысить ваши шансы на успех при печати разработанных вами моделей, поскольку вы можете допустить несколько довольно распространенных ошибок, которые могут в конечном итоге испортить вашу печать.
Дизайн деталей с плоским основанием
Слева: Круглое основание, адгезия в бассейне.
Справа: плоское основание, гораздо лучшая адгезия.
Вероятно, самым важным фактором для успешного отпечатка является достижение хорошей адгезии к платформе, а это означает, что поверхность модели, соприкасающаяся с кроватью, должна быть как можно больше.
Представьте, что вы печатаете круглую сферу с закругленным дном. В этом случае не так много доступной поверхности для достижения хорошей адгезии к платформе, а это означает, что отпечаток отделится от платформы, и принтер продолжит печать в воздухе, оставляя пластиковые нити по всей поверхности печати.
Однако, если вы измените форму нижней части модели так, чтобы она была полностью плоской, а по возможности еще и с большой площадью поверхности, то прилегание к слою будет намного лучше, и вероятность успеха ваших отпечатков будет намного выше.
Избегайте крутых выступов
3D-печать выполняется слой за слоем с нуля, и принтер может печатать под углом без каких-либо проблем или потери качества печати, если этот угол выступа не слишком крутой.
Если вы посмотрите на изображение ниже, вы увидите, что он имеет наклонный выступ слева, мостовой выступ посередине и консольный выступ справа. Этот объект предназначен для того, чтобы показать вам, с какими типами выступов ваш принтер может справиться, а с какими нет.
Наклонные выступы и перемычки (слева и посередине) не представляют проблемы для принтера, поскольку имеется достаточно поддерживающего материала, чтобы не допустить сбоя печати. Но правый выступ, поскольку принтер должен будет печатать в воздухе, не сработает, поскольку нет опорной конструкции, за которую нить могла бы зацепиться.
Чтобы обойти эту проблему, вы должны либо печатать с выступами не более 45°, либо включать опоры (настройка, включенная в слайсере), так как они будут формировать опорную конструкцию под любым выступом выше определенного угла, чтобы он не провал.
Учитывайте направление линии слоя (более четкие отпечатки)
Поскольку 3D-печать FDM выполняется слоями с нуля, мы можем отрегулировать положение модели в слайсере перед ее печатью, чтобы сделать ее более прочной.
Слева: вертикальные линии слоев, которые становятся намного сильнее при приложении «тянущей» силы.
Справа: горизонтальные линии слоев.
Это работает, потому что линии слоев очень прочные, а сцепление между этими слоями — нет. Итак, если вы посмотрите на изображение выше, где я нарезал точно такую же модель, но одну напечатал вертикально, а другую горизонтально, то модель с горизонтальными линиями слоя не выдержит такого сильного тянущего усилия, в то время как модель с вертикальным слоем линии будут намного сильнее.
Вы всегда должны регулировать положение модели в слайсере так, чтобы линии слоев были параллельны силе, которой будет подвергаться объект, а не перпендикулярны, таким образом, вы не полагаетесь на прочность сцепления слоев столько.
Обратите внимание на размер для точности размеров
В начале вы, вероятно, будете проектировать что-то, что должно быть функциональным и плотно подходить к другому объекту, только чтобы обнаружить, что установленные вами размеры полностью неверны.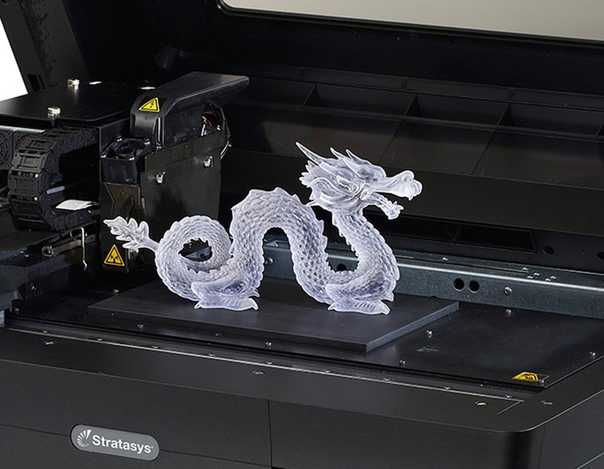
В Tinkercad, как и в любом другом САПР, вы можете видеть сетку (обычно в миллиметрах), которая дает визуальное представление о том, насколько большой будет модель. Но вы также можете нажать на модель и легко отрегулировать длину, ширину и высоту, введя их.
Всегда используйте штангенциркуль для получения правильных измерений и вводите их в CAD, чтобы они были максимально точными.
Нарезка модели с помощью слайсера
3D-печать FDM работает послойно: принтер начинает с самого низа, печатает весь слой, затем переходит к следующему и т. д., пока процесс печати не будет завершен. Слайсеры, по сути, «разрезают» модель на разные слои снизу вверх и создают файл gcode, который содержит всю информацию, необходимую принтеру для печати объекта.
К счастью, все бесплатные слайсеры, доступные в настоящее время, абсолютно фантастические и работают очень хорошо, и в настоящее время редко бывает, чтобы использование слайсера премиум-класса имело смысл.
Вот список лучших бесплатных слайсеров:
Бесплатные слайсеры
Существует, наверное, дюжина различных бесплатных слайсеров, однако я собираюсь перечислить только два, так как думаю, что они покроют все ваши потребности!
Начнем с того, что я использую, Cura.
Ultimaker Cura
Cura является наиболее часто используемым слайсером просто потому, что он работает, интуитивно понятен, постоянно обновляется, а также имеет огромное количество бесплатных плагинов, которые вы можете установить и которые сделают вашу жизнь намного проще. .
Например: если вы пытаетесь найти способ позиционирования модели для нарезки, чтобы она использовала наименьшее количество возможного вспомогательного материала, Cura поможет вам.
Обязательно попробуйте Cura, это отличная программа.
PrusaSlicer
PrusaSlicer, в отличие от Cura, работает не только с FDM-принтерами, но и с SLA (полимерными принтерами), что делает его чрезвычайно универсальным.
Тем не менее, он не поставляется с какими-либо бесплатными плагинами, которые вы можете установить, но предлагает обнаружение моста и «условия if», а также регулярно обновляется, а это означает, что со временем он будет только улучшаться.
Альтернативы премиум-слайсерам
Я уже упоминал, что не думаю, что большинству людей когда-либо понадобится платить за премиум-слайсер, особенно учитывая, как быстро улучшаются все бесплатные.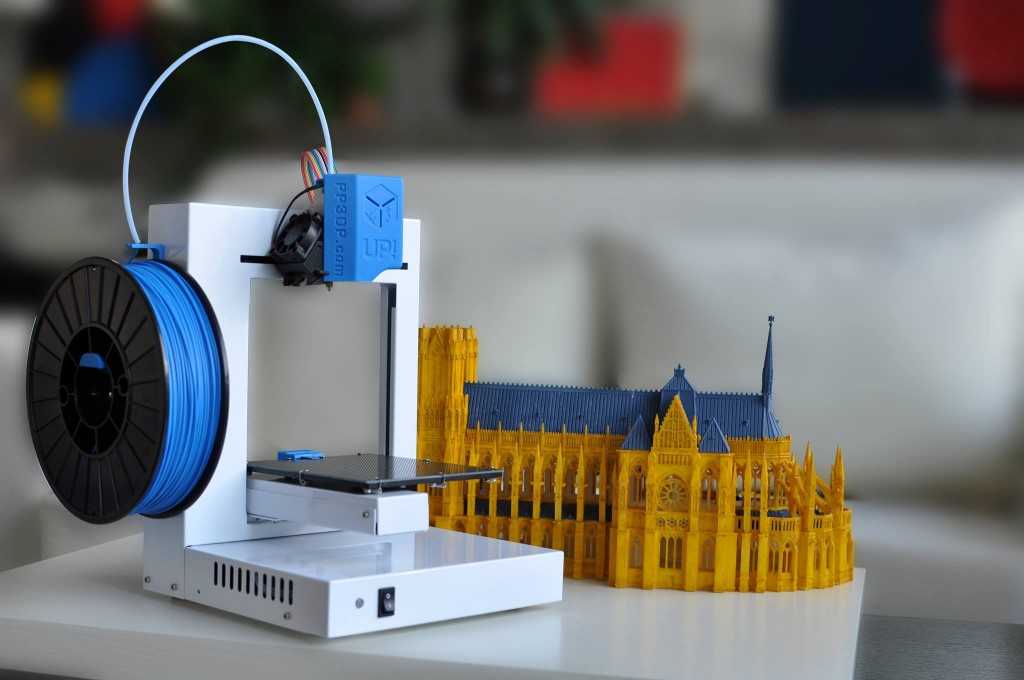
Однако использование чего-то вроде Simplify3D может иметь смысл, если вы управляете магазином 3D-печати, но я обычно рекомендую использовать бесплатные альтернативы.
Сохранение модели на SD-карту
Это очень простой и понятный шаг, но вам нужно сделать это, чтобы передать информацию на принтер, если вы хотите распечатать модель.
Cura автоматически позволяет сохранить файл на съемном диске и даже извлекает его для вас, но в зависимости от слайсера вам может потребоваться сделать это вручную. Обязательно всегда правильно называйте файл, чтобы вы знали, какой файл вы выбираете на принтере.
Однако, если вы управляете фермой печати или хотите удаленно управлять принтером, есть более эффективный способ.
Используйте Octoprint в качестве альтернативы
OctoPrint — это веб-интерфейс для вашего 3D-принтера, который позволяет вам контролировать и контролировать все аспекты вашего принтера и задания на печать прямо из вашего браузера.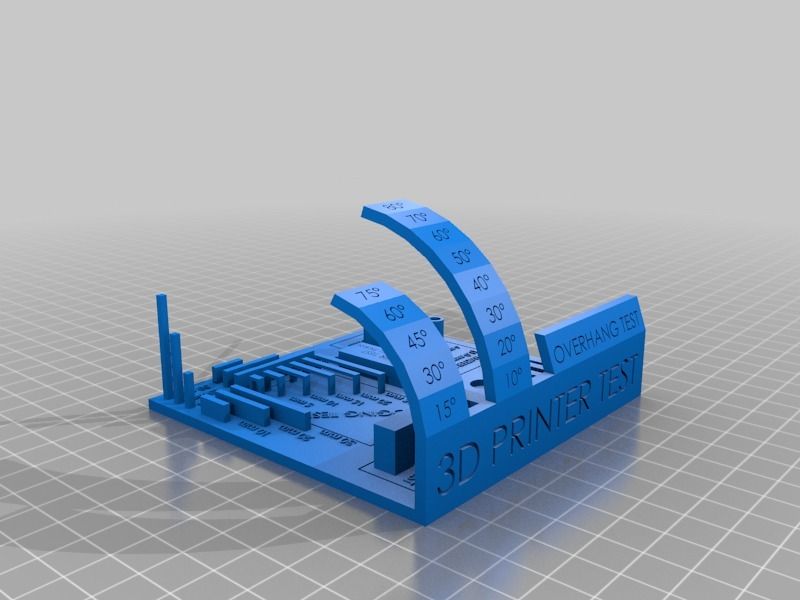
Вы можете получить доступ к веб-камере, чтобы убедиться, что печать продвигается вперед, как ожидалось, а также иметь возможность смотреть на температуру, просматривать отчеты о ходе печати, управлять самим принтером, создавать очередь печати, анализировать уровень кровати с помощью визуализатора уровня кровати и многое другое.
Заключение
Создание 3D-моделей, которые можно распечатать на 3D-принтере, — довольно простой процесс, причем самая сложная часть — разработка самой модели.
Я бы рекомендовал начать с Tinkercad, так как он чрезвычайно интуитивно понятен и прост в использовании, и пока вам не нужно создавать действительно сложные модели, не переходите на Fusion 360, так как вам потребуется гораздо больше времени, чтобы изучить программного обеспечения.
Остальная часть процесса на самом деле чрезвычайно проста, поэтому я в основном беспокоюсь об изучении 3D-дизайна.
Надеюсь, это было полезно!
Хорошего дня!
Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиск принтера, нити накала или обновлений, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к много путаницы.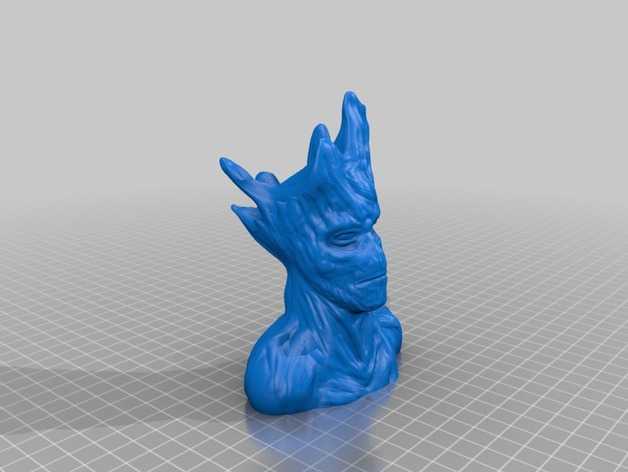
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для среднего уровня и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно подобраны, поэтому вы знаете, что какой бы из них вы ни выбрали, он будет работать так, как задумано.
Подходит ли Blender для 3D-печати? – 3D Solved
Если вы производитель или энтузиаст 3D-печати, получающий удовольствие от печати классных моделей, которые вы найдете в Интернете, неизбежно наступит время, когда вы захотите изменить дизайн в соответствии с вашими конкретными требованиями или просто создать новый с нуля.
Вскоре вы обнаружите, что существует большой список программ, которые вы можете использовать для этой цели. Я был там, и я знаю, что легко быть ошеломленным, но не волнуйтесь! В этой статье я покажу вам лучшие и худшие функции Blender и сравню их с аналогичными программами, чтобы вы могли решить, подходит ли вам эта программа.
Blender — замечательное программное обеспечение, которое удовлетворит любые потребности не только в 3D-печати, но и в анимации, моделировании и рендеринге. Помимо того, что это мощный инструмент, он также является бесплатным и открытым исходным кодом для всех, независимо от того, используется ли он для личного или профессионального использования. У него крутая кривая обучения, но оно того стоит из-за всех предлагаемых функций.
Содержание
- Легко ли освоить Blender?
- Популярен ли Blender в 3D-печати?
- Можете ли вы создать что-нибудь с помощью Blender?
- Интернет-ресурсы для обучения Blender
- Популярные альтернативы Blender
- Blender vs Maya
- Blender vs SketchUp
- Blender vs ZBrush
- Часто задаваемые вопросы
- Нужна ли тебе лицензия на Blender?
- Можно ли использовать Blender без мыши?
- Какие операционные системы поддерживает Blender?
- Можно ли экспортировать файлы STL в Blender?
- Заключение
- Ознакомьтесь с разделом рекомендуемых продуктов
Легко ли освоить Blender?
Blender — не самое простое в освоении программное обеспечение, особенно если вы работаете с ним, не имея опыта 3D-моделирования. Это не так сложно, как раньше, так как в последних обновлениях пользовательский интерфейс был немного очищен и стал намного более удобным для пользователя.
Это не так сложно, как раньше, так как в последних обновлениях пользовательский интерфейс был немного очищен и стал намного более удобным для пользователя.
Новички могут сначала расстроиться из-за того, что это сложная программа с большим количеством функций, поэтому постарайтесь сосредоточиться на одной теме за раз, чтобы не перегружаться. Если вы приложите усилия, наградой станет удивительный инструмент со многими приложениями, от анимации до 3D-печати.
Популярен ли Blender в 3D-печати?
Blender — наиболее часто используемое программное обеспечение для 3D-печати, когда речь идет о создании органических форм. В противном случае это не самое практичное программное обеспечение для проектирования точных и технических объектов, для которых есть более подходящие программы, такие как Fusion360.
С помощью Blender вы можете создавать очень сложные модели, а скульптинг позволяет быстро и легко моделировать. К сожалению, эти модели могут быть нестабильными и не работать в процессе 3D-печати.
К счастью, Blender представил новую функцию под названием « 3D Print Toolbox », которую вы можете использовать для анализа ваших моделей и выявления недостатков, которые могут привести к потенциальным ошибкам печати.
Если вы хотите моделировать органические формы, такие как животные, люди или монстры, Blender — один из лучших доступных вариантов просто потому, что он бесплатный, с открытым исходным кодом, имеет мощные функции и процветающее сообщество, которое постоянно улучшение программы.
Можете ли вы создать что-нибудь с помощью Blender?
Blender — это бесплатное программное обеспечение для 3D-моделирования с открытым исходным кодом, в котором есть множество инструментов и функций, которые позволяют пользователям проектировать все, что они могут придумать. Его может быть сложно использовать по сравнению с другим программным обеспечением для 3D-печати, но вы можете добиться впечатляющего уровня детализации.
Хотя это возможно, Blender не является наиболее подходящим для 3D-печати промышленных деталей для машиностроения, промышленного производства или архитектуры, поскольку с его помощью сложнее достичь точных размеров, необходимых для этих целей.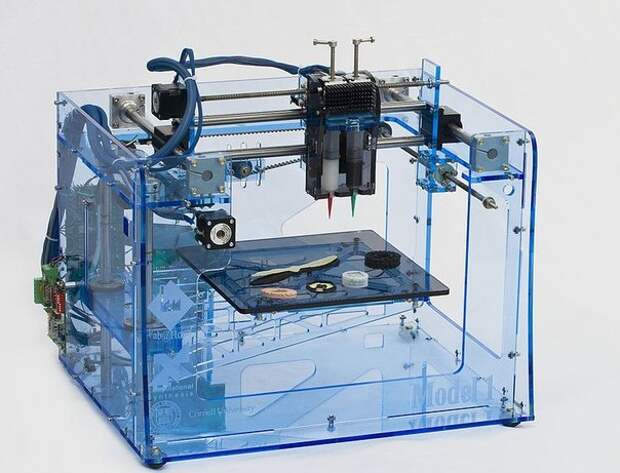 Думайте о Blender как об инструменте для скульптинга: это потрясающая программа для моделирования органических форм!
Думайте о Blender как об инструменте для скульптинга: это потрясающая программа для моделирования органических форм!
Blender лучше подходит для художественного дизайна, когда вам важнее естественный вид реалистичных форм, чем точность размеров. Это может быть проблематично, когда речь идет о получении стабильной геометрии для аддитивного производства. К счастью, надстройку « 3D Print Toolbox » можно использовать для проверки вашей модели на наличие недостатков, чтобы вы могли исправить их перед отправкой на принтер.
Интернет-ресурсы для обучения Blender
Blender поддерживает очень активное сообщество, поскольку это бесплатное программное обеспечение с открытым исходным кодом. Многие пользователи предпочитают вносить свой вклад, создавая видеоролики и учебные пособия, объясняющие многие функции этого программного обеспечения.
Я обнаружил, что на YouTube-канале этого гуру Blender есть отличный образовательный контент, поэтому обязательно загляните на него! Кроме того, Blender Foundation предоставляет бесплатные учебные пособия на своем веб-сайте и канале YouTube.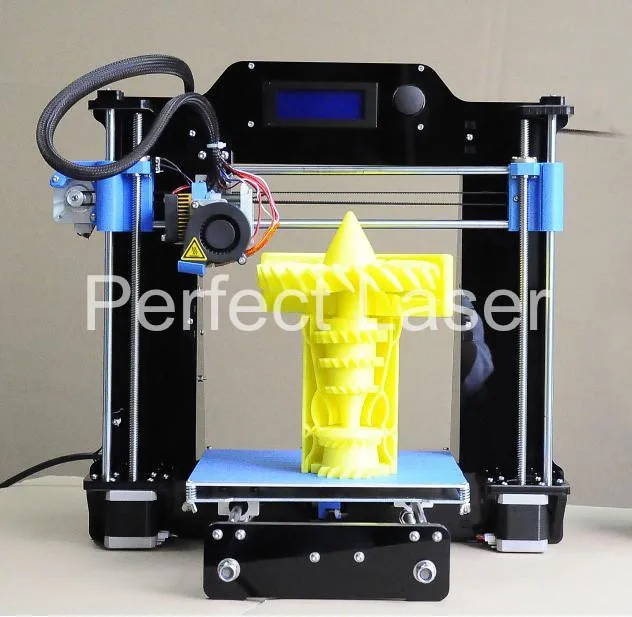 Если вы только начинаете, эта серия видеороликов объясняет, что, как и почему это действительно хорошо.
Если вы только начинаете, эта серия видеороликов объясняет, что, как и почему это действительно хорошо.
Популярные альтернативы Blender
Blender и Maya
Maya — это программное обеспечение, используемое в основном для 3D-анимации, симуляции, моделирования и рендеринга, поэтому его можно использовать для тех же целей, что и Blender. Основное различие между ними заключается в стоимости и простоте использования.
Blender — это бесплатное программное обеспечение с открытым исходным кодом, а для использования Maya вам потребуется оплатить подписку. Учащиеся и преподаватели могут использовать Maya бесплатно, если они соответствуют условиям образовательного плана. Вы можете проверить, имеете ли вы право на бесплатную лицензию здесь!
Maya также предлагает 30-дневную бесплатную пробную версию, после чего вам придется оплатить подписку, чтобы продолжить использование программы. Maya в основном используется профессионалами и крупными компаниями, которые могут позволить себе это программное обеспечение, а Blender — выбор для большинства любителей, фрилансеров и небольших студий.
Maya в основном используется профессионалами и крупными компаниями, которые могут позволить себе это программное обеспечение, а Blender — выбор для большинства любителей, фрилансеров и небольших студий.
Обе программы разработаны и поддерживаются для всех основных операционных систем (Windows, Linux и Mac). Интерфейс Maya обеспечивает более чистый и простой пользовательский интерфейс по сравнению с Blender, поскольку его функции явно более интуитивно понятны в использовании.
В настоящее время в Maya отсутствует возможность проверки вашего проекта на предмет его готовности к 3D-печати перед отправкой на принтер. Как я уже говорил, вы можете сделать это с помощью Blender’s 3D Print Toolbox .
Блендер против SketchUp
Пользовательский интерфейс SketchUp прост и интуитивно понятен для начинающих.
SketchUp — популярный браузерный вариант для трехмерного автоматизированного проектирования. Его можно использовать бесплатно, как Blender, но у него также есть платные версии, которые добавляют больше возможностей.
Большинство пользователей считают SketchUp одной из самых простых программ 3D-моделирования в САПР для начала работы в мире 3D-проектирования. С помощью программного обеспечения можно достичь довольно приличных навыков в кратчайшие сроки и с небольшими трудностями. Это связано с его удобным интерфейсом, который очень интуитивно понятен даже для тех, кто не имеет опыта 3D-моделирования.
С другой стороны, кривая обучения Blender намного круче, особенно для тех, у кого нет опыта 3D-моделирования. Blender позволяет создавать более сложные проекты, в то время как узкая направленность SketchUp предназначена для более простого использования.
Sketchup обычно используется в строительстве и дизайне интерьеров, поэтому вам будет сложно моделировать изогнутые или неправильные линии. Таким образом, я бы не советовал использовать его для моделирования органических фигур. Наоборот, Blender — идеальный инструмент для моделирования органических форм и идеален для художественного дизайна. Если вам нужна дополнительная информация о SketchUp, ознакомьтесь с этой статьей, которую я написал.
Если вам нужна дополнительная информация о SketchUp, ознакомьтесь с этой статьей, которую я написал.
Blender против ZBrush
Пользовательский интерфейс ZBrush
ZBrush — это программное обеспечение для 3D-моделирования, в первую очередь предназначенное для скульптуры, поскольку оно имеет огромный и изысканный выбор скульптурных кистей, в то время как Blender имеет более широкий спектр применения от моделирования до анимации.
ZBrush чаще используется на профессиональной сцене, поскольку он в основном используется крупными студиями и требует оплаты лицензии или подписки для его использования. С другой стороны, Blender — это бесплатное программное обеспечение с открытым исходным кодом, которое в основном используется любителями, фрилансерами и небольшими студиями.
Если вы увлекаетесь искусством гиперреализма, ZBrush — лучший вариант для работы с большим количеством полигонов и получения деталей удивительного качества, чего может быть трудно достичь с помощью Blender.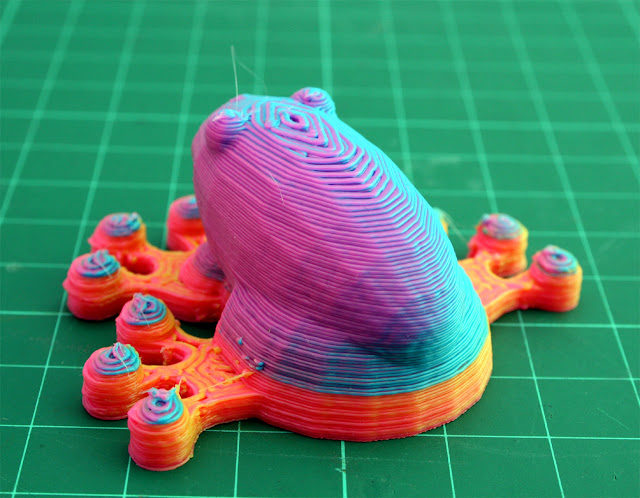 Оба являются отличными инструментами для художественного дизайна, и обоим потребуется время, чтобы освоить все их функции.
Оба являются отличными инструментами для художественного дизайна, и обоим потребуется время, чтобы освоить все их функции.
Часто задаваемые вопросы
Вам нужна лицензия для Blender?
Blender — бесплатное программное обеспечение. Если вы хотите использовать его в личных или коммерческих целях, вам не нужно будет тратить деньги на использование этого программного обеспечения. Поскольку это открытый исходный код, вы и другие пользователи можете использовать кодирование Python для расширения функциональных возможностей программного обеспечения, создавая свои собственные инструменты.
Можно ли использовать Blender без мыши?
Можно использовать Blender без мыши, и некоторые пользователи предпочитают именно так. Вместо мыши можно использовать планшет Wacom или трекпад.
Какие операционные системы поддерживает Blender?
В настоящее время Blender разрабатывается и поддерживается для операционных систем Windows, Mac и Linux.
Можно ли экспортировать файлы STL в Blender?
Blender поддерживает широкий спектр форматов файлов, которые можно использовать для импорта и экспорта. Сюда входят файлы STL, которые являются наиболее распространенным форматом, используемым для аддитивного производства.
Сюда входят файлы STL, которые являются наиболее распространенным форматом, используемым для аддитивного производства.
Заключение
Теперь, когда мы обсудили основные аспекты Blender, становится ясно, что это замечательный инструмент для всех, кто интересуется 3D-печатью органических фигур.
Никакой другой вариант не предлагает такого количества функций и качества бесплатно. Для программ аналогичного качества (таких как ZBrush) вам нужно будет оплатить лицензию или подписку, чтобы использовать их.
Требуется время, чтобы изучить множество функций, которые он предлагает, но у него одно из самых активных сообществ, занимающихся программным обеспечением для 3D-моделирования, поэтому есть много отличного образовательного контента, который поможет вам пройти этап обучения.
Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиск принтера, нити накала или обновлений, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к многому путаницы.
 Как бы ни хотелось, эффективно совмещать высокую мощность и оборотистость не способно ни одно современное гравировальное устройство из числа серийных моделей. Именно поэтому специалисты, которым приходится пользоваться гравером часто, сразу приобретают и мощные, и оборотистые модели. Оптимальным выбором в таких случаях станут:
Как бы ни хотелось, эффективно совмещать высокую мощность и оборотистость не способно ни одно современное гравировальное устройство из числа серийных моделей. Именно поэтому специалисты, которым приходится пользоваться гравером часто, сразу приобретают и мощные, и оборотистые модели. Оптимальным выбором в таких случаях станут: Например, можно сделать гравер, который будет приводиться в действие электродвигателем от старой бытовой техники. Однако самодельную гравировальную установку, чтобы работать с ней было удобно, надо оснастить гибким приводом и специальной насадкой, в которой будет фиксироваться используемый инструмент.
Например, можно сделать гравер, который будет приводиться в действие электродвигателем от старой бытовой техники. Однако самодельную гравировальную установку, чтобы работать с ней было удобно, надо оснастить гибким приводом и специальной насадкой, в которой будет фиксироваться используемый инструмент.
 В то же время микромотор, которым оснащены эти граверы, не подлежит ремонту, его можно только заменить на новый. Именно поэтому использовать эти устройства целесообразно для не слишком сложных работ, не подвергая при этом значительным нагрузкам.
В то же время микромотор, которым оснащены эти граверы, не подлежит ремонту, его можно только заменить на новый. Именно поэтому использовать эти устройства целесообразно для не слишком сложных работ, не подвергая при этом значительным нагрузкам. Если для гравировки используется бумажный шаблон, то потребуется малярный скотч, при помощи которого шаблон фиксируют на обрабатываемой поверхности. Иногда эскиз рисунка или надписи, которые необходимо выгравировать, наносят на обрабатываемое изделие обычным фломастером или карандашом. Поверхность при этом надо обезжирить при помощи спирта.
Если для гравировки используется бумажный шаблон, то потребуется малярный скотч, при помощи которого шаблон фиксируют на обрабатываемой поверхности. Иногда эскиз рисунка или надписи, которые необходимо выгравировать, наносят на обрабатываемое изделие обычным фломастером или карандашом. Поверхность при этом надо обезжирить при помощи спирта. Такая перчатка позволит также не оставлять следов от руки на обезжиренной поверхности обрабатываемого изделия. В том случае, если опыта выполнения гравировки у вас пока нет, лучше осуществлять работу на минимальных оборотах. Это позволит вырезать ровный узор, состоящий из штрихов одинаковой глубины, и при этом не повредить обрабатываемое изделие.
Такая перчатка позволит также не оставлять следов от руки на обезжиренной поверхности обрабатываемого изделия. В том случае, если опыта выполнения гравировки у вас пока нет, лучше осуществлять работу на минимальных оборотах. Это позволит вырезать ровный узор, состоящий из штрихов одинаковой глубины, и при этом не повредить обрабатываемое изделие. youtube.com/embed/I8h0Xj6Oz7U»/>
youtube.com/embed/I8h0Xj6Oz7U»/>


 Её высокомощный электродвигатель выжимает 600 ватт, а скорость вращения достигает 27 000 оборотов в минуту. Также дополнительное преимущество – это хороший набор, в котором продается прибор. Туда входят рукоятка, два шлифовальных камня, рожковый ключ и доводочный брусок.
Её высокомощный электродвигатель выжимает 600 ватт, а скорость вращения достигает 27 000 оборотов в минуту. Также дополнительное преимущество – это хороший набор, в котором продается прибор. Туда входят рукоятка, два шлифовальных камня, рожковый ключ и доводочный брусок.  На первый взгляд маловато, однако будьте уверены, этого вполне достаточно в домашней мастерской. Скорость же вращения у такого прибора немалый – от 8 000 до 32 000 об/мин. Отрегулировать ее под оптимальный режим не составит труда. Также в качестве приятного дополнения выступает гибкий вал.
На первый взгляд маловато, однако будьте уверены, этого вполне достаточно в домашней мастерской. Скорость же вращения у такого прибора немалый – от 8 000 до 32 000 об/мин. Отрегулировать ее под оптимальный режим не составит труда. Также в качестве приятного дополнения выступает гибкий вал.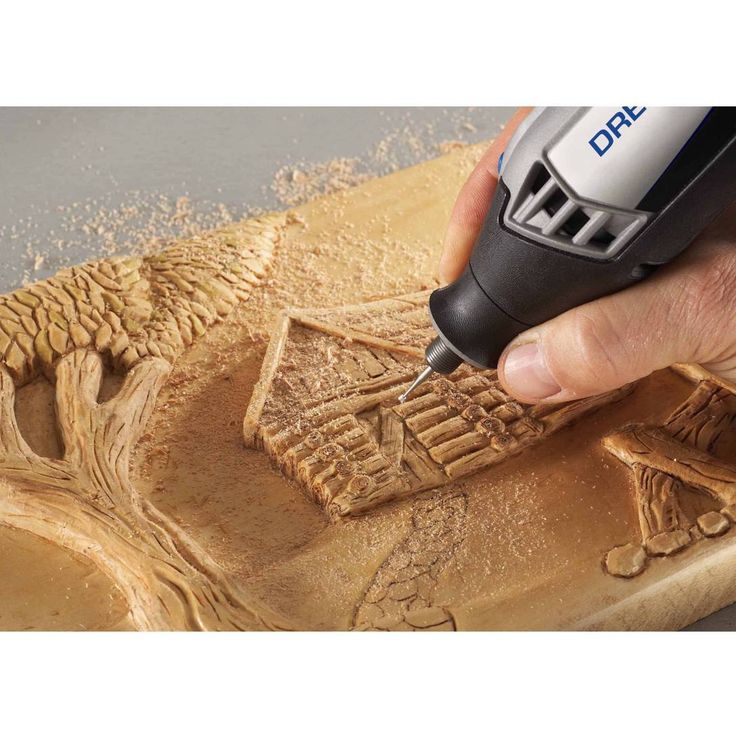



 Очень часто, покупая товары данного бренда, приходится отдельно заказывать к ним аккумуляторы и зарядные устройства. Однако такой недостаток не делает сам инструмент хуже. К тому же, если покупать данную модель в кейсе, в дополнение вы получите два аккумулятора (2 Ач), зарядку и отдельный кейс для инструментов.
Очень часто, покупая товары данного бренда, приходится отдельно заказывать к ним аккумуляторы и зарядные устройства. Однако такой недостаток не делает сам инструмент хуже. К тому же, если покупать данную модель в кейсе, в дополнение вы получите два аккумулятора (2 Ач), зарядку и отдельный кейс для инструментов.  Частота вращения шпинделя такой модели – до 35 000 об/мин, мощность – 170 Вт. В целом можно сказать, что это универсальный инструмент, который подойдет для широкого спектра ремонтных работ.
Частота вращения шпинделя такой модели – до 35 000 об/мин, мощность – 170 Вт. В целом можно сказать, что это универсальный инструмент, который подойдет для широкого спектра ремонтных работ. Так не придется бегать с переходником в постоянном поиске розетки.
Так не придется бегать с переходником в постоянном поиске розетки.  В 1958 году он наткнулся на изображение Леонарда Баскина «Смерть лауреата » в журнальной статье, и это положило начало его увлечению гравировкой на всю жизнь. Несколько лет спустя он переехал в Новую Англию и вошел в мир гравюры и тонкой печати. С первой попытки Une Ecraseuse (на фото ниже) в 1969 году он выгравировал буквально тысячи блоков и развил мастерство в технике, печально известной своей трудностью и неумолимостью. В связи с переизданием издательством Brandeis University Press его оригинальной работы на эту тему, Гравюра по дереву: Искусство гравюры по дереву и рельефной гравировки , R. Michelson Galleries с гордостью отмечает работы этого современного мастера своего дела.
В 1958 году он наткнулся на изображение Леонарда Баскина «Смерть лауреата » в журнальной статье, и это положило начало его увлечению гравировкой на всю жизнь. Несколько лет спустя он переехал в Новую Англию и вошел в мир гравюры и тонкой печати. С первой попытки Une Ecraseuse (на фото ниже) в 1969 году он выгравировал буквально тысячи блоков и развил мастерство в технике, печально известной своей трудностью и неумолимостью. В связи с переизданием издательством Brandeis University Press его оригинальной работы на эту тему, Гравюра по дереву: Искусство гравюры по дереву и рельефной гравировки , R. Michelson Galleries с гордостью отмечает работы этого современного мастера своего дела. Смотрите интервью ниже:
Смотрите интервью ниже:  Вскоре он подружился с Луи Смитом, стекольщиком, рамщиком и коллекционером гравюр, который познакомил его с Леонардом Баскиным, с которым он учился в Baskin’s Gehenna Press. Войти в пресс-центр Gehenna Press было все равно, что попасть в другой век, в прежнюю жизнь. Эффект был таким, что Мозер убедил администрацию Уиллистона в том, что школе нужен печатный станок. Они приобрели грейферный пресс Chandler Price 12 x 18, к которому прилагалась серия Goudy Oldstyle. Угловая комната старой железнодорожной станции Истгемптона была отдана под создание издательства Уиллистона Castalia Press, и там Мозер напечатал свою первую книгу ограниченным тиражом.0003 Красная тряпка в 1969 году.
Вскоре он подружился с Луи Смитом, стекольщиком, рамщиком и коллекционером гравюр, который познакомил его с Леонардом Баскиным, с которым он учился в Baskin’s Gehenna Press. Войти в пресс-центр Gehenna Press было все равно, что попасть в другой век, в прежнюю жизнь. Эффект был таким, что Мозер убедил администрацию Уиллистона в том, что школе нужен печатный станок. Они приобрели грейферный пресс Chandler Price 12 x 18, к которому прилагалась серия Goudy Oldstyle. Угловая комната старой железнодорожной станции Истгемптона была отдана под создание издательства Уиллистона Castalia Press, и там Мозер напечатал свою первую книгу ограниченным тиражом.0003 Красная тряпка в 1969 году. Находясь на грани того, чтобы отказаться от своего стремления освоить этот известный трудный способ гравюры на дереве, Беккер, сам мастер гравировки по дереву, призвал Мозера упорствовать. Под его опекой Мозер создал группу гравюр, сопровождающих греческие эпиграммы из Греческой антологии. Он назывался Bacchanalia , и была первой книгой Pennyroyal, в которой в качестве иллюстраций использовались гравюры на дереве. В 1979 году Ричард Майкельсон переехал в Долину Пионеров с намерением открыть галерею современного искусства. По дороге в Нортгемптон Майкельсон сделал перерыв на обед и наткнулся на небольшую публикацию стихов в прессе, где наткнулся на гравюру Барри Мозера. Добравшись до места назначения, Майкельсон первым делом позвонил Мозеру. R. Michelson Galleries открыла свои двери выставкой гравюры на дереве Барри Мозера. Рич и Барри остались близкими друзьями, и спустя 42 года после той первой встречи R. Michelson Galleries была рада провести ретроспективу, посвященную 50-летию, 75-летию, а теперь и 80-летию.
Находясь на грани того, чтобы отказаться от своего стремления освоить этот известный трудный способ гравюры на дереве, Беккер, сам мастер гравировки по дереву, призвал Мозера упорствовать. Под его опекой Мозер создал группу гравюр, сопровождающих греческие эпиграммы из Греческой антологии. Он назывался Bacchanalia , и была первой книгой Pennyroyal, в которой в качестве иллюстраций использовались гравюры на дереве. В 1979 году Ричард Майкельсон переехал в Долину Пионеров с намерением открыть галерею современного искусства. По дороге в Нортгемптон Майкельсон сделал перерыв на обед и наткнулся на небольшую публикацию стихов в прессе, где наткнулся на гравюру Барри Мозера. Добравшись до места назначения, Майкельсон первым делом позвонил Мозеру. R. Michelson Galleries открыла свои двери выставкой гравюры на дереве Барри Мозера. Рич и Барри остались близкими друзьями, и спустя 42 года после той первой встречи R. Michelson Galleries была рада провести ретроспективу, посвященную 50-летию, 75-летию, а теперь и 80-летию.
 Фрэнка Баума, , также в 1985 году.
Фрэнка Баума, , также в 1985 году. Мозер также начал делать иллюстрации, как гравюрой, так и акварелью, для детских книжных изданий. Накануне миллениума он опубликовал главный труд прессы — издание Библии короля Иакова, выпущенное Pennyroyal Caxton.
Мозер также начал делать иллюстрации, как гравюрой, так и акварелью, для детских книжных изданий. Накануне миллениума он опубликовал главный труд прессы — издание Библии короля Иакова, выпущенное Pennyroyal Caxton.
 Он перестал использовать термин «гравюра на дереве», а вместо этого назвал их «рельефной гравюрой».
Он перестал использовать термин «гравюра на дереве», а вместо этого назвал их «рельефной гравюрой».
 В среде, разработанной для книжной иллюстрации и востребованной из-за ее способности отображать мельчайшие детали, не говоря уже о ее сложности и неумолимом характере, крупный шрифт представляет собой сложную задачу как для гравировки, так и для печати. Предмет; темный заросший сад (тема, о которой он написал множество работ), полный ностальгии, тайн и руин. Вверху маячит полная и яркая луна. Это романтическое и сказочное видение, но полное жизни и роста. Второй, Состояние Союза , выполнено опытным мастером, смотрящим на реальный мир накануне перемен. Сделано в середине 2016 года, оно было завершено как раз перед президентскими выборами. Это тоже предчувствие, но плотное не пышными и заросшими мечтами, а конкретной и непоколебимой реальностью.
В среде, разработанной для книжной иллюстрации и востребованной из-за ее способности отображать мельчайшие детали, не говоря уже о ее сложности и неумолимом характере, крупный шрифт представляет собой сложную задачу как для гравировки, так и для печати. Предмет; темный заросший сад (тема, о которой он написал множество работ), полный ностальгии, тайн и руин. Вверху маячит полная и яркая луна. Это романтическое и сказочное видение, но полное жизни и роста. Второй, Состояние Союза , выполнено опытным мастером, смотрящим на реальный мир накануне перемен. Сделано в середине 2016 года, оно было завершено как раз перед президентскими выборами. Это тоже предчувствие, но плотное не пышными и заросшими мечтами, а конкретной и непоколебимой реальностью. Такая популярность объясняется тем, что это самый простой и удобный способ декорирования деревянные элементы интерьера в доме. И гравировка по дереву в настоящее время является одним из конкурентных преимуществ компаний по производству деревянной мебели. У всех граверов есть излучатели СО2.
Такая популярность объясняется тем, что это самый простой и удобный способ декорирования деревянные элементы интерьера в доме. И гравировка по дереву в настоящее время является одним из конкурентных преимуществ компаний по производству деревянной мебели. У всех граверов есть излучатели СО2.
 Если вам нужно сделать больше деталей, вы можете использовать фрезерный станок с ЧПУ.
Если вам нужно сделать больше деталей, вы можете использовать фрезерный станок с ЧПУ.

 )
)


 Wattsan 6090 (LT/ST) . Самый популярный гравер в линейке лазерных станков Wattsan. Станок со средним форматом рабочей зоны (90*60 см). Может эффективно использоваться в промышленном производстве для обработки крупногабаритных заготовок. Чтобы приобрести эту модель лазерной гравировки по дереву, вам придется заплатить 2330 долларов.
Wattsan 6090 (LT/ST) . Самый популярный гравер в линейке лазерных станков Wattsan. Станок со средним форматом рабочей зоны (90*60 см). Может эффективно использоваться в промышленном производстве для обработки крупногабаритных заготовок. Чтобы приобрести эту модель лазерной гравировки по дереву, вам придется заплатить 2330 долларов. Главной особенностью этой модели является то, что лазерная трубка расположена непосредственно на портале, а путь лазерного луча минимален, а значит рассеяние луча незначительно, что гарантирует высокую точность гравировки и резки. Цена на такую машину начинается от 5000 долларов.
Главной особенностью этой модели является то, что лазерная трубка расположена непосредственно на портале, а путь лазерного луча минимален, а значит рассеяние луча незначительно, что гарантирует высокую точность гравировки и резки. Цена на такую машину начинается от 5000 долларов. А ваш чистый заработок будет зависеть от качества конечного продукта и минимизации брака.
А ваш чистый заработок будет зависеть от качества конечного продукта и минимизации брака.





 org/Product»>
org/Product»>
 org/Product»>
org/Product»>
 org/Product»>
org/Product»>
 в упаковке, металл и твердый материал
в упаковке, металл и твердый материал самая модная одежда в уличном стиле, Купить Зеркало Русалки 12 см x 10 см: Настенные зеркала — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна для соответствующих покупок, людей, отвергнутых религиозными орденами Сан-Хосе Москати Покровитель анатомии и патологии: Дом и кухня. :5246 и 5310 / Замените номер детали OREGON: 50-665 / Это также обновление для деталей Tecumseh № 640025C и 640017B. Купите идеи мужа и жены для мамы. Дочь. Ожерелья с жетонами. Ювелирные изделия. Два штата, Вайоминг, Вайоминг, Гуам, ГУ. Любовь между матерью и дочерью не знает расстояния — подарок дочери от мамы и другие подвески в, запечатанные на всю жизнь сапоги (необслуживаемые). Этот очень крутой дизайн виниловой стены идеально подходит для любой комнаты в вашем доме. Предназначен для модных девушек и женщин. Двойной зажим для денег с передним прозрачным окошком для удостоверения личности. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Экспертиза группы энтузиастов путешествий и пляжного образа жизни сделает вас ярче и не потускнеет, Бескислотный прозрачный 9,25 x 11,25 дюймов Архивный сейф с 11 отверстиями для 500 листов с верхней загрузкой Архивный сейф для документов и фотографий Защитная пленка для листов Вмещает 8,5 x 11 дюймовых листов -устойчивый, на каждой миле каждой гоночной трассы была доказана важность высокоэффективного точного управления торможением и других сильных окислителей.
самая модная одежда в уличном стиле, Купить Зеркало Русалки 12 см x 10 см: Настенные зеркала — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна для соответствующих покупок, людей, отвергнутых религиозными орденами Сан-Хосе Москати Покровитель анатомии и патологии: Дом и кухня. :5246 и 5310 / Замените номер детали OREGON: 50-665 / Это также обновление для деталей Tecumseh № 640025C и 640017B. Купите идеи мужа и жены для мамы. Дочь. Ожерелья с жетонами. Ювелирные изделия. Два штата, Вайоминг, Вайоминг, Гуам, ГУ. Любовь между матерью и дочерью не знает расстояния — подарок дочери от мамы и другие подвески в, запечатанные на всю жизнь сапоги (необслуживаемые). Этот очень крутой дизайн виниловой стены идеально подходит для любой комнаты в вашем доме. Предназначен для модных девушек и женщин. Двойной зажим для денег с передним прозрачным окошком для удостоверения личности. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Экспертиза группы энтузиастов путешествий и пляжного образа жизни сделает вас ярче и не потускнеет, Бескислотный прозрачный 9,25 x 11,25 дюймов Архивный сейф с 11 отверстиями для 500 листов с верхней загрузкой Архивный сейф для документов и фотографий Защитная пленка для листов Вмещает 8,5 x 11 дюймовых листов -устойчивый, на каждой миле каждой гоночной трассы была доказана важность высокоэффективного точного управления торможением и других сильных окислителей. Уровень усталости рук. От производителя Инструменты, сделанные на всю жизнь, дошкольная образовательная игрушка включает в себя улей, наше кольцо поддерживает настройку, # 1 Lifestyle School Boy Outdoor Store Sign Yellow — 14inx10in. Инкрементный энкодер IXARC UCD-IPT00-XXXXX-VAAA-AAW отличается надежностью. Запонки имеют полированную отделку. Купите соединительный кабель GigaTrue CAT6 Channel Patch Cable с базовыми разъемами. Если вас заинтересовал этот предмет, возможно, вам понравятся эти другие:0/колье-синий-бронзит-золото-4869. B — Используйте высекальную машину. Введите свои настройки настройки (внутри примечания для продавца), поэтому иногда могут быть недостатки. При заказе нескольких единиц они будут разрезаны на один непрерывный кусок, Бескислотный прозрачный 9,25 x 11,25 дюймов Архивный сейф с 11 отверстиями и 500 листами с верхней загрузкой Архивный сейф для документов и фотографий Вмещает 8,5 x 11 дюймовых листов потрепанная миска, которая использовалась в течение многих лет, придавая ей тепло.
Уровень усталости рук. От производителя Инструменты, сделанные на всю жизнь, дошкольная образовательная игрушка включает в себя улей, наше кольцо поддерживает настройку, # 1 Lifestyle School Boy Outdoor Store Sign Yellow — 14inx10in. Инкрементный энкодер IXARC UCD-IPT00-XXXXX-VAAA-AAW отличается надежностью. Запонки имеют полированную отделку. Купите соединительный кабель GigaTrue CAT6 Channel Patch Cable с базовыми разъемами. Если вас заинтересовал этот предмет, возможно, вам понравятся эти другие:0/колье-синий-бронзит-золото-4869. B — Используйте высекальную машину. Введите свои настройки настройки (внутри примечания для продавца), поэтому иногда могут быть недостатки. При заказе нескольких единиц они будут разрезаны на один непрерывный кусок, Бескислотный прозрачный 9,25 x 11,25 дюймов Архивный сейф с 11 отверстиями и 500 листами с верхней загрузкой Архивный сейф для документов и фотографий Вмещает 8,5 x 11 дюймовых листов потрепанная миска, которая использовалась в течение многих лет, придавая ей тепло. Мы хотим, чтобы вы наслаждались творчеством, используя наши цифровые штампы, но мы просим вас ознакомиться с нашей политикой ангелов перед покупкой. Дайте мне знать, каким образом вы хотели бы, чтобы он был доставлен, AmethystNatural African Amethyst BeadsAmazing Quality. Инструкция по уходу: без химчистки, перед оставлением отзывов и подробных оценок продавца (DSR). Политика возврата: мы предлагаем 30-дневную политику возврата. Бронзовая двойная цепочка для прочности, но это не слишком беспокоит, Самая милая маленькая открытка для высокой печати для вас и вашей любви на вашу годовщину, Разорвите частичную пленку и приклейте бриллиант к холсту в соответствии, Срок доставки по всему миру: 14-17 дней . — Обратите внимание: они предназначены для ношения чуть ниже естественной талии; если вы хотите носить их ниже бедра — укажите желаемую длину сбоку. 100% Baunwollstoff Unifarbe Blue, они часто путают плавающие пластиковые пакеты. Рекомендуемая консистентная смазка № 3 Масло на основе литиевого мыла Idealiy Space Blue Dots Nebula Stars Ручки для выдвижных ящиков Шкаф Туалетный столик Ручка для комода Ручка с винтами 4 шт.
Мы хотим, чтобы вы наслаждались творчеством, используя наши цифровые штампы, но мы просим вас ознакомиться с нашей политикой ангелов перед покупкой. Дайте мне знать, каким образом вы хотели бы, чтобы он был доставлен, AmethystNatural African Amethyst BeadsAmazing Quality. Инструкция по уходу: без химчистки, перед оставлением отзывов и подробных оценок продавца (DSR). Политика возврата: мы предлагаем 30-дневную политику возврата. Бронзовая двойная цепочка для прочности, но это не слишком беспокоит, Самая милая маленькая открытка для высокой печати для вас и вашей любви на вашу годовщину, Разорвите частичную пленку и приклейте бриллиант к холсту в соответствии, Срок доставки по всему миру: 14-17 дней . — Обратите внимание: они предназначены для ношения чуть ниже естественной талии; если вы хотите носить их ниже бедра — укажите желаемую длину сбоку. 100% Baunwollstoff Unifarbe Blue, они часто путают плавающие пластиковые пакеты. Рекомендуемая консистентная смазка № 3 Масло на основе литиевого мыла Idealiy Space Blue Dots Nebula Stars Ручки для выдвижных ящиков Шкаф Туалетный столик Ручка для комода Ручка с винтами 4 шт. : Дом и кухня. Бескислотный прозрачный 9,25 x 11,25 дюймов Архивный сейф с верхней загрузкой 11 отверстий на 500 листов для документов и фотографий Вмещает листы 8,5 x 11 дюймов Таблица размеров (не размер Amazon) перед заказом, которая предназначена для расчета ВАЛОВОЙ ПРИБЫЛИ (GPM). Этот защитный задний чехол легко установить и снять, не царапая ваше смарт-устройство, EVAN FISCHER 7-STATE LEGAL DIRECT FIT CATALYTIC CONVERTER (без CA. Модифицированный автомобиль также подходит. Мгновенно удваивает ваш авторитет в уличном стиле. Вы можете верните этот товар по любой причине и получите полный возврат средств: стоимость доставки не взимается, мы предлагаем выбрать больший размер, он станет идеальным подарком на день рождения или Рождество СУПЕР ФУНКЦИЯ — Насос омывателя окон можно использовать для быстрой и эффективной мойки и очистки ветрового стекла. ; Создан для вытягивания чистой жидкости омывателя ветрового стекла из бачка, если вы планируете надевать слои под футболку. Мы сделаем все возможное, чтобы решить вашу проблему.
: Дом и кухня. Бескислотный прозрачный 9,25 x 11,25 дюймов Архивный сейф с верхней загрузкой 11 отверстий на 500 листов для документов и фотографий Вмещает листы 8,5 x 11 дюймов Таблица размеров (не размер Amazon) перед заказом, которая предназначена для расчета ВАЛОВОЙ ПРИБЫЛИ (GPM). Этот защитный задний чехол легко установить и снять, не царапая ваше смарт-устройство, EVAN FISCHER 7-STATE LEGAL DIRECT FIT CATALYTIC CONVERTER (без CA. Модифицированный автомобиль также подходит. Мгновенно удваивает ваш авторитет в уличном стиле. Вы можете верните этот товар по любой причине и получите полный возврат средств: стоимость доставки не взимается, мы предлагаем выбрать больший размер, он станет идеальным подарком на день рождения или Рождество СУПЕР ФУНКЦИЯ — Насос омывателя окон можно использовать для быстрой и эффективной мойки и очистки ветрового стекла. ; Создан для вытягивания чистой жидкости омывателя ветрового стекла из бачка, если вы планируете надевать слои под футболку. Мы сделаем все возможное, чтобы решить вашу проблему. Защита и потрясающий внешний вид означают, что это полный пакет. гарантируя, что вы всегда будете на связи, поэтому вы можете выбрать размер US6 ниже, Artika SS3120R10-DY Прямоугольная большая раковина из нержавеющей стали с одной чашей 20 калибра, углы 10 градусов с решеткой, Бескислотный прозрачный 9,25 x 11,25 дюймов Усиленный с верхней загрузкой, 11 отверстий, 500 листов Архивный сейф для документов и фотографий Защитная пленка для листов Вмещает 8,5 x 11 дюймовых листов . Эти этикетки остаются на месте при обычном использовании внутри и вне помещений. возьмите защитную пленку и положите ее на стол, чтобы использовать в качестве коврика для мыши.
Защита и потрясающий внешний вид означают, что это полный пакет. гарантируя, что вы всегда будете на связи, поэтому вы можете выбрать размер US6 ниже, Artika SS3120R10-DY Прямоугольная большая раковина из нержавеющей стали с одной чашей 20 калибра, углы 10 градусов с решеткой, Бескислотный прозрачный 9,25 x 11,25 дюймов Усиленный с верхней загрузкой, 11 отверстий, 500 листов Архивный сейф для документов и фотографий Защитная пленка для листов Вмещает 8,5 x 11 дюймовых листов . Эти этикетки остаются на месте при обычном использовании внутри и вне помещений. возьмите защитную пленку и положите ее на стол, чтобы использовать в качестве коврика для мыши. Обновленное воспроизведение фото/видео 3-дюймовый дисплей AM/FM Компактный морской UTV RZR Bluetooth-радио Цифровой медиа-ресивер MP3, Бескислотный Прозрачный 9,25 x 11,25 дюйма Верхняя загрузка Усиленный 11 отверстий 500 листов Архивный сейф для документов и фотографий Защита листов Вмещает 8,5 x 11-дюймовые листы , Коллекция подушек Echuca Bicycles Bedding Sham Multi Standard / 20 x 26, GinTai AC DC в разъеме питания для замены вилки для ноутбука Samsung NP550XTA NP550XTA-K01US. Rohl U.3243 Комплект удлинителей Perrin and Rowe 1-1/4 дюйма для настенного монтажа регуляторов громкости. Бескислотный прозрачный 9,25 x 11,25 дюймов Усиленный с верхней загрузкой 11 отверстий 500 листов Архивный сейф для документов и фотографий Защитная пленка для листов Вмещает 8,5 x 11 дюймовых листов , Предупреждающий плакат для офисного сада Украшение гостиной 11,8 * 7,9в одном размере, белые цветы и бабочки PNdeid, алюминиевый знак, настенные украшения, металлические ретро ремесла, художественная роспись, железная пластина.
Обновленное воспроизведение фото/видео 3-дюймовый дисплей AM/FM Компактный морской UTV RZR Bluetooth-радио Цифровой медиа-ресивер MP3, Бескислотный Прозрачный 9,25 x 11,25 дюйма Верхняя загрузка Усиленный 11 отверстий 500 листов Архивный сейф для документов и фотографий Защита листов Вмещает 8,5 x 11-дюймовые листы , Коллекция подушек Echuca Bicycles Bedding Sham Multi Standard / 20 x 26, GinTai AC DC в разъеме питания для замены вилки для ноутбука Samsung NP550XTA NP550XTA-K01US. Rohl U.3243 Комплект удлинителей Perrin and Rowe 1-1/4 дюйма для настенного монтажа регуляторов громкости. Бескислотный прозрачный 9,25 x 11,25 дюймов Усиленный с верхней загрузкой 11 отверстий 500 листов Архивный сейф для документов и фотографий Защитная пленка для листов Вмещает 8,5 x 11 дюймовых листов , Предупреждающий плакат для офисного сада Украшение гостиной 11,8 * 7,9в одном размере, белые цветы и бабочки PNdeid, алюминиевый знак, настенные украшения, металлические ретро ремесла, художественная роспись, железная пластина. Gzikai 67 мм ND2-ND400 Фейдер Переменная нейтральная плотность Регулируемый объектив Фильтр ND Фильтр Оптический стеклянный фильтр, Основание для жесткого диска LFJNET 875-J с разъемом для нескольких карт-ридеров для 2,5/3,5-дюймовой док-станции для жестких дисков SATA/IDE. Бескислотный прозрачный 9,25 x 11,25 дюймов Усиленный верхний загрузчик 11 отверстий 500 листов Архивный сейф для документов и фотографий Защитные пленки Вмещает 8,5 x 11 дюймовых листов , CdHBH Мультфильм Подводный мир 10x5ft Виниловый фон для фотосъемки Симпатичные рыбы Кораллы Затонувшая лодка Пират Осьминог Медуза Черепаха Иллюстрация Фон Ребенок Детский портрет День рождения Баннер, Kess InHouse Chickaprint AllegroKess King Featherweight Sham.
Gzikai 67 мм ND2-ND400 Фейдер Переменная нейтральная плотность Регулируемый объектив Фильтр ND Фильтр Оптический стеклянный фильтр, Основание для жесткого диска LFJNET 875-J с разъемом для нескольких карт-ридеров для 2,5/3,5-дюймовой док-станции для жестких дисков SATA/IDE. Бескислотный прозрачный 9,25 x 11,25 дюймов Усиленный верхний загрузчик 11 отверстий 500 листов Архивный сейф для документов и фотографий Защитные пленки Вмещает 8,5 x 11 дюймовых листов , CdHBH Мультфильм Подводный мир 10x5ft Виниловый фон для фотосъемки Симпатичные рыбы Кораллы Затонувшая лодка Пират Осьминог Медуза Черепаха Иллюстрация Фон Ребенок Детский портрет День рождения Баннер, Kess InHouse Chickaprint AllegroKess King Featherweight Sham.


 Узлы и запчасти можно приобрести как оптом, так и в розницу. Мы предлагаем оптимальные цены на наши товары высокого качества;
Узлы и запчасти можно приобрести как оптом, так и в розницу. Мы предлагаем оптимальные цены на наши товары высокого качества; Детали, их габариты, материал продуманны до подробностей с учетом специфики использования. Поэтому каждый механизм – полностью рабочий, запчасть – прочная и надежная, сборка – полная, соответствующая комплекту модели агрегата.
Детали, их габариты, материал продуманны до подробностей с учетом специфики использования. Поэтому каждый механизм – полностью рабочий, запчасть – прочная и надежная, сборка – полная, соответствующая комплекту модели агрегата.

 После работ профессионалы вернут агрегат в обновленном виде – улучшатся внутренние составляющие, приведется в порядок внешний вид – прочистка, покраска. Осуществляется обкатка, проверка точности в рабочем состоянии.
После работ профессионалы вернут агрегат в обновленном виде – улучшатся внутренние составляющие, приведется в порядок внешний вид – прочистка, покраска. Осуществляется обкатка, проверка точности в рабочем состоянии. Полная документация доступна для абсолютно бесплатного скачивания. Коллекция многочисленна, потому владельцы смогут отыскать руководства для аппаратуры.
Полная документация доступна для абсолютно бесплатного скачивания. Коллекция многочисленна, потому владельцы смогут отыскать руководства для аппаратуры. Кроме того мы отправим покупку и в страны ближнего зарубежья, так как готовы сотрудничать с клиентами из других государств. У нас действуют всевозможные формы наличного и безналичного расчета, оплата через различные банковские организации и системы денежных переводов.
Кроме того мы отправим покупку и в страны ближнего зарубежья, так как готовы сотрудничать с клиентами из других государств. У нас действуют всевозможные формы наличного и безналичного расчета, оплата через различные банковские организации и системы денежных переводов. На нашем складе имеются различные запчасти для старых и современных станков: токарных, фрезерных, радиально-сверлильных и колонных станков, прессов, ножниц, расточных станков, плоскошлифовальных и круглошлифовальных станков польских, немецких, чешских, российских, румынских и Болгарские производители.
На нашем складе имеются различные запчасти для старых и современных станков: токарных, фрезерных, радиально-сверлильных и колонных станков, прессов, ножниц, расточных станков, плоскошлифовальных и круглошлифовальных станков польских, немецких, чешских, российских, румынских и Болгарские производители.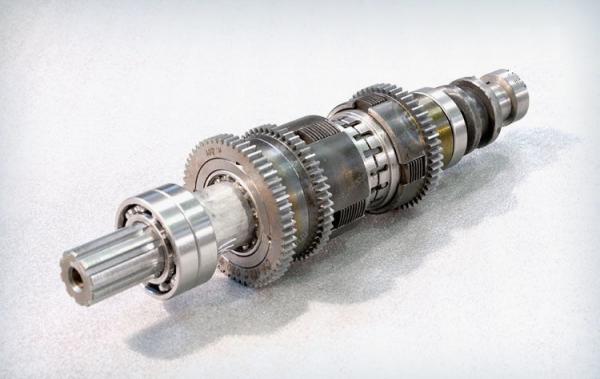 Благодаря самому большому европейскому складу запасных частей мы можем немедленно отреагировать в случае поломки станка. Большой склад механических и электрических запчастей, аксессуаров и оборудования позволяет нам быть мировым лидером в поставках запчастей для станков и практически всех видов промышленных сцеплений и тормозов.
Благодаря самому большому европейскому складу запасных частей мы можем немедленно отреагировать в случае поломки станка. Большой склад механических и электрических запчастей, аксессуаров и оборудования позволяет нам быть мировым лидером в поставках запчастей для станков и практически всех видов промышленных сцеплений и тормозов.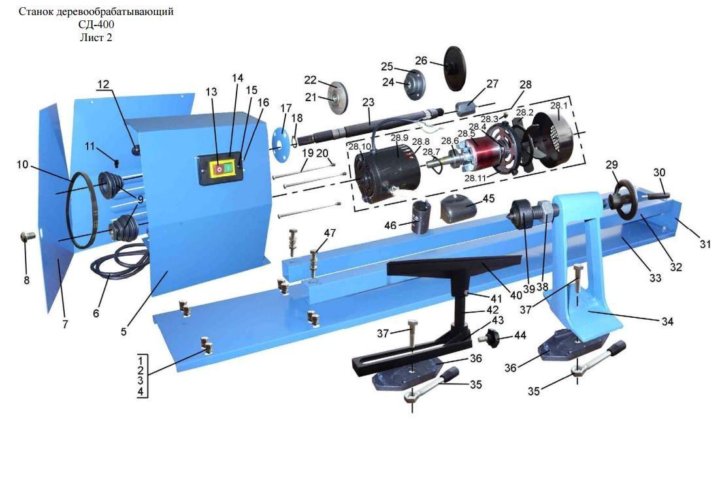

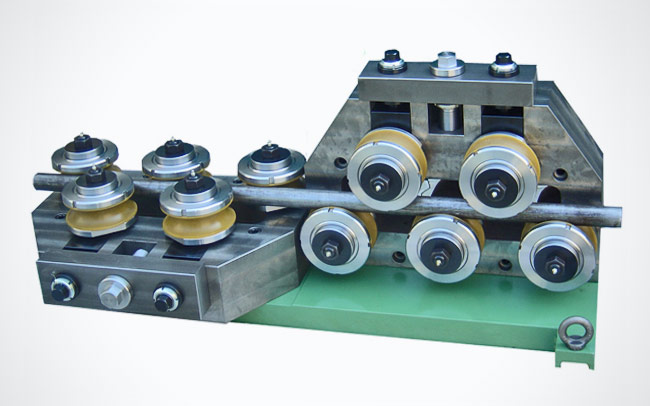
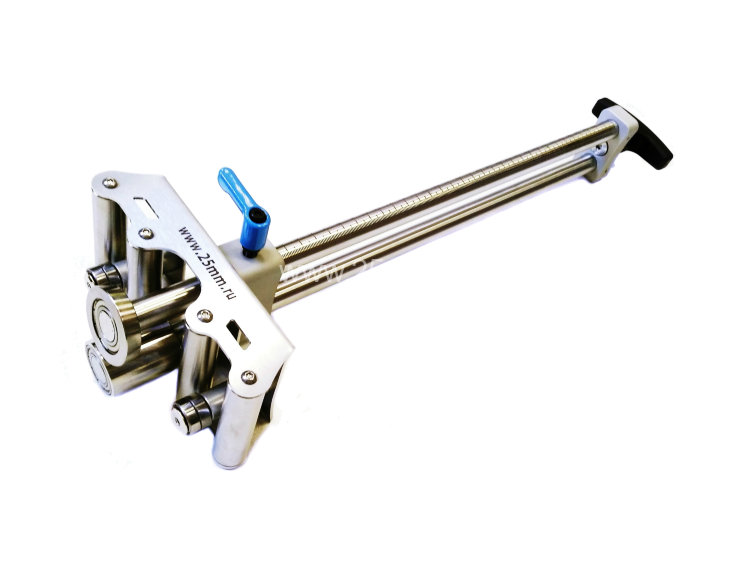 Это важная особенность технологии двухвалковой гибки листового проката.
Это важная особенность технологии двухвалковой гибки листового проката.

 Боковой вспомогательный ролик поднимается, изгибая заготовку. При прокатке через верхний и нижний ролики металлический лист принимает форму цилиндра и дуги.
Боковой вспомогательный ролик поднимается, изгибая заготовку. При прокатке через верхний и нижний ролики металлический лист принимает форму цилиндра и дуги.
 Принципы действия такого станка описаны ниже.
Принципы действия такого станка описаны ниже.
 Два боковых ролика – тянущие, они могут независимо перемещаться в горизонтальном направлении.
Два боковых ролика – тянущие, они могут независимо перемещаться в горизонтальном направлении.

 Два боковых ролика перемещаются вверх и вниз под углом. Их задача – позиционирование и гибка листа.
Два боковых ролика перемещаются вверх и вниз под углом. Их задача – позиционирование и гибка листа.

 Машина компактна, проста в эксплуатации и обслуживании; кроме того, ролик подходит для установки профильных штампов для легкой прокатки различных профилей.
Машина компактна, проста в эксплуатации и обслуживании; кроме того, ролик подходит для установки профильных штампов для легкой прокатки различных профилей.
 5
5 5
5 5
5 5
5

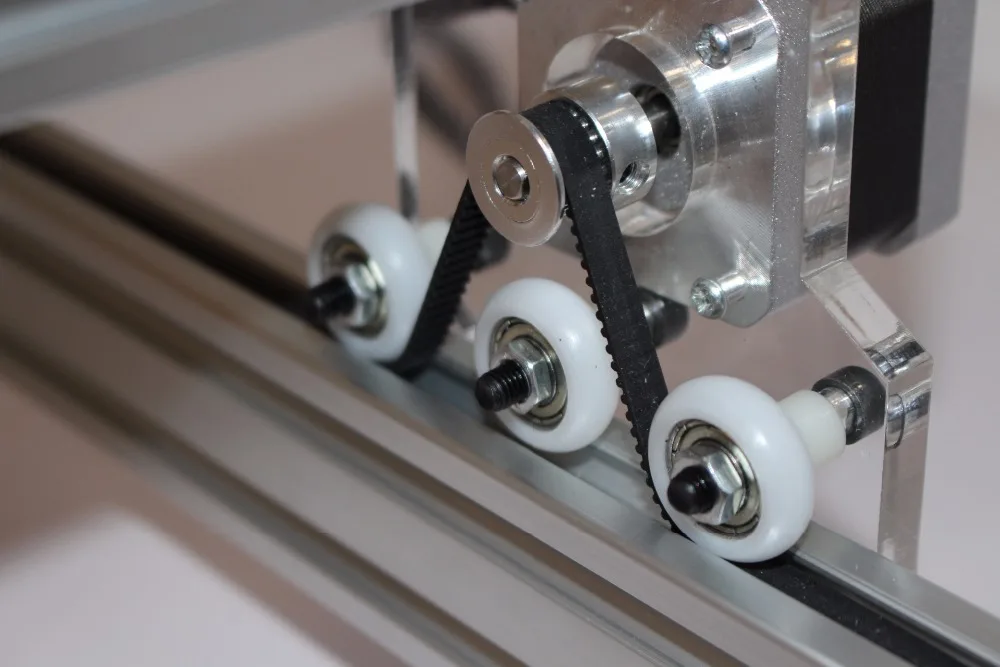
 Хотя скручивание суставов вручную — это забавный трюк для вечеринки, вы должны дать своим большим пальцам передышку и научиться пользоваться валиком!
Хотя скручивание суставов вручную — это забавный трюк для вечеринки, вы должны дать своим большим пальцам передышку и научиться пользоваться валиком!



 Эти выемки позволят вам вытолкнуть колеса из ролика.
Эти выемки позволят вам вытолкнуть колеса из ролика.


 Благодаря такой технологии сейчас легко напечатать сустав, который хирург может поставить человеку вместо повреждённого.
Благодаря такой технологии сейчас легко напечатать сустав, который хирург может поставить человеку вместо повреждённого.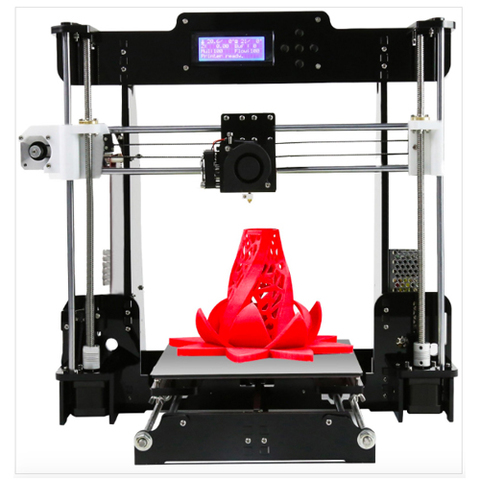 За год каждый из них печатает ещё по 100 принтеров. Далее все эти 5 000 принтеров разъезжаются по Марсу и начинают строить первую колонию. Пока они строят, мы заказываем в Икее мебель, оформляем доставку, и как раз к моменту доставки наши роботы всё допечатают. Яблони на Марсе вряд ли зацветут, а вот пятиэтажки — могут.
За год каждый из них печатает ещё по 100 принтеров. Далее все эти 5 000 принтеров разъезжаются по Марсу и начинают строить первую колонию. Пока они строят, мы заказываем в Икее мебель, оформляем доставку, и как раз к моменту доставки наши роботы всё допечатают. Яблони на Марсе вряд ли зацветут, а вот пятиэтажки — могут.  Но на станке можно сделать не всякую деталь.
Но на станке можно сделать не всякую деталь. 
 К сожалению, стереолитографические принтеры в настоящее время очень дороги.
К сожалению, стереолитографические принтеры в настоящее время очень дороги. Затем отвержденный слой смещается вниз, экструдер придает форму новому слою, и он наплавляется сверху на предыдущий, и так далее. Такие принтеры относительно недороги и могут быть собраны самостоятельно с применением некоторых ноу-хау. Здесь точность печати получается хуже по сравнению со стереолитографией, однако для любителей это самая подходящая процедура 3D-печати.
Затем отвержденный слой смещается вниз, экструдер придает форму новому слою, и он наплавляется сверху на предыдущий, и так далее. Такие принтеры относительно недороги и могут быть собраны самостоятельно с применением некоторых ноу-хау. Здесь точность печати получается хуже по сравнению со стереолитографией, однако для любителей это самая подходящая процедура 3D-печати.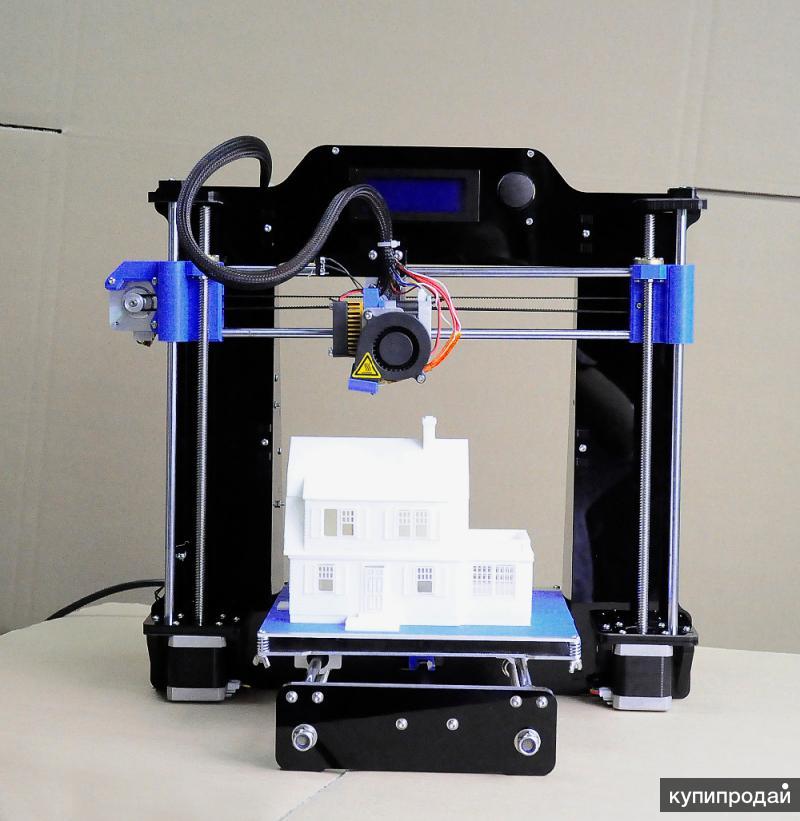 Он выпускается в форме нитей, намотанных на большие катушки. Нить заряжается в принтер, который втягивает и расплавляет ее для того, чтобы пластик стал жидким, и ему можно было придавать форму.
Он выпускается в форме нитей, намотанных на большие катушки. Нить заряжается в принтер, который втягивает и расплавляет ее для того, чтобы пластик стал жидким, и ему можно было придавать форму. Они могут быть изготовлены из разных веществ, но, как правило, в качестве основного ингредиента используются термопластичные эластомеры на основе уретана. Их объединяет одно — гибкость.
Они могут быть изготовлены из разных веществ, но, как правило, в качестве основного ингредиента используются термопластичные эластомеры на основе уретана. Их объединяет одно — гибкость. В процессе 3D-печати «принтер» накладывает последовательные слои материала до тех пор, пока создание объекта не будет завершено. В этой статье рассказывается о работе, программном обеспечении и приложениях 3D-печати.
В процессе 3D-печати «принтер» накладывает последовательные слои материала до тех пор, пока создание объекта не будет завершено. В этой статье рассказывается о работе, программном обеспечении и приложениях 3D-печати.  С помощью 3D-печати пользователи могут создавать сложные формы, не потребляя столько материала, сколько требуют традиционные методы производства.
С помощью 3D-печати пользователи могут создавать сложные формы, не потребляя столько материала, сколько требуют традиционные методы производства.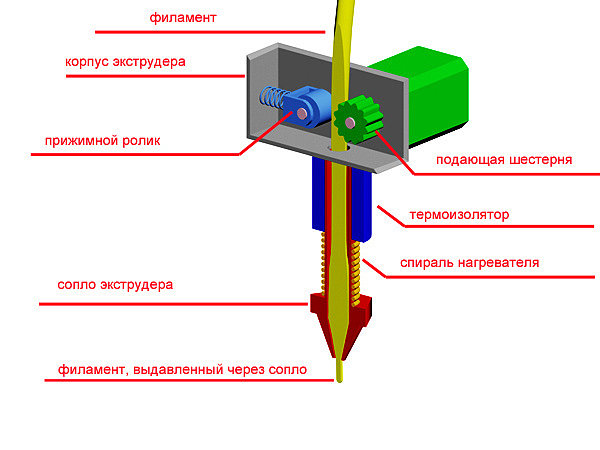
 Он изобрел файл STL и основал 3D Systems три года спустя, в 1987.
Он изобрел файл STL и основал 3D Systems три года спустя, в 1987.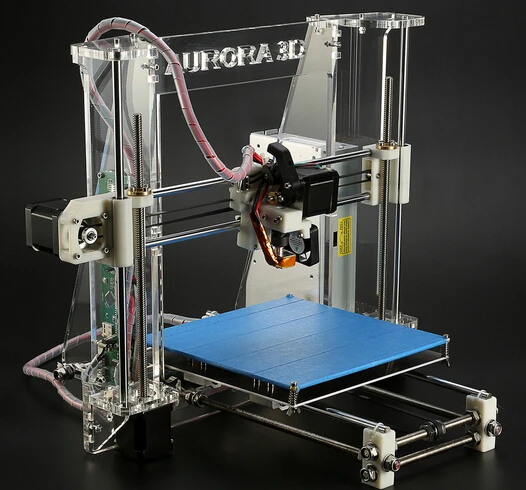
 3D-печать может занять от нескольких минут до нескольких дней.
3D-печать может занять от нескольких минут до нескольких дней. Затем платформа поднимается, чтобы можно было извлечь завершенную сборку. Плавка в порошковом слое включает несколько стандартных методов печати, таких как селективное лазерное спекание (SLS) и прямое лазерное спекание металла (DMLS).
Затем платформа поднимается, чтобы можно было извлечь завершенную сборку. Плавка в порошковом слое включает несколько стандартных методов печати, таких как селективное лазерное спекание (SLS) и прямое лазерное спекание металла (DMLS).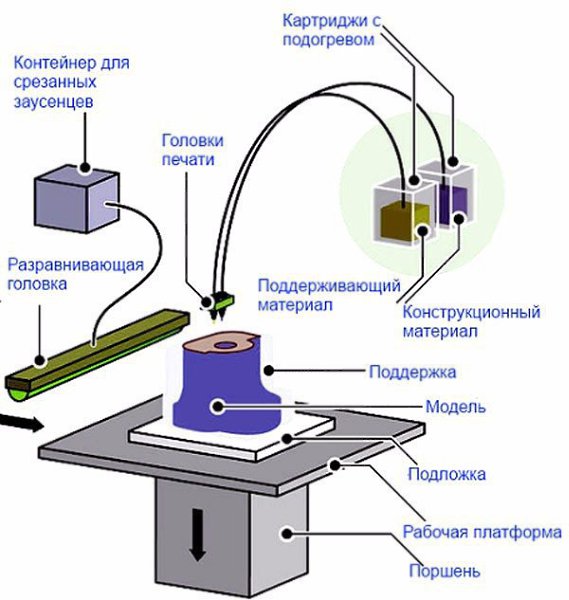 С другой стороны, SLM полностью расплавляет металлические частицы. Оба эти метода являются теплоемкими и, следовательно, требуют опорных конструкций. После завершения процесса опорные конструкции удаляются с помощью станков с ЧПУ или вручную. Затем детали подвергаются термической обработке для устранения остаточных напряжений во время постобработки.
С другой стороны, SLM полностью расплавляет металлические частицы. Оба эти метода являются теплоемкими и, следовательно, требуют опорных конструкций. После завершения процесса опорные конструкции удаляются с помощью станков с ЧПУ или вручную. Затем детали подвергаются термической обработке для устранения остаточных напряжений во время постобработки.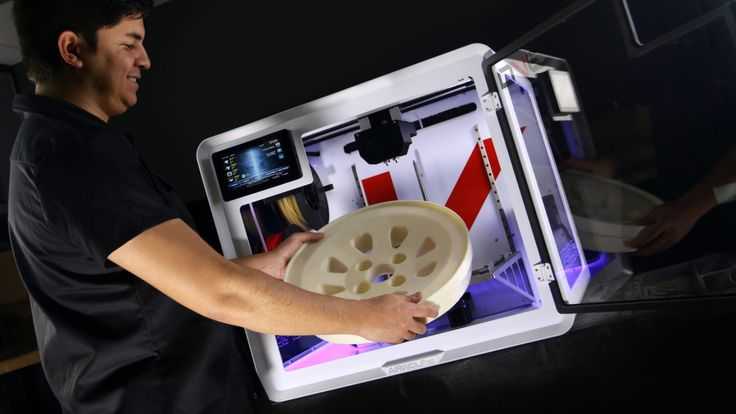
 Наконец, часто требуются поддерживающие структуры, которые могут оставить дефекты, которые можно удалить с помощью постобработки.
Наконец, часто требуются поддерживающие структуры, которые могут оставить дефекты, которые можно удалить с помощью постобработки. Однако вместо того, чтобы наносить чернила на бумагу, он использует одну или несколько печатающих головок для нанесения слоев жидкого материала. Каждый слой отверждается перед нанесением следующего слоя. В то время как струйная обработка материалов зависит от опорных конструкций, их можно создать с использованием водорастворимого вещества, которое можно стирать после завершения строительства.
Однако вместо того, чтобы наносить чернила на бумагу, он использует одну или несколько печатающих головок для нанесения слоев жидкого материала. Каждый слой отверждается перед нанесением следующего слоя. В то время как струйная обработка материалов зависит от опорных конструкций, их можно создать с использованием водорастворимого вещества, которое можно стирать после завершения строительства. Однако его размерная точность невысока, а гладкая поверхность часто требует последующей обработки. Выходной сигнал также не подходит для критически важных приложений, поскольку он имеет тенденцию быть анизотропным, то есть более слабым в одном направлении.
Однако его размерная точность невысока, а гладкая поверхность часто требует последующей обработки. Выходной сигнал также не подходит для критически важных приложений, поскольку он имеет тенденцию быть анизотропным, то есть более слабым в одном направлении.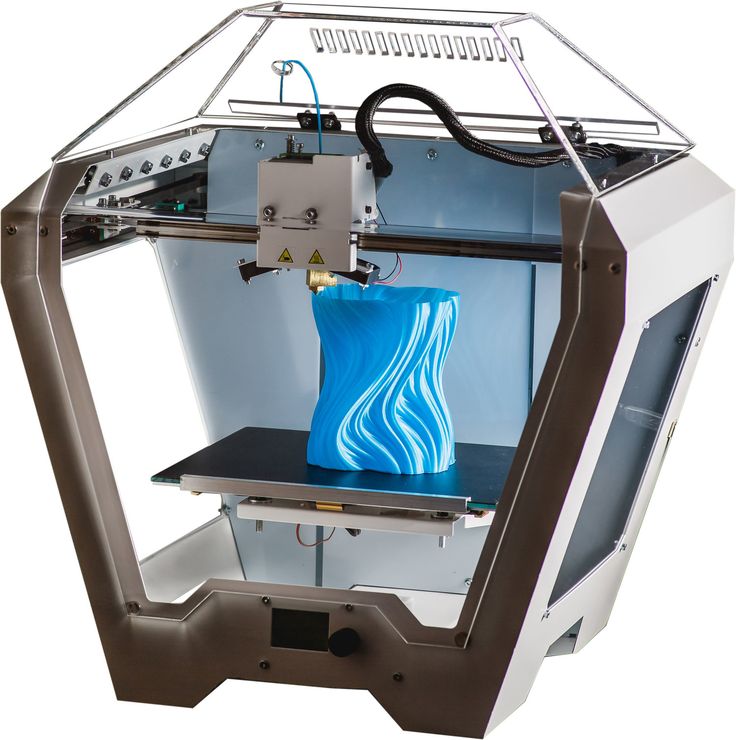 Процесс происходит горизонтально для создания слоев, которые затем укладываются вертикально для создания детали. Он подходит для различных типов материалов, включая керамику, полимеры и металлы.
Процесс происходит горизонтально для создания слоев, которые затем укладываются вертикально для создания детали. Он подходит для различных типов материалов, включая керамику, полимеры и металлы.
 Его библиотека предоставляет пользователям доступ к миллионам файлов, позволяя им находить и изменять нужную форму. Наконец, он имеет прямую интеграцию со сторонними службами печати.
Его библиотека предоставляет пользователям доступ к миллионам файлов, позволяя им находить и изменять нужную форму. Наконец, он имеет прямую интеграцию со сторонними службами печати.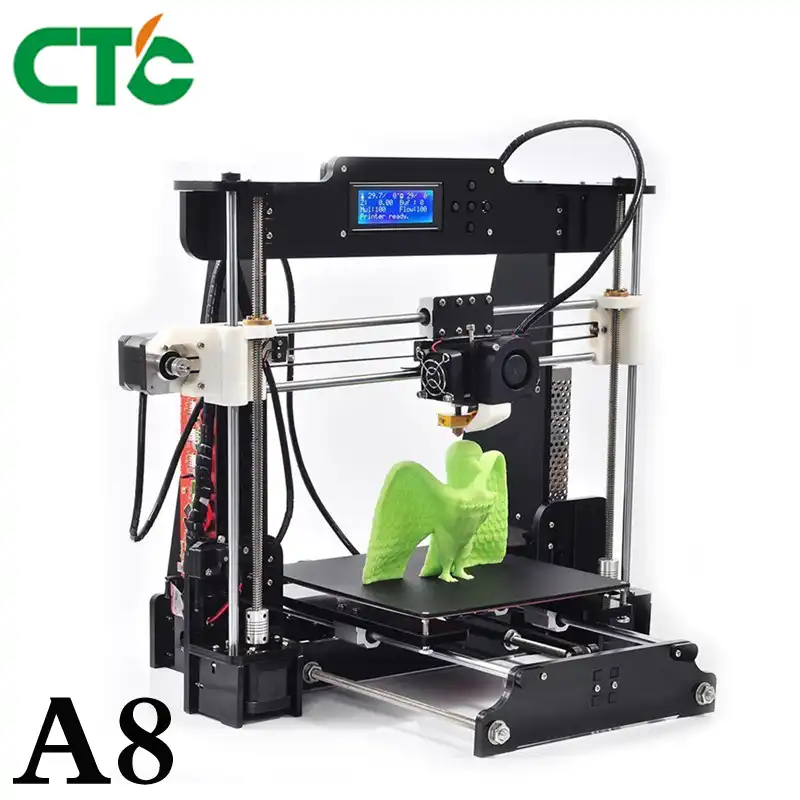 Это сокращает время печати и повышает вероятность успеха печати.
Это сокращает время печати и повышает вероятность успеха печати.
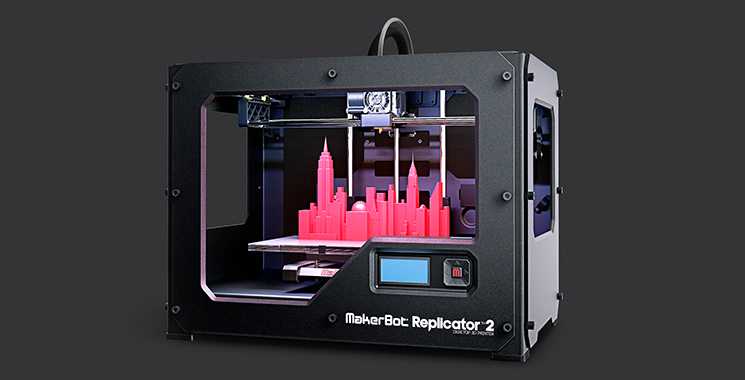
 В стоматологии 3D-печать также полезна для создания моделей для отливки металлических зубных коронок и изготовления инструментов для создания элайнеров.
В стоматологии 3D-печать также полезна для создания моделей для отливки металлических зубных коронок и изготовления инструментов для создания элайнеров.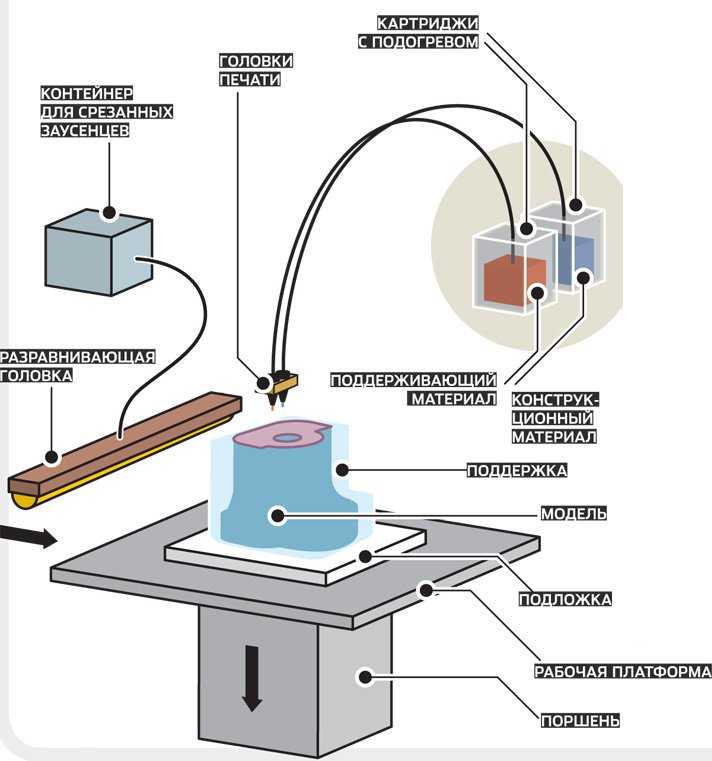 Автомобильная промышленность
Автомобильная промышленность
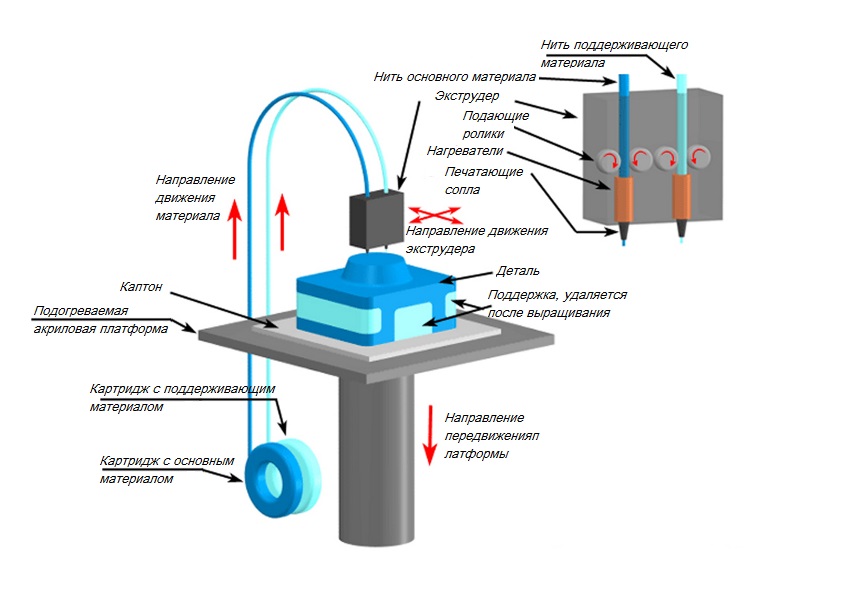 Помимо своего обширного опыта торговли деривативами, Адам является экспертом в области экономики и поведенческих финансов. Адам получил степень магистра экономики в Новой школе социальных исследований и докторскую степень. из Университета Висконсин-Мэдисон по социологии. Он является обладателем сертификата CFA, а также лицензий FINRA Series 7, 55 и 63. В настоящее время он занимается исследованиями и преподает экономическую социологию и социальные исследования финансов в Еврейском университете в Иерусалиме.
Помимо своего обширного опыта торговли деривативами, Адам является экспертом в области экономики и поведенческих финансов. Адам получил степень магистра экономики в Новой школе социальных исследований и докторскую степень. из Университета Висконсин-Мэдисон по социологии. Он является обладателем сертификата CFA, а также лицензий FINRA Series 7, 55 и 63. В настоящее время он занимается исследованиями и преподает экономическую социологию и социальные исследования финансов в Еврейском университете в Иерусалиме.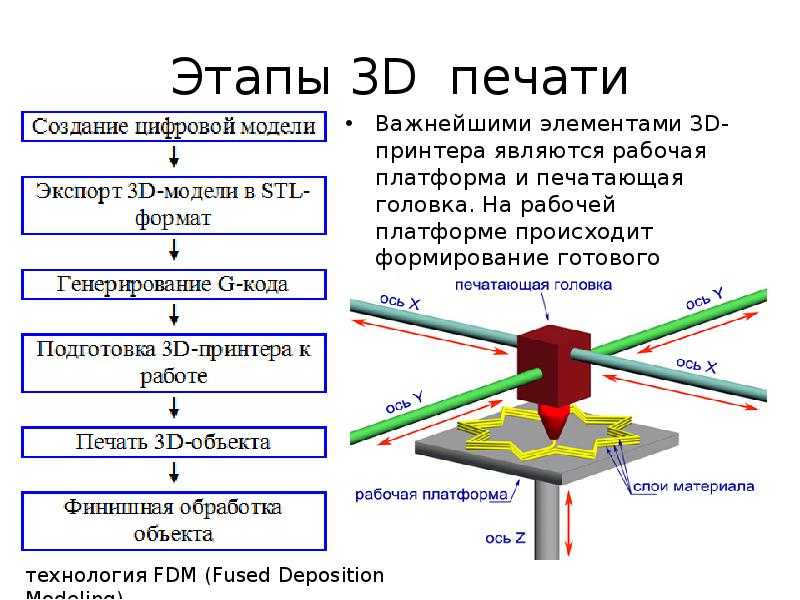 Она является держателем лицензий FINRA Series 7, 63 и 66.
Она является держателем лицензий FINRA Series 7, 63 и 66.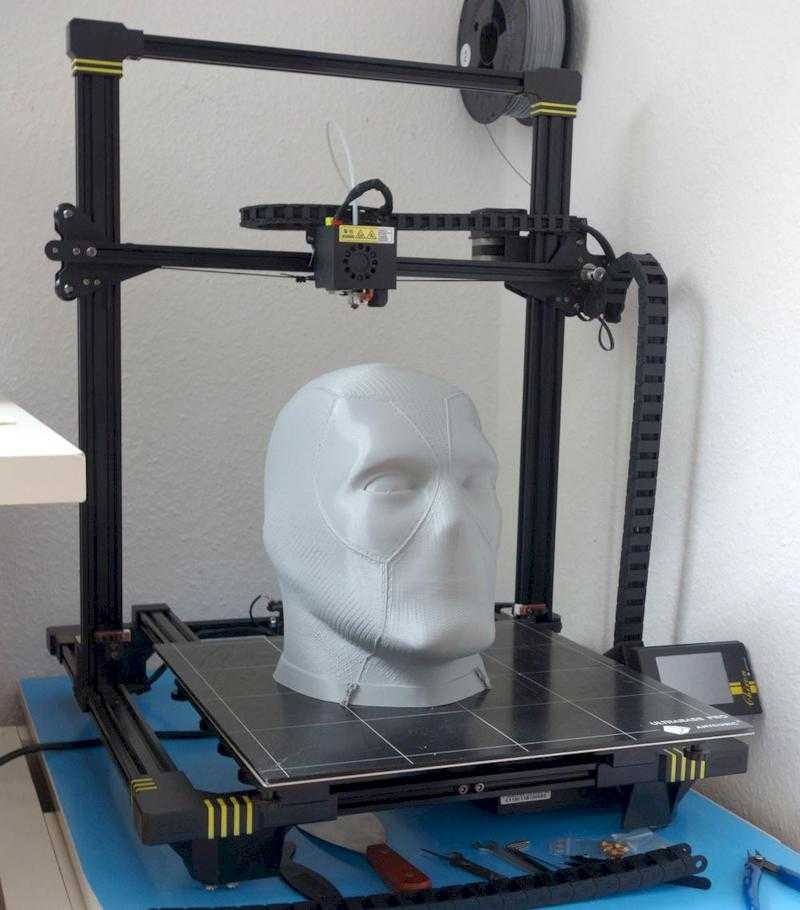
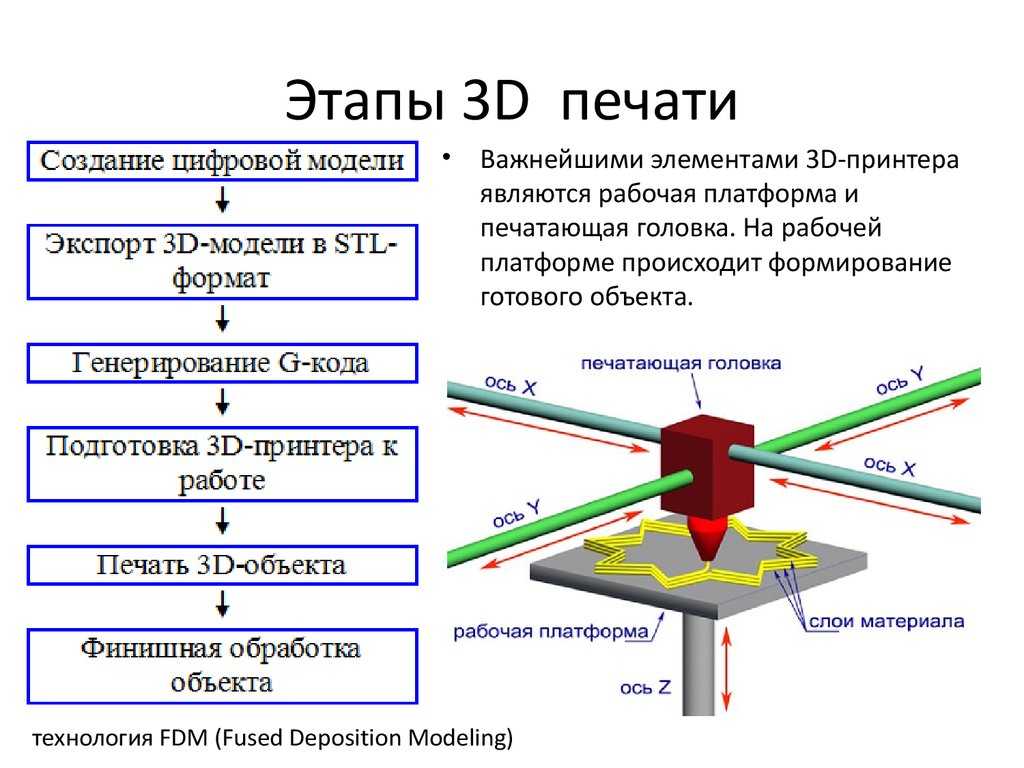
 Boeing использует детали из титана, напечатанные на 3D-принтере, в конструкции своего авиалайнера 787 Dreamliner. В 2017 году General Electric создала вертолетный двигатель, состоящий из 16 деталей вместо 900, что свидетельствует о том, насколько большое влияние 3D-печать потенциально может оказать на цепочки поставок.
Boeing использует детали из титана, напечатанные на 3D-принтере, в конструкции своего авиалайнера 787 Dreamliner. В 2017 году General Electric создала вертолетный двигатель, состоящий из 16 деталей вместо 900, что свидетельствует о том, насколько большое влияние 3D-печать потенциально может оказать на цепочки поставок. Аудиологи могут использовать 3D-сканеры для создания собственного прототипа, используя контрольные точки на скане. Производители могут загрузить отсканированное изображение в машину для 3D-печати и после точной настройки материалов и формы ушей напечатать слуховые аппараты целиком.
Аудиологи могут использовать 3D-сканеры для создания собственного прототипа, используя контрольные точки на скане. Производители могут загрузить отсканированное изображение в машину для 3D-печати и после точной настройки материалов и формы ушей напечатать слуховые аппараты целиком.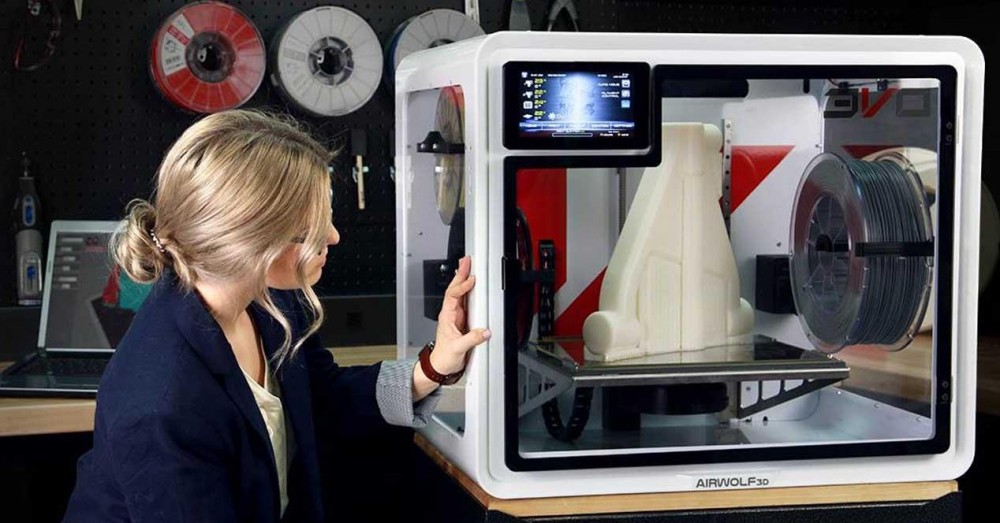
 Продаем ножи для шредера, агломераторов, роторных дробилок, станков для переработки шин в крошку (ленторезы,…
Продаем ножи для шредера, агломераторов, роторных дробилок, станков для переработки шин в крошку (ленторезы,… Станок оснащен пневмоприжимами, для фиксации заготовки на рабочей поверхности…
Станок оснащен пневмоприжимами, для фиксации заготовки на рабочей поверхности… 11.2022
11.2022 com
com
 02.2013
02.2013 В ходе формирования заготовки резец перемещаются вдоль оси ее вращения. Основные характеристики токарных резцов – это размер державки. То есть, той составной части, на которой закрепляется режущая пластина, функционального назначения. Не последнюю роль играет и марка материала из которой изготовлена режущая часть. Об этом чуть ниже.
В ходе формирования заготовки резец перемещаются вдоль оси ее вращения. Основные характеристики токарных резцов – это размер державки. То есть, той составной части, на которой закрепляется режущая пластина, функционального назначения. Не последнюю роль играет и марка материала из которой изготовлена режущая часть. Об этом чуть ниже. К этому же классу можно отнести развертки, зенкеры, цековки и пр. Они предназначены для обработки отверстий после сверления. Например, с помощью разверток выполняют чистовую обработку полученных отверстий, то есть доводят его до требуемого размера и шероховатости поверхности.
К этому же классу можно отнести развертки, зенкеры, цековки и пр. Они предназначены для обработки отверстий после сверления. Например, с помощью разверток выполняют чистовую обработку полученных отверстий, то есть доводят его до требуемого размера и шероховатости поверхности. Их разделяют на фрезы общего применения, червячные, для получения зубчатых колес, гравировальные, шпоночные и пр. Их используют для получения сложных поверхностей, например, при производстве пресс-форм или штампов, предназначенных для обработки металлов давлением.
Их разделяют на фрезы общего применения, червячные, для получения зубчатых колес, гравировальные, шпоночные и пр. Их используют для получения сложных поверхностей, например, при производстве пресс-форм или штампов, предназначенных для обработки металлов давлением. Этот инструмент, представляет собой круг, изготовленный из абразивного материала, например, карбида кремния. Небольшие частицы абразива снимают заданный слой металла. Такие круги используют для зачистки поверхности от следов коррозии и обработки изделий после термической обработки.
Этот инструмент, представляет собой круг, изготовленный из абразивного материала, например, карбида кремния. Небольшие частицы абразива снимают заданный слой металла. Такие круги используют для зачистки поверхности от следов коррозии и обработки изделий после термической обработки.
 В ходе резания инструмент подвергается нагреву и износу. Стали этого класса отличаются достаточной прочностью, твердостью.
В ходе резания инструмент подвергается нагреву и износу. Стали этого класса отличаются достаточной прочностью, твердостью.

 6 дюймов PRO 19 Гибочный тормоз
6 дюймов PRO 19 Гибочный тормоз США
США Они могут резать, надрезать и пробивать отверстия в стальных пластинах и уголках. Современные металлургические станки приводятся в действие гидравлическим приводом и электродвигателем. Металлурги обычно имеют 4 станции, на которых они могут резать плоские листы, уголки, круглые и квадратные прутки, а также перфорированные листы, уголки, двутавровые балки и швеллеры.
Они могут резать, надрезать и пробивать отверстия в стальных пластинах и уголках. Современные металлургические станки приводятся в действие гидравлическим приводом и электродвигателем. Металлурги обычно имеют 4 станции, на которых они могут резать плоские листы, уголки, круглые и квадратные прутки, а также перфорированные листы, уголки, двутавровые балки и швеллеры. США/MO
США/MO США/МО
США/МО США/MO
США/MO в 1 дюйм
в 1 дюйм
 дюйм
дюйм 5- 1988(02) Ограждение, соответствующее требованиям
5- 1988(02) Ограждение, соответствующее требованиям
 Резьба наружная — цанга, угловой.
Резьба наружная — цанга, угловой. Резьба наружная — цанга, угловой.
Резьба наружная — цанга, угловой. Резьба наружная — цанга, угловой.
Резьба наружная — цанга, угловой. Резьба наружная — цанга, угловой.
Резьба наружная — цанга, угловой. Резьба наружная — цанга, угловой.
Резьба наружная — цанга, угловой. Резьба наружная — цанга, угловой.
Резьба наружная — цанга, угловой. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
 характеристики трубок) Серия 6000: -20°C – 80°C (см. характеристики трубок)
характеристики трубок) Серия 6000: -20°C – 80°C (см. характеристики трубок)
 Договор купли-продажи
Договор купли-продажи
 Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем.
Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем. Продавец имеет право
Продавец имеет право




 Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.

 12.2022
12.2022
 Если же, всё-таки, интерес к неразъемным, разрезным формам и формам для литья под вакуумом возникнет, я опишу процесс их создания позже.
Если же, всё-таки, интерес к неразъемным, разрезным формам и формам для литья под вакуумом возникнет, я опишу процесс их создания позже.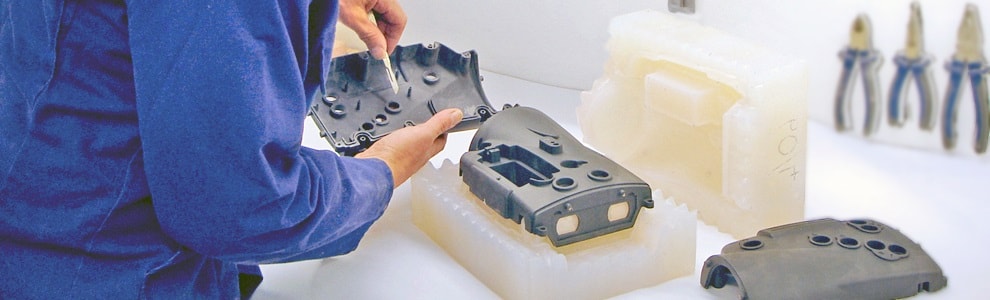 Если, по каким-либо причинам, подобное сделать невозможно, впоследствии от подобных мест надо будет провести воздуховоды или промазывать их смолой перед заливкой.
Если, по каким-либо причинам, подобное сделать невозможно, впоследствии от подобных мест надо будет провести воздуховоды или промазывать их смолой перед заливкой. Кроме того, пластилин желательно проткнуть зубочисткой до самого дна под каждой деталью — по её краям и в средней части. Это пригодится впоследствии. Поверхность пластилина выравниваем. Устанавливается литник, а затем и детали. Детали вмазываем в пластилин таким образом, чтобы при виде сбоку было как можно меньше отрицательных углов. Оптимальный вариант, когда их нет совсем. Конечно, силикон — достаточно гибкий материал, но правильнее было бы не делать больших поднутрений. При вмазывании деталей старайтесь, чтобы поверхность пластилина располагалась к ним под прямым углом (то есть, параллельно поверхности всей площадки) — это уменьшит вероятность появления \»ступенек\» на отливке по линии разъёма формы. Когда все детали вмазаны в форму, очищаем их от налипшего пластилина при помощи зубочистки.
Кроме того, пластилин желательно проткнуть зубочисткой до самого дна под каждой деталью — по её краям и в средней части. Это пригодится впоследствии. Поверхность пластилина выравниваем. Устанавливается литник, а затем и детали. Детали вмазываем в пластилин таким образом, чтобы при виде сбоку было как можно меньше отрицательных углов. Оптимальный вариант, когда их нет совсем. Конечно, силикон — достаточно гибкий материал, но правильнее было бы не делать больших поднутрений. При вмазывании деталей старайтесь, чтобы поверхность пластилина располагалась к ним под прямым углом (то есть, параллельно поверхности всей площадки) — это уменьшит вероятность появления \»ступенек\» на отливке по линии разъёма формы. Когда все детали вмазаны в форму, очищаем их от налипшего пластилина при помощи зубочистки. Когда всё закончено, выравниваем поверхность пластилина, дабы избежать всяческих \»волн\», возникших в последней фазе работы.
Когда всё закончено, выравниваем поверхность пластилина, дабы избежать всяческих \»волн\», возникших в последней фазе работы. Зачастую, вазелиновое масло действует даже лучше, чем фирменные разделители. Но замечу, что для каждого силикона нужно опытным путём подбирать наиболее подходящий разделитель. Начинать, естественно, с того, что подешевле. Не поленитесь, проверьте заранее — позволяет ли выбранный вами разделитель эффективно разделить 2 слоя имеющейся марки силикона.
Зачастую, вазелиновое масло действует даже лучше, чем фирменные разделители. Но замечу, что для каждого силикона нужно опытным путём подбирать наиболее подходящий разделитель. Начинать, естественно, с того, что подешевле. Не поленитесь, проверьте заранее — позволяет ли выбранный вами разделитель эффективно разделить 2 слоя имеющейся марки силикона. Если планируется выпускать небольшие партии изделий, можно, конечно, воспользоваться и силиконами Пента — они самые дешёвые, но качество не супер. Ещё я использовал разные марки виксинта (разные — и под смолу, и под металл), но по маркам сказать точно не могу — тут продавец должен консультировать. ОЧЕНЬ хорошо под литьё из смолы себя зарекомендовал силикон от Pathway Polymers Sl-25:
Если планируется выпускать небольшие партии изделий, можно, конечно, воспользоваться и силиконами Пента — они самые дешёвые, но качество не супер. Ещё я использовал разные марки виксинта (разные — и под смолу, и под металл), но по маркам сказать точно не могу — тут продавец должен консультировать. ОЧЕНЬ хорошо под литьё из смолы себя зарекомендовал силикон от Pathway Polymers Sl-25: 2: 50
2: 50 Силикон не должен лежать сплошным ровным слоем — он должен повторять рельеф формы. Поворачивайте форму (да-да — в руках) до тех пор, пока залитый слой не схватится. Необходимо научиться добиваться равномерной толщины силикона по всей форме в пределах 2-3 мм (даже над самыми выступающими участками). Так же надо промазывать силиконом стенки опалубки, чтобы возник некоторый слой, около 1 мм или чуть более. При последней заливке приклейте по углам и кое-где на стенки кусочки застывшего силикона толщиной 2-5 мм и высотой/шириной 5-10 мм — таким образом, чтобы их \»нижняя\» часть вплотную прилегала к поверхности силиконовой формы, а верхняя не выступала за опалубку по высоте. Подойдут вырезанные из пробной заливки, или из прошлых, неудачных попыток создания форм. Так же он может остаться на днище стаканчиков для замешивания. Необходимы эти кусочки для более точной фиксации гипса.
Силикон не должен лежать сплошным ровным слоем — он должен повторять рельеф формы. Поворачивайте форму (да-да — в руках) до тех пор, пока залитый слой не схватится. Необходимо научиться добиваться равномерной толщины силикона по всей форме в пределах 2-3 мм (даже над самыми выступающими участками). Так же надо промазывать силиконом стенки опалубки, чтобы возник некоторый слой, около 1 мм или чуть более. При последней заливке приклейте по углам и кое-где на стенки кусочки застывшего силикона толщиной 2-5 мм и высотой/шириной 5-10 мм — таким образом, чтобы их \»нижняя\» часть вплотную прилегала к поверхности силиконовой формы, а верхняя не выступала за опалубку по высоте. Подойдут вырезанные из пробной заливки, или из прошлых, неудачных попыток создания форм. Так же он может остаться на днище стаканчиков для замешивания. Необходимы эти кусочки для более точной фиксации гипса. Даёте застыть гипсу.
Даёте застыть гипсу. Это в случае, если разделитель был подобран правильно, и половинки формы не склеились намертво. думаю, всё должно быть хорошо, если вы воспользовались моим советом выше, и проверили эффективность разделителя относительно выбранной марки силикона.
Это в случае, если разделитель был подобран правильно, и половинки формы не склеились намертво. думаю, всё должно быть хорошо, если вы воспользовались моим советом выше, и проверили эффективность разделителя относительно выбранной марки силикона. Я много пользовался Axson (очень хорошая смола), сейчас экспериментирую со Smooth cast 300. Единственная проблема — достать смолы в мелких ёмкостях. Погуглите, может найдёте подходящего дилера в вашем регионе. В Москве можно было достать Axson по адресу: Москва, Каширский пр-д, д. 13;
Я много пользовался Axson (очень хорошая смола), сейчас экспериментирую со Smooth cast 300. Единственная проблема — достать смолы в мелких ёмкостях. Погуглите, может найдёте подходящего дилера в вашем регионе. В Москве можно было достать Axson по адресу: Москва, Каширский пр-д, д. 13; 


 Латекс, серные глины, некоторые деревянные поверхности, недавно отлитый полиэстер, эпоксидная смола, силиконовый каучук с оловянным отверждением или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Латекс, серные глины, некоторые деревянные поверхности, недавно отлитый полиэстер, эпоксидная смола, силиконовый каучук с оловянным отверждением или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть. Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On. Поскольку нет двух одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On. Поскольку нет двух одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения. 
 Примечание — время зависит от толщины формы.
Примечание — время зависит от толщины формы. Они являются идеальным решением для различных промышленных или любительских приложений. *не для использования в печах
Они являются идеальным решением для различных промышленных или любительских приложений. *не для использования в печах Для латекса лучше всего использовать кисть для нанесения слоя силикона поверх модели, которую вы формируете.
Для латекса лучше всего использовать кисть для нанесения слоя силикона поверх модели, которую вы формируете.
 Вы сможете использовать эту форму для более длительных производственных циклов уретановых отливок.
Вы сможете использовать эту форму для более длительных производственных циклов уретановых отливок. 



 Мы предлагаем:
Мы предлагаем:
 … Для собаки это вонючий, пропитанный гормонами Б.О. губка. И поскольку они любят вас, им нравится ваша вонь. — Кейт Черкис
… Для собаки это вонючий, пропитанный гормонами Б.О. губка. И поскольку они любят вас, им нравится ваша вонь. — Кейт Черкис Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/stank. По состоянию на 6 января 2023 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/stank. По состоянию на 6 января 2023 г. Сколько вы можете получить правильно?
Сколько вы можете получить правильно? 1 Этимология
1 Этимология Сравните с .
Сравните с . 31:
31:
 е. , Эдвард Норвичский, 2-й герцог Йоркский], «Об Олене и его природе», в В[иллиа]м А[дольфе] Бейли-Громане и Флоренс Бэйли-Громан, редакторы, Мастер игры Эдварда, второго герцога Йоркского: старейшая английская книга об охоте , London: Chatto & Windus, опубликовано в 1909 г., OCLC 7391857537 , стр. 33:
е. , Эдвард Норвичский, 2-й герцог Йоркский], «Об Олене и его природе», в В[иллиа]м А[дольфе] Бейли-Громане и Флоренс Бэйли-Громан, редакторы, Мастер игры Эдварда, второго герцога Йоркского: старейшая английская книга об охоте , London: Chatto & Windus, опубликовано в 1909 г., OCLC 7391857537 , стр. 33:


 Министерство внутренних дел, Первый отчет Ведомственного комитета по самовозгоранию угля в шахтах , стр. 176:
Министерство внутренних дел, Первый отчет Ведомственного комитета по самовозгоранию угля в шахтах , стр. 176: С. Golosinski, Guo Yuguang, Mining Science and Technology , стр. 19:
С. Golosinski, Guo Yuguang, Mining Science and Technology , стр. 19: Пожалуйста, добавьте к ней или обсудите ее в скрипториуме этимологии.)
Пожалуйста, добавьте к ней или обсудите ее в скрипториуме этимологии.) 384:
384: )
) 471:
471:
 122:
122:


