Создать изображение можно в любой программе, например, CorelDRAW, а после перевести в файл(УП), понятный станку, по этой инструкции, начиная с пункта 10.
Или же создать его в программе ArtCAM, для этого
1. Запускаем программу ArtCAM, в меню выбираем Файл -> Новый -> Модель…(клавиши быстрого вызова для Ctrl+N). В открывшемся окне задаем размер нашей заготовки, в полях «Высота (Y)» и «Ширина (Х)» и нажимаем «ОК».
Рисунок 1. Выбор инструмента для создания векторного текста
3 Выбираем инструмент гравировка, рисунок 2.
Рисунок 2 Инструмент гравировка в ArtCAM
4. Выбираем из базы инструмента необходимый гравер, рисунок 3.
Рисунок 3 Выбор инструмента из базы
3. В поле материал задаем высоту заготовки и смещение(положение) модели в заготовке, рисунок 4.
Рисунок 4. Задание толщины заготовки и положения модели
4. Выбор стратегии обработки, рисунок 5, в этом случае гравировка будет всей поверхности внутри вектора.
Рисунок 5 Выбор стратегии обработки
5 Выбор стратегии обработки «Только профиль», рисунок 6, в этом случае гравировка будет вдоль векторов, не затрагивая поверхности внутри вектора.
Рисунок 6 Выбор стратегии обработки «Только профиль»
6 Сохраняем выходной файл, рисунок 7.
рисунок 6 Сохранение выходного файла
Видео гравировки на станке cnc-2535al конусным гравером.
Фото полученного результата, высота шрифта надписи «2015» — 2мм. На фото несколько примеров гравировки с заполнение внутри вектора и без.
Видео гравировки по стали алмазным гравером 0,1 120гр на станке CNC-2535AL2. Гравировка по металлу часто используется в ювелирном деле и для изготовления шильдиков для оборудования
Гравировка по стеклу алмазным гравером 0,1 120гр на станке Моделист3040. Также возможно выполнить гравировку на зеркале, стаканах, зеркальному пластику, акрилу
Другие статьи по работе с ArtCam:
Создание управляющей программы резки по фалу из CorelDRAW
Создание управляющей программы резки 3D
Создание УП в программе ArtCAM
Подготовка файла 3d резки из карты высот в ArtCam v10
3d и 2d Модели для обработки
Коллекция работ, выполненных на станках с чпу серии Моделист
Сферы применения оборудования с ЧПУ
Фрезерные станки с ЧПУ – деревообработка
Универсальные фрезерные станки с ЧПУ являются незаменимыми в любой деревообрабатывающей промышленности. Благодаря быстрой замене настроек в программе, можно оперативно приступить к изготовлению любой продукции: резных предметов мебели, рам, изразцов, икон, панно, дверей и лестниц, предметов интерьера и других. Также можно осуществить и гравировку. Станки с ЧПУ отличаются высокой точностью и скоростью работы, а также простым и удобным управлением.
Фрезерные станки с числовым программным управлением (ЧПУ) в деревообрабатывающей индустрии (обработка: массива дерева, древесных плит, фанеры) в настоящее время являются самыми приоритетными. Все чаще и чаще предприятия специализирующиеся в данной сфере производства приобретают такие станки и этому есть простое объяснение.
Фрезерные станки с ЧПУ сегодня – это самый надежный, наиболее быстрый, экономически выгодный метод в производстве самой разной продукции из древесины, например: изразцов, резных предметов мебели, рам, икон, панно, предметов интерьера, дверей и лестниц. Также стоит отметить, что при помощи станка фрезерного с ЧПУ изготовить трехмерное изделие, пресс-форму или клише совсем не составит труда. Поэтому их популярность с каждым днем стремительно возрастает.
Преимущества фрезерных станков при деревообработки и гравировки
Преимущество фрезерных станков с числовым программным управлением над другими способами обработки дерева заключается в легкости управления, точности и скорости. При изготовлении резных деревянных изделий оператору станка достаточно лишь загрузить файл-изображение в программу станка и эта поистине уникальная машина точно и качественно сделает самые сложные узоры.
Технология деревообработки
Работа на фрезерном станке с ЧПУ по обработке дерева, как правило, проходит поэтапно: сначала черновая, а затем чистовая гравировка. Само фрезерование древесины на каждом этапе изготовления изделия должно проходить с определенной глубиной, то есть в расчет берется заданная толщина слоя исходного материала снимаемого фрезой непосредственно за один проход. Если узор нужен неглубокий, то он выполняется фрезой за один проход. Но если изделие требует большего снятия слоя, то фреза с легкостью делает нужное 2-3 и более проходов, причем последний (чистовой) проход выполняется с небольшой глубиной реза (это необходимо для более чистой обработки поверхности).
Благодаря тому, что к фрезерным станкам с ЧПУ подключается специальное поворотное устройство, которое преобразует движение, помимо фрезеровки листовых материалов можно еще обрабатывать различные цилиндрические заготовки: фрезеровать или протачивать трубы, фрезеровать керамические фазы, вытачивать балясины, изготавливать разную сувенирную продукцию, например такой сложности как шахматные фигуры.
Деревообработка на фрезерном станке – режимы работы
Древесина и ДСП обрабатываются на фрезерных станках с ЧПУ в разных режимах – это напрямую зависит от того, какой конечный результат необходим. К примеру, для простого раскроя применяются максимальные частоты шпинделя (18000-22000 оборота в минуту) на скоростях в 600-1020 мм/мин и 120-240 мм/мин по оси Z. А в качестве рабочего инструмента применяются спиральные одно или двух заходные фрезы (диаметр – 3,175 или же 6 мм).
При работе 1 заходной фрезой специалисты рекомендуют за 1 проход снимать не более 5 мм, а вот с 2-хзаходной за 1 проход можно беспрепятственно фрезеровать до 10 мм. Во время работы на фрезерном станке с ЧПУ этот факт необходимо учесть, иначе при превышении глубины есть риск, что при раскрое поперек слоев края реза обуглятся, что для любого предприятия недопустимо. Однако оператор такого станка очень быстро научится им управлять, ведь фрезерный станок с ЧПУ является одним из самых простых в управлении деревообрабатывающего оборудования.
Гравировка на фрезерном станке с ЧПУ
Благодаря меньшим вибрациям во время резки, сферические (круглые) 2-х заходные d=3,175 мм фрезы дают наименьшую шероховатость, что не скажешь о конических граверах. Эта фреза применяется для нанесения на поверхность материала так называемой U-образной гравировки, к примеру – текста. Также она применяется и для предварительной или окончательной обработки 3-х мерных объектов. При окончательной обработке твердых пород дерева такой фрезой поверхность исходного материала, как правило, получается полированной и совершенно не требует какой-либо дополнительной обработки.
Скоростные режимы рекомендуемые для гравировки на фрезерном станке
Рекомендуемы специалистами режимы именно круглой фрезы для обработки древесины: скорость – 600 мм/мин в стороны при частоте шпинделя до 15000 об/мин и 60-120 мм/мин в глубину, но не более чем на 5 мм за один проход.
Конические граверы ориентированы исключительно на гравировку, поэтому для работы с мельчайшими деталями они наиболее предпочтительней. В целом конический гравер – это, безусловно специализированный инструмент определенно для гравировки дерева, которую он выполняет наиболее эффективно.
Рекомендации: при скорости в 900-1200 мм/мин (300-360 мм/мин в глубину) частоту шпинделя можно выставить до 24000 об/мин.
Также стоит отметить V- граверы, применяемые для V- гравировки дерева. Данная гравировка это отдельно технологический стиль в создании трехмерных изображений. Для работы с древесиной рекомендуется применять V-гравер d=32 мм, А=90, 60 град, Т=0,2 мм.
Рекомендации применения: при скорости 600-720 мм/мин частота шпинделя должна быть до 15000 об/мин. При этом за 1 проход глубина должна составлять не более чем в 2-3 мм.
Конечно же, для разных пород древесины параметры фрезерного станка с числовым программным управлением (ЧПУ) могут существенно отличаться. Но так как такие станки очень легко настраивать в необходимое русло, то данный вопрос моментально решается.
Гравировка с ЧПУ | Примеры гравировки, выполненной на станке с ЧПУ
Гравировка – методы и определения
Стандарт DIN для определения еще не существует. Однако он определяет конкретный процесс обработки для украшения или маркировки объектов.
Гравировка относится к технике резки, которая в основном используется для украшения или маркировки поверхностей из различных материалов с использованием гравировального инструмента, который в большинстве случаев изготовлен из твердого сплава.
Это было до индустриализации и последующей механизации большинства ремесел, простой ремесленной операции. У него не было вращающихся, а стационарных инструментов для гравировки. Поэтому сегодня существуют разные виды гравировки.
Сегодня гравировка выполняется на ручных гравировальных станках или на гравировальных станках с ЧПУ. Гравировальный станок с ЧПУ обрабатывает траектории фрезерования, которые программа CAD-CAM создает из чертежа и передает на управляющее устройство. Вся гравировка выполняется на компьютере и менее подвержена ошибкам, чем ручная гравировка. Репродукция на станке с ЧПУ выполняется быстрее и точнее, чем с использованием ручного гравировального устройства. Также стоит отметить, что вам не нужно стоять рядом с заготовкой во время гравировки. Тем временем вы можете заняться другой работой, важной для увеличения вашего производства.
Различные виды техники гравировки
Гравировка вращающимся инструментом
Эта техника гравировки была разработана с появлением механического оборудования. Инструмент, называемый гравировальным или фрезерным станком (обычно однолезвийный, без угла резания и заднего угла на режущей кромке), приводится во вращение и погружается в гравируемый материал для удаления материала (обычно всего на несколько сотых миллиметра). Материалы с разноцветными слоями (гравировальный пластик, хромированные латунные пластины и т.п.) используются в качестве многоцветной гравировки для вывесок и т.п.
Также для гравировки подходят шлифовальные штифты с чулком для алмазной пыли для гравировки стекла и металла, в этом случае поверхности придают только шероховатость.
Гравировка неподвижными инструментами
В этой технологии неподвижный алмаз используется в качестве инструмента для надрезания поверхности металлов, например, на несколько сотых долей миллиметра. Можно создавать надписи, украшения, орнаменты и знаки на таких металлах, как медь, серебро, латунь, сталь, нержавеющая сталь или стекло и камень.
Традиционная ручная гравировка
При классической ручной гравировке используется инструмент с деревянной ручкой. Этот обычно слегка изогнутый инструмент имеет очень острое лезвие, с помощью которого можно надрезать большинство материалов, кроме стекла. Обычная ручная гравировка до сих пор часто используется при истончении букв на надгробиях и т. д., например, когда требуется чисто ручная работа.
Электрогравировка
Электрогравировка связана с электроэрозионной обработкой (электроэрозионная обработка) и сваркой. Здесь металлический штифт, действующий как анод, заставляет колебаться катод при подаче тока. Катод здесь представляет собой материал, который также подключен к модулю гравировки. Ток, протекающий между катодом и анодом, сжигает материал в месте гравировки. Колебания гравировального штифта вызваны взаимодействием между якорем магнита и электромагнитом. Недостатком является то, что вы можете гравировать только проводящие материалы. Преимуществом является легко узнаваемая гравировка на твердых металлах или быстрорежущих сталях, таких как пильные диски, фрезы и другие инструменты.
Лазерная гравировка
Наиболее современной из всех технологий на сегодняшний день является лазерная гравировка, при которой материал, подлежащий гравировке, испаряется горячим лазером, создаваемым высокой температурой лазерного луча в точке обработки. Используя лазерный контроль температуры, теперь также можно «гравировать» полутона.
Полное руководство по гравировке с ЧПУ [лазер, металл, дерево, станки]
Гравировка с ЧПУ — одна из самых интересных и художественных вещей, которые вы можете делать на станке с ЧПУ. В этом руководстве вы узнаете все, что вам нужно знать, чтобы справиться с собственной работой по гравировке с ЧПУ.
Что такое гравировка с ЧПУ?
Гравировка — это искусство вырезания рисунка на твердой поверхности. Как правило, это делается вручную с использованием различных инструментов для ручной гравировки:
Изображение из Википедии
Это трудоемкий и сложный процесс. К счастью, станки с ЧПУ способны выполнять очень сложную гравировку.
Иногда гравировка с ЧПУ носит чисто утилитарный характер, например, для добавления серийного номера к детали. В других случаях это художественное украшение. Тип имеющегося у вас гравировального станка с ЧПУ будет определять большую часть того, что необходимо для гравировки.
Гравировальные станки с ЧПУ
Гравировка с ЧПУ обычно выполняется с помощью лазера или вращающегося инструмента на фрезерном станке или фрезерном станке с ЧПУ.
Лазерные граверы и станки
Изображение предоставлено Epilog Laser…
Лазеры можно использовать для гравировки двумя способами. Во-первых, если лазерный гравер достаточно мощный, он может резать материал. Во-вторых, даже если его мощности недостаточно для резки материала, он может обесцветить его визуально отличительным образом с помощью процесса, называемого лазерной маркировкой.
Во многих отношениях лазерные граверы могут быть проще, чем машины, использующие вращающиеся резаки. Причина в том, что будет достаточно простого положения XY — для лазера не требуется ось Z.
Их большое преимущество заключается в том, что лазерный луч не оказывает никакого воздействия на заготовку, поэтому фиксация не является проблемой. Часто заготовка просто ложится на стол лазерного станка, и ее удерживает только сила тяжести.
Материалы, которые можно гравировать
Многие материалы можно гравировать лазером, в том числе:
Дерево: лазер обугливает или сжигает многие натуральные материалы, такие как дерево и кожа.
Кожа
Пластик
Металлы: Металл требует гораздо большей мощности, а иногда и специальных типов лазеров, которые работают на частотах, которые более эффективно работают с металлом.
Материалы с покрытием
: иногда проще гравировать лазером, который выжигает или обесцвечивает определенное покрытие. Для этих целей существуют специальные покрытия.
Распространенные типы лазеров
Лазерные диоды
Лазерные граверы очень низкого класса используют лазерные диоды и обычно имеют мощность менее 5 Вт. На самом деле лазерные диоды мощностью 5 Вт встречаются редко, и большинство из них намного меньше. Эти лазеры мало что могут сделать при таких низких уровнях мощности, поэтому они представляют собой скорее любопытство, чем что-либо еще.
Газовые лазеры CO2
Наиболее распространенным типом лазера в лазерных гравировальных станках является CO2-лазер. В этих слоях используется трубка, заполненная газом CO2 (двуокись углерода). У них очень высокая эффективность и качество луча, а также они довольно дешевы. Вот почему они так распространены. Они лучше всего подходят для обработки неметаллических материалов. Лазерные граверы CO2 стали довольно недорогими и общедоступными. Вы можете приобрести лазерный гравировальный станок мощностью 40 Вт на Amazon чуть более чем за 400 долларов.
Волоконные лазеры
Волоконные лазеры — это твердотельные лазеры, которые работают, генерируя «начальный» лазерный луч и затем усиливая его в специально разработанных стеклянных волокнах. Их луч в 100 раз более концентрированный, чем у CO2-лазера, что делает их идеальными для обработки металлов. Они также хороши для пластика.
Кристаллические лазеры
Кристаллические лазеры
очень похожи на волоконные лазеры с точки зрения применения.
Требования к мощности лазера
Мощность, необходимая для лазера, зависит от материала и желаемой операции.
Например, при резке таких материалов, как дерево и пластик, учитывайте следующие рекомендации по резке:
Для толщины 1/8″ требуется 30 Вт
Для толщины 1/4″ требуется 40 Вт
Для толщины 3/8″ требуется от 50 до 60 Вт
Для толщины 1/2″ требуется от 75 до 120 Вт
Это приблизительные оценки. Вы можете использовать лазер меньшей мощности для резки любой толщины, но для этого требуется больше одного прохода, чем предполагают эти оценки.
Выбор правильной мощности лазера может быть сложным, поэтому проконсультируйтесь с представителями производителя, чтобы узнать, что лучше всего подходит для вашего применения.
Дым и токсичные газы от лазерных станков для резки и гравировки
Лазеры работают, нагревая материал, который они режут или маркируют. При резке материал обычно испаряется или полностью превращается в газ под действием тепла лазера.
Большинство материалов при этом выделяют дым, а иногда и токсичные пары. Следовательно, часто важно обеспечить хорошую вентиляцию, чтобы выводить пары наружу с помощью вентилятора.
Фрезерный и мини-гравировальный станок с ЧПУ
Любой фрезерный станок с ЧПУ можно использовать в качестве гравировального станка с ЧПУ. У некоторых это получается лучше, чем у других.
Одним из факторов, определяющих, насколько хорош станок с ЧПУ для гравировки, является максимальная скорость вращения шпинделя. Инструменты для гравировки, как правило, имеют довольно маленький диаметр, а многие гравируемые материалы довольно мягкие.
Как малый диаметр, так и более мягкие материалы требуют более высоких скоростей вращения шпинделя для гравировки с ЧПУ.
Если на вашем фрезерном станке отсутствует высокоскоростной шпиндель, возможно, вам стоит добавить вспомогательный шпиндель, если вы выполняете много гравировальных работ с ЧПУ.
Фрезерный станок Bosch Colt, прикрепленный в качестве высокоскоростного вспомогательного шпинделя…
Вот несколько статей об этом: шпинделя к его фрезерному станку с ЧПУ в Бриджпорте.
Высокоскоростной вспомогательный шпиндель: альбом с проектами высокоскоростных вспомогательных шпинделей, созданных другими.
Easy Multiple Spindle Options в G-Wizard: В этой статье рассказывается, как вспомогательный шпиндель стоимостью 400 долларов США позволил выполнить работу в 6 раз быстрее. Несомненное улучшение!
Фрезерно-гравировальный станок
Фрезерно-фрезерный станок с ЧПУ может быть отличным гравировальным станком.
Главная » Блог » СОЖ для токарных станков: функции, разновидности, особенности
В процессе токарной обработки различных металлов очень важно применять смазочно-охлаждающие жидкости (СОЖ). Представленные средства отличаются определённым набором эксплуатационных характеристик. Они обеспечивают долговечность режущего инструмента, высокое качество конечного результата обработки.
Оборудование металлообработки нуждается в применении специальных смазочных составов. СОЖ для токарного станка отводит тепло из зоны резания, а также качественно смывает стружку, металлическую пыль. В результате качество обработки поверхности заготовки заметно повышается. Оборудование затрачивает меньше энергии, а срок эксплуатации режущего инструмента увеличивается.
Для высокого качества обработки, важно использовать подходящий смазочный состав. Поэтому нужно купить СОЖ для токарного станка известного, проверенного бренда. Таковым является компания Zeller+Gmelin, завод которой находится в Германии.
Чтобы организовать производственный процесс максимально эффективно, необходимо приобретать только качественные СОЖ. От этого зависит производительность оборудования, себестоимость готовой продукции и экономический результат деятельности предприятия. Качественные СОЖ для токарных работ и прочих направлений металлообработки производит немецкая компания Zeller+Gmelin. При создании её продукции применяются самые новые научные разработки.
Благодаря такому подходу к производству, германская компания выпускает высокотехнологичные СОЖ и смазочные материалы. Они не только соответствуют современным требованиям мировых производителей, но и значительно превосходят их.
Чтобы купить СОЖ компании Zeller+Gmelin в Челябинске, Перми, в других городах РФ, обратитесь в нашу компанию Дивинойл Рус. Вы сможете получить консультацию специалистов, которые подберут оптимальный смазочный состав. Постоянным клиентам, при оптовых закупках предоставляются большие скидки. Закажите смазочные составы сейчас, чтобы вывести качество токарной обработки на максимально высокий уровень.
Функции СОЖ для токарного станка
Смазочные составы немецкого бренда Zeller+Gmelin имеют уникальный состав. Это позволяет обеспечить максимально эффективную работу оборудования. Купить СОЖ для токарного станка, цена и качество которых соотнесены идеально, Вы можете у официального дистрибьютора Zeller+Gmelin в России компании Дивинойл Рус. Смазочные составы для токарного производства выполняют следующие функции:
Охлаждение. В зоне резания температура сильно повышается. Это может негативно отразиться на качестве поверхности заготовки и режущем инструменте. Поэтому смазка подаётся в область контакта, отводя излишнее тепло.
Очистка. Смазочные составы выполняют моющую функцию. Они убирают из зоны обработки пыль, стружку и загрязнения.
Защита от коррозии. В состав входят специальные ингибиторы, не позволяющие развиваться окислительным процессам.
Снижение трения. В результате обработка выполняется быстрее и качественнее, металлические поверхности защищаются от преждевременного механического износа.
Существуют разные виды СОЖ для токарного станка: эмульсия, масло. Водосмешиваемые смазки эффективно отводят тепло, а масла отличаются хорошим смазывающим эффектом.
Необходимость применения СОЖ при токарной обработке
Современные токарные производства уже смогли оценить преимущества от использования качественных СОЖ компании Zeller+Gmelin при организации своих технологических циклов. Высокоэффективные смазочные материалы немецкого бренда выполняют несколько функций:
Охлаждают режущий инструмент, который сильно нагревается в процессе проведения токарных работ. Это позволяет значительно продлить срок эксплуатации оборудования, избежать его поломок и простоев.
Повышают чистоту обрабатываемой поверхности заготовки. Мелкие частицы металла, стружка эффективно отводятся от трущихся поверхностей.
Резание материала производится быстрее, результат обработки получается качественнее. В результате увеличивается производительность труда.
Перечисленные свойства смазочных материалов влекут за собой снижение издержек производства, себестоимости готовой продукции. Качество и скорость обработки значительно возрастает. Это позволяет получать большее количество готовой продукции в единицу времени. При этом снижение затрат и себестоимости позволяет снизить цену на конечный товар.
Компания поставляет при этом на рынок конкурентоспособную продукцию. Экономический эффект от применения качественных СОЖ будет ощутимым. Чистая прибыль и рентабельность возрастает.
Разновидности СОЖ для токарного производства
Компания Zeller+Gmelin разработала несколько разновидностей смазочных составов для проведения токарных операций. Все средства, входящие в эту группу, можно разделить на две категории:
Водосмешиваемые СОЖ. Отличаются хорошими охлаждающими характеристиками. Они эффективно отводят тепло из зоны обработки металла.
Масляные СОЖ. Представленные составы не оказывают такого охлаждающего эффекта, как предыдущая категория средств. Зато они качественно смазывают поверхность режущего инструмента и заготовки. Это позволяет предотвратить преждевременный механический износ оборудования, добиться высокого качества обработки.
Выбор оптимального состава зависит от особенностей проведения токарных операций, вида материала заготовки. Универсальных СОЖ просто не существует. Чтобы эффективность токарного процесса была высокой, следует подбирать подходящий состав.
Особенности применения СОЖ
Производитель Zeller+Gmelin указывает в инструкции правила по применению его высококачественных составов. Только выполняя все перечисленные требования, можно добиться высокой результативности токарного процесса. Нужно учесть следующие рекомендации:
Расход смазочных жидкостей минимально составляет 10 л/мин. На этот показатель влияет способ подачи средства в зону резания, а также состав СОЖ, материал заготовки.
Начинать подачу охладительного состава следует ещё до того, как режущий инструмент нагреется. В противном случае в нём появляются микротрещины. Резец разрушается очень быстро.
Подводить СОЖ необходимо направленно к участку, в котором образуется наибольшее количество тепла.
Выбор состава необходимо производить в зависимости от материала заготовки. В этом случае воздействие СОЖ на трущиеся поверхности будет максимальным.
Представленные сегодня составы немецкого бренда отличаются высокой технологичностью. Благодаря большому разнообразию составов, можно подобрать СОЖ практически для любых условий токарного производства. Даже для труднообрабатываемых материалов становится возможным использовать оптимальный вид смазок.
Как приобрести СОЖ компании Zeller+Gmelin?
Чтобы приобрести высококачественные смазочные материалы производства Zeller+Gmelin, обратитесь в нашу компанию ООО «Дивинойл Рус». Мы являемся официальным представителем немецкого производителя на территории РФ. Наша компания принимает поставки смазочной продукции для токарных и прочих операций металлообработки на собственный склад в Подольске.
Все СОЖ производятся на заводе в Германии. Это гарантирует их высокое качество. Производитель контролирует качество всех технологических операций. Продукция, поставляемая в нашу страну, имеет соответствующие сертификаты. Купить необходимые СОЖ для токарных работ можно оптом и в розницу.
Стоимость остается приемлемой для всех категорий покупателей. Для постоянных клиентов мы предоставляем хорошие скидки. При необходимости наши сотрудники отправятся на Ваше предприятие, проанализируют особенности технологического процесса. На основе собранной информации можно будет подобрать оптимальную разновидность смазочных материалов.
Закажите доставку или заберите требуемую продукцию со склада самостоятельно. По всем организационным вопросам обращайтесь к нашим профессиональным консультантам. Они помогут выбрать подходящую разновидность СОЖ, оформят заявку на доставку смазочных материалов. Обработка заказа выполняется не больше 2 дней.
После этого мы вышлем по указанному адресу перечень необходимой продукции. Уже в самом скором времени Вы сможете оценить преимущества проведения токарных операций при использовании СОЖ высокого качества!
Вас заинтересуют
Ваш вопрос успешно отправлен. Спасибо!
В процессе токарной обработки различных металлов очень важно применять смазочно-охлаждающие жидкости (СОЖ). Представленные средства отличаются определённым набором эксплуатационных характеристик. Они обеспечивают долговечность режущего инструмента, высокое качество конечного результата обработки.
Оборудование металлообработки нуждается в применении специальных смазочных составов. СОЖ для токарного станка отводит тепло из зоны резания, а также качественно смывает стружку, металлическую пыль. В результате качество обработки поверхности заготовки заметно повышается. Оборудование затрачивает меньше энергии, а срок эксплуатации режущего инструмента увеличивается.
Для высокого качества обработки, важно использовать подходящий смазочный состав. Поэтому нужно купить СОЖ для токарного станка известного, проверенного бренда. Таковым является компания Zeller+Gmelin, завод которой находится в Германии.
Чтобы организовать производственный процесс максимально эффективно, необходимо приобретать только качественные СОЖ. От этого зависит производительность оборудования, себестоимость готовой продукции и экономический результат деятельности предприятия. Качественные СОЖ для токарных работ и прочих направлений металлообработки производит немецкая компания Zeller+Gmelin. При создании её продукции применяются самые новые научные разработки.
Благодаря такому подходу к производству, германская компания выпускает высокотехнологичные СОЖ и смазочные материалы. Они не только соответствуют современным требованиям мировых производителей, но и значительно превосходят их.
Чтобы купить СОЖ компании Zeller+Gmelin в Челябинске, Перми, в других городах РФ, обратитесь в нашу компанию Дивинойл Рус. Вы сможете получить консультацию специалистов, которые подберут оптимальный смазочный состав. Постоянным клиентам, при оптовых закупках предоставляются большие скидки. Закажите смазочные составы сейчас, чтобы вывести качество токарной обработки на максимально высокий уровень.
Функции СОЖ для токарного станка
Смазочные составы немецкого бренда Zeller+Gmelin имеют уникальный состав. Это позволяет обеспечить максимально эффективную работу оборудования. Купить СОЖ для токарного станка, цена и качество которых соотнесены идеально, Вы можете у официального дистрибьютора Zeller+Gmelin в России компании Дивинойл Рус. Смазочные составы для токарного производства выполняют следующие функции:
Охлаждение. В зоне резания температура сильно повышается. Это может негативно отразиться на качестве поверхности заготовки и режущем инструменте. Поэтому смазка подаётся в область контакта, отводя излишнее тепло.
Очистка. Смазочные составы выполняют моющую функцию. Они убирают из зоны обработки пыль, стружку и загрязнения.
Защита от коррозии. В состав входят специальные ингибиторы, не позволяющие развиваться окислительным процессам.
Снижение трения. В результате обработка выполняется быстрее и качественнее, металлические поверхности защищаются от преждевременного механического износа.
Существуют разные виды СОЖ для токарного станка: эмульсия, масло. Водосмешиваемые смазки эффективно отводят тепло, а масла отличаются хорошим смазывающим эффектом.
Необходимость применения СОЖ при токарной обработке
Современные токарные производства уже смогли оценить преимущества от использования качественных СОЖ компании Zeller+Gmelin при организации своих технологических циклов. Высокоэффективные смазочные материалы немецкого бренда выполняют несколько функций:
Охлаждают режущий инструмент, который сильно нагревается в процессе проведения токарных работ. Это позволяет значительно продлить срок эксплуатации оборудования, избежать его поломок и простоев.
Повышают чистоту обрабатываемой поверхности заготовки. Мелкие частицы металла, стружка эффективно отводятся от трущихся поверхностей.
Резание материала производится быстрее, результат обработки получается качественнее. В результате увеличивается производительность труда.
Перечисленные свойства смазочных материалов влекут за собой снижение издержек производства, себестоимости готовой продукции. Качество и скорость обработки значительно возрастает. Это позволяет получать большее количество готовой продукции в единицу времени. При этом снижение затрат и себестоимости позволяет снизить цену на конечный товар.
Компания поставляет при этом на рынок конкурентоспособную продукцию. Экономический эффект от применения качественных СОЖ будет ощутимым. Чистая прибыль и рентабельность возрастает.
Разновидности СОЖ для токарного производства
Компания Zeller+Gmelin разработала несколько разновидностей смазочных составов для проведения токарных операций. Все средства, входящие в эту группу, можно разделить на две категории:
Водосмешиваемые СОЖ. Отличаются хорошими охлаждающими характеристиками. Они эффективно отводят тепло из зоны обработки металла.
Масляные СОЖ. Представленные составы не оказывают такого охлаждающего эффекта, как предыдущая категория средств. Зато они качественно смазывают поверхность режущего инструмента и заготовки. Это позволяет предотвратить преждевременный механический износ оборудования, добиться высокого качества обработки.
Выбор оптимального состава зависит от особенностей проведения токарных операций, вида материала заготовки. Универсальных СОЖ просто не существует. Чтобы эффективность токарного процесса была высокой, следует подбирать подходящий состав.
Особенности применения СОЖ
Производитель Zeller+Gmelin указывает в инструкции правила по применению его высококачественных составов. Только выполняя все перечисленные требования, можно добиться высокой результативности токарного процесса. Нужно учесть следующие рекомендации:
Расход смазочных жидкостей минимально составляет 10 л/мин. На этот показатель влияет способ подачи средства в зону резания, а также состав СОЖ, материал заготовки.
Начинать подачу охладительного состава следует ещё до того, как режущий инструмент нагреется. В противном случае в нём появляются микротрещины. Резец разрушается очень быстро.
Подводить СОЖ необходимо направленно к участку, в котором образуется наибольшее количество тепла.
Выбор состава необходимо производить в зависимости от материала заготовки. В этом случае воздействие СОЖ на трущиеся поверхности будет максимальным.
Представленные сегодня составы немецкого бренда отличаются высокой технологичностью. Благодаря большому разнообразию составов, можно подобрать СОЖ практически для любых условий токарного производства. Даже для труднообрабатываемых материалов становится возможным использовать оптимальный вид смазок.
Как приобрести СОЖ компании Zeller+Gmelin?
Чтобы приобрести высококачественные смазочные материалы производства Zeller+Gmelin, обратитесь в нашу компанию ООО «Дивинойл Рус». Мы являемся официальным представителем немецкого производителя на территории РФ. Наша компания принимает поставки смазочной продукции для токарных и прочих операций металлообработки на собственный склад в Подольске.
Все СОЖ производятся на заводе в Германии. Это гарантирует их высокое качество. Производитель контролирует качество всех технологических операций. Продукция, поставляемая в нашу страну, имеет соответствующие сертификаты. Купить необходимые СОЖ для токарных работ можно оптом и в розницу.
Стоимость остается приемлемой для всех категорий покупателей. Для постоянных клиентов мы предоставляем хорошие скидки. При необходимости наши сотрудники отправятся на Ваше предприятие, проанализируют особенности технологического процесса. На основе собранной информации можно будет подобрать оптимальную разновидность смазочных материалов.
Закажите доставку или заберите требуемую продукцию со склада самостоятельно. По всем организационным вопросам обращайтесь к нашим профессиональным консультантам. Они помогут выбрать подходящую разновидность СОЖ, оформят заявку на доставку смазочных материалов. Обработка заказа выполняется не больше 2 дней.
После этого мы вышлем по указанному адресу перечень необходимой продукции. Уже в самом скором времени Вы сможете оценить преимущества проведения токарных операций при использовании СОЖ высокого качества!
СОЖ. Все о смазочно-охлаждающей жидкости
При обработке металлов резанием или пластическим деформированием происходит выделение большого количества теплоты. В результате нагревания рабочего инструмента и поверхности заготовки ухудшается качество обработки, повышается износ дорогостоящего инструмента и оснастки, изменяется структура поверхностных слоев металла заготовки. Это, в свою очередь приводит к снижению рабочих свойств и качеству конечных изделий.
Для предотвращения перечисленных проявлений и повышения качества обработки поверхности заготовки применяют специальные охлаждающие технические средства – СОТС.
По агрегатному состоянию СОТС делятся на газообразные, жидкие, твердые.
Наибольшее распространение получили жидкие СОТС – смазочно-охлаждающие жидкости (СОЖ).
Смазочно-охлаждающая жидкость (СОЖ) – это специальная субстанция, используемая при работе станков по обработке металла. Каждый технологический процесс токарного или фрезерного станка сопровождается трением, которое может привести к деформации обрабатываемой детали, поломке дорогостоящего станка или его части, изменению механических свойств металла.
Основное предназначение СОЖ для металлообработки — разделение поверхностей, подвергающихся трению, и снижение температуры инструмента. Эта жидкость образует смазочную пленку на рабочих поверхностях, которая снижает силу трения и силу, необходимую для резания. Введение в состав продукта особых присадок упрощают процесс резания – молекулы жидкости быстро проникают в микротрещины на поверхности металла и как бы вбивают клин между его частицами.
Состав рецептуры большинства СОЖ для металлообработки примерно одинаков. В продуктах разных производителей и названий меняется лишь концентрация того или иного вещества или присадка, нужная конкретному процессу или металлу.
Эффективная СОЖ для станков включает в себя:
Смазки из натуральных или синтетических масел
Присадки, обладающие различными эксплуатационными свойствами
Вещества, препятствующие расслоению смазочно-охлаждающих жидкостей на фракции
Антикоррозионные и износоснижающие компоненты
Добавки, снижающие пенообразование и агрессивность по отношению к обрабатываемым металлам
Присадки – важная составляющая СОЖ для металлообработки. Имея совсем небольшую концентрацию, они позволяют значительно улучшить качество и эффективность работы с металлом.
Присадки различного назначения выполняют несколько важных функций:
Повышают стойкость металлов к коррозии
Противодействуют износу благодаря снижению износа рабочих поверхностей инструмента
не дают образовываться задирам на поверхности металлической заготовки в процессе обработки,
Предотвращают образование пены, снижающей качество СОЖ, и появление масляного тумана, который вредно действует на кожу и дыхательные органы рабочего персонала
Смазочно-охлаждающие жидкости для металлорежущих станков выполняют следующие основные функции:
Охлаждение режущего инструмента, нагревающегося при работе, и увеличение его срока службы
Повышение качества обработки поверхности металла
Удаление с рабочих поверхностей пыли, грязи, металлической стружки и т. д.
Смазывание зоны трения для повышения ресурса резцов, снижения коэффициента трения и выделения теплоты
Повышение производительности станка за счет увеличения скорости, улучшения качества и точности обработки
К каждому технологическому процессу нужна СОЖ, свойства которой максимально будут отвечать специфике материала и характеристикам станка.
Обычно в металлообрабатывающем производстве используется несколько видов СОЖ для металлообработки:
Масляные СОЖ. Их основа – минеральное или синтетическое масло. Для получения особых свойств жидкости в состав вводят присадки. Такие СОЖ отлично смазывают поверхности, но плохо снижают температуру, поэтому используются для мягких металлов при несложных работах.
Водосмешиваемые СОЖ – в составе этих жидкостей могут быть спирты, эмульгаторы, масла, электролиты, присадки и т. д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
Минеральные СОЖ – производится из нефтяных продуктов, используется преимущественно для работы фрезерных и токарных станков для резания стали,
Синтетические и полусинтетические СОЖ – эти виды смазочно-охлаждающих жидкостей изготавливаются на основе смеси водорастворимых полмиров с добавлением поверхностно-активных веществ, ингибиторов, биоцидов и т.д.
Эмульсии СОЖ – составы с большей, по сравнению с водосмешиваемыми, концентрацией дисперсных компонентов. Такие жидкости имеют отличные смазывающие и противоизносные характеристики.
Кроме состава, СОЖ можно классифицировать и по другим критериям, например:
По способу приготовления или составления рабочей жидкости различают эмульсолы – готовые жидкости, в составе которых есть присадки, мешающие расслоению, – и концентраты СОЖ, смешиваемые с водой перед использованием для получения эмульсий СОЖ
По вязкости, температуре вспышки, кислотному числу и т. д. (масляные СОЖ)
Основными сферами применения смазывающе-охлаждающих жидкостей являются токарная и фрезерная обработка металлов. Эмульсол для металлообработки выбирается исходя из конкретных условий производства: типа оборудования, применяемого инструмента, выполняемых технологических операций, материала заготовки, способа подачи рабочей эмульсии и пр.
Отметим, какие смазочно-охлаждающие жидкости наиболее распространены при проведении различных операций резания:
Полуторапроцентный раствор кальцинированной соды в кипяченой воде (для чернового обтачивания)
Вода, тринатрийфосфат и тринит натрия – повышает антикоррозийную стойкость
Вода, эмульсол и сода – обеспечивает обтачивание высокого качества
Масло (индустриальное и льняное) и керосин – для высокоточной работы дорогостоящими резцами
Сульфофрезол и керосин – для глубокого сверления металла
Керосин – при работе с алюминием и его сплавами
Обработка металла давлением также требует применения СОЖ для металлообработки, но такие материалы должны обладать особыми свойствами. Металлообработка давлением характеризуется значительными усилиями и невысокой скоростью скольжения между деталью и инструментом, поэтому СОЖ должна быть достаточно вязкой, стойкой к расслоению при высоких температурах. Зачастую в составе таких жидкостей содержится тонкочешуйчатый графит, который минимизирует трение в зоне пластической деформации.
Особые смазочно-охлаждающие материалы применяются также при работе с алюминием и его сплавами. Этот металл имеет свойство налипать на поверхности режущего инструмента, с которыми соприкасается. По этой причине СОЖ для алюминия должны обеспечивать высокое качество чистовой обработки заготовки. При работе с алюминием обычно используются эмульсии СОЖ на основе жирных кислот и вещества с этиленгликолем или глицерином.
Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки, нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
При высокоскоростной токарной обработке лучше использовать жидкости с улучшенными теплоотводящими и антифрикционными характеристиками.
Даже при обработке нержавеющих металлов в составе концентрата СОЖ для токарных станков должны иметься специальные присадки для предотвращения коррозии инструмента и узлов оборудования.
В состав токарной эмульсии для обработки вязких металлов обязательно вводятся антизадирные компоненты.
Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. К примеру, при использовании фрез с твердосплавными пластинами главное свойство, которым должна обладать смазочно-охлаждающая жидкость, это высокая смазочная способность. Охлаждающие свойства не важны и даже вредны: фрезерование является прерывистым процессом, интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температур.
При работе с деталями из алюминия и нержавеющей стали для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Именно поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки деталей из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
Подбор СОЖ для обработки металлов давлением осуществляется с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
Для операций горячей штамповки, в основном, применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без него, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Предотвращая жесткий контакт матрицы и заготовки, пни уменьшают износ оборудования.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства: коррозионную устойчивость, износостойкость, хорошие противозадирные качества. Защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемых деталей.
Многие смазочно-охлаждающие жидкости обладают рядом существенных недостатков, в числе которых:
Быстрое расслоение и бактерицидное заражение с последующей потерей рабочих свойств
Вызывание коррозии и разрушения деталей станка, выполненных из цветных материалов
Вспенивание и выпадение осадка при использовании с жесткой водой
Токсичность и аллергичность, вызывающие проблемы со здоровьем у персонала
Производители СОЖ стараются минимизировать вышеперечисленные явления. При этом российские компании, выпускающие смазочно-охлаждающие жидкости, сегодня ни в чем не уступают зарубежным «конкурентам» и поставляют на рынок СОЖ, соответствующие международным стандартам.
Одной из таких компаний является «Эффективный Элемент». Полусинтетическая водорастворимая смазочно-охлаждающая жидкость EFELE CF-621 содержит не более 20 % минерального масла, поэтому по свойствам она близка к синтетической.
Универсальную СОЖ EFELE CF-621 рекомендуется применять при обработке различных видов сталей, в том числе нержавеющей и высоколегированной, чугуна, титана, алюминиевых сплавов. Кроме того, ее можно использовать в процессе операций шлифования, точения, сверления, развертывания, фрезерования, пиления, нарезания резьбы, хонингования и притирки.
EFELE CF-621 представляет собой концентрат, который перед применением разводится водой в нужных пропорциях (диапазон концентраций – от 5 до 10 %, в зависимости от типа операции). Для приготовления раствора используется вода жесткостью 100 — 350 ppm (10 — 35 °TH, 5 — 19 °DH). Готовая жидкость не содержит формальдегида, хлора и вторичных аминов, поэтому не выделяет вредных для людей испарений.
В ходе эксплуатации данная СОЖ демонстрирует отличную биостойкость, высокие смазывающие, антипенные и антикоррозионные свойства, отсутствие неприятного запаха. Использование этого материала гарантирует высокое качество обработки поверхностей.
1. Определить рабочий металл и его особенности. Каждый металл или сплав имеет свои специфические особенности в обработке, что влечет за собой тщательный подбор СОЖ. Жидкость, подходящая для стали, будет неэффективна при работе с алюминием и т. д.
2. Выбрать концентрацию СОЖ. Низкая концентрация ухудшит производительность станка, а слишком высокая может навредить здоровью работников и привести к вспениванию жидкости. Необходимая концентрация достигается путем добавления в воду небольшими порциями концентрата СОЖ при тщательном перемешивании.
3. Следить за совместимостью смазки станка и СОЖ.
4. Контролировать расход эмульсии СОЖ — он должен быть не меньше 10-15 литров в минуту (независимо от состава).
5. Использовать эмульсию СОЖ сразу же, в начале работы, не дожидаясь, пока резец нагреется.
6. Подавать СОЖ в места максимально высокой температуры – туда, где идет процесс образования стружки.
7. Не применять СОЖ для обработки хрупких металлов – мелкая крошка этих материалов, смешиваясь с СОЖ, забивается в узлы и агрегаты, тем самым портя дорогое оборудование.
Перед применением готовая жидкость или концентрат СОЖ тщательно перемешивается с водой, при этом необходимо концентрат СОЖ добавлять небольшими порциями в воду. Если добавлять в обратной последовательности – воду вливать в концентрат СОЖ, – то эмульсия может не получиться из-за расслоения жидкостей, образования крупных капель нерастворившегося концентрата.
Необходимо проанализировать состав (рецептура каждой СОЖ должна соответствовать ГОСТу), ввести присадки при необходимости и заправить в аппарат непрерывной подачи. Хранение возможно в специальных емкостях при установленных температуре и влажности. После работы эмульсию СОЖ нужно очищать от загрязнений, а жидкости, не подлежащие очистке, утилизируют по правилам производства.
Возврат к списку
Важность СОЖ в механической обработке
СОЖ являются важной частью механической обработки, включая шлифование, фрезерование и токарную обработку. Они помогают продлить срок службы инструмента и обеспечивают улучшенное качество поверхности обрабатываемых деталей. Понимание роли и типов охлаждающей жидкости поможет вам выбрать охлаждающую жидкость, подходящую для вашей машины и операции. Правильно поддерживая уровни концентрации охлаждающей жидкости, вы продлеваете срок службы не только охлаждающей жидкости, но и своих инструментов и станка.
Какова роль охлаждающих жидкостей?
Важнейшие функции охлаждающей жидкости в процессе обработки включают:
Уменьшение и удаление накопления тепла в зоне резания и заготовке
Обеспечивает смазку для уменьшения трения между инструментом и удаления стружки
Смывает стружку и мелкие абразивные частицы с рабочей зоны
Защищает от коррозии
Тип обработки и обрабатываемые материалы определяют тип используемой охлаждающей жидкости, а также необходимый баланс охлаждения и смазки. Изменяя соотношение смешивания или концентрацию охлаждающей жидкости, вы получаете другой баланс охлаждения и смазки. Более бедная смесь обеспечивает лучшее охлаждение, а более концентрированная смесь дает больше смазки.
Типы охлаждающих жидкостей
Охлаждающие жидкости подразделяются на четыре основные категории и имеют различные составы. Выбор охлаждающей жидкости должен основываться на общей производительности, которую она обеспечивает, в зависимости от области применения и используемых материалов.
Растворимые масла: Наиболее распространенная из всех водорастворимых смазочно-охлаждающих жидкостей и отличный вариант для механической обработки общего назначения. Недостатком является то, что они склонны к микробиологическому росту грибков и бактерий, если масляный поддон охлаждающей жидкости не обслуживается должным образом.
Синтетические жидкости: Эти типы жидкостей, как правило, являются самыми чистыми из всех смазочно-охлаждающих жидкостей, поскольку они не содержат минерального масла и не пропускают инородные масла. Однако они обеспечивают наименьшую смазку.
Полусинтетические жидкости: Считающиеся лучшими из обоих миров, они содержат меньше масла, чем жидкости на основе эмульсии, имеют менее вонючий запах и сохраняют почти те же смазывающие свойства. Это делает их применимыми для более широкого диапазона обработки.
Straight Oils: Они не смешиваются с водой, имеют состав на основе минерального или нефтяного масла и содержат такие смазочные материалы, как растительные масла, жиры и сложные эфиры. Они обеспечивают наилучшую смазку, но имеют наихудшие характеристики охлаждения.
Как работают системы охлаждения станка
В процессе обработки охлаждающая смесь заливает рабочую зону. Этот процесс также смывает стружку и частицы с рабочей зоны. Охлаждающая жидкость собирается в поддоне в нижней части машины. Охлаждающая жидкость откачивается из поддона и возвращается в рабочую зону.
Необходимо контролировать, обслуживать и регулировать как центральную, так и одиночную системы охлаждения машины. К сожалению, в небольших системах СОЖ, как правило, используется менее эффективное оборудование для фильтрации и отделения масла по сравнению с центральными системами. Небольшие системы также подвержены более быстрым изменениям и большим колебаниям уровня конкреции. Следовательно, охлаждающая жидкость, используемая в небольших системах, должна быть более устойчивой к загрязнению металлической стружкой, остатками масла и другими материалами. Не только тип охлаждающей жидкости играет роль в продлении срока службы вашей охлаждающей жидкости, но и правильное обращение с охлаждающей жидкостью становится еще более важным.
Концентрация охлаждающей жидкости
Если надлежащие уровни концентрации охлаждающей жидкости не поддерживаются, может возникнуть несколько проблем. Самая распространенная проблема — низкая концентрация. Если концентрация охлаждающей жидкости ниже минимального соотношения, установленного поставщиком охлаждающей жидкости для станков, существует риск:
Коррозия станков и деталей
Снижение срока службы инструмента
Бактериальный рост
С другой стороны, если концентрация охлаждающей жидкости слишком высока, это приводит к:
Меньший теплообмен
Вспенивание
Пониженная смазка
Отработанный концентрат
Образование нагара, сокращающего срок службы инструмента
Окрашивание машин и обработанных деталей
Токсичность (раздражение кожи)
В начале каждого дня следует проверять охлаждающую жидкость на поддержание допустимого уровня концентрации. Ручные рефрактометры — отличный способ проверить концентрацию охлаждающей и шлифовальной жидкости, чтобы поддерживать ежедневный контроль уровней концентрации. Концентрация охлаждающей жидкости машин может изменяться на 5-20 % каждый день из-за испарения, разбрызгивания, запотевания и уноса. Ведение ежедневного журнала уровней концентрации для каждой машины позволяет понять, как работает система и насколько уровни концентрации меняются изо дня в день.
Выбирая правильную охлаждающую жидкость для типа станка и обрабатываемых металлов, а также поддерживая уровни концентрации, вы продлеваете срок службы охлаждающей жидкости, инструментов и вашего станка.
СОЖ для механической обработки | ETNA Products Inc.
СОЖ ДЛЯ ОБРАБОТКИ
MASTERDRAW® 7190RP
Прозрачное неразбавленное масло зеленого цвета , используемое для обработки цветных и черных металлов. Защищает от окрашивания и коррозии цветные и черные детали станка и непосредственно при металлообработке.
МАСТЕРАЛЛ® 6050B
Неразбавленное масло светло-янтарного цвета , используемое для обработки цветных и черных металлов.
МАСТЕРАЛЛ® 824
Не содержащее хлора чистое масло светло-янтарного цвета, используемое для обработки нержавеющей и углеродистой стали.
MASTERALL® 826
Не содержащее хлора чистое масло светло-янтарного цвета, используемое для тяжелой обработки нержавеющей и углеродистой стали.
МАСТЕРАЛЛ® В1977
А полусинтетическая жидкость с низким содержанием масла , используемая для обработки углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® 1100
Экономичная полусинтетическая жидкость с минимальным пенообразованием, предназначенная для применения в системах с высоким давлением подачи СОЖ, таких как фрезерование, токарная обработка, сверление и иногда нарезание резьбы. СОЖ можно использовать для обработки алюминия, углеродистой стали, меди, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® 1300
Высокоэффективная полусинтетическая жидкость с низким пенообразованием, разработанная для применения СОЖ под высоким давлением, например, при фрезеровании, токарной обработке, глубоком сверлении, развертывании, нарезании резьбы и пилении. СОЖ можно использовать для обработки алюминия, титана, углеродистой стали, меди, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы, латуни и жаропрочных сплавов.
MASTERALL® 1500
Высококачественная полусинтетическая жидкость с низким пенообразованием, разработанная для применения СОЖ под высоким давлением, например, при фрезеровании, точении, сверлении, нарезании резьбы и нарезании резьбы. MASTERALL® 1500 может использоваться для обработки алюминия, титана, углеродистой стали, меди, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы, латуни и сплавов с высоким содержанием никеля.
MASTERALL® 1700
Хлорированная полусинтетическая жидкость с низким пенообразованием, разработанная для применения в системах охлаждения высокого давления. MASTERALL® 1700 может использоваться для механической обработки углеродистой стали, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни в умеренных и тяжелых режимах.
МАСТЕРАЛЛ® B1646
Полусинтетическая жидкость с высоким содержанием масла , используемая для обработки углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® 1168 с EELT™
Универсальное растворимое масло для тяжелых условий эксплуатации , используемое для обработки черных и цветных металлов в тяжелых и средних режимах.
МАСТЕРАЛЛ® 1164
Универсальное растворимое масло для обработки черных и цветных металлов.
МАСТЕРАЛЛ® СИН 12
Синтетический биостойкий раствор , специально разработанный для обработки литого/серого/ковкого/ковкого железа и углеродистой стали .
MASTERALL® СИН 15
синтетический биостойкий раствор , используемый для легкой обработки общей обработки черных металлов.
МАСТЕРАЛЛ® СИН 20
синтетический биостойкий раствор , используемый для средней обработки обработки черных металлов.
MASTERALL® СИН 25
синтетический биостойкий раствор , используемый для средних и тяжелых режимов обработки черных металлов.
МАСТЕРАЛЛ® B1632
Синтетическая жидкость раствор , используемая для обработки углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, оцинкованной стали, чугуна, бронзы и латуни.
ПРОШИВКА
MASTERALL® SYN 20
Синтетический биостойкий раствор, используемый для средней нагрузки протяжки черных металлов.
MASTERALL® СИН 25
Биостойкий синтетический раствор, используемый в течение для средних и тяжелых режимов работы протяжка черных металлов.
MASTERALL® B1632
Раствор синтетической жидкости для протяжки. Эта жидкость может использоваться для обработки углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, оцинкованной стали, чугуна, бронзы и латуни.
МАСТЕРАЛЛ® 1300
Полусинтетическая жидкость со средним содержанием масла и низким пенообразованием, предназначенная для охлаждающих жидкостей высокого давления. MASTERALL® 1300 можно использовать для протяжки углеродистой стали, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® 1500
Полусинтетическая жидкость премиум-класса с низким пенообразованием, предназначенная для охлаждающих жидкостей под высоким давлением. MASTERALL® 1500 можно использовать для протяжки алюминия, титана, углеродистой стали, меди, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы, латуни и сплавов с высоким содержанием никеля.
MASTERALL® 1700
Хлорированная полусинтетическая жидкость с низким пенообразованием, предназначенная для применения в системах охлаждения высокого давления. MASTERALL® 1700 может использоваться для протяжки углеродистой стали, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни в умеренных и тяжелых условиях.
MASTERALL® 1168 с EELT™
Универсальное растворимое масло для тяжелых условий эксплуатации , используемое для средних и тяжелых режимов протягивания черных и цветных металлов.
MASTERALL® 1164
Универсальное растворимое масло для протяжки черных и цветных металлов.
СВЕРЛЕНИЕ
MASTERDRAW® 5182
Неразбавленное масло янтарного цвета , используемое для сверления черных металлов.
Универсальное растворимое масло, используемое для сверления черных и цветных металлов.
МАСТЕРАЛЛ® B1646
Полусинтетическая жидкость с высоким содержанием масла , используемая для сверления углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
МАСТЕРАЛЛ® В1977
Полусинтетическая жидкость с низким содержанием масла , используемая для сверления углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® 1100
Экономичная полусинтетическая жидкость с минимальным пенообразованием, предназначенная для применения в системах охлаждения высокого давления. СОЖ можно использовать для сверления алюминия, углеродистой стали, меди, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни».
МАСТЕРАЛЛ® 1300
Полусинтетическая жидкость с высокими эксплуатационными характеристиками и низким пенообразованием, предназначенная для охлаждающих жидкостей высокого давления. СОЖ может использоваться для глубокого сверления отверстий в алюминии, титане, углеродистой стали, меди, стальном литье, легированной стали, инструментальной стали, нержавеющей стали, чугуне, бронзе, латуни и жаропрочных сплавах.
MASTERALL® 1500
Полусинтетическая жидкость премиум-класса с низким пенообразованием, предназначенная для охлаждающих жидкостей высокого давления. MASTERALL® 1500 может использоваться для сверления алюминия, титана, углеродистой стали, меди, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы, латуни и сплавов с высоким содержанием никеля.
MASTERALL® 1700
Хлорированная полусинтетическая жидкость с низким пенообразованием, разработанная для применения в системах охлаждения высокого давления. MASTERALL® 1700 может использоваться для сверления углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни в умеренных и тяжелых режимах.
MASTERALL® B1632
Раствор синтетической жидкости для бурения. Эта жидкость может использоваться для обработки углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, оцинкованной стали, чугуна, бронзы и латуни.
ФРЕЗЕРОВАНИЕ
MASTERALL® 1100
Экономичная полусинтетическая жидкость с минимальным пенообразованием, предназначенная для применения в системах охлаждения высокого давления. СОЖ можно использовать для фрезерования алюминия, углеродистой стали, меди, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
МАСТЕРАЛЛ® 1300
Полусинтетическая жидкость с высокими эксплуатационными характеристиками и низким пенообразованием, предназначенная для охлаждающих жидкостей высокого давления. СОЖ можно использовать для фрезерования алюминия, титана, углеродистой стали, меди, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы, латуни и жаропрочных сплавов.
MASTERALL® 1500
Полусинтетическая жидкость премиум-класса с низким пенообразованием, предназначенная для охлаждающих жидкостей под высоким давлением. MASTERALL® 1500 можно использовать для фрезерования алюминия, титана, углеродистой стали, меди, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы, латуни и сплавов с высоким содержанием никеля.
MASTERALL® 1700
Хлорированная полусинтетическая охлаждающая жидкость для фрезерных станков с низким пенообразованием, разработанная для применения в системах охлаждения под высоким давлением. MASTERALL® 1700 может использоваться для фрезерования углеродистой стали, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни в умеренных и тяжелых режимах.
МАСТЕРАЛЛ® B1646
Полусинтетическая жидкость с высоким содержанием масла используется для средних и тяжелых режимов фрезерования углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
МАСТЕРАЛЛ® 1164
Универсальное растворимое масло, используемое для сверления черных и цветных металлов.
Смазочная жидкость малой вязкости, от прозрачной до водянистой белой/светло-желтой, смазочная жидкость , используемая для распиловки медных, медных сплавов и алюминиевых труб, стержней, проволоки и стержней. При правильном применении и экономном использовании на готовой детали не останется следов.
MASTERALL® MQL 995B
Белая/светло-желтая смазочная жидкость с легкой вязкостью, от прозрачной до водянистой, используемая для распиловки медных, медных сплавов и алюминиевых труб, стержней, проволоки и прутков. Жидкость 9.0003 наносится в небольших количествах с помощью системы дозированного распыления на инструмент непосредственно перед контактом инструмента с заготовкой.
МАСТЕРАЛЛ® 1742
Растворимое масло средней вязкости темно-янтарного цвета , используемое для пиления чугуна, углеродистой стали, меди, латуни и алюминия.
МАСТЕРАЛЛ® 1300
Полусинтетическая жидкость со средним содержанием масла и низким пенообразованием, предназначенная для охлаждающих жидкостей высокого давления. MASTERALL® 1300 можно использовать для пиления углеродистой стали, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® 1700
Хлорированная полусинтетическая охлаждающая жидкость с низким пенообразованием, разработанная для применения в системах охлаждения под высоким давлением. MASTERALL® 1700 можно использовать для пиления углеродистой стали, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
Универсальное растворимое масло, используемое для распиловки черных и цветных металлов.
ВРЕЗЧИК
MASTERALL® 1168 с EELT™
Эмульгируемое масло , используемое для нарезки резьбы из углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, алюминия, бронзы и латуни.
MASTERALL® 1164
Универсальное растворимое масло, используемое для нарезки черных и цветных металлов.
MASTERALL® B1646
A Полусинтетическая жидкость с высоким содержанием масла , используемая для врезки. Эта жидкость может использоваться для обработки углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® 1100
Экономичная полусинтетическая жидкость с минимальным пенообразованием, предназначенная для применения в системах охлаждения высокого давления. СОЖ иногда можно использовать для нарезания резьбы по алюминию, углеродистой стали, меди, стальному литью, легированной стали, инструментальной стали, нержавеющей стали, чугуну, бронзе и латуни.
MASTERALL® 1300
Полусинтетическая жидкость со средним содержанием масла и низким пенообразованием, разработанная для применения в качестве охлаждающей жидкости под высоким давлением. MASTERALL® 1300 может использоваться для нарезания резьбы из углеродистой стали, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® 1500
Полусинтетическая жидкость премиум-класса с низким пенообразованием, предназначенная для охлаждающих жидкостей высокого давления. MASTERALL® 1500 может использоваться для нарезания резьбы по алюминию, титану, углеродистой стали, меди, быстрорежущей стали, стальному литью, легированной стали, инструментальной стали, нержавеющей стали, чугуну, бронзе, латуни и сплавам с высоким содержанием никеля.
MASTERALL® 1700
Хлорированная полусинтетическая жидкость с низким пенообразованием, разработанная для применения в системах охлаждения высокого давления. MASTERALL® 1700 может использоваться для механической обработки углеродистой стали, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни в умеренных и тяжелых режимах.
МАСТЕРАЛЛ® В1977
Полусинтетическая жидкость с низким содержанием масла , используемая для врезки. Эта жидкость может использоваться для обработки углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
MASTERALL® B1632
Синтетическая жидкость в растворе, используемая для нарезания резьбы из углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, оцинкованной стали, чугуна, бронзы и латуни.
MASTERALL® СИН 25
Синтетическая жидкость в растворе, используемая для нарезания резьбы из углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, оцинкованной стали, чугуна, бронзы и латуни.
MASTERALL® СИН 20
Синтетическая жидкость в растворе, используемая для нарезания резьбы из углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, оцинкованной стали, чугуна, бронзы и латуни.
НАРЕЗАНИЕ РЕЗЬБЫ
MASTERALL® 1300
Полусинтетическая жидкость со средним содержанием масла и низким пенообразованием, предназначенная для охлаждающих жидкостей высокого давления. MASTERALL® 1300 можно использовать для нарезания резьбы из углеродистой стали, быстрорежущей стали, литой стали, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
Установка принтера в Windows — Служба поддержки Майкрософт
Windows 11 Windows 10 Еще…Меньше
При подключении принтера или сканера к компьютеру или добавлении нового принтера или устройства «все в одном» в домашнюю сеть обычно можно начать печать сразу. Windows 11 поддерживает большинство принтеров, поэтому вам, вероятно, не придется устанавливать специальное программное обеспечение принтера. При обновлении Windows могут быть доступны дополнительные драйверы принтера и поддержка.
Если принтер включен и подключен к сети, Windows легко найдет его. Список доступных принтеров может включать все принтеры в сети, например беспроводные и Bluetooth-принтеры или принтеры, подключенные к другим компьютерам и доступные в сети. Для установки некоторых принтеров вам может потребоваться разрешение.
org/ListItem»>
На панели задач щелкните значок Поиск , введите Принтеры в строке поиска, а затем выберите Принтеры & сканеры в результатах поиска, чтобы открыть системный параметр Принтеры & сканеры .
Открытие параметров сканеров & принтеров
Рядом с полем Добавление принтера или сканера выберите Добавить устройство.
Подождите, пока компьютер найдет находящиеся рядом принтеры. Затем выберите нужный принтер и нажмите кнопку Добавить устройство. Если вы хотите удалить принтер позже, выберите его и нажмите кнопку Удалить.
org/ListItem»>
Если принтера нет в списке, рядом с пунктом Нужный принтер отсутствует в списке, выберите Добавить вручную, а затем следуйте инструкциям, чтобы добавить его вручную, используя один из параметров.
Если вам не удается подключить принтер вручную, попробуйте устранить проблему, выполнив действия, описанные в разделе Устранение проблем с подключением принтера и печатью в Windows.
Примечания:
При использовании беспроводных точек доступа, расширителей или нескольких беспроводных маршрутизаторов с отдельными SSID необходимо убедиться, что вы подключены к той же сети, что и принтер, чтобы компьютер нашел и установил его.
org/ListItem»>
Если у вас есть новый беспроводной принтер, который не был добавлен в домашнюю сеть, ознакомьтесь с инструкциями, которые поставляемые вместе с принтером, и ознакомьтесь с веб-сайтом производителя принтера, чтобы узнать больше и получить актуальное программное обеспечение для принтера.
В большинстве случаев для установки принтера достаточно подключить его к компьютеру. Для этого просто вставьте USB-кабель принтера в USB-порт компьютера и включите принтер.
На панели задач щелкните значок Поиск , введите Принтеры в строке поиска, а затем выберите Принтеры & сканеры в результатах поиска, чтобы открыть системный параметр Принтеры & сканеры .
Открытие параметров сканеров & принтеров
org/ListItem»>
Рядом с полем Добавление принтера или сканера выберите Добавить устройство.
Подождите, пока компьютер найдет находящиеся рядом принтеры. Затем выберите нужный принтер и нажмите кнопку Добавить устройство. Если вы хотите удалить принтер позже, выберите его и нажмите кнопку Удалить.
Если принтера нет в списке, рядом с пунктом Нужный принтер отсутствует в списке, выберите Добавить вручную, а затем следуйте инструкциям, чтобы добавить его вручную, используя один из параметров.
Если вам не удается подключить принтер вручную, попробуйте устранить проблему, выполнив действия, описанные в разделе Устранение проблем с подключением принтера и печатью в Windows.
Статьи по теме
Узнайте, как установить драйверы принтера в Windows.
Узнайте, как настроить принтер по умолчанию в Windows.
Узнайте, как просмотреть очередь принтера в Windows.
Если у вас возникла проблема с изменением состояния принтера в автономном режиме, см. статью Устранение неполадок с автономным принтером.
org/ListItem»>
Если у вас возникли проблемы с подключением к принтеру в Windows, см. статью Устранение неполадок с подключением принтера и печатью в Windows.
Принтеры Zebra | Настольные, мобильные, промышленные, портативные, термотрансферные, печатающие модули, для печати RFID-меток, карт, этикеток со штрихкодами
Принтеры
У вас особые требования к процессу печати? Zebra готова предложить вам нужное решение.
Печатайте с помощью принтеров Zebra: уверенно, надёжно и безопасно.
В процессе работы у вас просто нет времени устранять проблемы печати. Принтеры должны работать безотказно, практически незаметно для вас. Поэтому, как только случается сбой в работе принтера, останавливается работа вашего бизнеса. Исключить такие проблемы поможет Zebra.
Простая установка и настройка, непревзойденное качество изготовления, оптимальные характеристики производительности и расширяющие функциональность инструменты Print DNA – всё это делает наши принтеры целостным, надёжным и готовым к безостановочной работе решением печати. Принтеры Zebra не ограничиваются традиционными задачами печати. В отличие от систем печати других брендов они предоставляют вам уникальные преимущества, включая автономность использования, обширную функциональность и надёжную защиту, что необходимо для уверенной работы и осознания полной безопасности.
Вы можете осуществлять уверенную печать, зная, что такое решение вам предоставляет партнер, который более 50 лет разрабатывает устройства для термопечати. Нет смысла идти на компромисс. Zebra предоставит вам лучшее решение.
Ознакомиться с возможностями наших решений для печати
Скачать брошюру о линейке принтеров Zebra
Zebra — это надежность и производительность.
Часто времени на устранение простоев, задержек и перебоев в работе просто не бывает. Проще говоря, принтеры должны печатать всегда: сегодня, завтра и в будущем. Наши принтеры разработаны специально для ваших условий и среды применения. Они выдерживают большие нагрузки и работают без сбоев. Поэтому вы можете смело решать свои задачи: принтеры Zebra вас не подведут.
Надежность и широкий выбор функций. Вам не придется беспокоиться о работе принтеров.
При интеграции принтера не должно быть никаких рисков, а управление устройствами не должно требовать узкоспециальных знаний. Но иногда кажется, что все как раз наоборот. Избавьте себя от беспокойства. Принтеры Zebra — это удобство интеграции, удаленного управления и надежная степень защиты от опасных IoT-атак. Приобретая продукцию Zebra, вам не придется идти на компромисс. Вы получите все, что вам нужно.
Качество, на которое можно положиться. Имя, которому можно доверять.
С такими принтерами вы можете осуществлять уверенную печать, зная, что такое решение вам предоставляет партнёр, который более 50 лет создаёт устройства для термопечати. Мы знаем, с какими сложностями вы сталкиваетесь в работе, и хорошо понимаем ваши рабочие процессы. Мы всегда думаем о том, какие потребности могут возникнуть у вас в будущем. Поэтому мы создаем принтеры, которые смогут удовлетворить их. Нет смысла идти на компромисс. Доверьтесь Zebra.
Обзор семейств принтеров
Настольные принтеры
Настольные принтеры Zebra — это компактные, простые в эксплуатации и долговечные устройства для малых и средних объемов печати. Вам не потребуется выбирать между производительностью и желанием сэкономить. Благодаря гибкой ценовой политике Zebra вы сможете подобрать подходящий настольный принтер для печати любых этикеток со штрихкодами, чеков, браслетов и RFID-меток.
Промышленные принтеры
Промышленные принтеры Zebra предназначены для суровых и сложных условий эксплуатации. Наши принтеры этикеток штрихкода и RFID-принтеры обладают прочной конструкцией и адаптированы для уверенного применения в будущем, они гарантируют стабильную работу круглые сутки семь дней в неделю. Не ищите компромисс, выбирайте Zebra для высоких и средних объемов печати.
Мобильные принтеры
Мобильные принтеры Zebra повышают производительность и точность работы сотрудников благодаря возможности портативной печати этикеток со штрихкодами, чеков и RFID-меток там где это нужно. У нас есть портативные мобильные принтеры разных ценовых категорий для любой отрасли промышленности, а также аксессуары, которые дополнят портативное решение.
Принтеры для печати карт и бейджей
С помощью принтеров Zebra для печати карт и бейджей можно легко подключить, создать и напечатать высококачественные, долговечные карты для различных областей применения. Это может быть удостоверение личности, гостевой бейдж, платежная карта или RFID-метка — с принтером Zebra у вас будут необходимые материалы и программное обеспечение для того, чтобы сделать это быстро и безопасно.
RFID-принтеры
Zebra предлагает УВЧ-кодирование для всех категорий принтеров: промышленных, настольных, мобильных и карточных. У нас есть подходящий RFID-принтер для любых задач. Положитесь на нас: печать и кодировка данных на RFID-этикетках, метках и картах RAIN будут выполнены с высокой точностью.
Печатающие модули
Печатающие модули Zebra — это рабочие лошадки, которые печатают и наносят этикетки. Эти принтеры для печати этикеток со штрихкодами можно интегрировать в высокоскоростную загруженную линию упаковки и сортировки продукции. Эти устройства задают новый стандарт надежности в любых условиях.
Программное обеспечение Print DNA
Надёжность принтеров — это важно, однако именно программная часть обеспечивает уверенную работу принтеров. поэтому мы интегрируем в наши принтеры инструменты Zebra DNA Print. Эти программные решения позволяют оптимизировать производительность принтеров в течение всего срока эксплуатации в соответствии с меняющимися требованиями вашего бизнеса.
Расходные материалы для печати
Компания Zebra предлагает расходные материалы для печати штрихкодов, RFID-меток и карт, отвечающие вашим требованиям к качеству и прочности. Материалы проходят тщательный отбор, поэтому вы получаете высококачественную, долговечную и стойкую печать, а компоненты принтера меньше изнашиваются.
Аксессуары для принтеров
Благодаря нашим аксессуарам вы сможете максимально реализовать потенциал вашего принтера. Мы предлагаем запасные батареи, зарядные устройства и чехлы для мобильных принтеров, батареи для настольных принтеров, печатающие головки, пакеты шрифтов и многое другое. Вы найдете именно то, что вам нужно для оптимизации печати.
Какой принтер лучше всего подойдет вам? Мы поможем вам с выбором.
Никогда прежде выбор принтера по заданным параметрам не был таким простым. Просто укажите ваши условия эксплуатации и требования, а мы сделаем все остальное.
Обзор 3D-принтера
Elegoo Neptune 3 Plus: доступный большой объем, прямой привод
Аппаратный вердикт Тома
Широкоформатная печать с помощью экструдера с прямым приводом? Elegoo Neptune 3 Plus — это принтер, который хорошо выглядит на бумаге и еще лучше на рабочем столе.
Плюсы
+
Бесшумные степперы обеспечивают очень тихую печать
+
Большой и полезный рабочий объем
+
Автоматическое 49-точечное выравнивание платформы с помощью регулируемых винтов с накатанной головкой
+
Встроенная светодиодная панель для подсветки объема сборки
+
Съемный лист PEI для быстрого удаления деталей
+
Резьбовые стержни с двойной осью Z
Почему вы можете доверять Tom’s Hardware Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Elegoo Neptune 3 Plus — средний ребенок новой линейки принтеров Neptune 3, занимающий промежуточное положение между Neptune 3 Pro и Neptune 3 Max. Neptune 3 Plus предлагает впечатляющий объем сборки 320 мм x 320 мм x 400 мм и оснащен тем же экструдером с прямым приводом и датчиком автоматического выравнивания, что и меньшая модель 9. 0039 Neptune 3 Pro — принтер, который впечатлил нас во время тестирования. Neptune 3 Plus оправдывает эту репутацию, и мы были впечатлены качеством и функциями принтера, а также простотой его настройки.
Характеристики Elegoo Neptune 3 Plus впечатляют сами по себе, но по сравнению с его розничной ценой в 350 долларов он заслуживает место среди лучших 3D-принтеров . Neptune 3 Plus работает с гибким волокном TPU, которое, как известно, сложно печатать, так же легко, как и с PLA, а прилагаемое приложение для слайсера Elegoo Cura позволяет новичкам легко настроить свои первые отпечатки.
Specifications of Elegoo Neptune 3 Plus
Swipe to scroll horizontally
Machine Footprint
20.98 x 20.35 x 25.19 inches (533mm x 517mm x 638mm)
Build Volume
12.6 x 12.6 x 15.78 дюймы (320 мм x 320 мм x 400 мм)
Материал
1,75 мм PLA, PLA+, TPU, PETG
. 0054 Автоматическое выравнивание сетки по 49 точкам
Сопло
0,4 мм
Макс. Температура сопла
260°C / 500°F
Макс. Bed Temperature
100°C / 212°F
Printing Speed
30-180mm/s
Build Platform
Magnetic Flexible Removable PEI Platform
Connectivity
USB, microSD
Интерфейс
4,3-дюймовый цветной сенсорный ЖК-экран
Распаковка и сборка Elegoo Neptune 3 Plus
(Изображение предоставлено Tom’s Hardware) прикрепите раму оси Z к основанию принтера. Для этого процесса требуется всего 4 болта, но большой размер Neptune 3 Plus означает, что вторая пара рук будет полезна при выравнивании и креплении рамы. Входящее в комплект печатное руководство содержит хорошо написанные инструкции, которым будет легко следовать даже начинающим пользователям.
(Изображение предоставлено Tom’s Hardware)
Neptune 3 Plus сконструирован таким образом, что большинство пользователей могут пройти путь от распаковки до первой печати менее чем за 30 минут. Шестигранные ключи, кусачки, отвертки и множество других инструментов входят в комплект поставки, но, скорее всего, они будут использоваться только один раз при первоначальной сборке принтера. Neptune 3 Plus даже включает в себя скребок для удаления деталей с платформы, который вам, вероятно, не понадобится из-за отличной адгезии и легкого удаления деталей, обеспечиваемых текстурированной платформой для сборки PEI.
(Изображение предоставлено Tom’s Hardware)
Neptune 3 Plus выглядит как негабаритный Creality Ender 3 Pro или любое другое количество 3D-принтеров i3 в стиле кровати. Двойные направляющие по оси Y обеспечивают устойчивость большой движущейся платформы для сборки, а съемный интерфейс с сенсорным ЖК-дисплеем расположен с правой стороны принтера. Держатель катушки крепится к центру верхней планки, а штифт, на котором сидит катушка, может быть установлен с любой стороны.
В целом, Neptune 3 Plus имеет полированный вид благодаря литым пластиковым компонентам и в целом высококачественному внешнему виду. Тем не менее, текст «СОЗДАЙТЕ БУДУЩЕЕ», напечатанный с обеих сторон рамки оси Z, не является обязательным и немного удешевляет внешний вид этого принтера премиум-класса.
(Изображение предоставлено Tom’s Hardware)
Neptune 3 plus включает в себя встроенную светодиодную полосу в верхней части рамы оси Z, полезная функция для тех, у кого проблемы с просмотром отпечатков во время печати. Некоторые принтеры оснащены одним светодиодом, установленным на модуле горячего конца, который освещает детали во время печати, но это также может затруднить просмотр или фотографирование светлых нитей или тонких деталей. Установленная сверху светодиодная полоса освещает весь объем сборки и позволяет легко видеть детали во время печати.
Neptune 3 Plus оснащен ручками натяжения по осям X и Y, что упрощает регулировку натяжения ремня. Двойные резьбовые стержни на раме оси Z соединены зубчатым ремнем, расположенным в верхней части принтера, что предотвращает рассинхронизацию резьбовых стержней друг с другом во время печати.
(Изображение предоставлено Tom’s Hardware)
Блок питания мощностью 480 Вт установлен под сборочной платформой, и в нем отсутствует переключатель 115/220 В, который обычно можно увидеть на аналогичных блоках питания. Elegoo разработала Neptune 3 Plus для работы с любым напряжением, что сэкономит пользователям шаг при первоначальной настройке принтера. Блок питания мощностью 480 Вт обеспечивает достаточное количество энергии, чтобы быстро нагреть платформу до температуры печати, несмотря на большую площадь, которую необходимо нагреть.
Пользовательский интерфейс на Elegoo Neptune 3 Plus
(Изображение предоставлено Tom’s Hardware)
4,3-дюймовый сенсорный ЖК-экран на Elegoo Neptune 3 Plus имеет яркий, легко читаемый экран и интуитивно понятное меню. Такие функции, как выход из строя нити и восстановление потери мощности, легко доступны во время печати. Настройки и инструменты расположены интуитивно понятно, и я был впечатлен пользовательским интерфейсом / UX на Neptune 3 Plus.
(Изображение предоставлено Tom’s Hardware)
Модуль сенсорного экрана подключен к принтеру с помощью витого шнура, который позволяет пользователю снимать его и вносить изменения во время печати, не отсоединяя его. Модуль сенсорного экрана имеет магнит, встроенный в заднюю часть корпуса, который выравнивает его с основанием принтера и удерживает на месте. Возможность снять экран и использовать его, не отсоединяя от принтера, является полезным дополнением к Neptune 3 Plus, и эта функция также присутствует в Neptune 3 Pro и Neptune 3 Max.
Калибровка и выравнивание Elegoo Neptune 3 Plus
(Изображение предоставлено Tom’s Hardware)
Elegoo Neptune 3 Plus рекламируется как устройство с 49-точечным автоматическим выравниванием сетки, которое обеспечивает точную калибровку на всей платформе сборки. Neptune 3 Pro имеет датчик, установленный на модуле горячего конца, который используется для определения расстояния между платформой и датчиком в 49 дискретных точках.
(Изображение предоставлено Tom’s Hardware)
Доступ к автоматическому выравниванию платформы сборки осуществляется через пользовательский интерфейс принтера, и этот процесс в высокой степени автоматизирован с минимальным вмешательством пользователя. После запуска процесса выравнивания горячая часть и платформа нагреваются до заданной температуры, после чего определяется высота 49°.разных точках платформы. После завершения определения смещения пользовательский интерфейс принтера покажет карту всех различных точек и величину смещения в каждой точке. Этот интуитивно понятный макет позволяет легко визуализировать, где платформа выше или ниже по отношению к остальной части платформы.
В отличие от меньшего Elegoo Neptune 3 Pro , Neptune 3 Plus имеет регулируемые колеса по углам платформы для выполнения небольших регулировок. Neptune 3 Plus уникален тем, что имеет шесть регулируемых смещений, а не четыре, чего я никогда раньше не видел на 3D-принтерах. Большинство принтеров используют четыре регулируемые точки (по одной в каждом углу) в сочетании с общей высотой Z, чтобы создать плоскую поверхность для печати. Некоторые принтеры (например, Makerbot Replicator+ ) используют установку выравнивания по трем точкам для создания ровного места, но они встречаются гораздо реже.
(Изображение предоставлено Tom’s Hardware)
Теоретически, чтобы задать плоскость, нужно всего три точки. Однако в большинстве принтеров используется система выравнивания по четырем точкам, которую бывает сложнее визуализировать при регулировке углов. Шесть баллов на Neptune 3 Plus, вероятно, станут предметом споров, поскольку технически шесть баллов вдвое превышают требуемое количество. Стоит помнить, что трехточечная плоскость существует только в теории: на практике большие платформы, используемые в 3D-принтерах, могут иметь высокие или низкие точки из-за производственных проблем, деформации при нагреве или повреждения платформы сборки от предыдущих отпечатков.
Выравнивание по шести точкам на Neptune 3 Plus позволяет пользователям вносить незначительные корректировки, чтобы компенсировать эти дефекты, при этом автоматически обнаруживая смещения с помощью встроенного датчика. Я не был уверен, насколько полезной будет настройка выравнивания по шести точкам, когда я впервые начал использовать Neptune 3 Plus, но после некоторого использования я нашел ее полезной.
Платформа сборки на Elegoo Neptune 3 Plus
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) Модель: Mr J Pond: Froggy on a Lilypad by Loubie3D (Изображение предоставлено Tom’s Hardware)
В Elegoo Neptune 3 Plus используется текстурированный лист PEI, который легко снимается с удерживающей его магнитной поверхности. Этот лист тонкий и гибкий, и его можно согнуть, чтобы легко отделить детали после печати.
Несмотря на то, что во время печати платформа нагревается, детали имеют отличную адгезию и их нелегко удалить. Как только печать будет завершена и платформа остынет, деталь легко отсоединится с минимальными усилиями. Более сложные или деликатные детали можно удалить, согнув платформу и позволив части органически расслаиваться.
(Изображение предоставлено Tom’s Hardware)
Песчаная текстура на платформе также переносится на печатные части и оставляет текстуру на любой поверхности, обращенной к платформе. Эта текстура не обязательно плохая вещь, и она выглядит более стабильной, чем зеркальное покрытие на принтерах, использующих платформы для сборки из стекла. Для органических деталей с высоким уровнем детализации и текстуры эта зернистая текстура придает детали более преднамеренный вид.
Печать на Elegoo Neptune 3 Plus
(Изображение предоставлено Tom’s Hardware)
Elegoo Neptune 3 Plus включает в себя пару демонстрационных моделей: небольшую статую Будды и держатель инструмента, который крепится к раме принтера. Статуя Будды подготовлена и включена в готовый к печати формат .gcode, а держатель инструмента включен только в виде файла .STL. Файл Buddah является хорошей демонстрацией текстурированных поверхностей и органических форм, и полученный отпечаток выглядел очень четким, напечатанным в Prusament Azure Blue PLA 9. 0040, который входит в наш список лучших нитей для 3D-печати .
(Изображение предоставлено Tom’s Hardware)
Держатель инструмента — отличный пример того, что производители принтеров должны стремиться включать в свои машины. Отпечаток достаточно длинный (около 2,5 часов при стандартных настройках) и включает в себя вырезы точного размера для прилагаемых шестигранных ключей, отверток и других инструментов. Это показывает как точность принтера, так и повторяемость для каждого отдельного слота. Это отличный тестовый отпечаток, в отличие от трудноудаляемого тестового отпечатка ладьи, который Elegoo включает в 9-ку.0039 Saturn и Mars полимерные 3D-принтеры.
Модель: Cute Mini Octopus от McGybeer (Изображение предоставлено Elegoo)
Elegoo включает в себя копию Elegoo Cura 4.8.0 на карте microSD, версию популярного приложения для слайсера Ultimaker Cura со скинами. Elegoo Cura включает в себя профили для Elegoo Neptune 3, Neptune 3 Pro, Neptune 3 Plus и нескольких старых 3D-принтеров Elegoo. Хотя эта версия Cura не включает некоторые новые функции или архитектуру последней версии 9.0039 Ultimaker Cura (5.2.1 на момент написания этой статьи), это по-прежнему разумный выбор для первого приложения-слайсера.
Модель: Cute Mini Octopus от McGybeer (Изображение предоставлено Elegoo)
Профиль по умолчанию для Neptune 3 Plus является консервативной отправной точкой для принтера такого размера со скоростью печати 60 мм/с и соплом 200°C. температура и 15% заполнение сетки. Elegoo Cura позволяет осуществлять построчный предварительный просмотр траектории, что может быть полезно при планировании сложной печати, требующей определенной траектории или пауз.
Фото 1 из 3 отлично напечатана с первой попытки, а чистая и последовательная траектория Neptune 3 Plus привела к получению гладкой и ровной модели. Напечатанная с помощью Amolen Tri-Color Silk PLA (откроется в новой вкладке) с профилем по умолчанию 0,2 мм, органические кривые модели выглядят чистыми, а разрешение достаточно высокое, чтобы увидеть тесселяцию файла сетки . STL.
Изображение 1 из 2
Модель: Рождественская елка в режиме вазы от Kazi Toad (Изображение предоставлено Tom’s Hardware) Модель: Рождественская елка в режиме вазы от Kazi Toad (Изображение предоставлено Tom’s Hardware)
Как раз к праздникам, ваза Режим «Рождественская елка» от Kazi Toad напечатан чуть более чем за час с использованием одной спиральной траектории. Отпечатки в режиме вазы может быть сложно удалить со стеклянной платформы, поскольку они, как правило, тонкие и нежные. Возможность согнуть платформу и снять модель снижает вероятность повреждения печати в режиме вазы, а также позволяет оператору быстро подготовить принтер к следующей печати.
Модель: Mr J Pond: Froggy on a Lilypad от Loubie3D (Изображение предоставлено Tom’s Hardware)
Большой рабочий объем Elegoo Neptune 3 Plus делает его идеальным для печати больших моделей из одного куска, например, скульптуры Лягушка на кувшинке от Loubie 3D . Эта модель была напечатана с помощью Sliceworx Robitobi Green PLA , и на печать одной детали ушло около 19 часов, что подчеркивает некоторые сильные стороны Neptune 3 Plus. Широкая площадь основания может быть проблемой для печати без деформации из-за большой площади поперечного сечения, но текстурированный лист PEI на Neptune 3 Plus удерживал его во время печати.
Изображение 1 из 2
Модель: Mr J Pond: Froggy on a Lilypad от Loubie3D (Изображение предоставлено Tom’s Hardware) Модель: Mr J Pond: Froggy on a Lilypad от Loubie3D (Изображение предоставлено Tom’s Hardware)
Модель в порядке детали присутствуют повсюду, в том числе отдельные пуговицы на жилете и небольшой галстук-бабочка, который печатается без каких-либо проблем. На модель нанесена органическая текстура, которая одновременно скрывает линии слоев и подчеркивает мелкие детали, которые Elegoo Neptune 3 Plus способен печатать с соплом 0,4 мм.
Печать TPU на Elegoo Neptune 3 Plus
(Изображение предоставлено Tom’s Hardware)
Двухступенчатый экструдер с прямым приводом на Elegoo Neptune 3 Plus предлагает короткий и ограниченный путь нити, оба из которых идеально подходят для печати нити TPU . Гибкий и эластичный ТПУ, как известно, трудно печатать на недорогих принтерах с экструдерами Боудена, которые должны проталкивать веревкообразную нить через длинную трубку перед нагревом и экструдированием. Экструдер на Neptune 3 Plus отлично подходит для печати TPU и способен печатать материал без особых трудностей.
(Изображение предоставлено Tom’s Hardware)
TPU — это естественный эластичный материал, который можно многократно растягивать, сгибать и деформировать без необратимых повреждений. Нить ТПУ на катушке немного похожа на мокрую лапшу, и ее можно легко растянуть или сжать. Путь нити от катушки до экструдера с двумя шестернями представляет собой практически прямую линию, поэтому нить не имеет запутанного пути, прежде чем достигнет сопла.
Изображение 1 из 2
Модель: Low Poly Snorlax от Flowalistik (Изображение предоставлено Tom’s Hardware) Модель: Low Poly Snorlax от Flowalistik (Изображение предоставлено Tom’s Hardware)
Используя профиль TPU по умолчанию и высоту слоя 0,2 мм, Low Poly Snorlax от Flowalistik подчеркнул способность Neptune 3 Plus без проблем печатать этот сложный материал. Уменьшение заполнения до 8 % и масштабирование модели до 150 % привело к тому, что модель стала в основном полой, легко деформируемой и сжимаемой, как мячик для снятия стресса.
Модель: Low Poly Snorlax от Flowalistik (Изображение предоставлено Tom’s Hardware)
Напечатано с помощью Overture TPU цвета Space Grey (открывается в новой вкладке), все слои хорошо прилегают друг к другу, а модель гибкая и податливая, не ломаясь. Некоторые выступы имели провисание, которое обычно можно устранить, настроив скорость печати, ширину траектории и другие параметры.
Модель: Snowglobe Votive Ornament от RetroMaker (Изображение предоставлено Tom’s Hardware)
Elegoo Neptune 3 Plus представляет собой важную веху на рынке потребительской 3D-печати: широкоформатный 3D-принтер с экструдером с прямым приводом, который можно приобрести новым менее чем за 400 долларов США. . Как правило, в принтерах этой ценовой категории отсутствуют инструкции, настройки слайсера или другие компромиссы, которые не позволяют им получить широкое распространение. Входящее в комплект приложение для слайсера, интуитивно понятный ЖК-экран с сенсорным экраном и быстрая сборка — все это дает Neptune 3 Plus серьезное преимущество на насыщенном рынке.
В то время как другие принтеры, такие как AnkerMake M5, предлагают более высокую скорость печати и другие функции, они обычно имеют более высокую цену и менее доступны для потребителей с ограниченным бюджетом. Elegoo опубликовала в Твиттере заявление, в котором говорится, что они прислушались к отзывам клиентов и интегрировали их в новую линейку Neptune 3, и полученные в результате принтеры (Neptune 3 Pro, Neptune 3 Plus и Neptune 3 Max), вероятно, станут главными хитами для Elegoo. .
При розничной цене 350 долларов Elegoo Neptune 3 Plus является прямым конкурентом других широкоформатных 3D-принтеров FDM, таких как Anycubic Kobra Plus. Экструдер с прямым приводом, гибкий лист PEI и низкая стоимость этой машины вместе делают ее одним из лучших 3D-принтеров, которые вы можете купить в 2022 году. Если вас интересует аналогичный принтер с аналогичными характеристиками, но меньший объем сборки, Elegoo Neptune 3 Pro и Anycubic Kobra Neo — это принтеры, заслуживающие внимания.
БОЛЬШЕ: Лучшие 3D-принтеры
БОЛЬШЕ: Лучшие полимерные 3D-принтеры
БОЛЬШЕ: 5s 2 2 Filament for
Эндрю Синк впервые использовал 3D-принтер в 2012 году и с тех пор с энтузиазмом участвует в индустрии 3D-печати. Напечатав все, от сканирования собственного мозга до бутерброда с арахисовым маслом и желе, он продолжает все глубже погружаться в бесконечные области применения аддитивных технологий. Он всегда работает над новыми экспериментами, проектами и обзорами и делится своими результатами на Tom’s Hardware, YouTube и т. д.
Ротарианцы исполняют желание, принтер библиотеки нуждается в названии, больше
Желание сбылось в церкви Святой Колетты в Иллинойсе, поскольку на этой неделе Ротари-клуб Орланд-парка доставил десятки рождественских подарков, содержащих художественные принадлежности, для участников общественных дневных служб Святой Колетты. программа.
Художественные принадлежности пользуются спросом в St. Coletta’s. Они используются ежедневно, чтобы помочь людям с нарушениями развития раскрыться во время сеансов терапии и улучшить их когнитивное, эмоциональное, социальное и досуговое благополучие.
Рекламный номер
«Это благословение — получить такой подарок», — сказала реабилитационный терапевт Стефани Уинго, которая руководит многими художественными мероприятиями в St. Coletta’s в парке Тинли. «Это похоже на замаскированную терапию», — сказала она. «Мы работаем над их социальными навыками, распознаванием цветов, распознаванием чисел и совместной игрой. Они не видят в этом (как в терапии), но мы знаем».
Ротари-клуб Орланд-Парка на протяжении многих лет был хорошим общественным партнером, как сообщили официальные лица Сент-Колетты в пресс-релизе, предоставляя материалы, в том числе детские книги.
Реклама
Ротарианка Сью Линн, член Совета директоров Фонда Святой Колетты, сказала, что Ротари-клуб Орланд-Парка решил пожертвовать художественные принадлежности в этом году, увидев несколько картин, созданных участниками Святой Колетты.
Среди товаров для творчества, которые они доставили в церковь Святой Колетты за неделю до Рождества, были акварельные мелки, маркеры, кисти, масляная пастель, наборы цветных карандашей, наборы штампов, картон, гелевые ручки, раскраски для взрослых и фартуки.
Четыре члена симфонического оркестра средней школы Сандберга недавно вызвались добровольцами в Доме ветеранов в Мантено, распространяя немного музыкальной радости. (Школьный округ 230)
Учащиеся средних школ Sandburg, Stagg и Andrew в эти праздничные дни посвятили свое время и таланты волонтерам.
Делани Диллон, студентка Эндрю в Тинли-парке, и ее сестра Кэтлин Диллон создали и построили деревянное дерево и персонажей для ежегодного праздничного рынка в Тинли-парке, который выставлен на станции Метра на Оук-Парк-авеню.
Более дюжины студентов из Эндрю и Сандберга в Орланд-парке помогали Санта-Клаусу приехать в город в деревню Орланд-Хиллз, помогали сдерживать толпу, когда Санта приземлился на вертолете, и угощали горячим шоколадом.
Четыре члена Сандбергского симфонического оркестра распространяют музыкальную радость во время выступления в Доме ветеранов в Мантено.
Члены Национального общества чести из средней школы Стэгг в Палос-Хиллз пожертвовали предметы первой необходимости Дому Рональда Макдональда в Оук-Лоун.
Согласно сообщению округа, с 1 июля учащиеся округа 230 отработали более 50 000 часов волонтерской работы в более чем 225 местах.
Реклама
Учащиеся средней школы сообщества Эвергрин-Парк Джонатан Уайтсайд и Тейлор Эванс читают для учеников начальной школы, раздавая им книги в рамках школьного партнерства Book Buddies с округом начальной школы 124 Эвергрин-Парк. (EPCHS)
В этом месяце старшеклассники общественной средней школы Эвергрин-Парк доставили упакованные детские книги первоклассникам всех четырех начальных школ школьного округа Эвергрин-Парк 124.
Учащиеся EPCHS Service Club Джонатан Уайтсайд и Тейлор Эванс доставили упакованные детские книги учащимся во всех четырех школах и прочитали по одной книге каждому классу.
Ежегодный проект Book Buddies — детище специалиста по СМИ EPCHS Тины Уорд и помощника библиотеки Карен Хьюитт, которые запустили программу в 2018 году, потому что «мы хотели, чтобы у каждого ребенка была новая книга, которую он мог бы открыть на Рождество», — сказал Уорд.
Верлин Мухаммад (в центре) демонстрирует свое свидетельство чиновникам из полицейского управления Феникса и офиса шерифа округа Кук после окончания академии старших сотрудников правоохранительных органов при управлении шерифа во время церемонии в среду в общественном кафе Феникса. (Офис шерифа округа Кук)
Более двух десятков пожилых людей, окончивших курсы Высшей академии правоохранительных органов в офисе шерифа округа Кук, завершили обучение в среду на церемонии в кафе Phoenix Community Cafe в Фениксе.
Пройдены итоговые курсы и вручены Сертификаты об окончании старшеклассникам, которые узнали, как защитить себя от преступности и как предотвратить преступность.
В публичной библиотеке Эвергрин-Парк есть новый 3D-принтер для общественного пользования благодаря пожертвованию OSF Little Company of Mary и OSF Innovation, но теперь этому принтеру нужно имя.
Применение 3D-печати в изготовлении деталей и запчастей
Мы заметили, что у Вас выключен JavaScript.
Необходимо включить его для корректной работы сайта.
Применение 3D-печати в изготовлении деталей и запчастей
Технологии стремительно прогрессируют, и этот рост сквозь года прослеживается довольно прозрачно. Не так давно все производственные процессы осуществлялись вручную. Потом большинство работ стали выполнять машины. А сейчас уже доступна даже печать деталей на 3D-принтере! Данная методика позволяет выполнить заявку в кратчайшие сроки, а в некоторых случаях для получения своего заказа потребуется всего несколько часов. При этом процент качества не падает, а наоборот – повышается!
Если говорить про сам процесс технологии, то он организован следующим образом. Для работы необходима 3Д-модель, которая создаётся на компьютере, в формате STL, на основании параметров исходного образца, эскиза или чертежа. Полученные данные на съёмном носителе загружают в принтер и запускают печать. Предмет изготавливается послойно из пластика или других доступных материалов.
В каких сферах востребована 3D-печать деталей?
Отметим, что вышеупомянутая услуга применяется повсеместно. Но если говорить про приоритетные направления, то можно выделить следующие:
корпусные элементы – защитные кожухи, отдельные элементы из пластика для автомобильных салонов;
запчасти для механизмов – шестерёнки, защёлки, червячные передачи, втулки, оси и т.п.;
детали для бытовой техники – корпуса, ручки и прочие составляющие;
3D-печать пластиковых деталей: основные преимущества
Скорость. Наиболее значимое достоинство. Ручное производство механизмов занимает немало времени (от нескольких дней или даже недель), многое зависит от сложности формы объекта. А 3Д-принтеру понадобится всего несколько часов или дней, если речь идёт про габаритное изделие.
Изготовление деталей на заказ любой сложности. Если Вам необходимо напечатать какой-либо механизм, элемент корпуса, запчасть и пр., смело обращайтесь к нам с такой заявкой. Наши профессионалы смоделируют и напечатают на 3D-принтере утерянную, бракованную или повреждённую запчасть любой сложности в полном соответствии с оригиналом. Для этого нам нужен от Вас лишь чертёж, фотография, рисунок или сам объект. Остальное предоставьте нам!
Уникальные решения для производства. Случается так, что из строя выходят какие-либо эксклюзивные запчасти, аналогов у которых нет в России. В таком случае приходится заказывать этот элемент у производителя из-за рубежа, а впоследствии получить счёт на немалую сумму. Не стоит с этим спешить! Для начала обратитесь в Factory 3D Tech. Мы оказываем услуги 3D-печати деталей, поэтому решим вашу проблему быстро и недорого!
Доступная цена. Конечно, многое зависит от нужного количества предметов, наличия модели или образца, сложности и других факторов. Но в большинстве случаев изготовление деталей на 3D-принтере обойдётся дешевле, чем покупка оригинальных запчастей. А если речь идёт про серийное производство, тогда итоговая стоимость полученных изделий точно будет выгодной для Вашего бизнеса. Для постоянных клиентов у нас существует программа лояльности, включающая специальные предложения, скидки и акции!
Высокое качество. Если Вы считаете, что напечатанные элементы окажутся недолговечными, не спешите делать такое заключение! Они будут не хуже оригинала, а в некоторых случаях даже превзойдут его!
Преимущества компании Factory 3D Tech
Расскажем подробнее, почему 3D-печать деталей на заказ стоит доверить нам!
Применяем лучшие технологии. Чаще всего для печати элементов используется пластик. Он бывает разного качества. Лидером, на сегодняшний день, признан нейлон. Он крепкий и износостойкий. Кстати, работать с ним тяжело, это не у всех получается, но наши специалисты уже имеют огромный опыт!
Настроим серийное производство деталей в максимально короткие сроки. Иногда клиенту важна скорость выполнения заказа. В нашем распоряжении более 130 3D-принтеров. А таких мощностей достаточно, чтобы удовлетворить запросы любого клиента.
Доступные цены и гибкая система скидок. Наши услуги имеют доступную цену. К тому же, компания заинтересована в привлечении постоянных и крупных заказчиков. Так что мы всегда готовы обсудить условия взаимовыгодного сотрудничества с каждым клиентом.
Большой опыт. Команда Factory 3D Tech давно занимается производством инженерных механизмов. Мы осуществляем 3D-печать запчастей любой сложности. Даже если у вас нет готового образца, то за отдельную плату мы сделаем его при помощи моделирования, чертежа или предоставленного рисунка.
Выполняем мелкосерийное производство. Некоторые компании берутся исключительно за крупные заказы или предлагают свои услуги по завышенным ценам. Мы не из их числа!
Осуществляем постобработку и покраску напечатанных изделий. Нужны цветные детали? Не проблема, сделаем! Используем исключительно качественные материалы и профессиональные аэрографы.
Изготовление деталей из пластика пользуется немалым спросом, но это не единственная область применения 3Д-принтеров. В Factory 3D Tech печатают вывески, объёмные буквы, фигурки персонажей на заказ, шестерёнки, прототипы и многое другое. Даже если вам требуется нестандартный предмет, которого раньше никто не делал, то звоните, мы его смоделируем и напечатаем без проблем!
К другим статьям
3D-печать Воронеж — Сервис 3D Smart
3D-печать у нас — это просто!
Получите расчет стоимости
и закажите 3D-печать
Получите готовое изделие
и расскажите о нас друзьям 🙂
Наши возможности
Наши преимущества
3D Smart — сервис 3D-печати в Воронеже. Мы печатаем изделия из более 10 типов термопластиков (в том числе, ABS, PET-G, PLA, HIPS, инженерные пластики) на профессиональных 3D-принтерах по технологии FDM/FFF и SLA (фотополимерная печать). Этого достаточно для большинства бытовых и производственных задач. Специалисты нашего сервиса уделяют особое внимание качеству производимой продукции, используя для этого самое современное оборудование и передовые технологии 3D-печати. Поэтому нашими клиентами являются не только частные заказчики, но и предприятия со всех уголков России.
3D-печать на 3Д-принтере по технологии FDM идеально подходит для решения таких бытовых задач, как восстановление поломанных или изношенных пластиковых деталей бытовой техники, колясок, велосипедов, автомобилей. 3D-печать в Воронеже не заменима для исследований или разработок, открывает широкие возможности для стартапов по выпуску на рынок новой продукции. Достоинствами технологии FDM (моделирование методом наплавления) являются: низкая стоимость печати, высокая точность, минимальный срок производства изделия и возможность его дальнейшей обработки и покраски.
Если же требуется промышленное качество или мелкосерийное производство, то мы предложим 3D-печать в Воронеже на промышленном оборудовании или литье в силиконовые формы. Поможем подобрать технологию и материалы, оптимизировать модель или сделаем цифровую модель по чертежу или эскизу.
Сервис 3D-печати 3D Smart в Воронеже осуществляет быстрое прототипирование изделий сложной формы. Кроме того, мы оказываем услуги крупногабаритной 3D-печати и сборки составных изделий (прототипов, макетов). Наши специалисты готовы предложить максимально исчерпывающую консультацию по изготовлению изделий методом аддитивного производства.
Получить расчет стоимости и консультацию по подбору технологии 3D-печати можно направив заявку на почту или через форму на сайте.
Отправляем заказы курьером или транспортной компанией по всей России, подробнее в разделе Доставка.
Быстрый расчет 3D-печати
Мы применяем 3D-печать для:
детали для промышленного оборудования
изготовление или восстановление шестеренок, втулок
восстановление пластиковых деталей автомобилей, автотюнинг
восстановление деталей бытовой техники
восстановление деталей колясок, велосипедов, скутеров и т. п.
детали для сервисов по ремонту бытовой техники
формы для печенья и глины
создание корпусов радио-электронной аппаратуры (РЭА)
тюнинг компьютерных корпусов
изготовление сувениров и эксклюзивных подарков (кубки, статуэтки, спиннеры, брелки и т.п.)
детали для моделирования (RC авто-, авиа-, судомоделирование и т.п.)
детали для настольных игр
детали для макетов
промышленный дизайн
изготовление снастей для рыбалки
фурнитура для ателье, значки, надписи
мелкосерийное производство изделий из пластика
изготовление мастер-моделей для литья
детали и прототипы для стартапов, изобретателей и бизнеса
детали для страйкбола и пейнтбола
домашний декор
ювелирные изделия
для хобби и других задач
Для дома
В последнее время интерес к 3D-печати на заказ стремительно растет. Широкое применение она нашла в быту. В условиях кризиса, да и не только, люди все чаще стали прибегать к восстановлению изношенных или сломанных пластиковых деталей вместо того, чтобы выбрасывать технику или сборные узлы автомобилей. Ведь заменив всего одну пластиковую деталь можно полностью восстановить сломанный прибор. И если раньше это было не возможно по причине отсутствия соответствующих запчастей или технологий восстановления, то сейчас такой барьер снят.
3D-печать в Воронеже поможет не только восстановить узел авто или бытовой техники, но и модернизировать его, внедрив свою собственную идею в механизм. А самое главное, что теперь от идеи до ее воплощения в устройстве проходит всего несколько часов. И мы вам в этом поможем. Давайте творить вместе!
Заказать 3D-печать
Для бизнеса
С помощью 3D-печати можно изготовить практически любое изделие из пластика. За считанные минуты или часы производятся детали, которые сделать другими доступными способами очень затратно или вовсе не возможно. 3D-принтер можно сравнить с ЧПУ станком, но спектр возможностей у принтера шире.
Современное производство уже не может обойтись без деталей изготовленных на 3D-принтерах. В условиях жесткой конкуренции производственные предприятия переходят на быстрые и гибкие способы изготовления пластиковых деталей. Это позволяет налаживать выпуск нового или модернизированного оборудования в молниеносные сроки от 1 дня, не прибегая при этом к каким либо затратам.
Мы сотрудничаем с рядом предприятий по выпуску деталей для промышленного оборудования, и заинтересованы в расширении партнерских связей. При необходимости, наши специалисты готовы провести консультацию по внедрению на производстве деталей напечатанных на 3D принтерах, обновлению номенклатуры по изготовлению деталей традиционными способами, в том числе морально устаревшими технологиями. 3D-печать позволит Вашему предприятию не только значительно ускорить выпуск готовой продукции, но и освободить значительную часть бюджета, заменив традиционные способы изготовления пластиковых деталей.
3D-печать для современных производственных предприятий открывает широкие возможности по быстрому прототипированию новых изделий, быстрому запуску мелкой или средней серии пластиковых деталей для оборудования, подготовки литейных форм из пластика без сложной и затратной оснастки. Для предприятий с историей, имеющих в своем распоряжении парк советского оборудования, мы можем предложить изготовление уникальных деталей для этих машин, промышленное производство которых уже прекращено. Тем самым, можно продлить срок службы старого оборудования без существенных затрат.
Пластиковая 3D-печать | Заказные детали и прототипы
Возможности Услуги по 3D-печати из пластика
Изготовление пластиковых прототипов и производственных деталей всего за 1 день | Бесплатная доставка всех заказов в США
Наши услуги по 3D-печати пластикомПрименения и преимущества Руководство по загрузке
Обзор 3D-печати пластиком
3D-печать пластиком — один из самых быстрых и экономичных методов, доступных для итеративного проектирования, прототипирования и производства нестандартных деталей с ксометрией. Вместо того, чтобы материал удалялся со склада, как это исторически делалось с субтрактивными производственными процессами, такими как обработка с ЧПУ, 3D-печать работает путем многократного наслоения небольшого количества пластика для создания дизайна с нуля. Это делается путем предоставления 3D-принтерам по пластику файла трехмерного цифрового дизайна, обычно называемого файлом автоматизированного проектирования (CAD). После того, как у вас есть файл САПР для вашего дизайна, существует ряд различных методов 3D-печати пластиком, которые можно использовать для создания ваших деталей. Xometry использует промышленное аддитивное производство для печати деталей из различных инженерных полимеров, от прозрачных прототипов до огнестойких пластиков, используемых в аэрокосмической отрасли.
Для инженеров, активно использующих услуги промышленной 3D-печати, мы разработали услугу подписки, позволяющую увеличить ваш бюджет: членство в 3D Printing Pro.
Используйте средство 3D-просмотра, указанное выше, для предварительного просмотра функций рендеринга деталей Xometry.
3D-печать термопластами
Служба 3D-печати методом селективного лазерного спекания (SLS)
Загрузите файл САПР, чтобы мгновенно получить расценки на детали SLS. Отправка запчастей в течении суток. Бесплатная доставка для всех заказов из США.
Служба 3D-печати методом селективного лазерного спекания (SLS)
Услуга 3D-печати HP Multi Jet Fusion (MJF)
Гарантированное качество прототипов и готовых деталей. Бесплатная доставка для всех заказов из США. Сертификаты ISO 9001:2015, ISO 13485 и AS9100D.
Услуга 3D-печати HP Multi Jet Fusion (MJF)
Услуга 3D-печати методом наплавления (FDM)
Высококачественная широкоформатная 3D-печать FDM Бесплатная доставка для всех заказов из США
Моделирование методом наплавления (FDM) 3D-печать
Термореактивная 3D-печать
Служба стереолитографии (SLA) 3D-печати
Прототипы с высоким разрешением за несколько дней Бесплатная доставка всех заказов в США
Услуга стереолитографии (SLA) 3D-печати
Услуга 3D-печати Carbon Digital Light Synthesis™ (DLS™)
Высокопроизводительные прототипы и серийные детали Бесплатная доставка для всех заказов в США
Услуга 3D-печати Carbon Digital Light Synthesis™ (DLS™)
Услуга 3D-печати PolyJet
Прототипы, модели с цветовой концепцией и смоделированные детали в течение нескольких дней Бесплатная доставка для всех заказов в США
Услуга 3D-печати PolyJet
Готовы приступить к индивидуальному расчету стоимости 3D-печати пластиком?
Бесплатная доставка для всех видов 3D-печати
Применение 3D-печати пластиком
Концептуальные модели
Скорость и универсальность 3D-печати пластиком позволяют разработчикам создавать физические снимки своих конструкций посредством итеративного процесса.
Быстрое прототипирование
Пластиковая 3D-печать может использоваться для создания полнофункциональных пластиковых прототипов с движущимися частями, а также сборок «все в одном».
Прямое цифровое производство
Высокая точность и согласованность 3D-печати пластиком делают ее идеальным способом создания большого количества дискретных или индивидуальных деталей.
Преимущества 3D-печати пластиком
Точность: мы используем технологии 3D-печати последнего поколения, чтобы соответствовать жестким допускам время выполнения
Долговечность: пластиковые детали, напечатанные на 3D-принтере, изготовлены из таких материалов, как нейлон, поликарбонат или даже ULTEM, прочны и функциональны детали без увеличения затрат
Низкая стоимость: 3D-печать недорога и не имеет минимального количества заказа
Почему стоит выбрать Xometry для 3D-печати пластиком?
Бесконечные варианты
Выберите из миллионов возможных комбинаций материалов, отделки, допусков, маркировки и сертификатов для вашего заказа.
Простота в использовании
Доставка деталей прямо к вашей двери без проблем с поиском поставщиков, управлением проектом, логистикой или доставкой.
Vetted Network
Мы сертифицированы по стандарту ISO 9001:2015 и соблюдаем требования AS9100D. Только лучшие магазины, подавшие заявки на получение статуса Поставщиков, проходят наш квалификационный процесс.
Руководство по проектированию селективного лазерного спекания (SLS)
См. все наши руководства
Пластиковые 3D-принтеры I 3D-системы
Производительные и экономичные решения для цифрового производства
Рис. 4 ® представляет собой сверхбыструю технологию аддитивного производства с системами, обеспечивающими возможность расширения для удовлетворения текущих и будущих потребностей. Благодаря доступу к целому ряду инновационных материалов, Рис. 4 позволяет использовать безинструментальные альтернативы традиционным процессам литья под давлением или литья уретана с прямым цифровым производством прецизионных пластиковых деталей, а также сверхбыстрым быстрым прототипированием в тот же день.
Узнайте больше в этом техническом документе >>
Стереолитографические принтеры (SLA)
Прототипы, инструменты и производственные детали с золотым стандартом 3D-печати
3D Systems — изобретатель стереолитографии (SLA) и единственный производитель, предлагающий SLA комплексное решение с интегрированным оборудованием, программным обеспечением и материалами, точно настроенными для достижения известного качества деталей SLA, обеспечивает легендарную точность, воспроизводимость и надежность 3D-принтеров SLA. Принтеры SLA работают с широким спектром материалов, с различными размерами и ценовыми категориями, которые предназначены для прототипирования, производства деталей для конечного использования, моделей литья, пресс-форм, инструментов, приспособлений и медицинских моделей.
Узнайте больше о преимуществах стереолитографии (SLA) >>
Принтеры для селективного лазерного спекания (SLS)
Производство термопластичных деталей на 3D-принтерах ProX
® и sPro ™ SLS
Расширьте свои производственные возможности с помощью нейлоновые материалы для производства прочных, функциональных сложных деталей с превосходным качеством поверхности, разрешением, точностью, повторяемостью и низкой общей стоимостью операций. Принтеры SLS печатают термопластичными материалами, разработанными, чтобы предложить вам полный спектр возможностей и изотропных свойств, от жестких до эластомерных, с высоким удлинением, высокой ударной вязкостью и устойчивостью к высоким температурам.
Узнайте больше о преимуществах селективного лазерного спекания (SLS) >>
Экструзионные принтеры
Сверхширокоформатные высокоскоростные 3D-принтеры для экструзии термопластов
Крупномасштабное, гибридное и модульное решение для аддитивного производства, предлагающее комбинация экструзии пеллет, экструзии нити и вычитающего инструмента шпинделя. Идеально подходит для тех случаев, когда вам нужны недорогие крупногабаритные детали, напечатанные на очень высокой скорости, с точностью, качеством поверхности и повторяемостью на уровне производства. Идеально подходит для крупномасштабных моделей, пресс-форм, серийного производства и функциональных прототипов.
MultiJet Printers (MJP)
Прецизионные пластмассовые, эластомерные, восковые и композитные детали с помощью 3D-принтеров MJP
Технология MultiJet Printing (MJP) позволяет производить высококачественные детали, соответствующие САПР, с быстрым временем печати, простотой в эксплуатации и простой постобработка для высокой производительности и истинной простоты, от файла до готовой детали.
Линия производства топливных брикетов — ТЕХПРОМСЕРВИС
НПФ «ТЕХПРОМСЕРВИС» предлагает поставки линий производства топливных брикетов по РФ и в страны ближнего зарубежья. Большой выбор оборудования для переработки пиломатериалов реализуется нашей компанией с полным списком сопутствующих услуг. Профильные инженеры проводят бесплатные консультации, предоставляют рекомендации для комплектации линий согласно заданной производительности и специфике конкретного предприятия. При необходимости мы проводим сборку, монтаж, наладку и запуск станков в эксплуатацию, а также обучение персонала. На протяжении всего срока службы наши специалисты проводят обслуживание, модернизацию и ремонт поставленного оборудования.
Назначение, конструкция
Линия производства топливных брикетов (ЛПТБ) — компактный специализированный комплекс полного цикла с автоматическим управлением. Он предназначен для изготовления био-топлива из растительного сырья: опилок, коры, досок, горбыля, других пиломатериалов. Позволяет повысить рентабельность предприятия по обработке древесины путем полной переработки отходов. Производительность линии до 8000 кг брикетированного топлива за смену с учетом синхронизации с пеллетными установками или прессами серии RUF.
Базовая комплектация автоматического комплекса включает следующее оборудование:
Шредер (измельчитель) — обеспечивает измельчение брусков, реек, веток, других отходов и пиломатериалов в щепу нужной фракции.
Молотковая дробилка предназначена для дальнейшего измельчения щепы, поступающей из шредера.
Гидравлический пресс необходим для уплотнения (брикетирования) измельченных пиломатериалов.
Ленточные транспортеры используются для загрузки сырья в шредер, измельченного материала в дробилку и пресс, а также для перемещения готовых брикетов к месту складирования, упаковки или погрузки на транспорт. Их количество определяется производственными нуждами заказчика.
Помимо базового набора, возможна комплектация линии другим оборудованием с учетом потребностей конкретного предприятия. Список доступных конфигураций ЛПТБ можно уточнить, связавшись с нашими менеджерами.
Преимущества ЛПТБ
Технологический комплекс производства топливных брикетов пользуется спросом благодаря следующим достоинствам:
Высокая рентабельность. Производство брикетов с низкими эксплуатационными расходами организуется в кратчайшие сроки. Затраты на приобретение оборудования окупаются за 2–3 сезона эксплуатации.
Мобильность. Благодаря модульной компоновке и компактным размерам обеспечивается простой монтаж, а при необходимости и демонтаж для перемещения или транспортировки линии к новому месту эксплуатации.
Оперативность. Быстрый запуск экологичного производства био-топлива с привлечением минимального количества работников и обслуживающего персонала.
Универсальность. Большой выбор доступных конфигураций. Возможность работы в одну, две смены или круглосуточно.
Практичность. Простая компоновка обеспечивает легкий монтаж, удобство настроек, обслуживания, модернизации и ремонта.
Базовый состав линии производства топливных брикетов
Шредер Profit-650 — универсальная одновальная установка низкооборотного типа. Промышленный станок позволяет перерабатывать ветки, бревна, горбыль, бруски, рейки, другие пиломатериалы, включая вторсырье. На выходе — щепа нужной фракции. Шредер выполнен на базе рамной конструкции, на которой смонтированы следующие узлы:
привод — электромотор 11 кВт;
гидростанция — подпрессовщик гидравлического типа 1,1 кВт;
загрузочный бункер — камера 650х950 мм;
ротор — ножевой вал с фрезами 48 штук 40х650 мм;
набор экранов — сортировочных сит.
Дробление древесины или пиломатериалов происходит благодаря возвратно-поступательным движениям подпрессовщика. Гидростанция прижимает загруженное в бункер сырье к вращающимся фрезам. Измельченная щепа осыпается через сито. Крупные фракции подвергаются повторной переработке.
Заданные размеры щепы получаются в процессе непрерывного цикла до полного дробления материала. Калибровка нужных фракций выполняется путем установки экранов с ячейками нужного диаметра. Дробилка
Дробилка молотковая HAMMER-650 — установка ударного действия. Станок молоткового типа обеспечивает вторичную переработку щепы, измельченной шредером. Конструкция дробилки изготовлена на базе следующих частей:
базовая плита с жесткой рамой, смонтированной на антивибрационных опорах;
бункер с приемным окном 215х484 мм, оборудованным ограничителем крупных фракций;
ротор 650 мм, на котором смонтированы ударные элементы — молотки;
колосники либо набор сит;
разгрузочный короб;
электромотор с панелью управления.
Для подачи щепы в бункер дробилки предусмотрен ленточный транспортер с лопастями. При необходимости возможна ручная ил механизированная загрузка, в том числе и с помощью шнекового загрузчика. Пресс
Гидравлический брикетировочный пресс серии ПГБ-100 – установка цикличного типа для брикетирования измельченных пиломатериалов. Представляет собой рамную конструкцию, на которой смонтированы такие части:
подающий механизм — поршень или ротор с лопастями, обеспечивающий уплотнение стружки и подачу к прессу;
пресс-форма — камера для формирования брикетов с подвижной платформой и гидроприводом;
электродвигатель обеспечивает работу гидравлического насоса.
Материал уплотняется, формируется брикет в виде цилиндра сечением 70 мм при длине 40–90 мм. Объем стружки уменьшается в 7–8 раз. Готовые брикеты выгружаются через боковое окно. Для их дальнейшего перемещения используется ленточный транспортер. Транспортеры Ленточной конструкции обеспечивают загрузку и перемещение пиломатериалов, щепы, стружки, опилок и готовых брикетов. Их количество подбирается по индивидуальным заявкам с учетом потребностей конкретного предприятия.
Компания предлагает большой выбор промышленного оборудования для переработки пиломатериалов собственного производства. Помимо типовой комплектации, у нас можно заказать поставки линий для изготовления топливных брикетов с любым набором станков, вспомогательных устройств и аксессуаров для конкретных технологических процессов. Чтобы проконсультироваться, узнать доступные варианты комплектации ЛПТБ и оформить заявку, свяжитесь с нашими менеджерами.
Станок для изготовления топливных брикетов из опилок, сделанный своими руками, и производственный вариант
Современные технологии проявляют себя там, где, казалось бы, ничего нового не придумаешь. Примером тому являются топливные брикеты или, как их еще называют, евродрова. Это та же древесина, но за счет спецобработки получившая новые свойства, позволяющие ей сгорать с большей эффективностью.
Для их создания не требуются космические технологии – простейший станок для изготовления топливных брикетов представляет собой пресс. Поэтому наладить получение современного топлива с некоторыми свойствами, улучшенными по сравнению с обычными дровами, можно и своими руками.
Не забудь поделиться с друзьями!
Содержание статьи
Чем хороши брикеты
Изготовление промышленным способом
Метод прессования
Метод экструзии
Брикетирование своими руками – за и против
Плюсы
Минусы
Домашние связующие материалы
Самодельный станок
Ручной пресс
Измельчители
Станок с использованием готовых механизмов
Чем хороши брикеты
Топливный брикет – измельченная древесина и древесные отходы, спрессованные в форму, удобную для транспортировки и хранения.
В результате обработки на станках прессованием под высоким давлением готовые брикеты приобретают новые качества. Их применение вместо обычных дров в печах, каминах и дровяных котлах дает следующие преимущества:
повышенная температура горения и, соответственно, лучшая теплоотдача;
большая плотность брикетов приводит к более длительному горению одинакового объема;
уменьшенное образование сажи и зольных остатков;
брикеты выпускаются различной формы – короткие цилиндры, прямоугольные кирпичи. Но в любом случае они удобны для хранения и переноски.
Если сравнивать с обычными дровами, то ни по одному параметру евродрова не будут хуже. К недостаткам можно отнести то, что по внешнему виду брикета не всегда можно определить конкретную древесину, из которой он изготовлен. И если, например, требуется именно березовый брикет, то приходится положиться на добросовестность производителя.
Изготовление промышленным способом
Первым этапом при получении топливных брикетов в промышленных условиях является измельчение материала на специальных станках. Зачастую сырьем для изготовления брикетов служат отходы деревообработки – стружки, опилки, щепки. Крупные куски дерева измельчаются до состояния опилок размером не более 4 мм.
Затем происходит тщательная сушка древесины. Удельная влажность материала доводится до 10% и даже меньше. Чем суше древесина для последующего брикетирования, тем лучше качество готового топлива.
Завершающий этап – получение самих топливных брикетов. Для этого подготовленное сырье подвергают мощному давлению. Происходит повышение температуры, а из древесной массы выделяется клейкий компонент – лигнин. При большом давлении и в присутствии связующего лигнина древесная масса формируется в единый твердый брикет.
Плотность такого продукта превышает плотность природной древесины в 1,5-2 раза, что обеспечивает брикетному топливу повышенную теплоотдачу и увеличивает длительность горения. При промышленном производстве евродров различают два способа сдавливания.
В случае прессования исходное сырье подвергается давлению в подготовленных формах с помощью гидравлического пресса. Типовая величина давления в станке для прессовочного производства топливных брикетов составляет 300-600 атмосфер. На выходе получаются брикеты в виде прямоугольных кирпичей или коротких цилиндров, в зависимости от формы, в которой они прессуются.
Метод экструзии
При этом методе происходит постоянное выдавливание древесной массы из выходного отверстия рабочего канала. Сырье загружается в бункер, оттуда подается в рабочий канал, где дополнительно разогревается. Канал выполнен в виде конуса, сужающегося к выходу. Подача сырья из бункера и его сдавливание в рабочем канале производится на станке шнековым винтом. Подобный пресс на основе шнека обеспечивает давление на сырьевую массу до 1000 атмосфер. Выходящая из экструзионной установки спрессованная «колбаска» охлаждается и нарезается на стержни нужного размера.
Брикетирование своими руками – за и против
Самостоятельно сделать пресс и наладить производство топливных брикетов возможно. Но это требует материальных затрат, физических усилий и времени. Надо учитывать и то, что достичь качества евродров, выпускаемых в заводских условиях, вряд ли получится. Конечно, можно приобрести станок, мало уступающий производственному, но затраты на приобретение будут колоссальными.
Необходимо хорошо представлять, для чего требуется собственное производство, какие есть для этого условия и какие предстоят затраты. Может быть, и не стоит отказываться от обычных дров или лучше закупать для отопления уже готовые брикеты.
Плюсы
Положительные стороны домашнего изготовления состоят в следующем. Собственные топливные брикеты не дадут качества горения, как у покупных, но будут эффективнее дров.
Если есть возможность получения большого количества древесных отходов – опилок, мелких обрезков, стружки, коры, – то из них выгоднее сделать спрессованные дрова. Опилки и стружка в чистом виде малопригодны для горения, а после обработки на станке для прессовки опилок из них выходит хорошее топливо.
Можно пустить в дело не только дровяные, но и любые другие горючие отходы – солому, сухие листья, бумагу, картон. По отдельности из них горючий материал – никакой, а в брикетах будет толк. Брикетированное топливо удобно для складирования и для загрузки в топку.
Минусы
Но есть и недостатки, о которых следует помнить. Попытки улучшить качество самодельных евродров могут привести к тому, что будет покупаться дорогостоящее оборудование или постоянно дополняться существующее. В итоге окажется, что выпуск собственных брикетов не оправдает затраты.
Самодельным топливным брикетам требуется место для качественной сушки. Просушивание на солнце не всегда оправданно. Требуется просторное сухое помещение. Хранить самодельные брикеты тоже надо так, чтобы они не впитывали влагу.
Домашние связующие материалы
На самодельных станках добиться давления, при котором из древесной массы выделяется лигнин, практически невозможно. Поэтому в сырье для самостоятельного брикетирования обязательно надо добавлять материалы, которые помогут связать, склеить сырье в монолитный брикет. Чаще всего для этих целей используют:
глину. Объемная пропорция 1 к 10 древесного сырья;
клей. Годится любой, но, естественно, лучше брать самый дешевый;
измельченную бумагу или картон. Помимо того что это тоже горючий материал, в бумаге содержится лигнин. А бумажный лигнин свои клейкие свойства проявляет при замачивании. Правда, потом понадобится дополнительное время на просушку брикетов, содержащих бумагу.
Чтобы связующие добавки в полной мере проявили свои свойства, их надо тщательно перемешивать с горючим сырьем, а потом эту смесь замачивать в воде.
Обратите внимание! При промышленном производстве сырье перед прессовкой тщательно высушивают, а при самодельном – тщательно замачивают.
В этом основное отличие домашнего изготовления. Сушат топливные брикеты уже после прессовки, чтобы они затвердели, держали форму и хорошо горели.
Самодельный станок
Встречаются сведения об изготовлении в домашних условиях самодельных шнековых экструзионных установок. Но даже создатели таких эффективных станков для производства топливных брикетов отмечают, что устройства требуют качественных материалов и использования электродвигателя. Гораздо легче сделать вместо сложного станка обычный пресс.
Ручной пресс
Прессы, использующие только ручные усилия, бывают двух видов – винтовые и рычажные. В винтовых вариантах шток, сдавливающий сырьевую массу, перемещается накручиванием винта. В рычажных прессах давление создается собственными мускульными усилиями, используя длину рычага. На винтовой установке достигается большее давление и качество топливных брикетов становится лучше. Но закручивание и откручивание винта требует времени, поэтому производительность невелика. Рычажные прессы работают быстрее. Нужно только продумать способ или механизм выталкивания готового брикета из прессовочной формы. В этой же форме должны быть отверстия для выхода воды при сдавливании, поскольку при ручном производстве сырье замачивается.
Измельчители
Важным этапом в производстве брикетов является измельчение древесного сырья. Конечно, можно делать это вручную, с применением простейших резаков. Но эффективнее будет механизировать этот процесс. Подойдет роторный станок, применяемый для измельчения растительной массы при производстве удобрений в домашних условиях. Умельцы применяют для этих целей и старые стиральные машины активаторного типа. На активаторе крепятся ножи, измельчающие загруженное сырье.
Станок с использованием готовых механизмов
Усовершенствовать ручной станок можно, снабдив его готовым гидравлическим домкратом или покупным гидравлическим прессом. Потребуются также материалы для крепления механизма и изготовления других элементов конструкции. Форма матрицы, в которой будет прессоваться сырье, может быть круглой или прямоугольной. Для круглых форм можно использовать стальные трубы нужного диаметра.
Основание станка для изготовления топливных брикетов сваривается из швеллеров. Для стоек подходят уголки размером 100 х 100.
Для формовочной матрицы берется толстостенная труба. Диаметр подбирается исходя из желаемых размеров готовых изделий. В трубе равномерно высверливаются несколько отверстий диаметром 4-5 мм для выхода воды при сжатии.
Матрица оборудуется съемным дном, необходимым для извлечения готовых брикетов. Но есть более перспективный вариант: дно приваривается к матрице намертво, а с внутренней стороны крепится пружина с диском чуть меньшего диаметра. При прессовке пружина сжимается, а после отведения штока – разжимается, выталкивая диском спрессованный продукт.
Для штока подойдет труба миллиметров 30 в диаметре. К ней приваривается пуансон, свободно входящий в матрицу. Другой конец штока крепится к гидравлическому механизму.
Перед загрузкой в матрицу древесную массу желательно хорошо перемешать. Барабан для перемешивания можно сделать из листовой стали или взять готовый от стиральной машины. Закрепляется барабан на стойках.
Подающий лоток, по которому сырье из барабана загружается в матрицу, тоже делается из стального листа.
На такой установке вряд ли удастся получить сверхплотные евродрова. Но с задачей сделать из рассыпающегося сырья твердый брикет она вполне справится. В итоге из отходов получится продукт, по плотности равный древесине, но спрессованный в удобную форму.
Топливо для брикетов из биомассы и машина для производства брикетов из биомассы
Автор: Jack Huang 10 марта 2017 г.
Топливный брикет из биомассы
Брикетное топливо из биомассы, производимое машиной для брикетирования биомассы, является своего рода чистым топливом. Он может заменить традиционное угольное топливо, уменьшить загрязнение окружающей среды. топливный брикет из биомассы имеет преимущество высокой теплотворной способности, низкой стоимости, высокой плотности, небольшого объема, удобного хранения и транспортировки, санитарии и чистоты. При сжигании брикетного топлива из биомассы не образуется вредных газов, поэтому оно безопасно для окружающей среды. Кроме того, диапазон применения брикетировочной машины из биомассы очень широк, она подходит для промышленного производства электроэнергии, сельскохозяйственного производства, отопления, водоснабжения и других областей. Для защиты окружающей среды сыграла каталитическую роль.
Брикетировочная машина для биомассы
Брикетировочная машина для биомассы, также называемая машиной для брикетирования соломенных стеблей, в основном использует биомассу стеблей в качестве сырья, такую как стебель кукурузы, ветка дерева, кормовая трава, опилки и т. д. Обычно стебель кукурузы и стебель фасоли используются для брикетирования. корм для жвачных животных. А вот кормовая трава и брикеты опилок всегда использовались в качестве топлива из биомассы. Поскольку топливо из биомассы удобно использовать и имеет меньше золы, его приветствуют дома и за рубежом.
Принцип работы брикетировочной машины для биомассы
Машина для производства брикетов из биомассы в основном состоит из подающего конвейера, компрессора и разгрузочной машины. При производстве брикетов вы должны убедиться, что содержание воды в сырье находится в диапазоне от 10% до 25%, а длина сырья не должна превышать 50 мм. Затем поместите материал в загрузочное отверстие с помощью подающего конвейера. Когда главный вал начнет работать, прижимной ролик начнет работать вслед за главным валом. После экструзии модельного отверстия брикет окончательно выдавливается из разгрузочной машины.
Особенность машины для производства брикетов из биомассы
Высокая автоматизация, высокая производительность, низкое энергопотребление и простота в эксплуатации.
Подходит для всех видов формования сырья. Длина материала должна быть менее 50 мм, а содержание воды должно составлять от 10% до 30%.
Функция электрического обогрева. Автоматическое электрическое нагревательное устройство может регулировать степень сухости и влажности, предотвращая засорение машины.
Функция саморегулирования прижимного ролика. Используя принцип двунаправленного вращения упорного подшипника, автоматически регулируйте угол давления, материал не будет переполнен, что может обеспечить стабильность формования.
общие неисправности и поиск неисправностей
После включения электрической машины пресс-форма не работает. Когда машина для брикетирования биомассы закрыта, сырье должно добавлять воду, в противном случае пресс-форма не будет выгружать материал. Таким образом, мы должны очистить материал, который находится в круглой форме.
Замедление производительности. Если зазор между формовочной матрицей и прижимным роликом слишком велик, производительность снизится. Поэтому при использовании машины зазор между матрицей и прижимным роликом должен быть отрегулирован в минимальном диапазоне.
Электрическая машина издает грохот или крик. Если сырье слишком сухое и в круглой форме слишком много материала, электрическая машина будет издавать грохот или крик. В этом случае мы должны отрегулировать содержание воды в материале, очистить лишний материал в круглой форме. Согласно амперметру, чтобы отправить материал в машину.
Электродвигатель не работает. При перегрузке электродвигателя или электрической утечке электродвигатель не может работать в обычном режиме. Таким образом, электродвигатель должен иметь устройство защиты от перегрузки и устройство защиты от утечки. Перед запуском электродвигателя необходимо не забыть очистить материал и проверить, нет ли утечек электродвигателя.
Брикетировочные машины — мы №1 в производстве брикетировочных машин
Превратите отходы в ценность
Из 110 древесных, сельскохозяйственных и других отходов мы превращаем отходы наших клиентов в дополнительную прибыль, предлагая индивидуальные решения для брикетирования, чтобы избавиться от избыточных отходов.
Обладая более чем 70-летним опытом работы в отрасли брикетирования, компания C.F. Nielsen предлагает профессиональные решения «под ключ» для международных компаний, фермеров, деревообрабатывающей промышленности и многих других компаний. Мы превращаем отходы в ценность, не задумываясь о логистике и дополнительном хранении.
Двигайтесь к более экологичному будущему и получайте прибыль от побочных продуктов
Узнайте, как вы можете участвовать в экономике замкнутого цикла, брикетируя побочные продукты. Узнайте больше о рынке брикетов, о многих преимуществах и, конечно же, о том, подходит ли вам брикетирование.
Получите прибыль от отходов
Поговорите со специалистом по брикетированию!
Мы оценим ваше экономическое обоснование, возможности брикетирования на вашем рынке и найдем возможных покупателей для ваших брикетов!
Забронируйте сегодня!
Более 70 лет опыта работы с технологиями брикетирования
Решения по брикетированию от 200 кг/ч и выше
Собственное производство для обеспечения высокого качества и гибкости
Почему брикетирование — это выгодное экономическое обоснование!
Вы можете преобразовывать брикеты в технологическую энергию!
На протяжении многих лет C. F. Nielsen поставила более 1000 машин во многие страны на всех 5 континентах.
Наши брикетировочные машины могут использоваться во многих областях, наиболее известными из которых являются линии брикетирования для потребительских бревен и промышленных котлов. В последнее время мы поставляем много линий для производства брикетов из сельскохозяйственных отходов. Более специализированные области применения включают линии по производству брикетов для МДФ, древесной мелочи, подстилки для животных и брикетов для биогаза. Последнее дополнение включает в себя производство брикетов для производства карбонизированных брикетов. Взгляните на некоторые из наших кейсов.
Найдите решение, которое подходит именно вам
Бытовые древесные брикеты являются идеальной заменой традиционным дровам. С конца 90-х годов увеличился спрос на потребительские древесные брикеты, используемые для систем отопления домов, каминов и дровяных печей. Этот спрос, обусловленный глобальным вниманием к возобновляемым источникам энергии, продолжает расти. По сравнению с альтернативами брикеты удобны, выгодны и экологичны.
Наши машины для брикетирования превратят ваши отходы в ценную возобновляемую энергию. В сотрудничестве с нашей дочерней компанией RUF Briquetting System мы предлагаем широкий спектр индивидуальных решений и полную линейку потребительских брикетировочных машин различной производительности, от малой до очень высокой.
В C.F. Nielsen, мы специализируемся на механическом брикетировании. Мы предлагаем линии с высокой производительностью от 4 до 500 кг/час и выше, что соответствует объему переработки древесных отходов примерно 1000 тонн в год и более.
Читать далее
Тестирование вашего сырья очень важно, так как сырье, даже если это один и тот же вид, варьируется от страны к стране и от клиента к покупателю. Благодаря тестированию вашего реального сырья можно избежать многих потенциальных трудностей во время запуска и производства на вашем новом заводе по производству брикетов.
Подробнее
Затраты не должны быть единственным фактором, который следует учитывать при оценке брикетировочного завода. Для новичков в бизнесе биомассы производство может показаться несложным. Тем не менее, по нашему опыту, два клиента с одинаковым сырьем могут иметь очень разную степень успеха с точки зрения прибыльности.
Подробнее
Теплотворная способность топлива выражает количество энергии, выделяющееся при полном сгорании единицы массы топлива.
Содержание влаги в древесине изменяет теплотворную способность последней, снижая ее. Часть энергии, высвобождаемой в процессе горения, тратится на испарение воды и, следовательно, недоступна для какого-либо желаемого теплового использования.
Читать дальше
Сырье – это остатки, которые вы хотите использовать в производстве брикетов. Обычно это необработанный материал из древесины или побочных продуктов сельского хозяйства. Например, для брикетирования можно использовать солому, отходы ананаса, жмых сахарного тростника, березу, лиственницу и т.д.
Но не все сырье можно использовать, так как характеристики материала меняются в зависимости от того, какой у вас тип.
Читать далее
На цену установки для брикетирования влияет множество факторов. Вот некоторые из наиболее важных:
Уровень влажности – сухой (ниже 14%) или влажный (более 15%)?
Если ваше сырье влажное и вы не можете высушить его естественным способом (на солнце или оставляя его сохнуть на длительное время), вам придется инвестировать в сушилку, которая может быть высокой инвестицией, особенно если вы требуют высокой степени автоматизации.
Подробнее
Теплотворная способность или теплотворная способность является важным показателем качества прессованных топливных брикетов. Он измеряет энергосодержание брикетов. Он определяется как количество теплоты, выделяющееся при полном сгорании спрессованного топливного брикета и охлаждении продуктов сгорания. А высшая теплотворная способность, сокращенно GCV, относится к теплотворной способности с конденсацией воды в скрытой теплоте, также известной как более высокая теплотворная способность. Тогда как при сгорании теплота конденсации воды, содержащейся в топливе и образующаяся при сгорании, станет недоступной из-за испарения воды. И затем полезная теплотворная способность получается после вычитания теплоты конденсации воды из высшей теплотворной способности, которая называется чистой теплотворной способностью или низшей теплотворной способностью.
Подробнее
Рисовая шелуха — остаток от переработки рисовых зерен. Он хорош для изготовления брикетов, т.к. рисовая шелуха имеет оптимальную влажность 8 и 12 % и грануляция также идеальна 10х5х2 мм.
Благодаря этим характеристикам нет необходимости в дополнительной подготовке, такой как измельчение или сушка.
Из-за низкого содержания лигнина невозможно изготовление брикетов диаметром более 75 мм без добавления связующего. Хотя рисовая шелуха идеально подходит для брикетирования, она также содержит большое количество кремнезема, что приводит к высокому содержанию золы. Брикеты из рисовой шелухи чаще всего используются в котлах или печах с очень высокой температурой горения, чтобы избежать низкой температуры плавления кремнезема и спекания (кристаллизации) золы.
Читать далее
Брикеты из биомассы – это биотопливо, заменяющее уголь и древесный уголь. Брикеты в основном используются в развивающихся странах, где топливо для приготовления пищи не так легкодоступно. В развитых странах наблюдается тенденция к использованию брикетов, где они используются для обогрева промышленных котлов с целью производства электроэнергии из пара. Брикеты сжигаются совместно с углем для создания тепла, подаваемого в котел.
Подробнее
C. F. Nielsen имеет возможность производить различные формы, типы и формы брикетов, которые адаптированы к конкретным запросам рынка из разных стран.
В большинстве стран покупатели предпочитают обычные круглые (цилиндрические) брикеты диаметром 75 или 90 мм. Это наша «стандартная» форма брикетов, и для большинства рынков эти размеры прекрасно подходят. Предпочитают ли наши клиенты наши Ø75 или Ø90 мм, во многом зависит от традиционного топлива, которое используется для отопления дома. Например, в Ирландии торфяные брикеты всегда были очень популярны, и их сжигали в относительно небольших дровяных печах. Как следствие, большинство клиентов в Ирландии запрашивают брикеты меньшего размера Ø75 мм.
Подробнее
У вас есть другие вопросы?
Пожалуйста, свяжитесь с нами для получения дополнительных вопросов или запросов.
Тел.: +45 9833 7400
Контактный телефон
Готовы начать брикетирование?
Вы готовы начать брикетирование или у вас есть вопросы по вашему проекту брикетирования?
Имя и Фамилия
Компания
Страна
Телефон
Материал
Тип материала*Сельскохозяйственное деревоДругой материал
Вспомните схему преобразования координат, который используется для преобразования координат в g-коде в фактические координаты, к которым машина должна двигаться, на третьем этапе расположены коды G54, G52 и G92 отвечающие за рабочие смещения:
Последовательность настройки координат G-кода
Эта глава, посвященная программированию G-кода, посвящена G52, G54, G92 и связанным с ними командам смещения работы и приспособления. После предыдущих шагов в последовательности настройки, наши координаты были преобразованы в соответствующие единицы (дюймовые или метрические), преобразованных в абсолютных координатах (через G90 / G91), и теперь мы готовы привести эти координаты к фактическому месту работы.
Зачем смещать координаты относительно рабочего места?
Зачем нам нужно смещать координаты относительно рабочего места? Думайте о рабочих сдвигах как о закладках. Они определяют интересующие места в рабочей среде вашего станка (диапазон положений, в которые он может перемещаться). Например, предположим, что у нас есть четверо тисков на столе, способные удерживать четыре детали для обработки. Это может ускорить производство, так как мы можем вставить четыре детали в тиски, нажать кнопку «Пуск» и не беспокоиться, пока машина не обработает их. Это требует гораздо меньше усилий, чем замена любой готовой детали.
Как могла бы выглядеть программа для такой установки из четырех деталей?
Что ж, в идеале мы не хотим изменять программу обработки детали для обработки координат каждой позиции детали. Мы хотели бы написать программу относительно нулевой части, а затем позволить какой-нибудь другой функции волшебным образом изменять координаты, когда мы работаем над каждой частью. В конце концов, они просто сдвинуты относительно друг друга, но в остальном программы обработки деталей будут идентичными.
Специализированное приспособление может быть настроено для ряда позиций деталей, и может быть предусмотрено, что для каждой позиции назначено рабочее смещение, чтобы упростить программирование g-кода для приспособления. Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Иногда есть рабочие смещения, связанные с некоторыми особенностями станка. Возможно, вы установили датчик инструмента в определенном месте на столе и используете рабочее смещение, чтобы отслеживать это местоположение.
Чтобы справиться с подобными ситуациями, были созданы замещения работы.
Как определяются рабочие смещения в G-коде?
Базовые рабочие смещения очень просто указать: просто введите одно из G54, G55, G56, G57, G58 или G59. Большинство машин запускается с выбранным G54. Рекомендуется помещать G54 в строку безопасности в верхней части всех ваших программ с g-кодом, чтобы убедиться, что вы знаете, какое рабочее смещение используется, если у вас нет причин не делать этого.
G54 G-Code
Когда вы выполняете g-код рабочего смещения, смещение XYZ будет добавлено ко всем вашим координатам, начиная с этой точки. Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вы можете задать смещение нулевой точки вручную в зависимости от того, в какие тиски вы вставляете заготовку, но более продуктивно сделать это прямо в g-коде. Общая схема выглядит так:
G54
(Код детали в первых тисках)
G55
(Код детали во вторых тисках)
G56
(Код для части в третьих тисках)
G57
(Код для детали в четвертых тисках)
На данный момент вы, вероятно, просто скопируете и вставите копии кода. Предполагая, что ваш элемент управления поддерживает их, как только вы научитесь использовать подпрограммы, вы можете сохранить одну копию кода детали и вызывать ее как подпрограмму из каждого блока рабочего смещения. В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями:
G54
(Вызов подпрограммы детали)
M98 P2000
G55
(Вызов подпрограммы детали)
M98 P2000
G56
(Вызов подпрограммы детали)
M98 P2000
G57
(Вызов подпрограммы детали)
M98 P2000
M30 (Остановить программу)
O2000 (Часть подпрограммы)
(g-код для изготовления детали)
M99 (Вернуться в основную программу)
Как видите, подпрограммы могут упростить и упростить создание множества одинаковых деталей.
Увеличение количества рабочих смещений
С G54 до G59 у вас есть 6 рабочих смещений. Это очень полезно, но что, если вам нужно сделать еще больше деталей. На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
За прошедшие годы производители контроллеров ЧПУ придумали несколько способов расширить синтаксис, чтобы обеспечить гораздо больше рабочих смещений. Один из распространенных подходов — использовать «G54.1 Pxxx», где «xxx» — это число. Типичные диапазоны для числа — 1..48 или 1..300. Вы нужно найти подробности в руководстве по программированию вашего станка. Чтобы использовать рабочее смещение # 45, просто введите следующий g-код:
G54.1 P45 (использовать рабочее смещение # 45)
Некоторые элементы управления позволяют опускать «.1», поэтому вы можете написать «G54 P45».
Используя этот новый синтаксис, вы получаете 6 исходных рабочих смещений плюс еще многие другие.
Дополнительные смещения для станков Haas
Haas позволяет G110..G129 ссылаться на смещения так же, как G54.1 Px.
G92: Программируемое временное смещение работы
Предположим, вам нужно программируемое временное смещение нулевой точки. Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
G92 X10Y10Z0
Теперь координаты угла тисков — X0Y0Z0. Вы только что установили собственное смещение нулевой точки с помощью G92.
Давайте рассмотрим другой пример, где может оказаться полезным G92 или один из других способов программирования смещения нулевой точки. Предположим, у вас есть крепежная пластина, на которой есть сетка из деталей. Вы заранее знаете, что частей 4 по горизонтали и 2 по вертикали, значит, будет 8 частей. Пластина сделана так, чтобы расстояние по осям X и Y между каждой частью было постоянным (конечно, в пределах допусков). Таким образом, части могут находиться на расстоянии 5 дюймов по оси X и 5 дюймов по оси Y.
Поскольку G92 является смещением от текущей позиции инструмента, мы перемещаем инструмент в нулевую точку первой детали в начале программы G-кода. Затем мы можем использовать G92 для добавления смещений относительно этой позиции, 5 дюймов по X и 5 дюймов по Y для каждой части, когда мы будем проходить через них. Довольно удобно, а?
Обратите внимание, что G92 доступен на фрезерных и некоторых токарных станках, но большинство токарных станков используют G50 для этой функции.
G52: смещение смещений
Учитывая количество функций, связанных со смещениями на станках с ЧПУ, должно быть очевидно, насколько они удобны. Настолько, что есть много разных способов добиться схожих результатов. Предположим, вы настроили рабочие смещения для каждой детали на столе. Теперь предположим, что каждая деталь имеет некоторые идентичные элементы, расположенные в разных точках детали. Вы можете использовать еще больше рабочих смещений для идентификации этих идентичных элементов, чтобы вы могли использовать один и тот же g-код для их обработки, или вы можете использовать G52 для создания временного смещения на смещении. Это может выглядеть так:
G54 (Выберите смещение нулевой точки для детали)
G52 X10Y10 (Выберите смещение от нуля детали для первого элемента. Теперь этот элемент находится в нуле детали после G52.)
(Особенность машины)
G52 X20 (выберите другое смещение от нуля детали для второго идентичного элемента)
…
G52 X0Y0 (отключите смещение G52, чтобы все вернулось к «нормальному»)
Готов поспорить, вы сразу увидите, где G52 пригодится, верно?
G10 для установки рабочего смещения в G-коде
G10 — это удобный g-код, который позволяет вам программировать рабочие смещения стиля G54 из вашего g-кода. Типичный синтаксис:
G10 L2 Poo Xxx Yyy Zzz
Где «oo» — это номер рабочего смещения, «xx» — смещение по X, «yy» — смещение по Y, а «zz» — смещение по Z.
Для получения полной информации о том, как использовать G10, см. Специальную главу нашего курса G-Code.
Если у вас есть более старый элемент управления, у которого не так много рабочих смещений, вы можете использовать G10 для повторного использования доступных рабочих смещений с другими координатами.
Рабочие смещения и макропеременные
На станках, допускающих параметризованное программирование, обычно есть макропеременные, соответствующие каждой координате каждого рабочего смещения. Например, на Fanuc для G54 используются следующие переменные:
# 5221 G54 Смещение по оси X
# 5222 G54 Смещение по оси Y
# 5223 G54 Смещение по оси Z
# 5224 G54 Смещение четвертой оси
Вы можете получить доступ к этим переменным, чтобы увидеть их значения или изменить их.
Полностью прекратить использование рабочих смещений с помощью G53.
Чтобы прекратить использование рабочих смещений, используйте G53. Это заставляет станок использовать нулевые координаты станка без какого-либо смещения в качестве нуля детали. Обычно это не делается, но возможно.
Альтернатива рабочего смещения: относительные координаты
Другой способ избежать использования рабочего смещения — использовать относительные координаты. Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.
Заключение
Теперь вы знаете, как использовать рабочие смещения, которые упрощают настройку для изготовления нескольких деталей или быстрого размещения нескольких приспособлений на ваших станках.
G коды для ЧПУ — Программирование станков с ЧПУ
Код G
Группа
Функция
G00*
01
Позиционирование (ускоренный ход)
G01
01
Линейная интерполяция (подача на врезание)
G02
01
Круговая интерполяция против часовой стрелки
G03
01
Круговая интерполяция по часовой стрелке
G04
00
Выдержка (пауза)
G10
00
Ввод данных программы
G11
00
Ввод данных программы- конец режима
G18*
16
Выбор плоскости ZpXp
G20
01
Черновой цикл за один проход
G21
01
Цикл нарезания резьбы за один проход
G22*
09
Запомненный предел перемещения оси активизирован
G24
01
Цикл подрезания торца за один проход
G28
00
Возврат к референтной точке
G30
00
Возврат к базовым 2-й, 3-й и 4-й точке
G33
01
Нарезание резьбы
G34
01
Нарезание резьбы с переменным шагом
G40*
07
Окончание компенсация радиуса инструмента
G41
07
Компенсация радиуса инструмента справа
G42
07
Компенсация радиуса инструмента слева
G52
00
Создание локальной системы координат
G53
00
Создание локальной системы координат
G53
00
Создание станочной системы координат
G54*
14
Выбор системы координат детали 1
G55
14
Выбор системы координат детали 2
G56
14
Выбор системы координат детали 3
G57
14
Выбор системы координат детали 4
G58
14
Выбор системы координат детали 5
G59
14
Выбор системы координат детали 6
G65
00
Макровызов
G66
12
Модальный макровызов
G67*
12
Окончание модального макровызова
G70
06
Ввод размеров в дюймах
G71
06
Ввод размеров в мм
G72
00
Цикл чистовой обработки
G73
00
Цикл черновой обработки с несколькими проходами
G74
00
Цикл подрезки торца с несколькими проходами
G75
00
Цикл повторения профиля с несколькими проходами
G76
00
Цикл сверления с с удалением стружки в конце
G77
00
Цикл сверления наружного/внутреннего диаметра
G78
00
Цикл для многозаходной резьбы
G80*
10
Отмена цикла сверления
G83
10
Цикл радиального сверления
G84
10
Цикл осевого нарезания резьбы
G86
10
Цикл радиального сверления
G90*
03
Программирование в абсолютных величинах
G91
03
Программирование в приращениях
G92
00
Установка координатной системы или макс, скорости вращения шпинделя
G94
05
Подача в мм/мин
G95*
05
Подача в мм/оборот
G96
02
Включение постоянной скорости резания
G97*
02
Выключение постоянной скорости резания
G98
11
Возврат к начальной плоскости цикла сверления
G99
11
Возврат к плоскости точки R цикла сверления
G112
21
Режим интерполяции в полярных коодинатах
G113
21
Аннулирование режима интерполяции в полярных коодинатах
G112
21
Режим интерполяции в полярных коодинатах
G113
21
Аннулирование режима интерполяции в полярных коодинатах
Функции G — это подготовительные функции, которые отражают вид перемещения станка, режим интерполяции и тип размеров. Существует два типа функций G:
Не модальные функции G группы 00, которые активны только в каждом кадре;
Модальные функции G (другие, чем те, которые относятся к труппе 00), действие которых продолжается до тех пор, пока они заменятся другими функциями той же группы.
Функции G, отмеченные звездочкой (*) являются активными при включении станка или после сброса числового управления (RESET).
Если какая-либо функция G запрограммирована, но она не входит в приведенный перечень или если она не соответствует ни одной из деблокированных опций, тогда будет индицироваться аварийное сообщение номер 010.
Многие функции G можно программировать в одном и том же кадре, однако, они не должны принадлежать к одной и той же группе. Если функции G одной и той же группы имеются в одном кадре, тог-да будет отрабатываться только последняя.
G00 — Позиционирование на ускоренном ходу. Инструмент перемещается взапрограммированную координату,заданную либо в абсолютных величинах, либо в приращениях. Вид перемещения инструмента может определяться параметром станка.
нелинейное перемещение происходит отдельно по каждой оси X и Z, траектория движения инструмента не прямая.
линейное траектория инструмента — это линейная интерполяция как при С01.
Позиционирование происходит на подаче, которая требует минимального времени перемещения, но при этом не превышает величины ускоренного хода каждой оси.
G01 — линейная интерполяция (рабочая подача ). Данная функция управляет линейным перемещением инструментов. Она может задаваться как в абсолютных величинах, так и в приращениях.
Скорость подачи задаётся функцией F…
G02 — круговая или винтовая интерполяция против часовой стрелки.
G03 — круговая или винтовая интерполяция по часовой стрелке.
Направления перемещения, которое вызывается данными функциями в плоскости ZX. Некоторые коды могут отличатся у разных производителей систем ЧПУ, но это редкость.
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Написать инженеру
Поделиться:
Новости
Форматно-раскроечный станок WoodTec PS 45S PRO
Подробнее
Форматно-раскроечный станок WoodTec K 45САР
Подробнее
Статьи
Всё о лазерных станках ЧПУ
Всё о фрезерных станках ЧПУ
Лазерная обработка
Фрезерная обработка
Системы станка ЧПУ
Ремонт лазерных станков
Программирование станков с ЧПУ
NC Studio
Оборудование компании
Изделия на ЧПУ станках
Санитарные нормы на производстве
Различия между G-кодом и М-кодом
Программирование с числовым программным управлением (ЧПУ) сегодня является основой производства. Современные станки с ЧПУ работают по программам, поэтому операторы должны знать, какие типы кода находятся в их распоряжении, и как их использовать.
Для обработки с ЧПУ программисты используют коды G и M, в зависимости от того, что они хотят, чтобы машина делала.
Хотя наиболее распространенным языком программирования, используемым программным обеспечением ЧПУ, является G-код, M-код также имеет определенные приложения. Когда дело доходит до G-кода по сравнению с M-кодом, один не обязательно лучше другого. Вместо этого оба типа необходимы, чтобы система выполняла желаемые операции.
Роль машинного программирования в производстве ЧПУ
Буква C в программировании ЧПУ относится к компьютеру, управляющему системой.
Как и любой компьютер, он работает на основе определенного языка, который система понимает для выполнения определенных задач. Это требование к рабочему языку — это то, где инструкции входят в программирование ЧПУ. Операторы могут выбрать ввод программ вручную или использовать программное обеспечение CAM.
Независимо от метода ввода информации, коды должны быть совершенными.
До появления компьютеров поддержка правильных программ для нескольких видов обработки была затруднена из-за бумажного формата программы ЧПУ.
На заре механической обработки устройства имели числовое управление, ЧПУ. Для этого требуются карты или ленты с кодами, созданными путем пробивки отверстий в определенном порядке. До того, как компьютеры стали обычным явлением, механические мастерские регулярно использовали перфоленту для управления своими устройствами. Однако физический носитель может получить серьезные повреждения в активных магазинах.
Жировые пятна, разрывы и потери регулярно происходили с этими перфорированными бумагами. Поврежденная бумага может привести к тому, что станки с ЧПУ будут считывать неправильные коды, что приведет к серьезным проблемам.
Когда компьютеры стали использоваться для управления станками с ЧПУ, оператор вводил коды вручную в компьютер вместо того, чтобы подавать перфоленту в систему.
С ЧПУ, числовым программным управлением, программированием эти станки могли производить гораздо более сложные детали из-за использования на них более сложного оборудования.
Это достижение, однако, создало проблему для машинистов. С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.
Чтобы ускорить процесс, компании начали использовать программное обеспечение CAM или CAD.
CAM, автоматизированное производство, или CAD, автоматизированное проектирование, представляет собой программное обеспечение, которое автоматизирует процесс генерации кода. Машинист говорит программе, что делать, и программа создает коды, которые машина может понять.
Независимо от того, введены ли они в систему вручную или сгенерированы программным обеспечением, программы для обработки с ЧПУ включают G-коды и M-коды. Оба имеют разные функции, и ни один из них не может работать независимо от другого.
Понимание их различий является основой для программирования ЧПУ.
Узнайте о наших услугах по обработке с ЧПУ
Что такое коды G и M в программировании ЧПУ?
При обработке с ЧПУ G-коды и M-коды играют важную роль и функции:
Что такое G-код?
G-код в программировании ЧПУ управляет движениями станка, определяя, как и куда станок должен двигаться для изготовления детали.
Что такое М-код?
М-код в программировании ЧПУ управляет различными функциями станка, включая запуск и останов определенных действий или программ.
Эти два кода используются вместе для производства деталей и компонентов, что делает их незаменимыми в производственном и промышленном секторах.
G-код ЧПУ
Исходным программным языком, используемым станками с ЧПУ, был G-код.
G означает геометрию, и это буквенно-цифровой формат, который система использует, чтобы сообщить частям, что делать. Он указывает, с чего начать, как двигаться и когда остановиться. Для машинистов проблема с использованием G-кодов заключается в том, что разные машины используют вариации стандартного набора буквенно-цифровых чисел. Таким образом, система, сообщающая одному устройству о действии, может указывать на другое действие на другом оборудовании.
Различия G-кода между машинами заключаются в количестве нулей между буквой и цифрой или наличии пробелов между командами.
Например, одно устройство может использовать общий G1, а другое — G01. Некоторым машинам требуются десятичные точки между частями информации, в то время как другие позволяют оператору их опускать. Поскольку эти различия в программном диалекте очень важны для выполнения правильной программы, операторы должны всегда знать язык используемой ими машины.
Функции обработки с ЧПУ G-код
Как отмечалось ранее, G-коды указывают станку, как и куда двигаться.
Различные буквы обозначают, как машина движется, а цифры задают параметры. Хотя система называется G-кодом, G — не единственная используемая буква. Другие буквы имеют разные функции в программе, которые, как правило, одинаковы, независимо от диалекта машины.
Например, функции следующих букв в коде G включают:
N: Значение N указывает номер строки.
G: Число G указывает, когда инструмент должен двигаться и останавливаться.
X, Y, Z: Эти значения указывают положение инструмента в трех измерениях — X по горизонтали, Y по вертикали и Z по глубине.
F: F относится к тому, насколько быстро машина подает деталь.
S: S сообщает станку, как быстро перемещать шпиндель.
Т: Т указывает машине, какой инструмент использовать.
M: Значения M задают различные функции или функции машины, сообщая устройству, как действовать, указывая направления включения и выключения.
I и J: Эти значения указывают инкрементный центр любых дуг, которые делает машина.
R: R дает радиус дуг, сделанных машиной.
A: Значения A направляют инструмент вокруг оси x.
B: Число с буквой B показывает значение вращения вокруг оси Y.
C: Вспомогательная ось, которая вращается вокруг оси Z, получает свое позиционное значение из значения C.
D: Это число показывает, насколько система смещает диаметр инструмента.
L: L дает системе значение, указывающее повторяющиеся операции и количество циклов, которые они должны выполнять.
P: Программа переходит во времени или задерживает время с помощью команды P.
Другие буквенно-цифровые обозначения зависят от возможностей машины.
Для устройств с четырьмя или пятью осями G-код может включать дополнительные направления координат.
За каждым G-кодом стоят инструкции, говорящие машине, как создавать вариации ее основных функций. Как правило, станки с ЧПУ имеют три операции, и системы показывают, как адаптировать эти задачи для создания готового продукта.
Эти три операции включают следующее:
Двигайтесь по прямой как можно быстрее.
Двигаться по прямой линии с заданной скоростью.
Двигаться по кругу с заданной скоростью.
На основе этих трех движений программа может указать машине, когда останавливаться, изменять скорость, создавать круговые пропилы и другие направления. С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.
Одна часть выбора значений для программы требует знания реакции машины на программу.
Как правило, указания программы говорят обрабатывающему оборудованию, чтобы оно начало что-то делать. Устройство будет продолжать делать это до тех пор, пока не получит указание остановиться. Машинисты должны знать, когда вводить компьютерные инструкции для остановки и запуска.
Тем не менее, механикам может не понадобиться вводить каждую строку необходимой информации.
Существуют также некоторые сочетания клавиш, например, постоянные циклы.
В дополнение к индивидуальным действиям операторы могут использовать постоянные циклы. Эти циклы имеют одну буквенно-цифровую комбинацию, которая диктует ряд шагов. Например, один код цикла может заменить четыре строки программы для обозначения сверления или растачивания. Эти стандартные циклы помогают программистам, когда им нужно записать действия, которые должна выполнять машина.
Понимание функций G-кода облегчает чтение инструкций по эксплуатации, когда вы видите их примеры. Даже если вы не владеете программированием станков с ЧПУ, вы все равно можете осознать важность буквенно-цифровой системы и сложность программы, необходимой для создания обработанного продукта.
Примеры кода G для обработки с ЧПУ
Хотя коды раньше зависели от станка, некоторые основные комбинации букв и цифр создают общие направления. Каждая группа команд должна иметь только один G-код, чтобы устройство не запуталось. Если оператору потребуется другой G-код, ему потребуется еще один блок данных, как в следующем примере:
G0: Перейти как можно быстрее к указанной координате.
G1: двигаться по прямой.
G2: создание дуги по часовой стрелке.
G3: сделайте дугу против часовой стрелки.
Хотя когда-то машинисты должны были запоминать эти команды во время учебы, сегодня многие этого не делают, потому что используемые ими команды зависят от типа машины. Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.
В то время как G-коды дают машине инструкции о том, куда двигаться, M-значения направляют устройство на выполнение разных задач.
Самые важные G-коды
Все G-коды удобны в использовании и обладают жизненно важными функциями. Некоторые из наиболее часто используемых G-кодов:
G00: Быстрое позиционирование
Команда позиционирования G00 быстро перемещает машину из ее текущего положения в заданные координаты команды. Все оси двигаются одновременно, поэтому они одновременно завершают действие. Движение к новой точке происходит по прямой.
G01: Линейная интерполяция
Команда G01 перемещает станок по прямой линии с заданной скоростью подачи, которую можно установить с помощью функции F. У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
G02: круговая интерполяция по часовой стрелке
Команда G02 перемещает станок по часовой стрелке. Чтобы он работал правильно, вы должны определить центр вращения, который аналогичен радиусу окружности с центром и начальной точкой дуги. Вы также должны определить параметры конечной точки. Начальная точка — это просто конечная точка предыдущей команды, поэтому ее легко определить.
G03: круговая интерполяция против часовой стрелки
Команда G03 также перемещает станок по кругу, но вместо этого против часовой стрелки. Эта команда аналогична G02.
Как читать G-коды
При просмотре файла G-кода разбейте его длинное и сложное содержимое на декартовы координаты и маркеры. Попробуйте найти коды, с которыми вы наиболее знакомы, и используйте ключ, чтобы напомнить себе коды, которые вы забыли.
Каждая строка чисел имеет свой порядок, и G-коды имеют тщательно продуманную структуру для правильного выполнения своих функций.
М-код ЧПУ
М-код — это язык управления станком, управляющий всей программой, часто называемый G-кодом. В то время как G-команды описывают положения, M-код управляет действиями машины. Хотя M представляет различные коды, некоторые называют его машинным кодом, поскольку он управляет определенными операциями оборудования.
Коды G и M используются для программирования станков с ЧПУ.
Без М-кодов вы можете направлять инструменты в определенное место и приказывать им двигаться по линии или дуге, но вы не добьетесь успеха, давая более прямые команды, такие как остановка программ, смена инструментов, заливка системы охлаждающей жидкостью или другие действия, выходящие за рамки трех основных движений, контролируемых G-кодами. Вот почему вы можете думать о М-кодах как управляющих операциями без резки.
Функции обработки с ЧПУ М-код
М-коды дают машинным инструкциям, когда включать или выключать операции, не связанные с резкой. Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в M-коде.
Как и в случае с G-кодами, диалект, используемый для M-кодов, зависит от машины. При настройке программ M-коды должны иметь по одному на каждый блок информации. Эти команды дают машине функции включения и выключения, поэтому наличие нескольких команд в одной группе или блоке может вызвать проблемы с программой.
Использование М-команд позволяет машинисту указать устройству сменить инструмент, включить шпиндель, отправить охлаждающую жидкость в систему или открыть двери. Существуют десятки M-операций, и операторы учатся программировать, чтобы быстро выполнять нужные действия.
Как и G-коды, M-коды зависят от машины.
Для некоторых машин требуется ноль между буквой М и числом, а для других это требование отсутствует. Опять же, знание конкретных требований, подробно изложенных в инструкциях по кодированию машины, поможет оператору понять, какие буквенно-цифровые программы использовать.
Примеры М-кода для обработки с ЧПУ
М-команды имеют общие значения, которые включают следующее:
M00: Остановить любую программу, работающую в данный момент — оси, залив СОЖ или шпиндель.
M01: Эта команда указывает на необязательную остановку программы.
M02: Конец текущей программы.
M03: Начните перемещать шпиндель по часовой стрелке.
M04: Начать вращение шпинделя против часовой стрелки или в обратном направлении.
M05: Остановите перемещение шпинделя.
M06: Загрузить другой инструмент. Обычно эта команда поставляется со значением T. Например, вы можете увидеть «T1 M06».
M08: Начать заливку охлаждающей жидкости в систему.
M09: Перекрыть подачу охлаждающей жидкости.
Эти примеры являются лишь некоторыми из значений M, которые вы можете увидеть в программе для запуска станка с ЧПУ.
Наиболее важные М-коды
Некоторые из наиболее часто используемых М-кодов:
M00: Остановка программы
Команда M00 завершает текущую программу, позволяя вам переключать оборудование или запускать задачи по устранению неполадок.
M02: Конец программы
Команда M02 полностью завершает программу. Завершение текущей программы вашей машины — это первый шаг к началу другой.
M03: Пуск шпинделя
Команда M03 перемещает шпиндель вперед по часовой стрелке. Эта команда может показаться похожей на функцию команды G02, но коды G перемещают только машину.
M04: Пуск шпинделя
Команда M04 перемещает шпиндель в направлении, обратном команде M03, заставляя его вращаться против часовой стрелки. Это необходимый маневр во многих автоматизированных производственных задачах.
M05: Останов шпинделя
Команда M05 останавливает шпиндель, чтобы вы могли проверить текущее состояние вашей работы.
M06: Смена инструмента
Команда M06 позволяет переключать инструменты без повреждения оборудования.
Как читать М-коды
М-коды или другие коды часто дополняются кодами из других категорий, чтобы активировать идеальные настройки машины. Из-за этого строки с M-кодами выглядят сложными, хотя они структурированы в определенном порядке для обеспечения бесперебойной работы процессов. Код S может установить скорость вращения шпинделя, например, при его перемещении с помощью кода M. M-коды часто используются с G-кодами для эффективного управления машиной.
Основное различие между G-кодом и М-кодом
Коды G и M имеют особое, но разное применение для управления станками с ЧПУ.
Некоторые называют программу ЧПУ кодом G, хотя цифры, сопровождающие G, управляют только движением и функциями системы. Значение M является частью программы, которая сообщает машине, как выполнять операции вне движений.
Глядя на то, как эти два типа команд работают с машиной, думайте о G как о резке, а M как о различных операциях.
В то время как оба управляют оборудованием, они регулируют различные движения.
G-команды сообщают инструменту, где и как резать. Операции М направляют станок на смену инструментов, перемещение шпинделя или выполнение других операций, не связанных с резанием, внутри оборудования. Если вы хотите упростить процесс, вы можете рассмотреть программное обеспечение CAD или CAM, но это не всегда идеальное решение.
Даже если у вас есть программа CAD или CAM для изменения указаний, которые вы даете буквенно-цифровой программе, вы все равно должны быть знакомы с программированием ЧПУ, чтобы вносить изменения или поправки в программное обеспечение на основе требуемых данных станка. Программное обеспечение будет делать только то, что ему говорит оператор, и если вы не понимаете программу, которую оно генерирует, вы можете заставить машину выполнять неправильную функцию, что приведет к напрасной трате времени и материалов.
Для некоторых компаний наличие профессионального поставщика станков с ЧПУ, таких как American Micro Industries Inc., облегчает задачу создания программ на станках с ЧПУ.
Позвольте нам заняться кодированием для ваших потребностей в обработке с ЧПУ
Вам не нужно знать программирование кода ЧПУ, чтобы быстро выполнить свой проект по обработке.
В компании American Micro Industries Inc. есть все необходимое оборудование, материалы и специалисты для быстрого выполнения вашего проекта механической обработки. Не беспокойтесь о размере вашей работы. Наши специалисты могут запрограммировать задачи для небольших заказов прототипов или крупных оптовых заказов. Кроме того, наше предприятие может обрабатывать даже большие объемы заказов на механическую обработку.
Если вы хотите узнать больше о том, как мы выполняем ваши проекты по механической обработке, свяжитесь с нами через Интернет, чтобы получить предложение.
Понимание кодов G и M для обработки на станках с ЧПУ
Обработка на станках с ЧПУ — это один из основных производственных процессов, при котором производятся сложные и сложные изделия, которые находят применение в различных отраслях промышленности. Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Несмотря на то, что коды ЧПУ используются вместе в большинстве механических мастерских, они сильно отличаются друг от друга. Каковы различия? Как эти коды управляют функциями станков с ЧПУ? Чтобы узнать ответы на эти и другие вопросы, дочитайте эту статью до конца.
Что такое код G и код M?
Как упоминалось ранее, коды G и M необходимы для обработки с ЧПУ. Однако какова точная функция программы двух букв ЧПУ? Как они управляют станками с ЧПУ? Этот раздел ответит на эти вопросы, а также выделит различия между обоими кодами.
Что такое G-код?
Код G (также RS-274D) — самый популярный язык программирования ЧПУ. Большинство команд G-кода имеют буквенно-цифровой формат и начинаются с G, что означает геометрию. G-код отвечает за движения станков с ЧПУ, сообщая машине, с чего начать, как двигаться и когда остановиться при изготовлении детали.
Однако программирование G-кода может быть довольно сложным для машинистов, поскольку разные машины считывают G-коды в разных форматах. Отличие большинства машин заключается в наличии или отсутствии пробелов между командами и в количестве нулей между буквой и цифрой в командах. Например, одна машина может использовать G3, а другая — G03. Машинисты всегда должны быть знакомы с типом машины, которую они используют. В противном случае ошибки в команде могут привести к серьезным проблемам в производстве деталей.
Хотя буква G является наиболее распространенной буквой в G-кодах при программировании ЧПУ, это не единственная используемая буква. Другие буквы также имеют тенденцию представлять разные команды. Примеры некоторых букв в G-коде:
A: Он направляет инструмент вокруг оси X.
R: Указывает радиус дуг, которые делает машина.
X, Y, Z: Эти три значения указывают положение инструментов в трех измерениях – X и Y представляют горизонтальный и вертикальный размеры соответственно, а Z представляет глубину.
I и J: Оба значения обозначают инкрементный центр любой дуги, которую делает машина.
N: N указывает номер строки.
В коде также используются другие буквы, которые зависят от возможностей машины.
Что такое M-код?
Как и код G, код М также начинается с буквы «М». Код М представляет собой набор вспомогательных команд, управляющих всеми негеометрическими действиями станка. Машинисты называют этот код разными кодами, поскольку он управляет действиями, не связанными с резанием, такими как остановка программ, заливка станка охлаждающей жидкостью и его отключение после падения температуры.
При настройке программы букв ЧПУ с использованием кодов G и M код M должен иметь только одну команду на блок информации. Это потому, что они в основном включают и выключают машину. Следовательно, их многократное использование в одном блоке может вызвать проблемы с программой.
Как и G-коды, M-коды различаются для разных машин. Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Различия
Хотя операторы одновременно используют коды G и M в любом процессе обработки с ЧПУ, они различаются. Вот несколько примеров того, чем отличаются оба кода ЧПУ:
Команды кода G, как правило, различаются на большинстве станков с ЧПУ, в то время как коды M похожи на большинстве станков с ЧПУ.
G-коды управляют движением и функциями машины, а M-коды управляют операциями вне движений.
G-код активирует станок с ЧПУ, а M-код активирует программируемый логический контроллер станка.
Как программирование ЧПУ управляет станками с ЧПУ?
До появления компьютеров машинисты использовали карты или ленты для управления движениями машин. Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Когда машинисты начали использовать компьютеры для станков с числовым программным управлением, они все еще сталкивались с некоторыми проблемами. Это было связано с тем, что им приходилось вводить коды вручную. Это, конечно, было бы очень утомительно, когда они делали довольно сложные детали, требующие большого количества инструкций.
Однако с гораздо более продвинутыми компьютерами и программным обеспечением машинисты могут просто указывать программе, что делать. Затем программное обеспечение будет генерировать G-коды и M-коды, которые понимает машина. Благодаря программному обеспечению CAD и CAM генерация кода для функций машины стала очень простой.
Для запуска процесса программисту необходимо компьютерное программное обеспечение высокого уровня. Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Это краткое изложение процесса, посредством которого программирование ЧПУ управляет работой станков с ЧПУ. Хотя описанный выше процесс кажется упрощенным, на создание кодов для сложной детали могут уйти недели.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Список команд кодов G и M
В этом разделе приведены различные примеры основных кодов G и M и их значение. Часть этих кодов означает одно и то же в кодах G и M, хотя другие единицы могут различаться. Примеры этих кодов включают:
Список G-кодов – G-коды для токарных станков с ЧПУ
G00: Быстрое позиционное перемещение
G01: Линейное интерполяционное перемещение или линейное перемещение, фаска и скругление углов – Модальный режим
G02: Циркуляционная интерполяция по часовой стрелке – модальная
G03: Циркуляционная интерполяция против часовой стрелки – модальная
G04: Задержка (P) P=секунды. Миллисекунды
G05: точное управление движением шпинделя (приводной инструмент) – опционально
G09: точный останов
G10: настройка программируемого смещения
M-коды для токарных станков с ЧПУ
M09: опционально Останов программы – модальный
M02: Конец программы – модальный
M03: Вращение шпинделя вперед (S) – Модальный режим
M04: Шпиндель в режиме реверса (S) – Модальный режим
M10: торможение 4-й оси вкл. Станки являются одним из наиболее важных процессов обработки с ЧПУ. Однако эти машины не могут функционировать без кодов G и M, которые указывают им, что делать. Понимание того, как генерировать эти коды, жизненно важно для процесса обработки с ЧПУ и успешного производства деталей. Освоение этих кодов даст вам преимущество в карьере программиста ЧПУ.
RapidDirect CNC Machining Services
Нужна компания для реализации вашего проекта CNC-обработки? Не смотрите дальше, потому что RapidDirect обладает всеми техническими знаниями, которые вам когда-либо понадобятся. Обладая более чем двадцатилетним производственным опытом, мы располагаем опытным персоналом во всех областях производственного процесса.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
RapidDirect понимает, что вам нужен отличный сервис по обработке с ЧПУ, и вы не хотите тратить много на его получение; поэтому мы предлагаем именно это.
Адреса магазинов STIHL: Мебельная ул. д. 19 корп.2 Пр. Стачек д.81к2 Ул. Белы Куна д. 32 Пр. Тихорецкий д. 33 корп.1
Корзина пуста
Каталог товара
Главная → Опрыскиватели и распылители → Опрыскиватели → Stihl → Опрыскиватель Stihl SR 200
Артикул: 42410112601
53 990 pуб. RUB
Кол-во:
Зарезервировать в магазине
Товар в наличии:
магазин: СПБ, ул. Белы Куна д. 32 магазин: СПБ, Пр. Стачек д.81 корп.2 магазин: СПБ, ул. Мебельная 19 корп. 2 магазин: СПБ, Малый пр. В.О. д. 46 магазин: СПБ, Пр. Тихорецкий д. 33 корп.1 магазин: СПБ, ш. Революции, д. 31
Характеристики
Модель SR 200
Мощность, кВт 0,8
Уровень звуковой мощности, дБ(A) 104
Вес, кг 7,8
Емкость топливного бака, л 1.0
Мощность л.с. 1,1
Рабочий объем цилиндра, см? 27,2
Тип двигателя бензиновый
Уровень вибрации слева/справа, м/с? 0 / 1,5
Уровень звукового давления, дБ(A) 94
Число оборотов на холостом ходу, об./мин 2500
Скорость воздушного потока, м/с 81
Максимальный расход воздуха, м?/ч 580
Назначение Для распыления жидкостей
Внутренний диаметр цилиндра, мм 34
Макс. дальность распыления по горизонтали, м 9
Макс. производительность м?/ч 780
Объём бака для распыляемого средства l 10
Радиус действия по вертикали, м 10
Описание Опрыскиватель Stihl SR 200
Легкий опрыскиватель Stihl SR 200 D имеет высокий комфорт ношения за счёт компактной конструкции и расположения центра тяжести близко к телу. Опрыскиватель возможно использовать в качестве воздуходувного устройства. Stihl SR 200 D идеально подходит для ухода за культурами высотой до 2,5 м. Простой и быстрый запуск модели SR 200 D благодаря автоматическому пусковому положению выключателя, единовременное управление дроссельной заслонкой и клапаном. В серийную комплектацию входят решётки для формирования конусообразной струи, для отклонения струи и для разделения струи. Возможно использования для уборочных работ как воздуходувное устройство.
Особенности и преимущества SR 200 D:
Многофункциональная рукоятка
Пусковое устройство ElastoStart
Антивибрационная система STIHL
Катализатор для уменьшения вредных выхлопов
Оснащение
STIHL ElastoStart
В результате давления сжатия при запуске двухтактных двигателей возникают толчкообразные силы, нагружающие мышцы и суставы. Пусковое устройство ElastoStart заметно уменьшает эти вредные воздействия. Специальный демпфирующий элемент в ручке пускового устройства попеременно то принимает на себя, то отдает энергию соответственно процессу сжатия. Таким образом, запуск происходит равномерно, без толчков. (см. иллюстрацию)
Простая логика запуска
Простой и быстрый запуск благодаря автоматическому пусковому положению выключателя, единовременное управление дроссельной заслонкой и клапаном.
Решётка
С помощью трёх съёмных решеток можно изменять форму и направление распыляемой струи. В серийную комплектацию входят решётка для формирования конусообразной струи, для отклонения струи и для разделения струи.
Многофункциональная рукоятка STIHL
Элементы управления двигателем встроены в рукоятку. Это делает управление еще проще и надёжнее
← Опрыскиватель Stihl SR 420 Опрыскиватель Stihl SR 450 →
Отзывы о Опрыскиватель Stihl SR 200
Артикул: 42410112601
53 990 pуб. RUB
Кол-во:
Зарезервировать в магазине
Товар в наличии:
магазин: СПБ, ул. Белы Куна д. 32 магазин: СПБ, Пр. Стачек д.81 корп.2 магазин: СПБ, ул. Мебельная 19 корп.2 магазин: СПБ, Малый пр. В.О. д. 46 магазин: СПБ, Пр. Тихорецкий д. 33 корп.1 магазин: СПБ, ш. Революции, д. 31
Нашли дешевле? Сделаем скидку!
Имя и Фамилия: Телефон: Email: Ссылка на товар в другом магазине:
×
Внимание! Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.
Главная /Stihl /Опрыскиватели и распылители /Опрыскиватели / Опрыскиватели Stihl SR 200
Артикул: S42410112603
👁 875 просмотров
Описание
Характеристики
Запчасти
Вопросы по товару
Опрыскиватели Stihl SR 200, 42410112603 (4241-011-2603)
Очень лёгкий опрыскиватель весом всего 7,9 кг. Превосходный уровень комфорта при ношении благодаря низкому и прилегающему к телу центру тяжести. Идеален для обработки низких и средневысоких культур высотой до 2,5 м.
Серийное оснащение
Многофункциональная рукоятка
Элементы управления двигателем встроены в рукоятку. Это делает управление еще проще и надёжнее.
STIHL ElastoStart
В результате давления сжатия при запуске двухтактных двигателей возникают толчкообразные силы, нагружающие мышцы и суставы. Пусковое устройство ElastoStart заметно уменьшает эти вредные воздействия. Специальный демпфирующий элемент в ручке пускателя расширяется соответственно силе тяги, и таким образом запуск происходит равномерно, без толчков.
Простая логика запуска
Простой и быстрый запуск благодаря автоматическому пусковому положению выключателя, единовременное управление дроссельной заслонкой и клапаном.
Решётка
С помощью трёх съёмных решеток можно изменять форму и направление распыляемой струи. В серийную комплектацию входят решётка для формирования конусообразной струи, для отклонения струи и для разделения струи.
Рабочий объём см³
27,2
Мощность л.с.
1,1
Мощность кВт
0,8
Вес кг 1)
7,8
Уровень звуковой мощности дБ(A) 2)
104
Уровень звукового давления дБ(A) 2)
94
Уровень вибрации справа м/с² 3)
1,5
Объём бака для распыляемого средства l
10
Макс. производительность м³/ч
780
Макс. дальность распыления по горизонтали м
9
Объём бака л
1,05
Объём топливного бака унций
35,5
Частота вращения при Pмакс об/мин
8.000
Вы можете задать нам вопрос(ы) с помощью следующей формы.
Ваше имя
E-mail
Ваши вопросы относительно товара
0
Stock
0
Sertificate
0
categoryId
763
CategoryYM
Электрические и бензиновые опрыскиватели
cost
0
country_of_origin
none
days
32
delivery
true
manufacturer_warranty
true
Market
Нет
model
SR 200
order-before
24
pickup
true
sales_notes
Официальный дилер. Есть самовывоз. 3 года гарантии
store
false
Type
main
vendor
Stihl
warranty
3
Модель
SR 200
SR 200 — Легкий распылитель
Прямой выбор продукта: Распылители
Общий
Легкий опрыскиватель с чрезвычайно высоким уровнем комфорта благодаря компактной конструкции и расположенному близко к корпусу центру тяжести. Идеально подходит для культур высотой до 2,5 м. Простая технология запуска, многофункциональная рукоятка для работы одной рукой и защитный воротник с защитой от проливания. С конусом, отклоняющей и двунаправленной сеткой в стандартной комплектации.
Технические характеристики
Технические характеристики
Технические характеристики
Значение
смещение
27,2
см³
Масса
1)
7,8
кг
Емкость контейнера
10
л
Максимум. расход воздуха
2)
780
м³/ч
Максимум. горизонтальный диапазон
9
м
1) Вес без топлива, в полностью собранном виде
2) Без насадки для воздуходувки
В зависимости от страны возможны отклонения от ассортимента продукции и представленной здесь информации. STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование.
Характеристики
Стандартное оборудование
Простая логика E-Start
Быстрый и легкий запуск с автоматическим зажиганием газа, позиционированием переключателя, режимом индивидуальной воздушной заслонки и продувкой. (аналогично рисунку)
Антивибрационная система STIHL
Антивибрационная система эффективно разгружает спину. Специальные демпфирующие элементы снижают передачу неприятных вибраций, создаваемых двигателем. Это делает работу более комфортной и менее напряженной.
Многофункциональная ручка управления
Простое и удобное управление большим пальцем означает, что рука оператора никогда не отрывается от рукоятки.
Компактная конструкция
Компактная конструкция с низким центром тяжести, расположенным близко к телу, обеспечивает максимальный комфорт пользователя.
Крышка контейнера с литой ручкой
Благодаря практичной литой ручке крышку контейнера можно открывать и снимать одной рукой. Наполнение быстрое и чистое благодаря большому заливному отверстию. Протечки сведены к минимуму, а контейнер легко чистить.
Решетка
С помощью трех решеток, которые можно собрать, можно изменить форму и направление струи. Конические решетки, дифракционная решетка и двойная дифракционная решетка входят в стандартную комплектацию.
Защитный воротник
Любая утечка, возникающая при наполнении контейнера спреем, будет удерживаться защитным воротником, чтобы он не достиг подушки спины. Таким образом, ваша спина останется сухой.
Двигатель STIHL 2-MIX
Устройство оснащено современным малошумным двигателем STIHL 2-MIX с низким уровнем выбросов. Двухтактный двигатель STIHL с технологией 2-MIX обеспечивает высокую производительность, большой крутящий момент и экономию топлива до 20 % по сравнению с двухтактными двигателями STIHL того же класса производительности без технологии 2-MIX.
В зависимости от страны возможны отклонения от ассортимента продукции и приведенной здесь информации. STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование.
Принадлежности
Принадлежности
В зависимости от страны возможны отклонения от приведенного здесь ассортимента и информации. STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование.
Документы
Руководства по эксплуатации и брошюры по безопасности
Новинка 2021 Stihl SR 200 Оранжевый/Белый
/
Подать заявку на финансирование
Цена
$
Первоначальный взнос
$
Процентная ставка
%
Срок кредита 12 месяцев24 месяца36 месяцев48 месяцев60 месяцев72 месяца
Предполагаемый ежемесячный платеж
$
Это не предложение кредита и должно использоваться только для целей оценки на основе предоставленной вами информации. Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах.
Рассчитать платеж
Сравнить модели
Страховая цитата
2021 Штиль СР 200 •
Узнать цену
Узнать цену
Легкий и недорогой ранцевый опрыскиватель идеально подходит для небольших ферм или виноградников.
Если вам нужна большая мощность, чем у ручного опрыскивателя, но такая же мобильность, STIHL SR 200 — это то, что вам нужно. Этот экономичный опрыскиватель не имеет себе равных в своем классе благодаря экономичному двигателю с низким уровнем выбросов выхлопных газов, который обеспечивает экономию топлива на 20 % лучше, чем у большинства обычных двухтактных двигателей. Он прост в использовании с помощью рукоятки управления в виде джойстика и обеспечивает превосходный контроль над скоростью и диапазоном распыления. А поскольку это STIHL, в нем используются высококачественные компоненты и удобный эргономичный дизайн. С ранцевым опрыскивателем SR 200 нужно немногое.
Особенности
Технические характеристики
Опции
Фото
Особенности
МНОГОФУНКЦИОНАЛЬНАЯ РУКОЯТКА УПРАВЛЕНИЯ: Легкий доступ ко всем элементам управления с помощью одной удобной рукоятки упрощает выполнение задач, поэтому рука оператора никогда не должна отрываться от рукоятки.
АНТИВИБРАЦИОННАЯ СИСТЕМА: Антивибрационная система STIHL помогает снизить утомляемость оператора и обеспечивает более комфортную работу.
РЕГУЛИРУЕМАЯ ОПОРНАЯ РЕМНЯ: Ранцевые воздуходувки и опрыскиватели STIHL оснащены регулируемой опорной системой, которая равномерно распределяет вес на плечи и спину, снижая утомляемость пользователя.
СОЗДАНО В США: Большинство бензиновых агрегатов STIHL, продаваемых в США, производятся в США из отечественных и зарубежных запчастей и компонентов.
ОБЪЕМ ВОЗДУХА: с трубками — 580 м3/ч (341 куб.фут/мин)
СКОРОСТЬ ВОЗДУХА: 81 м/сек. (181 миль в час)
МАКСИМАЛЬНЫЙ ДИАПАЗОН РАСПЫЛЕНИЯ: Гориз. — 29,5 футов (9 м), верт. — 18 футов (5,5 м)
Этот комплект нагнетательного насоса рекомендуется для применений, в которых распылительная трубка удерживается под углом вверх более 30 градусов для поддержания постоянной скорости подачи.
Как скорость резания токарного станка влияет на шероховатость поверхности детали
Главная / ЧПУ станок / Обработка резанием / Как скорость резания токарного станка влияет на шероховатость поверхности детали
Как скорость резания токарного станка влияет на величину микронеровностей при точении коррозионностойких сталей изучалась в Волгоградском государственном техническом университете. В лаборатории кафедры «Автоматизация производственных процессов» ВолгГТУ был проведен ряд экспериментов по токарной обработке сталей марок 14Х17Н2, ЭИ961, 20Х13 твердосплавными режущими пластинами ТТ7К12, Т15К6, Т5К10, GC4225, ВК8. В процессе исследований проводились замеры сигнала термоЭДС предварительного пробного рабочего хода, как интегральной теплофизической характеристики каждой сменной контактной пары и величины шероховатости поверхности детали (Ra). Для начала дадим определение скорости резания и раскроем это понятие.
Скорость резания на токарном станке
Скорость резания токарного станка – это путь точки режущего лезвия инструмента относительно заготовки в направлении главного движения в единицу времени. Каждая точка обрабатываемой поверхности детали (рис. 1), например точка А, проходит в единицу времени, например в одну минуту, некоторый путь. Длина этого пути может быть больше или меньше в зависимости от числа оборотов в минуту детали и от ее диаметра, и определяет собой скорость резания. Скоростью резания называется длина пути, который проходит в одну минуту точка обрабатываемой поверхности детали.
Скорость резания измеряется в метрах в минуту и обозначается буквой V. Для краткости вместо слов «метров в минуту» принято писать м/мин.
Скорость резания при точении находится по формуле:
V=(πDn)/1000,
где V — искомая скорость резания в м/мин; π — отношение длины окружности к ее диаметру, равное 3,14; D — диаметр обрабатываемой поверхности детали в мм; n — число оборотов детали в минуту.
Произведение πDn в формуле должно быть разделено на 1000, чтобы найденная скорость резания была выражена в метрах.
Формула эта читается так: скорость резания токарного станка равна произведению длины окружности обрабатываемой детали на число оборотов ее в минуту, разделенному на 1000.
Пример 1. Обрабатываемый на станке вал делает 300 об/мин. Диаметр заготовки вала 50 мм. Какова скорость резания?
По формуле находим: V=(πDn)/1000=(3,14*50*300)/1000=47,1м/мин
Определение числа оборотов в минуту детали данного диаметра, которое она должна делать при принятой скорости резания, производится по формуле
n=(100V)/(πD)
Пример 2. Вал, заготовка которого имеет диаметр 50 мм, должен быть обработан при скорости резания 47,1 м/мин. Сколько оборотов в минуту должен делать вал?
По формуле находим: n=(100V)/(πD)=(1000*47,1)/(3,14*50)=300 об/мин
Рис. 1.
Итоги эксперимента замеров скорости резания на токарном станке
По итогам экспериментов в диапазоне изменения скорости резания 10-90 м/мин при глубине резания 1 мм, подаче 0,11 мм/об было выявлено, что на скоростях резания V = 30-50 м/мин, показатель шероховатости поверхности детали достигал минимального значения, а с дальнейшим увеличением скорости резания V > 50 м/мин, снова возрастал (рис. 2).
Рис. 2. – График изменения шероховатости поверхности Ra от скорости резания при токарной обработке контактных пар: 14Х17Н2-ТТ7К12; ЭИ961-GC4225; ЭИ961-Т15К6; 20Х13-GC4225
Первое, что обращает на себя внимание, это одинаковый характер изменения шероховатости и составляющей силы резания Py в исследуемом скоростном диапазоне (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 3 и 4) при обработке коррозионностойких сталей.
Чем вызван такой неоднозначный характер изменения шероховатости обработанной поверхности детали от скорости резания токарного станка? С позиций условной схемы стружкообразования это можно предположительно объяснить наличием нароста на передней грани инструмента, как указывает А.И. Исаев в работе “Микрогеометрия поверхности при токарной обработке”, рассматривая влияние рабочих параметров процесса токарной обработки и геометрии инструмента на высоту микронеровностей при обработке конструкционных сталей. Он указывает на отрицательную роль нароста металла на передней поверхности инструмента на качество обработанной поверхности в диапазоне низких скоростей. Однако, полученные экспериментальные зависимости высоты микронеровностей в низком диапазоне скоростей токарной обработки нержавеющих сталей нельзя объяснить влиянием классического нароста хотя бы потому, что одинаковое значение величины шероховатости поверхности детали (4 мкм) при обработке, например, стали 14Х17Н2 (рис. 3) получено и на скорости 15 м/мин, что можно предположительно объяснить влиянием классического нароста и на скорости 50 м/мин, где нароста по условиям обработки нет. Такие же «парадоксы» наблюдаются и при обработке других марок коррозионностойких сталей.
Рис. 3. Механизм образования микронеровности при точении c позиций перераспределения тепла между инструментом и стальной заготовкой
«Нестандартный» характер изменения высоты микронеровностей от скорости резания токарного станка в низком диапазоне скоростей с позиций реальной схемы резания Н. В. Талантова объясняется наличием в зоне контактных пластических деформаций так называемой зоны относительного застоя (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 8), изменяющей по аналогии с наростом передний угол резца γ в пределах его отрицательного значения.
Образование зоны относительного застоя, начиная с определённой скорости резания, увеличивает «условный» передний угол инструмента в пределах его отрицательного значения. Как следствие, это приводит к увеличению высоты микронеровностей. При дальнейшем увеличении скорости резания (температуры в зоне резания) зона относительного застоя уменьшается, уменьшается и значение условного переднего угла, что приводит к уменьшению высоты микронеровности. В интервале 30-40 м/мин зона относительного застоя исчезает и дальнейший рост шероховатости поверхности детали при увеличении скорости резания во втором скоростном диапазоне происходит по другому механизму, связанному с увеличением теплопроводности сталей от температуры.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
таблица, формулы расчетов, выбор скорости — как рассчитать глубину, подачу на оборот при точении
25.08.2020
Подготовимся к проведению одной из наиболее распространенных операций. Рассмотрим расчет подачи и режимов резания при токарной обработке. Его важность сложно переоценить, ведь если он проведен правильно, то помогает сделать техпроцесс эффективным, снизить себестоимость производства, повысить качество поверхностей деталей. Когда он выбран оптимально, это самым положительным образом влияет на продолжительность работы и целостность инструментов, что особенно важно в перспективе длительной эксплуатации станков с поддержанием их динамических и кинематических характеристик. И наоборот, если его неверно выбрать и взять не те исходные показатели, ни о каком высоком уровне исполнения продукции говорить не придется, возможно, вы даже столкнетесь с браком.
Режимы резания: что это такое
Это целый комплекс характеристик, задающих условия проведения токарной операции. Согласно технологическим маршрутам, обработка любого элемента (особенно сложного по форме) проводится в несколько переходов, для каждого из которых требуются свои чертежи, размеры и допуски, оборудование и оснастка. Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
В число основных показателей входит глубина, скорость, подача, в список дополнительных – масса объекта, припуски, частота, с которой вращается шпиндель, и в принципе любая характеристика, влияющая на результат обработки. И важно взять те из них, что обеспечат лучшую итоговую точность, шероховатость и экономическую целесообразность.
Есть несколько способов провести расчет режимов резания при точении:
• аналитический;
• программный;
• табличный.
Первый достаточно точный и до появления мощной компьютерной техники считался самым удобным. По нему все вычисления осуществлялись на основании паспортных данных оборудования: мощность двигателя, частоту вращения шпинделя и другие показатели подставляли в уже проверенные эмпирические выражения и получали нужные характеристики.
С разработкой специализированного ПО задача калькуляции существенно упростилась – все операции выполняет машина, быстрее человека и с гораздо меньшей вероятностью совершения ошибок.
Когда под рукой нет компьютера или формул, зато есть опыт, можно определить подходящие критерии на основании нормативных и справочных данных из таблиц. Но для этого необходимо учитывать все изменения значений, даже малейшие, что не всегда удобно в условиях производства.
Особенности определения режимов резания при точении
В первую очередь нужно выбрать глубину обработки, после нее – подачу и скорость. Важно соблюсти именно такую последовательность – в порядке увеличения степени воздействия на инструмент. Сначала вычисляются те характеристики, которые могут лишь минимально изменить износ резца, в конце те, что влияют на ресурс по максимуму.
Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента.
Важным пунктом является нахождение подходящей шероховатости. Плюс, правильнее всего взять лезвие под конкретный материал, ведь у того же чугуна одна прочность и твердость, а у алюминия – совсем другая. Не забывайте также, что в процессе происходит нагрев детали и возрастает риск ее деформации.
Выбор режима резания при точении на токарном станке продолжается установлением типа обработки. Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Глубина определяется количеством проходов, за которые убирается припуск. Подача представляет собой расстояние, преодолеваемое кромкой за вращение заготовки, и может быть одного из трех типов:
• минутная;
• на зуб;
• на оборот.
Скорость в значительной степени зависит от того, какая именно операция выполняется, например, при торцевании она должна быть высокой.
Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Схема расчетов режима резания на токарном станке
Порядок действий следующий:
• Выбираете, каким инструментом будете пользоваться в данной ситуации; для хрупких материалов подойдет лезвие со сравнительно небольшими показателями прочности, но для твердых – с максимальными.
• Определяете толщину снимаемого слоя и число проходов, исходя из актуального метода обработки. Здесь важно обеспечить оптимальную точность, чтобы изготовить изделие с минимальными погрешностями геометрических габаритов и поверхностей.
Теперь переходим к рассмотрению конкретных характеристик, играющих важную роль, и к способам их практического нахождения или изменения.
Глубина резания при токарной обработке на станке
Ключевой показатель для обеспечения качества исполнения детали, показывающий, сколько материала нужно убрать за один проход. Общее количество последних вычисляется с учетом следующего соотношения припусков:
• 60% – черновая;
• от 20 до 30% – смешанная;
• от 10 до 20% – чистовая.
Также свою роль играет то, какая форма у заготовки и что за операция выполняется. Например, при торцевании рассматриваемый параметр приравнивается к двойному радиусу предмета, а для цилиндрических деталей он находится так:
k = (D-d)/2, где:
D и d – диаметры, начальный и итоговый соответственно;
k – глубина снятия.
Если же изделие плоское, используются обычные линейные значения длины – 2, 1-2 и до 1 мм соответственно. Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.
Как определить подачу при точении
Фактически она представляет собой то расстояние, на которое резец передвигается за один оборот, совершаемый заготовкой. Наиболее высока она при черновой обработке, наименее – при чистовой, когда действовать следует аккуратно, и в дело также вступает квалитет шероховатости. В общем случае ее делают максимально возможной (для операции) с учетом ограничивающих факторов, в числе которых:
• мощность станка;
• жесткость системы;
• стойкость и ресурс лезвия.
При фрезеровании отдают предпочтение варианту «на зуб», при зачистке отверстий – рекомендованному для текущего инструмента, в учебных целях – самую распространенную, то есть 0,05-0,5 об/мин.
Формула расчета подачи при точении, связывающая между собой все ее виды, выглядит так:
SM = S*n = SZ*Z*n, где:
n – частота вращения резца,
Z – число зубцов.
Для упрощения вычислений можно брать данные отсюда:
Диаметр, заготовки, мм
Размер инструмента,
мм
Подача, мм/об, с выбранной глубиной резания, мм
до 3
3-5
5-8
8-12
от 12
Для стали
до 20
16х25-25х25
0,3-0,4
–
20-40
0,4-0,5
0,3-0,4
–
40-60
16х25-25х40
0,5-0,9
0,4-0,8
0,3-0,7
–
60-100
0,6-1,2
0,5-1,1
0,5-0,9
0,4-0,8
–
100-400
0,8-1,3
0,7-1,2
0,6-1
0,5-0,9
–
400-500
20х30-40х60
1,1-1,4
1-1,4
0,7-1,2
0,6-1,2
0,4-1,1
500-600
20х30
1,2-1,5
1-1,4
0,8-1,3
0,6-1,3
0,4-3,2
Для чугуна
до 20
16х25-25х25
–
20-40
0,4-0,5
–
40-60
16х25-25х40
0,6-0,9
0,5-0,8
0,4-0,7
–
60-100
0,8-1,4
0,7-1,2
0,6-1
0,5-0,9
–
100-400
1-1,3
0,9-1,4
0,8-1,1
0,6-0,9
400-500
20х30-40х60
1,3-1,6
1,2-1,5
1,1-1,3
0,8-1
0,7-0,9
500-600
20х30
1,5-1,8
1,2-1,6
1-1,4
0,9-1,2
0,8-1
Если операции осуществляются под серьезными ударными нагрузками, выбранное значение необходимо помножить на 0,85. Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
Расчет скорости резания при токарной обработке
Это показатель с сильнейшим влиянием, зависящий от следующих факторов:
• тип работы;
• вид используемого инструмента;
• материал исполнения заготовки.
Так, торцы отрезаются так быстро, как только возможно, в то время как сверление выполняется уже гораздо медленнее. Для решения стандартных задач параметр можно без труда вычислить, умножив диаметр будущего изделия на число оборотов в минуту и на тт, а затем разделив на поправочный коэффициент в 1000. Для упрощения можно воспользоваться специальным программным обеспечением.
Но если под рукой нет компьютера с установленным ПО или даже калькулятора, есть альтернативный вариант – уже подсчитанная скорость резания при точении из таблицы (ее мы отдельно приведем ниже). Также представим вашему вниманию две формулы – чтобы вы могли воспользоваться любой из них на основе уже имеющихся значений, а после обратили свое внимание на нормированные показатели.
Проверка принятых характеристик
Оборудование необходимо эксплуатировать подходящим образом – это нужно не только для производительности, но и с точки зрения эксплуатации.
Допустим, что вы остановились на каких-то значениях, что предпринять дальше? Прежде чем настраивать по ним станок, необходимо убедиться, что они правильные, так сказать, подтвердить правильность выбора режимов резания при токарной обработке.
Для этого нужно лишь заглянуть в паспорт оборудования и свериться с рекомендованными параметрами. Нормированные показатели должны быть выше тех, что взяли вы. Если это условие не выполняется, следует скорректировать величины, иначе техника вполне может выйти из строя в процессе изготовления деталей.
Какой инструмент использовать
Такой, что обеспечит:
• необходимую форму и геометрические параметры заготовки;
• достаточное качество готовой поверхности;
• технологичность и безопасность процесса выпуска;
• минимальные энергетические затраты при хорошей производительности;
• экономичный расход дорогих и/или редких материалов;
• ремонтопригодность изделия.
Выше мы уже писали, что длина обработки (резания) и подача на оборот при точении зависят лезвия, поэтому его тоже нужно рассмотреть подробнее. Сделаем это прямо сейчас, сгруппировав все разнообразие вариантов по главным признакам и выделив их особенности.
Классификация инструментов
Разделить их можно по трем показателям, каждый из которых оказывает достаточно сильное влияние на результаты проведения операций. Если установить неподходящий, это обернется недостаточной продуктивностью труда, ухудшением точности, повышением износа функциональных узлов или даже нарушением техники безопасности. Поэтому так важно правильно определиться и использовать то, что подходит для станка.
По способу обработки
Чтобы вам было проще выбирать рекомендуемые режимы резания при точении, таблицы составлены для таких разновидностей лезвий:
• проходные;
• резьбовые;
• галтельные;
• расточные;
• фасонные;
• резьбовые;
• прорезные;
• подрезные;
• отрезные.
Между собой они различаются формой, размерами и исполнением кромок.
По материалу рабочей части
Они бывают:
инструментальные;
быстрорежущие;
минералокерамические;
твердосплавные – одно-, двух- и трехкарбидные (вольфрамовые, титановольфрамовые и титанотанталовольфрамовые соответственно).
Конкретный вариант подбирается, исходя из твердости поверхности детали – понятно, что он должен быть еще прочнее, чтобы не разрушаться при механическом контакте, а снимать стружку.
По исполнению
Есть один момент, о котором стоит помнить, выбирая любой параметр, например, обороты токарного станка по металлу: таблица составлена сразу для всех видов инструмента. При этом конструкция у него может быть:
сборная;
цельная;
комбинированная.
У каждого типа свои преимущества. Первый отличается наибольшей ремонтопригодностью, ведь можно заменить лишь один деформированный элемент, а не весь резец. Зато второй гораздо лучше выдерживает повышенные нагрузки, так как равномерно воспринимает все силовые воздействия. Третий же сочетает в себе преимущества двух предыдущих, но стоит дороже всего.
Определяться вам, в зависимости от характера и твердости поверхности, точности снятия слоя, тех геометрических параметров, которые нужно получить в результате.
Формула подачи и режимов резания при токарной обработке
Для вычислений воспользуйтесь следующим выражением:
Vt = n x f (мм/мин), где:
n – частота вращения;
f – величина подачи на 1 оборот.
Также есть другие полезные соотношения, например, для нахождения эффективной мощности:
N (э) = (PZ x V)/(1020 x 60), причем:
P (z) – это максимальная нагрузка (тангенциальная сила), и она в свою очередь представлена в виде:
P (z) = 10Ср x t1 x S2 x V3 x Kp
Зная все эти величины, можно определить необходимую производительность станка:
N (п) = N(э)/η,
где η представляет собой заложенный заводом-изготовителем КПД (коэффициент полезного действия) оборудования.
Для выяснения оптимальной скорости резания при токарной обработке таблица необязательна – нужный показатель не составляет труда найти по следующей формуле:
VC = (DC x π x n)/1000 м/мин, где:
DC – двойной радиус детали;
n – частота вращения.
Или в качестве альтернативы можно воспользоваться таким соотношением:
• V = CV/((T1 x t2 x S3) x KV, в котором:
• T – стойкость инструмента;
• CV – коэффициент, применяемый как к заготовке, так и к лезвию;
• 1, 2, 3 – параметры степеней;
• KV – поправочное значение, зависящее от материала кромки, качества (точности) и особенностей поверхностного слоя.
Опять же, все полученные данные нужно сверить со стандартным рядом, актуальным для имеющегося станка, и убедиться, что они разница между ними не больше 5% и что они не превышают нормированные значения.
Таблица режимов резания при токарной обработке на станке
Материал
Операция
Показатели степени
СР
Детали
Лезвия
n
x
y
Сталь конструкционная
Твердая
Наружное растачивание
-0,15
1
0,75
300
Прорезание и отрезание
0
0,72
0,8
408
Быстрорежущая
Наружное растачивание
0
1
0,75
200
Прорезание и отрезание
0
1
1
247
Чугун серый
Твердый сплав
Наружное растачивание
0
1
0,75
92
Быстрорежущая сталь
Прорезание и отрезание
–
1
1
158
Чугун кованый
Твердый сплав
Наружное растачивание
0
1
0,75
81
Прорезание и отрезание
–
1
1
139
Теперь вы понимаете, насколько важно верно определить параметры эксплуатации оборудования. Хорошо, что это не будет проблемой теперь, когда вы знаете, как рассчитать режимы резания при токарной обработке. А станок, который эффективно решит любые ваши производственные задачи, вы всегда можете заказать у ижевского производителя – завода «Сармат».
Скорости токарного станка: Как сделать это правильно [Дерево и металл]
Токарные станки предлагают регулировку скорости для поворота заготовки с переменной скоростью вращения.
В зависимости от типа материала и выполняемой операции обработки можно установить оптимальную скорость токарного станка.
Но какова безопасная скорость для обработки заготовок на токарном станке? И как скорость токарного станка влияет на процесс обработки?
Скорость токарного станка должна быть менее 1000 об/мин для токарной обработки деревянных заготовок размером более 6 дюймов в диаметре, с несколько более высокими ограничениями скорости для заготовок меньшего размера. Поддержание скорости токарного станка ниже 1000 об/мин считается безопасным и снижает риск несчастных случаев.
В этой статье подробно рассказывается о скорости токарного станка, обсуждаются различные факторы, влияющие на скорость токарного станка, и дается руководство по настройке оптимальной скорости для вашего приложения.
В конце статьи также обсуждаются вопросы безопасности, связанные со скоростями токарного станка, которые необходимо учитывать при использовании токарного станка.
Что в этой статье?
Как установить оптимальную скорость токарного станка для деревообработки?
Как установить оптимальную скорость токарного станка для металлообработки?
Какова скорость токарного станка?
Факторы, влияющие на скорость токарного станка
Как установить оптимальную скорость токарного станка?
Вопросы безопасности при работе со скоростями токарного станка
Заключение
Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Скорость токарного станка для деревообработки: как установить оптимально
Деревообработка на токарном станке
При работе на токарном станке по дереву важно установить оптимальную скорость вращения, поскольку высокая скорость может привести к смещению заготовки, тогда как низкая скорость может привести к плохой чистота поверхности.
Смещение заготовки на такой высокой скорости может высвободить заготовку, как снаряд, и травмировать оператора, поэтому важно регулировать скорость вращения в пределах безопасного предела.
Общее эмпирическое правило для определения оптимального диапазона оборотов токарного станка по дереву состоит в том, чтобы умножить число оборотов на диаметр заготовки, и произведение должно находиться в диапазоне 6000-9.000.
Это означает, что деление 6000 на диаметр заготовки дает минимально эффективное число оборотов в минуту, а деление 9000 на диаметр заготовки дает максимальное безопасное число оборотов в минуту.
Минимальное эффективное число оборотов в минуту = 6000 ÷ Диаметр заготовки (в дюймах)
Максимальное безопасное число оборотов в минуту = 9000 ÷ Диаметр заготовки (в дюймах)
На основании вышеприведенных уравнений оптимальный диапазон оборотов для различных размеров заготовки можно найти в таблице. ниже.
Диаметр заготовки
Minimum Efficient RPM
Maximum Safe RPM
1″
6000
9000
2″
3000
4500
3″
2000
3000
4″
1500
2250
5″
1400
1800
6″
1000
1500
7″
857
1286
8″
750
1125
9″
667
1000
10″
600
900
11″
545
818
. 0064
15″
400
600
Оптимальный диапазон оборотов для токарной обработки деревянных заготовок различных размеров , при условии, что вы обеспечите надежный зажим заготовки.
При работе с испорченной древесиной рекомендуется руководствоваться своим суждением и устанавливать число оборотов ниже стандартного рекомендуемого значения.
Скорость токарного станка для металлообработки: оптимальная настройка
Металлообработка на токарном станке
Оптимальная скорость токарного станка для металлообработки зависит от таких факторов, как твердость разрезаемого материала и тип используемого инструмента.
При токарной обработке твердых металлов рекомендуется использовать сравнительно более низкую скорость резания, чем при точении более мягких металлов.
Точно так же при использовании режущего инструмента из твердого материала он может работать на более высоких скоростях без защелкивания.
При сравнении токарных станков с ручным управлением и токарных станков с ЧПУ токарные станки с ЧПУ обеспечивают возможность поддержания единых параметров за счет автоматизации процесса и минимизации риска повреждения инструмента.
Как правило, оптимальную скорость резания или скорость поверхности для токарной обработки металла можно определить по таблицам и диаграммам, приведенным в Справочнике по машинному оборудованию или предоставленным производителем инструмента.
Material
High-Speed Steel Tool
Carbide Tool
Free-machining plain carbon steels
40 -160 SFM
300 — 800 SFM
Plain carbon steels
30–120 футов 9 футов в минуту0076
230 — 800 SFM
Сплановые сплавовые стали с оптимацией. диапазоны скоростей резания для различных типов металлов и режущих инструментов.
Следует отметить, что значения, указанные в таблице выше, являются ориентиром для оптимальных скоростей резания, а фактические значения варьируются от одного сорта металла к другому.
Основываясь на конфигурации оптимальной скорости резания, представленной в таблице, вы можете установить оптимальное число оборотов в минуту, используя следующее уравнение: токарный станок? Пояснение
Токарные станки работают, вращая заготовку с высокой скоростью, в то время как режущий инструмент проходит по ее поверхности для выполнения операции обработки.
Таким образом, скорость вращения заготовки определяет качество реза и время цикла, что делает скорость токарного станка важным параметром для токарных операций.
Почти каждый современный токарный станок имеет регулятор скорости, при котором скорость можно изменять либо вручную, либо с помощью электрических сигналов.
Ручное управление скоростью включает перемещение ремня привода токарного станка для изменения конфигурации скорости и крутящего момента, тогда как электрическая система состоит из ручки, которую можно вращать для регулировки числа оборотов в минуту.
Как правило, ременная регулировка скорости доступна на мощных токарных станках, таких как токарные станки по металлу, поскольку она снижает число оборотов в минуту при увеличении крутящего момента, что делает ее идеальной для токарной обработки тяжелых заготовок.
С другой стороны, электрическое управление скоростью снижает число оборотов в минуту за счет замедления скорости вращения шпинделя, что снижает выходную мощность токарного станка. Это делает его подходящим для небольших настольных токарных станков.
Точно так же многошпиндельные токарные станки состоят из нескольких шпинделей, которые могут вращаться с разной скоростью, подходящей для различных операций обработки.
Механические операции на токарном станке включают два типа скоростей: число оборотов в минуту (об/мин) и поверхностная скорость (SFM).
Скорость вращения шпинделя (об/мин)
Скорости токарного станка
Скорость шпинделя — это скорость, с которой шпиндель токарного станка вращает заготовку, и более высокие скорости шпинделя сопровождаются увеличением стоимости токарного станка.
Определяет количество оборотов, которые заготовка совершает за одну минуту (об/мин).
Как правило, чем выше скорость вращения, тем меньше время цикла и тем ровнее поверхность реза.
Однако увеличение числа оборотов сверх определенного предела может усилить вибрации и привести к вибрации обрабатываемой поверхности, а также повысить риск несчастных случаев.
Высокие обороты создают высокую центробежную силу, которая может вытолкнуть заготовку из удерживающего устройства, такого как кулачковый патрон, и ударить по оператору.
Поэтому рекомендуется устанавливать оптимальную скорость, обеспечивающую высокое качество продукции при коротком времени цикла с минимальными вибрациями и минимальным риском несчастных случаев.
Скорость поверхности
Скорость поверхности — это скорость, с которой поверхность заготовки проходит под режущим инструментом токарного станка, и измеряется в поверхностных футах в минуту (SFM).
Скорость поверхности в процессе обработки зависит от числа оборотов в минуту и радиуса, на котором обрабатывается заготовка.
При обработке внешней поверхности двух заготовок разного размера с одинаковым числом оборотов в минуту скорость поверхности большей детали выше, чем меньшей.
Хотя обеим заготовкам требуется одинаковое время для завершения одного оборота, поверхность, которая проходит под режущим инструментом, сравнительно больше в случае большей заготовки.
Точно так же при обработке заготовки, такой как чаша, поверхностная скорость на внешней поверхности намного выше, чем поверхностная скорость в центре чаши.
Это может быть сложно, но давайте рассмотрим пример, чтобы понять это.
Рассмотрим две круговые гоночные трассы, A и B, где трасса A имеет радиус 10 км, а трасса B имеет радиус 5 км.
Графическое изображение примера гоночной трассы
Это означает, что длина окружности или общая длина гоночной трассы A будет составлять около 63 км, а длина гоночной трассы B — около 31 км.
Теперь предположим, что обе машины должны совершить один оборот на соответствующих трассах за 30 минут.
В результате, чтобы совершить один оборот по обеим дорожкам за одинаковую продолжительность, транспортное средство на пути А должно двигаться быстрее (126 км/ч), чем транспортное средство на пути В (62 км/ч), поскольку у него для преодоления большего расстояния.
Аналогичным образом, поверхность большей заготовки будет проходить через режущий инструмент с более высокой скоростью поверхности, чтобы покрыть большую окружность заготовки за один оборот.
Поэтому важно учитывать поверхностную скорость и уменьшать подачу режущего инструмента при движении радиально внутрь к центру заготовки.
Факторы, влияющие на скорость токарного станка
Скорость токарного станка для операции обработки зависит от различных факторов, которые прямо или косвенно определяют оптимальную скорость для процесса.
Чистота поверхности
Чистота поверхности при токарной обработке древесины на токарном станке
Чистота поверхности, необходимая во время операции механической обработки, определяет оптимальную скорость токарного станка для данного процесса.
Обычно рекомендуется выполнять токарную обработку на высоких скоростях для получения гладкой поверхности обработанной поверхности.
Однако необходимо следить за тем, чтобы скорость не превышала определенного предела, вызывающего нежелательные вибрации в заготовке.
Эти вибрации могут повлиять на качество реза, тем самым ограничивая скорость токарного станка до определенного предела.
При точении заготовки на высокой скорости токарного станка высокая скорость подачи приведет к черновой обработке с плохим качеством поверхности, поэтому рекомендуется поддерживать низкую скорость подачи для чистовой обработки.
Материал заготовки
Тип обрабатываемого материала также влияет на оптимальную скорость станка.
Токарные станки по дереву и токарные станки по металлу обеспечивают высококачественный рез при высокой скорости токарного станка и низкой скорости подачи.
Однако при работе с заготовками из тяжелого металла большого диаметра рекомендуется поддерживать конфигурацию с высоким крутящим моментом и низкой скоростью, чтобы обеспечить высокие силы резания, необходимые для обработки металла.
Кроме того, при обработке металла на высоких скоростях выделяется высокая теплота трения, что требует использования смазочно-охлаждающей жидкости для предотвращения перегрева заготовки и режущего инструмента.
С другой стороны, при работе на токарном станке по дереву качество обрабатываемой древесины влияет на оптимальную скорость токарного станка.
Деградированная древесина или древесина с сучками и отколами с меньшей вероятностью выдержит воздействие высокой центробежной силы, действующей на нее при высоких оборотах.
Вращение этого типа деревянных заготовок может развалиться во время обработки и нанести серьезные травмы оператору.
Поэтому рекомендуется осмотреть заготовку и по своему усмотрению установить оптимальную скорость токарного станка.
Геометрия заготовки
Геометрия заготовки влияет на скорость токарного станка, определяя количество вращаемого воздуха.
При точении деревянных заготовок неправильной геометрии, таких как квадратный блок, режущий инструмент не поддерживает постоянный контакт с поверхностью заготовки.
Точение заготовки с неравномерной геометрией
Обрабатывает края квадрата, за которыми следуют прерывистые пустоты. Движение режущего инструмента по этим пустотам называется «вращением воздуха».
Этот неравномерный контакт режущего инструмента с заготовкой может привести к высокой ударной нагрузке, повреждающей заготовку и режущий инструмент.
Как правило, такие заготовки рекомендуется обтачивать на высокой скорости, сохраняя небольшую глубину резания.
Вращение заготовки на высокой скорости обеспечивает прохождение полости под режущий инструмент за минимальное время, тем самым снижая ударную нагрузку.
Однако токарная обработка заготовок неправильной формы на таких высоких скоростях требует предельного контроля для обеспечения равномерной и малой глубины резания на протяжении всего процесса.
Увеличение глубины резания приведет к увеличению ударной нагрузки, которая может сломать деревянную заготовку, в результате чего обломки на высокой скорости будут лететь в сторону оператора и причинять ущерб.
Выравнивание заготовки
Выравнивание заготовки относительно оси токарного станка является одним из наиболее важных этапов работы токарного станка.
Смещение даже на 1° может привести к сильным вибрациям заготовки, которые усиливаются по мере увеличения скорости вращения.
Поэтому важно точно выровнять заготовку, чтобы свести к минимуму вибрации.
Однако при обработке заготовок неправильной формы добиться идеальной центровки невозможно.
В таких ситуациях рекомендуется выровнять заготовку по центральной оси шпинделя токарного станка, поворачивать заготовку с постепенно увеличивающейся скоростью и определить скорость и конфигурацию выравнивания, которые вызывают наименьшие вибрации.
Материал режущего инструмента
Материал режущего инструмента определяет величину силы резания, которая может быть приложена к заготовке без поломки инструмента.
Твердосплавный инструмент более долговечен, чем инструмент из быстрорежущей стали (HSS), и его можно использовать для токарной обработки на сравнительно более высоких скоростях без снижения срока службы инструмента.
Тип токарного станка
Различные типы токарных станков
Токарные станки можно разделить на две основные категории: токарные станки по металлу и токарные станки по дереву.
Хотя токарные станки по дереву сравнительно меньше, чем токарные станки по металлу, они спроектированы так, чтобы иметь более высокое отношение скорости к крутящему моменту, поскольку для обработки дерева требуется сравнительно меньший крутящий момент, чем для металлов.
Таким образом, регулировка скорости на токарных станках по дереву является электронной, что позволяет легко устанавливать различные скорости в соответствии с вашими потребностями.
С другой стороны, токарные станки по металлу с регулированием скорости на основе шестерни/шкива обеспечивают фиксированные настройки скорости, которые вы можете выбрать.
Опасности, связанные со скоростью токарного станка
Высокие обороты при обработке на токарном станке приводят к более плавному резу и более быстрой обработке, тогда почему не рекомендуется всегда использовать максимальную скорость токарного станка?
Высокая центробежная сила
Основной проблемой при обработке заготовки на высокой скорости является центробежная сила, действующая на вращающуюся заготовку.
Эта сила оттягивает заготовку от оси вращения станка. Он применяется вдоль внешней поверхности заготовки, что может даже привести к взрыву слабой или дефектной заготовки.
Центробежная сила, действующая на заготовку, прямо пропорциональна квадрату скорости вращения шпинделя (об/мин).
Таким образом, даже небольшое увеличение числа оборотов приведет к четырехкратному увеличению центробежной силы, действующей на поверхность заготовки.
Кроме того, центробежная сила увеличивается с увеличением диаметра заготовки.
В связи с этим рекомендуется обтачивать более крупные детали со сравнительно меньшим числом оборотов в минуту, чем более мелкие детали.
Высокая сила резания
Токарные операции на токарном станке обеспечивают хорошее качество при обработке на высоких оборотах, но качество резания также зависит от таких факторов, как скорость подачи и глубина резания.
При обработке на таких высоких скоростях глубокий рез может привести к высокой ударной нагрузке, которая может повредить заготовку и режущий инструмент.
Это воздействие больше касается токарных станков по дереву, поскольку они состоят из ручного режущего инструмента, и ударная нагрузка может передаваться от ручного инструмента оператору и вызывать серьезные травмы.
Поэтому обработка на высоких скоростях рекомендуется только профессионалам, которые могут регулировать оптимальную скорость и подачу, сохраняя при этом одинаковую глубину резания на протяжении всего процесса.
Техника слабого зажима
Существуют различные способы зажима заготовки на токарном станке.
Различные зажимные приспособления на токарных станках
В то время как цанги и патроны являются обычными приспособлениями для токарных станков по металлу, токарные станки по дереву используют такие варианты зажима, как планшайбы, шпиндель и т. д.
Наиболее распространены 3-х или 4-х кулачковые патроны используется технология зажима в большинстве токарных станков по металлу, таких как револьверный токарный станок, оружейный токарный станок и т. д., где на заготовку должны быть возложены большие усилия резания.
Цанговые патроны, напротив, используются на токарных станках из легких металлов, таких как токарные станки с токарным станком.
Аналогичным образом, при работе с деревянными заготовками рекомендуется использовать планшайбы для тяжелых заготовок, поскольку они обеспечивают большую удерживающую силу для преодоления центробежного натяжения, действующего на заготовку.
Слабое удерживающее устройство, такое как шпиндель шпинделя, подходит для небольших заготовок, поскольку оно обеспечивает сравнительно более слабое удерживающее усилие, которое не может преодолеть центробежное притяжение на больших заготовках.
Это сильное центробежное усилие может снять заготовку с зажимного приспособления и отбросить тяжелую заготовку к оператору, что приведет к серьезным несчастным случаям.
Поэтому рекомендуется всегда задействовать заднюю бабку токарного станка, чтобы обеспечить дополнительную удерживающую силу и минимизировать вибрации.
Сильные вибрации
Высокие скорости токарного станка приводят к сильным вибрациям, что приводит к плохому качеству поверхности.
Эти вибрации вызывают нежелательное трение инструмента о заготовку и иногда могут создавать большую ударную нагрузку, повышая риск несчастных случаев.
Основной причиной этих вибраций может быть легкое шасси токарного станка, несбалансированная заготовка или биение шпинделя.
Поэтому важно обеспечить идеальное выравнивание заготовки и помнить о физических ограничениях вашего токарного станка при настройке скорости токарного станка.
Заключительные мысли
Скорость токарного станка играет решающую роль в определении безопасности процесса и качества поверхности обрабатываемой детали.
Увеличение скорости вращения шпинделя выше определенного предела может привести к чрезмерной центробежной силе, что поставит под угрозу безопасность процесса.
С другой стороны, увеличение скорости резания (SFM) приводит к более гладкому резу с высоким качеством поверхности.
Кроме того, снижение скорости резания ниже оптимального диапазона повлияет на процесс резания за счет снижения силы резания, прилагаемой для удаления материала с заготовки, что ухудшит качество резки.
Обе скорости взаимозависимы друг от друга, поэтому важно установить идеальный баланс, обеспечивающий качественный рез при безопасной работе.
Часто задаваемые вопросы (FAQ)
Какая скорость токарного станка рекомендуется для токарной обработки дерева?
Как правило, для точения по дереву рекомендуется скорость около 1000 об/мин. Это считается безопасной скоростью, при которой можно производить пропилы хорошего качества с минимальным износом инструмента для большинства типов древесины. Тем не менее, рекомендуется понимать поведение типа обрабатываемой древесины и соответствующим образом изменять настройку скорости.
Можно ли выполнять поворот со скоростью ниже рекомендованной?
Да, токарные операции можно выполнять на скорости ниже рекомендуемой. Особенно при работе на токарных станках по дереву, где вам приходится манипулировать режущим инструментом вручную, рекомендуется установить скорость, которая позволяет вам чувствовать себя комфортно, обеспечивая при этом желаемую чистоту поверхности.
Какова предпочтительная скорость настольного токарного станка по дереву?
Как правило, большинство настольных токарных станков по дереву имеют максимальную скорость вращения шпинделя от 4000 до 6000 об/мин с регулируемой скоростью. Это обеспечивает возможность обработки различных пород дерева с высокой чистотой поверхности.
Скорость токарного станка по дереву — Как определить правильную скорость
Многие начинающие токари задают вопрос: «Как быстро я должен работать на токарном станке?». Читайте дальше и, надеюсь, вы поймете, как ответить на вопрос. Удивительно, но многие токари не могут дать прямого ответа и прибегают к комментариям типа «как кажется правильным» или «включите, пока не завибрирует». Первый из этих ответов на самом деле не помогает новичку-токарю, потому что ему еще предстоит развить чувство того, что кажется правильным, а второй таит в себе опасность, если заготовка хорошо сбалансирована, потому что вы можете не получить какой-либо значительной вибрации до тех пор, пока не будет безопасно. рабочая скорость значительно превышена.
Имеет ли значение скорость?
Зачем нужно ограничивать скорость токарного станка? На этот вопрос есть два ответа: первый — ограничить вибрацию разбалансированной детали, и это может быть решающим фактором, если баланс значителен. Второй ответ заключается в том, что вращение чего-либо создает центробежную силу, которая пытается разорвать объект на части. Если в древесине есть какие-либо дефекты (заметные или иные), чрезмерная скорость может вызвать центробежную силу, достаточную для разрушения заготовки. Это может привести к тому, что потенциально большие и тяжелые куски дерева станут снарядами, нанося урон всем и каждому на своем пути, так что будьте осторожны! Также стоит помнить, что центробежная сила, создаваемая вращением заготовки, пропорциональна квадрату скорости (об/мин). Это означает, что удвоение скорости приведет к четырехкратному увеличению центробежной силы; утроение скорости приведет к девятикратному увеличению центробежной силы и так далее. Легко понять, как превышение скорости может привести к аварии.
Рассчитать правильную скорость
Как рассчитать безопасную скорость для запуска токарного станка? Ответ на этот вопрос довольно прост: если вы работаете в имперских единицах измерения, разделите 6000 на диаметр заготовки в дюймах, чтобы рассчитать низкую скорость вращения, и разделите 9000 на высокую скорость вращения. Например, для заготовки диаметром 3 дюйма скорость будет составлять от 2000 до 3000 об/мин, а для заготовки диаметром 10 дюймов — от 600 до 900 об/мин. Если вы хотите, чтобы это было просто, просто используйте деление на 6000 (игнорируйте 9).000 бит!).
Если вы работаете с метрическими единицами измерения, разделите 15000 на диаметр заготовки в сантиметрах, чтобы вычислить число оборотов в минуту. Ниже приведены примеры скоростей для диапазона диаметров до 24 дюймов.
Диаметр заготовки (дюймы)
Скорость (об/мин)
Скорость 2 (об/мин)
1
6000
2
3000
4500
3
2000
3000
4
1500
2250
5
1200
1800
6
1000
1500
7
857
1286
8
750
1125
9
667
1000
10
600
900
11
545
818
12
500
750
13
462
692
14
429
643
15
400
600
16
375
562
17
353
529
18
333
500
19
316
474
20
300
450
21
286
429
22
273
409
23
261
391
24
250
375
График показывает зависимость скорости от диаметра (в дюймах).
Прибор для измерения влажности древесины GANN HT 65 (Германия)
Игольчатый влагомер GANN HT 65 предназначен для высокоточного измерения влажности пиломатериалов и изделий из древесины твердых и мягких пород в процессе производства, сушки и хранения.
Принцип работы – преобразование электрического сопротивления древесины в проценты влажности.
Прибор позволяет измерять влажность следующих пород древесины: ель, сосна, лиственница, береза, дуб, бук, клен и т. д. (переключатель на 4 группы пород).
Температура измеряемой древесины вводится при помощи переключателя температурной коррекции.
Для работы влагомера GANN HT 65 необходимы кабель и выносная рукоятка, которая ограждает прибор от давления на него при внедрении игл в древесину. Пластмассовая рукоятка комплектуется иглами длиной 16 и 23 мм.
Возможна комплектация стальной рукояткой, которая выдерживает значительную ударную нагрузку при внедрении игл. Стальная рукоятка комплектуется иглами длиной 45 и 60 мм.
Техническая характеристика
Диапазон измерения влажности древесины
от 4 до 60 %W
Погрешность измерения влажности
0,1 %W
Глубина замера с пластмассовой рукояткой
до 65 мм
Глубина замера со стальной рукояткой
до 180 мм
Габаритные размеры, мм
140×90х50
Масса, кг
0,22
Источник питания
9V батарейки или Ni-Сd аккумуляторы
Производитель: GANN
Родина бренда: Германия
Диапазон измерения влажности древесины
от 4 до 60 %W
Погрешность измерения влажности
0,1 %W
Глубина замера с пластмассовой рукояткой
до 65 мм
Глубина замера со стальной рукояткой
до 180 мм
Габаритные размеры, мм
140×90х50
Масса, кг
0,22
Источник питания
9V батарейки или Ni-Сd аккумуляторы
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено: Использовать нецензурные выражения, оскорбления и угрозы; Публиковать адреса, телефоны и ссылки содержащие прямую рекламу; Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
DT-129 Влагомер древесины, бумаги, пластика и раствора бетона, измерение влажности пиломатериалов, прибор для измерения влажности дерева, сушка дерева, сушка для дерева, влагомер древесины цена, влагомеры дерева Украина, влагомеры Одесса
org/BreadcrumbList»>
Главная
Каталог
Измерители влажности
DT-129 Измеритель влажности древесины
Заказать
Купить сейчас!
Артикул:
480229
Наличие:
Есть в наличии
Описание товара
Документация
DT-129 прибор для измерения влажности, предназначен для измерения уровня влажности в пиломатериалах (древесина). Профессиональный инструмент для определения влаги в европейской древесине.
DT-129 разработан специально для лесной промышленности. Он имеет восемь шкал калибровки, что повышает его точность при измерении 150 видов древесины.
Особенности:
Более точное измерение влажности благодаря автоматической температурной коррекции при использовании температурного щупа
Возможность получения значений влажности стройматериалов и ДСП по таблице
ЖК-дисплей с 3½ разрядным цифровым индикатором
Автоматическое выключение после 5 минут бездействия; время задается пользователем в диапазоне 1…9 минут; предусмотрена возможность блокировки автовыключения
Параметр
Значение
Диапазон измерения влажности
6. ..99,9%RH ±1%RH
Диапазон измерения температуры
-35…85°С
Питание
Элементы питания типа ААА, 2 шт
Условия эксплуатации
0…40°С, 0…85%RH
Размеры
180х50х31 мм
Масса
175 г
DT-129, DT 129, ДТ 129
Декларация о соответствии
Руководство по эксплуатации DT-129.
Полный каталог приборов CEM
7 лучших влагомеров древесины 2022 года
Столярам нужен влагомер древесины, чтобы не строить дома из древесины, которая впоследствии деформируется или дает усадку.
Вот некоторые из лучших.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 8
Петр Вытражек/Getty Images
Каждый серьезный столяр знает, как важно выбирать хорошие пиломатериалы. Очевидные вещи, на которые следует обратить внимание, включают узоры волокон, плохо расположенные узлы и неконтролируемые чашечки, банты или изгибы. Но одним важным и часто упускаемым из виду аспектом является содержание влаги.
Всякий раз, когда деревянный пол поднимается по периметру или лак на объекте становится мутным или молочным, это вызвано избыточной влажностью пиломатериалов. Вот почему вы всегда должны проверять пиломатериал с помощью измерителя влажности перед его покупкой.
Влагомеры — удобный предмет, который можно положить в ящик с инструментами. Некоторые также могут помочь вам найти утечку за гипсокартоном или определить, достаточно ли сухой бетонный пол, чтобы начать проект.
На что обратить внимание при выборе измерителя влажности древесины
Диапазон относительной влажности: Измерители влажности древесины обычно измеряют от пяти процентов, что означает, что древесина сухая, до 30 или 40 процентов, что указывает на насыщение. Измерители, измеряющие относительную влажность других материалов, имеют разные диапазоны от 0 до 100 процентов.
Если вы планируете использовать его для других материалов, кроме дерева, может оказаться полезным приобрести счетчик с более широким диапазоном. Но точность страдает, когда диапазон больше, чем вам нужно.
Читаемость: Выберите счетчик с простым, легко читаемым дисплеем.
Функциональность: Некоторые измерители влажности древесины могут измерять другие важные параметры, такие как температура и влажность окружающей среды. Некоторые также могут различать относительную и абсолютную влажность древесины 9.0021 . (Относительная влажность — это отношение влажности к материалу, которое зависит от плотности материала. Абсолютная влажность измеряет содержание влаги, полезно для обнаружения утечек.)
Долговечность: Штифты должны быть достаточно прочными, чтобы сопротивляться поломке или изгибу при приложении к ним усилия в лес. Корпус должен быть достаточно прочным, чтобы не растрескиваться при падении инструмента. Повреждение глюкометра ухудшает результаты. Долговечные счетчики поставляются с более длительным гарантийным периодом.
Стоимость: Большинство из них стоят от 25 до 50 долларов, но некоторые высокоточные многофункциональные инструменты могут стоить до 600 долларов.
Типы влагомеров и принципы их работы
Влагомеры древесины продаются двух видов: со штифтами и без штифтов.
Штифтовые измерители измеряют влажность, физически проникая в поверхность древесины двумя металлическими штырями, похожими на антенны. При включении между штырьками протекает электрический ток, определяющий процентное содержание влаги. Если есть сопротивление, значит сухо. Если нет, то мокро.
Вместо того, чтобы проникать и повреждать поверхность для получения показаний, бесштифтовые счетчики используют пластину электромагнитного датчика или шарик, который контактирует с поверхностью материала. Измерители без штифтов могут измерять содержание влаги глубже внутри пиломатериалов, чем модели со штифтами, хотя они традиционно не так точны.
Как пользоваться влагомером древесины
Перед снятием любых показаний всегда вытирайте стоячую или видимую воду с поверхности и дайте ей высохнуть в течение нескольких минут. Убедитесь, что ваш влагомер правильно настроен для вашего типа древесины.
Влагомеры со штифтами просты в использовании — просто воткните штифты в поверхность пиломатериала и снимите показания. В бесштифтовых счетчиках вам необходимо приложить правильное давление при снятии показаний. Вы можете найти рекомендуемое давление в руководстве пользователя. Для наибольшей точности убедитесь, что вся пластина соприкасается с древесиной.
Еще несколько вещей:
Будьте внимательны при измерении дерева, прикрепленного к бетону. Бетонный пол заставит древесину поглощать влагу и даст более высокие показания.
Избегайте использования металла с влагомерами без штифтов. Из-за чувствительности их электромагнитной пластины любая скоба, гвоздь или металлический стол могут повлиять на окончательное считывание.
Насколько точны влагомеры древесины?
Это функция №1, на которую следует обратить внимание. Некоторые дорогие измерители могут похвастаться точностью ±0,1 процента. Столяру обычно это не нужно, и он может обойтись более дешевым и менее точным счетчиком. Максимальный диапазон ошибок, обеспечивающий значимые результаты, составляет ±5 процентов.
Как и все остальное, влагомеры могут быть простыми и понятными, а могут иметь множество дополнительных функций. Стоимость варьируется от менее 20 до более 1000 долларов. Если вы ищете влагомер, вот некоторые из них, которые следует учитывать.
2 / 8
через продавца
Измеритель влажности древесины Best Pinped
Измеритель влажности древесины Tavool имеет два режима: один для дерева, а другой для строительных материалов, таких как гипсокартон или ламинат. Считывание температуры помогает обнаружить сквозняки внутри стенных полостей по всему дому.
Восемь предварительно запрограммированных настроек позволяют использовать различные породы дерева. Он работает с точностью ± два процента. Большой легко читаемый светодиодный дисплей упрощает переключение между режимами измерения и автоматически отключается при случайном включении.
Стиль: Закреплен. Ассортимент: Древесина: от 6% до 60% Строительные материалы: от 0,2% до 2,9%. Точность: ±2%. Источник питания: Батарея 9В.
Плюсы
Недорогой;
Руководство пользователя
все понятно объясняет.
Минусы
При каждом чтении необходимо делать отверстия в материале;
Трудно ввести штифты глубоко в густой лес.
Купить сейчас
3 / 8
через продавца
Лучший бесштифтовой влагомер древесины
Защитите свою рабочую поверхность от отверстий с помощью недорогого бесштыревого влагомера Klein Tools ET140. Он обнаруживает влажность до 3/4 дюйма. глубоко в лиственных и хвойных породах, кирпичной кладке и гипсокартоне с легко читаемым светодиодным дисплеем.
Нам нравится полоса зеленых, желтых и красных светодиодов под дисплеем, которая позволяет быстро определить, влажный материал или сухой. Это еще один высококачественный инструмент из семейства Klein Tools.
Тип: Без штифта. Ассортимент: Древесина до 55%, строительные материалы до 100%. Точность: ±4%. Источник питания: Батарея 9В.
Плюсы
Не оставляет отверстий в рабочей поверхности;
Недорогой;
Быстрые показания с цветовой кодировкой.
Минусы
Счетчики без штифтов не так точны.
Купить
4 / 8
через продавца
Лучший влагомер древесины со штифтами/без штифтов
Недорогой влагомер Dr. Meter с штифтами/без штифтов измеряет влажность древесины и большинства других строительных материалов. Устройство также можно использовать в качестве течеискателя.
Имеется четыре режима: мягкая древесина, твердая древесина, кирпичная кладка и гипсокартон. Он подает звуковой сигнал, когда влажность древесины превышает 17% или влажность гипсокартона превышает 70%. Это полезно, когда вы приносите внутрь дрова для камина или после затопления подвала.
Тип: Штырьковый/бесштыревой. Диапазон: Режим вывода: дерево от 5% до 50%, строительные материалы: от 1,5% до 33%. Бесконтактный режим: дерево от 5% до 53%, строительные материалы: от 0% до 35%. Точность: Контактный режим ±2%, бесконтактный режим ±4%. Источник питания: Батарея 9В.
Pros
Штифтовые и бесштифтовые;
Недорогой;
Оповещение о перенасыщении.
Минусы
Универсальные, но не такие точные, как лучшие модели со штифтами или без штифтов.
Купить
5 / 8
через продавца
Лучший влагомер древесины для краснодеревщиков
Изготовление нестандартных шкафов требует точности измерительного прибора на штифтах без протыкания исходных материалов точечными отверстиями. Если ваш бюджет позволяет, вам подойдет Wagner Orion 910.
Он отличается простым выбором видов с помощью кнопок вверх/вниз, программируемым сигнализатором чрезмерной влажности, калибратором и удобным резиновым корпусом.
Это устройство измеряет влажность древесины или другого материала размером 3/4 дюйма. глубоко, с точностью ± 0,1 процента — примерно настолько хорошо, насколько это возможно. Wagner Orion 910 — отличный выбор для пиломатериалов, напольных покрытий и других недревесных строительных материалов.
Тип: Без штифта. Ассортимент: Древесина: от 4% до 32%. Точность: ±0,1%. Источник питания: Батарея 9В.
Pros
Не оставляет дыр на рабочей поверхности;
Супер точный;
Семь лет гарантии.
Минусы
Дорого.
6 / 8
через продавца
Влагомер Best Wood Splurge
Одна картинка стоит тысячи отверстий. Встроенная камера Teledyne FLIR MR176 создает тепловое изображение для определения областей с повышенной влажностью. После обнаружения получите точные показания с помощью бесштырькового датчика или насадки штыревого щупа.
Устройство может отображать относительную влажность, точку росы, давление пара, температуру окружающего воздуха и относительную влажность на одном экране. Используйте его для обнаружения влаги и сквозняков в стенах, потолках и других больших поверхностях.
Исполнение: Штырьковый/бесштыревой. Диапазон: Штифт от 7 % до 30 %, бесконтактный от 0 % до 100 %. Точность: ±1,5% до 30%; ссылка только выше этого. Источник питания: Аккумулятор.
Плюсы
Тепловизионная камера меняет правила игры;
Аккумуляторная батарея.
Минусы
Дорого;
Перебор для тестирования пиломатериалов.
Купить
7 / 8
через продавца
Лучший влагомер древесины
Трехкнопочный цифровой влагомер Proster — идеальный измеритель начального уровня для пиломатериалов, дров, нераспиленных бревен и изделий из картона. По данным производителя, чувствительные штыри электрода измеряют с точностью ± 0,5 процента.
Он оснащен легко читаемым ЖК-дисплеем, функцией автоматического отключения питания и почти 50 предварительно запрограммированными породами дерева, и все это в доступном и прочном устройстве из АБС-пластика.
Тип: Штифт. Диапазон: До 99,9%. Точность: ±0,5%. Источник питания: Батарея 9В.
Плюсы
Недорогой;
Удобный для пользователя.
Минусы
Может быть не таким точным, как говорит производитель.
Купить
8 / 8
через продавца
Лучший универсальный влагомер
Дорогой универсальный цифровой влагомер «четыре в одном» дает вам самые точные показания для обнаружения плесени в вашем доме. Штыревое/бесштыревое устройство оснащено датчиком влажности, детектором утечки воды и тестером плесени. Он может определять уровень влажности от 5% до 50% в древесине или от 1,5% до 33% в бетоне и гипсокартоне.
Двойной дисплей имеет функцию удержания для сохранения показаний для последующего просмотра, автоматическую диагностическую проверку и автоматическое отключение питания после трех минут бездействия. Вы также получите литой пластиковый футляр, ремешок, две запасные булавки и руководство по эксплуатации для начала работы.
Тип: Штырьковый/бесштыревой. Ассортимент: Древесина: от 5% до 50%. Строительные материалы: от 1,5% до 33%. Точность: ±3%. Источник питания: Батарея 9В.
Pros
Штифтовые и бесштифтовые;
Четыре режима;
Включает множество аксессуаров.
Минусы
Дорогой;
Может быть сложно использовать.
Купить
Первоначально опубликовано: 04 марта 2022 г.
Крис Дезиэль
Крис Дезиэль работает в сфере строительства более 30 лет. Он помог построить небольшой город в пустыне Орегона с нуля и помог основать две компании по ландшафтному дизайну. Работал плотником, сантехником, мебельщиком. Дезиэль пишет статьи о «сделай сам» с 2010 года и работал онлайн-консультантом, в последнее время — в службе Pro Referral компании Home Depot. Его работы были опубликованы на Landlordology, Apartments.com и Hunker. Дезиэль также публикует научные материалы и является заядлым музыкантом.
Лучший влагомер 2023 года
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: Том Скализи
Влагомеры могут измерять содержание влаги в различных материалах, включая гипсокартон, панели и деревянные стойки. Производители мебели и другие столяры часто используют их, чтобы убедиться, что они работают с качественным продуктом, а подрядчики по укладке полов используют счетчики для определения идеальных условий влажности при укладке ламината или деревянного пола на бетонную плиту или черновой пол.
Инспекторам по домам и строительству необходим датчик влажности для проверки состояния дома. Точно так же вы можете использовать этот инструмент, чтобы убедиться, что в вашем доме нет влаги, или убедиться в качестве материалов во время проектов «сделай сам». Измеритель влажности может помочь вам определить, слишком ли много влаги или вашему дому нужен осушитель.
В этом руководстве представлены практические испытания самых популярных опций влагомеров. Некоторые прошли с честью, в то время как другие не прошли отбор.
Лучший в целом: Общие инструменты 4-в-1 Цифровой измеритель влажности
Лучший взрыв для доллара: Proster Digital Wrood Meter Meter Handheld
НАИЛУЧШАЯ КОМБИНАЦИЯ: Влагомер Extech MO55 со штыревыми/бесштыревыми контактами
ЛУЧШЕЕ ДЛЯ ДРЕВЕСИНЫ: Влагомер для древесины Tavool
ЛУЧШАЯ ПРОСТОТА В ИСПОЛЬЗОВАНИИ: Влагомер Lignomat Mini-9Ligno E/D0101
ЛУЧШИЙ ДЛЯ ПРОФЕССИОНАЛОВ: Protimeter BLD5365 Влагомер Surveymaster
Фото: Том Скализи контактный, бесконтактный и многофункциональный.
Штифт
Штифтовые влагомеры получили свое название от двух металлических штифтов или штифтов, которые выходят из верхней части измерителя наподобие антенн. Эти булавки измеряют процент влажности. Использование измерителя влажности со штифтами требует совмещения штифтов с точкой на материале, а затем нажатия на них, чтобы они проникли в материал.
После того, как штифты вставлены, вы можете управлять влагомером с помощью панели управления, чтобы послать электрический сигнал на один штырь. Этот сигнал проходит через материал на пути к другому штифту. Влагомер использует этот сигнал для измерения сопротивления материала электрическому току, что может помочь определить его влажность.
Этот метод измерения считается инвазивным, поскольку для получения результата требуется прокалывание материала. Однако штифтовые влагомеры — единственный тип, который может помочь определить точное местонахождение влаги.
Бесконтактный
Бесконтактный влагомер, названный так из-за отсутствия измерительных штифтов, не проникает в материал для получения показаний. Вместо этого пластина на задней стороне измерителя плотно прилегает к материалу, и через нее проходит высокочастотный сигнал. Сигнал изменяется в зависимости от способности материала накапливать электрический заряд, что позволяет влагомеру определять уровень влажности в веществе.
Основное преимущество бесштифтовых влагомеров становится очевидным при тестировании гипсокартона. Необходимость делать отверстия в гипсокартоне для обнаружения влаги может быстро превратить его в швейцарский сыр. Бесконтактный влагомер может несколько раз проверять влажность, не повреждая гипсокартон.
Хотя бесштифтовые влагомеры менее инвазивны, чем штифтовые, их показания показывают влажность в общей области, а не в конкретном месте. Хорошим вариантом для регулярного определения влажности является многофункциональный влагомер . Многофункциональные измерители влажности используют оба метода измерения для неинвазивного и точного определения влажности в случае обнаружения проблемы.
На что следует обратить внимание при покупке влагомера
Перед покупкой влагомера рекомендуется ознакомиться с этими важными соображениями, чтобы убедиться, что вы остановили свой выбор на продукте, подходящем для ваших целей.
Точность
Домашние мастера и профессионалы, которым нужен влагомер, считают точность одним из наиболее важных факторов при выборе влагомера. Единица измерения с недостатком точности практически бесполезна для измерения влажности. Однако не все устройства рекламируют одинаковую точность.
Высококачественные влагомеры должны иметь точность в пределах 0,1 процента, но эти модели высокого класса могут стоить дорого. В качестве менее дорогого варианта некоторые влагомеры имеют точность в пределах 5 процентов. Это по-прежнему представляет собой разумную оценку точности для среднего мастера, но если проект или профессионал требуют более точного измерения, лучше придерживаться моделей высокого класса. Не рекомендуется вкладывать средства в влагомер, точность которого отличается более чем на 5 процентов.
Все показания влагомеров отображаются в процентах от содержания влаги (% MC). Обычно влагомер калибруется для использования с древесиной и имеет шкалу от 5 процентов (сухая) до 40 процентов (насыщенная). Для измерения недревесных материалов, таких как бетон, используется относительная шкала от 0 (сухой) до 100 (насыщенный). Измерители влажности для использования с гипсом или гипсокартоном предлагают третью шкалу, которая колеблется от 0,2 процента (сухой) до 50 процентов (насыщенный). Прежде чем принять решение о влагомере, определите уровни точности, которые вам нужны, и материалы, которые вы хотите проверить.
Долговечность
Долговечность продукта важна для всех, кто будет регулярно использовать влагомер на рабочих местах. Даже более новая модель с лучшими характеристиками должна выжить, когда ее штифты втыкаются в стену или толкаются в ящике для инструментов.
Влагомер должен включать в себя функции, которые нужны домашнему мастеру, но также иметь репутацию надежного и долговечного. Рассмотрите варианты с прорезиненным корпусом, прочной конструкцией или встроенной ударопрочностью. Эти влагомеры выдержат несколько падений без повреждений и станут отличной инвестицией, поскольку их нужно будет заменять реже.
Простота использования
Выберите влагомер, который относительно прост в использовании. У сложных влагомеров требуется гораздо больше времени для считывания показаний, чем у приборов с более простой конструкцией, и это может привести к неточным и непоследовательным показаниям, что может привести к незамеченным повреждениям от влаги.
Вместо этого выберите влагомер с легко читаемым цифровым дисплеем с подсветкой, на котором отображается необходимая информация. Пользователи должны иметь возможность легко перемещаться между меню на устройстве и быстро переключаться между функциями. Измерители влажности без штифтов намного проще в использовании, чем измерители влажности со штифтами, но компромисс заключается в высокой точности.
Диапазон измерения
Диапазон измерения, предлагаемый влагомером, определяется минимальным и максимальным процентным содержанием влаги, которое он может считывать. Чем шире диапазон измерения, тем менее точно устройство будет измерять, при этом некоторые влагомеры предлагают широкий диапазон от 0,2 до 60 процентов.
Меньшие, более точные весы обеспечивают более точное измерение и часто используются в счетчиках, используемых в производстве полов и столярных изделий, чтобы обеспечить оптимальный процент влажности. Тем не менее, большинство домашних мастеров выиграют от более широкого диапазона шкалы, чтобы они могли использовать один и тот же измеритель для многих приложений.
Дополнительные функции
Влагомеры, как и большинство электронных устройств, могут иметь множество дополнительных функций, облегчающих задачу. Одной из таких функций является отображение температуры, которое может отслеживать утечку горячей или холодной воды. Отслеживание изменений температуры помогает определить источник.
Другие функции включают в себя функции памяти, которые могут отслеживать предыдущие показания вместо того, чтобы записывать или запоминать их, звуковые оповещения об уровне влажности и футляр для переноски для защиты влагомера.
Наши лучшие решения
Приведенные ниже продукты с самым высоким рейтингом были выбраны за качество, цену и удовлетворенность клиентов, чтобы помочь вам найти лучший влагомер для ваших проектов. И, чтобы убедиться, что вы знаете все, что вам нужно, мы провели практическое тестирование нескольких моделей. Следующие метры считаются одними из лучших.
Фото: amazon.com
ПОСМОТРЕТЬ
Этот многофункциональный влагомер помогает домашним мастерам измерять влажность с помощью бесконтактных плоских датчиков, не повреждая материал. Если измеритель обнаружит влажность, пользователь может снять колпачок, чтобы открыть два контакта для точного измерения влажности в пределах 3 процентов, измерения влажности в пределах 5 процентов и измерения температуры в пределах 2 градусов.
Этот влагомер можно использовать для оштукатуренных стен, гипсокартона, ковровых покрытий, пола, кирпича, цементного раствора, почвы, бумаги или порошков. Он показывает показания на двух ярких дисплеях. Измеритель имеет диапазон уровня влажности от 5 до 50 процентов для дерева и от 1,5 до 33 процентов для других строительных материалов, а также диапазон влажности от 25 до 95 процентов и диапазон температур от 32 до 140 градусов.
Во время тестирования цифровой влагомер General Tools 4-в-1 оказался точным и простым в использовании. Нам понравилось, что это не требует много настройки, и нет никаких сложных диаграмм, которые нужно читать, чтобы настроить его на правильные виды. Встроенные датчики температуры и влажности работают хорошо и легко читаются. Кроме того, нам нравится, что мы можем использовать колпачок для проверки нашей калибровки. Единственное, что нас расстроило, это то, что он возвращался к градусам Цельсия каждый раз, когда мы его выключали и снова включали. Кроме того, нет «тестера плесени», как утверждается в описании продукта.
Спецификации продукта
Стиль: Комбинация
Диапазон: 5 % в древесине, от 1,5 до 33 процентов в строительных материалах
.
Встроенные датчики температуры и влажности
Особенности штифтовой и бесштыревой конструкции
Поставляется в прочном футляре
Крышка с отверстиями для проверки калибровки
Минусы
Температура сбрасывается до градусов Цельсия при каждом включении
Нет «тестера пресс-форм», как указано в описании
Фото: amazon. com
ПОСМОТРЕТЬ использовать только с древесиной и изделиями из дерева. Эта специализация имеет два больших преимущества: во-первых, домашние мастера могут получить этот влагомер по выгодной цене по сравнению с другими моделями. Во-вторых, Proster может обеспечить впечатляющую точность в пределах 0,5 процента в масштабе от 0 до 9 процентов.9,9 процента на древесину, дрова, бревна, картон, бумагу и другие изделия из дерева.
Настройки штифтового влагомера позволяют переключаться между четырьмя различными группами древесины, содержащими 50 пород древесины, для точного измерения. Большой ЖК-экран легко читается, а корпус устройства выполнен из прочного АБС-пластика, что обеспечивает исключительную долговечность. Этот влагомер не будет работать с бетоном, гипсом, гипсокартоном или другими недревесными строительными материалами, но у домашних мастеров с проектами на основе дерева есть доступный специальный выбор.
Нам очень нравится счетчик Proster. В отличие от других моделей, которые требуют подробного изучения руководства пользователя и имеют сложные настройки, этот недорогой измеритель имеет все, что нам нужно знать, прямо на передней панели. Нам понравился широкий диапазон, хотя мы подозреваем, что все, что выше 70 процентов, вероятно, будет ощущаться как мокрое на ощупь. Единственным реальным недостатком Proster является то, что он предназначен только для работы с древесиной, а это означает, что он не очень полезен для обнаружения утечек или влаги в строительных материалах.
Product Specs
Style: Pin
Range: 0 percent to 99.9 percent in wood
Accuracy: 0.5 percent
Pros
Simple, easy-to- Экран чтения
Широкий температурный диапазон
Очень прост в использовании
Минусы
Предназначен только для использования в древесине
Фото: amazon.com
SEE IT0005
Для покупателей с большим бюджетом на расходомер Wagner Meters Orion 940 является одним из лучших бесштифтовых влагомеров, заслуживающих внимания. Хотя модель может быть немного дороже, она предлагает более глубокие и точные показания, чем большинство измерителей, и делает это без штифтов.
Эта модель от Wagner Meters имеет диапазон измерений от 4 до 32 процентов. Он также поставляется с диаграммой, которая позволяет пользователю откалибровать его по определенному значению, присвоенному виду, предлагая наиболее надежные возможные показания. И, в отличие от многих других измерителей без штифтов, эта модель может измерять толщину дерева 1,5 дюйма или всю толщину стойки. Если вы сомневаетесь в его калибровке, он поставляется с калибровочной пластиной для проверки в любой момент.
Когда дело доходит до Ориона, нужно немного поучиться. Сначала нам пришлось прочитать руководство, чтобы узнать, как изменить настройку вида, но как только мы это сделали, изменение стало легким. Кроме того, циклическое переключение меню калибровки, видов и материалов поначалу немного сбивало с толку. Хотя у него нет огромного диапазона, он был невероятно точным и последовательным. По правде говоря, мы использовали эту модель в качестве основы для точности в нашем тесте.
Характеристики продукта
Стиль: Без пинчата
Диапазон: 4 процента до 32 процентов
Точность: Неизвестно
ПРОФИКА
Минусы
Ограниченный диапазон влажности
Фото: amazon.com Этот измеритель обеспечивает точные бесконтактные показания в диапазоне от 0 до 9 процентов.9 процентов как в древесине, так и в других строительных материалах, а также в диапазоне от 5 до 50 процентов в древесине и в диапазоне от 1,5 до 33 процентов в строительных материалах при использовании штифтов.
Калибровочный тест в крышке позволяет пользователям проверить точность Extech, прежде чем полагаться на его показания. Он также имеет визуальное руководство по влажности: одна цифровая капля дождя представляет сухую древесину, две капли — среднюю влажность и три — влажную древесину.
Когда мы тестировали Extech в режиме булавки, мы продолжали нажимать кнопку материалов, что неизбежно давало нам показания наших указательных пальцев, а не материала, который мы тестировали. Кроме того, нам понравилась простота использования Extech, и мы оценили цифровые капли дождя и звуковые оповещения, которые ускоряются в зависимости от влажности древесины. И мы продолжили проверять точность этой модели с помощью встроенного калибровочного датчика.
Спецификация продукта
Тип: Комбинация
Ассортимент:
От 5% до 50% в дереве и от 1,5% до 1,5% до 1090% в строительных материалах
Точность: Неизвестно
Плюсы
Простота использования
Предлагает визуальное руководство и звуковые оповещения о содержании влаги
Встроенная калибровка
Минусы
Кнопка настройки материала кажется чувствительной
Фото: amazon. com Этот влагомер для древесины поставляется с семью калибровочными шкалами для дерева, поэтому домашние мастера могут быть максимально точными в своих измерениях с точностью около 2 процентов. Штыревой влагомер также может измерять температуру материала с точностью до 4 градусов, что помогает быстро отследить утечку.
Влагомер использует шкалу от 6 до 60 процентов для дерева и от 0 до 40 процентов для других строительных материалов. Большой ЖК-экран с подсветкой обеспечивает удобную читаемость даже при тусклом освещении. Клавиша «Hold» фиксирует показания на экране, а встроенная функция памяти сохраняет показания, поэтому пользователю не нужно их отслеживать.
Tavool был одним из самых больших сюрпризов, которые мы обнаружили во время тестирования. Во-первых, цифровой экран одновременно легко читается и полон информации. Нам понравилось, что этот влагомер также имеет встроенный датчик температуры. Но что нам больше всего понравилось в Tavool, так это дизайн штифта; штифты достаточно длинные и тонкие, чтобы глубоко вонзиться в древесину, но не настолько тонкие, чтобы не быть прочными. Единственная проблема, которую мы обнаружили, возникла при корректировке видов. Тавул по какой-то причине включил научные названия видов деревьев. Мы не взяли с собой нашу книгу по биологии, поэтому нам пришлось много гуглить.
Спецификации продукции
Стиль: ПИН
Диапазон: 6 процентов в древесине, от 0 до 40 процентов в зданиях
Точность: 2 процент
0 2 процент
0 100 .
Отличный дизайн булавки
Встроенный термометр
Лучший цифровой экран в тесте
Минусы
Многие виды деревьев в справочнике имеют свои научные названия
Фото: amazon.com
ПОСМОТРЕТЬ
Влагомер Lignomat Mini-Ligno E/D — это инструмент премиум-класса, разработанный для специализированных целей. Этот игольчатый влагомер откалиброван для использования с древесиной и изделиями из дерева, но его точность составляет 0,5 процента по шкале точности от 6 до 45 процентов. Его прочный корпус легко держать и использовать, а острые штифты могут пробить даже самую прочную древесину.
Корпус влагомера имеет более длинный второй набор штифтов для более глубокого проникновения, но настоящим преимуществом этой модели является простота конструкции. Выберите тип древесины для измерения, затем вставьте штифты в материал. Уникальный двухпозиционный переключатель между контактами активирует счетчик, так что пользователю нужно только посмотреть на показания на ярком цифровом светодиодном дисплее.
Мы постараемся не хвастаться, но влагомер Lignomat — это практически все, что вам нужно от влагомера, и он, безусловно, самый простой в использовании в этой группе. Во-первых, у этой штуки даже нет кнопки питания; просто ткните его в кусок дерева, и он даст вам чтение. Во-вторых, он обеспечивает показания для широкого круга видов, требуя от пользователя только переключения между «Группой 2» и «Группой 3» — никаких сложных вычислений не требуется. И мы не могли не насладиться точностью Lignomat и тем, как колпачок удобно лежит в руке во время тестирования. Если мы собираемся на что-то жаловаться, так это на то, что эта штука выглядит и ощущается так, будто она прямо из 19-го века.80-х, но мы не уверены, что ностальгия — это плохо.
Product Specs
Style: Pin
Range: 6 percent to 45 percent
Accuracy: 0.5 percent
Pros
Doesn’t get any easier to use
Чрезвычайная точность
Крышка удобно лежит в руке
Минусы
Похоже на олдскульный дизайн (но так ли это плохо?)
Фото: amazon.com
ПОСМОТРЕТЬ
Профессиональный влагомер Protimeter Surveymaster многофункционален, но для снятия показаний используются не только стандартные штифты и контактные площадки. Он также оснащен набором 5-дюймовых штифтов для глубокого проникновения и датчиком влажности, который можно подключить к устройству, чтобы облегчить снятие показаний в труднодоступных местах. Он даже включает калибровочный инструмент для обеспечения точности показаний.
Прочная конструкция и очень точные показания влажности с точностью до 1 процента делают этот прибор незаменимым для взыскательных домашних мастеров и профессионалов отрасли, таких как подрядчики, геодезисты, инспекторы и многие другие. Имея два режима работы для поиска (бесконтактный) и измерения (штыревой), влагомер работает с бетоном, деревом, плиткой, винилом, гипсокартоном и многими другими строительными материалами со шкалой 7,9.процентов до 99,9 процентов при использовании штифтов и относительной шкале от 70 до 999 при использовании подушечек (где от 70 до 169 — сухое состояние, от 170 до 199 — риск, а от 200 до 999 — влажное состояние).
Во время тестирования нам понравились аксессуары, и мы определенно смогли убедиться в их полезности. Даже снимать показания с досок прямо перед нами было проще, так как мы могли смотреть на дисплей и одновременно получать показания. Кроме того, нам понравилась точность в 1 процент и отличное проникновение штифта. Единственное, что нас беспокоило, это то, что мы бы предпочли показания без штифтов в процентах, и мы не могли настроить их для видов.
Product Specs
Style: Pin
Range: 7.9 percent to 99.9 percent with pins, and 70 to 999 with the pads
Accuracy: 1 percent
Pros
Множество принадлежностей
Очень точный
Отличное проникновение штифта
Минусы
Почему бесконтактные показания не в процентах?
Не подходит для вида
Also Tested
Klein Tools ET140 Pinless Moisture Meter
General Tools MMD7NP Pinless Digital Moisture Meter
We also tested the General Tools MMD7NP Pinless Digital Moisture Meter and the Klein Tools ET140 Pinless Moisture Meter; однако ни одна из этих моделей не прошла наши тесты.
Бесштифтовой влагомер General Tools использует диапазон измерения от 0 до 53 процентов для мягких пород дерева, таких как сосна, диапазон от 0 до 35 процентов для твердых пород дерева, таких как клен, и относительную шкалу для гипсокартона и кирпичной кладки. Этот измеритель был сложен в использовании и не регистрировал показания влажности в диапазоне, близком к диапазону других моделей в списке. Это могла быть проблема с калибровкой, но, поскольку она калибруется автоматически, нам не повезло.
Klein ET140 — прочный бесконтактный влагомер, который калибруется для каждого материала нажатием кнопки режима, которая переключается между типами материала для точного измерения. К сожалению, во время нашего повторного тестирования этой модели она постоянно показывала влажность 4%, и устройство не могло быть перекалибровано после нескольких попыток. Мы большие поклонники Klein Tools, но этот не прошел проверку.
Наш вердикт
Любой, кто ищет отличный влагомер, должен обратить внимание на цифровой влагомер General Tools 4-в-1 за его точность и универсальность. Тем, кто предпочитает простоту, влагомер Lignomat Mini-Ligno E/D обязательно понравится.
Как мы тестировали лучшие влагомеры
Обычно мы любим тестировать продукты, но это испытание влагомера было непростым. Во-первых, у каждого измерителя был свой диапазон и класс точности, что затрудняло установление исходных значений. Пока мы проводили обзоры влагомеров, мы обнаружили, что у каждого продукта есть свой метод настройки для определенных видов, поэтому мы потратили целый день на чтение руководств пользователя — безусловно, лучший тест на очки и терпение, чем влагомеры.
В конце концов, когда все было настроено как можно лучше, мы начали проверять уровень влажности. Для разнообразия мы использовали три куска соснового бруса из недавнего проекта. Одну часть замачивают в миске с водой на ночь. Другой кусок поместили в духовку и сушили при 225 градусах в течение 2 часов. Третий кусок остался один. Мы проверили каждый из счетчиков, используя все три этих куска пиломатериала, и сравнили показания.
Далее мы проверили счетчики на небольшом участке гипсокартона, небольшом участке бетонного фундамента и необработанной дубовой ступени лестницы. Эти показания также были собраны и сравнены.
Наконец-то мы прошлись по всем настройкам, режимам и дополнительным функциям (для тех, у кого они были). К этому моменту у нас было четкое представление о том, какие модели стоят денег, а какие нам нужно было исключить из теста.
Преимущества владения влагомером
Имея под рукой влагомер, вы избавите себя от многих хлопот в доме и при выполнении проектов «сделай сам». Легко быстро проверить области, которые выглядят так, как будто они могут накапливать влагу, чтобы определить, есть ли проблема. Снимая показания самостоятельно, вы избегаете необходимости вызывать профессионального инспектора и платить дорогостоящий сбор только для того, чтобы обнаружить, что проблемы с влажностью не существует. Если у вас часто возникают проблемные зоны в вашем доме или в подвале или подвале с высокой влажностью, влагомер может регулярно снимать показания, чтобы быстро выявлять и лечить рост плесени.
Кроме того, влагомер улучшает результаты проектов «сделай сам», предоставляя точные показания влажности для проектов по укладке полов, при установке обоев и при работе с деревом. Без измерителя влажности домашние мастера могут только догадываться о содержании влаги в материале, что может привести к проблемам с ростом плесени или структурным проблемам, если накопление влаги станет сильным.
Владение влагомером поможет вам обнаружить проблемы без вызова специалиста.
Регулярные измерения в домах с высокой влажностью могут помочь обнаружить и остановить рост плесени.
Использование счетчика для напольных покрытий, оклейки обоев и других работ своими руками обеспечит высокое качество отделки и соответствующий процент влажности.
Часто задаваемые вопросы
Перед покупкой нового влагомера ознакомьтесь с наиболее часто задаваемыми вопросами и ответами на них ниже.
В: Как работает влагомер?
Штифтовые влагомеры работают путем измерения сопротивления электрического тока при прохождении через материал. Вставка булавок в материал посылает ток вниз по одной булавке, чтобы течь во вторую. Затем измеритель измеряет сопротивление, которое встречает ток, проходящий через материал между штырями, чтобы получить показания влажности.
Бесконтактные влагомеры используют высокочастотный сигнал для проникновения в материал. Электрический сигнал изменяется в зависимости от способности материала удерживать заряд, а влагомер получает данные о содержании влаги в материале.
В: Каковы нормальные показания влагомера?
Как правило, оптимальным является показание от 5 до 12 процентов, но нормальное показание влагомера зависит от материала. Более сухие материалы, такие как гипсокартон, должны иметь более низкие показатели влажности от 5 до 7 процентов. Влажные материалы, такие как стеновые стойки и пиломатериалы для каркаса, имеют приемлемый уровень влажности до 12 процентов.
В: Что такое плохие показания влагомера?
Плохим показателем влажности будет значение, превышающее 20 процентов — в такой среде ваши пористые материалы, такие как пиломатериалы, могут быть подвержены росту плесени или гниению.
В: Влажность стен означает плесень?
Не обязательно. Влагомер можно использовать для обнаружения проблемных зон, но он не может обнаружить плесень. Есть надежда, что вы воспользуетесь влагомером, чтобы обнаружить утечку до того, как сформируется плесень. Но если влага не обрабатывается, она может стать идеальной средой для размножения спор плесени.
В: Как использовать влагомер для гипсокартона?
Чтобы использовать влагомер для гипсокартона, сначала убедитесь, что он откалиброван для точного измерения влажности материала. Если счетчик не откалиброван, результаты будут неточными.
После калибровки влагомера для проверки гипсокартона используйте влагомер в обычном режиме в соответствии с инструкциями к изделию. Вставьте измерительные щупы в гипсокартон в нескольких разных местах, чтобы получить точные показания всей стены. Точно так же бесконтактный счетчик должен сканировать несколько участков на стене для полного определения содержания влаги. Для гипсокартона оптимальное значение составляет от 5 до 7 процентов.
В: Точны ли влагомеры?
Надежный влагомер может похвастаться точностью в пределах 3 процентов от показаний, а некоторые профессиональные модели — в пределах 0,5 процента.
Точность влагомера варьируется в зависимости от тестируемого материала, калибровки влагомера, типа влагомера, процедур, используемых во время испытания, и функциональных возможностей влагомера, которые могут варьироваться в зависимости от содержания и технического обслуживания Единица.
Прежде всего, влагомер для стен и других конструкций будет наиболее точным при правильном использовании. Высококачественный влагомер, используемый опытным домашним мастером для правильного материала, может точно измерять влажность с точностью до 0,1 процента. Однако недорогой влагомер, используемый на неподходящем материале без надлежащей шкалы, может давать неточные показания точно так же, как некачественный искатель стержней может не найти стержень при неправильном использовании.
Классификация и виды пилорам. Пилорама ленточная бу: покупаем правильно.
С пилорамой Вы распилите дерево прямо на делянке и сами выберете подходящий размер доски. Малый вес и простая эксплуатация пилорамы дает Вам возможность самим принять решение о месте заготовки.
В современном производстве очень непросто обойтись без деревянных изделий и материалов. Достаточно только представить любое строительство, и тут же рисуется образ деревянных бревен, лежащих на территории. Далее в отделке помещений дерево занимает передовые места, позволяя украсить его и придать уюта. Паркет, ламинат также состоят из деревянных пород. Ну а чтобы произвести эти отделочные материалы следует использовать деревообрабатывающее оборудование, в число которого входит также и ленточная пилорама. Если бы люди не использовали дерево в качестве материала для производства различных изделий, то не существовали бы в мире такие отрасли как печать брошюр, изготовление бумаги, деревянной мебели и так далее. Дерево — не только долговечный и красивый материал, но также и весьма эргономичный, что очень важно в современных условиях строительства и отделки. Ну а чтобы привести дерево как материал в надлежащий вид, используют специальное оборудование, такое как пилорамы.
Принцип ее работы состоит в следующем: бревна различного размера и диаметра обрезают и придают нужной формы и размера для того чтобы в последствии заняться их обработкой. Стоит отметить, что пилорамы могут отличаться в зависимости от материалов и размеров обрабатываемых бревен, а также их породы. Как правило, один станок способен на работу с разными породами дерева, что делает процесс производства максимально комфортным. Ни для кого не секрет, что изготовление буклетов производится с использованием бумаги хорошего качества. А ведь известен тот факт даже детям, что бумагу изготавливают из древесины. Сложно переоценить важность этого материала в жизни человека, так как он встречается практически везде, начиная с улицы и заканчивая родным домом. При этом важным является тот факт, что благодаря современным технологиям и оборудованию, значительно снизился процент тяжелой ручной работы.
Теперь благодаря пилораме и другим устройствам специалист будет лишь управлять компьютером для того чтобы механизм заработал. Так же как и проходит тиражирование, так и процесс обработки дерева теперь производится с минимальным вмешательством человека — всю работу за нас выполняют профессиональные машины и механизмы. При этом в значительной мере увеличивается качество производимых изделий из дерева, которые так часто используются человеком в быту.
Классификация пилорам и их особенности
Российский интернет-маркетинг испытывает увеличивающийся изо дня в день спрос на качественные пиломатериалы. В столице и прочих городах вид оборудования, подобный пилораме ленточной, получил широкое распространение. Главной причиной является то, что сфера строительства неуклонно идет вперед, происходит масштабное строительство жилого сектора, деревянных домов. И древесина, как наиболее экологически чистый материал, пользуется наибольшим спросом для строительства и отделки. В таких условиях пилорама занимает одну из главных ролей. Производители деревообрабатывающего устройства производят новейшие пилорамы на продажу. Но не стоит забывать, что продажа пилорамы только в том случае станет прибыльной, если на выходе будет получаться пиломатериал высочайшего сорта. Эффективность, мобильность маневренность и экономичность выгодность.
Не имеет роли, в каком краю осуществляется сделка. Пилорама, купленная в Москве, должна обладать такими же качествами, что и пилорама ленточная из Вологды. Надежность – главный показатель. Немаловажным моментом остается безаварийная стабильная работа данного оборудования. Следующий мера – действенность ( сумма прошедших через станок бревен за единицу времени ) и бережливость. Наиболее хорошо, в случае пилорама будет подвижной, так как в определенных моментах возникает надобность мгновенно перенаправить ее в прочее пункт. И если оборудование легко монтируется и разбирается, с этим не возникает проблем.
Оптимальная цена и свойства пилорамы Любое оборудование по истечению конкретного момента должно оправдать расходы. Так же обстоит ситуация и с пилорамами. Стоимость их обязана быть оправданной. Иначе даже при высокой производительности пилорамы ленточной выпуск не будет окупаемым. Скорый сбыт пилорамы для предпринимателя будет куда реальней, когда устройство машины будет надежной, но простой, а главное, если станок окажется несложен в руководстве. Помимо того, на объем продаж повлияет возможность быстрого ремонта пилорамы в случае неисправности.
Какие бывают пилорамы
Основными видами пилорам являются:
Дисковые пилорамы. Они рассчитаны для распиловки бревен в поперечнике превышающем 0 мм. Выделяются большой действенностью. Ленточные пилорамы. Изготовители ленточных пилорам советуют употреблять их в целях выполнения продольных разрезаний, в целях осуществления заготовок из доски. Рамные пилорамы, используемые в деревообработке.
Любая из данных пилорам обладает свои положительные чертами и свои минусами, поэтому при отборе станка, прежде всего, нужно опираться на те задачи, которые будут поставлены перед новым оборудованием.
Классификация пилорам.
Если вы хотите купить ленточную пилораму, то следует знать о разбиении данного вида оборудований на классы, которого пользуются все главные производители ленточных пилорам. Классы положено маркировать заглавными латинскими буквами. Пилорамы класса A работают на бензине. Пилорамы класса B именуются «электрическими». «Гибридными» именуют пилорамы класса С, ввиду того что, функционируя на бензине, они обладают некоторые устройства с электроприводом. И наконец, универсальные пилорамы класса D делаются, прежде всего, по заказу мануфактур.
Критерии выбора ленточной пилорамы
Современная деревообработка не может обойтись без такого оборудования, как пилорама. Причем, большую популярность получил такой тип пилорам, как ленточные. Ленточные пилорамы, в свою очередь, подразделяются на подтипы в зависимости от расположения ленточнопильного станка. Он может быть установлен как вертикально, так и горизонтально, а также под углом к рабочей плоскости. Продукция пилорам используется в самых различных сферах: строительстве, изготовлении мебели, окон, дверей и так далее. Например, продукция карельских лесопилок впоследствии поступает на заводы Ленинградской области, а продукция заводов — окна и двери — устанавливается в дома и гостиницы Санкт-Петербурга и области. Широкое использование ленточных пилорам объясняется их функциональными качествами. Это и возможность установки оборудования без специального фундамента, низкие расходы на эксплуатацию станка, а также его энергоэкономичность. При этом ленточные пилорамы способны качественно обработать как крупномерные, так и короткомерные бревна. Пилорамы данного типа справляются твердолиственными породами, равно как и бревнами высокосмолистых деревьев. Таким образом, предварительна сортировка бревен перед распиловкой не требуется, что позволяет снизить расходы на рабочую силу и обслуживающее оборудование.
Выбирая модель ленточной пилорамы, следует обратить внимание на стоимость комплектующих. Дело в том, что пилорамы нуждаются в регулярной замене изнашивающихся деталей, так что стоимость этих деталей может сильно сказаться на себестоимости выпускаемой продукции. Чем более стандартизированы запасные части, тем дешевле будет обслуживание пилорамы. Лучше всего, если детали будут совместимы с деталями для легковых и грузовых автомобилей.
Обратите также внимание на гарантию. Часто в условия гарантии не включается проведение пуско-наладочных работ. Во время этих работ некачественная пилорама может выйти из строя, что принесет вам значительные убытки.
Не рекомендуем вам приобретать так называемые «фермерские» пилорамы. Несмотря на привлекательную цену, они не рассчитаны на крупномерные бревна и быстро выходят их строя. Да и ширина ленты редко бывает больше 36-38 миллиметров, при приемлемых для бизнеса 800 мм.
Пилорама ленточная б/у: покупаем правильно
Если вас интересует пилорама ленточная бу, то крайне важно правильно подойти к выбору приобретаемого поддержанного оборудования. Наиболее распространенной ошибкой выбора можно считать приобретение дешевой и небольшой пилорамы. В связи с тем, что, несмотря на простоту, подобная пилорама требует от оператора немалых навыков работы, регулировки и регулярного обслуживания, могут возникать существенные проблемы.
Кроме того такая пилорама точно отличается невысокой производительностью. В связи с этим, чтобы избежать пустой траты денег и полного разочарования, лучше сразу приобретать достаточно мощную ленточную пилораму. Если стоимость новой пилорамы для вас является неприемлемой, то можно обратить внимание на такое оборудование, как пилорама ленточная бу.
При покупке поддержанной ленточной пилорамы специалисты рекомендуют в обязательном порядке обращать внимание на такие элементы конструкции, как:
1. Портал станка. Чтобы при нагрузках не возникали деформации портала, он должен выполняться из профильной трубы квадратного сечения с наличием максимального количества усиливающих составляющих элементов. Подобная конструкция сможет обеспечить должную жесткость и снизит вибрации агрегата в процессе работы. Особое внимание также стоит уделить сварочным швам портала. Если имеются небольшие трещины, то подобная пилорама проработать долго не сможет, и, вероятнее всего, просто развалится через какое-то время.
2. Вертикальные направляющие. Основным критерием станка в соответствии с правилами машиностроения является наличие направляющих, которые изготавливаются из цельного металла и тщательно отшлифованы. Если направляющие выполняются из профильных труб, то приобретать такую поддержанную ленточную пилораму не имеет смысла. В этом случае при нагрузках не получится избежать деформаций, а в местах перемещения пилорамы появятся дыры. Чтобы проверить материал направляющих, нужно просто постучать по ним твердым металлическим предметом. Если появляется звонкий звук, то это цельнометаллический материал, если звук глухой, то это пустая труба с песком. 3. Шкивы и ролики. Ролики должны иметь наибольшее число регулировок в вертикальной и горизонтальной плоскости. Также должна быть возможность сбрасывать с ролика пилу во время движения. Это даст возможность существенно сократить число трещин на теле пилы, а, следовательно, увеличит период службы. Шкивы должны по диаметру быть не меньше 500 миллиметров, изготавливаться из цельного металла, быть без спиц в форме бочки. Наличие спиц может стать причиной возникновения микротрещин и последующего разрушения шкива.
В качестве варианта для приобретения поддержанной ленточной пилорамы можно рассмотреть модель ПЛП АСТРА, которая представляет собой полуавтоматический ленточнопильный станок с автоматической установкой толщины получаемых деталей, автоматической подачей ленточнопильного устройства, а также механизированным столом для работы с заготовками. Тут есть возможность управлять всеми техническими операциями за счет кнопок.
Преимущества угловых дисковых пилорам
Вот самые основные преимущества дисковых пилорам:
выбор наиболее удобной схемы распиловки очень проста в установке надежная в работе легко транспортируется очень удобна в работе, используется сразу в местах деревообрабатывающих работ может работать как на электроприводе, так и на бензине, в зависимости от модели выдает абсолютно точно распиленный материал не требует сложного ремонта и обслуживания великолепно справляется с большими объемами Вторым видом пилорам являются угловые дисковые пилорамы. Распил бревна происходит угловым принципом пиления. Существует два вида угловых пилорам, с одним диском и двумя. Однодисковая пилорама подает узел в двух положениях горизонтальном и вертикальном, распиловка происходит также по обоим направлениям и не имеет холостого хода.
Второй тип угловых дисковых пилорам работает посредством того, что ортогонально подает пильные диски, которые располагаются вертикально и горизонтально друг другу. Двухдисковые угловые пилорамы дают высокую производительность материала даже из одного бревна, что сказывается на увеличении прибыли предприятия.
И, наконец, существуют еще целые промышленные дисковые комплексы, которые устанавливаются на больших объектах, и выполняют функции не только распиловки, но и ряд других, таких как выкраивание дерева под вагонку, рейки и другой материал.
Классификация дисковых пил и их основные параметры
Круглые пилы — эта многорезцовый инструмент, имеющий форму диска, сферы или цилиндра. Пиление осуществляется вращательным движением инструмента при поступательном движении обрабатываемого материала или пилы вместе с ее приводом. Вращательное движение характеризуется окружной скоростью, которую условно называют скоростью резания, а поступательное движение — скоростью подачи. Скорость резания в круглопильных станках всегда в несколько раз больше скорости подачи. Осуществление процесса пиления возможно только в том случае, если имеются оба движения.
Для того чтобы круглые пилы могли противостоять воздействию на них сил резания, инерции, нагрева и других, возникающих при пилении, их изготавливают из высококачественных легированных сталей. Размеры пильного диска и зубьев даны в ГОСТах и технических условиях.
Режущая часть круглых пил состоит из зубьев, расположенных по окружности. Форма зубьев и их профиль определяются углами резания и очертаниями задней, передней граней между зубной впадиной.
В зависимости от назначения пил профиль зубьев и их угловые значения бывают разными. По виду пиления круглые пилы разделяются на пилы для продольной, поперечной и смешанной распиловки древесины и древесных материалов. Они отличаются друг от друга профилем зубьев, углами резания и способом заточки зубьев.
С пилорамой Вы распилите дерево прямо на делянке и сами выберете подходящий размер доски. Малый вес и простая эксплуатация пилорамы дает Вам возможность самим принять решение о месте заготовки. Это говорит о простоте, надежности и долговечности конструкции. Причем, можно купить пилораму бу — это дешевле гораздо и проще.
Точность распила впечатляет. Вы можете распилить ствол на доски, брус или миллиметровые листы уникальных размеров и форм — все по Вашему желанию. На пилораме Вы можете пилить разные породы дерева: дуб, осину, яблоню, вишню и т.д. Пилорама обслуживается одним человеком. При помощи вмонтированной лебедки Вы поднимете бревна до нужной высоты, около 55 см. Эта высота соответствует подходящему столу для подача бревен. Готовые доски сходят с этажерки на уровне пояса, что облегчает их подъем и дальнейшую укладку. Пилорама сберегает не только Ваше время, но и вашу спину! Отличный результат с самого начала
Мотопила скользит по направляющей. Отличный результат достигается с самого первого распила. Бревно поднимается с помощью подъемной рукояти. Видимые четкие шкалы и фиксированные шаги подъема делают установку толщины доски легкой и точной. Все подробно описано в инструкции по эксплуатации, сопровождающей каждую пилораму.
Поверхность пилорамы удароустойчива и легкоочищаема, что создает предпосылки для минимального обслуживания. Специально заточенная цепь оставляет гладкую поверхность распила. Шина пилы и цепь тоньше, чем обычные, и пилят быстрее. Пропил только незначительно шире, чем от дисковой пилы. Заточка цепи рекомендуется не раньше, чем после распила 5 бревен стандартного размера
Виды ленточных пилорам
Главная » Статьи » Статьи по деревообработке » Лесопильное оборудование » Пилорамы ленточные » Виды ленточных пилорам
04.02.2021
Пилорамы ленточные
Просмотров: 873
Устройство для обработки древесины, использующее зубчатую ленту, сегодня имеет множество размеров и назначений. Сама классификация этого типа оборудования может проводиться по нескольким признакам. Например, чаще всего различают оборудование по типу используемого двигателя:
Оборудование с электродвигателем для бытовой сети 220 вольт.
Оборудование, работающее на промышленной сети 380 вольт.
Пилорама ленточная бензиновая.
Пилорама с дизельным двигателем.
Не менее интересная квалификация по назначению оборудования в зависимости от размеров самого станка и размеров обрабатываемой древесины:
Мини пилорама для работы с бревном диаметром до 50 см.
Устройство средних размеров – она позволяет распилить бревна длиной 6 метров и диаметром до 75 см.
Промышленная пилорама, станок которой позволяет распил бревен длиной от 6 метров и диаметром 1,2-1,6 метра.
Различают также и по возможности использования станка:
Мобильная пилорама, которая перевозится в разобранном виде на прицепе или автомобиле. При необходимости она может быть установлена в любом нужном месте, поскольку нее не нужно электричество, она работает от бензинового или дизельного двигателя.
Стационарная модель предназначена для использования в специально подготовленном помещении или площадке.
Еще одной градацией может быть классификация по типу расположения пильной рамы:
Оборудование с горизонтальным расположением полотна.
Вертикальная ленточная пилорама.
Устройство с изменяемым положением полотна.
Первый вид представляет обычную конструкцию способную резать древесину в горизонтальной плоскости. Таких устройств выпускается промышленностью большинство, они очень популярны и для самостоятельной сборки. Второй вид оборудования представляет собой пилораму, в которой лента расположена вертикально и рез древесины осуществляется в вертикальной плоскости, так же, как и в рамных устройствах. Самыми сложными являются устройства с возможностью смены положения пильной рамы.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Нюансы выбора ленточной пилорамы
04.02.2021
Просмотров: 449
Если ваш бюджет ограничен, то специалисты рекомендуют покупать самую недорогую модель без дополнительной комплектации. В будущем по мере необходимости можно просто докупать периферию: установить гидравлику или добавить функцию автоматической подачи брёвен. Эти дополнения значительно сэкономят время и окупятся за несколько месяцев
Пилорамы ленточные
Особенности ленточных пилорам
04.02.2021
Просмотров: 569
Наверное это самая хорошая и востребованная пилорама у мелких предпринимателей и организаций которые предпочитают производить большие объемы но с индивидуальным раскроем. Модели ленточных станков настолько разнообразны, что их можно использовать не только в промышленности, но и в «домашних условиях», например, «минипилораму» КЕДР или Алтай совсем просто установить, так как это требует малых затрат на монтаж и фундамент
Пилорамы ленточные
Конструкция и принцип работы
04. 02.2021
Просмотров: 601
Конструкция ленточной пилорамы имеет много сходства с другими видами деревообрабатывающих устройств для распила древесины. Заложенный в ее конструкцию принцип подвижного узла пильной ленты реализован и в других типах пилорам, например, в цепной пилораме, где вместо ленточной пилы используется пильная цепь с шиной-направляющей
Пилорамы ленточные
Руководство по лесопилкам | Что такое лесопилка и как она работает?
Термин лесопилка может относиться к двум различным концепциям в отрасли. Во-первых, это место, где люди перемалывают пиломатериалы. Лесопилка — это вся земля, на которой стоит лесопилка — двор сортировки бревен, фрезерные станки и площадка, где сортируются и хранятся деревянные доски. На лесопилке также есть помещения для управления и обслуживания лесопилки.
Лесопилка также относится к конкретному режущему или распиливающему механизму. Эти машины превращают бревна в прямоугольные бревна для использования в производстве. Технически в лесопильной промышленности станок для колонкового распила называется головным станком, но для правильного функционирования головному станку требуется обширная опорная конструкция. Возможно, наиболее точное определение лесопилки состоит в том, что это целая система, которая превращает бревна в пиломатериалы.
Независимо от того, используете ли вы это слово для обозначения отдельного лесопильного станка или всей операции по фрезерованию пиломатериалов, лесопилки по своей природе являются оживленными местами. Большинство современных лесопильных заводов представляют собой огромные коммерческие предприятия с высокой производительностью. В некоторых из этих мест работают сотни рабочих, и они круглосуточно работают посменно, чтобы поддерживать эффективность производства пиломатериалов.
Когда была изобретена лесопилка?
До изобретения лесопилки люди резали, раскалывали и строгали деревянные доски вручную с помощью ручных инструментов. Позже люди использовали пилу, длинное лезвие, которое разрезало бревна, когда мужчины тянули пилу. Этот процесс был утомительным и утомительным и нуждался в доработках.
История лесопилки восходит к Римской империи. Первая известная лесопилка называется лесопилкой Иераполиса и датируется примерно третьим веком нашей эры. Лесопилка была обнаружена, когда археологи исследовали саркофаг мельника в современной Турции, которая раньше была Малой Азией. На саркофаге был рельеф водяного колеса с кривошипно-ползунковым механизмом и двумя пилами, прорезающими блоки.
Римская пила с приводом от водяного колеса представляла собой значительный прогресс в технике и производстве. Примерно в шестом веке по всей Византийской империи появились каменные лесопилки с водяным приводом. К XI веку эти лесопилки распространились из Испании и Северной Африки в Среднюю Азию.
Кто изобрел лесопилку?
Конструкция лесопилки практически не менялась до промышленной революции, когда кто-то изобрел пильный диск. Историки обычно ссылаются на Сэмюэля Миллера, который получил британский патент на лезвие в 1777 году. Другие утверждают, что голландцы разработали его в 17 веке или что это была американская сестра-шейкер Табита Бэббит. Кто бы ни изобрел ее, высокая цена ленточной пилы и некачественные полотна привели к тому, что она не использовалась широко до середины 19-го века.век. Сегодня на большинстве лесопильных заводов используются ленточные пилы промышленных размеров.
Что я могу получить на лесопилке?
Лесопилка может производить большое количество всех видов пиломатериалов, хотя большинство лесопилок специализируются на определенном типе пиломатериалов. Лесопилки в Северной Америке перерабатывают один из двух видов деревьев: хвойную или твердую древесину.
Деревья хвойных пород – это вечнозеленые или хвойные деревья с постоянно прикрепленными иголками. Эти виды включают кедр, сосну, ель, болиголов, пихту и красное дерево. Лиственные деревья — это лиственные породы, которые сбрасывают листву осенью и выпускают новые весной. Такие породы, как грецкий орех, клен, бук, вишня, вяз и дуб, относятся к лиственным деревьям.
Для обработки этих видов требуются различные машины и инструменты. Некоторые лесопильные заводы покупают оборудование для обработки обоих типов деревьев, хотя это редкость. Обычно вы можете найти материалы из хвойной древесины в грубых столярных работах и каркасах зданий, которые используются в легкой строительной промышленности. В жилищном строительстве пиломатериалы твердых пород используются для изготовления готовой продукции, такой как мебель, полы, лестницы и фанерные панели.
Большинство лесопильных заводов производят на своей производственной линии три основных продукта:
1. Лесоматериалы
Лесоматериалы представляют собой крупнообрезные столбы, используемые в строительстве. Эти продукты имеют толщину более 5 дюймов и обеспечивают необходимую структурную поддержку. Строительные компании используют бревна в качестве балок или столбов при строительстве таких объектов, как дома или сараи.
2. Фасонные пиломатериалы
Наиболее распространенным продуктом, сходящим с производственной линии лесопилки, являются мерные пиломатериалы. Эти деревянные доски меньше, чем пиломатериалы, и имеют стандартные размеры. Например, размерные пиломатериалы могут иметь толщину от 2 до 5 дюймов и ширину от 2 до 12 дюймов. Стандартные размеры габаритных пиломатериалов включают два на четыре (2×4) и четыре на четыре (4×4). Во многих строительных и производственных предприятиях размерные пиломатериалы используются для изготовления балок, стоек, перекрытий, пластин и стропил.
Лесопилки также строгают размерные пиломатериалы до определенного размера и гладкости. Размеры пиломатериалов могут быть несколько сложными, так как строгание древесины немного уменьшает ее размер. Необработанная доска, выходящая из головной оснастки, имеет толщину ровно 2 дюйма и ширину 4 дюйма. Однако фактические размеры 2×4, выходящего из строгального станка лесопилки, составляют 1,5 дюйма в толщину и 3,5 дюйма в ширину.
3. Доски
Третий вид пиломатериалов, производимых на лесопильном заводе, – это доска. Доски — это тонкие доски, толщина которых обычно составляет от ¾ дюйма до 1 дюйма. Доски могут иметь ширину от 2 до 12 дюймов. Компании используют доски для изготовления дощатых полов, обшивочных конструкций и каркасов мебели. Обрезные доски хорошо подходят для поддонов и ящиков.
Другие продукты, которые вы можете найти на лесопилке, включают деревянные доски особой формы и контура. Лесопильные заводы могут производить переплетенные формы шпунта и паза, кромки внахлестку и закругленные профили. Все эти доски используются в отделке и архитектуре. Некоторые лесопильные заводы также изготавливают заказы на заказ в соответствии со спецификациями заказчика. В некоторых местах также будет поставляться древесина с зарубежных или местных рынков.
Какие бывают лесопилки?
В зависимости от производственных потребностей лесопильные станки могут быть как стационарными, так и переносными. Стационарные лесопильные заводы представляют собой крупногабаритные конструкции в стационарных местах, установленные на фундаменте. Портативные или передвижные лесопильные заводы представляют собой небольшие производства и могут быть установлены на грузовике или прицепе. Эти лесопилки различаются по размеру и разработаны с учетом определенных спецификаций, соответствующих их предполагаемому назначению и уровню производства. Каждый тип лесопилки также может вмещать различное количество операторов или рабочих.
Стационарные лесопилки часто строят вблизи источников воды. Исторически сложилось так, что такое размещение упрощало производство. Большинство лесопильных заводов во время промышленной революции приводились в действие паром, что требовало стабильного и возобновляемого источника воды для производства. Было также практично располагать мельницу рядом с водотоком, чтобы сотрудники могли использовать воду для перевозки бревен на мельницу и обратно. Хранение бревен в реке или озере предотвращало их преждевременное высыхание.
Современные лесопилки не используют пар. Однако многие лесопилки остаются на том же месте, что и их предшественники. Эти лесопилки эволюционировали, но они по-прежнему строятся у воды. Напротив, портативные лесопилки не требуют источника воды или определенного количества земли. Операторы могут перемещать эти машины между площадками в любое время.
Типы лесопилок также классифицируются по типу используемого полотна. Большинство современных лесопильных заводов используют комбинацию типов полотен, включая дисковые и ленточные пилы. Обратите внимание на различия между двумя дисками:
Круглые диски: Диски для дисковых пил могут эффективно распиливать или сгибать бревна до нужной длины. Эти лезвия также, как правило, толще, чем ленточные пилы, что придает им дополнительную прочность. Их конструкция приводит к тому, что пропил создает больше отходов.
Ленточные пилы: Ленточные пилы отлично подходят для поперечной распиловки бревен. Ленточные пилы тоньше с более тонкими пропилами. Эти полотна повышают эффективность лесопильного производства за счет меньшего количества отходов в процессе отделки древесины.
Изменяющаяся технология изготовления пильного диска приносит пользу каждой лесопилке. Например, компании разработали превосходные продукты, такие как лезвия с наконечниками Stellite™ и карбид вольфрама, чтобы заменить устаревшие материалы. Эти новые пильные полотна служат дольше, чем горячекатаные и холоднокатаные стальные, и обеспечивают большую эффективность.
Как работают лесопилки?
Как и в случае с большинством технологий, источник питания лесопилки за десятилетия претерпел значительные изменения. Первые мельницы имели водяные колеса, которые уступили место ветряным. Обе эти системы зависели от погодных условий. Рабочие не могли работать на лесопилках, если иссякал источник воды или переставал дуть ветер. Эти типы лесопилок также использовали неэффективные кривошипы и стержни, которые не пилили постоянно.
В начале и середине 1920 века пар был основным источником энергии для лесопильных заводов. Лесопилки могли бы повторно использовать свои древесные отходы, используя обрезки для топлива паровых котлов. Котлы приводили в движение валы турбин, которые вращали циркулярные и ленточные пилы. Эти котлы использовались в первую очередь из-за обилия древесных отходов, поэтому горелки, работающие на жидком топливе, так и не получили широкого распространения.
К середине 20-го века большинство стационарных лесопильных заводов отказались от пара и заменили его электричеством. Этот источник энергии продолжает оставаться основным источником, действующим сегодня. Переносные лесопильные заводы обычно не используют электроэнергию, поскольку заводы, которые их используют, обычно отключены от электросети. Вместо этого мобильные лесопильные заводы используют дизельные и бензиновые источники энергии. В настоящее время нет серьезного перехода к источникам солнечной энергии для лесопильных заводов, поскольку производственный процесс требует огромного количества энергии.
Помимо поворотных лезвий и конвейеров, лесопилки также нуждаются в энергии для других систем. Современные лесопильные заводы используют компьютеры для сканирования бревен и определения оптимальной эффективности резки. Затем компьютерные системы отправляют оцифрованную информацию на компоненты лесопилки для удовлетворения повседневных потребностей. Все эти передовые процессы требуют электроэнергии.
Как работает лесопилка?
Современные лесопилки работают почти так же, как и сотни лет назад, только более эффективно. Фабрика берет необработанные пиломатериалы и пропускает их через механизированные этапы, которые очищают и выравнивают их до тех пор, пока не появится готовый продукт. Современные лесопильные заводы увеличивают производительность за счет автоматизации. Этот процесс представляет собой систему по требованию, которая берет древесину у передовых лесозаготовителей и готовит ее для конечного рынка.
Заготовка лесопилки состоит из нескольких этапов. Несмотря на технологические достижения и более широкое использование сложной компьютеризации, современные лесопильные заводы по-прежнему полагаются на опытных пильщиков. Эти рабочие используют свои острые глаза и быстрые движения, чтобы эффективно направлять пиломатериалы. Вот все шаги, которые выполняет лесопилка для выполнения работы:
Рубка: Первым шагом в производстве лесопилки является вырубка деревьев. Лесорубы на переднем крае процесса вырубали стоящие деревья на участках второго или третьего прироста, потому что сегодня в Америке мало первоначальных старовозрастных лесов. Лесозаготовители в основном используют бензопилы для рубки деревьев перед их погрузкой и транспортировкой на лесопилку. Другие инструменты для валки деревьев включают валочно-пакетирующие машины.
Окорка: После того, как бревна доставлены на лесопилку, их необходимо окорить. Большинство лесопильных заводов используют такие машины, как механические кольцевые резаки, для снятия коры с каждого бревна. Другие используют водоструйные бластеры. Какой бы метод они ни использовали, лесопилки сохраняют отходы коры, чтобы использовать их в качестве мульчи для ландшафтного дизайна или в качестве топлива для печей. На этапе окорки циркулярная пила распиливает или распиливает бревна на отрезки нужной длины.
Обнаружение металла: Иногда в стоящие деревья врезаются кусочки металла от гвоздей или проволоки для ограждения, покрытые годами роста. Для лесопильных заводов крайне важно проверять бревна на наличие металлических загрязнений перед их распиловкой. Необнаруженные куски металла могут испортить лезвия или разлететься шрапнелью. Если бревно содержит металл, оно отправляется на повторную экспертизу. В зависимости от того, можно ли удалить металл, бревно возвращается на производственную линию или разрезается на более мелкие части для утилизации.
Торговля: Современные лесопильные заводы используют компьютерные процессы для продажи бревен перед их распиловкой, что является критическим шагом для достижения максимальной эффективности. Компьютеры используют видеонаблюдение с камеры или лазерное сканирование для оценки максимального значения обрезки каждого необработанного бревна путем измерения длины и обхвата. Затем система определяет, какие размеры досок, габаритных пиломатериалов и бруса может дать бревно. На этапе мерчандайзинга журналы также оцениваются в соответствии с постоянными заказами и рыночными условиями.
Пильная головка: Бревна крепятся к конвейеру и перемещаются на головной станок для распиловки. Некоторые лесопильные заводы имеют конвейеры в стационарной каретке, которую головной станок перемещает своими лезвиями, распиливая бревно вдоль. В других местах используется установка с фиксированной головкой, которая распиливает бревно, когда оно движется по мобильному конвейеру. При любом методе головные буровые установки обычно оснащаются ленточнопильными полотнами. Технологически продвинутые головные буровые установки повторяют естественный изгиб бревна.
Наклон: Когда головная буровая установка разрезает бревно, она образует секции, называемые брусьями. Первая разбивка создает плоскую поверхность, которую головная оснастка может использовать для подгонки заготовки под вторичные брусья. Этот пробой называется лучшим открытием. После этого вторичные брусья превращают бревно в черновые размеры для пиломатериалов. Любые отходы плит перерабатываются в мульчу, гранулы или щепу.
Распиловка: Большие брусья, создаваемые головной оснасткой, идут на перепиловку. На этом этапе несколько ленточных пил разрезают брус на более мелкие части в соответствии с инструкциями по продаже. Перепиливание может создавать множество профилей, в том числе двойные или четверные полосы, горизонтальные и вертикальные полосы, центральные разделители полос, круговые группы, группы с двойной оправкой, линейные стержни ленты и многое другое. На этапе перепиливания также используется криволинейное пиление для получения точного профиля.
Кромка и обрезка: У свежесрубленных бревен, мерных пиломатериалов и досок обрезаются кромки до нужного размера. Изделия поступают на триммер, который отрезает изделия определенной длины. Большинство лесопильных заводов распиливают изделия из дерева с шагом в 2 фута, начиная с 8 футов и заканчивая 24 и более.
Сортировка, сушка и строгание: Наконец, продукция проходит контроль качества. Сортировка необходима для обеспечения того, чтобы пиломатериалы появлялись в партиях аналогичных продуктов. Затем лесопилка сушит пиломатериалы, чтобы снизить их естественную влажность. Изделия из пиломатериалов либо сушат на воздухе, либо принудительно сушат в печах. После этого строгальные станки создают окончательный вид и размер изделий. Затем продукция маркируется штампами готовой продукции и упаковывается для отправки на рынок.
Где я могу получить материалы для лесопилки?
York Saw & Knife уже более 100 лет поставляет высококачественные пильные полотна на американские лесопильные заводы. Мы являемся вашим лучшим поставщиком расходных материалов для пилорамы, чтобы ваша пилорама была острой и работала эффективно. Вы можете найти наши ножи для промышленных станков и полотна для высокоточных пил на некоторых из самых производительных стационарных лесопильных заводов в мире.
Наше подразделение Oleson Saw Technology разрабатывает и производит полную линейку пильных полотен на заказ. Если вам нужны дисковые или широкие полотна с переменным шагом (VPD), изготовленные из карбида или стеллита™, вы можете найти их в York Saw. Вы также можете найти широкий выбор форм и комплектов зубьев, а также другие расходные материалы для лесопильного производства для любого применения.
Ознакомьтесь с нашей лесопильной продукцией сегодня или свяжитесь с нами онлайн для получения дополнительной информации. Вы также можете позвонить нам по телефону 1-800-233-1969.
Глава 2: Портативные и стационарные лесопилки
Руководство столяра по лесопилке | Семейный мастер на все руки
Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Легкие переносные лесопильные станки открывают новый взгляд на пиломатериалы для мебельных проектов.
Пропустите лесной склад и перепилите древесину самостоятельно.
В 2007 году мне позвонили, и мой взгляд на пиломатериалы полностью изменился. Я проектировал и собирал мебель в течение пяти лет, покупая древесину на большом лесопилке. Потом мне позвонил мой приятель из начальной школы. У него был здоровый красный дуб, который нужно было срубить, и он интересовался, могу ли я использовать древесину для мебели.
До этого я и не думал фрезеровать себе пиломатериалы из дерева. У меня был еще один друг, у которого была небольшая лесопилка с бензопилой, фрезерное устройство для одного человека, которое он с радостью одолжил мне на неделю. Я никогда раньше не пользовался пилорамой. Но после 30-минутного ознакомления с основами его работы я был готов к работе. Признаюсь, процесс был трудоемким и утомительным. Но каждый кусочек лесопилки был похож на открытие подарка на день рождения.
Я не оглядывался назад.
На этой странице
Что такое лесопилка?
Для большинства людей термин «лесопилка», скорее всего, вызывает в воображении образ крупной фабрики, производящей пиломатериалы в массовом порядке. В данном случае «лесопилка» — это одно- или двухместное устройство для фрезерования пиломатериалов, т. е. распиловки древесины на древесину строительного качества. №
Эти лесопильные станки можно устанавливать стационарно, хранить в автомобиле или буксировать за автомобилем на прицепе. Самые маленькие едва больше бензопилы, а самые большие сидят на прицепах длиной 24 фута!
Для чего нужна лесопилка?
Лесопилка позволяет мебельщику точно распиливать бревно на бруски или доски. В этой статье обсуждаются переносные лесопилки, но вы увидите, что некоторые из них более портативны, чем другие.
Как работает лесопилка?
Лесопилки оснащены режущим лезвием, механизмом для распиловки точной толщины и направляющей для перемещения лезвия. Некоторые имеют сварные столы в качестве плоской точки отсчета; другие используют удлинительную лестницу для регистрации первого плоского разреза.
Операторы катят или поднимают бревно в устойчивое положение и фиксируют его клиньями. Затем пользователь устанавливает лезвие для начального разреза на переднем конце, чтобы определить верхнюю плоскую поверхность. Пильный диск проходит по направляющей по всей длине бревна и разрезает плоскую поверхность. Верхняя часть, часто ненужная, удаляется, обнажая плоскую базу, по которой будут выравниваться все остальные разрезы.
После каждого разреза лезвие сдвигается назад вперед и опускается на нужную высоту. Пользователь должен учитывать толщину лезвия при измерении. В зависимости от размера бревна и желаемого выхода, бревно можно разрезать на плоские плиты или перевернуть, если нужны определенные типы пиломатериалов.
Типы лесопилок
Бензопилы
через продавца
Как следует из названия, в этом типе используется бензопила. Эти мельницы предназначены для грубой эксплуатации, но требуют ежечасного обслуживания. Смазка прутка должна быть заправлена доверху, а правильная смесь масла и газа необходима для надежной резки.
Лезвия бензопилы быстро затупляются. Их необходимо затачивать каждый час или заменять и затачивать профессионально. При распиловке пиломатериалов (в отличие от вырубки деревьев) рекомендуется использовать более тонкий рыхлитель с рыхлой цепью, который по-прежнему занимает здоровенные 3/16 дюйма. пропил из дерева.
Большие бензопилы, такие как Husqvarna 395 XP и Stihl 661, отличаются высокой производительностью и эффективностью фрезерования. Бары вторичного рынка длиной до 42 дюймов. можно установить для большей емкости. Всегда используйте бензопилу безопасно.
Лесопилка на Аляске
через продавца
Разработанный Элофом Гранбергом в 1960-х годах, этот стиль представляет собой бензопилу, прикрепленную к легкой алюминиевой раме. Пользователи помещают его на бревно, лежащее на земле. Granberg производит широкий диапазон размеров, от 24 дюймов. и вплоть до 84-в.
Мельница в аляскинском стиле — один из самых дешевых способов распиловки бревен на доски, особенно если у вас уже есть большая бензопила. Аляскинские мельницы можно загрузить в багажник автомобиля и отвезти вглубь леса, чтобы спилить определенные поваленные деревья.
Несмотря на то, что мельница на Аляске не самая эффективная, она является воплощением использования инструмента в работе и позволяет измельчать самые большие деревья. Один недостаток: вы всегда должны работать на земле. Фрезерование 18-дюймового диаметра. обычно требует, чтобы пользователь стоял на коленях или сгорбился.
Цепная пила с рамой
через продавца
Более сложная версия бензопилы, эти модели поднимают бензопилу до уровня пояса. Logosol F2 (1900 долларов США), сделанный в Швеции, имеет большую и легкую алюминиевую опорную раму со сверхпрочными подъемниками для бревен. Logosol поднимает бревно на высоту до 24 дюймов, поэтому большая часть резки происходит на уровне талии или выше.
Другой вариант: PortaMill PM14, произведенный в Северной Америке (1400 долларов США), с алюминиевой удлинительной лестницей для дома, направляющей пилу.
В то время как фрезерование более удобно с этими рамными цепными пилами, подъем бревен требует настоящей силы! Бревна можно закатывать по пандусам или штабелировать бревна или, в идеале, поднимать трактором или мини-погрузчиком. Крюки и другие инструменты могут помочь в перемещении бревен на высоту. Эти модели разбираются примерно за час и легко транспортируются.
Ленточнопильный станок
через продавца
Ленточные пилы с приводом от широкого полотна с крупными зубьями, которое вращается между двумя большими колесами. Установленное горизонтально, лезвие нарезает 1/8 дюйма. прорезать древесину, когда она режет. Лезвие должно быть правильно натянуто и мгновенно тупится при контакте с грязью, песком или каким-либо застрявшим крепежом. Большинство из них работают на газу.
Многие известные бренды продают ленточнопильные станки различных размеров с характеристиками, которые могут поднять цену. Украшение включает лезвия с водяным охлаждением, лезвия для окорки или пневматические механизмы подъема бревен.
Сверхпростые версии с плоским столом, такие как LumberMan MN27 от Norwood (5000 долларов США), могут работать с бревном длиной 12 футов и шириной реза 23 дюйма. Эта пила удобна тем, что расположена низко над землей, но необходимо соблюдать осторожность, чтобы выровнять стол для точного реза.
Более дорогая гидравлическая переносная лесопилка Woodmizer LT50 (49 долл. США).000) сидит на тяжелом прицепе и может выдерживать 36-дюймовый диаметр. бревно до 21 фута бревно. Бревно такого размера весит более трех тонн, поэтому эта пила оснащена пневматическими рычагами, которые поднимают бревно на станину пилорамы.
Пилы среднего размера, такие как TimberKing 1220CRZ (14 000 долларов США), также размещаются на прицепе. Он может обрабатывать 33-дюймовый диаметр. бревно 17 футов. длинная. Вместо пневматики он оснащен лебедкой, приваренной к раме, которая помогает загружать бревна на станину пилы.
Последнее
Бревна тяжелые! С помощью онлайн-калькулятора бревен восьми футов в длину и 24 дюймов в диаметре.
 Запускаем программу ArtCAM, в меню выбираем Файл -> Новый -> Модель…(клавиши быстрого вызова для Ctrl+N). В открывшемся окне задаем размер нашей заготовки, в полях «Высота (Y)» и «Ширина (Х)» и нажимаем «ОК».
Запускаем программу ArtCAM, в меню выбираем Файл -> Новый -> Модель…(клавиши быстрого вызова для Ctrl+N). В открывшемся окне задаем размер нашей заготовки, в полях «Высота (Y)» и «Ширина (Х)» и нажимаем «ОК». Выбор стратегии обработки, рисунок 5, в этом случае гравировка будет всей поверхности внутри вектора.
Выбор стратегии обработки, рисунок 5, в этом случае гравировка будет всей поверхности внутри вектора. На фото несколько примеров гравировки с заполнение внутри вектора и без.
На фото несколько примеров гравировки с заполнение внутри вектора и без. Благодаря быстрой замене настроек в программе, можно оперативно приступить к изготовлению любой продукции: резных предметов мебели, рам, изразцов, икон, панно, дверей и лестниц, предметов интерьера и других. Также можно осуществить и гравировку. Станки с ЧПУ отличаются высокой точностью и скоростью работы, а также простым и удобным управлением.
Благодаря быстрой замене настроек в программе, можно оперативно приступить к изготовлению любой продукции: резных предметов мебели, рам, изразцов, икон, панно, дверей и лестниц, предметов интерьера и других. Также можно осуществить и гравировку. Станки с ЧПУ отличаются высокой точностью и скоростью работы, а также простым и удобным управлением.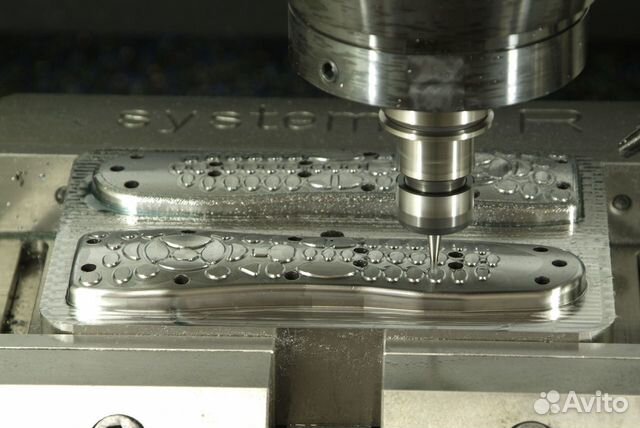 Поэтому их популярность с каждым днем стремительно возрастает.
Поэтому их популярность с каждым днем стремительно возрастает.
 Во время работы на фрезерном станке с ЧПУ этот факт необходимо учесть, иначе при превышении глубины есть риск, что при раскрое поперек слоев края реза обуглятся, что для любого предприятия недопустимо. Однако оператор такого станка очень быстро научится им управлять, ведь фрезерный станок с ЧПУ является одним из самых простых в управлении деревообрабатывающего оборудования.
Во время работы на фрезерном станке с ЧПУ этот факт необходимо учесть, иначе при превышении глубины есть риск, что при раскрое поперек слоев края реза обуглятся, что для любого предприятия недопустимо. Однако оператор такого станка очень быстро научится им управлять, ведь фрезерный станок с ЧПУ является одним из самых простых в управлении деревообрабатывающего оборудования.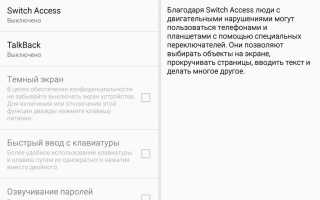

 Вся гравировка выполняется на компьютере и менее подвержена ошибкам, чем ручная гравировка. Репродукция на станке с ЧПУ выполняется быстрее и точнее, чем с использованием ручного гравировального устройства. Также стоит отметить, что вам не нужно стоять рядом с заготовкой во время гравировки. Тем временем вы можете заняться другой работой, важной для увеличения вашего производства.
Вся гравировка выполняется на компьютере и менее подвержена ошибкам, чем ручная гравировка. Репродукция на станке с ЧПУ выполняется быстрее и точнее, чем с использованием ручного гравировального устройства. Также стоит отметить, что вам не нужно стоять рядом с заготовкой во время гравировки. Тем временем вы можете заняться другой работой, важной для увеличения вашего производства.
 Катод здесь представляет собой материал, который также подключен к модулю гравировки. Ток, протекающий между катодом и анодом, сжигает материал в месте гравировки. Колебания гравировального штифта вызваны взаимодействием между якорем магнита и электромагнитом. Недостатком является то, что вы можете гравировать только проводящие материалы. Преимуществом является легко узнаваемая гравировка на твердых металлах или быстрорежущих сталях, таких как пильные диски, фрезы и другие инструменты.
Катод здесь представляет собой материал, который также подключен к модулю гравировки. Ток, протекающий между катодом и анодом, сжигает материал в месте гравировки. Колебания гравировального штифта вызваны взаимодействием между якорем магнита и электромагнитом. Недостатком является то, что вы можете гравировать только проводящие материалы. Преимуществом является легко узнаваемая гравировка на твердых металлах или быстрорежущих сталях, таких как пильные диски, фрезы и другие инструменты. В этом руководстве вы узнаете все, что вам нужно знать, чтобы справиться с собственной работой по гравировке с ЧПУ.
В этом руководстве вы узнаете все, что вам нужно знать, чтобы справиться с собственной работой по гравировке с ЧПУ.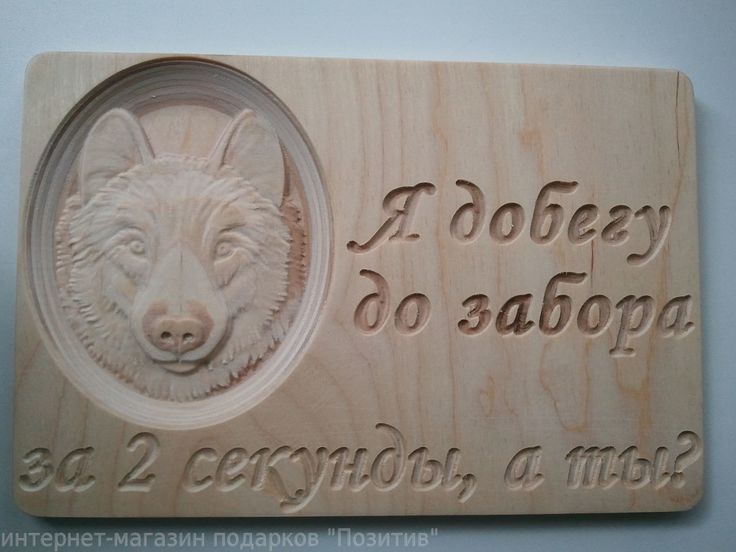 Во-первых, если лазерный гравер достаточно мощный, он может резать материал. Во-вторых, даже если его мощности недостаточно для резки материала, он может обесцветить его визуально отличительным образом с помощью процесса, называемого лазерной маркировкой.
Во-первых, если лазерный гравер достаточно мощный, он может резать материал. Во-вторых, даже если его мощности недостаточно для резки материала, он может обесцветить его визуально отличительным образом с помощью процесса, называемого лазерной маркировкой.

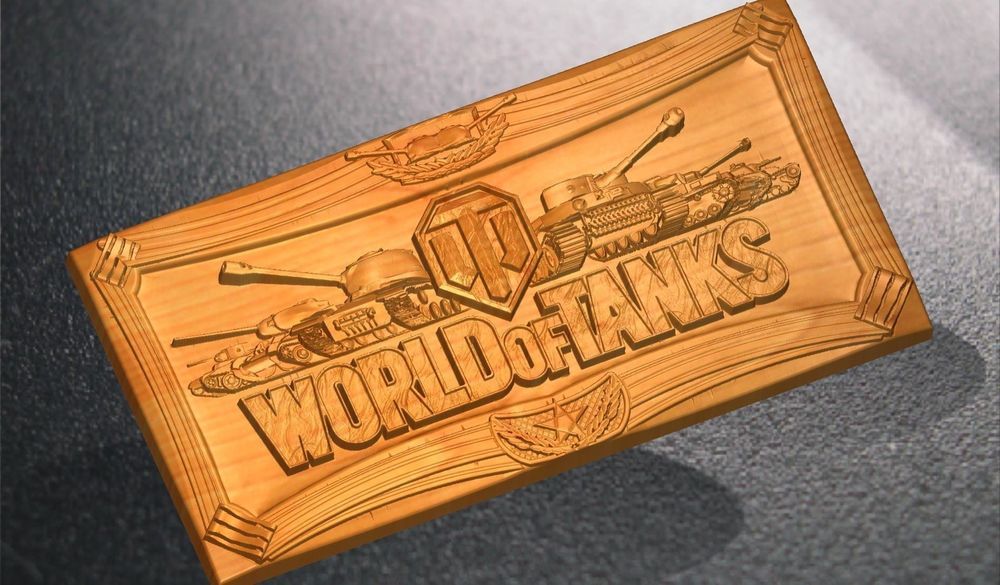 Они лучше всего подходят для обработки неметаллических материалов. Лазерные граверы CO2 стали довольно недорогими и общедоступными. Вы можете приобрести лазерный гравировальный станок мощностью 40 Вт на Amazon чуть более чем за 400 долларов.
Они лучше всего подходят для обработки неметаллических материалов. Лазерные граверы CO2 стали довольно недорогими и общедоступными. Вы можете приобрести лазерный гравировальный станок мощностью 40 Вт на Amazon чуть более чем за 400 долларов. Вы можете использовать лазер меньшей мощности для резки любой толщины, но для этого требуется больше одного прохода, чем предполагают эти оценки.
Вы можете использовать лазер меньшей мощности для резки любой толщины, но для этого требуется больше одного прохода, чем предполагают эти оценки. Инструменты для гравировки, как правило, имеют довольно маленький диаметр, а многие гравируемые материалы довольно мягкие.
Инструменты для гравировки, как правило, имеют довольно маленький диаметр, а многие гравируемые материалы довольно мягкие.
 Вы сможете получить консультацию специалистов, которые подберут оптимальный смазочный состав. Постоянным клиентам, при оптовых закупках предоставляются большие скидки. Закажите смазочные составы сейчас, чтобы вывести качество токарной обработки на максимально высокий уровень.
Вы сможете получить консультацию специалистов, которые подберут оптимальный смазочный состав. Постоянным клиентам, при оптовых закупках предоставляются большие скидки. Закажите смазочные составы сейчас, чтобы вывести качество токарной обработки на максимально высокий уровень.
 Мелкие частицы металла, стружка эффективно отводятся от трущихся поверхностей.
Мелкие частицы металла, стружка эффективно отводятся от трущихся поверхностей. Отличаются хорошими охлаждающими характеристиками. Они эффективно отводят тепло из зоны обработки металла.
Отличаются хорошими охлаждающими характеристиками. Они эффективно отводят тепло из зоны обработки металла. Нужно учесть следующие рекомендации:
Нужно учесть следующие рекомендации: Мы являемся официальным представителем немецкого производителя на территории РФ. Наша компания принимает поставки смазочной продукции для токарных и прочих операций металлообработки на собственный склад в Подольске.
Мы являемся официальным представителем немецкого производителя на территории РФ. Наша компания принимает поставки смазочной продукции для токарных и прочих операций металлообработки на собственный склад в Подольске. Они помогут выбрать подходящую разновидность СОЖ, оформят заявку на доставку смазочных материалов. Обработка заказа выполняется не больше 2 дней.
Они помогут выбрать подходящую разновидность СОЖ, оформят заявку на доставку смазочных материалов. Обработка заказа выполняется не больше 2 дней. Оборудование затрачивает меньше энергии, а срок эксплуатации режущего инструмента увеличивается.
Оборудование затрачивает меньше энергии, а срок эксплуатации режущего инструмента увеличивается.

 Это позволяет значительно продлить срок эксплуатации оборудования, избежать его поломок и простоев.
Это позволяет значительно продлить срок эксплуатации оборудования, избежать его поломок и простоев. Все средства, входящие в эту группу, можно разделить на две категории:
Все средства, входящие в эту группу, можно разделить на две категории: Только выполняя все перечисленные требования, можно добиться высокой результативности токарного процесса. Нужно учесть следующие рекомендации:
Только выполняя все перечисленные требования, можно добиться высокой результативности токарного процесса. Нужно учесть следующие рекомендации:


 Введение в состав продукта особых присадок упрощают процесс резания – молекулы жидкости быстро проникают в микротрещины на поверхности металла и как бы вбивают клин между его частицами.
Введение в состав продукта особых присадок упрощают процесс резания – молекулы жидкости быстро проникают в микротрещины на поверхности металла и как бы вбивают клин между его частицами.
 Имея совсем небольшую концентрацию, они позволяют значительно улучшить качество и эффективность работы с металлом.
Имея совсем небольшую концентрацию, они позволяют значительно улучшить качество и эффективность работы с металлом.
 д.
д.
 д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
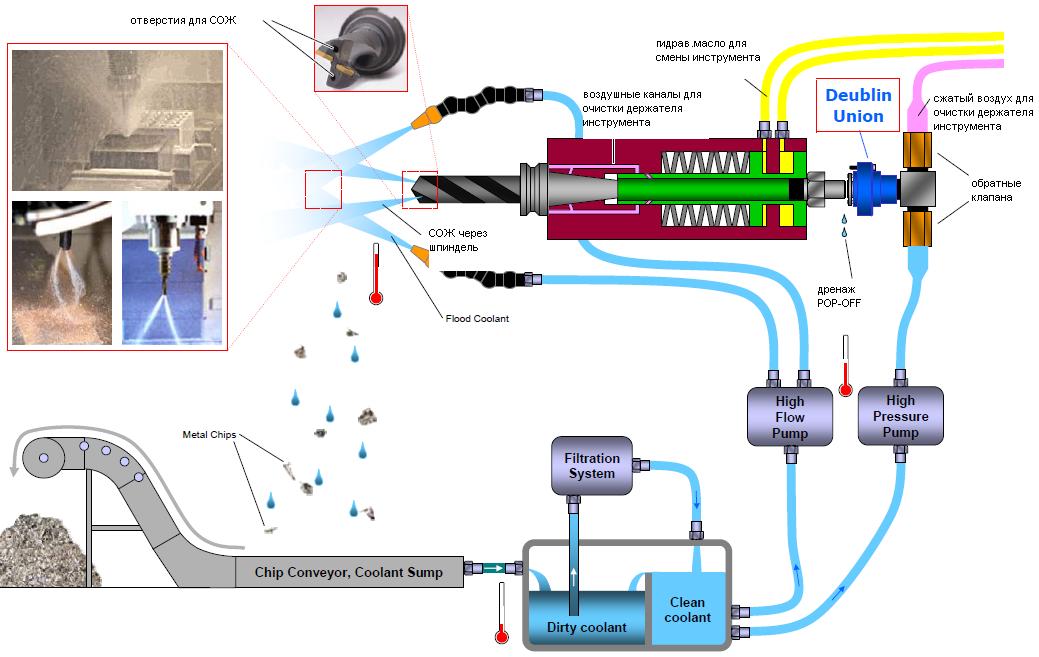 д. (масляные СОЖ)
д. (масляные СОЖ)
 Металлообработка давлением характеризуется значительными усилиями и невысокой скоростью скольжения между деталью и инструментом, поэтому СОЖ должна быть достаточно вязкой, стойкой к расслоению при высоких температурах. Зачастую в составе таких жидкостей содержится тонкочешуйчатый графит, который минимизирует трение в зоне пластической деформации.
Металлообработка давлением характеризуется значительными усилиями и невысокой скоростью скольжения между деталью и инструментом, поэтому СОЖ должна быть достаточно вязкой, стойкой к расслоению при высоких температурах. Зачастую в составе таких жидкостей содержится тонкочешуйчатый графит, который минимизирует трение в зоне пластической деформации.



 Защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемых деталей.
Защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемых деталей.



 После работы эмульсию СОЖ нужно очищать от загрязнений, а жидкости, не подлежащие очистке, утилизируют по правилам производства.
После работы эмульсию СОЖ нужно очищать от загрязнений, а жидкости, не подлежащие очистке, утилизируют по правилам производства.
 Изменяя соотношение смешивания или концентрацию охлаждающей жидкости, вы получаете другой баланс охлаждения и смазки. Более бедная смесь обеспечивает лучшее охлаждение, а более концентрированная смесь дает больше смазки.
Изменяя соотношение смешивания или концентрацию охлаждающей жидкости, вы получаете другой баланс охлаждения и смазки. Более бедная смесь обеспечивает лучшее охлаждение, а более концентрированная смесь дает больше смазки. Однако они обеспечивают наименьшую смазку.
Однако они обеспечивают наименьшую смазку. К сожалению, в небольших системах СОЖ, как правило, используется менее эффективное оборудование для фильтрации и отделения масла по сравнению с центральными системами. Небольшие системы также подвержены более быстрым изменениям и большим колебаниям уровня конкреции. Следовательно, охлаждающая жидкость, используемая в небольших системах, должна быть более устойчивой к загрязнению металлической стружкой, остатками масла и другими материалами. Не только тип охлаждающей жидкости играет роль в продлении срока службы вашей охлаждающей жидкости, но и правильное обращение с охлаждающей жидкостью становится еще более важным.
К сожалению, в небольших системах СОЖ, как правило, используется менее эффективное оборудование для фильтрации и отделения масла по сравнению с центральными системами. Небольшие системы также подвержены более быстрым изменениям и большим колебаниям уровня конкреции. Следовательно, охлаждающая жидкость, используемая в небольших системах, должна быть более устойчивой к загрязнению металлической стружкой, остатками масла и другими материалами. Не только тип охлаждающей жидкости играет роль в продлении срока службы вашей охлаждающей жидкости, но и правильное обращение с охлаждающей жидкостью становится еще более важным. Ручные рефрактометры — отличный способ проверить концентрацию охлаждающей и шлифовальной жидкости, чтобы поддерживать ежедневный контроль уровней концентрации. Концентрация охлаждающей жидкости машин может изменяться на 5-20 % каждый день из-за испарения, разбрызгивания, запотевания и уноса. Ведение ежедневного журнала уровней концентрации для каждой машины позволяет понять, как работает система и насколько уровни концентрации меняются изо дня в день.
Ручные рефрактометры — отличный способ проверить концентрацию охлаждающей и шлифовальной жидкости, чтобы поддерживать ежедневный контроль уровней концентрации. Концентрация охлаждающей жидкости машин может изменяться на 5-20 % каждый день из-за испарения, разбрызгивания, запотевания и уноса. Ведение ежедневного журнала уровней концентрации для каждой машины позволяет понять, как работает система и насколько уровни концентрации меняются изо дня в день.
 СОЖ можно использовать для обработки алюминия, углеродистой стали, меди, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.
СОЖ можно использовать для обработки алюминия, углеродистой стали, меди, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы и латуни.







 MASTERALL® 1500 можно использовать для фрезерования алюминия, титана, углеродистой стали, меди, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы, латуни и сплавов с высоким содержанием никеля.
MASTERALL® 1500 можно использовать для фрезерования алюминия, титана, углеродистой стали, меди, быстрорежущей стали, стального литья, легированной стали, инструментальной стали, нержавеющей стали, чугуна, бронзы, латуни и сплавов с высоким содержанием никеля.



 СОЖ иногда можно использовать для нарезания резьбы по алюминию, углеродистой стали, меди, стальному литью, легированной стали, инструментальной стали, нержавеющей стали, чугуну, бронзе и латуни.
СОЖ иногда можно использовать для нарезания резьбы по алюминию, углеродистой стали, меди, стальному литью, легированной стали, инструментальной стали, нержавеющей стали, чугуну, бронзе и латуни.


 org/ListItem»>
org/ListItem»>
 org/ListItem»>
org/ListItem»>
 org/ListItem»>
org/ListItem»>

 org/ListItem»>
org/ListItem»>
 Исключить такие проблемы поможет Zebra.
Исключить такие проблемы поможет Zebra.

 Вам не потребуется выбирать между производительностью и желанием сэкономить. Благодаря гибкой ценовой политике Zebra вы сможете подобрать подходящий настольный принтер для печати любых этикеток со штрихкодами, чеков, браслетов и RFID-меток.
Вам не потребуется выбирать между производительностью и желанием сэкономить. Благодаря гибкой ценовой политике Zebra вы сможете подобрать подходящий настольный принтер для печати любых этикеток со штрихкодами, чеков, браслетов и RFID-меток. У нас есть портативные мобильные принтеры разных ценовых категорий для любой отрасли промышленности, а также аксессуары, которые дополнят портативное решение.
У нас есть портативные мобильные принтеры разных ценовых категорий для любой отрасли промышленности, а также аксессуары, которые дополнят портативное решение.
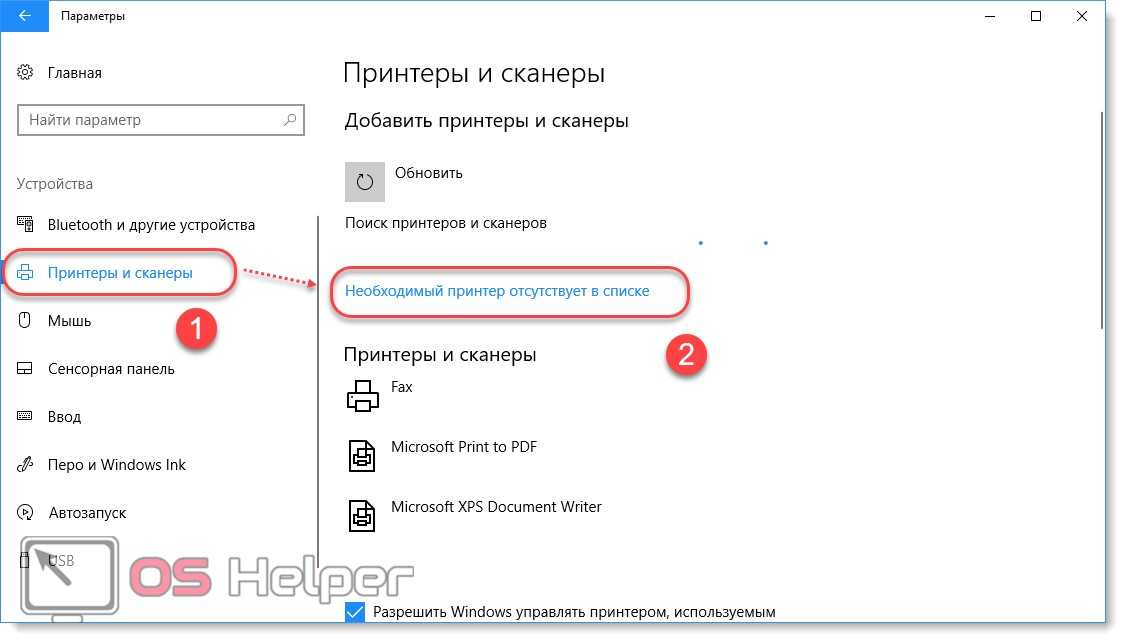 Материалы проходят тщательный отбор, поэтому вы получаете высококачественную, долговечную и стойкую печать, а компоненты принтера меньше изнашиваются.
Материалы проходят тщательный отбор, поэтому вы получаете высококачественную, долговечную и стойкую печать, а компоненты принтера меньше изнашиваются.
 0039 Neptune 3 Pro — принтер, который впечатлил нас во время тестирования. Neptune 3 Plus оправдывает эту репутацию, и мы были впечатлены качеством и функциями принтера, а также простотой его настройки.
0039 Neptune 3 Pro — принтер, который впечатлил нас во время тестирования. Neptune 3 Plus оправдывает эту репутацию, и мы были впечатлены качеством и функциями принтера, а также простотой его настройки. 0054 Автоматическое выравнивание сетки по 49 точкам
0054 Автоматическое выравнивание сетки по 49 точкам Входящее в комплект печатное руководство содержит хорошо написанные инструкции, которым будет легко следовать даже начинающим пользователям.
Входящее в комплект печатное руководство содержит хорошо написанные инструкции, которым будет легко следовать даже начинающим пользователям. Держатель катушки крепится к центру верхней планки, а штифт, на котором сидит катушка, может быть установлен с любой стороны.
Держатель катушки крепится к центру верхней планки, а штифт, на котором сидит катушка, может быть установлен с любой стороны.
 Такие функции, как выход из строя нити и восстановление потери мощности, легко доступны во время печати. Настройки и инструменты расположены интуитивно понятно, и я был впечатлен пользовательским интерфейсом / UX на Neptune 3 Plus.
Такие функции, как выход из строя нити и восстановление потери мощности, легко доступны во время печати. Настройки и инструменты расположены интуитивно понятно, и я был впечатлен пользовательским интерфейсом / UX на Neptune 3 Plus. Neptune 3 Pro имеет датчик, установленный на модуле горячего конца, который используется для определения расстояния между платформой и датчиком в 49 дискретных точках.
Neptune 3 Pro имеет датчик, установленный на модуле горячего конца, который используется для определения расстояния между платформой и датчиком в 49 дискретных точках. Neptune 3 Plus уникален тем, что имеет шесть регулируемых смещений, а не четыре, чего я никогда раньше не видел на 3D-принтерах. Большинство принтеров используют четыре регулируемые точки (по одной в каждом углу) в сочетании с общей высотой Z, чтобы создать плоскую поверхность для печати. Некоторые принтеры (например, Makerbot Replicator+ ) используют установку выравнивания по трем точкам для создания ровного места, но они встречаются гораздо реже.
Neptune 3 Plus уникален тем, что имеет шесть регулируемых смещений, а не четыре, чего я никогда раньше не видел на 3D-принтерах. Большинство принтеров используют четыре регулируемые точки (по одной в каждом углу) в сочетании с общей высотой Z, чтобы создать плоскую поверхность для печати. Некоторые принтеры (например, Makerbot Replicator+ ) используют установку выравнивания по трем точкам для создания ровного места, но они встречаются гораздо реже.
 Более сложные или деликатные детали можно удалить, согнув платформу и позволив части органически расслаиваться.
Более сложные или деликатные детали можно удалить, согнув платформу и позволив части органически расслаиваться. 0040, который входит в наш список лучших нитей для 3D-печати .
0040, который входит в наш список лучших нитей для 3D-печати . Хотя эта версия Cura не включает некоторые новые функции или архитектуру последней версии 9.0039 Ultimaker Cura (5.2.1 на момент написания этой статьи), это по-прежнему разумный выбор для первого приложения-слайсера.
Хотя эта версия Cura не включает некоторые новые функции или архитектуру последней версии 9.0039 Ultimaker Cura (5.2.1 на момент написания этой статьи), это по-прежнему разумный выбор для первого приложения-слайсера. STL.
STL. Широкая площадь основания может быть проблемой для печати без деформации из-за большой площади поперечного сечения, но текстурированный лист PEI на Neptune 3 Plus удерживал его во время печати.
Широкая площадь основания может быть проблемой для печати без деформации из-за большой площади поперечного сечения, но текстурированный лист PEI на Neptune 3 Plus удерживал его во время печати. Гибкий и эластичный ТПУ, как известно, трудно печатать на недорогих принтерах с экструдерами Боудена, которые должны проталкивать веревкообразную нить через длинную трубку перед нагревом и экструдированием. Экструдер на Neptune 3 Plus отлично подходит для печати TPU и способен печатать материал без особых трудностей.
Гибкий и эластичный ТПУ, как известно, трудно печатать на недорогих принтерах с экструдерами Боудена, которые должны проталкивать веревкообразную нить через длинную трубку перед нагревом и экструдированием. Экструдер на Neptune 3 Plus отлично подходит для печати TPU и способен печатать материал без особых трудностей. Уменьшение заполнения до 8 % и масштабирование модели до 150 % привело к тому, что модель стала в основном полой, легко деформируемой и сжимаемой, как мячик для снятия стресса.
Уменьшение заполнения до 8 % и масштабирование модели до 150 % привело к тому, что модель стала в основном полой, легко деформируемой и сжимаемой, как мячик для снятия стресса. Входящее в комплект приложение для слайсера, интуитивно понятный ЖК-экран с сенсорным экраном и быстрая сборка — все это дает Neptune 3 Plus серьезное преимущество на насыщенном рынке.
Входящее в комплект приложение для слайсера, интуитивно понятный ЖК-экран с сенсорным экраном и быстрая сборка — все это дает Neptune 3 Plus серьезное преимущество на насыщенном рынке. Если вас интересует аналогичный принтер с аналогичными характеристиками, но меньший объем сборки, Elegoo Neptune 3 Pro и Anycubic Kobra Neo — это принтеры, заслуживающие внимания.
Если вас интересует аналогичный принтер с аналогичными характеристиками, но меньший объем сборки, Elegoo Neptune 3 Pro и Anycubic Kobra Neo — это принтеры, заслуживающие внимания. программа.
программа.

 Но если говорить про приоритетные направления, то можно выделить следующие:
Но если говорить про приоритетные направления, то можно выделить следующие:  » data-listid=»3″ role=»listitem» vertical-align:=»» baseline=»»>
» data-listid=»3″ role=»listitem» vertical-align:=»» baseline=»»>
 Для этого нам нужен от Вас лишь чертёж, фотография, рисунок или сам объект. Остальное предоставьте нам!
Для этого нам нужен от Вас лишь чертёж, фотография, рисунок или сам объект. Остальное предоставьте нам!  » data-listid=»3″ role=»listitem» vertical-align:=»» baseline=»»>
» data-listid=»3″ role=»listitem» vertical-align:=»» baseline=»»>
 Если Вы считаете, что напечатанные элементы окажутся недолговечными, не спешите делать такое заключение! Они будут не хуже оригинала, а в некоторых случаях даже превзойдут его!
Если Вы считаете, что напечатанные элементы окажутся недолговечными, не спешите делать такое заключение! Они будут не хуже оригинала, а в некоторых случаях даже превзойдут его!  » data-listid=»2″ role=»listitem» vertical-align:=»» baseline=»»>
» data-listid=»2″ role=»listitem» vertical-align:=»» baseline=»»>

 Мы осуществляем 3D-печать запчастей любой сложности. Даже если у вас нет готового образца, то за отдельную плату мы сделаем его при помощи моделирования, чертежа или предоставленного рисунка.
Мы осуществляем 3D-печать запчастей любой сложности. Даже если у вас нет готового образца, то за отдельную плату мы сделаем его при помощи моделирования, чертежа или предоставленного рисунка.  Нужны цветные детали? Не проблема, сделаем! Используем исключительно качественные материалы и профессиональные аэрографы.
Нужны цветные детали? Не проблема, сделаем! Используем исключительно качественные материалы и профессиональные аэрографы.  Мы печатаем изделия из более 10 типов термопластиков (в том числе, ABS, PET-G, PLA, HIPS, инженерные пластики) на профессиональных 3D-принтерах по технологии FDM/FFF и SLA (фотополимерная печать). Этого достаточно для большинства бытовых и производственных задач. Специалисты нашего сервиса уделяют особое внимание качеству производимой продукции, используя для этого самое современное оборудование и передовые технологии 3D-печати. Поэтому нашими клиентами являются не только частные заказчики, но и предприятия со всех уголков России.
Мы печатаем изделия из более 10 типов термопластиков (в том числе, ABS, PET-G, PLA, HIPS, инженерные пластики) на профессиональных 3D-принтерах по технологии FDM/FFF и SLA (фотополимерная печать). Этого достаточно для большинства бытовых и производственных задач. Специалисты нашего сервиса уделяют особое внимание качеству производимой продукции, используя для этого самое современное оборудование и передовые технологии 3D-печати. Поэтому нашими клиентами являются не только частные заказчики, но и предприятия со всех уголков России.
 п.
п. Ведь заменив всего одну пластиковую деталь можно полностью восстановить сломанный прибор. И если раньше это было не возможно по причине отсутствия соответствующих запчастей или технологий восстановления, то сейчас такой барьер снят.
Ведь заменив всего одну пластиковую деталь можно полностью восстановить сломанный прибор. И если раньше это было не возможно по причине отсутствия соответствующих запчастей или технологий восстановления, то сейчас такой барьер снят. Это позволяет налаживать выпуск нового или модернизированного оборудования в молниеносные сроки от 1 дня, не прибегая при этом к каким либо затратам.
Это позволяет налаживать выпуск нового или модернизированного оборудования в молниеносные сроки от 1 дня, не прибегая при этом к каким либо затратам. Для предприятий с историей, имеющих в своем распоряжении парк советского оборудования, мы можем предложить изготовление уникальных деталей для этих машин, промышленное производство которых уже прекращено. Тем самым, можно продлить срок службы старого оборудования без существенных затрат.
Для предприятий с историей, имеющих в своем распоряжении парк советского оборудования, мы можем предложить изготовление уникальных деталей для этих машин, промышленное производство которых уже прекращено. Тем самым, можно продлить срок службы старого оборудования без существенных затрат. png
png jpg
jpg ru/wp-content/uploads/2021/10/maket-spectekhniki-roin-300-voronezh_01.jpg
ru/wp-content/uploads/2021/10/maket-spectekhniki-roin-300-voronezh_01.jpg png
png Вместо того, чтобы материал удалялся со склада, как это исторически делалось с субтрактивными производственными процессами, такими как обработка с ЧПУ, 3D-печать работает путем многократного наслоения небольшого количества пластика для создания дизайна с нуля. Это делается путем предоставления 3D-принтерам по пластику файла трехмерного цифрового дизайна, обычно называемого файлом автоматизированного проектирования (CAD). После того, как у вас есть файл САПР для вашего дизайна, существует ряд различных методов 3D-печати пластиком, которые можно использовать для создания ваших деталей. Xometry использует промышленное аддитивное производство для печати деталей из различных инженерных полимеров, от прозрачных прототипов до огнестойких пластиков, используемых в аэрокосмической отрасли.
Вместо того, чтобы материал удалялся со склада, как это исторически делалось с субтрактивными производственными процессами, такими как обработка с ЧПУ, 3D-печать работает путем многократного наслоения небольшого количества пластика для создания дизайна с нуля. Это делается путем предоставления 3D-принтерам по пластику файла трехмерного цифрового дизайна, обычно называемого файлом автоматизированного проектирования (CAD). После того, как у вас есть файл САПР для вашего дизайна, существует ряд различных методов 3D-печати пластиком, которые можно использовать для создания ваших деталей. Xometry использует промышленное аддитивное производство для печати деталей из различных инженерных полимеров, от прозрачных прототипов до огнестойких пластиков, используемых в аэрокосмической отрасли.


 Принтеры SLS печатают термопластичными материалами, разработанными, чтобы предложить вам полный спектр возможностей и изотропных свойств, от жестких до эластомерных, с высоким удлинением, высокой ударной вязкостью и устойчивостью к высоким температурам.
Принтеры SLS печатают термопластичными материалами, разработанными, чтобы предложить вам полный спектр возможностей и изотропных свойств, от жестких до эластомерных, с высоким удлинением, высокой ударной вязкостью и устойчивостью к высоким температурам.
 Большой выбор доступных конфигураций. Возможность работы в одну, две смены или круглосуточно.
Большой выбор доступных конфигураций. Возможность работы в одну, две смены или круглосуточно. Гидростанция прижимает загруженное в бункер сырье к вращающимся фрезам. Измельченная щепа осыпается через сито. Крупные фракции подвергаются повторной переработке.
Гидростанция прижимает загруженное в бункер сырье к вращающимся фрезам. Измельченная щепа осыпается через сито. Крупные фракции подвергаются повторной переработке. При необходимости возможна ручная ил механизированная загрузка, в том числе и с помощью шнекового загрузчика.
При необходимости возможна ручная ил механизированная загрузка, в том числе и с помощью шнекового загрузчика. Их количество подбирается по индивидуальным заявкам с учетом потребностей конкретного предприятия.
Их количество подбирается по индивидуальным заявкам с учетом потребностей конкретного предприятия.
 Их применение вместо обычных дров в печах, каминах и дровяных котлах дает следующие преимущества:
Их применение вместо обычных дров в печах, каминах и дровяных котлах дает следующие преимущества: Зачастую сырьем для изготовления брикетов служат отходы деревообработки – стружки, опилки, щепки. Крупные куски дерева измельчаются до состояния опилок размером не более 4 мм.
Зачастую сырьем для изготовления брикетов служат отходы деревообработки – стружки, опилки, щепки. Крупные куски дерева измельчаются до состояния опилок размером не более 4 мм. youtube.com/embed/fCSmwm4BAM4″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/fCSmwm4BAM4″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 Опилки и стружка в чистом виде малопригодны для горения, а после обработки на станке для прессовки опилок из них выходит хорошее топливо.
Опилки и стружка в чистом виде малопригодны для горения, а после обработки на станке для прессовки опилок из них выходит хорошее топливо. Поэтому в сырье для самостоятельного брикетирования обязательно надо добавлять материалы, которые помогут связать, склеить сырье в монолитный брикет. Чаще всего для этих целей используют:
Поэтому в сырье для самостоятельного брикетирования обязательно надо добавлять материалы, которые помогут связать, склеить сырье в монолитный брикет. Чаще всего для этих целей используют: Сушат топливные брикеты уже после прессовки, чтобы они затвердели, держали форму и хорошо горели.
Сушат топливные брикеты уже после прессовки, чтобы они затвердели, держали форму и хорошо горели. Рычажные прессы работают быстрее. Нужно только продумать способ или механизм выталкивания готового брикета из прессовочной формы. В этой же форме должны быть отверстия для выхода воды при сдавливании, поскольку при ручном производстве сырье замачивается.
Рычажные прессы работают быстрее. Нужно только продумать способ или механизм выталкивания готового брикета из прессовочной формы. В этой же форме должны быть отверстия для выхода воды при сдавливании, поскольку при ручном производстве сырье замачивается. Форма матрицы, в которой будет прессоваться сырье, может быть круглой или прямоугольной. Для круглых форм можно использовать стальные трубы нужного диаметра.
Форма матрицы, в которой будет прессоваться сырье, может быть круглой или прямоугольной. Для круглых форм можно использовать стальные трубы нужного диаметра. К ней приваривается пуансон, свободно входящий в матрицу. Другой конец штока крепится к гидравлическому механизму.
К ней приваривается пуансон, свободно входящий в матрицу. Другой конец штока крепится к гидравлическому механизму. Он может заменить традиционное угольное топливо, уменьшить загрязнение окружающей среды. топливный брикет из биомассы имеет преимущество высокой теплотворной способности, низкой стоимости, высокой плотности, небольшого объема, удобного хранения и транспортировки, санитарии и чистоты. При сжигании брикетного топлива из биомассы не образуется вредных газов, поэтому оно безопасно для окружающей среды. Кроме того, диапазон применения брикетировочной машины из биомассы очень широк, она подходит для промышленного производства электроэнергии, сельскохозяйственного производства, отопления, водоснабжения и других областей. Для защиты окружающей среды сыграла каталитическую роль.
Он может заменить традиционное угольное топливо, уменьшить загрязнение окружающей среды. топливный брикет из биомассы имеет преимущество высокой теплотворной способности, низкой стоимости, высокой плотности, небольшого объема, удобного хранения и транспортировки, санитарии и чистоты. При сжигании брикетного топлива из биомассы не образуется вредных газов, поэтому оно безопасно для окружающей среды. Кроме того, диапазон применения брикетировочной машины из биомассы очень широк, она подходит для промышленного производства электроэнергии, сельскохозяйственного производства, отопления, водоснабжения и других областей. Для защиты окружающей среды сыграла каталитическую роль. корм для жвачных животных. А вот кормовая трава и брикеты опилок всегда использовались в качестве топлива из биомассы. Поскольку топливо из биомассы удобно использовать и имеет меньше золы, его приветствуют дома и за рубежом.
корм для жвачных животных. А вот кормовая трава и брикеты опилок всегда использовались в качестве топлива из биомассы. Поскольку топливо из биомассы удобно использовать и имеет меньше золы, его приветствуют дома и за рубежом.
 Поэтому при использовании машины зазор между матрицей и прижимным роликом должен быть отрегулирован в минимальном диапазоне.
Поэтому при использовании машины зазор между матрицей и прижимным роликом должен быть отрегулирован в минимальном диапазоне.
 F. Nielsen поставила более 1000 машин во многие страны на всех 5 континентах.
F. Nielsen поставила более 1000 машин во многие страны на всех 5 континентах.  По сравнению с альтернативами брикеты удобны, выгодны и экологичны.
По сравнению с альтернативами брикеты удобны, выгодны и экологичны.
 Например, для брикетирования можно использовать солому, отходы ананаса, жмых сахарного тростника, березу, лиственницу и т.д.
Например, для брикетирования можно использовать солому, отходы ананаса, жмых сахарного тростника, березу, лиственницу и т.д. Он определяется как количество теплоты, выделяющееся при полном сгорании спрессованного топливного брикета и охлаждении продуктов сгорания. А высшая теплотворная способность, сокращенно GCV, относится к теплотворной способности с конденсацией воды в скрытой теплоте, также известной как более высокая теплотворная способность. Тогда как при сгорании теплота конденсации воды, содержащейся в топливе и образующаяся при сгорании, станет недоступной из-за испарения воды. И затем полезная теплотворная способность получается после вычитания теплоты конденсации воды из высшей теплотворной способности, которая называется чистой теплотворной способностью или низшей теплотворной способностью.
Он определяется как количество теплоты, выделяющееся при полном сгорании спрессованного топливного брикета и охлаждении продуктов сгорания. А высшая теплотворная способность, сокращенно GCV, относится к теплотворной способности с конденсацией воды в скрытой теплоте, также известной как более высокая теплотворная способность. Тогда как при сгорании теплота конденсации воды, содержащейся в топливе и образующаяся при сгорании, станет недоступной из-за испарения воды. И затем полезная теплотворная способность получается после вычитания теплоты конденсации воды из высшей теплотворной способности, которая называется чистой теплотворной способностью или низшей теплотворной способностью.
 F. Nielsen имеет возможность производить различные формы, типы и формы брикетов, которые адаптированы к конкретным запросам рынка из разных стран.
F. Nielsen имеет возможность производить различные формы, типы и формы брикетов, которые адаптированы к конкретным запросам рынка из разных стран.
 Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно. Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе. В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями:
В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями: На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом. Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее: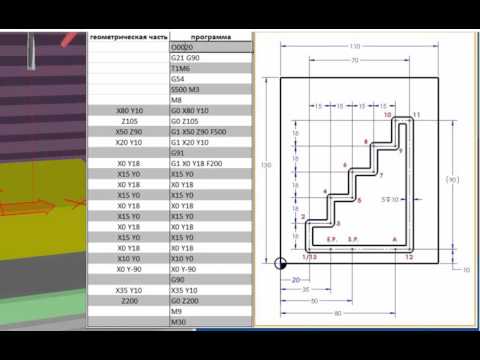
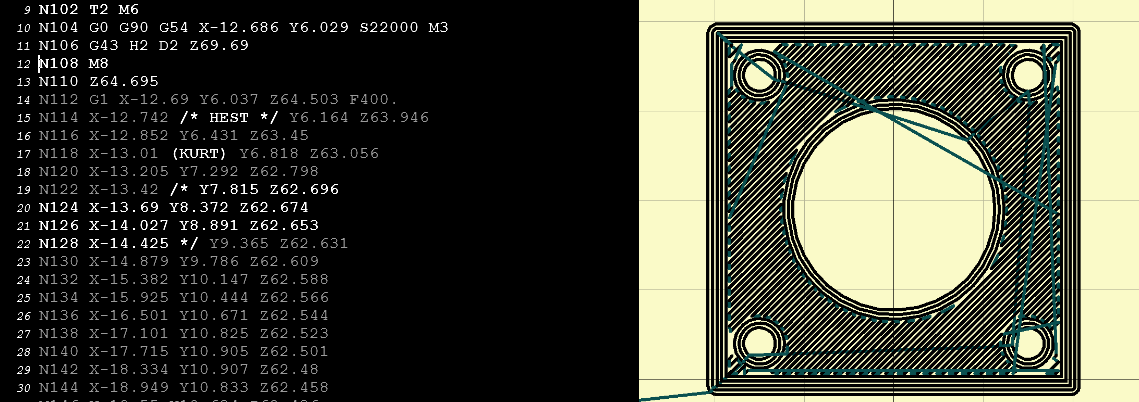 Это может выглядеть так:
Это может выглядеть так: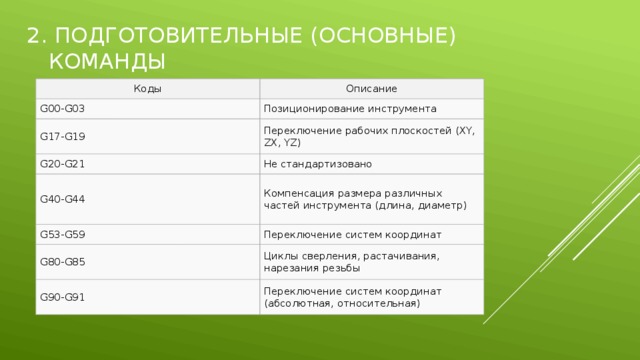
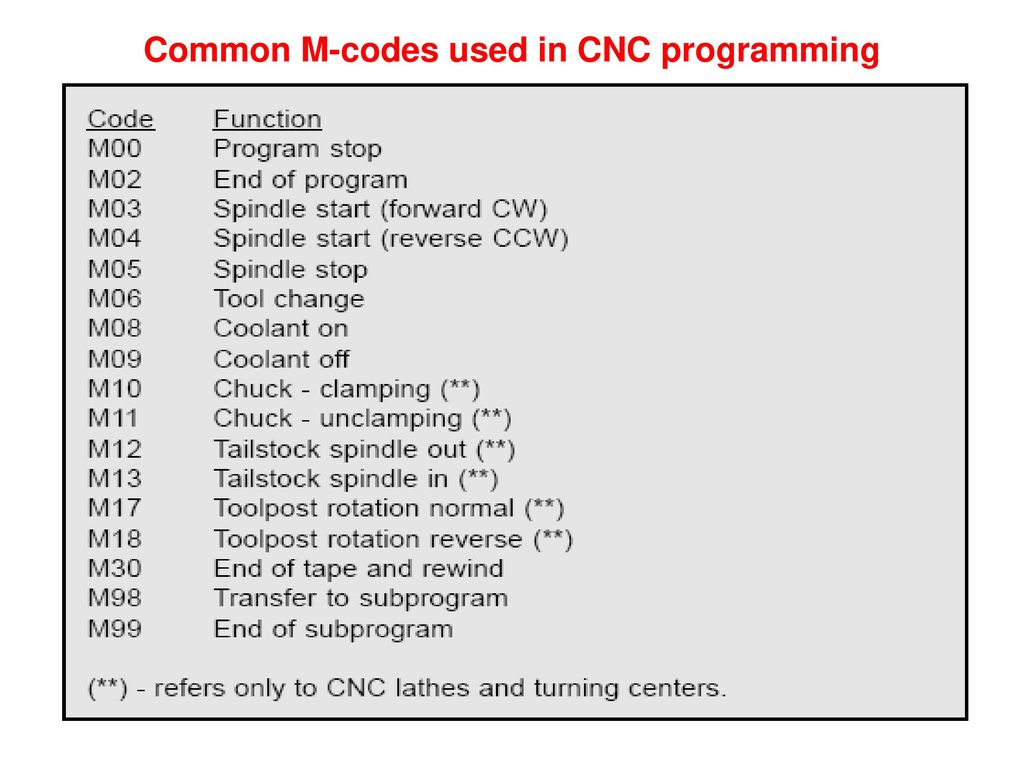 Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.
Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g. Существует два типа функций G:
Существует два типа функций G: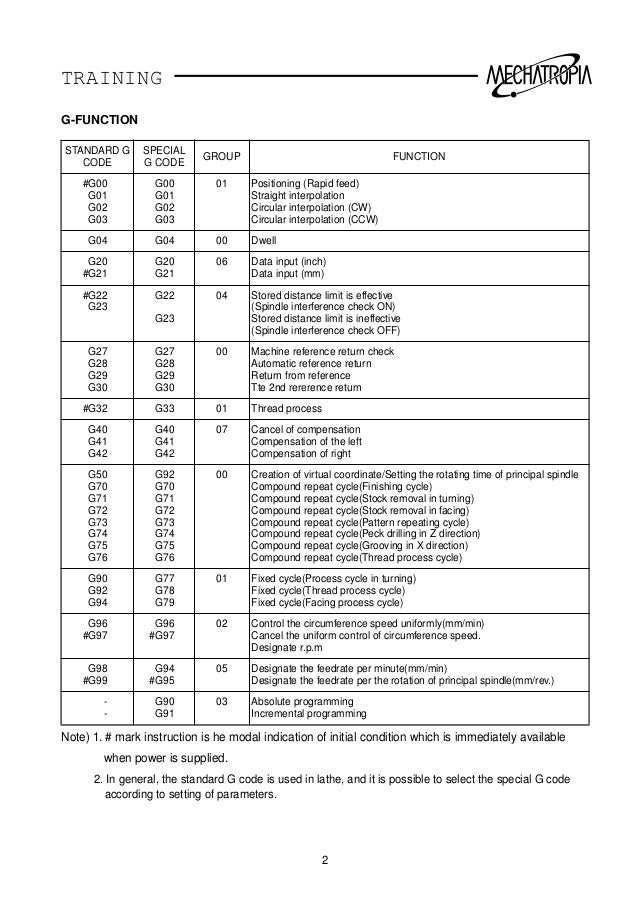 Вид перемещения инструмента может определяться параметром станка.
Вид перемещения инструмента может определяться параметром станка.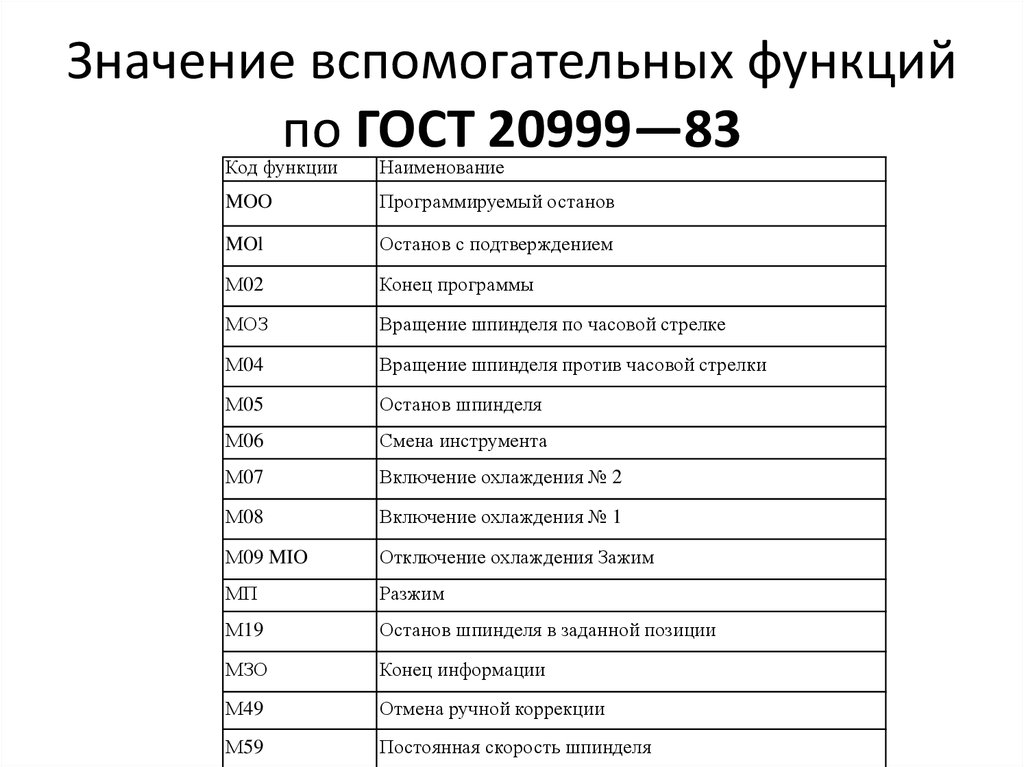
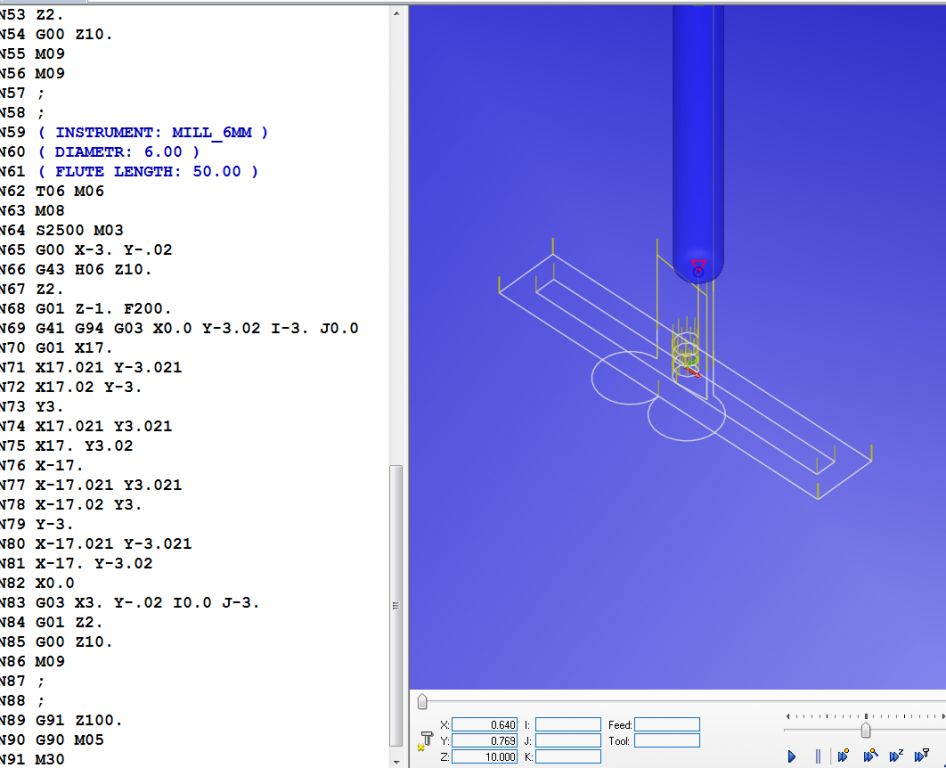

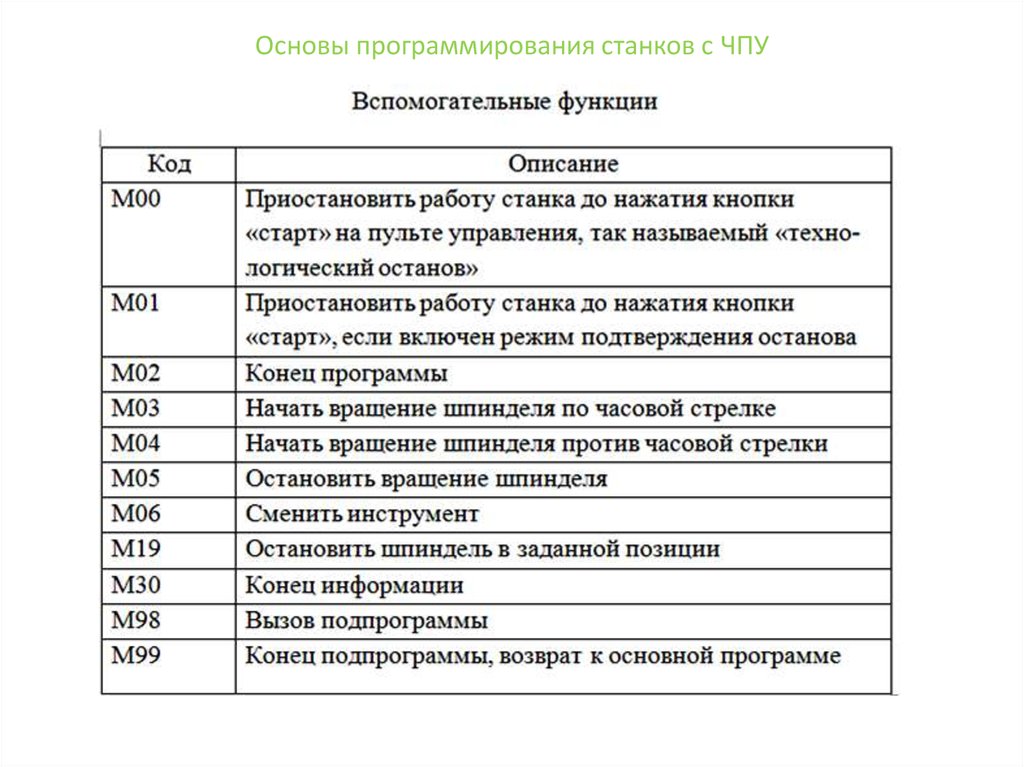 С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.
С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.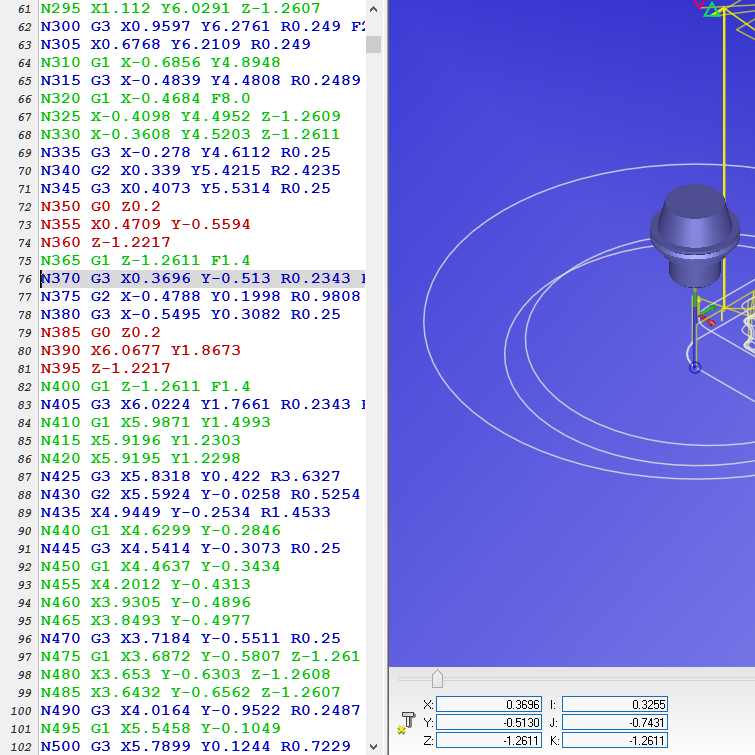
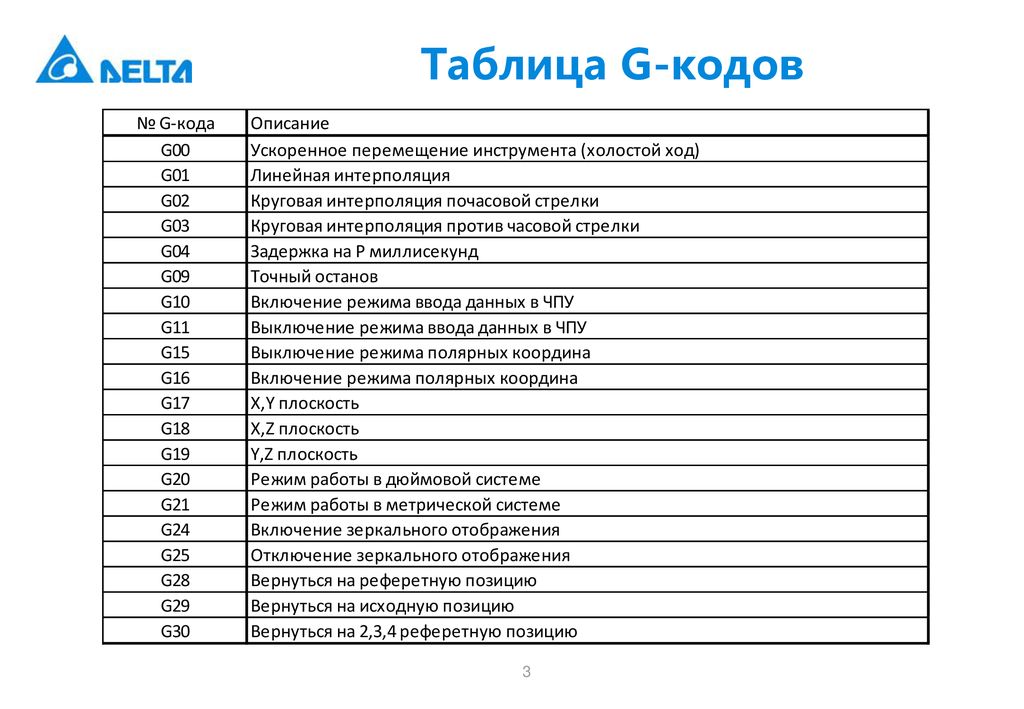

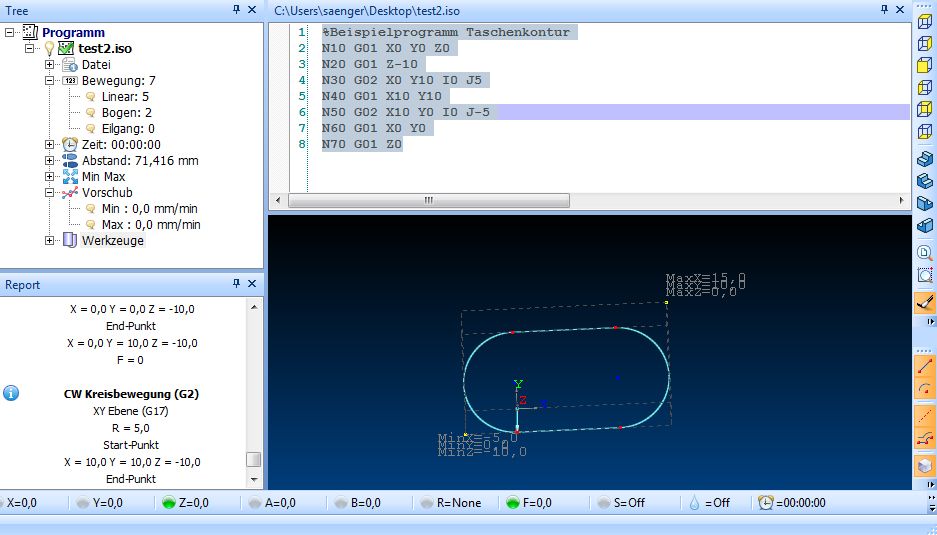
 С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.
С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.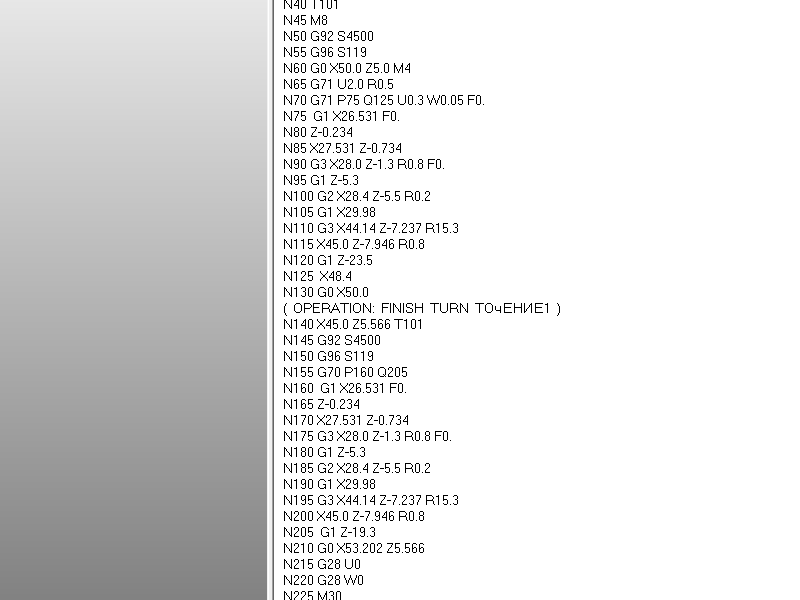
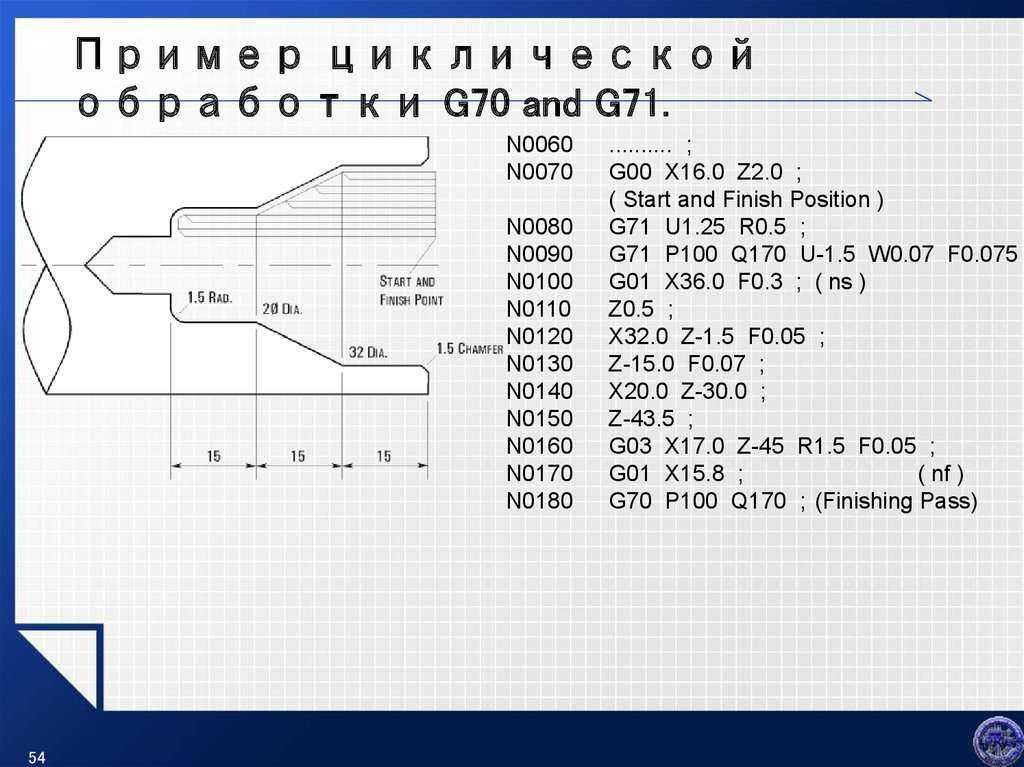 Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.
Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.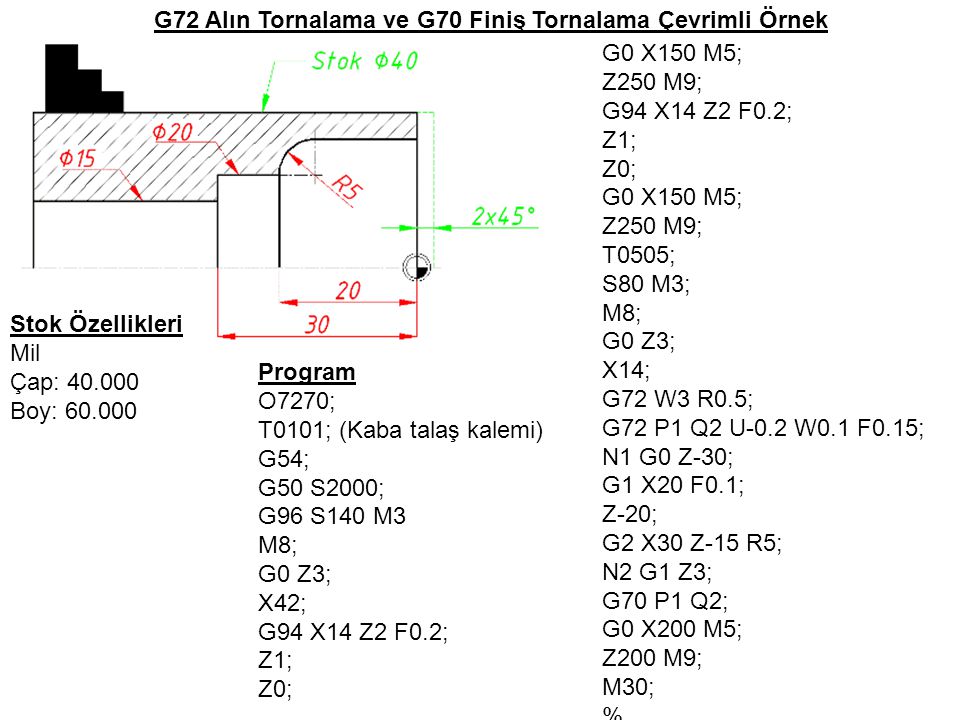 У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
 Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в M-коде.
Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в M-коде.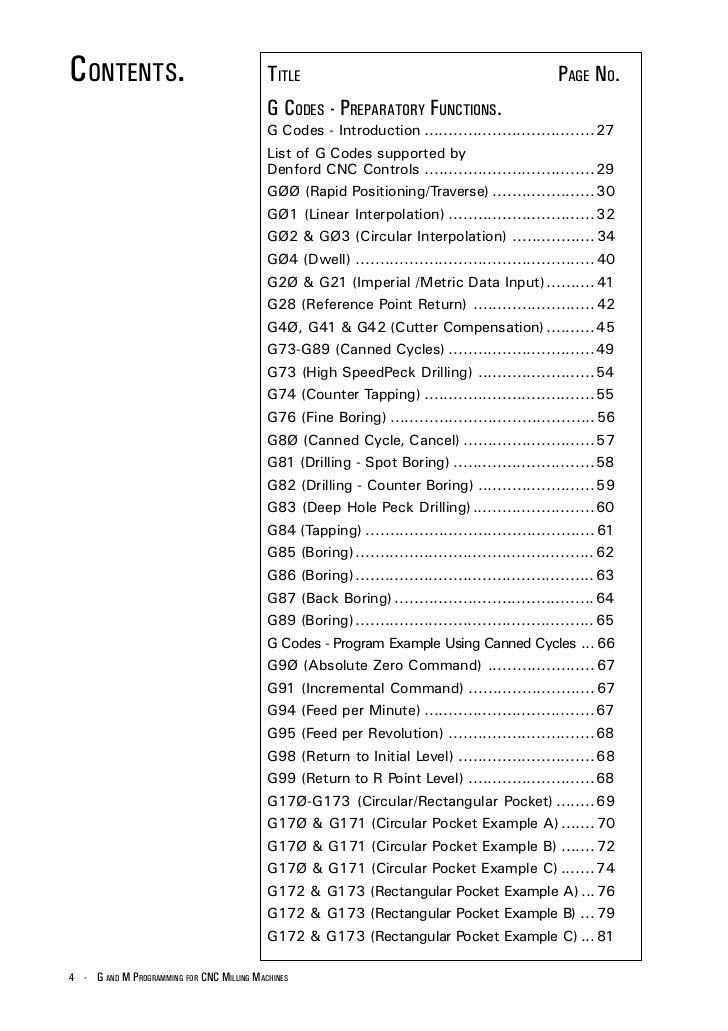
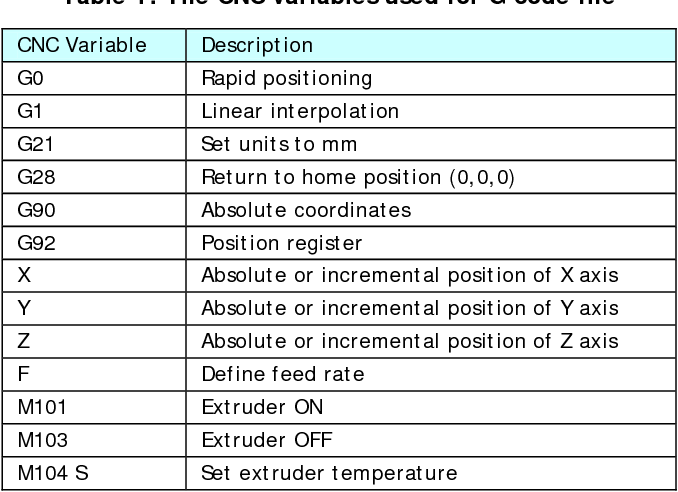
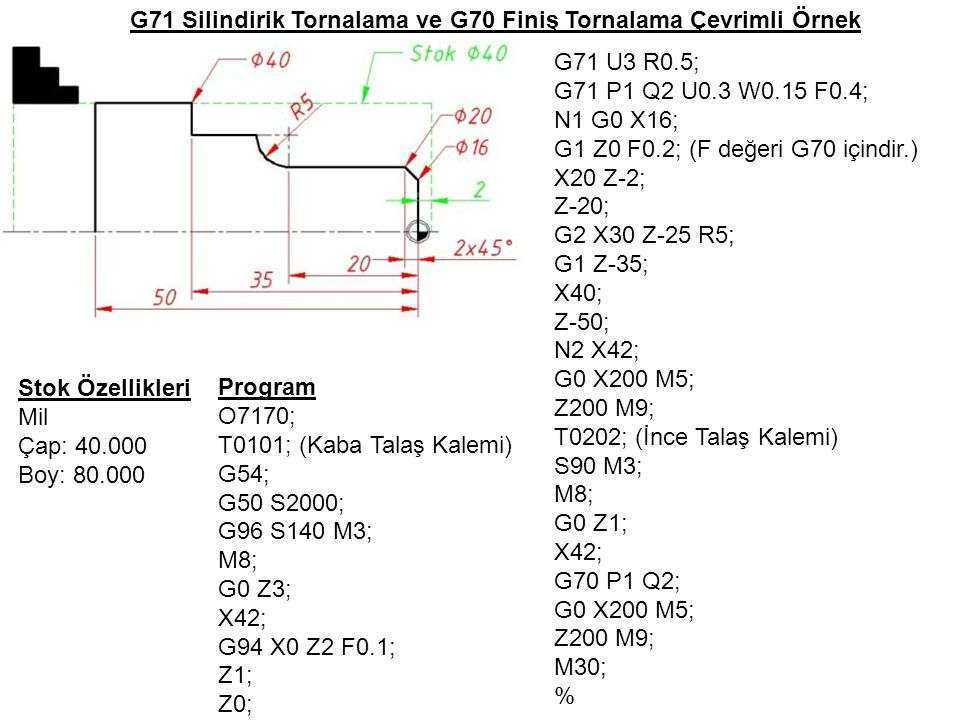
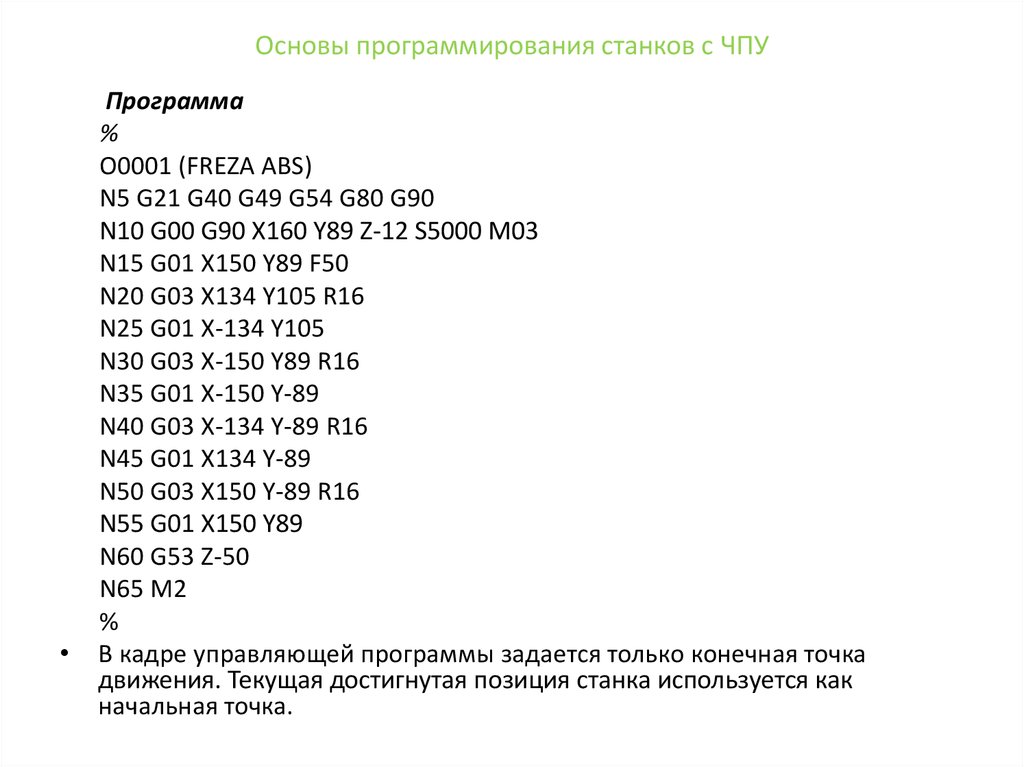
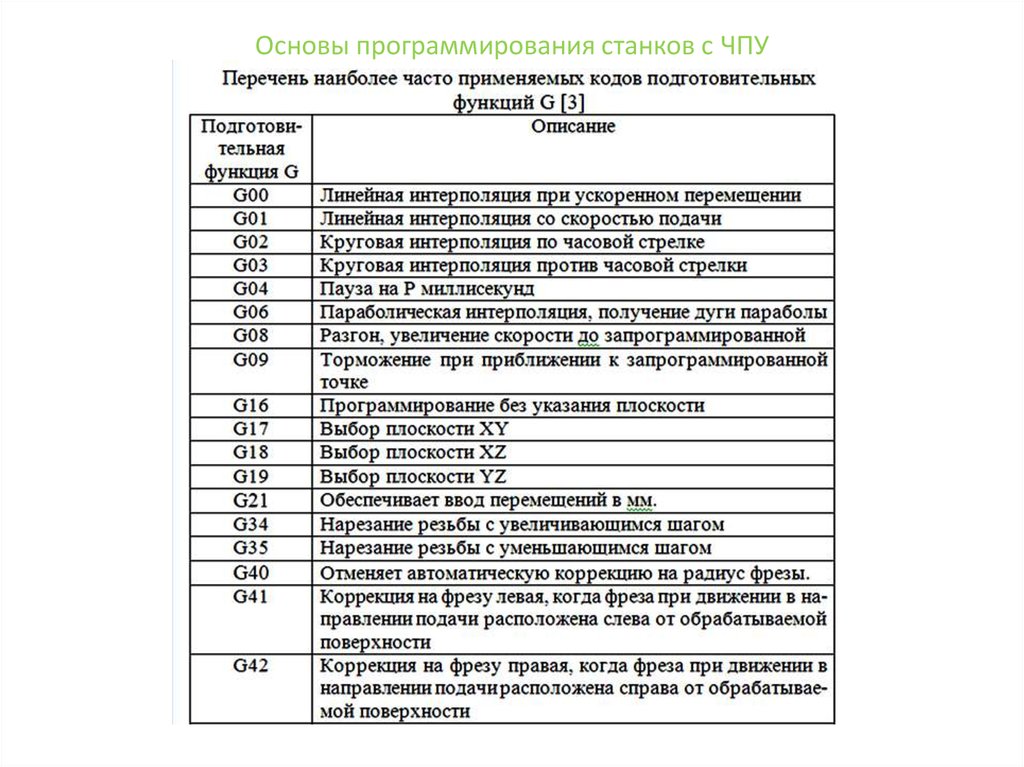 Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.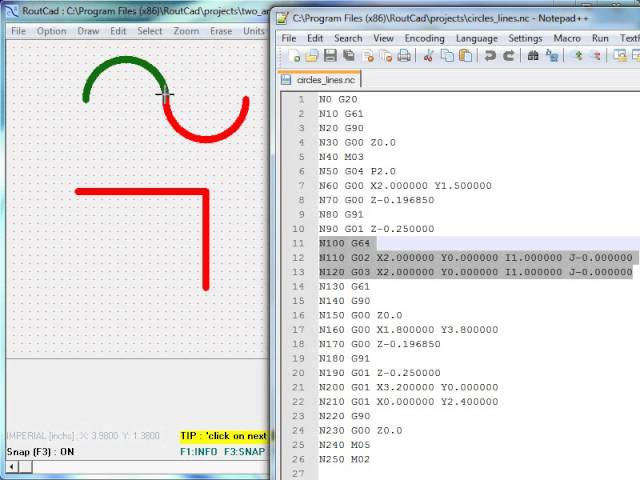
 Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.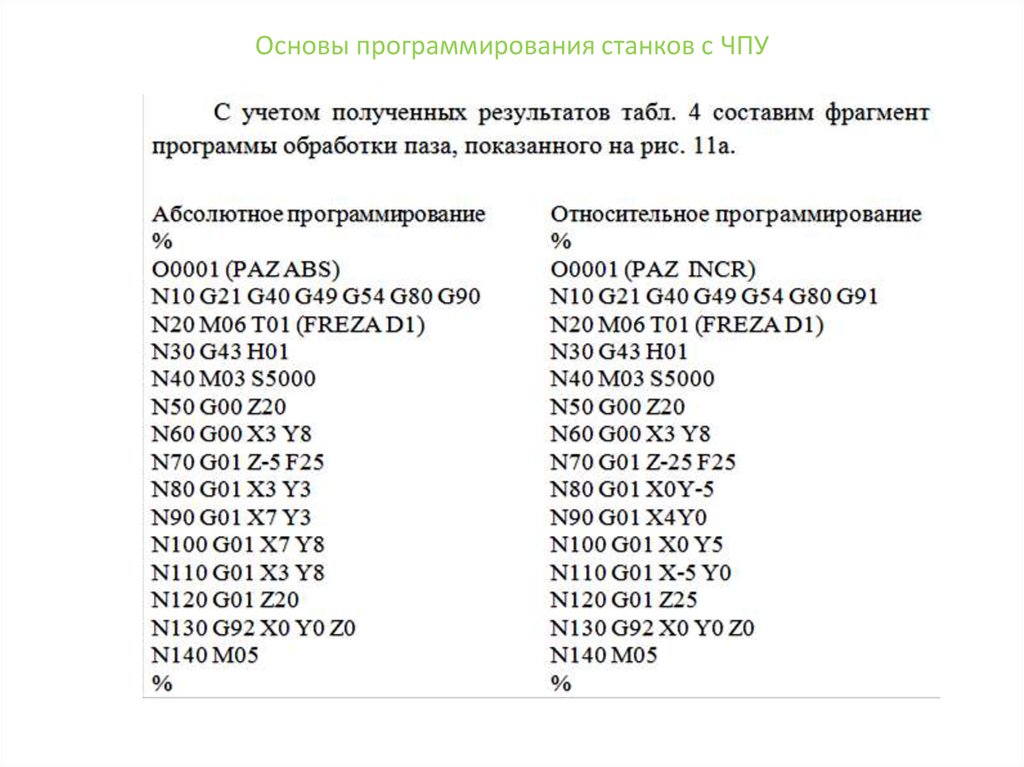 Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.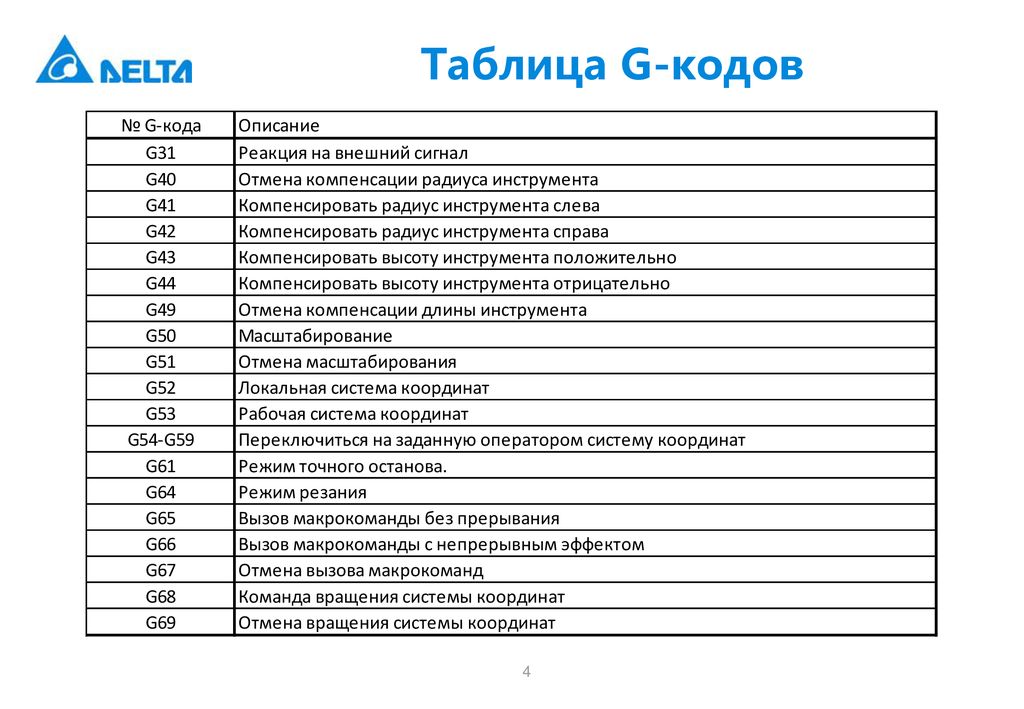 Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.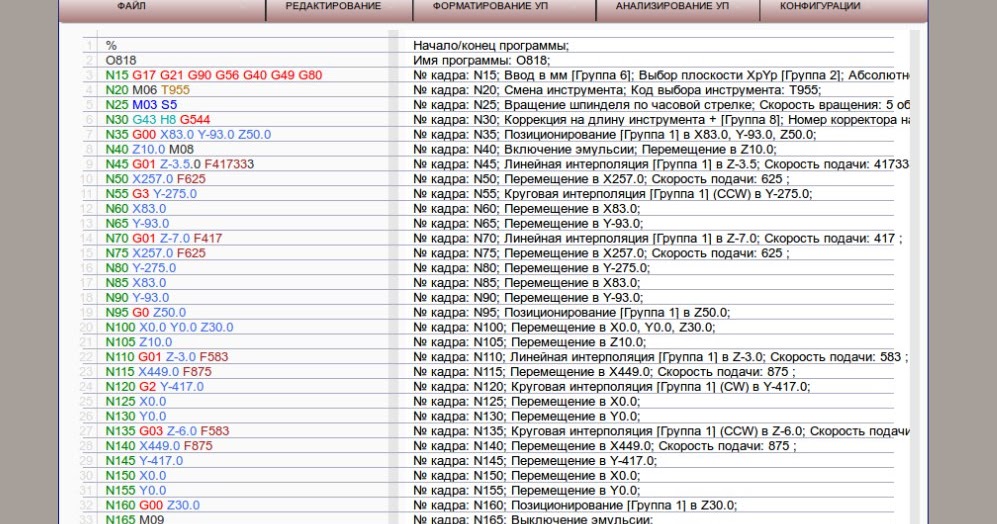 Миллисекунды
Миллисекунды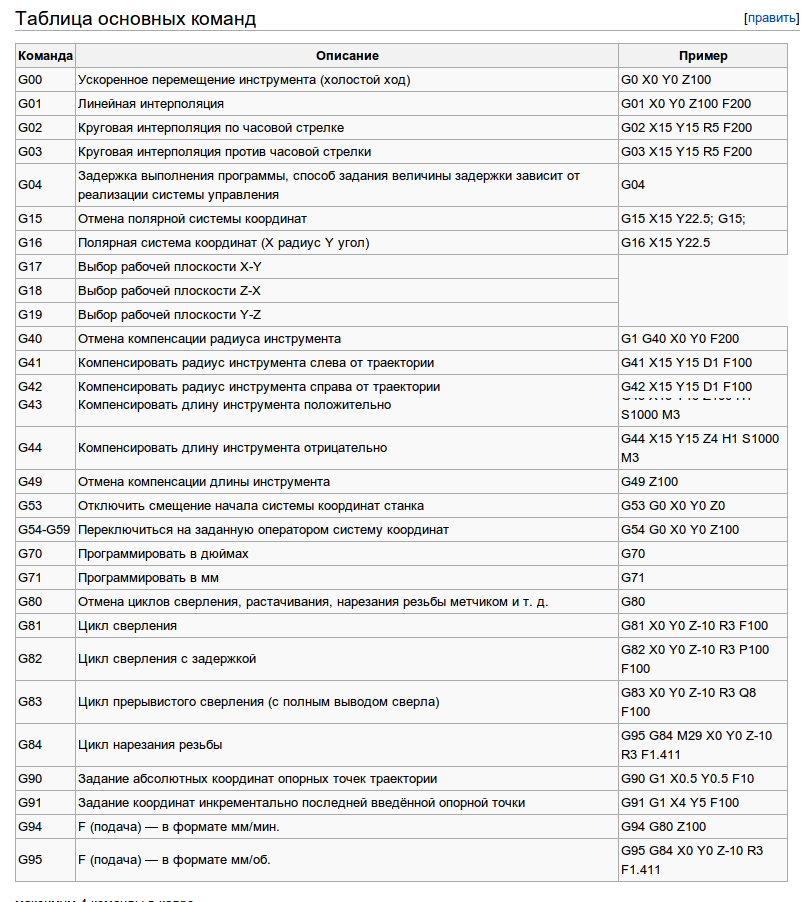 (настройка 32)
(настройка 32)
 дальность распыления по горизонтали, м
дальность распыления по горизонтали, м Пусковое устройство ElastoStart заметно уменьшает эти вредные воздействия. Специальный демпфирующий элемент в ручке пускового устройства попеременно то принимает на себя, то отдает энергию соответственно процессу сжатия. Таким образом, запуск происходит равномерно, без толчков. (см. иллюстрацию)
Пусковое устройство ElastoStart заметно уменьшает эти вредные воздействия. Специальный демпфирующий элемент в ручке пускового устройства попеременно то принимает на себя, то отдает энергию соответственно процессу сжатия. Таким образом, запуск происходит равномерно, без толчков. (см. иллюстрацию)
 Пусковое устройство ElastoStart заметно уменьшает эти вредные воздействия. Специальный демпфирующий элемент в ручке пускателя расширяется соответственно силе тяги, и таким образом запуск происходит равномерно, без толчков.
Пусковое устройство ElastoStart заметно уменьшает эти вредные воздействия. Специальный демпфирующий элемент в ручке пускателя расширяется соответственно силе тяги, и таким образом запуск происходит равномерно, без толчков. производительность м³/ч
производительность м³/ч Есть самовывоз. 3 года гарантии
Есть самовывоз. 3 года гарантии расход воздуха
расход воздуха (аналогично рисунку)
(аналогично рисунку) Протечки сведены к минимуму, а контейнер легко чистить.
Протечки сведены к минимуму, а контейнер легко чистить.
 Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах.
Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах. Этот экономичный опрыскиватель не имеет себе равных в своем классе благодаря экономичному двигателю с низким уровнем выбросов выхлопных газов, который обеспечивает экономию топлива на 20 % лучше, чем у большинства обычных двухтактных двигателей. Он прост в использовании с помощью рукоятки управления в виде джойстика и обеспечивает превосходный контроль над скоростью и диапазоном распыления. А поскольку это STIHL, в нем используются высококачественные компоненты и удобный эргономичный дизайн. С ранцевым опрыскивателем SR 200 нужно немногое.
Этот экономичный опрыскиватель не имеет себе равных в своем классе благодаря экономичному двигателю с низким уровнем выбросов выхлопных газов, который обеспечивает экономию топлива на 20 % лучше, чем у большинства обычных двухтактных двигателей. Он прост в использовании с помощью рукоятки управления в виде джойстика и обеспечивает превосходный контроль над скоростью и диапазоном распыления. А поскольку это STIHL, в нем используются высококачественные компоненты и удобный эргономичный дизайн. С ранцевым опрыскивателем SR 200 нужно немногое.



 2).
2). Он указывает на отрицательную роль нароста металла на передней поверхности инструмента на качество обработанной поверхности в диапазоне низких скоростей. Однако, полученные экспериментальные зависимости высоты микронеровностей в низком диапазоне скоростей токарной обработки нержавеющих сталей нельзя объяснить влиянием классического нароста хотя бы потому, что одинаковое значение величины шероховатости поверхности детали (4 мкм) при обработке, например, стали 14Х17Н2 (рис. 3) получено и на скорости 15 м/мин, что можно предположительно объяснить влиянием классического нароста и на скорости 50 м/мин, где нароста по условиям обработки нет. Такие же «парадоксы» наблюдаются и при обработке других марок коррозионностойких сталей.
Он указывает на отрицательную роль нароста металла на передней поверхности инструмента на качество обработанной поверхности в диапазоне низких скоростей. Однако, полученные экспериментальные зависимости высоты микронеровностей в низком диапазоне скоростей токарной обработки нержавеющих сталей нельзя объяснить влиянием классического нароста хотя бы потому, что одинаковое значение величины шероховатости поверхности детали (4 мкм) при обработке, например, стали 14Х17Н2 (рис. 3) получено и на скорости 15 м/мин, что можно предположительно объяснить влиянием классического нароста и на скорости 50 м/мин, где нароста по условиям обработки нет. Такие же «парадоксы» наблюдаются и при обработке других марок коррозионностойких сталей. В. Талантова объясняется наличием в зоне контактных пластических деформаций так называемой зоны относительного застоя (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 8), изменяющей по аналогии с наростом передний угол резца γ в пределах его отрицательного значения.
В. Талантова объясняется наличием в зоне контактных пластических деформаций так называемой зоны относительного застоя (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 8), изменяющей по аналогии с наростом передний угол резца γ в пределах его отрицательного значения.
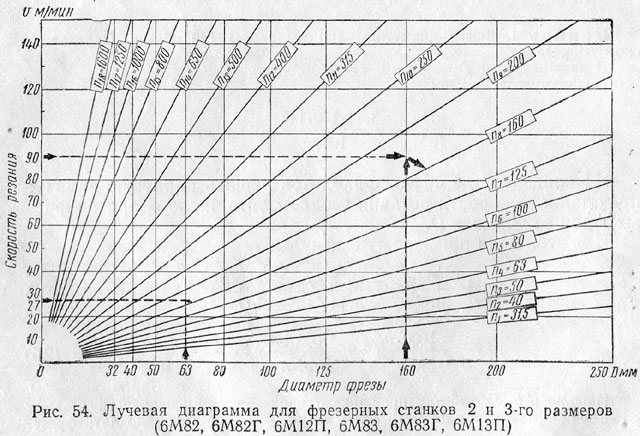
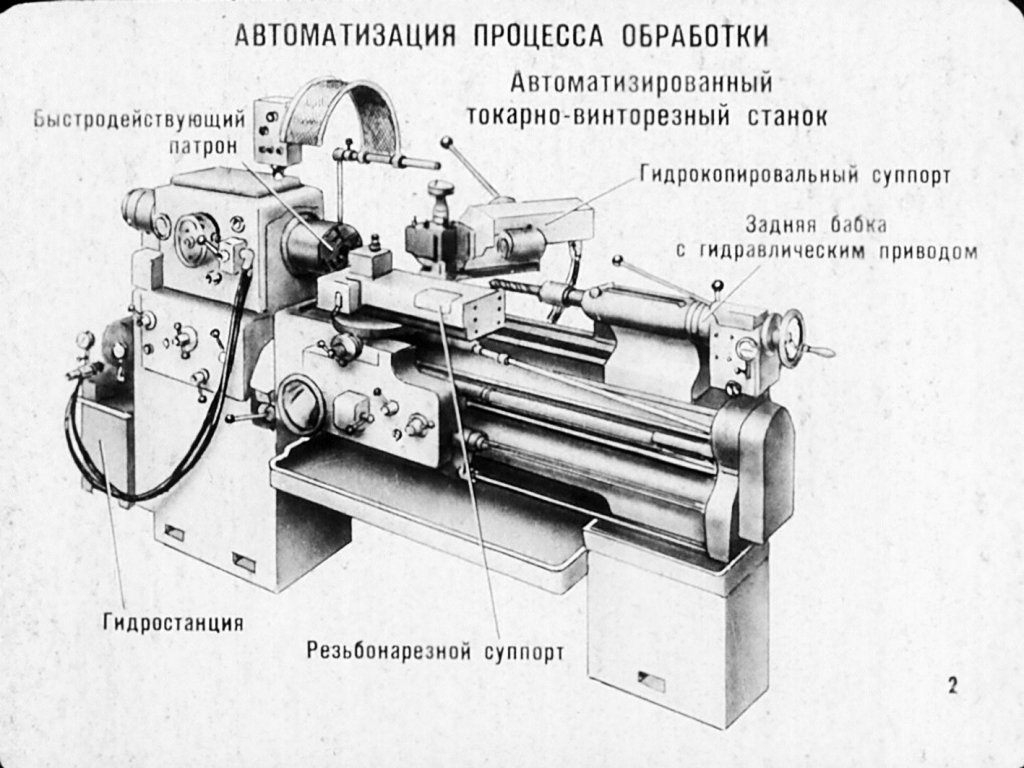

 Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
 И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.

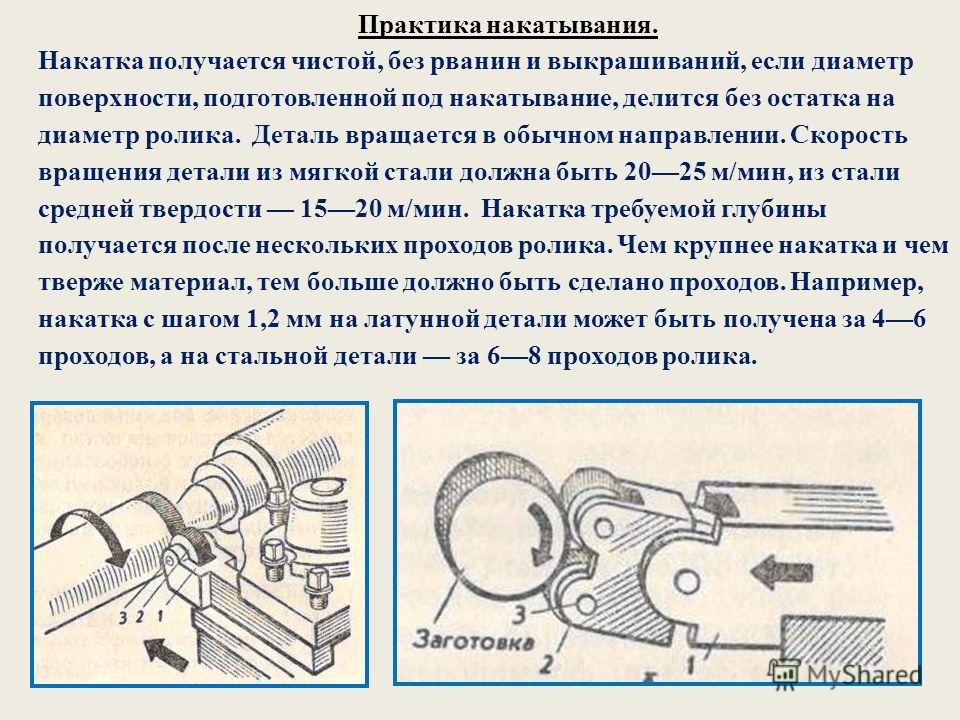 Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.
Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.

 Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.



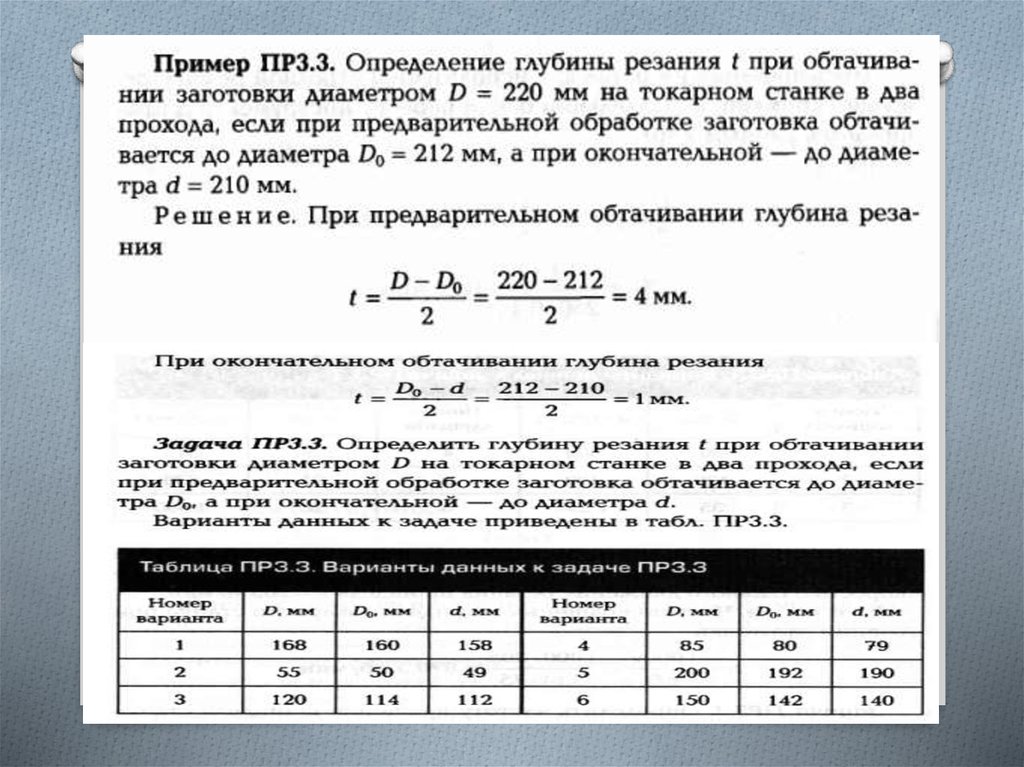

 Хорошо, что это не будет проблемой теперь, когда вы знаете, как рассчитать режимы резания при токарной обработке. А станок, который эффективно решит любые ваши производственные задачи, вы всегда можете заказать у ижевского производителя – завода «Сармат».
Хорошо, что это не будет проблемой теперь, когда вы знаете, как рассчитать режимы резания при токарной обработке. А станок, который эффективно решит любые ваши производственные задачи, вы всегда можете заказать у ижевского производителя – завода «Сармат».
 Поддержание скорости токарного станка ниже 1000 об/мин считается безопасным и снижает риск несчастных случаев.
Поддержание скорости токарного станка ниже 1000 об/мин считается безопасным и снижает риск несчастных случаев. 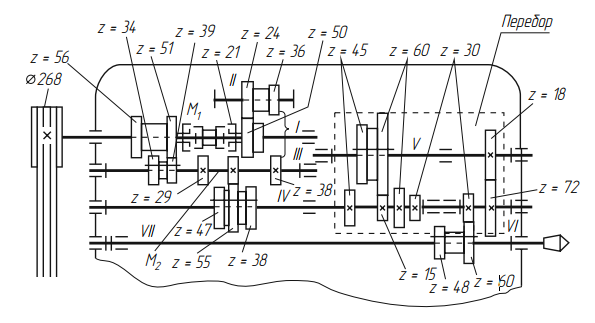 Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас. 
 0064
0064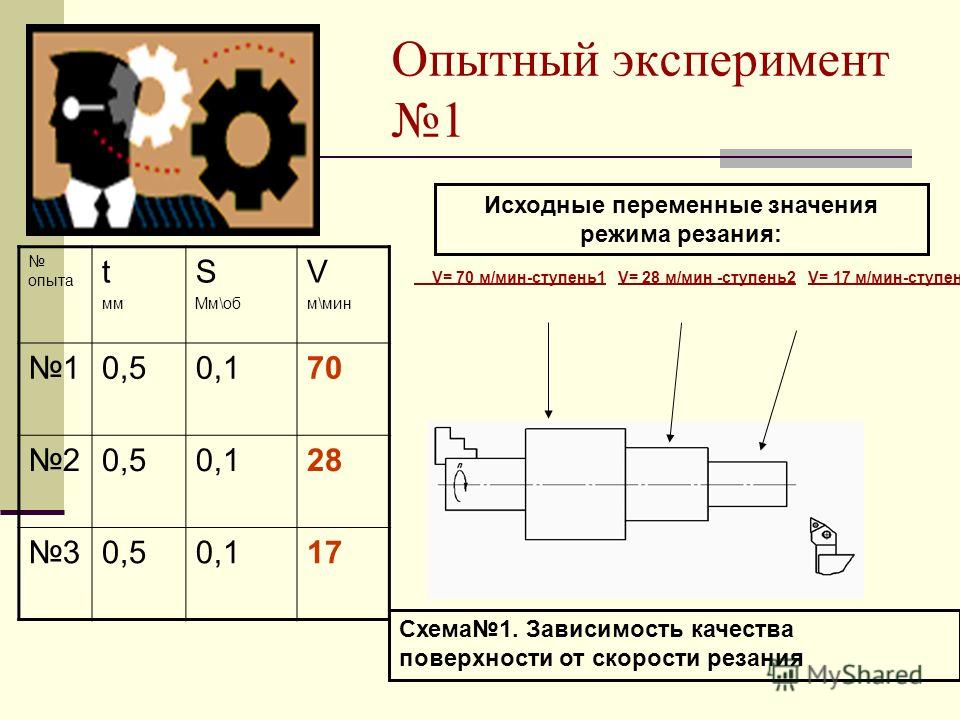
 Это делает его подходящим для небольших настольных токарных станков.
Это делает его подходящим для небольших настольных токарных станков.

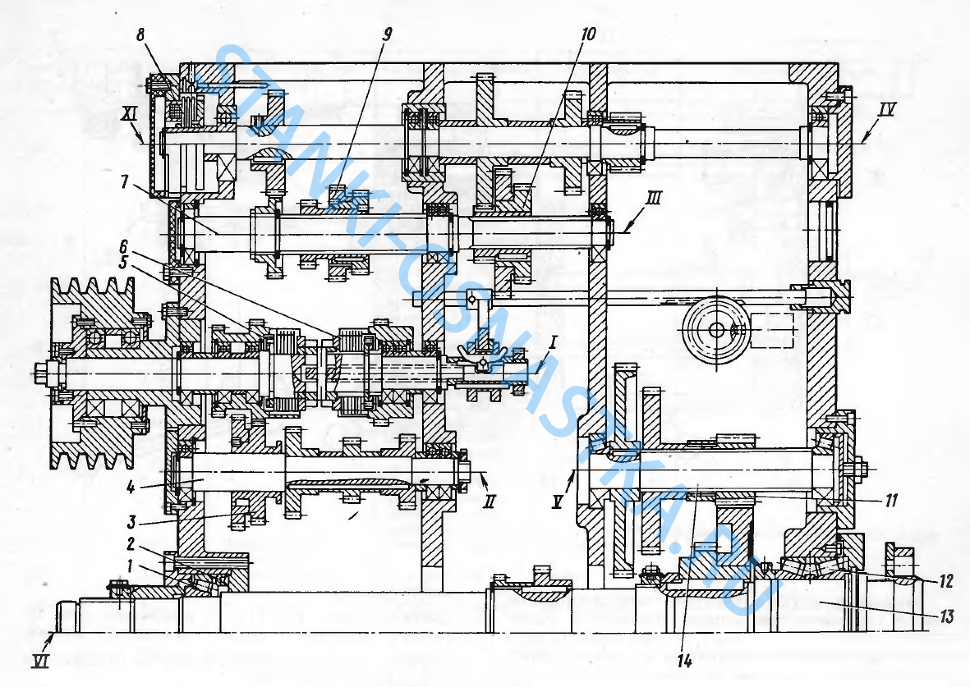


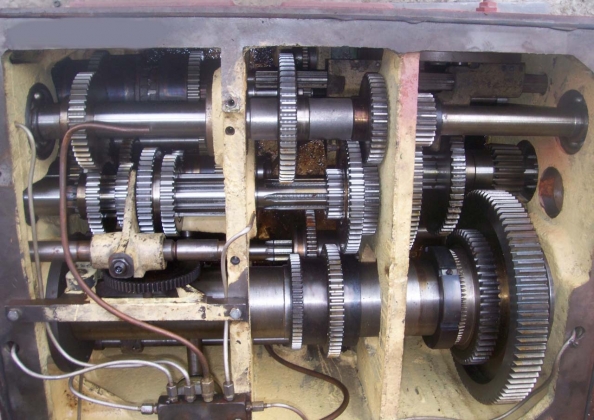



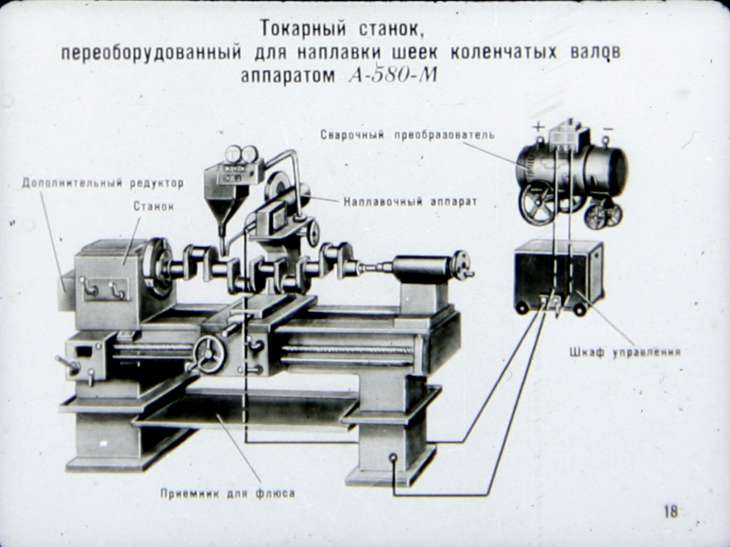
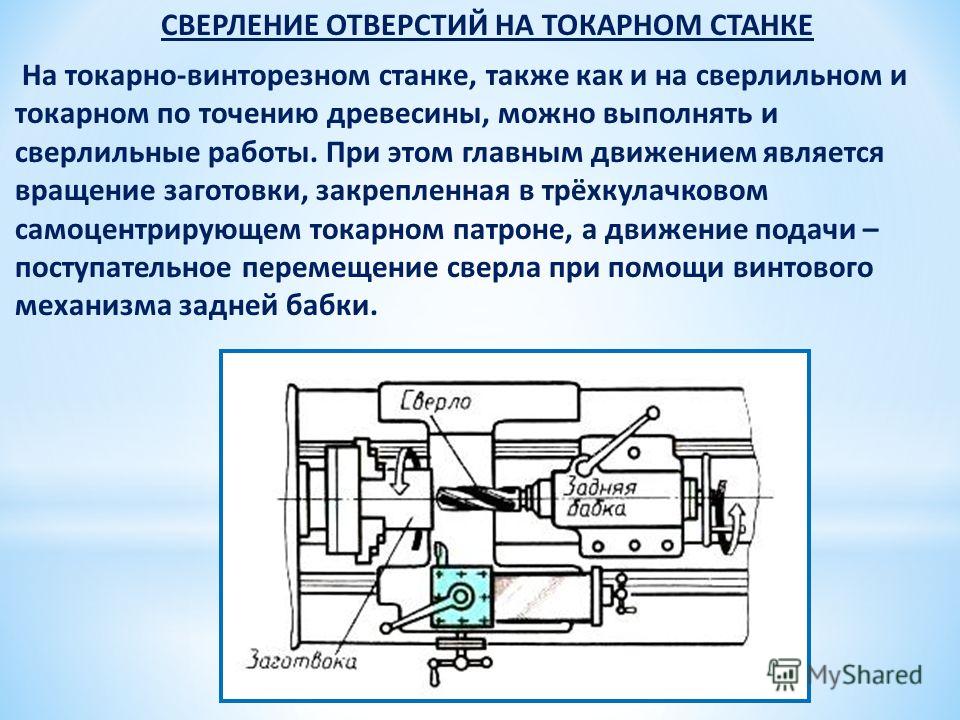

 Это считается безопасной скоростью, при которой можно производить пропилы хорошего качества с минимальным износом инструмента для большинства типов древесины. Тем не менее, рекомендуется понимать поведение типа обрабатываемой древесины и соответствующим образом изменять настройку скорости.
Это считается безопасной скоростью, при которой можно производить пропилы хорошего качества с минимальным износом инструмента для большинства типов древесины. Тем не менее, рекомендуется понимать поведение типа обрабатываемой древесины и соответствующим образом изменять настройку скорости.
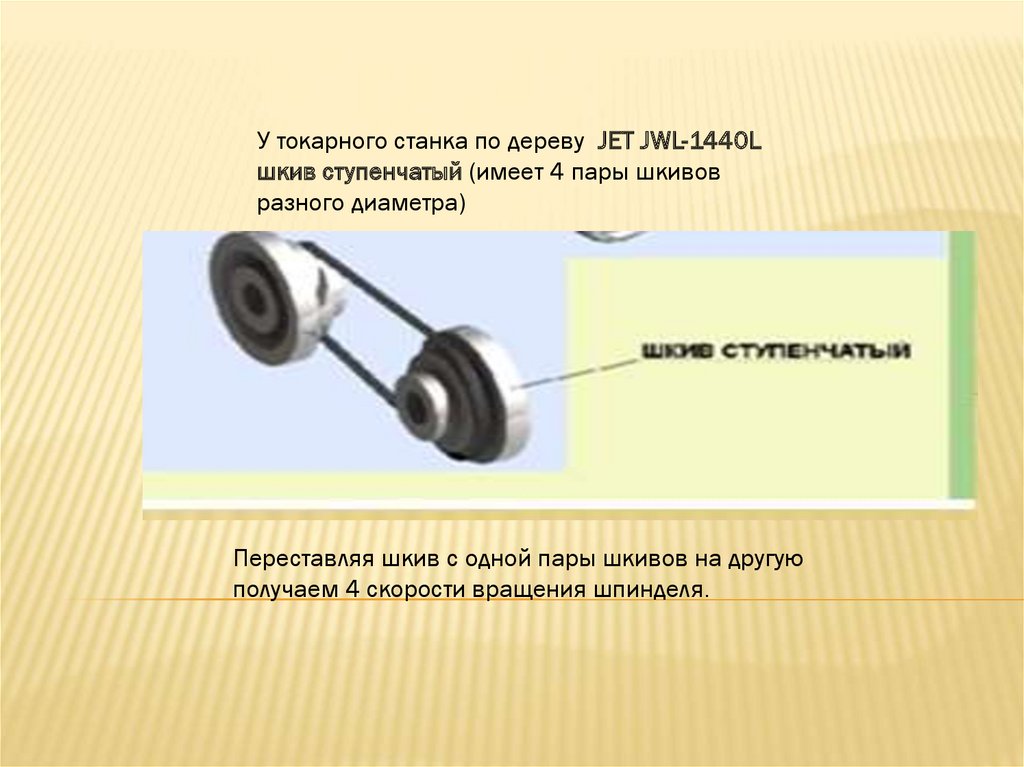 Второй ответ заключается в том, что вращение чего-либо создает центробежную силу, которая пытается разорвать объект на части. Если в древесине есть какие-либо дефекты (заметные или иные), чрезмерная скорость может вызвать центробежную силу, достаточную для разрушения заготовки. Это может привести к тому, что потенциально большие и тяжелые куски дерева станут снарядами, нанося урон всем и каждому на своем пути, так что будьте осторожны! Также стоит помнить, что центробежная сила, создаваемая вращением заготовки, пропорциональна квадрату скорости (об/мин). Это означает, что удвоение скорости приведет к четырехкратному увеличению центробежной силы; утроение скорости приведет к девятикратному увеличению центробежной силы и так далее. Легко понять, как превышение скорости может привести к аварии.
Второй ответ заключается в том, что вращение чего-либо создает центробежную силу, которая пытается разорвать объект на части. Если в древесине есть какие-либо дефекты (заметные или иные), чрезмерная скорость может вызвать центробежную силу, достаточную для разрушения заготовки. Это может привести к тому, что потенциально большие и тяжелые куски дерева станут снарядами, нанося урон всем и каждому на своем пути, так что будьте осторожны! Также стоит помнить, что центробежная сила, создаваемая вращением заготовки, пропорциональна квадрату скорости (об/мин). Это означает, что удвоение скорости приведет к четырехкратному увеличению центробежной силы; утроение скорости приведет к девятикратному увеличению центробежной силы и так далее. Легко понять, как превышение скорости может привести к аварии. Например, для заготовки диаметром 3 дюйма скорость будет составлять от 2000 до 3000 об/мин, а для заготовки диаметром 10 дюймов — от 600 до 900 об/мин. Если вы хотите, чтобы это было просто, просто используйте деление на 6000 (игнорируйте 9).000 бит!).
Например, для заготовки диаметром 3 дюйма скорость будет составлять от 2000 до 3000 об/мин, а для заготовки диаметром 10 дюймов — от 600 до 900 об/мин. Если вы хотите, чтобы это было просто, просто используйте деление на 6000 (игнорируйте 9).000 бит!).

 org/BreadcrumbList»>
org/BreadcrumbList»> Профессиональный инструмент для определения влаги в европейской древесине.
Профессиональный инструмент для определения влаги в европейской древесине. ..99,9%RH ±1%RH
..99,9%RH ±1%RH Вот некоторые из лучших.
Вот некоторые из лучших. Некоторые также могут помочь вам найти утечку за гипсокартоном или определить, достаточно ли сухой бетонный пол, чтобы начать проект.
Некоторые также могут помочь вам найти утечку за гипсокартоном или определить, достаточно ли сухой бетонный пол, чтобы начать проект. Некоторые также могут различать относительную и абсолютную влажность древесины 9.0021 . (Относительная влажность — это отношение влажности к материалу, которое зависит от плотности материала. Абсолютная влажность измеряет содержание влаги, полезно для обнаружения утечек.)
Некоторые также могут различать относительную и абсолютную влажность древесины 9.0021 . (Относительная влажность — это отношение влажности к материалу, которое зависит от плотности материала. Абсолютная влажность измеряет содержание влаги, полезно для обнаружения утечек.) При включении между штырьками протекает электрический ток, определяющий процентное содержание влаги. Если есть сопротивление, значит сухо. Если нет, то мокро.
При включении между штырьками протекает электрический ток, определяющий процентное содержание влаги. Если есть сопротивление, значит сухо. Если нет, то мокро. Вы можете найти рекомендуемое давление в руководстве пользователя. Для наибольшей точности убедитесь, что вся пластина соприкасается с древесиной.
Вы можете найти рекомендуемое давление в руководстве пользователя. Для наибольшей точности убедитесь, что вся пластина соприкасается с древесиной. Стоимость варьируется от менее 20 до более 1000 долларов. Если вы ищете влагомер, вот некоторые из них, которые следует учитывать.
Стоимость варьируется от менее 20 до более 1000 долларов. Если вы ищете влагомер, вот некоторые из них, которые следует учитывать.



 Встроенная камера Teledyne FLIR MR176 создает тепловое изображение для определения областей с повышенной влажностью. После обнаружения получите точные показания с помощью бесштырькового датчика или насадки штыревого щупа.
Встроенная камера Teledyne FLIR MR176 создает тепловое изображение для определения областей с повышенной влажностью. После обнаружения получите точные показания с помощью бесштырькового датчика или насадки штыревого щупа.



 Этот сигнал проходит через материал на пути к другому штифту. Влагомер использует этот сигнал для измерения сопротивления материала электрическому току, что может помочь определить его влажность.
Этот сигнал проходит через материал на пути к другому штифту. Влагомер использует этот сигнал для измерения сопротивления материала электрическому току, что может помочь определить его влажность. Необходимость делать отверстия в гипсокартоне для обнаружения влаги может быстро превратить его в швейцарский сыр. Бесконтактный влагомер может несколько раз проверять влажность, не повреждая гипсокартон.
Необходимость делать отверстия в гипсокартоне для обнаружения влаги может быстро превратить его в швейцарский сыр. Бесконтактный влагомер может несколько раз проверять влажность, не повреждая гипсокартон. Единица измерения с недостатком точности практически бесполезна для измерения влажности. Однако не все устройства рекламируют одинаковую точность.
Единица измерения с недостатком точности практически бесполезна для измерения влажности. Однако не все устройства рекламируют одинаковую точность. Измерители влажности для использования с гипсом или гипсокартоном предлагают третью шкалу, которая колеблется от 0,2 процента (сухой) до 50 процентов (насыщенный). Прежде чем принять решение о влагомере, определите уровни точности, которые вам нужны, и материалы, которые вы хотите проверить.
Измерители влажности для использования с гипсом или гипсокартоном предлагают третью шкалу, которая колеблется от 0,2 процента (сухой) до 50 процентов (насыщенный). Прежде чем принять решение о влагомере, определите уровни точности, которые вам нужны, и материалы, которые вы хотите проверить. У сложных влагомеров требуется гораздо больше времени для считывания показаний, чем у приборов с более простой конструкцией, и это может привести к неточным и непоследовательным показаниям, что может привести к незамеченным повреждениям от влаги.
У сложных влагомеров требуется гораздо больше времени для считывания показаний, чем у приборов с более простой конструкцией, и это может привести к неточным и непоследовательным показаниям, что может привести к незамеченным повреждениям от влаги.
 И, чтобы убедиться, что вы знаете все, что вам нужно, мы провели практическое тестирование нескольких моделей. Следующие метры считаются одними из лучших.
И, чтобы убедиться, что вы знаете все, что вам нужно, мы провели практическое тестирование нескольких моделей. Следующие метры считаются одними из лучших.
 com
com Нам понравился широкий диапазон, хотя мы подозреваем, что все, что выше 70 процентов, вероятно, будет ощущаться как мокрое на ощупь. Единственным реальным недостатком Proster является то, что он предназначен только для работы с древесиной, а это означает, что он не очень полезен для обнаружения утечек или влаги в строительных материалах.
Нам понравился широкий диапазон, хотя мы подозреваем, что все, что выше 70 процентов, вероятно, будет ощущаться как мокрое на ощупь. Единственным реальным недостатком Proster является то, что он предназначен только для работы с древесиной, а это означает, что он не очень полезен для обнаружения утечек или влаги в строительных материалах. Хотя модель может быть немного дороже, она предлагает более глубокие и точные показания, чем большинство измерителей, и делает это без штифтов.
Хотя модель может быть немного дороже, она предлагает более глубокие и точные показания, чем большинство измерителей, и делает это без штифтов. По правде говоря, мы использовали эту модель в качестве основы для точности в нашем тесте.
По правде говоря, мы использовали эту модель в качестве основы для точности в нашем тесте.
 Единственная проблема, которую мы обнаружили, возникла при корректировке видов. Тавул по какой-то причине включил научные названия видов деревьев. Мы не взяли с собой нашу книгу по биологии, поэтому нам пришлось много гуглить.
Единственная проблема, которую мы обнаружили, возникла при корректировке видов. Тавул по какой-то причине включил научные названия видов деревьев. Мы не взяли с собой нашу книгу по биологии, поэтому нам пришлось много гуглить. Этот игольчатый влагомер откалиброван для использования с древесиной и изделиями из дерева, но его точность составляет 0,5 процента по шкале точности от 6 до 45 процентов. Его прочный корпус легко держать и использовать, а острые штифты могут пробить даже самую прочную древесину.
Этот игольчатый влагомер откалиброван для использования с древесиной и изделиями из дерева, но его точность составляет 0,5 процента по шкале точности от 6 до 45 процентов. Его прочный корпус легко держать и использовать, а острые штифты могут пробить даже самую прочную древесину. И мы не могли не насладиться точностью Lignomat и тем, как колпачок удобно лежит в руке во время тестирования. Если мы собираемся на что-то жаловаться, так это на то, что эта штука выглядит и ощущается так, будто она прямо из 19-го века.80-х, но мы не уверены, что ностальгия — это плохо.
И мы не могли не насладиться точностью Lignomat и тем, как колпачок удобно лежит в руке во время тестирования. Если мы собираемся на что-то жаловаться, так это на то, что эта штука выглядит и ощущается так, будто она прямо из 19-го века.80-х, но мы не уверены, что ностальгия — это плохо. Он даже включает калибровочный инструмент для обеспечения точности показаний.
Он даже включает калибровочный инструмент для обеспечения точности показаний. Единственное, что нас беспокоило, это то, что мы бы предпочли показания без штифтов в процентах, и мы не могли настроить их для видов.
Единственное, что нас беспокоило, это то, что мы бы предпочли показания без штифтов в процентах, и мы не могли настроить их для видов.
 Тем, кто предпочитает простоту, влагомер Lignomat Mini-Ligno E/D обязательно понравится.
Тем, кто предпочитает простоту, влагомер Lignomat Mini-Ligno E/D обязательно понравится.

 Вставка булавок в материал посылает ток вниз по одной булавке, чтобы течь во вторую. Затем измеритель измеряет сопротивление, которое встречает ток, проходящий через материал между штырями, чтобы получить показания влажности.
Вставка булавок в материал посылает ток вниз по одной булавке, чтобы течь во вторую. Затем измеритель измеряет сопротивление, которое встречает ток, проходящий через материал между штырями, чтобы получить показания влажности.
 Для гипсокартона оптимальное значение составляет от 5 до 7 процентов.
Для гипсокартона оптимальное значение составляет от 5 до 7 процентов.
 А ведь известен тот факт даже детям, что бумагу изготавливают из древесины. Сложно переоценить важность этого материала в жизни человека, так как он встречается практически везде, начиная с улицы и заканчивая родным домом. При этом важным является тот факт, что благодаря современным технологиям и оборудованию, значительно снизился процент тяжелой ручной работы.
А ведь известен тот факт даже детям, что бумагу изготавливают из древесины. Сложно переоценить важность этого материала в жизни человека, так как он встречается практически везде, начиная с улицы и заканчивая родным домом. При этом важным является тот факт, что благодаря современным технологиям и оборудованию, значительно снизился процент тяжелой ручной работы. В столице и прочих городах вид оборудования, подобный пилораме ленточной, получил широкое распространение. Главной причиной является то, что сфера строительства неуклонно идет вперед, происходит масштабное строительство жилого сектора, деревянных домов. И древесина, как наиболее экологически чистый материал, пользуется наибольшим спросом для строительства и отделки. В таких условиях пилорама занимает одну из главных ролей. Производители деревообрабатывающего устройства производят новейшие пилорамы на продажу. Но не стоит забывать, что продажа пилорамы только в том случае станет прибыльной, если на выходе будет получаться пиломатериал высочайшего сорта.
В столице и прочих городах вид оборудования, подобный пилораме ленточной, получил широкое распространение. Главной причиной является то, что сфера строительства неуклонно идет вперед, происходит масштабное строительство жилого сектора, деревянных домов. И древесина, как наиболее экологически чистый материал, пользуется наибольшим спросом для строительства и отделки. В таких условиях пилорама занимает одну из главных ролей. Производители деревообрабатывающего устройства производят новейшие пилорамы на продажу. Но не стоит забывать, что продажа пилорамы только в том случае станет прибыльной, если на выходе будет получаться пиломатериал высочайшего сорта. Следующий мера – действенность ( сумма прошедших через станок бревен за единицу времени ) и бережливость. Наиболее хорошо, в случае пилорама будет подвижной, так как в определенных моментах возникает надобность мгновенно перенаправить ее в прочее пункт. И если оборудование легко монтируется и разбирается, с этим не возникает проблем.
Следующий мера – действенность ( сумма прошедших через станок бревен за единицу времени ) и бережливость. Наиболее хорошо, в случае пилорама будет подвижной, так как в определенных моментах возникает надобность мгновенно перенаправить ее в прочее пункт. И если оборудование легко монтируется и разбирается, с этим не возникает проблем. Они рассчитаны для распиловки бревен в поперечнике превышающем 0 мм. Выделяются большой действенностью.
Они рассчитаны для распиловки бревен в поперечнике превышающем 0 мм. Выделяются большой действенностью. И наконец, универсальные пилорамы класса D делаются, прежде всего, по заказу мануфактур.
И наконец, универсальные пилорамы класса D делаются, прежде всего, по заказу мануфактур.

 В связи с этим, чтобы избежать пустой траты денег и полного разочарования, лучше сразу приобретать достаточно мощную ленточную пилораму. Если стоимость новой пилорамы для вас является неприемлемой, то можно обратить внимание на такое оборудование, как пилорама ленточная бу.
В связи с этим, чтобы избежать пустой траты денег и полного разочарования, лучше сразу приобретать достаточно мощную ленточную пилораму. Если стоимость новой пилорамы для вас является неприемлемой, то можно обратить внимание на такое оборудование, как пилорама ленточная бу. Если направляющие выполняются из профильных труб, то приобретать такую поддержанную ленточную пилораму не имеет смысла. В этом случае при нагрузках не получится избежать деформаций, а в местах перемещения пилорамы появятся дыры. Чтобы проверить материал направляющих, нужно просто постучать по ним твердым металлическим предметом. Если появляется звонкий звук, то это цельнометаллический материал, если звук глухой, то это пустая труба с песком.
Если направляющие выполняются из профильных труб, то приобретать такую поддержанную ленточную пилораму не имеет смысла. В этом случае при нагрузках не получится избежать деформаций, а в местах перемещения пилорамы появятся дыры. Чтобы проверить материал направляющих, нужно просто постучать по ним твердым металлическим предметом. Если появляется звонкий звук, то это цельнометаллический материал, если звук глухой, то это пустая труба с песком. Тут есть возможность управлять всеми техническими операциями за счет кнопок.
Тут есть возможность управлять всеми техническими операциями за счет кнопок.  Двухдисковые угловые пилорамы дают высокую производительность материала даже из одного бревна, что сказывается на увеличении прибыли предприятия.
Двухдисковые угловые пилорамы дают высокую производительность материала даже из одного бревна, что сказывается на увеличении прибыли предприятия..jpg)
 Причем, можно купить пилораму бу — это дешевле гораздо и проще.
Причем, можно купить пилораму бу — это дешевле гораздо и проще.
 Сама классификация этого типа оборудования может проводиться по нескольким признакам. Например, чаще всего различают оборудование по типу используемого двигателя:
Сама классификация этого типа оборудования может проводиться по нескольким признакам. Например, чаще всего различают оборудование по типу используемого двигателя: При необходимости она может быть установлена в любом нужном месте, поскольку нее не нужно электричество, она работает от бензинового или дизельного двигателя.
При необходимости она может быть установлена в любом нужном месте, поскольку нее не нужно электричество, она работает от бензинового или дизельного двигателя.
 02.2021
02.2021 Технически в лесопильной промышленности станок для колонкового распила называется головным станком, но для правильного функционирования головному станку требуется обширная опорная конструкция. Возможно, наиболее точное определение лесопилки состоит в том, что это целая система, которая превращает бревна в пиломатериалы.
Технически в лесопильной промышленности станок для колонкового распила называется головным станком, но для правильного функционирования головному станку требуется обширная опорная конструкция. Возможно, наиболее точное определение лесопилки состоит в том, что это целая система, которая превращает бревна в пиломатериалы. Этот процесс был утомительным и утомительным и нуждался в доработках.
Этот процесс был утомительным и утомительным и нуждался в доработках. Другие утверждают, что голландцы разработали его в 17 веке или что это была американская сестра-шейкер Табита Бэббит. Кто бы ни изобрел ее, высокая цена ленточной пилы и некачественные полотна привели к тому, что она не использовалась широко до середины 19-го века.век. Сегодня на большинстве лесопильных заводов используются ленточные пилы промышленных размеров.
Другие утверждают, что голландцы разработали его в 17 веке или что это была американская сестра-шейкер Табита Бэббит. Кто бы ни изобрел ее, высокая цена ленточной пилы и некачественные полотна привели к тому, что она не использовалась широко до середины 19-го века.век. Сегодня на большинстве лесопильных заводов используются ленточные пилы промышленных размеров..jpg)
 Эти деревянные доски меньше, чем пиломатериалы, и имеют стандартные размеры. Например, размерные пиломатериалы могут иметь толщину от 2 до 5 дюймов и ширину от 2 до 12 дюймов. Стандартные размеры габаритных пиломатериалов включают два на четыре (2×4) и четыре на четыре (4×4). Во многих строительных и производственных предприятиях размерные пиломатериалы используются для изготовления балок, стоек, перекрытий, пластин и стропил.
Эти деревянные доски меньше, чем пиломатериалы, и имеют стандартные размеры. Например, размерные пиломатериалы могут иметь толщину от 2 до 5 дюймов и ширину от 2 до 12 дюймов. Стандартные размеры габаритных пиломатериалов включают два на четыре (2×4) и четыре на четыре (4×4). Во многих строительных и производственных предприятиях размерные пиломатериалы используются для изготовления балок, стоек, перекрытий, пластин и стропил. Доски могут иметь ширину от 2 до 12 дюймов. Компании используют доски для изготовления дощатых полов, обшивочных конструкций и каркасов мебели. Обрезные доски хорошо подходят для поддонов и ящиков.
Доски могут иметь ширину от 2 до 12 дюймов. Компании используют доски для изготовления дощатых полов, обшивочных конструкций и каркасов мебели. Обрезные доски хорошо подходят для поддонов и ящиков. Эти лесопилки различаются по размеру и разработаны с учетом определенных спецификаций, соответствующих их предполагаемому назначению и уровню производства. Каждый тип лесопилки также может вмещать различное количество операторов или рабочих.
Эти лесопилки различаются по размеру и разработаны с учетом определенных спецификаций, соответствующих их предполагаемому назначению и уровню производства. Каждый тип лесопилки также может вмещать различное количество операторов или рабочих. Операторы могут перемещать эти машины между площадками в любое время.
Операторы могут перемещать эти машины между площадками в любое время. Например, компании разработали превосходные продукты, такие как лезвия с наконечниками Stellite™ и карбид вольфрама, чтобы заменить устаревшие материалы. Эти новые пильные полотна служат дольше, чем горячекатаные и холоднокатаные стальные, и обеспечивают большую эффективность.
Например, компании разработали превосходные продукты, такие как лезвия с наконечниками Stellite™ и карбид вольфрама, чтобы заменить устаревшие материалы. Эти новые пильные полотна служат дольше, чем горячекатаные и холоднокатаные стальные, и обеспечивают большую эффективность. Эти котлы использовались в первую очередь из-за обилия древесных отходов, поэтому горелки, работающие на жидком топливе, так и не получили широкого распространения.
Эти котлы использовались в первую очередь из-за обилия древесных отходов, поэтому горелки, работающие на жидком топливе, так и не получили широкого распространения. Затем компьютерные системы отправляют оцифрованную информацию на компоненты лесопилки для удовлетворения повседневных потребностей. Все эти передовые процессы требуют электроэнергии.
Затем компьютерные системы отправляют оцифрованную информацию на компоненты лесопилки для удовлетворения повседневных потребностей. Все эти передовые процессы требуют электроэнергии. Вот все шаги, которые выполняет лесопилка для выполнения работы:
Вот все шаги, которые выполняет лесопилка для выполнения работы:
 На этапе мерчандайзинга журналы также оцениваются в соответствии с постоянными заказами и рыночными условиями.
На этапе мерчандайзинга журналы также оцениваются в соответствии с постоянными заказами и рыночными условиями. После этого вторичные брусья превращают бревно в черновые размеры для пиломатериалов. Любые отходы плит перерабатываются в мульчу, гранулы или щепу.
После этого вторичные брусья превращают бревно в черновые размеры для пиломатериалов. Любые отходы плит перерабатываются в мульчу, гранулы или щепу.

 Пропустите лесной склад и перепилите древесину самостоятельно.
Пропустите лесной склад и перепилите древесину самостоятельно. В данном случае «лесопилка» — это одно- или двухместное устройство для фрезерования пиломатериалов, т. е. распиловки древесины на древесину строительного качества. №
В данном случае «лесопилка» — это одно- или двухместное устройство для фрезерования пиломатериалов, т. е. распиловки древесины на древесину строительного качества. № Затем пользователь устанавливает лезвие для начального разреза на переднем конце, чтобы определить верхнюю плоскую поверхность. Пильный диск проходит по направляющей по всей длине бревна и разрезает плоскую поверхность. Верхняя часть, часто ненужная, удаляется, обнажая плоскую базу, по которой будут выравниваться все остальные разрезы.
Затем пользователь устанавливает лезвие для начального разреза на переднем конце, чтобы определить верхнюю плоскую поверхность. Пильный диск проходит по направляющей по всей длине бревна и разрезает плоскую поверхность. Верхняя часть, часто ненужная, удаляется, обнажая плоскую базу, по которой будут выравниваться все остальные разрезы.
 Аляскинские мельницы можно загрузить в багажник автомобиля и отвезти вглубь леса, чтобы спилить определенные поваленные деревья.
Аляскинские мельницы можно загрузить в багажник автомобиля и отвезти вглубь леса, чтобы спилить определенные поваленные деревья.

