GCL 2-15 Комбинированный лазер | Bosch Professional
GCL 2-15 Комбинированный лазер | Bosch Professional
Комбинированные лазеры
Комбинированный лазер
Ваш выбор
с 3 батарейками (AA) и лазерной мишенью
Изменить вариант
Проверьте наличие в выбранном месте
Найти дилера поблизости
Комбинированные лазеры
GCL 2-15
Подробнее
Лазерный отражатель
Чехол
Поворотное крепление RM 1 Professional
3 x аккумулятора 1,5 В LR6 (AA)
Номер заказа: 0601066E00
Рекомендованная розничная цена с НДС
Выбранный вариант
Выбранный вариант
с 3 батарейками (AA) и лазерной мишенью
0 601 066 E00
Найти дилера поблизости
Выбрать вариант
Ваш выбор
с 3 батарейками (AA) и лазерной мишенью
Номер заказа: 0 601 066 E00
Выбрать вариант
Найти дилера поблизости
GCL 2-15
Подробнее
Лазерный отражатель
Чехол
Поворотное крепление RM 1 Professional
3 x аккумулятора 1,5 В LR6 (AA)
Номер заказа: 0601066E00
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Лазерный отражатель
Чехол
Поворотное крепление RM 1 Professional 0 601 092 600
3 x аккумулятора 1,5 В LR6 (AA)
показать меньше
показать больше
Ваш выбор
в переносном кейсе с 3 батарейками (AA) и поворотным креплением
Номер заказа: 0 601 066 E02
Выбрать вариант
Найти дилера поблизости
GCL 2-15
Подробнее
Чемоданчик
Поворотное крепление RM 1 Professional
Потолочное крепление
Лазерный отражатель
3 x аккумулятора 1,5 В LR6 (AA)
Номер заказа: 0601066E02
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Чемоданчик
Поворотное крепление RM 1 Professional 0 601 092 600
Потолочное крепление
Лазерный отражатель
3 x аккумулятора 1,5 В LR6 (AA)
показать меньше
показать больше
Дополнительные данные
Точность нивелирования*
± 0,3 мм/м* (*не учитывая погрешность, зависящую от условий использования)
Проекция
2 линии / 2 точек
Рабочий диапазон*
до 15 м
Лазерный диод
630–650 нм,
Рабочая температура
-10 – 50 °C
Температура хранения
-20 – 70 °C
Класс лазера
2
Макс. рабочий диапазон (лазерные точки)*
10 м (вверх), 10 м (вниз)
Диапазон самонивелирования
± 4°
Время нивелирования
4 с
Защита от пыли и водяных брызг
IP 54
Источники питания
3 x 1,5-V-LR6 (AA)
Время работы, макс.
6 ч в режиме перекрестных линий и точечном режиме, 8 ч в режиме перекрестных линий, 12 ч в режиме линий и точечном режиме, 16 ч в режиме линий, 22 ч в точечном режиме
Резьба штатива
1/4″, 5/8″
Вес, ок.**
0,49 кг
Цветная лазерная линия
красный
Исключительная точность перпендикуляра***
± 0,7 мм/м* (*не учитывая погрешность, зависящую от условий использования)
Рабочий диапазон, значение
15 м
* Не учитывая погрешность, зависящую от условий использования. Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
** Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
*** Не учитывая погрешность, зависящую от условий использования. Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
GCL 2-15 Professional: Дополнительные сведения
Основные характеристики продукта
Комбинированный лазерный нивелир GCL 2-15 Professional выделяется на фоне конкурентов своей компактной конструкцией и идеально подходит для работы на небольших расстояниях. Этот комбинированный лазерный нивелир проецирует горизонтальные и вертикальные лазерные лучи и две центрированные точки отвеса, что позволяет быстро справляться с задачами по нивелированию. Точки отвеса обеспечивают легкость и удобство переноса. С помощью поворотного крепления RM 1 Professional совмещение лазерных лучей с точками отвеса становится легкой задачей.
Оборудование и принадлежности
GCL 2-15 Professional подходит для различных вариантов применения, таких как установка полок и окон, монтаж дренажных труб и укладка полов. Этот инструмент также обеспечивает перенос точек при монтаже освещения.
Дополнительные сведения
Рабочий диапазон лазерных лучей GCL 2-15 Professional составляет до 15 м, а процесс самонивелирования занимает меньше 4 секунд. Этот комбинированный лазерный нивелир идеально подходит для использования с креплением RM 1 Professional, которое можно быстро фиксировать с помощью простого механизма скольжения. Прочность подтверждает степень защиты от пыли и брызг воды IP54. Когда инструмент выключен, механизм фиксации маятника обеспечивает безопасную транспортировку.
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
цена за штуку, характеристики, фото
Компактный и универсальный инструмент для любых нивелировочных работ на небольших расстояниях. Горизонтальные и вертикальные лазерные лучи, а также две центрированные точки основания перпендикуляра с оптимальной видимостью. Возможно позиционирование лазерных лучей вокруг центрированных точек основания перпендикуляра. Гибкость в применении благодаря поворотному универсальному держателю RM 1 Professional для центрирования лазерных лучей и различных вариантов крепления. Фиксатор маятника обеспечивает безопасную транспортировку. Простое обращение благодаря управлению одной рукой и интуитивно понятному пользовательскому интерфейсу. Произвольный выбор режима линий и точек. Функция автоматического нивелирования в горизонтальной и вертикальной плоскостях до ±4°.
Комплектация
батарейка 1,5 В LR6 (AA) х 3шт, поворотное крепление RM 1 Professional, лазерный отражатель, 1/2 вкладыш для кейса L-BOXX под инструмент, чехол.
Производитель
Китай.
Детали
Без поверки Гарантия На все инструменты, проданные с 01.02.2023, действует стандартная гарантия: -Для профессиональных электроинструментов и измерительной техники гарантийный срок составляет один год. -Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
Документы:
pdfскачать
pdfскачать
pdfскачать
Характеристики
Артикул
0601066E00
Тип товара
Нивелир
Бренд
Bosch
Вид
Лазерный
Тип
Комбинированный
Дальность действия, м
15
Количество лучей
2
Цвет луча
Красный
Направление лучей
Горизонталь/ Вертикаль/ Крест/ Отвес
Угол самовыравнивания, °
±4
Точность нивелирования, мм/м
±0,3
Степень защиты
IP54
Источники питания
3х1,5 В (АА)
Резьба под штатив
1/4, 5/8
Рабочая температура, °С
От -10 до +50
Класс лазера
2
Упаковка
Коробка
Гарантия, мес
12
Страна-производитель
Китай
Часто ищут
Выравнивание автоматическое
Вес, кг
1,4
Отзывы покупателей
Сначала показывать
Анатолий
Санкт-Петербург 07 мая 2021
Пользуюсь им порядка месяца. Пока больших недостатков не выявил, за исключением неудобного бокового переключателя! В остальном все супер!Достоинства: Цена, Легкий, компактныйНедостатки: Неудобный боковой переключатель.
Надежда
Санкт-Петербург 21 сентября 2020
Купила для работы своим строиелям. Очень довольны. Легок в использовании. Точен, удобен. Главное,что не очень дорогой. Надемся, что прослужит очень долго.
Сергей
Светогорск 16 сентября 2020
Выставлял по нему стены, все получилось ровно, то как раз и говорит о его качестве, всем кто делает ремонт с нуля в квартире это однозначно хороший вариант!
Сергей
Санкт-Петербург 15 сентября 2020
Для среднего бюджета и полупрофессиональной работы хороший инструмент
Дмитрий
Санкт-Петербург 09 сентября 2020
Хороший, не дорогой, для решения простых задач.
Алексей
Гатчина 14 июля 2020
Отличный сделанный с умом инструмент.Достоинства: Яркие точки позиционирования (верх-низ). Наличие поворотной опоры с плавным ходом. Магнит в опоре для крепления на металл (профиль, трубы). Возможность крепления нивелира на штатив. Возможность отключения невостребованных лучей. Возможность фиксирования лучей и использования их под любым углом. Хорошая яркость луча.Недостатки: Опора не укладывается в чехол — таскаю в коробке.
Владимир
Тамань 27 февраля 2020
Это не ротационный, но даёт плоскость на 180 градусов, даже чуть больше, как раз то что надо, чтобы укладывать углы. Ещё удобно, что можно зафиксировать на горизонтальном уровне и поворачивать так, чтобы двигался только отвес. Отвес тоже почти круговой, очень удобно, когда плитка на полу идёт продолжением плитки на стенах. Крепление на магните тоже хорошая идея. Если есть к чему примагнититься просто двигаешь вверх-вниз по профилю или по трубе. И самое моё любимое – это зелёный луч. Почему-то глазу мне кажется, что его лучше видно, чем красный и как-то субъективно что ли приятнее работается. Размер ещё удобный не бандура и не мелкий череcчур.
Санкт-Петербург 29 января 2020
Надеюсь что будет такой-же точный и надёжный как предыдущая модель которая до сих пор работает после трёх падений с трёхметровой высоты.Достоинства: В новой модели сделали хорошую кнопку вкл. — выкл. Отсек для батареек стал лучше. Появились дополнительные лучи которые бьют красной точкой в пол и потолок. Крепёж в комплекте рм1 поворотный и имеет сильный магнит это очень удобно для работы с подвесными потолками и не только.Недостатки: Эта модель стала немного больше предыдущей. Не влезает в чехол вместе с креплением, нужно каждый раз снимать и таскать отдельно или в коробке.
Евгений
Санкт-Петербург 19 декабря 2019
Второй мой бошевский лазер, первый проработал 7 лет , но вертикаль немного сбилась (5мм на 2,5 метра) для плиточных и обойных работ критично. Но 7 лет показатель)))) надеюсь этот прослужит столько же.
Вопросы и ответы
Владимир
17 апреля 2022
здравствуйте! будет ли работать на аккумуляторах код 632899 . там разница по вольтам почти 1 вольт?Ответить
30 августа 2018
Полувкладыш в комлекте?Ответить
Сертификаты
Вам могут понадобиться
Штативы, рейки, держатели
Батарейки
Защита рук
Маркеры, карандаши, мел
Отвесы, шнуры
Рулетки
Уровни
Пояса, ремни, сумки
Демисезонная спецодежда
Рабочая обувь, наколенники
Зимняя спецодежда
675180
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Штанга Condtrol Pillar (2-17-042) для нивелиров составная с треногой 3,6 м
Цена за шт
6 990 ₽
За баллы:
1 747,25
В корзину
129525
Доставим
Сегодня
37 упак
Привезем в партнерские пункты выдачи
16/04 после 10:00
6 упак
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив ADA Digit 130 (A00170) для нивелиров и фото/видео техники 1,3 м
Цена за упак
1 690 ₽
За баллы:
422,25
В корзину
675179
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м
Цена за шт
2 990 ₽
За баллы:
747,25
В корзину
923190
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив RGK S6-N (4610011870217) для нивелиров 1,7 м
Цена за шт
4 990 ₽
За баллы:
1 247,25
В корзину
675178
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив Condtrol h230 (2-17-032) для нивелиров и фото/видео техники 1,3 м
Цена за шт
1 990 ₽
За баллы:
497,25
В корзину
823817
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив Instrumax TR-160 (IM0133) для нивелира оптического
Цена за шт
2 990 ₽
За баллы:
747,25
В корзину
825036
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив Condtrol h290 (2-17-023) для лазерных приборов телескопический
Цена за шт
3 990 ₽
За баллы:
997,25
В корзину
625354
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив ADA Silver PLUS (А00556) для нивелиров телескопический с треногой 3,6 м
Цена за шт
6 990 ₽
За баллы:
1 747,25
В корзину
823991
Доставим
Сегодня
Привезем в строительные центры
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив Condtrol Geo S6-2 (2-17-019) для нивелиров раздвижной с клипсами
Цена за шт
5 990 ₽
За баллы:
1 497,25
В корзину
129524
Доставим
Сегодня
53 упак
Привезем в партнерские пункты выдачи
16/04 после 10:00
10 упак
при заказе до 14/04 до 11:59
Смотреть на карте
Штатив ADA Light S (А00177) для нивелиров и теодолитов 1,73 м
Цена за упак
4 990 ₽
За баллы:
1 247,25
В корзину
675177
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Очки Condtrol (1-7-101) для лазерных нивелиров зеленые
Цена за шт
За баллы:
97,25
В корзину
825033
Доставим
Сегодня
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Очки Condtrol (1-7-035) для лазерных нивелиров красные
Цена за шт
За баллы:
97,25
В корзину
129519
Доставим
Сегодня
56 упак
Привезем в партнерские пункты выдачи
16/04 после 10:00
12 упак
при заказе до 14/04 до 11:59
Смотреть на карте
Очки ADA Laser glasses (A00126) для лазерных приборов
Цена за упак
За баллы:
112,25
В корзину
Похожие товары
502804
Доставим
Сегодня
Смотреть на карте
Нивелир лазерный Bosch GCL 2-15G (0601066J00) с держателем RM1
Нивелир лазерный Bosch GCL 2-15 (0601066E00) с держателем RM1 в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GCL 2-15 (0601066E00) с держателем RM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GCL 2-15 (0601066E00) с держателем RM1 действительны в Санкт-Петербурге.
Комбинированный лазер GCL 2-15 | Bosch Professional
GCL 2-15 Комбинированный лазер | Бош Профессионал
Combi Lasers
Combi Laser
Your Selection
с 3 батареями (AA), лазерной мишенью
Изменить вариант
281,00 долларов США
Рекомендованная розничная цена без НДС
Проверить наличие на месте
Найти местного дилера
Комбинированные лазеры
GCL 2-15
Подробные цены
Лазерная мишень
Защитный мешок
Вращающееся крепление RM 1 Professional
3 батарейки 1,5 В LR6 (AA)
Номер заказа: 0601066E00
281,00 долларов США
Рекомендованная розничная цена без НДС.
Ваш выбранный вариант
Ваш выбранный вариант
с 3 батареями (AA), лазерной мишенью
0 601 066 Е00
281,00 долларов США
Рекомендованная розничная цена без НДС
Найти местного дилера
Выберите вариант
Ваш выбор
с 3 батареями (AA), лазерной визирной пластиной
Номер для заказа: 0 601 066 E00
Выберите вариант
281,00 USD
Рекомендованная розничная цена без НДС
Найти местного дилера
GCL 2-15
Подробные цены
Лазерный визир
Защитный мешок
Вращающееся крепление RM 1 Professional
3 батарейки 1,5 В LR6 (AA)
Номер заказа: 0601066E00
281,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
Лазерную мишень
Защитный мешок
Вращающееся крепление RM 1 Professional 0 601 092 600
3 батареи LR6 1,5 В (AA)
Показать меньше
Показать больше
Ваш выбор
в корпусе с 3 x батарея (AA), вращающееся крепление
Номер заказа: 0 601 066 E02
Выберите вариант
292.00 USD
9000
Рекомендованная розничная цена без НДС
Найти местного дилера
GCL 2-15
Подробные цены
Чемодан
Вращающееся крепление RM 1 Professional
Потолочный зажим
Лазерная мишень
3 батарейки 1,5 В LR6 (AA)
Номер заказа: 0601066E02
292,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
Кейс для переноски
Вращающееся крепление RM 1 Professional 0 601 092 600
Потолочный зажим
Лазерная мишень
3 батарейки 1,5 В LR6 (AA)
Показать меньше
Показать больше
Дополнительные данные
Точность
± 0,3 мм/м* (*плюс отклонение в зависимости от использования)
Проекция
2 линии / 2 точки
Рабочий диапазон
до 15 м
Лазерный диод
630 – 650 нм,
Рабочая Температура
-10 – 50 °С
Температура хранения
-20 – 70 °С
Лазерный класс
2
Рабочий диапазон лазерных точек, макс.
10 м (сверху), 10 м (снизу)
Диапазон самовыравнивания
± 4°
Время выравнивания
4 с
Защита от пыли и брызг
IP 54
Источник питания
3 x 1,5 В LR6 (АА)
Время работы (макс. )
6 часов в режиме пересечения линий и точек, 8 часов в режиме пересечения линий, 12 часов в режиме линий и точек, 16 часов в режиме линий, 22 часа в режиме точек
Резьба штатива
1/4″, 5/8″
Вес, ок.
0,49 кг
Цвет лазерной линии
красный
Точность точки отвеса
± 0,7 мм/м* (*плюс отклонение в зависимости от использования)
Рабочий диапазон, значение
15 м
GCL 2-15 Professional: Дополнительная информация
Особенности продукта
Комбинированный лазер GCL 2-15 Professional впечатляет своей компактной конструкцией и особенно подходит для нивелирования на коротких расстояниях. Проецируя как горизонтальные, так и вертикальные лазерные линии и две центрированные точки отвеса, этот комбинированный лазер помогает быстро выполнять задачи нивелирования. Его точки отвеса делают приложения для точного переноса простыми и удобными. Выравнивание лазерных линий вокруг точек отвеса очень просто благодаря поворотному креплению RM 1 Professional.
Оборудование и применение
GCL 2-15 Professional подходит для различных применений, таких как установка полок и окон, установка дренажных труб и укладка полов. Он также предлагает точечные переходы для легких креплений.
Дополнительная информация
GCL 2-15 Professional обеспечивает рабочий диапазон линейного лазера до 15 м и самовыравнивание менее чем за 4 секунды. Этот комбинированный лазер идеально подходит для использования с RM 1 Professional, который можно быстро установить с помощью простого механизма скольжения. Он надежен благодаря защите от пыли и брызг воды IP54. При выключении инструмента механизм блокировки маятника обеспечивает безопасную транспортировку.
Для того, чтобы страница отображалась оптимально, ее необходимо перезагрузить. Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
ГКЛ 2-160 | Самонивелирующийся перекрестный лазер с точками отвеса
Поделиться с
Включает
Преимущества
Технические данные
Аксессуары и приспособления
Обзоры
Описание продукта
Самонивелирующийся лазерный луч с перекрестными линиями GCL 2-160 с точками отвеса обеспечивает универсальность «все в одном» с хорошо видимыми линиями и точками, которые можно включать независимо или вместе для горизонтального уровня, вертикального уровня и приложения для переноса по отвесу. Этот лазер имеет видимый диапазон 65 футов. Режим приемника позволяет ему работать с дополнительным линейным лазерным приемником Bosch (LR 6 или LR 7) для рабочего диапазона до 165 футов. Он оснащен технологией VisiMax™, которая отслеживает энергопотребление, чтобы обеспечить максимальную видимость линии и продлить срок службы батареи. Интеллектуальная маятниковая система самонивелируется с точностью до ±4° и сигнализирует о нарушении уровня. Ручной режим блокирует линии для использования под любым углом, просто включив инструмент в заблокированном режиме. Прочная литая конструкция — IP54 обеспечивает защиту от брызг воды и пыли в течение многих лет надежной работы. Он поставляется с магнитным вращающимся креплением RM 1, которое вращается на 360°, и включает в себя зажим для потолочной сетки для использования в потолочных приложениях. В комплект входит жесткий кейс для удобного хранения и транспортировки.
Включает
Количество
Включить
1
GCL 2-160 Самонивелирующийся перекрестный лазер с точками отвеса
1
RM 1 Магнитное вращающееся крепление
1
Зажим для потолочной решетки
1
Лазерная мишень
3
Батарейки типа АА
1
Жесткий футляр для переноски
Преимущества
Универсальная функциональность
хорошо видимые линии и точки для горизонтального нивелирования, вертикального выравнивания и переноса точек отвеса
Яркие лазерные линии
имеет видимый диапазон 65 футов. с точностью до 1/8 дюйма. на высоте 33 фута. расстояние
Режим приемника
для использования с дополнительным линейным лазерным приемником (LR 6 или LR 7) для рабочего диапазона до 165 футов. и/или при ярком освещении
Smart Pendulum System
автоматическое нивелирование и индикация отклонений от уровня до ±4°
RM 1 магнитное вращающееся крепление
входящий в комплект аксессуар вращается на 360°, оставаясь в центре точки отвеса
Включает зажим для потолочной решетки
притягивается к RM 1 для использования в потолочных решетках
Ручной режим
фиксирует линии для использования под любым углом
Прочная литая конструкция
IP54 обеспечивает защиту от брызг воды и пыли для многих лет надежной работы
Встроенная технология VisiMax™
отслеживает энергопотребление, чтобы обеспечить максимальную видимость линии и продлить срок службы батареи
(1) Самонивелирующийся перекрестный лазер GCL 2-160 с точками отвеса, (1) Магнитное вращающееся крепление RM 2 с точной регулировкой, (1) Зажим для крепления к потолку, ( 1) Лазерная визирная пластина, (3) батарейки AA, (1) сверхмощный чехол
Вес
0,3 фунта
Включает
(1) GCL100-40G Самонивелирующийся перекрестный лазер с зеленым лучом и точками отвеса , (1) Вращающееся крепление RM10, (4) Батарейки AA, (1) Жесткий футляр для переноски
Вес
1,28 фунта
Включает
(1) GCL100-80C, макс. 12 В, подключенный перекрестный лазер с точками отвеса, (1) крепление RM 2, (1) литий-ионная батарея 12 В макс., 2,0 Ач, (1) макс. 12 В Зарядное устройство для литий-ионных аккумуляторов, (1) зажим для крепления к потолку, (1) лазерная мишень, (1) прочный чехол, (1) жесткий футляр для переноски
Масса
1,4 фунта
-80CG Макс. 12 В Подключенный перекрестный лазер с зеленым лучом и точками отвеса, (1) крепление RM 2, (1) литий-ионный аккумулятор 12 В макс. 2,0 Ач, (1) зарядное устройство для литий-ионного аккумулятора 12 В макс., (1) потолочное Зажим для сетки, (1) Лазерная мишень, (1) Прочный чехол, (1) Жесткий футляр для переноски
Вес
1,4 фунта
Accessories and Attachments For GCL 2-160
Laser Receivers
Levels/Leveling Rods
Mounts
Pole System
Positioning Devices/Ceiling Clips
Tripods
Служба поддержки
Служба поддержки клиентов
У вас есть вопрос по инструменту, аксессуару, приложению или обслуживанию? Позвоните нам по телефону 1-877-BOSCH99 (1-877-267-2499) или посетите раздел часто задаваемых вопросов.
Характеристики и применение материала PA6-GF30 — Введение материалов
Характеристики и применение материала PA6-GF30
— Jan 29, 2019-
PA6-GF30 представляет собой армированный стекловолокном PA6 с соотношением 30%. GF — это аббревиатура из стекловолокна, которая относится к стекловолокну, который является широко используемым неорганическим наполнителем для модифицированных пластиков.
PA6 + GF30
PA6 обладает нетоксичными и легкими свойствами. Широко используется в жизни. Этот материал также обладает отличной механической прочностью, износостойкостью и хорошей коррозионной стойкостью. Это важный инженерный пластик. Однако с течением времени люди предъявляют более высокие требования к характеристикам PA6, и люди должны иметь более высокую жесткость, термостойкость и усталостную прочность. PA6-GF30 — это результат модификации PA6 людьми. PA6-GF30 улучшает материал, добавляя стекловолокно. Само стекловолокно обладает характеристиками термостойкости, огнестойкости, коррозионной стойкости, теплоизоляции, высокой прочности на разрыв и хорошей электрической изоляции. После армирования стекловолокном продукты PA6-GF30 отвечают требованиям промышленного и повседневного использования и обладают характеристиками превосходной прочности, превосходной термостойкости, превосходной ударопрочности и хорошей стабильности размеров.
В последние годы в автомобильной промышленности произошли потрясающие изменения, и «производство стали для производства» стало основным направлением времени. Пластиковые изделия должны иметь высокую прочность и высокую термостойкость. Продукты PA6-GF30, производимые Huashida Engineering Plastics, стабильны при высоких температурах, имеют хорошие механические свойства, а также имеют небольшой вес. Они широко используются в автомобильных деталях двигателя, электрических деталях, частях тела и подушках безопасности. Несколько частей. Сохраняя эстетику автомобиля, он признан крупными автопроизводителями.
Следующая статья:Модифицированные меры предосторожности по литью под давлением из нейлона, методы последующей обработки продукта и устранения дефектов
Связанные знание отрасли
Как сделать так, чтобы светлый ABS …
Несколько элементов защитной защиты…
Что делать, если усиление нейлона 6…
Британский рейтинг огнестрельного о. ..
Полибутилентерефталат, пластиковые …
PPS, PPS + 40% Gf, PPS + 60% Gf (KY…
ТПУ для обуви литьевой стельки
Экологический белый PBT GF20 антипи…
PA66 Инженерные пластики
Модифицированные меры предосторожно. ..
PA6-40% GF
нейлон 6 Па6
Диапазон применения PEI
Рыночное применение PA66 + 30% GF
30% PA66 усилены стекловолокном
Причины и решения для растрескивани…
Применение модифицированных пластик. ..
Что такое PA6 и ABS?
Некоторое введение для PP пластика
Внедрение пластика ABS и 3 вида мод…
Related Products
Полиамид PA 66-GF
PA 66-GF(Murylon ® А GF) – полиамид со стекловолокном. Этот материал превосходит характеристики Полиамида 66 (PA 66). Значительно улучшена хладотекучесть, а также стабильности размеров. Материал выдерживает более высокие статические сжимающие нагрузки.
Особые свойства:
Повышенная прочность на сжатие
Отличные характеристики хладотекучести
Повышенная жёсткость
Лучшая стабильность размеров по сравнению с другими полиамидами
Увеличенный температурный диапазон (+120°C)
Меньшее впитывание влаги
Возможности использованияPA 66—GF:
Несущие детали машин, подвергающиеся высоким нагрузкам
Технические характеристики материала:
Характеристики
Стандарт
Ед. изм.
PA 66-GF
Цвет материала
черный
Шифр
isO 1043-1
pa 66-gf
Плотность
isO 1183-1
г/см3
1,29
впитывание воды
—
— после 24/96 часов выдержки в воде при 23°c
isO 62
%
0.39/0.74
— при насыщении в обычном климате при 23°c/50% отн. вл.
—
%
1,7
— при насыщении в воде
—
%
5,5
Механические свойства
Напряжение текучести / разрушающее напряжение
ISO 527-1/-2
мПа
-/100
-/75
Предельное (разрывное) удлинение
ISO 527-1/-2
%
5
12
модуль Юнга (испытание на разрыв)
ISO 527-1/-2
мПа
5900
3200
испытание на сжатие – сжимающее напряжение при 1/2/5 % номинальной осадки
ISO 604
мПа
28/55/90
Долговременное испытание на растяжение, напряжение, которое после 1000 ч ведёт к удлинению на 1 % — при 23°c
ISO 899-1
МПа
26
18
Ударная вязкость (Шарпи)
ISO 179-1
кДж/м2
<50
Ударная вязкость образца с надрезом (Шарпи)
ISO 179-1
кДж/м2
6
Твёрдость при вдавливании шарика
ISO-2039-1
мПа
165
Твёрдость по Шору, D
ISO 868
°
82-83
Коэффициент трения скольжения в сухом виде
—
0,35
Износ при скольжении
—
мкм/км
0,28
Термические характеристики
Температура плавления
ISO 11357-1
°C
255
Температура перехода в стеклообразное состояние
ISO 11357-1
°C
60
Теплопроводность при 23°C
—
Вт/(K x м)
0,30
Линейный термический коэффициент удлинения α:
ISO 11359-2
м/(м x K)
— среднее значение от 23 до 60°C
5 x 10 -5
-среднее значение от 23 до 100°c
6 x 10 -5
Верхняя температура эксплуатации на воздухе:
—
°C
— кратковременная температура эксплуатации
240
— длительная: в течение 5000 ч
120
— длительная: в течение 20. 000 ч2
110
Нижняя температура эксплуатации
—
°C
-20
Характеристики горения по UL94 — толщина образца 3/6 мм
—
—
HB/HB
Электрические свойства
Прочность на пробой
IEC 60243-1
кВ/мм
30
20
Удельное объёмное сопротивление
IEC 60093
Ом x см
> 10 14
> 10 12
Поверхностное сопротивление
IEC 60093
Ом
> 10 13
> 10 12
Диэлектрическая проницаемость: – при 100 Гц
IEC 60250
—
3,9
6,9
– при 1 мГц
3,6
3,9
коэффициент диэлектрических потерь tan δ: – при 100 Гц
IEC 60250
—
0,012
0,19
– при 1 мГц
0,014
0,04
Физиологические свойства
Совместимость с пищевыми продуктами
—
Наша компания имеет возможность поставки листов РЕ 1000 на основе СВМПЭ, а также сопутствующих товаров (пруток, стержни, и др детали. ) в любой город мира.
PA6 – полиамид 6 PA6 GF30
клавиатура_стрелка_влево
AKROMID® B3 GF 30 2 белый (3783) представляет собой полиамид 6, армированный на 30% стекловолокном, устойчивый к ультрафиолетовому излучению, обладающий высокой жесткостью и прочностью.
Свойства
Модуль растяжения
Предел прочности
Сила удара
Особенности
УФ-стабилизированный
Механические свойства
Модуль упругости при растяжении (1 мм/мин | ISO 527-2)
д. а.м.
9700 МПа
Напряжение при разрыве (5 мм/мин | ISO 527-2)
д.а.м.
175 МПа
Деформация при разрыве (5 мм/мин | ISO 527-2)
д.а.м.
3 %
Модуль упругости при изгибе (2 мм/мин | ISO 178)
д.а.м.
8100 МПа
Прочность на изгиб (2 мм/мин | ISO 178)
д.а.м.
245 МПа
Деформация при изгибе при разрыве (2 мм/мин | ISO 178)
д. а.м.
4 %
Ударная вязкость по Шарпи (23°C | ISO 179-1/1eU)
д.а.м.
75 кДж/м²
Ударная вязкость по Шарпи (-30°C | ISO 179-1/1eU)
д.а.м.
75 кДж/м²
Ударная вязкость с надрезом по Шарпи (23°C | ISO 179-1/1eA)
д.а.м.
11 кДж/м²
Ударная вязкость с надрезом по Шарпи (-30°C | ISO 179-1/1eA)
д.а.м.
9 кДж/м²
Тепловые свойства
Температура прогиба под нагрузкой HDT/A (1,8 МПа | ISO 75)
205 °С
Температура плавления (ДСК, 10K/мин | DIN EN ISO 11357-3)
222 °С
Воспламеняемость
Скорость горения (UL 94)
Толщина стенки 1,6 мм
HB Класс
Скорость горения (<100 мм/мин) (толщина > 1 мм | FMVSS 302)
+
Общие свойства
Плотность (23°C | ISO 1183)
1,4 г/см³
Усадка при формовании (поток | ISO 294-4)
0,1 — 0,3 %
Формовочная усадка (поперечная | ISO 294-4)
0,5 — 0,7 %
Информация об обработке
Указанные значения являются рекомендательными. Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
Время высыхания
0 — 4 ч
Температура сушки (τ ≤ -30°C)
80°С
Технологическая влага
0,02 — 0,1%
Секция подачи
60 — 80°С
Температурная зона 1 — Зона 4
240 — 290°С
Температура сопла
260 — 300°С
Температура плавления
270 — 290°C
Температура пресс-формы
80 — 100°С
Удерживающее давление, спец.
300 — 800 бар
Противодавление, спец.
50–150 бар
Скорость впрыска
от среднего до высокого
Скорость шнека
8 — 15 м/мин
Отказ от ответственности
Все спецификации и информация, представленные на этом веб-сайте, основаны на наших текущих знаниях и опыте. Из этой информации нельзя получить юридически обязывающее обещание определенных характеристик или пригодности для конкретного случая. Представленная здесь информация не предназначена для освобождения переработчиков и пользователей от ответственности за проведение собственных испытаний и проверок в каждом конкретном случае. AKRO®, AKROMID®, AKROLEN®, AKROLOY®, AKROTEK®, ICX® и PRECITE® являются зарегистрированными товарными знаками Feddersen Group.
PA 6 GF 30 | АКРО-Датенблатт
клавиатура_стрелка_влево
AKROMID® B3 GF 30 1 черный (2485) представляет собой полиамид 6, армированный стекловолокном на 30%. Характеризуется высокой жесткостью и прочностью. Кроме того, материал термостабилен и поэтому идеально подходит для изготовления технических деталей в промышленном машиностроении и автомобилестроении.
Свойства
Модуль растяжения
Предел прочности
Сила удара
Особенности
термостабилизированный 130
Механические свойства
Модуль упругости при растяжении (1 мм/мин | ISO 527-2)
д. а.м.
10300 МПа
кондиционированный
6200 МПа
Напряжение при разрыве (5 мм/мин | ISO 527-2)
д.а.м.
185 МПа
кондиционированный
110 МПа
Деформация при разрыве (5 мм/мин | ISO 527-2)
д.а.м.
3 %
кондиционированный
5,5 %
Модуль упругости при изгибе (2 мм/мин | ISO 178)
д. а.м.
8500 МПа
Прочность на изгиб (2 мм/мин | ISO 178)
д.а.м.
270 МПа
Ударная вязкость по Шарпи (23°C | ISO 179-1/1eU)
д.а.м.
75 кДж/м²
кондиционированный
105 кДж/м²
Ударная вязкость по Шарпи (-30°C | ISO 179-1/1eU)
д.а.м.
70 кДж/м²
кондиционированный
85 кДж/м²
Ударная вязкость с надрезом по Шарпи (23°C | ISO 179-1/1eA)
д. а.м.
12 кДж/м²
кондиционированный
18 кДж/м²
Ударная вязкость с надрезом по Шарпи (-30°C | ISO 179-1/1eA)
д.а.м.
12 кДж/м²
кондиционированный
12 кДж/м²
Твердость при вдавливании шарика (961 Н/30 с | ISO 2039-1)
д.а.м.
230 МПа
Тепловые свойства
Температура прогиба под нагрузкой HDT/A (1,8 МПа | ISO 75)
210 °С
Температура прогиба под нагрузкой HDT/B (0,45 МПа | ISO 75)
220 °С
Температура прогиба под нагрузкой HDT/C (8 МПа | ISO 75)
150 °С
Температура плавления (ДСК, 10K/мин | DIN EN ISO 11357-3)
220 °С
Коэффициент линейного теплового расширения, параллельный (от 23°C до 80°C | ISO 11359-1/2)
0,19 1,0Е-4/К
Коэффициент линейного теплового расширения в поперечном направлении (от 23°C до 80°C | ISO 11359-1/2)
1,09 1,0Е-4/К
Воспламеняемость
Скорость горения (UL 94)
Толщина стенки 0,8 мм
HB Класс
GWFI (МЭК 60695-2-12)
Толщина стенки 0,8 мм
>650 °С
Толщина стенки 1,6 мм
>650 °С
Скорость горения (<100 мм/мин) (толщина > 1 мм | FMVSS 302)
+
Общие свойства
Плотность (23°C | ISO 1183)
1,36 г/см³
Поглощение влаги (70°C, 62% отн. вл. | ISO 1110)
2,1 — 2,3 %
Водопоглощение 23°C насыщенный (23°C, насыщенный | ISO 62)
6,3 — 6,9 %
Усадка при формовании (поток | ISO 294-4)
0,1 — 0,3 %
Формовочная усадка (поперечная | ISO 294-4)
0,5 — 0,7 %
Электрические свойства
Объемное удельное сопротивление (IEC 60093)
д. а.м.
кондиционированный
Объемное удельное сопротивление (DIN EN 62631-3-1)
д.а.м.
кондиционированный
Удельное поверхностное сопротивление (DIN EN 62631-3-2)
д.а.м.
кондиционированный
Сравнительный индекс отслеживания (испытательная жидкость A | IEC 60112)
600 В
Информация об обработке
Указанные значения являются рекомендательными. Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
Время высыхания
0 — 4 ч
Температура сушки (τ ≤ -30°C)
80°С
Технологическая влага
0,02 — 0,1%
Секция подачи
60 — 80°С
Температурная зона 1 — Зона 4
240 — 290°С
Температура сопла
260 — 300°С
Температура плавления
270 — 290°C
Температура пресс-формы
80 — 100°С
Удерживающее давление, спец.
300–800 бар
Противодавление, спец.
50–150 бар
Скорость впрыска
от среднего до высокого
Скорость шнека
8 — 15 м/мин
Отказ от ответственности
Все спецификации и информация, представленные на этом веб-сайте, основаны на наших текущих знаниях и опыте. Из этой информации нельзя получить юридически обязывающее обещание определенных характеристик или пригодности для конкретного случая.
Сгорела PCIMC плата управления (NC-studio) — Модернизация
#1
OFFLINE
yohooo
Отправлено 04 Февраль 2012 — 00:44
Позитив: Офигительно!))
Суть: Был скачек напряжения, сгорел компутер (благо что он был эры динозавров), но печально что в нем стояла злополучная PCIMC-53C, которая сгорела то же_(
Проблемма: У меня станок классический китайский Бобер (Beaver), под управлением NC-Studio. Так вот, проверил я Контроллер в стойке (6b-EX1D4), который с этой платой PCIMC и общался. Чувствует себя контроллер хорошо, и с ним все в порядке, но по сути имеем в наличии вполне себе исправный такой станок, рабочий, только вот блин нельзя им никак управлять, ибо для этого нужна та злополучная плата!
РЕАЛЬНО БОЛЬШАЯ ПРОБЛЕМА: Удручает тот факт что имееться 2 заказа крупных горящих, (92 полуколонны коринфский ордер, и еще кое что) до 15го февраля сдать надо кровь из носу, а работы там как раз без простоя еле-еле в сроки было. ..
Размышления: Думаеться мне что у нас в Челябинске в сжатые сроки эту плату никак уж не достать. Поэтому варианта имееться 3: починить плату (отнес ее электронщику толковому, но пока что глухо), быстренько быстренько авиапочтой купить другую. Еще есть вариант поискать просто другой контроллер для станка, подключаемый к LPT, порту, снести НЦ-Студио, поставить Mach4 и работать себе под ним! В маче не работал, но думаю настроить его не составит особых проблем. Думаю вот насколько разумна данная манипуляция. Ибо плату для NC нужно все равно покупать, а если снова сгорит? И вообще зачем нужно это пятое колесо (Плата), если я с LPT смогу своим станком управлять себе спокойно? Насколько я себе представляю, чем меньше в системе элементов, способных ломаться тем надежнее система, или я не прав? Да и особо не больших денег контроллер стоить будет собственно…
Вопрошения: Что думаете по данному поводу? Что обычно делают в данном случае в миру?_))
Наверх
#2
OFFLINE
Lodochnik
Отправлено 04 Февраль 2012 — 00:56
2.2012, 22:44″>
поставить Mach4 и работать себе под ним! В маче не работал, но думаю настроить его не составит особых проблем. Думаю вот насколько разумна данная манипуляция.
Вопрошения: Что думаете по данному поводу? Что обычно делают в данном случае в миру?_))
Я бы МАСН поставил. Доступно, не дорого, опять же русский язык, работает замечательно. Мне МАСН нравится.
С уважением, Олег.
Наверх
#3
OFFLINE
yohooo
Отправлено 06 Февраль 2012 — 00:12
Ну в общем благо для заказа решилось все в сжатые сроки. Поехал к грамотному электронщику, прозвонили плату, нашли пару подозрительных транзисторов, заменили, да и заработало все.
Примечательно что когда все на место установил, то с полной уверенностью, что все заработает как надо, нажимаю кнопку «Пуск» на стойке…. А в ответ тишинааааа…. Хотя на кануне стойку проверял на всякий случай, когда плата сгорела, и все работало как часы. Оказалось просто контакт в кнопке плохой, и заменил кнопку, но в пот прошибло (жму а стойка не включается, от неожиданности стоял минуту с открытой челюстью)! Что лишний раз подтвердило что беда\гиморой не приходит одна.
Но плату для Macha все равно таки заказал…! Ну так, пусть будет, на всякий случай) Вдруг сгорит что, али самодельничать буду_) Али самодельничать буду и сгорит что …
Наверх
#4
OFFLINE
vv92
Отправлено 06 Февраль 2012 — 00:20
Ну плата то в целом весьма надежная, а 380 вместо 220В мало какое устройство выдержит. Я вам так и весьма дорогие стойки выжгу , может стоит разориться на стабилизатор напряжения?
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#5
OFFLINE
yohooo
Отправлено 06 Февраль 2012 — 00:36
Да не, со стойкой то все в порядке было) Она себе на 380 подключена отдельной линией и чувствует себя прекрасно.
С компутером не очень вот только, который без особой защиты (кроме вшивенького сетевого фильтра китайского бытового подключен был), но пока гром не грянет, мужик то креститься не очень желает_) Сейчас вот поменял компьютер, починил плату, и тоже очень так над стабилизатором задумался_!) Завтра поеду куплю пожалуй, ибо негоже за заказы неустойку платить_)
Наверх
#6
OFFLINE
vv92
Отправлено 06 Февраль 2012 — 01:45
У меня стабилизатор часто работает через бекспайс, защита срабатывает выше 270В, но я и не буду грешить на китаезную электронику-сам жгу.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#7
OFFLINE
sep16
Отправлено 04 Апрель 2012 — 20:04
где купили?
Наверх
#8
OFFLINE
3D-BiG
Отправлено 05 Апрель 2012 — 14:15
sep16: У вас на бивере разве 5. 3 плата стоит?
Наверх
Управление NcStudio
Главная Сервис Управление NcStudio
Каталог оборудования
ЛАЗЕРНОЕ
МАРКИРОВОЧНОЕ
ФРЕЗЕРНОЕ
Б/У станки
Фрезы
Запчасти
Контакты
ООО «ПРО-СТО» ГЛАВ.ОФИС/Демозал г. Одесса ул. Николаевская дор. 223
Менеджеры по оборудованию: (097) 170-14-88
Технический консультант: (098) 170-14-20
ФИЛИАЛ /Демозал г. Киеве бульвар Вацлава Гавела (бульвар Ивана Лепсе), 8 (067) 170-14-10
Авторизация
Система Числового программного управления Ncstudio на базе ПК PCMCIA платы управления разработана для гравировально фрезерных станков. Она воспринимает готовые управляющие файлы различных форматов.
Выполняет полностью или частично инструкции из файла программы и с заданной точностью управляет работой двигателей станка, включая перемещение инструмента на расстояние и с заданной скоростью, создавая необходимые линии, круги и различные кривые. Программный файл может быть создан CAD/CAM приложениями, такими как: UG, MASTERCAM, CASMATE, Art CAM, Type3, Visual Mill и другими двух и трехмерными приложениями .
Ncstudio работает в среде Microsoft Windows, включая MS Windows 98, 2000, и XP. Она разработана под стандартный стиль Windows и стандартные меню, панели и другие операции. Некорректно работает с Vista, Windows 7.
Это список основных особенностей Ncstudio version 5.4.
— Поддержка функции трех координат.
— Независимое управление передаточным числом осей станка.
— Поддерживаются ISO стандарт, G формат и формат HP-PLT.
— Режим автоматической механической обработки. После открытия G-кода, система управления управляет станком в зависимости от инструкций программного файла. Чтение/игнорирование скоростей подачи, безопасной высоты и т.д.
— Ручной режим. Пользователь может управлять станком посредством стандартных устройства ввода компьютера, типа клавиатуры и мыши; также посредством дистанционного пульта управления станка.
— Усовершенствованная функция механической обработки со многими параметрами.
— Пошаговый режим.
— Продолжение задания с контрольной точки.
— 3-х мерное представление движения инструмента. Функция визуализации обработки.
— Режим симуляции обработки.
— Менеджер программ.
— Редактор программ.
— Автоматическое определение из программного файла информации о длительности и области обработки.
Инструкция по работе с программой NcStudio скачать
Использование материалов сайта возможно только при согласовании c администрацией и наличии активной ссылки на источник www.pro-100.com.ua
Гравировальный станок с ЧПУ NC Studio Card 3-осевой контроллер движения для фрезерного станка с ЧПУ — Star International
Перейти к содержимому
Описание
Отзывы (0)
Тип: Гравировальный станок, 3-осевое соединение Плата управления Категория: Система управления гравировальным станком Программа: NC Studio 5. 4.49 (китайский), NC Studio 5.4.49 (английский), NC Studio 5.4.55 (английский) Pin: 15 Поддержка всех компьютеров с портом PCI Компьютерная система: XP/Win7 32-битная
Функция:
Базовая конфигурация для трех осей движения. Поддержка револьверной головки с ЧПУ. Автоматическая обработка. Полная поддержка стандартной команды G ISO, формата плоттера HP (HP PLT) и формата резной обработки (ENG).
Ручные функции. Поддерживает как машинные устройства ввода, такие как портативные устройства и другие инструменты манипулирования, так и встроенные компьютерные устройства ввода, такие как клавиатура, мышь, полное ручное управление. Функция инкрементной подачи. Пользователь может точно установить скорость подачи, и ее можно гибко регулировать поэтапно.
Функция ввода данных пользователя (MDI). Пользователи могут ввести командную строку G и выполнить ее немедленно.
Инструкция по расширенной обработке. Просто введите несколько параметров, вы можете выполнить торцевое фрезерование, вязание крючком и другие функции.
Пошаговый режим. Пользователи могут настроить задачи обработки для выполнения в одношаговом режиме, что является неправильным диагнозом, и Recovery обеспечивает хорошую поддержку.
Память точки останова, прыжки выполняют другие расширенные автоматические функции.
Функция сохранения/восстановления исходной точки заготовки.
Функция точного механического возврата оси подачи (референтная точка). Автоматическая функциональность инструмента. Эти функции обеспечивают пользователям большое удобство и обработку.
Корректировка линии скорости подачи В процессе пользователь может настроить минимальную скорость подачи на 0, что эквивалентно приостановке обработки;. До 120%.
Характеристики скорости соединения Smooth speed. В общей системе ЧПУ скорость соединения между двумя G-командами обычно имеет фиксированное значение (например, ноль или маленькое значение). В новой версии системы ЧПУ используется уникальный алгоритм адаптивного прогнозирования скорости обработки. Алгоритм в соответствии с размером скорости соединения, направлением, максимальным ускорением и функцией прямого прогнозирования адаптивно определяет текущую скорость сходимости между инструкцией и следующей инструкцией. Не только значительно повысить эффективность обработки (примерно с 30% до 300%), но и повысить производительность обработки, устраняя оставшуюся в обработанной поверхности вибрацию скорости.
Функция отображения 3D моделирования. С помощью простой операции можно наблюдать под разными углами размерные результаты обработки, что позволяет более точно и интуитивно понимать результат обработки.
Моделирование. Вы можете выполнить быстрое моделирование обработки программы обработки, которая может быть завершена в течение очень короткого периода времени, при проверке на наличие ошибок и процедур обработки, результаты обработки являются удовлетворительными, и вы можете точно рассчитать требуемое фактическое время обработки.
Мощная и гибкая поддержка клавиатуры. Новая версия очень сильно поддерживает работу с клавиатурой. Удовлетворение потребностей пользователя во время работы.
Функция журнала. Система предоставляет мощные функции регистрации, которые помогают пользователю просматривать подробную информацию об обработке и диагностике системы.
Встроенный менеджер файлов обработки. Пользователи просто сохраняют обработанные файлы в указанную директорию, Ncstudio может управлять этими файлами во встроенном менеджере.
Пакет включает в себя:
1 карта PCI X
1 карта выхода X PC.
1 шт. Кабель передачи данных (1,5 м)
3 Axis NC Studio PCI motion Набор карт управления ncStudio для фрезерно-гравировального станка с ЧПУ с интерфейсным адаптером Breakout – Techonics LTD
Функции:
1) Базовая конфигурация для трех осей поддержка револьверной головки с ЧПУ. Автоматическая обработка. Полная поддержка стандартной команды G ISO, формата плоттера HP (HP PLT) и формата резной обработки (ENG).
2) Ручные функции. Поддерживает как машинные устройства ввода, такие как портативные устройства и другие инструменты манипулирования, так и встроенные компьютерные устройства ввода, такие как клавиатура, мышь, полное ручное управление. Функция инкрементной подачи. Пользователь может точно установить скорость подачи, и ее можно гибко регулировать поэтапно.
3) Функция ввода данных пользователя (MDI). Пользователи могут ввести строку G-команды и немедленно выполнить ее.
4) Расширенная инструкция по обработке. Просто введите несколько параметров, вы можете выполнить торцевое фрезерование, вязание крючком и другие функции.
5) Одношаговый режим. Пользователи могут настроить выполнение задач обработки в одноэтапном режиме, что является неправильным диагнозом, а Recovery обеспечивает хорошую поддержку.
6) Память точки останова, переходы выполняют другие расширенные автоматические функции.
7) Функция сохранения/восстановления исходной точки заготовки.
8) Функция точного механического возврата оси подачи (точки отсчета).
Автоматическая функциональность инструмента. Эти функции обеспечивают пользователям большое удобство и обработку.
9) Регулировка линии скорости подачи В процессе пользователь может настроить минимальную скорость подачи на 0, что эквивалентно приостановке обработки;. До 120%.
10) Скоростные характеристики плавного соединения. В общей системе ЧПУ скорость соединения между двумя G-командами обычно имеет фиксированное значение (например, ноль или маленькое значение). В новой версии системы ЧПУ используется уникальный алгоритм адаптивного прогнозирования скорости обработки. Алгоритм в соответствии с размером скорости соединения, направлением, максимальным ускорением и функцией прямого прогнозирования адаптивно определяет текущую скорость сходимости между инструкцией и следующей инструкцией. Не только значительно повысить эффективность обработки (примерно с 30% до 300%), но и повысить производительность обработки, устраняя оставшуюся в обработанной поверхности вибрацию скорости.
11) Функция отображения 3D-моделирования. С помощью простой операции можно наблюдать под разными углами размерные результаты обработки, что позволяет более точно и интуитивно понимать результат обработки.
12) Моделирование. Вы можете выполнить быстрое моделирование обработки программы обработки, которая может быть завершена в течение очень короткого периода времени, при проверке на наличие ошибок и процедур обработки, результаты обработки являются удовлетворительными, и вы можете точно рассчитать требуемое фактическое время обработки.
13) Мощная и гибкая поддержка клавиатуры. Новая версия очень сильно поддерживает работу с клавиатурой. Удовлетворение потребностей пользователя во время работы.
14) Функция журнала. Система предоставляет мощные функции регистрации, которые помогают пользователю просматривать подробную информацию об обработке и диагностике системы.
15) Встроенный файловый менеджер обработки. Пользователи просто сохраняют обработанные файлы в указанную директорию, Ncstudio может управлять этими файлами во встроенном менеджере.
Изготовлена из водонепрониуаемого высококачественного полиэстера 1680D Оксфорд
Длина пояса 130 см
Прочный двухрядный пояс с мощной металлической пряжкой и металлической окантовкой отверстий
Сумки закреплены на поясе металлическими заклепками
Полезный размер сумки: 280х200 мм
4 наружных кармана и металлическая петля для подвешивания молотка на каждой сумке
Одно внутреннее отделение
Металлические заклепки в местах наивысшей нагрузки на сумке
Вес: 0. 50 кг
Эксплуатационные характеристики (лет)
Гарантийный срок хранения2
Гарантийный срок эксплуатации0.1
Срок службы3
Упаковка
SKU
товарные позиции
кол-во в упаковке
тип упаковки
штрих-код EAN-13
длина (см)
ширина (см)
высота (см)
вес брутто (кг)
объем упак. (куб.м)
66146
С-12 (КВТ)
1
п/э пакет
4670016353016
28
28
10
0.9
0.00784
Характеристики
SKU
товарные позиции
Тип изделия
Материал
66146
С-12 (КВТ)
сумка поясная
полиэстер 1680D Оксфорд
Kw vrečko zp001 (kw) 75910 \ Города
jpeg»>
В кошарико
Подобные изделия
Мультивеликость Heksagonalna Zakonsko koncu Vijak Tapnite Extractor Jekla Zdrobljen Glavo Pipe Odstranjevalec Izloča Nastavite Vijak Odstranite Orodja v Kombinaciji Vrata
Opis: 100% čisto nov in visoko kakovostnih Značilnosti: Vstavite extractor v tapnite režo iste specifikacije.Ne poškoduje končal svilenih površino, delovanje je lažje in učinkovito.Zavrtite ročico ročico v nasprotni smeri urnega kazalca (traja levo, tapnite in zavrtite v smeri урига казалца), да одстраните тапните в дело. Спецификация: Наконечник: экстрактор Vijak Tapnite Материал: ковина Применение: Vijak Tapnite Zdrobljen
8,81 €
11,30 €
Orodje 15шт Diamantno orodje, Набор коронок для сверления за стекло для Moč home delo Lesnoobdelovalnih Ročno Orodje#sw keramike, marmorja 6-50мм Значение: Николи не опорабляйте вайе, медтем ко строй йе в удара.
Luknje ne zahtevajo nadaljnje delo, kot je rezanje je čista. Барва: Kot kažejo slike Набор алмазных свечей отличается от стекла, керамики, мрамора толщиной 6–50 мм. Prosimo, dodajte vodo za hladilne tekočine in vaja počasi. Зачели
5,24 €
7,60 €
Večfunkcijsko Orodje Zapestnica Tekalne Plasti Zapestnica Iz Nerjavečega Jekla, Vijačne Voznik Orodja Complet Prijazno Nosljivi Kolo Multitool Prostem Orodje
Значения: 1. Vsak oddelek jekla verige je enaka orodja, vključno z izvijačem, lahko odpirač, odpirač za steklenice, odpirač, imbus ključ. 2. Лахко наключно здружити все 29jeklene verige za različne funkcije, ali zmanjšanje nekaterih oddelkih za zapestnico. 3. 29 различных ородов в 10 повезав лакко сеставлени веч начинов, да прилагодите та мульти-ородье за ваше потребление. 4. Изделана из
14,23 €
20,05 €
FIXFANS 2Pcs Težka Močan Sealni LCD Заслон Одежды Ородья для iPhone, iPad iMac MacBook Заслон Страниток Ородья за Поправило Kit
2Pcs Težka Sesalni LCD Заслону на Dotik Odpiranje Orodje для iPhone, iPad iMac Orodja za Popravilo Ima Strokovno težka sesalno pokal. Izdelana iz trpežne ABS plastike in silikona.Ki se uporabljajo za odstranjevanje telefon in tablični računalnik steklene plošče.Uporabljate lahko dve kos dvignite zaslon stekla off aluminija so iMacs, mora imeti orodje za popravilo ali zamenjavo zdrobljen, počeno ali zdrobljeno iMac заслонку. Спецификация
3,10 €
3,88 €
Равно ключ Автомобиль Дент Одстранитев дент Поправило Точе дент краль палико Кавлем комплект
Веч слогов веч концессий Равно ключ Автомобиль Дент Странитев PDR Поправило Toče PDR край палико Kavljem completi Равно Кавел материал: помлад джекла 1 превечное поле из большого комплекта
244,62 €
359,74 €
15 великости Силиконско-теснило Просойни 225шт. кольцо MVQ или обручи Точка Избор Комплект из Поле Home Orodja
7,58 €
8,91 €
46pcs Vtičnico Ključa Orodja Ključ za Ročno Orodje Set kljuă Vtičnico Klešče, Garaža Orodja Avto Wrenchs Univerzalno Ragljo Popravilo Avtomobila
1PC Wk — 400 Prenosno Hladilno sredstvo Cevi za Hidravlično Orodje za razširjanje & Izgorevanju Instrument Bakrenih Cevi za Hidravlične Cevi Orodje za razširjanje Set
1PC Wk — 400 Prenosno Hladilno sredstvo Cevi za Hidravlično Orodje za razširjanje & Žgočim Инструмент Bakrenih Cevi Za Hidravlične Cevi Orodje Za Razširjanje Set Приказ: Опомба: Če vaš območje jeddaljeno območje, boste мораль dodati ločeno plačilo. Obvestilo: ko je pošiljka prispela na vaše navade, prosimo, plačati davek in pick up посылки, нисмо одговорни за все каринске
106,60 €
119,78 €
Aluminijeve Zlitine T-track Režo Mitre Skladbo Šablona Stalnica T-Reže In Skladbo Stop za Mizarja Priročniku Usmerjevalnika Tabela Lesnoobdelovalnih Orodja
Nakup Povezavo Mitre Drsnik Tabela Videl Mitre Merilnik Palico Спецификация: Материал: алюминий zlitine 6061 Совет: Mitre skladbo stop/ T-reža miter progi Барва: Чрна За: Т-Режо, Т-Следи Великость: Kot slika prikazuje Пакет Je Включено: 1 х Mitre skladbo stop ali 1 T-Sledi Опомба: 1. Prosimo, довольствуйтесь 1-3см напак zaradi ročnega merjenja.Prosimo, poskrbite,
5,85 €
10,27 €
43 v 1 IC, Čip Odstranite Orodja CPU NAND Odstranite Rezilo Komplet za iPhone Popravilo matične plošče CPU Lepilo Odstranjevanje Čiščenje Orodja Komplet
43 V 1 telefon motherboard razstaviti rezilo komplet za iPhone PCB BGA čipa burin Hujše strgalo za iPhone A8 A9 A10 A11 BGA Čipa orodje za поправило kit se uporablja za CPU rezilo chip odstranite lepilo, Specialied za iphone поправило orodje za rob gume, lepila rezilo Значение: 43 В 1 нояб. слог для iPhone, ipad разставить чипсет 43 rezila nastavite z visoko žilavost jekla material in rezila 43в1
Opis Velikost: 3 Cm/6 inch Material: Ogljikovo Jeklo Površinska Obdelava: Toplotna obdelava Штевиль: Двери Кремля Uporabe: Стройне опреме, Orodja DIY Материал: Industrija Упаковка: Vrečko is_customized: Ne Značilnosti: — Изделан из высоко-огликовега jekla, ki je bil uporabljen, da bi težko za proizvodnjo jekla. — Lahko се obrne од центра Рама, себе бодо kmalu lahko dotik дело центр je potegnil. —
6,84 €
9,90 €
ALLOET 21Pcs Krog Mehanske Udarec Nastavite Jeklo Pin Kladivo Plastičnih Udarcev Z Medenina, Usnje Tiskarstvo Tools Ročno Orodje Set Toolbox
Функция: Chrome-platirani jekleno kladivo с sesalno površino, najlon in bronasto glavo, da se zagotovi podjetje, ampak ne-škodljivo stik med uporabo. Brabrass8 ударов 8 игло ролик ударцев, включно z 1/8, 9/64, 5/32, 3/16 7/32, 1/4, 9/32 в 5/16, из медине, за површине, ки се лахко пошкодуеджо з еклено ударцев. Votlo-out koncu, 4pcs votlih-out koncu starter kit, ki je sestavljen iz 1/8 palca, 5/32
видео-инструкция по монтажу своими руками, особенности торцовочных станков, комбинированных пил, с протяжкой, дисков, защита торцов, цена, фото
Статьи
Наверное, не стоит объяснять, что такое циркулярка, но такой термин, как торцовочная пила (или торцовка) знают далеко не все. Плотники, столяры и мастера, которые занимаются отделкой и ремонтом, хорошо знакомы с этими инструментами, ведь без них практически невозможно оперативно делать точные распилы древесины под заданными углами.
Торцовки — это универсальный инструмент в плане обрабатываемого материала. Они могут, кроме дерева, обрабатывать металл, пластик и пенопласт. Это определяется тем или иным типом установленного режущего диска. Поэтому этот инструмент также называют «торцовочная пила по металлу и дереву».
Торцовка требует закрепления на неподвижной платформе. Обрабатывать брёвна для постройки дома торцовка, конечно, не сможет. Для этого предназначены торцовочные станки по дереву. Но в отличие от станков, на которых можно работать только стационарно, торцовку можно переносить и проводить работы на временном основании (столешница, подставка и т.д.). (См. также статью Браширование древесины: особенности.)
Кстати: если есть желание построить дом из дерева, не забудьте, что нужна защита торцов деревянного дома от колебаний влажности краской или пропиткой.
Торцовочные пилы по дереву и их конструкция
Конструкция маятниковой торцовочной пилы
Будет справедливо разделить типы торцовок на следующие:
простая маятниковая;
комбинированная;
с протяжкой.
Маятниковые торцовки
Основой служит станина. На станине закреплён поворотный стол, что даёт возможность регулировать угол реза, точно определяя его значение линейкой установки угла.
Продольные упоры, вдоль которых подаётся обрабатываемый материал, закреплены на станине и не вращаются. Регулируется угол реза вращением поворотного стола относительно станины, на котором закреплена дисковая пила.
Пила крепится через поворотный рычаг, подпружиненным шарниром. Поворотный рычаг (маятник) обеспечивает перемещение в вертикальной плоскости. Отсюда и название — маятниковая пила.
Комбинированные пилы
Торцовка, позволяющая менять угол реза в двух плоскостях, называется комбинированной. Для этого к вышеописанному устройству добавляют ещё один шарнир. Комбинированные торцовочные пилы по дереву позволяют менять угол реза по горизонтальной оси только в сторону, противоположную от закреплённого электродвигателя. (См. также статью Шлифмашинка по дереву: особенности.)
Комбинированная торцовочная пила
Пилы с протяжкой
Торцовка с возможностью горизонтального перемещения пилы не только вокруг оси шарнира, но и вдоль линии реза по прямой называется торцовочной пилой с горизонтальным перемещением. Такие изделия называют также «торцовочные пилы с протяжкой по дереву». На фото позади от электродвигателя видны две горизонтальные штанги. Это и есть направляющие для горизонтального перемещения.
Торцовочная пила по дереву с горизонтальным перемещением (с протяжкой)
Практически все торцовочные пилы имеют в комплекте мешки-пылеуловители. Есть и возможность подключения системы пылеудаления. Как это сделать — описывает заводская инструкция идущая в комплекте с оборудованием.
Что интересно, торцовочная пила своими руками по дереву — это не так сложно, как может показаться на первый взгляд. Ведь сам принцип конструкции довольно прост. При желании умельцы могут смастерить даже полноценный торцовочный станок. Ниже приведены устройства, сделанные самостоятельно.
Но, на наш взгляд, всё же лучше не рисковать и отдать предпочтение заводским конструкциям.
Торцовка на фото изготовлена из обычной дисковой пилы
Торцовочный станок по дереву своими руками можно изготовить из самых доступных материалов
Характеристики и виды дисков для торцовок
Хорошо подобрать диск для торцовочной пилы по дереву помогут приведённые ниже основные параметры. И хотя спецы говорят, что идеально подобрать его — это целая наука, мы всё-таки попробуем в этом разобраться.
Итак, диски могут различаться:
По типу материала изготовления;
По количеству режущих зубьев;
По диаметру;
По типу зубьев;
По углу наклона зубьев;
По допустимой частоте вращения.
Теперь — несколько подробнее.
Тип материала: монолитные и твердосплавные
Монолитные диски изготовлены из одного материала; они считаются не очень надёжными, так как быстро тупятся. Но они ремонтопригодны и позволяют производить заточку, причём самостоятельно.
Твердосплавный диск имеет на кончиках зубьев пластины из прочного сплава, в основном из карбида вольфрама. Такие диски заслужили наибольшую популярность благодаря своей надёжности и высокому сроку службы. Впрочем, их цена заметно выше, чем у монолитных.
Количество режущих зубьев на диске
малое количество: 10 — 40 шт.
среднее: 40 — 80 шт.
большое количество: 80 — 90 шт.
Количество зубьев влияет на два фактора: скорость распила и качество реза. Большое количество зубьев обеспечит более чистый рез, хотя скорость реза будет гораздо ниже. Малое количество зубьев обеспечит высокую скорость распила;, но качество реза будет грубым.
Диаметр
внешний варьируется от 190 до 355 мм;
внутренний (посадочный) может принимать значения 16, 20, 22, 30, 32 мм.
Один из наиболее ходовых размеров — 185 мм.
Внешний диаметр в основном влияет на глубину реза. Соответственно, внешний диаметр диска рекомендуется подбирать в зависимости от толщины обрабатываемого материала.
Внимание! Внутренний диаметр диска обязательно должен совпадать с диаметром посадочного штифта.
Типы зубьев
Возможны следующие варианты:
сменный зуб;
трапециевидный зуб;
вогнутый зуб;
плоский зуб с фаской.
Теперь — несколько подробнее о назначении каждого из видов.
Сменный зубец: обрабатываемый материал — твёрдая и мягкая древесина, фанера, МДФ, ДСП.
Вогнутый зубец: в основном для распила плит с однослойным и двухслойным покрытием, абразивных материалов, ламината.
Плоский зубец с фаской: для работы с продольными грубыми распилами в древесине. Таким дискам не страшны ни гвозди, ни застывший цемент.
Угол наклона зубьев
положительный угол наклона: от 5 до 20 градусов;
отрицательный: в основном «- 5» градусов;
нулевой: 0 градусов (строго по радиусу).
Торцовочный диск по дереву с положительным наклоном лучше использовать для продольного и поперечного пиления древесины. Отрицательный или нулевой углы наклона рекомендуется использовать для работы с более твёрдыми материалами, например — металлами.
Частота вращения
Она может быть такой:
малая: 3800 об/мин — 6000 об/мин;
средняя: 6200 об/мин — 9000 об/мин;
высокая: 15200 об/мин — 23800 об/мин.
На изделии указана максимальная скорость вращения.
Внимание! Количество оборотов, указанное на диске, должно быть большим допустимой скорости вращения вала торцовочной пилы. Это напрямую влияет на безопасность работы.
Заключение
Думается, из этого коротенького обзора вы узнали, как выбрать торцовку и правильно подобрать к ней диск. В представленном видео в этой статье вы найдете дополнительную информацию по данной теме. Успехов!
Торцовочная пила по дереву в категории «Инструмент»
Ручная торцовочная пила с протяжкой по дереву Metabo KGS 216 M : глубина реза 65мм, круг 216 мм
На складе в г. Киев
Доставка по Украине
по 8 499 грн
от 2 продавцов
11 623 грн
8 499 грн
Купить
Ручная торцовочная пила комбинированная по дереву DeWALT D27111: 1500 Вт, глубина реза 51мм, круг 305 мм
На складе в г. Львов
Доставка по Украине
по 51 500 грн
от 3 продавцов
64 375 грн
51 500 грн
Купить
Ручная настольная торцовочная пила по дереву DeWALT DWS780: 1675 Вт, глубина реза 112мм, круг 305 мм
На складе в г. Львов
Доставка по Украине
по 47 490 грн
от 4 продавцов
59 362.50 грн
47 490 грн
Купить
Ручная торцовочная пила с протяжкой по дереву Tex.AC TA-01-517: 2000 Вт, глубина реза 72мм, круг 255 мм
На складе
Доставка по Украине
по 10 190 грн
от 4 продавцов
12 737.50 грн
10 190 грн
Купить
Выдвижная торцовочная пила по дереву Procraft PGS2600
На складе в г. Киев
Доставка по Украине
9 950 грн
9 450 грн
Купить
Ручная торцовочная пила с протяжкой по дереву Metabo KGS 216 M : глубина реза 65мм, круг 216 мм (619260000)
Доставка по Украине
по 8 790 грн
от 4 продавцов
10 987. 50 грн
8 790 грн
Купить
Ручная торцовочная пила с протяжкой по дереву STANLEY SM18 : 1800 Вт, глубина реза 92мм, круг 254 мм.
Доставка по Украине
по 10 999 грн
от 4 продавцов
13 748.75 грн
10 999 грн
Купить
Торцовочная пила по дереву EVOLUTION RAGE 3 2000 Вт
Доставка по Украине
12 929.7 — 18 471 грн
от 2 продавцов
18 471 грн
Купить
ПИЛА ТОРЦОВОЧНАЯ ПО ДЕРЕВУ KRAISSMANN 1800 GS 210L(Лазер)
Доставка по Украине
4 042 грн
Купить
Пила торцовочная по дереву LEX LXCM210 ( 2100Вт )
Доставка по Украине
3 699 грн
Купить
Пила торцовочная по дереву Lex LXCM305 ( Ременная передача )
Доставка по Украине
10 499 грн
Купить
Ручная торцовочная пила без протяжки по дереву Makita LS1040N : 1650 Вт, глубина реза 93мм, круг 255
Доставка по Украине
17 881 — 17 883 грн
от 3 продавцов
20 564 грн
17 882 грн
Купить
Торцовочная пила по дереву Holzstar KGZ 210E
Доставка из г. Днепр
6 732 грн
6 395.40 грн
Купить
Торцовочная пила по дереву Holzstar KGZ 255E
Доставка из г. Днепр
10 725 грн
10 188.75 грн
Купить
Торцовочная пила по дереву HOLZSTAR KGZ 305E
Доставка из г. Днепр
14 124 грн
13 417.80 грн
Купить
Смотрите также
Торцовочная пила по дереву Holzkraft KGZ 2540 Vario
Под заказ
Доставка по Украине
25 798 грн
Купить
Торцовочная пила по дереву Holzkraft KGZ 3050 Vario
Пила торцовочная по дереву и металлу с лазером и протяжкой YATO YT-82174 (Польша)
Доставка по Украине
17 050 грн
13 981 грн
Купить
Торцовочная пила по дереву Holzstar KGZ 210E (5702210) Германия
Доставка по Украине
по 7 518 грн
от 6 продавцов
7 518 грн
Купить
Торцовочная пила по дереву HOLZSTAR KGZ 305E (5702305) Германия
Доставка по Украине
по 15 750 грн
от 6 продавцов
15 750 грн
Купить
Торцовочная пила Holzstar KGZ 255E
Доставка из г. Днепр
8 818 — 11 680 грн
от 5 продавцов
10 725 грн
Купить
Торцовочная пила по дереву Holzstar KGZ 255E
Доставка по Украине
10 237 — 10 725 грн
от 2 продавцов
10 725 грн
Купить
Торцовочная пила по дереву Holzkraft KGZ 2540 Vario
Под заказ
Доставка по Украине
15 330 грн
Купить
Торцовочная пила по дереву Holzkraft KGZ3050 Vario
Под заказ
Доставка по Украине
18 527 грн
Купить
Торцовочная пила по дереву 1400w / vander
Доставка по Украине
3 040 грн
Купить
ПИЛА ТОРЦОВОЧНАЯ ПО ДЕРЕВУ И МЕТАЛЛУ С ЛАЗЕРОМ И ПРОТЯЖКОЙ YATO 1.8 КВТ ДИСК 255 X 25.4 ММ
На складе
Доставка по Украине
по 14 492.5 грн
от 2 продавцов
17 050 грн
14 492.50 грн
Купить
Справочник по 4 типам деревянной отделки
От
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 26.09.22
Рассмотрено
Джонатан Брюэр
Рассмотрено Джонатан Брюэр
Джонатан Брюэр — эксперт по благоустройству дома с более чем двадцатилетним профессиональным опытом работы в качестве лицензированного генерального подрядчика, специализирующегося на кухне и ванной. Он был показан в сериалах HGTV «Super Scapes», «Curb Appeal the Block», «Elbow Room», «Незваных гостях» DIY Network, «Этот старый дом» и в шоу OWN Network, получившем премию «Эмми», «Home Made Simple». Джонатан также является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Бретт Тейлор / Getty Images
В этой статье
Что такое отделка
Двери и окна
Рейка для кресла
Молдинг короны
Плинтусы
Отделка — очень полезный строительный материал, который легко установить большинству домашних мастеров. С помощью всего нескольких комплектов и мощного гвоздезабивателя вы можете быстро добавить блеска в комнату за день или два.
Отделка существует уже много веков, и существуют сотни типов, от популярных до малоизвестных. Наиболее полезные виды отделки, которые можно найти в современных домах, — это отделка окон и дверей, поручни для стульев, молдинги и плинтусы.
Что такое отделка
Отделка — это любой декоративный элемент, который закрывает зазоры и края, чтобы придать им более чистый вид. Отделка часто изготавливается из легкого дерева, такого как сосна или болиголов, но также может быть изготовлена из пластика, такого как ПВХ.
В чисто эстетическом смысле отделка салона как на подравнивание неровных краев комнаты. Или это как выделение определенных областей изображения. Это придает комнате красивый, четкий, законченный вид.
Отделка также очень функциональна. Некоторые части дома не закрыты; они остаются открытыми по определенным причинам. Одним из ярких примеров является напольное покрытие. Пол и стены никогда не встречаются. Цель этого зазора состоит в том, чтобы позволить им двигаться независимо друг от друга. Чтобы скрыть этот зазор, используются плинтусы.
Установка деревянной отделки — это либо проект «сделай сам», либо это могут сделать прекрасные плотники.
Отделка дверей и окон
Оконные и дверные наличники обрамляют периметр дверей и окон.
Назначение
Скрыть неровные края гипсокартона или штукатурки вокруг дверей и окон.
Улучшение внешнего вида окон и дверей; сделать так, чтобы они «выскочили». Окрашенные в белый цвет дверные и оконные проемы прекрасно смотрятся на стенах, окрашенных в насыщенные тона.
Накройте открытые края дверных и оконных рам.
Характеристики
Обшивка дверей и окон всегда необходима. Все двери и окна нуждаются в отделке (также часто называемой наличником или молдингом).
Обшивка дверей и окон обычно взаимозаменяемы.
Плотно прибитая к раме и окрашенная накладка выглядит почти как часть двери или окна.
Дверные обшивки обычно окрашивают в полуматовый или глянцевый цвет, чтобы отпечатки пальцев легче смывались.
Дверные и оконные наличники можно приобрести как в комплекте, так и по отдельности.
Каван Изображения / Getty Images
Рейка для стула
Рейка стула представляет собой тонкую горизонтальную полосу деревянной отделки, которая окружает комнату примерно на высоте талии. Чаще всего стулья используются в столовых.
Назначение
Защита стен от ударов стульев.
Украсьте комнату, особенно столовую.
Уменьшает визуальный масштаб больших комнат.
Характеристики
Он может быть установлен поверх обшивки или стоять отдельно.
Необычный вид деревянной отделки.
Обычно встречается в домах более традиционного стиля.
Не обязательно, но часто визуально приятное дополнение столовой или большой гостиной.
Спайдерсток / Getty Images
Молдинг короны
Молдинг представляет собой горизонтальную полосу внутренней отделки деревом, которая проходит по самому верху стен на стыке стены и потолка. Лепнина кроны встречается не во всех домах. Его можно даже использовать вдоль верхней части кухонных шкафов, чтобы скрыть верхние потолки или украсить некачественные шкафы.
Назначение
Обеспечение визуального разделения стен и потолка.
Может скрыть некачественный гипсокартон или штукатурку в верхней части стен.
Больше эстетических преимуществ, чем функциональных: молдинг придает помещению великолепный вид.
Характеристики
Накладной молдинг обычно окрашивается в тот же цвет, что и потолок, а не стена.
Устанавливается под углом 45 град.
При установке карниза используются как верхние, так и скошенные соединения.
Валерий_Г / Getty Images
Плинтусы
Плинтус дома — это декоративный и функциональный тип деревянной отделки, который проходит вдоль самого основания стен, отсюда и название плинтуса или плинтуса. Во всех домах есть плинтусы того или иного типа, будь то дерево, ПВХ или гибкий пластик.
Назначение
Обеспечивает визуальное разделение пола и стен.
Не допускайте попадания грязи под стены.
Предотвращает проникновение вредителей/насекомых в дом.
Украсьте рваный нижний край стены.
Предотвращает разрушение нижнего края стены.
Характеристики
Обычно высотой от 2 до 8 дюймов, хотя можно найти и более высокое основание.
Может быть сборным (отдельные детали) или цельным.
Более тонкие плинтуса легче изогнуть к стенам.
Более толстые плинтусы могут иметь глубокие привлекательные профили (рисунки).
Предлагается из необработанного дерева, загрунтованного дерева, МДФ и полистирола.
Обычно требуется добавить четверть круга в основании плинтуса, чтобы закрыть зазор между плинтусом и полом.
Вы можете очень быстро сравнить цены мини станки по дереву и подобрать оптимальные варианты из более чем 99614 предложений
Реклама
Многопильный дисковый станок по дереву ДК-160
Высота пропила — 160 мм; ширина заготовки — 500 мм; скорость подачи — 0-30 м/мин; мощность — 45 кВт.; масса станка — 2000кг
Подробное описание и цена >>>
Реклама
Двухвальный многопильный станок по дереву Триумф 2в-250
Многопильный Двухвальный дисковый станок Триумф 2в-250 используется для распиловки 2-х, 3-х, 4-х кантного бруса толщиной до 250 мм. 2-х вальная технология имеет преимущества перед одновальной….
Подробное описание и цена >>>
Реклама
Двухвальный многопильный станок по дереву Триумф М2-700
Многопильный двухвальный дисковый станок Триумф М2-700 используется для распиловки 2-х, 3-х, 4-х кантного бруса толщиной до 210. 2-х вальная технология имеет преимущества перед одновальной. При…
Подробное описание и цена >>>
Фрезерный станок по дереву F205 Casadei (Италия)
Состояние: Б/У Год выпуска: 2012 Производитель: Casadei (Италия)
Фрезерный станок по дереву F205 Casadei (Италия)
год выпуска 2012
Размеры стола: 1200×730 мм
Макс. диаметр инструмента: 320×85 мм
5 режимов шпинделя: 3000-10000 об/мин
Макс. рабочая высота…
08.09.2016
Чебоксары (Россия)
465 000
Токарный станок по дереву JWL-1442
Состояние: Б/У Год выпуска: 2009
Токарный станок по дереву JWL-1442, куплен физ. лицом, не использовался, состояние — новыйСТАНДАРТНАЯКОМПЛЕКТАЦИЯ:• Подручник шириной 300 мм для токарногоинструмента• Планшайба диаметром 150 мм•. ..
Куплю токарный станок по дереву автомат!Серийное производство мебельных ручек!Можно в неисправном состоянии!Жду предложений!8 920 020 90 77 [email protected]
24.01.2013
Арзамас (Россия)
Учебные фрезерные ЧПУ станки по дереву CNC micro
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Учебные фрезерные ЧПУ станки по дереву отличаются выгодной ценой при высоком качестве обработки. Представляем Вашему вниманию «Фрезерные ЧПУ станки учебной серии CNC micro», которые идеально…
03.06.2016
Каменск-Шахтинский (Россия)
850
Токарный (кругло-фрезерные) ЧПУ станок по дереву для производства балясин. Серия (704)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Наша продукция, в том числе и токарные (кругло-фрезерные) ЧПУ станки для балясин собираются в заводских условиях на промышленном оборудования. А по завершении сборки все оборудование настраивается,…
03.06.2016
Каменск-Шахтинский (Россия)
4 000
Токарный автоматический станок по дереву TCP 90
Состояние: Б/У Год выпуска: 1993 Производитель: Италия
Продам Токарный автоматический станок по дереву TCP 90,состояние нового стоял в резерве. Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для…
30.05.2016
Острогожск (Россия)
400 000
Фрезерный станок по дереву FS-550
Состояние: Новый Производитель: Rojek (Чехия)
Назначение Фрезерные станки по дереву FS 550 относятся к классу тяжелых фрезерных станков. Расположение рабочего вала снизу. Станок предназначен для выполнения различных фрезерных работ по…
14.01.2023
Казань (Россия)
Механический токарный станок по дереву CL-1200
Состояние: Новый Производитель: ZMM STOMANA (Болгария)
В наличии
Станок CL-1200 предназначен для точения изделий из древесины в центрах, в патроне или планшайбе при помощи подручника. Работает с 4-мя скоростями вращения и даже при обработке крупных изделий…
14.01.2023
Казань (Россия)
Токарный станок по дереву WLAM-1000
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении.Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 370…
27.08.2019
Смоленск (Россия)
7 500
Токарный станок по дереву WLAM-1100U
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении.Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 550…
27.08.2019
Смоленск (Россия)
27 000
Токарный станок по дереву WLAM-1500
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении. Станок оснащён копиром.Технические характеристики:Напряжение питания 380 ВПотребляемая…
27.08.2019
Смоленск (Россия)
77 500
Токарный станок по дереву WLAM-1500
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении. Станок оснащён копиром.Технические характеристики:Напряжение питания 380 ВПотребляемая…
27.08.2019
Смоленск (Россия)
Токарный станок по дереву WLAM-1100U
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении.Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 550…
27.08.2019
Смоленск (Россия)
Токарный станок по дереву WLAM-1000
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении. Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 370…
27.08.2019
Смоленск (Россия)
Производим и щеточный шлифовальный станок по дереву
Состояние: Новый Производитель: Россия
В наличии
Производим и продаем щеточный шлифовальный станок по деревуПроизводим и продаем односторонний шлифовальный станок по дереву. Габариты 2200 х 880 х 900. Вес 55 кг. Питание – 380v., мощность 3 квт.,…
30.08.2016
Москва (Россия)
72 150
Токарный станок по дереву CL-1200M, практически новый, на гарантии
Состояние: Б/У Год выпуска: 2016 Производитель: Stomana (Болгария)
Куплен в октябре 2016г. В работе несколько часов. Не подошел по габаритам, стоит в сухом подвале многоквартирного дома. Детальное описание Станок CL-1200 М предназначен для…
25.02.2017
Борисоглебск (Россия)
170 000
JWL-1440L Токарный станок по дереву
Состояние: Новый Производитель: Швейцария
В наличии
ОСОБЕННОСТИ:4-скоростная ременная передачаФиксация подручника и задней бабки вращающимися рукояткамиЛегкая станина из стальных профилейJet JWL-1440L – токарный станок по дереву с классической…
14.11.2017
Уфа (Россия)
10 500
Комбинированный станок по дереву K5-41
Состояние: Новый Производитель: ZMM STOMANA (Болгария)
Комбинированные станки по дереву предназначены для комплексной обработки столярных изделий и несложной мебели на предприятиях средней мощности. Основными операциями станка являются:
1….
14.01.2023
Казань (Россия)
Токарный станок по дереву MC 2022
Состояние: Новый
Предназначен для серийного изготовления деревянных профильных изделий небольшого размера, с возможностью сверления отверстия в торце, из заготовок круглого сечения различной длины. Область…
14.01.2023
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по мини станки по дереву почти как на Авито и TIU
Мультифункциональный инструмент TM одновременно может использоваться как точильно-шлифовальный станок и бормашина благодаря гибкому валу и наконечнику FOREDOM №30. Станок оснащен регулятором скорости вращения от 0 — 10 000 об/мин.
Подробнее…
Код товара: 683-1057
2215 грн.
Количество:шт.
Представляем Вашему вниманию отличный инструмент, который пригодится как дома, так и на производстве.
Это – точильно шлифовальный станок TM, который предназначен не только для шлифования, удаления заусенцев, заточки металлических профилей и инструментов разного рода, но и благодаря гибкому валу его можно использовать как бормашину, для обработки мелких деталей и трудно доступных мест, заточки пил, обработки отверстий и т.д.
Подробнее…
Код
Размеры
Цена
Количество
993-2472
большой
5160 грн.
993-1998
мини
4850 грн.
Станок для сверления жемчуга, а также сфер и цилиндров небольших диаметров. Набор втулок из латуни и пластика, позволяют надежно зафиксировать сферу по центру оси сверления, после чего произвести сверления для предотвращения сколов при выходе сверла есть возможность перевернуть сферу на 180 градусов.
Подробнее…
Код товара: 1490-3626
5160 грн.
Количество:шт.
Сверлильный станок для сверления жемчуга с диском типа «липучка» Ø100мм. Специальный зажим позволяет надежно фиксировать сферические или цилиндрические изделия и производить их переворот ровно на 180°. Питается станок от сети 220V 50Hz, может вращаться в обоих направлениях, оснащен регулятором скорости от 0-15000об. /мин. и ножной педалью для управления. Производство Корея.
Подробнее…
Код товара: 1196-2683
6343 грн.
Количество:шт.
Миниатюрный токарный станок, по дереву BG-3306.
Подробнее…
Код товара: 1197-2684
22461 грн.
Количество:шт.
Небольшой токарно-фрезерный станок BG-3307, предназначенный для обработки не твердых материалов, таких как дерево, пластик, цветные металлы.
Подробнее…
Код товара: 1198-2685
22461 грн.
Количество:шт.
Токарно-фрезерный станок TM, описание подготавливается.
Подробнее…
Код товара: 1562-3959
14513 грн.
Количество:шт.
Миниатюрный токарный станок по дереву с фрезерной приставкой BG 3309, и 4-х кулачковым патроном.
Подробнее…
Код товара: 1485-3607
1850 грн.
Количество:шт.
Мотор от станка ТМ700, ТМ2 мощностью 350W, с регулятором оборотов от 0-26000об./мин. Электро двигатель постоянного тока с регулятором оборотов, готовое решение для построения собственных электроинструментов, станков, оборудования под ваши задачи. Вал мотора выходит на обе стороны, и имеет Ø8mm, работает очень тихо имеет хороший момент.
Подробнее…
Код
Размеры
Цена
Количество
1126-2441
конус B18
979 грн.
1126-2440
конус B16
660 грн.
нет
Патрон трехкулачковый 1-16(мм) быстро зажимной, посадка под укороченный конус, производство Польша.
Подробнее…
Код
Размеры
Цена
Количество
1434-4652
четырехкулачковый K02-63
2300 грн.
нет
1434-3474
трехкулачковый K01-63
0 грн.
нет
Патрон, для мини токарного станка, габаритные размеры патрона Ø68mmx2mm без кулачков, посадка M14x1, имеет двух сторонние кулачки, которые могут зажать при прямой установке от Ø1-50мм.
Подробнее…
Код товара: 1457-3534
1755 грн.
Количество:шт.
Миниатюрный токарный станок по дереву с набором резцов. Станок позволяет обрабатывать небольшие заготовки диаметром до 30 мм и длиной до 120мм, также дополнительный аксессуар позволяет превратить станок в микро циркулярку, возможно также еще много других полезных задач на нем реализовать, шлифовка, заточка инструмента и т.д.
Подробнее…
MicroLux® 7×16 Mini Lathe Micro-Mark, True Inch
См. видео
Отзывы об этом изделии
В среднем:
4 отзыва
Единственный в своем роде станок «TRUE INCH» на рынке!
Эксклюзивно для Micro-Mark; единственный в своем роде станок True Inch
Мощный бесщеточный двигатель мощностью 500 Вт с реверсивным переключателем
Чистовая обработка токарных изделий диаметром до 7 дюймов и длиной до 16 дюймов
Доступно множество дополнительных обновлений и аксессуаров
Силовая подача каретки с набором сменных шестерен для нарезания резьбы, 3-кулачковый самоцентрирующийся патрон и т. д.
Прокрутите вниз для получения дополнительной информации
См. большеСм. меньше
Инструкции по загрузке
ВИДЕО
MicroLux® 7×16 Мини-токарный станок
Артикул №: 84631
1 599,95 $
Доступны скидки за количество
20 Из 90 Отзывы клиентов 90 Количество
3
Среднее:
Подробная информация
Инструкции по загрузке
. Показанный видео
Microlux® 7×16 Mini Latche
Тщательный проработ до 7 дюймов в диаметре и 16 дюймов в длину. Тем не менее, он достаточно компактен (всего 86 фунтов), чтобы быть портативным.
ПРИМЕЧАНИЕ. На некоторых изображениях показаны установленные дополнительные аксессуары. Эти аксессуары продаются отдельно и НЕ входят в комплект поставки машины.
Воспользуйтесь корзиной для покупок на нашем веб-сайте, чтобы рассчитать стоимость перевозки за пределы 48 смежных регионов США, или позвоните в нашу службу поддержки для получения помощи.
Этот мини-токарный станок оснащен настоящими дюймовыми винтами подачи и циферблатами (0,050 дюйма на оборот), поэтому преобразование в метрические единицы не требуется. Мини-токарный станок MicroLux ® 7 x 16 настолько универсален, что может резать все металлы, включая углеродистую сталь, нержавеющую сталь, чугун, алюминий, латунь, медь, бронзу и нейзильбер, а также неметаллы, такие как дерево и пластик. А с дополнительными аксессуарами, продаваемыми отдельно, он выполнит практически любую задачу, которая вам когда-либо понадобится.
Токарный мини-станок MicroLux ® 7 x 16 представляет собой не просто удлиненную версию старых токарных мини-станков 7 x 10 и 7 x 12, но и новые конструктивные элементы, необходимые для более крупных работ:
Тяжелая платформа чтобы выдерживать дополнительные усилия, возникающие при токарной обработке длинных заготовок
Более мощный двигатель
Тщательно расположенные органы управления для легкого доступа и безопасности
Специально сконфигурированная и усиленная задняя бабка для обработки длинных заготовок
Теперь емкость 16 дюймов
Более мощный бесщеточный двигатель мощностью 500 Вт
Более тихий ременный привод
Только взгляните на эти характеристики!
Сверхжесткая станина из термообработанного чугуна с прецизионно отшлифованными V-образными направляющими
Закаленный и точно обработанный главный шпиндель, поддерживаемый центростремительными шарикоподшипниками л. с.) бесщеточный двигатель постоянного тока с регулируемой скоростью и реверсивный переключатель для двунаправленной автоматической подачи и нарезания резьбы
Штурвалы с возможностью сброса на нуль и делением в дюймах (0,050 дюйма за оборот) избавляют от утомительного преобразования метрических единиц
Четырехпозиционный резцедержатель позволяет быстро и легко менять инструмент
Сверхтихий шпиндель с ременным приводом
3 самоцентрирующийся кулачковый патрон: диам. = 3,150 дюйма; диапазон зажима внутренних губок = от 0,079 до 0,866 дюйма; диапазон заклинивания внутренних кулачков = от 0,984 до 2,756 дюйма; диапазон зажима внешних кулачков = от 0,866 до 2,480 дюймов; ок. 5/8 дюйма диам. сквозное отверстие с внутренними/наружными губками и ключом
Составной слайд с емкостью 5/8 дюйма
четырехпозиционный инструмент и дефлектор
MT2 Dead Center для хвоста
Carriage Feel с изменением, установленным для резьбы
.
Брызговик
Лоток для стружки
Набор инструментов и руководство по эксплуатации/диаграмма деталей
Примечание. Требуется некоторая сборка. Скачать инструкцию по сборке.
Ratings & Reviews
4 reviews
5 stars
4 reviews
4 stars
0 reviews
3 stars
0 reviews
2 звезды
0 отзывов
1 звезда
0 отзывов
Написать отзыв
Отличный токарный станок — вы оцените добавленную (16″) рабочую длину0018
Я был немного обеспокоен, когда узнал, что токарный станок MicroLux 7 на 16 не собран и не протестирован компанией Micro-Mark перед его отправкой мне – я беспокоился о недостающих или поврежденных деталях. Тем не менее, я решилась на покупку и не жалею. Токарный станок прибыл в двух больших упаковках с несколькими пакетами поменьше внутри. Защитные коробки и внутренняя обивка были хорошо сделаны, и все прибыло без повреждений. Кроме того, все части были включены — недостающих частей нет. Инструкции по сборке были превосходны, и сборка прошла гладко — у меня ушло около 2,5 часов, которые я, вероятно, мог бы сократить до 1,5, если бы я сделал это снова. На данный момент у меня около 10 часов на токарном станке, и я очень впечатлен. Все работает правильно, и для меня это соответствует моему стандарту точности.
Пакет с шурупами не нужен
прекрасно сочетаются друг с другом. Меня немного смущало отсутствие «пакета с шурупами», пока я не понял, что все шурупы доставляются по месту их окончательного расположения.
Мой роскошный токарный станок
Я купил этот токарный станок в 2013 году и довольно регулярно пользуюсь им последние 6 лет. У меня было очень мало проблем с этим. Помните, что это не токарный станок для производства инструментов, это мини-токарный станок. Относитесь к нему правильно, и он будет относиться к вам правильно. У меня также есть еще три мини-токарных станка разных марок. Иногда я использую их для обучения токарному делу. Но мой Micro Mark 7×16 — это токарный станок, которым я пользуюсь круглый год. Мотор намного лучше других, а этот намного тише. Более длинная кровать — это такая роскошь. Думайте об этом, как о переходе от односпальной кровати к большой двуспальной. (Мой первый токарный станок был 7×10).
Отличный станок, который никогда не доставлял мне проблем
У меня есть старый токарный станок 7 x12 дюймов, и он у меня уже несколько лет. Я не опытный машинист, но этот токарный станок очень хорошо сложен и не доставлял мне проблем за те годы, что я им владел. Я изготовил некоторые инструменты для пиротехники, и они работали хорошо (токарный станок и инструменты, которые я изготовил). Токарный станок для любителей, не позволяйте названию обмануть вас.
Всего рубрик: 67 Всего статей: 2394 Всего авторов: 1215 Всего изданий: 102
Защита информации (163)
10 ключевых правил для безопасности вашей сети ALTELL NEO 200 – комплексная безопасность сети Bring Your Own Device. . . и ничего не трогай? Canadian Personal Information Protection and Electronic Documents Act (PIPEDA) CrimeWare: новый виток противостояния. Аналитическая статья «Лаборатории Касперского» Externet VPN: просто о сложном Guide to Protecting the Confidentiality of Personally Identifiable Information (PII) (Draft)
Официальный раздел (1)
Постановление Правительства Российской Федерации от 21 апреля 2010 г. N 266 «Об особенностях оценки соответствия продукции (работ, услуг), используемой в целях защиты сведений, составляющих государственную тайну или относимых к охраняемой в соответст
Комплексные решения. Интегрированные системы (1)
Превью
Блокчейн и криптовалюта (5)
$2 млрд для криптовалют Как быстро блокчейн придет в жизнь россиян? Консенсусы и их уязвимости Персональные данные и распределенные реестры Цифровая экономика. Глобальные тренды и практики российского бизнеса
События (63)
«ИНФОФОРУМ»: власть и бизнес в борьбе за безопасность «Инфофорум»: событие года «ТБ-форум-2007»: участники об отрасли «Антивирусный Центр»: 10 лет как по нотам «ЗУБР-2009»: лауреаты и награды «Инфосистемы Джет» завершила проект по приведению процессинговых систем ЗАО «Компания объединенных кредитных карточек» в соответствие с требованиями PCI DSS «Требования и правоприменительная практика выполнения законодательства о персональных данных»
Вестник СНГ (2)
Во имя развития страны Применение ЭЦП в Беларуси
Новости (34)
«Инфосистемы Джет»: 15 лет на рынке ИБ-интеграции 22 апреля 2005 года состоялось отчетное годовое собрание МОО «АЗИ» CA и YAHOO! вместе на защите пользователей сети Cisco: защита мобильных пользователей Cisco: цифровое ТВ и информационные сообщения для пассажиров китайскго метро Hewlett-Packard потеснит в России Asus и Acer? HP: технологии и услуги для компаний среднего бизнеса, входящих в «Global 500 000»
ЗУБР (1)
Премия ЗУБР-2013: расширение сроков приема заявок в категории «Информационная безопасность»
В фокусе (340)
«Бизнес в области грузовых и пассажирских перевозок: инвестиции в информационное обеспечение» «Блогмобиль» на улицах Нью-Йорка «Поликом Про»: 15 лет на рынке информационных технологии! «Поликом Про»: укрепление экономического могущества Российской Федерации «PKI — Форум-2008» «Белые хакеры» на страже транзакций «Большая тройка» операторов связи: защита персональных данных
«Анкад» смотрит в будущее CobiT 4. 0 ruToken RF — ключ от всех дверей Архитектура информационной безопасности ЕАИС таможенных органов Банковская безопасность: современная ситуация Безопасность банков сегодня Безопасный on-line
Импортозамещение (12)
Где кроются реальные проблемы защиты АСУ ТП? Гиперконвергентные ИТ-инфраструктуры и облака в России Защита банкоматов: сложности применения продуктов Application Control Киберпреступники против финансовых организаций Некоторые аспекты защиты АСУ ТП Перспективы развития технических средств защиты информации в России Реальное импортозамещение
Межсетевые экраны (13)
Firewalls Next Generation на выставке InfoSecurity Russia Firewalls: ориентация на потребителя Next Generation Firewall – новое или забытое старое TОП 5 ИБ-технологий, которые будут в вашей сети. Мнение лидера отрасли компании Palo Alto Networks Web-application firewalls Анализ тенденций развития средств обеспечения межсетевой защиты Межсетевой экран ИКС. С нами безопасно!
Комплексные системы безопасности (3)
Обзор DLP-решений Превью ТОП-5: что должен знать заказчик при построении комплексной защиты корпоративной среды
Антифрод (4)
«Первый рубеж сдан!» Информационная безопасность – залог успеха бизнеса Искусственный интеллект в антифроде – уже необходимость Фрод: легче не допустить, чем лечить
Спецпроект: mobile security (41)
AirKey – современный доступ в информационные системы с помощью смартфона BYOD – дверь в инфраструктуру предприятия BYOD: будущее, которого нет BYOD: вопросы безопасности Mobile Device Management: разнообразие видов. Часть 1 Антивирусы для мобильных платформ Атака на мобильный, жертва – человек
Колонка эксперта (8)
Как все начиналось Колонка эксперта Колонка эксперта Колонка эксперта Колонка эксперта Колонка эксперта Колонка эксперта
IS-Index (3)
IS-Index Исследование: сколько и куда тратится средств Что нужно потребителю?
Персоны (29)
«Лавина Пульс» – мобильный ситуационный центр руководителя 25 лет успешной работы на российском рынке! D600: цифровизируем аналоговую радиостанцию Houlin Zhao: «Нам есть чему поучиться у российских коллег» Базовый баланс безопасности Безопасность не должна мешать бизнесу Биометрия — это удобно!
Электронный документооборот (13)
А вы задумывались о защите внешнего ЭДО? Использование ЭП в ЭДО на предприятиях авиационной промышленности Компания «Инфосистемы Джет» внедрила систему анализа и мониторинга эффективности мер безопасности в Фонде РЖС Обеспечение юридической значимости ЭДО компании От и до про ЭДО Практические аспекты создания единой защищенной СЭД для обработки конфиденциальной информации Российский рынок СЭД/ECM: перспективы развития
Облачная безопасность (10)
Cloud Security: взгляд на российский рынок IDaaS – аутентификация как сервис Возможно ли управлять безопасностью из облака уже сейчас? Доверенное облако – миф или реальность Облачные вычисления в России: возможности, вызовы и риски Облачные сервисы: проблемы в доверии Облачные технологии: миф или реальность?
Центры обработки данных (ЦОД) (13)
Data-центр — вопросы надежности Жизнеобеспечение ЦОД: защита и риски Защита виртуальных ЦОД Защита межсетевого взаимодействия уровня «ЦОД – ЦОД» Как обеспечить защиту виртуальной инфраструктуры ЦОД? Обеспечение защиты ПДн в ЦОД: кто несет ответственность? Сложности обеспечения ИБ в ЦОД
Кибервойна (16)
Бизнес и ИБ: сотрудничество или противостояние? Жертвы и последствия киберпреступлений. NORTON REPORT 2013 Информатизация общества – новые цели для кибероружия Как защититься от таргетированных атак? Кибербезопасность: цикл осведомленности Кибервойны будущего – к чему готовиться законодателям и корпорациям Ландшафт угроз для систем промышленной автоматизации
Маркетинг (8)
Аутсорсинг информационной безопасности — это реальность Безопасность в индустрии платежных карт ЗАО «ИНФОПРО»: создание защищенных объектов информатизации «под ключ» МВП СВЕМЕЛ: подводя итоги Новая динамика вредоносного ПО: финансовая мотивация киберпреступников Прочные позиции на рынке информационной безопасности Российский рынок услуг информационной безопасности: год спустя
Обзоры, прогнозы, мнения (2)
SIEM vs новые угрозы: что необходимо SIEM для их оперативного выявления? ИБ на пути BYOD
Таргетированные атаки (5)
Advanced Persistent Threat – расставляем точки над «i» Активная защита как метод противодействия продвинутым киберугрозам Анатомия таргетированной атаки. Часть 4 Как онлайн-риски переходят в офлайн и почему киберзащиты недостаточно Система безопасности, способная решить 5 основных проблем руководителя по информационной безопасности
Компании (24)
«Плеяды» — защищенная информационная система для бюро кредитных историй 15 лет в авангарде речевых технологий DeviceLock 5.72 — защита от локального администратора! ZyWALL — объединенная защита сети Аппаратно-программные СКЗИ КРИПТОН на защите АРМ В помощь сисадмину Добавляем безопасность
Концепции безопасности (22)
IDM в современной информационной инфраструктуре UTM: раздвигая горизонты Вопросы построения защищенных гетерогенных корпоративных ЛВС Грамотное управление — залог успеха Информационная безопасность в рамках единого экономического пространства России, Белоруссии, Казахстана и Украины Коктейль из звуков Мнение практика. Комментарий к статье В.Г. Грибунина
DLP (57)
DeviceLock Data Breach Intelligence Разведка уязвимостей хранения данных DLP в облаке — время договариваться DLP как краеугольный камень механизма расследования инцидентов DLP как эффективный инструмент работы с нелояльными сотрудниками DLP на страже информации DLP не является панацей DLP по-русски — больше, чем просто DLP
Облака (9)
Cloud 2014 – прогнозы Безопасный доступ к корпоративным облачным приложениям Как защитить виртуальную инфраструктуру по требованиям ФСТЭК Корпорация в облаках: так ли это опасно? Мы не доверяем облаку или облако нам? Облачный рынок SMB вырастет до $125 млрд к 2016 году Средства безопасного доступа к корпоративным облачным приложениям
Управление (156)
«Компот из сухофруктов», илиМетоды формирования и поддержания культуры информационной безопасности в организации «Пока гром не грянет – мужик не перекрестится» 42, или Правильная постановка задачи DNA Distribution – самый быстро развивающийся партнер Thales e-Security в EMEA SOC в действии Summa Technologiae 2020 Автоматизация процесса управления информационной безопасностью
Криптография (77)
«Континент» на страже безопасной передачи данных по сети 30 лет стандартизациикриптографических технологий в России Dual EC – криптографический стандарт с лазейкой GateDefender Integra -новое устройство безопасности периметра MS_Key четырех стихий USB-ключи и брелоки Актуальные вопросы применения электронных подписей
Проекты и решения (7)
DeviceLock контролирует доступ в «Одноклассники. ru» и другие социальные сети NetWitness – новый игрок на рынке информационной безопасности Большой секрет для маленькой компании Как выбрать решение для защиты от утечек данных Надежная защита с большой буквы Z Последние тенденции эволюции DLP-систем Эффективность DLP-систем: на стороне заказчика
Интернет вещей (internet of things, IOT) (3)
Развитие IoT-рынка Рекордсмен по взломам Факторы, влияющие на рост рынка IoT
Специальные технические средства (1)
Технологии защищенного звука
Сертификация и измерения (2)
Проблемы ЭМС ТС в вопросах защиты информации Сертификация по РОСС RU. 0001. 01БИ00
Сети (11)
Безопасность персональных коммуникаций Безопасность сетей NGN Звукозапись для IP-телефонии: новое интеллектуальное решение Конфиденциальные данные – под надежный контроль! Использование современной DLP-системы для предотвращения утечек информации Сетевая безопасность платежных систем Сканеры уязвимостейВзгляд со стороны вендора и со стороны пользователя Создание безопасных сетей: подводные камни и как с ними бороться
Исследование (52)
«Персональные данные в России-2009»: что нового? 10 тезисов интернет-безопасности DLP-системы в России: тенденции и перспективы IDC впервые провела исследование отечественного рынка услуг в области информационной безопасности Анализ рынка услуг в сфере ИБ со стороны предложения Антивирусные компании делают ставку на скорость Аутсорсинг безопасности в России
Итоги, достижения (9)
ITSEC + All-over-IP 2018: два праздника технологий вместо одного Импортозамещение: результаты 2015 года Итоги года Итоги года и перспективы Рунета Качество – главный аргумент в бизнесе Обзор отечественных решений по безопасности Практика импортозамещения на предприятиях энергетики
Практика и перспективы (1)
Новый взгляд на мошенничество в сфере компьютерной информации
JOB (58)
«Информзащита» примет участие в разработке ИБ-стандартов 59% Web-мастеров готовы работать «за идею» CIO vs CISO = конфликт интересов? Или CIO + CISO = эффективный тандем? Gartner: большинство IТ-директоров не видят возможностей для продолжения карьеры в той же роли IT-специалисты сменят работу А увольнять-то некого! Ах вот ты какой, системный администратор!
Спецпроект: SaaS (4)
Антивирус в облаках. Устроит ли пользователя? Белые пятна виртуализации Будущее SaaS: прогнозы и перспективы развития Миграция на облако: стимулы и препятствия
25 Кадр (2)
Безопасность мобильных банковских приложений Управление инцидентами ИБ на основе SIEM-систем
Актуально (9)
VPN глазами клиента Информационные системы: оценка рисков Материалы круглого стола «Как мы выбираем VPN. Требования потребителя» На страже безопасности — профессионалы Несколько слов о коммерческой тайне Проблема внутри? Решение там же! Расширенный аудит событий в операционных системах Microsoft Windows
Биометрия (6)
Атаки на биометрические системы Биопаспорт: шаг в будущее. Часть 1 Биопаспорт: шаг в будущее. Часть 2 Плюсы и минусы биометрической идентификации Удаленная идентификация/аутентификация с использованием биометрии Успех внедрения биометрии зависит от того, как выстроен процесс повышения осведомленности
Слово потребителям (2)
Лучшие продукты в области информационной безопасности Лучшие продукты и системы — лауреаты Премии «ЗУБР-2005»
Техническое обозрение (18)
«Шпиону» вход заказан Агенты оперативной доставки Антишпионское ПО (antispyware) Выбор системы защиты от внутренних угроз Действующие лица и исполнители Защита от внутренних угроз Как бороться со шпионами
Удостоверяющие центры (1)
Документация удостоверяющего центра — базовый элемент инфраструктуры открытых ключей
Информационная безопасность компьютерных сетей (7)
Глобализация и импортозамещение: какие тренды будут актуальны на рынке ИБ в следующем году Защита от социальной инженерии Как осуществляется сбор киберулик Киберсоветы для безопасности детей в Интернете Компьютерные атаки на информационные ресурсы Российской Федерации: факты и цифры Современные компьютерные угрозы: что реально угрожает бизнесу? Современные тенденции кибербезопасности
Оборудование и технологии (585)
«Тонкие» точки доступа — новый уровень безопасности корпоративных сетей Wi-Fi «VAS-ы» проблемы с SMS «Аккорд-В». Защита без белых пятен «Дорожная карта» для СЭД «Мобильная» электронная подпись «МультиКарта»: ресертификация на соответствие PCI DSS 3.0 «МФИ Софт» выпускает новую версию DLP-системы «Гарда Предприятие»
Цифровая трансформация (5)
Как технологии искусственного интеллекта трансформируют бизнес Некоторые аспекты информационной безопасности технологии блокчейн Российский бизнес: облачная трансформация сервисов ИБ Спецназ информационных войн Тенденции в регулировании технологии блокчейн в России и в мире
Разработка (4)
Методы анализа исходного кода Патентное право как средство защиты новых разработок в области информационных технологий Практические аспекты построения процесса безопасной разработки программного обеспечения Применение методов анализа исходного кода при оценке защищенности информационных систем
Аттестация (2)
Аттестация без проблем По четкому алгоритму
Деловой календарь (2)
Будущее — за интеллектуальными системами «Интернет и Электронный округ-2005»
Соискатели (3)
«Эфрос» — контроль и администрирование команд Cisco Премия «ЗУБР» — уникальный инструмент управления отношениями с потребителями и регуляторами Формирование и контроль маскирующих шумов
АСУ ТП (25)
Актуальные вопросы защиты АСУ ТП Актуальные вопросы защиты АСУ ТП АСУ ТП, объекты КИИ, ГосСОПКА. Много сложных задач и одно решение Атаки на низкоуровневые протоколы АСУ ТП на примере HART Безопасность АСУ ТП сегодня Безопасность промышленных систем управления Выстрел на опережение: снижаем риски на старте проекта ИБ АСУ ТП
Защита информации и каналов связи (58)
«Умные сети электроснабжения» (smart grid) и проблемы с кибербезопасностью DDoS-атака как метод конкурентной борьбы DeviceLock DLP как современная гибридная DLP-система DLP vs кейлоггеры = обеспечение безопасности vs нарушение прав граждан DLP в структуре ИБ предприятия IDS/IPS: применение в информационных системах компаний Банк России поднимает требования по борьбе с утечками информации на уровень отраслевого стандарта
Системы контроля и управления доступом (СКУД) (22)
ALTELL Trust: защита начинается с загрузки компьютера Актуальные проблемы защиты доступа Безопасность океанских портов: опыт США Безопасный доступ к информационным ресурсам компании Биометрические системы: веское слово в информационной безопасности Биометрия. Болезни роста Гибридные DLP-системы
Обратная связь (3)
Без внимания не остались Обратная связь Письмо представителя ОКБ САПР
Новые продукты (15)
Paragon Deployment Manager 10: развертываем системы при производстве компьютеров, в компьютерных классах и интернет-кафе Несколько сценариев работы Paragon System Recovery Новые продукты Новые продукты Новые продукты Новые продукты Новые продукты
Обзор СМИ (40)
Bioscrypt и Labcal: вместе к безопасности канадских аэропортов RFID приносит прибыль SEC остановила торговлю акциями Symantec проанализировала Vista Английские фирмы неспособны шифровать данные Безопасности морских портов США не уделяется внимания Безопасность e-mail: 25 советов
Работы и услуги (5)
«ИнфоТехноПроект»: серьезный «багаж знаний» Комплексное управление безопасностью в современных информационных системах Обзор российского рынка услуг информационной безопасности Спрос на услуги аутсорсинга информационной безопасности в условиях кризиса ЭЛВИС-ПЛЮС: спектр услуг
Право и нормативы (148)
PCI DSS – проблемы применения стандарта PCI DSS – проблемы применения стандарта и способы его внедрения без проблем PCI DSS: успешный опыт стандартизации на протяжении свыше 10 лет ZyWALL OTP: Сим-Сим, откройся Авторское право на программное обеспечение Антивирусная защита компании: NIST рекомендует Аттестация автоматизированной системы по требованиям безопасности информации
В строгом соответствии с действующим законодательством Получение заветного сертификата Примерный перечень документов, необходимых для получения лицензии ТЗКИ Реестр лицензий на деятельность по разработке и (или) производству средств защиты конфиденциальной информации в соответствии с постановлением Правительства Российской Федерации № 348 Реестр лицензий по технической защите конфиденциальной информации в соответствии с постановлением Правительства Российской Федерации № 290
Слово редактора (6)
Большие планы растущего проекта В поисках своего пути Гротековское счастье Итоги лета и немного лирики Самое лучшее время Снова Новый год
Новинки IT-индустрии, обзоры и тесты компьютеров и комплектующих
ПК и комплектующие
Настольные ПК и моноблоки
Портативные ПК
Серверы
Материнские платы
Корпуса
Блоки питания
Оперативная память
Процессоры
Графические адаптеры
Жесткие диски и SSD
Оптические приводы и носители
Звуковые карты
ТВ-тюнеры
Контроллеры
Системы охлаждения ПК
Моддинг
Аксессуары для ноутбуков
Периферия
Принтеры, сканеры, МФУ
Мониторы и проекторы
Устройства ввода
Внешние накопители
Акустические системы, гарнитуры, наушники
ИБП
Веб-камеры
KVM-оборудование
Цифровой дом
Сетевые медиаплееры
HTPC и мини-компьютеры
ТВ и системы домашнего кинотеатра
Технология DLNA
Средства управления домашней техникой
Гаджеты
Планшеты
Смартфоны
Портативные накопители
Электронные ридеры
Портативные медиаплееры
GPS-навигаторы и трекеры
Носимые гаджеты
Автомобильные информационно-развлекательные системы
Зарядные устройства
Аксессуары для мобильных устройств
Фото и видео
Цифровые фотоаппараты и оптика
Видеокамеры
Фотоаксессуары
Обработка фотографий
Монтаж видео
Программы и утилиты
Операционные системы
Средства разработки
Офисные программы
Средства тестирования, мониторинга и диагностики
Полезные утилиты
Графические редакторы
Средства 3D-моделирования
Мир интернет
Веб-браузеры
Поисковые системы
Социальные сети
«Облачные» сервисы
Сервисы для обмена сообщениями и конференц-связи
Разработка веб-сайтов
Мобильный интернет
Полезные инструменты
Безопасность
Средства защиты от вредоносного ПО
Средства управления доступом
Защита данных
Сети и телекоммуникации
Проводные сети
Беспроводные сети
Сетевая инфраструктура
Сотовая связь
IP-телефония
NAS-накопители
Средства управления сетями
Средства удаленного доступа
Корпоративные решения
Системная интеграция
Проекты в области образования
Электронный документооборот
«Облачные» сервисы для бизнеса
Технологии виртуализации
Наш канал на Youtube
Архив изданий
1999
1
2
3
4
5
6
7
8
9
10
11
12
2000
1
2
3
4
5
6
7
8
9
10
11
12
2001
1
2
3
4
5
6
7
8
9
10
11
12
2002
1
2
3
4
5
6
7
8
9
10
11
12
2003
1
2
3
4
5
6
7
8
9
10
11
12
2004
1
2
3
4
5
6
7
8
9
10
11
12
2005
1
2
3
4
5
6
7
8
9
10
11
12
2006
1
2
3
4
5
6
7
8
9
10
11
12
2007
1
2
3
4
5
6
7
8
9
10
11
12
2008
1
2
3
4
5
6
7
8
9
10
11
12
2009
1
2
3
4
5
6
7
8
9
10
11
12
2010
1
2
3
4
5
6
7
8
9
10
11
12
2011
1
2
3
4
5
6
7
8
9
10
11
12
2012
1
2
3
4
5
6
7
8
9
10
11
12
2013
1
2
3
4
5
6
7
8
9
10
11
12
О нас
Размещение рекламы
Контакты
Популярные статьи
Моноблок HP 205 G4 22 AiO — одно из лучших решений для офисной и удаленной работы
В настоящем обзоре мы рассмотрим модель моноблока от компании HP, которая является признанным лидером в производстве компьютеров как для домашнего использования, так и для офисов. Моноблок HP 205 G4 22 — модель нового семейства, которая построена на базе процессоров AMD последнего поколения и отличается неплохой производительностью вкупе с привлекательной ценой
Logitech G PRO X Superlight — легкая беспроводная мышь для профессиональных киберспортсменов
Швейцарская компания Logitech G представила беспроводную игровую мышь Logitech G PRO X Superlight. Новинка предназначена для профессиональных киберспортсменов, а слово Superlight в ее названии указывает на малый вес этой модели, который не превышает 63 г. Это почти на четверть меньше по сравнению с анонсированным пару лет тому назад манипулятором Logitech G PRO Wireless
Материнская плата для домашнего майнинга ASRock h210 Pro BTC+
Как показало недавнее исследование Кембриджского университета — количество людей, которые пользуются сегодня криптовалютами, приближается к размеру населения небольшой страны и это только начало, мир меняется. Поэтому компания ASRock разработала и выпустила в продажу весьма необычную материнскую плату — h210 PRO BTC+, которую мы и рассмотрим в этом обзоре
Верхняя панель клавиатуры Rapoo Ralemo Pre 5 Fabric Edition обтянута тканью
Компания Rapoo анонсировала в Китае беспроводную клавиатуру Ralemo Pre 5 Fabric Edition. Новинка выполнена в формате TKL (без секции цифровых клавиш) и привлекает внимание оригинальным дизайном. Одна из отличительных особенностей этой модели — верхняя панель, обтянутая тканью с меланжевым рисунком
Изогнутый экран монитора MSI Optix MAG301 CR2 обеспечит максимальное погружение в игру
Линейку компьютерных мониторов MSI пополнила модель Optix MAG301 CR2, адресованная любителям игр. Она оборудована ЖК-панелью типа VA со сверхширокоформатным (21:9) экраном изогнутой формы (радиус закругления — 1,5 м). Его размер — 29,5 дюйма по диагонали, разрешение — 2560×1080 пикселов
Комплект SilverStone MS12 позволяет превратить SSD типоразмера M.2 2280 в портативный накопитель
Каталог продукции компании SilverStone пополнил комплект MS12. Он позволяет создать портативный накопитель на базе стандартного SSD типоразмера M.2 2280 с интерфейсом PCI Express
SSD-накопители ADATA XPG Spectrix S20G сочетают производительность с эффектным дизайном
Компания ADATA Technology анонсировала твердотельные накопители серии XPG Spectrix S20G. Они предназначены для оснащения игровых ПК и, как утверждают их создатели, сочетают высокую производительность и эффектный внешний вид
Видеокарта ASUS GeForce RTX 3070 Turbo оснащена системой охлаждения с одним центробежным вентилятором
Линейку видеоадаптеров ASUS на базе графических процессоров NVIDIA пополнила модель GeForce RTX 3070 Turbo (заводской индекс TURBO-RTX3070-8G), предназначенная для оснащения игровых ПК. Одной из особенностей новинки является конструкция системы охлаждения
КомпьютерПресс использует
Проблемы с бедрами | Johns Hopkins Medicine
Проблемы с бедром | Медицина Джона Хопкинса
Что такое бедро?
Бедро — это область с каждой стороны таза. Тазовая кость состоит из 3 частей:
Подвздошная кость. Широкая, расширяющаяся часть таза.
Лобок. Нижняя, задняя часть таза.
Искьюм. Одна из костей, формирующих бедро.
Тазобедренный сустав представляет собой шаровидный сустав, обеспечивающий подвижность и стабильность, необходимую для удержания веса тела.
Область впадины (вертлужная впадина) находится внутри таза. Шаровидная часть этого сустава — это верхняя часть бедренной кости (бедренной кости). Он соединяется с вертлужной впадиной, образуя тазобедренный сустав.
Тазобедренный сустав – один из самых стабильных суставов в организме. Но поскольку он несет вес вашего тела, у него больше шансов развить артрит из-за дополнительного давления. Боль в бедре может быть вызвана повреждением мышц, сухожилий или небольших заполненных жидкостью мешочков (бурс), которые амортизируют и смазывают суставы.
Каковы распространенные проблемы с тазобедренным суставом?
Ниже приведены некоторые из наиболее распространенных проблем с тазобедренным суставом:
Артрит
Артрит является наиболее распространенной причиной разрушения тканей тазобедренного сустава. Три вида артрита обычно поражают бедро:
Остеоартрит. Также называется артритом «изнашивания». Этот тип артрита повреждает хрящ, который смягчает кости бедра, изнашиваясь. Это позволяет костям тереться друг о друга, вызывая боль в бедре и скованность.
Ревматоидный артрит. Это заболевание вызывает раздражение оболочки сустава (синовиальной оболочки) и выделение слишком большого количества жидкости. Он повреждает хрящ, что приводит к боли и скованности.
Травматический артрит. Часто является результатом травмы или перелома.
Бурсит
При бурсите воспаляется заполненная жидкостью сумка (бурса) в суставе. Бурса функционирует как поверхность скольжения, уменьшая трение между тканями. Есть 2 основные сумки бедра. Оба могут вызывать тугоподвижность и боль в области тазобедренного сустава:
Другие распространенные проблемы с тазобедренным суставом:
Аваскулярный некроз. Это состояние связано с потерей кости, вызванной недостаточным получением крови. Это также может быть вызвано травмой или опухолями костей. Это может привести к разрушению тазобедренного сустава.
Набедренный указатель. Ушиб или разрыв мышцы, которая соединяется с верхушкой подвздошной кости. Подвздошная кость — это гребень таза, чуть ниже талии. Причины указателя бедра могут включать удар, падение или быстрый поворот или поворот тела.
Связанные
Перелом бедра
Перелом бедра
Хирургия тазобедренного сустава
Фиксация тазобедренного сустава
Перелом шейки бедра
Переломы шейки бедра: пять действенных мер профилактики
Похожие темы
Как они работают и почему они у нас есть
Написано Дайвой Сегал
Медицинский обзор Пунам Сачдев от 3 октября 2022 г.
В этой статье
Что такое бедра?
Что делают бедра?
Где расположены бедра?
Признаки того, что с вашим бедром что-то не так
Какие условия влияют на бедра?
Как сохранить здоровье бедер?
Тазобедренные суставы представляют собой шаровидные суставы, расположенные там, где бедренная кость соприкасается с тазом. Тазобедренный сустав участвует во многих движениях. Это также один из самых больших суставов в теле, на который приходится почти весь ваш вес.
Что такое бедра?
Научное название тазобедренного сустава — вертлужно-бедренный сустав. Этот сустав обеспечивает широкий диапазон движений ног и помогает при ходьбе, приседании, прыжках, подъеме и спуске по лестнице, сидении и любых других движениях, связанных с подъемом или опусканием ноги.
В общем, шаровидные суставы, такие как тазобедренные суставы, обладают наибольшей подвижностью из всех суставов тела.
Что делают бедра?
Этот сустав позволяет сгибать и разгибать ноги, поворачивать ноги внутрь и наружу, а также перемещать ноги к средней линии или от нее, хотя он не только обеспечивает особенно большой диапазон движений. Он также служит для стабилизации связи между верхней и нижней частями тела.
Уникальный таз и тазобедренные суставы человека позволяют нам ходить прямо. По мере того, как мы эволюционировали от четвероногих (животных, которые ходят на четырех ногах) к двуногим (животным, которые ходят на двух ногах), наш таз и тазобедренные суставы тоже должны были развиваться. Хотя прямохождение является значительным преимуществом, наш более узкий таз затрудняет такие вещи, как роды.
Где находятся бедра?
Анатомия бедра сложная. Область представляет собой сложную сеть костей, хрящей, мышц, связок, сухожилий и нервов.
Бедренные кости. Кости бедра состоят из верхушки бедренной кости и таза. Два отдела таза важны для тазобедренного сустава. Вертлужная впадина — это гнездо, в которое входит верхняя часть бедренной кости, а крестец поддерживает нижнюю часть позвоночника, а также служит точкой соединения для многих мышц и связок, которые также поддерживают бедра.
Мышцы бедра. Мышцы бедра помогают при движении и стабилизации, а некоторые делают и то, и другое. Более 15 мышц помогают вашим бедрам двигаться, но следующие являются одними из самых больших и наиболее важных:
Большая ягодичная мышца : Она соединяется в подвздошной кости, самой большой части таза, и в крестце. Это поможет вам разгибать и вращать ноги наружу. Это важно для вставания из положения сидя, бега и ходьбы в гору. Он также обеспечивает поддержку таза, помогая вам делать такие вещи, как балансирование на одной ноге.
Средняя ягодичная мышца: Это основная мышца, которая помогает при отведении бедра (отведении ноги от средней линии). Это также помогает стабилизировать вас, когда вам нужно временно балансировать на одной ноге во время ходьбы или бега. Он находится между большой и малой ягодичными мышцами.
Малая ягодичная мышца: это самая маленькая ягодичная мышца, которая прикрепляется к подвздошной кости. Это помогает при отведении, но в основном помогает стабилизировать бедра во время таких движений.
Большая поясничная мышца: Эта крупная и важная мышца одним концом прикрепляется к позвоночнику, а другим — к внутренней части таза. Эта мышца сложная и важная. Он соединяет верхнюю часть тела и нижнюю часть тела и стабилизирует это соединение. Он также соединяет переднюю часть тела с задней. В тазобедренном суставе поясничная мышца помогает вам поднимать и опускать ногу, вращать бедро наружу и стабилизировать бедро при малейшем движении.
Подвздошная кость: Подвздошная кость соединяет подвздошную кость таза и крестец. Это помогает вытягивать ногу и вращать ее наружу.
Грушевидная мышца: Соединяется с крестцом и помогает вам поднимать ногу и вращать ее. Это важно для переноса вашего веса из стороны в сторону во время ходьбы.
Бедренные нервы. Нервы бедра играют важную роль, обеспечивая чувствительность ног и помогая при ходьбе и повседневных движениях. К ним относятся:
Запирательный нерв: Обеспечивает чувствительность части бедра и двигательную активность нескольких важных мышц бедра
Полово-бедренный нерв: Обеспечивает чувствительность области гениталий
Латеральный кожный нерв бедра: Обеспечивает чувствительность латеральной поверхности бедра важные мышцы
Задний кожный нерв бедра: Обеспечивает чувствительность задней поверхности бедра
Седалищный нерв : У некоторых людей этот нерв проходит над грушевидной мышцей. В других он проходит через мышцу. Он отвечает за движение подколенных сухожилий.
Признаки того, что с вашим бедром что-то не так
Наши тазобедренные суставы подвержены износу, а также более острым травмам. Боль в бедре и скованность являются наиболее распространенными признаками того, что с вашим бедром что-то не так.
Немедленно обратитесь к врачу или обратитесь в отделение неотложной помощи, если:
Ваше бедро выглядит деформированным.
Вы не можете пошевелить ногой или бедром.
Вы не можете стоять или опираться на травмированную ногу.
Ваша нога сильно распухла или распухла внезапно.
Вы испытываете сильную боль.
У вас жар.
Вокруг поврежденного бедра покраснение.
Какие заболевания влияют на бедра?
Артрит. Это одно из самых распространенных заболеваний тазобедренного сустава. Со временем хрящ в суставе изнашивается от использования, и кости начинают тереться друг о друга, вызывая боль и скованность. Лечение включает противовоспалительные препараты, инъекции кортикостероидов и физиотерапию. Некоторым людям с тяжелым артритом тазобедренного сустава делают операцию по замене тазобедренного сустава.
Бурсит. Это состояние представляет собой воспаление небольших мешочков с жидкостью, которые амортизируют ваши суставы. Лечение бурсита тазобедренного сустава аналогично лечению артрита. Могут помочь противовоспалительные препараты, инъекции кортикостероидов и физиотерапия, а также изменение образа жизни, чтобы избежать действий, которые раздражают бедро. Если эти методы не работают, врач может порекомендовать операцию по удалению пораженной бурсы.
Аваскулярный некроз. В результате этого состояния ткань тазобедренного сустава отмирает из-за недостатка кровотока, вызванного травмой или опухолью. В течение нескольких месяцев или лет в бедре будут развиваться крошечные переломы, ведущие к разрушению костей. Основным симптомом этого состояния является боль в бедре, которая развивается со временем.
Как сохранить здоровье бедер?
Следуйте этим советам, чтобы улучшить здоровье тазобедренного сустава и снизить риск его травм с возрастом:
Поддерживайте здоровый вес.
Укрепляйте основные мышцы, включая ягодицы.
Ограничьте упражнения с высокой нагрузкой и выберите упражнения с меньшей нагрузкой, которые щадят ваши суставы.
Улучшите осанку.
Делайте перерывы при длительном сидении.
Попробуйте дать отдых и приложите лед к бедрам, если они болят, и подумайте о безрецептурных болеутоляющих средствах.
Топ 10 настольных токарных станков по металлу за 2023 год
1 место
Отзывы(2):
Цена: 558 000 p
Ø обработки над станиной
220
РМЦ
275
Макс. обороты
975
Мощность , кВт
0.75
Напряжение
380В
Масса, кг
210
Настольный токарный станок ТВ-7М (ТВ7М) предназначен для механической обработки изделий из металлов, древесины и пластмасс.
Полное описание …
2 место
Отзывы(1):
Цена: 149 940 p
Ø обработки над станиной
200
РМЦ
300
Макс. обороты
2500
Мощность , кВт
0.60
Напряжение
220В
Масса, кг
61
Настольный токарный станок Optimum TU2004V предназначен для механической обработки изделий из металлов, древесины и пластмасс. Технологические возможности станков могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
алые габариты, низкий уровень шума, возможность подключения к бытовой электросети позволяют заниматься техническим творчеством на дому.
Станок выполнен с приводом бесступенчатого регулирования частоты вращения шпинделя.
Полное описание …
3 место
Отзывы(1):
Цена: 95 410 p
Ø обработки над станиной
180
РМЦ
300
Макс. обороты
2500
Мощность , кВт
0.60
Напряжение
220В
Масса, кг
60
Metal Master MML 1830V – это настольный токарно-винторезный станок с вариатором, предназначенный для обработки резанием заготовок из конструкционных материалов (сталей, чугунов, сплавов цветных металлов), а также для нарезания метрических и дюймовых резьб.
Главное преимущество тока
Полное описание …
4 место
Отзывы(0):
Цена: 85 050 p
Ø обработки над станиной
180
РМЦ
350
Макс. обороты
2500
Мощность , кВт
0.55
Напряжение
220В
Масса, кг
40
Токарно-винторезный станок RED S712 является отличным вариантом для домашней мастерской, автосервиса, а также школьных мастерских. Этот небольшой, но в тоже время функциональный помощник способен превосходно справиться с выполнением таких операций как: нарезка резьбы, зенкерование, сверление, обточка поверхностей.
Преимущества RED S712
Удобное
Э
Полное описание …
5 место
Отзывы(0):
Цена: 124 880 p
Ø обработки над станиной
210
РМЦ
400
Макс. обороты
2500
Мощность , кВт
0.60
Напряжение
220В
Масса, кг
85
Metal Master MML 2140V – это настольный токарно-винторезный станок с вариатором, предназначенный для обработки резанием заготовок из конструкционных материалов (сталей, чугунов, сплавов цветных металлов), а также для нарезания метрических и дюймовых резьб.
Характеристика
Значение
Эле
Полное описание …
6 место
Отзывы(0):
Цена: 192 990 p
Ø обработки над станиной
250
РМЦ
550
Макс. обороты
2000
Мощность , кВт
0.75
Напряжение
220В
Масса, кг
125
Универсальный токарный станок MML 2550 обладает скромными габаритными размерами, длительным сроком эксплуатации и безопасен в работе.
Точность обработки деталей находится на высоте благодаря закалённому шпинделю станка;
Передняя бабка оборудована кнопкой аварийного выключения, а также имеется специальный защитный экран, который обеспечивает б
Полное описание …
7 место
Отзывы(0):
Цена: 202 300 p
Ø обработки над станиной
280
РМЦ
700
Макс. обороты
2500
Мощность , кВт
0.85
Напряжение
220В
Масса, кг
202
Токарный станок по металлу Metal Master MML 2870 идеален для работы с металлическими заготовками с макс. длиной 700 мм и макс. диаметром 280 мм.
Ходовой винт с надёжными металлокерамическими подшипниками обеспечивает продольную подачу. Удобная и быстрая нарезка метрической и дюймовой резьбы;
Надёжная прочная станина сделана из виброустойчивог
Полное описание …
8 место
Отзывы(10):
Цена: 78 790 p
Ø обработки над станиной
180
РМЦ
300
Макс. обороты
2500
Мощность , кВт
0.60
Напряжение
220В
Масса, кг
60
Настольный токарный станок Weiss Machinery WM-180V (ВМ-180V) «Универсал» предназначен для обработки изделий из металлов, древесины и пластмасс. Технологические возможности станка могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Малые габариты, низкий уровень шума, возможность подключения к бытовой электросети позволяют заниматься техническим творчеством на дому. Станок отлично подходит для комплектации школьных мастерских, автомастерских, НИИ.
Полное описание …
9 место
Отзывы(14):
Цена: 71 500 p
Ø обработки над станиной
180
РМЦ
350
Макс. обороты
3000
Мощность , кВт
0. 37
Напряжение
220В
Масса, кг
44
Настольный токарный станок JET BD-7 предназначен для механической обработки изделий из металлов, древесины и пластмасс.
Технологические возможности станков могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя. Малые габариты, низкий уровень шума, возможность подключения к бытовой электросети позволяют заниматься техническим творчеством на дому.
Полное описание …
10 место
Отзывы(1):
Цена: 144 420 p
Ø обработки над станиной
250
РМЦ
550
Макс. обороты
2000
Мощность , кВт
0.75
Напряжение
220В
Масса, кг
120
Настольный токарный станок Weiss Machinery WM250V «Универсал» предназначен для различных видов механической обработки деталей типа тел вращения из черных и цветных металлов, их сплавов, пластмасс и др. материалов.
Технологические возможности станков могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Полый шпиндель станка позволяет использовать в качестве заготовки прутковый материал.
Принадлежности, входящие в комплект станка, обеспечивают все его перечисленные возможности.
Полное описание …
Сравнительная таблица
Характеристики
ТВ-7М
OPTIturn TU 2004V
MML 1830V
RED S712
MML 2140V
MML 2550
MML 2870
WM180V «Универсал»
JET BD-7
Weiss Machinery 250Vx550
Цена
558000
149940
95410
85050
124880
192990
202300
78790
71500
144420
Ø обработки над станиной
220
200
180
180
210
250
280
180
180
250
Ø обработки над супортом
100
110
110
110
150
170
110
110
145
РМЦ
275
300
300
350
400
550
700
300
350
550
Ø отверстия шпинделя
18
21
21
20
21
26
26
21
20
26
Размер заготовки
Макс. обороты
975
2500
2500
2500
2500
2000
2500
2500
3000
2000
Регулировка частоты вращения шпинделя
Ступенчатая
Ступенчатая
Бесступенчатая
Бесступенчатая
Бесступенчатая
Ступенчатая
Ступенчатая
Бесступенчатая
Бесступенчатая
Ступенчатая
Мощность
0. 75
0.60
0.60
0.55
0.60
0.75
0.85
0.60
0.37
0.75
Напряжение
380В
220В
220В
220В
220В
220В
220В
220В
220В
220В
Масса
210
61
60
40
85
125
202
60
44
120
В наличии
1
1
184
1
90
25
4
0
0
0
Бытовые настольные токарные станки по металлу для дома
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 11001
В наличии 1 шт.
Токарный станок по металлу OPTIturn TU 2004V
Ø обработки над станиной 200
РМЦ300
Макс. обороты 2500
Мощность 0.60 кВт
Напряжение220В
Масса61 кг
Код товара: 11000
В наличии 1 шт.
Токарный станок OPTIturn TU 1503V (бывший D140x250)
Ø обработки над станиной 140
РМЦ265
Макс. обороты 3000
Мощность 0.45 кВт
Напряжение220В
Масса23 кг
Код товара: 11002
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2304
Ø обработки над станиной 230
РМЦ450
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса111 кг
Код товара: 1952
173 524 p
В наличии 21 шт.
Универсальный токарный станок Proma SPA-500P
Ø обработки над станиной 200
РМЦ500
Макс. обороты 1710
Мощность 0.37 кВт
Напряжение380В
Масса130 кг
Код товара: 11003
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2304V
Ø обработки над станиной 230
РМЦ450
Макс. обороты 2200
Мощность 0.75 кВт
Напряжение220В
Масса114 кг
Код товара: 253
В наличии 1 шт.
Станок токарный настольный Optimum D210x400
Ø обработки над станиной 210
РМЦ400
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса114 кг
Код товара: 44176
В наличии 18 шт.
Станок настольный токарный STALEX D250x550C
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 1.10 кВт
Напряжение220В
Масса135 кг
Код товара: 52302
В наличии 1 шт.
Настольный токарный станок Metal Master MML 250X550 (2550)
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2500
Мощность 0.75 кВт
Напряжение220В
Масса125 кг
Код товара: 52300
В наличии 4 шт.
Токарный станок по металлу Metal Master MML 2870
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2500
Мощность 0.85 кВт
Напряжение220В
Масса202 кг
Код товара: 52303
В наличии 24 шт.
Токарный станок по металлу Metal Master MML 2870 (MML 280X700)
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2500
Мощность 0.85 кВт
Напряжение220В
Масса180 кг
Код товара: 252
79 804 p
Нет в наличии
Настольный микротокарный станок Proma SM-250E
Ø обработки над станиной 140
РМЦ210
Макс. обороты 2000
Мощность 0.15 кВт
Напряжение220В
Масса35 кг
Код товара: 1954
173 027 p
Нет в наличии
Универсальный токарный станок Proma SPB-550/400
Ø обработки над станиной 250
РМЦ500
Макс. обороты 2000
Мощность 0. 60 кВт
Напряжение380В
Масса120 кг
Код товара: 9877
137 598 p
Нет в наличии
Комбинированный токарный станок Proma SK-400
Ø обработки над станиной 250
РМЦ400
Макс. обороты 2000
Мощность 0.55 кВт
Напряжение380В
Масса120 кг
Код товара: 41698
Нет в наличии
Настольный токарный станок WM250G
Ø обработки над станиной 250
РМЦ500
Макс. обороты 1600
Мощность 0.75 кВт
Напряжение220В
Масса117 кг
Код товара: 44177
Нет в наличии
Станок настольный токарный STALEX D280x600G
Ø обработки над станиной 280
РМЦ600
Макс. обороты 2000
Мощность 1.10 кВт
Напряжение220В
Масса220 кг
Код товара: 36259
Нет в наличии
Токарный станок с вариатором Metal Master MML 250×550 V (2550 V)
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2500
Мощность 1.10 кВт
Напряжение220В
Масса125 кг
Код товара: 52304
Нет в наличии
Токарный станок по металлу Metal Master MML 280X700 V (2870V)
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2500
Мощность 1.10 кВт
Напряжение220В
Масса180 кг
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Изготовители
PROMA (Чехия)
Optimum (Германия)
WEISS MACHINERY
STALEX
Metal Master
Найдено товаров : 17
Сбросить фильтры
Цена
Производитель
PROMA (Чехия) Optimum (Германия) Metal Master WEISS MACHINERY STALEX
Все производители
Ø обработки над станиной
Максимально возможный диаметр заготовки, который можно установить на станке и вращать над направляющими станины
Ø обработки над супортом
Максимально возможный диаметр заготовки, обрабатываемой над поперечными салазками суппорта
РМЦ
РМЦ — расстояние между центрами. Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Ø отверстия шпинделя
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
Макс. обороты
Максимальные обороты шпинделя. Единица измерения — об/м.
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая Бесступенчатая
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
220В 380В
Масса
В наличии
5 лучших токарных станков по металлу для домашнего магазина
Metallurgical Content
1. Настольный мини-токарный станок по металлу Eastwood с регулируемой скоростью
2. Токарный станок по металлу VEVOR
3. Токарный станок по металлу Jectse
Мини-токарный станок по металлу Erie 0 Precision 6
5. Токарный станок по металлу BestEquip
Часто задаваемые вопросы о токарных станках по металлу для домашнего магазина
Резюме
Раскрытие информации: Этот пост содержит партнерские ссылки, и я могу заработать небольшую комиссию, если вы сделаете покупку по этим ссылкам.
Независимо от того, являетесь ли вы опытным механиком или только начинаете изучать ремесло, токарный станок — это чрезвычайно простая в использовании машина, способная выполнять бесконечные проекты по металлообработке. Известный как мать всех станков, токарный станок позволяет нам придавать форму, резать и резать металлы, поворачивая материал на высокой скорости против желаемого инструмента.
От ювелирных украшений до инструментов и сделанной на заказ мебели, инвестиции в токарный станок по металлу поднимут вашу домашнюю мастерскую, отточат ваши навыки и откроют двери для новых ремесел. Но прежде чем вы поспешите купить токарный станок, сначала задайте себе несколько соображений:
Сколько места в моем магазине? – Токарные станки различаются по размеру: от настольных до размеров пианино, поэтому убедитесь, что у вас достаточно места.
Над какими проектами я хочу работать? – Проверьте параметры патрона, станины и качания, так как это определяет материал максимального размера, с которым вы можете работать.
Насколько мощный двигатель? – Скорость двигателя будет определять способность токарного станка работать с определенными материалами и тяжелыми проектами.
После того, как вы ответили на эти вопросы, ознакомьтесь с нашими 5 лучшими токарными станками по металлу ниже, с машинами, подходящими для разных бюджетов, опыта и помещений. Не забудьте надеть защитные очки, завязать длинные волосы и снять свободную одежду, перчатки или украшения, прежде чем идти.
При выборе наших лучших рекомендаций мы проанализировали каждый продукт через Fakespot, чтобы удалить все поддельные или оплаченные отзывы. Это позволяет нам рекомендовать только те продукты, которые были опробованы и проверены настоящими пользователями, которые могут подтвердить качество каждого токарного станка.
1. Настольный мини-токарный станок по металлу Eastwood с переменной скоростью
Настольный мини-токарный станок по металлу Eastwood разработан для обеспечения функций профессионального уровня в гораздо меньшем масштабе, что делает его идеальным для установки прямо в вашей домашней мастерской. Несмотря на свой компактный размер, он более чем способен выполнять сложную работу благодаря системе автоматической подачи и выбираемым компонентам зубчатой передачи. Таким образом, вы можете использовать станок для сложных операций по нарезанию резьбы, выбирая различные уровни точности, чтобы без труда выполнять их все.
Мини-токарный станок по металлу Eastwood имеет 2,125-дюймовый ход над поперечным суппортом, а также 12-дюймовое расстояние между центрами. Эта установка позволяет работать с различными материалами длиной до 11 дюймов и диаметром до 4 дюймов.
Кроме того, внутренний и внешний 3-х кулачковый патрон поможет вам приспособиться к различным конфигурациям заготовок. Такая универсальность позволяет легко точить или резать сталь, латунь, нейлон и другие материалы. Кроме того, 4-позиционная индексируемая резцедержатель позволяет быстро менять инструменты. Таким образом, он может служить обучающим устройством для начинающих пользователей, предлагая достаточно полезных функций, которые помогут вам улучшить свои навыки. Также помогает то, что он поставляется с режущими инструментами HSS, которые помогут вам в пути.
Особенности:
¾ Мотор с л.с.
Набор патронов с 3 челюстью
Auto-Feed
Кратковая хвоста
Регулируемые Gibs
Что We Love:
Что Love We Love:
9
с его стальная конструкция, очень надежная и устойчивая при установке на верстак
Разработан с многочисленными защитными элементами для обеспечения безопасности
Поставляется с 3-летней гарантией, что удобно, если вы только начинаете
Нам это не очень нравится:
Токарный станок может потребовать небольшой очистки и настройки перед первым использованием
Настольный токарный станок по металлу Eastwood 7 дюймов x 12 дюймов | Мини-токарный станок по металлу с переменной скоростью 0-2500 об/мин, мини-токарный станок с 3-кулачковым патроном | Настольный токарный станок по металлу, сверлильный станок для различных типов токарной обработки металла
МИНИ-СТАНОК EASTWOOD по металлу может легко и точно обрабатывать сталь, алюминий, нейлон, делрин, латунь и пропитанную маслом бронзу. Этот фрезерный станок оснащен двигателем мощностью 3/4 л.с. с БЕСКОНЕЧНО ИЗМЕНЯЕМОЙ СКОРОСТЬЮ 0-2500 ОБ/МИН и способен делать 0,010-дюймовый разрез в стали, что позволяет вам изготавливать настоящие детали для вашего автомобиля.
ВКЛЮЧАЕТ ИНСТРУМЕНТЫ ДЛЯ РЕЗКИ HSS: Мы даже включаем инструменты для резки HSS, чтобы вы были готовы к работе сразу после распаковки; Оснащен всеми функциями больших токарных станков: автоматическая подача и выбираемая зубчатая передача, включенная внутри и снаружи набора с 3 кулачками, подходит для широкого спектра конфигураций заготовок; Благодаря повороту поперечных салазок на 2,125 дюйма и расстоянию между центрами на 12 дюймов вы можете легко и удобно обрабатывать материалы диаметром до 4 дюймов и длиной до 11 дюймов.
КАЧЕСТВО EASTWOOD: Eastwood предлагает решения, которые сочетают в себе наши более 4000 уникальных продуктов с ноу-хау «Выполнять работу правильно». Благодаря собственному дизайну, разработке и тестированию продукции, а также большому опыту создания высококачественных инновационных продуктов. Используется и доверяется ведущими строителями новичкам, а также обеспечивает пожизненную техническую поддержку.
ИНФОРМАЦИЯ О БЕЗОПАСНОСТИ: Всегда надевайте защитные очки и средства защиты рук при работе с металлом. Держите все части тела подальше от движущихся частей этой машины. Пожалуйста, прочтите и полностью усвойте руководство по эксплуатации перед использованием. Наденьте соответствующие рабочие перчатки, защитную одежду и очки.
ГАРАНТИЯ: 100% гарантия качества с 1978 года. Мы поддерживаем наши решения и клиентов. Поставляется с 1-летней ограниченной гарантией и 90-дневным возвратом.
2. Станок токарный VEVOR
Токарный станок по металлу ВЕВОР — надежный инструмент, изготовленный из высококачественного железа. Благодаря своему дизайну он предлагает вам широкий спектр типов приложений, которые вы можете выполнять. Во многом это связано с двигателем постоянного тока и 3-х кулачковой компоновкой патрона. Например, вы можете использовать этот токарный станок по металлу для моделирования проектов, чтобы обрабатывать прецизионные детали и обрабатывать более мелкие материалы.
Даже профессиональный составной упор позволяет лучше выполнять различные положения, такие как торцевая резка, резка под углом и внутренняя резка. Этот тип токарного станка по металлу полезен для тех, кто только начинает, ветеранов-любителей и даже профессионалов, которые хотят заниматься домашними проектами.
При работе с этим токарным станком по металлу большое внимание уделяется безопасности. Это показано с включенным защитным щитком во всю длину. Это также имеет идеальную точность с точки зрения вращения, что делает его еще более удобным для тех из вас, у кого минимальный опыт. Конструкция самоцентрирующегося патрона лучше помогает вам стабильно устанавливать цилиндрические материалы, что является ключом к повышению безопасности станка и обеспечению того, чтобы ваши проекты получались такими, как они должны быть.
Токарный станок VEVOR Metal дает вам свободу учиться и по-прежнему использовать расширенные функции для развития ваших навыков с течением времени. Существует почти бесконечное количество скоростей, которые вы также можете переключать, что дает вам больше контроля над конкретными проектами с помощью одного устройства.
Особенности:
Нейлоновые передачи
550W Мотор
Профессиональный составной отдых
3-й чек
Скорость: 0-2250 оборотов
Что мы любим:
. чтобы помочь вам начать работу
Устойчивая к истиранию конструкция, обеспечивающая свободное движение лезвий
Включает в себя бесплатную съемную лампу, поэтому у вас всегда будет свет
Нам это не очень нравится:
Со временем вам может понадобиться заменить нейлоновые шестерни на металлические
VEVOR Metal Lathe 7 «x 12», прецизионный настольный мини-токарный станок по металлу 550 Вт, токарный станок по металлу с переменной скоростью 50-2500 об / мин Нейлоновая шестерня с подвижной лампой для точной обработки деталей
Прочная железная конструкция: станина мини-токарного станка из железо сорта. Этот токарный станок, оснащенный нейлоновыми шестернями, является износостойким, прочным, более точным вращением и профессиональным. Мини токарный станок по металлу мощность двигателя: 550Вт. Полноразмерный брызговик обеспечивает максимальную защиту.
Бесступенчатая регулировка скорости: скорость вращения шпинделя от 0 до 2250 об/мин. Вперед и назад на всех скоростях. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Удобство и точность v-образных направляющих достигаются за счет использования исходного материала, термической закалки и шлифовки. Кнопка аварийной остановки в комплекте.
Точный 3-кулачковый патрон: мини-патрон для токарного станка по металлу, 3-кулачковый самоцентрирующийся патрон для устойчивой установки цилиндрических материалов. Защита от брызг в комплекте. Шпиндель поддерживается прецизионными коническими роликоподшипниками, точность шпинделя в пределах 0,01 мм. В стоимость входит бесплатная лампа.
Профессиональная составная опора: Быстросменная резцедержатель мини-токарного станка позволяет выполнять внутреннюю резку, торцевую резку и резку под углом, изменяя угол опоры резца и регулируя составную опору. Профессиональные поперечные салазки спроектированы с абразивной стойкостью, лезвия свободно перемещаются с помощью подающего стержня.
Широкое применение: Этот мини-токарный станок с приводом от двигателя постоянного тока может использоваться в таких областях, как прецизионная мини-обработка деталей, обработка образцов и моделирование.
3. Мини-токарный станок Jectse
Мини-токарный станок Jectse представляет собой компактный инструмент, занимающий небольшую площадь. Это делает его полезным, когда у вас мало места на рабочем месте, но вам все равно нужно выполнять простые, легкие задачи. Этот инструмент по-прежнему предлагает большое количество функций, которые делают его полезным для новичков. Во-первых, у него есть мощный двигатель, который может обрабатывать сталь на высоких скоростях.
Токарный инструмент также позволяет обрабатывать мягкие и цветные металлы с достаточной точностью и точностью, чтобы начинающие пользователи чувствовали себя профессионалами. Так как центральная высота 2,95 дюймов с центрами 5,31 дюйма, его лучше всего использовать для небольших заготовок. Однако, если вам нужно, вы можете увеличить диаметр до 1,96 дюйма, используя центральный блок.
Пусть доступный внешний вид этого токарного станка не вводит вас в заблуждение, поскольку он включает в себя все варианты дизайна, которые делают его надежным устройством для выполнения нескольких проектов в течение долгого времени. Соединительный блок, коробка шпинделя, лезвие двигателя, редуктор, задняя бабка, ползунок размера и длинная стойка изготовлены из металлического материала. Есть даже защитный чехол для ремня. Этот тип компоновки гарантирует, что машина построена так, чтобы она могла выполнять последовательную работу, что делает ее полезной для долгосрочного инструмента.
Особенности:
Моторная коробка и шпинделя
Size Slider
60 Вт мотор
All-Metal Design
75 мм-высота
Что Love We Love:
Что Love We Love:
. инструмент для новичков, чтобы понять, как пользоваться токарным станком по металлу
Он поставляется с набором полезных инструментов для резки металла, чтобы вы могли начать работу
Предлагает широкий выбор настроек скорости для простых проектов
Нам это не очень нравится:
Будьте особенно осторожны при использовании этого станка на полной скорости, так как устройство может вибрировать
Мини-токарный станок, набор инструментов для токарного станка, токарный станок с мощным двигателем 12000 об/мин, токарный инструмент из быстрорежущей стали, защитный кожух ремня, 60-ваттный станок по металлу
Станок с мощным двигателем, моторной коробкой и шпиндельной коробкой для соединенной конструкции.
Основные части: такие как коробка шпинделя, задняя бабка, длинная стойка, ползунок размера, лезвие двигателя, редуктор, соединительный блок изготовлены из металлических материалов, с защитным кожухом ремня.
Высота центра 75 мм, расстояние между центрами 135 мм, скорость двигателя обычно падает до 2000 об/мин при использовании токарного станка для обработки металла.
Максимальная мощность двигателя составляет 60 Вт при использовании более мощного двигателя.
Токарный инструмент изготовлен из быстрорежущей стали, может обрабатывать мягкие, цветные, драгоценные металлы. Используя центральный блок, диаметр можно увеличить до 50 мм.
4. Прецизионный настольный мини-токарный станок по металлу Erie Tools
Прецизионный настольный мини-токарный станок по металлу Erie Tools представляет собой небольшой станок, разработанный специально для любителей. Вы можете легко настроить это, следуя инструкциям, и это не займет много места. Он не только прост в сборке, но и очень удобен в использовании. Вы можете точить, резать и сверлить детали из металла, дерева и пластика.
Этот токарный станок по металлу включает внешние и внутренние зажимные кулачки, а также комплект из пяти твердосплавных фрез. Все эти аксессуары и инструменты полезны, когда вы пытаетесь выполнить более точные проекты.
Этот токарный станок по металлу отличается еще большей универсальностью благодаря индикаторам резьбы. Они пригодятся, когда вам нужно повернуть головки винтов в диапазоне от 12 до 52 TPI. Кроме того, станок разработан как с метрическими, так и с дюймовыми индикаторами резьбы. Таким образом, вам не нужно идти и покупать тот или иной отдельно, так как вместо этого вы мгновенно получаете оба типа измерений.
При использовании токарного станка по металлу вы можете легко установить четыре режущих инструмента одновременно. Это позволит вам переключаться между различными инструментами в середине проекта для выполнения определенных задач без необходимости полностью останавливаться и добавлять инструмент, который вам нужен в данный момент.
Особенности:
Комплект из 5 твердосплавных фрез
Кулачки патрона (внешние и внутренние)
Переменная скорость: до 2500 об/мин
Индикаторы скорости подачи
6 1000006
Что нам нравится:
Относительно легко разбирать и чистить патрон для более плавного использования. быстро
Нам это не очень нравится:
Так как пластиковые шестерни со временем изнашиваются, рекомендуем приобретать запасные части заранее
Erie Tools 7 x 14 Прецизионный настольный мини-фрезерный станок по металлу с переменной скоростью 2500 об/мин и цифровым считыванием с 5 шт. Набор фрез
Включает в себя токарный станок, ключ для патрона, комплект из пяти твердосплавных фрез, внутренние и внешние кулачки, 11 зубчатых передач и руководство пользователя. .
Настольный мини-токарный станок по металлу Erie Tools с регулируемой скоростью 7 дюймов x 14 дюймов создает прецизионные детали.
Двигатель с переменной скоростью настраивается на 2500 об/мин в любом направлении вращения, что позволяет использовать левостороннюю резьбу.
Индикатор резьбы помогает пользователям накрутить резьбу от 12 до 52 витков на дюйм. Метрическая или имперская.
5. Токарный станок по металлу BestEquip
Токарный станок по металлу BestEquip представляет собой прочный механизм, упакованный в мини-форму. Будучи моделью высокого класса, он может обслуживать тех, кому удобно пользоваться такой техникой. Таким образом, это более полезно для ветеранов-любителей или профессионалов, которые хотят заниматься некоторыми проектами дома, а также на работе.
Это настольный токарный станок по металлу, изготовленный со стандартным 3-х кулачковым патроном с длинным поворотом над поперечными суппортами (29,5 дюймов), что дает вам возможность обрабатывать большие или тяжелые заготовки. Тем не менее, он также поставляется с 4-кулачковым патроном, чтобы предложить вам больше возможностей для использования станка.
Несмотря на то, что машина может быть мощной, она также имеет защитную и прочную конструкцию, которая обеспечивает одновременно точную и безопасную работу. Он имеет плавный пуск, а также вращение шпинделя по часовой стрелке или против часовой стрелки с помощью переключателя переключения. Также имеется люнет, который обеспечивает максимальную неподвижность машины для использования без вибрации. Это, в свою очередь, поможет вашей работе оставаться стабильной. Конечно, этот токарный станок также имеет стандартные функции, такие как широкий диапазон переменной скорости, в котором вы можете определить скорость через встроенный светодиодный экран.
Особенности:
Профессиональный составной отдых
3-й чек для патрона (в комплекте с 4-четовой патроном)
Переменная скорость: 0-2250 об / мин
Светодиодный экран
Регулируемая хвостовая стука
Что мы любим:
Светодиодный экран разработан с хорошей контрастностью, чтобы облегчить чтение
В целях безопасности включает защитный щиток
Подходит для резки как мягких, так и твердых металлов при различных скоростях резания
Нам это не очень нравится:
При первоначальной настройке у этого станка могут быть ослаблены винты, поэтому перед использованием важно полностью отрегулировать станок
Токарный станок по металлу BestEquip, настольный токарный станок 8 x 16 дюймов, мини-токарный станок по металлу 0-2500 об/мин с регулируемой скоростью, мини-токарный станок с 3-кулачковым патроном, настольный токарный станок по металлу, для различных типов токарной обработки металла
Бесступенчатая регулировка скорости: мини токарный станок по металлу с металлическими шестернями приводится в движение мощным двигателем. Переменная скорость: 0-2250 об/мин. Светодиодный экран показывает четкую и точную скорость для точной работы. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Точность шпинделя: 0,0004–0,0012 дюйма (0,01–0,03 мм).
Большой диапазон поворота 400 мм: настольный токарный станок оснащен 3-х кулачковым патроном. Поворотная платформа: 8-1/4 дюйма (210 мм) и поворотная поперечная направляющая: 15-3/4 дюйма (400 мм) предлагают больше возможностей для крупногабаритных и/или тяжелых заготовок.
Профессиональная составная опора: быстросменный резцедержатель мини-токарного станка может выполнять внутреннюю резку, торцевую резку и резку под углом, изменяя угол опоры резца и регулируя составную опору, свободно перемещая лезвия с помощью подающего стержня. 4-позиционный револьверный резцедержатель (макс. размер инструмента 3/8″).
Поддержка и защита: плавный пуск, переключатель для вращения шпинделя по часовой стрелке или против часовой стрелки. Оснащен цельнометаллическими шестернями. Люнет работает как концевая опора, обеспечивая работу без вибрации. Защита от брызг в комплекте.
Регулируемая задняя бабка: Конус задней бабки Шпиндель: MT2. Поверните рычаг по часовой стрелке, чтобы заблокировать шпиндель, и поверните по часовой стрелке, чтобы продвинуть маховик. Чтобы сместить заднюю бабку для нарезания конусов, отрегулируйте четыре установочных винта, расположенных на основании задней бабки. Ход: составной упор 2-1/8 дюйма (54 мм), поперечный суппорт 3 дюйма (76 мм).
Часто задаваемые вопросы О токарных станках по металлу для дома Магазин
На что следует обратить внимание при выборе токарного станка по металлу?
Их дизайн многое говорит о продукте, например о простоте его использования. Удобный макет не только полезен, но и жизненно важен для тех из вас, кто только начинает. Это означает, что инструмент не слишком сложен и не требует от вас глубоких знаний перед его использованием.
Когда у вас будет больше опыта, вы можете подумать о поиске более продвинутых токарных станков по металлу. У них будет сложный выбор дизайна, что делает их гораздо более полезными для работы, требующей большего мастерства и дополнительных дополнительных инструментов.
Конечно, при покупке токарного станка по металлу вы также должны сосредоточиться на том, что собираетесь делать. Это связано с тем, что существует множество типов токарных станков по металлу, которые служат различным целям. Например, настольный токарный станок удобен, когда вам нужно установить его на верстаке, поскольку он меньше по размеру. С другой стороны, центральный токарный станок большой, но простой в использовании. Или, может быть, вам нужно что-то более специализированное для конкретной задачи, например, токарный станок.
Насколько важен размер токарного станка по металлу?
Размер токарного станка по металлу определяет, где его можно использовать и для чего. Например, если пространство является проблемой, вы должны убедиться, что можете либо создать комнату, либо согласиться на меньший токарный станок по металлу, который лучше поместится на верстаке среднего размера. Таким образом, вы можете настроить токарный станок, держа другие необходимые инструменты под рукой.
Токарные станки по металлу выпускаются различных размеров для поддержки проектов разного масштаба. Часто можно увидеть машины размером 7 дюймов. х 14 дюймов. для самых основных задач, в то время как другие могут достигать высоты около 11 дюймов. х 26 дюймов.
Конечно, всегда можно найти нечто среднее. Таким образом, токарный станок по металлу может расти вместе с вами по мере развития ваших навыков. Помогает, если сам токарный станок по металлу адаптируется. Некоторые сконструированы таким образом, что вы можете увеличить диаметр машины, что позволяет выполнять проекты, которые могут быть немного шире или иметь странную форму.
Насколько быстрым должен быть двигатель токарного станка по металлу?
В токарном станке по металлу двигатель используется для вращения патрона. Если вы хотите выполнять работу в более быстром и эффективном темпе, вам нужен высокоскоростной токарный станок по металлу. Как правило, идеально подходят токарные станки по металлу с максимальной скоростью около 2500 об/мин. Эти скорости позволят вам резать более крупные куски. Кроме того, большая мощность гарантирует, что если вы режете более тяжелые детали, деталь будет продолжать резаться и поворачиваться плавно.
В то же время вы хотите, чтобы также был хороший диапазон скоростей. Без более медленных скоростей вы, возможно, не сможете решать и эти более мелкие задачи, основанные на точности. Например, для нарезки винтов не требуются такие высокие скорости, как если бы вы работали над чем-то большим.
Регулировка скорости также должна быть достаточно простой, чтобы вам не пришлось полностью останавливать проект и выяснять, как увеличить или уменьшить скорость. Некоторые из более современных токарных станков по металлу даже имеют светодиодные экраны, такие как токарный станок по металлу BestEquip, которые отображают текущую скорость для точной работы.
Подведение итогов
Выбор лучшего токарного станка по металлу требует понимания ваших целей, а также пространственных ограничений. Существует множество типов токарных станков по металлу, некоторые лучше подходят для начинающих, а другие более полезны для опытных пользователей. Понимание того, какой из них лучше всего подойдет для вашего проекта, зависит от ваших конкретных потребностей и набора навыков. Независимо от того, какова ваша цель, единственный способ достичь ее — это иметь подходящую машину для работы.
По этой причине мы подробно рассмотрели пять лучших токарных станков по металлу, чтобы предоставить вам достаточно информации для принятия решения. Важно знать как можно больше о токарном станке по металлу, поскольку это то, что вы, скорее всего, будете использовать совсем немного, будь то в качестве хобби или в качестве работы, поэтому полезно, чтобы вы чувствовали себя совершенно непринужденно при его использовании.
Если вам нужны краткие рекомендации, основанные на финансовых потребностях в качестве отправной точки, вы всегда можете напрямую ознакомиться с нашим лучшим выбором для нашего любимого недорогого токарного станка по металлу, нашего любимого станка среднего класса и нашего любимого токарного станка высокого класса:
Лучший вариант бюджета- Jectse Mini Retae
Лучший вариант среднего класса- Vevor Metal Tale
Лучший вариант High-Ed0006
Если вы просто хотите увидеть устройства стоимостью менее 1000 долларов, ознакомьтесь с 5 лучшими токарными станками по металлу менее чем за 1000 долларов.
911metallurgist.com является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на Amazon.com.
Лучшие токарные станки по металлу [2023] для токарной обработки металлов
Токарные станки по металлу — это мощные машины, используемые для придания металлическим заготовкам желаемой формы.
Это одно из старейших машин, которое можно использовать для различных целей, от изготовления простых гвоздей до сложных турбинных лопастей.
Токарные станки по металлу доступны в различных размерах и конфигурациях, которые предлагают различные возможности.
В этой статье перечислены и рассмотрены лучшие токарные станки по металлу, подходящие для любителей и малого бизнеса.
В статье также рассказывается о том, на что следует обратить внимание при покупке токарного станка по металлу.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Лучшие токарные станки по металлу в 2023 году
Лучший выбор
Multiple Options
Lathe
Eastwood
TECHTONGDA
Grizzly G0602
Type
Benchtop
Benchtop
Benchtop
Center Distance
11.8″ — 23.6″
Swing
7″ — 8.3″
Двигатель
3/4 HP
0,8 л.с. / 1,2 л.с. / 1,47 л.с.
Направление веретена
вперед и обратный
Вперед и обратный
вперед и обратный
Скорость
(0–25003 RPM)
Переменная (50 — 2500 об / мин)
6 скоростей (150 — 2400 об / мин)
Гарантия
1 Год
6 месяцев
1 Год
Цена
Цена
Проверка цена
. 0003
Лучший выбор
Токарный станок
Eastwood
Тип
Benchtop
Центральный расстояние
Мотор
3/4 л.с.
1 год
Цена
Контрольная цена
Несколько вариантов
Lathe
TECHTONGDA
Type
Benchtop
Center Distance
11.8″ — 23.6″
Swing
7″ — 8.3″
Motor
0.8hp / 1.2hp / 1.47hp
Spindle Direction
вперед и обратный
Скорость
Переменная (50 — 2500 об / мин)
Гарантия
6 месяцев
Цена
Проверка цена
Плота
Gizzly G0602
Тип
0003
Benchtop
Центральное расстояние
Управление шпинделя
вперед и реверс
Скорость
6 скоростей (150 — 2400 об / мин)
Гарантия
1 год
Цена
Проверка цена
44.
10003
. Токарный станок по металлу
Настольный мини-токарный станок по металлу Eastwood
Настольный мини-токарный станок по металлу Eastwood
Расстояние между центрами
12 дюймов
Swing
7″
Motor
3/4hp
Spindle Direction
Forward/Reverse
Variable Speed
0 — 2,500 RPM
Range of thread manufacturing
12–52 TPI 0,4–2,0 мм
Гарантия
1 год
0 фунтов
Имеет цельнометаллическую конструкцию, за исключением шестерен, которые изготовлены из высококачественного пластика.
Однако, если ваше приложение требует работы с твердыми металлами, вы можете заменить эти пластиковые шестерни металлическими шестернями для большей прочности и долговечности.
Мини-токарный станок по металлу Eastwood имеет площадь около 27,75 x 8,75 дюймов и устанавливается на лоток для стружки, который поставляется вместе со станком.
Вмещает металлические детали длиной до 12 дюймов и диаметром до 7 дюймов. Максимальное сложное перемещение стойки инструмента составляет 2,75 дюйма, а перемещение каретки — 10,5 дюйма.
Мини-токарный станок по металлу Eastwood позволяет нарезать резьбу в диапазоне от 12 до 52 TPI (витков на дюйм).
Он имеет 3-дюймовый шпиндель, установленный на передней бабке с конусом MT3, и заднюю бабку с конусом MT2 с ходом около 2,5″.
На электрическом шкафу есть переключатель прямого/выключенного/обратного хода. Вы можете использовать его для вращения двигателя в прямом и обратном направлениях.
Ручка управления переменной скоростью расположена рядом с переключателем прямого/выключенного/обратного хода. Вы можете использовать его для регулировки скорости вращения шпинделя в диапазоне от 0 до 2500 об/мин.
Станок поставляется с 3-кулачковым патроном, прикрепленным к передней бабке. Дополнительный комплект из трех наружных губок предназначен для удержания заготовки по внешнему диаметру.
Его можно считать лучшим настольным токарным станком по металлу в этой ценовой категории.
Список аксессуаров
Набор из 4 шестнадцатеричных клавиш (3 мм, 4 мм, 5 мм, 6 мм)
Список аксессуаров, поставляемых с настольным токарным станком по металлу Eastwood
Настольный мини-токарный станок Eastwood поставляется в виде полусобранного комплекта с подробной документацией по сборке на их веб-сайте.
Для мини-токарного станка по металлу Eastwood предоставляет годовую гарантию, и вы можете связаться с ними по электронной почте, телефону или с помощью формы «связаться с нами» на их веб-сайте.
Настольный мини-токарный станок по металлу Eastwood
Он имеет межосевое расстояние 12 дюймов и качание 7 дюймов. Двигатель мощностью 3/4 л.с. с регулируемой скоростью приводит в движение шпиндель. Иствуд предоставляет на него годовую гарантию.
2. Токарный станок с дюймовой резьбой TECHTONGDA
TECHTONGDA Inch Thread Metal Lathe
TECHTONGDA Inch Thread Metal Lathe
Center Distance
11. 8″ — 23.6″
Swing
7″ — 8.3″
Motor
0,8 л.с., 1,2 л.с., 1,47 л.с.0607
8 — 44 TPI или 10 — 44 TPI
Гарантия
6 месяцев
Краткий обзор токарного станка по металлу с дюймовой резьбой TECHTONGDA Он доступен в трех различных конфигурациях. Все они имеют цельнометаллическую конструкцию (включая шестерни).
7″ X 12″ Токарный станок
8″ X 16″ Токарный станок
8″ X 23″ Токарный станок
Center Distance
11.8″
15.7″
23.6″
Swing over bed
7″
8. 3″
8.3″
Motor power
600W (0.80hp)
900W (1.2hp)
1100W (1.47hp)
Range of Inch Threads
10 — 44 TPI
8 — 44 TPI
8 — 44 TPI
Footprint
27,9 «x 11,8» x 13,0 «
31,9″ x 11,8 «x 13,8»
38,2 «x 11,8» x 13,4 «.
8 9.8″ x 13,4 «.
165 фунтов
Сравнение вариантов токарного станка TECHTONGDA с дюймовой резьбой
Обратите внимание, что площадь основания и вес различаются для каждой модели. Базовая модель имеет размеры 27,9 x 11,8 x 13,0 дюймов и весит около 99 фунтов. .
Эти станки могут использоваться для выполнения операций по нарезанию резьбы в диапазоне 10–44 TPI.
Токарные станки по металлу TECHTONGDA приводятся в действие бесщеточными двигателями с обратным вращением и возможностью регулирования скорости.
Ручка управления переменной скоростью расположена рядом с цифровым дисплеем, на котором отображается скорость шпинделя.
С помощью ручки управления скоростью можно регулировать скорость вращения шпинделя в диапазоне от 50 до 2500 об/мин.
Шпиндель модели 7 x 12 дюймов имеет конус MT3, а модели 8 x 16 дюймов и 8 x 23 дюймов – конус MT5. Хотя на всех моделях задние бабки имеют коническую форму МТ2.
Детали токарного станка по металлу TECHTONGDA
Токарный станок по металлу TECHTONGDA имеет кнопку аварийной остановки, которая в случае возникновения чрезвычайной ситуации может быть использована для немедленного разрыва цепи.
Он поставляется в виде предварительно собранного блока, который требует проверки и затяжки деталей и соединений для обеспечения безопасного использования и хорошей точности.
TECHTONGDA предоставляет шестимесячную гарантию на эту машину, и вы получите контактную информацию вместе с машиной.
TECHTONGDA Токарный станок по металлу
Доступны три разные модели. Каждый из них имеет различные конфигурации двигателей. TECHTONGDA предоставляет на него гарантию 6 месяцев.
Краткий обзор токарного станка по металлу Grizzly G0602
Настольный токарный станок по металлу G0602 от Grizzly представляет собой легкий станок весом около 90 фунтов.
Он имеет цельнометаллическую конструкцию и весит около 447 фунтов. Его площадь составляет 490,25 x 22,25 x 21,25, включая нижний лоток.
Grizzly G0602 может вмещать металлические детали длиной до 22 дюймов и диаметром 9,5 дюймов.
Его шпиндель имеет конус MT4, а задняя бабка имеет конус MT3. Задняя бабка имеет ход 2,5 дюйма.
Токарный станок приводится в действие однофазным двигателем мощностью 1 л.с. Он может вращать заготовку в прямом и обратном направлениях.
На электрическом шкафу имеется переключатель прямого/выключенного/обратного хода. Вы можете использовать его для вращения двигателя вперед и назад.0003
Вы также можете изменять скорость шпинделя между шестью предустановками: 150, 300, 560, 720, 1200 и 2400 об/мин.
По умолчанию в приводе Grizzly G0602 установлены как пластиковые, так и металлические шестерни. Если вы хотите, вы можете заменить пластиковые шестерни металлическими шестернями.
Машина поставляется со следующими принадлежностями.
Перечень принадлежностей
4-позиционный резцедержатель
3-кулачковый патрон 5 дюймов с двумя комплектами кулачков
6-1/2″ 4-Jaw Chuck with Reversible Jaws
8″ Face Plate
Follow Rest
MT#3 Dead Center
Steady Rest
Ящик для инструментов с набором инструментов
Список принадлежностей, поставляемых с настольным токарным станком по металлу Grizzly G0602
Вы также можете приобрести дополнительные принадлежности, такие как подставка, наборы инструментов, приводной центр и т. д., на их официальном веб-сайте.
Настольный токарный станок по металлу Grizzly G0602 поставляется в виде полусобранного комплекта, который должен быть собран пользователем.
Детали сборки приведены в руководстве пользователя. Кроме того, они отдельно задокументировали спецификацию и список деталей.
Компания Grizzly предлагает G0602 гарантию на один год. По вопросам вы можете связаться с ними по телефону и электронной почте.
Распродажа
Grizzly G0602
Он имеет межосевое расстояние 22 дюйма и размах 90,5 дюйма. Двигатель мощностью 1 л.с. приводит в движение шпиндель, и вы можете переключаться между 6 скоростями. Grizzly предоставляет G0602 гарантию на 1 год.
4. JET BDB-919
JET BDB-919 metal lathe
JET BDB-919 (321378)
Center Distance
18″
Swing
8. 75″
Двигатель
3/4 л.с.
Направление шпинделя
Вперед/назад
Variable Speed
6 speeds (130 – 2000 RPM)
Range of thread manufacturing
8 – 56 TPI
Warranty
2 years
A quick overview of the Токарный станок по металлу JET BDB-919
JET BDB-919 — это токарный станок по металлу от JET Tools, популярного производителя, известного своими металлообрабатывающими и деревообрабатывающими станками.
БДБ-919 имеет цельнометаллическую (чугун и сталь) конструкцию и весит около 250 фунтов. Его площадь составляет 41 x 22 x 20 дюймов 9.0003
По умолчанию он имеет настольную конструкцию, но вы также можете модернизировать его с помощью дополнительной подставки JET.
JET BDB-919 может вмещать металлические детали длиной до 18 дюймов и диаметром 8,75 дюймов.
Шпиндель с конусом MT3 и задняя бабка с конусом MT2 с максимальным ходом 1,5″.
Переключатели управления на токарном станке по металлу JET BDB-919 поворот в прямом и обратном направлениях
В верхней части передней бабки установлены элементы управления, такие как кнопка питания, переключатель прямого/обратного хода и кнопка аварийной остановки
Вы можете изменять скорость шпинделя, переключаясь между шестью предустановками: 130, 300, 400, 600, 1000 и 2000 об/мин.
Машина поставляется со следующими принадлежностями.
Гаечные ключи с открытым зевом – 8/10 мм, 12/14 мм
Шестигранный ключ с Т-образной рукояткой на 4 мм
подробное руководство пользователя для легкой сборки.
Настольный токарный станок JET BDB-919 поставляется с двухлетней гарантией, и вы можете связаться с их службой поддержки клиентов по телефону или электронной почте.
JET BDB-919
Он имеет межосевое расстояние 18 дюймов и качание 8,75 дюймов. Двигатель мощностью 3/4 л.с. приводит в движение шпиндель, и вы можете переключаться между 6 различными скоростями. JET предоставляет BDB-919 двухлетнюю гарантию.
5. KENT MLX-2060T — Best Industrial Metal Lathe
KENT MLX-2060T metal lathe (Source: Kent USA)
KENT MLX-2060T
Center Distance
57″
Поворотный механизм
20 дюймов
Двигатель
10 л. с.
Направление шпинделя
Forward/Reverse
Variable Speed
12 speeds
Range of thread manufacturing
2 — 72 TPI
Warranty
Request info
KENT MLX-2060T metal lathe
MLX-2060T от KENT — это прецизионный токарный станок по металлу промышленного класса с множеством функций безопасности.
Машина имеет чугунный корпус и весит около 4560 фунтов.
Габаритные размеры 115 x 39 дюймов.» x 63″ и может вмещать заготовки до 57 дюймов в длину и 20 дюймов в диаметре.
MLX-2060T устанавливается на подставку с передним выдвижным поддоном для стружки и ножным тормозом безопасности во всю длину.
Его конический шпиндель MT5 имеет сквозное отверстие диаметром 3,125 дюйма и приводится в действие двигателем мощностью 10 л. с. : 26, 40, 60, 90, 105, 145, 205, 305, 510, 715, 1000 и 1500 об/мин.0003
Передняя бабка состоит из различных органов управления, таких как управление скоростью, управление подачей СОЖ, аварийный останов, питание и т. д.
На станке MLX-2060T можно выполнять операции нарезания резьбы в диапазоне от 2 до 72 TPI. Кроме того, для справки рядом с переключателями управления напечатаны таблицы ниток и подачи.
Задняя бабка имеет две скорости (стандартная 1:1 и точная 4:1). Вы можете переключаться между ними с помощью переключателя передач рядом с задней бабкой.
Машина поставляется со следующими принадлежностями.
Accessories provided with MLX-2060T
Electric cabinet interlock switch
Bed mount carriage stop
3-position carriage stop
Thread chasing dial
Halogen рабочее освещение
Полноразмерный брызговик
Система охлаждения
4-позиционный держатель инструмента
Основная крышка для свинцового вина
Устойчивые REST & Следуйте REST
COP-COMPER с блокировкой
3-й перчат (10 ”).
Вы также можете приобрести дополнительные аксессуары, такие как 4-х кулачковый патрон, цифровая индикация, микроограничитель каретки, приспособление для обточки конуса, 3-х кулачковый патрон BTC с опорной пластиной и приводной центр шпинделя типа Royal.
MLX-2060T имеет защитный кожух патрона, и станок не работает, пока дверца защитного кожуха не закрыта.
Ходовой винт под станиной защищен крышкой, защищающей его от скопления стружки.
MLX-2060T использует однократную систему смазки для направляющих станины, фартука и каретки.
Для получения более подробной информации о цене, гарантии и поддержке вы можете связаться с KENT USA по телефону, электронной почте или даже посетить их магазин в Калифорнии.
Запросить цену на KENT USA
5 На что обращать внимание при покупке токарного станка по металлу
Станина каретки
Станина каретки является основой токарного станка, так как она поддерживает остальные движущиеся части, такие как каретка, поперечный суппорт. , фартук и т. д.
Токарный станок по металлу должен иметь станину из прочного металла, такого как высококачественный чугун, для обеспечения жесткости и поддержки других компонентов.
Размер, конструкция и мощность
Мощность токарного станка по металлу определяется его «Расстоянием между центрами (DBC)» и «Поворотом над станиной (SOB)».
DOB определяет максимальную длину заготовки, которую можно установить между передней и задней бабками.
SOB обозначает максимальный диаметр заготовки, которую токарный станок может безопасно разместить над своей станиной.
Жесткий токарный станок с цельнометаллической конструкцией лучше всего подходит для обработки твердых металлов, так как он сводит к минимуму изгиб и повышает точность.
Его металлическая конструкция также обеспечивает достаточный вес, чтобы противостоять вибрации, возникающей в процессе токарной обработки.
В целом, требуемый размер, конструкция и мощность токарного станка по металлу будут зависеть от проектов, над которыми вы хотите работать.
Настольный токарный станок идеально подходит для обработки небольших заготовок, тогда как полноразмерный токарный станок идеально подходит для токарной обработки больших заготовок.
Мощность и скорость
Металлы представляют собой твердые материалы, для обработки которых требуется большое усилие резания.
Как правило, токарные станки по металлу имеют конфигурацию с низкой скоростью и высоким крутящим моментом, что идеально подходит для токарной обработки заготовок из тяжелых металлов.
Для любительских токарных станков по металлу рекомендуется мощность шпинделя выше 3/4 л.с., тогда как для промышленных токарных станков по металлу требуется мощность шпинделя выше 10 л.с.
Регулирование скорости на токарных станках по металлу может быть двух типов: ступенчатые шкивные приводы и системы регулирования скорости.
Шаговый шкив требует ручного изменения конфигурации ремня и шестерни для переключения скоростей. Это занимает много времени, и вам нужно полностью остановить операцию, чтобы изменить скорость.
С другой стороны, системы управления переменной скоростью позволяют изменять число оборотов, поворачивая ручку. Он прост в использовании и позволяет изменять скорость во время токарной операции.
Принадлежности
Важно проверить принадлежности, входящие в комплект, поскольку некоторые токарные станки не включают даже основные принадлежности, такие как система подачи смазочно-охлаждающей жидкости с ЧПУ, что вынуждает вас тратить больше денег на принадлежности.
Таким образом, чтобы получить общую ориентировочную стоимость токарного станка, обязательно укажите стоимость дополнительных принадлежностей, которые могут вам понадобиться для вашего приложения, и сравните ее с доступными вариантами.
Поддержка
Важным фактором является поддержка производителя. Иногда вы можете быть ошеломлены функциями токарного станка и забыть проверить обслуживание клиентов, предлагаемое производителем.
Крайне важна техническая поддержка, инструкции по сборке, руководства пользователя и гарантия от производителя.
Хороший производитель предоставит все необходимые документы и предоставит клиентам поддержку лично или онлайн.
Заключительные мысли
Токарные станки по металлу можно использовать для изготовления различных изделий, таких как молотки, кольца, отливки пуль, стволов, чашек, гаек, болтов, автомобильных деталей и многого другого.
Тип токарного станка по металлу, который вам нужен, зависит от проектов, над которыми вы хотите работать, и от того, насколько вы опытны в использовании токарного станка.
Для достижения наилучших результатов вам следует приобрести токарный станок по металлу, предназначенный для вашего применения.
Также следует обратить внимание на размер и вес машины, а также на ее простоту использования и функции безопасности.
Если вы хотите изготавливать повторяющиеся детали, лучшим вариантом будет токарный станок с ЧПУ. Это связано с тем, что они управляются компьютером и требуют меньше рабочей силы для работы.
Часто задаваемые вопросы (FAQ)
Можно ли точить латунь на токарном станке по металлу?
Да, можно точить латунь на токарном станке по металлу.
Приспособления для установки заготовок на фрезерных станках
При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.
Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.
Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.
Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Как обработать заготовку которая больше рабочего поля станка
Способы обработки заготовок, превышающих площадь рабочего стола
2016-09-02
Фрезерные станки с ЧПУ обеспечивают высокую точность и скорость обработки изделий из различных материалов. Применение системы числового программного управления (ЧПУ) позволяет полностью исключить участие оператора из процесса обработки. Система ЧПУ предоставляет и другое существенное преимущество – высокую универсальность станка. Простой заменой программы (путём загрузки файлов в память ЧПУ с внешнего источника памяти или напрямую с подключённого персонального компьютера) станок может быть перенастроен на выпуск другого вида изделий. При наличии системы автоматической смены инструмента такая переналадка даже не потребует ручной установки новой фрезы – только замены заготовки на рабочем столе. Применение персонального компьютера для настройки параметров обработки и загрузки управляющих программ (а также ручного управления органами станка – в случае необходимости) значительно упрощает технологический процесс и страхует персонал от ошибок.
Таким образом, современное оборудование с ЧПУ является универсальным и очень удобным средством производства. Это определило широкое внедрение фрезерных станков с ЧПУ в различные сферы – в том числе на малых предприятиях. Производители станочного оборудования оперативно откликнулись на требования рынка, значительно расширив гамму моделей фрезерных станков. При этом самые «младшие» модели фрезерно-гравировальных станков с ЧПУ (и самые доступные по цене) запросто умещаются на офисном столе. А «старшие», универсальные токарно-фрезерные центры с 5-ю степенями свободы и автоматической сменой инструмента, способны обрабатывать сложные фасонные поверхности деталей с одного установка заготовки.
Недостаток площади рабочего стола
Таким образом, сегодня нередки ситуации, когда малое предприятие имеет собственный фрезерный станок определённых (как правило, не самых больших) габаритов. При этом, рабочий стол способен вместить лишь ту заготовку, которая физически вписывается в его размеры. Нетрудно догадаться, что материалы, превышающие площадь рабочего стола, не могут быть обработаны на таком фрезерном станке с ЧПУ. «Выпирающая» за габариты стола заготовка будет препятствием для движения инструментального портала, что совершенно недопустимо, ибо ведёт к созданию аварийной ситуации. Кроме того, заготовку для обработки необходимо надёжно закрепить. А как это сделать, если заготовка перекрывает собой все крепёжные пазы рабочего стола?
Тем не менее, в практике любого предприятия может встретиться ситуация, когда необходимо обработать заготовку, превышающую площадь рабочего стола имеющегося оборудования. Не покупать же ради этого (возможно, разового) задания новый станок?
Большие заготовки на малых станках
Фрезерный станок с ЧПУ не зря имеет репутацию универсального оборудования. В принципе, программа обработки может быть составлена так, что большое изделие (не подходящее по габаритам к существующей площади рабочего стола) может быть обработано «по частям». В случае, когда готовое изделие не является несущим и требования к его прочности невелики, вполне можно прибегнуть к изготовлению отдельных «деталей», а затем соединить эти части в единое изделие при помощи клея или иных крепёжных материалов.
Для реализации такого варианта следует:
Существует и другой вариант. При использовании ArtCam управляющая программа может быть создана одна – на обработку всей модели сразу. А затем «целая» управляющая программа «разбита» специальной утилитой на части, подлежащие фрезерованию по отдельности. Размер этих частей выбирается таким, чтобы соответствующая заготовка уместилась на рабочем столе имеющегося фрезерного станка с ЧПУ.
Ещё раз следует отметить, что «расчленение» модели и фрезерование частей по отдельности (с последующей сборкой) возможно лишь в том случае, когда готовое изделие не предназначено для работы под нагрузкой. И способа крепления её частей (например, склейки) будет достаточно для сохранения прочности готового изделия.
Устранение погрешности базирования
При обработке отдельных деталей для их последующего соединения очень важно соблюдать точность базирования на рабочем столе фрезерного станка. Требуется, к примеру, изготовить, составной деревянный щит с фигурным рельефом по всей площади. Значит, обработка должна вестись так, чтобы отдельные части рельефа точно состыковались между собой (без «ступенек» и наложений). Даже если управляющая программа составлена идеально, каждую часть заготовки на рабочем столе необходимо расположить с идеальным совпадением её начала координат с «нулём» фрезы в управляющей программе. Это весьма непростая задача, особенно когда изделие разбито на много частей, а погрешность или сдвиг хотя бы одной из них неизбежно приведёт к порче всего будущего изделия!
Во избежание этого рекомендуется прибегать к использованию специального приспособления. Для заготовок простой формы (прямоугольные щиты, к примеру) можно изготовить кондуктор – набор досок с упорными пазами, выполненными точно в размер. Кондуктор крепится на рабочем столе «раз и навсегда», а заготовки устанавливаются с упором в пазы – это обеспечит нужную точность их расположения под фрезой для каждого последующего установка.
В качестве универсального крепёжного приспособления могут использоваться обычные слесарные тиски. Их следует установить так, чтобы одна из губок всегда оставалась неподвижной (и была строго выверена по одной из координатных осей станка). Вторая губка может отодвигаться на любое расстояние и, соответственно, поджимать детали различных габаритов. В этом случае начало координат заготовки и инструмента будут совпадать с нужной степенью точности.
Что такое готовые к обработке заготовки и подходят ли они для вашего цеха?
Как показано в журнале CNC West Magazine Нажмите на изображение, чтобы просмотреть исходную статью
Компания TCI Precision Metals, Южная Калифорния, вот уже 57 лет поставляет производителям прецизионные готовые к обработке заготовки. До сих пор есть много успешных мастерских, которые не знают, что именно представляют собой готовые к обработке заготовки, а также следует ли их рассматривать и когда. Следующее предназначено для того, чтобы пролить свет на эту тему и задать несколько наводящих на размышления вопросов, которые помогут вам определить, подходят ли прецизионные бланки для вашей следующей работы.
Что такое готовые заготовки?
Готовые к обработке заготовки TCI представляют собой квадратные, прямоугольные или круглые заготовки из алюминия, нержавеющей стали или других сплавов, которые шлифуются и фрезеруются с жесткими допусками, что позволяет станку с ЧПУ сразу перейти к окончательной обработке. Это устраняет необходимость выравнивания материала перед чистовой обработкой детали. Это также устраняет необходимость в специализированных машинах или обвязочных машинах, которые лучше подходят для выполнения других операций. Узкие места, возникающие из-за трудоемких операций настройки и возведения в квадрат, избегаются, что экономит время. Это увеличивает вместимость магазина без увеличения накладных расходов. Готовые к обработке заготовки прибывают в соответствии со спецификациями и готовы к отправке прямо с вашего приемного дока на ваши станки с ЧПУ.
Когда рассматривать заготовки, готовые к обработке
Первые изделия
Решение об использовании заготовок, готовых к обработке, должно приниматься на этапе планирования работы по материалам. Использование машино-готовых заготовок для производства первых изделий, а затем продолжение производства — лучший способ обеспечить постоянство процесса. Поскольку каждая готовая к обработке заготовка изготавливается на заказ, минимальных количеств нет. По мере того, как ваша работа переходит к производству, вы можете заказать необходимое количество, которое будет доставлено по мере необходимости.
Производственная обработка
Готовые к обработке заготовки лучше всего подходят для производственной обработки, когда эффективность и экономия времени от их использования могут быть спроецированы на несколько деталей — чем больше, тем лучше. Ценность использования готовых к обработке заготовок возрастает с увеличением количества деталей, поскольку ваш цех может выпускать больше готовых деталей быстрее, практически устраняя узкие места, связанные с трудоемкой подготовкой материала.
Стандартные заготовки
В операциях прямой механической обработки обычно используется квадратная, прямоугольная или круглая заготовка, фрезерованная по индивидуальным спецификациям, с размерами +/- 0,0005 дюйма и близкой к 0,0002 дюйма плоскостностью, прямоугольностью и параллельностью. Каждая заготовка очищается от заусенцев, очищается и индивидуально упаковывается.
Заготовки с дополнительными элементами
Заготовки с дополнительными элементами фрезеруются с такими же жесткими допусками, как и стандартные заготовки, но включают один или несколько элементов, указанных заказчиком. Типичной дополнительной функцией может быть удаление большого количества материала; например фрезерование всех шести сторон прямоугольной заготовки с встречными ступенями. Готовые к обработке заготовки TCI имеют двойную дисковую шлифовку и/или дуплексную фрезеровку, поэтому две стороны детали обрезаются одновременно, что приводит к экономии средств по сравнению с одновременным обра- зованием только одной стороны необработанного материала. Когда готовые к обработке заготовки поставляются с добавленными дополнительными функциями, требуется меньше машинного времени.
Заготовки, предоставленные заказчиком
Довольно часто на детали может быть элемент, выполнение которого в вашем магазине занимает очень много времени; например hogging от 13-8 материала. TCI Precision Metals использует специальное дуплексное фрезерование, чтобы сократить время резки до доли того времени, которое обычно требуется в цехе. Конечные затраты снижаются за счет отсутствия необходимости покупать дорогостоящие режущие инструменты или вставки, а также устраняются узкие места в производстве, что приводит к увеличению производительности цеха.
Подходят ли вам готовые заготовки?
10 вопросов, которые следует задать себе
Вы производственный цех, который мог бы выиграть от повышения эффективности и увеличения производительности?
Какая часть вашего дорогого высокотехнологичного оборудования используется для низкотехнологичной подготовительной работы?
Сколько времени и ресурсов оборудования используется для подготовки материала?
Как часто вы сталкиваетесь с узкими местами в производстве, связанными с подготовкой материала?
Если бы вы исключили работу по подготовке материалов, насколько больше продукции вы могли бы переместить через свой цех?
Сколько денег вы могли бы сэкономить, исключив отходы до чистовой обработки?
Выиграет ли ваш бизнес от более быстрой доставки?
У вас есть детали, которые вы хотели бы видеть включенными в изготовленную на заказ заготовку Machine-Ready, готовую к чистовой обработке? Например, хог-ауты, хог-оффы.
Если бы вы могли получать прецизионные готовые к обработке заготовки с гарантированными допусками, доставляемые на ваш приемный док и готовые к загрузке на ваши станки с ЧПУ, какую пользу это принесло бы вашему бизнесу?
Насколько можно сократить время цикла, обрабатывая только критически важные элементы?
Фрезерные заготовки BruxZir — для полноконтурных циркониевых коронок и мостовидных протезов.
Фрезерные заготовки BruxZir — для полноконтурных циркониевых коронок и мостовидных протезов. — Глайдвелл Директ
Показать: 162244Все
70-1183-BEP0039
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $125. 00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0040
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $145.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0041
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $185.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0042
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — 245,00 долларов США.
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0047
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $125.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0048
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $145.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0049
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $185.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0050
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — 245,00 долларов США.
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0055
Описание продукта Новейшая разработка в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальный состав, отвечающий функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $125.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0056
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $145.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0057
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $185.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0058
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальный состав, отвечающий функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — 245,00 долларов США.
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0063
Описание продукта Новейшая эволюция в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $125.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0064
Описание продукта Новейшая разработка в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров. Они…
Название по умолчанию — $145.00
Код продукта:
Тип продукта: Фрезерная заготовка
Производитель: Призматик Денталкрафт
70-1183-BEP0065
Описание продукта Новейшая разработка в линейке продуктов BruxZir® из диоксида циркония, заготовки для эстетического фрезерования BruxZir имеют уникальную формулу, отвечающую функциональным и эстетическим требованиям реставраций передних зубов и премоляров.
Генератор горячего воздуха прямого нагрева с компрессором без
дымохода Gryp работает на жидком топливе или керосине. Покрытие корпуса
— порошковая окраска без добавления свинца.
Оснащение:
горелка с пневматическим распылением
пульт управления с предохранительной функцией для работы
полностью в автоматическом режиме
камера сгорания из нержавеющей стали
горелка с пневматическим распылением.
оборудованием для безопасной работы.
Эта модель рекомендуется для сушки в строительных работах и для
отопления помещений средних и больших площадей с хорошей вентиляцией.
Технические характеристики:
Тепловая мощность, max, кВт
28
Объемный расход воздуха, кб.м /ч
500
Мощность мотора, Вт
150
Расход топлива, л/ч
2. 78
Объем бака, л
30
Напряжение питания, В
220
Масса, кг
31
Длина, мм
860
Ширина, мм
485
Высота, мм
530
Артикул
GRYP2#028STDEUR017611
Генератор горячего воздуха Gryp 15
Генератор горячего воздуха Gryp 20
Генератор горячего воздуха Gryp 20M
Генератор горячего воздуха Gryp 40
Генератор горячего воздуха Gryp 60PV
Передвижной обогреватель Tornado 115
Передвижной обогреватель Tornado 67
Передвижной обогреватель Gryp 15 AP
Передвижной обогреватель Gryp 25 AP
Передвижной обогреватель Gryp 40 AP
Мобильный обогреватель Mirage 37H
Мобильный обогреватель Mirage 55H
Мобильный обогреватель Mirage 85H
Обогреватель Domus 16
Обогреватель Domus 20 OIL
Обогреватель Domus 30
Стационарный обогреватель Kosmos 110
Стационарный обогреватель Kosmos 47
Стационарный обогреватель Kosmos 34
Стационарный обогреватель Kosmos 70
Стационарный обогреватель Kosmos 93
Передвижной-подвесной обогреватель Helios 100
Передвижной-подвесной обогреватель Helios 110C
Передвижной-подвесной обогреватель Helios 140
Передвижной-подвесной обогреватель Helios 150C
Передвижной-подвесной обогреватель Helios 170
Передвижной-подвесной обогреватель Helios 200
Передвижной-подвесной обогреватель Helios 80
Здесь Вы можете отправить свою заявку на любое интересующее Вас оборудование или задать вопрос, не отходя от Вашего компьютера. Обязательные для заполнения поля отмечены звездочкой (*).
* Ваше Имя:
Пример: Сидоров Иван Петрович
*Текст сообщения:
Информация о заказе, либо любой интересующий вопрос пишется в произвольной форме. Сообщение будет обработано нашим менеджером.
ГГВВ — генератор горячего воздуха и вентиляции (более известен как теплогенератор) — агрегат, в основу работы которого положен принцип реакции окисления топлива (горение) с выделением тепла. Теплогенератор оснащен либо атмосферной горелкой, либо горелкой вентиляторного типа. С ее помощью, подвергая горению различные виды топлива, получают теплый воздух. Разница температур на входе и выходе ГГВВ может составлять 50-70ºС. Теплогенераторы могут использовать самые различные виды топлива: газ, отработанные нефтепродукты, уголь, древесные отходы и другое горючее сырье. В зависимости от используемого топлива ГГВВ делятся на газовые, жидкотопливные и твердотопливные (встречаются и гибридные (многотопливные), работающие на нескольких видах топлива).
Основное применение теплогенераторы находят в таких областях, как: обогрев помещений — от индивидуального жилого дома до промышленных, производственных или сельскохозяйственных помещений больших площадей; нагрев воды или вентиляция в летнее время; сушка различных материалов и технологические процессы, при которых необходимо большое количество нагретого воздуха. При установке ГГВВ непосредственно в обогреваемом помещении (или вблизи его), можно добиться 30% сокращения потерь тепла при его транспортировке. Отпадает необходимость в строительстве котельной и теплотрассы, что позволяет снизить затраты на производство тепла. Теплогенераторы, работающие на газе или жидком топливе — полностью идентичны в своей конструкции и различаются только горелкой и шкафом управления. Следует отметить двухуровневое регулирование подачи топлива — «большой огонь» и «малый огонь», что позволяет обеспечивать экономичное использование топлива.
Теплогенераторы на твёрдом топливе — используют для работы такие виды топлива, как: дрова, древесные отходы (стружка, щепа, опилки), уголь, торф, лузга, солома, картон, пеллеты (гранулированное биотопливо) и остальные виды топлива, которые имеют свойства тления. Во время работы ГГВВ в режиме «горение», температура в топке может достигать 950°С, чем достигается максимальная мощность. При этом КПД теплогенератора существенно снижается. В таком режиме теплогенератор может работать непродолжительное время и срок службы ГГВВ значительно укорачивается.
Целесообразнее использовать твердотопливные теплогенераторы в режиме «тления» — горение при недостатке кислорода, при котором КПД установки достигает 75-85%. Используя твердотопливные ГГВВ (генераторы горячего воздуха и вентиляции), Вы решаете сразу несколько серьезных вопросов: экономия средств на производство тепловой энергии; использование местных, возобновляемых видов топлива; утилизация отходов различных производств.
ПКЧУП «Коммунстройсервис» предлагает теплогенераторы собственного производства на твердом топливе для обогрева и вентиляции помещений объемом от 300 до 2000 м3. Материал топки и теплообменника — нержавеющая сталь толщиной 4 мм. Купить теплогенератор Вы можете, связавшись с нами по контактным телефонам, указанным на сайте.
Генераторы ГГВВ предназначены для обогрева (воздушного отопления) индивидуальных жилых домов, производственных, административно-бытовых, общественных и др. зданий и сооружений, а также помещений предприятий, организаций и учреждений объёмом от 300 м³ до 2000 м³.
Генератор горячего воздуха
Генератор горячего воздуха и горячей воды
Основные параметры
– Назначение: * В зимний период – обогрев индивидуальных жилых домов, производственных, административных и общественных зданий и сооружений объемом от 300 до 2000 м3 , нагрев воды; * В летний период – обеспечение вентиляции и охлаждение зданий и сооружений;
– Материал топки и теплообменника – нержавеющая сталь толщиной 4 мм.
Достоинства генераторов ГГВВ.
Низкие эксплуатационные затраты;
Быстрый нагрев помещений;
Отопление одного помещения, этажа, дома;
Исключено размораживание системы отопления зимой;
Отопление объектов зимой, вентиляция и охлаждение летом;
Надёжность, долговечность и простота в обслуживании;
Независимость от цен и поставок газа, электричества, жидкого топлива;
Система воздушного отопления позволяет подключить другие источники тепла: солнечные, гелевые установки, тепловой насос, газовый воздухонагревательный котёл;
С применением солнечных фотогальванических модулей система отопления работает в автономном, независимом режиме, что особенно важно при временном отсутствии электричества;
В генераторе применён принцип газогенерации, а это уменьшает вредные выбросы в атмосферу;
При сгорании топлива образуется зола, ценнейшее удобрение для приусадебного участка.
Объекты на которых установлено и работает наше оборудование: смотреть…
Назначение, принцип работы, технические характеристики генераторов ГГВВ
Назначение, принцип работы, технические характеристики генераторов ГГВВ
…
Подробнее
Варианты монтажа и привязочные чертежи генераторов ГГВВ.
Варианты монтажа и привязочные чертежи генераторов ГГВВ.
…
Подробнее
Перспективные направления в энергосбережении с применением ГГВВ
П
редприятием “Коммунстройсервис” разработана и успешно внедрена комбинированна. ..
Подробнее
Генераторы горячего воздуха и вентиляции
Генераторы горячего воздуха и вентиляции. Галерея
…
Подробнее
Генератор горячего воздуха с псевдоожиженным слоем
Технология
Внутри псевдоожиженного слоя сжигается топливо, смешанное с инертными твердыми веществами, такими как зола или песок/специальные среды. Воздух с определенной скоростью проходит в слой, создавая сильную турбулентность внутри слоя и заставляя твердые частицы вести себя как жидкость и равномерно перемешиваться. Реакторы с псевдоожиженным слоем способны сжигать твердое топливо с эффективностью 95% или выше, вырабатывая тепло/газ с высокой скоростью, которые, в свою очередь, можно использовать для производства пара.
АСПЕКТЫ СИСТЕМЫ Система состоит из топки кипящего слоя, форсунок, камер золоосаждения, механизмов золоудаления, циклонов, устройств подачи топлива, бункеров, элеватора, нагнетателя воздуха псевдоожижения, нагнетателя пневматической подачи топлива, КИПиА, Панель управления, двигатели и электрические компоненты.
ДАННЫЕ ДЛЯ БИОМАССЫ/ТВЕРДОГО ТОПЛИВА Биомасса/твердое топливо Размер 0–6 мм0009 Зольность До 30 %
Сельскохозяйственные отходы (шелуха, скорлупа арахиса, хлопковая стружка и т. д.)
Бурый уголь / Уголь / Твердые отходы
Процесс
Эта система управляется процедурами автоматического управления. Псевдоожиженная среда медленно подается для псевдоожижения путем запуска нагнетателя воздуха для псевдоожижения. Скорость регулируется в первую очередь и увеличивается постепенно. Начинается пневматическая подача топлива и зажигается топка. Подача топлива продолжается до достижения полного сгорания и требуемой температуры. Философия управления включает в себя такие переменные, как расход воздуха, скорость подачи, давление в топке, температура горения и т. д. Зола периодически удаляется через отстойники и циклоны.
Система HAG с сжиганием в кипящем слое (FBC) состоит из печи с псевдоожиженным слоем, отстойной камеры и высокоэффективных циклонов. Горячий воздух с небольшими частицами пыли размером менее 20 микрон из нашего генератора горячего воздуха поступает в процесс. Вся система автоматизирована.
Печь FBC с ветровой камерой Система сжигания сельскохозяйственных отходов/угля/лигнита, состоящая из пластины сопла с присоединенной нагнетательной камерой, боковой рамы, скрепленной болтами с пластиной сопла. дренажные карманы предназначены для удаления тяжелых нежелательных частиц кремнезема.
Подача топлива с помощью винтовой конвейерной системы M.S. Изготовленная система Вентури для подачи топлива предназначена для подачи топлива внутрь топки с помощью воздуха S.F.D.Fan.
Огнеупорный материал В комплект поставки входят огнеупорные кирпичи стандартной и специальной формы для стен печи, а также приспособления и держатели. Необходимые изоляционные кирпичи Цементные растворы будут предоставлены нами. (только для огнеупорных работ в области печи. )
Контрольно-измерительные и предохранительные блокировки Предлагаемая система предельно проста и удобна в эксплуатации. Предусмотрены сигнализация и защитные блокировки для обеспечения правильной работы HAG. Ниже приведены некоторые из замков безопасности.
Если технологический всасывающий вентилятор не включен, F.D.Fan / S.F.D.Fan / устройства подачи топлива не будут работать.
В случае высокой температуры горячего воздуха на панели активируются звуковые/визуальные сигналы тревоги.
В случае высокой температуры слоя активируется звуковая/визуальная сигнализация на панели и скорость подачи топлива снижается до минимума.
Панель управления Панель основана на ПЛК и имеет сложные, но удобные для пользователя элементы управления, позволяющие оператору запускать HAG в автоматическом или ручном режиме по желанию. Панель управления состоит из главного выключателя, инверторов для вентиляторов и фидеров с индивидуальными выключателями, модуля оповещения с сиреной, ПИД-регуляторов, индикаторных ламп и одного вспомогательного контакта.
Преимущества генератора горячего воздуха с псевдоожиженным слоем
Система HAG с псевдоожиженным слоем способна сжигать несколько видов топлива, таких как уголь, кукурузные початки, древесные отходы и осадки от очистки сточных вод, с высокой эффективностью. Кроме того, система контроля выбросов токсичных газов, таких как диоксид серы и оксиды азота, в этой технологии проста в эксплуатации, недорога и эффективна.
Эффективные преимущества:
Практически полное сгорание при низком уровне избытка воздуха.
Повышенный потенциал рекуперации энергии и эффективность системы.
Устранение запаха.
Минимальное обслуживание.
Минимальные колебания температуры из-за колебаний подачи.
Снижение капитальных затрат.
Полностью автоматизированная система, которая автоматически поддерживает все рабочие параметры системы в зависимости от топлива.
Благоприятные свойства золы: Высокая эффективность сгорания в псевдоожиженном слое приводит к уменьшению количества неорганического материала в виде тонкой золы. Низкие температуры горения в псевдоожиженном слое сводят к минимуму образование токсичных материалов, которые могут переноситься с золой.
Гибкость в эксплуатации: Системы псевдоожиженного слоя Radhe продемонстрировали способность работать в широком диапазоне условий нагрузки. Небольшой запас топлива в агрегате делает его очень чувствительным к изменяющимся нагрузкам. Кипящий слой также поддерживает эффективность во время отключения системы.
Эксплуатационные расходы: Отсутствие движущихся частей в псевдоожиженном слое снижает затраты на техническое обслуживание и время простоя. Блоки RF достигли работоспособности выше 98% и сохранили эксплуатационные расходы на относительно низком уровне, учитывая трудное топливо, которое они сжигают.
Экологически безопасное производство энергии из отходов: Сжигание в кипящем слое является экологически благоприятной, проверенной технологией удаления твердых отходов и получения энергии. Сочетание огромного опыта RF в разработке решений для широкого спектра применений с благоприятными характеристиками сжигания в псевдоожиженном слое делает RF лидером в предоставлении экологически чистых решений по утилизации отходов. Эффективная конструкция циклона способна снизить содержание взвешенных частиц в горячем воздухе до менее 20 микрон.
Отходы Разнообразие топлива: ВЧ-системы работают на самых разных видах топлива, таких как сельскохозяйственные отходы, твердые бытовые отходы, древесные отходы и уголь. Системы с псевдоожиженным слоем также способны эффективно сжигать топливо различной консистенции. Блоки RF продемонстрировали способность обрабатывать различные отходы в одной камере сгорания.
Низкий уровень выбросов: Выбросы из установки с псевдоожиженным слоем ниже, чем при использовании традиционных технологий, по следующим причинам.
Низкие температуры горения и низкий избыток воздуха внутри слоя снижают образование определенных выбросов, таких как Nox.
Высокая эффективность сгорания приводит к тому, что дымовые газы содержат малое количество CO.
Характеристики:
Нет проблем с шлакообразованием золы. Нет проблемы зашлаковывания золы, потому что температура горения низкая и стабильная, а слой находится в постоянном псевдоожижении.
Формация с низким содержанием вредных веществ. Образование NOx незначительно из-за низкой температуры сгорания. Высокая эффективность сгорания до 98%.
Легкий запуск и остановка.
Постоянно работающий и непрерывный золоотвод.
Работа на нескольких видах топлива.
Колебания температуры очень незначительны из-за сильно распыленного базового управления ПЛК.
Области применения:
Технология сжигания в псевдоожиженном слое имеет широкий спектр применения, в частности, в генераторах горячего воздуха, распылительных сушилках, мусоросжигательных установках, производстве электроэнергии.
Применимые отрасли
Керамическая промышленность
Химическая промышленность
Резиновая промышленность
Пищевая промышленность
Фармацевтика
Бумажная и целлюлозная промышленность
Блок обработки текстиля
Различные сушилки
Другие отрасли промышленности, где требуется тепло
Список моделей
Модель
Тепловая мощность (ккал/час)
Замена жидкого топлива (литр/час)
РФ-1000
8 60 000
75 – 95
РФ-1400
12 04 000
110 – 140
РФ-1900
16 34 000
150 – 190
РФ-2300
19 78 000
180 – 230
РФ-2900
24 94 000
220 – 285
РФ-3400
29 24 000
270 – 340
РФ-3800
32 68 000
300 – 380
РФ-4700
40 42 000
380 – 475
РФ-5600
48 16 000
450 – 565
РФ-7500
64 50 000
600 – 750
РФ-9500
81 70 000
750 – 940
РФ-10500
90 30 000
650 – 850
Хотите узнать больше? Свяжитесь с нами!
Генератор горячего воздуха, работающий на нефти и газе
РВФА-У (Q) серия топливная (газовая) Плита (ГЕНЕРАТОР ГОРЯЧЕГО ВОЗДУХА) сжигание топлива посредством горелки, в результате чего образуется высокотемпературный газ. И использование меры повышения теплопередачи …
ЗАПРОС ОБРАТНАЯ СВЯЗЬ
Информация о продукте
РВФА-У (Q) серия топливная (газовая) Плита (ГЕНЕРАТОР ГОРЯЧЕГО ВОЗДУХА) сжигание топлива посредством горелки, в результате чего образуется высокотемпературный газ. И использование мер повышения теплопередачи с высокотемпературной газовой плитой для теплопроводности к нагретому воздуху, горячий газ распределяется по теплу после снижения температуры до 250 градусов ниже выброса воздуха от вентилятора. Нагрейте воздух через дополнительный вентилятор, сильный в печь, тепло от горячего воздуха после повышения температуры экспорта, отправленного, когда температура воздуха достигнет максимальной номинальной температуры, горелка автоматически остановится или автоматически перейдет на небольшое пламя горения. ; когда температура воздуха опускается до нижнего предела номинальной температуры, горелка будет работать или повторно разжигать огонь, нагревая воздушный клапан для достижения регулируемой скорости.
Основные характеристики:
Канистра с нефтью и газом в качестве топлива.
с чистым горячим воздухом в качестве сушильной среды, не загрязняющей окружающую среду.
низкое энергопотребление, высокая тепловая эффективность.
автоматическое измерение и отображение температуры.
простое, легкое в использовании и все вспомогательное оборудование, бытовые, показатели производительности достигли национального передового уровня продуктов воды.
Применение Генератор горячего воздуха Отрасль:
Распылительная окраска металлических поверхностей после отверждения при высокой температуре.
 рабочий диапазон (лазерные точки)*
рабочий диапазон (лазерные точки)*
 Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
 Горизонтальные и вертикальные лазерные лучи, а также две центрированные точки основания перпендикуляра с оптимальной видимостью. Возможно позиционирование лазерных лучей вокруг центрированных точек основания перпендикуляра. Гибкость в применении благодаря поворотному универсальному держателю RM 1 Professional для центрирования лазерных лучей и различных вариантов крепления. Фиксатор маятника обеспечивает безопасную транспортировку. Простое обращение благодаря управлению одной рукой и интуитивно понятному пользовательскому интерфейсу. Произвольный выбор режима линий и точек. Функция автоматического нивелирования в горизонтальной и вертикальной плоскостях до ±4°.
Горизонтальные и вертикальные лазерные лучи, а также две центрированные точки основания перпендикуляра с оптимальной видимостью. Возможно позиционирование лазерных лучей вокруг центрированных точек основания перпендикуляра. Гибкость в применении благодаря поворотному универсальному держателю RM 1 Professional для центрирования лазерных лучей и различных вариантов крепления. Фиксатор маятника обеспечивает безопасную транспортировку. Простое обращение благодаря управлению одной рукой и интуитивно понятному пользовательскому интерфейсу. Произвольный выбор режима линий и точек. Функция автоматического нивелирования в горизонтальной и вертикальной плоскостях до ±4°. -Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме.
-Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно. Пока больших недостатков не выявил, за исключением неудобного бокового переключателя! В остальном все супер!Достоинства: Цена, Легкий, компактныйНедостатки: Неудобный боковой переключатель.
Пока больших недостатков не выявил, за исключением неудобного бокового переключателя! В остальном все супер!Достоинства: Цена, Легкий, компактныйНедостатки: Неудобный боковой переключатель.
 И самое моё любимое – это зелёный луч. Почему-то глазу мне кажется, что его лучше видно, чем красный и как-то субъективно что ли приятнее работается. Размер ещё удобный не бандура и не мелкий череcчур.
И самое моё любимое – это зелёный луч. Почему-то глазу мне кажется, что его лучше видно, чем красный и как-то субъективно что ли приятнее работается. Размер ещё удобный не бандура и не мелкий череcчур. Но 7 лет показатель)))) надеюсь этот прослужит столько же.
Но 7 лет показатель)))) надеюсь этот прослужит столько же. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GCL 2-15 (0601066E00) с держателем RM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GCL 2-15 (0601066E00) с держателем RM1 действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GCL 2-15 (0601066E00) с держателем RM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GCL 2-15 (0601066E00) с держателем RM1 действительны в Санкт-Петербурге.



 )
) Проецируя как горизонтальные, так и вертикальные лазерные линии и две центрированные точки отвеса, этот комбинированный лазер помогает быстро выполнять задачи нивелирования. Его точки отвеса делают приложения для точного переноса простыми и удобными. Выравнивание лазерных линий вокруг точек отвеса очень просто благодаря поворотному креплению RM 1 Professional.
Проецируя как горизонтальные, так и вертикальные лазерные линии и две центрированные точки отвеса, этот комбинированный лазер помогает быстро выполнять задачи нивелирования. Его точки отвеса делают приложения для точного переноса простыми и удобными. Выравнивание лазерных линий вокруг точек отвеса очень просто благодаря поворотному креплению RM 1 Professional.
 Этот лазер имеет видимый диапазон 65 футов. Режим приемника позволяет ему работать с дополнительным линейным лазерным приемником Bosch (LR 6 или LR 7) для рабочего диапазона до 165 футов. Он оснащен технологией VisiMax™, которая отслеживает энергопотребление, чтобы обеспечить максимальную видимость линии и продлить срок службы батареи. Интеллектуальная маятниковая система самонивелируется с точностью до ±4° и сигнализирует о нарушении уровня. Ручной режим блокирует линии для использования под любым углом, просто включив инструмент в заблокированном режиме. Прочная литая конструкция — IP54 обеспечивает защиту от брызг воды и пыли в течение многих лет надежной работы. Он поставляется с магнитным вращающимся креплением RM 1, которое вращается на 360°, и включает в себя зажим для потолочной сетки для использования в потолочных приложениях. В комплект входит жесткий кейс для удобного хранения и транспортировки.
Этот лазер имеет видимый диапазон 65 футов. Режим приемника позволяет ему работать с дополнительным линейным лазерным приемником Bosch (LR 6 или LR 7) для рабочего диапазона до 165 футов. Он оснащен технологией VisiMax™, которая отслеживает энергопотребление, чтобы обеспечить максимальную видимость линии и продлить срок службы батареи. Интеллектуальная маятниковая система самонивелируется с точностью до ±4° и сигнализирует о нарушении уровня. Ручной режим блокирует линии для использования под любым углом, просто включив инструмент в заблокированном режиме. Прочная литая конструкция — IP54 обеспечивает защиту от брызг воды и пыли в течение многих лет надежной работы. Он поставляется с магнитным вращающимся креплением RM 1, которое вращается на 360°, и включает в себя зажим для потолочной сетки для использования в потолочных приложениях. В комплект входит жесткий кейс для удобного хранения и транспортировки. с точностью до 1/8 дюйма. на высоте 33 фута. расстояние
с точностью до 1/8 дюйма. на высоте 33 фута. расстояние
 12 В, подключенный перекрестный лазер с точками отвеса, (1) крепление RM 2, (1) литий-ионная батарея 12 В макс., 2,0 Ач, (1) макс. 12 В Зарядное устройство для литий-ионных аккумуляторов, (1) зажим для крепления к потолку, (1) лазерная мишень, (1) прочный чехол, (1) жесткий футляр для переноски
12 В, подключенный перекрестный лазер с точками отвеса, (1) крепление RM 2, (1) литий-ионная батарея 12 В макс., 2,0 Ач, (1) макс. 12 В Зарядное устройство для литий-ионных аккумуляторов, (1) зажим для крепления к потолку, (1) лазерная мишень, (1) прочный чехол, (1) жесткий футляр для переноски
 , LTD.
, LTD. ..
..
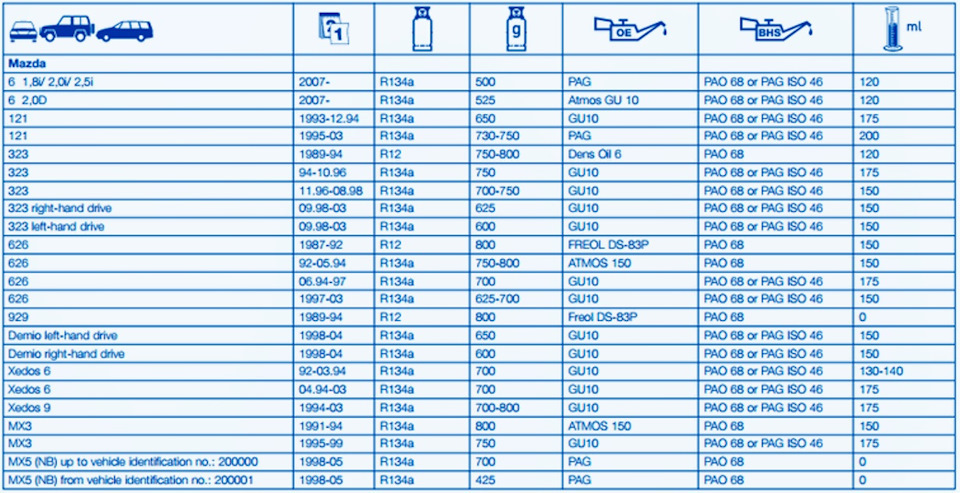 ..
..
 ..
..
 изм.
изм. 000 ч2
000 ч2 ) в любой город мира.
) в любой город мира.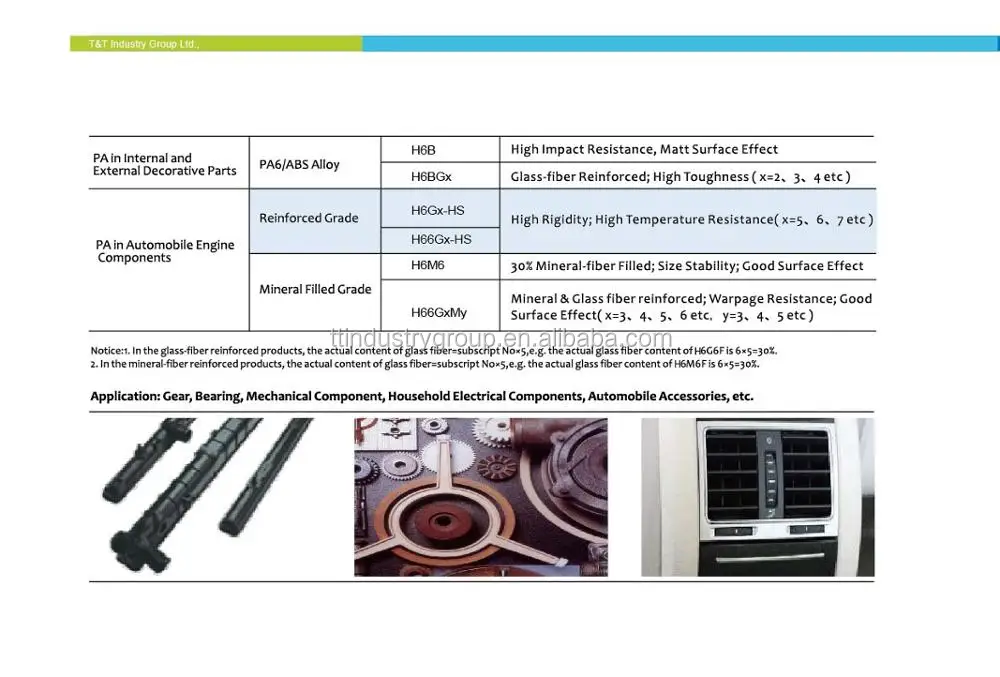 а.м.
а.м. а.м.
а.м.
 Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
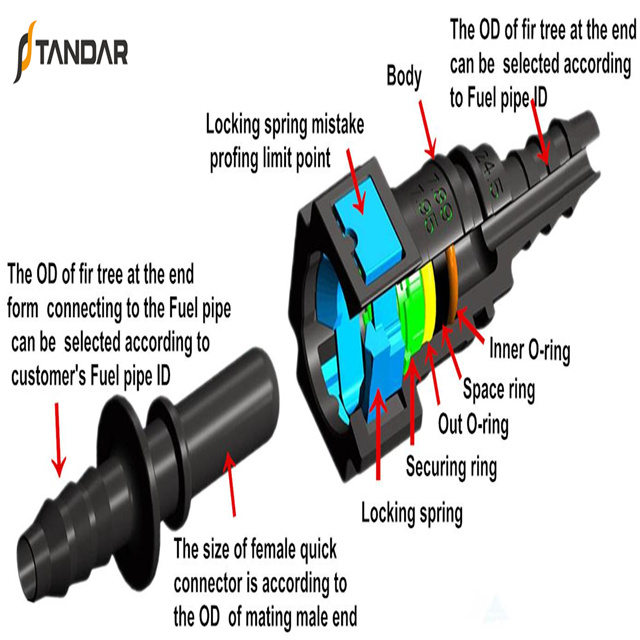 Представленная здесь информация не предназначена для освобождения переработчиков и пользователей от ответственности за проведение собственных испытаний и проверок в каждом конкретном случае. AKRO®, AKROMID®, AKROLEN®, AKROLOY®, AKROTEK®, ICX® и PRECITE® являются зарегистрированными товарными знаками Feddersen Group.
Представленная здесь информация не предназначена для освобождения переработчиков и пользователей от ответственности за проведение собственных испытаний и проверок в каждом конкретном случае. AKRO®, AKROMID®, AKROLEN®, AKROLOY®, AKROTEK®, ICX® и PRECITE® являются зарегистрированными товарными знаками Feddersen Group.  а.м.
а.м. а.м.
а.м. а.м.
а.м. вл. | ISO 1110)
вл. | ISO 1110) а.м.
а.м. Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.



 Я вам так и весьма дорогие стойки выжгу , может стоит разориться на стабилизатор напряжения?
Я вам так и весьма дорогие стойки выжгу , может стоит разориться на стабилизатор напряжения?
 3 плата стоит?
3 плата стоит? Она воспринимает готовые управляющие файлы различных форматов.
Она воспринимает готовые управляющие файлы различных форматов.
 ООО «Профессиональные Специальные Технологии и Оборудование» (ПРО-СТО г. Одесса)
ООО «Профессиональные Специальные Технологии и Оборудование» (ПРО-СТО г. Одесса)
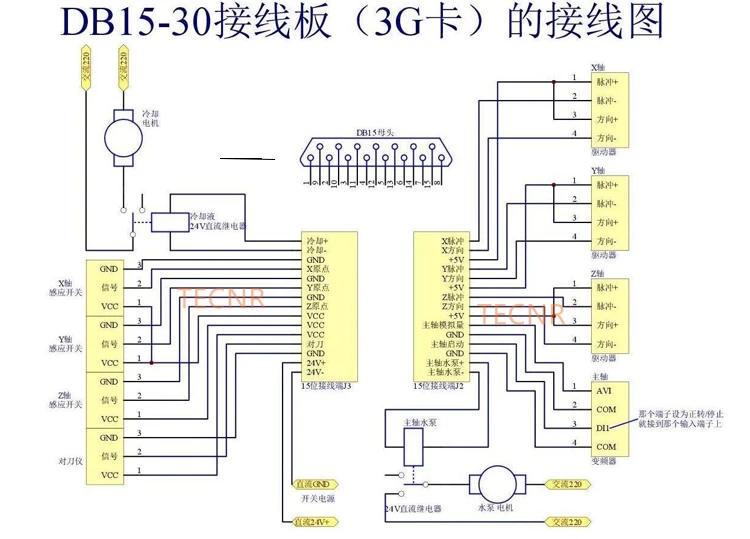 4.49 (китайский), NC Studio 5.4.49 (английский), NC Studio 5.4.55 (английский)
4.49 (китайский), NC Studio 5.4.49 (английский), NC Studio 5.4.55 (английский) 
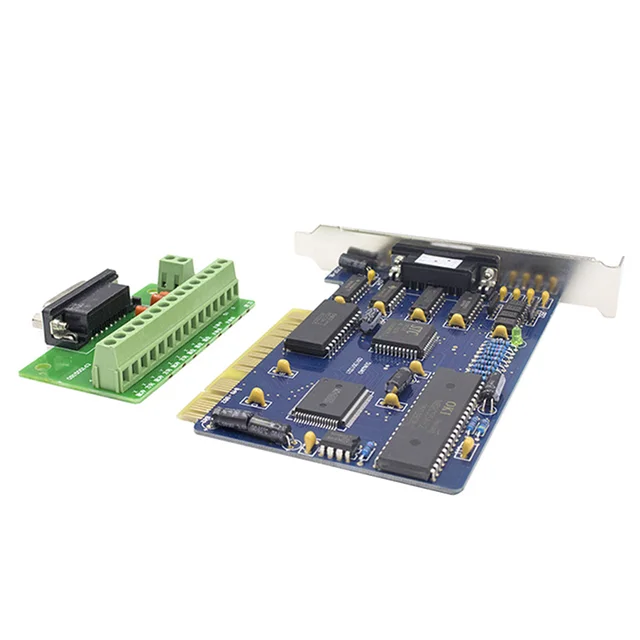 Алгоритм в соответствии с размером скорости соединения, направлением, максимальным ускорением и функцией прямого прогнозирования адаптивно определяет текущую скорость сходимости между инструкцией и следующей инструкцией. Не только значительно повысить эффективность обработки (примерно с 30% до 300%), но и повысить производительность обработки, устраняя оставшуюся в обработанной поверхности вибрацию скорости.
Алгоритм в соответствии с размером скорости соединения, направлением, максимальным ускорением и функцией прямого прогнозирования адаптивно определяет текущую скорость сходимости между инструкцией и следующей инструкцией. Не только значительно повысить эффективность обработки (примерно с 30% до 300%), но и повысить производительность обработки, устраняя оставшуюся в обработанной поверхности вибрацию скорости.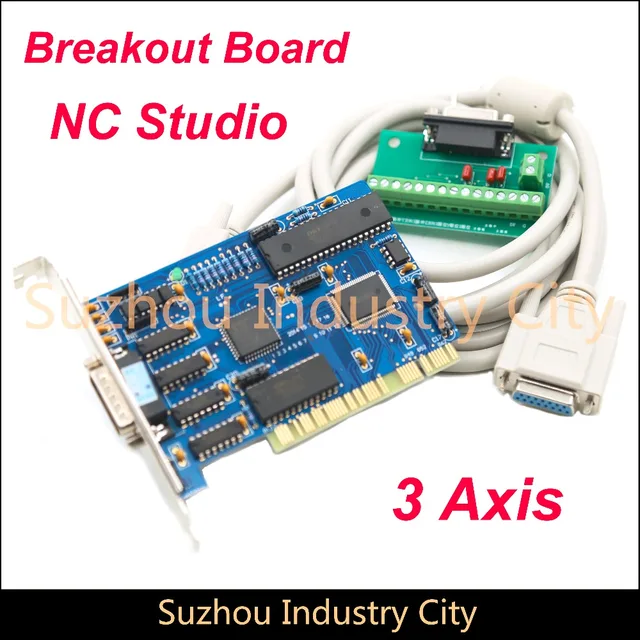 Новая версия очень сильно поддерживает работу с клавиатурой. Удовлетворение потребностей пользователя во время работы.
Новая версия очень сильно поддерживает работу с клавиатурой. Удовлетворение потребностей пользователя во время работы.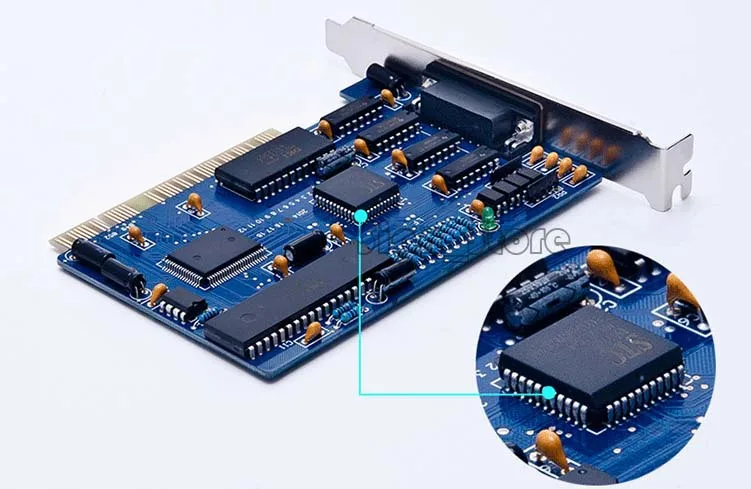



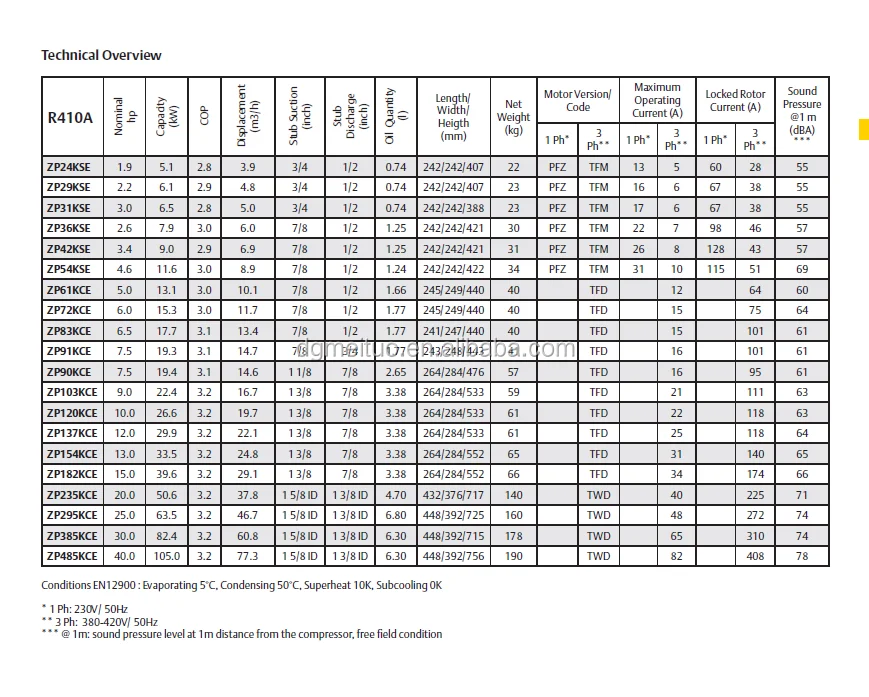 (куб.м)
(куб.м) jpeg»>
jpeg»>
 Izdelana iz trpežne ABS plastike in silikona.Ki se uporabljajo za odstranjevanje telefon in tablični računalnik steklene plošče.Uporabljate lahko dve kos dvignite zaslon stekla off aluminija so iMacs, mora imeti orodje za popravilo ali zamenjavo zdrobljen, počeno ali zdrobljeno iMac заслонку.
Izdelana iz trpežne ABS plastike in silikona.Ki se uporabljajo za odstranjevanje telefon in tablični računalnik steklene plošče.Uporabljate lahko dve kos dvignite zaslon stekla off aluminija so iMacs, mora imeti orodje za popravilo ali zamenjavo zdrobljen, počeno ali zdrobljeno iMac заслонку. Извиджач Рочадж Лахко Изполнгджуе Серье Глав (Križ T Tipa Plum Blossm Plug Glavo šsta razšritev palico Univerzalne Skupne, Lahko prejmete upogibanje palico) 2. vtiachnice, jakan -vanele vanele ranela -vanela -vaneleva raneleva raneleva raneleva raneleva raneleva ranelev nade ranelev nade ranelev nade ranelev.0009
Извиджач Рочадж Лахко Изполнгджуе Серье Глав (Križ T Tipa Plum Blossm Plug Glavo šsta razšritev palico Univerzalne Skupne, Lahko prejmete upogibanje palico) 2. vtiachnice, jakan -vanele vanele ranela -vanela -vaneleva raneleva raneleva raneleva raneleva raneleva ranelev nade ranelev nade ranelev nade ranelev.0009 Prosimo, довольствуйтесь 1-3см напак zaradi ročnega merjenja.Prosimo, poskrbite,
Prosimo, довольствуйтесь 1-3см напак zaradi ročnega merjenja.Prosimo, poskrbite,

 )
)



 Большое количество зубьев обеспечит более чистый рез, хотя скорость реза будет гораздо ниже. Малое количество зубьев обеспечит высокую скорость распила;, но качество реза будет грубым.
Большое количество зубьев обеспечит более чистый рез, хотя скорость реза будет гораздо ниже. Малое количество зубьев обеспечит высокую скорость распила;, но качество реза будет грубым.

 Львов
Львов 50 грн
50 грн Днепр
Днепр Днепр
Днепр
 С помощью всего нескольких комплектов и мощного гвоздезабивателя вы можете быстро добавить блеска в комнату за день или два.
С помощью всего нескольких комплектов и мощного гвоздезабивателя вы можете быстро добавить блеска в комнату за день или два. Одним из ярких примеров является напольное покрытие. Пол и стены никогда не встречаются. Цель этого зазора состоит в том, чтобы позволить им двигаться независимо друг от друга. Чтобы скрыть этот зазор, используются плинтусы.
Одним из ярких примеров является напольное покрытие. Пол и стены никогда не встречаются. Цель этого зазора состоит в том, чтобы позволить им двигаться независимо друг от друга. Чтобы скрыть этот зазор, используются плинтусы.

 Во всех домах есть плинтусы того или иного типа, будь то дерево, ПВХ или гибкий пластик.
Во всех домах есть плинтусы того или иного типа, будь то дерево, ПВХ или гибкий пластик.
 ..
.. Представляем Вашему вниманию «Фрезерные ЧПУ станки учебной серии CNC micro», которые идеально…
Представляем Вашему вниманию «Фрезерные ЧПУ станки учебной серии CNC micro», которые идеально…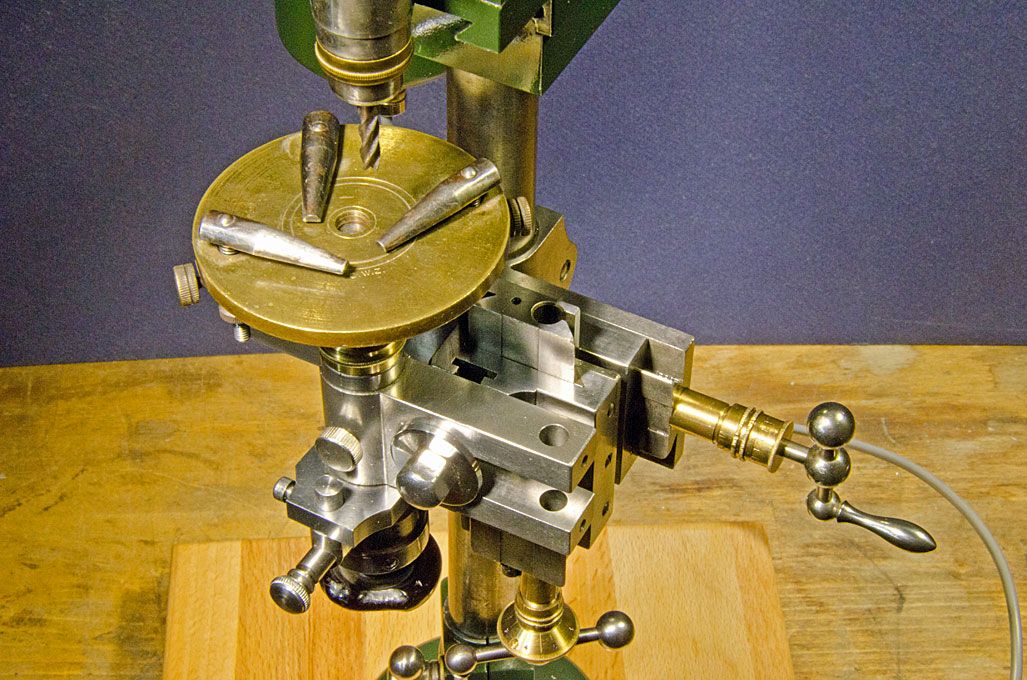 Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для…
Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для…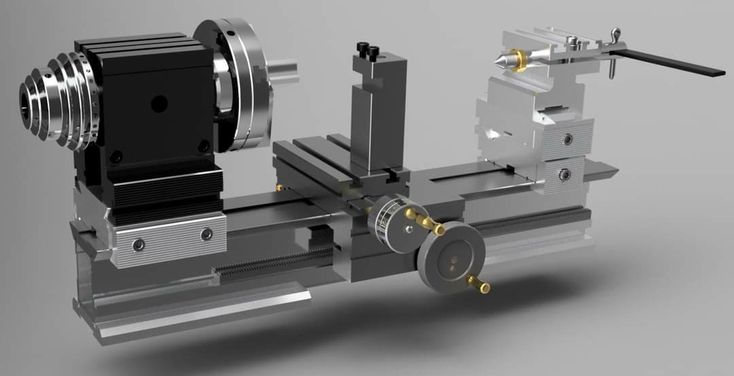 Работает с 4-мя скоростями вращения и даже при обработке крупных изделий…
Работает с 4-мя скоростями вращения и даже при обработке крупных изделий… Станок оснащён копиром.Технические характеристики:Напряжение питания 380 ВПотребляемая…
Станок оснащён копиром.Технические характеристики:Напряжение питания 380 ВПотребляемая…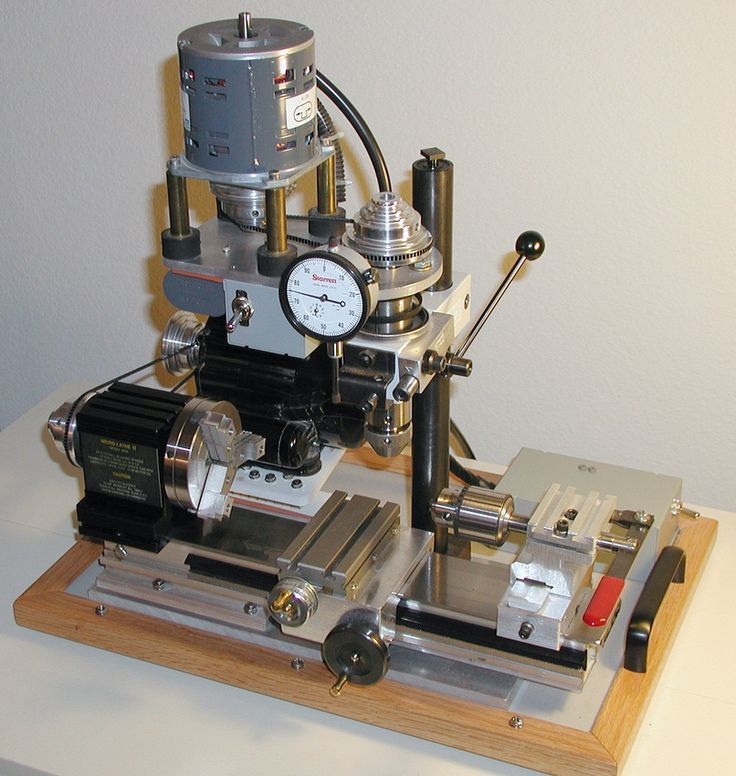 Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 370…
Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 370… Не подошел по габаритам, стоит в сухом подвале многоквартирного дома. Детальное описание Станок CL-1200 М предназначен для…
Не подошел по габаритам, стоит в сухом подвале многоквартирного дома. Детальное описание Станок CL-1200 М предназначен для…


 /мин. и ножной педалью для управления. Производство Корея.
/мин. и ножной педалью для управления. Производство Корея.


 0
0 Мнение лидера отрасли компании Palo Alto Networks
Мнение лидера отрасли компании Palo Alto Networks Часть 1
Часть 1 NORTON REPORT 2013
NORTON REPORT 2013 Часть 4
Часть 4 Комментарий к статье В.Г. Грибунина
Комментарий к статье В.Г. Грибунина ru» и другие социальные сети
ru» и другие социальные сети Устроит ли пользователя?
Устроит ли пользователя? Часть 2
Часть 2 Защита без белых пятен
Защита без белых пятен Много сложных задач и одно решение
Много сложных задач и одно решение Болезни роста
Болезни роста Моноблок HP 205 G4 22 — модель нового семейства, которая построена на базе процессоров AMD последнего поколения и отличается неплохой производительностью вкупе с привлекательной ценой
Моноблок HP 205 G4 22 — модель нового семейства, которая построена на базе процессоров AMD последнего поколения и отличается неплохой производительностью вкупе с привлекательной ценой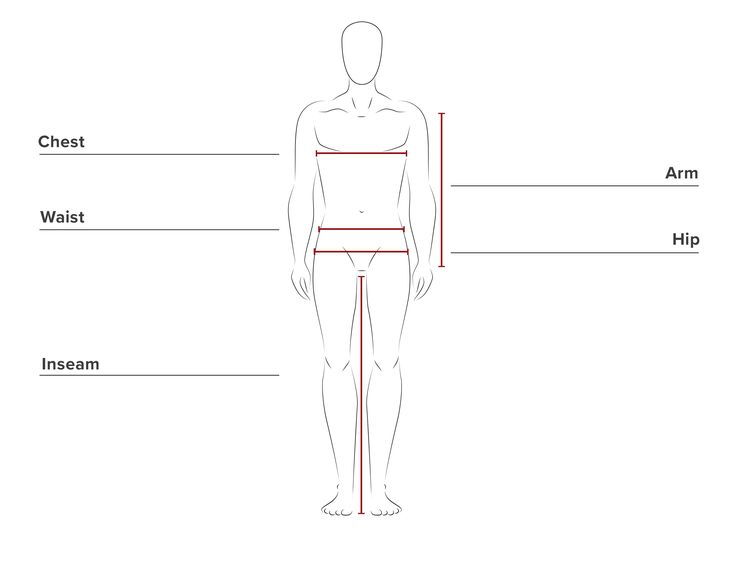 Новинка выполнена в формате TKL (без секции цифровых клавиш) и привлекает внимание оригинальным дизайном. Одна из отличительных особенностей этой модели — верхняя панель, обтянутая тканью с меланжевым рисунком
Новинка выполнена в формате TKL (без секции цифровых клавиш) и привлекает внимание оригинальным дизайном. Одна из отличительных особенностей этой модели — верхняя панель, обтянутая тканью с меланжевым рисунком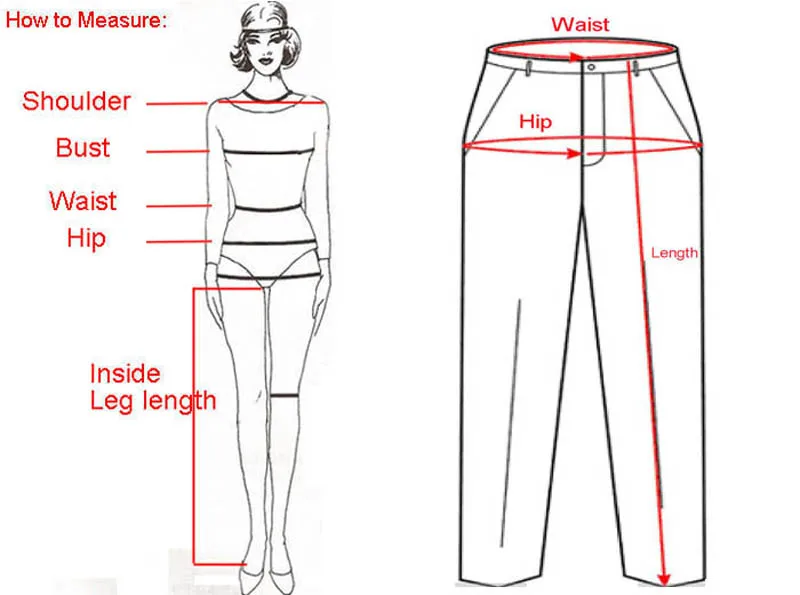 Они предназначены для оснащения игровых ПК и, как утверждают их создатели, сочетают высокую производительность и эффектный внешний вид
Они предназначены для оснащения игровых ПК и, как утверждают их создатели, сочетают высокую производительность и эффектный внешний вид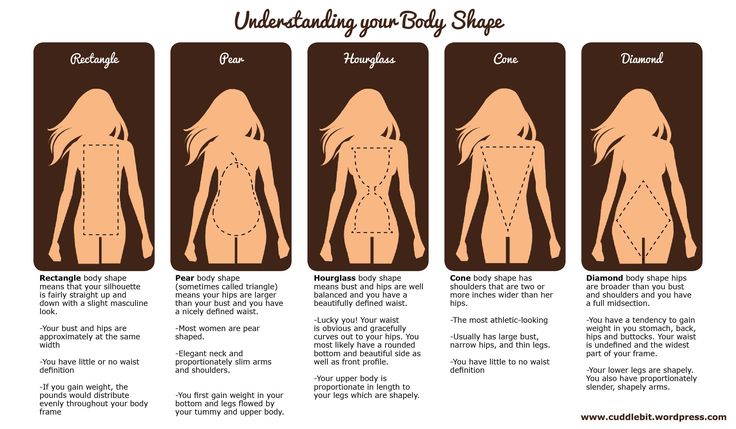
 Три вида артрита обычно поражают бедро:
Три вида артрита обычно поражают бедро: Это состояние связано с потерей кости, вызванной недостаточным получением крови. Это также может быть вызвано травмой или опухолями костей. Это может привести к разрушению тазобедренного сустава.
Это состояние связано с потерей кости, вызванной недостаточным получением крови. Это также может быть вызвано травмой или опухолями костей. Это может привести к разрушению тазобедренного сустава.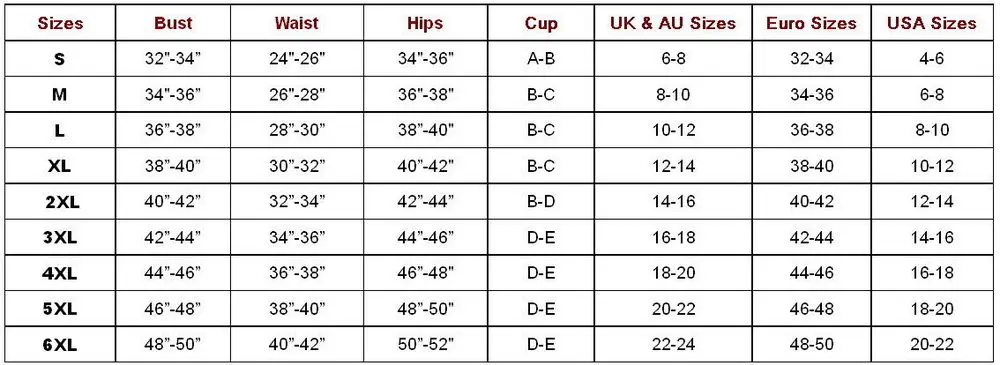
 Он также служит для стабилизации связи между верхней и нижней частями тела.
Он также служит для стабилизации связи между верхней и нижней частями тела.
 Это помогает при отведении, но в основном помогает стабилизировать бедра во время таких движений.
Это помогает при отведении, но в основном помогает стабилизировать бедра во время таких движений. К ним относятся:
К ним относятся: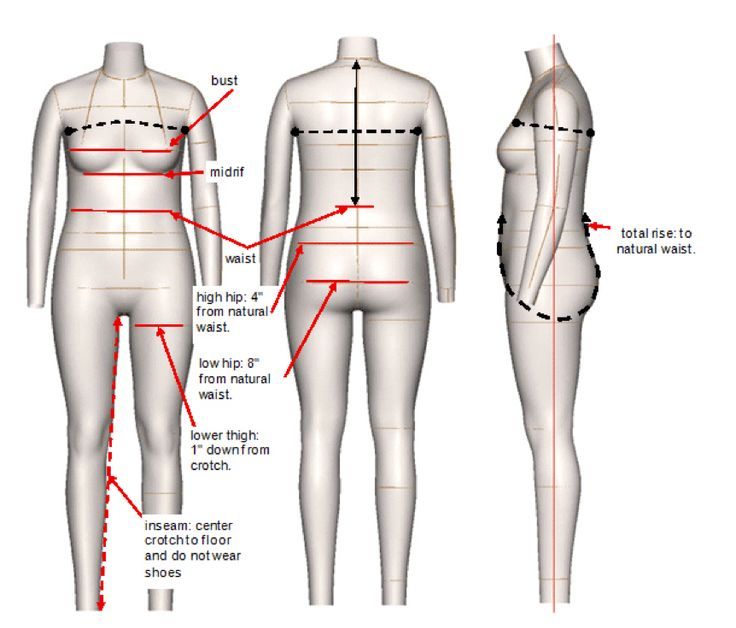
 Если эти методы не работают, врач может порекомендовать операцию по удалению пораженной бурсы.
Если эти методы не работают, врач может порекомендовать операцию по удалению пораженной бурсы.
 Технологические возможности станков могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Технологические возможности станков могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
 Этот небольшой, но в тоже время функциональный помощник способен превосходно справиться с выполнением таких операций как: нарезка резьбы, зенкерование, сверление, обточка поверхностей.
Этот небольшой, но в тоже время функциональный помощник способен превосходно справиться с выполнением таких операций как: нарезка резьбы, зенкерование, сверление, обточка поверхностей.
 длиной 700 мм и макс. диаметром 280 мм.
длиной 700 мм и макс. диаметром 280 мм. Технологические возможности станка могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Технологические возможности станка могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя. 37
37 обороты
обороты обороты
обороты 75
75


 60 кВт
60 кВт обороты 2500
обороты 2500  Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм. Настольный мини-токарный станок по металлу Eastwood с регулируемой скоростью
Настольный мини-токарный станок по металлу Eastwood с регулируемой скоростью Но прежде чем вы поспешите купить токарный станок, сначала задайте себе несколько соображений:
Но прежде чем вы поспешите купить токарный станок, сначала задайте себе несколько соображений:  Это позволяет нам рекомендовать только те продукты, которые были опробованы и проверены настоящими пользователями, которые могут подтвердить качество каждого токарного станка.
Это позволяет нам рекомендовать только те продукты, которые были опробованы и проверены настоящими пользователями, которые могут подтвердить качество каждого токарного станка.
 Этот фрезерный станок оснащен двигателем мощностью 3/4 л.с. с БЕСКОНЕЧНО ИЗМЕНЯЕМОЙ СКОРОСТЬЮ 0-2500 ОБ/МИН и способен делать 0,010-дюймовый разрез в стали, что позволяет вам изготавливать настоящие детали для вашего автомобиля.
Этот фрезерный станок оснащен двигателем мощностью 3/4 л.с. с БЕСКОНЕЧНО ИЗМЕНЯЕМОЙ СКОРОСТЬЮ 0-2500 ОБ/МИН и способен делать 0,010-дюймовый разрез в стали, что позволяет вам изготавливать настоящие детали для вашего автомобиля. Используется и доверяется ведущими строителями новичкам, а также обеспечивает пожизненную техническую поддержку.
Используется и доверяется ведущими строителями новичкам, а также обеспечивает пожизненную техническую поддержку. Существует почти бесконечное количество скоростей, которые вы также можете переключать, что дает вам больше контроля над конкретными проектами с помощью одного устройства.
Существует почти бесконечное количество скоростей, которые вы также можете переключать, что дает вам больше контроля над конкретными проектами с помощью одного устройства. Этот токарный станок, оснащенный нейлоновыми шестернями, является износостойким, прочным, более точным вращением и профессиональным. Мини токарный станок по металлу мощность двигателя: 550Вт. Полноразмерный брызговик обеспечивает максимальную защиту.
Этот токарный станок, оснащенный нейлоновыми шестернями, является износостойким, прочным, более точным вращением и профессиональным. Мини токарный станок по металлу мощность двигателя: 550Вт. Полноразмерный брызговик обеспечивает максимальную защиту. Профессиональные поперечные салазки спроектированы с абразивной стойкостью, лезвия свободно перемещаются с помощью подающего стержня.
Профессиональные поперечные салазки спроектированы с абразивной стойкостью, лезвия свободно перемещаются с помощью подающего стержня. Так как центральная высота 2,95 дюймов с центрами 5,31 дюйма, его лучше всего использовать для небольших заготовок. Однако, если вам нужно, вы можете увеличить диаметр до 1,96 дюйма, используя центральный блок.
Так как центральная высота 2,95 дюймов с центрами 5,31 дюйма, его лучше всего использовать для небольших заготовок. Однако, если вам нужно, вы можете увеличить диаметр до 1,96 дюйма, используя центральный блок. инструмент для новичков, чтобы понять, как пользоваться токарным станком по металлу
инструмент для новичков, чтобы понять, как пользоваться токарным станком по металлу
 Все эти аксессуары и инструменты полезны, когда вы пытаетесь выполнить более точные проекты.
Все эти аксессуары и инструменты полезны, когда вы пытаетесь выполнить более точные проекты. быстро
быстро
 Также имеется люнет, который обеспечивает максимальную неподвижность машины для использования без вибрации. Это, в свою очередь, поможет вашей работе оставаться стабильной. Конечно, этот токарный станок также имеет стандартные функции, такие как широкий диапазон переменной скорости, в котором вы можете определить скорость через встроенный светодиодный экран.
Также имеется люнет, который обеспечивает максимальную неподвижность машины для использования без вибрации. Это, в свою очередь, поможет вашей работе оставаться стабильной. Конечно, этот токарный станок также имеет стандартные функции, такие как широкий диапазон переменной скорости, в котором вы можете определить скорость через встроенный светодиодный экран. Переменная скорость: 0-2250 об/мин. Светодиодный экран показывает четкую и точную скорость для точной работы. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Точность шпинделя: 0,0004–0,0012 дюйма (0,01–0,03 мм).
Переменная скорость: 0-2250 об/мин. Светодиодный экран показывает четкую и точную скорость для точной работы. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Точность шпинделя: 0,0004–0,0012 дюйма (0,01–0,03 мм). Оснащен цельнометаллическими шестернями. Люнет работает как концевая опора, обеспечивая работу без вибрации. Защита от брызг в комплекте.
Оснащен цельнометаллическими шестернями. Люнет работает как концевая опора, обеспечивая работу без вибрации. Защита от брызг в комплекте.
 Таким образом, вы можете настроить токарный станок, держа другие необходимые инструменты под рукой.
Таким образом, вы можете настроить токарный станок, держа другие необходимые инструменты под рукой. Как правило, идеально подходят токарные станки по металлу с максимальной скоростью около 2500 об/мин. Эти скорости позволят вам резать более крупные куски. Кроме того, большая мощность гарантирует, что если вы режете более тяжелые детали, деталь будет продолжать резаться и поворачиваться плавно.
Как правило, идеально подходят токарные станки по металлу с максимальной скоростью около 2500 об/мин. Эти скорости позволят вам резать более крупные куски. Кроме того, большая мощность гарантирует, что если вы режете более тяжелые детали, деталь будет продолжать резаться и поворачиваться плавно. Существует множество типов токарных станков по металлу, некоторые лучше подходят для начинающих, а другие более полезны для опытных пользователей. Понимание того, какой из них лучше всего подойдет для вашего проекта, зависит от ваших конкретных потребностей и набора навыков. Независимо от того, какова ваша цель, единственный способ достичь ее — это иметь подходящую машину для работы.
Существует множество типов токарных станков по металлу, некоторые лучше подходят для начинающих, а другие более полезны для опытных пользователей. Понимание того, какой из них лучше всего подойдет для вашего проекта, зависит от ваших конкретных потребностей и набора навыков. Независимо от того, какова ваша цель, единственный способ достичь ее — это иметь подходящую машину для работы.
 0003
0003 10003
10003
 Вы можете использовать его для регулировки скорости вращения шпинделя в диапазоне от 0 до 2500 об/мин.
Вы можете использовать его для регулировки скорости вращения шпинделя в диапазоне от 0 до 2500 об/мин.
 .
.

 Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений. Применение персонального компьютера для настройки параметров обработки и загрузки управляющих программ (а также ручного управления органами станка – в случае необходимости) значительно упрощает технологический процесс и страхует персонал от ошибок.
Применение персонального компьютера для настройки параметров обработки и загрузки управляющих программ (а также ручного управления органами станка – в случае необходимости) значительно упрощает технологический процесс и страхует персонал от ошибок.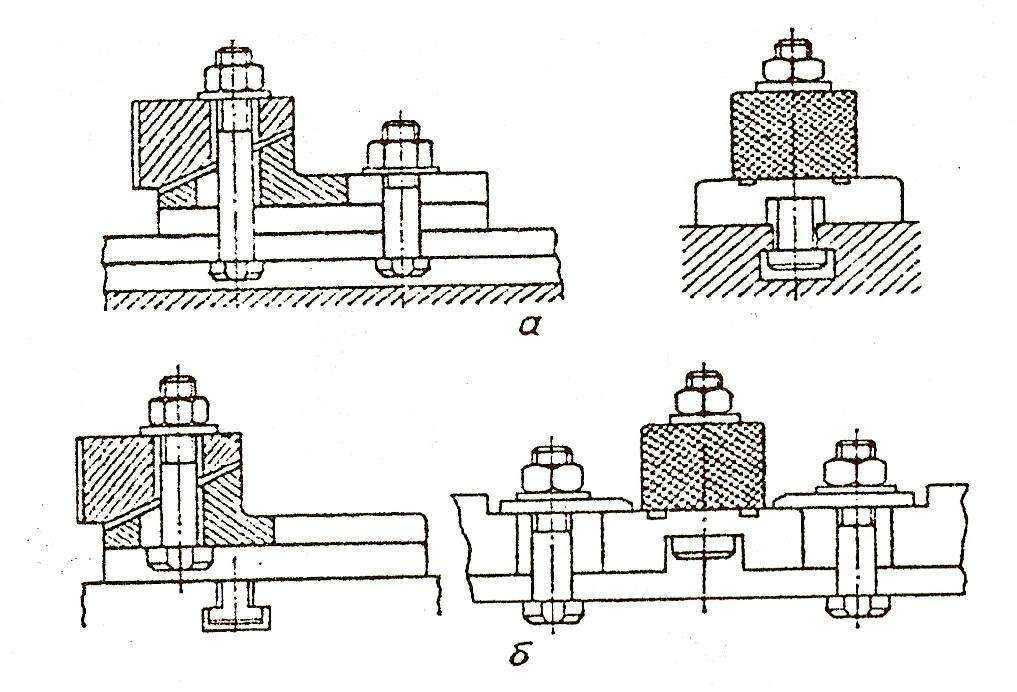 При этом, рабочий стол способен вместить лишь ту заготовку, которая физически вписывается в его размеры. Нетрудно догадаться, что материалы, превышающие площадь рабочего стола, не могут быть обработаны на таком фрезерном станке с ЧПУ. «Выпирающая» за габариты стола заготовка будет препятствием для движения инструментального портала, что совершенно недопустимо, ибо ведёт к созданию аварийной ситуации. Кроме того, заготовку для обработки необходимо надёжно закрепить. А как это сделать, если заготовка перекрывает собой все крепёжные пазы рабочего стола?
При этом, рабочий стол способен вместить лишь ту заготовку, которая физически вписывается в его размеры. Нетрудно догадаться, что материалы, превышающие площадь рабочего стола, не могут быть обработаны на таком фрезерном станке с ЧПУ. «Выпирающая» за габариты стола заготовка будет препятствием для движения инструментального портала, что совершенно недопустимо, ибо ведёт к созданию аварийной ситуации. Кроме того, заготовку для обработки необходимо надёжно закрепить. А как это сделать, если заготовка перекрывает собой все крепёжные пазы рабочего стола? В случае, когда готовое изделие не является несущим и требования к его прочности невелики, вполне можно прибегнуть к изготовлению отдельных «деталей», а затем соединить эти части в единое изделие при помощи клея или иных крепёжных материалов.
В случае, когда готовое изделие не является несущим и требования к его прочности невелики, вполне можно прибегнуть к изготовлению отдельных «деталей», а затем соединить эти части в единое изделие при помощи клея или иных крепёжных материалов.
 Кондуктор крепится на рабочем столе «раз и навсегда», а заготовки устанавливаются с упором в пазы – это обеспечит нужную точность их расположения под фрезой для каждого последующего установка.
Кондуктор крепится на рабочем столе «раз и навсегда», а заготовки устанавливаются с упором в пазы – это обеспечит нужную точность их расположения под фрезой для каждого последующего установка. Следующее предназначено для того, чтобы пролить свет на эту тему и задать несколько наводящих на размышления вопросов, которые помогут вам определить, подходят ли прецизионные бланки для вашей следующей работы.
Следующее предназначено для того, чтобы пролить свет на эту тему и задать несколько наводящих на размышления вопросов, которые помогут вам определить, подходят ли прецизионные бланки для вашей следующей работы.

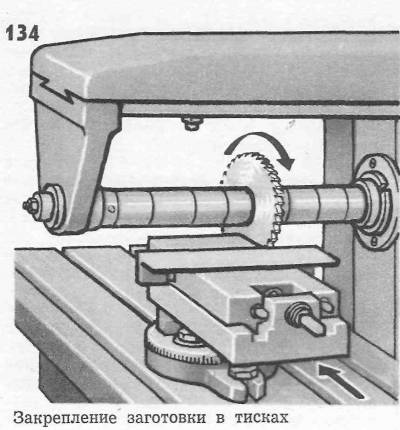 Когда готовые к обработке заготовки поставляются с добавленными дополнительными функциями, требуется меньше машинного времени.
Когда готовые к обработке заготовки поставляются с добавленными дополнительными функциями, требуется меньше машинного времени.
 00
00 Они…
Они… Они…
Они… Они…
Они… Они…
Они… Они…
Они… Они…
Они…
 Обязательные для заполнения поля отмечены звездочкой (*).
Обязательные для заполнения поля отмечены звездочкой (*).
 Теплогенератор оснащен либо атмосферной горелкой, либо горелкой вентиляторного типа. С ее помощью, подвергая горению различные виды топлива, получают теплый воздух. Разница температур на входе и выходе ГГВВ может составлять 50-70ºС.
Теплогенератор оснащен либо атмосферной горелкой, либо горелкой вентиляторного типа. С ее помощью, подвергая горению различные виды топлива, получают теплый воздух. Разница температур на входе и выходе ГГВВ может составлять 50-70ºС. Отпадает необходимость в строительстве котельной и теплотрассы, что позволяет снизить затраты на производство тепла.
Отпадает необходимость в строительстве котельной и теплотрассы, что позволяет снизить затраты на производство тепла.


 ..
..

 Горячий воздух с небольшими частицами пыли размером менее 20 микрон из нашего генератора горячего воздуха поступает в процесс. Вся система автоматизирована.
Горячий воздух с небольшими частицами пыли размером менее 20 микрон из нашего генератора горячего воздуха поступает в процесс. Вся система автоматизирована. )
)
 Низкие температуры горения в псевдоожиженном слое сводят к минимуму образование токсичных материалов, которые могут переноситься с золой.
Низкие температуры горения в псевдоожиженном слое сводят к минимуму образование токсичных материалов, которые могут переноситься с золой. Сочетание огромного опыта RF в разработке решений для широкого спектра применений с благоприятными характеристиками сжигания в псевдоожиженном слое делает RF лидером в предоставлении экологически чистых решений по утилизации отходов. Эффективная конструкция циклона способна снизить содержание взвешенных частиц в горячем воздухе до менее 20 микрон.
Сочетание огромного опыта RF в разработке решений для широкого спектра применений с благоприятными характеристиками сжигания в псевдоожиженном слое делает RF лидером в предоставлении экологически чистых решений по утилизации отходов. Эффективная конструкция циклона способна снизить содержание взвешенных частиц в горячем воздухе до менее 20 микрон.
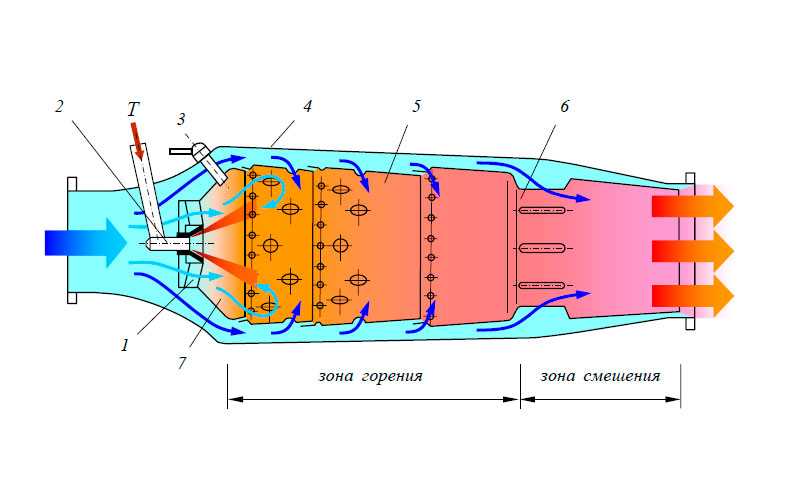 И использование меры повышения теплопередачи …
И использование меры повышения теплопередачи …
 сушка.
сушка.
 5
5