Набор сверл и бит Makita 30 предметов, Упаковкой 10шт (D-47204-10)
Набор насадок для дрелей и шуруповертов в практичном кейсе. В комплекте — сверла для дерева, кирпича и металла, биты и магнитный держатель. Всего 30 наименований. 10 наборов в комплекте.
Технические характеристики
Основные Подробные
Длина биты, мм
25
Тип
насадка
Назначение
для шуруповертов
Тип биты
Ph2-Ph4, PZ1-PZ3, T20-T30
Кол-во предметов в наборе, ед.
30
Диаметр сверла для металла, мм
3-6
Диаметр сверла для кирпича, мм
4-8
Диаметр сверла для дерева, мм
4-8
Длина магнитного держателя, мм
60
Кол-во наборов в упаковке, шт.
10
Комплектация
Набор сверл и бит — 10 шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Набор свёрл и бит Makita D-47204 30шт
12 сверл, 16 битр, зенкер, магнитный держатель
Технические характеристики
Основные Подробные
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Makita D-47204 Набор смешанных сверл и насадок из 30 предметов
Набор
Загрузка обзоров товаров. ..
£10.00
8,33 фунта стерлингов Без НДС
Нет на складе
КУПИТЬ
хх
и
ПОЛУЧАТЬ
хх
Сэкономить£xxx.xx
Рекомендуемая розничная цена £xxx.xx
Сейчас £xxx.xx
Общая стоимость сделки:
£xxx.xx без НДС £80,00
Принять условия*
Подходящий бесплатный товар будет автоматически добавлен в корзину
НАБОР
НАБОР
Купите один товар, и мы дадим вам указанный процент скидки 2-й пункт. Указанная процентная скидка применяется к текущему цена 1 единицы «сохраняемого» предмета, пока действует сделка. Скидка на «сохранить» товар доступен только при «Добавить сделку в корзину» нажимается/нажимается, и покупка впоследствии завершается. ‘Сохранить’ скидка на товар не действует на любой другой товар. Нет скидки применяется к предмету «купить». Несколько предложений Bundle могут быть добавлены к корзину и купил.
БЕСПЛАТНО
БЕСПЛАТНО
Кто не любит бесплатные вещи?! Если не указано иное, мы будем автоматически добавить бесплатный продукт в корзину и отправить его с вашим заказом. Предложение «бесплатного» товара зависит от «основного» приобретаемый товар. Стоимость «бесплатного» предмета указана в сделке отражает полную продажную цену Toolstop. Сделки «выкупа» могут только через веб-сайт участвующего бренда. положения и условия бренда также применяются к любой сделке по выкупу рекламируется Toolstop.
СНИЖЕНИЕ ЦЕН
СНИЖЕНИЕ ЦЕН
Следите за нашими регулярными скидками! Синяя цена «была» отражает обычную цену продажи Toolstop. Красная цена «распродажи» отражает цену предложения, пока сделка доступна.
Все условия сделок
Все предложения действительны при наличии всех ‘пучок’, «сохранить» и «бесплатные» предметы связанных с какой-либо конкретной сделкой. Все цены указаны с учетом НДС Великобритании, если не указано иное. Toolstop оставляет за собой право прекратить сделки в любое время.
Смешанный набор сверл и насадок Makita D-47204 из 30 предметов
Набор сверл и насадок Makita D-47204 содержит набор сверл для сверления отверстий в древесине, кирпичной кладке и металле. Также включает в себя 16 отверток, зенкер и магнитный держатель бит в аккуратном маленьком футляре.
Содержит:
4 сверла по металлу из быстрорежущей стали — 3 — 4 — 5 — 6 мм
Где найти файлы для фрезеровки, как найти файлы для фрезера
Фрезерное оборудование прошло долгий путь от неповоротливых агрегатов с массой рычагов до автоматизированных центров с ЧПУ, работающих без человеческого участия. Современные станки способны превратить в произведение искусства любой материал, будь то пластик, металл, дерево, камень и т.д.
Изделия, выполненные на фрезерном станке с ЧПУ
Задействование компьютера в процессах фрезерной обработки обеспечило недостижимую для ручной работы точность и скорость выполнения сложных объемных изделий. Это обусловлено, во-первых, автоматическим позиционированием инструмента, а, во-вторых, отсутствием времязатрат на замену режущих элементов, перемещение заготовки, изменение положения шпинделя относительно изделия и т.д. Все, что необходимо для работы фрезерному оборудованию с ЧПУ, – это управляющий файл для компьютера, в котором расписана вся последовательность действий подвижных элементов станка и маршрут движения фрез.
Так выглядят готовые файлы для дальнейшей фрезеровки на станке с программным управлением
Не у всех есть познания в трехмерном моделировании и возможность самостоятельно разработать 3D-эскиз для последующей обработки на фрезерном станке. В этом случае есть несколько вариантов получения моделей.
Компании, оказывающие услуги по раскрою и фрезеровке
Некоторые организации идут на встречу и соглашаются в платном порядке подготовить макет раскроя для ЧПУ-фрезера, правда, такое понимание можно встретить далеко не везде. Чаще всего подобные фирмы оказывают комплексные услуги, включающие фрезерование на их оборудовании.
Тематические форумы и сообщества
Зарегистрировавшись на таких ресурсах, можно получить массу полезной информации, которую не найдешь в обычных статьях, так как пользователи обмениваются собственным опытом, разбирают ошибки и дают советы. Здесь же делятся готовыми работами и файлами для них. Кто-то делает это платно, кто-то бесплатно, кто-то готов на обмен. Также всегда можно найти участников форумов, которые согласятся разработать модель на оговоренных условиях.
Студенты технических ВУЗов
От подработки и дополнительного заработка не откажется ни один студент. Большинство из тех, кто занимается на специальностях, связанных с 3D-моделированием, уже после второго курса могут сделать эскиз фрезерования и создать управляющую программу для станка. Естественно, обращаться желательно к людям, имеющим портфолио или положительные рекомендации.
Группы в социальных сетях (Facebook, Вконтакте и т.д.)
Как и на форумах, здесь объединяются люди, которые занимаются фрезерным раскроем. Почти во всех группах есть разделы с готовыми файлами для бесплатной скачки и, чем больше участников, тем богаче выбор моделей. Среди пользователей таких групп встречается много профессионалов по части разработки компьютерных макетов, которые не отказывают в помощи по созданию новых изделий.
Сайты для скачивания
На таких сайтах помимо форумных разделов и информационных блоков, существуют магазины, где можно не только покупать чужие эскизы, но и выставлять на продажу свои. Здесь же есть и страницы с бесплатным контентом. Все модели разбиты по каталогам, проверены на работоспособность и представлены в нескольких форматах для резки.
Компоненты программного обеспечения
В ограниченном количестве файлы для фрезеровки можно найти также в пакете ПО, которое поставляется в комплекте с фрезерным оборудованием, или среди библиотек программ по трехмерному моделированию (например, ArtCam).
Daloto.ru
А теперь и на нашем сайте появился соответствующий раздел, где вы можете скачать файлы для фрезеровки.
Как делать 3D Модели для ЧПУ станков и где брать
Модели для ЧПУ станков где брать и как делать?
2017-09-12
Модели для станков ЧПУ — это образы будущей детали, которые впоследствии реализуются на практике. Они могут быть выполнены как в виде классических чертежей (формат 2D, то есть в двух измерениях), так и в форме 3D (виртуальные объекты, обладающие длиной, шириной и высотой. Модели весьма разнятся по своему уровню. Встречаются совсем простые варианты, которые может выполнить и непрофессионал. В то же время существуют сложные модели, которые создают исключительно специалисты, чтобы выполнить подобный виртуальный макет следует учиться по данному направлению. Впрочем, более лёгкий способ — обработка заготовки по готовым образцам, ранее созданным другими.
Модели в интернете
Ходовые модели для ЧПУ можно просто-напросто найти в интернете, набрав в Яндексе или Гугле соответствующее словосочетание. При этом заплатить за их скачивание не придётся, на различных сайтах их выкладывают совершенно бесплатно. Стоит внимательно присмотреться к деталям сайта, на котором предлагается скачивание. Их существует великое множество, но файлы на части из них могут быть заражены вирусом. Рекомендуется заниматься скачиванием, только если сайт смотрится как «настоящий». К примеру, на нём отсутствуют выскакивающие окна, нет назойливой рекламы. Хорошим подтверждением, что файлы на сайте действительно содержат искомые модели являются комментарии скачавших, хотя они тоже могут быть фальсифицированы, нужно смотреть, насколько человеческим языком они выполнены. Впрочем, при должной осторожности ущерба удастся избежать. В то же время бесплатные модели не обязательно будут доброкачественными, поэтому указывается, что необходимо проверить, насколько они рабочие, перед тем, как обрабатывать заготовки в соответствии с этими чертежами. Среди моделей, представленных на сайтах, можно обнаружить различные предметы бытового назначения. В частности на одной странице перечисляются такие виды утвари, как хлебницы, доски для разделки, полочки, а также более сложные предметы — часы и светильники. На другой можно обнаружить модели для фигурок шахмат. На третьей — орнаменты для мебели из дерева, и, кроме того, рамы, кронштейны, молдинги. Все модели представлены в виде слайд-шоу тут же на странице, поэтому их можно рассмотреть. Ссылки для скачивания ведут на лёгкий для работы с ним файлообменник «Яндекс.Диск». Как видно, отыскать модели для ЧПУ в открытых источниках в интернете труда не составляет. При желании любой пользователь отыщет изделия себе по душе, и произведёт их 3D-фрезеровку на собственном станке. В то же время многие стремятся создать что-то своё. Для таких владельцев ЧПУ-станков открыта возможность создания собственных моделей.
Самостоятельное создание моделей для ЧПУ
Виртуальные образцы для изготовления изделий сильно варьируются по сложности. Достаточно сказать, что некоторые из них можно создать даже средствами программы paint, хотя, разумеется, ничего высокохудожественного при этом не получится. Среди более сложных программ можно назвать массу приложений, доступных в интернете также бесплатно. И в данном случае требуется обращать внимание на ресурс, на котором расположен файл, чтобы не подхватить троян. Необходимо упомянуть следующие программы для моделирования в 2D, результатом работы которых станет набор векторов на плоскости:
Вслед за созданием моделей силами одной из этих программ выполненные образцы сохраняются как файлы определённого формата. Для различных вышеперечисленных программ он разный. Далее полученный файл, содержащий модель, переносят в CAM систему. Работа CAM-системы — это следующий этап. Её назначение — превратить модель, созданную на одном из вышеупомянутых приложений в программу, которую распознает сам станок с ЧПУ. Принятое обозначение языка для подобных программ — G-CODE. У этого языка несложный синтаксис, поэтому подобные программы нетрудно писать и самому, если владелец станка имеет такой опыт, но программа сделает это быстрее. Программу создают, загружая в CAM-систему имеющуюся модель и прописывая величину заготовки, размер фрезы, иные детали, относящиеся к обработке заготовки. Следом система выдаёт файл, который содержит G-коды, этот файл и загружают в станок. Хотя данный язык общепринят, на различных станках он может реализовываться со своим особенностями, поэтому программу стоит писать с их учётом. Таким образом, ответ на вопрос, где брать модели для ЧПУ таков: на сайтах в интернете, где они имеются в свободном доступе. А ответ на вопрос, как сделать модели для ЧПУ, следующий: нужно воспользоваться специализированной программой для создания моделей, которые также можно обнаружить в сети. Следом модель 2D либо 3D необходимо перевести в программный файл с помощью CAM системы. Далее можно применять её для обработки заготовок на станках.
Так же советуем для прочтения: 3D модели для ЧПУ в STL что представляют собой трехмерные модели ArtCAM обучение
Cnc Router Files — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Относящиеся к файлам фрезерного станка с чпу
чпу файлы для дерева
фрезерные станки с чпу для дерева
чпу файлы
бесплатных файлов DXF и шаблонов ЧПУ, которые можно вырезать сегодня [100]
Информация о файле DXF
Что такое файл DXF?
Файлы DXF (файлы с расширением . dxf) представляют собой тип файлов ЧПУ, называемых векторными файлами САПР. Векторные файлы САПР содержат такие объекты, как:
Линии
полигонов
Круги
Дуги
Кривые Безье
Текст
DXF означает формат обмена чертежами. Формат обмена чертежами был создан Autodesk для своего программного обеспечения AutoCAD CAD. Первоначально он был представлен в AutoCAD 1.0 в декабре 1982 года, поэтому существует уже давно.
Большинство программ CAD и CAM позволяют открывать, создавать и редактировать файлы DXF. Импорт файла DXF в программу САПР, а затем его экспорт — лучший способ преобразовать файлы DXF в другой формат файла чертежа САПР.
Многие программы для рисования, такие как Adobe Illustrator и CorelDraw, также могут открывать, редактировать и сохранять файлы DXF, так что это еще одна возможность. Для художественной работы программа для рисования может быть проще. Для создания механических компонентов лучше использовать программное обеспечение САПР.
Мы предлагаем эту коллекцию бесплатных файлов DXF, чтобы вы могли начать работу.
Зачем мне бесплатные файлы DXF?
Как уже упоминалось, файлы DXF действуют как шаблоны ЧПУ, которые указывают вашей машине, где резать. Декоративные и художественные проекты с ЧПУ доставляют массу удовольствия. Такие проекты не требуют большой точности и имеют размеры всего от 2 до 2 1/2D, поэтому их легко выполнить с помощью фрезерного станка с ЧПУ, лазера, гидроабразивной резки или винилового резака.
Иногда мы добавляем дизайн в качестве декоративного элемента поверх прецизионно обработанной детали, например, эта гравировка на угловом упоре ленточной пилы:
Часто самая сложная часть таких проектов — это создание иллюстраций. . Это штриховой рисунок, который относительно просто преобразовать в CAD, а затем в CAM и, наконец, в g-code. Но получение приличного штрихового рисунка для начала может быть проблемой. Особенно для не художников.
На этой странице я делаю штриховой рисунок приличного качества бесплатным для пользователей ЧПУ, чтобы вы могли иметь отличные шаблоны ЧПУ для своих проектов.
Как видите, мы делим файлы на категории, такие как животные, праздники и транспортные средства. У меня есть БОЛЬШАЯ библиотека бесплатных файлов dxf, которые вы сможете скачать выше. У меня еще нет почти всех из них, но я буду постоянно добавлять на страницу, пока они не будут доступны.
Ниже вы также найдете информацию о том, как получить максимальную отдачу от бесплатных файлов dxf, поэтому обязательно ознакомьтесь со статьей ниже об оптимизации CAM для файлов резки DXF.
У меня большие планы на страницу, так что следите за обновлениями. Если вы еще не подписались на нашу рассылку по электронной почте, присоединяйтесь прямо ниже, чтобы не пропустить новые события.
Оптимизация вашей CAM для файлов резки DXF
Чтобы обеспечить вам отличное взаимодействие с нашими бесплатными файлами DXF, мы хотели бы поделиться с вами некоторой информацией, которая поможет вам успешно работать с нашими файлами DXF.
Первое, что вам нужно сделать после загрузки бесплатного файла DXF, это разархивировать файл с помощью программы извлечения файлов. Как только вы разархивируете папку с файлами, вы увидите два доступных файла. Один из ваших разархивированных файлов будет заканчиваться на .dxf, а другой — на .jpg (файлы .dxf предназначены для резки, файлы .jpg предназначены только для просмотра).
В первую очередь вы будете сосредоточены либо на импорте, либо на открытии файла DXF в вашей программе CAM или CAD. Если вы пытаетесь отредактировать дизайн, вы можете использовать такие программы, как Corel Draw или Adobe Illustrator, чтобы быстро внести изменения в существующий файл DXF.
Я знаю многих новичков в индустрии станков с ЧПУ, которые хотели бы попробовать Inkscape, но мне не очень удалось импортировать и открывать файлы DXF в этой конкретной программе. Я считаю, что это связано с тем, как Inkscape был разработан на основе более старых версий формата файла DXF.
Если вы импортируете файл DXF или открываете его в своей программе CAM, обязательно отключите функцию смещения инструмента. Если вы не можете полностью отключить функцию смещения, вам нужно уменьшить значение смещения настолько мало, насколько это возможно (0,001″). Эта функция также может называться «Компенсация инструмента».
Это необходимо для того, чтобы разрез проходил прямо по осевой линии векторов в этих файлах. Все остальное может привести к плохим результатам или ошибкам, из-за которых пакет CAM не сможет сгенерировать g-cdoe.
Вот пример того, как выглядит файл DXF, когда он импортирован без каких-либо смещений:
Вот как выглядит файл DXF со средним смещением:
Обратите внимание, что нет большой видимой разницы, однако это среднее смещение создало более 100 нежелательных пересечений в геометрии.
Вот как выглядит файл DXF с большим смещением:
Разница существенная и тревожная. Не обманывайте себя, увидев что-то подобное, очевидно, что проблема связана с неправильным смещением траектории инструмента.
Если ваша CAM-система обнаруживает перекрывающиеся линии или выдает вам коды ошибок, основной причиной этого является то, что ваша функция автоматического смещения включена, и ваша CAM-система буквально перерисовывает проектную работу, чтобы учесть ненужное смещение.
Если вы импортируете файл DXF и видите тысячи маленьких линий, очень близких друг к другу, возможно, параметры импорта неправильно настроены для линий и дуг, хотя они должны быть установлены для полилиний.
После того, как вы сможете импортировать файл DXF в свое программное обеспечение CAM, вы заметите, что большинство наших файлов DXF для ЧПУ содержат два изображения одного и того же дизайна.
Например, вот файл Camaro DXF:
Если вы увеличите масштаб импортированного файла DXF, вы увидите, что один проект включает в себя одиночные линии, как вы видите в этом примере (одиночные линии называются траекториями открытого разреза). ).
Если увеличить другое изображение, включенное в импортированный файл DXF, вы увидите, что оно не содержит ни одной строки. (В этом проекте все траектории разреза называются закрытыми траекториями):
Теперь, когда вы знакомы с некоторыми основами импорта файла DXF, вам нужно либо удалить закрытую, либо открытую версию траектории. дизайна. Как правило, все системы ЧПУ для плазменной и фрезерной резки будут использовать версию проекта с открытой траекторией (если вы используете систему ЧПУ для плазменной или фрезерной резки, вы можете удалить версию проекта с файлом DXF с закрытой траекторией) Помните сохранить файл под другим именем, чтобы не потерять доступ к обеим версиям дизайна.
Теперь, если вы работаете с системой ЧПУ для лазерной или гидроабразивной резки, вы захотите использовать версию конструкции с замкнутой траекторией реза. (Если вы используете систему лазерной или гидроабразивной резки, вы можете удалить версию проекта файла DXF с открытым контуром). Не забудьте сохранить файл под другим именем, чтобы не потерять доступ к обеим версиям проекта.
Если вы планируете резать наши файлы DXF с помощью системы плазменной резки с ЧПУ, рекомендуется использовать систему плазменной резки, способную резать при силе тока 40 ампер или ниже. Расходные материалы с тонкими наконечниками от 20 до 40 ампер дадут отличные или очень хорошие результаты. Сила тока напрямую связана с размером ширины реза плазменного потока.
Для достижения наилучших результатов обязательно сделайте несколько пробных пропилов по прямой линии, чтобы минимизировать ширину пропила в материале, который вы будете резать. Расстояние отстоя, скорость резки и давление воздуха влияют на ширину и качество резки.
Каждая система плазменной резки уникальна, и единственный верный способ получить по-настоящему потрясающие результаты — это метод проб и ошибок. Потратив немного времени и практики, вы уменьшите ширину реза и улучшите качество реза, что приведет к получению мельчайших деталей и минимальной очистки.
Собственная доставка в Киеве, Виннице и Горишних Плавнях
В обозначение метрической цилиндрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. В обозначении резьбы с мелким шагом дополнительно указывают шаг резьбы М5×0,5; М56×2. В конце условного обозначения левой резьбы ставят буквы LH, например: М5LH; М56x2LH. В обозначении резьбы также указывают класс точности: М5-6g.
Резьба метрическая коническая Метрическая коническая резьба обозначается буквами МК, например: МКx30; левая резьба МК30x2LH. В обозначении внутренней цилиндрической резьбы, свинчиваемой с конической, приводят номер стандарта конической резьбы М30×2 ГОСТ 25229-82.
Резьба трубная цилиндрическая
Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра. Для левой резьбы обозначение дополняется буквами LH. G1½ — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В. G1½ LH — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В, левая. Длину свинчивания указывают в миллиметрах после обозначения класса точности: G1½-В-40. Резьба трубная коническая
Условное обозначение резьбы состоит из букв R, размера номинального диаметра в дюймах. Обозначение Rc используют для трубной конической внутренней резьбы. Условное обозначение левой резьбы дополняется буквами LH.
R1 ½ — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма, левая. Резьба трапецеидальная Трапецеидальные резьбы обозначаются буквами Tr, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
Tr 20×4 (Р2)- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, правая, класс точности 8е.
Tr 20×4 (Р2)LH- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, левая, класс точности 8е.
Tr 80×4 — 6h – резьба трапецеидальная, номинальный диаметр 80 мм, шаг 4 мм, правая, класс точности 6h. Резьба упорная
Упорные резьбы обозначаются буквами S, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
S100x60 (Р20) – 4H — резьба упорная, номинальный диаметр 100 мм, ход 60 мм, шаг 20 мм, трехзаходная, правая, класс точности 4Н.
S80x10 LH- 6е – резьба упорная, номинальный диаметр 80 мм, шаг 10 мм, левая, класс точности 6е.
Обозначаются на чертеже как и трапецеидальные резьбы, только со своим обозначением.
Размеры трубных и конических резьб, указываемые в обозначениях, являются условными, так как они в большинстве случаев относятся к внутренним диаметрам труб, а не к наружным диаметрам резьбы. Например, если в обозначении трубной цилиндрической резьбы стоит размер 2″ (2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59,616 мм, при внутреннем диаметре трубы — 50 мм.
таблица размеров трапеции с диаметром и шагами, параметры дюймового стержня, обозначение однозаходного внутреннего профиля – rocta
Рассмотрим соединение с нестандартным профилем витков. В фокусе внимания – трапецеидальная резьба: таблица размеров, диаметр и шаги, регламентирующие ее исполнение ГОСТ, а также другие ее важные показатели будут самым тщательным образом проанализированы, чтобы вы понимали, когда ее наносить.
В промышленности она применяется достаточно активно, так как самотормозящая, а это актуально для механизмов, преобразующих поступательное движение из вращательного. С нею исполнительные механизмы различных устройств могут быстро скользить по направляющим за счет малой силы сопротивления, и это при точном позиционировании и отличном закреплении строго в нужной точке. Поэтому ей отдают предпочтение даже в робототехнике, при проектировании достаточно сложных аппаратов.
Ярче всего эти свойства проявляются у насечек со средним шагом: с их использованием достигаются достаточно точные осевые перемещения.
Проверить расстояние между витками проще всего штангенциркулем: замеряете участок на стержне, считаете количество канавок, делите найденную длину на это число, получаете результат, сверяете его со справочными данными и убедитесь, что он в пределах нормы.
Теперь о том, почему в сопроводительной документации вы часто можете увидеть запись «резьба трапецеидальная Tr»: ГОСТ 9484-81, регламентирующий в том числе и маркировку, устанавливает, что при нанесении условных обозначений следует использовать латиницу. И эти две буквы как раз и говорят о виде насечек.
Но резьба трапецией, размеры которой мы рассмотрим ниже, также обладает и определенными недостатками:
Поэтому она актуальна не повсеместно, а в строго определенных сферах – ее наносят на конкретные детали, количество которых обычно крайне ограничено.
Его геометрия зависит от двух параметров – от дистанции между соседними канавками и расстояния от основания до вершины витка. Наглядно выделим их зависимость:
P, мм
H, мм
1,05 – 1,07
2,08 – 3,01
2,03 – 2,05
3,07 – 5,05
3,03 – 3,05
5,06 – 7,02
4,03 – 4,05
7,05 – 8,08
5,03 – 5,05
9,03 – 10,04
6,03 – 6,05
11,02 – 12,09
7,03 – 7,05
13,06 – 14,05
8,03 – 8,05
14,09 – 15,02
9,03 – 9,05
16,07 – 18,03
10,03 – 10,05
18,06 – 21,08
12,03 – 12,05
22,03 – 26,01
14,03 – 14,05
26,02 – 28,04
16,03 – 16,05
29,09 – 31,05
18,03 – 18,05
33,06 – 35,09
При нарезке следует брать именно стандартные значения – чтобы обеспечить совместимость готового изделия с крепежными элементами и различными инструментами.
Номинальный профиль внутренней/наружной трапециевидной резьбы: таблица размеров
При его определении к важным параметрам – расстоянию между витками и высоте – добавляются дополнительные, то есть зазор по вершине и радиусы скругления.
P, мм
h4 = h5, мм
aC
R1max
R2max
1,5
0,9
0,15
0,075
0,15
2
1,25
0,25
0,125
0,25
3
1,75
0,25
0,125
0,25
4
2,25
0,25
0,125
0,25
5
2,75
0,25
0,125
0,25
6
3,5
0,5
0,25
0,5
7
4
0,5
0,25
0,5
8
4,5
0,5
0,25
0,5
9
5
0,5
0,25
0,5
10
5,5
0,5
0,25
0,5
12
6,5
0,5
0,25
0,5
14
8
1
0,5
1
16
9
1
0,5
1
18
10
1
0,5
1
20
11
1
0,5
1
22
12
1
0,5
1
24
13
1
0,5
1
28
15
1
0,5
1
32
17
1
0,5
1
36
19
1
0,5
1
40
21
1
0,5
1
Благодаря различным его вариантам можно обеспечить частичную взаимозаменяемость деталей и крепежных элементов.
Резьба трапецеидальная: диаметры и шаги по ГОСТ 24737-81
Данный межгосударственный стандарт задает значения вплоть до 640 мм для сечения и до 24 мм – для расстояния между соседними витками. Но мы сосредоточимся только на ходовых величинах, применяемых часто, а не в единичных случаях.
P, мм
d, мм
2, 3
14
2, 4
16, 18, 20
2, 3, 5, 8
22, 24, 26, 28
3, 6, 10
30, 32, 34, 36
3, 6, 7, 10
38, 40, 42
3, 7, 8, 12
44
3, 8, 10
46, 48, 50, 52
3, 8, 9, 12, 14
55, 60
4, 10, 16
65, 70, 75, 80
4, 5, 12, 18, 20
85, 90, 95
4, 5, 12, 20
100, 110
Ориентируйтесь на эти справочные данные при выборе варианта нарезки и помните: нормативные значения геометрических показателей – залог высокой совместимости деталей и особенно крепежных элементов.
Виды
Рассмотрим наиболее распространенные и используемые сегодня варианты исполнения.
Трапецеидальная резьба левая
Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах:
В машиностроении – для фиксации различных деталей на валу станка; она практически исключает самовыкручивание заготовки в процессе ее обработки.
В качестве универсального средства крепежа – колес внедорожников и грузовых машин, радиаторных ниппелей в системах отопления, лопастей вентиляторов, велосипедных узлов, редукторов моторов, циркулярных пил, патронов со сверлами и так далее.
Для контроля траектории режущих и других инструментов – является своеобразным средством остановки производства при возникновении опасных ситуаций.
В автопроме – для защиты оригинальных заводских комплектующих от подделки.
Отличить ее от других очень просто – по литере «L», которой она маркируется в обязательном порядке.
Правая
Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах.
Понять, что она именно такой направленности, не составляет труда: достаточно положить крепежный элемент на ладонь фаской вверх и посмотреть, куда направлены витки – они должны идти от вас. Еще один явный показатель – буква «R» на борту изделия. Хотя подделать такой вариант нанесения канавок не составляет труда, поэтому те же производители комплектующих для авто относятся к нему равнодушно.
Где активно применяется правая нарезка, так это при производстве редукторов кислородных баллонов, чтобы предотвратить чрезвычайную ситуацию при их использовании.
Резьба трапецеидальная однозаходная: основные размеры
Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка.
Свое название она получила потому, что выполняется движением одного лезвия. И определить, что это именно она, довольно легко: нужно лишь взглянуть на торец крепежного элемента – на него должен выходить 1 конец витка, но никак не больше.
Дистанция между соседними нитями у нее всегда совпадает с величиной хода, поэтому выбирать, настраивать и выдерживать ее при нанесении сравнительно просто (и в этом ее преимущество). Недостаток же заключается в сравнительно низкой прочности соединения итогового изделия и объясняется тем, что внутренний диаметр слишком короткий, чтобы обеспечивать надежность контакта. Поэтому передавать значительные нагрузки с нею проблематично, а значит она находит ограниченное применение.
Распознать ее не составит труда по маркировке – латинской литере «H».
Многозаходная трап резьба: ГОСТ, размеры
Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров.
Такие насечки актуальны для стягивающий конструкций – они:
Повышают прочность соединения.
Помогают обеспечить существенное смещение крепежа на винтах при работе двигателя на малых оборотах.
Меняют передаточное число.
На чертежах и в сопутствующей документации они помечены буквой «S».
Теперь о том, по каким стандартам определить размеры и другие параметры трапецеидальной резьбы: по ГОСТ 25347-82 и 24739-81. Эти стандарты четко регламентируют геометрические показатели профилей и максимально допустимые отклонения. Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Применение
Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.
На практике Tr (резьба трапециевидная ГОСТ 9484-81) помогает решать следующие задачи:
Контролировать траекторию исполнительных, подъемных и других механизмов.
Подавать и останавливать движение на станках.
Обеспечивать перемещение заготовок и продукции по конвейерной ленте к точке сборки.
Поддерживать пресс (и схожие с ним машины) в заданном направлении, чаще всего вертикальном.
Также ее наносят на поверхности деталей, являющихся составными элементами регуляторов, станков, сложносоставного оборудования.
В списке основных сфер ее использования:
Автопром – части моторных редукторов.
Машиностроение – функциональные узлы различных агрегатов.
Паровозостроение – тормозные устройства для электровозов, работающих в шахтах.
И отдельно робототехника со сверхточным проектированием (в особо ответственных и единичных случаях).
Трапециевидная резьба: размеры таблицей
Главные ее геометрические характеристики – это:
Номинальный диаметр (условный проход) – составляет 1,5-48 мм.
Усредненный угол – равняется 30 градусам.
Шаг – расстояние между соседними витками (в одинаковых точках) – лежит в диапазоне 0,75-24 мм.
Зазор – максимум до 0,5 мм.
Все это – официальные статистические данные, еще более подробно приведенные в межгосударственном стандарте 24737-81. Главные из них мы представим прямо сейчас – в максимально наглядном формате:
P, мм
DN, мм
d, мм
внутренний
внешний
1,02 – 1,04
6 – 7
8,03 – 8,03
6,03 – 8,02
1,05 – 1,09
8 – 10
9,03 – 9,05
7,03 – 9,05
2,05 – 2,09
11 – 13
10,05 – 10,07
8,03 – 10,02
3,05 – 3,09
13 – 15
12,05 – 12,03
9,03 – 12,05
4,05 – 4,09
16 – 19
14,03 – 14,05
11,03 – 14,02
5,05 – 5,09
20 – 21
16,05 – 16,07
13,03 – 16,03
6,05 – 6,09
22 – 23
18,03 – 18,03
16,03 – 18,02
7,05 – 7,09
24 – 25
20,05 – 20,07
17,03 – 20,05
8,05 – 8,09
26 – 29
22,03 – 22,05
19,03 – 22,03
Таблица трапецеидальных резьб многозаходного типа определяется положениями ГОСТа 24739-81 и выглядит следующим образом:
P, мм
DN, мм
Число витков в насечке
2
3
4
6
8
0,5 – 1,07
10 – 12
3,03 – 5,02
4,05 – 5,02
6,03 – 8,05
9 – 11
12 – 14
2,03 – 2,05
4,03 – 6,05
6,05 – 8,05
8,03 – 10,05
12,05 – 14
16,05 – 18,05
2,03 – 2,05
12 – 14
4,03 – 6,02
6,05 – 8,02
8,03 – 10,05
12,05 – 14,05
16,05 – 18,05
2,03 – 2,05
16 – 19
4,03 – 6,05
6,05 – 8,02
8,03 – 10,05
12,05 – 14,05
16,05 – 18,05
2 – 2,5
20 – 22
4,03 – 6,02
6,05 – 8,05
8,03 – 10,05
12,05 – 14,05
16,05 – 18,05
2 – 2,5
24 – 32
4,03 – 6,05
6,05 – 8,02
8,03 – 10,05
12,05 – 14,05
16,05 – 18,05
3 – 3,5
6,03 – 8,02
9,05 – 11,05
12,03 – 14,05
18,05 – 20,05
24,05 – 26,05
Обратите внимание, трапецеидальная упорная или дюймовая резьба – это редкость: почти всегда она выполняется метрической, поэтому все основные размеры приведены в миллиметрах.
Способы изготовления
Существует несколько распространенных вариантов ее нанесения в промышленных масштабах – рассмотрим каждый из них:
С использованием одного лезвия:
1. Начинается с предварительной подготовки детали: ее нужно измерить (найти ДхШ), зафиксировать на станке и проточить в ней канавку.
2. Далее следует вставить инструмент в получившееся углубление, убедившись, что он пойдет параллельно оси, и включить оборудование.
3. Режущая кромка начнет свой путь и сделает насечку, которую затем следует сверить с шаблоном – их рисунки обязаны совпадать.
Величина допусков здесь в значительной степени зависит от остроты резца.
С применением трех лезвий:
Способ похож на предыдущий. Так же выбирается диаметр стержня под трапецеидальную резьбу, после чего он подготавливается и располагается на станке. Разница в том, что позиционируются сразу 3 инструмента, а не 1 – либо параллельно канавкам, либо противоположно оси. Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь).
Также можно постепенно углублять и расширять канавку – в несколько проходов – до тех пор, пока она не достигнет подходящих параметров, а на завершающем этапе поработать профильным резцом.
При любом из методов должны соблюдаться основные требования безопасности:
Наносить насечку вправе только специалист.
Трудиться следует в защитных очках, перчатках, головном уборе, производственном халате, ботинках; и вся эта спецодежда должна быть чистой, застегнутой, в хорошем состоянии.
Посторонние предметы на рабочем месте недопустимы.
Производственный мусор требуется вовремя удалять, за отводом СОЖ нужно внимательно следить.
Параметры итоговых изделий проверяются в обязательном порядке.
Для отличного результата необходимо работать на лучшем оборудовании. Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
Мелкая трапециевидная резьба DIN 103
Мелкая трапециевидная резьба DIN 103
Спецификации международных стандартов на резьбу
Трапециевидная резьба имеет форму равнобедренной трапеции. Шаги резьбы шире, чем в резьбах с треугольным профилем. Трапециевидная резьба используется в ходовом винте токарных станков или шпиндельных прессов, поскольку они способны передавать более высокие осевые усилия. Угол боковой поверхности 30°.
Реклама:
Номинальный Диаметр
Болт Диаметр мм
Гайка Минор. , 5
7,200
7,500
TR 10 x 1,5
8,200
8,500
TR 11 x 2
8,500
3
TR 12
4
TR 12
0007
9.500
10.000
Tr 14 x 2
11.500
12.000
Tr 16 x 2
13.500
14.000
Tr 18 x 2
15.500
16.000
TR 20 x 2
17,500
18.000
TR 22 x 3
18.500
19.000
TR 24 x 3
20.5007
21.000
0007
Tr 26 x 3
22.500
23.000
Tr 28 x 3
24. 500
25.000
Tr 30 x 3
26.500
27.000
Tr 32 x 3
28,500
29.900
TR 34 x 3
30,500
31.000
TR 36 x 3 9007
32.500
33.0007
38.500
33,0007
38.58
33,0007
0020 34.500
35.000
Tr 40 x 3
36.500
37.000
Tr 42 x 3
38.500
39.000
Tr 44 x 3
40.500
41.000
TR 46 x 3
42.500
43.000
TR 48 x 3
44.500
45.000
TR 50 x 3
46.5007
47.000
46.5007
47.000
46.5007
47.000
0004
Tr 52 x 3
48. 500
49.000
Tr 55 x 3
51.500
52.000
Tr 60 x 3
56.500
57.000
Tr 65 x 4
60.500
61.000
Tr 70 x 4
65.500
66.000
Tr 75 x 4
70.500
71.000
Tr 80 x 4
75.500
76.000
Tr 85 x 4
80.500
81.000
Tr 90 x 4
85.500
86.000
Tr 95 x 4
90.500
91.000
Tr 100 x 4
95.500
96.000
TR 105 x 4
100,500
101.000
TR 110 x 4
105.500
106.000
105.500
106.000
105.500
106.000
105. 500
106.000
9000
105.500
106.000
9000
0003
Tr 115 x 6
108.000
109.000
Tr 120 x 6
113.000
114.000
Tr 125 x 6
118.000
119.000
Tr 130 x 6
123.000
124.000
TR 135 x 6
128.000
129.000
TR 140 x 6
133.000
134.000
TR 145 x 6
0007
138.000
139.000
Tr 150 x 6
143.000
144.000
Tr 155 x 6
148.000
149.000
Tr 160 x 6
153.000
154.000
TR 165 x 6
158.000
159.000
TR 170 x 6
163.000
164.000
0007
167.000
Tr 180 x 8
171. 000
172.000
Tr 185 x 8
176.000
177.000
Tr 190 x 8
181.000
182.000
Tr 195 x 8
186.000
187.000
TR 200 x 8
191.000
192.000
TR 210 x 8
201.000
202.000
TR 210 x 8
201.0007
202.000
0007
Tr 220 x 8
211.000
212.000
Tr 230 x 8
221.000
222.000
Tr 240 x 8
231.000
232.000
Tr 250 x 12
237.000
238.000
TR 260 x 12
247.000
248.000
TR 270 x 12
257.000
258.000
257.000
258.000
9000
257.000
258.000
257. 000
258.000
0020 Tr 280 x 12
267.000
268.000
Tr 290 x 12
277.000
278.000
Tr 300 x 12
287.000
288.000
Реклама:
Реклама:
Калькулятор метрической трапециевидной резьбы
Калькулятор трапециевидной резьбы для определения размеров метрической трапециевидной резьбы одинарных и многозаходные трапециевидные резьбовые стержни и гайки для различных классы точности делительного диаметра.
Профиль трапециевидной метрической резьбы ISO
представляет собой форму резьбы с углом резьбы 30 °, которая используется для ходовых винтов (силовых винтов). Размеры и допуски для метрической трапециевидной резьбы определены в ИСО 2901:1993, ISO 2902:1977, ISO 2903:1993 и ISO 2904:1977. Калибр и калибр для метрической трапециевидной резьбы ISO определены в стандарте DIN 103-9:1985.
Калькулятор метрической трапециевидной резьбы:
ВХОДНЫЕ ПАРАМЕТРЫ
Выбор номинального диаметра
Предпочтительные диаметры
Второй вариант
Номинальный диаметр
8101216202428323640444852607080
120140160180200220240260280300
Выбор шага 1
1,5
Класс точности шага резьбы стержня 2
7e8e8c9c
Класс точности шага резьбы гайки 2
7H8H9H
Количество стартов 3
12345
Примечание 1. См. раздел «Результаты» для предпочтительного значения шага для выбранной номинальной диаметр.
Примечание 2. Рекомендуемые классы точности см. в разделе «Определения».
Примечание 3. Допуски для многозаходной резьбы такие же, как и для однозаходной. резьбы, за исключением допусков по шагу. Допустимые значения T д2 и Т Д2 для однократного запуска умножаются на следующие коэффициенты; Количество пусков — Фактор : 2 — 1,12 , 3 — 1,25 , 4 — 1,4 , 5 — 1,6
РЕЗУЛЬТАТЫ
Параметр
Значение
Обозначение
—
—
Номинальный диаметр [d]
—
мм
Выбранная высота звука [P]
—
Предпочтительный шаг для выбранного диаметра. [P прежний ] 1
1,5
Свинец [л]
—
Нормальная продолжительность помолвки 2
>
≤
—
—
ПРЕДЕЛЫ РАЗМЕРОВ ДЛЯ ТРАПЕЦИОНАЛЬНОЙ РЕЗЬБЫ (ВНЕШНЯЯ)
Класс допуска большого диаметра
4ч
—
Максимальный большой диаметр [d max ]
—
мм
Минимальный большой диаметр [d мин ]
—
Класс допуска диаметра делительной окружности
—
—
Максимальный диаметр делителя [d 2max ]
—
мм
Минимальный диаметр шага [d 2 мин ]
—
Класс допуска малого диаметра
—
—
Максимальный малый диаметр [d 3макс ]
—
мм
Минимальный малый диаметр [d 3 мин ]
—
ПРЕДЕЛЫ РАЗМЕРОВ ДЛЯ ТРАПЕЦИОНАЛЬНОЙ РЕЗЬБОВОЙ ГАЙКИ (ВНУТРЕННЕЙ)
Минимальный большой диаметр [D 4 мин ]
—
мм
Класс допуска диаметра делительной окружности
—
—
Максимальный диаметр делителя [D 2max ]
—
мм
Минимальный диаметр делителя [D 2 мин ]
—
Класс допуска малого диаметра
4ч
—
Максимальный малый диаметр [D 1max ]
—
мм
Минимальный внутренний диаметр [D 1 мин ]
—
ОСНОВНЫЕ РАЗМЕРЫ
Большой диаметр для наружной резьбы [d]
—
мм
Делительный диаметр для внешней резьбы [d 2 ]
—
Внутренний диаметр для внешней резьбы [d 3 ]
—
Высота перекрытия [H 1 ]
—
Высота внутренней резьбы [H 4 ]
—
Высота внешней резьбы [h 3 ]
—
Большой диаметр для внутренней резьбы [D 4 ]
—
Делительный диаметр для внутренней резьбы [D 2 ]
—
Внутренний диаметр для внутренней резьбы [D 1 ]
—
Зазор на гребне [a с ]
—
Максимум. Радиус-1 [R 1max ]
—
Максимум. Радиус-2 [R 2max ]
—
Примечание 1 : Предпочтительное значение шага для выбранного номинального диаметра трапециевидной метрической резьбы.
Примечание 2 : Если длина зацепления превышает этот диапазон, длина зацепления классифицируется как длинная. См. раздел «Определения» для предпочтительных допуски на диаметр шага в зависимости от длины зацепления.
Определения:
Базовый профиль: Теоретический профиль резьбы в осевой плоскости, определяемый теоретическими размерами и углами общий для внутренней и внешней резьбы
Форма метрической трапециевидной резьбы
Гребень: Поверхность в верхней части гребня, соединяющая две его стороны.
Датчики и датчики: Детали для изготовление и использование калибров для проверки метрических трапециевидных винтов ISO резьбы указаны в стандарте DIN 103-9:1985. В нем указаны особенности типов калибров (резьбовые калибры-пробки и калибры-кольца, калибры-пробки и калибры-кольца, пробка для контроля износа и калибр-кольцо и т. д.), которые рекомендуется проверять стержни с трапециевидной резьбой и гайки.
Ведущий: Расстояние, что орех продвигается за один оборот трапециевидного резьбового стержня.
Основной диаметр: Максимальный диаметр резьбы, который является диаметром гребня наружной резьбы или корня женская нить.
Второстепенный диаметр: Минимальный диаметр резьбы, который является диаметром основания наружной резьбы или гребня женская нить.
Рекомендуемые классы точности для делительного диаметра: Для общего инженерного использования выберите качество со средним допуском. Для случаев, когда существуют производственные трудности, можно выбрать грубый допуск качества. Если фактическая длина зацепления резьбы неизвестна, используйте «нормальную» длину помолвка .
Качество допуска
Допуски на делительный диаметр
Нормальный
Длинный
Рекомендуемые классы допуска для гайки с резьбой
Средний
7ч
8ч
Грубая
8ч
9Н
Рекомендуемые классы точности для резьбовых стержней
Средний
7е
8e
Грубая
8с
9с
Допуски для большого и малого диаметра: Положение допуска для малого диаметра D и наружный диаметр D 4 резьбы гайки всегда H, т. е. с нулевым фундаментальным отклонением. Толерантность положение для большого диаметра d и малого диаметра д 3 резьбового стержня во всех случаях h, т.е. с нулем фундаментальное отклонение, и оно не зависит от положение допуска делительного диаметра.
Допуски Классы: Следующие классы допуска указаны для элементов в стандарте ISO.
Функция
Толерантность 9 класс0007
Внутренний диаметр резьбы гайки [D 1 ]
4
Наружный диаметр резьбы стержня [d]
4
Делительный диаметр резьбы гайки [D 2 ]
7
8
9
Делительный диаметр стержневой резьбы [d 2 ]
7
8
9
Внутренний диаметр резьбы стержня [d 3 ]
7
8
9
Класс допуска для малого диаметра (d 3 ) резьбовой стержень всегда такой же, как и для делительного диаметра (д 2 ).
Наша компания занимается разработкой и производством больших 3д принтеров по вашим техническим заданиям Один из последних принтеров имеет область печати 0,5х1,0х1,0 метра. Совершенно верно, область печати у него составляет половину кубического метра. При этом большой 3Д принтер печатает популярными полимерами с небольшой усадкой — PLA, PETG, SBS и различными композиционными пластиками. Композиционные материалы для 3д печати — это полимеры с наполнителем, обычно в качестве наполнителя вводится углеволокна. Делается это для улучшения характеристик материала и уменьшения усадки печати больших объектов.
Круг применения больших принтеров весьма широк. Это и печать различного вида больших оснасток и держателей для различных производств, это печать выжигаемых моделей для литья в керамические формы, создание большеразмерных прототипов при разработке и производстве корпусов, деталей и прочих больших объектов. Это создание конструкционных кастомных элементов для конечный сборки — например, печать бамперов, обтекателей, консолей, панелей и прочих элементов при создании уникального дизайна автомобиля. Широко большие 3д принтеры используются для печати элементов дизайна, мастер-моделей для изготовления форм, создание форм и оснасток при работе с ХТС для последующего литья сплавов.
Какие размеры 3д принтеров с большой областью печати?
Перед разработкой и производством большого 3Д принтера под ваши требования сначала обсуждаются вопросы, связанные с типом применяемых полимеров — от этого зависит, закрытый или открытый принтер вам необходим. Затем уточняются размеры области печати. Мы можем производить профессиональные принтеры с размерами области печати до 2.0х2.0х2.0 метра, более большие области обсуждаются отдельно.
Каждый 3д принтер имеет гарантию. При необходимости наш специалист произведет установку принтера и первоначальное обучение работы на нем.
Уже несколько лет наше предприятие создает 3Д принтеры на заказ по индивидуальным требованиям заказчиков. Для чего это необходимо? Некоторым нужна специфическая область печати, другим — высокое качество и точность, третьим — надежность, четвертым — строго определенные габариты принтера.
Также мы изготавливали промышленные 3Д принтеры с большой областью печати для различного вида экспериментальных задач, например, под новый гранулярный экструдер, которые еще только разрабатывают.
Все зависит от желания заказчика и стоящих перед ним задач производства печатных изделий. Кому то требуются большие формы, кто то нуждается в печати экспериментальными высокотемпературными материалами.
Для начала развеем миф — универсальных больших 3Д принтеров не бывает. Принтер, который печатает большие художественные объекты, вроде скульптур или форм для последующего использования, в корне отличается от принтера, который печатает конструкционными материалами детали, готовые для решения практических задач.
Если вам нужна точная и красивая печать художественных моделей, то мы изготовим в Москве на заказ 3Д принтер, который будет иметь открытый корпус и будет печатать распространенными пластиками наподобие PLA, PETG, SBS. Он так же подходит для печати различных форм и оснасток, которые не применяются при средних и высоких температурах.
Если вам нужен принтер, который печатает конструкционными пластиками, то это совершенно другое устройство — это закрытый принтер с термокамерой. В этом случаем можно надежно печатать полимерами с повышенной усадкой, такими как ABS, HIPS, нейлонами PA6, PA12.
Очень важные моменты при проектировании большого 3Д принтера — необходимо учесть применяемый тип экструдера, нагревателя, сопла и область печати. От этих параметров зависит, насколько будет точна и бесперебойна печать. Кроме того, эти комплектующие напрямую влияют не производительность. При испытании разработанного станка индивидуально подбирают параметры печати — скорость, экструзию, настройки профилей для популярных слайсеров.
Например, мы недавно создавали принтер с областью печати 1х1х1.4 метра экструдером для гранул. Почему мы использовали гранульный экструдер? Потому что пожеланием заказчика была производительность печати 1 кг/ч. При испытаниях мы добились скорости 1.3 кг/ч при печати слоем 3мм и соплом в 6мм. На данный момент созданное нами устройство активно эксплуатируется по назначению при печати огромных декоративных ваз. Уже израсходовано более ста килограмм гранул, и это только за 1 месяц.
Обращайтесь к нам и мы подробно проконсультируем по изготовлению большого 3D принтера на заказ по вашим требованиям, подберем для вас наиболее подходящую конфигурацию.
В каких отраслях применяются большие 3Д принтеры?
Машиностроительная отрасль – уже давным давно 3Д
принтеры применяются для изготовления различного вида оснасток больших размеров. Это такой вид
деталей, которые используются для фиксации производимой продукции на конвейерах
при различного вида технологических процессах и при ЧПУ обработке. При
изготовлении прототипов, не только для примерки, но и вполне функциональных
деталей. При изготовлении форм и пресс-форм. В литьевой промышленности для
изготовления форм из ХТС для последующей заливки требуемым сплавом.
Дизайн. В этой отрасли все ограничено только воображением
дизайнера. На больших принтерах печатают предметы обихода, вазы, мебель,
раковины, ванны, светильники и многое другое. Широкий выбор материалов и
способов постобработки позволяет создавать законченные изделия без
промежуточных этапов.
Архитектура. Печать и восстановление фонтанов, скульптур,
барельефов. Можно на большой 3Д принтер поставить экструдер, печатающий керамикой и
получать необыкновенные скульптуры. Можно поставить экструдер, печатающий
цементом и печать дома. Различного вида формы и шпатели для работы с
декоративной рельефной штукатуркой.
Аэрокосмическая промышленность – 3D принтер с большой областью печати может
печатать даже металлический детали, если экструдер заменить сварочным
аппаратом. При послойной сварке металлическим прутком в инертном газе в наше
время уже делают различные детали для, в том числе топливные баки.
Судостроительная область. Вышеописанным способом выполняют
быстрый ремонт судов, которые из за поломки ходового винта могут застрять в
доке на многие месяцы. Теперь винт можно создать прямо в порту при помощи
большого 3Д принтера. Можно напечатать лодку из композитных полимеров или
оснастку для изготовления корпуса лодки.
Автомобильная промышленность – на данный момент уже
создаются некоторые детали и оснастки методом 3Д печати. Более того, можно напечатать
полностью раму будущего автомобили из композитных полимеров – получится легкая
и прочная автомашина.
Производство 3D принтеров с большой областью печати
Рекомендуемые
3D принтер BigFarm 1000×500
Профессиональный 3D принтер с большой областью 3D печати — 0.5 кубических метра. Разработан по требо..
1200000р.
3D принтер BigFarm 600×600
3D принтер с большой областью построения. BigFarm 600×600 разработан для оптимального соотношения це..
900000р.
3D принтер BigFarm 1000×1000
Профессиональный большой 3D принтер с огромной областью построения. BigFarm 1000×1000 разработ..
1500000р.
Изготовление 3Д принтеров на заказ
Наша компания занимается не только продажей готовых типовых проектов уже разработанных моделей. Мы предлагаем изготовление 3Д принтеров на заказ по техническому заданию заказчика. Зачем применяется такой подход?
Прежде всего, из за особенностей печати разными видами полимеров по технологии FDM (FFF) — послойного нанесения пластика. Разные виды полимера имеют разные характеристики. Это температурная усадка, межслойная адгезия, адгезия к горячему столу (платформе), требования к обдуву или наличию температурной камеры и много другое. Строго говоря — универсального 3Д принтера на данный момент не существует.
Так же принтеры различаются по видам (типам) механики, по применяемой электрике и электронике, по стоимости и качеству компонент, по типу и виду экструдеров. Для качественной и надежной печати необходимо все эти параметры учитывать при разработке 3Д принтера на заказ.
Простой пример — какой тип экструдера больше подходит к 3Д принтеру с большой областью печати 2000х2000х2000 мм? То есть целых 8 кубических метров. Стандартный экструдер с подачей калиброванного прутка 3.00 или 1.75 мм в этом случае не подойдет. Время печати большой детали будет стремится к бесконечности. В этом случае подойдет только гранулярный экструдер. Правда у него есть свои минусы, вроде снижения точности детали или сложной, и поэтому снижающей надежность системы подачи пластиковых гранул. Зато сильно вырастет скорость печати в разы. Однако возникнут другие проблемы — потребуется совершенно другая система обдува напечатанной детали, чтобы отводить большое количество тепла для кристаллизации полимера. Иначе деталь будет находится в полужидком состоянии, соответственно получим производственный брак.
Почему же стоит заказать 3D принтер по ТЗ?
Давайте представим, что у вас есть конкретное техническое задание на станок. Допустим, это будет 3Д принтер с габаритами 2000х1000х1000 мм для печати автомобильных бамперов. Обычные полимеры с минимальной усадкой отпадают, потому что довольно легкоплавки. Остаются такие известные материалы как нейлон и ABS. Нейлон для 3Д печати довольно дорог, но очень прочен. Из минусов — довольно сильная усадка и слабая адгезия к платформе. АБС тоже имеет усадку, но гораздо меньшую. Соответственно, при разработке 3Д принтера на заказ, мы прописываем в ТЗ обязательно подогреваемую платформу, закрытый корпус и желательно термокамеру. Для уменьшения стоимости и увеличения скорости печати мы посоветует экструдер, которые печатает гранулами. Не лишним будет закаленное стальное сопло, стойкое к композитным материалам.
Что такое композитные полимеры — это материалы для 3Д печати, в которые ввели наполнитель для увеличения прочности и уменьшения усадки. Это может быть стекловолокно, мел или углеволокна (карбон). В расплаве они довольно абразивные, поэтому для долгой печати применяются стальные или рубиновые сопла.
Высокотемпературные 3Д принтеры для печати PSU, PPSU, PES
По пожеланиям наших клиентов мы расширили линейку производимых устройств — теперь в нашем ассортименте есть высокотемпературные 3Д принтеры для печати такими материалами, как полисульфон, полиэфирсульфон, полифениленсульфон. В этом случае при заказе обязательно в техническом задании указывается стальное сопло для композитных материалов, термостатируемая камера для снижения усадки полимера и повышения спекаемости.
Наш телефон для связи: +79256185279
3D-принтеров большого объема | MatterHackers
Воплотите в жизнь свои самые амбициозные проекты с помощью этих 3D-принтеров большого объема! От невероятно больших 3D-принтеров Modix до гибких и промышленных 3D-принтеров от таких брендов, как Raise3D, MakerGear или BCN3D; У MatterHackers есть подходящий 3D-принтер большого объема, соответствующий вашим потребностям.
Доступные для покупки в виде комплектов или готовые к отправке в полностью собранном виде, эти крупногабаритные 3D-принтеры позволят вам печатать БОЛЬШИЕ объемы и исследовать разработку продуктов и прототипирование без необходимости вкладывать средства в дорогостоящие полномасштабные системы аддитивного производства.
Руководства и статьи
Что такое 3D-печать?
3D-печать — это процесс, при котором физические, трехмерные объекты, детали или модели изготавливаются слой за слоем с помощью систем автоматизированного проектирования или САПР и цифровых файлов.
Анатомия 3D-принтера
Получите представление о том, как работает 3D-печать, изнутри и снаружи. Это руководство познакомит вас с каждым из важнейших компонентов 3D-принтера и ответит на вопрос: «Как работает 3D-принтер?»
Десять лучших советов по началу работы с 3D-печатью
В какой-то момент мы все были нубами! Вот десять лучших советов по началу работы с 3D-печатью — будь то ваша первая 3D-печать или вам нужно освежить в памяти основы, это руководство поможет вам!
Руководство по устранению неполадок 3D-принтера
Используйте это руководство, чтобы определить и решить наиболее распространенные проблемы, которые могут возникнуть при 3D-печати.
Как откалибровать экструдер вашего 3D-принтера
Это краткое и информативное руководство поможет вам идеально откалибровать экструдер для получения точных и качественных отпечатков.
3D-печать 101: Как добиться успеха с идеальным первым слоем для каждой 3D-печати
Первый слой вашей 3D-печати — это основа всего, что последует за ним, что делает его такой важной частью процесса 3D-печати.
Как получить лучшие 3D-печатные детали, понимая настройки экструзии
Плавление — важная концепция 3D-печати, но до сих пор ей не уделялось должного внимания. Эта статья научит вас, как правильно экструдировать нить, чтобы она плавно текла. Оставьте в прошлом застревание нити, расслаивание и ослабление деталей.
Основы 3D-печати: как добиться успеха с решением для каждой поверхности кровати
Соответствие нитей для 3D-печати подходящему материалу поверхности кровати — важная часть процесса 3D-печати. Узнайте больше, чтобы узнать лучший путь к успеху.
Основы 3D-печати: загрузка нити
Правильная загрузка и выгрузка нити является необходимой частью безотказной 3D-печати. Читайте дальше, чтобы узнать основной метод, которому вы должны следовать.
Основы 3D-печати: выравнивание платформы
Для некоторых выравнивание платформы 3D-принтера может быть сложной задачей, но это не обязательно. Прочитайте это важное руководство, чтобы узнать, что нужно сделать, чтобы сделать это правильно.
Краткие советы: как начать работу с пакетной 3D-печатью
Максимально эффективно использовать время 3D-принтера станет намного проще, если вы начнете пакетную печать деталей, чтобы обеспечить бесперебойную работу 3D-принтера и свести к минимуму время простоя.
ПОЧЕМУ Я ДОЛЖЕН ВЫБРАТЬ БОЛЬШОЙ ОБЪЕМ 3D-ПРИНТЕРА?
Количество доступных 3D-принтеров большого объема растет с каждым днем. Независимо от того, начинаете ли вы с 3D-печати, считаете себя опытным любителем или профессионалом, который хочет сделать следующий шаг в мир крупномасштабного производства, у вас есть 3D-принтер большого объема, который удовлетворит ваши потребности.
СКОЛЬКО СТОИТ 3D ПРИНТЕР БОЛЬШОГО ОБЪЕМА?
Стоимость 3D-принтеров больших объемов может варьироваться от 500 долларов, например, Creality Ender 5 Plus, а стоимость некоторых из них может достигать 15 000 долларов, например абсолютно массивного Modix Big-180X.
Есть много других дополнительных факторов, которые следует учитывать при обсуждении затрат, связанных с 3D-принтерами большого объема. Важно тщательно учитывать такие вещи, как тип нити для 3D-принтера или смолы для 3D-принтеров, с которыми вы планируете печатать, тип необходимых хотэндов и сопел, а также любые другие аксессуары, такие как рабочие поверхности и экстракторы дыма.
КАКОГО БОЛЬШОГО Я МОГУ ПЕЧАТЬ?
Линейка 3D-принтеров Modix легко лидирует, когда речь идет об объеме печати. Большие, с широкими возможностями модернизации и доступные исключительно в виде комплектов, эти принтеры являются исключительными вариантами для получения невероятно больших отпечатков.
Modix BIG-40: 400 мм x 400 мм x 800 мм, от 5600 долларов США
Modix BIG-60 V3: 600 мм x 600 мм x 660 мм, от 4500 долларов США
Modix BIG-120X: 1200 мм x 600 мм x 640 мм, от 7550 долларов США
Modix BIG-120Z: 600 мм x 600 мм x 1200 мм, от 7450 долларов США
Modix BIG-180X: 1800 мм x 600 мм x 600 мм, от 15 150 долл. США
Modix BIG-Meter: 1010 мм x 1010 мм x 1010 мм, от 13 150 долларов США
Комплект для 3D-принтера Modix BIG-60 V4
Главная
Магазин
3D-принтеры
3D-принтеры FDM
Комплекты 3D-принтеров FDM
Modix BIG-60 V4 — это 3D-принтер гигантского формата с огромным рабочим объемом, двухзонной рабочей пластиной MIC-6 и оригинальными линейными направляющими HIWIN. Он также оснащен новой и улучшенной печатающей головкой Griffin.
Том гигантского формата
Печать любым материалом
Практически безграничный объем сборки
Удалить из списка желаний Добавить в список желаний
loading…
Доступные дополнения (15)
Показать больше дополнений
Номер продукта M-UAC-LF7P
Старая цена:
$5 500,00
Цена:
4900,00 $
Цена:
$. ..
Заказать сейчас:
Обработано немедленно Бесплатная доставка грузовиком Бесплатная доставка по США
Кол-во
Запрос котировки
Комплект 3D-принтера Modix BIG-60 V4 создавать свои модели. Сохраняйте свои дизайны в целости и печатайте в натуральную величину благодаря прочной конструкции и системе движения.
Вот основные характеристики 3D-принтера Modix BIG-60 V4:
Объем сборки гигантского формата
Питание от сети переменного тока, 1350 Вт, двухзонная сборочная пластина MIC-6 с гладкой поверхностью из полиэтиленимина
Оснащен новой улучшенной печатающей головкой Griffin.
Оригинальные линейные направляющие HIWIN MGNW9 для осей X и Y с ременным приводом и гладкие стержни для оси Z с шарико-винтовой передачей.
Модернизация по мере необходимости — доступно множество опций для улучшения качества 3D-печати
Автоматическая калибровка кровати
Печать любым материалом
Один год гарантии и пожизненная поддержка Modix
Практически безграничный объем сборки
С объемом сборки, который можно измерить в футах, Modix BIG-60 V4 может похвастаться одним из самых больших объемов сборки в нашем каталоге; Избавьте себя от необходимости разбивать свои большие 3D-модели на несколько меньших и печатайте свои дизайны одним куском.
Объем сборки: 600 мм x 600 мм x 660 мм (23,6 дюйма x 23,6 дюйма x 26 дюймов)
3D-печать сотен мелких деталей одновременно
Создавайте большие 3D-модели для прототипирования, демонстрации или изготовления крупных деталей для конечного использования
Легкое приклеивание и удаление 3D-печати
Столь большой рабочий стол требует превосходного сцепления, чтобы гарантировать, что даже самые длинные 3D-отпечатки будут прилипать к рабочему столу на протяжении всего задания, а по окончании работы их будет легко отсоединить. Прецизионно фрезерованная алюминиевая рабочая пластина MIC-6, покрытая высококачественным гладким листом PEI, делает именно это, используя двухзонный нагреватель переменного тока для нагревания только центра или всей рабочей пластины, если это необходимо.
Нагреватель кровати мощностью 1350 Вт с питанием от сети переменного тока для поддержания температуры кровати 120°C.
Алюминий MIC-6, фрезерованная литая рабочая плита для самой плоской рабочей плиты.
Наклейка с гладким слоем PEI для обеспечения сцепления с большинством материалов.
Высокопроизводительная печатающая головка Griffin
В каждый комплект 3D-принтера Modix входит новая печатающая головка Modix Griffin. Это предложение состоит из изготовленного на заказ экструдера Bontech (на основе модели BMG) и нового хот-энда, разработанного Modix. Экструдер Bondtech оснащен системой двойного привода, которая захватывает нить с обеих сторон. Тепловой блок изготовлен из меди с никелированным покрытием для более быстрой передачи тепла и совместимости с более высокими температурами печати, а также включает в себя другие высококачественные компоненты Slice Engineering.
Модернизация датчика температуры PT-1000 позволяет печатать при температуре до 500°C
Новая конструкция печатающей головки значительно упрощает замену сопел и даже позволяет быстро заменить всю подсистему плавления нити.
Жесткое крепление термоблока позволяет заменять форсунки одной рукой, что еще больше упрощает проверку форсунок разных диаметров.
Точное движение по каждой оси
Машине такого размера нужны сверхмощные компоненты, чтобы все работало бесперебойно. Оригинальные линейные направляющие HIWIN направляют оси X и Y, а ось Z направляется гладкими линейными стержнями с возможностью модернизации направляющих HIWIN.
Каждая направляющая HIWIN MGNW9 предварительно нагружена для плавного движения.
9-миллиметровые оригинальные ремни GATES GT2 и 4 шарико-винтовых пары SFU1204 с редуктором с ременной передачей приводят в движение 3D-принтер.
Обновите гладкие стержни оси Z с помощью линейных направляющих HIWIN MGNW9.
Создайте идеальный 3D-принтер для себя
Подбирайте компоненты, соответствующие вашему индивидуальному варианту использования и наилучшим образом отвечающие вашим бюджетным потребностям. Дополнительная настройка доступна во время покупки, но регулярно публикуемые руководства по поддержке доступны на портале онлайн-сервисов Modix.
Дополнительный комплект корпуса для высокотемпературных материалов.
Колесики для легкого перемещения Modix BIG-60 V4.
Руководства по обслуживанию проведут вас через процесс обновления.
Автоматическая и управляемая калибровка платформы
Когда у вас есть такая большая платформа для 3D-принтера, вы хотите каждый раз получать идеальный первый слой. Полностью автоматический датчик выравнивания платформы BL-Touch исключительно хорошо измеряет любые провалы и неровности рабочей пластины (даже незначительные) и позволяет программному обеспечению компенсировать эти отклонения.
Подлинный датчик выравнивания кровати BL-Touch для измерения 100 точек на кровати.
Встроенные макросы помогут вам пройти процедуру прокачки.
Начните с равных условий игры, используя макрос регулировки кровати
Расширьте возможности 3D-печати с помощью системы Open Filament
Modix BIG-60 V4 с гордостью поддерживает открытое использование нити, что позволяет вам приобретать и использовать любую нить, совместимую с возможностями принтера.
1,75 мм только с прилагаемой печатающей головкой Griffin.
Компоненты
Griffin Hotend рассчитаны на 500°C и до сих пор были проверены при печати при температуре до 340°C.
Должна требоваться температура слоя 120°C или ниже
Какими материалами можно печатать с помощью Modix BIG-60 V4?
Независимо от того, используете ли вы один или два хотэнда Griffin, ожидайте превосходного контроля над гибкими нитями, такими как PRO Series Flex или TPU, в то время как регулируемое натяжное устройство шестерни экструдера дает вам возможность попробовать различные настройки для более твердых или более мягких материалов. Вот список материалов для 3D-печати, совместимых с Modix BIG-60 V4:
PLA и прочный PLA
АБС и АСА
ПЭТГ и ХПЭ
Нейлон
NylonX, NylonK и NylonG (с соплом из закаленной стали (продается отдельно)
Ultrafuse 316L и 17-4 PH
ТПУ и ТПЭ
ПВА и растворимые подложки (при использовании в качестве вспомогательного материала во втором экструдере)
Поликарбонат
Посмотреть все совместимые материалы можно здесь.
Какой 3D-принтер Modix мне подходит?
Поскольку все 3D-принтеры Modix начинают свою жизнь в виде комплектов, они невероятно модульны и просты в изготовлении машин различных размеров и объемов. Функции, аппаратное обеспечение и удобство использования практически идентичны для разных моделей, с основным отличием в размерах сборки:
Modix BIG-40: 400 мм x 400 мм x 800 мм, от 5600 долларов США
Modix BIG-60 V4: 600 мм x 600 мм x 660 мм, от 4500 долларов США
Modix BIG-120X: 1200 мм x 600 мм x 640 мм, от 7 550 долларов США
Modix BIG-120Z: 600 мм x 600 мм x 1200 мм, от 7450 долларов США
Modix BIG-180X: 1800 мм x 600 мм x 600 мм, от 15 150 долларов США
Modix BIG-Meter: 1010 мм x 1010 мм x 1010 мм, от 13 150 долларов США
Что входит в комплект Modix BIG-60 V4?
КОМПЛЕКТ ПРИНТЕРА BIG-60 V4
См. полный упаковочный лист здесь.
Печатающая головка Modix Griffin
Детектор засорения Modix
Детектор столкновений Modix Z
Высокотемпературный датчик Modix PT-1000
ПРИНАДЛЕЖНОСТИ
Набор шестигранных ключей
Ключ для насадки на 7 мм
Тонкое масло — 20 мл
Стяжки (100)
Технические характеристики комплекта Modix BIG-60 V4
Каковы размеры BIG-60 V4?
Объем сборки: 600 мм x 600 мм x 660 мм / ~23 дюйма x 23 дюйма x 25 дюймов
Размеры в собранном виде (с корпусом): 906 мм x 1060 мм x 1356 мм / 35,6 дюйма x 41,7 дюйма x 53,4 дюйма
Вес брутто: 120 кг (265 фунтов)
Каковы свойства принтера Modix BIG-60 V4?
Технология FFF: Изготовление плавленых нитей
Сборка: Самостоятельная сборка
Закрытая камера печати: Дополнительный модуль
Тип корпуса (дополнительно): Алюминиевые композитные панели (ACP) толщиной 3 мм. Поликарбонатные двери и верхняя крышка
Ножки: Шарнирные регулировочные ножки в комплекте (дополнительные ролики)
ПЕЧАТАЮЩАЯ ГОЛОВКА:
Количество печатающих головок: В комплект входит одна печатающая головка (дополнительная дополнительная печатающая головка)
Диаметр нити по умолчанию: 1,75 мм, может быть изменен пользователем на 3 мм
Марка и модель экструдера: E3D Aero Extruder (прямой привод)
Марка и модель Hotend: печатающая головка Modix Griffin; Вторичная печатающая головка Griffin (дополнительно)
В комплекте сопла (мм): 0,4 мм, 0,6 мм, 0,8 мм для первичного хотэнда 0,4 мм для вторичного хотэнда
Хотэнд макс. температура: 500ºc
Двигатели экструдеров: Motech MT-1703HS168A Экструдеры с прямым приводом, редуктор 1:3
Датчик биения нити: отдельный датчик на каждый экструдер
ДВИЖЕНИЕ:
Линейные направляющие по осям X и Y: HIWIN MGW9
Направляющие оси Z: Гладкие стержни входят в комплект. (дополнительное обновление HIWIN MGW9)
Система привода осей X и Y: Gates GT2, ширина: 9 мм, армированный стекловолокном
Система привода оси Z: SFU1204 ШВП 2:5 ременный редуктор
Двигатели оси X: 2 X Motech MT-1705HS200A 92
ПЛАТФОРМА ДЛЯ ПЕЧАТИ:
Платформа основания: Alcoa Mic-6, 6,35 мм фрезерованная литая алюминиевая пластина
Количество нагревателей: нагреватель переменного тока, 1350 Вт, двухзонный
Выравнивание кровати: форма кровати измеряется путем измерения в 100 различных точках.
Регулировка наклона кровати: полуавтоматическая, управляемая макросом на экране
Система движения кровати: 4 винта с шариковой гайкой. Каждый винт крепится к отдельному шаговому двигателю с ременной передачей
.
ЭЛЕКТРОНИКА:
Электронный контроллер: Duet3D: Duet2 Wifi
Пользовательский интерфейс: 7-дюймовый сенсорный экран – PanelDue от Duet3D
Дистанционное управление (WiFi): загружайте файлы Gcode прямо с рабочего стола
Прямое подключение: SD-карта, USB-кабель
Ethernet: дополнительно с платой Duet3D Ethernet. Должен быть приобретен и заменен клиентом
Питание электроники (постоянный ток): Блок питания Meanwell 24 В/280 Вт для питания электронной системы и системы управления движением. Универсальный вход переменного тока: 110-230 В, 50/60 Гц
Электронагреватели кровати (переменного тока): Прямое питание от сети переменного тока, 1370 Вт Силиконовый нагревательный элемент. Доступны две версии: 110 В и 230 В. Мы поставляем в соответствии с местом доставки. Требуемая мощность для нагревателя кровати в Северной Америке — это выделенная розетка на 15 А.
Шнуры питания переменного тока: Мы поставляем необходимые шнуры переменного тока для каждой страны
Что такое программное обеспечение для Modix BIG-60 V4?
Совместимость с операционными системами: GNU/Linux, Mac, Windows
Сколько времени займет доставка моей покупки в MatterHackers?
Товары, приобретенные у MatterHackers, будут отправлены со склада производителя в США. Время выполнения заказа может быть в зависимости от наличия на складе.
Могу ли я вернуть комплект для 3D-принтера, если он был вскрыт?
Возврат любого открытого набора для 3D-принтера не принимается. Новые нераспечатанные наборы для 3D-принтеров можно вернуть в течение 30 дней с момента покупки.
Какую поддержку MatterHackers предоставляет для замены компонентов по гарантии?
MatterHackers предоставляет поддержку по гарантийной замене компонентов. Инструкции по сборке, устранение неполадок и техническая поддержка предоставляются непосредственно службой поддержки Modix.
Чтобы получить мгновенное предложение, добавьте все необходимое в корзину и нажмите «Загрузить как предложение».
Или используйте форму ниже, и эксперт MatterHackers свяжется с вами в течение одного рабочего дня, чтобы обсудить доступные скидки, варианты обучения и обслуживания.
Профессиональный бак-ферментер SPEIDEL серии FD под давлением объемом 120 л выполнен из нержавеющей стали, его специальная 3D внутренняя поверхность делает чистку максимально простой. Бак предназначен для ферментации большего количества пива. Использовать бак можно для разных жидкостей, но идеально он подходит для пива. Применяется бак на стадиях ферментации и созревания.
Проведение ферментации под давлением позволяет насытить пиво углекислым газом. Максимальное давление в баке составляет 1.2 бар. На верхней крышке бака установлен регулируемый предохранительный клапан с резьбой 3/4”, который высвобождает избыточное давление.
Верхняя часть корпуса цилиндроконического бака SPEIDEL выполнена в форме цилиндра, а нижняя – в форме конуса, угол которого 60 градусов. Данная форма позволяет полностью отделять от пива осевшие дрожжи, а также улучшает слив и мойку бака.
Дрожжи собираются на дне конуса и могут быть собраны и повторно использованы.
Бак SPEIDEL имеет конструкцию охлаждающей рубашки, что позволяет подключить источник холодной воды для контролируемого процесса ферментации и производства пива низового брожения. Бак-ферментер с охлаждающей рубашкой обеспечивает поддержание идеальной температуры ферментации, без опасения заражения бактериями.
Рубашка охлаждения оснащена двумя разъемами диаметром 1” наружной резьбы для подключения охлаждающего агента. На корпусе бака есть два отверстия для слива, одно из которых для пива, другое для осадка. Сливные устройства имеют диаметр 1” наружной резьбы. Кроме этого, бак имеет два штуцера NW 10 для подключения пробоотборника и термометра (аксессуары приобретаются отдельно).
Бак устойчиво и безопасно стоит на трех сварных ножках. Верхний люк изогнутой куполообразной формы имеет резьбу NW 400. Все швы отполированы и зачищены. Бак выполнен в соответствии с инструкциями для оборудования под давлением 2014/68/EU, включая разрешение от Технического инспекционного агентства Германии. Высота бака-ферментера ЦКТ под давлением SPEIDEL 120 л составляет 124 см, а его диаметр 55 см.
Преимущества цилиндроконических баков SPEIDEL заключаются не только в их техническом совершенстве, но и в высоком качестве проведения ферментации и созревания.
Аксессуары
Характеристики:
Под давлением
Да
Рубашка охлаждения
Да
Объем, л
120
Давление, бар
1,2
Форма
Цилиндро-коническая
Отвод
2 х 1″
Гарантия
2 года
Материал
Нержавеющая сталь
Вес, кг
50
Страна производства
Германия
Вес нетто, кг.
50
Вес брутто, кг
55
Габариты, см
140 × 60 × 60
Мембранные расширительные баки Reflex – лучший выбор на рынке
Фильтр
Цена (руб):
DN:
Pmax (Бар):
10
16
25
6
Вес (кг):
Емкость:
Конструкция:
Бак с заменяемой мембраной
Бак с незаменяемой мембраной
Номинальный объем (л):
Область применения:
Водоснабжение
Присоединение:
1
1 1/4
2
3
3/4
Производитель:
BARUS
Reflex
Т Max (С):
70
76
Тип:
DE
G
N
NG
S
Тип бака:
Гидроаккумулятор
Расширительный бак
Подобрать
Подобрать
Reflex G
Reflex N, NG
Reflex S
Reflex DE
Бойлеры Reflex SF, SB
Аккумулирующие емкости Reflex
Установки поддержания давления Reflex
Установки поддержания давления Reflex Variomat
Сепараторы и принадлежности
Мембранные расширительные баки BARUS
Зачем нужны расширительные баки мембранного типа
Расширительные мембранные баки для водоснабжения (расширительные баки закрытого типа) — это специальное защитное оборудование, устанавливаемое в современных системах отопления и водоснабжения. Мембранные баки для систем водоснабжения, называемые также гидроаккумуляторы или гидропневмобаки (напорные баки), выполняют три основные функции: 1. Накопление воды и поддержание напора воды в трубах. Гидропневмобак в этом случае играет роль резервной емкости, в которой накапливается запас воды. При включении крана и начале водоразбора вода в систему поступает напрямую из бака. Когда запас воды в гидропневмобаке снижается и давление в трубах падает ниже допустимого, реле давления запускает работу насоса. После выключения крана насос еще какое-то время качает воду, чтобы наполнить напорный бак. При заполнении ба
Данные обновлены 21.01.23 Рублевые цены расcчитаны по курсу ЦБ +5% 1€ = 78,1261 р. 1$ = 72,289 р.
Понимание вашего резервуара для хранения под давлением | Системы садоводства, ландшафта и окружающей среды
Вы можете воспринимать напорный бак в вашей частной системе водоснабжения как должное. Но это хорошая идея, чтобы понять назначение бака и как он работает.
Напорный бак в частной системе водоснабжения имеет три назначения. Он хранит воду и подает воду под давлением, когда насос не работает. Он создает резервный запас воды, поэтому насос включается и выключается реже, что продлевает срок службы насоса. Кроме того, он обеспечивает резервный запас воды для использования в периоды повышенного спроса.
Работа напорного бака основана на физических свойствах. Воду нельзя сжать в меньшую площадь, а воздух можно. Когда вода закачивается в резервуар с воздухом, воздух сжимается, в результате чего вода оказывается под давлением. Чем сильнее сжат воздух, тем больше давление воды. Когда вода достигает заданного давления, обычно от 40 до 60 фунтов на квадратный дюйм (psi), насос автоматически отключается. По мере использования воды давление в баке снижается. Когда вода достигает заданного давления, обычно от 20 до 40 фунтов на квадратный дюйм, насос снова запускается. Минимальное давление в баке должно быть не ниже давления, необходимого для любого приспособления или прибора, использующего воду. Многим требуется не менее 10 фунтов на квадратный дюйм для правильной работы. Установки водоподготовки, умягчители воды, стиральные и посудомоечные машины могут требовать более высокого давления воды для правильной работы; возможно, до 30 фунтов на квадратный дюйм или более.
Существуют различные типы напорных баков. Старые типы напорных резервуаров включают резервуары из оцинкованной стали и резервуары из оцинкованной стали с плавающей пластиной. Сегодня распространены напорные баки с диафрагмой или резиновым баллоном.
До 1970 года наиболее распространенным типом напорного бака, используемого в частной системе водоснабжения, был бак из оцинкованной стали. Недостатком бака из оцинкованной стали является то, что воздух и вода находятся в непосредственном контакте друг с другом. Вода может поглощать часть воздуха, поэтому воздух необходимо заменить, чтобы предотвратить заболачивание резервуара. Если это происходит, в резервуаре остается мало воздуха для сжатия, поэтому насос включается почти каждый раз, когда используется вода. Кроме того, слишком много воздуха в резервуаре является проблемой, так как это уменьшает место для хранения воды. Дополнительный воздух должен быть выпущен, иначе бак станет связанным воздухом. Устройство контроля объема воздуха, прикрепленное к стальному резервуару высокого давления, будет автоматически контролировать объем воздуха. Стальной оцинкованный резервуар с пластиной имеет плавающую пластину, которая отделяет воздух от воды.
С 1970 года в большинстве частных систем водоснабжения используются напорные баки баллонного типа. Мочевой пузырь представляет собой мешок, обычно изготовленный из бутилкаучука или гибкого поливинилхлорида. Вода содержится в мочевом пузыре и не вступает в прямой контакт с воздухом в резервуаре. Мембрана, удерживающая воду, расширяется в воздушное пространство под давлением в резервуаре по мере его заполнения. Когда вода используется из системы, камера сжимается до тех пор, пока вода почти не опорожняется до того, как будет достигнуто минимальное давление, активируя насос. На заводе они находятся под давлением (обычно около 20 фунтов на квадратный дюйм), но давление можно регулировать с помощью воздушного клапана, расположенного в верхней части резервуара. Поскольку в камере почти не остается воды под давлением при включении насоса, эти резервуары могут не подходить для скважин с низким дебитом (например, с очень низкой скоростью откачки), если не используется дополнительный резервуар. Также используются мембранные напорные баки. Диафрагма представляет собой мембрану, разделяющую воду и воздух в резервуаре.
Один из способов выбрать надлежащий размер напорного бака — это исходить из расхода насоса. Типичный частный насос водоснабжения подает воду со скоростью от 5 до 10 галлонов в минуту (галлонов в минуту). Умножьте скорость потока на четыре, чтобы определить размер мембранного или бака-дозатора. Например, для насоса на 9 галлонов в минуту потребуется накопительный бак на 36 галлонов. Это будет та же самая формула определения размера, которую можно использовать для резервуара из оцинкованной стали с установленной пластиной. Резервуар из оцинкованной стали без пластины имеет размер, в 10 раз превышающий скорость потока; 9Для насоса галлонов в минуту потребуется резервуар для хранения на 90 галлонов. Обратитесь к поставщику насосов, чтобы определить правильный размер напорного бака для вашей системы водоснабжения.
Как и в любой формуле, есть исключения, включая системы с малодебитными скважинами. Ваш поставщик насоса может определить правильный размер напорного бака, если у вас малодебитная скважина. Кроме того, популярны водяные насосы и двигатели, предназначенные для использования с контроллерами двигателей с частотно-регулируемым приводом (ЧРП), особенно с погружными насосами. Их называют водяными системами постоянного давления, поскольку контроллер определяет скорость двигателя насоса, необходимую для поддержания давления. При использовании воды давление падает, а скорость насоса увеличивается. Когда использование воды замедляется или прекращается, давление увеличивается, и насос замедляет работу или останавливается. Поддерживается почти постоянное давление. Для большинства бытовых нужд водяному насосу с частотно-регулируемым приводом требуется только небольшой напорный бак; обычно от 1 до 2 галлонов.
Содержание этой статьи было получено из Nebraska Extension NebGuide «Частные колодцы с питьевой водой: система распределения» Яна Р. Хюгнстрома, руководителя проекта расширения, Уэйна Уолдта, специалиста по воде и окружающей среде, и Шэрон О. Скиптон, расширения Преподаватель качества воды. Дополнительную информацию о гидробаках и других компонентах системы распределения воды см. в NebGuide.
Напорные баки для воды Firstank — Firstank®
Напорный бак является одним из основных компонентов скважинной системы, наряду с насосом, реле давления и самой скважиной. Он нужен для хранения воды из колодца и подачи ее в дом под соответствующим давлением. Напорный бак также обеспечивает мгновенный доступ к воде из скважины без необходимости вручную включать насос. Более того, это позволяет вам набирать воду из колодца без включения и выключения насоса каждый раз. Это снижает нагрузку на насос и продлевает срок его службы.
Резервуары под давлением, которые также служат резервуарами для дома, обычно настроены на поддержание давления в пределах 20 фунтов на квадратный дюйм (PSI) от ваших параметров запуска и остановки. Большинство домохозяйств имеют давление от 20 до 40 фунтов на квадратный дюйм. Если давление падает ниже 20 фунтов на квадратный дюйм, насос включается и возвращает давление к 40 фунтам на квадратный дюйм, прежде чем снова отключиться.
Мы предлагаем различные напорные баки для воды из оцинкованной и нержавеющей стали. Firstank Филиппины также предоставляет нашим клиентам окуляры и их установку.
Преимущества продукта
Прочность и долговременная надежность
Герметизирующие свойства и водонепроницаемость
Полный дренаж
Экологически чистый
Гибкая конструкция
Простота обращения и установки на месте
Экономичное решение для технического обслуживания
Рекомендуемое применение
Водоснабжение
Хранение химикатов
Хранение кормов для скота
Наконец, наша продукция имеет различную емкость и размеры:
GP-21
Оцинкованные напорные баки
Емкостью 21 галлон или 80 литров.
Диаметр 16 дюймов.
Высота 24 дюйма.
GP-42
Оцинкованные напорные баки
Емкостью 42 галлона или 160 литров.
Диаметр 16 дюймов.
Высота 48 дюймов.
GP-82
Оцинкованные напорные баки
Емкость 82 галлона или 320 литров.
Диаметр 24 дюйма.
Высота 48 дюймов.
GP-120
Оцинкованные напорные баки
Емкостью 120 галлонов или 454 литра.
Диаметр 32 дюйма.
Высота 48 дюймов.
GP-220
Оцинкованные напорные баки
Объем 220 галлонов или 860 литров.
Диаметр 32 дюйма.
Высота 65 дюймов.
SP-21
Напорные баки из нержавеющей стали
Емкостью 21 галлон или 80 литров.
Диаметр 16 дюймов.
Высота 24 дюйма.
SP-42
Напорные баки из нержавеющей стали
Емкостью 42 галлона или 160 литров.
Диаметр 16 дюймов.
Высота 48 дюймов.
SP-82
Напорные баки из нержавеющей стали
Емкость 82 галлона или 320 литров.
Диаметр 24 дюйма.
Высота 48 дюймов.
SP-120
Напорные баки из нержавеющей стали
Емкостью 120 галлонов или 454 литра.
Диаметр 32 дюйма.
Высота 48 дюймов.
СП-220
Оцинкованные напорные баки
Емкостью 220 галлонов или 860 литров.
Диаметр 32 дюйма.
Высота 65 дюймов.
Полный набор GP-21 (1 HP)
Полный набор оцинкованных напорных баков
Емкостью 21 галлон или 80 литров.
С водяными насосами Pryma мощностью 1,0 л.с.
Полный комплект GP-21 (1/2 л.с.)
Полный набор оцинкованных гидробаков
Объем 21 галлон или 80 литров.
С водяными насосами Pryma мощностью 0,5 л.с.
Полный набор GP-21 (3/4 HP)
Полный набор оцинкованных напорных баков
Емкостью 21 галлон или 80 литров.
С водяными насосами Pryma мощностью 0,75 л.с.
Полный набор SP-21 (1 л.с.)
Полный набор напорных баков из нержавеющей стали
Емкостью 21 галлон или 80 литров.
С водяными насосами Pryma мощностью 1,0 л.с.
Полный набор SP-21 (1/2 л.с.)
Полный набор напорных баков из нержавеющей стали
Емкостью 21 галлон или 80 литров.
С водяными насосами Pryma мощностью 0,5 л.с.
Полный набор SP-21 (3/4 HP)
Полный набор напорных баков из нержавеющей стали
Емкостью 21 галлон или 80 литров.
С водяными насосами Pryma мощностью 0,75 л.с.
Имя*
Имя
Последний
Электронная почта*
Телефон*
Физический адрес (выставление счетов или доставка)*
Island Group (Пожалуйста, выберите ближайший пункт назначения нашего отдела продаж. )*
Лусон
Висайи
Минданао
Выберите модель ( выберите соответствующую модель.)*
Оптоволоконный лазерный станок для резки металла MetalTec 1530 S (1500W), цена в Москве от компании НОВА Механика
Лазерный станок MetalTec 1530 S (1500W) предназначен для лазерной обработки металла. Обработка производится методом резки по плоскости. Станок волоконной лазерной резки представляет собой высокотехнологичное оборудование, сочетающее технологии лазерной резки и точного механизма с ЧПУ. Станок успешно применяется в металлообрабатывающей промышленности, благодаря высокой точности обработки, а также наилучшему качеству получаемых изделий.
ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ:
Наиболее эффективно станок может быть использован при решении таких задач как: фигурная резка металла, прямолинейный и криволинейный раскрой металлических листов, обработка углеродистой, кремниевой и нержавеющей сталей, аллюминиевых и титановых сплавов, оцинкованного листа.
КОМПЛЕКТАЦИЯ:
№
Наименование
Кол-во, шт.
Примечание
1
Оптоволоконный лазер MetalTec 1530 – механическая часть
1 шт.
2
Источник
1 шт.
Raycus
3
Серводвигатели
4 шт.
FUJI
4
Стойка управления с ЖК-дисплеем и ПК
1 компл.
CYPCUT
5
Система регулировки высоты заготовки BCS 100
1 шт.
6
Лазерная режущая голова
1 шт.
Raytools (Автофокус)
7
Пневматические подающие валы (на рабочем столе)
1 шт.
SMC (Япония)
8
Чиллер
1 шт.
HAN LI
9
Беспроводной пульт управления
1 шт.
10
Автоматическая система смазки
1 шт.
11
Система пылеудаления
1 шт.
12
Стабилизатор напряжения
1 шт.
13
ЗИП
1 компл.
ОСОБЕННОСТИ СТАНКА:
Высокое качество лазерного пучка; малая щель резки; высокая эффективность при работе.
Высокая скорость работы: скорость выше в 2 раза чем на лазерном станке СО2 с одинаковой мощностью.
Стабильность и большой ресурс работы станков: время службы достигает до 40 000 часов.
Экономия на потреблении станками энергоресурсов: энергоемкость ниже на 20% — 30% чем на лазерном станке с трубкой СО2.
Простота и удобство наладки и эксплуатации станков: настройка лазерного пучка не требуется.
ПРИМЕРЫ ПОЛУЧАЕМЫХ ИЗДЕЛИЙ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
ЦЕЛЬНОСВАРНАЯ СТАНИНА
Наши станки лазерной резки имеют портальную структуру, литую поперечную балку, вся структура имеет высокую прочность, и в отличие от консольных моделей, обеспечивает стабильную работу. При производстве, станина станка проходит термическую обработку для снятия напряжения металла. Благодаря этому удается добиться жесткости конструкции, а в следствии и безупречной точности обработки.
ПОРТАЛ ИЗ АВИАЦИОННОГО АЛЛЮМИНИЯ
Литая алюминиевая балка портала, имеет меньший вес в сравнении со стальной, что значительно уменьшает нагрузку на двигатели и направляющие, продлевая срок их службы. Толстостенный алюминиевый профиль балки портала, имеет избыток жесткости, и не деформируется со временем.
Станок по всем осям оснащен квадратными линейными направляющими и каретками компании «HIWIN» (Тайвань) сечением 30мм. За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала по осям Х, Y, Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. Одна из немногих компаний в мире, способных производить линейные направляющие самых высоких степеней точности. В настоящее время HIWIN производит линейные направляющие для европейских и азиатских рынков. Подшипники HIWIN, обеспечивают низкое трение, отсутствие зазора и высокую грузоподъемность.
ВЫСОКОПРЕЦИЗИОННЫЕ ШАРИКОВИНТОВЫЕ ПАРЫ TBI (ТАЙВАНЬ)
За счет полного исключения люфта обеспечивается высокоточное перемещение лазерной головки по оси Z при выполнении обработки по программе с использованием ЧПУ сложных изделий с высокой степенью точности.
КОСОЗУБАЯ РЕЙКА YYC (ТАЙВАНЬ) ПО ОСЯМ Х И У
Для перемещения по осям Х и Y на станке используется шестерня и косозубая рейка всемирно известного производителя YYC (Тайвань). Это решение позволяет добиться высоких скоростных показателей без потери точности обработки.
ЛАЗЕРНЫЙ ИСТОЧНИК «RAYCUS» 1500 Вт
Станок оснащен лазерным источником компании «Raycus»(Китай). Это всемирно признанный лидер в области производства оптоволоконных лазеров, что подтверждает безупречная и безотказная работа. В лазерном излучателе установлена система кондиционирования для охлаждение электрокомпонентов.
ВЫСОКОТОЧНЫЕ СЕРВОДВИГАТЕЛИ FUJI (ЯПОНИЯ)
Для перемещения по всем осям в комплектацию станка включены промышленные серводвигатели FUJI (Япония), точность и надежность которых обеспечивает бесперебойную работу и стабильно высокое качество выпускаемой продукции. Двигатели по осям X, Y – 1 кВт Двигатель по оси Z – 0,4 кВт
Большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода;
Более высокий КПД;
Облегченная конструкция — вдвое компактней и легче редукторов других видов;
Не требуют обслуживания в процессе эксплуатации
РЕЖУЩАЯ ГОЛОВКА RAYTOOLS BT109 (С ФУНКЦИЕЙ АВТОФОКУСИРОВКИ)
Станок оснащён лазерной головкой Raytools, с автономным контроллером высоты BCS100, который позволяет обрабатывать неровные поверхности, а встроенная система водяного охлаждения обеспечивает стабильную работу лазерной головки.Лазерная головка с системой автоматической фокусировки.
ПНЕВМАТИЧЕСКИЕ ЭЛЕМЕНТЫ SMC (Япония)
Станок оснащен вспомогательными пневмовалами, для облегчения и безопасности загрузки рабочего стола станка, а также перемещения листа по поверхности рабочего стола. Пневматическая система от ведущего производителя: SMC (Япония)
СТОЙКА УПРАВЛЕНИЯ
Стойка управления интегрирована в конструкцию станка. Она отличается простотой, надежностью, и интуитивной панелью управления. Компьютер управляется ОС Windows. Удобный и эргономичный пульт управления, предназначен для управления станком в ручном режиме. Значительно облегчает работу оператора во время настройки станка, а также снижает риск повреждения оборудования в процессе обработки.
ЧИЛЛЕР HANLI H-1500
Автоматический чиллер для охлаждения излучателей лазерных станков. Этот чиллер имеет большую мощность, что позволяет непрерывно охлаждать лазерную систему. Регулировка температуры осуществляется в автоматическом режиме.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ «CYPCUT»
Простое и удобное программное обеспечение на русском языке, имеет CAD и CAM модули, поддерживает импорт основных типов файлов: DXF. AI. PLT. CAD. т. д. AutoCAD, CorelDRAW, plt, AI, dxf
АСПИРАЦИОННАЯ УСТАНОВКА
Станок укомплектован пылеулавливающим агрегатом, что является несомненным преимущество по отношению к станкам других производителей.
Машина Лазерной Резки, Китай Машина Лазерной Резки каталог продукции Сделано в Китае
Машина Лазерной Резки, Китай Машина Лазерной Резки каталог продукции Сделано в Китае
Главная
Каталог Продукции
Производительный и Обрабатывающий Механизм
Машина Лазерной Резки
Категория Продуктов
Список Поставщиков
Примерно 73699 товаров найдены
Страница 1/1001
1
2
3
4
5
6
7
1001
Следующая
Показ:
10
30
50
Особенности Компании
Тип Члена
Gold Member
Audited Supplier
Тип Бизнеса
Исследование и Разработка
Провинция & Регион
Недорогие станки для резки металла с волоконным лазером и двойным приводом
Видео для резки металла с помощью волоконного лазера
В этом видео вы увидите, как волоконный лазер выполняет резку нержавеющей стали, низкоуглеродистой стали и латуни.
Почему мы говорим, что это высокоскоростной волоконный лазерный станок для резки металла?
Хороший лазерный резак должен быть высокоскоростным; иначе смысла нет. Давайте проиллюстрируем этот момент как на системе привода, так и на системе трансмиссии.
Система привода
Излишне говорить, что это двойной привод, как показано выше. Быстрый и точный с серводвигателями Yaskawa, бесшумная работа. Yaskawa обладает выдающимися характеристиками ускорения и торможения.
Трансмиссия волоконного лазерного резака
Винтовая рейка с планетарным редуктором. Определенно, это быстрее, чем коробка передач с ременным приводом. Сервопривод Yaskawa с планетарным редуктором позволяет станку для резки металла с волоконным лазером летать со скоростью 60 000 мм/мин. (двигаться без нагрузки)
Какова максимальная толщина резки для станка для резки волоконным лазером мощностью 750 Вт?
Источник волоконного лазера мощностью 750 Вт идеально подходит для резки нержавеющей стали толщиной 4 мм, углеродистой стали толщиной 9 мм, алюминия толщиной 1 мм и латуни. Значения здесь относятся к максимальной толщине резки.
Технические характеристики доступных станков для резки металла с волоконным лазером EagleTec
• Высококачественная режущая головка для волоконного лазера EagleTec является опцией по умолчанию; дополнительно можно иметь raytools, Worthing, IPG и т.д.
• Два типа насадок хорошо подходят для головки волоконного лазера: одинарная насадка и двойная насадка. Одна насадка хороша для концентрированного обдува. Обычно он работает с азотом для резки тонких листов, таких как нержавеющая сталь, латунь или алюминий; Последний хорош для равномерного продувки и обычно работает с кислородом для резки толстых листов, таких как углеродистая сталь.
• Волоконный лазерный источник Raycus 750 Вт Модель. РФЛ-С750; Превосходное качество лазерного луча; необслуживаемый и долгий срок службы. Лазер передается по оптоволокну без потерь при передаче.
• Стол для резки волоконным лазером в виде пилы с функцией извлечения шлака; Роликовая конструкция облегчает загрузку листового металла; Пыленепроницаемая конструкция эффективно предохраняет точные компоненты трансмиссии (направляющие и рейки) от пыли или шлака, что, в свою очередь, продлевает срок их службы.
• Автоматический центральный лубрикатор может регулярно смазывать каждую лунку линейного подшипника.
• Известная система управления волоконным лазером CypCut поставляется вместе со станком, а управляющее программное обеспечение — лазерная резка CypOne на базе ОС Windows. Все системы и программное обеспечение наверняка будут на английском языке.
• Все кабели, электрические компоненты и компоненты прецизионной передачи машины заключены в кожух, кожух или кожух и не имеют открытых участков. Это сохраняет их в чистоте и продлевает срок службы.
• Система подачи газа значительно повышает скорость, толщину и качество резки. Система обычно состоит из двух частей: источника газа и газового контура. На следующих фотографиях воздушный компрессор (служащий источником сжатого воздуха). Помимо нее, существуют азотная и кислородная системы. Эта система является дополнительной конфигурацией для пользователей. Конечно, как еще один вариант, вы можете настроить точную систему самостоятельно, как вам нравится.
В: Сколько видов газовых систем существует для станков для резки металла с ЧПУ? В чем разница?
A: В зависимости от типа используемого газа существует три вида: воздух, азот и азот. Давайте посмотрим на их плюсы и минусы.
Вспомогательная система сжатого воздуха
Плюсы: с воздушным компрессором вы можете иметь неограниченные источники воздуха. Стоимость его эксплуатации относительно низкая, если сравнивать его с двумя другими, потому что вам не нужно платить за газ (воздух).
Минусы: немного помогает в процессе резки.
Азотная вспомогательная система
Плюсы: позволяет получить качественную, красивую, чистую кромку.
Минусы: по мере развития производства требуется постоянная закупка азота. Итак, это затратно.
Кислородная вспомогательная система
Плюсы: она позволяет станку для лазерной резки металла быстрее и глубже резать заготовку.
Минусы: как и азот, постоянно приходится покупать источники кислорода. Итак, это затратно.
• Система дымоудаления состоит из вытяжного стола и мощного вытяжного вентилятора, эффективно удаляющего дым, образующийся при резке.
• Лучший бренд чиллеров — S&A. Специальный водяной охладитель как для источника волоконного лазера, так и для объектива. Он имеет два режима охлаждения: постоянный контроль температуры и интеллектуальный контроль температуры. Первое легко понять; последний работает следующим образом: температура воды интеллектуально регулируется в зависимости от изменений температуры окружающей среды.
Использование двухприводного оптоволоконного лазерного станка для резки металла 4×8
Материалы
Подходит для резки почти всех листовых металлов, таких как нержавеющая сталь, алюминий, латунь, углеродистая сталь, оцинкованный лист и т. д.
Промышленность
Распространен в следующих отраслях: обработка листового металла, машиностроение, производство корпусов из нержавеющей стали, автомобилестроение, производство металлических дверей, изделия из металла, вывески из металла, аэрокосмическая промышленность и т. д.
Волоконный лазер для резки металла
Первичная спецификация металлорежущего станка с ЧПУ 1325
• Размер резки 4×8 (1300×2500 мм) с усиленной станиной трансмиссии
900servo редуктор)
• Система резки волоконным лазером CypCut
• Генератор волоконного лазера Raycus мощностью 750 Вт, срок службы 100 000 часов и бесплатное техническое обслуживание. Точный и прочный.
• Оригинальные линейные направляющие PMI размером 25 мм – срок службы от 8 до 10 лет.
• Лучший чиллер – S&A.
Вопросы и ответы по продаже станка для лазерной резки металла с двойным приводом
В: Какая установка на месте требуется для этого станка для лазерной резки металлических дверей?
A: Вам нужно будет подключить волоконный лазерный станок для резки металла к электричеству после его получения. Все розетки будут предоставлены вместе с машиной. Никакой другой штекер от вас не требуется. Кроме того, на английском языке будут предоставлены специальные руководства по настройке. Конечно, как вариант, мы можем отправить нашего инженера на вашу сторону по запросу.
В: На каком языке должно быть программное обеспечение, поставляемое с этим станком для лазерной резки мощностью 750 Вт?
О: Все программное обеспечение и операционные системы обязательно будут на английском языке. Для вас вообще не существует проблемы с языком.
В: Что мы можем сделать, если нам нужны соответствующие технические схемы?
A: Все соответствующие схемы вашего станка для лазерной резки металла доступны в любое время. Они будут отправлены вам, как только получите ваш запрос.
В: Какое ежедневное техническое обслуживание требуется для этого станка для резки металла с волоконным лазером?
О: Это не сложно. И только два момента требуют вашего внимания:
1. Регулярно смазывайте линейные подшипники.
2. Обратите внимание на температуру воды и убедитесь, что она правильная.
Parameters of Affordable Dual Drive CNC Metal Laser Cutter
На всю машину распространяется 3-летняя гарантия, за исключением источника волоконного лазера, на который распространяется 24-месячная гарантия. В течение гарантийного срока предоставляется бесплатная замена любых сломанных деталей; когда гарантия истечет, замена будет основана на стоимости материала.
Если мы хотим заказать этот волоконный лазерный резак для металла, как его купить?
Свяжитесь с нами, используя контактную информацию, указанную на сайте нашей компании здесь. Это может быть онлайн-чат, электронная почта, WhatsApp, Viber, WeChat и т. д. После этого вам будет отправлено официальное предложение от нас, и мы обязательно обсудим все соответствующие детали. Если мы придем к соглашению, счет-проформа будет выставлен вам от нас, и вам нужно будет оформить нам залог; Производство будет запущено после получения депозита.
Каковы детали транспортировки этого станка для лазерной резки металла?
Обычно так. Как только машина будет готова, мы организуем морскую доставку. В соответствии с торговыми условиями CIF мы будем нести ответственность за транспортировку от нашего завода до вашего порта назначения; и вы организуете транспортировку из вашего морского порта в вашу мастерскую. С точки зрения таможенного оформления, наш экспедитор может выступать в качестве вашего брокера, если хотите; и вы также можете назначить своего собственного брокера.
Если вам нравится станок для резки металла с волоконным лазером для продажи здесь, пожалуйста, запросите предложение сейчас!
Связанные теги: станок для лазерной резки металла станок для лазерной резки металла
Поставщик станка для лазерной резки листового металла в Индии
СТАНОК ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
0007
УВЕЛИЧЕНИЕ ПРОИЗВОДСТВА С ПОМОЩЬЮ МАШИНЫ ДЛЯ ЛИСТОВОЙ ЛИСТОВОЙ ЛАЗЕРНОЙ РЕЗКИ В ИНДИИ
Волоконный лазер для резки
Купить высокомощный станок для лазерной резки листового металла HSG мощностью от 6000 Вт до 12000 Вт для углеродистой стали, нержавеющей стали, оцинкованной стали, стального листа с электролитическим цинковым покрытием, кремнистой стали, алюминия и т. д. По низкой цене, Supreme Технология входит в десятку лучших поставщиков станков для лазерной резки листового металла по лучшей цене в Индии. В металлургической промышленности каждая машина выполняет разные задачи. Станок для лазерной резки листового металла HSG представляет собой высокоизмеримую машину в промышленной сфере. Лазерный станок дает качественную поверхность реза металла. эта технология улучшает качество продукта. Сегодня лазерная резка используется во всех отраслях металлообработки и проектирования. Первый станок для лазерной резки просверливает отверстия в 1965.Supreme Technologies представляет полностью герметичный стиль и мазерное защитное стекло с безопасными и дополнительными функциями. По техническим параметрам мощность машины составляет от 6000 Вт до 12000 Вт с максимальной согл. 2G скорость. скорость движения машины составляет 169 м/мин, а общая масса машины составляет 1800 кг. это мощная машина с высокой скоростью, обеспечивающая производительность и качество вашего бизнеса. Для получения дополнительной информации вы можете позвонить нам или заполнить свое требование в нашей контактной форме.
СМЕННЫЙ СТОЛ СТАНОК ДЛЯ ЛАЗЕРНОЙ РЕЗКИ GA Series
Волоконно-лазерная резка
Серия GA: HSG3015A Высокоскоростная машина для быстрой обработки. Его тип лазера — IPG с длиной волны лазера 1070–1080 нм и толщиной резки MS 0,5–12 мм (в зависимости от материала), шириной разреза — 0,1–0,2 мм, точностью повторного позиционирования — ± 0,03 мм/1000 мм, точностью позиционирования — 0,05 мм. , Скорость перемещения — 140 м/мин, Максимальное ускорение — 1,5G, Максимальная нагрузка на стол — 800 кг, Общий вес машины — 8000 кг, Потребляемая мощность — 380 В, 50 Гц/60 Гц, Размеры (длина × ширина × высота) — 8500 мм*2900 мм * 1900 мм (с крышкой и устройством смены поддонов).
Ниже мы привели полную информацию об этих моделях 3015A, G4020A, G6020A, G6025A.
Станок для лазерной резки со сменным столом серии GA
3015A | G4020A | G6020A | G6025A
Европейский обычный стиль, каждая деталь идеальна, консоль, стиль подвесной лампы, окантовка из хромированной стали, мы собираемся производить промышленный продукт с потребностями роскошных товаров. Электрические и приводные системы, поставляемые японской компанией Sanyo Denki, обеспечивают клиентам более высокую скорость вращения и более высокую стабильность.
МАШИНА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ЛИСТОВ И ТРУБ Серия GB
Волоконно-лазерная резка
GB СЕРИЯ , Компактная одноплатформенная машина для лазерной резки листов и труб имеет множество функций, таких как высококачественная станина для сварки углеродистой стали и полностью- автоматический двойной пневматический патрон. Он также состоит из режущей головки с автофокусом. Эта машина содержит импортные детали, точное управление, высокую скорость и стабильность и спроектирована как встроенный шкаф, кабельное соединение и установка. Эта машина проста в установке и быстро запускается в производство. Это сокращает время ожидания, плотно закрывается, предотвращает попадание пыли и загрязнение электрических элементов и предотвращает возгорание.
Ниже мы упомянули все детали этих моделей G3015B-22EQ, G4020B-22EQ, G6020B-22EQ.
Станок для лазерной резки листов и труб серии GB
G3015B-22EQ | G4020B-22EQ | G6020B-22EQ
В строгом соответствии с европейскими стандартами дизайна, HSG Laser использует гуманизированную консоль управления, имеет гладкую подвесную лампу и бесшовную окантовку из нержавеющей стали, стремясь к совершенству деталей. Это обязательство HSG по обеспечению качества, и оно имеет множество расширенных функций с превосходным качеством.
КУПИТЬ МАШИНУ ДЛЯ ВОЛОКОННОЙ ЛАЗЕРНОЙ РЕЗКИ ОТКРЫТОГО ТИПА Серия GC
Волоконная лазерная резка
Серия GC: Купите станок для лазерной резки листового металла BER открытого типа HSG 3015C с уникальными функциями. Мы используем с волоконным лазерным источником IPG. Длина волны лазера составляет 1070-1080 нм, а рабочая длина по оси XYZ составляет 3000 мм/1500 мм/120 мм. Толщина резки MS 0,5 – 12 мм, максимальная нагрузка этикетки 800 кг. Полная поддержка программы и автомат. Свяжитесь с нами для получения дополнительной информации о станке для лазерной резки открытого типа.
Ниже мы упомянули все детали этих моделей G3015C, G4015C, G4020C, G6020C
Купить Станок для лазерной резки BER открытого типа серии GC
G3015C | G4015C | G4020C | G6020C
Металлический корпус этого резака подвергается термообработке при температуре 600°C и охлаждается в камере в течение двадцати четырех часов. Когда это может быть завершено, он обрабатывается с помощью плоско-фрезерного станка и сваривается с использованием углекислого газа. Это обеспечивает его высокую прочность и двадцатилетний срок службы.
СМЕННАЯ МАШИНА ДЛЯ ЛИСТОВОЙ ЛАЗЕРНОЙ РЕЗКИ ЛУЧШАЯ ЦЕНА В ИНДИИ Серия GE
Волоконная лазерная резка
Серия GE: лучшая цена по сравнению с рынком Индии, мы продаем все машины по низкой цене с полной поддержкой клиентов. доставка и установка. мы верим в долгосрочные отношения с нашими клиентами, вы можете отправить свой запрос в форме запроса или позвонить нам, чтобы обсудить ваши требования.
Мы упомянули ниже все детали этих моделей G3015E-22EQ, G4020E-22EQ, G6020E-22EQ, G6025E-22EQ
СТАВИТЕЛЬНОЙ И ТУБКОЙ ЛАЗЕР СОТРЕДИТЕЛЬНОЙ СОТРЕДНАЯ САЛЕТА ДЛЯ СЕРИИ
Верхний и нижний сменные столы, сокращают время простоя, выдвижное устройство для сбора материала обеспечивает широкий выбор удобного ассортимента, эффективно повышает производительность почти пятисотых. Станок для резки волоконно-оптических устройств G3015E, оснащенный взаимозаменяемым столом, обрабатывает каждый металлический лист и трубу.
МАШИНА ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ДЛЯ ЗАМЕНЫ ЛИСТОВ И ТРУБ ЛУЧШАЯ ЦЕНА В ИНДИИ Серия GH
Резка волоконным лазером Лазер может передавать данные только по сетевому кабелю, сканировать и резать толстые листы на сверхвысокой скорости, реализовывать микросоединение резки в полете, активную защиту от столкновений и встроенную раскладку, а также установить интеллектуальную режущую головку P20 высшего качества и защиту от положительного давления, бабочку. Управление клапаном, ураганная вентиляция, запатентованная станина машины Cornerstone, сменные платформы с двойным приводом, высококачественные защитные меры, удобство использования.
Ниже мы подробно описали эти модели G4020H, G6020H, G6025H, G8025H
Высокомощный станок для лазерной резки листового металла HSG серии GH
G4020H | G6020H | G6025H | G8025H
Полностью герметичный корпус с настоящим оптическим мазерным защитным стеклом делает машину более безопасной и надежной. Два рабочих стола перемещаются по отдельности и не мешают друг другу. Внешний вид этих подвижных рабочих столов для внештатных работ облегчает очистку от шлака.
МАШИНА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ЛИСТОВ И ТРУБ ЛУЧШАЯ ЦЕНА В ИНДИИ Серия GX
Резка волоконным лазером
Серия GX: Станок для лазерной резки стандартной модели контейнеров мощностью 2000–6000 Вт. Этот станок основан на оборудовании HSG для лазерной резки металлических пластин и других новейших и передовых высоких технологиях. G3015X может максимально использовать свои высокоточные технологии для удовлетворения разнообразных потребностей пользователей в резке, и вы получите большой опыт работы с моделями. Эти модели упакованы в контейнер 40HQ, экономят средства и имеют систему управления HSG-X2000S.
Станок для лазерной резки листов и труб со сменным столом серии GX
G3015X | G1390X
Мощный станок для лазерной резки серии GT PRO
Волоконный лазер для резки
Серия GT Pro: ( Система ЧПУ Alpha T Bus) — Alpha T может осуществлять передачу данных по сетевому кабелю. Резка микросоединений, Активное предотвращение препятствий Мониторинг основных компонентов в режиме реального времени Активное напоминание о техническом обслуживании машины Программное обеспечение для раскроя HSG-NEST * Шина относится к режиму передачи данных через систему управления шиной на месте.
Высокая мощность относится к 12000 Вт и выше. Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены в собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Ниже мы подробно описали эти модели G4020T, G6025T, G8025T, G12025T
Мощный лазерный станок для резки серии GT PRO
G4020T | G6025T | G8025T | G12025T
Высокая мощность относится к 12000 Вт и выше. Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены в собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Посмотреть детали
Двойные платформы для лазерной резки 1500W-6600W GX IV SERIES
Волоконно-лазерная резка
Серия GX IV:
Внешний вид станка, технические параметры, описание функций, сравнение данных, приведенные на этой странице, получены из собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Высокая мощность относится к серии GX IV мощностью 1500–6600 Вт. Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены в собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Ниже мы упомянули все детали этих моделей G3015X IV, G6015X IV, G6025X IV
Платформы с двойной заменой Станок для лазерной резки серии GX IV
G3015X IV | G6015X IV | G6025X IV
Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены из собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Посмотреть детали
Станок для лазерной резки с одной платформой 1500–12000 Вт СЕРИЯ GC III
Волоконный лазер для резки
СЕРИЯ GC III: Система ЧПУ Alpha T Bus, скорость холостого хода 140 м/мин, ускорение 1,2G, двигатели с сервоприводом Немецкий редуктор WITTENSTEIN Alpha Speed
Высокая мощность относится к СЕРИИ GC III мощностью 1500-12000 Вт. Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены в собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
We mentioned below all the detail of these models G3015C III , G4015C III , G4020C III, G6015C III
Single Platform Laser Cutting Machine 1500-12000W GC III Series
G3015C III | G4015C III | G4020C III | G6015C III
Внешний вид машины, технические параметры, описание функций и сравнение данных, показанные на этой странице, получены из собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальным машинам.
Посмотреть детали
Станок для лазерной резки с одной платформой 1500-12000 Вт СЕРИЯ GC III
Волоконный лазер для резки
СЕРИЯ GE IV: Резка листового и трубчатого металла, экструдированная алюминиевая балка, сварная станина из углеродистой стали, двойные сменные платформы, позиционирование конических штифтов.
Высокая мощность относится к СЕРИИ GE IV мощностью 1500-12000 Вт. Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены в собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Ниже мы упомянули все детали этих моделей G4020E IV-22EQ, G6020E IV-22EQ, G6025E IV-22EQ
Платформы с двойной заменой Станок для лазерной резки листов и труб серии GE IV
G4020E IV-22EQ | G6020E IV-22EQ | G6025E IV-22EQ
Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены из собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Посмотреть детали
ПРЕИМУЩЕСТВА СТАНКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА HSG
Гибкость
Лазерная резка не требует замены оборудования для каждого отдельного разреза. Одна установка подходит для резки партий материалов разных размеров при одинаковой толщине материала. Кроме того, сложные разрезы не представляют никакой проблемы.
Прецизионность
Станок для лазерной резки обеспечивает высокую точность, а аккуратность является одним из основных преимуществ лазерной резки по сравнению с другими методами термической резки. Точность +/- 0,1 мм дает возможность добиться высокой точности после любой обработки. В большинстве случаев такой высокий стандарт означает, что дополнительные допуски не требуются.
Повторяемость
Станок для лазерной резки обеспечивает лучшую производительность по сравнению с традиционными методами механической резки и лучше всего подходит для самых сложных разрезов.
По сравнению с другими методами термической резки, такими как пламенная и плазменная резка, лазер ускоряет их до определенной толщины, которая составляет около 10 мм. Однако точное преимущество сводится к мощности лазерного резака.
В этом есть много преимуществ, если вы также хотите повысить свою производительность и дать вашему бизнесу лучший рост, свяжитесь с нами сейчас.
Мы являемся лучшим поставщиком станков для лазерной резки в Индии. И цена и качество нашего станка для лазерной резки лучше, чем у других. Мы продаем различные виды лазерной резки HSG для листового металла. Если вы хотите купить станок для лазерной резки металла по доступной цене, вы можете связаться с нами напрямую.
Качество
Лазерные резаки оставляют лишь небольшой гул при правильной настройке. Зачастую его даже не нужно удалять. Это зависит от материала, его толщины и других факторов.
Еще один перк имеет небольшую область теплового воздействия. Поскольку микроструктура изменяется с изменением ЗТВ, меньшая область ЗТВ приводит к более предсказуемым и надежным деталям.
Универсальность
Станок для лазерной резки подходит для различных типов материалов. Для резки любого материала тогда могла быть настроена машина. Резка любого материала зависит от мощности станка. Кстати, многие лазерные резаки предназначены не только для резки. Существует также машина для лазерной маркировки, используемая для производства товаров повседневного спроса. Лазерная резка используется для различных профилей резки и предоставляет вам множество преимуществ, которые помогают быстро развивать ваш бизнес и повышать производительность в правильном направлении и в правильном направлении.
Бесконтактная резка
при резке любого материала только лазерный луч вступает в контакт с материалом, поэтому механическое трение в этот момент отсутствует.
У этого станка есть сопло. Сопло для волоконного лазера – одна из наиболее важных частей волоконной лазерной резки. Он устанавливается под лазерной головкой, и мощность лазера и поток воздуха под высоким давлением излучаются через сопло, что связано с качеством резки и сроком службы оборудования для лазерной резки.
МЕТОДЫ МАШИНЫ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
Волоконный лазер для резки
Волоконный лазер для резки Код ГС
Код ГС, известный как Гармонизированная система, появился в 1988 году и с тех пор разрабатывается и поддерживается Всемирной таможенной организацией (ВТамО). . существует множество различных способов резки металла. используются разные виды резки для разных видов металла.
Резка выпариванием
Во-первых, при лазерной резке сфокусированный луч нагревает поверхность материала до точки кипения и создает замочную скважину. затем замочная скважина внезапно увеличивается и быстро углубляется. По мере углубления отверстия и закипания материала расплавленные стенки, образуемые паром, выходят наружу и приподнимают отверстия снаружи.
Плавление и выдувание
Плавление и выдувание или резка плавлением использует газ под высоким давлением для выдувания расплавленного материала из места резки, что снижает потребность в электроэнергии. Материал сначала нагревается до точки плавления, затем газовая струя выгоняет расплавленный материал из пропилов, чтобы не повышать температуру какого-либо вещества. Материалы, разрезаемые этим процессом, обычно представляют собой металлы.
Растрескивание под действием термического напряжения
Хрупкие материалы особенно чувствительны к термическому разрушению, которое используется при растрескивании под действием термического напряжения. Луч фокусируется на поверхности, что приводит к локализации и тепловому расширению. Это приводит к трещине, которую затем можно направить, перемещая луч. Трещина может перемещаться в порядке мс.
Профессиональные советы по подбору фрез для станка с ЧПУ от опытных операторов станка.
Введение
Для разных операций важно разбираться и иметь разные фрезы, используемые на фрезерных станках с ЧПУ. Данная статья представляет обзор различных типов фрез.
Итак, давайте рассмотрим разные виды фрез, которые используются в станках.
Примечание:Если Вы используете роутер с ЧПУ, то сможете использовать большинство описанных фрез за исключением крупных, не приспособленных для больших скоростей вращения, например — торцевых фрез.
Концевые фрезы
Концевые фрезы
Наиболее часто используемые фрезы — концевые. Они бывают разных размеров, форм, имеют разные покрытия и изготавливаются из разных материалов. Мы опишем основные.
Твердосплавные фрезы или фрезы из быстрорежущей стали
Прежде всего, следует обратить внимание на материал, из которого изготовлены концевые фрезы. Как правило, это твердый сплав или быстрорежущая сталь, хотя иногда используются и более экзотичные материалы, например, порошковый металл.
Для большинства цехов вопрос, использовать твердосплавные фрезы или фрезы из быстрорежущей стали кажется глупым. Твердосплавные фрезы всегда лучше, верно?
Оказывается, многое зависит от материала, подлежащего резке, а также от максимальной скорости шпинделя станка и от некоторых других факторов.
Если Вы работаете с мягкими материалами, например, алюминием, и шпиндель не сможет достичь рекомендуемой скорости для твердосплавной фрезы, возможно, будет иметь смысл использовать концевые фрезы из быстрорежущей стали.
Для небольших станков, шпиндель которых не превышает скорость 6000 об/мин, я обычно рекомендую использовать для резки алюминия быстрорежущую сталь для фрез диаметром свыше 1/2″, а карбид вольфрама — для концевых фрез меньшего диаметра. Это позволяет сэкономить на стоимости больших концевых фрез (которые можно использовать с индексируемой пластиной и вставками из карбида вольфрама) и использовать прочность небольших фрез.
Размеры концевых фрез
Концевые фрезы доступны в разных метрических и дюймовых размерах. Даже крошечные микро-фрезы могут применяться для механической обработки небольших поверхностей. Неожиданный факт о размерах концевых фрез — допустимое отклонение диаметра для большинства концевых фрез указывается не точно. Если Ваша работа требует точности, может потребоваться провести пробную резку фрезой, чтобы определить ее реальный диаметр. Вы можете также прямо измерить диаметр, но пробная резка — более надежный метод.
Микро-фреза
Сколько канавок?
Количество канавок (заходов) концевой фрезы напрямую зависит от материала, подлежащего резке, и от возможностей Вашего станка. Наиболее распространенные варианты — 2, 3 или 4 захода. Как правило, с алюминием не используется более 3 канавок. Причина в том, что алюминиевая стружка крупнее, чем от других материалов, и она относительно вязкая. Канавки отводят стружку, когда концевая фреза погружается в материал. Фрезы с 2 и 3 канавками имеют достаточно места для удаления стружки. 4-заходные же фрезы легко забиваются, стружка застревает, что почти всегда приводит к заклиниванию и поломке фрезы.
Для большинства других материалов 4 канавки — норма. Вы можете использовать столько канавок, сколько захотите; они выступают как своего рода «усилитель шпинделя». При заданной скорости шпинделя 4-заходные фрезы позволяют подачу в 2 раза выше, чем 2-заходные, в результате чего качество поверхности будет лучше. Большее количество режущих кромок стабилизирует фрезу – больше кромок в постоянном контакте с материалом, меньше дребезг на этапах «отрыв кромки-врезание в материал». 3 канавки были разработаны в качестве компромисса между использованием 2 или 4 канавок на алюминии. У 3 канавок достаточно пространства для отвода стружки любых сплавов алюминия, кроме особенно вязких, и, в то же время, им можно поставить подачу примерно на 50% быстрее, чем 2-заходным на такой же скорости шпинделя.
Гораздо реже встречаются другие конструкции. Концевые фрезы с более чем 4 канавками прекрасно подходят для того, чтобы увеличить производительность на жестких материалах, таких как титан, когда шпиндель просто не может вращаться слишком быстро.
Концевая фреза с одной канавкой
Резка по центру или нет?
Большинство концевых фрез с 2 и 3 канавками являются центрорежущими. Некоторые фрезы с 4 канавками — не центрорежущие. Центрорежущая концевая фреза может врезаться прямо в материал, вертикально. Нецентрорежущие концевые фрезы имеют углубление в середине без лезвия, поэтому они могут врезаться на очень небольшое расстояние, после чего врезание в материал обязательно должно быть с движением в горизонтальной плоскости.
Центрорежущая фреза – слева, не центрорежущая фреза — справа
Единственное серьезное основание для покупки концевой не центрорежущей фрезы — ее невысокая цена. Я предпочитаю пользоваться только центрорежущими фрезами, поэтому резка не центрорежущей фрезой кажется мне намного сложнее.
С другой стороны, есть мнение, что концевыми фрезами никогда (почти никогда) нельзя врезаться в заготовку вертикально. Это самая большая нагрузка для концевой фрезы, врезание под углом или по спирали намного мягче. Учитывая это, возможно, иногда можно предпочесть и не центрорежущую фрезу.
Фрезы с одним и двумя концами, вылет фрезы
На рынке доступны концевые фрезы с одним и двумя концами:
Концевая фреза (с двумя концами как 2 фрезы в одной)
За немного больше денег, чем стоимость фрезы с одним концом, и намного меньше, чем цена двух фрез с одним концом, Вы можете купить концевую фрезу с двумя концами. Когда один конец затупится, Вы сможете просто перевернуть его в держателе инструмента и получить новенькую фрезу, готовую к работе. Как правило, концевая фреза ломается на нижней стороне, которую не всегда можно перевернуть. Поэтому такие фрезы могут значительно уменьшить затраты, если они у Вас в основном тупятся, а не ломаются.
Вылет и отгиб фрезы
Так мы подходим к важному понятию «вылета». Вылет инструмента — расстояние от держателя инструмента до конца фрезы:
Вылет фрезы
Чем больше вылет, тем менее прочен инструмент. Чем он сильнее выступает, тем сильнее отгибается под усилиями резания. Вот утрированное изображение этого явления:
Хотя покупка максимально длинных фрез может показаться разумной, ведь Вы сможете использовать их для большого разнообразия операций, это — не лучшее решение. Более короткие концевые фрезы прочнее.Приберегите длинные фрезы для тех случаев, когда у Вас просто нет другого выбора!
Похожую ситуацию мы будем наблюдать у спиральных сверл.
Покрытия концевых фрез
Правильное покрытие может невероятно улучшить характеристики концевой фрезы (или другого режущего инструмента, например, спирального сверла).
Существует много разнообразных покрытий, некоторые из которых просто прекрасны, некоторые — весьма экзотичны и дороги. Выбор фрезы с покрытием — это выбор цены против выгоды. Если в Ваших условиях механическая обработка значительно выиграет от дополнительной производительности премиум-покрытия, покупайте концевую фрезу с таким покрытием.
Торцовые фрезы, фрезы с большим шагом спирали и другие формы
Подобно тому, как покрытия дешевых и дорогих фрез могут значительно разниться по качеству, форма фрез также очень влияет на производительность.
Производители хвалят самые разные формы, но выбирать следует опытным путем. Некоторые вещи менее спорны, некоторые — едва заметны. Для начала купите концевые фрезы приличного качества, а не гоняйтесь за причудливыми формами. Когда даже небольшое улучшение качества будет сулить реальные деньги, попробуйте премиум-фрезы, посмотрите, насколько они Вам подойдут.
Две формы фрез, которые пригодятся с самого начала — торцовые фрезы со скругленными углами и фрезы с большим шагом спирали. Фрезы первого вида имеют небольшой радиус на углах кромок, поэтому дают более качественную поверхность и менее склонны к задирам. Это два очень серьезных преимущества.
Фрезы с большим шагом (т.е. малым углом подъема) спирали могут значительно улучшить удаление стружки в материалах, подобных алюминию:
Черновые концевые фрезы (обдирочные фрезы со стружколомом)
Обдирочные фрезы имеют небольшую зазубренность на режущих кромках. Эта зазубренность называется «стружколом» и служит для нескольких полезных вещей. Во-первых, она, как следует из названия, ломает стружку в мелкую крошку и упрощает ее удаление(крошка легко вымывается СОЖ и не застревает в канавках, особенно полезно для алюминия). Во-вторых, такие зубцы менее подвержены дребезгу. Все эти зазубренности производят множество вибраций, которые накладываются друг на друга и не складываются в один общий звон. Фрезы со стружколомом не очень дорогие и могут неплохо увеличить производительность, т.к. подачи и заглубления для таких фрез выше, чем для чистовых фрез
Сферические концевые фрезы
Когда мы говорим о концевых фрезах, следует помнить, что они часто применяются в «2. 5D-фрезеровке». Это такой вид обработки, при котором Z, или высота поверхности изделия, меняется уступами, не плавно, т.е. состоит из выступов, выемок и карманов, поверхность которых, как правило, являются ровными горизонтальными плоскостями. Такая особенность наблюдается у огромного количества деталей, но в тех, где она не наблюдается, Вы будете применять настоящую «3D» обработку, а для этого Вам понадобится сферическая концевая фреза.
Литьевые формы часто требуют 3D-обработки
Сферы создают волнообразные неровности, размер которых зависит от диаметра сферы, глубины резки и шага между последовательными проходами:
Волнообразные неровности от сферы
Концевые фрезы с индексируемыми режущими пластинами и торцовые фрезы
Концевая фреза с индексируемыми режущими пластинами работает в кармане
Большие концевые фрезы могут снять много материала, но они также очень дорогие. Индустрия механической обработки быстро это поняла и предложила в качестве альтернативы фрезы со сменными режущими пластинами. В инструментах с индексируемыми режущими пластинами режущие кромки — съемные вставки из карбида вольфрама. На рынке представлено такого инструмента, но в этом обзоре мы ограничимся концевыми и торцовыми фрезами.
Для эффективной черновой обработки удобно иметь концевую фрезу диаметром 15-25 мм. Цельные фрезы такого размера уже весьма дорогие, но в то же время, это достаточно небольшой размер для наборной фрезы. Можно проводить черновую обработку концевой наборной фрезой, а чистовую обработку — цельной концевой фрезой. В зависимости от операции, также может иметь смысл применение и весьма больших концевых фрез с индексируемыми пластинами. В общем-то, это компромисс между возможностями(жесткостью) Вашего станка, прочностью материала заготовки и совокупной стоимостью владения парком наборного инструмента и вставок.
Совместно с наборными концевыми фрезами используются также торцовые фрезы. Они так называются, потому что фрезерование возможно производить всем торцом. Они отличаются от концевых тем, что ими производят обработку большой плоской поверхности, как правило, верхней части детали.
Стандартная торцовая фреза со вставками под углом 90 градусов
Спиральные сверла
Вездесущее спиральное сверло было, наверное, первым режущим инструментом, который каждый из нас когда-то начал использовать, ну, например, в ручной электродрели. В то время как концевые фрезы есть только у станочников, спиральные сверла имеются в доме почти каждого мастера-любителя.
Но все не так просто, как кажется на первый взгляд. Статистика показывает, что отверстия составляют абсолютное большинство всех операций, выполняемых на станках с ЧПУ. Кроме того, интенсивность удаления материала спиральными сверлами очень высока и обычно превосходит эту характеристику у концевых фрез. Иногда может иметь смысл высверлить множество отверстий, а затем обработать на станке сетку между отверстиями с помощью концевой фрезы.
Как и концевые фрезы, спиральные сверла выпускаются в разных размерах, с разными покрытиями, материалами и длиной.
Размеры спирального сверла
Спиральные сверла имеют большее разнообразие диаметров и размеров, чем концевые фрезы. Впрочем, в этом нет ничего удивительного, учитывая распространенность операций по производству отверстий и сложность использования одного сверла для отверстий разного диаметра, тогда как концевые фрезы намного более гибкие в этом отношении.
Помимо метрических и дюймовых размеров существуют также особые размеры, например, числовые и буквенные.
Быстрорежущая сталь, кобальт и карбид вольфрама + Покрытие или отсутствие покрытия
Если Вам нужна прочность и жесткость карбида вольфрама для быстрой обработки жестких материалов — альтернативы быть не может. В других случаях просто купите полный набор сверл из быстрорежущей стали или кобальта.
Покрытие или его отсутствие — дело вкуса. Покрытия могут оказаться полезными, хотя и не настолько, как в концевых фрезах, возможно, потому что большинство спиральных сверл изготавливаются не из карбида вольфрама.
Винтонарезной станок и длина короткой серии
Длина спирального сверла может быть различной. Большинство непрофессионалов используют спиральные сверла короткой серии. Вот чем они отличаются:
Сверло длиной для винтонарезного станка имеет такой же диаметр, но намного короче сверла короткой серии. Также оно более прочное.
Поскольку они короче, они также намного прочнее. Отверстие, производимое таким сверлом, будет точнее, а вероятность, что Вы сломаете сверло — меньше. Большинство станочников предпочитает использовать спиральные сверла для винтонарезного станка именно из-за этих преимуществ.
Сверла больших диаметров
Стандартные наборы спиральных сверл имеют диаметр только до 14 мм. Для сверления больших отверстий Вы можете использовать фрезы с коническим или уменьшенным хвостовиком (на Западе похожие сверла называют сверла Силвера-Деминга).
У этих сверл хвостовик 14 мм и более крупные канавки. Хвостовик небольшой, поэтому подходит для стандартных сверлильных патронов.
Что также хотелось бы сказать. Во-первых, стандартный кулачковый сверлильный патрон не очень точный, и для механической обработки на станке с ЧПУ мы будем часто использовать вместо него цанговый патрон. Во-вторых, большие спиральные сверла требуют мощного шпинделя, поэтому убедитесь, что Ваш станок потянет крупное сверло.
Параболические канавки для глубоких отверстий
Высверливание действительно глубоких отверстий — сложная задача. Как только отверстие достаточно углубляется, становится очень трудно извлечь стружку, продолжая сверление. Если стружка накапливается и блокирует канавки, спиральное сверло сломается в отверстии, что всегда представляет собой сложную для устранения неприятность. Новшество, которое значительно помогает при высверливании глубоких отверстий, называется «параболические канавки.» Сверла такого типа дороже, чем обычные спиральные сверла, но они могут производить значительно более глубокие отверстия, и их покупка вполне оправдана, если Ваши операции требуют таких глубоких отверстий. Глубина зависит от диаметра спирального сверла.
На острие
Вы будете часто пользоваться спиральными сверлами, и нет ничего более раздражающего, чем тупой инструмент. Если суметь заточить сверло, оно может прослужить Вам еще долго. Сверлозаточные станки доступны в разных ценовых диапазонах. Кроме того, можно затачивать сверла вручную на точильном камне.
Точечные и центровочные сверла
Это сверла особого типа, но их сфера применения довольно широкая. Теоретически нет смысла использовать центровочное сверло на фрезерном станке. Центровочные сверла предназначаются для создания отверстий в конце заготовки, для пиноля на токарном станке. Их вторичный «направляющий» наконечник делает их более тонкими, чем точечные сверла. Однако большинство операторов с радостью возьмут их, если они удобны, и будут использовать как точечные сверла.
Точечное сверло – справа, центровочное сверло — слева
Сверла этого типа не имеют слишком длинных канавок. Они используются только для намечания небольших углублений перед началом работы спирального сверла. Не всегда нужно намечать отверстие.
Сверло с механическим креплением многогранных пластин
Учитывая как часто наши станки должны производить отверстия, а также преимущества инструментов с индексируемыми пластинами для фрезерования концевыми и торцовыми фрезами, неудивительно, что существуют сверла с многогранными пластинами. Как правило, их лучше использовать для больших отверстий. На данном этапе больше знать о них необязательно. Просто помните о них и о том, что они могут облегчить труд.
DARXTON
Концевая фреза по алюминию : пальчиковая двухзаходная спиральная для чпу станков
Главная >
Каталог >
Фрезы >
Фрезы для ЧПУ станков по металлу >
Концевые фрезы для обработки алюминия отличаются «острой геометрией», глубокими каналами отвода стружки и большим углом наклона спирали 45°. Для диаметров больше 10мм и чистовой фрезеровки алюминия, цветных металлов и сплавов лучше купить трехзаходные фрезы с тремя режущими спиралями, они хорошо отводят стружку и отлично справляются с задачами чистового фрезерования пазов и уступов.
Фрезы твердосплавные по алюминию подходят для фрезерных станков с ЧПУ, фрезерно-гравировальных станков с распылительной системой охлаждения. Использование пальчиковых фрез без системы охлаждения приводит к налипанинию алюминия, увеличению нагрузки и быстрой поломки.
Спиральные фрезы изготавливаются диаметром 3мм, 6мм, 8мм и более с гладким хвостовиком или с проточкой WELDON для механического крепления на фрезере. Для ручной обработки алюминия на ручных фрезерах или копировальных станках рекомендуем купить быстрорежущие концевые фрезы. Твердосплавные спиральные фрезы совершенно не подходят для станков с ручной обработкой или пневматической подачей из-за неравномерности движения. Для диаметров более 10мм лучшим выбором будет купить твердосплавные трехзаходные спиральные фрезы.
Артикул
Название
Наличие
ЦЕНА
купить
VA345WL030
Фреза по алюминию d 3x8x57x6, Z3, 45°, W
1 746 ₽
>
VC345WL030
Фреза по алюминию d 3x8x57x6, Z3, 45°, W, weldon
1 746 ₽
>
VA345WL035
Фреза по алюминию d 3,5x10x57x6, Z3, 45°, W
1 746 ₽
>
VC345WL035
Фреза по алюминию d 3,5x10x57x6, Z3, 45°, W, weldon
1 746 ₽
>
VA345WL040
Фреза по алюминию d 4x11x57x6, Z3, 45°, W
1 746 ₽
>
VC345WL040
Фреза по алюминию d 4x11x57x6, Z3, 45°, W, weldon
1 746 ₽
>
VA345WL045
Фреза по алюминию d 4,5x11x57x6, Z3, 45°, W
1 746 ₽
>
VC345WL045
Фреза по алюминию d 4,5x11x57x6, Z3, 45°, W, weldon
1 746 ₽
>
VA345WL050
Фреза по алюминию d 5x13x57x6, Z3, 45°, W
1 746 ₽
>
VC345WL050
Фреза по алюминию d 5x13x57x6, Z3, 45°, W, weldon
1 746 ₽
>
VA345WL060
Фреза по алюминию d 6x13x57, Z3, 45°, W
1 746 ₽
>
VC345WL060
Фреза по алюминию d 6x13x57, Z3, 45°, W, weldon
1 746 ₽
>
VA345WL080
Фреза по алюминию d 8x19x63, Z3, 45°, W
2 197 ₽
>
VC345WL080
Фреза по алюминию d 8x19x63, Z3, 45°, W, weldon
2 197 ₽
>
VA345WL100
Фреза по алюминию d 10x22x72, Z3, 45°, W
2 197 ₽
>
VC345WL100
Фреза по алюминию d 10x22x72, Z3, 45°, W, weldon
3 262 ₽
>
VA345WL120
Фреза по алюминию d 12x26x83, Z3, 45°, W
4 641 ₽
>
VC345WL120
Фреза по алюминию d 12x26x83, Z3, 45°, W, weldon
4 641 ₽
>
VA345WL140
Фреза по алюминию d 14x26x83, Z3, 45°, W
6 965 ₽
>
VC345WL140
Фреза по алюминию d 14x26x83, Z3, 45°, W, weldon
6 965 ₽
>
VA345WL160
Фреза по алюминию d 16x32x92, Z3, 45°, W
8 573 ₽
>
VC345WL160
Фреза по алюминию d 16x32x92, Z3, 45°, W, weldon
8 573 ₽
>
VA345WL180
Фреза по алюминию d 18x32x92, Z3, 45°, W
11 261 ₽
>
VC345WL180
Фреза по алюминию d 18x32x92, Z3, 45°, W, weldon
11 261 ₽
>
VA345WL200
Фреза по алюминию d 20x38x104, Z3, 45°, W
13 600 ₽
>
VC345WL200
Фреза по алюминию d 20x38x104, Z3, 45°, W, weldon
13 600 ₽
>
Руководство по концевым фрезам с ЧПУ
— CNCCookbook: Be A Better CNC’er
Введение
Эта статья представляет собой полное руководство по выбору и использованию концевых фрез, наиболее распространенного типа фрез, используемых на фрезерных и фрезерных станках с ЧПУ.
В сообществе фрезерных станков с ЧПУ есть несколько специализированных типов, которые обсуждаются в нашем Руководстве по фрезерным станкам с ЧПУ. Типичная концевая фреза в мире фрезерных станков с ЧПУ может называться «спиралью вверх». Помимо небольших изменений геометрии для оптимизации работы с древесиной, концевые фрезы и спирали взаимозаменяемы.
Более распространенное написание «концевая фреза», но я также часто использую «концевая фреза». Эти два довольно взаимозаменяемы.
Твердосплавные и быстрорежущие концевые фрезы
Первое, что нужно изучить, это материал, из которого изготовлены концевые фрезы, обычно карбид или быстрорежущая сталь, хотя есть несколько более экзотических альтернатив, таких как порошковый металл.
Для многих производственных цехов вопрос о том, использовать ли концевые фрезы из твердого сплава или HSS (быстрорежущая сталь), кажется глупым. Карбид всегда лучше, верно?
Оказывается, это зависит от разрезаемого материала, а также от максимальной скорости шпинделя станка и, возможно, от некоторых других факторов. Если вы работаете с более мягкими материалами, такими как алюминий, и ваш шпиндель не может достичь рекомендуемых скоростей для твердого сплава в алюминии, вы вполне можете обнаружить, что концевые фрезы из быстрорежущей стали имеют больше смысла. Ознакомьтесь с нашей статьей об этом, чтобы узнать, как это понять.
Для небольших фрез, у которых скорость вращения шпинделя не превышает 6000 об/мин и которые будут резать алюминий, я обычно рекомендую быстрорежущую сталь для концевых фрез диаметром более 1/2″ и твердый сплав для концевых фрез меньшего размера. Это значительно снижает затраты на концевые фрезы большего размера (которые вы, возможно, предпочитаете, чтобы они были индексируемыми и с твердосплавными вставками в любом случае), но сохраняет жесткость концевых фрез меньшего размера. Дополнительную информацию о жесткости и прогибе см. в нашей статье «Кто боится прогиба инструмента?»
При всем при этом большая часть производственных работ выполняется с твердосплавными концевыми фрезами. Они просто способны к более высокой скорости съема материала, если вы можете вращать их достаточно быстро, чтобы использовать их полную мощность.
Размеры концевых фрез
Концевые фрезы доступны в различных стандартных размерах, как метрических, так и британских. Даже очень маленькие микрофрезы можно использовать для обработки очень мелких деталей. Что-то удивительное, что нужно знать о размере концевой фрезы, это то, что допуски на диаметр для большинства концевых фрез не особенно точны. Если ваша работа требует точности, вам может понадобиться сделать пробный пропил концевой фрезой, чтобы определить ее реальный диаметр. Вы также можете измерить их напрямую, но пробный разрез является более надежным методом.
Micro-Mill…
Наш калькулятор подачи и скорости G-Wizard включает удобную кнопку «Размеры», когда вы хотите выбрать диаметр инструмента на основе стандартных размеров.
Сколько флейт?
Канавки — это то, что мы называем отдельными режущими кромками или «зубьями», образующими спираль на концевой фрезе.
Количество канавок концевой фрезы имеет решающее значение в зависимости от материала, который вы хотите разрезать, и возможностей вашего станка. Наиболее распространены варианты с 2, 3 или 4 флейтами. Если вы точно не знаете, что делаете, вы никогда не захотите использовать более 3 флейт с алюминием. Причина в том, что алюминий образует очень большую стружку по сравнению с другими материалами. Канавки обеспечивают выход стружки, когда концевая фреза находится в отверстии или пазу. Концевые фрезы с 2 и 3 зубьями имеют гораздо больший зазор для стружки, поэтому они работают с алюминием. Использование 4-х зубьев, где стружка вообще ограничена, почти каждый раз приводит к застреванию стружки и поломке фрезы в алюминии.
Для большинства других материалов 4 канавки являются нормой. Вы хотите использовать как можно больше флейт, потому что флейты действуют как «умножитель шпинделя». При заданной скорости вращения шпинделя и нагрузке на стружку 4-зубая подача может быть в два раза быстрее, чем 2-зубая, и это, как правило, дает лучшее качество поверхности. 3-х канавочная модель была разработана как хороший компромисс между 2-х и 4-х канавкой из алюминия. У него достаточный зазор для стружки для всех видов алюминия, кроме самых липких, но при этом его подача примерно на 50% быстрее, чем у двухзубого инструмента при той же частоте вращения шпинделя.
Есть немало других разновидностей, которые встречаются реже. Концевые фрезы с более чем 4 зубьями отлично подходят для повышения производительности при обработке твердых материалов, таких как титан, где шпиндель просто не может вращаться очень быстро. И есть целый ряд ситуаций, когда однозубая концевая фреза дает преимущества:
Однозубая концевая фреза
Если вы беспокоитесь о том, сколько канавок нужно использовать, мастера G-Wizard Calculator CADCAM автоматически выберут инструмент с правильный номер.
Центральная резка или нет?
Большинство концевых фрез с 2 и 3 зубьями являются центробежными. Некоторые концевые фрезы с 4 канавками не являются таковыми. Концевая фреза с центральной режущей кромкой — это фреза, которую можно погружать прямо в материал. Концевые фрезы без центральной режущей кромки имеют углубление посередине без режущей кромки, поэтому они опускаются на очень короткое расстояние, после чего их нельзя протолкнуть дальше:
Центральная режущая кромка слева, нецентральная режущая кромка справа . Спасибо www.micro-machine-shop.com за иллюстрацию.
Единственная веская причина для покупки концевой фрезы с нецентровой режущей кромкой — она дешевле. Я предпочитаю иметь только концевые фрезы с центральной режущей кромкой, так как я чаще всего обнаруживаю, что концевая фреза не является жесткой.
Кстати, есть аргумент, что никогда не следует использовать погружные концевые фрезы (ну, почти никогда). Это самый трудный способ ввести концевую фрезу в материал, врезание под углом или спиральная обработка гораздо более щадящие. Учитывая эту точку зрения, возможно, всегда следует отдавать предпочтение нецентральному разрезу, чтобы иметь стимул избежать погружения.
Односторонняя или двусторонняя и с вылетом
Говоря о стоимости, вы можете приобрести концевые фрезы как двухсторонние, так и односторонние:
Двусторонняя концевая фреза — это как две концевые фрезы в одной…
За немного большую цену, чем одна односторонняя концевая фреза и намного меньше денег, чем две односторонние концевые фрезы, вы можете купить двухстороннюю концевую фрезу. Когда один конец затупится, вы просто переворачиваете его в держателе, и у вас есть новая концевая фреза, готовая к работе. Недостатком является то, что большинство аварий концевых фрез заканчиваются сломанной концевой фрезой, которую вы можете или не можете перевернуть. Тем не менее, они могут быть эффективным способом сократить ваши расходы, если вы в основном будете их притуплять, не ломая слишком много сразу.
Это подводит меня к важной концепции, которая называется «вылет». Вылет – это расстояние от конца державки до вершины концевой фрезы:
Вылет…
Чем больше вылет, тем менее жестким является инструмент. Если он слишком сильно торчит без опоры и вы слишком усердно работаете, силы резания заставят его согнуться, что машинисты называют «прогибом». Вот преувеличение этого эффекта. лучший способ пойти. Более короткие концевые фрезы более жесткие. Сохраните очень длинные для тех случаев, когда у вас нет другого выбора. Нечто подобное мы увидим и со спиральными сверлами.
Калькулятор G-Wizard выполняет всевозможные полезные расчеты, связанные с отклонением инструмента, и может помочь вам избежать проблем, связанных с отклонением.
Покрытия для концевых фрез
Правильное покрытие может значительно повысить производительность концевой фрезы (или другого инструмента, такого как спиральное сверло). Существует множество различных покрытий, некоторые из которых просто потрясающие, а некоторые очень экзотические и дорогие. Выбор использования концевых фрез с покрытием — это выбор между затратами и преимуществами. Если ваша обработка значительно выигрывает от дополнительной производительности покрытия премиум-класса, во что бы то ни стало приобретайте концевые фрезы с покрытием.
Полезно знать, какие покрытия подходят для каких материалов. Наше программное обеспечение G-Wizard Calculator подскажет вам, что:
Концевые фрезы с выпуклым концом, концевые фрезы с большим шагом спирали и другие геометрические формы
Точно так же, как покрытия могут объяснить большие различия в производительности между бюджетными и премиальными концевыми фрезами, то же самое можно сказать и о геометрии. Дело в том, что для различных геометрий делается множество заявлений, а доказательство находится в зачаточном состоянии. Некоторые вещи менее противоречивы, некоторые очень тонкие. Когда вы начинаете, покупайте концевые фрезы приличного качества, но не разоряйтесь на причудливую геометрию. Когда каждое повышение производительности начнет приносить деньги в банк, протестируйте некоторые концевые фрезы премиум-класса, чтобы увидеть, что подходит именно вам. Если вам интересно узнать больше о том, какие геометрические трюки проделывают эти концевые фрезы, ознакомьтесь с нашей статьей о марках, геометрии и покрытиях твердосплавных концевых фрез.
Две геометрии, которые стоит использовать на раннем этапе, — это концевые фрезы с выпуклым концом и концевые фрезы с высокой спиралью. Концевые фрезы с выпуклым концом имеют небольшой радиус на кромке, поэтому они обеспечивают более качественную обработку поверхности и менее склонны к выкрашиванию — и то, и другое отличные характеристики.
Высокие спирали могут помочь намного лучше удалить стружку из таких материалов, как алюминий:
Концевые фрезы для черновой обработки (также известные как фрезы «Corncob»)
Концевые фрезы для черновой обработки, подобные показанной на рисунке, имеют небольшие зазубрины на зубьях. Эти зазубрины делают пару полезных вещей. Во-первых, они разбивают стружку, облегчая ее удаление из отверстия, которое вы вырезаете. Во-вторых, они менее склонны к вибрации. Все эти зазубрины производят разнообразные вибрации, которые мешают друг другу, а не создают единый звонкий (чаще визжащий, лол) тон.
Концевые фрезы для черновой обработки не очень дороги и могут значительно повысить производительность. Мне нравится иметь несколько фрез нескольких размеров, особенно размеры, которые немного малы для приличной концевой фрезы со сменными пластинами. См. нашу статью об этих полезных фрезах для получения дополнительной информации и имейте в виду, что G-Wizard Calculator также может рассчитать для них подачу и скорость.
Концевые фрезы со сферическим концом
До сих пор мы говорили о концевых фрезах, которые в основном используются для так называемой обработки «2 1/2D», иногда называемой «призматической» обработкой. Это обработка, при которой Z или высота поверхности не изменяется в плавно обтекаемых контурах. Он может опускаться на один или два кармана, но дно карманов и верхняя часть детали обычно представляют собой гладкие плоскости, перемежающиеся отверстиями и большим количеством карманов. Подавляющее большинство деталей имеют эту характеристику, но для тех, у которых ее нет, вы будете выполнять настоящую «3D» обработку, и для этого вам понадобится концевая фреза со сферическим концом.
Пресс-формы часто требуют 3D-обработки…
Сферические гребешки создают гребешки, размер которых зависит от диаметра сферического наконечника, глубины резания и шага между последовательными проходами:
Сферические гребешки5…
8 некоторые навыки и интуиция для эффективного использования концевой фрезы со сферическим концом. У нас есть отличная статья разработчика программного обеспечения CAM Роберта Гжесека, в которой рассказывается, как это сделать:
Кто производит лучшие бренды концевых фрез?
Прочитав все это, вы, наверное, задаетесь вопросом, кто производит лучшие концевые фрезы?
Оказывается, у нас есть опрос, который может помочь в этом.
Дополнительные ресурсы по концевым фрезам
Сплавы, геометрия и покрытия цельных твердосплавных концевых фрез : Узнайте, что делают причудливые модификации концевых фрез премиум-класса.
Попутное фрезерование по сравнению с обычным фрезерованием : узнайте, что это такое, когда каждый из них является лучшим методом.
Очистка приваренного алюминия от концевых фрез, сверл и вставок : Удобный трюк!
Кто боится отклонения инструмента? Важная информация о сроке службы концевой фрезы!
Как оптимизировать глубину резания и шаг при фрезеровании с ЧПУ Оптимизируйте две переменные, которые большинство пользователей ЧПУ игнорируют, чтобы добиться больших успехов.
Как выбрать лучшую концевую фрезу с ЧПУ?
Руководство по выбору концевой фрезы
Как правильно выбрать концевую фрезу для моего станка с ЧПУ
Учиться
Руководство по выбору концевой фрезы
I.
Введение: что такое концевая фреза?
Правильный выбор концевой фрезы перед включением станка с ЧПУ может быть довольно сложной задачей. Много в игру вступают переменные, такие как длина концевой фрезы, геометрия, профиль тип, материал, при этом необходимо учитывать несколько компромиссов: производительность, стоимость, чистота поверхности, стойкость инструмента,…
Что такое концевая фреза? Похожа ли она на сверло? Это обычный вопрос, который возникает из-за того, что часто путают терминологию, но ответ нет . Сверло предназначено для погружения непосредственно в материал и создания только отверстий, в то время как концевая фреза может врезаться в материал сбоку и создавать пазы или профили. Кроме того, большинство концевых фрез спроектированы быть режущими по центру, что означает, что они также могут погружаться в материал и делает их гораздо более универсальными, чем сверла.
Эта статья призвана объяснить основы науки о концевых фрезах и ответить на простой вопрос, который может у вас возникнуть: какую концевую фрезу следует использовать на моем станке с ЧПУ?
Три основных фактора будут влиять на ваш выбор:
Какие формы вы хотите фрезеровать (2D-контур, 3D-форма, отверстия,. ..)?
Какой материал вы хотите фрезеровать?
Каковы ваши цели в отношении производительности и качества поверхности , сохраняя при этом приемлемую для вас стоимость и не выходя за рамки возможностей вашего станка с ЧПУ?
Ответы на эти вопросы помогут вам определить нужную геометрию инструмента в зависимости от типа вашего проекта, разрезаемого материала и желаемой чистоты поверхности. Итак, давайте углубимся в теорию и ответим на эти вопросы позже на конкретных примерах.
II. Основные характеристики концевой фрезы
Основные характеристики концевой фрезы показаны ниже.
Помимо этих геометрических характеристик , концевые фрезы характеризуются типом , количеством канавок , материалом (и покрытием). Таким образом, в классическом каталоге приведенная выше концевая фреза будет описана как:
Тип: плоский конец
Количество зубьев: 4
Материал: цельный карбид
9:8169 диаметр хвостовика
Диаметр фрезы: 6 мм
Общая длина: 50 мм
Длина канавки: 22 мм
Угол наклона спирали: 45°
7 Эти характеристики непосредственно влияют на поведение конца фрезы операции механической обработки и о возможностях резки с точки зрения производительности и форм.
Концевую фрезу какого размера следует использовать?
Представьте, что вы хотите фрезеровать очень глубокий карман в высокой детали. Вам понадобится длинный инструмент, чтобы иметь возможность обрабатывать дно, не сталкиваясь с оправкой шпинделя с запасом материала. Следовательно, длина вашей концевой фрезы будет определяться тем, насколько глубоко она должна проникнуть в материал l. Понятие, связанное с этим наблюдением, называется « вылет ». Он определяется расстоянием от конца держателя инструмента до кончика концевой фрезы.
Также имейте в виду, что глубина резания никогда не должна превышать длину канавки вашей концевой фрезы. Если резать глубже, чем длина канавок, стружка не будет удаляться должным образом, будет накапливаться тепло, и вы рискуете повредить инструмент.
В этот момент может показаться разумным покупать концевые фрезы максимально возможной длины, чтобы иметь возможность использовать их в большем количестве ситуаций, верно? На самом деле это не так, потому что чем больше вылет, тем менее жестким является инструмент . Если он выступает слишком далеко и вы работаете с ним слишком тяжело, силы резания заставят его погнуться, что называется « отклонение инструмента ».
Отклонение инструмента на самом деле может быть очень проблематичным, поскольку оно вызывает:
вибрация , представляющая собой вибрации, вызванные относительным движением между заготовкой и режущим инструментом;
плохая поверхность поверхность с рябью, в основном из-за вибрации;
неточные допуски на обрабатываемой детали;
снижение стойкости инструмента в результате усталости при изгибе.
Короче говоря, более короткие концевые фрезы более жесткие и менее дорогие . Так что приберегите сверхдлинные инструменты для операций, где они действительно необходимы.
Диаметр хвостовика и фрезы
Диаметр вашего инструмента будет иметь прямое отношение к профилям, которые вы будете резать. Допустим, вы хотите сделать коробку и собрать ее, используя замковые соединения под углом 90°.
Так как ваш инструмент представляет собой цилиндр с определенным радиусом, сделать его как таковой не получится. Действительно, инструмент будет оставлять круговой профиль в каждом внутреннем углу с радиусом, равным половине его диаметра. Чем больше диаметр вашей концевой фрезы, тем больше радиус этого круглого профиля. Чтобы преодолеть эту проблему, операторы ЧПУ используют то, что называется « собачьи кости ”. Углы «собачья кость» описывают форму угла, который выходит за пределы области разреза, создавая идеальный угол 90º.
С другой стороны, увеличение диаметра вашего инструмента дает два основных преимущества.
Во-первых, делает ваш инструмент более жестким , что позволит вам делать более глубокие пропилы при минимальном отклонении инструмента. На самом деле он намного более жесткий, так как увеличение диаметра в 2 раза повысит его жесткость в 16 раз.
Во-вторых, повышает показатель MMR (коэффициент удаления материала), поскольку концевая фреза может удалять больше материала за единицу времени, когда она перемещается внутри материала, что позволяет оптимизировать определенные операции и выполнять ту же работу быстрее.
Сколько флейт выбрать?
Канавки представляют собой глубокие спиральные канавки, обеспечивающие образование и удаление стружки . Они являются частью анатомии концевой фрезы, которая создает острые режущие кромки (иногда называемые «зубьями»).
Количество канавок на вашей концевой фрезе является важным параметром, который в основном зависит от материала, который вы хотите разрезать, и от возможностей вашего станка. Действительно, количество канавок на вашей концевой фрезе :
скорость подачи вашей машины,
качество обработки поверхности вашей детали и
9 9 способность
9 9 инструмент для удаления стружки .
Скорость подачи действительно напрямую связана с количеством канавок вашей концевой фрезы: если вы добавите канавки , вам придется увеличить скорость подачи или уменьшить скорость вращения шпинделя до поддерживать постоянную загрузку чипа . Таким образом, в зависимости от скоростных возможностей вашего станка с ЧПУ и вашего шпинделя, вам, возможно, придется выбрать концевую фрезу с меньшим или большим количеством канавок.
Если вы не знакомы с этими понятиями, мы рекомендуем вам взглянуть на наша статья о подаче и скорости.
Во-вторых, с большим количеством канавок на инструменте обеспечивает более плавный рез, но также оставляет меньше места для удаления стружки . На это можно как-то не обращать внимания, если вы режете мягкие материалы, но никогда, если, например, вы режете алюминий. Причина в том, что алюминий производит очень большую стружку по сравнению с другими материалами. Поэтому, когда концевая фреза обрабатывает отверстие или паз, ее канавки обеспечивают важный путь для отвода стружки. Это объясняет, почему рекомендуется использовать концевые фрезы с 2 или 3 зубьями для обработки алюминия, так как они имеют больший зазор для стружки, чем фрезы с 4 зубьями, где стружка будет постепенно застревать, перекрывая режущие кромки вашего инструмента и в конечном итоге приводя к его поломке.
Подводя итог, можно сказать, что меньшее количество канавок обеспечивает лучшее удаление стружки, а большее количество канавок обеспечивает более гладкую поверхность.
Должен ли мой угол спирали быть больше или меньше?
Концевые фрезы общего назначения обычно имеют угол подъема винтовой линии около 30°. Увеличение угла наклона спирали уменьшит силы резания, а также количество тепла и вибрации, возникающие в процессе фрезерования. Следовательно, концевые фрезы с большим углом подъема спирали, как правило, обеспечивают лучшее качество поверхности заготовки.
К сожалению, это компромисс. Концевая фреза будет слабее и не выдержит большой глубины резания при высоких скоростях подачи. Таким образом, фрезы с более низким витком спирали прочнее , но они дают менее гладкую поверхность.
III. Каковы различные формы и типы концевых фрез?
Существует столько же различных типов концевых фрез, сколько и возможных операций резания: профилирование, оконтуривание, прорезка пазов, зенкерование, сверление… Вот краткий обзор основных из них.
Квадратные концевые фрезы являются наиболее распространенными и могут использоваться для многих операций фрезерования, включая прорезание пазов, профилирование и врезное фрезерование.
Концевые фрезы с угловым радиусом имеют слегка закругленные углы, которые помогают равномерно распределять силы резания, предотвращая повреждение концевой фрезы и продлевая срок ее службы. Они могут создавать канавки с плоским дном и слегка закругленными внутренними углами.
Концевые фрезы для черновой обработки используются для быстрого удаления большого количества материала во время тяжелых операций. Их конструкция позволяет практически не вибрировать, но оставляет более грубую поверхность.
Конические концевые фрезы представляют собой инструменты для центрирования, которые можно использовать для врезания и предназначены для обработки угловых пазов. Они обычно используются в литье под давлением и пресс-форм.
Сферические концевые фрезы имеют закругленные концы и используются для фрезерования объемных форм или закругленных канавок.
Концевые фрезы для Т-образных пазов позволяют легко вырезать точные шпоночные пазы и Т-образные пазы для создания рабочих столов или других подобных применений.
Прямые канавки Концевые фрезы имеют нулевой угол наклона спирали. Они хорошо подходят для материалов, в которых подъемный эффект спиральной канавки может привести к нежелательным результатам, таких как дерево, пластмассы и композиты. Для этих материалов прямая канавка сводит к минимуму изнашивание кромок и обеспечивает лучшее качество поверхности, чем винтовые концевые фрезы общего назначения.
Когда фрезерный станок с ЧПУ вращает фрезу по часовой стрелке, спиральное направление канавок определяет, будет ли отбрасываться стружка вверх или вниз заготовки. Концевые фрезы с обратным вырезом являются наиболее распространенными, они отводят стружку от материала , что является очень важной характеристикой для большинства операций фрезерования различных материалов. У него есть недостаток, если вы хотите резать ламинированные материалы, так как он оставляет более плохое качество поверхности на верхней части заготовки . Преимущество концевой фрезы с прямой режущей кромкой состоит в том, что она отталкивает стружку вниз, оставляя более чистый срез сверху, но в этом случае она также изнашивает нижнюю кромку.
Объедините резку вверх и вниз, и вы получите компрессионную фрезу , , в которой канавки вырезаны в одну сторону для нижней половины длины канавки, а в другую — для верхней. Эта особенность делает их очень хорошими кандидатами для резки фанеры, композитных материалов и ламината . Попробуйте использовать его, чтобы разрезать лист фанеры за один проход, и вы должны получить более чистые края с обеих сторон.
IV. Какой материал выбрать для концевой фрезы?
Этот раздел мог бы заслужить целую статью, поэтому давайте будем краткими и поговорим о двух основных материалах, используемых для изготовления режущих инструментов: быстрорежущая сталь и карбид.
Быстрорежущая сталь (HSS) является наименее дорогой из двух, она обеспечивает хорошую износостойкость и может использоваться для фрезерования многих материалов, таких как дерево, металлы,…
Концевые фрезы из твердого сплава с покрытием дороже, чем HSS, но они обеспечивают лучшую жесткость и могут работать в 2-3 раза быстрее, чем HSS. Они также чрезвычайно термостойкие, что делает их пригодными для фрезерования более жестких материалов.
Стоят ли в таком случае твердосплавные концевые фрезы дополнительных денег? Определенно да.
Поскольку они могут работать намного быстрее, чем HSS, они значительно повысят производительность вашей машины. Они также более долговечны и имеют более длительный срок службы , что оправдывает вложения.
Еще один простой способ повысить производительность ваших концевых фрез — добавить хорошее покрытие . Самый распространенный из них, TiAlN (нитрид титана-алюминия), позволит вам резать в среднем на 25 % быстрее, не тратя слишком много денег.
Если вас не слишком заботит производительность, выбирайте твердосплавные концевые фрезы диаметром 8 мм или меньше. Рассмотрите возможность использования HSS для больших фрез, чтобы сэкономить деньги, когда жесткость инструмента может быть компенсирована его большим диаметром. Кроме того, если вы начинаете фрезерование с ЧПУ, не забывайте, что вы можете допустить ошибки и сломать несколько концевых фрез, прежде чем сделать все правильно, а лучше быстрорежущие фрезы.
V. Какую концевую фрезу выбрать для моего проекта с ЧПУ: конкретный пример
Давайте ответим на наши первоначальные вопросы примером: Я хочу размолоть небольшой поднос для еды.
Какие формы вы хотите фрезеровать?
Этот объект потребует фрезерования кармана и контура.
Какой материал вы хотите фрезеровать?
Хочу сделать из дуба.
Каковы ваши цели с точки зрения производительности и чистоты поверхности при сохранении приемлемой для вас стоимости и возможностей вашего станка с ЧПУ? Хочу сделать небольшую партию из 10 штук, поэтому стараюсь оптимизировать время обработки в разумных пределах.
Основываясь на этих наблюдениях, я знаю, что мне нужна плоскоконечная фреза типа , чтобы получить хорошую плоскую поверхность внутри кармана. пойду на диаметром 8 мм , довольно большой, потому что я не хочу тратить слишком много времени на удаление всего этого материала, а также потому, что внутренние углы уже спроектированы так, чтобы их можно было скруглить. Я также буду использовать короткую концевую фрезу из твердого сплава , например длиной 30 мм , потому что дуб — это твердая древесина, и мне понадобится жесткость, чтобы поддерживать высокую скорость подачи. Так как карман довольно неглубокий и стружка будет легко удаляться, я выберу концевую фрезу с 3 канавками и углом подъема спирали 45° , чтобы получить наилучшее возможное качество поверхности и потратить немного времени на ручную чистовую обработку.
Первый пример довольно прост, но он показывает, как понимание нескольких ключевых концепций может повлиять на ваши решения и помочь вам быстро улучшить качество обрабатываемых деталей. Это также очень поможет продлить срок службы ваших инструментов и оптимизировать производительность вашей машины, когда производительность имеет значение.
О компании Mekanika
Mekanika — это бельгийский стартап, базирующийся в Брюсселе, целью которого является сделать местное производство более доступным.
Станок для гидроабразивной резки: Руководство по часто задаваемым вопросам
1.
Что такое машина гидроабразивной резки?
Станок для гидроабразивной резки — это машина, использующая водяные насосы и ювелирные сопла для получения водяных стрел высокого давления.
2. Что представляет собой процесс гидроабразивной резки?
Гидроабразивная резка представляет собой подачу струи воды под высоким давлением через сопло с гранатовым песком. Частицы песка размывают материал с высокой скоростью, оставляя гладкую и точную поверхность среза. Гидроабразивная резка может резать практически все типы материалов и является наиболее универсальным процессом.
3. Каковы основные компоненты системы гидроабразивной резки?
В основном состоит из 4 частей:
Платформа для резки
Водяной насос высокого давления
Система управления ЧПУ
Автоматическая система подачи песка
4. Каковы преимущества использования гидроабразивной резки?
Процесс резки не нарушает присущую материалу структуру.
Отсутствует зона термического воздействия и не изменяются химические свойства материала.
Легко добиться перфорации, острых углов, скосов и форм с наименьшим внутренним радиусом.
Высокая точность и низкие потери материала
Гладкие края обработки, снижающие необходимость вторичной обработки
Защита окружающей среды, при резке не образуются вредные газы
5. Как работают водяные струи?
Шаг первый:
Водяной насос высокого давления обеспечивает подачу воды под высоким давлением свыше 50000 фунтов на кв. дюйм.
Шаг второй:
Вода под высоким давлением увлекает за собой песок и распыляется из режущей головки.
Шаг третий:
Управляет маршрутом резки струйных головок через систему управления ЧПУ для завершения резки.
6. Насколько точна гидроабразивная резка?
Точность гидроабразивной резки может достигать +/- 0,001 дюйма, а процесс резки остается постоянным. Процесс гидроабразивной резки является первым выбором для резки прецизионных деталей.
7. Какова скорость гидроабразивной резки?
Вода под высоким давлением прорезает материал через сопло со скоростью струи примерно 3500 футов/с (760 м/с).
8. Какие материалы могут резать струи воды?
Универсальность — самая большая особенность гидроабразивной резки. САМЫЙ водоструйный аппарат может резать практически любой материал.
9. Какую толщину материала может разрезать гидроабразивный станок?
Гидроабразивная струя может резать материал любой толщины. При толщине материала менее 4 дюймов резка может поддерживать строгую точность, а при резке материала более 12 дюймов — достигать окончательной формы. Однако в основном гидроабразивная резка выполняется на материалах толщиной 3 дюйма и менее.
10. Что не может резать гидроабразивный станок?
Алмаз и закаленное стекло — очень немногие материалы, которые не могут быть разрезаны струей воды.
11. Каково качество кромок при гидроабразивной резке?
Гладкая поверхность резания также является особенностью водяной струи, что очень практично для снижения необходимости вторичной обработки.
12. Может ли водяная струя резать металл?
Станок гидроабразивной резки может резать все виды металлов. В процессе резки отсутствует зона термического воздействия, а металлический материал не имеет следов деформации, прожогов, трещин и т.д.
13. Может ли водоструйный аппарат резать гранит?
Система гидроабразивной резки особенно подходит для обработки камня, такого как мрамор и гранит. Гладкая режущая кромка очень популярна в камнеобрабатывающей промышленности.
14. Может ли гидроабразивный станок резать дерево?
Конечно! Широта применения водяных струй превосходит все наши ожидания. Гидроабразивной резкой можно резать и другие материалы, включая стекло, керамическую и бетонную плитку.
15. Какой абразив используется при гидроабразивной резке?
Большинство гранатовых абразивов выбирают потому, что они довольно твердые и при разрушении образуют острые края, поэтому они очень подходят для станков гидроабразивной резки.
16. Каково процентное содержание абразивов и воды в смеси?
Шлифовальная смесь состоит из 70% воды и 30% абразива. SAME предлагает автоматическую систему подачи песка для повышения эффективности производства и снижения трудоемкости.
17. Лучше ли гидроабразивная резка, чем лазерная?
Преимущество гидроабразивной резки по сравнению с лазерной заключается в том, что она может резать более широкий спектр материалов, при этом материалы не выделяют тепло.
18. В каких отраслях промышленности в настоящее время используются машины гидроабразивной резки?
От производства бумаги до аэрокосмической промышленности, гидроабразивная струя участвует в производстве многих продуктов, о которых вы, возможно, и не подозревали.
19. Можете ли вы добиться однородности производственных деталей с помощью САМОЙ машины гидроабразивной резки?
Да, вы можете использовать САМЫЙ гидроабразивный станок для достижения однородности производственных деталей. Вы должны иметь все спецификации деталей с самого начала процесса резки, а затем правильно настроить систему ЧПУ, чтобы не только добиться однородности формы детали, но и минимизировать логистические потери.
20. Как вы используете оборудование для гидроабразивной резки для быстрого роста вашего бизнеса?
При рассмотрении вопроса об использовании машин гидроабразивной резки для производственного бизнеса необходимо учитывать множество факторов. Это основной фактор, который необходимо учитывать при быстром развитии бизнеса по производству гидроабразивной резки:
Вы должны убедиться, что спецификация установки завершает процесс установки станка гидроабразивной резки.
Вы должны сделать выбор в пользу использования новейших технологий для повышения эффективности производства.
Вы всегда должны поддерживать связь с производителем оборудования, чтобы узнавать о новейших технологиях резки.
При выборе оборудования для гидроабразивной резки следует обратить внимание на то, чтобы оно соответствовало высококачественным производственным стандартам.
В дополнение к необходимой системе гидроабразивной резки, вам также необходимо выбрать соответствующие аксессуары в соответствии с потребностями вашего бизнеса для повышения эффективности.
21. Предоставляет ли SAME техническую поддержку для станков гидроабразивной резки?
Да, компания SAME обеспечивает пожизненную техническую поддержку станков гидроабразивной резки. Это гарантирует, что вы:
Транспортируйте машину.
Установите машину.
Проверьте и испытайте машину после установки.
Техническое обучение для оператора.
Гарантия на машину до 12 месяцев (или 2500 часов).
Пожизненное обслуживание и гарантия. Поставка запчастей.
Для новых продуктов и новых технологий воспользуйтесь специальным предложением.
Полная техническая поддержка позволит вам не беспокоиться.
22. Какое оборудование для резки является лучшим?
Лучшее оборудование для резки, которое вы можете использовать, — это водоструйный резак. Его универсальность и простота использования могут применяться во всех сферах жизни.
23. Сколько стоит станок гидроабразивной резки с ЧПУ?
Цена станка гидроабразивной резки зависит от качества, размера и эффективности станка. Окончательная цена станка будет составлять от 40 000 до 200 000 долларов США.
SAME стремится удовлетворить ваши разнообразные потребности в переработке с наивысшей рентабельностью.
24. На что следует обратить внимание при покупке станка гидроабразивной резки?
(1) Стоимость машины. Вы должны рассматривать покупку машины в рамках своего бюджета. Сюда входят расходы на приобретение, эксплуатацию и обслуживание машины.
(2) Размер машины. Вам необходимо выбрать подходящий станок гидроабразивной резки в соответствии с вашими потребностями в обработке. Размер обрабатываемого материала, специальные требования и т.д.
(3) Надежный производитель станков гидроабразивной резки. Приоритет должен отдаваться производственной мощи производителя, которая непосредственно отражается на качестве машины. Если есть возможность, очень важно посетить производителя для исследования на месте. SAME приглашает вас приехать на наш завод для проведения исследования, и вы сможете увидеть эффект обработки машины более непосредственно.
Во-вторых, обратите внимание на то, предоставляет ли производитель станка гидроабразивной резки полную систему послепродажного обслуживания, поскольку полная система обслуживания позволяет вам с уверенностью приобретать, устанавливать, производить и обслуживать станок.
Бывшая в употреблении машина для гидроабразивной резки
Станки для гидроабразивной резки с ЧПУ
Абразивный станок для гидроабразивной резки с ЧПУ
Станок для гидроабразивной резки с ЧПУ, в котором абразив добавляется в воду, ускоряет процесс резки, что позволяет резать гораздо более твердые материалы, чем при использовании одной воды. Абразивно-водоструйные станки с ЧПУ обычно используют гранат с размером зерна от 50 до 220 меш, хотя 80 меш очень распространены.
Чистая гидроабразивная резка с ЧПУ
Как следует из названия, чисто гидроабразивная резка с ЧПУ предполагает резку только водой. Этот тип гидроабразивной резки с ЧПУ лучше всего подходит для более мягких материалов. Большинство бывших в употреблении водоструйных станков с ЧПУ, которые мы предлагаем, имеют возможность абразивной резки.
Выбор типа насоса для бывшего в употреблении водоструйного станка с ЧПУ
Водоструйные станки с ЧПУ бывают двух основных типов: с прямым приводом и с усилителем. Водометные насосы с прямым приводом имеют плунжеры, которые приводятся в движение коленчатым валом для повышения давления воды. Вместо этого в усилителях используются гидроцилиндры.
Насосы с прямым приводом
Более простая конструкция, но требующая большего обслуживания
Меньшая стоимость первоначальных инвестиций
Более высокая стоимость владения
Насосы-усилители
Требуют меньше обслуживания
Более высокая стоимость
Низкая стоимость владения
Существует множество способов расчета стоимости изготовления деталей на водоструйном станке с ЧПУ. Некоторые гидроабразивные станки с ЧПУ имеют несколько режущих головок, что может повлиять на почасовую скорость расчета. Время настройки и программирования, риск поломки, количество проколов материала, затраты на расходные материалы и количество влияют на стоимость. Вы должны быть избирательны, чтобы убедиться, что выбранная вами гидроабразивная резка хорошо подходит для ваших конкретных типов работ.
Гидроабразивная резка против лазерной резки
Лазерная резка и гидроабразивная резка могут использоваться для многих одинаковых материалов. В целом, водоструйная резка медленнее, чем лазерная или плазменная резка, хотя скорость может быть увеличена на водоструйном станке с ЧПУ с 3 или 4 режущими головками. Несмотря на то, что это не самый быстрый способ резки, у него есть и другие преимущества.
Преимущества гидроабразивной резки по сравнению с лазерной
Отсутствие зон термического влияния (ЗТВ): Гидроабразивная резка с ЧПУ не искажает и не изменяет структуру материала в месте реза из-за высокой температуры. При лазерной резке материал расплавляется, сжигается или испаряется. Для некоторых материалов высокая температура изменяет структуру металла в месте разреза. Это также ограничивает толщину реза, возможную для большинства металлов. Гидроабразивная резка с ЧПУ позволяет резать более толстые листы и не меняет состав материала. Это может сделать черновую обработку гидроабразивной струей очень привлекательной. Поскольку металл не подвергался термоупрочнению или нагартовке, его легче обработать кромкой, созданной с помощью гидроабразивной резки, чем кромку, созданную на станке с ЧПУ LaserJet.
Водоструйная резка с ЧПУ позволяет резать материалы, невозможные для лазерной резки: Водоструйная резка с ЧПУ позволяет резать отражающие материалы, которые было бы трудно или невозможно разрезать с помощью лазерной резки с ЧПУ. Он также отлично подходит для резки трудноплавких материалов, таких как гранит, или материалов, которые разрушаются при плавлении, таких как ламинаты.
Экологичность: Поскольку гидроабразивная резка на станках с ЧПУ производится с использованием воды и нетоксичных абразивов, они не создают опасных материалов ни в воздухе, ни в воде. Большинство станков с ЧПУ для гидроабразивной резки поставляются с системой фильтрации, поэтому вы можете продолжать использовать ту же воду.
Водоструйный резак Цена | Эксплуатационные расходы станка для гидроабразивной резки
наиболее экономичное решение
Как найти наиболее экономичное решение для гидроабразивной резки? Пока машина для гидроабразивной резки самая дешевая? На самом деле это не так. Мы также должны учитывать эксплуатационные расходы и техническое обслуживание машины.
Мы с гордостью представляем вам гидроабразивные резаки ТАКОГО ЖЕ производства, которые могут быть не самыми дешевыми, но несомненно, что они являются самыми ценными и не будут конкурировать ни с одной машиной в их ценовом диапазоне.
Водоструйный резак
Цена и стоимость
наиболее экономичное решение
Как найти наиболее экономичное решение для гидроабразивной резки? Пока машина для гидроабразивной резки самая дешевая? На самом деле это не так. Мы также должны учитывать эксплуатационные расходы и техническое обслуживание машины.
Мы с гордостью представляем вам гидроабразивные резаки ТАКОГО ЖЕ производства, которые могут быть не самыми дешевыми, но несомненно, что они являются самыми ценными и не будут конкурировать ни с одной машиной в их ценовом диапазоне.
Гидроабразивная резка по металлу цена
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
машина для гидроабразивной резки стекла цена
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
станок для гидроабразивной резки камня с ЧПУ цена
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
водоструйная машина для плитки цена
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Не можете найти гидроабразивный резак для материала, который хотите разрезать?
Не волнуйтесь, свяжитесь с нами, чтобы найти лучшее решение для вашего бизнеса
ПОГОВОРИТЕ С ЭКСПЕРТОМ
машина
3-х осевая гидроабразивная цена
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
станок
5-осевая гидроабразивная цена
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Свяжитесь для получения точной цены
Станок для гидроабразивной резки SAME использует самые передовые технологии и высококачественные компоненты, и вы найдете это только в машинах, которые стоят более чем в 2-3 раза дороже.
МиниЧПУ—станок – отличное приобретение для тех, кто только пытается освоить возможности подобного оборудования. С такой компактной техники нередко развиваются полноценные предприятия различного масштаба. Благодаря такому оборудованию реализуют свои первые шаги многие специалисты, желающие вывести свое хобби на новый уровень. Такие гравировальные аппараты покупают начинающие предприниматели. Но первые шаги в бизнес при поддержке высоких технологий даже в небольшом формате позволяют наладить мелкосерийное производство при незначительных затратах.
И наверняка многие хотели бы попробовать сделать эти шаги. Но недостаток информации (а проще говоря, неизвестность) и неуверенность останавливает часть потенциальных покупателей такой техники. И наша задача – стать лучом света в этом темном царстве неведения. Поэтому мы и предлагаем Вашему вниманию материал о том, что может домашниймини ЧПУ-станок и какую продукцию можно выпускать при помощи таких аппаратов.
Преимущества мини-станка с ЧПУ
Эпоха, когда ЧПУ-оборудование было доступно только самым крупным предприятиям и состоятельным покупателям, давно минула. Сегодня свои силы в производстве сувенирной, рекламной, ювелирной и другой продукции с помощью такой техники может попробовать почти любой желающий.
И выбор именно компактного оборудования для гравировки вполне объясним. Его делают чаще всего в силу следующих причин:
Доступная цена на мини ЧПУ-станок. Далеко не все начинающие предприниматели обладают большими финансовыми возможностями для приобретения среднего и крупного по размерам оборудования. Купить же миниатюрный домашний аппарат для фрезерования или гравирования заготовок – это решение, что не нанесет существенного урона бюджету;
Отсутствие необходимости в большой производственной площади. Мини гравировальный станок лазерного или ударного типа может использоваться на нескольких квадратных метрах. В отсутствие мастерской производственной площадью может стать отдельный кабинет или даже жилая комната;
Использование более доступного воздушного охлаждения. Ввиду малой мощности шпинделя для фрезерного станка применение дорогой СОЖ для его охлаждения не требуется;
Модульная конструкция аппаратов. Это существенно облегчает сервисное обслуживание, ремонт, а также способствует повышению срока службы станка в целом. Последнее достигается за счет разнесения рабочей части аппарата от электронного модуля управления на безопасное расстояние;
Быстрое начало работы. От получения аппарата до выпуска первого изделия при наличии навыков, знаний и модели обработки проходит несколько часов.
С другой стороны, недостатки компактных станков с числовым программным обеспечением также очевидны:
Ограниченный спектр обрабатываемых материалов. Это связано в первую очередью с твердостью металлов и большинства каменных пород. Многие из них на мини-фрезерном оборудовании обрабатываются неэффективно из-за недостаточной мощности аппарата;
Ограниченный спектр размеров заготовок, с которыми можно работать. Ввиду небольшого размера рабочего стола и четкой высоты размещения портала над ним габаритные заготовки при помощи такой техники обрабатывать весьма затруднительно или невозможно.
Стоит понимать, что мини-станки с ЧПУ являются представителями различных технологий. И от этого напрямую зависит, какую продукцию сможет изготавливать и предлагать своим заказчикам владелец такого аппарата. О производственных возможностях и специфике такой техники мы расскажем далее.
Лазерный гравировальный станок мини-формата
Миниатюрные аппараты лазерной резки и гравировки – современное и многофункциональное оборудование. Обработка поверхности заготовки происходит сфокусированным лучом света. За счет бесконтактного, но высокотемпературного локального воздействия этим аппаратом можно гравировать либо резать материалы, которые при механической обработке являются проблемными. К таковым относятся мрамор, ряд пластиков, тонкая фанера и другие. Кроме того, лазер как инструмент способен выполнять самые тонкие линии на поверхности обрабатываемых заготовок. Толщина луча составляет 0,2 мм. Подобная точность при работе фрезами пока недоступна.
Благодаря специфике технологии, купивший лазерный гравировальный станок мини-формата бизнесмен может изготавливать широкий спектр изделий. Сувениры и рекламную продукцию, выполнять художественную гравировку по камню, дереву, стеклу и пластику, портреты на заказ на различных заготовках, фигурная резка деревянных конструкций, маркировка ткани и кожи – эти и многие изделия могут выполняться даже на миниатюрном лазерном станке с ЧПУ в домашних условиях.
Одним из наиболее современных и перспективных моделей среди всех кандидатур такого типа является станок Миртелс L5060. Детальнее обо всех его преимуществах Вы можете прочесть, перейдя на страницу этой модели мини-гравера.
Ударный гравировальный станок мини-формата
Специфика технологии аппарата такого типа заключается в гравировке заданного изображения или надписи механическим методом. Ударная алмазная игла с определенным усилием, соответствующим глубине гравировки конкретного материала, опускается на поверхность заготовки. Затем головка перемещается на короткое расстояние, чтобы снова выполнить ударное воздействие в новой точке траектории.
Как правило, домашний мини ЧПУ-станок ударного типа используется для производства элементов рекламной и сувенирной продукции, художественного оформления элементов декора и других несложных задач. К числу такого оборудования относится базовая модель линейки «Леонардо» — станок Миртелс T3040.
Мини фрезерный станок с ЧПУ
Мини фрезерный станок с ЧПУпо дереву, по металлу или стеклу, разумеется, уступает по мощности и производственному потенциалу более крупным образцам такой техники. Да, с их помощью нельзя выточить шестерню или другой стальной элемент. Но для гравировки или обработки заготовки из сплавов цветных металлов мощности и скорости вращения шпинделя такого аппарата вполне хватит.
Именно поэтому в первую очередь такой компактный фрезер применяется для деревообработки и гравировки металлических изделий. Используя такое оборудование, можно придать форму или максимальную индивидуальность стандартным готовым изделиям. Отсюда и сфера применение подобных мини-фрезеров. Это сувенирная продукция, мелкосерийное изготовление наград и шильдов, гравировка надписей на небольших изделиях, отчасти – индивидуальные заказы мебельного производства.
Если Вас заинтересовала возможность купить мини-фрезерный станок с ЧПУ по дереву, по металлу или стеклу, обратите внимание на Dedal M4060NC от компании «Миртелс». Ознакомьтесь с его спецификой и производственным потенциалом. А если их Вам покажется недостаточно для воплощения всего задуманного, подумайте над возможностью покупки старших моделей этой серии.
Компания «Миртелс» как один из ведущих производителей ЧПУ-оборудования будет рада ответить на все Ваши вопросы. И в дальнейшем видеть Вас в числе наших покупателей и партнеров.
Отзывы
Оборудование для гравировки
Лазерный гравер купить
Купить лазерный гравировальный станок по камню
Станки по камню
Купить станок для гравировки камня
Купить гравировальный станок
Купить станок для лазерной гравировки
Универсальный лазерный станок для гравировки и резки
Лазерный станок с ЧПУ
Настройка, ремонт, обслуживание гравера
Лазерно-гравировальный станок с ЧПУ
Станок ЧПУ по камню
Гравировальные аппараты
Гравер купить
Фрезерно гравировальный станок купить
Фрезерно гравировальный станок с ЧПУ купить
Лазерные граверы купить
Граверы купить
Фрезерный станок по камню
Фрезерный гравер купить
Настройка лазерного станка
ЧПУ станок купить
Граверный станок купить
цены на мини-токарные станки в Перми
Помимо собственно станка, в комплект поставки входят: — Шкаф с силовой и электронной частью; — Системный блок; — Набор кабелей и адаптеров; — Инструкция по эксплуатации, Паспорт. Управление работой станка выполняется из ПО Mach4, формат команд управления — G-code. Питающее напряжение — однофазное, 220 В 50(60) Гц; потребляемый ток до 2.5 А
ШПИНДЕЛЬ: Мощность: 2.2 кВт Тип: Бесколлекторный, водяного охлаждения; ручное управление Скорость вращения: от 9 000 до 24 000 оборотов в минуту
ИСПОЛНЕНИЕ ОСЕЙ: Ось X (продольная): Винт-ШВП 16мм ; профильные рельсовые направляющие 20мм; двигатель шаговый Ось Y (поперечная): Винт-ШВП 16мм; профильные рельсовые направляющие 20мм; двигатель шаговый Ось Z (вертикальная): Винт-ШВП 16мм; профильные рельсовые направляющие 20мм; двигатель шаговый ТОЧНОСТЬ Погрешность: +/- 0.1 мм Повторяемость: +/- 0.2 мм
КОНСТРУКТИВНОЕ РЕШЕНИЕ: Станина: Высокопрочная сварная каркасная конструкция — профильная труба Поверхность: Алюминиевый Т-слот с профилем для крепёжных элементов Портал: Сборная конструкция — элементы высокой точности (лазерная резка)
Дополнительно:
Увеличение гарантийного срока до 3 лет 10% стоимости станка Увеличение высоты перемещения по оси Z 5% стоимости станка 4-я поворотная ось 30 000 р. Система аспирации (пылеудаления) 30 000 р, ЗД сканер по запросу
ШПИНДЕЛЬ: Мощность: 3 кВт Тип: Бесколлекторный, водяного охлаждения; ручное управление Скорость вращения: от 150 до 3000 оборотов в минуту
ИСПОЛНЕНИЕ ОСЕЙ: Ось X (продольная): Винт-ШВП 20мм; профильные рельсовые направляющие 30мм; двигатель шаговый Ось Y (поперечная): Винт-ШВП 20мм; профильные рельсовые направляющие 30мм; двигатель шаговый Ось Z (вертикальная): Винт-ШВП 20мм; профильные рельсовые направляющие 30мм; двигатель шаговый ТОЧНОСТЬ Погрешность: +/- 0. 1 мм Повторяемость: +/- 0.1 мм
КОНСТРУКТИВНОЕ РЕШЕНИЕ: Станина: Высокопрочная сварная каркасная конструкция — профильная труба Поверхность: Металлический Т-слот. Портал: Сборная конструкция — элементы высокой точности (лазерная резка)
Дополнительно:
Увеличение гарантийного срока до 3 лет 10% стоимости станка Увеличение высоты перемещения по оси Z 5% стоимости станка 4-я поворотная ось 30 000 р. Система аспирации (пылеудаления) 30 000 р, ЗД сканер по запросу
Хотите научиться работать на станочном оборудовании ЧПУ? Или, возможно, желаете организовать собственное дело, но не располагаете достаточной суммой установочного капитала? Тогда купить мини-станок ЧПУ по металлу и дереву от компании «Уралфрезмастер» станет оптимальным вариантом. Основа их высокого качества заключается в собственном производстве «УФМ». Каждый аппарат изготавливают на современном оборудовании. Весь процесс находится под постоянным вниманием опытных сотрудников. На этом причины для приобретения мини-станка не заканчиваются.
Зачем нужен миниатюрный аппарат
Маленький размер машин не означает ограниченную сферу применения.
Например, он идеален для
Изготовления картин, панно, икон;
Декорирования шкатулок и мебели;
Создания украшений в интерьере, штампов, заготовок;
Вырезания объёмных букв, логотипов в рекламной области и т.д.
Таким образом, мини фрезерный станок с ЧПУ, цена на который ниже больших аналогов, пригоден и для крупных производств разного типа.
Плюсы использования автоматизированных мини-станков
Ещё остались сомнения в необходимости их приобретения? После изучения их достоинств вы поймете, почему купить мини ЧПУ фрезерный станок ЧПУ по дереву – это выгодно.
Компактные габариты. Это преимущество очевидно из названия. Однако многие забывают, насколько важно, чтобы оборудование было эргономичным и удобным в использовании. Миниатюрные станки найдут своё место как на балконной мастерской, так и в большом цеху.
Надёжность. Комфортное использование, высокое качество сборки и простота в техническом обслуживании позволяют эксплуатировать продолжительное время мини станок ЧПУ фрезерный по дереву. Цены на него при этом приемлемые.
Эффективность и скорость работы. Небольшая величина не подразумевает низкую мощность. Эти станочные изделия обладают высокой эффективностью, точностью нанесения и обработки поверхности.
Настольный мини фрезерный станок с ЧПУ купить у производителя
Почему покупка в компании «УФМ» – верное решение? Продажа собственной продукции – это, прежде всего, большая ответственность перед клиентом. Поэтому каждому этапу производства уделяется повышенное внимание. А на готовые аппараты предоставляется гарантия 12 месяцев. Доверьте автоматизирование своего бизнес или хобби производителю. Для этого мини токарный станок с ЧПУ купить по доступной цене можно прямо сейчас.
Заказать мини-станок ЧПУ по привлекательной цене и с доставкой в Перми вы можете по телефону +7 (912) 061-91-51.
Малый фрезерный станок с ЧПУ | Китай Малые станки с ЧПУ
Характеристики
(1). Высокопроизводительный 4-осевой фрезерный станок с ЧПУ. (2). В стандартную комплектацию входит электронный маховик. (3). Выбор высококачественных литейных материалов, более компактных. (4). Высокоточная линейная направляющая. (5). X, Y, Z, контроль точности интерполяции на уровне четырех осей на микронном уровне; (6). USB / U dis / RS232COM и т. Д. Многие виды режима связи, чтобы помочь пользователям легко выполнять различные передачи данных и обновления программного обеспечения. (7). Совершенная функция самодиагностики, отображение внутреннего и внешнего состояния в режиме реального времени, немедленная сигнализация при отклонении от нормы. (8).Макропеременная, программирование определения макроса, реализация различных логических отношений. Поддержка макропрограммы с параметрами, удобными для пользовательского программирования (9). Функция шаблона кода DXF+G, автоматически преобразующая DXF в код G для обработки. (10). С автоматическим выравнивающим инструментом. (11). Функция обучения: обучение + упрощенное программирование инструкций, методы обучения в табличном формате, простые и интуитивно понятные. (12). Функция графического моделирования: отображение графика программы обработки и траектории инструмента фактической операции, обработка имитации траектории инструмента без управления работой станка, чтобы проверить правильность процесса подготовки. (13). Выбор мультиинтерфейса: поддержка многоязычного интерфейса, автоматическая сигнализация неисправности. Отображение информации об обработке, время обработки, количество. (14). Таблица параметров: установка номера адреса ввода/вывода, необходимо только заполнить соответствующее значение в таблице конфигурации. (15).7-дюймовый супер большой цветной (800*480) ЖК-экран. (16). Применимая отрасль: разработка технологий, рекламный дизайн, искусство, профессиональный технический колледж, образование и обучение энтузиастов с ЧПУ и DIY.
Технические параметры
Перемещение по оси X
220 мм
Перемещение по оси Y
120 мм
Перемещение по оси Z
200 мм
ДИАМ. инструмента. диапазон
2–12 мм или 4–16 мм
Система управления
Контроллер ЧПУ KY1000MC
Инструкция
Функция шаблона кода DXF+G, автоматически преобразующая DXF в код G для обработки
Маховик MPG
4 оси
Двигатель шпинделя
2,2 кВт или 750 Вт
Скорость шпинделя
100-24000об/мин или 300-3500об/мин
Максимальная скорость движения
2000 мм/мин
Максимальная скорость подачи
1000 мм/мин
Точность позиционирования
0,02 мм
Точность воспроизводимости
0,01 мм
Трансмиссия
ШВП
направляющая
Высокоточная линейная направляющая
Размер стола
460*130 мм
Т-образный паз (количество*ширина)
38*12мм
Макс. нагрузка
30 кг
Структура стола
Цельнолитой чугун
Мощность
220 В переменного тока / 110 В переменного тока
Вес (СЗ/ГВт)
165/200 кг
Габаритный размер
850*650*850мм
Размер упаковки
930*750*1200м
Настольный станок с ЧПУ | Маленькие станки с ЧПУ
CK210 Маленькие станки с ЧПУ для механической обработки Видео
CK210 Малые станки с ЧПУ Видео
Характеристики
(1). Автоматический 4-позиционный резцедержатель. (2). С раковиной и насадками. (3).KY 980Tc токарная система с ЧПУ, дополнительно Siemens 808D или Mach4 (4). ARM 9 CPU + FPGA, сетевой интерфейс Ethernet, функция макроса поддержки B, функция PLC, функция библиотеки Mutil-language. (5). Токарные станки с ЧПУ, полностью основанные на конструкции и производстве, отражают структурную целостность, облегчающую будущие дизайнерские идеи. (6). Стандартная спецификация включает маховик MPG. (7). Порт USB и RS232, функция DNC USB. (8). Сетевой интерфейс, поддерживающий удаленный мониторинг и обработку передачи файлов DNC. (9). Контроль скорости кода G. (10). Выбор высококачественных литейных материалов, более компактных. (11). Коллекция шариковых винтов с двойной гайкой, подшипников и муфт с высокоточным позиционированием, а также добавление автоматической системы смазки маслом для защиты точности вашей машины и увеличения срока службы.
Покажем товар по видеосвязи, камеру включать не нужно
Спиральный шланг Patriot PU 15 предназначен для подачи сжатого воздуха от компрессора к пневмоинструменту. Изготовлен из полиамидного материала в форме спирали, устойчивы к низким температурам, эластичен, стойкий к истиранию и перекручиванию. Оснащен быстросъемными штуцерами, обеспечивающими легкое присоединение и надежное крепление.
Комплектация
Шланг – 1 шт.
Детали
Характеристики
Артикул
830901045/11414
Бренд
Patriot
Тип товара
Шланг спиральный
Рабочее давление, бар
10
Тип соединения
Быстросъемный
Длина, м
15
Материал
Полиуретан
Макс. давление, бар
10
Внутренний диаметр сопла, мм
6
Длина шланга, м
15
Упаковка
Пакет
Страна-производитель
Китай
Вес, кг
0,64
Отзывы покупателей
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответы
06 марта 2022
Здравствуйте. Подскажите, какой наружный диаметр этого шланга?Ответить
Сертификаты
Вам могут понадобиться
Компрессорное оборудование и аксессуары
Краскопульты пневматические
Сетевые фильтры
Удлинители бытовые
Защита рук
Защита лица, глаз, головы
Защита органов дыхания
Защита органов слуха
Стремянки
Столы малярные, помосты
Демисезонная спецодежда
Зимняя спецодежда
Рабочая обувь, наколенники
759075
Доставим
Сегодня
Привезем в партнерские пункты выдачи
04/01 после 10:00
при заказе до 02/01 до 11:59
Смотреть на карте
Набор пневмоинструмента окрасочного Patriot (830901060) KIT 5A для компрессоров 5 предметов
Цена за шт
2 390 ₽
За баллы:
597,25
В корзину
759076
Доставим
Сегодня
Привезем в партнерские пункты выдачи
04/01 после 10:00
при заказе до 02/01 до 11:59
Смотреть на карте
Набор пневмоинструмента окрасочного Patriot (830901055) KIT 5В для компрессоров 5 предметов
Шланг спиральный Fubag (170306) 15 м полиуретан с фитингами
Цена за шт
2 090 ₽
За баллы:
522,25
В корзину
691788
Доставим
04/01 после 10:00
при заказе до 04/01 до 03:00
Привезем в строительные центры
Привезем в партнерские пункты выдачи
04/01 после 10:00
при заказе до 02/01 до 11:59
Смотреть на карте
Шланг спиральный Fubag (170024) 10 м нейлон
Цена за шт
840 ₽
За баллы:
209,75
В корзину
691789
Доставим
04/01 после 10:00
при заказе до 04/01 до 03:00
Привезем в строительные центры
Привезем в партнерские пункты выдачи
04/01 после 10:00
при заказе до 02/01 до 11:59
Смотреть на карте
Шланг спиральный Fubag (170023) 5 м нейлон с фитингами
Цена за шт
500 ₽
За баллы:
124,75
В корзину
684999
Доставим
Сегодня
Привезем в партнерские пункты выдачи
04/01 после 10:00
при заказе до 02/01 до 11:59
Смотреть на карте
Шланг спиральный Fubag (9170305) 10 м полиуретан
Цена за шт
1 500 ₽
За баллы:
374,75
В корзину
Шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров действительны в Санкт-Петербурге.
Пневматические армированные шланги PATRIOT в Каменск-Шахтинского
Каталог
Фильтр для насосов Patriot BH-PF01 (Шланг) Пневматические армированные шланги
1890
в магазин
Заправочная станция Patriot с манометром, армир. шланг (BH-GSP04) Пневматические армированные
Простота использования: ложится ровно, не перегибается под давлением, не липнет и не пачкается, как пластиковые и гибридные шланги, намного легче чистится.
Непревзойденная гибкость в холодную погоду: остается такой же гибкой при -50F, как и лучшие гибриды при 0F. Вполне пригодный для использования. Не становится лапшой до 200F также.
Плетеный, а не просто спиральный, полиэстер обеспечивает рабочее давление 300 фунтов/кв.
Поставляется с латунными концевыми фитингами M-NPT 1/4 дюйма. Лучше защищает от ржавчины, чем сталь, прочнее алюминия.
Доступные внутренние диаметры шлангов 1/4 дюйма, 3/8 дюйма, 1/2 дюйма; варианты общей длины 25 , 50, 75, 100 футов, максимальное рабочее давление 300 фунтов на квадратный дюйм, коэффициент безопасности 4:1


 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 ..
.. Скидка
Скидка

 17
17 17
17 .80
.80 88
88 67
67 288
288 91
91 59
59 12x
12x 80
80 77
77
 Кто-то делает это платно, кто-то бесплатно, кто-то готов на обмен. Также всегда можно найти участников форумов, которые согласятся разработать модель на оговоренных условиях.
Кто-то делает это платно, кто-то бесплатно, кто-то готов на обмен. Также всегда можно найти участников форумов, которые согласятся разработать модель на оговоренных условиях.
 Они могут быть выполнены как в виде классических чертежей (формат 2D, то есть в двух измерениях), так и в форме 3D (виртуальные объекты, обладающие длиной, шириной и высотой.
Они могут быть выполнены как в виде классических чертежей (формат 2D, то есть в двух измерениях), так и в форме 3D (виртуальные объекты, обладающие длиной, шириной и высотой.  Рекомендуется заниматься скачиванием, только если сайт смотрится как «настоящий». К примеру, на нём отсутствуют выскакивающие окна, нет назойливой рекламы. Хорошим подтверждением, что файлы на сайте действительно содержат искомые модели являются комментарии скачавших, хотя они тоже могут быть фальсифицированы, нужно смотреть, насколько человеческим языком они выполнены.
Рекомендуется заниматься скачиванием, только если сайт смотрится как «настоящий». К примеру, на нём отсутствуют выскакивающие окна, нет назойливой рекламы. Хорошим подтверждением, что файлы на сайте действительно содержат искомые модели являются комментарии скачавших, хотя они тоже могут быть фальсифицированы, нужно смотреть, насколько человеческим языком они выполнены. Все модели представлены в виде слайд-шоу тут же на странице, поэтому их можно рассмотреть. Ссылки для скачивания ведут на лёгкий для работы с ним файлообменник «Яндекс.Диск».
Все модели представлены в виде слайд-шоу тут же на странице, поэтому их можно рассмотреть. Ссылки для скачивания ведут на лёгкий для работы с ним файлообменник «Яндекс.Диск». Необходимо упомянуть следующие программы для моделирования в 2D, результатом работы которых станет набор векторов на плоскости:
Необходимо упомянуть следующие программы для моделирования в 2D, результатом работы которых станет набор векторов на плоскости: Хотя данный язык общепринят, на различных станках он может реализовываться со своим особенностями, поэтому программу стоит писать с их учётом.
Хотя данный язык общепринят, на различных станках он может реализовываться со своим особенностями, поэтому программу стоит писать с их учётом.
 dxf) представляют собой тип файлов ЧПУ, называемых векторными файлами САПР. Векторные файлы САПР содержат такие объекты, как:
dxf) представляют собой тип файлов ЧПУ, называемых векторными файлами САПР. Векторные файлы САПР содержат такие объекты, как:
 Особенно для не художников.
Особенно для не художников.

 Не обманывайте себя, увидев что-то подобное, очевидно, что проблема связана с неправильным смещением траектории инструмента.
Не обманывайте себя, увидев что-то подобное, очевидно, что проблема связана с неправильным смещением траектории инструмента. ).
). Не забудьте сохранить файл под другим именем, чтобы не потерять доступ к обеим версиям проекта.
Не забудьте сохранить файл под другим именем, чтобы не потерять доступ к обеим версиям проекта.
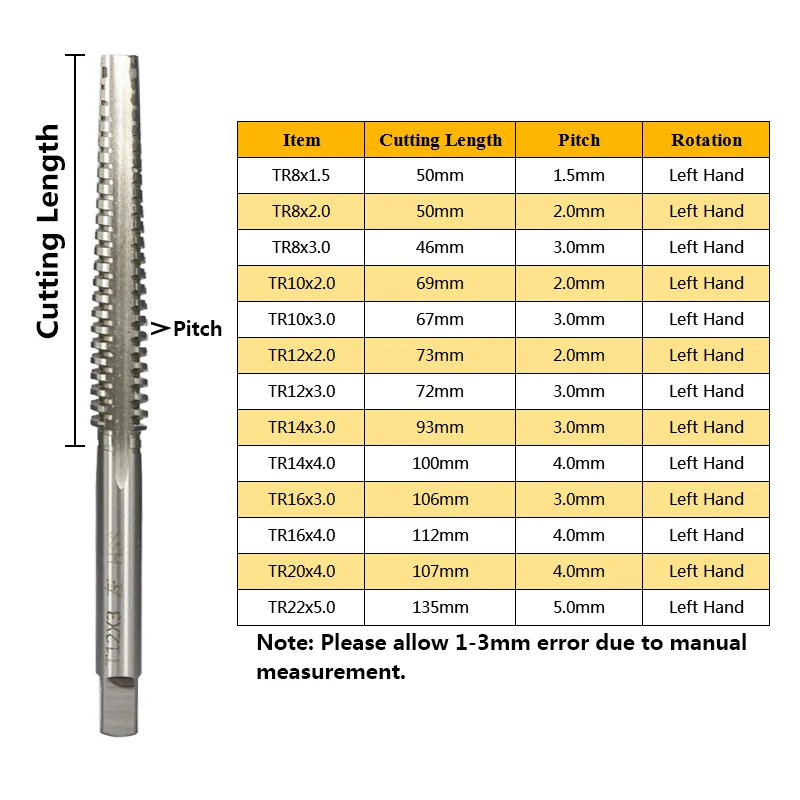
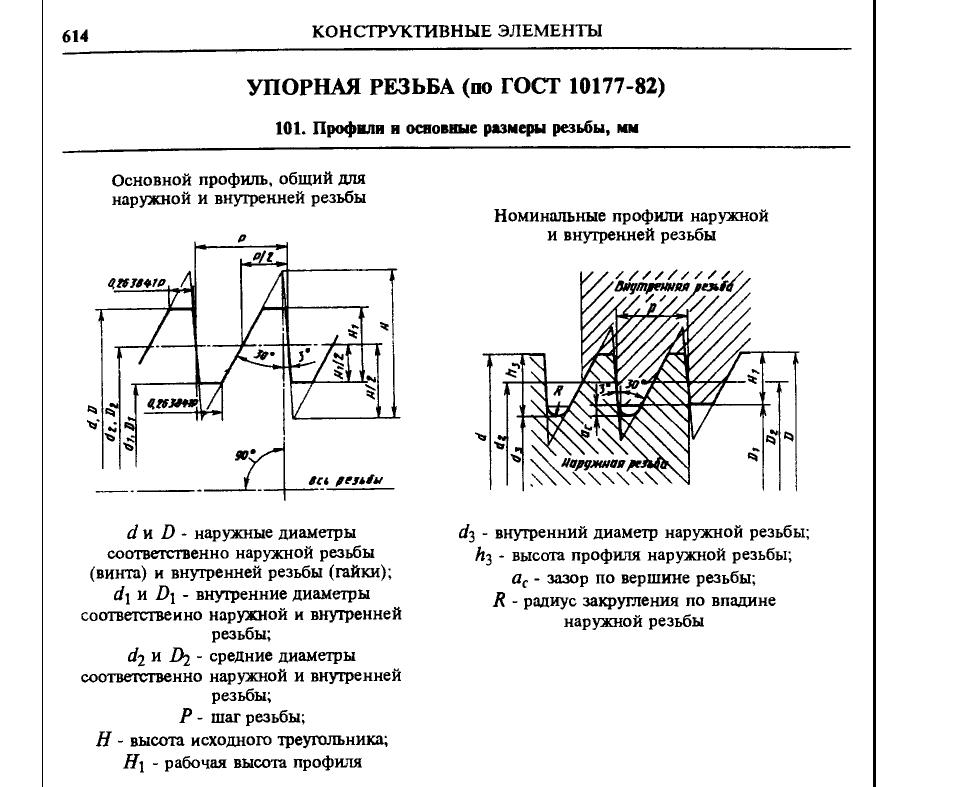

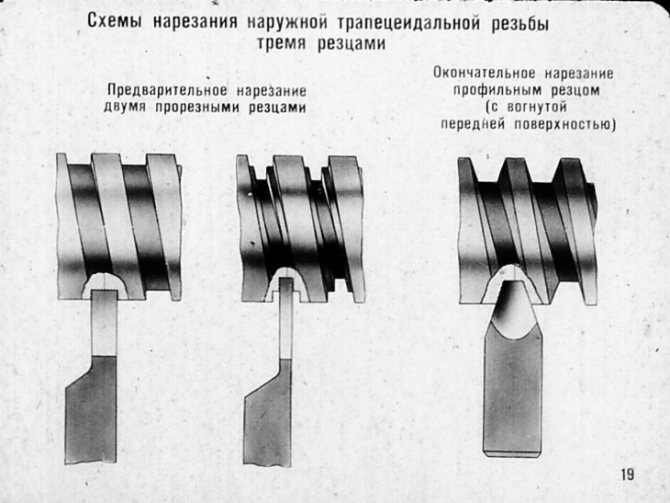 И эти две буквы как раз и говорят о виде насечек.
И эти две буквы как раз и говорят о виде насечек.

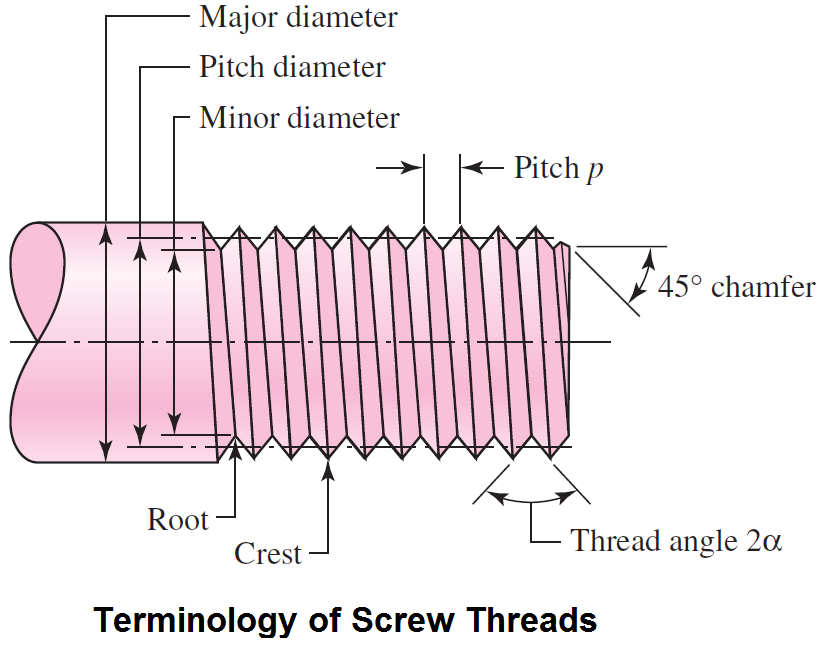

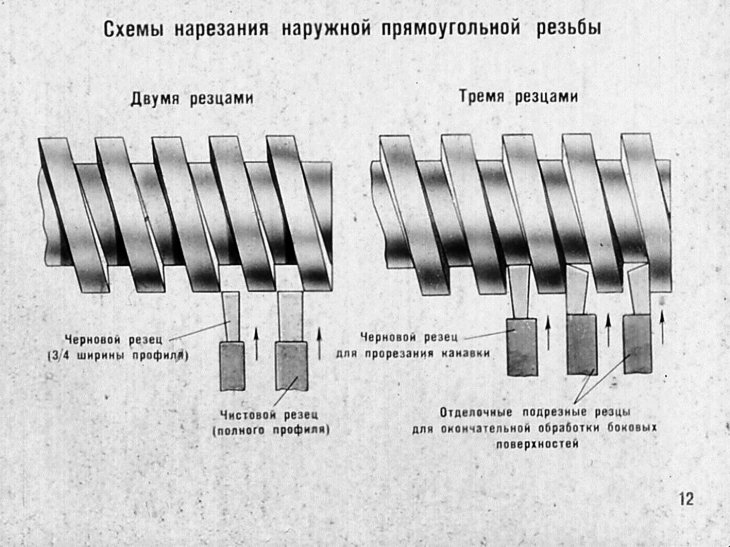
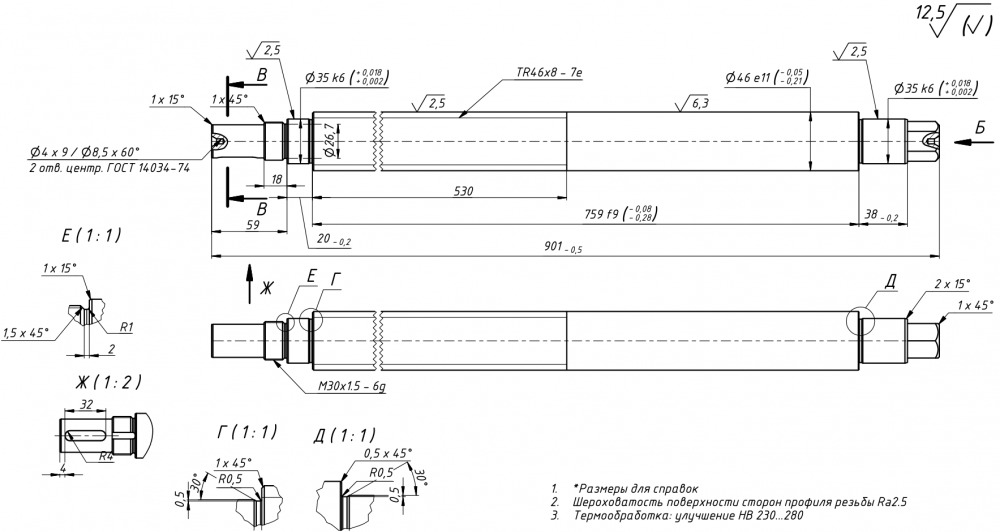
 Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).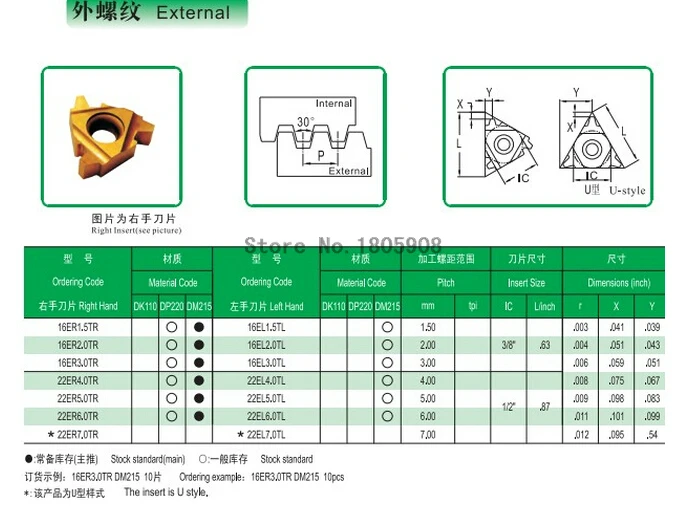

 Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь).
Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь). Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
 500
500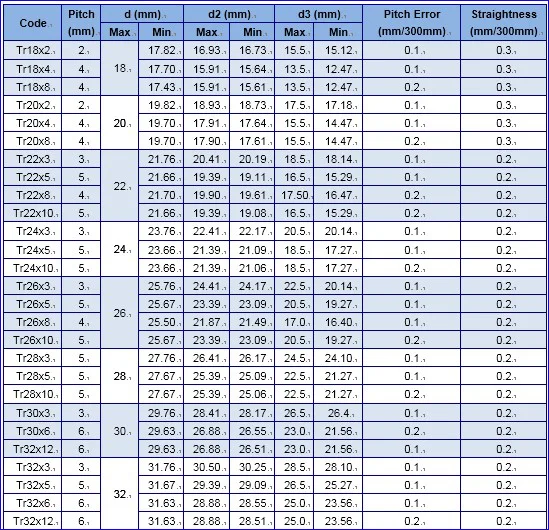 500
500 500
500 000
000 000
000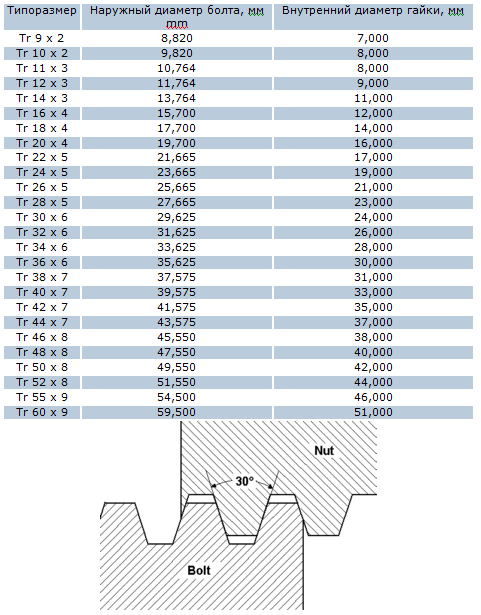
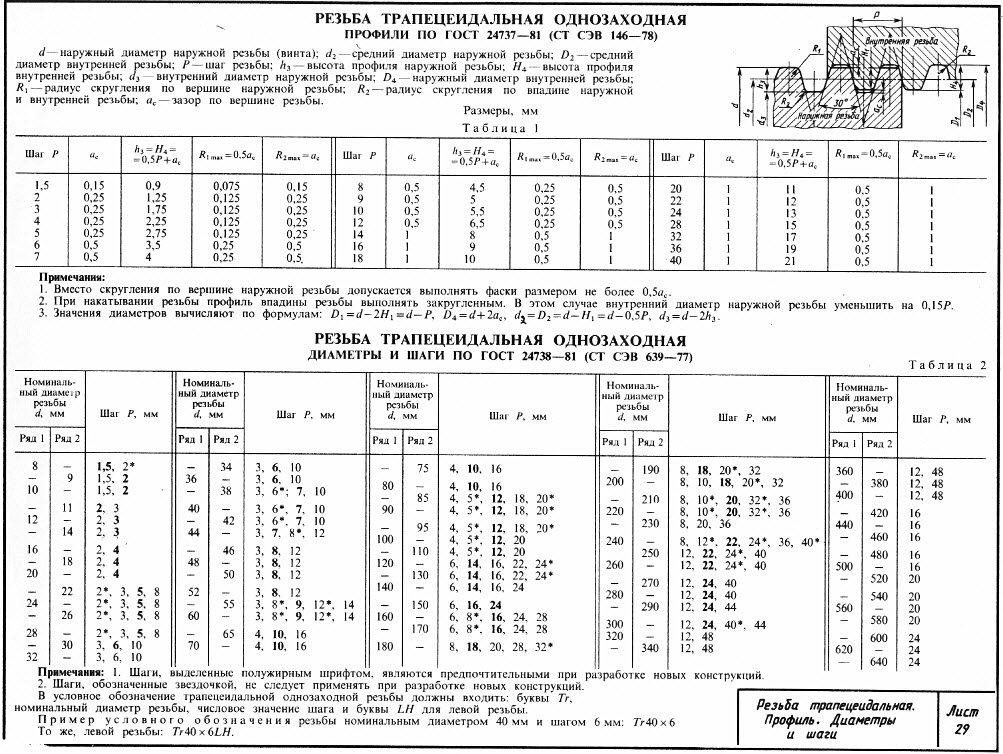 См. раздел «Результаты» для предпочтительного значения шага для выбранной номинальной
См. раздел «Результаты» для предпочтительного значения шага для выбранной номинальной [P прежний ] 1
[P прежний ] 1  Радиус-1 [R 1max ]
Радиус-1 [R 1max ]
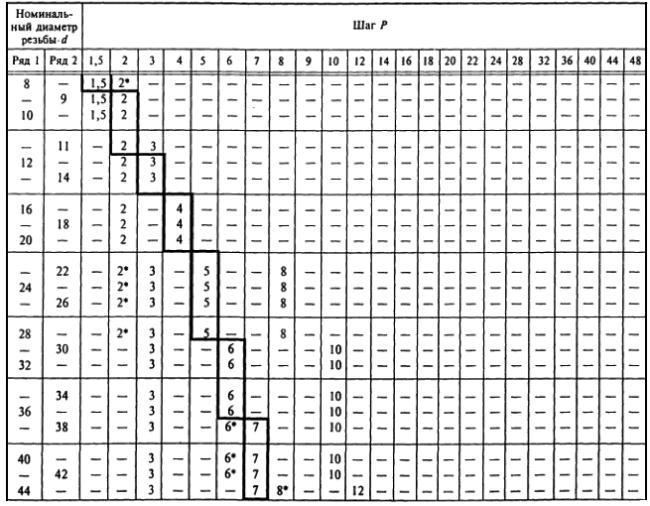
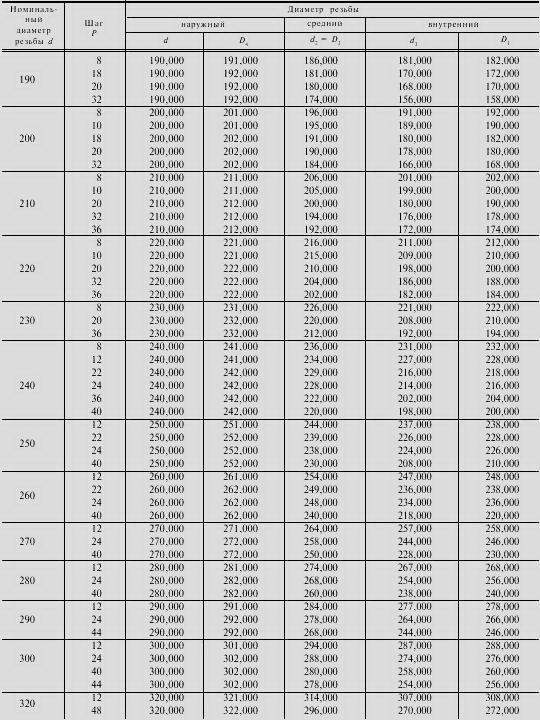 е. с нулевым фундаментальным отклонением. Толерантность
е. с нулевым фундаментальным отклонением. Толерантность
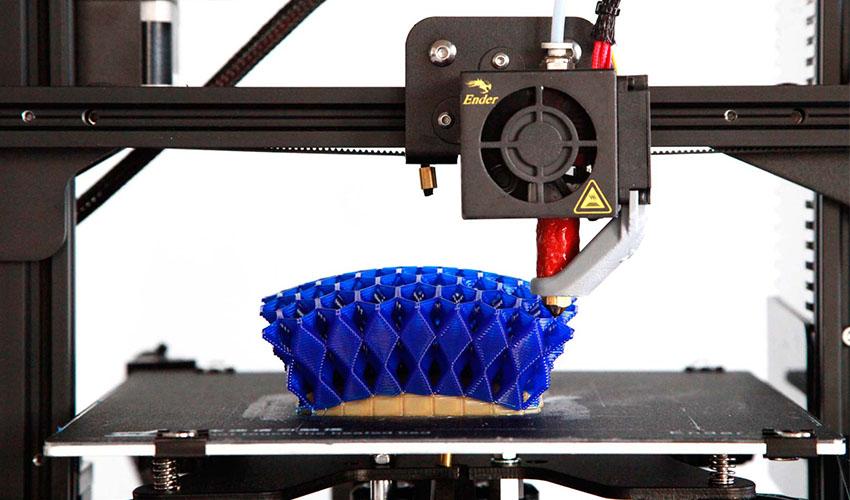

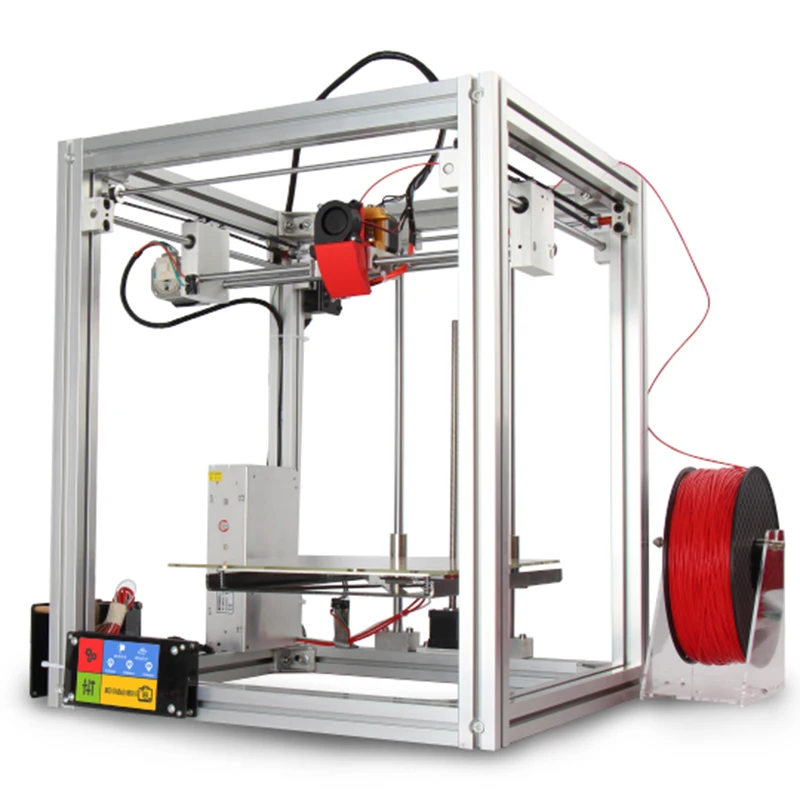 На данный момент созданное нами устройство активно эксплуатируется по назначению при печати огромных декоративных ваз. Уже израсходовано более ста килограмм гранул, и это только за 1 месяц.
На данный момент созданное нами устройство активно эксплуатируется по назначению при печати огромных декоративных ваз. Уже израсходовано более ста килограмм гранул, и это только за 1 месяц.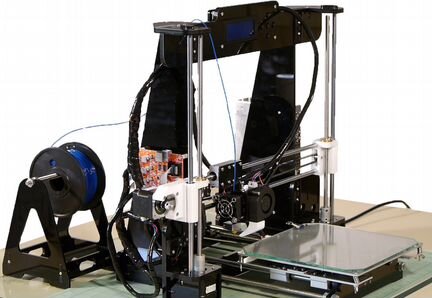 На больших принтерах печатают предметы обихода, вазы, мебель,
На больших принтерах печатают предметы обихода, вазы, мебель,
 Теперь винт можно создать прямо в порту при помощи
Теперь винт можно создать прямо в порту при помощи
 BigFarm 1000×1000 разработ..
BigFarm 1000×1000 разработ..
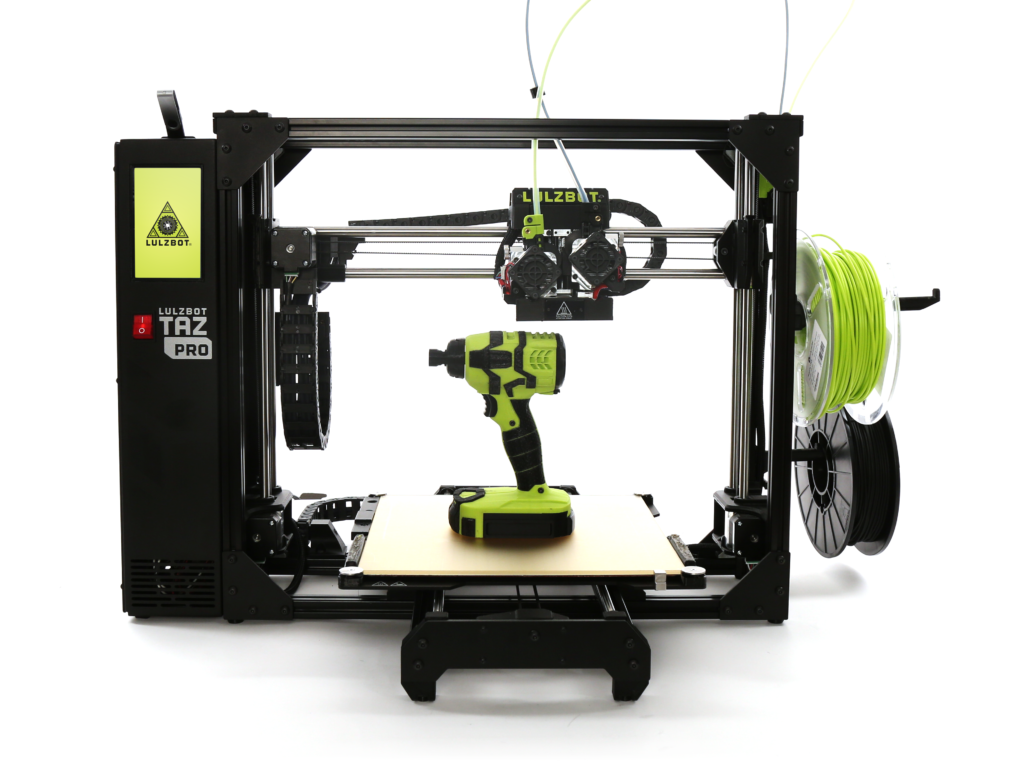 Обычные полимеры с минимальной усадкой отпадают, потому что довольно легкоплавки. Остаются такие известные материалы как нейлон и ABS. Нейлон для 3Д печати довольно дорог, но очень прочен. Из минусов — довольно сильная усадка и слабая адгезия к платформе. АБС тоже имеет усадку, но гораздо меньшую. Соответственно, при разработке 3Д принтера на заказ, мы прописываем в ТЗ обязательно подогреваемую платформу, закрытый корпус и желательно термокамеру. Для уменьшения стоимости и увеличения скорости печати мы посоветует экструдер, которые печатает гранулами. Не лишним будет закаленное стальное сопло, стойкое к композитным материалам.
Обычные полимеры с минимальной усадкой отпадают, потому что довольно легкоплавки. Остаются такие известные материалы как нейлон и ABS. Нейлон для 3Д печати довольно дорог, но очень прочен. Из минусов — довольно сильная усадка и слабая адгезия к платформе. АБС тоже имеет усадку, но гораздо меньшую. Соответственно, при разработке 3Д принтера на заказ, мы прописываем в ТЗ обязательно подогреваемую платформу, закрытый корпус и желательно термокамеру. Для уменьшения стоимости и увеличения скорости печати мы посоветует экструдер, которые печатает гранулами. Не лишним будет закаленное стальное сопло, стойкое к композитным материалам.  В этом случае при заказе обязательно в техническом задании указывается стальное сопло для композитных материалов, термостатируемая камера для снижения усадки полимера и повышения спекаемости.
В этом случае при заказе обязательно в техническом задании указывается стальное сопло для композитных материалов, термостатируемая камера для снижения усадки полимера и повышения спекаемости.
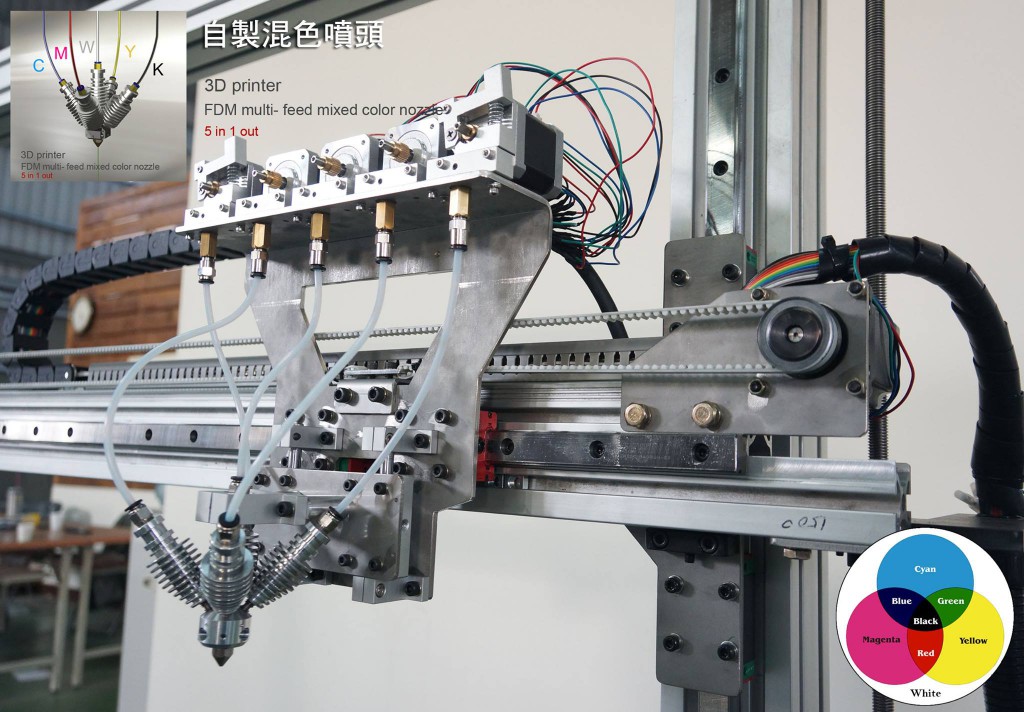
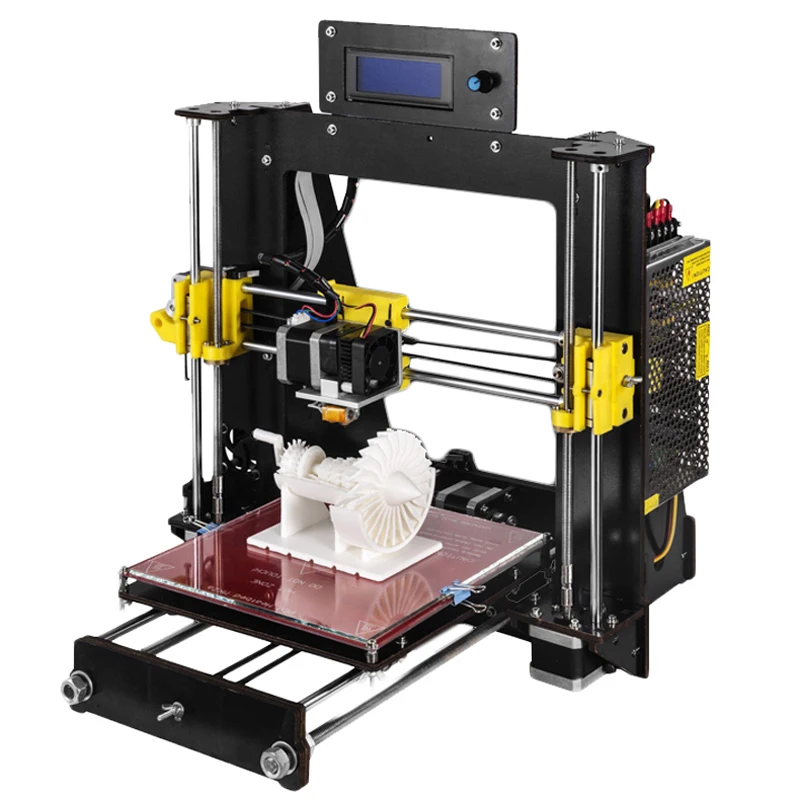

 США
США ..
..
 Прецизионно фрезерованная алюминиевая рабочая пластина MIC-6, покрытая высококачественным гладким листом PEI, делает именно это, используя двухзонный нагреватель переменного тока для нагревания только центра или всей рабочей пластины, если это необходимо.
Прецизионно фрезерованная алюминиевая рабочая пластина MIC-6, покрытая высококачественным гладким листом PEI, делает именно это, используя двухзонный нагреватель переменного тока для нагревания только центра или всей рабочей пластины, если это необходимо.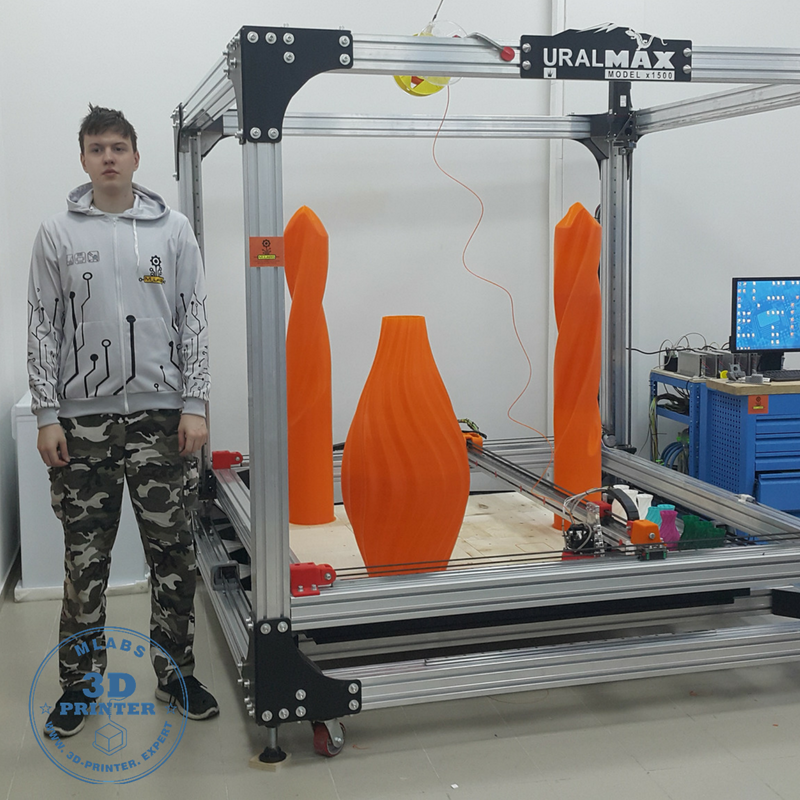 Тепловой блок изготовлен из меди с никелированным покрытием для более быстрой передачи тепла и совместимости с более высокими температурами печати, а также включает в себя другие высококачественные компоненты Slice Engineering.
Тепловой блок изготовлен из меди с никелированным покрытием для более быстрой передачи тепла и совместимости с более высокими температурами печати, а также включает в себя другие высококачественные компоненты Slice Engineering.


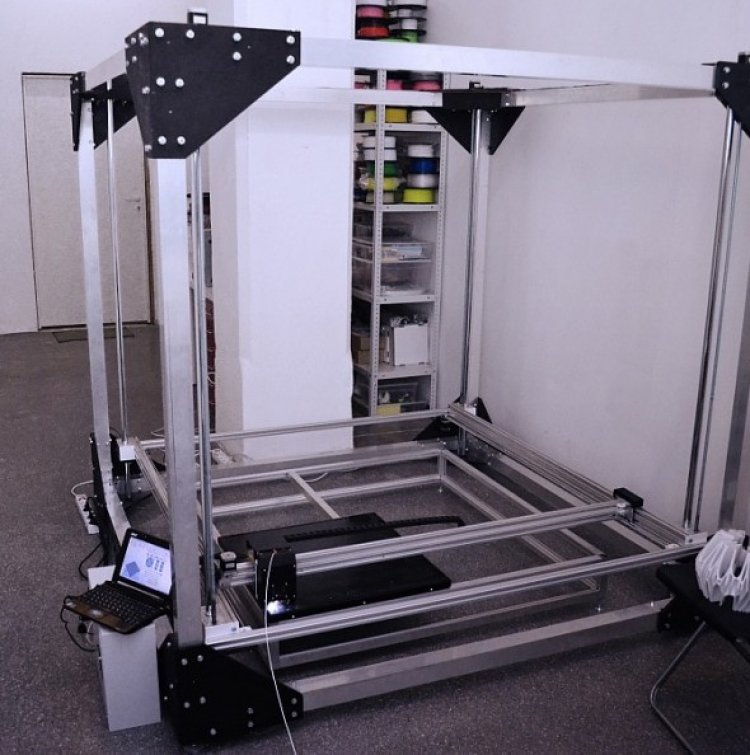
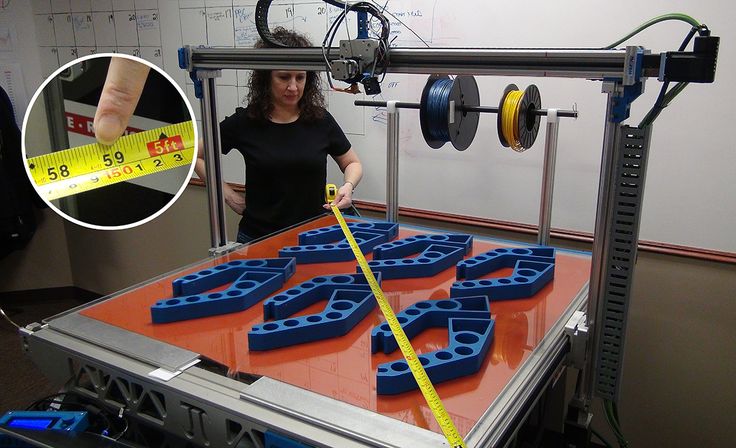 полный упаковочный лист здесь.
полный упаковочный лист здесь.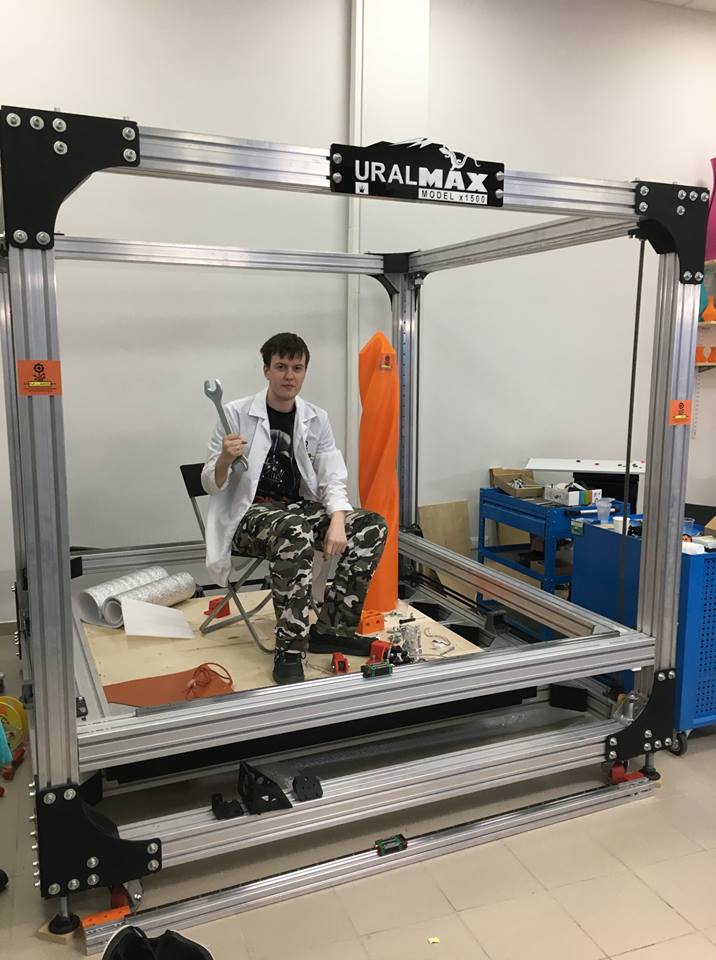 Поликарбонатные двери и верхняя крышка
Поликарбонатные двери и верхняя крышка (дополнительное обновление HIWIN MGW9)
(дополнительное обновление HIWIN MGW9)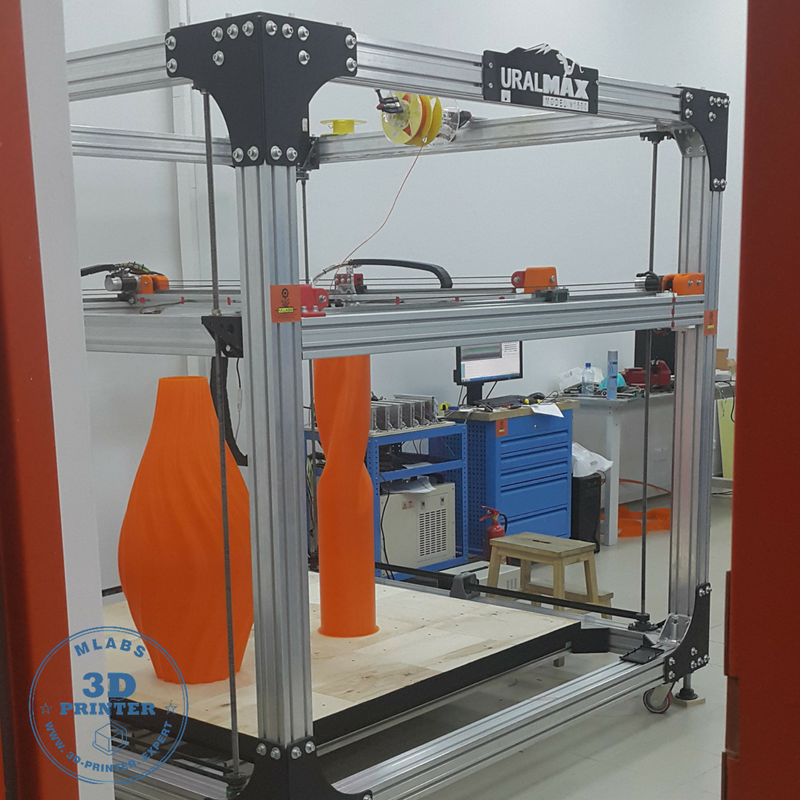 Каждый винт крепится к отдельному шаговому двигателю с ременной передачей
Каждый винт крепится к отдельному шаговому двигателю с ременной передачей Доступны две версии: 110 В и 230 В. Мы поставляем в соответствии с местом доставки. Требуемая мощность для нагревателя кровати в Северной Америке — это выделенная розетка на 15 А.
Доступны две версии: 110 В и 230 В. Мы поставляем в соответствии с местом доставки. Требуемая мощность для нагревателя кровати в Северной Америке — это выделенная розетка на 15 А.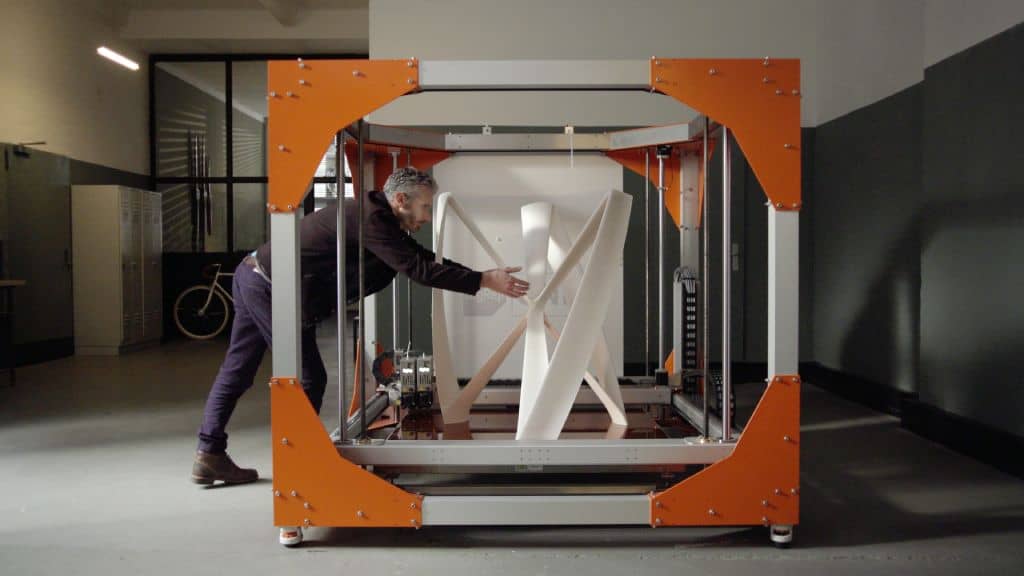 Время выполнения заказа может быть в зависимости от наличия на складе.
Время выполнения заказа может быть в зависимости от наличия на складе.
 Высота бака-ферментера ЦКТ под давлением SPEIDEL 120 л составляет 124 см, а его диаметр 55 см.
Высота бака-ферментера ЦКТ под давлением SPEIDEL 120 л составляет 124 см, а его диаметр 55 см.

 Но это хорошая идея, чтобы понять назначение бака и как он работает.
Но это хорошая идея, чтобы понять назначение бака и как он работает. Минимальное давление в баке должно быть не ниже давления, необходимого для любого приспособления или прибора, использующего воду. Многим требуется не менее 10 фунтов на квадратный дюйм для правильной работы. Установки водоподготовки, умягчители воды, стиральные и посудомоечные машины могут требовать более высокого давления воды для правильной работы; возможно, до 30 фунтов на квадратный дюйм или более.
Минимальное давление в баке должно быть не ниже давления, необходимого для любого приспособления или прибора, использующего воду. Многим требуется не менее 10 фунтов на квадратный дюйм для правильной работы. Установки водоподготовки, умягчители воды, стиральные и посудомоечные машины могут требовать более высокого давления воды для правильной работы; возможно, до 30 фунтов на квадратный дюйм или более. Если это происходит, в резервуаре остается мало воздуха для сжатия, поэтому насос включается почти каждый раз, когда используется вода. Кроме того, слишком много воздуха в резервуаре является проблемой, так как это уменьшает место для хранения воды. Дополнительный воздух должен быть выпущен, иначе бак станет связанным воздухом. Устройство контроля объема воздуха, прикрепленное к стальному резервуару высокого давления, будет автоматически контролировать объем воздуха. Стальной оцинкованный резервуар с пластиной имеет плавающую пластину, которая отделяет воздух от воды.
Если это происходит, в резервуаре остается мало воздуха для сжатия, поэтому насос включается почти каждый раз, когда используется вода. Кроме того, слишком много воздуха в резервуаре является проблемой, так как это уменьшает место для хранения воды. Дополнительный воздух должен быть выпущен, иначе бак станет связанным воздухом. Устройство контроля объема воздуха, прикрепленное к стальному резервуару высокого давления, будет автоматически контролировать объем воздуха. Стальной оцинкованный резервуар с пластиной имеет плавающую пластину, которая отделяет воздух от воды. На заводе они находятся под давлением (обычно около 20 фунтов на квадратный дюйм), но давление можно регулировать с помощью воздушного клапана, расположенного в верхней части резервуара. Поскольку в камере почти не остается воды под давлением при включении насоса, эти резервуары могут не подходить для скважин с низким дебитом (например, с очень низкой скоростью откачки), если не используется дополнительный резервуар. Также используются мембранные напорные баки. Диафрагма представляет собой мембрану, разделяющую воду и воздух в резервуаре.
На заводе они находятся под давлением (обычно около 20 фунтов на квадратный дюйм), но давление можно регулировать с помощью воздушного клапана, расположенного в верхней части резервуара. Поскольку в камере почти не остается воды под давлением при включении насоса, эти резервуары могут не подходить для скважин с низким дебитом (например, с очень низкой скоростью откачки), если не используется дополнительный резервуар. Также используются мембранные напорные баки. Диафрагма представляет собой мембрану, разделяющую воду и воздух в резервуаре. Резервуар из оцинкованной стали без пластины имеет размер, в 10 раз превышающий скорость потока; 9Для насоса галлонов в минуту потребуется резервуар для хранения на 90 галлонов. Обратитесь к поставщику насосов, чтобы определить правильный размер напорного бака для вашей системы водоснабжения.
Резервуар из оцинкованной стали без пластины имеет размер, в 10 раз превышающий скорость потока; 9Для насоса галлонов в минуту потребуется резервуар для хранения на 90 галлонов. Обратитесь к поставщику насосов, чтобы определить правильный размер напорного бака для вашей системы водоснабжения. Поддерживается почти постоянное давление. Для большинства бытовых нужд водяному насосу с частотно-регулируемым приводом требуется только небольшой напорный бак; обычно от 1 до 2 галлонов.
Поддерживается почти постоянное давление. Для большинства бытовых нужд водяному насосу с частотно-регулируемым приводом требуется только небольшой напорный бак; обычно от 1 до 2 галлонов. Более того, это позволяет вам набирать воду из колодца без включения и выключения насоса каждый раз. Это снижает нагрузку на насос и продлевает срок его службы.
Более того, это позволяет вам набирать воду из колодца без включения и выключения насоса каждый раз. Это снижает нагрузку на насос и продлевает срок его службы.
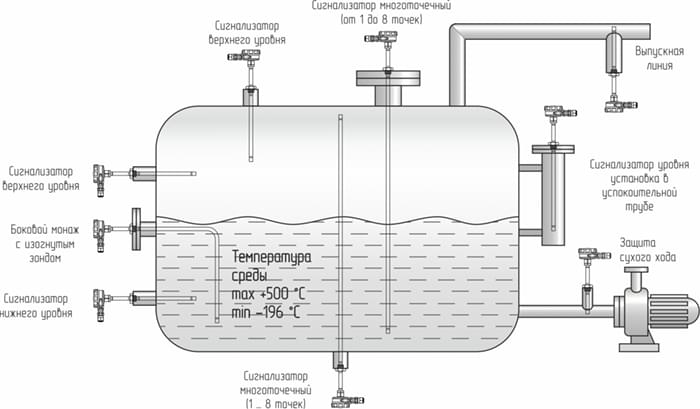

 )*
)*


 Благодаря этому удается добиться жесткости конструкции, а в следствии и безупречной точности обработки.
Благодаря этому удается добиться жесткости конструкции, а в следствии и безупречной точности обработки.
 Лазерная головка с системой автоматической фокусировки.
Лазерная головка с системой автоматической фокусировки.
 (двигаться без нагрузки)
(двигаться без нагрузки)
 Это сохраняет их в чистоте и продлевает срок службы.
Это сохраняет их в чистоте и продлевает срок службы. Стоимость его эксплуатации относительно низкая, если сравнивать его с двумя другими, потому что вам не нужно платить за газ (воздух).
Стоимость его эксплуатации относительно низкая, если сравнивать его с двумя другими, потому что вам не нужно платить за газ (воздух). Первое легко понять; последний работает следующим образом: температура воды интеллектуально регулируется в зависимости от изменений температуры окружающей среды.
Первое легко понять; последний работает следующим образом: температура воды интеллектуально регулируется в зависимости от изменений температуры окружающей среды. Точный и прочный.
Точный и прочный.
 3 (M2)
3 (M2) Ширина линии
Ширина линии В течение гарантийного срока предоставляется бесплатная замена любых сломанных деталей; когда гарантия истечет, замена будет основана на стоимости материала.
В течение гарантийного срока предоставляется бесплатная замена любых сломанных деталей; когда гарантия истечет, замена будет основана на стоимости материала. С точки зрения таможенного оформления, наш экспедитор может выступать в качестве вашего брокера, если хотите; и вы также можете назначить своего собственного брокера.
С точки зрения таможенного оформления, наш экспедитор может выступать в качестве вашего брокера, если хотите; и вы также можете назначить своего собственного брокера. д. По низкой цене, Supreme Технология входит в десятку лучших поставщиков станков для лазерной резки листового металла по лучшей цене в Индии. В металлургической промышленности каждая машина выполняет разные задачи. Станок для лазерной резки листового металла HSG представляет собой высокоизмеримую машину в промышленной сфере. Лазерный станок дает качественную поверхность реза металла. эта технология улучшает качество продукта. Сегодня лазерная резка используется во всех отраслях металлообработки и проектирования. Первый станок для лазерной резки просверливает отверстия в 1965.Supreme Technologies представляет полностью герметичный стиль и мазерное защитное стекло с безопасными и дополнительными функциями. По техническим параметрам мощность машины составляет от 6000 Вт до 12000 Вт с максимальной согл. 2G скорость. скорость движения машины составляет 169 м/мин, а общая масса машины составляет 1800 кг. это мощная машина с высокой скоростью, обеспечивающая производительность и качество вашего бизнеса.
д. По низкой цене, Supreme Технология входит в десятку лучших поставщиков станков для лазерной резки листового металла по лучшей цене в Индии. В металлургической промышленности каждая машина выполняет разные задачи. Станок для лазерной резки листового металла HSG представляет собой высокоизмеримую машину в промышленной сфере. Лазерный станок дает качественную поверхность реза металла. эта технология улучшает качество продукта. Сегодня лазерная резка используется во всех отраслях металлообработки и проектирования. Первый станок для лазерной резки просверливает отверстия в 1965.Supreme Technologies представляет полностью герметичный стиль и мазерное защитное стекло с безопасными и дополнительными функциями. По техническим параметрам мощность машины составляет от 6000 Вт до 12000 Вт с максимальной согл. 2G скорость. скорость движения машины составляет 169 м/мин, а общая масса машины составляет 1800 кг. это мощная машина с высокой скоростью, обеспечивающая производительность и качество вашего бизнеса. Для получения дополнительной информации вы можете позвонить нам или заполнить свое требование в нашей контактной форме.
Для получения дополнительной информации вы можете позвонить нам или заполнить свое требование в нашей контактной форме. Электрические и приводные системы, поставляемые японской компанией Sanyo Denki, обеспечивают клиентам более высокую скорость вращения и более высокую стабильность.
Электрические и приводные системы, поставляемые японской компанией Sanyo Denki, обеспечивают клиентам более высокую скорость вращения и более высокую стабильность.
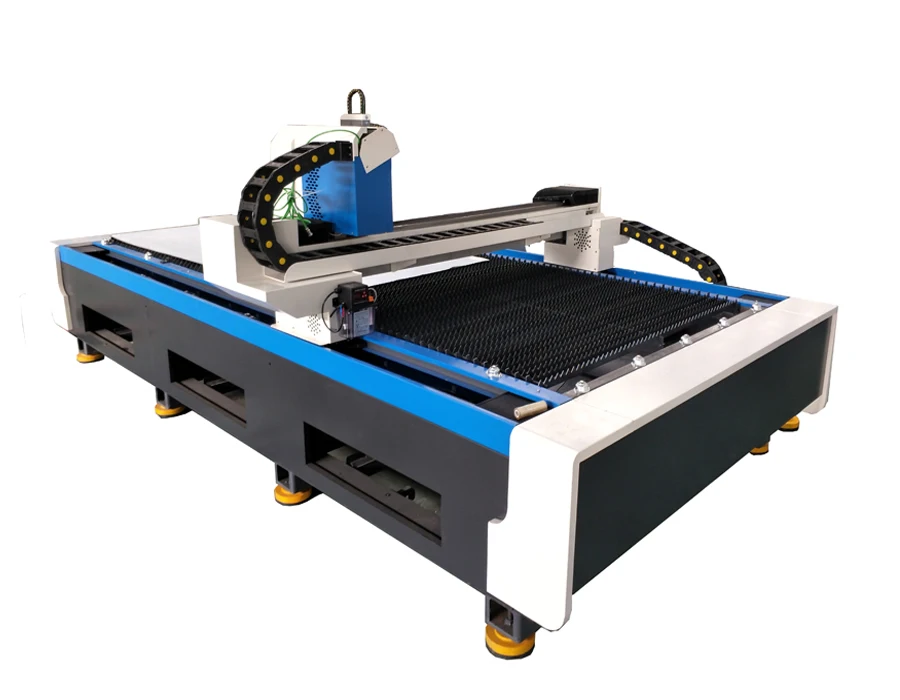 Свяжитесь с нами для получения дополнительной информации о станке для лазерной резки открытого типа.
Свяжитесь с нами для получения дополнительной информации о станке для лазерной резки открытого типа.
 Управление клапаном, ураганная вентиляция, запатентованная станина машины Cornerstone, сменные платформы с двойным приводом, высококачественные защитные меры, удобство использования.
Управление клапаном, ураганная вентиляция, запатентованная станина машины Cornerstone, сменные платформы с двойным приводом, высококачественные защитные меры, удобство использования. G3015X может максимально использовать свои высокоточные технологии для удовлетворения разнообразных потребностей пользователей в резке, и вы получите большой опыт работы с моделями. Эти модели упакованы в контейнер 40HQ, экономят средства и имеют систему управления HSG-X2000S.
G3015X может максимально использовать свои высокоточные технологии для удовлетворения разнообразных потребностей пользователей в резке, и вы получите большой опыт работы с моделями. Эти модели упакованы в контейнер 40HQ, экономят средства и имеют систему управления HSG-X2000S. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.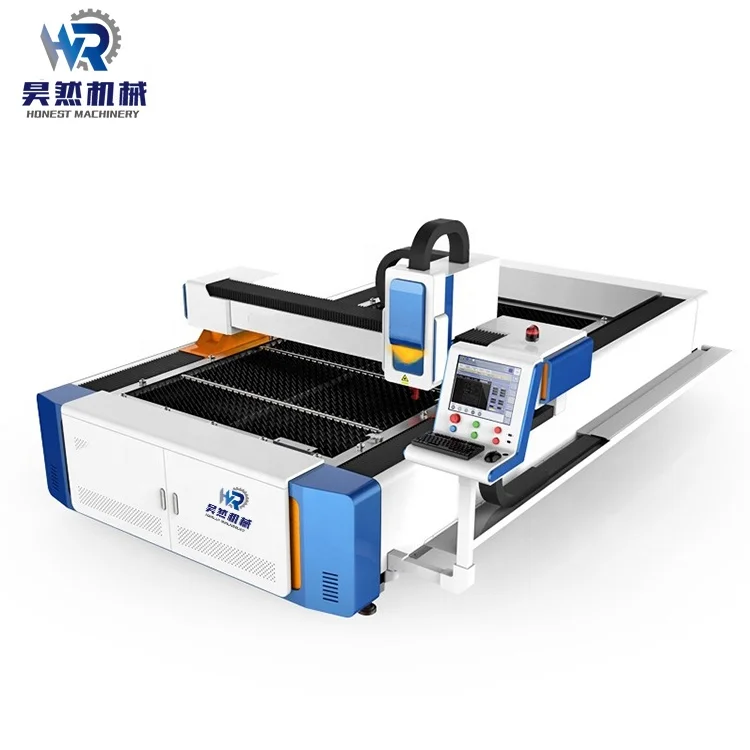
 Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены в собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.
Внешний вид машины, технические параметры, описание функций, сравнение данных, представленных на этой странице, получены в собственной лаборатории HSG. Все результаты испытаний и экспериментальные данные должны соответствовать реальной машине.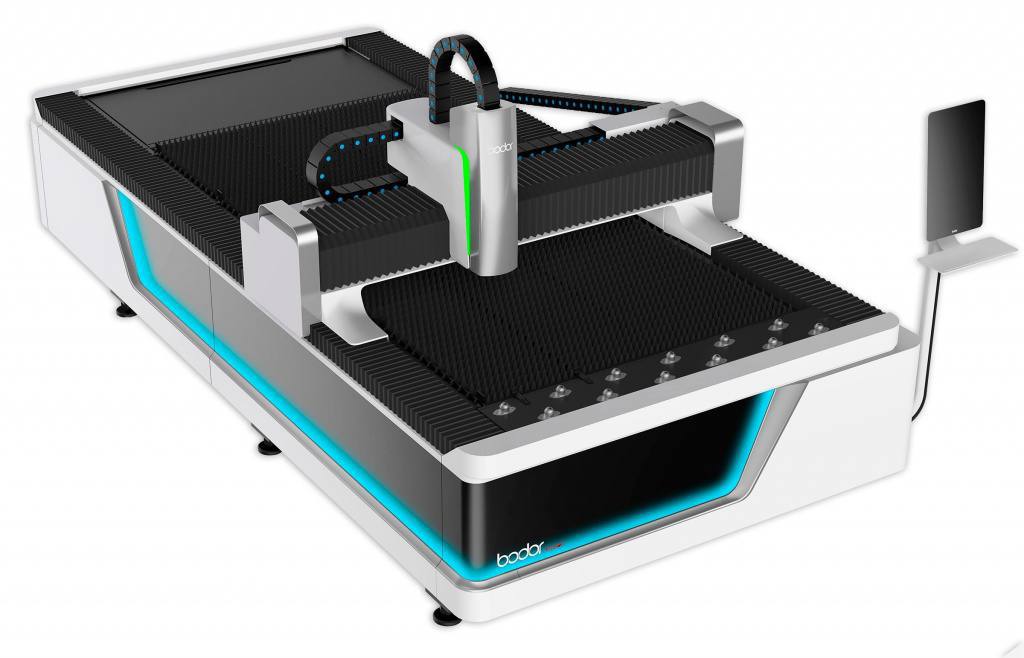
 Одна установка подходит для резки партий материалов разных размеров при одинаковой толщине материала. Кроме того, сложные разрезы не представляют никакой проблемы.
Одна установка подходит для резки партий материалов разных размеров при одинаковой толщине материала. Кроме того, сложные разрезы не представляют никакой проблемы. Однако точное преимущество сводится к мощности лазерного резака.
Однако точное преимущество сводится к мощности лазерного резака. Поскольку микроструктура изменяется с изменением ЗТВ, меньшая область ЗТВ приводит к более предсказуемым и надежным деталям.
Поскольку микроструктура изменяется с изменением ЗТВ, меньшая область ЗТВ приводит к более предсказуемым и надежным деталям.
 По мере углубления отверстия и закипания материала расплавленные стенки, образуемые паром, выходят наружу и приподнимают отверстия снаружи.
По мере углубления отверстия и закипания материала расплавленные стенки, образуемые паром, выходят наружу и приподнимают отверстия снаружи.

 Канавки отводят стружку, когда концевая фреза погружается в материал. Фрезы с 2 и 3 канавками имеют достаточно места для удаления стружки. 4-заходные же фрезы легко забиваются, стружка застревает, что почти всегда приводит к заклиниванию и поломке фрезы.
Канавки отводят стружку, когда концевая фреза погружается в материал. Фрезы с 2 и 3 канавками имеют достаточно места для удаления стружки. 4-заходные же фрезы легко забиваются, стружка застревает, что почти всегда приводит к заклиниванию и поломке фрезы.


 Выбор фрезы с покрытием — это выбор цены против выгоды. Если в Ваших условиях механическая обработка значительно выиграет от дополнительной производительности премиум-покрытия, покупайте концевую фрезу с таким покрытием.
Выбор фрезы с покрытием — это выбор цены против выгоды. Если в Ваших условиях механическая обработка значительно выиграет от дополнительной производительности премиум-покрытия, покупайте концевую фрезу с таким покрытием. Это два очень серьезных преимущества.
Это два очень серьезных преимущества. 5D-фрезеровке». Это такой вид обработки, при котором Z, или высота поверхности изделия, меняется уступами, не плавно, т.е. состоит из выступов, выемок и карманов, поверхность которых, как правило, являются ровными горизонтальными плоскостями. Такая особенность наблюдается у огромного количества деталей, но в тех, где она не наблюдается, Вы будете применять настоящую «3D» обработку, а для этого Вам понадобится сферическая концевая фреза.
5D-фрезеровке». Это такой вид обработки, при котором Z, или высота поверхности изделия, меняется уступами, не плавно, т.е. состоит из выступов, выемок и карманов, поверхность которых, как правило, являются ровными горизонтальными плоскостями. Такая особенность наблюдается у огромного количества деталей, но в тех, где она не наблюдается, Вы будете применять настоящую «3D» обработку, а для этого Вам понадобится сферическая концевая фреза. В инструментах с индексируемыми режущими пластинами режущие кромки — съемные вставки из карбида вольфрама. На рынке представлено такого инструмента, но в этом обзоре мы ограничимся концевыми и торцовыми фрезами.
В инструментах с индексируемыми режущими пластинами режущие кромки — съемные вставки из карбида вольфрама. На рынке представлено такого инструмента, но в этом обзоре мы ограничимся концевыми и торцовыми фрезами.


 Хвостовик небольшой, поэтому подходит для стандартных сверлильных патронов.
Хвостовик небольшой, поэтому подходит для стандартных сверлильных патронов. Глубина зависит от диаметра спирального сверла.
Глубина зависит от диаметра спирального сверла. Они используются только для намечания небольших углублений перед началом работы спирального сверла. Не всегда нужно намечать отверстие.
Они используются только для намечания небольших углублений перед началом работы спирального сверла. Не всегда нужно намечать отверстие. Для диаметров больше 10мм и чистовой фрезеровки алюминия, цветных металлов и сплавов лучше купить трехзаходные фрезы с тремя режущими спиралями, они хорошо отводят стружку и отлично справляются с задачами чистового фрезерования пазов и уступов.
Для диаметров больше 10мм и чистовой фрезеровки алюминия, цветных металлов и сплавов лучше купить трехзаходные фрезы с тремя режущими спиралями, они хорошо отводят стружку и отлично справляются с задачами чистового фрезерования пазов и уступов.

 Если вы работаете с более мягкими материалами, такими как алюминий, и ваш шпиндель не может достичь рекомендуемых скоростей для твердого сплава в алюминии, вы вполне можете обнаружить, что концевые фрезы из быстрорежущей стали имеют больше смысла. Ознакомьтесь с нашей статьей об этом, чтобы узнать, как это понять.
Если вы работаете с более мягкими материалами, такими как алюминий, и ваш шпиндель не может достичь рекомендуемых скоростей для твердого сплава в алюминии, вы вполне можете обнаружить, что концевые фрезы из быстрорежущей стали имеют больше смысла. Ознакомьтесь с нашей статьей об этом, чтобы узнать, как это понять. Они просто способны к более высокой скорости съема материала, если вы можете вращать их достаточно быстро, чтобы использовать их полную мощность.
Они просто способны к более высокой скорости съема материала, если вы можете вращать их достаточно быстро, чтобы использовать их полную мощность.
 3-х канавочная модель была разработана как хороший компромисс между 2-х и 4-х канавкой из алюминия. У него достаточный зазор для стружки для всех видов алюминия, кроме самых липких, но при этом его подача примерно на 50% быстрее, чем у двухзубого инструмента при той же частоте вращения шпинделя.
3-х канавочная модель была разработана как хороший компромисс между 2-х и 4-х канавкой из алюминия. У него достаточный зазор для стружки для всех видов алюминия, кроме самых липких, но при этом его подача примерно на 50% быстрее, чем у двухзубого инструмента при той же частоте вращения шпинделя. Некоторые концевые фрезы с 4 канавками не являются таковыми. Концевая фреза с центральной режущей кромкой — это фреза, которую можно погружать прямо в материал. Концевые фрезы без центральной режущей кромки имеют углубление посередине без режущей кромки, поэтому они опускаются на очень короткое расстояние, после чего их нельзя протолкнуть дальше:
Некоторые концевые фрезы с 4 канавками не являются таковыми. Концевая фреза с центральной режущей кромкой — это фреза, которую можно погружать прямо в материал. Концевые фрезы без центральной режущей кромки имеют углубление посередине без режущей кромки, поэтому они опускаются на очень короткое расстояние, после чего их нельзя протолкнуть дальше: Учитывая эту точку зрения, возможно, всегда следует отдавать предпочтение нецентральному разрезу, чтобы иметь стимул избежать погружения.
Учитывая эту точку зрения, возможно, всегда следует отдавать предпочтение нецентральному разрезу, чтобы иметь стимул избежать погружения.
 Существует множество различных покрытий, некоторые из которых просто потрясающие, а некоторые очень экзотические и дорогие. Выбор использования концевых фрез с покрытием — это выбор между затратами и преимуществами. Если ваша обработка значительно выигрывает от дополнительной производительности покрытия премиум-класса, во что бы то ни стало приобретайте концевые фрезы с покрытием.
Существует множество различных покрытий, некоторые из которых просто потрясающие, а некоторые очень экзотические и дорогие. Выбор использования концевых фрез с покрытием — это выбор между затратами и преимуществами. Если ваша обработка значительно выигрывает от дополнительной производительности покрытия премиум-класса, во что бы то ни стало приобретайте концевые фрезы с покрытием. Некоторые вещи менее противоречивы, некоторые очень тонкие. Когда вы начинаете, покупайте концевые фрезы приличного качества, но не разоряйтесь на причудливую геометрию. Когда каждое повышение производительности начнет приносить деньги в банк, протестируйте некоторые концевые фрезы премиум-класса, чтобы увидеть, что подходит именно вам. Если вам интересно узнать больше о том, какие геометрические трюки проделывают эти концевые фрезы, ознакомьтесь с нашей статьей о марках, геометрии и покрытиях твердосплавных концевых фрез.
Некоторые вещи менее противоречивы, некоторые очень тонкие. Когда вы начинаете, покупайте концевые фрезы приличного качества, но не разоряйтесь на причудливую геометрию. Когда каждое повышение производительности начнет приносить деньги в банк, протестируйте некоторые концевые фрезы премиум-класса, чтобы увидеть, что подходит именно вам. Если вам интересно узнать больше о том, какие геометрические трюки проделывают эти концевые фрезы, ознакомьтесь с нашей статьей о марках, геометрии и покрытиях твердосплавных концевых фрез. Эти зазубрины делают пару полезных вещей. Во-первых, они разбивают стружку, облегчая ее удаление из отверстия, которое вы вырезаете. Во-вторых, они менее склонны к вибрации. Все эти зазубрины производят разнообразные вибрации, которые мешают друг другу, а не создают единый звонкий (чаще визжащий, лол) тон.
Эти зазубрины делают пару полезных вещей. Во-первых, они разбивают стружку, облегчая ее удаление из отверстия, которое вы вырезаете. Во-вторых, они менее склонны к вибрации. Все эти зазубрины производят разнообразные вибрации, которые мешают друг другу, а не создают единый звонкий (чаще визжащий, лол) тон. Он может опускаться на один или два кармана, но дно карманов и верхняя часть детали обычно представляют собой гладкие плоскости, перемежающиеся отверстиями и большим количеством карманов. Подавляющее большинство деталей имеют эту характеристику, но для тех, у которых ее нет, вы будете выполнять настоящую «3D» обработку, и для этого вам понадобится концевая фреза со сферическим концом.
Он может опускаться на один или два кармана, но дно карманов и верхняя часть детали обычно представляют собой гладкие плоскости, перемежающиеся отверстиями и большим количеством карманов. Подавляющее большинство деталей имеют эту характеристику, но для тех, у которых ее нет, вы будете выполнять настоящую «3D» обработку, и для этого вам понадобится концевая фреза со сферическим концом.
 Введение: что такое концевая фреза?
Введение: что такое концевая фреза? ..)?
..)?
 Если он выступает слишком далеко и вы работаете с ним слишком тяжело, силы резания заставят его погнуться, что называется « отклонение инструмента ».
Если он выступает слишком далеко и вы работаете с ним слишком тяжело, силы резания заставят его погнуться, что называется « отклонение инструмента ». Допустим, вы хотите сделать коробку и собрать ее, используя замковые соединения под углом 90°.
Допустим, вы хотите сделать коробку и собрать ее, используя замковые соединения под углом 90°.
 Поэтому, когда концевая фреза обрабатывает отверстие или паз, ее канавки обеспечивают важный путь для отвода стружки. Это объясняет, почему рекомендуется использовать концевые фрезы с 2 или 3 зубьями для обработки алюминия, так как они имеют больший зазор для стружки, чем фрезы с 4 зубьями, где стружка будет постепенно застревать, перекрывая режущие кромки вашего инструмента и в конечном итоге приводя к его поломке.
Поэтому, когда концевая фреза обрабатывает отверстие или паз, ее канавки обеспечивают важный путь для отвода стружки. Это объясняет, почему рекомендуется использовать концевые фрезы с 2 или 3 зубьями для обработки алюминия, так как они имеют больший зазор для стружки, чем фрезы с 4 зубьями, где стружка будет постепенно застревать, перекрывая режущие кромки вашего инструмента и в конечном итоге приводя к его поломке.
 Для этих материалов прямая канавка сводит к минимуму изнашивание кромок и обеспечивает лучшее качество поверхности, чем винтовые концевые фрезы общего назначения.
Для этих материалов прямая канавка сводит к минимуму изнашивание кромок и обеспечивает лучшее качество поверхности, чем винтовые концевые фрезы общего назначения. Эта особенность делает их очень хорошими кандидатами для резки фанеры, композитных материалов и ламината . Попробуйте использовать его, чтобы разрезать лист фанеры за один проход, и вы должны получить более чистые края с обеих сторон.
Эта особенность делает их очень хорошими кандидатами для резки фанеры, композитных материалов и ламината . Попробуйте использовать его, чтобы разрезать лист фанеры за один проход, и вы должны получить более чистые края с обеих сторон.

 Я также буду использовать короткую концевую фрезу из твердого сплава , например длиной 30 мм , потому что дуб — это твердая древесина, и мне понадобится жесткость, чтобы поддерживать высокую скорость подачи. Так как карман довольно неглубокий и стружка будет легко удаляться, я выберу концевую фрезу с 3 канавками и углом подъема спирали 45° , чтобы получить наилучшее возможное качество поверхности и потратить немного времени на ручную чистовую обработку.
Я также буду использовать короткую концевую фрезу из твердого сплава , например длиной 30 мм , потому что дуб — это твердая древесина, и мне понадобится жесткость, чтобы поддерживать высокую скорость подачи. Так как карман довольно неглубокий и стружка будет легко удаляться, я выберу концевую фрезу с 3 канавками и углом подъема спирали 45° , чтобы получить наилучшее возможное качество поверхности и потратить немного времени на ручную чистовую обработку.


 В процессе резки отсутствует зона термического воздействия, а металлический материал не имеет следов деформации, прожогов, трещин и т.д.
В процессе резки отсутствует зона термического воздействия, а металлический материал не имеет следов деформации, прожогов, трещин и т.д.




 Водометные насосы с прямым приводом имеют плунжеры, которые приводятся в движение коленчатым валом для повышения давления воды. Вместо этого в усилителях используются гидроцилиндры.
Водометные насосы с прямым приводом имеют плунжеры, которые приводятся в движение коленчатым валом для повышения давления воды. Вместо этого в усилителях используются гидроцилиндры.
 Поскольку металл не подвергался термоупрочнению или нагартовке, его легче обработать кромкой, созданной с помощью гидроабразивной резки, чем кромку, созданную на станке с ЧПУ LaserJet.
Поскольку металл не подвергался термоупрочнению или нагартовке, его легче обработать кромкой, созданной с помощью гидроабразивной резки, чем кромку, созданную на станке с ЧПУ LaserJet. Мы также должны учитывать эксплуатационные расходы и техническое обслуживание машины.
Мы также должны учитывать эксплуатационные расходы и техническое обслуживание машины.
 В отсутствие мастерской производственной площадью может стать отдельный кабинет или даже жилая комната;
В отсутствие мастерской производственной площадью может стать отдельный кабинет или даже жилая комната; Ввиду небольшого размера рабочего стола и четкой высоты размещения портала над ним габаритные заготовки при помощи такой техники обрабатывать весьма затруднительно или невозможно.
Ввиду небольшого размера рабочего стола и четкой высоты размещения портала над ним габаритные заготовки при помощи такой техники обрабатывать весьма затруднительно или невозможно. Толщина луча составляет 0,2 мм. Подобная точность при работе фрезами пока недоступна.
Толщина луча составляет 0,2 мм. Подобная точность при работе фрезами пока недоступна.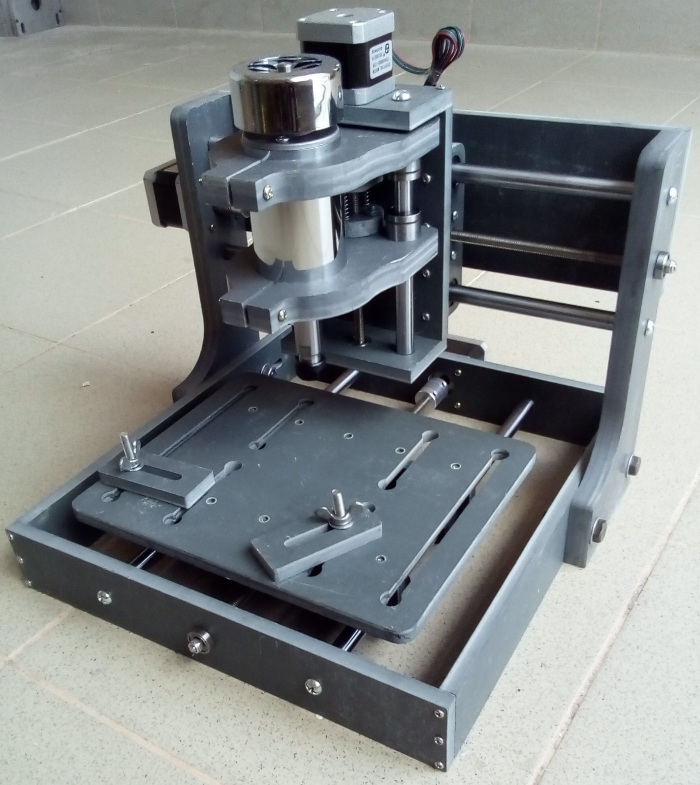 Затем головка перемещается на короткое расстояние, чтобы снова выполнить ударное воздействие в новой точке траектории.
Затем головка перемещается на короткое расстояние, чтобы снова выполнить ударное воздействие в новой точке траектории. Используя такое оборудование, можно придать форму или максимальную индивидуальность стандартным готовым изделиям. Отсюда и сфера применение подобных мини-фрезеров. Это сувенирная продукция, мелкосерийное изготовление наград и шильдов, гравировка надписей на небольших изделиях, отчасти – индивидуальные заказы мебельного производства.
Используя такое оборудование, можно придать форму или максимальную индивидуальность стандартным готовым изделиям. Отсюда и сфера применение подобных мини-фрезеров. Это сувенирная продукция, мелкосерийное изготовление наград и шильдов, гравировка надписей на небольших изделиях, отчасти – индивидуальные заказы мебельного производства.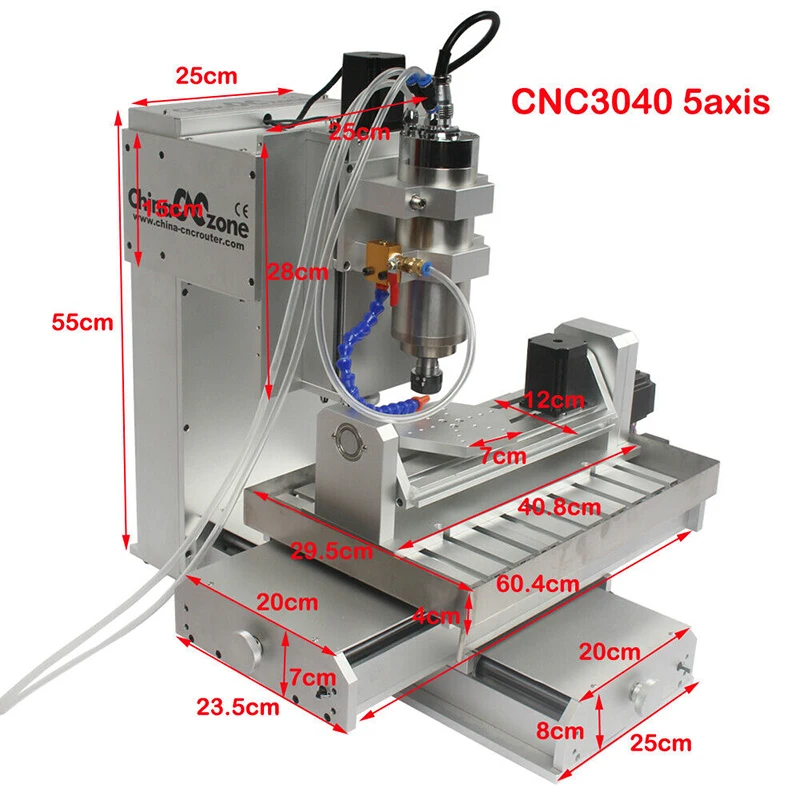

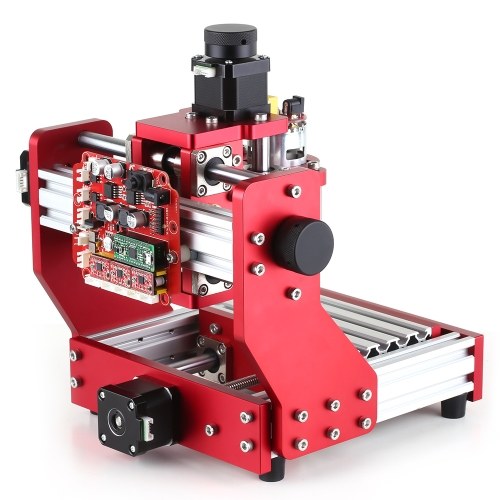 1 мм Повторяемость: +/- 0.1 мм
1 мм Повторяемость: +/- 0.1 мм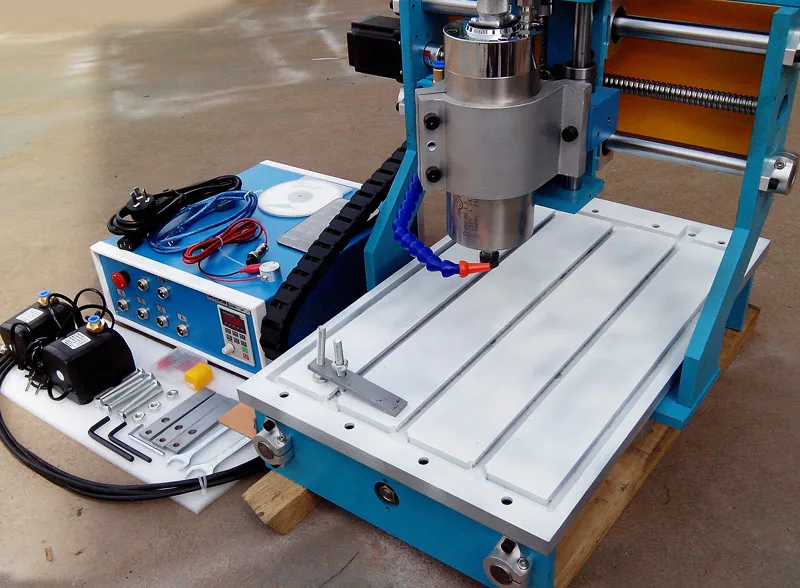 Основа их высокого качества заключается в собственном производстве «УФМ». Каждый аппарат изготавливают на современном оборудовании. Весь процесс находится под постоянным вниманием опытных сотрудников. На этом причины для приобретения мини-станка не заканчиваются.
Основа их высокого качества заключается в собственном производстве «УФМ». Каждый аппарат изготавливают на современном оборудовании. Весь процесс находится под постоянным вниманием опытных сотрудников. На этом причины для приобретения мини-станка не заканчиваются.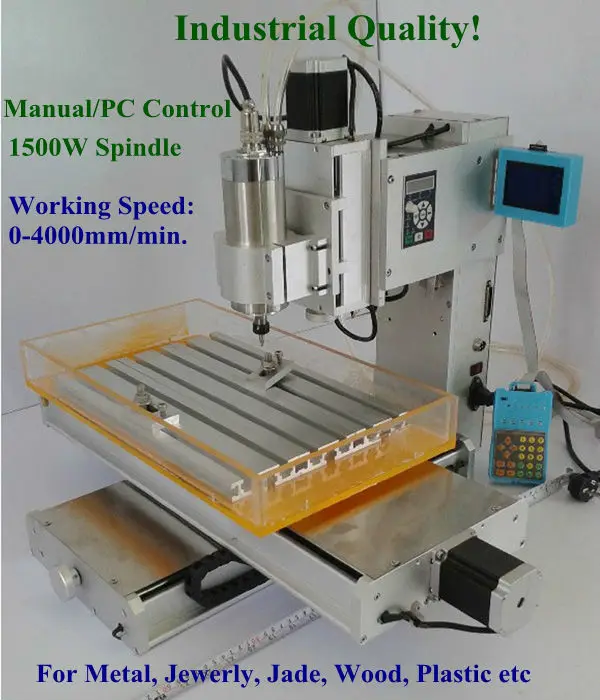
 Доверьте автоматизирование своего бизнес или хобби производителю. Для этого мини токарный станок с ЧПУ купить по доступной цене можно прямо сейчас.
Доверьте автоматизирование своего бизнес или хобби производителю. Для этого мини токарный станок с ЧПУ купить по доступной цене можно прямо сейчас.
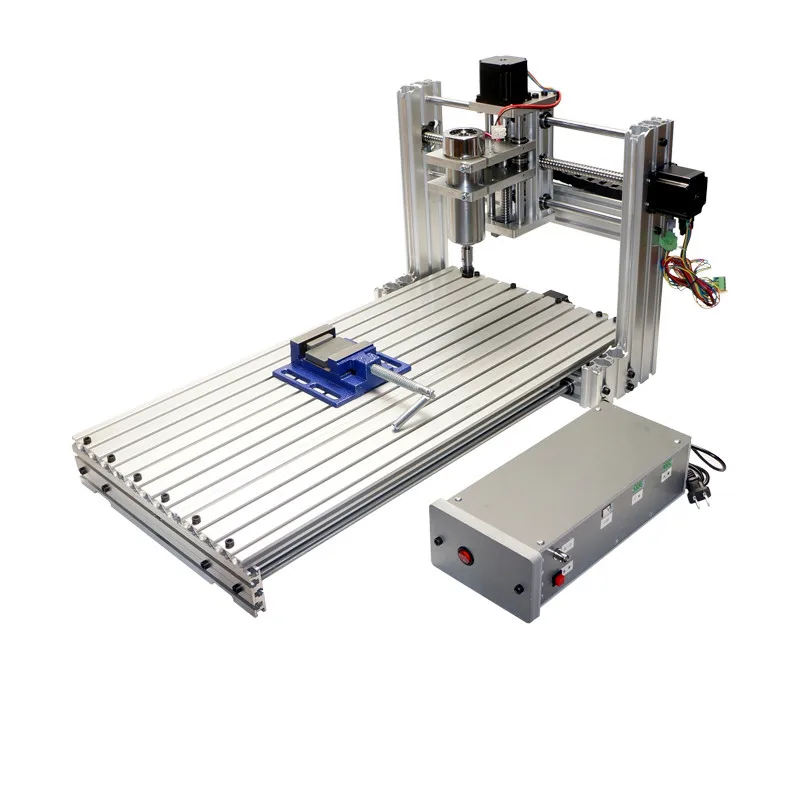
 нагрузка
нагрузка Автоматический 4-позиционный резцедержатель.
Автоматический 4-позиционный резцедержатель. 
 Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров действительны в Санкт-Петербурге. X50 футов. 300 P PP3850: Автомобильный
X50 футов. 300 P PP3850: Автомобильный
